Embed Size (px)
Citation preview

Virtuelle Auslegung der Karosseriestrukturfür Betriebsbeanspruchungen
Entwicklung eines durchgängigenAuslegungsprozesses unter Berücksichtigung von
Prozeßeinflüssen aus der Fertigung
Dipl.-Ing. (Univ.) Hans Peter Gössing

Technische Universität MünchenInstitut fürTragwerksbauLehrstuhl für Stahlbau
Virtuelle Auslegung der Karosseriestrukturfür Betriebsbeanspruchungen
Entwicklung eines durchgängigenAuslegungsprozesses unter Berücksichtigung von
Prozeßeinflüssen aus der Fertigung
Dipl.-Ing. (Univ.) Hans Peter Gössing
Vollständiger Abdruck der von der Fakultät für Bauingenieur- und Ver-messungswesen derTechnischen Universität München zur Erlangung desakademischen Grades eines
Doktor Ingenieurs
genehmigten Dissertation.
Vorsitzender: Univ.-Prof. Dr.-Ing. Karl Schikora Univ.-Prof. Dr.-Ing. Karl Schikora
Prüfer der Dissertation: 1. Univ.-Prof. Dr. Ing., Dr.-Ing. habil. Dimitris Kosteas2. Univ.-Prof. Dr. rer. pol., Dr. rer. pol. habil. Horst Wildemann
Die Dissertation wurde am 18.12.2000 bei derTechnischen Universität Müncheneingereicht und durch die Fakultät für Bauingenieurwesen und Vermessungswesenam 29.06.2001 angenommen.

Vorwort
Diese Dissertation entstand während meinerTätigkeit bei der BMW AG. Die Arbeitsetzt thematisch auf den Untersuchungen meinerDiplomarbeit auf und ist eine Fort-führung meinerTätigkeit bei der BMW AG.
Durch die Wahl eines Themas aus derAutomobilindustrie eröffnete sich mirdie Mög-lichkeit, unbefangen an eine für mich neue und reizvolle Problemstellung heranzu-gehen. Daher möchte ich mich bei all denen bedanken, die es mir ermöglicht haben,diese Dissertation bei der BMW AG anzufertigen.
Eine solche Arbeit läßt sich natürlich nicht ohne Unterstützung und Betreuung fer-tigstellen. Daher möchte ich mich an dieser Stelle bei allen bedanken, die mich beiderRealisierung dieserArbeit maßgeblich unterstützt haben.Besonders möchte ichmeinem Betreuer bei BMW Herrn Stamm danken, der mir die Möglichkeit gab, die-ses Thema zu bearbeiten, und mich trotz seines vollen Terminplans während dergesamten Bearbeitungszeit jederzeit unterstützte.
Den Mitarbeitern von P+Z Engineering möchte ich für Ihre Hilfe bei meiner Einarbei-tung und für die Unterstützung bei den vielen technischen Problemen, die währendmeiner Arbeit auftauchten, danken.
Herrn Prof. Dr. Kosteas danke ich für seine Unterstützung bei meinerThemenwahlund für die Offenheit, die er meinen Ideen und Vorschlägen gegenüber zeigte. Er warmir die ganze Zeit über ein sehr guter Berater. Herrn Prof. Wildemann danke ich fürseine Unterstützung als zweiten Prüfer.
Speziell möchte ich mich mit dieser Arbeit bei meinen Eltern und Schwiegerelternbedanken, die mich während der gesamten Zeit unterstützten. Ohne ihren Rückhalthätte diese Arbeit nicht zustande kommen können.
Meiner Ehefrau danke ich für die vielen Stunden in der sie mich bei dieser Arbeitunterstützte.Auh danke ich ihr dafür, daß sie mir immer wieder zur Seite stand nebendem alltäglichen Druck ihrer beruflichen Tätigkeit.
Vorwort

1. Virtuelle Auslegung der Karosseriestrukturfür Betriebsbeanspruchungen
1.1 Einleitung 11.1.1 Problemstellung 21.1.2 Ziel der Arbeit 2
1.2 Reengineering im Fahrzeugentwicklungsprozeß 3
1.3 Auswirkungen des Reengineerings auf den Entwicklungs-prozeß der Karosseriestruktur 5
1.4 Simulationsbasierte Umsetzung des Reengineering 8
1.5 Anforderungen an simulationsbasierte Auslegungsabläufe 91.5.1 Effizienzsteigerung 91.5.2 Verbesserung der Aussagegüte und Zuverlässigkeit 10
1.6 Einbindung in den Entwicklungsprozeß der Karosserie-struktur 10
1.7 Auslegungsphasen der CAE-Betriebslastauslegung 11
1.8 CAE-Bench Betriebslastauslegung 141.8.1 Modellaufbau 151.8.2 Analyse- und Auswerteverfahren 161.8.3 Auswertung 16
1.9 Berücksichtigung von Prozeßinformationen im virtuellenAuslegungsprozeß 17
I
Inhalt
Virtuelle Auslegung der Karosserie-struktur für BetriebsbeanspruchungenEntwicklung eines durchgängigenAuslegungsprozesses unter Berück-sichtigung von Prozeßeinflüssen ausder Fertigung
2. Modellaufbau im CAE-Prozeß
2.1 Entwicklung der Modellgüte im Auslegungsprozeß 20
2.2 Durchgängige Datenzuordnung und -bezeichnung 21
2.3 Modellaufbau im Prozeß der CAE-Betriebslastauslegung 222.3.1 CAD-Datenübernahme 222.3.2 Bauteilvernetzung 242.3.3 Aufbau des Massenmodells 242.3.4 Assemblierung des Gesamtfahrzeugmodells 25
2.4 Nutzung von Synergiepotentialen bei der Erstellung vonGesamtfahrzeugmodellen 26
2.5 Benchmark Vernetzungsstrategien 28
2.6 Abbildung von Punktschweißverbindungen bei der Betriebs-lastauslegung 30
2.6.1 Gegenüberstellung der derzeitigen Schweißpunktabbildungen 322.6.2 Schweißpunktabbildung für die Lebensdauersimulation 342.6.3 Versuchstechnische Ermittlung von Steifigkeits- und Festigkeits-
kennwerten von Schweißpunkten 352.6.4 Schweißpunktabbildung für die statische Festigkeitssimulation 37
3. Analyseprozeß und Verfahren zur Ergebnis-auswertung
3.1 Auslegungsprozeß Betriebslasten 423.1.1 Rahmenbedingungen für den Simulationsprozeß Betriebslasten 423.1.2 Abgleich von Simulationsmethoden und -modellen mit dem
praktischen Versuch 45
3.2 Simulation von Teilstrukturen unter Gesamtfahrzeugrahmen-bedingungen 47
3.2.1 Die Submodelltechnik 483.2.2 Die Superelementtechnik 493.2.3 „Dynamisches Submodellverfahren“ 503.2.4 Vorgaben für die Verwendung des dynamischen Submodell-
verfahrens 513.2.5 Umsetzung in ANSYS 553.2.6 FE-PARTCUT 56
3.3 Auslegung von dynamisch beanspruchten Strukturen 583.3.1 Ermittlung der dynamischen Reaktion im Versuch 593.3.2 Rechnerische Ermittlung der dynamischen Reaktion 593.3.3 Berücksichtigung des Resonanzverhaltens bei Struktur-
auslegung für Betriebslasten 64
3.4 Darstellung von Betriebsbeanspruchung im Zeitbereich 653.4.1 Visualisierung der zeitlichen Beanspruchung 663.4.2 FE-STRUCT 67
II
Inhalt
4. Prozeßsimulation im Umfeld der CAE-Betriebs-lastauslegung
4.1 Einfluß des Umformprozesses auf die Beanspruchbarkeitvon Blechen 70
4.2 Verfahren der Prozeßsimulation 714.2.1 Einschrittverfahren 724.2.2 Inkrementelle Simulationsverfahren 734.2.3 Simulationsergebnisse der Umformsimulation 74
4.3 Integration der Tiefziehsimulation in den Prozeß Betriebs-lastauslegung 75
4.3.1 Anforderungen an das Schnittstellenprogramm FE-FORM 764.3.2 Rahmenbedingungen der Betriebslastauslegung für die Tiefzieh-
simuation 774.3.3 Modifikation der Fließkurven auf Basis der Ergebnisse der Um-
formsimulation 79
4.4 Die Tiefziehschnittstelle FE–FORM 814.4.1 Vorgehensweise und Datenfluß in FE-FORM 824.4.2 Übertragung der Abstreckung 844.4.3 Übertragung derVerfestigung 85
4.5 Einfluß des Umformprozesses bei statischen Betriebsbean-spruchungen 87
5. Zusamenfassung und Ausblick
Anhang
I. Mechanische Eigenschaften von Metallen
I.1 Materialkennwerte für die Betriebslastauslegung 94
I.2 Prüfverfahren für metallische Werkstoffe 96I.2.1 Der statische Zugversuch 97I.2.2 Der Dauerschwingversuch 98
I.3 Auswertung des statischen Zugversuchs 101I.3.1 Bruchdehnung 101I.3.2 Gleichmaßdehnung 102I.3.3 Brucheinschnürung 102I.3.4 Dehngrenze 103I.3.5 Streckgrenze 103I.3.6 Zugfestigkeit 104I.3.7 Elastizitätsmodul 104I.3.8 Querdehnung 105
III
Inhalt
I.4 Verfestigungsverhalten von metallischen Werkstoffen 106I.4.1 Werkstoffgesetze für mehrachsige elasto-plastische Bean-
spruchungen 106I.4.2 Fließbedingungen 107I.4.3 Verfestigungsannahmen für elasto-plastische Werkstoffe 109
I.5 Versuchsauswertung bei großen Dehnungen 111
I.6 Definition eines Prüfprogramms für elasto-plastische Materialkennwerte 115
1.7 Prüfprogramm für zyklische Materialkennwerte 116
II. Literaturverzeichnis
III. ANSYS-Makros
III.1 SPNEU.MAC 133III.2 SUB-SYS.MAC 137III.3 PARTCUT.MAC 138
IV
Inhalt
ABAQUS FE-SimulationsprogrammANSYS FE-SimulationsprogrammATZ Automobiltechnische ZeitschriftAZT Crash-AuslegungskriteriumBG BaugruppeCA Computer aidedCAD Computer aided designCAE Computer aided engineeringCAM Computer aided manufacturingCATIA CAD-SoftwareCFK Faser-VerbundCGI Common Gateway InterfaceDB DatenbankDIN Deutsche Industrie NormDMS DehnmeßstreifenDMU Digital Mock-Up (virtueller Konstruktionsprozeß)Dyko Dynamische KorosionsprüfungECE Europäische NormFALANCS Lebensdauersimulations-ProgrammFE Finite ElementeFEM Finite Elemente MethodeFEMAP FE-SchnittstellenprogrammFVA Full vehicle AssemblerFZG FahrzeugGUI Graphic user interfaceHA HinterachseHAA HinterachsaufnahmeHAT HinterachsträgerHTML HyperText Markup LanguageiMAN Produktdatenmanagementsystem der Fa. Unigraphics SolutionsISO International Standards OrganisationIT InformationstechnikIV InformationsverarbeitungMKS MehrkörpersimulationMPP Massive Paralell ProcessorMSC/NASTRAN FE-SimulationsprogrammNVH Noise,Vibration, HarshnessPDM Product Data ManagementPEP ProduktentstehungsprozeßPRISMA System zum Verwalten von CATIA-DatenPSK PunktschweißkleberRBE Interpolationselemente (constraint equations)SG SchutzgasSMB StandardmassenbelegungSOP Start of productionSP SchweißpunktVDA CAD-DateiformatVE VorentwicklungVIP Verbindungstechnisches Informations- und ProduktionssystemWEZ Wärmeeinflußzone
V
Abkürzungen
Abkürzungen

1.1 Einleitung
Der Wettbewerbsdruck im Bereich derAutomobilindustrie hat zu stark verän-derten Anforderungen und Rahmenbe-dingungen bei der Entwicklung neuerFahrzeuge geführt. Aus dieser Situationentstanden im Laufe der letzten Jahreverschiedenste technologische Weiter-entwicklungen, Verbesserungen undneue Funktionalitäten in Fahrzeugen.Diese haben dazu geführt, daß moderneFahrzeuge mit ca. 15 – 20.000 Einzeltei-len einen sehr hohen Komplexitätsgraderreicht haben. Das Automobil stelltdamit heute das technisch aufwendigsteGebrauchsgut dar, das in Großseriegefertigt wird.
Diese hohe Komplexität muß durchden Entwicklungsprozeß für jede Neu-entwicklung gesteuert, abgesichert undorganisiert werden. Die Vielzahl einzel-ner Bauteile und Komponenten und diedadurch zwangsläufig entstehendenSchnittstellen führen gegenüber frühe-ren Fahrzeugentwicklungen zu einemdeutlich höheren Abstimmungsaufwandzwischen den einzelnen Fachbereichender Entwicklungsabteilungen (Karosse-rie, Antrieb, Fahrwerk, etc.).
Der ständig wachsende Teile- undFunktionsumfang ist jedoch nicht dieeinzige Problematik, die durch den Ent-wicklungsprozeß abgedeckt werdenmuß. Veränderte Gesetzesauflagen undein verstärktes Sicherheits- und Umwelt-bewußtsein haben zudem zu erhöhtenAnforderungen an die Funktionssicher-heit, Umweltverträglichkeit und Dauer-haftigkeit geführt. [1.1]
Um den Markt als Full-Line-Anbie-terabzudecken,versuchen viele Herstel-ler zudem, jede Marktnische mit einemeigenständigen Produkt zu belegen. DieGesamtzahl der Fahrzeuge und Fahr-zeugvarianten hat sich dadurch im Laufeder letzten Jahre vervielfacht.
Erschwerend kommt außerdemhinzu, daß sich aus den erweitertenAnforderungen des Marktes nach neuenProdukten verkürzte Produktzyklenergeben. Vor diesem Hintergrund müs-sen die zeitlichen Randbedingungen derbisherigen Entwicklungsabläufe neudefiniert werden.Die Entwicklungszeitenfür künftige Fahrzeuge müssen daherdurch eine deutliche Produktivitätsstei-gerung derAbläufe verkürzt werden. [1.5]
1
Kapitel 1
Virtuelle Auslegung der Karosserie-struktur für Betriebsbeanspruchungen

1.1.1 Problemstellung
Die neuen Rahmenbedingungen in derAutomobilindustrie erfordern einen Wan-del der Entwicklungsabläufe um eineführende Position am Markt einnehmenbzw. behalten zu können. Insbesondereim Umfeld der Karosserieentwicklungbedeutet dies, daß die Serienentwick-lung durch leistungsfähige CAE-Pro-zesse begleitet und unterstützt werdenmuß.
Dadurch sollen alle Funktionen undAnforderungen an die Karosseriestruk-tur, bereits vor dem Aufbau von Prototy-pen, umfassend abgesichert werden.Der Hardwareversuch dient in diesemneuen Entwicklungsprozeß einzig derabschließenden funktionalen Freigabe.
Dieses Ziel wurde bereits für einigeFunktionsanforderungen (Crash, NVH,Steifigkeit) realisiert. Die Inhalte derFestigkeits- und Betriebsfestigkeitsaus-legung wurden jedoch bislang nochimmer durch Versuche abgesichert. Diespäte Verfügbarkeit von seriennaherHardware und die langen Erprobungs-zeiten lassen dabei nur wenige Optimie-rungsschleifen zu. Dies führt dazu, daßBetriebsfestigkeitsprobleme erst relativspät im Entwicklungsprozeß festgestelltwerden und dann nur mit großem Auf-wand behoben werden können.
Die wesentliche Ursache hierfür ist,daß die Methoden für die virtuelleBetriebsfestigkeitssimulation erst imLaufe der letzten Jahre eine ausrei-chende Güte erreicht haben und nochnicht an die Anforderungen derKarosse-rieentwicklung angepaßt wurden. Einweiteres Hindernis für den produktivenEinsatz solcher CAE-Methoden war bis-her außerdem das Fehlen eines durch-gängigen Auslegungsprozesses fürBetriebslasten.
Für den Einsatz der rechnerischenFestigkeits- und Betriebsfestigkeitsaus-legung bei der Entwicklung der Karosse-rie ist es zunächst entscheidend, dietypischen Schäden, die durch Betriebs-beanspruchungen auftreten, zu identifi-zieren.
Eine Untersuchung von Schäden,die bei unterschiedlichen Erprobungs-fahrten auftraten, zeigt zwei typischeSchadensbilder,die auf unterschiedlicheBetriebsbeanspruchungen zurückzu-führen sind.
Zum einen treten in der KarosserieSchäden im Bereich von Krafteinlei-tungsstellen durch statische Einzeler-eignisse auf. Diese Schäden sind imwesentlichen plastische (bleibende)Verformungen von Blechbauteilen.
Das zweite Schadensbild, das auf-tritt, sind Risse durch zyklische Laster-eignisse. Hier zeigte sich, daß die Mehr-zahl der Schäden im Umfeld vonBauteilverbindungen (Schweißpunkten)auftritt. Dies läßt sich darauf zurück-führen,daß die ungestörte Blechstruktur,im Gegensatz zu Schweißpunkten, nurwenige Kerben aufweist.
Ein CAE-Auslegungsprozeß zurAbsicherung von Betriebsbeanspru-chungen der Karosseriestruktur mußdaher speziell das elasto-plastischeVerhalten von Bauteilen und die Ermü-dungsfestigkeit von Bauteilverbindun-gen abdecken.
1.1.2 Ziel der Arbeit
Das Ziel dieser Arbeit ist es, einenvirtuellen Auslegungsprozeß zu ent-wickeln, um die Karosseriestruktur fürBetriebsbeanspruchungen (Betriebsla-sten) abzusichern. Durch diesen Prozeßmüssen alle fürdie Karosserie relevanten
2
Kapitel 1

Belastungen des Betriebs durch ent-sprechende Simulationsverfahren abge-deckt werden. Dabei müssen zum einenstatische Einzelereignisse und zumanderen zyklische Betriebsfestigkeits-lasten abgedeckt werden.
Dieser Auslegungsprozeß umfaßtdie Erstellung des Rechenmodells, dieSimulation und die abschließende Aus-wertung der Berechnung. Die Modell-erstellung wird von zwei Anforderungendominiert. Das Berechnungsmodell mußzum einen mit möglichst geringem Auf-wand erstellt werden und darf nicht zuviele Freiheitsgrade enthalten, um dieSimulationszeit so kurz wie möglich zuhalten. Zum anderen muß die benötigteAussagegüte in den betrachteten Struk-turbereichen erreicht werden. Diesbedeutet,daß die Diskretisierung derkri-tischen Strukturbereiche hinreichendgenau sein muß, um die geforderteErgebnisgüte bereitzustellen.
Aus diesem Grund muß im Rah-men dieser Arbeit ein neues Schweiß-punktersatzmodell fürdie Betriebsfestig-keitssimulation derKarosserie entwickeltwerden, das zuverlässige Aussagenüber die zyklische Festigkeit ermöglicht.Dabei soll auch für statische Beanspru-chungen eine verbesserte Abbildung derKraftüberleitung in einem Schweißpunkterreicht werden, um zuverlässigereAussagen bei der nichtlinearen Berech-nung zu erreichen.
Für die Inhalte der Betriebslastaus-legung sind unterschiedliche Simulati-onsmethoden und –anwendungen er-forderlich. Ziel ist es, mit Hilfe eineseinzigen Berechnungsmodells alleInhalte der Betriebslastauslegung abzu-decken um dadurch den Modellerstel-lungsaufwand zu minimieren. In diesemModell müssen deshalb alle Anforderun-gen der statischen Festigkeitsauslegung
und der Betriebsfestigkeitsanalyse ver-eint werden.
Um die Verfahren der Betriebs-lastauslegung in Fahrzeugprojekten zumEinsatz zu bringen, ist es zudem ent-scheidend,daß die Berechnungsabläufemit den benachbarten Auslegungsdiszi-plinen (Crash, NVH, Steifigkeit) vernetztwerden.
Durch die Einbindung in die beste-hende CAE-Landschaft soll eine Effizi-enzsteigerung in den CAE-Abläufenerreicht werden, indem Synergien bei derModellerstellung genutzt werden. Diesbedeutet, daß das Modell der Gesamt-struktur von der bereits etablierten Stei-figkeitsauslegung in Teilen übernommenwerden soll.
Für die statische Simulation vonKrafteinleitungsbereichen müssen nicht-lineare Berechnungsverfahren einge-setzt werden. Diese Verfahren sind sehrrechenintensiv und können daher nur ankleineren Teilstrukturen durchgeführtwerden. Im Rahmen dieser Arbeit mußdaher ein Verfahren entwickelt werden,um kleine Komponentenmodelle unterBerücksichtigung derRandbedingungendes Gesamtfahrzeugs zu bewerten.
Desweiteren soll durch die Berück-sichtigung des Fertigungsprozesses(Tiefziehen) der Blechbauteile bei derBetriebslastauslegung eine verbesserteAussagegüte erreicht werden. Durch dieÜbertragung der Einflußgrößen desUmformprozesses in die Modelle derstatischen Festigkeitsauslegung kann sodie Ausnützung der Bauteile verbessertwerden.
3
Virtuelle Auslegung der Karosseriestruktur für Betriebsbeanspruchungen

1.2 Reengineering im Fahrzeug-entwicklungsprozeß
Die bestehenden AuslegungsabläufederKarosseriestrukturmüssen unterdenveränderten Rahmenbedingungen in derAutomobilindustrie neu definiert werden.Dabei ist zu beachten, daß die Ausle-gung für die funktionalen Anforderungender Karosserie nicht direkt, sondern nurim Rahmen eines durchgängigen, abge-stimmten Prozesses möglich ist.Aus die-sem Grund wird hierfür im Rahmen die-ser Arbeit der Begriff Auslegungsprozeßverwendet.
Die veränderten Rahmenbedin-gungen setzen einen Wandel des Ausle-gungsprozesses voraus. Dieser auch als„Reengineering“ bezeichnete Prozeß istder bisher umfassendste Veränderungs-prozeß in der Geschichte der Automobi-lindustrie. [1.3] Die damit verbundenenUmstrukturierungen in den Entwick-lungsbereichen haben entscheidendeAuswirkungen auf zukünftige Produkteund damit auch auf den Erfolg im Markt.
Verbunden mit dem durchgängi-gen Einsatz von CAE-Methoden kanndurch das Reengineering ein erheblicherProduktivitätsschub bei der Entwicklungerreicht werden.Zudem soll durch detail-liertere Betrachtung allerFunktionsanfor-derungen die Qualität des Produkts ver-bessert werden.
Der Vernetzung der unterschiedli-chen Auslegungsdisziplinen (Crash,NVH (noise, vibration, harshness), Fe-stigkeit, Betriebsfestigkeit) kommt hier-bei eine entscheidende Bedeutung zu.Um den durch die erhöhte Komplexitätder Produkte gestiegenen Abstim-mungsaufwand effizienter durchführenzu können, muss die Kommunikationzwischen den einzelnen Funktionen ver-bessert werden. Erst durch die konse-
quente interdisziplinär abgestimmteAuslegung können die Ziele des Reen-gineering erreicht werden.
Dabei sind entsprechende zeitlicheRandbedingungen für die neuen virtuel-len Entwicklungsabläufe vorzugeben. ImReengineering werden deshalb festeZeithorizonte für die Entwicklung neuerFahrzeuge definiert, die an mehreren„Etappenzielen“ abgeprüft werden.Diese Meilensteine (Synchro-Punkte)dienen über alle Funktionen hinweg alsverbindliche Kontrollpunkte für die Reifedes Fahrzeugs zu einem definierten Zeit-punkt im Entwicklungsprozeß.
Die gesamte Entwicklungszeit beineuen Fahrzeugprojekten soll dabeigegenüber den bisherigen Zeiten vonüber 50 Monaten deutlich verkürzt wer-den. Dieses Ziel wird für die Auslegungs-disziplinen der Crash- und NVH-Ausle-gung bereits weitgehend erreicht. [1.6]Für die Umfänge der Betriebslastausle-gung lassen sich diese Rahmenbedin-gungen noch nicht erfüllen.
Durch die vollständige virtuelleAbbildung des Fahrzeugs lassen sichfast alle Auslegungsinhalte frühzeitigabprüfen, ohne daß Hardware-Prototy-pen vorhanden sein müssen. Mit diesem„Digital-car“ist es zudem jedem Prozeß-beteiligten möglich,den jeweils aktuellenKonstruktionsstand aller Komponentenabzufragen. Dadurch kann dieBerechnungsabteilung CAD-Daten(computer aided design) für die Erstel-lung von Berechnungsmodellen jeder-zeit abrufen. Das Digital-car ist damit einwichtiger Schritt in Richtung des virtuel-len Auslegungsprozesses.
Ein weiteres Ziel, das durch dieUmgestaltung derEntwicklungsbereicheerreicht werden soll, ist die Reduzierungder Aufwände für die Hardwareerpro-bung. Die Anzahl der Versuche soll
4
Kapitel 1

durch den durchgängigen Einsatz vonCAE-Werkzeugen auf einen einzigen ab-schließenden Bestätigungsversuchreduziert werden.
Der Bestätigungsversuch wird fürjedes Funktionsziel gegen Ende derFahrzeugentwicklung durchgeführt. Erdient damit nicht mehr wie bisher auchder Weiterentwicklung, sondern einzigder funktionalen Freigabe des fertigenEndprodukts.
Konstruktionsvarianten und -zwi-schenstände werden nicht mehr dop-pelt, d.h. sowohl durch den Versuch alsauch durch die Berechnung, abgesi-chert, sondern allein mit Hilfe der Simu-lation zur Serienreife weiterentwickelt.Allein durch die Vermeidung dieser Dop-pelarbeit ergeben sich erhebliche Ein-sparpotentiale zur Verbesserung derProduktivität und zur Reduzierung derAufwände.
Die Vorgabe, CAE-Werkzeugedurchgängig während des gesamtenProzesses einzusetzen, ist der einzigeLösungsansatz für die weiteren Zielvor-gaben von Entwicklungszeit und Pro-duktivitätssteigerung. Daher ist die Eta-blierung der CAD- und CAE-Prozesseein vorrangiges Ziel der Reengineering-Aktivitäten.
Zur Umsetzung dieser verändertenAnforderungen müssen die Simulations-methoden verbessert und neue Ansätzebei der virtuellen Funktionsbestätigunggefunden werden. Außerdem muß diegesamte Prozeßkette von der Konstruk-tionsdatenbereitstellung bis zumBerechnungsergebnis optimiert und dieAbläufe aufeinander abgestimmt wer-den.
Durch den verstärkten Einsatz vonCAE-Methoden können in Fahrzeugpro-jekten folgende Vorteile realisiert werden:
Verkürzung des Produktentwick-lungsprozessesReduzierung des Abstimmungsauf-wands zwischen den unterschiedlichenAuslegungsdisziplinenVerbesserung der Produktreifewährend aller AuslegungsphasenErreichen des konstruktiven Opti-mums unterBerücksichtigung allerfunktionalen RandbedingungenReduktion der Versuchsträger undHardwareerprobungen.
Die Berechnungsabteilungenerhalten durch die neuen Anforderungendes Reengineerings ein erheblich größe-res Aufgabenfeld, einen größeren Ver-antwortungsbereich und erhöhte Qua-litätsanforderungen gegenüber ihrerbisherigen Rolle im Entwicklungsprozeß.
Der Mehraufwand, der durch dengewachsenen Aufgabenbereich ent-steht, sollte aber nur teilweise durch denAufbau zusätzlicher personeller Kapa-zität abgefangen werden. Wesentlichwichtiger wird es sein, die bestehendenProzesse im Hinblick auf Effizienzsteige-rung zu durchleuchten und durch ver-besserte Abläufe den Gesamtaufwandzu reduzieren.
1.3 Auswirkungen des Reen-gineerings auf den Entwick-lungsprozeß der Karosserie-struktur
Die Rohkarosserie ist als tragende Platt-form des Fahrzeugs eine der wichtigstenKomponenten neuer Fahrzeuge. DieForm, Funktionalität und Dauerhaftigkeitder Karosserie entscheidet maßgeblichüber den späteren Markterfolg des Fahr-
5
Virtuelle Auslegung der Karosseriestruktur für Betriebsbeanspruchungen

zeugs.Sie ist zudem die wichtigste Kom-ponente, um sich sichtbar im Markt von anderen Herstellern abzuheben.
Bei vielen neuen Fahrzeugen ist dieKarosserie gleichzeitig der einzigeBestandteil, der vollständig neu ent-wickelt wird. Viele Ausstattungskompo-nenten, Teile vom Antriebsstrang undFahrwerk werden häufig von anderenFahrzeugen übernommen.
Um eine „Kannibalisierung“ dereigenen Produkte zu vermeiden, mussdie Differenzierung eines neuen Fahr-zeugs über die Karosserie zudem ein-deutig sein.
Der Zielkatalog für die Karosserieenthält eine große Zahl von Anforderun-gen an Funktion und Dauerhaftigkeit, diewährend derFahrzeugentwicklung abge-sichert werden müssen. Für die virtuelleAbsicherung derCrash- und NVH-Anfor-derungen gibt es bereits seit einigenJahren etablierte CAE-Auslegungsme-thoden und –prozesse. Diese virtuellenAuslegungsdisziplinen sind seit gerau-mer Zeit fester Bestandteil des Produkt-entstehungsprozesses.
Die Anforderungen aus demUmfeld derBetriebslasten wurden bisherjedoch im wesentlichen nur durch Versu-che abgedeckt, da es noch keinenabgesicherten und mit den Nachbar-funktionen abgestimmten virtuellen Aus-legungsprozeß für die Betriebsbean-spruchungen gab.
Dies führte dazu, daß Problemeoder konstruktive Schwächen bei stati-schen Lasten oder während der Dauer-lauferprobung bisher erst sehr spät imEntwicklungsprozeß festgestellt werdenkonnten. Durch die späte Identifikationvon Schwachstellen entstanden häufighohe Änderungsaufwände,um Betriebs-festigkeitsprobleme im Nachhinein zulösen.
Oft sind zudem die Lösungmög-lichkeiten zu diesem späten Zeitpunkt imEntwicklungsprozeß stark einge-schränkt,da die Geometrien dermeistenTeile bereits eingefroren sind. DieseLösungsmöglichkeiten stellen daherhäufig nur kompromißbehaftete Repara-turen dar, die mit einem großen Kosten–,Material– und Gewichtseinsatz verbun-den sind.
Dieses Problem läßt sich bei vielenKarosserien beobachten. Betrachtetman Strukturbereiche, die durchBetriebsbeanspruchungen hoch bela-stet sind, findet man häufig Blechauf-doppelungen oder andere Nachbesse-rungen, die zur Behebung vonFestigkeitsproblemen dienen. Dieserzusätzliche Aufwand an Teilen undSchweißnähten führt zu hohen zusätzli-chen Kosten in der Fertigung.
Bei einer kontinuierlichen prozeß-begleitenden virtuellen Absicherung derFunktion Betriebsfestigkeit könntendiese Schwachstellen zu einem wesent-lich früheren Zeitpunkt aufgezeigt unddurch konzeptionelle Umgestaltungensehr viel wirksamer und einfacher beho-ben werden.
Die erheblich reduziertenGewichtsziele der Rohkarosserie beigleichzeitig verbesserterFunktion stellenfür die Karosserieentwicklung, nebenden bereits genannten anderen Punk-ten, derzeit die größte Problematik dar.Durch die Minimierung der Blechdickenund eine dramatische Reduzierung derAnzahl an Schweißpunkten treten häufi-ger Schäden infolge von Betriebsbean-spruchungen auf. Dies rührt im wesentli-chen daher, daß die konstruktivenReserven moderner Karosseriestruktu-ren maximal ausgeschöpft sind unddamit der Grenzbereich viel frühererreicht wird.
6
Kapitel 1

Vor dem Hintergrund neuer Geset-zesanforderungen an Emission und Flot-tenverbrauch ist das Erreichen desGewichtoptimums jedoch nach wie voreines derKernziele und entscheidend fürden Erfolg am Markt. Es werden daherCAE-Methoden benötigt, mit denen eineStruktur im Hinblick auf Gewicht undFunktion optimiert werden kann.
Eine über das gesamte Funktions-spektrum optimierte Konstruktion läßtsich allerdings nur iterativ in Abstimm-schleifen finden. Unter diesen Rahmen-bedingungen werden die Grenzen derbisherigen versuchsbasierten Absiche-rung erreicht.Die langen Vorlaufzeiten fürden Prototypenbau und die Versuchs-zeiten der Dauerlauferprobung würdennur wenige konstruktive Schleifen zulas-sen und den Handlungsspielraum derKonstruktionsabteilungen zu stark ein-schränken. Außerdem entsteht einerheblicher Mehraufwand für die Kon-strukteure, da sie laufend die Geometrieder Bauteile anpassen müßten, umDaten für den Musterbau der Ver-suchsträger zu erstellen.
Mit Hilfe virtueller Auslegungsme-thoden kann eine höhere Anzahl an Vari-anten abgearbeitet werden und dadurchdie funktionale Reife während aller Pro-jektphasen deutlich verbessert werden.[1.2] Vor diesem Hintergrund wird deut-lich, daß die CAE-Methoden weiterent-wickelt werden müssen, um eine voll-ständige Absicherung der Karosserie füralle Funktionen im Rahmen der gesetz-ten Zeit- und Funktionsziele zu errei-chen. Gerade auf dem Gebiet derBetriebslastauslegung fehlt hierfür nochein durchgängiger, mit den Prozeßpart-nern abgestimmter Auslegungsprozeß.
Unter Betriebslasten werden imRahmen dieser Arbeit alle Auslegungs-lastfälle und Lastereignisse zusammen-
gefaßt, die während des Betriebs auftre-ten können; dabei werden in diesemZusammenhang nur große Kräfte, die zuFestigkeits- bzw. Betriebsfestigkeits-schäden führen können, betrachtet.Nicht in das Auslegungsspektrum derBetriebslastauslegung fallen daherBetriebsereignisse,die keine Bedeutungfür die Festigkeit haben, sondern einzigden Komfort beeinflussen. Kleine Kräftewerden bereits seit einigen Jahren durchdie NVH-Auslegung (Komfort) abge-deckt.Die Betriebslastauslegung umfaßtsowohl statische Einzelereignisse, alsauch Lastzyklen aus dem Betriebsfe-stigkeitsumfeld, die im wesentlichenüber das Fahrwerk und den Antriebs-strang auf die Karosserie übertragenwerden.
Die wachsende Bedeutung der vir-tuellen Betriebslastauslegung gegenü-ber den bereits etablierten statischenAuslegungsverfahren hat eine weiterepraxisbezogene Ursache.Bisherige Aus-legungskriterien der Steifigkeitsausle-gung, wie zum Beispiel die statischeSteifigkeit der Karosserie, werden mitHilfe von Ersatzlasten abgeprüft, die kei-nen realen Bezug zu wirklichen Fahrzu-ständen und -beanspruchungen haben.Es wird dabei über Hilfsgrößen, die nureinen geringen quantitativen Bezug zurWirklichkeit haben, auf das Strukturver-halten zurückgeschlossen.Es sind dabeinur qualitative Aussagen bezüglich derstrukturellen Schwachstellen möglich.
Mit der statischen Auslegung kön-nen vielfach nicht alle SchwachstelleneinerStruktur identifiziert werden.Bei derCAE-Betriebslastauslegung hingegenwird die Karosserie für real auftretendeBeanspruchungen ausgelegt.Es bestehtalso ein direkter quantitativer Bezug zumFahrversuch und dem Fahrzustand aufder Straße.
7
Virtuelle Auslegung der Karosseriestruktur für Betriebsbeanspruchungen

1.4 Simulationsbasierte Um-setzung des Reengineering
Um CAE-Methoden effizient ein-setzen zu können, müssen neu ent-wickelte Auslegungsmethoden für denproduktiven Einsatz aufbereitet werdenund einem abgestimmten Auslegungs-prozeß zufließen. Das bedeutet, daß dieneuen Methoden in eine standardisierteForm gebracht werden, damit sie vonallen Berechnungsverantwortlichen effi-zient eingesetzt werden können.
Ein wichtiger Bestandteil dieserArbeit bestand daher darin, neben derEntwicklung neuer Simulationsmetho-den auch die Integration und Vernetzungmit bestehenden CAE-Auslegungsab-läufen vorzusehen und mit benachbar-ten Auslegungsdisziplinen abzustim-men.
Um definierte Schnittstellen zuanderen Prozeßpartnern sicherstellen zukönnen, mußte zunächst ein Ausle-gungsprozeß für die Betriebslastausle-gung festgelegt und in den bestehen-den Produktentwicklungsprozeß (PEP)der Karosserie und des Gesamtfahr-zeugs eingebunden werden.
Dieser neue CAE-Auslegungspro-zeß wurde unter dem Namen CAE-PEP-Betriebslastauslegung an die beste-hende CAE-Landschaft im Crash- undNVH-Umfeld angepaßt. Die CAE-PEP-Betriebslastauslegung stellt den gesam-ten virtuellen Auslegungsprozeß fürBetriebslasten dar.
Alle simulationstechnischen Kom-ponenten dieses Prozesses wurden ineiner Art Werkzeugkasten, dem CAE-Bench (Betriebslastauslegung), zusam-mengefaßt. Das CAE-Bench ermöglichtes dem Berechnungsingenieur, alle fürdie Auslegung notwendigen Abläufe effi-zient zu steuern und zu dokumentieren.
Zusätzlich wird das gesamte Wissenzum Thema Betriebslastauslegung durchein Informationssystem (Best PracticeAdvisor) im CAE-Bench gesammelt unddem Berechnungsingenieur zugänglichgemacht.Diese Datenbank dient als Wis-sensspeicher, der das Wissen einzelnerExperten effektiv streut.
Eine weitere Anforderung bei derEntwicklung des CAE-Bench ist diebetriebssystemunabhängige Einsetz-barkeit. Hierfür eignet sich idealerweiseein webbasiertes System, welches inHTML (hyper text markup language) auf-gebaut ist. Alle Interaktionen mit demCAE-Bench erfolgen daher über einenInternet-Browser.
Bei der Entwicklung aller System-komponenten für CAE-Bench-Betriebs-lastauslegung muß daher die Möglich-keit der Batch-Steuerung (automatischeStapelverarbeitung) vorgesehen werden,da keine direkte Kommunikation mit ein-zelnen Applikationen über ein HTML-Interface erfolgen sollte. Die Belastungder Netzwerke kann dadurch minimiertwerden.
In Fällen, in denen eine Automati-sierung möglich ist, wurden daherMakros bzw. Skripte zur automatisiertenSteuerung von Abläufen für die entspre-chenden Programme geschaffen. Allewesentlichen Komponenten des CAE-Bench lassen sich damit durch eineinteraktiv erzeugte Batch-Steuerdateiauf einem zentralen Server abarbeiten.
Dadurch entfällt die Notwendigkeit,kostspielige Workstation-Arbeitsplätzezu installieren, wie sie derzeit für jedenBerechnungsingenieur vorgesehen wer-den müssen.Fürdie interaktive Arbeit mitdem CAE-Bench genügt damit inZukunft bereits ein normaler PC.
Im CAE-Bench wurden außerdemSchnittstellen zu anderen CAE-Prozes-
8
Kapitel 1
sen und Datenbanken vorgesehen.Einige dieserDatenbanken befinden sichjedoch erst im Prototypenstadium undenthalten derzeit nur geringe Datenbe-stände.
Eine wichtige zukünftige Aufgabewird es daher sein, die Datenbanken zubefüllen, um die erforderlichen Ein-gangsgrößen fürdie Simulationen bereit-zustellen. Hier sind im wesentlichenMaterial- und Lastdatenbanken vonBedeutung. Durch die dokumentiertezentrale Ablage und statistische Be-wertung von Daten durch die jeweilsverantwortliche Fachabteilung wird einHöchstmaß an Aktualität bei den Daten-beständen erreicht und der Kommuni-kationsaufwand zwischen den Prozeß-partnern minimiert.
1.5 Anforderungen an simulati-onsbasierte Auslegungsab-läufe
Durch den durchgängigen Einsatzvon CAE-Methoden im Reengineering-Prozeß sollen die Konstruktionsabteilun-gen stärker unterstützt werden. DieseVorgabe setzt jedoch einen Wandel derAuslegungsmethodik voraus.
Während CAE-Werkzeuge bishernur punktuell von einigen wenigenExperten angewendet werden, muß dieSimulation im Reengineering-Prozeßflächendeckend und parallel zu allenAuslegungsphasen in den Fahrzeugpro-jekten eingesetzt werden. Dazu muß dieAkzeptanz und das Vertrauen in dieSimulation verbessert werden.
Mit den neuen Simulationsmetho-den muß der Berechnungsingenieur inder Lage sein, alle Fragestellungen, die
bisher durch den Versuch abgedecktwerden, zuverlässig abzusichern. Hierfürist eine Erweiterung und Verbesserungder bestehenden Methoden und Ein-gangsgrößen der Berechnung nötig. Eskann jedoch nicht von jedem Berech-nungsingenieur erwartet werden, daßihm alle technischen Inhalte und Rand-bedingungen für alle Auslegungsinhaltebekannt sind.Vielmehrwird es in Zukunfteinige Experten geben, die für einzelneAuslegungsinhalte zuständig sind unddie dazu erforderlichen Auslegungs-methoden in ihrem Bereich vertieft wei-terentwickeln.
Neu entwickelte Berechnungsme-thoden müssen dann in einen abge-stimmten und dokumentierten Prozeßeinfließen,um sie allen Prozeßbeteiligtenzugänglich zu machen. Daher wird derhier vorgestellte Prozeß offen gestaltet,um für zukünftige methodische Erweite-rungen vorbereitet zu sein.
Durch den stärkeren Einsatz vonCAE-Werkzeugen und die Verbesse-
rung der Simulationsprozesse könnenim Fahrzeugprojekt eine Reihe von Vor-teilen und Verbesserungen gegenüberden bestehenden Abläufen erzielt wer-
den. Diese werden in den folgendenAbschnitten beschrieben.
1.5.1 Effizienzsteigerung
Derzeitliche Abstand zwischen derCAD-Datenbereitstellung und demSimulationsergebnis ist derzeit sehrlang. Ursache hierfür ist, daß die Erstel-lung von Simulationsmodellen derzeitnoch sehr zeitaufwendig ist. Die Dauerder Berechnung selbst ist dagegen nurgering.
Gerade bei der Modellerstellunglassen sich Vorteile von CAE-getriebe-
9
Virtuelle Auslegung der Karosseriestruktur für Betriebsbeanspruchungen

nen Auslegungsabläufen gegenüber derbisherigen Hardware-Erprobung realisie-ren. Der Zeitaufwand, der für den Aufbaueines vollständigen Hardwareprototypenbenötigt wird, ist derzeit bis zu fünfmalgrößerals der fürden Aufbau eines Simu-lationsmodells, das den AnforderungendieserArbeit entspricht.Dennoch beste-hen weitere Potentiale bei der CAE-Aus-legung, um die Gesamtzeit für eineBerechnungsschleife zu minimieren.Diese Potentiale liegen im wesentlichenbei der Modellerstellung.
Um den hier beschriebenen simu-lationsbasierten Entwicklungsprozeß für die Karosserie zu realisieren, mußaußerdem eine effiziente IT-Infrastrukturaufgebaut werden. Durch eine konsi-stente und dokumentierte Datenverwal-tung ist es allen Projektbeteiligten mög-lich, Zugang zu Simulationsdaten und–methoden zu erhalten. Die verbesserteInformationsverwaltung und –bereitstel-lung kann den Abstimmungsaufwandzwischen Konstruktion und Berechnungreduzieren und damit eine weitere Effizi-enzsteigerung ermöglichen.
Dadurch,daß das Wissen einzelnerExperten besser in den Auslegungspro-zeß einfließt und so dem gesamten Teamzugänglich ist, wird die Lernphase beineuen Auslegungsinhalten und Metho-den verkürzt.
Durch den Aufbau dieserCAE-Wis-sensbasis kann außerdem das Wissender Berechnungsabteilungen gebündeltund allen im Konzern laufenden Fahr-zeugprojekten zugänglich gemacht wer-den. Doppelarbeit bei der Methoden-entwicklung kann auf diese Weisewirksam vermieden werden.
1.5.2 Verbesserung der Aussagegüteund Zuverlässigkeit
Bei der Vielzahl der Simulations-methoden, die heute zum Einsatz kom-men, werden derzeit sehr unterschiedli-che Verfahren zum Aufbau der Modellesowie zur Durchführung der Berechnun-gen und ihrer Auswertungen eingesetzt.Diese Vielfalt führt dazu, daß die Berech-nungsergebnisse häufig nur schwer ver-gleichbar sind.
Die Qualität der Simulationsaus-sagen hängt damit entscheidend vomWissen des verantwortlichen Ingenieursab [1.4]. Dieser Prozeß ist daher nichtsehr robust.
Ein Großteil der Berechnungsum-fänge wird außerdem bei externen Liefe-ranten durchgeführt. Die Definition vonCAE-Abläufen trägt zusätzlich zurAnbin-dung von Ingenieurbüros und Zulieferernbei, die derzeit schon erhebliche Ent-wicklungsumfänge übernehmen.
Durch die Vorgabe von standardi-sierten Prozessen wird es darüber hin-aus möglich, Standards auch bei exter-nen Partnern sicherzustellen undabzuprüfen. Ein dokumentierter CAE-Auslegungsprozeß wäre schon allein vordiesem Hintergrund unerläßlich.
1.6 Einbindung in den Entwick-lungsprozeß der Karosserie-struktur
Im Rahmen der CAE-Auslegungstehen mehrere Analyseverfahren zurVerfügung, die bei wachsendem Auf-wand eine verbesserte Aussagegüteermöglichen.DerBerechnungsingenieurmuß daher an die geforderte Ergebnis-
10
Kapitel 1

güte angepaßt seine Simulationsmo-delle und –methoden auswählen.
Er ist hier im wesentlichen von derQualität der CAD-Daten abhängig, dadiese die Basis für den Aufbau seinerBerechnungsmodelle ist. Die Datenqua-lität und Detaillierung der CAD-Geome-triedaten nimmt während des Entwick-lungsprozesses zu. Aus diesem Grundmuß der Methodeneinsatz über die Lauf-zeit des Fahrzeugprojektes gestaffelterfolgen.
Die Abstimmung der verwendetenCAE-Tools und der damit verbundenenAuslegungstiefe an die verschiedenenPhasen des PEP und derdazugehörigenkonstruktiven Reife des Produkts ist ent-scheidend für einen effizienten und rei-bungslosen Auslegungsprozeß. Gestaf-felt über den Auslegungsprozeß fließenso dem Projekt während jedes Entwick-lungsstadiums in ihrer Aussagequalitätverbesserte Ergebnisse zu.
Nicht nur die CAD-Daten stellen fürden virtuellen Auslegungsprozeß derKarosseriestruktur wichtige Eingangs-größen dar. Für die CAE-Auslegung istauch die prozeßsichere (im Sinne derRandbedingungen des PEP) und termin-gerechte Versorgung mit Lastdaten eineGrundvoraussetzung.
Dies betrifft insbesondere Lastda-ten, welche nicht in Normen oder Zu-lassungsrichtlinien festgelegt sind, wiees zum Beispiel bei Radlasten aus derBetriebsfestigkeit der Fall ist. Hier kannerst durch eine entsprechende Messungoder eine MKS-Simulation (Mehrkörper-Simulation) die genaue Auslegungslastermittelt werden.
Eine Messung oder Simulationkann jedoch nurso gut sein,wie die Güteder Eingangsgrößen. Diese Größen sindzu Beginn des Auslegungsprozessesnoch relativ ungenau. Die Qualität der
Auslegungsgrößen (Lastdaten) ent-wickelt sich damit gestaffelt währenddes Auslegungsprozesses. Die bei derCAE-Betriebslastauslegung eingesetz-ten Methoden orientieren sich daherstark an der Güte dieser Eingangs-größen.
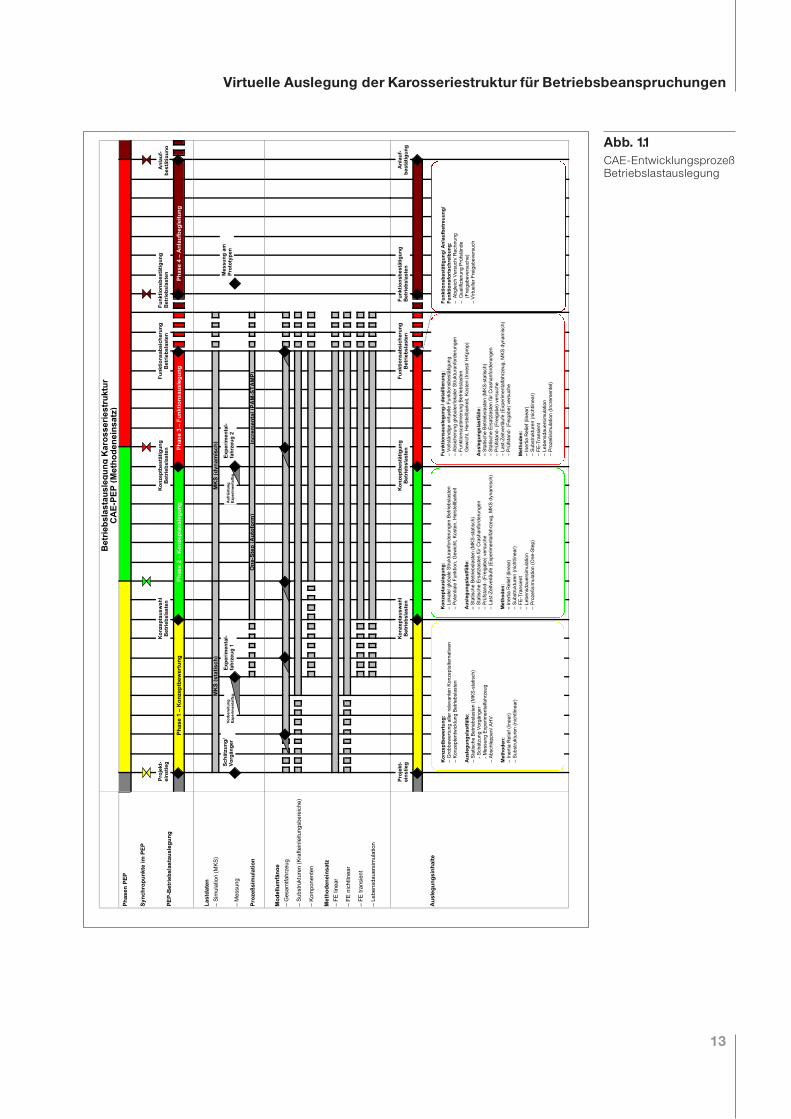
Die Auslegungsphasen derBetriebslastauslegung orientieren sichan den Synchronisationspunkten desübergeordneten 30-Monats-Entwick-lungsprozesses (Reengineering-Prozeß).Die CAE-Betriebslastauslegung wirddurch Synchronisationspunkte analogzum übergeordneten PEP in vier Phasengegliedert:
KonzeptbewertungKonzeptauslegungFunktionsauslegungAnlaufbegleitung.
Die Entwicklungsphasen des Pro-zesses der CAE-PEP-Betriebslastausle-gung laufen zeitlich leicht versetztgegenüber dem übergeordneten Haupt-terminplan des Fahrzeugprojektes ab,der die zeitlichen Rahmenbedingungenfür alle Auslegungsdisziplinen enthält.Dadurch wird sichergestellt, daß dieErgebnisse der CAE-Auslegung noch inden jeweiligen Konstruktionsstand ein-gearbeitet werden können.
1.7 Auslegungsphasen der CAE-Betriebslastauslegung
Neben den Auslegungsinhaltensind auch die verwendeten Simulations-methoden über die Laufzeit eines Ent-wicklungsprojektes gestaffelt.Diese Staf-felung ist in Abbildung 1.1 dargestellt.
11
Virtuelle Auslegung der Karosseriestruktur für Betriebsbeanspruchungen

Während der Konzeptbewertungs-phase wird das Strukturkonzept derKarosserie für das neue Fahrzeug defi-niert. In dieser Zeit muß daher eine großeAnzahl von Konzeptvarianten mit relativgeringem Simulationsaufwand bewertetwerden. Dabei ist das absolute Ergebnisvon untergeordneterWichtigkeit,da häu-fig nur der relative Vergleich zwischenmehreren Varianten von Interesse ist. Zudieser Zeit im Entwicklungsprozeß müs-sen alle großen konzeptionellenSchwächen aus der Struktur beseitigtund die Ausprägung der Lastpfade opti-miert werden.
Die Produktivität beim Modellauf-bau und der Simulation steht währenddieser Auslegungsphase im Vorder-grund. Außerdem müssen die verwen-deten Berechnungsmethoden in derKonzeptbewertungsphase geeignetsein, mit geringem Aufwand ein Konzeptfür alle wesentlichen Auslegungslastfällezu bewerten.
Für diese Untersuchungen genü-gen zumeist relativ einfache linearelasti-sche FE-Berechnungen (Finite Elemente)am Gesamtfahrzeug. Es werden daherim wesentlichen Inertial Relief-FE-Berechnungen am Gesamtfahrzeug fürstatische Betriebslasten eingesetzt, umdie Ausprägung von Lastpfaden in derGesamtstruktur zu untersuchen. Beglei-tend werden gegen Ende der Konzept-bewertungsphase, wenn das grobeStrukturkonzept definiert ist, die Kraft-einleitungsbereiche mit nichtlinearen FE-Rechnungen untersucht.
Dann folgt mit der Konzeptausle-gungsphase die Hauptauslegungs-phase, in der das Strukturkonzept zurReife gebracht wird.
Hierwird die während derKonzept-bewertung festgelegte Struktur zur Se-rienreife entwickelt. Die Detaillierung der
Berechnungsmodelle und Auslegungs-methoden nimmt in dieser Phase starkzu. Außerdem werden zu dieser Zeitauch erste Informationen zum Ferti-gungsprozeß benötigt, um Prozeßein-flüsse bei der funktionalen Auslegungkritischer Strukturbereiche berücksichti-gen zu können.
Während der anschließendenFunktionsauslegung ist die Konstruktionder Karosserie bereits im wesentlichenausgereift und abgeschlossen. Hiererfolgt parallel zurHardwareabsicherungdie vollständige virtuelle Absicherungund Freigabe aller Funktionen. DieBerechnungsmodelle haben in dieserAuslegungsphase die maximale Detail-lierung. Mit dem Abschluß der Funkti-onsauslegung ist der eigentliche Ausle-gungsprozeß für Betriebslastenabgeschlossen.
Während der Anlaufbegleitung solleine möglichst reibungslose Umsetzungder Konstruktion beim Serienanlauf rea-lisiert werden. Letzte Probleme, diedurch veränderte Werkzeuge, Fügefol-gen und Schweißpunktlagen entstehen,werden bewertet und – falls erforderlich– Änderungen vorgeschlagen.
Neben derproduktbezogenen Ent-wicklung gibt es außerdem einenBereich produktunabhängiger Vorent-wicklung (VE), in dem Schaufensterlö-sungen für zukünftige Fahrzeuge zurReife entwickelt werden. Diese VE-Pro-jekte sind nicht im PEP-Betriebslastaus-legung ausgewiesen, da sie in der Regelnicht einem bestimmten Fahrzeugpro-jekt zugeordnet sind. Die VE ist jedochein wichtiger Zulieferprozeß für neuekonstruktive Lösungen und Konzepte inder Vorleistungsphase bis 40 Monate vor Serieneinsatz und in der frühen Kon-zeptbewertungsphase.
12
Kapitel 1
13
Virtuelle Auslegung der Karosseriestruktur für Betriebsbeanspruchungen P
has
en P
EP
Las
tdat
en
– S
imul
atio
n (M
KS
)
– M
essu
ng
Pro
zeß
sim
ula
tio
n
Mo
del
lum
fän
ge
– G
esam
tfahr
zeug
– S
ubst
rukt
uren
(K
rafte
inle
itung
sber
eich
e)
– K
ompo
nent
en
Met
ho
den
ein
satz
– F
E li
near
– F
E n
icht
linea
r
– F
E tr
ansi
ent
– Le
bens
daue
rsim
ulat
ion
Au
sleg
un
gsi
nh
alte
PE
P-B
etri
ebsl
asta
usl
egu
ng
CA
E-P
EP
(M
eth
od
enei
nsa
tz)
MK
S (
dyn
amis
ch)
MK
S (
stat
isch
)
Incr
emen
tal (
PA
M-S
TA
MP
)O
ne-
Ste
p (
Au
tofo
rm)
Ph
ase
1 –
Ko
nze
ptb
ewer
tun
gP
has
e 2
– K
on
zep
tau
sleg
un
gP
has
e 3
– F
un
ktio
nsa
usl
egu
ng
Syn
chro
pu
nkt
e im
PE
P
Ph
ase
4 –
An
lau
fbeg
leit
un
g
Bet
rieb
slas
tau
sleg
un
g K
aro
sser
iest
rukt
ur
An
lau
f-b
estä
tig
un
gK
on
zep
tbes
täti
gu
ng
Bet
rieb
slas
ten
Ko
nze
pta
usw
ahl
Bet
rieb
slas
ten
Pro
jekt
-ei
nst
ieg
Exp
erim
enta
l-fa
hrz
eug
1V
orb
erei
tun
gE
zper
imen
talf
zg.
Ko
nze
ptb
ewer
tun
g:
– G
robb
ewer
tung
alle
r re
leva
nten
Kon
zept
alte
rnat
iven
– K
onze
pten
twic
klun
g B
etrie
bsla
sten
Au
sleg
un
gsl
astf
älle
:–
Sta
tisch
e B
etrie
bsla
sten
(M
KS
-sta
tisch
)
- S
chät
zung
Vor
gäng
er
- M
essu
ng E
xper
imen
talfa
hrze
ug–
Abs
chle
ppen
/ AH
V
Met
ho
den
:–
Iner
tia R
elie
f (lin
ear)
– S
ubst
rukt
uren
(ni
chtli
near
)
Ko
nze
pta
usl
egu
ng
:–
Loka
le/ g
loba
le S
truk
tura
nfor
deru
ngen
Bet
riebs
last
en–
Pot
entia
le F
unkt
ion,
Gew
icht
, Kos
ten,
Her
stel
lbar
keit
Au
sleg
un
gsl
astf
älle
:–
Sta
tisch
e B
etrie
bsla
sten
(M
KS
-sta
tisch
)–
Sta
tisch
e E
rsat
zlas
ten
für
Cra
shan
ford
erun
gen
– P
rüfs
tand
- (F
reig
abe)
ver
such
e–
Last
-Zei
tver
läuf
e (E
xper
imen
talfa
hrze
ug, M
KS
dyn
amis
ch)
Met
ho
den
:–
Iner
tia R
elie
f (lin
ear)
– S
ubst
rukt
uren
(ni
chtli
near
)–
FE
-Tra
nsie
nt–
Lebe
nsda
uers
imul
atio
n–
Pro
zeß
sim
ulat
ion
(One
-Ste
p)
Ko
nze
pta
usw
ahl
Bet
rieb
slas
ten
Ko
nze
ptb
estä
tig
un
gB
etri
ebsl
aste
nA
nla
uf-
bes
täti
gu
ng
Sch
ätzu
ng
/ V
org
äng
er
Fu
nkt
ion
sbes
täti
gu
ng
/ An
lau
fbet
reu
un
g/
Fu
nkt
ion
sfo
rtsc
hre
ibu
ng
:–
Abg
leic
h V
ersu
ch/ R
echn
ung
– Q
ualif
izie
rung
Prü
fstä
nde
(
Fre
igab
ever
such
e)–
Virt
uelle
r F
reig
abev
ersu
ch
Fu
nkt
ion
sab
sich
eru
ng
Bet
rieb
slas
ten
Exp
erim
enta
l-fa
hrz
eug
2
Fu
nkt
ion
sbes
täti
gu
ng
Bet
rieb
slas
ten
Pro
jekt
-ei
nst
ieg
Fu
nkt
ion
sab
sich
eru
ng
Bet
rieb
slas
ten
Fu
nkt
ion
sbes
täti
gu
ng
Bet
rieb
slas
ten
Fu
nkt
ion
sau
sleg
un
g-/
det
ailli
eru
ng
:–
Vol
lstä
ndig
e vi
rtue
lle F
unkt
ions
best
ätig
ung
– A
bsic
heru
ng g
loba
ler/
loka
ler
Str
uktu
ranf
orde
rung
en–
Fun
ktio
nsop
timie
rung
Bet
riebs
last
en
Gew
icht
, Her
stel
lbar
keit,
Kos
ten
(Inv
est/
HK
prop
)
Au
sleg
un
gsl
astf
älle
:–
Sta
tisch
e B
etrie
bsla
sten
(M
KS
-sta
tisch
)–
Sta
tisch
e E
rsat
zlas
ten
für
Cra
shan
ford
erun
gen
– P
rüfs
tand
- (F
reig
abe)
ver
such
e–
Last
-Zei
tver
läuf
e (E
xper
imen
talfa
hrze
ug, M
KS
dyn
amis
ch)
– P
rüfs
tand
- (F
eiga
be)
vers
uche
Met
ho
den
:–
Iner
tia R
elie
f (lin
ear)
– S
ubst
rukt
uren
(ni
chtli
near
)–
FE
-Tra
nsie
nt–
Lebe
nsda
uers
imul
atio
n–
Pro
zeß
sim
ulat
ion
(Inc
rem
ente
l)
Au
frü
stu
ng
Ezp
erim
enta
lfzg
.
Mes
sun
g a
m
Pro
toty
pen
Abb. 1.1CAE-EntwicklungsprozeßBetriebslastauslegung

1.8 CAE-Bench Betriebslastausle-gung
Der CAE-Auslegungsprozeß kannnur dann die angestrebten Effizienzvor-teile gegenüberden bisherigen Abläufenbringen, wenn die einzelnen Ausle-gungsschritte definiert sind und rei-bungslos ineinander greifen. Hierzu istes notwendig, alle Vorgänge und Abläufeinnerhalb des Prozesses zu definierenund mit den angrenzenden Entwick-lungsbereichen abzustimmen.
Die Abstimmung der Schnittstellenzwischen zwei Prozeßschritten ist dabeiin der Regel das Haupthindernis zueinem durchgängigen CAE-Auslegungs-prozeß. Hier gehen häufig Informationendurch die Konvertierung unterschiedli-cher Datenformate verloren. Diese feh-lenden Informationen müssen dann inrelativ aufwendiger manuellerArbeit wie-der erzeugt werden.
Das CAE-Bench faßt alle Kompo-nenten, die für die virtuelle Absicherungder Rohkarosserie erforderlich sind, ineinem abgestimmten CA-Prozeß zusam-men.Alle zwischen den einzelnen Ausle-gungsschritten bestehenden Schnitt-stellen sind im CAE-Bench integriert undgewährleisten so ein effizientes Daten-handling.
Die im Rahmen dieser Arbeit ent-wickelte CAE-Bench Betriebslastausle-gung orientiert sich stark an der Strukturund den Bestandteilen der bereits eta-blierten Bench-Prozesse im NVH- undCrash-Umfeld. Durch die direkte Ver-wendung beziehungsweise nurgeringfü-gige Anpassung möglichst vieler bereitsbestehender Komponenten aus demNVH- und Crash-Bench ließ sich derEntwicklungsaufwand für die CAE-Bench Betriebslastauslegung erheblichreduzieren. Neue Komponenten wurden
daher modular aufgebaut und als Bau-steine in den bestehenden Bench-Pro-zeß eingefügt. Auf diese Weise könnenerhebliche Synergien realisiert und derEntwicklungsaufwand minimiert werden.
In den folgenden Abschnitten wer-den die Hauptbestandteile des CAE-Bench Betriebslastauslegung vorge-stellt. Die Struktur des CAE-Bench istdabei in drei Hauptkomponenten aufge-teilt (Abb. 1.2):
ModellaufbauSimulationAuswertung.
Diese drei Hauptkomponenten desProzesses sind über definierte Schnitt-stellen miteinander verbunden. Desweiteren ist die Anbindung an die Nach-barprozesse (Konstruktion, Fertigungs-planung, Versuch und Datenbanken) inden drei Teilprozessen definiert. Indiesen drei Prozeßschritten werdenaußerdem eine Reihe von Daten- undSimulationsobjekten erzeugt, die durchdas CAE-Bench verwaltet und archiviertwerden. Der eindeutige Verweis auf diekonstruktive Basis (CAD-Daten) ist hiereine weitere wichtige Anforderung.
Die CAE-Bench Betriebslastausle-gung stellt eine Vision dar, die sich in sei-nem gesamten Umfang erst mittelfristigrealisieren läßt. In dieser Arbeit wirddaher der Prozeß des CAE-Bench kon-kretisiert und das Rahmengerüst ent-wickelt. Ebenso werden alle wichtigenSystembestandteile definiert und ent-wickelt. Diese Tools werden dann inForm von Prototypen umgesetzt. Derhier vorgestellte Prozeß wird in dieserForm bereits in Fahrzeugprojekten pro-duktiv eingesetzt.
14
Kapitel 1
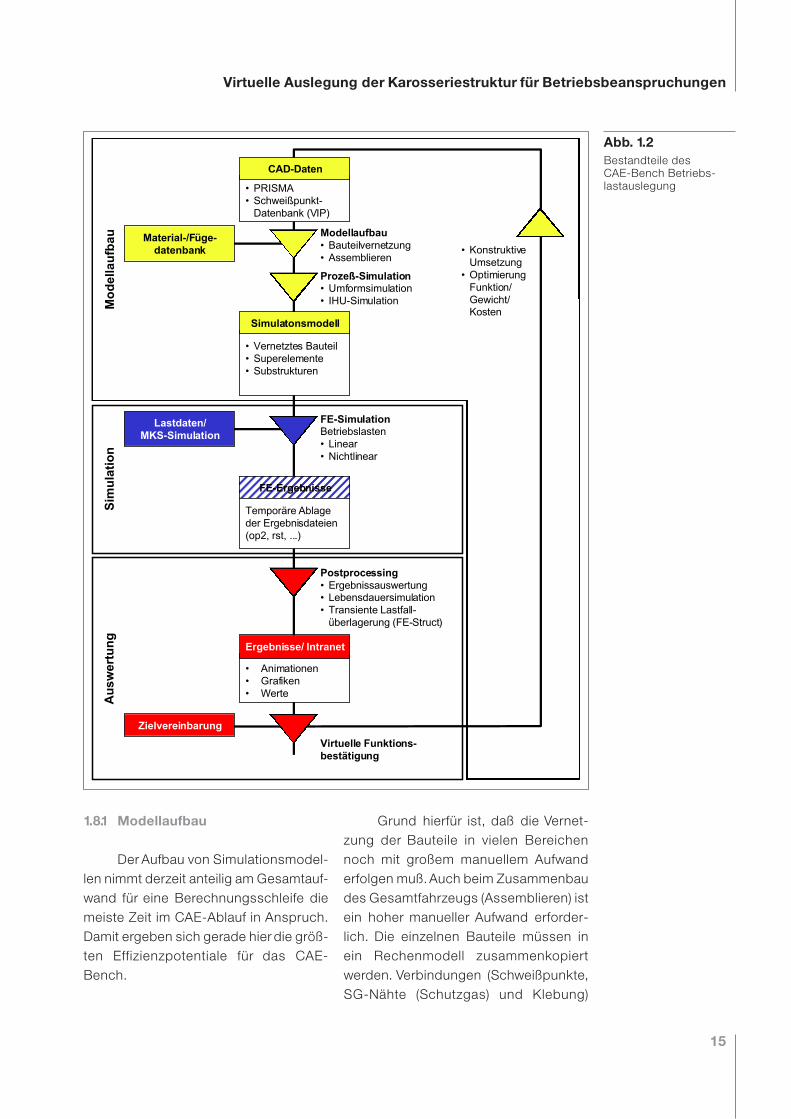
1.8.1 Modellaufbau
DerAufbau von Simulationsmodel-len nimmt derzeit anteilig am Gesamtauf-wand für eine Berechnungsschleife diemeiste Zeit im CAE-Ablauf in Anspruch.Damit ergeben sich gerade hierdie größ-ten Effizienzpotentiale für das CAE-Bench.
Grund hierfür ist, daß die Vernet-zung der Bauteile in vielen Bereichennoch mit großem manuellem Aufwanderfolgen muß.Auch beim Zusammenbaudes Gesamtfahrzeugs (Assemblieren) istein hoher manueller Aufwand erforder-lich. Die einzelnen Bauteile müssen inein Rechenmodell zusammenkopiertwerden. Verbindungen (Schweißpunkte,SG-Nähte (Schutzgas) und Klebung)
15
Virtuelle Auslegung der Karosseriestruktur für Betriebsbeanspruchungen
Simulatonsmodell
• Vernetztes Bauteil• Superelemente• Substrukturen
Modellaufbau• Bauteilvernetzung• Assemblieren
FE-SimulationBetriebslasten• Linear• Nichtlinear
• KonstruktiveUmsetzung
• OptimierungFunktion/Gewicht/Kosten
Postprocessing• Ergebnissauswertung• Lebensdauersimulation• Transiente Lastfall-
überlagerung (FE-Struct)
Ergebnisse/ Intranet
• Animationen• Grafiken• Werte
CAD-Daten
• PRISMA• Schweißpunkt-
Datenbank (VIP)
Prozeß-Simulation• Umformsimulation• IHU-Simulation
FE-Ergebnisse
Temporäre Ablageder Ergebnisdateien(op2, rst, ...)
Zielvereinbarung
Virtuelle Funktions-bestätigung
Material-/Füge-datenbank
Lastdaten/MKS-Simulation
Au
swer
tun
gS
imu
lati
on
Mo
del
lau
fbau
Abb. 1.2Bestandteile desCAE-Bench Betriebs-lastauslegung

müssen erzeugt werden. Das Massen-modell für alle Anbauteile und derAntriebsstrang müssen an die Karosse-rie angebunden werden. Außerdem mußdie Drive-Line (Fahrwerk) mit der Karos-serie verbunden werden.
Durch die Vielzahl der zu verwal-tenden Bauteile und Schweißpunkte istdie Wahrscheinlichkeit von Modellie-rungsfehlern sehr groß. Der Prozeß derModellerstellung muß deshalb verein-facht und möglichst stark automatisiertwerden.
Gerade in diesem Bereich sindwesentliche Funktionen bereits in denBench-Prozessen im NVH- und Crash-Umfeld definiert und werden produktiveingesetzt. Daher müssen für dieBetriebslastauslegung die erweitertenAnforderungen an die Berechnungsmo-delle festgelegt werden und in Formeines Modellierungskatalogs standardi-siert werden. Änderungen gegenüberden bestehenden Bench-Abläufen kön-nen dann in Form von Zusatzmodulendefiniert und programmiert werden.
Der Prozeß der CAE-Modellerstel-lung für die Betriebslastauslegung mitseinen einzelnen Komponenten und dengegenüber den bestehenden Prozessenerweiterten Anforderungen wird im Kapi-tel 2 dargestellt.
1.8.2 Analyse- und Auswertever-fahren
Um die Karosserie für die gesamteBeanspruchungsmatrix der Betriebs-lastauslegung absichern zu können,sindeine Vielzahl von Funktionen simulati-onstechnisch abzuprüfen. Die hierfürerforderlichen Berechnungsmethodenhaben vielfach noch nicht die erforderli-che Absicherungsgüte erreicht.
Ein wichtiger Faktor, der die Simu-lationsergebnisse beeinflußt, beinhaltetdie Eingangsparameter für die Simula-tionen. Um unterschiedliche Variantenmiteinander vergleichen zu können, istes wichtig, daß die Randbedingungender verschiedenen Simulationen ver-gleichbar sind.
Die Verbesserung der Effizienz beider Simulation ist eine weitere wichtigeForderung an den neuen Auslegungs-prozeß. Die Anzahl der Freiheitsgradevon Simulationsmodellen erreicht mitt-lerweile Größen, die selbst bei Verwen-dung moderner Großrechner nur mithohem Zeitaufwand lösbar sind.Vielfachist jedoch nicht das gesamte System vonInteresse, sondern nur relativ kleine kriti-sche Strukturbereiche. In dieser Arbeitwurde daher eine Vorgehensweise ent-wickelt, die es ermöglicht, kleinere Kom-ponenten unter Berücksichtigung derRahmenbedingungen des Gesamtfahr-zeugs zu bewerten. Der Simulationsauf-wand konnte durch die reduzierteModellgröße auf ein Minimum reduziertwerden. Vor dem Hintergrund der expo-nentiell wachsenden Auslegungsum-fänge ist diese Vorgehensweise eineGrundvoraussetzung für den großflächi-gen Einsatz der CAE-Betriebslastausle-gung.
1.8.3 Auswertung
Unter dem Begriff Auswertung(Postprocessing) werden alle Vorgängedes CAE-Bench zusammengefaßt, diees ermöglichen, die Simulationsergeb-nisse effizient auszuwerten und dieseanschließend dem Projekt in nützlicherForm zur Verfügung zu stellen. Geradeder zweite Punkt wurde bisher nur mitgeringer Priorität bearbeitet. In aktuellen
16
Kapitel 1

Projekten fällt auf, daß Berechnungser-gebnisse häufig in einerForm präsentiertwerden, die nur vom Berechnungsinge-nieur selbst interpretierbar und damitnutzbar sind. Ziel muss es jedoch sein,daß jeder Projektbeteiligte eine Simula-tion auswerten und damit die Ergebnisseinterpretieren kann.
Derzeit können die anfallendenSimulationsdaten und Ergebnisse nurmit speziellen Applikationen gelesen,ausgewertet und dargestellt werden. Siesind damit bereits aus technischer Sichtnur einem beschränkten Personenkreiszugänglich.Zudem sind die vom Berech-nungsingenieur aufbereiteten Simulati-onsergebnisse aufgrund von Zugriffs-beschränkungen und der speziellenAnwendungen für die Ergebnisdarstel-lung nicht allen Projektbeteiligten (Kon-struktion, Prozeßplanung) zugänglich.
Der Verfasser ist sich durchausbewußt, daß durch die Reduzierung derZugriffsbeschränkungen auch Sicher-heitsrisiken bzgl. des Datenschutzesentstehen können. Der Datenschutzwurde im Rahmen dieser Arbeit jedochnicht weiter untersucht.
Die Berechnung kann aber nurdann eine treibende Rolle im Projektübernehmen,wenn allen Projektpartnerndie Berechnungsergebnisse zugänglichsind und sie diese interpretieren können.Der Zugriff auf Berechnungsergebnissesollte plattform-unabhängig (Betriebssy-stem) möglich sein und wurde daherweb-basiert aufgebaut.
Die Verfügbarkeit ist aber nicht dieeinzige Forderung an das Postproces-sing. Damit die Berechnungsergebnissevon allen Projektpartnern interpretierbarsind, müssen die Ergebnisse in einheitli-cherForm visualisiert und mit einem Ziel-system hinterlegt werden.
Da für den Umfang der Ergebnis-auswertung und -darstellung bereitswesentliche Funktionalitäten im NVH-und Crash-Bench realisiert wurden,beschränkt sich der Zusatzumfang fürdie Betriebslastauslegung insoweit aufdie Festlegung einer einheitlichenErgebnisdokumentation.
Diese kann dann direkt in dasbestehende Dokumentationssystem ein-gefügt werden. Auf die Form der Aus-wertungen und das damit verbundeneZielsystem wird bei der Beschreibungder Analyse- und Auswerteumfänge imKapitel 3 eingegangen.
1.9 Berücksichtigung von Prozeß-informationen im virtuellenAuslegungsprozeß
Die verbesserte Aussagegüte isteine wesentliche Anforderung an dieCAE-Abläufe. Durch die Simulation solles möglich sein, während aller Projekt-phasen sichere Aussagen über diemomentane konstruktive Reife zu liefern.Die versuchstechnische Absicherungsoll dabei auf einen einzigen Bestäti-gungsversuch reduziert werden.
Um die derzeitigen Hard-wareschleifen einzusparen, muss dieAussagekraft der Berechnung soweitverbessert werden, daß quantitativeAussagen zu allen Funktionen möglichsind.Dieses Ziel kann jedoch nurerreichtwerden,wenn alle technischen Rahmen-bedingungen, die das Produkt in seinerFunktion wesentlich beeinflussen kön-nen, bei der Auslegung berücksichtigtwerden.Die in dieserArbeit vorgestelltenUntersuchungen haben gezeigt, daßgerade während des Fertigungsprozes-
17
Virtuelle Auslegung der Karosseriestruktur für Betriebsbeanspruchungen

ses eine zum Teil erhebliche Veränderungim örtlichen Werkstoffverhalten entste-hen kann.
Daher war eine wichtige Forderungan den im Rahmen dieser Arbeit ent-wickelten CAE-Prozeß, daß sämtlicheVeränderungen des Grundwerkstoffver-haltens, die während des Umformpro-zesses entstehen,bei derSimulation derBauteile berücksichtigt werden.
Die Untersuchungen im Kapitel 4dieser Arbeit zeigen, daß nur auf dieseWeise eine zuverlässige quantitativeBauteilauslegung möglich ist. Fehlt dieseRandbedingung bei der Simulation, wirddas Tragverhalten einzelner Komponen-ten im Rahmen von Simulationen häufigzu gering bewertet und die Konstruktiondaher überdimensioniert. Die konstrukti-ven Reserven einer Struktur werden indiesem Fall nicht ausgeschöpft. DieHauptforderung nach einer gewichtsop-timierten Struktur kann ohne die Prozeß-simulation nicht erfüllt werden.
Um Materialkennwerte in einemCAE-Prozess verwenden zu können, istes außerdem wichtig, daß die Versuchezur Kennwertbestimmung standardisiertdurchgeführt und ausgewertet werden.Nur unter diesen Voraussetzungen kannsichergestellt werden, dass Berechnun-gen unter einheitlichen Randbedingun-gen und mit einheitlichen Eingangs-größen durchgeführt werden.
Aus diesem Grund wurde im Rah-men dieser Arbeit ein standardisierterVersuchsablauf fürWerkstoffe entwickeltund in Form einer Versuchsrichtliniefestgeschrieben. Hierfür wurden zu-nächst alle fürdie Betriebslastauslegungnötigen materialtechnischen Eingangs-größen zusammengefaßt und mit denentsprechenden Versuchen zur Ermitt-lung dieser Kenngrößen beschrieben.Außerdem wurde erläutert, nach wel-
chen Verfahren die Versuche ausgewer-tet werden sollen, um eine bestmöglicheAnpassung an die Berechnungsmetho-den sicherzustellen. Dies betrifft zumBeispiel die Anzahl der Stützstellen beider Auswertung von Spannungs-Deh-nungskurven und die Ausdehnung deselastischen Bereichs.
Außerdem wurde anhand vonmehreren Werkstoffen dieses standardi-sierte Versuchsprogramm an der Tech-nischen Universität München am Lehr-stuhl für Stahlbau (Prof. Kosteas)durchgeführt.
In Anhang I sind alle Anforderun-gen an die Kennwertermittlung für dieCAE-Betriebslastauslegung in Formeiner Standardversuchsvorschrifft zu-sammengefaßt.
18

Das FE-Modell ist als Basis jedes Simu-lationsvorgangs ein Hautptbestandteildes Prozesses der CAE-Betriebs-lastauslegung. Die Qualität des Berech-nungsmodells entscheidet in erhebli-chem Maße über die Güte derBerechnungsergebnisse.
Bildet das Simulationsmodell daswirkliche Tragverhalten der Struktur nichtrealistisch ab, kann auch bei der an-schließenden Simulation kein abgesi-chertes Simualtionsergebnis erreichtwerden. Zu beachten ist außerdem, daßUnzulänglichkeiten des Simulationsmo-dells im anschließenden Simulationspro-zeß nicht mehrbehoben werden können.
Im Prozeß der CAE-Betriebs-lastauslegung wird die Methode derFini-ten Elemente eingesetzt. Dies bedeutet,daß die reale Struktur durch ein ideali-siertes FE-Modell abgebildet wird. DasSimulationsmodell kann damit immernureine Näherung der realen Struktur dar-stellen.
Effekte, die durch die Idealisierungder Struktur verloren gehen bzw. falschabgebildet werden, sind in der späterenSimulation nicht bzw. nicht zutreffenddargestellt. Damit ist die Entscheidung,welche Details in einem Simulationsmo-dell enthalten sein müssen,um das realeStrukturverhalten mit der gefordertenGenauigkeit abzubilden, der wichtigsteBestandteil des Modellierungspro-zesses.
Dies verdeutlicht die Notwendig-keit, den Prozeß der Modellerstellunggenau abzusichern und für einen qualifi-zierten Auslegungsprozeß zu optimierenund zu standardisieren.
Zudem nehmen die für den Model-laufbau erforderlichen Aufwände einenerheblichen Anteil an den Gesamtauf-wendungen einer Auslegungsschleife inAnspruch. Deshalb muß die Effizienzbeim Modellaufbau trotz der verbesser-ten (detaillierteren) Modellierung erhöhtwerden, um die Gesamtaufwände zureduzieren. Dies bedeutet, daß eine
19
Kapitel 2
Modellaufbau im CAE-Prozeß
höhere Genauigkeit bei geringerem Auf-wand gefordert wird.
In diesem Kapitel wird ein neuerProzeß für den Aufbau von Simulations-modellen für die Betriebslastauslegungentwickelt, der diesen Zielkonflikt löst.Durch diesen Prozeß werden erheblicheZeit- und Effizienzvorteile gegenüberdenbestehenden Abläufen realisiert. Zusätz-lich konnte eine bessere Verzahnung mitden Prozessen der NVH-Auslegungerreicht werden.
2.1 Entwicklung der Modellgüteim Auslegungsprozeß
Zu Beginn eines Fahrzeugprojektes star-tet der Konstruktionsprozeß der Karos-seriestruktur quasi mit einem „leerenBlatt“ . Im günstigsten Fall können erstePotentialuntersuchungen auf Basis vonVorgängerfahrzeugen durchgeführt wer-den. Diese Untersuchungen werden anModellen eines Vorgängers durchge-führt, die auf die Abmessungen desneuen Fahrzeugs angepaßt werden.Damit sind die Aussagen während derfrühen Auslegungsphasen noch sehrunreif und enthalten kaum Details.
Dennoch müssen auch zu dieserfrühen Phase mit den Simulationsmo-dellen zuverlässige Aussagen im Hin-blick auf das zu erwartende Tragverhal-ten der Karosseriestruktur gemachtwerden, um die Konstruktion unterstüt-zen zu können.
Vor dem Hintergrund der geringenKonzeptreife der Konstruktion ist dieAusarbeitung von Detaillösungen nochnicht weit vorangeschritten. Dies spie-gelt sich in den zu diesem Zeitpunkt ver-
wendeten Simulationsmodellen wider.[2.3]
Obwohl die Modelle zu Beginn derFahrzeugentwicklung noch relativ unge-nau sind, müssen die beschriebenenAussagen hinsichtlich der Beanspruch-barkeit für Betriebslasten bereitgestelltwerden.Daherwerden Modelle benötigt,die trotz einer relativ groben Abbildungdennoch zuverlässige Aussagen zulas-sen.
Anfangs werden daher relativ grobvernetzte Modelle, die noch keinengenaueren Detaillierungsgrad aufwei-sen, verwendet. Mit diesen Modellenmüssen trotz der relativ geringen kon-struktiven Reife alle globalen Schwach-stellen der Lastabtragung in der Karos-serie identifiziert werden und, fallserforderlich, Konzeptvarianten vorge-schlagen werden.
Sind zu diesem frühen Zeitpunktnoch keine Daten vorhanden, kann essinnvoll sein,auf Basis von Balken-Scha-lenmodellen Voruntersuchungen durch-zuführen. Diese Hybridmodelle ermögli-chen schnelle Modifikationen derTrägerverläufe und Querschnitte underleichtern so Variantenuntersuchungen.
Mit der höheren Detaillierung derKonstruktionsdaten nehmen auchUmfang und Qualität der Berechnungs-modelle über die Laufzeit des Fahrzeug-projektes zu.
Gegen Ende des Auslegungspro-zesses liegt dann ein CAE-Modell desvollständigen Gesamtfahrzeugs mit allenwichtigen Bauteilen und Komponentenvor. Mit diesen sehr komplexen undgroßen Modellen müssen alle Ausle-gungslastfälle derBetriebslastauslegungabgesichert werden.
Die Entwicklung in der Modellphi-losophie leitet sich auch aus den in denjeweiligen Entwicklungsphasen abzusi-
20
Kapitel 2
chernden Auslegungsinhalten ab. ZuBeginn der Fahrzeugentwicklung müs-sen zunächst nur das Strukturkonzeptuntersucht und Schwachstellen in derGesamtstruktur aufgezeigt werden.
Für die späteren Projektphasenmüssen die Modelle allerdings auch inkleineren Teilbereichen gute Ergebnisseliefern. Dabei ist es wichtig, daß dieGröße der Berechnungsmodelle mit denderzeitigen technischen Mitteln nochsinnvoll handhabbar bleibt.
Vor diesem Hintergrund wird esersichtlich,daß die Anforderungen an dieBerechnungsmodelle füralle Phasen derFahrzeugentwicklung getrennt festge-legt werden müssen. In Form einesModellierungskataloges können diesewichtigen Informationen allen Projektbe-teiligten zugänglich gemacht werden.
Der Modellierungskatalog istaußerdem Grundvoraussetzung für dieZusammenarbeit mit externen Partnern,die in der Regel den Modellaufbaudurchführen. Erst durch diese Richtliniewerden diese Leistungen überprüfbar.
2.2 Durchgängige Datenzuord-nung und -bezeichnung
Neben der verbesserten Güte derBerechnungsmodelle nehmen die Doku-mentation und Archivierung eine wach-sende Bedeutung bei der CAE-Ausle-gung ein. Mit der ständig wachsendenZahl an Simulationen wird es zuneh-mend schwerer, die dabei anfallendeDatenfülle zu dokumentieren und ande-ren Prozeßpartnern zugänglich zumachen.
Die Simulation kann jedoch erstdurch die Verbreitung der Ergebnisse im
Projekt wirksam werden. Insbesonderedie Zuordnung der CAE-Modelle zu denentsprechenden Konstruktionsständenist fürdie spätere Auswertung und Archi-vierung entscheidend.
Diese einheitliche Bezeichnungfehlte bisher noch und machte damit diespätere Zuordnung zu einem Konstruk-tionsstand im CAD PDM-System (Pro-duct Data Management) problematisch.Dies wurde zusätzlich erschwert, da teil-weise einzelne Bauteile eines neuerenKonstruktionsstandes in ältere Modelleeingebaut wurden, um Zwischenständezu prüfen und konstruktive Potentialeauszuweisen.
Der CAE-Bench-Prozeß erhieltdeshalb in dieser Arbeit ein eigenesArchivierungs- und Datenmangement-konzept. Dabei werden die Attribute derCAD-Geometriemodelle des PDM-Systems (Zeichnungsnummer, -indexund Alternative) herangezogen, um dieZuordnung des Simulationsmodells zuden entsprechenden Konstruktionsda-ten eindeutig herzustellen. Das einzelneBauteil im Simulationsmodell erhältdadurch dieselben Attribute wie dasBauteil im PDM-System der CAD-Daten.
Zunächst müssen die Simulations-daten in das PDM-System für konstruk-tive Daten eingepflegt werden. Dabeiergibt sich jedoch das prinzipielle Pro-blem, daß unterschiedliche Intentionenbei der Archivierung von CAD- undSimulationsdaten bestehen.
Bei einem System, das für die Ver-waltung von CAD-Daten bestimmt ist,sollen die Daten füralle Prozeßbeteiligtenmit möglichst hoher Aktualität verfügbarsein.
Bei derCAE-Auslegung werden aufBasis einer Konstruktion viele Variantenbewertet. Hier steht nicht die schnelleVerfügbarkeit der Daten im Vordergrund,
21
Modellaufbau im CAE-Prozeß
sondern der Bezug zu einem bestimm-ten Konstruktionsstand. Damit ist eineDatenbank für Simulationsdaten viel-mehr eine Wissensdatenbank, in die alleSimulationen eingestellt werden.
Das bestehende PDM-System fürCAD-Daten ist hierfür jedoch nichtgeeignet, da die bei der CAE-Auslegunganfallenden Datenmengen zu groß sindund dadurch den CAD-Workflow behin-dern. Es mußte daher eine neue CAE-Simulationsdatenbank geschaffen wer-den, welche an die Bedürfnisse derCAE-Prozesse angepaßt wurde.
Das PDM-System für Simulations-daten ist eine bereits im NVH-Benchintegrierte Komponente. Für die Anpas-sung an die CAE-Betriebslastauslegungmußten allerdings die zusätzlichenDatenobjekte spezifiziert werden. Diehier beschriebenen Untersuchungenbeschränken sich daher im wesent-lichen auf die aus den AnforderungenderBetriebslastauslegung entstehendenzusätzlichen Umfänge des CAE-Bench.
Die grundsätzlichen Hintergründedes CAE-Bench Prozesses, der alsGrundlage für die Inhalte dieses Kapitelsdient, sind in [2.2] dargestellt.
2.3 Modellaufbau im Prozeß derCAE-Betriebslastauslegung
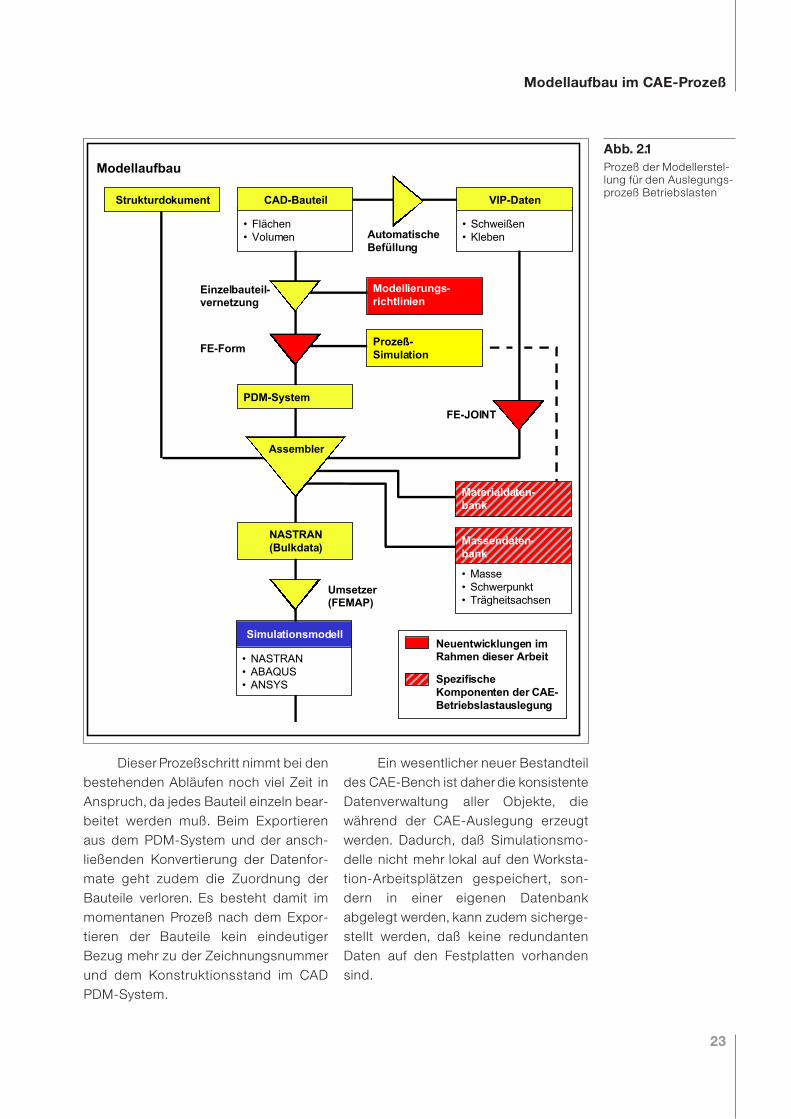
Der Prozeß der Modellerstellung für dieBetriebslastsimulation umfaßt mehrereProzeßschritte und setzt eine Reihe vonEingangsdaten voraus.
Wie in Kapitel 2.2 erläutert, bautdas CAE-Bench-Betriebslastauslegungzum Teil auf dem bereits implementiertenNVH-Bench-Prozeß auf. In Abbildung 2.1sind daher die Komponenten hervorge-
hoben, die im Rahmen dieser Arbeit ent-wickelt wurden, um die Betriebslastaus-legung zu ermöglichen.
Die neu entwickelten Komponen-ten wurden modular aufgebaut, um siemit möglichst geringem Aufwand in denbestehenden Bench-Prozeß einbindenzu können.
In Abbildung 2.1 ist der vollständigeProzeß zur Erstellung eines Maximal-modells dargestellt. In der Regel wirdjedoch kein Maximalmodell mit allenEinflüssen aus dem Umformprozeß undeinermaximalen Detaillierung aufgebaut,sondern es werden Modelle mit geringe-rer Komplexität erstellt.
Es folgt eine Beschreibung derwichtigsten Prozeßschritte, die für dieErstellung eines Simulationsmodellserforderlich sind
2.3.1 CAD-Datenübernahme
Als Basis für jedes Simulationsmodell imCAE-Bench Betriebslastauslegung dienteine Bauteilliste (Strukturdokument) mitderdie CAD-Flächenmodelle bzw. –Volu-menmodelle aller Bauteile aus demPDM-System ausgewählt werden kön-nen. Dieses Dokument enthält alle Infor-mationen über die Bezeichnung derCAD-Daten (Bauteilnummer, Konstrukti-onsstand, Variante). Dadurch ist späterein eindeutiger Bezug zu einem festenKonstruktionsstand möglich.
Derzeit werden anhand des Struk-turdokuments die einzelnen Bauteilenoch manuell aus dem PDM-System derCAD-Daten geladen und mit einergetrennten Schnittstelle in das Format(VDA) umgewandelt, das für die Weiter-verarbeitung im CAE-Workflow benötigtwird.
22
Kapitel 2
DieserProzeßschritt nimmt bei denbestehenden Abläufen noch viel Zeit inAnspruch, da jedes Bauteil einzeln bear-beitet werden muß. Beim Exportierenaus dem PDM-System und der ansch-ließenden Konvertierung der Datenfor-mate geht zudem die Zuordnung derBauteile verloren. Es besteht damit immomentanen Prozeß nach dem Expor-tieren der Bauteile kein eindeutigerBezug mehr zu der Zeichnungsnummerund dem Konstruktionsstand im CADPDM-System.
Ein wesentlicher neuer Bestandteildes CAE-Bench ist daherdie konsistenteDatenverwaltung aller Objekte, diewährend der CAE-Auslegung erzeugtwerden. Dadurch, daß Simulationsmo-delle nicht mehr lokal auf den Worksta-tion-Arbeitsplätzen gespeichert, son-dern in einer eigenen Datenbankabgelegt werden, kann zudem sicherge-stellt werden, daß keine redundantenDaten auf den Festplatten vorhandensind.
23
Modellaufbau im CAE-Prozeß
CAD-Bauteil
• Flächen• Volumen Automatische
Befüllung
Einzelbauteil-vernetzung
PDM-System
Strukturdokument VIP-Daten
• Schweißen• Kleben
Modellierungs-richtlinien
FE-FormProzeß-Simulation
Materialdaten-bank
Massendaten-bank
• Masse• Schwerpunkt• Trägheitsachsen
NASTRAN(Bulkdata)
Umsetzer(FEMAP)
Simulationsmodell
• NASTRAN• ABAQUS• ANSYS
Assembler
Modellaufbau
FE-JOINT
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
Abb. 2.1Prozeß der Modellerstel-lung für den Auslegungs-prozeß Betriebslasten

Zu Beginn der Modellerstellungmuß daher zunächst für das CAE-BenchBetriebslastauslegung ein Strukturdoku-ment erzeugt werden, das den Umfangdes zu erstellenden Modells definiert. Eswird dann abgeprüft, ob Bauteile, die imSrukturdokument aufgelistet sind,bereits vorher vernetzt und im PDM-System des CAE-Bench abgelegt wur-den. Dadurch kann Mehrarbeit durch diedoppelte Vernetzung von Bauteilen ver-mieden werden.
Alle noch nicht vernetzten Bauteilewerden dann automatisch im für die Ver-netzung erforderlichen VDA-Format ex-portiert und zur Modellierung an denentsprechenden externen Lieferantenweitergegeben. Beim Datenexport wirdzusätzlich eine Identifizierungsdateierzeugt, die eine eindeutige Zuordnungzur Zeichnungsnummer ermöglicht.
Durch die automatische Auswahlder Bauteile wird zudem eine möglicheFehlerquelle durch die Auswahl einesfalschen Konstruktionsstandes verhin-dert.
2.3.2 Bauteilvernetzung
Das FE-Netz des Bauteils wird dann aufBasis der Geometriedaten, die im VDA-Format vorliegen müssen, erstellt. Dazuwerden die einzelnen Bauteile in einemPreprozessor mit Hilfe der Flächen- undVolumengeometrieinformationen ver-netzt.
Bei der Vernetzung der Bauteilemüssen mehrere Anforderungenberücksichtigt werden. Dazu gehörenzum einen die durchschnittliche Ele-mentkantenlänge und zum anderenQualitätsanforderungen an die Geome-trieverhältnisse der Elemente.
Diese Randbedingungen sinderforderlich, um später zuverlässigeSimulationsaussagen mit diesen Model-len machen zu können. Insbesondere fürSpannungsanalysen, wie sie für dieBetriebslastauslegung benötigt werden,ist die Einhaltung der gefordertenElementqualitätskriterien entscheidend.
Die durchschnittliche Elementkan-tenlänge, die bei der Vernetzung vorge-geben wird, wird dabei nicht konstantüber die gesamte Struktur festgelegt,sondern abhängig von den Anforderun-gen der Simulation variabel gestaltet.Strukturbereiche, die sich bei früherenUntersuchungen als kritisch erwiesenhaben,werden von vornherein feinerver-netzt, während die restliche Struktur mitdenselben Anforderungen wie bei denNVH-Modellen vernetzt wird.Dies betrifftim wesentlichen die lokalen Kraft-einleitungsbereiche des Fahrwerks.
Zeigen sich bei späteren Untersu-chungen im Gesamtfahrzeug weiterehoch beanspruchte Strukturbereiche,werden diese mit einer höheren Netz-dichte neu vernetzt. Dadurch, daß nichtalle Bauteile fein vernetzt werden, kanndie Größe derFE-Modelle minimiert wer-den und bleibt mit den derzeitigen Rech-nersystemen handhabbar.
Die gegenüber dem NVH-Model-lierungskatalog veränderten Anforderun-gen bei der Abbildung von Krafteinlei-tungsbereichen werden zum Endedieses Kapitels beschrieben.
2.3.3 Aufbau des Massenmodells
Bei der Untersuchung von Gesamtfahr-zeugstrukturen werden bei der Betriebs-lastauslegung Inertia-Relief-Analysenzur Bewertung der Lastpfade in derKarosseriestrukturdurchgeführt.Bei die-
24
Kapitel 2

ser Simulation werden die äußerenKräfte mit den Massenträgheitskräftender Struktur ins Gleichgewicht gebracht.Das Fahrzeug wird damit ohne Fesse-lung simuliert.
Die Massenverteilung in derGesamtstruktur muß dazu möglichstgenau abgebildet werden. Hierzu wer-den alle Einzelmassen im Fahrzeug, diegrößer als ca. ein Kilo sind, als Mas-senelement in ihrer Schwerpunktlageerzeugt und mit Interpolations-Elemen-ten (RBE) an die Struktur angebunden.
Die wesentlichen Eingangsgrößen,die zum Aufbau des Massenmodellsbenötigt werden, sind die genauenSchwerpunktskoordinaten und Massenaller Komponenten. Zusätzlich sind dieMassenträgheitsmomente allergrößerenKomponenten erforderlich, um das realeStrukturverhalten bei dynamischerBeanspruchung besserabbilden zu kön-nen.
Wichtig für die Anbindung der Ein-zelmassen ist außerdem die Information,an welches Bauteil und in welcher Koor-dinate die Massen an die Karosserieangebunden sind. Dies ist bedeutend,da die Halter,an denen die meisten Kom-ponenten angebunden werden, imGesamtfahrzeugmodell in der Regelnicht ausmodelliert bzw. im Modell abge-bildet werden.
Die RBE-Elemente mit denen dieMassen an die angrenzenden Bauteileangebunden werden, müssen daher somit einzelnen Knoten verbunden wer-den, daß das Strukturverhalten auchohne die Anbindung über entspre-chende Halter wirklichkeitsnah abgebil-det wird. Auf diese Weise können Singu-laritätsstellen im FE-Netz, die durch einezu lokale Anbindung entstehen, vermie-den werden.
Diese Information ist derzeit nochnicht direkt im CAE-Prozeß verfügbar. Esmüssen deshalb die Masseninformatio-nen noch manuell aus den Konstrukti-onsdaten berechnet werden. DieseDaten werden dann in Form von Excel-Listen gespeichert.
Für einen abgestimmten Ausle-gungsprozeß ist es zukünftig wichtig,diese Daten in einer Datenbank zu ver-walten und die Befüllung zu vorgegebe-nen Zeitpunkten im Entwicklungsprozeßsicherzustellen. Diese Information mußdann dem Projekt in Form von einemMassen-Package zugänglich gemachtwerden.
2.3.4 Assemblierung des Gesamt-fahrzeugmodells
Alle Bestandteile des Simualtionsmo-dells werden abschließend in einemGesamtfahrzeugmodell zusammenge-führt.Bei dem als Assemblieren bezeich-neten Vorgang werden die einzelnenBauteile zu einem Modell zusammen-gefügt und verschweißt. Anschließendwird das Massenmodell eingefügt unddas bereits bestehende Drive-Line-Modell des Fahrwerks mit der Karosse-riestruktur verbunden.
Dieser sehr aufwendige und fehler-trächtige Prozeßschritt kann mit denKomponenten des CAE-Bench automa-tisiert erfolgen. Dazu müssen jedocheinige Rahmenbedingungen berück-sichtigt werden.
Hier kommt ein wichtiger Punkt derneuen Vernetzungsstrategie zum Tragen.Dadurch,daß die FE-Netze dereinzelnenBauteile im Bereich von Verbindungs-flanschen aufgrund der neuen Vorge-hensweise bei der Abbildung von Bau-teilverbindungen nicht mehr kompatibel
25
Modellaufbau im CAE-Prozeß

26
Kapitel 2
(mit gleicher Elementierung) vernetztwerden müssen, kann bei der Einbrin-gung von Bauteilverbindungen einerheblicher Zeitvorteil realisiert werden.
Aufgrund der bisherigen Anforde-rungen bei der Abbildung von Bauteil-verbindungen, bei der die Schweiß-punkte als Balken abgebildet wurden,ergab sich bislang die Notwendigkeit,benachbarte Bauteilflansche kompatibelzu vernetzen. Der Aufwand bei derModellierung wurde aufgrund dieserForderung erheblich vergrößert, dabenachbarte Bauteile immer von einemModellierer vernetzt wurden und vonHand angeglichen werden mußten. ImCAE-Prozeß Betriebslastauslegungdagegen können alle Bauteile unabhän-gig voneinander erstellt werden. VieleAbläufe bei der Modellerstellung könnendamit parallel erfolgen. Die Modellerstel-lungszeit kann durch die Parallelisierungbei gleichbleibendem Aufwand reduziertwerden.
Diese Funktionalität ist bereits zumTeil im NVH-Assembler integriert. Diewesentlichen Änderungen gegenüberdem NVH-Assemblierungsprozeß sinddie bereits beschriebenen unterschied-lichen Vorgehensweisen bei der Abbil-dung von Bauteilverbindungen. Die ver-änderten Anforderungen können mitHilfe des Software-Tools FE-JOINT indas Modell eingebracht werden. FE-JOINT tauscht die NVH-Schweißpunk-tabbildung gegen die im Rahmen dieserArbeit entwickelte Abbildung für dieBetriebslastauslegung aus.
Hierfür mußte eine neue Abbildungfür Punktschweißverbindungen ent-wickelt werden, die auch bei inkompa-tiblen Flansch-Netzen einsetzbar ist undtrotzdem zuverlässige Betriebsfestig-keitsaussagen für Bauteilverbindungenzuläßt.
2.4 Nutzung von Synergiepoten-tialen bei der Erstellung vonGesamtfahrzeugmodellen
Um die zum Teil erheblichen Aufwände,die zur Erstellung eines CAE-Modellsnotwendig sind, zu reduzieren, mußteder Modellaufbau mit den Nachbardiszi-plinen synchronisiert werden. DerModellaufbauprozeß für NVH- undBetriebsfestigkeitsmodelle muß dafürüber weite Bereiche parallel ablaufen.
Um beim Modellaufbau Synergie-potentiale zu erzielen, müssen zunächstdie grundsätzlichen Unterschiede in derModellphilosophie zwischen den einzel-nen CAE-Modellen hervorgehoben wer-den.
Modelle, die für die NVH-Simula-tion erstellt werden, unterscheiden sichvon denen der Betriebslastauslegunginsbesondere dadurch, daß die Netz-dichte (Elementkantenlänge) in den fürdie Betriebslastauslegung kritischenlokalen Krafteinleitungsbereichen nichtfein genug abgebildet ist. Mit der Ele-mentierung, wie sie bei NVH-Modelleneingesetzt wird, wären daher keine Aus-sagen überdie lokale Festigkeit möglich.Diese Bereiche müssen deshalb für dieBetriebslastauslegung neu vernetzt wer-den.
Ein weiterer Unterschied zu denModellen der Betriebslastauslegung ist,wie bereits erwähnt, die Abbildung vonSchweißpunkten und anderen Bauteil-verbindungen.Hierwird ein Ersatzmodellverwendet, das zur Ermittlung von glo-balen Steifigkeitskennwerten geeignetist, aber aufgrund der unzureichendenAbbildung des örtlichen Steifigkeitsver-haltens (Deformationsverhaltens) imBereich derVerbindung nicht für Aussa-gen übereinzelne Schweißpunkte geeig-net ist. Außerdem ist dieses Schweiß-

punktmodell nicht mit der Vorgehens-weise bei der Lebensdauerbewertungvon Schweißpunkten kompatibel.
Das Schweißpunktersatzmodellder NVH-Modelle wurde unter der Maß-gabe entwickelt, daß das FE-Netz imBereich von Flanschen nicht kompatibelvernetzt werden muß. Dadurch konntebei der Modellerstellung Zeit eingespartwerden.
Dieses sind die zwei wesentlichenFaktoren, die eine direkte Verwendungder NVH-Modelle im Umfeld derBetriebslastauslegung verhindern.
Die feinere Netzdichte derBetriebslastauslegung hat abgesehenvon der etwas längeren Simulationszeitkeinen negativen Einfluß auf die NVH-Auslegung. Solange die Gesamtzahl derElemente noch handhabbar bleibt,könnte daher das Modell der Betriebs-lastauslegung übernommen werden.
Daher kann die Netzdichte in derRegel an die Erfordernisse der Betriebs-lastauslegung angepaßt und von denanderen Auslegungsdisziplinen über-nommen werden.
Ein größeres Problem im Hinblickauf eine vereinheitlichte Modellerstellungbereiten die unterschiedlichen Philoso-phien der Ersatzmodelle für Verbin-dungsmittel. Das derzeitige Schweiß-punktersatzmodell der Betriebslast-auslegung setzt eine kompatible Vernet-zung der Flansche voraus.
Daher wurde im Rahmen dieserArbeit das in [2.1] entwickelte „Gössing“-Schweißpunktersatzmodell weiterent-wickelt und zusätzlich ein neuesErsatzmodell für Gesamtfahrzeug-Untersuchungen entwickelt, das wie dasErsatzmodell der NVH-Auslegung keinekompatiblen Flansche erfordert.
Das „Gössing“-Ersatzmodell wirdim wesentlichen bei nichtlinearen Analy-
sen eingesetzt und bei einzelnen beson-ders kritischen Schweißpunkten in derGesamtstruktur. Da dabei nur eine relativgeringe Zahl von Schweißpunktenbetroffen ist, werden für diese Bereichedie Schweißpunktmodelle nachträglicherzeugt.
Das zweite Ersatzmodell wird beiUntersuchungen an der Gesamtstrukturverwendet. Es ermöglicht dieselben Vor-teile in Bezug auf die Vernetzung wie dieAbbildung für NVH-Modelle.
Der Prozeß der Modellerstellungvon Gesamtfahrzeugmodellen kann mitder neuen Schweißpunktabbildung zwi-schen den beiden Berechnungsdiszipli-nen synchron ablaufen.Es wird damit nurnoch ein Modell erstellt, das sich einzigdurch das verwendete Schweißpunkter-satzmodell unterscheidet.
Zum Einbau des Ersatzmodells fürdie Betriebslastauslegung wurde dasTool FE-JOINT entwickelt. Da das Ver-schweißen der Modelle vollständig auto-matisiert ablaufen kann, ist der Zusatz-aufwand für diese Umfänge minimal.
Zur Erzeugung der „Gössing“-Schweißpunktabbildung wurde vomVerfasser das Makro SPNEU program-miert, das im Preprozessor des Simula-tionsprogramms ANSYS das Schweiß-punktersatzmodell auf Basis derBalkenabbildung automatisch erzeugt.Auch dieser Prozeßschritt läuft vollstän-dig automatisch ab.
27
Modellaufbau im CAE-Prozeß
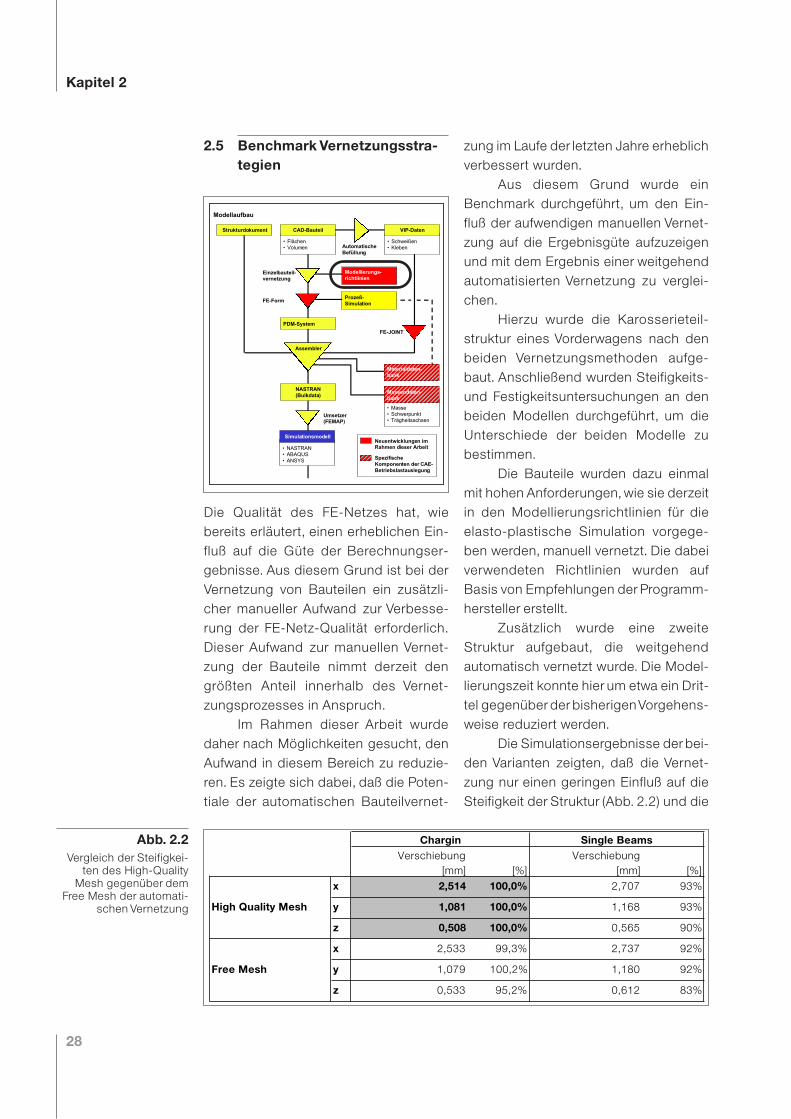
2.5 Benchmark Vernetzungsstra-tegien
Die Qualität des FE-Netzes hat, wiebereits erläutert, einen erheblichen Ein-fluß auf die Güte der Berechnungser-gebnisse. Aus diesem Grund ist bei derVernetzung von Bauteilen ein zusätzli-cher manueller Aufwand zur Verbesse-rung der FE-Netz-Qualität erforderlich.Dieser Aufwand zur manuellen Vernet-zung der Bauteile nimmt derzeit dengrößten Anteil innerhalb des Vernet-zungsprozesses in Anspruch.
Im Rahmen dieser Arbeit wurdedaher nach Möglichkeiten gesucht, denAufwand in diesem Bereich zu reduzie-ren. Es zeigte sich dabei, daß die Poten-tiale der automatischen Bauteilvernet-
zung im Laufe der letzten Jahre erheblichverbessert wurden.
Aus diesem Grund wurde einBenchmark durchgeführt, um den Ein-fluß der aufwendigen manuellen Vernet-zung auf die Ergebnisgüte aufzuzeigenund mit dem Ergebnis einer weitgehendautomatisierten Vernetzung zu verglei-chen.
Hierzu wurde die Karosserieteil-struktur eines Vorderwagens nach denbeiden Vernetzungsmethoden aufge-baut. Anschließend wurden Steifigkeits-und Festigkeitsuntersuchungen an denbeiden Modellen durchgeführt, um dieUnterschiede der beiden Modelle zubestimmen.
Die Bauteile wurden dazu einmalmit hohen Anforderungen,wie sie derzeitin den Modellierungsrichtlinien für dieelasto-plastische Simulation vorgege-ben werden, manuell vernetzt. Die dabeiverwendeten Richtlinien wurden aufBasis von Empfehlungen derProgramm-hersteller erstellt.
Zusätzlich wurde eine zweiteStruktur aufgebaut, die weitgehendautomatisch vernetzt wurde. Die Model-lierungszeit konnte hierum etwa ein Drit-tel gegenüberderbisherigen Vorgehens-weise reduziert werden.
Die Simulationsergebnisse derbei-den Varianten zeigten, daß die Vernet-zung nur einen geringen Einfluß auf dieSteifigkeit der Struktur (Abb. 2.2) und die
28
Kapitel 2
Verschiebung Verschiebung[mm] [%] [mm] [%]
x 2,514 100,0% 2,707 93%
y 1,081 100,0% 1,168 93%
z 0,508 100,0% 0,565 90%
x 2,533 99,3% 2,737 92%
y 1,079 100,2% 1,180 92%
z 0,533 95,2% 0,612 83%
Chargin
High Quality Mesh
Free Mesh
Single BeamsAbb. 2.2Vergleich der Steifigkei-
ten des High-QualityMesh gegenüber dem
Free Mesh der automati-schen Vernetzung
CAD-Bauteil
• Flächen• Volumen Automatische
Befüllung
Einzelbauteil-vernetzung
PDM-System
Strukturdokument VIP-Daten
• Schweißen• Kleben
Modellierungs-richtlinien
FE-FormProzeß-Simulation
Materialdaten-bank
Massendaten-bank
• Masse• Schwerpunkt• Trägheitsachsen
NASTRAN(Bulkdata)
Umsetzer(FEMAP)
Simulationsmodell
• NASTRAN• ABAQUS• ANSYS
Assembler
Modellaufbau
FE-JOINT
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
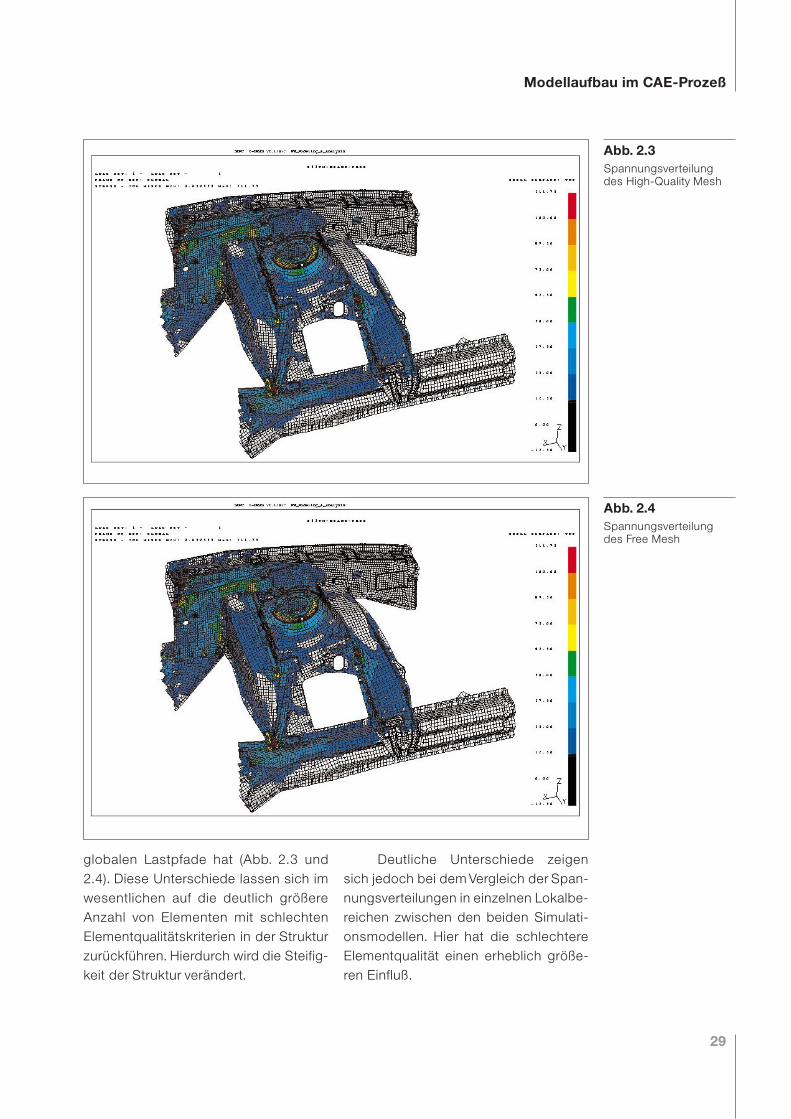
globalen Lastpfade hat (Abb. 2.3 und2.4). Diese Unterschiede lassen sich imwesentlichen auf die deutlich größereAnzahl von Elementen mit schlechtenElementqualitätskriterien in der Strukturzurückführen. Hierdurch wird die Steifig-keit der Struktur verändert.
Deutliche Unterschiede zeigensich jedoch bei dem Vergleich der Span-nungsverteilungen in einzelnen Lokalbe-reichen zwischen den beiden Simulati-onsmodellen. Hier hat die schlechtereElementqualität einen erheblich größe-ren Einfluß.
29
Modellaufbau im CAE-Prozeß
Abb. 2.3Spannungsverteilungdes High-Quality Mesh
Abb. 2.4Spannungsverteilungdes Free Mesh
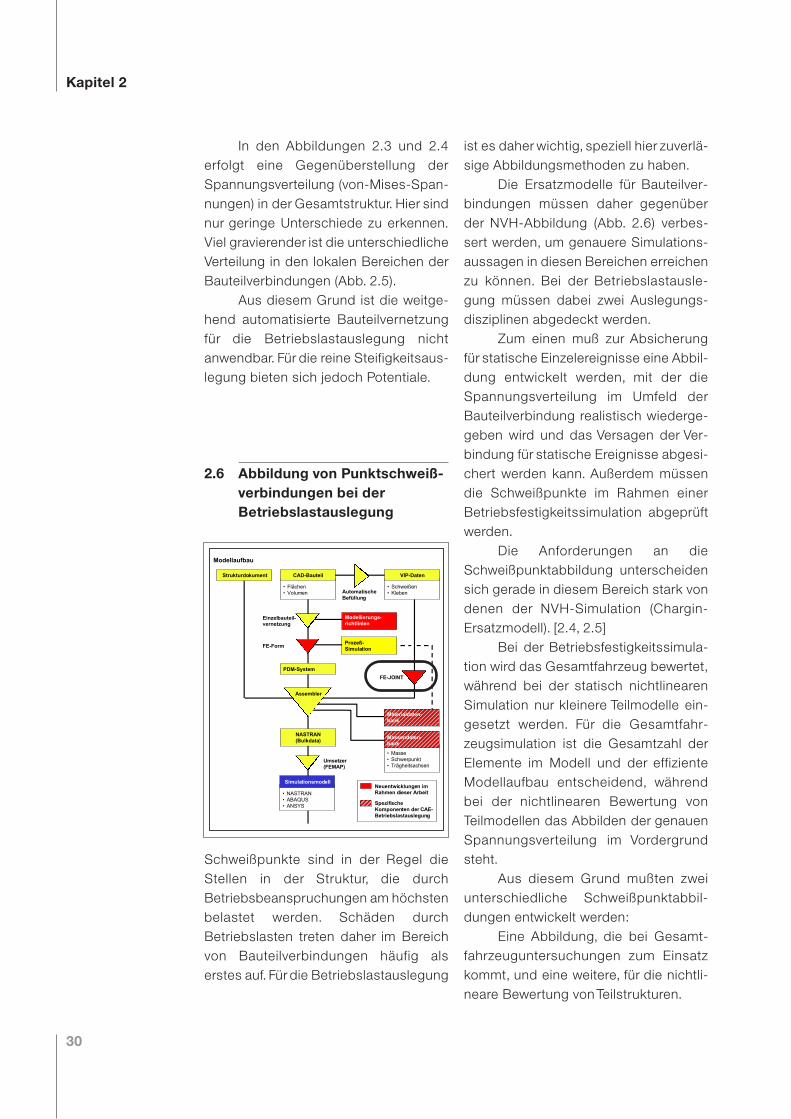
In den Abbildungen 2.3 und 2.4erfolgt eine Gegenüberstellung derSpannungsverteilung (von-Mises-Span-nungen) in der Gesamtstruktur. Hier sindnur geringe Unterschiede zu erkennen.Viel gravierender ist die unterschiedlicheVerteilung in den lokalen Bereichen derBauteilverbindungen (Abb. 2.5).
Aus diesem Grund ist die weitge-hend automatisierte Bauteilvernetzungfür die Betriebslastauslegung nichtanwendbar. Für die reine Steifigkeitsaus-legung bieten sich jedoch Potentiale.
2.6 Abbildung von Punktschweiß-verbindungen bei derBetriebslastauslegung
Schweißpunkte sind in der Regel dieStellen in der Struktur, die durchBetriebsbeanspruchungen am höchstenbelastet werden. Schäden durchBetriebslasten treten daher im Bereichvon Bauteilverbindungen häufig alserstes auf. Fürdie Betriebslastauslegung
ist es daher wichtig, speziell hier zuverlä-sige Abbildungsmethoden zu haben.
Die Ersatzmodelle für Bauteilver-bindungen müssen daher gegenüberder NVH-Abbildung (Abb. 2.6) verbes-sert werden, um genauere Simulations-aussagen in diesen Bereichen erreichenzu können. Bei der Betriebslastausle-gung müssen dabei zwei Auslegungs-disziplinen abgedeckt werden.
Zum einen muß zur Absicherungfür statische Einzelereignisse eine Abbil-dung entwickelt werden, mit der dieSpannungsverteilung im Umfeld derBauteilverbindung realistisch wiederge-geben wird und das Versagen der Ver-bindung für statische Ereignisse abgesi-chert werden kann. Außerdem müssendie Schweißpunkte im Rahmen einerBetriebsfestigkeitssimulation abgeprüftwerden.
Die Anforderungen an dieSchweißpunktabbildung unterscheidensich gerade in diesem Bereich stark vondenen der NVH-Simulation (Chargin-Ersatzmodell). [2.4, 2.5]
Bei der Betriebsfestigkeitssimula-tion wird das Gesamtfahrzeug bewertet,während bei der statisch nichtlinearenSimulation nur kleinere Teilmodelle ein-gesetzt werden. Für die Gesamtfahr-zeugsimulation ist die Gesamtzahl derElemente im Modell und der effizienteModellaufbau entscheidend, währendbei der nichtlinearen Bewertung vonTeilmodellen das Abbilden der genauenSpannungsverteilung im Vordergrundsteht.
Aus diesem Grund mußten zweiunterschiedliche Schweißpunktabbil-dungen entwickelt werden:
Eine Abbildung, die bei Gesamt-fahrzeuguntersuchungen zum Einsatzkommt, und eine weitere, für die nichtli-neare Bewertung von Teilstrukturen.
30
Kapitel 2
CAD-Bauteil
• Flächen• Volumen Automatische
Befüllung
Einzelbauteil-vernetzung
PDM-System
Strukturdokument VIP-Daten
• Schweißen• Kleben
Modellierungs-richtlinien
FE-FormProzeß-Simulation
Materialdaten-bank
Massendaten-bank
• Masse• Schwerpunkt• Trägheitsachsen
NASTRAN(Bulkdata)
Umsetzer(FEMAP)
Simulationsmodell
• NASTRAN• ABAQUS• ANSYS
Assembler
Modellaufbau
FE-JOINT
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
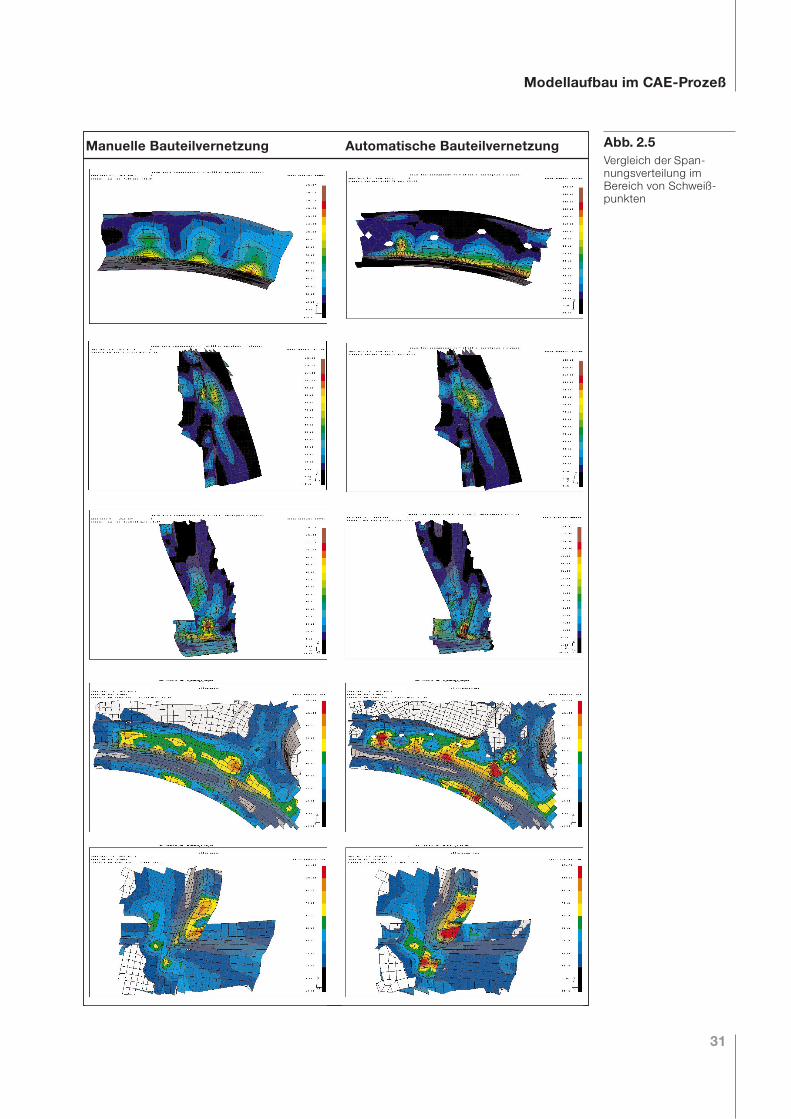
31
Modellaufbau im CAE-Prozeß
Abb. 2.5Vergleich der Span-nungsverteilung imBereich von Schweiß-punkten
Automatische BauteilvernetzungManuelle Bauteilvernetzung
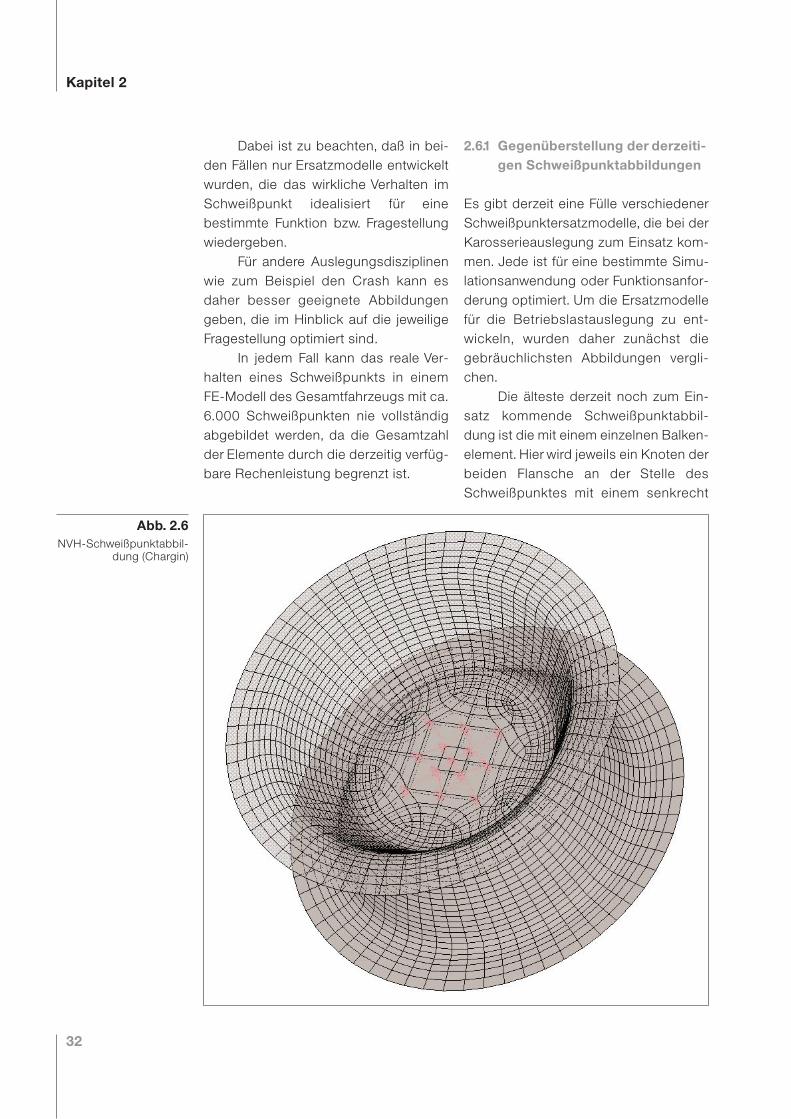
Dabei ist zu beachten, daß in bei-den Fällen nur Ersatzmodelle entwickeltwurden, die das wirkliche Verhalten imSchweißpunkt idealisiert für einebestimmte Funktion bzw. Fragestellungwiedergeben.
Für andere Auslegungsdisziplinenwie zum Beispiel den Crash kann esdaher besser geeignete Abbildungengeben, die im Hinblick auf die jeweiligeFragestellung optimiert sind.
In jedem Fall kann das reale Ver-halten eines Schweißpunkts in einemFE-Modell des Gesamtfahrzeugs mit ca.6.000 Schweißpunkten nie vollständigabgebildet werden, da die Gesamtzahlder Elemente durch die derzeitig verfüg-bare Rechenleistung begrenzt ist.
2.6.1 Gegenüberstellung der derzeiti-gen Schweißpunktabbildungen
Es gibt derzeit eine Fülle verschiedenerSchweißpunktersatzmodelle, die bei derKarosserieauslegung zum Einsatz kom-men. Jede ist für eine bestimmte Simu-lationsanwendung oder Funktionsanfor-derung optimiert. Um die Ersatzmodellefür die Betriebslastauslegung zu ent-wickeln, wurden daher zunächst diegebräuchlichsten Abbildungen vergli-chen.
Die älteste derzeit noch zum Ein-satz kommende Schweißpunktabbil-dung ist die mit einem einzelnen Balken-element. Hier wird jeweils ein Knoten derbeiden Flansche an der Stelle desSchweißpunktes mit einem senkrecht
32
Kapitel 2
Abb. 2.6NVH-Schweißpunktabbil-
dung (Chargin)
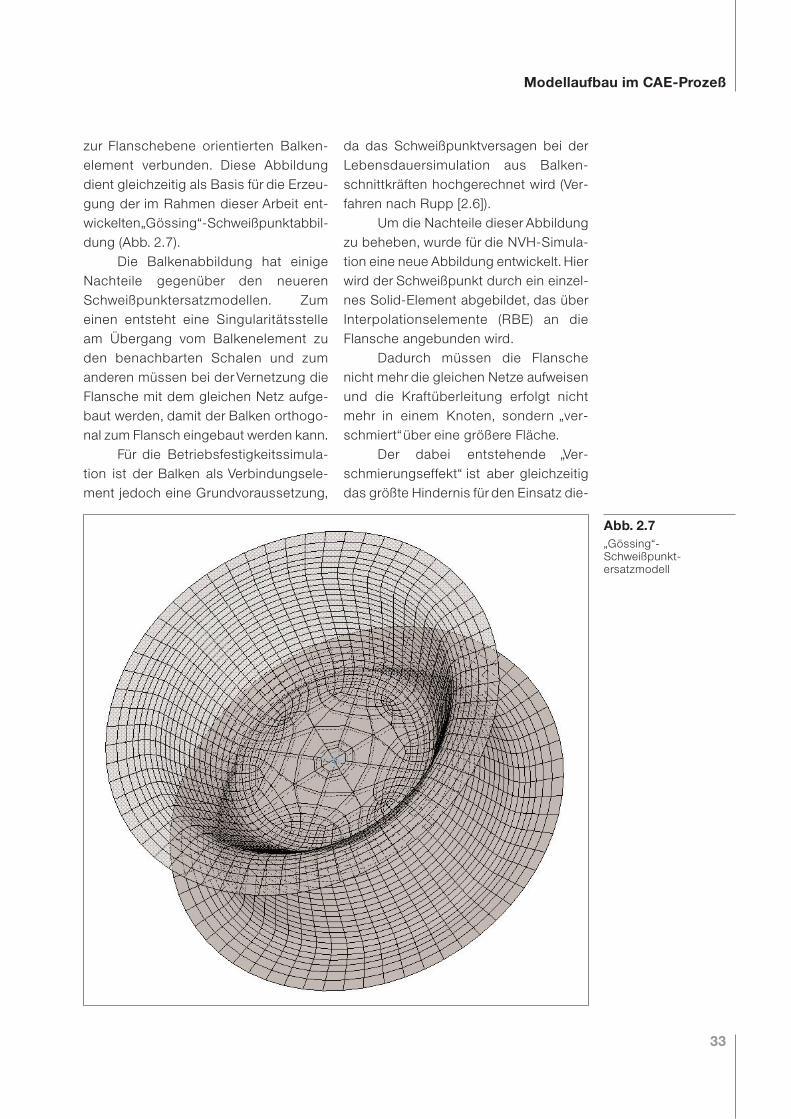
zur Flanschebene orientierten Balken-element verbunden. Diese Abbildungdient gleichzeitig als Basis für die Erzeu-gung der im Rahmen dieser Arbeit ent-wickelten „Gössing“-Schweißpunktabbil-dung (Abb. 2.7).
Die Balkenabbildung hat einigeNachteile gegenüber den neuerenSchweißpunktersatzmodellen. Zumeinen entsteht eine Singularitätsstelleam Übergang vom Balkenelement zuden benachbarten Schalen und zumanderen müssen bei derVernetzung dieFlansche mit dem gleichen Netz aufge-baut werden, damit der Balken orthogo-nal zum Flansch eingebaut werden kann.
Für die Betriebsfestigkeitssimula-tion ist der Balken als Verbindungsele-ment jedoch eine Grundvoraussetzung,
da das Schweißpunktversagen bei derLebensdauersimulation aus Balken-schnittkräften hochgerechnet wird (Ver-fahren nach Rupp [2.6]).
Um die Nachteile dieser Abbildungzu beheben, wurde für die NVH-Simula-tion eine neue Abbildung entwickelt.Hierwird der Schweißpunkt durch ein einzel-nes Solid-Element abgebildet, das überInterpolationselemente (RBE) an dieFlansche angebunden wird.
Dadurch müssen die Flanschenicht mehr die gleichen Netze aufweisenund die Kraftüberleitung erfolgt nichtmehr in einem Knoten, sondern „ver-schmiert“über eine größere Fläche.
Der dabei entstehende „Ver-schmierungseffekt“ ist aber gleichzeitigdas größte Hindernis fürden Einsatz die-
33
Modellaufbau im CAE-Prozeß
Abb. 2.7„Gössing“-Schweißpunkt-ersatzmodell
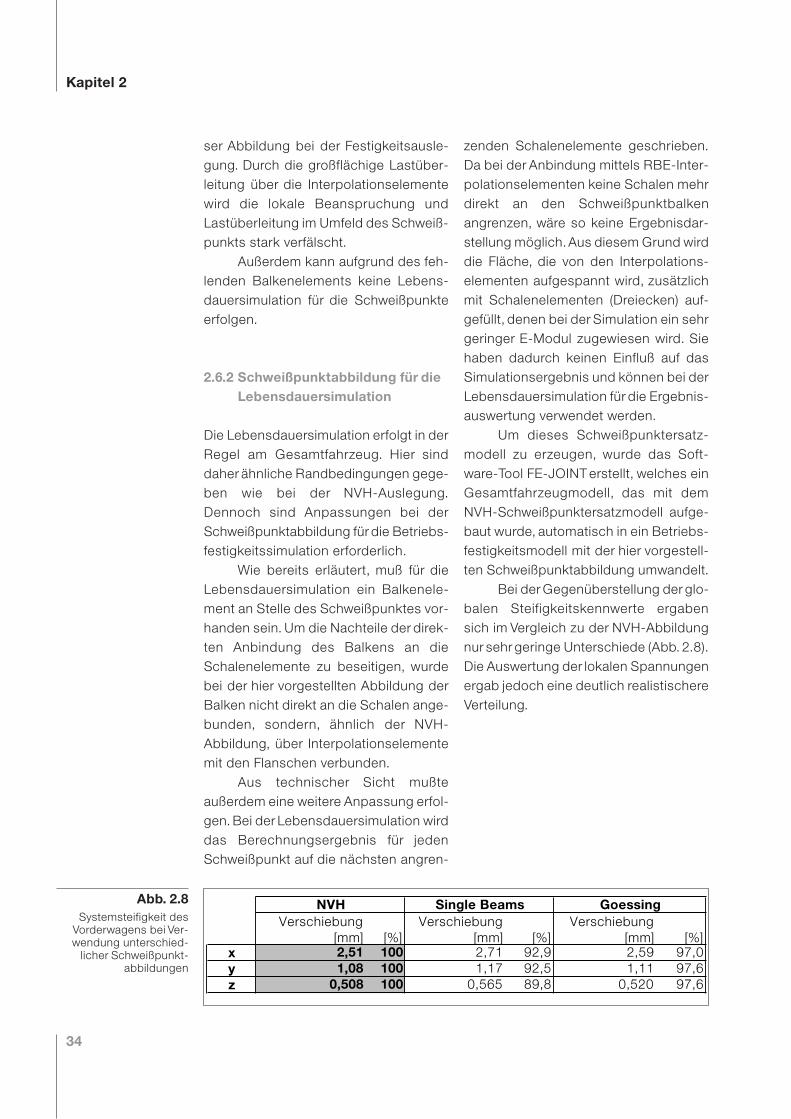
ser Abbildung bei der Festigkeitsausle-gung. Durch die großflächige Lastüber-leitung über die Interpolationselementewird die lokale Beanspruchung undLastüberleitung im Umfeld des Schweiß-punkts stark verfälscht.
Außerdem kann aufgrund des feh-lenden Balkenelements keine Lebens-dauersimulation für die Schweißpunkteerfolgen.
2.6.2 Schweißpunktabbildung für dieLebensdauersimulation
Die Lebensdauersimulation erfolgt in derRegel am Gesamtfahrzeug. Hier sinddaherähnliche Randbedingungen gege-ben wie bei der NVH-Auslegung.Dennoch sind Anpassungen bei derSchweißpunktabbildung fürdie Betriebs-festigkeitssimulation erforderlich.
Wie bereits erläutert, muß für dieLebensdauersimulation ein Balkenele-ment an Stelle des Schweißpunktes vor-handen sein.Um die Nachteile derdirek-ten Anbindung des Balkens an dieSchalenelemente zu beseitigen, wurdebei der hier vorgestellten Abbildung derBalken nicht direkt an die Schalen ange-bunden, sondern, ähnlich der NVH-Abbildung, über Interpolationselementemit den Flanschen verbunden.
Aus technischer Sicht mußteaußerdem eine weitere Anpassung erfol-gen.Bei derLebensdauersimulation wirddas Berechnungsergebnis für jedenSchweißpunkt auf die nächsten angren-
zenden Schalenelemente geschrieben.Da bei der Anbindung mittels RBE-Inter-polationselementen keine Schalen mehrdirekt an den Schweißpunktbalkenangrenzen, wäre so keine Ergebnisdar-stellung möglich.Aus diesem Grund wirddie Fläche, die von den Interpolations-elementen aufgespannt wird, zusätzlichmit Schalenelementen (Dreiecken) auf-gefüllt, denen bei derSimulation ein sehrgeringer E-Modul zugewiesen wird. Siehaben dadurch keinen Einfluß auf dasSimulationsergebnis und können bei derLebensdauersimulation fürdie Ergebnis-auswertung verwendet werden.
Um dieses Schweißpunktersatz-modell zu erzeugen, wurde das Soft-ware-Tool FE-JOINTerstellt, welches einGesamtfahrzeugmodell, das mit demNVH-Schweißpunktersatzmodell aufge-baut wurde, automatisch in ein Betriebs-festigkeitsmodell mit der hier vorgestell-ten Schweißpunktabbildung umwandelt.
Bei derGegenüberstellung derglo-balen Steifigkeitskennwerte ergabensich im Vergleich zu der NVH-Abbildungnursehrgeringe Unterschiede (Abb.2.8).Die Auswertung der lokalen Spannungenergab jedoch eine deutlich realistischereVerteilung.
34
Kapitel 2
Verschiebung Verschiebung Verschiebung[mm] [%] [mm] [%] [mm] [%]
x 2,51 100 2,71 92,9 2,59 97,0y 1,08 100 1,17 92,5 1,11 97,6z 0,508 100 0,565 89,8 0,520 97,6
NVH Single Beams GoessingAbb. 2.8Systemsteifigkeit des
Vorderwagens bei Ver-wendung unterschied-
licher Schweißpunkt-abbildungen
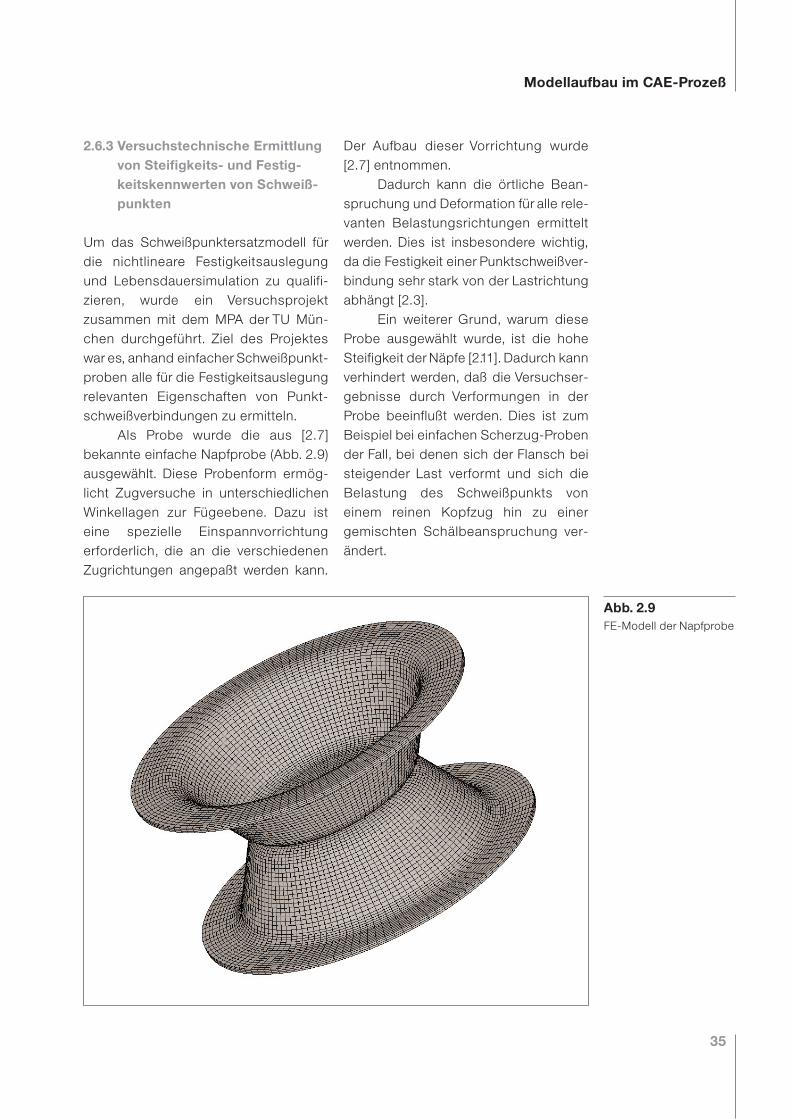
2.6.3 Versuchstechnische Ermittlungvon Steifigkeits- und Festig-keitskennwerten von Schweiß-punkten
Um das Schweißpunktersatzmodell fürdie nichtlineare Festigkeitsauslegungund Lebensdauersimulation zu qualifi-zieren, wurde ein Versuchsprojektzusammen mit dem MPA der TU Mün-chen durchgeführt. Ziel des Projekteswar es, anhand einfacher Schweißpunkt-proben alle für die Festigkeitsauslegungrelevanten Eigenschaften von Punkt-schweißverbindungen zu ermitteln.
Als Probe wurde die aus [2.7]bekannte einfache Napfprobe (Abb. 2.9)ausgewählt. Diese Probenform ermög-licht Zugversuche in unterschiedlichenWinkellagen zur Fügeebene. Dazu isteine spezielle Einspannvorrichtungerforderlich, die an die verschiedenenZugrichtungen angepaßt werden kann.
Der Aufbau dieser Vorrichtung wurde[2.7] entnommen.
Dadurch kann die örtliche Bean-spruchung und Deformation für alle rele-vanten Belastungsrichtungen ermitteltwerden. Dies ist insbesondere wichtig,da die Festigkeit einer Punktschweißver-bindung sehr stark von der Lastrichtungabhängt [2.3].
Ein weiterer Grund, warum dieseProbe ausgewählt wurde, ist die hoheSteifigkeit derNäpfe [2.11].Dadurch kannverhindert werden, daß die Versuchser-gebnisse durch Verformungen in derProbe beeinflußt werden. Dies ist zumBeispiel bei einfachen Scherzug-Probender Fall, bei denen sich der Flansch beisteigender Last verformt und sich dieBelastung des Schweißpunkts voneinem reinen Kopfzug hin zu einergemischten Schälbeanspruchung ver-ändert.
35
Modellaufbau im CAE-Prozeß
Abb. 2.9FE-Modell der Napfprobe
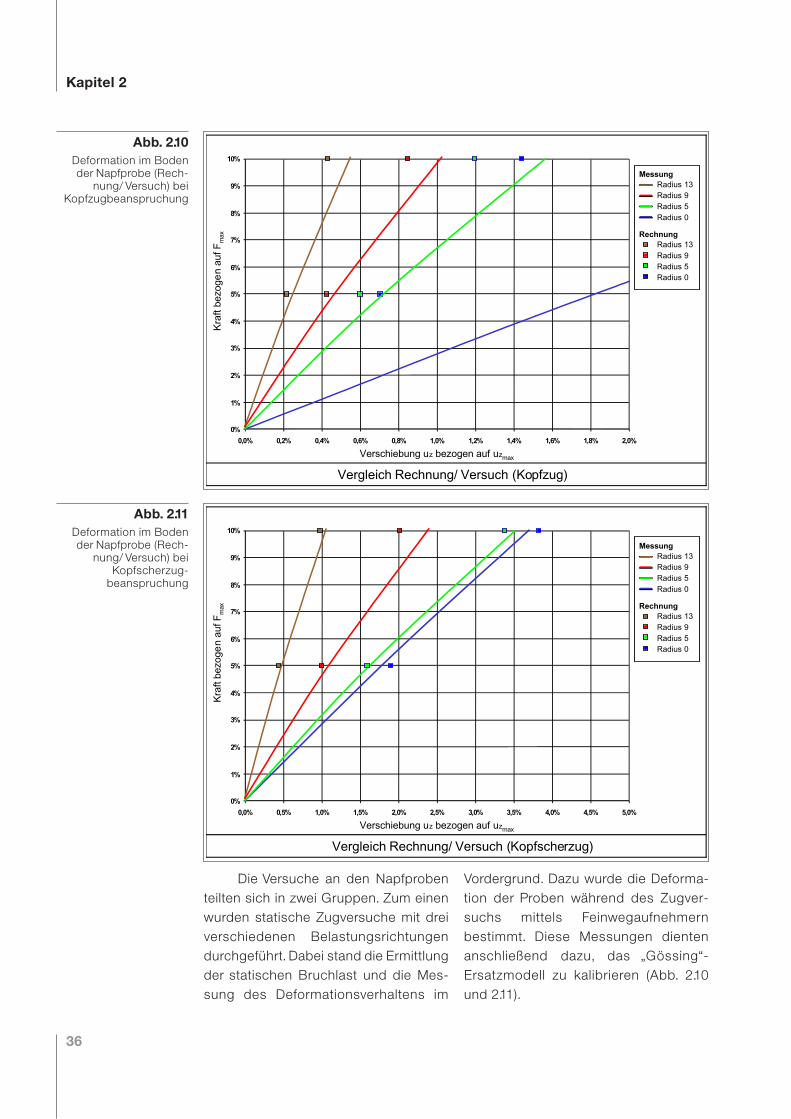
Die Versuche an den Napfprobenteilten sich in zwei Gruppen. Zum einenwurden statische Zugversuche mit dreiverschiedenen Belastungsrichtungendurchgeführt.Dabei stand die Ermittlungder statischen Bruchlast und die Mes-sung des Deformationsverhaltens im
Vordergrund. Dazu wurde die Deforma-tion der Proben während des Zugver-suchs mittels Feinwegaufnehmernbestimmt. Diese Messungen dientenanschließend dazu, das „Gössing“-Ersatzmodell zu kalibrieren (Abb. 2.10und 2.11).
36
Kapitel 2
Abb. 2.10Deformation im Bodender Napfprobe (Rech-
nung/ Versuch) beiKopfzugbeanspruchung
Vergleich Rechnung/ Versuch (Kopfzug)
0%
1%
2%
3%
4%
5%
6%
7%
8%
9%
10%
0,0% 0,2% 0,4% 0,6% 0,8% 1,0% 1,2% 1,4% 1,6% 1,8% 2,0%
MessungRadius 13Radius 9Radius 5Radius 0
RechnungRadius 13Radius 9Radius 5Radius 0
Kra
ft be
zoge
n au
f Fm
ax
Verschiebung uz bezogen auf uzmax
Abb. 2.11Deformation im Bodender Napfprobe (Rech-
nung/ Versuch) beiKopfscherzug-
beanspruchung
Vergleich Rechnung/ Versuch (Kopfscherzug)
0%
1%
2%
3%
4%
5%
6%
7%
8%
9%
10%
0,0% 0,5% 1,0% 1,5% 2,0% 2,5% 3,0% 3,5% 4,0% 4,5% 5,0%
MessungRadius 13Radius 9Radius 5Radius 0
RechnungRadius 13Radius 9Radius 5Radius 0
Kra
ft be
zoge
n au
f Fm
ax
Verschiebung uz bezogen auf uzmax
Die Entwicklung des Versagens-kriteriums für statische Beanspruchun-gen wurde aus dieser Arbeit abgelöstund in einer, vom Verfasser betreuten,Diplomarbeit [2.15] untersucht. Hierwurde unter der Vorgabe der„Gössing“-Schweißpunktabbildung ein Verfahrenzur rechnerischen Vorhersage des stati-schen Versagens von einzelnenSchweißpunkten entwickelt. Das dabeientwickelte Verfahren orientiert sich starkan den bereits bekannten Verfahren [2.4,2.6, 2.14] für das zyklische Versagen vonPunktschweißverbindungen.
Zusätzlich zu den statischen Ver-suchen wurden Einstufenschwingversu-che zurBestimmung derzyklischen Fest-igkeit der Schweißpunkte unterverschiedenen Kraftangriffsrichtungendurchgeführt. Diese dienten dazu, Mate-rialkennwerte für das in [2.6] vorgestellteVerfahren zu bestimmen. Die Auswer-tung derVersuche wurde auf den späte-ren Einsatz in der Lebensdauersimula-tionssoftware FALANCS abgestimmt[2.8, 2.9, 2.10].
2.6.4 Schweißpunktabbildung für diestatische Festigkeitssimulation
Bei der statischen Festigkeitssimulationstehen die Anforderungen im Hinblickauf eine möglichst realistische Span-nungsverteilung im Bereich desSchweißpunktersatzmodells im Vorder-grund. Bei der nichtlinearen Bewertungvon Teilmodellen müssen zuverlässigeAussagen über die Tragfähigkeit allerSchweißpunkte gemacht werden.
Dazu muß sowohl das Versagendes Schweißpunktes selbst, als auch dieTragfähigkeit der Blechstruktur abgebil-det werden.
In [2.1] wurde die erste Version der„Gössing“-Schweißpunktabbildung ent-wickelt, die deutlich verbesserte Span-nungsergebnisse gegenüber den bishe-rigen Ersatzmodellen ermöglichte. Diedort vorgestellten Untersuchungen wur-den allein auf Basis eines Referenzmo-dells durchgeführt. Eine versuchstech-nische Absicherung war im Rahmen von[2.1] nicht möglich.
Die dort vorgestellte Schweiß-punktabbildung wurde deshalb vor demHintergrund des Versuchsprogrammshinterfragt und überarbeitet. Zusätzlichwurden dabei die Anforderungen für dieVorhersage des statischen Bruchsberücksichtigt.
Um die Tragfähigkeit des Schweiß-punktes für statische Lasten vorhersa-gen zu können, mußte die in [2.1] vorge-stellte Abbildung modifiziert werden.Dabei wurde die Modellierung desersten Elementrings um die Balken-spinne verändert.
Hier konnte durch die Vorgabeeines Elementrings mit im Verhältnis zumLinsendurchmesser festen geometri-schen Abmessungen eine verbesserteAussagegüte ermöglicht werden. Diesbegründet sich im wesentlichen aus derdabei entstehenden besseren Element-qualität.
Außerdem entstehen durch dieVorgabe des zweiten Knotenrings umden Schweißpunkt feste Auswertestel-len,die fürdie Vorhersage des statischenBruchs verwendet werden können. Eineaufwendige Umrechnung der Knoten-kräfte auf bestimmte Punkte kann daherentfallen.
Ein weiterer Vorteil dieses Ele-mentrings um den Schweißpunkt ist dieMöglichkeit, diesem eigene Material-eigenschaften bei derelasto-plastischenSimulation zuzuweisen. Dadurch kann
37
Modellaufbau im CAE-Prozeß
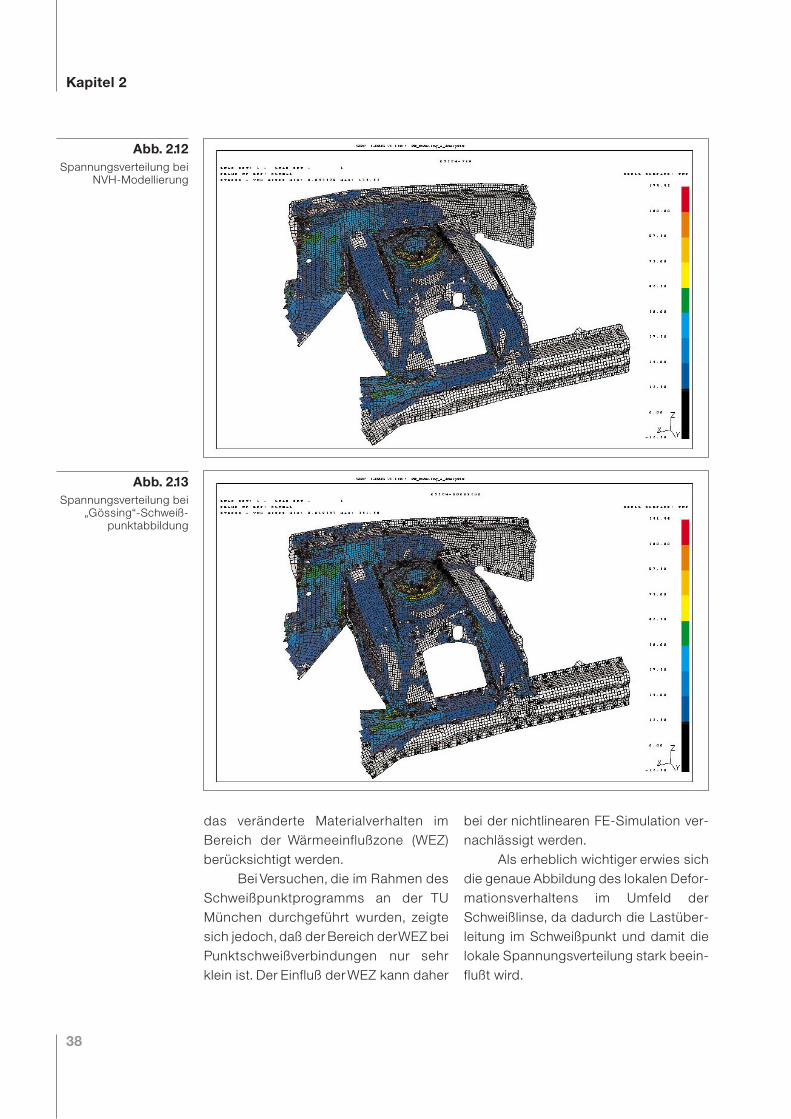
das veränderte Materialverhalten imBereich der Wärmeeinflußzone (WEZ)berücksichtigt werden.
Bei Versuchen, die im Rahmen desSchweißpunktprogramms an der TUMünchen durchgeführt wurden, zeigtesich jedoch,daß derBereich derWEZ beiPunktschweißverbindungen nur sehrklein ist. Der Einfluß derWEZ kann daher
bei der nichtlinearen FE-Simulation ver-nachlässigt werden.
Als erheblich wichtiger erwies sichdie genaue Abbildung des lokalen Defor-mationsverhaltens im Umfeld derSchweißlinse, da dadurch die Lastüber-leitung im Schweißpunkt und damit dielokale Spannungsverteilung stark beein-flußt wird.
38
Kapitel 2
Abb. 2.12Spannungsverteilung bei
NVH-Modellierung
Abb. 2.13Spannungsverteilung bei
„Gössing“-Schweiß-punktabbildung
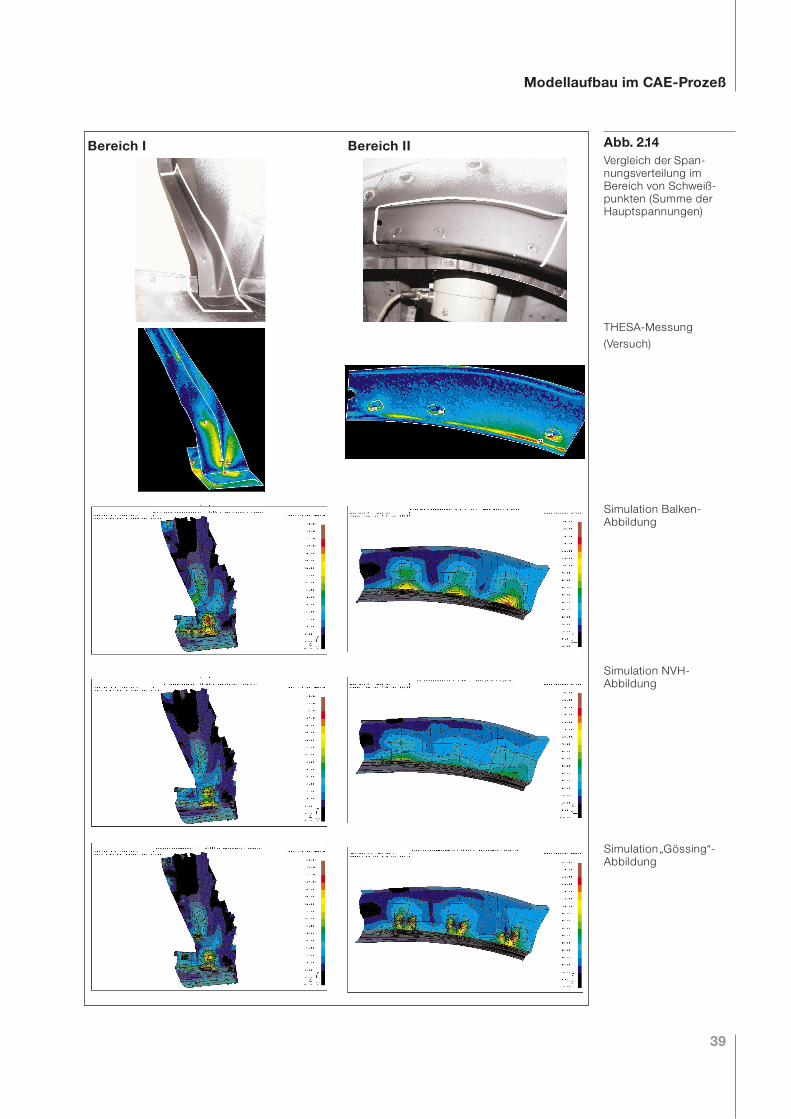
39
Modellaufbau im CAE-Prozeß
Abb. 2.14Vergleich der Span-nungsverteilung imBereich von Schweiß-punkten (Summe derHauptspannungen)
THESA-Messung(Versuch)
Simulation Balken-Abbildung
Simulation NVH-Abbildung
Simulation „Gössing“-Abbildung
Bereich IIBereich I

Hier zeigte sich, daß durch dieAnpassung des Linsendurchmessers imFE-Modell (Durchmesser der Balken-spinne) von 5,0 auf 4,8 mal der Wurzelaus der kleineren Blechdicke desFlanschpaars eine Verbesserung derAussagegüte erreicht werden kann.
Diese Untersuchungen zeigtenaußerdem, daß der Durchmesser deszweiten Knotenrings um die Balken-spinne mit 1,5 mal dem DurchmesserderBalkenspinne gewählt werden muß, umden weiteren Spannungsverlauf reali-stisch abzubilden.
Diese Erkenntnisse wurden dannim Makro SPNEU umgesetzt. Dadurchkann das „Gössing“-Ersatzmodell auto-matisch erzeugt werden. Bei der Aus-führung des Makros können unter-schiedliche Formfaktoren für denLinsendurchmesser und die WEZ einge-stellt werden.
Bei der abschließenden versuchs-technischen Validierung des Schweiß-punktmodells an einem Vorderwagenzeigten sich die Vorteile der neuen Abbil-dung. Dabei wurde mit Hilfe der thermo-elastischen Spannungsanalyse die Ver-teilung der Spannungen im Bereich vonmehreren Schweißpunkten ermittelt(Abbildung 2.14).
Parallel wurden Simulationen unterdenselben Rahmenbedingungen mitden derzeit zum Einsatz kommendenSchweißpunktabbildungen durchge-führt, um die Unterschiede bei der Fe-stigkeitssimulation aufzuzeigen. Eszeigte sich dabei sehr deutlich, daß ein-zig mit der neuen „Gössing“-Schweiß-punktabbildung zuverlässige Span-nungsaussagen im Bereich vonSchweißpunkten möglich sind.
Die Unterschiede bei der lokalenLastabtragung können sich auch aufentferntere Bereiche auswirken. Dies
zeigte sich beim Vergleich der Abbildun-gen 2.12 und 2.13.
40
Ziel des CAE-Prozesses Betriebs-lastauslegung ist es,die gesamte Karos-seriestruktur für alle während des Betrie-bes auftretenden Lastereignisse zuqualifizieren. Dazu müssen alle Bauteileund Verbindungen der Karosserie sowohl für statische Sonder- undMißbrauchslasten als auch für zyklischeBetriebsfestigkeitslasten mit Hilfe vonCAE-Berechnungen abgesichert wer-den.
Um dies zu erreichen, müssenmehrere grundsätzlich unterschiedlicheAuslegungsinhalte berücksichtigt wer-den.Diese Bandbreite von Funktionsum-fängen kann nicht allein durch eine ein-zelne Simulationsanwendung bzw.CAE-Berechnungsmethode abgedecktwerden. Die Versagensmechanismensind zudem für die unterschiedlichenBelastungen zu verschieden.
Die Berechnungsabteilungenbenötigen deshalb für das gesamteBeanspruchungsfeld der Betriebs-lastauslegung zuverlässige Simulations-methoden und Auswertungsverfahren,um das volle Beanspruchungsspektrumabzudecken.
Von der Theorie her haben diemeisten der hierfür erforderlichen Simu-lationsmethoden eine relativ hohe Aus-sagekraft erreicht [3.6]. Es existierensowohl für die elastoplastische Festig-keitssimulation als auch für dieLebensdauerbewertung eine Vielzahlvon Simulationanwendungen und Be-rechnungsmethoden. Diese Methodenmüssen jedoch für den produktiven Ein-satz in Fahrzeugprojekten modifiziertund untereinander vernetzt werden.
In [2.1] wurde bereits exemplarischgezeigt, daß mit Hilfe der derzeit verfüg-baren Methoden und Simulations-Soft-ware qualitative Betriebsfestigkeitsaus-sagen möglich sind. In diesemZusammenhang wird unter dem Begriffqualitativ verstanden, daß die Simulationden Schadensort zuverlässig vorher-sagt. Die quantitative Bestimmung derLebensdauer ist mit den bestehendenMethoden jedoch noch nicht möglich.
Der in [2.1] benötigte Aufwand warjedoch noch sehr groß, da noch keindefinierterAuslegungsprozeß vorhandenwar. Außerdem waren quantitative Aus-sagen nicht möglich, da der Fertigungs-prozeß bei der CAE-Berechnung nicht
41
Kapitel 3
Analyseprozeß und Verfahrenzur Ergebnisauswertung
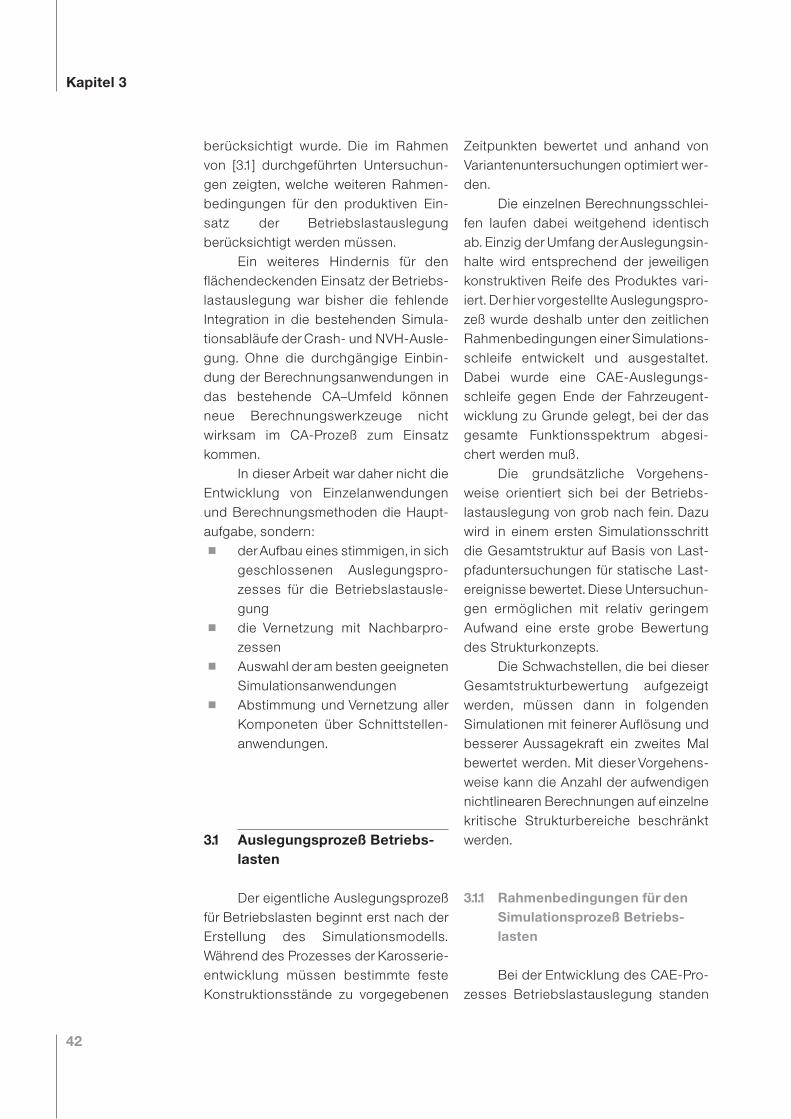
berücksichtigt wurde. Die im Rahmenvon [3.1] durchgeführten Untersuchun-gen zeigten, welche weiteren Rahmen-bedingungen für den produktiven Ein-satz der Betriebslastauslegungberücksichtigt werden müssen.
Ein weiteres Hindernis für denflächendeckenden Einsatz der Betriebs-lastauslegung war bisher die fehlendeIntegration in die bestehenden Simula-tionsabläufe derCrash- und NVH-Ausle-gung. Ohne die durchgängige Einbin-dung der Berechnungsanwendungen indas bestehende CA–Umfeld könnenneue Berechnungswerkzeuge nichtwirksam im CA-Prozeß zum Einsatzkommen.
In dieser Arbeit war daher nicht dieEntwicklung von Einzelanwendungenund Berechnungsmethoden die Haupt-aufgabe, sondern:
derAufbau eines stimmigen, in sichgeschlossenen Auslegungspro-zesses für die Betriebslastausle-gungdie Vernetzung mit Nachbarpro-zessenAuswahl deram besten geeignetenSimulationsanwendungen Abstimmung und Vernetzung allerKomponeten über Schnittstellen-anwendungen.
3.1 Auslegungsprozeß Betriebs-lasten
Der eigentliche Auslegungsprozeßfür Betriebslasten beginnt erst nach derErstellung des Simulationsmodells.Während des Prozesses der Karosserie-entwicklung müssen bestimmte festeKonstruktionsstände zu vorgegebenen
Zeitpunkten bewertet und anhand vonVariantenuntersuchungen optimiert wer-den.
Die einzelnen Berechnungsschlei-fen laufen dabei weitgehend identischab.Einzig derUmfang derAuslegungsin-halte wird entsprechend der jeweiligenkonstruktiven Reife des Produktes vari-iert.Derhier vorgestellte Auslegungspro-zeß wurde deshalb unter den zeitlichenRahmenbedingungen einerSimulations-schleife entwickelt und ausgestaltet.Dabei wurde eine CAE-Auslegungs-schleife gegen Ende der Fahrzeugent-wicklung zu Grunde gelegt, bei der dasgesamte Funktionsspektrum abgesi-chert werden muß.
Die grundsätzliche Vorgehens-weise orientiert sich bei der Betriebs-lastauslegung von grob nach fein. Dazuwird in einem ersten Simulationsschrittdie Gesamtstruktur auf Basis von Last-pfaduntersuchungen für statische Last-ereignisse bewertet.Diese Untersuchun-gen ermöglichen mit relativ geringemAufwand eine erste grobe Bewertungdes Strukturkonzepts.
Die Schwachstellen, die bei dieserGesamtstrukturbewertung aufgezeigtwerden, müssen dann in folgendenSimulationen mit feinerer Auflösung undbesserer Aussagekraft ein zweites Malbewertet werden. Mit dieserVorgehens-weise kann die Anzahl der aufwendigennichtlinearen Berechnungen auf einzelnekritische Strukturbereiche beschränktwerden.
3.1.1 Rahmenbedingungen für denSimulationsprozeß Betriebs-lasten
Bei der Entwicklung des CAE-Pro-zesses Betriebslastauslegung standen
42
Kapitel 3
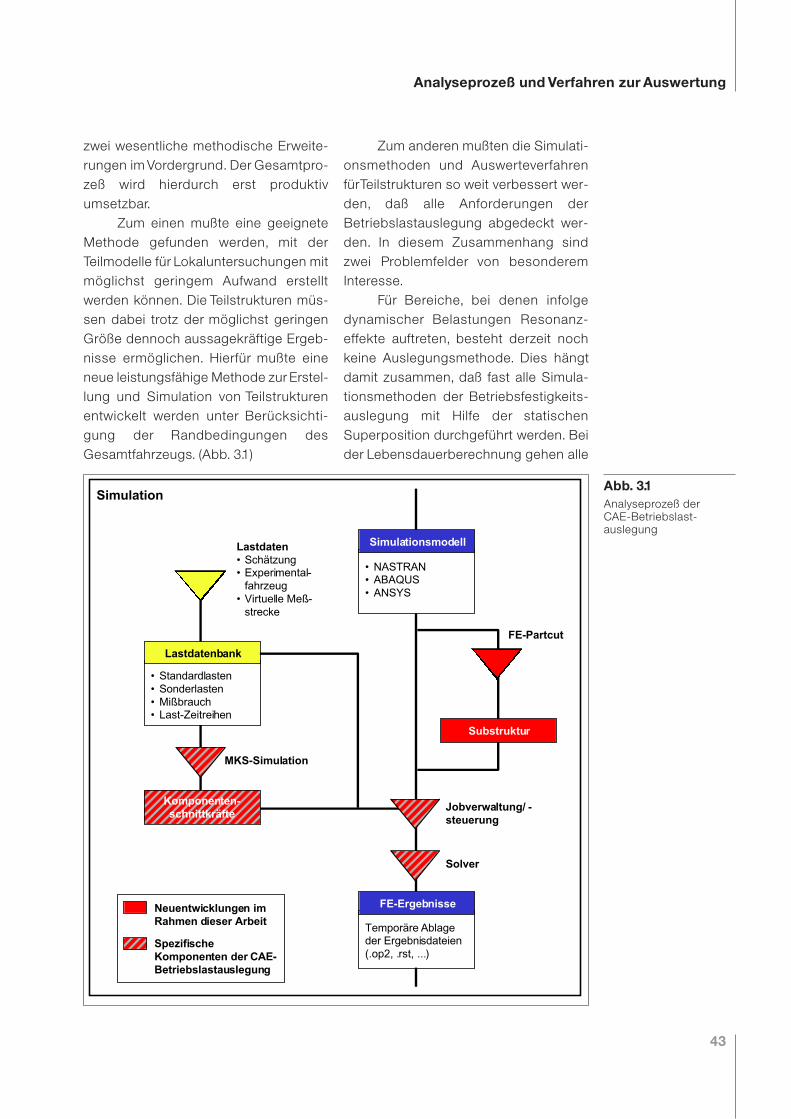
zwei wesentliche methodische Erweite-rungen im Vordergrund. Der Gesamtpro-zeß wird hierdurch erst produktivumsetzbar.
Zum einen mußte eine geeigneteMethode gefunden werden, mit derTeilmodelle für Lokaluntersuchungen mitmöglichst geringem Aufwand erstelltwerden können. Die Teilstrukturen müs-sen dabei trotz der möglichst geringenGröße dennoch aussagekräftige Ergeb-nisse ermöglichen. Hierfür mußte eineneue leistungsfähige Methode zurErstel-lung und Simulation von Teilstrukturenentwickelt werden unter Berücksichti-gung der Randbedingungen desGesamtfahrzeugs. (Abb. 3.1)
Zum anderen mußten die Simulati-onsmethoden und AuswerteverfahrenfürTeilstrukturen so weit verbessert wer-den, daß alle Anforderungen derBetriebslastauslegung abgedeckt wer-den. In diesem Zusammenhang sindzwei Problemfelder von besonderemInteresse.
Für Bereiche, bei denen infolgedynamischer Belastungen Resonanz-effekte auftreten, besteht derzeit nochkeine Auslegungsmethode. Dies hängtdamit zusammen, daß fast alle Simula-tionsmethoden der Betriebsfestigkeits-auslegung mit Hilfe der statischenSuperposition durchgeführt werden. Beider Lebensdauerberechnung gehen alle
43
Analyseprozeß und Verfahren zur Auswertung
Simulationsmodell
• NASTRAN• ABAQUS• ANSYS
Simulation
Lastdaten• Schätzung• Experimental-
fahrzeug• Virtuelle Meß-
strecke
MKS-Simulation
Komponenten-schnittkräfte
Jobverwaltung/ -steuerung
Substruktur
FE-Partcut
Solver
FE-Ergebnisse
Temporäre Ablageder Ergebnisdateien(.op2, .rst, ...)
Lastdatenbank
• Standardlasten• Sonderlasten• Mißbrauch• Last-Zeitreihen
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
Abb. 3.1Analyseprozeß derCAE-Betriebslast-auslegung
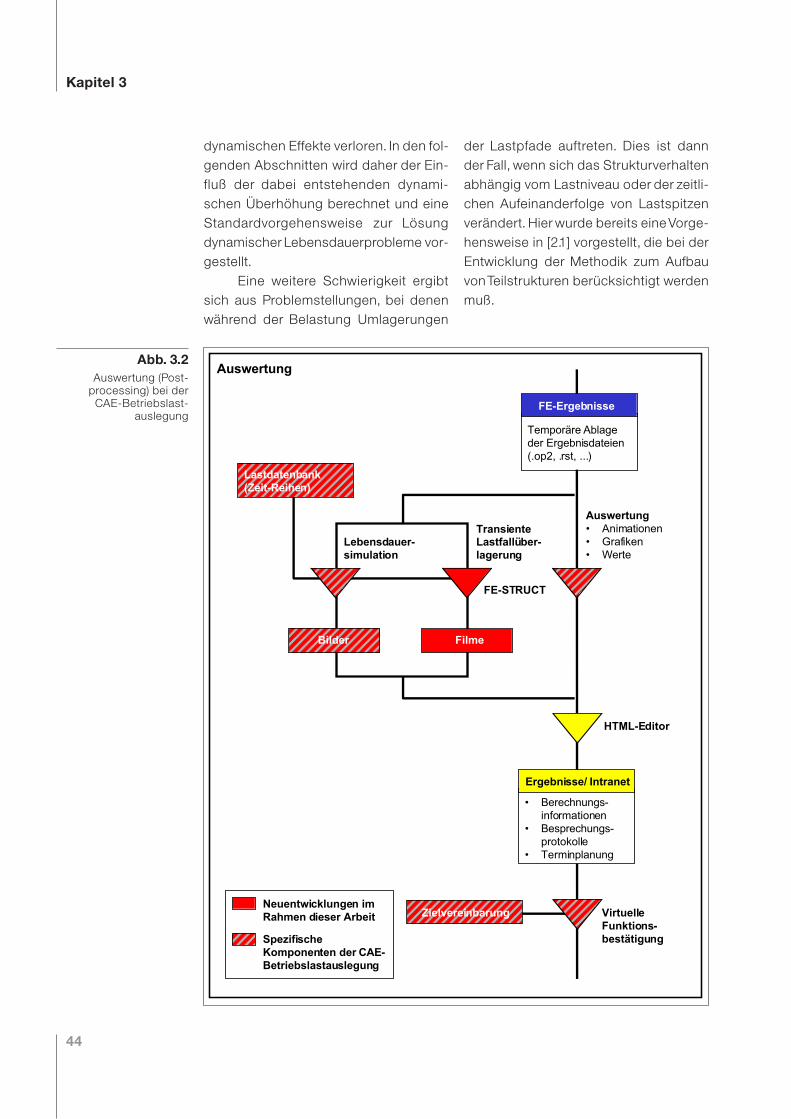
dynamischen Effekte verloren. In den fol-genden Abschnitten wird daher der Ein-fluß der dabei entstehenden dynami-schen Überhöhung berechnet und eineStandardvorgehensweise zur LösungdynamischerLebensdauerprobleme vor-gestellt.
Eine weitere Schwierigkeit ergibtsich aus Problemstellungen, bei denenwährend der Belastung Umlagerungen
der Lastpfade auftreten. Dies ist dannder Fall, wenn sich das Strukturverhaltenabhängig vom Lastniveau oder der zeitli-chen Aufeinanderfolge von Lastspitzenverändert.Hierwurde bereits eine Vorge-hensweise in [2.1] vorgestellt, die bei derEntwicklung der Methodik zum Aufbauvon Teilstrukturen berücksichtigt werdenmuß.
44
Kapitel 3
Auswertung
Lebensdauer-simulation
TransienteLastfallüber-lagerung
FE-Ergebnisse
Temporäre Ablageder Ergebnisdateien(.op2, .rst, ...)
HTML-Editor
Ergebnisse/ Intranet
• Berechnungs-informationen
• Besprechungs-protokolle
• Terminplanung
VirtuelleFunktions-bestätigung
Zielvereinbarung
Lastdatenbank(Zeit-Reihen)
Bilder Filme
Auswertung• Animationen• Grafiken• Werte
FE-STRUCT
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
Abb. 3.2Auswertung (Post-
processing) bei derCAE-Betriebslast-
auslegung
In Abbildung 3.2 ist der grundsätz-liche Prozeß der Auswertung (Post-Pro-cessing) dargestellt. Es werden derDatenfluß der verschiedenen Simulati-onsobjekte und die wichtigsten Ein-gangsgrößen gezeigt. Die gegenüberdem NVH-Prozeß veränderten oderneuen Komponenten wurden ebenfallsgekennzeichnet.
3.1.2 Abgleich von Simulationsme-thoden und -modellen mit dempraktischen Versuch
DerVersuch ist noch immer die effektiv-ste Methode zur Validierung von neuenCAE-Methoden. Daher wurde im Rah-men dieserArbeit ein umfangreiches Ver-suchsprogramm parallel zu den hiervorgestellten Methodenentwicklungsak-tivitäten durchgeführt. Die im Rahmendieser Arbeit neu entwickelten Metho-den wurden anhand dieser Versucheumfassend abgesichert.
Mehrere Versuchsreihen wurdenauf Basis eines halben Vorderwagensdurchgeführt. Dazu wurden insgesamtzehn Vorbaukomponenten im Musterbauaufgebaut und mit Platten zur Einspan-nung auf dem Prüfstand versehen. DerVersuchsaufbau umfaßte außerdem denVorderachsträger und Teile der Vorder-achse.
Der Aufbau wurde starr mit demPrüfstand verspannt,wobei an den freienAnschraubpunkten des Vorderachsträ-gers (alle Anschraubpunkte links und derhintere Verschraubungspunkt rechts)elastische Lagerungen aufgebracht wur-den, um keine Verfälschungen der Ver-suchsergebnisse durch eine zu steifeAnbindung hervorzurufen.
Die dabei gewählten Einspannbe-dingungen an den Vorderachsträgerver-
schraubungen wurden mit Hilfe einerFE-Simulationen so angepaßt, daß dieDeformationen in den Bereichen derEinspannung annähernd vergleichbarmit denen im Gesamtfahrzeug sind. Dieelastischen Einspannungen wurdendazu beim Versuch im Bereich der Ver-schraubungen der Karosserie durchFederbleche abgebildet, die wie Blattfe-dern wirken.
Auf Basis dieses Prüfstandsauf-baus wurden drei Dauerlauferprobungendurchgeführt. Dabei wurden überhydraulische Zylinder Radkräfte, die beieiner Fahrerprobung gemessen wurden,in drei Richtungen auf den Radträgeraufgebracht. Die Krafteinleitung erfolgteüber drei Hydraulikzylinder, die im Rad-träger eine Belastung in vertikaler, hori-zontaler und Längsrichtung einleiteten.
Parallel zu dem Versuchsaufbauwurde ein Simulationsmodell aufgebaut,das detailliert mit dem Versuchsaufbauabgestimmt wurde.Dazu mußte die Lagealler Schweißpunkte im Modell an denVersuch angepaßt werden. Zusätzlichwurden die Versuchseinspannungen unddie Krafteinleitung überdie starrgesetzteVorderachse im Simulationsmodellabgebildet.
Vor der Dauerlauferprobung wur-den zusätzlich mehrere Untersuchungenzur Validierung des Simulationsmodellsdurchgeführt. Dazu wurde unter ande-rem an mehreren Stellen mittels der ther-mophotographischen Spannungsana-lyse die Beanspruchung in der Strukturund an einzelnen Schweißpunkten ver-suchstechnisch bestimmt. Außerdemwurden Dehnungsmessungen an meh-reren Stellen des Aufbaus durchgeführt,um die Spannungen lokal mit denen imSimulationsmodell abzugleichen. Durchdiese Maßnahmen konnte eine guteÜbereinstimmung der Ergebnisse des
45
Analyseprozeß und Verfahren zur Auswertung
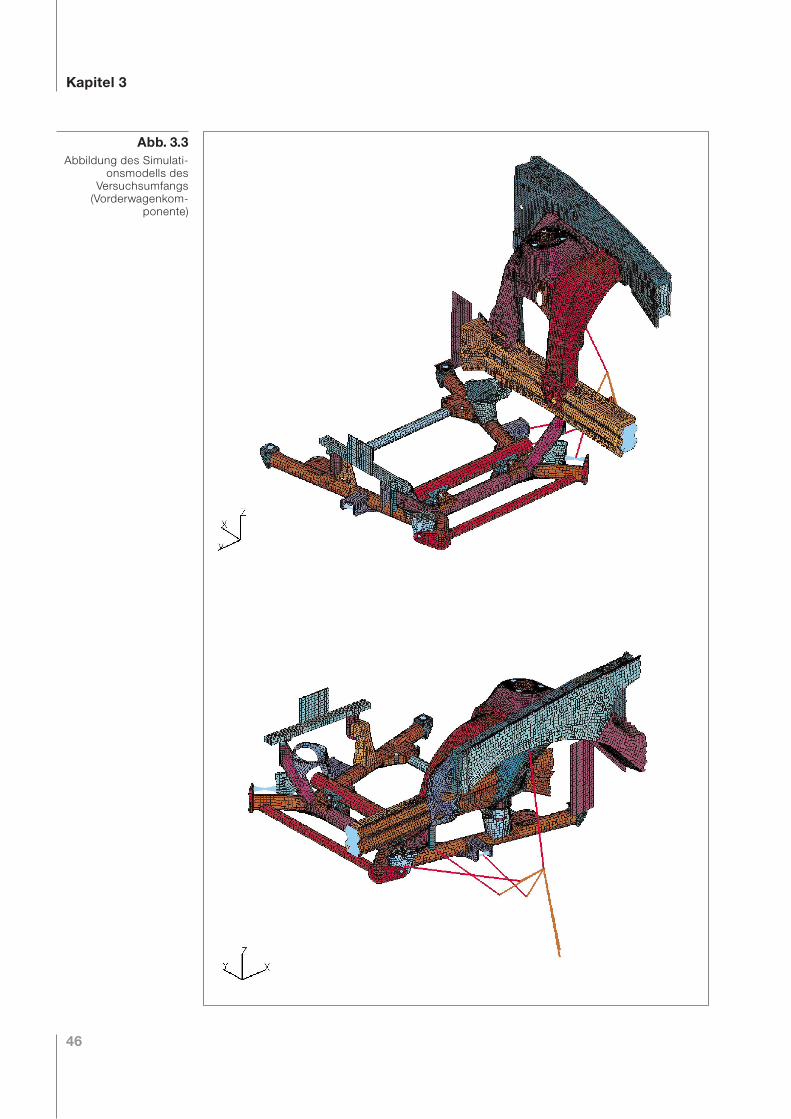
46
Kapitel 3
Abb. 3.3Abbildung des Simulati-
onsmodells desVersuchsumfangs
(Vorderwagenkom-ponente)
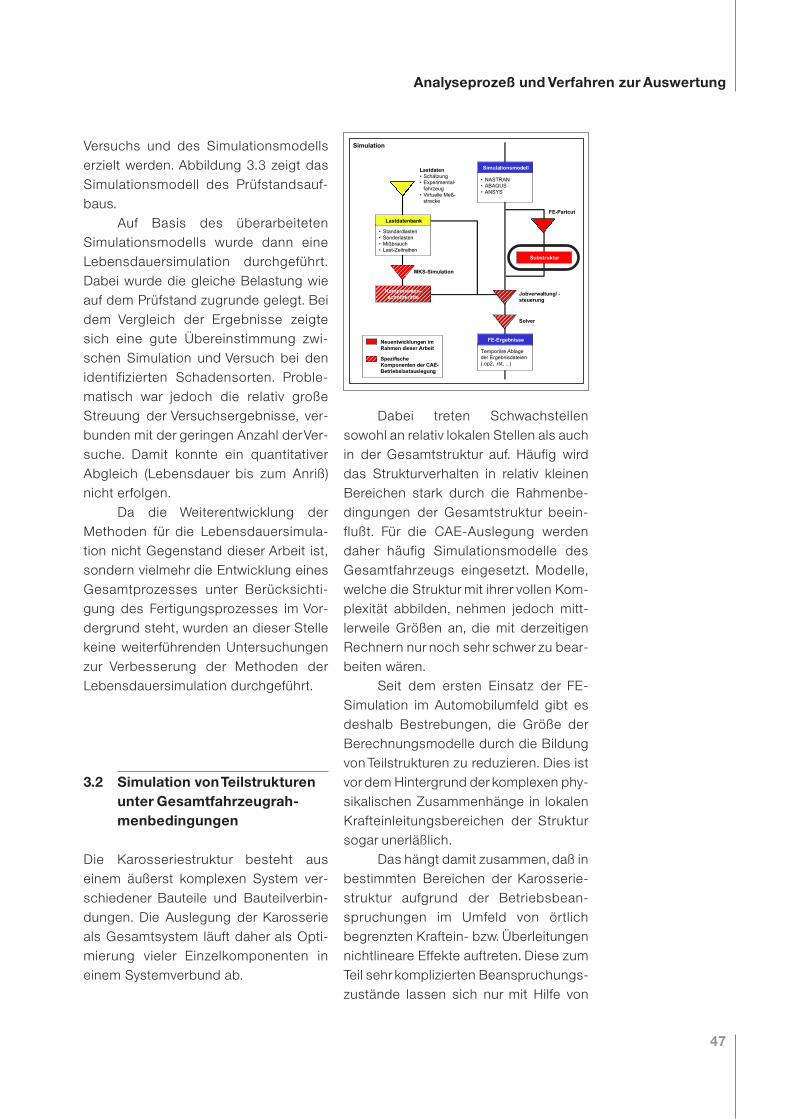
Versuchs und des Simulationsmodellserzielt werden. Abbildung 3.3 zeigt dasSimulationsmodell des Prüfstandsauf-baus.
Auf Basis des überarbeitetenSimulationsmodells wurde dann eineLebensdauersimulation durchgeführt.Dabei wurde die gleiche Belastung wieauf dem Prüfstand zugrunde gelegt. Beidem Vergleich der Ergebnisse zeigtesich eine gute Übereinstimmung zwi-schen Simulation und Versuch bei denidentifizierten Schadensorten. Proble-matisch war jedoch die relativ großeStreuung der Versuchsergebnisse, ver-bunden mit der geringen Anzahl derVer-suche. Damit konnte ein quantitativerAbgleich (Lebensdauer bis zum Anriß)nicht erfolgen.
Da die Weiterentwicklung derMethoden für die Lebensdauersimula-tion nicht Gegenstand dieser Arbeit ist,sondern vielmehr die Entwicklung einesGesamtprozesses unter Berücksichti-gung des Fertigungsprozesses im Vor-dergrund steht, wurden an dieser Stellekeine weiterführenden Untersuchungenzur Verbesserung der Methoden derLebensdauersimulation durchgeführt.
3.2 Simulation von Teilstrukturenunter Gesamtfahrzeugrah-menbedingungen
Die Karosseriestruktur besteht auseinem äußerst komplexen System ver-schiedener Bauteile und Bauteilverbin-dungen. Die Auslegung der Karosserieals Gesamtsystem läuft daher als Opti-mierung vieler Einzelkomponenten ineinem Systemverbund ab.
Dabei treten Schwachstellensowohl an relativ lokalen Stellen als auchin der Gesamtstruktur auf. Häufig wirddas Strukturverhalten in relativ kleinenBereichen stark durch die Rahmenbe-dingungen der Gesamtstruktur beein-flußt. Für die CAE-Auslegung werdendaher häufig Simulationsmodelle desGesamtfahrzeugs eingesetzt. Modelle,welche die Struktur mit ihrer vollen Kom-plexität abbilden, nehmen jedoch mitt-lerweile Größen an, die mit derzeitigenRechnern nur noch sehr schwer zu bear-beiten wären.
Seit dem ersten Einsatz der FE-Simulation im Automobilumfeld gibt esdeshalb Bestrebungen, die Größe derBerechnungsmodelle durch die Bildungvon Teilstrukturen zu reduzieren. Dies istvordem Hintergrund derkomplexen phy-sikalischen Zusammenhänge in lokalenKrafteinleitungsbereichen der Struktursogar unerläßlich.
Das hängt damit zusammen,daß inbestimmten Bereichen der Karosserie-struktur aufgrund der Betriebsbean-spruchungen im Umfeld von örtlichbegrenzten Kraftein- bzw. Überleitungennichtlineare Effekte auftreten. Diese zumTeil sehrkomplizierten Beanspruchungs-zustände lassen sich nur mit Hilfe von
47
Analyseprozeß und Verfahren zur Auswertung
Simulationsmodell
• NASTRAN• ABAQUS• ANSYS
Simulation
Lastdaten• Schätzung• Experimental-
fahrzeug• Virtuelle Meß-
strecke
MKS-Simulation
Komponenten-schnittkräfte
Jobverwaltung/ -steuerung
Substruktur
FE-Partcut
Solver
FE-Ergebnisse
Temporäre Ablageder Ergebnisdateien(.op2, .rst, ...)
Lastdatenbank
• Standardlasten• Sonderlasten• Mißbrauch• Last-Zeitreihen
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
rechenintensiven nichtlinearen Simula-tionen lösen.Dabei ist neben dem Wech-sel der Berechnungssoftware auch eineveränderte Abbildung im FE-Modellwährend des Simulationsprozesseserforderlich. Dies hängt damit zusam-men, daß der numerische Aufwand beinichtlinearen Problemen erheblichanwächst. Des weiteren muß für nicht-lineare Untersuchungen die Elementie-rung in Bereichen mit großen Span-nungsgradienten verfeinert werden, umden exakten Spannungsverlauf imModell besser annähern zu können. DieRechenzeiten wären bei Verwendung dergesamten Struktur unter diesen Rah-menbedingungen nicht mehr zu hand-haben.Ohne den Einsatz von Teilstruktu-ren können daher nichtlineareStrukuranalysen fürdie Karosserie heutenicht durchgeführt werden.
Wichtig bei der Verwendung vonTeilstrukturen ist außerdem, daß dieRandbedingungen des Gesamtfahr-zeugs berücksichtigt werden. Dasbedeutet, daß trotz der fehlenden Abbil-dung der Reststruktur bei der Simulationder Teilstruktur dennoch der Einflußdes Gesamtfahrzeugs erfaßt werdenmuß. Dazu müssen die Teilmodelle zwi-schen verschiedenen Berechnungspro-grammen austauschbar sein und diestrukturellen Randbedingungen desGesamtfahrzeugs bei derBewertung derTeilmodelle berücksichtigt werden, umEinflüsse,die durch zu steife Lagerungs-bedingungen entstehen, zu vermeiden.Dies war bisher jedoch nicht möglich, daKomponentenmodelle starr eingespanntwurden.
Für die Betriebslastauslegung wirddaher ein Verfahren benötigt, um Teil-strukturen unter Gesamtfahrzeugrah-menbedingungen aufzubauen; das Ver-fahren muß zudem äußerst flexibel in
Kombination mit verschiedenen Simula-tionsanwendungen (MSC/NASTRAN,ABAQUS, ANSYS) einsetzbar sein.
In den derzeit verwendeten FE-Programmen werden die Verfahren derSubmodell- und Superelementtechnikangeboten, um die Anzahl der Freiheits-grade im FE-Modell zu reduzieren. DieseVerfahren haben allerdings gewisseGrenzen, die eine Verwendung bei derBetriebslastauslegung nur einge-schränkt zulassen.
3.2.1 Die Submodelltechnik
Die Erstellung einer Teilstruktur mit derSubmodelltechnik läuft in zwei Schrittenab. Im ersten Schritt wird die Gesamt-struktur für den relevanten Lastfall linearbewertet. Dabei wird das Deformations-verhalten derGesamtstrukturberechnet.
Die Idee der Submodelltechnikbesteht dann darin, daß das Deformati-onsverhalten in weiten Teilen derStrukturnicht von lokalen nichtlinearen Effektenabhängt. Bei der Submodelltechnik wer-den daher Bereiche eliminiert, derenStrukturverhalten nicht durch nichtli-neare Effekte beeinflußt werden.
Bei der anschließenden nichtlinea-ren Simulation werden deshalb dieBereiche,die aufgrund derBelastung einnichtlineares Verhalten aufweisen, ausdem Gesamtmodell herausgelöst.Aufgrund der erheblich geringeren Pro-blemgröße lassen sich dann im Teil-modell nichtlineare Effekte berücksichti-gen.
An den Randknoten der Lokal-modelle werden bei der nichtlinearenBerechnung die Verformungen aufge-bracht,die an den entsprechenden Posi-tionen in dem Gesamtmodell bewertet
48
Kapitel 3

wurden.Unterdiesen Randbedingungenwird dann das Lokalmodell berechnet.
Derwesentliche Vorteil derSubmo-delltechnik gegenüber anderen Verfah-ren besteht darin, daß zu Beginn derBerechnung noch nicht bekannt seinmuß, welcher Ausschnitt für das Lokal-modell ausgewählt wird. Es reicht damitaus,die Ergebnisse derUntersuchungenan der Gesamtstruktur zu bewerten underst dann zu entscheiden, welche Teilbe-reiche gesondert untersucht werdenmüssen und wie groß die Lokalmodellefür diese Untersuchungen gewählt wer-den müssen.
Die Submodelltechnik kanngeschachtelt werden, so daß zunächstein grobes Modell, dann ein Ausschnittdavon als Detailmodell, dann ein Aus-schnitt von diesem als neues Detail-modell, usw. berechnet werden kann.
Hier muß jedoch betont werden,daß die Submodelltechnik eine Nähe-rungslösung für den Detailbereich dar-stellt. Es hängt von dem Abstand desSchnittrandes des Detailmodells zumgenau zu untersuchenden Ort ab, wiegenau die Ergebnisse sind und wie weitdas Detailmodell die Realität abbildet.
Der Hauptgrund, der den Einsatzdieser Methode im AuslegungsprozeßBetriebslasten verhindert, ist,daß diesesVerfahren in den einzelnen Anwendun-gen integriert ist und ein Wechsel desProgrammsystems damit nicht möglichist.
Ein weiterer großer Nachteil derSubmodelltechnik ist, daß für jedenunterschiedlichen Lastfall eine neueSubstruktur aufgebaut werden muß, dadie Randverschiebung nur für einenLastfall gültig ist. Damit wäre bei dergroßen Zahl der bei der Betriebslastaus-legung zu untersuchenden Lastfälle ein
enormer zusätzlicher Aufwand für denSubmodellaufbau nötig.
3.2.2 Die Superelementtechnik
Bei der Superelementtechnik wird eineandere Vorgehensweise zurReduzierungderFE-Modellgröße eingesetzt.Währendbei der Submodelltechnik die Steifigkeitder Gesamtstruktur durch statischeVerschiebungs-Randbedingungenabgebildet wird, werden bei der Super-elementtechnik die Randbedingungender Gesamtstruktur durch ein verein-fachtes Ersatzelement (Superelement)abgebildet.
Ein Superelement stellt eine Artübergeordnetes Element dar. Es wirddurch die Randknoten des Lokalsystemsdefiniert und bildet die Systemsteifigkeitder Gesamtstruktur in diesen Knoten ab,ohne daß alle Freiheitsgrade im Super-element berücksichtigt werden müssen.Dazu wird die Steifigkeit des Strukturbe-reichs des Superelements in einergetrennten Berechnung auf die Rand-knoten des Superelements reduziert.Dieses reduzierte System wird durch einneues Element, dem Superelementabgebildet. Der erste Schritt der Super-elementtechnik wird als Generier-Schrittbezeichnet.
Für die Superelementtechnik ist estypisch, daß bereits vor der Berechnungdes Gesamtmodells der Substrukturbe-reich festgelegt wird und die Aufteilungder Analysebereiche zu Beginn derModellierung konzipiert werden muß.DieSuperelementtechnik ist bei der stati-schen strukturmechanischen Anwen-dung exakt, also keine Näherungslö-sung.
Ein weiterer Vorteil der Superele-menttechnik ist die flexible Verwendbar-
49
Analyseprozeß und Verfahren zur Auswertung

keit bei unterschiedlichen Lastfällen. Ins-besondere bei großen, auch nichtlinea-ren Modellen mit Komponenten, dienahezu lineares Verhalten zeigen odermehrfach vorhanden sind, bietet diesesVerfahren große Vorteile.
Auch bei der Superelementtechnikist die ungünstige Kompatibilität zuanderen Berechnungsprogrammen eingroßes Hindernis für den Einsatz bei derBetriebslastauslegung. Ein Superele-ment kann nur mit großem Aufwand inein anderes Berechnungsprogrammexportiert werden.
In Fällen, bei denen sehr viele Frei-heitsgrade des Superelements verblei-ben, ist die Erzeugung des Superele-mentes sehr aufwendig. Außerdem wirddie Bandbreite der Steifigkeitsmatrixstark vergrößert, was die Lösung desGleichungssystems erschwert. DieRechenzeit hängt daher erheblich vonder Beschaffenheit des Superelementsab.
3.2.3 „Dynamisches Submodellver-fahren“
In dieserArbeit wird versucht,die Vorteileder beiden in den Abschnitten 3.2.1 und3.2.2 beschriebenen Verfahren zu kom-binieren, um eine neue Methode für dieAuslegung lokaler Strukturbereicheunter Berücksichtigung der Randbedin-gungen des Gesamtfahrzeugs zu ent-wickeln.
DerAnsatz, der bei der Submodell-technik verwendet wird, bietet die gün-stigeren Voraussetzungen für den Ein-satz bei der Betriebslastauslegung. Eswerden hier keine zusätzlichen Element-typen benötigt, die nicht direkt in allenderzeit verwendeten Software-Systemenverfügbar sind.
Der Austausch eines Superele-ments zwischen unterschiedlichenBerechnungsprogrammen stellt ein Pro-blem dar, da die Formulierung einesSuperelements in den unterschiedlichenFE-Programmen verschieden ist. DerAustausch von Teilmodellen, die mit derSubmodelltechnik erzeugt wurden, istdagegen mit geringem Aufwand mög-lich, da nur das FE-Modell derTeilstruk-tur umgewandelt werden muß.
Der im Rahmen dieser Arbeit ent-wickelte Prozeß zum Aufbau von Teil-modellen setzt dazu zunächst auf einemGesamtfahrzeugmodell auf. DiesesModell wird mit MSC/NASTRAN verar-beitet. Zur Vorbereitung des Submo-dells werden wie bei der ursprünglichenSubmodelltechnik zunächst an derGesamtstruktur lineare Berechnungendurchgeführt, um das Steifigkeitsverhal-ten (Deformationsverhalten) und damitauch die Randverschiebungen desTeilmodells zu bestimmen.
Nach diesem Verfahrensschrittwurde das herkömmliche Verfahren derSubmodelltechnik modifiziert, um einenwesentlichen Nachteil dieser Methodezu umgehen. Für das Submodellverfah-ren muß für jeden Lastfall ein getrenntesSubmodell erzeugt werden. Das bedeu-tet, daß für einen neuen Lastfall trotzunveränderter Teilstruktur zunächsteine Berechnung der Gesamtstrukturdurchgeführt werden muß,um die neuenRandsteifigkeiten der Teilstrukturen zuermitteln. Bei derVielzahl der zu bewer-tenden Lastfälle würde dies einen erheb-lichen Zusatzaufwand bedeuten. Umdiesen zu umgehen, wird nach einerMethode gesucht, mit der die Randstei-figkeiten in einem Simulationsschritt fürbeliebige Lastfälle bestimmt werdenkönnen. Das Submodell könnte damit
50
Kapitel 3

flexibel für alle Lastkombinationen ein-gesetzt werden.
Bei der Lösung dieses Problemsdient die Vorgehensweise bei der mehr-achsigen Betriebsfestigkeitssimulationals Vorbild, da hier ein ähnliches Problemgelöst werden muß. Für eine große Zahlvon Lastschritten mehrerer Last-Zeitrei-hen muß die Spannungsverteilung ermit-telt werden. [3.8] Eine direkte Berech-nung jedes Lastschritts würde dabei andie Grenzen der derzeitigen Hardwarestoßen, da die Ausgabedateien fürTausende von Lastfällen wegen ihrerGröße auf keinem Datenträger gespei-chert werden könnten. Daher wird hierdas Verfahren der linearen statischenSuperposition von Einheitslastfällen ein-gesetzt. Dabei wird für jede Lastkompo-nente ein Einheitslastfall berechnet. Beider anschließenden Lebensdauersimu-lation werden diese Lastfälle für jedenZeitschritt derLast-Zeitreihe mit den ent-sprechenden Skalierungsfaktoren linearkombiniert. [3.9] DerSimulationsaufwandfür eine Betriebsfestigkeitssimulationkann auf diese Weise erheblich reduziertwerden.
Die Grundidee der statischenSuperposition wurde für das „dynami-sche Submodellverfahren“ aufgegriffen.Durch die Linearkombination von Ein-heitslastfällen aller Lastkomponentenkönnen alle Kombinationen von Lastfäl-len abgebildet werden. Bei der„dynami-schen Submodelltechnik“ werden imGegensatz zur Lebensdauersimulationnicht die Spannungszustände, sonderndie Verschiebungszustände überlagert.Diese nachträgliche Umrechnung derRandverschiebungen kann mit sehrgeringem Aufwand durchgeführt wer-den, da keine weitere FE-Berechnungder Gesamtstruktur nötig ist.
3.2.4 Vorgaben für die Verwendungdes dynamischen Submodell-verfahrens
Das Verfahren der linearen Superpositionhat eine Einschränkung, die bei Vorhan-densein von Nichtlinearitäten in derStrukturbeachtet werden muß,um trotz-dem sinnvolle Ergebnisse mit diesemVerfahren zu erzeugen.
Nichtlinearitäten werden bei derlinearen Superposition nicht berücksich-tigt, da die Linearkombinationen immernur aus einem Lastfall extrapoliert wer-den. Die Einheitslastfälle bilden jedochnur einen Zustand ab, der für einbestimmtes Lastniveau gültig ist.Verhältsich die Struktur nichtlinear, kann aufBasis dieses Zustands nicht auf dasStrukturverhalten bei einer höheren bzw.niedrigeren Last geschlossen werden.
Daher muß bei der Wahl desStrukturbereiches für das Teilmodell dar-auf geachtet werden, daß alle eventuellvorhandenen Nichtlinearitäten inner-halb des Teilmodells enthalten sind. SindNichtlinearitäten außerhalb des Teil-modells in der Struktur vorhanden, mußsichergestellt sein,daß sie keinen Einflußauf die Ergebnisse der Teilstrukturhaben.
Außerdem sollte das Teilmodell sogewählt werden, daß zwischen demBereich, in dem sich das Teilmodell nicht-linear verhält, und dem Rand des Teil-modells ein Abstand vorhanden ist.Dadurch kann verhindert werden, daßdie Einspannung des Teilmodells einenEinfluß auf die Simulationsergebnissedes Teilmodells hat.
Bei der Lagerung des Teilmodellskönnten theoretisch sowohl Verschie-bungen als auch Knotenkräfte einge-setzt werden.Fürdieses Verfahren wurdeallerdings eine Lagerung mit Verschie-
51
Analyseprozeß und Verfahren zur Auswertung
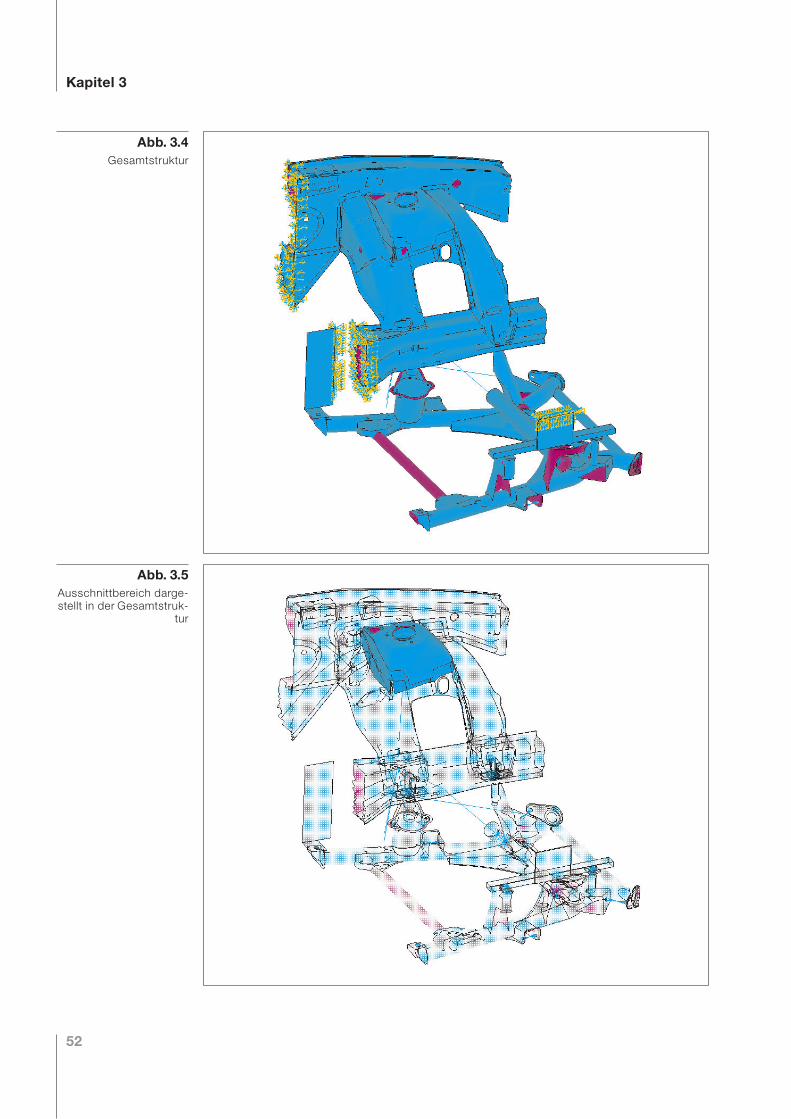
52
Kapitel 3
Abb. 3.4Gesamtstruktur
Abb. 3.5Ausschnittbereich darge-stellt in der Gesamtstruk-
tur
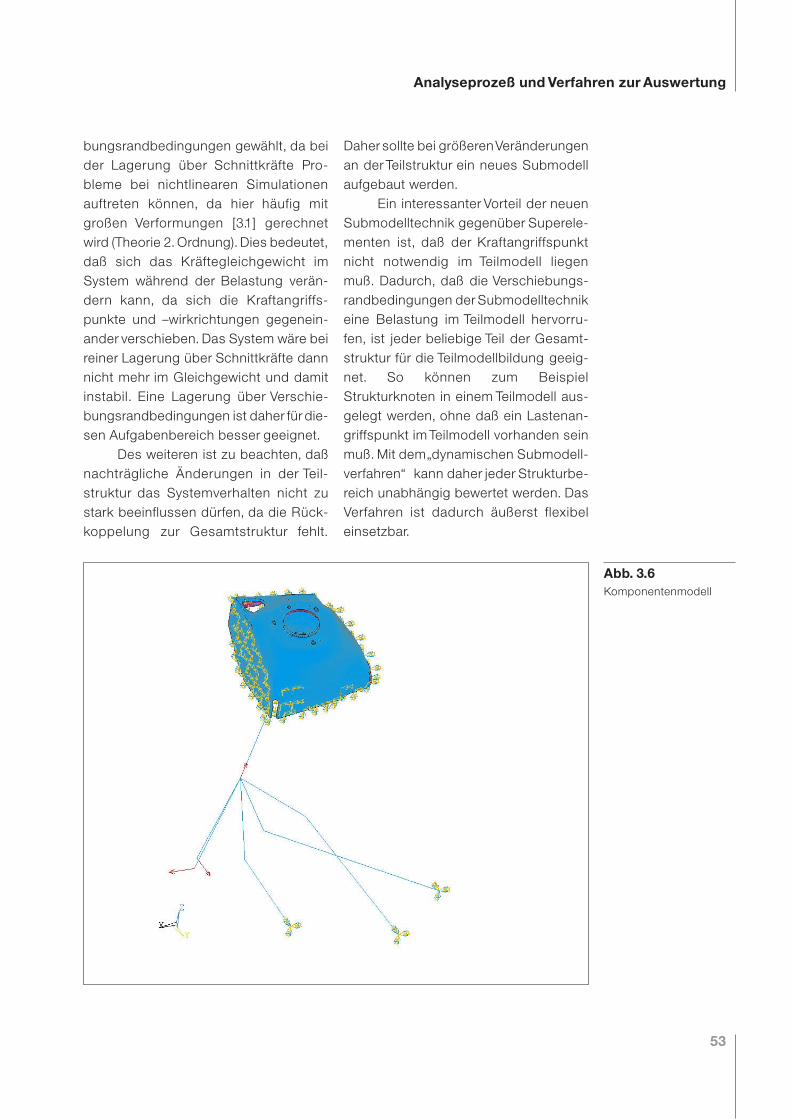
bungsrandbedingungen gewählt, da beider Lagerung über Schnittkräfte Pro-bleme bei nichtlinearen Simulationenauftreten können, da hier häufig mitgroßen Verformungen [3.1] gerechnetwird (Theorie 2.Ordnung).Dies bedeutet,daß sich das Kräftegleichgewicht imSystem während der Belastung verän-dern kann, da sich die Kraftangriffs-punkte und –wirkrichtungen gegenein-ander verschieben. Das System wäre beireiner Lagerung über Schnittkräfte dannnicht mehr im Gleichgewicht und damitinstabil. Eine Lagerung über Verschie-bungsrandbedingungen ist daher fürdie-sen Aufgabenbereich besser geeignet.
Des weiteren ist zu beachten, daßnachträgliche Änderungen in der Teil-struktur das Systemverhalten nicht zustark beeinflussen dürfen, da die Rück-koppelung zur Gesamtstruktur fehlt.
Dahersollte bei größeren Veränderungenan derTeilstruktur ein neues Submodellaufgebaut werden.
Ein interessanter Vorteil der neuenSubmodelltechnik gegenüber Superele-menten ist, daß der Kraftangriffspunktnicht notwendig im Teilmodell liegenmuß. Dadurch, daß die Verschiebungs-randbedingungen derSubmodelltechnikeine Belastung im Teilmodell hervorru-fen, ist jeder beliebige Teil der Gesamt-struktur für die Teilmodellbildung geeig-net. So können zum BeispielStrukturknoten in einem Teilmodell aus-gelegt werden, ohne daß ein Lastenan-griffspunkt im Teilmodell vorhanden seinmuß. Mit dem„dynamischen Submodell-verfahren“ kann daher jeder Strukturbe-reich unabhängig bewertet werden. DasVerfahren ist dadurch äußerst flexibeleinsetzbar.
53
Analyseprozeß und Verfahren zur Auswertung
Abb. 3.6Komponentenmodell
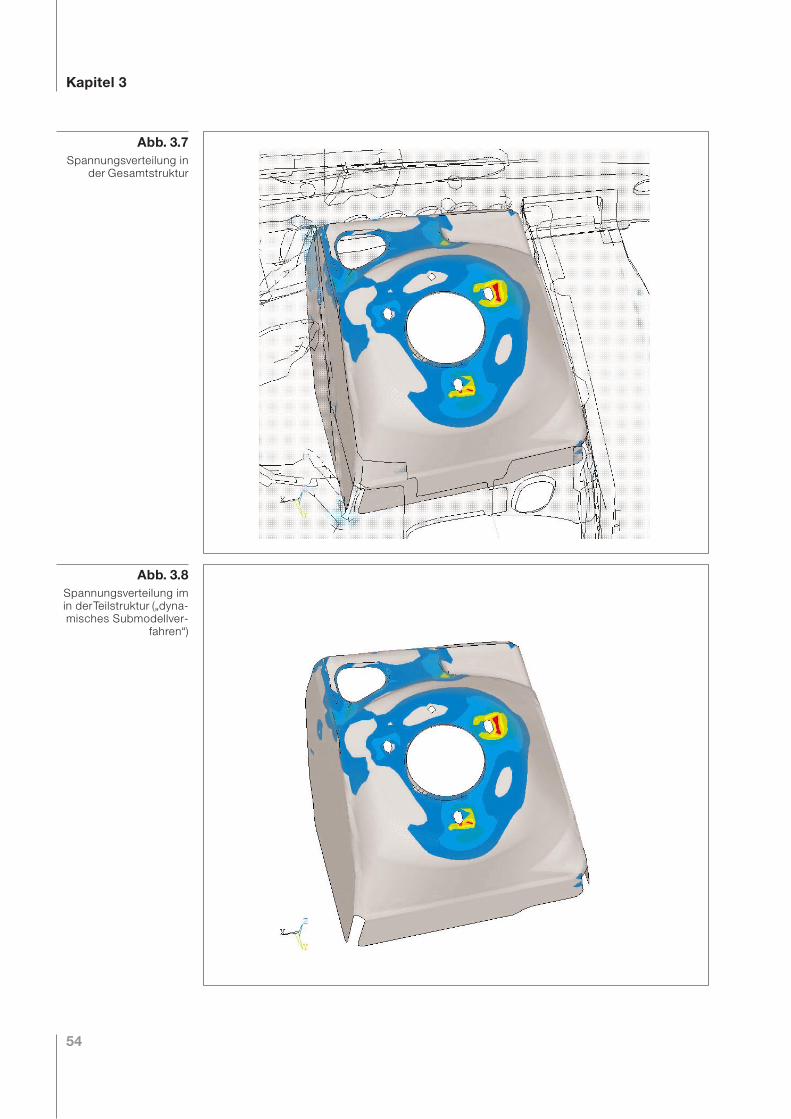
54
Kapitel 3
Abb. 3.7Spannungsverteilung in
der Gesamtstruktur
Abb. 3.8Spannungsverteilung imin derTeilstruktur („dyna-misches Submodellver-
fahren“)
3.2.5 Umsetzung in ANSYS
Das Simulationsmodell des halben Vor-derwagens derVersuchserprobung (ausAbschnitt 3.1.2) diente zurValidierung derhier vorgestellten Methode. Die Nichtli-nearitäten in diesem Vorderwagenbeschränken sich im wesentlichen aufden Kontaktbereich zwischen Stützlagerund Federbeindom. Um dieses SystemfürSonder- und Mißbrauchslasten ausle-gen zu können, muß eine nichtlineareBerechnung mit Kontakt durchgeführtwerden.
Bisher müßte für diese Simulationein relativ großes Teilmodell (ca. 100.000Freiheitsgrade) verwendet werden, umden Kontaktzustand nicht durch eine zusteife Anbindung derTeilstruktur zu ver-ändern. Der Simulationsaufwand fürdiese Komponente war daher mit denbisherigen Methoden noch relativ groß.
Ein Teilmodell dieses Systems, dasmit der dynamischen Submodelltechnikaufgebaut wurde, muß dagegen nur diedirekt zu untersuchenden Bauteile ent-halten. Die Modellgröße und damit derUmfang der Steifigkeitsmatrix kanngegenüber der bisherigen Vorgehens-weise erheblich reduziert werden (ca.30.000 Freiheitsgrade), ohne daß Fehlerdurch unrealistische Lagerungsbedin-gungen entstehen.Die Simulationsdauerund teilweise auch die Aussgagegütekönnen damit gegenüber der bisherigenVorgehensweise erheblich verbessertwerden.
Um das volle Potential dieserMethode aufzuzeigen, wurde die dyna-mische Submodelltechnik zunächst mitHilfe eines Makros (SUB-SYS.MAC) imSimulationsprogramm ANSYS imple-mentiert.
Dazu müssen drei Einheitslastbe-rechnungen am Gesamtsystem (Abb.
3.4) getrennt fürdie drei Lastangriffsrich-tungen der Hydraulikzylinder des Prüf-stands durchgeführt werden. Auf Basisder dabei erzeugten Simulationsergeb-nisse wird dann das ANSYS-MakroSUB-SYS.MAC ausgeführt, mit dem dieRandsteifigkeiten des Teilmodellsgetrennt für alle Einheitslastfälle in einerMatrix gespeichert werden. Außerdemwerden durch das Makro die Elementeund Knoten, die außerhalb des Teil-modells liegen, gelöscht (Abb. 3.5).Damit liegt ein neues Modell der Teil-struktur (Abb. 3.6) mit den erforderlichenInformationen für die Randbedingungenvor.
Im zweiten Schritt der dynami-schen Submodelltechnik werden dieRandbedingungen fürdie verschiedenenLastfälle auf die Teilstruktur aufgebracht.Um die Randsteifigkeiten auf das Teil-modell aufzubringen, wird das ANSYS-Makro PARTCUT.MAC ausgeführt, dasdie lineare Superposition der Randstei-figkeiten aus der Einheitslastfallberech-nung durchführt. Dabei muß für jedeLastrichtung ein Faktor eingegeben wer-den, mit dem die Randverschiebungenaus der entsprechenden Einheitslastbe-rechnung skaliert werden. Dieser Vor-gang kann auf Basis des Arrays fürbelie-big viele Lastfälle wiederholt werden,ohne daß eine neue Simulation amGesamtmodell erforderlich ist.
Der Vergleich der Ergebnisse derGesamtstruktur (Abb. 3.7) und des Teil-modells (Abb. 3.8) zeigt, daß beide Ana-lysen absolut äquivalente Ergebnisse lie-fern. Sowohl der Spannungszustand alsauch die Verschiebungen sind zwischenden beiden Simulationen identisch.
55
Analyseprozeß und Verfahren zur Auswertung
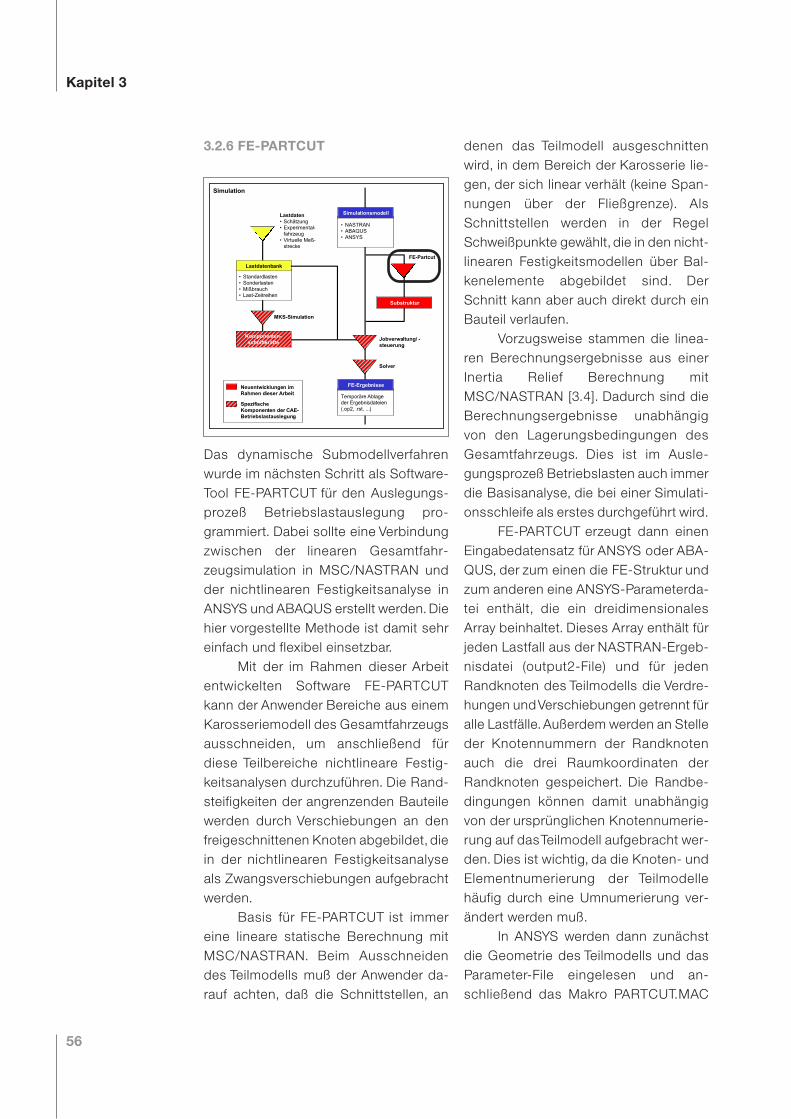
3.2.6 FE-PARTCUT
Das dynamische Submodellverfahrenwurde im nächsten Schritt als Software-Tool FE-PARTCUT für den Auslegungs-prozeß Betriebslastauslegung pro-grammiert. Dabei sollte eine Verbindungzwischen der linearen Gesamtfahr-zeugsimulation in MSC/NASTRAN undder nichtlinearen Festigkeitsanalyse inANSYS und ABAQUS erstellt werden.Diehier vorgestellte Methode ist damit sehreinfach und flexibel einsetzbar.
Mit der im Rahmen dieser Arbeitentwickelten Software FE-PARTCUTkann der Anwender Bereiche aus einemKarosseriemodell des Gesamtfahrzeugsausschneiden, um anschließend fürdiese Teilbereiche nichtlineare Festig-keitsanalysen durchzuführen. Die Rand-steifigkeiten der angrenzenden Bauteilewerden durch Verschiebungen an denfreigeschnittenen Knoten abgebildet,diein der nichtlinearen Festigkeitsanalyseals Zwangsverschiebungen aufgebrachtwerden.
Basis für FE-PARTCUT ist immereine lineare statische Berechnung mitMSC/NASTRAN. Beim Ausschneidendes Teilmodells muß der Anwender da-rauf achten, daß die Schnittstellen, an
denen das Teilmodell ausgeschnittenwird, in dem Bereich der Karosserie lie-gen, der sich linear verhält (keine Span-nungen über der Fließgrenze). AlsSchnittstellen werden in der RegelSchweißpunkte gewählt,die in den nicht-linearen Festigkeitsmodellen über Bal-kenelemente abgebildet sind. DerSchnitt kann aber auch direkt durch einBauteil verlaufen.
Vorzugsweise stammen die linea-ren Berechnungsergebnisse aus einerInertia Relief Berechnung mitMSC/NASTRAN [3.4]. Dadurch sind dieBerechnungsergebnisse unabhängigvon den Lagerungsbedingungen desGesamtfahrzeugs. Dies ist im Ausle-gungsprozeß Betriebslasten auch immerdie Basisanalyse, die bei einer Simulati-onsschleife als erstes durchgeführt wird.
FE-PARTCUT erzeugt dann einenEingabedatensatz für ANSYS oder ABA-QUS, der zum einen die FE-Struktur undzum anderen eine ANSYS-Parameterda-tei enthält, die ein dreidimensionalesArray beinhaltet. Dieses Array enthält fürjeden Lastfall aus der NASTRAN-Ergeb-nisdatei (output2-File) und für jedenRandknoten des Teilmodells die Verdre-hungen und Verschiebungen getrennt füralle Lastfälle.Außerdem werden an Stelleder Knotennummern der Randknotenauch die drei Raumkoordinaten derRandknoten gespeichert. Die Randbe-dingungen können damit unabhängigvon der ursprünglichen Knotennumerie-rung auf das Teilmodell aufgebracht wer-den. Dies ist wichtig, da die Knoten- undElementnumerierung der Teilmodellehäufig durch eine Umnumerierung ver-ändert werden muß.
In ANSYS werden dann zunächstdie Geometrie des Teilmodells und dasParameter-File eingelesen und an-schließend das Makro PARTCUT.MAC
56
Kapitel 3
Simulationsmodell
• NASTRAN• ABAQUS• ANSYS
Simulation
Lastdaten• Schätzung• Experimental-
fahrzeug• Virtuelle Meß-
strecke
MKS-Simulation
Komponenten-schnittkräfte
Jobverwaltung/ -steuerung
Substruktur
FE-Partcut
Solver
FE-Ergebnisse
Temporäre Ablageder Ergebnisdateien(.op2, .rst, ...)
Lastdatenbank
• Standardlasten• Sonderlasten• Mißbrauch• Last-Zeitreihen
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
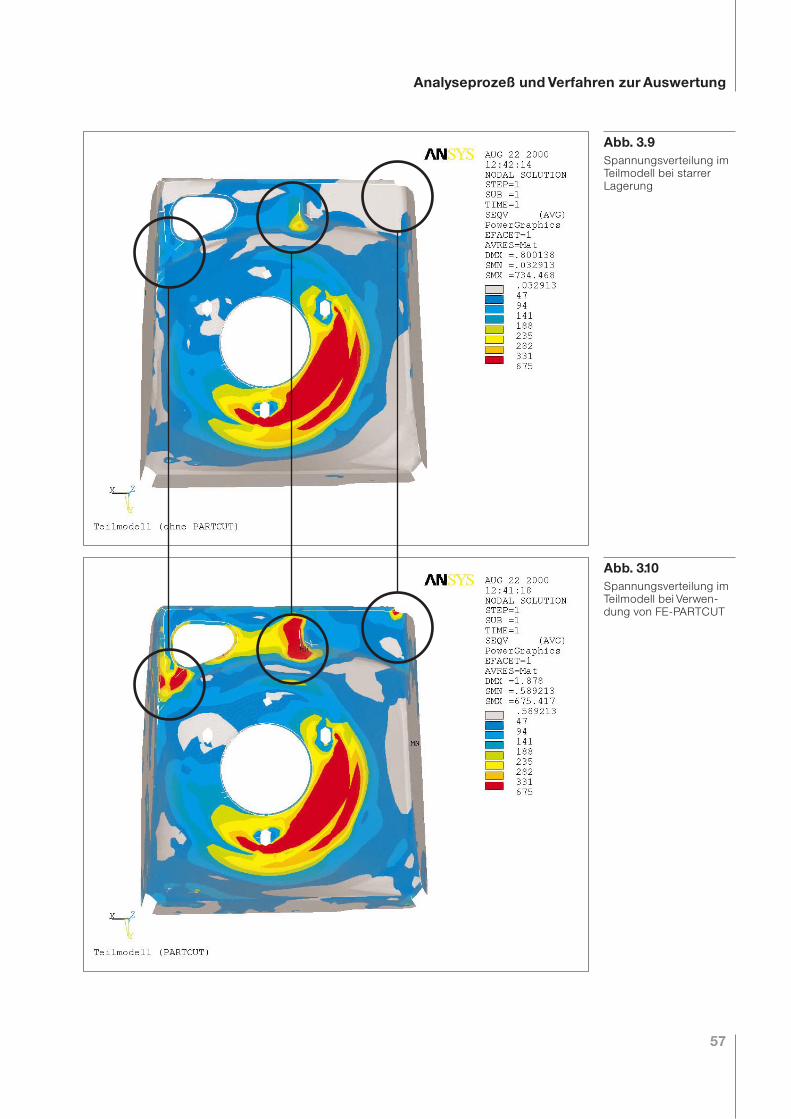
57
Analyseprozeß und Verfahren zur Auswertung
Abb. 3.9Spannungsverteilung imTeilmodell bei starrerLagerung
Abb. 3.10Spannungsverteilung imTeilmodell bei Verwen-dung von FE-PARTCUT
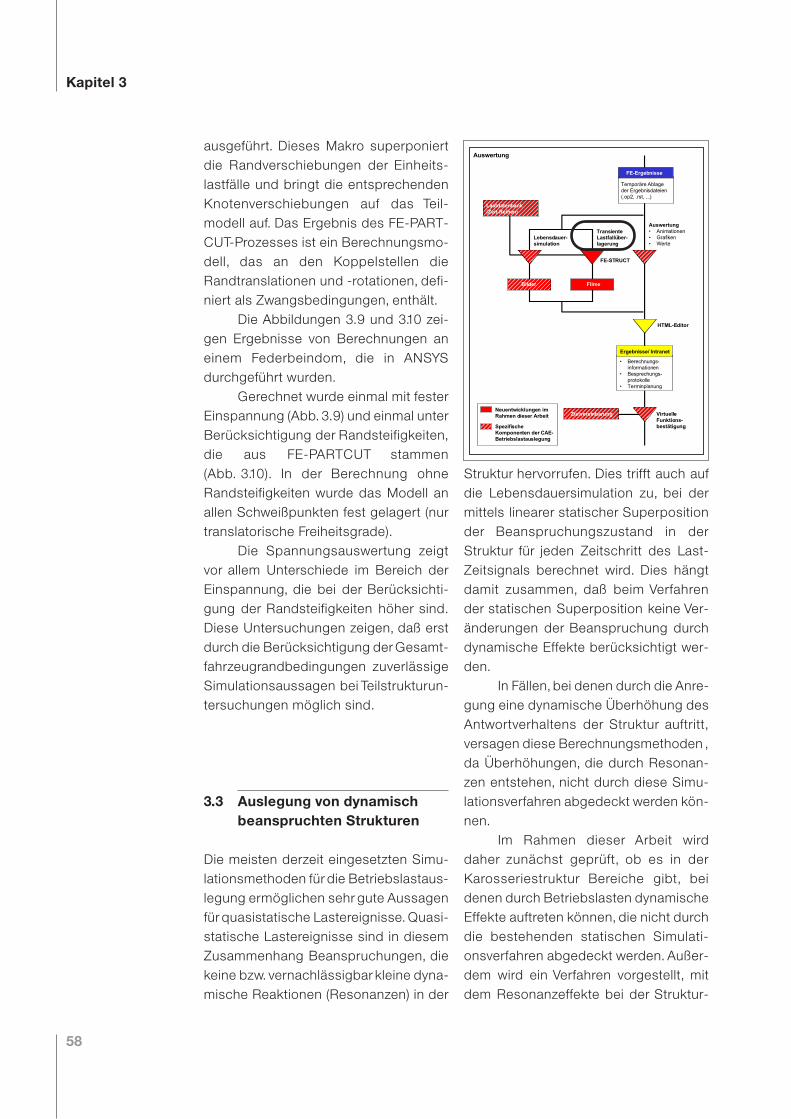
ausgeführt. Dieses Makro superponiertdie Randverschiebungen der Einheits-lastfälle und bringt die entsprechendenKnotenverschiebungen auf das Teil-modell auf. Das Ergebnis des FE-PART-CUT-Prozesses ist ein Berechnungsmo-dell, das an den Koppelstellen dieRandtranslationen und -rotationen, defi-niert als Zwangsbedingungen, enthält.
Die Abbildungen 3.9 und 3.10 zei-gen Ergebnisse von Berechnungen aneinem Federbeindom, die in ANSYSdurchgeführt wurden.
Gerechnet wurde einmal mit festerEinspannung (Abb.3.9) und einmal unterBerücksichtigung der Randsteifigkeiten,die aus FE-PARTCUT stammen(Abb. 3.10). In der Berechnung ohneRandsteifigkeiten wurde das Modell anallen Schweißpunkten fest gelagert (nurtranslatorische Freiheitsgrade).
Die Spannungsauswertung zeigtvor allem Unterschiede im Bereich derEinspannung, die bei der Berücksichti-gung der Randsteifigkeiten höher sind.Diese Untersuchungen zeigen, daß erstdurch die Berücksichtigung derGesamt-fahrzeugrandbedingungen zuverlässigeSimulationsaussagen bei Teilstrukturun-tersuchungen möglich sind.
3.3 Auslegung von dynamischbeanspruchten Strukturen
Die meisten derzeit eingesetzten Simu-lationsmethoden fürdie Betriebslastaus-legung ermöglichen sehr gute Aussagenfürquasistatische Lastereignisse.Quasi-statische Lastereignisse sind in diesemZusammenhang Beanspruchungen, diekeine bzw.vernachlässigbarkleine dyna-mische Reaktionen (Resonanzen) in der
Struktur hervorrufen. Dies trifft auch aufdie Lebensdauersimulation zu, bei dermittels linearer statischer Superpositionder Beanspruchungszustand in derStruktur für jeden Zeitschritt des Last-Zeitsignals berechnet wird. Dies hängtdamit zusammen, daß beim Verfahrender statischen Superposition keine Ver-änderungen der Beanspruchung durchdynamische Effekte berücksichtigt wer-den.
In Fällen,bei denen durch die Anre-gung eine dynamische Überhöhung desAntwortverhaltens der Struktur auftritt,versagen diese Berechnungsmethoden ,da Überhöhungen, die durch Resonan-zen entstehen, nicht durch diese Simu-lationsverfahren abgedeckt werden kön-nen.
Im Rahmen dieser Arbeit wirddaher zunächst geprüft, ob es in derKarosseriestruktur Bereiche gibt, beidenen durch Betriebslasten dynamischeEffekte auftreten können, die nicht durchdie bestehenden statischen Simulati-onsverfahren abgedeckt werden. Außer-dem wird ein Verfahren vorgestellt, mitdem Resonanzeffekte bei der Struktur-
58
Kapitel 3
Auswertung
Lebensdauer-simulation
TransienteLastfallüber-lagerung
FE-Ergebnisse
Temporäre Ablageder Ergebnisdateien(.op2, .rst, ...)
HTML-Editor
Ergebnisse/ Intranet
• Berechnungs-informationen
• Besprechungs-protokolle
• Terminplanung
VirtuelleFunktions-bestätigung
Zielvereinbarung
Lastdatenbank(Zeit-Reihen)
Bilder Filme
Auswertung• Animationen• Grafiken• Werte
FE-STRUCT
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
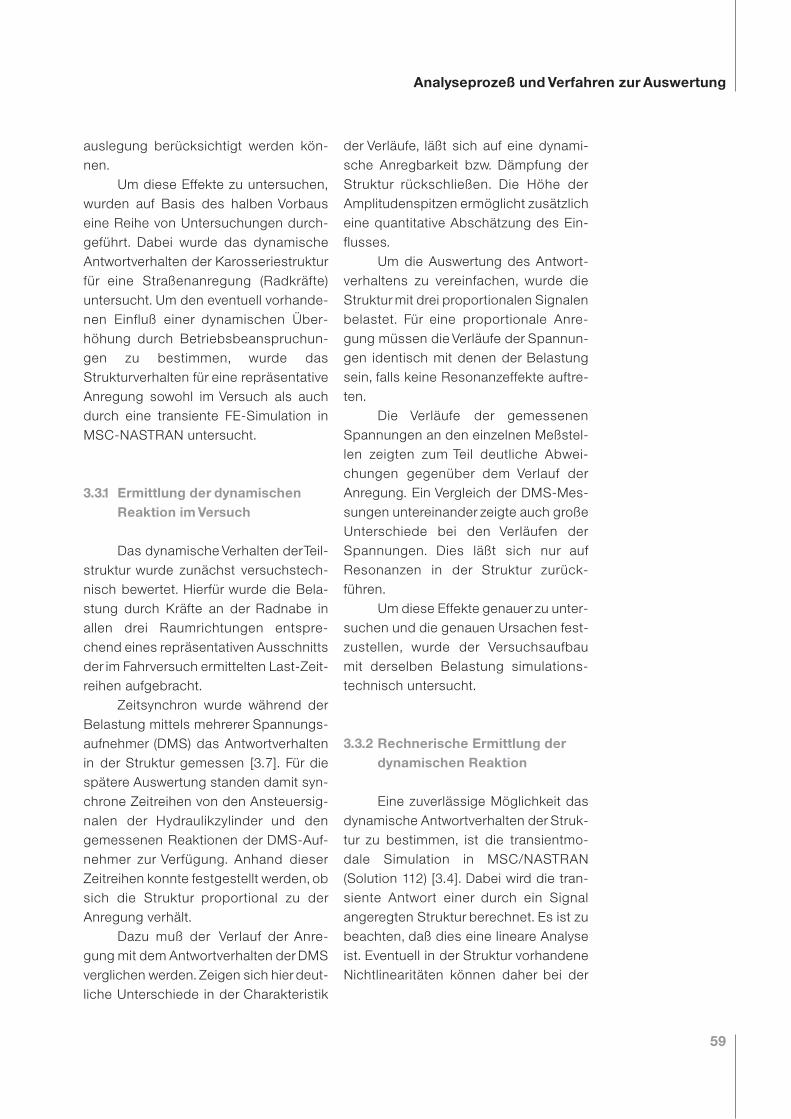
auslegung berücksichtigt werden kön-nen.
Um diese Effekte zu untersuchen,wurden auf Basis des halben Vorbauseine Reihe von Untersuchungen durch-geführt. Dabei wurde das dynamischeAntwortverhalten der Karosseriestrukturfür eine Straßenanregung (Radkräfte)untersucht. Um den eventuell vorhande-nen Einfluß einer dynamischen Über-höhung durch Betriebsbeanspruchun-gen zu bestimmen, wurde dasStrukturverhalten für eine repräsentativeAnregung sowohl im Versuch als auchdurch eine transiente FE-Simulation inMSC-NASTRAN untersucht.
3.3.1 Ermittlung der dynamischenReaktion im Versuch
Das dynamische Verhalten derTeil-struktur wurde zunächst versuchstech-nisch bewertet. Hierfür wurde die Bela-stung durch Kräfte an der Radnabe inallen drei Raumrichtungen entspre-chend eines repräsentativen Ausschnittsder im Fahrversuch ermittelten Last-Zeit-reihen aufgebracht.
Zeitsynchron wurde während derBelastung mittels mehrerer Spannungs-aufnehmer (DMS) das Antwortverhaltenin der Struktur gemessen [3.7]. Für diespätere Auswertung standen damit syn-chrone Zeitreihen von den Ansteuersig-nalen der Hydraulikzylinder und dengemessenen Reaktionen der DMS-Auf-nehmer zur Verfügung. Anhand dieserZeitreihen konnte festgestellt werden,obsich die Struktur proportional zu derAnregung verhält.
Dazu muß der Verlauf der Anre-gung mit dem Antwortverhalten derDMSverglichen werden.Zeigen sich hierdeut-liche Unterschiede in der Charakteristik
der Verläufe, läßt sich auf eine dynami-sche Anregbarkeit bzw. Dämpfung derStruktur rückschließen. Die Höhe derAmplitudenspitzen ermöglicht zusätzlicheine quantitative Abschätzung des Ein-flusses.
Um die Auswertung des Antwort-verhaltens zu vereinfachen, wurde dieStrukturmit drei proportionalen Signalenbelastet. Für eine proportionale Anre-gung müssen die Verläufe der Spannun-gen identisch mit denen der Belastungsein, falls keine Resonanzeffekte auftre-ten.
Die Verläufe der gemessenenSpannungen an den einzelnen Meßstel-len zeigten zum Teil deutliche Abwei-chungen gegenüber dem Verlauf derAnregung. Ein Vergleich der DMS-Mes-sungen untereinander zeigte auch großeUnterschiede bei den Verläufen derSpannungen. Dies läßt sich nur aufResonanzen in der Struktur zurück-führen.
Um diese Effekte genauerzu unter-suchen und die genauen Ursachen fest-zustellen, wurde der Versuchsaufbaumit derselben Belastung simulations-technisch untersucht.
3.3.2 Rechnerische Ermittlung derdynamischen Reaktion
Eine zuverlässige Möglichkeit dasdynamische Antwortverhalten der Struk-tur zu bestimmen, ist die transientmo-dale Simulation in MSC/NASTRAN(Solution 112) [3.4]. Dabei wird die tran-siente Antwort einer durch ein Signalangeregten Struktur berechnet. Es ist zubeachten, daß dies eine lineare Analyseist. Eventuell in der Struktur vorhandeneNichtlinearitäten können daher bei der
59
Analyseprozeß und Verfahren zur Auswertung
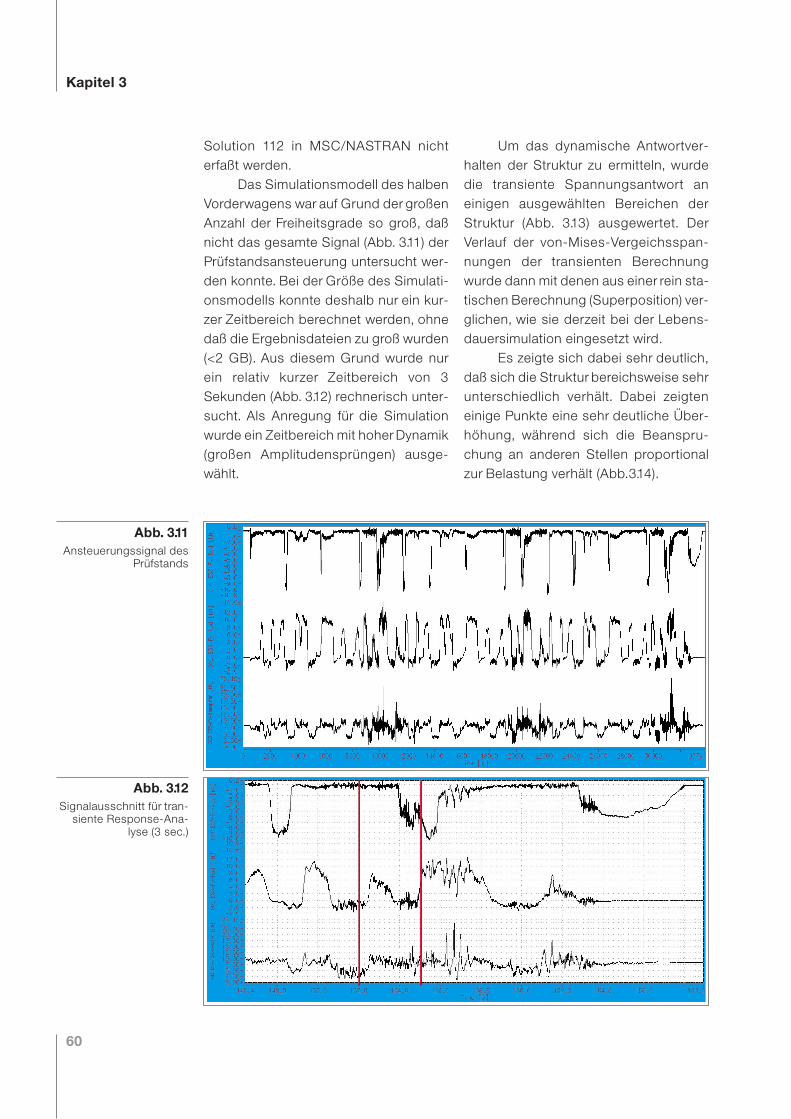
Solution 112 in MSC/NASTRAN nichterfaßt werden.
Das Simulationsmodell des halbenVorderwagens war auf Grund der großenAnzahl der Freiheitsgrade so groß, daßnicht das gesamte Signal (Abb. 3.11) derPrüfstandsansteuerung untersucht wer-den konnte. Bei der Größe des Simulati-onsmodells konnte deshalb nur ein kur-zer Zeitbereich berechnet werden, ohnedaß die Ergebnisdateien zu groß wurden(<2 GB). Aus diesem Grund wurde nurein relativ kurzer Zeitbereich von 3Sekunden (Abb. 3.12) rechnerisch unter-sucht. Als Anregung für die Simulationwurde ein Zeitbereich mit hoherDynamik(großen Amplitudensprüngen) ausge-wählt.
Um das dynamische Antwortver-halten der Struktur zu ermitteln, wurdedie transiente Spannungsantwort aneinigen ausgewählten Bereichen derStruktur (Abb. 3.13) ausgewertet. DerVerlauf der von-Mises-Vergeichsspan-nungen der transienten Berechnungwurde dann mit denen aus einer rein sta-tischen Berechnung (Superposition) ver-glichen, wie sie derzeit bei der Lebens-dauersimulation eingesetzt wird.
Es zeigte sich dabei sehr deutlich,daß sich die Strukturbereichsweise sehrunterschiedlich verhält. Dabei zeigteneinige Punkte eine sehr deutliche Über-höhung, während sich die Beanspru-chung an anderen Stellen proportionalzur Belastung verhält (Abb.3.14).
60
Kapitel 3
Abb. 3.11Ansteuerungssignal des
Prüfstands
Abb. 3.12Signalausschnitt für tran-
siente Response-Ana-lyse (3 sec.)
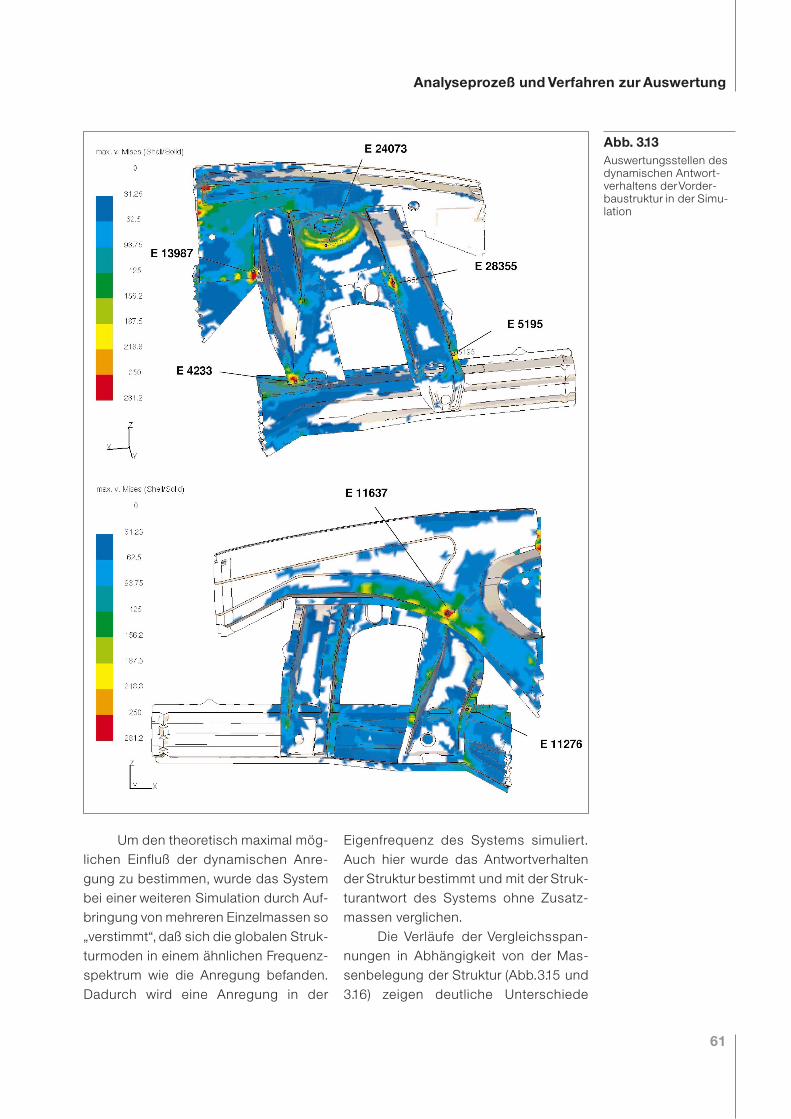
Um den theoretisch maximal mög-lichen Einfluß der dynamischen Anre-gung zu bestimmen, wurde das Systembei einer weiteren Simulation durch Auf-bringung von mehreren Einzelmassen so„verstimmt“,daß sich die globalen Struk-turmoden in einem ähnlichen Frequenz-spektrum wie die Anregung befanden.Dadurch wird eine Anregung in der
Eigenfrequenz des Systems simuliert.Auch hier wurde das Antwortverhaltender Struktur bestimmt und mit der Struk-turantwort des Systems ohne Zusatz-massen verglichen.
Die Verläufe der Vergleichsspan-nungen in Abhängigkeit von der Mas-senbelegung der Struktur (Abb.3.15 und3.16) zeigen deutliche Unterschiede
61
Analyseprozeß und Verfahren zur Auswertung
Abb. 3.13Auswertungsstellen desdynamischen Antwort-verhaltens derVorder-baustruktur in der Simu-lation
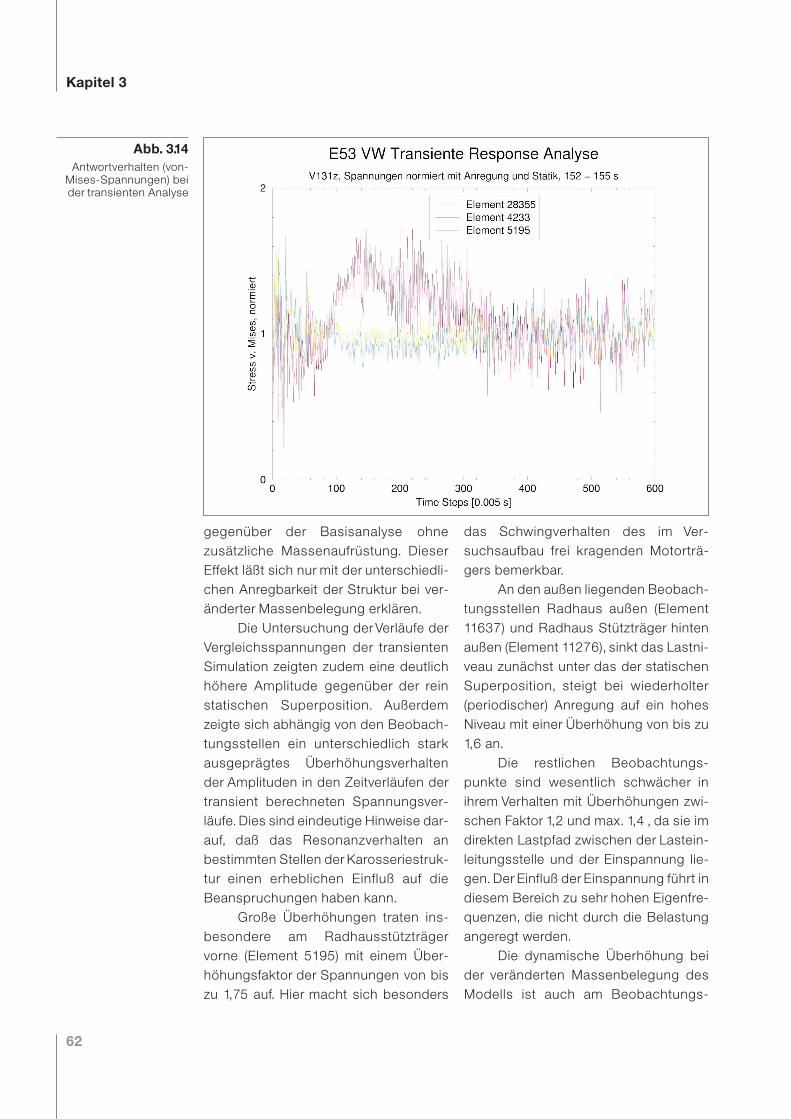
gegenüber der Basisanalyse ohnezusätzliche Massenaufrüstung. DieserEffekt läßt sich nur mit der unterschiedli-chen Anregbarkeit der Struktur bei ver-änderter Massenbelegung erklären.
Die Untersuchung derVerläufe derVergleichsspannungen der transientenSimulation zeigten zudem eine deutlichhöhere Amplitude gegenüber der reinstatischen Superposition. Außerdemzeigte sich abhängig von den Beobach-tungsstellen ein unterschiedlich starkausgeprägtes Überhöhungsverhaltender Amplituden in den Zeitverläufen dertransient berechneten Spannungsver-läufe.Dies sind eindeutige Hinweise dar-auf, daß das Resonanzverhalten anbestimmten Stellen derKarosseriestruk-tur einen erheblichen Einfluß auf dieBeanspruchungen haben kann.
Große Überhöhungen traten ins-besondere am Radhausstützträgervorne (Element 5195) mit einem Über-höhungsfaktor der Spannungen von biszu 1,75 auf. Hier macht sich besonders
das Schwingverhalten des im Ver-suchsaufbau frei kragenden Motorträ-gers bemerkbar.
An den außen liegenden Beobach-tungsstellen Radhaus außen (Element11637) und Radhaus Stützträger hintenaußen (Element 11276), sinkt das Lastni-veau zunächst unter das der statischenSuperposition, steigt bei wiederholter(periodischer) Anregung auf ein hohesNiveau mit einer Überhöhung von bis zu1,6 an.
Die restlichen Beobachtungs-punkte sind wesentlich schwächer inihrem Verhalten mit Überhöhungen zwi-schen Faktor 1,2 und max. 1,4 , da sie imdirekten Lastpfad zwischen der Lastein-leitungsstelle und der Einspannung lie-gen.DerEinfluß derEinspannung führt indiesem Bereich zu sehr hohen Eigenfre-quenzen, die nicht durch die Belastungangeregt werden.
Die dynamische Überhöhung beider veränderten Massenbelegung desModells ist auch am Beobachtungs-
62
Kapitel 3
Abb. 3.14Antwortverhalten (von-
Mises-Spannungen) beider transienten Analyse
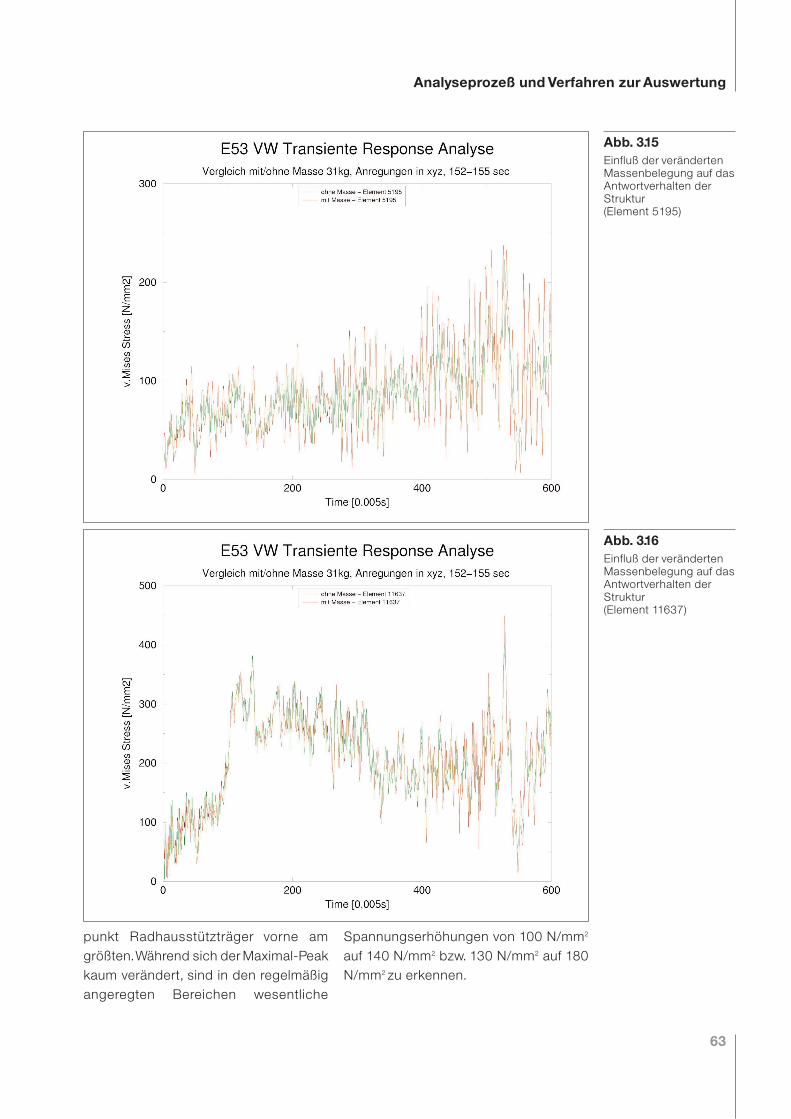
punkt Radhausstützträger vorne amgrößten.Während sich derMaximal-Peakkaum verändert, sind in den regelmäßigangeregten Bereichen wesentliche
Spannungserhöhungen von 100 N/mm2
auf 140 N/mm2 bzw. 130 N/mm2 auf 180N/mm2 zu erkennen.
63
Analyseprozeß und Verfahren zur Auswertung
Abb. 3.15Einfluß der verändertenMassenbelegung auf dasAntwortverhalten derStruktur(Element 5195)
Abb. 3.16Einfluß der verändertenMassenbelegung auf dasAntwortverhalten derStruktur(Element 11637)

Die weiteren Beobachtungspunktezeigen eine umso geringere Verände-rung durch die zusätzliche Massenbe-legung, je näher sie sich bei der Lastein-leitung befinden. Im Federbeindomunmittelbar am Stützlager sind schließ-lich keine Abweichungen der Spannun-gen zwischen der Basissimulation undder Variante mit erhöhter Massenbele-gung mehr zu erkennen.
Die dynamische Steifigkeit derStruktur hat damit an bestimmten Punk-ten in der Struktur einen wesentlichenerhöhenden Einfluß auf die auftretendenSpannungen. Sie steigen bis zu Faktor1,75 gegenüber der rein statischenSuperposition der Lasten an.
Dies gilt bereits für die dynamischrelativ steife, nicht mit zusätzlichen Mas-sen belegte Vorbaustruktur. Durch dieVerschiebung der Eigenfrequenzen mitZusatzmassen werden die Spannungennochmals merklich erhöht. Das bedeu-tet, daß für eine Lebensdauerberech-nung der Struktur die dynamischenSpannungsüberhöhungen in einigenBereichen unbedingt mit zu berücksich-tigen sind, um aussagekräftige Simula-tionen durchführen zu können.
Dies ist derzeit nur mit dem Verfah-ren dermodalen Superposition im Simu-lationsprogramm Falancs [3.5] möglich.Die Durchführung dieser Simulation istjedoch bei großen Systemen sehr auf-wendig, da als Eingangsgröße für dieLebensdauersimulation das Ergebniseiner transienten FE-Analyse für dasgesamte Signal der Belastung benötigtwird.
Aus diesem Grund wird hier eineweitere Vorgehensweise vorgestellt, mitder eine Auslegung von dynamischangeregten Strukturen erfolgen kann.
3.3.3 Berücksichtigung des Reso-nanzverhaltens bei Strukturaus-legung für Betriebslasten
Resonanzeffekte, die durch die Anre-gung von Eigenfrequenzen in einerStruktur infolge dynamischerLasten ent-stehen, können derzeit nur einge-schränkt bei der Lebensdauersimulationbestimmt werden. Daher wird bei derBetriebslastauslegung in dieser Arbeiteine andere Vorgehensweise vorge-schlagen.
Bei der Konstruktion solltezunächst grundsätzlich vermieden wer-den, daß globale Strukturmoden durchFrequenzanteile der Belastung angeregtwerden. Dazu muß im Vorfeld derLebensdauersimulation eine PSD-Ana-lyse (Spektralanalyse) der Anregungdurchgeführt werden, um die dominan-ten Frequenzanteile des Last-Signals zubestimmen.
Parallel dazu sollte eine Modalan-lyse der Struktur durchgeführt werden,um alle Strukturmoden im Frequenzbe-reich der Anregung zu identifizieren.Diese beiden Informationen solltengenutzt werden, um die Struktur so inihren Eigenfrequenzen zu verstimmen,daß keine Moden durch Betriebslastenangeregt werden.
Diese Untersuchungen haben sichbei der Vorauslegung der Anbindungenschwerer Komponenten, wie z.B. derBatterie,als besonders wichtig und nütz-lich erwiesen. Ein weiteres sehr aussa-gekräftiges Hilfsmittel ist die bereitsbeschriebene transiente Simulation(Solution 112) in MSC/NASTRAN,da hierdas dynamische Antwortverhalten derStruktur sichtbar gemacht werden kann.Diese Information kann dann genutztwerden, das System gezielt zu verstei-fen, um Resonanzen zu vermeiden.
64
Kapitel 3
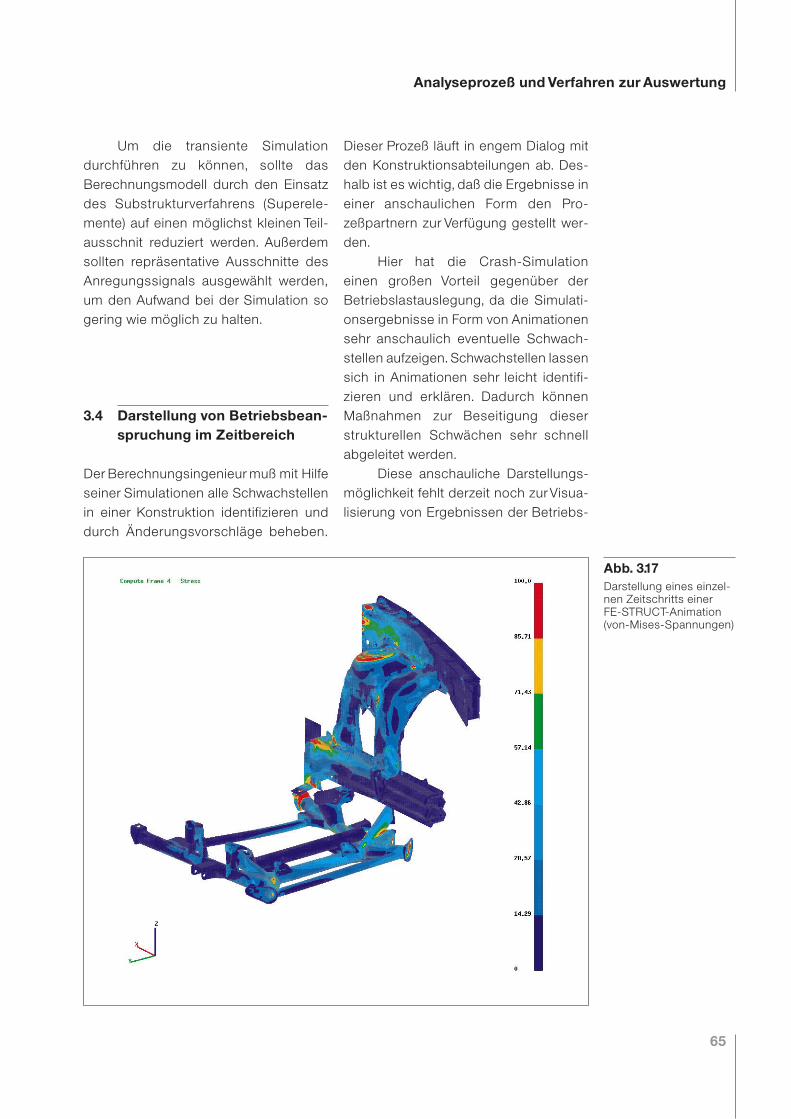
Um die transiente Simulationdurchführen zu können, sollte dasBerechnungsmodell durch den Einsatzdes Substrukturverfahrens (Superele-mente) auf einen möglichst kleinen Teil-ausschnit reduziert werden. Außerdemsollten repräsentative Ausschnitte desAnregungssignals ausgewählt werden,um den Aufwand bei der Simulation sogering wie möglich zu halten.
3.4 Darstellung von Betriebsbean-spruchung im Zeitbereich
Der Berechnungsingenieur muß mit Hilfeseiner Simulationen alle Schwachstellenin einer Konstruktion identifizieren unddurch Änderungsvorschläge beheben.
Dieser Prozeß läuft in engem Dialog mitden Konstruktionsabteilungen ab. Des-halb ist es wichtig, daß die Ergebnisse ineiner anschaulichen Form den Pro-zeßpartnern zur Verfügung gestellt wer-den.
Hier hat die Crash-Simulationeinen großen Vorteil gegenüber derBetriebslastauslegung, da die Simulati-onsergebnisse in Form von Animationensehr anschaulich eventuelle Schwach-stellen aufzeigen.Schwachstellen lassensich in Animationen sehr leicht identifi-zieren und erklären. Dadurch könnenMaßnahmen zur Beseitigung dieserstrukturellen Schwächen sehr schnellabgeleitet werden.
Diese anschauliche Darstellungs-möglichkeit fehlt derzeit noch zurVisua-lisierung von Ergebnissen der Betriebs-
65
Analyseprozeß und Verfahren zur Auswertung
Abb. 3.17Darstellung eines einzel-nen Zeitschritts einerFE-STRUCT-Animation(von-Mises-Spannungen)
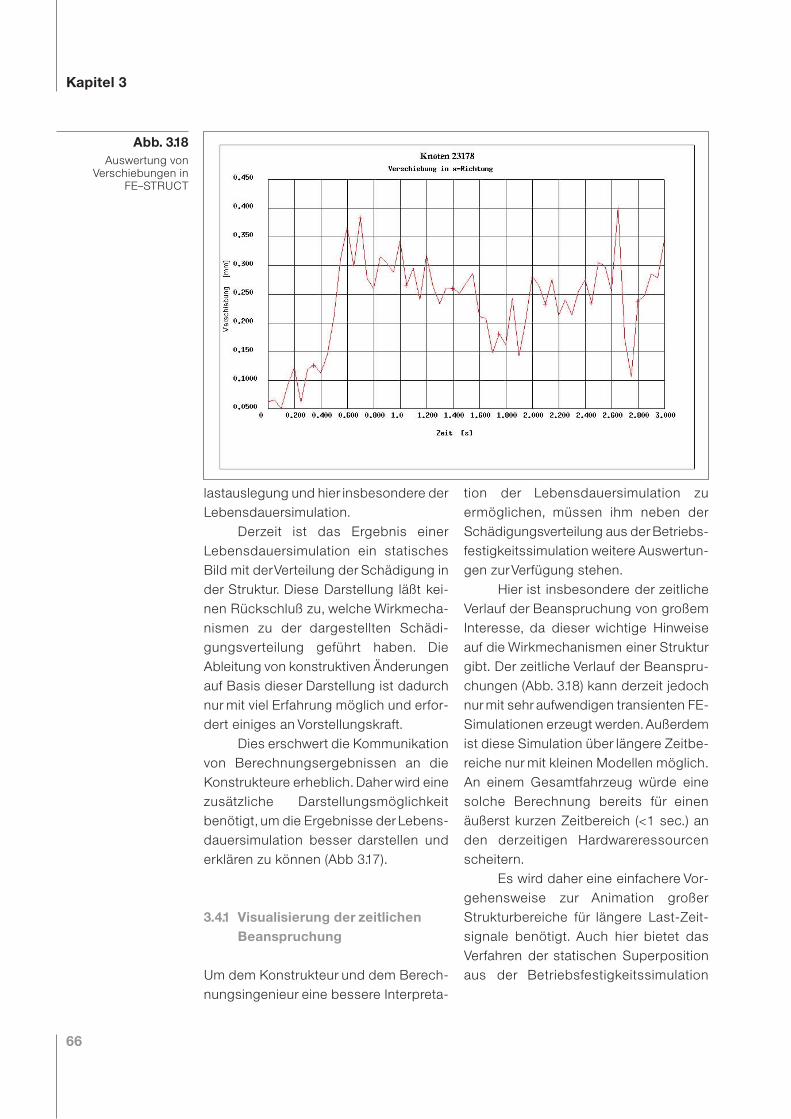
lastauslegung und hier insbesondere derLebensdauersimulation.
Derzeit ist das Ergebnis einerLebensdauersimulation ein statischesBild mit derVerteilung der Schädigung inder Struktur. Diese Darstellung läßt kei-nen Rückschluß zu, welche Wirkmecha-nismen zu der dargestellten Schädi-gungsverteilung geführt haben. DieAbleitung von konstruktiven Änderungenauf Basis dieser Darstellung ist dadurchnur mit viel Erfahrung möglich und erfor-dert einiges an Vorstellungskraft.
Dies erschwert die Kommunikationvon Berechnungsergebnissen an dieKonstrukteure erheblich.Daherwird einezusätzliche Darstellungsmöglichkeitbenötigt,um die Ergebnisse derLebens-dauersimulation besser darstellen underklären zu können (Abb 3.17).
3.4.1 Visualisierung der zeitlichenBeanspruchung
Um dem Konstrukteur und dem Berech-nungsingenieur eine bessere Interpreta-
tion der Lebensdauersimulation zuermöglichen, müssen ihm neben derSchädigungsverteilung aus derBetriebs-festigkeitssimulation weitere Auswertun-gen zurVerfügung stehen.
Hier ist insbesondere der zeitlicheVerlauf der Beanspruchung von großemInteresse, da dieser wichtige Hinweiseauf die Wirkmechanismen einer Strukturgibt. Der zeitliche Verlauf der Beanspru-chungen (Abb. 3.18) kann derzeit jedochnurmit sehraufwendigen transienten FE-Simulationen erzeugt werden.Außerdemist diese Simulation über längere Zeitbe-reiche nur mit kleinen Modellen möglich.An einem Gesamtfahrzeug würde einesolche Berechnung bereits für einenäußerst kurzen Zeitbereich (<1 sec.) anden derzeitigen Hardwareressourcenscheitern.
Es wird daher eine einfachere Vor-gehensweise zur Animation großerStrukturbereiche für längere Last-Zeit-signale benötigt. Auch hier bietet dasVerfahren der statischen Superpositionaus der Betriebsfestigkeitssimulation
66
Kapitel 3
Abb. 3.18Auswertung von
Verschiebungen inFE–STRUCT
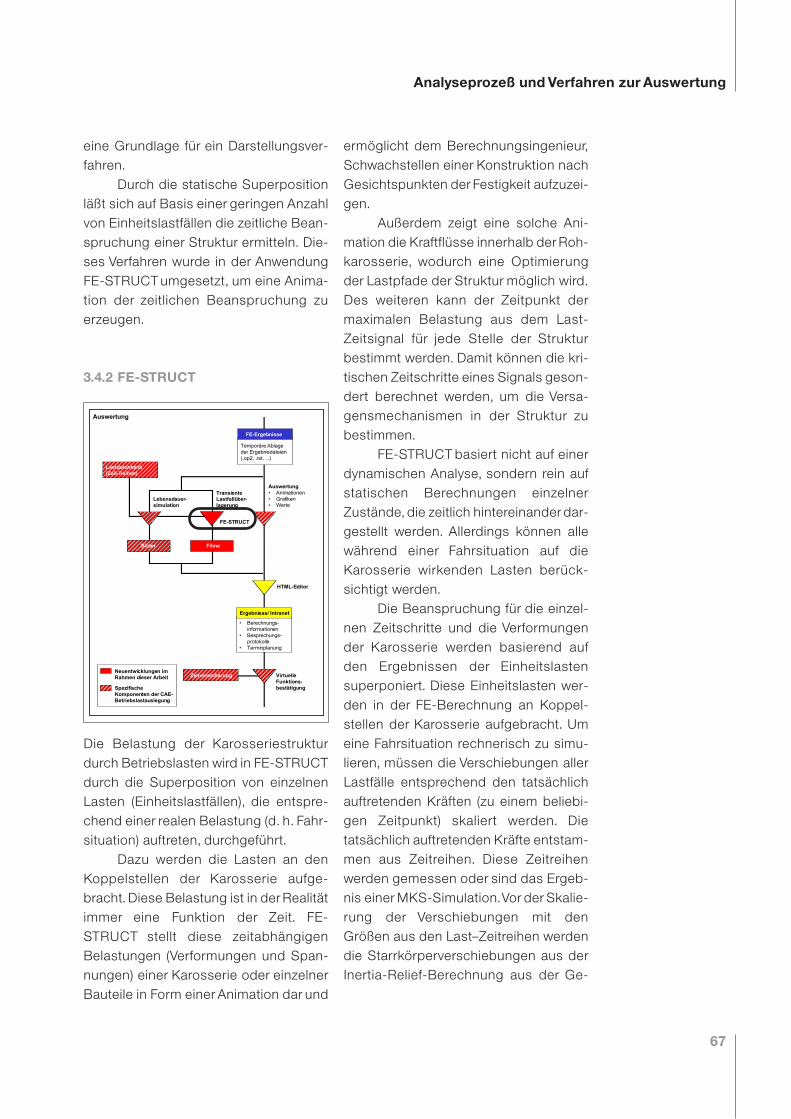
eine Grundlage für ein Darstellungsver-fahren.
Durch die statische Superpositionläßt sich auf Basis einer geringen Anzahlvon Einheitslastfällen die zeitliche Bean-spruchung einer Struktur ermitteln. Die-ses Verfahren wurde in der AnwendungFE-STRUCTumgesetzt, um eine Anima-tion der zeitlichen Beanspruchung zuerzeugen.
3.4.2 FE-STRUCT
Die Belastung der Karosseriestrukturdurch Betriebslasten wird in FE-STRUCTdurch die Superposition von einzelnenLasten (Einheitslastfällen), die entspre-chend einer realen Belastung (d. h. Fahr-situation) auftreten, durchgeführt.
Dazu werden die Lasten an denKoppelstellen der Karosserie aufge-bracht.Diese Belastung ist in derRealitätimmer eine Funktion der Zeit. FE-STRUCT stellt diese zeitabhängigenBelastungen (Verformungen und Span-nungen) einer Karosserie oder einzelnerBauteile in Form einerAnimation dar und
ermöglicht dem Berechnungsingenieur,Schwachstellen einer Konstruktion nachGesichtspunkten derFestigkeit aufzuzei-gen.
Außerdem zeigt eine solche Ani-mation die Kraftflüsse innerhalb derRoh-karosserie, wodurch eine Optimierungder Lastpfade der Struktur möglich wird.Des weiteren kann der Zeitpunkt dermaximalen Belastung aus dem Last-Zeitsignal für jede Stelle der Strukturbestimmt werden. Damit können die kri-tischen Zeitschritte eines Signals geson-dert berechnet werden, um die Versa-gensmechanismen in der Struktur zubestimmen.
FE-STRUCT basiert nicht auf einerdynamischen Analyse, sondern rein aufstatischen Berechnungen einzelnerZustände,die zeitlich hintereinanderdar-gestellt werden. Allerdings können allewährend einer Fahrsituation auf dieKarosserie wirkenden Lasten berück-sichtigt werden.
Die Beanspruchung für die einzel-nen Zeitschritte und die Verformungender Karosserie werden basierend aufden Ergebnissen der Einheitslastensuperponiert. Diese Einheitslasten wer-den in der FE-Berechnung an Koppel-stellen der Karosserie aufgebracht. Umeine Fahrsituation rechnerisch zu simu-lieren, müssen die Verschiebungen allerLastfälle entsprechend den tatsächlichauftretenden Kräften (zu einem beliebi-gen Zeitpunkt) skaliert werden. Dietatsächlich auftretenden Kräfte entstam-men aus Zeitreihen. Diese Zeitreihenwerden gemessen oder sind das Ergeb-nis einer MKS-Simulation.Vor der Skalie-rung der Verschiebungen mit denGrößen aus den Last–Zeitreihen werdendie Starrkörperverschiebungen aus derInertia-Relief-Berechnung aus der Ge-
67
Analyseprozeß und Verfahren zur Auswertung
Auswertung
Lebensdauer-simulation
TransienteLastfallüber-lagerung
FE-Ergebnisse
Temporäre Ablageder Ergebnisdateien(.op2, .rst, ...)
HTML-Editor
Ergebnisse/ Intranet
• Berechnungs-informationen
• Besprechungs-protokolle
• Terminplanung
VirtuelleFunktions-bestätigung
Zielvereinbarung
Lastdatenbank(Zeit-Reihen)
Bilder Filme
Auswertung• Animationen• Grafiken• Werte
FE-STRUCT
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
samtverschiebung der einzelnen Frei-heitsgrade entfernt.
Da es sich um ein weitgehendlineares Problem handelt, ergibt sich dietatsächliche Verschiebung aus einerSuperposition aller Einzelverschiebun-gen. Gleiches gilt auch für Spannungen.Diese Verformungen stellt FE-STRUCTzeitabhängig dar.
Mit Hilfe dieserAnimation und demstatischen Ergebnis der Lebensdauersi-mulation kann der Berechnungsinge-nieur zuverlässig die Versagensmecha-nismen der Struktur ermitteln und denverantwortlichen Konstrukteuren vermit-teln.
Die in diesem Kapitel vorgestelltenMethoden ermöglichen die vollständigeAbsicherung der Rohkarosserie für alleBetriebslastereignisse. Dabei wirdabhängig vom betrachteten Lastfall ent-weder eine Simulation an der Gesamt-struktur oder eine Untersuchung an derTeilstruktur durchgeführt. Wichtig istdabei, daß grundsätzlich die Rahmen-bedingungen des Gesamtfahrzeugsberücksichtigt werden.Dies ist mit der imRahmen dieser Arbeit entwickeltenAnwendung FE-PARTCUTmöglich.
Bei derAuswertung derErgebnisseder Lebensdauer-Simulation können mitHilfe derAnwendung FE-STRUCTergän-zende Untersuchungen durchgeführtwerden, um das Strukturverhalten zubewerten.
Die Vernetzung der in diesem Rah-men vorgestellten Methoden führten zueinem leistungsfähigem CAE-Ausle-gungsprozeß für die Betriebalastausle-gung.
68
Für den Entwicklungsprozeß der Karos-seriestruktur ist es entscheidend, dieBeanspruchbarkeit eines Konstruktions-standes zuverlässig bestimmen zu kön-nen.Dazu muß unteranderem die Grenz-belastung einer Konstruktion berechnetwerden.
Eine wesentliche Unschärfe in denbestehenden Auslegungsumfängen istdabei der Einfluß des Herstellprozessesauf die Beanspruchbarkeit derKonstruk-tion [4.1]. Während der Fertigung durch-läuft das Rohmaterial verschiedene Pro-zeßschritte,die einen erheblichen Einflußauf das Strukturverhalten haben können.
Insbesondere durch den Tiefzieh-prozeß werden die Eigenschaften desBlechrohmaterials stark verändert. Beider derzeitigen CAE-Auslegung werdendie durch den Umformprozeß erzeugtenVeränderungen der Kennwerte desMaterials noch nicht berücksichtigt.
Bei der Auslegung werden damitnur die Nennmaße aus der Konstruk-tionszeichnung für die Blechdicken ver-wendet. Auch die Eigenschaften des
Materials werden unverändert von Mate-rialversuchen am Grundmaterial über-nommen. Dies führt dazu, daß mehrerewesentliche Parameter, die einen erheb-lichen Einfluß auf die lokale Festigkeithaben können,außeracht gelassen wer-den.
FürFestigkeitsauslegungen lokaler,stark beanspruchter Strukturen sinddaher genauere Material- und Geome-triedaten notwendig [4.6]. Wird die Geo-metrie eines Bauteils durch eine Umfor-mung erzeugt, ändert sich während desHerstellungsvorgangs das Materialver-halten. Diese Veränderung ist nicht überdas ganze Bauteil konstant sondern eineFunktion der Geometrie.
Insbesondere die Abstreckung unddie Verfestigung sind zwei Einflußgrößen,die das örtliche Spannungs-Dehnungs-verhalten bei einer Betriebsbeanspru-chung maßgeblich beeinflussen können.Werden diese Parameter außer achtgelassen, ist eine quantitative Auslegungnicht möglich.
69
Kapitel 4
Prozeßsimulation im Umfeldder CAE-Betriebslastaus-legung
Um den Umformprozeß virtuell zuqualifizieren,erfolgen umfassende Simu-lationen des Umformprozesses aller kri-tischen Bauteile der Karosserie. Im Rah-men dieser Untersuchungen fallen quasials Abfallprodukt die für die Festigkeits-simulation interessanten Größen derVer-festigung und Abstreckung an.
Diese Informationen konnten aller-dings bisher noch nicht im Bauteilausle-gungsprozeß genutzt werden. Es fehltderzeit ein geeigneter Prozeß, dieseunterschiedlichen Simulationsumgebun-gen zu verknüpfen. In den folgendenAbschnitten wird ein Verfahren vorge-stellt, mit dem die Simulation desUmformprozesses mit der Festigkeits-und Betriebsfestigkeitsanalyse verknüpftwerden kann.
Diese Schnittstelle läßt sich fürbeliebige andere Fertigungsprozesseerweitern. Damit läßt sich zum Beispielauch die bei Aluminium-Profilen weit ver-breitete IHU-Umformung (Innen-Hoch-druck) abdecken. Es ist einzig eineErweiterung der Schnittstelle für weitereDatenformate von Prozeßsimulationsan-wendungen nötig.
4.1 Einfluß des Umformprozessesauf die Beanspruchbarkeit vonBlechen
Karosserien werden in der Regel ausumgeformten, relativ dünnen Stahlblech-bauteilen zusammengesetzt. Die Blech-dicken, die dabei in der Regel eingesetztwerden, schwanken zwischen 0,7 mmund 2,5 mm.
Das Rohmaterial wird dabei aufCoils in unterschiedlichen Breiten ange-liefert. Aus den Coils werden in den fol-
genden Produktionsschritten Platinenfür die unterschiedlichen Bauteile her-ausgeschnitten und in mehreren Schrit-ten zu dem endgültigen Bauteil umge-formt. Das Tiefziehen ist dabei das amhäufigsten eingesetzte Umformverfah-ren.
Durch den Umformprozeß werdendie Eigenschaften der eingesetztenWerkstoffe örtlich teilweise erheblichbeeinflusst. Die Veränderung der Eigen-schaften sind in der Regel nicht homo-gen über das Bauteil verteilt, sondernschwanken sehr stark. Entsprechenddem Fertigungsverfahren ergeben sichzudem unterschiedlich starke Umform-grade und -verhältnisse im Bauteil.
Die größten Verformungen entste-hen dabei bei der Blechumformung. Hierwird im wesentlichen zwischen denBereichen Streckziehen und Tiefziehenunterschieden. Der Streckziehbereichzeichnet sich durch eine Verringerungder Blechdicke aus, während beim Tief-ziehen die Blechdickenreduktion weitge-hend gering bleibt [4.3].
Auch der Verfestigungszustanddes Werkstoffes ist abhängig von derUmformung des Bauteils. Hier ist imwesentlichen die Orientierung derplasti-schen Hauptdehnung wichtig, da sie dieAnisotropie des Materials beschreibt[4.7].
Bei einachsiger Beanspruchungwird eine Anisotropie des plastischenDehnungszustands im Material erzeugt,während bei gleichmässigerVerformungdie Richtungsabhängigkeit der Verfor-mung weitgehend vernachlässigt wer-den kann (plain strain).
Bei anderen Umformverfahrenkönnen sich deutlich andere Verhältnisseim Material einstellen. Hier sind insbe-sondere die Verfahren von Interesse, dieim Gegensatz zum Tiefziehprozeß primär
70
Kapitel 4
eine lokale Veränderung der Materialei-genschaften hervorrufen [4.19]. BeimAbkanten und Falzen kommt es zu einerVeränderung des Materials, die sich nursehr lokal auf die Umformzonebeschränkt [4.8].
Für die Festigkeit und Betriebsfe-stigkeit der Bauteile sind in diesemZusammenhang daher zwei Effekte vonbesonderem Interesse,da sie einen star-ken Einfluß auf das Strukturverhalten beider elasto-plastischen Festigkeitsana-lyse haben [4.5, 4.18]. Dies ist die genaueBlechdickenverteilung über das Bauteilund der Grad der Verfestigung für alleBereiche.
Es ist äußerst schwer, diese Para-meter durch Näherungsformeln abzu-schätzen, da während des zum Teil sehrkomplizierten Herstellprozesses erhebli-che Gefügeveränderungen im Materialauftreten können. Diese Materialverän-derungen können jedoch bereitswährend der Auslegungsphase in einerUmformsimulation berechnet werden.Diese Simulation ermöglicht eine sehrgenaue Bestimmung der Verteilung derVerfestigung und Abstreckung im Bauteil[4.11].
Weitere Effekte, die durch denUmformprozeß auftreten können, sindEigenspannungen im Bauteil. Durch denkomplizierten Fertigungsprozeß könnensich Eigenspannungen in bestimmtenStrukturbereichen aufbauen. DieserEigenspannungszustand ist derzeitjedoch nur mit einer aufwendigen inkre-mentellen Simulation zu berechnen, beiderauch das Rückspringen des Bauteilsberücksichtigt wird. Eine solche Simula-tion läßt sich jedoch erst spät im Ent-wicklungsprozeß durchführen [4.12].
Fürdie prozeßsichere virtuelle Aus-legung von Dünnblechstrukturen ist esdaher wichtig, die Prozeßsimulation in
den Auslegungsprozeß Betriebslastenzu integrieren. Hierfür müssen dieErgebnisse derTiefziehsimulation in dasBerechnungsmodell der Festigkeitsaus-legung übertragen werden und Verfahrenzur Berücksichtigung dieser Effekte beider Betriebslastauslegung entwickeltwerden.
4.2 Verfahren der Prozeßsimula-tion
Durch die Prozeßsimulation können allewesentlichen Materialveränderungendes Fertigungsprozesses berechnetwerden. Dabei sind für die Betriebs-lastauslegung insbesondere die verän-derliche Blechdickenverteilung, der pla-stische Dehnungstensor und dieAnisotropie der Verfestigung nach demUmformen die wesentlichen Einfluß-größen.
Derzeit kommen zwei Berech-nungsverfahren für die Simulation desTiefziehprozesses zum Einsatz.Währendder frühen Entwicklungsphase werdenEinschrittverfahren eingesetzt, für dienoch keine detaillierte Information überdie Werkzeuge und den Ziehvorgangvorliegen muß.Bei fortschreitenderReifedes Bauteils und der Fertigungsplanungkönnen genauere explizite Umformsimu-lationsverfahren eingesetzt werden, dieden vollständigen Tiefziehprozeß schritt-weise abbilden. Mit diesen Verfahren isteine sehr genaue Bestimmung aller Pro-zeßparameter und -einflüsse möglich.Insbesondere der Eigenspannungszu-stand kann nur mit diesem aufwendigenVerfahren berechnet werden.
71
Prozeßsimulation im Umfeld der CAE-Betriebslastaulegung
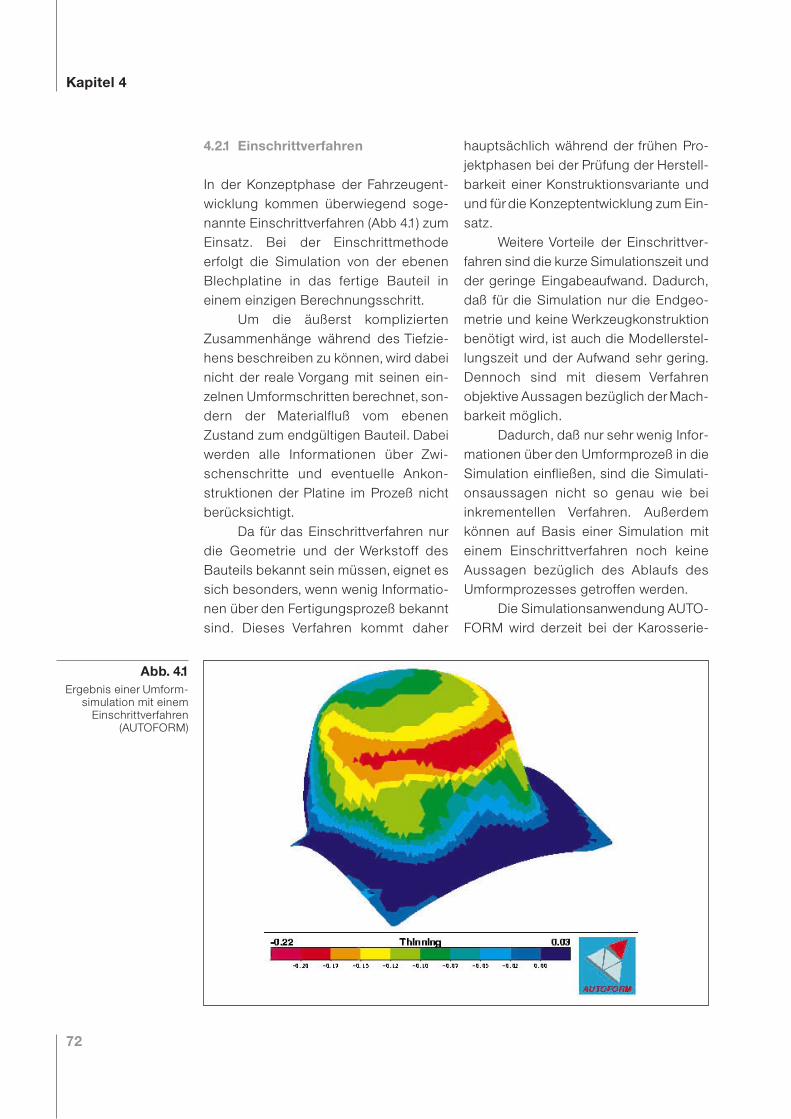
4.2.1 Einschrittverfahren
In der Konzeptphase der Fahrzeugent-wicklung kommen überwiegend soge-nannte Einschrittverfahren (Abb 4.1) zumEinsatz. Bei der Einschrittmethodeerfolgt die Simulation von der ebenenBlechplatine in das fertige Bauteil ineinem einzigen Berechnungsschritt.
Um die äußerst kompliziertenZusammenhänge während des Tiefzie-hens beschreiben zu können, wird dabeinicht der reale Vorgang mit seinen ein-zelnen Umformschritten berechnet, son-dern der Materialfluß vom ebenenZustand zum endgültigen Bauteil. Dabeiwerden alle Informationen über Zwi-schenschritte und eventuelle Ankon-struktionen der Platine im Prozeß nichtberücksichtigt.
Da für das Einschrittverfahren nurdie Geometrie und der Werkstoff desBauteils bekannt sein müssen, eignet essich besonders, wenn wenig Informatio-nen über den Fertigungsprozeß bekanntsind. Dieses Verfahren kommt daher
hauptsächlich während der frühen Pro-jektphasen bei der Prüfung der Herstell-barkeit einer Konstruktionsvariante undund fürdie Konzeptentwicklung zum Ein-satz.
Weitere Vorteile der Einschrittver-fahren sind die kurze Simulationszeit undder geringe Eingabeaufwand. Dadurch,daß für die Simulation nur die Endgeo-metrie und keine Werkzeugkonstruktionbenötigt wird, ist auch die Modellerstel-lungszeit und der Aufwand sehr gering.Dennoch sind mit diesem Verfahrenobjektive Aussagen bezüglich derMach-barkeit möglich.
Dadurch, daß nur sehr wenig Infor-mationen über den Umformprozeß in dieSimulation einfließen, sind die Simulati-onsaussagen nicht so genau wie beiinkrementellen Verfahren. Außerdemkönnen auf Basis einer Simulation miteinem Einschrittverfahren noch keineAussagen bezüglich des Ablaufs desUmformprozesses getroffen werden.
Die Simulationsanwendung AUTO-FORM wird derzeit bei der Karosserie-
72
Kapitel 4
Abb. 4.1Ergebnis einer Umform-
simulation mit einemEinschrittverfahren
(AUTOFORM)
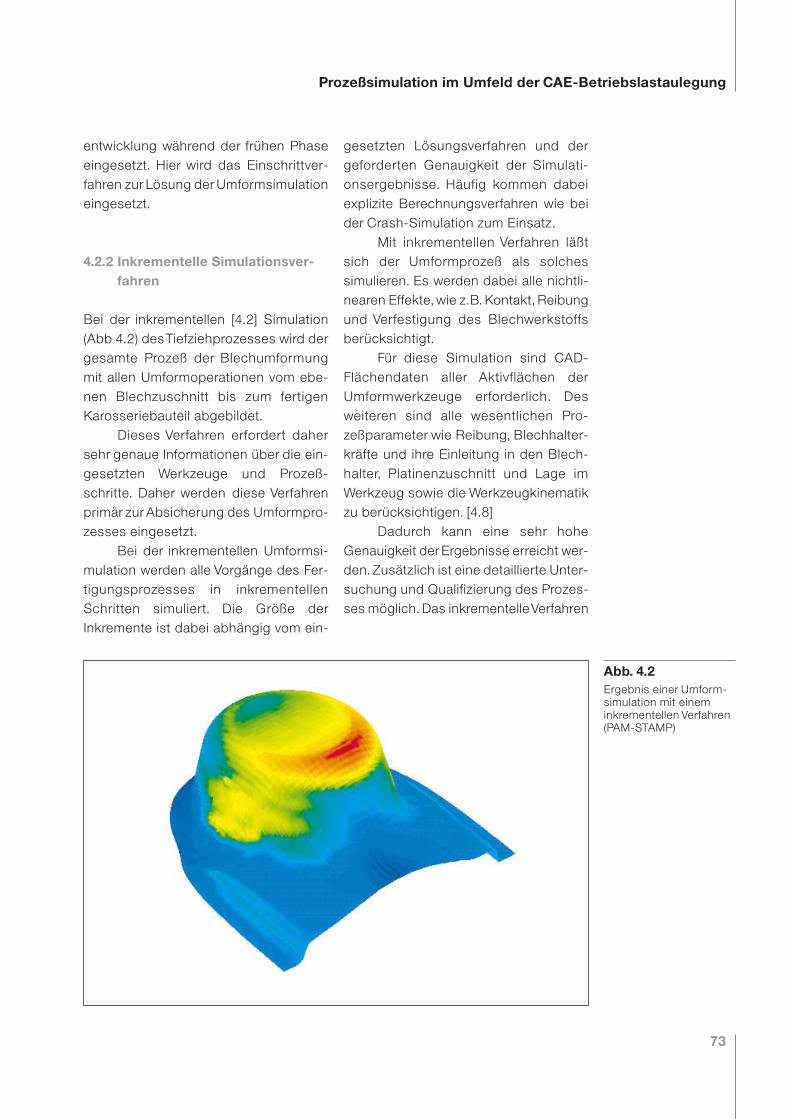
entwicklung während der frühen Phaseeingesetzt. Hier wird das Einschrittver-fahren zurLösung derUmformsimulationeingesetzt.
4.2.2 Inkrementelle Simulationsver-fahren
Bei der inkrementellen [4.2] Simulation(Abb 4.2) des Tiefziehprozesses wird dergesamte Prozeß der Blechumformungmit allen Umformoperationen vom ebe-nen Blechzuschnitt bis zum fertigenKarosseriebauteil abgebildet.
Dieses Verfahren erfordert dahersehr genaue Informationen über die ein-gesetzten Werkzeuge und Prozeß-schritte. Daher werden diese Verfahrenprimär zurAbsicherung des Umformpro-zesses eingesetzt.
Bei der inkrementellen Umformsi-mulation werden alle Vorgänge des Fer-tigungsprozesses in inkrementellenSchritten simuliert. Die Größe derInkremente ist dabei abhängig vom ein-
gesetzten Lösungsverfahren und dergeforderten Genauigkeit der Simulati-onsergebnisse. Häufig kommen dabeiexplizite Berechnungsverfahren wie beider Crash-Simulation zum Einsatz.
Mit inkrementellen Verfahren läßtsich der Umformprozeß als solchessimulieren. Es werden dabei alle nichtli-nearen Effekte,wie z.B.Kontakt,Reibungund Verfestigung des Blechwerkstoffsberücksichtigt.
Für diese Simulation sind CAD-Flächendaten aller Aktivflächen derUmformwerkzeuge erforderlich. Desweiteren sind alle wesentlichen Pro-zeßparameter wie Reibung, Blechhalter-kräfte und ihre Einleitung in den Blech-halter, Platinenzuschnitt und Lage imWerkzeug sowie die Werkzeugkinematikzu berücksichtigen. [4.8]
Dadurch kann eine sehr hoheGenauigkeit derErgebnisse erreicht wer-den.Zusätzlich ist eine detaillierte Unter-suchung und Qualifizierung des Prozes-ses möglich.Das inkrementelle Verfahren
73
Prozeßsimulation im Umfeld der CAE-Betriebslastaulegung
Abb. 4.2Ergebnis einer Umform-simulation mit eineminkrementellen Verfahren(PAM-STAMP)
eignet sich auch für mehrstufige Um-formprozesse.
Die höhere Genauigkeit erfordertjedoch sowohl bei der Eingabe als auchbei derSimulation ein Vielfaches des Auf-wands gegenüber den Einschrittverfah-ren. Zudem werden Informationenbenötigt,die häufig erst sehrspät im Ent-wicklungsprozeß verfügbar sind. Inkre-mentelle Verfahren werden daherhauptsächlich für die späte Absicherungund Werkzeugplanung und dort ausKostengründen auch nur bei einzelnenbesonders kritischen Bauteilen einge-setzt.
Im Softwarepaket PAM-STAMP[4.2] wird das inkrementelle Verfahren fürdie Umformsimulation eingesetzt.DiesesProgramm ist bei der Fahrzeugentwick-lung weit verbreitet.
4.2.3 Simulationsergebnisse derUmformsimulation
Bei der Umformsimulation können jenach dem verwendeten Verfahren allewesentlichen Prozeßeinflüsse ermitteltwerden.Die FEM-Simulation liefert damitsowohl Aussagen zur Machbarkeit (Her-stellbarkeit) eines bestimmten Bauteilsals auch Randbedingungen für den opti-malen Fertigungsprozeß des betrachte-ten Bauteils.
Zusätzlich können eine Reihe vonEigenschaften verteilt über die Bauteil-geometrie ausgewertet werden:
BlechdickenverteilungVerteilung der Orientierung undGröße der plastischen Hauptdeh-nungenVerteilung der Haupt- und Ver-gleichsspannungen (Eigenspan-nungen)
Prognose bezüglich Reißen undFaltenbildungWerkzeugkräfte (Niederhalter)Materialfluß während der Umfor-mungAuffederungsverhalten.
Nicht alle dergenannten Parameterlassen sich mit einer Berechnung nachdem Einschrittverfahren zuverlässigermitteln. Insbesondere das Auf-federungsverhalten und der Materialflußwährend derUmformung lassen sich nurmit einer inkrementellen Simulationberechnen.
Für die Betriebslastauslegung sindjedoch die ersten beiden Punkte ent-scheidend. Die Blechdickenverteilungund der Dehnungszustand eines Bau-teils lassen sich von einem erfahrenenBerechner in dergeforderten Güte fürdiemeisten Bauteile auch mit einer Ein-schrittberechnung ermitteln.
Die Anforderungen an die Berech-nung der Prozeßeinflüsse muß dabei vordem Hintergrund der RandbedingungenderBetriebslastauslegung gesehen wer-den. Zu dem Zeitpunkt, zu dem dieBetriebslastauslegung durchgeführtwird, gibt es noch keine genauen Infor-mationen über den Fertigungsprozeß.Außerdem müssen vielfach mehrere ver-schiedene Varianten innerhalb von kür-zester Zeit rechnerisch beurteilt werden.
Bisher wurde bei diesen Untersu-chungen keine Prozeßinformationberücksichtigt.Die Simulationen wurdenbisher auf Basis der Nennblechdicken,die den Zeichnungen entnommen wur-den, und dem Materialverhalten desunverfomten Grundwerkstoffs durchge-führt.
Die Einschrittverfahren sind daherein sehr gutes Hilfsmittel, um währendder frühen Auslegungsphasen der Fahr-
74
Kapitel 4
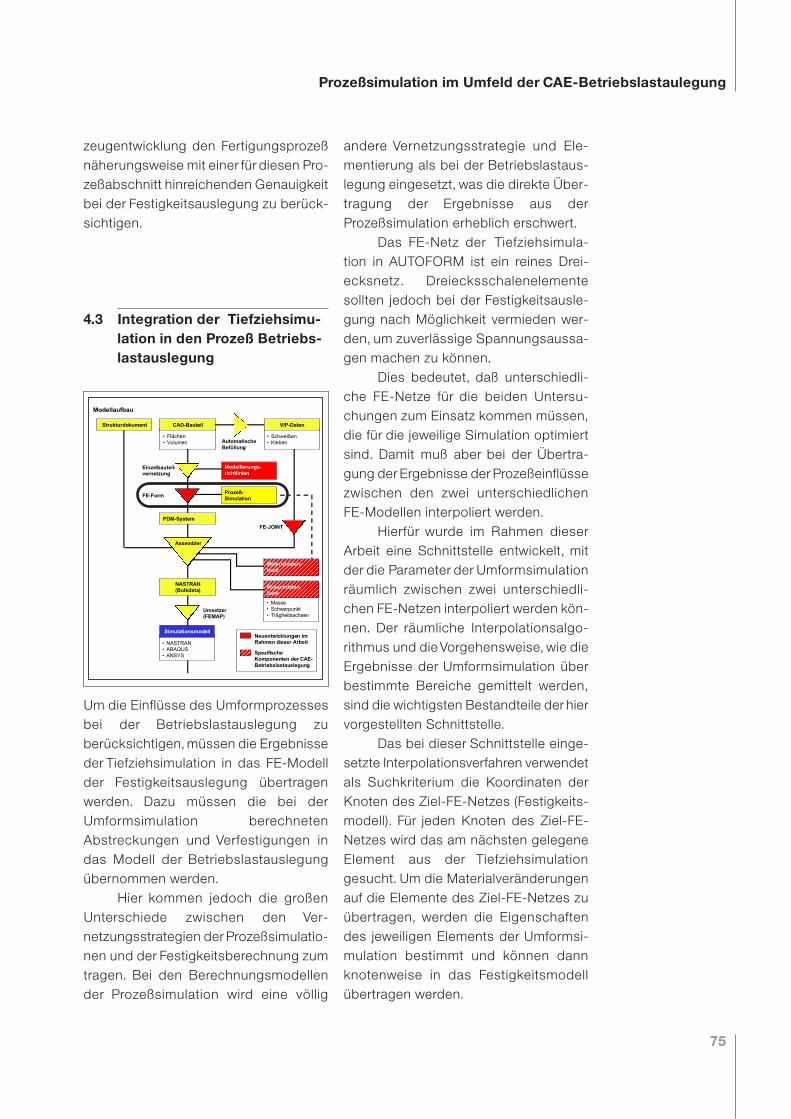
zeugentwicklung den Fertigungsprozeßnäherungsweise mit einer fürdiesen Pro-zeßabschnitt hinreichenden Genauigkeitbei der Festigkeitsauslegung zu berück-sichtigen.
4.3 Integration der Tiefziehsimu-lation in den Prozeß Betriebs-lastauslegung
Um die Einflüsse des Umformprozessesbei der Betriebslastauslegung zuberücksichtigen,müssen die Ergebnisseder Tiefziehsimulation in das FE-Modellder Festigkeitsauslegung übertragenwerden. Dazu müssen die bei derUmformsimulation berechnetenAbstreckungen und Verfestigungen indas Modell der Betriebslastauslegungübernommen werden.
Hier kommen jedoch die großenUnterschiede zwischen den Ver-netzungsstrategien derProzeßsimulatio-nen und der Festigkeitsberechnung zumtragen. Bei den Berechnungsmodellender Prozeßsimulation wird eine völlig
andere Vernetzungsstrategie und Ele-mentierung als bei der Betriebslastaus-legung eingesetzt, was die direkte Über-tragung der Ergebnisse aus derProzeßsimulation erheblich erschwert.
Das FE-Netz der Tiefziehsimula-tion in AUTOFORM ist ein reines Drei-ecksnetz. Dreiecksschalenelementesollten jedoch bei der Festigkeitsausle-gung nach Möglichkeit vermieden wer-den, um zuverlässige Spannungsaussa-gen machen zu können.
Dies bedeutet, daß unterschiedli-che FE-Netze für die beiden Untersu-chungen zum Einsatz kommen müssen,die für die jeweilige Simulation optimiertsind. Damit muß aber bei der Übertra-gung derErgebnisse derProzeßeinflüssezwischen den zwei unterschiedlichenFE-Modellen interpoliert werden.
Hierfür wurde im Rahmen dieserArbeit eine Schnittstelle entwickelt, mitder die Parameter der Umformsimulationräumlich zwischen zwei unterschiedli-chen FE-Netzen interpoliert werden kön-nen. Der räumliche Interpolationsalgo-rithmus und die Vorgehensweise, wie dieErgebnisse der Umformsimulation überbestimmte Bereiche gemittelt werden,sind die wichtigsten Bestandteile derhiervorgestellten Schnittstelle.
Das bei dieser Schnittstelle einge-setzte Interpolationsverfahren verwendetals Suchkriterium die Koordinaten derKnoten des Ziel-FE-Netzes (Festigkeits-modell). Für jeden Knoten des Ziel-FE-Netzes wird das am nächsten gelegeneElement aus der Tiefziehsimulationgesucht. Um die Materialveränderungenauf die Elemente des Ziel-FE-Netzes zuübertragen, werden die Eigenschaftendes jeweiligen Elements der Umformsi-mulation bestimmt und können dannknotenweise in das Festigkeitsmodellübertragen werden.
75
Prozeßsimulation im Umfeld der CAE-Betriebslastaulegung
CAD-Bauteil
• Flächen• Volumen Automatische
Befüllung
Einzelbauteil-vernetzung
PDM-System
Strukturdokument VIP-Daten
• Schweißen• Kleben
Modellierungs-richtlinien
FE-FormProzeß-Simulation
Materialdaten-bank
Massendaten-bank
• Masse• Schwerpunkt• Trägheitsachsen
NASTRAN(Bulkdata)
Umsetzer(FEMAP)
Simulationsmodell
• NASTRAN• ABAQUS• ANSYS
Assembler
Modellaufbau
FE-JOINT
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
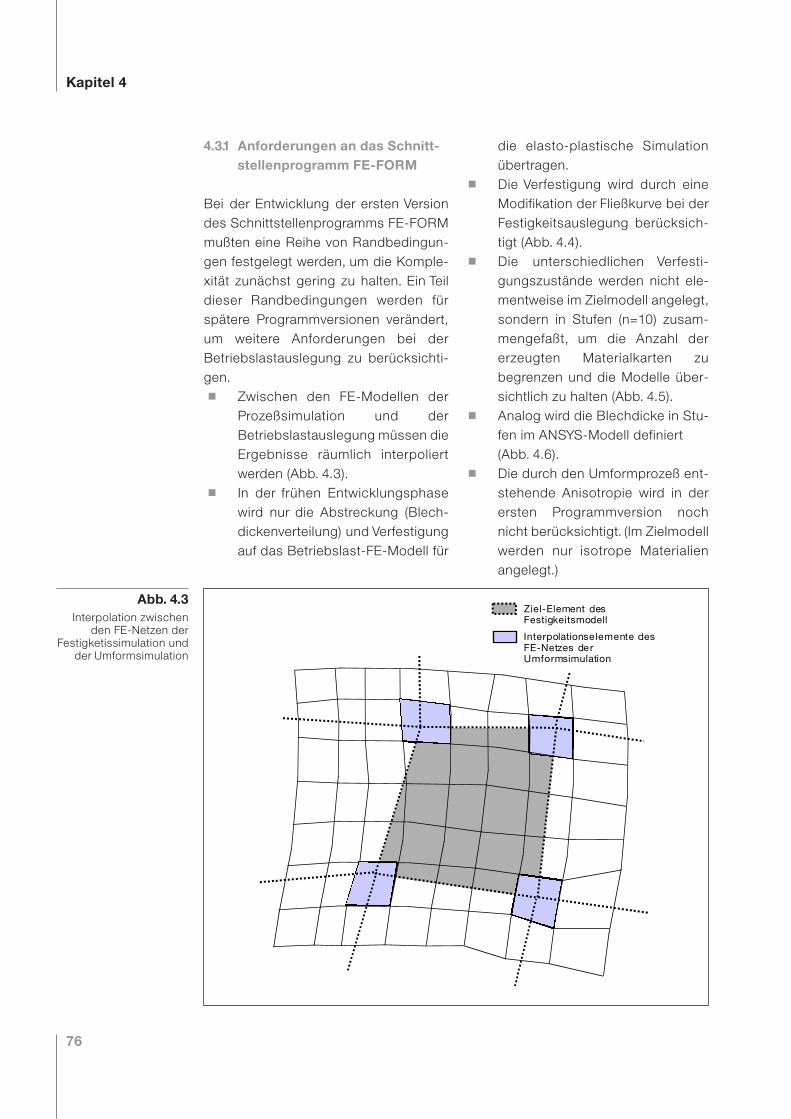
4.3.1 Anforderungen an das Schnitt-stellenprogramm FE-FORM
Bei der Entwicklung der ersten Versiondes Schnittstellenprogramms FE-FORMmußten eine Reihe von Randbedingun-gen festgelegt werden, um die Komple-xität zunächst gering zu halten. Ein Teildieser Randbedingungen werden fürspätere Programmversionen verändert,um weitere Anforderungen bei derBetriebslastauslegung zu berücksichti-gen.
Zwischen den FE-Modellen derProzeßsimulation und derBetriebslastauslegung müssen dieErgebnisse räumlich interpoliertwerden (Abb. 4.3).In der frühen Entwicklungsphasewird nur die Abstreckung (Blech-dickenverteilung) und Verfestigungauf das Betriebslast-FE-Modell für
die elasto-plastische Simulationübertragen.Die Verfestigung wird durch eineModifikation der Fließkurve bei derFestigkeitsauslegung berücksich-tigt (Abb. 4.4).Die unterschiedlichen Verfesti-gungszustände werden nicht ele-mentweise im Zielmodell angelegt,sondern in Stufen (n=10) zusam-mengefaßt, um die Anzahl dererzeugten Materialkarten zubegrenzen und die Modelle über-sichtlich zu halten (Abb. 4.5).Analog wird die Blechdicke in Stu-fen im ANSYS-Modell definiert(Abb. 4.6).Die durch den Umformprozeß ent-stehende Anisotropie wird in derersten Programmversion nochnicht berücksichtigt. (Im Zielmodellwerden nur isotrope Materialienangelegt.)
76
Kapitel 4
Ziel-Element desFestigkeitsmodell
Interpolationselemente desFE-Netzes derUmformsimulation
Abb. 4.3Interpolation zwischen
den FE-Netzen derFestigketissimulation und
der Umformsimulation
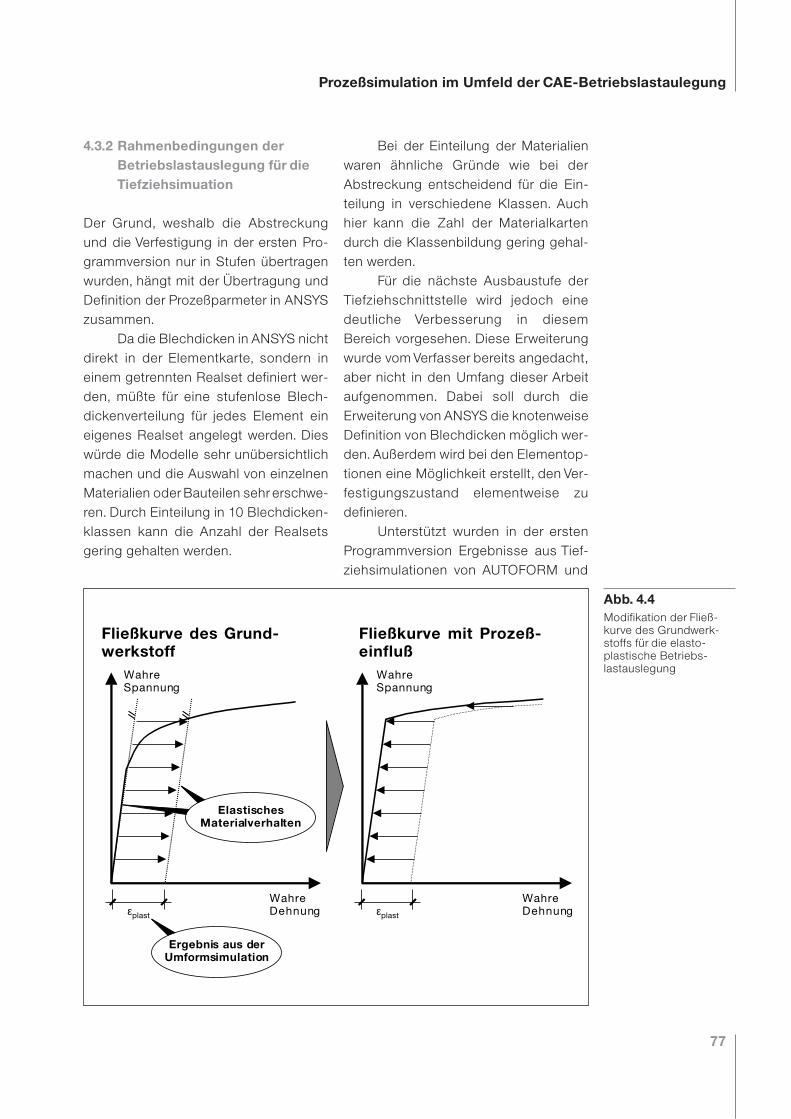
4.3.2 Rahmenbedingungen derBetriebslastauslegung für dieTiefziehsimuation
Der Grund, weshalb die Abstreckungund die Verfestigung in der ersten Pro-grammversion nur in Stufen übertragenwurden, hängt mit der Übertragung undDefinition der Prozeßparmeter in ANSYSzusammen.
Da die Blechdicken in ANSYS nichtdirekt in der Elementkarte, sondern ineinem getrennten Realset definiert wer-den, müßte für eine stufenlose Blech-dickenverteilung für jedes Element eineigenes Realset angelegt werden. Dieswürde die Modelle sehr unübersichtlichmachen und die Auswahl von einzelnenMaterialien oderBauteilen sehrerschwe-ren. Durch Einteilung in 10 Blechdicken-klassen kann die Anzahl der Realsetsgering gehalten werden.
Bei der Einteilung der Materialienwaren ähnliche Gründe wie bei derAbstreckung entscheidend für die Ein-teilung in verschiedene Klassen. Auchhier kann die Zahl der Materialkartendurch die Klassenbildung gering gehal-ten werden.
Für die nächste Ausbaustufe derTiefziehschnittstelle wird jedoch einedeutliche Verbesserung in diesemBereich vorgesehen. Diese Erweiterungwurde vom Verfasser bereits angedacht,aber nicht in den Umfang dieser Arbeitaufgenommen. Dabei soll durch dieErweiterung von ANSYS die knotenweiseDefinition von Blechdicken möglich wer-den.Außerdem wird bei den Elementop-tionen eine Möglichkeit erstellt, den Ver-festigungszustand elementweise zudefinieren.
Unterstützt wurden in der erstenProgrammversion Ergebnisse aus Tief-ziehsimulationen von AUTOFORM und
77
Prozeßsimulation im Umfeld der CAE-Betriebslastaulegung
εplast
Fließkurve des Grund-werkstoff
Fließkurve mit Prozeß-einfluß
WahreSpannung
WahreDehnung
WahreSpannung
WahreDehnung
Ergebnis aus derUmformsimulation
εplast
ElastischesMaterialverhalten
Abb. 4.4Modifikation der Fließ-kurve des Grundwerk-stoffs für die elasto-plastische Betriebs-lastauslegung
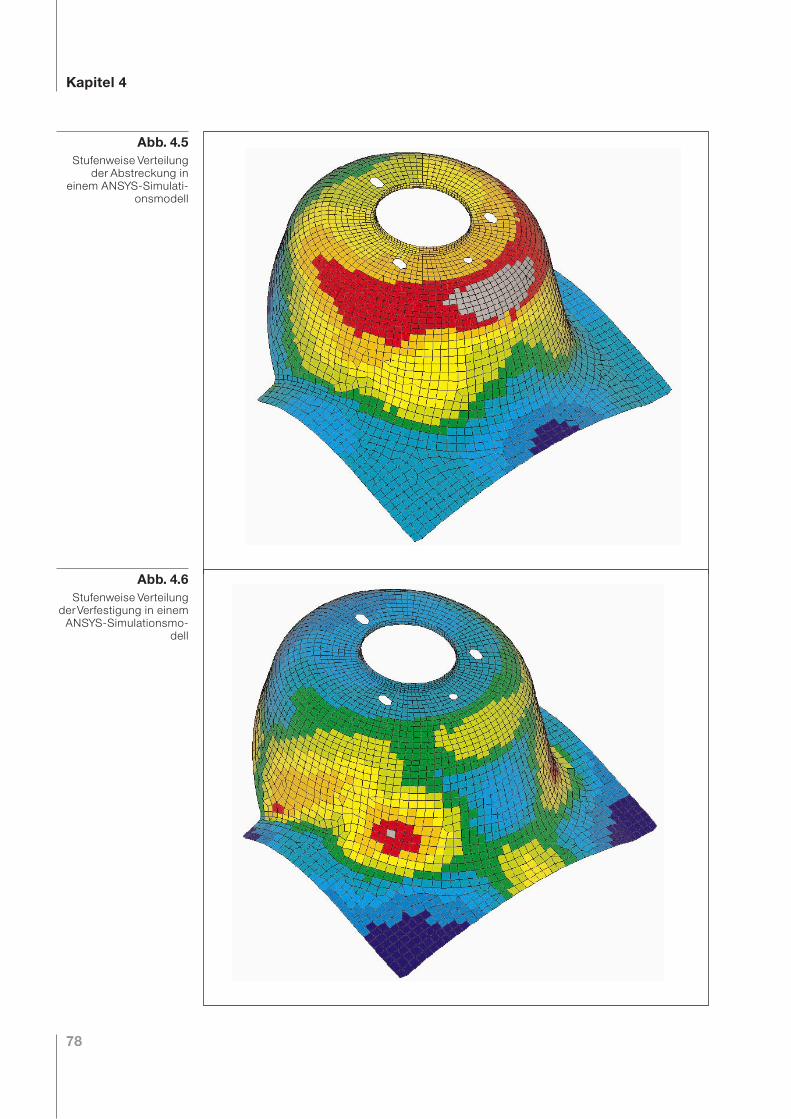
78
Kapitel 4
Abb. 4.5Stufenweise Verteilung
der Abstreckung ineinem ANSYS-Simulati-
onsmodell
Abb. 4.6Stufenweise Verteilung
derVerfestigung in einemANSYS-Simulationsmo-
dell
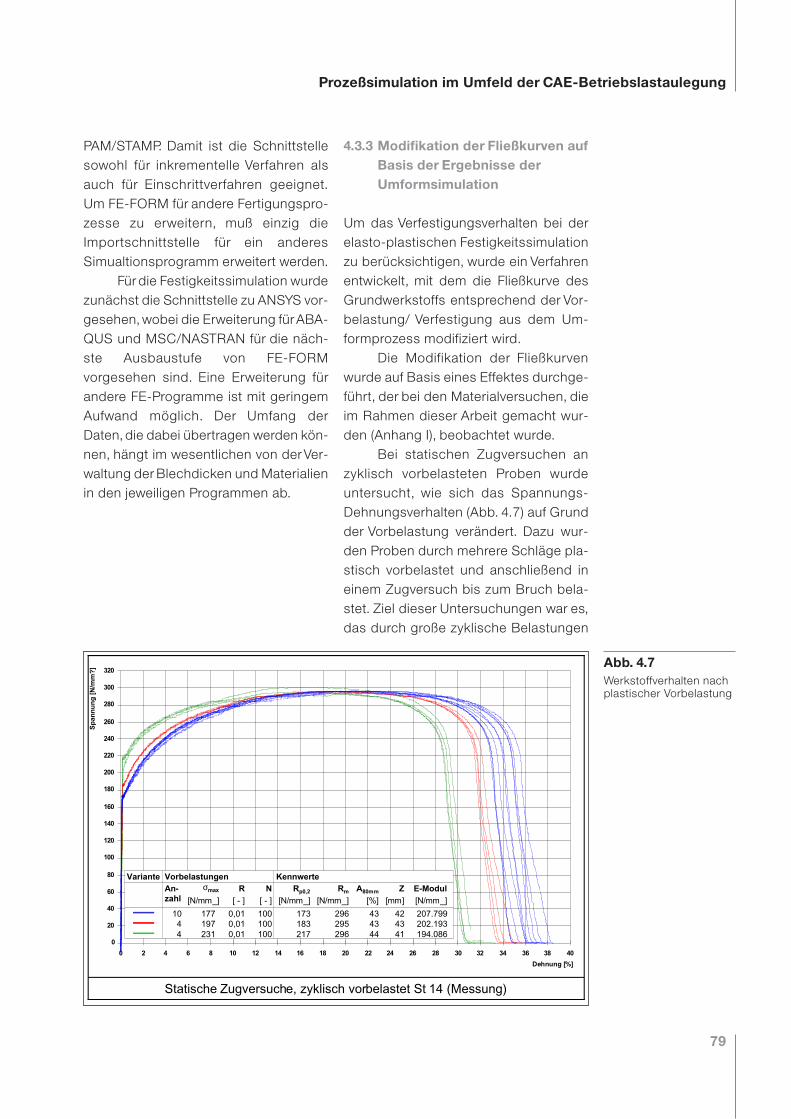
PAM/STAMP. Damit ist die Schnittstellesowohl für inkrementelle Verfahren alsauch für Einschrittverfahren geeignet.Um FE-FORM für andere Fertigungspro-zesse zu erweitern, muß einzig dieImportschnittstelle für ein anderesSimualtionsprogramm erweitert werden.
Fürdie Festigkeitssimulation wurdezunächst die Schnittstelle zu ANSYS vor-gesehen,wobei die Erweiterung fürABA-QUS und MSC/NASTRAN für die näch-ste Ausbaustufe von FE-FORMvorgesehen sind. Eine Erweiterung fürandere FE-Programme ist mit geringemAufwand möglich. Der Umfang derDaten,die dabei übertragen werden kön-nen, hängt im wesentlichen von derVer-waltung derBlechdicken und Materialienin den jeweiligen Programmen ab.
4.3.3 Modifikation der Fließkurven aufBasis der Ergebnisse derUmformsimulation
Um das Verfestigungsverhalten bei derelasto-plastischen Festigkeitssimulationzu berücksichtigen, wurde ein Verfahrenentwickelt, mit dem die Fließkurve desGrundwerkstoffs entsprechend der Vor-belastung/ Verfestigung aus dem Um-formprozess modifiziert wird.
Die Modifikation der Fließkurvenwurde auf Basis eines Effektes durchge-führt, der bei den Materialversuchen, dieim Rahmen dieser Arbeit gemacht wur-den (Anhang I), beobachtet wurde.
Bei statischen Zugversuchen anzyklisch vorbelasteten Proben wurdeuntersucht, wie sich das Spannungs-Dehnungsverhalten (Abb. 4.7) auf Grundder Vorbelastung verändert. Dazu wur-den Proben durch mehrere Schläge pla-stisch vorbelastet und anschließend ineinem Zugversuch bis zum Bruch bela-stet. Ziel dieser Untersuchungen war es,das durch große zyklische Belastungen
79
Prozeßsimulation im Umfeld der CAE-Betriebslastaulegung
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
320
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40
Dehnung [%]
Sp
ann
un
g [
N/m
m?
]
Statische Zugversuche, zyklisch vorbelastet St 14 (Messung)
KennwerteVorbelastungen
194.086202.193207.799
E-Modul
[N/mm_]
414342
Z
[mm]
444343
A80mm
[%]
296295296
Rm
[N/mm_]
217183173
Rp0,2
[N/mm_]
44
10
An-zahl
1000,012311000,011971000,01177
N
[ - ]
R
[ - ]
σmax
[N/mm_]
Variante
Abb. 4.7Werkstoffverhalten nachplastischer Vorbelastung
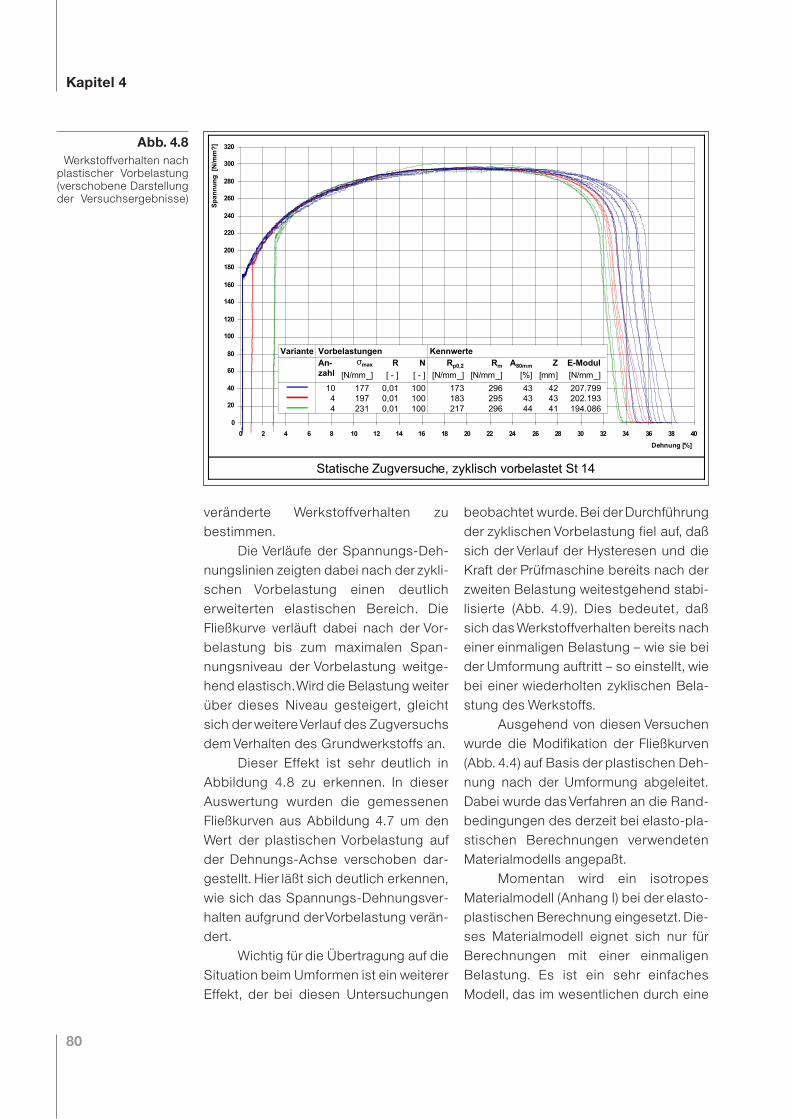
veränderte Werkstoffverhalten zubestimmen.
Die Verläufe der Spannungs-Deh-nungslinien zeigten dabei nach der zykli-schen Vorbelastung einen deutlicherweiterten elastischen Bereich. DieFließkurve verläuft dabei nach der Vor-belastung bis zum maximalen Span-nungsniveau der Vorbelastung weitge-hend elastisch.Wird die Belastung weiterüber dieses Niveau gesteigert, gleichtsich derweitere Verlauf des Zugversuchsdem Verhalten des Grundwerkstoffs an.
Dieser Effekt ist sehr deutlich inAbbildung 4.8 zu erkennen. In dieserAuswertung wurden die gemessenenFließkurven aus Abbildung 4.7 um denWert der plastischen Vorbelastung aufder Dehnungs-Achse verschoben dar-gestellt. Hier läßt sich deutlich erkennen,wie sich das Spannungs-Dehnungsver-halten aufgrund derVorbelastung verän-dert.
Wichtig für die Übertragung auf dieSituation beim Umformen ist ein weitererEffekt, der bei diesen Untersuchungen
beobachtet wurde.Bei derDurchführungder zyklischen Vorbelastung fiel auf, daßsich der Verlauf der Hysteresen und dieKraft der Prüfmaschine bereits nach derzweiten Belastung weitestgehend stabi-lisierte (Abb. 4.9). Dies bedeutet, daßsich das Werkstoffverhalten bereits nacheiner einmaligen Belastung – wie sie beider Umformung auftritt – so einstellt, wiebei einer wiederholten zyklischen Bela-stung des Werkstoffs.
Ausgehend von diesen Versuchenwurde die Modifikation der Fließkurven(Abb. 4.4) auf Basis der plastischen Deh-nung nach der Umformung abgeleitet.Dabei wurde das Verfahren an die Rand-bedingungen des derzeit bei elasto-pla-stischen Berechnungen verwendetenMaterialmodells angepaßt.
Momentan wird ein isotropesMaterialmodell (Anhang I) bei der elasto-plastischen Berechnung eingesetzt.Die-ses Materialmodell eignet sich nur fürBerechnungen mit einer einmaligenBelastung. Es ist ein sehr einfachesModell, das im wesentlichen durch eine
80
Kapitel 4
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
320
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40
Dehnung [%]
Sp
ann
un
g [
N/m
m?
]
KennwerteVorbelastungen
194.086202.193207.799
E-Modul
[N/mm_]
414342
Z
[mm]
444343
A80mm
[%]
296295296
Rm
[N/mm_]
217183173
Rp0,2
[N/mm_]
44
10
An-zahl
1000,012311000,011971000,01177
N
[ - ]
R
[ - ]
σmax
[N/mm_]
Variante
Statische Zugversuche, zyklisch vorbelastet St 14
Abb. 4.8Werkstoffverhalten nach
plastischer Vorbelastung(verschobene Darstellungder Versuchsergebnisse)
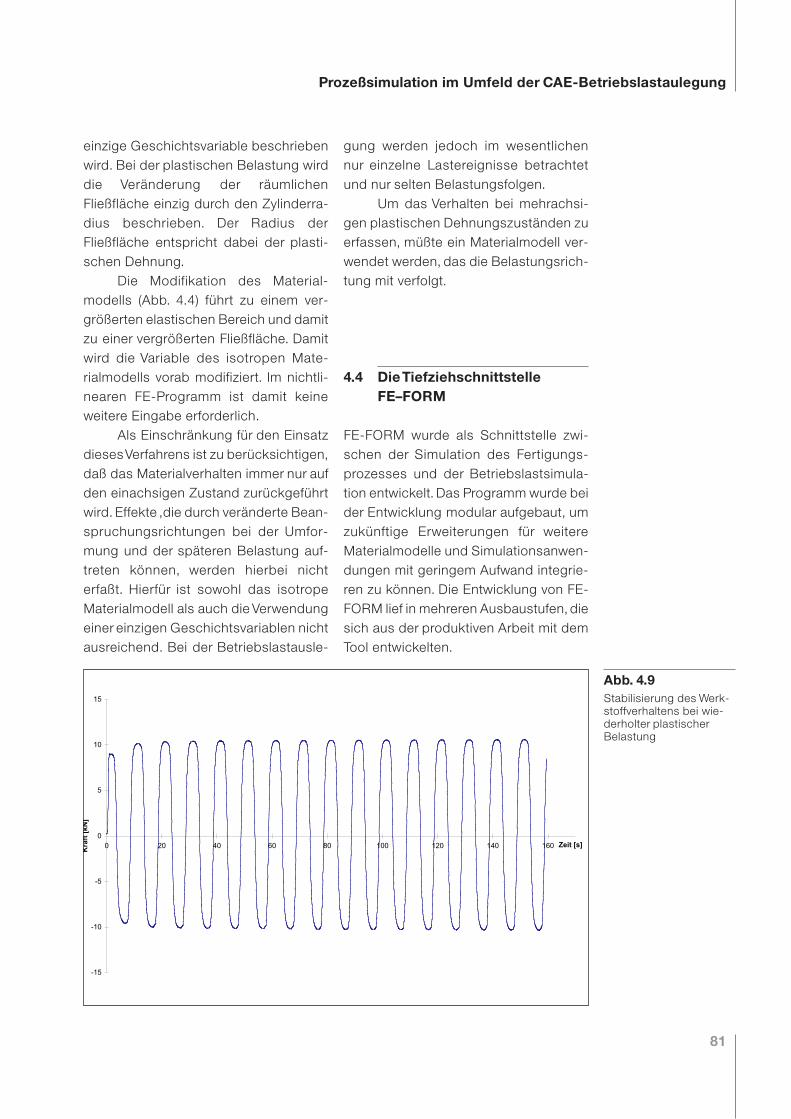
einzige Geschichtsvariable beschriebenwird. Bei der plastischen Belastung wirddie Veränderung der räumlichenFließfläche einzig durch den Zylinderra-dius beschrieben. Der Radius derFließfläche entspricht dabei der plasti-schen Dehnung.
Die Modifikation des Material-modells (Abb. 4.4) führt zu einem ver-größerten elastischen Bereich und damitzu einer vergrößerten Fließfläche. Damitwird die Variable des isotropen Mate-rialmodells vorab modifiziert. Im nichtli-nearen FE-Programm ist damit keineweitere Eingabe erforderlich.
Als Einschränkung für den Einsatzdieses Verfahrens ist zu berücksichtigen,daß das Materialverhalten immer nur aufden einachsigen Zustand zurückgeführtwird.Effekte ,die durch veränderte Bean-spruchungsrichtungen bei der Umfor-mung und der späteren Belastung auf-treten können, werden hierbei nichterfaßt. Hierfür ist sowohl das isotropeMaterialmodell als auch die Verwendungeiner einzigen Geschichtsvariablen nichtausreichend. Bei der Betriebslastausle-
gung werden jedoch im wesentlichennur einzelne Lastereignisse betrachtetund nur selten Belastungsfolgen.
Um das Verhalten bei mehrachsi-gen plastischen Dehnungszuständen zuerfassen, müßte ein Materialmodell ver-wendet werden, das die Belastungsrich-tung mit verfolgt.
4.4 Die TiefziehschnittstelleFE–FORM
FE-FORM wurde als Schnittstelle zwi-schen der Simulation des Fertigungs-prozesses und der Betriebslastsimula-tion entwickelt.Das Programm wurde beider Entwicklung modular aufgebaut, umzukünftige Erweiterungen für weitereMaterialmodelle und Simulationsanwen-dungen mit geringem Aufwand integrie-ren zu können. Die Entwicklung von FE-FORM lief in mehreren Ausbaustufen,diesich aus der produktiven Arbeit mit demTool entwickelten.
81
Prozeßsimulation im Umfeld der CAE-Betriebslastaulegung
-15
-10
-5
0
5
10
15
0 20 40 60 80 100 120 140 160 Zeit [s]
Kra
ft [
kN]
Abb. 4.9Stabilisierung des Werk-stoffverhaltens bei wie-derholter plastischerBelastung

Der wesentliche Grund, warumdiese Schnittstelle überhaupt erforder-lich war, leitet sich aus der unterschiedli-chen Modellierungsphilosophie bei derSimulation des Fertigungsprozessesund der Betriebslastauslegung her. Dasich die FE-Modelle für die Tiefziehsimu-lation und fürdie nichtlineare FE-Berech-nung, in mehreren entscheidendenPunkten stark unterscheiden, ist eineräumliche Interpolation zwischen denbeiden Modellen erforderlich.
AUTOFORM verwendet aus-schließlich 3-Knoten Schalenelemente,während bei der nichtlinearen FE-Berechnung gemischte Netze, beste-hend aus 4- und 3-Knoten Schalenele-menten, zum Einsatz kommen. Zudemunterscheidet sich die Netzfeinheit, d. h.die Zahl der verwendeten Elemente, inunterschiedlichen Strukturbereichenzum Teil deutlich,da sie fürbeide Anwen-dungen beanspruchungsorientiertangepaßt werden muß.
Die beiden Modelle haben außer-dem in den seltensten Fällen identischeKoordinatensysteme, in denen dieModelle beschrieben und positioniertsind. Für die räumliche Interpolation istes jedoch wichtig, daß sich die beidenModelle in der gleichen räumlichen Lageund Orientierung befinden, da sonstkeine Dateninterpolation möglich ist.
Das Modell der Prozeßsimulationentspricht zudem in derRegel auch nichtder Geometrie des Festigkeitsmodells,da für die Umformsimulation häufigAnkonstruktionen erzeugt werden undspäter vorhandene Öffnungen nochgeschlossen sind. Außerdem erfolgt beivielen Bauteilen nach der Umformungnoch ein Faltvorgang, um die endgültigeGeometrie zu erzeugen, der bei derUmformsimulation noch nicht berück-sichtigt wird.
All diese Unterschiede müssendurch die Schnittstelle abgedeckt wer-den, um die Prozeßparameter in dasFestigkeitsmodell übertragen zu können.
4.4.1 Vorgehensweise und Datenflußin FE-FORM
Die Vorgehensweise bei derÜbertragungvon Prozeßdaten der Tiefziehsimulationin das FE-Modell der Betriebslastausle-gung ist in Abbildung 4.10 dargestellt.Ausgangsbasis sind dabei immer dieCAD-Daten des Bauteils, aus denen einModell für die Tiefziehsimulation undeines für die Festigkeitsberechnung mitden oben angesprochenen unterschied-lichen Elementkriterien erzeugt wird.
Danach erfolgt die Umformsimula-tion, um die Prozeßeinflüsse zu bestim-men. Die Ergebnisdatei dieser Simula-tion ist Basis für die weitere Verarbeitungin FE-FORM.Des weiteren wird die Fließ-kurve, die bei der Umformsimulation zuGrunde gelegt wurde, zur Übertragungder unterschiedlichen Verfestigungenbenötigt.
Beide Modelle werden als näch-stes in FE-FORM eingelesen. Die Ergeb-nisdatei derTiefziehsimulation beinhaltetdas Modell und die Ergebnisse aus derUmformsimulation. Als Eingabedaten-satz für das Modell der Betriebslastaus-legung dient ein MSC/NASTRAN Bulk-datafile.
Da das Bauteil für die Umformsi-mulation aus seinergeometrischen Posi-tion im Fahrzeug verschoben und in dieZiehrichtung bei der Umformung orien-tiert wird, muß im nächsten Schritt dasModell der Umformsimulation wieder indie ursprüngliche Position im Fahrzeugverschoben werden. Dieser Schritt istmanuell sehraufwendig und nimmt in der
82
Kapitel 4
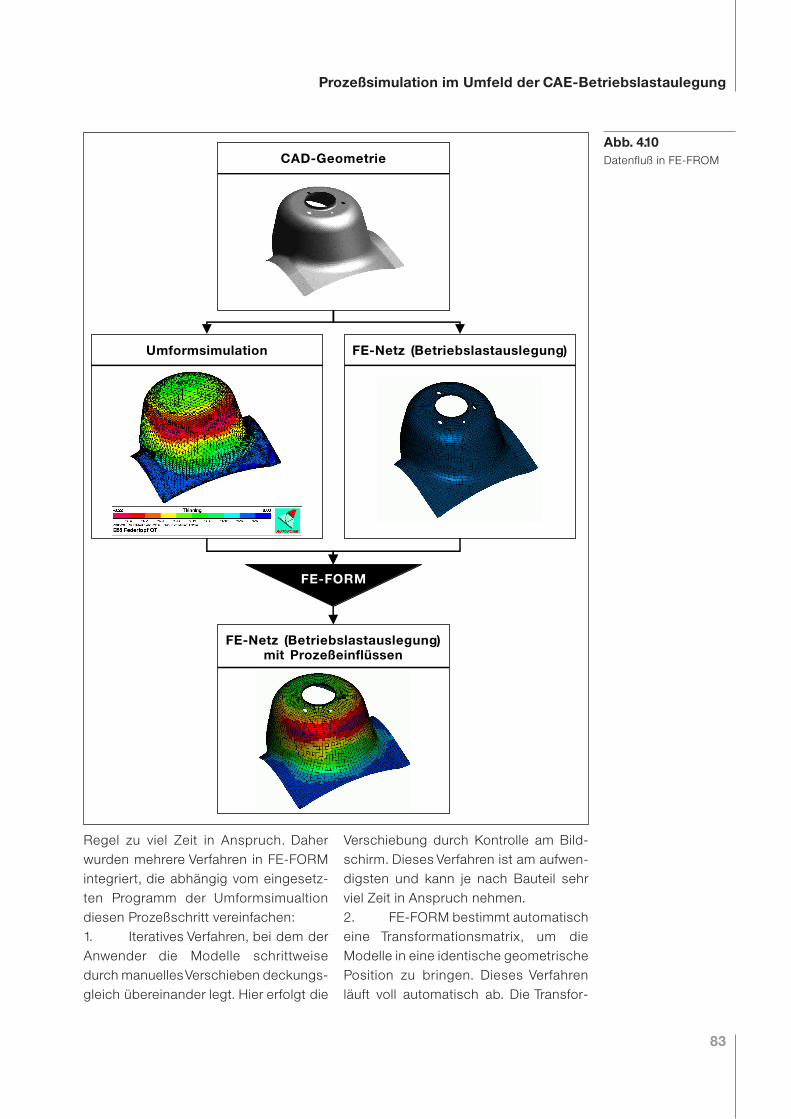
Regel zu viel Zeit in Anspruch. Daherwurden mehrere Verfahren in FE-FORMintegriert, die abhängig vom eingesetz-ten Programm der Umformsimualtiondiesen Prozeßschritt vereinfachen:1. Iteratives Verfahren, bei dem derAnwender die Modelle schrittweisedurch manuelles Verschieben deckungs-gleich übereinander legt. Hier erfolgt die
Verschiebung durch Kontrolle am Bild-schirm. Dieses Verfahren ist am aufwen-digsten und kann je nach Bauteil sehrviel Zeit in Anspruch nehmen.2. FE-FORM bestimmt automatischeine Transformationsmatrix, um dieModelle in eine identische geometrischePosition zu bringen. Dieses Verfahrenläuft voll automatisch ab. Die Transfor-
83
Prozeßsimulation im Umfeld der CAE-Betriebslastaulegung
CAD-Geometrie
Umformsimulation FE-Netz (Betriebslastauslegung)
FE-Netz (Betriebslastauslegung)mit Prozeßeinflüssen
FE-FORM
Abb. 4.10Datenfluß in FE-FROM

mationsmatrix für die Verschiebung wirddazu auf Basis der unterschiedlichenSchwerpunktslagen und der Orientie-rung derTrägheitsachsen berechnet. Mitdiesem Verfahren können allerdings nurdann gute Ergebnisse erzielt werden,wenn die Geometrien der Modelle iden-tisch sind.Da dies nursehrselten derFallist, kann dieses Verfahren nicht oft ein-gesetzt werden.3. Die Transformationsmatrix wirddirekt aus Autoform in FE-FORM einge-lesen, um damit die geometrische Ver-schiebung durchzuführen. Dazu mußnach der Definition der Ziehrichtung inAutoform die Transformationsmatrixgespeichert werden.Dieses Verfahren istdas zuverlässigste Verfahren und erfor-dert den geringsten Eingabeaufwand.Allerdings läßt es sich derzeit nur inKombination mit Autoform einsetzen.
Anschließend werden von FE-FORM die Prozeßeinflüsse aus derTief-ziehsimulation auf das Berechnungsmo-dell für die nichtlineare Festigkeitsbe-rechnung mit Hilfe des Interpolationsver-fahrens übertragen.
4.4.2 Übertragung der Abstreckung
Die Abstreckung (Blechdickenverteilung)läßt sich auf unterschiedliche Weise indie Simulationsmodelle der Betriebs-lastauslegung übertragen. Hier muß dieDefinition der Blechdicke in dem jeweili-gen Simulationsprogramm beachtetwerden. Dabei gibt es im wesentlichenzwei Definitionsmöglichkeiten.
Zum einen kann die Blechdickeknotenweise in der Elementkarte defi-niert werden (MSC/NASTRAN,ABAQUS)oder zum anderen getrennt in einemRealset festgelegt werden, das dannbestimmten Elementgruppen zugeord-
net wird. In ANSYS wird die Blechdicke ineinem getrennten Realset definiert. Umdie Übersichtlichkeit im Simulationsmo-dell zu erhalten, sollte die Anzahl derRealsets dabei nicht zu groß werden.
Um die Blechdicke element- bzw.knotenweise unterschiedlich zu definie-ren, müsste für jedes Element ein eige-nes Realset angelegt werden. Die großeAnzahl der Realsets würde dabei dieHandhabung der Modelle sehr unhand-lich machen. Außerdem würde die Aus-wahl von einzelnen Bauteilen über dieRealsetnummer schwierig.
Daher wurde in der ersten Versionvon FE-FORM, die dieser Arbeit zuGrunde liegt,die Blechdicke in zehn Stu-fen auf das Festigkeitsmodell übertra-gen. Dazu wird die Bandbreite derAbstreckungen in zehn gleiche Stufeneingeteilt. Die Elemente, die in eine die-ser Klassen fallen, erhalten dann diemittlere Blechdicke dieser Klasse zuge-wiesen. Die dabei entstehendeUnschärfe gegenüber der genauenBlechdickenverteilung hat in Vergleichs-rechnungen nurgeringe Einflüsse auf dieErgebnisse gehabt.
Für die zweite Version von FE-FORM wird vom Verfasser eine Erweite-rung von ANSYS angedacht, die eineknotenweise Übertragung der Blech-dicken ermöglicht. Dabei wird die Blech-dicke nicht mehr in einem Realset defi-niert, sondern direkt in derElementkarte.Das Realset hat damit für Schalenele-mente in ANSYS keine Funktion mehr.Zusätzlich muß die ANSYS-Schnittstellein FE-FORM für diese Erweiterung ange-paßt werden.
84
Kapitel 4
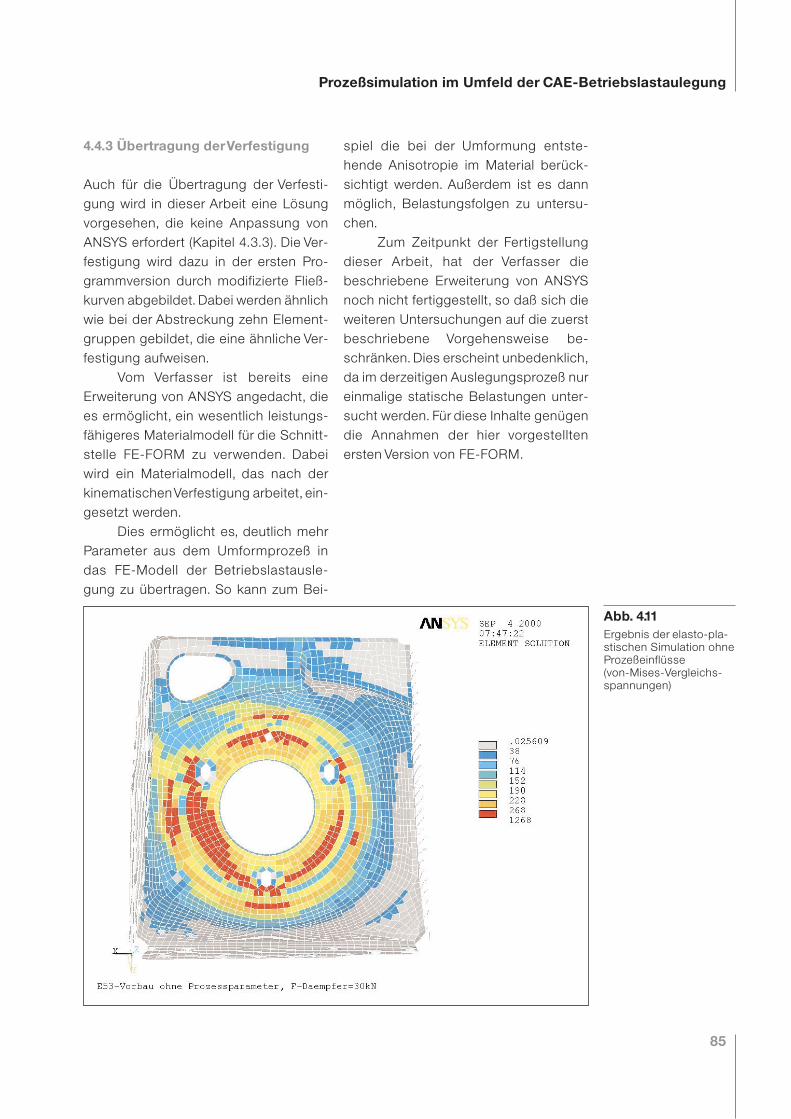
4.4.3 Übertragung derVerfestigung
Auch für die Übertragung der Verfesti-gung wird in dieser Arbeit eine Lösungvorgesehen, die keine Anpassung vonANSYS erfordert (Kapitel 4.3.3). Die Ver-festigung wird dazu in der ersten Pro-grammversion durch modifizierte Fließ-kurven abgebildet.Dabei werden ähnlichwie bei der Abstreckung zehn Element-gruppen gebildet, die eine ähnliche Ver-festigung aufweisen.
Vom Verfasser ist bereits eineErweiterung von ANSYS angedacht, diees ermöglicht, ein wesentlich leistungs-fähigeres Materialmodell für die Schnitt-stelle FE-FORM zu verwenden. Dabeiwird ein Materialmodell, das nach derkinematischen Verfestigung arbeitet,ein-gesetzt werden.
Dies ermöglicht es, deutlich mehrParameter aus dem Umformprozeß indas FE-Modell der Betriebslastausle-gung zu übertragen. So kann zum Bei-
spiel die bei der Umformung entste-hende Anisotropie im Material berück-sichtigt werden. Außerdem ist es dannmöglich, Belastungsfolgen zu untersu-chen.
Zum Zeitpunkt der Fertigstellungdieser Arbeit, hat der Verfasser diebeschriebene Erweiterung von ANSYSnoch nicht fertiggestellt, so daß sich dieweiteren Untersuchungen auf die zuerstbeschriebene Vorgehensweise be-schränken.Dies erscheint unbedenklich,da im derzeitigen Auslegungsprozeß nureinmalige statische Belastungen unter-sucht werden. Für diese Inhalte genügendie Annahmen der hier vorgestelltenersten Version von FE-FORM.
85
Prozeßsimulation im Umfeld der CAE-Betriebslastaulegung
Abb. 4.11Ergebnis der elasto-pla-stischen Simulation ohneProzeßeinflüsse(von-Mises-Vergleichs-spannungen)
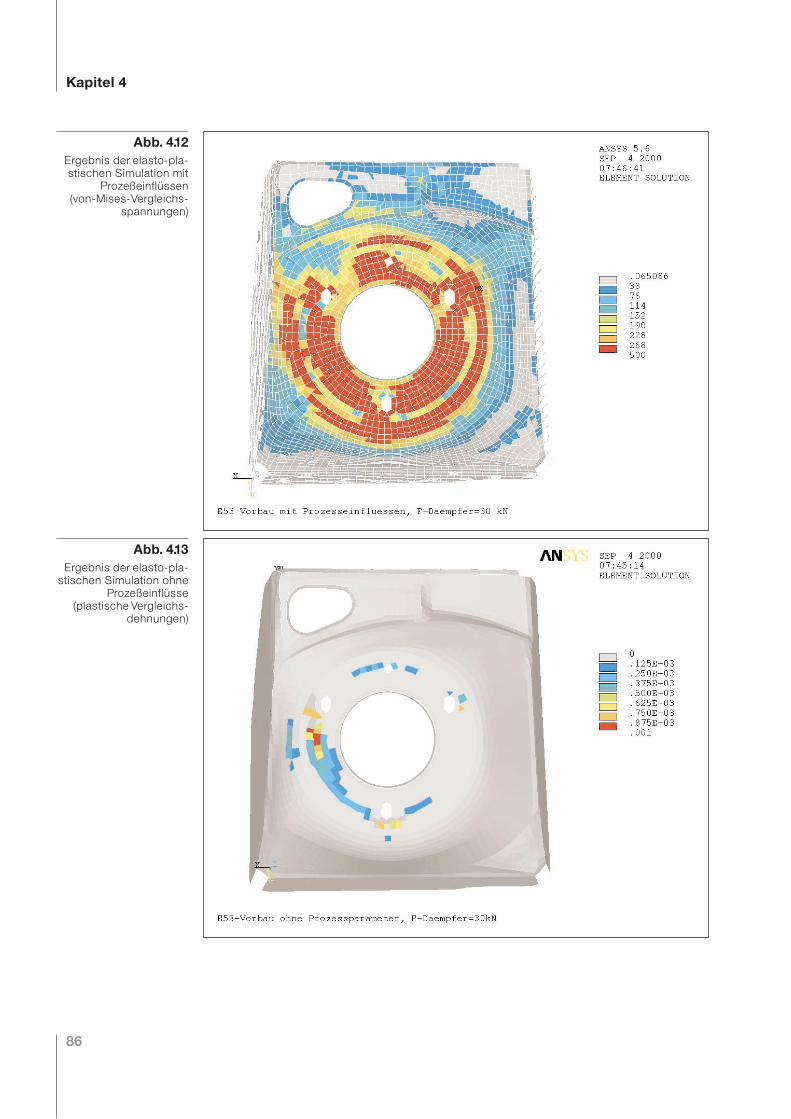
86
Kapitel 4
Abb. 4.12Ergebnis der elasto-pla-stischen Simulation mit
Prozeßeinflüssen(von-Mises-Vergleichs-
spannungen)
Abb. 4.13Ergebnis der elasto-pla-
stischen Simulation ohneProzeßeinflüsse
(plastische Vergleichs-dehnungen)
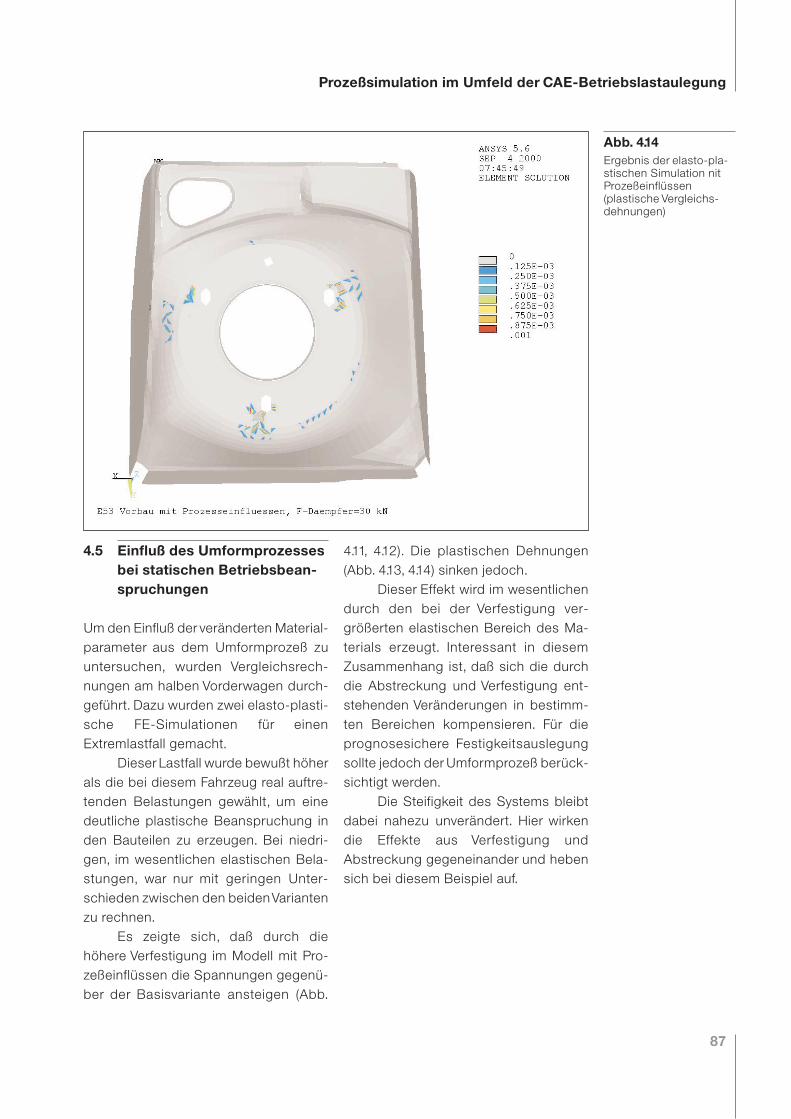
4.5 Einfluß des Umformprozessesbei statischen Betriebsbean-spruchungen
Um den Einfluß derveränderten Material-parameter aus dem Umformprozeß zuuntersuchen, wurden Vergleichsrech-nungen am halben Vorderwagen durch-geführt. Dazu wurden zwei elasto-plasti-sche FE-Simulationen für einenExtremlastfall gemacht.
DieserLastfall wurde bewußt höherals die bei diesem Fahrzeug real auftre-tenden Belastungen gewählt, um einedeutliche plastische Beanspruchung inden Bauteilen zu erzeugen. Bei niedri-gen, im wesentlichen elastischen Bela-stungen, war nur mit geringen Unter-schieden zwischen den beiden Variantenzu rechnen.
Es zeigte sich, daß durch diehöhere Verfestigung im Modell mit Pro-zeßeinflüssen die Spannungen gegenü-ber der Basisvariante ansteigen (Abb.
4.11, 4.12). Die plastischen Dehnungen(Abb. 4.13, 4.14) sinken jedoch.
Dieser Effekt wird im wesentlichendurch den bei der Verfestigung ver-größerten elastischen Bereich des Ma-terials erzeugt. Interessant in diesemZusammenhang ist, daß sich die durchdie Abstreckung und Verfestigung ent-stehenden Veränderungen in bestimm-ten Bereichen kompensieren. Für dieprognosesichere Festigkeitsauslegungsollte jedoch derUmformprozeß berück-sichtigt werden.
Die Steifigkeit des Systems bleibtdabei nahezu unverändert. Hier wirkendie Effekte aus Verfestigung undAbstreckung gegeneinander und hebensich bei diesem Beispiel auf.
87
Prozeßsimulation im Umfeld der CAE-Betriebslastaulegung
Abb. 4.14Ergebnis der elasto-pla-stischen Simulation nitProzeßeinflüssen(plastische Vergleichs-dehnungen)

88
Eine CAE-basierte Entwicklung derKarosseriestruktur bietet erheblicheVorteile gegenüber der rein versuchs-basierten Auslegung. Erst durch dendurchgängigen Einsatz der Simulationwährend des gesamten Auslegungs-prozesses können die Entwicklungs-abläufe an die veränderten Rahmenbe-dingungen in der Automobilindustrieangepaßt werden.Gerade im Umfeld derKarosserieentwicklung ist der Einsatzvon CAE-Werkzeugen entscheidend fürdas Erreichen der gesetzten Entwick-lungsziele.
Aus diesem Grund werden bereitsseit einigen Jahren CAE-Methoden imUmfeld der Crash-, Steifigkeits- undNVH-Auslegung eingesetzt. Bei derFestigkeits- und Betriebsfestigkeits-auslegung war die Reife der CAE-Werk-zeuge jedoch bislang noch nicht ge-nügend um einen produktiven Einsatz imBereich der Karosserieentwicklung zuermöglichen.
In diesem Bereich wurde jedoch imLaufe der letzten Jahre die AussagegütederBerechnungsmethoden deutlich ver-bessert und verschiedene neue Simula-tionsanwendungen entwickelt. Wasbisher noch immer fehlte war ein ab-gestimmterAuslegungsprozeß dersämt-liche Inhalte der Festigkeits- undBetriebsfestigkeitsanalyse abdeckt.
Wichtig in diesem Zusammenhangwar, daß die verschiedenen Berech-nungsmethoden an die Rahmenbedin-gungen und Anforderungen der Karos-serieauslegung angepaßt und in denbestehenden Entwicklungsprozeß in-tegriert wurden. Ohne die Vernetzungder CAE-Betriebslastauslegung mit demKonstruktionsprozeß und der Ferti-gungsplanung können die neuen Si-mulationsmethoden nicht wirksam ineinem Fahrzeugprojekt eingesetzt wer-den.
Im Rahmen dieser Arbeit wurdedaher ein neuer CAE-Auslegungsprozeß
89
Kapitel 5
Zusammenfassung undAusblick
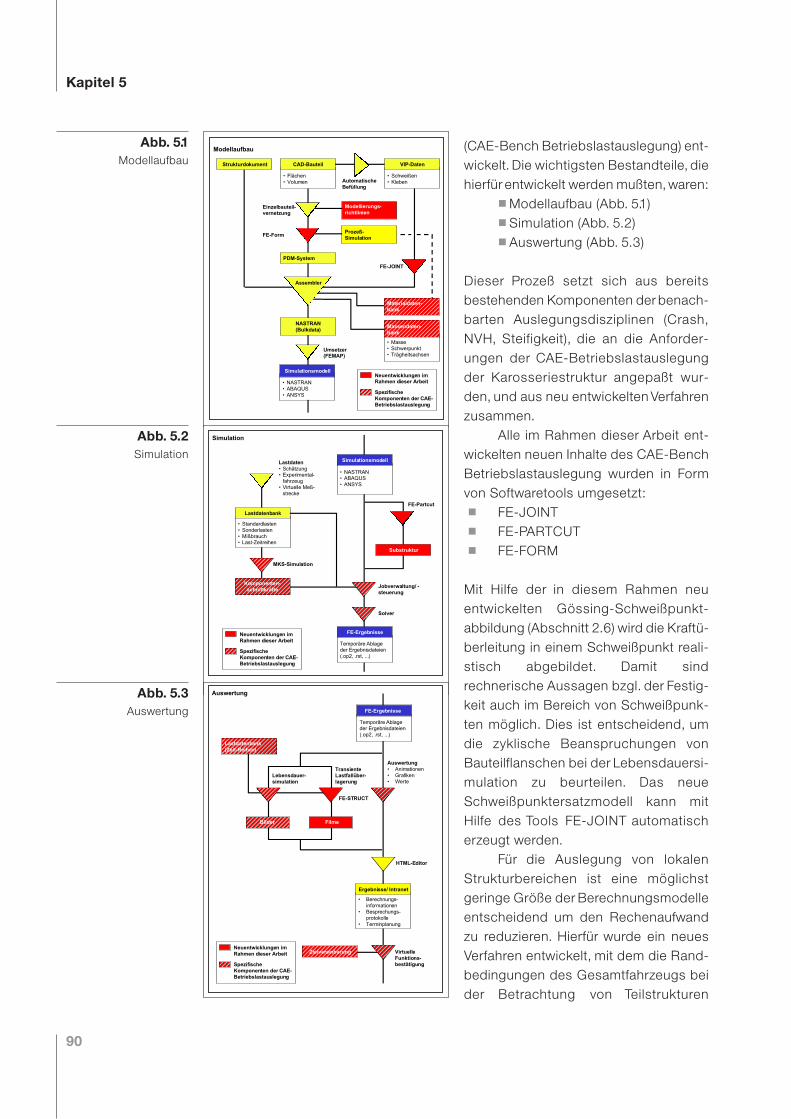
(CAE-Bench Betriebslastauslegung) ent-wickelt.Die wichtigsten Bestandteile,diehierfürentwickelt werden mußten,waren:
Modellaufbau (Abb. 5.1)Simulation (Abb. 5.2)Auswertung (Abb. 5.3)
Dieser Prozeß setzt sich aus bereitsbestehenden Komponenten derbenach-barten Auslegungsdisziplinen (Crash,NVH, Steifigkeit), die an die Anforder-ungen der CAE-Betriebslastauslegungder Karosseriestruktur angepaßt wur-den, und aus neu entwickelten Verfahrenzusammen.
Alle im Rahmen dieser Arbeit ent-wickelten neuen Inhalte des CAE-BenchBetriebslastauslegung wurden in Formvon Softwaretools umgesetzt:
FE-JOINTFE-PARTCUTFE-FORM
Mit Hilfe der in diesem Rahmen neuentwickelten Gössing-Schweißpunkt-abbildung (Abschnitt 2.6) wird die Kraftü-berleitung in einem Schweißpunkt reali-stisch abgebildet. Damit sindrechnerische Aussagen bzgl. der Festig-keit auch im Bereich von Schweißpunk-ten möglich. Dies ist entscheidend, umdie zyklische Beanspruchungen vonBauteilflanschen bei der Lebensdauersi-mulation zu beurteilen. Das neueSchweißpunktersatzmodell kann mitHilfe des Tools FE-JOINT automatischerzeugt werden.
Für die Auslegung von lokalenStrukturbereichen ist eine möglichstgeringe Größe der Berechnungsmodelleentscheidend um den Rechenaufwandzu reduzieren. Hierfür wurde ein neuesVerfahren entwickelt, mit dem die Rand-bedingungen des Gesamtfahrzeugs beider Betrachtung von Teilstrukturen
90
Kapitel 5
CAD-Bauteil
• Flächen• Volumen Automatische
Befüllung
Einzelbauteil-vernetzung
PDM-System
Strukturdokument VIP-Daten
• Schweißen• Kleben
Modellierungs-richtlinien
FE-FormProzeß-Simulation
Materialdaten-bank
Massendaten-bank
• Masse• Schwerpunkt• Trägheitsachsen
NASTRAN(Bulkdata)
Umsetzer(FEMAP)
Simulationsmodell
• NASTRAN• ABAQUS• ANSYS
Assembler
Modellaufbau
FE-JOINT
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
Abb. 5.1Modellaufbau
Simulationsmodell
• NASTRAN• ABAQUS• ANSYS
Simulation
Lastdaten• Schätzung• Experimental-
fahrzeug• Virtuelle Meß-
strecke
MKS-Simulation
Komponenten-schnittkräfte
Jobverwaltung/ -steuerung
Substruktur
FE-Partcut
Solver
FE-Ergebnisse
Temporäre Ablageder Ergebnisdateien(.op2, .rst, ...)
Lastdatenbank
• Standardlasten• Sonderlasten• Mißbrauch• Last-Zeitreihen
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
Abb. 5.2Simulation
Auswertung
Lebensdauer-simulation
TransienteLastfallüber-lagerung
FE-Ergebnisse
Temporäre Ablageder Ergebnisdateien(.op2, .rst, ...)
HTML-Editor
Ergebnisse/ Intranet
• Berechnungs-informationen
• Besprechungs-protokolle
• Terminplanung
VirtuelleFunktions-bestätigung
Zielvereinbarung
Lastdatenbank(Zeit-Reihen)
Bilder Filme
Auswertung• Animationen• Grafiken• Werte
FE-STRUCT
SpezifischeKomponenten der CAE-Betriebslastauslegung
Neuentwicklungen imRahmen dieser Arbeit
Abb. 5.3Auswertung

berücksichtigt werden können. DiesesVerfahren wurde in einem Softwaretool(FE-PARTCUT) umgesetzt (Abschnitt3.2).
Es zeigte sich im Rahmen derUntersuchungen dieser Arbeit, daß fürzuverlässige Aussagen bei der elasto-plastischen Simulation, der Fertigungs-prozeß (Tiefziehen) bei der Simulationberücksichtigt werden muß. Hierfürwurde im Rahmen dieser Arbeit ein Ver-fahren entwickelt und in einem Schnitt-stellenprogramm (FE-FORM) integriert(Abschnitt 4.3).
Diese Schnittstelle läßt sich inZukunft für weitere Fertigungsprozesseausbauen. Eine zusätzliche Erweiterungdieser Schnittstelle, die vom Verfasserbereits angedacht wird, ist die Berück-sichtigung der Anisotropie, die währenddes Umformprozesses im Materialauftritt. Außerdem ist die Übertragungder Eigenspannung für zukünftige Pro-grammversionen von FE-FORM vorge-sehen.
Der hier vorgestellte Prozeß stelltein Rahmengerüst dar,das fürzukünftigeErweiterungen offen gestaltet wurde.Hier ist insbesondere die Berücksichti-gung von weiteren Fügeverfahren (Kle-ben, Nieten, Punktschweißkleben) vonInteresse. Für diese Fügeverfahren müs-sen neue Ersatzmodelle entwickeltwerden, die eine Festigkeitsauslegungermöglichen.
Diese Arbeit hat gezeigt, daß derEinsatz der CAE-Betriebslastauslegungim Umfeld der Karosserieentwicklungmöglich ist, wenn alle CAE-Methoden ineinen abgestimmten CAE-Prozeßeinfließen. Erst mit diesem Prozeß ist dieEntwicklung eines neuen Fahrzeugsinnerhalb der neuen zeitlichen Rahmen-bedinungen des Reengineering möglich.
Teile derhiervorgestellten Untersu-chungen (alle Softwaretools) werdenbereits produktiv in Fahrzeugprojekteneingesetzt und haben ihre Leistungs-fähigkeit bestätigt.
91
Zusammenfassung, Ausblick

92
1. Virtuelle Auslegung der Karosseriestruktur für Betriebsbean-spruchungen
[1.1] Koewius A.Aluminium-Spaceframe-Technologie: Der Leichtbau des Serienautomo-bils erreicht eine neue Dimension.Düsseldorf: Aluminium-Verlag, Sonderdruck, 1994
[1.2] VDI Bericht Nr. 1153, 1994Möglichkeiten der Berechnung in der Betriebsfestigkeitsanalyse
[1.3] Steven C.Wheelwright, Kim B. ClarkRevolutionizing Product Development – Quantum Leaps in Speed, Effi-ciency and Quality
[1.4] Müller G., Groth C.Die Methode der Finiten Elemente mit dem FE-Programm ANSYS
[1.5] Balasubramanian, KarzenbachSimulation im Automobilbau – von der Idee zum Kundenfahrzeug
[1.6] Schmidt H., Lenze F.-J.Karosserie-Leichtbau mit höherfesten StählenBänder, Bleche, Rohre,Vogel Verlag,Würzburg (1997) Heft 9
2. Modellaufbau für den CAE-Prozeß
[2.1] Gössing H.Methodenentwicklung BetriebsfestigkeitDiplomarbeit 1998
119
Anhang II
Anhang IILiteraturverzeichnis

[2.2] Das Projekt CAE-Bench:Ein Web-basierendes Daten-, Dokumentations- und InformationssystemzurVerbesserung der BerechnungsabläufeSchlenkrich M., Hägele J., Hänle U., Streit M., Kuschfeldt S., Kropp A.
[2.3] Pippert H.KarosserietechnikVogel Fachbuch
[2.4] Radaj D.Wärmewirkung des Schweissens – Temperaturfeld, Eigenspannungen,VerzugSpringerVerlag Berlin, 1995
[2.5] Spur G., Stöferle Th.Handbuch der Fertigungstechnik, Band 5
[2.6] Rupp A.Ermittlung ertragbarer Beanspruchungen am Schweißpunkt auf derBasis der übertragenen SchnittkräfteFAT-Schriftenreihe Nr. 111
[2.7] Hahn O.Untersuchungen zur Übertragbarkeit von Kennwerten einer punktge-schweißten Einelementprobe auf Mehrelementkörper und BauteileAiF-Forschungsvorhaben-Nr.: 9891
[2.8] Amborn P.Untersuchungen zur Schwingfestigkeit einreihiger Punktschweißverbin-dungenClausthal:Technische Universität, Diss., 1988
[2.9] Boldt M.Mechanisches Verhalten von Durchsetzfüge- und Punktschweißverbin-dungen bei quasistatischer und dynamischer BeanspruchungPaderborn: Univesität-GH, Fachbereich Maschinentechnik, Dis., 1992
[2.10] Eichhorn F., Kunsmann A.Das Tragverhalten von Widerstands-Punktschweißungen,Teil 1. Mitteilun-gen aus dem Institut für Schweißtechnische Fertigungsverfahren derRWTH AachenFertigung 60 (1970), Nr. 4, S. 179-185
[2.11] Gieske D., Hahn O.Neue Einelementprobe zum Prüfen von Punktschweißverbindungenunter kombinierten BelastungenSchweißen und Schneiden 46 (1994), Nr. 1, S. 9-12
[2.12] Knothe K.,Wessels F.Finite Elemente. 2. Aufl.Berlin: SpringerVerlag, 1992
[2.13] Mayer A., Preis N.Berechnungsverfahren zur Spannungsbeurteilung von Punktschweißver-bindungenKonstruktion 46 (1994), S. 287-291
120
Anhang II
[2.14] Radaj D.Strukturspannungserhöhung an PunktschweißverbindungenKonstruktion 38 (1986) Nr. 2 S. 41-47/ Nr. 10 S. 397-404
[2.15] Wirth C.Statische Versagenskriterien für Schweißpunktersatzmodelle bei derrechnerischen BetriebslastauslegungDiplomarbeit,TU München (2000)
3. Analyse- und Auswerteverfahren
[3.1] Günter Müller, Clemens GrothFEM für Praktiker – Die Methode der Finiten Elemente mit dem FE-Pro-gramm ANSYS
[3.2] SengerW.Superelemente/ SubmodelltechnikWorkshopunterlagen 10.3.2000
[3.3] LMSFalancs User Manual (Version 2.8)
[3.4] MacNeal-Schwendler Corporation (1998)MSC/NASTRAN User´s Guide
[3.5] Barkey M. E., Hack M.LMS/FALANCS Theory ManualLMS DurabilityTechnologies GmbH
[3.6] Gudehus H., Zenner H.Leitfaden für eine BetriebsfestigkeitsrechnungVerlag Stahleisen mbH, Düsseldorf. 3. Auflage
[3.7] Beitz W., Küttner K.-H.Dubbel – Taschenbuch für den MaschinenbauSpringer-Verlag Berlin, 15. Auflage
[3.8] Wetzel R. M.Fatigue Under Complex LoadingSAE,Volume 6
[3.9] Stanner M.Rechnerische Lebensdauerbestimmung komplex beanspruchter Bau-teile – Ein Vergleich der Leistungsfähigkeit verschiedener SoftwsretoolsDiplomarbeit 25.5.2000, Fachhochschule München
121
Anhang IILiteraturverzeichnis

4. Prozeßsimulation im Umfeld der CAE-Betriebslastauslegung
[4.1] Scholz S., Schöne C.Berücksichtigung des Umformprozesses in der CrashberechnungVDI-Bericht 1411, Seite 195-214 (1998)
[4.2] PAM-STAMP Solver Notes Manuel Version 1997PAM System Internatonal S.A.
[4.3] Dressler B., Hahn Th., Sielaff J.Festigkeitsberechnung von Dünnblechkonstruktionen unter Berücksichti-gung von ProzeßparameternVDI-Bericht 1411, Seite 215-225
[4.4] Roch Y.Coupled sheet metal forming and fatigue Simulation
[4.5] Hibon G., Marron G., Patou P.Light car wheels in high strength steelIDDRG, 1996
[4.6] Gössing H.Einsatz der Prozeßsimulation im Umfeld der rechnerischen Betriebs-lastauslegung von DünblechkonstruktionenZeitschrift Stahlbau, Februar-Heft 2000
[4.7] Schönbach Th.Blechumformung in der Praxis – Grundkurs TiefziehenSchulungsunterlagen AutoForm
[4.8] Lange K.Umformtechnik für Industrie und WissenschaftBand 3: Blechbearbeitung, SpringerVerlag, 1990
[4.9] Entwicklungen im KarosseriebauVDI Berichte 1134,VDI Verlag, 1994
[4.10] SchulerHandbuch der UmformtechnikSpringerVerlag, 1996
[4.11] Szücs E.Einsatz der Prozeßsimulation bei der Entwicklung eines neuen Umform-verfahrens – der HochdruckblechumformungShakerVerlag Aachen, 1997
[4.12] Buxbaum, O.Über den Einluß des Umformens auf das Festigkeitsverhalten metalli-scher Bauteile„Innovationspotential Umformtechnik“, 1. Sächsische FachtagungUmformtechnik
[4.13] Eberlein L., Feldmann P., RyV.Th.Visioplastische Deformations- und Spannungsanalyse beim Fließpres-senUmformtechnik 26 (1992) 2, S. 113-118
122
Anhang II
[4.14] Haibach E.BetriebsfestigkeitVDI-Verlag, Düsseldorf (1998)
[4.15] Marciniak Z., Kurzcynski K.Limit strains in the processes of stretchforming sheet metalInt. J. Mch. Sci. Pergamon Press Ltd. (1967) Vol. 9, S. 609-620
[4.16] Melander A., Gustavsson A.Fatigue of a highly prestrained dual-phase steelSwedish Institute for Metals Research (1995) S. 201-210
[4.17] Sonsino C. M.Einfluß von Kaltumformungen bis 5% auf das Kurzschwingfestigkeitsver-halten metallischerWerkstoffeDissertation,TH Darmstadt (1982)
[4.18] Masendorf R.Einfluß der Umformung auf die zyklischen Werkstoffkennwerte von Fein-blechDissertation, 31.5.2000,TU Clausthal
[4.19] König W., Klocke F.Fertigungsverfahren BlechbearbeitungDüsseldorf: VDI Verlag (1995)
[4.20] Lange K.Umformtechnik Band 1: GrundlagenSpringerVerlag Berlin (1984)
I. Anhang 1: Materialkennwerte
[I.1] Smith K.N.,Watson P.,TopperT. H.A Stress-Strain Function for the Fatigue of MetalsJournal of Materials, IMLS,Vol. 5 No. 4, 1970
[I.2] Manson S. S.Fatigue A Complex Subject – Some Simple ApproximationsExperimental Mechanics,Vol. 5, 1965
[I.3] Morrow J. D.Cyclic Plastic Strain Energy and Fatigue of MetalASTM STP 378, 1965
[I.4] Coffin L. F.A study of the Cyclic Thermal StressesASME,Vol. 76, 1954
123
Anhang IILiteraturverzeichnis
[I.5] Simbürger A.Festigkeitsverhalten zäherWerkstoffe bei einer mehrachsigen und pha-senverschobenen Schwinbeanspruchung in körperfesten und veränder-lichen HauptspannungsrichtungenFraunhofer-Institut für Betriebsfestigkeit FB-121, Darmstadt 1975
[I.6] Prof. Dr. GräfenLexikon derWerkstofftechnikVDI Verlag
[I.7] DIN EN 10 002 Teil1-5Metallische Werkstoffe; Zugversuch
[I.8] DIN EN 10 130Kaltgewalzte Flacherzeugnisse aus weichen Stählen zum Kaltumformen
[I.9] Krüger K. G.Einführung in die DIN-Normen11. Auflage 1993
[I.10] ISO 6507-1Metallic materials – Vickers hardness test – Part 1:Test method
[I.11] AutoForm User’s ManualAutoForm Engineering GmbH Zürich/Switzerland
[I.12] Spittel M., Neubauer S.Betrachtung zur mathematischen FließkurvenformulierungNeue Hütte 28 (1983), H.1, 21-25
[I.13] Helms R., Ledworuski S.Zu Ermittlung der Fließkurve und deren Darstellung durch empirischeFunktionenStahl und Eisen 96 (1976) Nr. 2, 79-80
[I.14] Neubauer A., Meyer P., Osterburg U.Untersuchungen zur Approximation von Kaltfließkurven metallischerWerkstoffeDraht 34 (1983) H. 10, 483-487
[I.15] Bogen P., KandlerT.,Wagener H.W.:Anwendungsbezogene mathematische Beschreibung von FließkurvenmetallischerWerkstoffe.Draht 34 (1983) H. 10, 483-487
[I.16] Seth B. R.Generalized strain measure with application to physical problemsIn Proc. Intern. Symposium, Haifa 1962
[I.17] Imtiaz SafeedUntersuchungen über die Streuung un Anwendung von FließkurvenDiss. Universität Hannover 1984
[I.18] Kovacs I.,Vörös G.On the Mathematical Description of the Tensile Stress-Strain Curves ofPolycrystalline Face Centered Cubic MetalsInternational Journal of PlasticityV. 12 (1996) No. 1, 35-43
124
Anhang II
[I.19] Schwarz H. R.Numeische MathematikStuttgart,TeubnerVerlag 1993
[I.20] Fischer L.Sicherheitskonzept für neue Normen – ENV und DIN-neuTeil 1: Normungen im konstruktiven IngenieurbauBautechnik 75 (1998), Heft 11
[I.21] Fischer L.Sicherheitskonzept für neue Normen – ENV und DIN-neuTeil 3: Statistische Auswertung von Stichproben im eindimensionalen FallBautechnik 76 (1999), Heft 2
[I.22] Fischer L.Sicherheitskonzept für neue Normen – ENV und DIN-neuTeil 7: Versuchsgestützte BemessungBautechnik 76 (1999), Heft 8
[I.23] Papula L.Mathematische Formelsammlung für Ingenieure und Naturwissen-schaftlerFriedrich Vieweg & Sohn Verlagsgesellschaft mbH, 4. Auflage
[I.24] Walther E.Technische FormelnFachbuchverlag Leipzig, 30. Auflage
[I.25] FATSchriftenreihe Nr. A131 (2. Entwurf)Betriebsfestigkeit von Karosseriestählen
[I.26] Bauer D.Bestimmung des E-Moduls über ResonanzfrequenzmessungMetall 53 (1999) S. 669-671
[I.27] Bleck W.Anforderungen an KarosseriewerkstoffeStahl und Eisen 115, (1995) S. 55-64
[I.28] Boller Chr, SeegerT.Materials Data for Cyclic LoadingAmsterdam Elsevier Science Publishers B.V. (1987)
[I.29] Frenz H.Der ZugversuchMaterialprüfung 40 (1998) S. 11-12
[I.30] Gronostajski A. D.Determination of forming limit curve by means of Maciniak punchMemoires Sci. Revue Metall. 1980, S. 570-578
[I.31] Muralidharan U., Manson S. S.A modified universal slopes equation for fatigue characteristics of metalsJ. of Engineering Materials and Technology 110 (1998) S. 55-58
[I.32] Ramberg W., Osgood W. R.Description of stress-strain curves by three parametersTechnical Report Technical Note No. 902, NACA (1943)
125
Anhang IILiteraturverzeichnis
[I.33] ASTM E606-92Standard practice for strain-controlled fatigue testingAnnual book of ASTM stanards (1998) section 3, vol. 03.01
[I.34] BS 7270:1990Method for constant amplitude strain controlled methodBritish Standards Institution (1990)
[I.35] ISO/DIS 12106Metallic materials – Fatigue testing – Axial strain-controlled methodInternational Organisation for Standardisation (1999)
[I.36] Graf T., Zenner H.Lebensdauervorhersage – Vorhersagefehler aufgrund ungenauer Kennt-nis der erforderlichen KenngrößenMaterialprüfung 36 (1994) 3, S. 71-76
[I.37] Neuber H.Theory of stress concentration for shear-strained prismatical bodies witharbitrary nonlinear stress-strain lawTrans. ASME, Journal of Applied Mechanics 28 (1961)
[I.38] Spindel J. E., Haibach E.Some considerations on the statistical determination of the shape of S-N-curvesASTM STP 744 (1981) S. 89-113
[I.39] VDEh-ProjektAK-Kennwerte für FeinblecheZwischenbericht 8.2.1999
126
Anhang II
1. SPNEU.MACUmwandlung der„Single-Beam“-Schweißpunktabbildung in die Gössing-Schweißpunktabbildung.
!! Makro erstellt von Hans Goessing!! Stand 21.10.1999!! Das Schweisspunktersatzmodell (Single-Beam) wird durch! das Goessing-Schweisspunktersatzmodell ersetzt!! Vorgehensweise:! 1. Das Makro "senkr.mac" sollte zunaechst ueber alle relevanten! Balken laufen! 2. Auswahl aller relevanten Balkenelemente (Schweisspunkte) die! veraendert werden sollen! 3. Einstellen der Paramerter:! FKTDSP = Skalierungsfaktor fuer Linsendurchmesser! Linsendurchmesser = FKTDSP * SQRT(SMIN)! FKTWEZ = Skalierungsfaktor fuer WEZ-Radius (RWEZ)! RWEZ = FKTWEZ * Linsendurchmesser! 4. Aufruf des Makros spneu.mac!! Makros die in diesem Makro aufgerufen werden:! prop201.mac! balken.mac! mat-nl.mac! a-uselsh.mac!/PMACRO/USER,1/UIS,MSGPOP,3*GET,tes,ACTIV,,ROUT*IF,tes,EQ,17,THEN
! *** Variablen fuer Schweisspunkterstellung! Durchmesser : DSP = FKTDSP * SQRT(min(d)) / Standard = 4.2FKTDSP = 4.2000000! Radius der WEZ ist FKTWEZ * DSP / Standard = 0.8FKTWEZ = 0.8000000! *** Variablen fuer Schweisspunktmakro! Minimale Zahl der angrenzenden Schalenelemente minelem = 3
! Initialisierung/Anlegen von Attributen fuer Aussteifungselementeprop201
127
Anhang III
Anhang IIIANSYS-Makros
! Anlegen einer Gruppe mit allen Knoten der ausgewaehlten BalkenNSLE*GET,zahlnd,NODE,,COUNT,CM,ndloop,NODE
! Gruppe der ausgewaehlten BalkenelemnteCM,eloop,ELEM
! Gruppe mit allen veraenderten ElementenCM,eresult,ELEM
! Anlegen einer Gruppe mit allen Elementen die keine Schalen oder! Schweisspunktbalken sind
ESEL,ALLa-uselshCMSEL,U,eloopCM,eunsel,ELEM
! Initilisierung der Abbruchkriterienindex_ok=0
! Abbruch wegen zu grosser Unebenheitindex_dv=0
! Abbruch weil ein weiterer Schweisspunkt in unmittelbarer Naehe istindex_sp=0
! Abbruch weil Knoten ein Orientierungsknoten istindex_na=0
! Abbruch weil Balken an Solids angebunden istindex_so=0
! Abbruch weil weniger als 3 Schalen an den Balken angebunden sindindex_sh=0
! Abbruch weil zu wenig Platz fuer Ersatzmodell vorhanden istindex_mb=0
! Schleife ueber alle Knoten der Gruppe ndloop*DO,schleif,1,zahlnd,1
! Auswahl des Knotens und Anpassung der Gruppe ndloopCMSEL,S,NDLOOP*GET,naktu,NODE,,NUM,MINNSEL,U,,,naktuCM,ndloop,NODENSEL,S,,,naktu
! Pruefen ob eine Verbindung ueber 3 Bleche vorliegt (dreibl=2)ESLNCMSEL,R,eloop*GET,dreibl,ELEM,,COUNT,
! Einlesen der Knoten des ersten Balken*GET,ebal1,ELEM,,NUM,MIN*GET,nd11,ELEM,ebal1,NODE,1*GET,nd12,ELEM,ebal1,NODE,2
! Pruefen ob der ausgewaehlte Knoten ein Orientierungsknoten (NASTRAN) ist*GET,nd13,ELEM,ebal1,NODE,3*IF,nd13,EQ,naktu,THEN
index_na=index_na+1*CYCLE
*ENDIF
! Vertauschen der Knoten 1 und 2 wenn Knoten 2 des Balkens ausgewaehlt ist ! (Tausch der Balkenrichtung)
*IF,nd12,EQ,naktu,THENnd12=nd11nd11=naktu
*ENDIF
! Einlesen der Knoten des zweiten Balken (dreibl=2)*IF,dreibl,EQ,2,THEN
*GET,ebal2,ELEM,,NUM,MAXESEL,S,,,ebal2 NSLE*GET,nd23,ELEM,ebal2,NODE,3NSEL,U,,,nd11NSEL,U,,,nd12*IF,nd23,GT,0.5,THEN
NSEL,U,,,nd23*ENDIF*GET,nd22,NODE,,NUM,MIN
128
Anhang III
ESEL,A,,,ebal1NSLE
*ENDIF
! Neues Zylinder-Koordinatensystem (11) wird im Knoten nd11 angelegt! und mit dem ersten SP-Balken ausgerichtet
NWPAVE,nd11NUMOFF,KP,2,NUMOFF,LINE,1,KNODE,1,nd11KNODE,2,nd12L,1,2LWPL,-1,1,0LDEL,1KDEL,1,2,1CSWPLA,11,1,1,1,
! Pruefen ob Kontakt oder Solid-Elemente im Bereich der Verbindung! vorhanden sind
NSEL,S,,,nd11ESLNCMSEL,U,eloopNSLECM,etmp,ELEMNSEL,U,,,nd11CM,ntmp,NODE*GET,check_n,NODE,,COUNT,CMSEL,R,eunsel*GET,check_e,ELEM,,COUNT,*IF,check_e,GT,0,THEN
index_so=index_so+1*CYCLE
*ENDIF
! Pruefen ob ein weiterer Schweisspunkt an einem Nachbarelement liegtNSEL,A,,,nd11ESLNCMSEL,R,eloop*GET,check_e,ELEM,,COUNT,*IF,check_e,GT,dreibl,THEN
index_sp=index_sp+1*CYCLE
*ENDIFCMSEL,S,etmpCMSEL,S,ntmp
! Pruefen der Anzahl der Schalen-Elemente (< minelem)*GET,check_e,ELEM,,COUNT,*IF,check_e,LT,minelem,THEN
index_sh=index_sh+1*CYCLE
*ENDIF
! Pruefen der maximalen Unebenheit des Blechsmaxd=3*GET,maxdev,NODE,,MXLOC,Z,*GET,mindev,NODE,,MNLOC,Z,*IF,ABS(maxdev)+ABS(mindev),GT,maxd,THEN
index_dv=index_dv+1*CYCLE
*ENDIF
! Einlesen der Properties der Blechebene 1*GET,minrad,NODE,,MNLOC,X,*GET,zahl,ELEM,,NUM,MIN*GET,aele1,ELEM,zahl,ATTR,TYPE*GET,amat1,ELEM,zahl,ATTR,MAT*GET,areal1,ELEM,zahl,ATTR,REAL*GET,blec1,RCON,areal1,1blec2=100blec3=100
! Einlesen der Knotennummern der RandknotenCM,ntmp2,NODE*DO,key,1,check_n,1
drck%key%=0*GET,minlcy,NODE,,MNLOC,YNSEL,R,LOC,Y,minlcy,*GET,zahl,NODE,,NUM,MIN
129
Anhang IIIANSYS-Makros
ndrand%key%=zahlange%key%=minlcyCMSEL,S,ntmp2NSEL,U,,,zahlCM,ntmp2,NODE
*ENDDO
! Einlesen der Properties der Elemente der zweiten BlechebeneNSEL,S,,,nd12ESLNCMSEL,U,eunselCMSEL,U,eloop*GET,zahl,ELEM,,COUNT,*IF,zahl,GT,2,THEN
*GET,zahl,ELEM,,NUM,MIN*GET,areal2,ELEM,zahl,ATTR,REAL*GET,blec2,RCON,areal2,1
*ENDIF
! Einlesen der Properties der Elemente der dritten Blechebene*IF,dreibl,EQ,2,THEN
NSEL,S,,,nd22ESLNCMSEL,U,eunselCMSEL,U,eloop*GET,zahl,ELEM,,COUNT,*IF,zahl,GT,2,THEN
*GET,zahl,ELEM,,NUM,MIN*GET,areal3,ELEM,zahl,ATTR,REAL*GET,blec3,RCON,areal3,1
*ENDIF*ENDIF
! Soll-Abstand der Mittelknotennd1z=(blec1+blec2)/2
! Bestimmung des relevanten Linsendurchmessers durchsp=fktdsp*SQRT(blec1)*IF,blec2,LT,blec1,THEN
durchsp=fktdsp*SQRT(blec2)*ENDIF*IF,dreibl,EQ,2,THEN
zahl=fktdsp*SQRT(blec3)*IF,durchsp,GT,zahl,THEN
durchsp=zahl*ENDIF
*ENDIF
! Anpassung des Netzes bei zu feiner Vernetzung! minb = Toleranzbereich
minb=1zahls=0*IF,minrad,LT,durchsp*fktwez+minb,THEN
*DO,key,1,check_n,1NSEL,S,,,ndrand%key%*GET,zahl,NODE,ndrand%key%,LOC,X,drck%key%=0*IF,zahl,GE,durchsp*fktwez-minb,THEN
*IF,zahl,LT,durchsp*fktwez+minb,THENdrck%key%=1
*ENDIF*ELSE
a-cknode,ndrand%key%*IF,_check,EQ,0,THEN
NMODIF,ndrand%key%,durchsp*fktwez,,,drck%key%=1
*ELSEzahls=1*EXIT
*ENDIF *ENDIF
*ENDDO*IF,zahls,EQ,1,THEN
index_mb=index_mb+1*CYCLE
*ENDIF*ENDIF
130
Anhang III
! Einbau des neuen Schweisspunktersatzmodells! Verschiebung des Mittelknotens
*IF,dreibl,EQ,1,THENNSEL,S,,,nd11NMODIF,nd11,0,0,blec1*0.08,
*ENDIF! Loeschen der alten Elemente
CMSEL,S,etmpEDEL,ALL
! Einbau der ElementringeCMSEL,A,ntmp*DO,key,1,check_n,1
N, ,durchsp*0.5,ange%key%,0,,,,N, ,durchsp*fktwez,ange%key%,0,,,,
*ENDDO*GET,ndmax,NODE,,NUM,MAXzahln=check_n*2-1
! Einbau der Schalen des GrundwerkstoffsTYPE,aele1MAT,amat1REAL,areal1ESYS,0
! Aeusserer Elementring*IF,drck%1%+drck%check_n%,LT,1,THEN
E,ndmax-zahln+1,ndrand1,ndrand%check_n%,ndmax*ELSEIF,drck%1%+drck%check_n%,EQ,1,THEN
*IF,drck%1%,EQ,1,THENE,ndmax-zahln+1,ndrand%check_n%,ndmax,
*ELSEE,ndmax-zahln+1,ndrand1,ndmax,
*ENDIF*ENDIF*DO,key,0,check_n-2,1
zahl1=check_n-keyzahl2=check_n-1-key*IF,drck%zahl1%+drck%zahl2%,LT,1,THEN
E,ndmax-key*2,ndrand%zahl1%,ndrand%zahl2%,ndmax-2-key*2*ELSEIF,drck%zahl1%+drck%zahl2%,EQ,1,THEN
*IF,drck%zahl1%,EQ,1,THENE,ndmax-key*2,ndrand%zahl2%,ndmax-2-key*2,
*ELSEE,ndmax-key*2,ndrand%zahl1%,ndmax-2-key*2,
*ENDIF*ENDIF
*ENDDO! Innerer Elementring (WEZ)
MAT,amat1 ! Material der WEZE,ndmax-zahln,ndmax-zahln+1,ndmax,ndmax-1*DO,key,0,check_n-2,1
E,ndmax-1-key*2,ndmax-key*2,ndmax-2-key*2,ndmax-3-key*2*ENDDO
! Elementkreis der SchweisslinseMAT,amat1 ! Material der Schweisslinserest=MOD(check_n,2)*IF,rest,EQ,0,THEN
E,nd11,ndmax-check_n*2+3,ndmax-check_n*2+1,ndmax-1zahl=check_n-2
*ELSEE,nd11,ndmax-check_n*2+1,ndmax-1zahl=check_n-1
*ENDIF*DO,key,0,zahl/2-1,1
E,nd11,ndmax-1-key*4,ndmax-3-key*4,ndmax-5-key*4*ENDDO
! Aussteifung der SchweisslinseTYPE,201MAT,1REAL,201ESYS,0*DO,key,1,check_n*2-1,2
E,nd11,ndmax-key*ENDDO
! Einbau der Dreieckselemente*DO,key,1,check_n,1
*IF,drck%key%,GT,0,THENNSEL,S,,,ndrand%key%NSEL,A,,,ndmax-zahln-1+key*2
131
Anhang IIIANSYS-Makros
NUMMRG,NODE,10000,,,HIGH*ENDIF
*ENDDO
CMSEL,A,eresultCM,eresult,ELEMindex_ok=index_ok+1index_ko=schleif-index_ok*MSG,UI,index_ok,index_ko,zahlnd-schleifErfolgreich %I, Nicht OK %I, Rest %I
*ENDDO
CMSEL,A,eresultCM,eresult,ELEMSAVEori-shlSAVE
*ELSE*MSG,UINur im Preprozessor verfuegbar !
*ENDIF
132
Anhang III

2. SUB-SYS.MACImplementierung der„dynamischen Submodelltechnik“in ANSYS
!! Makro erstellt von Hans Goessing!! Stand 11.01.2000!! Es werden alle Randverschiebungen fuer einen neuen Lastfall! entsprechend der Verschiebungen der Einheitslastfaelle (aus! FEPARTCUT-Datei "cons.ans") auf die Struktur aufgebracht! (Array "wegr")!! Verwendung:! 1. Geometrie einlesen (part.ans)! 2. Parameter-Datei einlesen (cons.ans)! 3. Makro ausfuehren!/PMACRO/USER,1FINISH/PREP7CSYS,0NSEL,ALLDDELE,ALL
! Bestimmung der Knoten-Anzahl*GET,dimx,'PARM',WEGR,DIM,X! Bestimmung der Anzahl der Lastfaelle*GET,dimz,'PARM',WEGR,DIM,Z! Einlesen der Skalierungsfaktoren*DO,key,1,dimz,1
*ASK,fakt%key%,Bitte geben Sie einen Skalierungsfaktor fuer den %key%. Last-fall ein:,1000*ENDDO
! Aufbringen der Randverschiebungen*DO,key,1,dimx,1
uxl=0uyl=0uzl=0rxl=0ryl=0rzl=0*DO,key2,1,dimz,1
uxl=wegr(key,4,key2)*fakt%key2%+uxluyl=wegr(key,5,key2)*fakt%key2%+uyluzl=wegr(key,6,key2)*fakt%key2%+uzlrxl=wegr(key,7,key2)*fakt%key2%+rxlryl=wegr(key,8,key2)*fakt%key2%+rylrzl=wegr(key,9,key2)*fakt%key2%+rzl
*ENDDONSEL,ALLnran=NODE(wegr(key,1,1),wegr(key,2,1),wegr(key,3,1))CSYS,0NROTAT,nranD,nran, ,uxl, , , ,UX,,,,,D,nran, ,uyl, , , ,,UY,,,,D,nran, ,uzl, , , ,,,UZ,,,D,nran, ,rxl, , , ,,,,ROTX,,D,nran, ,ryl, , , ,,,,,ROTY,D,nran, ,rzl, , , ,,,,,,ROTZ
*ENDDO
*ASK,numls,Welche LS-Nummer soll angelegt werden?,1LSWRITE,numls
133
Anhang IIIANSYS-Makros
3. PARTCUT.MACDie Randbedingungen aus dem FE-PARTCUT-Array werden durchlineare Supperposition auf die Teilsturktur aufgebracht.
!! Makro erstellt von Hans Goessing!! Stand 01.09.1999!/PMACRO/USER,1FINISH/POST1CSYS,0RSYS,0
! Anzahl Loadsets wird bestimmtSET,LAST*GET,setmax,ACTIVE,,SET,LSTP
! Subsystem wird deffiniert*ASK,numsub,Welches Subsystem soll gebildet werden?,1CMSEL,S,nredu%numsub%
! Randknoten des Subsystems werden ermitteltESLNNSLECMSEL,U,nredu%numsub%*GET,nloop,NODE,,COUNT,CM,NTMP,NODE
! Parameter wegr wird initialisierta-delpar,'WEGR'*DIM,wegr,ARRAY,nloop,9,setmax
! Randweggroessen werden fuer alle Randknoten und Lastfaelle bestimmt*DO,key2,1,setmax,1
CMSEL,S,NTMP*GET,nextn,NODE,,NUM,MIN,SET,key2*DO,key,1,nloop,1
NSEL,S,,,nextnESLNwegr(key,1,key2)=NX(nextn)wegr(key,2,key2)=NY(nextn)wegr(key,3,key2)=NZ(nextn)wegr(key,4,key2)=UX(nextn)wegr(key,5,key2)=UY(nextn)wegr(key,6,key2)=UZ(nextn)wegr(key,7,key2)=ROTX(nextn)wegr(key,8,key2)=ROTY(nextn)wegr(key,9,key2)=ROTZ(nextn)CMSEL,S,NTMPnextn=NDNEXT(nextn)
*ENDDO*ENDDO! Parameter werden in der Datei Submodell-x.param gespeichertPARSAV,ALL,Submodell,param,
! Das Submodell wird aus dem Gesamtmodell herausgeschnitten und! als Submodell-x.db gespeichertFINISH/PREP7CMSEL,S,NREDU%numsub%ESLNNSLEsel-invEDELE,ALLNDELE,ALLALLSEL,ALLFINISH/FILNAM,Submodell-%numsub%/TITLE,SubmodellSAVEEPLOT
134
Anhang III





























