Embed Size (px)
Citation preview
Objektorientierte Fabrikplanung
Von der Fakultät für Maschinenwesen der
Rheinisch-Westfälischen Technischen Hochschule Aachen
zur Erlangung des akademischen Grades
eines Doktors der Ingenieurwissenschaften
genehmigte Dissertation
vorgelegt von
Diplom-Ingenieur
Markus Alexander Bergholz
aus Seoul
Berichter:
Univ.-Prof. Dr.-Ing. Dipl.-Wirt. Ing. G. Schuh
Univ.-Prof. Dr.-Ing. Prof. E.h. Dr.-Ing. E.h. Dr. h.c. E. Westkämper
Tag der mündlichen Prüfung:
22. Juli 2005
Diese Dissertation ist auf den Internetseiten der Hochschulbibliothek online verfügbar.
Vorwort
Diese Arbeit entstand im Rahmen meiner Tätigkeit als wissenschaftlicher Mitarbeiter am Laboratorium für Werkzeugmaschinen und Betriebslehre (WZL) der Rheinisch-Westfälischen Technischen Hochschule Aachen.
Herrn Professor Walter Eversheim sowie seinem Nachfolger als Inhaber des Lehrstuhls für Produktionssystematik, Herrn Professor Günther Schuh, bin ich für die Gelegenheit zur Promotion sowie für ihr Vertrauen in mich und meine Arbeit sehr dankbar.
Herrn Professor Engelbert Westkämper von der Universität Stuttgart danke ich für die Über-nahme des Korreferats für diese Arbeit.
Die thematische Grundlage dieser Arbeit wurde bereits zum Ende meines Studiums im Rah-men meiner Tätigkeit als studentische Hilfskraft gelegt. In diesem Zusammenhang danke ich insbesondere Stefan Breit, Ralf Dohms, Gerd Kubin, Marc Sesterhenn und Oliver Terhaag, die meinen Einstieg am WZL inhaltlich und organisatorisch unterstützt haben.
Die enge Kooperation mit Industrieunternehmen und Forschungsinstituten im Rahmen der Verbundprojekte „Modular Plant Architectures“ sowie „Mobile Fabrik“ war Grundlage für die Erarbeitung des Lösungsansatzes der Arbeit. Für die gute Zusammenarbeit in diesen Projek-ten trotz teilweise turbulenter Bedingungen möchte ich mich bei Roland König, Thomas Lange-Stalinski, Jörn Neuhausen, Karsten Schmidt und Frederik Zohm bedanken.
Der intensive inhaltliche Austausch in der Gruppe Fabrikplanung hat meinen Dissertations-prozeß erheblich gefördert. Hierfür danke ich Sebastian Gottschalk, Jan Harre, Felix Lösch, Andreas Merchiers, Stephan Ripp, Gregor Tücks und nicht zuletzt Hendrik Riedel.
Eine wesentliche Unterstützung habe ich durch meine studentischen Mitarbeiter Peter Mey-er, Alexander Knorre und insbesondere durch das „UML Team“, bestehend aus Philipp Attig, Till Potente, Cathrin Wesch und Yong Zhang, erhalten. Ihre Bereitschaft, sich nachhaltig für das Thema Objektorientierung zu engagieren und zu begeistern hat entscheidend zum Gelingen dieser Arbeit beigetragen.
Meinen Eltern möchte ich herzlich für Ihre fortwährende Unterstützung bei allen Stationen meines bisherigen Weges danken. Ihnen, meinen Freunden und insbesondere meiner Freundin Kirsten danke ich für ihre Geduld und dafür, daß sie mich gelegentlich daran erin-nert haben, daß das Leben nicht nur aus Fabrikplanung besteht.
Dortmund, im August 2005
Markus Bergholz
Inhaltsverzeichnis
Seite I
Inhaltverzeichnis
1 Einleitung .........................................................................................................................1
1.1 Hintergrund....................................................................................................................1
1.2 Ziel der Arbeit ................................................................................................................4
1.3 Forschungskonzeption ..................................................................................................8
1.4 Aufbau der Arbeit.........................................................................................................14
2 Fabrikplanung im turbulenten Umfeld ........................................................................18
2.1 Definition und Abgrenzung der Fabrikplanung ............................................................18
2.1.1 Objektbereich der Fabrikplanung.........................................................................18
2.1.2 Die Fabrikplanung als Teil der Unternehmensplanung........................................23
2.1.3 Anlaß, Aufgaben und Ergebnisse der Fabrikplanung ..........................................28
2.1.4 Typologie von Fabrikplanungsvorhaben ..............................................................29
2.1.5 Charakteristika der Durchführung von Fabrikplanungsprojekten.........................31
2.2 Situation produzierender Unternehmen.......................................................................34
2.2.1 Anforderungen an die Fabrik ...............................................................................34
2.2.2 Generelle Prinzipien zum Umgang mit dynamischen Anforderungen..................39
2.2.3 Prinzip der Wandlung durch (temporäre) Vernetzung .........................................45
2.2.4 Resultierende Herausforderungen für das produzierende Unternehmen ............47
2.3 Resultierende Herausforderungen für die Fabrikplanung............................................51
2.3.1 Herausforderungen für die Gestaltung und Strukturierung der Fabrik.................51
2.3.2 Herausforderungen für das Vorgehen bei der Fabrikplanung..............................52
3 Theorie der Fabrikplanung ...........................................................................................55
3.1 Struktur einer Theorie der Fabrikplanung....................................................................55
3.2 Analyse von Modellierungs- und Strukturkonzepten ...................................................59
3.3 Analyse von Gestaltungskonzepten und Architekturen ...............................................62
3.3.1 Dezentralisierung/ Segmentierung/ Fraktale Fabrik.............................................62
3.3.2 Holonic Manufacturing/ Agentensysteme ............................................................64
3.3.3 Lean Manufacturing .............................................................................................65
3.4 Analyse von Vorgehensweisen zur Fabrikplanung......................................................67
3.4.1 Gegenüberstellung des Vorgehens anhand von Phasenmodellen......................68
3.4.2 Detaillierte Darstellung ausgewählter Vorgehensweisen.....................................72
Inhaltsverzeichnis
Seite II
3.5 Kritische Würdigung existierender Ansätze.................................................................79
3.6 Konkretisierung des Zieles der Arbeit..........................................................................81
4 Lösungshypothese objektorientierte Fabrikplanung.................................................83
4.1 Formulierung der Lösungshypothese ..........................................................................83
4.2 Analogie zwischen dem Software Engineering und der Fabrikplanung ......................87
4.3 Theorie des objektorientierten Software Engineering..................................................93
4.4 Objektorientierung als Paradigma für die Fabrikplanung ............................................96
4.5 Theorie der objektorientierten Fabrikplanung..............................................................99
4.5.1 Objektorientiertes Modellierungs- und Strukturkonzept .......................................99
4.5.2 Gestaltungskonzepte und Architekturen ............................................................101
4.5.3 Vorgehensweise für die Fabrikplanung..............................................................102
4.6 Zwischenfazit: Beurteilung der formulierten Lösungshypothese ...............................104
5 Bestandteile einer Theorie der objektorientierten Fabrikplanung..........................106
5.1 Strukturierungs- und Modellierungskonzept ..............................................................109
5.1.1 Modellierung der Fabrikobjekte..........................................................................109
5.1.2 Modellierung der Objektstrukturen und Interaktion ............................................115
5.1.3 Klassifikationsmodell der Fabrikobjekte.............................................................123
5.2 Gestaltungskonzepte und Architekturen....................................................................141
5.2.1 Dekomposition von Anforderungen....................................................................141
5.2.2 Bildung von Modul- und Plattformeinheiten .......................................................143
5.2.3 Bildung von Architekturen und Modulbaukästen................................................146
5.3 Vorgehensweise und Methoden ................................................................................150
5.3.1 Struktur des Planungsprozesses .......................................................................150
5.3.2 Phasen des Planungsprozesses........................................................................152
5.3.3 Aufgabenbezogene Workflows des Planungsprozesses ...................................155
5.3.4 Teilprojekte des Planungsprozesses .................................................................161
6 Verifizierungs-/ Falsifizierungsversuch ....................................................................170
6.1 Vorgehen ...................................................................................................................170
6.2 Fall 1: Linienplanung in der Elektronikindustrie .........................................................171
6.3 Fall 2: Bereichs- und Linienplanung in der Automobilzulieferindustrie ......................176
6.4 Fall 3: Gebäudeplanung ............................................................................................178
6.5 Fall 4: Werksneuplanung in der Automobilzulieferindustrie.......................................181
Inhaltsverzeichnis
Seite III
6.6 Reflexion der Lösungshypothese ..............................................................................186
6.6.1 Bewertung der Lösungshypothese hinsichtlich der formulierten Erfolgskriterien 186
6.6.2 Bewertung des Konzeptes hinsichtlich der aufgestellten Anforderungen............187
6.6.3 Fazit und weiterer Handlungsbedarf ....................................................................188
7 Zusammenfassung......................................................................................................190
8 Literaturverzeichnis ....................................................................................................193
9 Anhang .........................................................................................................................210
9.1 Nomenklatur der Unified Modelling Language ..........................................................210
9.2 Anforderungen an einen Modellierungsansatz für die Fabrikplanung .......................211
9.2.1 Modelltheoretische Grundlagen und Ableitung von Anforderungen ....................211
9.2.2 Detaillierung der Anforderungen..........................................................................213
9.3 Untersuchung in der Fabrikplanung verwendeter Modellierungsansätze..................217
9.3.1 Ansatz aus dem Bereich der Prozeßgestaltung ..................................................217
9.3.2 Ansätze aus dem Bereich der Wirtschaftsinformatik ...........................................218
9.3.3 Ansätze aus dem Bereich des Software Engineering..........................................224
9.3.4 Bewertung der Modellierungsansätze .................................................................228
9.4 Untersuchung von Vorgehensweisen des Software Engineering..............................231
9.4.1 Wasserfall Modell ................................................................................................231
9.4.2 V-Modell...............................................................................................................232
Abbildungsverzeichnis
Seite IV
Abbildungsverzeichnis Bild 1.1: Die Fabrik im Spannungsfeld von Top-Down Dynamik und Bottom-Up Stabilität ...2
Bild 1.2: Anforderungen an die Fabrikplanung ......................................................................4
Bild 1.3: Forschungsfrage .....................................................................................................7
Bild 1.4: Fabrikplanung als handlungsorientierte Wissenschaft ..........................................10
Bild 1.5: Grundlagen der Fabrikplanung..............................................................................11
Bild 1.6: Methodologie der Fabrikplanung...........................................................................13
Bild 1.7: Struktur der Arbeit .................................................................................................17
Bild 2.1: Unterschiedliche Verständnisse des Objektbereichs der Fabrikplanung ..............20
Bild 2.2: Systemtechnisches Verständnis der Fabrik ..........................................................21
Bild 2.3: Strukturen als Objektbereich der Fabrikplanung ...................................................22
Bild 2.4: Dimensionen der Unternehmensplanung..............................................................25
Bild 2.5: Fabrikplanung als Managementprozeß.................................................................27
Bild 2.6: Anlässe, Aufgaben und Ergebnisse der Fabrikplanung ........................................28
Bild 2.7: Merkmale der Durchführung von Fabrikplanungsvorhaben ..................................33
Bild 2.8: Dimensionierung der Produktion ...........................................................................35
Bild 2.9: Anforderungen der Anspruchsgruppen .................................................................36
Bild 2.10: Wandelbarkeit von Fabrikbestandteilen ................................................................43
Bild 2.11: Konflikt zwischen externer Dynamik und interner Stabilität...................................44
Bild 2.12: Prinzip der Wandlung durch temporäre Vernetzung .............................................46
Bild 2.13: Erfolgsfaktoren Wandlungs- und Vernetzungsfähigkeit ........................................47
Bild 2.14: Herausforderungen für Strategie, Struktur und Kultur...........................................48
Bild 2.15: Herausforderungen für die Prozesse der Fabrik ...................................................50
Bild 2.16: Resultierende Anforderungen ...............................................................................53
Bild 3.1: Anforderungen an eine Theorie zur Fabrikplanung...............................................58
Bild 3.2: Auswahl der zu untersuchenden Vorgehensweisen .............................................68
Bild 3.3: Phasenschemata der Fabrikplanung.....................................................................71
Bild 3.4: Bewertung existierender Ansätze..........................................................................80
Bild 4.1: Entwicklung des Software Engineering .................................................................86
Bild 4.2: Vorgehen bei der Analogiebildung ........................................................................87
Bild 4.3: Analogie des Objektbereiches...............................................................................88
Bild 4.4: Analogie der Anforderungen an den Objektbereich ..............................................89
Bild 4.5: Analogie der Merkmale der Planung .....................................................................91
Bild 4.6: Zentrale Lösungsansätze des Software Engineering............................................93
Bild 4.7: Entwicklung der Paradigmen von Software Engineering und Fabrikplanung........97
Abbildungsverzeichnis
Seite V
Bild 4.8: Anforderungen an eine Theorie zur objektorientierten Fabrikplanung ..................98
Bild 4.9: Objektorientiertes Modellierungs- und Strukturkonzept ......................................100
Bild 4.10: Gestaltungskonzepte und Architekturen .............................................................102
Bild 4.11: Vorgehensweise zur objektorientierten Fabrikplanung .......................................104
Bild 4.12: Grobkonzept der Theorie zur objektorientierten Fabrikplanung ..........................105
Bild 5.1: Getriebevarianten und deren Stückzahlverläufe .................................................107
Bild 5.2: Auftragsabwicklung der Getriebefabrik im Ausgangszustand .............................108
Bild 5.3: Bildung von Produktionseinheiten .......................................................................110
Bild 5.4: Use Cases der Getriebefabrik .............................................................................112
Bild 5.5: PROSA Architektur einer Produktionseinheit ......................................................114
Bild 5.6: Objekte des Montagebereiches...........................................................................115
Bild 5.7: Attribute und Operationen ...................................................................................116
Bild 5.8: Interaktion und Zustandsänderungen der Objekte einer Produktionseinheit ......117
Bild 5.9: Sequenzdiagramm für die Produktion eines Getriebes des Typs B....................118
Bild 5.10: Hierarchiebildung ................................................................................................121
Bild 5.11: Anwendung des Prinzips der Mehrfachvererbung ..............................................124
Bild 5.12: Prinzip der Anwendung von Oberklassen ...........................................................125
Bild 5.13: Bildung der drei Dimensionen des Würfelmodells...............................................126
Bild 5.14: Darstellung der drei Dimensionen im MPA-Würfel ..............................................128
Bild 5.15: Beschreibung der Hierarchieebenen...................................................................129
Bild 5.16: Beschreibung der Kategorien..............................................................................133
Bild 5.17: Überführung von Prozessen in Ressourcen- und Organisationsobjekte.............135
Bild 5.18: Beschreibung der Funktionen .............................................................................137
Bild 5.19: Exemplarische Dekomposition der Funktionen ...................................................138
Bild 5.20: Prinzip der Einordnung der Objekte in das Klassifikationsmodell .......................139
Bild 5.21: Modellierung der Getriebefabrik anhand des Klassifikationsmodells ..................140
Bild 5.22: Dekomposition von Anforderung .........................................................................143
Bild 5.23: Produktionsstrukturmatrix....................................................................................146
Bild 5.24: Bildung von Architekturen ...................................................................................147
Bild 5.25: Anwendung von Modulbaukästen .......................................................................149
Bild 5.26: Aufbau des Vorgehens aus Teilprojekten ...........................................................152
Bild 5.27: Phasen der Vorgehensweise ..............................................................................153
Bild 5.28: Workflows der Vorgehensweise ..........................................................................156
Bild 5.29: Teilprojekte für die Planung der Getriebefabrik...................................................163
Bild 5.30: Use Case der Getriebefabrik...............................................................................166
Bild 5.31: Klassendiagramm der Getriebefabrik nach Reorganisation................................167
Abbildungsverzeichnis
Seite VI
Bild 5.32: Abläufe in der Getriebefabrik nach der Reorganisation ......................................168
Bild 5.33: Sequenzdiagramm der Getriebefabrik der Reorganisation .................................169
Bild 6.1: Vorgehen bei der Verifizierung/ Falsifizierung.....................................................170
Bild 6.2: Adressierte Herausforderungen im Fall 1............................................................171
Bild 6.3: Ausschnitt des Klassendiagramms des Falles 1 .................................................172
Bild 6.4: Ausschnitt aus der Produktionsstrukturmatrix des Falles 1.................................173
Bild 6.5: Architektur der SMD-Bestückung ........................................................................174
Bild 6.6: Transformation des Planungsprozesses in die Struktur des RUP ......................175
Bild 6.7: Adressierte Herausforderungen im Fall 2............................................................176
Bild 6.8: Rekonfiguration der Produktion im Fall 2 ............................................................177
Bild 6.9: Entwurf einer neuen Architektur ..........................................................................178
Bild 6.10: Adressierte Herausforderungen im Fall 3............................................................179
Bild 6.11: Klassendiagramm des Falles 3 ...........................................................................180
Bild 6.12: Modulbasierte Konfiguration des Fabrikgebäudes ..............................................181
Bild 6.13: Adressierte Herausforderungen im Fall 4............................................................182
Bild 6.14: Klassendiagramm des Falles 4 ...........................................................................183
Bild 6.15: Modifizierte Produktionsstrukturmatrix des Falles 4............................................184
Bild 6.16: Architektur der Fabrik des Falles 4......................................................................185
Bild 9.1: Nomenklatur der UML .........................................................................................210
Bild 9.2: Der allgemeine Modellbegriff nach STACHOWIAK.................................................212
Bild 9.3: Anforderungen an einen Modellierungsansatz....................................................214
Bild 9.4: CIM-OSA Würfel..................................................................................................219
Bild 9.5: ARIS- Konzepte und Sichten...............................................................................221
Bild 9.6: SADT- Konstrukte und Dekomposition................................................................227
Bild 9.7: Vergleich der untersuchten Modellierungsansätze .............................................230
Bild 9.8: Typisches Vorgehen anhand des Wasserfallmodells..........................................232
Abkürzungsverzeichnis
Seite VII
Abkürzungsverzeichnis
Abb. Abbildung
AG Aktiengesellschaft
BMW Bayerische Motorenwerke
bzw. beziehungsweise
ca. circa
d.h. das heißt
DIN Deutsche Industrie Norm
ERM Entity Relationship Methode
etc. et cetera
EU Europäische Union
f folgende
F&E Forschung und Entwicklung
Fa. Firma
ff fortfolgende
GERAM Generalised Enterprise Reference Architecture and Methodology
ges. gesamt
ggf. gegebenenfalls
IFA Institut für Fabrikanlagen, Universität Hannover
IPA Fraunhofer Institut für Produktionsanlagen, Stuttgart
i. S. im Sinne
IT Informationstechnologie
IUM Integrierte Unternehmensmodellierung
inkl. inklusive
k.o. knockout
Kfz Kraftfahrzeug
max. maximal
MPA Modular Plant Architectures, EU-gefördertes Forschungsprojekt
OEM Original Equipment Manufacturer
PKW Personenkraftwagen
RUP Rational Unified Process
RWTH Rheinisch Westfälische Technische Hochschule
SA Structured Analysis
SADT Structured Analysis and Design Technique
Abkürzungsverzeichnis
Seite VIII
SFB Sonderforschungsbereich
sog. sogenannte
SOP start of production
Tab. Tabelle
TE technische Erfolgswahrscheinlichkeit
u.a. unter anderem
UML Unified Modelling Language
USA United States of America
VDA Verband der Automobilindustrie
VDI Verein Deutscher Ingenieure
vgl. vergleiche
vs. versus
WZL Laboratorium für Werkzeugmaschinen und Betriebslehre der
RWTH Aachen
z.B. zum Beispiel
Einleitung
Seite 1
1 Einleitung
1.1 Hintergrund
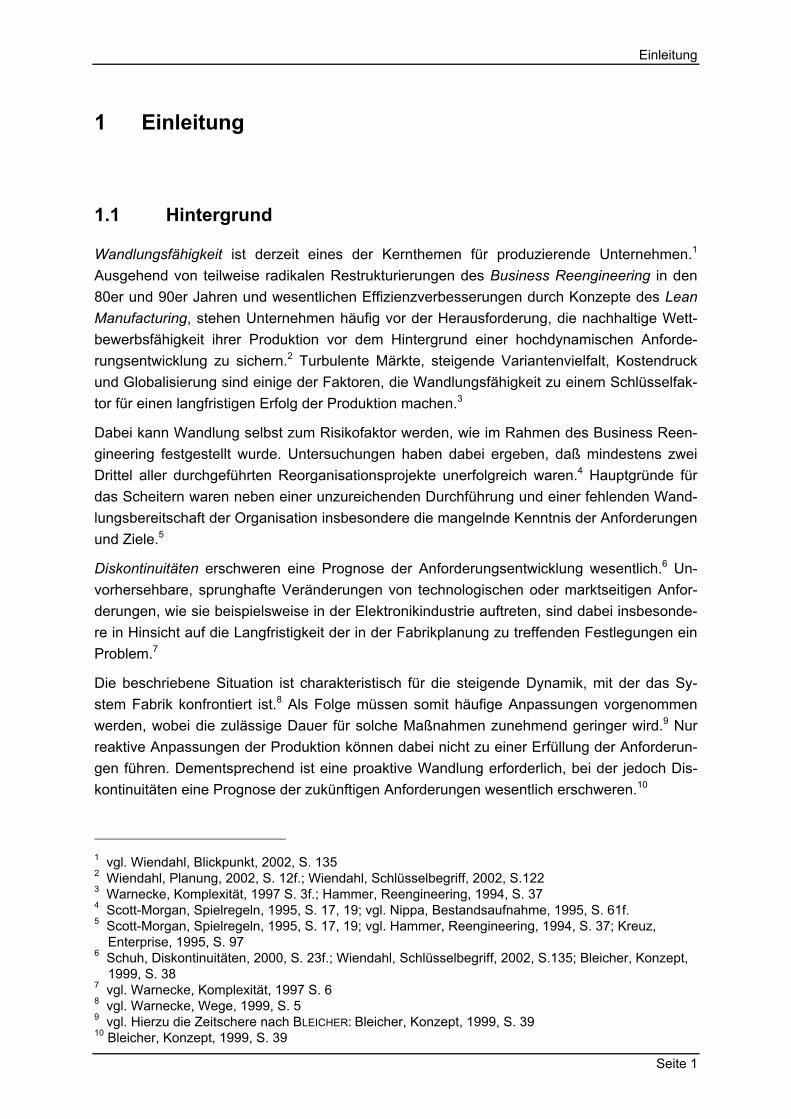
Wandlungsfähigkeit ist derzeit eines der Kernthemen für produzierende Unternehmen.1 Ausgehend von teilweise radikalen Restrukturierungen des Business Reengineering in den 80er und 90er Jahren und wesentlichen Effizienzverbesserungen durch Konzepte des Lean Manufacturing, stehen Unternehmen häufig vor der Herausforderung, die nachhaltige Wett-bewerbsfähigkeit ihrer Produktion vor dem Hintergrund einer hochdynamischen Anforde-rungsentwicklung zu sichern.2 Turbulente Märkte, steigende Variantenvielfalt, Kostendruck und Globalisierung sind einige der Faktoren, die Wandlungsfähigkeit zu einem Schlüsselfak-tor für einen langfristigen Erfolg der Produktion machen.3
Dabei kann Wandlung selbst zum Risikofaktor werden, wie im Rahmen des Business Reen-gineering festgestellt wurde. Untersuchungen haben dabei ergeben, daß mindestens zwei Drittel aller durchgeführten Reorganisationsprojekte unerfolgreich waren.4 Hauptgründe für das Scheitern waren neben einer unzureichenden Durchführung und einer fehlenden Wand-lungsbereitschaft der Organisation insbesondere die mangelnde Kenntnis der Anforderungen und Ziele.5
Diskontinuitäten erschweren eine Prognose der Anforderungsentwicklung wesentlich.6 Un-vorhersehbare, sprunghafte Veränderungen von technologischen oder marktseitigen Anfor-derungen, wie sie beispielsweise in der Elektronikindustrie auftreten, sind dabei insbesonde-re in Hinsicht auf die Langfristigkeit der in der Fabrikplanung zu treffenden Festlegungen ein Problem.7
Die beschriebene Situation ist charakteristisch für die steigende Dynamik, mit der das Sy-stem Fabrik konfrontiert ist.8 Als Folge müssen somit häufige Anpassungen vorgenommen werden, wobei die zulässige Dauer für solche Maßnahmen zunehmend geringer wird.9 Nur reaktive Anpassungen der Produktion können dabei nicht zu einer Erfüllung der Anforderun-gen führen. Dementsprechend ist eine proaktive Wandlung erforderlich, bei der jedoch Dis-kontinuitäten eine Prognose der zukünftigen Anforderungen wesentlich erschweren.10
1 vgl. Wiendahl, Blickpunkt, 2002, S. 135 2 Wiendahl, Planung, 2002, S. 12f.; Wiendahl, Schlüsselbegriff, 2002, S.122 3 Warnecke, Komplexität, 1997 S. 3f.; Hammer, Reengineering, 1994, S. 37 4 Scott-Morgan, Spielregeln, 1995, S. 17, 19; vgl. Nippa, Bestandsaufnahme, 1995, S. 61f. 5 Scott-Morgan, Spielregeln, 1995, S. 17, 19; vgl. Hammer, Reengineering, 1994, S. 37; Kreuz,
Enterprise, 1995, S. 97 6 Schuh, Diskontinuitäten, 2000, S. 23f.; Wiendahl, Schlüsselbegriff, 2002, S.135; Bleicher, Konzept,
1999, S. 38 7 vgl. Warnecke, Komplexität, 1997 S. 6 8 vgl. Warnecke, Wege, 1999, S. 5 9 vgl. Hierzu die Zeitschere nach BLEICHER: Bleicher, Konzept, 1999, S. 39 10 Bleicher, Konzept, 1999, S. 39
Einleitung
Seite 2
Als Konsequenz ergibt sich ein Prozeß kontinuierlichen Wandels, wodurch niemals (oder bestenfalls temporär) ein stabiler Zustand der Produktion erreicht wird. Es kann somit keine Optimierung des Produktionsbetriebes erfolgen. Die gesamte Fabrik befindet sich in einer ständigen An- bzw. Auslaufsituation. Die Folgen sind neben hohen Aufwänden für die eigent-lichen Anpassungsmaßnahmen, verbunden mit einem hohen Investitionsrisiko, insbesondere hohe Fertigungskosten durch eine unzureichende Prozeßeffizienz und eine schlechte Res-sourcenauslastung.
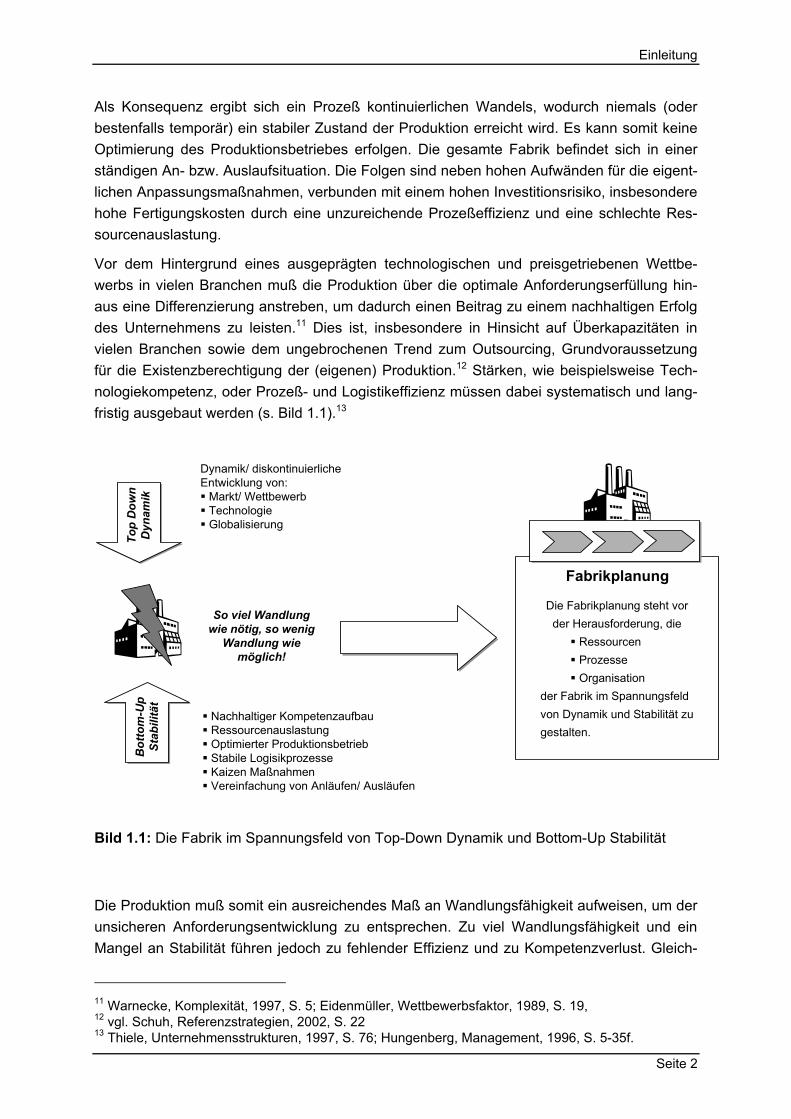
Vor dem Hintergrund eines ausgeprägten technologischen und preisgetriebenen Wettbe-werbs in vielen Branchen muß die Produktion über die optimale Anforderungserfüllung hin-aus eine Differenzierung anstreben, um dadurch einen Beitrag zu einem nachhaltigen Erfolg des Unternehmens zu leisten.11 Dies ist, insbesondere in Hinsicht auf Überkapazitäten in vielen Branchen sowie dem ungebrochenen Trend zum Outsourcing, Grundvoraussetzung für die Existenzberechtigung der (eigenen) Produktion.12 Stärken, wie beispielsweise Tech-nologiekompetenz, oder Prozeß- und Logistikeffizienz müssen dabei systematisch und lang-fristig ausgebaut werden (s. Bild 1.1).13
Bild 1.1: Die Fabrik im Spannungsfeld von Top-Down Dynamik und Bottom-Up Stabilität
Die Produktion muß somit ein ausreichendes Maß an Wandlungsfähigkeit aufweisen, um der unsicheren Anforderungsentwicklung zu entsprechen. Zu viel Wandlungsfähigkeit und ein Mangel an Stabilität führen jedoch zu fehlender Effizienz und zu Kompetenzverlust. Gleich-
11 Warnecke, Komplexität, 1997, S. 5; Eidenmüller, Wettbewerbsfaktor, 1989, S. 19, 12 vgl. Schuh, Referenzstrategien, 2002, S. 22 13 Thiele, Unternehmensstrukturen, 1997, S. 76; Hungenberg, Management, 1996, S. 5-35f.
Bot
tom
-Up
Stab
ilitä
t
Top
Dow
nD
ynam
ik
Die Fabrikplanung steht vor der Herausforderung, die
RessourcenProzesseOrganisation
der Fabrik im Spannungsfeld von Dynamik und Stabilität zu gestalten.
So viel Wandlung wie nötig, so wenig
Wandlung wie möglich!
Nachhaltiger KompetenzaufbauRessourcenauslastungOptimierter ProduktionsbetriebStabile LogisikprozesseKaizen MaßnahmenVereinfachung von Anläufen/ Ausläufen
Dynamik/ diskontinuierliche Entwicklung von:
Markt/ WettbewerbTechnologieGlobalisierung
Fabrikplanung

Einleitung
Seite 3
zeitig ist zu beachten, daß der prinzipiell begrenzte Grad an Wandelbarkeit14 der Produktion bei hoher Umfeldunsicherheit ebenfalls zu hohen Risiken führen kann.15 Dementsprechend ist die Wahl des jeweils situationsspezifisch optimalen Grades an Wandlungsfähigkeit und Stabilität erforderlich.16
Somit steht die Produktion vor den konfligierenden Herausforderungen, einerseits der dyna-mischen und vor allem diskontinuierlichen Anforderungsentwicklung entsprechen zu müssen, sowie andererseits die notwendige Stabilität für eine nachhaltige Entwicklung der eigenen Kompetenzen sicherzustellen.17 ABRAHAMSON spricht in diesem Zusammenhang von einer dynamischen Stabilität.18 Zusammenfassend kann diese Situation als „so viel Wandlung wie nötig, so wenig Wandlung wie möglich“ beschrieben werden.
Auswirkungen auf die Fabrikplanung
Vor dem Hintergrund der geschilderten Situation gewinnt die Fabrikplanung eine verstärkte Bedeutung zur Sicherstellung der Wettbewerbsfähigkeit der Produktion.19 Ihre Kernaufgabe ist dabei zunehmend die Bewältigung des Konfliktes zwischen der dynamikbedingten, konti-nuierlicher Wandlung einerseits, sowie einer stabilen, nachhaltigen Entwicklung der Produk-tion andererseits. Anforderungen können dabei nicht mehr als reine Eingangsinformation verstanden werden. Vielmehr müssen die zu realisierenden bzw. realisierbaren Anforderun-gen im Dialog mit der Unternehmensplanung formuliert werden.20 Die Basis hierfür ist eine Transparenz der Wechselwirkungen zwischen den Anforderungen und der Fabrik. Auf dieser Grundlage muß vor dem Hintergrund einer längerfristigen Entwicklungsperspektive ebenfalls festgelegt werden, welcher Umfang an Wandlungsfähigkeit bzw. Stabilität benötigt wird und durch welche Fabrikbestandteile dieser zu realisieren ist.21
Die Planung einer wandlungsfähigen Fabrik muß somit weniger als bisher auf die systemati-sche Überwindung von Wandlungshemmnissen ausgerichtet sein, sondern vielmehr darauf, das jeweils optimale Verhältnis von Stabilität und Wandlungsfähigkeit zu realisieren.22 Vor-aussetzung hierfür ist neben der Vielzahl bereits vorhandener Ansätze zur Realisierung von Wandlungsfähigkeit, eine Ansatz zur Realisierung von „Stabilitätsfähigkeit“, d.h. einer syste-matischen Schaffung einer stabilen Anforderungssituation für bestimmte Fabrikbestandteile (s. Bild 1.2).
14 zum Begriff der Wandelbarkeit vgl. Westkämper, Bezugsrahmen, 2000 15 vgl. Friedli, Allianz, 2003, S. 505 16 BLEICHER spricht in diesem Zusammenhang von „Komplexitätsbewältigung im Wechselspiel von
Stabilisierung und Veränderung“. Vgl. Bleicher, Konzept, 1999, S. 34 17 Wiendahl, Blickpunkt, 2002, S. 135 18 Abrahamson, Unternehmenswandel, 2001, S. 95 19 vgl. Wiendahl, Planung, 2002, S. 17f. 20 dies kann u.A. durch Szenariomanagement erfolgen, vgl. Wiendahl, Planung, 2002, S. 15f. 21 vgl. Spath, Wandlungsfähigkeit, 2002, S. 29f. 22 vgl. hierzu auch Wiendahl, Blickpunkt, 2002, S. 135
Einleitung
Seite 4
Bild 1.2: Anforderungen an die Fabrikplanung
1.2 Ziel der Arbeit
Zur Vorbereitung des Aachener Werkzeugmaschinen Kolloquiums 2002 wurden mit einem Expertenkreis, bestehend aus Unternehmensvertretern der Automobil-/ Zuliefererindustrie sowie der Komponentenfertigung und des Anlagenbaus, Gespräche zum Thema Fabrik von morgen geführt.23 Es zeigte sich, daß das Thema Wandlungsfähigkeit in sämtlichen vertrete-nen Branchen eine zentrale Rolle einnimmt. Dabei ist bereits eine Vielzahl von Ansätzen zur wandlungsfähigen Gestaltung der Produktion von der Betriebsmittelgestaltung bis hin zur Wahl der Standortstruktur entwickelt und teilweise erfolgreich in der Praxis eingesetzt wor-den. Auch hier ergab sich aus praktischer Sicht, daß die zentrale Herausforderung weniger in der Überwindung von Wandlungshemmnissen liegt, sondern vielmehr darin, den situati-onsspezifisch optimalen Grad an Wandlungsfähigkeit zu bestimmen. Neben einem kostenge-triebenen Trade Off wurde insbesondere das Thema Kompetenzauf- und ausbau betont. In diesem Zusammenhang wurde vor dem Hintergrund global verteilter Produktionsstandorte von der Identität der einzelnen Fabrik gesprochen, welche weniger durch technische Ge-sichtspunkte, sondern vielmehr durch die Unternehmenskultur sowie die Mitarbeiter be-stimmt wird.
Diese Aussagen waren Grundlage für die These, daß ein Abgleich von externer Dynamik mit interner Stabilität eine Grundlage für die Planung wandlungsfähiger Fabriken darstellen muß. Um den sinnvollen Grad an Wandlungsfähigkeit und Stabilität für jeden Fabrikbestandteil einzeln beurteilen und abwägen zu können ist dabei die systematische Verknüpfung zwi-schen den dynamischen Anforderungen einerseits und der Fabrik andererseits, eine Grund-voraussetzung.
23 Ergebnis dieses Expertenkreises war der Beitrag „Fabrik von morgen- vernetzt und wandlungsfä-
hig!“ der im Rahmen des Aachener Werkzeugmaschinen Kolloquiums von Dr. Ing. N. Reithofer, Vorstand Produktion der BMW Group, vorgetragen wurde. Vgl. Eversheim, Fabrik, 2002, S. 73f.
heuteheutefrüherfrüher
Anforderungen als EingangsinformationAnforderungen stabilEinmalaufgabeKonzeptfindung als KernaufgabeZentrale Planung
Anforderungsbestimmung Teil der PlanungAnforderungen dynamischDauerprozeßVielfalt existierender KonzepteDezentrale Planung
Fabrikplanung
„Optimale Lösung bestimmen“
„Optimalen Kompromiß zwischen Dynamik und Stabilität bestimmen“
Einleitung
Seite 5
Diese Problematik wurde im Rahmen der Verbundprojekte „Modular Plant Architecture“ und „Mobile Fabrik“ in Zusammenarbeit mit jeweils einem Konsortium von Industrieunternehmen vertieft.24 Auch hier zeigte sich, daß die Wandelbarkeit der Fabrik durch entsprechende Maßnahmen weitgehend gegeben ist. Mitunter sind bereits weitreichende technische Lösun-gen bis hin zu mobilen Produktionsanlagen entwickelt und erprobt worden. Statt dessen wurde ein Theoriedefizit festgestellt. Vor allem die systematische Ableitung und Berücksich-tigung des Wandlungs- bzw. Stabilitätsbedarfes wird von konventionellen Fabrikplanungsan-sätzen nicht ausreichend berücksichtigt. Hierzu wäre ein entsprechender durchgängiger Ansatz erforderlich, der die Grundlage für die Anwendung der teilweise vorhandenen und erprobten Methoden und Teillösungen darstellt.
Es ergaben sich die folgenden Forderungen an eine derartige Theorie zur Planung wand-lungsfähiger Fabriken:
• Ableitung des notwendigen Grades an Wandlungsfähigkeit aus den Anforderungen an das Unternehmen und deren erwarteter Entwicklung
• Berücksichtigung des notwendigen Stabilitätsbedarfes der Fabrik im Sinne einer zu-lässigen Varianz der jeweiligen Anforderungen
• Systematische Reduzierung des Wandungsumfanges/ -aufwandes z.B. durch Wie-derverwendbarkeit
• Ganzheitliche Betrachtung sämtlicher Ebenen der Fabrik vom Standort über das Ge-bäude bis zum Betriebsmittel
• Keine ausschließliche Fokussierung auf technische oder organisatorische Aspekte
• Nutzung der (Vielzahl) vorhandener Lösungsansätze zur wandlungsfähigen Gestal-tung (z.B. in Form eines Lösungsbaukastens)
• Spezifizierung geeigneter Vorgehensweisen und Methodenunterstützung
Ausgangspunkt für die Lösungssuche war die These von ULRICH, daß hierbei im Rahmen einer anwendungsorientierten Wissenschaft insbesondere eine intensive Auseinanderset-zung mit den Erkenntnissen verwandter Wissenschaftsdisziplinen zielführend ist.25
Bei einer entsprechenden Untersuchung zeigte sich, daß das Software Engineering vor ähnlichen Herausforderungen wie die Fabrikplanung steht.26
24 Projekt „Modular Plant Architectures“ Laufzeit 01/ 2001-12/ 2003, gefördert von der EU Projekt „Mobile Fabrik“ Laufzeit 09/ 2001 bis 9/ 2004, gefördert vom BMBF Zu den Inhalten dieser Projekte vgl. Schuh, Approach, 2003 25 Ulrich H., Management, 1984, S. 192 26 Im Rahmen dieser Arbeit soll keine systematische Untersuchung sämtlicher Wissenschaften erfol-
gen, inwieweit vergleichbare Herausforderungen vorliegen. Vielmehr soll im Sinne einer Lösungs-hypothese exemplarisch das Software Engineering untersucht werden. Vgl. zu dessen Auswahl Kapitel 3.
Einleitung
Seite 6
Bedingt durch die Entwicklungsgeschwindigkeit der Hardware bei gleichzeitig wachsender Komplexität der Software herrscht ebenfalls eine Situation hoher Dynamik.27 Vor dem Hin-tergrund gleichzeitig steigender Kundenanforderungen müssen insbesondere große Soft-waresysteme mit geringem Aufwand rekonfiguriert werden können. Hierbei sollen die Ände-rungen an der Software auf ein Minimum begrenzt werden, um somit den Entwicklungsauf-wand gering zu halten, aber auch die Gesamtstabilität des Systems möglichst wenig zu tangieren.28 Trotz der externen Dynamik soll ein hoher Grad an Stabilität innerhalb der Soft-ware realisiert werden.
Vor diesem Hintergrund haben Überlegungen zur Wandlungsfähigkeit bzw. Rekonfigurier-barkeit von Software an Bedeutung gewonnen und die Entwicklung der Disziplin des Soft-ware Engineering entscheidend geprägt.29
Die bereits erfolgreich durchgeführte Übertragung einzelner Ansätze des Software Enginee-ring auf die Fabrikplanung bietet dabei den Ausgangspunkt für eine weitergehende Untersu-chung, inwieweit im Rahmen des Software Engineering eine Theorie vorhanden ist, die ähnliche Anforderungen, wie sie für die Fabrikplanung formuliert worden sind, erfüllt.30
Bei diesen Untersuchungen zeigte sich, daß insbesondere das Prinzip der Objektorientie-rung, welches sich praktisch als Paradigma31 des Software Engineering durchgesetzt hat, die Wandlungsfähigkeit von Software wesentlich unterstützt.32 In den letzten zwei Jahrzehnten ist eine Vielzahl von Ansätzen entwickelt worden, die die Erstellung rekonfigurierbarer, bau-steinbasierter Software anstreben. Insbesondere im Umfeld der Unified Modelling Language (UML) existiert eine große Zahl von Vorgehensweisen und Methoden zur objektorientierten Softwareentwicklung, die sich derzeit als quasi-Standard etablieren.33
Es stellt sich somit die Frage, inwieweit die sehr unterschiedlichen Objektbereiche, die Fa-brik als physisches Objekt einerseits sowie die Software bzw. Information als immaterielles Objekt andererseits, eine Vergleichbarkeit der Anforderungen und eine Übertragung von Ansätzen überhaupt zulassen.
Falls die Grundlagen für eine derartige Übertragung sich als gegeben erweisen, ist weiterhin zu prüfen, für welche spezifischen Einsatzfelder innerhalb der Fabrikplanung die Ansätze geeignet sind, und inwieweit sie mit existierenden, objektbereichsspezifischen Konzepten und Vorgehensweisen der Fabrikplanung kompatibel sind.
27 Kahlbrandt, Software-Engineering, 2001, S. 5f. 28 und somit das zeitaufwendige Testen der Software zu minimieren. Vgl. Oestereich, Softwareent-
wicklung, 1998, S. 17f. 29 vgl. Wendt, Änderbarkeit, 1995, S. 30f., Meyer, Objekttechnologie, 1996, S. 131 30 Als Beispiele erfolgreicher Übertragungen sind hier insbesondere objektorientierte Simulations- und
Steuerungsansätze für die Produktion zu nennen. Vgl. Sihn, Wandlungsfähigkeit, 2000, S. 45; vgl. Westkämper, Fabriksimulation, 2002, S. 52f.; vgl. Sousa, Aspects, 1999, S. 704
31 zum Verständnis dieses Begriffes vgl. Kapitel 1.3 32 Oestereich, Softwareentwicklung, 1998, S. 17f. 33 vgl. Oestereich, Geschäftsprozeßmodellierung, 2003, S. 13; Grässle, UML, 2000, S. 13
Einleitung
Seite 7
Diese Überlegungen waren Anlaß dafür, daß diese Fragestellungen im Rahmen der vorlie-genden Arbeit grundlegend untersucht werden sollen und sich dementsprechend das Ziel dieser Arbeit wie folgt formulieren läßt:
Kann das Prinzip der Objektorientierung eine Lösung für den Konflikt zwischen externer Dynamik und interner Stabilität darstellen?
Und wenn Ja:
Kann eine Theorie zur Planung wandlungsfähiger Fabriken auf der Grundlage objektorien-tierter Software Engineering Ansätze formuliert werden?
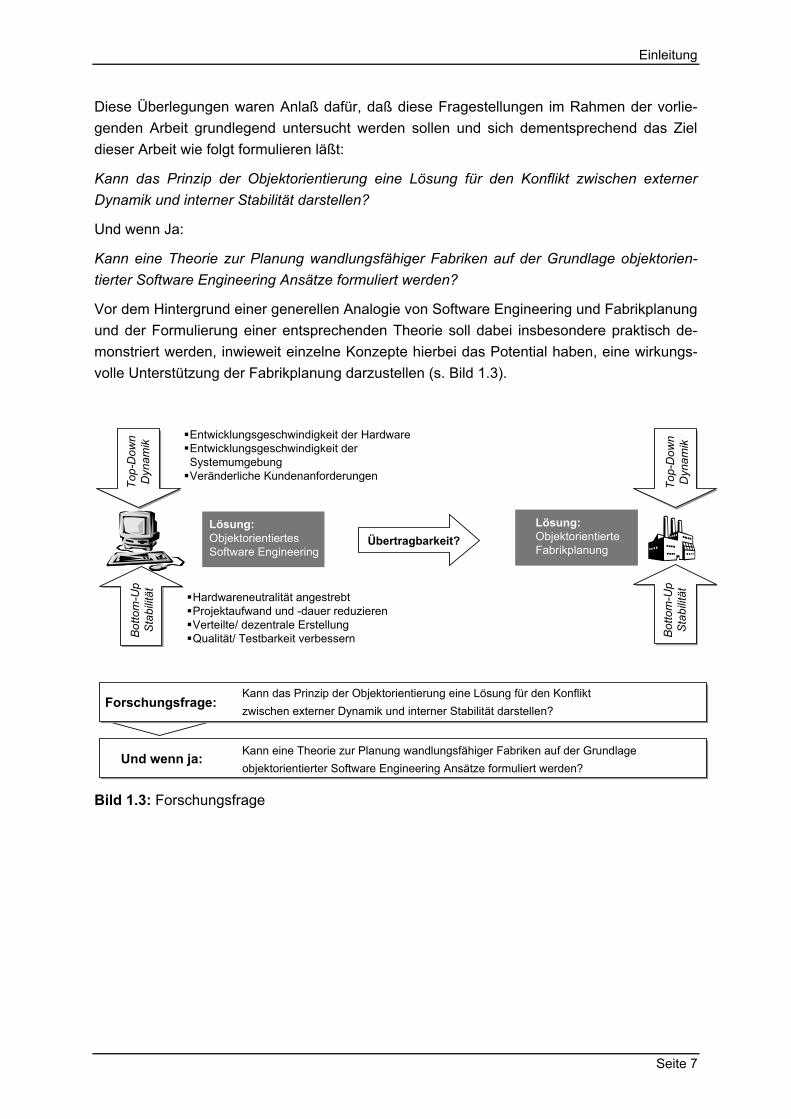
Vor dem Hintergrund einer generellen Analogie von Software Engineering und Fabrikplanung und der Formulierung einer entsprechenden Theorie soll dabei insbesondere praktisch de-monstriert werden, inwieweit einzelne Konzepte hierbei das Potential haben, eine wirkungs-volle Unterstützung der Fabrikplanung darzustellen (s. Bild 1.3).
Übertragbarkeit?
Entwicklungsgeschwindigkeit der HardwareEntwicklungsgeschwindigkeit der SystemumgebungVeränderliche Kundenanforderungen
Hardwareneutralität angestrebtProjektaufwand und -dauer reduzierenVerteilte/ dezentrale ErstellungQualität/ Testbarkeit verbessern
Kann das Prinzip der Objektorientierung eine Lösung für den Konflikt zwischen externer Dynamik und interner Stabilität darstellen?
Kann eine Theorie zur Planung wandlungsfähiger Fabriken auf der Grundlage objektorientierter Software Engineering Ansätze formuliert werden?
Forschungsfrage:
Lösung: Objektorientiertes Software Engineering
Top-
Dow
nD
ynam
ikBo
ttom
-Up
Stab
ilitä
t
Top-
Dow
nD
ynam
ikB
otto
m-U
pSt
abili
tät
Und wenn ja:
Lösung: Objektorientierte Fabrikplanung
Lösung: Objektorientierte Fabrikplanung
Bild 1.3: Forschungsfrage

Einleitung
Seite 8
1.3 Forschungskonzeption
Fabrikplanung als anwendungsorientierte Wissenschaft
Im Rahmen der Wissenschaftstheorie sind generell Formalwissenschaften, wie beispielswei-se die Mathematik oder die Logik, und Realwissenschaften zu unterscheiden. Formalwissen-schaften treffen dabei keine unmittelbaren Aussagen über die Realität, wie dies hingegen bei den Realwissenschaften erfolgt. Die letzteren können dabei in erklärende und anwendungs- bzw. handlungsorientierte Wissenschaften unterteilt werden. Beispiele für die beschreiben-den (deskriptiven) Wissenschaften sind die älteren geographischen oder biologischen Wis-senschaften. Die erklärenden Wissenschaften wie beispielsweise die Astronomie machen empirische Aussagen bzw. liefern Erklärungen über die Realität.34 Die anwendungsorientier-ten Wissenschaften, wie die Ingenieurwissenschaften und die Betriebswissenschaften, lie-fern für den jeweiligen Objektbereich eine Entscheidungstheorie.35 Hierbei werden normative Aussagen bzw. Werturteile über den Objektbereich getroffen.36 Entsprechend der Rolle der Fabrikplanung, eine Planung bzw. Plan über einen zukünftigen Zustand der Fabrik zu erstel-len, kann diese somit den handlungsorientieren Wissenschaften zugeordnet werden.37
Im Gegensatz zur Betriebswissenschaft existiert kein verbindliches Grundverständnis der Fabrikplanung als Wissenschaft. Vielmehr erfolgt eine praxis- bzw. objektbereichbezogene Abgrenzung der Fabrikplanung, wobei keine explizite wissenschaftstheoretische Verortung vorgenommen wird. Da im Rahmen dieser Arbeit die Forschungskonzeption anwendungsori-entierter Wissenschaften angewendet werden soll, wird im folgenden eine entsprechende Basisdefinitionen der Wissenschaft Fabrikplanung hergeleitet (s. Bild 1.4).
Nach SCHNEEWEISS stellt eine Wissenschaft „ein durch Erkenntnisstreben ermitteltes System nachvollziehbarer Aussagen bereit“. Sie ist dabei durch ihren Objektbereich, die Methoden zur Untersuchung und Gestaltung des Objektbereiches und ihre Institutionen (die hier nicht betrachtet werden sollen) charakterisierbar.38 Der Objektbereich beschreibt „die Menge aller Gegenstände, mit der sich eine Wissenschaft befaßt. Diese ‚Gegenstände’ können Problem-stellungen sein oder auch ganz konkret sämtliche Objekte, auf die sich die Aussagen einer Wissenschaft beziehen“.39 Gegenstände der Fabrikplanung sind somit einerseits die Fabrik, andererseits auch deren Wechselwirkung mit ihrem Umfeld. Dies entspricht dem Verständnis von ULRICH, nachdem „die Untersuchung des Anwendungszusammenhangs [...] wesentliche Aufgabe der angewandten Wissenschaften [ist], die nicht durch Übernahmen von aktuellen 34 Schneeweiss, Konzepte, 1992, S. 230 35 Die Begriffe angewandte und handlungsorientierte Wissenschaft werden synonym verwendet. Vgl.
hierzu Ulrich P., Grundlagen, 1976, S. 305. Im folgenden soll in Anlehnung an HANS ULRICH von anwendungsorientierten Wissenschaften gesprochen werden, da dies begrifflich konsistent mit der gewählten Forschungsvorgehen ist. Vgl. hierzu Ulrich H., Management, 1984, S. 168f.; Schnee-weiss, Konzepte, 1992, S. 230,
36 Schneeweiss, Konzepte, 1992, S. 246 37 Eine Definition der Fabrikplanung und deren Einordnung in den Rahmen der Unternehmensplanung
erfolgt im 2. Kapitel. 38 Schneeweiss, Konzepte, 1992, S. 228 39 Schneeweiss, Konzepte, 1992, S. 228
Einleitung
Seite 9
Nutzenvorstellungen der Praxis selbst gelöst werden kann.“40 Dabei wird häufig eine zu enge Systemabgrenzung vorgenommen und somit die Auswirkungen außerhalb dieser System-grenzen nicht ausreichend erfaßt.41 Im Kontext der Fabrikplanung ist es deshalb erforderlich, nicht nur die Einzelfabrik zu betrachten, sondern sowohl deren Stellung im Unternehmen und in der Wertschöpfungskette als auch die Anforderungen weiterer Anspruchsgruppen, wie beispielsweise dem der Gesellschaft oder dem Staat.42
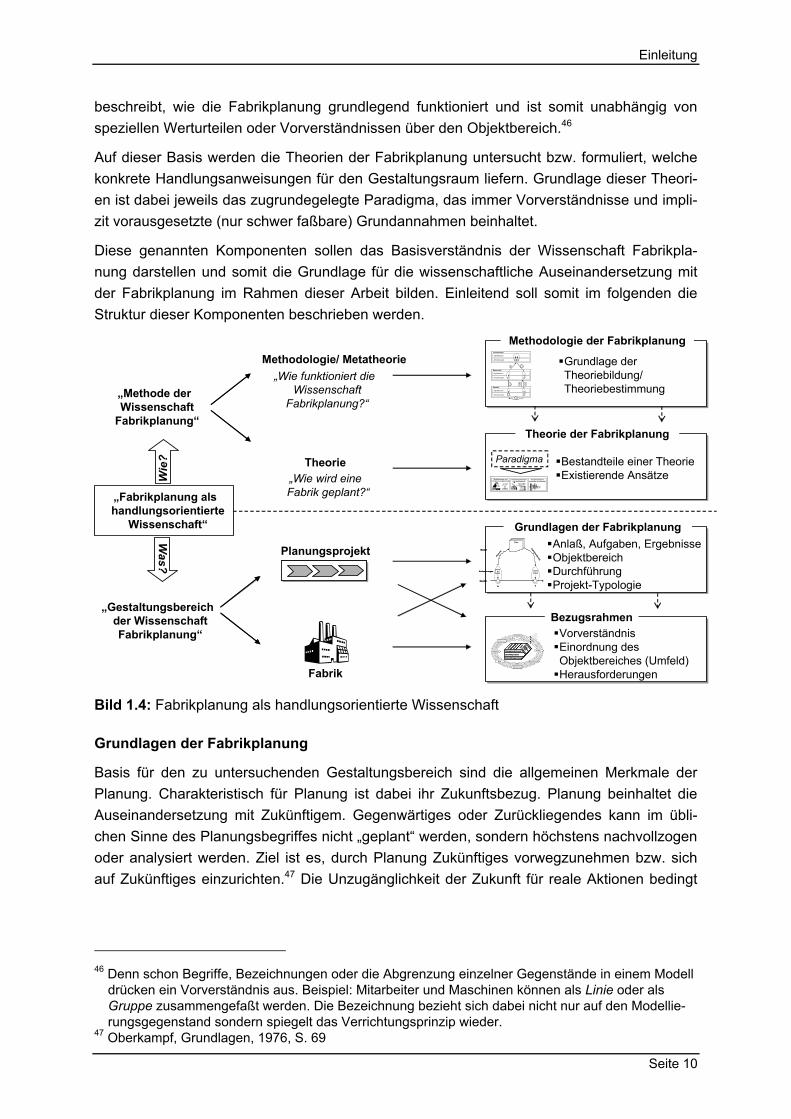
Charakteristikum der Wissenschaft Fabrikplanung ist, daß sie sich im Sinne einer hand-lungsorientierten Wissenschaft mit der Erstellung eines Handlungsentwurfes beschäftigt. Die wissenschaftliche Auseinandersetzung mit der Fabrikplanung darf sich somit nicht auf die eigentliche Fabrik begrenzen, sondern muß insbesondere auch den Vorgang ihrer Planung (das Planungsprojekt) einbeziehen. Die Planung selbst wird somit ebenfalls zum Gegen-stand der Wissenschaft. Im folgenden soll somit, um sprachliche Verwirrungen zu vermei-den, nicht mehr vom Objektbereich der Wissenschaft, sondern vom Gegenstandsbereich gesprochen werden, da der Objektbereich in der Fabrikplanung herkömmlicherweise als die Fabrik selbst verstanden wird.
Da nach KUBICEK Wissenschaft immer von einem Vorverständnis geprägt wird, soll die Un-tersuchung des Gegenstandsbereiches in zwei Schritten erfolgen.43 Ausgangspunkt ist eine bewußt werturteils- und vorverständnisfreie Untersuchung der grundlegenden Zusammen-hänge und Bestimmungsgrößen der Planung, wie beispielsweise deren Anlaß, Aufgaben oder Ergebnisse. Hierbei werden gebräuchliche Verständnisse gegenübergestellt, aber bewußt noch keine Auswahl oder Wertung getroffen. Auf dieser Grundlage wird der Bezugs-rahmen der Arbeit aufgebaut, welcher das zugrundegelegte Vorverständnis des Gegen-standsbereiches sowie Anforderungen an dessen Gestaltung beschreibt. Es wird beispiels-weise aus der Vielzahl der gebräuchlichen Definitionen eine für diese Arbeit verbindliche Strukturierung des Objektbereiches abgeleitet.
Die Methode44 der Wissenschaft der Fabrikplanung umfaßt das „Wie“, d.h. den Umgang mit dem Gestaltungsraum. Ein Problem ist, daß die Fabrikplanung nicht nur bezogen auf den Gestaltungsraum in hohem Maße von Vorverständnissen geprägt ist, die beispielsweise aus der prädominanten Zielsetzung der Planung, der Branche oder ähnlichem herrühren.45 Grundlage für die Untersuchung der Wissenschaft Fabrikplanung muß es somit sein, einen weitgehend werturteilsfreien Rahmen für diese zu definieren. Diese Methodologie dient als Metatheorie der (werturteils- und vorverständnisbehafteten) Theorien der Fabrikplanung. Sie
40 Ulrich H., Management, 1984, S. 179 41 Ulrich H., Management, 1984, S. 177 42 Diese Beispiele seien hier nur stellvertretend genannt. Eine entsprechende Herleitung erfolgt im
Rahmen der Entwicklung des Bezugsrahmens in Kapitel 2. 43 vgl. Kubicek, Bezugsrahmen, 1977, S. 22 44 An dieser Stelle wird mit Methode nicht eine Methode innerhalb der Fabrikplanung gemeint (wie
beispielsweise die Materialflußanalyse) sondern die Methode der Wissenschaft Fabrikplanung. 45 Ein Beispiel hierfür ist die Vielzahl unterschiedlicher Bezeichnungen und Verständnisse hinsichtlich
der einzelnen Schritte der Fabrikplanung.
Einleitung
Seite 10
beschreibt, wie die Fabrikplanung grundlegend funktioniert und ist somit unabhängig von speziellen Werturteilen oder Vorverständnissen über den Objektbereich.46
Auf dieser Basis werden die Theorien der Fabrikplanung untersucht bzw. formuliert, welche konkrete Handlungsanweisungen für den Gestaltungsraum liefern. Grundlage dieser Theori-en ist dabei jeweils das zugrundegelegte Paradigma, das immer Vorverständnisse und impli-zit vorausgesetzte (nur schwer faßbare) Grundannahmen beinhaltet.
Diese genannten Komponenten sollen das Basisverständnis der Wissenschaft Fabrikpla-nung darstellen und somit die Grundlage für die wissenschaftliche Auseinandersetzung mit der Fabrikplanung im Rahmen dieser Arbeit bilden. Einleitend soll somit im folgenden die Struktur dieser Komponenten beschrieben werden.
Bezugsrahmen
Methodologie der Fabrikplanung
Realität
Anforderungen
Objektbereich
Realmodell
Anforderungen
Objektbereich
Formalmodell
Anforderungen
Objektbereich
1
2 3
45
6
Realität
Anforderungen
Objektbereich
Realmodell
Anforderungen
Objektbereich
Formalmodell
Anforderungen
Objektbereich
11
22 33
4455
66
Geschäftsprozesse
Unterstützungsprozesse
Managementprozesse
Strateg
ieStru
kturen
Kultur
Erneue-
rungOpti-mierung
Kapitalgeber
Öffentlichkeit
Mitarbeitende
Kunden
Konkurrenz
Lieferanten
Staat
Geschäftsprozesse
Unterstützungsprozesse
Managementprozesse
Strateg
ieStru
kturen
Kultur
Erneue-
rungOpti-mierung
Geschäftsprozesse
Unterstützungsprozesse
Managementprozesse
Strateg
ieStru
kturen
Kultur
Erneue-
rungOpti-mierung
KapitalgeberKapitalgeber
ÖffentlichkeitÖffentlichkeit
MitarbeitendeMitarbeitende
KundenKunden
KonkurrenzKonkurrenz
LieferantenLieferanten
StaatStaat
Theorie der Fabrikplanung
Modellierungs- und Strukturierungskonzept
Vorgehensweisen, Methoden & Hilfsmittel
06
0 3
04
0 5
0 2
0 1
L a be li n g
P r oc e s s i n p ut
R ZL I
WW M
Core
Assem
ly
Machin
e
WW M
Core
Assem
ly
Machine
B ra z in g Ov e nC o o li ng
EX C
E XC
B ra zi n g O v e nC oo lin g B ra zi n g O v e nC oo lin g
F A
F AC Z 2
C Z 2FA
FA C Z 2
C Z 2
F A
F A
C Z 2F A
C Z 2 F A
C Z 2
F S
F S
C Z 2
Gestaltungskonzepte und Architekturen
U nte r nehm ens lei t ung
Zentra
l-be
reich
eZe nt ra lePer son al -ver walt ung
Zentr aleBeschaf fung
Zent ral eIT
Zentr aleF or schun g und
Ent wi cklung
Di vi si on 1For sc hun g &Ent wi cklu ng
Beschaff ung
Pro duktio n
Ma rketi ng
Div isio n 2For sch ung &Ent wickl un g
Beschaff ung
Pr odukti on
Ma rket ing
D ivi sio n 3Fors ch ung &Ent wic kl un g
Beschaf fung
Pr odukti on
M ar ket ing
Divis
ione
n
Di vi si on 1For sc hun g &Ent wi cklu ng
Beschaff ung
Pro duktio n
Ma rketi ng
Div isio n 2For sch ung &Ent wickl un g
Beschaff ung
Pr odukti on
Ma rket ing
D ivi sio n 3Fors ch ung &Ent wic kl un g
Beschaf fung
Pr odukti on
M ar ket ing
Divis
ione
n
St art0
1 15 1 150
16135 1361
Elektr ikanschli eßen
136 1371
17
135 1361
Pressluf tanschli eßen
136 1371
134
135
El ekt r ischeAnschlü ssevor be rei ten
135
10133 2133 0
11
133 1341
Pr ess luf tan-schluss vor -ber ei t en
135 1362
12
1
M aschin e indi e Hall esetzen
135
El ekt r ischeAnschlü ssevor be rei ten
135
10133 2133 0
135
El ekt r ischeAnschlü ssevor be rei ten
135
10133 2133 0
11
133 1341
Pr ess luf tan-schluss vor -ber ei t en
135 1362
11
133 1341
Pr ess luf tan-schluss vor -ber ei t en
135 1362
12
1
M aschin e indi e Hall esetzen12
1
M aschin e indi e Hall esetzen
1351133134
93
Bahntr ans-portbest ell en
8123 13310
Fundamentzement ieren
123 1330
117 120134131 14
61
Tr ansport -versic her g.absch ließen
Schal t schr .bestel len u.anli ef ern1
11 5 13 01512 5 13 55
72
Anli efer -te rmi nklär en
72
Anli efer -te rmi nklär en
Fundamentaushe ben2
11 5 11 7212 1 12 36
Fundamentaushe ben2
11 5 11 7212 1 12 36
311 5 12 38
Per so nalbesch af fen
11 5 12 30
311 5 12 38
Per so nalbesch af fen
11 5 12 30
4
11 5 12 05
Kr anw age nbesch af fen
12 9 13 414
4
11 5 12 05
Kr anw age nbesch af fen
12 9 13 414
5
11 5 11 61
Hall endachöf fnen
13 3 13 418
5
11 5 11 61
Hall endachöf fnen
13 3 13 418
11 6
11 713 1
13 111 5
11 512 9 14
13 0 15
18
1
P robelauf18
1
P robelauf
137 1380137 138
20
0
End e19
1
Abnah me
138 13 9 139 1390 13 9138
136
139
14
1
Ma schi nej us tier en
151
Hal lendachschli eß en
Schalt schr.anschli eß en13135 1372135 1370
1351341135
134 135138 4
Modellierungs- und Strukturierungskonzept
Vorgehensweisen, Methoden & Hilfsmittel
06
0 3
04
0 5
0 2
0 1
L a be li n g
P r oc e s s i n p ut
R ZLI
C
WWM
Core
Ass
emly
Machin
e
C
WWM
Core
Assem
ly
Machine
B razing OvenC ooli ng
XC EXC
EXC
B razi ngO venC oo ling B razi ngO venC oo ling
XC
FA
FACZ 2
CZ 2FA
FA CZ 2
CZ 2
FA
FA
CZ 2F A
CZ 2 F A
CZ 2
F S
F S
CZ 2
Gestaltungskonzepte und Architekturen
U nte r nehm ens lei t ung
Zentra
l-be
reich
eZe nt ra lePer son al -ver walt ung
Zentr aleBeschaf fung
Zent ral eIT
Zentr aleF or schun g und
Ent wi cklung
Di vi si on 1For sc hun g &Ent wi cklu ng
Beschaff ung
Pro duktio n
Ma rketi ng
Div isio n 2For sch ung &Ent wickl un g
Beschaff ung
Pr odukti on
Ma rket ing
D ivi sio n 3Fors ch ung &Ent wic kl un g
Beschaf fung
Pr odukti on
M ar ket ing
Divis
ione
n
Di vi si on 1For sc hun g &Ent wi cklu ng
Beschaff ung
Pro duktio n
Ma rketi ng
Div isio n 2For sch ung &Ent wickl un g
Beschaff ung
Pr odukti on
Ma rket ing
D ivi sio n 3Fors ch ung &Ent wic kl un g
Beschaf fung
Pr odukti on
M ar ket ing
Divis
ione
n
St art0
1 15 1 150
16135 1361
Elektr ikanschli eßen
136 1371
17
135 1361
Pressluf tanschli eßen
136 1371
134
135
El ekt r ischeAnschlü ssevor be rei ten
135
10133 2133 0
11
133 1341
Pr ess luf tan-schluss vor -ber ei t en
135 1362
12
1
M aschin e indi e Hall esetzen
135
El ekt r ischeAnschlü ssevor be rei ten
135
10133 2133 0
135
El ekt r ischeAnschlü ssevor be rei ten
135
10133 2133 0
11
133 1341
Pr ess luf tan-schluss vor -ber ei t en
135 1362
11
133 1341
Pr ess luf tan-schluss vor -ber ei t en
135 1362
12
1
M aschin e indi e Hall esetzen12
1
M aschin e indi e Hall esetzen
1351133134
93
Bahntr ans-portbest ell en
8123 13310
Fundamentzement ieren
123 1330
117 120134131 14
61
Tr ansport -versic her g.absch ließen
Schal t schr .bestel len u.anli ef ern1
11 5 13 01512 5 13 55
72
Anli efer -te rmi nklär en
72
Anli efer -te rmi nklär en
Fundamentaushe ben2
11 5 11 7212 1 12 36
Fundamentaushe ben2
11 5 11 7212 1 12 36
311 5 12 38
Per so nalbesch af fen
11 5 12 30
311 5 12 38
Per so nalbesch af fen
11 5 12 30
4
11 5 12 05
Kr anw age nbesch af fen
12 9 13 414
4
11 5 12 05
Kr anw age nbesch af fen
12 9 13 414
5
11 5 11 61
Hall endachöf fnen
13 3 13 418
5
11 5 11 61
Hall endachöf fnen
13 3 13 418
11 6
11 713 1
13 111 5
11 512 9 14
13 0 15
18
1
P robelauf18
1
P robelauf
137 1380137 138
20
0
End e19
1
Abnah me
138 13 9 139 1390 13 9138
136
139
14
1
Ma schi nej us tier en
151
Hal lendachschli eß en
Schalt schr.anschli eß en13135 1372135 1370
1351341135
134 135138 4
„Gestaltungsbereich der Wissenschaft Fabrikplanung“
„Methode der Wissenschaft
Fabrikplanung“
„Wie funktioniert die Wissenschaft
Fabrikplanung?“
„Wie wird eine Fabrik geplant?“
Theorie
Methodologie/ Metatheorie
Planungsprojekt
Fabrik
Grundlagen der Fabrikplanung Plan
Modell
Plan
ung
Implementierung
Anforderungen
Realität
t0 t1
A0 A1
Plan
Modell
Plan
ung
Implementierung
Anforderungen
Realität
t0 t1
A0 A1
Was?
Wie
?
Anlaß, Aufgaben, ErgebnisseObjektbereichDurchführungProjekt-Typologie
VorverständnisEinordnung des Objektbereiches (Umfeld)Herausforderungen
Bestandteile einer TheorieExistierende Ansätze
Paradigma
Grundlage der Theoriebildung/ Theoriebestimmung
„Fabrikplanung als handlungsorientierte
Wissenschaft“
Bild 1.4: Fabrikplanung als handlungsorientierte Wissenschaft
Grundlagen der Fabrikplanung
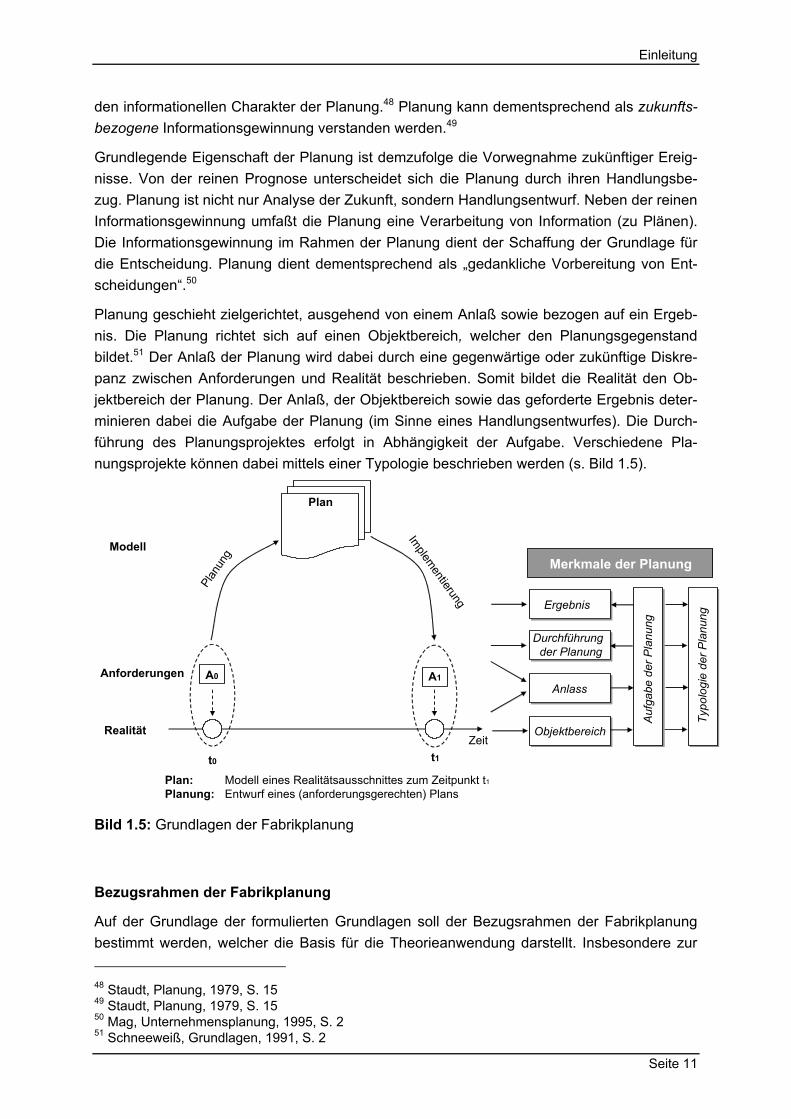
Basis für den zu untersuchenden Gestaltungsbereich sind die allgemeinen Merkmale der Planung. Charakteristisch für Planung ist dabei ihr Zukunftsbezug. Planung beinhaltet die Auseinandersetzung mit Zukünftigem. Gegenwärtiges oder Zurückliegendes kann im übli-chen Sinne des Planungsbegriffes nicht „geplant“ werden, sondern höchstens nachvollzogen oder analysiert werden. Ziel ist es, durch Planung Zukünftiges vorwegzunehmen bzw. sich auf Zukünftiges einzurichten.47 Die Unzugänglichkeit der Zukunft für reale Aktionen bedingt
46 Denn schon Begriffe, Bezeichnungen oder die Abgrenzung einzelner Gegenstände in einem Modell
drücken ein Vorverständnis aus. Beispiel: Mitarbeiter und Maschinen können als Linie oder als Gruppe zusammengefaßt werden. Die Bezeichnung bezieht sich dabei nicht nur auf den Modellie-rungsgegenstand sondern spiegelt das Verrichtungsprinzip wieder.
47 Oberkampf, Grundlagen, 1976, S. 69
Einleitung
Seite 11
den informationellen Charakter der Planung.48 Planung kann dementsprechend als zukunfts-bezogene Informationsgewinnung verstanden werden.49
Grundlegende Eigenschaft der Planung ist demzufolge die Vorwegnahme zukünftiger Ereig-nisse. Von der reinen Prognose unterscheidet sich die Planung durch ihren Handlungsbe-zug. Planung ist nicht nur Analyse der Zukunft, sondern Handlungsentwurf. Neben der reinen Informationsgewinnung umfaßt die Planung eine Verarbeitung von Information (zu Plänen). Die Informationsgewinnung im Rahmen der Planung dient der Schaffung der Grundlage für die Entscheidung. Planung dient dementsprechend als „gedankliche Vorbereitung von Ent-scheidungen“.50
Planung geschieht zielgerichtet, ausgehend von einem Anlaß sowie bezogen auf ein Ergeb-nis. Die Planung richtet sich auf einen Objektbereich, welcher den Planungsgegenstand bildet.51 Der Anlaß der Planung wird dabei durch eine gegenwärtige oder zukünftige Diskre-panz zwischen Anforderungen und Realität beschrieben. Somit bildet die Realität den Ob-jektbereich der Planung. Der Anlaß, der Objektbereich sowie das geforderte Ergebnis deter-minieren dabei die Aufgabe der Planung (im Sinne eines Handlungsentwurfes). Die Durch-führung des Planungsprojektes erfolgt in Abhängigkeit der Aufgabe. Verschiedene Pla-nungsprojekte können dabei mittels einer Typologie beschrieben werden (s. Bild 1.5).
Zeit
Plan: Modell eines Realitätsausschnittes zum Zeitpunkt t1
Planung: Entwurf eines (anforderungsgerechten) Plans
Durchführung der Planung
Ergebnis
Auf
gabe
der
Pla
nung
Objektbereich
Anlass
Merkmale der Planung
Typo
logi
e de
r Pla
nung
Plan
Modell
Plan
ung
Implem
entierung
Anforderungen
Realität
t0 t1
A0 A1
Bild 1.5: Grundlagen der Fabrikplanung
Bezugsrahmen der Fabrikplanung
Auf der Grundlage der formulierten Grundlagen soll der Bezugsrahmen der Fabrikplanung bestimmt werden, welcher die Basis für die Theorieanwendung darstellt. Insbesondere zur 48 Staudt, Planung, 1979, S. 15 49 Staudt, Planung, 1979, S. 15 50 Mag, Unternehmensplanung, 1995, S. 2 51 Schneeweiß, Grundlagen, 1991, S. 2
Einleitung
Seite 12
Identifikation des zu betrachtenden Problems benötigt der Forscher nach KUBICEK „eine theoretische Perspektive, unter der er die Realität betrachten kann und die es ihm erlaubt, das Problem überhaupt gedanklich-sprachlich fassen und Fragen formulieren zu können“.52 Somit beschreibt der Bezugsrahmen gleichzeitig den Betrachtungsbereich und die ihm zugrunde liegenden Wirkmechanismen ebenso wie das zugrundeliegende Vorverständnis.53 Danach sind in Anlehnung an KUBICEK durch den Bezugsrahmen die folgenden Fragen zu adressieren:54
• Identifikation der relevanten Größen und Betrachtungseinheiten
• Identifikation der relevanten Beziehungen
• Identifikation von relevanten Mechanismen (zwischen den Größen bzw. Betrach-tungseinheiten
Übertragen auf die Fabrikplanung muß ein Bezugsrahmen somit die Fabrik55 und ihre rele-vanten Größen bzw. Einheiten sowie deren Beziehungen und Wechselwirkungen darstellen. Vor dem Hintergrund des Zieles der Arbeit, das in hohem Maße auf die Wechselwirkung zwischen den Anforderungen an die Fabrik sowie deren Veränderung ausgerichtet ist, muß der Bezugsrahmen ebenfalls die (die Anforderungen formulierenden) Unternehmensbereiche bzw. Anspruchsgruppen repräsentieren.
Dementsprechend wird als Basis für den Bezugsrahmen dieser Arbeit das neue St. Galler Management Modell nach RÜEGG-STÜRM gewählt, welches vor dem Hintergrund der Spezifi-ka der Fabrikplanung erweitert wird.56 Anhand dieses Bezugsrahmens wird einerseits eine grundlegende Untersuchung der Fabrikplanung durchgeführt sowie andererseits das zugrun-deliegende Vorverständnis, insbesondere in Hinsicht auf die an die Fabrik gerichteten Anforderungen, spezifiziert. 57
Methodologie der Fabrikplanung
Das Vorgehen bei der Erkenntnisgewinnung bzw. die Struktur des Erkenntnisraumes, quasi eine „Metawissenschaft“ zu der eigentlichen Wissenschaft, wird durch die Methodologie der jeweiligen Wissenschaft gebildet.58 Objektbereich der Methodologie ist somit die Wissen-schaft selbst. Beispielsweise bilden die Art und der Umfang der Modellbildung im Rahmen einer Wissenschaft eine methodologische Frage.59 Dementsprechend soll im folgenden eine Methodologie der Fabrikplanung als Wissenschaft formuliert werden. Auf der Basis grundle-gender Merkmale der Planung und der Problemlösung wird die für die Fabrikplanung rele-
52 Kubicek, Bezugsrahmen, 1977, S. 17 53 An dieser Stelle soll nicht von einem heuristischen Bezugsrahmen gesprochen werden, da dieser
nicht vorrangig zum Sammeln empirischen Wissens sondern vielmehr als Erklärungsmodell des Gestaltungsbereiches genutzt werden soll. Vgl. hierzu Kubicek, Bezugsrahmen, 1977, S. 18
54 vgl. Kubicek, Bezugsrahmen, 1977, S. 18/ 19 55 Hier als Objektbereich der Fabrikplanung bezeichnet. 56 vgl. Rüegg-Stürm, Management, 2002 57 vgl. hierzu Kap. 2. 58 Schanz , Einführung, 1975, S. 19, 14; Schneeweiss, Konzepte, 1992, S. 227 59 Schanz , Einführung, 1975, S. 14
Einleitung
Seite 13
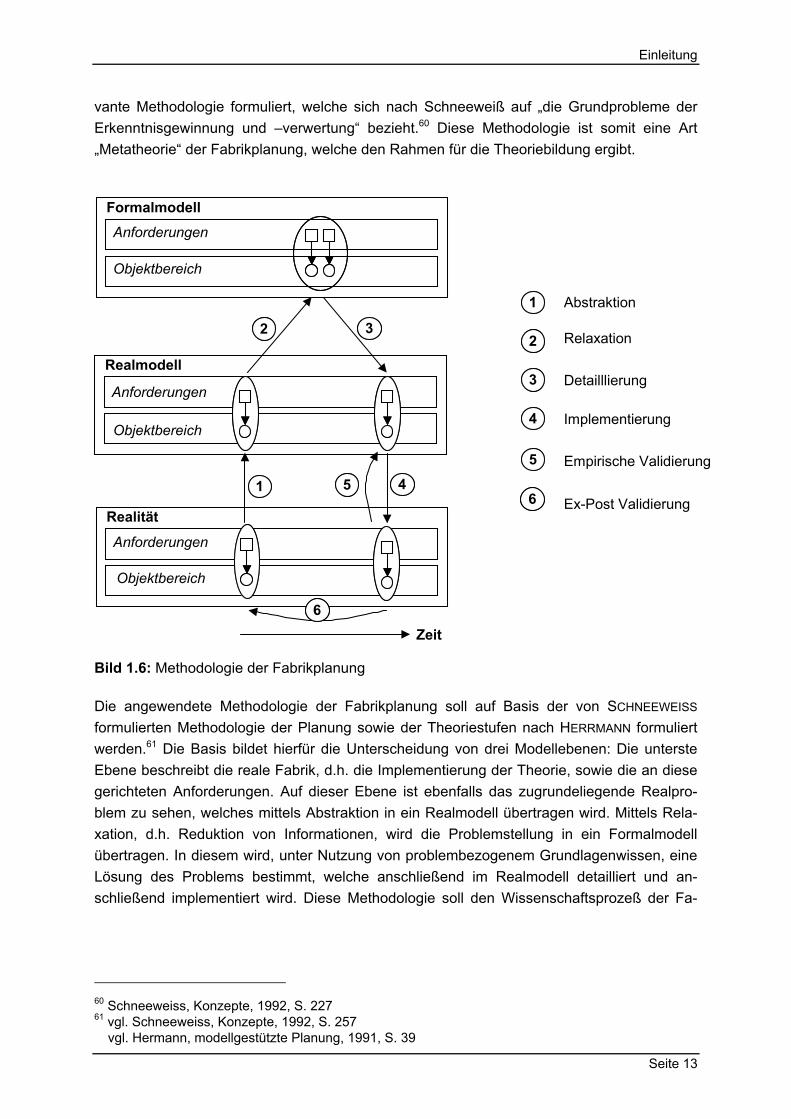
vante Methodologie formuliert, welche sich nach Schneeweiß auf „die Grundprobleme der Erkenntnisgewinnung und –verwertung“ bezieht.60 Diese Methodologie ist somit eine Art „Metatheorie“ der Fabrikplanung, welche den Rahmen für die Theoriebildung ergibt.
Zeit
11
22
33
44
Abstraktion
Relaxation
Detailllierung
Empirische Validierung
Ex-Post Validierung
Implementierung
66
55
Realität
Anforderungen
Objektbereich
Realmodell
Anforderungen
Objektbereich
FormalmodellAnforderungen
Objektbereich
11
22 33
4455
66
Bild 1.6: Methodologie der Fabrikplanung
Die angewendete Methodologie der Fabrikplanung soll auf Basis der von SCHNEEWEISS formulierten Methodologie der Planung sowie der Theoriestufen nach HERRMANN formuliert werden.61 Die Basis bildet hierfür die Unterscheidung von drei Modellebenen: Die unterste Ebene beschreibt die reale Fabrik, d.h. die Implementierung der Theorie, sowie die an diese gerichteten Anforderungen. Auf dieser Ebene ist ebenfalls das zugrundeliegende Realpro-blem zu sehen, welches mittels Abstraktion in ein Realmodell übertragen wird. Mittels Rela-xation, d.h. Reduktion von Informationen, wird die Problemstellung in ein Formalmodell übertragen. In diesem wird, unter Nutzung von problembezogenem Grundlagenwissen, eine Lösung des Problems bestimmt, welche anschließend im Realmodell detailliert und an-schließend implementiert wird. Diese Methodologie soll den Wissenschaftsprozeß der Fa-
60 Schneeweiss, Konzepte, 1992, S. 227 61 vgl. Schneeweiss, Konzepte, 1992, S. 257 vgl. Hermann, modellgestützte Planung, 1991, S. 39
Einleitung
Seite 14
brikplanung verdeutlichen, d.h. demonstrieren, welche Schritte zur Erkenntnisgewinnung im Rahmen des Wissenschaftsprozesses durchzuführen sind.62
Theorie der Fabrikplanung
Die Ergebnisse der Anwendung der Methodologie, also die eigentliche Erkenntnis der Wis-senschaft, werden als Theorien formuliert.63 Nach POPPER ist eine Theorie „das Netz, das wir auswerfen, um ‚die Welt’ einzufangen- sie zu rationalisieren, zu erklären und zu beherr-schen“.64 Es handelt sich somit um ein System von Gesetzmäßigkeiten bzw. Werturteilen über den Objektbereich der jeweiligen Wissenschaft.65 Eine Theorie läßt sich dabei der Praxis gegenüberstellen.66 Wenn der Bezugsrahmen somit die Praxis der Fabrikplanung verdeutlicht, wird im Rahmen der Theorie ein System von Aussagen beschrieben.67 Dement-sprechend soll in dieser Arbeit die Theorie der Fabrikplanung im Allgemeinen untersucht werden.
Neben der Theorie der Fabrikplanung soll ebenfalls das zugrundeliegende Paradigma be-trachtet werden. Ein Paradigma beschreibt dabei nach SCHANZ „eine Art ‚Supertheorie’, die die Probleme und Methoden weiter Teilbereiche eines Fachs definiert“.68 Dabei handelt es sich nach SCHNEEWEISS um „bestimmte Grundhaltungen, von denen aus eine Gestaltung des Planungsprozesses vorgenommen wird“.69 Entsprechend KUHN wird ein Paradigma nicht explizit proklamiert bzw. definiert, sondern setzt sich durch, weil es erfolgreicher als andere bei der Lösung spezifischer Probleme ist.70 Dementsprechend soll darauf verzichtet werden, unterschiedliche Produktionsparadigmen explizit zu vergleichen. Vielmehr sollen auf der Grundlage einer Analyse der Theorie der Fabrikplanung die den jeweiligen Bestandteilen zugrundeliegenden Paradigmen identifiziert und diskutiert werden.
1.4 Aufbau der Arbeit
Nach ULRICH ist der Praxisbezug Grundlage einer anwendungsorientierten Wissenschaft. Dementsprechend lassen sich wissenschaftliche Aussagen wie folgt klassifizieren:71
1. Inhaltliche Lösungen für konkrete Probleme der Praxis
2. Lösungsverfahren für konkrete Probleme der Praxis
3. Gestaltungsmodelle für die Veränderung der sozialen Wirklichkeit
4. Regeln für die Entwicklung von Gestaltungsmodellen
62 Es handelt sich somit nicht um einen Ablauf der Fabrikplanung. 63 Schanz, Einführung, 1975, S. 41 64 Popper, Logik, 1976, S. 31 65 vgl. Schneeweiß, Konzepte, 1992, S. 42 66 Schanz, Einführung, 1975, S. 41 67 vgl. Schneeweiß, Konzepte, 1992, S. 232 68 Schanz , Einführung, 1975, S. 11 69 Schneeweiß, Konzepte, 1992, S. 251 70 Kuhn, Struktur, 1967, S. 44 71 Ulrich, Management, 1984, S. 180f.
Einleitung
Seite 15
Aussagen des Typs 1 liefern dabei konkrete Gestaltungslösungen, die in der Praxis imple-mentiert werden können. Übertragen auf die Fabrikplanung handelt es sich beispielsweise um die Planung einer konkreten Fabrik. Hingegen sind Aussagen des Typs 2 darauf ausge-richtet, dem Praktiker ein Lösungsverfahren zur Verfügung zu stellen, beispielsweise eine Methode zur Materialflußanalyse. Die dritte Kategorie von Aussagen beinhaltet, „daß der Wissenschaftler ein Modell der zukünftigen Wirklichkeit entwirft, die er dem Praktiker zur Realisierung übergibt, analog zur Arbeit des Konstrukteurs, der eine neue Maschine ent-wirft.“72 Übertragen auf die Fabrikplanung wird hierbei ein Fabrikkonzept mit vorkonfigurier-ten Gestaltungslösungen entwickelt, welches der Praktiker anschließend implementiert. Ein Beispiel hierfür wären Ansätze wie das Konzept der Segmentierung nach WILDEMANN oder der Fraktalen Fabrik nach WARNECKE. Aussagen des Typs 4 beschreiben hingegen, auf welchen Grundlagen derartige Gestaltungsmodelle zu entwickeln sind.
Entsprechend der formulierten Forschungsfrage soll im Rahmen dieser Arbeit untersucht werden, inwieweit das grundlegende Prinzip der Objektorientierung in der Fabrikplanung nutzbar ist. Es ist somit nicht das Ziel, konkrete Gestaltungsvorschläge oder Methoden zu spezifizieren, sondern vielmehr im Sinne der vierten Kategorie Aussagen zu treffen, inwie-weit die Objektorientierung und die hierauf aufbauenden Software Engineering Ansätze die Basis für Aussagen der Typen 1 bis 3 darstellen können.
Entsprechend des Forschungsprozesses nach ULRICH wird somit ausgehend von der Praxis, d.h. einem praktischen Problem, eine entsprechende Theorie entwickelt, die ihrerseits in die Praxis überführt wird.73 Die Basis hierfür ist ein deduktives Vorgehen, welches die formulierte Forschungsfrage in Form einer Hypothese elaboriert und dann im Rahmen eines Falsifizie-rungsversuches bewertet. 74
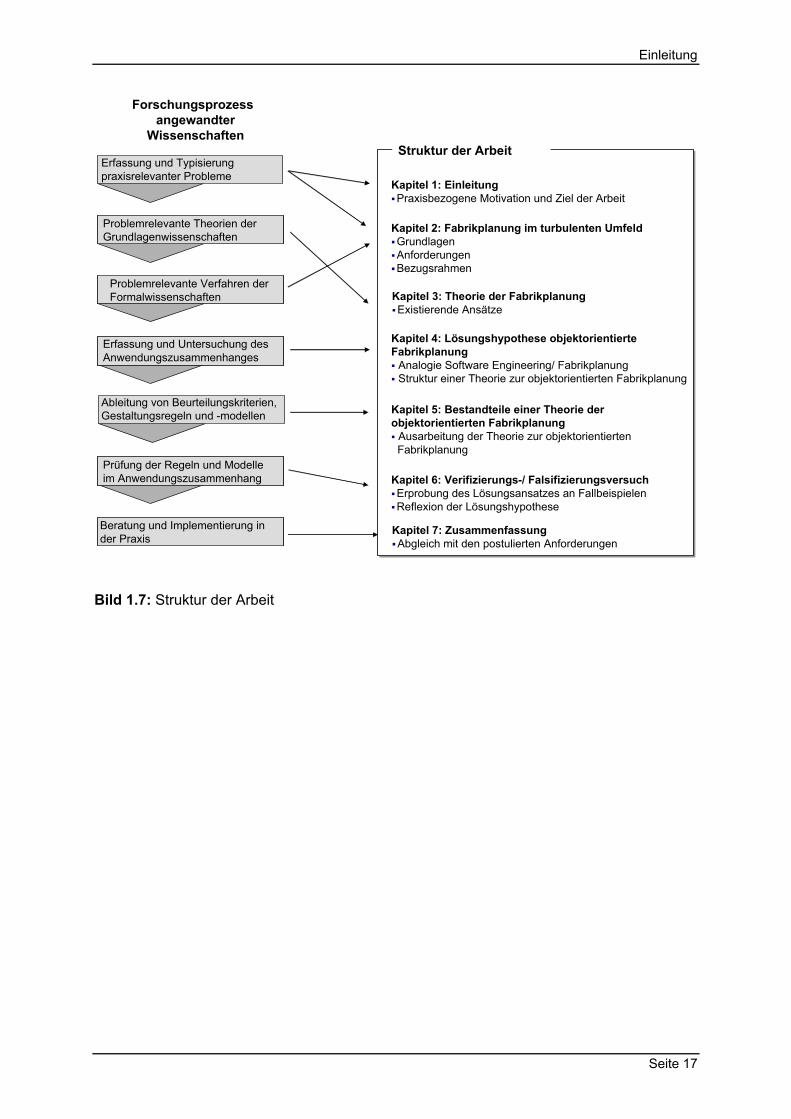
Grundlage für das Vorgehen bildet dabei der Forschungsprozeß angewandter Wissenschaf-ten nach ULRICH.75 Sämtliche Phasen des Forschungsprozesses werden durchlaufen, jedoch soll im Rahmen dieser Arbeit die Reihenfolge ihrer Darstellung in den Kapiteln 2 und 3 modi-fiziert werden. Dies ist erforderlich, da Ziel der Arbeit die Formulierung einer Lösungshypo-these ist, und somit nur in eingeschränktem Maße eine empirisch-deskriptive Untersuchung notwendig macht.
Erfassung und Typisierung praxisrelevanter Probleme
Nach ULRICH ist die Praxis der Ausgangspunkt anwendungsbezogener Wissenschaften. Dementsprechend soll, ausgehend von der Einleitung im ersten Kapitel, im zweiten Kapitel eine Untersuchung der Grundlagen der Fabrikplanung erfolgen, welche quasi die „Struktur der Praxis“ der Fabrikplanung darstellen. Dies dient als Basis, um anschließend die Praxis-herausforderungen bezogen auf die Fabrik sowie deren Planung zu untersuchen. Diese bilden gemeinsam mit dem adressierten Objektbereich den Bezugsrahmen der Arbeit.
72 Ulrich, Management, 1984, S. 180 73 Ulrich, Management, 1984, S. 192 74 vgl. Popper Logik, 1976, S. 7; vgl. Kubicek, Bezugsrahmen, 1977, S. 5f. 75 Ulrich, Management, 1984, S. 193 ff.
Einleitung
Seite 16
Erfassung und Interpretation problemrelevanter Theorien und Hypothesen
Auf der Grundlage des formulierten Bezugsrahmens werden im 3. Kapitel die bestehenden Theorien bzw. Theoriebestandteile der Fabrikplanung untersucht. Hierzu wird eine entspre-chende Klassifizierung der Theoriebestandteile erarbeitet sowie eine Bewertung vor dem Hintergrund der im 2. Kapitel formulierten Anforderungen vorgenommen.
Erfassung und Spezifizierung problemrelevanter Verfahren der Formalwissenschaften
Entsprechend der handlungsorientierten (und weniger empirisch-deskriptiven) Ausrichtung der Fabrikplanung ist gegenüber dem Forschungsvorgehen von ULRICH an dieser Stelle keine Untersuchung der Formalwissenschaften erforderlich. Gemäß der ursprünglichen Intention von Ulrich, an dieser Stelle im Forschungszyklus die methodischen Grundlagen der eigenen Wissenschaftsdisziplin zu untersuchen, wird die Rolle der „Formalwissenschaft“ für die Fabrikplanung hierbei durch grundlegende Ansätze wie beispielsweise die Systemtheorie und Prinzipien des Netzwerkbildung oder das Axiomatic Design wahrgenommen. Diese werden im Rahmen des 2. Kapitels dahingehend untersucht, inwieweit sie eine grundlegen-de Basis für die Lösung des Konfliktes von Dynamik und Stabilität liefern können. Auf dieser Grundlage wird die Lösungshypothese der Arbeit formuliert.
Erfassung und Untersuchung des relevanten Anwendungszusammenhangs
Im Rahmen dieses Schrittes wird die formulierte Lösungshypothese vor dem Hintergrund des Anwendungszusammenhangs ausgearbeitet. Hierbei wird, mittels eines Analogieschlusses zwischen den Grundlagen des Software Engineering und denen der Fabrikplanung, die Basis für die formale Übertragbarkeit der Software Engineering Ansätze auf die Fabrikpla-nung geschaffen. Hierauf aufbauend wird eine Theorie zur objektorientierten Fabrikplanung skizziert.
Ableitung von Beurteilungskriterien, Gestaltungsregeln und -modellen
Im 5. Kapitel der Arbeit wird die entwickelte Theorie der Fabrikplanung ausgearbeitet. Hierbei werden neben entsprechenden Modellierungsansätzen geeignete Vorgehensweisen und Methoden spezifiziert. Um die geforderte Praxisnähe zu realisieren, sollen die einzelnen Komponenten der Theorie anhand eines (fiktiven) Beispieles verdeutlicht werden.
Prüfung der Regeln und Modelle im Anwendungszusammenhang
Entsprechend des gewählten deduktiven Vorgehens wird in diesem Schritt ein Falsifizie-rungsversuch der entwickelten Lösungshypothese vorgenommen. Hierzu werden, neben den im 2. Kapitel abgeleiteten Anforderungen, Thesen verwendet, die erfüllt sein müssen, damit die Lösungshypothese als zutreffend gelten kann. Anhand von vier Anwendungsfällen wer-den diese Thesen überprüft.
Einleitung
Seite 17
Bild 1.7: Struktur der Arbeit
Erfassung und Typisierung praxisrelevanter Probleme
Problemrelevante Theorien der GrundlagenwissenschaftenProblemrelevante Theorien der Grundlagenwissenschaften
Problemrelevante Verfahren der FormalwissenschaftenProblemrelevante Verfahren der Formalwissenschaften
Erfassung und Untersuchung des AnwendungszusammenhangesErfassung und Untersuchung des Anwendungszusammenhanges
Ableitung von Beurteilungskriterien, Gestaltungsregeln und -modellen
Prüfung der Regeln und Modelle im AnwendungszusammenhangPrüfung der Regeln und Modelle im Anwendungszusammenhang
Beratung und Implementierung in der PraxisBeratung und Implementierung in der Praxis
Kapitel 1: EinleitungPraxisbezogene Motivation und Ziel der Arbeit
Kapitel 3: Theorie der Fabrikplanung Existierende Ansätze
Kapitel 4: Lösungshypothese objektorientierte Fabrikplanung
Analogie Software Engineering/ FabrikplanungStruktur einer Theorie zur objektorientierten Fabrikplanung
Kapitel 5: Bestandteile einer Theorie der objektorientierten Fabrikplanung
Ausarbeitung der Theorie zur objektorientierten Fabrikplanung
Kapitel 6: Verifizierungs-/ FalsifizierungsversuchErprobung des Lösungsansatzes an FallbeispielenReflexion der Lösungshypothese
Kapitel 7: ZusammenfassungAbgleich mit den postulierten Anforderungen
Kapitel 2: Fabrikplanung im turbulenten UmfeldGrundlagen AnforderungenBezugsrahmen
Forschungsprozess angewandter
WissenschaftenStruktur der Arbeit
Fabrikplanung im turbulenten Umfeld
Seite 18
2 Fabrikplanung im turbulenten Umfeld
Entsprechend des gewählten forschungsmethodischen Vorgehens sollen in diesem Kapitel eine Erfassung und Typisierung praxisrelevanter Probleme erfolgen. Ausgangspunkt bildet dabei die Identifikation des Gestaltungsbereichs der Wissenschaft Fabrikplanung. Hierzu werden die Grundlagen der Fabrikplanung sowie der auf diesen aufbauenden Bezugsrah-men der Arbeit bestimmt. Ausgangspunkt soll dabei eine Definition und Abgrenzung der Fabrikplanung sein. Zum Aufbau eines Bezugsrahmens für diese Arbeit wird einleitend der Objektbereich der Fabrikplanung abgegrenzt. Anschließend wird eine Einordnung der Fa-brikplanung als Teilaufgabe der Unternehmensplanung vorgenommen. Auf der Grundlage dieser objekt- und vorgehensbezogenen Abgrenzung der Fabrikplanung werden deren spezi-fische Merkmale in Form der Anlässe, Aufgaben und Ergebnisse dargestellt. Hierzu werden ebenfalls die Herausforderungen aufgezeigt, die sich für den gewählten Objektbereich erge-ben. Auf der Grundlage dieser Herausforderungen werden Anforderungen formuliert, die sich für die Gestaltung bzw. die Planung der Fabrik ergeben. Diese Anforderungen dienen als Basis für die Untersuchung der existierenden Theorie(n) der Fabrikplanung im dritten Kapitel.
2.1 Definition und Abgrenzung der Fabrikplanung
Entsprechend der allgemeinen Definition der Planung als zukunftsbezogene Informations-gewinnung76 soll im folgenden eine Definition der Fabrikplanung, einerseits anhand einer Bestimmung des Objektbereiches der Planung, sowie andererseits anhand einer Abgren-zung hinsichtlich anderer Disziplinen der Unternehmensplanung erfolgen. Als Basis für diese Beschreibung dient das neue St. Galler Managementmodell.77 Dieses Modell wird verwen-det, da es ein „heuristisches Schema, das einem hilft, Sachverhalte oder Probleme zu struk-turieren, Bezüge zu erkennen oder herzustellen“, darstellt.78 Als Nachfolger des weit verbrei-teten ursprünglichen St. Galler Management Modells sowie des St. Galler Management Konzeptes basiert es wie das gewählte forschungsmethodische Vorgehen dieser Arbeit auf der systemorientierten Managementlehre nach ULRICH.79
2.1.1 Objektbereich der Fabrikplanung Der Begriff „Fabrik“ stammt von dem lateinischen Wort Fabrica80, welches mit Werkstatt übersetzt werden kann. Eine verbindliche Definition des Begriffes „Fabrik“ existiert in der Fachliteratur nicht.
Eine Fabrik wird als Betriebsform verstanden, dessen Charakteristika das Prinzip der Ar-beitsteiligkeit sowie eine Mechanisierung der Produktion sind.81 Nach SCHMIGALLA kann eine
76 Staudt, Planung, 1979, S. 15 77 vgl. Rüegg-Stürm, Management-Modell, 2002 78 Dubs, Managementlehre, 2002, S. 30 79 Dubs, Managementlehre, 2002, S. 29 80 Kettner, Leitfaden, 1984, S. 1 81 o.V., Brockhaus, 1993, S. 112
Fabrikplanung im turbulenten Umfeld
Seite 19
Fabrik als „industrieller Betrieb, der erwerbs- oder gemeinwirtschaftliche Zwecke verfolgt“ verstanden werden.82 Insbesondere steht bei einer Fabrik der „produktionstechnische und produktionsorganisatorische Aspekt im Vordergrund“.83 Die Fabrik grenzt sich somit von handwerklichen- sowie land- und forstwirtschaftlichen Betrieben ab.84
Nach FELIX ist die Fabrik eine Stätte zur Herstellung eines Produktes durch Umwandlung der Produktionsfaktoren Boden, Arbeit, Kapital, Energie und Information.85 Diese Definition ver-knüpft einerseits eine aufgabenbezogene Abgrenzung der Fabrik mit einem räumlichen, gegenständlichen Verständnis. Ein derartiges Verständnis wählt auch AGGTELEKY, der eine aufgaben- und objektbezogene Abgrenzung der Fabrik vornimmt.86
Beide Formen der Definition des Fabrikbegriffes lassen offen, inwieweit sich eine Fabrik von anderen Unternehmensbereichen abgrenzt. Dies wird im folgenden durch eine Beschreibung des Objektbereiches vorgenommen.
Objekte der Fabrikplanung
Der Objektbereich der Fabrikplanung umfaßt prinzipiell die Fabrik in ihrer Gesamtheit.87 Der Umfang der Gestaltungsobjekte sowie deren Gliederung und Bezeichnung wird von ver-schiedenen Autoren unterschiedlich gehandhabt. In der Praxis werden zusätzlich häufig weitere, unternehmens- oder branchenspezifische Begriffsverständnisse verwendet. Im folgenden sollen stellvertretend diejenigen Verständnisse nach KETTNER88, AGGTELEKY89, WIENDAHL90, REFA91, ROCKSTROH92, SCHMIGALLA93 UND DOLEZALEK94 untersucht werden, da diese aus verbreiteten Kompendien stammen (s. Bild 2.1).
Die Spezifikation der Objekte der Fabrikplanung orientiert sich bei den betrachteten Autoren mit der Ausnahme von WIENDAHL an den Planungsergebnissen bzw. deren Dokumentation. WIENDAHL verwendet nicht an der Ergebnissicht orientierte Bezeichnungen, sondern grenzt die Betrachtungsobjekte auf der Ebene der betrachteten Bereiche der Fabrik ab.95 Überein-stimmend werden von sämtlichen Autoren die räumlichen Gegebenheiten der Fabrik in Form der Flächen- und Layoutgestaltung als Objekte der Fabrikplanung betrachtet. Dies gilt eben-falls für die Gestaltung der Fabrikgebäude.96 Inwieweit jedoch auch die Standortbestimmung Teil der Fabrikplanung ist, herrschen unterschiedliche Auffassungen.
82 Schmigalla, Fabrikplanung, 1995, S. 34 83 Schmigalla, Fabrikplanung, 1995, S. 34 84 vgl. z.B. Brödner, Fabrik, 1986, S. 11f. 85 Felix, Fabrikplanung, 1998, S. 32 86 vgl. Aggteleky, Grundlagen, 1987, S. 26f. 87 Schmigalla, Fabrikplanung, 1995, S. 71 88 Kettner, Leitfaden, 1984, S. 17, 19, 27 89 Aggteleky, Grundlagen, 1987, S. 34, 42 90 Wiendahl, Betriebsorganisation, 1989, S. 196 91 REFA, Netzplantechnik, 1985, S. 145ff., 183, 213f. 92 Rockstroh, Industriebetrieb, 1985, S. 46 93 Schmigalla, Fabrikplanung, 1995, S. 26 94 Dolezalek, Planung, 1981, S. 196 95 Wiendahl, Betriebsorganisation, 1989, S. 196 96 Bei WIENDAHL werden diese Betrachtungsobjekte nicht explizit genannt, sondern können als Teilobjekte der betrachteten Bereiche gelten.
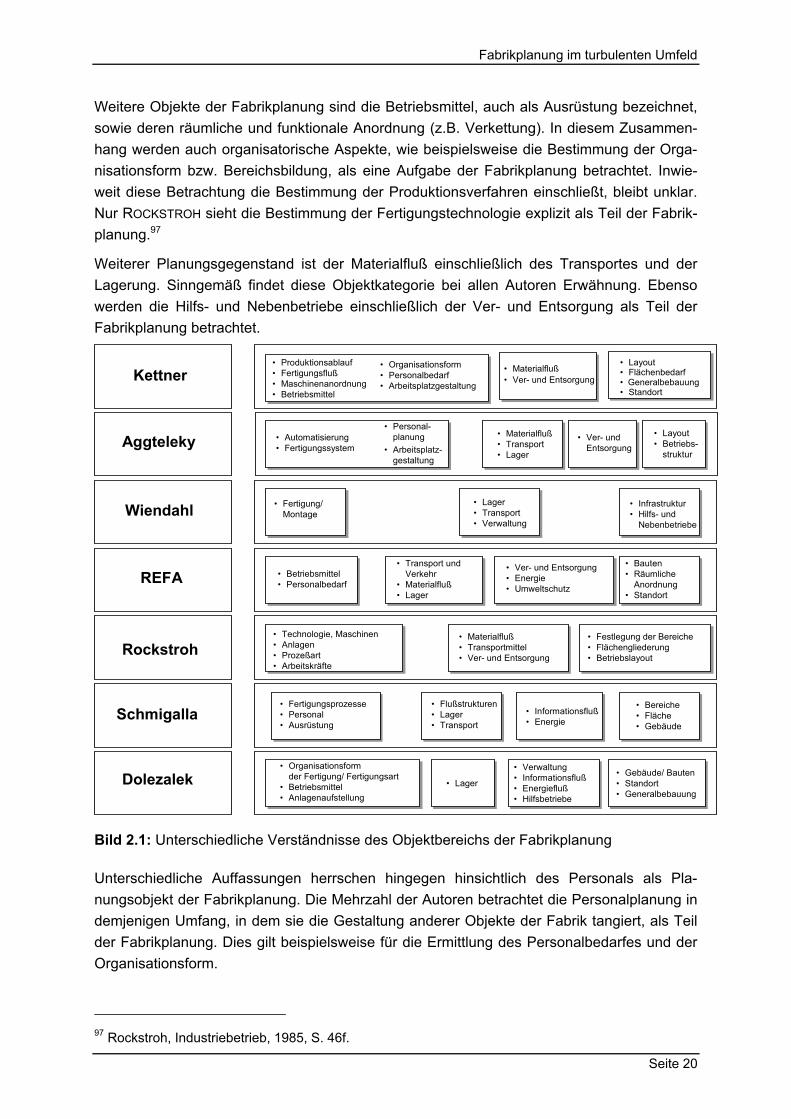
Fabrikplanung im turbulenten Umfeld
Seite 20
Weitere Objekte der Fabrikplanung sind die Betriebsmittel, auch als Ausrüstung bezeichnet, sowie deren räumliche und funktionale Anordnung (z.B. Verkettung). In diesem Zusammen-hang werden auch organisatorische Aspekte, wie beispielsweise die Bestimmung der Orga-nisationsform bzw. Bereichsbildung, als eine Aufgabe der Fabrikplanung betrachtet. Inwie-weit diese Betrachtung die Bestimmung der Produktionsverfahren einschließt, bleibt unklar. Nur ROCKSTROH sieht die Bestimmung der Fertigungstechnologie explizit als Teil der Fabrik-planung.97
Weiterer Planungsgegenstand ist der Materialfluß einschließlich des Transportes und der Lagerung. Sinngemäß findet diese Objektkategorie bei allen Autoren Erwähnung. Ebenso werden die Hilfs- und Nebenbetriebe einschließlich der Ver- und Entsorgung als Teil der Fabrikplanung betrachtet.
• GeneralbebauungKettner
Aggteleky
Wiendahl
Schmigalla
Rockstroh
REFA
Dolezalek
• Materialfluß• Transportmittel• Ver- und Entsorgung
• Festlegung der Bereiche• Flächengliederung• Betriebslayout
• Technologie, Maschinen • Anlagen• Prozeßart• Arbeitskräfte
• Fertigung/ Montage
• Lager • Transport • Verwaltung
• Infrastruktur• Hilfs- und
Nebenbetriebe
• Materialfluß• Transport• Lager
• Automatisierung• Fertigungssystem • Arbeitsplatz-
gestaltung
• Personal-planung • Ver- und
Entsorgung
• Layout • Betriebs-
struktur
• Betriebsmittel• Personalbedarf
• Produktionsablauf • Fertigungsfluß • Maschinenanordnung• Betriebsmittel
• Organisationsform • Personalbedarf • Arbeitsplatzgestaltung
• Flächenbedarf
• Standort
• Layout
• Transport und Verkehr
• Materialfluß• Lager
• Bereiche• Fläche • Gebäude
• Fertigungsprozesse • Personal• Ausrüstung
• Informationsfluß• Energie
• Flußstrukturen• Lager • Transport
• Gebäude/ Bauten• Standort • Generalbebauung
• Organisationsform der Fertigung/ Fertigungsart
• Betriebsmittel• Anlagenaufstellung
• Lager
• Verwaltung• Informationsfluß• Energiefluß• Hilfsbetriebe
• Bauten • Räumliche
Anordnung • Standort
• Ver- und Entsorgung • Energie • Umweltschutz
• Materialfluß• Ver- und Entsorgung
Bild 2.1: Unterschiedliche Verständnisse des Objektbereichs der Fabrikplanung
Unterschiedliche Auffassungen herrschen hingegen hinsichtlich des Personals als Pla-nungsobjekt der Fabrikplanung. Die Mehrzahl der Autoren betrachtet die Personalplanung in demjenigen Umfang, in dem sie die Gestaltung anderer Objekte der Fabrik tangiert, als Teil der Fabrikplanung. Dies gilt beispielsweise für die Ermittlung des Personalbedarfes und der Organisationsform.
97 Rockstroh, Industriebetrieb, 1985, S. 46f.
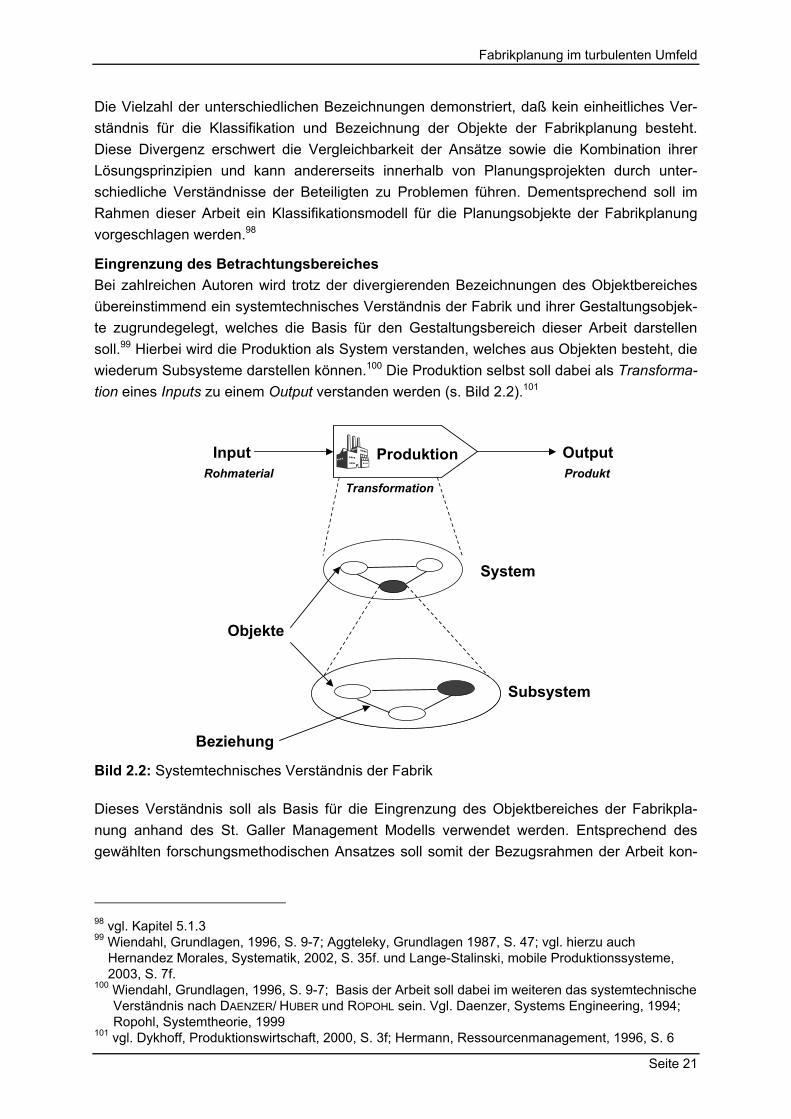
Fabrikplanung im turbulenten Umfeld
Seite 21
Die Vielzahl der unterschiedlichen Bezeichnungen demonstriert, daß kein einheitliches Ver-ständnis für die Klassifikation und Bezeichnung der Objekte der Fabrikplanung besteht. Diese Divergenz erschwert die Vergleichbarkeit der Ansätze sowie die Kombination ihrer Lösungsprinzipien und kann andererseits innerhalb von Planungsprojekten durch unter-schiedliche Verständnisse der Beteiligten zu Problemen führen. Dementsprechend soll im Rahmen dieser Arbeit ein Klassifikationsmodell für die Planungsobjekte der Fabrikplanung vorgeschlagen werden.98
Eingrenzung des Betrachtungsbereiches Bei zahlreichen Autoren wird trotz der divergierenden Bezeichnungen des Objektbereiches übereinstimmend ein systemtechnisches Verständnis der Fabrik und ihrer Gestaltungsobjek-te zugrundegelegt, welches die Basis für den Gestaltungsbereich dieser Arbeit darstellen soll.99 Hierbei wird die Produktion als System verstanden, welches aus Objekten besteht, die wiederum Subsysteme darstellen können.100 Die Produktion selbst soll dabei als Transforma-tion eines Inputs zu einem Output verstanden werden (s. Bild 2.2).101
Input OutputRohmaterial Produkt
Produktion
Transformation
System
Subsystem
Objekte
Beziehung
Bild 2.2: Systemtechnisches Verständnis der Fabrik
Dieses Verständnis soll als Basis für die Eingrenzung des Objektbereiches der Fabrikpla-nung anhand des St. Galler Management Modells verwendet werden. Entsprechend des gewählten forschungsmethodischen Ansatzes soll somit der Bezugsrahmen der Arbeit kon-
98 vgl. Kapitel 5.1.3 99 Wiendahl, Grundlagen, 1996, S. 9-7; Aggteleky, Grundlagen 1987, S. 47; vgl. hierzu auch Hernandez Morales, Systematik, 2002, S. 35f. und Lange-Stalinski, mobile Produktionssysteme,
2003, S. 7f. 100 Wiendahl, Grundlagen, 1996, S. 9-7; Basis der Arbeit soll dabei im weiteren das systemtechnische
Verständnis nach DAENZER/ HUBER und ROPOHL sein. Vgl. Daenzer, Systems Engineering, 1994; Ropohl, Systemtheorie, 1999
101 vgl. Dykhoff, Produktionswirtschaft, 2000, S. 3f; Hermann, Ressourcenmanagement, 1996, S. 6
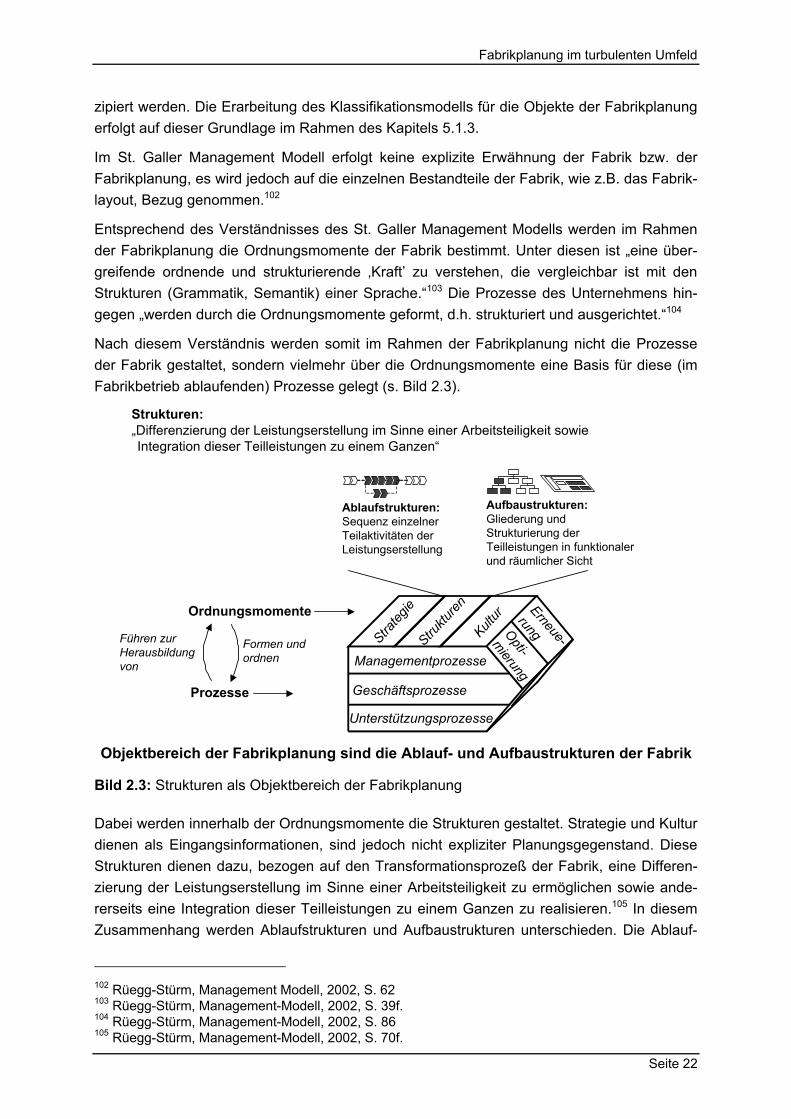
Fabrikplanung im turbulenten Umfeld
Seite 22
zipiert werden. Die Erarbeitung des Klassifikationsmodells für die Objekte der Fabrikplanung erfolgt auf dieser Grundlage im Rahmen des Kapitels 5.1.3.
Im St. Galler Management Modell erfolgt keine explizite Erwähnung der Fabrik bzw. der Fabrikplanung, es wird jedoch auf die einzelnen Bestandteile der Fabrik, wie z.B. das Fabrik-layout, Bezug genommen.102
Entsprechend des Verständnisses des St. Galler Management Modells werden im Rahmen der Fabrikplanung die Ordnungsmomente der Fabrik bestimmt. Unter diesen ist „eine über-greifende ordnende und strukturierende ‚Kraft’ zu verstehen, die vergleichbar ist mit den Strukturen (Grammatik, Semantik) einer Sprache.“103 Die Prozesse des Unternehmens hin-gegen „werden durch die Ordnungsmomente geformt, d.h. strukturiert und ausgerichtet.“104
Nach diesem Verständnis werden somit im Rahmen der Fabrikplanung nicht die Prozesse der Fabrik gestaltet, sondern vielmehr über die Ordnungsmomente eine Basis für diese (im Fabrikbetrieb ablaufenden) Prozesse gelegt (s. Bild 2.3).
Geschäftsprozesse
Unterstützungsprozesse
Managementprozesse
Strateg
ieStru
kturen
Kultur
Erneue-
rungOpti-mierung
Ordnungsmomente
Prozesse
Formen undordnen
Führen zurHerausbildungvon
Strukturen:„Differenzierung der Leistungserstellung im Sinne einer Arbeitsteiligkeit sowieIntegration dieser Teilleistungen zu einem Ganzen“
Objektbereich der Fabrikplanung sind die Ablauf- und Aufbaustrukturen der Fabrik
Ablaufstrukturen:Sequenz einzelnerTeilaktivitäten derLeistungserstellung
Aufbaustrukturen:Gliederung undStrukturierung derTeilleistungen in funktionalerund räumlicher Sicht
Bild 2.3: Strukturen als Objektbereich der Fabrikplanung
Dabei werden innerhalb der Ordnungsmomente die Strukturen gestaltet. Strategie und Kultur dienen als Eingangsinformationen, sind jedoch nicht expliziter Planungsgegenstand. Diese Strukturen dienen dazu, bezogen auf den Transformationsprozeß der Fabrik, eine Differen-zierung der Leistungserstellung im Sinne einer Arbeitsteiligkeit zu ermöglichen sowie ande-rerseits eine Integration dieser Teilleistungen zu einem Ganzen zu realisieren.105 In diesem Zusammenhang werden Ablaufstrukturen und Aufbaustrukturen unterschieden. Die Ablauf-
102 Rüegg-Stürm, Management Modell, 2002, S. 62 103 Rüegg-Stürm, Management-Modell, 2002, S. 39f. 104 Rüegg-Stürm, Management-Modell, 2002, S. 86 105 Rüegg-Stürm, Management-Modell, 2002, S. 70f.
Fabrikplanung im turbulenten Umfeld
Seite 23
strukturen „legen fest, welche Aufgaben in welcher zeitlichen Abfolge zu erfüllen sind“.106 Die Aufbaustrukturen bestimmen, nach welchen „grundlegenden Kriterien die Aufgaben und Aktivitäten einer Unternehmung im Rahmen der sachlichen und führungsmäßigen Arbeitstei-lung gebündelt und geführt werden“.107 Die Festlegung der Strukturen werden u.a. durch Organigramme, Ablaufbeschreibungen aber auch räumliche Festlegungen wie z.B. Layouts und die räumliche Arbeitsplatzgestaltung getroffen.108
Anhand des St. Galler Management Modells kann somit der Objektbereich der Fabrikpla-nung in der Festlegung der Strukturen der Fabrik (als Grundlage für deren späteren Betrieb) beschrieben werden. Auf der Basis dieser Eingrenzung des Objektbereiches soll im Kapitel 5.1.3 ein Klassifikationsmodell für die Planungsobjekte der Fabrikplanung erarbeitet werden.
2.1.2 Die Fabrikplanung als Teil der Unternehmensplanung Der Begriff „Fabrikplanung“ wird unterschiedlich verstanden. Als Synonyme werden auch die Begriffe „Werksplanung“109 und „Betriebsprojektierung“110 sowie „Betriebsstättenplanung“111 verwendet. Außerdem ist die Abgrenzung zu anderen Planungsbereichen unscharf. Deswe-gen wird im folgenden eine Abgrenzung der Fabrikplanung bezogen auf das Gesamtspek-trum der Unternehmensplanung vorgenommen.
Die Fabrikplanung ist „ein Teilgebiet der Unternehmensplanung und hat die optimale Ge-staltung und rationelle Verwirklichung von Investitionsvorhaben zum Gegenstand“.112 Die Fabrikplanung umfaßt „die Planung und Auslegung industrieller Produktionsstätten sowie die Überwachung der Realisierung bis zum Anlauf der Produktion.“113
Die Abgrenzung der Fabrikplanung kann einerseits über die Planungsobjekte sowie anderer-seits bezogen auf die spezifischen Aufgaben und den daraus resultierenden Schnittstellen zu anderen Teilbereichen der Unternehmensplanung vorgenommen werden114. Im folgenden wird eine Definition der Unternehmensplanung vorgenommen. Anschließend erfolgt eine Einordnung der Fabrikplanung in deren Kontext.
Definition und Abgrenzung der Unternehmensplanung
Die Unternehmensplanung umfaßt „alle Planungstätigkeiten (...), die zum Aufbau neuer oder im Rahmen bestehender Unternehmen durchgeführt werden“115 und ist „der Versuch, die Zukunft des Unternehmens im Voraus zu gestalten und damit die gewünschte Zielrichtung der Entwicklung des Unternehmens zu beeinflussen.“116
106 Rüegg-Stürm, Management-Modell, 2002, S. 71f. 107 Rüegg-Stürm, Management-Modell, 2002, S. 70, Als Beispiele werden eine Gliederung nach Funktionen, markt- oder produktbezogenen Tätigkeiten genannt sowie eine Darstellung in Form eines Organigramms vorgeschlagen, vgl. Lange-Stalinski, mobile Produktionssysteme, 2003, S. 8 108 Rüegg-Stürm, Management-Modell, 2002, S. 62 109 Schmigalla, Fabrikplanung, 1995, S. 13 110 Rockstroh, Grundlagen, 1980, S. 14f. 111 REFA, Netzplantechnik, 1985, S. 146 112 Aggteleky, Grundlagen, 1987, S. 26 113 Wiendahl, Grundlagen, 1996, S. 9-1 114 vgl. Schmigalla, Fabrikplanung, 1995, S. 14 115 Voigt , Unternehmensplanung, 1993, S. 6 116 Fischer, Unternehmensplanung, 1996, S. 4
Fabrikplanung im turbulenten Umfeld
Seite 24
Objektbereich der Unternehmensplanung ist somit das Unternehmen in seiner Gesamt-heit.117 Innerhalb der Unternehmensplanung kann dabei anhand des betrachteten Zeithori-zontes zwischen strategischer, taktischer und operativer Planung unterschieden werden.118
Typische Aufgaben der strategischen Unternehmensplanung sind die Festlegung der langfri-stigen Unternehmensziele. Hierbei werden die generelle Zielrichtung und die Erfolgspotentia-le des Unternehmens bezogen auf die Marktentwicklung sowie globale Richtgrößen wie z.B. der Zielumsatz festgelegt. Der Zeithorizont derartiger Planungen ist üblicherweise größer als fünf Jahre.119
Die taktische Planung umfaßt einen mittelfristigen Planungshorizont von ca. 2-3 Jahren.120 Sie dient dazu, die strategischen Zielsetzungen objekt- und bereichsbezogen zu konkretisie-ren. Merkmal dieser Planungsphase ist insbesondere der Abgleich der Ziele mit den existie-renden Gegebenheiten und die daraus resultierende Bestimmung von Handlungsbedar-fen.121
Die operative Planung betrachtet einen Zeithorizont von bis zu einem Jahr. Es werden kon-krete Aktionen für einzelne Funktionsabteilungen festgelegt.122 Insbesondere werden die Mittel zur Erreichung einzelner Planziele bestimmt (s. Bild 2.4).123
Weiterhin wird die Unternehmensplanung unabhängig von der zeitlichen Dimension be-reichs- bzw. objektbezogen differenziert.124 Einzelne Teilgebiete der Planung lassen sich explizit einzelnen Unternehmensbereichen zuordnen, wie z.B. die Marketingplanung. Bei anderen handelt es sich vielmehr um Querschnittsaufgaben, wie beispielsweise bei der Investitionsplanung. Weiterhin ist die aufgaben- und objektbezogene Abgrenzung zwischen einzelnen Planungsbereichen unscharf. Es bleibt beispielsweise unklar, wie zwischen der Forschungs- und Entwicklungsplanung und der Produktplanung differenziert wird.
117 Hammer, Unternehmensplanung,1992, S. 22 118 In dieser Arbeit werden diesbezüglich die Begrifflichkeiten nach Schmigalla, Fabrikplanung, 1995, S. 72, Hammer, Unternehmensplanung,1992 S. 37, Voigt, Unternehmensplanung, 1993 und Fi-
scher, Unternehmensplanung, 1996, S. 29f. verwendet. Abweichend werden bei EHRMANN die mit-telfristige Planung als operative und die kurzfristige als taktische Planung bezeichnet. EHRMANN weist auf diese Abweichung hin, erläutert sie jedoch nicht. Ehrmann, Unternehmensplanung,1997, S. 22
119 Fischer, Unternehmensplanung, 1996, S. 30; Ehrmann, Unternehmensplanung, 1997, S. 21 120 Fischer, Unternehmensplanung,1996, S. 30 121 Ehrmann, Unternehmensplanung, 1997, S. 22; Fischer, Unternehmensplanung, 1996, S. 30 122 Ehrmann, Unternehmensplanung, 1997, S. 22; Fischer, Unternehmensplanung, 1996, S. 30 123 Ackhoff, Unternehmensplanung, 1972, S. 14 124 in Anlehnung an Fischer, Unternehmensplanung, 1996, S. 31, 41, 44; Ehrmann Unternehmens- planung, 1997, S. 236
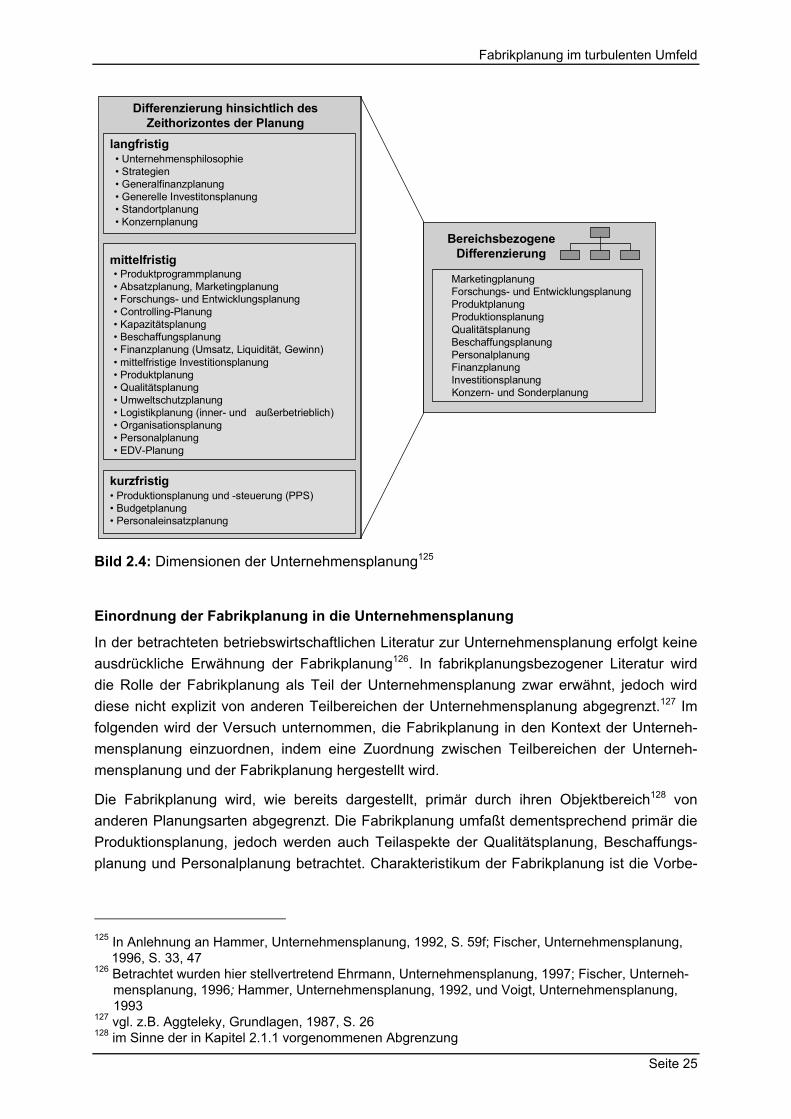
Fabrikplanung im turbulenten Umfeld
Seite 25
langfristig
mittelfristig
kurzfristig
• Produktprogrammplanung• Absatzplanung, Marketingplanung• Forschungs- und Entwicklungsplanung• Controlling-Planung• Kapazitätsplanung• Beschaffungsplanung• Finanzplanung (Umsatz, Liquidität, Gewinn)• mittelfristige Investitionsplanung• Produktplanung• Qualitätsplanung• Umweltschutzplanung• Logistikplanung (inner- und außerbetrieblich)• Organisationsplanung• Personalplanung• EDV-Planung
• Unternehmensphilosophie• Strategien• Generalfinanzplanung• Generelle Investitonsplanung• Standortplanung• Konzernplanung
• Produktionsplanung und -steuerung (PPS)• Budgetplanung• Personaleinsatzplanung
MarketingplanungForschungs- und EntwicklungsplanungProduktplanungProduktionsplanungQualitätsplanungBeschaffungsplanungPersonalplanungFinanzplanungInvestitionsplanung
Konzern- und Sonderplanung
Differenzierung hinsichtlich desZeithorizontes der Planung
BereichsbezogeneDifferenzierung
Bild 2.4: Dimensionen der Unternehmensplanung125
Einordnung der Fabrikplanung in die Unternehmensplanung
In der betrachteten betriebswirtschaftlichen Literatur zur Unternehmensplanung erfolgt keine ausdrückliche Erwähnung der Fabrikplanung126. In fabrikplanungsbezogener Literatur wird die Rolle der Fabrikplanung als Teil der Unternehmensplanung zwar erwähnt, jedoch wird diese nicht explizit von anderen Teilbereichen der Unternehmensplanung abgegrenzt.127 Im folgenden wird der Versuch unternommen, die Fabrikplanung in den Kontext der Unterneh-mensplanung einzuordnen, indem eine Zuordnung zwischen Teilbereichen der Unterneh-mensplanung und der Fabrikplanung hergestellt wird.
Die Fabrikplanung wird, wie bereits dargestellt, primär durch ihren Objektbereich128 von anderen Planungsarten abgegrenzt. Die Fabrikplanung umfaßt dementsprechend primär die Produktionsplanung, jedoch werden auch Teilaspekte der Qualitätsplanung, Beschaffungs-planung und Personalplanung betrachtet. Charakteristikum der Fabrikplanung ist die Vorbe-
125 In Anlehnung an Hammer, Unternehmensplanung, 1992, S. 59f; Fischer, Unternehmensplanung, 1996, S. 33, 47 126 Betrachtet wurden hier stellvertretend Ehrmann, Unternehmensplanung, 1997; Fischer, Unterneh-
mensplanung, 1996; Hammer, Unternehmensplanung, 1992, und Voigt, Unternehmensplanung, 1993
127 vgl. z.B. Aggteleky, Grundlagen, 1987, S. 26 128 im Sinne der in Kapitel 2.1.1 vorgenommenen Abgrenzung
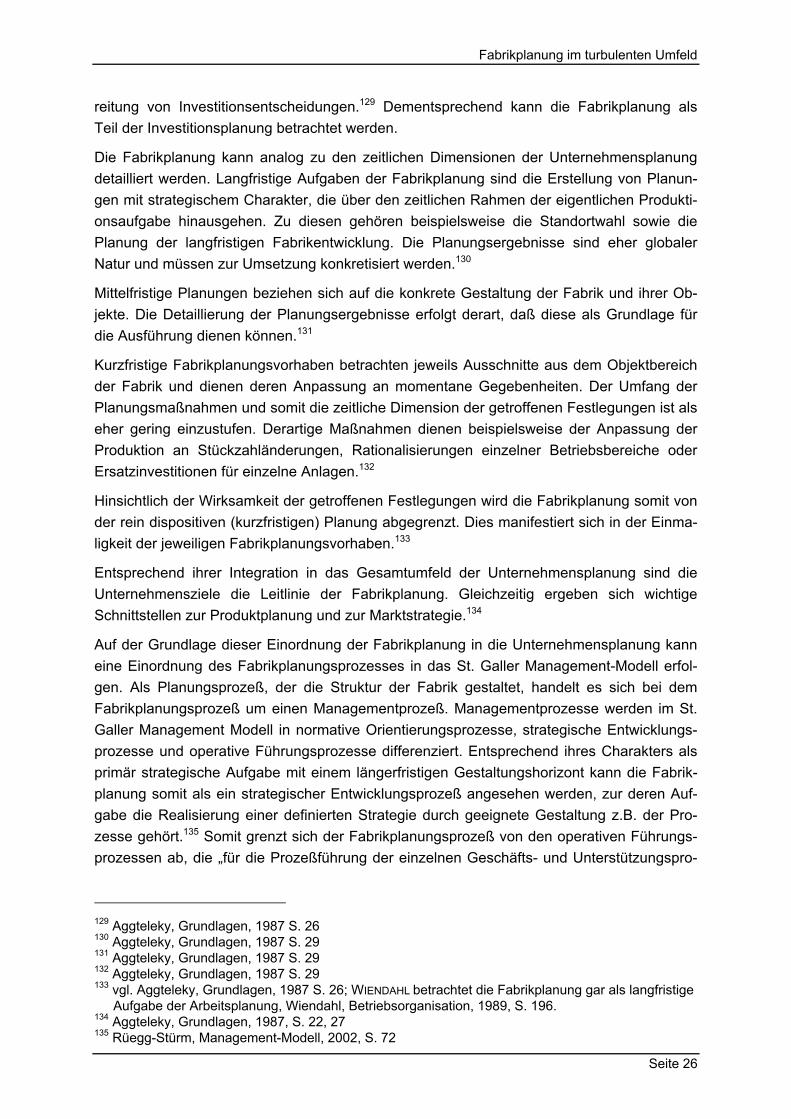
Fabrikplanung im turbulenten Umfeld
Seite 26
reitung von Investitionsentscheidungen.129 Dementsprechend kann die Fabrikplanung als Teil der Investitionsplanung betrachtet werden.
Die Fabrikplanung kann analog zu den zeitlichen Dimensionen der Unternehmensplanung detailliert werden. Langfristige Aufgaben der Fabrikplanung sind die Erstellung von Planun-gen mit strategischem Charakter, die über den zeitlichen Rahmen der eigentlichen Produkti-onsaufgabe hinausgehen. Zu diesen gehören beispielsweise die Standortwahl sowie die Planung der langfristigen Fabrikentwicklung. Die Planungsergebnisse sind eher globaler Natur und müssen zur Umsetzung konkretisiert werden.130
Mittelfristige Planungen beziehen sich auf die konkrete Gestaltung der Fabrik und ihrer Ob-jekte. Die Detaillierung der Planungsergebnisse erfolgt derart, daß diese als Grundlage für die Ausführung dienen können.131
Kurzfristige Fabrikplanungsvorhaben betrachten jeweils Ausschnitte aus dem Objektbereich der Fabrik und dienen deren Anpassung an momentane Gegebenheiten. Der Umfang der Planungsmaßnahmen und somit die zeitliche Dimension der getroffenen Festlegungen ist als eher gering einzustufen. Derartige Maßnahmen dienen beispielsweise der Anpassung der Produktion an Stückzahländerungen, Rationalisierungen einzelner Betriebsbereiche oder Ersatzinvestitionen für einzelne Anlagen.132
Hinsichtlich der Wirksamkeit der getroffenen Festlegungen wird die Fabrikplanung somit von der rein dispositiven (kurzfristigen) Planung abgegrenzt. Dies manifestiert sich in der Einma-ligkeit der jeweiligen Fabrikplanungsvorhaben.133
Entsprechend ihrer Integration in das Gesamtumfeld der Unternehmensplanung sind die Unternehmensziele die Leitlinie der Fabrikplanung. Gleichzeitig ergeben sich wichtige Schnittstellen zur Produktplanung und zur Marktstrategie.134
Auf der Grundlage dieser Einordnung der Fabrikplanung in die Unternehmensplanung kann eine Einordnung des Fabrikplanungsprozesses in das St. Galler Management-Modell erfol-gen. Als Planungsprozeß, der die Struktur der Fabrik gestaltet, handelt es sich bei dem Fabrikplanungsprozeß um einen Managementprozeß. Managementprozesse werden im St. Galler Management Modell in normative Orientierungsprozesse, strategische Entwicklungs-prozesse und operative Führungsprozesse differenziert. Entsprechend ihres Charakters als primär strategische Aufgabe mit einem längerfristigen Gestaltungshorizont kann die Fabrik-planung somit als ein strategischer Entwicklungsprozeß angesehen werden, zur deren Auf-gabe die Realisierung einer definierten Strategie durch geeignete Gestaltung z.B. der Pro-zesse gehört.135 Somit grenzt sich der Fabrikplanungsprozeß von den operativen Führungs-prozessen ab, die „für die Prozeßführung der einzelnen Geschäfts- und Unterstützungspro-
129 Aggteleky, Grundlagen, 1987 S. 26 130 Aggteleky, Grundlagen, 1987 S. 29 131 Aggteleky, Grundlagen, 1987 S. 29 132 Aggteleky, Grundlagen, 1987 S. 29 133 vgl. Aggteleky, Grundlagen, 1987 S. 26; WIENDAHL betrachtet die Fabrikplanung gar als langfristige
Aufgabe der Arbeitsplanung, Wiendahl, Betriebsorganisation, 1989, S. 196. 134 Aggteleky, Grundlagen, 1987, S. 22, 27 135 Rüegg-Stürm, Management-Modell, 2002, S. 72
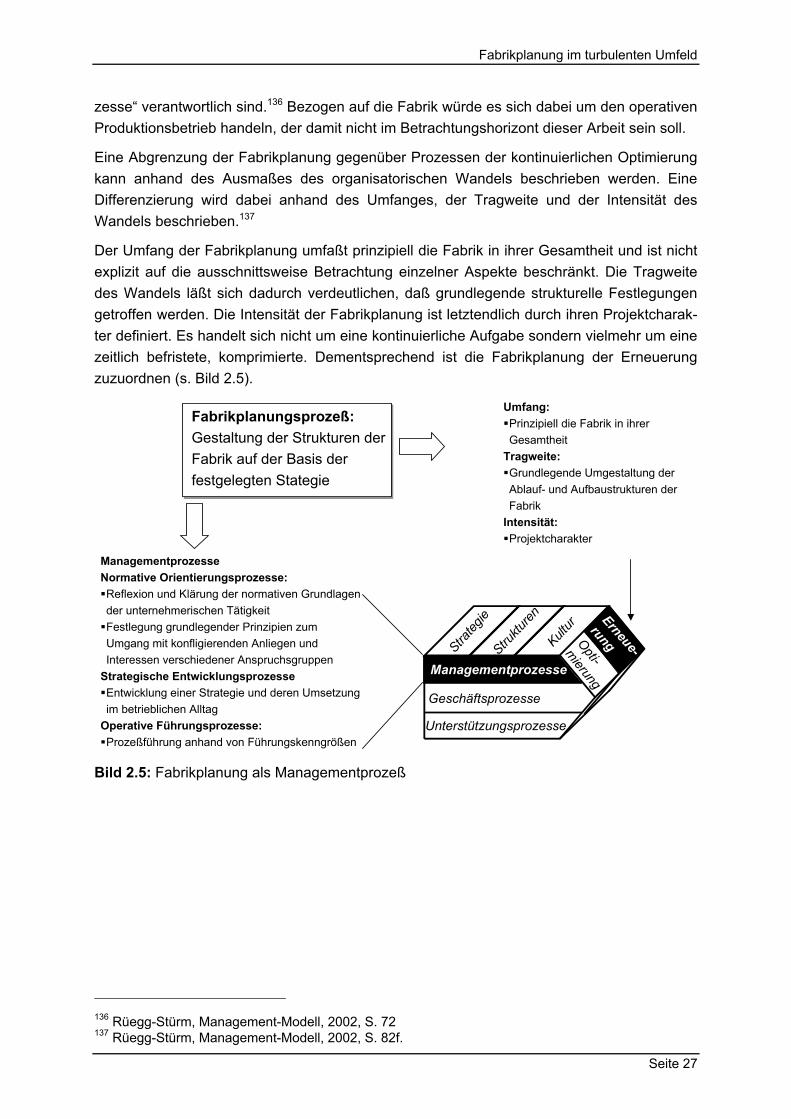
Fabrikplanung im turbulenten Umfeld
Seite 27
zesse“ verantwortlich sind.136 Bezogen auf die Fabrik würde es sich dabei um den operativen Produktionsbetrieb handeln, der damit nicht im Betrachtungshorizont dieser Arbeit sein soll.
Eine Abgrenzung der Fabrikplanung gegenüber Prozessen der kontinuierlichen Optimierung kann anhand des Ausmaßes des organisatorischen Wandels beschrieben werden. Eine Differenzierung wird dabei anhand des Umfanges, der Tragweite und der Intensität des Wandels beschrieben.137
Der Umfang der Fabrikplanung umfaßt prinzipiell die Fabrik in ihrer Gesamtheit und ist nicht explizit auf die ausschnittsweise Betrachtung einzelner Aspekte beschränkt. Die Tragweite des Wandels läßt sich dadurch verdeutlichen, daß grundlegende strukturelle Festlegungen getroffen werden. Die Intensität der Fabrikplanung ist letztendlich durch ihren Projektcharak-ter definiert. Es handelt sich nicht um eine kontinuierliche Aufgabe sondern vielmehr um eine zeitlich befristete, komprimierte. Dementsprechend ist die Fabrikplanung der Erneuerung zuzuordnen (s. Bild 2.5).
Fabrikplanungsprozeß:Gestaltung der Strukturen derFabrik auf der Basis derfestgelegten Stategie
ManagementprozesseNormative Orientierungsprozesse:Reflexion und Klärung der normativen Grundlagender unternehmerischen TätigkeitFestlegung grundlegender Prinzipien zumUmgang mit konfligierenden Anliegen undInteressen verschiedener Anspruchsgruppen
Strategische EntwicklungsprozesseEntwicklung einer Strategie und deren Umsetzungim betrieblichen Alltag
Operative Führungsprozesse:Prozeßführung anhand von Führungskenngrößen
Umfang:Prinzipiell die Fabrik in ihrerGesamtheit
Tragweite:Grundlegende Umgestaltung derAblauf- und Aufbaustrukturen derFabrik
Intensität:Projektcharakter
Geschäftsprozesse
Unterstützungsprozesse
Strateg
ieStru
kturen
Kultur
Opti-mierung
Managementprozesse
Erneue-
rung
Bild 2.5: Fabrikplanung als Managementprozeß
136 Rüegg-Stürm, Management-Modell, 2002, S. 72 137 Rüegg-Stürm, Management-Modell, 2002, S. 82f.
Fabrikplanung im turbulenten Umfeld
Seite 28
2.1.3 Anlaß, Aufgaben und Ergebnisse der Fabrikplanung Anlaß für die Fabrikplanung ist die mangelhafte Übereinstimmung des Ist-Zustandes der Fabrik mit den an sie gestellten Anforderungen.138
Entsprechend des vorliegenden Anlasses ist es die Aufgabe des Fabrikplanungsvorhabens, einen Entwurf der Fabrik zu erstellen, der den gestellten Anforderungen entspricht. Der Anlaß des Planungsvorhabens bestimmt somit maßgeblich dessen Umfang, Dauer sowie den Detaillierungsgrad der Ergebnisse.
Anforderungen an die Fabrik resultieren einerseits aus dem Unternehmen und der Aufgabe der Fabrik in diesem, sowie andererseits aus den Anforderungen der Anspruchsgruppen wie z.B. gesetzlichen Auflagen. Eine Beschreibung der Anforderungen an die Fabrik ist anhand eines Verständnisses der Fabrik als Transformationsprozesses gemacht werden. Auf der Basis eines Faktoreinsatzes z.B. in Form von Rohmaterial, Kapital oder Personal wird eine Ausbringung, gekennzeichnet durch eine Stückzahl bzw. Menge, der Durchlaufzeit sowie der Varianten, realisiert. Die eigentliche Produktionsaufgabe wird dabei durch die zu realisieren-den Produktmerkmale sowie der entsprechenden Produktionstechnologie und den zu erfül-lenden Qualitätsanforderungen beschrieben (s. Bild 2.6).139
Aufgaben der Fabrikplanung
Entwicklung und informationelle Darstellung einesden Anforderungen und Randbedingungenentsprechenden FabrikkonzeptesPlanung, Durchführung und Überwachung derRealisierung des Konzeptes
LayoutsProzesspläneOrganigrammeDatenbanken/ TabellenIT-Modelle
Ergebnis der Fabrikplanung
Machbarkeitsstudien (Grob)Investitionsplanung (Mittel)Detailplanungen für dieUmsetzung (Fein)
Diskrepanz zwischen denAnforderungen und denMerkmalen der Fabrik
Anforderungender Anspruchs-
gruppen
Ist-Zustand Soll-ZustandAnlaß der Fabrikplanung:
Ergebnisdokumentation
Ergebnisart (Detaillierung)
Bestimmungsgrößen der Fabrik
FaktoreinsatzRohmaterialeinsatzPersonaleinsatzKapitaleinsatz
ProduktionsaufgabeProduktmerkmaleProdukttechnologieQualitätsanforderungenAuftragsart
AusbringungStückzahl/ MengeDurchlaufzeitVarianten/- mix
Anforderungen desUnternehmens
Bild 2.6: Anlässe, Aufgaben und Ergebnisse der Fabrikplanung
Die aus dem Unternehmen sowie den Anspruchsgruppen resultierenden Anforderungen sind somit anhand der Bestimmungsgrößen der Fabrik zu beschreiben. Ein Anlaß für ein Fabrik-
138 REFA, Netzplantechnik, 1985, S. 152f. 139 vgl. Krah, Prozeßmodell, 1999, S. 28f.
Fabrikplanung im turbulenten Umfeld
Seite 29
planungsprojekt kann dabei daraus resultieren, aus der Marktstrategie des Unternehmens ein verändertes Stückzahlspektrum abzuleiten und somit die Ausbringung der Fabrik zu modifizieren.
Grundaufgabe der Fabrikplanung ist somit die Lieferung eines Gestaltungsvorschlages (Plan) für die Fabrik, der dem jeweiligen Planungsanlaß entspricht. Insbesondere sind hier-bei gegenwärtige und zukünftige Randbedingungen zu berücksichtigen.140 Inwieweit die Planung der Realisierung, deren Durchführung und Überwachung Teil der Fabrikplanung sind, herrschen in der Literatur unterschiedliche Auffassungen, die im Rahmen der Betrach-tung unterschiedlicher Fabrikplanungskonzepte in Kapitel 3 näher betrachtet werden. Prinzi-piell läßt sich festhalten, daß die Kernaufgabe der Fabrikplanung die Generierung eines Plans ist. Dessen Umsetzung ist nicht in allen Fällen, wie z.B. einer reinen Machbarkeitsstu-die, gewährleistet. Dementsprechend soll in dieser Arbeit die Ausführung der Planung nicht betrachtet werden.
Die Form der Ergebnisdarstellung ist weitgehend von den jeweiligen Planungsobjekten abhängig. Prinzipiell handelt es sich um die informationelle Darstellung der Ausprägungen der Objekte anhand der beschreibungsrelevanten Parameter. Typische Dokumente sind Struktur- und Aufstellungspläne sowie Tabellen und Diagramme.141 Entsprechend der Auf-gabe von Machbarkeitsstudien, im Rahmen der strategischen Unternehmensplanung einen Überblick über die Durchführbarkeit und die Kosten der Herstellung eines Produktes Aus-kunft zu geben, ist der Detaillierungsgrad der Ergebnisse auf die für eine Bewertung zentra-len Merkmale begrenzt.142 Als Grundlage für die Gestaltung von Investitionsvorhaben sind Planungsergebnisse mittleren143 Konkretisierungsgrades erforderlich. Detaillierte Planungs-ergebnisse sind als Grundlage für die Umsetzung der eigentlichen Planungen notwendig.
2.1.4 Typologie von Fabrikplanungsvorhaben Bezogen auf den jeweils existierenden Zustand sowie der Art und dem Umfang der Fehler-füllung der gestellten Anforderungen, können die zwei grundsätzlichen Fabrikplanungskate-gorien Neuplanung und Umplanung unterschieden werden.144
Neuplanung Bei diesem Planungstyp gilt es, sämtliche Objekte und Eigenschaften der Fabrik zu gestal-ten. Es handelt sich um die sogenannte „Grüne-Wiese-Planung“.145 Bei diesem Planungstyp herrschen die geringsten Einschränkungen. Anlaß für diesen Planungstyp können eine
140 Aggteleky, Grundlagen,1987, S. 26, 29 141 für eine detaillierte Darstellung möglicher Dokumente sei auf Felix, Fabrikplanung, 1998 verwiesen. 142 Wiendahl, Grundlagen, 1996, S. 9-2 143 verglichen mit denjenigen, die für eine Ausführungsplanung erforderlich sind. 144 REFA, Netzplantechnik, 1985, S. 149; Aggteleky, Grundlagen, S. 1987,S. 29f; ROCKSTROH diffe-
renziert drei „Grundfälle der Betriebsprojektierung“, wobei er die Grundfälle „Erwei terung beste-hender Betriebsanlagen“ und „Erneuerung bestehender Anlagen“ wiederum unter der Überschrift „Rekonstruktion“ zusammenfaßt. Dies entspricht dem hier angewendeten Verständnis. Vgl. Rock-stroh, Grundlagen, 1980, S. 50f.
145 Aggteleky, Grundlagen, 1987, S. 29

Fabrikplanung im turbulenten Umfeld
Seite 30
Verlagerung der Fabrik oder eine Zusammenlegung verschiedener Produktionsanlagen sein.146 Durch die vergleichsweise geringe Zahl an Restriktionen kann die Planung sich weitgehend an einem Ideal-Zustand orientieren.147
Umplanung Diese Planungsform kann unterschiedliche Ausprägungen haben. Gemeinsam ist ihnen jedoch, daß die Planung sich auf eine existierende Fabrik richtet. Charakteristisch für derar-tige Vorhaben sind Restriktionen, die sich aus den existierenden Gegebenheiten ableiten.148 Der Umfang ist bei Umplanungen im Vergleich zu Neuplanungen häufig geringer, da der Objektbereich durch Restriktionen eingeschränkt ist. Gleichzeitig stellen jedoch die Vielzahl dieser Restriktionen besondere Herausforderungen an das Können der Planenden.149 Um-planungsvorhaben können weiterhin hinsichtlich ihrer qualitativen und quantitativen Wirk-samkeit auf die existierende Fabrik differenziert werden. Bei Erweiterungen erfolgt eine Erhöhung der Produktionskapazität bzw. eine Anpassung der Fabrik durch das Hinzufügen von Betriebsmitteln, Mitarbeitern oder Gebäuden. Bei Umstellungen wird eine Veränderung der existierenden Fabrik vorgenommen, wobei keine produkt- oder kapazitätsbezogene Anpassung im Vordergrund steht. Anlaß können eine Veränderung des Produktionspro-gramms, der Ersatz existierender Anlagen oder Rationalisierungsvorhaben sein.150 Vielmehr gilt es, die Produktionskosten oder die Qualität der Produkte zu verbessern. Dies ist gleich-zeitig die häufigste Art von Planungsvorhaben.151
Bei einer Schrumpfung erfolgt eine Reduzierung der Fabrik entweder bezogen auf die Pro-duktionskapazität oder die räumlichen Gegebenheiten. Diese Art von Planungsvorhaben wird auch als Deinvestition bezeichnet.152 Typische Anlässe sind die Reduzierung der Produkti-onsmenge oder eine Reduzierung der Fertigungstiefe. Diese Art von Fabrikplanungsvorha-ben wird dadurch erschwert, daß neben einer Kapazitätsanpassung der direkten Bereiche, auch die indirekten Bereiche in ihrem Umfang reduziert werden müssen.153 Weiterhin sind neben den Gegebenheiten des Fabrikbetriebes auch die zu erzielenden Verkaufserlöse für nicht mehr benötigte Anlagen, Gebäude und Flächen zu beachten.154
Neben den dargestellten Vorhaben sind auch Mischformen denkbar. Nach REFA ist die Häufigkeit von Umplanungen gegenüber Neuplanungen deutlich größer. Gleichzeitig ist der Umfang bei Umplanungen geringer, ohne daß dies unbedingt zu einer Vereinfachung der Planung führt, da diese durch Restriktionen seitens der existierenden Gegebenheiten er-schwert wird.155
146 Wiendahl, Grundlagen, 1996, S. 9-2 147 REFA, Netzplantechnik, 1985, S. 150 148 vgl. Aggteleky, Grundlagen, 1987, S. 29 149 REFA, Netzplantechnik, 1985, S. 149 150 Aggteleky, Grundlagen, 1987, S. 29 151 Wiendahl, Grundlagen, 1996, S. 9-2 152 vgl. REFA, Netzplantechnik, 1985, S. 149f.; Aggteleky, Grundlagen, 1987, S. 29f. 153 Wiendahl, Grundlagen, 1996, S. 9-2 154 REFA, Netzplantechnik, 1985, S. 150 155 REFA, Netzplantechnik, 1985, S. 149
Fabrikplanung im turbulenten Umfeld
Seite 31
2.1.5 Charakteristika der Durchführung von Fabrikplanungsprojekten
Die Durchführung von Fabrikplanungsvorhaben wird durch den jeweiligen Objektbereich, die Rolle der Fabrikplanung im Rahmen der Unternehmensplanung sowie den Anlaß, die Aufga-ben und die geforderten Ergebnisse bestimmt. Im folgenden soll auf der Grundlage dieser in den vorhergehenden Kapiteln dargelegten Merkmale dargelegt werden, welche Charakteri-stika sich für die eigentliche Durchführung von Fabrikplanungsvorhaben ergeben.
Der vielfältige Objektbereich bedingt einen interdisziplinären Charakter von Fabrikplanungs-vorhaben. Neben rein produktionsbezogenen Aspekten sind beispielsweise auch bauliche und versorgungstechnische Faktoren zu berücksichtigen, und entsprechende Fachbereiche bzw. Experten in das Projekt einzubeziehen. Weiterhin sind die für die Umsetzung der Pla-nungsergebnisse Verantwortlichen (z.B. Werkzeug- und Vorrichtungsbau, Hoch- und Tief-bau) in das Projekt zu integrieren. Durch die Teilnahme der späteren Nutzer der Fabrik bzw. Produktionseinrichtung in der Planungsgruppe kann einerseits deren nutzungsbezogenes Wissen in die Planung einbezogen werden, andererseits eine frühzeitige Identifikation mit dem Vorhaben geschaffen werden.156 In diesem Zusammenhang werden häufig die Vorteile einer partizipaktiven Durchführung von Fabrikplanungsvorhaben betont.157
Durch die Vielzahl und Vielfalt der Planungsobjekte werden häufig Teilumfänge der Planung zu Aufgabenpaketen abgegrenzt. Diese werden zu einem festgelegtem Zeitpunkt von den verantwortlichen Planern bearbeitet. Ein derartiges Vorgehen ist insbesondere wegen der Notwendigkeit des Hinzuziehens von Experten für den jeweiligen Sachverhalt sowie von Vertretern der betroffenen Unternehmensbereiche erforderlich.158
Entsprechend der hohen Verantwortung der Fabrikplanung bezogen auf die Langfristigkeit der getroffenen Festlegungen sowie hinsichtlich der Investitions- und Herstellkosten der Fabrik, ist eine hohe Zuverlässigkeit der getroffenen Planungsannahmen erforderlich. Dem-entsprechend ist bei der Planung die Unsicherheit der zugrundeliegenden Daten und An-nahmen zu berücksichtigen. Die erforderliche Zuverlässigkeit der Planungsannahmen ist jeweils im Kontext der Planungsobjekte und des Vorhabens zu sehen. Dies gilt insbesondere bezüglich des betrachteten Zeithorizontes sowie dem vorgesehenen Einsatz der Ergebnisse. Dementsprechend muß für Planungsergebnisse, die als Grundlage für (weitreichende) Ent-scheidungen genutzt werden, ein höherer Anspruch an deren Präzision gestellt werden, als bei solchen, die zur qualitativen Machbarkeitsbewertung dienen. Bei der Verwendung von Planungsergebnissen ist muß deren jeweilige Zuverlässigkeit bekannt sein. 159
Die Objekte der Fabrikplanung stehen in vielfacher Beziehung zueinander. Beispielsweise besteht eine Abhängigkeit zwischen der Gestaltung der Gebäude der Fabrik und der Wahl der Betriebsmittel. Derartige Beziehungen zwischen den Ausprägungen der Gestaltungsob-jekte müssen im Rahmen der Planung berücksichtigt werden und haben dementsprechend Einfluß auf das Planungsvorgehen. Problematisch werden derartige Beziehungen, wenn sich
156 Aggteleky, Grundlagen, 1987, S. 23; Kettner, Leitfaden, 1984, S. 7 157 vgl. Westkämper, Continuous Improvement, 2001, S. 347f. 158 vgl. Felix, Grundlagen, 1996, S. 24; Kettner, Leitfaden, 1984, S. 4f. 159 Aggteleky, Grundlagen,1987, S. 23, 56f.
Fabrikplanung im turbulenten Umfeld
Seite 32
Wechselwirkungen zwischen zwei oder mehreren Objekten ergeben. Dies macht ein rein sequentielles Vorgehen bei der Fabrikplanung unmöglich. Typischerweise wird bei derartigen Problemen rekursiv bzw. iterativ vorgegangen.160 Eine derartige Detaillierung zu Teilaufga-ben macht eine übergeordnete Koordinierung des Planungsprozesses sowohl in terminlicher als auch in informatorischer Hinsicht erforderlich. Insbesondere müssen die informationellen Schnittstellen zwischen einzelnen Planungsprozessen koordiniert werden. Erschwert wird dieser Vorgang durch Interdependenzen zwischen Planungsfestlegungen und dem daraus resultierenden rekursiven Vorgehen.161
Eine charakteristische Vorgehensweise bei der Fabrikplanung ist die Betrachtung von Pla-nungsvarianten bzw. alternativen Gestaltungsmöglichkeiten für ein Planungsobjekt. Insbe-sondere bei komplexen Vorhaben, bei denen Wechselwirkungen zwischen den Ausprägun-gen der Planungsobjekte bestehen, kann durch die Betrachtung von Gestaltungsvarianten eine Vielzahl von Lösungen generiert werden. Voraussetzung hierfür ist, daß die Gestaltung der Objekte jeweils die bestehenden Restriktionen nicht verletzt. Gerade bei einer Vielzahl von Objekten kann nicht das Gesamtspektrum der Gestaltungsalternativen aller Einzelobjek-te betrachtet werden, da ein derartiges Vorgehen aufwandsmäßig nicht vertretbar ist. Dem-entsprechend muß eine Vorauswahl der zu berücksichtigenden Varianten erfolgen. Eine gewisse Eingrenzung diesbezüglich ergibt sich bereits durch den Aufwand, der zur Bestim-mung möglicher Alternativen getrieben wird.162
Aufgrund der Vielfalt der Planungsobjekte und des hieraus resultierenden Aufwandes kann der Fabrikplanungsprozeß selbst zum Kostenfaktor werden. Je nach Vorhaben werden in der Literatur Kosten für die Planung von ca. 10-15% der Investitionssumme angenommen163. Es ergibt sich die Notwendigkeit, die Kosten für den Planungsvorgang möglichst gering zu halten. Gleichzeitig muß jedoch die geforderte Qualität der Ergebnisse sichergestellt werden. Dementsprechend ist eine Optimierung des Verhältnisses von Aufwand und Kosten des Planungsvorganges erforderlich.
Charakteristika resultierend aus der Rolle im Rahmen der Unternehmensplanung Als Teilaufgabe der Unternehmensplanung muß die Fabrikplanung einerseits eine geeignete Umsetzung der Produktionsstrategie gewährleisten sowie andererseits Restriktionen seitens verschiedener unternehmensin- und externer Anspruchsgruppen erfüllen.164 Derartige Re-striktionen müssen bei der Gestaltung der Planungsobjekte Berücksichtigung finden.
Zusätzlich bestehen zwischen dem Fabrikplanungsprozeß sowie anderen Prozessen der Unternehmensplanung wie z.B. der Produktentwicklung informatorische Schnittstellen, die geeignet abgebildet werden müssen. Dabei muß insbesondere sichergestellt werden, daß benötigte Eingangsinformationen rechtzeitig und in geeigneter Qualität und Zuverlässigkeit vorliegen. Zusätzlich muß die Fabrikplanung ihrerseits, entsprechend der Terminplanung übergeordneter Planungsprozesse, zu geeigneten Zeitpunkten entsprechende Informationen 160 Kettner, Leitfaden, 1984, S. 4; Dolezalek, Planung, 1981, S. 4 161 Felix, Grundlagen, 1996, S. 12, 24 162 Kettner, Leitfaden, 1984, S. 4; vgl. Aggteleky, Grundlagen,1987, S. 52 163 Felix, Grundlagen, 1996, S. 771; Kettner, Leitfaden, 1984, S. 7 164 REFA, Netzplantechnik, 1985, S. 153
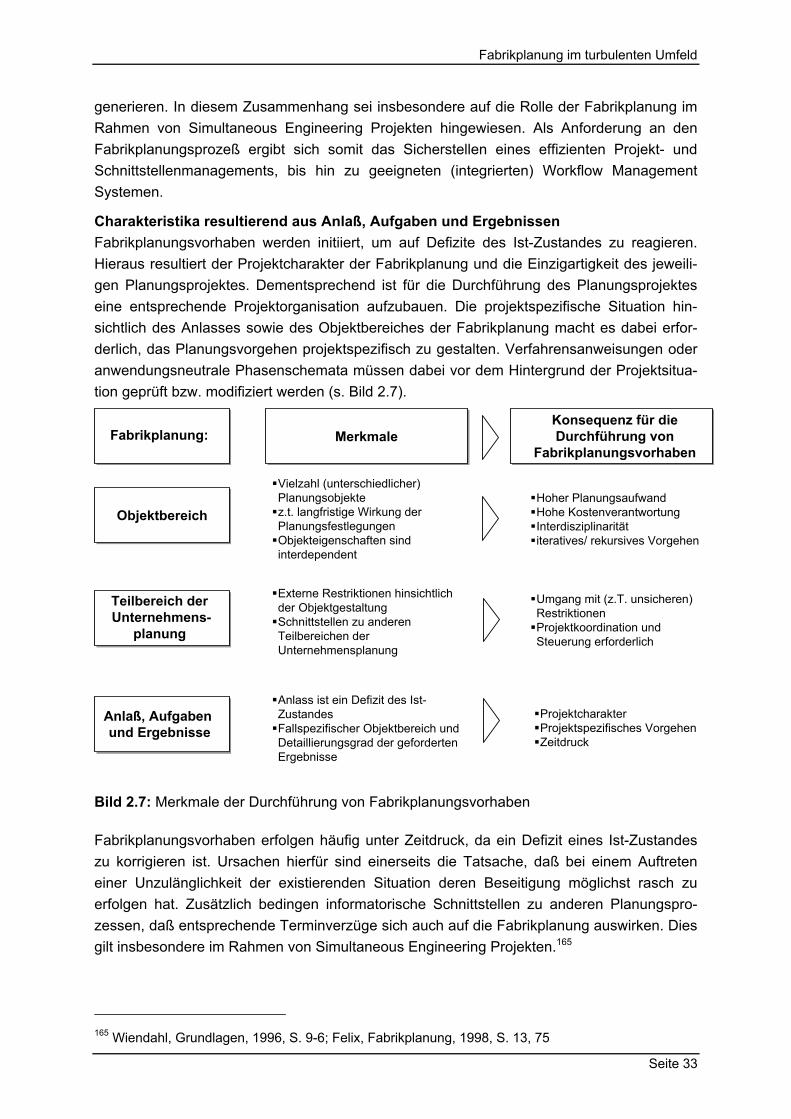
Fabrikplanung im turbulenten Umfeld
Seite 33
generieren. In diesem Zusammenhang sei insbesondere auf die Rolle der Fabrikplanung im Rahmen von Simultaneous Engineering Projekten hingewiesen. Als Anforderung an den Fabrikplanungsprozeß ergibt sich somit das Sicherstellen eines effizienten Projekt- und Schnittstellenmanagements, bis hin zu geeigneten (integrierten) Workflow Management Systemen.
Charakteristika resultierend aus Anlaß, Aufgaben und Ergebnissen Fabrikplanungsvorhaben werden initiiert, um auf Defizite des Ist-Zustandes zu reagieren. Hieraus resultiert der Projektcharakter der Fabrikplanung und die Einzigartigkeit des jeweili-gen Planungsprojektes. Dementsprechend ist für die Durchführung des Planungsprojektes eine entsprechende Projektorganisation aufzubauen. Die projektspezifische Situation hin-sichtlich des Anlasses sowie des Objektbereiches der Fabrikplanung macht es dabei erfor-derlich, das Planungsvorgehen projektspezifisch zu gestalten. Verfahrensanweisungen oder anwendungsneutrale Phasenschemata müssen dabei vor dem Hintergrund der Projektsitua-tion geprüft bzw. modifiziert werden (s. Bild 2.7).
Konsequenz für die Durchführung von
Fabrikplanungsvorhaben
Umgang mit (z.T. unsicheren) RestriktionenProjektkoordination und Steuerung erforderlich
Hoher PlanungsaufwandHohe KostenverantwortungInterdisziplinaritätiteratives/ rekursives Vorgehen
ProjektcharakterProjektspezifisches VorgehenZeitdruck
Merkmale
Anlass ist ein Defizit des Ist-ZustandesFallspezifischer Objektbereich und Detaillierungsgrad der geforderten Ergebnisse
Vielzahl (unterschiedlicher) Planungsobjektez.t. langfristige Wirkung der PlanungsfestlegungenObjekteigenschaften sind interdependent
Externe Restriktionen hinsichtlich der ObjektgestaltungSchnittstellen zu anderen Teilbereichen der Unternehmensplanung
Anlaß, Aufgaben und Ergebnisse
Objektbereich
Teilbereich derUnternehmens-
planung
Fabrikplanung:
Bild 2.7: Merkmale der Durchführung von Fabrikplanungsvorhaben
Fabrikplanungsvorhaben erfolgen häufig unter Zeitdruck, da ein Defizit eines Ist-Zustandes zu korrigieren ist. Ursachen hierfür sind einerseits die Tatsache, daß bei einem Auftreten einer Unzulänglichkeit der existierenden Situation deren Beseitigung möglichst rasch zu erfolgen hat. Zusätzlich bedingen informatorische Schnittstellen zu anderen Planungspro-zessen, daß entsprechende Terminverzüge sich auch auf die Fabrikplanung auswirken. Dies gilt insbesondere im Rahmen von Simultaneous Engineering Projekten.165
165 Wiendahl, Grundlagen, 1996, S. 9-6; Felix, Fabrikplanung, 1998, S. 13, 75
Fabrikplanung im turbulenten Umfeld
Seite 34
2.2 Situation produzierender Unternehmen
Im Rahmen dieses Abschnittes soll untersucht werden, welche Charakteristika die Situation produzierender Unternehmen beschreiben. Diese Untersuchung dient als Basis für die For-mulierung der spezifischen Herausforderungen, die sich für die Gestaltung und Planung der Fabrik ergeben und deren Einordnung in den Bezugsrahmen der Arbeit.
2.2.1 Anforderungen an die Fabrik Als Grundlage einer Untersuchung und Strukturierung der Anforderungen an produzierende Unternehmen wird das St. Galler Management-Modell verwendet, da dies eine systemati-sche Klassifizierung der Umwelt sowie der Anspruchgruppen des Unternehmens einerseits ermöglicht, sowie andererseits dessen Ordnungsmomente sowie Prozesse abbildet. Auf der Basis dieses Modells werden im folgenden, ausgehend von einer Analyse der Umwelt und der Anspruchsgruppen, Wirkbeziehungen zu den einzelnen Bestandteilen des Unterneh-mens aufgebaut.
Gestaltung einer anforderungsgerechten Produktion
Als Grundlage für die Gestaltung der Fabrik dienen die Anforderungen der Anspruchsgrup-pen bzw. des Unternehmens.166 Dementsprechend muß bei der Planung der Fabrik eine entsprechende Dimensionierung vorgenommen werden. Diese kann aber nicht als statischer Betriebspunkt betrachtet werden. Vielmehr müssen die qualitative und quantitative Entwick-lung sowie zukünftige Anforderungen antizipiert werden.167 Dies gilt insbesondere vor dem Hintergrund, daß im Rahmen der Fabrikplanung teilweise langfristige bzw. schwer korrigier-bare Entscheidungen getroffen werden. Dies gilt z.B. für die Standortwahl bzw. für die Ge-staltung der Fabrikgebäude.
Prinzipiell lassen sich zwei Strategien für den Umgang mit dieser Situation identifizieren. Einerseits kann durch eine bewußte Überdimensionierung der Fabrik bzw. der Planungsob-jekte sichergestellt werden, daß diese den zu einem späteren Zeitpunkt bestehenden Anfor-derungen entsprechen. Andererseits kann eine auf einen Bezugszeitraum bezogene Dimen-sionierung erfolgen und eine spätere Anpassung vorgesehen werden.
Bei einer Überdimensionierung wird zwar eine Erfüllung der quantitativen und qualitativen Anforderungen wie z.B. einer Kapazitätserweiterung oder veränderten Produktionsaufgaben oder Wertschöpfungsumfangen sichergestellt, aber andererseits werden hohe Investitions-saufwände in Kauf genommen. Die hieraus resultierenden Abschreibungen und Zinsen belasten dabei ebenso wie hohe Fixkosten (wie z.B. Flächenkosten), die durch eine schlech-te Auslastung bzw. Nutzung der Fabrik entstehen, die Herstellkosten.168
Bei einer Dimensionierung der Fabrik für einen Bezugszeitraum werden die Investitionen auf
166 Wiendahl, Grundlagen, 1996, S. 9-1 167 vgl. Eversheim, Fabrik, 2002, S. 74ff. 168 vgl. Hildebrandt, Leitbilder, 2004, S. 358
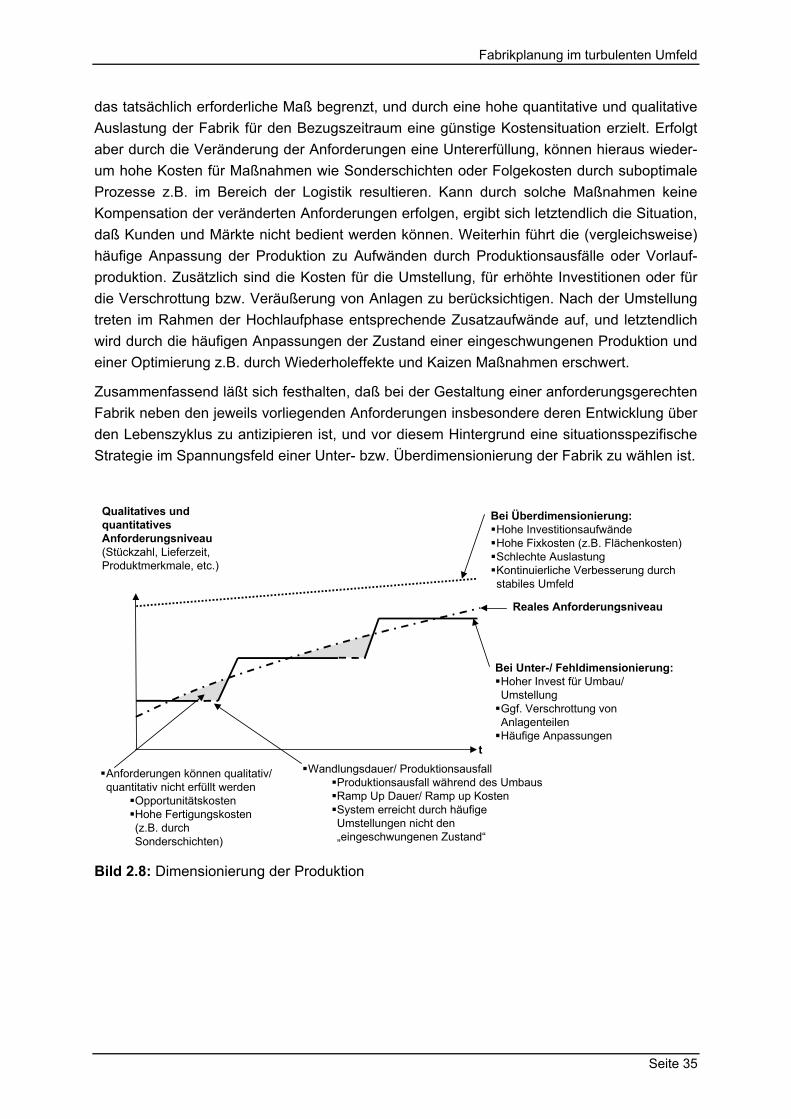
Fabrikplanung im turbulenten Umfeld
Seite 35
das tatsächlich erforderliche Maß begrenzt, und durch eine hohe quantitative und qualitative Auslastung der Fabrik für den Bezugszeitraum eine günstige Kostensituation erzielt. Erfolgt aber durch die Veränderung der Anforderungen eine Untererfüllung, können hieraus wieder-um hohe Kosten für Maßnahmen wie Sonderschichten oder Folgekosten durch suboptimale Prozesse z.B. im Bereich der Logistik resultieren. Kann durch solche Maßnahmen keine Kompensation der veränderten Anforderungen erfolgen, ergibt sich letztendlich die Situation, daß Kunden und Märkte nicht bedient werden können. Weiterhin führt die (vergleichsweise) häufige Anpassung der Produktion zu Aufwänden durch Produktionsausfälle oder Vorlauf-produktion. Zusätzlich sind die Kosten für die Umstellung, für erhöhte Investitionen oder für die Verschrottung bzw. Veräußerung von Anlagen zu berücksichtigen. Nach der Umstellung treten im Rahmen der Hochlaufphase entsprechende Zusatzaufwände auf, und letztendlich wird durch die häufigen Anpassungen der Zustand einer eingeschwungenen Produktion und einer Optimierung z.B. durch Wiederholeffekte und Kaizen Maßnahmen erschwert.
Zusammenfassend läßt sich festhalten, daß bei der Gestaltung einer anforderungsgerechten Fabrik neben den jeweils vorliegenden Anforderungen insbesondere deren Entwicklung über den Lebenszyklus zu antizipieren ist, und vor diesem Hintergrund eine situationsspezifische Strategie im Spannungsfeld einer Unter- bzw. Überdimensionierung der Fabrik zu wählen ist.
Qualitatives undquantitativesAnforderungsniveau(Stückzahl, Lieferzeit,Produktmerkmale, etc.)
Anforderungen können qualitativ/quantitativ nicht erfüllt werden
OpportunitätskostenHohe Fertigungskosten(z.B. durchSonderschichten)
Bei Überdimensionierung:Hohe InvestitionsaufwändeHohe Fixkosten (z.B. Flächenkosten)Schlechte AuslastungKontinuierliche Verbesserung durchstabiles Umfeld
Bei Unter-/ Fehldimensionierung:Hoher Invest für Umbau/UmstellungGgf. Verschrottung vonAnlagenteilenHäufige Anpassungen
Wandlungsdauer/ ProduktionsausfallProduktionsausfall während des UmbausRamp Up Dauer/ Ramp up KostenSystem erreicht durch häufigeUmstellungen nicht den„eingeschwungenen Zustand“
Reales Anforderungsniveau
t
Bild 2.8: Dimensionierung der Produktion
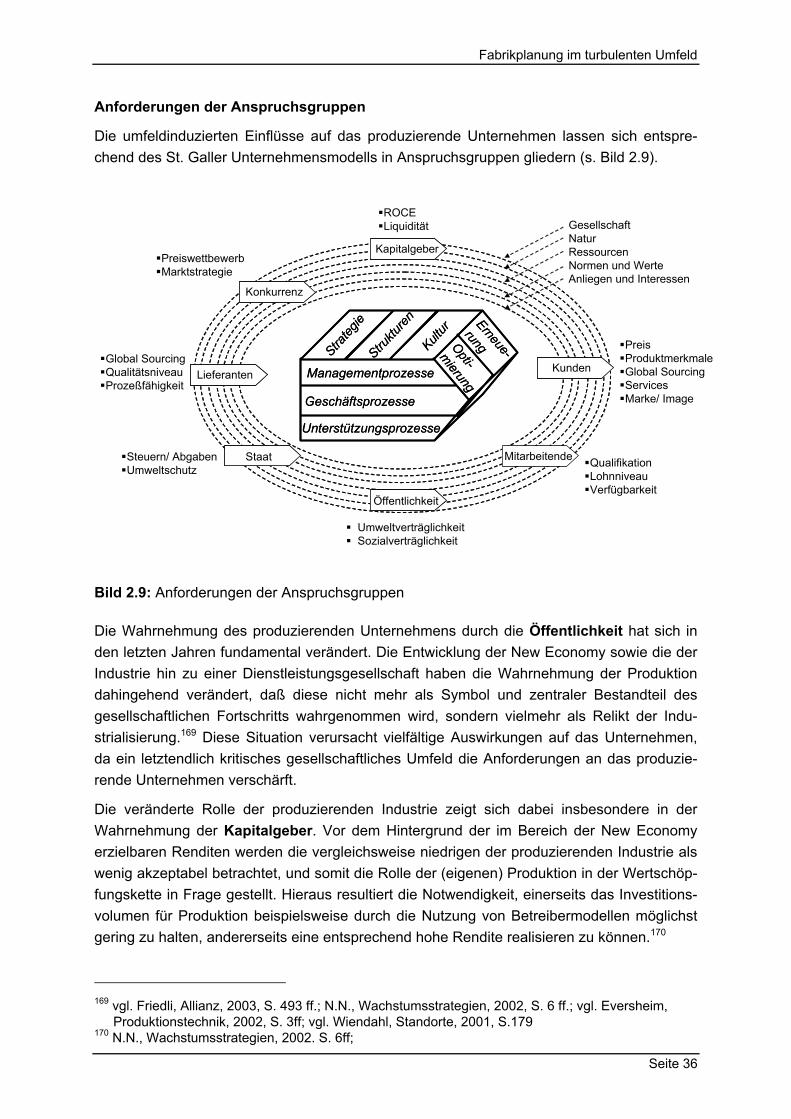
Fabrikplanung im turbulenten Umfeld
Seite 36
Anforderungen der Anspruchsgruppen
Die umfeldinduzierten Einflüsse auf das produzierende Unternehmen lassen sich entspre-chend des St. Galler Unternehmensmodells in Anspruchsgruppen gliedern (s. Bild 2.9).
Bild 2.9: Anforderungen der Anspruchsgruppen
Die Wahrnehmung des produzierenden Unternehmens durch die Öffentlichkeit hat sich in den letzten Jahren fundamental verändert. Die Entwicklung der New Economy sowie die der Industrie hin zu einer Dienstleistungsgesellschaft haben die Wahrnehmung der Produktion dahingehend verändert, daß diese nicht mehr als Symbol und zentraler Bestandteil des gesellschaftlichen Fortschritts wahrgenommen wird, sondern vielmehr als Relikt der Indu-strialisierung.169 Diese Situation verursacht vielfältige Auswirkungen auf das Unternehmen, da ein letztendlich kritisches gesellschaftliches Umfeld die Anforderungen an das produzie-rende Unternehmen verschärft.
Die veränderte Rolle der produzierenden Industrie zeigt sich dabei insbesondere in der Wahrnehmung der Kapitalgeber. Vor dem Hintergrund der im Bereich der New Economy erzielbaren Renditen werden die vergleichsweise niedrigen der produzierenden Industrie als wenig akzeptabel betrachtet, und somit die Rolle der (eigenen) Produktion in der Wertschöp-fungskette in Frage gestellt. Hieraus resultiert die Notwendigkeit, einerseits das Investitions-volumen für Produktion beispielsweise durch die Nutzung von Betreibermodellen möglichst gering zu halten, andererseits eine entsprechend hohe Rendite realisieren zu können.170
169 vgl. Friedli, Allianz, 2003, S. 493 ff.; N.N., Wachstumsstrategien, 2002, S. 6 ff.; vgl. Eversheim,
Produktionstechnik, 2002, S. 3ff; vgl. Wiendahl, Standorte, 2001, S.179 170 N.N., Wachstumsstrategien, 2002. S. 6ff;
GesellschaftNaturRessourcenNormen und WerteAnliegen und Interessen
PreiswettbewerbMarktstrategie
Global SourcingQualitätsniveauProzeßfähigkeit
PreisProduktmerkmaleGlobal SourcingServicesMarke/ Image
QualifikationLohnniveauVerfügbarkeit
UmweltverträglichkeitSozialverträglichkeit
Steuern/ AbgabenUmweltschutz
ROCELiquidität
Geschäftsprozesse
Unterstützungsprozesse
Managementprozesse
Strateg
ieStru
kturen
Kultur
Erneue-
rungOpti-mierung
Geschäftsprozesse
Unterstützungsprozesse
Managementprozesse
Strateg
ieStru
kturen
Kultur
Erneue-
rungOpti-mierung
KapitalgeberKapitalgeber
ÖffentlichkeitÖffentlichkeit
Mitarbeitende
KundenKunden
KonkurrenzKonkurrenz
LieferantenLieferanten
StaatStaat
Fabrikplanung im turbulenten Umfeld
Seite 37
Kunde/ Konkurrenz
Die wirtschaftliche Entwicklung ist von einer ausgeprägten Wettbewerbssituation geprägt. Die gesamtwirtschaftliche Entwicklung führt in vielen Branchen zu einer angespannten Ab-satzlage. Es besteht ein ausgesprochener Wettbewerb um Marktanteile, wobei eine Diffe-renzierung über die Produkteigenschaften versucht wird. Als Folge dieser Entwicklung sin-ken die Produktlebenszyklen bei gleichzeitig steigender Variantenzahl. Charakteristisch hierfür ist sicherlich die Automobilindustrie, bei der versucht wird, mit Nischenfahrzeugen einerseits sowie mit einer Fullliner Palette andererseits möglichst auch der Befriedigung spezieller Märkte Rechnung zu tragen. Für die Produktion stellt sich somit die Herausforde-rung, mit einem häufigen Anlauf neuer Produkte umgehen zu müssen. Um dieser Entwick-lung entgegenzuwirken, werden zunehmend Plattformstrategien bei der Gestaltung der Produkte gewählt, die die Zahl der Gleichteile verschiedener Varianten sowie die Einsatz-dauern einzelner Komponenten zu erhöhen versuchen.171
Um dem Kunden attraktive Produkte anbieten zu können, ist es dabei erforderlich, mit der rasanten technologischen Entwicklung Schritt zu halten. Neben dem Einsatz neuartiger Technologien in Produkten erfolgt gleichzeitig eine drastische Beschleunigung der Innovati-onszyklen. Aus dieser Situation resultiert für die Produktion in vielen Fällen die Notwendig-keit zur Integration dieser neuen Technologien in bestehende Strukturen und Abläufe.172 Dies bringt eine generelle Umorientierung nicht nur bei den eingesetzten Produktionstechno-logien und der benötigten Qualifikation der Mitarbeiter mit sich, sondern hat u.a. Einfluß auf die Gestaltung der Gebäude.
Neben der rein technologischen Differenzierung herrscht in vielen Branchen ein ausgespro-chener Preiswettbewerb, da Überkapazitäten in der Produktion viele Unternehmen zu einer Verdrängungsstrategie verleiten.173 Der aus dieser Situation resultierende Kostendruck führt zu kontinuierlichen Rationalisierungsbemühungen, wobei die Potentiale für derartige Maß-nahmen seit der Rationalisierungswelle der 80er und 90er Jahre zunehmend beschränkt sind. Maßnahmen zur Verschlankung der Produktion sowie zur Bildung dezentraler, autono-mer Einheiten sind in vielen Branchen bereits ausgeschöpft. Zusätzlich wurde versucht, dem Kostendruck durch eine weitgehende Fremdvergabe von Wertschöpfungsumfängen zu begegnen. Letztendlich sind die durch diese Maßnahmen realisierbaren Potentiale häufig weitgehend ausgeschöpft, so daß teilweise bereits die Nachteile derartiger Maßnahmen, wie z.B. die Abhängigkeit von Zulieferern sowie ein Know How Verlust festgestellt werden.174 Produktionsseitig hat diese Entwicklung häufig zu einem steigenden Materialkostenanteil geführt und somit häufig zu einer gesunkenen Wahrnehmung der Produktion als Bestandteil der Wertschöpfungskette. In der Konsequenz haben Themen wie Supply Chain Management und Logistik an Bedeutung gewonnen und führen zu einer entsprechenden Gestaltung der Produktion.
171 Weber, Erfolgsfaktoren, 2003, S. 25f; Klauke, Fabrikstrukturen, 2002, S. 144 172 Weber, Erfolgsfaktoren, 2003, S. 26f. 173 Schuh, Referenzstrategien, 2002, S. 24 174 vgl. Kirchner, Wandlungsfähigkeit, 2003, S. 258f.

Fabrikplanung im turbulenten Umfeld
Seite 38
Weitere Strategien, bei denen das Ziel einer Vorwärtsintegration der Wertschöpfungskette oder die Realisierung von Skaleneffekten durch Unternehmenszusammenschlüsse oder die Übernahme von Wettbewerbern angestrebt wurde, führten zu einer Übernahmewelle.175 Dies hat häufig zu der Herausforderung geführt, daß unterschiedliche Produktionskonzepte und letztendlich unterschiedliche Produktionsphilosophien in einem Unternehmen integriert wer-den müssen.
Die steigende Volatilität der Märkte führt gleichzeitig dazu, daß produzierende Unternehmen zunehmend in die Lage gelangen müssen, mit schwankenden Absatzmengen umgehen zu können. Teilweise sind diese Schwankungen gravierend, was letztendlich dazu führt, daß die Produktion einschließlich der gesamten Supply Chain geeignet ausgelegt werden muß, um mit dieser Situation umzugehen.176 Hierbei werden herkömmliche, auf Produktivität optimier-te Produktionskonzepte häufig an ihre Grenzen geführt. In diesem Zusammenhang ist insbe-sondere zu beachten, welche Ressourcen Engpässe darstellen, die kurzfristig nicht skaliert werden können.
Staat
Neben gesetzlichen Auflagen wie beispielsweise bezogen auf den Umweltschutz hat vor allem die Vereinfachung des Waren- und Kapitalverkehrs zu veränderten Rahmenbedingun-gen für die Produktion geführt. So sind durch die EU-Osterweiterung neue Märkte erschlos-sen aber gleichzeitig auch die Nutzung der Standortvorteile dieser Länder vereinfacht wor-den. Für das produzierende Unternehmen bietet sich dadurch die Möglichkeit, durch verteilte Produktionsstandorte beispielsweise Lohnkostenvorteile zu nutzen oder durch Marktnähe Logistikkosten zu reduzieren.
So versuchen Unternehmen zunehmend globale Märkte zu erschließen und sich somit zu einem „Global Player“ zu entwickeln. Eine Erschließung neuer Märkte ist jedoch häufig im-mer noch aus gesetzlichen (Importquoten), steuerlichen (Local Content Forderungen) oder Marketinggesichtspunkten nur durch einen Aufbau von lokalen Produktionseinrichtungen möglich. Dementsprechend ist in vielen Branchen die Anzahl der Produktionsstandorte deutlich gestiegen.177 Jedoch hat sich in der letzten Zeit gezeigt, daß eine derartige Entwick-lung nicht nur Chancen sondern auch Risiken birgt, die zu einer erheblichen Zahl an Rück-verlagerungen geführt hat.178 Für die Produktion bedeutet dies einerseits, daß eine Vielzahl von Produktionsstandorten existieren, die teilweise unter sehr unterschiedlichen Standortbe-dingungen arbeiten müssen. Dabei muß eine Synchronisierung dieser Standorte sowohl in Hinsicht auf die Produktionstechnologie und das Qualitätsniveau als auch bei dem Aufbau/ der Mitnahme der Supply Chain erfolgen. Dementsprechend müssen Produktionsumfänge und letztendlich auch Produktionsmittel zwischen diesen Standorten verlagert werden.179
Die genannte Situation führt nicht nur zu veränderten Anforderungen an das produzierende
175 Bauernhansl, Synergiepotentiale, 2003, S. 33f. 176 vgl. hierzu Witte, Satellitenfabriken, 2004, S.161f. 177 Geissbauer, Footprint, 2004, S. 4f. 178 N.N. Produktionsverlagerung, 2003 179 vgl. Lange-Stalinski, mobile Fabriken, 2003, S.2f.; Wirth, Fabrik, 2001, S. 184f.
Fabrikplanung im turbulenten Umfeld
Seite 39
Unternehmen sondern bedingt vielmehr auch, daß das Unternehmen selbst auch veränderte Anforderungen an seine Mitarbeiter und Lieferanten stellen muß.
Insbesondere vor dem Hintergrund der dynamischen technologischen Entwicklung kommt den Mitarbeitern des Unternehmens eine Schlüsselrolle zu. Hierbei ist eine entsprechende Qualifizierung der Belegschaft erforderlich, wobei insbesondere die Entwicklung global ver-teilter Produktionsstandorte einen Qualifikationsaufbau, ausgehend von unterschiedlichen Ausgangsniveaus sowie insbesondere unter Berücksichtigung kultureller Unterschiede, notwendig macht.180
Zur Realisierung der geschilderten Anforderungen sind geeignete Lieferanten ein zentraler Erfolgsfaktor. Dabei müssen einerseits langfristige, partnerschaftliche Lieferantenbeziehun-gen aufgebaut werden, andererseits vor dem Hintergrund des steigenden Kostendruckes eine Optimierung der Eigenwertschöpfungstiefe und der Beschaffungsstrukturen realisiert werden.
Dynamische und diskontinuierliche Entwicklung von Anforderungen an die Fabrik
Wie beschrieben, ist es erforderlich bei der Planung der Fabrik die Entwicklung der Anforde-rungen zu antizipieren, um eine geeignete Dimensionierung vorzunehmen. Charakteristisch für die genannten Anforderungen ist insbesondere die beschleunigte Entwicklungsdynamik einerseits sowie andererseits die Wechselwirkung dieser Anforderungen.
Diese Situation erschwert eine Prognose, da insbesondere in Hinsicht auf die volatile Markt- und Wettbewerbssituation sowie die beschleunigte technologische Entwicklung, keine zuver-lässige Aussage über die Entwicklung dieser Faktoren getroffen werden kann. Dies gilt insbesondere vor dem Hintergrund der im Rahmen der Fabrikplanung zu tätigenden Pla-nungsfestlegungen. Beispielsweise kann bei den vergleichsweise langfristig wirksamen Gestaltungsfestlegungen des Fabrikgebäudes nur schwer antizipiert werden, welche Anfor-derungen sich beispielsweise aus dem Einsatz neuer Produktionstechniken ergeben werden. Die Prognose dieser Anforderungen bzw. Anforderungsentwicklung kann durch eine geeig-nete Szenarienplanung unterstützt werden.181 Letztendlich macht aber insbesondere eine diskontinuierliche Entwicklung der Anforderungen eine zuverlässige Prognose unmöglich.
2.2.2 Generelle Prinzipien zum Umgang mit dynamischen Anforderungen
Derzeit wird eine Vielzahl von Ansätzen diskutiert, welche einen Umgang mit veränderlichen Anforderungen zum Ziel hat. Die Objektbereiche dieser Ansätze reichen dabei von der der Betriebsmittel- über die Organisations- bis hin zur Produktionsnetzgestaltung.
Hierbei handelt es sich einerseits um Forschungsprojekte wie beispielsweise den Sonderfor-schungsbereich 467 „Wandlungsfähige Unternehmensstrukturen für die variantenreiche
180 Schönheit, Mensch, 2004,S. 166f. 181 Hernandez Morales, Systematik, 2002, S 92f.

Fabrikplanung im turbulenten Umfeld
Seite 40
Serienproduktion“ der Universität Stuttgart oder Verbundprojekte wie „Plug and Produce“ oder „Wandlungsfähigkeit durch modulare Fabrikstrukturen (WDMF)“. Diese Arbeit wurde ebenfalls im Rahmen zweier derartiger Forschungsprojekte („Modular Plant Architectures“ sowie „Mobile Fabrik“) erarbeitet.182
Teilweise unabhängig zu diesen Projekten, teilweise aufbauend auf deren Ergebnissen, werden in der industriellen Praxis ebenfalls Konzepte zum Umgang mit wechselnden Anfor-derungen entwickelt.
Grundsätzlich unterscheiden sich diese Konzepte neben dem adressierten Objektbereich ebenfalls hinsichtlich des betrachteten Zeithorizonts der Änderungen (von kurz- bis langfri-stig) sowie der jeweiligen Betrachtungsebene (von der Netzwerk- bis zur Arbeitsplatzebene).
Generell befinden sich derartige Ansätze derzeit in einer intensiven Diskussion. An dieser Stelle soll auf deren vollständige Aufzählung bzw. Beschreibung und insbesondere eine abschließende Bewertung verzichtet und auf die entsprechende Fachliteratur und –presse verwiesen werden. Stattdessen werden im folgenden die diesen Ansätzen zugrundeliegen-den Grundprinzipien zum Umgang mit wechselnden Anforderungen untersucht. Entspre-chend der Vielzahl der aktuellen Aktivitäten in diesem Themengebiet existieren ebenfalls zahlreiche, teilweise nur gering divergierende Grundverständnisse und Begrifflichkeiten.183 Im folgenden soll somit auf die entsprechenden Verständnisse von WESTKÄMPER und
WIENDAHL zurückgegriffen werden, da diese sowohl hinsichtlich ihrer Konsistenz und ihrer Verbreitung sich deutlich von den übrigen abheben.184
Als grundlegende Prinzipien zum Umgang mit wechselnden Anforderungen lassen sich somit Flexibilität, Wandlungsfähigkeit und Vernetzungsfähigkeit unterscheiden.
Flexibilität Nach SCHMIGALLA ist „Flexibilität [...] die Eigenschaft eines in bestimmten zeitlichen Grenzen konstant betrachteten Produktionssystems, sich verändernden Anforderungen aus Teilepro-gramm und technologischen Prozeß ohne Veränderungen von Elementmenge und Struktur anpassen zu können. Ein Maß für die Flexibilität ist die Wahrscheinlichkeit dafür, daß sich das Produktionssystem anpassen kann.“185
Für die Verwendung in dieser Arbeit soll diese Definition in ihrem Betrachtungsbereich auf die gesamte Fabrik sowie sämtliche Anforderungen erweitert werden.186
Zentrale Merkmale dieser Definition sind dabei eine Anpassung an wechselnde Anforderun-
182 es handelt sich hier nur um Beispiele, da eine Vielzahl weiterer Projekte den Aspekt dynamischer
Anforderungsentwicklung adressieren. Vgl. u.a. Westkämper, Bezugsrahmen, 2000; Wiendahl, Wandel, 2003, S. 22; Witte, Satellitenfabriken, 2004, S. 161f; Nofen, Fabrikstrukturen, 2002, S. 49f.
183 vgl. hierzu Wiendahl, Schlüsselbegriff, 2002, S. 122 f.; Wiendahl, Blickpunkt, 2002, S. 135 184 Für eine Untersuchung unterschiedlicher Verständnisse und Strömungen diesbezüglich, sei an
dieser Stelle auf HERNANDEZ verwiesen. Vgl. Hernandez, Systematik, 2002 185 Schmigalla, Fabrikplanung, 1995, S. 329; diese Definition soll an dieser Stelle verwendet werden,
da Wiendahl ebenfalls auf sie zurückgreift. Vgl. vgl. Wiendahl, Blickpunkt, 2002, S. 135 186 Schmigalla verwendet den Begriff des Produktionssystems synonym zu dem in dieser Arbeit ver-
wendeten Begriff der Fabrik. Vgl Schmigalla, Fabrikplanung, 1995, S. 368
Fabrikplanung im turbulenten Umfeld
Seite 41
gen ohne Veränderungen der Elementmenge (bzw. Objektmenge)187 und Struktur.
Im Falle steigender Anforderungen setzt dies voraus, daß die Objekte bzw. Struktur der Fabrik ausreichend dimensioniert sind, um diese zu erfüllen. Diskontinuitäten bedingen letztendlich, das nicht zuverlässig prognostiziert werden kann, ob der gewählte Flexibilitäts-grad ausreichend ist oder überhaupt benötigt wird.188
Dies wird durch die entsprechende Definition von WESTKÄMPER verdeutlicht:
„Ein System wird als flexibel bezeichnet, wenn es im Rahmen eines prinzipiell vorgedachten Umfangs an Merkmalen sowie deren Ausprägungen an veränderte Gegebenheiten reversi-bel anpaßbar ist.“189
Aus dieser Situation ergibt sich, daß das beschriebene Dimensionierungsproblem für die Fabrik nicht zuverlässig gelöst werden kann. Eine zuverlässige Erfüllung einer diskontinuier-lichen Anforderungsentwicklung ist somit letztendlich nur durch eine Überdimensionierung der Fabrik möglich. Vor dem Hintergrund der angespannten Wettbewerbssituation stellt dies ein unzulässiges Risiko für die Wettbewerbsfähigkeit der Fabrik dar.
Wandlungsfähigkeit Aus dem Ausschluß von Flexibilität als Möglichkeit zum Umgang mit einer diskontinuierlichen Entwicklung der Anforderungen resultiert letztendlich die Notwendigkeit zur Durchführung von Anpassungen innerhalb des Lebenszyklus der Fabrik. Dementsprechend ist eine Wand-lung der einzelnen Fabrikbestandteile bereits bei der Planung durch eine geeignete Dimen-sionierung zu berücksichtigen.
Demnach wird das grundsätzliche Verständnis dieses Begriffes durch die Definition von WESTKÄMPER wie folgt charakterisiert: „Ein System wird als wandlungsfähig bezeichnet, wenn es aus sich selbst heraus über gezielt einsetzbare Prozeß- und Strukturvariabilität verfügt. Wandlungsfähige Systeme sind in der Lage, neben reaktiven Anpassungen auch antizipative Eingriffe vorzunehmen. Diese Aktivitäten können auf Systemveränderungen wie auch Umfeldveränderungen hinwirken.“190
Im Gegensatz zur Flexibilität werden somit Veränderungen der Objektmenge bzw. Struktur vorgenommen. Diese Veränderungen wirken dabei sowohl innerhalb des Systems wie auch über die Systemgrenze hinaus. Wandlungsfähigkeit kennzeichnet dabei die Möglichkeit, unmittelbar auf geänderte Rahmenbedingungen reagieren zu können. Es ist somit erforder-lich, den Wandel nicht als eine Konsequenz einer mangelnden (z.B. kostenseitigen) Über-einstimmung der Produktion mit den gestellten Anforderungen zu initiieren, sondern vielmehr im Sinne einer permanenten Vorwärtsschau zukünftig notwendige Anpassungsbedarfe zu antizipieren.191 Bedingt durch die turbulenten Umfeldbedingungen entwickelt sich die Wand-lung zunehmend zu einem kontinuierlichen Prozeß, so daß Unternehmen ständig mit der
187 In dieser Arbeit wird durchgängig der Begriff des Objektes verwendet. Dieser ist synonym mit dem
von SCHMIGALLA verwendeten Begriff des Elements. Vgl. Schmigalla, Fabrikplanung, 1995, S. 81 188 vgl. Wiendahl, Blickpunkt, 2002, S. 135 189 Westkämper, Bezugsrahmen, 2000, S. 24 190 Westkämper, Wandlungsfähigkeit, 2000, S. 25 191 vgl. Eversheim, Fabrik, 2002, S. 73f.
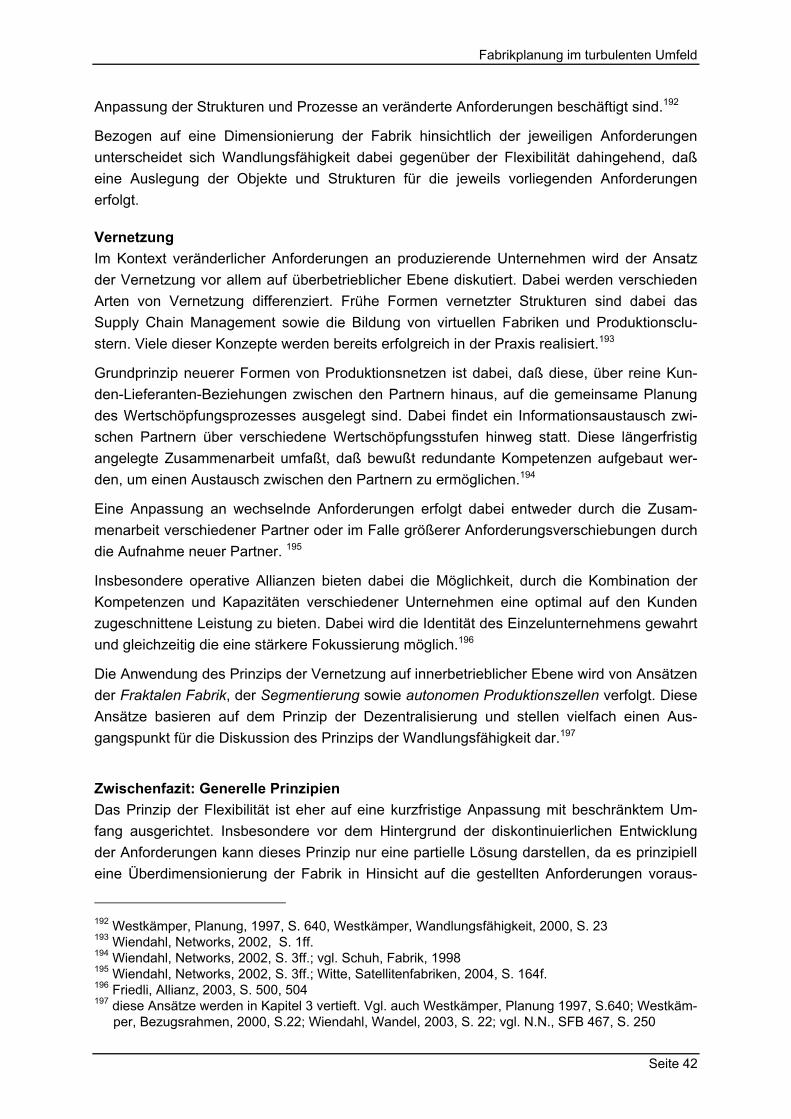
Fabrikplanung im turbulenten Umfeld
Seite 42
Anpassung der Strukturen und Prozesse an veränderte Anforderungen beschäftigt sind.192
Bezogen auf eine Dimensionierung der Fabrik hinsichtlich der jeweiligen Anforderungen unterscheidet sich Wandlungsfähigkeit dabei gegenüber der Flexibilität dahingehend, daß eine Auslegung der Objekte und Strukturen für die jeweils vorliegenden Anforderungen erfolgt.
Vernetzung Im Kontext veränderlicher Anforderungen an produzierende Unternehmen wird der Ansatz der Vernetzung vor allem auf überbetrieblicher Ebene diskutiert. Dabei werden verschieden Arten von Vernetzung differenziert. Frühe Formen vernetzter Strukturen sind dabei das Supply Chain Management sowie die Bildung von virtuellen Fabriken und Produktionsclu-stern. Viele dieser Konzepte werden bereits erfolgreich in der Praxis realisiert.193
Grundprinzip neuerer Formen von Produktionsnetzen ist dabei, daß diese, über reine Kun-den-Lieferanten-Beziehungen zwischen den Partnern hinaus, auf die gemeinsame Planung des Wertschöpfungsprozesses ausgelegt sind. Dabei findet ein Informationsaustausch zwi-schen Partnern über verschiedene Wertschöpfungsstufen hinweg statt. Diese längerfristig angelegte Zusammenarbeit umfaßt, daß bewußt redundante Kompetenzen aufgebaut wer-den, um einen Austausch zwischen den Partnern zu ermöglichen.194
Eine Anpassung an wechselnde Anforderungen erfolgt dabei entweder durch die Zusam-menarbeit verschiedener Partner oder im Falle größerer Anforderungsverschiebungen durch die Aufnahme neuer Partner. 195
Insbesondere operative Allianzen bieten dabei die Möglichkeit, durch die Kombination der Kompetenzen und Kapazitäten verschiedener Unternehmen eine optimal auf den Kunden zugeschnittene Leistung zu bieten. Dabei wird die Identität des Einzelunternehmens gewahrt und gleichzeitig die eine stärkere Fokussierung möglich.196
Die Anwendung des Prinzips der Vernetzung auf innerbetrieblicher Ebene wird von Ansätzen der Fraktalen Fabrik, der Segmentierung sowie autonomen Produktionszellen verfolgt. Diese Ansätze basieren auf dem Prinzip der Dezentralisierung und stellen vielfach einen Aus-gangspunkt für die Diskussion des Prinzips der Wandlungsfähigkeit dar.197
Zwischenfazit: Generelle Prinzipien Das Prinzip der Flexibilität ist eher auf eine kurzfristige Anpassung mit beschränktem Um-fang ausgerichtet. Insbesondere vor dem Hintergrund der diskontinuierlichen Entwicklung der Anforderungen kann dieses Prinzip nur eine partielle Lösung darstellen, da es prinzipiell eine Überdimensionierung der Fabrik in Hinsicht auf die gestellten Anforderungen voraus-
192 Westkämper, Planung, 1997, S. 640, Westkämper, Wandlungsfähigkeit, 2000, S. 23 193 Wiendahl, Networks, 2002, S. 1ff. 194 Wiendahl, Networks, 2002, S. 3ff.; vgl. Schuh, Fabrik, 1998 195 Wiendahl, Networks, 2002, S. 3ff.; Witte, Satellitenfabriken, 2004, S. 164f. 196 Friedli, Allianz, 2003, S. 500, 504 197 diese Ansätze werden in Kapitel 3 vertieft. Vgl. auch Westkämper, Planung 1997, S.640; Westkäm-
per, Bezugsrahmen, 2000, S.22; Wiendahl, Wandel, 2003, S. 22; vgl. N.N., SFB 467, S. 250
Fabrikplanung im turbulenten Umfeld
Seite 43
setzt. Dies ist insbesondere in Hinsicht auf die Wettbewerbssituation in vielen Branchen nur bedingt tragbar. Zusätzlich setzt eine derartige Überdimensionierung voraus, daß die Entwicklungsrichtung bzw. der wahrscheinliche Änderungsumfang bekannt sein muß. Dies ist jedoch insbesondere vor dem Hintergrund der dynamischen Anforderungsentwicklung nur begrenzt möglich.
Die Wandlungsfähigkeit einer Fabrik wird in hohem Maße durch die Wandelbarkeit der Fa-brikobjekte bestimmt, welche nach WESTKÄMPER wie folgt definiert wird:
„Ein System wird als wandelbar bezeichnet, wenn seine räumliche Strukturierung sowie sein Verhaltensspektrum aufgrund einer Anpassung des Umfangs an Merkmale sowie deren Ausprägungen auch an zunächst unbekannte Gegebenheiten veränderbar sind.“198
Eine Untersuchung der Fabrikbestandteile zeigt, daß Betriebsmittel vergleichsweise kurzfri-stig wandelbar sind. Dies wird insbesondere durch verschiedene Ansätze unterstützt, die explizit auf eine modulare, rekonfigurierbare Gestaltung von Betriebsmitteln ausgerichtet sind. Direkte Prozesse sind ebenfalls vergleichsweise an wechselnde Anforderungen anzu-passen. Deutlich schwieriger zu wandeln sind hingegen die Fabrikgebäude sowie insbeson-dere die Aufbauorganisation der Produktion (s. Bild 2.10).199
kurzfristig mittelfristig langfristig
Entwicklungs-/ Anpassungsgeschwindigkeit
Strategie
Betriebsmittel
Struktur
Aufbauorganisation
Personal
Gebäude
Layout
Kultur
Managementprozesse
Geschäftsprozesse
Direkte Prozesse
Indirekte Prozesse
Prozesse
Unterstützungsprozesse
Bild 2.10: Wandelbarkeit von Fabrikbestandteilen
Hierbei muß insbesondere zwischen der formalen Organisationsänderung und der Entwick-lung der erforderlichen Fähigkeiten der Einzelnen, einschließlich dem Erreichen eines einge-schwungenen Zustandes, unterschieden werden. Zusammenfassend läßt sich festhalten, daß die physischen Bestandteile weniger als die Organisation sowie die (indirekten) Ge-
198 Westkämper, Bezugsrahmen, 2000, S.22 199 vgl. hierzu u.a. Hernandez Morales, Systematik, 2002, S. 72f.
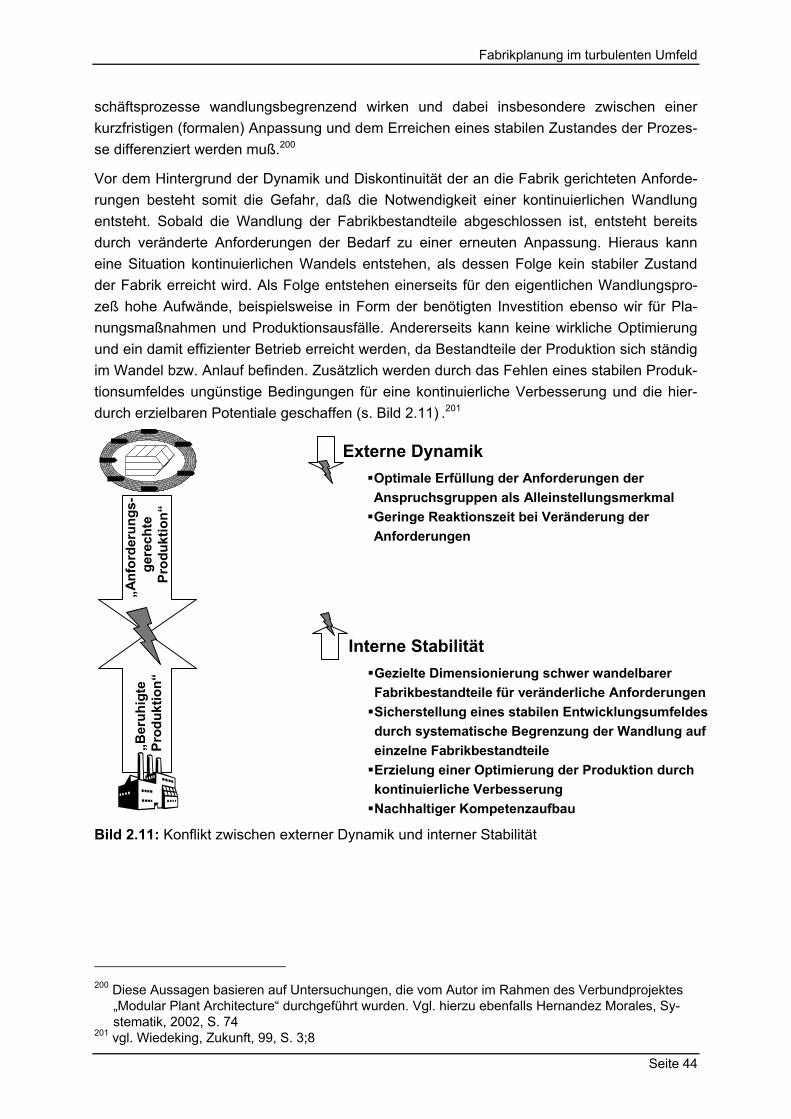
Fabrikplanung im turbulenten Umfeld
Seite 44
schäftsprozesse wandlungsbegrenzend wirken und dabei insbesondere zwischen einer kurzfristigen (formalen) Anpassung und dem Erreichen eines stabilen Zustandes der Prozes-se differenziert werden muß.200
Vor dem Hintergrund der Dynamik und Diskontinuität der an die Fabrik gerichteten Anforde-rungen besteht somit die Gefahr, daß die Notwendigkeit einer kontinuierlichen Wandlung entsteht. Sobald die Wandlung der Fabrikbestandteile abgeschlossen ist, entsteht bereits durch veränderte Anforderungen der Bedarf zu einer erneuten Anpassung. Hieraus kann eine Situation kontinuierlichen Wandels entstehen, als dessen Folge kein stabiler Zustand der Fabrik erreicht wird. Als Folge entstehen einerseits für den eigentlichen Wandlungspro-zeß hohe Aufwände, beispielsweise in Form der benötigten Investition ebenso wir für Pla-nungsmaßnahmen und Produktionsausfälle. Andererseits kann keine wirkliche Optimierung und ein damit effizienter Betrieb erreicht werden, da Bestandteile der Produktion sich ständig im Wandel bzw. Anlauf befinden. Zusätzlich werden durch das Fehlen eines stabilen Produk-tionsumfeldes ungünstige Bedingungen für eine kontinuierliche Verbesserung und die hier-durch erzielbaren Potentiale geschaffen (s. Bild 2.11) .201
Interne Stabilität
Externe Dynamik
Gezielte Dimensionierung schwer wandelbarer Fabrikbestandteile für veränderliche AnforderungenSicherstellung eines stabilen Entwicklungsumfeldes durch systematische Begrenzung der Wandlung auf einzelne FabrikbestandteileErzielung einer Optimierung der Produktion durch kontinuierliche VerbesserungNachhaltiger Kompetenzaufbau
„Ber
uhig
te
Prod
uktio
n“
„Anf
orde
rung
s-ge
rech
te
Prod
uktio
n“
Optimale Erfüllung der Anforderungen der Anspruchsgruppen als AlleinstellungsmerkmalGeringe Reaktionszeit bei Veränderung der Anforderungen
Bild 2.11: Konflikt zwischen externer Dynamik und interner Stabilität
200 Diese Aussagen basieren auf Untersuchungen, die vom Autor im Rahmen des Verbundprojektes
„Modular Plant Architecture“ durchgeführt wurden. Vgl. hierzu ebenfalls Hernandez Morales, Sy-stematik, 2002, S. 74
201 vgl. Wiedeking, Zukunft, 99, S. 3;8

Fabrikplanung im turbulenten Umfeld
Seite 45
Durch ein zu hohes Niveau an kontinuierlicher Wandlung findet somit eine „Verzettelung“ der Produktion statt und es erfolgt ein Verlust der Basis für eine fokussierte Ausrichtung und Kompetenzentwicklung.202
Die beschriebene Situation macht es erforderlich, einerseits eine kurzfristige Anpassung der Fabrik an wechselnde Anforderungen zu ermöglichen, sowie andererseits eine stabile Um-gebung zur Entwicklung eines nachhaltigen Kompetenzausbaus und einer echten Optimie-rung zu realisieren. Hierzu muß zu jedem Zeitpunkt eine optimale Erfüllung der Anforderun-gen der Anspruchsgruppen erfolgen, da dies Basis für eine Wettbewerbsfähigkeit und somit für ein Fortbestehen der Fabrik ist. Dies kann nur durch kurze Reaktionszeiten bei einer Veränderung der Anforderungen erreicht werden. Gleichzeitig muß ein hohes Maß an inter-ner Stabilität gewährleistet werden, welches nur durch eine gezielte Dimensionierung schwer wandelbarer Fabrikbestandteile für veränderliche Anforderungen erfolgen kann. Die eigentli-che Wandlung wird somit auf einzelne Fabrikbestandteile begrenzt und somit ein stabiles Entwicklungsumfeld für die Produktion sichergestellt. Hierdurch kann eine Optimierung des Produktionsbetriebes und gleichzeitig ein nachhaltiger Kompetenzaufbau erfolgen, so daß eine Kombination aus kompetenzbasierter Alleinstellung und operativer Exzellenz erzielt wird.
2.2.3 Prinzip der Wandlung durch (temporäre) Vernetzung Die konfligierenden Anforderungen nach externer Dynamik einerseits sowie interner Stabilität andererseits können nur realisiert werden, wenn eine eindeutige Trennung dieser beiden Faktoren bezogen auf die Objekte bzw. Strukturen der Fabrik realisiert werden kann. Als Beispiel können hierbei Produktionsnetze dienen, bei denen eine Wandlung durch eine Vernetzung der Partner ermöglicht wird, das einzelne Unternehmen aber bewußt von dieser Dynamik verschont bleiben soll.203
Analog kann die Fabrik als „Netzwerk“ verstanden werden, dessen Wandlung durch den Austausch bzw. Vernetzung ihrer einzelnen Bestandteile erzielt werden kann.204 Hierbei bleibt das Spannungsfeld zwischen Stabilität und Dynamik zwar letztendlich erhalten, da die Problematik der Wandlung der Gesamtfabrik auf die innere Struktur der Fabrik übertragen wird. Diese Situation bietet jedoch den Vorteil, daß hierdurch eine höhere Transparenz zwi-schen der Gestaltung der einzelnen Fabrikbestandteile und den an sie bestehenden Anfor-derungen hergestellt wird. Dieses Prinzip ähnelt dem Axiomatic Design nach SUH, welches bei der Systemgestaltung eine Zuordnung der einzelnen Anforderungen (Functional Requi-rements, FRs) zu einzelnen Strukturbestandteilen (Design Parameters DPs) fordert. Als Grundlage für die Vernetzung von Anforderungen und Struktur dient dabei das Independan-ce Axiom, welches eine unabhängige Erfüllung der einzelnen Anforderungen durch die Strukturbestandteile postuliert.205 Dieses Prinzip ist primär zur Vermeidung von Zielkonflikten und somit zur Lösung von Trade-Off Problemen in der Produktgestaltung entwickelt worden.
202 vgl. Friedli, Allianz, 2003, S. 505 203 vgl. N.N., SFB 467, 1999, S. 250f. 204 Dies aus der Systemtechnik herrührende Verständnis wird häufig zur Beschreibung wandlungsfä-
higer Fabriken herangezogen, vgl. hierzu Hernandez Morales, Systematik, 2002, S. 44ff. 205 vgl. Suh, Principles, 1990, S.47 ff.
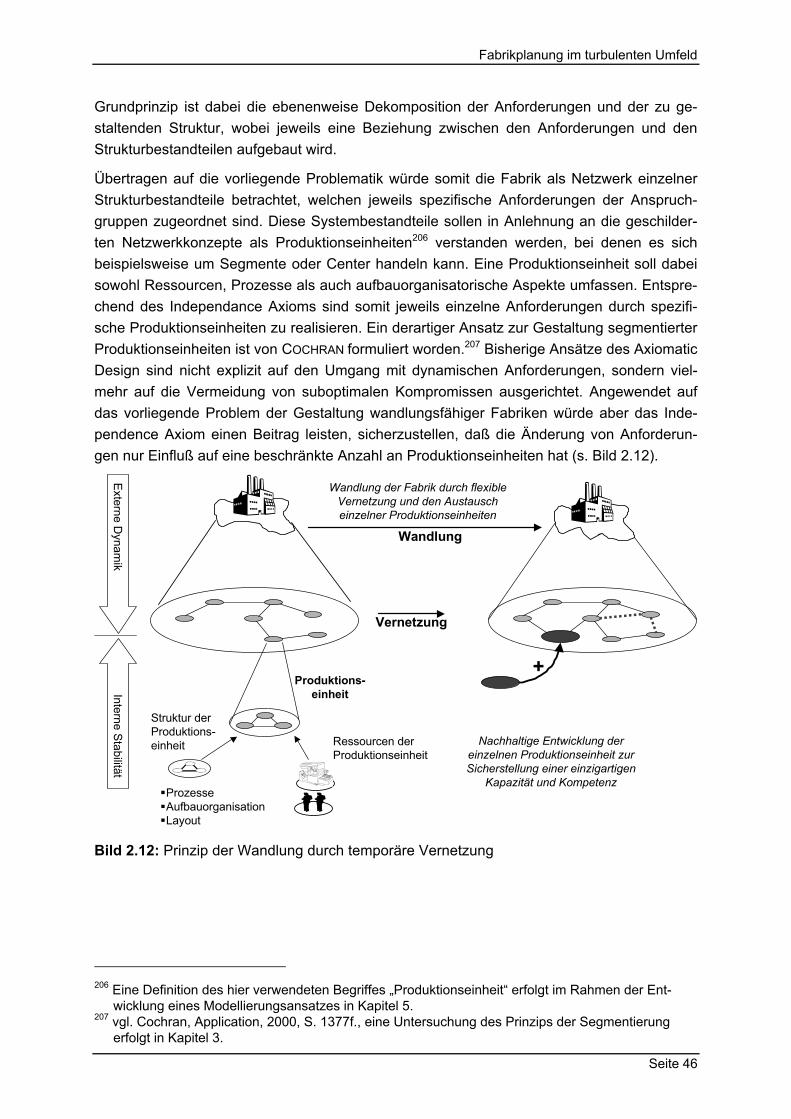
Fabrikplanung im turbulenten Umfeld
Seite 46
Grundprinzip ist dabei die ebenenweise Dekomposition der Anforderungen und der zu ge-staltenden Struktur, wobei jeweils eine Beziehung zwischen den Anforderungen und den Strukturbestandteilen aufgebaut wird.
Übertragen auf die vorliegende Problematik würde somit die Fabrik als Netzwerk einzelner Strukturbestandteile betrachtet, welchen jeweils spezifische Anforderungen der Anspruch-gruppen zugeordnet sind. Diese Systembestandteile sollen in Anlehnung an die geschilder-ten Netzwerkkonzepte als Produktionseinheiten206 verstanden werden, bei denen es sich beispielsweise um Segmente oder Center handeln kann. Eine Produktionseinheit soll dabei sowohl Ressourcen, Prozesse als auch aufbauorganisatorische Aspekte umfassen. Entspre-chend des Independance Axioms sind somit jeweils einzelne Anforderungen durch spezifi-sche Produktionseinheiten zu realisieren. Ein derartiger Ansatz zur Gestaltung segmentierter Produktionseinheiten ist von COCHRAN formuliert worden.207 Bisherige Ansätze des Axiomatic Design sind nicht explizit auf den Umgang mit dynamischen Anforderungen, sondern viel-mehr auf die Vermeidung von suboptimalen Kompromissen ausgerichtet. Angewendet auf das vorliegende Problem der Gestaltung wandlungsfähiger Fabriken würde aber das Inde-pendence Axiom einen Beitrag leisten, sicherzustellen, daß die Änderung von Anforderun-gen nur Einfluß auf eine beschränkte Anzahl an Produktionseinheiten hat (s. Bild 2.12).
Wandlung der Fabrik durch flexibleVernetzung und den Austauscheinzelner Produktionseinheiten
Struktur derProduktions-einheit Ressourcen der
Produktionseinheit
Produktions-einheit
Nachhaltige Entwicklung dereinzelnen Produktionseinheit zurSicherstellung einer einzigartigen
Kapazität und Kompetenz
Externe Dynam
ikInterne S
tabilität
Wandlung
Vernetzung
+
ProzesseAufbauorganisationLayout
Bild 2.12: Prinzip der Wandlung durch temporäre Vernetzung
206 Eine Definition des hier verwendeten Begriffes „Produktionseinheit“ erfolgt im Rahmen der Ent-
wicklung eines Modellierungsansatzes in Kapitel 5. 207 vgl. Cochran, Application, 2000, S. 1377f., eine Untersuchung des Prinzips der Segmentierung
erfolgt in Kapitel 3.

Fabrikplanung im turbulenten Umfeld
Seite 47
Zusammenfassend läßt sich feststellen, daß zur effektiven Realisierung des geschilderten Prinzips der Wandlung durch temporäre Vernetzung es somit erforderlich ist, ständig einen anforderungsgerechten Zustand der Fabrik sicherzustellen. Dies setzt voraus, daß keine reaktive Anpassung an veränderte Anforderungen erfolgt, sondern vielmehr proaktiv deren Änderungen antizipiert werden können, um bis zum Eintreten dieser eine entsprechende Konfiguration der Fabrik realisiert zu haben. Hierbei sind die unterschiedlichen Wandlungs-zyklen bzw. –geschwindigkeiten der Fabrikbestandteile zu berücksichtigen. Begrenzt wird die Wandlung dabei durch die Notwendigkeit, gleichzeitig ein stabiles Entwicklungsumfeld sicherzustellen. Dies wird durch eine flexible und temporäre Vernetzung der Produktionsein-heiten erreicht, wobei deren innere Struktur hierbei bewußt vor Änderungen geschützt wird. Dementsprechend ist die geeignete Definition der (Hierarchie der) Produktionseinheiten zentral für die Effizienz des Kompromisses zwischen Stabilität und Dynamik (s. Bild 2.13).
Wandlungsfähigkeit:Ständige Sicherstellung eines anforderungsgerechten Zustandesder ProduktionKeine reaktive Anpassung an wechselnde Anforderungen,stattdessen proaktive und kurzfristige Rekonfiguration derProduktionGleichzeitig Gewährleistung eines stabilen Entwicklungsumfeldesfür Einzigartigkeit durch systematische Begrenzung der Wandlungauf ausgewählte Bestandteile der Produktion
Vernetzungsfähigkeit:Realisierung von interner Vernetzung (innerhalb derSystemgrenze) und externer Vernetzung (außerhalb derSystemgrenze)Flexible Einbringung der Fabrik in wechselnde, temporäreNetzwerkeRealisierung von Wandlungsfähigkeit der Fabrik durch temporäreVernetzung einzelner Produktionsbestandteile
Bild 2.13: Erfolgsfaktoren Wandlungs- und Vernetzungsfähigkeit
2.2.4 Resultierende Herausforderungen für das produzierende Unternehmen Im folgenden soll untersucht werden, welche Herausforderungen sich aus dem Prinzip der Wandlung durch temporäre Vernetzung für das produzierende Unternehmen ergeben und in den Bezugsrahmen der Arbeit übernommen werden.
Ziel bei der Gestaltung der Produktionsstrategie muß es sein, die (eigene) Produktion auf eine nachhaltige Wettbewerbsfähigkeit auszurichten. Grundlage hiefür muß eine systemati-sche Identifikation der jeweiligen Alleinstellungsmerkmale sein. Basis sollte nicht ausschließ-lich die aktuelle bzw. nähere Zukunft sein. Stattdessen sollte vor dem Hintergrund der Lang-
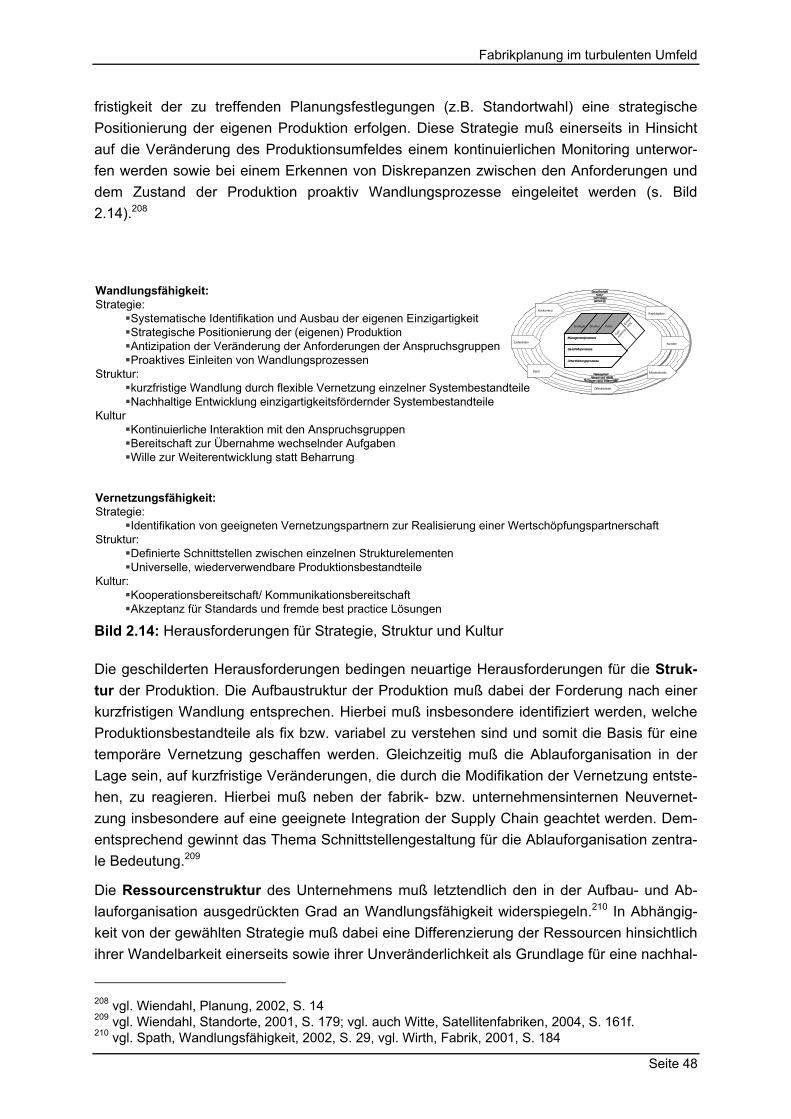
Fabrikplanung im turbulenten Umfeld
Seite 48
fristigkeit der zu treffenden Planungsfestlegungen (z.B. Standortwahl) eine strategische Positionierung der eigenen Produktion erfolgen. Diese Strategie muß einerseits in Hinsicht auf die Veränderung des Produktionsumfeldes einem kontinuierlichen Monitoring unterwor-fen werden sowie bei einem Erkennen von Diskrepanzen zwischen den Anforderungen und dem Zustand der Produktion proaktiv Wandlungsprozesse eingeleitet werden (s. Bild 2.14).208
Bild 2.14: Herausforderungen für Strategie, Struktur und Kultur
Die geschilderten Herausforderungen bedingen neuartige Herausforderungen für die Struk-tur der Produktion. Die Aufbaustruktur der Produktion muß dabei der Forderung nach einer kurzfristigen Wandlung entsprechen. Hierbei muß insbesondere identifiziert werden, welche Produktionsbestandteile als fix bzw. variabel zu verstehen sind und somit die Basis für eine temporäre Vernetzung geschaffen werden. Gleichzeitig muß die Ablauforganisation in der Lage sein, auf kurzfristige Veränderungen, die durch die Modifikation der Vernetzung entste-hen, zu reagieren. Hierbei muß neben der fabrik- bzw. unternehmensinternen Neuvernet-zung insbesondere auf eine geeignete Integration der Supply Chain geachtet werden. Dem-entsprechend gewinnt das Thema Schnittstellengestaltung für die Ablauforganisation zentra-le Bedeutung.209
Die Ressourcenstruktur des Unternehmens muß letztendlich den in der Aufbau- und Ab-lauforganisation ausgedrückten Grad an Wandlungsfähigkeit widerspiegeln.210 In Abhängig-keit von der gewählten Strategie muß dabei eine Differenzierung der Ressourcen hinsichtlich ihrer Wandelbarkeit einerseits sowie ihrer Unveränderlichkeit als Grundlage für eine nachhal-
208 vgl. Wiendahl, Planung, 2002, S. 14 209 vgl. Wiendahl, Standorte, 2001, S. 179; vgl. auch Witte, Satellitenfabriken, 2004, S. 161f. 210 vgl. Spath, Wandlungsfähigkeit, 2002, S. 29, vgl. Wirth, Fabrik, 2001, S. 184
Lieferanten
Konkurrenz
Staat Mitarbeitende
Öffentlichkeit
Kunden
Kapitalgeber
Geschäftsprozesse
Unterstützungsprozesse
Strategie Struktur Kultur Erneu
e-run
g
Opti-
mierun
g
ManagementprozesseLieferanten
Konkurrenz
Staat Mitarbeitende
Öffentlichkeit
Kunden
Kapitalgeber
Geschäftsprozesse
Unterstützungsprozesse
Strategie Struktur Kultur Erneu
e-run
g
Opti-
mierun
g
Managementprozesse
Geschäftsprozesse
Unterstützungsprozesse
Strategie Struktur Kultur Erneu
e-run
g
Opti-
mierun
g
Managementprozesse
Wandlungsfähigkeit:Strategie:
Systematische Identifikation und Ausbau der eigenen EinzigartigkeitStrategische Positionierung der (eigenen) ProduktionAntizipation der Veränderung der Anforderungen der AnspruchsgruppenProaktives Einleiten von Wandlungsprozessen
Struktur:kurzfristige Wandlung durch flexible Vernetzung einzelner SystembestandteileNachhaltige Entwicklung einzigartigkeitsfördernder Systembestandteile
KulturKontinuierliche Interaktion mit den AnspruchsgruppenBereitschaft zur Übernahme wechselnder AufgabenWille zur Weiterentwicklung statt Beharrung
Vernetzungsfähigkeit:Strategie:
Identifikation von geeigneten Vernetzungspartnern zur Realisierung einer WertschöpfungspartnerschaftStruktur:
Definierte Schnittstellen zwischen einzelnen StrukturelementenUniverselle, wiederverwendbare Produktionsbestandteile
Kultur:Kooperationsbereitschaft/ KommunikationsbereitschaftAkzeptanz für Standards und fremde best practice Lösungen
Fabrikplanung im turbulenten Umfeld
Seite 49
tige, stabile Entwicklung andererseits, erfolgen. Hierbei ist insbesondere darauf zu achten, daß eine Kongruenz zwischen der Aufbau- und Ablaufstruktur bei der Ressourcengestaltung hergestellt wird, damit definierte Schnittstellen als Basis für eine flexible Vernetzung beste-hen.
Die Kultur des produzierenden Unternehmens muß der jeweiligen Rolle der Produktion bzw. des Selbstverständnisses des Unternehmens im Markt entsprechen. Somit muß eine Kultur der kontinuierlichen Interaktion mit den Anspruchsgruppen vorherrschen. Die Fabrik ist dabei nicht als von der Umwelt isolierte Einheit zu betrachten. Die Interaktion und Kommunikati-onsfähigkeit gewinnt dabei insbesondere vor dem Hintergrund der schnell veränderlichen Anforderungen der Anspruchsgruppen eine zentrale Bedeutung. In diesem Zusammenhang sind beispielsweise die konsequente Kundenorientierung bei der Fabrikgestaltung zu nen-nen, um einen intensiveren Dialog mit dem Kunden zu erreichen.211 Diese Kultur des Dialo-ges muß sich dabei über sämtliche Anspruchsgruppen wie auch die gesamte Supply Chain erstrecken. Weiterhin muß der hohen Umfelddynamik durch eine Kultur der Wandlungsbe-reitschaft begegnet werden.212 Dabei muß das Bewußtsein für eine kontinuierliche Wandlung und Weiterentwicklung bei der Organisation insgesamt, und dem Mitarbeiter als Einzelnen, vorherrschen. Konkret bedeutet dies, daß der Wille und die Bereitschaft zur Weiterentwick-lung und Übernahme neuer Aufgaben gezeigt wird.213 Vor dem Hintergrund eines hohen Grades an (interner und externer) Vernetzungsfähigkeit muß dabei eine Bereitschaft zur Interaktion und eine Akzeptanz für fremde Standards bestehen. Insgesamt ist die Fähigkeit zum Umgang mit wechselnden Vernetzungspartnern somit ein zentraler Garant für eine effiziente Wandlung und somit einer langfristigen Sicherung der Wettbewerbsfähigkeit.
Resultierende Anforderungen an die Prozesse
Aus der beschriebenen Situation produzierender Unternehmen resultieren die folgenden Anforderungen an die Prozesse des Unternehmens.
Die Managementprozesse müssen eine laufende Untersuchung der Anforderungen der Anspruchsgruppen und des Wettbewerbsumfeldes sicherstellen und in diesem Spannungs-feld eine aktive Positionierung des eigenen Unternehmens auf der Grundlage einer nachhal-tigen Kompetenz erreichen. Dabei müssen einerseits die strategischen Vorgaben für die Produktion getätigt werden sowie andererseits bei einer Fehlerfüllung der Anforderungen Fabrikplanungsprojekte ausgelöst werden. Für die Planung der Fabrik bedeutet dies, daß sie in der Lage sein muß, die vielfachen Wechselwirkungen und Anspruchsgruppen derart zu strukturieren, daß es gelingt, eine geeignete Gestaltung der Produktion zu erhalten. Bedingt durch die hohe Umfelddynamik bei gleichzeitiger Zunahme der Produktionsstandorte muß die Fabrikplanung in der Lage sein, quasi kontinuierlich parallel eine Vielzahl von Planungs-projekten zu bearbeiten. Um eine Kombination der eigenen Leistung mit der geeigneter Partner zu realisieren, muß zusätzlich eine langfristige Entwicklung von Kooperationen bzw. Kooperationsmöglichkeiten erfolgen.
211 vgl. Eversheim, Fabrik, 2002, S. 89f. 212 vgl. Schönheit, Mensch, 2004, S. 167f. 213 N.N., SFB 467, S. 509f.
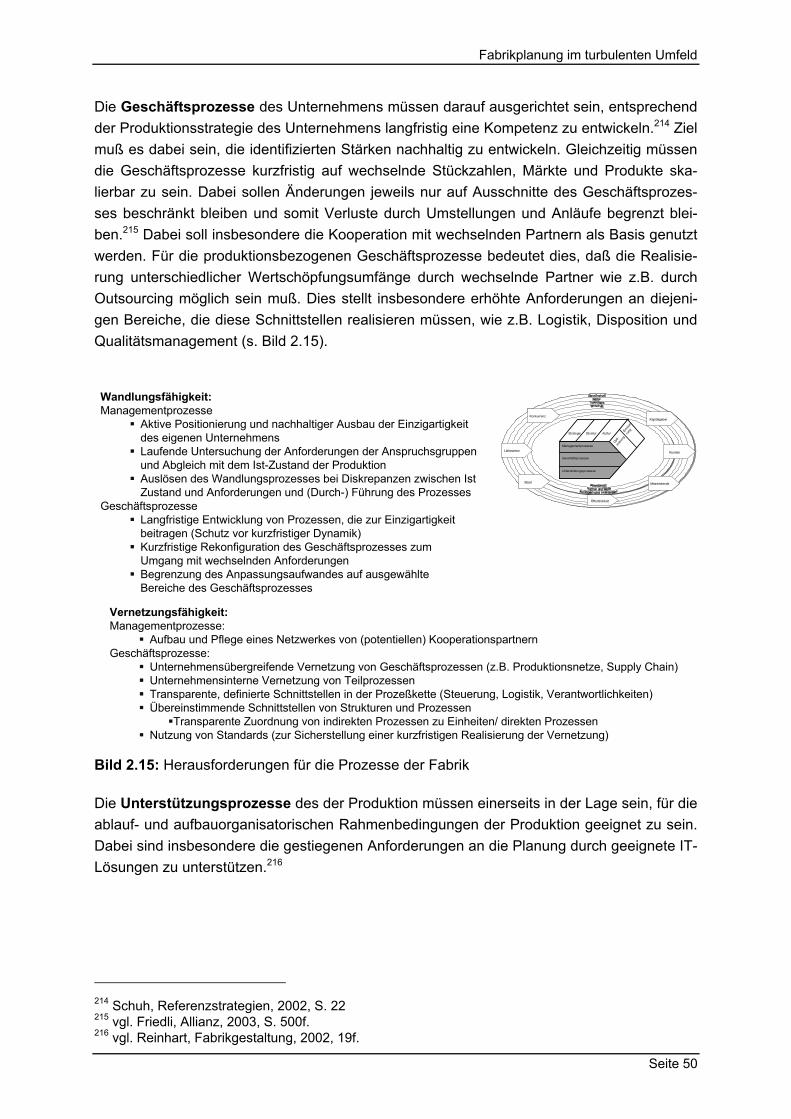
Fabrikplanung im turbulenten Umfeld
Seite 50
Die Geschäftsprozesse des Unternehmens müssen darauf ausgerichtet sein, entsprechend der Produktionsstrategie des Unternehmens langfristig eine Kompetenz zu entwickeln.214 Ziel muß es dabei sein, die identifizierten Stärken nachhaltig zu entwickeln. Gleichzeitig müssen die Geschäftsprozesse kurzfristig auf wechselnde Stückzahlen, Märkte und Produkte ska-lierbar zu sein. Dabei sollen Änderungen jeweils nur auf Ausschnitte des Geschäftsprozes-ses beschränkt bleiben und somit Verluste durch Umstellungen und Anläufe begrenzt blei-ben.215 Dabei soll insbesondere die Kooperation mit wechselnden Partnern als Basis genutzt werden. Für die produktionsbezogenen Geschäftsprozesse bedeutet dies, daß die Realisie-rung unterschiedlicher Wertschöpfungsumfänge durch wechselnde Partner wie z.B. durch Outsourcing möglich sein muß. Dies stellt insbesondere erhöhte Anforderungen an diejeni-gen Bereiche, die diese Schnittstellen realisieren müssen, wie z.B. Logistik, Disposition und Qualitätsmanagement (s. Bild 2.15).
Lieferanten
Konkurrenz
Staat Mitarbeitende
Öffentlichkeit
Kunden
Kapitalgeber
Geschäftsprozesse
Unterstützungsprozesse
Strategie Struktur Kultur Erneu
e-ru
ng
Opti-
mier
ung
ManagementprozesseLieferanten
Konkurrenz
Staat Mitarbeitende
Öffentlichkeit
Kunden
Kapitalgeber
Geschäftsprozesse
Unterstützungsprozesse
Strategie Struktur Kultur Erneu
e-ru
ng
Opti-
mier
ung
Managementprozesse
Geschäftsprozesse
Unterstützungsprozesse
Strategie Struktur Kultur Erneu
e-ru
ng
Opti-
mier
ung
Managementprozesse
Wandlungsfähigkeit:Managementprozesse
Aktive Positionierung und nachhaltiger Ausbau der Einzigartigkeitdes eigenen UnternehmensLaufende Untersuchung der Anforderungen der Anspruchsgruppenund Abgleich mit dem Ist-Zustand der ProduktionAuslösen des Wandlungsprozesses bei Diskrepanzen zwischen IstZustand und Anforderungen und (Durch-) Führung des Prozesses
GeschäftsprozesseLangfristige Entwicklung von Prozessen, die zur Einzigartigkeitbeitragen (Schutz vor kurzfristiger Dynamik)Kurzfristige Rekonfiguration des Geschäftsprozesses zumUmgang mit wechselnden AnforderungenBegrenzung des Anpassungsaufwandes auf ausgewählteBereiche des Geschäftsprozesses
Vernetzungsfähigkeit:Managementprozesse:
Aufbau und Pflege eines Netzwerkes von (potentiellen) KooperationspartnernGeschäftsprozesse:
Unternehmensübergreifende Vernetzung von Geschäftsprozessen (z.B. Produktionsnetze, Supply Chain)Unternehmensinterne Vernetzung von TeilprozessenTransparente, definierte Schnittstellen in der Prozeßkette (Steuerung, Logistik, Verantwortlichkeiten)Übereinstimmende Schnittstellen von Strukturen und Prozessen
Transparente Zuordnung von indirekten Prozessen zu Einheiten/ direkten ProzessenNutzung von Standards (zur Sicherstellung einer kurzfristigen Realisierung der Vernetzung)
Bild 2.15: Herausforderungen für die Prozesse der Fabrik
Die Unterstützungsprozesse des der Produktion müssen einerseits in der Lage sein, für die ablauf- und aufbauorganisatorischen Rahmenbedingungen der Produktion geeignet zu sein. Dabei sind insbesondere die gestiegenen Anforderungen an die Planung durch geeignete IT-Lösungen zu unterstützen.216
214 Schuh, Referenzstrategien, 2002, S. 22 215 vgl. Friedli, Allianz, 2003, S. 500f. 216 vgl. Reinhart, Fabrikgestaltung, 2002, 19f.
Fabrikplanung im turbulenten Umfeld
Seite 51
2.3 Resultierende Herausforderungen für die Fabrikplanung
Im vorhergehenden Abschnitt wurde aufgezeigt, welche Herausforderungen sich aus dem Prinzip der Wandlung durch (temporäre) Vernetzung für das produzierende Unternehmen ergeben. Im folgenden soll untersucht werden, welche Anforderungen hierbei für die Planung der Fabrik resultieren. Dabei soll einerseits geprüft werden, welche Anforderungen sich an das Planungsergebnis ergeben sowie welche Anforderungen an den Planungsvorgang selbst zu stellen sind. Diese Anforderungen dienen anschließend als Basis für die Untersuchung der existierenden Theorie der Fabrikplanung im Rahmen des 3. Kapitels.
2.3.1 Herausforderungen für die Gestaltung und Strukturierung der Fabrik
Ausgangspunkt zur Gestaltung einer wandlungsfähigen Fabrik ist eine anforderungsge-rechte Produktion. Dabei wird die Gestaltung der Produktion explizit an den Anforderungen der Anspruchsgruppen sowie deren erwarteten Entwicklung ausgerichtet. Dabei erfolgt keine Über- bzw. Unterdimensionierung. Vielmehr werden Unsicherheiten bzw. erwartete Anpas-sungsbedarfe durch eine Neuvernetzung realisiert. Als Grundlage hierfür muß Transparenz zwischen den bestehenden Anforderungen und der Gestaltung einzelner Produktionsbe-standteile herrschen, um im Falle einer Wandlung identifizieren zu können, welche Struktur-elemente betroffen sind.217 Die Strukturen der Produktion müssen dabei rekonfigurierbar, und die bei einer Veränderung entstehenden Aufwände möglichst begrenzt sein. Insbeson-dere müssen die Produktionsausfälle während der Rekonfiguration und des Anlaufes nur auf einzelne Produktionsbestandteile beschränkt werden. Hierzu ist es erforderlich, daß die Strukturen der Produktion eine transparente Zuordnung einzelner Anforderungen zu spezifi-schen Produktionsbestandteilen erlauben.218 Änderungen an einem Teilbereich der Produk-tion sollten beispielsweise keine Anpassung des Gesamtlayouts erforderlich machen. Viel-mehr sollten bei der Gestaltung bereits entsprechende Reserveflächen oder idealerweise Ausbaustufen vorgesehen werden. Der Wandlungsumfang sollte somit begrenzt werden. Hierzu ist es erforderlich, explizit zwischen fixen und veränderlichen Produktionsbestandtei-len zu differenzieren, um durch die Variation der variablen Bestandteile die entsprechende Veränderung zu realisieren. Diese Forderung richtet sich sowohl auf die Ressourcen der Produktion als auch an die Organisation. Beispielsweise sollten Prozesse, die einen zentra-len Beitrag zur Alleinstellung des Unternehmens leisten, vor einem hohen Maß an Dynamik geschützt werden. So können beispielsweise Technologien, die eine Kernkompetenz darstel-len in einem Kompetenzzentrum zusammengefaßt werden, in dem ein fester Stamm an Mitarbeitern diese langfristig verfolgt und prozeßsicher macht. Die reine Anwendung dieser Technologien erfolgt in Bereichen, die entsprechend der geänderten Anforderungen kurzfri-stig umkonfiguriert werden können. Diese Rekonfiguration kann dabei wesentlich durch die Verwendung von Standards vereinfacht werden, die einerseits den Planungsaufwand redu-
217 Nofen, Regelkreis, 2003, S. 241 218 Aurich, Flexibilitätsoptimierung, 2004, S. 22f.; Wiendahl, Planung, 2002, S.16
Fabrikplanung im turbulenten Umfeld
Seite 52
zieren sowie andererseits die Wiederverwendung z.B. von Betriebsmitteln für wechselnde Produktionsaufgaben ermöglichen.219
Ein Beitrag zur Begrenzung der Wandlungsdynamik innerhalb der eigenen Organisation kann durch die Vernetzung mit internen und externen Partnern realisiert werden, wobei dies die Gestaltung transparenter Schnittstellen voraussetzt. Die Schnittstellen der Geschäftspro-zesse müssen darauf ausgelegt werden, daß klare Verantwortungsübergänge erfolgen und jeweils an einem Prozeßschritt definierte Wertschöpfungsstufen übergeben werden.220 Dies umfaßt beispielsweise die Festlegung, an welchen Stellen Prüfungen durchgeführt werden um sicherzustellen, daß die Qualitätsverantwortung für spezifische Merkmale explizit den Bereichen zugeordnet werden kann. Andererseits müssen solche Schnittstellen kompatibel sein und somit beispielsweise auch eine klare logistische Abgrenzung realisieren. Behälter, Losgrößen und Übergabezeitpunkte müssen dabei definiert und eingehalten werden. Zusätz-lich muß es eine Kongruenz zwischen prozessualen, räumlichen und organisatorischen Schnittstellen geben.
2.3.2 Herausforderungen für das Vorgehen bei der Fabrikplanung Die beschriebene Situation produzierender Unternehmen bedingt entsprechende Struktur-konzepte für die Fabrik. Zur Realisierung dieser Konzepte einerseits sowie resultierend aus dem geänderten Unternehmensumfeld andererseits ergeben sich entsprechende Anforde-rungen an die Fabrikplanung.
Die beschriebene Situation ist davon gekennzeichnet, daß das Wettbewerbsumfeld eine optimale Anpassung der Fabrik an die bestehenden Anforderungen erfordert, wobei insbe-sondere die Dynamik und Diskontinuität dieser Anforderungen eine zentrale Herausforde-rung darstellt. Dementsprechend ist eine anforderungsorientierte Planung als Basis für eine anforderungsgerechte Fabrik erforderlich. Ausgangspunkt muß somit eine systematische Identifikation der an die Fabrik bestehenden Anforderungen sein. Das weitere Vorgehen muß auf die planerische Umsetzung dieser Anforderungen orientiert sein, wobei insbesondere bedacht werden muß, daß ggf. konfligierende Anforderungen einen Trade Off erforderlich machen. Weiterhin kann beispielsweise bei umfangreichen Neuplanungsprojekten eine Änderung der Anforderungen während der Projektlaufzeit eintreten. Somit muß im gesamten Vorgehen ein konstantes Monitoring der Anforderungen und, als Basis für eine kurzfristige Reaktion, eine Transparenz über die Zuordnung einzelner Anforderungsgruppen zu einzel-nen Planungsschritten und -ergebnissen vorliegen. Eine systematische Dekomposition und Vernetzung der Anforderungen mit dem Planungsgegenstand ist somit für eine erfolgreiche Durchführung des Projektes unerläßlich.
Wie bereits beschrieben, ist Wandlungsfähigkeit eine der zentralen Merkmale der zu planen-den Fabrik. Dementsprechend muß im Rahmen des Planungsprojektes die Wandlungsfähig-keit als eine Gestaltungsgröße betrachtet werden. Hierbei muß, insbesondere basierend auf
219 Enderlein, Plug+Produce, 2003, S. 285 220 Westkämper, Manufacturing, 1997, S. 331f.

Fabrikplanung im turbulenten Umfeld
Seite 53
den Anforderungen an die Fabrik und ihrer prognostizierten Entwicklung, der erforderliche Grad an Wandlungsfähigkeit abgeleitet und für die Ressourcen, Prozesse und Organisation der Fabrik differenziert werden.221 Gleichzeitig sollten diejenigen Fabrikbestandteile identifi-ziert werden, die vor Wandlung geschützt werden müssen. Innerhalb des Fabrikplanungs-vorgehens ist dabei bei der Gestaltung der einzelnen Objekte jeweils explizit deren notwen-diger sowie zulässiger Grad an Wandlungsfähigkeit festzulegen.
Neben der reinen Initialplanung ist dabei die Wandlung als Planungsprozeß zu verstehen. Ausgehend von den Anforderungen muß dabei identifiziert werden, welche Objekte in wel-chem Umfang zu wandeln sind. Hierbei ist insbesondere auf das beschriebene Prinzip der Neuvernetzung der Einheiten als Grundlage für eine Wandlung zurückzugreifen. Als Basis hierfür ist ein systematisches Vorgehen erforderlich, da vor dem Hintergrund der Entwicklung des Produktionsumfeldes davon auszugehen ist, daß die Mehrzahl der Fabrikplanungspro-jekte sich zukünftig mit einer derartigen Wandlung beschäftigen wird. Charakteristisch für diese Projekte wird der Umgang mit Restriktionen sein, die aus den existierenden Gegeben-heiten resultieren. Dementsprechend muß das Planungsprojekt auf die systematische Be-rücksichtigung derartiger Restriktionen ausgerichtet sein (s. Bild 2.16).
Bild 2.16: Resultierende Anforderungen
Als zentraler Lösungsansatz wurde Vernetzungsfähigkeit sowohl auf der Ebene der Supply Chain als auch innerhalb der Fabrik definiert. Die Basis stellt dabei insbesondere die Schnittstellendefinition dar, die im Rahmen des Fabrikplanungsvorgehens zu erfolgen hat. Dabei sind einerseits die unterschiedlichen Arten von Schnittstellen wie z.B. Prozeßschnitt-stellen aber auch räumliche oder technische Schnittstellen zu berücksichtigen. Dabei muß angestrebt werden, daß diese unterschiedlichen Schnittstellen miteinander überlagert und harmonisiert sind, um bei einer Wandlung nur einen begrenzten Objektbereich zu tangieren.
221 Aurich, Flexibilitätsoptimierung, 2004, S. 22f.; Wiendahl, Planung, 2002, S.16
Anforderungen an das Planungsergebnis Anforderungen an die Planung
Anf
orde
rung
enre
sulti
eren
aus
Vern
etzu
ngsf
ähig
keit
Anf
orde
rung
enre
sulti
eren
aus
Wan
dlun
gsfä
higk
eit
Anforderungsgerechte ProduktionRekonfigurierbarkeitBegrenzung des Wandlungsumfangs
Transparente SchnittstellenKompatibilität
Anforderungsorientierte PlanungWandlungsfähigkeit alsGestaltungsgrößePlanungsprozess für WandlungUmgang mit Restriktionen
Schnittstellenorientierte PlanungVerteilte Planung

Fabrikplanung im turbulenten Umfeld
Seite 54
Dementsprechend gewinnt die Schnittstellengestaltung eine zentrale Rolle im Rahmen des Planungsvorgehens.
Die Vernetzung einerseits sowie die Interdisziplinarität bei gleichzeitig steigender Komplexi-tät der Fabrikplanung andererseits macht eine Synchronisation verschiedener Planungspro-jekte erforderlich. Hierbei müssen bezogen auf die Fristigkeit oder die Planungsgegenstände Teilprojekte abgegrenzt werden. Dementsprechend ist das Planungsvorgehen derart zu gestalten, daß entsprechende Teilprojekte abzugrenzen und miteinander zu synchronisieren sind.222
222 vgl. Niehuis, Prozeßmodell, 2004, S. 32f.
Theorie der Fabrikplanung
Seite 55
3 Theorie der Fabrikplanung
Entsprechend des gewählten forschungsmethodischen Vorgehens erfolgte im vorigen Kapi-tel eine Darstellung der Grundlagen der Fabrikplanung, die die Basis für den Bezugsrahmen der Arbeit bilden. Hierbei wurde sowohl der Gestaltungsbereich der Wissenschaft Fabrikpla-nung, seine grundlegenden Gesetzmäßigkeiten sowie die derzeit praxisrelevanten Probleme dargestellt. Hieraus leitet sich ab, welche Anforderungen sich an das produzierende Unter-nehmen als Ganzes sowie im speziellen auf die Fabrikplanung ergeben. Für diese Anforde-rungen muß die Wissenschaft Fabrikplanung letztendlich geeignete Lösungen bieten.
Entsprechend des Forschungsprozesses nach ULRICH soll somit eine Untersuchung der problemrelevanten Theorie(n) der Fabrikplanung einerseits, sowie problemrelevanter Verfah-ren im Allgemeinen durchgeführt werden.
Als Basis für die Untersuchung der Theorie bzw. Theorien der Fabrikplanung soll eine grundsätzliche Definition der inneren Struktur bzw. Bestandteile einer derartigen Theorie dienen. Diese wird im Kapitel 3.1 aus der Methodologie der Fabrikplanung hergeleitet.
In den Kapitel 3.2 bis Kapitel 3.4 werden auf dieser Grundlage die Bestandteile der existie-renden Theorien der Fabrikplanung untersucht. Im Rahmen des Kapitels 3.5 erfolgt eine kritische Würdigung entsprechend der im 2. Kapitel formulierten Anforderungen.
Auf der Grundlage dieser Untersuchung wird das bereits in der Einleitung formulierte Ziel der Arbeit konkretisiert.
3.1 Struktur einer Theorie der Fabrikplanung
Die Struktur einer Theorie der Fabrikplanung resultiert aus ihrer Rolle innerhalb der Metho-dologie der Fabrikplanung. Wenn der Bezugsrahmen die „Praxis“ darstellt, stellt die Theorie die Mechanismen und Lösungsansätze zur Gestaltung dieser Praxis dar. Bezogen auf die Methodologie, die das grundlegende Verständnis der Mechanismen bzw. des Ablaufes der Fabrikplanung darstellt, ist es somit die Aufgabe einer Theorie, sämtliche notwendigen Ge-staltungsprinzipen und Vorgehensschritte zu spezifizieren, die zur Fabrikplanung erforderlich sind. Sie ist somit Handlungsanleitung und Lösungsbeschreibung zugleich.
Bezogen auf die Methodologie muß die Theorie somit, ausgehend von der Realität, ein Realmodell der zu planenden Fabrik ableiten, auf dessen Grundlage auf der Ebene des Formalmodells generelle Lösungsprinzipen bestimmt werden, die anschließend wiederum im Realmodell für den konkreten Anwendungsfall adaptiert werden. Dieses Realmodell der Lösung, quasi der „Plan“ der Fabrik, wird anschließend in der Realität implementiert. Zur Durchführung dieses Prozesses sind somit die folgenden Theoriebausteine erforderlich:223
223 vgl. Schneeweiss, Konzepte, 1992, S. 256
Theorie der Fabrikplanung
Seite 56
Modellierungs- und Strukturkonzepte dienen zur Bildung des Realmodells der Fabrik. Sie sind primär auf die Abbildung einzelner Bestandteile der Produktion sowie ihrer Eigenschaf-ten bzw. Interaktion mit anderen Einheiten ausgerichtet. Diese Ansätze sind dabei weitge-hend lösungsneutral, obwohl durch die Definitionen der Modellierungssyntax gewisse Lö-sungsalternativen präjudiziert werden können. Dementsprechend sind Konzepte der Pro-zeßorientierung bzw. der Wertstromanalyse auf die Abbildung des Gegenstandes ausgerich-tet, nehmen aber durch die gewählte Gestaltung die Lösung partiell vorweg. WARNECKE
beschreibt dieses Phänomen wie folgt: „Ein Modell repräsentiert [...] die Vorstellung dessen, was als geeignete Struktur vorgedacht worden ist.“224
Gestaltungskonzepte und Architekturen hingegen beschreiben auf der Ebene des For-malmodells grundsätzliche Lösungs- und Gestaltungsalternativen für die Planungsobjekte, die für den konkreten Anwendungsfall zu einem Realmodell adaptiert und später in der Reali-tät implementiert werden müssen. Ein Beispiel für Lösungskonzepte auf Linienebene wären zum Beispiel die Auslegungskonzepte wie U-Spine oder Fischgrätanordnung.225
Vorgehensweisen, Methoden und Hilfsmittel spezifizieren bzw. unterstützen den Ablauf der Methodologie, ohne spezifische Lösungsalternativen vorweg zu nehmen. Hierbei handelt es sich z.B. um Phasenschemata, die das Vorgehen während der Planung beschreiben. Diese können entweder sehr allgemeiner, objektbereichsneutraler Natur sein wie z.B. der allgemeine Problemlösungszyklus nach DAENZER226 oder auch vergleichsweise objekt- oder lösungsspezifisch. Methoden und Hilfsmittel unterstützen einzelne Planungsaufgaben. Bei-spiele für derartige Methoden sind z.B. das Sankey Diagramm bzw. die Transportmatrix zur Materialflußgestaltung. Hilfsmittel der Fabrikplanung sind zunehmend IT basierte Lösungen für Teilaufgaben wie z.B. Tools zur Layoutplanung.
Mittels dieser drei Klassifizierungsmerkmale werden im folgenden existierende Ansätze unterschieden, um diese in Hinsicht auf die Konformität mit den gestellten Anforderungen zu untersuchen.
Im vorhergehenden Kapitel wurden die Anforderungen sowohl für die Fabrik als auch für ihre Planung beschrieben. Dabei hat sich gezeigt, daß die veränderten Anforderungen an die Fabrik ebenfalls weitreichende Auswirkungen auf die Planung haben. Hierdurch zeigt sich die Wechselwirkung zwischen dem Planungsgegenstand und dem Planungsvorgehen.
Eine für die adressierte Problematik geeignete Theorie muß somit einerseits strukturelle Lösungskonzepte für die Gestaltung der Fabrik auf der Grundlage der Erfolgsfaktoren Wand-lungs- und Vernetzungsfähigkeit bieten, andererseits aber auch ein geeignetes Vorgehen für die Umsetzung dieser Konzepte spezifizieren. Dies zeigt sich umsomehr durch die Vielfalt der unterschiedlichen Anforderungsprofile, die sich an eine Fabrik richten können.
224 Warnecke, Fraktale Fabrik, 1996, S. 93, vgl. Rother, Sehen, 2000 225 Diese Kategorie umfaßt somit „Regeln zur Nutzung problembezogenen Grundlagenwissens“ vgl.
Schneeweiss, Konzepte, 1992, S. 257 226 vgl. Daenzer, Systems Engineering, 1994. In Anlehnung an SCHNEEWEISS beschreibt diese Katego-
rie somit die Implementierungsregeln für die Anwendung der anderen beiden Kategorien. vgl. Schneeweiss, Konzepte, 1992, S. 257
Theorie der Fabrikplanung
Seite 57
Eine Theorie muß somit eine Art Entwurfsmuster darstellen, welches eine Basis für die an-forderungsgerechte Gestaltung der Fabrik, unter Nutzung der identifizierten Erfolgsfaktoren Wandlungs- und Vernetzungsfähigkeit, bietet. Hierbei geht es nicht primär darum, spezifi-sche Lösungen für einzelne Gestaltungsobjekte zu benennen, sondern vielmehr einen struk-turellen Rahmen der Fabrik auf der Grundlage der genannten Erfolgsfaktoren zu beschrei-ben und ein geeignetes Vorgehen für deren anwendungsspezifische Konfiguration zu spezi-fizieren.
Zusammenfassend läßt sich somit feststellen, daß eine Theorie benötigt wird, die vor dem Hintergrund der identifizierten Erfolgsfaktoren eine integrierte Lösung sowohl für die Gestal-tung und Strukturierung der Fabrik als auch für das Planungsvorgehen darstellt.
Anforderungen an eine Theorie der Fabrikplanung Für die Erfüllung der im 2. Kapitel aufgestellten Anforderungen ist eine Theorie erforderlich, die sämtliche der genannten Kategorien umfaßt. Zur Gestaltung einer wandlungs- und ver-netzungsfähigen Fabrik sind somit ein geeigneter Modellierungsansatz, Gestaltungskonzep-te- und Architekturen sowie Vorgehensweisen, Methoden und Hilfsmittel erforderlich.
Der Modellierungsansatz muß dabei insbesondere eine Abbildung der Wirkbeziehungen zwischen den Anforderungen und den Produktionsbestandteilen darstellen. Er muß die Schnittstellengestaltung sowie die Durchführung verteilter Planungsvorhaben unterstützen.
Die Gestaltung von Ablauf- und Aufbaustrukturen der Produktion, die eine Wandlung durch die flexible Vernetzung einzelner Produktionseinheiten erlauben, muß durch geeignete Ge-staltungskonzepte und Architekturen unterstützt werden. Diese sollen dabei einerseits die Definition der Produktionseinheiten einschließlich ihrer Schnittstellen spezifizieren sowie andererseits deren Integration zu wandlungsfähigen Strukturen beschreiben (s. Bild 3.1).
Das Vorgehen bei der Planung ist durch geeignete Vorgehensweisen zu unterstützen. Dabei ist einerseits der Initialplanungsprozeß vor dem Hintergrund der genannten Erfolgsfaktoren zu spezifizieren. Andererseits ist die Wandlung des Systems bzw. die Fabrikplanung unter Berücksichtigung von Restriktionen durch existierende Gegebenheiten zu unterstützen. Dabei ist ein konsequent anforderungsorientiertes Vorgehen bei der Planung zu berücksich-tigen und durch geeignete Methoden zu unterstützen.
Charakteristisch für die existierenden Ansätze im Rahmen der Fabrikplanung ist, daß es keine formale „Theorie“ der Fabrikplanung gibt, d.h. keinen Ansatz, der sowohl Modellie-rungs- und Strukturierungskonzept, Gestaltungskonzepte und Architekturen als auch Vorge-hensweisen, Methoden und Hilfsmittel umfaßt. Vielmehr existieren eine Vielzahl einzelner Ansätze zu den genannten Kategorien oder wiederum Kompendien (wie z.B. diejenigen von AGGTELEKY oder KETTNER) die aber primär lehrbuch- oder nachschlagewerkartig die Kon-zepte zu den einzelnen Kategorien der Theorie wiedergeben, ohne eine formale Integration dieser zu vollziehen227.
227 vgl. Tränkner, Auftragsabwicklung, 1990
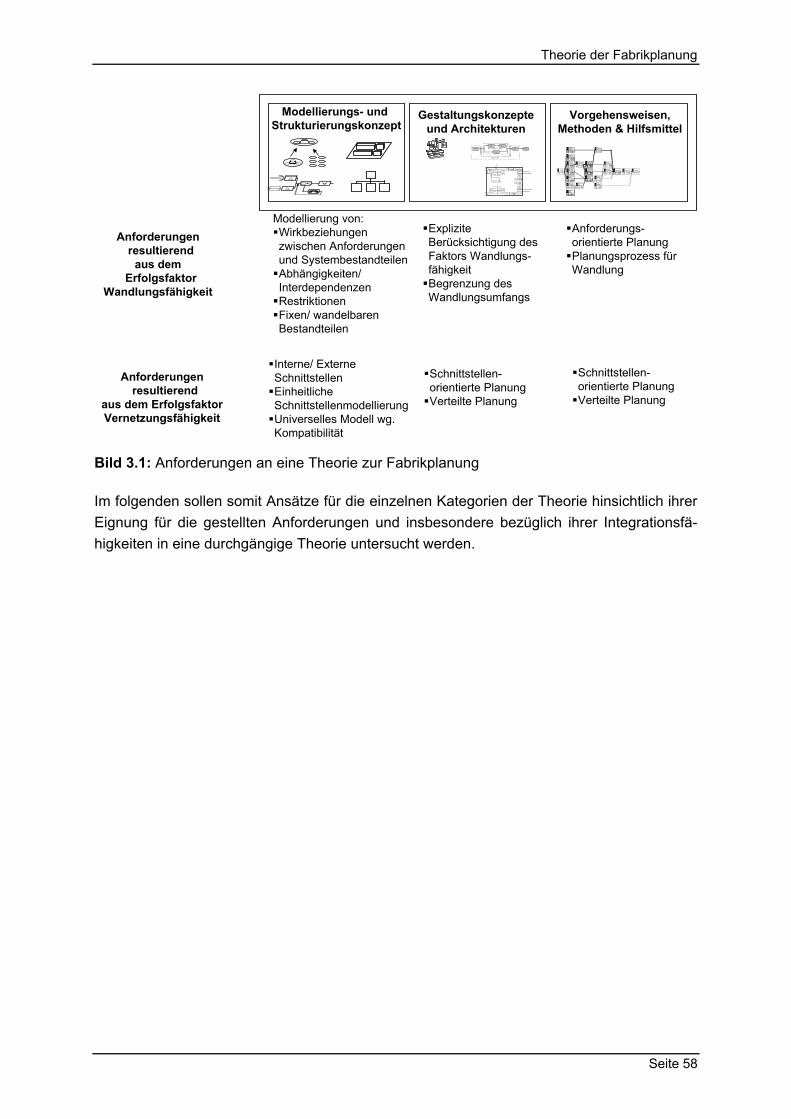
Theorie der Fabrikplanung
Seite 58
Anforderungenresultierend
aus dem ErfolgsfaktorVernetzungsfähigkeit
Anforderungenresultierend
aus demErfolgsfaktor
Wandlungsfähigkeit
Modellierung von:Wirkbeziehungenzwischen Anforderungenund SystembestandteilenAbhängigkeiten/InterdependenzenRestriktionenFixen/ wandelbarenBestandteilen
Interne/ ExterneSchnittstellenEinheitlicheSchnittstellenmodellierungUniverselles Modell wg.Kompatibilität
ExpliziteBerücksichtigung desFaktors Wandlungs-fähigkeitBegrenzung desWandlungsumfangs
Anforderungs-orientierte PlanungPlanungsprozess fürWandlung
Schnittstellen-orientierte PlanungVerteilte Planung
Schnittstellen-orientierte PlanungVerteilte Planung
Modellierungs- und Strukturierungskonzept
Vorgehensweisen,Methoden & Hilfsmittel
0 6
0 3
0 4
0 5
0 2
0 1
L a b e l in g
P r o c e s s i n p u t
RZLIWWM
Core
As
sem
ly
Mac
hine
WWM
Core
A
ssem
ly
Mac
hine
Brazing OvenCooling
XC EXC
EXC
Brazing OvenCooling Brazing OvenCooling
XC
FA
FACZ 2
CZ 2FA
FA CZ 2
CZ 2
FA
FA
CZ 2FA
CZ 2 FA
CZ 2
FS
FS
CZ 2
Gestaltungskonzepteund Architekturen
Start0
115 1150
16
135 1361
Elektrikanschließen
136 1371
17
135 1361
Pressluftanschließen
136 1371
134
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
12
1
Maschine indie Hallesetzen
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
11
133 1341
Pressluftan-s c h l u s s vor-bereiten
135 1362
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
12
1
Maschine indie Hallesetzen
12
1
Maschine indie Hallesetzen
1351133134
9
3
Bahntrans-portbestellen
8
123 13310
Fundamentzementieren
123 1330
117 120134131 14
6
1
Transport-versicherg.abschließen
Schaltschr.bestellen u.anliefern
1
115 13015125 1355
7
2
Anliefer-terminklären
7
2
Anliefer-terminklären
Fundamentausheben2
115 1172121 1236
Fundamentausheben2
115 1172121 1236
3
115 1238
Personalbeschaffen
115 1230
3
115 1238
Personalbeschaffen
115 1230
4
115 1205
Kranwagenbeschaffen
129 13414
4
115 1205
Kranwagenbeschaffen
129 13414
5
115 1161
Hallendachöffnen
133 13418
5
115 1161
Hallendachöffnen
133 13418
116
117131
131115
115129 14
130 15
18
1
Probelauf18
1
Probelauf
137 1380137 138
20
0
Ende19
1
Abnahme
138 139 139 1390 139138
136
139
14
1
Maschinejustieren
15
1
Hallendachschließen
Schaltschr.anschließen13
135 1372135 1370
1351341135
134 135138 4
Bild 3.1: Anforderungen an eine Theorie zur Fabrikplanung
Im folgenden sollen somit Ansätze für die einzelnen Kategorien der Theorie hinsichtlich ihrer Eignung für die gestellten Anforderungen und insbesondere bezüglich ihrer Integrationsfä-higkeiten in eine durchgängige Theorie untersucht werden.
Theorie der Fabrikplanung
Seite 59
3.2 Analyse von Modellierungs- und Strukturkonzepten
Trotz der Vielzahl von Modellierungsansätzen, die im Bereich der Produktionsgestaltung Anwendung finden, existieren keine Modellierungsansätze die explizit auf die Verwendung im Rahmen der Fabrikplanung ausgerichtet sind. Somit werden für verschiedene Teilberei-che der Fabrikplanung wie z.B. die Prozeßgestaltung oder für verwandte Themengebiete wie z.B. die Produktionsplanung- und Steuerung, unterschiedliche Modellierungsansätze ver-wendet. Eine Untersuchung entsprechender Ansätze hat ergeben, daß sich diese zu drei Hauptgruppen zusammenfassen lassen, die im folgenden beschrieben und insbesondere hinsichtlich ihrer Eignung vor dem Hintergrund der gestellten Anforderungen bewertet wer-den. Für eine detaillierte Untersuchung dieser Ansätze und ihrer generellen Eignung für die Fabrikplanung sei auf den Anhang 2 verwiesen.
Ansätze zur Prozeßgestaltung haben das Ziel, eine Modellierung der Geschäftsprozesse des Unternehmens sowie insbesondere deren Gestaltung zu unterstützen. Verbreitete Kon-zepte sind z.B. die Prozeßelementmethode oder das Wertstromdesign.228 Diese Ansätze verfolgen weniger eine reine Abbildung sondern vielmehr eine Analyse mit dem Ziel der Schwachstellenbestimmung im Rahmen von Restrukturierungsprojekten oder eine Prozeßef-fektivierung. Zentrale Modellierungsgrößen sind dabei die zu Prozessen zusammengefaßten Aktivitäten sowie deren zeitliche Dimension. Weiterhin werden ihre Zuordnung zu Organisa-tionseinheiten und der Ressourcenverzehr betrachtet. Bedingt durch ihre Fokussierung auf Prozesse sind diese Ansätze nur für einzelne Teilgebiete der Fabrikplanung geeignet. Eine Abbildung von Organisations- oder Ressourcenstrukturen wird nur partiell unterstützt.
Vor dem Hintergrund der gestellten Anforderungen sind diese Ansätze in gewissem Umfang dafür geeignet, eine anforderungsorientierte Gestaltung der Produktion vorzunehmen. Anfor-derungen können dabei als Parameter in das Modell aufgenommen werden. Eine explizite Einbeziehung der Anspruchsgruppen oder des Produktes bzw. seiner Merkmale als zentrale, die Struktur der Fabrik determinierende Faktoren, erfolgt häufig nicht. Dementsprechend ist die Änderung der Anforderungen als Basis für eine Gestaltung wandlungsfähiger Produktion nicht Bestandteil der Modelle. Die Abbildung von Schnittstellen sowie vernetzter Einzelein-heiten erfolgt primär bezogen auf die Abläufe der Produktion. In diesem Zusammenhang werden sowohl informatorische Schnittstellen als auch insbesondere Materialflüsse (z.B. bei der Wertstromanalyse) betrachtet. Räumliche229 oder organisatorische Schnittstellen werden hierbei nicht explizit berücksichtigt.230
Ansätze aus dem Bereich der Wirtschaftsinformatik verfolgen primär das Ziel, die informa-tionstechnische Abbildung oder Unterstützung der Unternehmensprozesse zu realisieren. Diese Ansätze sind einerseits vor dem Hintergrund des Computer Integrated Manufacturing (CIM) sowie von Produktionsplanungs- und Steuerungssystemen (PPS) entstanden. Dem-entsprechend sind diese auf die Abbildung der für eine informationstechnische Gestaltung 228 vgl. Rother, Sehen, 2000 229 im Sinne von Layouts oder der Maschinenaufstellung 230 vgl. hierzu Anhang A2
Theorie der Fabrikplanung
Seite 60
relevanten Attribute ausgerichtet. Diese Modellierungsansätze umfassen z.T. eine explizite Definition von Modellierungsregeln sowie vordefinierte Modellklassen wie z.B. im Fall des CIMOSA Ansatzes. Andere Ansätze umfassen primär eine Modellierungssyntax wie z.B. der ARIS Ansatz und sind somit projektspezifisch anpaßbar.231
Bezogen auf die formulierten Anforderungen ist es eine Stärke dieser Ansätze, daß sie sowohl Prozesse als auch Ressourcen und Organisationsstrukturen abbilden können, und entsprechende Definitionen durch Referenzmodelle vorhanden sind. Die Abbildung ist dabei aber primär auf ablaufbezogene Attribute fokussiert. Durch die verschiedene Sichtenkonzep-te können Anforderungen abgebildet werden. Eine dynamische Sicht dieser Anforderungen und damit eine Unterstützung der wandlungsfähigen Gestaltung werden dabei nicht explizit berücksichtigt. Der Faktor Vernetzungsfähigkeit wird dadurch unterstützt, daß Schnittstellen ein zentraler Bestandteil der Modellierung sind. Entsprechend des vorgesehenen Einsatzes bei der CIM Gestaltung werden dabei insbesondere Schnittstellen der Ablaufstrukturen betrachtet. 232 Die im Rahmen der Fabrikplanung ebenfalls relevanten Schnittstellen der Aufbau- und Ressourcenstruktur stehen dabei nicht im Fokus.
Neben den geschilderten produktionsbezogenen Ansätzen werden häufig generische Mo-dellierungskonzepte für die Fabrikplanung angewendet, die ihre Ursprünge im Bereich des Software Engineering haben. Diese Ansätze umfassen meistens primär eine Modellsyntax, die weitgehend anwendungsneutral anwendbar ist. Diese Konzepte werden häufig für die Definition von kontextspezifischen Referenzmodellen bzw. Modellklassen eingesetzt. Bei-spiele hierfür sind der Einsatz von objektorientierten Modellierungsansätzen wie z.B. dem Express G oder neuerdings der Unified Modelling Language (UML).233
Durch ihre Universalität sind diese Konzepte prinzipiell dazu geeignet, sowohl sämtliche Planungsobjekte der Fabrikplanung sowie ihre Wechselwirkungen mit den an sie gerichteten Anforderungen abzubilden. Durch die Generizität dieser Ansätze bilden sie aber nur eine Unterstützung im Sinne einer Modellierungsyntax. Eine Auswahl der für die Fabrikplanung relevanten Modellattribute wird nicht unterstützt. Dieser Faktor macht einen Einsatz im Rah-men der Fabrikplanung zwar prinzipiell möglich, aber aufgrund des hohen Modellierungsauf-wandes wenig praktikabel. Die Schnittstellengestaltung vernetzungsfähiger Einheiten wird insbesondere bei den objektorientierten Ansätzen durch das Prinzip der Kommunikation gekapselter Einheiten mittels definierter Schnittstellen unterstützt. Aber hier gilt ebenfalls, daß die Anwendung durch die Generizität der Ansätze erschwert wird.
Zusammenfassend läßt sich festhalten, daß die untersuchten Modellierungskonzepte jeweils eine teilweise Unterstützung für die Gestaltung wandlungs- und vernetzungsfähiger Fabriken leisten können. Die Ansätze aus dem Bereich der Prozeßgestaltung zeigen, daß Modellbil-dung einen wesentlichen Beitrag im Rahmen der Analysephase, insbesondere bei Restruktu-rierungsvorhaben, leisten können. Dabei wird die Modellierung selbst ein wesentlicher Schritt
231 vgl. Scheer, ARIS, 1998; N.N., CIMOSA, 1989 232 Scholz-Reiter, Schnittstellen, 1991, S. 23; vgl. Scheer, Informationsmanagement, 1996, S. 17-9 233 vgl. Westkämper, Fabriksimulation, 2002, S. 52f; vgl. Lange-Stalinski, mobile Fabrik, 2003; vgl.
Wyns, Reference Architecture, 1999
Theorie der Fabrikplanung
Seite 61
der Lösungsgenerierung. Die Ansätze aus dem Bereich der Wirtschaftsinformatik bieten Referenzmodelle, die eine konsistente Modellierung wesentlicher Merkmale der Fabrik im Sinne des Verkürzungsmerkmales leisten. Diese sind aber primär auf die Ablaufgestaltung ausgerichtet und müssen für die Verwendung im Rahmen der Fabrikplanung um weitere Objektklassen erweitert werden. Bei den untersuchten Konzepten aus dem Bereich des Software Engineering weist insbesondere das Prinzip der Objektorientierung sowie die weit verbreitete Syntax das Potential auf, als Basis für die Modellbildung im Rahmen der Fabrik-planung darzustellen.
Theorie der Fabrikplanung
Seite 62
3.3 Analyse von Gestaltungskonzepten und Architekturen
Entsprechend des gewählten Objektbereiches, der die Fabrik in ihrer Gesamtheit umfaßt, wurden im folgenden Gestaltungs- und Strukturkonzepte ausgewählt, die ebenfalls die ge-samte Fabrik adressieren. Auf die Berücksichtigung der Vielzahl von Ansätzen, die nur Teil-bereiche des Objektbereiches ansprechen, soll an dieser Stelle verzichtet werden, da diese häufig auf konkrete Gestaltungslösungen ausgerichtet sind und weniger darauf, einen gene-rellen Rahmen für die Gestaltung zu bieten. Dementsprechend sind derartige Ansätze je-weils vor dem Hintergrund des spezifischen Projektes zu wählen.
3.3.1 Dezentralisierung/ Segmentierung/ Fraktale Fabrik Insbesondere im deutschsprachigen Raum existieren verschiedene Ansätze zur Gestaltung dezentraler Organisationsstrukturen, die in den 80er und 90er Jahren entwickelt wurden, um Rationalisierungspotentiale sowie Durchlaufzeitreduzierungen zu realisieren.234 Diese Ansät-ze sollen an dieser Stelle gemeinsam betrachtet werden, da sie die gleiche Problemstellung adressieren und jeweils einen ähnlichen Objektbereich betreffen. Ausgewählt wurden für eine weitere Betrachtung die beiden zentralen Ansätze der Segmentierung von WILDEMANN
sowie die Fraktale Fabrik nach WARNECKE. Diese Konzepte waren prägend für eine Vielzahl ähnlicher Ansätze und Derivate dieser Grundansätze. Dementsprechend sollen an dieser Stelle stellvertretend die originären Konzepte untersucht werden.235
Adressierter Objektbereich dieser Ansätze sind übereinstimmend vor allem die Prozesse des Unternehmens, wobei explizit eine Berücksichtigung sowohl der direkten als auch der indi-rekten Prozesse erfolgt. Entsprechend des hohen Marktbezuges betrachten diese Ansätze nicht nur die eigentliche Produktion sondern insbesondere die Schnittstellen zum Kunden.236 Somit werden auch der Vertrieb, einzelne Teilbereiche der Produktentwicklung sowie der Versand betrachtet. Bezogen auf den eigentlichen Objektbereich der Fabrikplanung umfas-sen diese Ansätze ebenfalls die Aufbaustruktur der Produktion einschließlich der Ressour-censtruktur und –kapazität bis hin zur Layoutgestaltung. 237
Grundprinzip dieser Ansätze ist es, entsprechend des Grundgedankens der Prozeßorientie-rung, ausgehend von einer Markt- bzw. Produktsicht, eine schnittstellenarme Prozeßkette zu bilden und diese durch eine geeignete organisatorische und räumliche Abgrenzung zu de-zentralen Einheiten darzustellen. Diese Einheiten werden im Falle des Ansatzes von Wilde-mann als Segmente bezeichnet, bei WARNECKE als Fraktale.238 Gemeinsam ist dabei die Eigenschaft, direkte und indirekte Prozesse organisatorisch zusammenzufassen. Bei Wilde-
234 vgl. Wildemann, Fabrik, 1994, S. 1f; Für eine Gegenüberstellung derartiger Ansätze vgl. Güthenke,
Center, 2000, S. 22f. 235 Center Konzepte, die ebenfalls häufig im Bereich der Produktion anzutreffen sind, sollen im fol-
genden nicht berücksichtigt werden, da sie einen auf die Organisation beschränkten Objektbereich aufweisen und somit einen geringeren Objektbereich aufweisen als die vorliegende Arbeit. Stell-vertretend für zahlreiche Quellen sei an dieser Stelle auf Güthenke, Center, 2000, verwiesen.
236 Warnecke, Fraktale Fabrik, 1996, S. 152f. 237 vgl. Wildemann, Modulare Fabrik, 1998, S. 47f.; vgl. Warnecke, Fraktale Fabrik, S. 142f., 152f. 238 Warnecke, Fraktale Fabrik, 1996, S. 141f.; Wildemann, Modulare Fabrik, 1998, S. 47

Theorie der Fabrikplanung
Seite 63
mann erfolgt die Bildung der Segmente explizit markt- bzw. produktorientiert (als vertikale Segmentierung) unter Abgleich mit einer Ressourcensicht, bei der z.B. die Auslastung oder Unteilbarkeit von Ressourcen berücksichtigt wird (als horizontale Segmentierung).239 Bei WARNECKE wird bewußt offen gelassen, nach welchen Kriterien Fraktale gebildet werden. Vielmehr werden die Grundmerkmale der Fraktale, nämlich die Selbstähnlichkeit, als Grund-lage für eine systematische Strukturdekomposition in den Vordergrund gestellt. 240
Zusammenfassend läßt sich feststellen, daß diese Ansätze bzw. ihrer Derivate vielfach erfolgreich in der Praxis eingesetzt wurden und erhebliche Verbesserungen hinsichtlich der Durchlaufzeiten und des Ressourceneinsatzes erzielt werden konnten.241 Bezüglich der aufgestellten Anforderungen gilt dabei, daß diese Ansätze dem Prinzip einer anforderungs-gerechten Produktion insbesondere im Falle der Segmentierung durch die ausgesprochene Markt- und Kundenorientierung entsprechen. Es ist jedoch anzumerken, daß bei diesem Ansatz durchgehend das Lösungsprinzip der Dezentralisierung als Grundlage angenommen wird. Inwieweit im Einzelfall eine gezielte Zentralisierung eine überlegene Lösung darstellen kann, wird nicht berücksichtigt. Der Umgang mit Dynamik steht bei der Segmentierung nicht im Vordergrund. Dementsprechend wird die Rekonfigurierbarkeit des Systems nicht explizit als Gestaltungsziel verfolgt.242 Da aber eine Begrenzung von Schnittstellen durch deren Kapselung innerhalb von Einheiten und die autonome Entwicklung dieser Einheiten auf der Grundlage der Zusammenfassung direkter und indirekter Prozesse angestrebt wird, wird eine ähnliche Zielsetzung wie bei der Anforderung nach einer Begrenzung der Wandlungsfä-higkeit verfolgt. Durch eine Bildung dieser autonomen Einheiten wird dabei eine erhöhte Prozeßeffizienz durch reduzierte Schnittstellen sowie ein langfristiger Aufbau von Kompetenz durch Synergieeffekte erzielt.
Das Prinzip der Fraktalen Fabrik ist insbesondere durch die im Umfeld des Fraunhofer IPA in Stuttgart entwickelten Lösungsansätze zum Thema Wandlungsfähigkeit in diese Richtung weiterentwickelt worden. Dabei wird die Autonomie der Einheiten bzw. Fraktale, die diesen Ansatz auszeichnet, als Basis für eine selbständige Anpassung an wechselnde Anforderun-gen genutzt.243
Bezogen auf die Planung der Fabrik sind im Falle der Segmentierung nach Wildemann eine explizite Vorgehensweise spezifiziert, die durch den Produkt- und Marktbezug eine anforde-rungsorientierte Gestaltung der Produktion verfolgt. Die Kombination von vertikaler (markt-orientierter) Segmentierung mit der horizontalen (ressourcenorientierten) Segmentierung verfolgt dabei einen Abgleich der Anforderungen mit den durch die Ressourcenstruktur gegebenen Möglichkeiten und Restriktionen, die sich aus vorhandenen Produktionsbestand-teilen ergeben.244 Wandlungsfähigkeit wird im Rahmen dieses Vorgehens nicht als explizite
239 Warnecke, Fraktale Fabrik, 1996, S. 141f. 240 Warnecke, Fraktale Fabrik, 1996, S. 143f. 241 Ergebnisse praktischer Anwendungen sind in Warnecke, Aufbruch, 1995 und in Wildemann, Modu-
lare Fabrik, 1998, S.430 ff. dargestellt 242 Warnecke, Fraktale Fabrik, 1996, S. 148, 157f. 243 Warnecke, Fraktale Fabrik, 1996, S. 146.; N.N., SFB 467, S. 221f. 244 Wildemann, Modulare Fabrik, 1998, S. 237f.
Theorie der Fabrikplanung
Seite 64
Gestaltungsgröße betrachtet.245 Bezogen auf den Erfolgsfaktor Vernetzungsfähigkeit sind beide Ansätze darauf ausgerichtet, vernetzte, dezentrale Einheiten zu gestalten. Die Planung der Schnittstellen bildet dabei die Grundlage für die Strukturgestaltung. Insbesondere bei der Segmentierung wird dieser Schnittstellenplanung sehr viel Aufmerksamkeit gewidmet.
3.3.2 Holonic Manufacturing/ Agentensysteme Ziel dieser Ansätze ist es, eine Optimierung der Steuerung und des Ressourceneinsatzes in der Produktion zu realisieren. Dabei sollen sowohl die Ressourcennutzung, z.B. die Be-triebsmittelbelegung und Auftragsreihenfolgen, als auch Logistikkonzepte und Steuerungs-regeln optimiert werden. 246
Generell werden Agentensysteme in verschiedensten Objektbereichen angewendet.247 Be-zogen auf die Produktion werden primär die (direkten) Geschäftsprozesse sowie die hierfür erforderlichen Ressourcen betrachtet. Gestaltet werden dabei insbesondere die Steuerungs-regeln der Abläufe sowie die Ressourcenbelegung. Entsprechend der Herkunft dieser Ansät-ze aus dem Bereich der künstlichen Intelligenz, sind die Ansätze sehr auf die Auslegung von IT basierten Steuerungskonzepten ausgerichtet.248 Die Gestaltung der Produktionsstrukturen sowie organisatorische Themen werden zwar z.T. tangiert, stehen aber nicht im eigentlichen Fokus dieser Ansätze.249
Grundprinzip der Agentenansätze ist die Bildung dezentraler, autonom agierender Einheiten. Die Interaktion dieser Einheiten erfolgt mittels (dezentraler) Kommunikation. Diese ist Basis für die selbstorganisierenden Abläufe im Gesamtsystem. Die Abstimmung zwischen den Agenten erfolgt dabei auf der Grundlage von Verhandlungen, für die spezifische Grundsätze festgelegt sind.250 Gestaltungsansätze für Agentensysteme definieren die Merkmale eines Agenten und spezifizieren insbesondere die Regeln für die Kommunikation bzw. Verhand-lung zwischen den Agenten. Entsprechend der starken IT Orientierung dieser Ansätze ist dabei deren Gestaltung sehr stark durch das Paradigma der Objektorientierung beeinflußt, welches bei der Software Entwicklung die Bildung gekapselter Einheiten als Grundprinzip verfolgt.251
Weiterhin existieren Ansätze die Agentenklassen vorschlagen sowie geeignete Hierarchisie-rungs- und Strukturkonzepte für das Gesamtsystem umfassen. In diesem Zusammenhang seien insbesondere die Holonic Manufacturing Ansätze hervorgehoben. Bei diesem Konzept handelt es sich ebenfalls um einen Agentenansatz bei dem der einzelne Agent als Holon betrachtet wird. Der Theorie der Holarchien nach KOESTLER folgend, wird eine Strukturde-komposition, ähnlich dem Prinzip der Selbstähnlichkeit, durchgeführt. Im Rahmen der Holo-
245 WARNECKE kritisiert in diesem Zusammenhang daß Segmente für einen statischen Betriebspunkt
dimensioniert werden. Die Wandlung der Fraktale wird nicht explizit geplant sondern wird von die-sen autonom im Sinne einer Selbstorganisation durchgeführt. Vgl. Warnecke, Fraktale Fabrik, 1996, S. 148, 157
246 vgl. Sousa, Aspects, 1999, S. 707f. 247 vgl. Kurth, Fertigungsleittechnik, 2002, S. 17f. 248 vgl. Weck, Agenten, 2001. S. 156 249 vgl. Sousa, Aspects, 1999, S. 706f. 250 vgl. Sousa, Aspects, 1999, S. 708f.; Kurth, Fertigungsleittechnik, 2002, S. 29f. 251 Lin, Manufacturing Control, 2000, S. 4
Theorie der Fabrikplanung
Seite 65
nic Manufacturing Systems wird dieses Konzept als Basis für die Aufbau von hierarchisierten (Agenten-) Strukturen genutzt. Im Fokus steht hierbei wiederum die Gestaltung der Interakti-on dieser Holone. In diesem Zusammenhang ist insbesondere die PROSA Reference Archi-tecture zu nennen, bei der eine Basisdefinition für eine Holon ebenso wie Klassen verschie-dener Holone sowie ein Architekturkonzept vorgeschlagen wird. Dieses Konzept ist erfolg-reich als Basis für den Aufbau agentenbasierter Steuerungskonzepte genutzt worden.252
Insgesamt läßt sich festhalten, daß die genannten Ansätze dem Ziel einer Vernetzung durch die temporäre Kooperation einzelner, dezentraler Einheiten Rechnung tragen. Hinsichtlich einer Wandlungsfähigkeit werden hierbei nicht einzelne Einheiten betrachtet, vielmehr wird die innere Struktur dieser bewußt gekapselt. Wandlungsfähigkeit wird stattdessen durch die wechselnde Vernetzung dieser Einheiten erreicht. Somit entsprechen diese Ansätze in ho-hem Maße der Anforderung nach Wandlungsfähigkeit durch eine flexible Vernetzung bei gleichzeitiger Sicherung eines stabilen Entwicklungsumfeldes für die einzelne Einheit. Im Fokus stehen dabei aber weniger die organisatorischen bzw. räumlichen Strukturen sondern vielmehr die Ablaufstrukturen. Insbesondere die PROSA Architektur liefert dabei konkrete Gestaltungsrichtlinien für derartige Strukturen, wobei hier explizit das Produkt und der Auf-trag als primär strukturdeterminierende Merkmale als Teil der Architektur betrachtet werden. Weitere Anspruchsgruppen sowie die zeitliche Dynamik dieser Anforderungen finden dabei keine explizite Berücksichtigung.
Zur Planung von Agentensystemen existieren unterschiedliche Ansätze, deren Schwerpunkt weniger in der Spezifizierung des Planungsvorgehens sondern eher auf die spezifische Ausgestaltung der Agenten bis hin zu deren IT-mäßigen Umsetzung sind. Somit verfolgen diese Ansätze nicht die explizite anforderungsorientierte Ableitung von Strukturen sondern vielmehr die Ausgestaltung der Einzeleinheiten, wobei deren Schnittstellen dabei als einer der zentralen Planungsgegenstände gilt. Entsprechend der starken IT Orientierung dieser Ansätze wird dabei häufig auf Software Engineering Workflows und Methoden wie z.B. Klas-sendiagramme zurückgegriffen.253
3.3.3 Lean Manufacturing Diese Ansätze wurden mit dem Ziel einer Optimierung des Ressourceneinsatzes entwickelt und haben insbesondere nach der Ölkrise 1973 als Grundlage für Rationalisierungsmaß-nahmen in der Automobilindustrie Verbreitung gefunden und sind mittlerweile in vielen Bran-chen akzeptierter Standard.254
Objektbereich dieser Ansätze ist primär die direkten und die produktionsnahen indirekten Prozesse sowie von diesen ausgehend die Gestaltung des Ressourceneinsatzes, ein-schließlich der Layout- und Organisationsgestaltung. Dabei werden Gestaltungs-empfehlungen bis auf die Ebene einzelner Arbeitsplätze gegeben.
252 Sousa, Aspects, 1999, S. 704; Van Brussel, PROSA, 1998, S. 256; Tharumarajah, Comparison,
1996, S. 217; vgl. Wyns, Architecture, 1999 253 Lin, Manufacturing Control, 2000, S. 4f. 254 Ohno, Toyota, 1988, S.1ff.; Monden, Toyota, 1994; S.1ff;

Theorie der Fabrikplanung
Seite 66
Grundprinzip dieser Ansätze bildet dabei eine Fokussierung auf die zentralen, wertschöp-fenden Prozesse. Ziel ist dabei eine „Schlanke“ Gestaltung der Produktion, wobei hiermit eine Beschränkung des Einsatzes sämtlicher Ressourcen auf ein Minimum gemeint ist. Dabei werden nicht wertschöpfende Tätigkeiten, hoher Flächeneinsatz sowie hohe Bestände identifiziert und eliminiert.255
Zur Umsetzung dieser Zielsetzung existieren verschiedene Gestaltungsprinzipien von grund-legenden Steuerungskonzepten, wie z.B. der Kanban Steuerung bis hin zur Auslegung einzelner Arbeitsplätze. Diese Ansätze sind vergleichsweise pragmatisch-anwendungsorientiert formuliert und haben oft den Charakter von Handlungsanweisungen. Ein formales theoretisches Gerüst zur Integration dieser Einzelkonzepte wird dabei nicht verwendet.256
Die Ansätze sind in dem Sinne auf die Gestaltung einer anforderungsorientierten Produktion ausgerichtet, daß die Prozesse und insbesondere der Ressourceneinsatz explizit auf das für eine Erfüllung der Anforderungen erforderliche Maß begrenzt wird. Diese Gestaltung erfolgt aber vor dem Hintergrund gewisser Grundannahmen, z.B. bezüglich der erforderlichen Stückzahl und Variantenflexibilität, die das Lean Konzept primär für den Einsatz im Bereich der Serienproduktion prädestinieren. Es erfolgt dementsprechend keine Abwägung verschie-dener Gestaltungskonzepte vor dem Hintergrund der jeweils vorliegenden Anforderungen.257
Bei der Gestaltung wird eine Dynamik der Anforderungen und der hieraus erforderliche Bedarf an Wandlungsfähigkeit nicht explizit berücksichtigt. Vielmehr wird eine Flexibilität bei der Austaktung durch variablen Personaleinsatz betrachtet sowie eine Wandlung insbeson-dere als eine Optimierung durch kontinuierliche Verbesserungsprozesse verstanden. Dabei wird das Ziel verfolgt, eine Weiterentwicklung der Kompetenz der Produktion zu erreichen, aber es wird nicht auf das Spannungsfeld von Wandlung einerseits und nachhaltiger Ent-wicklung andererseits eingegangen.258
Schnittstellen innerhalb der Produktion und in der Supply Chain werden insbesondere vor dem Hintergrund einer Ablauf- und Bestandsoptimierung betrachtet. Dabei wird eine Beherr-schung der Schnittstellen durch hohe Transparenz und einfache Regelkreise verfolgt, wie es beispielsweise im Rahmen des 2-Behälter Kanbans praktiziert wird.259
Zur Planung von Lean Manufacturing Systemen existieren eine Vielzahl von Ansätzen, deren Ausgangspunkt meistens eine Analyse des Ist-Zustandes darstellt. Dabei werden z.B. Me-thoden wie das Wertstromdesign eingesetzt.260 Insgesamt sind diese auf eine Reorganisati-on ausgelegte Konzepte stark von dem Ziel der Rationalisierung, wie er in den 80er Jahren verfolgt wurde, geprägt. Es existieren z.T. auch Ansätze zur systematischen Anforderungs-dekomposition z.B. durch Axiomatic Design261. Die Mehrzahl der Ansätze und Anwendungen ist jedoch eher von einem pragmatisch-anwendungsorientierten Vorgehen geprägt. Die
255 Monden, Toyota, 1994; S.2ff.; 256 als Beispiel sei hier auf Takeda, Produktionssystem, 1999 verwiesen 257 vgl. Ohno, Toyota, 1988, S.21f. vgl. Shingo, Erfolgsgeheimnis, 1992, S. 73 258 vgl. Shingo, Erfolgsgeheimnis, 1992, S. 76; Monden, Toyota, 1994; S.177f.; 259 Monden, Toyota, 1994; S.21 260 vgl. Rother, Sehen, 2000 261 vgl. Cochran, Application, 2000, S. 1377f.
Theorie der Fabrikplanung
Seite 67
Planung der Wandlung bzw. Wandlungsprozesse werden dabei über die genannten Ansätze zur kontinuierlichen Verbesserung hinaus nicht verfolgt.
3.4 Analyse von Vorgehensweisen zur Fabrikplanung
In der Literatur existiert eine Vielzahl von Vorgehensweisen, die für die Fabrikplanung oder ihre Teilbereiche Anwendung finden. Im folgenden sollen ausgewählte Ansätze hinsichtlich ihrer Eignung für das beschriebene Prinzip der Wandlung durch temporäre Vernetzung untersucht werden. Als Basis für diese Auswahl wurde ein Klassifikationsschema erarbeitet. Als Klassifizierungsmerkmale sollen dabei der Projekt bzw. Vorgehensbezug und der Kon-zept- bzw. Lösungsbezug dienen.
Konzept- bzw. lösungsbezogene Ansätze sind auf die Gestaltung eines bestimmten Objekt-bereiches oder auf die Umsetzung eines spezifischen Struktur- oder Gestaltungskonzeptes ausgerichtet.
Projekt- bzw. vorgehensbezogene Ansätze orientieren sich primär an der Durchführung des Projektes sowie dem hierfür erforderlichen allgemeinen Problemlösungsvorgehen, unabhän-gig von einem spezifischen Objektbereich. Ein Beispiel sind Ansätze des Projektmanage-ments oder des Systems Engineering, die primär objektneutrale Vorgehensprinzipien umfas-sen.
In Bild 3.2 werden im Rahmen der Fabrikplanung verwendete Vorgehensweisen in einem Koordinatensystem hinsichtlich ihres jeweiligen Lösungs- und Projektbezuges klassifiziert.
Als Basis für die Einordnung diente eine Beurteilung anhand der folgenden Indikatoren:
Indikatoren für einen hohen Konzept- bzw. Lösungsbezug:
Ausgerichtet auf einen Ausschnitt des Objektbereiches
Ausgerichtet auf ein spezifisches Gestaltungskonzept
Detaillierte Beschreibung des objektbezogenen Lösungsvorgehens (z.B. Layoutpla-nung)
Einbeziehung von objektbezogenen Planungsmethoden (z.B. Algorithmen)
Spezifizierung von Lösungsalternativen für einzelne Objektarten (z.B. Layouts, Res-sourcen)
Indikatoren für einen hohen Projekt- bzw. Vorgehensbezug
Betrachtung des gesamten Planungsprojektes
Abgrenzung von objektbereichsneutralen Teilaufgaben (z.B. Analyse)
Strukturierung und Parallelisierung von Aktivitäten
Nutzung genereller, anwendungsneutraler Problemlösungszyklen
Zeitliche Ordnung des Projektes
Nutzung von Gantt- / oder Balken- oder Phasendiagrammen
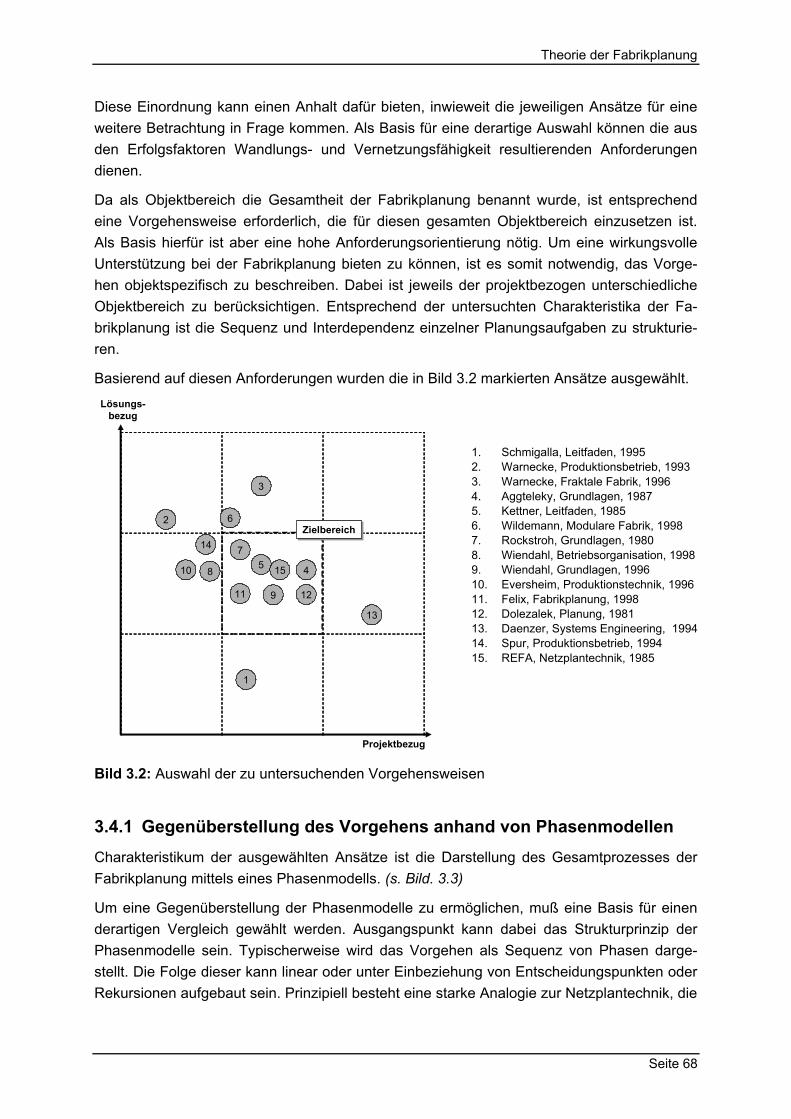
Theorie der Fabrikplanung
Seite 68
Diese Einordnung kann einen Anhalt dafür bieten, inwieweit die jeweiligen Ansätze für eine weitere Betrachtung in Frage kommen. Als Basis für eine derartige Auswahl können die aus den Erfolgsfaktoren Wandlungs- und Vernetzungsfähigkeit resultierenden Anforderungen dienen.
Da als Objektbereich die Gesamtheit der Fabrikplanung benannt wurde, ist entsprechend eine Vorgehensweise erforderlich, die für diesen gesamten Objektbereich einzusetzen ist. Als Basis hierfür ist aber eine hohe Anforderungsorientierung nötig. Um eine wirkungsvolle Unterstützung bei der Fabrikplanung bieten zu können, ist es somit notwendig, das Vorge-hen objektspezifisch zu beschreiben. Dabei ist jeweils der projektbezogen unterschiedliche Objektbereich zu berücksichtigen. Entsprechend der untersuchten Charakteristika der Fa-brikplanung ist die Sequenz und Interdependenz einzelner Planungsaufgaben zu strukturie-ren.
Basierend auf diesen Anforderungen wurden die in Bild 3.2 markierten Ansätze ausgewählt.
Projektbezug
Lösungs-bezug
5
1. Schmigalla, Leitfaden, 19952. Warnecke, Produktionsbetrieb, 19933. Warnecke, Fraktale Fabrik, 19964. Aggteleky, Grundlagen, 19875. Kettner, Leitfaden, 19856. Wildemann, Modulare Fabrik, 19987. Rockstroh, Grundlagen, 19808. Wiendahl, Betriebsorganisation, 19989. Wiendahl, Grundlagen, 199610. Eversheim, Produktionstechnik, 199611. Felix, Fabrikplanung, 199812. Dolezalek, Planung, 198113. Daenzer, Systems Engineering, 199414. Spur, Produktionsbetrieb, 199415. REFA, Netzplantechnik, 1985
1
2
4
7
8
12
14
9
15
13
10
11
3
6ZielbereichZielbereich
Bild 3.2: Auswahl der zu untersuchenden Vorgehensweisen
3.4.1 Gegenüberstellung des Vorgehens anhand von Phasenmodellen Charakteristikum der ausgewählten Ansätze ist die Darstellung des Gesamtprozesses der Fabrikplanung mittels eines Phasenmodells. (s. Bild. 3.3)
Um eine Gegenüberstellung der Phasenmodelle zu ermöglichen, muß eine Basis für einen derartigen Vergleich gewählt werden. Ausgangspunkt kann dabei das Strukturprinzip der Phasenmodelle sein. Typischerweise wird das Vorgehen als Sequenz von Phasen darge-stellt. Die Folge dieser kann linear oder unter Einbeziehung von Entscheidungspunkten oder Rekursionen aufgebaut sein. Prinzipiell besteht eine starke Analogie zur Netzplantechnik, die
Theorie der Fabrikplanung
Seite 69
von verschiedenen Autoren teils explizit als Grundlage genannt wird.262 Bei der bildlichen Darstellung des Phasenmodells erfolgt herkömmlicherweise keine maßstabsgerechte Dar-stellung der Phasen, bezogen auf deren Aufgabenumfang oder deren Dauer. Die einzelnen Phasen derartiger Modelle spezifizieren Aufgabenpakete, die teils aufgaben- bzw. objektbe-zogen, teils ergebnisbezogen abgegrenzt werden. Die verwendeten Begrifflichkeiten und der unterschiedliche Detaillierungsgrad der Phasen spiegeln die bereits anhand der Objekte der Fabrikplanung dargestellte Meinungsvielfalt der Autoren wider.
Es wurde versucht, die einzelnen Phasenmodelle hinsichtlich des Aufgabenumfangs der einzelnen Phasen parallel darzustellen. Aufgrund der unterschiedlichen Begrifflichkeiten und der häufig unzureichenden Definition der verwendeten Begriffe durch die Autoren, kann dieser Versuch nur ansatzweise gelingen. Trotzdem ermöglicht diese Darstellung einen Überblick über die Charakteristika und Unterschiede der betrachteten Ansätze.263
Alle betrachteten Ansätze weisen zu Projektbeginn Analyse- bzw. Zieldefinitionsphasen auf, die der Bestimmung der Merkmale und Randbedingungen des Projektes dienen. Diese Definition der Projekt- bzw. Planungsaufgabe im Rahmen des Vorgehens entspricht der aufgestellten Forderung nach einer anforderungsorientierten Planung und einer projektspezi-fischen Vorgehensweise. Es kann den Phasenschemata nicht entnommen werden, inwieweit das weitere Vorgehen an die Planungssituation angepaßt wird. Unterschiede zwischen den Ablaufschemata zeigen sich bei der Reihenfolge der Ablaufschritte Zielbestimmung und Analyse. Bei WIENDAHL sowie bei KETTNER erfolgt die Analyse nach der Zielplanung. Dies läßt den Schluß zu, daß die Analyse unter Beachtung der bestimmten Ziele und Anforderun-gen erfolgt, wodurch sie gleichzeitig einen bewertenden Charakter erhält. Es wird die Be-stimmung von Potentialen und Schwachstellen und damit die Ableitung konkreten Planungs-bedarfes ermöglicht. Die Zielbestimmung sowie Analysen zur Bestimmung von Rahmenbe-dingungen für den Planungsprozeß sowie des Ist-Zustandes sind nicht Teil der eigentlichen Gestaltungsvorganges, da sie primär der Generierung von Eingangsinformationen dienen. Deswegen soll diese Phase des Fabrikplanungsprozesses als Vorbereitung bezeichnet werden.
Weitere Gemeinsamkeit der Ansätze ist ein gestuftes Vorgehen in Richtung zunehmenden Konkretisierungs- bzw. Detaillierungsgrades der Ergebnisse. Dies entspricht dem Prinzip einer synthetischen Planung.264 Dies manifestiert sich in der Unterscheidung von Grob- und Feinplanung bzw. Ideal- und Realplanung, die sinngemäß in allen betrachteten Ansätzen auftritt. Bei der Zuordnung der jeweiligen Planungsobjekte zu der Grobplanungs- oder der Detailplanungsphase herrschen Unterschiede zwischen den einzelnen Planungsabläufen. Bei WIENDAHL wird im Rahmen der sogenannten „Gestaltung“ eine Festlegung insbesondere der Schnittstellen zwischen den einzelnen Objekten („Flußbeziehungen, Funktionsschema-
262Aggteleky, Ausführungsplanung, 1990, S. 362f. 263Die Darstellung der Phasenschemata in Bild 3.3 gibt teilweise nicht explizit diejenigen der Autoren
wieder. Es wurden zur besseren Vergleichbarkeit Veränderungen vorgenommen, trotzdem aber eine sinngemäß zutreffende Darstellung erzielt.
264 vgl. Kettner, Leitfaden, 1984, S. 10

Theorie der Fabrikplanung
Seite 70
ta“) ermittelt. Die Ausprägungen der einzelnen Objekte wurde bereits in der Strukturierungs-phase bestimmt. Es werden zuerst mögliche Gestaltungsalternativen ermittelt und anschlie-ßend im Rahmen der Realplanung anhand der Randbedingungen zur eigentlichen Lösung aggregiert. Ein ähnliches Vorgehen beschreibt der Ablauf nach KETTNER. Bei diesem erfolgt die Variantengenerierung im Rahmen der Grobplanung, jedoch findet die Auswahl während der Feinplanung statt. Anschließend werden die Ergebnisse zu Feinlayouts detailliert. Im Rahmen der Detailplanung kann es nötig werden, einzelne in der Grobplanung getroffene Annahmen anzupassen. Ergebnis der Detailplanung ist somit die Festlegung aller Betrach-tungsobjekte sowie ihrer Strukturen und Zusammenhänge.
Unterschiedliche Auffassungen herrschen hingegen darüber, inwieweit die Ausführungspla-nung und die Planungsausführung Teil des Fabrikplanungsprozesses sind. Die Planung der Ausführung wird von allen Ansätzen, außer demjenigen nach ROCKSTROH, als Teil der Fa-brikplanung betrachtet. Die eigentliche Planungsausführung wird bei FELIX als Teil der Fa-brikplanung gesehen. Generell unterscheidet sich das Phasenschema nach FELIX in seinem Aufgabenumfang von den sonstigen dadurch, daß es die Fabrikplanung unter Einbeziehung des Fabrikbetriebes als geschlossenen Kreislauf darstellt.
Die Mehrzahl der Phasenschemata weist Rekursionen auf, wobei AGGTELEKY Entschei-dungsvorgänge als Auslöser für eventuelle Planungsanpassungen in das Vorgehen integriert (s. Bild 3.3).
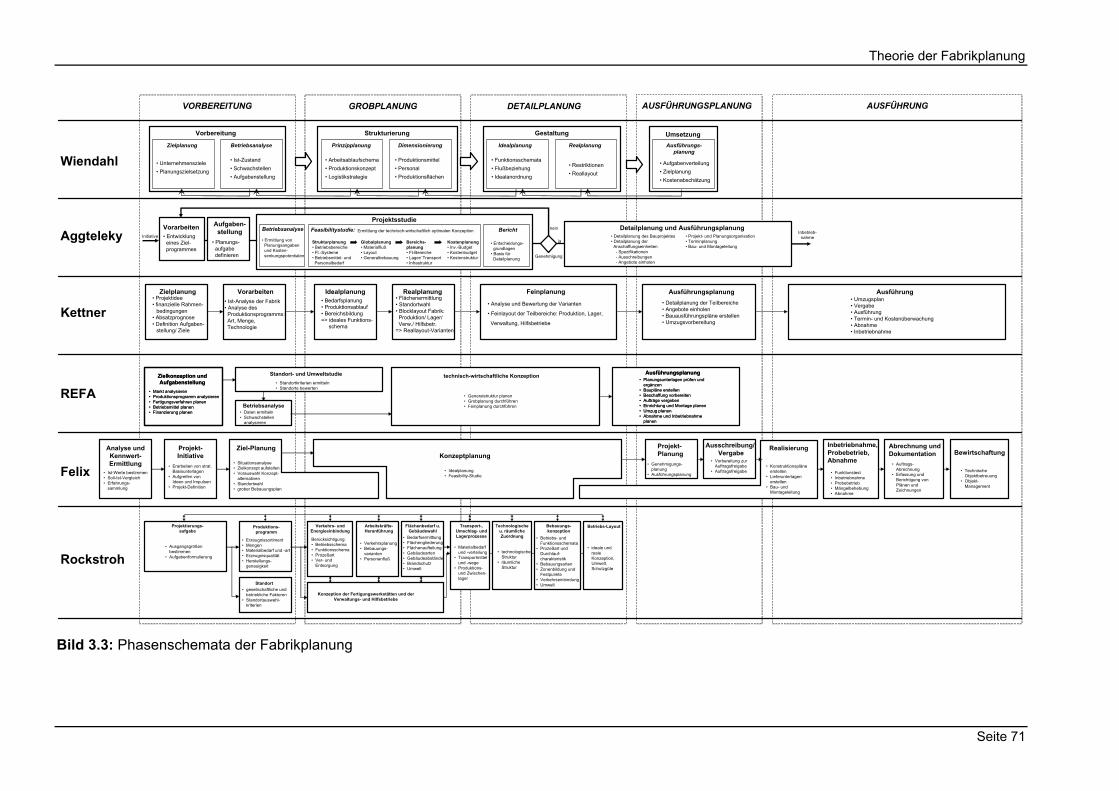
Theorie der Fabrikplanung
Seite 71
VORBEREITUNG GROBPLANUNG DETAILPLANUNG AUSFÜHRUNGSPLANUNG
Projekt-Planung
• Genehmigungs-planung
• AusführungsplanungFelix
Rockstroh
REFA
Inbetriebnahme, Probebetrieb, Abnahme
Abrechnung und Dokumentation Bewirtschaftung
• Funktionstest• Inbetriebnahme• Probebetrieb• Mängelbehebung• Abnahme
• Auftrags-Abrechnung
• Erfassung und Berichtigung von Plänen und Zeichnungen
• Technische Objektbetreuung
• Objekt-Management
Projektierungs-aufgabe
Produktions-programm
Verkehrs- und Energieeinbindung
Arbeitskräfte-Heranführung
Flächenbedarf u. Gebäudewahl
Standort
• Ausgangsgrößen bestimmen
• Aufgabenformulierung
• Erzeugnissortiment• Mengen• Materialbedarf und -art• Erzeugnisqualität• Herstellungs-
genauigkeit
• gesellschaftliche und betriebliche Faktoren
• Standortauswahl-kriterien
Berücksichtigung:• Betriebsschema• Funktionsschema• Prozeßart• Ver- und
Entsorgung
• Verkehrsplanung• Bebauungs-
varianten• Personenfluß
• Bedarfsermittlung• Flächengliederung• Flächenaufteilung• Gebäudearten• Gebäudeabstände• Brandschutz• Umwelt
• technologische Struktur
• räumliche Struktur
• Betriebs- und Funktionsschemata
• Prozeßart und Durchlauf-charakteristik
• Bebauungsarten• Zonenbildung und
Festpunkte• Verkehrseinbindung• Umwelt
• ideale und reale Konzeption, Umwelt, Schutzgüte
• Markt analysieren• Produktionsprogramm analysieren• Fertigungsverfahren planen• Betriebsmittel planen• Finanzierung planen
Zielkonzeption und Aufgabenstellung
• Markt analysieren• Produktionsprogramm analysieren• Fertigungsverfahren planen• Betriebsmittel planen• Finanzierung planen
Zielkonzeption und Aufgabenstellung
Zielplanung Vorarbeiten Idealplanung Realplanung Feinplanung Ausführungsplanung
Aggteleky
Kettner• Projektidee• finanzielle Rahmen-
bedingungen• Absatzprognose• Definition Aufgaben-
stellung/ Ziele
• Ist-Analyse der Fabrik• Analyse des Produktionsprogramms: Art, Menge,Technologie
• Bedarfsplanung• Produktionsablauf• Bereichsbildung=> ideales Funktions-
schema
• Flächenermittlung• Standortwahl• Blocklayout Fabrik:
Produktion/ Lager/ Verw./ Hilfsbetr.
=> Reallayout-Varianten
• Analyse und Bewertung der Varianten
• Feinlayout der Teilbereiche: Produktion, Lager,
Verwaltung, Hilfsbetriebe
• Detailplanung der Teilbereiche• Angebote einholen• Bauausführungspläne erstellen• Umzugsvorbereitung
Vorarbeiten• Entwicklung eines Ziel-programmes
Aufgaben-stellung
• Planungs-aufgabedefinieren
Feasibilitystudie:
ProjektsstudieBetriebsanalyse
• Ermittlung von Planungsangabenund Kosten-senkungspotentialen
BerichtErmittlung der technisch-wirtschaftlich optimalen Konzeption Detailplanung und Ausführungsplanung• Detailplanung des Bauprojektes• Detailplanung der
Anschaffungseinheiten- Spezifikationen- Ausschreibungen- Angebote einholen
• Projekt- und Planungsorganisation• Terminplanung• Bau- und Montageleitung
• Entscheidungs-grundlagen
• Basis für Detailplanung
Strukturplanung• Betriebsbereiche• Ft.-Systeme • Betriebsmittel- und Personalbedarf
Globalplanung• Materialfluß• Layout• Generalbebauung
Bereichs-planung• Ft-Bereiche• Lager/ Transport• Infrastruktur
Kostenplanung• Inv.-Budget• Kostenbudget• Kostenstruktur
InitiativeInbetrieb-
nahme
Genehmigung
ja
nein
WiendahlZielplanung Betriebsanalyse Prinzipplanung Dimensionierung Idealplanung Realplanung
UmsetzungVorbereitung Strukturierung Gestaltung
Ausführungs-planung
• Unternehmensziele• Planungszielsetzung
• Ist-Zustand• Schwachstellen• Aufgabenstellung
• Arbeitsablaufschema• Produktionskonzept• Logistikstrategie
• Produktionsmittel• Personal• Produktionsflächen
• Funktionsschemata• Flußbeziehung• Idealanordnung
• Restriktionen• Reallayout
• Aufgabenverteilung• Zielplanung• Kostenabschätzung
Projekt-Initiative
• Erarbeiten von strat. Basisunterlagen
• Aufgreifen von Ideen und Impulsen
• Projekt-Definition
Analyse und Kennwert-Ermittlung
Standort- und Umweltstudie• Standortkriterien ermitteln• Standorte bewerten
• Daten ermitteln• Schwachstellen
analysieren
Betriebsanalyse
technisch-wirtschaftliche Konzeption
• Generalstruktur planen• Grobplanung durchführen• Feinplanung durchführen
Ausführungsplanung• Planungsunterlagen prüfen und
ergänzen• Baupläne erstellen• Beschaffung vorbereiten• Aufträge vergeben• Einrichtung und Montage planen• Umzug planen• Abnahme und Inbetriebnahme
planen
Ausführungsplanung• Planungsunterlagen prüfen und
ergänzen• Baupläne erstellen• Beschaffung vorbereiten• Aufträge vergeben• Einrichtung und Montage planen• Umzug planen• Abnahme und Inbetriebnahme
planen
Ausschreibung/ Vergabe
• Vorbereitung zur Auftragsfreigabe
• Auftragsfreigabe
Realisierung
• Konstruktionspläne erstellen
• Lieferunterlagen erstellen
• Bau- und Montageleitung
Konzeptplanung
• Idealplanung• Feasibility-Studie
• Ist-Werte bestimmen• Soll-Ist-Vergleich• Erfahrungs-
sammlung
• Situationsanalyse• Zielkonzept aufstellen• Vorauswahl Konzept-
alternativen• Standortwahl• grober Bebauungsplan
Ziel-Planung
Ausführung• Umzugsplan• Vergabe• Ausführung• Termin- und Kostenüberwachung• Abnahme• Inbetriebnahme
Konzeption der Fertigungswerkstätten und der Verwaltungs- und Hilfsbetriebe
Technologische u. räumliche Zuordnung
Bebauungs-konzeption
Betriebs-Layout
• Materialbedarf und -verteilung
• Transportmittel und -wege
• Produktions-und Zwischen-lager
Transport-, Umschlag- und Lagerprozesse
AUSFÜHRUNG
Bild 3.3: Phasenschemata der Fabrikplanung
Theorie der Fabrikplanung
Seite 72
3.4.2 Detaillierte Darstellung ausgewählter Vorgehensweisen Im folgenden sollen die betrachteten Fabrikplanungsvorgehensweisen detaillierter unterer-sucht werden, da sie Teil verbreiteter Kompendien zum Thema Fabrikplanung sind und somit neben einer reinen Vorgehensweise ein generelles Verständnis der Fabrikplanung repräsen-tieren.
Fabrikplanungsansatz nach WIENDAHL
Grundlage des Ansatzes ist die Einordnung der Fabrikplanung in das Umfeld der Unterneh-mensplanung. WIENDAHL betrachtet die Personal- und Organisationsplanung, Prozeß- und Einrichtungsplanung, die Materialfluß- und Logistikplanung sowie die Gebäude- und Grund-stücksplanung als Kernbereiche der Fabrikplanung im eigentlichen Sinne. Die Standortpla-nung sowie die grundsätzliche Festlegung, ob es sich um eine Neu- oder eine Umplanung handelt, sind der strategischen Unternehmensplanung zugeordnet. Die Planung der Neben-betriebe und der Infrastruktur liegen bei diesem Ansatz ebenfalls außerhalb der Kernaufga-ben der Fabrikplanung. Dieses Verständnis der Aufgaben und des Objektbereiches weicht von dem anderer Ansätze ab. Insbesondere der Ausschluß der Entscheidung, inwieweit eine Neu- bzw. Umplanung erforderlich ist, widerspricht der getroffenen Abgrenzung der Fabrik-planung, da diese Problemstellung Gegenstand einer Machbarkeitsstudie sein kann.
Als Grundlage des Planungsvorgehens dient das dargestellte Phasenschema. Als Vorge-hensweise innerhalb der einzelnen Planungsphasen dient ein objektneutrales Ablaufschema zur allgemeinen Problemlösung, welches aus dem Bereich des Systems Engineering stammt.265 Es werden generelle Planungsprinzipien wie beispielsweise das Variantenprinzip oder die Durchführung von Iterationen im Planungsprozeß genannt.266 Es wird auf Gestal-tungsmethoden für die Fabrikplanung eingegangen, die aufgabenspezifisch klassifiziert, aber nicht explizit in den Kontext der Phasenschemata eingeordnet werden.267
WIENDAHL weist auf die Unterschiedlichkeit der Fabrikplanungsvorhaben hin: „Aufgrund der Verschiedenartigkeit der Projekte, Technologien, Unternehmen, Organisationen und Aufga-benstellungen gibt es kein Erfolgssystem, das automatisch zur optimalen Projektabwicklung führt oder aber die Basis für Patentlösungen abgeben könnte“.268 Zur Gestaltung des Pla-nungsvorgehens dienen Methoden des Projektmanagements, die übersichtsweise dargestellt werden.269 Es erfolgt jedoch keine explizite Einordnung dieser Methoden in den Kontext der Fabrikplanung. Insbesondere wird nicht dargestellt, inwieweit das Planungsvorgehen an die jeweiligen Spezifika der Planungssituation angepaßt wird.
Als klassischer Ansatz der Fabrikplanung wird eine Dynamik der Anforderungen und der hierfür erforderliche Wandlungsbedarf nicht ausdrücklich betrachtet. Ebenso wird kein expli-zites Vorgehen für den Fall der Wandlung dargestellt, sondern vielmehr auf die projektspezi-
265 Wiendahl, Grundlagen,1996, S. 9-7f. 266 Wiendahl, Grundlagen,1996, S. 9-5f. 267 Wiendahl, Grundlagen,1996, S. 9-18 268 Wiendahl, Grundlagen,1996, S. 9-12 269 Wiendahl, Grundlagen,1996, S. 9-15
Theorie der Fabrikplanung
Seite 73
fische Anpassung des Vorgehens verwiesen. Der Umgang mit Schnittstellen und einer ver-teilten Planung wird dabei nicht thematisiert.
Fabrikplanungsansatz nach AGGTELEKY
Der Fabrikplanungsansatz nach AGGTELEKY beschreibt in einem dreibändigen Kompendium vergleichsweise umfangreich das Vorgehen und die Methoden der Fabrikplanung.270 Gegen-über anderen Konzepten zeichnet es die Tatsache aus, daß der Schwerpunkt weniger auf der Darstellung verschiedener Gestaltungsvarianten einzelner Objekte liegt, sondern viel-mehr auf der Darlegung von Planungsprinzipien und –methoden.
AGGTELEKY wendet im Rahmen des Ansatzes konsequent systemische Prinzipien an.271 Fabrikplanung ist dementsprechend eine „Problemlösungsaufgabe mit Projektcharakter, bei der ein Produktionssystem vom Ist- in einen Sollzustand zu transformieren ist.“272 Der Ansatz umfaßt eine Systematik aus Vorgehensweisen, Planungsmethoden und Hilfsmitteln.273 AGGTELEKY sieht im Zentrum der Fabrikplanung den Planer, dementsprechend ist für ihn die „Planungstechnik lediglich Mittel zum Zweck, um [den] schöpferischen Denkprozeß zu unter-stützen und zu fördern.“274
Grundlage des Konzeptes bildet ein Vorgehensmodell, welches in eine Grob- und eine Fein-struktur gegliedert werden kann. Die Grobstruktur des Vorgehens wird dem jeweiligen Pla-nungsfall angepaßt, wohingegen die Feinstruktur weitgehend allgemeinen entspricht und dementsprechend universell anwendbar ist.275 AGGTELEKY differenziert bei der Grobstruktur zwischen kleinen, mittleren und großen Projekten. Unterschiede liegen hierbei insbesondere in der Art und dem Umfang der in das Vorgehen integrierten Entscheidungsprozesse.276 Als charakteristisch für die Mehrzahl der Planungsprojekte beschreibt AGGTELEKY ein Planungs-vorgehen für mittelgroße Vorhaben. Einzelne Planungsphasen werden durch eigene Pha-senschemata detailliert.277 Zur Berücksichtigung von Interdependenzen bei der Planung verfügen die Phasenschemata über Rekursionen. Gleichzeitig werden Abhängigkeiten zwi-schen verschiedenen Planungsphasen in Form eines Optimierungsvorganges berücksichtigt, der eine parallele Bearbeitung der Phasen und Informationsaustausch umfaßt.278
AGGTELEKY weist auf die Notwendigkeit zur Durchführung eines Projektmanagement im Rahmen der Fabrikplanung hin und benennt entsprechende Prinzipien und Methoden mit ihrem jeweiligen Kontext zur Fabrikplanung.279
270 Aggteleky, Grundlagen, 1987; Aggteleky, Betriebsanalyse, 1990; Aggteleky, Ausführungsplanung,
1990 271 Aggteleky, Grundlagen, 1987, S. 47f. 272 Aggteleky, Betriebsanalyse, 1990, S. 223 273 Aggteleky, Grundlagen, 1987, S. 30 274 Aggteleky, Grundlagen, 1987, S. 30 275 Aggteleky, Grundlagen, 1987, S. 31 276 Aggteleky, Grundlagen, 1987, S. 39 277 vgl. Aggteleky, Betriebsanalyse, 1990, S. 10f. 278 Aggteleky, Betriebsanalyse, 1990, S. 5; 378 279 Aggteleky, Ausführungsplanung, 1990, S. 95
Theorie der Fabrikplanung
Seite 74
Im Rahmen des Ansatzes wird auf die Notwendigkeit zur situativen Anpassung des Pla-nungsvorgehens an den jeweiligen Planungsfall hingewiesen. Die Charakteristika verschie-dener Planungsprojekttypen hinsichtlich des Vorgehens werden spezifiziert.280 Ebenfalls wird auch auf externe Einflußgrößen und Anforderungen, die auf die Planung wirken, Bezug genommen.281 Eine Anpassung der detailliert dargestellten Vorgehensweise an den jeweili-gen Planungsfall erfolgt jedoch nicht.
Da Aggteleky in hohem Maße die Unterschiedlichkeit verschiedener Fabrikplanungsprojekte betont, sowie im Vorgehen ausgeprägte Analysephasen existieren, ist der Ansatz in hohem Maße anforderungsorientiert. Dabei wird die Dynamik der Anforderungen jedoch nicht aus-drücklich untersucht und der Faktor Wandlungsfähigkeit somit nicht explizit berücksichtigt. Der Planungsprozeß ist dabei für den Fall einer Wandlung anpaßbar. Durch die ausgeprägte Schnittstellen- und Vorgehensorientierung leistet der Ansatz eine Unterstützung für eine verteilte Planung.
Fabrikplanungsansatz nach KETTNER
Generell herrscht bei dem Ansatz nach KETTNER ein ausgeprägter Objekt- und Methodenbe-zug, bei dem die Beschreibung einer Vorgehensweise in Form eines Phasenmodells das Rückgrat für die anschließende Betrachtung der Inhalte einzelner Planungsphasen bildet.282 Neben einer weiteren Detaillierung des Planungsvorgehens werden insbesondere die Auf-gaben, Ergebnisse sowie einzusetzende Methoden der Planungsphasen beschrieben.283 Bei verschiedenen Phasen wird zusätzlich auf mögliche Gestaltungsalternativen für die Pla-nungsobjekte (z.B. Lagersysteme) sowie deren Vor- und Nachteile eingegangen.284
Das Vorgehen und die Gestaltung des Planungsprozesses werden betrachtet, jedoch neben generellen Prinzipien nicht weiter konkretisiert.285 Die Umsetzung dieser Prinzipien im Rah-men des Planungskonzeptes erfolgt nicht in allen Fällen explizit. Es werden beispielsweise das Problem der interdependenten Objektgestaltung angesprochen, ohne das Vorgehen diesbezüglich zu gestalten.286 Im Planungsvorgehen existieren Rekursionen zwischen ein-zelnen Planungsphasen, deren Funktion jedoch nicht näher erläutert wird.287
Es wird darauf hingewiesen, daß die Zielsetzung eines Fabrikplanungsvorhabens durch seinen Anlaß geprägt wird. Weiterhin wird auf die Orientierung der Projektziele an den über-geordneten Unternehmenszielen hingewiesen.288 In der Phase der Zielplanung erfolgt eine Gestaltung des Projektablaufes sowie eine Definition der Projektrahmenbedingungen, bei-spielsweise die Teamzusammensetzung.289 Es wird jedoch nicht spezifiziert, inwieweit situa-tive Besonderheiten bei der Gestaltung des Fabrikplanungsprojektes Eingang finden.
280 Aggteleky, Ausführungsplanung, 1990, S. 116; Aggteleky, Betriebsanalyse, 1990, S. 351 281 Aggteleky, Betriebsanalyse, 1990, S. 7 282 Kettner, Leitfaden, 1984, S. 10 283 Kettner, Leitfaden, 1984, S. 5; 17f. 284 vgl. z.B. Kettner, Leitfaden, 1984, S. 302f. 285 Kettner, Leitfaden, 1984, S. 4f. 286 Kettner, Leitfaden, 1984, S. 4 287 Kettner, Leitfaden, 1984, S. 13 288 Kettner, Leitfaden, 1984, S. 157 289 KETTNER bezeichnet diesen Teilschritt als „Aufgabenstellung“, Kettner, Leitfaden, 1984
Theorie der Fabrikplanung
Seite 75
Als klassischer, objektbereichsgetriebener Ansatz der Fabrikplanung wird der Faktor Wand-lungsfähigkeit nicht explizit betrachtet. Das eigentliche Vorgehen soll im Rahmen der Pla-nung anwendungsspezifisch modifiziert werden und kann somit auch für eine Wandlung Verwendung finden. Der Umgang mit Restriktionen und eine verteilte Planung werden dabei nicht explizit thematisiert.
Fabrikplanungskonzept nach REFA
Dieser Planungsansatz stellt als „Betriebsstättenplanung“ einen Teilbereich der betrieblichen Planung im Rahmen des „REFA Methodenlehre Planung und Steuerung“ dar. Dieses Kon-zept zeichnet sich durch eine stark aufgabenbezogene Perspektive aus. Es wird dem Titel entsprechend primär auf methodische Aspekte eingegangen, wohingegen objektspezifische Gestaltungsalternativen nur in wenigen Fällen erwähnt werden.290
Das Phasenschema umfaßt fünf Phasen, welche mittels eigener Phasenschemata weiter konkretisiert werden.291 Zur Unterstützung der Planung existieren verschiedene Tabellen-werke, die mittels einer Kategorisierung des Planungsprojektes relevante Betrachtungspa-rameter liefern. Beispielsweise können relevante Einflußgrößen der Standortplanung anhand einer Kategorisierung des Planungsvorhabens gefunden werden.292 Dies entspricht einer Berücksichtigung von situativen Einflüssen im Vorgehen, jedoch erfolgt keine entsprechende Anpassung des Vorgehens.
In diesem Ansatz wird das Problem der Interdependenzen nicht erwähnt und es existieren keine Rekursionen im Phasenschema.293 Situationsbezug herrscht insbesondere in der Phase der Zielkonzeption, bei der die Aufgabenstellung und damit die Grundlage für das Planungsvorgehen anhand der Charakteristika des Planungsvorhabens bestimmt werden.294 Die Abgrenzung des Objektbereiches sowie die Gestaltung des Planungsvorgehens wird als ein Teil der Projektgestaltung betrachtet.295 Diese wird als ein integraler Bestandteil des Planungsansatzes bezeichnet, ist aber nicht im Phasenschema enthalten.296 Außer der Nennung genereller Prinzipien wird nicht auf das Projektmanagement eingegangen.
Das Vorgehen betrachtet den Einfluß der jeweiligen Anforderungen auf das Fabrikplanungs-projekt, ohne jedoch die durch die Dynamik der Anforderungen hervorgerufene Notwendig-keit zur Wandlung zu betrachten. Eine verteilte Planung sowie Schnittstellen im Objektbe-reich werden nicht thematisiert. Nachteilig für eine Anwendung der Vorgehensweise im Rahmen einer Restrukturierung ist dabei insbesondere, daß Objektinterdependenzen in der Planung keine Rechnung getragen wird.
290 vgl. REFA, Netzplantechnik, 1985, S. 200 291 REFA, Netzplantechnik, 1985, S. 151; 168ff. 292 REFA, Netzplantechnik, 1985, S. 168ff. 293 vgl. REFA, Netzplantechnik, 1985, S. 151 294 REFA, Netzplantechnik, 1985, S. 153 295 REFA, Netzplantechnik, 1985, S. 261ff. 296 REFA, Netzplantechnik, 1985, S. 148, 151
Theorie der Fabrikplanung
Seite 76
Fabrikplanungskonzept nach FELIX
Das Planungskonzept nach FELIX beschreibt eine „allgemein gültige Systematik der Fabrik-planung“.297 Er betont, daß ein einheitlicher verbindlicher Fabrikplanungsprozeß aufgrund der Unterschiedlichkeit der Planungsobjekte nicht existieren kann, dieser jedoch situations-spezifisch aus (allgemeinen) Bausteinen zusammengesetzt werden kann.298
Das Planungskonzept besteht aus drei Grundkomponenten. Planungsphasen spezifizieren die Struktur und Sequenz der Planungstätigkeiten. Eine objekt- bzw. fachgebietsbezogene Sicht der Planung bieten Planungsfelder. Eine Beschreibung der durchzuführenden Pla-nungstätigkeiten auf detaillierter Ebene, sowie insbesondere deren Zuordnung zu den Pla-nungsphasen und –feldern, ermöglichen die Planungsleistungen. Felix bezeichnet diese drei Konzeptbestandteile als die drei Dimensionen der Fabrikplanung und modelliert mit Hilfe dieser die Projektstruktur.
Grundlage für das Vorgehen bei der Planung ist bei diesem Konzept ein Phasenschema mit zehn Phasen, welche wiederum in 25 Phasen-Abschnitte geteilt werden.299 Die Grundstruk-tur des Phasenschemas lehnt sich an diejenige nach AGGTELEKY an,300 umfaßt aber zusätz-lich weitere Aufgabenumfänge, z.B. die Bewirtschaftung der Fabrik, so daß die Fabrikpla-nung nach der Auffassung von FELIX einen kontinuierlichen Prozeß bildet im Sinne eines Regelkreises.301
Eine weitere Gliederung erfolgt hinsichtlich der Planungsfelder, welche die übliche, sachge-bietsbezogene Gliederung der Fabrikplanungsaufgaben als Grundlage hat.302 Die Planungs-felder orientieren sich an dem jeweiligen fachlichen Hintergrund der mit einzelnen Aufgaben betrauten Planer und spiegeln somit deren Abteilungszugehörigkeit wider.303
Die Planungsfelder werden in vier Hierarchieebenen gegliedert:304
• Separate Systeme, z.B. Produktionssystem, Werkstruktur,
• Einzelne Elemente , z.B. Personal-, Bau- oder Anlagenplanung,
• Einzelne Prozesse z.B. Fertigung, Transport, Layout,
• Spezielle Struktur, z.B. Layout, Materialfluß, Entsorgung.
FELIX definiert insgesamt 40 Planungsfelder, betont jedoch, daß deren konkretes Verständnis unternehmensspezifisch ist.305 Die detaillierte Differenzierung von 40 Planungsfeldern be-dingt, daß keine eindeutige Abgrenzung zwischen einzelnen Planungsfeldern möglich ist. Sie weist aber den Vorteil auf, daß aufgrund der umfangreichen Definition der Planungsfelder, eine Abbildung des jeweiligen Planungsfalles gemäß des Verständnisses des Unternehmens
297 Felix, Fabrikplanung, 1998, S. 13 298 Felix, Fabrikplanung, 1998, S. 13 299 Felix, Fabrikplanung, 1998, S. 41 300 Felix, Fabrikplanung, 1998, S. 41 301 Felix, Fabrikplanung, 1998, S. 38, 43 302 Felix, Fabrikplanung, 1998, S. 46 303 Felix, Fabrikplanung, 1998, S. 46, 49 304 Felix, Fabrikplanung, 1998, S. 46 305 Felix, Fabrikplanung, 1998, S. 46
Theorie der Fabrikplanung
Seite 77
möglich ist.306 Es existiert eine Beziehungsstruktur zwischen den definierten Planungsfel-dern, so daß eine Abbildung des jeweiligen Planungsfalles möglich ist.307
Die Beschreibung der im Rahmen der Fabrikplanung durchzuführenden Tätigkeiten erfolgt in Form von Planungsleistungen, welche sich an die Definitionen der HOAI308 anlehnen. Die Planungsleistungen stellen somit die Bausteine des Projekts dar und werden nicht weiter detailliert. Diese können sowohl einzelnen Planungsschritten als auch Planungsfeldern zugeordnet werden. Es werden Leistungspakete definiert, die als „Schnittmenge“ die in einem Planungsschritt auf ein Planungsfeld bezogenen Planungsleistungen darstellen. Pla-nungsleistungen sind allgemeiner Natur und können auf verschiedene Planungsschritte bzw. Felder bezogen mehrfach Verwendung finden. Es wird hier zwischen spezifischen Leistun-gen, die nur in einem, und allgemeinen Leistungen, die in mehreren Planungsfeldern Ver-wendung finden, differenziert.309 Leistungen des gleichen Planungsfeldes und Phasenschritt werden zu Leistungspaketen zusammengefaßt. Die Schnittstellen zwischen den Leistungs-paketen werden benannt.310 Insgesamt werden 238 Leistungspakete, die sich aus 755 Einzel-leistungen zusammensetzen, unterschieden.311
Die Leistungspakete spezifizieren die in einer Planungsphase auf ein Planungsfeld bezogen durchgeführten Planungsleistungen. Jede Phase gliedert sich somit in unterschiedliche Leistungspakete.312
Das Planungsvorgehen wird anhand der Planungsfelder einerseits objektbezogen, anderer-seits anhand der Planungsleistungen detailliert tätigkeitsbezogen beschrieben. Durch die systematische Konfiguration des Planungsprozesses entsprechend der Projektspezifika ist der Planungsprozeß zwar anforderungs- – bzw. restriktionsorientiert, jedoch wird die Dyna-mik dieser Anforderungen, und der hieraus resultierende Bedarf an Wandlungsfähigkeit nicht untersucht. Eine situationsspezifische Anpassung des Vorgehens und der Schnittstellen im Rahmen einer verteilten Planung werden anhand der Planungsleistungen und Planungsfel-der benannt, jedoch keine Strategie zu deren Berücksichtigung während der Planung.
Fabrikplanungskonzept nach ROCKSTROH
Das Fabrikplanungskonzept nach ROCKSTROH basiert darauf, daß nach der Betrachtung grundlegender Eigenschaften der Fabrikplanung eine Differenzierung des Fabrikplanungs-vorhabens nach drei Grundfällen erfolgt. ROCKSTROH betont an verschiedener Stelle die Notwendigkeit zur expliziten Gestaltung des Fabrikplanungsprozesses und nennt hierzu verschiedene Grundsätze.313
306 Felix, Fabrikplanung, 1998, S. 49 307 Felix, Fabrikplanung, 1998, S. 49 308 „Honorarordnung für Architekten und Ingenieure“; Felix, Fabrikplanung, 1998, S. 829 309 Felix, Fabrikplanung, 1998, S. 64 310 Felix, Fabrikplanung, 1998, S. 76 311 Felix, Fabrikplanung, 1998, S. 76 312 Felix, Fabrikplanung, 1998, S. 297 313 Rockstroh, Grundlagen, 1980, S. 58

Theorie der Fabrikplanung
Seite 78
Es handelt sich beispielsweise um die Notwendigkeit zu einem gestuften Vorgehen nach dem Prinzip „vom Groben zum Feinen“.314 Weiterhin wird die Notwendigkeit zur Bildung von Lösungsvarianten, um eine gesamtoptimale Lösung zu bestimmen, genannt.315
Der Inhalt einzelner Planungsphasen wird von ROCKSTROH nicht detailliert beschrieben.316 Vielmehr werden Methoden und Hilfsmittel der Projektdurchführung vorgestellt, ohne daß diese in einen Gesamtkontext eingefügt werden. Insbesondere wird kein explizites Vorgehen für die Projektgestaltung genannt. Es wird in diesem Kontext auf die Notwendigkeit zur Nut-zung eines systematischen Projektierungsablaufes, unter anderem zur Bearbeitung von Interdependenzen, genannt.317 Gleichzeitig wird betont, daß ein derartiger Planungsablauf objekt- und damit situationsspezifisch ist und deswegen nicht zu standardisieren sei.318 Es handelt sich somit um ein weitgehend objektneutrales Vorgehensmodell.319 Als eine geeigne-te Möglichkeit zur situationsspezifischen Gestaltung des Planungsprozesses werden dialog-orientierte.320 Planungssysteme, die die genannten Planungsgrundsätze berücksichtigen, genannt.321 In diesem Zusammenhang existiert ein Ordnungssystem, welches eine projekt- und objektbezogene Hierarchisierung von Planungsschritten vornimmt.322 Im weiteren wird die Gestaltung einzelner Objektkategorien (z.B. Flächen und Layouts) sowie die dazu geeig-neten Methoden beschrieben, ohne daß ein direkter Kontext zu einem durchgängigen Vor-gehensmodell geschaffen wird.323
Der Ansatz ist sehr stark objektbereichsgetrieben und umfaßt dabei keine ausgeprägten Analysephasen sowie eine Berücksichtigung des Faktors Wandlungsfähigkeit auf der Ebene der Gesamtfabrik. Ebenso wird eine verteilte bzw. schnittstellenorientierte Planung nicht explizit thematisiert.
314 Rockstroh, Grundlagen, 1980, S. 59 315 Rockstroh, Grundlagen, 1980, S. 60 316 vgl. die Beschreibung Rockstroh, Grundlagen, 1980, S. 68 317 Rockstroh, Grundlagen, 1980, S. 14f; Rockstroh, Industriebetrieb, 1985, S. 39 318 Rockstroh, Grundlagen, 1980, S. 21 319 ROCKSTROH bezeichnet dies als „weitgehend verallgemeinert“ und weist darauf hin, daß „bewußt
keine Einzelheiten behandelt“ werden, damit die notwendige Allgemeingültigkeit gewahrt ist. Rock-stroh, Industriebetrieb, 1985, S. 39
320 Hierunter werden katalog- oder bausteinorientierte Planungsvorgehen gemeint. Rockstroh, Grundlagen, 1980, S. 15 321 Rockstroh, Grundlagen, 1980, S. 15 322 Rockstroh, Grundlagen, 1980, S. 16, 17 323 vgl. Rockstroh, Grundlagen, 1980, S. 8
Theorie der Fabrikplanung
Seite 79
3.5 Kritische Würdigung existierender Ansätze
Charakteristisch für die existierenden Ansätze der Fabrikplanung ist, daß keiner sämtliche Kategorien der Theorie der Fabrikplanung vollständig abdeckt. Für jede der Kategorien wurden einzelne Ansätze gefunden, die die gestellten Anforderungen in unterschiedlichem Umfang erfüllen:
Die untersuchten Modellierungsansätze sind vom Objekt- und Einsatzbereich sehr unter-schiedlich. Charakteristisch dabei ist, daß es einerseits generische Modellierungsansätze gibt, die prinzipiell für jede Anwendung geeignet sind, aber durch ihren allgemein gehaltenen Charakter für die Anwendung im jeweiligen Planungsprojekt angepaßt werden müssen, und somit der geforderten projektübergreifenden Kompatibilität nur partiell entsprechen. Anderer-seits gibt es diejenigen Kategorien von Modellierungsansätzen, die auf einen spezifischen Objektbereichsauschnitt, beispielsweise die Prozeßgestaltung, ausgerichtet sind. Teilweise sind sie geeignet, eine systematische Zuordnung zwischen Anforderungen und Systembe-standteilen zu realisieren, tun dies aber vor dem Hintergrund einer statischen Annahme der Anforderungen und sind somit nicht in der Lage, eine Gestaltung wandlungsfähiger Produkti-on zu unterstützen. Abhängigkeiten und Interdependenzen können zwar in allen Modellie-rungsansätzen dargestellt werden, dies erfolgt aber nicht im Sinne einer Rekonfigurabilität durch die Differenzierung fixer- und wandelbarer Systembestandteile. Dementsprechend erfolgt auch keine Schnittstellenmodellierung vor dem Hintergrund einer (temporären) Ver-netzung.
Die Untersuchung der Gestaltungskonzepte und Architekturen hat ergeben, daß die Bildung dezentraler, autonomer Einheiten generell als Prinzip zur Effizienzerhöhung in der Produktion erfolgreich angewendet wird.324 Die explizite Berücksichtigung des Faktors Wand-lungsfähigkeit erfolgt, mit Ausnahme des Ansatzes der Fraktalen Fabrik, jedoch nur fragmen-tarisch. Insbesondere erfolgt bei keinem der betrachteten Ansätze eine systematische Diffe-renzierung von fixen und veränderlichen Systembestandteilen. Weiterhin gehen einzelne Ansätze, wie z.B. die Segmentierung, von sehr spezifischen Anwendungsbedingungen aus, die eine Allgemeingültigkeit einschränken. Zwar wird in sämtlichen Ansätzen das Thema Schnittstellengestaltung betrachtet, jedoch erfolgt dies (mit Ausnahme des Ansatzes der Fraktalen Fabrik) ausschließlich vor dem Hintergrund der Prozeßeffizienz und nicht in Hin-sicht auf eine Rekonfigurabilität.
Einige Ansätze, wie z.B. Agentensysteme oder auch das Lean Manufacturing, sind auf die konkrete Gestaltung eines Objektbereichsausschnittes325 ausgerichtet und erfüllen somit nicht die Forderung, den gesamten Objektbereich der Fabrikplanung zu adressieren. Zwar verfügen diese Ansätze über Prinzipien zur verteilten Planung, die jedoch ebenfalls nur auf einen Objektbereichssausschnitt bezogen sind. Dabei bietet insbesondere die PROSA Refe-renz Architektur eine gute Basis zur Bildung gekapselter, vernetzungsfähiger Einheiten. Dieses Konzept hat aber bisher nur bezogen auf den spezifischen Objektbereich der Produk-tionsplanung- und Steuerung und nicht in Hinsicht auf den Faktor Wandlungsfähigkeit An-
324 vgl. Segmentierung nach WILDEMANN UND Fraktale Fabrik nach WARNECKE 325 in diesem Fall: Gestaltung der Produktionsplanung und -steuerung
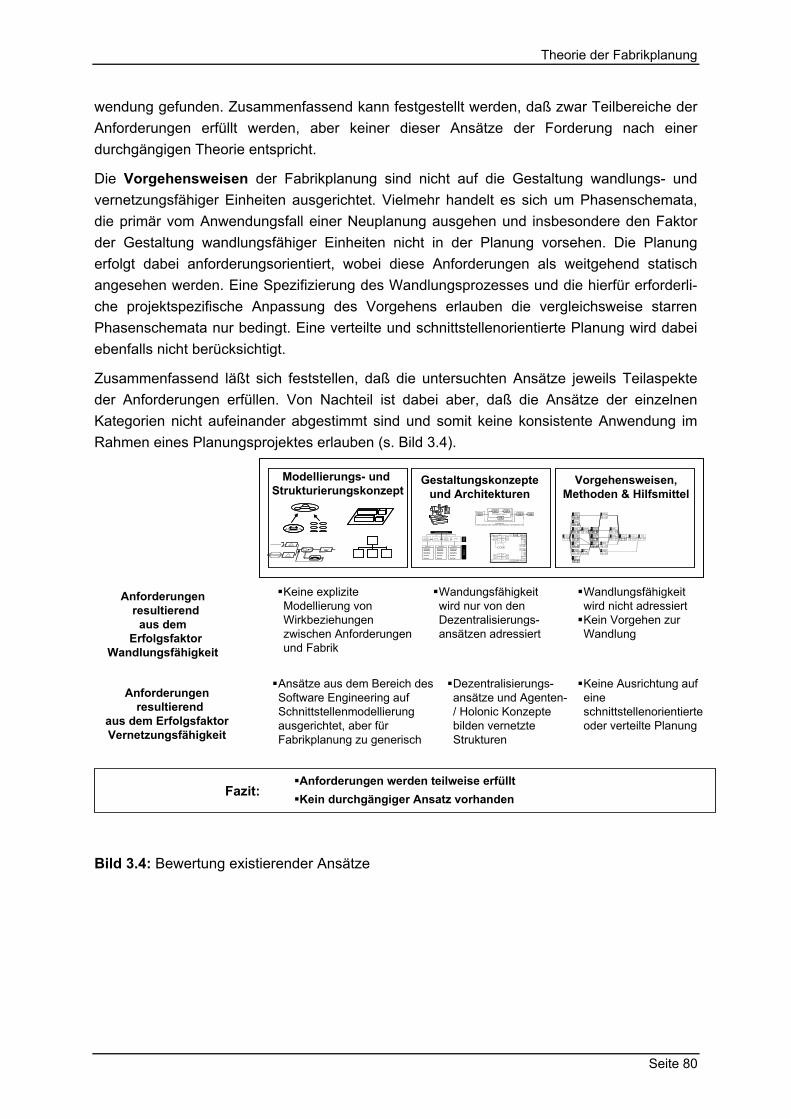
Theorie der Fabrikplanung
Seite 80
wendung gefunden. Zusammenfassend kann festgestellt werden, daß zwar Teilbereiche der Anforderungen erfüllt werden, aber keiner dieser Ansätze der Forderung nach einer durchgängigen Theorie entspricht.
Die Vorgehensweisen der Fabrikplanung sind nicht auf die Gestaltung wandlungs- und vernetzungsfähiger Einheiten ausgerichtet. Vielmehr handelt es sich um Phasenschemata, die primär vom Anwendungsfall einer Neuplanung ausgehen und insbesondere den Faktor der Gestaltung wandlungsfähiger Einheiten nicht in der Planung vorsehen. Die Planung erfolgt dabei anforderungsorientiert, wobei diese Anforderungen als weitgehend statisch angesehen werden. Eine Spezifizierung des Wandlungsprozesses und die hierfür erforderli-che projektspezifische Anpassung des Vorgehens erlauben die vergleichsweise starren Phasenschemata nur bedingt. Eine verteilte und schnittstellenorientierte Planung wird dabei ebenfalls nicht berücksichtigt.
Zusammenfassend läßt sich feststellen, daß die untersuchten Ansätze jeweils Teilaspekte der Anforderungen erfüllen. Von Nachteil ist dabei aber, daß die Ansätze der einzelnen Kategorien nicht aufeinander abgestimmt sind und somit keine konsistente Anwendung im Rahmen eines Planungsprojektes erlauben (s. Bild 3.4).
Bild 3.4: Bewertung existierender Ansätze
Anforderungen resultierend
aus dem Erfolgsfaktor Vernetzungsfähigkeit
Anforderungen resultierend
aus dem Erfolgsfaktor
Wandlungsfähigkeit
Keine explizite Modellierung von Wirkbeziehungen zwischen Anforderungen und Fabrik
Ansätze aus dem Bereich des Software Engineering auf Schnittstellenmodellierung ausgerichtet, aber für Fabrikplanung zu generisch
Wandungsfähigkeitwird nur von den Dezentralisierungs-ansätzen adressiert
Wandlungsfähigkeit wird nicht adressiertKein Vorgehen zur Wandlung
Keine Ausrichtung auf eine schnittstellenorientierte oder verteilte Planung
Dezentralisierungs-ansätze und Agenten-/ Holonic Konzepte bilden vernetzte Strukturen
Kein durchgängiger Ansatz vorhandenAnforderungen werden teilweise erfüllt
Fazit:
Modellierungs- und Strukturierungskonzept
Vorgehensweisen, Methoden & Hilfsmittel
06
03
04
05
02
01
Labeling
Process input
RZLIWWM
Core
As
sem
ly
Mac
hine
WWM
Cor
e As
sem
ly
Mac
hine
Brazing OvenCooling
XC EXC
EXC
Brazing OvenCooling Brazing OvenCooling
XC
FA
FACZ 2
CZ 2FA
FA CZ 2
CZ 2
FA
FA
CZ 2FA
CZ 2 FA
CZ 2
FS
FS
CZ 2
Gestaltungskonzepte und Architekturen
Unternehmensleitung
Zent
ral-
bere
icheZentrale
Personal-verwaltung
ZentraleBeschaffung
ZentraleIT
ZentraleForschung und
Entwicklung
Division 1
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 2
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 3
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Div
isio
nen
Division 1
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 2
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 3
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Div
isio
nen
Start0
115 1150
16
135 1361
Elektrikanschließen
136 1371
17
135 1361
Pressluftanschließen
136 1371
134
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
12
1
Maschine indie Hallesetzen
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
12
1
Maschine indie Hallesetzen
12
1
Maschine indie Hallesetzen
1351133134
9
3
Bahntrans-portbestellen
8
123 13310
Fundamentzementieren
123 1330
117 120134131 14
6
1
Transport-versicherg.abschließen
Schaltschr.bestellen u.anliefern
1
115 13015125 1355
7
2
Anliefer-terminklären
7
2
Anliefer-terminklären
Fundamentausheben2
115 1172121 1236
Fundamentausheben2
115 1172121 1236
3
115 1238
Personalbeschaffen
115 1230
3
115 1238
Personalbeschaffen
115 1230
4
115 1205
Kranwagenbeschaffen
129 13414
4
115 1205
Kranwagenbeschaffen
129 13414
5
115 1161
Hallendachöffnen
133 13418
5
115 1161
Hallendachöffnen
133 13418
116
117131
131115
115129 14
130 15
18
1
Probelauf18
1
Probelauf
137 1380137 138
20
0
Ende19
1
Abnahme
138 139 139 1390 139138
136
139
14
1
Maschinejustieren
15
1
Hallendachschließen
Schaltschr.anschließen13
135 1372135 1370
1351341135
134 135138 4
Modellierungs- und Strukturierungskonzept
Vorgehensweisen, Methoden & Hilfsmittel
06
03
04
05
02
01
Labeling
Process input
RZLIWWM
Core
As
sem
ly
Mac
hine
WWM
Cor
e As
sem
ly
Mac
hine
Brazing OvenCooling
XC EXC
EXC
Brazing OvenCooling Brazing OvenCooling
XC
FA
FACZ 2
CZ 2FA
FA CZ 2
CZ 2
FA
FA
CZ 2FA
CZ 2 FA
CZ 2
FS
FS
CZ 2
Gestaltungskonzepte und Architekturen
Unternehmensleitung
Zent
ral-
bere
icheZentrale
Personal-verwaltung
ZentraleBeschaffung
ZentraleIT
ZentraleForschung und
Entwicklung
Division 1
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 2
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 3
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Div
isio
nen
Division 1
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 2
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 3
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Div
isio
nen
Start0
115 1150
16
135 1361
Elektrikanschließen
136 1371
17
135 1361
Pressluftanschließen
136 1371
134
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
12
1
Maschine indie Hallesetzen
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
12
1
Maschine indie Hallesetzen
12
1
Maschine indie Hallesetzen
1351133134
9
3
Bahntrans-portbestellen
8
123 13310
Fundamentzementieren
123 1330
117 120134131 14
6
1
Transport-versicherg.abschließen
Schaltschr.bestellen u.anliefern
1
115 13015125 1355
7
2
Anliefer-terminklären
7
2
Anliefer-terminklären
Fundamentausheben2
115 1172121 1236
Fundamentausheben2
115 1172121 1236
3
115 1238
Personalbeschaffen
115 1230
3
115 1238
Personalbeschaffen
115 1230
4
115 1205
Kranwagenbeschaffen
129 13414
4
115 1205
Kranwagenbeschaffen
129 13414
5
115 1161
Hallendachöffnen
133 13418
5
115 1161
Hallendachöffnen
133 13418
116
117131
131115
115129 14
130 15
18
1
Probelauf18
1
Probelauf
137 1380137 138
20
0
Ende19
1
Abnahme
138 139 139 1390 139138
136
139
14
1
Maschinejustieren
15
1
Hallendachschließen
Schaltschr.anschließen13
135 1372135 1370
1351341135
134 135138 4
Theorie der Fabrikplanung
Seite 81
3.6 Konkretisierung des Zieles der Arbeit
Die Untersuchung der existierenden Ansätze hat ergeben, daß einzelne partiell die gestellten Anforderungen erfüllen, aber keiner innerhalb des jeweiligen Teilgebietes in der Lage war, diese vollständig zu erfüllen. Dabei zeigte sich, daß nur wenige, zumeist neuere Ansätze wie beispielsweise die Fraktale Fabrik, auf den Faktor Wandlungsfähigkeit ausgerichtet sind, dabei aber jeweils nur einen sehr begrenzten Objektbereich adressieren. Eine durchgängige Theorie zur Planung wandlungs- und vernetzungsfähiger Fabriken ist somit nicht vorhanden.
Die existierenden Ansätze haben dabei gezeigt, daß dieses Theoriedefizit nicht durch das Fehlen spezifischer Ansätze für einzelne Teilgebiete zustande kommt sondern vielmehr dadurch, daß sich die im Bezugsrahmen dargestellten Anforderungen derart gravierend gewandelt haben, daß die vielen Ansätzen zugrunde liegenden Grundannahmen nicht mehr zutreffend sind. Der Erfolgsfaktor Wandlungsfähigkeit verlangt, daß der Objektbereich und die an ihn gerichteten Anforderungen nicht als statisch bzw. deren Entwicklung als determi-nistisch prognostizierbar betrachtet werden können. Genau von dieser Annahme gehen jedoch die meisten Ansätze aus.326 Ebenso erfordert das Prinzip der flexiblen, temporären Vernetzung eine Abkehr vom Denken in statischen Systemgrenzen, wie es bei vielen der Ansätze erfolgt, sondern vielmehr ein Umgang mit projekt- und situationsspezifisch unter-schiedlichen Systemgrenzen und -schnittstellen, die sich wiederum mit der Zeit verändern.
Die beschriebenen Ansätze gehen somit von einem weitgehend statischen Grundverständnis des Systems Fabrik aus, welches nicht mehr, bzw. nur in Teilbereichen, der vorliegenden Situation in der produzierenden Industrie entspricht. Dementsprechend kann es nicht ausrei-chend sein, den Versuch zu unternehmen, die existierenden Ansätze entsprechend der gestellten Anforderungen zu modifizieren und entsprechend des Zieles einer Durchgängig-keit zu einem Gesamtkonstrukt zu integrieren.
Vielmehr ist als Basis einer Theorie zur Planung wandlungsfähiger Fabriken ein entspre-chendes Grundverständnis des Systems Fabrik zu schaffen. Nach KUHN wird ein derartiges Grundverständnis durch das verwendete Paradigma gebildet, welches somit den „gedankli-chen Rahmen“ für sämtliche Ansätze einer Theorie bildet. Das Paradigma spezifiziert dabei die Sicht des Objektbereiches ebenso wie grundlegende Herangehensweisen und Lösungs-muster eine Theorie.
Das geschilderte Theoriedefizit in der Fabrikplanung macht es somit notwendig, ausgehend von einem entsprechenden Paradigma, eine durchgängige Theorie zur Realisierung von Wandlungsfähigkeit durch (temporäre) Vernetzung zu realisieren. Ziel dieser Arbeit ist es somit, den Rahmen einer entsprechenden Theorie zu erarbeiten.
Der Fokus liegt dabei darin, unter Nutzung eines geeigneten Paradigmas einen konsistenten Rahmen für eine Theorie zu formulieren, die sowohl ein Modellierungskonzept, Gestaltungs-konzepte und Architekturen als auch geeignete Methoden und Vorgehensweisen integriert. Die detaillierte Ausgestaltung der Theorie soll dabei nicht Ziel dieser Arbeit sein. Stattdessen soll die Theorie partiell ausgearbeitet werden, um die Möglichkeiten der entwickelten Theorie
326 und insbesondere die untersuchten Vorgehensweisen

Theorie der Fabrikplanung
Seite 82
zu demonstrieren. Dabei soll an den entsprechenden Stellen auf geeignete existierende Ansätze sowie deren Weiterentwicklungsbedarf verwiesen werden.
Im Rahmen dieser Arbeit soll eine Lösungshypothese für eine derartige Theorie der Fabrik-planung gebildet werden wobei nicht der Anspruch erhoben wird, daß diese die einzig mögli-che oder gar die optimale sei. Eine Bewertung kann dabei nur bezogen auf die bereits exi-stierenden Theorien erfolgen. Eine generelle Untersuchung des Lösungsraumes für mögli-che Theorien soll dabei explizit nicht Ziel dieser Arbeit sein.
Lösungshypothese objektorientierte Fabrikplanung
Seite 83
4 Lösungshypothese objektorientierte Fabrikplanung
Entsprechend der gewählten Forschungsmethodik wurde einleitend der Bezugsrahmen der Fabrikplanung und somit der zu untersuchende Gestaltungsbereich der Wissenschaft Fa-brikplanung bestimmt. Auf dieser Basis wurde die existierende Theorie untersucht. Entspre-chend der identifizierten Defizite soll nun eine Lösungshypothese formuliert werden, wie die aus dem Prinzip der Wandlung durch temporäre Vernetzung resultierenden Anforderungen an die Fabrik sowie deren Planung erfüllt werden können.
Die gravierende Veränderung der Situation produzierender Unternehmen und der daraus resultierenden grundsätzlichen Veränderung der Anforderungen an die Fabrikplanung führt dazu, daß eine Erweiterung der existierenden Theorien nicht ausreichend erscheint. Dem-entsprechend erfolgt die Formulierung der Lösungshypothese deduktiv, d.h. es wird keine Weiterentwicklung der bisherigen Theorie vorgenommen. Vielmehr wird auf der Grundlage der Methodologie der Fabrikplanung das Grundgerüst einer neuen Theorie formuliert. Der fundamentale Charakter der genannten Veränderungen macht es dabei erforderlich, einen grundlegend neuen Ansatz im Sinne einer Lösungshypothese zu formulieren und in Hinsicht auf ihre Anwendbarkeit mittels einer Verifizierung/ Falsifizierung zu untersuchen.
Zur Untersuchung der formulierten Lösungshypothese sollen einerseits die zugrundeliegen-den Annahmen formuliert werden, auf deren Grundlage der Aufbau einer entsprechenden Theorie für die Fabrikplanung vorgenommen werden. Die Zulässigkeit der formulierten Lö-sungshypothese soll dabei anhand eines Falsifizierungsversuches überprüft werden.327 Hierzu soll die entwickelte Theorie anhand der aus dem Prinzip der Wandlung durch tempo-räre Vernetzung resultierenden Anforderungen bewertet sowie im Rahmen einer exemplari-schen Anwendung untersucht werden.
Im Rahmen dieses Kapitels wird dabei der Ausgangspunkt für die Wahl der Lösungshypo-these erläutert sowie eine explizite Herleitung und Formulierung der Lösungshypothese vorgenommen und die entsprechende Theorie in einem Grobkonzept ausgearbeitet.
4.1 Formulierung der Lösungshypothese
Die Untersuchung existierender Ansätze hat ergeben, daß es innerhalb der untersuchten Teilbereiche der Theorie der Fabrikplanung verschiedene Ansätze gibt (die den gestellten Anforderungen entsprechen), deren Wurzeln im Bereich des Software Engineering liegen. Dies betrifft Modellierungsansätze aus dem Bereich des Software Engineering ebenso wie das Holonic Manufacturing bei den Gestaltungskonzepten und Architekturen. Es zeigt sich somit, daß bereits mehrfach erfolgreich einzelne Bestandteile des Software Engineering für
327 Nach POPPER müssen deduktive Hypothesen einem Falsifizierungsversuch unterzogen werden.
Damit wird ihre Gültigkeit bis auf weiteres bestätigt. Eine Verifizierung ist nach POPPER als Beweis für eine Hypothese unzureichend, da immer geeignete Beispiele hierfür gefunden werden können. Über eine Allgemeingültigkeit sagen diese nichts aus. Vgl. Popper, Logik, 1976
Lösungshypothese objektorientierte Fabrikplanung
Seite 84
die Fabrikplanung nutzbar gemacht worden sind. Zusätzlich sind Prinzipien des Software Engineering und insbesondere das Konzept der Objektorientierung bereits vor dem spezifi-schen Hintergrund der Modellierung und Simulation wandlungsfähiger Fabriken verwendet worden.328
Diese erfolgreiche Nutzung einzelner Teilaspekte führt somit zu der Frage, inwieweit darüber hinaus das Software Engineering insgesamt als Grundlage für eine Theorie der Fabrikpla-nung genutzt werden kann. Dazu sollen zuerst die Entwicklung sowie die Methodologie des Software Engineering untersucht werden, um anschließend eine Analogie zwischen den Grundlagen des Software Engineering und der Fabrikplanung aufzuzeigen. Eine derartige Analogie stellt die Basis für die Übertragung der Theorie des Software Engineering auf die Fabrikplanung dar.
Entwicklung und Methodologie des Software Engineering
„Software Engineering ist die praktische Anwendung wissenschaftlicher Erkenntnisse für die wirtschaftliche Herstellung und den wirtschaftlichen Einsatz qualitativ hochwertiger Soft-ware.“329
Die Entwicklung des vergleichsweise jungen Feldes der Softwaretechnik in knapp über einem halben Jahrhundert wurde in hohem Maße durch rasanten technischen Fortschritt beeinflußt. Dementsprechend war die Entwicklung anfangs von einer starken Hardware- und Datenfixierung geprägt. Die Softwareentwicklung richtete sich somit auf eine Optimierung der Hardwareausnutzung und eine damit verbundene Leistungsoptimierung der Datenverarbei-tung.330
Im Zuge der zunehmenden Komplexität der Systeme, insbesondere bei Großrechenanlagen, zeigten sich Probleme bei der Realisierung der geforderten Funktionalität weniger im Bereich der Hardware, sondern vielmehr im Bereich der Software. Dies führte zu der sogenannten „Softwarekrise“ in den 60er Jahren. 331
Als Konsequenz wurde die Disziplin des Software Engineering entwickelt, deren Ziel nach MERTENS die „Anwendung wissenschaftlicher Erkenntnisse und Verfahren auf die Konstruk-tion von Software“ ist.332 Fokus war hierbei einerseits das Projektmanagement der immer umfangreicher werdenden Softwareprojekte für Großrechenanlagen sowie andererseits die Schaffung verbindlicher, methodischer Grundlagen für die Struktur der Software. Wurde anfangs die Gestaltung der Software (z.B. Maschinensprache) eng and die Struktur der Hardware angelehnt, zeigte sich durch die zunehmende Komplexität der Software die Not-wendigkeit, für diese eigene Strukturierungen zu finden. Dies beschleunigte die Entwicklung
328 vgl. Sihn, Wandlungsfähigkeit, 2000, S. 42f.; vgl. Westkämper, Fabriksimulation, 2002, S. 52f. 329 Pomberger, Grundlagen, 1993, S. 3 330 Pomberger, Grundlagen, 1993, S. 1f.; Wieken, Softwareproduktion, 1990, S. 3f. 331 vgl. Oestereich, Softwareentwicklung, 1998, S. 22f; Kahlbrandt, Software Engineering, 2001, S. 3f.;
Pomberger, Grundlagen, 1993, S. 1f; Wieken, Softwareproduktion, 1990, S. 3f. 332 Mertens, Lexikon, 1997, S. 362
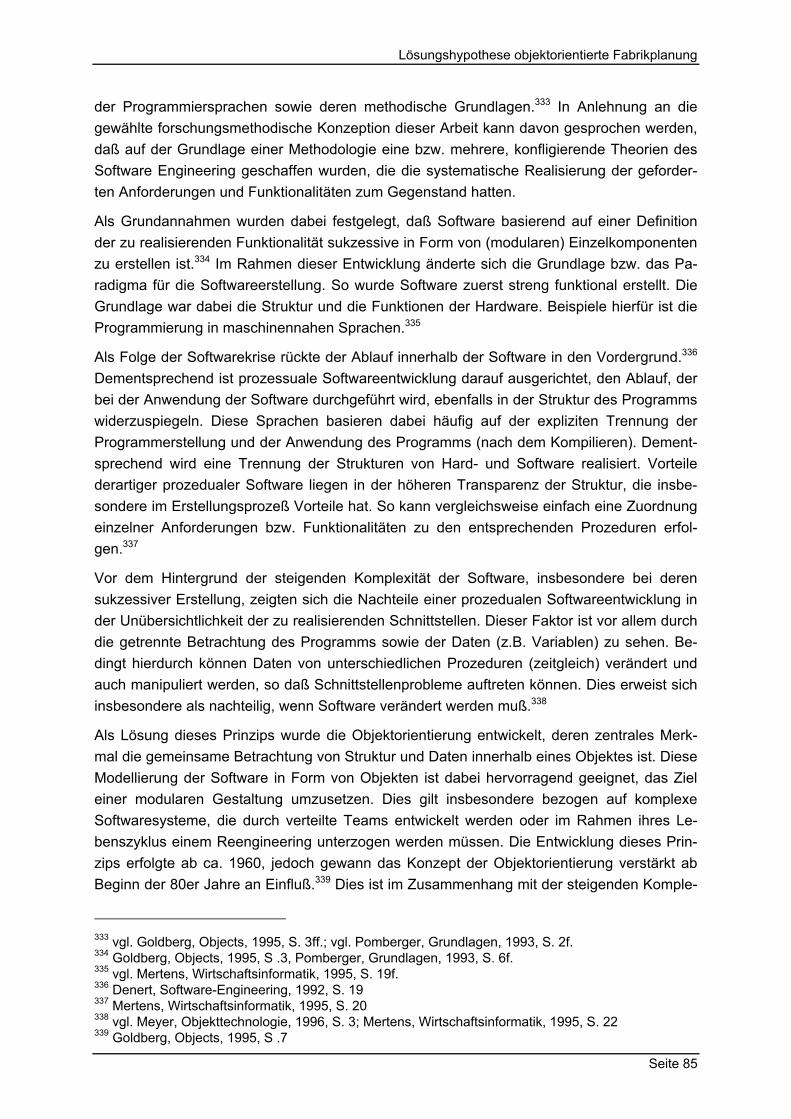
Lösungshypothese objektorientierte Fabrikplanung
Seite 85
der Programmiersprachen sowie deren methodische Grundlagen.333 In Anlehnung an die gewählte forschungsmethodische Konzeption dieser Arbeit kann davon gesprochen werden, daß auf der Grundlage einer Methodologie eine bzw. mehrere, konfligierende Theorien des Software Engineering geschaffen wurden, die die systematische Realisierung der geforder-ten Anforderungen und Funktionalitäten zum Gegenstand hatten.
Als Grundannahmen wurden dabei festgelegt, daß Software basierend auf einer Definition der zu realisierenden Funktionalität sukzessive in Form von (modularen) Einzelkomponenten zu erstellen ist.334 Im Rahmen dieser Entwicklung änderte sich die Grundlage bzw. das Pa-radigma für die Softwareerstellung. So wurde Software zuerst streng funktional erstellt. Die Grundlage war dabei die Struktur und die Funktionen der Hardware. Beispiele hierfür ist die Programmierung in maschinennahen Sprachen.335
Als Folge der Softwarekrise rückte der Ablauf innerhalb der Software in den Vordergrund.336 Dementsprechend ist prozessuale Softwareentwicklung darauf ausgerichtet, den Ablauf, der bei der Anwendung der Software durchgeführt wird, ebenfalls in der Struktur des Programms widerzuspiegeln. Diese Sprachen basieren dabei häufig auf der expliziten Trennung der Programmerstellung und der Anwendung des Programms (nach dem Kompilieren). Dement-sprechend wird eine Trennung der Strukturen von Hard- und Software realisiert. Vorteile derartiger prozedualer Software liegen in der höheren Transparenz der Struktur, die insbe-sondere im Erstellungsprozeß Vorteile hat. So kann vergleichsweise einfach eine Zuordnung einzelner Anforderungen bzw. Funktionalitäten zu den entsprechenden Prozeduren erfol-gen.337
Vor dem Hintergrund der steigenden Komplexität der Software, insbesondere bei deren sukzessiver Erstellung, zeigten sich die Nachteile einer prozedualen Softwareentwicklung in der Unübersichtlichkeit der zu realisierenden Schnittstellen. Dieser Faktor ist vor allem durch die getrennte Betrachtung des Programms sowie der Daten (z.B. Variablen) zu sehen. Be-dingt hierdurch können Daten von unterschiedlichen Prozeduren (zeitgleich) verändert und auch manipuliert werden, so daß Schnittstellenprobleme auftreten können. Dies erweist sich insbesondere als nachteilig, wenn Software verändert werden muß.338
Als Lösung dieses Prinzips wurde die Objektorientierung entwickelt, deren zentrales Merk-mal die gemeinsame Betrachtung von Struktur und Daten innerhalb eines Objektes ist. Diese Modellierung der Software in Form von Objekten ist dabei hervorragend geeignet, das Ziel einer modularen Gestaltung umzusetzen. Dies gilt insbesondere bezogen auf komplexe Softwaresysteme, die durch verteilte Teams entwickelt werden oder im Rahmen ihres Le-benszyklus einem Reengineering unterzogen werden müssen. Die Entwicklung dieses Prin-zips erfolgte ab ca. 1960, jedoch gewann das Konzept der Objektorientierung verstärkt ab Beginn der 80er Jahre an Einfluß.339 Dies ist im Zusammenhang mit der steigenden Komple-
333 vgl. Goldberg, Objects, 1995, S. 3ff.; vgl. Pomberger, Grundlagen, 1993, S. 2f. 334 Goldberg, Objects, 1995, S .3, Pomberger, Grundlagen, 1993, S. 6f. 335 vgl. Mertens, Wirtschaftsinformatik, 1995, S. 19f. 336 Denert, Software-Engineering, 1992, S. 19 337 Mertens, Wirtschaftsinformatik, 1995, S. 20 338 vgl. Meyer, Objekttechnologie, 1996, S. 3; Mertens, Wirtschaftsinformatik, 1995, S. 22 339 Goldberg, Objects, 1995, S .7
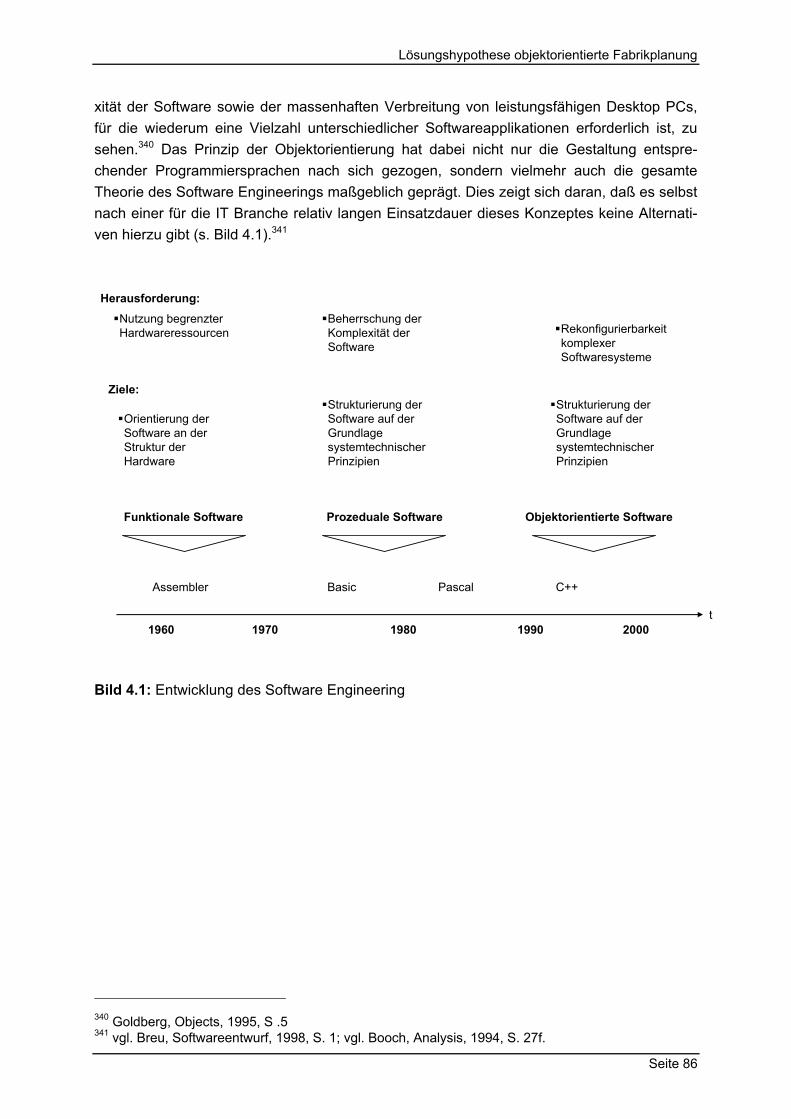
Lösungshypothese objektorientierte Fabrikplanung
Seite 86
xität der Software sowie der massenhaften Verbreitung von leistungsfähigen Desktop PCs, für die wiederum eine Vielzahl unterschiedlicher Softwareapplikationen erforderlich ist, zu sehen.340 Das Prinzip der Objektorientierung hat dabei nicht nur die Gestaltung entspre-chender Programmiersprachen nach sich gezogen, sondern vielmehr auch die gesamte Theorie des Software Engineerings maßgeblich geprägt. Dies zeigt sich daran, daß es selbst nach einer für die IT Branche relativ langen Einsatzdauer dieses Konzeptes keine Alternati-ven hierzu gibt (s. Bild 4.1).341
Bild 4.1: Entwicklung des Software Engineering
340 Goldberg, Objects, 1995, S .5 341 vgl. Breu, Softwareentwurf, 1998, S. 1; vgl. Booch, Analysis, 1994, S. 27f.
Funktionale Software Prozeduale Software Objektorientierte Software
Herausforderung:
Ziele:
t19801970 1990 20001960
C++PascalBasicAssembler
Nutzung begrenzter Hardwareressourcen
Beherrschung der Komplexität der Software
Rekonfigurierbarkeit komplexer Softwaresysteme
Orientierung der Software an der Struktur der Hardware
Strukturierung der Software auf der Grundlage systemtechnischer Prinzipien
Strukturierung der Software auf der Grundlage systemtechnischer Prinzipien
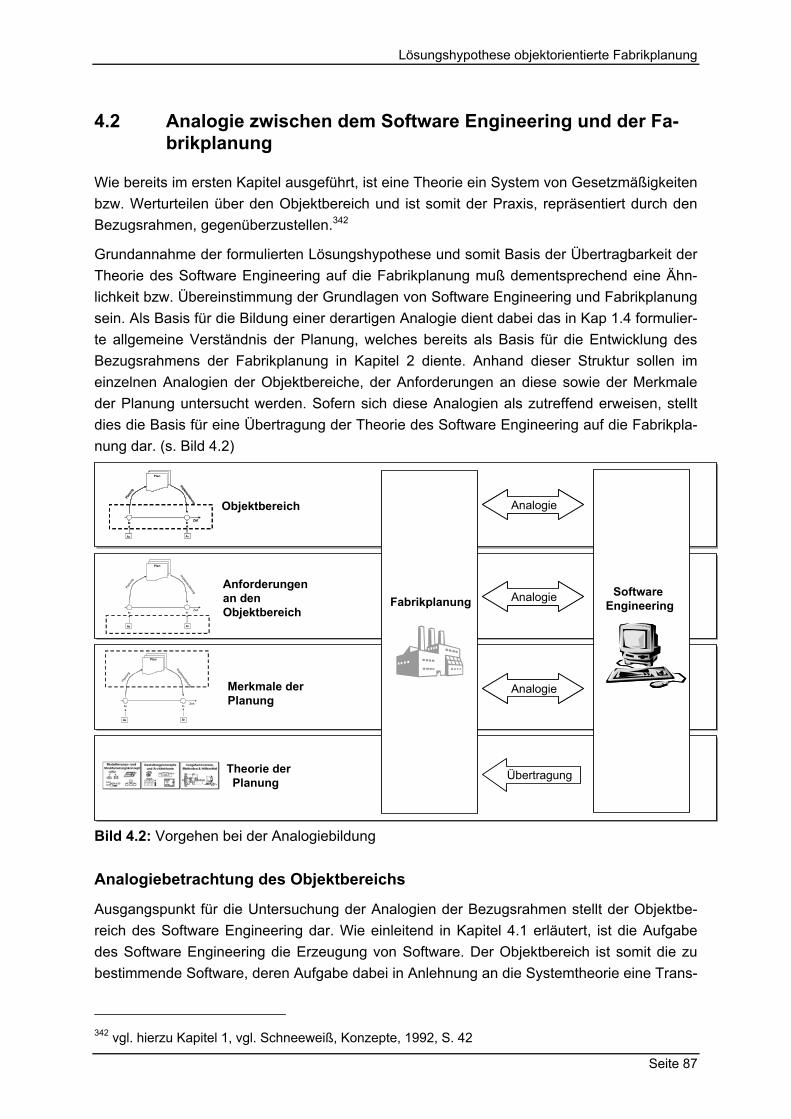
Lösungshypothese objektorientierte Fabrikplanung
Seite 87
4.2 Analogie zwischen dem Software Engineering und der Fa-brikplanung
Wie bereits im ersten Kapitel ausgeführt, ist eine Theorie ein System von Gesetzmäßigkeiten bzw. Werturteilen über den Objektbereich und ist somit der Praxis, repräsentiert durch den Bezugsrahmen, gegenüberzustellen.342
Grundannahme der formulierten Lösungshypothese und somit Basis der Übertragbarkeit der Theorie des Software Engineering auf die Fabrikplanung muß dementsprechend eine Ähn-lichkeit bzw. Übereinstimmung der Grundlagen von Software Engineering und Fabrikplanung sein. Als Basis für die Bildung einer derartigen Analogie dient dabei das in Kap 1.4 formulier-te allgemeine Verständnis der Planung, welches bereits als Basis für die Entwicklung des Bezugsrahmens der Fabrikplanung in Kapitel 2 diente. Anhand dieser Struktur sollen im einzelnen Analogien der Objektbereiche, der Anforderungen an diese sowie der Merkmale der Planung untersucht werden. Sofern sich diese Analogien als zutreffend erweisen, stellt dies die Basis für eine Übertragung der Theorie des Software Engineering auf die Fabrikpla-nung dar. (s. Bild 4.2)
Bild 4.2: Vorgehen bei der Analogiebildung
Analogiebetrachtung des Objektbereichs
Ausgangspunkt für die Untersuchung der Analogien der Bezugsrahmen stellt der Objektbe-reich des Software Engineering dar. Wie einleitend in Kapitel 4.1 erläutert, ist die Aufgabe des Software Engineering die Erzeugung von Software. Der Objektbereich ist somit die zu bestimmende Software, deren Aufgabe dabei in Anlehnung an die Systemtheorie eine Trans-
342 vgl. hierzu Kapitel 1, vgl. Schneeweiß, Konzepte, 1992, S. 42
Übertragung
AnalogieAnalogieObjektbereichZeit
Plan
Plan
ung
Implementierung
t0 t1
A0 A1
Zeit
Plan
Plan
ung
Implementierung
t0 t1
A0 A1
Anforderungen an den ObjektbereichZeit
Plan
Plan
ung
Implementierung
t0 t1
A0 A1
Merkmale der PlanungZeit
Plan
Plan
ung
Implem
entierung
t0 t1
A0 A1
Theorie der Planung
Software EngineeringFabrikplanung AnalogieAnalogie
AnalogieAnalogie
Lösungshypothese objektorientierte Fabrikplanung
Seite 88
formation von Informationen ist. Somit ergibt sich eine Analogie zur Fabrikplanung, deren Objektbereich ebenfalls ein Transformationssystem ist.
Charakteristisches Merkmal des Objektbereiches des Software Engineering ist, daß es sich um ein immaterielles System handelt, dessen Bestandteile in deterministischen Zusammen-hängen zueinander stehen.343 Die Systembestandteile werden dabei in Anlehnung an die allgemeine Systemtechnik als Operationen und Daten beschrieben. Häufig wird im Rahmen des Software Engineering statt von Operationen auch von Code gesprochen, womit das erstellte Programm gemeint ist. Häufig bildet die Software wiederum selbst ein Modell eines realen Sachverhaltes, z.B. eines Geschäftsprozesses, der durch Anwendung der Software unterstützt werden soll, welches wiederum Auswirkungen auf die Struktur der Software ha-ben kann (s. Bild 4.3).
Fabrik als Transformation vonMaterialZu einem Prozeß vernetzteRessourcen bzw.OrganisationseinheitenVielfache Schnittstellen zwischeneinzelnen Objekten (z.B. räumlich,zeitlich…)Langfristige Wirksamkeit/Irreversibilität vonPlanungsentscheidungenSchnittstellen über dieSystemgrenzen hinaus
Software als Transformationvon DatenSequenz von Operationen,die Daten manipulieren
Gegenständlicher/ materiellerObjektbereich Verantwortung für hoheInvestitionenGegenständlicher ObjektbereichSchnittstellentoleranz
Immaterieller ObjektbereichAbstrakter ObjektbereichExakte/ eindeutigeSchnittstellen
Zeit
PlanPl
anun
g
Implem
entierung
t0 t1
A0 A1
Objektbereich
Analogie
Keine Analogie
Fabrikplanung Software Engineering
Bild 4.3: Analogie des Objektbereiches
Generell unterscheidet sich der Objektbereich des Software Engineering von dem der Fa-brikplanung durch seine Immaterialität. Dementsprechend sind die einzelnen Planungsfest-legungen immaterieller Art und somit anders als bei der Fabrikplanung prinzipiell reversibel. Zusätzlich bedingt dies, daß der Umfang der festzulegenden Investitionen deutlich geringer ist als bei der Fabrikplanung.
Ein weiteres Charakteristikum ist die hohe Komplexität der Software, die durch die Vielzahl möglicher logischer Verknüpfungen der einzelnen Programmteile zustande kommt.344 Dies gilt insbesondere vor dem Hintergrund, daß die Immaterialität der Software einer Verände-rung des Systems keine physischen Grenzen setzt. Somit ergibt sich keine Einschränkung hinsichtlich der Wandelbarkeit des Systems, wie sie bei der Fabrikplanung existiert. Die 343 Wildemann, Leitfaden, 2001, S. 24 344 Pomberger, Software Engineering, 1993; S. 182
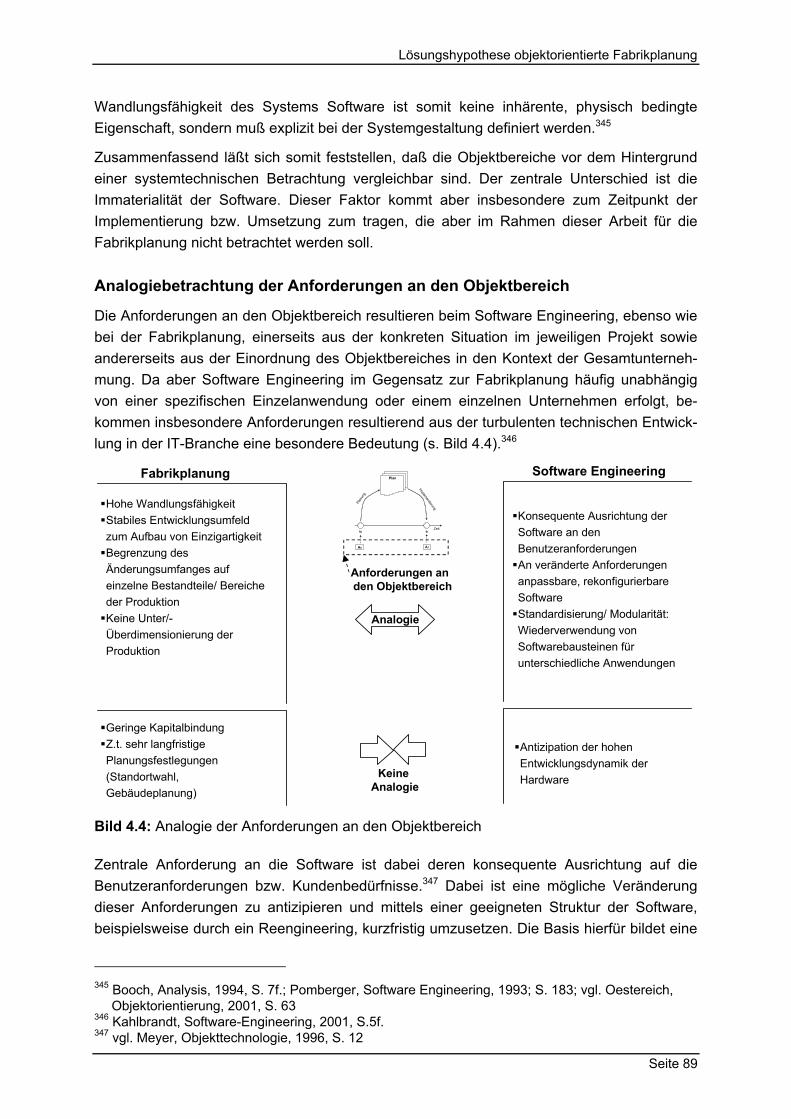
Lösungshypothese objektorientierte Fabrikplanung
Seite 89
Wandlungsfähigkeit des Systems Software ist somit keine inhärente, physisch bedingte Eigenschaft, sondern muß explizit bei der Systemgestaltung definiert werden.345
Zusammenfassend läßt sich somit feststellen, daß die Objektbereiche vor dem Hintergrund einer systemtechnischen Betrachtung vergleichbar sind. Der zentrale Unterschied ist die Immaterialität der Software. Dieser Faktor kommt aber insbesondere zum Zeitpunkt der Implementierung bzw. Umsetzung zum tragen, die aber im Rahmen dieser Arbeit für die Fabrikplanung nicht betrachtet werden soll.
Analogiebetrachtung der Anforderungen an den Objektbereich
Die Anforderungen an den Objektbereich resultieren beim Software Engineering, ebenso wie bei der Fabrikplanung, einerseits aus der konkreten Situation im jeweiligen Projekt sowie andererseits aus der Einordnung des Objektbereiches in den Kontext der Gesamtunterneh-mung. Da aber Software Engineering im Gegensatz zur Fabrikplanung häufig unabhängig von einer spezifischen Einzelanwendung oder einem einzelnen Unternehmen erfolgt, be-kommen insbesondere Anforderungen resultierend aus der turbulenten technischen Entwick-lung in der IT-Branche eine besondere Bedeutung (s. Bild 4.4).346
Hohe WandlungsfähigkeitStabiles Entwicklungsumfeldzum Aufbau von EinzigartigkeitBegrenzung desÄnderungsumfanges aufeinzelne Bestandteile/ Bereicheder ProduktionKeine Unter/-Überdimensionierung derProduktion
Konsequente Ausrichtung derSoftware an denBenutzeranforderungenAn veränderte Anforderungenanpassbare, rekonfigurierbareSoftwareStandardisierung/ Modularität:Wiederverwendung vonSoftwarebausteinen fürunterschiedliche Anwendungen
Geringe KapitalbindungZ.t. sehr langfristigePlanungsfestlegungen(Standortwahl,Gebäudeplanung)
Antizipation der hohenEntwicklungsdynamik derHardware
Zeit
Plan
Plan
ung
Implem
entierung
t0 t1
A0 A1
Anforderungen anden Objektbereich
Analogie
Keine Analogie
Fabrikplanung Software Engineering
Bild 4.4: Analogie der Anforderungen an den Objektbereich
Zentrale Anforderung an die Software ist dabei deren konsequente Ausrichtung auf die Benutzeranforderungen bzw. Kundenbedürfnisse.347 Dabei ist eine mögliche Veränderung dieser Anforderungen zu antizipieren und mittels einer geeigneten Struktur der Software, beispielsweise durch ein Reengineering, kurzfristig umzusetzen. Die Basis hierfür bildet eine
345 Booch, Analysis, 1994, S. 7f.; Pomberger, Software Engineering, 1993; S. 183; vgl. Oestereich, Objektorientierung, 2001, S. 63 346 Kahlbrandt, Software-Engineering, 2001, S.5f. 347 vgl. Meyer, Objekttechnologie, 1996, S. 12
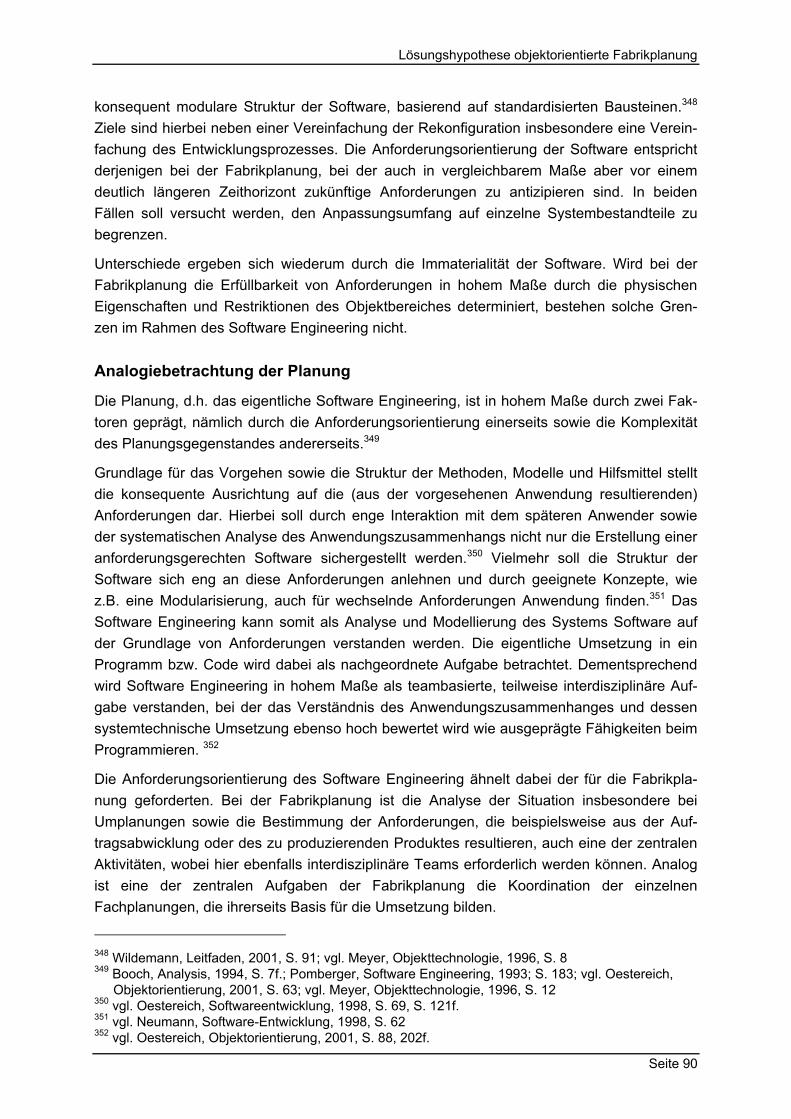
Lösungshypothese objektorientierte Fabrikplanung
Seite 90
konsequent modulare Struktur der Software, basierend auf standardisierten Bausteinen.348 Ziele sind hierbei neben einer Vereinfachung der Rekonfiguration insbesondere eine Verein-fachung des Entwicklungsprozesses. Die Anforderungsorientierung der Software entspricht derjenigen bei der Fabrikplanung, bei der auch in vergleichbarem Maße aber vor einem deutlich längeren Zeithorizont zukünftige Anforderungen zu antizipieren sind. In beiden Fällen soll versucht werden, den Anpassungsumfang auf einzelne Systembestandteile zu begrenzen.
Unterschiede ergeben sich wiederum durch die Immaterialität der Software. Wird bei der Fabrikplanung die Erfüllbarkeit von Anforderungen in hohem Maße durch die physischen Eigenschaften und Restriktionen des Objektbereiches determiniert, bestehen solche Gren-zen im Rahmen des Software Engineering nicht.
Analogiebetrachtung der Planung
Die Planung, d.h. das eigentliche Software Engineering, ist in hohem Maße durch zwei Fak-toren geprägt, nämlich durch die Anforderungsorientierung einerseits sowie die Komplexität des Planungsgegenstandes andererseits.349
Grundlage für das Vorgehen sowie die Struktur der Methoden, Modelle und Hilfsmittel stellt die konsequente Ausrichtung auf die (aus der vorgesehenen Anwendung resultierenden) Anforderungen dar. Hierbei soll durch enge Interaktion mit dem späteren Anwender sowie der systematischen Analyse des Anwendungszusammenhangs nicht nur die Erstellung einer anforderungsgerechten Software sichergestellt werden.350 Vielmehr soll die Struktur der Software sich eng an diese Anforderungen anlehnen und durch geeignete Konzepte, wie z.B. eine Modularisierung, auch für wechselnde Anforderungen Anwendung finden.351 Das Software Engineering kann somit als Analyse und Modellierung des Systems Software auf der Grundlage von Anforderungen verstanden werden. Die eigentliche Umsetzung in ein Programm bzw. Code wird dabei als nachgeordnete Aufgabe betrachtet. Dementsprechend wird Software Engineering in hohem Maße als teambasierte, teilweise interdisziplinäre Auf-gabe verstanden, bei der das Verständnis des Anwendungszusammenhanges und dessen systemtechnische Umsetzung ebenso hoch bewertet wird wie ausgeprägte Fähigkeiten beim Programmieren. 352
Die Anforderungsorientierung des Software Engineering ähnelt dabei der für die Fabrikpla-nung geforderten. Bei der Fabrikplanung ist die Analyse der Situation insbesondere bei Umplanungen sowie die Bestimmung der Anforderungen, die beispielsweise aus der Auf-tragsabwicklung oder des zu produzierenden Produktes resultieren, auch eine der zentralen Aktivitäten, wobei hier ebenfalls interdisziplinäre Teams erforderlich werden können. Analog ist eine der zentralen Aufgaben der Fabrikplanung die Koordination der einzelnen Fachplanungen, die ihrerseits Basis für die Umsetzung bilden.
348 Wildemann, Leitfaden, 2001, S. 91; vgl. Meyer, Objekttechnologie, 1996, S. 8 349 Booch, Analysis, 1994, S. 7f.; Pomberger, Software Engineering, 1993; S. 183; vgl. Oestereich,
Objektorientierung, 2001, S. 63; vgl. Meyer, Objekttechnologie, 1996, S. 12 350 vgl. Oestereich, Softwareentwicklung, 1998, S. 69, S. 121f. 351 vgl. Neumann, Software-Entwicklung, 1998, S. 62 352 vgl. Oestereich, Objektorientierung, 2001, S. 88, 202f.
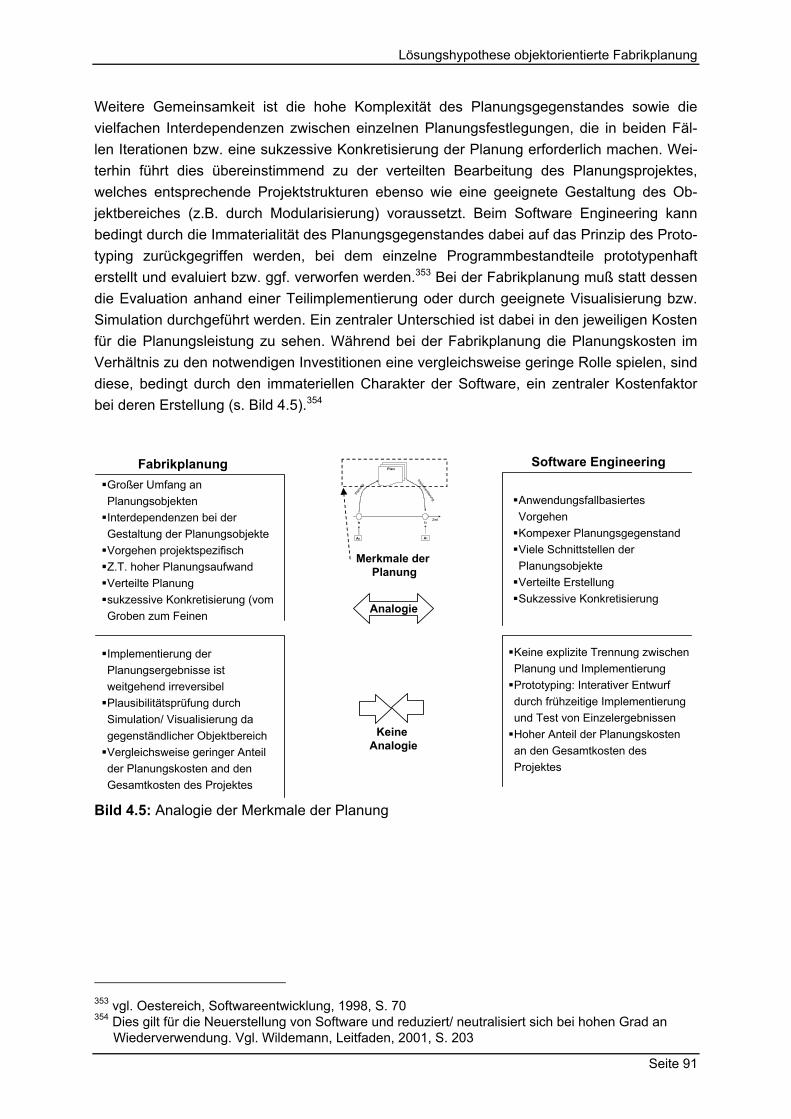
Lösungshypothese objektorientierte Fabrikplanung
Seite 91
Weitere Gemeinsamkeit ist die hohe Komplexität des Planungsgegenstandes sowie die vielfachen Interdependenzen zwischen einzelnen Planungsfestlegungen, die in beiden Fäl-len Iterationen bzw. eine sukzessive Konkretisierung der Planung erforderlich machen. Wei-terhin führt dies übereinstimmend zu der verteilten Bearbeitung des Planungsprojektes, welches entsprechende Projektstrukturen ebenso wie eine geeignete Gestaltung des Ob-jektbereiches (z.B. durch Modularisierung) voraussetzt. Beim Software Engineering kann bedingt durch die Immaterialität des Planungsgegenstandes dabei auf das Prinzip des Proto-typing zurückgegriffen werden, bei dem einzelne Programmbestandteile prototypenhaft erstellt und evaluiert bzw. ggf. verworfen werden.353 Bei der Fabrikplanung muß statt dessen die Evaluation anhand einer Teilimplementierung oder durch geeignete Visualisierung bzw. Simulation durchgeführt werden. Ein zentraler Unterschied ist dabei in den jeweiligen Kosten für die Planungsleistung zu sehen. Während bei der Fabrikplanung die Planungskosten im Verhältnis zu den notwendigen Investitionen eine vergleichsweise geringe Rolle spielen, sind diese, bedingt durch den immateriellen Charakter der Software, ein zentraler Kostenfaktor bei deren Erstellung (s. Bild 4.5).354
Bild 4.5: Analogie der Merkmale der Planung
353 vgl. Oestereich, Softwareentwicklung, 1998, S. 70 354 Dies gilt für die Neuerstellung von Software und reduziert/ neutralisiert sich bei hohen Grad an
Wiederverwendung. Vgl. Wildemann, Leitfaden, 2001, S. 203
Großer Umfang anPlanungsobjektenInterdependenzen bei derGestaltung der PlanungsobjekteVorgehen projektspezifischZ.T. hoher PlanungsaufwandVerteilte Planungsukzessive Konkretisierung (vomGroben zum Feinen
AnwendungsfallbasiertesVorgehenKompexer PlanungsgegenstandViele Schnittstellen derPlanungsobjekteVerteilte ErstellungSukzessive Konkretisierung
Implementierung derPlanungsergebnisse istweitgehend irreversibelPlausibilitätsprüfung durchSimulation/ Visualisierung dagegenständlicher ObjektbereichVergleichsweise geringer Anteilder Planungskosten and denGesamtkosten des Projektes
Keine explizite Trennung zwischenPlanung und ImplementierungPrototyping: Interativer Entwurfdurch frühzeitige Implementierungund Test von EinzelergebnissenHoher Anteil der Planungskostenan den Gesamtkosten desProjektes
Zeit
Plan
Plan
ung
Implementierung
t0 t1
A0 A1
Merkmale der Planung
Analogie
Keine Analogie
Fabrikplanung Software Engineering

Lösungshypothese objektorientierte Fabrikplanung
Seite 92
Zusammenfassende Bewertung der Analogie
Es kann festgehalten werden, daß hinsichtlich der zentralen Merkmale der Bezugsrahmen von Fabrikplanung und Software Engineering eine Analogie besteht. Dabei ist sowohl eine Übereinstimmung des Objektbereiches (und der an ihn gerichteten Anforderungen) als auch der Merkmale der Planung festzustellen. Zentrale Unterschiede liegen in der Immaterialität des Objektbereiches des Software Engineering gegenüber demjenigen der Fabrikplanung, der durch hohe Investitionen gekennzeichnet ist. Dementsprechend soll eine Übertragung der Theorie des Software Engineering auf die reine Planung begrenzt werden und die Im-plementation bzw. Umsetzung nicht betrachtet werden. Weiterhin ist dieser Aspekt in Hin-sicht auf die Validierungsstrategie zu berücksichtigen. Hierbei kann im Sinne der beim Soft-ware Engineering üblichen Validierung von Prototypen auf die Nutzung der digitalen Fabrik-planung zurückgegriffen werden.
Lösungshypothese objektorientierte Fabrikplanung
Seite 93
4.3 Theorie des objektorientierten Software Engineering
Im folgenden sollen die zentralen Lösungsansätze des objektorientierten Software Enginee-ring genannt werden, die als Basis für die Entwicklung des Lösungsansatzes im folgenden Kapitel dienen. Hierbei soll auf eine detaillierte Wiedergabe dieser Konzepte verzichtet wer-den, sondern statt dessen auf die umfangreichen Beschreibungen in der entsprechenden Fachliteratur verwiesen werden. Vielmehr wird die Essenz der Konzepte vor dem Hinter-grund des entwickelten Analogieschlusses beschrieben. Weiterhin erfolgt im Anhang eine detaillierte Untersuchung unterschiedlicher Vorgehensweisen des Software Engineering.
Objektorientierung als„Modellierungsparadigma“Objektorientierte Modellierungder Strukturen und Abläufe derSoftware
ModellierungskonzepteArchitekturkonzepte
ArchitekturzentrierungAufbau der Softwarearchitektur(„Strukturen und Abläufe“) alszentrale PlanungsaufgabeStandardisierteArchitekturkonzepte undGestaltungsregeln fürArchitekturen
IT-unterstützte Analyse- undModellierungsmethoden
Analyseorientiertes VorgehenAnalyse und Modellierung desAnwendungsfalls und–zusammenhangs ist Basis fürdie Softwareentwicklung
Ablaufschemata/ WorkflowsProjektmanagement Methoden
Modellierungs- und Strukturierungskonzept
Vorgehensweisen,Methoden & Hilfsmittel
0 6
0 3
0 4
0 5
0 2
0 1
L a b e l in g
P r o c e s s in p u t
RZLI
WWM
Cor
e A
ssem
ly
Mac
hine
WWM
Cor
e A
ssem
ly
Mac
hine
Brazing OvenCooling
XC EXC
EXC
Brazing OvenCooling Brazing OvenCooling
XC
FA
FACZ 2
CZ 2FA
FA CZ 2
CZ 2
FA
FA
CZ 2FA
CZ 2 FA
CZ 2
FS
FS
CZ 2
Gestaltungskonzepteund Architekturen
Unternehmensleitung
Zent
ral-
bere
icheZentrale
Personal-verwaltung
ZentraleBeschaffung
ZentraleIT
ZentraleForschung und
Entwicklung
Division 1
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 2
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 3
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Div
isio
nen
Division 1
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 2
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 3
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Div
isio
nen
Start0
115 1150
16
135 1361
Elektrikanschließen
136 1371
17
135 1361
Pressluftanschließen
136 1371
134
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
12
1
Maschine indie Hallesetzen
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
11
133 1341
Pressluftan-s c h l u s s vor-bereiten
135 1362
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
12
1
Maschine indie Hallesetzen
12
1
Maschine indie Hallesetzen
1351133134
9
3
Bahntrans-portbestellen
8
123 13310
Fundamentzementieren
123 1330
117 120134131 14
6
1
Transport-versicherg.abschließen
Schaltschr.bestellen u.anliefern
1
115 13015125 1355
7
2
Anliefer-terminklären
7
2
Anliefer-terminklären
Fundamentausheben2
115 1172121 1236
Fundamentausheben2
115 1172121 1236
3
115 1238
Personalbeschaffen
115 1230
3
115 1238
Personalbeschaffen
115 1230
4
115 1205
Kranwagenbeschaffen
129 13414
4
115 1205
Kranwagenbeschaffen
129 13414
5
115 1161
Hallendachöffnen
133 13418
5
115 1161
Hallendachöffnen
133 13418
116
117131
131115
115129 14
130 15
18
1
Probelauf18
1
Probelauf
137 1380137 138
20
0
Ende19
1
Abnahme
138 139 139 1390 139138
136
139
14
1
Maschinejustieren
15
1
Hallendachschließen
Schaltschr.anschließen13
135 1372135 1370
1351341135
134 135138 4
Bild 4.6: Zentrale Lösungsansätze des Software Engineering
Objektorientierung als Entwurfsparadigma
Grundprinzip der objektorientierten Programmierung ist die integrierte Modellierung sowohl der Daten (als zu verarbeitendes Objekt) und der Anweisungen und Prozeduren (als Verar-beitungsschritte). Dieses Vorgehen bietet erhebliche Vorteile sowohl bei der Modellierung informatorischer Interdependenzen einzelner Verarbeitungsschritte als auch bei der späteren strukturierten Umsetzung des Programms. Anstatt der herkömmlichen, prozedualen Ausrich-tung von Programmen wird bei objektorientierten Prinzipien eine datenorientierte Ausrichtung angestrebt. Die Struktur eines Programms stellt sich dementsprechend nicht als Sequenz von Anweisungen sondern als Netz von verknüpften Objekten dar.355
Ein Software-Objekt stellt ein Modell eines realen Objektes dar. Ziel der objektorientierten Analyse ist dementsprechend die Abbildung und Abstraktion einer realen Problemstellung, ohne dabei programmiertechnische Gesichtspunkte in den Vordergrund zu stellen. Vielmehr
355 Kahlbrandt, Software-Engineering, 2001, S. 21
Lösungshypothese objektorientierte Fabrikplanung
Seite 94
wird bewußt versucht, die Darstellung an den realen Gegebenheiten auszurichten und pro-grammiertechnische Details zu verbergen. 356
Einzelne Objekte werden beschrieben durch die Attribute und Operationen, die sie anderen Objekten zur Verfügung stellen. Informatorische Verknüpfungen zwischen Objekten beste-hen immer bezogen auf diese Attribute bzw. Operationen, so daß eine klar abgegrenzte Schnittstellendefinition existiert. Sowohl die gesamten Daten als auch die Funktionen eines Programms sind innerhalb der Objekte gekapselt. Die Operationen der Objekte sind in die-sem Fall als Anweisungen zu Verstehen, mittels derer die Attribute des Objektes manipuliert werden können. Diese Operationen können wiederum Operationen anderer Objekte aufru-fen.357
Gemeinsame Merkmale einer Gruppe von Objekten werden zu Klassen zusammengefaßt. Dementsprechend stellt ein Objekt ein Exemplar (bzw. Instanz) einer Klasse dar. Dies dient beispielsweise dazu, daß Operationen und Eigenschaften nicht für jedes einzelne Objekt bestimmt werden müssen, sondern nur für die relevante Klasse. Dieser Effekt führt zu einem hohen Wiederverwendungsgrad einzelner Klassen. Da die Eigenschaften von Klassen ana-log für die aus ihnen gebildeten Objekte gelten, soll im folgenden bei der Beschreibung grundlegender Konzepte der objektorientierten Programmierung jeweils auf Klassen bezug genommen werden. 358
Beziehungen zwischen Klassen können nach zwei unterschiedlichen Prinzipien zustande kommen. Bei dem Konzept der Vererbung besteht zwischen zwei Klassen eine hierarchische Beziehung. Die Subklasse stellt dabei eine Spezialisierung einer Superklasse da. Beispiels-weise wäre die Klasse „Drehmaschine“ eine Spezialisierung der Superklasse „Werkzeugma-schine“. Das Prinzip der Vererbung besagt, daß eine Subklasse die Eigenschaften einer Superklasse „erbt“, d.h. über deren Operatoren und Variablen verfügt, ohne das dies explizit formuliert werden muß.359
Das zweite Konzept zur Herstellung von Beziehungen zwischen Klassen ist die Assoziation. Hierbei wird eine Beziehung zwischen zwei Klassen hergestellt, die mit einer „Kunden-Lieferanten-Beziehung“ vergleichbar ist. Dabei greift eine Klasse („Kunde“) auf die Operatio-nen bzw. Attribute einer anderen Klasse („Lieferant“) zu.360
Analysebasiertes Vorgehen
Zentrales Merkmale des Vorgehens beim Software Engineering ist die ausgesprochene Analyseorientierung. Dabei bildet die Analyse den Ausgangspunkt des Vorgehens. Dieses Prinzip findet sich in sämtlichen Ansätze des Software Engineering und wird durch zahlrei-che Methoden (z.B. SADT, ERM, Use Case Diagramme) unterstützt, die über das Software Engineering hinaus Verwendung finden.361
356 Booch, Analysis, 1994, S. 6 357 Kahlbrandt, Software-Engineering, 2001, S. 23; Oestereich, Softwareentwicklung, 1998, S. 38 358 Kahlbrandt, Software-Engineering, 2001, S. 24; Oestereich, Softwareentwicklung, 1998, S. 37 359 Kahlbrandt, Software-Engineering, 2001, S. 35; Oestereich, Softwareentwicklung, 1998, S. 40 360 Kahlbrandt, Software-Engineering, 2001, S. 31; Oestereich, Softwareentwicklung, 1998, S. 50 361 vgl. Oestereich, Softwareentwicklung, 1998, S. 69, S. 121f.
Lösungshypothese objektorientierte Fabrikplanung
Seite 95
Architekturzentrierung und Wiederverwendung
Ein Prinzip des Software Engineering ist die Bildung einer Architektur, die die Grundstruktur einschließlich der zentralen Bestandteile eines Systems darstellt. Diese Architektur wird in frühen Phasen des Entwicklungsprojektes gebildet und kann dann im Rahmen von (weitge-hend unabhängigen) Teilprojekten detailliert werden. Die Architektur als struktureller Rah-men der Software stellt dabei die Basis für eine Wiederverwendung einzelner Programm-komponenten dar. Bei diesem zentralen Prinzip des Software Engineerings werden einzelne Bestandteile innerhalb des Programms mehrfach aber auch in verschiedenen Programmen verwendet. Ziel ist dabei eine Reduzierung des Programmieraufwandes ebenso wie eine Reduzierung des Entwicklungsrisikos, da bereits erprobte und bewährte Komponenten ver-wendet werden können.362
362 Kahlbrandt, Software-Engineering, 2001, S. 70; Oestereich, Objektorientierung, 2001, S. 69, 75f.
Lösungshypothese objektorientierte Fabrikplanung
Seite 96
4.4 Objektorientierung als Paradigma für die Fabrikplanung
Bei der Untersuchung der existierenden Ansätze der Fabrikplanung vor dem Hintergrund des Prinzips der Wandlung durch (temporäre) Vernetzung hat sich gezeigt, daß nicht nur eine Weiterentwicklung einer existierenden Theorie der Fabrikplanung erforderlich ist. Vielmehr muß den gravierend veränderten Anforderungen mit einer neuen Theorie begegnet werden. Die im Rahmen dieser Arbeit verfolgte Lösungshypothese schlägt dabei die Übertragung der Theorie des objektorientierten Software Engineering auf die Fabrikplanung vor. In den vor-hergehenden Kapitel wurde demonstriert, daß die Annahme einer Übertragbarkeit prinzipiell zulässig ist, und somit soll in den folgenden Kapiteln eine entsprechende Theorie der Fa-brikplanung entwickelt werden.
Die Untersuchung der Entwicklung des objektorientierten Software Engineering hat jedoch gezeigt, daß diese Theorie sich von anderen nicht nur durch ihre Modellierungskonzepte, Gestaltungskonzepte und Vorgehensweisen sondern vielmehr durch das zugrundeliegende Paradigma unterscheidet. Grundlage der Objektorientierung ist somit vor allem eine funda-mental andere Grundhaltung bzw. Sichtweise.363 Der Aufbau einer Theorie zur objektorien-tierten Fabrikplanung muß somit vor allem auf der Anwendung des objektorientierten Para-digmas in der Fabrikplanung basieren.
Ein Indiz für eine derartige Übertragbarkeit stellen dabei die Parallelen zwischen der Ent-wicklung der Paradigmen des Software Engineering und denen der Fabrikplanung. In diesem Zusammenhang muß jedoch betont werden, daß es keine „richtigen“ oder „falschen“ Para-digmen gibt, sondern diese letztendlich vor dem Hintergrund der vorliegenden Situation bzw. Zielsetzungen zu beurteilen sind.364 Dementsprechend sollen im folgenden, vor dem Hinter-grund der jeweils adressierten Herausforderung, die Paradigmen des Software Engineering und der Fabrikplanung gegenübergestellt werden.
Vor dem Hintergrund einer Optimierung des Ressourceneinsatzes findet das Paradigma einer funktionalen Gestaltung Anwendung. Hierbei wird beim Software Engineering ebenso wie bei der Fabrikplanung der Transformationsprozeß in einzelne ressourcenbezogene Funktionen zerlegt. Ein Beispiel hierfür ist der klassische Taylorismus, wie er beispielsweise bei einer Werkstättenfertigung oder einer hocharbeitsteiligen Fließbandproduktion Verwen-dung findet.
Als Reaktion auf die Anforderung zur Optimierung von Durchlaufzeiten sowie der Optimie-rung des Transformationsprozesses insgesamt (beispielsweise in Hinsicht auf Kapitalbin-dung durch Umlaufbestände) gewann die Prozeßorientierung, vergleichbar der prozedualen Software, an Bedeutung. Im Zusammenhang mit dieser Entwicklung sind eine Vielzahl von Ansätzen entstanden, die unter dem Stichwort „Business Reengineering“ eine prozeßorien-tierte Restrukturierung der Produktion anstreben.365
363 vgl. hierzu die Definition des Paradigmenbegriffes in Kapitel 1.4 364 vgl. Kuhn, Struktur, 1967, S. 44ff. 365 vgl. Hammer, Reengineering, 1994

Lösungshypothese objektorientierte Fabrikplanung
Seite 97
Ähnlich wie bei dem Software Engineering haben sich im Bereich der Fabrikplanung die Anforderungen in Richtung einer Betonung des Faktors Wandlungsfähigkeit verschoben. Im Rahmen des Software Engineering hat sich vor dem Hintergrund der Rekonfigurabilität und Wiederverwendbarkeit einerseits, sowie der Gestaltung komplexer, vernetzter Systeme andererseits, das Paradigma der Objektorientierung uneingeschränkt durchgesetzt. Dement-sprechend soll versucht werden, dieses Paradigma ebenfalls im Rahmen der Fabrikplanung zu verwenden (s. Bild 4.7).
Bild 4.7: Entwicklung der Paradigmen von Software Engineering und Fabrikplanung
Die Untersuchung eines neuartigen Paradigmas kann sich dabei nicht auf einzelne Metho-den oder Objektbereichsausschnitte beschränken. Entsprechend der vorgestellten Definitio-nen muß ein Paradigma vielmehr bestimmen, wie der Objektbereich gesehen bzw. verstan-den wird. Dementsprechend kann die Anwendbarkeit des Paradigmas nicht dadurch bewie-sen werden, daß einzelne methodische Bausteine, wie z.B. eine objektorientierte Modellie-rung, angewendet werden. Vielmehr muß die gesamte Fabrikplanung vor dem Hintergrund der Objektorientierung durchführbar sein. Den Anspruch eines Paradigmas macht es dabei aus, daß es eine Ablösung des bisher dominierenden Paradigmas, im vorliegenden Falle die Prozeßorientierung, voraussetzt. Ob die Objektorientierung als Paradigma für die Fabrikpla-nung geeignet ist, soll dabei anhand eines Verifizierungs- bzw. Falsifizierungsversuches untersucht werden. Als Erfolgskriterien dienen hierbei die folgenden Thesen, die an den Kerneigenschaften der Objektorientierung ausgerichtet sind:366
1. Die Produktion, d.h. die „Transaktion“, wird in der objektorientierten Fabrik nicht als ein „Prozeß“ verstanden, sondern als Zustandsänderung von Objekten, die durch de-ren Interaktion ausgelöst wird.
366 vgl. Oestereich, Softwareentwicklung, 1998
10 ….20 ….30 ….
Prozeduren
Funktionale Strukturierung der Produktion
Prozessorientierte Strukturierung der Produktion
Objektorientierte Strukturierung der Produktion
z.B. Fließfertigungz.B. Fließfertigung
Unter-Prozeduren
Objekte
Funktionale Software
Prozeduale Software
Objektorientierte Software
Paradigma des objektorientierten Designs
Effiziente Adaption und Wiederverwendbarkeit
(Rekonfiguration)
Paradigma des objektorientierten Designs
Effiziente Adaption und Wiederverwendbarkeit
(Rekonfiguration)
DA
TA
z.B. Werkstatt-Fertigungz.B. Werkstatt-Fertigung
Paradigma des prozedualen DesignsEffizienz des
Gesamtprozesses
Paradigma des prozedualen DesignsEffizienz des
Gesamtprozesses
Paradigma des funktionalen Designs
Effiziente Nutzung einzelner, begrenzter
Ressourcen
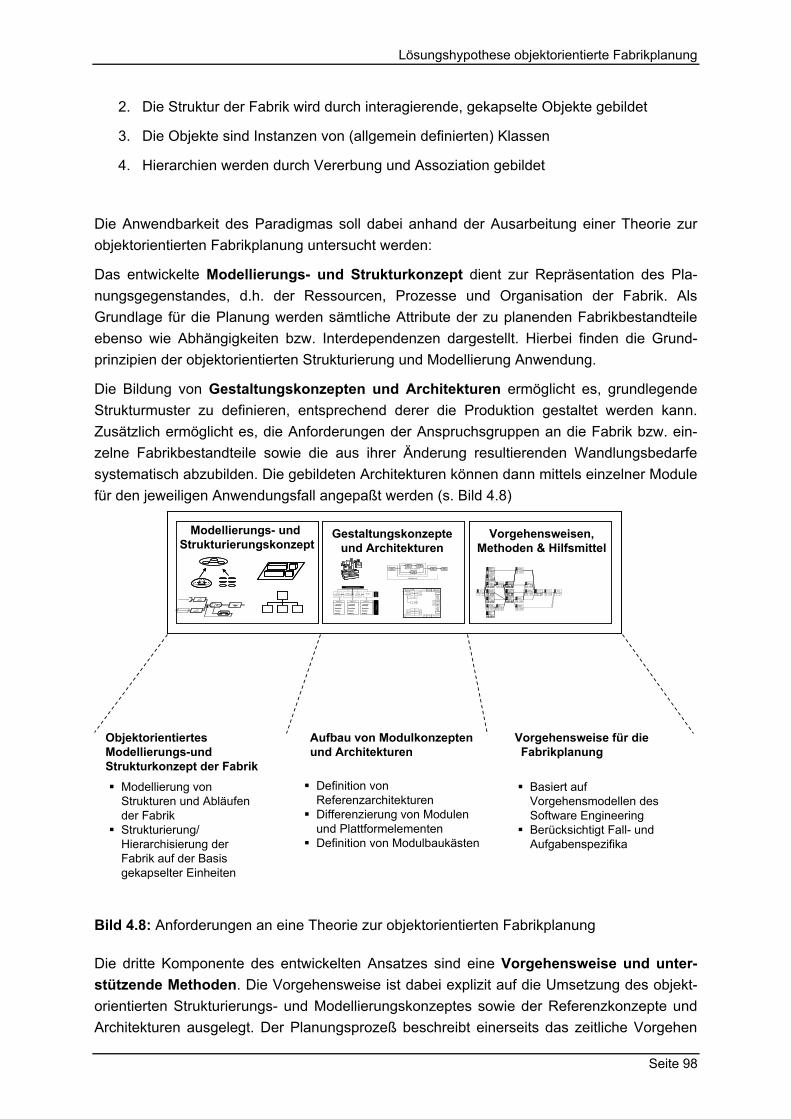
Lösungshypothese objektorientierte Fabrikplanung
Seite 98
2. Die Struktur der Fabrik wird durch interagierende, gekapselte Objekte gebildet
3. Die Objekte sind Instanzen von (allgemein definierten) Klassen
4. Hierarchien werden durch Vererbung und Assoziation gebildet
Die Anwendbarkeit des Paradigmas soll dabei anhand der Ausarbeitung einer Theorie zur objektorientierten Fabrikplanung untersucht werden:
Das entwickelte Modellierungs- und Strukturkonzept dient zur Repräsentation des Pla-nungsgegenstandes, d.h. der Ressourcen, Prozesse und Organisation der Fabrik. Als Grundlage für die Planung werden sämtliche Attribute der zu planenden Fabrikbestandteile ebenso wie Abhängigkeiten bzw. Interdependenzen dargestellt. Hierbei finden die Grund-prinzipien der objektorientierten Strukturierung und Modellierung Anwendung.
Die Bildung von Gestaltungskonzepten und Architekturen ermöglicht es, grundlegende Strukturmuster zu definieren, entsprechend derer die Produktion gestaltet werden kann. Zusätzlich ermöglicht es, die Anforderungen der Anspruchsgruppen an die Fabrik bzw. ein-zelne Fabrikbestandteile sowie die aus ihrer Änderung resultierenden Wandlungsbedarfe systematisch abzubilden. Die gebildeten Architekturen können dann mittels einzelner Module für den jeweiligen Anwendungsfall angepaßt werden (s. Bild 4.8)
Bild 4.8: Anforderungen an eine Theorie zur objektorientierten Fabrikplanung
Die dritte Komponente des entwickelten Ansatzes sind eine Vorgehensweise und unter-stützende Methoden. Die Vorgehensweise ist dabei explizit auf die Umsetzung des objekt-orientierten Strukturierungs- und Modellierungskonzeptes sowie der Referenzkonzepte und Architekturen ausgelegt. Der Planungsprozeß beschreibt einerseits das zeitliche Vorgehen
Vorgehensweise für die Fabrikplanung
Objektorientiertes Modellierungs-und Strukturkonzept der Fabrik
Aufbau von Modulkonzepten und Architekturen
Modellierung von Strukturen und Abläufen der FabrikStrukturierung/ Hierarchisierung der Fabrik auf der Basis gekapselter Einheiten
Definition von ReferenzarchitekturenDifferenzierung von Modulen und PlattformelementenDefinition von Modulbaukästen
Basiert auf Vorgehensmodellen des Software Engineering Berücksichtigt Fall- und Aufgabenspezifika
Modellierungs- und Strukturierungskonzept
Vorgehensweisen, Methoden & Hilfsmittel
06
03
04
05
02
01
Labeling
Process input
RZLIWWM
Core
As
sem
ly
Mac
hine
WWM
Cor
e A
ssem
ly
Mac
hine
Brazing OvenCooling
XC EXC
EXC
Brazing OvenCooling Brazing OvenCooling
XC
FA
FACZ 2
CZ 2FA
FA CZ 2
CZ 2
FA
FA
CZ 2FA
CZ 2 FA
CZ 2
FS
FS
CZ 2
Gestaltungskonzepte und Architekturen
Unternehmensleitung
Zent
ral-
bere
icheZentra le
Personal-verwaltung
ZentraleBeschaffung
ZentraleIT
ZentraleForschung und
Entwicklung
Division 1
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 2
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 3
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Div
isio
nen
Division 1
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 2
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 3
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Div
isio
nen
Start0
115 1150
16
135 1361
Elektrikanschließen
136 1371
17
135 1361
Pressluftanschließen
136 1371
134
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
12
1
Maschine indie Hallesetzen
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
12
1
Maschine indie Hallesetzen
12
1
Maschine indie Hallesetzen
1351133134
9
3
Bahntrans-portbestellen
8
123 13310
Fundamentzementieren
123 1330
117 120134131 14
6
1
Transport-versicherg.abschließen
Schaltschr.bestellen u.anliefern
1
115 13015125 1355
7
2
Anliefer-terminklären
7
2
Anliefer-terminklären
Fundamentausheben2
115 1172121 1236
Fundamentausheben2
115 1172121 1236
3
115 1238
Personalbeschaffen
115 1230
3
115 1238
Personalbeschaffen
115 1230
4
115 1205
Kranwagenbeschaffen
129 13414
4
115 1205
Kranwagenbeschaffen
129 13414
5
115 1161
Hallendachöffnen
133 13418
5
115 1161
Hallendachöffnen
133 13418
116
117131
131115
115129 14
130 15
18
1
Probelauf18
1
Probelauf
137 1380137 138
20
0
Ende19
1
Abnahme
138 139 139 1390 139138
136
139
14
1
Maschinejustieren
15
1
Hallendachschließen
Schaltschr.anschließen13
135 1372135 1370
1351341135
134 135138 4
Modellierungs- und Strukturierungskonzept
Vorgehensweisen, Methoden & Hilfsmittel
06
03
04
05
02
01
Labeling
Process input
RZLIWWM
Core
As
sem
ly
Mac
hine
WWM
Cor
e A
ssem
ly
Mac
hine
Brazing OvenCooling
XC EXC
EXC
Brazing OvenCooling Brazing OvenCooling
XC
FA
FACZ 2
CZ 2FA
FA CZ 2
CZ 2
FA
FA
CZ 2FA
CZ 2 FA
CZ 2
FS
FS
CZ 2
Gestaltungskonzepte und Architekturen
Unternehmensleitung
Zent
ral-
bere
icheZentra le
Personal-verwaltung
ZentraleBeschaffung
ZentraleIT
ZentraleForschung und
Entwicklung
Division 1
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 2
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 3
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Div
isio
nen
Division 1
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 2
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Division 3
Forschung &Entwicklung
Beschaffung
Produktion
Marketing
Div
isio
nen
Start0
115 1150
16
135 1361
Elektrikanschließen
136 1371
17
135 1361
Pressluftanschließen
136 1371
134
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
12
1
Maschine indie Hallesetzen
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
135
ElektrischeAnschlüssevorbereiten
135
10
133 2133 0
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
11
133 1341
Pressluftan-schluss vor-bereiten
135 1362
12
1
Maschine indie Hallesetzen
12
1
Maschine indie Hallesetzen
1351133134
9
3
Bahntrans-portbestellen
8
123 13310
Fundamentzementieren
123 1330
117 120134131 14
6
1
Transport-versicherg.abschließen
Schaltschr.bestellen u.anliefern
1
115 13015125 1355
7
2
Anliefer-terminklären
7
2
Anliefer-terminklären
Fundamentausheben2
115 1172121 1236
Fundamentausheben2
115 1172121 1236
3
115 1238
Personalbeschaffen
115 1230
3
115 1238
Personalbeschaffen
115 1230
4
115 1205
Kranwagenbeschaffen
129 13414
4
115 1205
Kranwagenbeschaffen
129 13414
5
115 1161
Hallendachöffnen
133 13418
5
115 1161
Hallendachöffnen
133 13418
116
117131
131115
115129 14
130 15
18
1
Probelauf18
1
Probelauf
137 1380137 138
20
0
Ende19
1
Abnahme
138 139 139 1390 139138
136
139
14
1
Maschinejustieren
15
1
Hallendachschließen
Schaltschr.anschließen13
135 1372135 1370
1351341135
134 135138 4
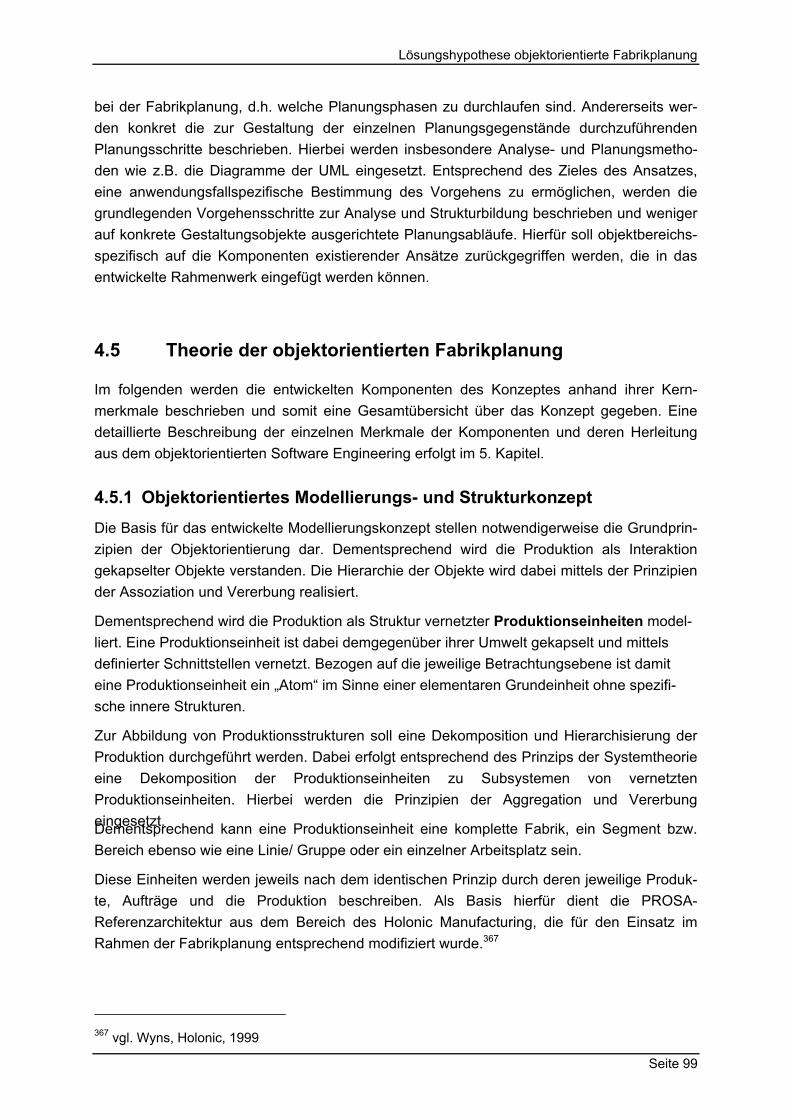
Lösungshypothese objektorientierte Fabrikplanung
Seite 99
bei der Fabrikplanung, d.h. welche Planungsphasen zu durchlaufen sind. Andererseits wer-den konkret die zur Gestaltung der einzelnen Planungsgegenstände durchzuführenden Planungsschritte beschrieben. Hierbei werden insbesondere Analyse- und Planungsmetho-den wie z.B. die Diagramme der UML eingesetzt. Entsprechend des Zieles des Ansatzes, eine anwendungsfallspezifische Bestimmung des Vorgehens zu ermöglichen, werden die grundlegenden Vorgehensschritte zur Analyse und Strukturbildung beschrieben und weniger auf konkrete Gestaltungsobjekte ausgerichtete Planungsabläufe. Hierfür soll objektbereichs-spezifisch auf die Komponenten existierender Ansätze zurückgegriffen werden, die in das entwickelte Rahmenwerk eingefügt werden können.
4.5 Theorie der objektorientierten Fabrikplanung
Im folgenden werden die entwickelten Komponenten des Konzeptes anhand ihrer Kern-merkmale beschrieben und somit eine Gesamtübersicht über das Konzept gegeben. Eine detaillierte Beschreibung der einzelnen Merkmale der Komponenten und deren Herleitung aus dem objektorientierten Software Engineering erfolgt im 5. Kapitel.
4.5.1 Objektorientiertes Modellierungs- und Strukturkonzept Die Basis für das entwickelte Modellierungskonzept stellen notwendigerweise die Grundprin-zipien der Objektorientierung dar. Dementsprechend wird die Produktion als Interaktion gekapselter Objekte verstanden. Die Hierarchie der Objekte wird dabei mittels der Prinzipien der Assoziation und Vererbung realisiert.
Dementsprechend wird die Produktion als Struktur vernetzter Produktionseinheiten model-liert. Eine Produktionseinheit ist dabei demgegenüber ihrer Umwelt gekapselt und mittels definierter Schnittstellen vernetzt. Bezogen auf die jeweilige Betrachtungsebene ist damit eine Produktionseinheit ein „Atom“ im Sinne einer elementaren Grundeinheit ohne spezifi-sche innere Strukturen.
Zur Abbildung von Produktionsstrukturen soll eine Dekomposition und Hierarchisierung der Produktion durchgeführt werden. Dabei erfolgt entsprechend des Prinzips der Systemtheorie eine Dekomposition der Produktionseinheiten zu Subsystemen von vernetzten Produktionseinheiten. Hierbei werden die Prinzipien der Aggregation und Vererbung eingesetzt. Dementsprechend kann eine Produktionseinheit eine komplette Fabrik, ein Segment bzw. Bereich ebenso wie eine Linie/ Gruppe oder ein einzelner Arbeitsplatz sein.
Diese Einheiten werden jeweils nach dem identischen Prinzip durch deren jeweilige Produk-te, Aufträge und die Produktion beschreiben. Als Basis hierfür dient die PROSA-Referenzarchitektur aus dem Bereich des Holonic Manufacturing, die für den Einsatz im Rahmen der Fabrikplanung entsprechend modifiziert wurde.367
367 vgl. Wyns, Holonic, 1999
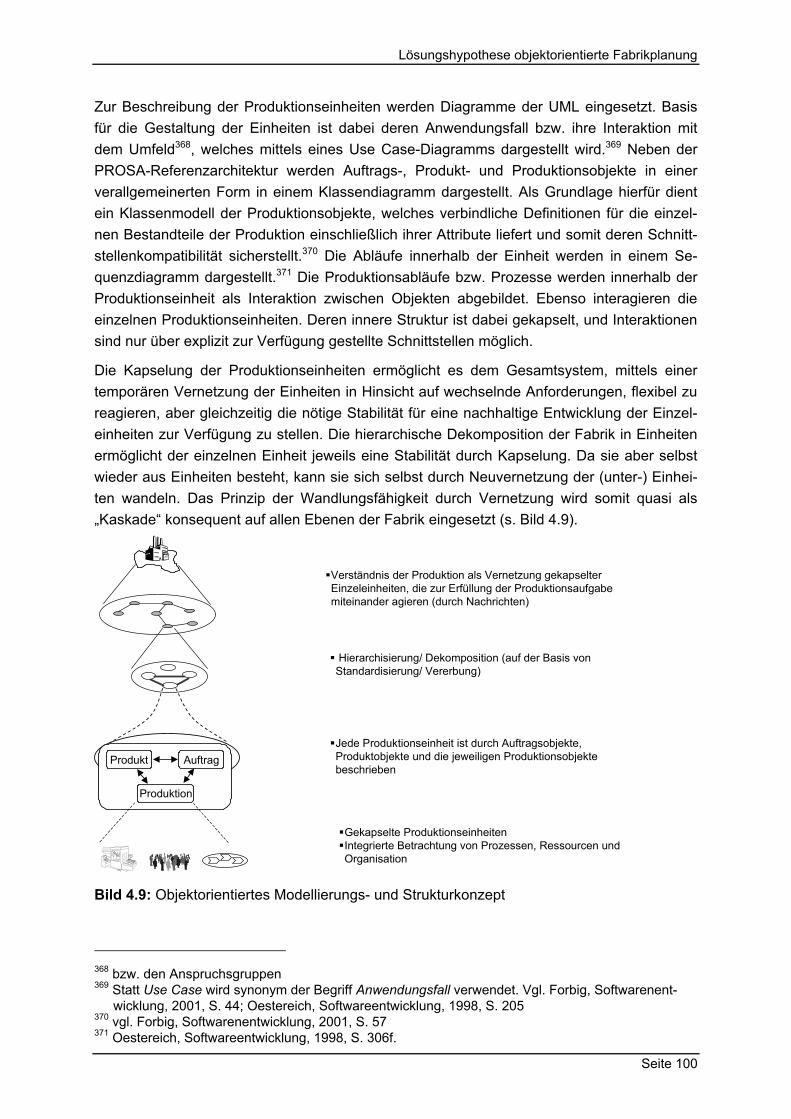
Lösungshypothese objektorientierte Fabrikplanung
Seite 100
Zur Beschreibung der Produktionseinheiten werden Diagramme der UML eingesetzt. Basis für die Gestaltung der Einheiten ist dabei deren Anwendungsfall bzw. ihre Interaktion mit dem Umfeld368, welches mittels eines Use Case-Diagramms dargestellt wird.369 Neben der PROSA-Referenzarchitektur werden Auftrags-, Produkt- und Produktionsobjekte in einer verallgemeinerten Form in einem Klassendiagramm dargestellt. Als Grundlage hierfür dient ein Klassenmodell der Produktionsobjekte, welches verbindliche Definitionen für die einzel-nen Bestandteile der Produktion einschließlich ihrer Attribute liefert und somit deren Schnitt-stellenkompatibilität sicherstellt.370 Die Abläufe innerhalb der Einheit werden in einem Se-quenzdiagramm dargestellt.371 Die Produktionsabläufe bzw. Prozesse werden innerhalb der Produktionseinheit als Interaktion zwischen Objekten abgebildet. Ebenso interagieren die einzelnen Produktionseinheiten. Deren innere Struktur ist dabei gekapselt, und Interaktionen sind nur über explizit zur Verfügung gestellte Schnittstellen möglich.
Die Kapselung der Produktionseinheiten ermöglicht es dem Gesamtsystem, mittels einer temporären Vernetzung der Einheiten in Hinsicht auf wechselnde Anforderungen, flexibel zu reagieren, aber gleichzeitig die nötige Stabilität für eine nachhaltige Entwicklung der Einzel-einheiten zur Verfügung zu stellen. Die hierarchische Dekomposition der Fabrik in Einheiten ermöglicht der einzelnen Einheit jeweils eine Stabilität durch Kapselung. Da sie aber selbst wieder aus Einheiten besteht, kann sie sich selbst durch Neuvernetzung der (unter-) Einhei-ten wandeln. Das Prinzip der Wandlungsfähigkeit durch Vernetzung wird somit quasi als „Kaskade“ konsequent auf allen Ebenen der Fabrik eingesetzt (s. Bild 4.9).
Gekapselte ProduktionseinheitenIntegrierte Betrachtung von Prozessen, Ressourcen undOrganisation
Hierarchisierung/ Dekomposition (auf der Basis vonStandardisierung/ Vererbung)
Verständnis der Produktion als Vernetzung gekapselterEinzeleinheiten, die zur Erfüllung der Produktionsaufgabemiteinander agieren (durch Nachrichten)
Produkt
Produktion
AuftragJede Produktionseinheit ist durch Auftragsobjekte,Produktobjekte und die jeweiligen Produktionsobjektebeschrieben
Bild 4.9: Objektorientiertes Modellierungs- und Strukturkonzept
368 bzw. den Anspruchsgruppen 369 Statt Use Case wird synonym der Begriff Anwendungsfall verwendet. Vgl. Forbig, Softwarenent-
wicklung, 2001, S. 44; Oestereich, Softwareentwicklung, 1998, S. 205 370 vgl. Forbig, Softwarenentwicklung, 2001, S. 57 371 Oestereich, Softwareentwicklung, 1998, S. 306f.

Lösungshypothese objektorientierte Fabrikplanung
Seite 101
Als Basis für die Definition von Produktionseinheiten wurde ein Klassifikationsmodell entwik-kelt. Dieses verfolgt das Ziel, einerseits durch standardisierte Definitionen die Modellierung zu vereinfachen.372 Andererseits stellt das Modell eine Schnittstellenkompatibilität der einzel-nen Produktionseinheiten sowie eine konsistente Dekomposition der Hierarchieebenen sicher.
4.5.2 Gestaltungskonzepte und Architekturen Zur Realisierung des geforderten Grades an Wandlungsfähigkeit ist es erforderlich, Wirkbe-ziehungen zwischen den Anforderungen der Anspruchsgruppen (bzw. deren antizipierten Dynamik) und den Produktionseinheiten aufzubauen. Dementsprechend ist die potentielle Änderung von Anforderungen, und die daraus resultierende Anpassung der Produktion, als expliziter Planungsgegenstand bzw. als Strukturierungskriterium vorzusehen. Gleichzeitig ist sicherzustellen, daß Änderungen in ihrem Umfang auf einzelne Bereiche in der Produktion zu begrenzen sind.
Im Rahmen des Software Engineering werden diese Ziele umgesetzt, indem innerhalb der Software Programmteile in Module (bzw. Pakete) zusammengefaßt werden, welche jeweils für die Erfüllung eines spezifischen Spektrums an Anforderungen verantwortlich sind. Analog hierzu kann die Produktion modularisiert werden, so daß bei einer Wandlung nur jeweils einzelne Ausschnitte der Produktion durch den Austausch von Modulen angepaßt werden müssen. Diese Modularisierung ist dabei nicht rein auf Ressourcen begrenzt zu sehen. Vielmehr sind Organisationseinheiten ebenfalls als Module zu betrachten.373
Im Falle der vorgeschlagenen Dekomposition der Produktion in Form von Einheiten hieße dies, daß die einzelnen Einheiten hinsichtlich ihrer Abhängigkeit von spezifischen Anforde-rungen gebildet werden. Ziel ist es dabei, die Änderung von spezifischen Anforderungen auf eine jeweils möglichst geringe Anzahl von Einheiten zu begrenzen. Neben den Modulen, die zum Umgang mit wechselnden Anforderungen ausgetauscht werden, sind dabei Plattform-einheiten, die unabhängig von den prognostizieren Änderungen der Anforderungen sind, zu differenzieren. Diese Unterscheidung ermöglicht es, die für eine Wandlungsfähigkeit erfor-derlichen Zusatzaufwände auf den tatsächlich erforderlichen Umfang zu begrenzen. Gleich-zeitig können Einheiten, die zur Entwicklung einer nachhaltigen Kompetenz vor Dynamik zu schützen sind, als Plattformelemente definiert werden.
Die Bestimmung der Modul- und Plattformeinheiten erfolgt im Rahmen der Hierarchiede-komposition. Die Basis hierfür bildet die PROSA Architektur.374 Dementsprechend wird die Varianz der Anordnungen, bezogen auf die Objekte Produkt und Auftrag, als Basis für die Bildung von Unter-Einheiten genutzt. So wird beispielsweise die mögliche Veränderung von
372 Hierbei soll insbesondere ein Betrag zur Bereinigung der in der Literatur festgestellten divergieren-
den Begriffsverständnisse geleistet werden. 373 Balzert, Software-Technik, 1998, S. 571f.; Booch, Analysis, 1994, S. 54f. 374 vgl. Wyns, Holonic, 1999
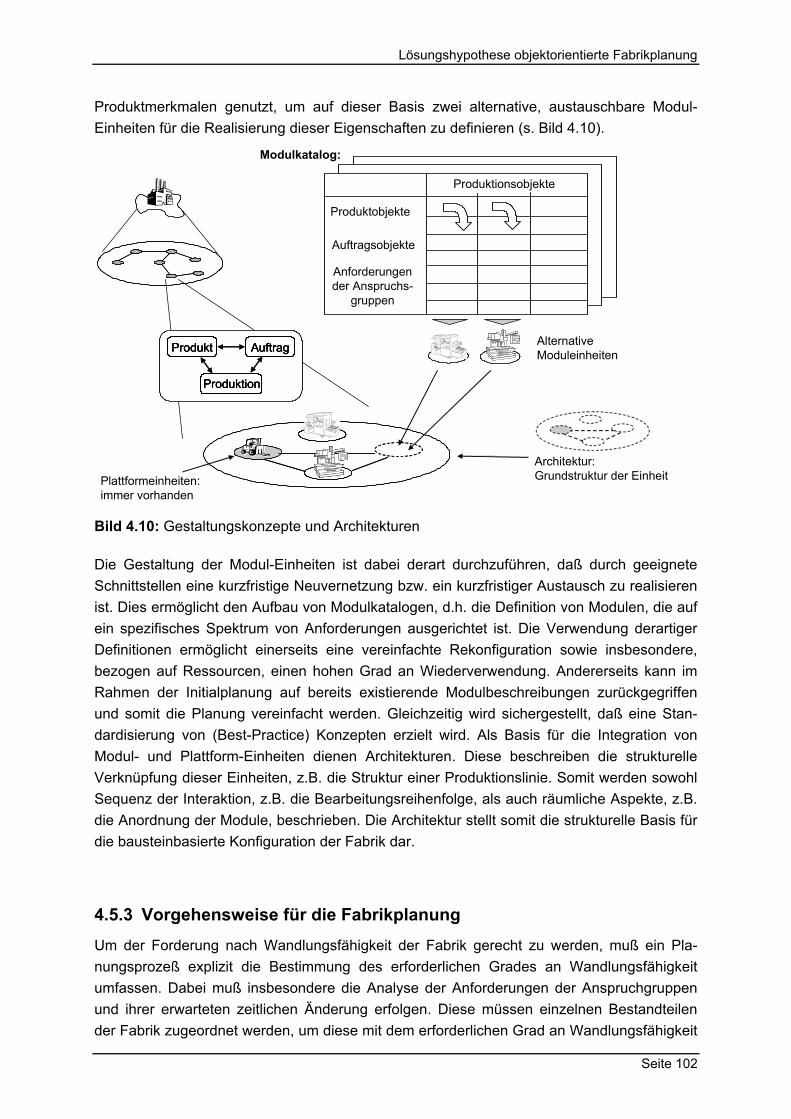
Lösungshypothese objektorientierte Fabrikplanung
Seite 102
Produktmerkmalen genutzt, um auf dieser Basis zwei alternative, austauschbare Modul-Einheiten für die Realisierung dieser Eigenschaften zu definieren (s. Bild 4.10).
Plattformeinheiten: immer vorhanden
Architektur: Grundstruktur der Einheit
Alternative Moduleinheiten
Produktobjekte
Auftragsobjekte
Produktionsobjekte
Anforderungen der Anspruchs-
gruppen
Modulkatalog:
Produkt
Produktion
AuftragProduktProdukt
ProduktionProduktion
AuftragAuftrag
Bild 4.10: Gestaltungskonzepte und Architekturen
Die Gestaltung der Modul-Einheiten ist dabei derart durchzuführen, daß durch geeignete Schnittstellen eine kurzfristige Neuvernetzung bzw. ein kurzfristiger Austausch zu realisieren ist. Dies ermöglicht den Aufbau von Modulkatalogen, d.h. die Definition von Modulen, die auf ein spezifisches Spektrum von Anforderungen ausgerichtet ist. Die Verwendung derartiger Definitionen ermöglicht einerseits eine vereinfachte Rekonfiguration sowie insbesondere, bezogen auf Ressourcen, einen hohen Grad an Wiederverwendung. Andererseits kann im Rahmen der Initialplanung auf bereits existierende Modulbeschreibungen zurückgegriffen und somit die Planung vereinfacht werden. Gleichzeitig wird sichergestellt, daß eine Stan-dardisierung von (Best-Practice) Konzepten erzielt wird. Als Basis für die Integration von Modul- und Plattform-Einheiten dienen Architekturen. Diese beschreiben die strukturelle Verknüpfung dieser Einheiten, z.B. die Struktur einer Produktionslinie. Somit werden sowohl Sequenz der Interaktion, z.B. die Bearbeitungsreihenfolge, als auch räumliche Aspekte, z.B. die Anordnung der Module, beschrieben. Die Architektur stellt somit die strukturelle Basis für die bausteinbasierte Konfiguration der Fabrik dar.
4.5.3 Vorgehensweise für die Fabrikplanung Um der Forderung nach Wandlungsfähigkeit der Fabrik gerecht zu werden, muß ein Pla-nungsprozeß explizit die Bestimmung des erforderlichen Grades an Wandlungsfähigkeit umfassen. Dabei muß insbesondere die Analyse der Anforderungen der Anspruchgruppen und ihrer erwarteten zeitlichen Änderung erfolgen. Diese müssen einzelnen Bestandteilen der Fabrik zugeordnet werden, um diese mit dem erforderlichen Grad an Wandlungsfähigkeit
Lösungshypothese objektorientierte Fabrikplanung
Seite 103
zu versehen. Dabei muß der Umfang an Wandlungsfähigkeit aber explizit begrenzt werden, um einerseits eine Stabilität für eine nachhaltige Einwicklung zu ermöglichen und anderer-seits Mehraufwände durch zu hohe/ unnötige Wandlungsfähigkeit zu vermeiden.
Resultierend aus dem Prinzip der Wandlung durch (temporäre) Vernetzung ist die Gestal-tung von Schnittstellen eine zentrale Aufgabe des entwickelten Planungsprozesses. Dabei sind sowohl fabrikinterne Schnittstellen wie auch die Integration in die Supply Chain zu be-rücksichtigen. Um eine schnelle Rekonfiguration der Fabrik zu ermöglichen, sind dabei so-wohl die Prozeß- als auch die Organisations- und Ressourcenebene integriert bzw. gleich-zeitig zu betrachten. Diese Schnittstellen stellen dabei den Kern der Planung dar, auf dessen Grundlage die Ausgestaltung der einzelnen (gekapselten) Einheiten erfolgt.
Neben diesen Forderungen an den Planungsprozeß, die aus dem Prinzip der Wandlung durch (temporäre) Vernetzung resultieren, ergeben sich Anforderungen an die effiziente Durchführung der Projekte. Dementsprechend muß der Planungsprozeß die Bildung von Teilprojekten ermöglichen, die verteilt und unabhängig bearbeitet werden. Weiterhin muß der er Unterstützung für den Umgang mit unscharfen Planungsinformationen bzw. der sukzessi-ven Detaillierung des Ergebnisses liefern.
Basis des entwickelten Planungsprozesses ist die Nutzung von Vorgehensmodellen aus dem Bereich des Software Engineering. Seiner steigenden Verbreitung entsprechend wurde der Rational Unified Process gewählt, da die Grundprinzipien der Mehrzahl der Vorgehensmo-delle ähnlich sind.375 Als dessen Kernmerkmale sind hierbei insbesondere das analyseba-sierte Vorgehen, die Abgrenzung von Teilprojekten und die Nutzung von Iterationen zur sukzessiven Detaillierung zu nennen. 376 Grundprinzip des Vorgehens des Rational Unified Process ist dabei eine Differenzierung zwischen Planungsphasen, die die zeitliche Projekt-struktur darstellen, und Planungsworkflows, welche die einzelnen Aktivitätenarten/ Diszipli-nen der Planung repräsentieren.377 Als Projektstrukturplan dargestellt ergibt sich somit eine Matrixstruktur. Der entwickelte Planungsprozeß ist dabei um eine explizite Beschreibung der Planungsaufgaben für die Fabrikplanung erweitert worden.
Es werden vier Kern-Phasen unterschieden, an deren Ende jeweils ein Review bzw. eine Freigabe des Planungsstatus steht. Innerhalb dieser Phasen werden die einzelnen Teilpro-jekte durchgeführt, wobei diese nicht auf die Dauer einer einzelnen Phase begrenzt sind.378 Die in den Teilprojekten erforderlichen Aufgaben werden durch die Zuordnung zu den Work-flows beschrieben.379
Ein zentrales Prinzip des Planungsprozesses ist die frühzeitige Klärung und Festlegung von Anforderungen als (stabile) Planungsbasis.380 Das weitere Vorgehen ist, ausgehend von diesen Anforderungen, weitgehend an einer sukzessiven Detaillierung des Planungsergeb-nisses auf der Grundlage der festgelegten Architektur ausgerichtet.381 Dabei werden bewußt
375 vgl. Anhang 9.3 376 Kruchten, Rational Unified Process, 1999, S. 17f. 377 Kruchten, Rational Unified Process, 1999, S. 22f. 378 Kruchten, Rational Unified Process, 1999, S. 60f. 379 Kruchten, Rational Unified Process, 1999, S. 45f. 380 Kruchten, Rational Unified Process, 1999, S. 25, 30 381 Kruchten, Rational Unified Process, 1999, S. 26
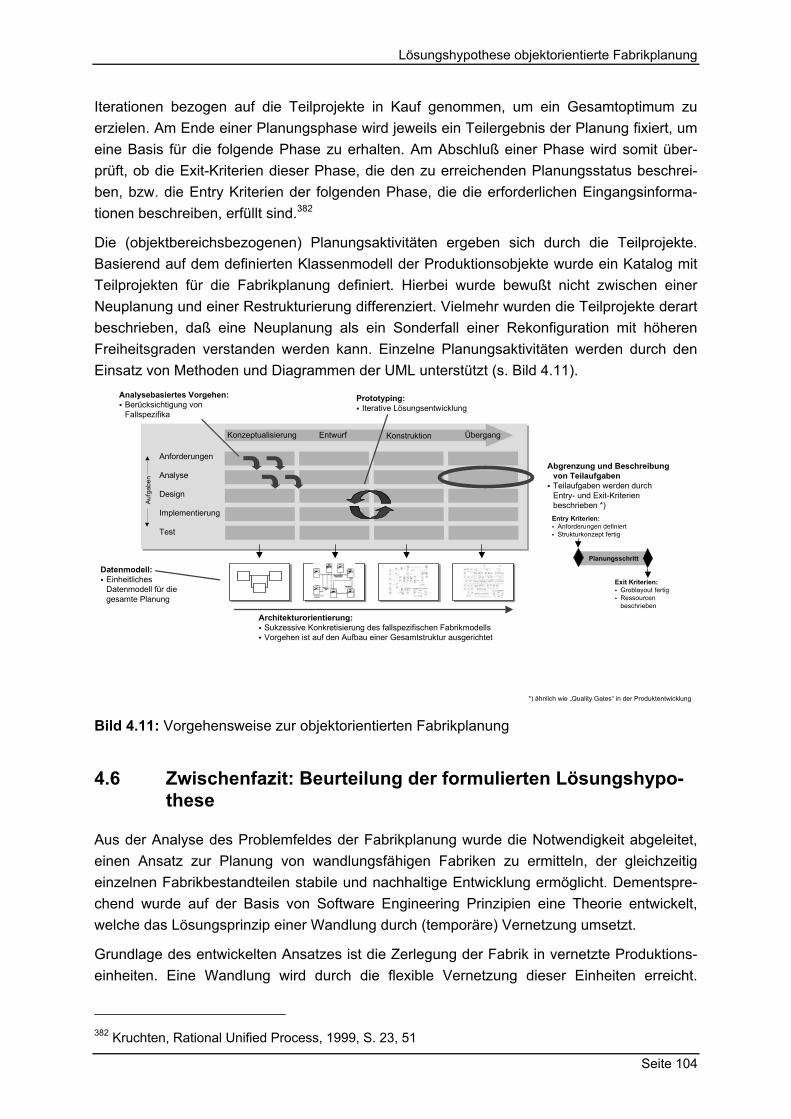
Lösungshypothese objektorientierte Fabrikplanung
Seite 104
Iterationen bezogen auf die Teilprojekte in Kauf genommen, um ein Gesamtoptimum zu erzielen. Am Ende einer Planungsphase wird jeweils ein Teilergebnis der Planung fixiert, um eine Basis für die folgende Phase zu erhalten. Am Abschluß einer Phase wird somit über-prüft, ob die Exit-Kriterien dieser Phase, die den zu erreichenden Planungsstatus beschrei-ben, bzw. die Entry Kriterien der folgenden Phase, die die erforderlichen Eingangsinforma-tionen beschreiben, erfüllt sind.382
Die (objektbereichsbezogenen) Planungsaktivitäten ergeben sich durch die Teilprojekte. Basierend auf dem definierten Klassenmodell der Produktionsobjekte wurde ein Katalog mit Teilprojekten für die Fabrikplanung definiert. Hierbei wurde bewußt nicht zwischen einer Neuplanung und einer Restrukturierung differenziert. Vielmehr wurden die Teilprojekte derart beschrieben, daß eine Neuplanung als ein Sonderfall einer Rekonfiguration mit höheren Freiheitsgraden verstanden werden kann. Einzelne Planungsaktivitäten werden durch den Einsatz von Methoden und Diagrammen der UML unterstützt (s. Bild 4.11).
ÜbergangKonzeptualisierung Entwurf Konstruktion
Anforderungen
Analyse
Design
Implementierung
Test
Architekturorientierung:Sukzessive Konkretisierung des fallspezifischen FabrikmodellsVorgehen ist auf den Aufbau einer Gesamtstruktur ausgerichtet
Auf
gabe
n
Prototyping:Iterative Lösungsentwicklung
Analysebasiertes Vorgehen:Berücksichtigung vonFallspezifika
*) ähnlich wie „Quality Gates“ in der Produktentwicklung
Abgrenzung und Beschreibungvon TeilaufgabenTeilaufgaben werden durchEntry- und Exit-Kriterienbeschrieben *)Entry Kriterien:
Anforderungen definiertStrukturkonzept fertig
Exit Kriterien:Groblayout fertigRessourcenbeschrieben
Planungsschritt
Datenmodell:EinheitlichesDatenmodell für diegesamte Planung
Bild 4.11: Vorgehensweise zur objektorientierten Fabrikplanung
4.6 Zwischenfazit: Beurteilung der formulierten Lösungshypo-these
Aus der Analyse des Problemfeldes der Fabrikplanung wurde die Notwendigkeit abgeleitet, einen Ansatz zur Planung von wandlungsfähigen Fabriken zu ermitteln, der gleichzeitig einzelnen Fabrikbestandteilen stabile und nachhaltige Entwicklung ermöglicht. Dementspre-chend wurde auf der Basis von Software Engineering Prinzipien eine Theorie entwickelt, welche das Lösungsprinzip einer Wandlung durch (temporäre) Vernetzung umsetzt.
Grundlage des entwickelten Ansatzes ist die Zerlegung der Fabrik in vernetzte Produktions-einheiten. Eine Wandlung wird durch die flexible Vernetzung dieser Einheiten erreicht.
382 Kruchten, Rational Unified Process, 1999, S. 23, 51
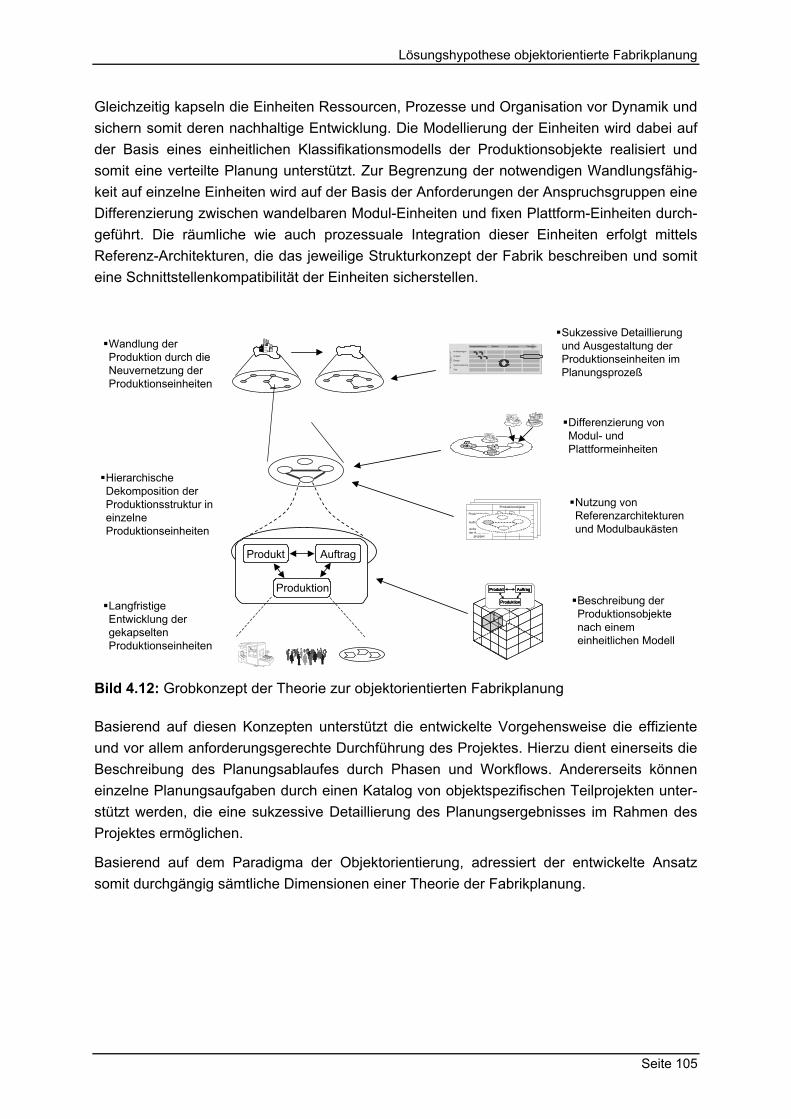
Lösungshypothese objektorientierte Fabrikplanung
Seite 105
Gleichzeitig kapseln die Einheiten Ressourcen, Prozesse und Organisation vor Dynamik und sichern somit deren nachhaltige Entwicklung. Die Modellierung der Einheiten wird dabei auf der Basis eines einheitlichen Klassifikationsmodells der Produktionsobjekte realisiert und somit eine verteilte Planung unterstützt. Zur Begrenzung der notwendigen Wandlungsfähig-keit auf einzelne Einheiten wird auf der Basis der Anforderungen der Anspruchsgruppen eine Differenzierung zwischen wandelbaren Modul-Einheiten und fixen Plattform-Einheiten durch-geführt. Die räumliche wie auch prozessuale Integration dieser Einheiten erfolgt mittels Referenz-Architekturen, die das jeweilige Strukturkonzept der Fabrik beschreiben und somit eine Schnittstellenkompatibilität der Einheiten sicherstellen.
HierarchischeDekomposition derProduktionsstruktur ineinzelneProduktionseinheiten
Sukzessive Detaillierungund Ausgestaltung derProduktionseinheiten imPlanungsprozeß
Beschreibung derProduktionsobjektenach einemeinheitlichen Modell
Nutzung vonReferenzarchitekturenund Modulbaukästen
Differenzierung vonModul- undPlattformeinheiten
Wandlung derProduktion durch dieNeuvernetzung derProduktionseinheiten
LangfristigeEntwicklung dergekapseltenProduktionseinheiten
Produkt
Produktion
Auftrag
Produktobjekte
Auftragsobjekte
Produktionsobjekte
Anforderungen der Anspruchs-
gruppen
ÜbergangKonzeptualisierung Entwurf Konstruktion
Anforderungen
Analyse
Design
Implementierung
Test
Aufg
aben
Produkt
Produktion
AuftragProduktProdukt
ProduktionProduktion
AuftragAuftrag
Bild 4.12: Grobkonzept der Theorie zur objektorientierten Fabrikplanung
Basierend auf diesen Konzepten unterstützt die entwickelte Vorgehensweise die effiziente und vor allem anforderungsgerechte Durchführung des Projektes. Hierzu dient einerseits die Beschreibung des Planungsablaufes durch Phasen und Workflows. Andererseits können einzelne Planungsaufgaben durch einen Katalog von objektspezifischen Teilprojekten unter-stützt werden, die eine sukzessive Detaillierung des Planungsergebnisses im Rahmen des Projektes ermöglichen.
Basierend auf dem Paradigma der Objektorientierung, adressiert der entwickelte Ansatz somit durchgängig sämtliche Dimensionen einer Theorie der Fabrikplanung.
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 106
5 Bestandteile einer Theorie der objektorientierten Fabrikplanung
Im Rahmen dieses Kapitels werden die einzelnen Komponenten der Theorie der objektorien-tierten Fabrikplanung detailliert. Hierzu werden die zugrundeliegenden Prinzipien des Soft-ware Engineerings erläutert und für die Fabrikplanung modifiziert. Die Anwendung der ein-zelnen Komponenten der Theorie wird dabei anhand einer fiktiven Beispielanwendung de-monstriert.383
Es wird bewußt eine fiktive Beispielanwendung gewählt, da diese derart konstelliert werden kann, daß sie eine optimale Demonstration und Veranschaulichung der Merkmale der ent-wickelten Theorie ermöglicht. Die Anwendung des Lösungsansatzes im Rahmen realer Anwendungen mit jeweils unterschiedlichen Objektbereichen und Zielsetzungen, als Basis für eine kritische Würdigung des entwickelten Ansatzes, erfolgt im Rahmen der exemplari-schen Anwendungen in Kapitel 6.
Merkmale der gewählten (fiktiven) Beispielanwendung
Als Beispiel soll die Reorganisation einer Fabrik für die Einzel- und Kleinserienproduktion von Getrieben dienen. Bei den betrachteten Produkten handelt es sich um zwei Baureihen von Getrieben, die als Typ A und B bezeichnet werden sollen, für die jeweils wieder zahlrei-che Varianten existieren. Das Getriebe A ist ein Standardgetriebe welches auftragsneutral produziert wird und dem Kunden als Katalogware ab Lager verkauft wird. Die Stückzahl beträgt ca. 44.000 Stück pro Jahr (entspricht ca. 200 Stück pro Tag). Das Getriebe B wird auftragsbezogen produziert, wobei das Übersetzungsverhältnis jeweils anwendungsspezi-fisch gewählt wird. Weiterhin werden kundenspezifisch verschiedene Kupplungselemente oder zusätzliche Sensorik installiert, wobei noch zu späten Zeitpunkten der Auftragsabwick-lung Änderungen der Spezifikationen erfolgen können. Die Stückzahlen sind mit ca. 710 Stück pro Jahr (bzw. 2 Stück pro Tag) vergleichsweise gering.
Vor einem mittelfristigen Zeithorizont (ca. 5 Jahre) ist als Ersatz für den Typ A Neuanlauf des Typs C geplant. Bedingt durch eine Gleichteilestrategie bezüglich der Wellen des Typs 1 kann mit einer erheblichen Kostensenkung und somit mit deutlich gesteigerten Absatzzahlen gerechnet werden. Die Produktion des Typs A wird für den Ersatzbedarf in ähnlich kleinen Stückzahlen wie diejenigen des Typs B weitergeführt. Analog hierzu ist längerfristig (>5 Jahre) mit einem Ersatz des Typs C durch den Typ D zu rechnen.
Die Produktion der beiden Getriebebaureihen erfordert sehr unterschiedliche Kompetenzen von Unternehmen. Auf der einen Seite muß eine kostenoptimale Produktion des Serienge-triebes vom Typ A (sowie später des Typs C) realisiert werden, wobei Anforderungen hier insbesondere in der Effizienz der Produktion z.B. durch die Reduzierung von Umlaufbestän-
383 Dies erfolgt, da die Anwendung und insbesondere der Nutzen der vergleichsweise abstakten bzw.
formalen Konzepte des Software Engineerings für die Fabrikplanung sonst nur wenig anschaulich wäre. Dem Anspruch, eine durchgängige Theorie der objektorientierten Fabrikplanung zu formulie-ren kann nur entsprochen werden, wenn ein entsprechend durchgängiges Beispiel für eine Veran-schaulichung gewählt wird.
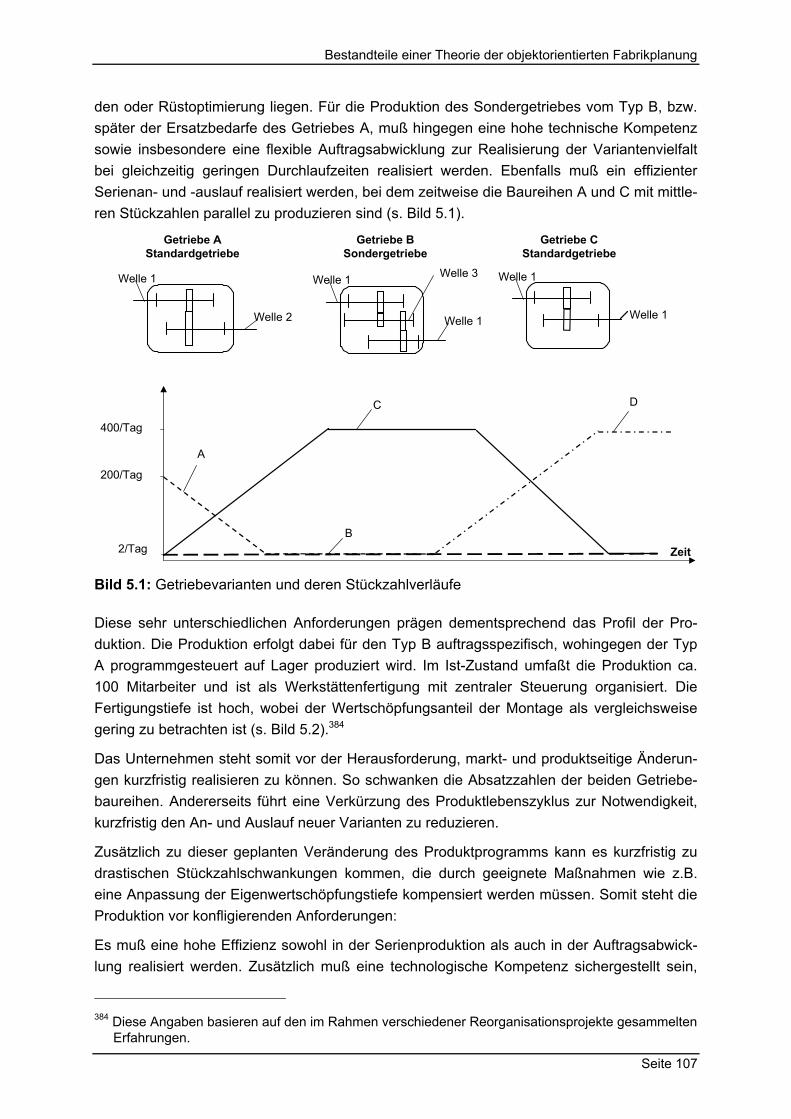
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 107
den oder Rüstoptimierung liegen. Für die Produktion des Sondergetriebes vom Typ B, bzw. später der Ersatzbedarfe des Getriebes A, muß hingegen eine hohe technische Kompetenz sowie insbesondere eine flexible Auftragsabwicklung zur Realisierung der Variantenvielfalt bei gleichzeitig geringen Durchlaufzeiten realisiert werden. Ebenfalls muß ein effizienter Serienan- und -auslauf realisiert werden, bei dem zeitweise die Baureihen A und C mit mittle-ren Stückzahlen parallel zu produzieren sind (s. Bild 5.1).
2/Tag
200/Tag
400/Tag
A
C D
B
Welle 1
Welle 1
Welle 3Welle 1
Welle 2
Welle 1
Welle 1
Getriebe CStandardgetriebe
Getriebe BSondergetriebe
Getriebe AStandardgetriebe
Zeit
Bild 5.1: Getriebevarianten und deren Stückzahlverläufe
Diese sehr unterschiedlichen Anforderungen prägen dementsprechend das Profil der Pro-duktion. Die Produktion erfolgt dabei für den Typ B auftragsspezifisch, wohingegen der Typ A programmgesteuert auf Lager produziert wird. Im Ist-Zustand umfaßt die Produktion ca. 100 Mitarbeiter und ist als Werkstättenfertigung mit zentraler Steuerung organisiert. Die Fertigungstiefe ist hoch, wobei der Wertschöpfungsanteil der Montage als vergleichsweise gering zu betrachten ist (s. Bild 5.2).384
Das Unternehmen steht somit vor der Herausforderung, markt- und produktseitige Änderun-gen kurzfristig realisieren zu können. So schwanken die Absatzzahlen der beiden Getriebe-baureihen. Andererseits führt eine Verkürzung des Produktlebenszyklus zur Notwendigkeit, kurzfristig den An- und Auslauf neuer Varianten zu reduzieren.
Zusätzlich zu dieser geplanten Veränderung des Produktprogramms kann es kurzfristig zu drastischen Stückzahlschwankungen kommen, die durch geeignete Maßnahmen wie z.B. eine Anpassung der Eigenwertschöpfungstiefe kompensiert werden müssen. Somit steht die Produktion vor konfligierenden Anforderungen:
Es muß eine hohe Effizienz sowohl in der Serienproduktion als auch in der Auftragsabwick-lung realisiert werden. Zusätzlich muß eine technologische Kompetenz sichergestellt sein,
384 Diese Angaben basieren auf den im Rahmen verschiedener Reorganisationsprojekte gesammelten
Erfahrungen.
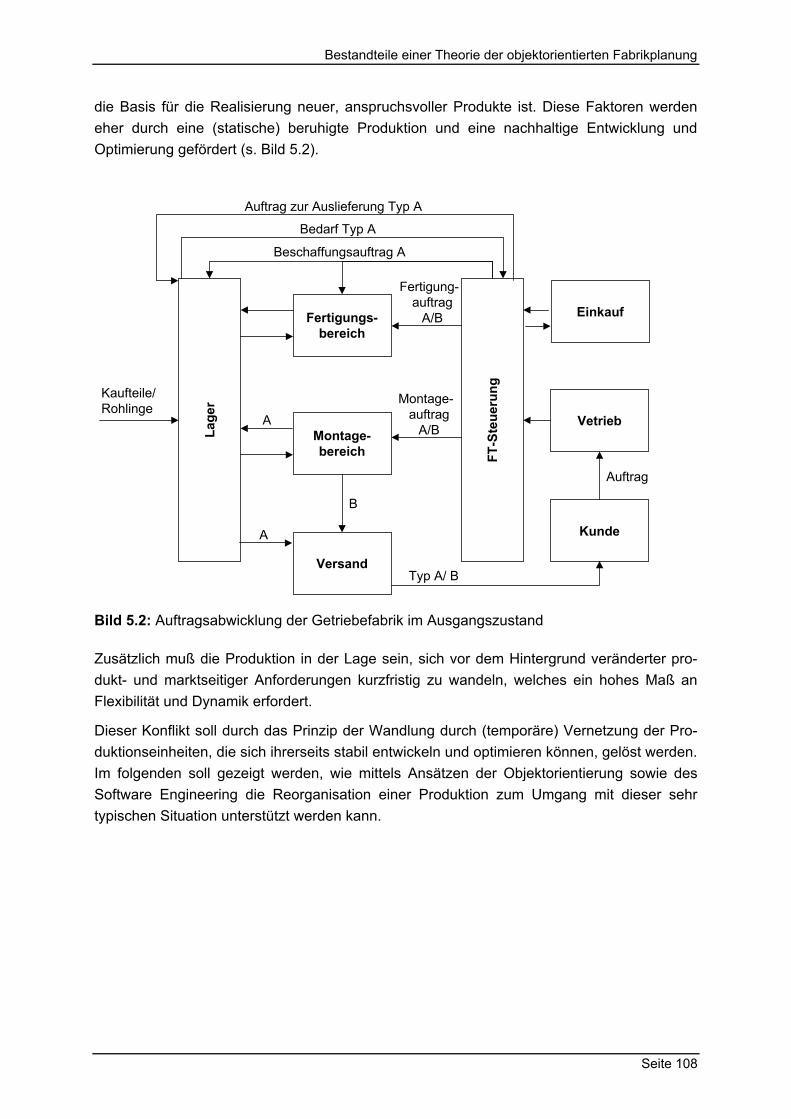
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 108
die Basis für die Realisierung neuer, anspruchsvoller Produkte ist. Diese Faktoren werden eher durch eine (statische) beruhigte Produktion und eine nachhaltige Entwicklung und Optimierung gefördert (s. Bild 5.2).
Montage-bereich
Versand
Fertigungs-bereich
Beschaffungsauftrag A
Vetrieb
Kunde
Lage
r
FT-S
teue
rung
Bedarf Typ A
Montage-auftrag
A/B
B
A
Typ A/ B
Kaufteile/Rohlinge
Auftrag
A
Fertigung-auftrag
A/B
Auftrag zur Auslieferung Typ A
Einkauf
Bild 5.2: Auftragsabwicklung der Getriebefabrik im Ausgangszustand
Zusätzlich muß die Produktion in der Lage sein, sich vor dem Hintergrund veränderter pro-dukt- und marktseitiger Anforderungen kurzfristig zu wandeln, welches ein hohes Maß an Flexibilität und Dynamik erfordert.
Dieser Konflikt soll durch das Prinzip der Wandlung durch (temporäre) Vernetzung der Pro-duktionseinheiten, die sich ihrerseits stabil entwickeln und optimieren können, gelöst werden. Im folgenden soll gezeigt werden, wie mittels Ansätzen der Objektorientierung sowie des Software Engineering die Reorganisation einer Produktion zum Umgang mit dieser sehr typischen Situation unterstützt werden kann.
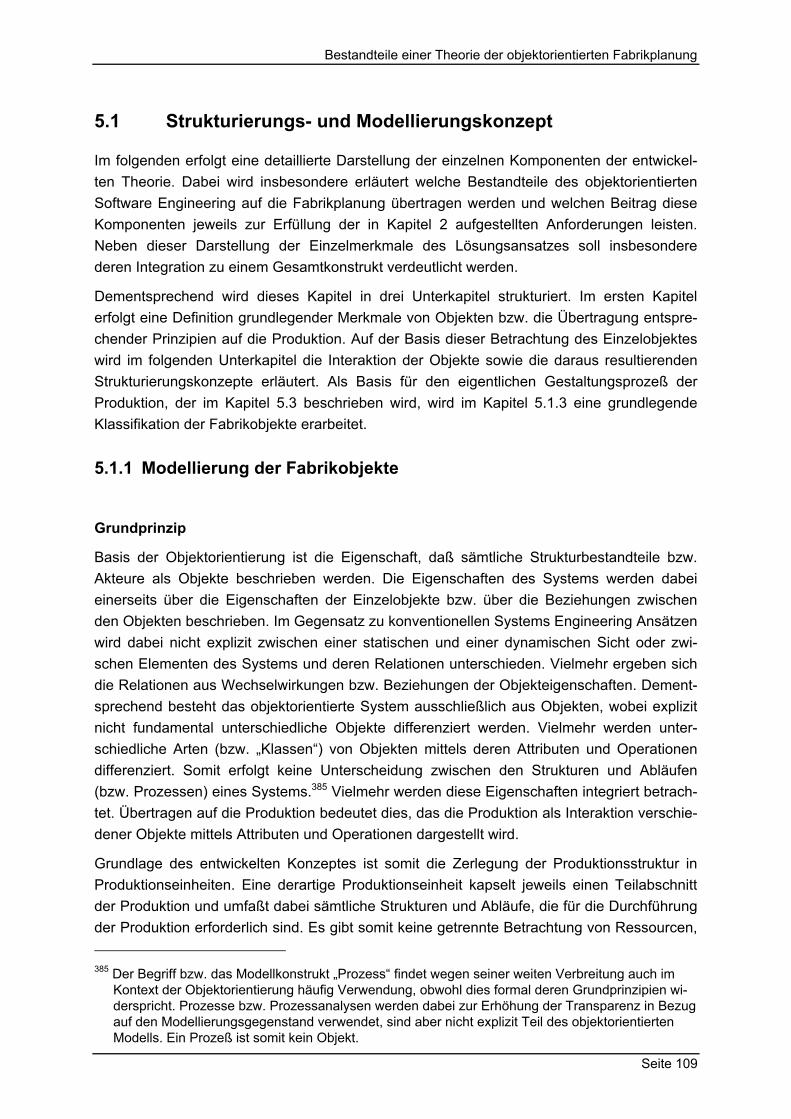
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 109
5.1 Strukturierungs- und Modellierungskonzept
Im folgenden erfolgt eine detaillierte Darstellung der einzelnen Komponenten der entwickel-ten Theorie. Dabei wird insbesondere erläutert welche Bestandteile des objektorientierten Software Engineering auf die Fabrikplanung übertragen werden und welchen Beitrag diese Komponenten jeweils zur Erfüllung der in Kapitel 2 aufgestellten Anforderungen leisten. Neben dieser Darstellung der Einzelmerkmale des Lösungsansatzes soll insbesondere deren Integration zu einem Gesamtkonstrukt verdeutlicht werden.
Dementsprechend wird dieses Kapitel in drei Unterkapitel strukturiert. Im ersten Kapitel erfolgt eine Definition grundlegender Merkmale von Objekten bzw. die Übertragung entspre-chender Prinzipien auf die Produktion. Auf der Basis dieser Betrachtung des Einzelobjektes wird im folgenden Unterkapitel die Interaktion der Objekte sowie die daraus resultierenden Strukturierungskonzepte erläutert. Als Basis für den eigentlichen Gestaltungsprozeß der Produktion, der im Kapitel 5.3 beschrieben wird, wird im Kapitel 5.1.3 eine grundlegende Klassifikation der Fabrikobjekte erarbeitet.
5.1.1 Modellierung der Fabrikobjekte
Grundprinzip
Basis der Objektorientierung ist die Eigenschaft, daß sämtliche Strukturbestandteile bzw. Akteure als Objekte beschrieben werden. Die Eigenschaften des Systems werden dabei einerseits über die Eigenschaften der Einzelobjekte bzw. über die Beziehungen zwischen den Objekten beschrieben. Im Gegensatz zu konventionellen Systems Engineering Ansätzen wird dabei nicht explizit zwischen einer statischen und einer dynamischen Sicht oder zwi-schen Elementen des Systems und deren Relationen unterschieden. Vielmehr ergeben sich die Relationen aus Wechselwirkungen bzw. Beziehungen der Objekteigenschaften. Dement-sprechend besteht das objektorientierte System ausschließlich aus Objekten, wobei explizit nicht fundamental unterschiedliche Objekte differenziert werden. Vielmehr werden unter-schiedliche Arten (bzw. „Klassen“) von Objekten mittels deren Attributen und Operationen differenziert. Somit erfolgt keine Unterscheidung zwischen den Strukturen und Abläufen (bzw. Prozessen) eines Systems.385 Vielmehr werden diese Eigenschaften integriert betrach-tet. Übertragen auf die Produktion bedeutet dies, das die Produktion als Interaktion verschie-dener Objekte mittels Attributen und Operationen dargestellt wird.
Grundlage des entwickelten Konzeptes ist somit die Zerlegung der Produktionsstruktur in Produktionseinheiten. Eine derartige Produktionseinheit kapselt jeweils einen Teilabschnitt der Produktion und umfaßt dabei sämtliche Strukturen und Abläufe, die für die Durchführung der Produktion erforderlich sind. Es gibt somit keine getrennte Betrachtung von Ressourcen, 385 Der Begriff bzw. das Modellkonstrukt „Prozess“ findet wegen seiner weiten Verbreitung auch im
Kontext der Objektorientierung häufig Verwendung, obwohl dies formal deren Grundprinzipien wi-derspricht. Prozesse bzw. Prozessanalysen werden dabei zur Erhöhung der Transparenz in Bezug auf den Modellierungsgegenstand verwendet, sind aber nicht explizit Teil des objektorientierten Modells. Ein Prozeß ist somit kein Objekt.
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 110
Prozessen und Organisation. Vielmehr wird mit der Definition der Produktionseinheit eine Basis-Struktureinheit („Atom der Produktion“) geschaffen, mittels derer sämtliche Merkmale der Produktion beschrieben werden. Gleichzeitig bildet die Produktionseinheit durch die integrierte Sichtweise von Auftrag, Produkt und Produktion ein autonomes Teilsystem, inner-halb dessen die zentralen Bestandteile des Systems gekapselt sind. Bezogen auf das Ge-triebebeispiel wäre somit der Fertigungsbereich ebenso wie ein Arbeitsplatz in der Montage eine Produktionseinheit. Aus dem Zusammenfügen von Produktionseinheiten zu hierarchi-sierten Systemen kann somit die gesamte Produktion abgebildet werden (s. Bild 5.3).
BearbeitungszentrenDrehmaschinenSchleifmaschinenPersonalFläche/ Layout
Ressourcen Organisation Prozesse
Fertigungsbereich
BereichsleiterDrehereiFräsereiSchleiferei
Auftragsabwicklung FertigungsbereichDrehenSchleifenFräsen
Kapselung der Einheit bezogen auf sämtliche EigenschaftenVernetzung der Einheiten mit anderen EinheitenÜberlagerung von Schnittstellen von Ressourcen, Prozessen und Organisation
Montagebereich
GetriebefabrikBeschreibung der Produktionseinheiten durch:
Prosa ArchitekturUse Case DiagrammKlassendiagrammSequenzdiagramm
Bild 5.3: Bildung von Produktionseinheiten
Die Beschreibung einer Produktionseinheit erfolgt auf der Grundlage der Diagramme der Unified Modelling Language. Zur vollständigen Beschreibung werden dabei die vier Dia-grammtypen Use Case-Diagramm, Prosa Architektur, Sequenz- und Klassendiagramm verwendet. Mittels dieser vier Diagrammtypen werden dabei sämtliche Eigenschaften der Produktionseinheit erfaßt. Ergänzend können weitere Diagramme wie z.B. das Aktivitäten- oder Zustandsdiagramm verwendet werden, die aber lediglich zusätzliche Sichten/ Darstel-lungen bei unverändertem Informationsumfang darstellen.
Entsprechend des Ziels einer anforderungsorientierten Gestaltung der Produktion, soll die Bestimmung der Anforderungen bzw. Situation im Sinne von Anwendungsfällen mittels eines Use Case Diagramms dargestellt werden. Hierbei wird bestimmt, was der konkrete Anwen-dungsfall bzw. die „Aufgabe“ der Produktionseinheit ist sowie welche Anforderungen sich an sie richten. Weiterhin werden Schnittstellen zu anderen Produktionseinheiten spezifiziert.
Basierend auf der Spezifikation des Anwendungsfalls wird die Struktur der Produktionsein-heit durch die PROSA Architektur dargestellt. Diese grundlegende (objektorientierte) Be-schreibung der Bestandteile der Produktionseinheit stellt deren innere Strukturen und Abläu-fe dar und ist dabei Basis für die weitere Detaillierung und Ausgestaltung.
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 111
Die Abläufe zwischen einzelnen Produktionseinheiten werden durch das Sequenzdiagramm dargestellt. Hierbei wird entsprechend des Prinzips der Objektorientierung der Ablauf der Produktion als Sequenz von Interaktionen zwischen einzelnen Objekten dargestellt.
Entsprechend des Ziels, die Produktion als Struktur vernetzter Einzeleinheiten darzustellen, erfolgt im Klassendiagramm eine Hierarchiebildung und eine Abbildung der Vernetzung der Einzeleinheiten. Die Bildung von Klassen stellt sicher, daß nicht Einzelfälle als Basis für die Systemgestaltung dienen, sondern vielmehr deren verallgemeinerte Form im Sinne einer Klassendefinition. Die Merkmale der Produktionseinheit einschließlich der Attribute der Pro-duktionsobjekte, wie z.B. die Flächenbedarfe der einzelnen Betriebsmittel, werden durch die Attribute der Klassen beschrieben. Gleichzeitig werden diejenigen Operationen dargestellt, die Basis für die Interaktion der Objekte sind. Die eigentliche Interaktion wird dabei durch ein Sequenzdiagramm beschrieben. Merkmal einer derartigen objektorientierten Struktur ist, daß durch die Definition der Klassen und ihrer Interaktion die Basis für die spätere Auftragsab-wicklung geschaffen wird. Die Definition der Klassen ist somit mit dem Entwurf eines „Stan-dardprozesses“ vergleichbar, der die Basis für die spätere Implementierung der Prozesse darstellt.
Dementsprechend stellt die Entwicklung der Klassen der Produktion, d.h. die Definition der Klassen von Auftrag, Produkt und Produktion die Basis für die spätere Auftragsabwicklung dar, welche entsprechend des objektorientierten Verständnisses eine Instanziierung dieser Klassenstruktur ist. Bei dieser Instanziierung wird aus der allgemein definierten Klasse „Auf-trag“ ein konkreter Auftrag (als Objekt) gebildet. Dieses Objekt „Auftrag xyz“ wiederum ist bezogen auf ein konkret zu realisierendes Objekt „Produkt xyz“, welches selbst eine Instanz der allgemeinen Klasse „Produkt“ ist. Bezogen auf die Produktion bedeutet dies, daß die allgemein als Klasse definierte Produktion bzw. Produktionsstruktur in diesem Falle instanzi-iert wird, d.h. konkrete Objekte (z.B. konkrete Produktionsmaschinen) mit der Realisierung der Produktionsaufgabe beaufschlagt werden.
Der Entwurf der Produktion ist somit der Aufbau einer Klassenstruktur entsprechend der Prosa Architektur. Die eigentliche Durchführung der Produktion, d.h. die Auftragsabwicklung, ist die Instanziierung dieser Klassenstruktur.
Im folgenden soll das Konzept der Produktionseinheit sowie die zu ihrer Beschreibung ein-gesetzten Diagrammtypen, bezogen auf die fiktive Beispielanwendung, verdeutlicht werden.
Use Case Diagramm
Ausgangspunkt für das Vorgehen beim Software Engineering ist die Modellierung des An-wendungsfalls der Software mittels eines Use Case Diagramms. Übertragen auf die Fabrik-planung wird somit im Use Case Diagramm der Anwendungsfall bzw. Anwendungszusam-menhang der Produktionseinheit dargestellt werden. Als Basis soll dabei das in Kapitel 1 eingeführte systemtechnische Verständnis der Produktion dienen. Dementsprechend ist der Anwendungsfall einer Produktionseinheit primär durch die Bestimmungsgrößen der Produk-tionsaufgabe sowie die Anforderungen der Anspruchsgruppen beschrieben. Der Use Case, d.h. der Anwendungsfall einer Produktionseinheit ist somit der Transformationsprozeß im Sinne der Systemtechnik. Als Akteure werden dabei diejenigen Personen bzw. Stellen au-
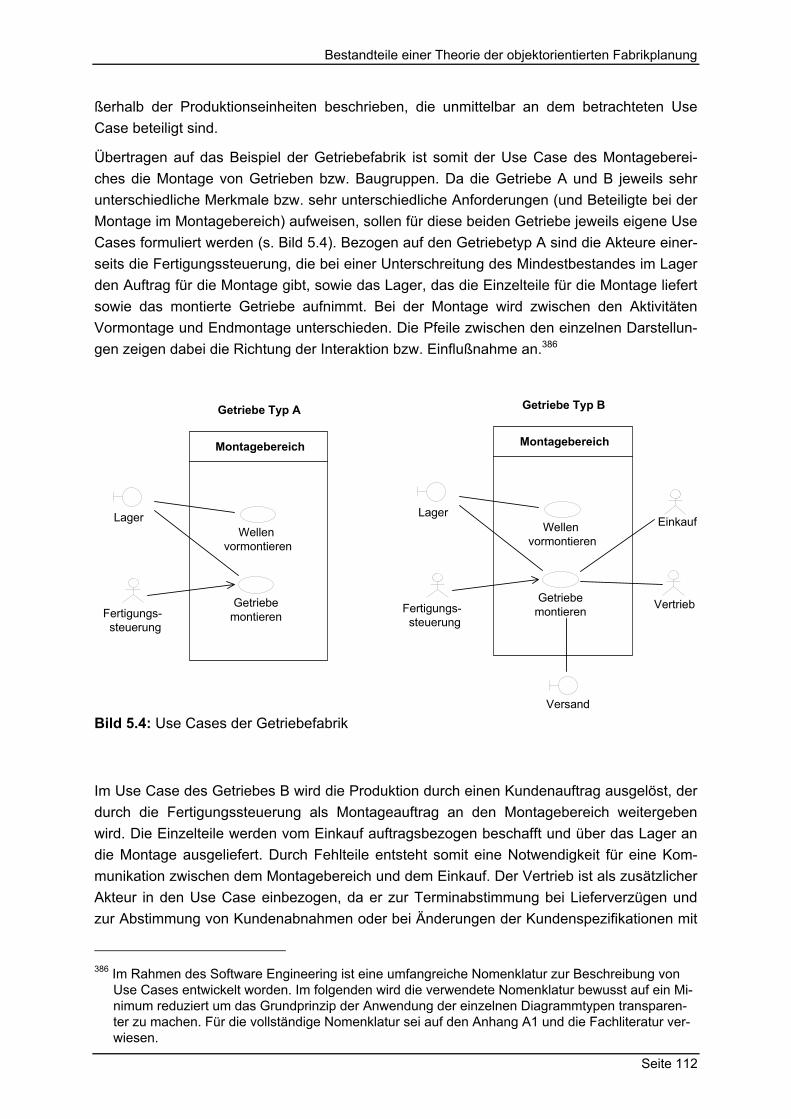
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 112
ßerhalb der Produktionseinheiten beschrieben, die unmittelbar an dem betrachteten Use Case beteiligt sind.
Übertragen auf das Beispiel der Getriebefabrik ist somit der Use Case des Montageberei-ches die Montage von Getrieben bzw. Baugruppen. Da die Getriebe A und B jeweils sehr unterschiedliche Merkmale bzw. sehr unterschiedliche Anforderungen (und Beteiligte bei der Montage im Montagebereich) aufweisen, sollen für diese beiden Getriebe jeweils eigene Use Cases formuliert werden (s. Bild 5.4). Bezogen auf den Getriebetyp A sind die Akteure einer-seits die Fertigungssteuerung, die bei einer Unterschreitung des Mindestbestandes im Lager den Auftrag für die Montage gibt, sowie das Lager, das die Einzelteile für die Montage liefert sowie das montierte Getriebe aufnimmt. Bei der Montage wird zwischen den Aktivitäten Vormontage und Endmontage unterschieden. Die Pfeile zwischen den einzelnen Darstellun-gen zeigen dabei die Richtung der Interaktion bzw. Einflußnahme an.386
Bild 5.4: Use Cases der Getriebefabrik
Im Use Case des Getriebes B wird die Produktion durch einen Kundenauftrag ausgelöst, der durch die Fertigungssteuerung als Montageauftrag an den Montagebereich weitergeben wird. Die Einzelteile werden vom Einkauf auftragsbezogen beschafft und über das Lager an die Montage ausgeliefert. Durch Fehlteile entsteht somit eine Notwendigkeit für eine Kom-munikation zwischen dem Montagebereich und dem Einkauf. Der Vertrieb ist als zusätzlicher Akteur in den Use Case einbezogen, da er zur Terminabstimmung bei Lieferverzügen und zur Abstimmung von Kundenabnahmen oder bei Änderungen der Kundenspezifikationen mit
386 Im Rahmen des Software Engineering ist eine umfangreiche Nomenklatur zur Beschreibung von
Use Cases entwickelt worden. Im folgenden wird die verwendete Nomenklatur bewusst auf ein Mi-nimum reduziert um das Grundprinzip der Anwendung der einzelnen Diagrammtypen transparen-ter zu machen. Für die vollständige Nomenklatur sei auf den Anhang A1 und die Fachliteratur ver-wiesen.
Montagebereich
Lager
Fertigungs-steuerung
Getriebemontieren
Einkauf
Versand
Vertrieb
Getriebe Typ B
Wellen vormontieren
Montagebereich
Lager
Fertigungs-steuerung
Getriebemontieren
Getriebe Typ A
Wellen vormontieren
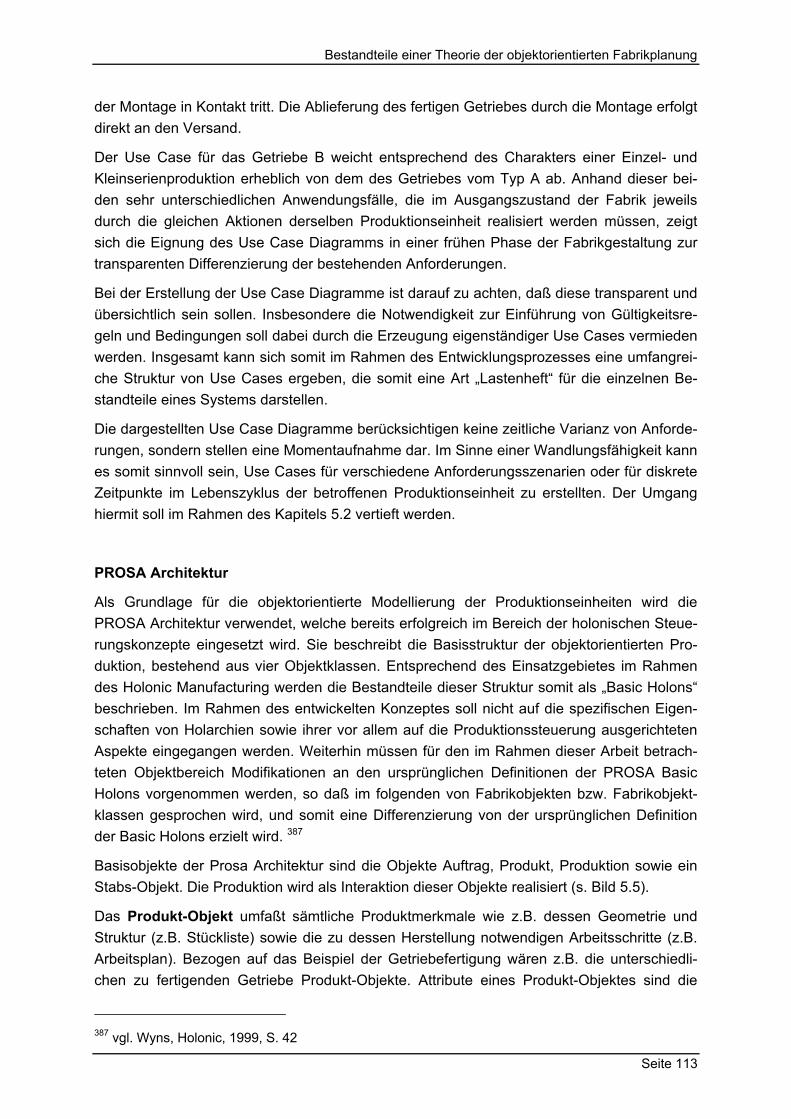
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 113
der Montage in Kontakt tritt. Die Ablieferung des fertigen Getriebes durch die Montage erfolgt direkt an den Versand.
Der Use Case für das Getriebe B weicht entsprechend des Charakters einer Einzel- und Kleinserienproduktion erheblich von dem des Getriebes vom Typ A ab. Anhand dieser bei-den sehr unterschiedlichen Anwendungsfälle, die im Ausgangszustand der Fabrik jeweils durch die gleichen Aktionen derselben Produktionseinheit realisiert werden müssen, zeigt sich die Eignung des Use Case Diagramms in einer frühen Phase der Fabrikgestaltung zur transparenten Differenzierung der bestehenden Anforderungen.
Bei der Erstellung der Use Case Diagramme ist darauf zu achten, daß diese transparent und übersichtlich sein sollen. Insbesondere die Notwendigkeit zur Einführung von Gültigkeitsre-geln und Bedingungen soll dabei durch die Erzeugung eigenständiger Use Cases vermieden werden. Insgesamt kann sich somit im Rahmen des Entwicklungsprozesses eine umfangrei-che Struktur von Use Cases ergeben, die somit eine Art „Lastenheft“ für die einzelnen Be-standteile eines Systems darstellen.
Die dargestellten Use Case Diagramme berücksichtigen keine zeitliche Varianz von Anforde-rungen, sondern stellen eine Momentaufnahme dar. Im Sinne einer Wandlungsfähigkeit kann es somit sinnvoll sein, Use Cases für verschiedene Anforderungsszenarien oder für diskrete Zeitpunkte im Lebenszyklus der betroffenen Produktionseinheit zu erstellten. Der Umgang hiermit soll im Rahmen des Kapitels 5.2 vertieft werden.
PROSA Architektur
Als Grundlage für die objektorientierte Modellierung der Produktionseinheiten wird die PROSA Architektur verwendet, welche bereits erfolgreich im Bereich der holonischen Steue-rungskonzepte eingesetzt wird. Sie beschreibt die Basisstruktur der objektorientierten Pro-duktion, bestehend aus vier Objektklassen. Entsprechend des Einsatzgebietes im Rahmen des Holonic Manufacturing werden die Bestandteile dieser Struktur somit als „Basic Holons“ beschrieben. Im Rahmen des entwickelten Konzeptes soll nicht auf die spezifischen Eigen-schaften von Holarchien sowie ihrer vor allem auf die Produktionssteuerung ausgerichteten Aspekte eingegangen werden. Weiterhin müssen für den im Rahmen dieser Arbeit betrach-teten Objektbereich Modifikationen an den ursprünglichen Definitionen der PROSA Basic Holons vorgenommen werden, so daß im folgenden von Fabrikobjekten bzw. Fabrikobjekt-klassen gesprochen wird, und somit eine Differenzierung von der ursprünglichen Definition der Basic Holons erzielt wird. 387
Basisobjekte der Prosa Architektur sind die Objekte Auftrag, Produkt, Produktion sowie ein Stabs-Objekt. Die Produktion wird als Interaktion dieser Objekte realisiert (s. Bild 5.5).
Das Produkt-Objekt umfaßt sämtliche Produktmerkmale wie z.B. dessen Geometrie und Struktur (z.B. Stückliste) sowie die zu dessen Herstellung notwendigen Arbeitsschritte (z.B. Arbeitsplan). Bezogen auf das Beispiel der Getriebefertigung wären z.B. die unterschiedli-chen zu fertigenden Getriebe Produkt-Objekte. Attribute eines Produkt-Objektes sind die
387 vgl. Wyns, Holonic, 1999, S. 42
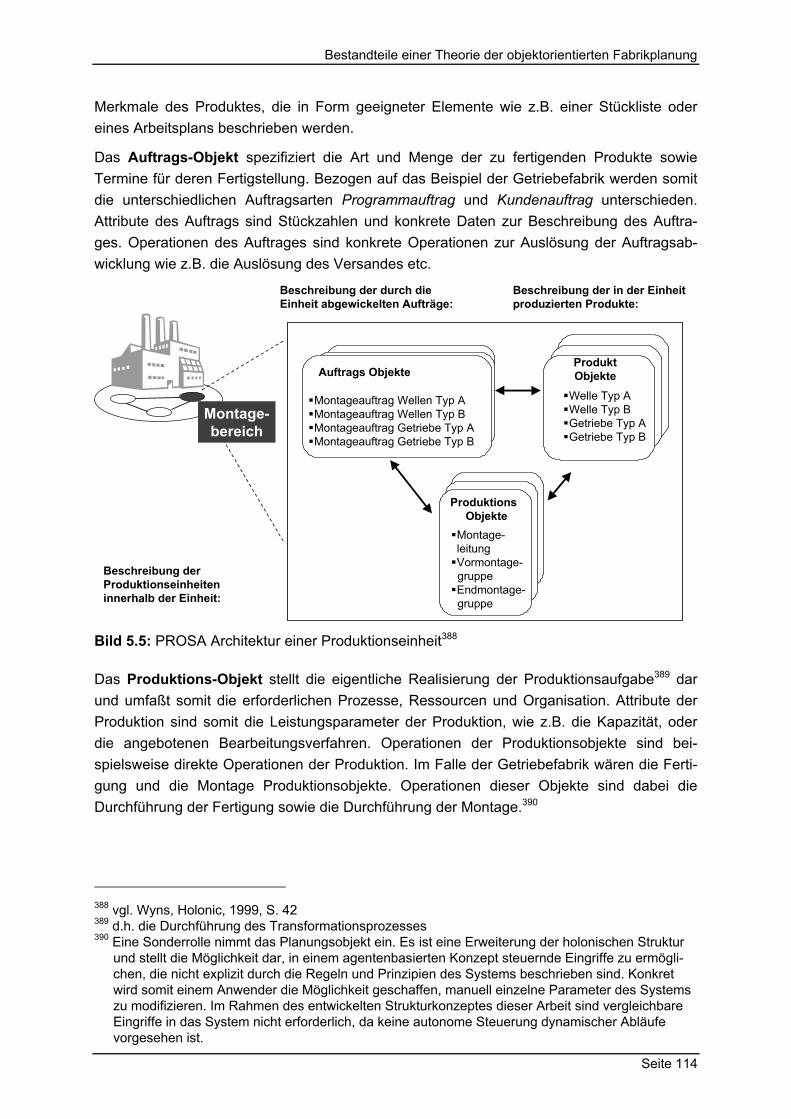
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 114
Merkmale des Produktes, die in Form geeigneter Elemente wie z.B. einer Stückliste oder eines Arbeitsplans beschrieben werden.
Das Auftrags-Objekt spezifiziert die Art und Menge der zu fertigenden Produkte sowie Termine für deren Fertigstellung. Bezogen auf das Beispiel der Getriebefabrik werden somit die unterschiedlichen Auftragsarten Programmauftrag und Kundenauftrag unterschieden. Attribute des Auftrags sind Stückzahlen und konkrete Daten zur Beschreibung des Auftra-ges. Operationen des Auftrages sind konkrete Operationen zur Auslösung der Auftragsab-wicklung wie z.B. die Auslösung des Versandes etc.
Beschreibung der in der Einheitproduzierten Produkte:
Beschreibung derProduktionseinheiteninnerhalb der Einheit:
Beschreibung der durch dieEinheit abgewickelten Aufträge:
Montage-bereich
Montageauftrag Wellen Typ AMontageauftrag Wellen Typ BMontageauftrag Getriebe Typ AMontageauftrag Getriebe Typ B
ProduktionsObjekte
Montage-leitungVormontage-
gruppeEndmontage-
gruppe
ProduktObjekteAuftrags Objekte
Welle Typ AWelle Typ BGetriebe Typ AGetriebe Typ B
Bild 5.5: PROSA Architektur einer Produktionseinheit388
Das Produktions-Objekt stellt die eigentliche Realisierung der Produktionsaufgabe389 dar und umfaßt somit die erforderlichen Prozesse, Ressourcen und Organisation. Attribute der Produktion sind somit die Leistungsparameter der Produktion, wie z.B. die Kapazität, oder die angebotenen Bearbeitungsverfahren. Operationen der Produktionsobjekte sind bei-spielsweise direkte Operationen der Produktion. Im Falle der Getriebefabrik wären die Ferti-gung und die Montage Produktionsobjekte. Operationen dieser Objekte sind dabei die Durchführung der Fertigung sowie die Durchführung der Montage.390
388 vgl. Wyns, Holonic, 1999, S. 42 389 d.h. die Durchführung des Transformationsprozesses 390 Eine Sonderrolle nimmt das Planungsobjekt ein. Es ist eine Erweiterung der holonischen Struktur
und stellt die Möglichkeit dar, in einem agentenbasierten Konzept steuernde Eingriffe zu ermögli-chen, die nicht explizit durch die Regeln und Prinzipien des Systems beschrieben sind. Konkret wird somit einem Anwender die Möglichkeit geschaffen, manuell einzelne Parameter des Systems zu modifizieren. Im Rahmen des entwickelten Strukturkonzeptes dieser Arbeit sind vergleichbare Eingriffe in das System nicht erforderlich, da keine autonome Steuerung dynamischer Abläufe vorgesehen ist.
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 115
5.1.2 Modellierung der Objektstrukturen und Interaktion
Interaktion der Objekte
Die dargestellte (modifizierte) PROSA Architektur dient als Basis für die Gestaltung der Struktur wie auch der Abläufe innerhalb einer Produktionseinheit. Dementsprechend besteht die innere Struktur einer Produktionseinheit aus Objekten der Klassen Produkt, Auftrag und Produktion (s. Bild 5.6).
Montagebereich
Produktion
Endmontage-gruppe
Vormontage-gruppe
Montage-leitung
Auftrag
MontageauftragWellen Typ A
MontageauftragGetriebe Typ B
MontageauftragGetriebe Typ A
MontageauftragWellen Typ B
Produkt
Getriebe Typ B
Welle Typ A
Welle Typ B
Getriebe Typ A
Bild 5.6: Objekte des Montagebereiches
Zentrales Prinzip der Objektorientierung ist die integrierte Betrachtung von Strukturen und Abläufen. Dementsprechend werden Abläufe durch eine Interaktion der Objekte dargestellt. Diese Interaktion wird durch Operationen realisiert, wobei ein Objekt jeweils (nur) diejenigen Abläufe realisiert, die durch seine Operationen beschrieben sind. Beispielsweise verfügt das Produktionsobjekt „Montagebereich“ über eine Operation „Vormontage durchführen“. Die Ausführung einer Operation wird dabei von einer Nachricht ausgelöst. Eine derartige Nach-richt wird wiederum durch eine Operation ausgelöst. Dementsprechend ergibt sich ein Ablauf als eine Sequenz von Operationen, die sich jeweils gegenseitig auslösen. Der Ablauf der Produktion läßt sich somit durch die Interaktion der Objekte Auftrag, Produkt und Produktion darstellen.
Die Beschreibung der Merkmale der Objekte der Prosa Architektur erfolgt dabei anhand von Attributen: Grundlage des Produktionsablaufes ist der Auftrag, im vorliegenden Beispiel der Montageauftrag für ein Getriebe Typ A. Dieser Auftrag ist beschrieben durch das zu produ-zierende Produkt, den Kunden sowie eine Stückzahl. Der jeweilige Bearbeitungsstatus wird durch ein entsprechendes Attribut dokumentiert. Die Beschreibung des zu produzierenden Produktes ist in Form von Attributen des Produkt-Objektes hinterlegt. Beispiele hierfür sind das (geometrische) Produktmodell, die Stückliste aber auch der Arbeitsplan bzw. alternative
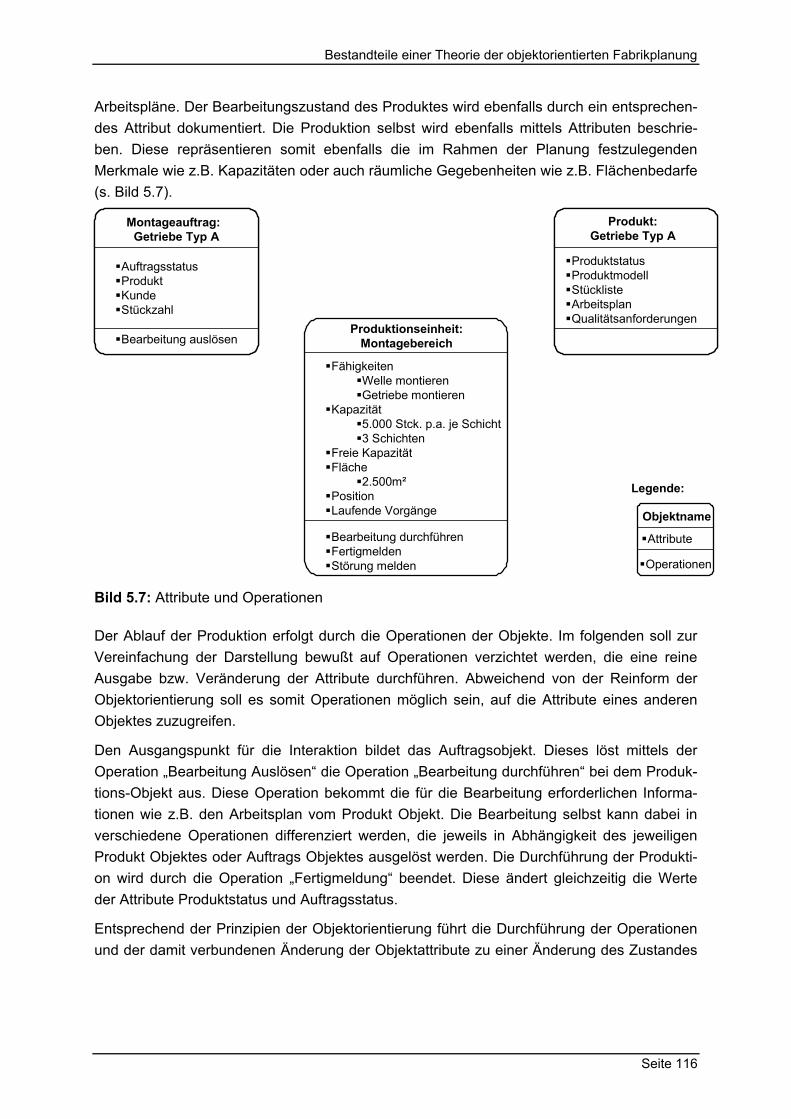
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 116
Arbeitspläne. Der Bearbeitungszustand des Produktes wird ebenfalls durch ein entsprechen-des Attribut dokumentiert. Die Produktion selbst wird ebenfalls mittels Attributen beschrie-ben. Diese repräsentieren somit ebenfalls die im Rahmen der Planung festzulegenden Merkmale wie z.B. Kapazitäten oder auch räumliche Gegebenheiten wie z.B. Flächenbedarfe (s. Bild 5.7).
ProduktstatusProduktmodellStücklisteArbeitsplanQualitätsanforderungen
FähigkeitenWelle montierenGetriebe montieren
Kapazität5.000 Stck. p.a. je Schicht3 Schichten
Freie KapazitätFläche
2.500m²PositionLaufende Vorgänge
Bearbeitung durchführenFertigmeldenStörung melden
AuftragsstatusProduktKundeStückzahl
Bearbeitung auslösen
Produkt:Getriebe Typ A
Produktionseinheit:Montagebereich
Montageauftrag: Getriebe Typ A
Attribute
Objektname
Operationen
Legende:
Bild 5.7: Attribute und Operationen
Der Ablauf der Produktion erfolgt durch die Operationen der Objekte. Im folgenden soll zur Vereinfachung der Darstellung bewußt auf Operationen verzichtet werden, die eine reine Ausgabe bzw. Veränderung der Attribute durchführen. Abweichend von der Reinform der Objektorientierung soll es somit Operationen möglich sein, auf die Attribute eines anderen Objektes zuzugreifen.
Den Ausgangspunkt für die Interaktion bildet das Auftragsobjekt. Dieses löst mittels der Operation „Bearbeitung Auslösen“ die Operation „Bearbeitung durchführen“ bei dem Produk-tions-Objekt aus. Diese Operation bekommt die für die Bearbeitung erforderlichen Informa-tionen wie z.B. den Arbeitsplan vom Produkt Objekt. Die Bearbeitung selbst kann dabei in verschiedene Operationen differenziert werden, die jeweils in Abhängigkeit des jeweiligen Produkt Objektes oder Auftrags Objektes ausgelöst werden. Die Durchführung der Produkti-on wird durch die Operation „Fertigmeldung“ beendet. Diese ändert gleichzeitig die Werte der Attribute Produktstatus und Auftragsstatus.
Entsprechend der Prinzipien der Objektorientierung führt die Durchführung der Operationen und der damit verbundenen Änderung der Objektattribute zu einer Änderung des Zustandes
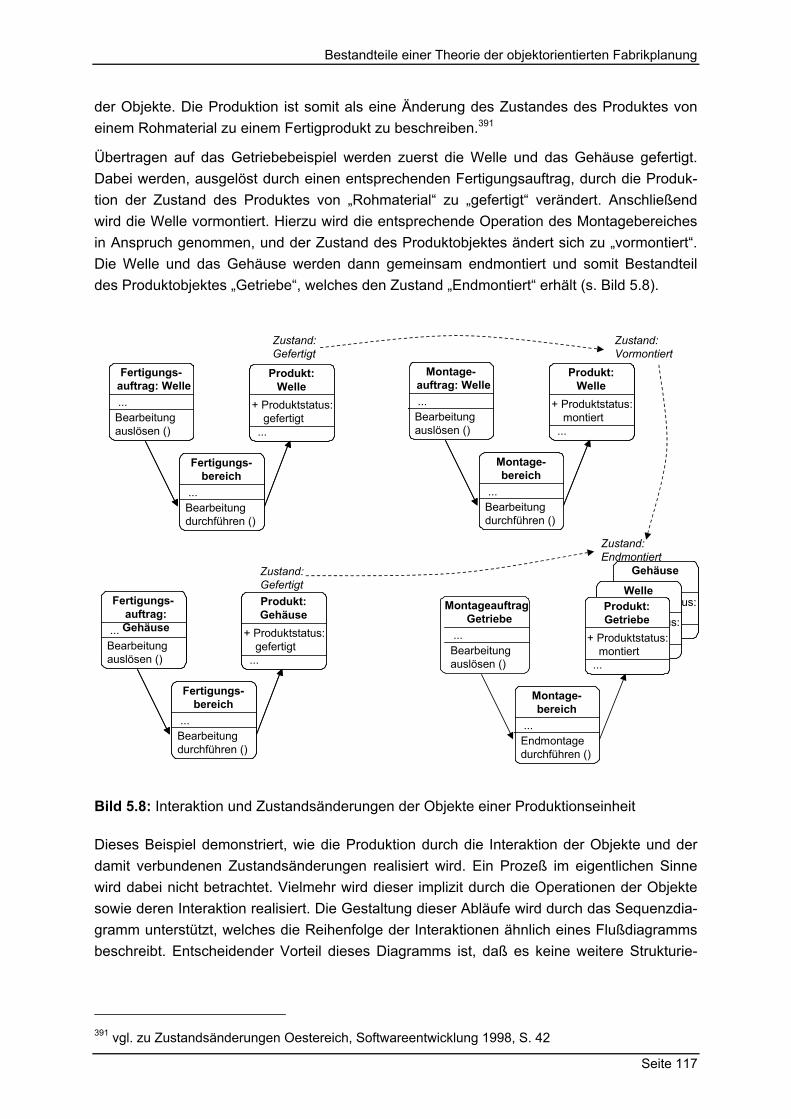
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 117
der Objekte. Die Produktion ist somit als eine Änderung des Zustandes des Produktes von einem Rohmaterial zu einem Fertigprodukt zu beschreiben.391
Übertragen auf das Getriebebeispiel werden zuerst die Welle und das Gehäuse gefertigt. Dabei werden, ausgelöst durch einen entsprechenden Fertigungsauftrag, durch die Produk-tion der Zustand des Produktes von „Rohmaterial“ zu „gefertigt“ verändert. Anschließend wird die Welle vormontiert. Hierzu wird die entsprechende Operation des Montagebereiches in Anspruch genommen, und der Zustand des Produktobjektes ändert sich zu „vormontiert“. Die Welle und das Gehäuse werden dann gemeinsam endmontiert und somit Bestandteil des Produktobjektes „Getriebe“, welches den Zustand „Endmontiert“ erhält (s. Bild 5.8).
Bild 5.8: Interaktion und Zustandsänderungen der Objekte einer Produktionseinheit
Dieses Beispiel demonstriert, wie die Produktion durch die Interaktion der Objekte und der damit verbundenen Zustandsänderungen realisiert wird. Ein Prozeß im eigentlichen Sinne wird dabei nicht betrachtet. Vielmehr wird dieser implizit durch die Operationen der Objekte sowie deren Interaktion realisiert. Die Gestaltung dieser Abläufe wird durch das Sequenzdia-gramm unterstützt, welches die Reihenfolge der Interaktionen ähnlich eines Flußdiagramms beschreibt. Entscheidender Vorteil dieses Diagramms ist, daß es keine weitere Strukturie-
391 vgl. zu Zustandsänderungen Oestereich, Softwareentwicklung 1998, S. 42
Gehäuse
+ Produktstatus: gefertigt
...
Gehäuse
+ Produktstatus: gefertigt
...
Welle
+ Produktstatus: gefertigt
...
Welle
+ Produktstatus: gefertigt
...
Zustand: Vormontiert
Zustand: Endmontiert
Fertigungs-auftrag: Welle
Bearbeitung auslösen ()
...
Produkt: Welle
+ Produktstatus: gefertigt
...
Fertigungs-bereich
Bearbeitung durchführen ()
...
Fertigungs-auftrag: Welle
Bearbeitung auslösen ()
...
Fertigungs-auftrag: Welle
Bearbeitung auslösen ()
...
Produkt: Welle
+ Produktstatus: gefertigt
...
Produkt: Welle
+ Produktstatus: gefertigt
...
Fertigungs-bereich
Bearbeitung durchführen ()
...
Fertigungs-bereich
Bearbeitung durchführen ()
...
Montage-auftrag: Welle
Bearbeitung auslösen ()
...
Produkt: Welle
+ Produktstatus: montiert
...
Montage-bereich
Bearbeitung durchführen ()
...
Montage-auftrag: Welle
Bearbeitung auslösen ()
...
Montage-auftrag: Welle
Bearbeitung auslösen ()
...
Produkt: Welle
+ Produktstatus: montiert
...
Produkt: Welle
+ Produktstatus: montiert
...
Montage-bereich
Bearbeitung durchführen ()
...
Montage-bereich
Bearbeitung durchführen ()
...
Fertigungs-auftrag: Gehäuse
Bearbeitung auslösen ()
...
Produkt: Gehäuse
+ Produktstatus: gefertigt
...
Fertigungs-bereich
Bearbeitung durchführen ()
...
Fertigungs-auftrag: Gehäuse
Bearbeitung auslösen ()
...
Fertigungs-auftrag: Gehäuse
Bearbeitung auslösen ()
...
Produkt: Gehäuse
+ Produktstatus: gefertigt
...
Produkt: Gehäuse
+ Produktstatus: gefertigt
...
Fertigungs-bereich
Bearbeitung durchführen ()
...
Fertigungs-bereich
Bearbeitung durchführen ()
...
Montageauftrag Getriebe
Bearbeitung auslösen ()
...
Produkt: Getriebe
+ Produktstatus: montiert
...
Produkt: Getriebe
+ Produktstatus: montiert
...
Montage-bereich
Endmontage durchführen ()
...
Montage-bereich
Endmontage durchführen ()
...
Zustand: Gefertigt
Zustand: Gefertigt
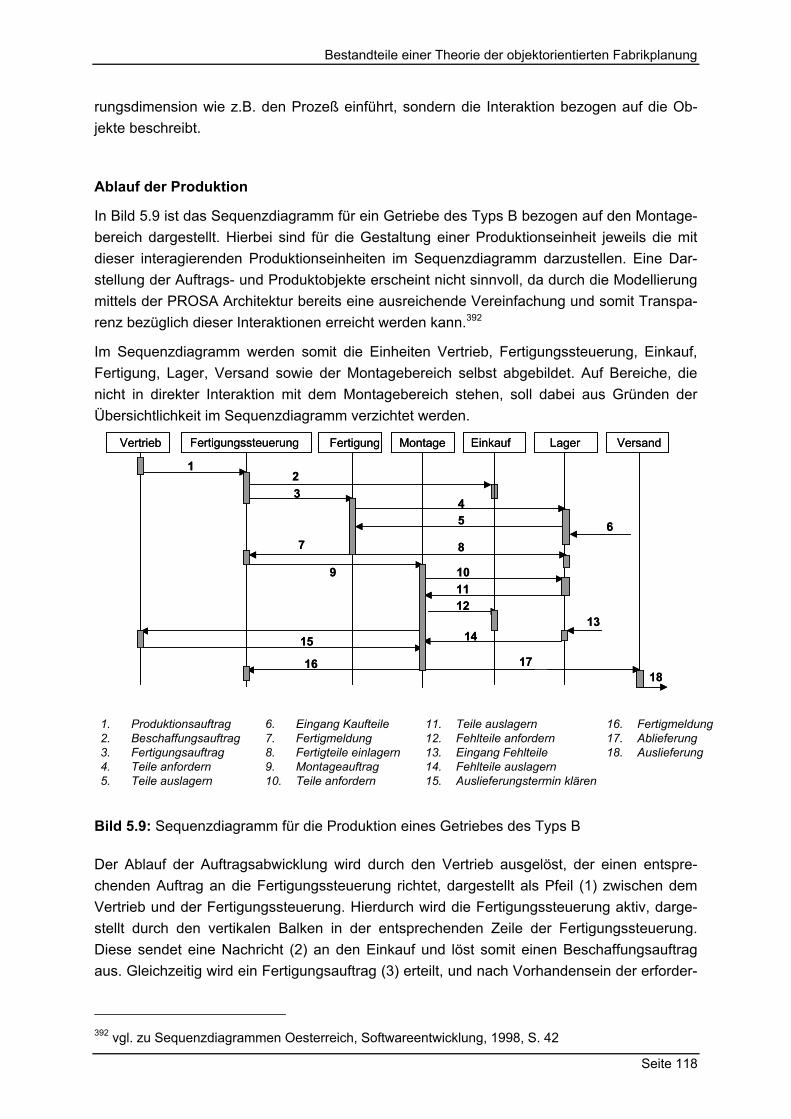
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 118
rungsdimension wie z.B. den Prozeß einführt, sondern die Interaktion bezogen auf die Ob-jekte beschreibt.
Ablauf der Produktion
In Bild 5.9 ist das Sequenzdiagramm für ein Getriebe des Typs B bezogen auf den Montage-bereich dargestellt. Hierbei sind für die Gestaltung einer Produktionseinheit jeweils die mit dieser interagierenden Produktionseinheiten im Sequenzdiagramm darzustellen. Eine Dar-stellung der Auftrags- und Produktobjekte erscheint nicht sinnvoll, da durch die Modellierung mittels der PROSA Architektur bereits eine ausreichende Vereinfachung und somit Transpa-renz bezüglich dieser Interaktionen erreicht werden kann.392
Im Sequenzdiagramm werden somit die Einheiten Vertrieb, Fertigungssteuerung, Einkauf, Fertigung, Lager, Versand sowie der Montagebereich selbst abgebildet. Auf Bereiche, die nicht in direkter Interaktion mit dem Montagebereich stehen, soll dabei aus Gründen der Übersichtlichkeit im Sequenzdiagramm verzichtet werden.
1. Produktionsauftrag2. Beschaffungsauftrag3. Fertigungsauftrag4. Teile anfordern5. Teile auslagern
11. Teile auslagern12. Fehlteile anfordern13. Eingang Fehlteile14. Fehlteile auslagern15. Auslieferungstermin klären
6. Eingang Kaufteile 7. Fertigmeldung8. Fertigteile einlagern9. Montageauftrag10. Teile anfordern
16. Fertigmeldung17. Ablieferung 18. Auslieferung
MontageFertigungssteuerung Einkauf VersandLagerVertrieb Fertigung
123
45 6
7 8
9 101112
131415
1816 17
MontageFertigungssteuerung Einkauf VersandLagerVertrieb Fertigung
123
45 6
7 8
9 101112
131415
1816 17
Bild 5.9: Sequenzdiagramm für die Produktion eines Getriebes des Typs B
Der Ablauf der Auftragsabwicklung wird durch den Vertrieb ausgelöst, der einen entspre-chenden Auftrag an die Fertigungssteuerung richtet, dargestellt als Pfeil (1) zwischen dem Vertrieb und der Fertigungssteuerung. Hierdurch wird die Fertigungssteuerung aktiv, darge-stellt durch den vertikalen Balken in der entsprechenden Zeile der Fertigungssteuerung. Diese sendet eine Nachricht (2) an den Einkauf und löst somit einen Beschaffungsauftrag aus. Gleichzeitig wird ein Fertigungsauftrag (3) erteilt, und nach Vorhandensein der erforder-
392 vgl. zu Sequenzdiagrammen Oesterreich, Softwareentwicklung, 1998, S. 42

Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 119
lichen Einzelteile beginnt die Montage. Entsprechend dieses Prinzips werden die weiteren Schritte der Auftragsabwicklung durchgeführt.
Kapselung der Objekte
Das erläuterte Prinzip des Ablaufes in objektorientierten Strukturen basiert auf einem der Kernmerkmale der Objektorientierung, nämlich der Kapselung.
Ziel der Objektorientierung ist die Reduzierung der Schnittstellenkomplexität und eine einfa-che Rekonfiguration des Systems durch Austausch einzelner Objekte. Dementsprechend werden die inneren Strukturen der Objekte gekapselt und sind von extern nur mittels definier-ter Schnittstellen zugänglich. Am Beispiel des Montagebereiches konnte gezeigt werden, wie die Operationen dieses Bereiches durch Nachrichten z.B. des Auftragsobjektes ausgelöst werden konnten. Die Operation „Montage“ wird dabei von dem Montagebereich zur Verfü-gung gestellt und kann nicht vom spezifischen Auftrag verändert werden, d.h. der Montage-bereich kann nur diejenigen Bearbeitungen durchführen die er auch selbst spezifiziert hat. Diese Operationen stellt der Bereich quasi als „Angebot“ zur Verfügung. Dies entspricht letztendlich dem Prinzip der Zugsteuerung, bei denen Leistungen ebenfalls abgerufen und nicht beauftragt werden. Zentrales Merkmal dabei ist, daß die Leistungen explizit vereinbart bzw. für den ausführenden Bereich definiert worden sind. Gleichzeitig legt dieses Prinzip die Schnittstelle im Leistungserstellungsprozeß klar fest. Die Operation, die ein Produktionsob-jekt anbietet, ist somit klar spezifiziert. Wie diese Operation ausgeführt wird und ob und wann untergeordnete Operationen innerhalb des Objektes ausgeführt werden, ist extern nicht transparent. Ein Objekt ist somit eine Black Box, welche über definierte Schnittstellen mit der „Außenwelt“ kommuniziert. Somit ist einerseits eine deutliche Komplexitätsreduktion und Vereinfachung der Schnittstellenbildung erreicht, andererseits wird über diese vereinfachten und transparenten Schnittstellen erreicht, daß im Rahmen einer Rekonfiguration nur wenige Schnittstellen neu zu gestalten sind und insbesondere keine Schnittstellen „übersehen“ werden können. Das Prinzip der Definition von „Black Boxes“, deren innere Struktur auf der jeweils betrachteten Systemebene nicht sichtbar sind, wird im Rahmen des Gestaltungspro-zesses durch eine Hierarchisierung zum Ausbau von objektorientierten Strukturen genutzt.393
Bildung von Strukturen durch Dekomposition
Auf der Grundlage der erläuterten Definition einer Produktionseinheit als „Atom“ im Sinne einer Basiseinheit werden die Strukturen der Produktion gebildet. Grundmechanismen der Strukturbildung sind dabei die Vererbung und die Assoziation bzw. Aggregation.
Als Basis hierfür soll, entsprechend des Prinzips der Selbstähnlichkeit, jeweils eine Zerle-gung einer Produktionseinheit in untergeordnete Produktionseinheiten dienen. In Kombinati-on mit dem Prinzip der Kapselung ergibt sich somit die Möglichkeit einer sukzessiven Detail-lierung der Produktionsstrukturen über Hierarchieebenen. Diese Hierarchisierung ermöglicht es einerseits eine sukzessive Detaillierung im Sinne des Planungsprinzips „vom Groben zum Feinen“ im Rahmen des Planungsprozesses zu realisieren, sowie andererseits eine Komple-
393 vgl. zum Prinzip der Kapselung u.a. Oesterreich, Softwareentwicklung, 1998, S.42
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 120
xitätsreduktion bei der Modellierung zu erreichen. Dementsprechend liegt die Kernaufgabe des Planungsprozesses in der Definition von Produktionseinheiten. Durch die sukzessive Detaillierung der Betrachtungsebenen bei dieser Definition wird somit eine Gestaltung der Planungsobjekte erreicht. Ein entscheidender Vorteil der objektorientierten Modellierung liegt dabei in der formalen Definition der Hierarchisierungsmechanismen mittels Assoziationen. Andererseits wird durch die Anwendung des Prinzips der Selbstähnlichkeit erreicht, daß die Grundstruktur der auf den jeweiligen Hierarchieebenen modellierten Einheiten identisch ist. Somit muß bei der Modellierung einer einzelnen Produktionseinheit nicht explizit beachtet werden, auf welcher Hierarchieebene sich diese befindet. Vielmehr ergibt sich diese Hierar-chisierung über die Vernetzung der Einheit mit anderen Einheiten. Eine Änderung dieser Hierarchisierung hat dabei keinen Einfluß auf die innere Struktur der Einheit bzw. deren Modellierung. Zusätzlich wird durch die integrierten Modellierung von Ablauf- und Aufbau-strukturen und der gemeinsamen Betrachtung von Ressourcen, Prozessen und Organisation vermieden, daß eine Einheit bzw. ein Modellierungsgegenstand Bestandteil mehrerer Struk-turen bzw. Struktursichten ist. Dies ist insbesondere im Rahmen einer Neuvernetzung der Einheiten von Vorteil, da keine Inkompatibilitäten innerhalb unterschiedlicher Struktursichten entstehen können. Als Prinzip für eine derartige Strukturdekomposition soll das Axiomatic Design nach SUH genutzt werden, wobei eine Beschreibung dieses Prinzips in Kapitel 5.2. erfolgt.394
Bezogen auf das Getriebebeispiel ergibt sich somit eine Hierarchisierung der Fabrik in die Produktionseinheiten Werkleitung, Fertigung, Montage, Fertigungssteuerung, Lager und Versand. Analog erfolgt hierbei eine Dekomposition der Auftrags- und Produktobjekte. Es soll aber betont werden, daß das Strukturbildungskriterium hierbei die Dekomposition der Produktion ist, und Produkt- oder Auftragsobjekte ebenfalls in diesem Zusammenhang und nicht in separater Form zu betrachten sind. Im Rahmen des Gestaltungsprozesses wird dabei die Dekomposition der Produktion sicherlich in hohem Maße durch die Produktstruktur determiniert. Es soll aber bewußt keine Dekomposition dieser und eine anschließende Zu-ordnung der Produktionseinheiten erfolgen, da dies insbesondere im Falle der Zuordnung einer Produktionseinheit zu mehreren Produktobjekten zu intransparenten oder gar konfligie-renden Schnittstellen führen kann. Zusätzlich widerspricht dies dem Prinzip einer einzelnen, einheitlichen Struktur, da hierdurch eine Art „Sichtenkonzept“ geschaffen würde.395 Basis für die Dekomposition bildet vielmehr eine Zerlegung der „Aufgaben“ einer Produktionseinheit durch die Nutzung der Use Case und Sequenzdiagrammen. In diesen werden die Objekte von zwei Hierarchieebenen dargestellt, und somit eine Art „Verbindungsglied“ bezogen auf jeweils zwei Hierarchieebenen geschaffen (s. Bild 5.10).
394 vgl. Suh, Principles, 1999 395 vgl. N.N., CIMOSA, 1989
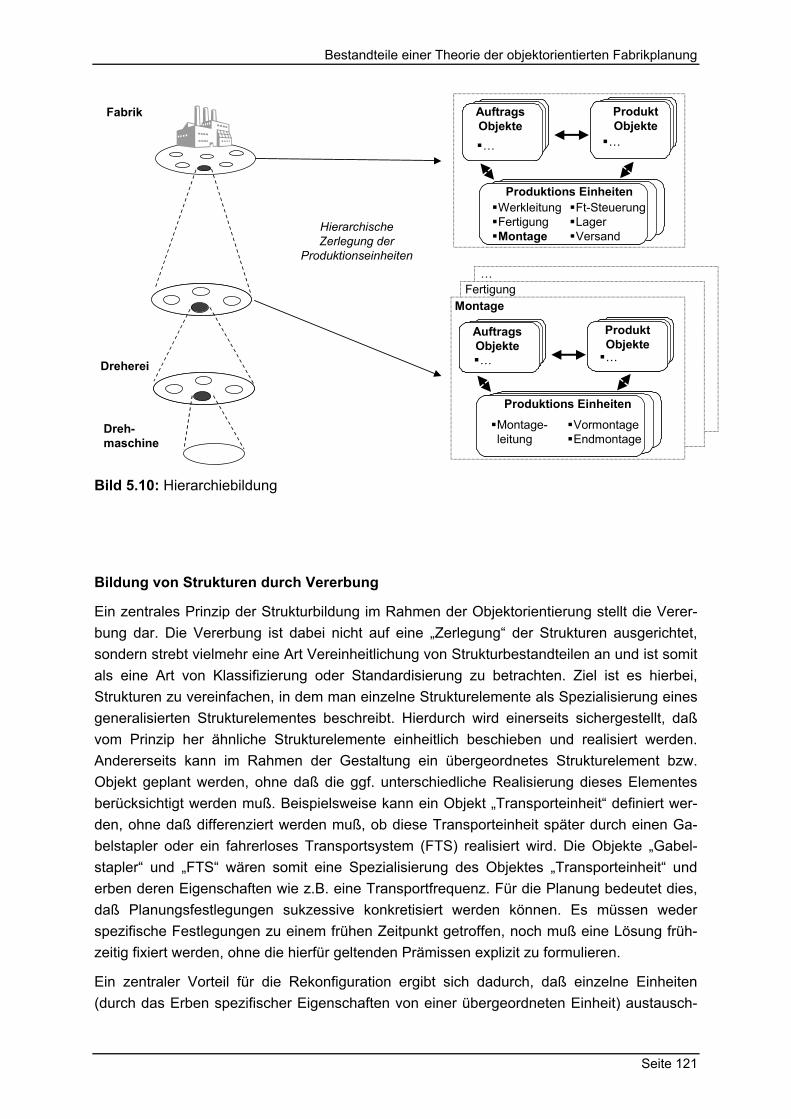
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 121
Fabrik
Dreherei
Dreh-maschine
……
Produktions EinheitenWerkleitungFertigungMontage
ProduktObjekte
Auftrags Objekte
Ft-SteuerungLagerVersand
……
Produktions Einheiten
ProduktObjekte
Auftrags Objekte
Vormontage Endmontage
Montage-leitung
MontageFertigung
…
Hierarchische Zerlegung der
Produktionseinheiten
Bild 5.10: Hierarchiebildung
Bildung von Strukturen durch Vererbung
Ein zentrales Prinzip der Strukturbildung im Rahmen der Objektorientierung stellt die Verer-bung dar. Die Vererbung ist dabei nicht auf eine „Zerlegung“ der Strukturen ausgerichtet, sondern strebt vielmehr eine Art Vereinheitlichung von Strukturbestandteilen an und ist somit als eine Art von Klassifizierung oder Standardisierung zu betrachten. Ziel ist es hierbei, Strukturen zu vereinfachen, in dem man einzelne Strukturelemente als Spezialisierung eines generalisierten Strukturelementes beschreibt. Hierdurch wird einerseits sichergestellt, daß vom Prinzip her ähnliche Strukturelemente einheitlich beschieben und realisiert werden. Andererseits kann im Rahmen der Gestaltung ein übergeordnetes Strukturelement bzw. Objekt geplant werden, ohne daß die ggf. unterschiedliche Realisierung dieses Elementes berücksichtigt werden muß. Beispielsweise kann ein Objekt „Transporteinheit“ definiert wer-den, ohne daß differenziert werden muß, ob diese Transporteinheit später durch einen Ga-belstapler oder ein fahrerloses Transportsystem (FTS) realisiert wird. Die Objekte „Gabel-stapler“ und „FTS“ wären somit eine Spezialisierung des Objektes „Transporteinheit“ und erben deren Eigenschaften wie z.B. eine Transportfrequenz. Für die Planung bedeutet dies, daß Planungsfestlegungen sukzessive konkretisiert werden können. Es müssen weder spezifische Festlegungen zu einem frühen Zeitpunkt getroffen, noch muß eine Lösung früh-zeitig fixiert werden, ohne die hierfür geltenden Prämissen explizit zu formulieren.
Ein zentraler Vorteil für die Rekonfiguration ergibt sich dadurch, daß einzelne Einheiten (durch das Erben spezifischer Eigenschaften von einer übergeordneten Einheit) austausch-
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 122
bar werden. Die übergeordnete Einheit definiert dabei den „Standard“, der an die unterge-ordneten Einheiten vererbt wird.
Eine Erweiterung findet dieser Mechanismus im Prinzip der Polymorphie. Dieses Prinzip besagt, daß Interaktionen zwischen Objekten festgelegt werden, ohne daß dabei die spezifi-sche Instanziierung festgelegt wird. Bezogen auf die genannte Transporteinheit würde somit die Operation „Fördern“ festgelegt. Daß diese Funktion durch einen Gabelstapler oder ein Förderband unterschiedlich wahrgenommen wird, wird dabei (bewußt) nicht berücksichtigt. Das System ist somit unabhängig davon gestaltet, durch welche konkreten Elemente einzel-ne Aufgaben (bzw. Operationen) wahrgenommen werden.396
Strukturierung durch Klassen- und Instanzenbildung
Neben der Bildung von Objektstrukturen ist eines der zentralen strukturbildenden Merkmale der Objektorientierung die Differenzierung von Klassen und Instanzen bzw. Objekten. Nach-dem in den vorangehenden Kapiteln die Grundprinzipen der Bildung und Interaktion von Objekten beschrieben worden sind, soll im folgenden dargestellt werden, wie die Bildung von Klassen als „Bauplan“ der Objekte eingesetzt werden kann.
Entsprechend des Verständnisses im Bereich des Software Engineering, sollen Klassen als verallgemeinerte Definition der Objekte verstanden werden. Somit werden Klassen für die Auftrags-, Produkt- und Produktionsobjekte definiert. Über diese werden einerseits die Ei-genschaften der Objekte vordefiniert, andererseits kann deren Interaktion über die Interakti-on der Klassen vorbestimmt werden. Dieses Prinzip ähnelt dabei dem neuen St. Galler Ma-nagement Modell, wo durch die Ordnungsmomente des Unternehmens eine Vorausbestim-mung der Prozesse erfolgt. Dementsprechend wird im Rahmen der Fabrikplanung letztend-lich die Klassenstruktur der Fabrik gestaltet. Die Auftrags- und Produktklassen bilden dabei die Basis für die konkreten Aufträge und Produkte (bzw. Objekte) im Rahmen des Produkti-onsbetriebs. Die Instanziierung der Produktionseinheiten erfolgt dabei bereits im Rahmen der Planungsumsetzung. Dieses Prinzip stimmt dabei weitgehend mit dem Verständnis, die Fabrikplanung auf die eigentliche Planung zu beschränken und die Umsetzung auszuschlie-ßen, überein.397
396 vgl. hierzu Oesterreich, Softwareentwicklung, 1998 und Balzert, Software-Technik, 1998 397 vgl. hierzu Kahlbrandt, Software Engineering, 2001
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 123
5.1.3 Klassifikationsmodell der Fabrikobjekte Die Verwendung der Prosa Holonic Manufacturing Referenzarchitektur stellt eine Basis für die Abbildung der Produktion als Interaktion zwischen Aufträgen, Produkten und der Produk-tion dar. Dabei werden diese drei Basisobjektklassen unter Nutzung der Prinzipien der Ob-jektorientierung sukzessive detailliert und konkretisiert. Hierbei muß insbesondere die Pro-duktionsstruktur aus der Basisobjektklasse „Produktion“ abgeleitet werden. Diese Struktur-bildung, die einer der Kernaufgaben der Fabrikplanung entspricht, muß dabei derart erfolgen, daß den aus dem Prinzip der Wandlung durch (temporäre) Vernetzung abgeleiteten Anforde-rungen entsprochen wird. Zur Unterstützung dieses Schrittes wurde ein Klassifizierungsmo-dell entwickelt, welches einerseits die Basis für die Produktionsstrukturierung liefert sowie andererseits geeignete Definitionen für einzelne Objekte der Fabrikstruktur bereitstellt. Die-ses Modell stellt somit eine wesentliche Vereinfachung der Fabrikplanung dar und sichert gleichzeitig die Kompatibilität einzelner Produktionsbestandteile bei einer Vernetzung oder bei dem Bedarf einer Wandlung der Struktur.
Ziel bei der Definition des Produktionsmodells ist es, ein speziell für die Herausforderungen der Wandlungsfähigkeit abgestimmtes Modell zu entwickeln. Der Fokus des Modells soll dabei auf der Planung liegen, wobei das Modell gleichzeitig kompatibel zu entsprechenden Steuerungskonzepten und den dazugehörigen Modellen398 ist. Das Modell soll dabei eine konsistente Beschreibung sämtlicher Produktionsbestandteile einer Fabrik für unterschiedli-che Anwendungen und Branchen ermöglichen. Dies setzt ein hohes Maß an Generizität voraus, gleichzeitig soll das Modell aber die Basis für eine konsistente Differenzierung der Produktionsbestandteile darstellen.
Auf der Grundlage einer umfangreichen Untersuchung existierender Modellierungskonzepte wurde festgestellt, daß keines dieser in vollem Umfang den gestellten Anforderungen ent-spricht. Die Konzepte beschreiben entweder primär eine Modellierungssyntax, ohne spezifi-sche Definitionen im Sinne einer Klassifizierung vorzunehmen, oder waren auf einen spezifi-schen Anwendungszusammenhang ausgerichtet. Insbesondere im Bereich der Produktions-planung und –steuerung gibt es dabei verschiedene Modelle, die teilweise explizit auf der Anwendung objektorientierter Prinzipien basieren. Eine detaillierte Aufstellung dieser Unter-suchung befindet sich im Anhang 9.2 und 9.3.
Dementsprechend wurde auf der Basis der existierenden Modelle ein objektorientiertes Klassifizierungsmodell für Produktionsobjekte definiert. Diese Arbeiten wurden im Rahmen des EU geförderten Forschungsprojektes „Modular Plant Architecture“ (MPA) unter Beteili-gung verschiedener Forschungsinstitute sowie Industrieunternehmen verschiedener Bran-chen vorgenommen und im Rahmen verschiedener Anwendungsbeispiele erprobt.399 Dem-entsprechend soll dieses Modell, wie im genannten Projekt üblich, im folgenden als „MPA Würfel“ bezeichnet werden.
398 Kompatibilität besteht insbesondere zu dem Konzept des Holonic Manufacturing, wobei aber auch
Elemente der Ansätze CIMOSA, ARIS und GERAM übernommen worden sind. 399 Schuh, Approach, 2003
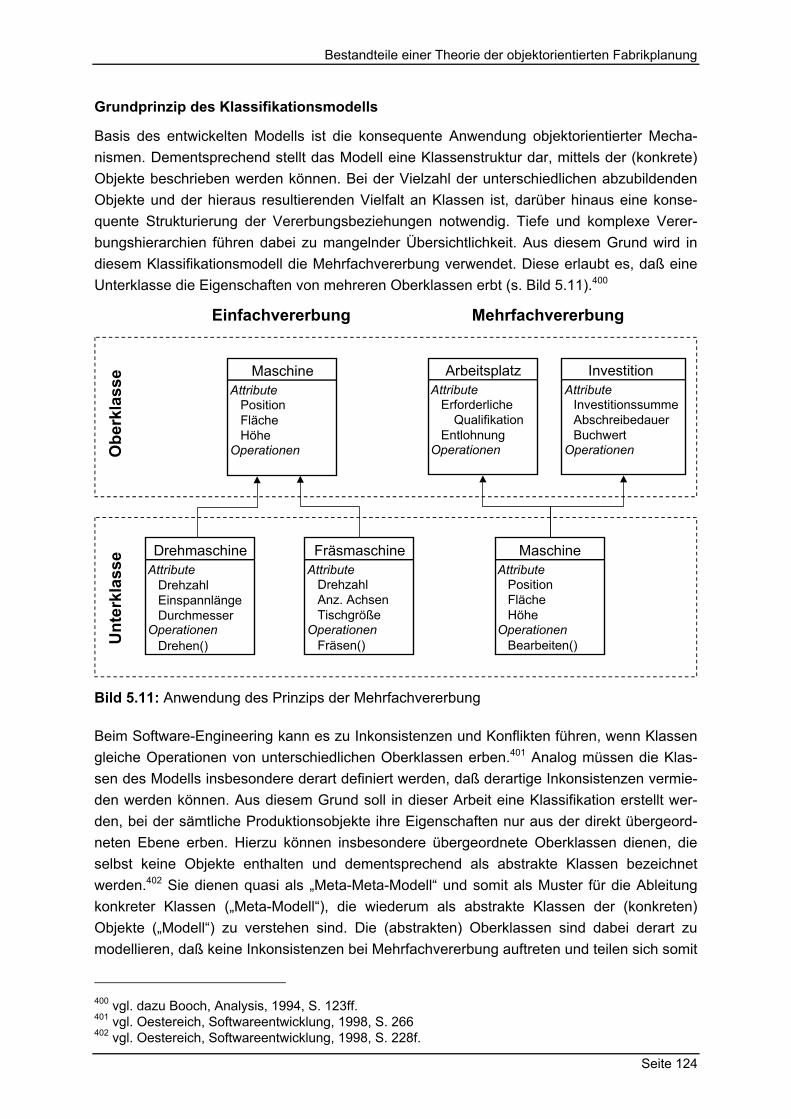
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 124
Grundprinzip des Klassifikationsmodells
Basis des entwickelten Modells ist die konsequente Anwendung objektorientierter Mecha-nismen. Dementsprechend stellt das Modell eine Klassenstruktur dar, mittels der (konkrete) Objekte beschrieben werden können. Bei der Vielzahl der unterschiedlichen abzubildenden Objekte und der hieraus resultierenden Vielfalt an Klassen ist, darüber hinaus eine konse-quente Strukturierung der Vererbungsbeziehungen notwendig. Tiefe und komplexe Verer-bungshierarchien führen dabei zu mangelnder Übersichtlichkeit. Aus diesem Grund wird in diesem Klassifikationsmodell die Mehrfachvererbung verwendet. Diese erlaubt es, daß eine Unterklasse die Eigenschaften von mehreren Oberklassen erbt (s. Bild 5.11).400
MaschineAttribute
Operationen
PositionFlächeHöhe
Einfachvererbung Mehrfachvererbung
DrehmaschineAttribute
Operationen
FräsmaschineAttribute
Operationen
DrehzahlAnz. AchsenTischgröße
Fräsen()
DrehzahlEinspannlängeDurchmesser
Drehen()
MaschineAttribute
Operationen
PositionFlächeHöhe
Bearbeiten()
ArbeitsplatzAttribute
Operationen
ErforderlicheQualifikation
Entlohnung
InvestitionAttribute
Operationen
InvestitionssummeAbschreibedauerBuchwert
Obe
rkla
sse
Unt
erkl
asse
Bild 5.11: Anwendung des Prinzips der Mehrfachvererbung
Beim Software-Engineering kann es zu Inkonsistenzen und Konflikten führen, wenn Klassen gleiche Operationen von unterschiedlichen Oberklassen erben.401 Analog müssen die Klas-sen des Modells insbesondere derart definiert werden, daß derartige Inkonsistenzen vermie-den werden können. Aus diesem Grund soll in dieser Arbeit eine Klassifikation erstellt wer-den, bei der sämtliche Produktionsobjekte ihre Eigenschaften nur aus der direkt übergeord-neten Ebene erben. Hierzu können insbesondere übergeordnete Oberklassen dienen, die selbst keine Objekte enthalten und dementsprechend als abstrakte Klassen bezeichnet werden.402 Sie dienen quasi als „Meta-Meta-Modell“ und somit als Muster für die Ableitung konkreter Klassen („Meta-Modell“), die wiederum als abstrakte Klassen der (konkreten) Objekte („Modell“) zu verstehen sind. Die (abstrakten) Oberklassen sind dabei derart zu modellieren, daß keine Inkonsistenzen bei Mehrfachvererbung auftreten und teilen sich somit
400 vgl. dazu Booch, Analysis, 1994, S. 123ff. 401 vgl. Oestereich, Softwareentwicklung, 1998, S. 266 402 vgl. Oestereich, Softwareentwicklung, 1998, S. 228f.
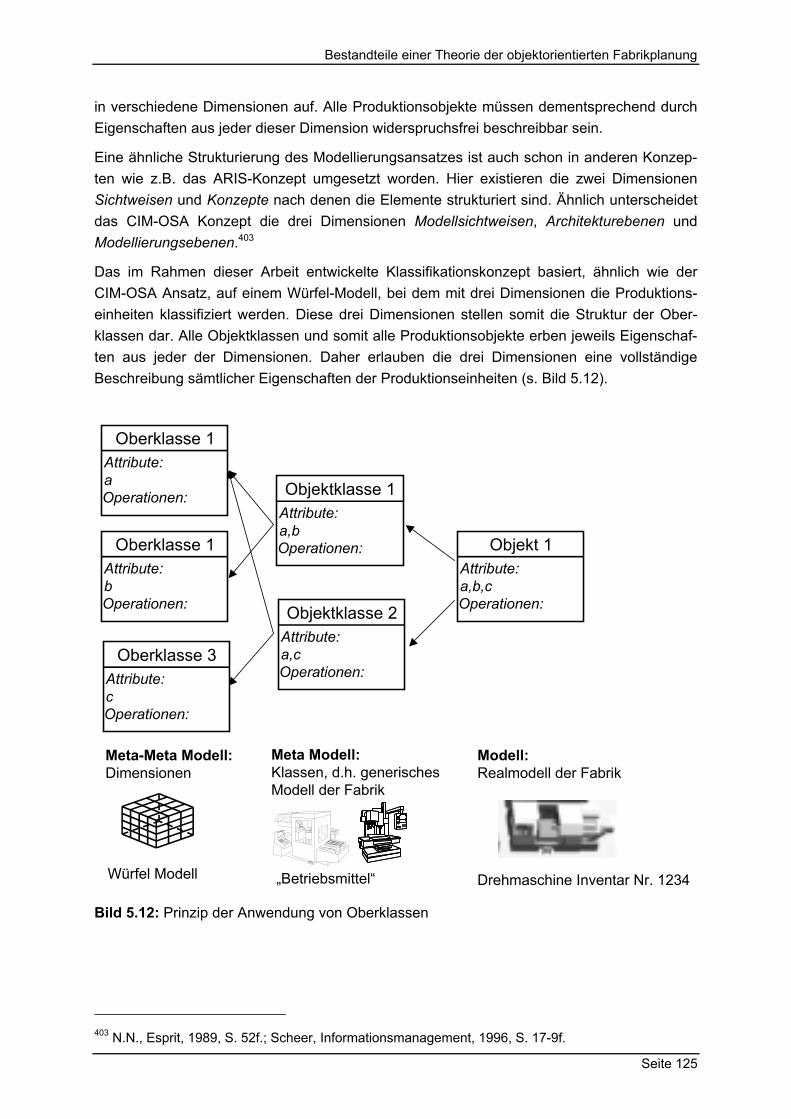
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 125
in verschiedene Dimensionen auf. Alle Produktionsobjekte müssen dementsprechend durch Eigenschaften aus jeder dieser Dimension widerspruchsfrei beschreibbar sein.
Eine ähnliche Strukturierung des Modellierungsansatzes ist auch schon in anderen Konzep-ten wie z.B. das ARIS-Konzept umgesetzt worden. Hier existieren die zwei Dimensionen Sichtweisen und Konzepte nach denen die Elemente strukturiert sind. Ähnlich unterscheidet das CIM-OSA Konzept die drei Dimensionen Modellsichtweisen, Architekturebenen und Modellierungsebenen.403
Das im Rahmen dieser Arbeit entwickelte Klassifikationskonzept basiert, ähnlich wie der CIM-OSA Ansatz, auf einem Würfel-Modell, bei dem mit drei Dimensionen die Produktions-einheiten klassifiziert werden. Diese drei Dimensionen stellen somit die Struktur der Ober-klassen dar. Alle Objektklassen und somit alle Produktionsobjekte erben jeweils Eigenschaf-ten aus jeder der Dimensionen. Daher erlauben die drei Dimensionen eine vollständige Beschreibung sämtlicher Eigenschaften der Produktionseinheiten (s. Bild 5.12).
Oberklasse 1Attribute:aOperationen:
Objektklasse 2Attribute:a,cOperationen:
Oberklasse 3Attribute:cOperationen:
Oberklasse 1Attribute:bOperationen:
Objektklasse 1Attribute:a,b Operationen: Objekt 1
Attribute:a,b,c Operationen:
Meta-Meta Modell:Dimensionen
Meta Modell:Klassen, d.h. generischesModell der Fabrik
Modell:Realmodell der Fabrik
„Betriebsmittel“ Drehmaschine Inventar Nr. 1234Würfel Modell
Bild 5.12: Prinzip der Anwendung von Oberklassen
403 N.N., Esprit, 1989, S. 52f.; Scheer, Informationsmanagement, 1996, S. 17-9f.
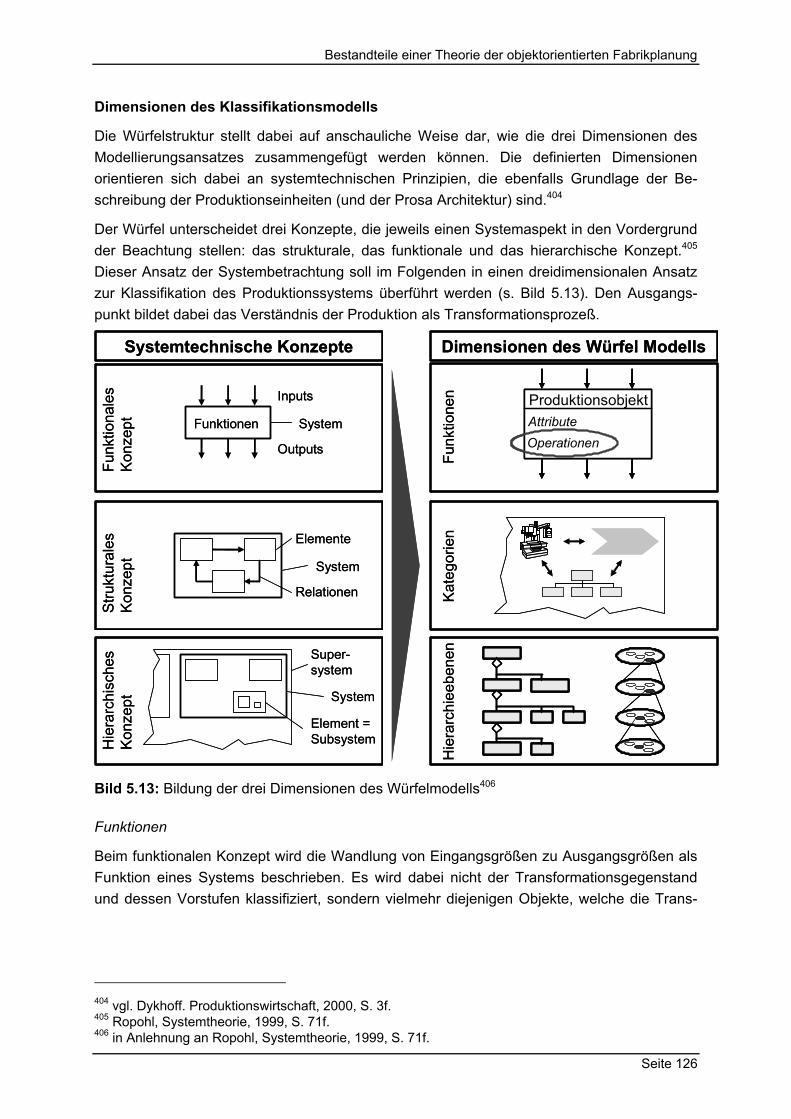
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 126
Dimensionen des Klassifikationsmodells
Die Würfelstruktur stellt dabei auf anschauliche Weise dar, wie die drei Dimensionen des Modellierungsansatzes zusammengefügt werden können. Die definierten Dimensionen orientieren sich dabei an systemtechnischen Prinzipien, die ebenfalls Grundlage der Be-schreibung der Produktionseinheiten (und der Prosa Architektur) sind.404
Der Würfel unterscheidet drei Konzepte, die jeweils einen Systemaspekt in den Vordergrund der Beachtung stellen: das strukturale, das funktionale und das hierarchische Konzept.405 Dieser Ansatz der Systembetrachtung soll im Folgenden in einen dreidimensionalen Ansatz zur Klassifikation des Produktionssystems überführt werden (s. Bild 5.13). Den Ausgangs-punkt bildet dabei das Verständnis der Produktion als Transformationsprozeß.
Systemtechnische Konzepte
Funk
tiona
les
Kon
zept
Stru
ktur
ales
K
onze
ptH
iera
rchi
sche
s K
onze
pt
Inputs
Outputs
SystemFunktionen
Elemente
Relationen
System
Super-system
Element =Subsystem
System
Funk
tione
nK
ateg
orie
nH
iera
rchi
eebe
nen
Dimensionen des Würfel Modells
ProduktionsobjektAttributeOperationen
Systemtechnische Konzepte
Funk
tiona
les
Kon
zept
Stru
ktur
ales
K
onze
ptH
iera
rchi
sche
s K
onze
pt
Inputs
Outputs
SystemFunktionen
Elemente
Relationen
System
Super-system
Element =Subsystem
System
Funk
tione
nK
ateg
orie
nH
iera
rchi
eebe
nen
Dimensionen des Würfel Modells
ProduktionsobjektAttributeOperationen
ProduktionsobjektAttributeOperationen
Bild 5.13: Bildung der drei Dimensionen des Würfelmodells406
Funktionen
Beim funktionalen Konzept wird die Wandlung von Eingangsgrößen zu Ausgangsgrößen als Funktion eines Systems beschrieben. Es wird dabei nicht der Transformationsgegenstand und dessen Vorstufen klassifiziert, sondern vielmehr diejenigen Objekte, welche die Trans-
404 vgl. Dykhoff. Produktionswirtschaft, 2000, S. 3f. 405 Ropohl, Systemtheorie, 1999, S. 71f. 406 in Anlehnung an Ropohl, Systemtheorie, 1999, S. 71f.
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 127
formationen durchführen. Die eigentliche Realisierung dieser soll dabei im Sinne einer Black-Box-Darstellung vernachlässigt werden.407
Dieses Verständnis der Funktionen im Produktionsbetrieb ist auch in vielen anderen Ansät-zen enthalten. Sie dienen zur Abbildung einzelner Aufgaben (z.B. Arbeitsschritt auf dem Arbeitsplan) bis hin zu kompletten Prozeßketten (z.B. Auftragsbearbeitung). Dementspre-chend wurde bei der Integrierten Unternehmensmodellierung (IUM) ein Funktionsmodell entwickelt, welches die Abbildung der Produktionsprozesse anhand der jeweiligen Zu-standsübergänge ermöglicht.408 Im entwickelten Klassifikationsansatz sollen somit vier Grundfunktionen unterschieden werden.
Kategorien
Das strukturale Konzept der Systemtechnik stellt die Elemente eines Systems sowie die verknüpfenden Relationen in den Vordergrund. Das System ist dabei die Gesamtheit ver-schiedener verknüpfter Elemente.409 In existierenden Ansätzen (z.B. CIM-OSA) wird eine strukturale Unterscheidung unterschiedlicher Objekte durch verschiedene (Modell) Sichten realisiert.410 In Anlehnung an diese Sichten soll auch in diesem Klassifikationsmodell eine Dimension zur Unterscheidung der strukturalen Eigenschaften gebildet werden. Entspre-chend des Prinzips der Objektorientierung, soll dabei nicht eine Differenzierung der Elemen-te und Relationen erfolgen. Vielmehr wird die Systemstruktur durch die jeweiligen Objekte selbst gebildet, die entsprechend ihrer Rolle innerhalb des Systems mittels Kategorien klas-sifiziert werden sollen.
Die Verknüpfungen und Beziehungen zwischen einzelnen Elementen bzw. Objekten werden in den Operationen und Attributen der Klassen bzw. Objekten hinterlegt. Es gibt somit keine isolierte Betrachtung der Relationen als Einzelgegenstand. Die gebildeten Kategorien spezi-fizieren somit fundamental unterschiedliche Arten von Objekten. Ähnlich der Sichten existie-render Produktionsmodelle, werden hierbei Ressourcen, Prozesse und Organisationseinhei-ten unterschieden.
Hierarchieebenen
Wie bereits beschrieben, ist die Bildung von Hierarchien einer der zentralen Mechanismen der Strukturbildung bzw. Dekomposition sowohl in der Systemtechnik als auch in der Objekt-orientierung.411 Dementsprechend bildet die dritte Dimension des entwickelten Modells die Hierarchieebenen der Produktion ab und ermöglicht somit die Einordnung einzelner Produk-tionseinheiten in diese Hierarchien ebenso wie die systematische Dekomposition der Pro-duktionseinheiten im Rahmen der Planung.
407 vgl. Daenzer, Systems Engineering, 1994, S. 10f. 408 Spur, Unternehmensmodellierung, 1993, S. 70 409 Ropohl, Systemtheorie, 1999, S. 75; Dohms, Methodik, 2001, S. 62 410 N.N., CIMOSA, 1989, S. 52f. 411 vgl. Ropohl, Systemtheorie, 1999, S. 75f; vgl. auch Daenzer, Systems Engineering, 1994, S. 7f.
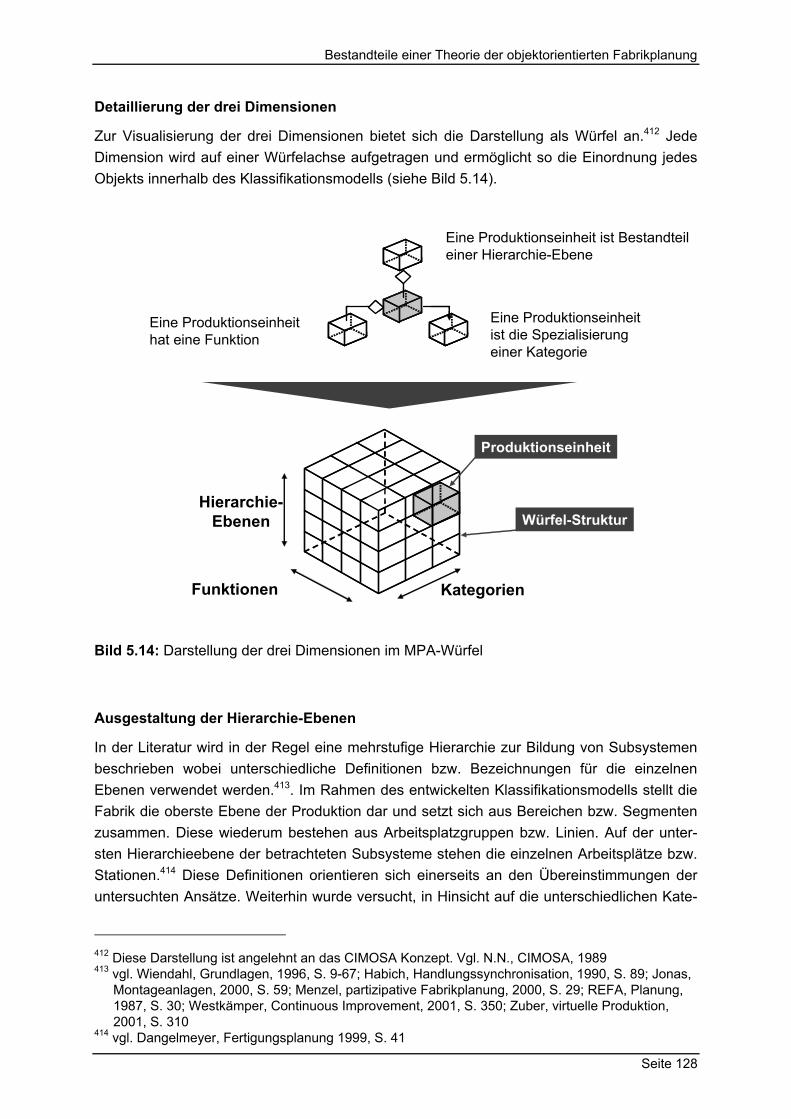
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 128
Detaillierung der drei Dimensionen
Zur Visualisierung der drei Dimensionen bietet sich die Darstellung als Würfel an.412 Jede Dimension wird auf einer Würfelachse aufgetragen und ermöglicht so die Einordnung jedes Objekts innerhalb des Klassifikationsmodells (siehe Bild 5.14).
Bild 5.14: Darstellung der drei Dimensionen im MPA-Würfel
Ausgestaltung der Hierarchie-Ebenen
In der Literatur wird in der Regel eine mehrstufige Hierarchie zur Bildung von Subsystemen beschrieben wobei unterschiedliche Definitionen bzw. Bezeichnungen für die einzelnen Ebenen verwendet werden.413. Im Rahmen des entwickelten Klassifikationsmodells stellt die Fabrik die oberste Ebene der Produktion dar und setzt sich aus Bereichen bzw. Segmenten zusammen. Diese wiederum bestehen aus Arbeitsplatzgruppen bzw. Linien. Auf der unter-sten Hierarchieebene der betrachteten Subsysteme stehen die einzelnen Arbeitsplätze bzw. Stationen.414 Diese Definitionen orientieren sich einerseits an den Übereinstimmungen der untersuchten Ansätze. Weiterhin wurde versucht, in Hinsicht auf die unterschiedlichen Kate-
412 Diese Darstellung ist angelehnt an das CIMOSA Konzept. Vgl. N.N., CIMOSA, 1989 413 vgl. Wiendahl, Grundlagen, 1996, S. 9-67; Habich, Handlungssynchronisation, 1990, S. 89; Jonas,
Montageanlagen, 2000, S. 59; Menzel, partizipative Fabrikplanung, 2000, S. 29; REFA, Planung, 1987, S. 30; Westkämper, Continuous Improvement, 2001, S. 350; Zuber, virtuelle Produktion, 2001, S. 310
414 vgl. Dangelmeyer, Fertigungsplanung 1999, S. 41
Hierarchie-Ebenen
Funktionen Kategorien
Würfel-Struktur
Produktionseinheit
Eine Produktionseinheit ist Bestandteil einer Hierarchie-Ebene
Eine Produktionseinheit ist die Spezialisierung einer Kategorie
Eine Produktionseinheit hat eine Funktion
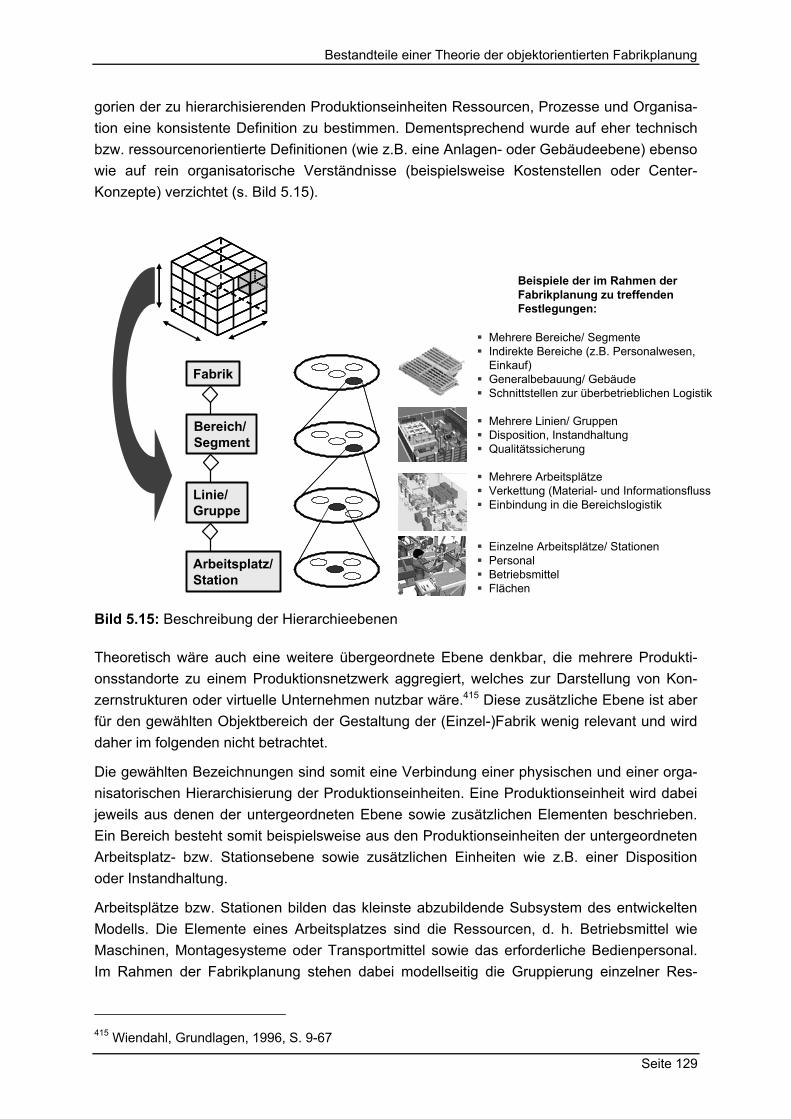
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 129
gorien der zu hierarchisierenden Produktionseinheiten Ressourcen, Prozesse und Organisa-tion eine konsistente Definition zu bestimmen. Dementsprechend wurde auf eher technisch bzw. ressourcenorientierte Definitionen (wie z.B. eine Anlagen- oder Gebäudeebene) ebenso wie auf rein organisatorische Verständnisse (beispielsweise Kostenstellen oder Center-Konzepte) verzichtet (s. Bild 5.15).
Fabrik
Linie/ Gruppe
Bereich/Segment
Arbeitsplatz/ Station
Beispiele der im Rahmen der Fabrikplanung zu treffenden Festlegungen:
Mehrere Bereiche/ SegmenteIndirekte Bereiche (z.B. Personalwesen, Einkauf)Generalbebauung/ GebäudeSchnittstellen zur überbetrieblichen Logistik
Mehrere Linien/ GruppenDisposition, InstandhaltungQualitätssicherung
Mehrere ArbeitsplätzeVerkettung (Material- und InformationsflussEinbindung in die Bereichslogistik
Einzelne Arbeitsplätze/ StationenPersonalBetriebsmittelFlächen
Bild 5.15: Beschreibung der Hierarchieebenen
Theoretisch wäre auch eine weitere übergeordnete Ebene denkbar, die mehrere Produkti-onsstandorte zu einem Produktionsnetzwerk aggregiert, welches zur Darstellung von Kon-zernstrukturen oder virtuelle Unternehmen nutzbar wäre.415 Diese zusätzliche Ebene ist aber für den gewählten Objektbereich der Gestaltung der (Einzel-)Fabrik wenig relevant und wird daher im folgenden nicht betrachtet.
Die gewählten Bezeichnungen sind somit eine Verbindung einer physischen und einer orga-nisatorischen Hierarchisierung der Produktionseinheiten. Eine Produktionseinheit wird dabei jeweils aus denen der untergeordneten Ebene sowie zusätzlichen Elementen beschrieben. Ein Bereich besteht somit beispielsweise aus den Produktionseinheiten der untergeordneten Arbeitsplatz- bzw. Stationsebene sowie zusätzlichen Einheiten wie z.B. einer Disposition oder Instandhaltung.
Arbeitsplätze bzw. Stationen bilden das kleinste abzubildende Subsystem des entwickelten Modells. Die Elemente eines Arbeitsplatzes sind die Ressourcen, d. h. Betriebsmittel wie Maschinen, Montagesysteme oder Transportmittel sowie das erforderliche Bedienpersonal. Im Rahmen der Fabrikplanung stehen dabei modellseitig die Gruppierung einzelner Res-
415 Wiendahl, Grundlagen, 1996, S. 9-67
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 130
sourcen und die Repräsentation ihrer räumlichen und physikalischen Eigenschaften sowie ablaufseitig die Zuordnung einzelner Operationen im Sinne funktionaler Grundbausteine im Vordergrund.416
Auf der Linien- oder Gruppenebene werden Gruppierungen von Arbeitsplätzen bzw. Statio-nen beschrieben. Die einzelnen Einheiten werden dabei im Sinne einer Kapselung als „Black-Box“ behandelt, deren Eigenschaften und weiteren Bestandteile auf der darunter liegenden Arbeitsplatzebene detailliert werden.417 Somit stehen die räumliche Anordnung und die logistische Verknüpfung im Bearbeitungsprozeß im Vordergrund. Die Bereichsebene beschreibt dabei das (Sub-) System eines Bereiches. Mehrere Bereiche bilden wiederum das System Fabrik und sind Bestandteil der Fabrikebene. Analog sind einzelne Arbeitsplätze nicht Teil der Arbeitsplatzebene, sondern Teil der Linien- oder Gruppenebene. Eine Produk-tionseinheit wird somit der jeweiligen Ebene zugeordnet zu dessen System sie gehört.
Die Bereichs- oder Segmentebene bildet die Zusammenfassung von mehreren Linien oder Gruppen. Hier werden neben direkt produktiven Produktionseinheiten auch produktionsnahe indirekte Aktivitäten bzw. Einheiten berücksichtigt, z.B. in Form von Qualitätssicherung, Disposition oder Instandhaltung. Dieser Aspekt bekommt insbesondere bei der Gestaltung integrierter, segmentierter Produktionsbereiche eine zentrale Bedeutung. 418
Die oberste Ebene des Fabrikmodells ist die Fabrikebene. Hier stellen die Bereiche der Produktion und zusätzliche indirekte Bereiche (z.B. Personalabteilung, Rechnungswesen, Zentrallager etc.) die betrachteten Systemelemente dar. Zentrale Planungsobjekte im Rah-men der Fabrikplanung sind dabei die Generalbebauung bzw. das Werkslayout, der werksin-terne Materialfluß sowie die Schnittstellen zur externen Logistik419. Wie bereits erläutert, ist das Modell offen für eine Erweiterung über die Fabrikebene hinaus. Für die Zielsetzung dieser Arbeit ist jedoch eine Beschränkung auf die vier beschriebenen Ebenen ausreichend.
Die Bildung von Sub- oder Unter-Systemen findet in diesem Ansatz auf einer Hierarchieebe-ne statt. Im Sinne einer „Black-Box“-Betrachtung ist auf dieser Hierarchieebene eine weitere Dekomposition oder Detaillierung der Einheiten noch nicht erforderlich. Wird eine Einheit bzw. ein Objekt einer Hierarchieebene zugeordnet, erfolgt keine Festlegung, ob es sich dabei um ein Element handelt oder ein weiteres Subsystem, welches nicht weiter unterglie-dert werden kann. Die Subsysteme müssen dabei nicht zwangsläufig Bestandteil der direkt untergeordneten Hierarchieebene sein. Es können bei dieser Dekomposition auch Ebenen übersprungen werden. So können auf der Fabrik-Ebene auch Einheiten (Systeme) gebildet werden, die sich erst auf Arbeitsplatz-Ebene weiter detaillieren lassen.420
416 vgl. Luczak, Arbeitsgestaltung, 1996, S. 12-13ff.; Wiendahl, kooperative Fabrikplanung, 2001, S.
190; Lange-Stalinski, mobile Produktionssysteme, 2003, S. 66f.; Schmidt, Grobplanung, 2002, S. 57f.
417 vgl. Daenzer, Systems Engineering, 1994, S. 8f. 418 Wiendahl, Grundlagen, 1996, S. 9-58; Wildemann, Modulare Fabrik, 1998, S. 54ff. 419 Wiendahl, kooperative Fabrikplanung, 2001, S. 189 420 vgl. Daenzer, Systems Engineering, 1994, S. 8f.
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 131
Ausgestaltung der Kategorien
Die Unterteilung der Kategorien soll eine Unterscheidung zwischen Ressourcen, Abläufen und aufbauorganisatorischen Aspekten ermöglichen. Diese Differenzierung wurde gewählt, da häufig eine physische Unterscheidung von Produktionsbestandteilen (wie z.B. die Be-schreibung von Ressourcen) verwendet wird. Häufig wird die Produktion jedoch nicht nach physischen Merkmalen, sondern nach der strukturellen Einbindung einzelner Produktionsbe-standteile differenziert. Dies entspricht der in Produktionsmodellen häufig vorkommenden Trennung zwischen Elementen und Relationen, oder der Differenzierung von Strukturen und Abläufen. Dementsprechend wurden im vorliegenden Modell einerseits die Ressourcen als ein Klassifikationsmerkmal sowie die Ablauf- bzw. Aufbauorganisation als weitere Kategorien gewählt. Als Bezeichnung für die Ablauforganisation wurde der Begriff Prozeß gewählt, weil dies einerseits der ausgeprägten Verwendung dieses Strukturierungskriteriums in der (ver-ketteten) Serienproduktion entspricht, andererseits den häufig anzutreffenden prozeßorien-tierten Gestaltungsansätzen Rechnung getragen wird. Die Definition der (Aufbau-) Organisa-tion als weiterer Klassifikationsbestandteil gewinnt insbesondere vor dem Hintergrund der geforderten Wandlungsfähigkeit durch temporäre Vernetzung sowie der in diesem Kontext genannten Probleme an Bedeutung, da diese primär die Organisation und weniger die Rolle der Einzelressource in dieser betreffen. Dementsprechend sind die beiden Kategorien Res-source und Organisation die zentralen Bestandteile einer objektorientierten Struktur. Die Betrachtung von Prozessen und insbesondere die Definition von Prozeß-Objekten wider-spricht dem Grundgedanken der Objektorientierung, Abläufe und Operationen innerhalb der Objekte zu kapseln. Die Kategorie „Prozeß“ wurde dennoch eingeführt, um diese als Basis für Analysen verwenden zu können. Bei der eigentlichen Gestaltung müssen sämtliche als „Prozeß“ klassifizierten Produktionselemente in geeigneter Form durch Ressourcen und Organisationseinheiten abgebildet werden und somit aus dem Modell eliminiert werden. Die Beschreibung der Ressourcen erfolgt auf der Grundlage des Ressourcenmodells nach SCHUH.421
Im folgenden soll erläutert werden, wie die Definition und Ausgestaltung der Kategorien aus existierenden Modellierungsansätzen hergeleitet werden kann. Ausgangspunkt ist dabei das Verständnis, daß ein technisches System aus unterschiedlichen Elementen besteht, die gemäß dem Pragmatischen Merkmal von STACHOWIAK in geeigneter Weise systematisiert werden müssen.422 Hierzu werden in existierenden Modellierungsansätzen häufig unter-schiedliche Sichten auf das abzubildende System definiert.423 Beispielsweise nutzt der CIM-OSA Ansatz zur Unterscheidung der verschiedenen Aspekte eines Produktionssystems verschiedene Sichten. Eine Sichtweise bildet dabei jeweils bestimmte Aspekte der Fabrik ab. Eine Verknüpfung von Modellelementen aus unterschiedlichen Sichten ist nicht vorgese-hen.424
421 vgl. Schuh, Produktvarianten, 1989 422 vgl. hierzu auch Anhang A2 423 vgl. Stachowiak, Modelltheorie, 1973, S. 132f.; Ropohl, Systemtheorie, 1999, S. 75 424 N.N., CIMOSA, 1989, S. 19f.; Scholz-Reiter, CIM, 1990, S. 67f.; Krah, Prozessmodell, 1999, S. 187
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 132
Die definierten Kategorien basieren dabei auf den im Rahmen existierender Ansätze ver-wendeten Sichten. So werden beim CIM-OSA Ansatz die Organisations-, Ressourcen-, Informations- und Funktionssicht unterschieden. Da das entwickelte Modell zur Repräsenta-tion der Planungsobjekte bei der Fabrikplanung dient, ist eine explizite Differenzierung einer Informationssicht nicht erforderlich, da die entsprechenden Planungsfestlegungen als Attri-bute und Operationen der Produktionsobjekte dokumentiert werden.
Die von CIM-OSA gebildete Funktionssicht enthält Prozesse zur Beschreibung der Abläufe und Funktionen in der Fabrik.425 Diese Objekte werden im entwickelten Klassifikationsmodell in der Kategorie Prozeß abgelegt.
Vergleichbar zum CIM-OSA Modellierungsansatz nutzt auch ARIS verschiedene Sichten um die unterschiedlichen Aspekte der Realität abzubilden. Das ARIS-Grundkonzept basiert in seiner ursprünglichen Form auf den Sichten Organisation, Daten und Funktionen. Diese stehen jeweils für eine Betrachtung aus einem bestimmten Blickwinkel. Zusätzlich existiert eine vierte Steuerungssicht, welche Objekte aus den verschiedenen Sichten verknüpft und so Steuerungsvorgänge abbilden kann.426
Der ARIS-Ansatz richtet sich an die Entwicklung unternehmensweiter Informationssysteme, die auf einer ganzheitlichen Betrachtung von Unternehmensprozessen basieren und die betriebswirtschaftlichen Vorgänge und Prozesse automatisieren. Somit fokussiert die im ARIS-Ansatz genutzte Definition der Funktionen die Vorgänge im abzubildenden Geschäfts-prozeß.427 Sie orientiert sich daher stark an der in der Programmierung verbreiteten Sicht-weise der Funktionalität von Programmen, Prozeduren oder Objekten. Die gebildeten Vor-gänge entsprechen Prozessen, ähnlich denen der CIM-OSA Funktionssicht. Aus diesem Grund werden die in dieser Sicht existierenden Elemente ebenfalls der Prozeß-Kategorie zugeordnet.
In der Datensicht werden bei ARIS Zustände der zu beschreibenden Objekte abgebildet. Entsprechend der unterschiedlichen Zielsetzung und Anforderungen an das Klassifikationsmodell bezüglich der abzubildenden Merkmale, kann diese Betrachtung auf die Abbildung und Beschreibung der Ressourcen einer Fabrik erweitert werden.
Die Definition einer Sichtweise auf die organisatorischen Zusammenhänge innerhalb eines Betriebes ist sowohl für ein betriebswirtschaftliches Modell wie auch für ein Fabrikplanungs-modell erforderlich. Entsprechend den Anforderungen an ein Modell zur Unterstützung von Fabrikplanungen ist die Organisation ein Gestaltungsgegenstand der Fabrikplanung. Zur Abbildung von Organisationseinheiten und -strukturen wird die Kategorie Organisation gebil-det.
Die Steuerungssicht des ARIS-Ansatzes zur Verknüpfung der verschiedenen Modellierungs-objekte ist in diesem Klassifikationsmodell nicht erforderlich, da Beziehungen auch zwischen Objekten aus verschiedenen Kategorien modellierbar sind.
425 Wiendahl, kooperative Fabrikplanung, 2001, S.. 77 426 Scheer, ARIS, 1998, S. 102ff. 427 Scheer, ARIS, 1998, S. 21ff.
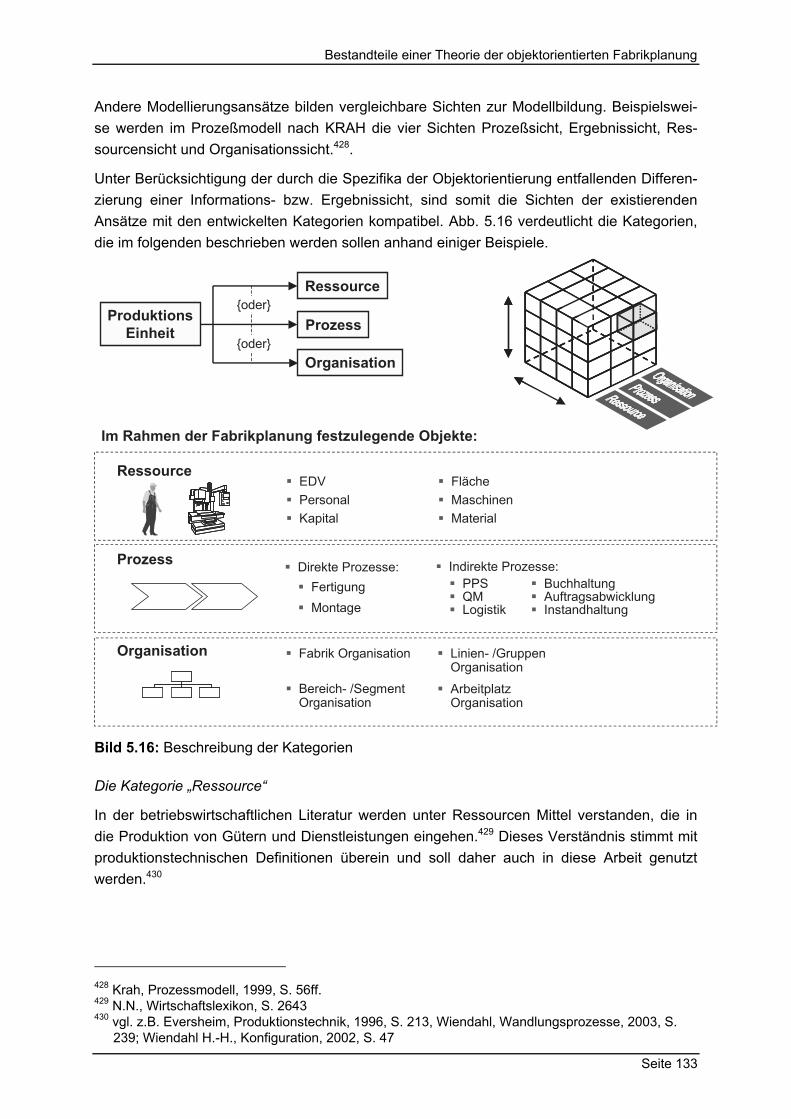
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 133
Andere Modellierungsansätze bilden vergleichbare Sichten zur Modellbildung. Beispielswei-se werden im Prozeßmodell nach KRAH die vier Sichten Prozeßsicht, Ergebnissicht, Res-sourcensicht und Organisationssicht.428.
Unter Berücksichtigung der durch die Spezifika der Objektorientierung entfallenden Differen-zierung einer Informations- bzw. Ergebnissicht, sind somit die Sichten der existierenden Ansätze mit den entwickelten Kategorien kompatibel. Abb. 5.16 verdeutlicht die Kategorien, die im folgenden beschrieben werden sollen anhand einiger Beispiele.
EDVPersonalKapital
Ressource
Prozess
Fabrik Organisation
Bereich- /Segment Organisation
Organisation
Indirekte Prozesse:PPSQMLogistik
Linien- /Gruppen Organisation
Arbeitplatz Organisation
FlächeMaschinenMaterial
Direkte Prozesse:FertigungMontage
BuchhaltungAuftragsabwicklung Instandhaltung
Im Rahmen der Fabrikplanung festzulegende Objekte:
ProduktionsEinheit
Ressource
Prozess
Organisation
{oder}
{oder}
Bild 5.16: Beschreibung der Kategorien
Die Kategorie „Ressource“
In der betriebswirtschaftlichen Literatur werden unter Ressourcen Mittel verstanden, die in die Produktion von Gütern und Dienstleistungen eingehen.429 Dieses Verständnis stimmt mit produktionstechnischen Definitionen überein und soll daher auch in diese Arbeit genutzt werden.430
428 Krah, Prozessmodell, 1999, S. 56ff. 429 N.N., Wirtschaftslexikon, S. 2643 430 vgl. z.B. Eversheim, Produktionstechnik, 1996, S. 213, Wiendahl, Wandlungsprozesse, 2003, S.
239; Wiendahl H.-H., Konfiguration, 2002, S. 47
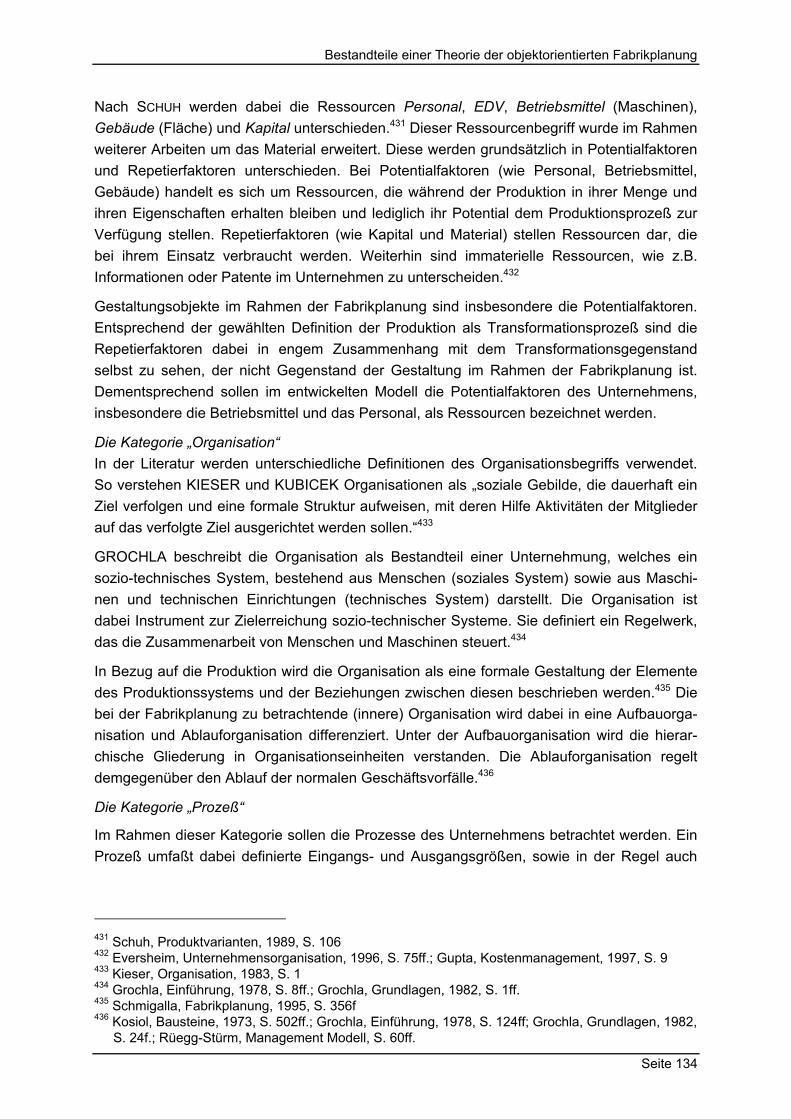
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 134
Nach SCHUH werden dabei die Ressourcen Personal, EDV, Betriebsmittel (Maschinen), Gebäude (Fläche) und Kapital unterschieden.431 Dieser Ressourcenbegriff wurde im Rahmen weiterer Arbeiten um das Material erweitert. Diese werden grundsätzlich in Potentialfaktoren und Repetierfaktoren unterschieden. Bei Potentialfaktoren (wie Personal, Betriebsmittel, Gebäude) handelt es sich um Ressourcen, die während der Produktion in ihrer Menge und ihren Eigenschaften erhalten bleiben und lediglich ihr Potential dem Produktionsprozeß zur Verfügung stellen. Repetierfaktoren (wie Kapital und Material) stellen Ressourcen dar, die bei ihrem Einsatz verbraucht werden. Weiterhin sind immaterielle Ressourcen, wie z.B. Informationen oder Patente im Unternehmen zu unterscheiden.432
Gestaltungsobjekte im Rahmen der Fabrikplanung sind insbesondere die Potentialfaktoren. Entsprechend der gewählten Definition der Produktion als Transformationsprozeß sind die Repetierfaktoren dabei in engem Zusammenhang mit dem Transformationsgegenstand selbst zu sehen, der nicht Gegenstand der Gestaltung im Rahmen der Fabrikplanung ist. Dementsprechend sollen im entwickelten Modell die Potentialfaktoren des Unternehmens, insbesondere die Betriebsmittel und das Personal, als Ressourcen bezeichnet werden.
Die Kategorie „Organisation“ In der Literatur werden unterschiedliche Definitionen des Organisationsbegriffs verwendet. So verstehen KIESER und KUBICEK Organisationen als „soziale Gebilde, die dauerhaft ein Ziel verfolgen und eine formale Struktur aufweisen, mit deren Hilfe Aktivitäten der Mitglieder auf das verfolgte Ziel ausgerichtet werden sollen.“433
GROCHLA beschreibt die Organisation als Bestandteil einer Unternehmung, welches ein sozio-technisches System, bestehend aus Menschen (soziales System) sowie aus Maschi-nen und technischen Einrichtungen (technisches System) darstellt. Die Organisation ist dabei Instrument zur Zielerreichung sozio-technischer Systeme. Sie definiert ein Regelwerk, das die Zusammenarbeit von Menschen und Maschinen steuert.434
In Bezug auf die Produktion wird die Organisation als eine formale Gestaltung der Elemente des Produktionssystems und der Beziehungen zwischen diesen beschrieben werden.435 Die bei der Fabrikplanung zu betrachtende (innere) Organisation wird dabei in eine Aufbauorga-nisation und Ablauforganisation differenziert. Unter der Aufbauorganisation wird die hierar-chische Gliederung in Organisationseinheiten verstanden. Die Ablauforganisation regelt demgegenüber den Ablauf der normalen Geschäftsvorfälle.436
Die Kategorie „Prozeß“
Im Rahmen dieser Kategorie sollen die Prozesse des Unternehmens betrachtet werden. Ein Prozeß umfaßt dabei definierte Eingangs- und Ausgangsgrößen, sowie in der Regel auch
431 Schuh, Produktvarianten, 1989, S. 106 432 Eversheim, Unternehmensorganisation, 1996, S. 75ff.; Gupta, Kostenmanagement, 1997, S. 9 433 Kieser, Organisation, 1983, S. 1 434 Grochla, Einführung, 1978, S. 8ff.; Grochla, Grundlagen, 1982, S. 1ff. 435 Schmigalla, Fabrikplanung, 1995, S. 356f 436 Kosiol, Bausteine, 1973, S. 502ff.; Grochla, Einführung, 1978, S. 124ff; Grochla, Grundlagen, 1982,
S. 24f.; Rüegg-Stürm, Management Modell, S. 60ff.
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 135
eine Prozeßzeit für die Transformation. Die Ausgangsgrößen, auch Ergebnis oder Leistun-gen genannt, können an interne oder externe (Prozeß-) Kunden weitergegeben werden.437
Proz
ess
Res
sour
ceO
rgan
isat
ion
Auftrags-annahme Disposition Gehäuse
fertigenMontieren Versenden
Material beschaffen
LagerAttribute
OperationenVorrat prüfen()Mat. einlagern()
LagerAttribute
OperationenVorrat prüfen()Mat. einlagern()
Getriebe-Fertigung
AttributeOperationen
MontageAttribute
Operationen
VertriebAttribute
OperationenAuftrag annehmen()Produkt versenden()
FT-SteuerungAttribute
OperationenKapazität
planen()
EinkaufAttribute
OperationenMaterial
bestellen()
Bild 5.17: Überführung von Prozessen in Ressourcen- und Organisationsobjekte
Generell steht die Betrachtung von Prozessen als eigenem Gestaltungsgegenstand im Wi-derspruch zu dem Prinzip der Objektorientierung, da dieses explizit die Verwendung dieses Modellkonstruktes ausschließt. Entsprechend der großen Verbreitung der Prozeßsicht und derartiger Ansätze werden im Software Engineering Prozeß im Rahmen der Analyse be-trachtet, jedoch nicht in der Systemgestaltung. Die Geschäftsprozeßanalyse dient dabei zur Aufnahme der Prozeßstrukturen in Unternehmen und hilft Schwachstellen aufzudecken und zu verbessern.438 In der Modellierungssprache UML sind somit Diagrammarten berücksich-tigt, die zur Darstellung von Prozessen und Abläufen geeignet sind. Analog zur Geschäfts-prozeßmodellierung für das Software-Engineering erlaubt das entwickelte Klassifikationsmo-dell explizit die Modellierung von Prozessen. Im Sinne der Objektorientierung soll jedoch eine Überführung von Prozessen in das Fabrikmodell unterstützt werden. Prozesse werden dabei durch die Interaktion der Produktions- oder Organisationseinheiten durch entspre-chende Operationen realisiert. In Bild 5.17 ist anhand eines Beispieles dargestellt, wie Pro-zesse sich in Operationen in den Objektklassen der Kategorien Ressource und Organisation übertragen lassen.
437 vgl. Krah, Prozessmodell, 1999, S. 169ff.; Scheer, Architektur, 1991, S. 64ff.; Rüegg-Stürm, Mana-
gement, 2002, S. 74f.; Gaitanides, Prozessmanagement, 1994, S. 22ff. 438 Oesterreich, Geschäftsprozessmodellierung, 2003, S. 7ff.
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 136
Ausgestaltung der Funktionen
Die dritte Dimension des Klassifikationsmodells beschreibt den Zweck oder die Kernaufgabe der Objekte als Funktionen. Viele existierende Modellierungsansätze beinhalten eine Funkti-onssicht, jedoch existiert bisher keine einheitliche Definition der Grundfunktionen der Pro-duktion.439 Vielmehr existieren jeweils Ansätze zur Beschreibung der Funktionen für jede der drei Kategorien Ressourcen, Prozesse und Organisation. In der VDI-Richtlinie 2815 werden beispielsweise Betriebsmittel als Fertigungs-, Transport-, Lager-, Handhabungs- und Prüfmit-tel klassifiziert (Bild 5.18 oben).440 Da vor dem Hintergrund der im Rahmen der Fabrikpla-nung zu treffenden Festlegungen eine Differenzierung zwischen Handhabung und Transport nicht erforderlich ist, sollen Handhabungsmittel im Rahmen des entwickelten Modells in die Funktionsklasse Transport eingegliedert werden.
Zur Klassifizierung von Funktionen werden im Rahmen der Ablaufsimulation von Produkti-onssystemen eine Trennung von Lager, Transport und Bearbeitung durchgeführt.441 Unter dem Begriff „Bearbeitung“ sind im Sinne des entwickelten Modells dabei sämtliche Ferti-gungs- und Montage Prozesse zusammengefaßt, (Bild 5.18 Mitte).442 Neben den beschrie-benen Funktionen sollen Objekte, die beispielsweise dispositive Funktionen übernehmen, als unterstützende Funktionen bezeichnet werden. Diese Klassen von Funktionen kann dabei genutzt werden, um sämtliche mittels der anderen Funktionen nicht klassifizierbaren Objekte zu beschreiben.443
Eine funktional-systemorientierte Gliederung der Fabrikorganisation nach WIENDAHL (Bild 5.18 Mitte) differenziert die folgenden Funktionen: Bearbeitung bzw. Fügen, Lagerung, Transport und Handhabung. Zusätzlich werden weitere dispositive sowie planende Funktio-nen berücksichtigt.444
Basierend auf dieser Gegenüberstellung können somit die einheitlichen Funktionen Bearbei-ten, Transportieren, Lagern und Unterstützung definiert werden.
Die vier Grundfunktionen dieses Würfelmodells klassifizieren, unabhängig von der überge-ordneten Hierarchieebene, die Gestaltungsobjekte der Fabrik. Unter Berücksichtigung des Hierarchiekonzepts lassen sich aus jeder Einheit, die als System verstanden wird, verschie-dene Subsysteme ableiten, die sich in die vier Grundfunktionen gliedern lassen. Diese Sub-systeme sind jeweils eine neue Einheit, die im Sinne der Dekomposition auf einer weiteren Hierarchieebene neue Grundfunktionen bilden. Dieser Kreislauf wird dadurch beendet, daß eine Einheit keine neuen Subsysteme mit Funktionen bildet. Dies geschieht, wenn eine weitere Differenzierung für die Fabrikplanung nicht erforderlich ist.445
439 Intra, Produktionsplanung, 2000, S. 56f. 440 VDI, Richtlinie 2815, 1978, vgl. dazu auch Scholz-Reiter, CIM, 1990, S. 28 441 Feldmann, Simulation, 1988, S. 12 442 Intra, Produktionsplanung, 2000, S. 58f. 443 Schuh, Produktvarianten, 1989, S. 110; vgl. auch Tränckner, Auftragsabwicklung, 1990, S. 90ff. 444 vgl. Intra, Produktionsplanung, 2000, S. 58; Dolezalek, Planung, 1981, S. 177ff.; Schuh, Produktva-
rianten, 1989, S. 110 445 vgl. Daenzer, Systems Engineering, 1994, S. 8f.
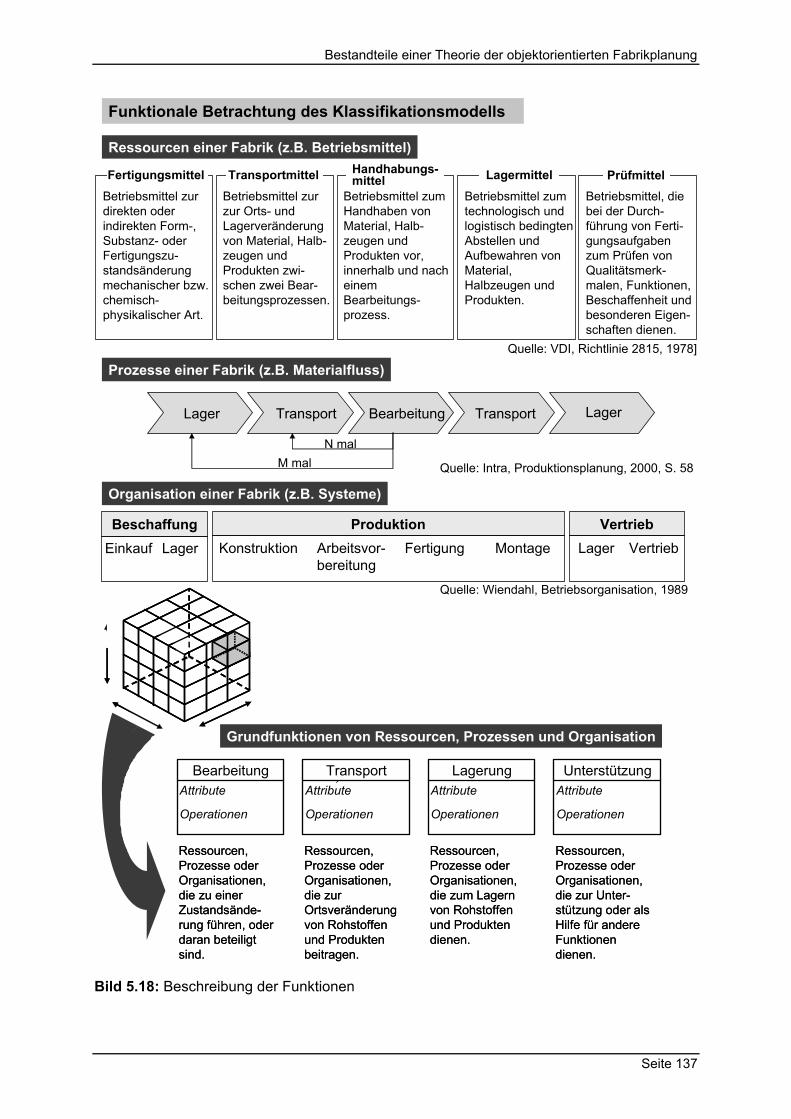
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 137
Funktionale Betrachtung des Klassifikationsmodells
Lager Transport Bearbeitung Transport Lager
N malM mal
Prozesse einer Fabrik (z.B. Materialfluss)
Quelle: Intra, Produktionsplanung, 2000, S. 58
Betriebsmittel zur direkten oder indirekten Form-, Substanz- oder Fertigungszu-standsänderungmechanischer bzw. chemisch-physikalischer Art.
Betriebsmittel zur zur Orts- und Lagerveränderung von Material, Halb-zeugen und Produkten zwi-schen zwei Bear-beitungsprozessen.
Fertigungsmittel Transportmittel PrüfmittelBetriebsmittel zum technologisch und logistisch bedingten Abstellen und Aufbewahren von Material, Halbzeugen und Produkten.
Lagermittel
Ressourcen, Prozesse oder Organisationen, die zu einer Zustandsände-rung führen, oder daran beteiligt sind.
Ressourcen, Prozesse oder Organisationen, die zum Lagern von Rohstoffen und Produkten dienen.
Ressourcen, Prozesse oder Organisationen, die zur Unter-stützung oder als Hilfe für andere Funktionen dienen.
Ressourcen, Prozesse oder Organisationen, die zur Ortsveränderung von Rohstoffen und Produkten beitragen.
Ressourcen, Prozesse oder Organisationen, die zu einer Zustandsände-rung führen, oder daran beteiligt sind.
Ressourcen, Prozesse oder Organisationen, die zum Lagern von Rohstoffen und Produkten dienen.
Ressourcen, Prozesse oder Organisationen, die zur Unter-stützung oder als Hilfe für andere Funktionen dienen.
Ressourcen, Prozesse oder Organisationen, die zur Ortsveränderung von Rohstoffen und Produkten beitragen.
Betriebsmittel zum Handhaben von Material, Halb-zeugen und Produkten vor, innerhalb und nach einem Bearbeitungs-prozess.
Handhabungs-mittel
Betriebsmittel, die bei der Durch-führung von Ferti-gungsaufgabenzum Prüfen von Qualitätsmerk-malen, Funktionen, Beschaffenheit und besonderen Eigen-schaften dienen.
Ressourcen einer Fabrik (z.B. Betriebsmittel)
Quelle: VDI, Richtlinie 2815, 1978]
BearbeitungAttribute
Operationen
UnterstützungAttribute
Operationen
TransportAttribute
Operationen
LagerungAttribute
Operationen
ProduktionKonstruktion Arbeitsvor-
bereitungFertigung Montage
Beschaffung VertriebEinkauf Lager Lager Vertrieb
Organisation einer Fabrik (z.B. Systeme)
Quelle: Wiendahl, Betriebsorganisation, 1989
Grundfunktionen von Ressourcen, Prozessen und Organisation
Bild 5.18: Beschreibung der Funktionen
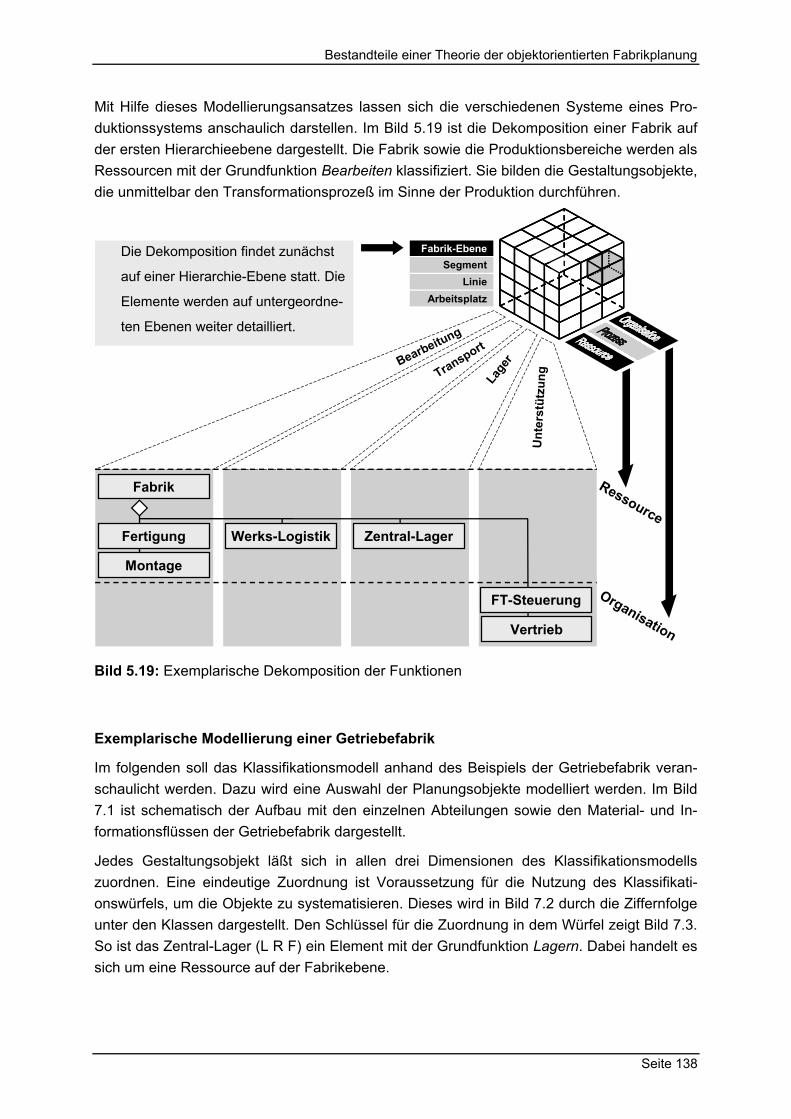
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 138
Mit Hilfe dieses Modellierungsansatzes lassen sich die verschiedenen Systeme eines Pro-duktionssystems anschaulich darstellen. Im Bild 5.19 ist die Dekomposition einer Fabrik auf der ersten Hierarchieebene dargestellt. Die Fabrik sowie die Produktionsbereiche werden als Ressourcen mit der Grundfunktion Bearbeiten klassifiziert. Sie bilden die Gestaltungsobjekte, die unmittelbar den Transformationsprozeß im Sinne der Produktion durchführen.
Fabrik
Werks-Logistik Zentral-Lager
Montage
FT-Steuerung
Vertrieb
Fertigung
Bearbeitung
Transport
Lage
r
Unt
erst
ützu
ng
Organisation
Fabrik-Ebene
Ressource
Die Dekomposition findet zunächst
auf einer Hierarchie-Ebene statt. Die
Elemente werden auf untergeordne-
ten Ebenen weiter detailliert.
SegmentLinie
Arbeitsplatz
Bild 5.19: Exemplarische Dekomposition der Funktionen
Exemplarische Modellierung einer Getriebefabrik
Im folgenden soll das Klassifikationsmodell anhand des Beispiels der Getriebefabrik veran-schaulicht werden. Dazu wird eine Auswahl der Planungsobjekte modelliert werden. Im Bild 7.1 ist schematisch der Aufbau mit den einzelnen Abteilungen sowie den Material- und In-formationsflüssen der Getriebefabrik dargestellt.
Jedes Gestaltungsobjekt läßt sich in allen drei Dimensionen des Klassifikationsmodells zuordnen. Eine eindeutige Zuordnung ist Voraussetzung für die Nutzung des Klassifikati-onswürfels, um die Objekte zu systematisieren. Dieses wird in Bild 7.2 durch die Ziffernfolge unter den Klassen dargestellt. Den Schlüssel für die Zuordnung in dem Würfel zeigt Bild 7.3. So ist das Zentral-Lager (L R F) ein Element mit der Grundfunktion Lagern. Dabei handelt es sich um eine Ressource auf der Fabrikebene.
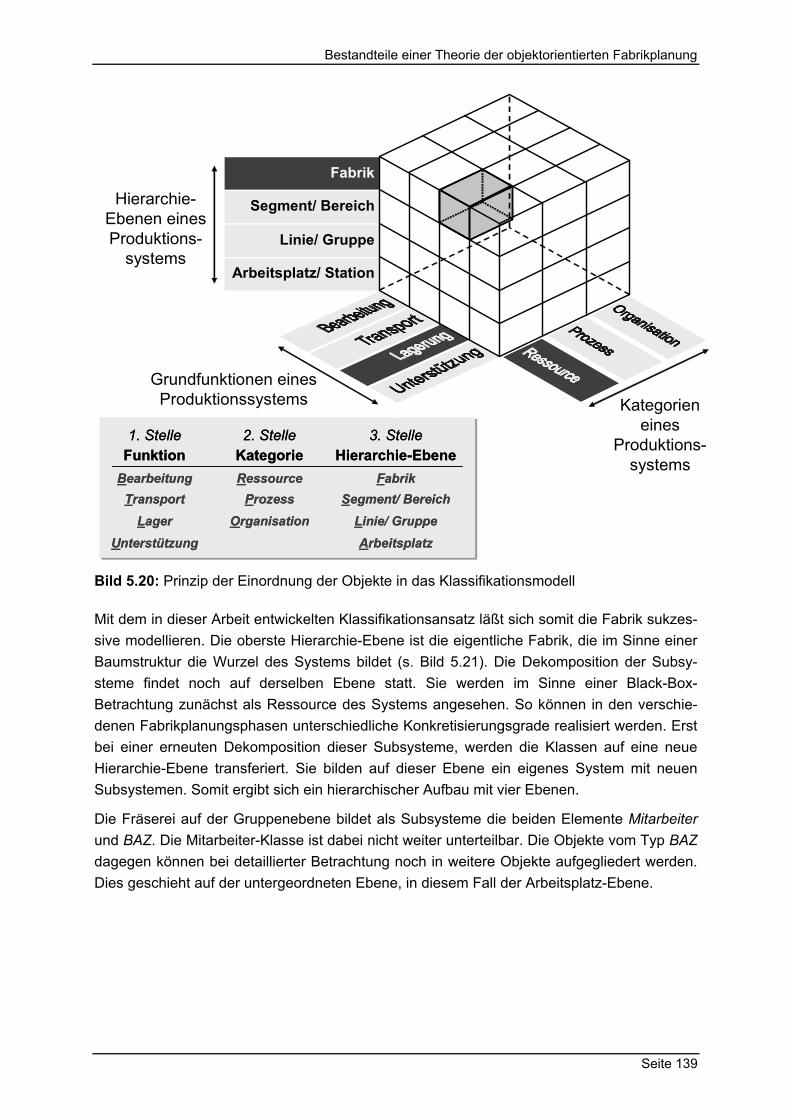
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 139
Fabrik
Segment/ Bereich
Linie/ Gruppe
Arbeitsplatz/ Station
Kategorieneines
Produktions-systemsHierarchie-EbeneKategorieFunktion
FabrikSegment/ Bereich
Linie/ GruppeArbeitsplatz
BearbeitungTransport
LagerUnterstützung
RessourceProzess
Organisation
1. Stelle 2. Stelle 3. StelleHierarchie-EbeneKategorieFunktion
FabrikSegment/ Bereich
Linie/ GruppeArbeitsplatz
BearbeitungTransport
LagerUnterstützung
RessourceProzess
Organisation
1. Stelle 2. Stelle 3. Stelle
Hierarchie-Ebenen einesProduktions-
systems
Grundfunktionen einesProduktionssystems
Bild 5.20: Prinzip der Einordnung der Objekte in das Klassifikationsmodell
Mit dem in dieser Arbeit entwickelten Klassifikationsansatz läßt sich somit die Fabrik sukzes-sive modellieren. Die oberste Hierarchie-Ebene ist die eigentliche Fabrik, die im Sinne einer Baumstruktur die Wurzel des Systems bildet (s. Bild 5.21). Die Dekomposition der Subsy-steme findet noch auf derselben Ebene statt. Sie werden im Sinne einer Black-Box-Betrachtung zunächst als Ressource des Systems angesehen. So können in den verschie-denen Fabrikplanungsphasen unterschiedliche Konkretisierungsgrade realisiert werden. Erst bei einer erneuten Dekomposition dieser Subsysteme, werden die Klassen auf eine neue Hierarchie-Ebene transferiert. Sie bilden auf dieser Ebene ein eigenes System mit neuen Subsystemen. Somit ergibt sich ein hierarchischer Aufbau mit vier Ebenen.
Die Fräserei auf der Gruppenebene bildet als Subsysteme die beiden Elemente Mitarbeiter und BAZ. Die Mitarbeiter-Klasse ist dabei nicht weiter unterteilbar. Die Objekte vom Typ BAZ dagegen können bei detaillierter Betrachtung noch in weitere Objekte aufgegliedert werden. Dies geschieht auf der untergeordneten Ebene, in diesem Fall der Arbeitsplatz-Ebene.
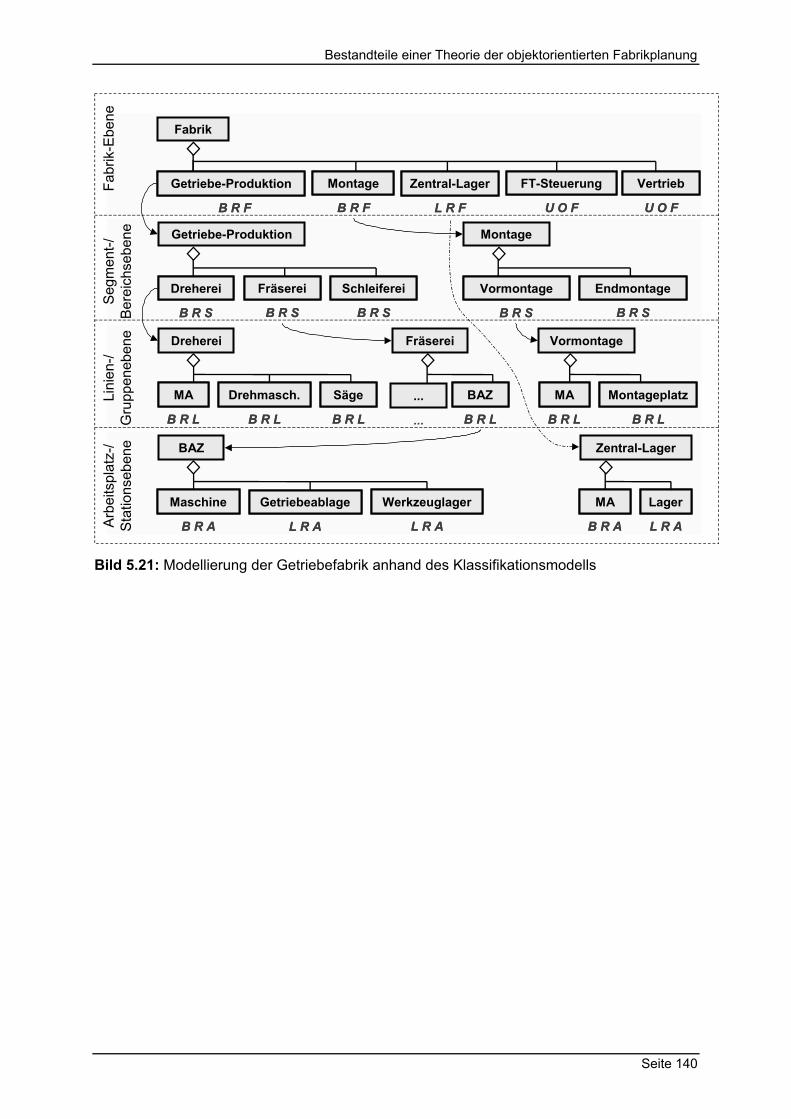
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 140
Fabrik
Getriebe-Produktion
B R F
Getriebe-Produktion
B R F
Fabr
ik-E
bene
Seg
men
t-/Be
reic
hseb
ene
Arb
eits
plat
z-/
Stat
ions
eben
e
Montage
B R F
Montage
B R F
FT-Steuerung
U O F
FT-Steuerung
U O F
Vertrieb
U O F
Vertrieb
U O F
Lini
en-/
Gru
ppen
eben
e
Getriebe-Produktion
Dreherei
B R S
Dreherei
B R S
Fräserei
B R S
Fräserei
B R S
Schleiferei
B R S
Schleiferei
B R S
Montage
Vormontage
B R S
Vormontage
B R S
Endmontage
B R S
Endmontage
B R S
Dreherei
MA
B R L
MA
B R L
Drehmasch.
B R L
Drehmasch.
B R L
Säge
B R L
Säge
B R L
Fräserei Vormontage
MA
B R L
MA
B R L
Montageplatz
B R L
Montageplatz
B R L
Zentral-Lager
L R F
Zentral-Lager
L R F
Zentral-Lager
MA
B R A
MA
B R A
Lager
L R A
Lager
L R A
BAZ
Maschine
B R A
Maschine
B R A
Werkzeuglager
L R A
Werkzeuglager
L R A
BAZ
B R L
BAZ
B R L
Getriebeablage
L R A
Getriebeablage
L R A
...
...
Bild 5.21: Modellierung der Getriebefabrik anhand des Klassifikationsmodells
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 141
5.2 Gestaltungskonzepte und Architekturen
Das entwickelte Modellierungs- und Strukturkonzept ermöglicht eine Modellierung von An-forderungen mittels Use Case Diagrammen und die darauf basierende Ableitung der Produk-tionsstrukturen mittels der PROSA Architektur. Die Basis bilden dabei die Wirkbeziehungen zwischen einzelnen Produktionseinheiten und den an sie bestehenden Anforderungen. Vor dem Hintergrund des Zieles des Umganges mit wechselnden Anforderungen ist es dabei erforderlich, die Wirkung verschiedener Anforderungsausprägungen auf die jeweils erforder-liche Gestaltung der Produktion bzw. Ausprägung der Produktionseinheiten zu identifizieren. Ziel muß es dabei sein, den Einfluß einzelner Anforderungen bzw. Anforderungsgruppen auf spezifische Bestandteile der Produktion zu begrenzen und eine Anpassung im Sinne einer flexiblen Neuvernetzung einzelner Produktionseinheiten zu erreichen.
Die Problematik der Rekonfiguration für wechselnde Anforderungen wird im Rahmen des Software Engineering durch die modulare Gestaltung der Software berücksichtigt. Dabei werden einzelne Softwaremodule ausgetauscht bzw. für verschiedene Anwendungen mehr-fach verwendet.446
Im Bereich der Produktion werden derzeit Modularisierungskonzepte für verschiedene An-wendungsfelder, von der Betriebsmittelgestaltung bis hin zur Gebäude- und Organisations-gestaltung, diskutiert.447 Ausgangspunkt bilden dabei häufig Modul- und Plattformkonzepte der Produktgestaltung. Diese sind vielfach auf die Bestimmung bzw. Ausgestaltung konkreter Gestaltungslösungen, z.B. für Betriebsmittel, fokussiert. Dementsprechend können diese Ansätze zur konkreten Ausgestaltung der Produktionseinheiten im Rahmen des entwickelten Ansatzes dienen.
Somit sollen im folgenden, auf der Grundlage des entwickelten Modellierungs- und Struktur-konzeptes, Modulkonzepte aus dem Bereich des Software Engineering und der Produktions-gestaltung zusammengeführt werden.
5.2.1 Dekomposition von Anforderungen Basis für die Definition von Modulen ist der Aufbau von Wirkbeziehungen zwischen den Anforderungen und der spezifischen Gestaltung der betroffenen Produktionseinheiten. Als Basis können hierbei situative Ansätze der Organisationstheorie dienen. Diese verfolgen durch die Herstellung einer Beziehung zwischen der jeweiligen Organisationsstruktur und deren Umfeld ein ähnliches Ziel.448 Diese Ansätze werden häufig auch als Kontingenzansät-ze bzw. Contingency Approach bezeichnet, da der Einfluß des Kontextes (als Kontingenz bzw. Contingency) auf die jeweilige Organisationsstruktur untersucht wird.449
446 Balzert, Software-Technik, 1998, S. 571f.; Booch, Analysis, 1994, S. 54f. 447 vgl. Hildebrandt, Leitbilder 2004, S. 355f. 448 Kieser, Organisation, 1983, S. 47; Staehle, Management, 1994, S. 47 449 Kieser, Organisation, 1983, S.47
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 142
STAEHLE beschreibt die Ziele der situativen Ansätze dabei wie folgt:
„Situative Forschungsansätze wollen u.a. vergleichbare Problemsituationen, deren Einfluß-faktoren, mögliche Handlungsalternativen sowie Effizienzindikatoren in den Unternehmen empirisch erfassen. Diese Vergleichsforschung sucht darauf aufbauend nach regelhaften Zusammenhängen zwischen bestimmten Situationsvariablen (unabhängigen Variablen) und Entscheidungshandeln (abhängige Variablen).“450
Die Unterscheidung zwischen unabhängigen und abhängigen Variablen erfolgt derart, daß unabhängige Variablen den Kontext und abhängige Variablen die Struktur bzw. das Verhal-ten der Organisation widerspiegeln.451 Situativ-deterministische Ansätze legen dabei eine kausale Abhängighängigkeit der abhängigen Variablen von den unabhängigen Variablen zugrunde. Eine Organisation ist als „Fit“ bzw. geeignet für seine Umwelt zu betrachten, sofern eine Übereinstimmung der Variablen hergestellt werden kann. Klassische situative Ansätze sehen eine einseitige Beeinflussung der abhängigen Variablen durch die unabhän-gigen vor, wohingegen bei den verhaltenswissenschaftlich-situativen Ansätzen von einer wechselseitigen Beeinflussung ausgegangen wird.452
Dementsprechend sollen an dieser Stelle die unabhängigen situativen Variablen als Basis für die gestaltbestimmenden Anforderungen an die Produktionseinheiten verwendet werden. Die abhängigen Variablen beschreiben dabei die gestalterische Umsetzung der unabhängigen Variablen. Im entwickelten Ansatz wird diese Bezeichnung nicht verwendet, da die Gestal-tung der Produktion durch die Produktionseinheiten und die entsprechenden Modellierungs-ansätze beschrieben werden. Dementsprechend soll auf eine zusätzliche Beschreibungs-größe verzichtet werden.
Übertragen auf die Produktion würden somit die Anforderungen der Anspruchsgruppen aber auch die Bestimmungsgrößen der Produktion als unabhängige Variablen beschrieben. Zur begrifflichen Differenzierung sollen diese dabei im Rahmen des entwickelten Ansatzes als Produktionsparameter bezeichnet werden.453 Als Basis für die Identifikation der Anforde-rungen der Anspruchsgruppen dient hierbei das Use Case Diagramm, auf dessen Grundlage die Bestimmungsgrößen der Produktion beschrieben werden.
Die Produktionsparameter sollen rein Anforderungen beschreibende Größen im Sinne des Verständnisses situativer Parameter sein und müssen somit situativ bestimmt werden. Die Antizipation möglicher Entwicklungen dieser Anforderungen, oder eine ggf. erforderliche Veränderung, soll mittels der Produktionsparameter nicht impliziert werden.454
450 Staehle, Management, 1994, S. 49 451 Niemeier, Planungstheorie,1988, S. 269 452 Staehle, Management, 1994, S. 49, 539 453 Dieses Verständnis der Produktionsparameter ähnelt der Definition der Einflußfaktoren nach
HERNANDEZ, wurde aber unabhängig hiervon im Rahmen des MPA Projektes seit Januar 2000 entwickelt. Vgl. Hernandez Morales, Systematik, 2002, S. 110f.
454 Im Rahmen des MPA Projektes wurde die Erfahrung gemacht, daß eine formale und begriffliche Differenzierung von Produktionsparametern und Veränderungstreibern bzw. „Change Driver“ er-forderlich ist, da diese sonst zu korrelierenden Beschreibungen desselben Sachverhaltes führen können. Zusätzlich können Change Driver nur bedingt parametrisiert werden, um aus diesen eine geeignete Gestaltung der Produktion abzuleiten. Als Beispiel kann der Change Driver „Stückzahl-
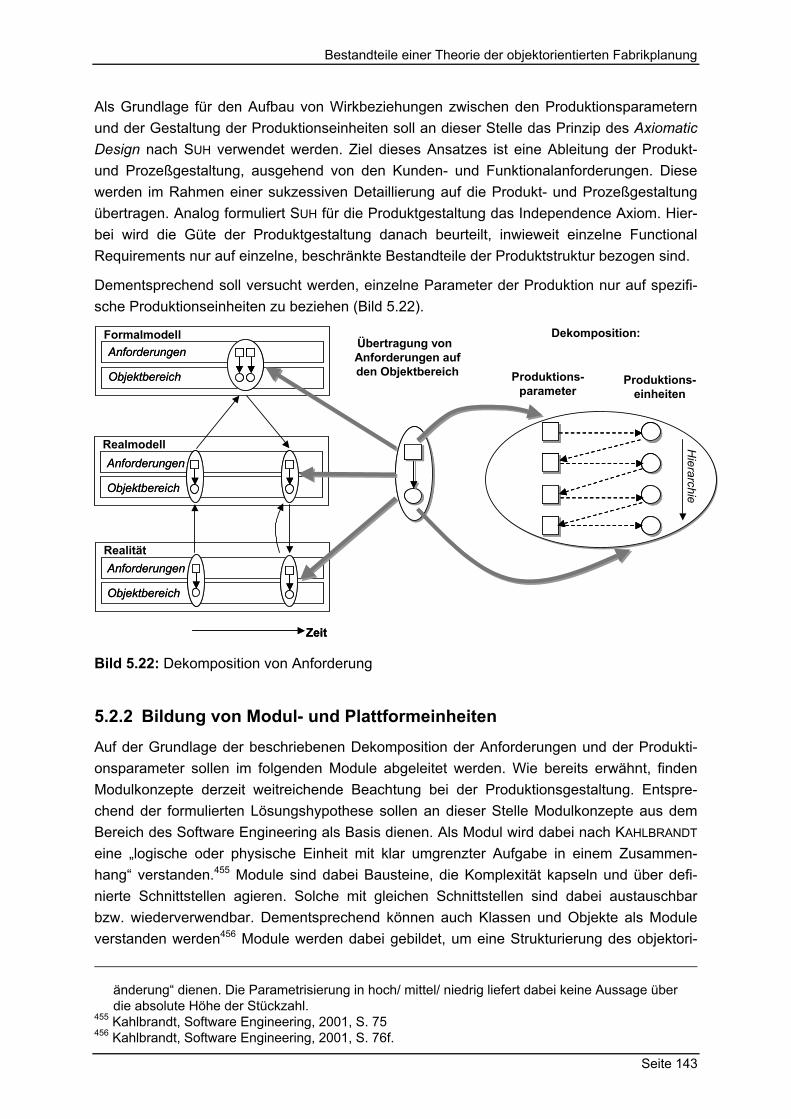
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 143
Als Grundlage für den Aufbau von Wirkbeziehungen zwischen den Produktionsparametern und der Gestaltung der Produktionseinheiten soll an dieser Stelle das Prinzip des Axiomatic Design nach SUH verwendet werden. Ziel dieses Ansatzes ist eine Ableitung der Produkt- und Prozeßgestaltung, ausgehend von den Kunden- und Funktionalanforderungen. Diese werden im Rahmen einer sukzessiven Detaillierung auf die Produkt- und Prozeßgestaltung übertragen. Analog formuliert SUH für die Produktgestaltung das Independence Axiom. Hier-bei wird die Güte der Produktgestaltung danach beurteilt, inwieweit einzelne Functional Requirements nur auf einzelne, beschränkte Bestandteile der Produktstruktur bezogen sind.
Dementsprechend soll versucht werden, einzelne Parameter der Produktion nur auf spezifi-sche Produktionseinheiten zu beziehen (Bild 5.22).
RealitätAnforderungen
Objektbereich
Anforderungen
Objektbereich
Realmodell
Formalmodell
ZeitZeit
Übertragung von Anforderungen auf den Objektbereich
Dekomposition:
Hierarchie
Anforderungen
Objektbereich
Anforderungen
Objektbereich
Anforderungen
Objektbereich
Anforderungen
Objektbereich
Produktions-einheiten
Produktions-parameter
Bild 5.22: Dekomposition von Anforderung
5.2.2 Bildung von Modul- und Plattformeinheiten Auf der Grundlage der beschriebenen Dekomposition der Anforderungen und der Produkti-onsparameter sollen im folgenden Module abgeleitet werden. Wie bereits erwähnt, finden Modulkonzepte derzeit weitreichende Beachtung bei der Produktionsgestaltung. Entspre-chend der formulierten Lösungshypothese sollen an dieser Stelle Modulkonzepte aus dem Bereich des Software Engineering als Basis dienen. Als Modul wird dabei nach KAHLBRANDT eine „logische oder physische Einheit mit klar umgrenzter Aufgabe in einem Zusammen-hang“ verstanden.455 Module sind dabei Bausteine, die Komplexität kapseln und über defi-nierte Schnittstellen agieren. Solche mit gleichen Schnittstellen sind dabei austauschbar bzw. wiederverwendbar. Dementsprechend können auch Klassen und Objekte als Module verstanden werden456 Module werden dabei gebildet, um eine Strukturierung des objektori-
änderung“ dienen. Die Parametrisierung in hoch/ mittel/ niedrig liefert dabei keine Aussage über die absolute Höhe der Stückzahl.
455 Kahlbrandt, Software Engineering, 2001, S. 75 456 Kahlbrandt, Software Engineering, 2001, S. 76f.
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 144
entierten Systems zu unterstützen und bilden somit parallel zu den Grundmechanismen der Objektorientierung ein weiteres Gliederungskriterium. Charakteristisch für die Verwendung von Modulen ist dabei, daß diese nicht primär aus dem Anwendungsbereich bzw. Use Cases abgeleitet werden, sondern vielmehr vor dem Hintergrund der softwaretechnischen Realisie-rung gebildet werden. In diesem Zusammenhang werden sie auch als Komponenten be-zeichnet und mittels des UML-Komponentendiagramms dargestellt. Module fassen somit eines oder mehrere Objekte bzw. Klassen zusammen, um deren programmtechnische Um-setzung zu erleichtern.457
Analog sollen im Rahmen des entwickelten Ansatzes Modulkonzepte eingesetzt werden, um die anwendungsfallorientiert gebildeten Objektstrukturen vor dem Hintergrund der Umsetz-barkeit zusammenzufassen. Dabei soll insbesondere der Faktor der Wandlungsfähigkeit durch die modulbasierte Rekonfiguration unterstützt werden. Da die Modularisierungsansät-ze die explizite Ableitung von Modulen nur bedingt unterstützen, sollen an dieser Stelle zusätzlich die derzeit vielfach diskutierten Modularisierungsansätze für die Produktion he-rangezogen werden und in das entwickelte Konzept integriert werden.
Die im Kontext der Produktionsgestaltung vielfach untersuchten Modularisierungsansätze basieren dabei häufig auf Konzepten aus dem Bereich der Produktgestaltung. Ziel dieser Ansätze ist eine derartige Gestaltung der Produkte, daß eine möglichst geringe Varianz auf Baugruppen und Komponentenebene entsteht. Als Mechanismus wird dabei, ähnlich des Axiomatic Design nach SUH, eine weitgehend korrelationsfreie Zuordnung der zu realisieren-den Funktionen zu einzelnen Produktbestandteilen angestrebt.458
Die Verwendung des Modulbegriffes im Bereich der Produktion erfolgt ebenfalls im bereits vorgestellten Konzept der Modularen Fabrik nach WILDEMANN, bei dem modulare Organisa-tionseinheiten gebildet werden.459 Weiterhin werden Modularisierungskonzepte derzeit im Rahmen verschiedener Forschungsprojekte untersucht. Auf der Grundlage der Arbeiten im Projekt Modular Plant Architectures hat NEUHAUSEN eine Übertragung der produktbezogenen Modularisierungsansätze auf die Produktion vorgenommen, die im weiteren als Basis ver-wendet werden soll. NEUHAUSEN definiert den Modulbegriff dabei wie folgt: „Module sind Einheiten mit eindeutigen Einfluss- bzw. Funktionszuordnungen (d.h. Einflüsse wirken nur auf diese Einheit bzw. die Funktionen werden nur durch diese Einheit erfüllt), welche frei untereinander kombinierbar bzw. austauschbar sind“.460
Neben der Abgrenzung von Modulen werden die Plattformen verwendet, um die weitgehend invarianten Merkmale zu realisieren.461
Nach LEY und HOFER umfaßt eine Plattform „diejenigen Komponenten, Schnittstellen und Funktionen, welche über eine ganze Produktfamilie vereinheitlichbar, d.h. zeitlich stabil sind“.462
457 Neumann, Softwareentwicklung, 1998, S. 217 458 Neuhausen, Produktionssysteme, 2001, S. 9 459 Wildemann, Modulare Fabrik, 1998 460 Neuhausen, Produktionssysteme, 2001, S. 10 461 vgl. hierzu insbesondere Neuhausen, Produktionssysteme, 2001, S. 83 462 Ley, Produktplattformen, 1999, S. 26
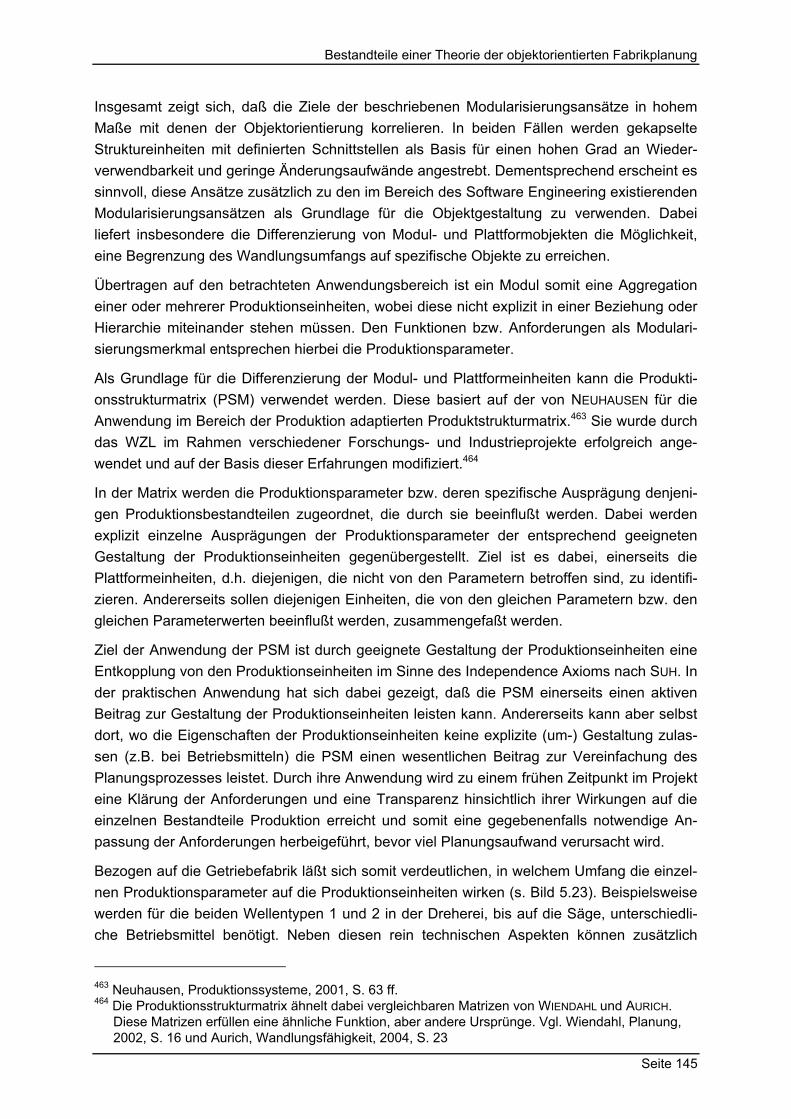
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 145
Insgesamt zeigt sich, daß die Ziele der beschriebenen Modularisierungsansätze in hohem Maße mit denen der Objektorientierung korrelieren. In beiden Fällen werden gekapselte Struktureinheiten mit definierten Schnittstellen als Basis für einen hohen Grad an Wieder-verwendbarkeit und geringe Änderungsaufwände angestrebt. Dementsprechend erscheint es sinnvoll, diese Ansätze zusätzlich zu den im Bereich des Software Engineering existierenden Modularisierungsansätzen als Grundlage für die Objektgestaltung zu verwenden. Dabei liefert insbesondere die Differenzierung von Modul- und Plattformobjekten die Möglichkeit, eine Begrenzung des Wandlungsumfangs auf spezifische Objekte zu erreichen.
Übertragen auf den betrachteten Anwendungsbereich ist ein Modul somit eine Aggregation einer oder mehrerer Produktionseinheiten, wobei diese nicht explizit in einer Beziehung oder Hierarchie miteinander stehen müssen. Den Funktionen bzw. Anforderungen als Modulari-sierungsmerkmal entsprechen hierbei die Produktionsparameter.
Als Grundlage für die Differenzierung der Modul- und Plattformeinheiten kann die Produkti-onsstrukturmatrix (PSM) verwendet werden. Diese basiert auf der von NEUHAUSEN für die Anwendung im Bereich der Produktion adaptierten Produktstrukturmatrix.463 Sie wurde durch das WZL im Rahmen verschiedener Forschungs- und Industrieprojekte erfolgreich ange-wendet und auf der Basis dieser Erfahrungen modifiziert.464
In der Matrix werden die Produktionsparameter bzw. deren spezifische Ausprägung denjeni-gen Produktionsbestandteilen zugeordnet, die durch sie beeinflußt werden. Dabei werden explizit einzelne Ausprägungen der Produktionsparameter der entsprechend geeigneten Gestaltung der Produktionseinheiten gegenübergestellt. Ziel ist es dabei, einerseits die Plattformeinheiten, d.h. diejenigen, die nicht von den Parametern betroffen sind, zu identifi-zieren. Andererseits sollen diejenigen Einheiten, die von den gleichen Parametern bzw. den gleichen Parameterwerten beeinflußt werden, zusammengefaßt werden.
Ziel der Anwendung der PSM ist durch geeignete Gestaltung der Produktionseinheiten eine Entkopplung von den Produktionseinheiten im Sinne des Independence Axioms nach SUH. In der praktischen Anwendung hat sich dabei gezeigt, daß die PSM einerseits einen aktiven Beitrag zur Gestaltung der Produktionseinheiten leisten kann. Andererseits kann aber selbst dort, wo die Eigenschaften der Produktionseinheiten keine explizite (um-) Gestaltung zulas-sen (z.B. bei Betriebsmitteln) die PSM einen wesentlichen Beitrag zur Vereinfachung des Planungsprozesses leistet. Durch ihre Anwendung wird zu einem frühen Zeitpunkt im Projekt eine Klärung der Anforderungen und eine Transparenz hinsichtlich ihrer Wirkungen auf die einzelnen Bestandteile Produktion erreicht und somit eine gegebenenfalls notwendige An-passung der Anforderungen herbeigeführt, bevor viel Planungsaufwand verursacht wird.
Bezogen auf die Getriebefabrik läßt sich somit verdeutlichen, in welchem Umfang die einzel-nen Produktionsparameter auf die Produktionseinheiten wirken (s. Bild 5.23). Beispielsweise werden für die beiden Wellentypen 1 und 2 in der Dreherei, bis auf die Säge, unterschiedli-che Betriebsmittel benötigt. Neben diesen rein technischen Aspekten können zusätzlich
463 Neuhausen, Produktionssysteme, 2001, S. 63 ff. 464 Die Produktionsstrukturmatrix ähnelt dabei vergleichbaren Matrizen von WIENDAHL und AURICH.
Diese Matrizen erfüllen eine ähnliche Funktion, aber andere Ursprünge. Vgl. Wiendahl, Planung, 2002, S. 16 und Aurich, Wandlungsfähigkeit, 2004, S. 23
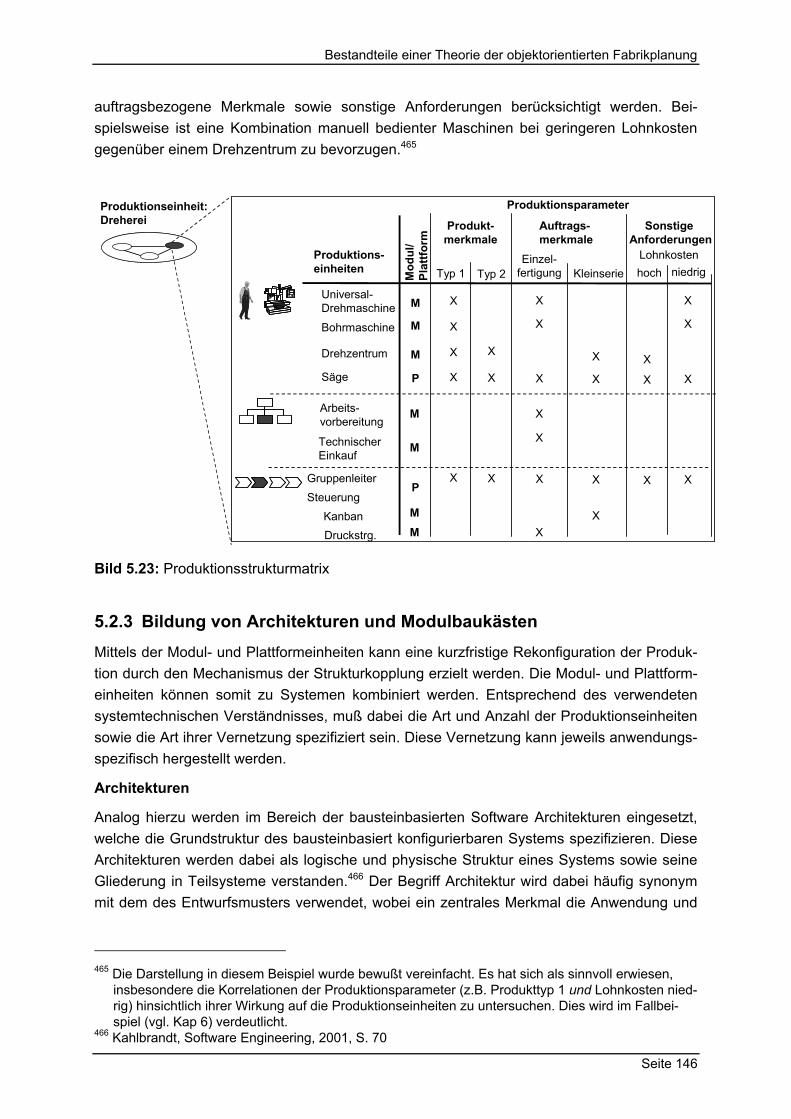
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 146
auftragsbezogene Merkmale sowie sonstige Anforderungen berücksichtigt werden. Bei-spielsweise ist eine Kombination manuell bedienter Maschinen bei geringeren Lohnkosten gegenüber einem Drehzentrum zu bevorzugen.465
Produktionseinheit:Dreherei Produkt-
merkmaleAuftrags-merkmale
Sonstige Anforderungen
Produktions-einheiten Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tform
M
M
M
P
M
M
MM
P
Produktionsparameter
Bild 5.23: Produktionsstrukturmatrix
5.2.3 Bildung von Architekturen und Modulbaukästen Mittels der Modul- und Plattformeinheiten kann eine kurzfristige Rekonfiguration der Produk-tion durch den Mechanismus der Strukturkopplung erzielt werden. Die Modul- und Plattform-einheiten können somit zu Systemen kombiniert werden. Entsprechend des verwendeten systemtechnischen Verständnisses, muß dabei die Art und Anzahl der Produktionseinheiten sowie die Art ihrer Vernetzung spezifiziert sein. Diese Vernetzung kann jeweils anwendungs-spezifisch hergestellt werden.
Architekturen
Analog hierzu werden im Bereich der bausteinbasierten Software Architekturen eingesetzt, welche die Grundstruktur des bausteinbasiert konfigurierbaren Systems spezifizieren. Diese Architekturen werden dabei als logische und physische Struktur eines Systems sowie seine Gliederung in Teilsysteme verstanden.466 Der Begriff Architektur wird dabei häufig synonym mit dem des Entwurfsmusters verwendet, wobei ein zentrales Merkmal die Anwendung und
465 Die Darstellung in diesem Beispiel wurde bewußt vereinfacht. Es hat sich als sinnvoll erwiesen,
insbesondere die Korrelationen der Produktionsparameter (z.B. Produkttyp 1 und Lohnkosten nied-rig) hinsichtlich ihrer Wirkung auf die Produktionseinheiten zu untersuchen. Dies wird im Fallbei-spiel (vgl. Kap 6) verdeutlicht.
466 Kahlbrandt, Software Engineering, 2001, S. 70
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 147
Nutzung im Rahmen des Entwurfes und der Implementierung ist.467 Ziele der Anwendung von Architekturen sind dabei einerseits, einen Bauplan im Sinne eines strukturellen Rah-mens für die Ausgestaltung des Systems zu bilden. Andererseits können anwendungsneutral formulierte Architekturen als Basis für die konkrete Systemgestaltung genutzt werden und somit einen hohen Grad an Wiederverwendung aber auch Kompatibilität mit anderen Syste-men ermöglichen.468 Beispiele für derartige Architekturen sind beispielsweise das CIMOSA Konzept oder die IBM Open Blueprint Architektur (s. Bild 5.24).469
Bild 5.24: Bildung von Architekturen
Eine spezifische Form von Architekturen stellen die Referenzarchitekturen dar. Diese stellen einen prinzipiellen, anwendungsneutralen Bauplan als Grundlage für die Bildung anwen-dungsspezifischer Architekturen. Diese Bezeichnung wird beispielsweise auch für die PROSA Architektur sowie die CIMOSA Architektur verwendet.470 Für den betrachteten Ob-jektbereich können derart allgemeine Architekturkonzepte eine Basis für die Modellbildung darstellen, für eine konkrete Ausgestaltung liefern sie nur eine eingeschränkte Unterstüt-zung. Entsprechend des Zieles, nicht nur die Modellierung zu unterstützen, sondern auch einen Beitrag zum Aufbau eines Wirkbezuges zwischen Anforderungen und Ausgestaltung zu liefern, ist es somit sinnvoll, unternehmensspezifisch vorinstanziierte Architekturen zu bilden. Diese hätten den Charakter von standardisierten Strukturkonzepten, welche modul-basiert ausgestaltet werden können. Die im Rahmen dieser Arbeit betrachteten Architekturen sollen somit im Sinne von Referenzarchitekturen verstanden werden.
Eine Architektur spezifiziert die Anordnung bzw. Vernetzung der Produktionseinheiten bzw. Module und Plattformeinheiten. Übertragen auf das entwickelte Klassifizierungsmodell, werden somit die ablaufbezogenen, die räumlichen und die hierarchischen Strukturen des Systems beschrieben. Eine Architektur kann somit einerseits beispielsweise ein Prinziplayout sein, welches die Anordnung der Betriebsmittel spezifiziert, andererseits kann eine Refe-
467 Neumann, Software Engineering, 1998, S. 286; Kahlbrandt, Software Engineering, 2001, S. 70ff. 468 Kahlbrandt, Software Engineering, 2001, S. 75; Neumann, Software Engineering, 1998, S. 287 469 Kahlbrandt, Software Engineering, 2001, S. 71f. 470 vgl. Wyns, Reference Architecture, 1999, S. 60
Referenzarchitektur:
OrganisationsstrukturStruktur derGeschäftsprozesse
OrganisationArbeitsplatzgestaltung, Linienstruktur oderstandardisiertes Fabriklayout
Grundstruktur einerProduktionseinheit
Vernetzung derEinzeleinheiten
Einsetzbare Module
Plattformeinheiten
Ressourcen Prozesse
Beispiele für Referenz Architekturen
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 148
renzarchitektur ein Prinzip Organigramm sein, welches anwendungsspezifisch ausgestaltet wird.
Die Darstellung der Architektur kann in Form eines Klassendiagramms erfolgen. Dabei wer-den die Strukturen der Architektur als abstrakte Klassen beschrieben. Aus derartigen Klas-sen können keine Objekte gebildet werden. Vielmehr handelt es sich um Metaklassen, die selbst wiederum Basis für die Bildung von Klassen durch Vererbung sein können. Dement-sprechend werden mittels dieser Metaklassen die Strukturen sowie die Bestandteile des Systems beschrieben. Die konkreten Klassen, d.h. die Klassen der Modul- und Plattformein-heiten, erben dabei als Unterklassen die Merkmale der abstrakten Klassen.471
Vor dem Hintergrund der im 2. Kapitel genannten Merkmale zur Sicherung von Stabilität durch Begrenzung der Wandlungsfähigkeit, eröffnen Architekturen die Möglichkeit, über die Definition der reinen Produktionseinheiten hinaus eine strukturelle Begrenzung der Wand-lungsfähigkeit vorzunehmen.
Bezogen auf die Getriebefabrik können beispielsweise standardisierte Montagelayouts dafür sorgen, daß eine Vergrößerung oder Verkleinerung der Montage, ebenso wie die produktbe-zogene Veränderung der Montagevorrichtungen, keinen Einfluß auf die (gesamt-) Struktur des Montagebereiches haben.
Baukasten
Grundlage des objektorientierten wie auch des modularen Software Engineering ist die Wiederverwendung von Programmbestandteilen, die in Bibliotheken abgelegt werden. Ana-log sollen für die Produktionsgestaltung Modulbaukästen eingesetzt werden, die einerseits die Planung durch das Vorliegen vorkonfigurierter Lösungen vereinfachen, andererseits durch die Nutzung standardisierter Module eine anwendungsübergreifende Weiterverwen-dung dieser, bzw. eine Schnittstellenkompatibilität, ermöglichen.472 Die Struktur der Modul-baukästen ergibt sich dabei durch das entwickelte Klassifikationsmodell. Dementsprechend ist die Baukastenbildung nicht nur auf Betriebsmittel beschränkt, für die es eine Vielzahl entsprechender Ansätze gibt, sondern auch auf die Prozesse und Organisation des Unter-nehmens. Im Rahmen des MPA Projektes wurden Modulbaukästen u. A. auch für die Ge-bäudegestaltung und die Elektronikproduktion entwickelt.473 Die Ausgestaltung sollte dabei auf der Basis des Klassifikationsmodells unternehmensspezifisch erfolgen. Grundlage hierfür sind die Produktionsstrukturmatrix und die jeweilige Architektur (s. Bild 5.25).
471 Kahlbrandt, Software Engineering, 2001, S. 126 472 vgl. hierzu auch aktuelle Ansätze zur Schaffung von „Typfabriken“, vgl. Hildebrandt, Leitbilder
2004, S. 355f. 473 vgl. Schuh, Approach, 2003
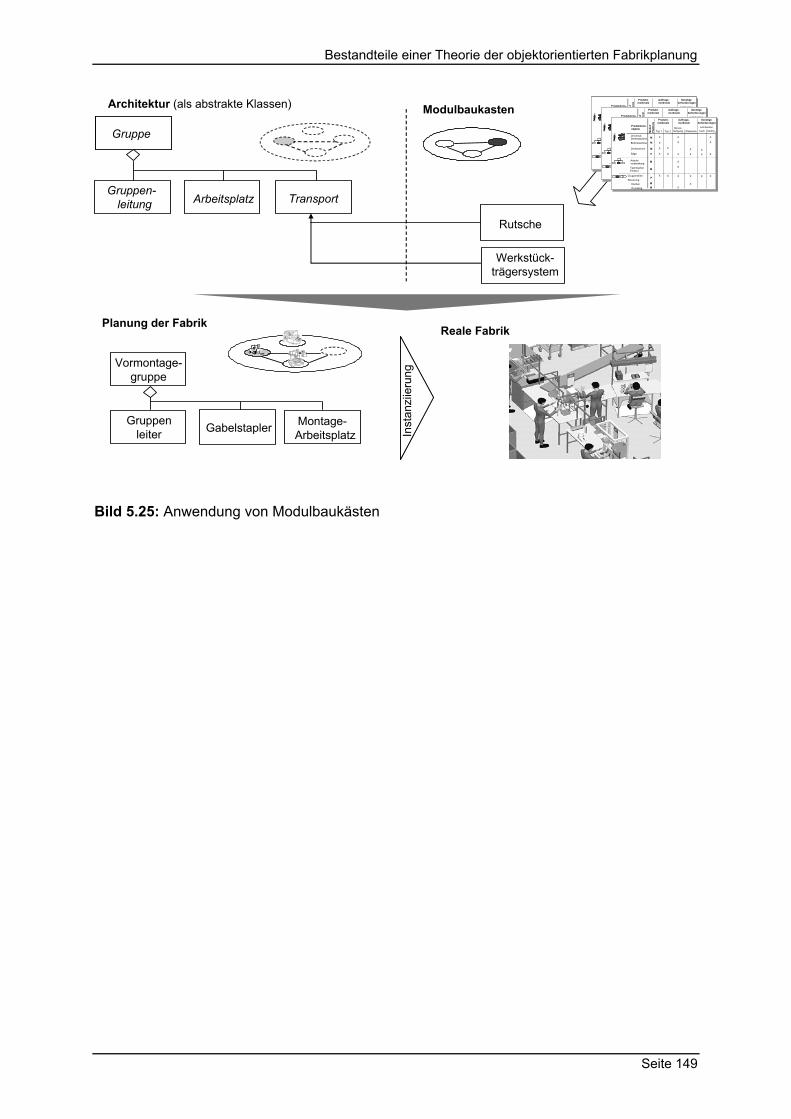
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 149
Bild 5.25: Anwendung von Modulbaukästen
Architektur (als abstrakte Klassen)
GruppeGruppe
Gruppen-leitung Transport
Modulbaukasten
Werkstück-trägersystem
Arbeitsplatz
Vormontage-gruppe
Gruppenleiter
Montage-ArbeitsplatzGabelstapler In
stan
ziie
rung
Inst
anzi
ieru
ng
Reale FabrikPlanung der Fabrik
Rutsche
Produkt-merkmale
Auftrags-merkmale
Sonstige Anforderungen
Produktions-objekte
Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tfor
m
M
M
M
P
M
M
MM
P
Produkt-merkmale
Auftrags-merkmale
Sonstige Anforderungen
Produktions-objekte
Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tfor
m
M
M
M
P
M
M
MM
P
Produkt-merkmale
Auftrags-merkmale
Sonstige Anforderungen
Produktions-objekte
Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tform
M
M
M
P
M
M
MM
P
Produkt-merkmale
Auftrags-merkmale
Sonstige Anforderungen
Produktions-objekte
Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tform
M
M
M
P
M
M
MM
P
Produkt-merkmale
Auftrags-merkmale
Sonstige Anforderungen
Produktions-objekte
Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tform
M
M
M
P
M
M
MM
P
Produkt-merkmale
Auftrags-merkmale
Sonstige Anforderungen
Produktions-objekte
Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tform
M
M
M
P
M
M
MM
P
Produkt-merkmale
Auftrags-merkmale
Sonstige Anforderungen
Produktions-objekte
Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tform
M
M
M
P
M
M
MM
P
Produkt-merkmale
Auftrags-merkmale
Sonstige Anforderungen
Produktions-objekte
Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tform
M
M
M
P
M
M
MM
P
Produkt-merkmale
Auftrags-merkmale
Sonstige Anforderungen
Produktions-objekte
Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tform
M
M
M
P
M
M
MM
P
Produkt-merkmale
Auftrags-merkmale
Sonstige Anforderungen
Produktions-objekte
Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tform
M
M
M
P
M
M
MM
P
Produkt-merkmale
Auftrags-merkmale
Sonstige Anforderungen
Produktions-objekte
Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tform
M
M
M
P
M
M
MM
P
Produkt-merkmale
Auftrags-merkmale
Sonstige Anforderungen
Produktions-objekte
Typ 1 Typ 2
X
X
Einzel-fertigung Kleinserie
Säge
Universal-Drehmaschine
Drehzentrum
hoch niedrig
X
X
XX
X
X
X
X
Bohrmaschine
TechnischerEinkauf
Steuerung
Lohnkosten
Arbeits-vorbereitung
Gruppenleiter
Druckstrg.
X X X X X
X
X
X
X X X X X X
XX
Kanban
Mod
ul/
Plat
tform
M
M
M
P
M
M
MM
P
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 150
5.3 Vorgehensweise und Methoden
Im folgenden wird eine detaillierte Beschreibung des entwickelten Planungsprozesses sowie der methodischen Unterstützung der einzelnen Planungsschritte vorgenommen. Als Basis für die Beschreibung wird dabei ebenfalls das eingangs geschilderte fiktive Beispiel der Reor-ganisation einer Getriebefertigung dienen.
5.3.1 Struktur des Planungsprozesses Grundlage des entwickelten Planungsprozesses ist der Rational Unified Process aus dem Bereich des Software Engineering.474 Als Vorgehensmodell für objektorientierte Softwarepro-jekte unter Anwendung der Unified Modelling Language (UML) wurden die jeweiligen Ansät-ze der Autoren JACOBSON, BOOCH und RUMBAUGH durch diese 1999 zum Unified Software Development Process (UP) zusammengeführt. Aufbauend auf den UP veröffentlichte die Firma Rational Software den Rational Unified Process (RUP), der sich in den vergangenen Jahren zu einem de-facto-Standard in der Software- und in der Erweiterung für System Engineering (SE) auch in der Systementwicklung entwickelt hat.475
Die Weiterentwicklung des Prozesses erfolgt durch eine halbjährliche Überarbeitung durch die Fa. Rational sowie zahlreiche Derivate des Prozesses, wie z.B. das Software Process Engineering Metamodel (SPEM) der Firmen Rational und IBM sowie der Object Management Group.476 Nach ESSIGKRUG ist der RUP der am detailliertesten beschriebene Softwareent-wicklungsprozeß, wobei seine Anpaßbarkeit insbesondere ermöglicht, daß die unterschied-lichsten Softwareprojekte unterstützt werden können.477
Ein wesentliches Merkmal des RUP ist ein anforderungsorientiertes Vorgehen. Im Rah-men der Softwareentwicklung bilden dabei die Beschreibung und konsequente Pflege der Use Cases im Rahmen des Entwicklungsprojektes eine zentrale und kontinuierlich zu verfol-gende Aufgabe. Diese Anforderungsorientierung zeigt sich sowohl in den Inhalten als auch in der Struktur des Planungsprozesses, die im folgenden vorgestellt werden sollen.
Ziel des Vorgehens ist dabei die Ableitung einer anforderungsgerechten Architektur des Systems und deren sukzessive Detaillierung. Nach Definition des RUP umfaßt Architektur die wesentlichen Entscheidungen über die Organisation eines Softwaresystems, die Auswahl der strukturellen Elemente und die Schnittstellen, aus denen das System aufgebaut ist. Zudem werden das Verhalten, das durch die Kollaboration dieser Elemente spezifiziert ist, und die Komposition dieser Elemente in zunehmend größeren Teilsystemen beschrieben.478 Dies entspricht dem in Kapitel 5.2. formulierten Ansatz, auf der Basis einer Architektur der
474 Die Entwicklung der Software Engineering Vorgehensmodelle ist im Anhang zusammenfassend
dargestellt. 475 Dörnemann, Anforderungsmanagement, 2003, S. 9; vgl. Kruchten, Rational Unified Process, 1999 476 Dörnemann, Anforderungsmanagement, 2003, S. 9 477 Essigkrug, Rational Unified Process, 2003, S. 4, 5 478 Kruchten, Rational Unified Process, 1999, S. 82f; vgl. Essigkrug, Rational Unified Process, 2003,
S. 19ff.
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 151
Fabrik eine Ausgestaltung bzw. Modifikation durch den Austausch einzelner gekapselter Produktionsmodule zu realisieren.
Grundprinzip des objektorientierten Softwareentwicklung ist eine iterativ-inkrementelle Vorgehensweise, die dazu dient, einzelne Planungsphasen weiter zu gliedern, um so die Komplexität des Software Engineering Projektes zu verringern und somit ein effektiveres Management der einzelnen Entwicklungsaktivitäten zu ermöglichen.479 Das inkrementelle Vorgehen sorgt für eine konsequente Kapselung der gebildeten Subsysteme bzw. Kompo-nenten, die dabei inhaltlich unabhängig voneinander und zeitlich versetzt gestaltet werden können. Analog ermöglicht dieses Vorgehen eine entkoppelte Gestaltung einzelner Produkti-onseinheiten und leistet somit einen wesentlichen Beitrag zum Umgang mit Interdependen-zen im Planungsprozeß.
Zentrales Merkmal des Rational Unified Process ist die Untergliederung des Planungsprojek-tes in einzelne Teilprojekte, die weitgehend unabhängig voneinander bearbeitet werden können. Analog sollen jeweils Teilprojekte für die Planung der einzelnen Produktionseinhei-ten bzw. für spezifische Planungsumfänge, wie z.B. die Layoutplanung, gebildet werden.
Hinsichtlich des Planungsvorgehens sollen, wie bei Rational Unified Process, Planungs-phasen als vorgehens- bzw. entscheidungsorientierte Sicht und Planungsdisziplinen als Gestaltungssicht differenziert werden. Die Planungsdisziplinen beschreiben dabei jeweils die zur Gestaltung durchzuführenden Elementaraufgaben. Dieses Verständnis ähnelt den im Rahmen des System Engineering oder der künstlichen Intelligenz definierten Grundaufgaben der Problemlösung. Die Teilprojekte werden dementsprechend jeweils nach einem identi-schen, sechsschrittigen Vorgehen bearbeitet, das die prinzipiellen Schritte zur Gestaltung einer Produktionseinheit beschreibt. Dabei können die Disziplinen des RUP übernommen werden, da diese anwendungsneutral das analysebasierte Vorgehen bei der Systemgestal-tung beschreiben.
Zur Synchronisation der Teilprojekte werden diese im RUP in vier Planungsphasen einge-ordnet. Nachdem die Disziplinen das generische Vorgehen innerhalb eines Teilprojektes beschreiben, dienen die Phasen zur Synchronisation der Bearbeitung der Teilprojekte. Die Basis für die Differenzierung der Phasen bildet dabei die im Rahmen des Projektes erforder-liche Entscheidungsstruktur.480
Dementsprechend ergibt sich eine matrixförmige Struktur des Gesamtprozesses. Die Hori-zontale wird dabei von den Planungsphasen gebildet, die gleichzeitig die zeitliche Gesamt-struktur des Projekts darstellt. Die einzelnen generischen Planungsaktivitäten werden als Workflows auf der Vertikalen aufgetragen. Die einzelnen Teilprojekte nehmen jeweils sämtli-che dieser Workflows in Anspruch. Die ihre zeitliche Strukturierung entsteht dadurch, daß die Durchführung der Workflows innerhalb der Teilprojekte in die Planungsphasen eingeordnet wird. Dementsprechend ergibt sich bei der Darstellung der Teilprojekte in die matrixförmige Struktur des Gesamtsprozesses eine Diagonale (s. Bild 5.26).
479 Gernert, Projektmanagement, 2003, S. 168 480 Diese Phasen ähneln in ihrem Charakter sowie hinsichtlich ihrer Bezeichnungen dabei den Phasen
des Simultaneous Engineering Prozesses. Dies unterstützt die These, daß diese Phasen auch im Rahmen der Fabrikplanung anwendbar sind.
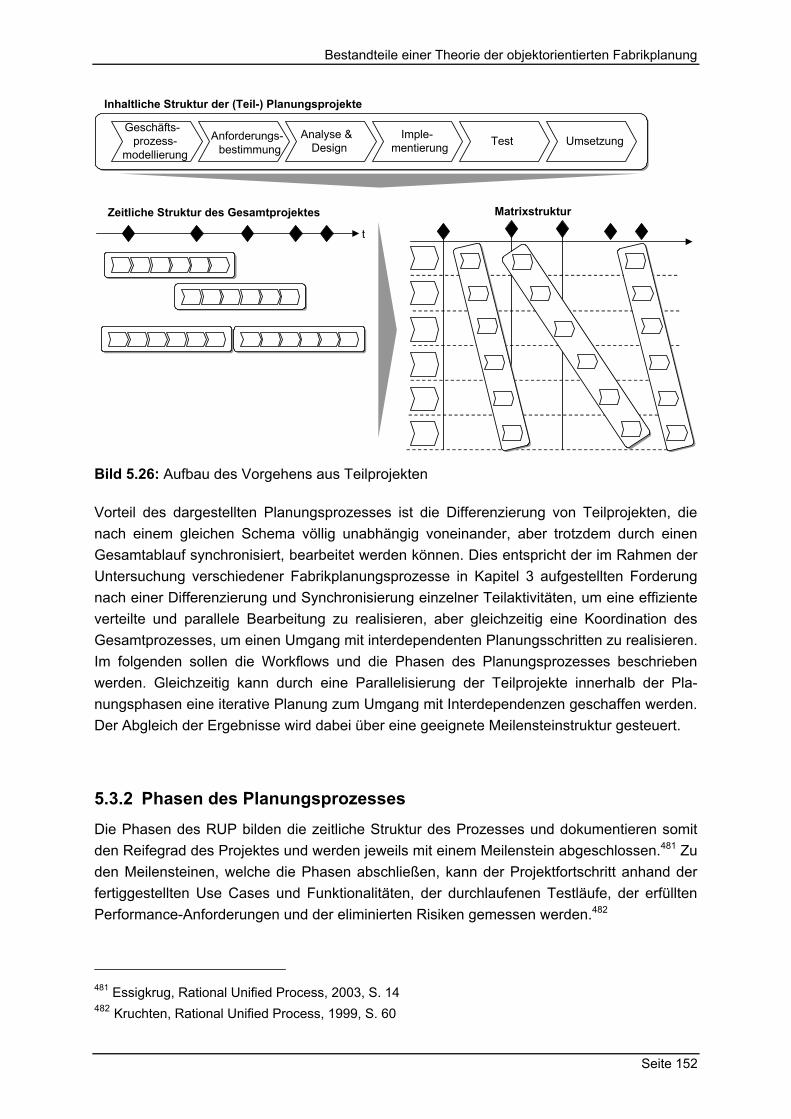
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 152
Geschäfts-prozess-
modellierungAnforderungs-
bestimmungAnalyse &
DesignImple-
mentierung Test Umsetzung
Inhaltliche Struktur der (Teil-) Planungsprojekte
t
Zeitliche Struktur des Gesamtprojektes Matrixstruktur
Bild 5.26: Aufbau des Vorgehens aus Teilprojekten
Vorteil des dargestellten Planungsprozesses ist die Differenzierung von Teilprojekten, die nach einem gleichen Schema völlig unabhängig voneinander, aber trotzdem durch einen Gesamtablauf synchronisiert, bearbeitet werden können. Dies entspricht der im Rahmen der Untersuchung verschiedener Fabrikplanungsprozesse in Kapitel 3 aufgestellten Forderung nach einer Differenzierung und Synchronisierung einzelner Teilaktivitäten, um eine effiziente verteilte und parallele Bearbeitung zu realisieren, aber gleichzeitig eine Koordination des Gesamtprozesses, um einen Umgang mit interdependenten Planungsschritten zu realisieren. Im folgenden sollen die Workflows und die Phasen des Planungsprozesses beschrieben werden. Gleichzeitig kann durch eine Parallelisierung der Teilprojekte innerhalb der Pla-nungsphasen eine iterative Planung zum Umgang mit Interdependenzen geschaffen werden. Der Abgleich der Ergebnisse wird dabei über eine geeignete Meilensteinstruktur gesteuert.
5.3.2 Phasen des Planungsprozesses Die Phasen des RUP bilden die zeitliche Struktur des Prozesses und dokumentieren somit den Reifegrad des Projektes und werden jeweils mit einem Meilenstein abgeschlossen.481 Zu den Meilensteinen, welche die Phasen abschließen, kann der Projektfortschritt anhand der fertiggestellten Use Cases und Funktionalitäten, der durchlaufenen Testläufe, der erfüllten Performance-Anforderungen und der eliminierten Risiken gemessen werden.482
481 Essigkrug, Rational Unified Process, 2003, S. 14 482 Kruchten, Rational Unified Process, 1999, S. 60
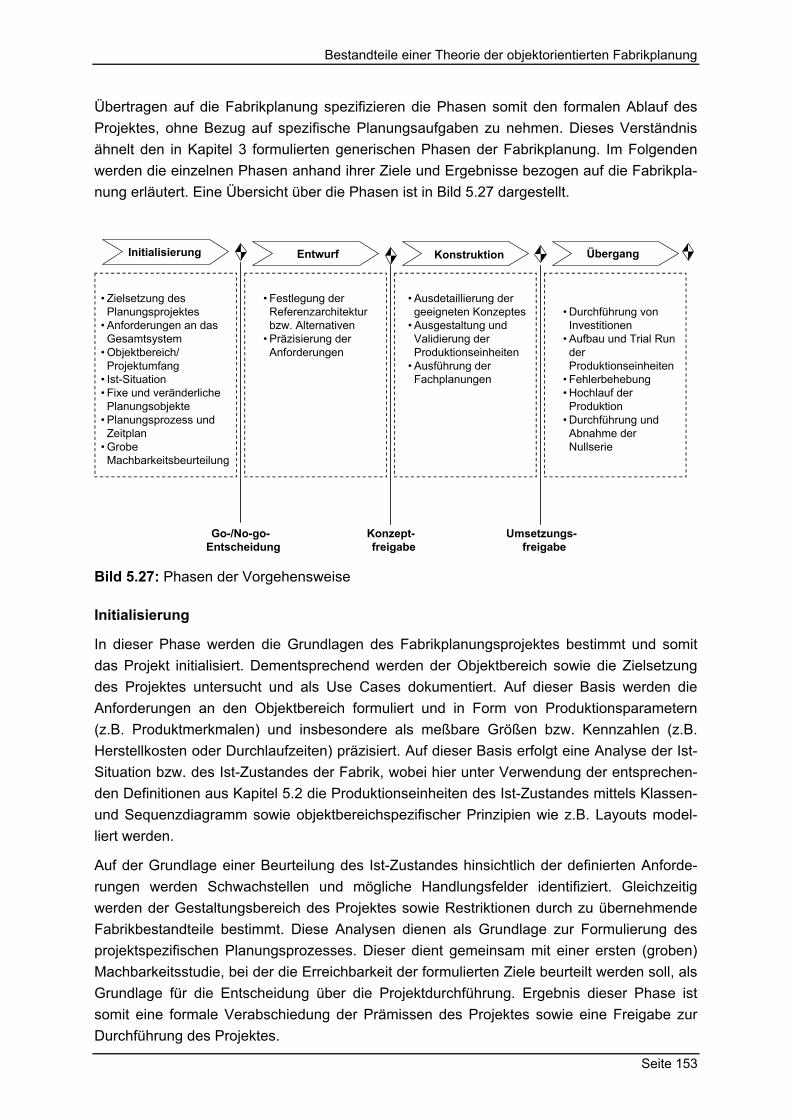
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 153
Übertragen auf die Fabrikplanung spezifizieren die Phasen somit den formalen Ablauf des Projektes, ohne Bezug auf spezifische Planungsaufgaben zu nehmen. Dieses Verständnis ähnelt den in Kapitel 3 formulierten generischen Phasen der Fabrikplanung. Im Folgenden werden die einzelnen Phasen anhand ihrer Ziele und Ergebnisse bezogen auf die Fabrikpla-nung erläutert. Eine Übersicht über die Phasen ist in Bild 5.27 dargestellt.
• Zielsetzung desPlanungsprojektes
• Anforderungen an dasGesamtsystem
• Objektbereich/Projektumfang
• Ist-Situation• Fixe und veränderlichePlanungsobjekte
• Planungsprozess undZeitplan
• GrobeMachbarkeitsbeurteilung
• Festlegung derReferenzarchitekturbzw. Alternativen
• Präzisierung derAnforderungen
• Ausdetaillierung dergeeigneten Konzeptes
• Ausgestaltung undValidierung derProduktionseinheiten
• Ausführung derFachplanungen
• Durchführung vonInvestitionen
• Aufbau und Trial RunderProduktionseinheiten
• Fehlerbehebung• Hochlauf derProduktion
• Durchführung undAbnahme derNullserie
Go-/No-go-Entscheidung
Konzept-freigabe
Umsetzungs-freigabe
Initialisierung Konstruktion Übergang Entwurf
Bild 5.27: Phasen der Vorgehensweise
Initialisierung
In dieser Phase werden die Grundlagen des Fabrikplanungsprojektes bestimmt und somit das Projekt initialisiert. Dementsprechend werden der Objektbereich sowie die Zielsetzung des Projektes untersucht und als Use Cases dokumentiert. Auf dieser Basis werden die Anforderungen an den Objektbereich formuliert und in Form von Produktionsparametern (z.B. Produktmerkmalen) und insbesondere als meßbare Größen bzw. Kennzahlen (z.B. Herstellkosten oder Durchlaufzeiten) präzisiert. Auf dieser Basis erfolgt eine Analyse der Ist-Situation bzw. des Ist-Zustandes der Fabrik, wobei hier unter Verwendung der entsprechen-den Definitionen aus Kapitel 5.2 die Produktionseinheiten des Ist-Zustandes mittels Klassen- und Sequenzdiagramm sowie objektbereichspezifischer Prinzipien wie z.B. Layouts model-liert werden.
Auf der Grundlage einer Beurteilung des Ist-Zustandes hinsichtlich der definierten Anforde-rungen werden Schwachstellen und mögliche Handlungsfelder identifiziert. Gleichzeitig werden der Gestaltungsbereich des Projektes sowie Restriktionen durch zu übernehmende Fabrikbestandteile bestimmt. Diese Analysen dienen als Grundlage zur Formulierung des projektspezifischen Planungsprozesses. Dieser dient gemeinsam mit einer ersten (groben) Machbarkeitsstudie, bei der die Erreichbarkeit der formulierten Ziele beurteilt werden soll, als Grundlage für die Entscheidung über die Projektdurchführung. Ergebnis dieser Phase ist somit eine formale Verabschiedung der Prämissen des Projektes sowie eine Freigabe zur Durchführung des Projektes.
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 154
Entwurf
Im RUP wird in dieser Phase eine erste vollständige Systemarchitektur mit stabilen Anforde-rungen entwickelt. Für die Fabrikplanung steht in dieser Phase eine Ableitung der Architektur der Fabrik aus den definierten Anforderungen im Vordergrund. Ziel der Entwurfs-Phase ist es, bis zum Ende der Phase alternative, verifizierbare Grobkonzepte für die künftige Fabrik zu erstellen. Ein Schwerpunkt liegt somit auf der Festlegung der strukturellen Alternativen für die Fabrik und für zentrale, strukturdeterminierende Fabrikelemente und Planungsentschei-dungen, wie z.B. die Standortwahl. Dabei können diese gestalterischen Tätigkeiten insbe-sondere durch Software-Tools unterstützt werden, die den virtuellen Aufbau von Planungsva-rianten ermöglichen. Ergebnis dieser Phase sind somit eine Beschreibung alternativer Archi-tekturen der Fabrik, einschließlich der strukturdeterminierenden Produktionseinheiten sowie deren Bewertung bezüglich der formulierten Anforderungen und der erwarteten Dynamik der Produktionsparameter. Dabei kann insbesondere mittels der Szenariotechnik eine Bewer-tung dieser Konzepte vor dem Hintergrund der zu erwartenden Entwicklung im Rahmen des Lebenszyklus der betrachteten Fabrik bzw. Produktionseinheit erfolgen.483 Abgeschlossen wird diese Phase somit mit einem Meilenstein, an dem eine Entscheidung für eine Referenz-architektur bzw. ein Grobkonzept der Fabrik sowie eine Beauftragung der Detailplanung erfolgt. Dieser Meilenstein entspricht dabei dem „Point of No Return“ nach KETTNER.484
Trotz einer Konzentration auf die geschilderten Aspekte kann im Rahmen einzelner Teilpro-jekte in dieser Phase bereits mit einer Umsetzung begonnen werden. Dies gilt insbesondere bei Produktionsobjekten, deren Beschaffung oder Realisierung langfristiger Natur ist, wie z.B. die Beschaffung von Betriebsmitteln mit langen Lieferzeiten.
Konstruktion
Die Konstruktionsphase des entwickelten Ansatzes hat vor allem das Ziel einer Ausdetaillie-rung des freigegebenen Grobkonzeptes. Schwerpunkte liegen daher sowohl in der detaillier-ten Ausgestaltung der einzelnen Produktionseinheiten bzw. ihrer Attribute, als auch in ihrer Vernetzung und Integration bis hin zur vollständigen Fabrik. Wie in der Entwurfsphase wer-den diese Tätigkeiten sowohl durch Methoden und Diagramme der UML, als auch durch digitale Fabrikplanungstools unterstützt. Darüber hinaus beschäftigen sich Tätigkeiten auch in dieser Phase mit der Umsetzungsplanung und der Vorbereitung der Umsetzung. Mit Ende dieser Phase ist die eigentliche Planung der Fabrik weitestgehend abgeschlossen. Ergeb-nisse dieser Phase bilden somit das komplette Detailkonzept der Fabrik sowie die organisa-torische Planung der Umsetzung.
483 vgl. Hernandez Morales, Systematik, 2002 484 Kettner, Leitfaden, 1984, S. 8
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 155
Übergang
Im RUP beschäftigt sich diese Phase mit dem Übergang des Produktes zum Kunden. Analog erfolgt bei der Fabrikplanung an dieser Stelle der Übergang von einer Planung zur physi-schen Umsetzung der Fabrik. Entsprechend des gewählten Verständnisses, ist folglich die eigentliche Fabrikplanung zu diesem Zeitpunkt bereits abgeschlossen. Die Aktivitäten dieser Phase beschäftigen sich somit mit dem Abschluß der Beschaffung sowie dem Aufbau und der Inbetriebnahme der Produktionseinheiten. Dabei sind insbesondere im Rahmen von Trial Runs vorhandene Planungsfehler zu identifizieren und geeignete Abstellmaßnahmen zu bestimmen. Ergebnis dieser Phase ist somit die funktionsfähige Fabrik.
5.3.3 Aufgabenbezogene Workflows des Planungsprozesses Die inhaltliche Dimension der entwickelten Vorgehensweise wird gemäß dem RUP durch die Disziplinen dargestellt. Sämtliche Disziplinen werden im Rahmen von Teilprojekten, die wiederum den verschiedenen Phasen zugeordnet sind, durchlaufen. Theoretisch können alle Disziplinen in jeder Phase Anwendung finden. Zu berücksichtigen ist jedoch, daß sich die Schwerpunkte des Aufwandes für die einzelnen Disziplinen entsprechend des Charakters der jeweiligen Phase verschieben, und daß in den unterschiedlichen Phasen jeweils ver-schiedene Aktivitäten innerhalb der Disziplinen zum Einsatz kommen (s. Bild 5.28).
Geschäftsprozeßmodellierung
Im Rahmen des Software Engineering ist die Disziplin Geschäftsprozeßmodellierung dem eigentlichen Entwicklungsprozeß vorgelagert. Sie hat primär das Ziel, ein besseres Ver-ständnis für den Geschäftsprozeß, den das künftige Softwaresystem teilweise oder ganz automatisieren soll, zu gewährleisten. Fachliche Abläufe werden auch über die Systemgren-zen hinaus in visueller Form festgelegt und für alle Stakeholder verständlich gemacht. Die so visuell dargestellten Geschäftsprozesse dienen als wichtigste Quelle für die Anforderungs-analyse.485
Die Disziplin Geschäftsprozeßmodellierung im Rahmen der Fabrikplanung beschäftigt sich also mit der Position der betrachteten Produktionseinheit in ihrem Umfeld. Dementsprechend werden insbesondere die Interaktion der Produktionseinheit mit den Anspruchsgruppen sowie weiteren Produktionseinheiten untersucht und in Form von Use Cases spezifiziert.
Entsprechend der jeweiligen Phase des Projektes kann hierbei eine Analyse des Ist-Zustandes oder eine Formulierung eines Soll-Zustandes erfolgen.
485 Essigkrug, Rational Unified Process, 2003, S. 25
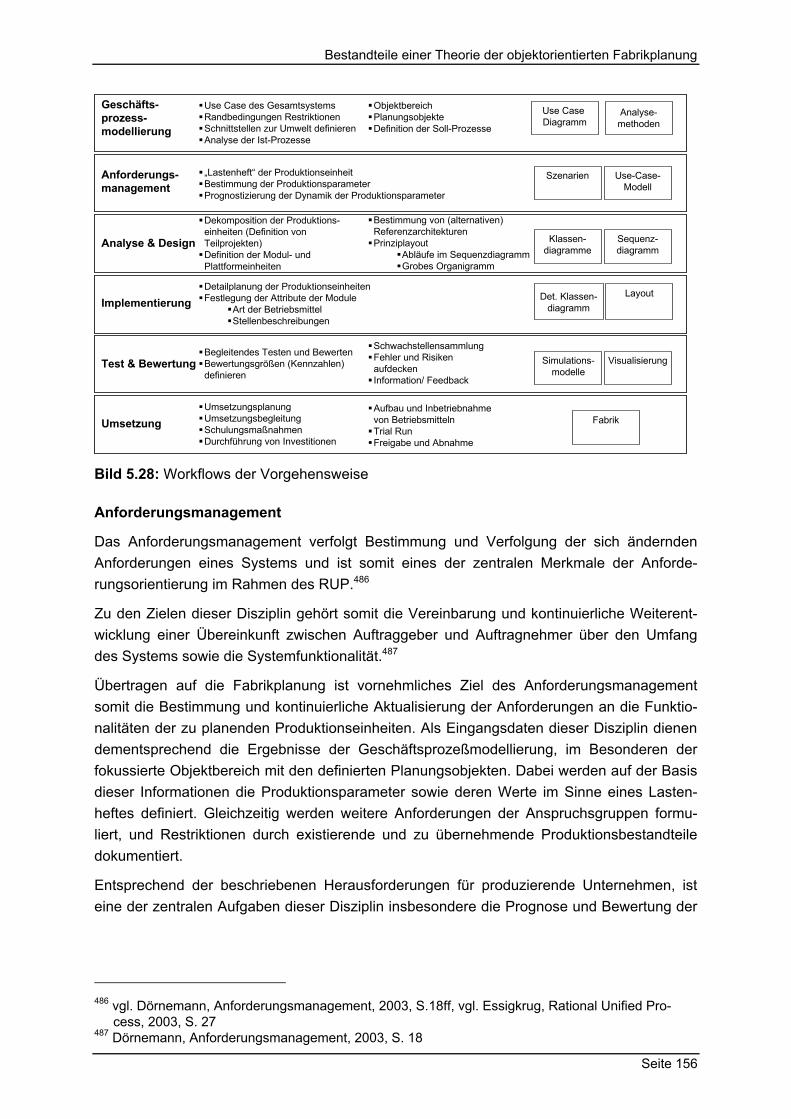
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 156
UmsetzungsplanungUmsetzungsbegleitungSchulungsmaßnahmenDurchführung von Investitionen
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Geschäfts-prozess-modellierung
Use Case des GesamtsystemsRandbedingungen RestriktionenSchnittstellen zur Umwelt definierenAnalyse der Ist-Prozesse
Begleitendes Testen und BewertenBewertungsgrößen (Kennzahlen)definieren
„Lastenheft“ der ProduktionseinheitBestimmung der ProduktionsparameterPrognostizierung der Dynamik der Produktionsparameter
Detailplanung der ProduktionseinheitenFestlegung der Attribute der Module
Art der BetriebsmittelStellenbeschreibungen
ObjektbereichPlanungsobjekteDefinition der Soll-Prozesse
Use Case Diagramm
Szenarien
Klassen-diagramme
Sequenz-diagramm
Layout
SchwachstellensammlungFehler und RisikenaufdeckenInformation/ Feedback
VisualisierungSimulations-modelle
FabrikAufbau und Inbetriebnahmevon BetriebsmittelnTrial RunFreigabe und Abnahme
Det. Klassen-diagramm
Use-Case-Modell
Dekomposition der Produktions-einheiten (Definition vonTeilprojekten)Definition der Modul- undPlattformeinheiten
Bestimmung von (alternativen)ReferenzarchitekturenPrinziplayout
Abläufe im SequenzdiagrammGrobes Organigramm
Analyse-methoden
Bild 5.28: Workflows der Vorgehensweise
Anforderungsmanagement
Das Anforderungsmanagement verfolgt Bestimmung und Verfolgung der sich ändernden Anforderungen eines Systems und ist somit eines der zentralen Merkmale der Anforde-rungsorientierung im Rahmen des RUP.486
Zu den Zielen dieser Disziplin gehört somit die Vereinbarung und kontinuierliche Weiterent-wicklung einer Übereinkunft zwischen Auftraggeber und Auftragnehmer über den Umfang des Systems sowie die Systemfunktionalität.487
Übertragen auf die Fabrikplanung ist vornehmliches Ziel des Anforderungsmanagement somit die Bestimmung und kontinuierliche Aktualisierung der Anforderungen an die Funktio-nalitäten der zu planenden Produktionseinheiten. Als Eingangsdaten dieser Disziplin dienen dementsprechend die Ergebnisse der Geschäftsprozeßmodellierung, im Besonderen der fokussierte Objektbereich mit den definierten Planungsobjekten. Dabei werden auf der Basis dieser Informationen die Produktionsparameter sowie deren Werte im Sinne eines Lasten-heftes definiert. Gleichzeitig werden weitere Anforderungen der Anspruchsgruppen formu-liert, und Restriktionen durch existierende und zu übernehmende Produktionsbestandteile dokumentiert.
Entsprechend der beschriebenen Herausforderungen für produzierende Unternehmen, ist eine der zentralen Aufgaben dieser Disziplin insbesondere die Prognose und Bewertung der
486 vgl. Dörnemann, Anforderungsmanagement, 2003, S.18ff, vgl. Essigkrug, Rational Unified Pro-
cess, 2003, S. 27 487 Dörnemann, Anforderungsmanagement, 2003, S. 18

Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 157
möglichen Veränderung von Anforderungen z.B. mittels Szenariotechnik um somit eine Basis für die Auslegung der Produktionseinheiten zu liefern.488
Ergebnisse dieses Workflows ist die Beschreibung der an die Produktionseinheiten beste-henden Anforderungen sowie deren erwartete Entwicklung in Form von (detaillierten) Use Cases bzw. als Attributsausprägungen, z.B. von Produktobjekten oder Auftragsobjekten (z.B. zu realisierende Stückzahl) oder als geforderte Attributsausprägungen von Produktionsein-heiten (z.B. Durchlaufzeit) im Klassendiagramm.
Analyse & Design
Im Rahmen des Software Engineering beschreibt die Disziplin Analyse & Design den Über-gang von den Anforderungen hin zum technischen Design.489
In dieser Disziplin werden zwei Ziele verfolgt. Zum einen werden die Anforderungen schritt-weise in ein Design übertragen, welches bereits eine ggf. festgelegte technische Realisie-rung und damit deren Restriktionen berücksichtigt. Zum anderen gilt es, eine stabile Archi-tektur zu erarbeiten, welche die gegenwärtigen Anforderungen erfüllt und gleichzeitig flexibel genug ist, um künftige Anforderungen zu integrieren.490
Wie der Name der Disziplin verdeutlicht, werden zwei Stufen unterschieden, die nicht explizit getrennt werden. In der Analyse wird die Applikation immer noch unabhängig von der techni-schen Plattform gestaltet. Die Analyse dieser Disziplin ist dabei von der Anforderungsanaly-se in der Disziplin Anforderungen zu unterscheiden, da bereits fachliche Klassen der künfti-gen Applikation aufgrund der Anforderungen modelliert werden. Im Design wird dann auf dieser Grundlage das Modell in Hinsicht auf eine technische Umsetzbarkeit erweitert.491
Im Rahmen des entwickelten Ansatzes hat die Disziplin Analyse & Design die Aufgabe, auf der Basis der Anforderungen an die geplante Fabrik, generelle Konzeptalternativen für deren Gestaltung zu entwickeln. Hierbei sollen insbesondere die Vorteile einer objektorientierten Vorgehensweise genutzt werden, bei der die einzelnen Planungsobjekte unabhängig von-einander in einzelnen Teilprojekten bearbeitet werden können. Die transparent definierten Schnittstellen und Beziehungen zu den übrigen Objekten sichern dabei die Berücksichtigung aller relevanter Anforderungen sowie Veränderungen. Dementsprechend ist eine zentrale Aufgabe dieser Disziplin, die Dekomposition der Struktur der Produktionseinheiten auf der Grundlage der formulierten Anforderungen. Für diese einzelnen Produktionseinheiten sollen auf der Grundlage der Anforderungen eine oder ggf. alternative Architekturen bestimmt werden. Dabei werden die jeweiligen Plattformeinheiten sowie die zu definierenden Modul-einheiten bestimmt. Hierbei wird festgelegt, welche Anforderungen bzw. Produktionsparame-ter durch welche Module umgesetzt werden. Eine Ausgestaltung der Module, d.h. die Festle-gung ihrer Attribute entsprechend der Werte der Parameter, erfolgt dabei erst im Rahmen der Implementierung.
488 vgl. hierzu insbesondere Hernandez Morales, Systematik, 2002 489 Essigkrug, Rational Unified Process, 2003, S. 30 490 Essigkrug, Rational Unified Process, 2003, S. 31 491 Essigkrug, Rational Unified Process, 2003, S. 31
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 158
In dieser Phase ist insbesondere darauf zu achten, daß die definierten Architekturen und Module sowohl die gegenwärtigen als auch kommenden Anforderungen zu genügen. Dem-entsprechend bilden die im Rahmen des Anforderungsmanagements bestimmten Anforde-rungen bzw. ihre Dynamik durch geeignete Konzepte umgesetzt werden.
Entsprechend des RUP beschäftigt sich die Analyse in dieser Disziplin mit der Gestaltung der Objekte, unbeeinflußt von technischen oder anderen Restriktionen, im Sinne eines Ideal-konzeptes. Das Design wiederum widmet sich der Anpassung der Lösungskonzepte an die gegebenen Restriktionen und gestaltet so das Realkonzept.
Ergebnis dieser Disziplin sind somit eine Beschreibung der zentralen Merkmale von Architek-turen sowie Modulen und Plattformen mittels Klassendiagrammen, und eine Festlegung der generellen Abläufe mittels Sequenzdiagrammen. Weiterhin werden zur Verdeutlichung ob-jektbereichsspezifische Darstellungen wie z.B. (Grob-) Layouts oder Organigramme genutzt.
Implementierung
Diese Disziplin befaßt sich mit der Implementierung der einzelnen Komponenten der Soft-ware und der Integration zu Teilsystemen ansteigender Größe. Ziel der Implementierung ist es dabei, ein lauffähiges System zu erhalten sowie das anschließende Testen der entwickel-ten Komponenten.492
Die Disziplin Implementierung befaßt sich mit der Gestaltung der einzelnen Produktionsein-heiten und deren sukzessiven Integration in größere Teilsysteme. Dabei werden die definier-ten Architekturen sowie Modul- und Plattformeinheiten detailliert, d.h. die Attributsausprä-gungen bestimmt.
Im Rahmen der Analyse & Design wird bestimmt, welche Module gebildet werden, ohne eine Aussage über deren spezifische Realisierung zu treffen. Auf dieser Grundlage werden im Rahmen der Implementierung diejenigen Produktionseinheiten gestaltet, die diese Module bilden. Dementsprechend hat diese Disziplin den Charakter einer Feinplanung im herkömm-lichen Sinne. Nachdem die Disziplin Analyse & Design eher interdisziplinären, konzeptionel-len Charakter hatte, sollen im Rahmen der Implementierung insbesondere die Fachplanun-gen wie z.B. Gebäudeplanung oder Betriebsmittelplanung durchgeführt werden.
Ergebnisse dieser Phase sind somit detaillierte, umsetzungsreife Festlegungen der Produkti-onseinheiten in Form von Klassen- und Sequenzdiagrammen sowie weiterer, anwendungs-spezifischer Darstellungen.
Test & Bewertung
In dieser Disziplin wird die ausführbare Software auf die Erfüllung der Anforderungen ge-prüft.493 Diese Disziplin wird dabei zu verschiedenen Zeitpunkten im Rahmen des Planungs-projektes adressiert, so daß, begünstigt durch die iterative Vorgehensweise, deren Ergebnis-
492 Essigkrug, Rational Unified Process, 2003, S. 33 493 Essigkrug, Rational Unified Process, 2003, S. 35
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 159
se frühzeitig in den Entwicklungsprozeß eingehen können, ehe der resultierende Zeit- und Kostenaufwand zu groß wird.494 Das Ziel dieser Disziplin ist, im Gegensatz zu allen anderen Disziplinen, das Aufdecken von Fehlern und Problemen und nicht das Verhindern und Lösen dieser. Dabei erfolgt insbesondere ein Abgleich der Ergebnisse der unterschiedlichen Teil-projekte mit den Anforderungen aus der Disziplin Anforderungsmanagement.495
Bezogen auf die Fabrikplanung, sollen dementsprechend die Planungsstände der einzelnen Produktionseinheiten hinsichtlich ihrer Anforderungsgerechtheit beurteilt werden. Durch die formale Modellierung der Produktionseinheiten bereits zu frühen Phasen des Planungspro-jektes wird hierbei insbesondere der Einsatz von geeigneten IT Systemen wie z.B. der Ab-laufsimulation ermöglicht. 496
Die Ergebnisse dieser Disziplin dienen als Basis für die Bewertung im Rahmen des iterativ-inkrementellen Entwicklungsprozesses. Weiterhin sollen sie die schnittstellengerechte Ge-staltung einzelner Teilergebnisse sicherstellen. Dabei ist neben einer statischen Bewertung insbesondere die erwartete Entwicklung der Anforderungen innerhalb des Lebenszyklus zu berücksichtigen.497
Umsetzung
Diese Disziplin sorgt für eine reibungslose Auslieferung des Softwareproduktes. Unterschie-den wird zwischen der kundenspezifischen Installation, der Auslieferung als Standardprodukt und dem Zugang zum Produkt über das Internet. Hierbei werden Aspekte wie z.B. das Re-lease Management sowie das Beta Testing berücksichtigt.498
Übertragen auf die Fabrikplanung, werden in dieser Disziplin die eigentlichen Planungser-gebnisse zu einer funktionsfähigen Produktionseinheit umgesetzt. Dabei handelt es sich entsprechend der in Kapitel 5.1 gewählten Definition um die Instanziierung der definierten Klassenstruktur der Produktionseinheiten. Hierbei werden einerseits die erforderlichen Inve-stitionen geplant und durchgeführt sowie die physische Umsetzung der Planung realisiert. Den Höhepunkt in der Disziplin Umsetzung bildet die Übergangsphase, da in dieser die Umsetzung der Planung abgeschlossen wird. Aber auch schon im Verlauf der vorangestell-ten Phasen nimmt diese Disziplin wichtige Tätigkeiten wie z.B. die Auslösung langfristiger Bestellungen, wahr, die zum einen eine reibungslose Umsetzung ermöglichen und zum anderen den gesamten Prozeß entscheidend verkürzen.
Neben der eigentlichen (physischen und organisatorischen) Realisierung der Planung wird in dieser Phase insbesondere der Hochlauf der Produktion bzw. Produktionseinheiten geplant und realisiert. Dabei werden sowohl Trial Runs sowie die erforderlichen Anpassungs- und Abnahmetätigkeiten durchgeführt.
494 Essigkrug, Rational Unified Process, 2003, S. 36 495 Essigkrug, Rational Unified Process, 2003, S. 36 496 vgl. Schmidt, Grobplanung, 2002 497 vgl. Sesterhenn, Bewertungssystematik, 2002 498 Essigkrug, Rational Unified Process, 2003, S. 38
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 160
Ziel der Disziplin sind folglich die möglichst problemfreie Inbetriebnahme der Fabrik und der schnelle Anlauf der Produktion. Die Eingangsinformationen stammen daher zum einen aus dem Projektmanagement, zum anderen aus dem Anforderungsmanagement und der Imple-mentierung. Auch die Testergebnisse bilden eine wichtige Basis für die Aktivitäten dieser Disziplin. Die Ergebnisse dieser Phase werden durch die sukzessive Entstehung der neuen Fabrik dargestellt.
Änderungsmanagement
Es handelt sich hierbei um eine unterstützende Disziplin, die die Daten- und Änderungsver-waltung für die anderen Disziplinen zur Verfügung stellt.499 Ziel ist somit die transparente Aufbereitung sowie Bereitstellung aller Daten, Informationen und Ergebnisse im Prozeß.500
Die Aktivitäten dieser Disziplin liegen (gemäß dem RUP) im Bereich des Konfigurations- und Änderungsmanagement des Fabrikplanungsprozeß. Eine weitere wichtige Aufgabe ist die Verwaltung der Dokumentation, der unterschiedlichen Daten und vor allem auch der Ände-rungen der einzelnen Disziplinen. Im besonderen Maße ist dabei die Zugänglichkeit dieser Daten zu gewährleisten und eine hohe Transparenz zu sichern. Dabei erfolgt die Dokumen-tation aller Ergebnisse und aller eingebrachten Änderungen in den Planungsprozeß. Zusätz-lich bildet eine derartige Dokumentation eine wesentliche Basis für eine kurzfristige und vereinfachte Wandlung der Fabrik.501
Projektmanagement
Das Projektmanagement ist als planende und steuernde Unterstützungs-Disziplin verant-wortlich für die gesamte Prozeßdurchführung und den Projekterfolg. Es gilt scheinbar kon-kurrierende Ziele und Interessen verschiedener Anspruchsgruppen in Einklang zu bringen sowie Kompromisse zu finden. Risiken und Unsicherheiten müssen so schnell wie möglich identifiziert werden, um sie dann zu eliminieren.502
Analog ist diese Disziplin für das Projektmanagement im Rahmen des Fabrikplanungsprojek-tes verantwortlich. Eine Kernaufgabe liegt dabei in der zeitlichen Synchronisation der einzel-nen Teilprojekte innerhalb der Phasen und Disziplinen.
Projektinfrastruktur
Die Disziplin Environment hat ebenfalls unterstützende Funktionen. Sie stellt einen Teil der Infrastruktur für das Projekt bereit. Ziel ist es, für das Projekt den Entwicklungsprozeß und die Entwicklungsumgebung zur Verfügung zu stellen. Letztere basiert zum einen auf Tools und Prozessen, umfaßt zum anderen aber auch Richtlinien und andere Hilfestellungen für die einzelnen Disziplinen im Projekt.503 In dieser Disziplin wird der Ist-Planungsprozeß analy-siert, um Verbesserungspotentiale für die Entwicklungsorganisation aufzuzeigen.504.
499 Kruchten, Rational Unified Process, 1999, S. 183, 29 500 Essigkrug, Rational Unified Process, 2003, S. 42 501 vgl. Eversheim, Fabrik, 2002 502 Essigkrug, Rational Unified Process, 2003, S. 43 503 Essigkrug, Rational Unified Process, 2003, S. 46 504 Essigkrug, Rational Unified Process, 2003, S. 47, 48
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 161
Ziel dieser Disziplin ist somit die bestmögliche Unterstützung der eigentlichen Fabrikpla-nungsaktivitäten. Dazu gehört auch eine Anpassung des Planungsprozesses an die Bedürf-nisse des jeweiligen Fabrikplanungsprojektes und seines Projektteams. Eingangsinformatio-nen für die Projektinfrastruktur bestehen aus Referenzplanungsprozessen und weiteren methodischen und technischen Hilfsmitteln. In den Verantwortlichkeitsbereich dieser Diszi-plin fallen Aktivitäten wie die Auswahl, die Beschaffung und das Einrichten von IT Tools zur Unterstützung des Planungsprozesses. Eine grundlegende Aufgabe besteht weiterhin darin, den bestehenden Planungsprozeß fortlaufend zu analysieren und zu verbessern. Das wich-tigste Ergebnis besteht folglich aus dem entsprechend der Projekterfahrungen angepaßten Referenzplanungsprozeß sowie verbesserten und erneuerten Vorgehensweisen oder Richt-linien.
5.3.4 Teilprojekte des Planungsprozesses Zentrales Merkmal des Rational Unified Process ist die Bildung von Teilprojekten zur Bear-beitung des Planungsprojektes. Dementsprechend soll im folgenden dargestellt werden, wie die für eine Planungsaufgabe erforderlichen Teilprojekte bestimmt und in die Struktur des Planungsprozesses eingeordnet werden können.
Entsprechend der in Kapitel 5.2 bestimmten Grundprinzipien zur Strukturierung des Pla-nungsprozesses, können die Teilprojekte entweder vorgehensbezogen oder objektbereichs-bezogen gebildet werden. Vorgehensbezogen gebildete Teilprojekte wären beispielsweise die Differenzierung einer Planungsaufgabe in Grobplanung und Feinplanung. Objektbe-reichsbezogene Teilprojekte basieren auf dem zu gestaltenden Planungsgegenstand und werden anhand dessen Struktur definiert. Dementsprechend soll das entwickelte Klassifikati-onsmodell für Fabrikobjekte genutzt werden, um die objektbereichsbezogen erforderlichen Teilprojekte abzuleiten.
Generell ist eine Bestimmung der Teilprojekte jeweils projektspezifisch durchzuführen (vgl. Kap 4.2), wobei als Basis hierfür Referenzplanungsprozesse dienen können. Die anwen-dungsspezifische Auswahl eines geeigneten Referenzplanungsprozesses kann dabei an-hand verschiedener Kriterien, wie z.B. dem Planungsanlaß sowie insbesondere dem Objekt-bereich der Planung, erfolgen. In Bild 5.29 wird demonstriert, wie auf der Grundlage des identifizierten Objektbereiches sowie seiner Merkmale eine Systematisierung der Teilprojekte erfolgen kann. Dabei können die einzelnen Teilprojekte unter Nutzung der Struktur des entwickelten Klassifizierungsmodells sowie der jeweiligen Ausprägung des Klassifizierungs-kriteriums mittels einer Matrix zugeordnet werden.
An dieser Stelle soll das Grundprinzip der anwendungsspezifischen Konfiguration des Pla-nungsprozesses auf der Grundlage von Referenzprozessen sowie die Strukturierung dieser Teilprojekte mittels der Phasen und Disziplinen des RUP erläutert werden. Dies soll anhand des Beispieles der Getriebefabrik erfolgen. Auf die Bildung von generischen Referenzpro-zessen soll an dieser Stelle verzichtet werden. Dies ist vielmehr unternehmens- oder anwen-dungsbereichsspezifisch durchzuführen, wobei existierende Referenzprozesse oder die
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 162
Erfahrungen bereits abgeschlossener Projekte als Basis genutzt werden können und ent-sprechend der vorgestellten Matrix systematisiert werden können.
Die für das Beispiel der Getriebefabrik definierten Teilprojekte stammen inhaltlich aus den existierenden Fabrikplanungsansätzen, die in Kapitel 2.3 beschrieben wurden. Basierend auf dem Objektbereich der Getriebefabrik, können dabei die jeweils relevanten Teilprojekte bestimmt werden. Weitere Teilprojekte wie z.B. die Schwachstellenanalyse, resultieren aus der Tatsache, daß es sich im Falle des Beispiels um eine Reorganisation handelt. Im folgen-den sollen die entsprechenden Teilprojekte phasenbezogen beschrieben werden, wobei viele der Teilprojekte sich entsprechend des Charakters des RUP über mehrere Teilprojekte erstrecken.
Initialisierung
In der Initialisierungs-Phase werden Planungsaufgaben als Teilprojekte bearbeitet, die sich vornehmlich mit Analysetätigkeiten beschäftigen und die Grundlage für die formale Definition und Verabschiedung der Zielsetzung des Planungsprojektes im Rahmen des ersten Meilen-steins liefern.
Die Prozeßanalyse verfolgt das Ziel, die Einbindung der Fabrik in den Kontext der Auftrags-abwicklung zu untersuchen. Sie beschäftigt sich somit mit der Analyse der Auftragsabwick-lung sowie der hiermit verbundenen direkten (Produktions-) Prozesse und der indirekten Prozesse.505
Dementsprechend werden im Rahmen der Disziplin Geschäftsprozeßmodellierung der Use Case der Gesamtfabrik bestimmt. Hierbei werden insbesondere verschiedene Anwendungs-fälle im Sinne von Geschäftsvorfällen beschrieben. Im Falle der Beispielfabrik zeigt sich bei dieser Analyse, daß die Use Cases der Einzel- und Kleinseriengetriebe sich deutlich von denen der Seriengetriebe unterscheiden. Dementsprechend liefern diese Use Cases bereits einen ersten Indikator für Differenzierungsmerkmale seitens der Anforderungen der An-spruchsgruppen sowie hinsichtlich der Geschäftsvorfälle. Diese werden im Rahmen der Disziplin Anforderungsmanagement in Produktionsparameter sowie explizit formulierte An-forderungen an einzelne Produktionsbestandteile formuliert. Weiterhin können im Rahmen dieses Teilprojektes Analysen der direkten und indirekten Prozesse (z.B. mittels Wertstrom-analysen) durchgeführt werden, die als Basis für die Modellierung der Produktionseinheiten im Rahmen der Disziplin Analyse und Design dienen können.506 Bezogen auf die Getriebefa-brik liefert eine einfache Visualisierung der Abläufe, stark angelehnt an die Informations- und Materialflüsse, einen ersten Überblick über Ablaufstrukturen.
505 vgl. Aggteleky, Betriebsanalyse, 1990, S. 36 506 vgl. Rother, Sehen, 2000
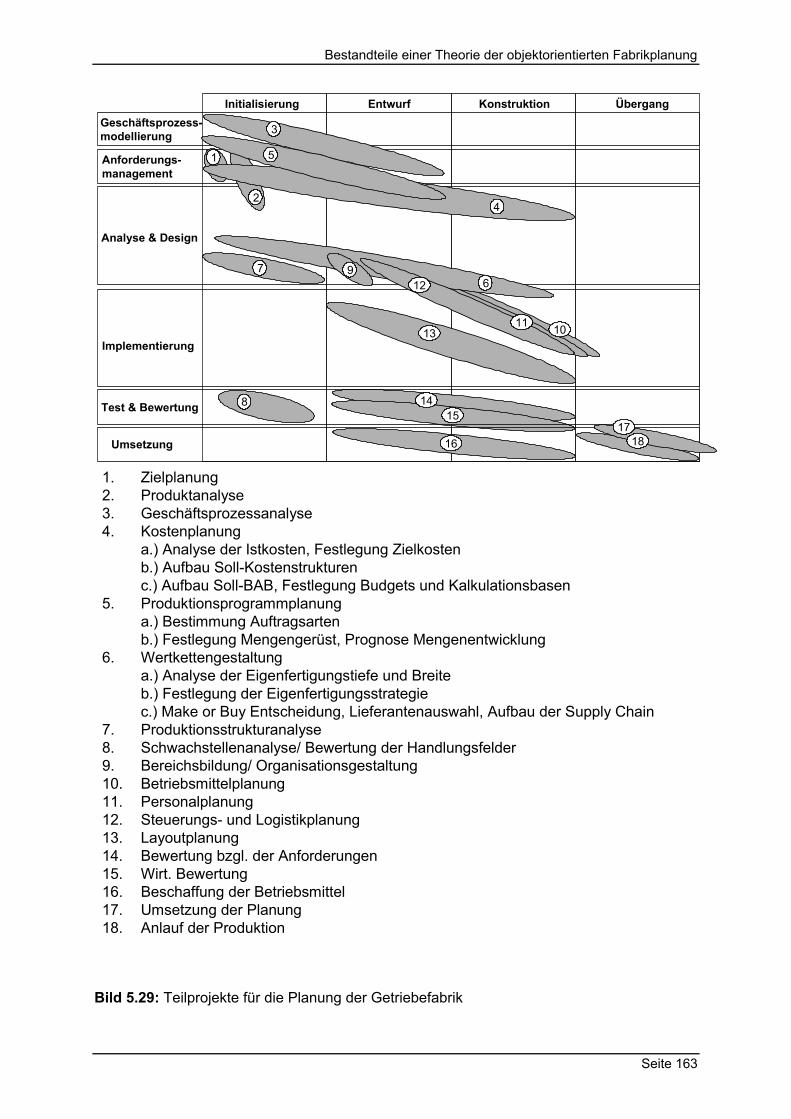
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 163
66
Geschäftsprozess-modellierung
Initialisierung Entwurf Konstruktion Übergang
Anforderungs-management
Analyse & Design
33
77
Implementierung
99
22
11
88
1313
44
1212
1111 1010
171718181616
15151414Test & Bewertung
Umsetzung
55
1. Zielplanung2. Produktanalyse3. Geschäftsprozessanalyse4. Kostenplanung
a.) Analyse der Istkosten, Festlegung Zielkostenb.) Aufbau Soll-Kostenstrukturenc.) Aufbau Soll-BAB, Festlegung Budgets und Kalkulationsbasen
5. Produktionsprogrammplanunga.) Bestimmung Auftragsartenb.) Festlegung Mengengerüst, Prognose Mengenentwicklung
6. Wertkettengestaltunga.) Analyse der Eigenfertigungstiefe und Breiteb.) Festlegung der Eigenfertigungsstrategiec.) Make or Buy Entscheidung, Lieferantenauswahl, Aufbau der Supply Chain
7. Produktionsstrukturanalyse8. Schwachstellenanalyse/ Bewertung der Handlungsfelder 9. Bereichsbildung/ Organisationsgestaltung10. Betriebsmittelplanung11. Personalplanung12. Steuerungs- und Logistikplanung13. Layoutplanung14. Bewertung bzgl. der Anforderungen15. Wirt. Bewertung16. Beschaffung der Betriebsmittel17. Umsetzung der Planung18. Anlauf der Produktion
Bild 5.29: Teilprojekte für die Planung der Getriebefabrik
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 164
Die Produktanalyse beschäftigt sich mit der Analyse des Produktspektrums, der Produkt-struktur sowie den Differenzierungsmerkmalen der Produkte (Varianten, Optionen).507 Ziel ist es dabei, die Produktstruktur als Bestandteil der Prosa Architektur zu modellieren. Dabei werden sowohl die unterschiedlichen Produktarten sowie ihre Baugruppen und Einzelteile im Sinne einer Stücklistenstruktur modelliert und in einem Klassendiagramm dargestellt. Ent-sprechend des Prinzips der Objektorientierung soll dabei vom Prinzip der Vererbung Ge-brauch gemacht werden, um Gemeinsamkeiten der Produkte bzw. Einzelteile durch geeigne-te (abstrakte) Klassen zusammenzufassen. Entsprechend des entwickelten Verständnisses umfaßt das Produkt-Objekt bzw. die Produkt-Klasse neben allen Eigenschaften und Merkma-len des Produktes insbesondere auch dessen Arbeitsplan, welcher dementsprechend Teil der Modellierung ist. Auf der Grundlage dieser Analysen werden die Produktionsparameter abgeleitet, die die Produktionsaufgabe beschreiben, bzw. unterschiedliche Produktionsauf-gaben differenzieren. Dabei sind neben gegenwärtigen Produkten insbesondere die Merk-male zukünftiger zu antizipieren.
Die Analyse des Produktionsprogramms befaßt sich mit den Auftragsarten, dem Abruf-verhalten der Kunden (Lieferzeit, durchschnittliche Bestellmenge) den Stückzahlen und der entsprechenden Stückzahlentwicklung.508 Dementsprechend werden in diesem Analyse-schritt die Auftragsobjektklassen entsprechend der PROSA Architektur modelliert. Dabei werden im Klassendiagramm direkt Beziehungen zu den entsprechenden Produkten darge-stellt. Im Rahmen der Initialisierung handelt es sich in diesem Teilprojekt um eine reine Darstellung des Ist-Zustandes. Hierbei werden ebenfalls die aus den Auftragsobjektklassen resultierenden Produktionsparameter bestimmt.
Im Rahmen der Produktionsstrukturanalyse wird eine Ist-Analyse der Produktion durchge-führt. Kern dabei ist die Identifikation und Modellierung der Produktionseinheiten entspre-chend des entwickelten Klassifikationsmodells. Dabei wird ausgehend von der Produktions-einheit der obersten Hierarchieebene (z.B. die Produktionseinheit Gesamtfabrik) die Hierar-chie (der Produktionseinheiten) aufgebaut. Hierbei werden ebenfalls die Beziehungen zu den Produktobjektklassen und Auftragsobjektklassen für die jeweiligen Produktionseinheiten bestimmt und in Form von Produktionsparametern abgebildet. Zur Darstellung dienen das Klassendiagramm, das Use Case Diagramm, die Produktionsstrukturmatrix sowie das Se-quenzdiagramm. Weiterhin finden objektbereichsspezifische Darstellungen wie z.B. Layouts und Organigramme Anwendung.509
Die Kostenplanung dient im Rahmen der Initialisierungsphase zur Bestimmung der Ist Kostenstruktur. Dabei erfolgt eine Analyse der Kostenarten und Kostenträger um auf dieser Basis eine verursachungsgerechte Istkostenverrechnung zu realisieren. Als Basis kann hierbei das Klassenmodell der Produktionseinheiten dienen. Diese Kostenstrukturanalyse dient einerseits als Basis für die Schwachstellenermittlung und der Formulierung von (markt-abgeleiteten) Kostenzielen, andererseits kann auf der Grundlage der Kostenstruktur eine
507 vgl. Aggteleky, Grundlagen, 1987, S. 110 508 vgl. Kettner, Leitfaden, 1984, S. 43 509 vgl. Aggteleky, Betriebsanalyse, 1990, S. 15ff., 97
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 165
Bewertungsbasis für die im Rahmen späterer Teilprojekte zu entwickelten Konzeptalternati-ven geschaffen werden.
Zu den Aufgaben der Wertkettengestaltung gehört im Rahmen der Initialisierungsphase die Untersuchung der im Ist-Zustand vorliegenden Eigenwertschöpfungstiefe und Breite.510 Auf der Grundlage der definierten Produktobjektklassen ist zu untersuchen, welche Komponen-ten als Kaufteile beschafft und welche Bearbeitungsschritte fremdvergeben werden. Dabei sind insbesondere Schwachstellen hinsichtlich der Zusammenarbeit mit Zulieferern zu identi-fizieren. Diese Informationen dienen als Basis für eine Optimierung der Wertkettengestaltung im Rahmen der folgenden Projektphasen.
Im Rahmen der Schwachstellenanalyse und Bewertung von Handlungsfeldern werden die im Rahmen der Ist-Analyse gewonnenen Informationen ausgewertet und auf dieser Grundlage Aussagen zur Fokussierung der Projektzielsetzung gewonnen. Dabei sind neben den rein beobachteten Schwachstellen insbesondere Abweichungen zu den (im Rahmen der Zielplanung definierten) Zielen zu untersuchen. Zusätzlich können Benchmarks genutzt werden, um eine Bewertung der Produktion zu erzielen. Auf diesen Grundlagen werden mögliche Handlungsfelder für das Reorganisationsprojekt bestimmt und umgesetzt.
Entwurf
Auf der Grundlage der am Ende der vorhergehenden Phase getroffenen Entscheidung zur Durchführung des Planungsprojektes sowie des präzisierten Projektzieles, wird im Rahmen der Entwurfsphase ein verifizierbares Grobkonzept der Fabrik gestaltet.
Bei der Produktionsprogrammplanung wird in dieser Phase das Soll-Produktionsprogramm festgelegt. Dabei werden auf der Grundlage entsprechender Informa-tionen aus dem Vertrieb und der Unternehmensstrategie das zu produzierende Produktpro-gramm sowie ein entsprechendes Mengengerüst festgelegt. Zusätzlich werden im Rahmen von Szenarien mögliche Entwicklungen diesbezüglich untersucht. Ergebnis dieser Phase ist somit das Soll-Produktionsprogramm, welches in Form von Produktionsparametern sowie den entsprechenden Produktobjekt- und Auftragsobjektklassen formuliert wird.
Die Geschäftsprozeßanalyse beschäftigt sich in dieser Phase mit der Entwicklung der Soll Prozeßstruktur.511 Dabei wird die Fabrik in ihrer Gesamtheit in ihrer Interaktion mit den An-spruchsgruppen untersucht und als ein entsprechender Use Case formuliert (s. Bild 5.30). Aus diesem werden entsprechende Produktionsparameter abgeleitet, die als Basis für die weitere Gestaltung dienen können.
510 vgl. Aggteleky, Grundlagen, 1987, S. 132 511 vgl. Grundig, Fabrikplanung, 2000, S. 114
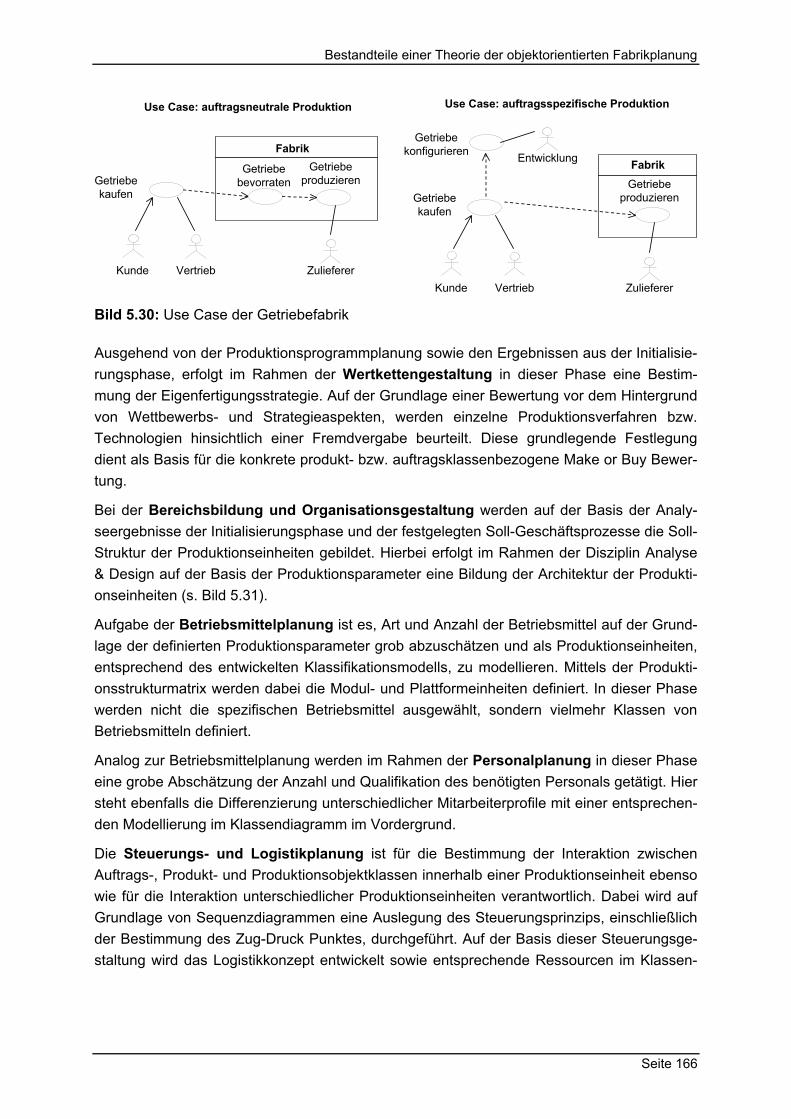
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 166
Use Case: auftragsneutrale Produktion Use Case: auftragsspezifische Produktion
Kunde
Getriebeproduzieren
ZuliefererVertrieb
Fabrik
Getriebekaufen
Getriebekonfigurieren Entwicklung
Kunde
Getriebeproduzieren
ZuliefererVertrieb
Fabrik
Getriebekaufen
Getriebebevorraten
Bild 5.30: Use Case der Getriebefabrik
Ausgehend von der Produktionsprogrammplanung sowie den Ergebnissen aus der Initialisie-rungsphase, erfolgt im Rahmen der Wertkettengestaltung in dieser Phase eine Bestim-mung der Eigenfertigungsstrategie. Auf der Grundlage einer Bewertung vor dem Hintergrund von Wettbewerbs- und Strategieaspekten, werden einzelne Produktionsverfahren bzw. Technologien hinsichtlich einer Fremdvergabe beurteilt. Diese grundlegende Festlegung dient als Basis für die konkrete produkt- bzw. auftragsklassenbezogene Make or Buy Bewer-tung.
Bei der Bereichsbildung und Organisationsgestaltung werden auf der Basis der Analy-seergebnisse der Initialisierungsphase und der festgelegten Soll-Geschäftsprozesse die Soll-Struktur der Produktionseinheiten gebildet. Hierbei erfolgt im Rahmen der Disziplin Analyse & Design auf der Basis der Produktionsparameter eine Bildung der Architektur der Produkti-onseinheiten (s. Bild 5.31).
Aufgabe der Betriebsmittelplanung ist es, Art und Anzahl der Betriebsmittel auf der Grund-lage der definierten Produktionsparameter grob abzuschätzen und als Produktionseinheiten, entsprechend des entwickelten Klassifikationsmodells, zu modellieren. Mittels der Produkti-onsstrukturmatrix werden dabei die Modul- und Plattformeinheiten definiert. In dieser Phase werden nicht die spezifischen Betriebsmittel ausgewählt, sondern vielmehr Klassen von Betriebsmitteln definiert.
Analog zur Betriebsmittelplanung werden im Rahmen der Personalplanung in dieser Phase eine grobe Abschätzung der Anzahl und Qualifikation des benötigten Personals getätigt. Hier steht ebenfalls die Differenzierung unterschiedlicher Mitarbeiterprofile mit einer entsprechen-den Modellierung im Klassendiagramm im Vordergrund.
Die Steuerungs- und Logistikplanung ist für die Bestimmung der Interaktion zwischen Auftrags-, Produkt- und Produktionsobjektklassen innerhalb einer Produktionseinheit ebenso wie für die Interaktion unterschiedlicher Produktionseinheiten verantwortlich. Dabei wird auf Grundlage von Sequenzdiagrammen eine Auslegung des Steuerungsprinzips, einschließlich der Bestimmung des Zug-Druck Punktes, durchgeführt. Auf der Basis dieser Steuerungsge-staltung wird das Logistikkonzept entwickelt sowie entsprechende Ressourcen im Klassen-
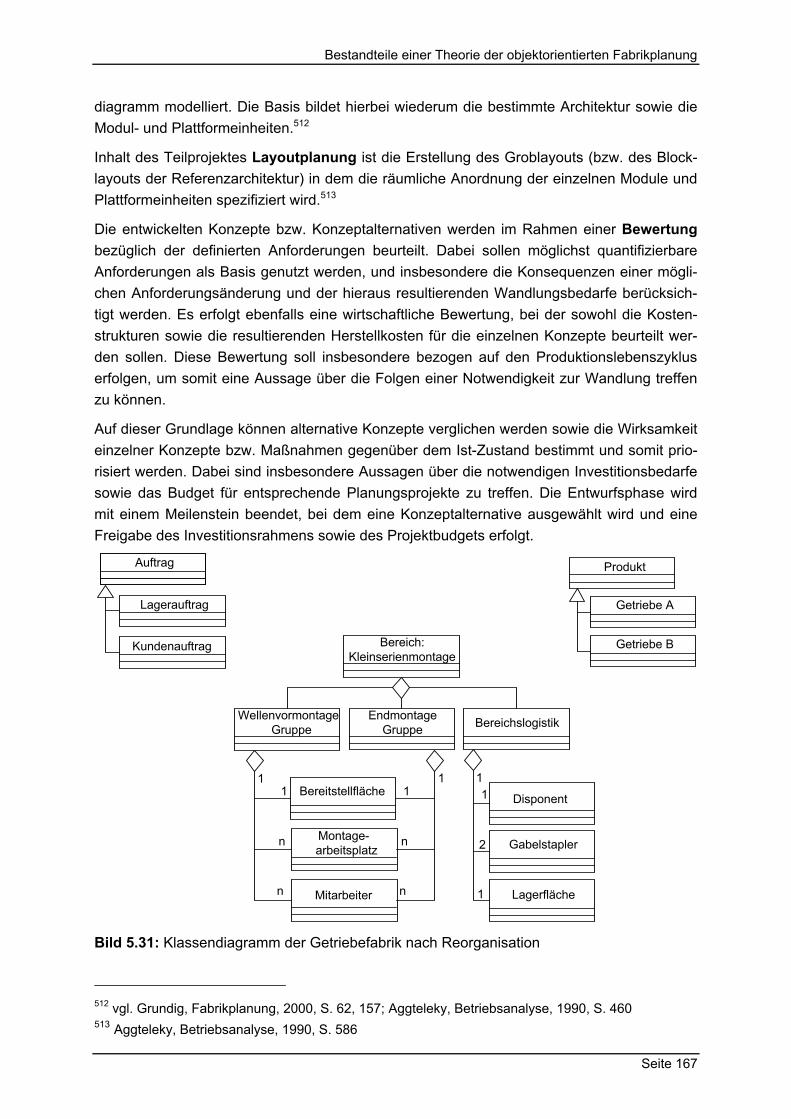
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 167
diagramm modelliert. Die Basis bildet hierbei wiederum die bestimmte Architektur sowie die Modul- und Plattformeinheiten.512
Inhalt des Teilprojektes Layoutplanung ist die Erstellung des Groblayouts (bzw. des Block-layouts der Referenzarchitektur) in dem die räumliche Anordnung der einzelnen Module und Plattformeinheiten spezifiziert wird.513
Die entwickelten Konzepte bzw. Konzeptalternativen werden im Rahmen einer Bewertung bezüglich der definierten Anforderungen beurteilt. Dabei sollen möglichst quantifizierbare Anforderungen als Basis genutzt werden, und insbesondere die Konsequenzen einer mögli-chen Anforderungsänderung und der hieraus resultierenden Wandlungsbedarfe berücksich-tigt werden. Es erfolgt ebenfalls eine wirtschaftliche Bewertung, bei der sowohl die Kosten-strukturen sowie die resultierenden Herstellkosten für die einzelnen Konzepte beurteilt wer-den sollen. Diese Bewertung soll insbesondere bezogen auf den Produktionslebenszyklus erfolgen, um somit eine Aussage über die Folgen einer Notwendigkeit zur Wandlung treffen zu können.
Auf dieser Grundlage können alternative Konzepte verglichen werden sowie die Wirksamkeit einzelner Konzepte bzw. Maßnahmen gegenüber dem Ist-Zustand bestimmt und somit prio-risiert werden. Dabei sind insbesondere Aussagen über die notwendigen Investitionsbedarfe sowie das Budget für entsprechende Planungsprojekte zu treffen. Die Entwurfsphase wird mit einem Meilenstein beendet, bei dem eine Konzeptalternative ausgewählt wird und eine Freigabe des Investitionsrahmens sowie des Projektbudgets erfolgt.
EndmontageGruppe
Gabelstapler
Mitarbeiter Lagerfläche
Disponent
WellenvormontageGruppe
Bereitstellfläche
Bereich:Kleinserienmontage
Auftrag
Lagerauftrag
Kundenauftrag
Getriebe A
Produkt
Bereichslogistik
Getriebe B
Montage-arbeitsplatz
11
n
n
1
n
n
1 11
2
1
Bild 5.31: Klassendiagramm der Getriebefabrik nach Reorganisation
512 vgl. Grundig, Fabrikplanung, 2000, S. 62, 157; Aggteleky, Betriebsanalyse, 1990, S. 460 513 Aggteleky, Betriebsanalyse, 1990, S. 586
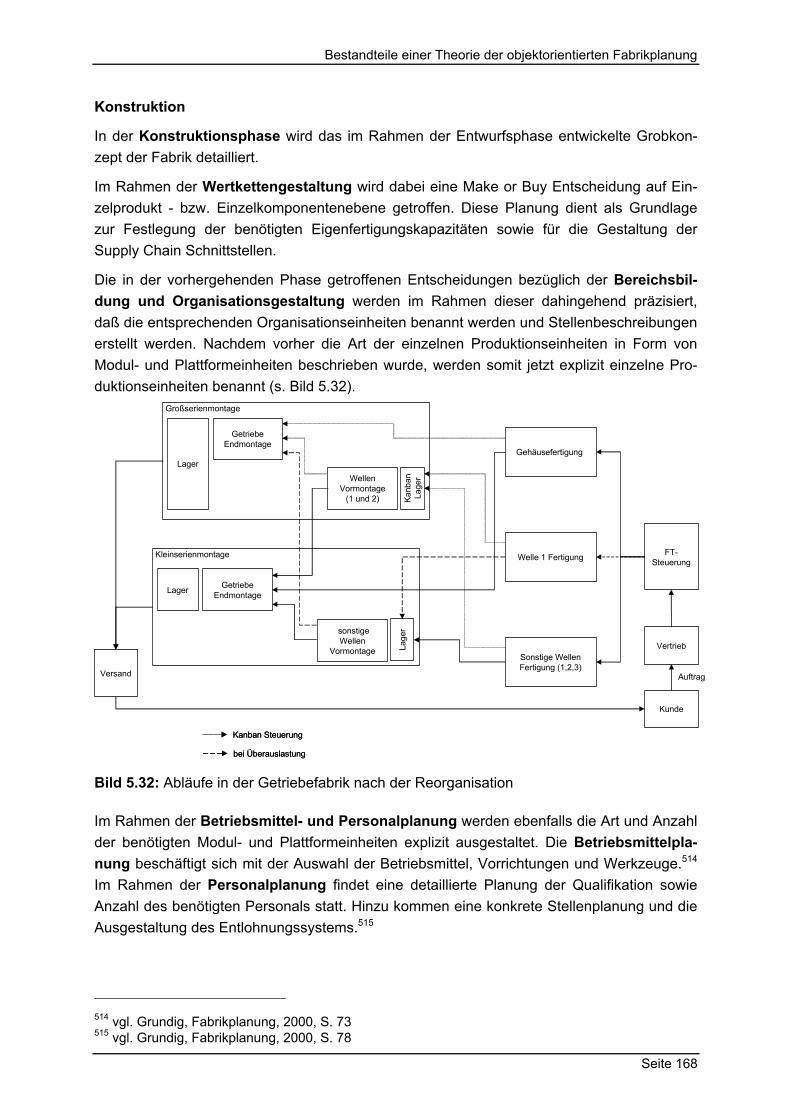
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 168
Konstruktion
In der Konstruktionsphase wird das im Rahmen der Entwurfsphase entwickelte Grobkon-zept der Fabrik detailliert.
Im Rahmen der Wertkettengestaltung wird dabei eine Make or Buy Entscheidung auf Ein-zelprodukt - bzw. Einzelkomponentenebene getroffen. Diese Planung dient als Grundlage zur Festlegung der benötigten Eigenfertigungskapazitäten sowie für die Gestaltung der Supply Chain Schnittstellen.
Die in der vorhergehenden Phase getroffenen Entscheidungen bezüglich der Bereichsbil-dung und Organisationsgestaltung werden im Rahmen dieser dahingehend präzisiert, daß die entsprechenden Organisationseinheiten benannt werden und Stellenbeschreibungen erstellt werden. Nachdem vorher die Art der einzelnen Produktionseinheiten in Form von Modul- und Plattformeinheiten beschrieben wurde, werden somit jetzt explizit einzelne Pro-duktionseinheiten benannt (s. Bild 5.32).
Vertrieb
Kunde
Auftrag
Gehäusefertigung
FT-Steuerung
Großserienmontage
Kleinserienmontage
Kanb
anLa
gerWellen
Vormontage(1 und 2)
Getriebe Endmontage
Lager
Lage
rsonstige Wellen
Vormontage
Getriebe EndmontageLager
Versand
Kanban SteuerungKanban Steuerung
bei Überauslastungbei Überauslastung
Welle 1 Fertigung
Sonstige Wellen Fertigung (1,2,3)
Bild 5.32: Abläufe in der Getriebefabrik nach der Reorganisation
Im Rahmen der Betriebsmittel- und Personalplanung werden ebenfalls die Art und Anzahl der benötigten Modul- und Plattformeinheiten explizit ausgestaltet. Die Betriebsmittelpla-nung beschäftigt sich mit der Auswahl der Betriebsmittel, Vorrichtungen und Werkzeuge.514 Im Rahmen der Personalplanung findet eine detaillierte Planung der Qualifikation sowie Anzahl des benötigten Personals statt. Hinzu kommen eine konkrete Stellenplanung und die Ausgestaltung des Entlohnungssystems.515
514 vgl. Grundig, Fabrikplanung, 2000, S. 73 515 vgl. Grundig, Fabrikplanung, 2000, S. 78
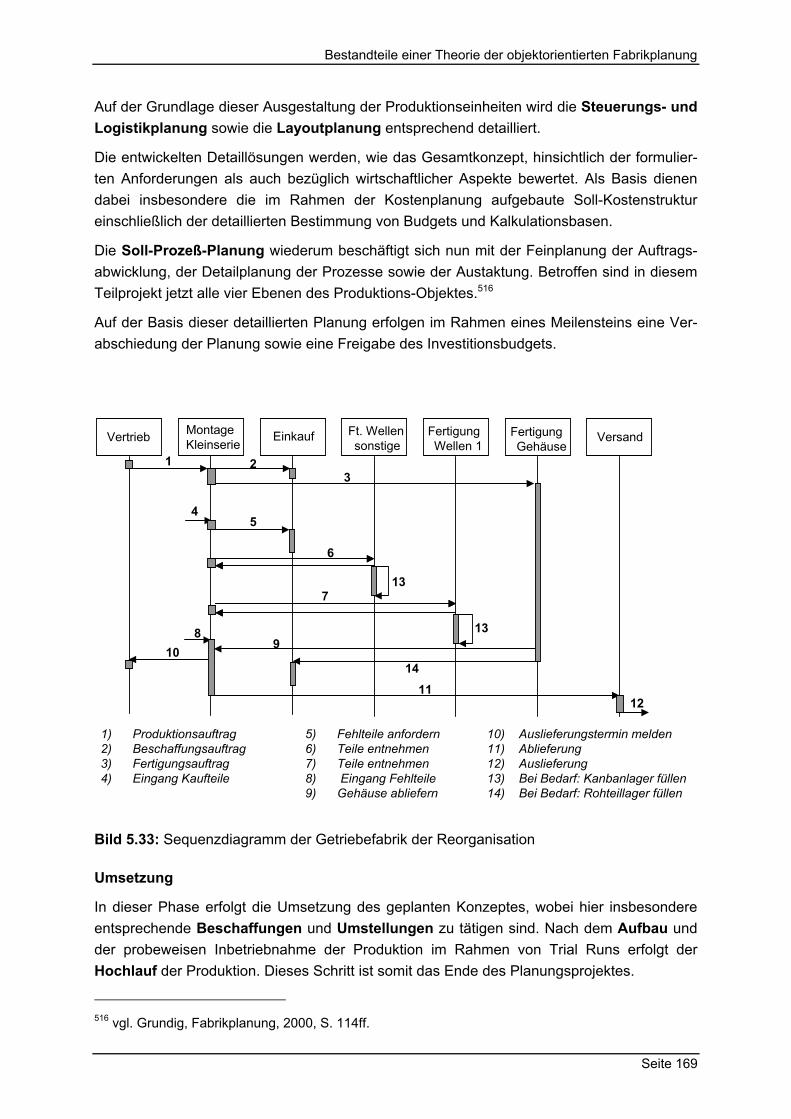
Bestandteile einer Theorie der objektorientierten Fabrikplanung
Seite 169
Auf der Grundlage dieser Ausgestaltung der Produktionseinheiten wird die Steuerungs- und Logistikplanung sowie die Layoutplanung entsprechend detailliert.
Die entwickelten Detaillösungen werden, wie das Gesamtkonzept, hinsichtlich der formulier-ten Anforderungen als auch bezüglich wirtschaftlicher Aspekte bewertet. Als Basis dienen dabei insbesondere die im Rahmen der Kostenplanung aufgebaute Soll-Kostenstruktur einschließlich der detaillierten Bestimmung von Budgets und Kalkulationsbasen.
Die Soll-Prozeß-Planung wiederum beschäftigt sich nun mit der Feinplanung der Auftrags-abwicklung, der Detailplanung der Prozesse sowie der Austaktung. Betroffen sind in diesem Teilprojekt jetzt alle vier Ebenen des Produktions-Objektes.516
Auf der Basis dieser detaillierten Planung erfolgen im Rahmen eines Meilensteins eine Ver-abschiedung der Planung sowie eine Freigabe des Investitionsbudgets.
1) Produktionsauftrag2) Beschaffungsauftrag3) Fertigungsauftrag4) Eingang Kaufteile
10) Auslieferungstermin melden11) Ablieferung 12) Auslieferung13) Bei Bedarf: Kanbanlager füllen14) Bei Bedarf: Rohteillager füllen
5) Fehlteile anfordern6) Teile entnehmen7) Teile entnehmen8) Eingang Fehlteile 9) Gehäuse abliefern
Montage Kleinserie
Einkauf VersandVertrieb Fertigung Gehäuse
1 23
45
6
89
10
1112
Fertigung Wellen 1
Ft. Wellen sonstige
7
13
13
14
Bild 5.33: Sequenzdiagramm der Getriebefabrik der Reorganisation
Umsetzung
In dieser Phase erfolgt die Umsetzung des geplanten Konzeptes, wobei hier insbesondere entsprechende Beschaffungen und Umstellungen zu tätigen sind. Nach dem Aufbau und der probeweisen Inbetriebnahme der Produktion im Rahmen von Trial Runs erfolgt der Hochlauf der Produktion. Dieses Schritt ist somit das Ende des Planungsprojektes.
516 vgl. Grundig, Fabrikplanung, 2000, S. 114ff.
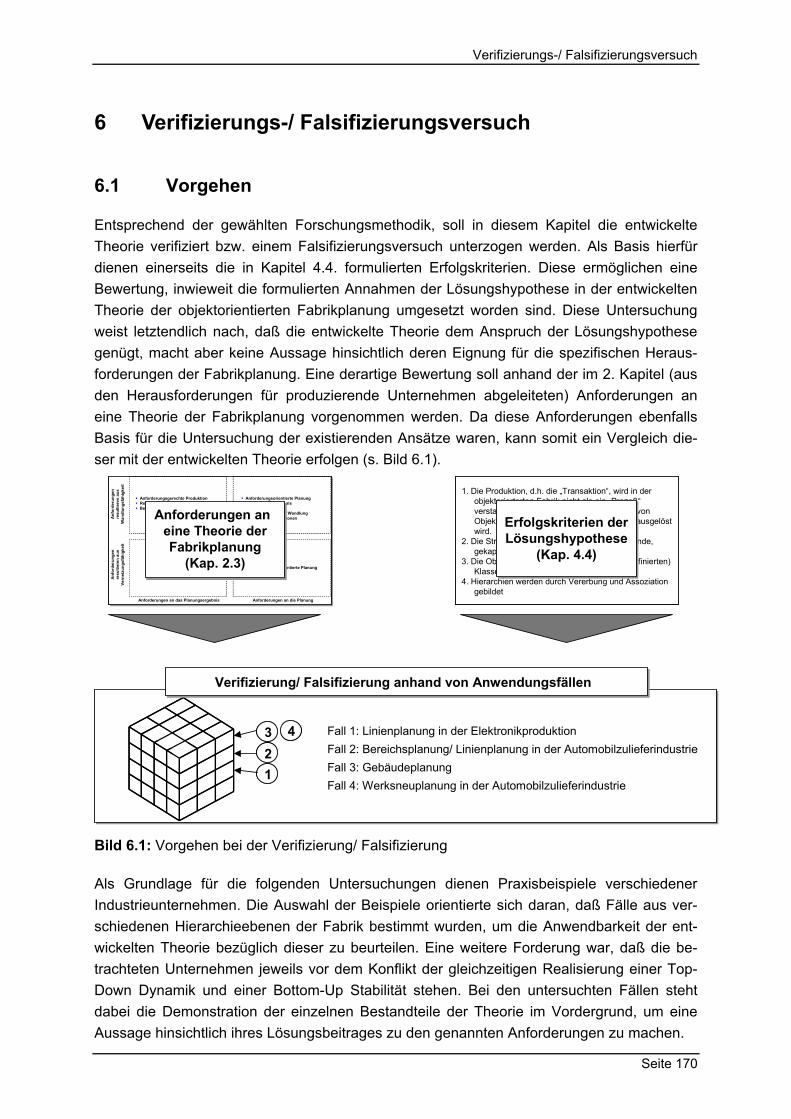
Verifizierungs-/ Falsifizierungsversuch
Seite 170
6 Verifizierungs-/ Falsifizierungsversuch
6.1 Vorgehen
Entsprechend der gewählten Forschungsmethodik, soll in diesem Kapitel die entwickelte Theorie verifiziert bzw. einem Falsifizierungsversuch unterzogen werden. Als Basis hierfür dienen einerseits die in Kapitel 4.4. formulierten Erfolgskriterien. Diese ermöglichen eine Bewertung, inwieweit die formulierten Annahmen der Lösungshypothese in der entwickelten Theorie der objektorientierten Fabrikplanung umgesetzt worden sind. Diese Untersuchung weist letztendlich nach, daß die entwickelte Theorie dem Anspruch der Lösungshypothese genügt, macht aber keine Aussage hinsichtlich deren Eignung für die spezifischen Heraus-forderungen der Fabrikplanung. Eine derartige Bewertung soll anhand der im 2. Kapitel (aus den Herausforderungen für produzierende Unternehmen abgeleiteten) Anforderungen an eine Theorie der Fabrikplanung vorgenommen werden. Da diese Anforderungen ebenfalls Basis für die Untersuchung der existierenden Ansätze waren, kann somit ein Vergleich die-ser mit der entwickelten Theorie erfolgen (s. Bild 6.1).
Fall 1: Linienplanung in der ElektronikproduktionFall 2: Bereichsplanung/ Linienplanung in der AutomobilzulieferindustrieFall 3: Gebäudeplanung Fall 4: Werksneuplanung in der Automobilzulieferindustrie
Anforderungen an das Planungsergebnis Anforderungen an die Planung
Anf
orde
rung
en
resu
ltier
en a
us
Vern
etzu
ngsf
ähig
keit
Anf
orde
rung
en
resu
ltier
en a
us
Wan
dlun
gsfä
higk
eit
Anforderungsgerechte ProduktionRekonfigurierbarkeitBegrenzung des Wandlungsumfangs
Transparente SchnittstellenKompatibilität
Anforderungsorientierte PlanungWandlungsfähigkeit als GestaltungsgrößePlanungsprozess für WandlungUmgang mit Restriktionen
Schnittstellenorientierte PlanungVerteilte Planung
Anforderungen an eine Theorie der Fabrikplanung
(Kap. 2.3)
Anforderungen an das Planungsergebnis Anforderungen an die Planung
Anf
orde
rung
en
resu
ltier
en a
us
Vern
etzu
ngsf
ähig
keit
Anf
orde
rung
en
resu
ltier
en a
us
Wan
dlun
gsfä
higk
eit
Anforderungsgerechte ProduktionRekonfigurierbarkeitBegrenzung des Wandlungsumfangs
Transparente SchnittstellenKompatibilität
Anforderungsorientierte PlanungWandlungsfähigkeit als GestaltungsgrößePlanungsprozess für WandlungUmgang mit Restriktionen
Schnittstellenorientierte PlanungVerteilte Planung
Anforderungen an eine Theorie der Fabrikplanung
(Kap. 2.3)
11
3322
44
Verifizierung/ Falsifizierung anhand von Anwendungsfällen
1. Die Produktion, d.h. die „Transaktion“, wird in derobjektorierterten Fabrik nicht als ein „Prozeß“ verstanden, sondern als Zustandsänderung von Objekten, die durch durch deren Interaktion ausgelöst wird.
2. Die Struktur der Fabrik wird durch interagierende, gekapselte Objekte gebildet
3. Die Objekte sind Instanzen von (allgemein definierten) Klassen
4. Hierarchien werden durch Vererbung und Assoziation gebildet
Erfolgskriterien der Lösungshypothese
(Kap. 4.4)
1. Die Produktion, d.h. die „Transaktion“, wird in derobjektorierterten Fabrik nicht als ein „Prozeß“ verstanden, sondern als Zustandsänderung von Objekten, die durch durch deren Interaktion ausgelöst wird.
2. Die Struktur der Fabrik wird durch interagierende, gekapselte Objekte gebildet
3. Die Objekte sind Instanzen von (allgemein definierten) Klassen
4. Hierarchien werden durch Vererbung und Assoziation gebildet
Erfolgskriterien der Lösungshypothese
(Kap. 4.4)
Bild 6.1: Vorgehen bei der Verifizierung/ Falsifizierung
Als Grundlage für die folgenden Untersuchungen dienen Praxisbeispiele verschiedener Industrieunternehmen. Die Auswahl der Beispiele orientierte sich daran, daß Fälle aus ver-schiedenen Hierarchieebenen der Fabrik bestimmt wurden, um die Anwendbarkeit der ent-wickelten Theorie bezüglich dieser zu beurteilen. Eine weitere Forderung war, daß die be-trachteten Unternehmen jeweils vor dem Konflikt der gleichzeitigen Realisierung einer Top-Down Dynamik und einer Bottom-Up Stabilität stehen. Bei den untersuchten Fällen steht dabei die Demonstration der einzelnen Bestandteile der Theorie im Vordergrund, um eine Aussage hinsichtlich ihres Lösungsbeitrages zu den genannten Anforderungen zu machen.
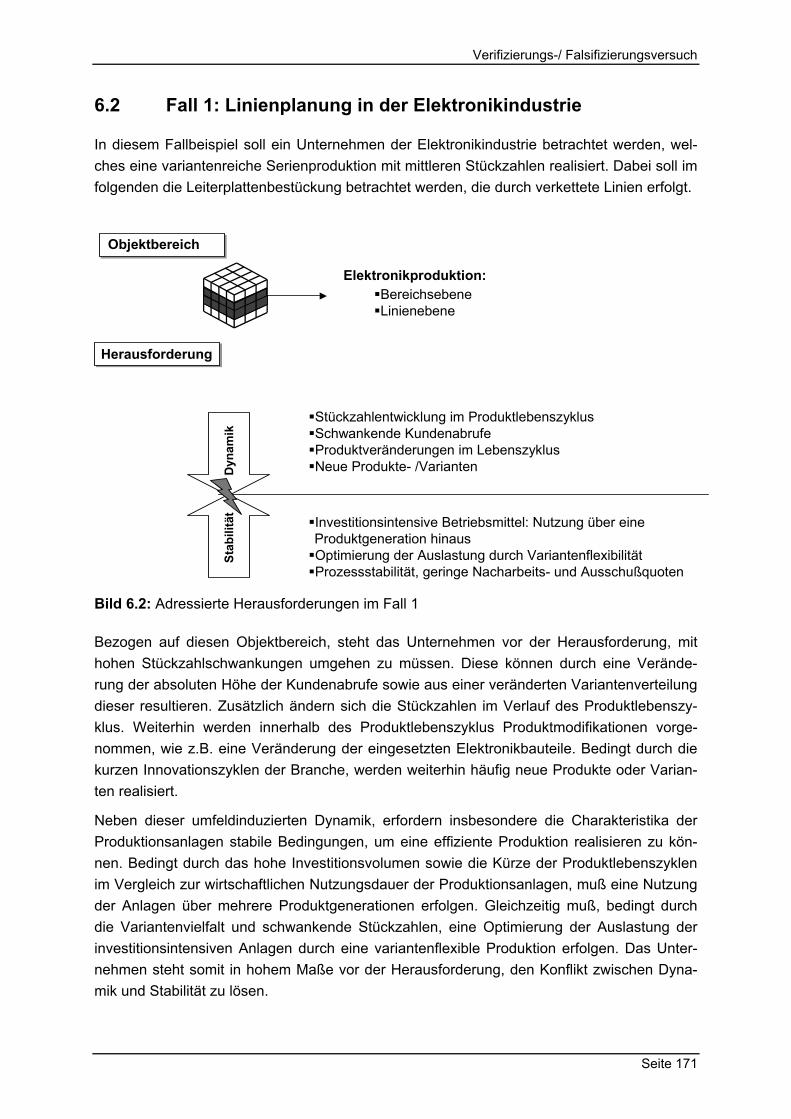
Verifizierungs-/ Falsifizierungsversuch
Seite 171
6.2 Fall 1: Linienplanung in der Elektronikindustrie
In diesem Fallbeispiel soll ein Unternehmen der Elektronikindustrie betrachtet werden, wel-ches eine variantenreiche Serienproduktion mit mittleren Stückzahlen realisiert. Dabei soll im folgenden die Leiterplattenbestückung betrachtet werden, die durch verkettete Linien erfolgt.
Objektbereich
Herausforderung
Stab
ilitä
tD
ynam
ik
Elektronikproduktion:BereichsebeneLinienebene
Stückzahlentwicklung im ProduktlebenszyklusSchwankende KundenabrufeProduktveränderungen im LebenszyklusNeue Produkte- /Varianten
Investitionsintensive Betriebsmittel: Nutzung über eine Produktgeneration hinausOptimierung der Auslastung durch VariantenflexibilitätProzessstabilität, geringe Nacharbeits- und Ausschußquoten
Bild 6.2: Adressierte Herausforderungen im Fall 1
Bezogen auf diesen Objektbereich, steht das Unternehmen vor der Herausforderung, mit hohen Stückzahlschwankungen umgehen zu müssen. Diese können durch eine Verände-rung der absoluten Höhe der Kundenabrufe sowie aus einer veränderten Variantenverteilung dieser resultieren. Zusätzlich ändern sich die Stückzahlen im Verlauf des Produktlebenszy-klus. Weiterhin werden innerhalb des Produktlebenszyklus Produktmodifikationen vorge-nommen, wie z.B. eine Veränderung der eingesetzten Elektronikbauteile. Bedingt durch die kurzen Innovationszyklen der Branche, werden weiterhin häufig neue Produkte oder Varian-ten realisiert.
Neben dieser umfeldinduzierten Dynamik, erfordern insbesondere die Charakteristika der Produktionsanlagen stabile Bedingungen, um eine effiziente Produktion realisieren zu kön-nen. Bedingt durch das hohe Investitionsvolumen sowie die Kürze der Produktlebenszyklen im Vergleich zur wirtschaftlichen Nutzungsdauer der Produktionsanlagen, muß eine Nutzung der Anlagen über mehrere Produktgenerationen erfolgen. Gleichzeitig muß, bedingt durch die Variantenvielfalt und schwankende Stückzahlen, eine Optimierung der Auslastung der investitionsintensiven Anlagen durch eine variantenflexible Produktion erfolgen. Das Unter-nehmen steht somit in hohem Maße vor der Herausforderung, den Konflikt zwischen Dyna-mik und Stabilität zu lösen.
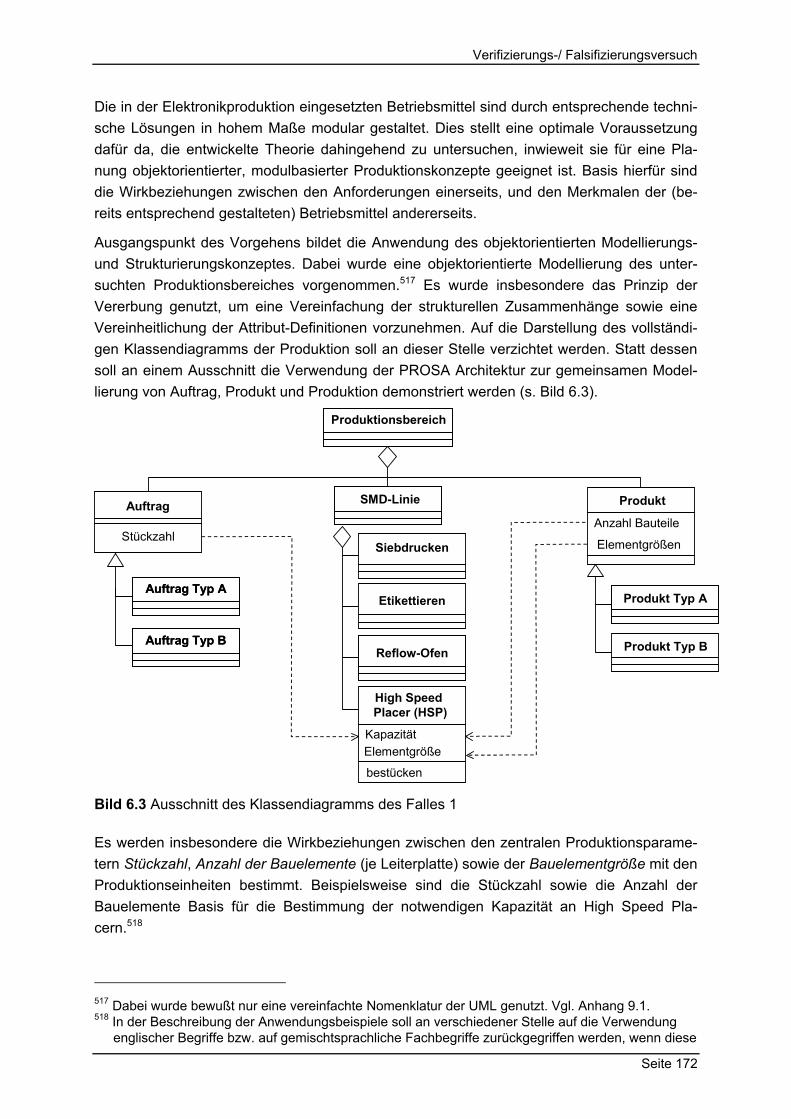
Verifizierungs-/ Falsifizierungsversuch
Seite 172
Die in der Elektronikproduktion eingesetzten Betriebsmittel sind durch entsprechende techni-sche Lösungen in hohem Maße modular gestaltet. Dies stellt eine optimale Voraussetzung dafür da, die entwickelte Theorie dahingehend zu untersuchen, inwieweit sie für eine Pla-nung objektorientierter, modulbasierter Produktionskonzepte geeignet ist. Basis hierfür sind die Wirkbeziehungen zwischen den Anforderungen einerseits, und den Merkmalen der (be-reits entsprechend gestalteten) Betriebsmittel andererseits.
Ausgangspunkt des Vorgehens bildet die Anwendung des objektorientierten Modellierungs- und Strukturierungskonzeptes. Dabei wurde eine objektorientierte Modellierung des unter-suchten Produktionsbereiches vorgenommen.517 Es wurde insbesondere das Prinzip der Vererbung genutzt, um eine Vereinfachung der strukturellen Zusammenhänge sowie eine Vereinheitlichung der Attribut-Definitionen vorzunehmen. Auf die Darstellung des vollständi-gen Klassendiagramms der Produktion soll an dieser Stelle verzichtet werden. Statt dessen soll an einem Ausschnitt die Verwendung der PROSA Architektur zur gemeinsamen Model-lierung von Auftrag, Produkt und Produktion demonstriert werden (s. Bild 6.3).
Produktionsbereich
SMD-Linie
Etikettieren
Reflow-Ofen Produkt Typ B
Siebdrucken
High Speed Placer (HSP)
bestücken
KapazitätElementgröße
Auftrag
Stückzahl
Produkt
Anzahl Bauteile
Elementgrößen
Produkt Typ A
Auftrag Typ B
Auftrag Typ A
Auftrag Typ B
Auftrag Typ A
Bild 6.3 Ausschnitt des Klassendiagramms des Falles 1
Es werden insbesondere die Wirkbeziehungen zwischen den zentralen Produktionsparame-tern Stückzahl, Anzahl der Bauelemente (je Leiterplatte) sowie der Bauelementgröße mit den Produktionseinheiten bestimmt. Beispielsweise sind die Stückzahl sowie die Anzahl der Bauelemente Basis für die Bestimmung der notwendigen Kapazität an High Speed Pla-cern.518
517 Dabei wurde bewußt nur eine vereinfachte Nomenklatur der UML genutzt. Vgl. Anhang 9.1. 518 In der Beschreibung der Anwendungsbeispiele soll an verschiedener Stelle auf die Verwendung
englischer Begriffe bzw. auf gemischtsprachliche Fachbegriffe zurückgegriffen werden, wenn diese
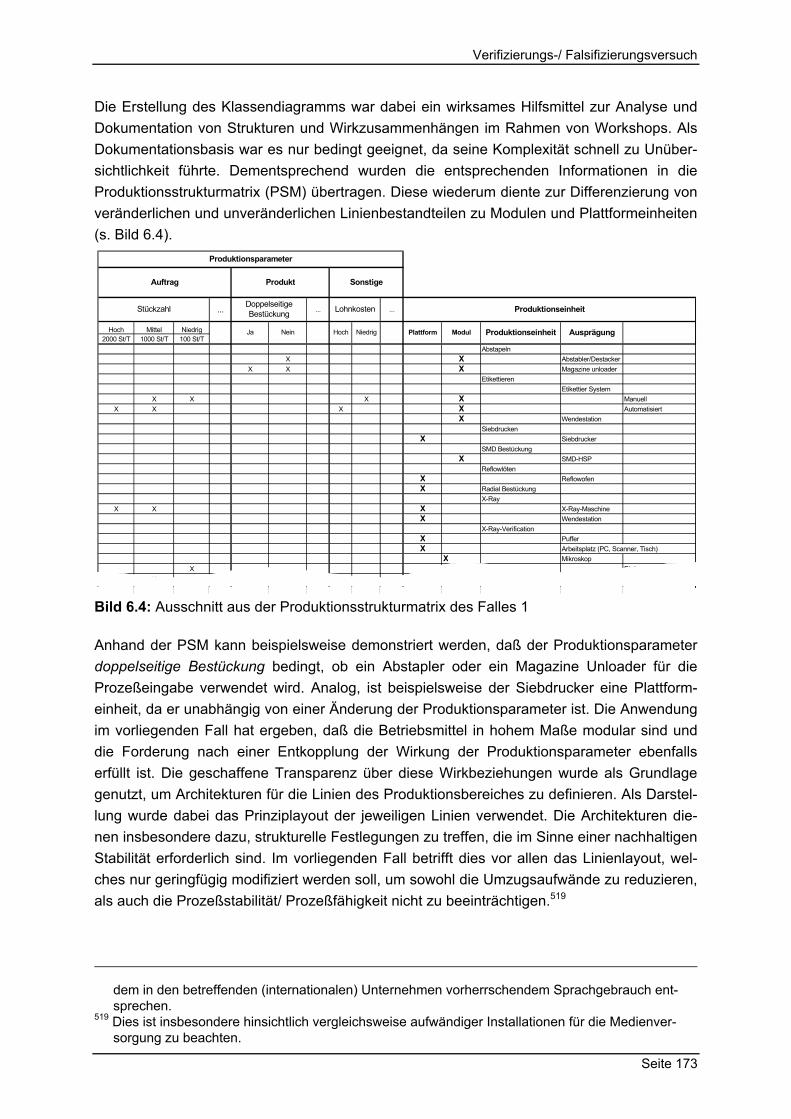
Verifizierungs-/ Falsifizierungsversuch
Seite 173
Die Erstellung des Klassendiagramms war dabei ein wirksames Hilfsmittel zur Analyse und Dokumentation von Strukturen und Wirkzusammenhängen im Rahmen von Workshops. Als Dokumentationsbasis war es nur bedingt geeignet, da seine Komplexität schnell zu Unüber-sichtlichkeit führte. Dementsprechend wurden die entsprechenden Informationen in die Produktionsstrukturmatrix (PSM) übertragen. Diese wiederum diente zur Differenzierung von veränderlichen und unveränderlichen Linienbestandteilen zu Modulen und Plattformeinheiten (s. Bild 6.4).
... ... ...
Hoch Mittel Niedrig2000 St/T 1000 St/T 100 St/T
AbstapelnX X Abstabler/Destacker
X X X Magazine unloaderEtikettieren
Etikettier SystemX X X X Manuell
X X X X AutomatisiertX Wendestation
SiebdruckenX Siebdrucker
SMD BestückungX SMD-HSP
ReflowlötenX ReflowofenX Radial Bestückung
X-RayX X X X-Ray-Maschine
X WendestationX-Ray-Verification
X PufferX Arbeitsplatz (PC, Scanner, Tisch)
X MikroskopX Einfaches Mikroskop
X X Spezielles MikroskopFö d
Produktionsparameter
Produktionseinheit
Ja Nein Hoch Niedrig Plattform Modul Produktionseinheit Ausprägung
DoppelseitigeBestückungStückzahl Lohnkosten
Auftrag Produkt Sonstige
Bild 6.4: Ausschnitt aus der Produktionsstrukturmatrix des Falles 1
Anhand der PSM kann beispielsweise demonstriert werden, daß der Produktionsparameter doppelseitige Bestückung bedingt, ob ein Abstapler oder ein Magazine Unloader für die Prozeßeingabe verwendet wird. Analog, ist beispielsweise der Siebdrucker eine Plattform-einheit, da er unabhängig von einer Änderung der Produktionsparameter ist. Die Anwendung im vorliegenden Fall hat ergeben, daß die Betriebsmittel in hohem Maße modular sind und die Forderung nach einer Entkopplung der Wirkung der Produktionsparameter ebenfalls erfüllt ist. Die geschaffene Transparenz über diese Wirkbeziehungen wurde als Grundlage genutzt, um Architekturen für die Linien des Produktionsbereiches zu definieren. Als Darstel-lung wurde dabei das Prinziplayout der jeweiligen Linien verwendet. Die Architekturen die-nen insbesondere dazu, strukturelle Festlegungen zu treffen, die im Sinne einer nachhaltigen Stabilität erforderlich sind. Im vorliegenden Fall betrifft dies vor allen das Linienlayout, wel-ches nur geringfügig modifiziert werden soll, um sowohl die Umzugsaufwände zu reduzieren, als auch die Prozeßstabilität/ Prozeßfähigkeit nicht zu beeinträchtigen.519
dem in den betreffenden (internationalen) Unternehmen vorherrschendem Sprachgebrauch ent-sprechen.
519 Dies ist insbesondere hinsichtlich vergleichsweise aufwändiger Installationen für die Medienver-sorgung zu beachten.
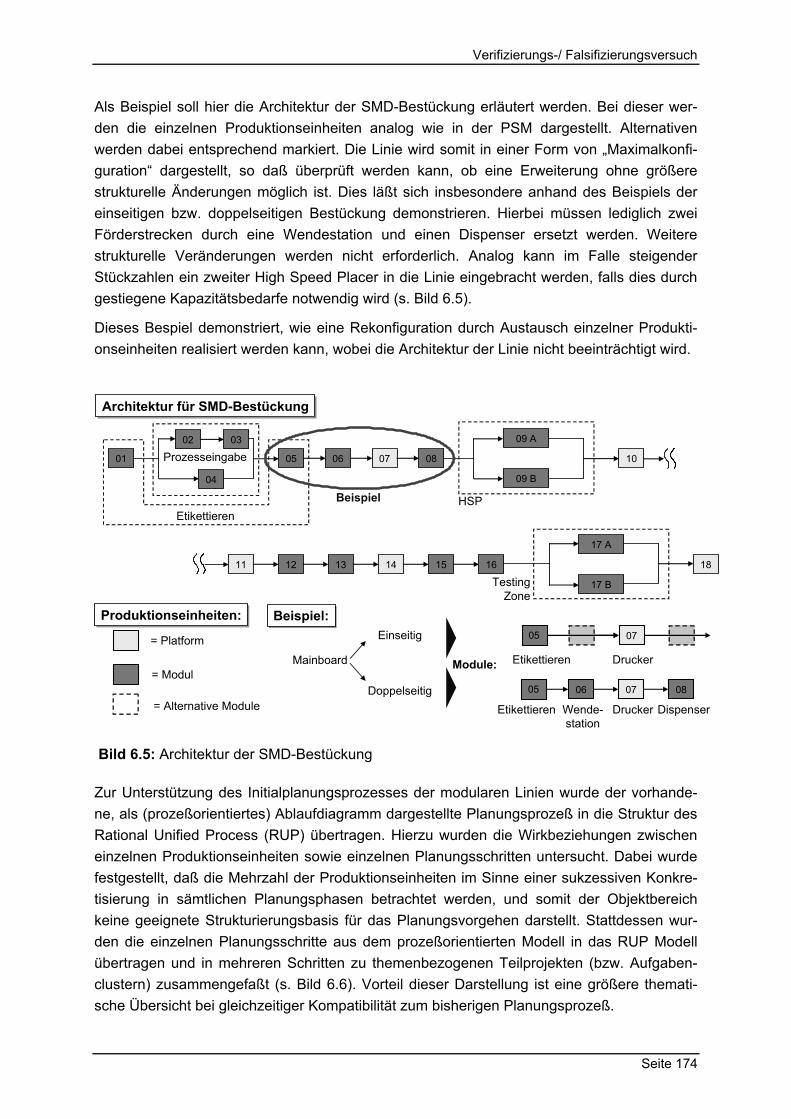
Verifizierungs-/ Falsifizierungsversuch
Seite 174
Als Beispiel soll hier die Architektur der SMD-Bestückung erläutert werden. Bei dieser wer-den die einzelnen Produktionseinheiten analog wie in der PSM dargestellt. Alternativen werden dabei entsprechend markiert. Die Linie wird somit in einer Form von „Maximalkonfi-guration“ dargestellt, so daß überprüft werden kann, ob eine Erweiterung ohne größere strukturelle Änderungen möglich ist. Dies läßt sich insbesondere anhand des Beispiels der einseitigen bzw. doppelseitigen Bestückung demonstrieren. Hierbei müssen lediglich zwei Förderstrecken durch eine Wendestation und einen Dispenser ersetzt werden. Weitere strukturelle Veränderungen werden nicht erforderlich. Analog kann im Falle steigender Stückzahlen ein zweiter High Speed Placer in die Linie eingebracht werden, falls dies durch gestiegene Kapazitätsbedarfe notwendig wird (s. Bild 6.5).
Dieses Bespiel demonstriert, wie eine Rekonfiguration durch Austausch einzelner Produkti-onseinheiten realisiert werden kann, wobei die Architektur der Linie nicht beeinträchtigt wird.
= Platform
= Alternative Module
= Modul
Produktionseinheiten:Produktionseinheiten:
11 13 18
17 B
17 A
TestingZone
15 1612 14
06 07 08 10
03
04
05
02
01
Etikettieren
09 A
09 B
HSP
Prozesseingabe
Beispiel
Architektur für SMD-BestückungArchitektur für SMD-Bestückung
0705
06 07 0805
Einseitig
Doppelseitig
Mainboard DruckerEtikettieren
Beispiel:Beispiel:
Module:
Wende-station
DispenserDruckerEtikettieren
Bild 6.5: Architektur der SMD-Bestückung
Zur Unterstützung des Initialplanungsprozesses der modularen Linien wurde der vorhande-ne, als (prozeßorientiertes) Ablaufdiagramm dargestellte Planungsprozeß in die Struktur des Rational Unified Process (RUP) übertragen. Hierzu wurden die Wirkbeziehungen zwischen einzelnen Produktionseinheiten sowie einzelnen Planungsschritten untersucht. Dabei wurde festgestellt, daß die Mehrzahl der Produktionseinheiten im Sinne einer sukzessiven Konkre-tisierung in sämtlichen Planungsphasen betrachtet werden, und somit der Objektbereich keine geeignete Strukturierungsbasis für das Planungsvorgehen darstellt. Stattdessen wur-den die einzelnen Planungsschritte aus dem prozeßorientierten Modell in das RUP Modell übertragen und in mehreren Schritten zu themenbezogenen Teilprojekten (bzw. Aufgaben-clustern) zusammengefaßt (s. Bild 6.6). Vorteil dieser Darstellung ist eine größere themati-sche Übersicht bei gleichzeitiger Kompatibilität zum bisherigen Planungsprozeß.
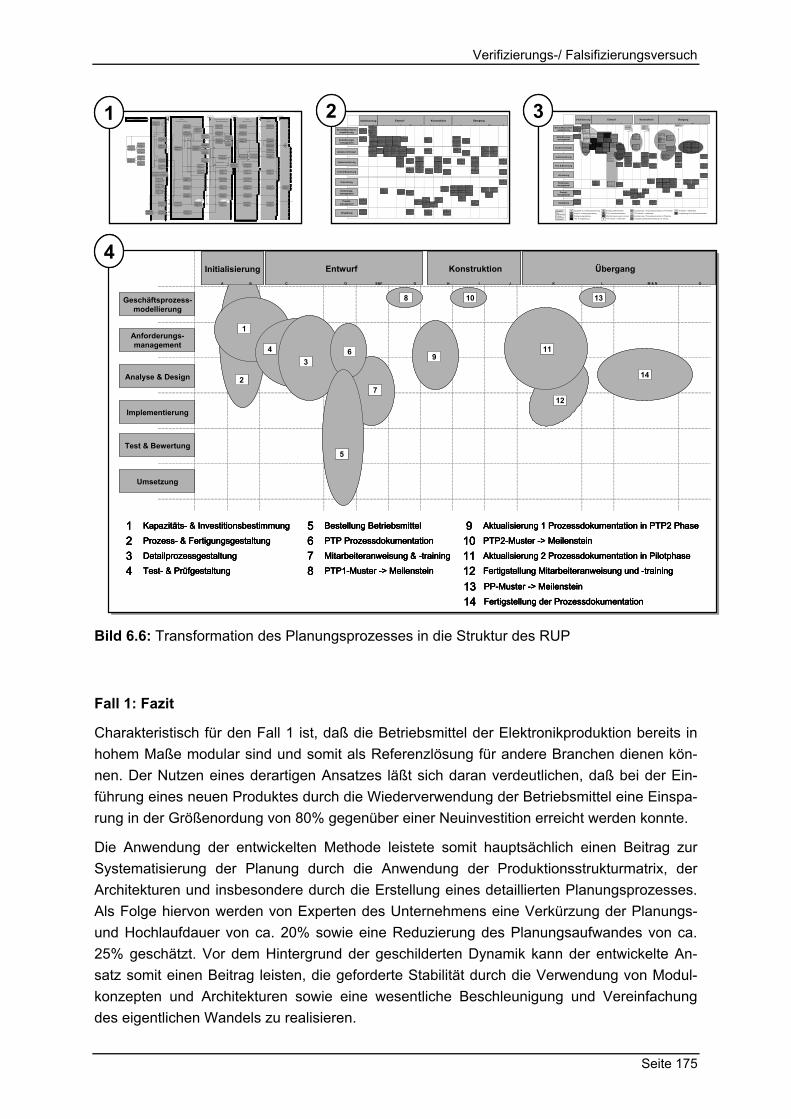
Verifizierungs-/ Falsifizierungsversuch
Seite 175
8 10 13
1
2
34 6
7
9
12
11
14
A B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion Übergang
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
5
8 10 13
1
2
34 6
7
9
12
11
14
A B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion ÜbergangA B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion Übergang
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
5
1234
56
9
7 11128
10Kapazitäts- & Investitionsbestimmung
Prozess- & Fertigungsgestaltung
Detailprozessgestaltung
Test- & Prüfgestaltung
Bestellung Betriebsmittel
PTP Prozessdokumentation
Mitarbeiteranweisung & -training
PTP1-Muster -> Meilenstein
Aktualisierung 1 Prozessdokumentation in PTP2 Phase
PTP2-Muster -> Meilenstein
Aktualisierung 2 Prozessdokumentation in Pilotphase
Fertigstellung Mitarbeiteranweisung und -training
1234
56
9
7 11128
10Kapazitäts- & Investitionsbestimmung
Prozess- & Fertigungsgestaltung
Detailprozessgestaltung
Test- & Prüfgestaltung
Bestellung Betriebsmittel
PTP Prozessdokumentation
Mitarbeiteranweisung & -training
PTP1-Muster -> Meilenstein
Aktualisierung 1 Prozessdokumentation in PTP2 Phase
PTP2-Muster -> Meilenstein
Aktualisierung 2 Prozessdokumentation in Pilotphase
Fertigstellung Mitarbeiteranweisung und -training
1413 PP-Muster -> Meilenstein
Fertigstellung der Prozessdokumentation1413 PP-Muster -> Meilenstein
Fertigstellung der Prozessdokumentation
1234
56
9
7 11128
10Kapazitäts- & Investitionsbestimmung
Prozess- & Fertigungsgestaltung
Detailprozessgestaltung
Test- & Prüfgestaltung
Bestellung Betriebsmittel
PTP Prozessdokumentation
Mitarbeiteranweisung & -training
PTP1-Muster -> Meilenstein
Aktualisierung 1 Prozessdokumentation in PTP2 Phase
PTP2-Muster -> Meilenstein
Aktualisierung 2 Prozessdokumentation in Pilotphase
Fertigstellung Mitarbeiteranweisung und -training
1234
56
9
7 11128
10Kapazitäts- & Investitionsbestimmung
Prozess- & Fertigungsgestaltung
Detailprozessgestaltung
Test- & Prüfgestaltung
Bestellung Betriebsmittel
PTP Prozessdokumentation
Mitarbeiteranweisung & -training
PTP1-Muster -> Meilenstein
Aktualisierung 1 Prozessdokumentation in PTP2 Phase
PTP2-Muster -> Meilenstein
Aktualisierung 2 Prozessdokumentation in Pilotphase
Fertigstellung Mitarbeiteranweisung und -training
1413 PP-Muster -> Meilenstein
Fertigstellung der Prozessdokumentation1413 PP-Muster -> Meilenstein
Fertigstellung der Prozessdokumentation
Sieb
Prüf-Softwar e
Sieb
Prüf-Softwar e
No.
LT : P T:
Investitionsabschätzung
10 D 5D
2No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Investitionsabschätzung
10 D 5D
2
No.
LT : P T:
Fektionstestlegung der BetriebsmittelProdust
10 D 10 D
11No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Fektionstestlegung der BetriebsmittelProdust
10 D 10 D
11
No.
LT : P T:
Festlegung der Hilfsstof fe
20 D 10 D
17
No.
LT: P T:
Produktionsentwurf+ Materialfluß(detaillierter)
3 D 3 D
18No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Produktionsentwurf+ Materialfluß(detaillierter)
3 D 3 D
18
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Betriebsmittelbeschaffung(Auftrag auslösen)
2 D 2 D
26
No.
LT: P T:
Personalschulung neuerProzesstechnologien
10 D 10 D
29No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Personalschulung neuerProzesstechnologien
10 D 10 D
29
No.
LT: P T:
Produktions-/ Materialf luß-plan Entwurfskorrektur
2 D 2 D
30No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Produktions-/ Materialf luß-plan Entwurfskorrektur
2 D 2 D
30 No.
LT: PT:
Endgültiger Produktions-plan Materialfluß
1 D 1 D
37No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Endgültiger Produktions-plan Materialfluß
1 D 1 D
37
No.
LT: PT :
Installation vorhandenerBetriebsmit tel
10 D 10 D
34No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Installation vorhandenerBetriebsmit tel
10 D 10 D
34
No.
LT: PT :
Arbeitsbeschreibung
15 D 15 D
35No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Arbeitsbeschreibung
15 D 15 D
35
No.
LT: P T:
Aktualisierung desProzessflußplans
1 D 1 D
20No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Aktualisierung desProzessflußplans
1 D 1 D
20 No.
LT: PT :
Aktualisierung desProzessf lußplans
1 D 1 D
32No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Aktualisierung desProzessf lußplans
1 D 1 D
32
No.
LT: P T:
Aktualisierung desProjektplans
1 D 1 D
19No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Aktualisierung desProjektplans
1 D 1 D
19 No.
LT: PT :
Aktualisierung desProjektplans
1 D 1 D
43No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Aktualisierung desProjektplans
1 D 1 D
43No.
LT : P T:
Aktualisierung desProjektplans
1 D 1 D
31No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Aktualisierung desProjektplans
1 D 1 D
31 No.
LT: PT :
Aktualisierung desProjektplans
1 D 1 D
38No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Aktualisierung desProjektplans
1 D 1 D
38
Sieb
Prüf-Software
No.
LT : P T:
Start Interner Leistungen(Programme für Bestückungs-betriebsmittel)
10 D 5 D
25
Sieb
Prüf-Software
Sieb
Prüf-Software
No.
LT : P T:
Start Interner Leistungen(Programme für Bestückungs-betriebsmittel)
10 D 5 D
25No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Start Interner Leistungen(Programme für Bestückungs-betriebsmittel)
10 D 5 D
25 No.
LT : P T:
Aktualisierung Prüf-und Testsoftware
3 D 3 D
44No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Aktualisierung Prüf-und Testsoftware
3 D 3 D
44No.
LT: PT:
Aktualisierung Prüf-und Testsoftware
5 D 5 D
39No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Aktualisierung Prüf-und Testsoftware
5 D 5 D
39No.
LT : PT:
Aktualisierung Prüf-und Testsoftware
5 D 5 D
33No.
LT : PT:
No.
LT : PT:
No.
LT : PT:
Aktualisierung Prüf-und Testsoftware
5 D 5 D
33
No.
LT : PT:
Prozesszeitabschätzung (zur Produktion eines Produktes)
5 D 5 D
5No.
LT : PT:
No.
LT : PT:
No.
LT : PT:
Prozesszeitabschätzung (zur Produktion eines Produktes)
5 D 5 D
5 No.
LT : P T:
Grobe Personalplanung
3 D 3 D
6No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Grobe Personalplanung
3 D 3 D
6
No.
LT: PT:
Grobe Raumlanung(Produktion)
5 D 5 D
8No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Grobe Raumlanung(Produktion)
5 D 5 D
8
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
No.
LT : PT :
Interne Beschaffung
3 0 D 3 0 D
27No.
LT : PT :
No.
LT : PT :
No.
LT : PT :
Interne Beschaffung
30 D 30 D
27
No.
LT: P T:
Externe Beschaffung
30 D 10 D
28
(Kurzzeit-Lieferung)
No.
LT: P T:
Externe Beschaffung
30 D 10 D
28
(Kurzzeit-Lieferung)
No.
LT : P T:
PersonalausbildungProdukt / Prozess
20 D 20 D
36No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
PersonalausbildungProdukt / Prozess
20 D 20 D
36 No.
LT: PT:
kontinuierliche Schulungder Produkt ions-verantwort lichen
20 D 20 D
42No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
kontinuierliche Schulungder Produkt ions-verantwort lichen
20 D 20 D
42
No.
LT : P T:10 D 5 D
41
Endgültige Betriebsmittel-prüfungAktualisierung aufgrund Proben
No.
LT : P T:10 D 5 D
41No.
LT : P T:
No.
LT : P T:
No.
LT : P T:10 D 5 D
41
Endgültige Betriebsmittel-prüfungAktualisierung aufgrund Proben
No.
LT: P T:
Aktualisierung desProjektplans
D D
45No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Aktualisierung desProjektplans
D D
45
Bis Produktionsende des Produktes
No.
LT : P T:
AktualisierungKontrollplan
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
AktualisierungKontrollplan
No.
LT: PT:
AktualisierungKontrollplan
No.
LT: PT:
AktualisierungKontrollplan
No.
LT: PT:
AktualisierungKontrollplan
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
AktualisierungKontrollplan
No.
LT: P T:
Konkretisierung derProdukt-/ Prozess-Parameter
No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Konkretisierung derProdukt-/ Prozess-Parameter
No.
LT: PT:
Festlegung der Prozeß-und Produktparameter
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Festlegung der Prozeß-und Produktparameter
No.
LT: P T:
Aktualisierung derArbeitsbeschreibung
No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Aktualisierung derArbeitsbeschreibung
SOPSOP
No.
LT: P T:
Aktualisierung desProzessflußplans
No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Aktualisierung desProzessflußplans
No.
LT : P T:3 D 3 D
13
(Langzeit-Lieferung)
No.
LT : P T:3 D 3 D
13
(Langzeit-Lieferung)
LT:
No.
P T:
Externe Beschaffung
4 M 5 D
15
(Langzeit-Lieferung)
No.
P T:
Externe Beschaffung
4 M 5 D
15
(Langzeit-Lieferung)
66
67
68
69
70
71
78
Konzept Phase A-Design B-Design (Handgefertigte Teile) C-Design D-Design SerienproduktionAngebotsphase
Realisierungskonzeptaus Produktentwicklung
No.
LT: P T:
Kundenanfrage
No.
LT: P T:
Kundenanfrage
No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Kundenanfrage
No.
LT: PT :
Entscheidung Produktionstechnologie Innovation
61
10 D 10 D
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Entscheidung Produktionstechnologie Innovation
61
10 D 10 D
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Projektplanerstellung (Phasenterminplan(AEM))
3 D 3 D
3
No.
LT: PT :
Prozessf lußplanerstellen
2 D 2 D
4No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Prozessf lußplanerstellen
2 D 2 D
4
Rahmenplanvom TMP
Rahmenplanan TMP
Rahmenplanan TPM
Rahmenplanan TPM
Rahmenplanan TMP
No.
LT : P T:
Personalplanung aktualisie rt
65
2 D 2 D
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Personalplanung aktualisie rt
65
2 D 2 D
No.
LT: P T:
Entwicklung von P rü f/-Testprog rammen
20 D 20 D
73No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Entwicklung von P rü f/-Testprog rammen
20 D 20 D
73
No.
LT: PT :
A-Muster Produktion(Pilo t Facto ry)
10 D 5 D
74No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
A-Muster Produktion(Pilo t Facto ry)
10 D 5 D
74
No.
LT: PT:
Aktua lisierung von Prüf/ -Testsoftware
15 D 15 D
75 No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Aktua lisierung von Prüf/ -Testsoftware
15 D 15 D
75
No.
LT : P T:
B-Muster Produktion(Pilot Factory)
10 D 5 D
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
B-Muster Produktion(Pilot Factory)
10 D 5 D
Material aus Einkauf/ Logisik
Radio Software aus Produktentwicklung
5 D 3 D
Detailinformationen20 D 20 D
No.
LT : P T:
A ktualisierung von Prüf/-Testsoftware
10 D 10 D
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
A ktualisierung von Prüf/-Testsoftware
10 D 10 D
No.
LT : P T:
A ktualisierung von Prüf/-Testsoftware
10 D 5 D
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
A ktualisierung von Prüf/-Testsoftware
10 D 5 D
No.
LT: PT:
C-Muster Produktion
15 D 10 D
77 No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
C-Muster Produktion
15 D 10 D
77
Design Review durch entwicklungsbegleitende Qualitätsabteilung (TQA)
Design Review durch entwicklungsbegleitende Qualitätsabteilung (TQA)
Design Review durch entwicklungsbegleitende Qualitätsabteilung (TQA)
Design Review durch entwicklungsbegleitende Qualitätsabteilung (TQA)
Design Review durch entwicklungsbegleitendeQualitätsabteilung (TQA)
Musteraufbau in Pilot Factory Musteraufbau in Pilot Factory Aufbau in Pilot Factory Produktion
63No.
LT : P T:
Entwicklung neuerProzesse- und Produkt-pa rameter
20 D 20 D
63 63No.
LT : P T:
Entwicklung neuerProzesse- und Produkt-pa rameter
20 D 20 D
No.
LT : P T:
Entwicklung neuerProzesse- und Produkt-pa rameter
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Entwicklung neuerProzesse- und Produkt-pa rameter
20 D 20 D
63
No.
LT : P T:
Qua litä tsplan -/ Kon tro llp lane rste llung
64
10 D 5 D
No.
LT : P T:
Qua litä tsplan -/ Kon tro llp lane rste llung
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Qua litä tsplan -/ Kon tro llp lane rste llung
64
10 D 5 D
78 79
76
No.
LT: PT:
Endgü lt ige B etriebsmit tel-insta llat ion Fertigung
10 D 5 D
40No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Endgü lt ige B etriebsmit tel-insta llat ion Fertigung
10 D 5 D
40
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
PCB - Nutzen Fest legung
6 D 1 D
Je PCB - Einheit 1Dbei mehreren BCB - Tapenje Radio 1D
PCB Kontur von Konstruktion
80
No.
LT: P T:
Elektrische Be triebsmit tel
No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Elektrische Be triebsmit tel
No.
LT: PT:
No.
LT: PT:
Mechan ische Betriebsmittel
Betriebsmittelbescha ffung(A uftrag auslösen)
(K urzze it -L ie ferung)
4 M 4 M4 M 4 M
4 M 4 M4 M 4 M
In terne Beschaffung
4 M
14
4 M
In terne Beschaffung
4 M
14
4 M
5 D 5 D
5 D 5 D
3 D 1 D5 D 3 D
1 D 1 D
No.
LT: PT :
Stückzahlen
No.
LT: PT :
Stückzahlen
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Stückzahlen
No.
LT: PT :
Laufze iten
No.
LT: PT :
Laufze iten
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Laufze iten
No.
LT : P T:
Angebot/Konzep terstellung
1
2 W 3D
No.
LT : P T:
Angebot/Konzep terstellung
1No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Angebot/Konzep terstellung
1
2 W 3D
No.
LT: PT:
Wirtschaf tlichke its-be trachtung
No.
LT: PT:
Wirtschaf tlichke its-be trachtung
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Wirtschaf tlichke its-be trachtung
No.
LT: PT:
EntwicklungsAufwand
No.
LT: PT:
EntwicklungsAufwand
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
EntwicklungsAufwand
No.
LT: PT:
Kalkula tion
No.
LT: PT:
Kalkula tion
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Kalkula tion
No.
LT: PT :
Produktvorstellung
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Produktvorstellung
No.
LT: PT :
Art und G röße PCB
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Art und G röße PCB
No.
LT: PT :
Prozeß PSB
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Prozeß PSB
No.
LT: PT :
A-Bauteile
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
A-Bauteile
80
81
82
83
84
85
86
87
89
88
No.
LT: PT :
Konzep ten twurf
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Konzep ten twurf
Sieb
Prüf-Software
Sieb
Prüf-Software
No.
LT : P T:
I nvestitionsabschätzung
10 D 5D
2No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
I nvestitionsabschätzung
10 D 5D
2
No.
LT : P T:
Fektionstestlegung der BetriebsmittelProdust
10 D 10 D
11No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Fektionstestlegung der BetriebsmittelProdust
10 D 10 D
11
No.
LT : P T:
Festlegung der Hilfsstof fe
20 D 10 D
17
No.
LT: P T:
P roduktionsen twurf+ Materialfluß(de taillie rte r)
3 D 3 D
18No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
P roduktionsen twurf+ Materialfluß(de taillie rte r)
3 D 3 D
18
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Bet riebsmitte lbescha ffung(A uftrag auslösen)
2 D 2 D
26
No.
LT: P T:
Personalschulung neuerProzesstechno logien
10 D 10 D
29No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Personalschulung neuerProzesstechno logien
10 D 10 D
29
No.
LT: P T:
Produktions-/ Mate ria lf luß-plan En twurf sko rrektur
2 D 2 D
30No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Produktions-/ Mate ria lf luß-plan En twurf sko rrektur
2 D 2 D
30 No.
LT: PT:
Endgü ltiger Produktions-plan Mate rialfluß
1 D 1 D
37No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Endgü ltiger Produktions-plan Mate rialfluß
1 D 1 D
37
No.
LT: PT :
Installation vorhandenerB etriebsmit tel
10 D 10 D
34No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Installation vorhandenerB etriebsmit tel
10 D 10 D
34
No.
LT: PT :
A rbeitsbeschre ibung
15 D 15 D
35No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
A rbeitsbeschre ibung
15 D 15 D
35
No.
LT: P T:
A ktualisierung desP rozessflußplans
1 D 1 D
20No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
A ktualisierung desP rozessflußplans
1 D 1 D
20 No.
LT: PT :
Aktualisie rung desProzessf lußp lans
1 D 1 D
32No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Aktualisie rung desProzessf lußp lans
1 D 1 D
32
No.
LT: P T:
A ktualisierung desPro jektplans
1 D 1 D
19No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
A ktualisierung desPro jektplans
1 D 1 D
19 No.
LT: PT :
Aktualisie rung desProjektp lans
1 D 1 D
43No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Aktualisie rung desProjektp lans
1 D 1 D
43No.
LT : P T:
Aktua lisierung desProjektplans
1 D 1 D
31No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Aktua lisierung desProjektplans
1 D 1 D
31 No.
LT: PT :
Aktualisie rung desProjektplans
1 D 1 D
38No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Aktualisie rung desProjektplans
1 D 1 D
38
Sieb
Prüf-Software
No.
LT : P T:
Start I nterne r Leistungen(Programme für Bestückungs-betriebsmittel)
10 D 5 D
25
Sieb
Prüf-Software
Sieb
Prüf-Software
No.
LT : P T:
Start I nterne r Leistungen(Programme für Bestückungs-betriebsmittel)
10 D 5 D
25No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Start I nterne r Leistungen(Programme für Bestückungs-betriebsmittel)
10 D 5 D
25 No.
LT : P T:
Aktualisierung Prüf-und Testsoftware
3 D 3 D
44No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Aktualisierung Prüf-und Testsoftware
3 D 3 D
44No.
LT: PT:
Aktualisie rung P rü f-und Testso ftware
5 D 5 D
39No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Aktualisie rung P rü f-und Testso ftware
5 D 5 D
39No.
LT : PT:
Aktualisie rung P rü f-und Testso ftware
5 D 5 D
33No.
LT : PT:
No.
LT : PT:
No.
LT : PT:
Aktualisie rung P rü f-und Testso ftware
5 D 5 D
33
No.
LT : PT:
Prozessze itabschätzung (zur Produktion eines Produktes)
5 D 5 D
5No.
LT : PT:
No.
LT : PT:
No.
LT : PT:
Prozessze itabschätzung (zur Produktion eines Produktes)
5 D 5 D
5 No.
LT : P T:
Grobe Personalplanung
3 D 3 D
6No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Grobe Personalplanung
3 D 3 D
6
No.
LT: PT:
Grobe Raumlanung(Produktion)
5 D 5 D
8No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Grobe Raumlanung(Produktion)
5 D 5 D
8
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
No.
LT : PT :
In terne Bescha ffung
30 D 30 D
27No.
LT : PT :
No.
LT : PT :
No.
LT : PT :
In terne Bescha ffung
30 D 30 D
27
No.
LT: P T:
E xterne Bescha ffung
30 D 10 D
28
(Kurzzeit-Liefe rung)
No.
LT: P T:
E xterne Bescha ffung
30 D 10 D
28
(Kurzzeit-Liefe rung)
No.
LT : P T:
Personalausb ildungProdukt / Prozess
20 D 20 D
36No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Personalausb ildungProdukt / Prozess
20 D 20 D
3 6
No.
LT: PT:
kon tinuie rliche Schulungder Produkt ions-veran twort lichen
20 D 20 D
42No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
kon tinuie rliche Schulungder Produkt ions-veran twort lichen
20 D 20 D
42
No.
LT : P T:10 D 5 D
41
Endgü ltige Be triebsmitt el-prüfungAktualisierung aufgrund Proben
No.
LT : P T:10 D 5 D
41No.
LT : P T:
No.
LT : P T:
No.
LT : P T:10 D 5 D
41
Endgü ltige Be triebsmitt el-prüfungAktualisierung aufgrund Proben
No.
LT: P T:
A ktualisierung desP ro jektplans
D D
45No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
A ktualisierung desP ro jektplans
D D
45
Bis Produktionsende des Produktes
No.
LT : P T:
Aktua lisierungKon tro llp lan
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Aktua lisierungKon tro llp lan
No.
LT: PT:
Aktualisie rungKontrollplan
No.
LT: PT:
Aktualisie rungKontrollplan
No.
LT: PT:
Aktualisie rungKontrollplan
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Aktualisie rungKontrollplan
No.
LT: P T:
Konkre tisie rung derProdukt-/ Prozess-Parameter
No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Konkre tisie rung derProdukt-/ Prozess-Parameter
No.
LT: PT:
Festlegung der Prozeß-und P roduktparamete r
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Festlegung der Prozeß-und P roduktparamete r
No.
LT: P T:
Aktualisie rung derArbe it sbeschreibung
No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Aktualisie rung derArbe it sbeschreibung
SOPSOP
No.
LT: P T:
Aktualisie rung desProzessflußplans
No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Aktualisie rung desProzessflußplans
No.
LT : P T:3 D 3 D
13
(Langzeit-Lieferung)
No.
LT : P T:3 D 3 D
13
(Langzeit-Lieferung)
LT:
No.
P T:
E xterne Bescha ffung
4 M 5 D
15
(Langzeit-Lieferung)
No.
P T:
E xterne Bescha ffung
4 M 5 D
15
(Langzeit-Lieferung)
66
67
68
69
70
71
78
Konzept Phase A-Design B-Design (Handgefertigte Teile) C-Design D-Design SerienproduktionAngebotsphase
Realisie rungskonzep taus P roduktentwicklung
No.
LT: P T:
K undenanfrage
No.
LT: P T:
K undenanfrage
No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
K undenanfrage
No.
LT: PT :
En tscheidung Produktionstechnolog ie Innova tion
61
10 D 10 D
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
En tscheidung Produktionstechnolog ie Innova tion
61
10 D 10 D
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Projektp lanerste llung (P hasente rminplan (A EM))
3 D 3 D
3
No.
LT: PT :
Prozessf lußp lanerstellen
2 D 2 D
4No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Prozessf lußp lanerstellen
2 D 2 D
4
Rahmenplanvom TMP
Rahmenplanan TMP
Rahmenplanan TPM
Rahmenplanan TPM
Rahmenplanan TMP
No.
LT : P T:
Personalplanung aktualisie rt
65
2 D 2 D
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Personalplanung aktualisie rt
65
2 D 2 D
No.
LT: P T:
Entwicklung von P rü f/-Testprog rammen
20 D 20 D
73No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Entwicklung von P rü f/-Testprog rammen
20 D 20 D
73
No.
LT: PT :
A-Muster Produktion(Pilo t Facto ry)
10 D 5 D
74No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
A-Muster Produktion(Pilo t Facto ry)
10 D 5 D
74
No.
LT: PT:
Aktua lisierung von Prüf/ -Testsoftware
15 D 15 D
75 No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Aktua lisierung von Prüf/ -Testsoftware
15 D 15 D
75
No.
LT : P T:
B-Muster Produktion(Pilot Factory)
10 D 5 D
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
B-Muster Produktion(Pilot Factory)
10 D 5 D
Material aus Einkauf/ Logisik
Radio Software aus Produktentwicklung
5 D 3 D
Detailinformationen20 D 20 D
No.
LT : P T:
A ktualisierung von Prüf/-Testsoftware
10 D 10 D
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
A ktualisierung von Prüf/-Testsoftware
10 D 10 D
No.
LT : P T:
A ktualisierung von Prüf/-Testsoftware
10 D 5 D
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
A ktualisierung von Prüf/-Testsoftware
10 D 5 D
No.
LT: PT:
C-Muster Produktion
15 D 10 D
77 No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
C-Muster Produktion
15 D 10 D
77
Design Review durch entwicklungsbegleitende Qualitätsabteilung (TQA)
Design Review durch entwicklungsbegleitende Qualitätsabteilung (TQA)
Design Review durch entwicklungsbegleitende Qualitätsabteilung (TQA)
Design Review durch entwicklungsbegleitende Qualitätsabteilung (TQA)
Design Review durch entwicklungsbegleitendeQualitätsabteilung (TQA)
Musteraufbau in Pilot Factory Musteraufbau in Pilot Factory Aufbau in Pilot Factory Produktion
63No.
LT : P T:
Entwicklung neuerProzesse- und Produkt-pa rameter
20 D 20 D
63 63No.
LT : P T:
Entwicklung neuerProzesse- und Produkt-pa rameter
20 D 20 D
No.
LT : P T:
Entwicklung neuerProzesse- und Produkt-pa rameter
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Entwicklung neuerProzesse- und Produkt-pa rameter
20 D 20 D
63
No.
LT : P T:
Qua litä tsplan -/ Kon tro llp lane rste llung
64
10 D 5 D
No.
LT : P T:
Qua litä tsplan -/ Kon tro llp lane rste llung
No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Qua litä tsplan -/ Kon tro llp lane rste llung
64
10 D 5 D
78 79
76
No.
LT: PT:
Endgü lt ige B etriebsmit tel-insta llat ion Fertigung
10 D 5 D
4 0
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Endgü lt ige B etriebsmit tel-insta llat ion Fertigung
10 D 5 D
40
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
PCB - Nutzen Fest legung
6 D 1 D
Je PCB - Einheit 1Dbei mehreren BCB - Tapenje Radio 1D
PCB Kontur von Konstruktion
80
No.
LT: P T:
Elektrische Be triebsmit tel
No.
LT: P T:
No.
LT: P T:
No.
LT: P T:
Elektrische Be triebsmit tel
No.
LT: PT:
No.
LT: PT:
Mechan ische Betriebsmittel
Betriebsmittelbescha ffung(A uftrag auslösen)
(K urzze it -L ie ferung)
4 M 4 M4 M 4 M
4 M 4 M4 M 4 M
In terne Beschaffung
4 M
14
4 M
In terne Beschaffung
4 M
14
4 M
5 D 5 D
5 D 5 D
3 D 1 D5 D 3 D
1 D 1 D
No.
LT: PT :
Stückzahlen
No.
LT: PT :
Stückzahlen
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Stückzahlen
No.
LT: PT :
Laufze iten
No.
LT: PT :
Laufze iten
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Laufze iten
No.
LT : P T:
Angebot/Konzep terstellung
1
2 W 3D
No.
LT : P T:
Angebot/Konzep terstellung
1No.
LT : P T:
No.
LT : P T:
No.
LT : P T:
Angebot/Konzep terstellung
1
2 W 3D
No.
LT: PT:
Wirtschaf tlichke its-be trachtung
No.
LT: PT:
Wirtschaf tlichke its-be trachtung
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Wirtschaf tlichke its-be trachtung
No.
LT: PT:
EntwicklungsAufwand
No.
LT: PT:
EntwicklungsAufwand
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
EntwicklungsAufwand
No.
LT: PT:
Kalkula tion
No.
LT: PT:
Kalkula tion
No.
LT: PT:
No.
LT: PT:
No.
LT: PT:
Kalkula tion
No.
LT: PT :
Produktvorstellung
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Produktvorstellung
No.
LT: PT :
Art und G röße PCB
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Art und G röße PCB
No.
LT: PT :
Prozeß PSB
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Prozeß PSB
No.
LT: PT :
A-Bauteile
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
A-Bauteile
80
81
82
83
84
85
86
87
89
88
No.
LT: PT :
Konzep ten twurf
No.
LT: PT :
No.
LT: PT :
No.
LT: PT :
Konzep ten twurf
V:N:
Mac hbark ei ts- & Konzeptionsphas e
K ick-Of f Meeting Produktdef init ion
Nr: 0
V:N:
Mac hbark ei ts- & Konzeptionsphas e
V:N:
Mac hbark ei ts- & Konzeptionsphas e
K ick-Of f Meeting Produktdef init ion
Nr: 0
V:N:
Mac hbark ei ts- & Konzeptionsphas e
K ick-Of f Pflichtenhef t
Nr: 0
V:N:
Mac hbark ei ts- & Konzeptionsphas e
V:N:
Mac hbark ei ts- & Konzeptionsphas e
K ick-Of f Pflichtenhef t
Nr: 0
V:N: 40
Mac hbark ei ts- & Konzeptionsphas e
Entwicklungsauftrag (EWA)
Nr: 0
V:N: 40
Mac hbark ei ts- & Konzeptionsphas e
V:N: 40
Mac hbark ei ts- & Konzeptionsphas e
Entwicklungsauftrag (EWA)
Nr: 0
V: 40N: 99, 100,148P rototypenphas e 1
MWP
Anpassung Prozessf lussplan, -charts (Serie)
N r: 94
V: 40N: 99, 100,148P rototypenphas e 1
MWP
Anpassung Prozessf lussplan, -charts (Serie)
N r: 94
V:N:
Mac hbark ei ts- & Konzeptionsphas e
K ick-Of f
Nr: 0
V:N:
Mac hbark ei ts- & Konzeptionsphas e
V:N:
Mac hbark ei ts- & Konzeptionsphas e
K ick-Of f
Nr: 0
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
F e r t i g u n g s la y o u t
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
Fertigungslayout
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
vorläuf iger Prozessf lußplan
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
vorläuf iger Prozessf lußplan
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V: 92, 94, 97, 102, 110103, 1000, 101
MWP
Kalkulat ion, Kapitalbedarf , Absc hätzung Prozesszeit
N r: 40
M achbark ei ts -& Konzeptionsphase
V: 92, 94, 97, 102, 110103, 1000, 101
MWP
Kalkulat ion, Kapitalbedarf , Absc hätzung Prozesszeit
N r: 40
M achbark ei ts -& Konzeptionsphase
V: 92, 94, 97, 102, 110103, 1000, 101
MWP
Produktions-abschätzung
N r: 40
M achbark ei ts -& Konzeptionsphase
V: 92, 94, 97, 102, 110103, 1000, 101
MWP
Produktions-abschätzung
N r: 40
M achbark ei ts -& Konzeptionsphase
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
Kalkulat ion, Kapitalbedarf, Abschätzung Prozesszeit
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
Kalkulat ion, Kapitalbedarf, Abschätzung Prozesszeit
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
Ausarbeitung Prozesskonzept
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
Ausarbeitung Prozesskonzept
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V: 40N: 105, 106, 104
MWP
Planung Produktionskapazität
Nr: 103
Prototypenphase 1 V: 40N: 105, 106, 104
MWP
Planung Produktionskapazität
Nr: 103
Prototypenphase 1
V: 40 N: 105, 106, 148, 196,208
PTE, PTQA
Prüfplanung
Prototypenphase 1
Nr: 1000, 101
V: 40 N: 105, 106, 148, 196,208
PTE, PTQA
Prüfplanung
Prototypenphase 1 V: 40 N: 105, 106, 148, 196,208
PTE, PTQA
Prüfplanung
Prototypenphase 1
Nr: 1000, 101
V: 40 N: 105, 106, 148, 196, 208
PPE, PQA
Definit ion spezieller Prozessparameter
Nr: 1000, 101
Prototypenphase 1 V: 40 N: 105, 106, 148, 196, 208
PPE, PQA
Definit ion spezieller Prozessparameter
Nr: 1000, 101
Prototypenphase 1
V: 40 N: 109, 200, 201
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext .)Prototypenphase 1
Nr: 110
V: 40 N: 109, 200, 201
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext .)Prototypenphase 1 V: 40
N: 109, 200, 201
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext .)Prototypenphase 1
Nr: 110
V: 40 N: 109, 105, 106, 104
P TE
Anforderungen (und Testequipment)
N r: 97
P rototypenphas e 1 V: 40 N: 109, 105, 106, 104
P TE
Anforderungen (und Testequipment)
N r: 97
P rototypenphas e 1
V: 40 N: 99, 109, 105, 106, 104
P PE, P QA
Entwicklungsstart neue Prozesse, Prozessparameter, benöt igte HilfsmittelP rototypenphas e 1
N r: 92
V: 40 N: 99, 109, 105, 106, 104
P PE, P QA
Entwicklungsstart neue Prozesse, Prozessparameter, benöt igte HilfsmittelP rototypenphas e 1 V: 40
N: 99, 109, 105, 106, 104
P PE, P QA
Entwicklungsstart neue Prozesse, Prozessparameter, benöt igte HilfsmittelP rototypenphas e 1
N r: 92 V: 92, 94 N: 107, 100, 149,150
MWP
Controlplan für PTP Phase
N r: 99
P rototypenphas e 1 V: 92, 94 N: 107, 100, 149,150
MWP
Controlplan für PTP Phase
N r: 99
P rototypenphas e 1
V : 40 N: 105, 106, 148, 196,208
PTE, PTQA
Prüfplanung
Prototy penphase 1
Nr: 1000, 101
V : 40 N: 105, 106, 148, 196,208
PTE, PTQA
Prüfplanung
Prototy penphase 1 V : 40 N: 105, 106, 148, 196,208
PTE, PTQA
Prüfplanung
Prototy penphase 1
Nr: 1000, 101
V : 40 N : 109, 105, 106, 104
PTE
Planung (Standard) Produktions-Betriebsmittel, Testequipment
Nr: 97
Prototy penphase 1 V : 40 N : 109, 105, 106, 104
PTE
Planung (Standard) Produktions-Betriebsmittel, Testequipment
Nr: 97
Prototy penphase 1
V : 40 N : 105, 106, 104
PTE
Planung der neuen Produktions-Betriebsmittel / Lieferanten / B ios / SWPrototy penphase 1
Nr: 102
V : 40 N : 105, 106, 104
PTE
Planung der neuen Produktions-Betriebsmittel / Lieferanten / B ios / SWPrototy penphase 1 V : 40
N : 105, 106, 104
PTE
Planung der neuen Produktions-Betriebsmittel / Lieferanten / B ios / SWPrototy penphase 1
Nr: 102
V: 40 N: 99, 100, 148
MWP
Prozessflussplan, -charts (Serie)
Prototy penphase 1
Nr: 94
V: 40 N: 99, 100, 148
MWP
Prozessflussplan, -charts (Serie)
Prototy penphase 1 V: 40 N: 99, 100, 148
MWP
Prozessflussplan, -charts (Serie)
Prototy penphase 1
Nr: 94
V: 40 N: 109, 200, 201
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext.)Prototy penphase 1
Nr: 110
V: 40 N: 109, 200, 201
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext.)Prototy penphase 1 V: 40
N: 109, 200, 201
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext.)Prototy penphase 1
Nr: 110
V: 92, 94 N: 107, 100, 149,150
MWP
Prozessflußplan PTP
Nr: 99
Prot ot ypenphase 1 V: 92, 94 N: 107, 100, 149,150
MWP
Prozessflußplan PTP
Nr: 99
Prot ot ypenphase 1
V: 92, 103, 1000, 101, 102N: 107, 109, 112, 196
PTE
Entwicklung Testgeräte, Werkzeuge für Produkt ion, Test SW
Nr: 105, 106
Prot ot ypenphase 1 V: 92, 103, 1000, 101, 102N: 107, 109, 112, 196
PTE
Entwicklung Testgeräte, Werkzeuge für Produkt ion, Test SW
Nr: 105, 106
Prot ot ypenphase 1
V: 99, 105, 106N: 100, 109, 112
MWP
Vorläuf ige Arbeitsanweisungen
Nr: 107
Prot oty penphase 1 V: 99, 105, 106N: 100, 109, 112
MWP
Vorläuf ige Arbeitsanweisungen
N r : 1 0 7
P r o t o ty p e np h a s e 1
V : 92, 103, 1000, 101, 102N : 107, 109, 112, 196
PTE
Bestellung Testgeräte, Werkzeuge für Produkt ion, Test SW
Nr: 105, 106
Prototy penphase 1 V : 92, 103, 1000, 101, 102N : 107, 109, 112, 196
PTE
Bestellung Testgeräte, Werkzeuge für Produkt ion, Test SW
Nr: 105, 106
Prototy penphase 1
V : 92, 103, 102, 97N : 109, 112, 196
PTE
Bestellung Produkt ions-Betriebsmittel (kann auch schrittweise geschehen)
Nr: 104
Prototy penphase 1 V : 92, 103, 102, 97N : 109, 112, 196
PTE
Bestellung Produkt ions-Betriebsmittel (kann auch schrittweise geschehen)
Nr: 104
Prototy penphase 1
V: 99, 110, 105, 106, 104, 107N: 112, 196, 209, 211
PPE
Start Mitarbeitertraining neue Prozesse, Produkt
Nr: 109
Prototy penphase 1 V: 99, 110, 105, 106, 104, 107N: 112, 196, 209, 211
PPE
Start Mitarbeitertraining neue Prozesse, Produkt
Nr: 109
Prototy penphase 1
V: 94, 99, 107N: 112, 149, 150
PQA
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr: 100
Prototy penphase 1 V: 94, 99, 107N: 112, 149, 150
PQA
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr: 100
Prototy penphase 1 V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP Musteraufbau
Nr: 112
Prototypenphase 1 V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
P T P M u s t e r a u f b a u
Nr: 112
Prototypenphase 1
V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP Musteraufbau
Nr: 112
Prototypenphase 1 V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP Musteraufbau
Nr: 112
Prototypenphase 1
V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP 1 SW Implementierung (Low Lewel Treiber)
Nr: 112
Prototypenphase 1 V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP 1 SW Implementierung (Low Lewel Treiber)
Nr: 112
Prototypenphase 1
V: 99, 100, 112N: 151, 207
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr: 150
Prototypenphase 2 V: 99, 100, 112N: 151, 207
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr: 150
Prototypenphase 2
V: 99, 100, 112N: 151, 207
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
N r: 150
Prot ot ypenphas e 1 V: 99, 100, 112N: 151, 207
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
N r: 150
Prot ot ypenphas e 1
V: 94, 99, 107N: 112, 149, 150
PQA
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr: 100
Prototy penphase 1 V: 94, 99, 107N: 112, 149, 150
PQA
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr: 100
Prototy penphase 1
V: 94, 99, 107N: 112, 149, 150
PQA
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr: 100
Prototy penphase 1 V: 94, 99, 107N: 112, 149, 150
PQA
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr: 100
Prototy penphase 1
V: 92, 103, 102, 97N: 109, 112, 196
PTE
Bestellung Produktions-Betriebsmit tel (kann auch schrittweise geschehen)
N r: 104
Prot ot ypenphas e 1 V: 92, 103, 102, 97N: 109, 112, 196
PTE
Bestellung Produktions-Betriebsmit tel (kann auch schrittweise geschehen)
N r: 104
Prot ot ypenphas e 1
V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP 1 Muster Test, Beurteilung, Dokumentat ion
Nr: 112
Prot oty penphase 1 V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP 1 Muster Test, Beurteilung, Dokumentat ion
Nr: 112
Prot oty penphase 1
V: 99, 100, 112N: 151, 207
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
N r: 150
Protot ypenphas e 2 V: 99, 100, 112N: 151, 207
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
N r: 150
Protot ypenphas e 2
V: 94, 112, 1000,101N: 151, 200, 201, 248
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
N r: 148
Prot ot ypenphas e 2 V: 94, 112, 1000,101N: 151, 200, 201, 248
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
N r: 148
Prot ot ypenphas e 2V: 99, 100, 112N: 99, 109, 106. 106, 104
MWP
Aktualisierung Controlplan PTP2-Phase
N r: 149
Protot ypenphas e 2 V: 99, 100, 112N: 99, 109, 106. 106, 104
MWP
Aktualisierung Controlplan PTP2-Phase
N r: 149
Protot ypenphas e 2
V: 94, 112, 1000,101N: 151, 200, 201, 248
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
N r: 148
Prot ot ypenphas e 2 V: 94, 112, 1000,101N: 151, 200, 201, 248
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
N r: 148
Prot ot ypenphas e 2
V: 99, 100, 112N: 99, 109, 106. 106, 104
MWP
Aktualisierung Controlplan PTP2-Phase
N r: 149
Prot ot ypenphas e 2 V: 99, 100, 112N: 99, 109, 106. 106, 104
MWP
Aktualisierung Controlplan PTP2-Phase
N r: 149
Prot ot ypenphas e 2
V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 Musteraufbau
Nr: 151
Prot oty penphase 2 V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 Musteraufbau
Nr: 151
Prot oty penphase 2
V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 Musteraufbau
Nr: 151
Prot oty penphase 2 V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 Musteraufbau
Nr: 151
Prot oty penphase 2
V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 SW Implementierung (Low Lewel Treiber)
Nr: 151
Prot oty penphase 2 V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 SW Implementierung (Low Lewel Treiber)
Nr: 151
Prot oty penphase 2
V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 Muster Test, Beurteilung, Dokumentat ion
N r: 151
Protot ypenphas e 2 V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 Muster Test, Beurteilung, Dokumentat ion
N r: 151
Protot ypenphas e 2
V: 150, 151 N:194, 195, 206, 209
PQA
Aktualisierung Prozeß FMEA Überprüfung
Nr: 207
Pilot phas e V: 150, 151 N:194, 195, 206, 209
PQA
Aktualisierung Prozeß FMEA Überprüfung
Nr: 207
Pilot phas e
V: 150, 151 N:194, 195, 206, 209
PQA
Aktualisierung Prozeß FMEA Überprüfung
Nr: 207
Pilot phas e V: 150, 151 N:194, 195, 206, 209
PQA
Aktualisierung Prozeß FMEA Überprüfung
Nr: 207
Pilot phas e
V: 150, 151 N:194, 195, 206, 209
PQA
Aktualisierung Prozeß FMEA Überprüfung
Nr: 207
Pilot phas e V: 150, 151 N:194, 195, 206, 209
PQA
Aktualisierung Prozeß FMEA Überprüfung
Nr: 207
Pilot phas e
V: 151 , 105, 106, 109, 104, 1000, 101 N : 209, 211
PTE
Aufbau/ Inbetriebnahme neuer Betriebmittel/ Einrichtungen/ Bios-SW
Nr: 196
Pilot phas e V: 151 , 105, 106, 109, 104, 1000, 101 N : 209, 211
PTE
Aufbau/ Inbetriebnahme neuer Betriebmittel/ Einrichtungen/ Bios-SW
Nr: 196
Pilot phas e
V: 149, 207, 194, 195N: 212, 245
MWP
Aktualisierung Controlplan P ilotphase
N r: 206
P ilot enphase V: 149, 207, 194, 195N: 212, 245
MWP
Aktualisierung Controlplan P ilotphase
N r: 206
P ilot enphase
V: 99, 151, 207N: 206, 212, 245
PPE , PTE
Aktualisierung Prozessentwicklung, -parameter, Betriebsmittel
N r: 194, 195
Pil otenphase V: 99, 151, 207N: 206, 212, 245
PPE , PTE
Aktualisierung Prozessentwicklung, -parameter, Betriebsmittel
N r: 194, 195
Pil otenphase
V: 1000, 101, 151N: 212, 246, 250
P TE
Aktualisierung Prüfplan Produktion
N r: 208
P ilot enphase V: 1000, 101, 151N: 212, 246, 250
P TE
Aktualisierung Prüfplan Produktion
N r: 208
P ilot enphase
V: 149, 207, 194, 195N: 212, 245
MWP
Aktualisierung Controlplan Pilotphase
Nr: 206
Pilot enphas e V: 149, 207, 194, 195N: 212, 245
MWP
Aktualisierung Controlplan Pilotphase
Nr: 206
Pilot enphas e V: 99, 151, 207N: 206, 212, 245
PPE, PTE
Aktualisierung Prozessentwicklung, -parameter, Betriebsmittel
Nr: 194, 195
Pilot enphas e V: 99, 151, 207N: 206, 212, 245
PPE, PTE
Aktualisierung Prozessentwicklung, -parameter, Betriebsmittel
Nr: 194, 195
Pilot enphas e
V: 1000, 101, 151N: 212, 246, 250
PTE
Aktualisierung Prüfplan Produktion
Nr: 208
Pilot enphas e V: 1000, 101, 151N: 212, 246, 250
PTE
Aktualisierung Prüfplan Produktion
Nr: 208
Pilot enphas e V: 107, 109, 196N: 217, 245
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
N r: 209
P ilot enphase V: 107, 109, 196N: 217, 245
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
N r: 209
P ilot enphase
V: 109, 196N: 212
PPE
Weiterführung Mitarbeitertraining Prozess / Produkt
Nr: 211
Pilot enphas e V: 109, 196N: 212
PPE
Weiterführung Mitarbeitertraining Prozess / Produkt
Nr: 211
Pilot enphas e
V: 99, 151, 207N: 206, 212, 245
PPE, PTE
Aktualisierung spezieller Prozessparameter
Nr: 194, 195
Pilot enphas e V: 99, 151, 207N: 206, 212, 245
PPE, PTE
Aktualisierung spezieller Prozessparameter
Nr: 194, 195
Pilot enphas e
V: 110, 148N: 212, 247, 248
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
N r: 200, 201
P ilot enphase V: 110, 148N: 212, 247, 248
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
N r: 200, 201
P ilot enphase
V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PTP 2 Muster Test, Beurteilung, Dokumentation
Nr: 212
Pilotphas e V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PTP 2 Muster Test, Beurteilung, Dokumentation
Nr: 212
Pilotphas e
V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PP- Muster Aufbau
Nr: 212
Pilotphas e V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PP- Muster Aufbau
Nr: 212
Pilotphas e
V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PP- Muster Aufbau
Nr: 212
Pilotphas e V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PP- Muster Aufbau
Nr: 212
Pilotphas e
V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PP SW Implement ierung
(Low Level Treiber)
Nr: 212
Pilotphas e V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PP SW Implement ierung
(Low Level Treiber)
Nr: 212
Pilotphas e
V: 109, 196N: 212
PPE
Weiterführung Mitarbeitertraining Prozess / Produkt
N r: 211
Pilotenphase V: 109, 196N: 212
PPE
Weiterführung Mitarbeitertraining Prozess / Produkt
N r: 211
Pilotenphase
V: 107, 109, 196N: 217, 245
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
N r: 209
Pil otenphase V: 107, 109, 196N: 217, 245
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
N r: 209
Pil otenphase
V: 110, 148N: 212, 247, 248
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
Nr: 200, 201
Pilotenphas e V: 110, 148N: 212, 247, 248
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
Nr: 200, 201
Pilotenphas e
V: 208, 201, 245 N: 249
TQA
Entgült iger Materialflussplan & Serienflächenlayout
Nr: 247, 248
Validierungsphas e V: 208, 201, 245 N: 249
TQA
Entgült iger Materialflussplan & Serienflächenlayout
Nr: 247, 248
Validierungsphas e V: 208, 212, 245 N: 249
TQA
Entgültiger Serienprüfplan
N r: 250
Validierungsphase V: 208, 212, 245 N: 249
TQA
Entgültiger Serienprüfplan
N r: 250
Validierungsphase
V: 148, 208, 201, 245 N: 249
TQA
Entgültiger Prozessfluss inkl. Prozessflussplan
N r: 246
Validierungsphas e V: 148, 208, 201, 245 N: 249
TQA
Entgültiger Prozessfluss inkl. Prozessflussplan
N r: 246
Validierungsphas e
V: 208, 201, 245 N: 249
TQA
Entgült iger Materialflussplan & Serienflächenlayout
Nr: 247, 248
Validierungsphas e V: 208, 201, 245 N: 249
TQA
Entgült iger Materialflussplan & Serienflächenlayout
Nr: 247, 248
Validierungsphas e V: 208, 212, 245 N: 249
TQA
Entgültiger Serienprüfplan
N r: 250
Validierungsphase V: 208, 212, 245 N: 249
TQA
Entgültiger Serienprüfplan
N r: 250
Validierungsphase
V: 148, 208, 201, 245 N: 249
TQA
Entgült iger Prozessf luss inkl. Prozessf lussplan
Nr: 246
Validierungsphas e V: 148, 208, 201, 245 N: 249
TQA
Entgült iger Prozessf luss inkl. Prozessf lussplan
Nr: 246
Validierungsphas e V: 194, 195, 206, 209 N: 246, 249, 250
MWP
Controlplan P-Phase
N r: 245
Validierungsphase V: 194, 195, 206, 209 N: 246, 249, 250
MWP
Controlplan P-Phase
N r: 245
Validierungsphase
V: 245, 246, 247, 248, 250
ProQ
Interne PSO
Nr: 245
Validierungsphase V: 245, 246, 247, 248, 250
ProQ
Interne PSO
Nr: 245
Validierungsphase
V: 245, 246, 247, 248, 250
ProQ
Interne PSO
Nr: 245
Validierungsphase V: 245, 246, 247, 248, 250
ProQ
Interne PSO
Nr: 245
Validierungsphase
V: 245, 246, 247, 248, 250
ProQ
Interne PSO
Nr: 245
Validierungsphase V: 245, 246, 247, 248, 250
ProQ
Interne PSO
Nr: 245
Validierungsphase
A B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion Übergang
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Änderungs-management
Projekt-management
Umgebung
A B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion ÜbergangA B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion Übergang
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Änderungs-management
Projekt-management
Umgebung
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Änderungs-management
Projekt-management
Umgebung
V:N:
Mac hbark ei ts- & Konzeptionsphas e
K ick-Of f Meeting Produktdef init ion
Nr: 0
V:N:
Mac hbark ei ts- & Konzeptionsphas e
V:N:
Mac hbark ei ts- & Konzeptionsphas e
K ick-Of f Meeting Produktdef init ion
Nr: 0
V:N:
Mac hbark ei ts- & Konzeptionsphas e
K ick-Of f Pflichtenhef t
N r : 0
V:N:
Mac hbark ei ts- & Konzeptionsphas e
V:N:
Mac hbark ei ts- & Konzeptionsphas e
K ick-Of f Pflichtenhef t
Nr: 0
V:N: 40
Mac hbark ei ts- & Konzeptionsphas e
Entwicklungsauftrag (EWA)
Nr: 0
V:N: 40
Mac hbark ei ts- & Konzeptionsphas e
V:N: 40
Mac hbark ei ts- & Konzeptionsphas e
Entwicklungsauftrag (EWA)
Nr: 0
V: 40N: 99, 100,148P rototypenphas e 1
MWP
Anpassung Prozessf lussplan, -charts (Serie)
N r: 94
V: 40N: 99, 100,148P rototypenphas e 1
MWP
Anpassung Prozessf lussplan, -charts (Serie)
N r: 94
V:N:
Mac hbark ei ts- & Konzeptionsphas e
K ick-Of f
Nr: 0
V:N:
Mac hbark ei ts- & Konzeptionsphas e
V:N:
Mac hbark ei ts- & Konzeptionsphas e
K ick-Of f
Nr: 0
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
Fertigungslayout
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
Fertigungslayout
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
vorläuf iger Prozessf lußplan
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
vorläuf iger Prozessf lußplan
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V: 92, 94, 97, 102, 110103, 1000, 101
MWP
Kalkulat ion, Kapitalbedarf , Absc hätzung Prozesszeit
N r: 40
M achbark ei ts -& Konzeptionsphase
V: 92, 94, 97, 102, 110103, 1000, 101
MWP
Kalkulat ion, Kapitalbedarf , Absc hätzung Prozesszeit
N r: 40
M achbark ei ts -& Konzeptionsphase
V: 92, 94, 97, 102, 110103, 1000, 101
MWP
Produktions-abschätzung
N r: 40
M achbark ei ts -& Konzeptionsphase
V: 92, 94, 97, 102, 110103, 1000, 101
MWP
Produktions-abschätzung
N r: 40
M achbark ei ts -& Konzeptionsphase
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
Kalkulat ion, Kapitalbedarf, Abschätzung Prozesszeit
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
Kalkulat ion, Kapitalbedarf, Abschätzung Prozesszeit
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
Ausarbeitung Prozesskonzept
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V : 92, 94, 97, 102, 110103, 1000, 101
MWP
Ausarbeitung Prozesskonzept
Nr: 40
M ac hbarkei ts- & Konzeptionsphas e
V: 40N: 105, 106, 104
MWP
Planung Produktionskapazität
Nr: 103
Prototypenphase 1 V: 40N: 105, 106, 104
MWP
Planung Produktionskapazität
Nr: 103
Prototypenphase 1
V: 40 N: 105, 106, 148, 196,208
PTE, PTQA
Prüfplanung
P ro to ty p e n ph a s e 1
N r: 1 0 0 0 , 1 0 1
V: 40 N: 105, 106, 148, 196,208
PTE, PTQA
Prüfplanung
Prototypenphase 1 V: 40 N: 105, 106, 148, 196,208
PTE, PTQA
Prüfplanung
Prototypenphase 1
Nr: 1000, 101
V: 40 N: 105, 106, 148, 196, 208
PPE, PQA
Definit ion spezieller Prozessparameter
Nr: 1000, 101
Prototypenphase 1 V: 40 N: 105, 106, 148, 196, 208
PPE, PQA
Definit ion spezieller Prozessparameter
Nr: 1000, 101
Prototypenphase 1
V: 40 N: 109, 200, 201
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext .)Prototypenphase 1
Nr: 110
V: 40 N: 109, 200, 201
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext .)Prototypenphase 1 V: 40
N: 109, 200, 201
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext .)Prototypenphase 1
Nr: 110
V: 40 N: 109, 105, 106, 104
P TE
Anforderungen (und Testequipment)
N r: 97
P rototypenphas e 1 V: 40 N: 109, 105, 106, 104
P TE
Anforderungen (und Testequipment)
N r: 97
P rototypenphas e 1
V: 40 N: 99, 109, 105, 106, 104
P PE, P QA
Entwicklungsstart neue Prozesse, Prozessparameter, benöt igte HilfsmittelP rototypenphas e 1
N r: 92
V: 40 N: 99, 109, 105, 106, 104
P PE, P QA
Entwicklungsstart neue Prozesse, Prozessparameter, benöt igte HilfsmittelP rototypenphas e 1 V: 40
N: 99 , 10 9 , 1 0 5 , 1 0 6, 1 0 4
P PE, P QA
Entwicklungsstart neue Prozesse, Prozessparameter, benöt igte HilfsmittelP rototypenphas e 1
N r: 92 V: 92, 94 N: 107, 100, 149,150
MWP
Controlplan für PTP Phase
N r: 99
P rototypenphas e 1 V: 92, 94 N: 107, 100, 149,150
MWP
Controlplan für PTP Phase
N r: 99
P rototypenphas e 1
V : 40 N: 105, 106, 148, 196,208
PTE, PTQA
Prüfplanung
Prototy penphase 1
Nr: 1000, 101
V : 40 N: 105, 106, 148, 196,208
PTE, PTQA
Prüfplanung
Prototy penphase 1 V : 40 N: 105, 106, 148, 196,208
PTE, PTQA
Prüfplanung
Prototy penphase 1
Nr: 1000, 101
V : 40 N : 109, 105, 106, 104
PTE
Planung (Standard) Produktions-Betriebsmittel, Testequipment
Nr: 97
Prototy penphase 1 V : 40 N : 109, 105, 106, 104
PTE
Planung (Standard) Produktions-Betriebsmittel, Testequipment
Nr: 97
Prototy penphase 1
V : 40 N : 105, 106, 104
PTE
Planung der neuen Produktions-Betriebsmittel / Lieferanten / B ios / SWPrototy penphase 1
Nr: 102
V : 40 N : 105, 106, 104
PTE
Planung der neuen Produktions-Betriebsmittel / Lieferanten / B ios / SWPrototy penphase 1 V : 40
N : 105, 106, 104
PTE
Planung der neuen Produktions-Betriebsmittel / Lieferanten / B ios / SWPrototy penphase 1
Nr: 102
V: 40 N: 99, 100, 148
MWP
Prozessflussplan, -charts (Serie)
Prototy penphase 1
Nr: 94
V: 40 N: 99, 100, 148
MWP
Prozessflussplan, -charts (Serie)
Prototy penphase 1 V: 40 N: 99, 100, 148
MWP
Prozessflussplan, -charts (Serie)
Prototy penphase 1
Nr: 94
V: 40 N: 109, 200, 201
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext.)Prototy penphase 1
Nr: 110
V: 40 N: 109, 200, 201
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext.)Prototy penphase 1 V: 40
N: 109, 200, 201
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext.)Prototy penphase 1
Nr: 110
V: 92, 94 N: 107, 100, 149,150
MWP
Prozessflußplan PTP
Nr: 99
Prot ot ypenphase 1 V: 92, 94 N: 107, 100, 149,150
MWP
Prozessflußplan PTP
Nr: 99
Prot ot ypenphase 1
V: 92, 103, 1000, 101, 102N: 107, 109, 112, 196
PTE
Entwicklung Testgeräte, Werkzeuge für Produkt ion, Test SW
Nr: 105, 106
Prot ot ypenphase 1 V: 92, 103, 1000, 101, 102N: 107, 109, 112, 196
PTE
Entwicklung Testgeräte, Werkzeuge für Produkt ion, Test SW
Nr: 105, 106
Prot ot ypenphase 1
V: 99, 105, 106N: 100, 109, 112
MWP
Vorläuf ige Arbeitsanweisungen
Nr: 107
Prot oty penphase 1 V: 99, 105, 106N: 100, 109, 112
MWP
Vorläuf ige Arbeitsanweisungen
N r : 1 0 7
P r o t o ty p e np h a s e 1
V : 92, 103, 1000, 101, 102N : 107, 109, 112, 196
PTE
Bestellung Testgeräte, Werkzeuge für Produkt ion, Test SW
Nr: 105, 106
Prototy penphase 1 V : 92, 103, 1000, 101, 102N : 107, 109, 112, 196
PTE
Bestellung Testgeräte, Werkzeuge für Produkt ion, Test SW
Nr: 105, 106
Prototy penphase 1
V : 92, 103, 102, 97N : 109, 112, 196
PTE
Bestellung Produkt ions-Betriebsmittel (kann auch schrittweise geschehen)
Nr: 104
Prototy penphase 1 V : 92, 103, 102, 97N : 109, 112, 196
PTE
Bestellung Produkt ions-Betriebsmittel (kann auch schrittweise geschehen)
Nr: 104
Prototy penphase 1
V: 99, 110, 105, 106, 104, 107N: 112, 196, 209, 211
PPE
Start Mitarbeitertraining neue Prozesse, Produkt
Nr: 109
Prototy penphase 1 V: 99, 110, 105, 106, 104, 107N: 112, 196, 209, 211
PPE
Start Mitarbeitertraining neue Prozesse, Produkt
Nr: 109
Prototy penphase 1
V: 94, 99, 107N: 112, 149, 150
PQA
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr: 100
Prototy penphase 1 V: 94, 99, 107N: 112, 149, 150
PQA
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr: 100
Prototy penphase 1 V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP Musteraufbau
Nr: 112
Prototypenphase 1 V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP Musteraufbau
Nr: 112
Prototypenphase 1
V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP Musteraufbau
Nr: 112
Prototypenphase 1 V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP Musteraufbau
Nr: 112
Prototypenphase 1
V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP 1 SW Implementierung (Low Lewel Treiber)
Nr: 112
Prototypenphase 1 V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP 1 SW Implementierung (Low Lewel Treiber)
Nr: 112
Prototypenphase 1
V: 99, 100, 112N: 151, 207
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr: 150
Prototypenphase 2 V: 99, 100, 112N: 151, 207
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr: 150
Prototypenphase 2
V: 99, 100, 112N: 151, 207
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
N r: 150
Prot ot ypenphas e 1 V: 99, 100, 112N: 151, 207
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
N r: 150
Prot ot ypenphas e 1
V: 94, 99, 107N: 112, 149, 150
PQA
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr: 100
Prototy penphase 1 V: 94, 99, 107N: 112, 149, 150
PQA
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr: 100
Prototy penphase 1
V: 94, 99, 107N: 112, 149, 150
PQA
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr: 100
Prototy penphase 1 V: 94, 99, 107N: 112, 149, 150
PQA
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr: 100
Prototy penphase 1
V: 92, 103, 102, 97N: 109, 112, 196
PTE
Bestellung Produktions-Betriebsmit tel (kann auch schrittweise geschehen)
N r: 104
Prot ot ypenphas e 1 V: 92, 103, 102, 97N: 109, 112, 196
PTE
Bestellung Produktions-Betriebsmit tel (kann auch schrittweise geschehen)
N r: 104
Prot ot ypenphas e 1
V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP 1 Muster Test, Beurteilung, Dokumentat ion
Nr: 112
Prot oty penphase 1 V: 100, 107, 109,104, 105, 106N: 149, 150, 148
PF
PTP 1 Muster Test, Beurteilung, Dokumentat ion
Nr: 112
Prot oty penphase 1
V: 99, 100, 112N: 151, 207
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
N r: 150
Protot ypenphas e 2 V: 99, 100, 112N: 151, 207
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
N r: 150
Protot ypenphas e 2
V: 94, 112, 1000,101N: 151, 200, 201, 248
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
N r: 148
Prot ot ypenphas e 2 V: 94, 112, 1000,101N: 151, 200, 201, 248
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
N r: 148
Prot ot ypenphas e 2V: 99, 100, 112N: 99, 109, 106. 106, 104
MWP
Aktualisierung Controlplan PTP2-Phase
N r: 149
Protot ypenphas e 2 V: 99, 100, 112N: 99, 109, 106. 106, 104
MWP
Aktualisierung Controlplan PTP2-Phase
N r: 149
Protot ypenphas e 2
V: 94, 112, 1000,101N: 151, 200, 201, 248
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
N r: 148
Prot ot ypenphas e 2 V: 94, 112, 1000,101N: 151, 200, 201, 248
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
N r: 148
Prot ot ypenphas e 2
V: 99, 100, 112N: 99, 109, 106. 106, 104
MWP
Aktualisierung Controlplan PTP2-Phase
N r: 149
Prot ot ypenphas e 2 V: 99, 100, 112N: 99, 109, 106. 106, 104
MWP
Aktualisierung Controlplan PTP2-Phase
N r: 149
Prot ot ypenphas e 2
V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 Musteraufbau
Nr: 151
Prot oty penphase 2 V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 Musteraufbau
Nr: 151
Prot oty penphase 2
V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 Musteraufbau
Nr: 151
Prot oty penphase 2 V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 Musteraufbau
Nr: 151
Prot oty penphase 2
V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 SW Implementierung (Low Lewel Treiber)
Nr: 151
Prot oty penphase 2 V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 SW Implementierung (Low Lewel Treiber)
Nr: 151
Prot oty penphase 2
V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 Muster Test, Beurteilung, Dokumentat ion
N r: 151
Protot ypenphas e 2 V: 148, 149,150 N: 207, 196, 200, 201, 208, 194, 195
PF
PTP 2 Muster Test, Beurteilung, Dokumentat ion
N r: 151
Protot ypenphas e 2
V: 150, 151 N:194, 195, 206, 209
PQA
Aktualisierung Prozeß FMEA Überprüfung
Nr: 207
Pilot phas e V: 150, 151 N:194, 195, 206, 209
P Q A
Aktualisierung Prozeß FMEA Überprüfung
Nr: 207
Pilot phas e
V: 150, 151 N:194, 195, 206, 209
PQA
Aktualisierung Prozeß FMEA Überprüfung
Nr: 207
Pilot phas e V: 150, 151 N:194, 195, 206, 209
PQA
Aktualisierung Prozeß FMEA Überprüfung
Nr: 207
Pilot phas e
V: 150, 151 N:194, 195, 206, 209
PQA
Aktualisierung Prozeß FMEA Überprüfung
Nr: 207
Pilot phas e V: 150, 151 N:194, 195, 206, 209
PQA
Aktualisierung Prozeß FMEA Überprüfung
Nr: 207
Pilot phas e
V: 151 , 105, 106, 109, 104, 1000, 101 N : 209, 211
PTE
Aufbau/ Inbetriebnahme neuer Betriebmittel/ Einrichtungen/ Bios-SW
Nr: 196
Pilot phas e V: 151 , 105, 106, 109, 104, 1000, 101 N : 209, 211
PTE
Aufbau/ Inbetriebnahme neuer Betriebmittel/ Einrichtungen/ Bios-SW
Nr: 196
Pilot phas e
V: 149, 207, 194, 195N: 212, 245
MWP
Aktualisierung Controlplan P ilotphase
N r: 206
P ilot enphase V: 149, 207, 194, 195N: 212, 245
MWP
Aktualisierung Controlplan P ilotphase
N r: 206
P ilot enphase
V: 99, 151, 207N: 206, 212, 245
PPE , PTE
Aktualisierung Prozessentwicklung, -parameter, Betriebsmittel
N r: 194, 195
Pil otenphase V: 99, 151, 207N: 206, 212, 245
PPE , PTE
Aktualisierung Prozessentwicklung, -parameter, Betriebsmittel
N r: 194, 195
Pil otenphase
V: 1000, 101, 151N: 212, 246, 250
P TE
Aktualisierung Prüfplan Produktion
N r: 208
P ilot enphase V: 1000, 101, 151N: 212, 246, 250
P TE
Aktualisierung Prüfplan Produktion
N r: 208
P ilot enphase
V: 149, 207, 194, 195N: 212, 245
MWP
Aktualisierung Controlplan Pilotphase
Nr: 206
Pilot enphas e V: 149, 207, 194, 195N: 212, 245
MWP
Aktualisierung Controlplan Pilotphase
Nr: 206
Pilot enphas e V: 99, 151, 207N: 206, 212, 245
PPE, PTE
Aktualisierung Prozessentwicklung, -parameter, Betriebsmittel
Nr: 194, 195
Pilot enphas e V: 99, 151, 207N: 206, 212, 245
PPE, PTE
Aktualisierung Prozessentwicklung, -parameter, Betriebsmittel
Nr: 194, 195
Pilot enphas e
V: 1000, 101, 151N: 212, 246, 250
PTE
Aktualisierung Prüfplan Produktion
Nr: 208
Pilot enphas e V: 1000, 101, 151N: 212, 246, 250
PTE
Aktualisierung Prüfplan Produktion
Nr: 208
Pilot enphas e V: 107, 109, 196N: 217, 245
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
N r: 209
P ilot enphase V: 107, 109, 196N: 217, 245
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
N r: 209
P ilot enphase
V: 109, 196N: 212
PPE
Weiterführung Mitarbeitertraining Prozess / Produkt
Nr: 211
Pilot enphas e V: 109, 196N: 212
PPE
Weiterführung Mitarbeitertraining Prozess / Produkt
Nr: 211
Pilot enphas e
V: 99, 151, 207N: 206, 212, 245
PPE, PTE
Aktualisierung spezieller Prozessparameter
Nr: 194, 195
Pilot enphas e V: 99, 151, 207N: 206, 212, 245
PPE, PTE
Aktualisierung spezieller Prozessparameter
Nr: 194, 195
Pilot enphas e
V: 110, 148N: 212, 247, 248
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
N r: 200, 201
P ilot enphase V: 110, 148N: 212, 247, 248
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
N r: 200, 201
P ilot enphase
V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PTP 2 Muster Test, Beurteilung, Dokumentation
Nr: 212
Pilotphas e V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PTP 2 Muster Test, Beurteilung, Dokumentation
Nr: 212
Pilotphas e
V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PP- Muster Aufbau
Nr: 212
Pilotphas e V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PP- Muster Aufbau
Nr: 212
Pilotphas e
V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PP- Muster Aufbau
Nr: 212
Pilotphas e V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PP- Muster Aufbau
Nr: 212
Pilotphas e
V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PP SW Implement ierung
(Low Level Treiber)
Nr: 212
Pilotphas e V: 194,195,200, -1,-6,-8,-9,211 N: 245,246, 247, 248, 250
PF
PP SW Implement ierung
(Low Level Treiber)
Nr: 212
Pilotphas e
V: 109, 196N: 212
PPE
Weiterführung Mitarbeitertraining Prozess / Produkt
N r: 211
Pilotenphase V: 109, 196N: 212
PPE
Weiterführung Mitarbeitertraining Prozess / Produkt
N r: 211
Pilotenphase
V: 107, 109, 196N: 217, 245
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
N r: 209
Pil otenphase V: 107, 109, 196N: 217, 245
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
N r: 209
Pil otenphase
V: 110, 148N: 212, 247, 248
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
Nr: 200, 201
Pilotenphas e V: 110, 148N: 212, 247, 248
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
Nr: 200, 201
Pilotenphas e
V: 208, 201, 245 N: 249
TQA
Entgült iger Materialflussplan & Serienflächenlayout
Nr: 247, 248
Validierungsphas e V: 208, 201, 245 N: 249
TQA
Entgült iger Materialflussplan & Serienflächenlayout
Nr: 247, 248
Validierungsphas e V: 208, 212, 245 N: 249
TQA
Entgültiger Serienprüfplan
N r: 250
Validierungsphase V: 208, 212, 245 N: 249
TQA
Entgültiger Serienprüfplan
N r: 250
Validierungsphase
V: 148, 208, 201, 245 N: 249
TQA
Entgültiger Prozessfluss inkl. Prozessflussplan
N r: 246
Validierungsphas e V: 148, 208, 201, 245 N: 249
TQA
Entgültiger Prozessfluss inkl. Prozessflussplan
N r: 246
Validierungsphas e
V: 208, 201, 245 N: 249
TQA
Entgült iger Materialflussplan & Serienflächenlayout
Nr: 247, 248
Validierungsphas e V: 208, 201, 245 N: 249
TQA
Entgült iger Materialflussplan & Serienflächenlayout
N r : 2 4 7 , 2 4 8
V a lid ie r un g s ph a s eV: 208, 212, 245 N: 249
TQA
Entgültiger Serienprüfplan
N r: 250
Validierungsphase V: 208, 212, 245 N: 249
TQA
Entgültiger Serienprüfplan
N r: 250
Validierungsphase
V: 148, 208, 201, 245 N: 249
TQA
Entgült iger Prozessf luss inkl. Prozessf lussplan
Nr: 246
Validierungsphas e V: 148, 208, 201, 245 N: 249
TQA
Entgült iger Prozessf luss inkl. Prozessf lussplan
Nr: 246
Validierungsphas e V: 194, 195, 206, 209 N: 246, 249, 250
MWP
Controlplan P-Phase
N r: 245
Validierungsphase V: 194, 195, 206, 209 N: 246, 249, 250
MWP
Controlplan P-Phase
N r: 245
Validierungsphase
V: 245, 246, 247, 248, 250
ProQ
Interne PSO
Nr: 245
Validierungsphase V: 245, 246, 247, 248, 250
ProQ
Interne PSO
Nr: 245
Validierungsphase
V: 245, 246, 247, 248, 250
ProQ
Interne PSO
Nr: 245
Validierungsphase V: 245, 246, 247, 248, 250
ProQ
Interne PSO
Nr: 245
Validierungsphase
V: 245, 246, 247, 248, 250
ProQ
Interne PSO
Nr: 245
Validierungsphase V: 245, 246, 247, 248, 250
ProQ
Interne PSO
Nr: 245
Validierungsphase
A B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion Übergang
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Änderungs-management
Projekt-management
Umgebung
A B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion ÜbergangA B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion Übergang
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Änderungs-management
Projekt-management
Umgebung
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Änderungs-management
Projekt-management
Umgebung
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
Kick-Off Meeting Produktdefinition
Nr: 0
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
Kick-Off Meeting Produktdefinition
Nr: 0
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
Kick-Off Pflichtenheft
N r: 0
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
Kick-Off Pflichtenheft
Nr: 0
V:
N: 4 0Ma ch ba rke its- & Kon ze pti o nsp ha se
Entw icklungsauftrag (EWA)
Nr: 0
V:
N: 4 0Ma ch ba rke its- & Kon ze pti o nsp ha se
V:
N: 4 0Ma ch ba rke its- & Kon ze pti o nsp ha se
Entw icklungsauftrag (EWA)
Nr: 0
V: 40N: 99 , 1 00 ,14 8Pro toty penp hase 1
MWP
Anpassung Prozessflusspla n, -charts (Serie)
Nr : 94
V: 40N: 99 , 1 00 ,14 8Pro toty penp hase 1
MWP
Anpassung Prozessflusspla n, -charts (Serie)
Nr : 94
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
Kick-Off
Nr: 0
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
Kick-Off
Nr: 0
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
Fertigungslayout
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
Fertigungslayout
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
vorläufiger Prozessflußplan
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
v o r lä u f ig e r
P r o z e s s f l u ß p la n
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 92 , 9 4, 9 7 , 1 02 , 1 1010 3, 10 00 , 1 0 1
MWP
Kalkulation, Kapitalbedarf , Abschätzung Prozesszeit
Nr: 4 0
Mac hb ark ei ts- & Kon zep tio n sp ha se
V: 92 , 9 4, 9 7 , 1 02 , 1 1010 3, 10 00 , 1 0 1
MWP
Kalkulation, Kapitalbedarf , Abschätzung Prozesszeit
Nr: 4 0
Mac hb ark ei ts- & Kon zep tio n sp ha se
V: 92 , 9 4, 9 7 , 1 02 , 1 10
10 3, 10 00 , 1 0 1
MWP
Produktions-abschätzung
Nr: 4 0
Mac hb ark ei ts- & Kon zep tio n sp ha se
V: 92 , 9 4, 9 7 , 1 02 , 1 10
10 3, 10 00 , 1 0 1
MWP
Produktions-abschätzung
Nr: 4 0
Mac hb ark ei ts- & Kon zep tio n sp ha se
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
Kalkulation, Kapitalbedarf, Abschätzung Prozesszeit
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
Kalkulation, Kapitalbedarf, Abschätzung Prozesszeit
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
Ausarbeitung Prozesskonzept
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
Ausarbeitung Prozesskonzept
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 4 0
N: 1 0 5, 1 0 6, 10 4
MWP
Planung Produktionskapazität
Nr: 103
Pro totyp enph ase 1
V: 4 0 N: 1 05 , 1 0 6, 1 4 8, 1 96 ,2 0 8
PTE, PTQA
Prüfplanung
Pro totyp enph ase 1 V: 4 0 N: 1 05 , 1 0 6, 1 4 8, 1 96 ,2 0 8
PTE, PTQA
Prüfplanung
Pro totyp enph ase 1
Nr: 100 0, 1 01
V: 4 0 N: 1 05 , 1 0 6, 14 8,
1 96 , 2 08
PPE, PQA
Definition spezieller Prozessparameter
Nr: 100 0, 1 01
Pro totyp enph ase 1V: 4 0 N: 1 05 , 1 0 6, 14 8,
1 96 , 2 08
PPE, PQA
Definition spezieller Prozessparameter
Nr: 100 0, 1 01
Pro totyp enph ase 1
V: 4 0 N: 1 0 9, 2 00 , 2 0 1
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext.)Pro totyp enph ase 1
Nr: 110
V: 4 0 N: 1 0 9, 2 00 , 2 0 1
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext.)Pro totyp enph ase 1 V: 4 0
N: 1 0 9, 2 00 , 2 0 1
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext.)Pro totyp enph ase 1
Nr: 110
V: 4 0
N: 1 0 9, 10 5, 10 6, 10 4
PTE
Anforderungen (und Testequipment)
Nr: 97
Pro totyp enp hase 1V: 4 0
N: 1 0 9, 10 5, 10 6, 10 4
PTE
Anforderungen (und Testequipment)
Nr: 97
Pro totyp enp hase 1
V: 4 0 N: 9 9 , 1 09 , 1 05 , 1 06 , 1 0 4
PPE, PQA
Entw icklungsstart neue Prozesse, Prozessparameter, benötigte H ilfsmittelPro totyp enp hase 1
Nr: 92
V: 4 0 N: 9 9 , 1 09 , 1 05 , 1 06 , 1 0 4
PPE, PQA
Entw icklungsstart neue Prozesse, Prozessparameter, benötigte H ilfsmittelPro totyp enp hase 1 V: 4 0
N: 9 9 , 1 09 , 1 05 , 1 06 , 1 0 4
PPE, PQA
Entw icklungsstart neue Prozesse, Prozessparameter, benötigte H ilfsmittelPro totyp enp hase 1
Nr: 92 V: 9 2 , 9 4 N: 1 0 7, 10 0, 14 9,1 50
MW P
Controlplan für PTP Phase
Nr : 99
Pro totyp enp hase 1 V: 9 2 , 9 4 N: 1 0 7, 10 0, 14 9,1 50
MW P
Controlplan für PTP Phase
Nr : 99
Pro totyp enp hase 1
V: 40 N: 1 0 5, 10 6, 14 8, 1 96 ,20 8
PTE, PTQ A
Prüfplanung
Pro toty penp hase 1
Nr : 10 00, 101
V: 40 N: 1 0 5, 10 6, 14 8, 1 96 ,20 8
PTE, PTQ A
Prüfplanung
Pro toty penp hase 1 V: 40 N: 1 0 5, 10 6, 14 8, 1 96 ,20 8
PTE, PTQ A
Prüfplanung
Pro toty penp hase 1
Nr : 10 00, 101
V: 40 N: 10 9, 10 5, 10 6 , 1 04
PTE
Planung (Standard) Produktions-Betriebsmittel, Testequipment
Nr : 97
Pro toty penp hase 1 V: 40 N: 10 9, 10 5, 10 6 , 1 04
PTE
Planung (Standard) Produktions-Betriebsmittel, Testequipment
Nr : 97
Pro toty penp hase 1
V: 40 N: 10 5, 10 6, 10 4
PTE
Planung der neuen Produktions-Betriebsmittel / Lieferanten / Bios / SWPro toty penp hase 1
Nr : 10 2
V: 40 N: 10 5, 10 6, 10 4
PTE
Planung der neuen Produktions-Betriebsmittel / Lieferanten / Bios / SWPro toty penp hase 1 V: 40
N: 10 5, 10 6, 10 4
PTE
Planung der neuen Produktions-Betriebsmittel / Lieferanten / Bios / SWPro toty penp hase 1
Nr : 10 2
V: 40 N: 99 , 1 00 , 1 4 8
MWP
P r o z e s s f l u s s p la n , - c h a r t s
( S e r i e )
Pro toty penp has e 1
Nr : 94
V: 40 N: 99 , 1 00 , 1 4 8
MWP
Prozessflussplan, -chart s (Serie)
Pro toty penp has e 1 V: 40 N: 99 , 1 00 , 1 4 8
MWP
Prozessflussplan, -chart s (Serie)
Pro toty penp has e 1
Nr : 94
V: 40 N: 10 9, 2 0 0, 20 1
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept ( int./ext.)Pro toty penp has e 1
Nr : 11 0
V: 40 N: 10 9, 2 0 0, 20 1
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept ( int./ext.)Pro toty penp has e 1 V: 40
N: 10 9, 2 0 0, 20 1
M TM
Ausarbeitung Verpackungs- & Handhabungskonzept ( int./ext.)Pro toty penp has e 1
Nr : 11 0
V: 9 2, 94 N: 1 07 , 1 00 , 1 4 9,15 0
MWP
Prozessflußplan PTP
Nr: 99
Proto type nph ase 1 V: 9 2, 94 N: 1 07 , 1 00 , 1 4 9,15 0
MWP
Prozessflußplan PTP
Nr: 99
Proto type nph ase 1
V: 9 2, 10 3, 10 0 0, 1 0 1, 10 2N: 1 07 , 1 09 , 1 1 2, 1 9 6
PTE
Entwicklung Testgeräte, Werkzeuge für Produktion, Test SW
Nr: 105, 106
Proto type nph ase 1 V: 9 2, 10 3, 10 0 0, 1 0 1, 10 2N: 1 07 , 1 09 , 1 1 2, 1 9 6
PTE
Entwicklung Testgeräte, Werkzeuge für Produktion, Test SW
Nr: 105, 106
Proto type nph ase 1
V: 9 9, 10 5, 10 6N: 1 00 , 1 09 , 1 1 2
MWP
Vorläufige Arbeitsanwe isungen
Nr: 107
Proto typ enph ase 1 V: 9 9, 10 5, 10 6N: 1 00 , 1 09 , 1 1 2
MWP
Vorläufige Arbeitsanwe isungen
Nr: 107
Proto typ enph ase 1
V: 9 2 , 1 03 , 1 00 0, 10 1 , 1 02N: 1 0 7, 10 9, 11 2, 19 6
PTE
Bestellung Testgeräte, Werkzeuge für Produktio n, Test SW
Nr: 105 , 10 6
Pro totyp enp hase 1
V: 9 2 , 1 03 , 1 02 , 9 7
N: 1 0 9, 11 2, 19 6
PTE
Bestellung Produkt ions-Betriebsmittel (kann auch schrittweise geschehen)
Nr: 104
Pro totyp enp hase 1V: 9 2 , 1 03 , 1 02 , 9 7
N: 1 0 9, 11 2, 19 6
PTE
Bestellung Produkt ions-Betriebsmittel (kann auch schrittweise geschehen)
Nr: 104
Pro totyp enp hase 1
V: 99 , 1 10 , 1 0 5, 10 6, 10 4, 10 7N: 11 2, 19 6 , 2 09 , 2 11
PPE
Start Mitarbeitertraining neue Prozesse, Produkt
Nr : 1 09
Pr otot ypen pha se 1 V: 99 , 1 10 , 1 0 5, 10 6, 10 4, 10 7N: 11 2, 19 6 , 2 09 , 2 11
PPE
Start Mitarbeitertraining neue Prozesse, Produkt
Nr : 1 09
Pr otot ypen pha se 1
V: 94 , 9 9, 10 7N: 11 2, 14 9 , 1 50
PQ A
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr : 1 00
Pr otot ypen pha se 1 V: 94 , 9 9, 10 7N: 11 2, 14 9 , 1 50
PQ A
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr : 1 00
Pr otot ypen pha se 1 V: 1 00 , 1 07 , 1 09 ,10 4, 10 5 , 10 6N: 14 9, 15 0 , 1 48
PF
PTP Musteraufbau
Nr: 1 12
Pr oto type nph ase 1 V: 1 00 , 1 07 , 1 09 ,10 4, 10 5 , 10 6N: 14 9, 15 0 , 1 48
PF
PTP Musteraufbau
Nr: 1 12
Pr oto type nph ase 1
V: 1 00 , 1 07 , 1 09 ,10 4, 10 5 , 10 6N: 14 9, 15 0 , 1 48
PF
PTP Musteraufbau
Nr: 1 12
Pr oto type nph ase 1V: 1 00 , 1 07 , 1 09 ,10 4, 10 5 , 10 6N: 14 9, 15 0 , 1 48
PF
PTP Musteraufbau
Nr: 1 12
Pr oto type nph ase 1
V: 1 00 , 1 07 , 1 09 ,10 4, 10 5 , 10 6N: 14 9, 15 0 , 1 48
PF
PTP 1 SW Implementierung (Low Lewel Treiber)
Nr: 1 12
Pr oto type nph ase 1 V: 1 00 , 1 07 , 1 09 ,10 4, 10 5 , 10 6N: 14 9, 15 0 , 1 48
PF
PTP 1 SW Implementierung (Low Lewel Treiber)
Nr: 1 12
Pr oto type nph ase 1
V: 9 9, 1 0 0, 11 2
N: 1 51 , 2 0 7
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr: 150
Prot otyp enph ase 2V: 9 9, 1 0 0, 11 2
N: 1 51 , 2 0 7
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr: 150
Prot otyp enph ase 2
V: 99 , 1 00 , 1 12N: 15 1 , 2 07
PQ A
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr : 1 50
Pr otot ypen pha se 1 V: 99 , 1 00 , 1 12N: 15 1 , 2 07
PQ A
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr : 1 50
Pr otot ypen pha se 1
V: 94 , 9 9, 10 7
N: 11 2, 14 9 , 1 50
PQ A
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr : 1 00
Pr otot ypen pha se 1V: 94 , 9 9, 10 7
N: 11 2, 14 9 , 1 50
PQ A
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr : 1 00
Pr otot ypen pha se 1
V: 94 , 9 9, 10 7
N: 11 2, 14 9 , 1 50
PQ A
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr : 1 00
Pr otot ypen pha se 1V: 94 , 9 9, 10 7
N: 11 2, 14 9 , 1 50
PQ A
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr : 1 00
Pr otot ypen pha se 1
V: 92 , 1 0 3, 10 2, 97N: 10 9 , 1 12 , 1 96
PTE
Bestellung Produktions-Betriebsmittel (kann auch schrittweise geschehen)
Nr: 1 04
Pr oto typen pha se 1 V: 92 , 1 0 3, 10 2, 97N: 10 9 , 1 12 , 1 96
PTE
Bestellung Produktions-Betriebsmittel (kann auch schrittweise geschehen)
Nr: 1 04
Pr oto typen pha se 1
V: 1 00 , 1 07 , 1 0 9,10 4 , 1 05 , 1 06
N: 14 9 , 1 50 , 1 48
PF
PTP 1 Muster Test, Beurteilung, Dokumentation
Nr: 112
Prot otyp enph ase 1V: 1 00 , 1 07 , 1 0 9,10 4 , 1 05 , 1 06
N: 14 9 , 1 50 , 1 48
PF
PTP 1 Muster Test, Beurteilung, Dokumentation
Nr: 112
Prot otyp enph ase 1
V: 9 9, 10 0 , 1 12
N: 15 1, 20 7
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr : 15 0
Pro toty penp has e 2V: 9 9, 10 0 , 1 12
N: 15 1, 20 7
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr : 15 0
Pro toty penp has e 2
V: 9 4 , 11 2, 10 00 ,10 1N: 15 1, 20 0 , 2 01 , 2 48
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
Nr : 14 8
Pr otot ypenp has e 2 V: 9 4 , 11 2, 10 00 ,10 1N: 15 1, 20 0 , 2 01 , 2 48
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
Nr : 14 8
Pr otot ypenp has e 2V: 9 9, 10 0 , 1 12N: 99 , 1 09 , 1 06 . 1 0 6, 10 4
MWP
Aktualisierung Controlplan PTP2-Phase
Nr : 14 9
Pro toty penp has e 2 V: 9 9, 10 0 , 1 12N: 99 , 1 09 , 1 06 . 1 0 6, 10 4
MWP
Aktualisierung Controlplan PTP2-Phase
Nr : 14 9
Pro toty penp has e 2
V: 94 , 11 2 , 1 00 0,1 01N: 15 1 , 2 00 , 2 01 , 2 48
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
Nr : 1 48
Pr otot ypen pha se 2 V: 94 , 11 2 , 1 00 0,1 01N: 15 1 , 2 00 , 2 01 , 2 48
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
Nr : 1 48
Pr otot ypen pha se 2
V: 99 , 1 00 , 1 12
N: 99 , 1 0 9, 10 6. 10 6, 10 4
MWP
Aktualisierung Controlplan PTP2-Phase
Nr : 1 49
Pr otot ypen pha se 2V: 99 , 1 00 , 1 12
N: 99 , 1 0 9, 10 6. 10 6, 10 4
MWP
Aktualisierung Controlplan PTP2-Phase
Nr : 1 49
Pr otot ypen pha se 2
V: 1 48 , 1 49 ,15 0 N: 20 7 , 1 96 , 20 0 , 20 1 , 2 08 , 1 94 , 1 95
PF
PTP 2 Musteraufbau
Nr: 151
Proto type nph ase 2 V: 1 48 , 1 49 ,15 0 N: 20 7 , 1 96 , 20 0 , 20 1 , 2 08 , 1 94 , 1 95
PF
PTP 2 Musteraufbau
Nr: 151
Proto type nph ase 2
V: 1 48 , 1 49 ,15 0 N: 20 7 , 1 96 , 20 0 , 20 1 , 2 08 , 1 94 , 1 95
PF
PTP 2 Musteraufbau
Nr: 151
Proto type nph ase 2V: 1 48 , 1 49 ,15 0 N: 20 7 , 1 96 , 20 0 , 20 1 , 2 08 , 1 94 , 1 95
PF
PTP 2 Musteraufbau
Nr: 151
Proto type nph ase 2
V: 1 48 , 1 49 ,15 0 N: 20 7 , 1 96 , 20 0 , 20 1 , 2 08 , 1 94 , 1 95
PF
PTP 2 SW Implementierung (Low Lewel Treiber)
Nr: 151
Proto type nph ase 2 V: 1 48 , 1 49 ,15 0 N: 20 7 , 1 96 , 20 0 , 20 1 , 2 08 , 1 94 , 1 95
PF
PTP 2 SW Implementierung (Low Lewel Treiber)
Nr: 151
Proto type nph ase 2
V: 1 4 8, 14 9,1 50 N: 2 07 , 1 96 ,
2 00 , 2 01 , 2 0 8, 19 4, 19 5
PF
PTP 2 Muster Test, Beurteilung, Dokumentation
Nr : 15 1
Pro totyp enp hase 2V: 1 4 8, 14 9,1 50 N: 2 07 , 1 96 ,
2 00 , 2 01 , 2 0 8, 19 4, 19 5
PF
PTP 2 Muster Test, Beurteilung, Dokumentation
Nr : 15 1
Pro totyp enp hase 2
V: 15 0, 15 1
N:1 94 , 1 95 , 2 06 , 2 0 9
PQ A
Aktualisierung Prozeß FMEA Überprüfung
Nr : 2 07
Pilotp has eV: 15 0, 15 1
N:1 94 , 1 95 , 2 06 , 2 0 9
PQ A
Aktualisierung Prozeß FMEA Überprüfung
N r : 2 0 7
P ilo tp h a s e
V: 15 0 , 1 51 N:1 94 , 1 95 , 2 0 6, 20 9
PQ A
Aktualisierung Prozeß FMEA Überprüfung
Nr: 2 07
Pilo tpha se V: 15 0 , 1 51 N:1 94 , 1 95 , 2 0 6, 20 9
PQ A
Aktualisierung Prozeß FMEA Überprüfung
Nr: 2 07
Pilo tpha se
V: 15 0 , 1 51 N:1 94 , 1 95 , 2 0 6, 20 9
PQ A
Aktualisierung Prozeß FMEA Überprüfung
Nr: 2 07
Pilo tpha se V: 15 0 , 1 51 N:1 94 , 1 95 , 2 0 6, 20 9
PQ A
Aktualisierung Prozeß FMEA Überprüfung
Nr: 2 07
Pilo tpha se
V: 15 1 , 10 5, 10 6 , 1 09 , 1 04 , 10 00 , 1 01 N: 2 0 9, 21 1
PTE
Aufbau/ Inbetriebnahme neuer Betriebmittel/ Einrichtungen/ Bios-SW
Nr: 1 96
Pilo tpha se V: 15 1 , 10 5, 10 6 , 1 09 , 1 04 , 10 00 , 1 01 N: 2 0 9, 21 1
PTE
Aufbau/ Inbetriebnahme neuer Betriebmittel/ Einrichtungen/ Bios-SW
Nr: 1 96
Pilo tpha se
V: 14 9 , 2 07 , 1 94 , 1 95
N: 21 2 , 2 45
MWP
Aktualisierung Co ntrolplan Pilotphase
Nr: 206
Pilotenp has e
V: 9 9, 15 1, 20 7N: 2 06 , 2 12 , 2 4 5
PPE, PTE
Aktualisierung Prozessentwicklung, -parameter, Betriebsmittel
Nr: 194 , 19 5
Piloten pha se V: 9 9, 15 1, 20 7N: 2 06 , 2 12 , 2 4 5
PPE, PTE
Aktualisierung Prozessentwicklung, -parameter, Betriebsmittel
Nr: 194 , 19 5
Piloten pha se
V: 10 0 0, 10 1, 15 1N: 21 2 , 2 46 , 2 50
PTE
Aktualisierung Prüfplan Produktion
Nr: 208
Pilotenp has e V: 10 0 0, 10 1, 15 1N: 21 2 , 2 46 , 2 50
PTE
Aktualisierung Prüfplan Produktion
Nr: 208
Pilotenp has e
V: 14 9, 20 7 , 1 94 , 1 95
N: 21 2, 24 5
MWP
Aktua lisierung Controlplan Pilotphase
Nr: 2 06
Pilo tenp haseV: 14 9, 20 7 , 1 94 , 1 95
N: 21 2, 24 5
MWP
Aktua lisierung Controlplan Pilotphase
Nr: 2 06
Pilo tenp haseV: 99 , 1 51 , 2 0 7
N: 20 6, 21 2 , 2 45
PPE, PTE
Aktua lisierung Prozessentw icklung, -parameter, Betriebsmittel
Nr: 1 94, 195
Pilo tenp haseV: 99 , 1 51 , 2 0 7
N: 20 6, 21 2 , 2 45
PPE, PTE
Aktua lisierung Prozessentw icklung, -parameter, Betriebsmittel
Nr: 1 94, 195
Pilo tenp hase
V: 10 00 , 1 0 1, 15 1N: 21 2, 24 6 , 2 50
PTE
Aktua lisierung Prüfplan Produktion
Nr: 2 08
Pilo tenp hase V: 10 00 , 1 0 1, 15 1N: 21 2, 24 6 , 2 50
PTE
Aktua lisierung Prüfplan Produktion
Nr: 2 08
Pilo tenp hase V: 10 7, 10 9 , 1 96N: 21 7, 24 5
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
Nr: 209
Pilo tenp hase V: 10 7, 10 9 , 1 96N: 21 7, 24 5
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
Nr: 209
Pilo tenp hase
V: 10 9, 19 6N: 21 2
PPE
Weiterführung Mitarbeitertraining Prozess / Produkt
Nr: 2 11
Pilo tenp hase V: 10 9, 19 6N: 21 2
PPE
Weiterführung Mitarbeitertraining Prozess / Produkt
Nr: 2 11
Pilo tenp hase
V: 99 , 1 51 , 2 0 7N: 20 6, 21 2 , 2 45
PPE, PTE
Aktua lisierung spezieller Prozessparameter
Nr: 1 94, 195
Pilo tenp hase V: 99 , 1 51 , 2 0 7N: 20 6, 21 2 , 2 45
PPE, PTE
Aktua lisierung spezieller Prozessparameter
Nr: 1 94, 195
Pilo tenp hase
V: 11 0, 14 8N: 21 2, 24 7 , 2 48
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
Nr: 200, 201
Pilo tenp hase V: 11 0, 14 8N: 21 2, 24 7 , 2 48
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
Nr: 200, 201
Pilo tenp hase
V: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1 N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PTP 2 Muster Test, Beurteilung, Dokumentation
Nr: 212
Pilotph ase V: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1 N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PTP 2 Muster Test, Beurteilung, Dokumentation
Nr: 212
Pilotph ase
V: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1 N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PP- Muster Aufbau
Nr: 212
Pilotph ase V: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1 N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PP- Muster Aufbau
Nr: 212
Pilotph ase
V: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1 N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PP- Muster Aufbau
Nr: 212
Pilotph aseV: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1 N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PP- Muster Aufbau
Nr: 212
Pilotph ase
V: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1
N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PP SW Implementierung
(Low Level Treiber)
Nr: 212
Pilotph aseV: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1
N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PP SW Implementierung
(Low Level Treiber)
Nr: 212
Pilotph ase
V: 1 09 , 1 9 6
N: 2 12
PPE
Weiterf ührung Mitarbeitertraining Prozess / Produkt
Nr : 21 1
Pilot enph aseV: 1 09 , 1 9 6
N: 2 12
PPE
Weiterf ührung Mitarbeitertraining Prozess / Produkt
Nr : 21 1
Pilot enph ase
V: 1 07 , 1 09 , 1 9 6N: 2 17 , 2 45
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
Nr: 209
Piloten pha se V: 1 07 , 1 09 , 1 9 6N: 2 17 , 2 45
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
Nr: 209
Piloten pha se
V: 1 10 , 1 4 8N: 2 12 , 2 4 7, 24 8
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
Nr : 20 0, 2 01
Pilot enph ase V: 1 10 , 1 4 8N: 2 12 , 2 4 7, 24 8
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
Nr : 20 0, 2 01
Pilot enph ase
V: 20 8, 20 1, 24 5 N: 24 9
TQA
Entgültiger Materialflussplan & Serie nflächenlayout
Nr : 24 7, 2 48
Validie rung sph ase V: 20 8, 20 1, 24 5 N: 24 9
TQA
Entgültiger Materialflussplan & Serie nflächenlayout
Nr : 24 7, 2 48
Validie rung sph ase V: 2 0 8, 21 2, 24 5 N: 2 4 9
TQA
Entgültiger Serienprüfplan
Nr: 250
Validie rung spha se V: 2 0 8, 21 2, 24 5 N: 2 4 9
TQA
Entgültiger Serienprüfplan
Nr: 250
Validie rung spha se
V: 1 48 , 2 08 , 2 01 , 2 4 5 N: 2 49
TQ A
Entgültiger Prozessfluss inkl. Prozessflusspla n
Nr: 2 46
Va lid ieru ngsp hase V: 1 48 , 2 08 , 2 01 , 2 4 5 N: 2 49
TQ A
Entgültiger Prozessfluss inkl. Prozessflusspla n
Nr: 2 46
Va lid ieru ngsp hase
V: 20 8, 20 1, 24 5 N: 24 9
TQA
Entgültiger Materialflussplan & Serie nflächenlayout
Nr : 24 7, 2 48
Validie rung sph ase V: 20 8, 20 1, 24 5 N: 24 9
TQA
Entgültiger Materialflussplan & Serie nflächenlayout
Nr : 24 7, 2 48
Validie rung sph ase V: 2 0 8, 21 2, 24 5 N: 2 4 9
TQA
Entgültiger Serienprüfplan
Nr: 250
Validie rung spha se V: 2 0 8, 21 2, 24 5 N: 2 4 9
TQA
Entgültiger Serienprüfplan
Nr: 250
Validie rung spha se
V: 14 8, 20 8, 20 1 , 2 45
N: 24 9
TQA
Entgültiger Prozessfluss inkl. Prozessflussplan
Nr : 24 6
Validie rung sph aseV: 14 8, 20 8, 20 1 , 2 45
N: 24 9
TQA
Entgültiger Prozessfluss inkl. Prozessflussplan
Nr : 24 6
Validie rung sph aseV: 1 9 4, 19 5, 20 6, 20 9
N: 2 4 6, 24 9, 25 0
MWP
Controlplan P-Phase
Nr: 245
Validie rung spha seV: 1 9 4, 19 5, 20 6, 20 9
N: 2 4 6, 24 9, 25 0
MWP
Controlplan P-Phase
Nr: 245
Validie rung spha se
V: 24 5, 24 6 , 2 47 , 2 48 , 2 50
Pr oQ
Interne PSO
Nr : 24 5
Valid ie run gsph aseV: 24 5, 24 6 , 2 47 , 2 48 , 2 50
Pr oQ
Interne PSO
Nr : 24 5
Valid ie run gsph ase
V: 24 5, 24 6 , 2 47 , 2 48 , 2 50
Pr oQ
Interne PSO
Nr : 24 5
Valid ie run gsph aseV: 24 5, 24 6 , 2 47 , 2 48 , 2 50
Pr oQ
Interne PSO
Nr : 24 5
Valid ie run gsph ase
V: 24 5, 24 6 , 2 47 , 2 48 , 2 50
Pr oQ
Interne PSO
Nr : 24 5
Valid ie run gsph ase V: 24 5, 24 6 , 2 47 , 2 48 , 2 50
Pr oQ
Interne PSO
Nr : 24 5
Valid ie run gsph ase
1234
56
9
7 1112
14
-PTP 2 Muster-PTP 1 Muster
-PP Muster
8 10
13
8
1013Kapazitäts- & Investitionsbestimmung
Prozess- & Fertigungsgestaltung
Detailprozessgestaltung
Test- & Prüfgestaltung
Bestellung Betriebsmittel
PTP Prozessdokumentation
Mitarbeiteranweisung & -training
PTP1-Muster -> Meilenstein
Aktualisierung 1 Prozessdokumentation in PTP2 Phase
PTP2-Muster -> Meilenstein
Aktualisierung 2 Prozessdokumentation in Pilotphase
Fertigstellung Mitarbeiteranweisung und -training
PP-Muster -> Meilenstein
Fertigstellung der Prozessdokumentation„Cluster“Enger Zusammenhang z.B. durch intensive/viele Schnittstellen
A B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion Übergang
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Änderungs-management
Projekt-management
Umgebung
A B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion ÜbergangA B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion Übergang
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Änderungs-management
Projekt-management
Umgebung
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Änderungs-management
Projekt-management
Umgebung
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
Kick-Off Meeting Produktdefinition
Nr: 0
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
Kick-Off Meeting Produktdefinition
Nr: 0
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
Kick-Off Pflichtenheft
Nr: 0
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
Kick-Off Pflichtenheft
Nr: 0
V:
N: 4 0Ma ch ba rke its- & Kon ze pti o nsp ha se
Entw icklungsauftrag (EWA)
Nr: 0
V:
N: 4 0Ma ch ba rke its- & Kon ze pti o nsp ha se
V:
N: 4 0Ma ch ba rke its- & Kon ze pti o nsp ha se
Entw icklungsauftrag (EWA)
Nr: 0
V: 40N: 99 , 1 00 ,14 8Pro toty penp hase 1
MWP
Anpassung Prozessflusspla n, -charts (Serie)
Nr : 94
V: 40N: 99 , 1 00 ,14 8Pro toty penp hase 1
MWP
Anpassung Prozessflusspla n, -charts (Serie)
Nr : 94
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
Kick-Off
Nr: 0
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
V:N:
Ma ch ba rke its- & Kon ze pti o nsp ha se
Kick-Off
Nr: 0
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
Fertigungslayout
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
Fertigungslayout
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
vorläufiger Prozessflußplan
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
vorläufiger Prozessflußplan
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 92 , 9 4, 9 7 , 1 02 , 1 1010 3, 10 00 , 1 0 1
MWP
Kalkulation, Kapitalbedarf , Abschätzung Prozesszeit
Nr: 4 0
Mac hb ark ei ts- & Kon zep tio n sp ha se
V: 92 , 9 4, 9 7 , 1 02 , 1 1010 3, 10 00 , 1 0 1
MWP
Kalkulation, Kapitalbedarf , Abschätzung Prozesszeit
Nr: 4 0
Mac hb ark ei ts- & Kon zep tio n sp ha se
V: 92 , 9 4, 9 7 , 1 02 , 1 10
10 3, 10 00 , 1 0 1
MWP
Produktions-abschätzung
Nr: 4 0
Mac hb ark ei ts- & Kon zep tio n sp ha se
V: 92 , 9 4, 9 7 , 1 02 , 1 10
10 3, 10 00 , 1 0 1
MWP
Produktions-abschätzung
Nr: 4 0
Mac hb ark ei ts- & Kon zep tio n sp ha se
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
Kalkulation, Kapitalbedarf, Abschätzung Prozesszeit
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
Kalkulation, Kapitalbedarf, Abschätzung Prozesszeit
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
Ausarbeitung Prozesskonzept
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 9 2 , 94 , 9 7, 10 2, 11 01 03 , 1 00 0 , 1 01
MW P
Ausarbeitung Prozesskonzept
Nr : 40
Ma ch ba rke i ts -& Ko nze p ti o ns ph as e
V: 4 0
N: 1 0 5, 1 0 6, 10 4
MWP
Planung Produktionskapazität
Nr: 103
Pro totyp enph ase 1
V: 4 0 N: 1 05 , 1 0 6, 1 4 8, 1 96 ,2 0 8
PTE, PTQA
Prüfplanung
Pro totyp enph ase 1 V: 4 0 N: 1 05 , 1 0 6, 1 4 8, 1 96 ,2 0 8
PTE, PTQA
Prüfplanung
Pro totyp enph ase 1
Nr: 100 0, 1 01
V: 4 0 N: 1 05 , 1 0 6, 14 8,
1 96 , 2 08
PPE, PQA
Definition spezieller Prozessparameter
Nr: 100 0, 1 01
Pro totyp enph ase 1V: 4 0 N: 1 05 , 1 0 6, 14 8,
1 96 , 2 08
PPE, PQA
Definition spezieller Prozessparameter
Nr: 100 0, 1 01
Pro totyp enph ase 1
V: 4 0 N: 1 0 9, 2 00 , 2 0 1
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext.)Pro totyp enph ase 1
Nr: 110
V: 4 0 N: 1 0 9, 2 00 , 2 0 1
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext.)Pro totyp enph ase 1 V: 4 0
N: 1 0 9, 2 00 , 2 0 1
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept (int./ext.)Pro totyp enph ase 1
Nr: 110
V: 4 0
N: 1 0 9, 10 5, 10 6, 10 4
PTE
Anforderungen (und Testequipment)
Nr: 97
Pro totyp enp hase 1V: 4 0
N: 1 0 9, 10 5, 10 6, 10 4
PTE
Anforderungen (und Testequipment)
Nr: 97
Pro totyp enp hase 1
V: 4 0 N: 9 9 , 1 09 , 1 05 , 1 06 , 1 0 4
PPE, PQA
Entw icklungsstart neue Prozesse, Prozessparameter, benötigte H ilfsmittelPro totyp enp hase 1
Nr: 92
V: 4 0 N: 9 9 , 1 09 , 1 05 , 1 06 , 1 0 4
PPE, PQA
Entw icklungsstart neue Prozesse, Prozessparameter, benötigte H ilfsmittelPro totyp enp hase 1 V: 4 0
N: 9 9 , 1 09 , 1 05 , 1 06 , 1 0 4
PPE, PQA
Entw icklungsstart neue Prozesse, Prozessparameter, benötigte H ilfsmittelPro totyp enp hase 1
Nr: 92 V: 9 2 , 9 4 N: 1 0 7, 10 0, 14 9,1 50
MW P
Controlplan für PTP Phase
Nr : 99
Pro totyp enp hase 1 V: 9 2 , 9 4 N: 1 0 7, 10 0, 14 9,1 50
MW P
C o n t r o l p la n f ü r P T P
P h a s e
Nr : 99
Pro totyp enp hase 1
V: 40 N: 1 0 5, 10 6, 14 8, 1 96 ,20 8
PTE, PTQ A
Prüfplanung
Pro toty penp hase 1
Nr : 10 00, 101
V: 40 N: 1 0 5, 10 6, 14 8, 1 96 ,20 8
PTE, PTQ A
Prüfplanung
Pro toty penp hase 1 V: 40 N: 1 0 5, 10 6, 14 8, 1 96 ,20 8
PTE, PTQ A
Prüfplanung
Pro toty penp hase 1
Nr : 10 00, 101
V: 40 N: 10 9, 10 5, 10 6 , 1 04
PTE
Planung (Standard) Produktions-Betriebsmittel, Testequipment
Nr : 97
Pro toty penp hase 1 V: 40 N: 10 9, 10 5, 10 6 , 1 04
PTE
Planung (Standard) Produktions-Betriebsmittel, Testequipment
Nr : 97
Pro toty penp hase 1
V: 40 N: 10 5, 10 6, 10 4
PTE
Planung der neuen Produktions-Betriebsmittel / Lieferanten / Bios / SWPro toty penp hase 1
Nr : 10 2
V: 40 N: 10 5, 10 6, 10 4
PTE
Planung der neuen Produktions-Betriebsmittel / Lieferanten / Bios / SWPro toty penp hase 1 V: 40
N: 10 5, 10 6, 10 4
PTE
Planung der neuen Produktions-Betriebsmittel / Lieferanten / Bios / SWPro toty penp hase 1
Nr : 10 2
V: 40 N: 99 , 1 00 , 1 4 8
MWP
Prozessflussplan, -chart s (Serie)
Pro toty penp has e 1
Nr : 94
V: 40 N: 99 , 1 00 , 1 4 8
MWP
Prozessflussplan, -chart s (Serie)
Pro toty penp has e 1 V: 40 N: 99 , 1 00 , 1 4 8
MWP
Prozessflussplan, -chart s (Serie)
Pro toty penp has e 1
Nr : 94
V: 40 N: 10 9, 2 0 0, 20 1
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept ( int./ext.)Pro toty penp has e 1
Nr : 11 0
V: 40 N: 10 9, 2 0 0, 20 1
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept ( int./ext.)Pro toty penp has e 1 V: 40
N: 10 9, 2 0 0, 20 1
MTM
Ausarbeitung Verpackungs- & Handhabungskonzept ( int./ext.)Pro toty penp has e 1
Nr : 11 0
V: 9 2, 94 N: 1 07 , 1 00 , 1 4 9,15 0
MWP
Prozessflußplan PTP
Nr: 99
Proto type nph ase 1 V: 9 2, 94 N: 1 07 , 1 00 , 1 4 9,15 0
MWP
Prozessflußplan PTP
Nr: 99
Proto type nph ase 1
V: 9 2, 10 3, 10 0 0, 1 0 1, 10 2N: 1 07 , 1 09 , 1 1 2, 1 9 6
PTE
Entwicklung Testgeräte, Werkzeuge für Produktion, Test SW
Nr: 105, 106
Proto type nph ase 1 V: 9 2, 10 3, 10 0 0, 1 0 1, 10 2N: 1 07 , 1 09 , 1 1 2, 1 9 6
PTE
Entwicklung Testgeräte, Werkzeuge für Produktion, Test SW
Nr: 105, 106
Proto type nph ase 1
V: 9 9, 10 5, 10 6N: 1 00 , 1 09 , 1 1 2
MWP
Vorläufige Arbeitsanwe isungen
Nr: 107
Proto typ enph ase 1 V: 9 9, 10 5, 10 6N: 1 00 , 1 09 , 1 1 2
MWP
Vorläufige Arbeitsanwe isungen
Nr: 107
Proto typ enph ase 1
V: 9 2 , 1 03 , 1 00 0, 10 1 , 1 02N: 1 0 7, 10 9, 11 2, 19 6
PTE
Bestellung Testgeräte, Werkzeuge für Produktio n, Test SW
Nr: 105 , 10 6
Pro totyp enp hase 1
V: 9 2 , 1 03 , 1 02 , 9 7
N: 1 0 9, 11 2, 19 6
PTE
Bestellung Produkt ions-Betriebsmittel (kann auch schrittweise geschehen)
Nr: 104
Pro totyp enp hase 1V: 9 2 , 1 03 , 1 02 , 9 7
N: 1 0 9, 11 2, 19 6
PTE
Bestellung Produkt ions-Betriebsmittel (kann auch schrittweise geschehen)
Nr: 104
Pro totyp enp hase 1
V: 99 , 1 10 , 1 0 5, 10 6, 10 4, 10 7N: 11 2, 19 6 , 2 09 , 2 11
PPE
Start Mitarbeitertraining neue Prozesse, Produkt
Nr : 1 09
Pr otot ypen pha se 1 V: 99 , 1 10 , 1 0 5, 10 6, 10 4, 10 7N: 11 2, 19 6 , 2 09 , 2 11
PPE
Start Mitarbeitertraining neue Prozesse, Produkt
Nr : 1 09
Pr otot ypen pha se 1
V: 94 , 9 9, 10 7N: 11 2, 14 9 , 1 50
PQ A
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr : 1 00
Pr otot ypen pha se 1 V: 94 , 9 9, 10 7N: 11 2, 14 9 , 1 50
PQ A
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr : 1 00
Pr otot ypen pha se 1 V: 1 00 , 1 07 , 1 09 ,10 4, 10 5 , 10 6N: 14 9, 15 0 , 1 48
PF
PTP Musteraufbau
Nr: 1 12
Pr oto type nph ase 1 V: 1 00 , 1 07 , 1 09 ,10 4, 10 5 , 10 6N: 14 9, 15 0 , 1 48
PF
PTP Musteraufbau
Nr: 1 12
Pr oto type nph ase 1
V: 1 00 , 1 07 , 1 09 ,10 4, 10 5 , 10 6N: 14 9, 15 0 , 1 48
PF
PTP Musteraufbau
Nr: 1 12
Pr oto type nph ase 1V: 1 00 , 1 07 , 1 09 ,10 4, 10 5 , 10 6N: 14 9, 15 0 , 1 48
PF
PTP Musteraufbau
Nr: 1 12
Pr oto type nph ase 1
V: 1 00 , 1 07 , 1 09 ,10 4, 10 5 , 10 6N: 14 9, 15 0 , 1 48
PF
PTP 1 SW Implementierung (Low Lewel Treiber)
Nr: 1 12
Pr oto type nph ase 1 V: 1 00 , 1 07 , 1 09 ,10 4, 10 5 , 10 6N: 14 9, 15 0 , 1 48
PF
PTP 1 SW Implementierung (Low Lewel Treiber)
Nr: 1 12
Pr oto type nph ase 1
V: 9 9, 1 0 0, 11 2
N: 1 51 , 2 0 7
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr: 150
Prot otyp enph ase 2V: 9 9, 1 0 0, 11 2
N: 1 51 , 2 0 7
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr: 150
Prot otyp enph ase 2
V: 99 , 1 00 , 1 12N: 15 1 , 2 07
PQ A
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr : 1 50
Pr otot ypen pha se 1 V: 99 , 1 00 , 1 12N: 15 1 , 2 07
PQ A
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr : 1 50
Pr otot ypen pha se 1
V: 94 , 9 9, 10 7
N: 11 2, 14 9 , 1 50
PQ A
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr : 1 00
Pr otot ypen pha se 1V: 94 , 9 9, 10 7
N: 11 2, 14 9 , 1 50
PQ A
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr : 1 00
Pr otot ypen pha se 1
V: 94 , 9 9, 10 7
N: 11 2, 14 9 , 1 50
PQ A
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr : 1 00
Pr otot ypen pha se 1V: 94 , 9 9, 10 7
N: 11 2, 14 9 , 1 50
PQ A
Prozeßrisikoanalyse und Start Prozeß FMEA
Nr : 1 00
Pr otot ypen pha se 1
V: 92 , 1 0 3, 10 2, 97N: 10 9 , 1 12 , 1 96
PTE
Bestellung Produktions-Betriebsmittel (kann auch schrittweise geschehen)
Nr: 1 04
Pr oto typen pha se 1 V: 92 , 1 0 3, 10 2, 97N: 10 9 , 1 12 , 1 96
PTE
Bestellung Produktions-Betriebsmittel (kann auch schrittweise geschehen)
Nr: 1 04
Pr oto typen pha se 1
V: 1 00 , 1 07 , 1 0 9,10 4 , 1 05 , 1 06
N: 14 9 , 1 50 , 1 48
PF
PTP 1 Muster Test, Beurteilung, Dokumentation
Nr: 112
Prot otyp enph ase 1V: 1 00 , 1 07 , 1 0 9,10 4 , 1 05 , 1 06
N: 14 9 , 1 50 , 1 48
PF
PTP 1 Muster Test, Beurteilung, Dokumentation
Nr: 112
Prot otyp enph ase 1
V: 9 9, 10 0 , 1 12
N: 15 1, 20 7
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr : 15 0
Pro toty penp has e 2V: 9 9, 10 0 , 1 12
N: 15 1, 20 7
PQA
AktualisierungProzeßrisikoanalyseund Prozeß FMEA
Nr : 15 0
Pro toty penp has e 2
V: 9 4 , 11 2, 10 00 ,10 1N: 15 1, 20 0 , 2 01 , 2 48
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
Nr : 14 8
Pr otot ypenp has e 2 V: 9 4 , 11 2, 10 00 ,10 1N: 15 1, 20 0 , 2 01 , 2 48
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
Nr : 14 8
Pr otot ypenp has e 2V: 9 9, 10 0 , 1 12N: 99 , 1 09 , 1 06 . 1 0 6, 10 4
MWP
Aktualisierung Controlplan PTP2-Phase
Nr : 14 9
Pro toty penp has e 2 V: 9 9, 10 0 , 1 12N: 99 , 1 09 , 1 06 . 1 0 6, 10 4
MWP
Aktualisierung Controlplan PTP2-Phase
Nr : 14 9
Pro toty penp has e 2
V: 94 , 11 2 , 1 00 0,1 01N: 15 1 , 2 00 , 2 01 , 2 48
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
Nr : 1 48
Pr otot ypen pha se 2 V: 94 , 11 2 , 1 00 0,1 01N: 15 1 , 2 00 , 2 01 , 2 48
MWP
Aktualisierung Prozeßflußplan inkl. –chart (Serie)
Nr : 1 48
Pr otot ypen pha se 2
V: 99 , 1 00 , 1 12
N: 99 , 1 0 9, 10 6. 10 6, 10 4
MWP
Aktualisierung Controlplan PTP2-Phase
Nr : 1 49
Pr otot ypen pha se 2V: 99 , 1 00 , 1 12
N: 99 , 1 0 9, 10 6. 10 6, 10 4
MWP
Aktualisierung Controlplan PTP2-Phase
Nr : 1 49
Pr otot ypen pha se 2
V: 1 48 , 1 49 ,15 0 N: 20 7 , 1 96 , 20 0 , 20 1 , 2 08 , 1 94 , 1 95
PF
PTP 2 Musteraufbau
Nr: 151
Proto type nph ase 2 V: 1 48 , 1 49 ,15 0 N: 20 7 , 1 96 , 20 0 , 20 1 , 2 08 , 1 94 , 1 95
PF
PTP 2 Musteraufbau
Nr: 151
Proto type nph ase 2
V: 1 48 , 1 49 ,15 0 N: 20 7 , 1 96 , 20 0 , 20 1 , 2 08 , 1 94 , 1 95
PF
PTP 2 Musteraufbau
Nr: 151
Proto type nph ase 2V: 1 48 , 1 49 ,15 0 N: 20 7 , 1 96 , 20 0 , 20 1 , 2 08 , 1 94 , 1 95
PF
PTP 2 Musteraufbau
Nr: 151
Proto type nph ase 2
V: 1 48 , 1 49 ,15 0 N: 20 7 , 1 96 , 20 0 , 20 1 , 2 08 , 1 94 , 1 95
PF
PTP 2 SW Implementierung (Low Lewel Treiber)
Nr: 151
Proto type nph ase 2 V: 1 48 , 1 49 ,15 0 N: 20 7 , 1 96 , 20 0 , 20 1 , 2 08 , 1 94 , 1 95
PF
PTP 2 SW Implementierung (Low Lewel Treiber)
Nr: 151
Proto type nph ase 2
V: 1 4 8, 14 9,1 50 N: 2 07 , 1 96 ,
2 00 , 2 01 , 2 0 8, 19 4, 19 5
PF
PTP 2 Muster Test, Beurteilung, Dokumentation
Nr : 15 1
Pro totyp enp hase 2V: 1 4 8, 14 9,1 50 N: 2 07 , 1 96 ,
2 00 , 2 01 , 2 0 8, 19 4, 19 5
PF
PTP 2 Muster Test, Beurteilung, Dokumentation
Nr : 15 1
Pro totyp enp hase 2
V: 15 0, 15 1
N:1 94 , 1 95 , 2 06 , 2 0 9
PQ A
Aktualisierung Prozeß FMEA Überprüfung
Nr : 2 07
Pilotp has eV: 15 0, 15 1
N:1 94 , 1 95 , 2 06 , 2 0 9
PQ A
Aktualisierung Prozeß FMEA Überprüfung
Nr : 2 07
Pilotp has e
V: 15 0 , 1 51 N:1 94 , 1 95 , 2 0 6, 20 9
PQ A
Aktualisierung Prozeß FMEA Überprüfung
Nr: 2 07
Pilo tpha se V: 15 0 , 1 51 N:1 94 , 1 95 , 2 0 6, 20 9
PQ A
Aktualisierung Prozeß FMEA Überprüfung
Nr: 2 07
Pilo tpha se
V: 15 0 , 1 51 N:1 94 , 1 95 , 2 0 6, 20 9
PQ A
Aktualisierung Prozeß FMEA Überprüfung
Nr: 2 07
Pilo tpha se V: 15 0 , 1 51 N:1 94 , 1 95 , 2 0 6, 20 9
PQ A
Aktualisierung Prozeß FMEA Überprüfung
Nr: 2 07
Pilo tpha se
V: 15 1 , 10 5, 10 6 , 1 09 , 1 04 , 10 00 , 1 01 N: 2 0 9, 21 1
PTE
Aufbau/ Inbetriebnahme neuer Betriebmittel/ Einrichtungen/ Bios-SW
Nr: 1 96
Pilo tpha se V: 15 1 , 10 5, 10 6 , 1 09 , 1 04 , 10 00 , 1 01 N: 2 0 9, 21 1
PTE
Aufbau/ Inbetriebnahme neuer Betriebmittel/ Einrichtungen/ Bios-SW
Nr: 1 96
Pilo tpha se
V: 14 9 , 2 07 , 1 94 , 1 95
N: 21 2 , 2 45
MWP
Aktualisierung Co ntrolplan Pilotphase
Nr: 206
Pilotenp has e
V: 9 9, 15 1, 20 7N: 2 06 , 2 12 , 2 4 5
PPE, PTE
Aktualisierung Prozessentwicklung, -parameter, Betriebsmittel
Nr: 194 , 19 5
Piloten pha se V: 9 9, 15 1, 20 7N: 2 06 , 2 12 , 2 4 5
PPE, PTE
Aktualisierung Prozessentwicklung, -parameter, Betriebsmittel
Nr: 194 , 19 5
Piloten pha se
V: 10 0 0, 10 1, 15 1N: 21 2 , 2 46 , 2 50
PTE
Aktualisierung Prüfplan Produktion
Nr: 208
Pilotenp has e V: 10 0 0, 10 1, 15 1N: 21 2 , 2 46 , 2 50
PTE
Aktualisierung Prüfplan Produktion
Nr: 208
Pilotenp has e
V: 14 9, 20 7 , 1 94 , 1 95
N: 21 2, 24 5
MWP
Aktua lisierung Controlplan Pilotphase
Nr: 2 06
Pilo tenp haseV: 14 9, 20 7 , 1 94 , 1 95
N: 21 2, 24 5
MWP
Aktua lisierung Controlplan Pilotphase
Nr: 2 06
Pilo tenp haseV: 99 , 1 51 , 2 0 7
N: 20 6, 21 2 , 2 45
PPE, PTE
Aktua lisierung Prozessentw icklung, -parameter, Betriebsmittel
Nr: 1 94, 195
Pilo tenp haseV: 99 , 1 51 , 2 0 7
N: 20 6, 21 2 , 2 45
PPE, PTE
Aktua lisierung Prozessentw icklung, -parameter, Betriebsmittel
Nr: 1 94, 195
Pilo tenp hase
V: 10 00 , 1 0 1, 15 1N: 21 2, 24 6 , 2 50
PTE
Aktua lisierung Prüfplan Produktion
Nr: 2 08
Pilo tenp hase V: 10 00 , 1 0 1, 15 1N: 21 2, 24 6 , 2 50
PTE
Aktua lisierung Prüfplan Produktion
Nr: 2 08
Pilo tenp hase V: 10 7, 10 9 , 1 96N: 21 7, 24 5
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
Nr: 209
Pilo tenp hase V: 10 7, 10 9 , 1 96N: 21 7, 24 5
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
Nr: 209
Pilo tenp hase
V: 10 9, 19 6N: 21 2
PPE
Weiterführung Mitarbeitertraining Prozess / Produkt
Nr: 2 11
Pilo tenp hase V: 10 9, 19 6N: 21 2
PPE
Weiterführung Mitarbeitertraining Prozess / Produkt
Nr: 2 11
Pilo tenp hase
V: 99 , 1 51 , 2 0 7N: 20 6, 21 2 , 2 45
PPE, PTE
Aktua lisierung spezieller Prozessparameter
Nr: 1 94, 195
Pilo tenp hase V: 99 , 1 51 , 2 0 7N: 20 6, 21 2 , 2 45
PPE, PTE
Aktua lisierung spezieller Prozessparameter
Nr: 1 94, 195
Pilo tenp hase
V: 11 0, 14 8N: 21 2, 24 7 , 2 48
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
Nr: 200, 201
Pilo tenp hase V: 11 0, 14 8N: 21 2, 24 7 , 2 48
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
Nr: 200, 201
Pilo tenp hase
V: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1 N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PTP 2 Muster Test, Beurteilung, Dokumentation
Nr: 212
Pilotph ase V: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1 N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PTP 2 Muster Test, Beurteilung, Dokumentation
Nr: 212
Pilotph ase
V: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1 N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PP- Muster Aufbau
Nr: 212
Pilotph ase V: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1 N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PP- Muster Aufbau
Nr: 212
Pilotph ase
V: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1 N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PP- Muster Aufbau
Nr: 212
Pilotph aseV: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1 N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PP- Muster Aufbau
Nr: 212
Pilotph ase
V: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1
N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PP SW Implementierung
(Low Level Treiber)
Nr: 212
Pilotph aseV: 1 94 ,19 5,2 00 , -1 ,-6 ,-8 ,-9,21 1
N: 2 45 ,24 6, 24 7 , 2 48 , 2 50
PF
PP SW Implementierung
(Low Level Treiber)
Nr: 212
Pilotph ase
V: 1 09 , 1 9 6
N: 2 12
PPE
Weiterf ührung Mitarbeitertraining Prozess / Produkt
Nr : 21 1
Pilot enph aseV: 1 09 , 1 9 6
N: 2 12
PPE
Weiterf ührung Mitarbeitertraining Prozess / Produkt
Nr : 21 1
Pilot enph ase
V: 1 07 , 1 09 , 1 9 6N: 2 17 , 2 45
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
Nr: 209
Piloten pha se V: 1 07 , 1 09 , 1 9 6N: 2 17 , 2 45
MWP
Aktualisierung Arbeitsanweisungen/ Prozessanweisungen
Nr: 209
Piloten pha se
V: 1 10 , 1 4 8N: 2 12 , 2 4 7, 24 8
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
Nr : 20 0, 2 01
Pilot enph ase V: 1 10 , 1 4 8N: 2 12 , 2 4 7, 24 8
MWP
Vorläufiger Serien-Materialflussplan Serienflächenlayout
Nr : 20 0, 2 01
Pilot enph ase
V: 20 8, 20 1, 24 5 N: 24 9
TQA
Entgültiger Materialflussplan & Serie nflächenlayout
Nr : 24 7, 2 48
Validie rung sph ase V: 20 8, 20 1, 24 5 N: 24 9
TQA
Entgültiger Materialflussplan & Serie nflächenlayout
Nr : 24 7, 2 48
Validie rung sph ase V: 2 0 8, 21 2, 24 5 N: 2 4 9
TQA
Entgültiger Serienprüfplan
Nr: 250
Validie rung spha se V: 2 0 8, 21 2, 24 5 N: 2 4 9
TQA
Entgültiger Serienprüfplan
Nr: 250
Validie rung spha se
V: 1 48 , 2 08 , 2 01 , 2 4 5 N: 2 49
TQ A
Entgültiger Prozessfluss inkl. Prozessflusspla n
Nr: 2 46
Va lid ieru ngsp hase V: 1 48 , 2 08 , 2 01 , 2 4 5 N: 2 49
TQ A
Entgültiger Prozessfluss inkl. Prozessflusspla n
Nr: 2 46
Va lid ieru ngsp hase
V: 20 8, 20 1, 24 5 N: 24 9
TQA
Entgültiger Materialflussplan & Serie nflächenlayout
Nr : 24 7, 2 48
Validie rung sph ase V: 20 8, 20 1, 24 5 N: 24 9
TQA
Entgültiger Materialflussplan & Serie nflächenlayout
Nr : 24 7, 2 48
Validie rung sph ase V: 2 0 8, 21 2, 24 5 N: 2 4 9
TQA
Entgültiger Serienprüfplan
Nr: 250
Validie rung spha se V: 2 0 8, 21 2, 24 5 N: 2 4 9
TQA
Entgültiger Serienprüfplan
Nr: 250
Validie rung spha se
V: 14 8, 20 8, 20 1 , 2 45
N: 24 9
TQA
Entgültiger Prozessfluss inkl. Prozessflussplan
Nr : 24 6
Validie rung sph aseV: 14 8, 20 8, 20 1 , 2 45
N: 24 9
TQA
Entgültiger Prozessfluss inkl. Prozessflussplan
Nr : 24 6
Validie rung sph aseV: 1 9 4, 19 5, 20 6, 20 9
N: 2 4 6, 24 9, 25 0
MWP
Controlplan P-Phase
Nr: 245
Validie rung spha seV: 1 9 4, 19 5, 20 6, 20 9
N: 2 4 6, 24 9, 25 0
MWP
Controlplan P-Phase
Nr: 245
Validie rung spha se
V: 24 5, 24 6 , 2 47 , 2 48 , 2 50
Pr oQ
Interne PSO
Nr : 24 5
Valid ie run gsph aseV: 24 5, 24 6 , 2 47 , 2 48 , 2 50
Pr oQ
Interne PSO
Nr : 24 5
Valid ie run gsph ase
V: 24 5, 24 6 , 2 47 , 2 48 , 2 50
Pr oQ
Interne PSO
Nr : 24 5
Valid ie run gsph aseV: 24 5, 24 6 , 2 47 , 2 48 , 2 50
Pr oQ
Interne PSO
Nr : 24 5
Valid ie run gsph ase
V: 24 5, 24 6 , 2 47 , 2 48 , 2 50
Pr oQ
Interne PSO
Nr : 24 5
Valid ie run gsph ase V: 24 5, 24 6 , 2 47 , 2 48 , 2 50
Pr oQ
Interne PSO
Nr : 24 5
Valid ie run gsph ase
1234
56
9
7 1112
14
-PTP 2 Muster-PTP 1 Muster
-PP Muster
8 10
13
8
1013Kapazitäts- & Investitionsbestimmung
Prozess- & Fertigungsgestaltung
Detailprozessgestaltung
Test- & Prüfgestaltung
Bestellung Betriebsmittel
PTP Prozessdokumentation
Mitarbeiteranweisung & -training
PTP1-Muster -> Meilenstein
Aktualisierung 1 Prozessdokumentation in PTP2 Phase
PTP2-Muster -> Meilenstein
Aktualisierung 2 Prozessdokumentation in Pilotphase
Fertigstellung Mitarbeiteranweisung und -training
PP-Muster -> Meilenstein
Fertigstellung der Prozessdokumentation„Cluster“Enger Zusammenhang z.B. durch intensive/viele Schnittstellen
A B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion Übergang
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Änderungs-management
Projekt-management
Umgebung
A B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion ÜbergangA B C D E&F G H I J K L M & N O
Initialisierung Entwurf Konstruktion Übergang
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Änderungs-management
Projekt-management
Umgebung
Geschäftsprozess-modellierung
Anforderungs-management
Analyse & Design
Implementierung
Test & Bewertung
Umsetzung
Änderungs-management
Projekt-management
Umgebung
11 22 33
44
Bild 6.6: Transformation des Planungsprozesses in die Struktur des RUP
Fall 1: Fazit
Charakteristisch für den Fall 1 ist, daß die Betriebsmittel der Elektronikproduktion bereits in hohem Maße modular sind und somit als Referenzlösung für andere Branchen dienen kön-nen. Der Nutzen eines derartigen Ansatzes läßt sich daran verdeutlichen, daß bei der Ein-führung eines neuen Produktes durch die Wiederverwendung der Betriebsmittel eine Einspa-rung in der Größenordung von 80% gegenüber einer Neuinvestition erreicht werden konnte.
Die Anwendung der entwickelten Methode leistete somit hauptsächlich einen Beitrag zur Systematisierung der Planung durch die Anwendung der Produktionsstrukturmatrix, der Architekturen und insbesondere durch die Erstellung eines detaillierten Planungsprozesses. Als Folge hiervon werden von Experten des Unternehmens eine Verkürzung der Planungs- und Hochlaufdauer von ca. 20% sowie eine Reduzierung des Planungsaufwandes von ca. 25% geschätzt. Vor dem Hintergrund der geschilderten Dynamik kann der entwickelte An-satz somit einen Beitrag leisten, die geforderte Stabilität durch die Verwendung von Modul-konzepten und Architekturen sowie eine wesentliche Beschleunigung und Vereinfachung des eigentlichen Wandels zu realisieren.
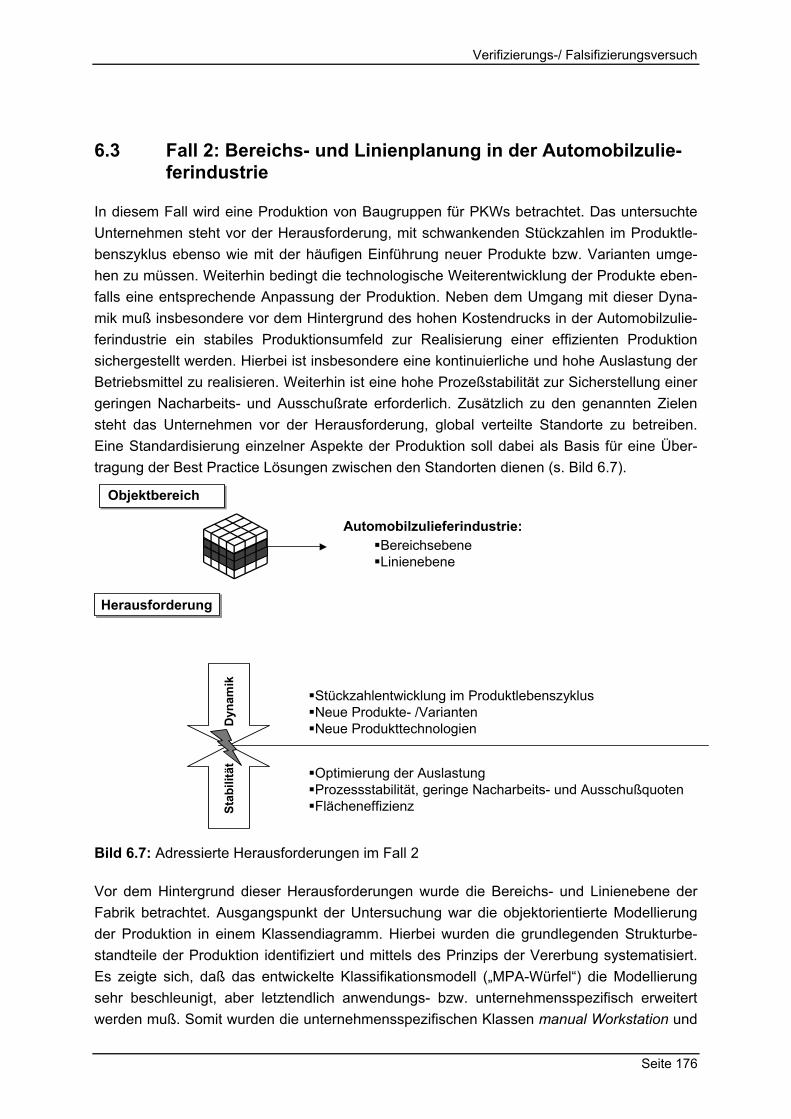
Verifizierungs-/ Falsifizierungsversuch
Seite 176
6.3 Fall 2: Bereichs- und Linienplanung in der Automobilzulie-ferindustrie
In diesem Fall wird eine Produktion von Baugruppen für PKWs betrachtet. Das untersuchte Unternehmen steht vor der Herausforderung, mit schwankenden Stückzahlen im Produktle-benszyklus ebenso wie mit der häufigen Einführung neuer Produkte bzw. Varianten umge-hen zu müssen. Weiterhin bedingt die technologische Weiterentwicklung der Produkte eben-falls eine entsprechende Anpassung der Produktion. Neben dem Umgang mit dieser Dyna-mik muß insbesondere vor dem Hintergrund des hohen Kostendrucks in der Automobilzulie-ferindustrie ein stabiles Produktionsumfeld zur Realisierung einer effizienten Produktion sichergestellt werden. Hierbei ist insbesondere eine kontinuierliche und hohe Auslastung der Betriebsmittel zu realisieren. Weiterhin ist eine hohe Prozeßstabilität zur Sicherstellung einer geringen Nacharbeits- und Ausschußrate erforderlich. Zusätzlich zu den genannten Zielen steht das Unternehmen vor der Herausforderung, global verteilte Standorte zu betreiben. Eine Standardisierung einzelner Aspekte der Produktion soll dabei als Basis für eine Über-tragung der Best Practice Lösungen zwischen den Standorten dienen (s. Bild 6.7).
Objektbereich
Herausforderung
Stab
ilitä
tD
ynam
ik
Automobilzulieferindustrie:BereichsebeneLinienebene
Stückzahlentwicklung im ProduktlebenszyklusNeue Produkte- /VariantenNeue Produkttechnologien
Optimierung der Auslastung Prozessstabilität, geringe Nacharbeits- und AusschußquotenFlächeneffizienz
Bild 6.7: Adressierte Herausforderungen im Fall 2
Vor dem Hintergrund dieser Herausforderungen wurde die Bereichs- und Linienebene der Fabrik betrachtet. Ausgangspunkt der Untersuchung war die objektorientierte Modellierung der Produktion in einem Klassendiagramm. Hierbei wurden die grundlegenden Strukturbe-standteile der Produktion identifiziert und mittels des Prinzips der Vererbung systematisiert. Es zeigte sich, daß das entwickelte Klassifikationsmodell („MPA-Würfel“) die Modellierung sehr beschleunigt, aber letztendlich anwendungs- bzw. unternehmensspezifisch erweitert werden muß. Somit wurden die unternehmensspezifischen Klassen manual Workstation und
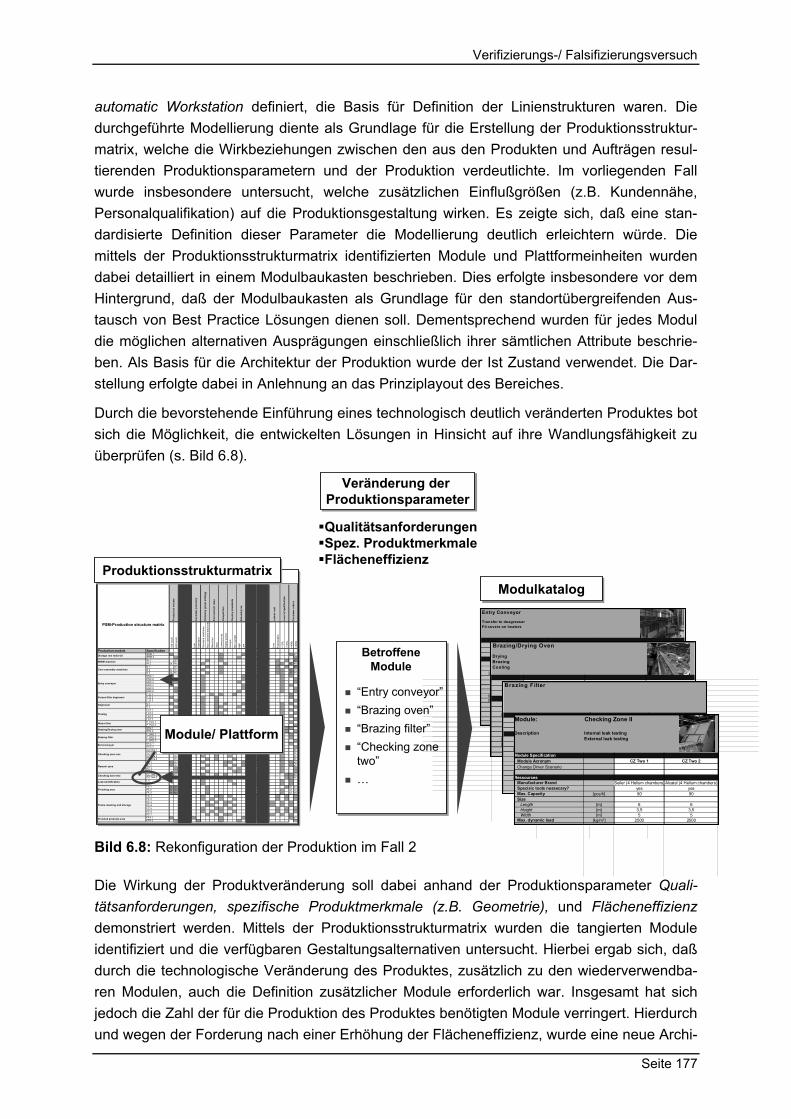
Verifizierungs-/ Falsifizierungsversuch
Seite 177
automatic Workstation definiert, die Basis für Definition der Linienstrukturen waren. Die durchgeführte Modellierung diente als Grundlage für die Erstellung der Produktionsstruktur-matrix, welche die Wirkbeziehungen zwischen den aus den Produkten und Aufträgen resul-tierenden Produktionsparametern und der Produktion verdeutlichte. Im vorliegenden Fall wurde insbesondere untersucht, welche zusätzlichen Einflußgrößen (z.B. Kundennähe, Personalqualifikation) auf die Produktionsgestaltung wirken. Es zeigte sich, daß eine stan-dardisierte Definition dieser Parameter die Modellierung deutlich erleichtern würde. Die mittels der Produktionsstrukturmatrix identifizierten Module und Plattformeinheiten wurden dabei detailliert in einem Modulbaukasten beschrieben. Dies erfolgte insbesondere vor dem Hintergrund, daß der Modulbaukasten als Grundlage für den standortübergreifenden Aus-tausch von Best Practice Lösungen dienen soll. Dementsprechend wurden für jedes Modul die möglichen alternativen Ausprägungen einschließlich ihrer sämtlichen Attribute beschrie-ben. Als Basis für die Architektur der Produktion wurde der Ist Zustand verwendet. Die Dar-stellung erfolgte dabei in Anlehnung an das Prinziplayout des Bereiches.
Durch die bevorstehende Einführung eines technologisch deutlich veränderten Produktes bot sich die Möglichkeit, die entwickelten Lösungen in Hinsicht auf ihre Wandlungsfähigkeit zu überprüfen (s. Bild 6.8).
“Entry conveyor”“Brazing oven”“Brazing filter”“Checking zone two”…
Entry Conveyor
Fit covers on heaters
ENC1 ENC2 ENC3 ENC4Def.: 700 000 Condensors produced a year/ ModuleCondensor type PSA D9
Camlaw Rogers Rogers Cam lawnon computerized non computerized non computerized non computerized
[pos/h] 120 240 240 120
[m] 5 10 25 (next to Furnace) 5[m] 3.5 3.5 3.5 3.5[m] 3 4 4 3
[kg/m ²] 2500 2500 2500 2500[kg/m ²] 2500 2500 2500 2500
no no no nono no no nox x x x
no no no no
Transfer to deagreaser
Brazing/Drying Oven
Brazing
BRZ1 BRZ2 BRZ3Nokoloc 2
no drying / extra coolin
Camlaw Rogers Camlawyes yes no
[pos/h] 120 240 120
[m] 39 40 21[m] 3,5 3,5 3,5[m] 5 6 5
[kg/m²] 2500 2500 2500[kg/m²] 2500 2500 2500
no no
Drying
Cooling
Betroffene Module
Brazing F ilter
F_BRZ 1 F_B RZ 2 F_BRZ 3
Camlaw Rogersnone sm all la rge
[pos/h] --- 120 240
[m] ? ? ?[m] ? ? ?[m] ? ? ?
[kg/m ²][kg/m ²]
no no nono no no
Module: Checking Zone II
Description
Module SpecificationModule Acronym CZ Two 1 CZ Two 2Change Driver Scenario
RessourcesManufacturer Brand Seiler (4 Helium chambers) Alcatel (4 Helium chambers)Specisic tools nessecary? yes yesMax. Capacity [pos/h] 90 90Size
Length [m] 6 6Height [m] 3,5 3,5Width [m] 5 5
Max. dynamic load [kg/m²] 2500 2500M t ti l d
External leak testingInternal leak testing
120
pcs
/h
240
pcs
/h
Sm
all c
lass
ical
Larg
e cl
assi
cal
KO
MO
Low
Sta
ndar
d
Sta
ndar
d m
achi
nes
Non
sta
ndar
d m
achi
nes
Rel
ucta
nt
Stri
ct
Low
er p
rices
Hig
her p
rices
Eur
ope
Non
eur
ope
Hig
h
Low
Stan
dard
> 5
0 pp
m
Hig
h <
50 p
pm
Larg
e
Nar
row
Low
Res
pect
able
<10
%
>10
%
<40
0k
>40
0k
Production module SpecificationSRM 1 x2SRM 2W 1 2x x2W 2 2x 4x x2 x4B 1 2x x2B 2 2x 4x x2 x4B 3 2x 4x x2 x4ENC 1ENC 2ENC 3ENC 4ENC 5ENC 6F_D 1F_D 2F_D 3D 1D 2FLX 1FLX 2FLX 3FLX 4F_FLX 1F_FLX 2BRZ 1BRZ 2F_BRZ 1F_BRZ 2F_BRZ 3EXC 1EXC 2CZ One 1 2x 2xCZ One 2 2x 2xCZ One 3 2x 2xCZ One 4 2x 2xRZ 1 2x x2RZ 2 2x x2RZ 3RZ 4CZ Two 1 x2 x2CZ Two 2 x2 x2LI 1LI 2FA 1 2x 4x x2 x4FA 2 2x 4x x2 x4FA 3 2x 4x x2 x4FC 1FC 2FC 3FC 4FC 5FC 6FC 7FPA 1 x2FPA 2
Env
ironm
ent r
ules
Checking zone two
Leak identification
Finishing area
Brazing/Drying oven
Brazing filter
Exit conveyor
Storage row material
Pro
duct
des
ign
Core assembly machines
Frame cleaning and storage
Finished products area
Rework zone
Fluxing
Water filter
Entry conveyor
Fumes filter degreaser
Degreaser
Checking zone one
WWM-machine
PSM-Production structure matrix
Cus
tom
er p
roxi
mity
Com
pany
gro
up s
trat
egy
Cou
ntry
sta
ndar
ds
Gro
und
pric
e
Com
petit
ion
Prod
uctio
n vo
lum
e
Leve
l of q
ualif
icat
ion
Qua
lity
requ
irem
ents
Gro
und
spac
e
Labo
ur c
ost
Cus
tom
er o
rder
s
Veränderung der Produktionsparameter
Veränderung der Produktionsparameter
Module/ PlattformModule/ Plattform
QualitätsanforderungenSpez. ProduktmerkmaleFlächeneffizienz
ModulkatalogModulkatalogProduktionsstrukturmatrixProduktionsstrukturmatrix
Bild 6.8: Rekonfiguration der Produktion im Fall 2
Die Wirkung der Produktveränderung soll dabei anhand der Produktionsparameter Quali-tätsanforderungen, spezifische Produktmerkmale (z.B. Geometrie), und Flächeneffizienz demonstriert werden. Mittels der Produktionsstrukturmatrix wurden die tangierten Module identifiziert und die verfügbaren Gestaltungsalternativen untersucht. Hierbei ergab sich, daß durch die technologische Veränderung des Produktes, zusätzlich zu den wiederverwendba-ren Modulen, auch die Definition zusätzlicher Module erforderlich war. Insgesamt hat sich jedoch die Zahl der für die Produktion des Produktes benötigten Module verringert. Hierdurch und wegen der Forderung nach einer Erhöhung der Flächeneffizienz, wurde eine neue Archi-
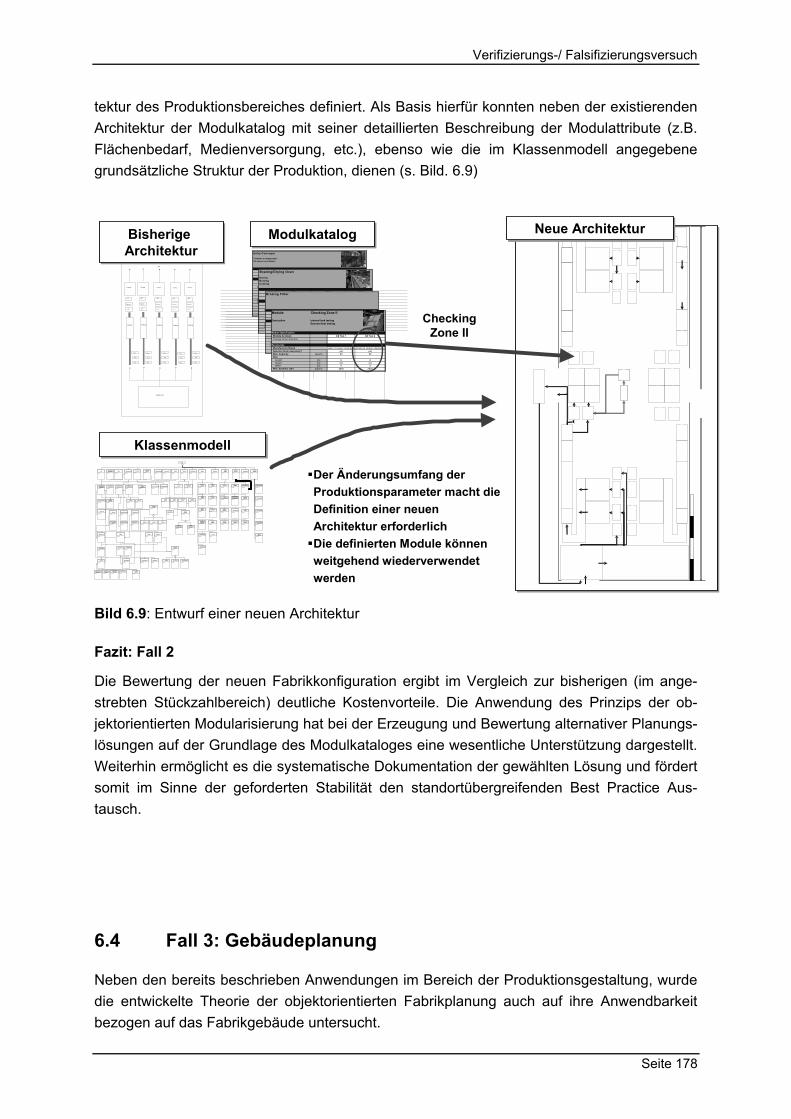
Verifizierungs-/ Falsifizierungsversuch
Seite 178
tektur des Produktionsbereiches definiert. Als Basis hierfür konnten neben der existierenden Architektur der Modulkatalog mit seiner detaillierten Beschreibung der Modulattribute (z.B. Flächenbedarf, Medienversorgung, etc.), ebenso wie die im Klassenmodell angegebene grundsätzliche Struktur der Produktion, dienen (s. Bild. 6.9)
RZ
LI
Fram
e
170
m10
m17
0 m
10 m
WW
MW
WM
WW
MW
WM
ENC
WW
MW
WM
WW
MW
WM
Ove
n
ENC
ENC
ENC
EXC
EXC
EXC
Dry
Ove
nO
ven
EXC
FS
FAFAC
Z 2
CZ
2FAFA
CZ
2
CZ
2
FA FA
CZ
2FA
CZ
2FA
CZ
2
Ove
n
FSFS FS
FS
FSFS
FS
CZ
2
CheckingZone II
Entry Conveyor
Fit covers on heaters
ENC1 ENC2 ENC3 ENC4Def.: 700 000 Condensors produced a year/ ModuleCondensor type PSA D9
Camlaw Rogers Rogers Camlawnon computerized non computerized non computerized non computerized
[pos/h] 120 240 240 120
[m] 5 10 25 (next to Furnace) 5[m] 3.5 3.5 3.5 3.5[m] 3 4 4 3
[kg/m²] 2500 2500 2500 2500[kg/m²] 2500 2500 2500 2500
no no no nono no no nox x x x
no no no no
Transfer to deagreaser
Brazing/Drying Oven
Brazing
BRZ1 BRZ2 BRZ3Nokoloc 2
no drying / extra coolin
Camlaw Rogers Camlawyes yes no
[pos/h] 120 240 120
[m] 39 40 21[m] 3,5 3,5 3,5[m] 5 6 5
[kg/m²] 2500 2500 2500[kg/m²] 2500 2500 2500
no no
Drying
Cooling
Brazing Filter
F _B R Z 1 F _ B R Z 2 F _ B R Z 3
C a m la w R o ge rsno ne sm a ll la rge
[po s /h ] --- 12 0 24 0
[m ] ? ? ?[m ] ? ? ?[m ] ? ? ?
[kg /m ²][kg /m ²]
no no nono no no
Module: Checking Zone II
Description
Module SpecificationModule Acronym CZ Two 1 CZ Two 2Change Driver Scenario
RessourcesManufacturer Brand Seiler (4 Helium chambers) Alcatel (4 Helium chambers)Specisic tools nessecary? yes yesMax. Capacity [pos/h] 90 90Size
Length [m] 6 6Height [m] 3,5 3,5Width [m] 5 5
Max. dynamic load [kg/m²] 2500 2500/ ²
External leak testingInternal leak testing
Storage area
Brazing
Ass,
Ass,
Ass,
CZ2
Finishing
CZ1
Rew ork
Brazing
Ass,
Ass,
Ass,
CZ2
Finishing
CZ1
Rew ork
Brazing
Ass,
Ass,
Ass,
CZ2
Finishing
CZ1
Rew ork
Brazing
Ass,
Ass,
Ass,
CZ2
Finishing
CZ1
Rew ork
Brazing
Ass,
Ass,
Ass,
CZ2
Finishing
CZ1
Rew ork
exit
ModulkatalogModulkatalogBisherige ArchitekturBisherige Architektur
Neue ArchitekturNeue Architektur
Plant
Attribute:
Plant logistics
Attribute:
Compressed air
Attribute:
Plant site
Attribute:
Purchasing
Attribute:
Maintenance
Attribute:
Utilit iesSupply
Attribute:
TechnicalInformation
Attribute:
ExternalProcesses
Attribute:
Location
Attribute:
Brazedspare parts
Attribute:
Cleaning/repairingbrazing tools
Attribute:
Dryer assembly
Attribute:
External fluxing
Attribute:
External assemblyFor spare part
Attribute:
Space aroundthe plant
Attribute:
Acetylen/oxygen gas
Attribute:
Water coolingsystem
Attribute:
Nitrogen
Attribute:
Emergencyelectricity
Attribute:
Communication(phone, nets , etc…)
Attribute:
Water(treated: OSMOSE)
Attribute:
Electricity
Attribute:
Air conditionning/heating system/
sanitaries facilities
Attribute:
Brazingfiller metal
Attribute:
Nocolokbrasing flux
Attribute:
Fire estinguishsystem
Attr ibute:
Building
Attribute:
Technical cente building
Attribute:
Qualitybuilding
Attribute:
Extra building
Attribute:
Storage building
Attribute:
Office/socialbuilding
Attr ibute:
Maintenancebuilding
Attr ibute:
Productionbuilding
Attribute:
Research andDevelopment
building
Attr ibute:
Outdoor facilities
Attribute:
Energy building
Attribute:
Dumping
Attribute:
Materiallogistics
Attribute:
Planning andcontrol
Attribute:
Materialprocurement
Attribute:
Externallogistics
Attribute:
InternalLogistics
Attribute:
InternalCommunication
softwareAttribute:
Productionand stock controlassisted device
Attribute:
Line
Attribute:
Storage rawmaterial
Attribute:
Fluxing
Attribute:
Exit conveyor
Attribute:
Checking zone II
Attribute:
Checking zoneI big leak test
Attribute:
Leak identification
Attribute:
Rework Zone
Attribute:
Brazing
Attribute:
Degreaser
Attr ibute:
Line Logistic
Attribute:
Finishing
Attribute:
Entry conveyor
Attribute:
Maintenance
Attribute:
Brasing Modul
Attribute:
External Warehouse
Attribute:
Internal Warehouse
Attribute:
Checking“Function”
Attribute:
Finishedproducts areas
Attr ibute:
Block building
Attribute:
Assembly“Function”
Attribute:
Workstationautomatic
Attribute:
Basic-module
Attribute:
Process-module
Attribute:
Chaining
Attribute:
Workstationmanual
Attribute:
Operation
Attribute:
Buffering
Attribute:
Equipment
Attribute:
Storage Area
Attribute:
Frame cleaning
Attribute:
Brazing frame sand blasting
Attribute:
Rack
Attribute:
Store/ shelfs
Attribute:
Forklift
Attribute:
Loading platforms
Attribute:
WWM Machine
Attribute:
Maintenance
Attribute:
Flange sticking/drilling station
Attribute:
Brazing robot(optional)
Attribute:
Sniffler station
Attribute:
Dryers insertion/cap assembly
machine
Attribute:
Waterpool
Attribute:
Drying oven
Attribute:
Internal leak station
Attribute:
Helium test station
Attribute:
Mobile shelf
Attribute:
Big leak test stat ion
Attribute:
Fluxing station
Attribute:
Drying station
Attribute:
Flange rightingstation
Attribute:
Conveyor
KlassenmodellKlassenmodell
Der Änderungsumfang der Produktionsparameter macht die Definition einer neuen Architektur erforderlichDie definierten Module können weitgehend wiederverwendet werden
Bild 6.9: Entwurf einer neuen Architektur
Fazit: Fall 2
Die Bewertung der neuen Fabrikkonfiguration ergibt im Vergleich zur bisherigen (im ange-strebten Stückzahlbereich) deutliche Kostenvorteile. Die Anwendung des Prinzips der ob-jektorientierten Modularisierung hat bei der Erzeugung und Bewertung alternativer Planungs-lösungen auf der Grundlage des Modulkataloges eine wesentliche Unterstützung dargestellt. Weiterhin ermöglicht es die systematische Dokumentation der gewählten Lösung und fördert somit im Sinne der geforderten Stabilität den standortübergreifenden Best Practice Aus-tausch.
6.4 Fall 3: Gebäudeplanung
Neben den bereits beschrieben Anwendungen im Bereich der Produktionsgestaltung, wurde die entwickelte Theorie der objektorientierten Fabrikplanung auch auf ihre Anwendbarkeit bezogen auf das Fabrikgebäude untersucht.
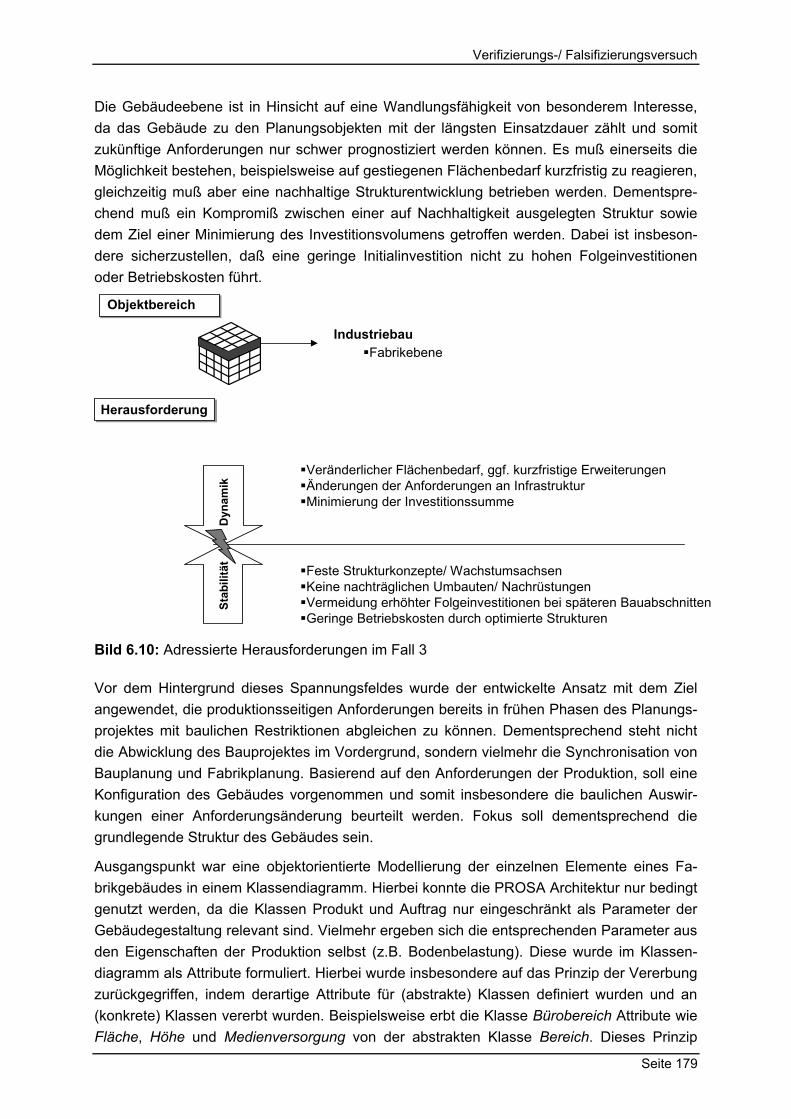
Verifizierungs-/ Falsifizierungsversuch
Seite 179
Die Gebäudeebene ist in Hinsicht auf eine Wandlungsfähigkeit von besonderem Interesse, da das Gebäude zu den Planungsobjekten mit der längsten Einsatzdauer zählt und somit zukünftige Anforderungen nur schwer prognostiziert werden können. Es muß einerseits die Möglichkeit bestehen, beispielsweise auf gestiegenen Flächenbedarf kurzfristig zu reagieren, gleichzeitig muß aber eine nachhaltige Strukturentwicklung betrieben werden. Dementspre-chend muß ein Kompromiß zwischen einer auf Nachhaltigkeit ausgelegten Struktur sowie dem Ziel einer Minimierung des Investitionsvolumens getroffen werden. Dabei ist insbeson-dere sicherzustellen, daß eine geringe Initialinvestition nicht zu hohen Folgeinvestitionen oder Betriebskosten führt.
Objektbereich
Herausforderung
Stab
ilitä
tD
ynam
ik
IndustriebauFabrikebene
Veränderlicher Flächenbedarf, ggf. kurzfristige ErweiterungenÄnderungen der Anforderungen an InfrastrukturMinimierung der Investitionssumme
Feste Strukturkonzepte/ WachstumsachsenKeine nachträglichen Umbauten/ NachrüstungenVermeidung erhöhter Folgeinvestitionen bei späteren BauabschnittenGeringe Betriebskosten durch optimierte Strukturen
Bild 6.10: Adressierte Herausforderungen im Fall 3
Vor dem Hintergrund dieses Spannungsfeldes wurde der entwickelte Ansatz mit dem Ziel angewendet, die produktionsseitigen Anforderungen bereits in frühen Phasen des Planungs-projektes mit baulichen Restriktionen abgleichen zu können. Dementsprechend steht nicht die Abwicklung des Bauprojektes im Vordergrund, sondern vielmehr die Synchronisation von Bauplanung und Fabrikplanung. Basierend auf den Anforderungen der Produktion, soll eine Konfiguration des Gebäudes vorgenommen und somit insbesondere die baulichen Auswir-kungen einer Anforderungsänderung beurteilt werden. Fokus soll dementsprechend die grundlegende Struktur des Gebäudes sein.
Ausgangspunkt war eine objektorientierte Modellierung der einzelnen Elemente eines Fa-brikgebäudes in einem Klassendiagramm. Hierbei konnte die PROSA Architektur nur bedingt genutzt werden, da die Klassen Produkt und Auftrag nur eingeschränkt als Parameter der Gebäudegestaltung relevant sind. Vielmehr ergeben sich die entsprechenden Parameter aus den Eigenschaften der Produktion selbst (z.B. Bodenbelastung). Diese wurde im Klassen-diagramm als Attribute formuliert. Hierbei wurde insbesondere auf das Prinzip der Vererbung zurückgegriffen, indem derartige Attribute für (abstrakte) Klassen definiert wurden und an (konkrete) Klassen vererbt wurden. Beispielsweise erbt die Klasse Bürobereich Attribute wie Fläche, Höhe und Medienversorgung von der abstrakten Klasse Bereich. Dieses Prinzip
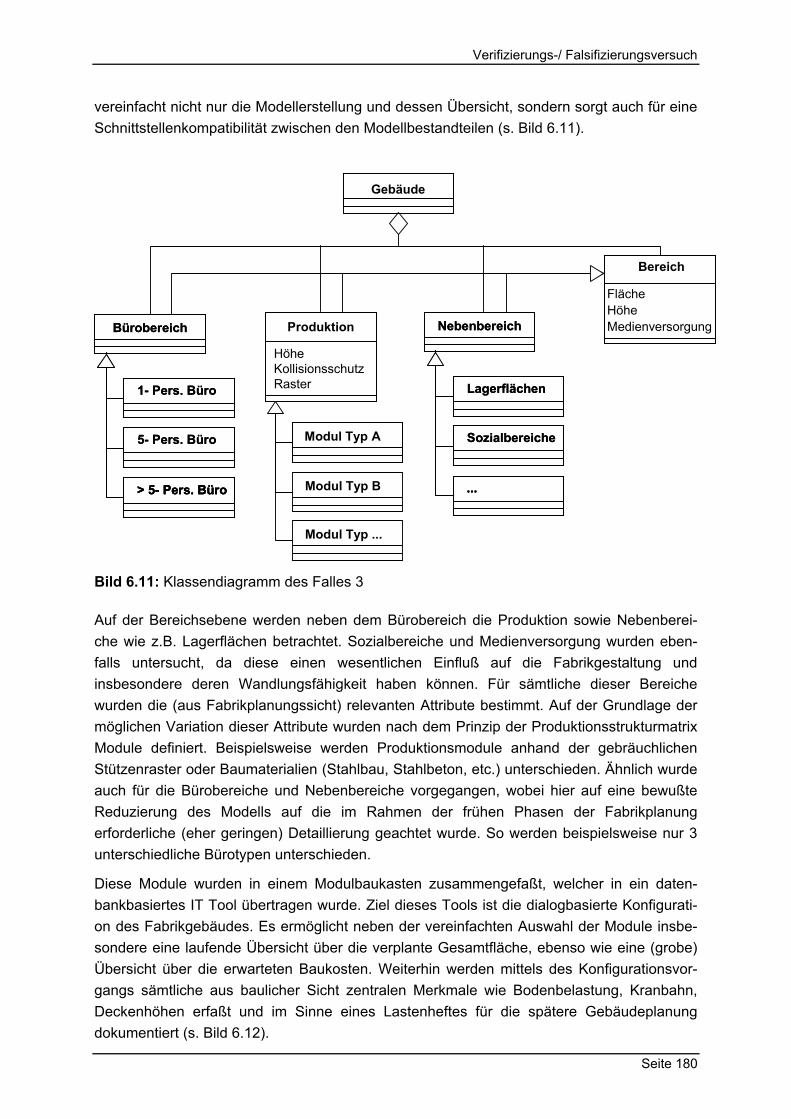
Verifizierungs-/ Falsifizierungsversuch
Seite 180
vereinfacht nicht nur die Modellerstellung und dessen Übersicht, sondern sorgt auch für eine Schnittstellenkompatibilität zwischen den Modellbestandteilen (s. Bild 6.11).
5- Pers. Büro
1- Pers. Büro
> 5- Pers. Büro
5- Pers. Büro
1- Pers. Büro
> 5- Pers. Büro> 5- Pers. Büro
Bereich
Fläche
MedienversorgungHöhe
Produktion
HöheKollisionsschutzRaster
Modul Typ B
Modul Typ A
Modul Typ ...
BürobereichBürobereich
Gebäude
Sozialbereiche
Lagerflächen
...
Sozialbereiche
Lagerflächen
......
NebenbereichNebenbereich
Bild 6.11: Klassendiagramm des Falles 3
Auf der Bereichsebene werden neben dem Bürobereich die Produktion sowie Nebenberei-che wie z.B. Lagerflächen betrachtet. Sozialbereiche und Medienversorgung wurden eben-falls untersucht, da diese einen wesentlichen Einfluß auf die Fabrikgestaltung und insbesondere deren Wandlungsfähigkeit haben können. Für sämtliche dieser Bereiche wurden die (aus Fabrikplanungssicht) relevanten Attribute bestimmt. Auf der Grundlage der möglichen Variation dieser Attribute wurden nach dem Prinzip der Produktionsstrukturmatrix Module definiert. Beispielsweise werden Produktionsmodule anhand der gebräuchlichen Stützenraster oder Baumaterialien (Stahlbau, Stahlbeton, etc.) unterschieden. Ähnlich wurde auch für die Bürobereiche und Nebenbereiche vorgegangen, wobei hier auf eine bewußte Reduzierung des Modells auf die im Rahmen der frühen Phasen der Fabrikplanung erforderliche (eher geringen) Detaillierung geachtet wurde. So werden beispielsweise nur 3 unterschiedliche Bürotypen unterschieden.
Diese Module wurden in einem Modulbaukasten zusammengefaßt, welcher in ein daten-bankbasiertes IT Tool übertragen wurde. Ziel dieses Tools ist die dialogbasierte Konfigurati-on des Fabrikgebäudes. Es ermöglicht neben der vereinfachten Auswahl der Module insbe-sondere eine laufende Übersicht über die verplante Gesamtfläche, ebenso wie eine (grobe) Übersicht über die erwarteten Baukosten. Weiterhin werden mittels des Konfigurationsvor-gangs sämtliche aus baulicher Sicht zentralen Merkmale wie Bodenbelastung, Kranbahn, Deckenhöhen erfaßt und im Sinne eines Lastenheftes für die spätere Gebäudeplanung dokumentiert (s. Bild 6.12).
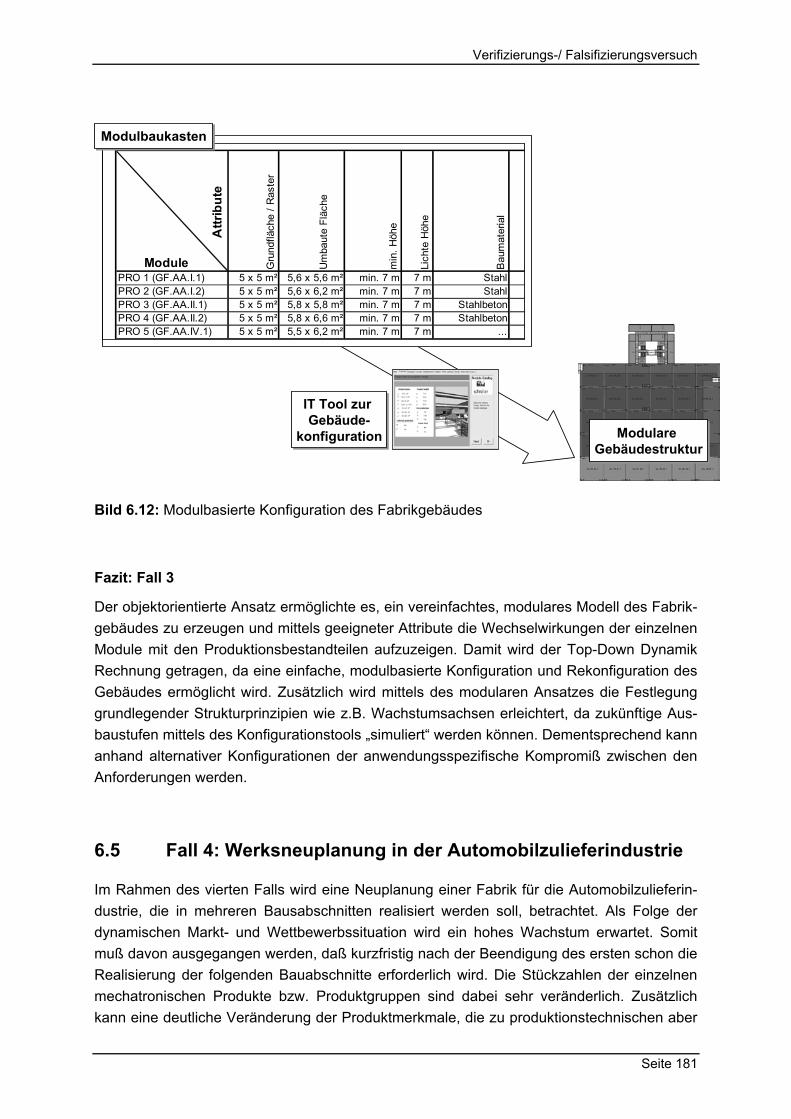
Verifizierungs-/ Falsifizierungsversuch
Seite 181
Attr
ibut
e
Gru
ndflä
che
/ Ras
ter
Um
baut
e Fl
äche
min
. Höh
e
Lich
te H
öhe
Bau
mat
eria
l
PRO 1 (GF.AA.I.1) 5 x 5 m² 5,6 x 5,6 m² min. 7 m 7 m StahlPRO 2 (GF.AA.I.2) 5 x 5 m² 5,6 x 6,2 m² min. 7 m 7 m StahlPRO 3 (GF.AA.II.1) 5 x 5 m² 5,8 x 5,8 m² min. 7 m 7 m StahlbetonPRO 4 (GF.AA.II.2) 5 x 5 m² 5,8 x 6,6 m² min. 7 m 7 m StahlbetonPRO 5 (GF.AA.IV.1) 5 x 5 m² 5,5 x 6,2 m² min. 7 m 7 m ...
Module
Modulare Gebäudestruktur
Modulare Gebäudestruktur
ModulbaukastenModulbaukasten
IT Tool zur Gebäude-
konfiguration
IT Tool zur Gebäude-
konfiguration
Bild 6.12: Modulbasierte Konfiguration des Fabrikgebäudes
Fazit: Fall 3
Der objektorientierte Ansatz ermöglichte es, ein vereinfachtes, modulares Modell des Fabrik-gebäudes zu erzeugen und mittels geeigneter Attribute die Wechselwirkungen der einzelnen Module mit den Produktionsbestandteilen aufzuzeigen. Damit wird der Top-Down Dynamik Rechnung getragen, da eine einfache, modulbasierte Konfiguration und Rekonfiguration des Gebäudes ermöglicht wird. Zusätzlich wird mittels des modularen Ansatzes die Festlegung grundlegender Strukturprinzipien wie z.B. Wachstumsachsen erleichtert, da zukünftige Aus-baustufen mittels des Konfigurationstools „simuliert“ werden können. Dementsprechend kann anhand alternativer Konfigurationen der anwendungsspezifische Kompromiß zwischen den Anforderungen werden.
6.5 Fall 4: Werksneuplanung in der Automobilzulieferindustrie
Im Rahmen des vierten Falls wird eine Neuplanung einer Fabrik für die Automobilzulieferin-dustrie, die in mehreren Bausabschnitten realisiert werden soll, betrachtet. Als Folge der dynamischen Markt- und Wettbewerbssituation wird ein hohes Wachstum erwartet. Somit muß davon ausgegangen werden, daß kurzfristig nach der Beendigung des ersten schon die Realisierung der folgenden Bauabschnitte erforderlich wird. Die Stückzahlen der einzelnen mechatronischen Produkte bzw. Produktgruppen sind dabei sehr veränderlich. Zusätzlich kann eine deutliche Veränderung der Produktmerkmale, die zu produktionstechnischen aber
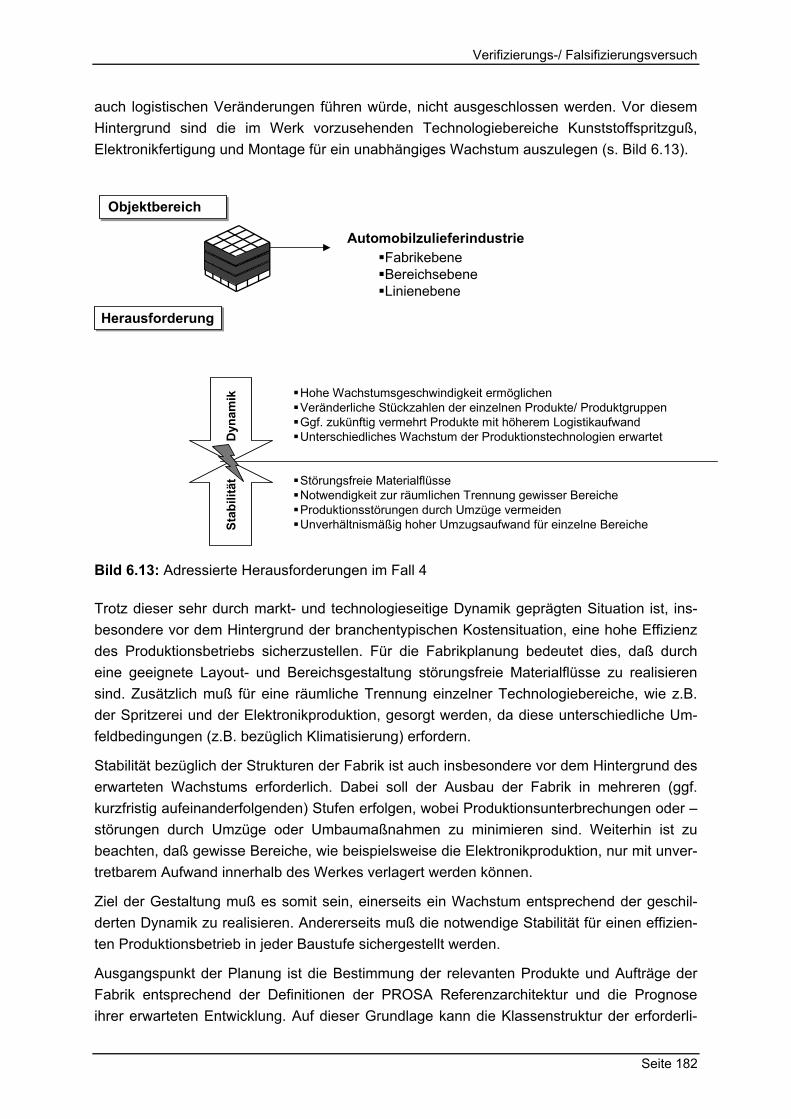
Verifizierungs-/ Falsifizierungsversuch
Seite 182
auch logistischen Veränderungen führen würde, nicht ausgeschlossen werden. Vor diesem Hintergrund sind die im Werk vorzusehenden Technologiebereiche Kunststoffspritzguß, Elektronikfertigung und Montage für ein unabhängiges Wachstum auszulegen (s. Bild 6.13).
Hohe Wachstumsgeschwindigkeit ermöglichenVeränderliche Stückzahlen der einzelnen Produkte/ ProduktgruppenGgf. zukünftig vermehrt Produkte mit höherem LogistikaufwandUnterschiedliches Wachstum der Produktionstechnologien erwartet
Störungsfreie MaterialflüsseNotwendigkeit zur räumlichen Trennung gewisser Bereiche Produktionsstörungen durch Umzüge vermeidenUnverhältnismäßig hoher Umzugsaufwand für einzelne Bereiche
Objektbereich
Herausforderung
Stab
ilitä
tD
ynam
ikAutomobilzulieferindustrie
FabrikebeneBereichsebeneLinienebene
Bild 6.13: Adressierte Herausforderungen im Fall 4
Trotz dieser sehr durch markt- und technologieseitige Dynamik geprägten Situation ist, ins-besondere vor dem Hintergrund der branchentypischen Kostensituation, eine hohe Effizienz des Produktionsbetriebs sicherzustellen. Für die Fabrikplanung bedeutet dies, daß durch eine geeignete Layout- und Bereichsgestaltung störungsfreie Materialflüsse zu realisieren sind. Zusätzlich muß für eine räumliche Trennung einzelner Technologiebereiche, wie z.B. der Spritzerei und der Elektronikproduktion, gesorgt werden, da diese unterschiedliche Um-feldbedingungen (z.B. bezüglich Klimatisierung) erfordern.
Stabilität bezüglich der Strukturen der Fabrik ist auch insbesondere vor dem Hintergrund des erwarteten Wachstums erforderlich. Dabei soll der Ausbau der Fabrik in mehreren (ggf. kurzfristig aufeinanderfolgenden) Stufen erfolgen, wobei Produktionsunterbrechungen oder –störungen durch Umzüge oder Umbaumaßnahmen zu minimieren sind. Weiterhin ist zu beachten, daß gewisse Bereiche, wie beispielsweise die Elektronikproduktion, nur mit unver-tretbarem Aufwand innerhalb des Werkes verlagert werden können.
Ziel der Gestaltung muß es somit sein, einerseits ein Wachstum entsprechend der geschil-derten Dynamik zu realisieren. Andererseits muß die notwendige Stabilität für einen effizien-ten Produktionsbetrieb in jeder Baustufe sichergestellt werden.
Ausgangspunkt der Planung ist die Bestimmung der relevanten Produkte und Aufträge der Fabrik entsprechend der Definitionen der PROSA Referenzarchitektur und die Prognose ihrer erwarteten Entwicklung. Auf dieser Grundlage kann die Klassenstruktur der erforderli-
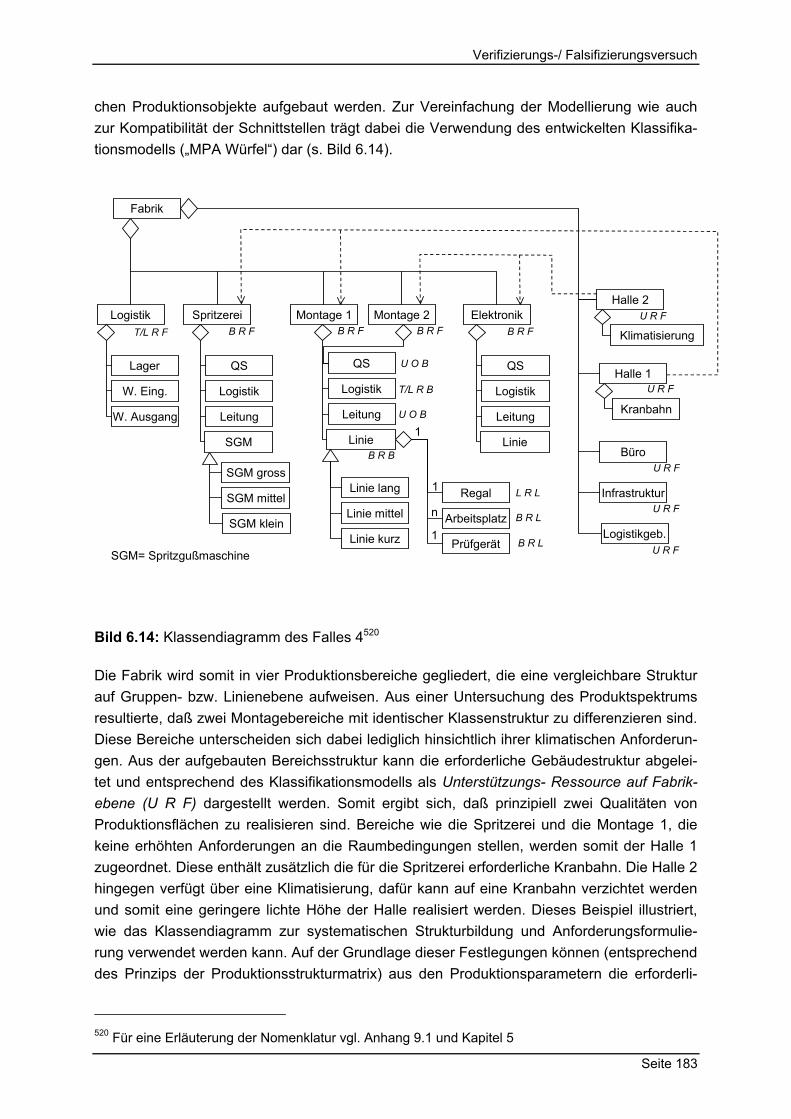
Verifizierungs-/ Falsifizierungsversuch
Seite 183
chen Produktionsobjekte aufgebaut werden. Zur Vereinfachung der Modellierung wie auch zur Kompatibilität der Schnittstellen trägt dabei die Verwendung des entwickelten Klassifika-tionsmodells („MPA Würfel“) dar (s. Bild 6.14).
Bild 6.14: Klassendiagramm des Falles 4520
Die Fabrik wird somit in vier Produktionsbereiche gegliedert, die eine vergleichbare Struktur auf Gruppen- bzw. Linienebene aufweisen. Aus einer Untersuchung des Produktspektrums resultierte, daß zwei Montagebereiche mit identischer Klassenstruktur zu differenzieren sind. Diese Bereiche unterscheiden sich dabei lediglich hinsichtlich ihrer klimatischen Anforderun-gen. Aus der aufgebauten Bereichsstruktur kann die erforderliche Gebäudestruktur abgelei-tet und entsprechend des Klassifikationsmodells als Unterstützungs- Ressource auf Fabrik-ebene (U R F) dargestellt werden. Somit ergibt sich, daß prinzipiell zwei Qualitäten von Produktionsflächen zu realisieren sind. Bereiche wie die Spritzerei und die Montage 1, die keine erhöhten Anforderungen an die Raumbedingungen stellen, werden somit der Halle 1 zugeordnet. Diese enthält zusätzlich die für die Spritzerei erforderliche Kranbahn. Die Halle 2 hingegen verfügt über eine Klimatisierung, dafür kann auf eine Kranbahn verzichtet werden und somit eine geringere lichte Höhe der Halle realisiert werden. Dieses Beispiel illustriert, wie das Klassendiagramm zur systematischen Strukturbildung und Anforderungsformulie-rung verwendet werden kann. Auf der Grundlage dieser Festlegungen können (entsprechend des Prinzips der Produktionsstrukturmatrix) aus den Produktionsparametern die erforderli-
520 Für eine Erläuterung der Nomenklatur vgl. Anhang 9.1 und Kapitel 5
Fabrik
Logistik Spritzerei Montage 1 Montage 2
Büro
Infrastruktur
Halle 1
Halle 2
Lager
W. Eing.
W. Ausgang
SGM
QS
Logistik
Leitung
Elektronik
Kranbahn
Klimatisierung
SGM gross
SGM mittel
SGM klein
Linie lang
Linie mittel
Linie kurz
Regal
Arbeitsplatz
Prüfgerät
Linie
QS
Logistik
Leitung
Linie
QS
Logistik
Leitung1
1
n
1 Logistikgeb.
B R FB R F B R FB R FT/L R F
U O B
T/L R B
B R B
U O B
L R L
B R L
B R L
U R F
U R F
U R F
U R F
U R FSGM= Spritzgußmaschine
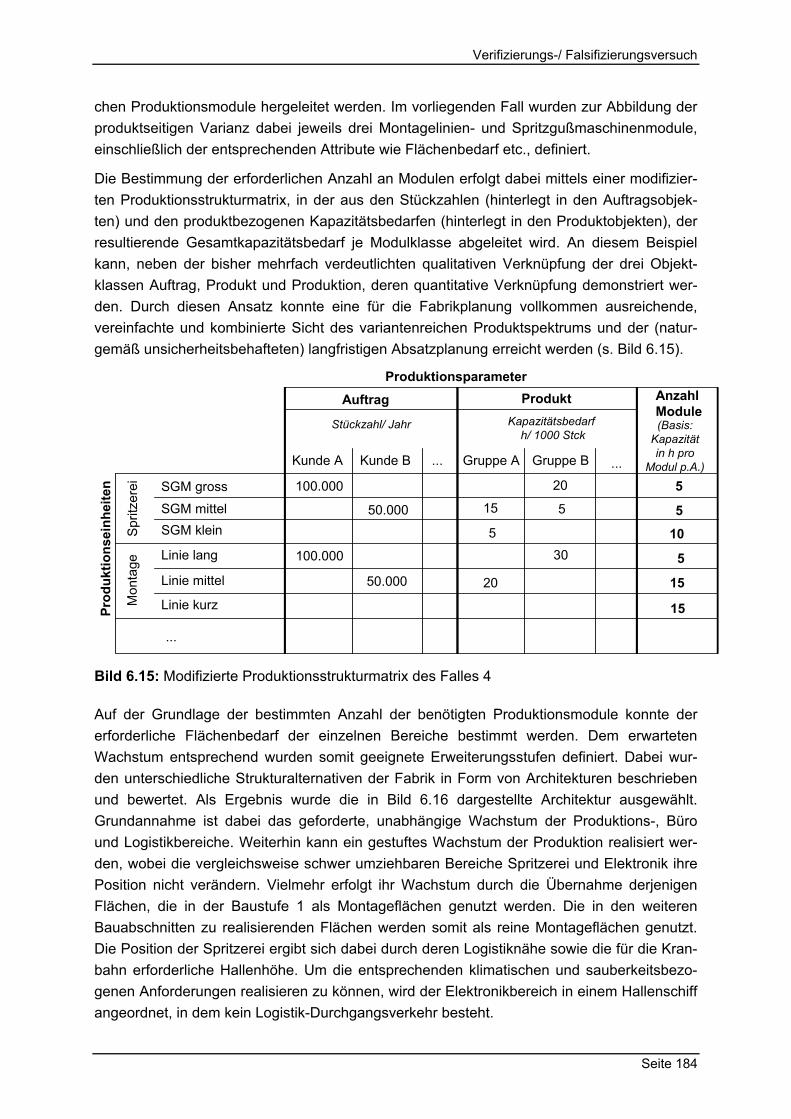
Verifizierungs-/ Falsifizierungsversuch
Seite 184
chen Produktionsmodule hergeleitet werden. Im vorliegenden Fall wurden zur Abbildung der produktseitigen Varianz dabei jeweils drei Montagelinien- und Spritzgußmaschinenmodule, einschließlich der entsprechenden Attribute wie Flächenbedarf etc., definiert.
Die Bestimmung der erforderlichen Anzahl an Modulen erfolgt dabei mittels einer modifizier-ten Produktionsstrukturmatrix, in der aus den Stückzahlen (hinterlegt in den Auftragsobjek-ten) und den produktbezogenen Kapazitätsbedarfen (hinterlegt in den Produktobjekten), der resultierende Gesamtkapazitätsbedarf je Modulklasse abgeleitet wird. An diesem Beispiel kann, neben der bisher mehrfach verdeutlichten qualitativen Verknüpfung der drei Objekt-klassen Auftrag, Produkt und Produktion, deren quantitative Verknüpfung demonstriert wer-den. Durch diesen Ansatz konnte eine für die Fabrikplanung vollkommen ausreichende, vereinfachte und kombinierte Sicht des variantenreichen Produktspektrums und der (natur-gemäß unsicherheitsbehafteten) langfristigen Absatzplanung erreicht werden (s. Bild 6.15).
...Gruppe AKunde A Gruppe B
SGM gross
Linie lang
AnzahlModule
Spr
itzer
ei
Kunde B
SGM mittelSGM klein
Linie mittel
Linie kurz
...
ProduktAuftrag
Produktionsparameter
Kapazitätsbedarf h/ 1000 Stck
Stückzahl/ Jahr (Basis: Kapazität in h pro
Modul p.A.)
Mon
tage
Prod
uktio
nsei
nhei
ten
...
100.000
50.000
100.000
50.000
20
15
30
20
5
5
5
15
15
5
5
10
Bild 6.15: Modifizierte Produktionsstrukturmatrix des Falles 4
Auf der Grundlage der bestimmten Anzahl der benötigten Produktionsmodule konnte der erforderliche Flächenbedarf der einzelnen Bereiche bestimmt werden. Dem erwarteten Wachstum entsprechend wurden somit geeignete Erweiterungsstufen definiert. Dabei wur-den unterschiedliche Strukturalternativen der Fabrik in Form von Architekturen beschrieben und bewertet. Als Ergebnis wurde die in Bild 6.16 dargestellte Architektur ausgewählt. Grundannahme ist dabei das geforderte, unabhängige Wachstum der Produktions-, Büro und Logistikbereiche. Weiterhin kann ein gestuftes Wachstum der Produktion realisiert wer-den, wobei die vergleichsweise schwer umziehbaren Bereiche Spritzerei und Elektronik ihre Position nicht verändern. Vielmehr erfolgt ihr Wachstum durch die Übernahme derjenigen Flächen, die in der Baustufe 1 als Montageflächen genutzt werden. Die in den weiteren Bauabschnitten zu realisierenden Flächen werden somit als reine Montageflächen genutzt. Die Position der Spritzerei ergibt sich dabei durch deren Logistiknähe sowie die für die Kran-bahn erforderliche Hallenhöhe. Um die entsprechenden klimatischen und sauberkeitsbezo-genen Anforderungen realisieren zu können, wird der Elektronikbereich in einem Hallenschiff angeordnet, in dem kein Logistik-Durchgangsverkehr besteht.
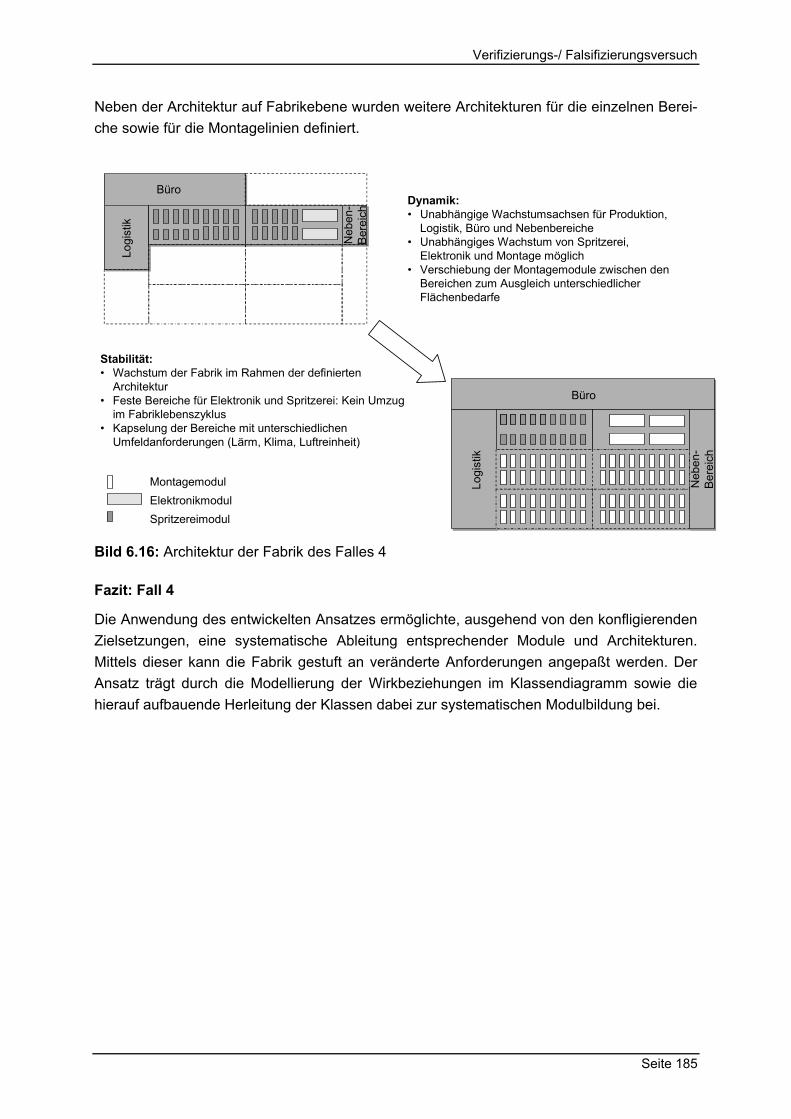
Verifizierungs-/ Falsifizierungsversuch
Seite 185
Neben der Architektur auf Fabrikebene wurden weitere Architekturen für die einzelnen Berei-che sowie für die Montagelinien definiert.
Logi
stik
Büro
Neb
en-
Ber
eich
Logi
stik
Büro
Neb
en-
Ber
eich
Stabilität:• Wachstum der Fabrik im Rahmen der definierten
Architektur• Feste Bereiche für Elektronik und Spritzerei: Kein Umzug
im Fabriklebenszyklus• Kapselung der Bereiche mit unterschiedlichen
Umfeldanforderungen (Lärm, Klima, Luftreinheit)
Dynamik:• Unabhängige Wachstumsachsen für Produktion,
Logistik, Büro und Nebenbereiche• Unabhängiges Wachstum von Spritzerei,
Elektronik und Montage möglich• Verschiebung der Montagemodule zwischen den
Bereichen zum Ausgleich unterschiedlicher Flächenbedarfe
MontagemodulElektronikmodulSpritzereimodul
Bild 6.16: Architektur der Fabrik des Falles 4
Fazit: Fall 4
Die Anwendung des entwickelten Ansatzes ermöglichte, ausgehend von den konfligierenden Zielsetzungen, eine systematische Ableitung entsprechender Module und Architekturen. Mittels dieser kann die Fabrik gestuft an veränderte Anforderungen angepaßt werden. Der Ansatz trägt durch die Modellierung der Wirkbeziehungen im Klassendiagramm sowie die hierauf aufbauende Herleitung der Klassen dabei zur systematischen Modulbildung bei.

Verifizierungs-/ Falsifizierungsversuch
Seite 186
6.6 Reflexion der Lösungshypothese
Die untersuchten Fälle stammen aus verschiedenen Objektbereichen und erlauben so eine Abschätzung über die Einsatzfähigkeit der entwickelten Theorie zur objektorientierten Fa-brikplanung.
6.6.1 Bewertung der Lösungshypothese hinsichtlich der formulierten Erfolgskriterien Im folgenden soll anhand der beschriebenen Fälle untersucht werden, inwieweit durch die Anwendung der entwickelten Theorie den Prinzipien der formulierten Lösungshypothese entsprochen werden konnte. Als Basis hierfür dienen die Kriterien, die erfüllt sein müßten, um die Lösungshypothese als erfolgreich zu bezeichnen.
Kriterium 1: „Die Produktion, d.h. die ‚Transaktion’, wird in der objektorientierten Fabrik nicht als ein ‚Prozeß’ verstanden, sondern als Zustandsänderung von Objekten, die durch deren Interaktion ausgelöst wird.“
Dieses Prinzip setzt vor allem eine Interaktion der Objektklassen Auftrag, Produkt und Pro-duktion sowie die Zustandsänderung dieser voraus. Es stellt somit durch die Vermeidung einer zusätzlichen „Prozeßsicht“ einen zentralen Unterschied zu prozeßorientierten Ansätzen dar. In den Fällen 1 und 2 wurde das Transformationssystem entsprechend der PROSA Architektur modelliert und damit diesem Prinzip entsprochen. Im Fall der Gebäudeplanung liegt kein Transformationssystem vor, so daß dieses Kriterium hier nicht beurteilt werden kann.
Insgesamt läßt sich als Erfahrung der exemplarischen Anwendungen festhalten, daß die Abkehr von der gewohnten prozeßorientierten Sichtweise bei den Beteiligten ein regelrech-tes „Umdenken“ erforderte. Hierbei war es insbesondere hilfreich, daß das entwickelte Klas-sifikationsmodell mit der Kategorie Prozeß die Möglichkeit bietet, Prozeßanalysen durchzu-führen und diese sukzessive in eine objektorientierte Modellierung zu übertragen.
Als Vorteil der Objektorientierung erwies sich dabei, daß das Prinzip der Zustandsänderung eine enge Verzahnung der Partialmodelle von Produkt, Auftrag und Produktion ermöglicht. Gegenüber einem vergleichsweise abstrakten Prozeßverständnis wird eine hohe Transpa-renz über Wirkbeziehungen hergestellt, die als Basis für die Differenzierung von Modul- und Plattformeinheiten und die spätere Wandlung unverzichtbar ist.
Kriterium 2: „Die Struktur der Fabrik wird durch interagierende, gekapselte Objekte gebil-det“
Dieses Prinzip konnte in allen Fallbeispielen problemlos und erfolgreich umgesetzt werden. Dabei hat sich vor allem der Vorteil dieser Sicht, bezogen auf eine sukzessive Konkretisie-
Verifizierungs-/ Falsifizierungsversuch
Seite 187
rung des Planungsgegenstandes, als hilfreich erwiesen. In jedem der Fälle konnten dabei über Attribute definierte Schnittstellen erzeugt werden.
Kriterium 3: „Die Objekte sind Instanzen von (allgemein definierten) Klassen“
Das Prinzip der Klassenbildung wurde in jedem der Fälle erfolgreich eingesetzt und stellte zentrale Grundlage für die Bestimmung von Modulbaukästen dar. Die unternehmensspezifi-schen Herausforderungen der Fallbeispiele betonen dabei, daß eine Bildung von standardi-sierten, anwendungsneutralen Konzepten ein zentrales Ziel ist. Dies wurde durch den Auf-bau der Klassenstruktur wirkungsvoll unterstützt, da diese Sichtweise sicherstellt, daß eine Abstrahierung der Einzelfälle erfolgt.
Kriterium 4: „Hierarchien werden durch Vererbung und Aggregation gebildet“
In den betrachteten Fällen war die zentrale Grundlage zur Modularisierung der Aufbau von Hierarchien. Hierbei erfolgte einerseits eine Strukturdekomposition durch Aggregation. Ande-rerseits konnte durch das Prinzip der Vererbung in sämtlichen Fällen eine wesentliche Ver-einfachung des Modells und des Modellierungsvorgangs vorgenommen werden. So wurden jeweils abstrakte Klassen (z.B. eines Bereiches) einschließlich der entsprechenden Attribute definiert, die Basis für die Ableitung konkreter Klassen waren. Dieses Prinzip trägt nicht nur wesentlich zur Strukturierung des Modells bei, sondern stellt zusätzlich eine wichtige Basis für eine Schnittstellenkompatibilität der Attribute dar.
6.6.2 Bewertung des Konzeptes hinsichtlich der aufgestellten Anforde-rungen
Anforderungen an das Planungsergebnis
Aus der Untersuchung der Herausforderungen produzierender Unternehmen ergab sich als eine der zentralen Forderungen die Realisierung einer anforderungsgerechten Produktion. Hierbei soll sichergestellt werden, daß die Produktion den Anforderungen der Anspruchs-gruppen jeweils optimal entspricht. Vor dem Hintergrund der hohen Dynamik der Anforde-rungen bedeutet dies vor allem, daß eine kurzfristige Rekonfiguration möglich sein muß. In den untersuchten Fällen wurden jeweils Wirkbeziehungen zwischen den Anforderungen und der Struktur der Produktion hergestellt und die Gestaltung vor dem Hintergrund möglicher Anforderungsänderungen durchgeführt. Hierbei wurde durch eine modulare Gestaltung die Basis für schnelle Strukturveränderungen geschaffen.
Neben diesem Umgang mit Dynamik war die Realisierung eines stabilen Entwicklungsumfel-des in jedem der Fälle ein zentrales Ziel. Dies wurde einerseits durch geeignete Definition von Modul bzw. unveränderlichen Plattformeinheiten realisiert. Dementsprechend wurde der Änderungsumfang und damit die Dynamik auf einzelne Bestandteile der Produktion be-
Verifizierungs-/ Falsifizierungsversuch
Seite 188
grenzt. Einen wesentlichen Beitrag leisten hierbei die jeweiligen Architekturen, die sicherstel-len, daß eine Systemveränderung nur zu begrenzten Strukturveränderungen führt.
Zur Wandlung des Systems wurde dabei vor allem auf das Prinzip der temporären Vernet-zung durch den Austausch einzelner Module zurückgegriffen. Hierbei stellten insbesondere die Prinzipien der Objektorientierung eine wesentliche Basis zur Realisierung vernetzter Strukturen bei gleichzeitiger Sicherstellung einer Schnittstellenkompatibilität dar. Diese Merkmale konnten im Rahmen der Fälle 1 und 2 in Hinsicht auf die Einführung eines neuen Produktes überprüft werden.
Anforderungen an die Planung
Zentrale Forderung an die Durchführung der Planung ist die systematische Berücksichtigung des Faktors Wandlungsfähigkeit. Dementsprechend sind die Anforderungen an den Pla-nungsgegenstand und deren mögliche Änderungen Ausgangspunkt der Planung. Hierbei sind insbesondere Restriktionen für die Wandlung durch existierende Fabrikbestandteile zu berücksichtigen. Vor dem Hintergrund des Prinzips der Wandlung durch temporäre Vernet-zung ist dabei eine schnittstellenorientierte und verteilte Planung erforderlich. Weiterhin ist die Wandlung durch einen geeigneten Planungsprozeß zu unterstützen.
In den vorliegenden Fällen bildeten jeweils die Anforderungen den Ausgangspunkt der Pla-nung und wurden als entsprechende Produktionsparameter formuliert. Schnittstellen und Restriktionen werden dabei durch die Modellerstellung sowie die Produktionsstrukturmatrix und die Architekturen wirksam abgebildet. Hierbei hat insbesondere das entwickelte Klassifi-kationsmodell einen wesentlichen Beitrag geleistet, da in sämtlichen Anwendungsfällen auf eine konsistente Beschreibung zurückgegriffen werden konnte. Der Prozeß der eigentlichen Wandlung wurde nicht explizit beschrieben, da dieser durch die Anwendung der Produkti-onsstrukturmatrix sowie der Architekturen implizit vorgegeben ist. Zusätzlich wurde für den Fall 1 der Prozeß der Initialplanung entsprechend der Grundprinzipien des Rational Unified Process modifiziert. Dieser bietet eine Basis für die Koordination des verteilt durchzuführen-den Planungsprozeß und ist insbesondere auf ein systematisches Schnittstellenmanagement ausgerichtet.
6.6.3 Fazit und weiterer Handlungsbedarf Die Anwendung der entwickelten Theorie der objektorientierten Fabrikplanung im Rahmen von Anwendungsfällen hat gezeigt, daß die in der Lösungshypothese vermutete Eignung von Prinzipien des objektorientierten Software Engineering im Rahmen der Fabrikplanung zutref-fend ist.
Die ausgewählten Fälle adressierten dabei die dieser Arbeit zugrundegelegte Herausforde-rung einer gleichzeitigen Realisierung einer Top-Down Dynamik und einer Bottom-Up Stabili-tät. Es konnte gezeigt werden, daß objektorientierte Modellierungs- und Strukturierungskon-zepte gemeinsam mit den verwendeten Modul- und Architekturansätzen einen wesentlichen Beitrag zur Lösung dieses Problems darstellen.
Verifizierungs-/ Falsifizierungsversuch
Seite 189
Die Wahl der Objektorientierung als Strukturierungsparadigma für die Planung wandlungsfä-higer Fabriken kann somit als erfolgreich bezeichnet werden.
Die Anwendungsfälle haben aber auch gezeigt, daß die Anwendung des Prinzips der Ob-jektorientierung eine Art „Umdenken“ gegenüber den bisherigen, prozeßorientierten Ansät-zen umfaßt. Dabei können insbesondere Diagramme der UML einen Beitrag zur Transpa-renz im Planungsprojekt leisten.
Trotz der insgesamt positiven Einschätzung zur objektorientierten Fabrikplanung hat sich gezeigt, daß anwendungsfallspezifisch geprüft werden muß, welche Komponenten Anwen-dung finden. Beispielsweise wurden die Grundprinzipien der Objektorientierung, wie das Klassendiagramm, in sämtlichen Fällen erfolgreich angewendet. Andere Methoden, wie z.B. das Sequenzdiagramm, sind nicht in allen Fällen, z.B. bezogen auf vergleichsweise einfache oder getaktete Abläufe ohne Entscheidung- und Synchronisationspunkte, sinnvoll.
Die formulierte grundlegende Theorie ist somit als geeignet zu betrachten, wobei weiterer Handlungsbedarf insbesondere in der Ausarbeitung der einzelnen Komponenten zu sehen ist. Hierbei sind vor allem Anwendungsvorschriften für die einzelnen Theoriebestandteile, bezogen auf spezifische Objektbereiche und Branchen, zu formulieren. Beispielsweise kön-nen auf der Grundlage des entwickelten Klassifizierungsmodells vorinstanziierte Klassen (im Sinne einer Bibliothek) für spezifische Branchen gebildet werden. Zu dem Klassifikationsmo-dell der Produktionseinheiten können weiterhin entsprechende Modelle für Aufträge und Produkte gebildet werden, um somit eine durchgängige Modellierungsbasis zu haben.
Ein weiterer Handlungsbedarf liegt in der Ausgestaltung der entwickelten Vorgehensweise. Im Rahmen des 5. Kapitels wurde exemplarisch eine Definition von Teilprojekten vorge-nommen. Insbesondere die Erfahrung im Rahmen des Anwendungsfalls 1 führt zu der The-se, daß ein Katalog von vordefinierten Teilprojekten für verschiedene Objektbereiche und Branchen gebildet werden kann. Dabei kann das entwickelte Klassifizierungsmodell der Produktionseinheiten als Basis für die Systematisierung einer derartigen Teilprojektbibliothek darstellen.
Zusammenfassung
Seite 190
7 Zusammenfassung
Das Umfeld produzierender Unternehmen ist von einem hohen Grad an Dynamik geprägt. Um in dieser Situation zu bestehen, muß die Produktion in der Lage sein, kurzfristig auf wechselnde Anforderungen zu reagieren. Zur Sicherung der Existenzberechtigung und nachhaltigen Wettbewerbsfähigkeit der (eigenen) Produktion, insbesondere vor dem Hinter-grund ausgeprägter Überkapazitäten in vielen Branchen, muß nicht nur eine Optimierung des Produktionsbetriebs angestrebt werden, sondern gleichzeitig durch spezifische Kompetenzen und Fähigkeiten eine Alleinstellung erzielt werden. Die Entwicklung dieser Faktoren erfordert jedoch ein stabiles Umfeld. Dementsprechend stehen produzierende Unternehmen vor der Herausforderung, eine Lösung des Konfliktes zwischen Top-Down-induzierter Dynamik und Bottom-Up-entwickelter Stabilität zu realisieren.
Eine mögliche Lösung für dieses Dilemma ist das Prinzip der Wandlung durch temporäre Vernetzung. Hierbei erfolgt eine Wandlung des Systems Fabrik durch eine flexible (und temporäre) Neuvernetzung der Systembestandteile. Die Übertragung derartiger Ansätze zur Produktionsnetzgestaltung auf die Einzelfabrik führt somit zu einem „fabrikinternen Produkti-onsnetz“ und entspricht dabei den weitverbreiteten Dezentralisierungsansätzen ebenso wie den derzeit vielfach diskutierten Modularisierungsansätzen für die Produktion.
Im Rahmen dieser Arbeit wurden auf der Grundlage einer eingehenden Untersuchung der beschriebenen Herausforderungen Anforderungen formuliert, die eine Theorie der Fabrikpla-nung zur Umsetzung des Prinzips der Wandlung der (temporären) Vernetzung erfüllen muß.
Auf der Basis dieser Anforderungen wurde die existierende Theorie der Fabrikplanung unter-sucht. Als Grundlage hierfür dient eine aus der Methodologie der Fabrikplanung abgeleitete Differenzierung der existierenden Theorie in Modellierungs- und Strukturierungskonzepte, Gestaltungskonzepte und Architekturen sowie in Vorgehensweisen, Methoden und Hilfsmit-tel. Bei einer entsprechenden Untersuchung hat sich ergeben, daß eine Vielzahl von Ansät-zen bezüglich der einzelnen Kategorien der Theorie existiert. Diese adressieren in unter-schiedlichem Maße das Thema Wandlungsfähigkeit, aber kaum den Konflikt zwischen Dy-namik und Stabilität. Zusätzlich zeigt sich, daß die Ansätze der einzelnen Kategorien nur sehr eingeschränkt zu einem durchgängigen Gesamtkonzept kombinierbar sind. Dement-sprechend kann festgestellt werden, daß zwar eine Vielzahl verschiedener Ansätze zur Fabrikplanung allgemein und zum Thema Wandlungsfähigkeit im Speziellen existieren, jedoch hinsichtlich der dargestellten Situation der Produktion ein Theoriedefizit vorliegt.
Diese Situation motiviert das Ziel der vorliegenden Arbeit, vor dem Hintergrund des Prinzips der Wandlung durch temporäre Vernetzung den Rahmen für eine durchgängige Theorie der Fabrikplanung zu formulieren.
Die Untersuchung der existierenden Theorie ergab, daß erfolgreiche Ansätze häufig auf Methoden und Prinzipien des Software Engineering zurückgriffen. Als Beispiele sind hier neben Modellierungsansätzen aus dem Bereich der Wirtschaftsinformatik auch Gestaltungs-konzepte wie das Holonic Manufacturing zu nennen. Eine nähere Betrachtung des Software Engineering ergab, daß die dort vorliegenden Herausforderungen denen der Produktion sehr
Zusammenfassung
Seite 191
ähnlich sind. Zentrale Faktoren sind hierbei die rapide technische Entwicklung im Bereich der Hardware sowie die dynamische Entwicklung der Einsatzfelder und Kundenanforderun-gen. Es resultiert die Notwendigkeit, mit verkürzten Entwicklungszyklen und innerzyklischen Anforderungsänderungen Schritt zu halten. Bedingt durch die Komplexität des Systems Software, kann ein Umgang mit einem derartig dynamischen Umfeld nur gelingen, wenn gleichzeitig eine Basis-Stabilität des Systems erhalten werden kann. Als Lösungsprinzip hat sich das Prinzip der Entkopplung der extern induzierten Dynamik von einer inneren Stabilität des Systems durchgesetzt.
Die Entwicklung der Theorie des Software Engineering weist dabei in hohem Maße Paralle-len zu der der Fabrikplanung auf. Ähnlich wie die Entwicklung von der funktionalen zur pro-zeßorientierten Fabrik, hat sich hier mit einer zunehmenden Systemkomplexität die Entwick-lung von der funktionalen zur prozedualen Software vollzogen. Bedingt durch die veränder-ten Herausforderungen des Software Engineerings hat sich jedoch seit den 80er Jahren das Paradigma der Objektorientierung durchgesetzt. Das Kernmerkmal hierbei ist die Systemge-staltung aus vernetzten Objekten, deren innere Struktur vor systemseitiger Dynamik gekap-selt ist.
Diese Ähnlichkeiten zwischen Fabrikplanung und Software Engineering, sowohl hinsichtlich der Herausforderungen als auch bezüglich der Entwicklung der Theorie, ist Ausgangspunkt für die Überlegung, inwieweit die Objektorientierung ebenfalls ein geeignetes Paradigma für die Fabrikplanung darstellen kann. Somit ergibt sich als Forschungsfrage dieser Arbeit die Untersuchung der Lösungshypothese, inwieweit Prinzipien der Objektorientierung und des Software Engineerings die Basis für eine Theorie zur Planung wandlungsfähiger Fabriken darstellen können.
Ausgangspunkt der Untersuchung bildet dabei der Aufbau einer Analogie zwischen der Fabrikplanung und dem Software Engineering, die gleichzeitig das Fundament der Lösungs-hypothese darstellt.
Auf dieser Grundlage wurde ein Grobkonzept einer Theorie zur objektorientierten Fabrikpla-nung erarbeitet. Dies erfolgte basierend auf dem Paradigma der Objektorientierung einer-seits, sowie unter Nutzung geeigneter Ansätze aus dem Bereich der Fabrikplanung anderer-seits.
Dementsprechend wurde ein Modellierungs- und Strukturkonzept formuliert, welches auf der bereits im Umfeld des Holonic Manufacturing und der Agentensysteme erfolgreich eingesetz-ten PROSA Referenzarchitektur basiert. Zur Unterstützung des Modellierungs- und Struktu-rierungsprozesses wurde weiterhin ein Klassifikationsmodell der Fabrikobjekte entwickelt.
Zentrale Anforderung an die Gestaltungskonzepte und Architekturen der Fabrikplanung ist der systematische Aufbau von Wirkbeziehungen zwischen den Anforderungen und den Bestandteilen der Fabrik. Zur Sicherung der geforderten Stabilität soll insbesondere zwi-schen veränderlichen und fixen Produktionsbestandteilen unterschieden werden. Im Soft-ware Engineering erfolgt hierbei eine Modul- und Architekturbildung, welche derjenigen der Produkt- und Produktionsgestaltung ähnelt. Dementsprechend wurden diese Ansätze auf der Basis des entwickelten Modellierungs- und Strukturierungsansatzes integriert.
Zusammenfassung
Seite 192
Als Grundlage für die Durchführung der Fabrikplanung wurde eine entsprechende Vorge-hensweise entwickelt. Als Grundüberlegung diente hierbei eine Untersuchung der Schwä-chen existierender Ansätze, die insbesondere keine Anpassung an Projektspezifika, wie z.B. den Objektbereich oder den Anlaß der Planung, zulassen. Dementsprechend wurde der im Bereich des Software Engineering als Quasi-Standard etablierte Rational Unified Process für die Verwendung im Rahmen der Fabrikplanung adaptiert. Unter Verwendung fabrikplanungs-typischer Teilprojekte (wie z.B. der Layoutplanung) kann dieser Prozeß an die jeweiligen Projektspezifika angepaßt werden.
Die entwickelte Theorie wurde anschließend anhand eines fiktiven Fallbeispiels einer Getrie-befabrik detailliert. Hierbei lag das Augenmerk vor allem darauf, einerseits die Übertragbar-keit der Software Engineering Ansätze zu demonstrieren sowie andererseits konkrete Hin-weise und Beispiele für die Verwendung einzelner Prinzipien und Methoden zu geben.
Als Grundlage für die Bewertung des Erfolgs der Lösungshypothese einer objektorientierten Fabrikplanung wurden entsprechende Fallbeispiele aus der Praxis gewählt. Hierbei wurden das Grundkonzept sowie ausgewählte Komponenten der entwickelten Theorie vor dem Hintergrund des jeweils vorliegenden Konfliktes aus Dynamik und Stabilität angewendet. Anschließend wurde der Erfolg der Lösungshypothese anhand der formulierten Erfolgskrite-rien und Anforderungen untersucht. Hierbei wurde die Lösungshypothese bestätigt, wobei im Rahmen weiterer Arbeiten eine Detaillierung der entwickelten Theorie für verschiedene Planungsfälle und Anwendungsfelder erforderlich ist.
Zusammenfassend läßt sich feststellen, daß die entwickelte Theorie der objektorientierten Fabrikplanung eine wirksame Lösung für die konfligierenden Forderungen nach Dynamik und Stabilität darstellt. Im Rahmen dieser Arbeit konnte ein genereller Nachweis in dieser Hinsicht erbracht werden.
Der Charakter eines Paradigmas ergibt sich jedoch letztendlich aus der Tatsache, daß es als eine Art „Supertheorie verstanden [wird] welches die grundlegenden Probleme und Metho-den weiter Bereiche eines Fachs definiert und das Weltbild einer Zeit prägt.“521 Ob die Ob-jektorientierung diesem Anspruch gerecht wird, kann letztendlich nur durch einen nachhaltig erfolgreichen Einsatz in der Praxis unter Beweis gestellt werden.
521 Bleicher, Konzept, 1995, S. 20
Literaturverzeichnis
Seite 193
8 Literaturverzeichnis
Abrahamson, E. -Unternehmenswandel- Unternehmenswandel ohne Schmerzen In: Harvard Business Manager 01/ 2001
Ackhoff, R.- L.- Unternehmensplanung- Unternehmensplanung, Ziele und Strategien rationeller Unternehmensführung München, Wien, 1972
Aggteleky, B. -Grundlagen- Fabrikplanung – Werksentwicklung und Betriebsrationalisierung, Bd. 1: Grundla-gen., Zielplanung, Vorarbeiten München, 1987
Aggteleky, B. -Betriebsanalyse- Fabrikplanung- Werksentwicklung und Betriebsrationalisierung Band 2: Betriebsanalyse und Feasibility Studie München/ Wien, 1990
Aggteleky, B. -Ausführungsplanung- Fabrikplanung- Werksentwicklung und Betriebsrationalisierung Band 3: Ausführungsplanung und Projektmanagement, Planungstechnik in der Realisierungsphase München, Wien, 1990
Bauernhansl, T. -Synergiepotentiale- Bewertung von Synergiepotentialen im Maschinenbau Diss. RWTH Aachen Wiesbaden, 2003
Balzert, H. -Software-Technik- Lehrbuch der Software-Technik Software-Management, Software-Qualitätssicherung, Unternehmensmodellierung Heidelberg, 1998
Bleicher, K. -Konzept- Das Konzept Integriertes Management - Visionen, Missionen, Programme Frankfurt, 2001, 6. Auflage
Booch, G. -Analysis- Object-oriented analysis and design. Redwood City, 1994, 2. Auflage
Chen, P.P.S. -Entity relationship- Entity relationship approach to systems analysis and design Amsterdam, 1980
Dangelmeyer, W.; Warnecke, H.-J. -Fertigungslenkung- Fertigungslenkung Berlin, 1997
Literaturverzeichnis
Seite 194
Dangelmeyer, W. -Fertigungsplanung - Fertigungsplanung Berlin, 1999
Daenzer, W.F./ Huber, F. (Hrsg.) - Systems Engineering- Systems Engineering – Methodik und Praxis. 10. Aufl. Zürich: Verlag Industrielle Organisation, 1999
Denert, E. -Software-Engineering- Software-Engineering. Methodische Projektabwicklung Berlin, 1992
Dörnemann, H.; R. Meyer: -Anforderungsmanagement- Anforderungsmanagement kompakt Spektrum, 2003
Dolezalek, C.-M.; Warnecke, H.-J. – Planung- Planung von Fabrikanlagen Berlin, Heidelberg, New York, 1981
Dohms, R. -Methodik- Methodik zur Bewertung und Gestaltung wandlungsfähiger, dezentraler Produkti-onsstrukturen Diss. RWTH Aachen Aachen, 2001
Dresbach, S.: -Wirtschaftsinformatik- Epistemologische Überlegungen zu Modellen in der Wirtschaftsinformatik. In: Be-cker, J.; u. a. (Hrsg.): Wirtschaftsinformatik und Wissenschaftstheorie – Be-standsaufnahme und Perspektiven. Wiesbaden, 1999
Dubs, R.; Rüegg-Stürm, J.; Euler, D.: -Managementlehre- Einführung in die Managementlehre Pilotversion (Skript UNISG) Bern, 2002/2003
Dyckhoff, H.: -Produktionswirtschaft- Grundzüge der Produktionswirtschaft. Einführung in die Theorie betrieblicher Wert-schöpfung Berlin, 2000
Eidenmüller, B. -Wettbewerbsfaktor- Die Produktion als Wettbewerbsfaktor: Herausforderung an das Produktionsmana-gement Klön, 1989
Engel, K.H. (Hrsg.) -Materialflußplanung- Neu- und Erweiterungs- und Umbauten für Industriebetriebe: Praxis der Layout und Materialflussplanung Bonn, 1980
Literaturverzeichnis
Seite 195
Erler, T. -UML- Das Einsteigerseminar UML Bonn, 2002
Eversheim, W. -Produktionssysteme- Flexible Produktionssysteme In: Frese, E. (Hrsg.): Handwörterbuch der Organisation Stuttgart, 1992
Eversheim, W. -Produktionstechnik- Organisation in der Produktionstechnik I - Grundlagen. Berlin, 1996
Eversheim, W. (Hrsg.) -Unternehmensorganisation- Prozeßorientierte Unternehmensorganisation Berlin, 1996
Eversheim, W.; Patow, C. v.; Lange-Stalinski, T.; Bastin, A. -Werkzeugmaschinenmontage- Ganzheitliche Neugestaltung der Werkzeugmaschinenmontage. In: VDI-Z 141, Nr. 9/10, S. 43-45, 1999
Eversheim, W.; Schmidt, K. -Integrierte Ablauf- und Strukturplanung- Integrierte Ablauf- und Strukturplanung. In: Arbeits- und Ergebnisbericht 1999-2001 des SFB 361 "Modelle und Methoden zur integrierten Produkt- und Prozeßgestal-tung", S. 830-845. RWTH Aachen, Aachen, 2001
Eversheim, W.; Leibinger, B. Sesterhenn, M.; Wegehaupt, P. -Produktionstechnik- Die Produktionstechnik im weltweiten Wettbewerb In: Tagungsband zum Aachener Werkzeugmaschinen Kolloquium 2002 Aachen, 2002, S. 3-14
Eversheim W.; Bergholz, M.; Gather, M.; Kerner, S.; Lange-Stalinski, T.; Lanza, M.; Laufenberg, L.; Lay, K.; Reinfelder, A.; Reithofer, N.; Schreiber, W.; Sulser, H.P.; - Fabrik- Die Fabrik von morgen: vernetzt und wandlungsfähig; Die Produktionstechnik im weltweiten Wettbewerb In: Tagungsband zum Aachener Werkzeugmaschinen Kolloquium 2002 Aachen, 2002, S. 73-96
Eversheim, W.; Lange-Stalinksi, T.; Redelstab, P. -mobile Fabriken- Wandlungsfähigkeit durch mobile Fabriken In: wt Werkstattstechnik Heft 4, S. 169-170, 2002
Ehrmann, H. -Unternehmensplanung- Unternehmensplanung Ludwigshafen, 1997
Literaturverzeichnis
Seite 196
Enderlein, H; Hildebrandt, T; Müller, E. -Plug+Produce- Plug+Produce, die Fabrik der Zukunft aus dem Baukasten In: wt Werkstattstechnik online Heft 4, S. 179, 2001
Essigkrug, A.; Mey, T.: -Rational Unified Process- Rational Unified Process kompakt 2003
Feldmann, K.; Schmidt, B. -Simulation- Simulation in der Fertigungstechnik Berlin, 1988
Felix, H. – Fabrikplanung- Unternehmens- und Fabrikplanung: Planungsprozesse, Leistungen und Beziehungen München, Wien, 1998
Fischer, H. -Unternehmensplanung- Unternehmensplanung: eine praxisorientierte Einführung München,1996
Forbig, P. -Softwareentwicklung- Objektorientierte Softwareentwicklung mit UML 2001, München
Friedli, T. -Kooperationen- Die Architektur von Kooperationen Diss. Univ. St. Gallen St. Gallen, 2000
Gaitanides, M.; Scholz, R.; Vrohlings, A.; Raster, M. -Prozessmanagement- Prozessmanagement München, 1994
Gernert, C. - Projektmanagement- Agiles Projektmanagement. Risikogesteuerte Softwareentwicklung. München, 2003
Geissbauer, R.; Schuh, G. -Footprint- Global Footprint Design, Die Spielregeln der internationalen Wertschöpfung beherr-schen Studie Roland Berger Strategy Consultants/ WZL, RWTH Aachen München, 2004
Goldberg, A.; Rubin, K. -Objects- Succeeding with Objects. Decision Frameworks for Project Management Reading, 1995
Grässle, P.; Baumann, H.; Baumann, P. -UML- UML projektorientiert. Geschäftsprozessmodellierung, IT-System-Spezifikation und Systemintegration mit der UML Bonn, 2000
Literaturverzeichnis
Seite 197
Grochla, E. -Einführung- Einführung in die Organisationstheorie Stuttgart, 1978
Grochla, E. -Grundlagen- Grundlagen der organisatorischen Gestaltung. Stuttgart, 1982
Grundig, C.-G. -Fabrikplanung- Fabrikplanung München, 2000
Gupta, J. C. -Kostenmanagement- Marktorientiertes Ressourcen- und Kostenmanagement: Zielgerichtete Gestaltung der Ressourcenstruktur in der Einzel- und Kleinserienfertigung Diss. RWTH Aachen Aachen, 1997
Gutenberg, E. -Grundlagen- Grundlagen der Betriebswirtschaftslehre, Bd. 1.: Die Produktion. Berlin, 1983
Habich, M. -Handlungssynchronisation- Handlungssynchronisation autonomer, dezentraler Dispositionszentren in flexiblen Fertigungsstrukturen. Diss. Ruhr-Univ. Bochum Bochum, 1990
Hahn, D. -Fertigungsplanung- Strategische Fertigungsplanung In: Kern, W.; Schröder, H.-H.; Weber, J. (Hrsg.): Handwörterbuch der Fertigungs-wirtschaft Stuttgart, 1996
Hammer, M.; Champy, J. -Reengineering- Business Reengineering. Die Radikalkur für das Unternehmen Frankfurt, 1994
Hammer, R.- M. -Unternehmensplanung- Unternehmensplanung: Lehrbuch der strategischen Unternehmensführung München, Wien, 1992
Hermann, U. -Ressourcenmanagement- Ressourcenmanagement- Neuausrichtung der Kostenrechnung unter Berücksichti-gung einer ressourcenbasierten Sichtweise auf die Unternehmung Wiesbaden, 1996
Hernandez Morales, R. -Systematik- Systematik der Wandlungsfähigkeit in der Fabrikplanung Dissertation, Universität Hannover Hannover, 2002
Literaturverzeichnis
Seite 198
Herrmann, H.J. -Modellgestützte Planung- Modellgestützte Planung in Unternehmen: Entwicklung eines Rahmenkonzeptes. Wiesbaden, 1991
Hildebrandt, T. ; Günther, U.; Mäding, K.; Müller, E. -Leitbilder- Die Fabrik als Produkt: Neue Leitbilder für die Fabrikplanung; In: WT Werkstattstechnik online 2004, Heft 7/8 S. 355-362
Hungenberg, H.; Schuh, G.; Warnecke, H.-J. -Management- Strategisches Management produzierender Unternehmen In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin, 1996
Intra, C. -Produktionsplanung- Effiziente Produktionsplanung durch eine vereinfachte Ablaufsimulation Diss. RWTH Aachen Aachen, 2000
IFIP-IFAC Task Force -GERAM - GERAM: Generalised Enterprise Reference Architecture and Methodology, Version 1.6.3, March 1999. Link: http://www.cit.gu.edu.au/~bernus/taskforce/geram/versions/geram1-6-3/v1.6.3.html (Zugriff am 27.02.2004)
Jacobson, I. -Software Engineering- Object-Oriented Software Engineering: A Use Case Driven Approach Workingham, 1992
Jochem, R. -Unternehmensplanung- Integrierte Unternehmensplanung auf der Basis von Unternehmensmodellen Diss. TU Berlin Berlin, 2001
Jonas, C. -Montageanlagen- Konzept einer durchgängigen, rechnergestützten Planung von Montageanlagen Diss. TU München München, 2000
Kahlbrandt, B. -Software-Engineering- Software-Engineering mit der Unified Modeling Language Berlin, 2001
Kettner, H.; Schmidt, J.;, Greim, H.-R.; -Leitfaden- Leitfaden der systematischen Fabrikplanung München, Wien, 1984
Kieser, A.; Kubicek, H. -Organisation- Organisation Berlin, 1983
Literaturverzeichnis
Seite 199
Klauke, A.; Schreiber, W.; Weißner, R. -Fabrikstrukturen- Zukunftsorientierte Fabrikstrukturen in der Automobilindustrie In: wt Werkstattstechnik online Heft 4 , S. 144, 2002
Kosiol, E. (Hrsg.) -Bausteine- Bausteine der Betriebswirtschaftslehre. 1. Band: Methodologie, Grundlagen und Organisation. Berlin, 1973
Kosiol, E. -Organisation- Organisation der Unternehmung. Wiesbaden, 1976
Krah, O. -Prozeßmodell- Prozeßmodell zur Unterstützung umfassender Veränderungsprojekte Diss. RWTH Aache Aachen, 1999
Kruchten, P. -Rational Unified Process- Der Rational Unified Process. Eine Einführung. München, 1999
Kubicek, H. -Bezugsrahmen- Heuristische Bezugsrahmen und heuristisch angelegte Forschungsdesigns als Elemente einer Konstruktionsstrategie empirischer Forschung In: Empirische und handlungstheoretische Forschungskonzeption in der Betriebs-wirtschaftslehre, Hrsg.: Köhler, R. Stuttgart,1977
Kuhn, T.S. – Struktur- Die Struktur wissenschaftlicher Revolutionen Frankfurt, 1967
Kuhn, A.; Rabe, M. (Hrsg.) -Simulation- Simulation in Produktion und Logistik Berlin, 1998
Lange-Stalinski, T. -mobile Produktionssysteme- Methodik zur Gestaltung und Bewertung mobiler Produktionssysteme Aachen, 2003
Ley, W.; Hofer, A. -Produktplattformen- Produktplattformen- ein strategischer Ansatz zur Beherrschung der Variantenvielfalt. In: IO-Management, Nr. 6,1999
Luczak, H. -Arbeitsgestaltung- Arbeitsgestaltung, Arbeitsorganisation, Arbeitspersonen. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin, 1996
Mag, W. -Unternehmensplanung- Unternehmensplanung München, 1995
Literaturverzeichnis
Seite 200
Menzel, W. -Partizipative Fabrikplanung- Partizipative Fabrikplanung – Grundlagen und Anwendung. Fortschritts-Bericht VDI, Reihe 2 Nr. 546. Düsseldorf, 2000
Mertens, Peter (Hrsg) - Lexikon- Lexikon der Wirtschaftsinformatik 3. Auflage, 1997, Berlin, Heidelberg, New York
Mertens, P.; Bodendorf, F.; König, W.; Picot, A.; Schumann, M. -Wirtschaftsinformatik- Grundzüge der Wirtschaftsinformatik Berlin, 1995
Mertins, K.; Rabe, M.; Jochem, R. -Fabrikplanung- Unternehmens- und Fabrikplanung. In: Industrie Management 16 (2003), S. 51-55
Mertins, K.; Süssenguth, W.; Jochem, R. -Modellierungsmethoden- Modellierungsmethoden für rechnerintegrierte Produktionsprozesse. München, 1994
Meyer, Bertrand -Objekttechnologie- Erfolgsschlüssel Objekttechnologie: Managerführer zur Neuorganisation des Soft-wareprozesses München, 1996, 1. Auflage
Neumann, H. -Software-Entwicklung- Objektorientierte Software Entwicklung mit der Unified Modelling Language (UML) München, 1998
Neuhausen, J. -Produktionssysteme- Methodik zur Gestaltung modularer Produktionssysteme für Unternehmen der Serienproduktion Diss. RWTH Aachen Aachen, 2001
Niehuis, P.; Harms, T.; Elscher, A. -Prozessmodell- Prozessmodell der Fabrikplanung, mit standardisierten Prozessen zu kundenindivi-duellen Fabriken In: Industrie Management, Heft 20 S. 32, 2004
Niemeyer, K.-F. -Planungstheorie- Der Begriff der Planung- Fragment einer organisationalen Planungstheorie Darmstadt, 1988
Nippa, M. -Bestandsaufnahme- Bestandsaufnahme des Reengineering Konzepts. Leitgedanken für das Manage-ment. In: Nippa, M.; Picot, A. (Hrsg): Prozeßmanagement und Reengineering. Die Praxis im deutschsprachigen Raum Frankfurt, 1995
Literaturverzeichnis
Seite 201
N.N. -CIMOSA- ESPRIT Consortium AMICE, CIMOSA: Open System Architecture for CIM, Research Reports ESPRIT, Project 688/5288 AMICE. Berlin, 1989
N.N. -AMICE- ESPRIT Consortium AMICE, CIMOSA: Open System Architecture for CIM, Research Reports ESPRIT, Project 688/5288 AMICE. 2nd Edition. Berlin, 1993
N.N. – Wachstumsstrategien- Profitable Wachstumsstrategien für den Maschinenbau Studie des WZL, RWTH Aachen und McKinsey&Company, Inc. sowie des VDMA Frankfurt am Main, 2002
N.N. – SFB 467- Sonderforschungsbereich 467: Wandlungsfähige Unternehmensstrukturen für die variantenreiche Serienproduktion, Universität Stuttgart, Ergebnisbericht 1997, 1998, 1999, Stuttgart, 1999
N.N.– Produktionsverlagerung- Produktionsverlagerung als Element der Globalisierungsstrategie von Unternehmen Ergebnisse einer Unternehmensbefragung der DIHK Berlin, 2003
Nofen, D.; Klußmann, J. -Fabrikstrukturen- Wandlungsfähigkeit durch modulare Fabrikstrukturen In: Industrie Management, Heft 3, S. 49f, 2002
Oberkampf, Volker -Grundlagen- Systemtheoretische Grundlagen einer Theorie der Unternehmensplanung Berlin, 1976
Oestereich, B. -Geschäftsprozeßmodellierung- Objektorientierte Geschäftsprozeßmodellierung mit der UML Heidelberg, 2003
Oestereich, B. -Objektorientierung- Erfolgreich mit Objektorientierung: Vorgehensmodelle und Managementpraktiken für die objektorientierte Softwareentwicklung München, 2001, 2. Aufl.
Oestereich, B. -Softwareentwicklung- Objektorientierte Softwareentwicklung: Analyse und Design mit der Unified Modeling Language. München, 1998
o.V. -Wirtschaftslexikon- Gabler Wirtschaftslexikon. 15. Aufl. Wiesbaden, 2000
Literaturverzeichnis
Seite 202
o.V. -Brockhaus- Der Brockhaus in fünf Bänden, Band 2, Mannheim, Leipzig, 1993
Pomberger, G.; Blaschek, G. -Software Engineering- Software Engineering, Prototyping und objektorientierte Software Entwicklung. Mün-chen, 1996
Popper, K. -Logik- Logik der Forschung Tübingen, 1976, 6. Aufl.
REFA, Verband für Arbeitsstudien und Betriebsorganisation e.V. - Methodenlehre- Methodenlehre der Planung und Steuerung, Teil 2: Programm und Auftrag, Materi-alplanung und Steuerung, Kapazitätsplanung und –steuerung (Grundlagen), Perso-nalplanung und –steuerung, Betriebsmittelplanung und -steuerung München, 1985
REFA, Verband für Arbeitsstudien und Betriebsorganisation e.V. -Netzplantechnik- Methodenlehre der Planung und Steuerung, Teil 5: Netzplantechnik, Projektmana-gement, Betriebsstättenplanung München, 1985
REFA, Verband für Arbeitsstudien und Betriebsorganisation e.V. -Planung- Planung und Gestaltung komplexer Produktionssysteme. München, 1987
Rockstroh, W. -Gestaltung- Die technologische Betriebsprojektierung Band 3: Gestaltung von Fertigungswerkstätten Berlin, 1983
Rockstroh, W. -Grundlagen- Die technologische Betriebsprojektierung Band 1. Grundlagen und Methoden der Projektierung. Berlin, 1980
Rockstroh, W. -Industriebetrieb- Die technologische Betriebsprojektierung Band 4: Projektierung des Industriebetriebes Berlin, 1985
Rockstroh, W. -Projektierung- Die technologische Betriebsprojektierung Band 2: Projektierung von Fertigungswerkstätten Berlin, 1982
Ropohl, G. -Systemtheorie- Allgemeine Systemtheorie: eine Systemtheorie der Technik. München, 1999
Literaturverzeichnis
Seite 203
Rüegg-Stürm, J. -Management-Modell- Das neue St. Galler Management-Modell - Grundkategorien einer integrierten Ma-nagementlehre: Der HSG-Ansatz Bern,2002
Schanz, G. -Einführung- Einführung in die Methodologie der Betriebswirtschaftslehre Köln, 1975
Scheer, A.-W. -Informationsmanagement- Informationsmanagement im Betrieb In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin, 1996
Scheer, A.-W. -Architektur- Architektur integrierter Informationssysteme - Grundlagen der Unternehmensmodel-lierung Berlin, 1991
Scheer, A.-W. -ARIS- ARIS - Modellierungsmethoden, Metamodelle, Anwendungen. Berlin, 1998
Schmidt, B. -Simulationstechnik- Systemanalyse und Modellaufbau – Grundlagen der Simulationstechnik Berlin, 1985
Schmidt, K. -Grobplanung- Methodik zur integrierten Grobplanung von Abläufen und Strukturen mit digitalen Fabrikmodellen Diss. RWTH Aachen Aachen, 2002
Schmigalla, H. -Fabrikplanung- Fabrikplanung: Begriffe und Zusammenhänge München/ Wien, 1995
Schneeweiß, C. -Grundlagen- Planung: 1. Systemanalytische und entscheidungstheoretische Grundlagen Berlin, Heidelberg, New York, 1991
Schneeweiß, C. -Konzepte- Planung: 2. Konzepte der Prozeß- und Modellgestaltung Berlin, Heidelberg, New York, 1992
Schneeweiß, C. -Produktionswirtschaft- Einführung in die Produktionswirtschaft Berlin, 2002
Literaturverzeichnis
Seite 204
Schönheit, M. -Mensch- Fabrik und Mensch Die neue Kultur des Miteinanders In: wt Werkstattstechnik online Heft 4, S. 166-168, 2004
Scholz-Reiter, B. -CIM- CIM – Informations- und Kommunikationssysteme: Darstellung von Methoden und Konzeption eines rechnergestützten Werkzeugs für die Planung München, 1990
Scholz-Reiter, B. -Schnittstellen- CIM Schnittstellen -Konzepte, Standards und Probleme der Verknüpfung von Sy-stemkomponenten in der rechnerintegrierten Produktion München, 1991
Schuh, G. -Produktvarianten- Gestaltung und Bewertung von Produktvarianten Diss. RWTH Aachen Aachen, 1989
Schuh, G.; Bergholz, M. -Collaborative- Collaborative Production on the Basis of Object Oriented Software Engineering Principles In: Annals of CIRP; Band 52 (2003) 1, S. 393-396
Schuh, G.; Bergholz, M.; Gottschalk, S. -Fabrikkonzepte- Fabrikkonzepte für die kollaborative Produktion. In: wt Werkstattstechnik Heft 4, S. 300-304, 2003
Schuh G.; Müller S.; Levering V. -Agilität- Agilität durch Virtuelle Fabriken In: ZWF 93, S. 124-126, 1998
Schuh, G.; Millarg, K.; Göransson, A.; -Fabrik- Virtuelle Fabrik: neue Marktchancen durch dynamische Fabrikplanung München, Wien, 1998
Schuh, G.; Friedli, T. -Allianz- Die operative Allianz In: Zentes, J. ; Swoboda, B.; Morschett, D. Kooperationen, Allianzen und Netzwerke, 1993
Schuh, G.; Van Brussel, H.; Boer, C.: Valckenaers,P.; Sacco, M.; Bergholz, M.; Harre, J. -Approach- A Model-Based Approach to Design Modular Plant Architectures. Proceedings of the 36th CIRP International Seminar on Manufacturing Systems, Saarbrücken, 2003
Literaturverzeichnis
Seite 205
Scott-Morgan, P. -Spielregeln- Die heimlichen Spielregeln. Die Macht der ungeschriebenen Gesetze im Unterneh-men Frankfurt, 1995
Sesterhenn, M. -Bewertungssystematik- Bewertungssystematik zur Gestaltung struktur- und betriebsvariabler Produktionssy-steme Diss. RWTH Aachen Aachen, 2002
Spath, D.; Baumeister, M.; Rasch, D. -Wandlungsfähigkeit- Wandlungsfähigkeit und Planung von Fabriken, ein Ansatz durch Fabriktypologisie-rung und unterstützenden Strukturbaukasten In: ZWF, Zeitschrift für wirtschaftlichen Fabrikbetrieb, Heft 1-2, S.28f, 2002
Spur, G.; Mertins, K.; Jochem, R. -Unternehmensmodellierung- Integrierte Unternehmensmodellierung. Berlin, 1993
Süssenguth, W. -Produktionsprozesse- Methoden zur Einführung rechnerintegrierter Produktionsprozesse. Diss. TU Berlin Berlin, 1991
Stachowiak, H. -Modelltheorie- Allgemeine Modelltheorie Wien, 1973
Staehle, W.H. - Management- Management - Eine verhaltenswissenschaftliche Perspektive München, 1994, 7. Auflage
Staudt, E. -Planung- Planung als Stückwerktechnologie: demonstriert am Beispiel arbeitsorganisatori-scher Experimente im Industriebetrieb; zugleich eine Kritik entscheidungsorientierter Ansätze in der Betriebswirtschaftslehre Göttingen, 1979
Suh, Nam P. -Principles- The Principles of Design New York, Oxford, 1990
Thiele, M. -Unternehmensstrukturen- Kernkompetenzorientierte Unternehmensstrukturen. Ansätze zur Neugestaltung von Geschäftsbereichsorganisationen Diss. Univ. Leipzig Wiesbaden, 1997
Literaturverzeichnis
Seite 206
Tränckner, J.-H.: -Auftragsabwicklung- Entwicklung eines prozeß- und elementorientierten Modells zur Analyse und Gestal-tung der technischen Auftragsabwicklung von komplexen Produkten. Diss. RWTH Aachen Aachen, 1990
Ulrich, K. T.; Eppinger, S. D. - Methodologies- Methodologies for product design and development New York, 1994
Ulrich, H. -Management Management Bern, 1984
Ulrich, H. -Management- Management: Aufsätze 2. Teil (1981-1998) In: Ulrich, H.: Werksausgabe Berlin, Stuttgart, Wien, 2001
Ulrich, P. Hill, W. -Grundlagen- Wissenschaftstheoretische Grundlagen der Betriebswirtschaftslehre (Teil I) In: WiST Zeitschrift für Ausbildung und Hochschulkontakt 1976, Heft 7, S. 304-309.
Vester, F. -vernetzt- Die Kunst vernetzt zu denken. Stuttgart, 2000
VDI (Hrsg.) -Richtlinie 2815- VDI-Richtlinie 2815, Blatt 5: Betriebsmittel. Düsseldorf, 1978
Voigt, K.-I. -Unternehmensplanung- Strategische Unternehmensplanung: Grundlagen, Konzepte, Anwendung Wiesbaden, 1993
Warnecke, H.-J. -Fraktale Fabrik- Die Fraktale Fabrik, Revolution der Unternehmenskultur Hamburg, 1996
Warnecke, H.-J. -Aufbruch- Aufbruch zum fraktalen Unternehmen: Praxisbeispiele für neues Denken und Han-deln; Berlin, 1995
Warnecke, H.-J. -Komplexität- Komplexität und Agilität - Gedanken zur Zukunft produzierender Unternehmen; in: Schuh, G.; Wiendahl, H.-P. (Hrsg.): Komplexität und Agilität; Berlin, 1997
Literaturverzeichnis
Seite 207
Warnecke, H.-J. -Wege- Neue Wege zum Erfolg In: Warnecke, H.-J., Braun, J.: Vom Fraktal zum Produktionsnetzwerk, Unterneh-menskooperationen erfolgreich gestalten Berlin, 1999
Weber, H. -Softwarekrise- Die Softwarekrise und ihre Macher Berlin, 1992
Weber, H.-J. -Produktionstechnik- Produktionstechnik und –verfahren. In: Kern, W. (Hrsg.): Handwörterbuch der Pro-duktion. Stuttgart, 1979, Sp. 1605-1606
Weber, T. -Erfolgsfaktoren- Produkt- und Prozessinnovationen- Erfolgsfaktoren in globalen Märkten In: Tagungsband zum Fertigungstechnischen Kolloquium 2003 Stuttgart, 2003
Westkämper, E.; Zahn, E.; Balve, P.; Tilebein, M. -Bezugsrahmen- Ansätze zur Wandlungsfähigkeit von Produktionsunternehmen – Ein Bezugsrahmen für die Unternehmensentwicklung im turbulenten Umfeld; in: wt Werkstattstechnik online Heft 1/2; Seite 22-26, 2000
Westkämper, E.; Briel, R. v. -Continuous Improvement- Continuous Improvement and Participative Factory Planning by Computer Systems. Annals of the CIRP Vol. 50/ 1/2001, S. 347-352
Westkämper, E.; von Briel, R.; März, L. – Planung- Planung in dynamischen Produktionssystemen, Wandlungsfähigkeit als Wettbewerbsfaktor; In: ZWF, Zeitschrift für wirtschaftlichen Fabrikbetrieb, Heft 12, S.639f, 1997
Westkämper, E.; Winkler, R. -Fabriksimulation- Praxisbeispiel und Nutzen der objektorientierten Konzeption für die Fabriksimulation In: wt Werkstattstechnik online Heft 3, S. 52f, 2002
Westkämper, E. – Manufacturing- Manufacturing on Demand in Production Networks Annals of CIRP, Vol. 46/1/1997
Wieken, J.-H. -Softwareproduktion- Softwareproduktion -Ziele, Vorgehensweisen, Werkzeuge- Hamburg, 1990
Wiedeking, W. -Zukunft- Die Zukunft produzierender Unternehmen- ein mutiger Blick nach vorn In: Tagungsband zum Aachener Werkzeugmaschinen Kolloquium 1999 Aachen, 1999, S. 1-16
Literaturverzeichnis
Seite 208
Wiendahl, H.-P. -Betriebsorganisation- Betriebsorganisation für Ingenieure München, 1989
Wiendahl, H.-P. -Neuordnung- Analyse und Neuordnung der Fabrik. Berlin, 1991
Wiendahl, H.-P. -Grundlagen- Grundlagen der Fabrikplanung. In: Eversheim, W.; Schuh, G. (Hrsg.): Betriebshütte – Produktion und Management. Berlin, 1996
Wiendahl, H.-P. -Standorte- Fabriken, Standorte in Produktionsnetzwerken In: wt Werkstattstechnik online Heft 4, S. 179, 2001
Wiendahl, H.-P. -Schlüsselbegriff- Wandlungsfähigkeit, Schlüsselbegriff der zukunftsfähigen Fabrik In: wt Werkstattstechnik online Heft 4, S. 122f, 2002
Wiendahl, H.-P./ Reichhardt, J./ Hernández, R. -Kooperative Fabrikplanung- Kooperative Fabrikplanung – Wandlungsfähigkeit durch zielorientierte Integration von Prozeß- und Bauplanung. In: wt Werkstattstechnik Heft 4, S. 186-191, 2001
Wiendahl, H.-P. -Wandel- Wandel auch in der Fabrikplanung In: wt Werkstattstechnik online Heft 4, S. 22, 2003
Wiendahl, H.-P.; Hernández, R.; Grienitz, V. -Planung- Planung wandlungsfähiger Fabriken, Erschließung von Potentialen mit Hilfe des Szenario Managements In: ZWF, Zeitschrift für wirtschaftlichen Fabrikbetrieb, Heft 1-2, S.12f, 2002
Wiendahl, H.-P.; Hernández, R. -Blickpunkt- Fabrikplanung im Blickpunkt, Herausforderung Wandlungsfähigkeit In: wt Werkstattstechnik online Heft 4, S. 133f, 2002
Wiendahl, H.-P.; Fiebig, C. -Kooperation- Kooperation von Fabrik- und Technologieplanung. In: wt Werkstattstechnik Heft 4, S. 239-243, 2003
Wiendahl, H.-P. u. a. -Wandlungsprozesse- Regelkreisbasierte Wandlungsprozesse – Wandlungsfähigkeit auf Basis modularer Fabrikstrukturen. In: wt Werkstattstechnik Heft 4, S. 233-237, 2003
Wiendahl, H.-P.;Lutz, S. -Networks- Production in Networks Annals of CIRP Vol. 51/2/2002 Paris, 2002, S. 1-14
Literaturverzeichnis
Seite 209
Wiendahl, H.-H. -Konfiguration- Situative Konfiguration des Auftragsmanagements im turbulenten Umfeld. Diss. Universität Stuttgart Stuttgart, 2002
Wiegert, O. -Änderbarkeit- Änderbarkeit durch Objektorientierung Diss. Univ. Kaiserslautern Braunschweig, 1995
Wildemann, H. -modulare Fabrik- Die modulare Fabrik - Kundennahe Produktion durch Fertigungssegmentierung. München, 1998
Wildemann, H. -Leitfaden- Softwareentwicklung: Leitfaden und Managementtools zur anforderungsgerechten Softwareentwicklung München, 2001, 2. Auflage
Wirth, S.; Gäse, T.; Günther, U. -Layoutplanung- Partizipative, simulationsgestützte Layoutplanung. In: wt Werkstattstechnik Heft 4, S. 328-332, 2001
Wirth, S.; Hildebrand, T.; Redelstab, P. -Fabrik- Die wandlungsfähige Fabrik in logistik - orientierten Produktionsnetzwerken In: wt Werkstattstechnik online Heft 4, S. 184f, 2001
Witte, K.-W.; Bruch, N.; Bürkner, S. ; Friese, M. -Satellitenfabriken- Strategien und Werkzeuge zur Integration von Satellitenfabriken und Fabrikparks in mehrstufigen Produktionsnetzen In: wt Werkstattstechnik online Heft 4, S. 161f, 2004
Wöhe, G. -Einführung- Einführung in die allgemeine Betriebswirtschaftslehre München, 1993
Wyns, J. -Reference Architecture- Reference Architecture for Holonic Manufacturing Systems Diss. KU Leuven Leuven, 1999
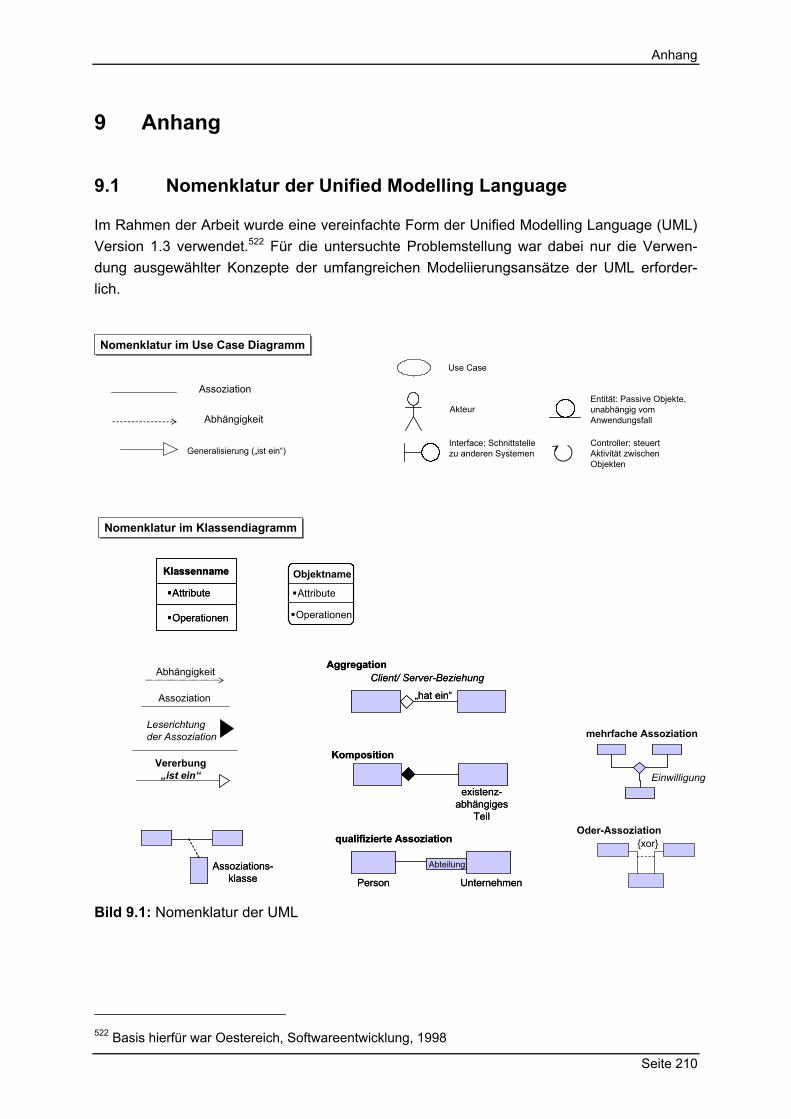
Anhang
Seite 210
9 Anhang
9.1 Nomenklatur der Unified Modelling Language
Im Rahmen der Arbeit wurde eine vereinfachte Form der Unified Modelling Language (UML) Version 1.3 verwendet.522 Für die untersuchte Problemstellung war dabei nur die Verwen-dung ausgewählter Konzepte der umfangreichen Modeliierungsansätze der UML erforder-lich.
Einwilligung
mehrfache Assoziation
{xor}
Assoziation
Leserichtungder Assoziation
Abhängigkeit
Vererbung„ist ein“
Person Unternehmen
Abteilung
qualifizierte Assoziation
Person Unternehmen
Abteilung
qualifizierte Assoziation
Assoziations-klasse
Assoziations-klasse
Oder-Assoziation
AggregationClient/ Server-Beziehung
„hat ein“
AggregationClient/ Server-Beziehung
„hat ein“
Komposition
existenz-abhängiges
Teil
Komposition
existenz-abhängiges
Teil
Attribute
Objektname
Operationen
Attribute
Objektname
Operationen
Klassenname
Attribute
Operationen
Klassenname
Attribute
Operationen
Akteur
Interface: Schnittstelle zu anderen Systemen
Controller: steuert Aktivität zwischen Objekten
Entität: Passive Objekte, unabhängig vom Anwendungsfall
Generalisierung („ist ein“)
Abhängigkeit
Assoziation
Nomenklatur im Use Case DiagrammNomenklatur im Use Case Diagramm
Use Case
Nomenklatur im KlassendiagrammNomenklatur im Klassendiagramm
Bild 9.1: Nomenklatur der UML
522 Basis hierfür war Oestereich, Softwareentwicklung, 1998
Anhang
Seite 211
9.2 Anforderungen an einen Modellierungsansatz für die Fa-brikplanung
9.2.1 Modelltheoretische Grundlagen und Ableitung von Anforderungen Zweck der Anforderungsbestimmung
Die Komplexität der Aufgabe, die ein integriertes Modell für die Planung der Fabrik zu erfül-len hat, machen eine genaue Definition und Abgrenzung der Anforderungen und Erwartun-gen an das Modell erforderlich.
Ziel der Modellierung ist eine effektive Unterstützung des Fabrikplanungsprozesses. Die allgemeine Modelltheorie bietet einen grundlegenden Ansatz für das allgemeine wissen-schaftliche Vorgehen.523
Aus den bestehenden Modellierungskonzepten ist daher eines auszuwählen, welches den Anforderungen seitens der Abbildung von Abläufen und Strukturen in der Produktion sowie der Datenhaltung zur Planungsunterstützung gerecht wird.
Zur Untersuchung der Modellierungsansätze wird zunächst die allgemeine Modelltheorie vorgestellt aus der sich Kriterien für die Auswahl von Anforderungen ableiten lassen.
Allgemeine Modelltheorie:
„Ein Modell ist ein bewußt konstruiertes Abbild der Wirklichkeit, das auf Grundlage einer Struktur-, Funktions- oder Verhaltensanalogie zu einem entsprechenden Original eingesetzt bzw. genutzt wird, um eine bestimmte Aufgabe zu lösen, deren Durchführung mittels direkter Operation am Original nicht oder zunächst nicht möglich oder zweckmäßig ist.“524
Unter einem Modell wird also ein vereinfachtes Abbild der Realität verstanden.525 Es wird mit der Absicht erstellt, die Komplexität der Realität zu beherrschen und Erkenntnisse über Grundzusammenhänge der realen Gegebenheiten zu gewinnen.526 Umfangreiche Arbeiten zu Modellen und Modellierungen sind von STACHOWIAK gemacht worden, der den Modellbe-griff mit drei Merkmalen beschreibt (s. Bild 9.2):527
Das Abbildungsmerkmal besagt, daß Modelle Repräsentanten künstlicher oder natür-licher Originale sind. Damit ist eine Zuordnung von Modellattributen zu Ori-ginalattributen möglich.
Das Verkürzungsmerkmal fordert, aus der Menge aller Attribute des Originals nur die-jenigen auszuwählen, die für die Modellerstellung relevant sind.528
523 Daenzer, Systems Engineering, 1999, S. 19f.; Schmidt, Simulationstechnik, 1985, S. 17; Stachowiak, Modelltheorie, 1973, S. 139; Vester, Vernetzt, 2000, S. 3 524 Dangelmayer, Fertigungslenkung, 1997, S. 2 525 Hahn, Fertigungsplanung, 1996, S. 183 526 Daenzer, Systems Engineering, 1999, S. 10; Wöhe, Einführung, 1993, S. 93 527 Stachowiak, Modelltheorie, 1973, S. 128f. 528 Spur, Unternehmensmodellierung, 1993, S. 10
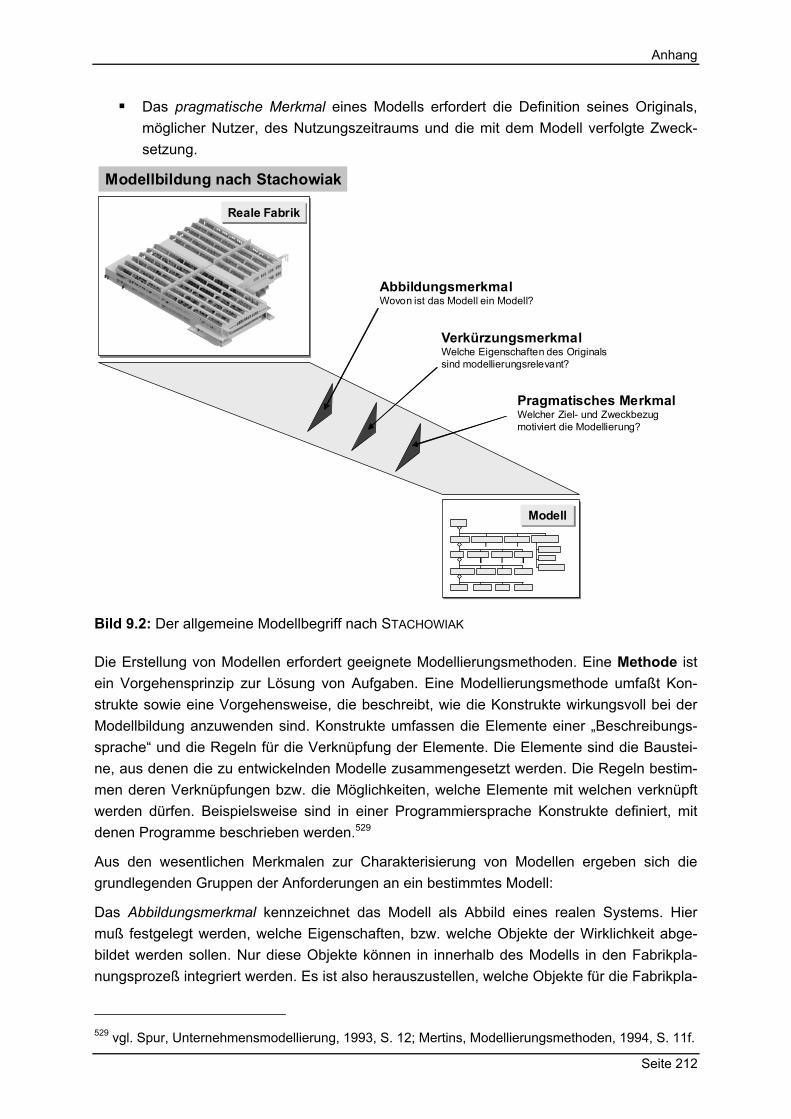
Anhang
Seite 212
Das pragmatische Merkmal eines Modells erfordert die Definition seines Originals, möglicher Nutzer, des Nutzungszeitraums und die mit dem Modell verfolgte Zweck-setzung.
Modellbildung nach Stachowiak
Reale FabrikReale Fabrik
Factory
S egment Cen tr. T ranspo rt Main S torage S upp ort UNIT
Lines S. Tran sp. Su p. Uni t
Wo rkstati on
S. Sto rage
Chaining Buffer Su p. Uni t
P rocess Bu fferHand ling Su p. Uni t
Resources
Pro cess
Organ isatio n
AbbildungsmerkmalWovon ist das Modell ein Modell?
VerkürzungsmerkmalWelche Eigenschaften des Originals sind modellierungsrelevant?
Pragmatisches MerkmalWelcher Ziel- und Zweckbezug motiviert die Modellierung?
ModellModell
Bild 9.2: Der allgemeine Modellbegriff nach STACHOWIAK
Die Erstellung von Modellen erfordert geeignete Modellierungsmethoden. Eine Methode ist ein Vorgehensprinzip zur Lösung von Aufgaben. Eine Modellierungsmethode umfaßt Kon-strukte sowie eine Vorgehensweise, die beschreibt, wie die Konstrukte wirkungsvoll bei der Modellbildung anzuwenden sind. Konstrukte umfassen die Elemente einer „Beschreibungs-sprache“ und die Regeln für die Verknüpfung der Elemente. Die Elemente sind die Baustei-ne, aus denen die zu entwickelnden Modelle zusammengesetzt werden. Die Regeln bestim-men deren Verknüpfungen bzw. die Möglichkeiten, welche Elemente mit welchen verknüpft werden dürfen. Beispielsweise sind in einer Programmiersprache Konstrukte definiert, mit denen Programme beschrieben werden.529
Aus den wesentlichen Merkmalen zur Charakterisierung von Modellen ergeben sich die grundlegenden Gruppen der Anforderungen an ein bestimmtes Modell:
Das Abbildungsmerkmal kennzeichnet das Modell als Abbild eines realen Systems. Hier muß festgelegt werden, welche Eigenschaften, bzw. welche Objekte der Wirklichkeit abge-bildet werden sollen. Nur diese Objekte können in innerhalb des Modells in den Fabrikpla-nungsprozeß integriert werden. Es ist also herauszustellen, welche Objekte für die Fabrikpla-
529 vgl. Spur, Unternehmensmodellierung, 1993, S. 12; Mertins, Modellierungsmethoden, 1994, S. 11f.
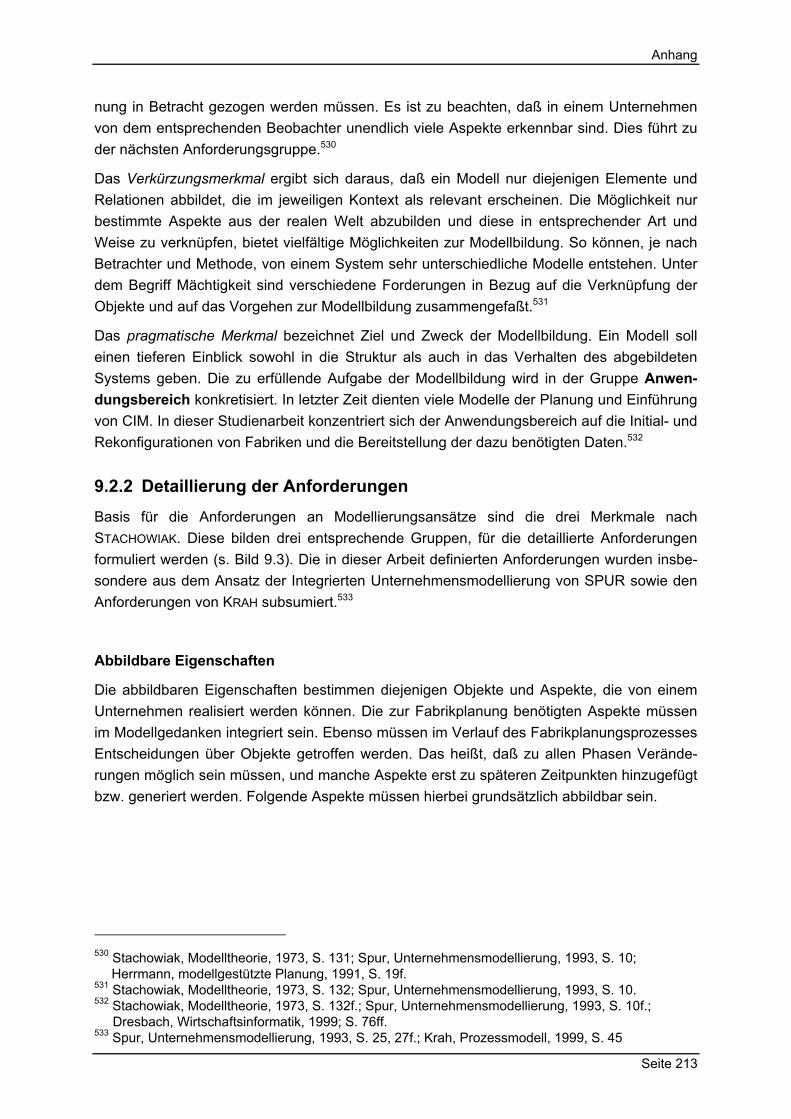
Anhang
Seite 213
nung in Betracht gezogen werden müssen. Es ist zu beachten, daß in einem Unternehmen von dem entsprechenden Beobachter unendlich viele Aspekte erkennbar sind. Dies führt zu der nächsten Anforderungsgruppe.530
Das Verkürzungsmerkmal ergibt sich daraus, daß ein Modell nur diejenigen Elemente und Relationen abbildet, die im jeweiligen Kontext als relevant erscheinen. Die Möglichkeit nur bestimmte Aspekte aus der realen Welt abzubilden und diese in entsprechender Art und Weise zu verknüpfen, bietet vielfältige Möglichkeiten zur Modellbildung. So können, je nach Betrachter und Methode, von einem System sehr unterschiedliche Modelle entstehen. Unter dem Begriff Mächtigkeit sind verschiedene Forderungen in Bezug auf die Verknüpfung der Objekte und auf das Vorgehen zur Modellbildung zusammengefaßt.531
Das pragmatische Merkmal bezeichnet Ziel und Zweck der Modellbildung. Ein Modell soll einen tieferen Einblick sowohl in die Struktur als auch in das Verhalten des abgebildeten Systems geben. Die zu erfüllende Aufgabe der Modellbildung wird in der Gruppe Anwen-dungsbereich konkretisiert. In letzter Zeit dienten viele Modelle der Planung und Einführung von CIM. In dieser Studienarbeit konzentriert sich der Anwendungsbereich auf die Initial- und Rekonfigurationen von Fabriken und die Bereitstellung der dazu benötigten Daten.532
9.2.2 Detaillierung der Anforderungen Basis für die Anforderungen an Modellierungsansätze sind die drei Merkmale nach STACHOWIAK. Diese bilden drei entsprechende Gruppen, für die detaillierte Anforderungen formuliert werden (s. Bild 9.3). Die in dieser Arbeit definierten Anforderungen wurden insbe-sondere aus dem Ansatz der Integrierten Unternehmensmodellierung von SPUR sowie den Anforderungen von KRAH subsumiert.533
Abbildbare Eigenschaften
Die abbildbaren Eigenschaften bestimmen diejenigen Objekte und Aspekte, die von einem Unternehmen realisiert werden können. Die zur Fabrikplanung benötigten Aspekte müssen im Modellgedanken integriert sein. Ebenso müssen im Verlauf des Fabrikplanungsprozesses Entscheidungen über Objekte getroffen werden. Das heißt, daß zu allen Phasen Verände-rungen möglich sein müssen, und manche Aspekte erst zu späteren Zeitpunkten hinzugefügt bzw. generiert werden. Folgende Aspekte müssen hierbei grundsätzlich abbildbar sein.
530 Stachowiak, Modelltheorie, 1973, S. 131; Spur, Unternehmensmodellierung, 1993, S. 10; Herrmann, modellgestützte Planung, 1991, S. 19f. 531 Stachowiak, Modelltheorie, 1973, S. 132; Spur, Unternehmensmodellierung, 1993, S. 10. 532 Stachowiak, Modelltheorie, 1973, S. 132f.; Spur, Unternehmensmodellierung, 1993, S. 10f.; Dresbach, Wirtschaftsinformatik, 1999; S. 76ff. 533 Spur, Unternehmensmodellierung, 1993, S. 25, 27f.; Krah, Prozessmodell, 1999, S. 45
Anhang
Seite 214
Ressourcen Ressourcen sind der wesentliche materielle Bestandteil von Produktionssystemen. Hierzu zählen z.B. eine Fabrik, eine Linie, Mitarbeiter, zur Verfügung stehende Fläche, Maschinen, Transportmittel, Werkzeuge, Material, Lager, Energie, usw.534
Abbildbare Eigenschaften
Mächtigkeit
Anwendungsbereich
RessourcenFunktionen/ ProzesseOrganisatorische EinheitenMaterial/ ProduktZeitWerteQualifikation, Erfahrung und Leistung
Leichte Erlernbarkeit/ EinfachheitAnwendungsorientierungVeränderbarkeitOffenheitVererbung von EigenschaftenStrukturiertes VorgehenFormale Beschreibungssprache
Für alle Unternehmensarten einsetzbarDurchgängigkeit für alle FP-PhasenFrei wählbarer KonkretisierungsgradEDV- Unterstützung und Auswertung
Anforderungen an ein Modell für die Fabrikplanung
Partizipation der Mitarbeiter zur Nutzung des impliziten WissensBeteiligung unterschiedlicher BereicheUnsichere und dynamische Datenbasis erfordern Veränderungen während des Planungsprozesses Hohe Vielfalt an PlanungsaufgabenParallelisierung der Planungsprozesse
Vordimensionierung aller Planungsobjekte:
BetriebsmittelPersonalplanungOrganisationsstrukturenProzessketten und -technologienMaterialfluss und Layout
Eigenschaften der Fabrikplanung
Erstellung mehrerer Szenarien im Rahmen der GrobplanungDurchgängiger Methodeneinsatz gefordertModell soll für alle Fabrikplanungsphasen nutzbar sein
Modellierungsanforderungen
Pragmatisches Merkmal
Verkürzungs-merkmal
Abbildungs-merkmal
Bild 9.3: Anforderungen an einen Modellierungsansatz
Funktionen/ Prozesse Funktionen und Prozesse bilden in einem Produktionssystem die Produktionskette ab. Wich-tig ist auch die Verknüpfung von Teilaufgaben und Abläufen.535
Organisatorische Einheiten Bei vielen Restrukturierungsmaßnahmen von Fabriken spielt die Reorganisation eine ent-scheidende Rolle. Hierzu müssen die verschiedenen Aufgaben-, Entscheidungs- und Ver-antwortungsbereiche als organisatorische Einheiten voneinander abgrenzbar sein.536
534 vgl. Schuh, Produktvarianten, 1989, S. 106; Gutenberg, Grundlagen 1993, S. 11ff.; Eversheim,
Unternehmensorganisation, 1996, S. 75ff.; Gupta, Kostenmanagement, 1997, S. 9 535 Krah, Prozeßmodell, 1999, S. 169ff.; Scheer, ARIS, 1991, S. 64ff.; Rüegg-Stürm, Management,
2002, S. 74f; Gaitanides, Prozeßmanagement, 1994, S. 22ff. 536 Kosiol, Bausteine, 1973, S. 502ff.; Grochla, Einführung, 1978, S. 124f.; Grochla, Grundlagen, 1982,
S. 24f.; Rüegg-Stürm, Management, 2002, S. 60ff.
Anhang
Seite 215
Material/ Produkt Materialien sind Eingangsgrößen jedes Produktionsprozesses, Produkte wie Zwischen- und Endprodukte. Bei der Fabrikplanung sind Material und Materialfluß von zentraler Bedeutung. Die Produkte bilden das Ergebnis jeglicher Wertschöpfung im Produktionsprozeß.537
Zeit Viele relevante Zustandsgrößen ändern sich über die Zeit. Sie sind von dynamischen Vor-gängen abhängig. Prozesse laufen parallel und müssen in ihrer gegenseitigen Beeinflussung untersucht werden.538
Werte Werte sind für die Erfassung von Kosten und Investitionsvolumen zu erfassen. So sind die Kosten von Restrukturierungsmaßnahmen schnell abzuschätzen.539
Qualifikation, Erfahrung und Leistung Qualifikation und Erfahrung repräsentieren das „Wissen“ und „Können“ der Mitarbeiter. Die sind die wesentlichen Eigenschaften der Menschen im Produktionsprozeß. Die Leistung dient zur Beschreibung der Ressourcen.540
Mächtigkeit
Leichte Erlernbarkeit/ Einfachheit An einem umfassenden Initial- bzw. Rekonfigurationsprojekt arbeiten viele Personen mit. Um wenig Einarbeitungszeit in die Modellierung und ein schnelles Vorankommen zu ermögli-chen, sollten die Modellierungsmethoden verständlich und gut dokumentiert sein. Das Modell sollte einfach zu erstellen und bearbeiten sein, damit sich auch Mitarbeiter leicht an der Entwicklung beteiligen können.541
Anwendungsorientierung Zur Erstellung und Auswertung der Modelle sollten möglichst anwendungsnahe Konstrukte verwendet werden. Hier spielt die Realitätsnähe eine große Rolle. Dies ermöglicht eine intuitive Modellierung und vermeidet Mißverständnisse.542
Veränderbarkeit Prozesse und Strukturen entwickeln sich. Veränderte Rahmenbedingungen oder Relationen innerhalb des Systems müssen im Modell anpaßbar sein. Ebenso müssen neu hinzukom-mende Informationen nachträglich eingefügt werden. Dies ist Vorraussetzung für eine effi-ziente Weiterverwendung.543
537 vgl. Dykhoff, Produktionswirtschaft, 2000, S. 3f.; Schneeweiß, Produktionswirtschaft, 2002, S. 1f. 538 vgl. Tränckner, Auftragsabwicklung, 1990, 31f. 539 Spur, Unternehmensmodellierung, 1993, S. 29 540 Spur, Unternehmensmodellierung, 1993, S. 29 541 vgl. dazu Menzel, partizipative Fabrikplanung, 2000, S. 35f.; Westkämper, Continuous, 2001, S. 347f. 542 Mertins, Modellierungsmethoden, 1994, S. 20 543 vgl. Mertins, Modellierungsmethoden, 1994, S. 20

Anhang
Seite 216
Offenheit Offene Strukturen helfen bei der Kombination verschiedener Sichtweisen der beteiligten Personen. Des Weiteren entstehen bei der Modellierung unterschiedliche Informationsstruk-turen und Datentypen. Diese Typen müssen miteinander verbindbar und kompatibel sein.544
Vererbung von Eigenschaften Vererbung vereinfacht die Erstellung von Unternehmensmodellen. Die Verfügbarkeit ent-sprechender Regeln sorgt für eine effiziente Anwendung der Konstrukte. So können auch komplexe Systeme in einem überschaubaren Modell dargestellt werden.
Strukturiertes Vorgehen Bei der Modellerstellung im Rahmen einer Rekonfiguration oder Neuplanung von Produkti-onsbetrieben ist eine strukturierte Vorgehensweise erforderlich. Diese sollte sich an ge-bräuchlichen Planungsprozessen orientieren.545
Formale Beschreibungssprache Eine formale Beschreibungssprache ist die Vorraussetzung für eine wirksame Rechnerunter-stützung. Auch können damit Mißverständnisse und Fehlinterpretationen zwischen oder innerhalb der einzelnen Projektgruppen vermieden werden.546
Anwendungsbereich
Für alle Unternehmensarten einsetzbar Die Modellierungsmethoden sollten nach Möglichkeit für Unternehmen verschiedener Bran-chen, und mit verschiedenen Produktionsarten und Wertschöpfungstiefen einsetzbar sein.
Durchgängigkeit für alle Fabrikplanungsphasen Modelle, die Fabrikplanungsprojekte effizient unterstützen sollen, müssen alle Planungspha-sen durchgängig und mit einer einheitlichen Datenbasis unterstützen, um Schnittstellenverlu-ste zu vermeiden.
Frei wählbarer Konkretisierungsgrad Bei der Modellbildung im Rahmen eines Fabrikplanungsprozesses müssen die Modelle sukzessiv erstellt und entwickelt werden. Viele Daten werden erst in späteren Planungspha-sen konkretisiert. Des Weiteren müssen die verschiedenen Ebenen der Fabrikstruktur ein-zeln übersichtlich dargestellt werden, um die wesentlichen Informationen herauszuheben.547
EDV-Unterstützung und Auswertung Eine Modellbildung und Weiterentwicklung am PC ist heutzutage unumgänglich. Es werden EDV-Tools zur Unterstützung der einzelnen Planungsphasen und zur Auswertung der Er-gebnisse benötigt.548
544 Spur, Unternehmensmodellierung, 1993, S. 26; Krah, Prozeßmodell, 1999, S. 39ff. 545 vgl. z.B. Kettner, Leitfaden, 1985, S. 10ff. 546 Spur, Unternehmensmodellierung, 1993, S. 29; Mertins, Modellierungsmethoden, 1994, S. 24f. 547 vgl. Krah, Prozeßmodell, 1999, S. 22f. 548 Spur, Unternehmensmodellierung, 1993, S. 29f.
Anhang
Seite 217
9.3 Untersuchung in der Fabrikplanung verwendeter Modellierungsansätze
In diesem Kapitel werden verschiedene relevante Modellierungsansätze vorgestellt, die nach ihren Herkunfts- bzw. Anwendungsbereichen gegliedert sind. Untersucht wurden Ansätze, die in Literatur und Praxis häufig Anwendung gefunden haben. Ausgewählt wurde dazu ein Ansatz aus dem Bereich der Prozeßgestaltung, weiter folgen bewährte Ansätze aus der Wirtschaftsinformatik und aus dem Software- Engineering. Diese werden auf der Basis des entwickelten Anforderungsprofils bezüglich ihrer Eignung für Fabrikplanungsprojekte bewer-tet.
Zur Untersuchung der Prozeßgestaltung wird die Prozeßelementmethode analysiert. Zu den Modellierungsansätzen der Wirtschaftsinformatik gehören CIM-OSA, ARIS und die Integrier-te Unternehmensmodellierung. Daneben existiert mit GERAM ein Rahmenwerk zur Erweite-rung bestehender Ansätze. Die Analyse von Modellierungsansätzen des Software-Engineerings umfaßt die Ansätze Entity-Relationship-Modellierung (ERM), Structured Analy-sis oder Structured System Analysis (SA), Structured Analysis and Design Technique (SADT und IDEF 0) sowie die Modellierung durch Petri-Netze.
9.3.1 Ansatz aus dem Bereich der Prozeßgestaltung Prozeßelementmethode
Die Prozeßelementmethode wurde von TRÄNCKNER für die Analyse und Gestaltung von Prozessen der technischen Auftragsabwicklung entwickelt. Ziel des Ansatzes war die einfa-che, schnelle und anwendungsorientierte Modellierung aller relevanten Unternehmensabläu-fe, die im Zusammenhang mit der Auftragsabwicklung stehen.549. Hierbei ermöglicht die Beschreibungssprache sowohl eine Modellierung der direkten als auch der indirekten Berei-che. Die transparente und praxisnahe Darstellung liefert ein praktisches Hilfsmittel zur Abbil-dung von Betriebsabläufen. Neben den eigentlichen Aktivitäten und deren Verkettung wer-den im Wesentlichen nur die Übergangswahrscheinlichkeiten und die Prozeßzeiten beschrie-ben. Dies vereinfacht eine übergreifende Transparenz und bietet ein schnelles Verständnis, da auf eine verwirrende Vielfalt von Informationen verzichtet wird. So wird eine solide Dis-kussionsgrundlage zur Verfügung gestellt, die als Basis zur ablauforganisatorischen Reor-ganisation dienen kann.550.
Bewertung
Der Modellierungsansatz von TRÄNCKNER eignet sich gut, um die indirekten Prozesse der technischen Auftragsabwicklung transparent und praxistauglich darzustellen. Eine differen-zierte Beschreibung des Materialflusses, der zur Gestaltung von Produktionsprozessen von großer Bedeutung wäre, ist nur schwer möglich. Insbesondere fehlt eine Beschreibung der Eingangs- und Ergebnisgrößen der Prozesse (z.B. Rohmaterialien oder Produkte) sowie ein
549 Tränckner, Auftragsabwicklung, 1990, S. 6 550 vgl. Krah, Prozeßmodell, 1999, S. 43f.
Anhang
Seite 218
räumliche und organisatorische Eingliederung von Ressourcen. Somit können Aufbaustruk-turen nur unzureichend beschrieben werden. Darüber hinaus fehlt die Möglichkeit der Be-rücksichtigung von Werten sowie Mitarbeiterqualifikationen.
Die Prozeßelementmethode ist einfach strukturiert und anwendungsorientiert. Sie erlaubt jedoch keine differenzierten Betrachtungsweisen von Ressourcen oder Organisation und unterstützt auch keinerlei Vererbung. Eine strukturierte Vorgehensweise bei der Modellierung wird unterstützt, ebenso existiert eine formale Beschreibungssprache für die Konstrukte. Diese existieren jedoch nicht für unterschiedliche Konkretisierungsgrade.
9.3.2 Ansätze aus dem Bereich der Wirtschaftsinformatik Die Wirtschaftsinformatik beschäftigt sich mit der Entwicklung, Einführung und Nutzung von Informations- und Kommunikationssystemen. Der Betrachtungsschwerpunkt besteht dabei vor allem in der Beherrschung von EDV-Systemen, die beispielsweise zur Information, Pla-nung, Qualitätssicherung, Disposition, etc. in Unternehmen eingesetzt werden. Eine Vielzahl von Modellen, Methoden und Hilfsmitteln sind konzipiert worden, um das beschriebene Aufgabengebiet zu unterstützen. Nachfolgend sollen die bewährtesten und verbreitetsten Ansätze aus dem Bereich der Wirtschaftsinformatik untersucht werden. Dies sind der CIM-OSA Ansatz, die Architektur Integrierter Informationssysteme (ARIS) und die Integrierte Unternehmensmodellierung (IUM).
CIM-OSA
CIM-OSA wurde vom AMICE Konsortium im Rahmen verschiedener europäischer For-schungsprojekte in den Jahren 1985 bis 1994 entwickelt, und baute auf dem CIM-Gedanken der siebziger Jahre auf. Das CIM-OSA Projekt sollte offene CIM-Konzepte und -Architekturen entwerfen, mit dem Ziel, ein für möglichst viele Anwender brauchbares Refe-renzmodell bereitzustellen. Als zentrale Aufgabe sollte folglich ein einheitliches Verständnis von CIM entwickelt werden, sowie die zugehörige Terminologie und entsprechende Refe-renzmodelle geschaffen werden. Im Mittelpunkt sollte dabei die prozeßorientierte Modellie-rung von Unternehmen stehen, wobei aufgrund der CIM-orientierten Zielsetzung nur die zukünftig EDV-technisch zu unterstützenden Prozesse betrachtet werden sollten.551
CIM-OSA geht von einem Gesamtunternehmen mit seinen Geschäftsprozessen aus, die unter verschiedenen Aspekten zu modellieren sind. Diese Geschäftsprozesse sollen künftig über das auf Rechnern ablauffähige Modell gesteuert werden. Die unterschiedlichen Aspekte der Modellierung sind in einem Modelierungsrahmen zusammengefaßt. Dieses Modellierungsrahmenwerk besteht aus den drei Dimensionen Sichtweisen, Architekturebenen und Modellierungsebenen. Diese werden im bekannten CIM-OSA Würfel anschaulich in Beziehung gesetzt (s. Bild 9.4).552
551 N.N., Amice, 1993, S. 11; Mertins, Modellierungsmethoden, 1994, S. 58f. 552 Mertins, Modellierungsmethoden, 1994, S. 60
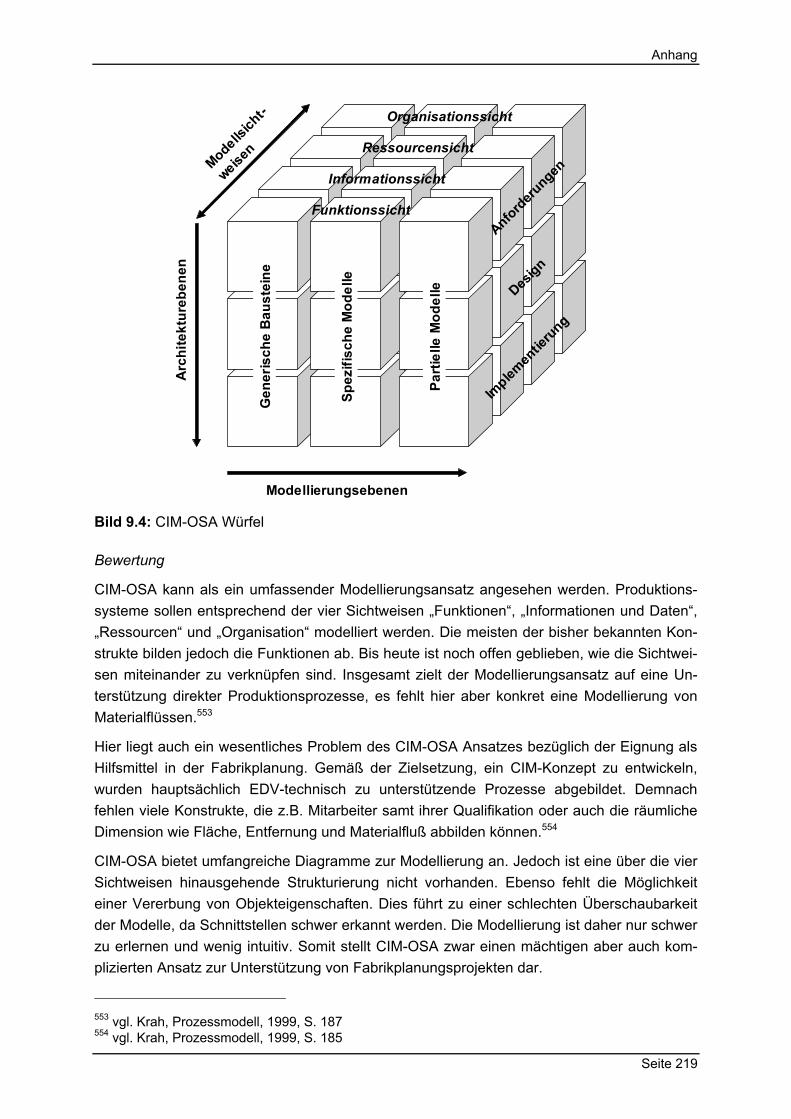
Anhang
Seite 219
Modellierungsebenen
Arc
hite
ktur
eben
enModells
icht-
weisen
Funktionssicht
Informationssicht
Ressourcensicht
Organisationssicht
Anforderu
ngen
Design
Implem
entie
rung
Gen
eris
che
Bau
stei
ne
Spez
ifisc
he M
odel
le
Part
ielle
Mod
elle
Bild 9.4: CIM-OSA Würfel
Bewertung
CIM-OSA kann als ein umfassender Modellierungsansatz angesehen werden. Produktions-systeme sollen entsprechend der vier Sichtweisen „Funktionen“, „Informationen und Daten“, „Ressourcen“ und „Organisation“ modelliert werden. Die meisten der bisher bekannten Kon-strukte bilden jedoch die Funktionen ab. Bis heute ist noch offen geblieben, wie die Sichtwei-sen miteinander zu verknüpfen sind. Insgesamt zielt der Modellierungsansatz auf eine Un-terstützung direkter Produktionsprozesse, es fehlt hier aber konkret eine Modellierung von Materialflüssen.553
Hier liegt auch ein wesentliches Problem des CIM-OSA Ansatzes bezüglich der Eignung als Hilfsmittel in der Fabrikplanung. Gemäß der Zielsetzung, ein CIM-Konzept zu entwickeln, wurden hauptsächlich EDV-technisch zu unterstützende Prozesse abgebildet. Demnach fehlen viele Konstrukte, die z.B. Mitarbeiter samt ihrer Qualifikation oder auch die räumliche Dimension wie Fläche, Entfernung und Materialfluß abbilden können.554
CIM-OSA bietet umfangreiche Diagramme zur Modellierung an. Jedoch ist eine über die vier Sichtweisen hinausgehende Strukturierung nicht vorhanden. Ebenso fehlt die Möglichkeit einer Vererbung von Objekteigenschaften. Dies führt zu einer schlechten Überschaubarkeit der Modelle, da Schnittstellen schwer erkannt werden. Die Modellierung ist daher nur schwer zu erlernen und wenig intuitiv. Somit stellt CIM-OSA zwar einen mächtigen aber auch kom-plizierten Ansatz zur Unterstützung von Fabrikplanungsprojekten dar.
553 vgl. Krah, Prozessmodell, 1999, S. 187 554 vgl. Krah, Prozessmodell, 1999, S. 185
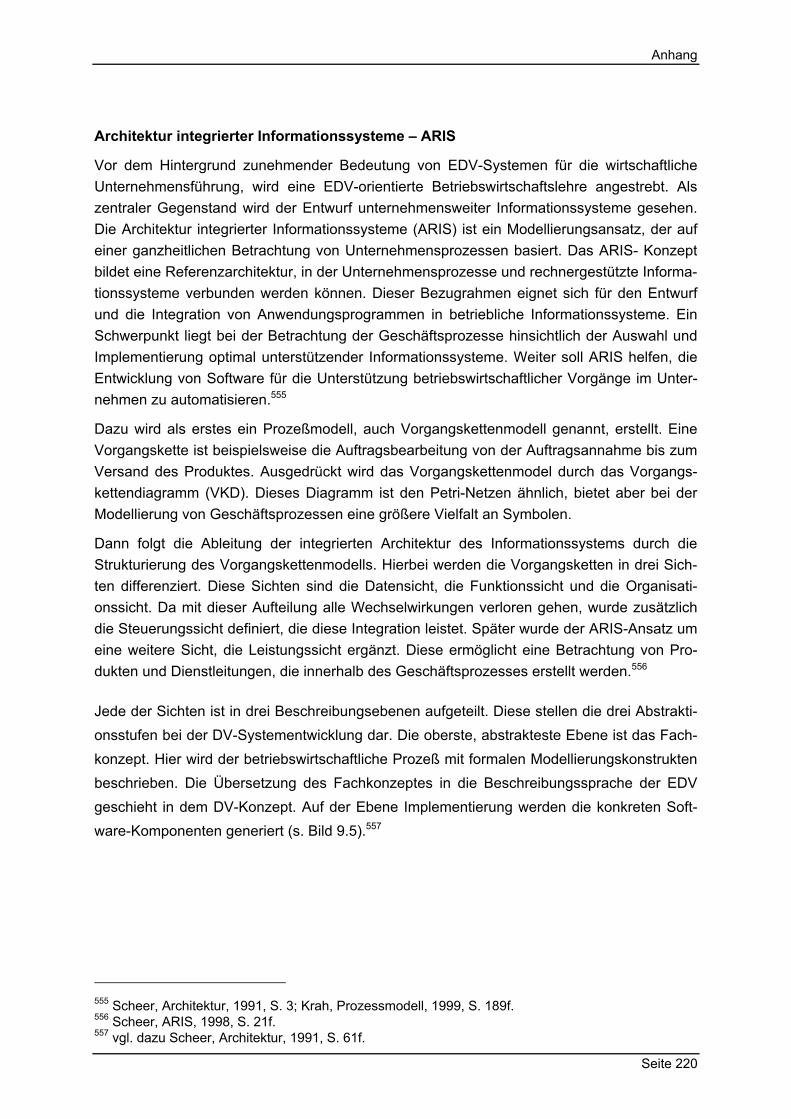
Anhang
Seite 220
Architektur integrierter Informationssysteme – ARIS
Vor dem Hintergrund zunehmender Bedeutung von EDV-Systemen für die wirtschaftliche Unternehmensführung, wird eine EDV-orientierte Betriebswirtschaftslehre angestrebt. Als zentraler Gegenstand wird der Entwurf unternehmensweiter Informationssysteme gesehen. Die Architektur integrierter Informationssysteme (ARIS) ist ein Modellierungsansatz, der auf einer ganzheitlichen Betrachtung von Unternehmensprozessen basiert. Das ARIS- Konzept bildet eine Referenzarchitektur, in der Unternehmensprozesse und rechnergestützte Informa-tionssysteme verbunden werden können. Dieser Bezugrahmen eignet sich für den Entwurf und die Integration von Anwendungsprogrammen in betriebliche Informationssysteme. Ein Schwerpunkt liegt bei der Betrachtung der Geschäftsprozesse hinsichtlich der Auswahl und Implementierung optimal unterstützender Informationssysteme. Weiter soll ARIS helfen, die Entwicklung von Software für die Unterstützung betriebswirtschaftlicher Vorgänge im Unter-nehmen zu automatisieren.555
Dazu wird als erstes ein Prozeßmodell, auch Vorgangskettenmodell genannt, erstellt. Eine Vorgangskette ist beispielsweise die Auftragsbearbeitung von der Auftragsannahme bis zum Versand des Produktes. Ausgedrückt wird das Vorgangskettenmodel durch das Vorgangs-kettendiagramm (VKD). Dieses Diagramm ist den Petri-Netzen ähnlich, bietet aber bei der Modellierung von Geschäftsprozessen eine größere Vielfalt an Symbolen.
Dann folgt die Ableitung der integrierten Architektur des Informationssystems durch die Strukturierung des Vorgangskettenmodells. Hierbei werden die Vorgangsketten in drei Sich-ten differenziert. Diese Sichten sind die Datensicht, die Funktionssicht und die Organisati-onssicht. Da mit dieser Aufteilung alle Wechselwirkungen verloren gehen, wurde zusätzlich die Steuerungssicht definiert, die diese Integration leistet. Später wurde der ARIS-Ansatz um eine weitere Sicht, die Leistungssicht ergänzt. Diese ermöglicht eine Betrachtung von Pro-dukten und Dienstleitungen, die innerhalb des Geschäftsprozesses erstellt werden.556
Jede der Sichten ist in drei Beschreibungsebenen aufgeteilt. Diese stellen die drei Abstrakti-onsstufen bei der DV-Systementwicklung dar. Die oberste, abstrakteste Ebene ist das Fach-konzept. Hier wird der betriebswirtschaftliche Prozeß mit formalen Modellierungskonstrukten beschrieben. Die Übersetzung des Fachkonzeptes in die Beschreibungssprache der EDV geschieht in dem DV-Konzept. Auf der Ebene Implementierung werden die konkreten Soft-ware-Komponenten generiert (s. Bild 9.5).557
555 Scheer, Architektur, 1991, S. 3; Krah, Prozessmodell, 1999, S. 189f. 556 Scheer, ARIS, 1998, S. 21f. 557 vgl. dazu Scheer, Architektur, 1991, S. 61f.
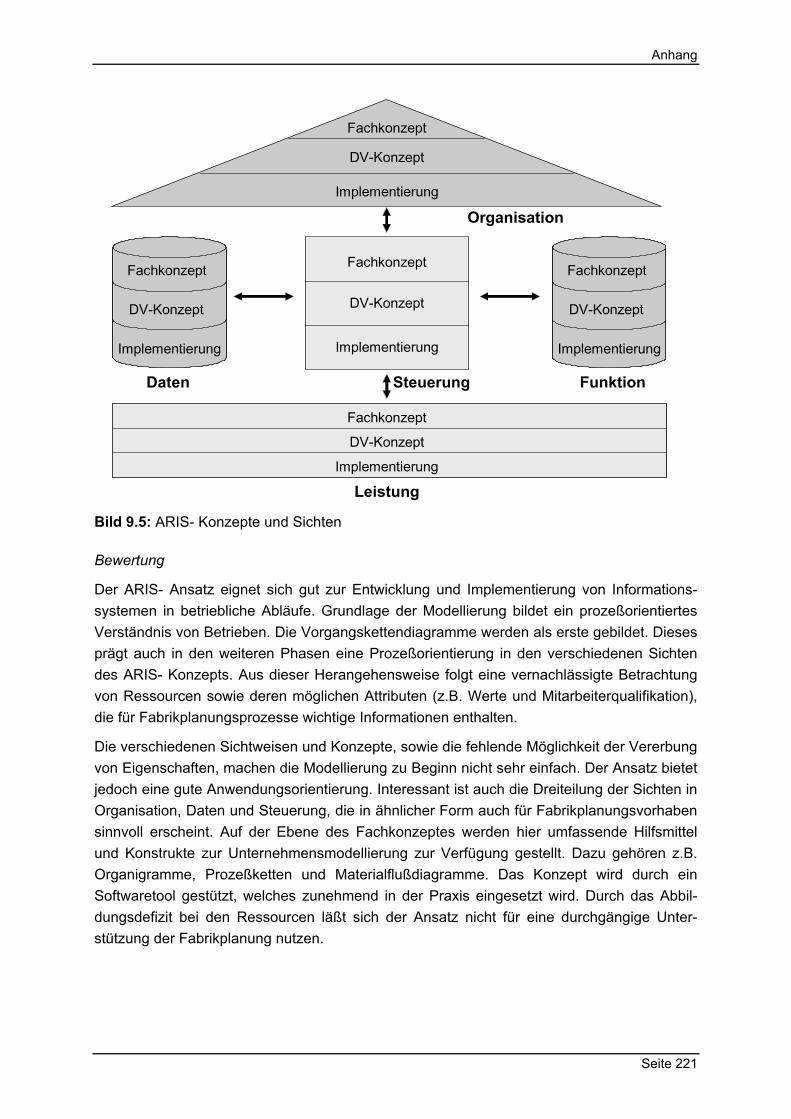
Anhang
Seite 221
Implementierung
DV-Konzept
Fachkonzept
Daten Steuerung Funktion
Implementierung
DV-Konzept
Fachkonzept
Organisation
Implementierung
DV-Konzept
Fachkonzept
Implementierung
DV-Konzept
Fachkonzept
Implementierung
DV-Konzept
Fachkonzept
Implementierung
DV-Konzept
Fachkonzept
Implementierung
DV-Konzept
Fachkonzept
Leistung
Bild 9.5: ARIS- Konzepte und Sichten
Bewertung
Der ARIS- Ansatz eignet sich gut zur Entwicklung und Implementierung von Informations-systemen in betriebliche Abläufe. Grundlage der Modellierung bildet ein prozeßorientiertes Verständnis von Betrieben. Die Vorgangskettendiagramme werden als erste gebildet. Dieses prägt auch in den weiteren Phasen eine Prozeßorientierung in den verschiedenen Sichten des ARIS- Konzepts. Aus dieser Herangehensweise folgt eine vernachlässigte Betrachtung von Ressourcen sowie deren möglichen Attributen (z.B. Werte und Mitarbeiterqualifikation), die für Fabrikplanungsprozesse wichtige Informationen enthalten.
Die verschiedenen Sichtweisen und Konzepte, sowie die fehlende Möglichkeit der Vererbung von Eigenschaften, machen die Modellierung zu Beginn nicht sehr einfach. Der Ansatz bietet jedoch eine gute Anwendungsorientierung. Interessant ist auch die Dreiteilung der Sichten in Organisation, Daten und Steuerung, die in ähnlicher Form auch für Fabrikplanungsvorhaben sinnvoll erscheint. Auf der Ebene des Fachkonzeptes werden hier umfassende Hilfsmittel und Konstrukte zur Unternehmensmodellierung zur Verfügung gestellt. Dazu gehören z.B. Organigramme, Prozeßketten und Materialflußdiagramme. Das Konzept wird durch ein Softwaretool gestützt, welches zunehmend in der Praxis eingesetzt wird. Durch das Abbil-dungsdefizit bei den Ressourcen läßt sich der Ansatz nicht für eine durchgängige Unter-stützung der Fabrikplanung nutzen.
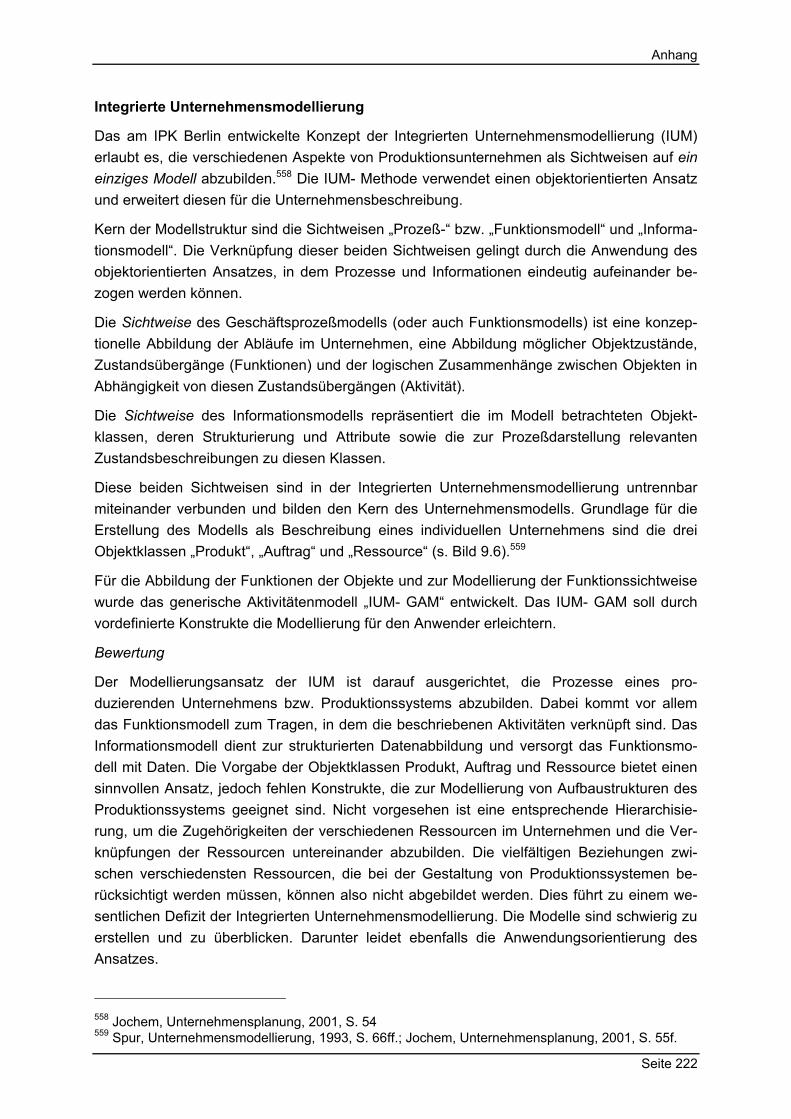
Anhang
Seite 222
Integrierte Unternehmensmodellierung
Das am IPK Berlin entwickelte Konzept der Integrierten Unternehmensmodellierung (IUM) erlaubt es, die verschiedenen Aspekte von Produktionsunternehmen als Sichtweisen auf ein einziges Modell abzubilden.558 Die IUM- Methode verwendet einen objektorientierten Ansatz und erweitert diesen für die Unternehmensbeschreibung.
Kern der Modellstruktur sind die Sichtweisen „Prozeß-“ bzw. „Funktionsmodell“ und „Informa-tionsmodell“. Die Verknüpfung dieser beiden Sichtweisen gelingt durch die Anwendung des objektorientierten Ansatzes, in dem Prozesse und Informationen eindeutig aufeinander be-zogen werden können.
Die Sichtweise des Geschäftsprozeßmodells (oder auch Funktionsmodells) ist eine konzep-tionelle Abbildung der Abläufe im Unternehmen, eine Abbildung möglicher Objektzustände, Zustandsübergänge (Funktionen) und der logischen Zusammenhänge zwischen Objekten in Abhängigkeit von diesen Zustandsübergängen (Aktivität).
Die Sichtweise des Informationsmodells repräsentiert die im Modell betrachteten Objekt-klassen, deren Strukturierung und Attribute sowie die zur Prozeßdarstellung relevanten Zustandsbeschreibungen zu diesen Klassen.
Diese beiden Sichtweisen sind in der Integrierten Unternehmensmodellierung untrennbar miteinander verbunden und bilden den Kern des Unternehmensmodells. Grundlage für die Erstellung des Modells als Beschreibung eines individuellen Unternehmens sind die drei Objektklassen „Produkt“, „Auftrag“ und „Ressource“ (s. Bild 9.6).559
Für die Abbildung der Funktionen der Objekte und zur Modellierung der Funktionssichtweise wurde das generische Aktivitätenmodell „IUM- GAM“ entwickelt. Das IUM- GAM soll durch vordefinierte Konstrukte die Modellierung für den Anwender erleichtern.
Bewertung
Der Modellierungsansatz der IUM ist darauf ausgerichtet, die Prozesse eines pro-duzierenden Unternehmens bzw. Produktionssystems abzubilden. Dabei kommt vor allem das Funktionsmodell zum Tragen, in dem die beschriebenen Aktivitäten verknüpft sind. Das Informationsmodell dient zur strukturierten Datenabbildung und versorgt das Funktionsmo-dell mit Daten. Die Vorgabe der Objektklassen Produkt, Auftrag und Ressource bietet einen sinnvollen Ansatz, jedoch fehlen Konstrukte, die zur Modellierung von Aufbaustrukturen des Produktionssystems geeignet sind. Nicht vorgesehen ist eine entsprechende Hierarchisie-rung, um die Zugehörigkeiten der verschiedenen Ressourcen im Unternehmen und die Ver-knüpfungen der Ressourcen untereinander abzubilden. Die vielfältigen Beziehungen zwi-schen verschiedensten Ressourcen, die bei der Gestaltung von Produktionssystemen be-rücksichtigt werden müssen, können also nicht abgebildet werden. Dies führt zu einem we-sentlichen Defizit der Integrierten Unternehmensmodellierung. Die Modelle sind schwierig zu erstellen und zu überblicken. Darunter leidet ebenfalls die Anwendungsorientierung des Ansatzes.
558 Jochem, Unternehmensplanung, 2001, S. 54 559 Spur, Unternehmensmodellierung, 1993, S. 66ff.; Jochem, Unternehmensplanung, 2001, S. 55f.
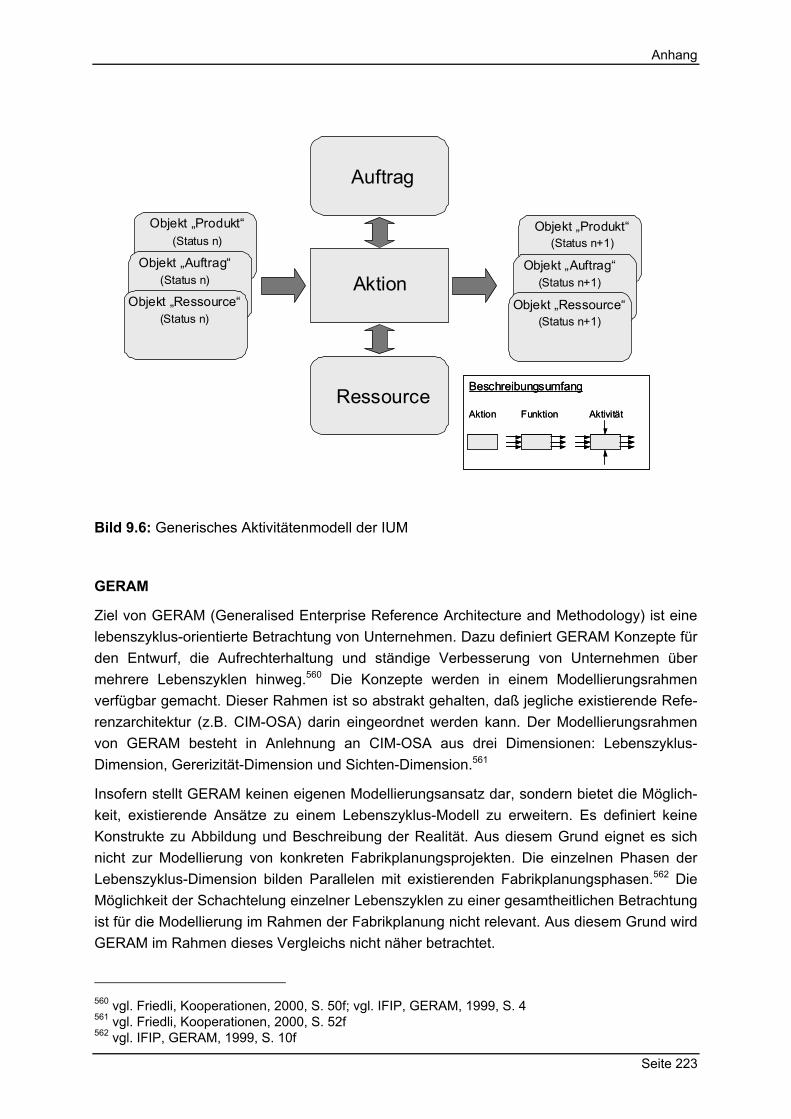
Anhang
Seite 223
Aktion
Ressource
Auftrag
Objekt „Produkt“(Status n)
Objekt „Auftrag“(Status n)
Objekt „Ressource“(Status n)
Objekt „Produkt“(Status n+1)
Objekt „Auftrag“(Status n+1)
Objekt „Ressource“(Status n+1)
Beschreibungsumfang
Aktion Funktion Aktivität
Beschreibungsumfang
Aktion Funktion Aktivität
Bild 9.6: Generisches Aktivitätenmodell der IUM
GERAM
Ziel von GERAM (Generalised Enterprise Reference Architecture and Methodology) ist eine lebenszyklus-orientierte Betrachtung von Unternehmen. Dazu definiert GERAM Konzepte für den Entwurf, die Aufrechterhaltung und ständige Verbesserung von Unternehmen über mehrere Lebenszyklen hinweg.560 Die Konzepte werden in einem Modellierungsrahmen verfügbar gemacht. Dieser Rahmen ist so abstrakt gehalten, daß jegliche existierende Refe-renzarchitektur (z.B. CIM-OSA) darin eingeordnet werden kann. Der Modellierungsrahmen von GERAM besteht in Anlehnung an CIM-OSA aus drei Dimensionen: Lebenszyklus-Dimension, Gererizität-Dimension und Sichten-Dimension.561
Insofern stellt GERAM keinen eigenen Modellierungsansatz dar, sondern bietet die Möglich-keit, existierende Ansätze zu einem Lebenszyklus-Modell zu erweitern. Es definiert keine Konstrukte zu Abbildung und Beschreibung der Realität. Aus diesem Grund eignet es sich nicht zur Modellierung von konkreten Fabrikplanungsprojekten. Die einzelnen Phasen der Lebenszyklus-Dimension bilden Parallelen mit existierenden Fabrikplanungsphasen.562 Die Möglichkeit der Schachtelung einzelner Lebenszyklen zu einer gesamtheitlichen Betrachtung ist für die Modellierung im Rahmen der Fabrikplanung nicht relevant. Aus diesem Grund wird GERAM im Rahmen dieses Vergleichs nicht näher betrachtet.
560 vgl. Friedli, Kooperationen, 2000, S. 50f; vgl. IFIP, GERAM, 1999, S. 4 561 vgl. Friedli, Kooperationen, 2000, S. 52f 562 vgl. IFIP, GERAM, 1999, S. 10f
Anhang
Seite 224
9.3.3 Ansätze aus dem Bereich des Software Engineering Die methodische Unterstützung von Softwareentwicklung, -einsatz und -wartung durch Mo-delle, Methoden und Hilfsmittel wird allgemeinhin als Software-Engineering verstanden. Aus diesem praktischen Teilgebiet der Informatik haben sich in den siebziger Jahren konkrete Modelle und Methoden und Unterstützung der Softwareentwicklung herausgebildet, da die Softwarekosten aufgrund fehlender Methoden zur Softwareentwicklung exponentiell anstie-gen. Ziel war es daher, die Entwicklung von Software systematisch zu unterstützen. Im Mit-telpunkt der Betrachtung stehen bei diesen Ansätzen die zwei folgenden Abbildungs-schwerpunkte: Die Abbildung datenverarbeitender Funktionen und eine implemen-tierungsreife Spezifikation der Daten.563
Viele der Methoden und Modelle aus dem Software-Engineering werden in der Praxis auch zur Unternehmensmodellierung eingesetzt. Hier stellen sie entsprechende Konstrukte zur Modellierung zur Verfügung, die in einem Rahmenwerk weiter genutzt werden.
Aus dem breiten Spektrum der bestehenden Modellierungsansätze des Software-Engineering werden diejenigen für die weiteren Betrachtungen ausgewählt, die einen hohen Verbreitungs- und Bekanntheitsgrad erlangt haben. Dabei werden hier nachfolgend die Entity-Relationship-Modellierung (ERM), die Structured Analysis oder Structured System Analysis (SA); die Structured Analysis and Design Technique (SADT und IDEF 0) und Petri-Netze analysiert.
Entity Relationship Methode (ERM)
Die ERM wurde in den siebziger Jahren von CHEN für den Entwurf von Informations-systemen entwickelt. Sie wird vorwiegend zur Datenmodellierung und zum Aufbau von Da-tenbanken verwendet.564
Die Methode basiert auf der Einteilung der realen Welt in Objekte (so genannte Entitäten) und Beziehungen (Relationen) zwischen diesen. Eine Entität bezeichnet hierbei entweder eine Sache oder eine Informationseinheit, die durch Attribute genau identifiziert werden kann. Über Relationen können Entitäten einander zugeordnet und Verknüpfungen hergestellt werden. Die entstehenden Gebilde sind als Datenstruktur zu verstehen. „Vater-Sohn“ ist zum Beispiel eine Relation zwischen zwei Entitäten vom Typ „Person“. Die Konstrukte der Metho-de sind alle graphisch repräsentiert. Zur Darstellung der Methode hat CHEN die sogenannten Entity-Relationship-Diagramme entwickelt.565
Bewertung
Mit der ERM, die den strukturalen Systemaspekt in den Vordergrund stellt, können fast aus-schließlich (statische) Datenzusammenhänge dargestellt werden. Ansatzweise können auch Funktionszusammenhänge beschrieben werden, jedoch ist eine Spezifikation von Funktio-
563 Mertins, Modellierungsmethoden, 1994, S. 138ff; Krah, Prozessmodell, 1999, S. 42 564 Chen, Entity-Relationship, 1980, S. 15f 565 Krah, Prozessmodell, 1999, S. 179
Anhang
Seite 225
nen und die Abbildung von Funktionsabläufen nicht möglich.566 Eine Modellierung, die auch zeitliche, monetäre oder Erfahrungsaspekte von Mitarbeitern berücksichtigt ist nicht möglich.
Durch die geringe Anzahl der zu verwendenden Konstrukte ist die Modellierung leicht zu erlernen, jedoch bietet der Ansatz für die Fabrikplanung keine ausreichende Anwendungs-orientierung. Ebenso erschwert die fehlende Möglichkeit der Vererbung eine übersichtliche Modellierung. Ein zentrales Problem, das auch die anderen untersuchten Modellierungsan-sätze aus dem Software-Engineering haben, ist die Fokussierung des Ansatzes auf wenige abzubildende Eigenschaften. Darunter leidet auch insbesondere die Nutzbarkeit des Ansat-zes in verschiedenen Fabrikplanungsphasen. Erzielte Modellierungsergebnisse bzw. konkre-te Modelle können nicht weiterverwendet werden.
Structured Analysis (SA)
Die Structured Analysis (SA) ist wie die ERM ein Ansatz zur Datenflußmodellierung und wurde gegen Ende der siebziger Jahre wesentlich von DEMARKO entwickelt und geprägt. Sie hat jedoch im Aufgabenbereich des Software-Engineerings erst in den achtziger Jahren verbreitete Anwendung gefunden.
Als Beschreibungsmethoden kommen Datenflußdiagramme und Data Dictionaries zur An-wendung, die durch Structured English, Entscheidungstabellen und Entscheidungsbäume ergänzt werden.567 Der Schwerpunkt dieses Ansatzes liegt in der Funktionsmodellierung und der funktionalen Dekomposition.568
Für die Unternehmensmodellierung sind Datenflußdiagramme von Interesse, die es erlau-ben, System in Subsysteme zu gliedern. Diese werden dann entweder strukturiert definiert oder mittels funktionaler Dekomposition weiter detailliert.569 Grenze der rekursiven Dekom-position sind Funktionen, die so klein sind, daß sie einfach implementiert werden können.
Die vier Modellierungskonstrukte zur Datenflußmodellierung sind: Kästen, auf denen die auf den Datenfluß einwirkenden Prozesse dargestellt sind, Pfeile zur Abbildung des Datenflus-ses und Symbole für Datenspeicher und Datenquellen.
Bewertung
Im Rahmen von SA werden Daten, die durch Prozesse, d.h. Funktionen, verarbeitet werden abgebildet. Durch Darstellung der abzubildenden Eigenschaften (z.B. Ressourcen) als zu verarbeitende Daten können Unternehmensmodelle erstellt werden. Hierbei gehen jedoch viele Informationen wie z.B. Organisation, Qualifikation oder monetäre sowie temporale Komponenten verloren. Ebenso fehlt die Möglichkeit der Vererbung von Eigenschaften. Insofern eignet sich die SA nicht für einen effizienten Einsatz in der Fabrikplanung.
Das Konzept der Dekomposition führt bei diesem Ansatz zu einer einfachen Modellierung mit einer hohen Anwendungsorientierung. Die rekursive Unterteilung von Systemen in immer
566 Mertins, Modellierungsmethoden, 1994, S. 145 567 Spur, Unternehmensmodellierung, 1993, S. 30f. 568 Krah, Prozeßmodell, 1999, S. 180 569 Mertins, Modellierungsmethoden, 1994, S. 138f
Anhang
Seite 226
kleinere Subsysteme (bis nur noch einzelne Elemente betrachtet werden) konnte sich auch in neueren Ansätzen durchsetzten und ist Bestandteil der Systemtheorie.570
Structured System Analysis and Design Technique (SADT/ IDEF 0)
SADT ist ein graphisches Beschreibungsmittel zur Abbildung beliebiger Prozesse und der Daten, an denen die Prozesse ausgeführt werden. Kern des Ansatzes sind das Aktivitäten-modell und das Datenmodell, welche jeweils in Diagrammen dargestellt werden (s. Bild 9.6).
Jedes dieser Diagramme setzt sich aus beschrifteten Kästen und Pfeilen zusammen. Aus der Sicht eines Kastens beschreiben die Pfeile die Schnittstellen zu seiner Umwelt. Dabei werden links jeweils die Eingänge, rechts die Ausgänge, von oben die Steuerung und von unten der Mechanismus aufgetragen.
Im Aktivitätenmodell entsprechen die Kästchen den Funktionen, die Eingabe- zu Ausgabeda-ten transformieren. Das Datenmodell beschreibt den Vorgang aus einer anderen Perspekti-ve. Hier stehen die erzeugten Daten und Informationen im Vordergrund der Betrachtung. In der Praxis hat das Aktivitätenmodell bisher weitere Verbreitung als das Datenmodell gefun-den. Mehrere dieser Konstrukte werden hier zu Abläufen verknüpft, daß die Ausgangsgrö-ßen einer Funktion die Eingangsgrößen einer nachgeschalteten Funktion ergeben.571
Die Beschreibung der Aktivitäten erfolgt nach der IDEF-0-Methode, die als Teil von SADT verstanden werden kann.572 Die IDEF- Methode basiert auf einem Konzept zur Definition von Systemstrukturen und besitzt eine Dekompositionsmöglichkeit für die strukturierte Analyse. Das Prinzip der Methode basiert auf der Dekomposition des Systems in eine Hierarchie von Aktivitäten
So kann das System besser verstanden und Schnittstellen gut identifiziert werden. Mit die-sem Top-Down-Ansatz wird jede Aktivität in detailliertere Aktivitäten zerlegt.573 Dieser Me-chanismus wird so oft angewandt, bis eine ausreichende Detaillierung erreicht ist.
.
570 vgl. dazu Daenzer, Systems Engineering, 1999 571 Krah, Prozessmodell, 1999, S. 180f.; Scholz-Reiter, CIM, 1990, S. 53 572 Mertins, Modellierungsmethoden, 1994, S. 141f. 573 Süssenguth, Produktionsprozesse, 1991, S. 50f.
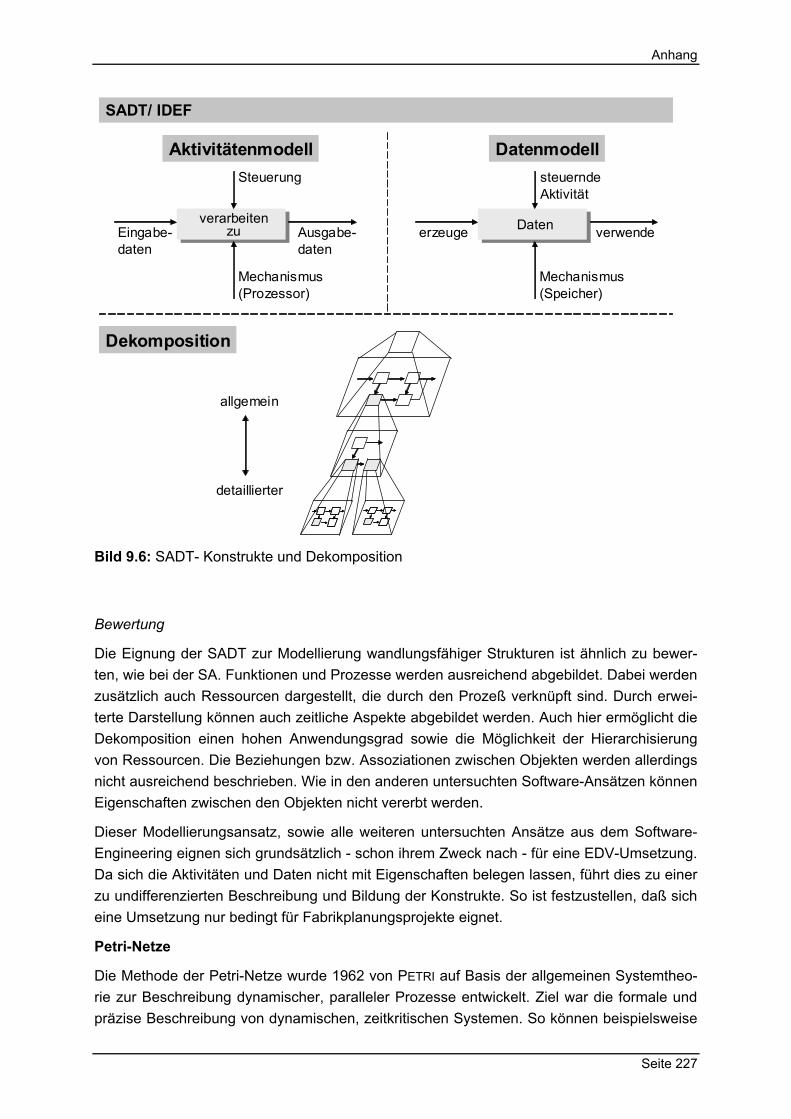
Anhang
Seite 227
verarbeitenzu
Steuerung
Ausgabe-daten
Mechanismus(Prozessor)
Eingabe-daten
Aktivitätenmodell Datenmodell
Daten
steuerndeAktivität
verwende
Mechanismus(Speicher)
erzeuge
Dekomposition
allgemein
detaillierter
SADT/ IDEF
Bild 9.6: SADT- Konstrukte und Dekomposition
Bewertung
Die Eignung der SADT zur Modellierung wandlungsfähiger Strukturen ist ähnlich zu bewer-ten, wie bei der SA. Funktionen und Prozesse werden ausreichend abgebildet. Dabei werden zusätzlich auch Ressourcen dargestellt, die durch den Prozeß verknüpft sind. Durch erwei-terte Darstellung können auch zeitliche Aspekte abgebildet werden. Auch hier ermöglicht die Dekomposition einen hohen Anwendungsgrad sowie die Möglichkeit der Hierarchisierung von Ressourcen. Die Beziehungen bzw. Assoziationen zwischen Objekten werden allerdings nicht ausreichend beschrieben. Wie in den anderen untersuchten Software-Ansätzen können Eigenschaften zwischen den Objekten nicht vererbt werden.
Dieser Modellierungsansatz, sowie alle weiteren untersuchten Ansätze aus dem Software-Engineering eignen sich grundsätzlich - schon ihrem Zweck nach - für eine EDV-Umsetzung. Da sich die Aktivitäten und Daten nicht mit Eigenschaften belegen lassen, führt dies zu einer zu undifferenzierten Beschreibung und Bildung der Konstrukte. So ist festzustellen, daß sich eine Umsetzung nur bedingt für Fabrikplanungsprojekte eignet.
Petri-Netze
Die Methode der Petri-Netze wurde 1962 von PETRI auf Basis der allgemeinen Systemtheo-rie zur Beschreibung dynamischer, paralleler Prozesse entwickelt. Ziel war die formale und präzise Beschreibung von dynamischen, zeitkritischen Systemen. So können beispielsweise
Anhang
Seite 228
parallel ablaufende Prozesse modelliert und auf ihr dynamisches Verhalten hin analysiert werden.574
Die statische Struktur eines Petri-Netzes ist die Basis für die Darstellung dynamischer Vor-gänge. Dazu werden die vier Grundkonstrukte Stelle, Marke, Transition und Kante benötigt. Die passiven Stellen beschreiben den möglichen Zustand eines Systems, oder den aktuellen Stand eines Prozesses. Diese Stellen können mit Marken (oder auch tokens) belegt werden, um einen Zustand zu aktivieren. Den aktiven Teil des Netzes stellen die Transitionen dar. Eine Transition beschreibt eine Informationsverarbeitung oder auch eine Ereignis, das zu einem neuen Zustand führt. Eine Kante stellt immer die Verbindung zwischen Stellen und Transitionen her. Das heißt, sie können nur von einer Sorte zu einer Anderen führen.575
Bewertung
Petri-Netze verknüpfen Ereignisse und die damit verbundenen Veränderungen des jeweili-gen Netz-Zustandes. Wesentliche Eigenschaften, wie z.B. Ressourcen oder organisatorische Strukturen können hier nicht abgebildet werden. Ebenso fehlt die Möglichkeit zur Beschrei-bung von Produkten oder den Prozeßeingangsgrößen. Es können zwar zeitlich parallele Abläufe (Prozesse) auf ihre Dynamik hin gut analysiert werden, aber wie lange ein Vorgang dauert bleibt dabei unberücksichtigt. Die Petri-Netze bilden also stets eine ablaufbezogene Teilansicht der Realität ab. Wichtige Aspekte von Produktionssystemen, z.B. Werte oder Mitarbeiterqualifikation existieren in diesem Ansatz überhaupt nicht. Eine Vererbung von Eigenschaften oder eine Strukturierung im Sinne einer Hierarchisierung ist nicht möglich. So eignen sich Petri-Netze nur zur Darstellung einfacher Geschäftsprozesse.576
9.3.4 Bewertung der Modellierungsansätze Für einen Vergleich werden die einzelnen Bewertungen der Modellierungsansätze zusam-mengefaßt. Die Bewertung erfolgt anhand der in Kapitel zwei formulierten Anforderungen. Für den tabellarischen Vergleich der untersuchten Modellierungsansätze wurden zwei Grup-pen gebildet. Gruppe eins umfaßt den Ansatz aus der Prozeßgestaltung sowie die Ansätze aus der Wirtschaftsinformatik, (Bild 9.7 oben). Die zweite Gruppe bilden die Modellierungs-ansätze des Software Engineerings.
Die untersuchten Modelle entsprechen nicht oder nur teilweise den festgelegten Anforderun-gen. Bei der Abbildung der planungsrelevanten Objekte bzw. Aspekte (z.B. organisatorischer Strukturen oder der Mitarbeiter samt ihrer Qualifikation und Erfahrung) zeigen insbesondere die Modellierungsansätze aus dem Software-Engineering deutliche Defizite. Ebenso fokus-siert sich die Prozeßelementmethode zu stark an einer Prozeßmodellierung, um für die Fabrikplanung effizient eingesetzt zu werden. Die Ansätze aus der Wirtschaftsinformatik bieten die vielfältigsten Konstrukte zur Anwendung in der Fabrikplanung. Diese Modelle sind
574 Krah, Prozessmodell, 1999, S. 183f 575 Spur, Unternehmensmodellierung, 1993, S. 34f 576 vgl. Krah, Prozeßmodell, 1999, S. 183f; Mertins, Modellierungsmethoden, 1994, S. 162f
Anhang
Seite 229
darauf ausgelegt, den Produktionsbetrieb zu unterstützen bzw. Geschäftsprozesse in der EDV zu implementieren. Daher sind diese Ansätze nur bedingt geeignet, für die Fabrikpla-nung eingesetzt zu werden. Die Integrierte Unternehmensmodellierung verfügt über die vielfältigsten Konstrukte zur Abbildung der relevanten Eigenschaften, dabei ist die Modellie-rung aber so komplex, daß sie nur schwer erlernbar ist. Ebenso leidet die Anwendungsorien-tierung unter der Modellierungsstruktur.
Eine einfache Modellbildung bei allen untersuchten Ansätzen aus der Wirtschaftsinformatik ist nicht möglich. So müssen die Fabrikplanungsteams erst in die Nutzung der Modellie-rungskonstrukte eingearbeitet werden. Ebenso steht die Komplexität der Modelle einer Transparenz für Außenstehende im Wege. Entwicklungsfortschritte können nur schwer außerhalb der Fabrikplanungsgruppe kommuniziert werden.
Ein weiteres Defizit hinsichtlich der Anforderungen haben viele Ansätze bei der Vererbung von Objekteigenschaften. Der IUM- Ansatz ist im Vergleich zu den anderen untersuchten Ansätzen deutlich jünger und basiert auf den Prinzipien der Objektorientierung. Aus diesem Grund bietet der die Möglichkeit der Vererbung innerhalb des Modells. Ebenso ermöglicht die Objektkapselung der IUM eine Veränderbarkeit bestehender Modelle. Alle anderen un-tersuchten Modelle sind durch Inkonsistenzen bei Veränderungen der Modellobjekte oder -struktur gefährdet. Diese Inkonsistenzen stehen einer effizienten Weiterentwicklung und Anpassung innerhalb des Fabrikplanungsprozesses im Wege. Ein strukturiertes Vorgehen bei der Modellierung sowie eine formale Beschreibungssprache kennzeichnen fast alle Mo-dellierungsansätze.
Die meisten der untersuchten Ansätze zur Modellierung von Produktionssystemen eignen sich prinzipiell für alle Unternehmensarten. Durch die unzureichenden Möglichkeiten zur Abbildung der relevanten Merkmale, müssen jedoch auch hier Einschränkungen gemacht werden. Die Anforderung einer durchgängigen Planungsunterstützung in allen Fabrikpla-nungsphasen konnte kein Ansatz erfüllen. Dies ist ein zentrales Problem der bislang existie-renden Ansätze. Aus diesem Grund müssen für die verschiedenen Planungsphasen unter-schiedliche Modelle erstellt werden, die jedoch aufgrund der verschiedenen Anwendungsbe-reiche nur schwer miteinander zu kombinieren sind.
Die untersuchten Ansätze der Wirtschaftsinformatik und Prozeßgestaltung unterstützen die Modellierung zumeist nur auf einer Detaillierungsstufe. So läßt sich nur schwer eine Fabrik-planung mit einer zunehmenden Konkretisierung der Planungsergebnisse realisieren. Eine Planung „vom Groben zum Feinen“ (s.o.) kann daher nur schwer modelliert werden. Die Software-Entwicklung hat dagegen mit der Dekomposition eine Möglichkeit geschaffen, mit
den Planungsschritten die Ergebnisse iterativ zu konkretisieren.
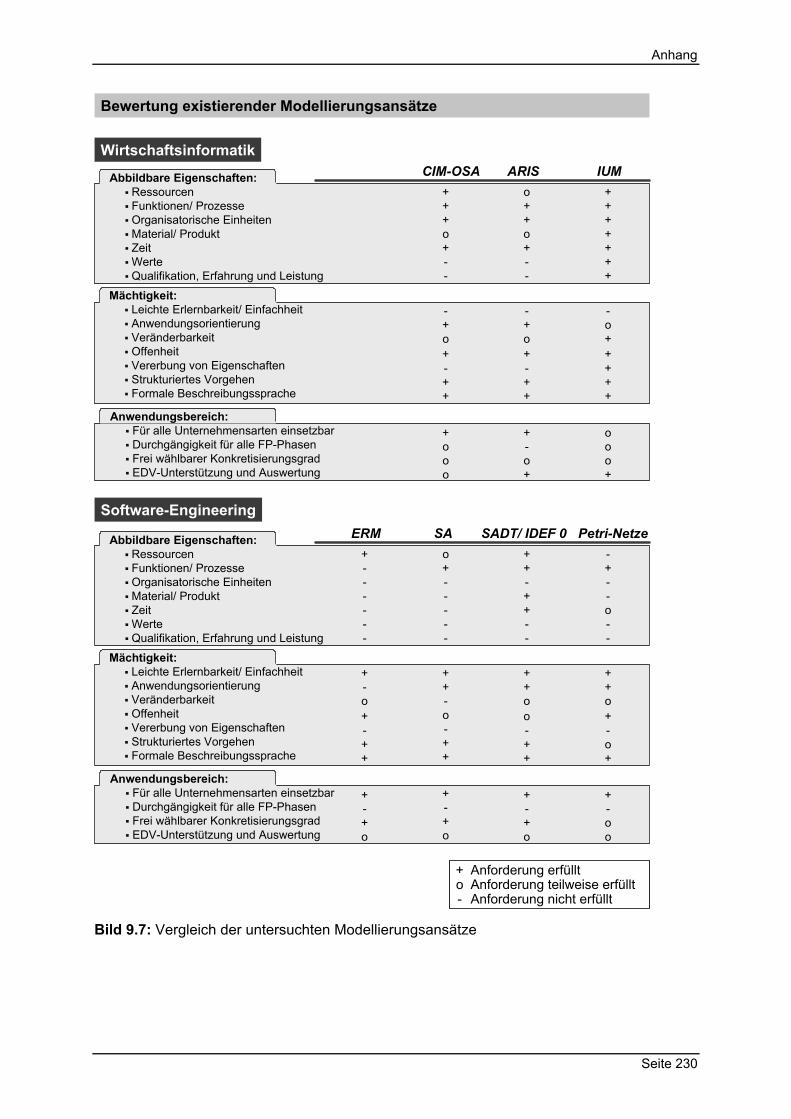
Anhang
Seite 230
CIM-OSA ARIS IUMAbbildbare Eigenschaften:RessourcenFunktionen/ ProzesseOrganisatorische Einheiten Material/ ProduktZeit WerteQualifikation, Erfahrung und Leistung
Anwendungsbereich:Für alle Unternehmensarten einsetzbarDurchgängigkeit für alle FP-PhasenFrei wählbarer KonkretisierungsgradEDV-Unterstützung und Auswertung
Mächtigkeit:Leichte Erlernbarkeit/ Einfachheit AnwendungsorientierungVeränderbarkeitOffenheitVererbung von Eigenschaften Strukturiertes VorgehenFormale Beschreibungssprache
+++o+--
-+o+-++
+ooo
o++o+--
-+o+-++
+-o+
+++++++
-o+++++
ooo+
Bewertung existierender Modellierungsansätze
Abbildbare Eigenschaften:RessourcenFunktionen/ ProzesseOrganisatorische Einheiten Material/ ProduktZeit WerteQualifikation, Erfahrung und Leistung
Anwendungsbereich:Für alle Unternehmensarten einsetzbarDurchgängigkeit für alle FP-PhasenFrei wählbarer KonkretisierungsgradEDV-Unterstützung und Auswertung
Mächtigkeit:Leichte Erlernbarkeit/ Einfachheit AnwendungsorientierungVeränderbarkeitOffenheitVererbung von Eigenschaften Strukturiertes VorgehenFormale Beschreibungssprache
ERM SA SADT/ IDEF 0 Petri-Netze++-++--
++oo-++
+-+o
-+--o--
++o+-o+
+-oo
+------
+-o+-++
+-+o
o+-----
++-o-++
+-+o
+ Anforderung erfüllto Anforderung teilweise erfüllt- Anforderung nicht erfüllt
Wirtschaftsinformatik
Software-Engineering
Bild 9.7: Vergleich der untersuchten Modellierungsansätze
Anhang
Seite 231
9.4 Untersuchung von Vorgehensweisen des Software Engi-neering
Das traditionelle Vorgehen im Software Engineering wird durch das Wasserfallmodell reprä-sentiert.577 Im Bereich der Software-Entwicklung wird das zeitliche Vorgehen wie in der Fabrikplanung und anderen Entwicklungs-Projekten über Phasen definiert. Neben dem Wasserfallmodell gibt es weitere Prozeßansätze, die in der Software-Entwicklung eine be-deutende Verbreitung erlangt haben.578
Im Folgenden werden dieser Vorgehensweise auch das V-Modell bezüglich seiner Historie, seiner maßgeblichen Ziele und seiner besonderen Merkmale vorgestellt.
Auf den Rational Unified Process soll an dieser Stelle nicht eingegangen werden, da dieser im Rahmen des 5. Kapitels detailliert untersucht wurde.
9.4.1 Wasserfall Modell Prozeßansätze nach dem Wasserfallmodell zählen zu den ältesten Software Engineering Prozessen. Es gibt nicht den Wasserfallprozeß, sondern eine Vielzahl unterschiedlich geleb-ter Wasserfallprozesse. Bild 9.7 zeigt einen typischen Wasserfallprozeß. Ein erstes Modell wurde 1956 von BENINGTON veröffentlicht und dann in der Folge mehrfach u.a. durch ROYCE
und BOEHM erweitert. Die Verbreitung fand hauptsächlich in den 80er Jahren statt. Wasser-fallprozesse waren die ersten Entwicklungsprozesse, die umfassend beschrieben waren. Sie weisen wichtige Parallelen zu klassischen Ingenieursdisziplinen auf (z.B. Haus- und Anla-genbau). In der heutigen Praxis haben sie sich zu einer vorherrschenden Methodik entwik-kelt.579
Beim Wasserfallmodell handelt es sich um einen linearen Ansatz, d.h. daß eine Tätigkeit vor Beginn des nächsten Schrittes vollständig abgeschlossen sein muß. Ein Vorteil dieser se-quentiellen Abfolge findet sich in der klaren Strukturierung des Entwicklungsprozesses, ein Nachteil ist die geringe Flexibilität. Wasserfallprozesse reagieren äußerst unflexibel auf Änderungen, die erst spät in den Entwicklungsprozeß eingebracht werden. Denn in diese zu ändernden Funktionalitäten wurde in vorangegangenen Phasen schon viel Zeit und Aufwand investiert. Ähnliches gilt für Änderungen die sich auf andere Funktionalitäten auswirken. Werden die Projekte aber größer und komplexer, treten eben diese Phänomene verstärkt auf.580
577 Essigkrug, Rational Unified Process, 2003, S. 7 578 Essigkrug, Rational Unified Process, 2003, S. 2 579 Essigkrug, Rational Unified Process, 2003, S. 2, 3, 7; vgl. Kruchten, Rational Unified Process,
1999, S. 52; Gernet, Projektmanagement, 2003, S. 92 580 Kruchten, Rational Unified Process, 1999, S. 58, Gernet, Projektmanagement, 2003, S. 92
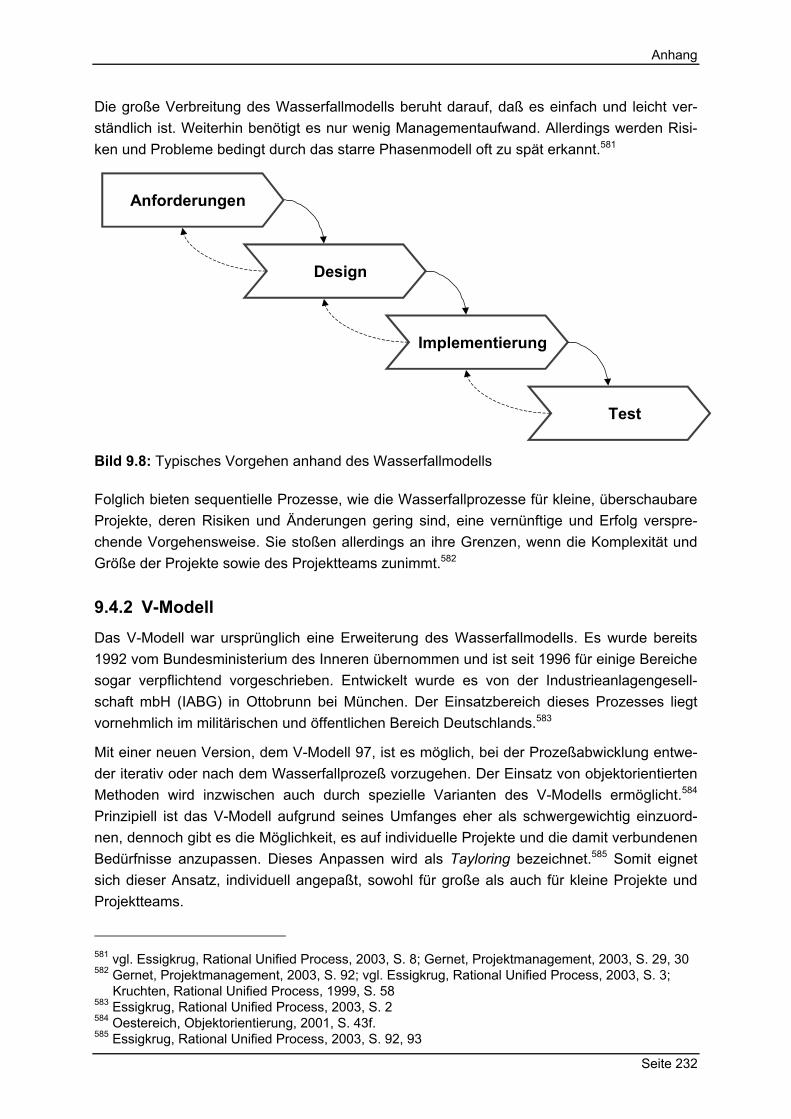
Anhang
Seite 232
Die große Verbreitung des Wasserfallmodells beruht darauf, daß es einfach und leicht ver-ständlich ist. Weiterhin benötigt es nur wenig Managementaufwand. Allerdings werden Risi-ken und Probleme bedingt durch das starre Phasenmodell oft zu spät erkannt.581
Bild 9.8: Typisches Vorgehen anhand des Wasserfallmodells
Folglich bieten sequentielle Prozesse, wie die Wasserfallprozesse für kleine, überschaubare Projekte, deren Risiken und Änderungen gering sind, eine vernünftige und Erfolg verspre-chende Vorgehensweise. Sie stoßen allerdings an ihre Grenzen, wenn die Komplexität und Größe der Projekte sowie des Projektteams zunimmt.582
9.4.2 V-Modell Das V-Modell war ursprünglich eine Erweiterung des Wasserfallmodells. Es wurde bereits 1992 vom Bundesministerium des Inneren übernommen und ist seit 1996 für einige Bereiche sogar verpflichtend vorgeschrieben. Entwickelt wurde es von der Industrieanlagengesell-schaft mbH (IABG) in Ottobrunn bei München. Der Einsatzbereich dieses Prozesses liegt vornehmlich im militärischen und öffentlichen Bereich Deutschlands.583
Mit einer neuen Version, dem V-Modell 97, ist es möglich, bei der Prozeßabwicklung entwe-der iterativ oder nach dem Wasserfallprozeß vorzugehen. Der Einsatz von objektorientierten Methoden wird inzwischen auch durch spezielle Varianten des V-Modells ermöglicht.584 Prinzipiell ist das V-Modell aufgrund seines Umfanges eher als schwergewichtig einzuord-nen, dennoch gibt es die Möglichkeit, es auf individuelle Projekte und die damit verbundenen Bedürfnisse anzupassen. Dieses Anpassen wird als Tayloring bezeichnet.585 Somit eignet sich dieser Ansatz, individuell angepaßt, sowohl für große als auch für kleine Projekte und Projektteams.
581 vgl. Essigkrug, Rational Unified Process, 2003, S. 8; Gernet, Projektmanagement, 2003, S. 29, 30 582 Gernet, Projektmanagement, 2003, S. 92; vgl. Essigkrug, Rational Unified Process, 2003, S. 3; Kruchten, Rational Unified Process, 1999, S. 58 583 Essigkrug, Rational Unified Process, 2003, S. 2 584 Oestereich, Objektorientierung, 2001, S. 43f. 585 Essigkrug, Rational Unified Process, 2003, S. 92, 93
Design
Anforderungen
Implementierung
Test
Lebenslauf
Persönliche Daten ____________________________________________________________
Name Bergholz, Markus Alexander
Geburtsdatum 19.04.1973
Geburtsort Seoul
Familienstand ledig, keine Kinder
Staatsangehörigkeit deutsch
Ausbildung _________________________________________________________________________________________________
07/79-06/83 Deutsche Grundschule Seoul/ Korea 07/83-07/85 Orientierungsstufe Otterndorf 10/85-05/92 Gymnasium Otterndorf Abschluß: Abitur 07/92-06/93 Wehrdienst
Panzerbataillon 74, Cuxhaven 10/93-03/00 Studium des Maschinenbaus RWTH Aachen, Fachrichtung Fertigungstechnik, Abschluß: Dipl.-Ing.
Berufliche Tätigkeit _________________________________________________________________________________________________
1993-1998 Praktika bei verschiedenen Industrieunternehmen Laboratorium für Werkzeugmaschinen und Betriebslehre (WZL), RWTH Aachen, Lehrstuhl für Produktionssystematik bis 10/02: Prof. Dr.-Ing. Dipl.-Wirt. Ing. Dr. h.c. mult. W. Eversheim seit 10/02: Prof. Dr.-Ing. Dipl.-Wirt. Ing. G. Schuh 02/98-03/00 Tätigkeit als studentischer Mitarbeiter 03/00-12/03 Tätigkeit als wissenschaftliche Hilfskraft/ wissenschaftlicher Mitarbeiter 01/03-12/03 Leiter der Gruppe Fabrikplanung





























