Embed Size (px)
Citation preview

11.05.2011
1
© Fraunhofer ILT© Fraunhofer ILT
Laserstrahlschweißen
Besuch des ASI des DVS BV Köln05/05/2011
Martin DahmenFraunhofer-Institut für Lasertechnik, Aachen
© Fraunhofer ILT
Übersicht
Abgrenzung
ProzesseWärmeleitschweißen, Schweißen von KunststoffenTiefschweißenHybridschweißenAuftragschweißen
Werkstoffe StähleAluminium, Titan und ihre LegierungenNickelbasislegierungenMischverbindungen
Umweltwirkung

11.05.2011
2
© Fraunhofer ILT
Abgrenzung
Lic
htb
og
en
sch
wei
ße
j
Re
ibs
chw
eiß
en
Ga
ss
chw
eiß
en
Wid
ers
tan
ds
schw
eiß
en
Pla
sm
asc
hw
eiß
en
Ele
ktro
ne
ns
tra
hls
chw
eiß
en
La
se
rstr
ah
lsch
we
iße
n
103 104 105 106 107102
Leistungsdichte der Wärmequelle /Wcm-2
Schachtverhältnis
Wirkungsgrad
Breite der WEÄZ
Dauer des Wärmezyklus
Erreichbare Geschwindigkeit
Invesitionskosten
0.2
1
10 – 100
10 – 100
0.06 0.06 – 0.6
103 104
10
99
0.1 –1
10-4 – 10-3
6
106
1
%
mm
s
m min-1
€
≥ 109Wcm-2
Schweißen nicht möglich,VerdampfungVerdampfungVerdampfungVerdampfung
dominant
≤ 102Wcm-2
Schweißen schwierig,WärmeleitungWärmeleitungWärmeleitungWärmeleitung
dominant
© Fraunhofer ILT
Absorption optischer Strahlung
Wirkungen:
� Erwärmung
� Schmelzen
� Verdampfung
� Plasmabildung

11.05.2011
3
© Fraunhofer ILT
Fügen
5 m
m
© Fraunhofer ILT
Mikroschweißen
Source: Olympus Winter&Ibe
1 mm
Brazed plane glass Laser weld Aluminium ring Cementedplane glass
Eigenschaften räumlich
� Teilegrößen kleiner 1 mm
� Punktschweißungen oder
Schweißnähte mit Breiten
kleiner 0,5 mm
Eigenschaften zeitlich
� Taktzeit typisch1 bis 100
ms je SchweißnahtSpot welding Simultaneous
welding
pw seam welding cw seam welding
SHADOW®

11.05.2011
4
© Fraunhofer ILT
SHADOW®
S teplessH igh SpeedA ccurate andD iscreteO ne PulseW elding
� Gepulster Nd:YAG-Laser
� Schweißnaht:
� Schweißdauer = PulsdauertH >20 ms
� Schweißgeschwindigkeitvs > 10 m/min
� Lineare und zirkulare Nähte
Blattfeder
Das Bild kann nicht angezeigt werden. Dieser Computer verfügt möglicherweise über zu wenig Arbeitsspeicher, um das Bild zu öffnen, oder das Bild ist beschädigt. Starten Sie den Compute…
10 mm
100 µm
Wälzlager
© Fraunhofer ILT
Mikroringschweißen
Parameter:PL = 100 W2w0 = 30 µmDR = 500 µm
DR = 0,1 mm
v s=
15
0 m
m/s
v s=
25
0 m
m/s
DR = 0,2 mm
v s=
25
0 m
m/s
, DR
= 0
,2 m
m
Nu
mb
er o
f re
volu
ton
s
1
9
Tie
feD
s, D
m/µ
m
0 2 4 6 8 10Anzahl Umdrehungen
0
100
200
300
400
Center depthTrack depth

11.05.2011
5
© Fraunhofer ILT
Anwendungen
Schweißen von SMD
� Kupfer an Messing
� Kontaktfläche 0.5 mm²
� Dicke 0.2 mm
� Ringdurchmesser 0.3 mm
� No porosity
Drahtkontaktierung
� Kupfer an Kupfer
� Kontaktfläche 0.5 mm²
� Dicke 0.2 mm
� Ringdurchmesser0.2 mm
� keine Kaltschweißung
� kein Drahtschneiden
© Fraunhofer ILT
Nahtschweißenmit Strahlpendelung
0,0 0,2 0,4
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
Path in
y-direction [mm]
Path in x-direction [mm]
v = 50 mm/ s
0,0 0,2 0,4
-0,15
-0,10
-0,05
0,00
0,05
0,10
0,15
Path in y-direction [m
m]
Path in x-direction [mm]
v = 200 mm/ s
vs = 20 m/min
vs = 2.5 m/min
Schweißen von Kuprer
Faserlaser cwPL = 200 W, f = 1000 Hza = 0,1 mm)

11.05.2011
6
© Fraunhofer ILT
Anwendungsbereiche
Automobil
� Elektrische Kontaktierungen
Feinmechanik
� Mikromechanische Kontakte
Medizin
� Mechanische Kontakte und Abdichtungen
Elektronik
� Elektrische Kontaktierungen
� Überlapp- und Stumpfstöße
� Drahkontaktierungen
� Werkstoffe mit begrenzter
Schweißeignung
� Hohe Genauigkeit in
Position und Einschweißtiefe
� Zuverlässiger Prozeß
© Fraunhofer ILT
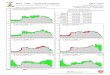
Schweißen von Schlittschuhkufen
DP600/Sandvik 12C2725CrMo4/maraging steel
0,0 0 ,5 1 ,0 1 ,5 2 ,0
2 0 0
3 0 0
4 0 0
5 0 0
6 0 0
7 0 0
8 0 0
9 0 0
Hä
rte
HV
0,5
T ransver salkoordinate y/mm
H V051
R 1K1W BH 30 R 1K1W BH 60
0 ,0 0 ,5 1 ,0 1 ,5
2 0 0
2 5 0
3 0 0
3 5 0
4 0 0
4 5 0
5 0 0
5 5 0
6 0 0
6 5 0
7 0 0
7 5 0
8 0 0
8 5 0
9 0 0
Hä
rte
HV
0,5
T ransver salkoordinate y/mm
HV 05
Long track Prototypes im Testlauf Trevor Marsicano mitMarchese Record LT

11.05.2011
7
© Fraunhofer ILT
Schweißen von Stoßdämpferventilen
Ziele� Prozeßentwicklung
� Verbesserung derProduktqualität
� Werkzeugkonzepte
© Fraunhofer ILT
Schneiden und Schweißen von Flanschen
Specifikation
� Materialstärke: 2.5 mm
� Werkstoffe: 1.4404, 1.4541, 1.4571Hastelloy C2000
� Anforderungen:Keine VolumenfehlerVerzug < 0.3 mm
� CO2-Laser

11.05.2011
8
© Fraunhofer ILT
Schweißen von Reaktorkomponenten
Teile von Plasmabeschichtungsanlagen
Plasma source carrier
Chamber sleeve
Reactor bottom plate
Lamp frame
Lamp frame with loading gate
Detail loading gate
Spezifikation
� Materialstärke: 6 mm
� Werkstoffe: 1.4541, 1.4571
� Anforderungen:Keine VolumenfehlerVerzug < 0.3 mmVakuumdichtWasserdicht
� CO2-LaserPL = 5 kWvs = 2 m/min
© Fraunhofer ILT
Schweißen von Reaktorkomponenten
Intern wassergekühlte drehbare Werkstückträger
Spezifikation
� Materialstärke: 3 mm
� Werkstoff: 1.4541
� Anforderungen:Keine VolumenfehlerVerzug < 0.2 mm
� CO2 laserPL = 2,5 kWvs = 2 m/min

11.05.2011
9
© Fraunhofer ILT
Komponenten für den Apparatebau
Tragringe
Spezifikation
� Materialstärke: 10 – 15 mm
� Durchmesser1200 – 3800 mm
� Werkstoff: 1.4541
� Anforderungen:Porenfrei
� CO2 laserPL = 11 – 16 kWvs = 1.1 – 1.4 m/min
� Konstruktion lasergerechtangepaßt
� Tragkraft/Eigengewicht durchLaserstrahschweißenerhöht
© Fraunhofer ILT
Komponenten für den Apparatebau
T-Träger: Schweißen in Lage-Gegenlage
Spezifikation
� Matierlastärke: 10 – 30 mm
� Längen700 – 4500 mm
� Werkstoff: 1.4541
� Anforderungen:Keine Poren, keine Risse
� CO2 laserPL = 5 – 16 kWvs = 2 – 1.1 m/min
Verzug Anforderungen Ergebnis
- angular max. 1° 0.5°- long. bend max. 5 mm -1 . . . 6 mm
- transv. Bend max. 2 mm 0.5 . . . 1 mm
5 mm5 mm

11.05.2011
10
© Fraunhofer ILT
Vorteile des Hybridschweißens
Schnel (14.4 m/min)1 mm mild Baustahl
Spaltüberbrückng (0.8 mm)4 mm Aluminumprofil
Ausgleich von Kantenversatz (2 mm)
10 mm Pipelinestahl X52
Laser-strahl
Arc
Gefügebeeinflussung25 mm Mikrolegierter Stahl
© Fraunhofer ILT
Hybrid Welding – Laserstrahl und Lichtbogen
Quelle: MHI
Fiber laser/MAG-Nähte
Quelle: ESAB
Quelle: BIAS
Quelle: BAM
Prozeß Systeme
Quelle: IMG
KapillareSchweißdraht

11.05.2011
11
© Fraunhofer ILT
Herstellung von Großproben
25 mm Proben für Großzugversuche und
LCF-Untersuchungen
Werkstoffe: EH36
RQT701 (S690QL)Stärke: 15, 20, 25mm
© Fraunhofer ILT
Anwendungen
Schweißen einesBaggerarms(Schweißnahtlänge 15 m)
Überlappstoß
Stumpfstoß
Spezifikation
� Materialstärke: 15 mm
� Werkstoff: HSLA steel
� I-Naht am Stumpfstoß
� I-Naht am verdeckten T-Stoß
� Gerade und kreisförmige Nähte
� Schweißposition: PA, PC
� CO2-Laser (20 kW)/MAG

11.05.2011
12
© Fraunhofer ILT
Anwendungen
Schaufelachse einer Planierraupe
Specifikation
� Materialstärke: 15.5 mm
� Werkstoff: HSLA steel
� I-Naht am Stumpfstoß
� I-Naht am T-Stoß
� Schweißposition PY, PC
� CO2-Laser/MAG
© Fraunhofer ILT
Schweißen ungleichartiger WerkstoffeDP600/Sandvik 12C2725CrMo4/Maraging Stahl
0 ,0 0,5 1,0 1 ,5 2,0200
300
400
500
600
700
800
900
Hä
rte
HV
0,5
Transversalkoordinate y/m m
HV051 R1K1WBH30 R1K1WBH60
0 ,0 0,5 1 ,0 1,5200
250
300
350
400
450
500
550
600
650
700
750
800
850
900
Hä
rte
HV
0,5
T ransversalkoordinate y/mm
HV05
Schweißentwicklung fürSchlittschuhkufen
Spezifikation
� Materialstärke: 1.1 – 1.4 mm
� Anforderungen:Keine VolumenfehlerVerzug < 0.05 mm
� CO2-LaserPL = 1,4 kWvs = 11 m/min
Chemical analysis (wt.%)
C 0.4 0.6Mn 0.8 0.4Cr 6.2 13.5Ni 0.13W 2.5

11.05.2011
13
© Fraunhofer ILT
Schweißen von Mittelblech: Titan 6246 (αααα + ββββ)
d = 1,5 mm
d = 2,5 mm
Nd:YAG-Laser HL 2006D (pw)
Einschweißtiefe ts/mmP
uls
spitz
en
leis
tun
g ̂
PK/m
m
© Fraunhofer ILT
Titan 6246
βt = 1020°C
Solution annealed: 900°C/20 min
Solution annealed: 1050°C/20 min
Time t/s -1
200
400
600
800
Tem
pe
ratu
re θ
/°C
0101 102 103 104 105100
α
α ‘‘
Ms
Cias, 1972
1000
Yield stress Rp0,2/MPa
HC
F s
tre
ng
th σ
10
7/M
Pa
Eigenschaften
Ti6246Base material
β processed
ZTU-Schaubild
Weld center linePeters et al, 2002
Schulte 2006

11.05.2011
14
© Fraunhofer ILT
Grobblechschweißen: Titan 2 (αααα)
s = 15 mmPL = 18 kWvs = 1,08 m/min
s = 10 mmPL = 13 kWvs = 1,1 m/min
Einschweißtiefe ts/mm
Strahlleistung (cw
) PL/kW
10 15 20
10
12
14
16
18
20
22
CO2-Laser
TLF 20000tInstabiler Resonator
rF= 0,4 mmF = 11
© Fraunhofer ILT
Schweißen von nichtrostendem Stahl auf Nickelbasis
Reaktorplatten und -gehäuse
1.44042.4675 1.4404 2.4675
Zusammensetzungen in Massen%C Ni Cr Fe Mo Cu Ti Al
316L ≤0,03 12 17,5 76 2Hastelloy C2000 ≤0,12 60 20 ≤5 10 3 1,5
Spezifikation
� Materialstärke: 3 mm
� Werkstoff: 1.4541/C2000
� Anforderungen:Keine VolumenfehlerVerzug < 0.2 mm
� CO2 laserPL = 1,75 kWvs = 2.7 m/mindoppelt geschweißt

11.05.2011
15
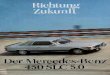
© Fraunhofer ILT
Wirkungsgradevon Laserstrahlquellen
LP-YAG DP-YAG CO2 Diode Fibre Disk
Leistunsbereich/kW 0,5 – 4 0,2 – 8 0,3 – 20 0,2 – 6 0,2 – 30 1 - 10
EO-Wirkungsgrad/% 2,5 - 4 15 - 20 10 - 20 35 20 - 25 30
Wellenlägne/µm 1,064 1,064 10,6 0,8 – 0,95 ≈1,05 ≈1,05
3 10 10030 30010,3
5
10
25
30
35
20
15
Effi
cie
ncy
ηe-
o/1
Beam Parameter Product BPP/µm·rad
FibreDisk
CO2
DPSSL
LPSSL
HPDL
FC-HPDL
Fibremono M.
3 10 10030 30010,3
5
10
25
30
35
20
15
Effi
cie
ncy
ηe-
o/1
Beam Parameter Product BPP/µm·rad
FibreDisk
CO2
DPSSL
LPSSL
HPDL
FC-HPDL
Fibremono M.
© Fraunhofer ILT
Kenngrößen von Fugen und Prozessen
TIG Laser Hybrid
Schachtverhältnis 0,5 >5> 5
Nahtbreite 5 mm 1,5 mm 2 mm
Max. Dicke 4 mm 25 mm 25 mm
MIG
0,5
6 mm
8 mm
Plasma
1 - 2
3 mm
12 mm
Zusatzwerkstoff ja nein jaja nein
Aerosolemission 2 mg/s 1,5 mg/s 2,2 g/s2,4 mg/s 3 mg/s
])([ 0 vmmps ahhctvQ ++−= θθδρ

11.05.2011
16
© Fraunhofer ILT
Schweißen von T-Stößen: Produktionsdaten
Autogenes LBW MAG
Zuschnitt Laserstrahlschneiden Plasmaschneiden
Nacharbeit Schnittkante n.a. Schleifen/FräsenKantenvorbereitung (Flansch, Steg) Schleifen (Steg)
Steg Schleifen Fräsen/Hobeln (Fasen)Flansch Schleifen Schleifen
Schweißen 1 Lage/Seiten 2 . . . 8 Lagen/SeitenGeschwindigkeit 1,1 m/min 1,5 m/min (mechanisiert)Leistung 5 . . . 12 kW 4 . . . 5 kW (per pass)
MaterialverbrauchZusatzwerkstoff n.a. 5 m/min (1,6 mm)Gas Helium 40l/min CO2, Argon 18 l/min
Aersolemissionsrate 1,1 . . . 1,5 mg/s 2,32 . . . 7,44 mg/sVerzug
Längsbiegung 1 . . . 6 mm 5 . . . 12 mmWinkelverzug 0,5° ±4°
Energieverbrauch 5,8 . . . 10,9 MJ/m 2,4 . . . 6,4 MJ/m
© Fraunhofer ILT
Schweißen von T-Trägern: Vergleich 1 (Schweißen)
Laserstrahlschweißen
MAG/Roboter
0,5
1,0
Risikopotential Nachbearbeitung
EmissionenMaterial-verbrauch
Energie-verbrauch
MAG/manuell
Plasma (Stumpfstoß)
Schweißprozeß

11.05.2011
17
© Fraunhofer ILT
Schweißen von T-Trägern: Vergleich 1 (Kantenvorbereitung und Schweißen)
0,5
1,0
Schweißprozeß
Laserstrahlschweißen
MAG/Roboter
MAG/manuell
Plasma (Stumpfstoß)
Risikopotential Nachbearbeitung
EmissionenMaterial-verbrauch
Energie-verbrauch
© Fraunhofer ILT
Herstellung von Flanschen: Produktionsdaten
Autogenes LBW WIG
Zuschnitt Laserstrahlschneiden Wasserstrahlschneiden
Bearbeitung Schnittkante n.a. n.a.Kantenvorbereitung
Nut Drehen DrehenVerschlußblech - Fräsen (Fase)
Schweißen 1 Lage 1 LageGeschwindigkeit 2,8 m/min 0,7 m/minLeistung 2,5 kW 4 kW
MaterialverbrauchZusatzwerkstoff n.a. 1,5 m/min (1,2 mm)Gas Helium 20l/min Argon 18 l/min
Aersolemissionsrate 0.7 mg/s 1,5 mg/sVerzug
Axial 0,5 mm 2 mmWinkel 2° 4°
Energieverbrauch 0,743 MJ/m 1,19 MJ/m

11.05.2011
18
© Fraunhofer ILT
Herstellung von Flanschen: Vergleich (Schneiden und Schweißen
Laserstrahlschweißen
WIG
Plasma 0,5
1,0
Risikopotential Nachbearbeitung
EmissionenMaterial-verbrauch
Energie-verbrauch
© Fraunhofer ILT
Zusammenfassung
Abgrenzung
ProzesseTiefschweißen: hohe GenauigkeitsanforderungenHybridschweißen: gute Spaltfüllung, Anpassung der Werkstoffe
Werkstoffe: geringerer Wärmeeintrag in das WerkstückStähle: höchstfeste Stähle werden schweißgeeignetAluminium, Titan und ihre LegierungenNickelbasislegierungen: verbesserte SchweißeignungMischverbindungen: Gegenstand der Forschung
Umweltwirkung
- hoher spezifischer Energieverbrauch+ geringere Materialintensität+ höhere inhärente Arbeitssicherheit