Embed Size (px)
Citation preview
MIM - Technologie

MIMMIM – und Ihre Ideen werden Wirklichkeit– und Ihre IdeenInnovative Bauteile zur Lösung technischer Herausforderungen verlangen oft ein komplexes Design und herausragende Materialeigenschaften, deshalb scheitert ihre Umsetzung häufi g an zu hohen Herstellungskosten. Mit der Gestaltungsfreiheit der MIM–Technologie (Metal Injection Moulding, bzw. Metallpulverspritzguss) verfügen Konstrukteure und Designer nun über ein universelles Werkzeug ihrer Kreativität freien Lauf zu lassen und gleichzeitig auch enggesteckte Kostenziele einzuhalten. Applikationen, die bislang in aufwändigeren konven-tionellen Prozessen gefertigt werden, können von den Kostenvorteilen der MIM-Technologie profi tieren.
2

MIM – und Ihre Ideen werden Wirklichkeitn werden WirklichkeitBei MIM-Bauteilen vereinigen sich die hervorragenden Eigen-schaften metallischer Werkstoffe mit den komplexen Gestal-tungsmöglichkeiten der Kunststofftechnologie. Die Formge-bung durch das Spritzgießen von Metallpulvern (MIM) eröffnet ein Höchstmaß an Freiheit hinsichtlich Geometrie und Werk-stoff, das weit über den Möglichkeiten der spanenden und schmelzmetallurgischen Gestaltung liegt.
Hinterschneidungen, Bohrungen und Sacklöcher können in beliebigen Richtungen eingebracht werden und auch Wand-stärken von 1 mm und weniger sowie Bohrungsdurchmesser von nur wenigen Zehntel Millimetern sind realisierbar.
Reliefartige Strukturen und Gravuren, wie z.B. Firmenlogos oder Artikelnummern können detailgetreu wiedergegeben werden. Selbst die Anwendung teurer, hochfester Legierun-gen, korrosionsbeständiger oder anderer hochwertiger Edel-stähle wird somit möglich, da keine Kosten durch nachgela-gerte Zerspanung anfallen.
An MIM-Bauteilen werden hohe Oberfl ächengüten (in der Re-gel Rauigkeiten Ra<1µm) ohne Nacharbeit erreicht. Das Gefü-ge der gesinterten Teile ermöglicht galvanische und elektroly-tische Oberfl ächenveredelungen (Vernickeln, Elektropolieren etc.) ohne Vorbehandlungen.Beim Einsatzhärten werden Einsatzhärteverläufe erreicht, de-ren Werte mit denen von vergleichbar sind. Im Allgemeinen sind MIM Werkstoffe auch schweißbar.
3

MIMMIM – Profi tieren Sie von– Profi tieren Sie vonden Vorteilenden VorteilenUm die Vorzüge von MIM optimal zu nutzen, ist es sinnvoll bereits in der Entwicklungsphase in MIM-Dimensionen zu konstruieren. Für den Designer er-öffnen sich gänzlich neue Möglichkeiten in der Aus-legung und Konstruktion.
Die Großserienfertigung hochkomplexer Bauteile wird durch automatisierte MIM-Prozesse wirtschaftlich möglich und entspricht hinsichtlich den Prozess-Sicherheiten sogar den Anforderungen der Automobil-Industrie.
Geometrien können auch für hochfeste metallische Werk-stoffe und Edelstähle konzipiert werden.
Grenzwertig beanspruchte Anwendungen aus Kunststoff, Aluminium oder Zinkdruckguss können nahezu ohne Ein-schränkung durch hochfeste MIM-Teile ersetzt werden.
Kostenintensive Füge-, bzw. Montageprozesse können überfl üssig werden, da mittels MIM auch die komplexen Geometrien von Zusammenbauteilen herstellbar sind und direkt in einem Fertigteil realisiert werden.
Gewinde können beim Urformen (Spritzgießen) hergestellt werden.
Durch Optimierung des Bauteilvolumens ist es möglich Material und somit Kosten einzusparen. Auf Grund der er-reichten Gewichtsreduzierung verringern sich zusätzlich Trägheitsmomente bei dynamisch beanspruchten Anwen-dungen.
Kleinste Geometrien können detailgetreu in MIM abgebil-det werden.
Auch neuartige Materiallegierungen, die auf die speziellen Kundenanforderungen angepasst werden, können wirt-schaftlich verarbeitet werden.
Die Metal Injection Moulding - Technologie eröffnet dem Konstrukteur eine annähernd unbegrenzte Ge-staltungsfreiheit – zu sehen sind hier nur einige Bei-spiele für die mögliche Formenvielfalt.
4

MIMMIM – Die Stärken im im Überblick
3-dimensionale Komplexität:
Der Formgebungsprozess des MIM-Verfahrens ist sehr eng mit dem traditionellen Kunststoff-Spritzgießen verwandt und macht die Gestaltung komplexer Geometrien möglich.Kombinationen aus Bohrungen, Sacklöchern, Schlitzen, Nuten, Innen- und Außengewinden, Aussparungen, Hinter-schneidungen, Oberfl ächenstrukturen und Hohlräume stellen für MIM kein Problem dar. Vergleichbar anspruchsvolle Desig-nelemente können mit alternativen spanlosen Formgebungs-prozessen nicht erreicht werden.
Gewichtsreduktion:
Durch die Optimierung der Bauteile wird ein niedrigeres Tei-legewicht bei gleicher Funktionalität erreicht. Die Gewichtsre-duktion hat damit natürlich einen positiven Einfl uss auf die Stückkosten des Fertigteils.
Hohe Produktivität:
Gerade bei der Produktion großer Stückzahlen kann das MIM-Verfahren seine Kostenvorteile innerhalb der Fertigung voll ausspielen. Je nach Anforderung kann selbst bei sehr kom-plexen Bauteilen auf kostenintensive Nachbearbeitung ver-zichtet werden. Daher ist dieses Verfahren besonders für die Großserienproduktion geeignet.
3 sionale Komplexitä-dimens
5

MIM MIM – Der technologische– Der technologischeFertigungsprozess1.) Die Feedstockaufbereitung
Zur Herstellung des Feedstocks werden zunächst Metallpulver entsprechend der gewünschten Legierung miteinander ver-mengt. Anschließend werden thermoplastische Kunststoffe und Additive beigemischt und mit dem Pulvermix unter Wär-mezufuhr zu einer zähfl üssigen Masse verknetet. Diese wird anschließend abgekühlt und zu einem körnigen Granulat (Feedstock) verarbeitet.
Der Metallpulverwerkstoff ist hierbei ausschlaggebend für die erreichbaren mechanischen und chemischen Eigenschaften des späteren Fertigteils. GKN verfügt über exzellentes Know- How zur Pulverentwicklung, sowie zur Überwachung der er-reichten Feedstockeigenschaften.
2.) Das Spritzgießen
Für das MIM-Verfahren werden speziell modifi zierte Thermo-plast-Spritzgießmaschinen eingesetzt, wie sie ähnlich auch beim herkömmlichen Kunststoff-Spritzguss zur Anwendung kommen. Hierbei wird das Ausgangsmaterial (Feedstock) nach der Do-sierung in der Spritzeinheit aufgeschmolzen und vor der För-derschnecke verdichtet. Durch das Vorfahren der Schnecke wird die fl ießfähige Masse unter hohem Druck mittels eines Verteilersystems in die einzelnen Kavitäten des Werkzeugs gepresst.
Anschließend wird die Masse in den Kavitäten durch Abküh-lung in ihrem Design „eingefroren“ („Grünling“). Nach dem Abkühlen auf die Entformungstemperatur wird das Werkzeug in der Trennebene geöffnet. Das erstarrte Teil, der Grünling, wird durch Auswerfer aus der Form gedrückt und kann durch angepasste Handlingsysteme entnommen werden.
6
MIM MIM – Metal Injection Molding– Metal Injection Molding
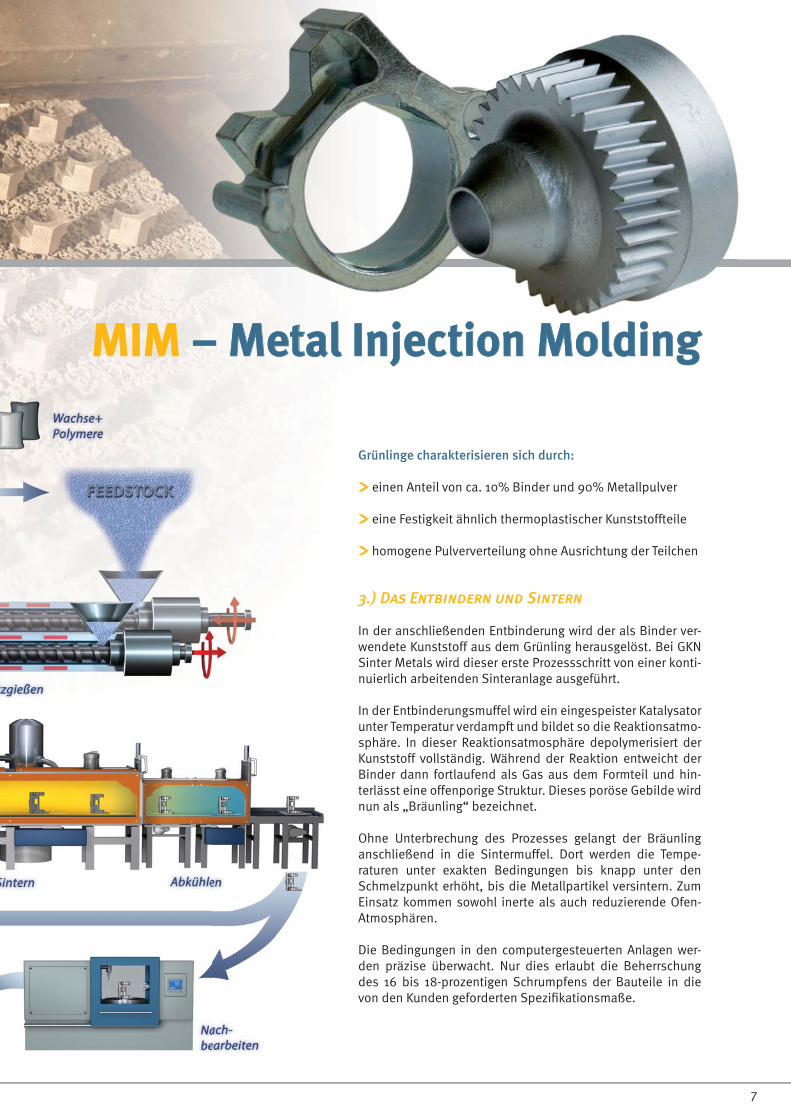
Grünlinge charakterisieren sich durch:
einen Anteil von ca. 10% Binder und 90% Metallpulver
eine Festigkeit ähnlich thermoplastischer Kunststoffteile
homogene Pulververteilung ohne Ausrichtung der Teilchen
3.) Das Entbindern und Sintern
In der anschließenden Entbinderung wird der als Binder ver-wendete Kunststoff aus dem Grünling herausgelöst. Bei GKN Sinter Metals wird dieser erste Prozessschritt von einer konti-nuierlich arbeitenden Sinteranlage ausgeführt.
In der Entbinderungsmuffel wird ein eingespeister Katalysator unter Temperatur verdampft und bildet so die Reaktionsatmo-sphäre. In dieser Reaktionsatmosphäre depolymerisiert der Kunststoff vollständig. Während der Reaktion entweicht der Binder dann fortlaufend als Gas aus dem Formteil und hin-terlässt eine offenporige Struktur. Dieses poröse Gebilde wird nun als „Bräunling“ bezeichnet.
Ohne Unterbrechung des Prozesses gelangt der Bräunling anschließend in die Sintermuffel. Dort werden die Tempe-raturen unter exakten Bedingungen bis knapp unter den Schmelzpunkt erhöht, bis die Metallpartikel versintern. Zum Einsatz kommen sowohl inerte als auch reduzierende Ofen-Atmosphären.
Die Bedingungen in den computergesteuerten Anlagen wer-den präzise überwacht. Nur dies erlaubt die Beherrschung des 16 bis 18-prozentigen Schrumpfens der Bauteile in die von den Kunden geforderten Spezifi kationsmaße.
7

Wärmebehandlung Härten, Anlassen, Vergüten, Randschichthärten, Einsatzhärten
Physikalisch-chemische Oberfl ächenbehandlung
Nitrieren, Carbonitrieren, Nitro-carburieren, Borieren, Silicieren
ChemischeOberfl ächenbehandlung
Beizen, Chemisches Entgraten, Brünieren, Ätzen
MechanischeOberfl ächenbearbeitung
Gravieren, Gleitschleifen, Schlei-fen, Polieren, Entgraten, Strahlen
Aufbringennichtmetallischer,anorganischer Schichten
Chromatieren, Phosphatieren, Eloxieren, Emailieren
Aufbringen metallischer Schichten
Galvanisieren, Chemisches Me-tallieren, Schmelztauchbeschich-tung, Metallspritzen Chromieren
Aufbringen organischer Schichten:
Bedrucken, Bekleben, Lackieren
Aufbringen vonVerschleißschutzschichten
CVC-Beschichtung,PVD-Beschichtung
MIMMIM –– Weiterverarbeitung und Weiterverarbeitung und VeredelungVeredelungMIM-Bauteile können auf vielfältige Weise nachbe-arbeitet und veredelt werden.Unter anderem können folgende Verfahren ange-wendet werden:
8
MIM MIM - Toleranzen- Toleranzen
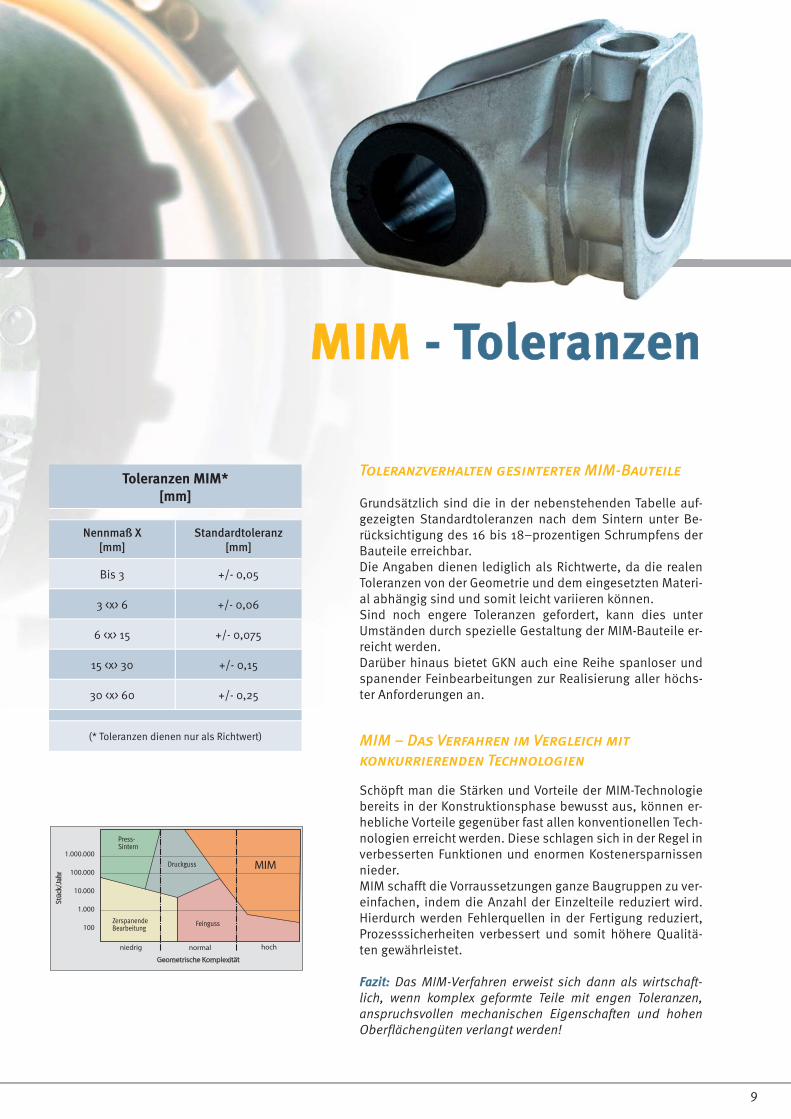
Toleranzverhalten gesinterter MIM-Bauteile
Grundsätzlich sind die in der nebenstehenden Tabelle auf-gezeigten Standardtoleranzen nach dem Sintern unter Be-rücksichtigung des 16 bis 18–prozentigen Schrumpfens der Bauteile erreichbar.Die Angaben dienen lediglich als Richtwerte, da die realen Toleranzen von der Geometrie und dem eingesetzten Materi-al abhängig sind und somit leicht variieren können.Sind noch engere Toleranzen gefordert, kann dies unter Umständen durch spezielle Gestaltung der MIM-Bauteile er-reicht werden.Darüber hinaus bietet GKN auch eine Reihe spanloser und spanender Feinbearbeitungen zur Realisierung aller höchs-ter Anforderungen an.
MIM – Das Verfahren im Vergleich mit
konkurrierenden Technologien
Schöpft man die Stärken und Vorteile der MIM-Technologie bereits in der Konstruktionsphase bewusst aus, können er-hebliche Vorteile gegenüber fast allen konventionellen Tech-nologien erreicht werden. Diese schlagen sich in der Regel in verbesserten Funktionen und enormen Kostenersparnissen nieder.MIM schafft die Vorraussetzungen ganze Baugruppen zu ver-einfachen, indem die Anzahl der Einzelteile reduziert wird. Hierdurch werden Fehlerquellen in der Fertigung reduziert, Prozesssicherheiten verbessert und somit höhere Qualitä-ten gewährleistet.
Fazit: Das MIM-Verfahren erweist sich dann als wirtschaft-lich, wenn komplex geformte Teile mit engen Toleranzen, anspruchsvollen mechanischen Eigenschaften und hohen Oberfl ächengüten verlangt werden!
Toleranzen MIM*[mm]
Nennmaß X[mm]
Standardtoleranz[mm]
Bis 3 +/- 0,05
3 <x> 6 +/- 0,06
6 <x> 15 +/- 0,075
15 <x> 30 +/- 0,15
30 <x> 60 +/- 0,25
(* Toleranzen dienen nur als Richtwert)
9

MIMMIM - Konstruktionsgrundsätzefür das Designfür das DesignUm die Vorteile der MIM-Technologie voll nutzen zu können, sollten die Konstruktionsrichtlinien schon in der frühen Konstruktionssphase beachtet werden.In den folgenden Abbildungen haben wir die wich-tigsten Gestaltungsgrundsätze für Sie zusammen-gefasst – für optimales Konstruieren von Anfang an!
Anwendungsbeispiel: Halteplatte
Gerade Aufl agefl äche
Während des Entbinderungs- und Sinterprozesses im Ofen schrumpft das MIM-Bauteil um knapp 16 bis 18 Prozent und benötigt dafür eine gute Gleitfl äche.
Idealerweise sollte bei der Konstruktion eine ebene Aufl a-gefl äche eingeplant werden, um das Bauteil ausreichend zu stabilisieren. Das Risiko eines Verzugs und dadurch bedingte nachträgliche Richtkosten kann somit vermieden werden.
Gewinde
Mittels MIM können während der Konstruktion geplante In-nengewinde urgeformt werden, sofern man sie verfahrensge-recht auslegt und durch sogenannte „Ausspindelkerne“ reali-sieren kann.
10

Anwendungsbeispiel: Verbindungsblock
Gleichmäßige Wandstärken
Die Wandstärken sollen über das gesamte Bauteil möglichst gleichmäßig ausgeprägt sein, während starke Wandsprünge zu vermeiden sind. Eine gleichmäßige Füllung des Werkzeugs beim Spritzgießen wird dadurch gewährleistet.
Verrippungen und Stege
Rippen und Stege dienen der Versteifung und verbessern in erster Linie die Festigkeit des MIM-Bauteils. Der Einsatz bei-der Elemente hilft zudem die Maßgenauigkeit zu erhöhen.
Anwendungsbeispiel: Wellenführung
Radien
Der Einsatz von Radien durch z.B. abgerundete Ecken wirkt sich in mehrfacher Sicht positiv auf das Gesamtbild des MIM-Bauteils aus. Es verbessern sich nicht nur Handling und Äs-thetik der fertigen Sinterteile, sondern auch Materialkosten können reduziert werden. Abgerundete Ecken verbessern zu-dem auch die Festigkeit, weil Belastungen sich optimal vertei-len können.
Gewichtsreduzierung
Gewichtsreduzierungen können am einfachsten durch das Schaffen von Freiräumen im MIM-Teil realisiert werden. Auf Grund des reduzierten Materialkostenanteils verringern sie au-ßerdem den Teilepreis.Zusätzlich können auch die dynamischen Eigenschaften des Bauteils verbessert werden.
11
Über GKN Sinter Metals
GKN Sinter Metals – eine hundertpro-zentige Tochtergesellschaft des glo-balen britischen Industriekonzerns GKN plc. – ist der größte Hersteller von Präzisions-Sinterprodukten weltweit. Das Unternehmen legt größten Wert auf herausragende Liefertreue, Quali-tät und ganzheitliche Lösungsansätze und bietet umfangreiche technische Erfahrungen in Konstruktion, Prüfver-fahren und unterschiedlichen Verar-beitungstechniken. GKN Sinter Metals stellt mehr als 10.000 verschiedene komplex geformte, hochfeste Bauteile her für die Märkte der Automobilindu-strie, Nutzfahrzeuge, Haushaltsgeräte, Gartengeräte, Büromaschinen, Elekt-rowerkzeuge, Freizeit-Fahrzeuge und verarbeitender Industrien. Das globale Unternehmen ist in mehr als 13 Län-dern auf fünf Kontinenten vertreten. GKN Sinter Metals ist mit mehr als 30 Standorten weltweit und ca. 5.500 Beschäftigten immer in der Nähe des Kunden.
Weitere Informationen über die vielsei-tigen technischen Lösungen von GKN fi nden Sie auf unserer Webseite www.gknsintermetals.com
Production Plants
ArgentinaGKN Sinter Metals de Argentina S.A.Ruta Nac. 5 Km. 159,5(B6622GKA) Chivilcoy – Bs. As.Argentina
Phone: *54-11-5368-3700E-mail: [email protected]
BrazilGKN Sinter Metals Ltda.Av. Emancipacão, 4.500 - Santa EsmeraladaCEP 13186-542Hortolandia – SP – Brazil
Phone: *55-19-2118-9400E-Mail: [email protected]
CanadaGKN Sinter Metals – St. Thomas Ltd.7 Michigan BoulevardSt. Thomas, OntarioCanada N5P 1H1
Phone: *1-519-631-4880E-mail: [email protected]
ChinaGKN Sinter Metals – DanyangNumber 7 Mechanical Industry ParkDanyang Development ZoneDanyang, China
Phone: *86-511-86-885-556E-mail: [email protected]
GermanyGKN Sinter Metals Engineering GmbHKrebsöge 1042 477 RadevormwaldGermany
Phone : *49 2191-693-0E-mail : [email protected]
GKN Sinter Metals Filters GmbHDahlienstraße 43P.O.Box 152042 477 RadevormwaldGermany
Phone: *49 2195-609-27E-Mail: feedback@gkn-fi lters.com
IndiaGKN Sinter Metals Ltd.146, Mumbai Pune RoadPimpri, Pune 411 018 Maharashtra, India
Phone: *91-20-2742-6261, 6262, 6263E-mail: [email protected]
ItalyGKN Sinter Metals SpAFabrikstraße 539 031 Bruneck (BZ)Italy
Phone. *39-0474-570211E-mail: [email protected]
North AmericaGKN Sinter Metals3300 University DriveAuburn Hills, Michigan 48326-2362 USA
Phone: *1-248-371-0800E-mail: [email protected]
South AfricaGKN Sinter Metals – Cape TownP.O.Box 156Sacks CircleBellville, 7530South Africa
Phone: *27-21-950-6200E-mail: [email protected]
GKN Sinter Metals Sales Offi ces Worldwide
ChinaE-mail: [email protected]
FranceE-mail: [email protected]
JapanE-mail: [email protected]
KoreaE-mail: [email protected]
SpainE-mail: [email protected]
SwedenE-mail: [email protected]
United KingdomE-mail: [email protected]
© Copyright by GKN Sinter Metals - Rev. 2.0












![[moves] - Neo-Arcadianeo-arcadia.com/neoencyclopedia/samurai_shodown_moves.pdf · 2009. 4. 21. · Shadow Copy * button determine position Imitate Replica Replica Attack Charlotte](https://img.pdfslide.org/doc/110x75/6111d0fec4956b41cc7abc94/moves-neo-arcadianeo-2009-4-21-shadow-copy-button-determine-position.jpg)















