Embed Size (px)
Citation preview

Herausgeber: Deutsches Kupferinstitut, Auskunfts- undBeratungsstelle fuer die Verwendung von Kupfer undKupferlegierungen. Am Bonneshof 5, 40474 Düsseldorf,Telefon (02 11) 4 79 63 00, Telefax: (02 11) 4 79 63 10 Mailbox: (02 11) 4 78 80 64 oder (02 11) 4 78 80 65 E-Mail: [email protected]

1. Was ist Kupfer?2. Geologische Bildungder Kupfererze3. Geschichtliches4. Vorkommen5. Verfügbarkeit6. Gewinnung7. Rückgewinnung8. Umweltverträglichkeit9. Kupfersorten und Werkstoffe 10. Eigenschaften1 1. Verarbeitung12. Verwendung13. Wirtschaftliches
Aus unserem täglichen Leben ist Kupfer nicht wegzudenken. Wir finden es, um nureinige Beispiele zu nennen, als Draht inelektrischen Leitungen, als Rohr in Kalt-wasser-, Warrnwasser- oder Heizungs-installationen und als Blech für Dach-deckungen und Wandbekleidungen.
1. Was ist Kupfer?Kupfer, das rote Metall mit dem che- mis-chen Symbol Cu, steht im periodischenSystem der Elemente in der ersten Ne-bengruppe über Silber und Gold. Mitdiesen Edelmetallen hat das Kupfer Ähn-lichkeiten. So sind Kupfer und Gold diebeiden einzigen farbigen metallischenElemente; Kupfer und Silber sind die bei-den besten Leiter für Wärme und Elek-trizität [lj.
2. Geologische Bildung der Kupfererze
Nach den Vorstellungen über die Ent- ste-hung der Erde haben sich die primären,sulfidischen Kupfererze im wesentlichen inder Abkühlungsperiode der noch feuer-flüssigen Erdkugel gebildet und im Erd-innern angesammelt. Durch Brüche derersten festen Schale der Erde sind siespäter von dort aufgestiegen und haben,teils im Innern der uns noch zugänglichenErdkruste, teils auf dieser selbst, primäreLagerstätten, aber auch sedimentäre Ab-folgen gebildet. Wegen seiner starken Af-finität zu Schwefel wird Kupfer bei derprimären Lagerstättenausbildung fastimmer in sulfidischer Form gebunden.Oxidische Kupfererze sind durchVerwitterung sulfidischer Minerale ent-standen.
3. GeschichtlichesKupfer hat die Kulturgeschichte maß-geblich beeinflußt. Die Bekanntschaft desMenschen mit dem Kupfer reicht weit zu-rück. Kupferwurdevor über 10 000Jahrenin der Steinzeit von den Menschen alserstes Metall verwendet. Und für fast 5000Jahre blieb Kupfer das einzige genutzteMetall. Alle metallischen Geräte damaligerZeit waren aus Kupfer. Erst etwa 4000 v.Chr. kam Gold als zweites Metall hinzu,wie Bild 1 verdeutlicht [21 [3].Da Kupfer in der Natur auch gediegenvorkam (das größte bisher gefundeneKupferstück wog 420 t [4]), wurde es bere-its sehr früh zum Gebrauchsmetall desMenschen. In der Frühzeit sind solcheKupferstücke wohl als eine Art Stein an-gesehen worden. Der Mensch erkannte,
Bild l (DKI A 5101) Erste wirtschaftlicheNutzung verschiedener Metalle [2]
daß sich dieser seltsame Stein ohne zusplittern durch Hämmern formen undhärten ließ. Mit dieser Erkenntnis beganndie Metallzeit. Vermutlich vollzog sich dieEntwicklung stufenweise:1 .Der Mensch formte und verfestigte das
Kupfer durch Hämmern, ohne es vorherzu erwärmen.
2. Er lernte es, das verfestigte Kupfer zu erhitzen, um eine weitere Formgebung zu erleichtern.
3. Er lernte, das gediegene, metallische Kupfer weiter bis zum Schmelzpunkt zu
erhitzen, in Steinformen zu gießen unddurch Hämmern zu verfestigen.4. Er lernte, das Kupfer aus Erzen zu ge-
winnen.5. Er lernte, Kupfer zunächst mit Zinn und
dann mit vielen anderen Metallen zu le-gieren.
Hierzu gibt es auch klare Zeitvorstellungen [5]:● Reine Steinzeit (Sprödsteinzeit)
vor etwa 500 000 bis vor etwa 50 000Jahren;
Chalkolithikum (gediegene Metalle);vor etwa 50 000 bis vor etwa 1 0 000Jahren;● erstes Schmelzen von Kupfer etwa
4500 v. Chr.;● erstes Erschmelzen von Kupfer aus Erz
etwa 3900 v. Chr.;● älteste Zinnbronzen (1 1,1 % Sn) etwa
3500 v. Chr.Etwa 3000 v. Chr. lernten die Menschen,Silber und Blei zu verwenden und Kupfermit Zinn zu legieren. Für viele Jahr- hun-derte prägte Zinnbronze die Kulturge-schichte der Menschheit. Die Bronzezeitendete etwas abrupt etwa 1200 v. Chr. mitdem Untergang der antiken Welt und derdamit verbundenen Unterbrechung der in-ternationalen Handelswege. Die Zinnver-sorgung wurde schwierig, und es beganndie Eisenzeit, da dieses Metall leichterverfügbar war [2].Nach unseren heutigen Kenntnissenwurde in der frühsteinzeitlichen Siedlungvon @,atal Hüyük bei Konya im südlichenAnatolien schon vor 9000 Jahren Kupferverwendet [6]. Anscheinend verbreitetesich die Kenntnis des Kupfers erst er-heblich später, vermutlich von Anatolienausgehend in andere Länder der AltenWelt.Etwa um 4800 v. Chr. wurden in ÄgyptenGebrauchsgegenstände aus gediegenemKupfer, das in der Natur gefunden wurde,durch Hämmern mit Steinwerkzeugenher- gestellt; größere Funde von Waffenund Werkzeugen aus Kupfer stammenaus der Zeit um 4000 v. Chr. Bereits um3900 v. Chr. sollen die Ägypter Kupfer ausMalachit erschmolzen haben. Sie warensowohl in der Gewinnung als auch in der
Bild 2 (DKI A 0398) Wasserleitungsrohr ausgetriebenem Kupferblech in einer Steinrinneverlegt und mit Gips überdeckt aus der Zeit um2500 v. Chr. (Staatl. Museen, Berlin)
Verwendung des Kupfers bereits sehrerfahren und betrieben um 3200 bis etwa1160 v. Chr. einen umfangreichen Berg-bau auf Malachit und Azurit (---> Abschnitt4) auf der Halbinsel Sinai. Die Steine derCheopspyramide wurden mit kupfernenWerkzeugen bearbeitet [41. Bild 2 zeigt einStück aus einer etwa 400 m langen Was-serleitüng, die um 2500 v. Chr. im Toten-tempel des Sahur6 verlegt wurde.Die frühe Herstellung und Verwendungvon Zinnbronze begann um 3500 v. Chr.und ist ebenfalls vor allem aus Ägyptenbekannt. Andere Kupfer- und Bronzege-genstände aus dem 3. Jahrtausend v. Chr.stammen aus der Gegend von MohenjoDaro im Industal (Pakistan), aus demReich der Surnerer am unteren Euphrat,aus China und aus Mitteleuropa. SelbstMessing war im 3. Jahrtausend v. Chr. inSabylonien und Assyrien bekannt.Die Arbeiten der Meister der griechischenAntike bilden den Höhepunkt der metall-handwerklichen Kunst in vorchristlicherZeit. Das wichtigste literarische Zeugniszur antiken Bronzekunst ist die berühmteSchilderung der Schmiede des Hephaistin Homers Ilias. Schon damals wurde dieKunst des Schmiedens"Techne" genannt,ein Wortstamrn, aus dem sich - allerdingsin erweiterter Bedeutung - das WortTechnik entwickelte. Ein bedeutendesZeugnis der Bronzekunst dieser Zeit sindaußerdem die Werkstattbilder der"Berliner Erzgießerschale", die Darstel-lungen einer antiken Bronzegießereizeigend (Bild 3). Durch die Ausgrabungeneiner antiken Gießerei in Olympia durchdie Berliner Freie Universität wurdenKenntnisse der antiken Gießereitechnikgesichert und vertieft [7]. Als hervorra-gendes Beispiel zu damaliger Zeit ge-gossener Bronzestatuen zeigt Bild 4 dieoriginale Statue des Apollon um 30 v. Chr.Die Römer nannten das Kupfer "aes cypri-urn" (Erz aus Gypern), später cuprurn.Wahrscheinlich geht der Name der kup-ferreichen Mittelmeerinsel auf das assy-rische Wort"kipar" zurück.
Bild 3 (OKI A 51 02) Berliner Erzgleßerschale(Antikensamrnlung, Staatliche Museen zuBerlin; Photo: Ingrid Jeske)

Bild 4 (DKI A 5103) Statue des Apollon um 30v.Chr. (Antikensammlung, Staatliche Museen zuBerlin; Photo: Johannes Laurentius)
In Mitteleuropa wurden im Raum von Hel-goland vor etwa 700 Jahren Kupfererzeverhüttet [8], [91. Ob hier bereits in derBronzezeit Kupfer gewonnen wurde, wirdnoch untersucht.
4. VorkommenDer Kupfergehalt in der Erdkruste beträgtim Mittel etwa 0,006 %. In der Reihenfolgeder Häufigkeit aller Elemente in der Erd-
Tab. 1: Wichtige Kupferrnineralien, je- weiligechemische Formel uncl Kupfergehalte in % [11]*) auf ganze Zahlen abgerundet
Bild 5 Kupferminerallen:Erste Reihe (von oben nach unten): Atacarnit (Chuquieamata/Chile); Kupfergediegen (While Pine/USA); OxidischesKupfererz (Chuquicamata/Chile); Zweite Reihe: Kupferschiefer (Sontra/Deutschland); Oxidisches Kupfererz(Chingola/Sambia); Lagiges Kupfererz(Rammelsberg/Deutschland) [11 ]
kruste steht Kupfer damit an der 23. Stelle[10]. Es findet sich in Spuren in praktischallen Gesteinen.In gediegener Form, d. h. im metallischenZustand, kommt Kupfer z. B. im Ural und inden USA am Oberen See sowie in Neu-Mexiko vor. Kupfer hat wie Eisen dieNeigung, sich leicht mit Schwefel zu ver-binden; deshalb treten beide Metalle häu-fig zusammen in Form von schwefel- halti-gen Mineralien auf.Die beiden wichtigsten Kupfererze sindder Kupferkies (Chalkopyrit) und derKupferglanz (Chalkosin). Von den berg-baulich wichtigeren Kupfererzen seiennoch das sulfidische Mineral Buntkup-ferkies (Bornit), sowie die oxidischen Mi-neralien Malachit, Kupferlasur (Azurit)und Rotkupfererz (Cuprit) genannt (Bilder5 u. 6). Für die wichtigsten Kupferrnine-ralien sind in Tab. 1 die chemischenFormeln und die durchschnittlichen Kup-fergehalte in % genannt [11].
Bild 6 Kupterrnineralien:Erste Reihe (von oben nach unten): Ma- lachit (Kupferspat) (Tocopilla/Chile); Enargit (Yauricocha/Peru);Azurit (Kup- ferlasur) (Tsumer/Namibia);Zweite Reihe: Covellin (Kupferindigo) (Pachapaqui/Peru); Chalkopyrit (Kupfer- kies) (Madrigal/Peru); Polymetallisches Gangerz (Chochabamba/Peru) [11 ]
Die wichtigsten Kupferbergbaugebiete(Bild 7) sind in Afrika Sambia und derSüden des Kontinents, die WestküsteSüdamerikas, insbesondere Nordchileund Peru, ferner Mexiko, das Seengebietvon Nordamerika, Kanada und der Süd-westen der USA, in der UdSSR die Kup-ferreviere von Kasachstan und Usbe-kistan. Ober nennenswerte Lagerstättenverfügen auch Australien, China, Indo-nesien, Papua-Neuguinea und die Phi-lippinen. Von den Kupfererzvorkommen inEuropa ist nur Polen von Bedeutung. InDeutschland sind die spärlich vorhande-nen Kupfervorkommen erschöpft bzw.nicht mehr wirtschaftlich abbaubar.
5. VerfügbarkeitDie heute bekannten Kupferreserven(1991) werden auf 552 Mio t geschätzt,von denen unter gegenwärtigen Bedin-gungen 321 Mio t wirtschaftlich abbaubar
Bild 7 (DKI A 0221) Kupfer in der Welt*). Die Bergwerksproduktion von Kupfererzen hatte 1994 einenKupferinhalt von rund 9 650 000 t; Die Produktion von raffiniertem Kupfer hatte 1994 - raffiniertes Kupferaus Rücklaufmaterialien eingeschlossen - einen Kupferinhalt von rund 11 350 000 t [13]. Die prozen-tualen Anteile der bedeutendsten Kupferproduzenten zeigen die Tabellen 2 Lind 3.*) Kupferverbrauch s. Abschn. 13
Mineralname Formel Cu-Gehalt
(%)*)
Kupfer gediegen Cu 99
Chalkosin Cu2S 79
Digenit Cu9S5 78
Covellin CuS 66(Kupferindigo)
Bornit Cu5FeS4 63
Enargit Cu3AsS4 48
Tennantit Cu12As4S13 42–52(Arsenfahlerz)
Tetraedrit Cu12Sb4S13 30–45Antimonfahlerz)
Chalkopyrit CuFeS2 34(Kupferkies)
Cubanit CuFe2S3 23
Cuprit Cu2O 88(Rotkupfererz)
Tenorit CuO 80(Schwarzkupfererz)
Malachit Cu2(OH)2CO3 57(Kupferspat)
Azurit Cu3(OH)2[CO3]2 55(Kupferlasur)
Chrysokoll CuSiO3 + aq. 30–36
Atacamit Cu2(OH)3Cl 59
Brochantit Cu4(OH)6SO4 56
Antlerit Cu3(OH)4SO4 53
Chalkanthit CuSO4 · 5H2O 25

sind. Die potentiell nutzbaren Kupfer- vor-räte (Ressourcen) sind jedoch etwadreimal so groß wie die obengenanntenGesamtreserven [12]. Und es werdenimmer noch weitere Vorkommen entdeckt.Außerdem entwikkelt man neue Gewin-nungsverfahren für arme Erziager, so daßKupfer auch in Zukunft in ausreichendenMengen zur Verfügung steht. Eine we-sentliche Kupferquelle ist die Kupferrück-gewinnung (s. Abschn. 7). In Deutsch-land werden ca. 45 % des heutigen Kup-ferbedarfes durch Recycling gedeckt.Weitere Reserven liegen ferner in den ma-ritimen "Manganknollen" (Bild 8) und inKupferschielerlagern vor. Große Men-gen sog. Manganknollen lagern auf denTiefseeböden vor allem des PazifischenOzeans; meist in Tiefen um 5000 m (Bild9). Die Manganknollen der Tiefsee, derenFörderung in ferner Zukunft Bedeutunggewinnen kann, enthalten etwa 1 % Cu(Bild 10). Der Kupferinhalt der Mangan-knollen wird auf insgesamt 0,7 x 109 t ge-schätzt [ 1 1 ].Zur Größe der Kupferreserven läßt sichzusammenfassend feststellen:● Die abbauwürdigen Kupferreserven
hängen stark vom Kupferpreis ab.● Die bekannten Kupfervorkommen und
damit auch die Kupferreserven haben sich bisher im Laufe der Jahre ständig vergrößert.
● Dieser Trend wird sich auch in Zukunft fortsetzen.
Die Gründe dafür sind: ● Die Entwicklung neuer Technologien
für Exploration und Gewinnung. ● Die Erforschung bislang unbekannter
Teile der Erde. ● Die Verbesserung der Verfahren
zur Rückgewinnung von Kupfer. ● Die Nutzung der Manganknollen der
Weltmeere in ferner Zukunft.
Bild 10 Durchschnittliche Metallgehalt vonManganknollen. Auf dem Anschnitt der dar-gestellten Manganknolle aus dem Zentral- pazi-fik wurden folgende Metallgehalte ermittelt:1,3 % Cu; 1,4 % Ni; 27 % Mn; 8 % Fe und 0,2 % Co [11]
● Der auf das Produkt bezogen ab- nehmende Einsatz von Kupfer (Miniatu-risierung).
6. GewinnungDie "Fördererze" haben erheblich ge- rin-gere Kupfergehalte als die reinen Kup- fer-rnineralien (---> s. Tab. 1). Die heute ge-förderten Erze enthalten meist nur ca. 1 %,auf einigen großen Gruben sogar nur etwa0,3 % Cu.
6.1 BergbauKupfererze werden sowohl im Unter-tagebau als auch im Tagebau gewonnen.Die riesigen porphyrischen Kupferlager-stätten mit geringen Kupfergehalten desErzes « 1 % Cu) lassen sich nur durch denkostengünstigeren Tagebau und mitmodernsten Abbaurnethoden wirtschaft-lich nutzen. Die terassenförmigen Tage-baue dieser Kupferlagerstätten stellen diegrößten Erzgruben der Welt dar (Bild 11).Ihre Ausmaße erstrecken sich nicht seltenüber mehr als einen QuadratkilometerFläche bei Abbauteufen von mehrerenhundert Metern. Der größte Kupfererz-tagebau ist z. Z. die Chuquicamata-Grube(Chile). Die abgebauten Mengen belaufensich auf bis zu 1 00 000 t Kupfererz proTag [11]. Obwohl sehr viel weniger Kupferals Eisen erzeugt wird, bewegt der Kup-ferbergbau der westlichen Welt jährlicheine Gesteinsrnenge, die etwa der Mengeentspricht, die der gesamte Eisenbergbauder Welt bewegt. Derzeit stammen über 50% des gewonnenen Primärkupfers ausTagebauen.
Bild 11 (DKI A 3371) Kupfertagebau. GroßeLagerstätten verhältnismäßig armer Kupfererzewerden im Tagebau abgebaut.
Bild 12 (DKI A 3864) Flotationsanlage
Vielfach sind ursprünglich sulfidische Erz-lagerstätten durch oxidierende Einflüsseim Bereich der Erdoberfläche in oxidischeMineralien verwandelt worden. Deshalbbeginnt auf vielen Lagerstätten derBergbau von der Erdoberfläche aus-gehend mit dem Abbau oxidischer Kupfer-mineralien, um bei zunehmender Teufenach und nach schließlich das Gebiet dersulfidischen Erze zu erreichen.
6.2 AufbereitungVor der Verhüttung erfolgt die Abtrennungder in den Fördererzen vorhandenengroßen Mengen "tauben" Begleitgesteins(Gangart) von den kupferhaltigen Erz-teilen. Das Erz wird zunächst durch Erz-brecher zerkleinert und in Kugelmühlen zuPulver gemahlen, wobei die Freilegung dereinzelnen Mineralphasen häufig erst beiKorngrößen kleiner 100 pm erfolgt.Die Erzanreicherung zu Kupferkonzen-traten erfolgt bei sulfidischen Kupfererzennach dem Verfahren der Schwimmauf-bereitung (Flatation) (Bild 12). Hierbeiwerden Mineralien in einer Erztrübeaufgrund unterschiedlicher Oberflächenei-genschaften voneinander getrennt. Dazuwird feingemahlenes Roherz in Wasseraufgeschlämmt, dem bestimmte, die Se-netzbarkeit der Mineralien beeinflussendeChemikalien und Schaumbildner zu-gesetzt werden; Luft wird in feiner Ver-teilung am Boden der Behälter einge-blasen. Die sulfidischen Kupfermineral-teilchen sind hydrophob, hängen sich andie Luftbläschen und werden von diesen inden oben überlaufenden Schaum
Bild 9 Manganknollenverteilung auf den Ozeanböden [14]

gehoben, während sich die tauben Ge-steinskörnchen - die Gangart - am Behäl-terboden sammeln, Man erhält auf dieseWeise Erzkonzentrate, deren Kupfer-gehalt meistens zwischen 20 und 30 %liegt. Sehr reiche Konzentrate enthalten biszu 50 % Kupfer.Ein Flotationsverfahren besteht meistens -abhängig von der Mineralogie des Ro-herzes - aus mehreren Stufen, um mög-lichst reine Konzentrate und hohe Aus-bringungsraten zu erreichen. Zunächstwird in einer Vorflotation möglichst vielKupfer in einem Vorkonzentrat ausge-bracht. Dieses Zwischenprodukt durch-läuft nach einer eventuellen Nachmahlungweitere Reinigungs- und Nachreinigungs-stufen, ehe es als Kupferendkonzentrateingedickt und getrocknet wird.Gemischte sulfidisch-oxidische Erze mitzunehmenden Anteilen an oxidischenErzen verhalten sich bei der Flotationungünstig. Sie werden mit oder ohne vor-angehende Röstung entweder naßmetall-urgisch oder nach einem mit der Flotationkombinierten Verfahren verarbeitet.Aus oxidischen Kupfererzen wird norma-lerweise das Kupfer naßmetallurgisch ge-wonnen. Dazu wird das zerkleinerte Erz inTanks mit Schwefelsäure behandelt undKupfer aus dem Erz herausgelaugt. DiesesVerfahren kann auch auf Erz- undRückstandshalden, sowie auf ganze La-gerstätten angewendet werden, soferndas Gestein die erforderliche Durch-dringung mit Schwefelsäure erlaubt. Dasgelöste Kupfer wird anschließend durchgeeignete Extraktionsverfahren aus derLauge ausgefällt.
6.3 VerhüttungKupferkonzentrate werden ausschließlichschrnelzmetallurgisch (pyrometallurgisch)und oxidische Kupfererze (@ 15 bis 20 %der Kupfererze) naßmetallurgisch (hydro-rnetallurgisch) verarbeitet. Den Reaktions-ablauf der pyro- und hydrometallurgischenKupfergewinnungsverfahren zeigt Bild 13.,Wegen der hohen Investitionskosten vonmehreren 100 Mio DM lohnt sich dieschmelzmetallurgische Verarbeitung nurbei hohen Kapazitäten von über 50 000 t
Bild 13 (DKI A 5104) Gewinnung von Metallen -Gewinnung von Kupfer [15]
Kupfer pro Jahr. Der Standort der Hütte istnicht an die Nähe der Mine gebunden, dader Transport von Kupferkonzentratenauch über große Entfernungen wirt-schaftlich ist (Lohnhütte). Hydrometallur-gische Verarbeitung ist dagegen bereitsbei kleineren Kapazitäten, zum Teil bereitsbei unter 1 0 000 t Kupfer pro Jahr, wirt-schaftlich.Sulfidische Erze werden im Anschluß andie schmeizmetallurgische Gewinnungdurch Feuer-Raffination und Raffinations-Elektrolyse, oxidische Erze durch Reduk-tions-Raffination zu Kupferkathoden ver-arbeitet.6.3.1 Schrnelzrnetallurgische GewinnungDie Gewinnung des Rohkupfers aus Kup-ferkonzentraten, vorzugsweise aus Kup-ferkies (CuFeS2), erfolgt in mehreren Re-aktionsstufen. Dabei sind drei Wegemöglich (Bild 13):o Der ältere Weg führt über die dreiArbeitsgänge: Teilrästen, Stein-schmelzen, Konverterbetrieb.o Das heute am häufigsten verwendeteVerfahren: Schwebeschmelzverfah- ren,Konverterbetrieb.o Dritter Weg: Kornbination der drei Ein-zelarbeitsgänge zu einem kontinuier-lichen Prozeß.Grundsätzlich ist der Reaktionsablauf füralle eingesetzten schmelzmetallurgischenGewinnungsverfahren gleich. Er führt überdie Verfahrensstufen Schmelzen zu Kup-ferstein (Cu-Gehalt 30 bis 80 %), Kon-vertieren zu Blisterkupfer (Cu-Gehalt 96bis 99 %) mit nachfolgender Feuer-Raffi-nation zu Anadenkupfer (Cu-Gehalt > 99%, Sauerstoffgehalt < 0,2 %).Um Kupferstein, ein Gemisch aus Schwe-felkupfer und Schwefeleisen, zu er- zeu-gen, werden Kupferkonzentrate unterZugabe von Schlackenbildnern (Si02) OXi-dierend erschmolzen. Je nach Verfahrenwird dabei ein mehr oder weniger großerTeil der notwendigen Schmelzenergiedurch teilweise Oxidation des Schwefelszu Schwefeldioxid und des Eisens zuEisenoxid gewonnen. Für das Ver-schmelzen zu Kupferstein kommt es aufdas richtige Mengenverhältnis zwischenKupfer, Eisen und Schwefel an. Häufigmuß deshalb zunächst ein Teil desSchwefels durch eine Erzröstung entferntwerden. Der Kupferstein trennt sich vonder entstehenden, spezifisch leichterenSchlacke (Hauptbestandteile: Fe0, Si02,Ca0, A1203), die als flüssige Schicht aufdem flüssigen Kupferstein schwimmt.Beim Erschrnelzen von Kupferstein wirdgrundsätzlich zwischen Bad- und Schwe-beschmelzverfahren unterschieden.Dabei finden beim ersteren Verfahren imErzflarnrnofen die Reaktionen über-wiegend in der flüssigen Phase und beimletzteren in der Gasphase statt. Die nach-geschaltete Schmelzzone beim Schwebe-schmelzverfahren dient nur der Trennungvon Kupferstein, Schlacke und Flugstaub.In Gebieten, in denen elektrische Energiekostengünstig zur Verfügung steht, wer-den zum Konzentratschmelzen auch Elek-troöfen eingesetzt. Badschmelzver-fahren haben den Nachteil eines hohenBrennstoffverbrauchs. Dafür ist der Erz-flammofen unempfindlich beim Einsatzunterschiedlicher Vorstoffe und erlaubt
Bild 14 (1)KI A 5105) Gewinnung vonMetallen - Pyrornetallurgie des Kupfers[15]auch die Verarbeitung feuchter Kon- zen-trate. Durch Vorheizen der Verbren-nungsluft und den Einsatz von Sauerstoff-brennern wurde die Wirtschaftlichkeit desErzflammofens erheblich verbessert.Standardmäßig hat sich heute für großeKapazitäten ein Schwebesehrnelzver-fahren (Bild 14), das Outokumpu-Ver-fahren, durchgesetzt [6]: Ein Reaktions-schacht dient hierbei zugleich dem Röstenund Schmelzen der vorgetrockneten Kon-zentrate. In einem darunter liegenden Ab-setzherd trennen sich Stein und Schlacke.Einem Abgasschacht sind Abhitzekesselund Filteranlagen nachgeschaltet, indenen aus den abströmenden GasenFlugstaub abgeschieden wird. Das in dengefilterten Ofengasen enthaltene SO2 wirdin Kontaktanlagen zu Schwefelsäure um-gesetzt.Die Schlacke, die man aus dem Ofen ab-fließen läßt, hat oft eine solche Zusam-mensetzung, daß sie für Uferbefesti- gun-gen, zum Straßenbau und als Spuren-dünger verwendet werden kann.Der von Zeit zu Zeit dicht über demOfenboden abgestochene Kupferstein wirdin einen Konverter gegossen (Bild 1 5).Hier wird durch Einblasen von Luft in denflüssigen Kupferstein zuerst das restlicheEisensulfid oxidiert, wobei Schwefel alsgasförmiges SO2 mit dem Abgas wegge-führt und auf Schwefelsäure verarbeitetwird, während das Eisen mit zugeschla-gener Kieselsäure eine Schlacke bildet,die abgegossen wird.
Bild 15 (DKI A 3885) AusgießenderKupfer konverter
Sulfidische Erze Oxidische Erze
Beim weiteren Verblasen zerlegt sichdann auch das Kupfersulfid, so daß derKonverterinhalt schließlich aus flüssigemRohkupfer und einer stark kupferhaltigenSchlacke besteht. Dieses Rohkupferenthält 96 bis 99 % Cu. Es erstarrt durchdie Ausscheidung von etwas SO2-Gasgewöhnlich blasig (Blasen- oder Blister-kupfer).In neuerer Zeit gewinnen unter den Bad-schmelzverfahren die Direktverfahren,die in einem Zuge alle drei Verfahrens-schritte Rösten, Schmelzen sowie Ver-blasen in sich vereinen, mehr und mehr anBedeutung. Großtechnische Anwendunghaben auf diesem Gebiet das Mitsubishi-Verfahren und der Noranda-Prozeß er-langt. Obwohl beim Mitsubishi-Verfahren
der Verschleiß der Sauerstoff/Luft-Lanzenund die Qualität des erzeugten Blis-terkupfers problematisch sind, wurde beidiesem Prozeß der bisher einzige kon-tinuierlich und wirtschaftlich arbeitendeKonverter integriert. Die Entwicklungneuer Technologien erfolgte sowohl ausökonomischen wie aus ökologischenGründen mit folgenden Zielen [11]:● Einsparung von Energie,● Verbesserung des Umweltschutzes,● Optimierung der Produktivität,● Verarbeitung von verunreinigten
Konzentraten,● Möglichkeit des direkten Einsatzes von
Recyclingmaterialien.Während sich die Badschmelzverfahrengut für den direkten Einsatz von Rück-laufmaterialien (s. Æ 7) eignen, ist dies beiden Schwebeschmelzverfahren nur in be-grenztem Maße möglich. Das bestimmtunter Umständen auch die Auswahl desProzesses, da die Rückgewinnung ausSekundärmaterialien eine immer größereBedeutung gewinnt.
6.3.2 Naßmetallurgische GewinnungDurch die etwa 1970 erfolgte Einführungder Solventextraktionstechnik (Laugungmit Schwefelsäure und organischen Ex-traktionsmitteln) mit dem daran anschlie-ßenden Elektro-winning-Prozeß (Win-ning-Elektrolyse) wurde die hydrometallur-gische Verarbeitung vorzugsweise vonoxidischen Kupfererzen entscheidendverbessert. Die gewonnenen SXEW-Kathoden stehen qualitativ den durchRaffinationselektrolyse gewonnenenKathoden nicht nach. Das verdeutlichtauch der Anstieg der Produktion vonnaßmetallurgisch erzeugtem Kupfer in derwestlichen Welt. Die Produktion stieg vonrund 700 000 t 1989 auf rund 1 000 000 t1994. Zur Zeit werden rund 10 % dergesamten Kupferproduktion hydrometallur-gisch erzeugt.Mittels Solventextraktion werden oxidischeund gemischt oxidisch/sulfidische Erze, diesich nicht oder nur schwer durch Flotationanreichern lassen, zu SXEW-Kathodenverarbeitet. Erze dieses Typs finden sichhäufig in den oberen Schichten von sul-fidischen Kupfererzlagerstätten, so daßdiese zum Teil vor der eigentlichenAusbeutung zunächst hydrometallurgischabgebaut werden. Es scheint aber auchlohnend, aus Rückständen mit geringenKupfergehalten (• 0,5 % Cu) nach diesemVerfahren das Kupfer zu gewinnen.
6.4 RaffinationKupfer wird im Schmelzfluß und/oderdurch Elektrolyse raffiniert. Die Feuerraf-fination wird von der elektrolytischen Raf-fination immer mehr zurückgedrängt. Z. Z.werden nur noch etwa 10 % des Kupfersim Schmelzfluß raffiniert. Der elektroly-tischen Raffination geht jedoch immer eineFeuerraffination voraus, um schon indieser Stufe so viel Verunreinigungen wiemöglich zu verschlacken und dadurch dieElektrolyse zu entlasten. Außerdem hatdiese Vorraffination im Schmelzfluß denZweck, die im Blisterkupfer reichlich vor-handenen Elemente Schwefel und Sau-erstoff – letzteren durch das „Polen“ (Æ 6.4.1) – so weit zu entfernen, daß sie
bei der elektrolytischen Raffination nichtstören.
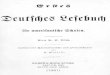
6.4.1 Feuer-RaffinationJe nachdem, ob bei der Feuer-Raffination(Bild 17) von festen Ausgangsstoffen –Blisterkupfer in erstarrter Form oderSchrotten – oder flüssigem Blisterkupferausgegangen wird, ist zwischen zweiFällen zu unterscheiden:● Umschmelzen im Flammofen (ASAR
CO-Ofen) und anschließendes „Polen“ im Trommelofen (Anodenofen).
● „Polen“ von flüssigem Blisterkupfer im Trommelofen.
Das erneute Aufschmelzen desBlisterkupfers ist insofern nachteilig, alsder Flammofen einen schlechten thermis-chen Wirkungsgrad hat und große Abgas-mengen entstehen. Im Raffinierflamm-ofen werden Verunreinigungen, die imRoh- oder Altkupfer (Bild 16) enthaltensind, durch Einblasen von Luft in das flüs-sige Metall oxidiert und entfernt. Am Endedieses Vorganges enthält das Kupfer eineerhebliche Menge von Kupfer(I)-oxid. Umdie letzten Mengen von Schwefel zu ent-fernen und vor allem, um denSauerstoffgehalt des Kupfers auf 500 ppmbis 2000 ppm zu senken, wird das Kupferin den Drehofen (Anodenofen) überführt.Während früher frische Buchen- oderBirkenstämme zum „Polen“ in das mitKoksgrus oder ausgeglühter Holzkohleabgedeckte flüssige Metall eingebrachtwurden, werden heute überwiegend
Anteil Anteil(Kupferinhalt)in 1000 t in %
1. Chile 2182 22,6
2. USA 1795 18,6
3. GUS*) 900 9,3
4. Kanada 626 6,5
5. Sambia 560 5,8
6. Australien 430 4,5
7. Polen 391 4,0
8. Peru 362 3,8
9. China 550 3,6
10. Indonesien 334 3,5
11. Mexiko 291 3,0
12. Papua-Neuguinea 203 2,1
13. Südafrika 185 1,9
14. Portugal 130 1,4
15. Philippinen 105 1,1
Tab. 2: Bergwerksproduktion vonKupfererzen 1994; Kupferinhalt derGesamtproduktion rund 9 650 000 t;Anteile der bedeutendsten Kupfer-produzenten [13]
*) GUS und andere Staaten der ehem. UdSSR
Anteil Anteil(Kupferinhalt)in 1000 t in %
1. USA 2217 19,6
2. GUS*) 1292 11,4
3. Chile 1277 11,3
4. Japan 1119 9,9
5. China 684 6,0
6. Deutschland 592 5,2
7. Kanada 550 4,9
8. Polen 405 3,6
9. Sambia 370 3,3
10. Australien 336 3,0
11. Belgien 317 2,8
12. Peru 253 2,2
13. Spanien 188 1,7
14. Mexiko 183 1,6
15. Philippinen 153 1,4
Tab. 3: Produktion von raffiniertem Kupfer1994; Kupferinhalt der Gesamt-produktion rund 11 350 000 t(raffiniertes Kupfer aus Rücklauf-material eingeschlossen); Anteileder bedeutendsten Hersteller vonraffiniertem Kupfer
*) GUS und andere Staaten der ehem. UdSSR
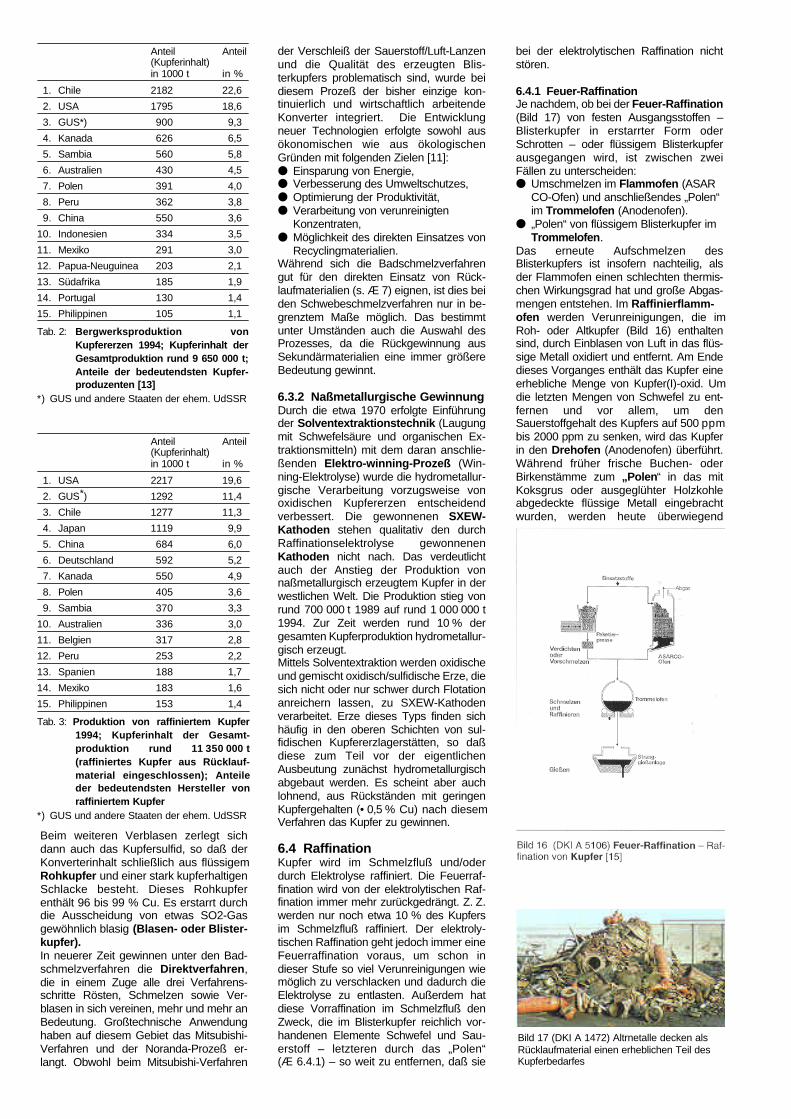
Bild 17 (DKI A 1472) Altrnetalle decken alsRücklaufmaterial einen erheblichen Teil desKupferbedarfes

Erdgas, Propan, Naphta, Reformiergasoder Ammoniak als Reduktionsmitteleingesetzt. Durch die Bildung von flüchti-gen organischen Verbindungen in denReduktionsmitteln wird das Kupfer(I)-oxidunter Bildung von Wasserdampf undKohlendioxid zu Kupfer reduziert und inden gießfertigen Zustand gebracht.Dieses „feuerraffinierte“, zähgepolteKupfer soll noch geringe MengenSauerstoff enthalten. Dieser geringeSauerstoffgehalt im zähgepolten Kupferverhindert die Wasserstoffaufnahme undwirkt deshalb bei den Gußformatenwährend der Erstarrung der Lunkerbildungentgegen und macht leicht oxidierbareVerunreinigungen, die die Eigenschaftendes erstarrten Kupfers beeinträchtigenkönnten, durch Überführung in ihre Oxideunschädlich.Das Kupfer wird z. T. in einer Stranggieß-anlage zu „Formaten“ wie Rundbolzen,Walzplatten und Kerbblöckchen, dergrößte Teil jedoch in der Kupferhütte zuAnoden vergossen. Die meisten Anodenwerden auf großen sich drehenden Ano-dengießrädern (Bilder 14, 19) in 20 bis 30offene Formen gegossen. Jedoch werdenauch nach einem neueren Verfahren Ano-denbleche kontinuierlich in einem Spaltzwischen zwei wassergekühlten Stahl-bändern gegossen und mit einem Plasma-brenner kontinuierlich aus dem Band her-ausgeschnitten. Für die im Anschluß
folgende Elektrolytische Raffination wirdvon den Anoden gute Planheit und hoheGewichtskonstanz gefordert.
6.4.2 Elektrolytische RaffinationDa bereits sehr geringe Verunreinigungendie elektrische Leitfähigkeit von Kupferstark herabsetzen (Æ Bild 28), ist dieElektrolytische Raffination (Bild 18) einhervorragendes Verfahren, um den Anfor-derungen der Elektrotechnik hinsichtlichLeitfähigkeit gerecht zu werden. Am Bei-spiel der Anoden- und Kathodenanalyseneiner modernen Kupferhütte verdeutlichtTab. 4 die Raffinationswirkung der Elektro-lyse.Zur Elektrolytischen Raffination werden indie mit Kupfersulfatlösung gefüllten Elek-trolysebäder nebeneinander die aus unrei-nem Kupfer gegossenen Anodenplatten(Bild 19) und aus Elektrolytkupfer her-gestellte dünne Kathoden-Startbleche(Bild 20) bzw. Dauerkathoden ausEdelstahl gehängt. Durch den elektrischenStrom geht das Kupfer an den Anoden inLösung und wird an den Kathoden als sehrreines Metall niedergeschlagen (Bild 21).
Von den Verunreinigungen desAnodenkupfers werden unedlere Elementezwar anodisch gelöst, aber nicht an derKathode abgeschieden (z. B. Nickel,Arsen), während andere edle Elementewie Gold, Silber, Platin oder solcheElemente wie Blei oder Selen, die unlös-liche Verbindungen bilden, an der Anodenicht gelöst werden, sondern als Schlammzu Boden sinken und dann aus diesem"Anoden- schlamm" gewonnen werden.Die Gewinnung der Edelmetalle stellteinen wesentlichen Anteil der Wirtschaft-lichkeit der Elektrolyse dar.Durch Einführung des ISA-Prozesses mitDauerkathoden aus Edelstahl konnten inder Elektrolyse ein höherer Automati-sierungsgrad, eine Erhöhung der Kapa-zität und Einsparungen an Energie erreichtwerden.Die bei der elektrolytischen Raffinationgewonnenen Kathodenplatten werden
Element Anode Kathode(g/t) (g/t)
Silber (Ag) 720 9
Selen (Se) 510 < 0,5
Tellur (Te) 130 < 1
Arsen (As) 760 • 1
Antimon (Sb) 330 • 1
Wismut (Bi) 60 < 0,2
Blei (Pb) 990 < 1
Nickel (Ni) 1080 < 2
Tab. 4: Raffinationswirkung einer moder-nen Kupferelektrolyse(Beispiel: Norddeutsche Affinerie) [11]
Bild 19 (DKI A 3862) Gießen von Anoclen-platten
Bild 20 (DKI A 3372) Kupferelektrolyse; dieElektrolyse liefert Kupfer mit einem Reingehaltvon über 99,95 %
Bild 21 (DKI A 3373) Kathoden frisch aus derElektrolysezelle gezogen

wieder eingeschmolzen und zu Formatenfür die Halbzeugherstellung vergossen.Zur Herstellung von Kupferdraht für dieElektroindustrie werden Drahtbarren nurnoch in geringem Umfang verwendet.Die neuere Technik bevorzugt heute denkontinuierlich erzeugten Gießwalzdraht (8 oder 12 mm f), der in Form von großenBunden (3 bis 5 t) direkt an die Ziehereiengeliefert wird (Bilder 22 und 23). Es ergibtsich damit ein wirtschaftlicher Vorteil ge-genüber dem herkömmlichen Verfahren,da die Anwärmung der Draht-barren (wirebars) eingespart wird und die Verfahrendie kontinuierliche und wirtschaftliche Fer-tigung großer Ringgewichte erlauben.Große Ringgewichte wiederum ermög-lichen bei den nachfolgenden Ziehpro-zessen große Einsparungen.
7. RückgewinnungDie Rückgewinnung (Recycling) ist beiKupfer eine seit Jahrtausenden geübtePraxis [16]. Der Grund dafür ist dieproblemlose Umschmelzbarkeit. Hinzukommt, daß die Elektrolytische Raffinationes ermöglicht, unedle und edle Verunrei-nigungen aus Kupfer abzutrennen.Deshalb kann Kupfer aus Altmaterialienohne Einbuße an Qualität beliebig oftzurückgewonnen werden. Und es gibtkeine Qualitätsunterschiede zwischenPrimär- und Sekundärkupfer, das heißtzwischen aus Neumetallen oder aus Alt-metallen hergestelltem Kupfer [11].Durch Recycling werden Ressourcen ge-schont und Energieeinsparungen erzielt.Da sich diese Einsparungen wirtschaftlichrechnen, werden alle Rücklaufmaterialienin den Wirtschaftskreislauf zurückgeführt.Die klassische Recyclingrate, das Ver-hältnis der jährlich eingesetzten Menge anSekundärkupfer zur gesamten Kupferpro-duktion, liegt seit Jahren oberhalb von 40%. Diese klassische Recyclingrate istinsofern irreführend, als sie nicht denwahren Grad der Wiederverwendung vonAltkupfer ausdrückt. Das hat folgendeGründe:● Infolge des Wirtschaftswachstums der
letzten Jahre ist der Verbrauch größerals der mögliche Rückfluß an Sekun-därkupfer.
● Der Einsatz von Kupfer erfolgt zumüberwiegenden Anteil in langlebigen Verbrauchsgütern, so daß Kupfer erst nach vielen Jahren als Altkupfer (Schrott) zurückfließt.
Diesen Sachverhalt verdeutlicht die Tabelle5, in der die durchschnittlichen Rücklauf-zeiten einiger bedeutender Kupferanwen-dungen zusammengestellt sind.
Legt man eine durchschnittliche Nut-zungsdauer von etwa 35 Jahren fürKupferanwendungen zugrunde, so ergibtsich eine „echte Recyclingrate“, die aufdie Produktion vor 35 Jahren bezogen ist,von etwa 80 %.Rücklaufmaterialien, aus denen Kupfer zu-rückgewonnen wird, fallen in den unter-schiedlichsten Formen an. Diese werdenunterteilt in Neuschrott, meist saubereProduktionsabfälle wie z. B. Stanzabfälle,Späne, in Altschrott wie z. B. Kabel-schrott, Armaturenschrott, Elektronik-schrott und Zwischenprodukte oderReststoffe wie z. B. Krätzen, Filterstäube,Galvanikschlämme und andere oftminderwertige Stoffe. Reinkupfer und sortenreiner Legierungs-schrott werden in Halbzeugwerken undGießereien direkt wieder eingeschmolzen,ohne einen Raffinationsprozeß in derKupferhütte durchlaufen zu müssen. Indiese Kategorie gehört auch der in großenMengen anfallende Kabelschrott. AusUmweltgründen werden die Kunststoff-ummantelungen heute nicht mehr abge-brannt, sondern die Kabel werden inGranulatoren zerkleinert und Kunststoffeund Kupfer mechanisch voneinandergetrennt. Dabei wird etwa 95 % Kupfer miteiner Reinheit von mehr als 99,5 %gewonnen. Unreine Legierungsschrotte und feintei-lige, meist minderwertige Sekundär-materialien wie z. B. Krätzen, Filterstäube,Galvanikschlämme usw. gehen an die
Kupferhütten und werden dort zuKupferanoden aufgearbeitet (Bild 24).Daneben fallen spezielle Schrotte an, diemittels komplexer Sonderverfahrenaufgearbeitet werden. Dazu gehören z. B.die in immer größeren Mengenanfallenden Elektronikschrotte undÄtzlösungen aus der Leiterplatten-fertigung. Da diese Rücklaufmaterialienanderenfalls aufwendig entsorgt werdenmüßten und Elektronikschrott noch 20 %Kupfer und 1000 g/t Gold und Platinenthält, lohnen sich komplexeAufarbeitungsverfahren [11].
8. UmweltverträglichkeitWerkstoffauswahl unter dem Gesichts-punkt der Umweltverträglichkeit wird heuteanhand des Begriffes Ökobilanz diskutiert.Als Bewertungsmaßstäbe für die Auswahlund den Einsatz von Werkstoffen undProdukten werden sparsamer Umgang mitRessourcen und Energie sowie minimaleBeeinträchtigung der Umwelt heran-gezogen. Da die Bewertung der Umwelt-schädigung durch die verschiedenenSchadstoffe sehr problematisch ist,beschränken sich die meisten Ökobilanzenzunächst auf eine Bestandsaufnahme, aufdie Ermittlung des Energiebedarfs und aufeine Stoffbilanz (Input/Output-Analyse),auf die sogenannte Sachbilanz.Für den Werkstoff Kupfer wurde im Auftragdes DKI am Institut für Metallhüttenwesenund Elektrometallurgie der RWTH Aacheneine Sachbilanz der Kupfergewinnung und-verarbeitung erstellt [17].Einige der Ergebnisse, die die Umwelt-verträglichkeit beschreiben, seien hiergenannt:● Der Energiebedarf bei der primärenKupfererzeugung konnte in den letztenJahren erheblich verringert werden (Bilder25 und 26).● Der Gesamtenergiebedarf für dieProduktion von Sekundär-Kupfer beträgtnur 35 bis 40 % des Bedarfs für diePrimärproduktion.
Anwendungsbereich Jahre
aus Kraftfahrzeugen nach 8 bis 10
aus kleinen Elektromotoren nach 10 bis 12
aus Kabeln nach 30 bis 40
aus Gebäuden nach 60 bis 80
Bild 23 (DKI A3374) Gießwalzdraht-Herstel-lung von Kupfer. Teilansicht: Gießrad
Bild 24 (DKI A3350) Fließschema einer Recy-clinghütte
Bild 26 (DKI A 5109) Gesamtenergiebedarf beider Produktion von Primär- und Sekundär-kupfer (17)

● Die inländische Verarbeitung desKupfers zu Halbzeug hat einen weitausgeringeren Energiebedarf als Aufbereitungund Verhüttung.● Kupfergewinnung und -raffinationsowohl aus primären als auch aussekundären Rohstoffen sind als nahezuabfallfrei zu bezeichnen. Die anfallendenStoffe werden zumeist als sogenannteKoppelprodukte vermarktet wie z. B.Anodenschlämme mit ihrem hohen Gehaltan Edelmetallen.● Aufgrund ständiger Bemühungenseitens der Industrie und wegen strengerdeutscher Umweltschutzauflagen fallen inDeutschland sehr geringe Mengen anRestemissionen an.● Durch Verfahrensoptimierungen hatdie Kupferindustrie in den letzten Jahren
die Energie- und Ökobilanz beträchtlichverbessert.
9. Kupfersorten und WerkstoffeDie Bezeichnung „Kupfer“ umfaßtüblicherweise außer Reinkupfer auchsauerstoffhaltige Kupfersorten, die kon-trollierte Mengen Sauerstoff in Form vonKupfer(I)oxid enthalten, und sauer-stofffreie Kupfersorten mit Restgehalteneines Desoxidationsmittels (vorzugsweisePhosphor). Bei den Kupfersorten und -werkstoffen ist zu unterscheiden, obdiese in Form von Kathoden oder Guß-formaten von Hütten, Raffinier- und Um-schmelzwerken, in Form von Halbzeugvon Halbzeugwerken oder als Gußstückevon Gießereien geliefert werden.
9.1 NormungDie Einführung neuer Produktions-verfahren mit optimaler Wirtschaftlichkeit(z. B. Gießwalzdrahtfertigung) für dengroßen Bedarf an Drähten und Leitungenhoher elektrischer Leitfähigkeit und neueAnwendungen in der Elektronik, Tief-temperatur- und Vakuumtechnik haben zuerhöhten Anforderungen an Kupfersorten,das heißt zu einem Bedarf an hochreinenKupfersorten, geführt. Diese hochreinenKupfersorten sind zum Teil in den heutenoch angewendeten DIN-Normen nichtenthalten. Aufgrund der inzwischengeltenden Verpflichtung, die EuropäischenNormen in das nationale Normenwerk zuübernehmen, wurde die Überarbeitungder DIN-Normen zurückgestellt. Die Ar-beiten an den EN-Standards sind jedoch
Bezeichnungen Zusammensetzung in % spez. elektrische Benennung(Massenanteile) Leitfähigkeit, min.
Kurz- Werkstoff- Cu O2 Pzeichen3) nummer4) min max min max MS/m5) % IACS
Kupfer und Kupferlegierungen – Kupfer-Kathoden (prEN 1978)1)
Cu-CATH-1 CR001A 99,99 – – – – – Higher Grade Kathoden
Cu-CATH-2 CR002A 99,90 – – – – –
Kupfer und Kupferlegierungen – Vordraht aus Kupfer (prEN 1977)1)
Cu-ETP-1 CW003A 99,99 0,040 – – 58,58 101,0 Elektrolytisch raffiniertes, sauerstoffhaltiges (zähgepoltes) Kupfer
Cu-OF-1 CW007A 99,99 – – – 58,58 101,0 Sauerstofffreies Kupfer, nicht desoxidiert
Kupfer und Kupferlegierungen – Gegossene Rohformen aus Kupfer (prEN 1976)1) – Halbzeug (Verschiedene EN-Normen)6)
Kupfer aus Cu-CATH-1-Kathoden hergestellt
Cu-ETP-1 CR/CW003A 99,99 0,040 – – 58,58 101,0 Elektrolytisch raffiniertes, sauerstoffhaltiges (zähgepoltes) Kupfer
Cu-OF-1 CR/CW007A 99,99 – – – 58,58 101,0 Sauerstofffreies Kupfer, nicht desoxidiert
Cu-OFE CR/CW009A 99,99 – – 0,0003 58,58 101,0 Sauerstofffreies Kupfer, nicht desoxidiert, frei von im Vakuum verdampfbaren Elementen
Cu-PHCE CR/CW022A 99,99 – 0,001–0,006 58,00 100,0 Desoxidiertes, hochleitfähiges Kupfer mit niedrigem Restphosphor-gehalt, frei von im Vakuum verdampfbaren Elementen
Kupfer, das nicht aus Cu-CATH-1-Kathoden hergestellt wurde
Cu-ETP CR/CW004A 99,90 0,0407) – – 58,00 100,0 Elektrolytisch raffiniertes, sauerstoffhaltiges (zähgepoltes) Kupfer
Cu-FRHC CR/CW005A 99,90 0,0407) – – 58,00 100,0 Feuerraffiniertes, sauerstoffhaltiges (zähgepoltes) Kupfer
Cu-OF CR/CW008A 99,95 – – – 58,00 100,0 Sauerstofffreies Kupfer, nicht desoxidiert
Cu-FRTP CR/CW006A 99,90 0,100 – – – – Feuerraffiniertes, sauerstoffhaltiges (gepoltes) Kupfer
Phosphorhaltiges Kupfer
Cu-PHC CR/CW020A 99,95 – 0,001–0,006 58,00 100,0 Desoxidiertes, hochleitfähiges Kupfer mit niedrigem Restphosphor-gehalt
Cu-HCP CR/CW021A 99,95 – 0,002–0,007 57,00 98,3 Desoxidiertes, hochleitfähiges Kupfer mit niedrigem Restphosphor-gehalt
Cu-DLP CR/CW023A 99,90 – 0,005–0,013 – – Desoxidiertes Kupfer mit begrenztem, niedrigem Restphosphor-gehalt
Cu-DHP CR/CW024A 99,90 – 0,015–0,040 – – Desoxidiertes Kupfer mit begrenztem, hohem Restphosphorgehalt
Cu-DXP8) CR025A 99,90 – 0,04 –0,06 – – Desoxidiertes, phosphorhaltiges Kupfer
Kupfer und Kupferlegierungen – Blockmetalle und Gußstücke (prEN 1982)
Cu-C CC040A – – – 50,0 869) Unlegierter, hochleitfähiger Kupfer-Gußwerkstoff
Tab. 6: Europäische Normen (EN)1) für Kupfer2): Kurzzeichen und Europäische Werkstoffnummern nach prEN 1412;Zusammensetzung und Benennung
1) Normen in Vorbereitung2) Die in DIN 17666 „Niedriglegierte Kupferlegierungen“ genormten silberhaltigen Kupferwerkstoffe mit maximal 0,1 % Ag sind in der EN-Norm für Kupfer aufgenommen worden3) Die Werkstoff-Kurzzeichen der EN-Standards sind weitgehend mit ISO (Æ Tab. 7) identisch.
Cu-OFE = Oxygen Free Electronic CopperCu-PHCE = Phosphorus Deoxidized High Conductivity Electronic CopperCu-PHC = Phosphorus Deoxidized High Conductivity CopperCu-HCP = High Conductivity Phosphorus Deoxidized CopperCu-DXP = Deoxidized Phosphorus Copper
4) Vor der Werkstoffnummer führen Kathoden und Gußformate als Präfix die Buchstaben CR, Knet-Kupfer die Buchstaben CW und Kupfergußwerkstoffe die Buchstaben CC5) MS/m > 106 S/m6) Angaben sind für beide Formen mit Ausnahme des Präfix identisch7) 0,06 % O2 sind in Abstimmung zwischen Lieferanten und Abnehmer zulässig8) Nur als gegossene Rohform, aber nicht als Halbzeug genormt9) Für Kokillenguß 95 % IACS. Für Wärmeübertragung 55 % IACS Mindestleitfähigkeit zugunsten besserer Gießbarkeit

zum Zeitpunkt der Drucklegung noch nichtabgeschlossen.Die Anforderungen an die für die Gieß-walzdrahtfertigung verwendeten Kathodensind deutlich höher als die an eine„Normalkathode“, die für die Herstellungvon Kupferlegierungen eingesetzt wird. Für„higher grade“-Kathoden, EN-KurzzeichenCu-CATH-1, wurden erheblich niedrigerezulässige Verunreinigungen festgelegt.Als hochreine Kupfersorten für elek-tronische, Tieftemperatur- und Vakuum-Anwendungen, weitgehend frei von imVakuum verdampfbaren Elementen,wurden in den EN-Normen die Kupfer-sorten Cu-OFE und Cu-PHCE aufge-nommen. Um den Übergang auf die neueneuropäischen Kurzzeichen und Werkstoff-nummern in den demnächst erschei-nenden EN-Standards zu erleichtern,
enthält Tab. 6 die neuen Werkstoff-bezeichnungen mit den dazugehörigenZusammensetzungen.
9.2 Kathoden und GußformateDie Kupfersorten für Kathoden und Guß-formate sind (noch) in DIN 1708 genormt(Æ Tab. 7). Es handelt sich hierbei umKupfersorten, die von den Hütten-, Raf-finier- und Umschmelzbetrieben in Formvon Kathoden, Gußformaten (Drahtbarren,Rundbarren, Walzflachba-ren, Kerbblöck-chen usw.) und Gießwalz-draht hergestelltwerden (Æ Tab. 8).KE-Cu ist eine Kupfersorte, die aus-schließlich in Form von Kathoden geliefertund insbesondere als Einsatz zum Er-schmelzen von Kupferwerkstoffen beihohen Anforderungen an Reinheit undelektrische Leitfähigkeit verwendet wird.
Für die Herstellung von Gießwalzdraht undhochreinen Kupfersorten weitgehend freivon verdampfbaren Elementen werden nur„higher grade“-Kathoden, EN-KurzzeichenCu-CATH-1 (Æ Tab. 6), eingesetzt.E1-Cu58 ist eine elektrolytisch raffinierte,E2-Cu58 ist eine feuerraffinierte Kup-fersorte.Diese beiden (zähgepolten) Kupfersortensind sauerstoffhaltig (Æ Tab. 7) und habeneine elektrische Leitfähigkeit von mind.58,0 m/ž· mm2. Sie dienen zur Herstellungvon Halbzeug aus E-Cu58 (Æ Tab. 9).E-Cu57 ist ein sauerstoffhaltiges Kupfermit einer elektrischen Leitfähigkeit vonmindestens 57,0 m/ž· mm2.Bei F-Cu handelt es sich um ein sauer-stoffhaltiges Kupfer ohne besondere An-forderungen an die elektrische Leit-fähigkeit.
Kurzzeichen Werkstoff- Zusammensetzung Benennungnummer
DIN 1708 ISO1) DIN 1708 (Massenanteile) in %
Kathodenkupfer
KE-Cu Cu-CATH 2.0050 Cu ^ 99,90 Kathodenkupfer
Sauerstoffhaltiges Kupfer2)
E1-Cu58 Cu-ETP 2.0061 Cu ^ 99,90 Elektrolytisch raffiniertes sauerstoffhaltiges (zähgepoltes) KupferSauerstoff 0,005 bis 0,040
E2-Cu58 Cu-FRHC 2.0062 Cu ^ 99,90 Feuerraffiniertes sauerstoffhaltiges (zähgepoltes) KupferSauerstoff 0,005 bis 0,040
E-Cu57 – 2.0060 Cu ^ 99,90 Sauerstoffhaltiges (zähgepoltes) KupferSauerstoff 0,005 bis 0,040
F-Cu Cu-FRTP 2.0080 Cu ^ 99,90 Feuerraffiniertes sauerstoffhaltiges (gepoltes) KupferSauerstoff 0,015 bis 0,040
Sauerstofffreies Kupfer, nicht desoxidiert
OF-Cu Cu-OF 2.0040 Cu ^ 99,95 Sauerstoff- und desoxidationsmittelfreies Kupfer
Sauerstofffreies Kupfer, mit Phosphor desoxidiert
SE-Cu – 2.0070 Cu ^ 99,90 Desoxidiertes Kupfer mit niedrigem RestphosphorgehaltP ² 0,0033)
SW-Cu Cu-DLP 2.0076 Cu ^ 99,90 Desoxidiertes Kupfer mit begrenztem, niedrigem RestphosphorgehaltP 0,005 bis 0,014
SF-Cu Cu-DHP 2.0090 Cu ^ 99,90 Desoxidiertes Kupfer mit hohem RestphosphorgehaltP 0,015 bis 0,040
Tab. 7: Kupfer nach DIN 1708 (Kathoden und Gußformate): Zusammensetzung und Benennung1) ISO = International Organization for Standardization; Cu-ETP = electrolytic tough-pitch copper; Cu-FRHC = fire-refined tough-pitch high-conductivity copper; Cu-FRTP =
fire refined tough-pitch copper; Cu-OF = oxygen-free copper; Cu-DLP = phosphorus-deoxidized copper (low residual phosporus); Cu-DHP = phosphorus-deoxidizedcopper (high residual phosporus)
2) E1-Cu58 und E2-Cu58 sind in DIN 1787 (Kupfer, Halbzeug) als E-Cu58 mit der Werkstoffnummer 2.0065 enthalten (s. Tab. 3)3) In SE-Cu kann Phosphor teilweise oder ganz durch andere Desoxidationsmittel ersetzt werden
Kurzzeichen*) Lieferformen Hinweise auf die Verwendung
Massel Draht- Rund- Walzflach-DIN 1708 Kerbblock barren barren barren
KE-Cu Nur als Kathoden Als Einsatz zur Herstellung von Gießwalzdraht und Formaten aus Kupfer und
Kupfer-legierungen
E1-Cu58 ¥ ¥ ¥ ¥Zur Herstellung von Halbzeug aus E-Cu58 und von Gußstücken
E2-Cu58 ¥ ¥ ¥ ¥
E-Cu57 ¥ ¥ ¥ ¥ Zur Herstellung von Halbzeug und Gußstücken
F-Cu ¥ Als Vormaterial zur Herstellung von Gußstücken und Legierungen
OF-Cu ¥ ¥ ¥Zur Herstellung von Halbzeug mit hoher elektrischer Leitfähigkeit
SE-Cu ¥ ¥ ¥
SW-Cu ¥ ¥ ¥ Zur Herstellung von Halbzeug ohne festgelegte elektrische Leitfähigkeit
SF-Cu ¥ ¥ ¥ Zur Herstellung von Halbzeug ohne Anforderungen an elektrische Leitfähigkeit
Tab. 8: Kupfer nach DIN 1708 (Kathoden und Gußformate): Lieferformen und Verwendung*) ISO-Kurzzeichen und Werkstoffnummern s. Tab. 1; E1-Cu58 und E2-Cu58 sind in DIN 1787 als E-Cu58 mit der Werkstoffnummer 2.0065 enthalten (s. Tab. 3)

Von den sauerstofffreien Kupferartenwerden die Sorten SE-Cu, SW-Cu und SF-Cu mit geringen Phosphorzusätzendesoxidiert (siehe Tab. 7).
9.3 Kupfer für HalbzeugDIN 1787 unterscheidet – wie auch DIN1708 – zwischen● sauerstoffhaltigen,● sauerstofffreien, nicht desoxidierten
und● sauerstofffreien, mit Phosphor desoxi-
diertenKupfersorten.Die sauerstoffhaltigen Kupfersorten E-Cu58 und E-Cu57 nach DIN 1787enthalten 0,005 bis 0,040 % Sauerstoff,der im Kupfer als Kupfer(I)-oxid vorliegt(Bild 27). Diese Kupfersorten mit derhohen elektrischen Leitfähigkeit von mind.58 bzw. 57 m/ž· mm2 (Æ Tab. 10) sind vorallem für die Elektrotechnik bestimmt.Sauerstoffhaltiges Kupfer ist beim Glühenin wasserstoffhaltiger Atmosphäre oderbeim Schweißen und Hartlöten mit offenerFlamme durch Versprödung (sog.Wasserstoffkrankheit) gefährdet. Hierbei
kann der Wasserstoff in das glühendeKupfer eindringen, reagiert mit demvorhandenen Kupfer(I)-oxid unter Bildungvon Wasserdampf, dessen Druck das
Gefüge aufweitet und die Brüchigkeit ver-ursacht. Die Gefahr der Wasserstof-fkrankheit ist insbesondere beim Gas-schweißen und Flammlöten mit schwer-
Kurzzeichen Werkstoff- Halbzeugarten2) Besondere Eigenschaften und Hinweise auf die Verwendungnummer Bl. Bd. Ro. St. Dr. Str. Gs. Fr.
Sauerstoffhaltiges Kupfer
E-Cu583) 2.0065 l Halbzeug, wenn höchste Leitfähigkeit verlangt wird (Elektronik, Elektrotechnik)
E-Cu57 2.0060 l l l l l l L L Halbzeug jeder Art, wenn hohe elektrische Leitfähigkeit verlangt wird (Elektronik, Elektrotechnik)
Sauerstofffreies Kupfer, nicht desoxidiert
OF-Cu 2.0040 l l l l l l Halbzeug jeder Art, wenn höchste elektrische Leitfähigkeit und Wasserstoff-beständigkeit verlangt werden; gut schweiß- und hartlötgeeignet; gute Oxidhaftung (Elektrotechnik, Elektronik, Vakuumtechnik)
Sauerstofffreies Kupfer, mit Phosphor desoxidiert
SE-Cu 2.0070 l l l l l l L Halbzeug jeder Art, wenn hohe Leitfähigkeit verlangt wird; bei besonderen Anforderungen an Umformbarkeit; gut schweiß- und hartlötgeeignet; wasser-stoffbeständig (Elektrotechnik, Elektronik, Vakuumtechnik; Plattierwerkstoff)
SW-Cu 2.0076 L L L L L L Halbzeug jeder Art, wenn keine Anforderungen an Leitfähigkeit gestellt
werden; gut schweiß- und hartlötgeeignet; gut umformbar; wasserstoffbeständig (Apparatebau)
SF-Cu 2.0090 L4) L L4) L L L L L Halbzeug jeder Art bei hohen Anforderungen an Schweiß und Hartlöteignung sowie Umformbarkeit, wenn Leitfähigkeit nicht verlangt wird; wasserstoff-beständig (Apparatebau, Bauwesen, Rohrleitungen)
Tab. 9: Halbzeugarten und Verwendung von Kupfer nach DIN 17871)1) Die Zusammensetzung entspricht den Kupfersorten nach DIN 1708 (Æ Tab. 1)2) Bl. = Bleche; Bd. = Bänder; Ro. = Rohre; St. = Stangen; Dr. = Drähte; Str. = Strangpreßprofile; Gs. = Gesenkschmiedestücke; Fr. = Freiformschmiedestücke
L = Halbzeug nach DIN 17 670 bis DIN 17 674 und DIN 17 677 bis DIN 17 678 für allgemeine Verwendungl = Halbzeug nach DIN 40 500 für die Elektrotechnik
3) E-Cu58 nach DIN 1787 hat die gleiche Reinheit wie E1-Cu58 und E2-Cu58 nach DIN 1708 (Æ Tab. 1)4) Rohre und Platten für Kondensatoren und Wärmeübertrager werden nach DIN 1785 bzw. DIN 17 675 geliefert
Kurzzeichen elektrische Leitfähigkeit elektrischer Widerstand Wärmeleitfähigkeitx r lbei 20 °C bei 20 °C bei 20° Cm/ž · mm2 ž · mm2/m W/m · K
E-Cu58 ^ 58 % 0,01724 ^ 393
E-Cu57 ^ 57 % 0,01754 ^ 386
OF-Cu ^ 58 % 0,01724 ^ 393
SE-Cu ^ 572) % 0,01754 ^ 386
SW-Cu ¯ 52 ¯ 0,01923 ¯ 364
SF-Cu 41 bis 52 0,02439 bis 0,01923 293 bis 364
Tab. 10: Physikalische Eigenschaften (Richtwerte)1) von Kupfersorten nach DIN 17871) Gemeinsame Eigenschaften: Dichte bei 20 °C: 8,9 kg/dm3; Schmelzpunkt: 1083 °C; Wärmeausdehnungs-
koeffizient (25 bis 300 °C): ² 17 · 10–6/K2) SE-Cu kann auch mit einer elektrischen Leitfähigkeit von ^ 58 m/ž · mm2 geliefert werden
Kurz- An- Dicke Zug- 0,2 %- Bruch- Vickers- Brinell-zeichen hänge festigkeit Dehn- dehnung härte härte
zahl1) grenzeRm Rp 0,2 A5
mm N/mm2 N/mm2 %min. min. max. min. max.
SW-Cu F 202).10 über 5 200 bis 250 max. 100 42 – – – –
SF-Cu H 403) bis 15 – – – – – 40 60
F 22.10 von 0,2 220 bis 260 max. 140 42 – – – –
H 40 bis 5 – – – 40 70 40 65
F 24.26 von 0,2 240 bis 300 min. 180 15 – – – –
H 70 bis 15 – – – 70 95 65 90
F 29.30 von 0,2 290 bis 360 min. 250 6 – – – –
H 90 bis10 – – – 90 110 85 105
F 36.32 von 0,2 min 360 min 320 – – – – –
H 110 bis 2 – – – 110 – 105 –
Tab. 11: Bänder und Bleche nach DIN 17670; Festigkeitseigenschaften1) .10 = weich; .26 = halbhart; .30 = hart; .32 = federhart2) Bei Bestellung mit F-Zahl3) Bei Bestellung mit H-Zahl
Bild 27 (DKI A 2904) Kupfer(l)-oxid im Kupfer(Sauerstoffgehalt: 0,045 %, CU20 aUf-leuchtend), 200: 1

fließenden Messingloten gegeben. Siekann durch Wärmebehandlung undSchweiß- bzw. Lötverfahren, die dem
Kupfer keinen Sauerstoff anbieten,vermieden werden.Die Überprüfung der Wasserstoffbestän-
digkeit an Drähten aus Kupfer und Kupfer-Knetlegierungen ist in DIN 17677 Bl. 2festgelegt.Die sauerstofffreie, nicht desoxidierteKupfersorte OF-Cu ist aus Kathoden unterAusschluß von Sauerstoff und Desoxida-tionsmitteln erschmolzen. Sie ist gutschweiß- und hartlötgeeignet sowiewasserstoffbeständig, hat eine elektrischeLeitfähigkeit von mind. 58 m/ž· mm2 (ÆTab. 10) und ist in einer Sonderqualität freivon ausdampfbaren Elementen lieferbar.Diese Eigenschaften werden beim Bauelektronischer Geräte und in derVakuumtechnik, z. B. bei der Verwendungvon Vakuumkontakten, genutzt. Außerdemfindet OF-Cu in der Raumfahrttechnik,bei Linearbeschleunigern und Supraleiternzunehmend Verwendung. Die sauerstofffreien, mit Phosphor des-oxidierten Kupfersorten SE-Cu, SW-Cuund SF-Cu sind ebenfalls wasser-stoffbeständig. Zur Desoxidation mitPhosphor wird dem schmelzflüssigen,zähgepolten Kupfer Phosphor in geringemÜberschuß in Form einer Kupfer-Phosphor-Vorlegierung mit etwa 10 bis 15% P zugesetzt. SE-Cu hat infolge seinesniedrigen Restphosphorgehaltes von etwa0,003 % eine hohe elektrische Leitfähigkeitvon über 57 m/ž· mm2 (Æ Tab. 10), istjedoch auch mit einer Leitfähigkeit vonüber 58 m/ž· mm2 lieferbar und kommt vorallem in der Elektrotechnik und Elektro-nik zum Einsatz. Im SE-Cu kann Phosphorteilweise oder ganz durch andereDesoxidationsmittel ersetzt werden. SE-Cuist gut schweiß- und hartlötgeeignet. WieOF-Cu ist auch SE-Cu in einerSonderqualität frei von ausdampfbarenElementen erhältlich, die für die Verwen-dung in der Vakuumtechnik ebenfalls gutgeeignet ist.SW-Cu ist eine Kupfersorte mit begrenz-tem, niedrigem Restphosphorgehalt von0,005 bis 0,014 % ohne genau festgeleg-te elektrische Leitfähigkeit (etwa 52 m/ž· mm2) und guter Schweiß- undHartlöteignung. Sie wird im Apparatebauverwendet.SF-Cu ist eine Kupfersorte mitbegrenztem, hohem Restphosphorgehaltvon 0,015 bis 0,040 %, an die in bezug aufelektrische Leitfähigkeit keine Anforder-ungen gestellt werden. Sie ist sehr gutschweiß- und hartlötgeeignet und diewichtigste Kupfersorte für Rohrleitungen,den Apparatebau und das Bauwesen.
9.4 Guß-KupfersortenDie Kupfer-Gußwerkstoffe sind in DIN17655 genormt. Die Bezeichnung sowiedie Zusammensetzung dieser Kupfer-sorten sind in Tab. 13 zusammengestellt.Nach DIN 17 655 wird für alle Kupfersorteneine Mindestleitfähigkeit garantiert (Tab.14). G-CuL35 und GK-CuL35 sowie G-CuL45(für höhere Anforderungen an die Leit-fähigkeit) finden in der Eisenhüttentech-nik (Bild 34) bei Kühlkästen, Blas-formen,Sauerstofflanzen usw. Verwen-dung. Indiesem Bereich ist neben der gutenWärmeleitfähigkeit (Tab. 14) auch die Kor--rosionsbeständigkeit gegenüber Brauch-und Industriewasser von Bedeutung.Mit GK-CuL45, G-CuL50 und GK-CuL50sind drei Kupfersorten angegeben, die
Kurz- Festig- Anhänge- Abmessungen Zugfestigkeit 0,2-Grenze Bruch- Brinellhärtezeichen1) keits- zahl2) entsprechend dehnung HB2,5/62,5
zustand den Rm Rp 0,2 A5Maßnormen N/mm2 N/mm2 % min.
E-Cu57F 20 .10
0,1 bis 1200 bis 250 max. 120
3845 bis 70
E-Cu58 über 1 bis 5 45
SE-CuF25 .26
0,1 bis 1250 bis 300 min. 17
70 bis 90über 1 bis 5 200 bis 290 20
F 30 .300,1 bis 1
300 bis 360min. 7
85 bis 105über 1 bis 5 250 bis 350 8
F 37 .320,1 bis 1
min. 360 min. 3203
95 bis 120über 1 bis 3 5
Tab. 12: Kupfer für die Elektrotechnik, Bleche und Bänder nach DIN 40500, T. 1; Fe-stigkeitseigenschaften
1) In DIN 40500 T. 4 ist auch OF-Cu enthalten2) s. Tab. 5, Fußnote 1)
Kurzzeichen1) Werkstoff- Zusammen Hinweise für die Verwendungnummer setzung
(Massenanteile)(DIN 17 655)2) in %
G-CuL35 2.0109.01Cu min. 98
Rost- und Schaltkühlkästen, Kühlringe,
GK-CuL35 2.0109.02 Schlackenformen, Blasformen für Hochöfen
G-CuL45 2.0082.01Cu min. 99,6
GK-CuL45 2.0082.02 Schaltbauteile, Kontaktbacken, Elektrodenarme,
G-CuL50 2.0085.01 Elektrodenhalter, stromführende Teile für die
G-SCuL50 2.0075.01Elektronik
GK-CuL50 2.0085.02Cu min. 99,7
GK-SCuL50 2.0075.02
Tab. 13: Kupfer-Gußwerkstoffe nach DIN 17655; Zusammensetzung und Verwendung1) Lieferformen: G = Formguß; G K = Kokillenguß2) Guß-Kupfer ist in ISO 197 enthalten
Kurzzeichen elektrische elektrischer Wärme- SchmelzpunktLeitfähigkeit Widerstand leitfähigkeit bzw. -bereichx r lbei 20 °C bei 20 °C bei 20° Cm/ž · mm2 ž · mm2/m W/m · K °Cmin. max. min.
G-CuL35 35 0,02857 169 1080 bis 1083GK-CuL35
G-CuL45 45 0,02222 305 1083GK-CuL45
G-CuL50G-SCuL50 50 0,02000 339 1083GK-CuL50GK-SCuL50
Tab. 14: Physikalische Eigenschaften (Richtwerte)*) von Kupfer-Gußwerkstoffen nachDIN 17655
*) Gemeinsame Eigenschaften: Dichte bei 20 °C: 8,9 kg/dm3; Wärmeausdehnungskoeffizient (25 bis 300 °C): ² 17 · 10–6/K
Kurzzeichen Zugfestigkeit 0,2-Grenze Bruchdehnung BrinellhärteRm Rp 0,2 A5 HB 10/1000N/mm2 N/mm2 %
G-CuL35 170 45 25 42GK-CuL35
G-CuL45 150 40 25 40GK-CuL45
G-CuL50G-SCuL50 150 40 25 40GK-CuL50GK-SCuL50
Tab. 15: Kupfer-Gußwerkstoffe nach DIN17655; Festigkeitseigenschaften(Mindestwerte)

hauptsächlich in der Elektrotechnik ve-rwendet werden (Æ Tab. 13).Soll an Gußstücken aus Kupfer hartgelötetoder geschweißt werden, sind diesauerstofffreien Qualitäten G-SCuL50oder GK-SCuL50 zur Vermeidung derWasserstoffkrankheit zu bevorzugen.
9.5 Normenvergleich der Kupfer-sorten: DIN, EN, ISO und natio-nale Normen verschiedener Länder
In den Tabellen 16 und 17 sind für Knet-und Gußwerkstoffe den Normenbe-zeichnungen nach DIN, EN und ISO dieäquivalenten Bezeichnungen der ver-schiedenen Kupferqualitäten nach natio-nalen Normen verschiedener Ländergegenübergestellt. Die chemische Analyseder Kupfersorten und die Menge der zu-lässigen Verunreinigungen sind nicht füralle gegenübergestellten Werkstoffegleich, sondern weichen in einigen Fällengeringfügig voneinander ab.
10. EigenschaftenDie gute elektrische und Wärmeleitfähig-keit sind die wichtigsten Eigenschaftendes Werkstoffes Kupfer. Die große Be-
Land, Kurzz. d. Kupfer, aus Cu-CATH-1 („higher Kupfer, nicht aus Cu-CATH-1- Desoxidiertes, phosphorhaltiges KupferRegion, Normen- grade“)-Kathoden gefertigt Kathoden gefertigtOrganisation Institute Werkst.-Kurzzeichen, Werkst.-Nr. Werkstoff-Kurzzeichen, Werkstoff-Nummer Werkstoff-Kurzzeichen, Werkstoff-Nummer
Deutschland DIN –1) –1) –1) 2.0060/2.0065 2.0040 (2.0080)2) 2.0070 – 2.0076 2.0090– – – E-Cu57/E-Cu58 OF-CU (F-Cu) SE-Cu – SW-Cu SF-Cu
Europa EN3) CW003A CW007A CW009A CW004A CW005A CW008A CW006 CW020A CW022A CW021A CW023A CW024ACu-ETP-1 Cu-OF-1 Cu-OFE Cu-ETP Cu-FRHC Cu-OF Cu-FRTP Cu-PHC Cu-PHCE Cu-HCP Cu-DLP Cu-DHP
International ISO4) – – Cu-OFE Cu-ETP Cu-FRHC Cu-OF Cu-FRTP – – Cu-DLP Cu-DHP
USA UNS5) – – C10100 C11000 C11020 C10200 C125006) C10300 C10800 C12000 C12200– – OFE ETP FRHC OF FRTP OFXLP OFLP DLP DHP
Belgien NBN – – – CuE – OF-Cu – – – – CuP
Großbritanien BS C101 C110 C110 C101 C102 C103 C104 C103 – – C106
Finnlannd SFS – – – 2908 2908 2908 – – – 2906 2907– – – Cu-ETP Cu-FRHC Cu-OF – – – Cu-DLP Cu-DHP
Frankreich NF – Cu-c2 Cu-c2 Cu-a1 Cu-a2 Cu-c1 Cu-a3 Cu-c1 – Cu-b2 Cu-b1
Italien UNI – – – Cu-ETP – Cu-OF Cu-FRTP – – Cu-DLP Cu-DHP
Polen PN – Cu99,99B Cu99,99 Cu99,9E – Cu99,95B – – – Cu99,9R Cu99,85R– MOOB B M1E – MOB – – – M1R M2R
Schweden SIS – – – 5010 – 5011 5013 – – – 5015– – – Cu-ETP – Cu-OF Cu-FRTP – – – Cu-DHP
Schweiz SN/VSM – Cu-OFE Cu-OFE Cu-ETP – Cu-OF – – Cu-HCP Cu-DLP Cu-DHP
Spanien UNE – – – C-1110 – C-1310 – – – C-1420 C-1410– – – Cu-ETP – Cu-OF Cu-FRTP – – Cu-DLP Cu-DHP
GUS GOST – 99,99 99,99 99,90 – 99,90 99,90 99,97 99,95 – 99,50– MOO MOO M1r – V3 M1 MOOb MO – M3r
PRC China GB – 5231 466 5231 466 5231 – 5231 4 6 6 – 5231 5231 – 5231– T1 Cu1/2 T1 Cu1/2 T2/T3 – T 1 Cu1/2 – TU1/Tu2 TP1 – TP2
Japan JIS – C1011 C1011 C1100 – C1020 – – – C1201 C1220/21
Indien IS – – – ETP HC – FRTP – – – –
Australien AS – 101A 101A 110A 110A 102A – – – 120C 122A– OFE OFE ETP FRHC OF – – – DLP DHP
Kanada CSA – – – 110 – 102 125 – – 120 122– – – Cu-ETP – Cu-OF Cu-FRTP – – Cu-DLP CuDHP
PAN COP – CuOF C10100 CuOF C1100 C11020 C10200 Cu-OF C12500 C10300 C10800 C12000 C12200AMERICAN – (Grade 1) CuOFE (Gr1) ETP/ETPHC Cu-FRHC Cu-BDHC (Grade 2) FRTP Cu-OFXLP Cu-OFXLP Cu-DLP Cu-DHP
Südafrika SABS – – – 460 460 – 460 – – – 460– – – Cu-ETP Cu-FRHC – Cu-FRTP – – – Cu-DHP
Tab. 16: Normenvergleich der Kupfersorten; Knetwerkstoffe7)1) Da zur Zeit EN-Normen erarbeitet werden, wurden die DIN-Normen nicht dem Stand der Technik angepaßt, obwohl aus Cu-CATH-1 gefertigte Kupfersorten geliefert
werden2) Seit 1973 nicht mehr in DIN 1787 genormt3) Europäische Normen des Europäischen Komitees für Normung4) International Organization for Standardization5) Unified Numbering System for Metals and Alloys6) Wurde 1992 aus UNS gestrichen7) Kupfergehalte und Menge und Art der zulässigen sonstigen Elemente, die nach DIN oder EN festgelegt sind, können von den Festlegungen nach anderen Normen abweichen.
Land, Kurzz. d Kupfer-GußwerkstoffeRegion Normen-Organisation Institute: Werkstoff-Kurzzeichen, Werkstoff-Nummer
2.0109 2.0082 2.0085 2.00751)Deutschland DIN G-/GK-CuL35 G-/GK-CuL45 G-/GK-CuL50 G-/GK-SCuL50
CC040A3)Europa EN2) Cu-C
International ISO4) G-Cu
C80500/C80700 C80100 –USA UNS5) C80900/C81100 C80300 –
Großbritanien BS HCC1
Frankreich NF Cu(U)
Italien UNI Cu99,50 Cu99,75 –
Australien AS – – 801A –
C80500/C80700 C80100 –Kanada CSA C80900/C81100 C80300 –
PAN C80500/C80700 C80100 –AMERICAN COP C80900/C81100 C80300
Tab. 17: Normenvergleich der Kupfersorten; Gußwerkstoffe6)1) Sauerstofffreier, schweiß- und hartlötbarer Kupfer-Gußwerkstoff2) Europäische Normen des Europäischen Komitees für Normung3) Nach EN sind nicht die Mindest-Kupfergehalte, sondern die Mindestleitfähigkeiten festgelegt:
Elektrotechnik: Sandguß min. 50 MS/mKokillenguß " 55 MS/m
Wärmetechnik: Allgemein “ 32 MS/m4) International Organization for Standardization5) Unified Numbering System for Metals and Alloys6) Kupfergehalte und Menge und Art der zulässigen sonstigen Elemente, die nach DIN oder EN festgelegt sind,
können von den Festlegungen nach anderen Normen abweichen.

deutung dieses Werkstoffes für die Technikergibt sich aber erst durch die Kombinationverschiedener guter Eigenschaften. Diewichtigsten Eigenschaften der Kupfer-Knetwerkstoffe ( Tab. 9) sind in Tab. 10 und12 und der Kupfer-Gußwerkstoffe (Æ Tab.11) in Tab. 14 und 15 zusammengestellt.
10.1 PhysikalischeEigenschaftenAls einziges Metall hat Kupfer einelachsrote Farbe. Es ist – wie anfangsbereits erwähnt – neben Gold das einzigefarbige metallische Element.Mit der Dichte von 8,9 kg/dm3 zählt Kupferwie Gold zu den Schwermetallen. Es hateinen Schmelzpunkt von 1083 °C undeinen Siedepunkt von 2595 °C.Die hervorragendste Eigenschaft desKupfers ist die hohe Leitfähigkeit fürWärme und Elektrizität ( Tab. 10 und 14),die nur noch von derjenigen des Silbersübertroffen wird. Setzt man die elektrischeLeitfähigkeit und die Wärmeleitfähigkeitvon Kupfer jeweils gleich 100, ergebensich für die wichtigsten Edel- undGebrauchsmetalle folgende Werte (bei 20°C):
Metall elektrische Wärme-Leitfähigkeit leitfähigkeitin % (Kupfer = 100%)
Silber 106 108Kupfer 100 100Gold 72 76Aluminium 62 56Magnesium 39 41Zink 29 29Nickel 25 15Cadmium 23 24Kobalt 18 17Eisen 17 17Platin 16 18Zinn 15 17Blei 8 9Titan 4 4
Die elektrische Leitfähigkeit von hoch-reinem Kupfer (² 99,998 % Cu) kann an-nähernd den Wert 60 m/ž· mm2 erreichen.Tab. 10 enthält Kennwerte des spez-ifischen elektrischen Widerstandes derKupfersorten nach DIN 1787 bei 20 °C.Wird bei von 20 °C abweichendenTemperaturen gemessen, ist die Änderungdes spezifischen elektrischen Wider-standes um 68 · 10-6 ž · mm2/m pro K
zu berücksichtigen (Zunahme beisteigender Temperatur).Phosphor setzt – wie alle im festen Kupferlöslichen Beimengungen – die elektrischeLeitfähigkeit herab (Bild 28). Deshalb istdie elektrische Leitfähigkeit der phosphor-desoxidierten, sauerstofffreien Kupfer-sorten je nach Größe des Phosphor-Rest-gehaltes mehr oder weniger vermindert.Ein Einfluß auf die elektrische Leitfähigkeitdes Kupfers ist auch durch zunehmendeKaltumformung feststellbar. So hat SE-Cuim weichen Zustand (F 20) eine elektrischeLeitfähigkeit von mindestens 57 m/ž·mm2, im kaltverformten Zustand (F 37)aber nur noch einen Wert von 55 m/ž·mm2.Die Wärmeleitfähigkeit von sehr reinemKupfer kann bei 20 °C nahezu 395 W/m· Kerreichen ( Tab. 10). Durch Beimengungen– wie z. B. Phosphor – wird sie ebenfallsvermindert. So setzt ein Phosphorgehaltvon etwa 0,05 die Wärmeleitfähigkeit desKupfers auf 293 W/m· K herab ( SF-Cu inTab. 10).Die Wärmeausdehnung ist mit 17 · 10-6/K (von 25 bis 300 °C) größer als beiEisen, jedoch geringer als bei vielenanderen Metallen.Die spezifische Wärme von Kupfer (20 bis 400 °C) beträgt 0,38 J/g · K, dieSchmelzwärme 214 J/g. Weiches Kupferhat bei 20 °C einen Elastizitätsmodul von 100 kN/mm2 und einen Schubmodul vonetwa 40 kN/mm2.
10.2 FestigkeitseigenschaftenTab. 11 enthält die Festigkeitseigen-schaften von Bändern und Blechen nachDIN 17670 aus SW- und SF-Kupfer nachDIN 1787 in Abhängigkeit vom Werk-stoffzustand.Für Bänder und Bleche aus E-Cu58, E-Cu57 und SE-Cu gilt DIN 40500 T. 1 (Tab.12); in dieser Norm sind entsprechend denAnforderungen der Elektrotechnik andereAbmessungsunterteilungen der Bänderund Bleche festgelegt als in DIN 17670.Weiches Knet-Kupfer hat eine Zugfestig-keit von wenigstens 200 N/mm2 und eineBruchdehnung von über 40 %.Durch zunehmende Kaltumformung kanndie ss des reinen Kupfers auf Werte über400 N/mm2, die Brinellhärte von 50 bis aufüber 100 gesteigert werden; dabei nimmtaber die Dehnung stark ab (Bild 29). DieFestigkeitseigenschaften von weichge-glühtem SF-Cu bei erhöhten Temperaturensind Bild 30 zu entnehmen. Daraus gehthervor, daß reines Kupfer keinen warm-spröden Bereich hat und sich auch imwarmen Zustand gut umformen läßt. DieFestigkeitseigenschaften von Kupfer beierhöhten Temperaturen und Langzeitbe-anspruchung werden durch das Zeitstand-verhalten ( Bild 31) beschrieben. Aufgetra-gen sind die Zeitstandfestigkeiten und Zeit-dehngrenzen des Werkstoffes SF-Cu fürverschiedene Belastungszeiten als Funk-tion der Temperatur. Der Verlauf der Festig-keitskennwerte bei tiefen Temperaturen inBild 32 zeigt, daß Kupfer auch bei tiefenTemperaturen nicht versprödet. Deshalb istKupfer für Anwendungen in der Tieftempe-raturtechnik, z. B. für den Bau von Kälte-ma-schinen, hervorragend geeignet. DaKupfer auch beachtliche Dauerschwing-festigkeitskennwerte aufweist (Bild 33),
Bild 32 Fesstigkeitskennwert von Blechenaus SF-Cu im Tieftemperaturbereich (23)
Bild 28 Einfluß von Zusätzen auf die elektri-sche Leitfähigkeit von Kupfer (18,19)

ist Kupfer auch als Werkstoff für schwin-gende Beanspruchungen geeignet, ohnedaß Sprödbrüche befürchtet werdenmüssen. Festigkeitseigenschaften derGuß-Kupfersorten nach DIN 17655 sind inTab. 15 enthalten.
10.3 Chemische Eigenschaften – KorrosionsbeständigkeitIn seinen chemischen Verbindungen trittdas Kupfer ein- und zweiwertig auf, in eini-gen Ausnahmefällen – z. B. im K3[CuF6] –auch dreiwertig, in einem Fall – nämlich imCS2(CuF6) – sogar vierwertig.Kupfer zeichnet sich durch eine guteKorrosionsbeständigkeit aus; sie beruhtauf seiner geringen Reaktionsenthalpie.In der Atmosphäre – auch in Meeresluft –ist Kupfer sehr beständig [24]. SeineOberfläche überzieht sich zunächst miteiner dunkelbraunen bis fast schwarzenSchutzschicht, die mit der Zeit meist in dievon alten Kupferdächern her bekanntegrüne Patina übergeht. Patina ist einGemisch von basischen Kupfersalzen(Sulfat, Carbonat, in Meeresnähe auchChlorid), deren Mengenverhältnis von derKonzentration der entsprechenden Grund-stoffe in der Luft bestimmt wird. Ungünstigwirken feuchte Ammoniak- und Schwefel-wasserstoffdämpfe.Gegen Trink- und Brauchwasser (Kalt-und Warmwasser) ist Kupfer gut bestän-dig. Deshalb ist es ein ausgezeichneterWerk-stoff für Wasserleitungen. DieBeständig-keit ist an die Bildung einergleichmäßigen Schutzschicht gebunden[25]. In wässerigen Lösungen zeigt Kupferals einziges Gebrauchsmetall ein Normal-potential, das edler als dasjenige vonWasserstoff ist. Daher wird es nicht unterEntwicklung von Wasserstoff angegriffen.Dennoch ist Korrosion in wässerigenLösungen in Gegenwart von Oxidations-
mitteln – wie z. B. Kupfer(II)- oder Eisen-(III)-ionen – nicht ausgeschlossen. Kupferhat die Neigung, in beiden Oxidations-stufen mit wässerigen Lösungen vonCyani-den, Halogeniden und Ammoniakwasserlösliche Komplexverbindungen zubilden; deshalb ist seine Korrosionsbe-ständigkeit gegenüber diesen Agenzienbegrenzt.Gegenüber Säuren ist das Korrosionsver-halten von Kupfer außer von deren Art undKonzentration auch von der Menge desvorhandenen Sauerstoffs bzw. eines Oxi-dationsmittels abhängig. In nichtoxidie-renden Säuren, die keinen gelösten Sau-erstoff enthalten, ist Kupfer beständig.Alkalische wässerige Lösungen derHydroxide und Carbonate der Erdalkali-und Alkalimetalle – mit Ausnahme vonNH3 – wirken nur wenig auf Kupfer ein.
10.4 Physiologische Eigenschaften Kupfer ist ein lebensnotwendiges Spuren-element für Pflanze, Tier und Mensch [26].Es ist in den meisten natürlichen Nah-rungsmitteln in Spuren enthalten. Kupfer-mangel in Böden und im Tierfutter mußdurch Kupferzuführung behoben werden.Hohe Kupfergehalte haben einen unange-nehmen Geschmack zur Folge, der einenrelativen Schutz vor zu hoher Kupfer-aufnahme darstellt. Metallisches Kupfer istfür den Menschen ungefährlich. Es verur-sacht keine Berufserkrankungen. GegenStäube und Rauche sind gemäß den allge-mein geltenden Bestimmungen Atem-schutzmasken zu tragen.
11. Verarbeitung des Kupfers Halbzeugarten und Lieferformen dergenormten Kupfersorten sind Tab. 8 und 9zu entnehmen. Allgemeine Hinweise aufdie Weiterverarbeitung enthält Tab. 18.
11.1 Schmelzen und GießenDas Schmelzen von Kupfer erfolgtentweder in brennstoffbeheizten oder inInduktionsöfen [27, 28].Für Kupfer wird eine neutrale oderoxidierende Schmelzführung empfohlen.Im letzteren Fall wird eine Wasse-rstoffaufnahme (hohe Wasserstofflöslich-keit der Schmelze) durch einen Sauerstoff-überschuß verhindert. Anschließend ist mitgeeigneten Mitteln, meist mit einer Kupfer-Phosphor-Vorlegierung, zu desoxidieren.
Die neutrale Schmelzführung erfolgt unterdem Schutz einer Schmelzbadabdeckung,um die Einwirkung von Luftsauerstoff und -feuchtigkeit zu verhindern. Diese Schmelz-weise hat den Vorteil, daß der Abbrand aufein Mindestmaß beschränkt und dieAufnahme nichtmetallischer Verunreini-gungen nicht zusätzlich herbeigeführt wird.
Kurz- Gieß- Kalt Warm- Zerspan- Verbindungsarbeiten Oberflächenbehandlungzeichen barkeit um- um- barkeit*) Weich- Hart- Gas- Schutzgas- Wider- mecha- elektro- Galvani- Eignung
formung formung löten löten schweißen schweißen standa- nisches chem. sierbar- für Tauch-schweißen Polieren Polieren keit verzinnung
Kupfersorten nach DIN 1787
E-Cu58 – sehr gut sehr gut schlecht sehr gut gut schlecht mittel schlecht sehr gut sehr gut sehr gut sehr gutE-Cu57 – sehr gut sehr gut schlecht sehr gut gut schlecht mittel schlecht sehr gut sehr gut sehr gut sehr gutOF-Cu – sehr gut sehr gut schlecht sehr gut sehr gut gut gut schlecht sehr gut sehr gut sehr gut sehr gutSE-Cu – sehr gut sehr gut schlecht sehr gut sehr gut gut gut schlecht sehr gut sehr gut sehr gut sehr gutSW-Cu – sehr gut sehr gut schlecht sehr gut sehr gut gut gut schlecht sehr gut sehr gut sehr gut sehr gutSF-Cu – sehr gut sehr gut schlecht sehr gut sehr gut sehr gut sehr gut mittel sehr gut sehr gut sehr gut sehr gut
Guß-Kupfer nach DIN 17 655
G-CuL35 gut – – schlecht gut mittel gut gut mittel sehr gut sehr gut sehr gut sehr gutG-CuL45 gut – – schlecht gut mittel mittel gut schlecht sehr gut sehr gut sehr gut sehr gutG-CuL50 gut – – schlecht gut mittel schlecht mittel schlecht sehr gut sehr gut sehr gut sehr gutG-SCuL50 gut – – schlecht gut gut sehr gut sehr gut schlecht sehr gut sehr gut sehr gut sehr gut
Tab. 18: Hinweise auf die Weiterverarbeitung von Kupfer*) Eine sehr gute Zerspanbarkeit bei gleichzeitiger hoher elektrischer Leitfähigkeit bewirken bereits geringe Legierungszusätze von Tellur oder Schwefel
(Æ CuTeP oder CuSP in DIN 17 666)
Bild 34 (DKI All 86) Schachtkühlkästen ausG-CuL35 mit 99,6 % Cu (elektrische Leit-fähigkeit 65 % 1.A.C.S.*) für Hochöfen; Sand-guß mit angeschweißten Stahmanschettenaus St37. Stückgewicht 185 kg*) 100 % 1.A.C.S.; 0 58 m/[2 - mm]
Bild 35 (DKI A 3376) Kokillengußteile ausreinem Kupfer, GK-CuL50a) Drosselspule: Gewicht 0,815 kg, Abmes-sungen 117 mm x 59 mm x 50 mmb) Messerkontakt: Gewicht 0,760 kg, Abmes-sungen 200 mm x 50 mm x 12 mm

Um die Aufnahme schädlicher Verunreini-gungen aus der Ofenatmosphäre zu ver-meiden, empfiehlt sich bei beidenSchmelzweisen die Abdeckung derSchmelz-oberfläche mit ca. 15 cm ausge--glühter Holzkohle. Etwa vorhandenerWasserstoff läßt sich am besten mit einerSpülgasbehandlung, z. B. mit Stickstoffoder Argon, entfernen.Gießen läßt sich Kupfer nach den meistenGießverfahren, z. B. dem Sand- (Bild 34),Kokillen- (Bild 35), Strang-, Formmasken-oder Feingießverfahren. Bei der Herstel-lung von Formen ist ein Schwindmaß von1,8 bis 2,2 % zu berücksichtigen.
11.2 Spanlose FormgebungGegossenes Kupfer läßt sich infolgeseines ausgezeichneten Formänderungs-vermögens in alle Halbzeugarten wieBleche, Bänder, Rohre, Stangen, Drähtesowie Gesenk- und Freiformschmiede-stücke sehr gut umformen. Bleche,Bänder, Rohre, Stangen und Drähtewerden über Formate wie Walzbarren,Rundbarren usw. gefertigt. Halbzeug ausKupfer (außer Draht) wird fast nie direktaus dem schmelzflüssigen Zustandhergestellt. Die „Formate“ können aber inihren Dimensionen eng an der endgültigenAbmessung liegen.Zur Herstellung von Blechen undBändern werden Walzbarren aus Kupferauf etwa 800 bis 950 °C vorgewärmt undbis auf eine Dicke von 10 bis 20 mm warm-gewalzt. Diese Vorwalzbleche werdendann in der Regel gefräst und in kaltemZustand – evtl. unter Einschaltung vonZwischenglühungen und Beizen – bis zuden erforderlichen Dicken fertiggewalzt(Bilder 36 und 37). Kupferbleche und -bänder lassen sich wegen ihrer guten Kalt-umformbarkeit durch Tiefziehen (Tie-
fungswerte siehe DIN 17670, T. 1),Drücken (Bild 38), Treiben usw. weiter-verarbeiten.Kupferrohre werden üblicherweise ausgegossenen Rundbarren hergestellt, diezu einem Rohr stranggepreßt (Bilder 39und 40) oder warmgewalzt werden. DieRohrrohlinge werden durch Kaltumfor-mung auf Pilgerschrittwalzwerken oderZiehbänken stufenweise auf den End-querschnitt gebracht (Bilder 41 und 42).Am wirtschaftlichsten werden Kupferrohre
iin großen Längen als Ringe auf Trommel-ziehmaschinen fertig gezogen.Eine Sonderform sind Rippenrohre fürWärmeübertrager (s. DIN 17679) mit ge-walzten, schraubenlinienförmig angeord-neten Außenrippen (Bild 43).Zur Herstellung von Stangen aus Kupferwerden zunächst vorgewärmte Preßrund-barren auf einer Strangpresse (Æ Bild 39)zu Strängen verpreßt (Bild 44). Bei deranschließenden Kaltumformung auf dengewünschten Endquerschnitt wird derPreßstrang auf Ziehbänken durch eineMatrize gezogen (Bild 45).Drähte werden entweder als Gießwalz-draht sofort nach dem Guß in derGießhitze gewalzt (s. Bilder 22 und 23)oder es werden Drahtbarren auf 800 bis900 °C erwärmt und auf Kaliberwalz-werken zu Walzdraht von 8 oder 12 mmausgewalzt, anschließend gebeizt und für Bild 41 (DKI A 0509) Ringziehmaschine für
nahtlose KupferrohreBild 37 (DKI A 0222) Schema des Walzens :a) Blechwalzen, b) Bandwalzen
Bild 38 (DKI A 3378) Kupfervasen, durchDrücken hergestellt
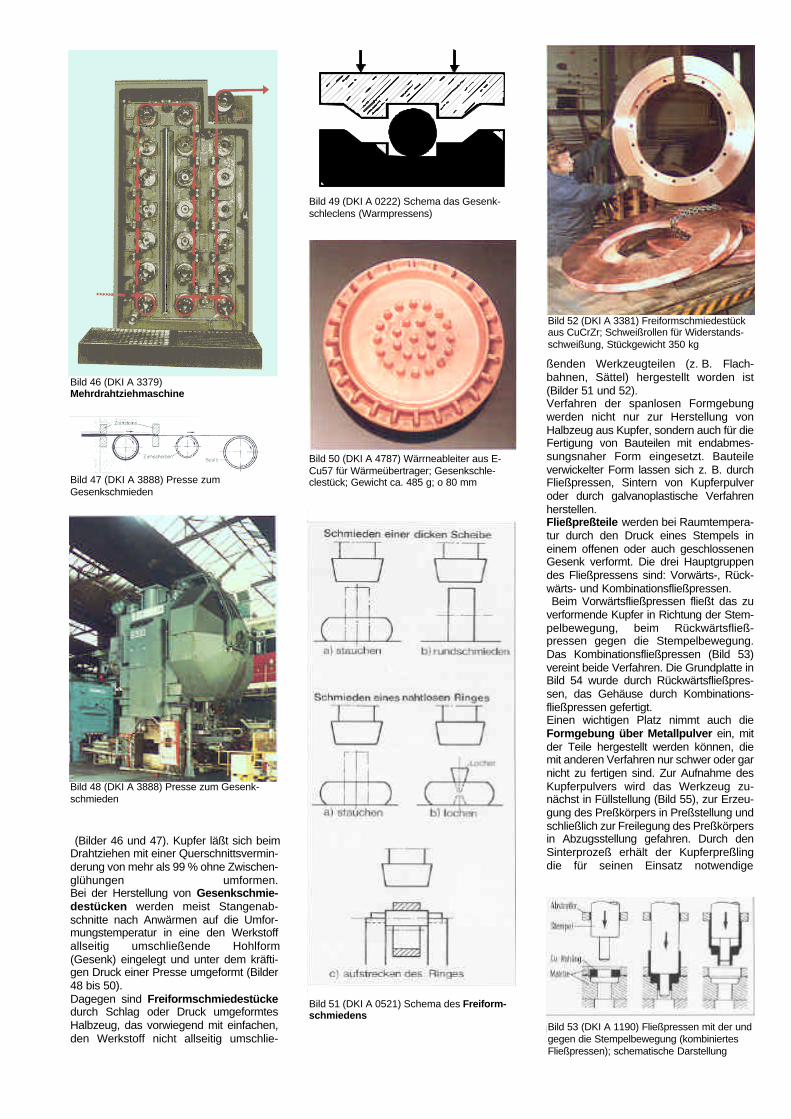
(Bilder 46 und 47). Kupfer läßt sich beimDrahtziehen mit einer Querschnittsvermin-derung von mehr als 99 % ohne Zwischen-glühungen umformen.Bei der Herstellung von Gesenkschmie-destücken werden meist Stangenab-schnitte nach Anwärmen auf die Umfor-mungstemperatur in eine den Werkstoffallseitig umschließende Hohlform(Gesenk) eingelegt und unter dem kräfti-gen Druck einer Presse umgeformt (Bilder48 bis 50).Dagegen sind Freiformschmiedestückedurch Schlag oder Druck umgeformtesHalbzeug, das vorwiegend mit einfachen,den Werkstoff nicht allseitig umschlie-
ßenden Werkzeugteilen (z. B. Flach-bahnen, Sättel) hergestellt worden ist(Bilder 51 und 52).Verfahren der spanlosen Formgebungwerden nicht nur zur Herstellung vonHalbzeug aus Kupfer, sondern auch für dieFertigung von Bauteilen mit endabmes-sungsnaher Form eingesetzt. Bauteileverwickelter Form lassen sich z. B. durchFließpressen, Sintern von Kupferpulveroder durch galvanoplastische Verfahrenherstellen.Fließpreßteile werden bei Raumtempera-tur durch den Druck eines Stempels ineinem offenen oder auch geschlossenenGesenk verformt. Die drei Hauptgruppendes Fließpressens sind: Vorwärts-, Rück-wärts- und Kombinationsfließpressen.Beim Vorwärtsfließpressen fließt das zu
verformende Kupfer in Richtung der Stem-pelbewegung, beim Rückwärtsfließ-pressen gegen die Stempelbewegung.Das Kombinationsfließpressen (Bild 53)vereint beide Verfahren. Die Grundplatte inBild 54 wurde durch Rückwärtsfließpres-sen, das Gehäuse durch Kombinations-fließpressen gefertigt.Einen wichtigen Platz nimmt auch dieFormgebung über Metallpulver ein, mitder Teile hergestellt werden können, diemit anderen Verfahren nur schwer oder garnicht zu fertigen sind. Zur Aufnahme desKupferpulvers wird das Werkzeug zu-nächst in Füllstellung (Bild 55), zur Erzeu-gung des Preßkörpers in Preßstellung undschließlich zur Freilegung des Preßkörpersin Abzugsstellung gefahren. Durch denSinterprozeß erhält der Kupferpreßling die für seinen Einsatz notwendige
Bild 46 (DKI A 3379)Mehrdrahtziehmaschine
Bild 49 (DKI A 0222) Schema das Gesenk-schleclens (Warmpressens)
Bild 50 (DKI A 4787) Wärrneableiter aus E-Cu57 für Wärmeübertrager; Gesenkschle-clestück; Gewicht ca. 485 g; o 80 mm
Bild 51 (DKI A 0521) Schema des Freiform-schmiedens
Bild 53 (DKI A 1190) Fließpressen mit der undgegen die Stempelbewegung (kombiniertesFließpressen); schematische Darstellung
Bild 47 (DKI A 3888) Presse zumGesenkschmieden
Bild 52 (DKI A 3381) Freiformschmiedestückaus CuCrZr; Schweißrollen für Widerstands-schweißung, Stückgewicht 350 kg
Bild 48 (DKI A 3888) Presse zum Gesenk-schmieden

Festigkeit. In den meisten Fällen ist derPreßling nach dem Sintern einbaufähig.Höhere Forderungen an die Maßgenau-igkeit erfüllt ein anschließender Kalibrier-vorgang (Bild 56). Aus Kupferpulver –meist mit Zusätzen von anderen Metall-und Nichtmetallpulvern – werden z. B.Bremsbeläge, Kupplungslamellen, poröseoder mit Schmierstoff getränkte Gleitlager,Teile für Büromaschinen u. a. hergestellt.Nicht zu vergessen ist außerdem dieGalvanoplastik, bei der Kupfer auf einerMutterform elektrolytisch abgeschiedenwird. Das gleiche Verfahren wird ange-wendet, um Kupferfolien auf einer rotieren-den Trommel abzuscheiden undkontinuierlich abzuziehen. DiesesVerfahren hat den Vorteil, daß sich diedünnen Kupferfolien (Standarddicke 35µm) auf der Trommelseite mit blanker, aufder anderen Seite mit rauher Oberflächeabscheiden. Die rauhe Oberfläche istgünstig für Klebeverbindungen. DerartigeFolien werden in großem Umfang fürgedruckte Schaltungen verwendet.
11.3 WärmebehandlungDie Entspannungsglühtemperatur, beider Spannungsspitzen im Werkstoff abge-baut werden, die durch Kaltumformungerzielten Festigkeitseigenschaften jedochim wesentlichen erhalten bleiben, liegt bei100 bis 150 °C.Die Weichglühtemperatur, bei der dieGit-terstörungen des verfestigten Kupfersabgebaut werden, liegt üblich zwischen400 und 500 °C.Die Weichglühtemperatur des durchKaltumformung verfestigten Kupfers hängtvom Umformungsgrad, von etwa vorhan-denen Begleitelementen und auch von derGlühzeit ab.Die Rekristallisationstemperatur ist um soniedriger, je stärker vorher kaltverformtwurde (Bild 57). Bereits kleine Gehaltegewisser Beimengungen wie z. B. Silber,Arsen und Nickel setzen die Rekristalli-sationstemperatur erheblich herauf.Bei Verwendung wasserstoffhaltiger Gaseals Glühatmosphäre ist zu beachten, daßnur die sauerstofffreien Kupfersortenwasserstoffbeständig sind. Wird eineblanke Oberfläche verlangt, glüht man innichtoxidierender Atmosphäre in einemBlankglühofen.
11.4 Spanabhebende BearbeitungUnlegiertes Kupfer hat die erwünschteEigenschaft einer hohen Zähigkeit bei gro-ßer Dehnung. Diese Eigenschaft,verbunden mit einer relativ niedrigenFestigkeit, bedingt eine schlechteZerspanbarkeit, die man in Kauf nehmenmuß. Bei relativ niedrigen Schnittkräftenneigt der Werkstoff zur Aufbauschnei-denbildung. Außerdem bilden sich sehrlange Flachwendel oder Wirrspäne, dieschwierig abzuführen sind. AbwanderndeTeile der Aufbauschneide und Späne, dieden Spanfluß stören, erschweren dieHerstellung guter Oberflächen durchspanende Bearbeitung. Voraussetzung fürgute, glatte Oberflächenqualitäten sindeine scharfe Schneide, gute Spanabfuhrund – um eine Aufbauschneidenbildungweitgehend zu vermeiden – ausreichendeSchmierung mit Schneidölen. Als Werk-zeuge werden Schnellstahl und Hartmetallverwendet, für hohe Ansprüche anOberfläche und enge Toleranzen auchDiamantwerkzeuge. Der Aufbauschnei-denbildung kann durch große Span-winkel, scharfe Schneiden und polierte
Oberflächen entgegengewirkt werden. ZurVerminderung der Reibung und zur Abfüh-rung der Reibungswärme sind Kühl- undSchmiermittel erforderlich. Der Schmier-film zwischen Werkstück und Werkzeugvermindert den Verschleiß. Als Schmier-mittel werden Schneidöle bzw. Schneidöl-Wasser-Emulsionen verwendet. DieSchmiermittel für Kupfer müssen möglichstschwefelfrei sein, weil sonst Verfärbungenauftreten.Schon durch geringe Zusätze von Tellur,Schwefel oder Blei als Spanbrecher wirddie Zerspanbarkeit von Kupfer ohne wesentliche Beeinträchtigung der Leitfähig-keit erheblich verbessert. Solche Werk-stoffe sind z. B. CuTeP und CuSP nachDIN 17666. Sie lassen sich auf Automatenzerspanen.
11.5 VerbindungsarbeitenKupfer läßt sich nach allen bekannten Ver-fahren einwandfrei verbinden. Neben demLöten ist vor allem das Schweißen daswichtigste Verbindungsverfahren.
11.5.1 SchweißenDie bekannten Schmelzschweißver-fahren (Gas-, WIG- und MIG-) bereitenkeine Schwierigkeiten, sofern die beson-deren Eigenschaften des Kupfers berück-sichtigt werden.Als Schweißzusätze werden S-CuAg oderS-CuSn nach DIN 1733 verwendet. Wegender hohen Wärmeleitfähigkeit des Kupfersist es erforderlich, zu schweißende Kup-ferteile größerer Wanddicke im Schweiß-bereich vorzuwärmen, je nach Wanddickeund Verfahren auf 200 bis 600 °C [30].Zum Schmelzschweißen sind vorzugswei-se sauerstofffreie Kupfersorten zu verwen-den, denn durch den Einfluß der Schweiß-wärme und bei gleichzeitiger Einwirkungdes in der Schweißflamme enthaltenenWasserstoffs kann sauerstoffhaltigesKupfer spröde werden. Dies gilt insbeson-dere für das Gasschweißen, das für Kupfernoch vielfach eingesetzt wird, beispiels-weise im Baustellen- und Montagebetrieb.Heute wird Kupfer vorwiegend unterInertgasschutz geschweißt. Das MIG-Verfahren eignet sich vor allem für großeFülleistungen bei Wanddicken über 10mm. Für Wanddicken unter 6 mm und bisetwa 16 mm ist das WIG-Verfahrenüberlegen, wenn doppelseitig-gleichzeitiggeschweißt werden kann.Die Kupfer-Gußwerkstoffe nach DIN 17655 (Æ Tab.13) sind ebenfalls gut schmelzschweiß-geeignet. Jedoch kann für G-CuL50 undGK-CuL50 wegen des Ge-haltes anSauerstoff der Erfolg der Schmelz-schweißung nicht garantiert werden.Von den Widerstands-Schweißverfahrenwird für Kupfer das Stumpfschweißenangewendet (z. B. zum Verbinden vonDrähten). Die Anwendung des Punkt- undNahtschweißens beschränkt sich wegender hohen Leitfähigkeit des Kupfers aufdünne und dünnste Querschnitte. Vorteil-haft sind für bestimmte Anwendungeneinige neuere Schweißverfahren wie z. B.Kaltpreßschweißen, Kaltfließpreßschwei-ßen, Ultraschallschweißen, Reibschwei-ßen, Diffusionsschweißen, Wolfram-Plasmaschweißen (WP), Mikroplasma-Schweißen, Impuls-Lichtbogenschweißen(MIG und WIG), Elektronenstrahl-
Bild 54 (DKI A 1191) Kaltfließpreßteile ausSE-Kupfer. Vierkant-Grundplatte aus SE-CUmit Innenzapfen für ein elektronisches Bauteil;Abmessungen: 30 mm x 30 mm x 10mm. Durchlauferhitzer-Gehäuse aus SE-CU füreine Haushaltsmaschine; Länge 83 mm, o 32mm. Beide Teile wurden bei Raumtemperaturfließgepreßt.

chweißen (EB), Laserstrahlschweißen(LB) und Sprengschweißen (Plattierung)[30], [31].
11.5.2 LötenZum Hartlöten dickerer Teile aus Kupferkönnen Messinglote und phosphorhaltigeKupferlote nach DIN 8513, T. 1, verwendetwerden. Größere Bedeutung besitzenjedoch silberhaltige Hartlote nach DIN8513, Teil 2 und 3. Sie haben niedrigereArbeitstemperaturen, vermindern dieGefahr der Grobkornbildung und gestattenhöhere Lötgeschwindigkeiten [32, 33]. Weitverbreitet ist das flußmittelfreie Hartlöten von Kupfer mit den phosphorhaltigen Loten L-CuP8/CP 201, L-CuP7/CP 202, L-CuP6/CP 203, L-Ag15P/CP 102, L-AgSP/CP 104 und L-Ag2P/CP 105. Imübrigen sind Flußmittel der Typen F-SH1/FH10 (für silberhaltige Hartlote mit Arbeitstemperaturen bis 800 °C) bzw. F-SH2//FH21 (für Hartlote mit Arbeits-temperaturen über 800 °C) nach DIN8511, Bl. 1, einzusetzen. (Zur Zeit derDrucklegung befinden sich die zukünftigeneuropäischen Normen EN1044 [Lote] undEN1045 [Flußmittel] noch im Entwurfs-stadium. Die zukünftig zu erwartenden Lot-und Flußmittelbezeichnungen erscheinendaher nachgestellt.)Für autogene Lötverfahren (Flammlötun-gen) sind sauerstofffreie Kupfersortenvorzusehen. Zu beachten ist, daß beimHartlöten die durch Kaltumformung erziel-ten höheren Festigkeitseigenschaften desKupfers verlorengehen.Die größte Bedeutung haben Lötverbin-dungen in der Kupferrohr-Installation.Dabei werden Leitungen größeren Durch-messers ohne Bedenken hartgelötet.Vorzugsweise gelangen für Kupfer/Kupfer-Verbindungen in der Rohrinstallation dieHartlote L-CuP6/CP 203 oder L-Ag2P/CP105 ohne Flußmittel zum Einsatz.Außerdem sind für Kupferrohrinstalla-tionen die hochsilberhaltigen Lote L-Ag44/AG203, L-Ag34Sn/AG 106 und L-Ag45Sn/AG 104 in Verbindung mit demFlußmittel F-SH1 nach DIN 8511 (bzw.zukünftig FH10 nach EN 1045)zugelassen [34].Im Lebensmittelbereich werden diezinnhaltigen Silberhartlote nach DIN 8513,Teil 3, verwendet (z. B. L-Ag45Sn/AG104bzw. L-Ag34Sn/AG106). Auf die bislang z.T. üblichen cadmiumhaltigen Lote sollteaus Gesundheitsgründen generellverzichtet werden.Die Guß-Kupfersorten nach DIN 17655werden wie die Knet-Kupfersorten nachDIN 1787 hartgelötet. Bei G-CuL50 undGK-CuL50 ist die Hartlöteignung nurgewährleistet, wenn bei kurzzeitigemLötvorgang eine Wasserstoffaufnahmeverhindert wird.Zum Weichlöten kommen Zinn-Blei-Lote,im allgemeinen mit 50 oder 60 % Sn, nachDIN EN 29453 bzw. E-DIN 1707-100(bislang DIN 1707) in Frage. Für gröbereTeile können antimonarme Weichlote, z. B. S-Pb55Sn45 (L-Sn50Pb(Sn)), für Fein-lötungen die antimonfreien Weichlote wiez. B. S-Pb50Sn50 bzw. S-Pb50Sn50E (L-Sn50Pb) oder S-Sn60Pb40 bzw. S-Sn60Pb40E (L-Sn60Pb) verwendetwerden. Auch Sonderweichlote wie S-Sn97Ag3 (L-SnAg5) oder S-Sn97Cu3
(L-SnCu3) sind geeignet. Im Lebens-mittelsektor sollen und für Lötungen anTrinkwasserleitungen dürfen nur diesebeiden bleifreien Lote eingesetzt werden.(Detaillierte Bestimmungen siehe DVGW-Regelwerk oder [34, 35]). Bei Anfor-derungen an eine höhere Temperatur-beständigkeit stehen auch warmfesteSonderweichlote zu Verfügung. AlsWeichlötflußmittel kommen für Kupfer dieTypen 3.2.2 (F-SW11), 3.1.1 (F-SW21),3.2.2 (F-SW22), 2.1.1, 2.1.2, 2.1.3, 2.2.2,2.2.3 (F-SW24 bzw. F-SW25) in Betracht.(Die Systematik bei der Klassifizierung derWeichlotflußmittel ist in DIN und EN un-terschiedlich, näheres s. DIN-EN 29454-1).Für die Elektrotechnik und Elektronik sind die Zinn-Blei-Weichlote (antimon-frei) L-Sn60PbCu (für Bäder) und S-Sn60Pb38Cu2 (L-Sn60PbCu) (alsRöhrenlot mit Flußmittelfüllung) von großerBedeutung. Hier kommen hauptsächlichdie Flußmitteltypen 1.1.2 (F-SW26), 1.1.1(F-SW31) und 1.1.3 (F-SW32) aufKolophoniumbasis zur Anwendung.Die Guß-Kupfersorten nach DIN 17655werden selten weichgelötet. Sie verhaltensich jedoch löttechnisch wie dieKnetkupfersorten nach DIN 1787.
11.5.3 KlebenDas Kleben wird für Kupfer als wärme-armes Fügeverfahren angewendet, so inder Elektrotechnik und Elektronik, imKunsthandwerk sowie in der Innenarchi-tektur usw. Für die verschiedenstenAnwendungen stehen bewährte Klebstoffezur Verfügung. Klebschichten haben einehohe Isolierwirkung, die in vielen Fällenerwünscht ist. Bei Bedarf kann aber auchdurch Zusätze – z. B. von Kupferpulver –eine hohe elektrische Leitfähigkeit derKlebschicht erzielt werden.
11.5.4 Mechanische VerbindungenVerbindungen von Kupfer durch mecha-nische Verfahren – z. B. durch Nieten,Schrauben oder Falzen – werden imApparate- und Maschinenbau sowie imBauwesen vielfach angewendet.Nietverbindungen sind eine Alternative fürdauerhafte, nicht lösbare Verbindungenvon Bauteilen aus Kupfer. Übliche Niet-werkstoffe sind SF-Cu und CuZn37.Schraubenverbindungen sind dagegenlösbare Verbindungen. Außer SF-Cukommen als Schraubenwerkstoffe CuTeP,CuZn36Pb, CuZn40Pb2, CuSn6 oderCuNi2Si zum Einsatz.Falzverbindungen werden u. a. beiKupferdachdeckungen und Kupferbau-klempnerarbeiten angewendet. Wegenihrer hervorragenden Kaltformbarkeit las-sen sich Kupferbleche und -bänder leichtfalzen.
11.6 OberflächenbehandlungKupfer ist ein auf der Oberflächebesonders gut zu bearbeitender und ver-edelnd zu behandelnder Werkstoff.Schleifen erfolgt auf Scheiben, die mit demSchleifmittelkorn belegt oder völlig durch-setzt sind. Schleifen mit Band und Bürstenhat sich ebenfalls bewährt. Poliert wird aufTuch- oder Filzscheiben mit pastenför-migen oder flüssigen Poliermitteln. Kupferkann chemisch geglänzt oder elek-trolytisch poliert werden. Dazu wendet
man Säurelösungen mit Zusatzmitteln an.Zum reinigenden Beizen dienen Schwefel-und Amidosulfosäure sowie Amidopersul-fatlösungen und verdünnte Borfluorwas-serstoffsäure. Zeigt die Oberfläche keinenZunder, dann kann anstatt zu beizenbesser chemisch geglänzt werden.Metallisch reine Kupferoberflächen könnenmit Chromatierlösung schwach aufglän-zend behandelt werden; dabei entstehtgleichzeitig ein zeitweiliger passivierenderSchutz gegen Anlaufen und schwacheKorrosionseinflüsse. Überzüge aus Zinnund Zinn-Blei fördern die Löteignung desKupfers. Durch Nickelschichten erzielt mandekorative Wirkungen. Vor einem galva-nischen Verchromen des Kupfers wirdmeist vernickelt. Nickel-Kobalt-Überzügeführen zu gezielten magnetischen Eigen-schaften, aber auch zu verschleiß-beständigen Oberflächen. Nickel-Mangan-Schichten sind hitzebeständiger alsNickelschichten. Funktionelle Bauteile ausKupfer können nach zahlreichenVerfahren, z. B. durch CVD1), PVD2), Ion-Plating, im Vakuum oder schmelzflüssig,elektrolytisch oder mechanisch mit nahezuallen Metallen, Legierungen und Hart-stoffen beschichtet werden. Durch ther-mische Verfahren werden Diffusionszonenaus Legierungen mit Kupfer erzeugt.Im Kunsthandwerk wird Kupfer vielfachchemisch gefärbt [36]. Im Bauwesenwerden Kupferbleche für Sonnenkollek-toren durch chemische und galvanischeVerfahren geschwärzt und für Dachdeck-ungen künstlich patiniert geliefert.Emaillieren ist ebenfalls ein beliebtesVeredelungsverfahren im Kunsthandwerkund in der Metallwarenindustrie. Email wirdauch dann zum bewährten Überzug fürKupfer, wenn es gilt, Anlagenteile z. B. fürdie chemische und pharmazeutischeIndustrie gegen chemischen Angriff zuschützen. Lackieren mit Klarlacken erhältden natürlichen Farbton des Kupfers langeZeit, oft über Jahre hinaus. Lackiertwerden auch gefärbte Kupferteile [37].
12. VerwendungAllgemeine Hinweise auf die Verwendungvon Kupfer wurden bereits in den Tabellen8 und 9 gegeben. Die Vielfalt der Ver-wendungsmöglichkeiten von Kupfer kannnachstehend – ergänzt durch einige Bild-beispiele – nur unvollständig aufgezeigtwerden.
12.1 KupferAufgrund seiner hohen elektrischenLeitfähigkeit ist Kupfer der Werkstoff für dieElektrotechnik. Heute wird mehr als dieHälfte der gesamten Kupfererzeugung inder Elektrotechnik verbraucht. Als beson-ders interessante Anwendungsgebietesind die Nachrichtentechnik, Funk undFernsehen, die Elektronik und die elektro-nische Datenverarbeitung zu erwähnen.Kupfer wird in Form von Drähten, blankund isoliert, als Einzelleiter, Litze oderKabel, verwendet, aber auch in Form von
chemische Abscheidung aus der Dampfphasephysikalische Abscheidung aus der Dampfphase
1
2

Blechen, Bändern, Folien, Rohren,Stangen und Profilen oder Guß. Es kommtz. B. in Wicklungen elektrischer Maschinenund Spulen, Generatoren, Transforma-toren, Strom-Leitsystemen, in Schaltge-räten und anderen elektrischen Installa-tionen verschiedenster Art zum Einsatz.Einige Anwendungsbeispiele zeigen dieBilder 35 und 58 bis 62.Die chemische Industrie setzt Kupferwegen seiner ausgezeichneten Korrosions-beständigkeit gegenüber vielen Medienund wegen seiner hohen Wärme-leitfähigkeit für Wärmeübertrager, Destil-lierkolonnen und Kolonnenböden,Kühlanlagen, Elektrofilterbleche, Rohrlei-tungen und Dichtungen sowie für vieleandere Apparateteile ein. Aus den gleichenGründen findet Kupfer auch in derErdölindustrie und bei der Gewinnungflüssiger Luft, in der Nahrungsmittel-,der Brauerei- und Getränkeindustrie(Bild 63), der Papierindustrie (Bild 64)sowie in anderen Industriezweigenvielseitige Verwendung. In der Hütten- undGießereiindustrie wird Kupfer wegenseiner guten Wärmeleitfähigkeit bevorzugtdort eingesetzt, wo große Wärmemengenschnell abgeführt werden müssen, bei-spielsweise für Blasformen, Sauerstoff-lanzen und Schachtkühlkästen von
Bild 58 (DKI A 3382) Einbau der fertigisolier-ten Zwischenschichtformspulen aus Flachdraht(Material E-Cu58) in das Stänclerblechpaketeines Hochspannungs-Asynchronmotors
Bild 62 (DKI A 5087) Strornschinen in Schalt-anlagen hergestellt aus hochleitfähigern E-Cu
Bild 61 (DKI A 3384) Kontakthalter aus GK-CuL50 (Kokillenguß); Gewicht 1,890 kg; elek-trische Leitfähigkeit 50-57 ml
Bild 59 (DKI A 3383) Einlegen der Wicklungaus Flachkupfer (Material CuAg) in den In-duktor eines zweipoligen Hochspannungs-Synchronmotors
Bild 60 (DKI A 0526) HF-Energiekabei (Sen-dekabel) mit Anschlußkabel
Hochöfen (s. Bild 34), sowie für Tiegel vonLichtbogen-Umschmelzanlagen (Bild 65)und Stranggießkokillen (Bilder 66 und 67), in welchen Metallschmelzen schnellerstarren sollen und für Gießwalzanlagen(Bild 68).
Bild 63 (DKI A 0532) In dieser Destillierblaseaus Kupfer wird Whisky destilliert, der dannhochprozentig in Eichenfässern einige Jahregelagert wird (Foto: Fred Methner, Berlin)
Bild 68 (OKI A 3387) Gießräder aus Kupfer
Bild 67 (DKI A 5081) Wassergekühlte Kokillefür den kontinuierlichen Strangguß von Stahlmit Kühleinsatz aus hoch wärrneleitfähigemKupferwerkstoff
Bild 66 (OKI A 1198) Kokillen aus Kupfer fürStahl- und NE-Metall-Strangguß
Bild 65 (DKI A 3385) Tiegel aus Kupfer fürLichtbogen-Umschmelzanlagen
Bild 64 (DKI A 0539) Rohrleitungen aus SF- Cu(256 mm x 3 mm und 84 mm x 2 mm) in einerPapierfabrik

Kupfer ist außerdem im Maschinen-,Schiff- und Apparatebau sowie imKraftfahrzeug-, Waggon- und Lokomo-tivbau unentbehrlich. Kupferband ist dasAusgangsmaterial für Autokühler (Bild 69).Ferner wird Kupfer verwendet für Ölhei-zungsanlagen und Ölkühler, Druckwalzenfür die Textil-, Plastik- und Tapetenindus-trie, Wärmeübertrager (Bild 70), Brenner-düsen für Schweißbrenner, Zentrifugen-mäntel, Beschleunigungskammern (Bild71), Bootsnägel, Niete u. a.Kupfer wird auch in der Mikroelektronik,in der Halbleitertechnik, in Supraleitern,in Kühlkreisen nuklearer Anlagen und zurEndlagerung von verbrauchten Brenn-stäben in der Kernenergietechnikverwendet [38].Kupferrohre dienen der Fortleitung vonSchmiermitteln, flüssigen Brennstoffen,Hydraulikflüssigkeiten, Industriegasenusw. Bild 32 läßt erkennen, daß Kupferaufgrund der guten Festigkeitseigen-
schaften bei tiefen Temperaturen für An-wendungen in der Tieftemperaturtech-nik, z. B. für den Bau von Kältemaschinen,hervorragend geeignet ist. Die bakterizideWirkung des Kupfers gibt auch Anlaß zurVerwendung der Kupferwerkstoffe fürStangen und Haltegriffe in öffentlichenVerkehrsmitteln. In der Kälte- und Klima-technik kommen Kupferrohre zum Ein-satz. Rippenrohre aus Kupfer (s. Bild 43)werden u. a. für Durchlauferhitzerverwendet.Im Haushalt ist die hohe Korrosionsbe-ständigkeit des Kupfers der Grund, daß esfür Kühlschränke, Durchlauferhitzer usw.eingesetzt wird. Metallwaren aus Kupferwie Teewärmer, Teeglashalter, Vasen,Backformen usw. sind dekorative Ge-brauchsgegenstände. Um den Verbrau-cher vor billigen Nachahmungen zuschützen, werden Gegenstände ausKupfer von der Metallwarenindustrie mitdem Qualitätszeichen „MASSIV KUPFER“gekennzeichnet (Bild 72).Auch Kunst und Kunsthandwerk (Bilder73 und 74) greifen gern auf das Kupferzurück. Es sieht gut aus, und seineUmformbarkeit ist so groß, daß Zwischen-glühungen nur in Ausnahmefällen nötigsind. Deshalb ist es ein beliebter Werkstofffür Treibarbeiten. Im Bauwesen istKupfer infolge seiner guten Beständigkeitgegenüber Trink- und Brauchwässernsowie seiner leichten Verarbeitbarkeit dergegebene Rohrwerkstoff für Kalt- undWarmwasserinstallationen. Diese Rohreaus Kupfer sind besonderen Bedingungenund Prüfbestimmungen unterworfen. Siewerden von der Gütegemeinschaft Kupfer-rohr mit einem Gütezeichen versehen(Bild 75).Kupferrohre werden ferner in Warm-wasserheizungen eingebaut und eignensich sehr gut zur Fortleitung vontechnischen Gasen wie Stadt-, Kokerei-und Erdgas, von Flüssiggasen, Luft,Stickstoff, Sauerstoff, wasserfreiem
Bild 73 (DKI A 0227) Die Quaclriga auf demBrandenburger Tor in Berlin; nach demEntwurf von Schadow in den Jahren 1789-1794 erstmals in Kupfer getrieben; nach völ-liger Zerstörung im Zweiten Weltkrieg 1958wiederhergestellt (Foto: Mauritius, Mittenwald)
Bild71 (DK1A3389)Hochfrequenzresonatoraus Kupfer für Beschleunigeranlage CERN,Genf
Bild 70 (DKI A 5086) Wärmeaustauscher fürden Apparatebau gebogen aus Kupferglatt-rohren; Werkstoff SF-CU
Bild 69 (DKI A 3388) Motorkühler (Rippenrohraus Kupfer)
Kohlendioxid usw. Im Krankenhausbaudienen Kupferrohre als Leitungen für me-dizinische Gase. Schließlich sind oft jahr-hundertealte Kupferdächer ein Zeugnis fürdie Beständigkeit des Kupfers in derAtmosphäre.Auch bei modernen Bauten wird Kupfer inForm von Blech oder Band oft und gern als Werkstoff für Dachdeckungen (Bild76), Dachentwässerungen (Bild 77) undWandbekleidungen für innen und außen(Bild 78) verwendet. Wie in Verkehrs-mitteln ist aus hygienischen Gründen dieVerwendung von Kupferwerkstoffen (z. B.für Türklinken) auch in öffentlichenGebäuden mit starkem Publikumsverkehrzu empfehlen.Nicht zu vergessen ist die Verwendungvon Kupfer als Werkstoff für Münzen. ImVerbrauch hierfür steht von allen MetallenKupfer an erster Stelle. Dieser Rang istallerdings weniger auf eine häufigeAusprägung von Reinkupfermünzenzurückzuführen, sondern auf die ausge-dehnte Verwendung von CuNi25, demMünzwerkstoff unserer Zeit. Die Pfennig-Münzen werden aus kupferplattiertenEisenblechen geprägt.Kupferlote eignen sich zum Hartlötenmetallischer Werkstoffe wie Kupfer, Nickel,
Bild 72 (DKI A 4503) Qualitätszeichen"MAS-SIV KUPFER"
Bild 74 (OKI A 3396) Tür aus Kupfer, geätztmit Emaille-Arbeiten; Fa. lnter., Berlin
Bild 75 (DKI A 4299) Gütezeichen der Güte-gerneinschaft Kupferrohr e. V.

Stahl, Gußeisen und vieler Legierungen.Kupferpulver wird Lackfarben als Pigmentzugegeben; es wird zum Flammspritzen,zur Pulverbeschichtung und inMischungen mit anderen Metall- oderNichtmetallpulvern zur Herstellung vonFormteilen durch pulvermetallurgischeVerfahren (z. B. Lagerbuchsen,R e i b u n g s k u p p l u n g s l a m e l l e n ,Bremsbeläge) verwendet (s. 11.2). Kupferdient auch als Werkstoff für Überzüge aufEisen, Nichteisenmetallen, Glas, Keramikund Kunststoff. Das Kupfer wird entwederstromlos, galvanisch oder nach demMetallspritzverfahren aufgebracht oderauch im Plattierverfahren aufgewalzt.
12.2 KupferlegierungenEine beträchtliche Kupfermenge wird zurHerstellung von Kupferlegierungen ([39]bis [42]) benötigt.Davon werden die „niedriglegiertenKupfer-Legierungen“ (DIN 17666 undDIN 17655) mit Zusätzen bis etwa 5 %zum Teil wiederum bevorzugt in derElektrotechnik, zum Teil aber auch imApparatebau verwendet. Als Zusätze zumKupfer kommen hier vor allem Silber,Silicium, Mangan, Magnesium, Schwefel,Tellur, Beryllium, Chrom, Nickel und Zirkonin Frage.Eine der wichtigsten Legierungsgruppensind die Kupfer-Zink-Legierungen(Messing und Sondermessing), die beimindestens 50 % Kupfer als Haupt-legierungszusatz Zink enthalten (DIN17660 und DIN 1709).Die Kupfer-Zinn-Legierungen (Zinnbron-ze) enthalten als Knetwerkstoffe bis zuetwa 9 % Zinn (DIN 17 662), als Gußle-gierungen bis etwa 12 % Zinn (DIN 1705)
und in einem Sonderfall sogar 20 % Zinn(Glokkenbronze).Bei den als Neusilber bekanntenWerkstoffen handelt es sich um Kupfer-Nickel-Zink-Legierungen mit Nickel undZink als Hauptlegierungszusätze zumKupfer (DIN 17663).Kupfer-Nickel-Legierungen enthaltendagegen nur Nickel als Hauptle-gierungsbestandteil zum Kupfer und fürspezielle Anwendungen noch etwasMangan und Eisen (DIN 17664 und DIN17658).Bei den Kupfer-Aluminium-Legierungen(Aluminiumbronze) sind dem Kupfer bisetwa 12 % Aluminium und gegebenenfallsauch Eisen, Nickel und Mangan zulegiert(DIN 17665 und DIN 1714).Zu erwähnen sind noch als Gußwerkstoffedie Kupfer-Zinn-Zink-Legierungen(Rotguß), die außer Zinn und Zinkmeistens noch etwas Blei enthalten (DIN1705), sowie die Kupfer-Blei-Zinn-Legierungen (Zinn-Bleibronze) mit denHauptlegierungsbestandteilen Blei undZinn im Kupfer (DIN 1716).Kupfer wird andererseits auch alsLegierungszusatz zu anderenmetallischen Werkstoffen zwecksVerbesserung bestimmter Eigenschaftenverwendet, so in Gußeisen, Stahl,Aluminium-, Nickel- und anderenLegierungen.
12.3 KupferverbindungenKupfer findet zu über 95 % als Rein- oderLegierungsmetall Verwendung, währendKupferverbindungen mit etwa 2 bis 5 %nur einen geringen Verbrauchsanteilstellen [43]. Kupferverbindungen wieKupfersulfat, Kupferoxychlorid, Kupfer(I)-und Kupfer(II)-oxid, Kupfer(II)-chlorid,Kupfersulfamat, Kupfercyanid u. a. werdenin der Galvanotechnik, als Katalysatorenfür chemische Reaktionen, als Hilfsmittelbei der Erzflotation, zur Herstellung vonKupferkunstseide, zur Holzkonservierung,als Pigmente beim Schiffsbodenanstrich,als Fungizide zur Algen- und Schäd-lingsbekämpfung und zur Sicherung deslebensnotwendigen Kupferbedarfs vonPflanze und Tier eingesetzt [43]. Währendauf der einen Seite niedere Lebewesenwie Algen, Bakterien, Pilze und aucheinige Viren von winzigen Kupferkon-zentrationen abgetötet werden, benutztman auf der anderen Seite bestimmteBakterienarten bei der Laugung von
Kupfererzen. Kupfer ist für denStoffwechsel höherer Lebewesen undauch für Pflanzen nicht zu entbehren. Istzuwenig Kupfer vorhanden, treten Man-gelkrankheiten bei Mensch, Tier undPflanze auf. Zur Bodenverbesserungwird das Kupfer in Form kupferhaltigerDüngemittel den Böden zugeführt, unddem Tierfutter wird Kupfer in kleinenMengen in Form seiner Salze zugesetzt.
1 3 . W i r t s c h a f t l i c h e s * )[11] [13] [44] [45] [46]Im Jahr 1900 lag die Produktion anHüttenkupfer in der gesamten Welt beietwa 500 000 t. Bis 1912 hatte sich dieProduktion verdoppelt und bis 1927bereits verdreifacht.Der Verbrauch an raffiniertem Kupferbetrug 1935 in der Welt 1 850 000 t. Abge-sehen von kurzzeitigen, konjunkturell be-dingten Rückgängen stieg der Verbrauchstetig auf 3 009 300 t im Jahr 1950, auf 5 835 400 t im Jahr 1970, auf 10 780 200t im Jahr 1990 und auf über 11 500 000 tim Jahr 1994 an. Die prozentualen Anteileder wichtigsten Verbraucherländer zeigtTabelle 19 und das Bild 79 für das Jahr1991 weltweit die Handelsströme, die
Anteilin %
1. USA 22,9
2. Japan 11,8
3. Deutschland 8,4
4. China 6,4
5. GUS*) 5,7
6. Taiwan 4,7
7. Frankreich 4,2
8. Südkorea 4,1
9. Italien 4,0
10. Belgien 3,5
11. Großbritannien 3,2
12. Brasilien 1,8
13. Kanada 1,7
14. Spanien 1,5
Tab. 19: Verbrauch von raffiniertem Kupfer1994; Anteile der bedeutendstenVerbraucherländer [44]
*) GUS und andere Staaten der ehemaligen UdSSR
Bild 76 (DKI A 3390) Kupferclachdeckung: Die Kuppel der Speicher- ring-halle (Elektronen-Speicherring-Anlage) in Berlin. Baubevollmächtigter derMPG für Bessy Berlin: K. Leichtfuß, München
Bild 78 (DKI A 0560) Fassadengestaltung mit Kupfer am RathausFricken- hausen. Architekt: Höflinger, Kirchheirn-Teck; ausf. Firma:Baumann & Co., Mannheim
Bild 77 (DKI A 1738) Dachrinne, Rinnen-kessel und Fallrohr aus Kupfer
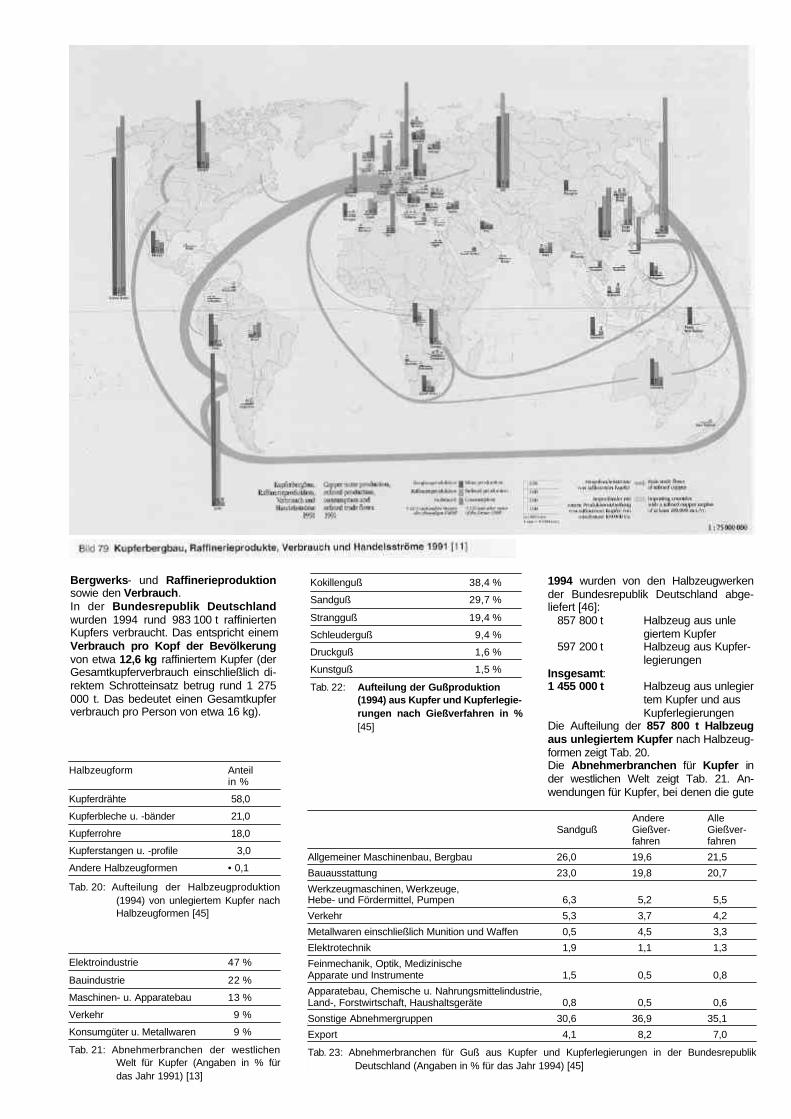
Kokillenguß 38,4 %
Sandguß 29,7 %
Strangguß 19,4 %
Schleuderguß 9,4 %
Druckguß 1,6 %
Kunstguß 1,5 %
Tab. 22: Aufteilung der Gußproduktion(1994) aus Kupfer und Kupferlegie-rungen nach Gießverfahren in %[45]
Andere AlleSandguß Gießver- Gießver-
fahren fahren
Allgemeiner Maschinenbau, Bergbau 26,0 19,6 21,5
Bauausstattung 23,0 19,8 20,7
Werkzeugmaschinen, Werkzeuge,Hebe- und Fördermittel, Pumpen 6,3 5,2 5,5
Verkehr 5,3 3,7 4,2
Metallwaren einschließlich Munition und Waffen 0,5 4,5 3,3
Elektrotechnik 1,9 1,1 1,3
Feinmechanik, Optik, MedizinischeApparate und Instrumente 1,5 0,5 0,8
Apparatebau, Chemische u. Nahrungsmittelindustrie,Land-, Forstwirtschaft, Haushaltsgeräte 0,8 0,5 0,6
Sonstige Abnehmergruppen 30,6 36,9 35,1
Export 4,1 8,2 7,0
Tab. 23: Abnehmerbranchen für Guß aus Kupfer und Kupferlegierungen in der BundesrepublikDeutschland (Angaben in % für das Jahr 1994) [45]
Halbzeugform Anteilin %
Kupferdrähte 58,0
Kupferbleche u. -bänder 21,0
Kupferrohre 18,0
Kupferstangen u. -profile 3,0
Andere Halbzeugformen • 0,1
Tab. 20: Aufteilung der Halbzeugproduktion(1994) von unlegiertem Kupfer nachHalbzeugformen [45]
Elektroindustrie 47 %
Bauindustrie 22 %
Maschinen- u. Apparatebau 13 %
Verkehr 9 %
Konsumgüter u. Metallwaren 9 %
Tab. 21: Abnehmerbranchen der westlichenWelt für Kupfer (Angaben in % fürdas Jahr 1991) [13]
1994 wurden von den Halbzeugwerkender Bundesrepublik Deutschland abge-liefert [46]:
857 800 t Halbzeug aus unlegiertem Kupfer
597 200 t Halbzeug aus Kupfer-legierungen
Insgesamt:1 455 000 t Halbzeug aus unlegier
tem Kupfer und ausKupferlegierungen
Die Aufteilung der 857 800 t Halbzeugaus unlegiertem Kupfer nach Halbzeug-formen zeigt Tab. 20.Die Abnehmerbranchen für Kupfer inder westlichen Welt zeigt Tab. 21. An-wendungen für Kupfer, bei denen die gute
Bergwerks- und Raffinerieproduktionsowie den Verbrauch.In der Bundesrepublik Deutschlandwurden 1994 rund 983 100 t raffiniertenKupfers verbraucht. Das entspricht einemVerbrauch pro Kopf der Bevölkerungvon etwa 12,6 kg raffiniertem Kupfer (derGesamtkupferverbrauch einschließlich di-rektem Schrotteinsatz betrug rund 1 275000 t. Das bedeutet einen Gesamtkupferverbrauch pro Person von etwa 16 kg).

LITERATUR[1] Kupfer. DKI-Fachbuch. Deutsches Kupfer-
Institut, Berlin, (1982)[2] William T. Black: Copper – A colourfull his-
tory and bright future. ASTM Standardiza-tion News, Philadelphia, (November 1987)
[3] Gmelins Handbuch der anorganischen Chemie, System Nr. 60, Kupfer. Verlag Chemie, Weinheim/Bergstraße (1955)
[4] R. Hoppe: Zur Chemie des Kupfers. Metall 33, (1979), S. 1147–1151
[5] W. W. Krysko: Archäologisch-anthropologi-sche Daten zur Frühgeschichte der Metallurgie. Erzmetall 32, (1979), S. 499–500
[6] H. Fabian: Kupfer. Bd. 15 in Ullmanns Encyklopädie der technischen Chemie, 4. Aufl.,. S. 487–545, Verlag Chemie, Weinheim/Bergstraße, (1978)
[7] W.-D. Heilmeyer: Antike Bronzen: Kunst undTechnik. Vortrag 2. Symposium Kupferwerk-stoffe – Eigenschaften, Verarbeitung, Anwendung; Berlin, Oktober 1988
[8] W. Lorenzen: Helgoland und das früheste Kupfer des Nordens. Niederelbe-Verlag, Otterndorf, 1965
[9] Kupferverhüttung auf Helgoland zur Wikin-gerzeit. Umschau 79, (1979), S. 390–391
[10] F. Pawlek: Metallhüttenkunde. Walter de Gruyter, Berlin – New York, 1983
[11] Die Welt der Metalle: Kupfer – Geographie,Bergbau, Verhüttung, Handel. Metall-gesellschaft AG, Frankfurt/Main, 1993
[12] US Bureau of Mines: Mineral Commodity Summaries, Washington, 1992
[13] World Metal Statistics, Vol. 48 (1995) No. 4,World Bureau of Metal Statistics, New York[14] R. Bowen; A. Gunatilaka: Copper: Ist
Geology and Economics. Appl. Sc.Publ., London, 1977, 366 p
[15] Werkstofftechnik – Herstellungsverfahren, DKI-Lehrhilfen, Klarsichtfolien und Texterläuterungen, Deutsches Kupfer-Institut, Berlin, 1990
[16] Recycling von Kupferwerkstoffen, DKI-Informationsdruck i. 027, Deutsches Kupfer-Institut, Berlin, 1991
[17] K.H. Bruch, D. Gohlke, C. Kögler, J. Krüger,M. Reuter, I. v. Röpenack, E. Rombach, G. Rombach, P. Winkler: Sachbilanz einer Ökobilanz der Kupfererzeugung und -verarbeitung, Teil 1,2 und 3. Institut für Metallhüttenwesen und Elektrometallurgie der RWTH Aachen; Metall, 49. Jahrgang (1995) Nr. 4,5 und 6
[18] Copper for Busbars. Publication No. 22 Copper Development Association, England,1984
[19] F. Pawlek; K. Reichel: Der Einfluß von Verunreinigungen auf die elektrische Leitfähigkeit von Kupfer. Z. Metallkd. 47 (1956), S. 347 – 356
[20] H. J. Wallbaum: Kupfer. In Landolt-Börnstein „Zahlenwerte und Funktionen“, 2.Teil, Bandteil b, Springer-Verlag, Berlin (1964), S. 639–890
[21] K. Drehfahl, M. Kleinau u. W. Steinkamp: Zeitstandeigenschaften und Bemessungskennwerte von Kupfer und Kupferlegierungen. DKI-Sonderdruck s. 178Deutsches Kupfer-Institut, Berlin, 1982
[22] K. Drehfahl, M. Kleinau u. W. Steinkamp: Ergänzende Zeitstandversuche an den bei den Apparatebauwerkstoffen SF-Cu und CuZn20Al2. DKI-Sonderdruck s. 191, Deutsches Kupfer-Institut, Berlin, 1988
[23] Copper Data Sheet No A6, Cu-DHP, Deutsches Kupfer-Institut, Berlin, 1968
BILDNACHWEISButting GmbH & Co. KG, 29379 Wittingen: 64Codelco Kupferhandel GmbH, 40211 Düs-
seldorf: 11Deutsches Kupfer-Institut, 40474 Düsseldorf:
1, 7, 13, 14, 15, 16, 17, 18, 22, 24, 25,26,27, 28, 29, 30, 31, 32, 33, 37, 40, 42, 44,45, 47, 49, 50, 51, 53, 54, 55, 56, 57,72,73, 74, 75, 76, 77, 78, 79, 80, 81, 82
EUMUCO AG für Maschinenbau, 51377 Leverkusen: 48
J. Fröhling GmbH, 57443 Olpe, Biggesee: 36Hüttenwerke Kayser AG, 44505 Lünen: 20, 21INB Internationale Natrium-Brutreaktor-Bau
GmbH, 51429 Bergisch-Gladbach: 71Kennecott Copper Corporation, New York,
USA: 12, 19KM Europa Metal AG, 49023 Osnabrück: 41,
43, 62, 65, 66, 67, 68Leifeld u. Co., 59229 Ahlen/Westf.: 38Lloyd Dynamowerke GmbH, 28207 Bremen:
58, 59Mackinley & Birnie, Inverness/Schottland:
63Metallgesellschaft AG, 60271
Frankfurt/Main: 5, 6, 8, 9, 10, 79MKB-Metallguß, 85066 Eichstätt/Bayern: 61Niehoff KG, 91126 Schwabach: 46Norddeutsche Affinerie, 20033 Hamburg: 23Piel & Adey, 42604 Solingen: 35Saar-Metallwerke GmbH, 66026 Saar-
brücken: 34SMS AG, 40237 Düsseldorf: 39Siemens AG, 13629 Berlin: 60Staatliche Museen, 10178 Berlin: 2, 3, 4Wieland-Werke AG, 89070 Ulm: 69, 70Zollern Vertr. GmbH,72481 Sigmaringen: 52
[24] W. Wiederholt: Die atmosphärische Korrosion von Kupfer und Kupferlegierungen, Metalloberfläche 18 (1964), S. 122
[25] B. Winkler: Korrosion und Korrosions-schäden an Kupfer und Kupferwerkstoffen in Trinkwasserinstallationen. IKZ-HAUSTECHNIK (1994) Heft 10,11
[26] H. J. Holtmeyer u. a.: Über die medizinischeund ernährungsphysiologische Bedeutung von Kupfer als Spurenelement für den Menschen. Metall 32 (1978), S. 1157
[27] E. Brunhuber: Schmelz- und Legierungstechnik von Kupferwerkstoffen. Schiele & Schön, Berlin, 1968
[28] E. Brunhuber: Guß aus Kupferlegierungen,Verlag Schiele & Schön, Berlin, 1986
[29] A. Biswas, F.-J. Zilges: Indirektes Strangpressen von Kupferwerkstoffen. Metall 29 (1975), S. 375–380
[30] Schweißen von Kupfer und Kupferlegierungen (Fachbuch). Deutsches Kupfer-Institut, Berlin, 1978
[31] Schweißen von Kupfer. DKI-Informationsdruck Nr. i. 011, Deutsches Kupfer-Institut, Berlin, 1991
[32] W. Mahler, K. F. Zimmermann: Hartlöten von Kupfer und seinen Legierungen. DVS –Berichte Bd. 49, Düsseldorf, 1966
[33] Löten von Kupfer und Kupferlegierungen. DKI-Informationsdruck Nr. i. 003, Deutsches Kupfer-Institut, Berlin, 1987
[34] Verbinden von Kupferrohren. DKI-Informationsdruck Nr. i. 159, Deutsches Kupfer-Institut, Berlin, 1993
[35] Die fachgerechte Kupferrohrinstallation. DKI-Informationsdruck Nr. i. 158, Deutsches Kupfer-Institut, Düsseldorf, 1996
[36] Chemische Färbungen von Kupfer und Kupferlegierungen (Fachbuch). Deutsches Kupfer-Institut, Berlin, 1974
[37] Beschichten von Kupfer und Kupfer-Zink-Legierungen mit farblosen Transparent-lacken. DKI-Informationsdruck Nr. i. 024, Deutsches Kupfer-Institut, Berlin, 1991
[38] ASEA, Schweden: Swedish Method Encapsulates Nuclear Fuel Rods in Copper. Ind. Res. Dev. Vol. 24 (1983), No. 11, S. 73
[39] Niedriglegierte Kupferlegierungen(Fach-buch). Deutsches Kupfer-Institut, Berlin, 1966
[40] Kupfer-Zink-Legierungen (Fachbuch). Deutsches Kupfer-Institut, Berlin, 1966
[41] Die Aluminiumbronzen (Fachbuch). Deutsches Kupfer-Institut, Berlin, 1958
[42] Legierungen des Kupfers mit Zinn, Nickel, Blei und anderen Metallen (Fachbuch). Deutsches Kupfer-Institut, Berlin, 1965
[43] W. Teworte, H. J. Rabben: Kupferverbin-dungen. Bd. 15 in Ullmanns Encyklopädie der technischen Chemie, 4. Aufl. Verlag Chemie, Weinheim/Bergstraße, 1978, S. 559–587
[44] Metallstatistiken der Metallgesellschaft AG,Frankfurt
[45] Statistiken im Geschäftsbericht 1994 des Gesamtverbandes Deutscher Metallgießereien (GDM), Düsseldorf
[46] Metal Bulletin 1995, Metal Bulletin Inc. NewYork / London
NORMEN**)Zusammensetzung:DIN 1708: Kupfer, Kathoden und GußformateDIN 1787: Kupfer, HalbzeugDIN 17655:Kupfer, Gußwerkstoffe, rein- und
niedriglegiert, Gußstücke
Halbzeug:DIN 17670: Bleche und BänderDIN 17671: RohreDIN 17672: StangenDIN 17673: GesenkschmiedestückeDIN 17674: StrangpreßprofileDIN 17677: DrähteDIN 17678: FreiformschmiedestückeDIN 40500: Kupfer für die Elektronik
Maß- und Produktnormen:DIN 1751: Bleche und Blechstreifen,
kaltgewalztDIN 1754: Rohre, nahtlosgezogenDIN 1756: Rundstangen, gezogenDIN 1757: Drähte, gezogenDIN 1759: Rechteckstangen, gezogen, mit
scharfen KantenDIN 1761: Vierkantstangen, gezogen, mit
scharfen KantenDIN 1763: Sechseckstangen, gezogen, mit
scharfen KantenDIN 1782: Rundstangen, gepreßtDIN 1785: Rohre für Kondensatoren und
WärmeübertragerDIN 1786: Installationsrohre aus Kupfer,
nahtlosgezogenDIN 1791: Bänder und Bandstreifen, kaltgewalztDIN 17675:Platten für Kondensatoren und
WärmeaustauscherDIN 59753:Rohre für Kapillarlötverbindungen,
nahtlosgezogenDIN 46415:Bänder, kaltgewalzt, mit gerundeten
KantenDIN 46431:Runddrähte für die Elektrotechnik,
genaugezogenDIN 46432:Runddrähte für die Elektrotechnik,
T. 1 Halbzeug für lackisolierte WikkeldrähteT. 2 Halbzeug für umsponnene Wickeldrähte
DIN 46452:Flachdrähte für die Elektrotechnik. Halbzeug für Wickeldrähte
Maße für Halbzeug enthalten ferner DIN 17673T3 und 4, DIN 17674 T3 bis 5, sowie DIN 17678T3 und 4
Verbindungsarbeiten:DIN 1707: WeichloteDIN 1733: SchweißzusätzeDIN 2856: Fittings für LötverbindungenDIN 8511: T1: Flußmittel zum Hartlöten
T2: Flußmittel zum WeichlötenDIN 8513: T1–3: Hartlote
Weitere Normen:DIN 17007: WerkstoffnummernDIN 17652: VordrahtDIN 17679: Rohre mit gewalzten
elektrische Leitfähigkeit genutzt wird,liegen weit oberhalb 50 %, da z. B. auch inden Branchen Bauwesen oder Ma-schinenbau viele Anwendungen elektro-technischer Natur sind.1994 wurden in der BundesrepublikDeutschland 81 059 t Guß aus Kupfer und Kupferlegierungen erzeugt. DieAufteilung nach Gießverfahren zeigt Tab.22, die Aufteilung nach Verbraucher-gruppen die Tab. 23.
**) Diese Liste erhebt keinen Anspruch auf Vollständigkeit. Gültig sindjeweils die neuesten Ausgaben der Normen. Infolge der geltendenVerpflichtung, EN-Normen in das nationale Normenwerk zuübernehmen , werden die DIN-Normen sukzessive durch EN-Normenersetzt.










![Deutsches FengShui]nstitut DFSI Deutsches FengShui ... · Deutsches FengShui]nstitut DFSI Deutsches FengShui Institut Günther Jakobi hat die DFSI-Weiterbildung Garten Feng Shui erfolgreich](https://img.pdfslide.org/doc/110x75/5e16310d3eface17011610e8/deutsches-fengshuinstitut-dfsi-deutsches-fengshui-deutsches-fengshuinstitut.jpg)