Embed Size (px)
Citation preview

Hochfrequenz SpindelnHigh Frequency Spindles
SpindelreparaturenSpindle Repair
32
t
Fabrikgebäude 1968
Die Firma Diebold wurde 1952 von Helmut Diebold als Einzelfirma gegründet. Doch der Wirtschaftsaufschwung in den Nachkriegsjahren ließ den Lohnfertiger stetig wachsen, so dass im Jahr 1968 ein neues, modernes Fabrikgebäude am heutigen Standort in Jungingen gebaut wurde. Beschäftigt waren zu jener Zeit 70 Mitarbeiter, die Teile für die heimische Textilindustrie produzierten. Parallel wurden aber auch schon die ersten Spannwerkzeuge und Spindelkomponenten gefertigt.
Mehrere Erweiterungsbauten folgten und heute präsentiert sich das Junginger High-Tech Unternehmen mit einer Produktionsfläche von 5.000 m², einer vollkli-matisierten Produktionshalle, einem Sauberraum für die Spindelmontage sowie einem automatischen Kleinteilelager für schnellstmögliche Lieferungen. Innova-tive und präziseste Produkte können nur auf hochmodernen Maschinen gefertigt werden, daher verfügt die Firma Diebold über mehr als 50 CNC-Maschinen, von deutschen und schweizer Herstellern.
120 spezialisierte Facharbeiter, von denen 70% im eigenen Haus ausgebildet wurden und im Durchschnitt mehr als 25 Jahre im Hause sind, fertigen Teile mit einer Genauigkeit von unter einem tausendstel Millimeter.
Diese hohe Präzision wird Dank der Produktion in der Klimahalle stets erreicht, alle Teile, die das Haus Diebold verlassen, bekommen dies mit einem Messpro-tokoll garantiert. Alle Teile werden auf zwei Messmaschinen im Messraum Güte-klasse 2 gemessen und dokumentiert. Die Standardlieferungen werden über das automatische Lager vorgenommen, eine Lieferung erfolgt innerhalb eines Tages. Werkzeuge und Spindeln werden zudem auf Kundenwunsch gefertigt.
Der Geschäftsführer Hermann Diebold steht für ein familiengeführtes Unterneh-men, das höchste Präzision mit höchster Sorgfalt und höchster Qualität liefert, ohne Ausnahme getreu dem Motto: Innovation und Präzision.
In 1952, young entrepreneur Helmut Diebold founded the Helmut Diebold precision machine shop which later became the Diebold Goldring Factory. At this time, the company produced parts for the domestic textile machine industry, but employees had already begun to manufacture the first tool holders and spindle components. The economic upswing in the post-WWII era helped Diebold to grow fast and in 1968 a new, modern factory was built at the current location in Jungingen.
Today Diebold has an environmentally-controlled production area of 5000 square meters. Its innovative tool holders, high-frequency spindles and gauge systems are manufactured on state-of-the-art equipment. Diebold runs more than 50 CNC machines made by German an Swiss manufacturers. More than 120 highly-skilled workers manufacture parts with an accuracy of less than 1 micron. Seventy percent of the staff have run through an in-house apprenticeship program and are working at Diebold for more than 25 years.
This attention to employee training and factory standards allows Diebold to manufacture machine parts of the finest quality. In addition, specialized tool holders and spindles can be custom-made on request.
All products leaving the warehouse are guaranteed through inspection reports, with parts measured and documented on two precise CMM which are housed in a climate-controlled inspection room. Standard products are stocked at Diebold´s automated warehouse, which ships orders within one day.
Hermann Diebold guarantees best products in best qualitiy according to his principle: innovation and precision.
CEO Hermann Diebold
54
Hoc
hfre
quen
z S
pind
eln
/ Hig
h Fr
eque
ncy
Spi
ndle
s
Diebold Spindeln High Tech vom Spezialisten
„Cost of ownership“ is crucial when using high frequency spindles. The main application areas the high-frequency spindles are CNC milling machines, milling machines for high-speed cutting (HPC) and high-productivity cutting (HPC), spindles for mold making, micro-machining, automotive production and aerospace industry. Diebold has been manufacturing spindle components since 1980, since 1990 spindle units and high-frequency spindles, which have been introduced in 1997.
High frequency spindles are important components of every modern machine tool due to its directly driven, precisely mounted shaft with integrated motor.
High-frequency spindles usually run with ball bearings and they are electrically driven. Due to the direct coupling of the rotor to the spindle shaft very precise machining of the workpiece is possible at higher rotational speeds than with belt-driven spindles. The belt drive brings bending moments onto the shaft and is significantly less dynamic than a spindle with built-in motor on the shaft. Modern high-frequency spindles run at higher speeds and are much more precise than the classic drive concepts. They are just a little more expensive, but they provide many advantages. In addition to the built in motor, the tool interface is one of the most important components of a spindle. The tool is automatically clamped in the spindle taper by a spring loaded tensioning system. Spring loaded drawbars are limiting the maximum speed of high frequency spindles because the clamping system is movable and therefore creates unbalance. In the very high speed range above 50.000 R.P.M. it is difficult to master the unbalance. Due to the complex structure high frequency spindles are challenging products which must be meticulously manufactured in order to provide good performance.
What an experience1970 start of production of tool holders 1980 beginning of the production of spindle components for the best known machine manufacturers in Europe1990 start of production of spindle units with assembly1997 start of production of high-frequency spindles2007 start of production of taper gauges2006 production of spindles in a fully air-conditioned building, spindle assembly in a clean room2015 more than 20.000 spindle units delivered2016 installation of the measuring room with temperature Grade 2 (+/- 2 kelvin per meter temperature accuracy)2018 spindle shafts with 1 micron accuracy of the bearing seat
Diebold supplyies high frequency spindles for
• CNC milling machines and turn-mills• mold makers• aerospace• watch and jewelry industry• medical industry• spindles according to customer requirements. Diebold is a niche supplier and builds spindles for special requirements.
„Cost of ownership“ ist entscheidend wenn man High-Tech Hochfrequenzspindeln einsetzt. Haupteinsatzbe-reiche der Hochfrequenzspindeln sind moderne Bearbeitungszentren und CNC-Fräsmaschinen, Fräsmaschi-nen für HSC (High Speed Cutting) und HPC (High Productivity Cutting), für den Werkzeug- und Formenbau, für die Mikrobearbeitung sowie die Automobilproduktion und Aerospace Industrie. Diebold fertigt seit 1980 Spindelkomponenten, seit 1990 Spindeleinheiten und seit 1997 eigenentwickelte Hochfrequenzspindeln.
Die Hochfrequenzspindel ist durch ihre direktangetriebene präzise gelagerte Welle mit integriertem Motor eine wichtige Baugruppe jeder modernen Werkzeugmaschine.
Hochfrequenzspindeln sind üblicherweise wälzgelagert und werden elektrisch angetrieben. Durch die direkte Kopplung des Antriebs mit der präzise gelagerten Welle ist eine genauere Bearbeitung des Werkstücks mit höherer Drehgeschwindigkeit möglich als bei riemengetriebenen Spindeln. Der Riementrieb bringt Biegemo-mente auf die Welle und ist deutlich weniger dynamisch als eine Spindel mit eingebautem Motor auf der Welle. Moderne Hochfrequenzspindeln können höhere Drehzahlen fahren und sind wesentlich genauer als die klas-sischen Antriebsmodelle. Sie sind nur unwesentlich teurer, bringen aber entscheidenden Nutzen. Neben dem Antrieb und der Lagerung der Welle zählt die Werkzeugschnittstelle zu den wichtigsten Komponenten einer Spindel. Das Werkzeug wird automatisch gewechselt und durch ein Feder-Spannsystem fixiert. Federspan-nung mittels Zugstange bringt allerdings Einschränkungen für die Hochgeschwindigkeitsbearbeitung weil das Spannsystem beweglich ist und für Unwucht sorgt, die im sehr hohen Drehzahlbereich über 50.000 U/min. nur schwer zu beherrschen ist. Auf Grund des komplexen Aufbaus und Zusammenspiels der einzelnen Kompo-nenten sind Hochfrequenzspindeln anspruchsvolle Produkte, die penibel genau gefertigt werden müssen, um eine gute Leistung und vor allem Lebensdauer zu gararantieren.
Was für eine Erfahrung
1970 Beginn der Herstellung von Spannwerkzeugen1980 Einstieg in die Fertigung von Spindelkomponenten für die bekanntesten Maschinenhersteller Europas1990 Beginn der Herstellung von Spindeleinheiten mit Montage1997 Beginn der Produktion von Hochfrequenzspindeln2006 Fertigung der Spindeln in vollklimatisierter Fertigungshalle, Spindelmontage im Reinraum2015 über 20.000 Spindeleinheiten geliefert2016 Installation des Messraumes Güteklasse 2 mit zwei Messmaschinen Leitz PMMC mit 0,4 µm Genauigkeit2018 Spindelwellen mit Lagersitzgenauigkeit < 1µm
Gefertigt werden Hochleistungsspindeln für
• Fräsmaschinen und Dreh-Fräszentren• Formenbau• Aerospace• Uhren- und Schmuckindustrie• Medizintechnik• Spindeln nach Kundenanforderung. Diebold ist Nischenanbieter und baut Spindeln für spezielle Anforderungen.
Diebold SpindlesHigh tech made by specialists
76
In 2006 the new, fully air-conditioned production hall was inaugurated. It is divided into the department of grinding, spindle assembly, gauge systems assembly and final inspection.The investment in the climate technology was necessary in order to achieve the goal to manufacture parts with a tolerance of less than 1 micron. To achieve this level of accuracy it is necessary to hold a constant temperature of 21 degrees Celsius, especially in the grinding or hard turning department. High precision parts never leave the air conditioned building before assembling and testing has been finished. Each spindle part, each tool holder product or any parts for our gauges are provided with an individual inspection protocol. For measurement we use two state-of-the-art fully automatic Leitz CMM.
Im Jahr 2006 wurde die neue, vollklimatisierte Pro-duktionshalle eingeweiht. Sie teilt sich auf in die Ab-teilungen Schleiferei, Spindelmontage, Messmittel-bau und Endkontrolle. Die Investition in die Klimahalle war notwendig, um das Ziel zu erreichen, Teile mit einer Toleranz von unter 1µm fertigen und diese Genauigkeit auch ga-rantieren zu können. Dies erfordert besonders in der Hartbearbeitung der Abteilung Schleiferei eine konstante Temperatur von 21 Grad Celsius. Aus der Schleiferei gelangen die gefertigten Teile in die wie-derum vollklimatisierte Endkontrolle. Jedes Teil, jede einzelne Werkzeugaufnahme, die das Haus Diebold verlässt wird mit einem individuellen Messprotokoll versehen. Gemessen wird auf zwei hochmodernen vollautomatischen Leitz-Messmaschinen. Teile für die Spindelmontage werden im automati-schen Kleinteilelager mit einer Kapazität von 3.500 Kisten gelagert. Für die Spindelmontage werden die Teile automatisch ausgelagert und in die klimatisierte Spindelmontage gebracht. Dort findet die Montage im Sauberraum statt, für die Einbringung der Teile in den Sauberraum steht eine spezielle Materialschleu-se zur Verfügung. Jeglicher Eintrag von Staub oder Schmutz in diesen Raum soll bestmöglich vermieden werden.
Spindelmontage
Dort werden die Spindeln montiert nach dem Mot-to: „one man- one spindle“. Das bedeutet, dass eine Spindel komplett von Anfang bis Ende von nur ei-nem Spindelmonteur zusammengebaut und geprüft wird. Jede Spindel erhält nach Probelauf auf dem Prüfstand ein Abnahmeprotokoll bevor sie an den Kunden geliefert wird und trägt die Unterschrift des Spezialisten, der sie montiert und getestet hat. Dies spiegelt die Philosophie von Diebold wider, nämlich die höchst sorgfältige Manufaktur von Spindeln in der höchstmöglichen Qualität. Deshalb sind Maschi-nenhersteller und Endanwender auf der ganzen Welt begeistert von Diebold-Spindeln, da sie höchsten Ansprüchen genügen.
Spindle Assembly
Parts for spindle or gauge assembly are stored in the automatic warehouse that has a capacity of 3,500 crates. For spindle assembly, the parts are automatically removed and transferred to the conditioned spindle assembly. Spindle assembly is carried out in the clean room and therefore entry of any dust or dirt into the clean room will be avoided.Our high frequency spindles are mounted according to the motto "one man- one spindle". This means that a spindle is completely assembled and tested by only one spindle assembler. Each spindle is tested on automated test stands before it will ship to the customer. The spindle assembler signes the assembling and test documents for all of his spindles. This is reflected in Diebold's philosophy, namely, the most careful manufacturing of spindles on the highest possible quality level. This is why machine manufacturers and end users around the world are enthusiastic about Diebold spindles as they meet the highest demands.
98
HSG = HighspeedSpindle G = grease lubricated bearingsE = cartridge type198 mm diameter18.000 rpm38 kW S6A = Automatic tool changeK = coolant through or MQL
Diebold stellt neue besonders servicefreundliche HSK-Einschubspindeln für das Hochleistungsfräsen vor. Beim neuen Spindelkonzept bestechen die kom-pakte Bauform auf kleinstem Raum und die Fettla-gerung, die deutliche Kosteneinsparungen gegen-über der aufwendigeren Öl-Luftschmierung bietet. Die Spindel kann vom Anwender mit wenig Aufwand selbst getauscht werden. Aufgrund der sehr genau gefertigten Einzelteile hat die Spindel weniger Un-wucht und durch die clevere Kühlung wird das Län-genwachstum auf ein Minimum reduziert. Die belie-bige Gehäuseform kann in Gehäusen für Gabelkopf oder für einen Schwenkkopf einseitig angeflanscht oder für Direkteinbau in Torque-Achsen eingesetzt werden.
Diebolds neues, besonders wirtschaftliches Spindelkonzept
HSG = Hochlgeschwindigkeits Spindel G = grease = fettgelagertE = Einschubspindel198 mm Durchmesser18.000 U/min38 kW S6A = Automatischer WerkzeugwechselK = Kühlmitteldurchführung IKZ oder MMS
Diebolds New, Particularly Economical High Frequency
Spindle Concept
Diebold is introducing new, especially service-friendly HSK cartridge spindles for high performance milling. The new spindle has very compact design and uses grease lubrication instead of air-oil injection that is commonly necessary for this power and speed combination. Spindle change can be done quickly and easy by the machine user due to the cartridge design. Because of very precisely machined components the spindle has less unbalance and through the clever cooling the temperature growth is reduced to a minimum.Either cylindrical or housing for 5-axis heads or for direct mounting in torque heads Cartridge Spindle HSG-E 198.18.AK are available.
Cartridge Type HSG-E 198.18-38.AKHSK-A63, 18.000 rpm, 38 kW
Einschubspindel HSG-E 198.18-38.AKHSK-A63, 18.000 U/min, 38kW
1110
INHALTCONTENT
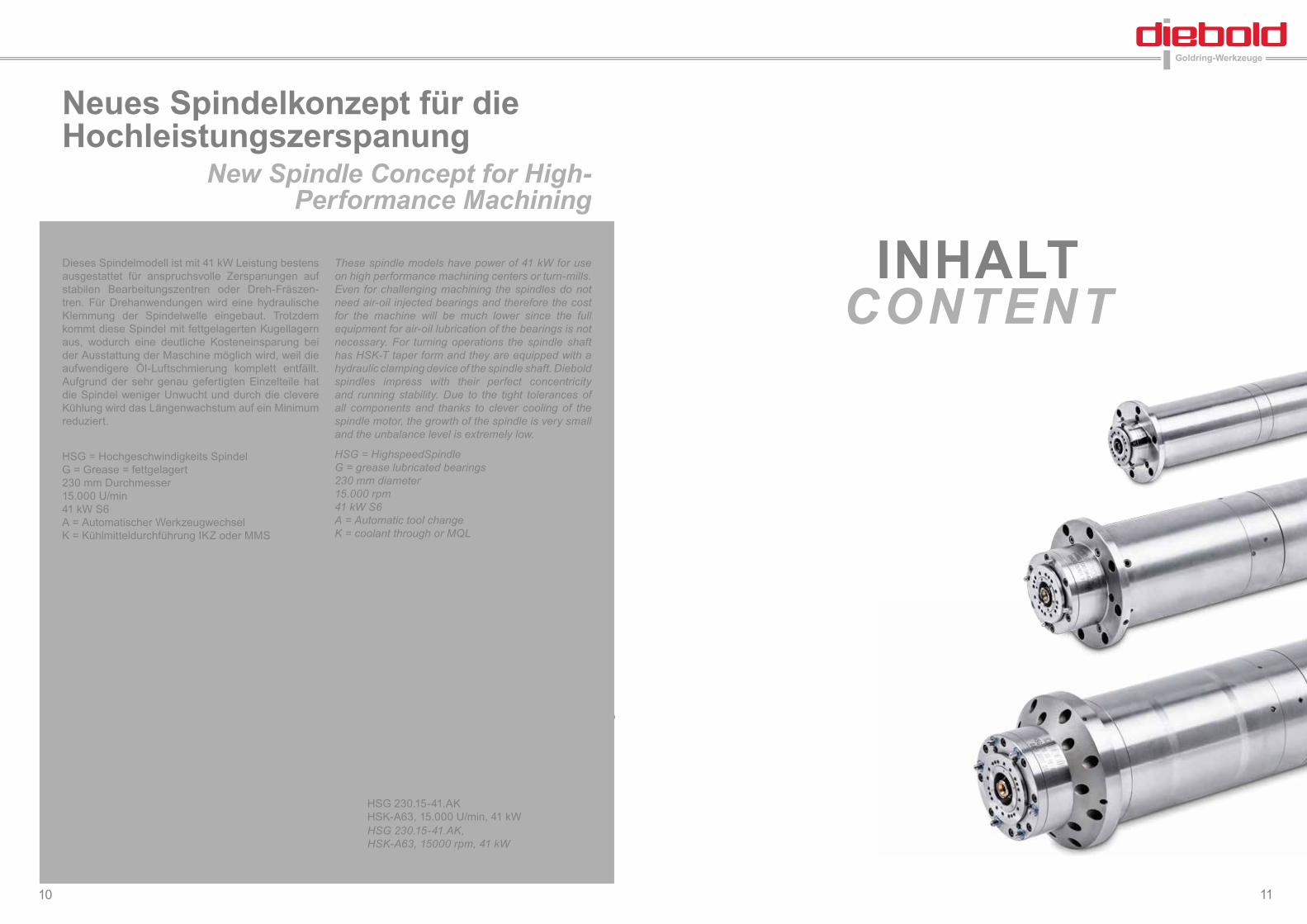
HSG = HighspeedSpindle G = grease lubricated bearings230 mm diameter15.000 rpm41 kW S6A = Automatic tool changeK = coolant through or MQL
Neues Spindelkonzept für die Hochleistungszerspanung
HSG = Hochgeschwindigkeits Spindel G = Grease = fettgelagert 230 mm Durchmesser15.000 U/min41 kW S6A = Automatischer WerkzeugwechselK = Kühlmitteldurchführung IKZ oder MMS
New Spindle Concept for High-Performance Machining
These spindle models have power of 41 kW for use on high performance machining centers or turn-mills. Even for challenging machining the spindles do not need air-oil injected bearings and therefore the cost for the machine will be much lower since the full equipment for air-oil lubrication of the bearings is not necessary. For turning operations the spindle shaft has HSK-T taper form and they are equipped with a hydraulic clamping device of the spindle shaft. Diebold spindles impress with their perfect concentricity and running stability. Due to the tight tolerances of all components and thanks to clever cooling of the spindle motor, the growth of the spindle is very small and the unbalance level is extremely low.
Dieses Spindelmodell ist mit 41 kW Leistung bestens ausgestattet für anspruchsvolle Zerspanungen auf stabilen Bearbeitungszentren oder Dreh-Fräszen-tren. Für Drehanwendungen wird eine hydraulische Klemmung der Spindelwelle eingebaut. Trotzdem kommt diese Spindel mit fettgelagerten Kugellagern aus, wodurch eine deutliche Kosteneinsparung bei der Ausstattung der Maschine möglich wird, weil die aufwendigere Öl-Luftschmierung komplett entfällt. Aufgrund der sehr genau gefertigten Einzelteile hat die Spindel weniger Unwucht und durch die clevere Kühlung wird das Längenwachstum auf ein Minimum reduziert.
HSG 230.15-41.AK HSK-A63, 15.000 U/min, 41 kWHSG 230.15-41.AK, HSK-A63, 15000 rpm, 41 kW
1312
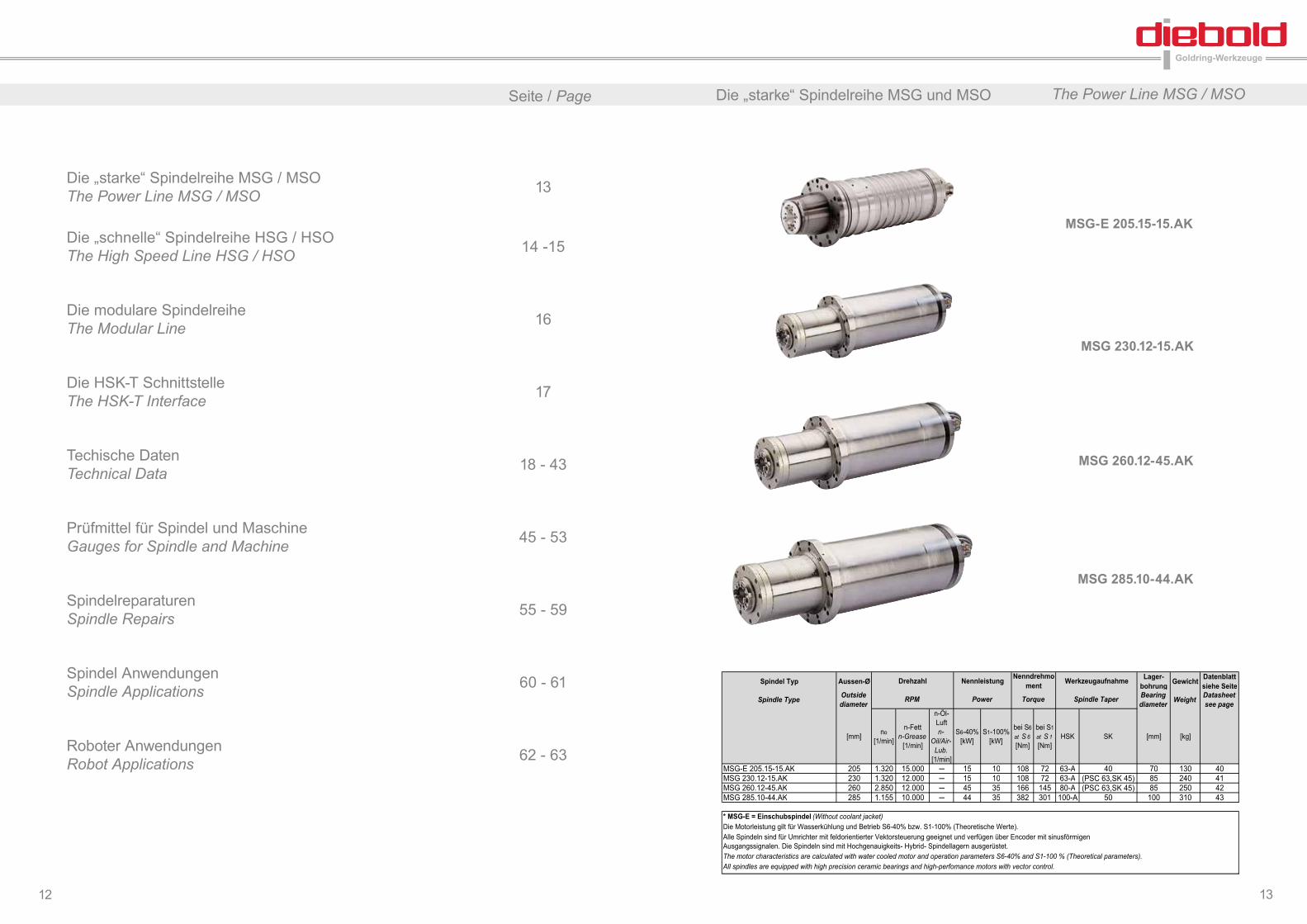
Die „starke“ Spindelreihe MSG und MSO The Power Line MSG / MSO
Die „starke“ Spindelreihe MSG / MSO The Power Line MSG / MSO 13
Die „schnelle“ Spindelreihe HSG / HSO The High Speed Line HSG / HSO 14 -15
Die modulare Spindelreihe The Modular Line 16
Die HSK-T Schnittstelle The HSK-T Interface 17
Techische Daten Technical Data 18 - 43
Prüfmittel für Spindel und Maschine Gauges for Spindle and Machine 45 - 53
Spindelreparaturen Spindle Repairs 55 - 59
Spindel Anwendungen Spindle Applications 60 - 61
Roboter Anwendungen Robot Applications 62 - 63
MSG-E 205.15-15.AK
MSG 230.12-15.AK
MSG 260.12-45.AK
MSG 285.10-44.AK
Spindel Typ Aussen-Ø Lager-bohrung Gewicht Datenblatt
siehe Seite
Spindle Type Outside diameter
Bearing diameter Weight Datasheet
see page
[mm] no[1/min]
n-Fettn-Grease
[1/min]
n-Öl-Luftn-
Oil/Air-Lub.
[1/min]
S6-40%[kW]
S1-100%[kW]
bei S6at S 6 [Nm]
bei S1at S 1[Nm]
HSK SK [mm] [kg]
MSG-E 205.15-15.AK 205 1.320 15.000 ─ 15 10 108 72 63-A 40 70 130 40MSG 230.12-15.AK 230 1.320 12.000 ─ 15 10 108 72 63-A (PSC 63,SK 45) 85 240 41MSG 260.12-45.AK 260 2.850 12.000 ─ 45 35 166 145 80-A (PSC 63,SK 45) 85 250 42MSG 285.10-44.AK 285 1.155 10.000 ─ 44 35 382 301 100-A 50 100 310 43
Drehzahl Nennleistung Nenndrehmoment Werkzeugaufnahme
RPM Power Torque Spindle Taper
All spindles are equipped with high precision ceramic bearings and high-perfomance motors with vector control.
* MSG-E = Einschubspindel (Without coolant jacket)Die Motorleistung gilt für Wasserkühlung und Betrieb S6-40% bzw. S1-100% (Theoretische Werte).Alle Spindeln sind für Umrichter mit feldorientierter Vektorsteuerung geeignet und verfügen über Encoder mit sinusförmigen Ausgangssignalen. Die Spindeln sind mit Hochgenauigkeits- Hybrid- Spindellagern ausgerüstet. The motor characteristics are calculated with water cooled motor and operation parameters S6-40% and S1-100 % (Theoretical parameters).
Seite / Page

1514
The High Speed Line HSG and HSODie „schnelle“ Spindelreihe HSG und HSO
HSG 170.18-20.M HSG-S 180.28-19.AK
HSG 185.15-24.AK
HSG 230.15-41.AK
HSG-S 200.20-16.AK (Sy)
HSG 202.28-19.AKHSG 202.30-19.AKHSO 202.40-39.AK
HSG-S 240.12-27.AK (Sy)
HSG-S 180.24-37.AK
HSG 190.24-32.AK (Sy) HSG-E 198.18-38.AK
The High Speed Line HSG and HSO
HSG 80.50-6.AKHSG 100.36-6.AKHSO 100.50-5,5.AK
HSG 120.30-18.AK HSO 120.42-18.AK
Die „schnelle“ Spindelreihe HSG und HSO
Spindel Typ Aussen-Ø Lager-bohrung Gewicht Datenblatt
siehe Seite
Spindle Type Outside diameter
Bearing diameter Weight Datasheet
see page
[mm] no[1/min]
n-Fettn-Grease
[1/min]
n-Öl-Luftn-Oil/Air-
Lub.[1/min]
S6-40%[kW]
S1-100%[kW]
bei S6at S 6 [Nm]
bei S1at S 1[Nm]
HSK SK [mm] [kg]
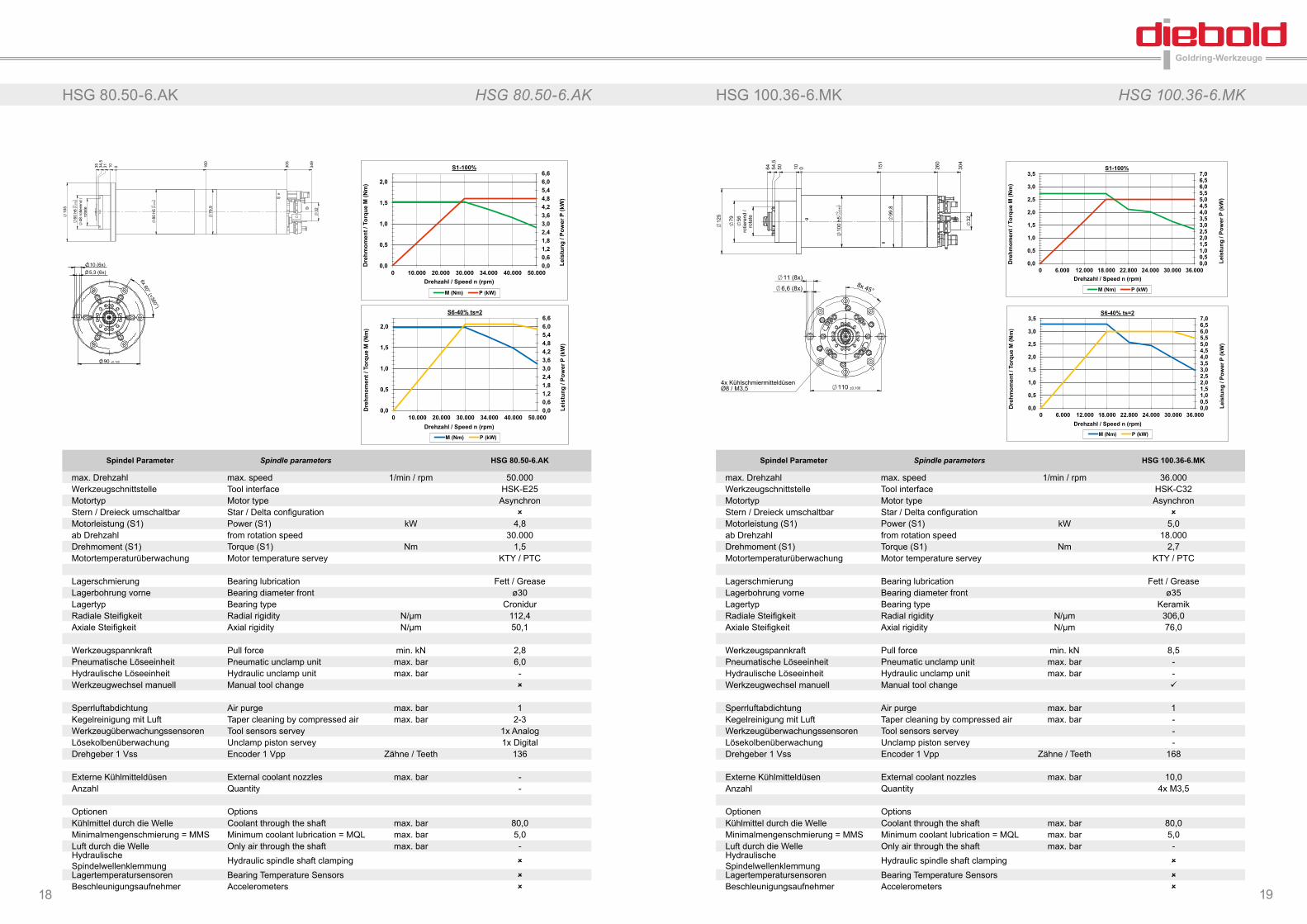
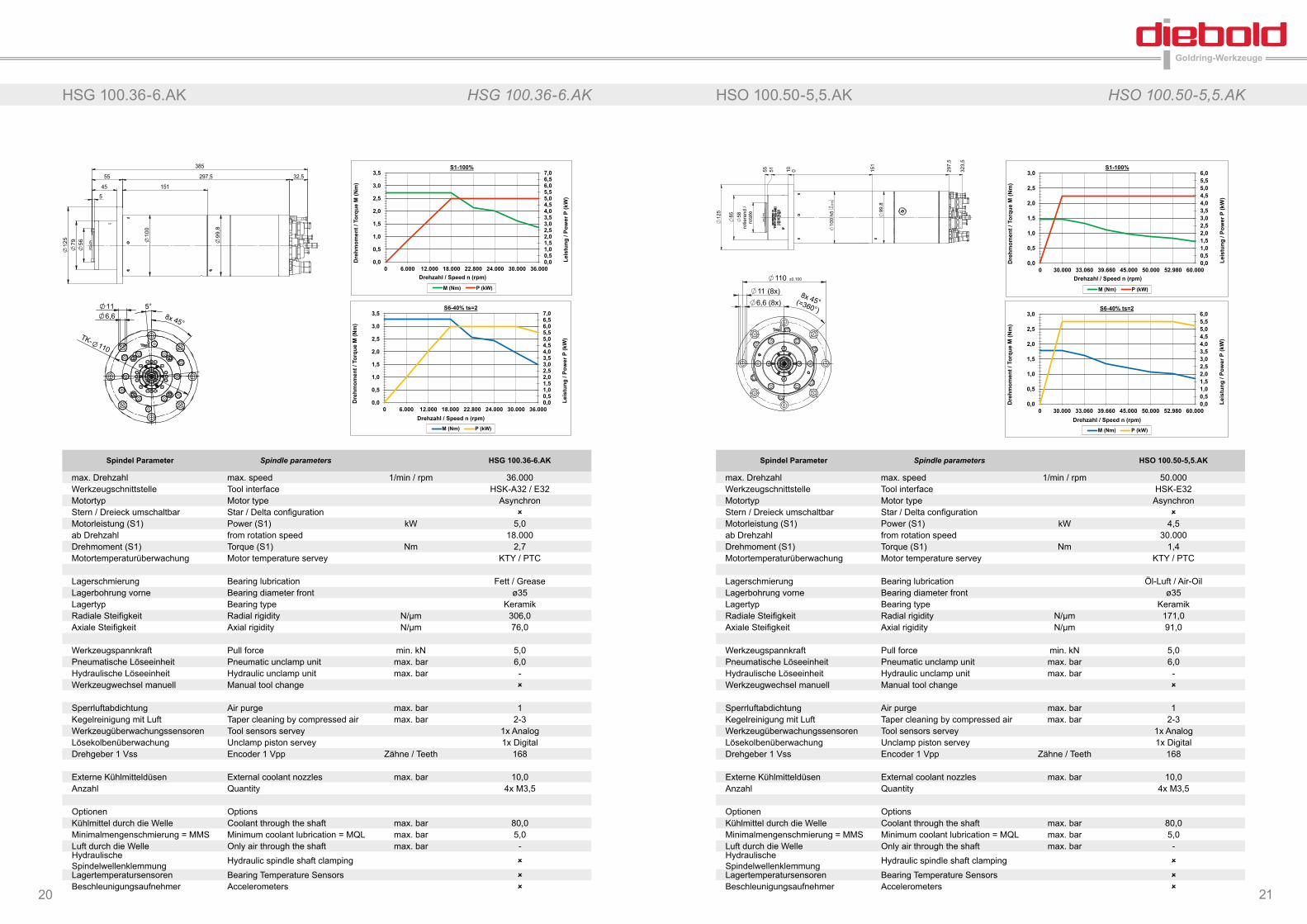
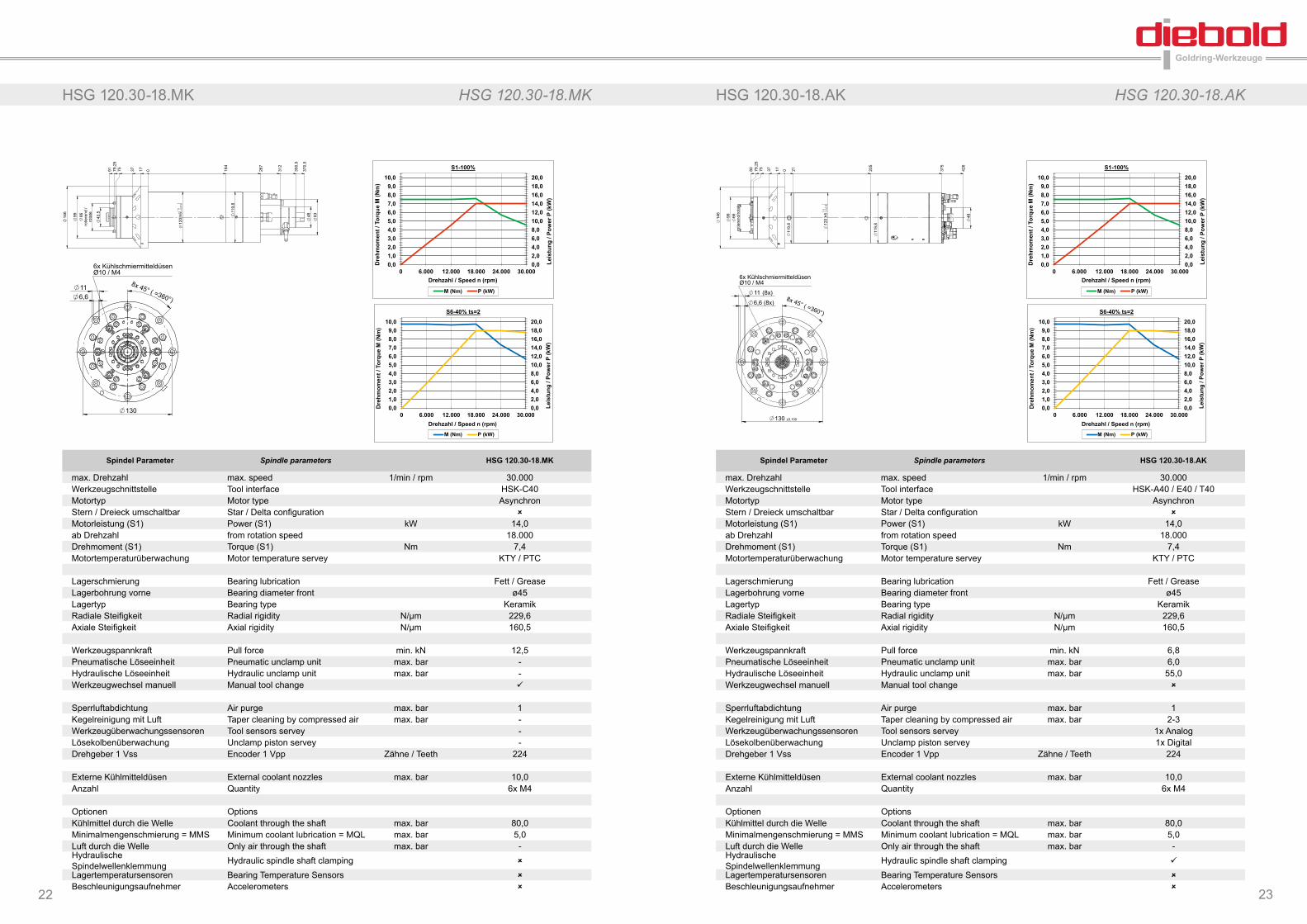
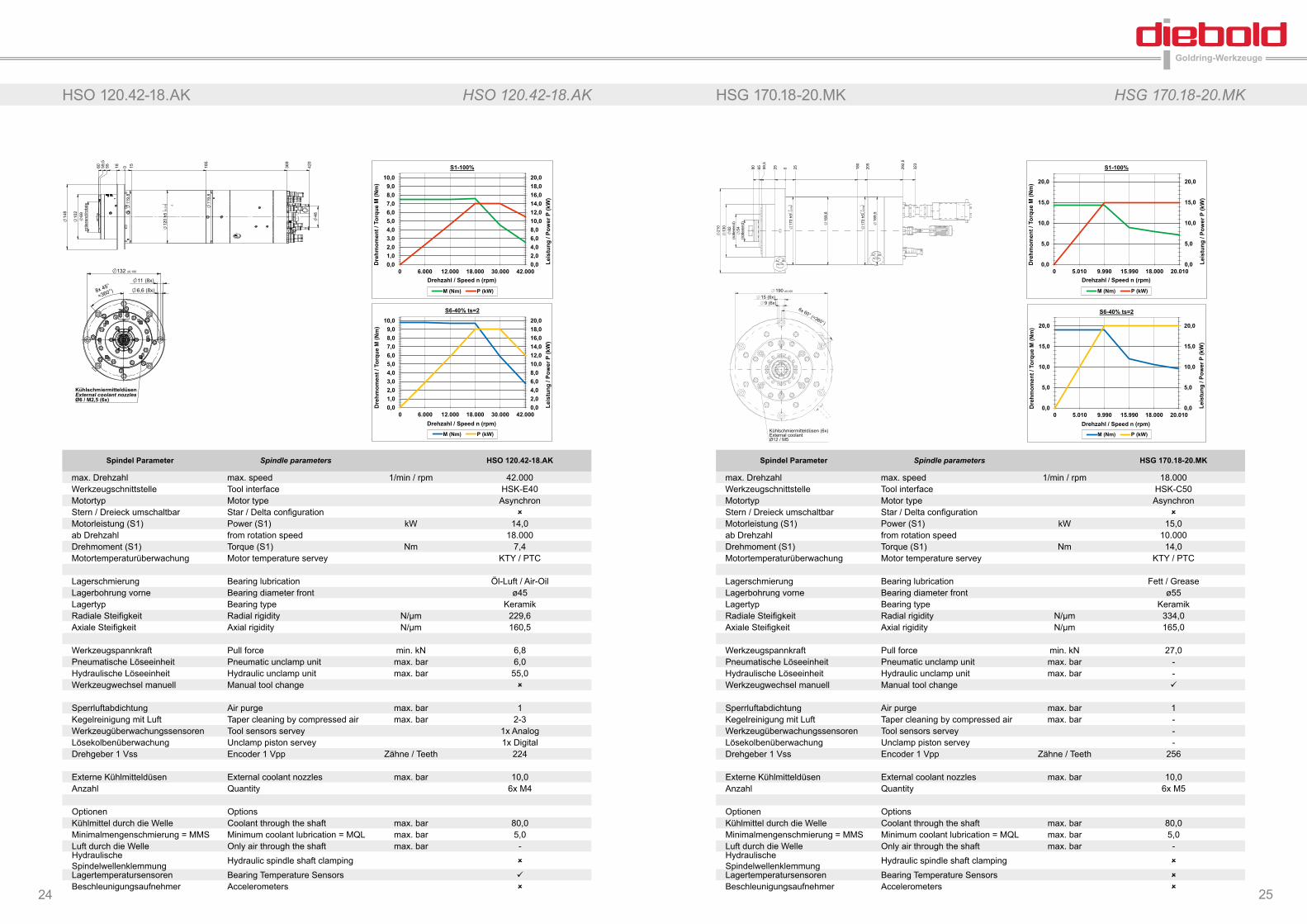
HSG 80.50-6.AK 80 30.000 50.000 ─ 6,2 4,8 2 1,5 25-E ─ 30 12,5 18HSG 100.36-6.MK 100 18.000 36.000 ─ 6 5 3,2 2,7 32-C ─ 35 17 19HSG 100.36-6.AK 100 18.000 36.000 ─ 6 5 3,2 2,7 32-A/E ─ 35 18 20HSO 100.50-5,5.AK 100 30.000 ─ 50.000 5,5 4,5 1,8 1,4 32-E ─ 35 18 21HSG 120.30-18.MK 120 18.000 30.000 ─ 18 14 9,6 7,4 40-C ─ 45 31 22HSG 120.30-18.AK 120 18.000 30.000 ─ 18 14 9,6 7,4 40-A/E/T ─ 45 36 23HSO 120.42-18.AK 120 18.000 ─ 42.000 18 14 9,6 7,4 40-E ─ 45 36 24HSG 170.18-20.M 170 10.000 18.000 ─ 20 15 19,1 14,3 50-C ─ 55 51 25HSG 185.15-24.AK 185 4.350 15.000 ─ 24 17,8 52,7 39,1 63-A/T 40 70 96 26HSG 190.24-32.AK (Sy) 190 12.000 24.000 ─ 32 24 25,5 19,1 50-A ─ 55 82 27HSG-E 198.18-38.AK 198 4.500 18.000 ─ 38 30 75,3 59,4 63-A ─ 65 68 28HSG 200.20-16.AK (Sy) 200 5.500 20.000 ─ 20 20 40 28 40-A ─ 60 58 29HSG 202.28-19.AK 202 8.700 28.000 ─ 19 14 21,2 15,9 63-F/50-E ─ 50 75 30HSG 202.30-19.AK 202 8.700 30.000 ─ 19 14 21,2 15,9 63-F/50-E ─ 50 75 31HSO 202.40-39.AK 202 18.000 ─ 40.000 39 30 23,3 18,6 63-F/50-E ─ 50 75 32HSG 220.15-39.AK 220 3.120 15.000 ─ 39 30 119 91,8 63-A 40 70 140 33HSG 230.15-41.AK 230 2.055 15.000 ─ 41 32 197 152 63-A/T ─ 80 160 34HSG 240.12-27.AK (Sy) 240 3.500 12.000 ─ 27,5 27,5 103 75 63-A ─ 80 113 35
HSG-S 180.24-37.AK 180 8.700 24.000 ─ 37 25,7 40,6 28,2 63-A ─ 65 80 36HSG-S 180.28-19.AK 180 8.700 28.000 ─ 19 14 21,2 15,9 63-F/50-E ─ 50 75 37HSG-S 200.20-16.AK (Sy) 200 5.500 20.000 ─ 20 20 40 28 40-A ─ 60 58 38HSG-S 240.12-27.AK (Sy) 240 3.500 12.000 ─ 27,5 27,5 103 75 63-A ─ 80 113 39
* HSG-E = Einschubspindel (Without coolant jacket)Die Motorleistung gilt für Wasserkühlung und Betrieb S6-40% bzw. S1-100% (Theoretische Werte).Alle Spindeln sind für Umrichter mit feldorientierter Vektorsteuerung geeignet und verfügen über Encoder mit sinusförmigen Ausgangssignalen. Die Spindeln sind mit Hochgenauigkeits- Hybrid- Spindellagern ausgerüstet. The motor characteristics are calculated with water cooled motor and operation parameters S6-40% and S1-100 % (Theoretical parameters).All spindles are equipped with high precision ceramic bearings and high-perfomance motors with vector control.
Drehzahl Nennleistung Nenn-drehmoment
Werkzeug-aufnahme
RPM Power Torque Spindle Taper
Spindeln Zylindrisch / Cylindrical Spindles
Schwenkspindeln / 5-Axis Spindles
1716
Modulare BaureiheModular Line
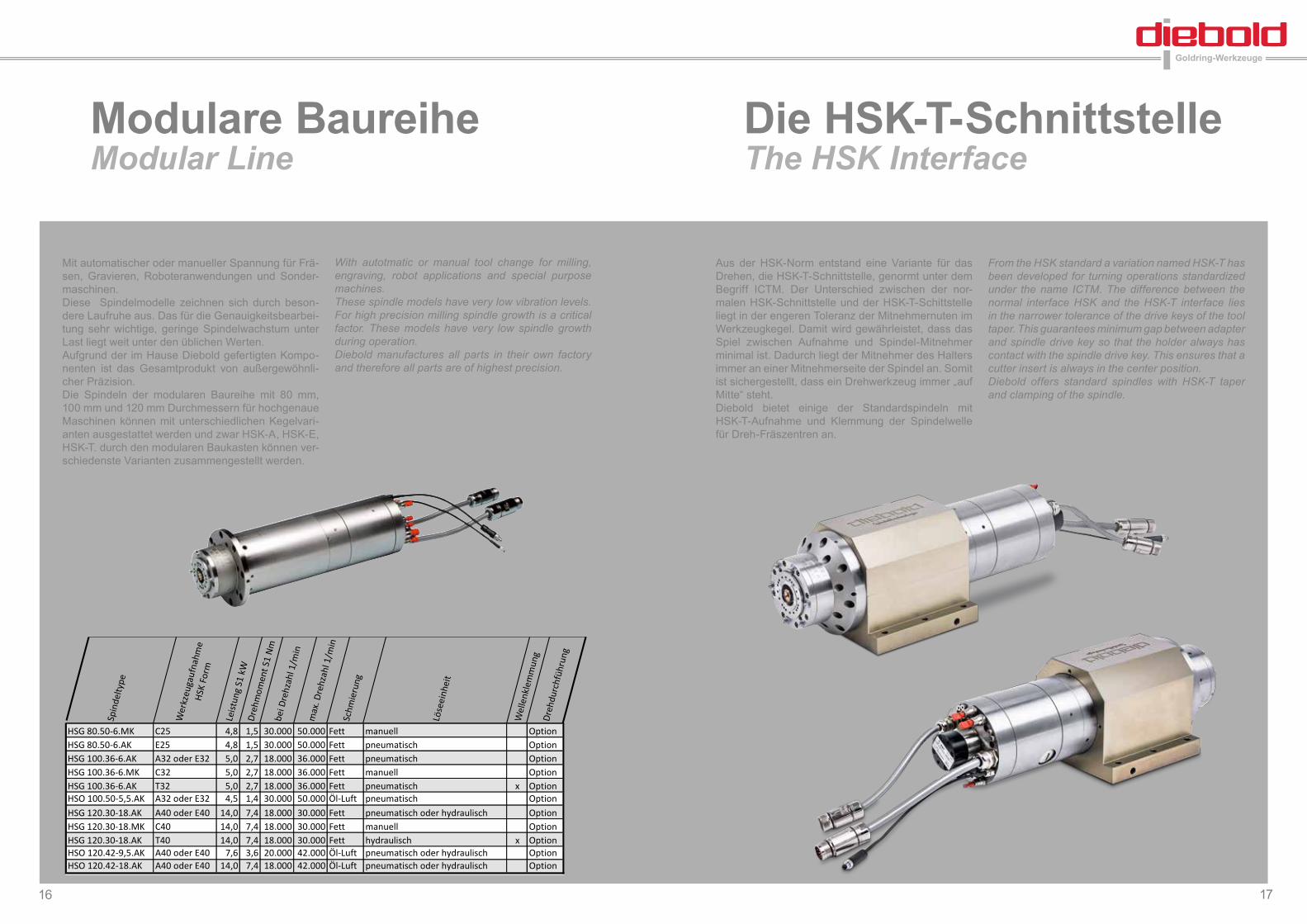
Mit automatischer oder manueller Spannung für Frä-sen, Gravieren, Roboteranwendungen und Sonder-maschinen. Diese Spindelmodelle zeichnen sich durch beson-dere Laufruhe aus. Das für die Genauigkeitsbearbei-tung sehr wichtige, geringe Spindelwachstum unter Last liegt weit unter den üblichen Werten.Aufgrund der im Hause Diebold gefertigten Kompo-nenten ist das Gesamtprodukt von außergewöhnli-cher Präzision. Die Spindeln der modularen Baureihe mit 80 mm, 100 mm und 120 mm Durchmessern für hochgenaue Maschinen können mit unterschiedlichen Kegelvari-anten ausgestattet werden und zwar HSK-A, HSK-E, HSK-T. durch den modularen Baukasten können ver-schiedenste Varianten zusammengestellt werden.
With autotmatic or manual tool change for milling, engraving, robot applications and special purpose machines. These spindle models have very low vibration levels. For high precision milling spindle growth is a critical factor. These models have very low spindle growth during operation. Diebold manufactures all parts in their own factory and therefore all parts are of highest precision.
Aus der HSK-Norm entstand eine Variante für das Drehen, die HSK-T-Schnittstelle, genormt unter dem Begriff ICTM. Der Unterschied zwischen der nor-malen HSK-Schnittstelle und der HSK-T-Schittstelle liegt in der engeren Toleranz der Mitnehmernuten im Werkzeugkegel. Damit wird gewährleistet, dass das Spiel zwischen Aufnahme und Spindel-Mitnehmer minimal ist. Dadurch liegt der Mitnehmer des Halters immer an einer Mitnehmerseite der Spindel an. Somit ist sichergestellt, dass ein Drehwerkzeug immer „auf Mitte“ steht. Diebold bietet einige der Standardspindeln mit HSK-T-Aufnahme und Klemmung der Spindelwelle für Dreh-Fräszentren an.
Die HSK-T-Schnittstelle
From the HSK standard a variation named HSK-T has been developed for turning operations standardized under the name ICTM. The difference between the normal interface HSK and the HSK-T interface lies in the narrower tolerance of the drive keys of the tool taper. This guarantees minimum gap between adapter and spindle drive key so that the holder always has contact with the spindle drive key. This ensures that a cutter insert is always in the center position. Diebold offers standard spindles with HSK-T taper and clamping of the spindle.
The HSK Interface
Spin
del
typ
e
Wer
kzeu
gau
fnah
me
HSK
Fo
rm
Leis
tun
g S1
kW
Dre
hm
om
ent
S1 N
mb
ei D
reh
zah
l 1/m
in
max
. Dre
hza
hl 1
/min
Sch
mie
run
g
Löse
ein
heit
Wel
len
klem
mu
ngD
reh
du
rch
füh
run
g
HSG 80.50-6.MK C25 4,8 1,5 30.000 50.000 Fett manuell Option
HSG 80.50-6.AK E25 4,8 1,5 30.000 50.000 Fett pneumatisch Option
HSG 100.36-6.AK A32 oder E32 5,0 2,7 18.000 36.000 Fett pneumatisch Option
HSG 100.36-6.MK C32 5,0 2,7 18.000 36.000 Fett manuell Option
HSG 100.36-6.AK T32 5,0 2,7 18.000 36.000 Fett pneumatisch x Option
HSO 100.50-5,5.AK A32 oder E32 4,5 1,4 30.000 50.000 Öl-Luft pneumatisch Option
HSG 120.30-18.AK A40 oder E40 14,0 7,4 18.000 30.000 Fett pneumatisch oder hydraulisch Option
HSG 120.30-18.MK C40 14,0 7,4 18.000 30.000 Fett manuell Option
HSG 120.30-18.AK T40 14,0 7,4 18.000 30.000 Fett hydraulisch x Option
HSO 120.42-9,5.AK A40 oder E40 7,6 3,6 20.000 42.000 Öl-Luft pneumatisch oder hydraulisch Option
HSO 120.42-18.AK A40 oder E40 14,0 7,4 18.000 42.000 Öl-Luft pneumatisch oder hydraulisch Option
1918
HSG 80.50-6.AK HSG 80.50-6.AK
0,0
0,6
1,2
1,8
2,4
3,0
3,6
4,2
4,8
5,4
6,0
6,6
0,0
0,5
1,0
1,5
2,0
0 10.000 20.000 30.000 34.000 40.000 50.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
32
79,9
80
h5
-0 0,0
13
60
h6
-0 0,0
19
48
rotiere
nd
/ro
tate
105
010
31
34,5
35
160
305
349
5,3 (6x)
10 (6x)
90 ±0,100
6x60°
(=360°)
Spindel Parameter Spindle parameters HSG 80.50-6.AK
max. Drehzahl max. speed 1/min / rpm 50.000Werkzeugschnittstelle Tool interface HSK-E25Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 4,8ab Drehzahl from rotation speed 30.000Drehmoment (S1) Torque (S1) Nm 1,5Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø30Lagertyp Bearing type CronidurRadiale Steifigkeit Radial rigidity N/µm 112,4Axiale Steifigkeit Axial rigidity N/µm 50,1
Werkzeugspannkraft Pull force min. kN 2,8Pneumatische Löseeinheit Pneumatic unclamp unit max. bar 6,0Hydraulische Löseeinheit Hydraulic unclamp unit max. bar -Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 1x AnalogLösekolbenüberwachung Unclamp piston servey 1x DigitalDrehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 136
Externe Kühlmitteldüsen External coolant nozzles max. bar -Anzahl Quantity -
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
0,0
0,6
1,2
1,8
2,4
3,0
3,6
4,2
4,8
5,4
6,0
6,6
0,0
0,5
1,0
1,5
2,0
0 10.000 20.000 30.000 34.000 40.000 50.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
HSG 100.36-6.MK HSG 100.36-6.MK
Spindel Parameter Spindle parameters HSG 100.36-6.MK
max. Drehzahl max. speed 1/min / rpm 36.000Werkzeugschnittstelle Tool interface HSK-C32Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 5,0ab Drehzahl from rotation speed 18.000Drehmoment (S1) Torque (S1) Nm 2,7Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø35Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 306,0Axiale Steifigkeit Axial rigidity N/µm 76,0
Werkzeugspannkraft Pull force min. kN 8,5Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar -Werkzeugwechsel manuell Manual tool change ü
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar -Werkzeugüberwachungssensoren Tool sensors servey -Lösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 168
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 4x M3,5
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
0,00,51,01,52,02,53,03,54,04,55,05,56,06,57,0
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 6.000 12.000 18.000 22.800 24.000 30.000 36.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
0,00,51,01,52,02,53,03,54,04,55,05,56,06,57,0
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 6.000 12.000 18.000 22.800 24.000 30.000 36.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
2120
HSG 100.36-6.AK HSG 100.36-6.AK
Spindel Parameter Spindle parameters HSG 100.36-6.AK
max. Drehzahl max. speed 1/min / rpm 36.000Werkzeugschnittstelle Tool interface HSK-A32 / E32Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 5,0ab Drehzahl from rotation speed 18.000Drehmoment (S1) Torque (S1) Nm 2,7Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø35Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 306,0Axiale Steifigkeit Axial rigidity N/µm 76,0
Werkzeugspannkraft Pull force min. kN 5,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar 6,0Hydraulische Löseeinheit Hydraulic unclamp unit max. bar -Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 1x AnalogLösekolbenüberwachung Unclamp piston servey 1x DigitalDrehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 168
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 4x M3,5
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
0,00,51,01,52,02,53,03,54,04,55,05,56,06,57,0
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 6.000 12.000 18.000 22.800 24.000 30.000 36.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
32,5
5679
100
125 99
,8
15145
55
385
5
297,5
N
110
6,611
TK-
5°8x 45°
0,00,51,01,52,02,53,03,54,04,55,05,56,06,57,0
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
0 6.000 12.000 18.000 22.800 24.000 30.000 36.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
HSO 100.50-5,5.AK
Spindel Parameter Spindle parameters HSO 100.50-5,5.AK
max. Drehzahl max. speed 1/min / rpm 50.000Werkzeugschnittstelle Tool interface HSK-E32Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 4,5ab Drehzahl from rotation speed 30.000Drehmoment (S1) Torque (S1) Nm 1,4Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Öl-Luft / Air-OilLagerbohrung vorne Bearing diameter front ø35Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 171,0Axiale Steifigkeit Axial rigidity N/µm 91,0
Werkzeugspannkraft Pull force min. kN 5,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar 6,0Hydraulische Löseeinheit Hydraulic unclamp unit max. bar -Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 1x AnalogLösekolbenüberwachung Unclamp piston servey 1x DigitalDrehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 168
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 4x M3,5
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
HSO 100.50-5,5.AK
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
0,0
0,5
1,0
1,5
2,0
2,5
3,0
0 30.000 33.060 39.660 45.000 50.000 52.980 60.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
0,0
0,5
1,0
1,5
2,0
2,5
3,0
0 30.000 33.060 39.660 45.000 50.000 52.980 60.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0
10
51
55
32
3,5
29
7,5
15
1
85
12
5
9
9,8
rotie
ren
d /
rota
te58
1
00
h5
-0 0,0
15
6,6 (8x)
(8x) 8x 45°(=360°)
11
110 ±0,100
2322
HSG 120.30-18.MK HSG 120.30-18.MK
Spindel Parameter Spindle parameters HSG 120.30-18.MK
max. Drehzahl max. speed 1/min / rpm 30.000Werkzeugschnittstelle Tool interface HSK-C40Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 14,0ab Drehzahl from rotation speed 18.000Drehmoment (S1) Torque (S1) Nm 7,4Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø45Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 229,6Axiale Steifigkeit Axial rigidity N/µm 160,5
Werkzeugspannkraft Pull force min. kN 12,5Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar -Werkzeugwechsel manuell Manual tool change ü
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar -Werkzeugüberwachungssensoren Tool sensors servey -Lösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 224
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 6x M4
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
118x 45° ( =360°)
130
6,6
6x KühlschmiermitteldüsenØ10 / M4
66
rotie
ren
d/
rota
te
99
14
6 119
,8
12
0h
5-0
,015
0
43
,5
48
83
017
37
75
79
,25
91
18
4
26
7
31
2
35
0,5
37
0,5
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
10,0
0 6.000 12.000 18.000 24.000 30.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
10,0
0 6.000 12.000 18.000 24.000 30.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
HSG 120.30-18.AK
Spindel Parameter Spindle parameters HSG 120.30-18.AK
max. Drehzahl max. speed 1/min / rpm 30.000Werkzeugschnittstelle Tool interface HSK-A40 / E40 / T40Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 14,0ab Drehzahl from rotation speed 18.000Drehmoment (S1) Torque (S1) Nm 7,4Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø45Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 229,6Axiale Steifigkeit Axial rigidity N/µm 160,5
Werkzeugspannkraft Pull force min. kN 6,8Pneumatische Löseeinheit Pneumatic unclamp unit max. bar 6,0Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 55,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 1x AnalogLösekolbenüberwachung Unclamp piston servey 1x DigitalDrehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 224
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 6x M4
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping ü
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
HSG 120.30-18.AK
6x KühlschmiermitteldüsenØ10 / M4
(8x) 8x 45° ( =360°)
(8x)6,6
11
130 ±0,100
0
17
37
75
7
9,2
5
80
21
20
5
37
5
42
6
119
,8
0
66
rotie
ren
d/r
ota
te
14
6
119
,8
99
12
0h
5-0
,015
4
8
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
10,0
0 6.000 12.000 18.000 24.000 30.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
10,0
0 6.000 12.000 18.000 24.000 30.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
2524
HSO 120.42-18.AK
Spindel Parameter Spindle parameters HSO 120.42-18.AK
max. Drehzahl max. speed 1/min / rpm 42.000Werkzeugschnittstelle Tool interface HSK-E40Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 14,0ab Drehzahl from rotation speed 18.000Drehmoment (S1) Torque (S1) Nm 7,4Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Öl-Luft / Air-OilLagerbohrung vorne Bearing diameter front ø45Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 229,6Axiale Steifigkeit Axial rigidity N/µm 160,5
Werkzeugspannkraft Pull force min. kN 6,8Pneumatische Löseeinheit Pneumatic unclamp unit max. bar 6,0Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 55,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 1x AnalogLösekolbenüberwachung Unclamp piston servey 1x DigitalDrehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 224
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 6x M4
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors üBeschleunigungsaufnehmer Accelerometers û
HSO 120.42-18.AK
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
10,0
0 6.000 12.000 18.000 30.000 42.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
0
18
55
5
9,5
6
0
15
18
5
36
9
42
0
69
10
2
4
8
11
9,8
0
0,0
15
14
8
rotie
ren
d/r
ota
te
1
20
h5
-
11
9,8
KühlschmiermitteldüsenExternal coolant nozzlesØ6 / M2,5 (6x)
±0,100
(8x)6,6
(8x)11
132
8x 45°
=360°)
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
10,0
0 6.000 12.000 18.000 30.000 42.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
HSG 170.18-20.MK HSG 170.18-20.MK
Spindel Parameter Spindle parameters HSG 170.18-20.MK
max. Drehzahl max. speed 1/min / rpm 18.000Werkzeugschnittstelle Tool interface HSK-C50Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 15,0ab Drehzahl from rotation speed 10.000Drehmoment (S1) Torque (S1) Nm 14,0Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø55Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 334,0Axiale Steifigkeit Axial rigidity N/µm 165,0
Werkzeugspannkraft Pull force min. kN 27,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar -Werkzeugwechsel manuell Manual tool change ü
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar -Werkzeugüberwachungssensoren Tool sensors servey -Lösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 256
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 6x M5
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
0,0
5,0
10,0
15,0
20,0
0,0
5,0
10,0
15,0
20,0
0 5.010 9.990 15.990 18.000 20.010
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
5,0
10,0
15,0
20,0
0,0
5,0
10,0
15,0
20,0
0 5.010 9.990 15.990 18.000 20.010
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
2726
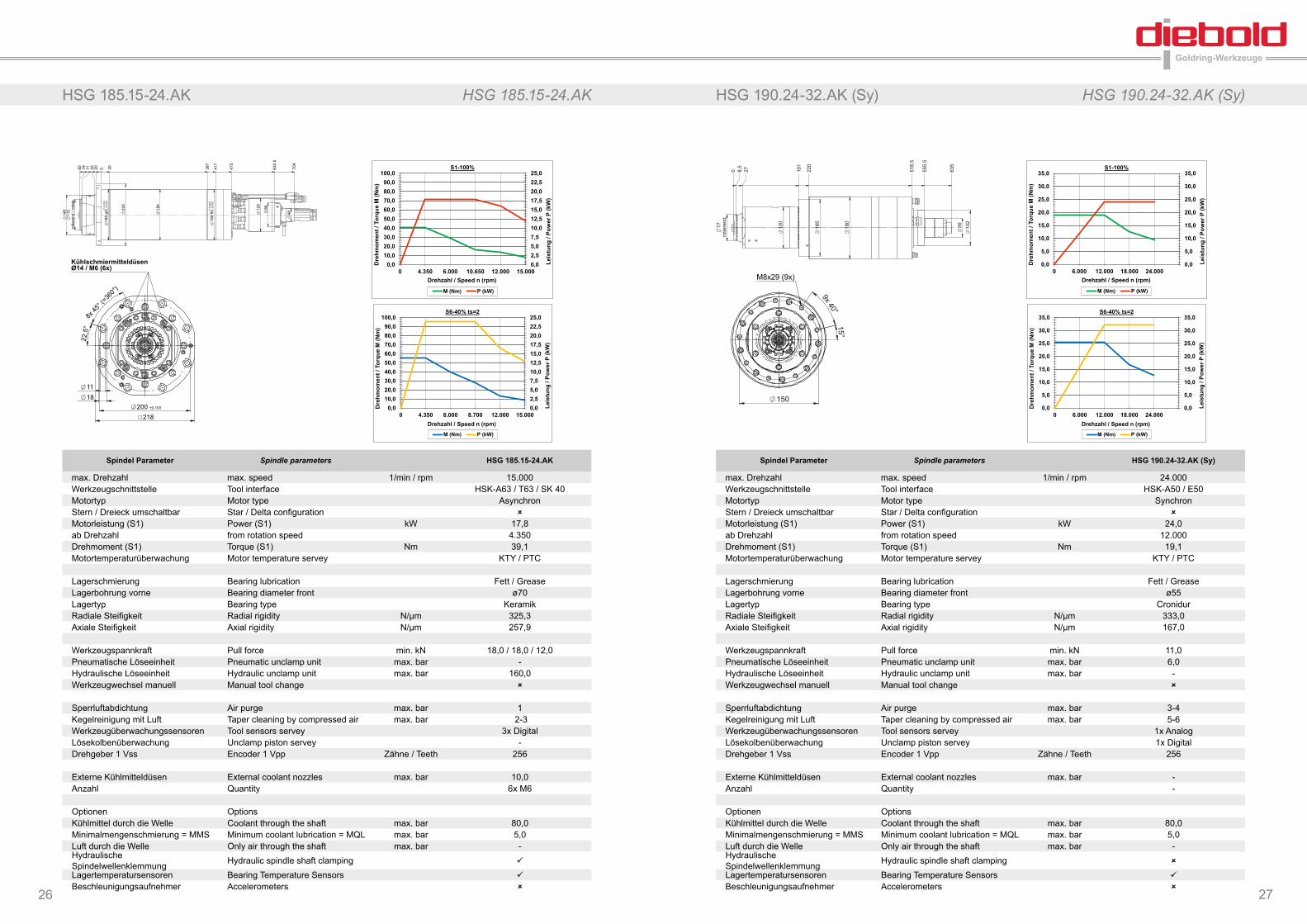
HSG 185.15-24.AK
Spindel Parameter Spindle parameters HSG 185.15-24.AK
max. Drehzahl max. speed 1/min / rpm 15.000Werkzeugschnittstelle Tool interface HSK-A63 / T63 / SK 40Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 17,8ab Drehzahl from rotation speed 4.350Drehmoment (S1) Torque (S1) Nm 39,1Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø70Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 325,3Axiale Steifigkeit Axial rigidity N/µm 257,9
Werkzeugspannkraft Pull force min. kN 18,0 / 18,0 / 12,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 160,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 3x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 256
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 6x M6
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping ü
Lagertemperatursensoren Bearing Temperature Sensors üBeschleunigungsaufnehmer Accelerometers û
HSG 185.15-24.AK
11
18
200 ±0,100
22,5
°
8x45
° (=36
0°)
218
KühlschmiermitteldüsenØ14 / M6 (6x)
110
rotiere
nd
/ro
tate
18
5g
5-0
,03
5-0
,01
5
18
4
18
5f6
-0,0
79
-0,0
50
12
0
86
14
5 22
5
48
020
25
71
79
80
30
38
7
41
7
47
5
63
2,5
70
4
0,0
2,5
5,0
7,5
10,0
12,5
15,0
17,5
20,0
22,5
25,0
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
0 4.350 6.000 8.700 12.000 15.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
2,5
5,0
7,5
10,0
12,5
15,0
17,5
20,0
22,5
25,0
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
0 4.350 6.000 10.650 12.000 15.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
HSG 190.24-32.AK (Sy) HSG 190.24-32.AK (Sy)
Spindel Parameter Spindle parameters HSG 190.24-32.AK (Sy)
max. Drehzahl max. speed 1/min / rpm 24.000Werkzeugschnittstelle Tool interface HSK-A50 / E50Motortyp Motor type SynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 24,0ab Drehzahl from rotation speed 12.000Drehmoment (S1) Torque (S1) Nm 19,1Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø55Lagertyp Bearing type CronidurRadiale Steifigkeit Radial rigidity N/µm 333,0Axiale Steifigkeit Axial rigidity N/µm 167,0
Werkzeugspannkraft Pull force min. kN 11,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar 6,0Hydraulische Löseeinheit Hydraulic unclamp unit max. bar -Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 3-4Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 5-6Werkzeugüberwachungssensoren Tool sensors servey 1x AnalogLösekolbenüberwachung Unclamp piston servey 1x DigitalDrehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 256
Externe Kühlmitteldüsen External coolant nozzles max. bar -Anzahl Quantity -
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors üBeschleunigungsaufnehmer Accelerometers û
150
15°
9x40°
M8x29 (9x)
12
0
16
5
18
0
10
2
56
77
rotiere
nd
0 8,5
27
19
1
22
0
51
8,5
55
5,5
63
5
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
0 6.000 12.000 18.000 24.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
0 6.000 12.000 18.000 24.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
2928
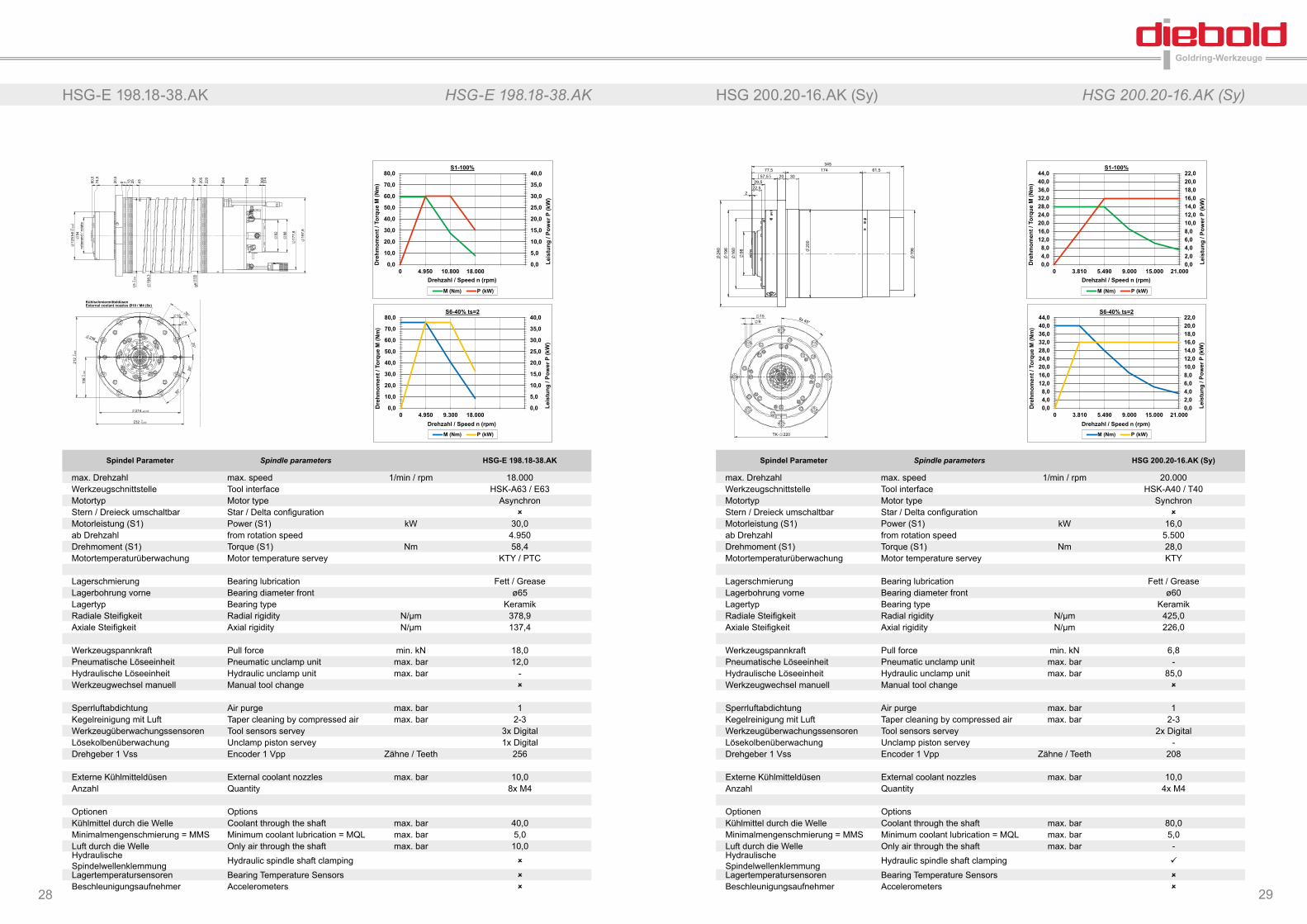
HSG-E 198.18-38.AK
Spindel Parameter Spindle parameters HSG-E 198.18-38.AK
max. Drehzahl max. speed 1/min / rpm 18.000Werkzeugschnittstelle Tool interface HSK-A63 / E63Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 30,0ab Drehzahl from rotation speed 4.950Drehmoment (S1) Torque (S1) Nm 58,4Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø65Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 378,9Axiale Steifigkeit Axial rigidity N/µm 137,4
Werkzeugspannkraft Pull force min. kN 18,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar 12,0Hydraulische Löseeinheit Hydraulic unclamp unit max. bar -Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 3x DigitalLösekolbenüberwachung Unclamp piston servey 1x DigitalDrehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 256
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 8x M4
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 40,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar 10,0Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
HSG-E 198.18-38.AK
INFORMATIONSKOPIEKein Änderungsdienst !Technische Änderungenvorbehalten.Datum: 26.02.2015
94ro
tiere
nd /
rota
te
12
5 h6
-0 0,02
5
88
82
19
7,8
17
7,8
19
8,5
-0 0,00
5
19
8 g5
- -0,01
50,
035
19
8,3
0
20,
5
74,
5 8
0,5
7
13
25
43
187
205
2
20
264
374
3
66
326
A7
A7A9
A9
A1 E3 E5E4E6 S1S4 S2 S3
E7S5E1 E1E2A6 A5 A8A2
212
-0 0,20
0
106
-0 0,10
0
232 -00,200
9
15
214 ±0,100
25°
35°
25°
35°
236
KühlschmiermitteldüsenExternal coolant nozzles Ø10 / M4 (8x)
6
D
C
B
A
E
F
G
H
E
A
B
C
D
F
54321 7 8 9 10 11 12
1 2 3 4 5 6 7 8
G
-- Ersetzt durchErsatz für
Schutzvermerk nach DIN ISO 16016 beachten !Copyright reserved to DIN ISO 16016 !
-
Goldring-WerkzeugfabrikAn der Sägmühle 4D-72417 Jungingen
HSK-A63 / 18.000 1/min / 80 bar
1:2 67777.155 g
Datum Name
CAD-System: SWx 2014diverse Ø236x453,5
(Ø198,5x373)
Hochfrequenzspindel HSG-E 198.18-38.AK.1
4-198.01.0001.0
GewichtNicht bemaßte Kanten - Maßstab
O.Diebold08.01.1501.12.14 Heim
ÄnderungZust. EDV Nr.: 4-198-01-0001-0_Datenblatt
Freimaßtoleranzennach
DIN ISO 2768-1mittel
Abmaße
Bearb.Gepr.Norm
OberflächeRa in µm
DIN ISO 1302
NameDatum
WerkstoffPosition
Benennung:
Artikel Nr.: A2Blatt
1 von 1
Dru
ckda
tum
: 26.
02.2
015
09:3
8:10
/ kh
eim
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
0 4.950 9.300 18.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
0 4.950 10.800 18.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
INFORMATIONSKOPIEKein Änderungsdienst !Technische Änderungenvorbehalten.Datum: 26.02.2015
94ro
tiere
nd /
rota
te
12
5 h6
-0 0,02
5
88
82
19
7,8
17
7,8
19
8,5
-0 0,00
5
19
8 g5
- -0,01
50,
035
19
8,3
0
20,
5
74,
5 8
0,5
7
13
25
43
187
205
2
20
264
374
3
66
326
A7
A7A9
A9
A1 E3 E5E4E6 S1S4 S2 S3
E7S5E1 E1E2A6 A5 A8A2
212
-0 0,20
0
106
-0 0,10
0
232 -00,200
9
15
214 ±0,100
25°
35°
25°
35°
236
KühlschmiermitteldüsenExternal coolant nozzles Ø10 / M4 (8x)
6
D
C
B
A
E
F
G
H
E
A
B
C
D
F
54321 7 8 9 10 11 12
1 2 3 4 5 6 7 8
G
-- Ersetzt durchErsatz für
Schutzvermerk nach DIN ISO 16016 beachten !Copyright reserved to DIN ISO 16016 !
-
Goldring-WerkzeugfabrikAn der Sägmühle 4D-72417 Jungingen
HSK-A63 / 18.000 1/min / 80 bar
1:2 67777.155 g
Datum Name
CAD-System: SWx 2014diverse Ø236x453,5
(Ø198,5x373)
Hochfrequenzspindel HSG-E 198.18-38.AK.1
4-198.01.0001.0
GewichtNicht bemaßte Kanten - Maßstab
O.Diebold08.01.1501.12.14 Heim
ÄnderungZust. EDV Nr.: 4-198-01-0001-0_Datenblatt
Freimaßtoleranzennach
DIN ISO 2768-1mittel
Abmaße
Bearb.Gepr.Norm
OberflächeRa in µm
DIN ISO 1302
NameDatum
WerkstoffPosition
Benennung:
Artikel Nr.: A2Blatt
1 von 1
Dru
ckda
tum
: 26.
02.2
015
09:3
8:10
/ kh
eim
HSG 200.20-16.AK (Sy) HSG 200.20-16.AK (Sy)
Spindel Parameter Spindle parameters HSG 200.20-16.AK (Sy)
max. Drehzahl max. speed 1/min / rpm 20.000Werkzeugschnittstelle Tool interface HSK-A40 / T40Motortyp Motor type SynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 16,0ab Drehzahl from rotation speed 5.500Drehmoment (S1) Torque (S1) Nm 28,0Motortemperaturüberwachung Motor temperature servey KTY
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø60Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 425,0Axiale Steifigkeit Axial rigidity N/µm 226,0
Werkzeugspannkraft Pull force min. kN 6,8Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 85,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 2x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 208
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 4x M4
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping ü
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
9
15
TK- 220
8x 45°
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
22,0
0,0
4,0
8,0
12,0
16,0
20,0
24,0
28,0
32,0
36,0
40,0
44,0
0 3.810 5.490 9.000 15.000 21.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
22,0
0,0
4,0
8,0
12,0
16,0
20,0
24,0
28,0
32,0
36,0
40,0
44,0
0 3.810 5.490 9.000 15.000 21.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
3130
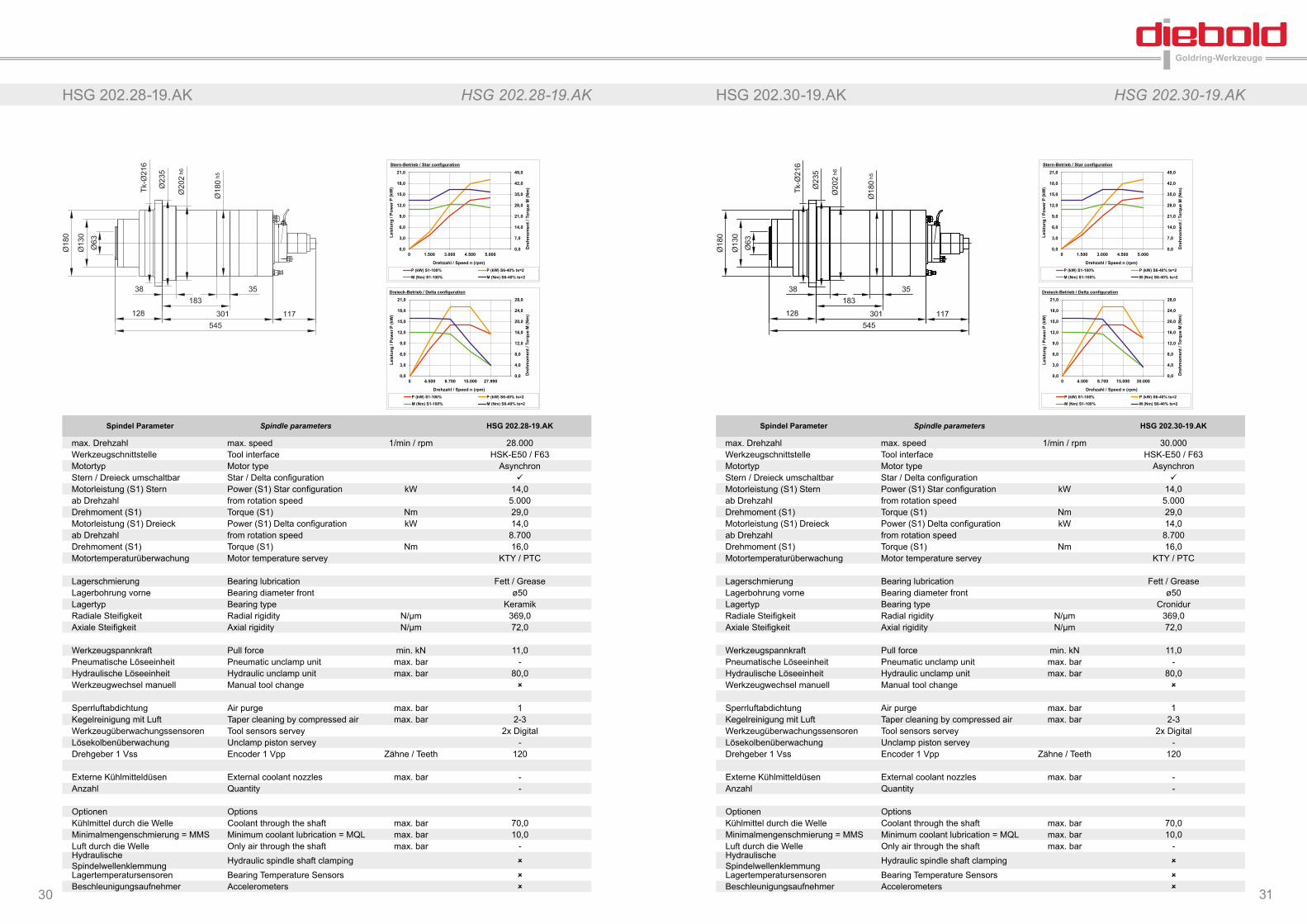
HSG 202.28-19.AK
Spindel Parameter Spindle parameters HSG 202.28-19.AK
max. Drehzahl max. speed 1/min / rpm 28.000Werkzeugschnittstelle Tool interface HSK-E50 / F63Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration üMotorleistung (S1) Stern Power (S1) Star configuration kW 14,0ab Drehzahl from rotation speed 5.000Drehmoment (S1) Torque (S1) Nm 29,0Motorleistung (S1) Dreieck Power (S1) Delta configuration kW 14,0ab Drehzahl from rotation speed 8.700Drehmoment (S1) Torque (S1) Nm 16,0Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø50Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 369,0Axiale Steifigkeit Axial rigidity N/µm 72,0
Werkzeugspannkraft Pull force min. kN 11,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 80,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 2x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 120
Externe Kühlmitteldüsen External coolant nozzles max. bar -Anzahl Quantity -
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 70,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 10,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
HSG 202.28-19.AK
0,0
7,0
14,0
21,0
28,0
35,0
42,0
49,0
0,0
3,0
6,0
9,0
12,0
15,0
18,0
21,0
0 1.500 3.000 4.500 5.000
Dre
hm
om
en
t /
To
rqu
e M
(N
m)
Le
istu
ng
/ P
ow
er
P (
kW
)
Drehzahl / Speed n (rpm)
Stern-Betrieb / Star configuration
P (kW) S1-100% P (kW) S6-40% ts=2
M (Nm) S1-100% M (Nm) S6-40% ts=2
0,0
4,0
8,0
12,0
16,0
20,0
24,0
28,0
0,0
3,0
6,0
9,0
12,0
15,0
18,0
21,0
0 4.500 8.700 15.000 27.990
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Leis
tun
g / P
ow
er
P (
kW
) Drehzahl / Speed n (rpm)
Dreieck-Betrieb / Delta configuration
P (kW) S1-100% P (kW) S6-40% ts=2
M (Nm) S1-100% M (Nm) S6-40% ts=2
HSG 202.30-19.AK HSG 202.30-19.AK
Spindel Parameter Spindle parameters HSG 202.30-19.AK
max. Drehzahl max. speed 1/min / rpm 30.000Werkzeugschnittstelle Tool interface HSK-E50 / F63Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration üMotorleistung (S1) Stern Power (S1) Star configuration kW 14,0ab Drehzahl from rotation speed 5.000Drehmoment (S1) Torque (S1) Nm 29,0Motorleistung (S1) Dreieck Power (S1) Delta configuration kW 14,0ab Drehzahl from rotation speed 8.700Drehmoment (S1) Torque (S1) Nm 16,0Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø50Lagertyp Bearing type CronidurRadiale Steifigkeit Radial rigidity N/µm 369,0Axiale Steifigkeit Axial rigidity N/µm 72,0
Werkzeugspannkraft Pull force min. kN 11,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 80,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 2x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 120
Externe Kühlmitteldüsen External coolant nozzles max. bar -Anzahl Quantity -
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 70,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 10,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
0,0
4,0
8,0
12,0
16,0
20,0
24,0
28,0
0,0
3,0
6,0
9,0
12,0
15,0
18,0
21,0
0 4.500 8.700 15.000 30.000
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Leis
tun
g / P
ow
er
P (
kW
)
Drehzahl / Speed n (rpm)
Dreieck-Betrieb / Delta configuration
P (kW) S1-100% P (kW) S6-40% ts=2
M (Nm) S1-100% M (Nm) S6-40% ts=2
0,0
7,0
14,0
21,0
28,0
35,0
42,0
49,0
0,0
3,0
6,0
9,0
12,0
15,0
18,0
21,0
0 1.500 3.000 4.500 5.000
Dre
hm
om
en
t /
To
rqu
e M
(N
m)
Le
istu
ng
/ P
ow
er
P (
kW
)
Drehzahl / Speed n (rpm)
Stern-Betrieb / Star configuration
P (kW) S1-100% P (kW) S6-40% ts=2
M (Nm) S1-100% M (Nm) S6-40% ts=2
3332
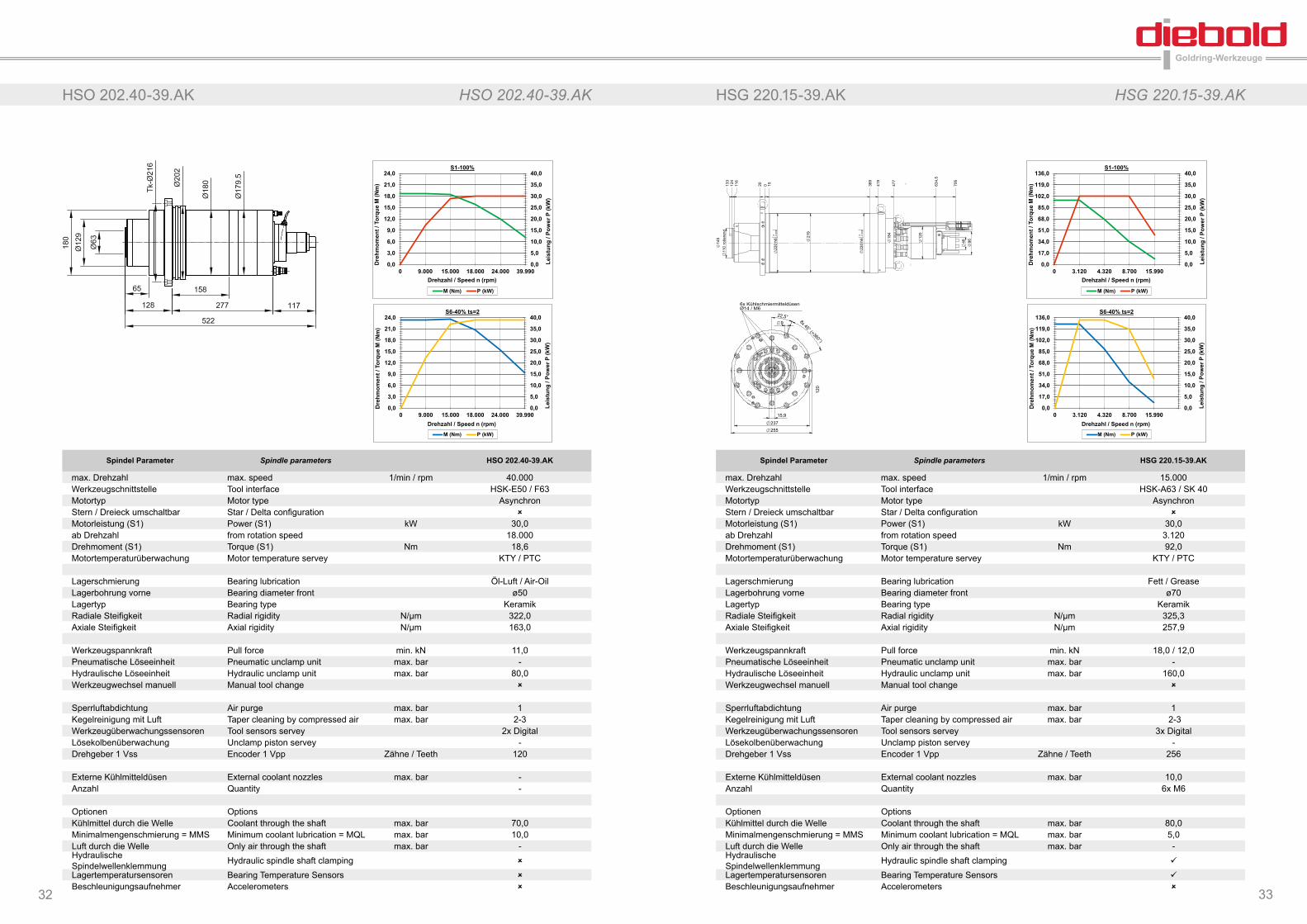
HSO 202.40-39.AK
Spindel Parameter Spindle parameters HSO 202.40-39.AK
max. Drehzahl max. speed 1/min / rpm 40.000Werkzeugschnittstelle Tool interface HSK-E50 / F63Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 30,0ab Drehzahl from rotation speed 18.000Drehmoment (S1) Torque (S1) Nm 18,6Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Öl-Luft / Air-OilLagerbohrung vorne Bearing diameter front ø50Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 322,0Axiale Steifigkeit Axial rigidity N/µm 163,0
Werkzeugspannkraft Pull force min. kN 11,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 80,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 2x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 120
Externe Kühlmitteldüsen External coolant nozzles max. bar -Anzahl Quantity -
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 70,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 10,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
HSO 202.40-39.AK
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
0,0
3,0
6,0
9,0
12,0
15,0
18,0
21,0
24,0
0 9.000 15.000 18.000 24.000 39.990
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
0,0
3,0
6,0
9,0
12,0
15,0
18,0
21,0
24,0
0 9.000 15.000 18.000 24.000 39.990
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
HSG 220.15-39.AK HSG 220.15-39.AK
Spindel Parameter Spindle parameters HSG 220.15-39.AK
max. Drehzahl max. speed 1/min / rpm 15.000Werkzeugschnittstelle Tool interface HSK-A63 / SK 40Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 30,0ab Drehzahl from rotation speed 3.120Drehmoment (S1) Torque (S1) Nm 92,0Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø70Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 325,3Axiale Steifigkeit Axial rigidity N/µm 257,9
Werkzeugspannkraft Pull force min. kN 18,0 / 12,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 160,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 3x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 256
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 6x M6
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping ü
Lagertemperatursensoren Bearing Temperature Sensors üBeschleunigungsaufnehmer Accelerometers û
237
15,9
22,5°8x 45° (=360°)
120
9
255
6x KühlschmiermitteldüsenØ14 / M6
110
ro
tie
ren
d
22
0h6
-0,0
29
0
21
9
220
h6
-0,0
29
0
18
4
120
46 86
14
5
020
116
124
133
15
38
9
41
9
47
7
63
4,5
70
6
C
A
B
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
0,0
17,0
34,0
51,0
68,0
85,0
102,0
119,0
136,0
0 3.120 4.320 8.700 15.990
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
0,0
17,0
34,0
51,0
68,0
85,0
102,0
119,0
136,0
0 3.120 4.320 8.700 15.990
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
3534
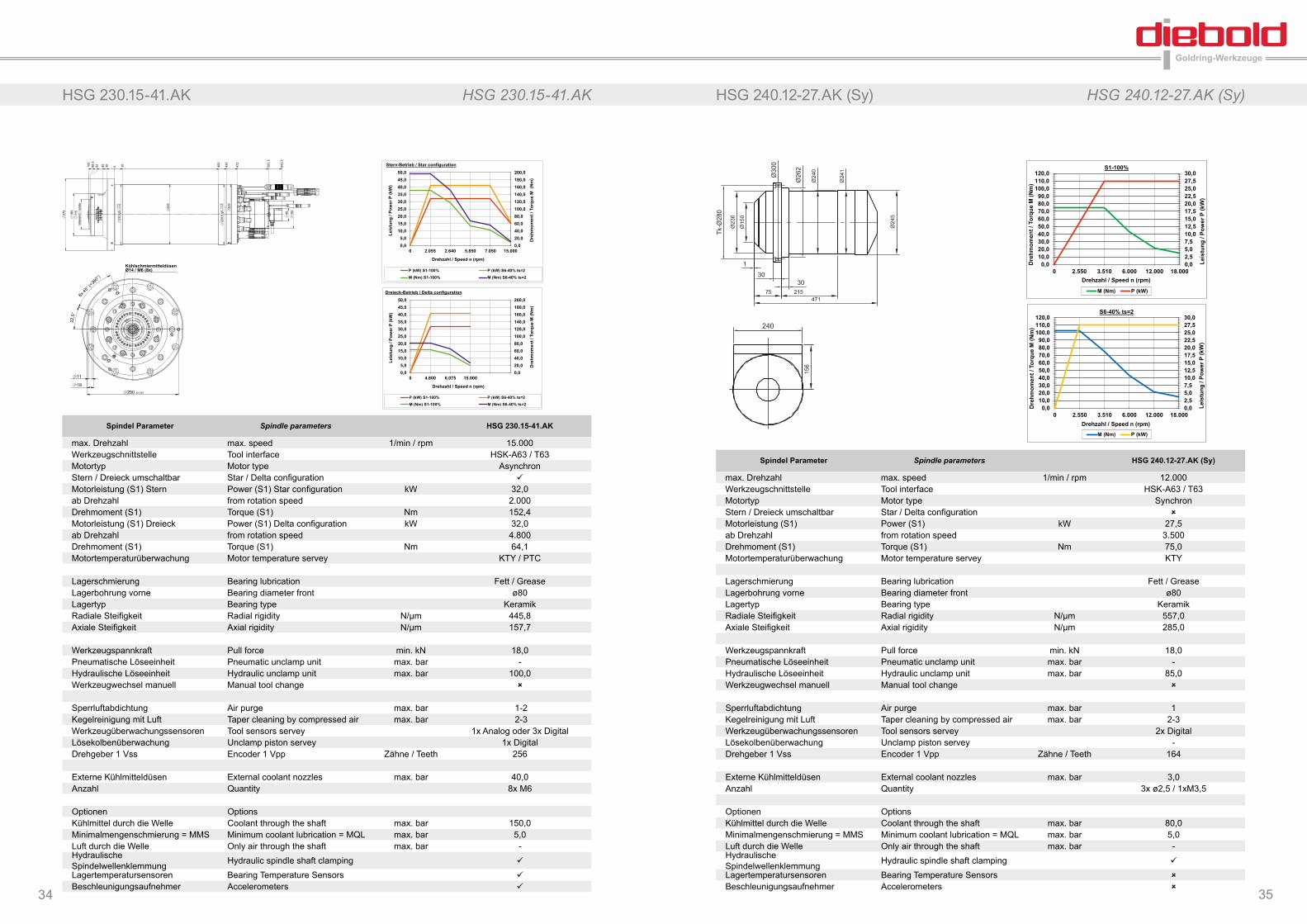
HSG 230.15-41.AK
Spindel Parameter Spindle parameters HSG 230.15-41.AK
max. Drehzahl max. speed 1/min / rpm 15.000Werkzeugschnittstelle Tool interface HSK-A63 / T63Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration üMotorleistung (S1) Stern Power (S1) Star configuration kW 32,0ab Drehzahl from rotation speed 2.000Drehmoment (S1) Torque (S1) Nm 152,4Motorleistung (S1) Dreieck Power (S1) Delta configuration kW 32,0ab Drehzahl from rotation speed 4.800Drehmoment (S1) Torque (S1) Nm 64,1Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø80Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 445,8Axiale Steifigkeit Axial rigidity N/µm 157,7
Werkzeugspannkraft Pull force min. kN 18,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 100,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1-2Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 1x Analog oder 3x DigitalLösekolbenüberwachung Unclamp piston servey 1x DigitalDrehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 256
Externe Kühlmitteldüsen External coolant nozzles max. bar 40,0Anzahl Quantity 8x M6
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 150,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping ü
Lagertemperatursensoren Bearing Temperature Sensors üBeschleunigungsaufnehmer Accelerometers ü
HSG 230.15-41.AK
KühlschmiermitteldüsenØ14 / M6 (8x)
22,5
°
11
18
±0,100250
8x 45
° (=36
0°)
0
30
45
92
98
,5
10
0
30
40
0
43
0
47
2
59
1,5
64
2,5
22
9
0
,03
50
,01
5
rotie
ren
d /
ro
tate
115
22
9
0,0
15
27
5
48
-
16
0
0,0
35
-g
52
30
2
29
,5 g
5 - -
10
5
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
180,0
200,0
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
0 4.800 6.075 15.000
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Le
istu
ng
/ P
ow
er
P (
kW
) Drehzahl / Speed n (rpm)
Dreieck-Betrieb / Delta configuration
P (kW) S1-100% P (kW) S6-40% ts=2
M (Nm) S1-100% M (Nm) S6-40% ts=2
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
180,0
200,0
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
0 2.055 2.640 5.850 7.050 15.000
Dre
hm
om
en
t /
To
rqu
e M
(N
m)
Le
istu
ng
/ P
ow
er
P (
kW
)
Drehzahl / Speed n (rpm)
Stern-Betrieb / Star configuration
P (kW) S1-100% P (kW) S6-40% ts=2
M (Nm) S1-100% M (Nm) S6-40% ts=2
HSG 240.12-27.AK (Sy) HSG 240.12-27.AK (Sy)
Spindel Parameter Spindle parameters HSG 240.12-27.AK (Sy)
max. Drehzahl max. speed 1/min / rpm 12.000Werkzeugschnittstelle Tool interface HSK-A63 / T63Motortyp Motor type SynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 27,5ab Drehzahl from rotation speed 3.500Drehmoment (S1) Torque (S1) Nm 75,0Motortemperaturüberwachung Motor temperature servey KTY
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø80Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 557,0Axiale Steifigkeit Axial rigidity N/µm 285,0
Werkzeugspannkraft Pull force min. kN 18,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 85,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 2x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 164
Externe Kühlmitteldüsen External coolant nozzles max. bar 3,0Anzahl Quantity 3x ø2,5 / 1xM3,5
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping ü
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
0,0
2,5
5,0
7,5
10,0
12,5
15,0
17,5
20,0
22,5
25,0
27,5
30,0
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
110,0
120,0
0 2.550 3.510 6.000 12.000 18.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
2,5
5,0
7,5
10,0
12,5
15,0
17,5
20,0
22,5
25,0
27,5
30,0
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
110,0
120,0
0 2.550 3.510 6.000 12.000 18.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
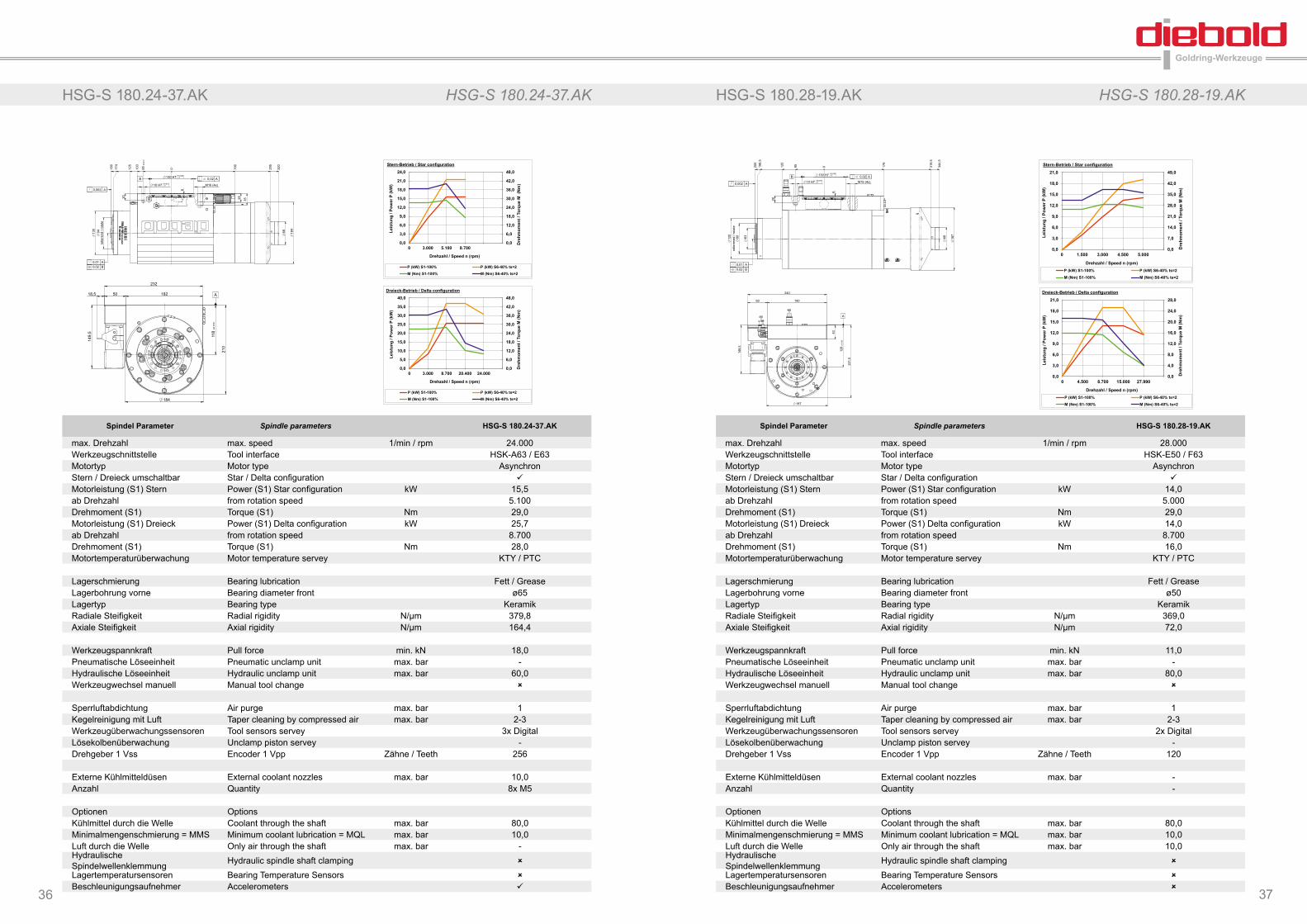
3736
HSG-S 180.24-37.AK
Spindel Parameter Spindle parameters HSG-S 180.24-37.AK
max. Drehzahl max. speed 1/min / rpm 24.000Werkzeugschnittstelle Tool interface HSK-A63 / E63Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration üMotorleistung (S1) Stern Power (S1) Star configuration kW 15,5ab Drehzahl from rotation speed 5.100Drehmoment (S1) Torque (S1) Nm 29,0Motorleistung (S1) Dreieck Power (S1) Delta configuration kW 25,7ab Drehzahl from rotation speed 8.700Drehmoment (S1) Torque (S1) Nm 28,0Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø65Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 379,8Axiale Steifigkeit Axial rigidity N/µm 164,4
Werkzeugspannkraft Pull force min. kN 18,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 60,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 3x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 256
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 8x M5
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 10,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers ü
HSG-S 180.24-37.AK
0,0
6,0
12,0
18,0
24,0
30,0
36,0
42,0
48,0
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
0 3.000 8.700 20.400 24.000
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Leis
tun
g / P
ow
er
P (
kW
)
Drehzahl / Speed n (rpm)
Dreieck-Betrieb / Delta configuration
P (kW) S1-100% P (kW) S6-40% ts=2
M (Nm) S1-100% M (Nm) S6-40% ts=2
0,0
6,0
12,0
18,0
24,0
30,0
36,0
42,0
48,0
0,0
3,0
6,0
9,0
12,0
15,0
18,0
21,0
24,0
0 3.000 5.100 8.700
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Leis
tun
g / P
ow
er
P (
kW
)
Drehzahl / Speed n (rpm)
Stern-Betrieb / Star configuration
P (kW) S1-100% P (kW) S6-40% ts=2
M (Nm) S1-100% M (Nm) S6-40% ts=2
A
210
149,5
18,5
184
182
50
232
118 ±
0,0
10
29
5
0
±0
,01
0
32
0
12
5
85
18
0
19
0
17
4
10
3
65
0
0
±0
,10
0 8
5 ±
0,1
00
85
±0,100 75
75 ±0,100
65
0,02 A
A0,002
B
0,01 A
0,02
B
35
0,040+
130 H7
94
rotie
ren
d /
ro
tate
13
0
1
84
68
6
0
25
10 H7 + 0,0150 M16 (4x)
20
+ 130 H7
0,0400
1
0 H
7 + 0
,01
5
0
HSG-S 180.28-19.AK HSG-S 180.28-19.AK
Spindel Parameter Spindle parameters HSG-S 180.28-19.AK
max. Drehzahl max. speed 1/min / rpm 28.000Werkzeugschnittstelle Tool interface HSK-E50 / F63Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration üMotorleistung (S1) Stern Power (S1) Star configuration kW 14,0ab Drehzahl from rotation speed 5.000Drehmoment (S1) Torque (S1) Nm 29,0Motorleistung (S1) Dreieck Power (S1) Delta configuration kW 14,0ab Drehzahl from rotation speed 8.700Drehmoment (S1) Torque (S1) Nm 16,0Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø50Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 369,0Axiale Steifigkeit Axial rigidity N/µm 72,0
Werkzeugspannkraft Pull force min. kN 11,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 80,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 2x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 120
Externe Kühlmitteldüsen External coolant nozzles max. bar -Anzahl Quantity -
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 10,0Luft durch die Welle Only air through the shaft max. bar 10,0Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
A
240
187
148,5
221,5
180
±0,0
30
43
128
60
0
85
125
198,5
205
344,5
319,5
179
0
0
0
50
50
85 ±
0,1
00
85 ±
0,1
00
75 ±0,100
75 ±0,100
B
0,02 A
A0,002
0,02
0,01 A
B
68
20
120
+
90
63
10 H7 M0,015
rotie
rened / r
ota
te
187
(4x) 0
16
130 H7 + 0,0400
6
10
H7
0+
0,0
15
0,0
4,0
8,0
12,0
16,0
20,0
24,0
28,0
0,0
3,0
6,0
9,0
12,0
15,0
18,0
21,0
0 4.500 8.700 15.000 27.990
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Leis
tun
g / P
ow
er
P (
kW
)
Drehzahl / Speed n (rpm)
Dreieck-Betrieb / Delta configuration
P (kW) S1-100% P (kW) S6-40% ts=2
M (Nm) S1-100% M (Nm) S6-40% ts=2
0,0
7,0
14,0
21,0
28,0
35,0
42,0
49,0
0,0
3,0
6,0
9,0
12,0
15,0
18,0
21,0
0 1.500 3.000 4.500 5.000
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Leis
tun
g / P
ow
er
P (
kW
)
Drehzahl / Speed n (rpm)
Stern-Betrieb / Star configuration
P (kW) S1-100% P (kW) S6-40% ts=2
M (Nm) S1-100% M (Nm) S6-40% ts=2
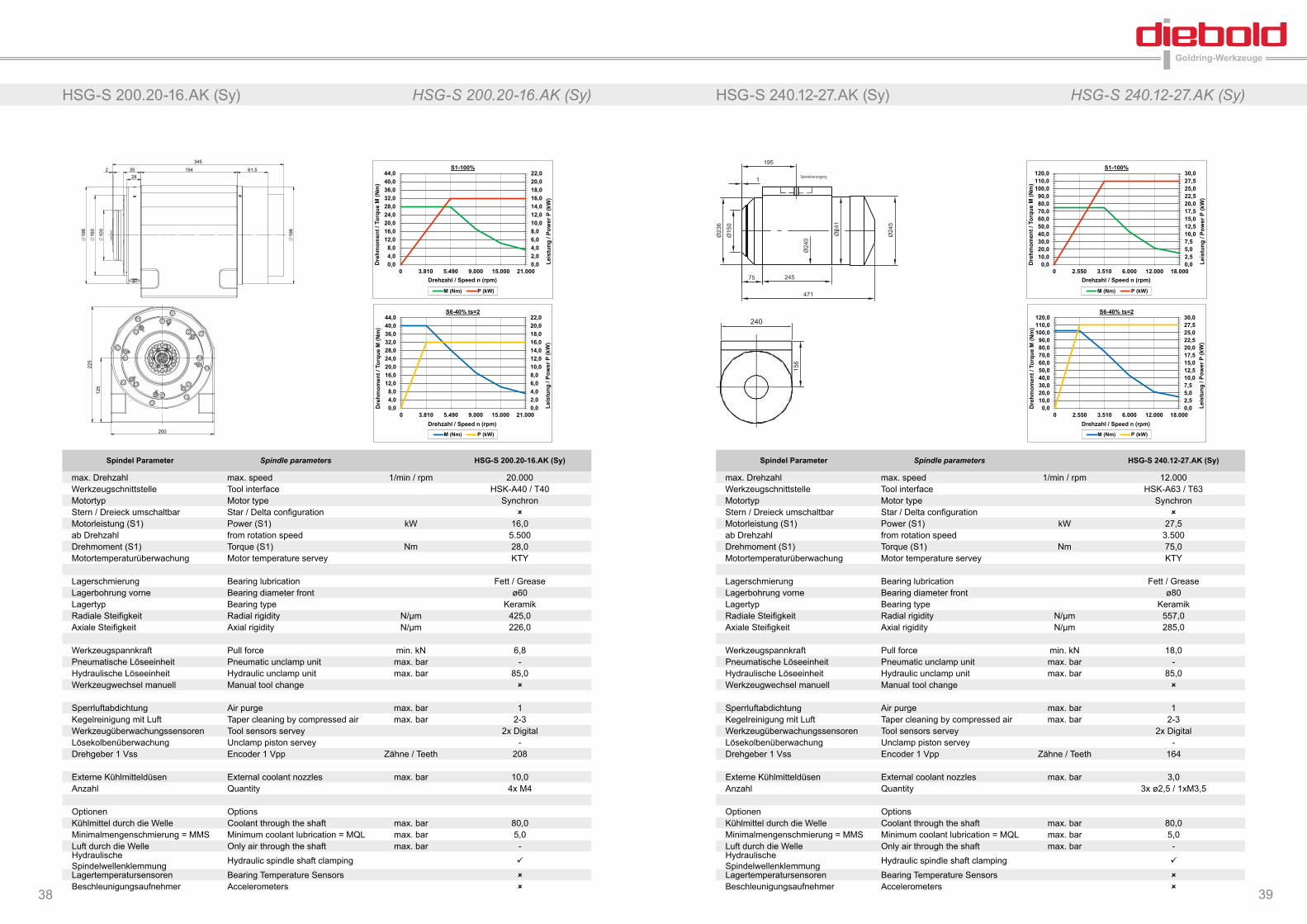
3938
HSG-S 200.20-16.AK (Sy)
Spindel Parameter Spindle parameters HSG-S 200.20-16.AK (Sy)
max. Drehzahl max. speed 1/min / rpm 20.000Werkzeugschnittstelle Tool interface HSK-A40 / T40Motortyp Motor type SynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 16,0ab Drehzahl from rotation speed 5.500Drehmoment (S1) Torque (S1) Nm 28,0Motortemperaturüberwachung Motor temperature servey KTY
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø60Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 425,0Axiale Steifigkeit Axial rigidity N/µm 226,0
Werkzeugspannkraft Pull force min. kN 6,8Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 85,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 2x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 208
Externe Kühlmitteldüsen External coolant nozzles max. bar 10,0Anzahl Quantity 4x M4
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping ü
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
HSG-S 200.20-16.AK (Sy)
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
22,0
0,0
4,0
8,0
12,0
16,0
20,0
24,0
28,0
32,0
36,0
40,0
44,0
0 3.810 5.490 9.000 15.000 21.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
22,0
0,0
4,0
8,0
12,0
16,0
20,0
24,0
28,0
32,0
36,0
40,0
44,0
0 3.810 5.490 9.000 15.000 21.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
12
5
22
5
200
61,5
345
10
0
16
0
28
352
19
6
194
1
96
HSG-S 240.12-27.AK (Sy) HSG-S 240.12-27.AK (Sy)
Spindel Parameter Spindle parameters HSG-S 240.12-27.AK (Sy)
max. Drehzahl max. speed 1/min / rpm 12.000Werkzeugschnittstelle Tool interface HSK-A63 / T63Motortyp Motor type SynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 27,5ab Drehzahl from rotation speed 3.500Drehmoment (S1) Torque (S1) Nm 75,0Motortemperaturüberwachung Motor temperature servey KTY
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø80Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 557,0Axiale Steifigkeit Axial rigidity N/µm 285,0
Werkzeugspannkraft Pull force min. kN 18,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 85,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 2x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 164
Externe Kühlmitteldüsen External coolant nozzles max. bar 3,0Anzahl Quantity 3x ø2,5 / 1xM3,5
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping ü
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
0,0
2,5
5,0
7,5
10,0
12,5
15,0
17,5
20,0
22,5
25,0
27,5
30,0
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
110,0
120,0
0 2.550 3.510 6.000 12.000 18.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
2,5
5,0
7,5
10,0
12,5
15,0
17,5
20,0
22,5
25,0
27,5
30,0
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0
110,0
120,0
0 2.550 3.510 6.000 12.000 18.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
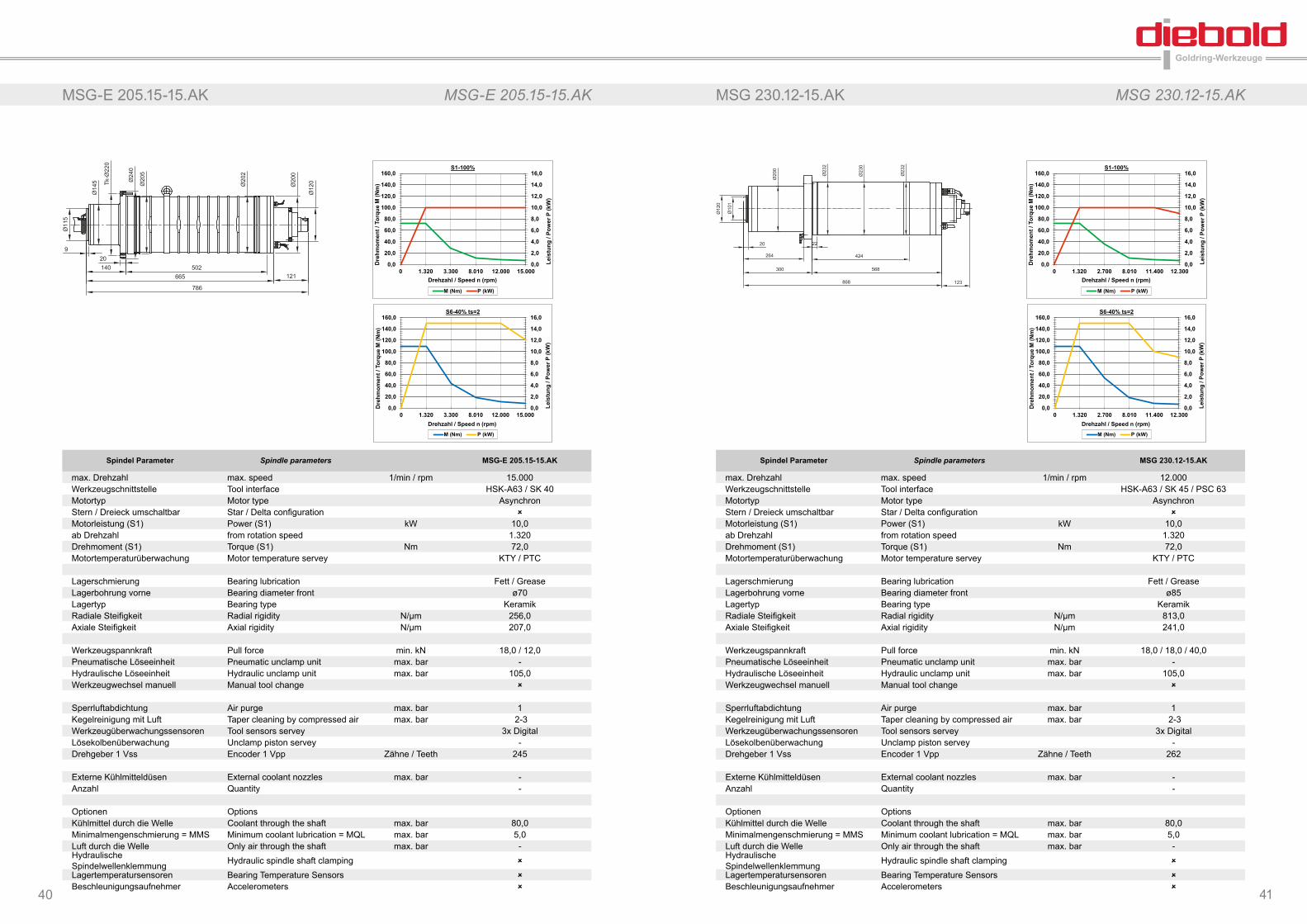
4140
MSG-E 205.15-15.AK
Spindel Parameter Spindle parameters MSG-E 205.15-15.AK
max. Drehzahl max. speed 1/min / rpm 15.000Werkzeugschnittstelle Tool interface HSK-A63 / SK 40Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 10,0ab Drehzahl from rotation speed 1.320Drehmoment (S1) Torque (S1) Nm 72,0Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø70Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 256,0Axiale Steifigkeit Axial rigidity N/µm 207,0
Werkzeugspannkraft Pull force min. kN 18,0 / 12,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 105,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 3x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 245
Externe Kühlmitteldüsen External coolant nozzles max. bar -Anzahl Quantity -
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
MSG-E 205.15-15.AK
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
0 1.320 3.300 8.010 12.000 15.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
0 1.320 3.300 8.010 12.000 15.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
MSG 230.12-15.AK MSG 230.12-15.AK
Spindel Parameter Spindle parameters MSG 230.12-15.AK
max. Drehzahl max. speed 1/min / rpm 12.000Werkzeugschnittstelle Tool interface HSK-A63 / SK 45 / PSC 63Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 10,0ab Drehzahl from rotation speed 1.320Drehmoment (S1) Torque (S1) Nm 72,0Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø85Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 813,0Axiale Steifigkeit Axial rigidity N/µm 241,0
Werkzeugspannkraft Pull force min. kN 18,0 / 18,0 / 40,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 105,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 3x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 262
Externe Kühlmitteldüsen External coolant nozzles max. bar -Anzahl Quantity -
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
0 1.320 2.700 8.010 11.400 12.300
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
0 1.320 2.700 8.010 11.400 12.300
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
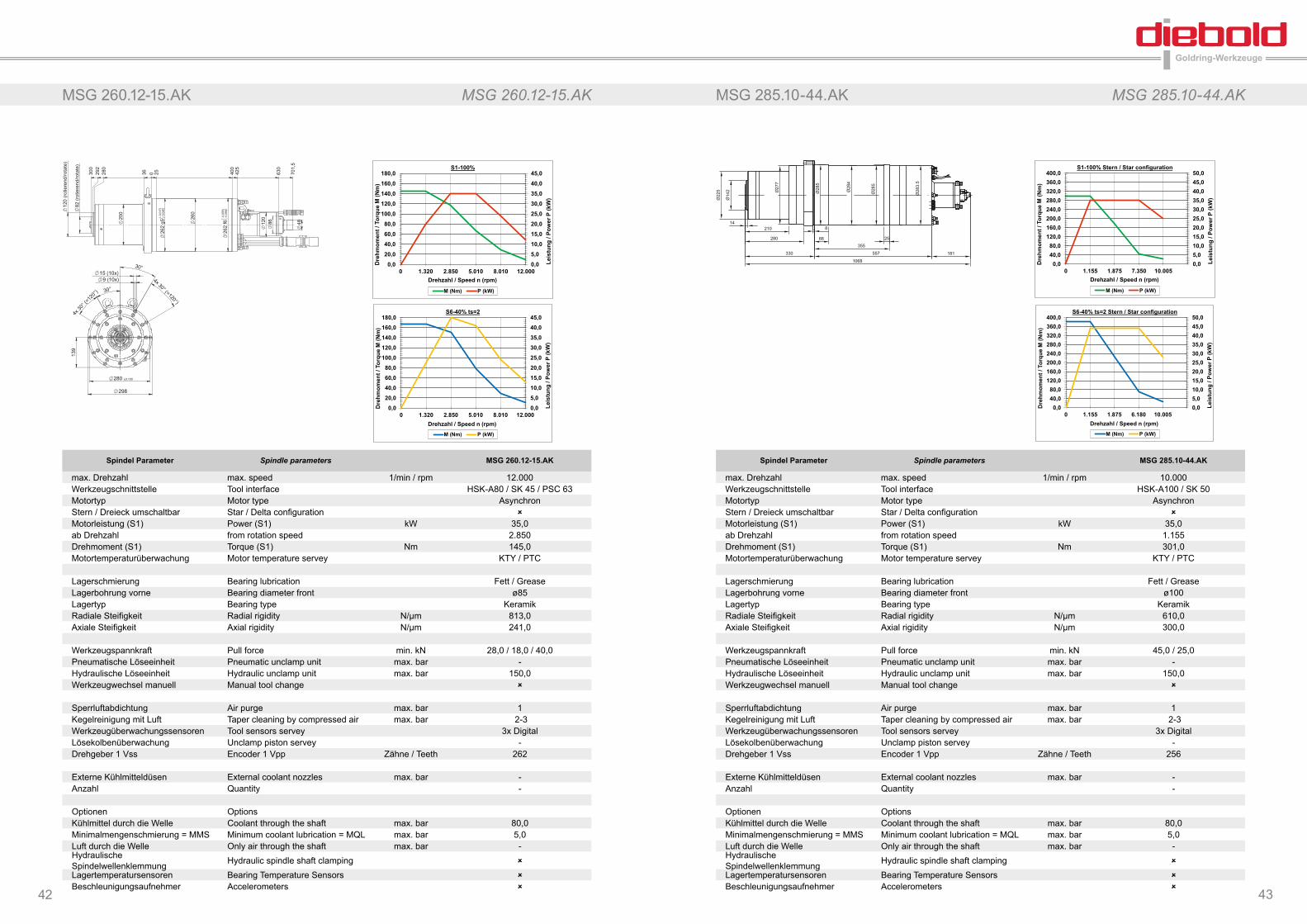
4342
MSG 260.12-15.AK
Spindel Parameter Spindle parameters MSG 260.12-15.AK
max. Drehzahl max. speed 1/min / rpm 12.000Werkzeugschnittstelle Tool interface HSK-A80 / SK 45 / PSC 63Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 35,0ab Drehzahl from rotation speed 2.850Drehmoment (S1) Torque (S1) Nm 145,0Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø85Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 813,0Axiale Steifigkeit Axial rigidity N/µm 241,0
Werkzeugspannkraft Pull force min. kN 28,0 / 18,0 / 40,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 150,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 3x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 262
Externe Kühlmitteldüsen External coolant nozzles max. bar -Anzahl Quantity -
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û
MSG 260.12-15.AK
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
180,0
0 1.320 2.850 5.010 8.010 12.000
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2
M (Nm) P (kW)
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
160,0
180,0
0 1.320 2.850 5.010 8.010 12.000
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100%
M (Nm) P (kW)
MSG 285.10-44.AK MSG 285.10-44.AK
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
0,0
40,0
80,0
120,0
160,0
200,0
240,0
280,0
320,0
360,0
400,0
0 1.155 1.875 6.180 10.005
Leis
tun
g / P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S6-40% ts=2 Stern / Star configuration
M (Nm) P (kW)
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
0,0
40,0
80,0
120,0
160,0
200,0
240,0
280,0
320,0
360,0
400,0
0 1.155 1.875 7.350 10.005
Le
istu
ng
/ P
ow
er
P (
kW
)
Dre
hm
om
en
t / To
rqu
e M
(N
m)
Drehzahl / Speed n (rpm)
S1-100% Stern / Star configuration
M (Nm) P (kW)
Spindel Parameter Spindle parameters MSG 285.10-44.AK
max. Drehzahl max. speed 1/min / rpm 10.000Werkzeugschnittstelle Tool interface HSK-A100 / SK 50Motortyp Motor type AsynchronStern / Dreieck umschaltbar Star / Delta configuration ûMotorleistung (S1) Power (S1) kW 35,0ab Drehzahl from rotation speed 1.155Drehmoment (S1) Torque (S1) Nm 301,0Motortemperaturüberwachung Motor temperature servey KTY / PTC
Lagerschmierung Bearing lubrication Fett / GreaseLagerbohrung vorne Bearing diameter front ø100Lagertyp Bearing type KeramikRadiale Steifigkeit Radial rigidity N/µm 610,0Axiale Steifigkeit Axial rigidity N/µm 300,0
Werkzeugspannkraft Pull force min. kN 45,0 / 25,0Pneumatische Löseeinheit Pneumatic unclamp unit max. bar -Hydraulische Löseeinheit Hydraulic unclamp unit max. bar 150,0Werkzeugwechsel manuell Manual tool change û
Sperrluftabdichtung Air purge max. bar 1Kegelreinigung mit Luft Taper cleaning by compressed air max. bar 2-3Werkzeugüberwachungssensoren Tool sensors servey 3x DigitalLösekolbenüberwachung Unclamp piston servey -Drehgeber 1 Vss Encoder 1 Vpp Zähne / Teeth 256
Externe Kühlmitteldüsen External coolant nozzles max. bar -Anzahl Quantity -
Optionen OptionsKühlmittel durch die Welle Coolant through the shaft max. bar 80,0Minimalmengenschmierung = MMS Minimum coolant lubrication = MQL max. bar 5,0Luft durch die Welle Only air through the shaft max. bar -Hydraulische Spindelwellenklemmung Hydraulic spindle shaft clamping û
Lagertemperatursensoren Bearing Temperature Sensors ûBeschleunigungsaufnehmer Accelerometers û

4544
Prüfmittel für Spindel und MaschineGauges for Spindle and Machine
Prü
fmitt
el /
Gau
ges
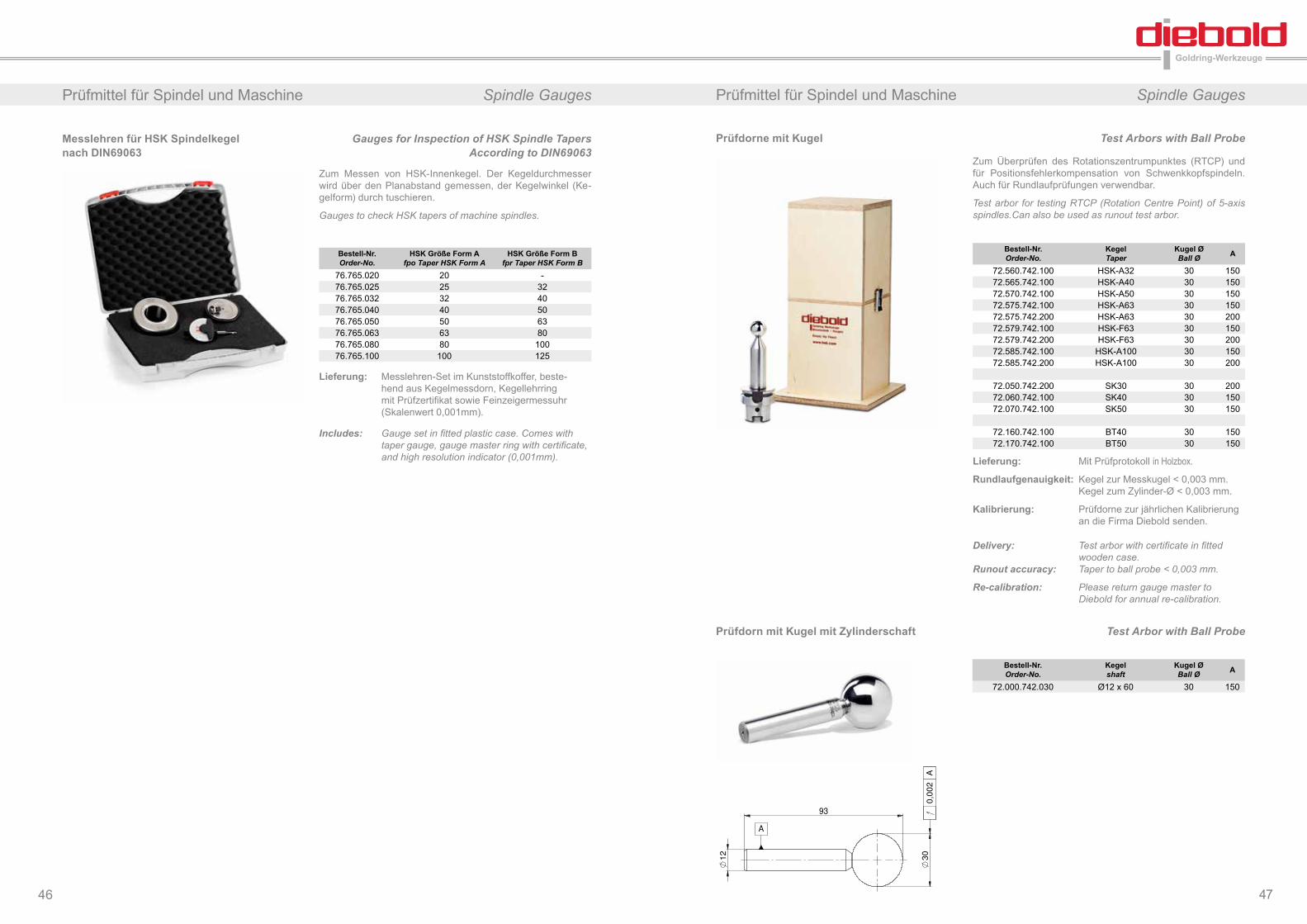
4746
Prüfmittel für Spindel und Maschine Spindle Gauges Prüfmittel für Spindel und Maschine Spindle Gauges
Messlehren für HSK Spindelkegel nach DIN69063
Gauges for Inspection of HSK Spindle Tapers According to DIN69063
Prüfdorne mit Kugel Test Arbors with Ball Probe
Zum Messen von HSK-Innenkegel. Der Kegeldurchmesser wird über den Planabstand gemessen, der Kegelwinkel (Ke-gelform) durch tuschieren.
Gauges to check HSK tapers of machine spindles.
Lieferung: Messlehren-Set im Kunststoffkoffer, beste-hend aus Kegelmessdorn, Kegellehrring mit Prüfzertifikat sowie Feinzeigermessuhr (Skalenwert 0,001mm).
Includes: Gauge set in fitted plastic case. Comes with taper gauge, gauge master ring with certificate, and high resolution indicator (0,001mm).
Bestell-Nr. Order-No.
HSK Größe Form Afpo Taper HSK Form A
HSK Größe Form Bfpr Taper HSK Form B
76.765.020 20 -76.765.025 25 3276.765.032 32 4076.765.040 40 5076.765.050 50 6376.765.063 63 8076.765.080 80 10076.765.100 100 125
Bestell-Nr. Order-No.
KegelTaper
Kugel ØBall Ø A
72.560.742.100 HSK-A32 30 15072.565.742.100 HSK-A40 30 15072.570.742.100 HSK-A50 30 15072.575.742.100 HSK-A63 30 15072.575.742.200 HSK-A63 30 20072.579.742.100 HSK-F63 30 15072.579.742.200 HSK-F63 30 20072.585.742.100 HSK-A100 30 15072.585.742.200 HSK-A100 30 200
72.050.742.200 SK30 30 20072.060.742.100 SK40 30 15072.070.742.100 SK50 30 150
72.160.742.100 BT40 30 15072.170.742.100 BT50 30 150
Lieferung: Mit Prüfprotokoll in Holzbox.
Rundlaufgenauigkeit: Kegel zur Messkugel < 0,003 mm. Kegel zum Zylinder-Ø < 0,003 mm.
Kalibrierung: Prüfdorne zur jährlichen Kalibrierung an die Firma Diebold senden.
Delivery: Test arbor with certificate in fitted wooden case.
Runout accuracy: Taper to ball probe < 0,003 mm.
Re-calibration: Please return gauge master to Diebold for annual re-calibration.
Zum Überprüfen des Rotationszentrumpunktes (RTCP) und für Positionsfehlerkompensation von Schwenkkopfspindeln. Auch für Rundlaufprüfungen verwendbar.
Test arbor for testing RTCP (Rotation Centre Point) of 5-axis spindles.Can also be used as runout test arbor.
Prüfdorn mit Kugel mit Zylinderschaft Test Arbor with Ball Probe
Bestell-Nr. Order-No.
Kegelshaft
Kugel ØBall Ø A
72.000.742.030 Ø12 x 60 30 150
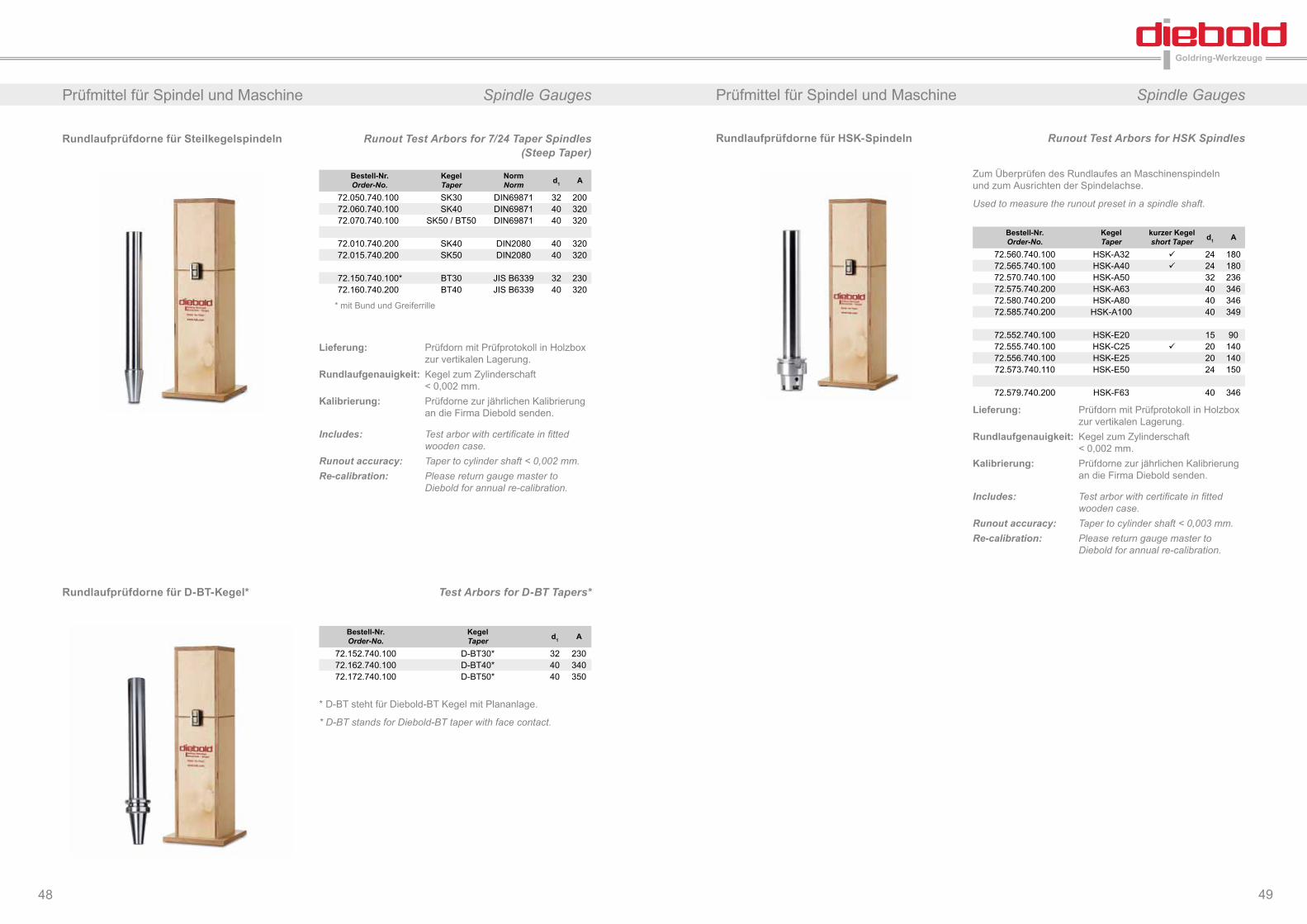
4948
Rundlaufprüfdorne für Steilkegelspindeln Runout Test Arbors for 7/24 Taper Spindles (Steep Taper)
Rundlaufprüfdorne für HSK-Spindeln Runout Test Arbors for HSK Spindles
Rundlaufprüfdorne für D-BT-Kegel* Test Arbors for D-BT Tapers*
Bestell-Nr. Order-No.
KegelTaper d1 A
72.152.740.100 D-BT30* 32 23072.162.740.100 D-BT40* 40 34072.172.740.100 D-BT50* 40 350
Bestell-Nr. Order-No.
KegelTaper
kurzer Kegelshort Taper d1 A
72.560.740.100 HSK-A32 ü 24 18072.565.740.100 HSK-A40 ü 24 18072.570.740.100 HSK-A50 32 23672.575.740.200 HSK-A63 40 34672.580.740.200 HSK-A80 40 34672.585.740.200 HSK-A100 40 349
72.552.740.100 HSK-E20 15 9072.555.740.100 HSK-C25 ü 20 14072.556.740.100 HSK-E25 20 14072.573.740.110 HSK-E50 24 150
72.579.740.200 HSK-F63 40 346
Zum Überprüfen des Rundlaufes an Maschinenspindelnund zum Ausrichten der Spindelachse.
Used to measure the runout preset in a spindle shaft.
Lieferung: Prüfdorn mit Prüfprotokoll in Holzbox zur vertikalen Lagerung.
Rundlaufgenauigkeit: Kegel zum Zylinderschaft < 0,002 mm.
Kalibrierung: Prüfdorne zur jährlichen Kalibrierung an die Firma Diebold senden.
Includes: Test arbor with certificate in fitted wooden case.
Runout accuracy: Taper to cylinder shaft < 0,003 mm.Re-calibration: Please return gauge master to
Diebold for annual re-calibration.
Bestell-Nr. Order-No.
KegelTaper
NormNorm d1 A
72.050.740.100 SK30 DIN69871 32 20072.060.740.100 SK40 DIN69871 40 32072.070.740.100 SK50 / BT50 DIN69871 40 320
72.010.740.200 SK40 DIN2080 40 32072.015.740.200 SK50 DIN2080 40 320
72.150.740.100* BT30 JIS B6339 32 23072.160.740.200 BT40 JIS B6339 40 320
Lieferung: Prüfdorn mit Prüfprotokoll in Holzbox zur vertikalen Lagerung.
Rundlaufgenauigkeit: Kegel zum Zylinderschaft < 0,002 mm.
Kalibrierung: Prüfdorne zur jährlichen Kalibrierung an die Firma Diebold senden.
Includes: Test arbor with certificate in fitted wooden case.
Runout accuracy: Taper to cylinder shaft < 0,002 mm.Re-calibration: Please return gauge master to
Diebold for annual re-calibration.
* mit Bund und Greiferrille
Prüfmittel für Spindel und Maschine Spindle Gauges Prüfmittel für Spindel und Maschine Spindle Gauges
* D-BT steht für Diebold-BT Kegel mit Plananlage.
* D-BT stands for Diebold-BT taper with face contact.
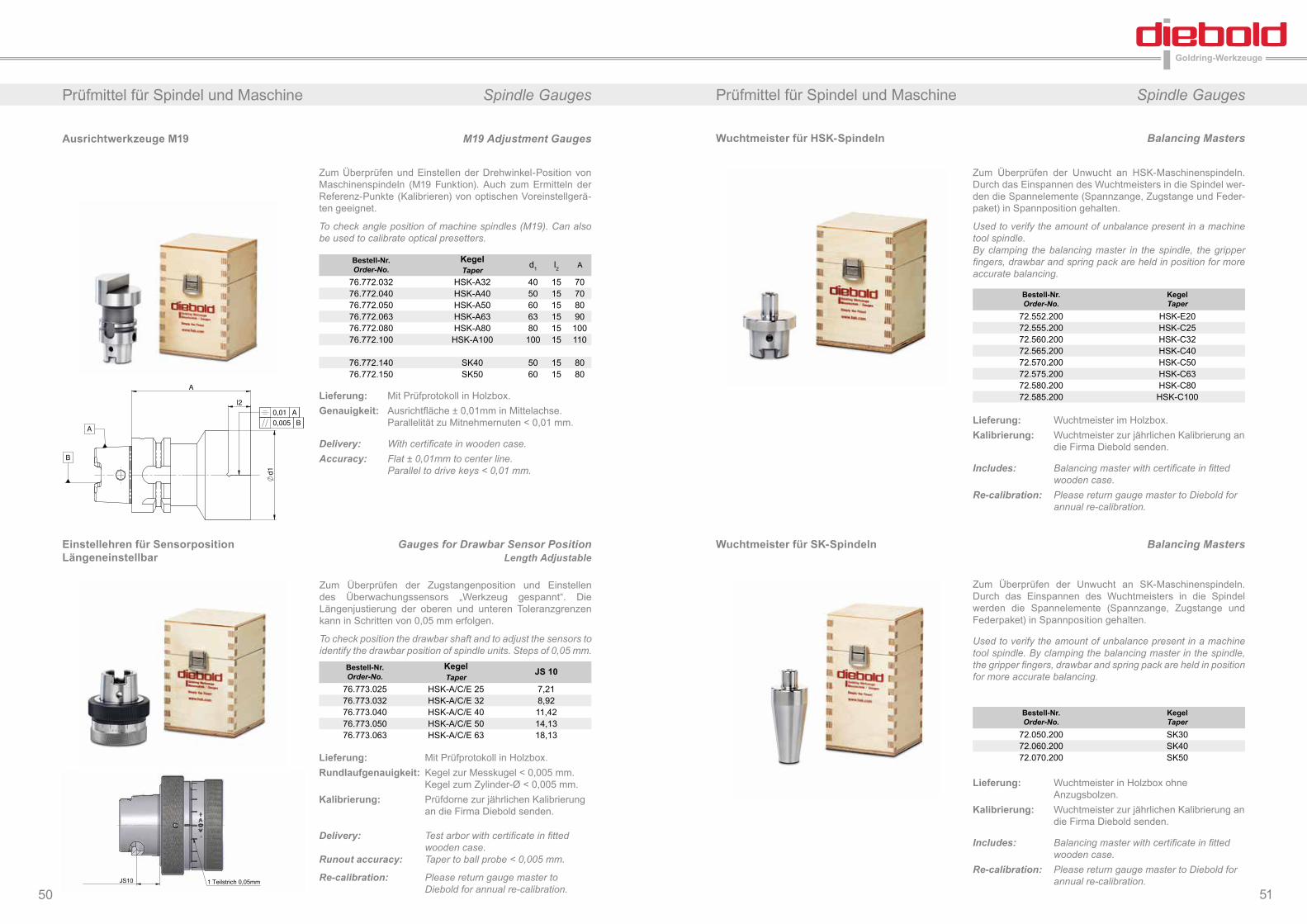
5150
Ausrichtwerkzeuge M19 M19 Adjustment Gauges Wuchtmeister für HSK-Spindeln Balancing Masters
Bestell-Nr. Order-No.
Kegel Taper
d1 l2 A
76.772.032 HSK-A32 40 15 7076.772.040 HSK-A40 50 15 7076.772.050 HSK-A50 60 15 8076.772.063 HSK-A63 63 15 9076.772.080 HSK-A80 80 15 10076.772.100 HSK-A100 100 15 110
76.772.140 SK40 50 15 8076.772.150 SK50 60 15 80
Zum Überprüfen und Einstellen der Drehwinkel-Position von Maschinenspindeln (M19 Funktion). Auch zum Ermitteln der Referenz-Punkte (Kalibrieren) von optischen Voreinstellgerä-ten geeignet.
To check angle position of machine spindles (M19). Can also be used to calibrate optical presetters.
Einstellehren für SensorpositionLängeneinstellbar
Gauges for Drawbar Sensor PositionLength Adjustable
Bestell-Nr. Order-No.
KegelTaper
JS 10
76.773.025 HSK-A/C/E 25 7,2176.773.032 HSK-A/C/E 32 8,9276.773.040 HSK-A/C/E 40 11,4276.773.050 HSK-A/C/E 50 14,1376.773.063 HSK-A/C/E 63 18,13
Lieferung: Mit Prüfprotokoll in Holzbox.Rundlaufgenauigkeit: Kegel zur Messkugel < 0,005 mm. Kegel zum Zylinder-Ø < 0,005 mm.Kalibrierung: Prüfdorne zur jährlichen Kalibrierung
an die Firma Diebold senden.
Delivery: Test arbor with certificate in fitted wooden case.
Runout accuracy: Taper to ball probe < 0,005 mm.
Re-calibration: Please return gauge master to Diebold for annual re-calibration.
Zum Überprüfen der Zugstangenposition und Einstellen des Überwachungssensors „Werkzeug gespannt“. Die Längenjustierung der oberen und unteren Toleranzgrenzen kann in Schritten von 0,05 mm erfolgen.
To check position the drawbar shaft and to adjust the sensors to identify the drawbar position of spindle units. Steps of 0,05 mm.
JS10 1 Teilstrich 0,05mmD
E
F
C
1 2 3 4
B
A
321 5
C
D
4 6 7 8
A
B
-- Ersetzt durchErsatz für
Schutzvermerk nach DIN ISO 16016 beachten !Copyright reserved to DIN ISO 16016 !
-
Goldring-WerkzeugfabrikAn der Sägmühle 4D-72417 Jungingen
-
Einstellring HSK-A/E63
1:1 1709.757 g
Datum Name
CAD-System: SWx 2010diverse Ø78x82
-
für Sensorposition, längeneinstellbar
86.773.063
GewichtNicht bemaßte Kanten - Maßstab
Röss23.12.1023.12.10 Heim
ÄnderungZust. EDV Nr.: 86-773-063_0_Katalog1
Freimaßtoleranzennach
DIN ISO 2768-1mittel
Abmaße
Bearb.Gepr.Norm
OberflächeRa in µm
DIN ISO 1302
NameDatum
WerkstoffPosition
Benennung:
Artikel Nr.: A3Blatt
1 von 1
Lieferung: Mit Prüfprotokoll in Holzbox.Genauigkeit: Ausrichtfläche ± 0,01mm in Mittelachse.
Parallelität zu Mitnehmernuten < 0,01 mm.
Delivery: With certificate in wooden case. Accuracy: Flat ± 0,01mm to center line.
Parallel to drive keys < 0,01 mm.
Bestell-Nr. Order-No.
KegelTaper
72.552.200 HSK-E2072.555.200 HSK-C2572.560.200 HSK-C3272.565.200 HSK-C4072.570.200 HSK-C5072.575.200 HSK-C6372.580.200 HSK-C8072.585.200 HSK-C100
Zum Überprüfen der Unwucht an HSK-Maschinenspindeln. Durch das Einspannen des Wuchtmeisters in die Spindel wer-den die Spannelemente (Spannzange, Zugstange und Feder-paket) in Spannposition gehalten.
Used to verify the amount of unbalance present in a machine tool spindle. By clamping the balancing master in the spindle, the gripper fingers, drawbar and spring pack are held in position for more accurate balancing.
Lieferung: Wuchtmeister im Holzbox.Kalibrierung: Wuchtmeister zur jährlichen Kalibrierung an
die Firma Diebold senden.
Includes: Balancing master with certificate in fitted wooden case.
Re-calibration: Please return gauge master to Diebold for annual re-calibration.
Wuchtmeister für SK-Spindeln Balancing Masters
Bestell-Nr. Order-No.
KegelTaper
72.050.200 SK3072.060.200 SK4072.070.200 SK50
Zum Überprüfen der Unwucht an SK-Maschinenspindeln. Durch das Einspannen des Wuchtmeisters in die Spindel werden die Spannelemente (Spannzange, Zugstange und Federpaket) in Spannposition gehalten.
Used to verify the amount of unbalance present in a machine tool spindle. By clamping the balancing master in the spindle, the gripper fingers, drawbar and spring pack are held in position for more accurate balancing.
Lieferung: Wuchtmeister in Holzbox ohne Anzugsbolzen.
Kalibrierung: Wuchtmeister zur jährlichen Kalibrierung an die Firma Diebold senden.
Includes: Balancing master with certificate in fitted wooden case.
Re-calibration: Please return gauge master to Diebold for annual re-calibration.
Prüfmittel für Spindel und Maschine Spindle Gauges Prüfmittel für Spindel und Maschine Spindle Gauges
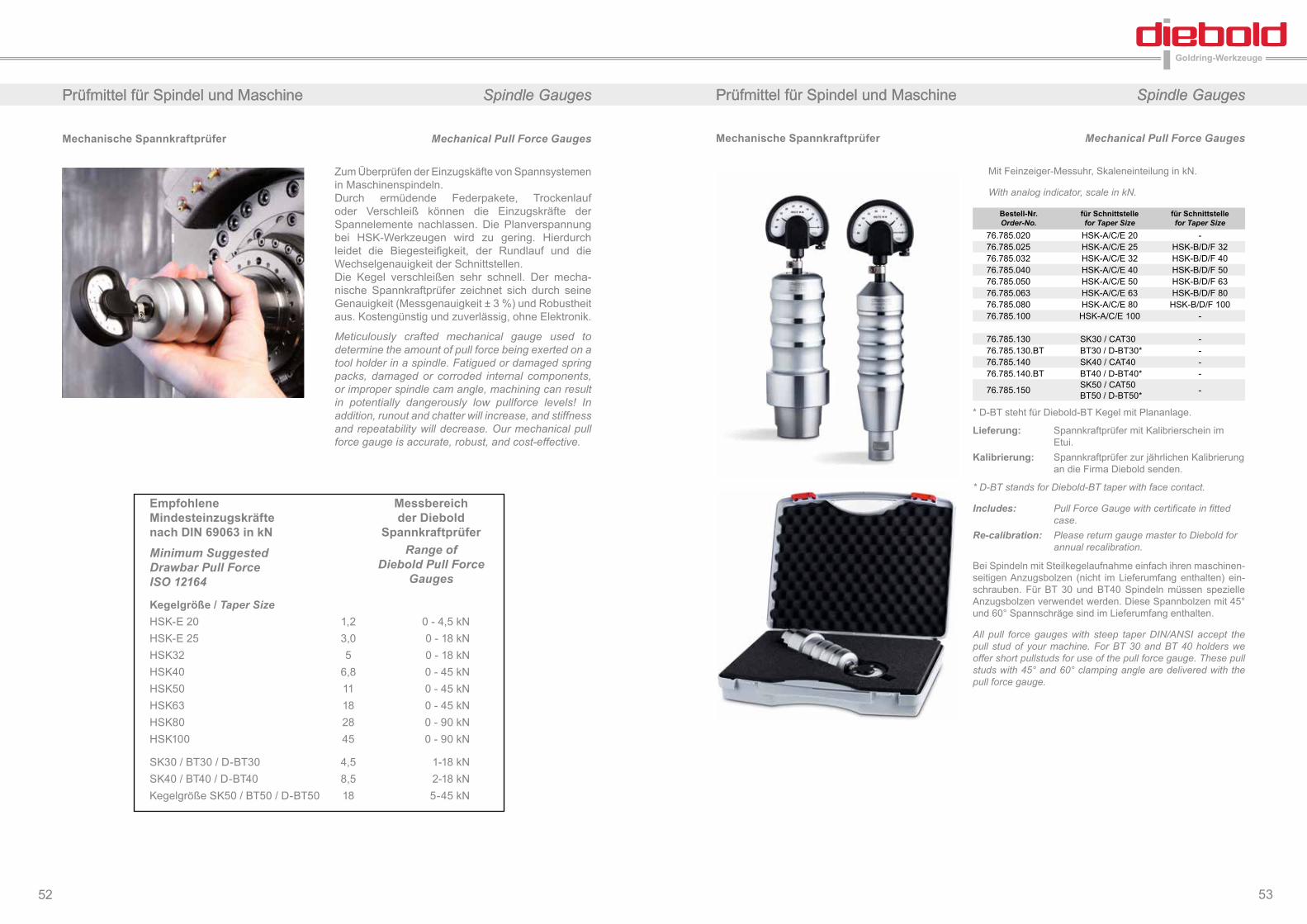
5352
Prüfmittel für Spindel und Maschine Spindle Gauges Prüfmittel für Spindel und Maschine Spindle Gauges
Mechanische Spannkraftprüfer Mechanical Pull Force Gauges Mechanische Spannkraftprüfer Mechanical Pull Force Gauges
Zum Überprüfen der Einzugskäfte von Spannsystemen in Maschinenspindeln.Durch ermüdende Federpakete, Trockenlauf oder Verschleiß können die Einzugskräfte der Spannelemente nachlassen. Die Planverspannung bei HSK-Werkzeugen wird zu gering. Hierdurch leidet die Biegesteifigkeit, der Rundlauf und die Wechselgenauigkeit der Schnittstellen.Die Kegel verschleißen sehr schnell. Der mecha-nische Spannkraftprüfer zeichnet sich durch seine Genauigkeit (Messgenauigkeit ± 3 %) und Robustheit aus. Kostengünstig und zuverlässig, ohne Elektronik.
EmpfohleneMindesteinzugskräftenach DIN 69063 in kNMinimum SuggestedDrawbar Pull ForceISO 12164
Messbereichder Diebold
SpannkraftprüferRange of
Diebold Pull Force Gauges
Kegelgröße / Taper SizeHSK-E 20 1,2 0 - 4,5 kNHSK-E 25 3,0 0 - 18 kNHSK32 5 0 - 18 kNHSK40 6,8 0 - 45 kNHSK50 11 0 - 45 kNHSK63 18 0 - 45 kNHSK80 28 0 - 90 kNHSK100 45 0 - 90 kN
SK30 / BT30 / D-BT30 4,5 1-18 kNSK40 / BT40 / D-BT40 8,5 2-18 kNKegelgröße SK50 / BT50 / D-BT50 18 5-45 kN
Bestell-Nr. Order-No.
für Schnittstellefor Taper Size
für Schnittstellefor Taper Size
76.785.020 HSK-A/C/E 20 -76.785.025 HSK-A/C/E 25 HSK-B/D/F 3276.785.032 HSK-A/C/E 32 HSK-B/D/F 4076.785.040 HSK-A/C/E 40 HSK-B/D/F 5076.785.050 HSK-A/C/E 50 HSK-B/D/F 6376.785.063 HSK-A/C/E 63 HSK-B/D/F 8076.785.080 HSK-A/C/E 80 HSK-B/D/F 10076.785.100 HSK-A/C/E 100 -
76.785.130 SK30 / CAT30 -76.785.130.BT BT30 / D-BT30* -76.785.140 SK40 / CAT40 -76.785.140.BT BT40 / D-BT40* -
76.785.150 SK50 / CAT50BT50 / D-BT50* -
Mit Feinzeiger-Messuhr, Skaleneinteilung in kN.
With analog indicator, scale in kN.
* D-BT steht für Diebold-BT Kegel mit Plananlage.
Lieferung: Spannkraftprüfer mit Kalibrierschein im Etui.
Kalibrierung: Spannkraftprüfer zur jährlichen Kalibrierung an die Firma Diebold senden.
* D-BT stands for Diebold-BT taper with face contact.
Includes: Pull Force Gauge with certificate in fitted case.
Re-calibration: Please return gauge master to Diebold for annual recalibration.
Bei Spindeln mit Steilkegelaufnahme einfach ihren maschinen-seitigen Anzugsbolzen (nicht im Lieferumfang enthalten) ein-schrauben. Für BT 30 und BT40 Spindeln müssen spezielle Anzugsbolzen verwendet werden. Diese Spannbolzen mit 45° und 60° Spannschräge sind im Lieferumfang enthalten.
All pull force gauges with steep taper DIN/ANSI accept the pull stud of your machine. For BT 30 and BT 40 holders we offer short pullstuds for use of the pull force gauge. These pull studs with 45° and 60° clamping angle are delivered with the pull force gauge.
Meticulously crafted mechanical gauge used to determine the amount of pull force being exerted on a tool holder in a spindle. Fatigued or damaged spring packs, damaged or corroded internal components, or improper spindle cam angle, machining can result in potentially dangerously low pullforce levels! In addition, runout and chatter will increase, and stiffness and repeatability will decrease. Our mechanical pull force gauge is accurate, robust, and cost-effective.
Prüfmittel für Spindel und Maschine Spindle Gauges Prüfmittel für Spindel und Maschine Spindle Gauges

SpindelreparaturenSpindle Repairs
Spi
ndel
repa
ratu
ren
/ Spi
ndle
Rep
air
5756
Diebold repariert Ihre Diebold-Spindel und auch Spindeln anderer Hersteller und garantiert:
„Sie haben Ihre Spindel nach fünf Tagen wieder zurück, in neuwertigem Zustand mit Testlauf und Dokumentation!“
Spindelreparaturen
Diebold verfügt über eine vollklimatisierte Spindel-Montage-Halle mit Sauberraum der Güteklasse 2. In einer gesonderten Abteilung werden die Spindelreparaturen durch eigens geschultes Fachpersonal durchgeführt und wieder instand gesetzt.
Nach Anlieferung wird die defekte Spindel komplett zerlegt und vorgewaschen, um Beschädigungen sichtbar zu machen. Nach detaillierter Fehleranalyse werden defekte Teile ersetzt, nicht defekte Teile wer-den aufbereitet und wieder verbaut. Lager werden eingeschliffen und rotierende Teile werden vorge-wuchtet. Die elektrischen Bauteile werden getestet und gegebenenfalls ersetzt. Anschließend wird die Spindel fachmännisch wieder neu aufgebaut.
Diebold repairs Diebold spindles and also spindles of other manufacturers and guarantees:
„You will have your spindle back within 5 days. Perfectly crafted like new and with professional documentation.“
Diebold assembles their spindles in a fully air-conditioned building with a modern state-of-the-art cleanroom. In this special department spindle repairs are done.
When a spindle comes in for repair we disassemble the spindle and clean-wash all parts for inspection. After definition of the defect and the parts that need to be replaced you will get a quotation for the repair. After your confirmation we will start the repair with replacement of the bearings, overhaul of the clamping system, test of all sensors and then we put the spindle back together in our clean room. After balancing and vibration analysis we will do the test run and documentation of the spindle quality.
Spindle Repairs

5958
Bei Diebold wird eine Spindel komplett von Anfang bis Ende von nur einem Spindelmonteur repariert. Getreu dem Motto:
„One Man - One Spindle“
Spindelreparaturen
Die neu aufgebaute Spindel wird nun verschiedens-ten Testläufen unterzogen.
Bei der Drehgebereinstellung werden Längen, Positionen, Drehzahlen und Winkel kontrolliert. Auf dem von der Firma Diebold entwickelten Prüfstand wird die Spindel einem mehrstündi-gen Testlauf unterzogen bei dem Lager, Rundlauf, Schwinggeschwindigkeit und Einzugskraft getestet werden.
In einem detaillierten Prüfprotokoll werden alle Daten zusammengefasst und zusammen mit der Spindel an den Kunden ausgeliefert.
Wir garantieren:
„Ihre Spindel läuft wie neu!“
Spindle Repairs
This specialist will do all assembly work, testing, balancing and the full documentation and sign with his name.
After the spindle is been put together and balanced we start with the professional test run. The encoder and the sensors for the clamping system are tested and calibrated. We use specially designed test stands for a several hour test run over the full speed range of the spindles. We check the vibration, the performance of the bearings, the spindle runout and taper runout and the pull force of the clamping system. All data will be monitored and noted in the test certificate.
We guarantee:
„Your spindle will run like new!“
At Diebold a Spindle repair will be done by one single specialist!„One Man - One Spindle“
6160
Spindel Anwendungen
Diebold Hochfrequenzspindeln kommen immer da zum Einsatz wo Standardspindeln vom Markt an ihre physikalischen Grenzen stoßen.
Fettgelagerte Spindeln:Insbesondere im hohen Drehzahlbereich kommt es auf die Lagerung der Spindel an. Viele Diebold-Spin-deln kommen mit Fettlagerung aus, das hat den Vor-teil, dass die Ausstattung der Maschine kostengüns-tiger ausfällt. Und im Reparaturfall ist der Tausch der Spindel erheblich leichter.
Einzigartige Spindelklemmung:Diebold Spindeln werden auf Dreh-Fräszentren ein-gesetzt wo die Spindelwelle geklemmt werden muss, um Drehoperationen durchzuführen. Diese Spindel-klemmung ist in der Branche einzigartig und tech-nisch absolut an der Spitze.
Spindeln für die 5-Achs-Bearbeitung: Schwenkspindeln müssen immer extrem kurz sein, deshalb stellen wir die Spannsysteme und Löseein-heiten für diese Spindeln selber her. Verschiedene Modelle bieten wir an, die für den steckerfertigen Einsatz auf Mehr-Achs-Köpfen vorbereitet sind. Zu-sätzlich müssen diese Spindeln auch noch mit IKZ ausgeführt werden, was die Entwicklung zuverlässi-ger Drehdurchführungen erfordert. Wir beherrschen diese Lösungen und garantieren zuverlässigen Dau-ereinsatz der Spindeln auch mit IKZ.
Baukasten-Spindeln: Baukasten-Spindeln sind für den kleinen, schnellen und dennoch leistungsfähigen Einsatz konzipiert zur Anwendung auf HSC-Maschinen, Sondermaschinen, für Spezialanwendungen oder auch für den Roboter-einsatz. Diese Spindeln findet man im Formenbau, in der Dentalindustrie, in der Schmuckbearbeitung und beiden bekanntesten Uhrenherstellern in der Schweiz.
Spindle Applications
Diebold high-frequency spindles are being used where standard spindles reach their physical limits.
Grease lubricated spindles:Diebold spindles are made for use at very high speeds. A specialty of many of our spindle types is that we use grease lubricated bearings even at very high speeds. If high-frequency spindles with grease lubrication can be used on a machine, the air-oil lubrication system for the spindle bearings will not be needed. And in case of repair change will come much cheaper.
Unique spindle clamping: Diebold offers spindle models for use on turn-mill machines where the spindle shaft of the spindle has to be clamped in order to perform turning operations. This is another specialty of our spindle applications. Our spindle clamping system is unique in industry and technically absolutely at the top.
Spindles for 5-axis machining:5-axis spindles always have to be extremely short and therefore we manufacture our own drawbars and unclamp units for these spindle types. These spindles also have internal coolant which requires the development of reliable special rotary unions. We master these solutions and guarantee reliable and continuous use of spindles with internal coolant.We also offer intelligent quick change systems for 5-axis spindles, the spindles are specially designed as quick change cartridges for fast and easy exchange.
Modular Spindles:Modular spindles are small, fast and yet powerful spindles for every required application. They are made for use on HSC machines, special machines or for special applications or even for the use in robot hands. These spindles are for mold making, dental industry, jewelry industry and for the most famous watch manufacturers in Switzerland.
6362
Roboter Anwendungen
Roboter mit Frässpindeln wurden bisher vorwiegend für Entgratarbeiten oder Verputzarbeiten von Bau-teilen eingesetzt. Mit der Verbesserung der Genau-igkeit der Roboter und höherer Steifigkeit kann man weitere Bearbeitungsfelder erschließen.
In Verbindung mit Diebold-Hochleistungs-Frässpin-deln werden Roboteranlagen konfiguriert mit denen Werkstücke auf hohem Niveau bearbeitet oder zu-mindest vorbearbeitet werden können. Steht dann der Roboter noch auf einer Linearachse dann kön-nen große Werkstücke bearbeitet werden, die in ihren Abmessungen über die Reichweite des Ro-boters hinausgehen. Erst dann werden die Werkstü-cke auf wesentlich teureren Werkzeugmaschinen in Mehr-Seiten-Bearbeitung fertiggefräst.
Diebold kann solche Roboterzellen komplett einsatz-fähig anbieten. Diebold konfiguriert und baut diese Roboterzellen in Zusammenarbeit mit kompetenten Partnern.
Robots with milling spindles were previously used mainly for deburring or plastering of components. With the improvement of the accuracy of the robots and due to their higher stiffness now real milling is possible with a robot. In conjunction with our high-performance milling spindles, robotic systems are configured so that workpieces can be milled at a high level or at least pre-machined. If the robot is equipped with a linear axis then large workpieces can be machined. Workpieces with big dimensions that exceed the reach of the robot can be milled. So the first operations can be done at very low cost. After that the finishing processes are done on much more expensive machine tools by multi-axis machining. Diebold supplies such robot cells - completely operational. Diebold configures and builds these robot cells in cooperation with competent partners. Each partner represents his specialty:
Partner 1 is the project manager. He builds the adaptation of the robot, does the documentation, builds the cell, makes the installation and is responsible for the servicePartner 2 Diebold supplies the spindle, the tool holders and the milling strategyPartner 3 creates the interface between robot, cell and workpiecePartner 4 provides the housing of the robot cell with all safety devicesPartner 5 provides the vices and jigs.
Robot Applications
Jeder Partner vertritt dabei sein Spezialgebiet:
Partner 1 ist der Projektverantwortliche. Er macht die Adaption an den Roboter, die Dokumentation, baut die Zelle, macht die Installation und ist für den Service verantwortlichPartner 2 Diebold liefert die Spindel, die Werkzeug-halter und die Frässtrategie Partner 3 schafft die Schnittstelle zwischen Roboter, Zelle und WerkstückPartner 4 liefert die Einhausung des Roboters mit al-len SicherheitseinrichtungenPartner 5 liefert die Spannvorrichtungen.

Janu
ar 2
019
Helmut Diebold GmbH & Co.Goldring Werkzeugfabrik
An der Sägmühle 4D-72417 Jungingen
Telefon 07477 / 871 - 0Telefax 07477 / 871 - 30
email [email protected]
www.HSK.com