Embed Size (px)
Citation preview
Impressum
Veranstalter TU Bergakademie Freiberg
Institut für Werkstofftechnik
Prof. Dr.-Ing. habil. Horst Biermann
Gustav-Zeuner-Str. 5
09599 Freiberg
Wissenschaftliche Leitung Prof. Dr.-Ing. habil. Rolf Zenker
Dr.-Ing. Anja Buchwalder
Layout Dipl.-Ing. Gundis Grumbt
Druck Medienzentrum der TU Bergakademie Freiberg
Den Sponsoren sei für die finanzielle Unterstützung
des Kolloquiums herzlich gedankt:
Dobeneck-Technologie-Stiftung
Programm
21.01.2015
12:00 Registrierung
13:00 Eröffnung
H. Biermann (IWT, TU BA Freiberg) R. Zenker (IWT, TU BA Freiberg)
SESSION EB-SCHWEISSEN
13:15 Potential der Elektronenstrahlschweißtechnik für die moderne Metallverarbeitung
U. Reisgen, S. Olschok (ISF, RWTH Aachen)
13:45 Schweißkonstruktionen aus Gusseisenwerkstoffen – Der Elektronenstrahl macht es möglich!
K. Rüthrich (ZF Lenksysteme GmbH, Schwäbisch-Gmünd) R. Zenker (IWT, TU BA Freiberg)
14:10 Elektronenstrahlschweißen in Verbindung mit hochlegierten TRIP/TWIP-Stählen
L. Halbauer, A. Buchwalder, R. Zenker, H. Biermann (IWT, TU BA Freiberg)
14:35 KAFFEEPAUSE
SESSION EB-RANDSCHICHTBEHANDLUNG VON EISENWERKSTOFFEN
14:55 Randschichtbehandlung mittels Elektronenstrahl – Möglichkeiten, Grenzen und Alternativen
R. Zenker (IWT, TU BA Freiberg)
15:25 Kombination von PVD-Beschichtung und EB-Härten zur Verbesserung der Stützwirkung des Stahlsubstrates und der Haftfestigkeit der Dünnschichten
G. Grumbt, R. Zenker (IWT, TU BA Freiberg) K. Weigel, K. Bewilogua (FhG IST, Braunschweig)
15:50 Potentiale von EB-Flüssigphasen-Randschichtbehandlungen zur Verbesserung der tribologischen und korrosiven Beanspruchbarkeit von Gusseisenwerkstoffen
A. Buchwalder, A. Jung, R. Zenker (IWT, TU BA Freiberg) W. Griesbach, K. Nagel (G&M Vacutherm GmbH, Brand-Erbisdorf) M. Engelmann, M. Steudtner (Techno-Coat GmbH, Zittau)
16:15 KAFFEEPAUSE
16:35 Elektronenstrahl-Auftragen von Verschleißschutzschichten auf korrosionsbeständigen Stählen
A. Jung, R. Zenker (IWT, TU BA Freiberg) K. Lerche, J. Lerche (PHM GmbH, Burg)
17:00 EB-Profilieren und EB-Umschmelzverbinden zur Verbesserung der Haftung von thermischen Spritzschichten
P. Hengst, R. Zenker (IWT, TU BA Freiberg) T. Süß, K. Hoffmann (IWB GmbH, Chemnitz)
ABENDVERANSTALTUNG
19:00 ABENDVERANSTALTUNG IM "ABGANG" MIT BUFFET UND GETRÄNKEN
20:00 Kathy Leen & Holger Miersch
ODOLE MIO! – SÄCHSISCHE ERFINDUNGEN IN EINEM SATIRISCHEN LIEDERPROGRAMM
Es war einmal ein kleines Volk im östlichsten Deutschland … die SACHSEN!
Verrückt, reiselustig und vor allem eins: erfinderisch!
Ihre Ideen brachten die Welt nach vorn. Und auch die Erotik. Denn schließlich wurden hier nicht nur Porzellan, Filtertüten oder Zahnpasta erfunden, hier stand mit der Auto Union nicht nur die Wiege der 4 Audi-Ringe, sondern hier wurde auch der erste BH und die Liebesperlen erfunden. Ohne Sachsen wäre die Welt also ziemlich armselig und langweilig.
Mit atemberaubender Stimme und erstaunlicher Wandlungsfähigkeit führen Kathy Leen und Holger Miersch, am Piano durch die Historie sächsischen Erfindergeistes. Die eine will’s wissen und der andere hat’s gleich - auch wenn „Herr Miersch“ an der Seite der „Miss Eierschecke“ einiges auszustehen hat, ergänzen sich die beiden Künstler kongenial, wobei zur Freude des Publikums die Betonung durchaus auf „genial“ liegt. „Das Publikum kommt voll auf seine Kosten und staunt, was die eher zierlich wirkende Frau mit großer Stimme bewältigt“, rezensierte die Sächsische Zeitung.
Kreativität von A bis Z: Aktendulli, Bierdeckel, Büstenhalter, Dampflokomotive, Dominosteine, Eierschecke, Filtertüte, Gaslaternen, Homöopathie, Kleinbildkamera, Lodenmantel, Mundwasser, Porzellan, Tageszeitung, Teebeutel, Thermoskanne, Tonband, Weinbrand und Zahncreme sind sächsischen Gehirnen entsprungen. Glauben Sie nicht? Kommen Sie zu uns - Kathy Leen zeigt Ihnen, wie SEXY „Sächsisch“ wirklich ist!
22.01.2015
SESSION EB-RANDSCHICHTBEHANDLUNG VON NICHTEISEN-WERKSTOFFEN
9:30 EB-Randschichtbehandlungen für „schwer“ beanspruchte Leichtgewichte
A. Buchwalder (IWT, TU BA Freiberg)
10:00 Einfluss der Gefügeausbildung in EB-behandelten Randschichten auf das tribologische Verhalten von Al-Legierungen
M. Klemm, I. Haase, R. Franke (IMA GmbH, Dresden) R. Zenker (IWT, TU BA Freiberg) A. Franke (SZF e.V., Freiberg)
10:25 Elektronenstrahlumschmelzlegieren von Al-Legierungen unter Nutzung hochschmelzender Fe-Basis-Zusatzstoffe
A. Dalke, A. Buchwalder, H.-J. Spies, R. Zenker, H. Biermann (IWT, TU BA Freiberg) M. Klemm (IMA GmbH, Dresden)
10:50 KAFFEEPAUSE
11:10 Neue kombinierte Randschichttechnologie für tribologisch beanspruchte Aluminiumwerkstoffe
E. Zaulig, A. Buchwalder, R. Zenker (IWT, TU BA Freiberg) D. Leuteritz (UKM GmbH, Reinsberg) J. Liebich (ionbond Sachsen, Hohenstein-Ernstthal)
11:35 Einfluss der Zusatzstoffdeponierung auf das Ergebnis des EB-Randschichtlegierens von Magnesiumwerkstoffen
K. Fritzsch, R. Zenker, A. Buchwalder (IWT, TU BA Freiberg)
12:00 MITTAGSIMBISS
SESSION GENERATIVE EB-VERFAHREN
13.30 Elektronenstrahlbasierte additive Fertigung von Hochtemperatur-werkstoffen
C. Körner (WTM, Universität Erlangen-Nürnberg)
14:00 Mechanische Eigenschaften additiv gefertigter metallischer Strukturen – EBM und SLM
T. Niendorf (IWT, TU BA Freiberg) S. Leuders, D. Riemer, T. Tröster (Universität Paderborn)
14:25 Schlusswort
R. Zenker (IWT, TU BA Freiberg)
Notizen
Potenzial der Elektronenstrahlschweißtechnik für die moderne Metallverarbeitung
Prof. Dr.-Ing. U. Reisgen, Dr.-Ing. S. Olschok (RWTH Aachen University, Institut für
Schweißtechnik und Fügetechnik)
Die verfahrensspezifischen Eigenschaften des Elektronenstrahlschweißens (EBW) wie hohe
erreichbare Leistungsdichte, das Schweißen im Vakuum und trägheitslose Strahlablenkung
prädestinieren dieses seit nunmehr 50 Jahren etablierte Verfahren für anspruchsvolle Füge-
aufgaben. Aufgrund der hohen erreichbaren Nahtgüte (in weiten Bereichen gezielt steuerba-
re Nahtgeometrie, geringes Nahtfehleraufkommen, minimaler Energieeintrag, minimaler
Schweißverzug) und der damit verbundenen endkonturnahen Fertigungsmöglichkeit, wird es
häufig innerhalb der letzten Fertigungsschritte einer Produktionskette eingesetzt. Durch das
Arbeiten im Vakuum können Sauerstoff-affine Werkstoffe wie Titan oder Niob ohne Nachar-
beit verschweißt werden. Darüber hinaus ist das EBW eines der wenigen Schweißverfahren,
welches Kupfer in mehreren Millimeter Dicke, auch in Randbereichen, schweißen kann.
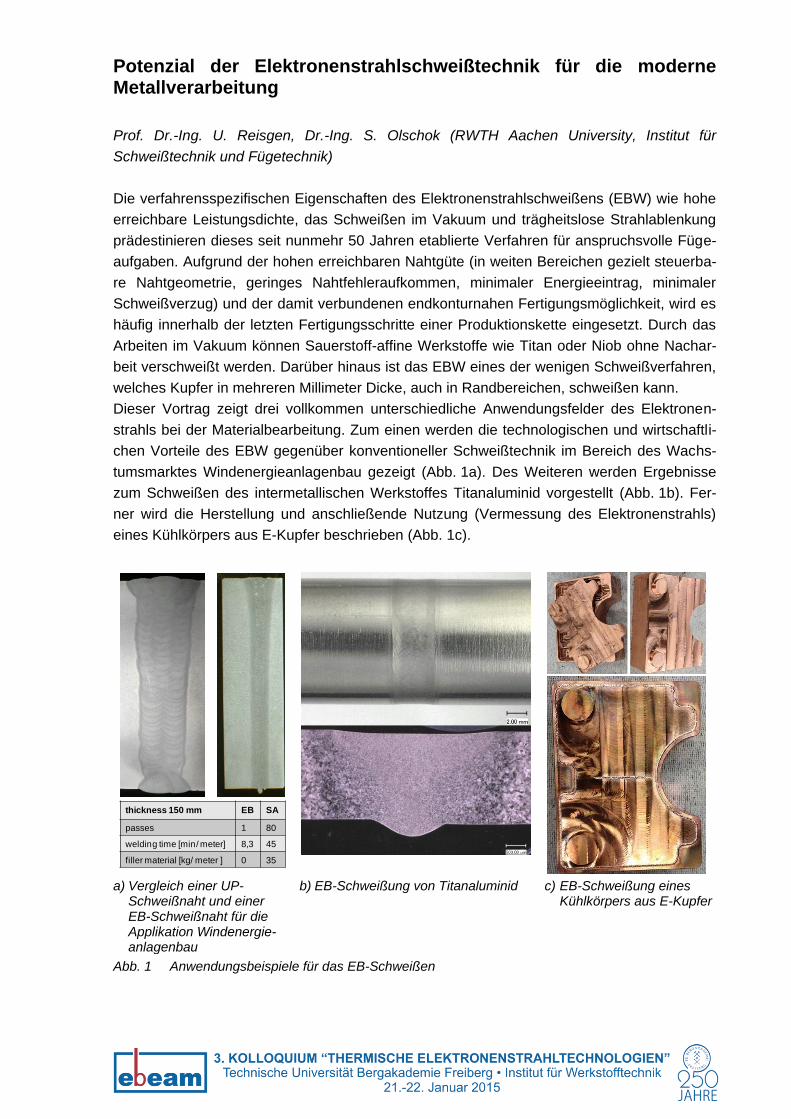
Dieser Vortrag zeigt drei vollkommen unterschiedliche Anwendungsfelder des Elektronen-
strahls bei der Materialbearbeitung. Zum einen werden die technologischen und wirtschaftli-
chen Vorteile des EBW gegenüber konventioneller Schweißtechnik im Bereich des Wachs-
tumsmarktes Windenergieanlagenbau gezeigt (Abb. 1a). Des Weiteren werden Ergebnisse
zum Schweißen des intermetallischen Werkstoffes Titanaluminid vorgestellt (Abb. 1b). Fer-
ner wird die Herstellung und anschließende Nutzung (Vermessung des Elektronenstrahls)
eines Kühlkörpers aus E-Kupfer beschrieben (Abb. 1c).
a) Vergleich einer UP-Schweißnaht und einer EB-Schweißnaht für die Applikation Windenergie-anlagenbau
b) EB-Schweißung von Titanaluminid c) EB-Schweißung eines Kühlkörpers aus E-Kupfer
Abb. 1 Anwendungsbeispiele für das EB-Schweißen
thickness 150 mm EB SA
passes 1 80
welding time [min/ meter] 8,3 45
filler material [kg/ meter ] 0 35
Notizen
Schweißkonstruktionen aus Gusseisenwerkstoffen –
Der Elektronenstrahl macht es möglich!
Dr.-Ing. K. Rüthrich (ZF Lenksysteme GmbH, Schwäbisch-Gmünd)
Prof. Dr.-Ing. habil. R. Zenker (IWT, TU BA Freiberg)
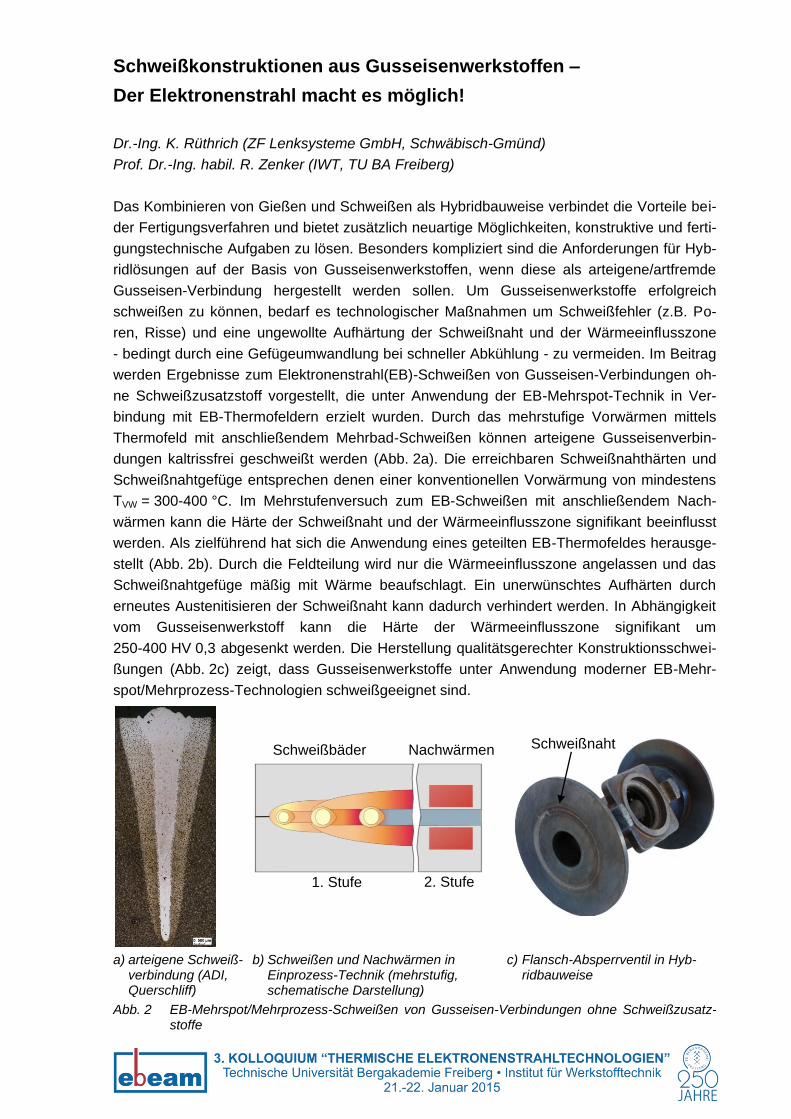
Das Kombinieren von Gießen und Schweißen als Hybridbauweise verbindet die Vorteile bei-
der Fertigungsverfahren und bietet zusätzlich neuartige Möglichkeiten, konstruktive und ferti-
gungstechnische Aufgaben zu lösen. Besonders kompliziert sind die Anforderungen für Hyb-
ridlösungen auf der Basis von Gusseisenwerkstoffen, wenn diese als arteigene/artfremde
Gusseisen-Verbindung hergestellt werden sollen. Um Gusseisenwerkstoffe erfolgreich
schweißen zu können, bedarf es technologischer Maßnahmen um Schweißfehler (z.B. Po-
ren, Risse) und eine ungewollte Aufhärtung der Schweißnaht und der Wärmeeinflusszone
- bedingt durch eine Gefügeumwandlung bei schneller Abkühlung - zu vermeiden. Im Beitrag
werden Ergebnisse zum Elektronenstrahl(EB)-Schweißen von Gusseisen-Verbindungen oh-
ne Schweißzusatzstoff vorgestellt, die unter Anwendung der EB-Mehrspot-Technik in Ver-
bindung mit EB-Thermofeldern erzielt wurden. Durch das mehrstufige Vorwärmen mittels
Thermofeld mit anschließendem Mehrbad-Schweißen können arteigene Gusseisenverbin-
dungen kaltrissfrei geschweißt werden (Abb. 2a). Die erreichbaren Schweißnahthärten und
Schweißnahtgefüge entsprechen denen einer konventionellen Vorwärmung von mindestens
TVW = 300-400 °C. Im Mehrstufenversuch zum EB-Schweißen mit anschließendem Nach-
wärmen kann die Härte der Schweißnaht und der Wärmeeinflusszone signifikant beeinflusst
werden. Als zielführend hat sich die Anwendung eines geteilten EB-Thermofeldes herausge-
stellt (Abb. 2b). Durch die Feldteilung wird nur die Wärmeeinflusszone angelassen und das
Schweißnahtgefüge mäßig mit Wärme beaufschlagt. Ein unerwünschtes Aufhärten durch
erneutes Austenitisieren der Schweißnaht kann dadurch verhindert werden. In Abhängigkeit
vom Gusseisenwerkstoff kann die Härte der Wärmeeinflusszone signifikant um
250-400 HV 0,3 abgesenkt werden. Die Herstellung qualitätsgerechter Konstruktionsschwei-
ßungen (Abb. 2c) zeigt, dass Gusseisenwerkstoffe unter Anwendung moderner EB-Mehr-
spot/Mehrprozess-Technologien schweißgeeignet sind.
a) arteigene Schweiß-verbindung (ADI, Querschliff)
b) Schweißen und Nachwärmen in Einprozess-Technik (mehrstufig, schematische Darstellung)
c) Flansch-Absperrventil in Hyb-ridbauweise
Abb. 2 EB-Mehrspot/Mehrprozess-Schweißen von Gusseisen-Verbindungen ohne Schweißzusatz-stoffe
Schweißnaht
1. Stufe 2. Stufe
Schweißbäder Nachwärmen
Notizen
Elektronenstrahlschweißen in Verbindung mit hochlegierten TRIP/TWIP-Stählen
L. Halbauer, Dr.-Ing. A. Buchwalder, Prof. Dr.-Ing. habil. R. Zenker,
Prof. Dr.-Ing. habil. H. Biermann (IWT, TU BA Freiberg)
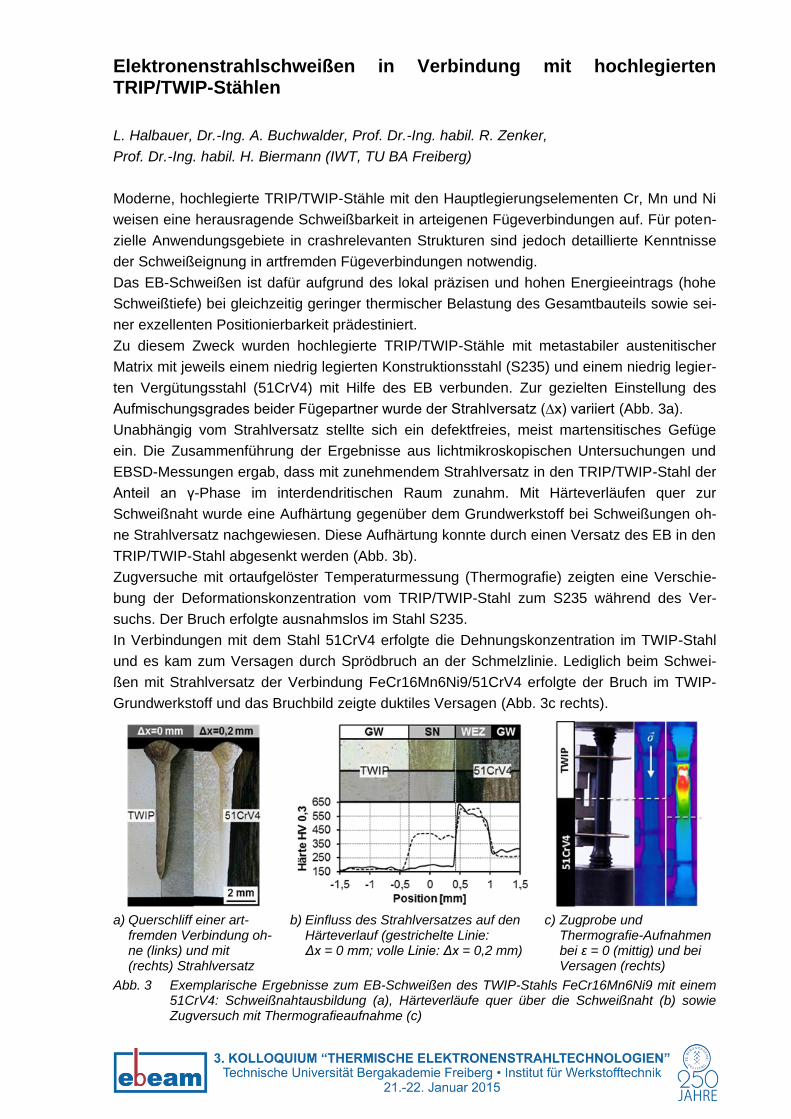
Moderne, hochlegierte TRIP/TWIP-Stähle mit den Hauptlegierungselementen Cr, Mn und Ni
weisen eine herausragende Schweißbarkeit in arteigenen Fügeverbindungen auf. Für poten-
zielle Anwendungsgebiete in crashrelevanten Strukturen sind jedoch detaillierte Kenntnisse
der Schweißeignung in artfremden Fügeverbindungen notwendig.
Das EB-Schweißen ist dafür aufgrund des lokal präzisen und hohen Energieeintrags (hohe
Schweißtiefe) bei gleichzeitig geringer thermischer Belastung des Gesamtbauteils sowie sei-
ner exzellenten Positionierbarkeit prädestiniert.
Zu diesem Zweck wurden hochlegierte TRIP/TWIP-Stähle mit metastabiler austenitischer
Matrix mit jeweils einem niedrig legierten Konstruktionsstahl (S235) und einem niedrig legier-
ten Vergütungsstahl (51CrV4) mit Hilfe des EB verbunden. Zur gezielten Einstellung des
Aufmischungsgrades beider Fügepartner wurde der Strahlversatz (∆x) variiert (Abb. 3a).
Unabhängig vom Strahlversatz stellte sich ein defektfreies, meist martensitisches Gefüge
ein. Die Zusammenführung der Ergebnisse aus lichtmikroskopischen Untersuchungen und
EBSD-Messungen ergab, dass mit zunehmendem Strahlversatz in den TRIP/TWIP-Stahl der
Anteil an γ-Phase im interdendritischen Raum zunahm. Mit Härteverläufen quer zur
Schweißnaht wurde eine Aufhärtung gegenüber dem Grundwerkstoff bei Schweißungen oh-
ne Strahlversatz nachgewiesen. Diese Aufhärtung konnte durch einen Versatz des EB in den
TRIP/TWIP-Stahl abgesenkt werden (Abb. 3b).
Zugversuche mit ortaufgelöster Temperaturmessung (Thermografie) zeigten eine Verschie-
bung der Deformationskonzentration vom TRIP/TWIP-Stahl zum S235 während des Ver-
suchs. Der Bruch erfolgte ausnahmslos im Stahl S235.
In Verbindungen mit dem Stahl 51CrV4 erfolgte die Dehnungskonzentration im TWIP-Stahl
und es kam zum Versagen durch Sprödbruch an der Schmelzlinie. Lediglich beim Schwei-
ßen mit Strahlversatz der Verbindung FeCr16Mn6Ni9/51CrV4 erfolgte der Bruch im TWIP-
Grundwerkstoff und das Bruchbild zeigte duktiles Versagen (Abb. 3c rechts).
a) Querschliff einer art-fremden Verbindung oh-ne (links) und mit (rechts) Strahlversatz
b) Einfluss des Strahlversatzes auf den Härteverlauf (gestrichelte Linie: Δx = 0 mm; volle Linie: Δx = 0,2 mm)
c) Zugprobe und Thermografie-Aufnahmen bei ε = 0 (mittig) und bei Versagen (rechts)
Abb. 3 Exemplarische Ergebnisse zum EB-Schweißen des TWIP-Stahls FeCr16Mn6Ni9 mit einem 51CrV4: Schweißnahtausbildung (a), Härteverläufe quer über die Schweißnaht (b) sowie Zugversuch mit Thermografieaufnahme (c)
Notizen
Randschichtbehandlung mittels Elektronenstrahl –
Möglichkeiten, Grenzen und Alternativen
Prof. Dr.-Ing. habil. R. Zenker (IWT, TU BA Freiberg)
Thermische Energiestrahltechnologien sind in vielfältiger Weise zur Randschichtbehandlung,
wie Härten, Umschmelzen, Legieren, Dispergieren und Auftragen für ein breites Spektrum an
Werkstoffen einsetzbar. Die Kombination dieser Technologien mit anderen Randschichtver-
fahren, wie z. B. Nitrieren, Borieren, PVD oder CVD, ermöglicht eine erhebliche Erweiterung
nutzbarer Eigenschaftskomplexe, insbesondere für hoch beanspruchte Komponenten.
Hauptziele der Strahl-Randschichtbehandlung sind der lokale Verschleißschutz und zum Teil
auch die Verbesserung des Korrosionsverhaltens.
Der Übersichtsbeitrag befasst sich mit Strahlrandschichttechnologien für Eisenwerkstoffe.
Die Merkmale und Einsatzkriterien der Strahlrandschichtbehandlung (insbesondere Härten,
Glühen, Umschmelzen und Kombinationsbehandlungen) für Werkstoffgruppen mit unter-
schiedlicher chemischer Zusammensetzung (diverse Stähle und Gusseisen) werden im Ver-
gleich zu konventionellen Randschichttechnologien aufgezeigt und bewertet.
Grundlegende werkstofftechnische Aspekte der Wechselwirkung Strahl-Werkstoff in Verbin-
dung mit dem lokalen Temperatur-Zeit-Regime (Hochgeschwindigkeits-Behandlung) werden
erörtert und deren Auswirkungen auf Gefüge und Eigenschaften diskutiert. Technologische
Aspekte (z. B. Bauteilvolumen, -geometrie) finden bei diesen Betrachtungen Berücksichti-
gung. Besonderheiten der Charakterisierung der Behandlungsergebnisse (Struktur-/Gefüge-
Beurteilung, Härtemessung u. a.) werden heraus gearbeitet.
Mit dem Fokus auf den Elektronenstrahl als Energiequelle, werden die physikalischen und
technischen Möglichkeiten der Strahlführung (Flash-, CI-Technik) beschrieben und deren
Variantenvielfalt, insbesondere auch als Mehrspot-Technik und/oder Mehrprozesstechnolo-
gie diskutiert.
Anhand von Beispielen - vorwiegend aus der industriellen Praxis - wird aufgezeigt, wie der
EB durch Optimierung von prozesstechnischen, werkstoffspezifischen und wirtschaftlichen
Aspekten vorteilhaft für unterschiedlichste Applikationen in vielen Branchen der metallverar-
beitenden Industrie eingesetzt werden kann.
Die Potenziale dieser modernen EB-Randschichttechnologien sind derzeit bei weitem noch
nicht ausgeschöpft. Die rasante technisch-technologische Entwicklung auf diesem Gebiet
stellt einerseits eine große Herausforderung dar, eröffnet aber andererseits ständig neue
Perspektiven für deren industrielle Applikation.
Die Ausführungen sollen dazu beigetragen, das Verständnis für die komplexen innovativen
EB-Randschichttechnologien zu entwickeln bzw. zu vertiefen, und den Weg für deren Wei-
terentwicklung und umfassendere industrielle Applikation ebnen.
Notizen
Kombination von PVD-Beschichtung und EB-Härten zur Verbesse-rung der Stützwirkung des Stahlsubstrates und der Haftfestigkeit der Dünnschichten
G. Grumbt, Prof. Dr.-Ing. habil. R. Zenker (IWT, TU BA Freiberg)
K. Weigel, Dr. rer. nat. K. Bewilogua (FhG IST, Braunschweig)
Das ausgezeichnete mechanische und tribologische Verhalten von PVD-Hartstoffschichten
kann auf Bauteilen aus Vergütungsstählen nur bei ausreichender Stützwirkung des Substra-
tes bestmöglich ausgenutzt werden.
Ein Randschichthärten von lokal hochbelasteten Funktionsbereichen nach der Hartstoffbe-
schichtung ist eine zielführende Möglichkeit die Stützwirkung des Stahlsubstrates und somit
die Belastbarkeit der Hartstoffschichten signifikant zu verbessern. Für das Härten eines be-
reits hartstoffbeschichten Substrates eignet sich aufgrund der Behandlung im Vakuum, des
präzisen Energieeintrags und der kurzen Temperatur-Zeit-Zyklen der Elektronenstrahl in be-
sonderer Weise. Im Unterschied zum konventionellen Vergüten kann die infolge der marten-
sitischen Umwandlung herbeigeführte Härtesteigerung im vollen Umfang genutzt werden, da
ein Anlassen nicht notwendig ist.
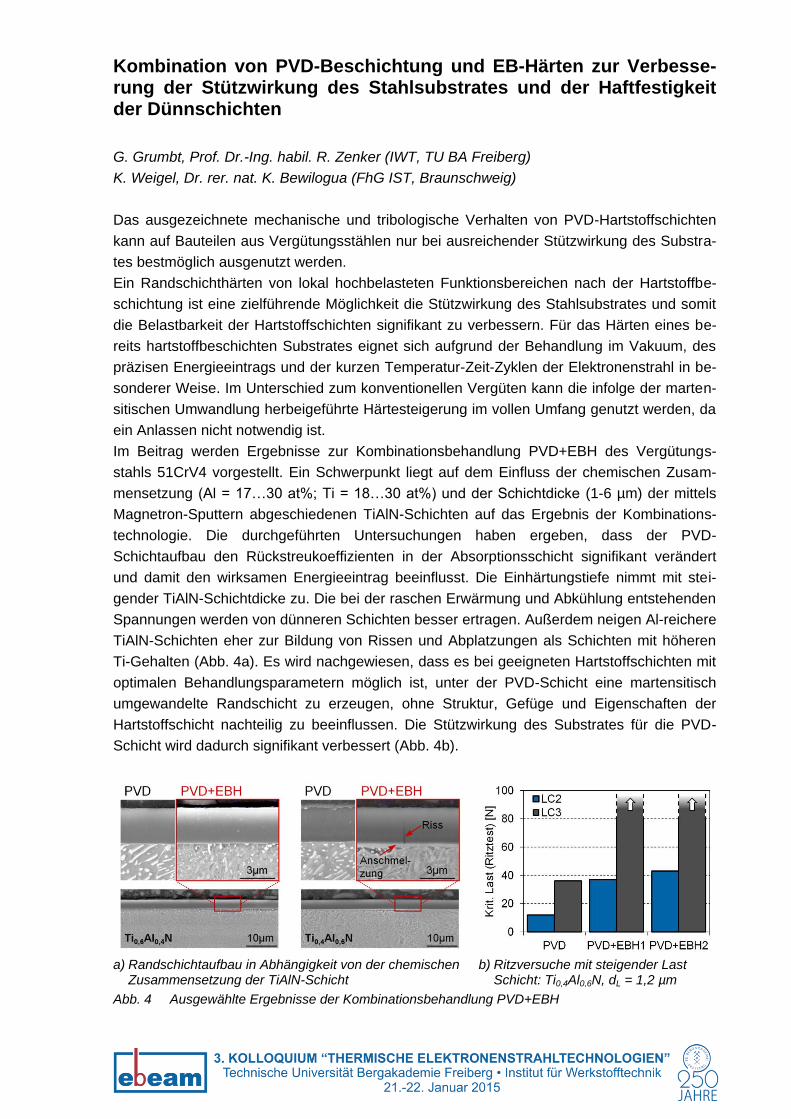
Im Beitrag werden Ergebnisse zur Kombinationsbehandlung PVD+EBH des Vergütungs-
stahls 51CrV4 vorgestellt. Ein Schwerpunkt liegt auf dem Einfluss der chemischen Zusam-
mensetzung (Al = 17…30 at%; Ti = 18…30 at%) und der Schichtdicke (1-6 µm) der mittels
Magnetron-Sputtern abgeschiedenen TiAlN-Schichten auf das Ergebnis der Kombinations-
technologie. Die durchgeführten Untersuchungen haben ergeben, dass der PVD-
Schichtaufbau den Rückstreukoeffizienten in der Absorptionsschicht signifikant verändert
und damit den wirksamen Energieeintrag beeinflusst. Die Einhärtungstiefe nimmt mit stei-
gender TiAlN-Schichtdicke zu. Die bei der raschen Erwärmung und Abkühlung entstehenden
Spannungen werden von dünneren Schichten besser ertragen. Außerdem neigen Al-reichere
TiAlN-Schichten eher zur Bildung von Rissen und Abplatzungen als Schichten mit höheren
Ti-Gehalten (Abb. 4a). Es wird nachgewiesen, dass es bei geeigneten Hartstoffschichten mit
optimalen Behandlungsparametern möglich ist, unter der PVD-Schicht eine martensitisch
umgewandelte Randschicht zu erzeugen, ohne Struktur, Gefüge und Eigenschaften der
Hartstoffschicht nachteilig zu beeinflussen. Die Stützwirkung des Substrates für die PVD-
Schicht wird dadurch signifikant verbessert (Abb. 4b).
a) Randschichtaufbau in Abhängigkeit von der chemischen Zusammensetzung der TiAlN-Schicht
b) Ritzversuche mit steigender Last Schicht: Ti0,4Al0,6N, dL = 1,2 µm
Abb. 4 Ausgewählte Ergebnisse der Kombinationsbehandlung PVD+EBH
Notizen
Potenziale von EB-Flüssigphasen-Randschichtbehandlungen zur Verbesserung der tribologischen und korrosiven Beanspruchbar-keit von Gusseisenwerkstoffen
Dr.-Ing. A. Buchwalder, A. Jung, Prof.-Dr.-Ing. habil. R. Zenker (IWT, TU BA Freiberg)
Dr.-Ing. W. Griesbach, K. Nagel (G&M Vacutherm GmbH, Brand-Erbisdorf)
M. Engelmann, M. Steudtner (Techno-Coat GmbH, Zittau)
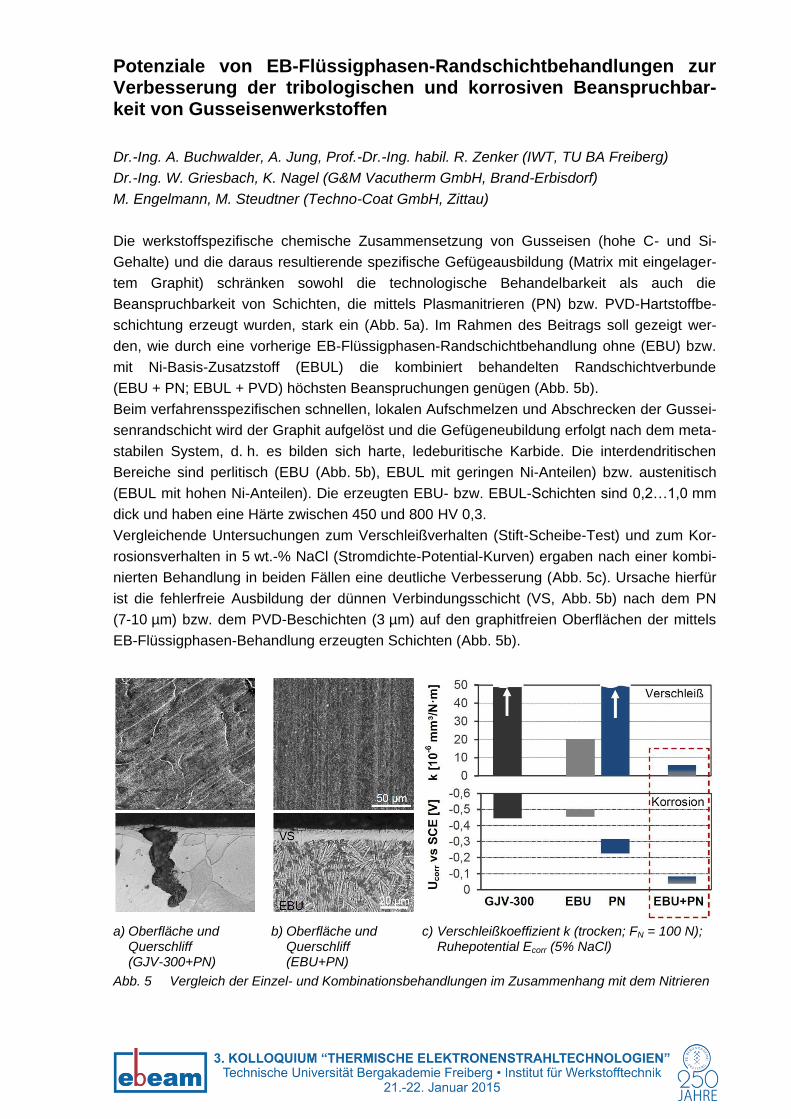
Die werkstoffspezifische chemische Zusammensetzung von Gusseisen (hohe C- und Si-
Gehalte) und die daraus resultierende spezifische Gefügeausbildung (Matrix mit eingelager-
tem Graphit) schränken sowohl die technologische Behandelbarkeit als auch die
Beanspruchbarkeit von Schichten, die mittels Plasmanitrieren (PN) bzw. PVD-Hartstoffbe-
schichtung erzeugt wurden, stark ein (Abb. 5a). Im Rahmen des Beitrags soll gezeigt wer-
den, wie durch eine vorherige EB-Flüssigphasen-Randschichtbehandlung ohne (EBU) bzw.
mit Ni-Basis-Zusatzstoff (EBUL) die kombiniert behandelten Randschichtverbunde
(EBU + PN; EBUL + PVD) höchsten Beanspruchungen genügen (Abb. 5b).
Beim verfahrensspezifischen schnellen, lokalen Aufschmelzen und Abschrecken der Gussei-
senrandschicht wird der Graphit aufgelöst und die Gefügeneubildung erfolgt nach dem meta-
stabilen System, d. h. es bilden sich harte, ledeburitische Karbide. Die interdendritischen
Bereiche sind perlitisch (EBU (Abb. 5b), EBUL mit geringen Ni-Anteilen) bzw. austenitisch
(EBUL mit hohen Ni-Anteilen). Die erzeugten EBU- bzw. EBUL-Schichten sind 0,2…1,0 mm
dick und haben eine Härte zwischen 450 und 800 HV 0,3.
Vergleichende Untersuchungen zum Verschleißverhalten (Stift-Scheibe-Test) und zum Kor-
rosionsverhalten in 5 wt.-% NaCl (Stromdichte-Potential-Kurven) ergaben nach einer kombi-
nierten Behandlung in beiden Fällen eine deutliche Verbesserung (Abb. 5c). Ursache hierfür
ist die fehlerfreie Ausbildung der dünnen Verbindungsschicht (VS, Abb. 5b) nach dem PN
(7-10 µm) bzw. dem PVD-Beschichten (3 µm) auf den graphitfreien Oberflächen der mittels
EB-Flüssigphasen-Behandlung erzeugten Schichten (Abb. 5b).
a) Oberfläche und Querschliff (GJV-300+PN)
b) Oberfläche und Querschliff (EBU+PN)
c) Verschleißkoeffizient k (trocken; FN = 100 N); Ruhepotential Ecorr (5% NaCl)
Abb. 5 Vergleich der Einzel- und Kombinationsbehandlungen im Zusammenhang mit dem Nitrieren
Notizen
Elektronenstrahl-Auftragen von Verschleißschutzschichten auf korrosionsbeständige Stähle
A. Jung, T. Sohr, Prof. habil. Dr.-Ing. R. Zenker (IWT, TU BA Freiberg)
K. Lerche, J. Lerche (PHM Industrieanlagen GmbH, Burg)
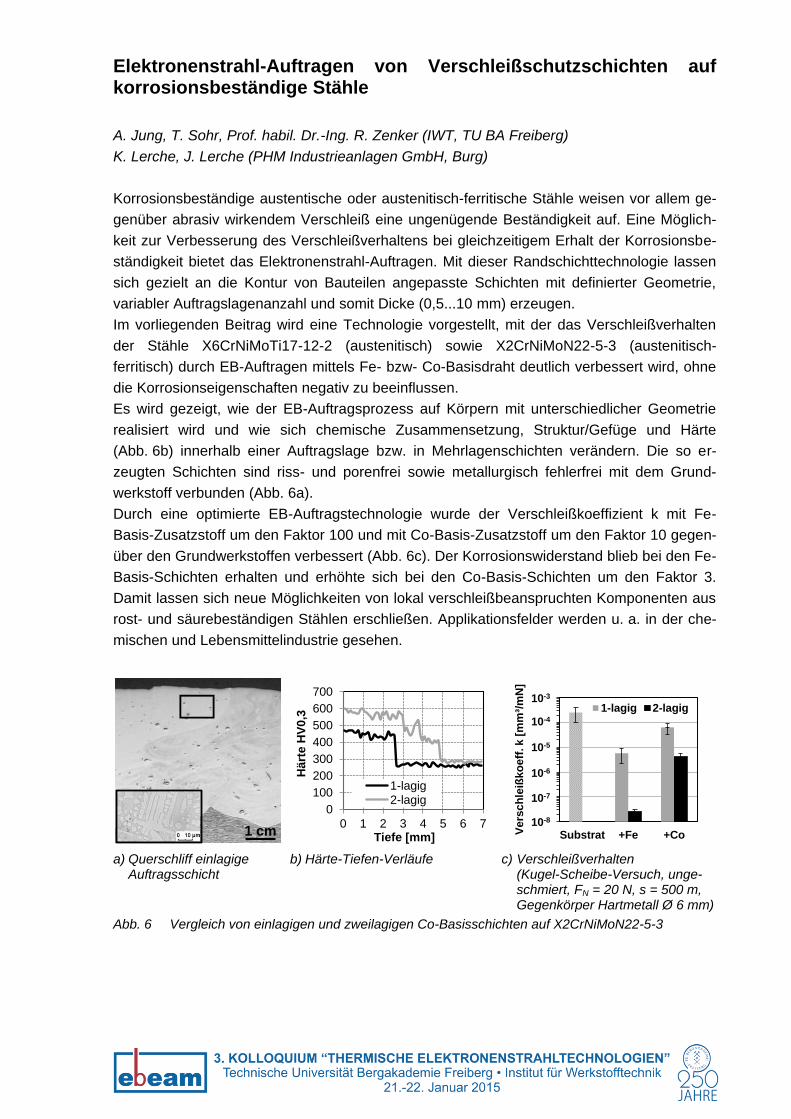
Korrosionsbeständige austentische oder austenitisch-ferritische Stähle weisen vor allem ge-
genüber abrasiv wirkendem Verschleiß eine ungenügende Beständigkeit auf. Eine Möglich-
keit zur Verbesserung des Verschleißverhaltens bei gleichzeitigem Erhalt der Korrosionsbe-
ständigkeit bietet das Elektronenstrahl-Auftragen. Mit dieser Randschichttechnologie lassen
sich gezielt an die Kontur von Bauteilen angepasste Schichten mit definierter Geometrie,
variabler Auftragslagenanzahl und somit Dicke (0,5...10 mm) erzeugen.
Im vorliegenden Beitrag wird eine Technologie vorgestellt, mit der das Verschleißverhalten
der Stähle X6CrNiMoTi17-12-2 (austenitisch) sowie X2CrNiMoN22-5-3 (austenitisch-
ferritisch) durch EB-Auftragen mittels Fe- bzw- Co-Basisdraht deutlich verbessert wird, ohne
die Korrosionseigenschaften negativ zu beeinflussen.
Es wird gezeigt, wie der EB-Auftragsprozess auf Körpern mit unterschiedlicher Geometrie
realisiert wird und wie sich chemische Zusammensetzung, Struktur/Gefüge und Härte
(Abb. 6b) innerhalb einer Auftragslage bzw. in Mehrlagenschichten verändern. Die so er-
zeugten Schichten sind riss- und porenfrei sowie metallurgisch fehlerfrei mit dem Grund-
werkstoff verbunden (Abb. 6a).
Durch eine optimierte EB-Auftragstechnologie wurde der Verschleißkoeffizient k mit Fe-
Basis-Zusatzstoff um den Faktor 100 und mit Co-Basis-Zusatzstoff um den Faktor 10 gegen-
über den Grundwerkstoffen verbessert (Abb. 6c). Der Korrosionswiderstand blieb bei den Fe-
Basis-Schichten erhalten und erhöhte sich bei den Co-Basis-Schichten um den Faktor 3.
Damit lassen sich neue Möglichkeiten von lokal verschleißbeanspruchten Komponenten aus
rost- und säurebeständigen Stählen erschließen. Applikationsfelder werden u. a. in der che-
mischen und Lebensmittelindustrie gesehen.
a) Querschliff einlagige Auftragsschicht
b) Härte-Tiefen-Verläufe c) Verschleißverhalten (Kugel-Scheibe-Versuch, unge-schmiert, FN = 20 N, s = 500 m, Gegenkörper Hartmetall Ø 6 mm)
Abb. 6 Vergleich von einlagigen und zweilagigen Co-Basisschichten auf X2CrNiMoN22-5-3
1 cm
0
100
200
300
400
500
600
700
0 1 2 3 4 5 6 7
Hä
rte
HV
0,3
Tiefe [mm]
1-lagig
2-lagig
1,E-08
1,E-07
1,E-06
1,E-05
1,E-04
1,E-03
Substrat +Fe +Co
1-lagig 2-lagig10-3
10-4
10-5
10-6
10-7
10-8
Ve
rsc
hle
ißko
eff
. k
[m
m³/
mN
]
Notizen
EB-Profilieren und EB-Umschmelzverbinden zur Verbesserung der Haftung von thermischen Spritzschichten
P. Hengst, Prof. Dr.-Ing. habil. R. Zenker (IWT, TU Bergakademie Freiberg)
T. Süß, Dr.-Ing. K. Hoffmann (IWB GmbH, Chemnitz)
Das thermische Spritzen kommt in verschiedensten Applikationsfeldern zur Anwendung. Ei-
ne breite Palette an möglichen Beschichtungswerkstoffen und Verfahrensvarianten ermög-
licht einen beanspruchungsgerechten Technologieeinsatz. Die ständig steigenden Anforde-
rungen an Bauteile stellen auch für thermische Spritzschichten neue Herausforderungen dar.
Insbesondere hohe Belastungen (Zug, Druck, Torsion und Scherung) begrenzen die Leis-
tungsfähigkeit von Spritzschichten. Das Ziel des Forschungsvorhabens, dem dieser Beitrag
zugrunde liegt, ist die Verbesserung der Haftung von thermischen Spritzschichten auf Stahl-
und Aluminiumsubstraten. Dazu wurden zwei Möglichkeiten untersucht, das Einbringen von
Profilen vor dem thermischen Spritzen und das lokale EB-Umschmelzverbinden nach dem
thermischen Spritzen.
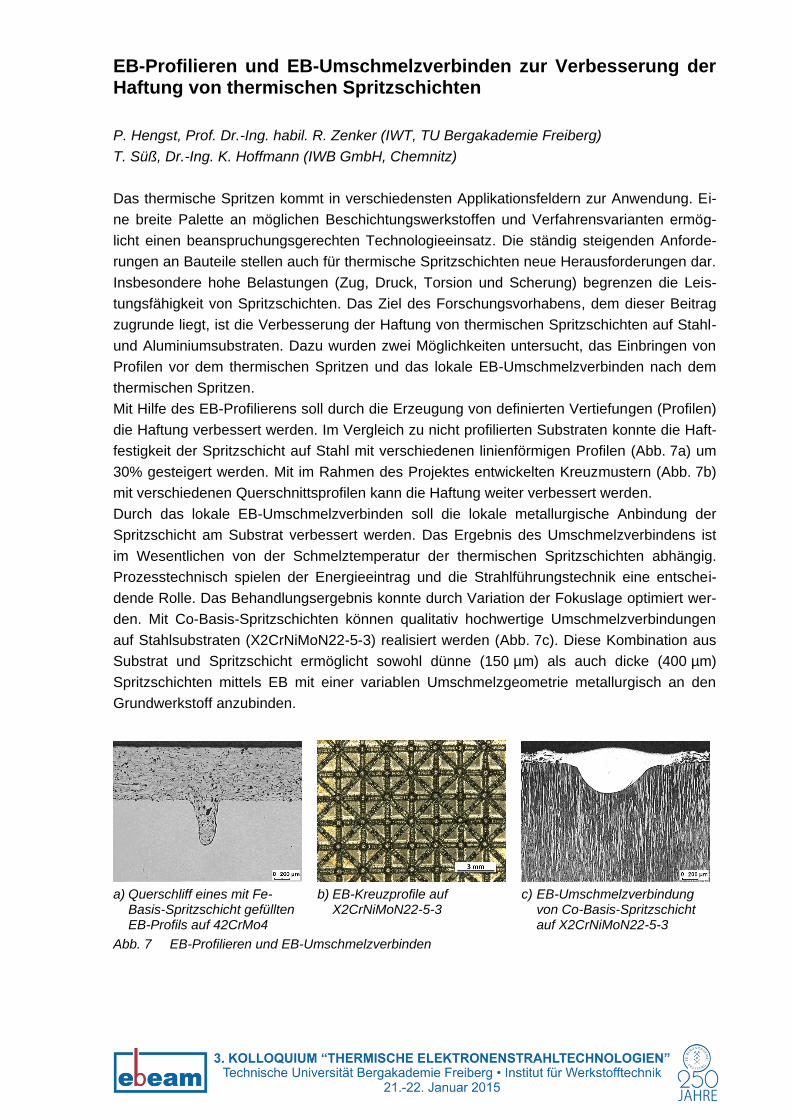
Mit Hilfe des EB-Profilierens soll durch die Erzeugung von definierten Vertiefungen (Profilen)
die Haftung verbessert werden. Im Vergleich zu nicht profilierten Substraten konnte die Haft-
festigkeit der Spritzschicht auf Stahl mit verschiedenen linienförmigen Profilen (Abb. 7a) um
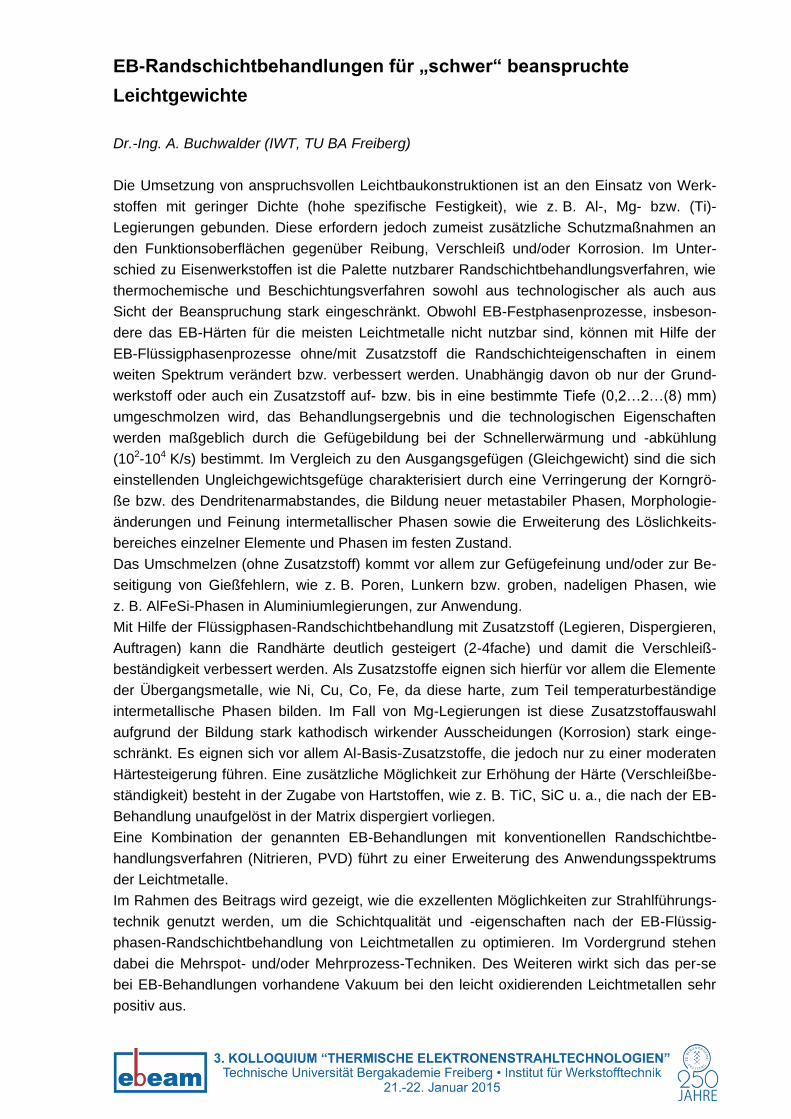
30% gesteigert werden. Mit im Rahmen des Projektes entwickelten Kreuzmustern (Abb. 7b)
mit verschiedenen Querschnittsprofilen kann die Haftung weiter verbessert werden.
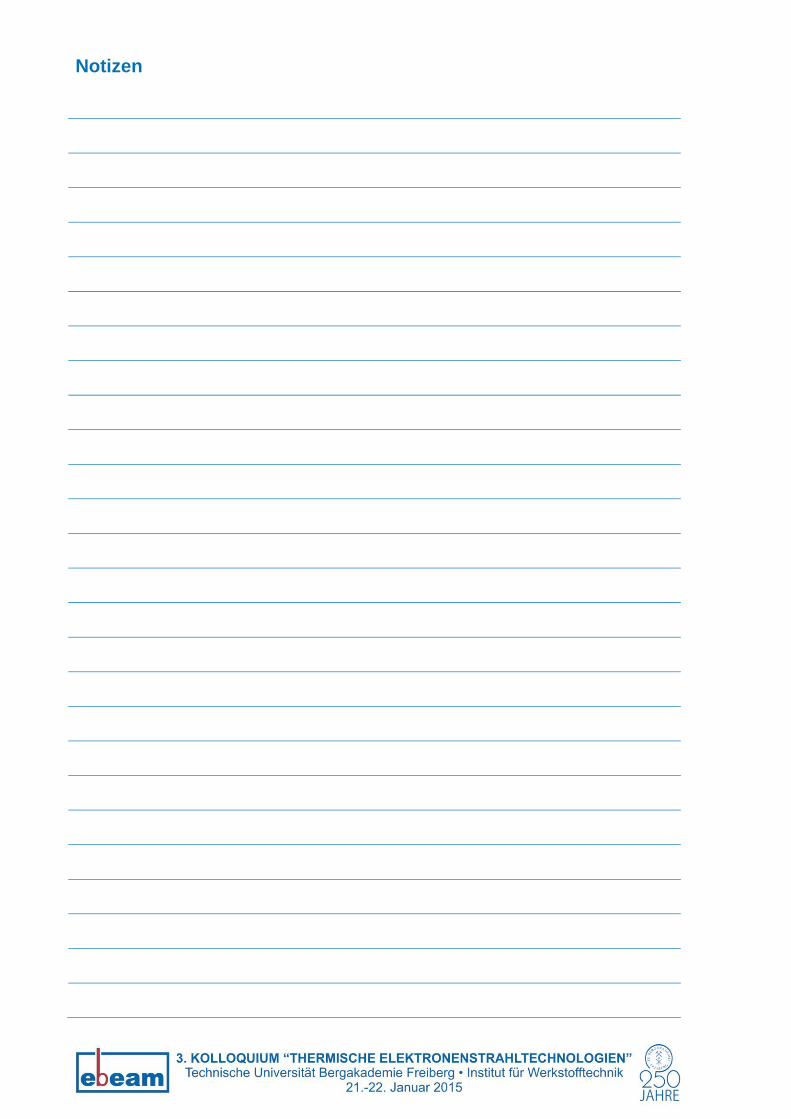
Durch das lokale EB-Umschmelzverbinden soll die lokale metallurgische Anbindung der
Spritzschicht am Substrat verbessert werden. Das Ergebnis des Umschmelzverbindens ist
im Wesentlichen von der Schmelztemperatur der thermischen Spritzschichten abhängig.
Prozesstechnisch spielen der Energieeintrag und die Strahlführungstechnik eine entschei-
dende Rolle. Das Behandlungsergebnis konnte durch Variation der Fokuslage optimiert wer-
den. Mit Co-Basis-Spritzschichten können qualitativ hochwertige Umschmelzverbindungen
auf Stahlsubstraten (X2CrNiMoN22-5-3) realisiert werden (Abb. 7c). Diese Kombination aus
Substrat und Spritzschicht ermöglicht sowohl dünne (150 µm) als auch dicke (400 µm)
Spritzschichten mittels EB mit einer variablen Umschmelzgeometrie metallurgisch an den
Grundwerkstoff anzubinden.
a) Querschliff eines mit Fe-Basis-Spritzschicht gefüllten EB-Profils auf 42CrMo4
b) EB-Kreuzprofile auf X2CrNiMoN22-5-3
c) EB-Umschmelzverbindung von Co-Basis-Spritzschicht auf X2CrNiMoN22-5-3
Abb. 7 EB-Profilieren und EB-Umschmelzverbinden
Notizen
EB-Randschichtbehandlungen für „schwer“ beanspruchte
Leichtgewichte
Dr.-Ing. A. Buchwalder (IWT, TU BA Freiberg)
Die Umsetzung von anspruchsvollen Leichtbaukonstruktionen ist an den Einsatz von Werk-
stoffen mit geringer Dichte (hohe spezifische Festigkeit), wie z. B. Al-, Mg- bzw. (Ti)-
Legierungen gebunden. Diese erfordern jedoch zumeist zusätzliche Schutzmaßnahmen an
den Funktionsoberflächen gegenüber Reibung, Verschleiß und/oder Korrosion. Im Unter-
schied zu Eisenwerkstoffen ist die Palette nutzbarer Randschichtbehandlungsverfahren, wie
thermochemische und Beschichtungsverfahren sowohl aus technologischer als auch aus
Sicht der Beanspruchung stark eingeschränkt. Obwohl EB-Festphasenprozesse, insbeson-
dere das EB-Härten für die meisten Leichtmetalle nicht nutzbar sind, können mit Hilfe der
EB-Flüssigphasenprozesse ohne/mit Zusatzstoff die Randschichteigenschaften in einem
weiten Spektrum verändert bzw. verbessert werden. Unabhängig davon ob nur der Grund-
werkstoff oder auch ein Zusatzstoff auf- bzw. bis in eine bestimmte Tiefe (0,2…2…(8) mm)
umgeschmolzen wird, das Behandlungsergebnis und die technologischen Eigenschaften
werden maßgeblich durch die Gefügebildung bei der Schnellerwärmung und -abkühlung
(102-104 K/s) bestimmt. Im Vergleich zu den Ausgangsgefügen (Gleichgewicht) sind die sich
einstellenden Ungleichgewichtsgefüge charakterisiert durch eine Verringerung der Korngrö-
ße bzw. des Dendritenarmabstandes, die Bildung neuer metastabiler Phasen, Morphologie-
änderungen und Feinung intermetallischer Phasen sowie die Erweiterung des Löslichkeits-
bereiches einzelner Elemente und Phasen im festen Zustand.
Das Umschmelzen (ohne Zusatzstoff) kommt vor allem zur Gefügefeinung und/oder zur Be-
seitigung von Gießfehlern, wie z. B. Poren, Lunkern bzw. groben, nadeligen Phasen, wie
z. B. AlFeSi-Phasen in Aluminiumlegierungen, zur Anwendung.
Mit Hilfe der Flüssigphasen-Randschichtbehandlung mit Zusatzstoff (Legieren, Dispergieren,
Auftragen) kann die Randhärte deutlich gesteigert (2-4fache) und damit die Verschleiß-
beständigkeit verbessert werden. Als Zusatzstoffe eignen sich hierfür vor allem die Elemente
der Übergangsmetalle, wie Ni, Cu, Co, Fe, da diese harte, zum Teil temperaturbeständige
intermetallische Phasen bilden. Im Fall von Mg-Legierungen ist diese Zusatzstoffauswahl
aufgrund der Bildung stark kathodisch wirkender Ausscheidungen (Korrosion) stark einge-
schränkt. Es eignen sich vor allem Al-Basis-Zusatzstoffe, die jedoch nur zu einer moderaten
Härtesteigerung führen. Eine zusätzliche Möglichkeit zur Erhöhung der Härte (Verschleißbe-
ständigkeit) besteht in der Zugabe von Hartstoffen, wie z. B. TiC, SiC u. a., die nach der EB-
Behandlung unaufgelöst in der Matrix dispergiert vorliegen.
Eine Kombination der genannten EB-Behandlungen mit konventionellen Randschichtbe-
handlungsverfahren (Nitrieren, PVD) führt zu einer Erweiterung des Anwendungsspektrums
der Leichtmetalle.
Im Rahmen des Beitrags wird gezeigt, wie die exzellenten Möglichkeiten zur Strahlführungs-
technik genutzt werden, um die Schichtqualität und -eigenschaften nach der EB-Flüssig-
phasen-Randschichtbehandlung von Leichtmetallen zu optimieren. Im Vordergrund stehen
dabei die Mehrspot- und/oder Mehrprozess-Techniken. Des Weiteren wirkt sich das per-se
bei EB-Behandlungen vorhandene Vakuum bei den leicht oxidierenden Leichtmetallen sehr
positiv aus.
Notizen
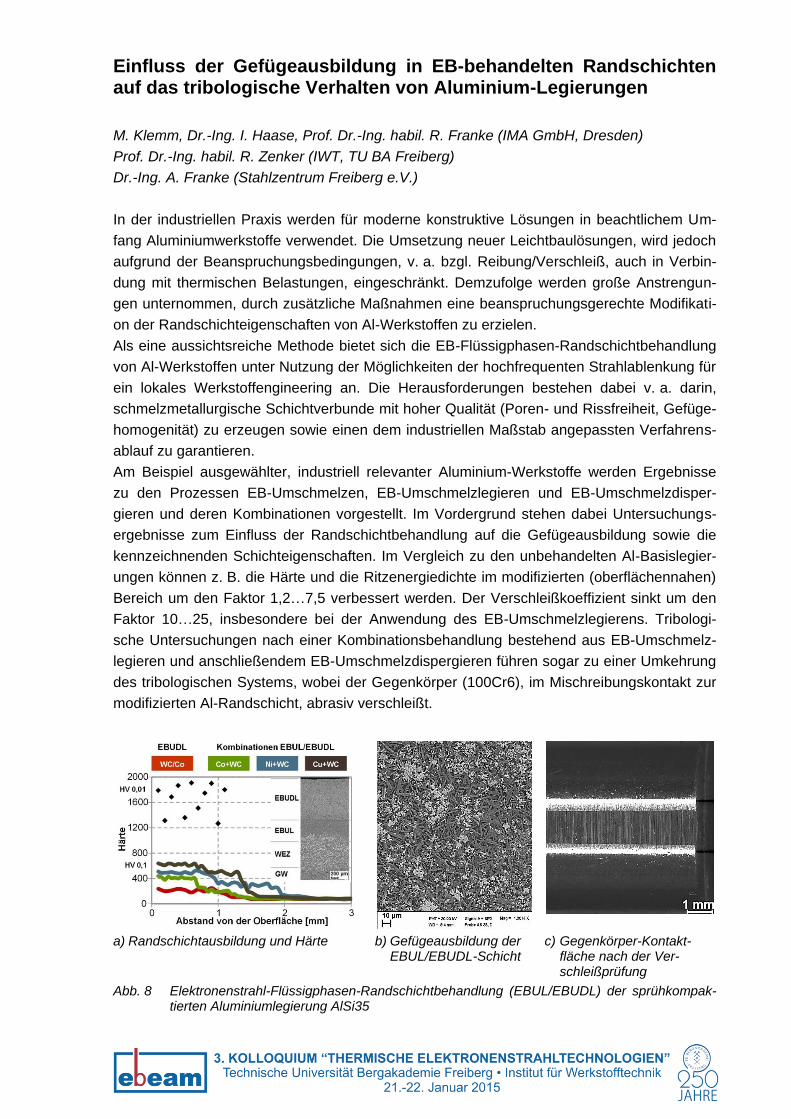
Einfluss der Gefügeausbildung in EB-behandelten Randschichten auf das tribologische Verhalten von Aluminium-Legierungen
M. Klemm, Dr.-Ing. I. Haase, Prof. Dr.-Ing. habil. R. Franke (IMA GmbH, Dresden)
Prof. Dr.-Ing. habil. R. Zenker (IWT, TU BA Freiberg)
Dr.-Ing. A. Franke (Stahlzentrum Freiberg e.V.)
In der industriellen Praxis werden für moderne konstruktive Lösungen in beachtlichem Um-
fang Aluminiumwerkstoffe verwendet. Die Umsetzung neuer Leichtbaulösungen, wird jedoch
aufgrund der Beanspruchungsbedingungen, v. a. bzgl. Reibung/Verschleiß, auch in Verbin-
dung mit thermischen Belastungen, eingeschränkt. Demzufolge werden große Anstrengun-
gen unternommen, durch zusätzliche Maßnahmen eine beanspruchungsgerechte Modifikati-
on der Randschichteigenschaften von Al-Werkstoffen zu erzielen.
Als eine aussichtsreiche Methode bietet sich die EB-Flüssigphasen-Randschichtbehandlung
von Al-Werkstoffen unter Nutzung der Möglichkeiten der hochfrequenten Strahlablenkung für
ein lokales Werkstoffengineering an. Die Herausforderungen bestehen dabei v. a. darin,
schmelzmetallurgische Schichtverbunde mit hoher Qualität (Poren- und Rissfreiheit, Gefüge-
homogenität) zu erzeugen sowie einen dem industriellen Maßstab angepassten Verfahrens-
ablauf zu garantieren.
Am Beispiel ausgewählter, industriell relevanter Aluminium-Werkstoffe werden Ergebnisse
zu den Prozessen EB-Umschmelzen, EB-Umschmelzlegieren und EB-Umschmelzdisper-
gieren und deren Kombinationen vorgestellt. Im Vordergrund stehen dabei Untersuchungs-
ergebnisse zum Einfluss der Randschichtbehandlung auf die Gefügeausbildung sowie die
kennzeichnenden Schichteigenschaften. Im Vergleich zu den unbehandelten Al-Basislegier-
ungen können z. B. die Härte und die Ritzenergiedichte im modifizierten (oberflächennahen)
Bereich um den Faktor 1,2…7,5 verbessert werden. Der Verschleißkoeffizient sinkt um den
Faktor 10…25, insbesondere bei der Anwendung des EB-Umschmelzlegierens. Tribologi-
sche Untersuchungen nach einer Kombinationsbehandlung bestehend aus EB-Umschmelz-
legieren und anschließendem EB-Umschmelzdispergieren führen sogar zu einer Umkehrung
des tribologischen Systems, wobei der Gegenkörper (100Cr6), im Mischreibungskontakt zur
modifizierten Al-Randschicht, abrasiv verschleißt.
a) Randschichtausbildung und Härte b) Gefügeausbildung der EBUL/EBUDL-Schicht
c) Gegenkörper-Kontakt-fläche nach der Ver-schleißprüfung
Abb. 8 Elektronenstrahl-Flüssigphasen-Randschichtbehandlung (EBUL/EBUDL) der sprühkompak-tierten Aluminiumlegierung AlSi35
Notizen
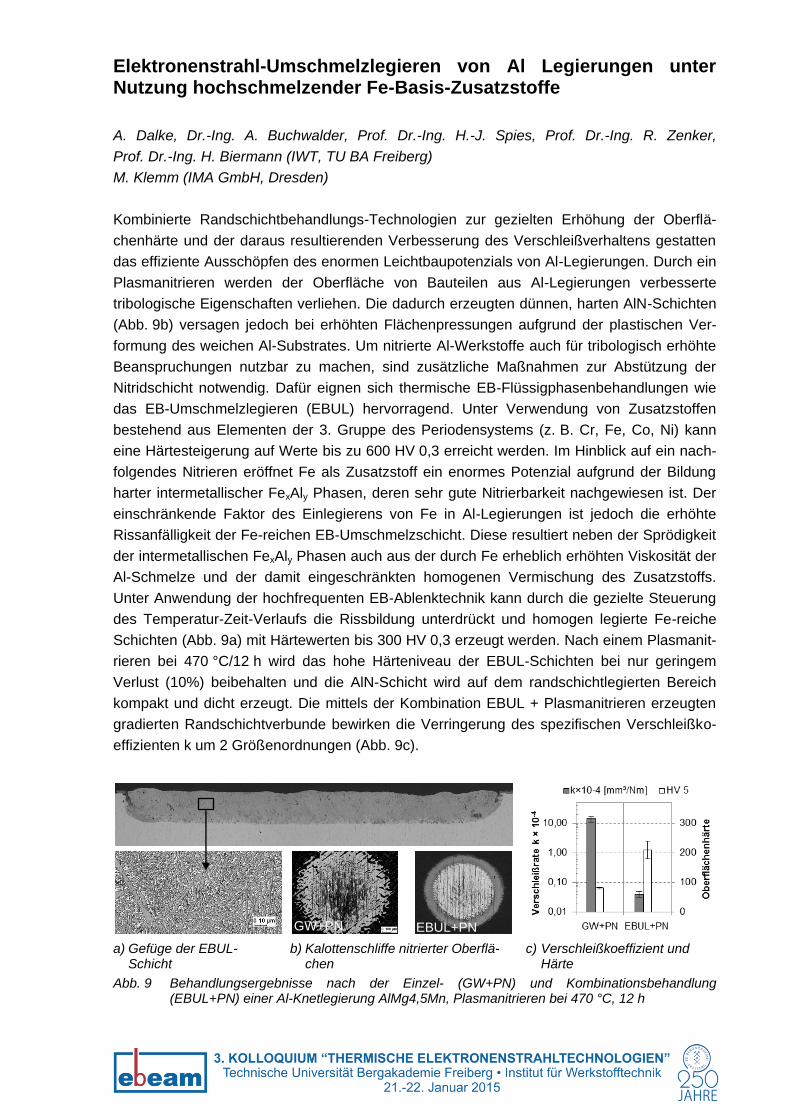
Elektronenstrahl-Umschmelzlegieren von Al Legierungen unter Nutzung hochschmelzender Fe-Basis-Zusatzstoffe
A. Dalke, Dr.-Ing. A. Buchwalder, Prof. Dr.-Ing. H.-J. Spies, Prof. Dr.-Ing. R. Zenker,
Prof. Dr.-Ing. H. Biermann (IWT, TU BA Freiberg)
M. Klemm (IMA GmbH, Dresden)
Kombinierte Randschichtbehandlungs-Technologien zur gezielten Erhöhung der Oberflä-
chenhärte und der daraus resultierenden Verbesserung des Verschleißverhaltens gestatten
das effiziente Ausschöpfen des enormen Leichtbaupotenzials von Al-Legierungen. Durch ein
Plasmanitrieren werden der Oberfläche von Bauteilen aus Al-Legierungen verbesserte
tribologische Eigenschaften verliehen. Die dadurch erzeugten dünnen, harten AlN-Schichten
(Abb. 9b) versagen jedoch bei erhöhten Flächenpressungen aufgrund der plastischen Ver-
formung des weichen Al-Substrates. Um nitrierte Al-Werkstoffe auch für tribologisch erhöhte
Beanspruchungen nutzbar zu machen, sind zusätzliche Maßnahmen zur Abstützung der
Nitridschicht notwendig. Dafür eignen sich thermische EB-Flüssigphasenbehandlungen wie
das EB-Umschmelzlegieren (EBUL) hervorragend. Unter Verwendung von Zusatzstoffen
bestehend aus Elementen der 3. Gruppe des Periodensystems (z. B. Cr, Fe, Co, Ni) kann
eine Härtesteigerung auf Werte bis zu 600 HV 0,3 erreicht werden. Im Hinblick auf ein nach-
folgendes Nitrieren eröffnet Fe als Zusatzstoff ein enormes Potenzial aufgrund der Bildung
harter intermetallischer FexAly Phasen, deren sehr gute Nitrierbarkeit nachgewiesen ist. Der
einschränkende Faktor des Einlegierens von Fe in Al-Legierungen ist jedoch die erhöhte
Rissanfälligkeit der Fe-reichen EB-Umschmelzschicht. Diese resultiert neben der Sprödigkeit
der intermetallischen FexAly Phasen auch aus der durch Fe erheblich erhöhten Viskosität der
Al-Schmelze und der damit eingeschränkten homogenen Vermischung des Zusatzstoffs.
Unter Anwendung der hochfrequenten EB-Ablenktechnik kann durch die gezielte Steuerung
des Temperatur-Zeit-Verlaufs die Rissbildung unterdrückt und homogen legierte Fe-reiche
Schichten (Abb. 9a) mit Härtewerten bis 300 HV 0,3 erzeugt werden. Nach einem Plasmanit-
rieren bei 470 °C/12 h wird das hohe Härteniveau der EBUL-Schichten bei nur geringem
Verlust (10%) beibehalten und die AlN-Schicht wird auf dem randschichtlegierten Bereich
kompakt und dicht erzeugt. Die mittels der Kombination EBUL + Plasmanitrieren erzeugten
gradierten Randschichtverbunde bewirken die Verringerung des spezifischen Verschleißko-
effizienten k um 2 Größenordnungen (Abb. 9c).
a) Gefüge der EBUL-Schicht
b) Kalottenschliffe nitrierter Oberflä-chen
c) Verschleißkoeffizient und Härte
Abb. 9 Behandlungsergebnisse nach der Einzel- (GW+PN) und Kombinationsbehandlung (EBUL+PN) einer Al-Knetlegierung AlMg4,5Mn, Plasmanitrieren bei 470 °C, 12 h
GW+PN EBUL+PN
Notizen
Neue kombinierte Randschichttechnologie für tribologisch bean-spruchte Aluminiumwerkstoffe
E. Zaulig, Dr.-Ing. A. Buchwalder, Prof. Dr.-Ing. habil. R. Zenker (IWT, TU BA Freiberg)
D. Leuteritz (UKM GmbH, Reinsberg), J. Liebich (ionbond Sachsen, Hohenstein-Ernstthal)
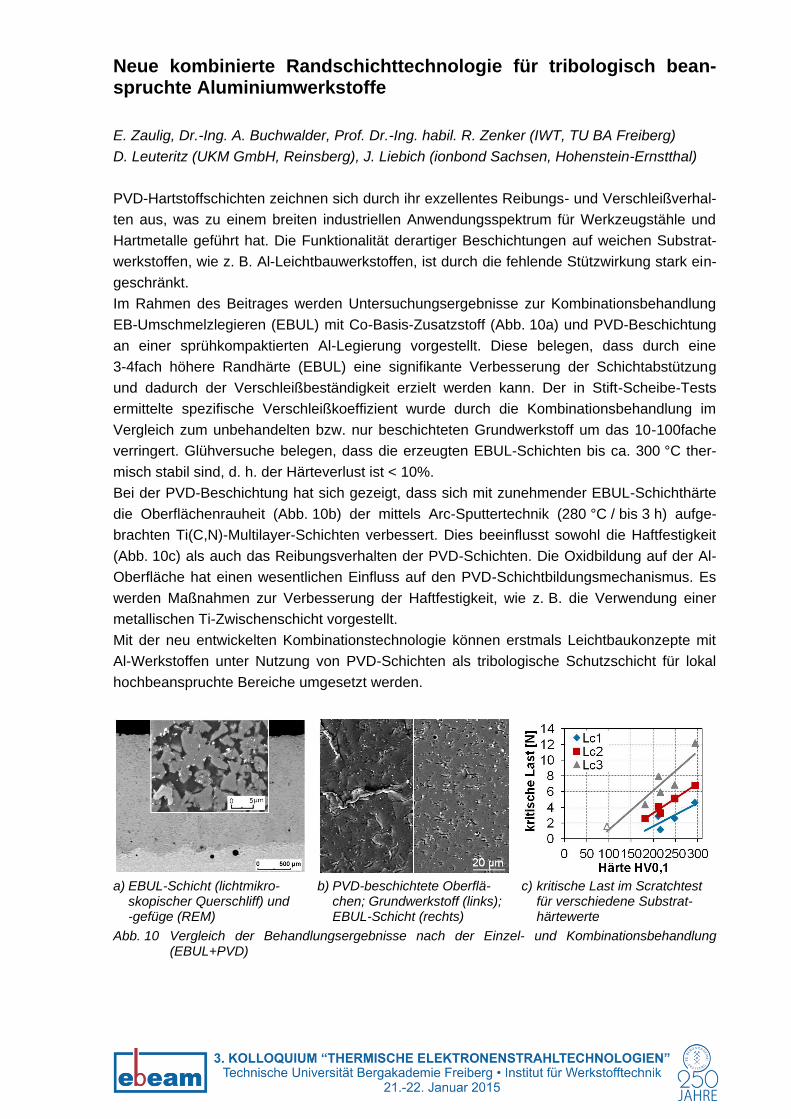
PVD-Hartstoffschichten zeichnen sich durch ihr exzellentes Reibungs- und Verschleißverhal-
ten aus, was zu einem breiten industriellen Anwendungsspektrum für Werkzeugstähle und
Hartmetalle geführt hat. Die Funktionalität derartiger Beschichtungen auf weichen Substrat-
werkstoffen, wie z. B. Al-Leichtbauwerkstoffen, ist durch die fehlende Stützwirkung stark ein-
geschränkt.
Im Rahmen des Beitrages werden Untersuchungsergebnisse zur Kombinationsbehandlung
EB-Umschmelzlegieren (EBUL) mit Co-Basis-Zusatzstoff (Abb. 10a) und PVD-Beschichtung
an einer sprühkompaktierten Al-Legierung vorgestellt. Diese belegen, dass durch eine
3-4fach höhere Randhärte (EBUL) eine signifikante Verbesserung der Schichtabstützung
und dadurch der Verschleißbeständigkeit erzielt werden kann. Der in Stift-Scheibe-Tests
ermittelte spezifische Verschleißkoeffizient wurde durch die Kombinationsbehandlung im
Vergleich zum unbehandelten bzw. nur beschichteten Grundwerkstoff um das 10-100fache
verringert. Glühversuche belegen, dass die erzeugten EBUL-Schichten bis ca. 300 °C ther-
misch stabil sind, d. h. der Härteverlust ist < 10%.
Bei der PVD-Beschichtung hat sich gezeigt, dass sich mit zunehmender EBUL-Schichthärte
die Oberflächenrauheit (Abb. 10b) der mittels Arc-Sputtertechnik (280 °C / bis 3 h) aufge-
brachten Ti(C,N)-Multilayer-Schichten verbessert. Dies beeinflusst sowohl die Haftfestigkeit
(Abb. 10c) als auch das Reibungsverhalten der PVD-Schichten. Die Oxidbildung auf der Al-
Oberfläche hat einen wesentlichen Einfluss auf den PVD-Schichtbildungsmechanismus. Es
werden Maßnahmen zur Verbesserung der Haftfestigkeit, wie z. B. die Verwendung einer
metallischen Ti-Zwischenschicht vorgestellt.
Mit der neu entwickelten Kombinationstechnologie können erstmals Leichtbaukonzepte mit
Al-Werkstoffen unter Nutzung von PVD-Schichten als tribologische Schutzschicht für lokal
hochbeanspruchte Bereiche umgesetzt werden.
a) EBUL-Schicht (lichtmikro-skopischer Querschliff) und -gefüge (REM)
b) PVD-beschichtete Oberflä-chen; Grundwerkstoff (links); EBUL-Schicht (rechts)
c) kritische Last im Scratchtest für verschiedene Substrat-härtewerte
Abb. 10 Vergleich der Behandlungsergebnisse nach der Einzel- und Kombinationsbehandlung (EBUL+PVD)
Notizen
Einfluss der Zusatzstoffdeponierung auf das Ergebnis des EB-Randschichtlegierens von Magnesiumwerkstoffen
K. Fritzsch, Dr.-Ing. A. Buchwalder, Prof. Dr.-Ing. R. Zenker (IWT, TU BA Freiberg)
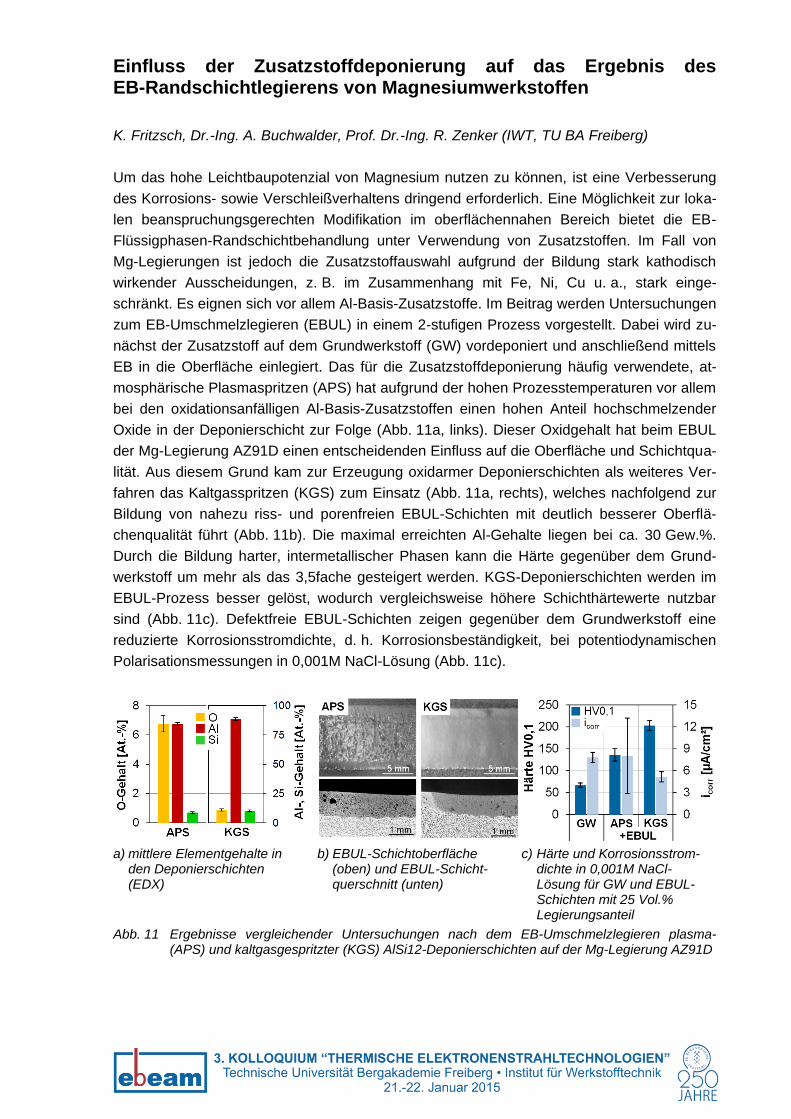
Um das hohe Leichtbaupotenzial von Magnesium nutzen zu können, ist eine Verbesserung
des Korrosions- sowie Verschleißverhaltens dringend erforderlich. Eine Möglichkeit zur loka-
len beanspruchungsgerechten Modifikation im oberflächennahen Bereich bietet die EB-
Flüssigphasen-Randschichtbehandlung unter Verwendung von Zusatzstoffen. Im Fall von
Mg-Legierungen ist jedoch die Zusatzstoffauswahl aufgrund der Bildung stark kathodisch
wirkender Ausscheidungen, z. B. im Zusammenhang mit Fe, Ni, Cu u. a., stark einge-
schränkt. Es eignen sich vor allem Al-Basis-Zusatzstoffe. Im Beitrag werden Untersuchungen
zum EB-Umschmelzlegieren (EBUL) in einem 2-stufigen Prozess vorgestellt. Dabei wird zu-
nächst der Zusatzstoff auf dem Grundwerkstoff (GW) vordeponiert und anschließend mittels
EB in die Oberfläche einlegiert. Das für die Zusatzstoffdeponierung häufig verwendete, at-
mosphärische Plasmaspritzen (APS) hat aufgrund der hohen Prozesstemperaturen vor allem
bei den oxidationsanfälligen Al-Basis-Zusatzstoffen einen hohen Anteil hochschmelzender
Oxide in der Deponierschicht zur Folge (Abb. 11a, links). Dieser Oxidgehalt hat beim EBUL
der Mg-Legierung AZ91D einen entscheidenden Einfluss auf die Oberfläche und Schichtqua-
lität. Aus diesem Grund kam zur Erzeugung oxidarmer Deponierschichten als weiteres Ver-
fahren das Kaltgasspritzen (KGS) zum Einsatz (Abb. 11a, rechts), welches nachfolgend zur
Bildung von nahezu riss- und porenfreien EBUL-Schichten mit deutlich besserer Oberflä-
chenqualität führt (Abb. 11b). Die maximal erreichten Al-Gehalte liegen bei ca. 30 Gew.%.
Durch die Bildung harter, intermetallischer Phasen kann die Härte gegenüber dem Grund-
werkstoff um mehr als das 3,5fache gesteigert werden. KGS-Deponierschichten werden im
EBUL-Prozess besser gelöst, wodurch vergleichsweise höhere Schichthärtewerte nutzbar
sind (Abb. 11c). Defektfreie EBUL-Schichten zeigen gegenüber dem Grundwerkstoff eine
reduzierte Korrosionsstromdichte, d. h. Korrosionsbeständigkeit, bei potentiodynamischen
Polarisationsmessungen in 0,001M NaCl-Lösung (Abb. 11c).
a) mittlere Elementgehalte in den Deponierschichten (EDX)
b) EBUL-Schichtoberfläche (oben) und EBUL-Schicht-querschnitt (unten)
c) Härte und Korrosionsstrom-dichte in 0,001M NaCl-Lösung für GW und EBUL-Schichten mit 25 Vol.% Legierungsanteil
Abb. 11 Ergebnisse vergleichender Untersuchungen nach dem EB-Umschmelzlegieren plasma- (APS) und kaltgasgespritzter (KGS) AlSi12-Deponierschichten auf der Mg-Legierung AZ91D
Notizen
Elektronenstrahlbasierte additive Fertigung von Hochtemperatur-werkstoffen
Prof. Dr.-Ing. habil. C. Körner (Universität Erlangen-Nürnberg, Lehrstuhl Werkstoffkunde und
Technologie der Metalle)
Der Elektronenstrahl stellt eine hochinteressante Alternative zum Laser für die additive Ferti-
gung im Pulverbett dar. Dies gilt insbesondere für Hochtemperaturwerkstoffe wie z. B.
Nickelbasislegierungen oder Titanaluminide. Für diese Legierungen bietet die Herstellung
unter Vakuumbedingungen den perfekten Schutz gegen Kontaminationen. Die zum Teil ext-
rem hohe Rissanfälligkeit dieser Legierungen in Kombination mit bei der additiven Fertigung
auftretenden Spannungen stellt eine Herausforderung für die Herstellung dar. Hier bietet der
Elektronenstrahl aufgrund der hohen zur Verfügung stehenden Energie und trägheitsfreien
Bewegung enorme Vorteile. Die Baufläche kann mit dem Strahl auf Temperaturen über
1000 °C vorgeheizt werden. Im Schmelzprozess selbst können innovative Scanstrategien
aufgrund der Strahlgeschwindigkeiten von bis zu 10.000 m/s realisiert werden und damit riss-
freie Bauteile hergestellt werden.
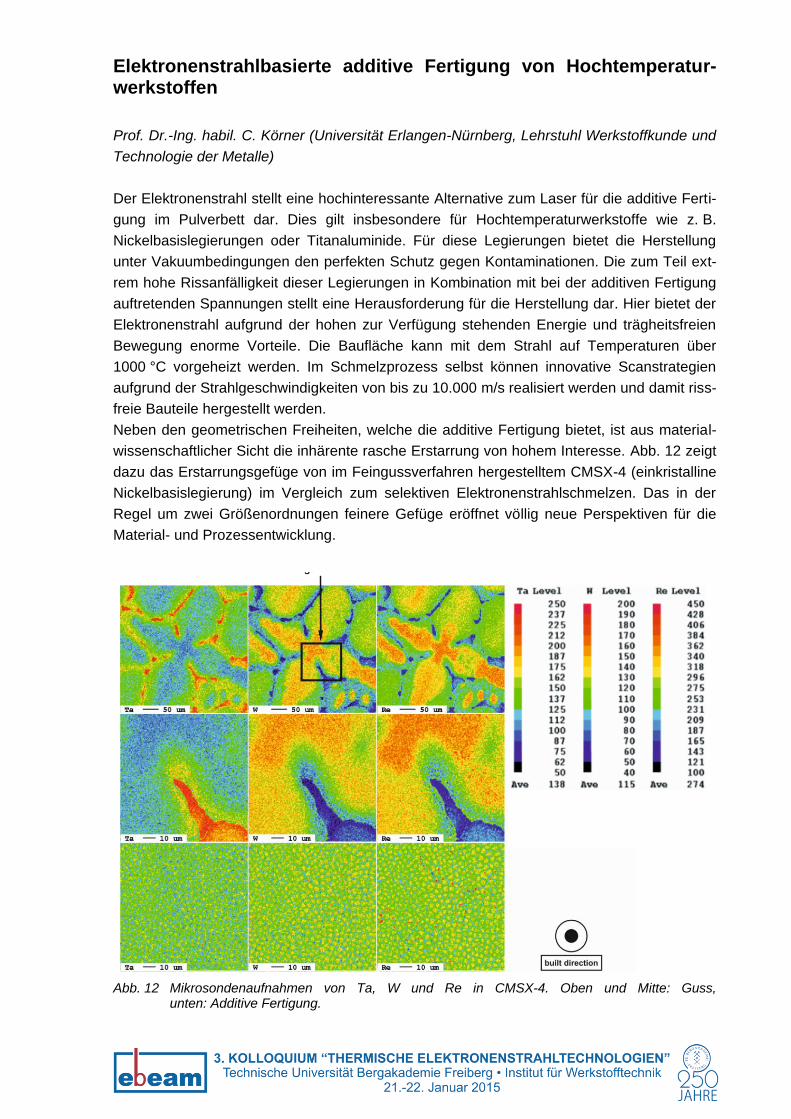
Neben den geometrischen Freiheiten, welche die additive Fertigung bietet, ist aus material-
wissenschaftlicher Sicht die inhärente rasche Erstarrung von hohem Interesse. Abb. 12 zeigt
dazu das Erstarrungsgefüge von im Feingussverfahren hergestelltem CMSX-4 (einkristalline
Nickelbasislegierung) im Vergleich zum selektiven Elektronenstrahlschmelzen. Das in der
Regel um zwei Größenordnungen feinere Gefüge eröffnet völlig neue Perspektiven für die
Material- und Prozessentwicklung.
Abb. 12 Mikrosondenaufnahmen von Ta, W und Re in CMSX-4. Oben und Mitte: Guss, unten: Additive Fertigung.
Notizen

Mechanische Eigenschaften additiv gefertigter metallischer Struk-turen – EBM und SLM
Dr.-Ing. T. Niendorf (IWT, TU BA Freiberg),
S. Leuders, D. Riemer, Prof. Dr. rer. nat. T. Tröster (Universität Paderborn)
Die additive Fertigung erlaubt die Herstellung hochgradig komplexer Bauteile allein auf Basis
eines CAD-Modells. Schichtweise wird die Zielgeometrie erstellt. Werkzeuge werden nicht
benötigt und somit Kosten im Falle von kleinen zu mittleren Stückzahlen gesenkt und dabei
die Zeiten von Design bis hin zum fertigen Produkt erheblich reduziert. Verschiedene Halb-
zeuge können im Bereich der Metalle eingesetzt werden, die weiteste Verbreitung finden
aktuell pulverbasierte Verfahrensvarianten. Im selektiven Elektronenstrahlschmelzprozess
(EBM) wird in den einzelnen Schichten das Pulver durch einen Elektronenstrahl lokal auf-
geschmolzen, beim selektiven Laserstrahlschmelzen (SLM) wird die Energie durch einen
Laser bereitgestellt. In beiden Verfahren ist der Schmelzpool in Bezug auf die Bauteilabmes-
sungen sehr klein sowie die Erstarrung extrem schnell, Unterschiede sind vor allem in den
Umgebungsbedingungen zu finden.
Umfangreiche Untersuchungen an bereits (in konventionell verarbeiteter Weise) etablierten
Werkstoffen, so z. B. austenitischen Stählen, Nickelbasis-Legierungen sowie Titanlegierun-
gen, haben aufzeigen können, dass die mechanischen Eigenschaften dieser Legierungen
nach der Verarbeitung über EBM bzw. SLM durchaus erheblich von den Eigenschaften ihrer
konventionell verarbeiteten Varianten abweichen. Prozessinduzierte Porosität sowie eine
deutliche Anisotropie der Eigenschaften sind zwei Aspekte, welche einen erheblichen Ein-
fluss auf die monotonen sowie zyklischen Kennwerte der additiv verarbeiteten Werkstoffe
haben.
Am Beispiel der weit verbreiteten Titanlegierung Ti-6Al-4V soll im Rahmen des Vortrages
aufgezeigt werden, inwieweit die mikrostrukturelle Entwicklung (Abb. 13), die mechanischen
Eigenschaften sowie die Schädigungsentwicklung durch die additiven Verarbeitungsprozes-
se beeinflusst werden. Dabei wird auch die vor allem hinsichtlich einer zyklischen Belastung
vermutlich unvermeidbare Nachbehandlung (Abb. 14) von Proben bzw. Bauteilen adressiert
werden.
Abb. 13 Ti-6Al-4V nach SLM und ver-schiedenen Nachbehandlungen, rot: α-Ti, grün: β-Ti [Leuders et al., JMR 2014]
Abb. 14 Wöhlerkurven zu Ti-6Al-4V nach SLM und verschiedenen Nachbehandlungen [Leuders et al., JMR 2014]
Notizen
Notizen
Notizen
















