Embed Size (px)
Citation preview
Neue Methoden zur Ermittlung der volumetrischen Genauigkeit von Werkzeugmaschinen
Dr.-Ing. Rainer Krug
Technischer Leiter Renishaw GmbH Pliezhausen Dr. Rainer Krug
Dr.-Ing. Rainer Krug wurde 1961 in Ravensburg geboren. Nach dem Abitur am Technischen Gymnasium studierte er von 1983 bis 1988 Maschinenbau an der Universität Stuttgart. Nach Abschluss des Studiums arbeitete er bis 1992 als wissenschaftlicher Mitarbeiter am Institut für Werkzeugmaschinen. Als einer der ersten Mitarbeiter bei Prof. Heisel promovierte Rainer Krug zum Doktor-Ingenieur. Seit 1992 arbeitet Dr. Krug bei Renishaw als Technischer Leiter, er ist derzeit zuständig für die Produktbereiche „Systeme zur Maschinen-überwachung“ und „Health Care“.
Einleitung
Bei Werkzeugmaschinen und hier insbesondere bei der spanenden Bearbeitung ist neben Kriterien wie Antriebsleistung, Arbeitsraumgröße oder Werkzeugwechsel-zeiten die Genauigkeit bei der Teilebearbeitung ein zentrales Thema, da die Ge-nauigkeit einer Maschine direkt in der Genauigkeit der gefertigten Werkstücke wiederzufinden ist. Um eine hohe Genauigkeit einer Maschine zu erreichen, ist es erforderlich, dass die mechanischen Komponenten mit einer hohen Genauigkeit hergestellt werden und mit einer hohen Präzision montiert werden. Mechanische Elemente können nur mit einer endlichen Genauigkeit gefertigt werden, wobei der wirtschaftliche Aufwand bei höheren Genauigkeitsanforderungen überproportio-nal steigt. Um das Ziel einer hohen Genauigkeit mit vertretbaren Kosten zu errei-chen, ist es schon seit vielen Jahren üblich, die Genauigkeit von Werkzeugma-schinen mit verschiedenen Messmitteln zu erfassen und die ermittelten Abweichungen über die Werkzeugmaschinensteuerung zu kompensieren, um die
178 Rainer Krug
trotz genauer Fertigung immer noch vorhandenen mechanischen Fehler elektro-nisch zu kompensieren. Bei kartesischen Achsanordnungen gibt es insgesamt 21, die kompensiert werden könnten. Bislang war es jedoch üblich, die eindimensio-nalen Maßfehler der jeweiligen Achse und gegebenenfalls auch noch die Durch-hänge der Achsen, d.h. die zugehörige laterale Abweichung zu kompensieren. Aufgrund der gestiegenen Anforderungen, die auch auf heute verfügbare hochge-naue Messgeräte zurückgeführt werden können, stößt man mit den bis dato be-grenzten Möglichkeiten der geometrischen Kompensation an Grenzen, so dass der Ruf nach neuen Messmethoden und nach neuen Kompensationsmethoden laut wurde.
Volumetrische Kompensation der Maschinenfehler
In einer Werkzeugmaschine mit einer kartesischen Anordnung der Vorschubach-sen hat jede Achse 6 Freiheitsgrade, die auf den Tool Center Point hinsichtlich der Positioniergenauigkeit einwirken. Von den 6 Freiheitsgraden sind 3 Freiheitsgrade translatorisch, nämlich die Positioniergenauigkeit XTX und die beiden zugehöri-gen lateralen Abweichungen XTY und XTZ, und 3 Freiheitsgrade rotatorisch, die-se werden üblicherweise als Rollen (XRX), Nicken (XRY) und Gieren (XRZ) be-zeichnet. Zwischen den 3 Achsen werden durch die Orthogonalität drei weitere Freiheitsgrade XWY, XWZ und YWZ definiert, so dass bei einer vollständigen 3-achsigen Maschine 21 Freiheitsgrade vorhanden sind.
Abb. 1 Laserinterferometer XL-80 zur Erfassung der Maschinengenauigkeit
Bei einer Genauigkeitsbetrachtung spielen insbesondere die rotatorischen und or-thognalen Abweichungen, hervorgerufen durch den Abbe’schen Effekt eine domi-nante Rolle. Genau diese Fehler konnten in der Vergangenheit bei einer üblichen Kompensation „Cross Error Compensation“ (CEC) der Maschinengenauigkeit

Neue Methoden zur Ermittlung der volumetrischen Genauigkeit 179
nicht berücksichtig werden. Aktuelle Entwicklungen in der Steuerungstechnik von Werkzeugmaschinen bieten heute die Möglichkeit, über die „Volumetric Compen-sation Software“ (VCS) an einer Maschine alle 21 Freiheitsgrade zu kompensie-ren, um so eine deutliche Steigerung der Genauigkeit der Maschine herbeizufüh-ren. Diese neuen Möglichkeiten der Kompensation erfordern neue Verfahren und Methoden, um zunächst die geometrischen Abweichungen zu ermitteln und für die Kompensationsberechnung bereitzustellen, aber auch Verfahren, um wirtschaftlich regelmäßige Überprüfungen zu Verifizierung der vorhandenen Genauigkeit durch-führen zu können.
Für eine volumetrische Kompensation sind zunächst alle Abweichungen in den 21 Freiheitsgrade zu ermitteln, dies geschieht mit Hilfe eines Laserinterferometer-systems XL-80, das mit verschiedenen Optikanordnungen die einzelnen Abwei-chungen erfassen kann. Die ermittelten Werte werden dann in ein spezifisches Da-tenformat konvertiert und an die Steuerung übertragen und dort für die Kompensation der Abweichungen aktiviert. Die Wirksamkeit der volumetrischen Kompensation lässt sich durch Kreisformmessungen mit einem Ballbar-System in eindrucksvoller Weise darstellen.
Abb. 2 Verifikation der volumetrischen Kompensation über eine Kreisformmessung.. Darstel-lung links: unkompensiert, Darstellung mitte: kompensiert mit CEC, Darstellung rechts kompen-siert mit VCS
Es ist deutlich erkennbar, dass die Kreisform der unkompensierten Maschine (links), durch die CEC sichtbar verbessert wird (mitte), es verbleibt aber immer noch die ovale Form, die auf Kippen der Maschine zurückzuführen ist. Erst die VCS führt zu einer kreisrunden Form.
Kreisformtest als wichtiges Diagnosetool
Der Ballbar Kreisformtest bietet eine effektive Methode, um geometrische Fehler sowie Regelungsfehler der Steuerung oder der Servoantriebe der Werkzeugma-schinen zu ermitteln. Die Messung wird durchgeführt, in dem an der Maschine über ein NC-Programm ein Kreis oder ein Kreisbogen beschrieben wird. Die Be-wegungsabweichungen von der idealen Kreisform werden mit dem Ballbar-System erfasst. Die Art der unterschiedlichen Maschinenfehler kann anhand typi-
180 Rainer Krug
scher Abweichung von der Kreis analysiert werden. Das in der Software integrier-te Diagnosetool unterstützt hierbei den Anwender mit gezielten Hinweisen hin-sichtlich der ermittelten Fehlerursachen. Einige Beispiele typischer Kreisformfeh-ler sollen das Grundprinzip dieser Messmethode verdeutlichen.
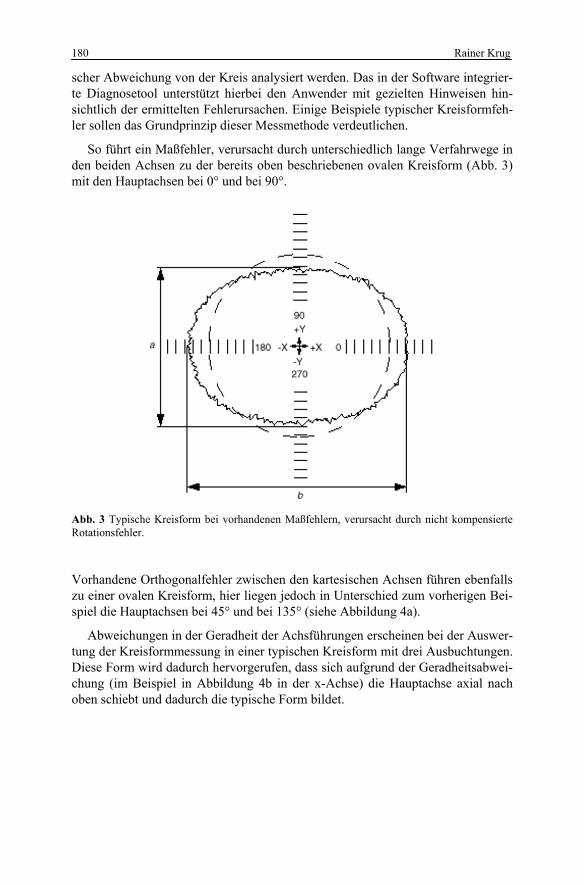
So führt ein Maßfehler, verursacht durch unterschiedlich lange Verfahrwege in den beiden Achsen zu der bereits oben beschriebenen ovalen Kreisform (Abb. 3) mit den Hauptachsen bei 0° und bei 90°.
Abb. 3 Typische Kreisform bei vorhandenen Maßfehlern, verursacht durch nicht kompensierte Rotationsfehler.
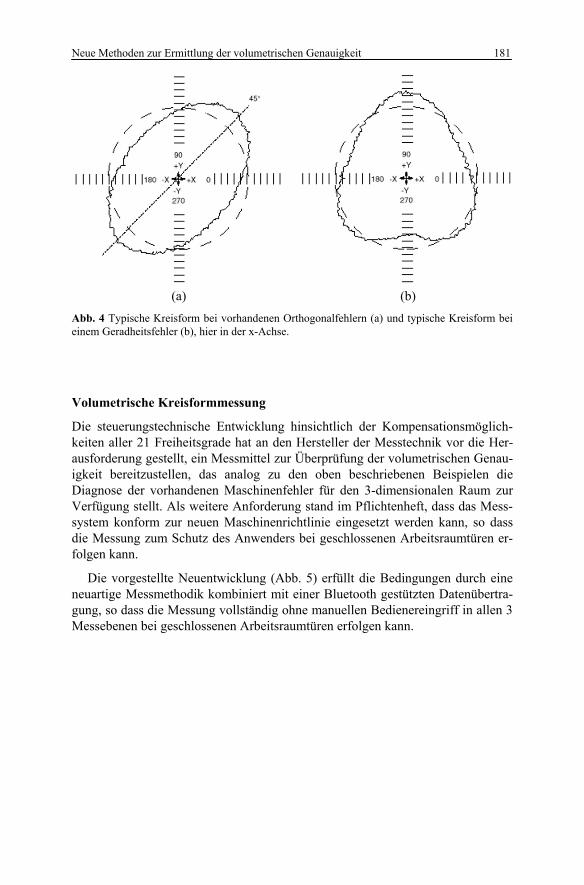
Vorhandene Orthogonalfehler zwischen den kartesischen Achsen führen ebenfalls zu einer ovalen Kreisform, hier liegen jedoch in Unterschied zum vorherigen Bei-spiel die Hauptachsen bei 45° und bei 135° (siehe Abbildung 4a).
Abweichungen in der Geradheit der Achsführungen erscheinen bei der Auswer-tung der Kreisformmessung in einer typischen Kreisform mit drei Ausbuchtungen. Diese Form wird dadurch hervorgerufen, dass sich aufgrund der Geradheitsabwei-chung (im Beispiel in Abbildung 4b in der x-Achse) die Hauptachse axial nach oben schiebt und dadurch die typische Form bildet.
Neue Methoden zur Ermittlung der volumetrischen Genauigkeit 181
(a) (b) Abb. 4 Typische Kreisform bei vorhandenen Orthogonalfehlern (a) und typische Kreisform bei einem Geradheitsfehler (b), hier in der x-Achse.
Volumetrische Kreisformmessung
Die steuerungstechnische Entwicklung hinsichtlich der Kompensationsmöglich-keiten aller 21 Freiheitsgrade hat an den Hersteller der Messtechnik vor die Her-ausforderung gestellt, ein Messmittel zur Überprüfung der volumetrischen Genau-igkeit bereitzustellen, das analog zu den oben beschriebenen Beispielen die Diagnose der vorhandenen Maschinenfehler für den 3-dimensionalen Raum zur Verfügung stellt. Als weitere Anforderung stand im Pflichtenheft, dass das Mess-system konform zur neuen Maschinenrichtlinie eingesetzt werden kann, so dass die Messung zum Schutz des Anwenders bei geschlossenen Arbeitsraumtüren er-folgen kann.
Die vorgestellte Neuentwicklung (Abb. 5) erfüllt die Bedingungen durch eine neuartige Messmethodik kombiniert mit einer Bluetooth gestützten Datenübertra-gung, so dass die Messung vollständig ohne manuellen Bedienereingriff in allen 3 Messebenen bei geschlossenen Arbeitsraumtüren erfolgen kann.
182 Rainer Krug
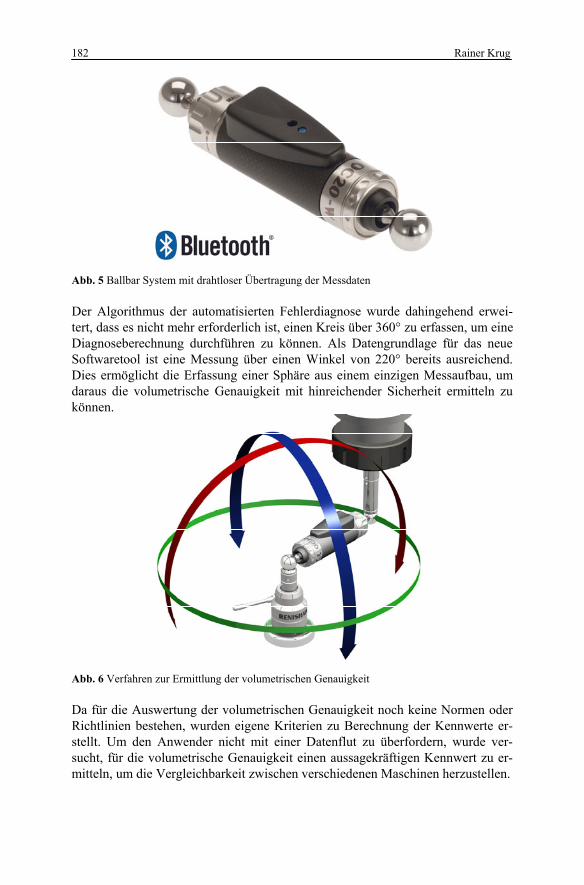
Abb. 5 Ballbar System mit drahtloser Übertragung der Messdaten
Der Algorithmus der automatisierten Fehlerdiagnose wurde dahingehend erwei-tert, dass es nicht mehr erforderlich ist, einen Kreis über 360° zu erfassen, um eine Diagnoseberechnung durchführen zu können. Als Datengrundlage für das neue Softwaretool ist eine Messung über einen Winkel von 220° bereits ausreichend. Dies ermöglicht die Erfassung einer Sphäre aus einem einzigen Messaufbau, um daraus die volumetrische Genauigkeit mit hinreichender Sicherheit ermitteln zu können.
Abb. 6 Verfahren zur Ermittlung der volumetrischen Genauigkeit
Da für die Auswertung der volumetrischen Genauigkeit noch keine Normen oder Richtlinien bestehen, wurden eigene Kriterien zu Berechnung der Kennwerte er-stellt. Um den Anwender nicht mit einer Datenflut zu überfordern, wurde ver-sucht, für die volumetrische Genauigkeit einen aussagekräftigen Kennwert zu er-mitteln, um die Vergleichbarkeit zwischen verschiedenen Maschinen herzustellen.
Neue Methoden zur Ermittlung der volumetrischen Genauigkeit 183
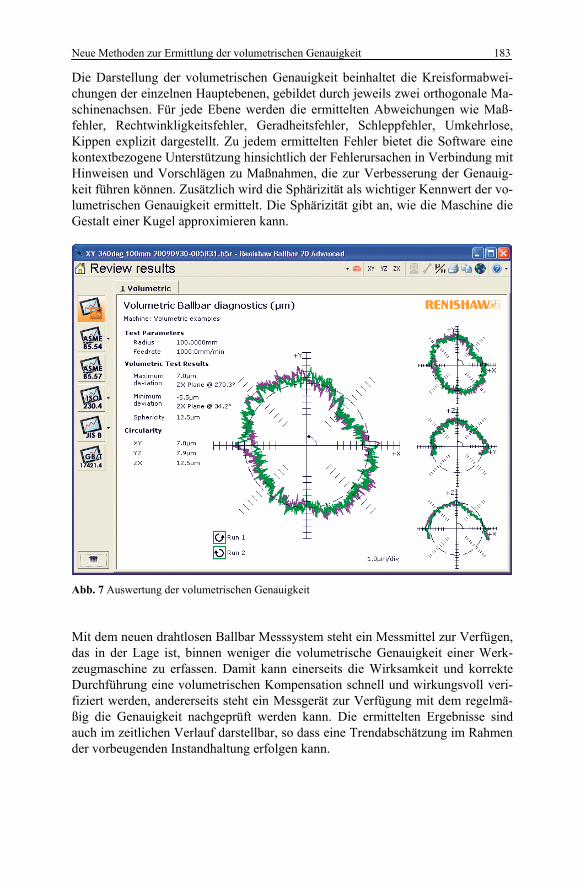
Die Darstellung der volumetrischen Genauigkeit beinhaltet die Kreisformabwei-chungen der einzelnen Hauptebenen, gebildet durch jeweils zwei orthogonale Ma-schinenachsen. Für jede Ebene werden die ermittelten Abweichungen wie Maß-fehler, Rechtwinkligkeitsfehler, Geradheitsfehler, Schleppfehler, Umkehrlose, Kippen explizit dargestellt. Zu jedem ermittelten Fehler bietet die Software eine kontextbezogene Unterstützung hinsichtlich der Fehlerursachen in Verbindung mit Hinweisen und Vorschlägen zu Maßnahmen, die zur Verbesserung der Genauig-keit führen können. Zusätzlich wird die Sphärizität als wichtiger Kennwert der vo-lumetrischen Genauigkeit ermittelt. Die Sphärizität gibt an, wie die Maschine die Gestalt einer Kugel approximieren kann.
Abb. 7 Auswertung der volumetrischen Genauigkeit
Mit dem neuen drahtlosen Ballbar Messsystem steht ein Messmittel zur Verfügen, das in der Lage ist, binnen weniger die volumetrische Genauigkeit einer Werk-zeugmaschine zu erfassen. Damit kann einerseits die Wirksamkeit und korrekte Durchführung eine volumetrischen Kompensation schnell und wirkungsvoll veri-fiziert werden, andererseits steht ein Messgerät zur Verfügung mit dem regelmä-ßig die Genauigkeit nachgeprüft werden kann. Die ermittelten Ergebnisse sind auch im zeitlichen Verlauf darstellbar, so dass eine Trendabschätzung im Rahmen der vorbeugenden Instandhaltung erfolgen kann.