Embed Size (px)
Citation preview

Annahmeprüfung und Bestätigungsprüfungfür Koordinatenmessgeräte.Eine kurze Einführung.

2
ISO 10360
Annahmeprüfung und Bestätigungsprü-
fung für Koordinatenmessgeräte (KMG)
bestehend aus:
ISO 10360-1 (2000):
Begriffe 1)
ISO 10360-2 (2001):
KMG angewendet für Längenmessungen
ISO 10360-3 (2000):
KMG mit der Achse eines Drehtisches als
vierte Achse
ISO 10360-4 (2000):
KMG im Scanningmodus
ISO 10360-5 (2000):
KMG mit Mehrfachtastern
ISO 10360-6 (1999):
Fehlerabschätzung beim Berechnen
Gauscher zugeordneter Geometrie-
elemente(1)
(1) Diese Teile der Norm werden im wei-
teren nicht behandelt.
Eine kurze Einführung
Seit 1994 ist die internationale Normenreihe
ISO 10360 „Annahmeprüfung und Bestäti-
gungsprüfung für Koordinatenmessgeräte
(KMG)“ in Kraft. In dieser Norm werden
detaillierte Prüfverfahren für die verschie-
denen Einsatzmöglichkeiten eines KMG (für
die Formprüfung, mit oder ohne Drehtisch,
usw.) beschrieben.
Vor dem Kauf eines Koordinatenmessgerätes
sollte man sich daher unbedingt mit den
Grundlagen dieser Norm vertraut machen.
Die folgende kurze Einführung in die
ISO 10360, mit einigen Anwendungsbeispie-
len, erhebt keinen Anspruch auf Vollstän-
digkeit. Auch sind einige Begriffe im Sinne
eines besseren Verständnisses vereinfacht.
Die vollständigen ISO Normen können beim
Beuth-Verlag bezogen werden.
Einige Messmaschinen-Hersteller spezifizie-
ren ihre KMGs immer noch nach der früher
gebräuchlichen deutschen VDI/VDE 2617
Richtlinie oder nach der amerikanischen
Norm B89.
Als Kunde sollte man auf die vollständige
Angabe der Spezifikationen nach ISO 10360
bestehen, da nur dann die Leistungsfähigkeit
von verschiedenen Koordinatenmessmaschi-
nen verglichen werden kann.

3
Volumetrische Längenmessabweichung E
ISO 10360-2 – KMG angewendet für Längenmessungen
Testablauf
5 Endmaße werden in 7 verschiedenen •
Positionen je 3 mal gemessen.
Gesamtzahl der Messungen: 5 x 3 x 7 = 105•
Alle Ergebnisse (100%) müssen innerhalb •
der Spezifikation liegen.
Volumetrische Antastabweichung P
(Formfehler des KMG)
Eine Referenzkugel wird mit 25 gleichmäßig •
verteilten Antastungen gemessen.
P = (R•max
- Rmin
= Kugelform)
Formfehler des KMG
Generelle Anmerkung:
Die ISO 10360 benutzt auch die Bezeichnungen MPEE, MPE
P, MPE
THP usw.
MPE steht für „Maximum Permissible Error“. In der Koordinatenmesstechnik
werden diese Spezifikationen allgemein nur mit E, P, THP usw. bezeichnet.
4
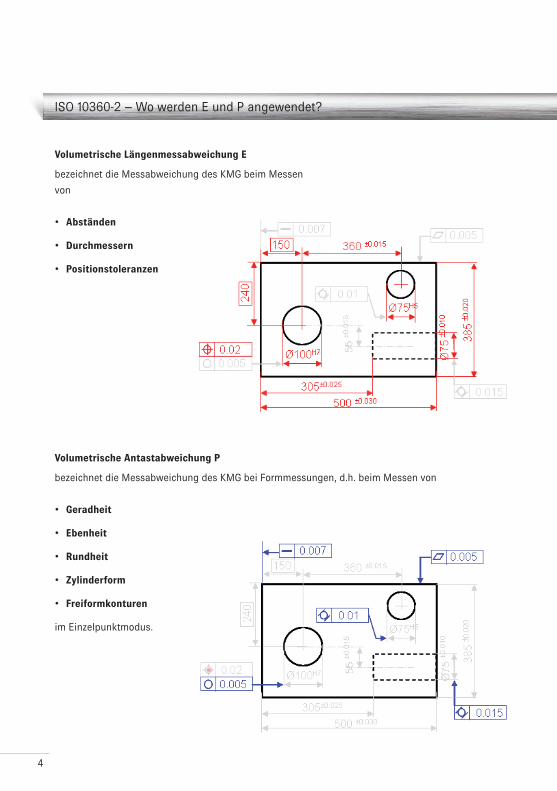
ISO 10360-2 – Wo werden E und P angewendet?
Volumetrische Längenmessabweichung E
bezeichnet die Messabweichung des KMG beim Messen
von
Abständen•
Durchmessern•
Positionstoleranzen•
Volumetrische Antastabweichung P
bezeichnet die Messabweichung des KMG bei Formmessungen, d.h. beim Messen von
Geradheit•
Ebenheit•
Rundheit•
Zylinderform•
Freiformkonturen•
im Einzelpunktmodus.

5
ISO 10360-3 – KMG mit der Achse eines Drehtisches als vierte Achse
Testablauf
1. Kugeln A und B auf Tisch
befestigen (z.B.: h = 400, r = 200mm).1)
2. Nullpunkt des Koordinatensystems in B
legen.
3. Kugel A in 14 Positionen messen:
7 Positionen von 0° bis 720°
7 Positionen von 720° bis 0°.
4. Kugel B in 14 Positionen messen:
7 Positionen von 0° bis -720°
7 Positionen von -720° bis 0°.
In der letzten Position (28) die Kugel A
noch einmal messen.
5. Spanne der Mittelpunktabweichungen X, Y
und Z für A und B berechnen.
(1) Die Messabweichungen eines Drehtisches
nehmen zu mit ∆ h, mit Radius r sowie mit
dem Werkstückgewicht.
6. Radiale Vierachsen-Abweichung
FR = Max. Spanne in X (A oder B)
Tangentiale Vierachsen-Abweichung
FT = Max. Spanne in Y (A oder B)
Axiale Vierachsen-Abweichung
FA = Max. Spanne in Z (A und B)
Drehtischfehler:
In radialer Richtung: FR; in tangentialer Richtung: FT; in axialer Richtung: FA
6
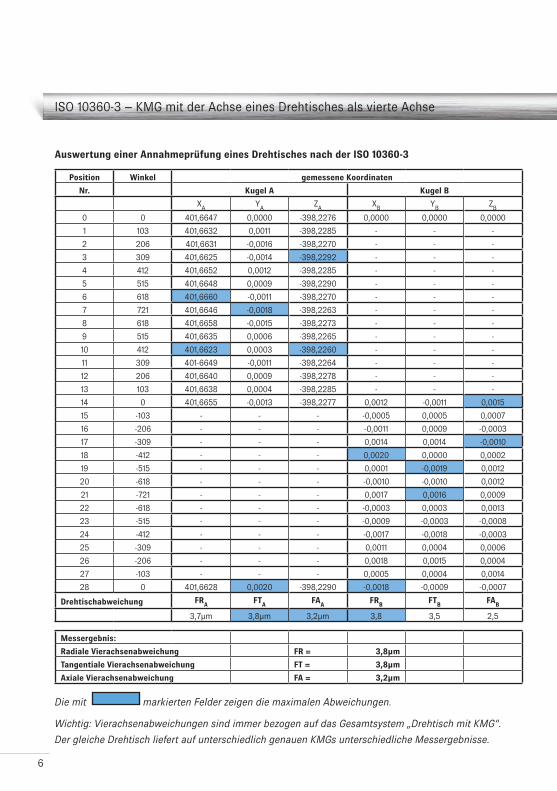
ISO 10360-3 – KMG mit der Achse eines Drehtisches als vierte Achse
Auswertung einer Annahmeprüfung eines Drehtisches nach der ISO 10360-3
Die mit markierten Felder zeigen die maximalen Abweichungen.
Position Winkel gemessene Koordinaten
Nr. Kugel A Kugel B
XA
YA
ZA
XB
YB
ZB
0 0 401,6647 0,0000 -398,2276 0,0000 0,0000 0,0000
1 103 401,6632 0,0011 -398,2285 - - -
2 206 401,6631 -0,0016 -398,2270 - - -
3 309 401,6625 -0,0014 -398,2292 - - -
4 412 401,6652 0,0012 -398,2285 - - -
5 515 401,6648 0,0009 -398,2290 - - -
6 618 401,6660 -0,0011 -398,2270 - - -
7 721 401,6646 -0,0018 -398,2263 - - -
8 618 401,6658 -0,0015 -398,2273 - - -
9 515 401,6635 0,0006 -398,2265 - - -
10 412 401,6623 0,0003 -398,2260 - - -
11 309 401-6649 -0,0011 -398,2264 - - -
12 206 401,6640 0,0009 -398,2278 - - -
13 103 401,6638 0,0004 -398,2285 - - -
14 0 401,6655 -0,0013 -398,2277 0,0012 -0,0011 0,0015
15 -103 - - - -0,0005 0,0005 0,0007
16 -206 - - - -0,0011 0,0009 -0,0003
17 -309 - - - 0,0014 0,0014 -0,0010
18 -412 - - - 0,0020 0,0000 0,0002
19 -515 - - - 0,0001 -0,0019 0,0012
20 -618 - - - -0,0010 -0,0010 0,0012
21 -721 - - - 0,0017 0,0016 0,0009
22 -618 - - - -0,0003 0,0003 0,0013
23 -515 - - - -0,0009 -0,0003 -0,0008
24 -412 - - - -0,0017 -0,0018 -0,0003
25 -309 - - - 0,0011 0,0004 0,0006
26 -206 - - - 0,0018 0,0015 0,0004
27 -103 - - - 0,0005 0,0004 0,0014
28 0 401,6628 0,0020 -398,2290 -0,0018 -0,0009 -0,0007
Drehtischabweichung FRA
FTA
FAA
FRB
FTB
FAB
3,7µm 3,8µm 3,2µm 3,8 3,5 2,5
Messergebnis:
Radiale Vierachsenabweichung FR = 3,8µm
Tangentiale Vierachsenabweichung FT = 3,8µm
Axiale Vierachsenabweichung FA = 3,2µm
Wichtig: Vierachsenabweichungen sind immer bezogen auf das Gesamtsystem „Drehtisch mit KMG“.
Der gleiche Drehtisch liefert auf unterschiedlich genauen KMGs unterschiedliche Messergebnisse.

2
1
3
4
7
ISO 10360-4 – KMG im Scanningmodus
Scanning-Antastabweichung THP
Wo wird THP angewendet?
THP bezeichnet die Messabweichung des KMG
bei Formmessungen, d. h. beim Messen von :
Geradheit•
Ebenheit•
Rundheit•
Zylinderform•
Freiform-Toleranzen•
im Scanning Modus.
Anmerkung: THP beschreibt das Scannen an
einer vordefinierten Linie mit einer hohen
Punktdichte. Die ISO 10360-4 beschreibt auch
die Spezifikationen für TLP, THN und TLN.
Diese werden in der Koordinatenmesstechnik
normalerweise jedoch nicht angegeben.
Testablauf
Eine Referenzkugel, • Ø 25 mm, wird mit 4
definierten Linien gescannt. Über alle Linien
bzw. alle aufgenommenen Punkte wird eine
Kugel gerechnet.
THP ist die Spanne aller Radien (Kugel-•
form), THP = Rmax
- Rmin
Beachten:
Die Scangenauigkeit ist abhängig von der
Scangeschwindigkeit. Deshalb muss der
THP-Wert mit der benötigten Gesamtmesszeit
angegeben werden, z.B. THP = 1,5 µm bei t =
45 sek.

8
ISO 10360-5 – KMG mit Mehrfachtastern
Mehrfachtaster-Abweichungen für Lage, Maß und Form
KMG mit feststehendem Tastkopf
Testablauf
5 orthogonale Taster der Länge L werden
eingemessen.
Ein Taster (Länge 20mm) mit Verlängerung LE
wird in 5 orthogonalen Positionen eingemessen.
Danach wird eine Referenzkugel einmal mit jedem Taster bzw. einmal mit jeder eingemessenen Positi-
on gemessen (je 25 Antastungen, insgesamt 5 x 25 = 125 Antastungen).
Auswertungen(1):
Mehrfachtaster Lageabweichung
ML bzw. AL = Größte Spanne der 5 Kugelmittelpunkte in X, Y oder Z.
Mehrfachtaster Maßabweichung
MS bzw. AS = Abweichung des Kugeldurchmessers, aus 125 Messpunkten.
Mehrfachtaster Formabweichung
MF bzw. AF = Formabweichung der Kugel, aus 125 Messpunkten.
KMG mit Dreh-Schwenk Tastkopf
1) „A“ steht für „Dreh-Schwenk Tastkopf“
„M“ steht für „feststehender Tastkopf“

9
ISO 10360-5 – KMG mit Mehrfachtastern
Auswertungen
Mehrfachtaster Lageabweichung AL / ML 1)
Größter axialer Abstand in X, Y, oder Z zwi-
schen den 5 gemessenen Kugelmittelpunkten.
Mehrfachtaster Formabweichung AF / MF 1)
über 125 Punkte von 5 verschiedenen Tastern
(feststehender Tastkopf) oder aus 5 ver-
schiedenen Orientierungen (Dreh-Schwenk
Tastkopf).
1) „A“ steht für „Dreh-Schwenk Tastkopf“
„M“ steht für „feststehender Tastkopf“
Mehrfachtaster Maßabweichung AS / MS 1)
über 125 Punkte von 5 verschiedenen Tastern
(feststehender Tastkopf) oder aus 5 ver-
schiedenen Orientierungen (Dreh-Schwenk
Tastkopf).

10
ISO 10360-5 – Wo wird AL, AS und AF angewendet?
Mehrfachtaster-Abweichungen
AL (Lageabweichung),
AS (Maßabweichung) und
AF (Formabweichung)
müssen immer dann berücksichtigt werden,
wenn zum vollständigen Messen eines Merk-
mals ein Drehen / Schwenken des Tasters
erforderlich ist.
Beispiel:
KMG Spezifikationen:
E = 2,4 + L / 300; P = 2,8µm
AL = 4,8µm; AS = 1,9µm
AF = 8,6µm
Zu messendes Merkmal
Abstand 500 ±0.030
In diesem Fall muss die Mehrfach-
taster-Lageabweichung AL berück-
sichtigt werden.
Max. Messfehler für dieses Merkmal:
= AL + E
= 4,8 + 2,4 + 500 / 300
= 4,8 + 2,4 + 1,7
8,9µm
11
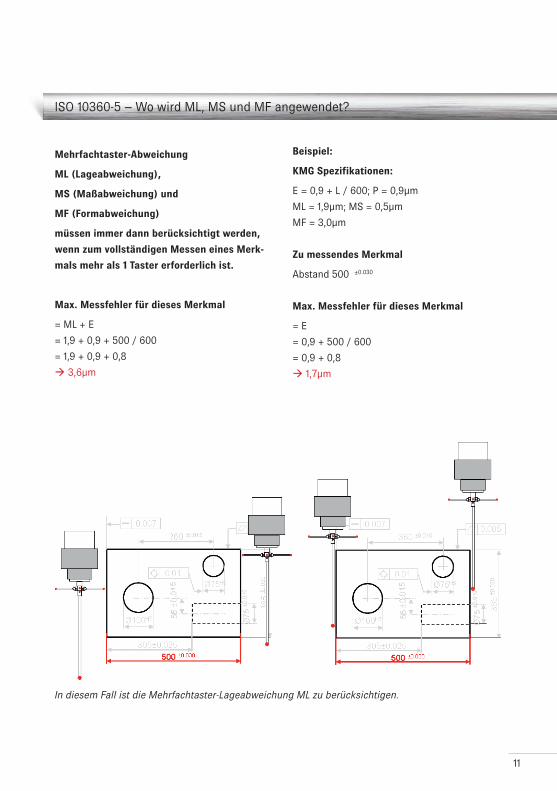
ISO 10360-5 – Wo wird ML, MS und MF angewendet?
Mehrfachtaster-Abweichung
ML (Lageabweichung),
MS (Maßabweichung) und
MF (Formabweichung)
müssen immer dann berücksichtigt werden,
wenn zum vollständigen Messen eines Merk-
mals mehr als 1 Taster erforderlich ist.
Max. Messfehler für dieses Merkmal
= ML + E
= 1,9 + 0,9 + 500 / 600
= 1,9 + 0,9 + 0,8
3,6µm
Beispiel:
KMG Spezifikationen:
E = 0,9 + L / 600; P = 0,9µm
ML = 1,9µm; MS = 0,5µm
MF = 3,0µm
Zu messendes Merkmal
Abstand 500 ±0.030
Max. Messfehler für dieses Merkmal
= E
= 0,9 + 500 / 600
= 0,9 + 0,8
1,7µm
In diesem Fall ist die Mehrfachtaster-Lageabweichung ML zu berücksichtigen.
12
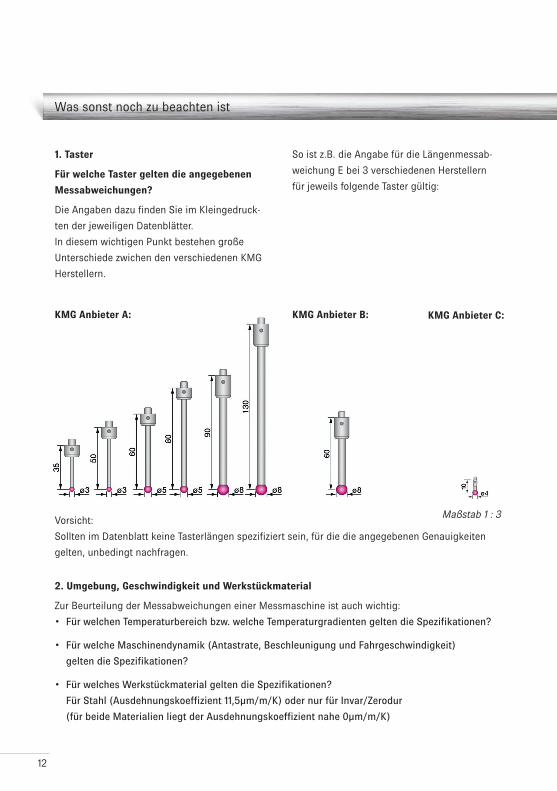
Was sonst noch zu beachten ist
1. Taster
Für welche Taster gelten die angegebenen
Messabweichungen?
Die Angaben dazu finden Sie im Kleingedruck-
ten der jeweiligen Datenblätter.
In diesem wichtigen Punkt bestehen große
Unterschiede zwichen den verschiedenen KMG
Herstellern.
KMG Anbieter A: KMG Anbieter B: KMG Anbieter C:
2. Umgebung, Geschwindigkeit und Werkstückmaterial
Zur Beurteilung der Messabweichungen einer Messmaschine ist auch wichtig:
Für welchen Temperaturbereich bzw. welche Temperaturgradienten gelten die Spezifikationen?•
Für welche Maschinendynamik (Antastrate, Beschleunigung und Fahrgeschwindigkeit) •
gelten die Spezifikationen?
Für welches Werkstückmaterial gelten die Spezifikationen? •
Für Stahl (Ausdehnungskoeffizient 11,5µm/m/K) oder nur für Invar/Zerodur
(für beide Materialien liegt der Ausdehnungskoeffizient nahe 0µm/m/K)
So ist z.B. die Angabe für die Längenmessab-
weichung E bei 3 verschiedenen Herstellern
für jeweils folgende Taster gültig:
Maßstab 1 : 3Vorsicht:
Sollten im Datenblatt keine Tasterlängen spezifiziert sein, für die die angegebenen Genauigkeiten
gelten, unbedingt nachfragen.
13
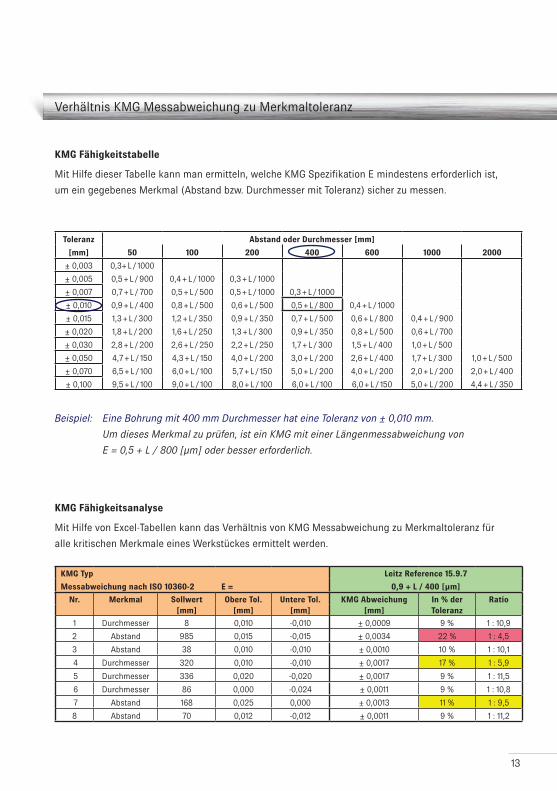
Verhältnis KMG Messabweichung zu Merkmaltoleranz
Toleranz Abstand oder Durchmesser [mm]
[mm] 50 100 200 400 600 1000 2000
± 0,003 0,3+ L / 1000
± 0,005 0,5 + L / 900 0,4 + L / 1000 0,3 + L / 1000
± 0,007 0,7 + L / 700 0,5 + L / 500 0,5 + L / 1000 0,3 + L / 1000
± 0,010 0,9 + L / 400 0,8 + L / 500 0,6 + L / 500 0,5 + L / 800 0,4 + L / 1000
± 0,015 1,3 + L / 300 1,2 + L / 350 0,9 + L / 350 0,7 + L / 500 0,6 + L / 800 0,4 + L / 900
± 0,020 1,8 + L / 200 1,6 + L / 250 1,3 + L / 300 0,9 + L / 350 0,8 + L / 500 0,6 + L / 700
± 0,030 2,8 + L / 200 2,6 + L / 250 2,2 + L / 250 1,7 + L / 300 1,5 + L / 400 1,0 + L / 500
± 0,050 4,7 + L / 150 4,3 + L / 150 4,0 + L / 200 3,0 + L / 200 2,6 + L / 400 1,7 + L / 300 1,0 + L / 500
± 0,070 6,5 + L / 100 6,0 + L / 100 5,7 + L / 150 5,0 + L / 200 4,0 + L / 200 2,0 + L / 200 2,0 + L / 400
± 0,100 9,5 + L / 100 9,0 + L / 100 8,0 + L / 100 6,0 + L / 100 6,0 + L / 150 5,0 + L / 200 4,4 + L / 350
Beispiel: Eine Bohrung mit 400 mm Durchmesser hat eine Toleranz von ± 0,010 mm.
Um dieses Merkmal zu prüfen, ist ein KMG mit einer Längenmessabweichung von
E = 0,5 + L / 800 [µm] oder besser erforderlich.
KMG Fähigkeitstabelle
Mit Hilfe dieser Tabelle kann man ermitteln, welche KMG Spezifikation E mindestens erforderlich ist,
um ein gegebenes Merkmal (Abstand bzw. Durchmesser mit Toleranz) sicher zu messen.
KMG Fähigkeitsanalyse
Mit Hilfe von Excel-Tabellen kann das Verhältnis von KMG Messabweichung zu Merkmaltoleranz für
alle kritischen Merkmale eines Werkstückes ermittelt werden.
KMG Typ Leitz Reference 15.9.7
Messabweichung nach ISO 10360-2 E = 0,9 + L / 400 [µm]
Nr. Merkmal Sollwert Obere Tol. Untere Tol. KMG Abweichung In % der Ratio[mm] [mm] [mm] [mm] Toleranz
1 Durchmesser 8 0,010 -0,010 ± 0,0009 9 % 1 : 10,9
2 Abstand 985 0,015 -0,015 ± 0,0034 22 % 1 : 4,5
3 Abstand 38 0,010 -0,010 ± 0,0010 10 % 1 : 10,1
4 Durchmesser 320 0,010 -0,010 ± 0,0017 17 % 1 : 5,9
5 Durchmesser 336 0,020 -0,020 ± 0,0017 9 % 1 : 11,5
6 Durchmesser 86 0,000 -0,024 ± 0,0011 9 % 1 : 10,8
7 Abstand 168 0,025 0,000 ± 0,0013 11 % 1 : 9,5
8 Abstand 70 0,012 -0,012 ± 0,0011 9 % 1 : 11,2

14
Beispiel: Auswertungsprotokoll nach ISO 10360-2
Volumetrische Längenabweichung E

15
Beispiel: Auswertungsprotokoll nach ISO 10360-4
Volumetrische Scanning Antastabweichung THP

16
LeitzDie Marke Leitz als Teil von Hexagon Metrologysteht für hochgenaue Koordinatenmesssysteme, Verzahnungsmesszentren und Messköpfe. Die Systeme garantieren die Qualitätssicherung sowohl im Messraum als auch in Werkstattumge-bung. Die Entwicklung und Produktion erfolgt in Wetzlar, Deutschland. Seit über 30 Jahren bietet Leitz seinen Kunden innovative Messtechnik auf höchstem Niveau. Das Ziel bleibt dabei weiterhin, moderne Lösungen für anspruchsvolle Messauf-gaben zu liefern.
Hexagon MetrologyHexagon Metrology ist Teil der Hexagon-Gruppe und vereinigt führende Marken der industriellen Messtechnik in einem Unternehmen.
Hexagon Metrology GmbHLeitz DivisionSiegmund-Hiepe-Straße 2 – 1235578 WetzlarDeutschland
E-Mail [email protected]. +49 (0)6441 207 0Fax +49 (0)6441 207 122
www.leitz-metrology.comwww.hexagonmetrology.com
M42-510-004-131
© 2010 Hexagon Metrology GmbH
Alle Rechte vorbehalten.
Gedruckt in in der Schweiz. Februar 2010.7801
47



























