Embed Size (px)
Citation preview

www.kometgroup.com
KOMET GROUP GmbHZeppelinstraße 374354 BesigheimTel. +49 7143 3730Fax +49 7143 [email protected]
KOMET GROUP GmbHWerk Stuttgart-VaihingenRuppmannstraße 3270565 Stuttgart / VaihingenTel. +49 711 788910Fax +49 711 [email protected]
KOMET do Brasil Ltda.Rua Brasileira, 43907043-010 Guarulhos - São PauloTel. +55(0)11.2423-5502Fax +55(0)[email protected]
KOMET GROUP Precision Tools (Taicang) Co., Ltd.(Headquarter Asia Pacific)No. 5 Schaeffler RoadTaicang, Jiangsu Province, 215400Tel. +86 512 53575758Fax +86 512 [email protected]
KOMET S.à.r.l.46-48 Chemin de la Bruyère69574 Dardilly CEDEXTel. +33(0) 4 37 46 09 00Fax +33(0) 4 78 35 36 [email protected]
KOMET (UK) Ltd.4 Hamel HouseCalico Business ParkTamworthB77 4BFTel. +44(0)1827.302518Fax +44(0)[email protected]
KOMET Precision Tools India Pvt. Ltd.16J, Attibele Industrial AreaBANGALORE - 562 107Tel. +91 80 2807 8000Fax +91 80 2807 [email protected]
KOMET Utensili S.R.L.Via Massimo Gorki n. 1120098 S. Giuliano Mil.Tel. +39 02 98 40 28 1Fax +39 02 98 44 96 [email protected]
KOMET GROUP KK# 180-00061-22-2 Naka-cho Musashino-shiTokyo JapanGrand Preo Musashino 203 Tel. +81(0)422 50 0682Fax +81(0)422 50 [email protected]
KOMET de México S. de R. L. de C.VAcceso 1 Nave 8 No. 116 Fraccionamiento Industrial La Montaña Querétaro, Qro. C.P 76150 MéxicoTel. +52 442 2109020Fax +52 442 [email protected]
KOMET GROUP GmbHZeppelinstraße 3D-74354 BesigheimTel. +43 (1) 259 22 04 Fax +43 (1) 259 22 04 [email protected]
KOMET-URPOL Sp.z.o.o. ul. Przyjaźni 47 bPL 47-225 Kędzierzyn-KoźleTel. +48(0)77.405 31 00Fax +48(0)77.405 31 [email protected]
KOMET Schweiz AGVon Rollstrasse 29CH-4702 OensingenTel. +41(0)62 285 42 00Fax +41(0)62 285 42 [email protected]
KOMET of America, Inc.2050 Mitchell Blvd.SchaumburgIL 60193-4544Tel. +1-8 47-9 23 / 84 00 +1-8 47-9 23 / 84 80Fax +1-8 00-8 65 / 66 [email protected]
KOMET Scandinavia ABBox 9177SE-200 39 MalmöTel. +46 40 49 28 40Fax +46 40 49 19 [email protected]
KOMET IBERICA TOOLS S.L.Av. Corts Catalanes 9-11Planta baja, local 6B08173 SANT CUGAT DEL VALLESTel. +34 93 5839620Fax +34 93 [email protected]
KOMET GROUP GmbH ul. M.Salimganova 2V 420107, Kazan Tel. +7 843 5704345Fax +7 843 [email protected]
KOMET of CANADATooling Solutions ULC250 Harry Walker Parkway NUnit 6B, Newmarket,Ontario, L3Y 7B4Tel. +1-905/954-0466Fax +1-905/[email protected]
KOMET GROUP Precision ToolsKorea Co., Ltd.#201, Lotte IT Castle-2, 550-1,Gasan-dong, Geumcheon-gu,Seoul, 153-768Tel. +82(0)2.2082-6300Fax +82(0)[email protected]
KOMET GROUP CZ s.r.o.Na Hůrce 1041/2,160 00 Praha 6Tel. +420 235010010Fax +420 [email protected]
KOMET KESICI TAKIMLAR SAN VE TIC LTD STIYenikoy Mahallesi Koybasi cad. Akbas Sokak no 7 Sariyer ISTANBULTel. +90 212 346 01 34 Tel. +90 212 346 01 70Fax +90 212 346 01 [email protected]
399 04 024 02-5H-03/13 Printed in Germany · © 2013 KOMET GROUP GmbH · Con riserva di eventuali variazioni tecniche dovute ad ulteriori sviluppi.
Ko
mPa
ss –
Ale
satu
ra
KomPass – Alesatura
GermAniA
FrAnciAcinA GrAnbretAGnA
indiA itAliA GiAPPone
messico
AustriA PoloniA
svizzerA
usA
sveziA · dAnimArcA · norveGiA sPAGnA
russiA
brAsileGermAniA
cAnAdA coreA
rePubblicA cecAturchiA

KomPass Alesatura – VANTAGGI per voi
E’ un marchio di KOMET GROUP.
DIHART® nell’ambito della nuova struttura è garante della
propria tecnologia.
Per l’alesatura di precisione di fori, il programma del catalogo
comprende, la serie di alesatori monoblocco tipo Monomax®,
alesatori con lame in PCD con tecnologia multilama anche su
alesatori con più diametri o a richiesta del cliente utensili
speciali, garantendo una lavorazione di precisione,
economica e facilmente applicabile.
Soluzioni innovative per l’alesatura di precisione:
- ReaMax® TS – Sistema modulare di alesatura
- alesatura con inserto intercambiabile
- Porta alesatori registrabili DaH® per una accurata concentricità

1
2
3
4
5
6
7
8
3
4 – 9
10 – 21
22 – 29
30 – 39
40 – 45
46 – 61
62 – 71
72 – 83
84 – 107
Indice del Programma · Elenco degli alesatori
REAMAx® TS
REAMAx®
Monomax®
Alesatori integrali
Corone Duomax
Utensili speciali alesatore con inserto intercambiabile MicroSet System
Attacchi con compensazione DAH® attacchi ISO · HSK · aBS® · DPS
Informazioni, Parametri di taglio, PrestazioniCodice d'ordinazione alfanumerico, KOMeT SeRVICe®

4
KOMET GROUP è il leader mondiale dell’ alesatura di precisione di fori con costi contenuti. La potenzialità dei nostri prodotti unita alle nostre prestazioni e alle nostre conoscenze sono il partner ideale per i nostri clienti. Il nostro innovativo potenziale di soluzioni, la nostra ampia gamma di prestazioni ed il nostro impegno personale, sono la base di partnership di successo con i nostri clienti.
Da più di 60 anni DIHaRT® è sinonimo di alesature di alta precisione. ampliando la nostra competenza nella ricerca di soluzioni e il nostro vantaggio innovativo, soddisfiamo con successo la crescente domanda di soluzioni speciali, ad hoc per il cliente, e di utensili standard ma flessibili. La nostra posizione leader sul mercato è il risultato di una maggiore qualità e di uno sviluppo continuo.
KOMeT GROUP inoltre offre un servizio e una assistenza a livello mondiale. Potete acquistare il vostro prodotto ovun-que con la garanzia di avere sempre la stessa qualità. Ci trova ovunque, laddove Lei produce con elevate esigenze di qualità.
Sia la serie di alesatori standard che quelli speciali su richiesta del cliente, garantiscono lavorazioni estremamente precise , economiche e di facile impiego.
Con i nuovi prodotti e la loro disponibilità, come per esempio il nuovo ReaMax® TS, si è in grado di coprire la maggior parte delle applicazioni del mercato. Le nostre co-noscenze permettono di soddisfare le richieste specifiche dei nostri clienti e offrono prospettive uniche.
DIHaRT® è il marchio di KOMeT GROUP per una perfetta realizzazione dell‘alesatura.
DIHART® – Soluzioni innovative per alesature di alta precisione

1
2
3
4
5
6
7
8
5
6 – 78 – 9
ReaMax® TSReaMax®Monomax®
10 – 2122 – 2930 – 3740 – 4546 – 61
MicroSet Sytem
easy Special
68 – 6964 – 64
71
72 – 83
8889
90 – 919293
94 – 9596 – 98
99 – 101
102 – 103
KOMET SERVICE® 104 – 107
110 – 111
Indice Pagina
Informazioni generali
Scelta dell’alesatoreIndice del Programma
Alesatori
alesatori integraliDuomax Corone
Utensili speciali
alesatura con inserto
Attacchi con compensazione DAH®
Informazioni
aSG – Geometrie di taglioRivestimenti / Materiale da taglioTolleranzaSuperficiControlloParametri di taglioNote tecnicheRichieste, schede prova
Codice d'ordinazione alfanumerico
KOMET GROUP nel mondo

6
1
12
P1.
0 � 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
75J.93 ASG09 DST 75J.71 ASG09 TiN 75H.93 ASG3000 DST 75H.71 ASG3000 TiN 75J.21 ASG3000 HM 75H.21 ASG3000 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
75J.93 ASG09 DST 75J.71 ASG09 TiN 75H.93 ASG3000 DST 75H.71 ASG3000 TiN 75J.21 ASG02 HM 75H.21 ASG02 HM
2.1 < 500 9SMnPb28 / 1.0718 75J.93 ASG09 DST 75J.71 ASG09 TiN 75H.93 ASG3000 DST 75H.71 ASG3000 TiN 75J.21 ASG3000 HM 75H.21 ASG3000 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 75J.93 ASG09 DST 75J.71 ASG3000 TiN 75H.93 ASG3000 DST 75H.71 ASG3000 TiN 75J.21 ASG3000 HM 75H.21 ASG3000 HM
4.0 > 900 X6CrMo4 / 1.2341,
X165CrMoV12 / 1.2601 75J.71 ASG0106 TiN 75J.71 ASG0106 TiN 75H.71 ASG0106 TiN 75H.71 ASG0106 TiN 75J.21 ASG0106 HM 75H.21 ASG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80A / 2.4631
5.1 400 TiAl5Sn2 / 3.7114 75J.21 ASG03 HM 75H.21 ASG03 HM
M6.
0 � 600 X2CrNi189 / 1.4306, X5CrNiMo1810 / 1.4401 75J.47 ASG0106 DBF 75J.47 ASG0106 DBF 75H.47 ASG0106 DBF 75H.47 ASG0106 DBF 75J.21 ASG0106 HM 75H.21 ASG0106 HM
6.1 < 900 X8CrNb17 / 1.4511,
X10CrNiMoTi1810 / 1.4571 75J.47 ASG0106 DBF 75J.47 ASG0106 DBF 75H.47 ASG0106 DBF 75H.47 ASG0106 DBF 75J.21 ASG0106 HM 75H.21 ASG0106 HM
7.0 > 900 X10CrAl7 / 1.4713,
X8CrS-38-18 / 1.4862 75J.47 ASG0106 DBF 75J.47 ASG0106 DBF 75H.47 ASG0106 DBF 75H.47 ASG0106 DBF 75J.21 ASG0106 HM 75H.21 ASG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035 75J.37 ASG3000 DBG-N 75J.37 ASG3000 DBG-N 75H.37 ASG3000 DBG-N 75H.37 ASG3000 DBG-N 75J.21 ASG3000 HM 75H.21 ASG3000 HM
8.1 250 GG-NiCr202 / 0.6660 75J.37 ASG3000 DBG-N 75J.37 ASG3000 DBG-N 75H.37 ASG3000 DBG-N 75H.37 ASG3000 DBG-N 75J.21 ASG3000 HM 75H.21 ASG3000 HM
9.0 � 600 130 GGG-40 / 0.7040 75J.93 ASG3000 DST 75J.47 ASG3000 DBF 75H.93 ASG3000 DST 75H.47 ASG3000 DBF 75J.21 ASG02 HM 75H.21 ASG02 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
75J.93 ASG3000 DST 75J.47 ASG3000 DBF 75H.93 ASG3000 DST 75H.47 ASG3000 DBF 75J.21 ASG3000 HM 75H.21 ASG3000 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.8165 75J.93 ASG3000 DST 75J.47 ASG3000 DBF 75H.93 ASG3000 DST 75H.47 ASG3000 DBF 75J.21 ASG3000 HM 75H.21 ASG3000 HM
10.1 200 GGG-NiCr20-2 / 0.7661 75J.37 ASG3000 DBG-N 75J.37 ASG3000 DBG-N 75H.37 ASG3000 DBG-N 75H.37 ASG3000 DBG-N 75J.21 ASG3000 HM 75H.21 ASG3000 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,2 75J.37 ASG3000 DBG-N 75J.37 ASG3000 DBG-N 75H.37 ASG3000 DBG-N 75H.37 ASG3000 DBG-N 75J.21 ASG3000 HM 75H.21 ASG3000 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182 75J.93 ASG3000 DST 75J.71 ASG3000 TiN 75H.93 ASG3000 DST 75H.71 ASG3000 TiN 75J.21 ASG0106 HM 75H.21 ASG0106 HM
12.1 100 CuZn40Al1 / 2.0550,
E-Cu57 / 2.0060 75J.71 ASG3000 TiN 75J.71 ASG3000 TiN 75H.71 ASG3000 TiN 75H.71 ASG3000 TiN 75J.21 ASG0106 HM 75H.21 ASG0106 HM
13.0 60 AlMg1 / 3.3315,
AlMnCu / 3.0517 75J.17 ASG0706 DBC 75J.17 ASG0706 DBC 75H.17 ASG0706 DBC 75H.17 ASG0706 DBC 75J.21 ASG02 HM 75H.21 ASG02 HM
13.1 75 G-AlMg5 / 3.3561,
G-AlSi9Mg / 3.2373 75J.17 ASG0706 DBC 75J.17 ASG0706 DBC 75H.17 ASG0706 DBC 75H.17 ASG0706 DBC 75J.21 ASG3000 HM 75H.21 ASG3000 HM
14.0 100 G-AlSi10Mg / 3.2381 75J.17 ASG0706 DBC 75J.17 ASG0706 DBC 75H.17 ASG0706 DBC 75H.17 ASG0706 DBC 75J.21 ASG3000 HM 75H.21 ASG3000 HM
H15
.0 1400 75J.37 ASG0106 DBG-N 75H.37 ASG0106 DBG-N
16.0 1800 75J.37 ASG0106 DBG-N 75H.37 ASG0106 DBG-N
DIHART REAMAX® TS
Gru
ppo
mat
eria
le
Resi
sten
za R
m (N
/mm
²)
Dur
ezza
HB
MaterialeEsempio materialecodice materiale /DIN
acciai non legati
acciai non legati odebolmente legati
acciai al piombo
acciai non legati o debolmente legati: resistente al calore, strutturale, temprato, acciai da nitrurazione e da utensili
acciai fortemente legati
HSS
super leghe: Inconel, Hastelloy, Nimonic, etc.
titanio, leghe di titanio
acciai inossidabili
acciai inossidabili
acciai inossidabili
ghisa grigia
ghisa grigia legata
ghisa sferoidale,grafi tica, ferritica
ghisa sferoidale,grafi tica, ferritica/perlitica
ghisa sferoidale,grafi tica perliticasferoidale malleabile
ghisa sferoidaleghisa grafi tica
ghisa vermicolare
leghe di rame, ottone, leghe al piombo bronzo, bronzo al piombo: taglio buono
leghe di rame, ottone, bronzo: taglio medio
leghe di alluminiolavorate
fusioni di leghe dimagnesio e di alluminio: contenuto di Si<10%
fusioni di leghe di alluminio: contenuto di Si>10%
acciai trattati < 45 HRC
acciai trattati > 45 HRC, � 55 HRC
Scelta utensile
Lavorazioni ad alte velocità
Codice Geometrie di taglio (ASG)
Materiale da taglio /
rivestimenti
Codice Geometrie di taglio (ASG)
Materiale da taglio /
rivestimenti
Siamo in grado di soddisfare richieste inerenti ad utensili non a programma.
Brevetti depositati
DIHART® Scelta dell’alesatore
Questa finestra è una guida alla scelta facile e veloce del giusto tipo di alesatore per la vostra lavorazione
Trovate a pag. 7 i consigli per la vostra scelta in base alla tolleranza e alla dimensione.
esempio : Diametro 20H7. Può essere lavorato con la serie ReaMax® TS
In base al materiale e alla tipologia di foro da lavorare si puo‘scegliere l‘alesatore piu‘ idoneo. La miglior geometria di taglio (aSG) può essere ricercata sulla tabella “scelta utensile” presente in ogni sezione.
1
2
3
4
5
6
7
8
7
� 1,40 – 5,59 mm � 5,60 – 11,99 mm � 12,00 – 17,99 mm � 18 – 40 mm � 40 – 65 mm � 65 – 110 mm
IT 5 – IT 6
Monomax® Monomax® REAMAX® TS REAMAX® TS
IT 7
Monomax® REAMAX® REAMAX® TS REAMAX® TS
� IT 8
REAMAX® REAMAX® REAMAX® TS
� 1
,400
� 4
,000
� 5
,600
� 9
,600
� 1
0,15
9
� 1
2,00
0
� 1
2,70
0
� 1
7,60
0
� 1
8,00
0
� 1
8,89
9
� 2
0,10
0
� 2
5,89
9
� 4
0,00
0
� 5
0,00
0
� 6
0,60
0
� 6
5,00
0
� 1
10,5
99
� 1
39,5
99
� 3
00,5
99
REAMAX® TS
REAMAX®
Monomax®
DIHART® Scelta dell’alesatore
Se non avete trovato in questa pagina l’alesatore che serve alla vostra lavorazione, saremo lieti di potervi offrire una soluzione speciale.
Scelta utensile
Tolleranza IT
Alesatori integraliDuomax Corone
Alesatori integraliDuomax Corone
Alesatori integrali Alesatori integraliDuomax Corone
Per la classe di tolleranza IT vedere pag. 91
Prospetto degli alesatori standard
Utensile Portautensile
Attacchi cilindriciDAH®
Attacchi cilindrici
Attacchi cilindriciConi morse
espansibile
Attacchi cilindrici
Alesatori integrali
Attacchi cilindriciDAH®ABS®
Duomax Corone
esempio: Materiale: acciai non legati St37Tipo di foro: passante
Scelta dell’utensile:Tagliente in DSTCodice d'ordinazione: 75J.93Geometrie di taglio: aSG09
Parametri di taglio consigliati: Velocità di taglio:vc = 100 – 200 m/minavanzamento per x 18,000 mm:fz = 0,10 – 0,21 mm/dente
esempio
esempio
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
96 97
HM
DS
T
TiN
DBG
-N
DB
F
DJC
DBC HM
DS
T
TiN
DBG
-N
DB
F
DJC
DBC < � 12 � 12 - 25 � 25 - 50 > � 50 < � 12 � 12 - 25 � 25 - 50 > � 50 � 4,8 - 12,7
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max min-max min-max min-max min-max min-max min-max min-max min-max min-max
P1.
0 � 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
6-10
100-200
60-140
100-200
6-10
80-160
60-120
80-160
0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,10-0,21 0,12-0,24 0,13-0,30 0,07-0,14
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
6-10
100-200
60-140
100-200
6-10
80-160
60-120
80-160
0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,10-0,21 0,12-0,24 0,13-0,30 0,07-0,14
2.1 < 500 9SMnPb28 / 1.0718
15-45
100-200
60-140
100-200
15-45
80-160
60-120
80-160
0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,10-0,21 0,12-0,24 0,13-0,30 0,07-0,14
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 5-980-150
60-110
80-150
5-980-120
60-90
80-120
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,11 0,08-0,17 0,09-0,19 0,10-0,24 0,06-0,11
4.0 > 900
X6CrMo4 / 1.2341,X165CrMoV12 / 1.2601
4-715-45
4-715-45
0,04-0,07 0,05-0,11 0,06-0,14 0,07-0,18
4.1
S5.
0 250Inconel 718 / 2.4668,Nimonic 80A / 2.4631
5.1 400 TiAl5Sn2 / 3.7114
5-12
5-12
0,05-0,11 0,07-0,17 0,10-0,24 0,11-0,30
M6.
0 � 600X2CrNi189 / 1.4306, X5CrNiMo1810 / 1.4401
5-815-40
30-60
5-815-40
30-60
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,12
6.1 < 900
X8CrNb17 / 1.4511,X10CrNiMoTi1810 / 1.4571
4-610-35
20-50
4-610-35
20-50
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,12
7.0 > 900
X10CrAl7 / 1.4713,X8CrS-38-18 / 1.4862
4-610-35
20-50
4-610-35
20-50
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,12
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035
10-25
50-130
80-220
80-220
10-25
50-100
80-150
80-150
0,06-0,13 0,08-0,20 0,11-0,26 0,12-0,33 0,08-0,20
8.1 250 GG-NiCr202 /
0.66606-12
30-90
40-130
40-130
6-12
30-90
40-100
40-100
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
9.0 � 600 130 GGG-40 / 0.7040
9-18
130-300
130-300
130-300
130-300
9-18
120-180
120-180
120-180
120-180
0,06-0,13 0,08-0,20 0,11-0,26 0,12-0,33 0,08-0,20
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
9-18
100-250
100-250
100-250
100-250
9-18
100-160
100-160
100-160
100-160
0,06-0,13 0,08-0,20 0,11-0,26 0,12-0,33 0,08-0,20
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.81658-15
80-180
80-180
80-180
80-180
8-15
80-150
80-150
80-150
80-150
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
10.1 200 GGG-NiCr20-2 /
0.76616-12
30-60
50-100
50-100
6-12
30-60
50-100
50-100
50-100
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
10.2 300 GGV Ti < 0,2
GGV Ti > 0,26-12
30-70
40-130
40-130
6-12
30-70
40-130
40-130
40-130
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
N12
.0 90CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182
10-30
100-320
80-200
10-30
100-200
80-150
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
12.1 100 CuZn40Al1 / 2.0550,
E-Cu57 / 2.006010-20
50-150
10-20
50-120
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
13.0 60 AlMg1 / 3.3315,
AlMnCu / 3.051710-30
50-300
110-330
10-30
50-240
100-240
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
13.1 75 G-AlMg5 / 3.3561,
G-AlSi9Mg / 3.237310-30
150-300
110-550
10-30
150-250
100-300
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
14.0 100 G-AlSi10Mg / 3.2381
8-20
150-300
110-440
8-20
150-250
100-250
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
H15
.0 140040-60
40-60
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20
16.0 1800
30-50
30-50
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20
0,10-0,20 0,20-0,30 0,20-0,40 0,30-0,50 0,10-0,20 0,20-0,30 0,20-0,40 0,30-0,50 0,10-0,20
Valori indicativi per alesare Velocità di taglio vc (m/min)Avanzamento fz (mm/dente)
(con piano di taglio, avanzamento ridotto del 30%)
Gru
ppo
mat
eria
le
Resi
sten
za R
m (N
/m
m²)
Dur
ezza
HB Materiale
Esempio materialecodice materiale /DIN
Alesatori corti / 3×D Alesatori lunghi / 5×DElica diritta
ASG3000, ASG0106, ASG03, ASG11, ASG1101Elica diritta
ASG09, ASG09B, ASG1402Elica sinistra
ASG0501
PCD
PCD
acciai non legati
acciai non legati odebolmente legati
acciai al piombo
acciai non legati o debol-mente legati: resistente al calore, strutturale, tempra-to, acciai da nitrurazione e da utensili
acciai fortemente legati
HSS
super leghe: Inconel, Hastelloy, Nimonic, etc.
titanio, leghe di titanio
acciai inossidabili
acciai inossidabili
acciai inossidabili
ghisa grigia
ghisa grigia legata
ghisa sferoidale,grafi tica, ferritica
ghisa sferoidale,grafi tica, ferritica/perlitica
ghisa sferoidale,grafi tica perliticasferoidale malleabile
ghisa sferoidaleghisa grafi tica
ghisa vermicolare
leghe di rame, ottone, leghe al piombo bronzo, bronzo al piombo: taglio buono
leghe di rame, ottone, bronzo: taglio medio
leghe di alluminiolavorate
fusioni di leghe dimagnesio e di alluminio: contenuto di Si<10%
fusioni di leghe di alluminio: contenuto di Si>10%
acciai trattati < 45 HRC
acciai trattati > 45 HRC, � 55 HRC
Sovrametallo in alesatura in base ai � (mm)
DIHART® Parametri di taglio DIHART® Parametri di taglio
Ambiti d‘impiego consigliati Ambiti d‘impiego consigliati
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
96 97
HM
DS
T
TiN
DBG
-N
DB
F
DJC
DBC HM
DS
T
TiN
DBG
-N
DB
F
DJC
DBC < � 12 � 12 - 25 � 25 - 50 > � 50 < � 12 � 12 - 25 � 25 - 50 > � 50 � 4,8 - 12,7
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max min-max min-max min-max min-max min-max min-max min-max min-max min-max
P1.
0 � 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
6-10
100-200
60-140
100-200
6-10
80-160
60-120
80-160
0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,10-0,21 0,12-0,24 0,13-0,30 0,07-0,14
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
6-10
100-200
60-140
100-200
6-10
80-160
60-120
80-160
0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,10-0,21 0,12-0,24 0,13-0,30 0,07-0,14
2.1 < 500 9SMnPb28 / 1.0718
15-45
100-200
60-140
100-200
15-45
80-160
60-120
80-160
0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,10-0,21 0,12-0,24 0,13-0,30 0,07-0,14
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 5-980-150
60-110
80-150
5-980-120
60-90
80-120
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,11 0,08-0,17 0,09-0,19 0,10-0,24 0,06-0,11
4.0 > 900
X6CrMo4 / 1.2341,X165CrMoV12 / 1.2601
4-715-45
4-715-45
0,04-0,07 0,05-0,11 0,06-0,14 0,07-0,18
4.1
S5.
0 250Inconel 718 / 2.4668,Nimonic 80A / 2.4631
5.1 400 TiAl5Sn2 / 3.7114
5-12
5-12
0,05-0,11 0,07-0,17 0,10-0,24 0,11-0,30
M6.
0 � 600X2CrNi189 / 1.4306, X5CrNiMo1810 / 1.4401
5-815-40
30-60
5-815-40
30-60
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,12
6.1 < 900
X8CrNb17 / 1.4511,X10CrNiMoTi1810 / 1.4571
4-610-35
20-50
4-610-35
20-50
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,12
7.0 > 900
X10CrAl7 / 1.4713,X8CrS-38-18 / 1.4862
4-610-35
20-50
4-610-35
20-50
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,12
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035
10-25
50-130
80-220
80-220
10-25
50-100
80-150
80-150
0,06-0,13 0,08-0,20 0,11-0,26 0,12-0,33 0,08-0,20
8.1 250 GG-NiCr202 /
0.66606-12
30-90
40-130
40-130
6-12
30-90
40-100
40-100
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
9.0 � 600 130 GGG-40 / 0.7040
9-18
130-300
130-300
130-300
130-300
9-18
120-180
120-180
120-180
120-180
0,06-0,13 0,08-0,20 0,11-0,26 0,12-0,33 0,08-0,20
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
9-18
100-250
100-250
100-250
100-250
9-18
100-160
100-160
100-160
100-160
0,06-0,13 0,08-0,20 0,11-0,26 0,12-0,33 0,08-0,20
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.81658-15
80-180
80-180
80-180
80-180
8-15
80-150
80-150
80-150
80-150
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
10.1 200 GGG-NiCr20-2 /
0.76616-12
30-60
50-100
50-100
6-12
30-60
50-100
50-100
50-100
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
10.2 300 GGV Ti < 0,2
GGV Ti > 0,26-12
30-70
40-130
40-130
6-12
30-70
40-130
40-130
40-130
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
N12
.0 90CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182
10-30
100-320
80-200
10-30
100-200
80-150
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
12.1 100 CuZn40Al1 / 2.0550,
E-Cu57 / 2.006010-20
50-150
10-20
50-120
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
13.0 60 AlMg1 / 3.3315,
AlMnCu / 3.051710-30
50-300
110-330
10-30
50-240
100-240
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
13.1 75 G-AlMg5 / 3.3561,
G-AlSi9Mg / 3.237310-30
150-300
110-550
10-30
150-250
100-300
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
14.0 100 G-AlSi10Mg / 3.2381
8-20
150-300
110-440
8-20
150-250
100-250
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
H15
.0 140040-60
40-60
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20
16.0 1800
30-50
30-50
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20
0,10-0,20 0,20-0,30 0,20-0,40 0,30-0,50 0,10-0,20 0,20-0,30 0,20-0,40 0,30-0,50 0,10-0,20
Valori indicativi per alesare Velocità di taglio vc (m/min)Avanzamento fz (mm/dente)
(con piano di taglio, avanzamento ridotto del 30%)
Gru
ppo
mat
eria
le
Resi
sten
za R
m (N
/m
m²)
Dur
ezza
HB Materiale
Esempio materialecodice materiale /DIN
Alesatori corti / 3×D Alesatori lunghi / 5×DElica diritta
ASG3000, ASG0106, ASG03, ASG11, ASG1101Elica diritta
ASG09, ASG09B, ASG1402Elica sinistra
ASG0501
PCD
PCD
acciai non legati
acciai non legati odebolmente legati
acciai al piombo
acciai non legati o debol-mente legati: resistente al calore, strutturale, tempra-to, acciai da nitrurazione e da utensili
acciai fortemente legati
HSS
super leghe: Inconel, Hastelloy, Nimonic, etc.
titanio, leghe di titanio
acciai inossidabili
acciai inossidabili
acciai inossidabili
ghisa grigia
ghisa grigia legata
ghisa sferoidale,grafi tica, ferritica
ghisa sferoidale,grafi tica, ferritica/perlitica
ghisa sferoidale,grafi tica perliticasferoidale malleabile
ghisa sferoidaleghisa grafi tica
ghisa vermicolare
leghe di rame, ottone, leghe al piombo bronzo, bronzo al piombo: taglio buono
leghe di rame, ottone, bronzo: taglio medio
leghe di alluminiolavorate
fusioni di leghe dimagnesio e di alluminio: contenuto di Si<10%
fusioni di leghe di alluminio: contenuto di Si>10%
acciai trattati < 45 HRC
acciai trattati > 45 HRC, � 55 HRC
Sovrametallo in alesatura in base ai � (mm)
DIHART® Parametri di taglio DIHART® Parametri di taglio
Ambiti d‘impiego consigliati Ambiti d‘impiego consigliati
esempio

1
2
3
4
5
6
7
8
7
x 1,40 – 5,59 mm x 5,60 – 11,99 mm x 12,00 – 17,99 mm x 18 – 40 mm x 40 – 65 mm x 65 – 110 mm
IT 5 – IT 6
Monomax® Monomax® ReaMax® TS ReaMax® TS
IT 7
Monomax® ReaMax® ReaMax® TS ReaMax® TS
M IT 8
ReaMax® ReaMax® ReaMax® TS
x 1
,400
x 4
,000
x 5
,600
x 9
,600
x 1
0,15
9
x 1
2,00
0
x 1
2,70
0
x 1
7,60
0
x 1
8,00
0
x 1
8,89
9
x 2
0,10
0
x 2
5,89
9
x 4
0,00
0
x 5
0,00
0
x 6
0,60
0
x 6
5,00
0
x 1
10,5
99
x 1
39,5
99
x 3
00,5
99ReaMax® TS
ReaMax®
Monomax®
DIHART® Scelta dell’alesatore
Se non avete trovato in questa pagina l’alesatore che serve alla vostra lavorazione, saremo lieti di potervi offrire una soluzione speciale.
Scelta utensile
Tolleranza IT
alesatori integraliDuomax Corone
alesatori integraliDuomax Corone
alesatori integrali alesatori integraliDuomax Corone
Per la classe di tolleranza IT vedere pag. 91
Prospetto degli alesatori standard
Utensile Portautensile
attacchi cilindriciDaH®
attacchi cilindrici
attacchi cilindriciConi morse
espansibile
attacchi cilindrici
alesatori integrali
attacchi cilindriciDaH®aBS®
Duomax Corone

8
DaH 63DaH 81DaH115
DaH 81DaH115
DaH 63DaH 81DaH115
DaH 63DaH 81DaH115
DaH 63DaH 81
DaH 63DaH 81DaH115
aBS 32aBS 40aBS 50aBS 63
x 12x 20
aBS 40aBS 50aBS 63
SK 30SK 40SK 50
HSK-a 40HSK-a 50HSK-a 63HSK-a 80HSK-a100
SK 40SK 50
VDI 30VDI 40VDI 50
x 25x 32x 25,4 (1")x 31,75 (1¼")
x 3x 4x 5x 6x 8x 10x 12x 14x 16
x 20HSK-a63
SK 40
SK 40
x 3x 4x 5x 6x 8x 10x 12x 14x 16
x 20
x 3x 4x 5x 6x 8x 10x 12x 14x 16
x 20
x 3x 4x 5x 6x 8x 10x 12x 14x 16
x 3,01 – 20,00
x 3,01 – 20,00
E 74
E 74
E 75
E 75
E 78
E 78
E 82
E 82
E 81
E 81
E 81
DIHART® Indice del Programma
Attacchi con compensazione DAH® con attacco HSK-a – DIN 69893 a
con attacco aBS®
con attacco conico DIN 69871 aD/B
con attacco conico JIS B 6339 aD/B
Adattatori a espansione idraulica DAH®per utensili con gambo cilindrico
Adattatori DAH®per utensili con attacco aBS®
Attacchi flottanti DPS
con codolo cilindrico secondo norma DIN 1835
con attacco VDI – DIN 69880
Attacchi
Attacchi con compensazione DAH® 50 HScon attacco HSK-a – DIN 69893 a
con attacco conico DIN 69871 aD
con attacco conico JIS B 6339 aD

1
2
3
4
5
6
7
8
9
REAMAx® TS
REAMAx®
DaH 81DaH115
aBS 50aBS 63aBS 80
x 32x 40
x 12x 16x 20
x 3x 4x 6x 8x 10
x 6x 8x 10
x 16x 20x 25x 32
DaH 81
x 20x 25x 32
x 20x 25x 32
E 54
E 56
E 55
E 45
E 44
E 36
E 27
E 19
E 17
E 16x 18,000 – 65,000 mm
x 18,000 – 41,999 mm
x 42,000 – 65,000 mm
x 12,000 – 40,000 mm
x 5,600 – 25,899 mm
x 1,400 – 12,700 mm
x 4,800 – 12,700 mm
x 60,600 – 110,599 mm
x 60,600 – 100,599 mm
x 60,600 – 110,599 mm
x 12x 16x 20
x 5,600 – 25,899 mmE 34
Monomax®
aBS 32 E 18x 35,000 – 65,000 mm
MK 2x 5,600 – 25,899 mm
E 38
DIHART® Indice del Programma
Pagina
Alesatori
Supporti con codolo cilindrico secondo norma DIN 1835
Supporti DaH® Zero con codolo cilindrico secondo norma DIN 1835
Supporti con attacco DaH®
Supporti con codolo cilindrico secondo norma DIN 1835
con codolo cilindrico secondo norma DIN 1835
con codolo cilindrico DIN 6535 Ha
con codolo cilindrico DIN 6535 Ha
Supporti con attacco DaH®
Supporti con codolo cilindrico secondo norma DIN 1835
Supporti con attacco aBS®
Connessione cilindrica Connessione DaH® Connessione aBS®
espansibile
fissi
espansibile
con codolo cilindrico secondo norma DIN 1835
Alesatori integrali fissi
Corone Duomax espansibile
Supporti con attacco aBS®
con cono Morse a norma DIN 228 forma a

1
10
DIHART REAMAx® TS
Sistema modulare di alesatura
DIHART REAMAx® TS rappresenta il massimo della flessibilità con costi contenuti. Il sistema modulare standard permette una riduzione dei costi di preparazione, grazie al sistema di sostituzione della testina, rapido e facile da eseguire.
DIHART REAMAx® TS è il piu’ versatile sistema di sostituzione della parte tagliente con una struttura rigida in qualsiasi dimensione della gamma di diametri che piu’comunemente sono presenti nelle lavorazioni.
VANTAGGI per voi:
Elevata precisione di costruzione per garantire la qualità del foro
Modularità del sistema per garantire la flessibilità Compensazione dell’usura facilmente attuabile Soluzione per la regolazione della concentricità integrata nel porta alesatore nella versione corta
Possibilità di registrazione del diametro per tolleranze strette
Applicazioni:
- Tutti i materiali- Fori passanti e ciechi- Fori con tolleranze strette- Lunghezze di lavoro fino a 5×D- alte velocità di taglio – fino a 300 m/min- avanzamenti fino a 2,4 mm/giro
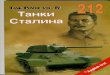
Il sistema modulare per la massima affidabilità di produzione
Il sistema DIHaRT ReaMax® TS garantisce la massima precisione di riposizionamento e di concentricità delle testine dopo la sostituzione e nello stesso tempo garantisce la massima stabilità durante le operazioni di alesatura. Il sistema DIHaRT ReaMax® TS è stato creato per le lavorazioni ad alta velocità di taglio.
Utensili multi taglienti
Registrabili anche con tolleranze strettePer poter garantire il recupero della quota dovuto all’usura del tagliente, per esempio in caso di classi di tolleranza IT4, tutti i DIHaRT ReaMax® TS sono registrabili. Massima reperibilità senza l’utilizzo del presetting,- Lunga vita utensile- alte prestazioni- esecuzione di strette tolleranze- Riduzione dei tempi macchina
Con passaggio interno refrigerante
Passaggio refrigerante centrale o radialmente sui taglienti.

1
2
3
4
5
6
7
8
11
10 µ
0 µ
-10 µ
USL
LSL
x
DIHART REAMAx® TS
12 – 13
Ø 18,000 – 65,000 mm 14 – 15
16171819
20 – 21
21
Riduzione dei tempi di azzeramento
Grazie al sistema con bloccaggio laterale la testina puo’ essere sostituita senza rimuovere il porta utensile dal proprio adattatore, riducendo al minimo il tempo di sostituzione.
Il sistema DIHaRT ReaMax® TS è in grado di garantire la massima produttività anche con tolleranze molto strette.
Pagina
Scelta utensile
Testine di alesatura
Supporti
Codolo cilindricoattacco DaH® Zeroattacco aBS®attacco DaH®
Istruzioni per il montaggio
Ricambi / Accessori

1
12
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
75J.93 aSG09 DST 75J.71 aSG09 TiN 75H.93 aSG3000 DST 75H.71 aSG3000 TiN 75J.21 aSG3000 HM 75H.21 aSG3000 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
75J.93 aSG09 DST 75J.71 aSG09 TiN 75H.93 aSG3000 DST 75H.71 aSG3000 TiN 75J.21 aSG02 HM 75H.21 aSG02 HM
2.1 < 500 9SMnPb28 / 1.0718 75J.93 aSG09 DST 75J.71 aSG09 TiN 75H.93 aSG3000 DST 75H.71 aSG3000 TiN 75J.21 aSG3000 HM 75H.21 aSG3000 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 75J.93 aSG09 DST 75J.71 aSG3000 TiN 75H.93 aSG3000 DST 75H.71 aSG3000 TiN 75J.21 aSG3000 HM 75H.21 aSG3000 HM
4.0 > 900 x6CrMo4 / 1.2341,
x165CrMoV12 / 1.2601 75J.71 aSG0106 TiN 75J.71 aSG0106 TiN 75H.71 aSG0106 TiN 75H.71 aSG0106 TiN 75J.21 aSG0106 HM 75H.21 aSG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114 75J.21 aSG03 HM 75H.21 aSG03 HM
M6.
0 m 600 x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401 75J.47 aSG0106 DBF 75J.47 aSG0106 DBF 75H.47 aSG0106 DBF 75H.47 aSG0106 DBF 75J.21 aSG0106 HM 75H.21 aSG0106 HM
6.1 < 900 x8CrNb17 / 1.4511,
x10CrNiMoTi1810 / 1.4571 75J.47 aSG0106 DBF 75J.47 aSG0106 DBF 75H.47 aSG0106 DBF 75H.47 aSG0106 DBF 75J.21 aSG0106 HM 75H.21 aSG0106 HM
7.0 > 900 x10Cral7 / 1.4713,
x8CrS-38-18 / 1.4862 75J.47 aSG0106 DBF 75J.47 aSG0106 DBF 75H.47 aSG0106 DBF 75H.47 aSG0106 DBF 75J.21 aSG0106 HM 75H.21 aSG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035 75J.37 aSG3000 DBG-N 75J.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75J.21 aSG3000 HM 75H.21 aSG3000 HM
8.1 250 GG-NiCr202 / 0.6660 75J.37 aSG3000 DBG-N 75J.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75J.21 aSG3000 HM 75H.21 aSG3000 HM
9.0 m 600 130 GGG-40 / 0.7040 75J.93 aSG3000 DST 75J.47 aSG3000 DBF 75H.93 aSG3000 DST 75H.47 aSG3000 DBF 75J.21 aSG02 HM 75H.21 aSG02 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
75J.93 aSG3000 DST 75J.47 aSG3000 DBF 75H.93 aSG3000 DST 75H.47 aSG3000 DBF 75J.21 aSG3000 HM 75H.21 aSG3000 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.8165 75J.93 aSG3000 DST 75J.47 aSG3000 DBF 75H.93 aSG3000 DST 75H.47 aSG3000 DBF 75J.21 aSG3000 HM 75H.21 aSG3000 HM
10.1 200 GGG-NiCr20-2 / 0.7661 75J.37 aSG3000 DBG-N 75J.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75J.21 aSG3000 HM 75H.21 aSG3000 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,2 75J.37 aSG3000 DBG-N 75J.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75J.21 aSG3000 HM 75H.21 aSG3000 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182 75J.93 aSG3000 DST 75J.71 aSG3000 TiN 75H.93 aSG3000 DST 75H.71 aSG3000 TiN 75J.21 aSG0106 HM 75H.21 aSG0106 HM
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.0060 75J.71 aSG3000 TiN 75J.71 aSG3000 TiN 75H.71 aSG3000 TiN 75H.71 aSG3000 TiN 75J.21 aSG0106 HM 75H.21 aSG0106 HM
13.0 60 alMg1 / 3.3315,
alMnCu / 3.0517 75J.17 aSG0706 DBC 75J.17 aSG0706 DBC 75H.17 aSG0706 DBC 75H.17 aSG0706 DBC 75J.21 aSG02 HM 75H.21 aSG02 HM
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.2373 75J.17 aSG0706 DBC 75J.17 aSG0706 DBC 75H.17 aSG0706 DBC 75H.17 aSG0706 DBC 75J.21 aSG3000 HM 75H.21 aSG3000 HM
14.0 100 G-alSi10Mg / 3.2381 75J.17 aSG0706 DBC 75J.17 aSG0706 DBC 75H.17 aSG0706 DBC 75H.17 aSG0706 DBC 75J.21 aSG3000 HM 75H.21 aSG3000 HM
H15
.0 1400 75J.37 aSG0106 DBG-N 75H.37 aSG0106 DBG-N
16.0 1800 75J.37 aSG0106 DBG-N 75H.37 aSG0106 DBG-N
DIHART REAMAx® TS
Gru
ppo
mat
eria
le
Resi
sten
za R
m (N
/mm
²)
Dur
ezza
HB
Materialeesempio materialecodice materiale /DIN
acciai non legati
acciai non legati odebolmente legati
acciai al piombo
acciai non legati o debolmente legati: resistente al calore, strutturale, temprato, acciai da nitrurazione e da utensili
acciai fortemente legati
HSS
super leghe: Inconel, Hastelloy, Nimonic, etc.
titanio, leghe di titanio
acciai inossidabili
acciai inossidabili
acciai inossidabili
ghisa grigia
ghisa grigia legata
ghisa sferoidale,grafitica, ferritica
ghisa sferoidale,grafitica, ferritica/perlitica
ghisa sferoidale,grafitica perliticasferoidale malleabile
ghisa sferoidaleghisa grafitica
ghisa vermicolare
leghe di rame, ottone, leghe al piombo bronzo, bronzo al piombo: taglio buono
leghe di rame, ottone, bronzo: taglio medio
leghe di alluminiolavorate
fusioni di leghe dimagnesio e di alluminio: contenuto di Si<10%
fusioni di leghe di alluminio: contenuto di Si>10%
acciai trattati < 45 HRC
acciai trattati > 45 HRC, m 55 HRC
Scelta utensile
Lavorazioni ad alte velocità
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Siamo in grado di soddisfare richieste inerenti ad utensili non a programma.
Brevetti depositati

1
2
3
4
5
6
7
8
13
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
75J.93 aSG09 DST 75J.71 aSG09 TiN 75H.93 aSG3000 DST 75H.71 aSG3000 TiN 75J.21 aSG3000 HM 75H.21 aSG3000 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
75J.93 aSG09 DST 75J.71 aSG09 TiN 75H.93 aSG3000 DST 75H.71 aSG3000 TiN 75J.21 aSG02 HM 75H.21 aSG02 HM
2.1 < 500 9SMnPb28 / 1.0718 75J.93 aSG09 DST 75J.71 aSG09 TiN 75H.93 aSG3000 DST 75H.71 aSG3000 TiN 75J.21 aSG3000 HM 75H.21 aSG3000 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 75J.93 aSG09 DST 75J.71 aSG3000 TiN 75H.93 aSG3000 DST 75H.71 aSG3000 TiN 75J.21 aSG3000 HM 75H.21 aSG3000 HM
4.0 > 900 x6CrMo4 / 1.2341,
x165CrMoV12 / 1.2601 75J.71 aSG0106 TiN 75J.71 aSG0106 TiN 75H.71 aSG0106 TiN 75H.71 aSG0106 TiN 75J.21 aSG0106 HM 75H.21 aSG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114 75J.21 aSG03 HM 75H.21 aSG03 HM
M6.
0 m 600 x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401 75J.47 aSG0106 DBF 75J.47 aSG0106 DBF 75H.47 aSG0106 DBF 75H.47 aSG0106 DBF 75J.21 aSG0106 HM 75H.21 aSG0106 HM
6.1 < 900 x8CrNb17 / 1.4511,
x10CrNiMoTi1810 / 1.4571 75J.47 aSG0106 DBF 75J.47 aSG0106 DBF 75H.47 aSG0106 DBF 75H.47 aSG0106 DBF 75J.21 aSG0106 HM 75H.21 aSG0106 HM
7.0 > 900 x10Cral7 / 1.4713,
x8CrS-38-18 / 1.4862 75J.47 aSG0106 DBF 75J.47 aSG0106 DBF 75H.47 aSG0106 DBF 75H.47 aSG0106 DBF 75J.21 aSG0106 HM 75H.21 aSG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035 75J.37 aSG3000 DBG-N 75J.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75J.21 aSG3000 HM 75H.21 aSG3000 HM
8.1 250 GG-NiCr202 / 0.6660 75J.37 aSG3000 DBG-N 75J.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75J.21 aSG3000 HM 75H.21 aSG3000 HM
9.0 m 600 130 GGG-40 / 0.7040 75J.93 aSG3000 DST 75J.47 aSG3000 DBF 75H.93 aSG3000 DST 75H.47 aSG3000 DBF 75J.21 aSG02 HM 75H.21 aSG02 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
75J.93 aSG3000 DST 75J.47 aSG3000 DBF 75H.93 aSG3000 DST 75H.47 aSG3000 DBF 75J.21 aSG3000 HM 75H.21 aSG3000 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.8165 75J.93 aSG3000 DST 75J.47 aSG3000 DBF 75H.93 aSG3000 DST 75H.47 aSG3000 DBF 75J.21 aSG3000 HM 75H.21 aSG3000 HM
10.1 200 GGG-NiCr20-2 / 0.7661 75J.37 aSG3000 DBG-N 75J.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75J.21 aSG3000 HM 75H.21 aSG3000 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,2 75J.37 aSG3000 DBG-N 75J.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75H.37 aSG3000 DBG-N 75J.21 aSG3000 HM 75H.21 aSG3000 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182 75J.93 aSG3000 DST 75J.71 aSG3000 TiN 75H.93 aSG3000 DST 75H.71 aSG3000 TiN 75J.21 aSG0106 HM 75H.21 aSG0106 HM
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.0060 75J.71 aSG3000 TiN 75J.71 aSG3000 TiN 75H.71 aSG3000 TiN 75H.71 aSG3000 TiN 75J.21 aSG0106 HM 75H.21 aSG0106 HM
13.0 60 alMg1 / 3.3315,
alMnCu / 3.0517 75J.17 aSG0706 DBC 75J.17 aSG0706 DBC 75H.17 aSG0706 DBC 75H.17 aSG0706 DBC 75J.21 aSG02 HM 75H.21 aSG02 HM
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.2373 75J.17 aSG0706 DBC 75J.17 aSG0706 DBC 75H.17 aSG0706 DBC 75H.17 aSG0706 DBC 75J.21 aSG3000 HM 75H.21 aSG3000 HM
14.0 100 G-alSi10Mg / 3.2381 75J.17 aSG0706 DBC 75J.17 aSG0706 DBC 75H.17 aSG0706 DBC 75H.17 aSG0706 DBC 75J.21 aSG3000 HM 75H.21 aSG3000 HM
H15
.0 1400 75J.37 aSG0106 DBG-N 75H.37 aSG0106 DBG-N
16.0 1800 75J.37 aSG0106 DBG-N 75H.37 aSG0106 DBG-N
DIHART REAMAx® TS
Scelta utensile
Lavorazioni ad alte velocità
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Lavorazione convenzionale con metallo duro
Codice Geometrie di taglio (aSG)
Materiale da taglio
Codice Geometrie di taglio (aSG)
Materiale da taglio
Importante: Vedere capitolo 8 per dettagli applicativi e informative di sicurezza !
Velocità di taglio e avanzamento vedi pag. 94 - 95.

TiN DBG-N DBF DBC DST DJFP M K N S H P M K N S H P M K N S H
$ $ $4) $ $ $ $4) $ $ § $ § § § $2) $3) § $2) $3) $
§ $ $5) $ § $ $5) $ $ $ § $ $ § §
�������� ������ ��������
X D X x a l2~ ~ ~
18H7 14 6 20 6 75J.71.18H7N 75J.71.18H7L 75J.37. 18H7N 75J.47.18H7N 75J.17.18H7G 75J.93.18H7N 75J.93.18H7L 75J.87.18H7N
20H7 16 6 20 6 75J.71.20H7N 75J.71.20H7L 75J.37. 20H7N 75J.47.20H7N 75J.17.20H7G 75J.93.20H7N 75J.93.20H7L 75J.87.20H7N
22H7 17,8 6 20 6 75J.71.22H7N 75J.71.22H7L 75J.37. 22H7N 75J.47.22H7N 75J.17.22H7G 75J.93.22H7N 75J.93.22H7L 75J.87.22H7N
24H7 19,8 6 20 6 75J.71.24H7N 75J.71.24H7L 75J.37. 24H7N 75J.47.24H7N 75J.17.24H7G 75J.93.24H7N 75J.93.24H7L 75J.87.24H7N
25H7 20,8 6 20 6 75J.71.25H7N 75J.71.25H7L 75J.37. 25H7N 75J.47.25H7N 75J.17.25H7G 75J.93.25H7N 75J.93.25H7L 75J.87.25H7N
28H7 22,6 6 25 6 75J.71.28H7N 75J.71.28H7L 75J.37. 28H7N 75J.47.28H7N 75J.17.28H7G 75J.93.28H7N 75J.93.28H7L 75J.87.28H7N
30H7 24,6 6 25 6 75J.71.30H7N 75J.71.30H7L 75J.37. 30H7N 75J.47.30H7N 75J.17.30H7G 75J.93.30H7N 75J.93.30H7L 75J.87.30H7N
32H7 26 6 25 8 75J.71.32H7N 75J.71.32H7L 75J.37. 32H7N 75J.47.32H7N 75J.17.32H7G 75J.93.32H7N 75J.93.32H7L 75J.87.32H7N
35H7 28,1 6 25 8 75J.71.35H7N 75J.71.35H7L 75J.37. 35H7N 75J.47.35H7N 75J.17.35H7G 75J.93.35H7N 75J.93.35H7L 75J.87.35H7N
40H7 33,1 6 25 8 75J.71.40H7N 75J.71.40H7L 75J.37. 40H7N 75J.47.40H7N 75J.17.40H7G 75J.93.40H7N 75J.93.40H7L 75J.87.40H7N
50H7 42,5 6 30 8 75J.71.50H7N 75J.71.50H7L 75J.37. 50H7N 75J.47.50H7N 75J.17.50H7G 75J.93.50H7N 75J.93.50H7L 75J.87.50H7N
1
14
DIHART REAMAx® TS
x D
a
l2
X 18,000 – 65,000 mm
P M K N S H P M K N S H
75J.21 75H.21 HM $1) $1) $1) $1) $1) $1) $1) $1) $1) $1)
75J.71 75H.71 TiN $ $ $4) $ § $ $5) $75J.37 75H.37 DBG-N $ $ $ $ $75J.47 75H.47 DBF $ § $ $ §75J.17 75H.17 DBC § §75J.93 75H.93 DST § $2) $3)
75J.67 75H.67 DJC $2)
75J.87 75H.87 DJF $
X D X x a l2~ ~ ~
18,000-19,999 xD – 4,0 6,0 20 6 0,03
20,000-21,999 xD – 4,0 6,0 20 6 0,03
22,000-26,999 xD – 4,2 6,0 20 6 0,04
27,000-31,799 xD – 5,4 6,0 25 6 0,04
31,800-34,999 xD – 6,0 6,0 25 8 0,05
35,000-41,999 xD – 6,9 6,0 25 8 0,13-0,15
42,000-51,999 xD – 7,5 6,0 30 8 0,20-0,25
52,000-65,000 xD – 8,8 8,0 35 10 0,35-0,45
min
. x x
pe
r la
sfa
ccia
tura
Diametri in H7 – disponibile da stock!
Materiale da taglio / rivestimento
per materiale da lavorare
senza taglio interrotto
con taglio interrotto
Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG)per fori passanti
per fori passanti
Numero di denti
Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione
Testine di alesatura – espansibili
Perni di fissaggio compresi nella fornitura del portautensili
1) Lavorazione convenzionale · 2) GJS (ghisa sferoidale) · 3) Gruppo materiale 12.0 · 4) Gruppo materiale 12.1 · 5) Gruppo materiale 12.0&12.1
Selezione testina – Opzioni!
Selezione: Materiale da taglio, materiale da lavorare, refrigerante
Mat
eria
le d
a ta
glio
/ r
ives
timen
to
per materiale da lavorare per materiale da lavorare
Codice d'ordin.
Codice d'ordin.
esempio applicazione: materiale St37, materiale da taglio DST, refrigerante centrale, foro senza taglio interrotto = Codice d'ordinazione 75H.93
Selezione: Dimensioni
x minimo per la
sfacciatura
Numero di
denti
esempio applicazione: x del foro 65 mm
esempio di ordinazione: Cod. d'ordinazione 75H.93 · x del foro 65 mm · Tolleranza del foro H6 · Materiale St37 o ASG3000 (Geometrie di taglio pag. 12-13)
§ Campo di applicazione $ Campo di impiego limitato

TiN DBG-N DBF DBC DST DJFP M K N S H P M K N S H P M K N S H P M K N S H P M K N S H
$ $ $4) $ $ $ $4) $ $ § $ § § § $2) $3) § $2) $3) $
§ $ $5) $ § $ $5) $ $ $ § $ $ § §
�������� �������� �������� ������ ��������
X D X x a l2~ ~ ~
18H7 14 6 20 6 75J.71.18H7N 75J.71.18H7L 75J.37. 18H7N 75J.47.18H7N 75J.17.18H7G 75J.93.18H7N 75J.93.18H7L 75J.87.18H7N
20H7 16 6 20 6 75J.71.20H7N 75J.71.20H7L 75J.37. 20H7N 75J.47.20H7N 75J.17.20H7G 75J.93.20H7N 75J.93.20H7L 75J.87.20H7N
22H7 17,8 6 20 6 75J.71.22H7N 75J.71.22H7L 75J.37. 22H7N 75J.47.22H7N 75J.17.22H7G 75J.93.22H7N 75J.93.22H7L 75J.87.22H7N
24H7 19,8 6 20 6 75J.71.24H7N 75J.71.24H7L 75J.37. 24H7N 75J.47.24H7N 75J.17.24H7G 75J.93.24H7N 75J.93.24H7L 75J.87.24H7N
25H7 20,8 6 20 6 75J.71.25H7N 75J.71.25H7L 75J.37. 25H7N 75J.47.25H7N 75J.17.25H7G 75J.93.25H7N 75J.93.25H7L 75J.87.25H7N
28H7 22,6 6 25 6 75J.71.28H7N 75J.71.28H7L 75J.37. 28H7N 75J.47.28H7N 75J.17.28H7G 75J.93.28H7N 75J.93.28H7L 75J.87.28H7N
30H7 24,6 6 25 6 75J.71.30H7N 75J.71.30H7L 75J.37. 30H7N 75J.47.30H7N 75J.17.30H7G 75J.93.30H7N 75J.93.30H7L 75J.87.30H7N
32H7 26 6 25 8 75J.71.32H7N 75J.71.32H7L 75J.37. 32H7N 75J.47.32H7N 75J.17.32H7G 75J.93.32H7N 75J.93.32H7L 75J.87.32H7N
35H7 28,1 6 25 8 75J.71.35H7N 75J.71.35H7L 75J.37. 35H7N 75J.47.35H7N 75J.17.35H7G 75J.93.35H7N 75J.93.35H7L 75J.87.35H7N
40H7 33,1 6 25 8 75J.71.40H7N 75J.71.40H7L 75J.37. 40H7N 75J.47.40H7N 75J.17.40H7G 75J.93.40H7N 75J.93.40H7L 75J.87.40H7N
50H7 42,5 6 30 8 75J.71.50H7N 75J.71.50H7L 75J.37. 50H7N 75J.47.50H7N 75J.17.50H7G 75J.93.50H7N 75J.93.50H7L 75J.87.50H7N
1
2
3
4
5
6
7
8
15
DIHART REAMAx® TS
DBFDJF
DBC
HMDST
TiN
A 16
A 17
A 18
A 19
Brevetti depositati
Materiale da taglio / rivestimento
per materiale da lavorare
senza taglio interrotto
con taglio interrotto
Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG)per fori passanti
per fori passanti
Numero di denti
Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione
Supporti con codolo cilindrico secondo norma DIN 1835per X 18,000 – 65,000 mm
Supporti DAH® Zero con codolo cilindrico secondo norma DIN 1835per X 18,000 – 41,999 mm
Supporti con attacco ABS®per X 35,000 – 65,000 mm
Supporti con attacco DAH®per X 42,000 – 65,000 mm
Testine di alesatura – espansibili

1
16
X 18,000 – 65,000 mm
DIHART REAMAx® TS
X D X DH7 L b c X d L b c X d
18,000 – 19,999 18H7 75A.40.13010 130 80 50 20 0,2 75A.40.15010 190 140 50 20 0,3
20,000 – 21,999 20H7 75A.40.13020 130 80 50 20 0,2 75A.40.15020 190 140 50 20 0,3
22,000 – 26,999
22H7
75A.40.13030 130 80 50 20 0,3 75A.40.15030 210 160 50 20 0,424H7
25H7
27,000 – 34,999
28H7
75A.40.13040 176 120 56 25 0,5 75A.40.15040 236 180 56 25 0,730H7
32H7
35,000 – 41,99935H7
75A.40.13050 176 120 56 25 0,6 75A.40.15050 256 200 56 25 1,040H7
42,000 – 51,999 50H7 75A.40.13060 180 120 60 32 0,9 75A.40.15060 280 220 60 32 1,5
52,000 – 65,000 75A.40.13070 180 120 60 32 1,0 75A.40.15070 280 220 60 32 1,0
L
x D
b
x d
h6
c
K
Fornitura: Supporti ReaMax® TS con chiave di servizio, tirante e chiave di bloccaggio (R pagina 21). Testine vanno ordinati separatamente.
Versione corta Versione lunga
per perCodice
d'ordinazioneCodice
d'ordinazione
Supporti con codolo cilindrico secondo norma DIN 1835
Tirante
con adduzione interna del refrigerante
Brevetti depositati

1
2
3
4
5
6
7
8
17
DIHART REAMAx® TS
X 18,000 – 41,999 mm
X D X DH7 L b c X d L b c X d
18,000 – 19,999 18H7 75A.41.13010 145 80 50 20 0,2 75A.41.15010 205 140 50 20 0,3
20,000 – 21,999 20H7 75A.41.13020 145 80 50 20 0,3 75A.41.15020 205 140 50 20 0,4
22,000 – 26,999
22H7
75A.41.13030 145 80 50 20 0,3 75A.41.15030 225 160 50 20 0,424H7
25H7
27,000 – 34,999
28H7
75A.41.13040 176 120 56 25 0,5 75A.41.15040 236 180 56 25 0,730H7
32H7
35,000 – 41,99935H7
75A.41.13050 176 120 56 25 0,5 75A.41.15050 256 200 56 25 1,0540H7
L
x D
b (x 18,000 – 26,999)
x d
h6
cb (x 27,000 – 41,999)
KK
Fornitura: Supporti DaH® Zero con chiave di servizio, tirante e chiave di bloccaggio (R pagina 21). Testine vanno ordinati separatamente.
con adduzione interna del refrigeranteil porta alesatore viene consegnato preregolato con un errore max. di concentricità di 0.005 mm
Versione corta Versione lunga
per perCodice
d'ordinazioneCodice
d'ordinazione
Supporti DAH® Zero con codolo cilindrico secondo norma DIN 1835
Vite di regolazioneTirante

1
18
ABS®
X D X DH7 xs ABSX d
35,000 – 41,99935H7
75A.60.13050 110 32 0,4240H7
42,000 – 51,999 50H7 75A.60.13060 115 32 0,53
52,000 – 65,000 75A.60.13070 125 40 0,83
xs
x D
ABS
x d
X 35,000 – 65,000 mm
DIHART REAMAx® TS
K con adduzione interna del refrigerante
per perCodice d'ordinazione
Fornitura: Supporti ReaMax® TS con chiave di servizio, tirante e chiave di bloccaggio (R pagina 21). Testine vanno ordinati separatamente.
Supporti con attacco ABS®
Tirante
Brevetti depositati

1
2
3
4
5
6
7
8
19
L
b
Da
H81
x D
X 42,000 – 65,000 mm
X D X DH7 L b DAH L b DAH
42,000 – 51,999 50H7 75A.30.13060 138 120 81 0,9 75A.30.15060 238 220 81 1,5
52,000 – 65,000 75A.30.13070 138 120 81 1,0 75A.30.15070 238 220 81 2,0
DIHART REAMAx® TS
K
Supporti con attacco DAH®
Fornitura: Supporti ReaMax® TS con chiave di servizio, tirante e chiave bloccaggio (R pagina 21). Testine vanno ordinati separatamente. Per adattatori DaH® vedere capitolo 7.
Tirante
con adduzione interna del refrigerante
Versione corta Versione lunga
per perCodice
d'ordinazioneCodice
d'ordinazione

1
20
DIHART REAMAx® TS
M18,000 – 19,999 1,5 Nm
20,000 – 21,999 2,5 Nm
22,000 – 26,999 4 Nm
27,000 – 34,999 5 Nm
35,000 – 41,999 6 Nm
42,000 – 51,999 10 Nm
52,000 – 65,000 13 Nm
5
6
1
2
3
1
2
3
1
2
3
4
Istruzioni per il montaggio
Coppia di serraggio M
Diametri
Pulire il cono e la faccia di contatto. Non deve essere presente grasso sulla superficie. Inserire il tirante 5 nella testina e bloccare con la chiave 6.
aprire il sistema di bloccaggio 2 con la chiave 3. Inserire la testina 1.
Chiudere il sistema di bloccaggio 2 con la chiave 3, con una coppia di serraggio come indicato dalla tabella. Dopo aver inserito la testina 1 questa andrà nella corretta posizione chiudendo il sistema di bloccaggio 2.
Quando si rimuove la testina 1 il sistema di bloccaggio 2 spinge la testina stessa verso l’esterno della propria sede rendendo molto semplice l’operazione: aprire il sistema di bloccaggio 2 con la chiave 3, rimuovere la testina 1.
Registrazione del diametro per recuperare l’usura del tagliente
anche le tolleranze molto strette fino alla classe IT4 possono essere mantenute mediante la registrazione del diametro con la chiave esagonale 4.
Brevetti depositati

1
2
3
4
5
6
7
8
21
DIHART REAMAx® TS
3 4 5 6
L
X D X DH7 L
18,000 – 19,999 18H7 8IP L05 01240 1,5 Nm SW 4 15E.30.10010 SW 5 18589 10005
20,000 – 21,999 20H7 SW 2,5 18050 10025 100 2,5 Nm SW 5 15E.30.10020 SW 5 18589 10005
22,000 – 26,999
22H7
SW 3 18050 10030 100 4 Nm SW 5 15E.30.10030 SW 6 18589 1000624H7
25H7
27,000 – 34,999
28H7
SW 3 18050 10030 100 5 Nm SW 8 15E.30.10040 SW 8 18589 1000830H7
32H7
35,000 – 41,99935H7
SW 3 18050 10030 100 6 Nm SW 6 15E.30.10050 SW 10 18589 1001040H7
42,000 – 51,999 50H7 SW 4 18050 10040 100 10 Nm SW 8 15E.30.10050 SW 10 18589 10010
52,000 – 65,000 SW 5 18050 10050 13 Nm SW 10 15E.30.10070 SW 13 18589 10013
1
2
Ricambi / Accessori
Chiave di servizio Chiave esagonale*
Tirante Chiave bloccaggio tirante
per perGrandezza Codice
d'ordinazioneCoppia di
serraggio MDim. chiave esagonale
Codice d'ordinazione
Dim. chiave esagonale
Codice d'ordinazione
Regolazione:
• Regolazionemillesimaledeitaglienti.
• Determinareilpuntopiùaltoruotandol’utensile.
• Ruotareilvitediregolazione1 usando la chiave esagonale , regolando la concentricità. Massimo scostamento 5 μm.
• Mettereincontrastolavitediregolazione2 opposta controllando che la posizione non cambi.
• Mettereintirolealtredueviti.
• Presettaretuttelequattroviticonconcentricitàinferiorea < 2 μm.
Nota bene:
• Allentarelevitidimassimo½rotazione.
• Maiusarel’adattatoresenzatestinafissataepoisoloquando le viti sono bloccate.
Istruzioni per l’impiego del DAH® Zero
* non incluso nella fornitura

1
2
22
DIHART REAMAx®
Nuova dimensione in alesatura ad elevate prestazioni
Più prestazione. Più flessibilità.Gli alesatori DIHART REAMAx® ad alta velocita‘ e con pluritaglienti garantiscono alte prestazioni e il vantaggio della intercambiabilita‘ delle testine.
- elevate prestazioni e precisione di lavorazione
- Lavorazione ad alta velocita‘ in assenza di vibrazioni
- esatta ripetibilita‘ delle quote in caso di sostituzione della testina
- ampia scelta delle qualita‘ di base e dei rivestimenti in combinazione ai diametri e alle geometrie di taglio
- Fornibile alla tolleranza richiesta in tempi brevi
- esatta ripetibilita‘ delle tolleranze di alesatura
- Perfetta intercambiabilita‘ delle testine
- Il sistema e‘ previsto con la lubrificazione interna direttamente sui taglienti e inoltre anche per il sistema MQL (lubrificazione minimale)
Massima ripetibilita‘ e precisione delle tolleranze
esempio di lavorazione con DIHaRT ReaMax® su acciao
Tolleranza
Dia
met
ro [m
m]
Numero di fori
Roto
ndita
[μm
]
Testina 1 Testina 2 Testina 3 Testina 4
Precisione di riposizionamento dell’alesatoreDIHaRT ReaMax®
Alesatori
La concezione modulare dell’alesatore e‘ composto da uno attacco con gambo cilindrico e una testina intercambiabile DIHaRT ReaMax®. Il sistema „cono – faccia" delle testine garantisce l‘esatta ripetibilita‘ di posizionamento e quindi la ripresa del lavoro senza ulteriori interruzioni.
1. Valore 2. Valore
3. Valore 4. Valore

1
2
3
4
5
6
7
8
23
DIHART REAMAx®
24 – 25
26
Ø 12,000 – 40,000 mm
27
28
29
VANTAGGI per voi:
Precisione garantita dalla qualità del sistema modulare
Massima stabilità su elevati sforzi per le lavorazioni di fori
Elevata ripetibilità dovuta alla struttura
Elevate prestazioni in lavorazione per la grande efficienza
Minima quantità di lubrificazione (MQL) ottimizzata per migliorare l’ambiente
Applicazioni:
- Tutti i tipi di materiali- Fori passanti e ciechi- 3xD e 5xD- elevate velocità – superiori a 300 m/min.- avanzamento – superiore a 2,4 mm/giro
Pagina
Scelta utensile
Testine intercambiabili
Supporti
Codolo cilindrico
Istruzioni per il montaggio
Ricambi / Accessori
Facile sostituzione della testina
Il sistema di bloccaggio comprende un tirante interno che porta la testina in battuta contro il cono - faccia del porta utensile garantendo tempi molto brevi di sostituzione e significanti vantaggi produttivi. Con gli alesatori DIHaRT ReaMax® il tempo di sostituzione non sarà più tempo di attesa.

1
2
24
DIHART REAMAx®P
1.0 m 500
St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
640.92 aSG05 DST 640.70 aSG05 TiN 640.93 aSG3000 DST 640.71 aSG3000 TiN 640.21 aSG3000 HM 640.21 aSG3000 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
640.92 aSG05 DST 640.70 aSG05 TiN 640.93 aSG3000 DST 640.71 aSG3000 TiN 640.21 aSG02 HM 640.21 aSG02 HM
2.1 < 500 9SMnPb28 / 1.0718 640.92 aSG05 DST 640.70 aSG05 TiN 640.93 aSG3000 DST 640.71 aSG3000 TiN 640.21 aSG3000 HM 640.21 aSG3000 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 640.92 aSG05 DST 640.71 aSG3000 TiN 640.93 aSG3000 DST 640.71 aSG3000 TiN 640.21 aSG3000 HM 640.21 aSG3000 HM
4.0 > 900 x6CrMo4 / 1.2341,
x165CrMoV12 / 1.2601 640.70 aSG0106 TiN 640.71 aSG0106 TiN 640.71 aSG0106 TiN 640.71 aSG0106 TiN 640.21 aSG0106 HM 640.21 aSG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114 640.21 aSG03 HM 640.21 aSG03 HM
M6.
0 m 600 x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.21 aSG0106 HM 640.21 aSG0106 HM
6.1 < 900 x8CrNb17 / 1.4511,
x10CrNiMoTi1810 / 1.4571 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.21 aSG0106 HM 640.21 aSG0106 HM
7.0 > 900 x10Cral7 / 1.4713,
x8CrS-38-18 / 1.4862 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.21 aSG0106 HM 640.21 aSG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.21 aSG3000 HM 640.21 aSG3000 HM
8.1 250 GG-NiCr202 / 0.6660 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.21 aSG3000 HM 640.21 aSG3000 HM
9.0 m 600 130 GGG-40 / 0.7040 640.93 aSG3000 DST 640.37 aSG3000 DBG-N 640.93 aSG3000 DST 640.37 aSG3000 DBG-N 640.21 aSG02 HM 640.21 aSG02 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
640.93 aSG3000 DST 640.37 aSG3000 DBG-N 640.93 aSG3000 DST 640.37 aSG3000 DBG-N 640.21 aSG3000 HM 640.21 aSG3000 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.8165 640.93 aSG3000 DST 640.37 aSG3000 DBG-N 640.93 aSG3000 DST 640.37 aSG3000 DBG-N 640.21 aSG3000 HM 640.21 aSG3000 HM
10.1 200 GGG-NiCr20-2 / 0.7661 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.21 aSG3000 HM 640.21 aSG3000 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,2 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.21 aSG3000 HM 640.21 aSG3000 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182 640.93 aSG3000 DST 640.71 aSG3000 TiN 640.93 aSG3000 DST 640.71 aSG3000 TiN 640.21 aSG0106 HM 640.21 aSG0106 HM
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.0060 640.71 aSG3000 TiN 640.71 aSG3000 TiN 640.71 aSG3000 TiN 640.71 aSG3000 TiN 640.21 aSG0106 HM 640.21 aSG0106 HM
13.0 60 alMg1 / 3.3315,
alMnCu / 3.0517 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.21 aSG02 HM 640.21 aSG02 HM
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.2373 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.21 aSG3000 HM 640.21 aSG3000 HM
14.0 100 G-alSi10Mg / 3.2381 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.21 aSG3000 HM 640.21 aSG3000 HM
H15
.0 1400 640.37 aSG0106 DBG-N 640.37 aSG0106 DBG-N
16.0 1800 640.37 aSG0106 DBG-N 640.37 aSG0106 DBG-N
Gru
ppo
mat
eria
le
Resi
sten
za R
m (N
/mm
²)
Dur
ezza
HB
Materialeesempio materialecodice materiale /DIN
acciai non legati
acciai non legati odebolmente legati
acciai al piombo
acciai non legati o debol-mente legati: resistente al calore, strutturale, tempra-to, acciai da nitrurazione e da utensili
acciai fortemente legati
HSS
super leghe: Inconel, Hastelloy, Nimonic, etc.
titanio, leghe di titanio
acciai inossidabili
acciai inossidabili
acciai inossidabili
ghisa grigia
ghisa grigia legata
ghisa sferoidale,grafitica, ferritica
ghisa sferoidale,grafitica, ferritica/perlitica
ghisa sferoidale,grafitica perliticasferoidale malleabile
ghisa sferoidaleghisa grafitica
ghisa vermicolare
leghe di rame, ottone, leghe al piombo bronzo, bronzo al piombo: taglio buono
leghe di rame, ottone, bronzo: taglio medio
leghe di alluminiolavorate
fusioni di leghe dimagnesio e di alluminio: contenuto di Si<10%
fusioni di leghe di alluminio: contenuto di Si>10%
acciai trattati < 45 HRC
acciai trattati > 45 HRC, m 55 HRC
Scelta utensile
Lavorazioni ad alte velocità
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Brevetto in corso a livello internazionale
Siamo in grado di soddisfare richieste inerenti ad utensili non a programma.

1
2
3
4
5
6
7
8
25
DIHART REAMAx®
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
640.92 aSG05 DST 640.70 aSG05 TiN 640.93 aSG3000 DST 640.71 aSG3000 TiN 640.21 aSG3000 HM 640.21 aSG3000 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
640.92 aSG05 DST 640.70 aSG05 TiN 640.93 aSG3000 DST 640.71 aSG3000 TiN 640.21 aSG02 HM 640.21 aSG02 HM
2.1 < 500 9SMnPb28 / 1.0718 640.92 aSG05 DST 640.70 aSG05 TiN 640.93 aSG3000 DST 640.71 aSG3000 TiN 640.21 aSG3000 HM 640.21 aSG3000 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 640.92 aSG05 DST 640.71 aSG3000 TiN 640.93 aSG3000 DST 640.71 aSG3000 TiN 640.21 aSG3000 HM 640.21 aSG3000 HM
4.0 > 900 x6CrMo4 / 1.2341,
x165CrMoV12 / 1.2601 640.70 aSG0106 TiN 640.71 aSG0106 TiN 640.71 aSG0106 TiN 640.71 aSG0106 TiN 640.21 aSG0106 HM 640.21 aSG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114 640.21 aSG03 HM 640.21 aSG03 HM
M6.
0 m 600 x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.21 aSG0106 HM 640.21 aSG0106 HM
6.1 < 900 x8CrNb17 / 1.4511,
x10CrNiMoTi1810 / 1.4571 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.21 aSG0106 HM 640.21 aSG0106 HM
7.0 > 900 x10Cral7 / 1.4713,
x8CrS-38-18 / 1.4862 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.49 aSG0106 DBF 640.21 aSG0106 HM 640.21 aSG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.21 aSG3000 HM 640.21 aSG3000 HM
8.1 250 GG-NiCr202 / 0.6660 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.21 aSG3000 HM 640.21 aSG3000 HM
9.0 m 600 130 GGG-40 / 0.7040 640.93 aSG3000 DST 640.37 aSG3000 DBG-N 640.93 aSG3000 DST 640.37 aSG3000 DBG-N 640.21 aSG02 HM 640.21 aSG02 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
640.93 aSG3000 DST 640.37 aSG3000 DBG-N 640.93 aSG3000 DST 640.37 aSG3000 DBG-N 640.21 aSG3000 HM 640.21 aSG3000 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.8165 640.93 aSG3000 DST 640.37 aSG3000 DBG-N 640.93 aSG3000 DST 640.37 aSG3000 DBG-N 640.21 aSG3000 HM 640.21 aSG3000 HM
10.1 200 GGG-NiCr20-2 / 0.7661 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.21 aSG3000 HM 640.21 aSG3000 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,2 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.37 aSG3000 DBG-N 640.21 aSG3000 HM 640.21 aSG3000 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182 640.93 aSG3000 DST 640.71 aSG3000 TiN 640.93 aSG3000 DST 640.71 aSG3000 TiN 640.21 aSG0106 HM 640.21 aSG0106 HM
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.0060 640.71 aSG3000 TiN 640.71 aSG3000 TiN 640.71 aSG3000 TiN 640.71 aSG3000 TiN 640.21 aSG0106 HM 640.21 aSG0106 HM
13.0 60 alMg1 / 3.3315,
alMnCu / 3.0517 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.21 aSG02 HM 640.21 aSG02 HM
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.2373 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.21 aSG3000 HM 640.21 aSG3000 HM
14.0 100 G-alSi10Mg / 3.2381 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.27 aSG0706 DBC 640.21 aSG3000 HM 640.21 aSG3000 HM
H15
.0 1400 640.37 aSG0106 DBG-N 640.37 aSG0106 DBG-N
16.0 1800 640.37 aSG0106 DBG-N 640.37 aSG0106 DBG-N
Scelta utensile
Lavorazioni ad alte velocità
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Lavorazione convenzionale con metallo duro
Codice Geometrie di taglio (aSG)
Materiale da taglio
Codice Geometrie di taglio (aSG)
Materiale da taglio
Importante: Vedere capitolo 8 per dettagli applicativi e informative di sicurezza !
Velocità di taglio e avanzamento vedi pag. 94 - 95.

1
2
26
DIHART REAMAx® X 12,000 – 40,000 mm
x x
x D
a
f
P M K N S H P M K N S H
640.20 640.21 HM §1) §1) §1) §1) §1) §1) §1) §1) §1) §1)
640.70 640.71 TiN $ $ §4) $ § $ §5) $640.36 640.37 DBG-N § $ $ § $640.48 640.49 DBF $ § $ $ §640.26 640.27 DBC § §640.92 640.93 DST § $3)
640.66 640.67 DJC $2)
X D X x a f~ ~ ~
12,000-15,999 xD – 2,5 9,0 0,5 6
16,000-21,999 xD – 3,0 9,0 0,5 6
22,000-25,999 xD – 3,0 9,0 0,5 8
26,000-32,000 xD – 4,0 9,0 0,5 8
32,001-40,000 xD – 4,0 9,0 0,5 8
DBG-N DSTP M K N S H P M K N S H P M K N S H
§ $ § $3) § $3)
$ § $
�������� �������� ������
X D X x a f~ ~ ~
15H7 12,5 9 0,5 6 640.37.15H7N 640.93.15H7N 640.93.15H7L
16H7 13 9 0,5 6 640.37.16H7N 640.93.16H7N 640.93.16H7L
18H7 15 9 0,5 6 640.37.18H7N 640.93.18H7N 640.93.18H7L
20H7 17 9 0,5 6 640.37.20H7N 640.93.20H7N 640.93.20H7L
22H7 19 9 0,5 6 640.37.22H7N 640.93.22H7N 640.93.22H7L
24H7 21 9 0,5 6 640.37.24H7N 640.93.24H7N 640.93.24H7L
25H7 22 9 0,5 8 640.37.25H7N 640.93.25H7N 640.93.25H7L
28H7 24 9 0,5 8 640.37.28H7N 640.93.28H7N 640.93.28H7L
30H7 26 9 0,5 8 640.37.30H7N 640.93.30H7N 640.93.30H7L
x D
a
K per fori passanti e ciechi Non usare il x 12,000 e 12,500 mm per la lavorazione di fori ciechi
Testine intercambiabili
Diametri in H7 – disponibile da stock!
Materiale da taglio / rivestimento
per materiale da lavorare
senza taglio interrotto
con taglio interrotto
Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG)per fori passanti
Numero di denti
Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione
1) Lavorazione convenzionale · 2) GJS (ghisa sferoidale) · 3) Gruppo materiale 12.0 · 4) Gruppo materiale 12.1 · 5) Gruppo materiale 12.0&12.1
Selezione testina – Opzioni!
Selezione: Materiale da taglio, materiale da lavorare, refrigerante
Mat
eria
le d
a ta
glio
/ r
ives
timen
to
per materiale da lavorare per materiale da lavorare
Codice d'ordin.
Codice d'ordin.
esempio applicazione: materiale St37, materiale da taglio DST, refrigerante centrale, foro senza taglio interrotto = Codice d'ordinazione 640.93
Selezione: Dimensioni
x minimo per la
sfacciatura
Numero di
denti
esempio applicazione: x del foro 21 mm
esempio di ordinazione: Cod. d'ordinazione 640.93 · x del foro 21 mm · Tolleranza del foro H6 · Materiale St37 o ASG3000 (Geometrie di taglio pag. 24-25)
per fori passanti
§ Campo di applicazione $ Campo di impiego limitato

1
2
3
4
5
6
7
8
27
X 12 – 40 mm
DIHART REAMAx®
L
x D
b
x d
h6
c
X D X DH7 L b c X d L b c X d
12,000 – 15,999 15H7 640.01.001 107 3×D 48 16 0,11 640.81.001 137 5×D 48 16 0,13
16,000 – 21,999
16H7
640.01.002 119 3×D 50 20 0,18 640.81.002 169 5×D 50 20 0,2318H7
20H7
22,000 – 25,999
22H7
640.01.003 140 3×D 56 25 0,34 640.81.003 196 5×D 56 25 0,4424H7
25H7
26,000 – 32,00028H7
640.01.005 160 3×D 56 25 0,46 640.81.005 226 5×D 56 25 0,6530H7
32,001 – 40,000 640.01.006 199 3×D 60 32 0,86 640.81.006 270 5×D 60 32 1,13
KKK
Supporti con codolo cilindrico secondo norma DIN 1835
Fornitura: Supporti ReaMax® con ricambi / accessori (pagina 29). Testine vanno ordinati separatamente.
Versione corta Versione lunga
per perCodice
d'ordinazioneCodice
d'ordinazione
con adduzione interna del refrigeranteminima quantità di lubrificazione (MQL) adatto
non montare su calettamento a caldo
Brevetto in corso a livello internazionale

1
2
28
DIHART REAMAx®
12,000 – 15,999 4-5 Nm
16,000 – 21,999 6-7 Nm
22,000 – 25,999 10-12 Nm
26,000 – 32,000 18-20 Nm
32,001 – 40,000 26-28 Nm
M
5
5
3
3
3
Istruzioni per il montaggio
Coppia di serraggio M
Diametri
Pulire la parte conica e il piano di battuta (senza grasso).applicare del grasso sul filetto del tirante 5.
Inserire il tirante 5 all’interno della testina e del corpo.Importante: Per le grandezze 3,4 e 5, far combaciare i riferimenti per la corretta posizione del tirante.
Ruotare il tirante con la chiave esagonale. Prima di bloccarlo, ruotare la testina in senso orario per garantire l’appoggio sui piani di trascinamento. Per la corretta chiusura del sistema è opportuno usare una chiave dinamometrica applicando le specifiche coppie della tabella M.
Rimozione della testina:Svitare la vite di bloccaggio.Togliere il tirante dal corpo e dalla testina.
Inserire la chiave nella testina 3 e toglierla facendola routare
Brevetto in corso a livello internazionale

1
2
3
4
5
6
7
8
29
DIHART REAMAx®
3 4
L
X D X DH7
L L
12,000 – 15,999 15H7 SW 4 18050 10040 100 18050 20040 200 4-5 Nm SW 12 18589 00012
16,000 – 21,999
16H7
SW 5 18050 10050 100 18050 35050 350 6-7 Nm SW 14 18589 0001418H7
20H7
22,000 – 25,999
22H7
SW 7 18050 10070 100 18050 35070 350 10-12 Nm SW 19 18589 0001924H7
25H7
26,000 – 32,00028H7
SW 8 18050 10080 100 18050 35080 350 18-20 Nm SW 22 18589 0002230H7
32,001 – 40,000 SW 10 18050 20100 200 18050 35100 350 26-28 Nm SW 27 18589 00027
5 6 7 8
DIN 472
X D X DH7
12,000 – 15,999 15H7 640.03.001 55232 01010 640.04.001 640.84.001
16,000 – 21,999
16H7
640.03.002 55232 01210 640.04.002 640.84.00218H7
20H7
22,000 – 25,999
22H7
640.03.003 55232 01610 640.04.003 640.84.00324H7
25H7
26,000 – 32,00028H7
640.03.004 55232 01610 640.04.005 640.84.00530H7
32,001 – 40,000 640.03.005 55232 02210 640.04.006 640.84.006
5 6 7 8
Ricambi / Accessori
Chiave di servizio Chiave bloccaggio
per per Dimensione chiave
esagonale
Coppia di serraggio
M
Dimensione chiave
esagonaleVersione corta Versione lunga Codice
d'ordinazioneCodice d'ord. Codice d'ord.
Tirante anello Seeger Vite di bloccaggio Vite di bloccaggioVersione corta Versione lunga
per perCodice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione
Testine intercambiabili Supporti
Fornitura supporti REAMAx®: Chiave di servizio, chiave bloccaggio, tirante, anello Seeger e vite di bloccaggio.

1
2
3
30
DIHART Monomax®
DIHART Monomax®
Utensile monolitico DIHaRT® conosciuto come utensile integrale. Le richieste che sono state fatte nel corso dei decenni sono riferite in enorme numero di tipi e varianti. Questo programma di successo è stato completamente rivisto e standardizzato in produzione.
VANTAGGI per voi:
Costruiti per fori di piccole dimensioni Può essere registrato per ottenere tolleranze strette Elevata affidabilità nel processo di lavorazione Precisione nella preparazione dei diametri
Applicazioni:
- acciai non legati e debolmente legati- acciai inossidabili, refrattari e fortemente legati- Ghisa grigia e ghise sferoidali- Leghe di rame, ottone e bronzo- alluminio- Titanio, leghe di titanio, CGI e plasticha su richiesta
Versioni:
- Versione corta e lunga- Refrigerante laterale e centrale per usi migliori- Materiali da taglio, non rivestiti e rivestiti o DST- Diametri 5,600 – 25,899 mm

1
2
3
4
5
6
7
8
31
DIHART Monomax®
32 – 33
34 – 3536 – 37
38
Pagina
Scelta utensile
Monomax®
x 5,600 – 25,899 mmesecuzione corta con codolo cilindricoesecuzione lunga con codolo cilindricoesecuzione lunga con cono Morse

1
2
3
32
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
56J.9356R.93
aSG09 DST56J.7156R.71
aSG09 TiN56H.9356Q.93
aSG3000 DST56H.7156Q.71
aSG3000 TiN56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
56J.9356R.93
aSG09 DST56J.7156R.71
aSG09 TiN56H.9356Q.93
aSG3000 DST56H.7156Q.71
aSG3000 TiN56J.2156R.21
aSG02 HM56H.2156Q.21
aSG02 HM
2.1 < 500 9SMnPb28 / 1.0718
56J.9356R.93
aSG09 DST56J.7156R.71
aSG09 TiN56H.9356Q.93
aSG3000 DST56H.7156Q.71
aSG3000 TiN56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.122156J.9356R.93
aSG09 DST56J.7156R.71
aSG3000 TiN56H.9356Q.93
aSG3000 DST56H.7156Q.71
aSG3000 TiN56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
4.0 > 900 x6CrMo4 / 1.2341,
x165CrMoV12 / 1.260156J.7156R.71
aSG0106 TiN56J.7156R.71
aSG0106 TiN56H.7156Q.71
aSG0106 TiN56H.7156Q.71
aSG0106 TiN56J.2156R.21
aSG0106 HM56H.2156Q.21
aSG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114
56J.2156R.21
aSG03 HM56H.2156Q.21
aSG03 HM
M6.
0 m 600 x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401
56J.4756R.47
aSG0106 DBF56J.4756R.47
aSG0106 DBF56H.4756Q.47
aSG0106 DBF56H.4756Q.47
aSG0106 DBF56J.2156R.21
aSG0106 HM56H.2156Q.21
aSG0106 HM
6.1 < 900 x8CrNb17 / 1.4511,
x10CrNiMoTi1810 / 1.457156J.4756R.47
aSG0106 DBF56J.4756R.47
aSG0106 DBF56H.4756Q.47
aSG0106 DBF56H.4756Q.47
aSG0106 DBF56J.2156R.21
aSG0106 HM56H.2156Q.21
aSG0106 HM
7.0 > 900 x10Cral7 / 1.4713,
x8CrS-38-18 / 1.486256J.4756R.47
aSG0106 DBF56J.4756R.47
aSG0106 DBF56H.4756Q.47
aSG0106 DBF56H.4756Q.47
aSG0106 DBF56J.2156R.21
aSG0106 HM56H.2156Q.21
aSG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035
56J.3756R.37
aSG3000 DBG-N56J.3756R.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
8.1 250 GG-NiCr202 / 0.6660
56J.3756R.37
aSG3000 DBG-N56J.3756R.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
9.0 m 600 130 GGG-40 / 0.7040
56J.9356R.93
aSG3000 DST56J.3756R.37
aSG3000 DBG-N56H.9356Q.93
aSG3000 DST56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG02 HM56H.2156Q.21
aSG02 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
56J.9356R.93
aSG3000 DST56J.3756R.37
aSG3000 DBG-N56H.9356Q.93
aSG3000 DST56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.816556J.9356R.93
aSG3000 DST56J.3756R.37
aSG3000 DBG-N56H.9356Q.93
aSG3000 DST56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
10.1 200 GGG-NiCr20-2 / 0.7661
56J.3756R.37
aSG3000 DBG-N56J.3756R.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,256J.3756R.37
aSG3000 DBG-N56J.3756R.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182
56J.9356R.93
aSG3000 DST56J.7156R.71
aSG3000 TiN56H.9356Q.93
aSG3000 DST56H.7156Q.71
aSG3000 TiN56J.2156R.21
aSG0106 HM56H.2156Q.21
aSG0106 HM
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.006056J.7156R.71
aSG3000 TiN56J.7156R.71
aSG3000 TiN56H.7156Q.71
aSG3000 TiN56H.7156Q.71
aSG3000 TiN56J.2156R.21
aSG0106 HM56H.2156Q.21
aSG0106 HM
13.0 60 alMg1 / 3.3315,
alMnCu / 3.051756J.1756R.17
aSG0706 DBC56J.1756R.17
aSG0706 DBC56H.1756Q.17
aSG0706 DBC56H.1756Q.17
aSG0706 DBC56J.2156R.21
aSG02 HM56H.2156Q.21
aSG02 HM
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.237356J.1756R.17
aSG0706 DBC56J.1756R.17
aSG0706 DBC56H.1756Q.17
aSG0706 DBC56H.1756Q.17
aSG0706 DBC56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
14.0 100 G-alSi10Mg / 3.2381
56J.1756R.17
aSG0706 DBC56J.1756R.17
aSG0706 DBC56H.1756Q.17
aSG0706 DBC56H.1756Q.17
aSG0706 DBC56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
H15
.0 140056J.3756R.37
aSG0106 DBG-N56H.3756Q.37
aSG0106 DBG-N
16.0 1800
56J.3756R.37
aSG0106 DBG-N56H.3756Q.37
aSG0106 DBG-N
DIHART Monomax®
Gru
ppo
mat
eria
le
Resi
sten
za R
m (N
/mm
²)
Dur
ezza
HB
Materialeesempio materialecodice materiale /DIN
acciai non legati
acciai non legati odebolmente legati
acciai al piombo
acciai non legati o debol-mente legati: resistente al calore, strutturale, tempra-to, acciai da nitrurazione e da utensili
acciai fortemente legati
HSS
super leghe: Inconel, Hastelloy, Nimonic, etc.
titanio, leghe di titanio
acciai inossidabili
acciai inossidabili
acciai inossidabili
ghisa grigia
ghisa grigia legata
ghisa sferoidale,grafitica, ferritica
ghisa sferoidale,grafitica, ferritica/perlitica
ghisa sferoidale,grafitica perliticasferoidale malleabile
ghisa sferoidaleghisa grafitica
ghisa vermicolare
leghe di rame, ottone, leghe al piombo bronzo, bronzo al piombo: taglio buono
leghe di rame, ottone, bronzo: taglio medio
leghe di alluminiolavorate
fusioni di leghe dimagnesio e di alluminio: contenuto di Si<10%
fusioni di leghe di alluminio: contenuto di Si>10%
acciai trattati < 45 HRC
acciai trattati > 45 HRC, m 55 HRC
Scelta utensile
Lavorazioni ad alte velocità
Codicecortalunga
Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Codicecortalunga
Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Siamo in grado di soddisfare richieste inerenti ad utensili non a programma.

1
2
3
4
5
6
7
8
33
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
56J.9356R.93
aSG09 DST56J.7156R.71
aSG09 TiN56H.9356Q.93
aSG3000 DST56H.7156Q.71
aSG3000 TiN56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
56J.9356R.93
aSG09 DST56J.7156R.71
aSG09 TiN56H.9356Q.93
aSG3000 DST56H.7156Q.71
aSG3000 TiN56J.2156R.21
aSG02 HM56H.2156Q.21
aSG02 HM
2.1 < 500 9SMnPb28 / 1.0718
56J.9356R.93
aSG09 DST56J.7156R.71
aSG09 TiN56H.9356Q.93
aSG3000 DST56H.7156Q.71
aSG3000 TiN56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.122156J.9356R.93
aSG09 DST56J.7156R.71
aSG3000 TiN56H.9356Q.93
aSG3000 DST56H.7156Q.71
aSG3000 TiN56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
4.0 > 900 x6CrMo4 / 1.2341,
x165CrMoV12 / 1.260156J.7156R.71
aSG0106 TiN56J.7156R.71
aSG0106 TiN56H.7156Q.71
aSG0106 TiN56H.7156Q.71
aSG0106 TiN56J.2156R.21
aSG0106 HM56H.2156Q.21
aSG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114
56J.2156R.21
aSG03 HM56H.2156Q.21
aSG03 HM
M6.
0 m 600 x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401
56J.4756R.47
aSG0106 DBF56J.4756R.47
aSG0106 DBF56H.4756Q.47
aSG0106 DBF56H.4756Q.47
aSG0106 DBF56J.2156R.21
aSG0106 HM56H.2156Q.21
aSG0106 HM
6.1 < 900 x8CrNb17 / 1.4511,
x10CrNiMoTi1810 / 1.457156J.4756R.47
aSG0106 DBF56J.4756R.47
aSG0106 DBF56H.4756Q.47
aSG0106 DBF56H.4756Q.47
aSG0106 DBF56J.2156R.21
aSG0106 HM56H.2156Q.21
aSG0106 HM
7.0 > 900 x10Cral7 / 1.4713,
x8CrS-38-18 / 1.486256J.4756R.47
aSG0106 DBF56J.4756R.47
aSG0106 DBF56H.4756Q.47
aSG0106 DBF56H.4756Q.47
aSG0106 DBF56J.2156R.21
aSG0106 HM56H.2156Q.21
aSG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035
56J.3756R.37
aSG3000 DBG-N56J.3756R.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
8.1 250 GG-NiCr202 / 0.6660
56J.3756R.37
aSG3000 DBG-N56J.3756R.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
9.0 m 600 130 GGG-40 / 0.7040
56J.9356R.93
aSG3000 DST56J.3756R.37
aSG3000 DBG-N56H.9356Q.93
aSG3000 DST56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG02 HM56H.2156Q.21
aSG02 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
56J.9356R.93
aSG3000 DST56J.3756R.37
aSG3000 DBG-N56H.9356Q.93
aSG3000 DST56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.816556J.9356R.93
aSG3000 DST56J.3756R.37
aSG3000 DBG-N56H.9356Q.93
aSG3000 DST56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
10.1 200 GGG-NiCr20-2 / 0.7661
56J.3756R.37
aSG3000 DBG-N56J.3756R.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,256J.3756R.37
aSG3000 DBG-N56J.3756R.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56H.3756Q.37
aSG3000 DBG-N56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182
56J.9356R.93
aSG3000 DST56J.7156R.71
aSG3000 TiN56H.9356Q.93
aSG3000 DST56H.7156Q.71
aSG3000 TiN56J.2156R.21
aSG0106 HM56H.2156Q.21
aSG0106 HM
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.006056J.7156R.71
aSG3000 TiN56J.7156R.71
aSG3000 TiN56H.7156Q.71
aSG3000 TiN56H.7156Q.71
aSG3000 TiN56J.2156R.21
aSG0106 HM56H.2156Q.21
aSG0106 HM
13.0 60 alMg1 / 3.3315,
alMnCu / 3.051756J.1756R.17
aSG0706 DBC56J.1756R.17
aSG0706 DBC56H.1756Q.17
aSG0706 DBC56H.1756Q.17
aSG0706 DBC56J.2156R.21
aSG02 HM56H.2156Q.21
aSG02 HM
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.237356J.1756R.17
aSG0706 DBC56J.1756R.17
aSG0706 DBC56H.1756Q.17
aSG0706 DBC56H.1756Q.17
aSG0706 DBC56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
14.0 100 G-alSi10Mg / 3.2381
56J.1756R.17
aSG0706 DBC56J.1756R.17
aSG0706 DBC56H.1756Q.17
aSG0706 DBC56H.1756Q.17
aSG0706 DBC56J.2156R.21
aSG3000 HM56H.2156Q.21
aSG3000 HM
H15
.0 140056J.3756R.37
aSG0106 DBG-N56H.3756Q.37
aSG0106 DBG-N
16.0 1800
56J.3756R.37
aSG0106 DBG-N56H.3756Q.37
aSG0106 DBG-N
DIHART Monomax®
Scelta utensile
Lavorazioni ad alte velocità
Codicecortalunga
Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Codicecortalunga
Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Lavorazione convenzionale con metallo duro
Codicecortalunga
Geometrie di taglio (aSG)
Materiale da taglio
Codicecortalunga
Geometrie di taglio (aSG)
Materiale da taglio
Importante: Vedere capitolo 8 per dettagli applicativi e informative di sicurezza !
Velocità di taglio e avanzamento vedi pag. 94 - 95.

1
2
3
34
TiN DBG-N DBF DSTP M K N S H P M K N S H
$ $ $4) $ $ $ $4) $ $ $ $ § § §3) § §3)
§ $ $5) $ § $ $5) $ $ $ $ $ $ §
�������� ������
X D X d × c L b f a~ ~
6H7 12 × 45 85 40 0,1 9,5 4 56J.71.06H7N 56J.71.06H7L 56J.37.06H7N 56J.47.06H7N 56J.93.06H7N 56J.93.06H7L
8H7 12 × 45 85 40 0,1 9,5 4 56J.71.08H7N 56J.71.08H7L 56J.37.08H7N 56J.47.08H7N 56J.93.08H7N 56J.93.08H7L
10H7 12 × 45 95 50 0,1 9,5 6 56J.71.10H7N 56J.71.10H7L 56J.37.10H7N 56J.47.10H7N 56J.93.10H7N 56J.93.10H7L
12H7 12 × 45 95 50 0,1 9,5 6 56J.71.12H7N 56J.71.12H7L 56J.37.12H7N 56J.47.12H7N 56J.93.12H7N 56J.93.12H7L
14H7 12 × 45 95 50 0,1 9,5 6 56J.71.14H7N 56J.71.14H7L 56J.37.14H7N 56J.47.14H7N 56J.93.14H7N 56J.93.14H7L
15H7 12 × 45 95 50 0,1 9,5 6 56J.71.15H7N 56J.71.15H7L 56J.37.15H7N 56J.47.15H7N 56J.93.15H7N 56J.93.15H7L
16H7 16 × 50 100 50 0,1 9,5 6 56J.71.16H7N 56J.71.16H7L 56J.37.16H7N 56J.47.16H7N 56J.93.16H7N 56J.93.16H7L
18H7 16 × 50 100 50 0,1 9,5 6 56J.71.18H7N 56J.71.18H7L 56J.37.18H7N 56J.47.18H7N 56J.93.18H7N 56J.93.18H7L
20H7 20 × 60 120 60 0,1 9,5 6 56J.71.20H7N 56J.71.20H7L 56J.37.20H7N 56J.47.20H7N 56J.93.20H7N 56J.93.20H7L
X 5,600– 25,899 mmDIHART Monomax®
K
a
x D
L
b
f
x d
h6
c
Diametri in H7 – disponibile da stock!
Materiale da taglio / rivestimento
per materiale da lavorare
senza taglio interrotto
con taglio interrotto
Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG)per fori passanti
per fori passanti
Numero di denti
Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione
1) Lavorazione convenzionale · 2) GJS (ghisa sferoidale) · 3) Gruppo materiale 12.0 · 4) Gruppo materiale 12.1 · 5) Gruppo materiale 12.0&12.1
Esecuzione corta con codolo cilindrico secondo norma DIN 1835
con adduzione interna del refrigerante

1
2
3
4
5
6
7
8
35
TiN DBG-N DBF DSTP M K N S H P M K N S H P M K N S H P M K N S H
$ $ $4) $ $ $ $4) $ $ $ $ § § §3) § §3)
§ $ $5) $ § $ $5) $ $ $ $ $ $ §
�������� �������� �������� ������
X D X d × c L b f a~ ~
6H7 12 × 45 85 40 0,1 9,5 4 56J.71.06H7N 56J.71.06H7L 56J.37.06H7N 56J.47.06H7N 56J.93.06H7N 56J.93.06H7L
8H7 12 × 45 85 40 0,1 9,5 4 56J.71.08H7N 56J.71.08H7L 56J.37.08H7N 56J.47.08H7N 56J.93.08H7N 56J.93.08H7L
10H7 12 × 45 95 50 0,1 9,5 6 56J.71.10H7N 56J.71.10H7L 56J.37.10H7N 56J.47.10H7N 56J.93.10H7N 56J.93.10H7L
12H7 12 × 45 95 50 0,1 9,5 6 56J.71.12H7N 56J.71.12H7L 56J.37.12H7N 56J.47.12H7N 56J.93.12H7N 56J.93.12H7L
14H7 12 × 45 95 50 0,1 9,5 6 56J.71.14H7N 56J.71.14H7L 56J.37.14H7N 56J.47.14H7N 56J.93.14H7N 56J.93.14H7L
15H7 12 × 45 95 50 0,1 9,5 6 56J.71.15H7N 56J.71.15H7L 56J.37.15H7N 56J.47.15H7N 56J.93.15H7N 56J.93.15H7L
16H7 16 × 50 100 50 0,1 9,5 6 56J.71.16H7N 56J.71.16H7L 56J.37.16H7N 56J.47.16H7N 56J.93.16H7N 56J.93.16H7L
18H7 16 × 50 100 50 0,1 9,5 6 56J.71.18H7N 56J.71.18H7L 56J.37.18H7N 56J.47.18H7N 56J.93.18H7N 56J.93.18H7L
20H7 20 × 60 120 60 0,1 9,5 6 56J.71.20H7N 56J.71.20H7L 56J.37.20H7N 56J.47.20H7N 56J.93.20H7N 56J.93.20H7L
DIHART Monomax®
P M K N S H P M K N S H
56J.21 56H.21 HM §1) §1) §1) §1) §1) §1) §1) §1) §1) §1)
56J.71 56H.71 TiN $ $ $4) $ § $ $5) $56J.37 56H.37 DBG-N $ $ $ $ $56J.47 56H.47 DBF $ § $ $ §56J.17 56H.17 DBC § §56J.93 56H.93 DST § §3)
56J.67 56H.67 DJC $2)
X D Xd×c L b f a~ ~
5,600-8,899 12×45 85 40 0,1 9,5 4
8,900-15,899 12×45 95 50 0,1 9,5 6
15,900-18,899 16×50 100 50 0,1 9,5 6
18,900-25,899 20×60 120 60 0,1 9,5 6
18,900-25,899 20×60 200 140 0,1 9,5 6
Materiale da taglio / rivestimento
per materiale da lavorare
senza taglio interrotto
con taglio interrotto
Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG)per fori passanti
per fori passanti
Numero di denti
Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione
Esecuzione corta con codolo cilindrico secondo norma DIN 1835
Selezione alesatore – Opzioni!
Selezione: Materiale da taglio, materiale da lavorare, refrigerante
Mat
eria
le d
a ta
glio
/ r
ives
timen
to
per materiale da lavorare per materiale da lavorare
Codice d'ordin.
Codice d'ordin.
esempio applicazione: materiale St37, materiale da taglio DST, refrigerante centrale, foro senza taglio interrotto = Codice d'ordinazione 56H.93
Selezione: Dimensioni
Cod
olo
cilin
dric
o
Numero di
denti
esempio applicazione: x del foro 24 mm
esempio di ordinazione: Cod. d'ordinazione 56H.93 · x del foro 24 mm · Tolleranza del foro H6 · Materiale St37 o ASG09 (Geometrie di taglio pag. 32-33)
§ Campo di applicazione $ Campo di impiego limitato

1
2
3
36
TiN DBG-N DBF DSTP M K N S H P M K N S H
$ $ $4) $ $ $ $4) $ $ $ $ § § §3) § §3)
§ $ $5) $ § $ $5) $ $ $ $ $ $ §
�������� ������
X D X d × c L b f a~ ~
6H7 12 × 45 130 85 0,1 9,5 4 56R.71.06H7N 56R.71.06H7L 56R.37.06H7N 56R.47.06H7N 56R.93.06H7N 56R.93.06H7L
8H7 12 × 45 130 85 0,1 9,5 4 56R.71.08H7N 56R.71.08H7L 56R.37.08H7N 56R.47.08H7N 56R.93.08H7N 56R.93.08H7L
10H7 12 × 45 160 115 0,1 9,5 6 56R.71.10H7N 56R.71.10H7L 56R.37.10H7N 56R.47.10H7N 56R.93.10H7N 56R.93.10H7L
12H7 12 × 45 160 115 0,1 9,5 6 56R.71.12H7N 56R.71.12H7L 56R.37.12H7N 56R.47.12H7N 56R.93.12H7N 56R.93.12H7L
14H7 12 × 45 160 115 0,1 9,5 6 56R.71.14H7N 56R.71.14H7L 56R.37.14H7N 56R.47.14H7N 56R.93.14H7N 56R.93.14H7L
15H7 12 × 45 160 115 0,1 9,5 6 56R.71.15H7N 56R.71.15H7L 56R.37.15H7N 56R.47.15H7N 56R.93.15H7N 56R.93.15H7L
16H7 16 × 50 180 130 0,1 9,5 6 56R.71.16H7N 56R.71.16H7L 56R.37.16H7N 56R.47.16H7N 56R.93.16H7N 56R.93.16H7L
18H7 16 × 50 180 130 0,1 9,5 6 56R.71.18H7N 56R.71.18H7L 56R.37.18H7N 56R.47.18H7N 56R.93.18H7N 56R.93.18H7L
20H7 20 × 60 200 140 0,1 9,5 6 56R.71.20H7N 56R.71.20H7L 56R.37.20H7N 56R.47.20H7N 56R.93.20H7N 56R.93.20H7L
X 5,600– 25,899 mm
a
x D
L
b
f
x d
h6
c
DIHART Monomax®
K
Diametri in H7 – disponibile da stock!
Materiale da taglio / rivestimento
per materiale da lavorare
senza taglio interrotto
con taglio interrotto
Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG)per fori passanti
per fori passanti
Numero di denti
Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione
con adduzione interna del refrigerante
1) Lavorazione convenzionale · 2) GJS (ghisa sferoidale) · 3) Gruppo materiale 12.0 · 4) Gruppo materiale 12.1 · 5) Gruppo materiale 12.0&12.1
Esecuzione lunga con codolo cilindrico secondo norma DIN 1835

1
2
3
4
5
6
7
8
37
TiN DBG-N DBF DSTP M K N S H P M K N S H P M K N S H P M K N S H
$ $ $4) $ $ $ $4) $ $ $ $ § § §3) § §3)
§ $ $5) $ § $ $5) $ $ $ $ $ $ §
�������� �������� �������� ������
X D X d × c L b f a~ ~
6H7 12 × 45 130 85 0,1 9,5 4 56R.71.06H7N 56R.71.06H7L 56R.37.06H7N 56R.47.06H7N 56R.93.06H7N 56R.93.06H7L
8H7 12 × 45 130 85 0,1 9,5 4 56R.71.08H7N 56R.71.08H7L 56R.37.08H7N 56R.47.08H7N 56R.93.08H7N 56R.93.08H7L
10H7 12 × 45 160 115 0,1 9,5 6 56R.71.10H7N 56R.71.10H7L 56R.37.10H7N 56R.47.10H7N 56R.93.10H7N 56R.93.10H7L
12H7 12 × 45 160 115 0,1 9,5 6 56R.71.12H7N 56R.71.12H7L 56R.37.12H7N 56R.47.12H7N 56R.93.12H7N 56R.93.12H7L
14H7 12 × 45 160 115 0,1 9,5 6 56R.71.14H7N 56R.71.14H7L 56R.37.14H7N 56R.47.14H7N 56R.93.14H7N 56R.93.14H7L
15H7 12 × 45 160 115 0,1 9,5 6 56R.71.15H7N 56R.71.15H7L 56R.37.15H7N 56R.47.15H7N 56R.93.15H7N 56R.93.15H7L
16H7 16 × 50 180 130 0,1 9,5 6 56R.71.16H7N 56R.71.16H7L 56R.37.16H7N 56R.47.16H7N 56R.93.16H7N 56R.93.16H7L
18H7 16 × 50 180 130 0,1 9,5 6 56R.71.18H7N 56R.71.18H7L 56R.37.18H7N 56R.47.18H7N 56R.93.18H7N 56R.93.18H7L
20H7 20 × 60 200 140 0,1 9,5 6 56R.71.20H7N 56R.71.20H7L 56R.37.20H7N 56R.47.20H7N 56R.93.20H7N 56R.93.20H7L
P M K N S H P M K N S H
56R.21 56Q.21 HM §1) §1) §1) §1) §1) §1) §1) §1) §1) §1)
56R.71 56Q.71 TiN $ $ $4) $ § $ $5) $56R.37 56Q.37 DBG-N $ $ $ $ $56R.47 56Q.47 DBF $ § $ $ §56R.17 56Q.17 DBC § §56R.93 56Q.93 DST § §3)
56R.67 56Q.67 DJC $2)
X D Xd×c L b f a~ ~
5,600-8,899 12×45 130 85 0,1 9,5 4
8,900-9,899 12×45 130 85 0,1 9,5 6
9,900-15,899 12×45 160 115 0,1 9,5 6
15,900-18,899 16×50 180 130 0,1 9,5 6
18,900-25,899 20×60 200 140 0,1 9,5 6
DIHART Monomax®
Materiale da taglio / rivestimento
per materiale da lavorare
senza taglio interrotto
con taglio interrotto
Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG) Geometrie di taglio (aSG)per fori passanti
per fori passanti
Numero di denti
Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione Codice d'ordinazione
Selezione alesatore – Opzioni!
Selezione: Materiale da taglio, materiale da lavorare, refrigerante
Mat
eria
le d
a ta
glio
/ r
ives
timen
to
per materiale da lavorare per materiale da lavorare
Codice d'ordin.
Codice d'ordin.
esempio applicazione: materiale St37, materiale da taglio DST, refrigerante centrale, foro senza taglio interrotto = Codice d'ordinazione 56Q.93
Selezione: Dimensioni
Cod
olo
cilin
dric
o
Numero di
denti
esempio applicazione: x del foro 24 mm
esempio di ordinazione: Cod. d'ordinazione 56Q.93 · x del foro 24 mm · Tolleranza del foro H6 · Materiale St37 o ASG09 (Geometrie di taglio pag. 32-33)
Esecuzione lunga con codolo cilindrico secondo norma DIN 1835
§ Campo di applicazione $ Campo di impiego limitato

1
2
3
38
X 5,600 – 25,899 mm
a
x D
L
b
f
DIHART Monomax®
099.03.002
P M K N S H P M K N S H
56x.21 HM §1) §1) §1) §1) §1) §1) §1) §1) §1) §1)
X D MK L b a f~ ~
5,600-8,899 2 90 85 9,5 0,1 4
8,900-9,899 2 90 85 9,5 0,1 6
9,900-15,899 2 120 115 9,5 0,1 6
15,900-18,899 2 135 130 9,5 0,1 6
18,900-25,899 2 145 140 9,5 0,1 6
Esecuzione lunga con cono Morse a norma DIN 228 forma A
Fornitura: Monomax® completo di trascinatore.
K senza adduzione interna del refrigerante
TrascinatoreCodice d'ordinazione
Selezione alesatore – Opzioni!
Selezione: Materiale da taglio, materiale da lavorare
Mat
eria
le d
a ta
glio
/ r
ives
timen
to
per materiale da lavorare per materiale da lavorare
Codice d'ordin.
Codice d'ordin.
esempio applicazione: materiale GG25, materiale da taglio HM, foro senza taglio interrotto = Codice d'ordinazione 56x.21
Selezione: Dimensioni
cono Morse
Numero di
denti
esempio applicazione: x del foro 24 mm
esempio di ordinazione: Cod. d'ordinazione 56x.21 · x del foro 24 mm · Tolleranza del foro H6 · Materiale GG25 o ASG3000 (Geometrie di taglio pag. 32-33)
1) Lavorazione convenzionale · 2) GJS (ghisa sferoidale) · 3) Gruppo materiale 12.0 · 4) Gruppo materiale 12.1 · 5) Gruppo materiale 12.0&12.1
§ Campo di applicazione $ Campo di impiego limitato

1
2
3
4
5
6
7
8
39
DIHART Monomax®
Progetta il tuo utensile!
Non c’è soluzione nel programma standard? Non ci sono le dimensioni che cerchi?
easy Special cerca di creare la combinazione più ampia nella varietà di dimensioni.Scegli il tipo di alesatore, definire la lunghezza necessaria e scegliere il tipo di attacco desiderato.
alesatore Monomax® con lunghezza speciale e attacco cilindrico
alesatore Monomax® con adattatore registrabile DaH® / HSK
Esempio:

1
2
3
4
40
Hightech per diametri piccoli
Il programma DIHaRT® in metallo duro integrale, di alesatori multilama con diametro fra 1,400 fino a 12,700 mm è il completamento della serie di prodotti Reamax® (diametro 12,000 - 40,000 mm). Per questa gamma DIHaRT® offre una serie di alesatori integrali per lavorazioni ad alta velocità fino al x da 40 mm. Gli alesatori integrali vengono costruiti alla quota nomile richiesta.
VANTAGGI per voi:
Per alesature molto piccole Estremamente resistenti all’usura per una migliore lavorazione
Massime prestazioni garantite dalla geometria di taglio DIHART®
Lubrificazione interna per estendere la vita tagliente
Elica destra e sinistra per un controllo ottimale del truciolo
DIHART® Alesatori integrali

1
2
3
4
5
6
7
8
41
42 – 43
44
x 1,400 – 12,700 mm
45
x 4,800 – 12,700 mm
DIHART® Alesatori integrali Pagina
Scelta utensile
per fori ciechi
per fori passanti

1
2
3
4
42
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG07 TiN 526.19 aSG07 TiN 526.35 aSG0501 HM 526.15 aSG07 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG07 TiN 526.19 aSG07 TiN 526.35 aSG0501 HM 526.15 aSG02 HM
2.1 < 500 9SMnPb28 / 1.0718 526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG07 TiN 526.19 aSG07 TiN 526.35 aSG0501 HM 526.15 aSG07 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG07 TiN 526.19 aSG07 TiN 526.35 aSG0501 HM 526.15 aSG07 HM
4.0 > 900 x6CrMo4 / 1.2341,
x165CrMoV12 / 1.2601 526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG0106 TiN 526.19 aSG0106 TiN 526.35 aSG0501 HM 526.15 aSG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114 526.15 aSG0106 HM
M6.
0 m 600 x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401 526.36 aSG0501 DBF 526.36 aSG0501 DBF 526.16 aSG0106 DBF 526.16 aSG0106 DBF 526.35 aSG0501 HM 526.15 aSG0106 HM
6.1 < 900 x8CrNb17 / 1.4511,
x10CrNiMoTi1810 / 1.4571 526.36 aSG0501 DBF 526.36 aSG0501 DBF 526.16 aSG0106 DBF 526.16 aSG0106 DBF 526.35 aSG0501 HM 526.15 aSG0106 HM
7.0 > 900 x10Cral7 / 1.4713,
x8CrS-38-18 / 1.4862 526.36 aSG0501 DBF 526.36 aSG0501 DBF 526.16 aSG0106 DBF 526.16 aSG0106 DBF 526.35 aSG0501 HM 526.15 aSG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035 526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
8.1 250 GG-NiCr202 / 0.6660 526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
9.0 m 600 130 GGG-40 / 0.7040 526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.8165 526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
10.1 200 GGG-NiCr20-2 / 0.7661 526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,2 526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182 526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG07 TiN 526.19 aSG07 TiN 526.35 aSG0501 HM 526.15 aSG0106 HM
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.0060 526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG07 TiN 526.19 aSG07 TiN 526.35 aSG0501 HM 526.15 aSG0106 HM
13.0 60 alMg1 / 3.3315,
alMnCu / 3.0517 526.38 aSG0501 DBC 526.38 aSG0501 DBC 526.18 aSG0706 DBC 526.18 aSG0706 DBC 526.35 aSG0501 HM 526.15 aSG07 HM
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.2373 526.38 aSG0501 DBC 526.38 aSG0501 DBC 526.18 aSG0706 DBC 526.18 aSG0706 DBC 526.35 aSG0501 HM 526.15 aSG07 HM
14.0 100 G-alSi10Mg / 3.2381 526.38 aSG0501 DBC 526.38 aSG0501 DBC 526.18 aSG0706 DBC 526.18 aSG0706 DBC 526.35 aSG0501 HM 526.15 aSG07 HM
H15
.0 1400 526.37 aSG0501 DBG-N 526.17 aSG0106 DBG-N
16.0 1800 526.37 aSG0501 DBG-N 526.17 aSG0106 DBG-N
Gru
ppo
mat
eria
le
Resi
sten
za R
m (N
/mm
²)
Dur
ezza
HB
Materialeesempio materialecodice materiale /DIN
acciai non legati
acciai non legati odebolmente legati
acciai al piombo
acciai non legati o debol-mente legati: resistente al calore, strutturale, tempra-to, acciai da nitrurazione e da utensili
acciai fortemente legati
HSS
super leghe: Inconel, Hastelloy, Nimonic, etc.
titanio, leghe di titanio
acciai inossidabili
acciai inossidabili
acciai inossidabili
ghisa grigia
ghisa grigia legata
ghisa sferoidale,grafitica, ferritica
ghisa sferoidale,grafitica, ferritica/perlitica
ghisa sferoidale,grafitica perliticasferoidale malleabile
ghisa sferoidaleghisa grafitica
ghisa vermicolare
leghe di rame, ottone, leghe al piombo bronzo, bronzo al piombo: taglio buono
leghe di rame, ottone, bronzo: taglio medio
leghe di alluminiolavorate
fusioni di leghe dimagnesio e di alluminio: contenuto di Si<10%
fusioni di leghe di alluminio: contenuto di Si>10%
acciai trattati < 45 HRC
acciai trattati > 45 HRC, m 55 HRC
Scelta utensile
Lavorazioni ad alte velocità
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Siamo in grado di soddisfare richieste inerenti ad utensili non a programma.
DIHART® Alesatori integrali

1
2
3
4
5
6
7
8
43
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG07 TiN 526.19 aSG07 TiN 526.35 aSG0501 HM 526.15 aSG07 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG07 TiN 526.19 aSG07 TiN 526.35 aSG0501 HM 526.15 aSG02 HM
2.1 < 500 9SMnPb28 / 1.0718 526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG07 TiN 526.19 aSG07 TiN 526.35 aSG0501 HM 526.15 aSG07 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG07 TiN 526.19 aSG07 TiN 526.35 aSG0501 HM 526.15 aSG07 HM
4.0 > 900 x6CrMo4 / 1.2341,
x165CrMoV12 / 1.2601 526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG0106 TiN 526.19 aSG0106 TiN 526.35 aSG0501 HM 526.15 aSG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114 526.15 aSG0106 HM
M6.
0 m 600 x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401 526.36 aSG0501 DBF 526.36 aSG0501 DBF 526.16 aSG0106 DBF 526.16 aSG0106 DBF 526.35 aSG0501 HM 526.15 aSG0106 HM
6.1 < 900 x8CrNb17 / 1.4511,
x10CrNiMoTi1810 / 1.4571 526.36 aSG0501 DBF 526.36 aSG0501 DBF 526.16 aSG0106 DBF 526.16 aSG0106 DBF 526.35 aSG0501 HM 526.15 aSG0106 HM
7.0 > 900 x10Cral7 / 1.4713,
x8CrS-38-18 / 1.4862 526.36 aSG0501 DBF 526.36 aSG0501 DBF 526.16 aSG0106 DBF 526.16 aSG0106 DBF 526.35 aSG0501 HM 526.15 aSG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035 526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
8.1 250 GG-NiCr202 / 0.6660 526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
9.0 m 600 130 GGG-40 / 0.7040 526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.8165 526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
10.1 200 GGG-NiCr20-2 / 0.7661 526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,2 526.37 aSG0501 DBG-N 526.37 aSG0501 DBG-N 526.17 aSG07 DBG-N 526.17 aSG07 DBG-N 526.35 aSG0501 HM 526.15 aSG07 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182 526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG07 TiN 526.19 aSG07 TiN 526.35 aSG0501 HM 526.15 aSG0106 HM
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.0060 526.39 aSG0501 TiN 526.39 aSG0501 TiN 526.19 aSG07 TiN 526.19 aSG07 TiN 526.35 aSG0501 HM 526.15 aSG0106 HM
13.0 60 alMg1 / 3.3315,
alMnCu / 3.0517 526.38 aSG0501 DBC 526.38 aSG0501 DBC 526.18 aSG0706 DBC 526.18 aSG0706 DBC 526.35 aSG0501 HM 526.15 aSG07 HM
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.2373 526.38 aSG0501 DBC 526.38 aSG0501 DBC 526.18 aSG0706 DBC 526.18 aSG0706 DBC 526.35 aSG0501 HM 526.15 aSG07 HM
14.0 100 G-alSi10Mg / 3.2381 526.38 aSG0501 DBC 526.38 aSG0501 DBC 526.18 aSG0706 DBC 526.18 aSG0706 DBC 526.35 aSG0501 HM 526.15 aSG07 HM
H15
.0 1400 526.37 aSG0501 DBG-N 526.17 aSG0106 DBG-N
16.0 1800 526.37 aSG0501 DBG-N 526.17 aSG0106 DBG-N
Scelta utensile
Lavorazioni ad alte velocità
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Lavorazione convenzionale con metallo duro
Codice Geometrie di taglio (aSG)
Materiale da taglio
Codice Geometrie di taglio (aSG)
Materiale da taglio
DIHART® Alesatori integrali
Importante: Vedere capitolo 8 per dettagli applicativi e informative di sicurezza !
Velocità di taglio e avanzamento vedi pag. 94 - 95.

1
2
3
4
44
X 1,400 – 12,700 mm
a
x D
L
b
x d
h6
c
X D X d×c L b a~
1,400-2,759 3×28 48 20 6 4
2,760-3,159 3×28 48 20 8 4
3,160-4,159 4×28 54 26 8 4
4,160-4,799 6×36 74 38 8 4
4,800-6,159 6×36 74 38 12 4
6,160-6,799 8×36 91 55 12 4
6,800-7,159 8×36 91 55 16 4
7,160-8,159 8×36 91 55 16 6
8,160-8,699 10×40 103 63 16 6
8,700-10,159 10×40 103 63 20 6
10,160-10,599 12×45 118 73 20 6
10,600-12,159 12×45 118 73 24 6
12,160-12,700 14×45 132 87 28 6
X 1,400 – 4,159 ≥ X 4,160
P M K N S H
526.15 HM §1) §1) §1) §1) §1)
526.19 TiN § $ $2) $
526.17 DBG-N $ §
526.16 DBF $ §
526.18 DBC §
con codolo cilindrico DIN 6535 HA
per fori ciechi
K con e senza adduzione interna del refrigerante
DIHART® Alesatori integrali
Selezione alesatore – Opzioni!
Selezione: Materiale da taglio, materiale da lavorare, refrigerante
Mat
eria
le d
a ta
glio
/ r
ives
timen
to
per materiale da lavorare
Codice d'ordinazione
esempio applicazione: materiale GGG40, materiale da taglio DBF, refrigerante centrale, foro senza taglio interrotto = Codice d'ordinazione 526.16
esempio di ordinazione: Cod. d'ordinazione 526.16 · x del foro 5 mm · Tolleranza del foro H8 · Materiale GGG40 o ASG0501 (Geometrie di taglio pag. 42-43)
Selezione: Dimensioni
Cod
olo
cilin
dric
o
Numero di
denti
esempio applicazione: x del foro 5 mm
§ Campo di applicazione $ Campo di impiego limitato

1
2
3
4
5
6
7
8
45
X 4,800 – 12,700 mm
a
x D
L
b
x d
h6
c
X D X d×c L b a~
4,800-6,159 6×36 74 38 12 4
6,160-6,799 8×36 91 55 12 4
6,800-7,159 8×36 91 55 16 4
7,160-8,159 8×36 91 55 16 6
8,160-8,699 10×40 103 63 16 6
8,700-10,159 10×40 103 63 20 6
10,160-10,599 12×45 118 73 20 6
10,600-12,159 12×45 118 73 24 6
12,160-12,700 14×45 132 87 28 6
P M K N S H
526.35 HM §1) §1) §1) §1) §1)
526.39 TiN § $ $2) $
526.37 DBG-N $ §
526.36 DBF $ §
526.38 DBC §
con codolo cilindrico DIN 6535 HA
con adduzione interna del refrigerante K
per fori passanti
DIHART® Alesatori integrali
Selezione alesatore – Opzioni!
Selezione: Materiale da taglio, materiale da lavorare, refrigerante
Mat
eria
le d
a ta
glio
/ r
ives
timen
to
per materiale da lavorare
Codice d'ordinazione
esempio applicazione: materiale GGG40, materiale da taglio DBF, refrigerante centrale, foro senza taglio interrotto = Codice d'ordinazione 526.36
esempio di ordinazione: Cod. d'ordinazione 526.36 · x del foro 5 mm · Tolleranza del foro H8 · Materiale GGG40 o ASG0501 (Geometrie di taglio pag. 42-43)
Selezione: Dimensioni
Cod
olo
cilin
dric
o
Numero di
denti
esempio applicazione: x del foro 5 mm
1) Lavorazione convenzionale · 2) GJS (ghisa sferoidale) · 3) Gruppo materiale 12.0 · 4) Gruppo materiale 12.1 · 5) Gruppo materiale 12.0&12.1
§ Campo di applicazione $ Campo di impiego limitato

1
2
3
4
5
46
VANTAGGI per voi:
Lavorazione di diametri grossi Multi lama Modulare Compensazione dell’ usura attraverso una semplice regolazione
Diversi tipi di materiali da taglio e rivestimenti Può essere riaffilato e rigenerato per una economia di esercizio
Il sistema di corone è uno dei sistemi modulari di DIHaRT®.Queste corone hanno parti di appoggio che garantiscono la reazione alle forze di taglio. La figura interna della corona permette un’espansione omogenea del corpo per la registrazione della tolleranza sul diametro.
Le corone possono essere riaffilate per incrementare la vita utensile. Durante la riaffilatura la corona viene espansa e vengono ripresi di affilatura tutti i taglienti. La riaffilatura riporta la corona nelle stesse condizione di una corona nuova.
DIHART® Duomax Corone
VANTAGGI per voi:
Riposizionamento dei taglienti Per un ampia gamma di diametri Sistema modulare multi tagliente Compensazione dell’usura con un semplice aggiustamento
Diversi tipi di materiali da taglio e rivestimenti Elevata flessibilità
Abbiamo messo il nostro sapere e la nostra conoscenza nella generazione delle corone DIHART®, chiamandolo Duomax.
L’alesatore a corona della DIHaRT® per alesature di base e per fori passanti spesso è copiato per ridurre i costi effettivi. Questo è un sistema modulare multi tagliente con caratteristiche di facile reperibilità delle dimensioni sugli adattatori. Le caratteristiche che si ottengono sono quelle di avere un tempo ridotto di presettaggio e di controllo dei taglienti.
Questi inserti per alesatura hanno due taglienti effettivi. Questa tecnologia permette di azzerare i costi di riaffila-tura riducendo il costo utensile e il costo gestionale. Un aspetto importante del nuovo sistema è l’incremento della vita utensile e alla possibilità di poter lavorare più diametri contemporaneamente.
Di conseguenza la vita del corpo utensile aumenta non essendo più soggetta a stress termici. In aggiunta, è incre-mentata la precisione e la stabilità del corpo utensile grazie anche all’ottimizzazione della struttura.
Un ampia gamma di materiali da taglio e rivestimenti consentono di poter perfezionare le lavorazioni richieste e i diversi tipi di materiali da lavorare. In futuro la varietà dei rivestimenti saranno non concepibili su utensili saldobra-sati.
Tuttavia la scelta dei rivestimenti e dei materiali da taglio consentiranno di incrementare la produttività. La modifica di tolleranze e geometrie possono essere cambiate in tem-pi brevi con piccoli investimenti. Questo permette di essere pronti per le eventuali modifiche produttive o di nuovi prodotti con un nuovo ritmo.

1
2
3
4
5
6
7
8
47
48 – 51
Duomax 52
Ø 62 – 110 mm
53
Ø 60,60 – 110,59 mm
545556
57
Duomax 58 – 5960 – 61
DIHART® Corone Pagina
Scelta utensile
Corone
Supporti
Codolo cilindrico attacco DaH® attacco aBS®
Ricambi / Accessori
Istruzioni per il montaggio
Corone
Applicazioni:- 10 diametri da 60.60 a 110.59mm- Tolleranza dei fori da M IT5- Utilizzo su leghe, soluzioni per acciai,
acciai inossidabili, allumini e altri tipi di materiali

1
2
3
4
5
48
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
33G.93 aSG09 DST 33G.71 aSG09 TiN 33G.93 aSG3000 DST 33G.71 aSG3000 TiN 33G.21 aSG3000 HM 33G.21 aSG3000 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
33G.93 aSG09 DST 33G.71 aSG09 TiN 33G.93 aSG3000 DST 33G.71 aSG3000 TiN 33G.21 aSG02 HM 33G.21 aSG02 HM
2.1 < 500 9SMnPb28 / 1.0718 33G.93 aSG09 DST 33G.71 aSG09 TiN 33G.93 aSG3000 DST 33G.71 aSG3000 TiN 33G.21 aSG3000 HM 33G.21 aSG3000 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 33G.93 aSG09 DST 33G.71 aSG3000 TiN 33G.93 aSG3000 DST 33G.71 aSG3000 TiN 33G.21 aSG3000 HM 33G.21 aSG3000 HM
4.0 > 900 x6CrMo4 / 1.2341,
x165CrMoV12 / 1.2601 33G.71 aSG0106 TiN 33G.71 aSG0106 TiN 33G.71 aSG0106 TiN 33G.71 aSG0106 TiN 33G.21 aSG0106 HM 33G.21 aSG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114 33G.21 aSG03 HM 33G.21 aSG03 HM
M6.
0 m 600 x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.21 aSG0106 HM 33G.21 aSG0106 HM
6.1 < 900 x8CrNb17 / 1.4511,
x10CrNiMoTi1810 / 1.4571 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.21 aSG0106 HM 33G.21 aSG0106 HM
7.0 > 900 x10Cral7 / 1.4713,
x8CrS-38-18 / 1.4862 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.21 aSG0106 HM 33G.21 aSG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.21 aSG3000 HM 33G.21 aSG3000 HM
8.1 250 GG-NiCr202 / 0.6660 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.21 aSG3000 HM 33G.21 aSG3000 HM
9.0 m 600 130 GGG-40 / 0.7040 33G.93 aSG3000 DST 33G.47 aSG3000 DBF 33G.93 aSG3000 DST 33G.47 aSG3000 DBF 33G.21 aSG02 HM 33G.21 aSG02 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
33G.93 aSG3000 DST 33G.47 aSG3000 DBF 33G.93 aSG3000 DST 33G.47 aSG3000 DBF 33G.21 aSG3000 HM 33G.21 aSG3000 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.8165 33G.93 aSG3000 DST 33G.47 aSG3000 DBF 33G.93 aSG3000 DST 33G.47 aSG3000 DBF 33G.21 aSG3000 HM 33G.21 aSG3000 HM
10.1 200 GGG-NiCr20-2 / 0.7661 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.21 aSG3000 HM 33G.21 aSG3000 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,2 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.21 aSG3000 HM 33G.21 aSG3000 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182 33G.93 aSG3000 DST 33G.71 aSG3000 TiN 33G.93 aSG3000 DST 33G.71 aSG3000 TiN 33G.21 aSG0106 HM 33G.21 aSG0106 HM
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.0060 33G.71 aSG3000 TiN 33G.71 aSG3000 TiN 33G.71 aSG3000 TiN 33G.71 aSG3000 TiN 33G.21 aSG0106 HM 33G.21 aSG0106 HM
13.0 60 alMg1 / 3.3315,
alMnCu / 3.0517 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.21 aSG02 HM 33G.21 aSG02 HM
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.2373 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.21 aSG3000 HM 33G.21 aSG3000 HM
14.0 100 G-alSi10Mg / 3.2381 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.21 aSG3000 HM 33G.21 aSG3000 HM
H15
.0 1400
16.0 1800
DIHART® Duomax
Gru
ppo
mat
eria
le
Resi
sten
za R
m (N
/mm
²)
Dur
ezza
HB
Materialeesempio materialecodice materiale /DIN
acciai non legati
acciai non legati odebolmente legati
acciai al piombo
acciai non legati o debol-mente legati: resistente al calore, strutturale, tempra-to, acciai da nitrurazione e da utensili
acciai fortemente legati
HSS
super leghe: Inconel, Hastelloy, Nimonic, etc.
titanio, leghe di titanio
acciai inossidabili
acciai inossidabili
acciai inossidabili
ghisa grigia
ghisa grigia legata
ghisa sferoidale,grafitica, ferritica
ghisa sferoidale,grafitica, ferritica/perlitica
ghisa sferoidale,grafitica perliticasferoidale malleabile
ghisa sferoidaleghisa grafitica
ghisa vermicolare
leghe di rame, ottone, leghe al piombo bronzo, bronzo al piombo: taglio buono
leghe di rame, ottone, bronzo: taglio medio
leghe di alluminiolavorate
fusioni di leghe dimagnesio e di alluminio: contenuto di Si<10%
fusioni di leghe di alluminio: contenuto di Si>10%
acciai trattati < 45 HRC
acciai trattati > 45 HRC, m 55 HRC
Scelta utensile
Lavorazioni ad alte velocità
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Siamo in grado di soddisfare richieste inerenti ad utensili non a programma.

1
2
3
4
5
6
7
8
49
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
33G.93 aSG09 DST 33G.71 aSG09 TiN 33G.93 aSG3000 DST 33G.71 aSG3000 TiN 33G.21 aSG3000 HM 33G.21 aSG3000 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
33G.93 aSG09 DST 33G.71 aSG09 TiN 33G.93 aSG3000 DST 33G.71 aSG3000 TiN 33G.21 aSG02 HM 33G.21 aSG02 HM
2.1 < 500 9SMnPb28 / 1.0718 33G.93 aSG09 DST 33G.71 aSG09 TiN 33G.93 aSG3000 DST 33G.71 aSG3000 TiN 33G.21 aSG3000 HM 33G.21 aSG3000 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 33G.93 aSG09 DST 33G.71 aSG3000 TiN 33G.93 aSG3000 DST 33G.71 aSG3000 TiN 33G.21 aSG3000 HM 33G.21 aSG3000 HM
4.0 > 900 x6CrMo4 / 1.2341,
x165CrMoV12 / 1.2601 33G.71 aSG0106 TiN 33G.71 aSG0106 TiN 33G.71 aSG0106 TiN 33G.71 aSG0106 TiN 33G.21 aSG0106 HM 33G.21 aSG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114 33G.21 aSG03 HM 33G.21 aSG03 HM
M6.
0 m 600 x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.21 aSG0106 HM 33G.21 aSG0106 HM
6.1 < 900 x8CrNb17 / 1.4511,
x10CrNiMoTi1810 / 1.4571 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.21 aSG0106 HM 33G.21 aSG0106 HM
7.0 > 900 x10Cral7 / 1.4713,
x8CrS-38-18 / 1.4862 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.47 aSG0106 DBF 33G.21 aSG0106 HM 33G.21 aSG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.21 aSG3000 HM 33G.21 aSG3000 HM
8.1 250 GG-NiCr202 / 0.6660 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.21 aSG3000 HM 33G.21 aSG3000 HM
9.0 m 600 130 GGG-40 / 0.7040 33G.93 aSG3000 DST 33G.47 aSG3000 DBF 33G.93 aSG3000 DST 33G.47 aSG3000 DBF 33G.21 aSG02 HM 33G.21 aSG02 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
33G.93 aSG3000 DST 33G.47 aSG3000 DBF 33G.93 aSG3000 DST 33G.47 aSG3000 DBF 33G.21 aSG3000 HM 33G.21 aSG3000 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.8165 33G.93 aSG3000 DST 33G.47 aSG3000 DBF 33G.93 aSG3000 DST 33G.47 aSG3000 DBF 33G.21 aSG3000 HM 33G.21 aSG3000 HM
10.1 200 GGG-NiCr20-2 / 0.7661 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.21 aSG3000 HM 33G.21 aSG3000 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,2 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.37 aSG3000 DBG-N 33G.21 aSG3000 HM 33G.21 aSG3000 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182 33G.93 aSG3000 DST 33G.71 aSG3000 TiN 33G.93 aSG3000 DST 33G.71 aSG3000 TiN 33G.21 aSG0106 HM 33G.21 aSG0106 HM
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.0060 33G.71 aSG3000 TiN 33G.71 aSG3000 TiN 33G.71 aSG3000 TiN 33G.71 aSG3000 TiN 33G.21 aSG0106 HM 33G.21 aSG0106 HM
13.0 60 alMg1 / 3.3315,
alMnCu / 3.0517 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.21 aSG02 HM 33G.21 aSG02 HM
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.2373 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.21 aSG3000 HM 33G.21 aSG3000 HM
14.0 100 G-alSi10Mg / 3.2381 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.17 aSG0706 DBC 33G.21 aSG3000 HM 33G.21 aSG3000 HM
H15
.0 1400
16.0 1800
DIHART® Duomax
Scelta utensile
Lavorazioni ad alte velocità
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Lavorazione convenzionale con metallo duro
Codice Geometrie di taglio (aSG)
Materiale da taglio
Codice Geometrie di taglio (aSG)
Materiale da taglio
Importante: Vedere capitolo 8 per dettagli applicativi e informative di sicurezza !
Velocità di taglio e avanzamento vedi pag. 94 - 95.

1
2
3
4
5
50
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
300.45 aSG09 DST 300.05 aSG09 TiN 300.45 aSG3000 DST 300.05 aSG3000 TiN 300.25 aSG3000 HM 300.25 aSG3000 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
300.45 aSG09 DST 300.05 aSG09 TiN 300.45 aSG3000 DST 300.05 aSG3000 TiN 300.25 aSG02 HM 300.25 aSG02 HM
2.1 < 500 9SMnPb28 / 1.0718 300.45 aSG09 DST 300.05 aSG09 TiN 300.45 aSG3000 DST 300.05 aSG3000 TiN 300.25 aSG3000 HM 300.25 aSG3000 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 300.45 aSG09 DST 300.05 aSG3000 TiN 300.45 aSG3000 DST 300.05 aSG3000 TiN 300.25 aSG3000 HM 300.25 aSG3000 HM
4.0 > 900 x6CrMo4 / 1.2341,
x165CrMoV12 / 1.2601 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.25 aSG0106 HM 300.25 aSG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114 300.25 aSG03 HM 300.25 aSG03 HM
M6.
0 m 600 x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.25 aSG0106 HM 300.25 aSG0106 HM
6.1 < 900 x8CrNb17 / 1.4511,
x10CrNiMoTi1810 / 1.4571 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.25 aSG0106 HM 300.25 aSG0106 HM
7.0 > 900 x10Cral7 / 1.4713,
x8CrS-38-18 / 1.4862 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.25 aSG0106 HM 300.25 aSG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.25 aSG3000 HM 300.25 aSG3000 HM
8.1 250 GG-NiCr202 / 0.6660 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.25 aSG3000 HM 300.25 aSG3000 HM
9.0 m 600 130 GGG-40 / 0.7040 300.45 aSG3000 DST 300.07 aSG3000 DBG-N 300.45 aSG3000 DST 300.07 aSG3000 DBG-N 300.25 aSG02 HM 300.25 aSG02 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
300.45 aSG3000 DST 300.07 aSG3000 DBG-N 300.45 aSG3000 DST 300.07 aSG3000 DBG-N 300.25 aSG3000 HM 300.25 aSG3000 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.8165 300.45 aSG3000 DST 300.07 aSG3000 DBG-N 300.45 aSG3000 DST 300.07 aSG3000 DBG-N 300.25 aSG3000 HM 300.25 aSG3000 HM
10.1 200 GGG-NiCr20-2 / 0.7661 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.25 aSG3000 HM 300.25 aSG3000 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,2 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.25 aSG3000 HM 300.25 aSG3000 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182 300.45 aSG3000 DST 300.05 aSG3000 TiN 300.45 aSG3000 DST 300.05 aSG3000 TiN 300.25 aSG0106 HM 300.25 aSG0106 HM
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.0060 300.05 aSG3000 TiN 300.05 aSG3000 TiN 300.05 aSG3000 TiN 300.05 aSG3000 TiN 300.25 aSG0106 HM 300.25 aSG0106 HM
13.0 60 alMg1 / 3.3315,
alMnCu / 3.0517 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.25 aSG02 HM 300.25 aSG02 HM
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.2373 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.25 aSG3000 HM 300.25 aSG3000 HM
14.0 100 G-alSi10Mg / 3.2381 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.25 aSG3000 HM 300.25 aSG3000 HM
H15
.0 1400
16.0 1800
DIHART® Corone
Gru
ppo
mat
eria
le
Resi
sten
za R
m (N
/mm
²)
Dur
ezza
HB
Materialeesempio materialecodice materiale /DIN
acciai non legati
acciai non legati odebolmente legati
acciai al piombo
acciai non legati o debol-mente legati: resistente al calore, strutturale, tempra-to, acciai da nitrurazione e da utensili
acciai fortemente legati
HSS
super leghe: Inconel, Hastelloy, Nimonic, etc.
titanio, leghe di titanio
acciai inossidabili
acciai inossidabili
acciai inossidabili
ghisa grigia
ghisa grigia legata
ghisa sferoidale,grafitica, ferritica
ghisa sferoidale,grafitica, ferritica/perlitica
ghisa sferoidale,grafitica perliticasferoidale malleabile
ghisa sferoidaleghisa grafitica
ghisa vermicolare
leghe di rame, ottone, leghe al piombo bronzo, bronzo al piombo: taglio buono
leghe di rame, ottone, bronzo: taglio medio
leghe di alluminiolavorate
fusioni di leghe dimagnesio e di alluminio: contenuto di Si<10%
fusioni di leghe di alluminio: contenuto di Si>10%
acciai trattati < 45 HRC
acciai trattati > 45 HRC, m 55 HRC
Scelta utensile
Lavorazioni ad alte velocità
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Siamo in grado di soddisfare richieste inerenti ad utensili non a programma.

1
2
3
4
5
6
7
8
51
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
300.45 aSG09 DST 300.05 aSG09 TiN 300.45 aSG3000 DST 300.05 aSG3000 TiN 300.25 aSG3000 HM 300.25 aSG3000 HM
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
300.45 aSG09 DST 300.05 aSG09 TiN 300.45 aSG3000 DST 300.05 aSG3000 TiN 300.25 aSG02 HM 300.25 aSG02 HM
2.1 < 500 9SMnPb28 / 1.0718 300.45 aSG09 DST 300.05 aSG09 TiN 300.45 aSG3000 DST 300.05 aSG3000 TiN 300.25 aSG3000 HM 300.25 aSG3000 HM
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 300.45 aSG09 DST 300.05 aSG3000 TiN 300.45 aSG3000 DST 300.05 aSG3000 TiN 300.25 aSG3000 HM 300.25 aSG3000 HM
4.0 > 900 x6CrMo4 / 1.2341,
x165CrMoV12 / 1.2601 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.25 aSG0106 HM 300.25 aSG0106 HM
4.1
S5.
0 250 Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114 300.25 aSG03 HM 300.25 aSG03 HM
M6.
0 m 600 x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.25 aSG0106 HM 300.25 aSG0106 HM
6.1 < 900 x8CrNb17 / 1.4511,
x10CrNiMoTi1810 / 1.4571 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.25 aSG0106 HM 300.25 aSG0106 HM
7.0 > 900 x10Cral7 / 1.4713,
x8CrS-38-18 / 1.4862 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.05 aSG0106 TiN 300.25 aSG0106 HM 300.25 aSG0106 HM
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.25 aSG3000 HM 300.25 aSG3000 HM
8.1 250 GG-NiCr202 / 0.6660 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.25 aSG3000 HM 300.25 aSG3000 HM
9.0 m 600 130 GGG-40 / 0.7040 300.45 aSG3000 DST 300.07 aSG3000 DBG-N 300.45 aSG3000 DST 300.07 aSG3000 DBG-N 300.25 aSG02 HM 300.25 aSG02 HM
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
300.45 aSG3000 DST 300.07 aSG3000 DBG-N 300.45 aSG3000 DST 300.07 aSG3000 DBG-N 300.25 aSG3000 HM 300.25 aSG3000 HM
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.8165 300.45 aSG3000 DST 300.07 aSG3000 DBG-N 300.45 aSG3000 DST 300.07 aSG3000 DBG-N 300.25 aSG3000 HM 300.25 aSG3000 HM
10.1 200 GGG-NiCr20-2 / 0.7661 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.25 aSG3000 HM 300.25 aSG3000 HM
10.2 300 GGV Ti < 0,2
GGV Ti > 0,2 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.07 aSG3000 DBG-N 300.25 aSG3000 HM 300.25 aSG3000 HM
N12
.0 90 CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182 300.45 aSG3000 DST 300.05 aSG3000 TiN 300.45 aSG3000 DST 300.05 aSG3000 TiN 300.25 aSG0106 HM 300.25 aSG0106 HM
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.0060 300.05 aSG3000 TiN 300.05 aSG3000 TiN 300.05 aSG3000 TiN 300.05 aSG3000 TiN 300.25 aSG0106 HM 300.25 aSG0106 HM
13.0 60 alMg1 / 3.3315,
alMnCu / 3.0517 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.25 aSG02 HM 300.25 aSG02 HM
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.2373 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.25 aSG3000 HM 300.25 aSG3000 HM
14.0 100 G-alSi10Mg / 3.2381 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.17 aSG0706 DBC 300.25 aSG3000 HM 300.25 aSG3000 HM
H15
.0 1400
16.0 1800
DIHART® Corone
Scelta utensile
Lavorazioni ad alte velocità
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Codice Geometrie di taglio (aSG)
Materiale da taglio /
rivestimenti
Lavorazione convenzionale con metallo duro
Codice Geometrie di taglio (aSG)
Materiale da taglio
Codice Geometrie di taglio (aSG)
Materiale da taglio
Importante: Vedere capitolo 8 per dettagli applicativi e informative di sicurezza !
Velocità di taglio e avanzamento vedi pag. 94 - 95.

1
2
3
4
5
52
DIHART® Duomax X 62 – 110 mm
X D X D a l2~ ~
60,600 - 79,599
62 10,3 19,6 6
65 10,3 19,6 6
70 10,3 19,6 6
72 10,3 19,6 6
75 10,3 19,6 6
79,600 - 100,599
80 10,3 19,6 8
90 10,3 19,6 8
92 10,3 19,6 8
100 10,3 19,6 8100,600 - 110,599
110 10,3 19,6 10
N00 57710S3090-9IP
L05 033112,25 Nm
L05 007409IP
a
l2
x D
P M K N S H P M K N S H
33G.21 HM $1) $1) $1) $1) $1) $1) $1) $1) $1) $1)
33G.71 TiN $ $ $4) $ § $ $5) $33G.37 DBG-N $ § $ $ §33G.47 DBF $ § $ $ §33G.17 DBC § §33G.93 DST § $ $3)
33G.67 DJC $2)
33G.87 DJF $
Selezione corona – Opzioni!
Selezione: Dimensioni
Numero di denti
Disponi-bilità
esempio applicazione: x del foro 62 mm
esempio di ordinazione: Cod. d'ordinazione 33G.93 · x del foro 62 mm · Tolleranza del foro H7 · Materiale St37 o ASG3000 (Geometrie di taglio pag. 50-51).
Corone con tolleranze S8-E8
Ricambi, accessoriVite di
fissaggioChiave
dinamometricaInserto di ricambio
Cod. d'ordin. Cod. d'ordin. Cod. d'ordin.articolo articolo
Brevetto depositato
Selezione: Materiale da taglio, materiale da lavorare
Mat
eria
le d
a ta
glio
/ r
ives
timen
to
per materiale da lavorare per materiale da lavorare
Codice d'ordinazione
esempio applicazione: materiale St37, materiale da taglio DST = Codice d'ordinazione 33G.93
Comprendente: Corona Duomax completa di inserti montati e viti inserti. Per favore ordinare separatamente chiave dinamometrica di bloccaggio e lame di scorta.
§ Campo di applicazione $ Campo di impiego limitato

1
2
3
4
5
6
7
8
53
X 60,600 – 110,599 mm
a
l2
x x
x D
HM TiN
DBG-NDBF DBC
DSTDJC
X D X x a l2 l2~ ~ ~ ~
60,600 - 79,599
xD – 8,4 16,0 18,5 17,5 6
79,600 - 100,599
xD – 8,4 16,0 18,5 17,5 8
100,600 - 110,599
xD – 8,4 16,0 18,5 17,5 10
P M K N S H P M K N S H
300.25 HM $1) $1) $1) $1) $1) $1) $1) $1) $1) $1)
300.05 TiN $ $ $4) $ § $ $5) $300.07 DBG-N $ § $ $ §300.47 DBF $ § $ $ §300.17 DBC § §300.45 DST § $ $3)
300.08 DJC $2)
Le corone da diametro 17,60 – 60,59 mm e 110,60 – 300,59 mm sono a richiesta.
DIHART® Corone
Selezione corona – Opzioni!
esempio di ordinazione: Cod. d'ordinazione 300.45 · x del foro 70 mm · Tolleranza del foro H6 · Materiale St37 o ASG09 (Geometrie di taglio pag. 50-51).
Selezione: Dimensioni
x minimo per la
sfacciaturaNumero di denti
esempio applicazione: x del foro 70 mm
Selezione: Materiale da taglio, materiale da lavorare
Mat
eria
le d
a ta
glio
/ r
ives
timen
to
per materiale da lavorare per materiale da lavorare
Codice d'ordinazione
esempio applicazione: materiale St37, materiale da taglio DST = Codice d'ordinazione 300.45
1) Lavorazione convenzionale · 2) GJS (ghisa sferoidale) · 3) Gruppo materiale 12.0 · 4) Gruppo materiale 12.1 · 5) Gruppo materiale 12.0&12.1
§ Campo di applicazione $ Campo di impiego limitato

1
2
3
4
5
54
X 60,600 – 100,599 mm
DuomaxX D X D X d × c X e f L b L b
~60,600 – 70,599 62, 65, 70 32 × 60 37,0 1,5 513.76.008 513.81.008 166,5 105 1,78 514.76.008 514.81.008 298,5 237 2,90
70,600 – 79,599 72, 75 32 × 60 37,0 1,5 513.76.009 513.81.009 166,5 105 1,76 514.76.009 514.81.009 298,5 237 3,01
79,600 – 90,599 80, 90 40 × 70 53,2 1,5 513.76.010 513.81.010 176,5 105 3,13 514.76.010 514.81.010 311,5 240 4,90
90,600 – 100,599 92, 100 40 × 70 53,2 1,5 513.76.011 513.81.011 176,5 105 514.76.011 514.81.011 311,5 240 5,55
DuomaxX D X D X d × c X e f L b L b
~60,600 – 70,599 62, 65, 70 32 × 60 40,0 24,5 503.76.008 189,5 105 1,81 504.76.009 321,5 237 3,46
70,600 – 79,599 72, 75 32 × 60 40,0 24,5 503.76.009 189,5 105 2,00 504.76.010 321,5 237 3,87
79,600 – 90,599 80, 90 40 × 70 56,2 28,5 503.76.010 203,5 105 3,40 504.76.011 338,5 240 6,14
90,600 – 100,599 92, 100 40 × 70 56,2 28,5 503.76.011 203,5 105 6,14 504.76.012 338,5 240
L
b
x e
x D
f
x d
h6
c
L
b
x e
x D
f
x d
h6
c
KK
Duomax
Duomax
Fori ciechi Versione corta Versione lunga
per per Codolo cilindricoCorone
Codice d'ordin.
Codice d'ordin.
Codice d'ordin.
Codice d'ordin.
Fori passanti Versione corta Versione lunga
per per Codolo cilindricoCorone
Codice d'ordinazione
Codice d'ordinazione
Fornitura: adattatore completo (ricambi vedi pagina 57). Corone vanno ordinati separatamente.
per fori passanti
per fori ciechi
Adattatori con codolo cilindrico secondo norma DIN 1835
DIHART® Duomax Corone
con adduzione interna del refrigerantecodolo cilindrico con piano di bloccaggio a richiesta
Corone
Corone

1
2
3
4
5
6
7
8
55
X 60,600 – 110,599 mm
DuomaxX D X D DAH L b X e f DAH L b X e f
~ ~60,600 – 70,599 62, 65, 70 507.02.043 81 117 99 40,0 24,5 1,70
70,600 – 79,599 72, 75 507.02.044 81 117 99 40,0 24,5 1,90
60,600 – 70,599 62, 65, 70 507.02.008 115 121,5 96 40,0 24,5 2,50 517.76.008 517.81.008 115 145,5 120 37,0 1,5 2,52
70,600 – 79,599 72, 75 507.02.009 115 121,5 96 40,0 24,5 2,79 517.76.009 517.81.009 115 145,5 120 37,0 1,5 2,52
79,600 – 90,599 80, 90 507.02.010 115 121,5 96 56,2 28,5 3,80 517.76.010 517.81.010 115 155,5 130 53,2 1,5 3,95
90,600 – 100,599 92, 100 507.02.011 115 121,5 96 56,2 28,5 4,22 517.76.011 517.81.011 115 155,5 130 53,2 1,5 4,33
100,600 – 110,599 110 507.02.012 115 122,5 97 73,4 35,5 5,50
L
b
x e
x D
f
Da
H
L
b
x e
x D
f
Da
H
KK
Duomax
Duomax
Adattatori con attacco DAH®
Fori passanti Fori ciechi
per perCorone
Codice d'ordinazione
Codice d'ordinazione
Codice d'ordinazione
Fornitura: adattatore completo (ricambi vedi pagina 57). Corone vanno ordinati separatamente. attacchi DaH® vedi capitolo 7.
per fori passanti
per fori ciechi
DIHART® Duomax Corone
con adduzione interna del refrigerantealtri porta corone a richiesta
Corone
Corone

1
2
3
4
5
56
DuomaxX D X D ABS L b X e f ABS L b X e f
~ ~60,600 – 65,599 62 508.53.020 50 119 105 40,0 24,5 1,95 518.78.013 518.82.013 50 119 105 37,0 1,5 1,75
65,600 – 70,599 65, 70 508.53.021 63 125 105 40,0 24,5 2,33 518.78.014 518.82.014 63 125 105 37,0 1,5 2,15
70,600 – 79,599 72, 75 508.53.009 63 125 105 40,0 24,5 2,50 518.78.009 518.82.009 63 125 105 37,0 1,5 2,23
79,600 – 90,599 80, 90 508.53.010 63 125 105 56,2 28,5 3,55 518.78.010 518.82.010 63 125 105 53,2 1,5 3,29
90,600 – 100,599 92, 100 508.53.011 63 125 105 56,2 28,5 3,93 518.78.011 518.82.011 63 125 105 53,2 1,5 3,60
100,600 – 110,599 110 508.53.022 80 131,5106,5 73,4 35,5 6,21
L
b
x e
x D
f
AB
S
L
b
x e
x D
f
AB
S
X 60,600 – 100,599 mmKK
Duomax
Duomax
Supporti con attacco ABS®
Fornitura: Supporti completo (ricambi vedi pagina 57). Corone vanno ordinati separatamente. attacchi aBS® vedi catalogo "KomPass – Foratura, capitolo 5".
Fori passanti Fori ciechi
per perCorone
Codice d'ordinazione
Codice d'ordinazione
Codice d'ordinazione
Brevetti depositati
DIHART® Duomax Corone
con adduzione interna del refrigerantealtri porta corone a richiesta
per fori passanti
per fori ciechi
Corone
Corone

1
2
3
4
5
6
7
8
57
1 2 3
DuomaxX D X D
60,600 – 79,599 62, 65, 70, 72, 75 099.00.090 301.80.006 300.30.007
79,600 – 100,599 80, 90, 92, 100 099.00.092 301.80.007 300.30.008
100,600 – 110,599 110 099.00.095 306.20.001 300.30.008
1 2 3
1 2 3 4 5
x e
x e
DuomaxX D X D X e X e
60,600 – 70,599 62, 65, 70 510.15.008 350.23.002 350.14.002 510.45.007 37,0 510.55.007 37,0
70,600 – 79,599 72, 75 510.15.009 350.23.002 350.14.002 510.45.007 37,0 510.55.007 37,0
79,600 – 90,599 80, 90 510.15.010 350.23.003 350.14.003 510.45.008 53,2 510.55.008 53,2
90,600 – 100,599 92, 100 510.15.011 350.23.003 350.14.003 510.45.008 53,2 510.55.008 53,2
45 13 2
Duomax
Duomax
Ghiera anello conico Perno di trascinamento
per perCorone
Codice d'ordinazione
Codice d'ordinazione
Codice d'ordinazione
Ricambi / Accessori
Corone
adattatori
DIHART® Corone
Adattatori per fori ciechi
Distanziale Ghiera Preno Vite a testa conica Vite a testa conica
per perCorone
Codice d'ordinazione
Codice d'ordinazione
Codice d'ordinazione
Codice d'ordinazione
Codice d'ordinazione
adattatori
Adattatori per fori passanti
Corone

1
2
3
4
5
58
DIHART® Duomax
31
2
45
a
a
+
Indicato dalle frecce:Supefici da ingrassareLe superfici di contatto sul porta corone e sulla Duomax devono essere pulite e senza grasso
Istruzioni per il montaggio sul porta per fori passanti
Controllare che gli scarichi delle eliche coincidano con i fori di lubrificazione.
Posizionamento delle spine di trascinamento a destra della lettera a (il dente di misurazione è posizionato sulla lettera a ed è anche segnato sul supporto con un puntino). Prima di procedere alla regolazione del dia-metro corretto ruotare la Duomax in direzio ne opposta al senso di rotazione in lavoro, facendo appoggiare la parte interna contro le spine di trascinamento.
Regolare la corona al centro della tolleranza (filettatura in senso antiorario).
Il diametro può essere misurato soltanto sui bordi di taglio segnati (dente di misurazione a) per via di una posizione angolare diseguale!
Se il diametro è stato presettato troppo grande si deve rilasciare completamente la vite conica e ripresettare.
dente di misura-zione
dente di misurazione
Istruzioni per il montaggio inserto
Pulizia sedi inserto e inserti:: e’ necessario assicurarsi che le sedi inserto 3 e gli inserti siano assolutamente puliti. Occorre rimuovere anche la minima presenza di depositi di polvere con aria compressa!
Montaggio:• Tutte lesedi insertoegli insertisonomarcaticonuna
lettera 1. Questo assicura il corretto posizionamento degli inserti.
• La corrispondenza della stessa lettera 2 riportata sull’inserto garantisce che l’inserto stesso sia posizionato correttamente nella propria sede.
• Chiuderelevitidibloccaggioinserto4 con chiave dinamo-metrica a 2.25 Nm (Codice viti: N00 57710, Codice chiave: L05 03311)

1
2
3
4
5
6
7
8
59
DIHART® Duomax
a
61 – 79 120 – 140 Nm
80 – 100 180 – 220 Nm
M
+
avvitare completamente la ghiera e montare il distanziale. Montare il Duomax con la vite conica. Dopo aver fissato la vite conica, controlla-re che ci sia spazio tra distanziale e Duomax. Stringere la vite conica secondo la tabella indice.
Posizionamento delle spine di trascinamento a destra della lettera a (il dente di misurazione è posizionato sulla lettera a ed è anche segnato sul supporto con un puntino). Prima di procedere alla regolazione del dia metro corretto ruotare la Duomax in direzio ne opposta al senso di rotazione in lavoro, facendo appoggiare la parte interna contro le spine di trascinamento.
Controllare che gli scarichi delle eliche coincidano con i fori di lubrifi-cazione. Regolare la Duomax al centro della tolleranza.
Il diametro può essere misurato soltanto sui bordi di taglio segnati (dente di misurazione a) per via di una posizione angolare diseguale! Se il diametro è stato presettato troppo grande si deve rilasciare com-pletamente la ghiera e ripresettare.
Istruzioni per il montaggio sul porta per per fori ciechi
Misurazione del diametro:Il dente di misurazione è posizionato alla lettera a ed è anche segnato sul supporto con un punto 5.
Attenzione: Il passo degli inserti è differenziato!• esistono solo due inserto esattamente a 180° fra loro e sono identificati
con la lettera a.• Rilevare la quota all’inizio del tagliente (il tagliente ha una rastremazione
sulla sua lunghezza che influisce sulla lettura della quota).• Evitaredidanneggiareilcorpodell’alesatoreelesed• Quandosigiral’inserto,occorrenuovamenteregolareildiametro.• Statoalmomentodellaconsegna:Duomaxconinsertimontati.
Coppia di serraggio M
Diametri
Indicato dalle frecce:Supefici da ingrassareLe superfici di contatto sul porta corone e sulla Duomax devono essere pulite e senza grasso
dente di misurazione a
dente di misurazione a

1
2
3
4
5
60
+
Istruzioni per il montaggio sul porta per fori passanti
Indicato dalle frecce:Supefici da ingrassareLe superfici di contatto sul porta corone e sulla corona devono essere pulite e senza grasso
Controllare che gli scarichi delle eliche coincidano con i fori di lubrificazione.
Regolare la corona al centro della tolleranza.
Il diametro presettato deve essere misurato solo sui taglienti contrapposti riconoscibili dalla marcatura.
Misura del diametro.
Se il diametro è stato presettato troppo grande si deve rilasciare completamente la vite conica e ripresettare.
La posizione delle spine di trascinamento son indicate in rosso.Prima di procedere alla regolazione del dia metro corretto ruotare la corona in direzio ne opposta al senso di rotazione in lavoro, facendo appoggiare la parte interna contro le spine di trascinamento.
DIHART® Corone
Dente (taglienti da misurare)
Dente (taglienti da misurare)

1
2
3
4
5
6
7
8
61
60 90 – 110 Nm
61 – 79 120 – 140 Nm
80 – 100 180 – 220 Nm
+
M
Istruzioni per il montaggio sul porta per per fori ciechi
Coppia di serraggio M
Diametri
avvitare completamente la ghiera e montare il distanziale. Montare la corona avvitando la vite a testa conica.Dopo avere avviato completamente la vite assicurarsi che ci sia spazio tra la corona e il distanziale. Bloccare la vite con coppia di serraggio come da tabella.
Controllare che gli scarichi delle eliche coincidano con i fori di lubrificazione.
Regolare la corona al centro della tolleranza.
Il diametro presettato deve essere misurato solo sui taglienti contrapposti riconoscibili dalla marcatura.
Misura del diametro.
Se il diametro è stato presettato troppo grande si deve rilasciare completamente la ghiera e ripresettare.
Dente (taglienti da misurare)
DIHART® Corone
Indicato dalle frecce:Supefici da ingrassareLe superfici di contatto sul porta corone e sulla corona devono essere pulite e senza grasso
La posizione delle spine di trascinamento son indicate in rosso.Prima di procedere alla regolazione del dia metro corretto ruotare la corona in direzio ne opposta al senso di rotazione in lavoro, facendo appoggiare la parte interna contro le spine di trascinamento.
Dente (taglienti da misurare)

1
2
3
4
5
6
62
DIHART® Alesatura con inserti intercambiabili
In collaborazione con gli specialisti KOMeT® sulle applicazioni, ovviamente è anche possibile progettare e realizzare versioni fisse, utensili a gradini individuali e diametri, combinabili con i diversi punti di taglio della gamma DIHaRT®.
Utensili di sistemaUtensili di alesatura con tecnologia piastra di taglio girevole. Possono essere combinati anche con altri sistemi di utensili, ad es. con ReaMax® TS.
Utensili a gradiniGli utensili a gradini disponibili come utensili speciali sono in versione fissa.
Utensile monoblocco fisso e regolabileGli utensili di alesatura sono disponibili con diametro minimo di 46 mm come utensili monoblocco con tecnologia piastre di taglio girevoli e in versione regolabile o fissa.
Gli utensili alesatori con piastra girevole sono disponibili su richiesta. Sono realizzati a seconda dell’applicazione come mono-utensili o come utensili di sistema modulare. Per mantenere al minimo le tolleranze, questi utensili vengono anche prodotti con possibilità di regolazione.
Gli utensili possono essere impiegati con diametro da 46 mm a uno o più gradini.

1
2
3
4
5
6
7
8
63
DIHART®
64 – 65
MicroSet System 66 – 69
70 – 71
Pagina
Alesatori ad inserto
Istruzioni per il montaggio
Istruzioni per il montaggio, Inviare la richiesta
Utensili speciali

1
2
3
4
5
6
64
1 μ
2 μ
3 μ
Alesatura con inserti intercambiabili
La tecnologia
L’impiego di questi rivoluzionari alesatori multitagliente garantisce il massimo della precisione e della funzionalità con il semplice riposizionamento degli inserti.
Ogni inserto ha due taglienti effettivi.Il set di inserti viene affilato direttamente sul corpo dell’alesatore nella loro sede specifica.
La posizione definitiva dei singoli taglienti viene determinata durante l’affilatura. Il tagliente di questi inserti ha le stesse caratterische e geometrie di tutti gli alesatori Dihart per garantire la qualità delle alesature. Varie tipologie di, geometrie, inserti e rivestimenti, per garantire la lavorabilità di qualsiasi tipo di materiale.
ampia scelta di materiali da taglio e tipi di rivestimento garantiscono la lavorazione di qualsiasi tipo di materiale.
VANTAGGI per voi:
Garanzia della tolleranza richiesta
Basso costo di gestione
Riduzione dei tempi di consegna
Massima flessibilità
Questa tecnologia può essere applicata su innumerevoli applicazioni speciali
Riduzione dei costi in caso di modifica della preparazione del tagliente
Possibilità di registrazione nel caso di tolleranze molto strette
DIHART® Alesatori ad inserto
Inserti con due taglienti effettivi
Gli inserti possono essere riposizionati nelle loro sedi, senza problemi di ripetibilità dei diametri, molto velocemente.
Con lo stesso set di inserti si hanno due taglienti effettivi riducendo in questo modo il tempo di presettaggio.
Precisione di riposizionamento insertoTaglio 1 – Taglio 2
InsertoConcentricità [μ]
Tagl
io 2
Tagl
io 1

1
2
3
4
5
6
7
8
65
a
4
3
12
5
6
DIHART® Alesatori ad inserto
Istruzioni per il montaggio
Pulizia sedi inserto e inserti:
e’ necessario assicurarsi che le sedi inserto 3 e gli inserti siano assolutamente puliti. Occorre rimuovere anche la minima presenza di depositi di polvere con aria compressa!
Montaggio:
• Tuttelesediinsertoegliinsertisonomarcaticonunalettera 1. Questo assicura il corretto posizionamento degli inserti.
• Lacorrispondenzadellastessalettera2 riportata sull’inserto garantisce che l’inserto stesso sia posizionato correttamente nella propria sede.
Chiudere le viti di bloccaggio inserto 4 con chiave dinamometrica a 2.5 Nm (Codice viti: N00 57710, Codice chiave: L05 00940)
Misurazione del diametro:
La misurazione del diametro deve essere eseguita in corrispondenza della sede indicata con a e sul proprio inserto sempre indicato con a. Se la misura risulta diversa da quella da ottenere , occorre agire sulla vite centrale di registrazione 5 senza mai allentarla completamente!
Attenzione!
• Ilpassodegliinsertièdifferenziato!
• Esistonosolodueinsertoesattamentea180°fraloro e sono identificati con la lettera a.
• Rilevarelaquotaall’iniziodeltagliente(iltagliente ha una rastremazione sulla sua lunghezza che influisce sulla lettura della quota).
• Evitaredidanneggiareilcorpodell’alesatoreelesedi.
• Quandoruotatel’insertoildiametrodeveessereripresettato se precedentemente il corpo è stato allargato con la vite di registrazione centrale.
Progetta il tuo utensile!
Noi controlleremo le Vostre specifiche per verificare la fattibilità e riceverete al piu’ presto una risposta.
Brevetto in corso a livello internazionale

1
2
3
4
5
6
66
DIHART® MicroSet System
VANTAGGI per voi:
Massima flessibilità
Riduzione dei costi di magazzino grazie alla facile riposizione
Inserti disponibili da stock
Regolazione individuale degli inserti
Facile regolazione e sostituzione degli inserti
Alesatura con inserti regolabili
Il nuovo alesatore della DIHaRT® può essere consi-derato l’unico ad inserti intercambiabili in alternativa alle molteplici varianti presenti sul mercato. Questo alesatore offre massima flessibilità anche grazie ai multi taglienti, riducendo i costi di logistica nel pre-parare l’utensile anche grazie al prezzo favorevole dei semilavorati disponibili da stock.
I semilavorati degli inserti vengono fissati nella loro sede inserto e rettificati a misura . I fori eseguiti possono avere tolleranze da M IT5. La misura rilevata è condizionata dalle due misure di blocchi.
Vengono utilizzati solo 14 inserti nel range da 40 a 140mm. Massima flessibilità in termini del campo applicativo, disponibilità di diversi tipi di materiali da taglio e rivestimenti, in quanto spesso i componenti, le tolleranze, i volumi, ecc…, spesso determinano la combinazione da utilizzare.
Applicazioni:- Range di diametri da 40 a 140mm- Tolleranze fori di M IT5- Per leghe di metalli, acciai, acciai inossidabili, allumini e
altri materiali.- La concezione dell’utensile può essere utilizzata su
utensili speciali e su multipli diametri
Precisione e produttività
Spesso quando la quantità dei pezzi è elevata e con strette tolleranze è richiesta, il sistema Dihart Microset da a voi diversi tipi di vantaggi: gli utensili possono essere registrati ogni volta. Quando l’alesatore deve essere regolato, gli inserti devono essere riposizionati nella propria sede per poter ottenere la corretta dimensione. Solo quando gli inserti sono usurati essi devono essere sostituiti.
Il sistema Microset consente di essere applicato anche su utensili speciali con differenti step di lavorazione. grazie alle possibili combinazioni l’utilizzatore può abbinare su diversi tipi di materiale e tolleranze.
Il sistema MicroSet utilizza può avere dei vantaggi su alcu-ne applicazioni richieste in confronto agli utensili brasati in PCD. La rigenerazione di un utensile in PCD, risulta avere elevati costi di riparazione.
Gli inserti standard pronti a stock ( in questo caso con placchetta in PCD ) possono incrementare la flessibilità del sistema, la produttività e la redditività dell’applicazione.
Nuovo: Lavorazione flessibile con l’utilizzo del sistema MicroSet grazie alla pos-sibile regolazione degli inserti in PCD
Prima: Buona lavorazione con utensili in PCD

1
2
3
4
5
6
7
8
67
DIHART® MicroSet System
VANTAGGI per voi:
Logistica semplificata grazie alle lame pronte a stock Possono essere utilizzate lame in CBN o in PKD per diversi tipi di lavorazione Facile regolazione delle lame grazie al sistema di controllo Soluzione possibile anche su utensili speciali combinati di fresatura e alesatura Regolazione semplice e intuitiva anche su dispositivo di preimpostazione elettronico

1
2
3
4
5
6
68
X D
= _
____
mm
b = _____ mm
x = _____ mm (max. 2×D)
xn DAH _____
x
n HSK _____DIN 69893 a
x DIN 69871 aD/B
x JIS B 6339 aD/B(MaS 403 BT)
DIHART® MicroSet SystemInviare la Richiesta Fax 0039-02 9844962
Progetta il tuo utensile!
Un sistema unico: Alesatura con inserti regolabili
Gli utensili possono essere costruiti per applicazioni specifiche, con 4 o 8 taglienti su un corpo base con rapporto L/D superiori
a 2×D.
Noi verifichiamo se le vostre specifiche sono compatibili con il programma.
Societa‘:
Divisione:
Telefono:
Fax:
Data:
Persona da contattare:
E-Mail:
Codice cliente:
Rivenditore:
Materiale da lavorare:
Condizioni di lavoro n fori passanti n fori ciechi
Lunghezza dell‘alesatura:
Taglio interrotto n si n no
Tolleranza:
Finitura richiesta:
Sovrametallo in alesatura in base ai X:
Tipo di inserto:
Attacco / Adattatore (tipo e grandezza)
n ISO _____
n ISO _____
altri adattatori a richiesta

1
2
3
4
5
6
7
8
69
DIHART® MicroSet SystemX 40 – 140 mm
DB
G-N
X D K
40,000 – 44,999 70W.37.01040A
§N00 57241S3070-8IP2,25 Nm
15F.00.30001L05 03311
8IP2,25 Nm
L05 00730 059.33.4154
45,000 – 49,999 70W.37.01045A50,000 – 54,999 70W.37.01050A55,000 – 59,999 70W.37.01055A60,000 – 64,999 70W.37.01060A65,000 – 69,999 70W.37.01065A70,000 – 74,999 70W.37.01070A75,000 – 79,999 70W.37.01075A80,000 – 89,999 70W.37.01080A90,000 – 99,999 70W.37.01090A
100,000 – 109,999 70W.37.01100A110,000 – 119,999 70W.37.01110A120,000 – 129,999 70W.37.01120A
130,000 – 140,000 70W.37.01130A
12
3456
1
127
2
3
68
48
4
5
6
Inserti Ricambi accessori Dispositivo di presettaggioVite Cuneo Chiave
dinamometricaInserto di ricambio
Codice d'ord. Codice d'ord. Codice d'ord. Codice d'ord. Codice d'ord. Codice d'ord.Articolo Articolo
Brevetto depositato
Parti di assemblaggio (Fig. 1)1 Inserto2 Vite inserto
Regolazione diametro nominale3 Regolazione cuneo, 4 Vite regolazione
Regolazione rastremazione5 Regolazione cuneo, 6 Vite regolazione
Fissaggio inserto:
Controllare che la sede inserto sia pulita. Inserire l’inserto 1 nella propria sede inserto e bloccarlo leggermente.
Utilizzare chiave TORx Plus® 7 (2,25 Nm) (Fig.2).
Riferimento dia. con dimensione “0” per la regolazione del diametro nominale e rastremazione (Fig.3), il diametro di regolazione è marcato sul corpo utensile.
Presettare il diametro nominale (Fig. 4) e la rastremazione (Fig. 5):Utilizzare una chiave esagonale 8 ( chiave a L SW2 ) per ruotare la vite a doppio effetto 4 fino a che l’inserto 1 è circa 10μm sotto il diametro nominale e circa 25μm sopra il diametro di riferimento.
Garantire la posizione corretta dell’inserto:Utilizzare chiave TORx Plus® 7 (2,25 Nm) per garantire il fissaggio corretto dell’inserto con la giusta coppia di fissaggio.
Regolazione finale del diametro di lavoro (Fig. 4) e rastremazione (Fig 5):Per bloccare l’inserto 1 e portarlo al diametro nominale di lavoro, utilizzare le viti a doppio effetto 4 e 6.
Utensile dopo il presettaggio (Fig 6).
1 line = 1 μ
Istruzioni per il montaggio

1
2
3
4
5
6
70
Utensili speciali DIHART®
VANTAGGI per voi:
Costruzione ottimizzata per la specifica applicazione
Riduzione dei tempi di lavorazione
Suggerimenti tecnici da parte del personale DIHART®
Utensili combinati per lavorazioni multiple Aumento della efficienza e della produttivita‘
La soluzione dello specifico problema applicativo del cliente, rappresenta la maggior area di competenza di DIHaRT®.
e‘ quasi impossibile affrontare le richieste solamente proponendo lo standard e per tolleranze molto strette, per valori di Ra particolari e lunghezze superiori allo standard occorre una analisi e lo studio di un alesatore speciale.
Con il questionario di pag. 100 di questo catalogo e‘ possibile richiedere una applicazione speciale.
esempi di applicazioni sono riportate nella sezione delle applicazioni speciali.
Soluzioni speciali e alesatori multi diametroAmpia gamma di applicazioni, bassi costi di lavorazione
Brevetto in corso a livello internazionale
esempio: Operazione di finitura sedi albero a camme su testa cilindri per auto in alSi9Cu3.
Richiesta: Semplificare il processo su macchinetransfer o centri di lavoro.
Applicazione speciale:Lavorazione sedi albero a camme
Soluzione: Usare il nuovo sistema riducendo la lavorazione in una sola stazione. Su di un centro di lavoro occorre usare un alesatore pilota con lame in PCD di lunghezza ridotta per lavorare il primo supporto. Usando questo come guida si lavorano gli altri con una alesatore con lame in PCD e lunghezza adeguata alla lavorazione. La sede ha un: x 26,045 H7.
Ora il processo è stato standardizzato sulla lavorazione di teste cilindri dell’industria automobilistica.
Parametri: vc = 220 m/min; f = 1080 mm/min.

1
2
3
4
5
6
7
8
71
Utensili speciali DIHART®
Con questi alesatori pluridiametro DIHaRT® ha ridotto i costi di lavorazione. L’ultima generazione di questi alesatori è caratterizzata da elevati parametri di velocità di taglio e di conseguenza un elevato avanzamento. Studiati specificatamente per le applicazioni richieste garantiscono la stabilità dimensionali delle quote e una produttività elevata.
Alesatori pluridiametro
Gli alesatori pluridiametro e il sistema modulare di DIHaRT® aumentano le prestazioni degli alesatori. DIHaRT® aumentando il numero di diametri in lavorazione contemporaneamente ha ridotto notevolmente i costi di produzione.
Utensili speciali
Impiego di tecnologia avanzata Progettazione di alesatori su applicazioni specifiche esperienza e tecnologia DIHaRT® applicazioni con referenze di risultati alesatori pluri lama per migliorare le prestazioni Riduzione dei costi di produzione

1
2
3
4
5
6
7
72
Gli attacchi DIHaRT® della serie DaH® sono dei sistemi di compensazione statici, i sistemi flottanti invece sono di tipo dinamico. Gli errori assiali e di concentricità vengono corretti con estrema semplicità.
L’impiego dei sistemi brevettati DaH® di DIHaRT®, permette di azzerare velocemente gli eventuali errori del mandrino macchina con precisione assoluta.
Con questi sistemi si puo’alesare fori con precisioni elevate anche con parametri di taglio elevati.
La qualità dei fori è subordinata alla qualità dell’alesatore ma anche alla perfetta concentricità di rotazione e alla rigidità del sistema di bloccaggio utensile.
Utilizzando i sistemi DaH® si è in grado di ottenere valori di tolleranze IT4.
DIHART® Attacchi con compensazione

1
2
3
4
5
6
7
8
73
7474757677
78 – 79
80 – 81
82 – 83
DIHART® Attacchi con compensazione Pagina
Attacchi con compensazione DAH®
con attacco HSK-acon attacco aBS®con attacco conicoIstruzioni per il montaggioRicambi / accessori
Adattatori per DAH®
con adattatori a espansione idraulicacon attacco aBS®
Attacchi con compensazione DAH® 50 HS
per lavorazione ad alta velocita
Attacchi flottanti DPS
con attacco VDIcon codolo cilindrico
VANTAGGI per voi:
Sistemi di compensazione per concentricità di 0.002 mm
Sistema molto semplice da registrare
Ottimo per macchine ad alta velocità
Disegnato per avere il refrigerante interno
La concentricità in rotazione permette di allungare la vita utensile

1
2
3
4
5
6
7
74
HSK-A
DAHX d1 HSK-A X d2 l1 l2
545.07.011 63 63 50 66 12 1,47
545.07.002 81 40 65 52 12 0,97
545.07.003 81 50 65 66 12 1,39
545.07.004 81 63 65 66 12 1,78
545.07.009 81 80 65 76 12 2,62
545.07.010 81 100 65 76 12 3,58
545.07.005 115 80 100 76 16 1,75
545.07.006 115 100 100 79 16 5,18
l1
Da
H x
d1
l2
x d
2
ABS
DAHX d1 ABS X d2 l1 l2
545.00.001 81 40 65 50 12 0,90
545.00.003 81 50 65 50 12 1,45
545.00.002 115 63 100 54 16 2,75
l1
Da
H x
d1
l2
x d
2Fornitura: attacchi DaH® completo con viti di bloccaggio. DaH® Ricambi vedi pagina 77.
Codice d'ordinazione
con attacco HSK DIN 69893 A
con attacco ABS®K con adduzione interna del refrigerante
K con adduzione interna del refrigerante
Fornitura: attacchi DaH® completo con viti di bloccaggio. DaH® Ricambi vedi pagina 77.attacchi aBS® vedi catalogo "KomPass – Fornitura"
Codice d'ordinazione
DIHART DAH® Attacchi con compensazione
Brevetti depositati

1
2
3
4
5
6
7
8
75
JIS B 6339 AD/B
DAHX d1 SK X d2 l1 l2
545.77.011 63 40 50 59 12 1,55
545.77.001 81 40 65 59 12 1,79
545.77.003 81 50 65 70 12 4,68
545.77.004 115 50 100 88 16 6,60
l1
Da
H x
d1
l2
x d
2
DIN 69871 AD/B
DAHX d1 SK X d2 l1 l2
545.10.010 63 30 50 51 12 0,98
545.10.011 63 40 50 51 12 1,45
545.10.001 81 40 65 51 12 1,62
545.10.003 81 50 65 51 12 3,69
545.10.004 115 50 100 69 16 5,61
l1
Da
H x
d1
l2
x d
2
Codice d'ordinazione
Fornitura: attacchi DaH® completo con viti di bloccaggio. DaH® Ricambi vedi pagina 77.
con attacco conico JIS B 6339 AD/B (MAS 403 BT)con adduzione interna del refrigerante K
versione lunga a richiesta K
Codice d'ordinazione
con attacco conico DIN 69871 AD/Bcon adduzione interna del refrigerante K
versione lunga a richiesta K
Fornitura: attacchi DaH® completo con viti di bloccaggio. DaH® Ricambi vedi pagina 77.
DIHART DAH® Attacchi con compensazione

1
2
3
4
5
6
7
76
2
DaHx d1
63 7 – 9 Nm
81 7 – 9 Nm
115 25 – 35 Nm
M
4
2
Istruzioni per il montaggio
Pulire i piani di accoppiamentoDevono essere asciutti e senza tracce di grasso.
L‘adattatore DAH® deve essere azzerato dopo averlo montato sul mandrino della macchina utensile!
Trovare il punto piu’ alto in rotazione ( massimo errore di concentricità).Ruotare la vite di regolazione 4 sulla posizione del massimo errore.agendo sulla vite di regolazione 4 recuperare la meta‘ del valore indicato dal comparatore.Ripetere la stessa operazione fino a leggere un errore massimo di < 5 μ.
Posizionare il comparatore al centro della fascia di controllo.
Bloccare le citi di bloccaggio 2 ruotando la chiave in senso orario. Rispettare le coppie di serraggio M. Dopo la regolazione bloccare l’anello 1 con la vite di regolazione 4.
Chiudere senza serrare con forza le 6 viti di bloccaggio 2 (far fare solo pressione alle rondelle elastiche posizionate sotto le teste delle viti).
Coppia di serraggio M
Ripetere il controllo in rotazione dopo il bloccaggio. L‘errore deve essere ancora contenuto in < 5 µ
DIHART DAH® Attacchi con compensazione

1
2
3
4
5
6
7
8
77
1 2 3 4 5
DAHX d1
63 545.25.010 M5×22 545.26.001A 545.27.001 M8×6 545.28.001 M6×8 545.47.010
81 545.25.001 M5×22 545.26.001A 545.27.001 M8×6 545.28.001 M6×10 545.47.001
115 545.25.002 M8×30 545.26.002 545.27.002 M8×8 545.28.002 M8×10 545.47.002
Da
H x
d1
1 4 52 3
ABS
32 N00 17661
40 N00 17671
50 N00 17681
63 N00 17691
80 N00 17701
HSK-A
40 51391 00040 2× 52911 00751
50 51391 00050 2× 52911 00920
63 51391 000631× 52911 01025
1× 52911 01020
80 51391 00080 2× 52911 01320
100 51391 00100 2× 52911 01430
ABS
32 N00 15261
40 N00 15271
50 N00 15281
63 N00 15291
80 N00 15301
anello regolazione Viti di bloccaggio Rondelle elastiche Vite di regolazione Vite di regolazione
per
Codice d'ordinazione
articolo Codice d'ordinazione
Codice d'ordinazione
articolo Codice d'ordinazione
articolo Codice d'ordinazione
Ricambi / Accessori
Ricambi ABS® Ricambi HSK-A
Qualsiasi parte di ricambio è fornibile solo per la sostituzione di parti danneggiate. Ogni altro impiego non è consentito in quanto è coperto da brevetto. Fornitura set parti di ricambio
HSK-A: Comprende un tubicino, una ghiera e 2 o-ring.
Parte maschio aBS
Codice d'ordinazioneSet parti di ricambio 2
Set adduzione refrigerante HSK-a
Codice d'ordin. Codice d'ordin.Set parti di ricambio O-Ring
Parte femmina aBS
Codice d'ordinazioneSet parti di ricambio 1
DIHART DAH® Attacchi con compensazione

1
2
3
4
5
6
7
78
DAHX d X d1 X d2 L b c
545.62.004 12 63 24 70 52 35 – 45 0,43
545.62.015 16 81 34 75 57 39 – 49
545.62.016 20 81 37 75 57 41 – 51 0,78
545.62.017 25 81 50 110 92 46 – 56 1,43
545.62.018 32 81 60 115 97 51 – 61 1,72
c
x d
2
L
x d
ABS
ABS DAHX d X d1 L b
545.40.006 32 63 42 24
545.40.007 32 81 35 17
545.40.001 40 81 35 17 0,44
545.40.003 50 81 65 47 0,83
545.40.004 50 115 46 20,5 1,19
545.40.002 63 115 52 26,5 1,46
L
aBS
x d
Da
H x
d1
b
Da
H x
d1
b
Fornitura: attacchi DaH® completo. Pinze di riduzione vedi pagina 79.
Adattatori a espansione idraulica
Codice d'ordinazione
Adattatori a espansione idraulica per utensili con gambo cilindrico
per utensili con attacco ABS®K con adduzione interna del refrigerante
K con adduzione interna del refrigeranteK con registrazione esterna per il presetting in lunghezza
Fornitura: attacchi DaH® completo. Per altri attacchi aBS® vedi catalogo "KomPass – Fornitura"
Codice d'ordinazione
Adattatori per DIHART DAH® Attacchi con compensazione
Brevetti depositati

1
2
3
4
5
6
7
8
79
X d X d1 X d2 L1 L2
L01 14291 3
12 19 45 2 0,1
L01 14301 4
L01 14311 5
L01 14321 6
L01 14331 8
L01 14261 3
20 29 50,5 2 0,1
L01 14271 4
L01 14281 5
L01 14201 6
L01 14211 8
L01 14221 10
L01 14231 12
L01 14241 14
L01 14251 16
L01 14400 6
25 29 55 2 0,1
L01 14410 8
L01 14420 10
L01 14430 12
L01 14440 14
L01 14450 16
L01 14460 18
L01 14470 20
L01 14501 6
32 39 60,5 3 0,3
L01 14511 8
L01 14521 10
L01 14531 12
L01 14541 14
L01 14551 16
L01 14561 18
L01 14571 20
L01 14581 25
x d
1
x d
x d
2L1L2
DIHART® Pinze di riduzione
Pinze di riduzione
Codice d'ordinazione

1
2
3
4
5
6
7
80
In confronto alle soluzioni finora applicate, questo nuovo sistema di compensazione che è integrato nel corpo del mandrino idraulico DIHaRT®, consente di ridurre la lunghezza dell‘utensile non dovendo utilizzare un interfaccia
tra naso macchina e adattatore. Quattro viti di regolazione consentono una corretta regolazione della coassialità su alesatori plurilama in tempi estremamente brevi.
Bloccaggio utensile con sistema idraulico
Facile registrazione e risparmio di tempo grazie alla ghiera di regolazione con chiave esagonale
Sistema di registrazione1 ghiera di regolazione, 4 viti di registro
Vite di serraggio dell‘utensile
Lavorazione ad alta velocita – nelle migliori condizioni di impiego
VANTAGGI per voi:
Affermata tecnica di bloccaggio idraulico La precisione di coassialità in 1 micron garantisce uniformità di asportazione per tagliente
Semplicissimo sistema di regolazione Forma costruttiva compatta
Notevole diminuzione delle vibrazioni e di conseguenza una migliore finitura superficiale
Possibilità di bloccare qualsiasi dimensione dei gambi cilindrici mediante boccole di riduzione
Velocita di rotazione fino a 25.000 g/min Adatto per lubrificazione minimale (MQL)
Per garantire una corretta e precisa coassialità
Il adattore con compensazione DIHaRT DaH® 50 HS garantisce una coassialità ottimale degli utensili.
Infatti consente una regolazione della coassialità con precisione nel micron sui taglienti degli alesatori ed elimina gli eventuali errori di eccentricità del madrino macchina.
Con questo sistema si possono garantire condizioni per una produzione costante e affidabile nel tempo, restando sicuramente nel campo di tolleranza richiesto. La garanzia della coassialità inoltre aumenta notevolmente la durata dei taglienti.
Si migliora notevolmente la qualità delle superfici alesate, la geometria dei fori, la cilindricità e soprattutto nel caso di alesatori plurilama la precisione dimensionale viene notevolmente estesa nel tempo.
DIHART DAH® 50 HS Attacchi con compensazione
Il sistema di compensazione DIHART DAH® 50 HS è in grado di garantire la concentricità con precisione di 0.001 mm eliminando gli eventuali errori del mandrino macchina.
Semplice regolazione – con brevissiimi tempi di fermo macchina

1
2
3
4
5
6
7
8
81
DIHART DAH® 50 HS
L
x d
3
x d
2
HSK
x d
L
x d
3
x d
2
L
x d
3
x d
2
x d
1x
d1
x d
1HSK
HSKX d X d1 X d2 X d3 L L1 c
54B.10.00030 63 20 41 50 110 63,1 52,5 1,30
54B.10.00040 63 25 50,5 60,5 135 72,1 57 2,16
DIN 69871 AD
SK X d1 X d2 X d3 L L1 c
54B.90.00030 40 20 41 50 110 65 41 1,50
JIS B 6339 AD (MAS 403 BT)
BT X d1 X d2 X d3 L L1 c
54B.91.00030 40 20 41 50 115 69,1 41 1,70
c
c
c
SW4
SW4
SW4
L1
L1
L1
Fornitura: Attacchi DAH® 50 HS completo. Pinze di riduzione per campo di serraggio x 3 – 16 mm vedi pagina 79.
Codice d'ordinazione
con attacco HSKcon adduzione interna del refrigerante K
campo di serraggio x 3 – 20 mm K
Codice d'ordinazione
con attacco conico DIN 69871 AD/Bcon adduzione interna del refrigerante K
campo di serraggio x 3 – 20 mm K
Codice d'ordinazione
con attacco conico JIS B 6339 AD (MAS 403 BT)con adduzione interna del refrigerante K
campo di serraggio x 3 – 20 mm K

1
2
3
4
5
6
7
82
VDI
VDIX d X d1 X d2 X d3 l1 c
57B.49.00010 30 59 42 68 109 55 1,85 51200 00425 eR 25
57B.49.00020 40 59 42 83 109 63 2,60 51200 00425 eR 25
57B.49.00030 40 64 50 83 116 63 2,74 51200 00432 eR 32
57B.49.00040 50 64 50 98 116 78 3,60 51200 00432 eR 32
l1
x d
c
x d
3
x d
1
x d
2
l1
g
c
x d
h6
x d
1
x d
2
X dh6 X d1 X d2 l1 c g
57B.40.00010 25 59 42 84 60 G 1/4 1,11 51200 00425 eR 25
57B.40.00020 32 64 50 91 80 G 3/8 1,70 51200 00432 eR 32
57B.50.00010 25,4 (1") 59 42 84 60 G 1/4 1,03 51200 00425 eR 25
57B.50.00020 31,75 (1¼") 64 50 91 80 G 3/8 1,77 51200 00432 eR 32
Fornitura: attacchi DPS con ghiera. Pinze e anello di tenuta (pagina 83) vanno ordinati separatamente.
Ricambi accessori
Ghiera Pinze
Codice d'ordinazione
Codice d'ordinazione
Grandezza
con attacco VDI – DIN 69880
con codolo cilindrico secondo norma DIN 1835K per utensili staticiK con adduzione interna del refrigerante
K per utensili staticiK con adduzione interna del refrigerante
Fornitura: attacchi DPS con ghiera. Pinze e anello di tenuta (pagina 83) vanno ordinati separatamente.
Codolo cilindrico Ricambi accessori
Codolo cilindrico
Ghiera Pinze
Codice d'ordinazione
Codice d'ordinazione
Grandezza
K compensazione angolare 30' (non registrabile)K gioco radiale 0,08 mm (non registrabile)
K compensazione angolare 30' (non registrabile)K gioco radiale 0,08 mm (non registrabile)
DIHART® DPS Attacchi flottanti

1
2
3
4
5
6
7
8
83
ER 25
X d X d
4,00 – 3,01 A33 54000.04003,50 – 3,01 52806 25035
4,00 – 3,51 52806 25040
5,00 – 4,01 A33 54000.05004,50 – 4,01 52806 25045
5,00 – 4,51 52806 25050
6,00 – 5,01 A33 54000.06005,50 – 5,01 52806 25055
6,00 – 5,51 52806 25060
7,00 – 6,01 A33 54000.07006,50 – 6,01 52806 25065
7,00 – 6,51 52806 25070
8,00 – 7,01 A33 54000.08007,50 – 7,01 52806 25075
8,00 – 7,51 52806 25080
9,00 – 8,01 A33 54000.09008,50 – 8,01 52806 25085
9,00 – 8,51 52806 25090
10,00 – 9,01 A33 54000.10009,50 – 9,01 52806 25095
10,00 – 9,51 52806 25100
11,00 – 10,01 A33 54000.110010,50 – 10,01 52806 25105
11,00 – 10,51 52806 25110
12,00 – 11,01 A33 54000.120011,50 – 11,01 52806 25115
12,00 – 11,51 52806 25120
13,00 – 12,01 A33 54000.130012,50 – 12,01 52806 25125
13,00 – 12,51 52806 25130
14,00 – 13,01 A33 54000.140013,50 – 13,01 52806 25135
14,00 – 13,51 52806 25140
15,00 – 14,01 A33 54000.150014,50 – 14,01 52806 25145
15,00 – 14,51 52806 25150
16,00 – 15,01 A33 54000.160015,50 – 15,01 52806 25155
16,00 – 15,51 52806 25160
x d
ER 32
X d X d
4,00 – 3,01 A33 55000.04003,50 – 3,01 52806 32035
4,00 – 3,51 52806 32040
5,00 – 4,01 A33 55000.05004,50 – 4,01 52806 32045
5,00 – 4,51 52806 32050
6,00 – 5,01 A33 55000.06005,50 – 5,01 52806 32055
6,00 – 5,51 52806 32060
7,00 – 6,01 A33 55000.07006,50 – 6,01 52806 32065
7,00 – 6,51 52806 32070
8,00 – 7,01 A33 55000.08007,50 – 7,01 52806 32075
8,00 – 7,51 52806 32080
9,00 – 8,01 A33 55000.09008,50 – 8,01 52806 32085
9,00 – 8,51 52806 32090
10,00 – 9,01 A33 55000.10009,50 – 9,01 52806 32095
10,00 – 9,51 52806 32100
11,00 – 10,01 A33 55000.110010,50 – 10,01 52806 32105
11,00 – 10,51 52806 32110
12,00 – 11,01 A33 55000.120011,50 – 11,01 52806 32115
12,00 – 11,51 52806 32120
13,00 – 12,01 A33 55000.130012,50 – 12,01 52806 32125
13,00 – 12,51 52806 32130
14,00 – 13,01 A33 55000.140013,50 – 13,01 52806 32135
14,00 – 13,51 52806 32140
15,00 – 14,01 A33 55000.150014,50 – 14,01 52806 32145
15,00 – 14,51 52806 32150
16,00 – 15,01 A33 55000.160015,50 – 15,01 52806 32155
16,00 – 15,51 52806 32160
17,00 – 16,01 A33 55000.170016,50 – 16,01 52806 32165
17,00 – 16,51 52806 32170
18,00 – 17,01 A33 55000.180017,50 – 17,01 52806 32175
18,00 – 17,51 52806 32180
19,00 – 18,01 A33 55000.190018,50 – 18,01 52806 32185
19,00 – 18,51 52806 32190
20,00 – 19,01 A33 55000.200019,50 – 19,01 52806 32195
20,00 – 19,51 52806 32200
12
per DPS attacchi flottanti
Ghiera 1 anello di tenuta 2
Codice d'ordinazione
Codice d'ordinazione
Ghiera 1 anello di tenuta 2
Codice d'ordinazione
Codice d'ordinazione
DIHART® Pinze

1
2
3
4
5
6
7
8
8484
IDEEN-FABRIK+
Mentre si eseguono nei reparti di produzione i trucioli, le idee vengono dall’alto. Il nostro obiettivo è quello di dimostrare che il lavoro in KOMET è associato con nuove idee e ambizioni creative.
Con la IDEEN FABRIK+ e il programma dei seminari per i clienti e per i dipendenti noi dimostriamo di offrire a Voi un vantaggio competitivo nel mercato.
Potete chiederci la lista dei corsi.
L’azienda delle idee
Questo marchio riflette l’evoluzione di KOMET GROUP da un produttore di utensili a un produttore di soluzioni con esperienza nella ricerca di nuove tecnologie.La foratura, la barenatura, l’alesatura, la fresatura di filetti e le teste elettroniche sono il nostro fiore all’occhiello.
La nostra prerogativa è di offrire ai nostri clienti le soluzioni ideali per le loro lavorazioni.Su di un area di 2,500 m², noi abbiamo creato un ambiente moderno e funzionale per lo studio e la ricerca delle soluzioni più affidabili e tecnologiche da presentare ai nostri clienti. La IDEEN FABRIK+ non è stata ideata come parte separata dalla KOMET GROUP ma come integrazione dell’engineering e dai reparti di produzione.

1
2
3
4
5
6
7
8
85
86 – 8889
90 – 919293
94 – 95
969798
99 – 101
102 – 103
KOMET SERVICE® 104 – 108
110 – 111
DIHART® Informazioni Pagina
Informazioni
aSG – Geometrie di taglioRivestimenti / Materiale da taglioTolleranzaSuperficiControlloParametri di taglio
Note tecniche
Problemi R cause R soluzioniTipo di usuraSuggerimenti
Richieste, schede prova e reclamazione
Codice d'ordinazione alfanumerico
KOMET GROUP nel mondo
Soluzioni e progetti innovativi nel campo della foratura distinguono il KOMET GROUP nel mondo come leader nelle lavorazioni meccaniche.
Siamo riconosciuti dai nostri clienti per l’elevata qualità dei nostri utensili. Riconoscono le nostre idee attraverso le nostre soluzioni, ci siamo prefissati l'obiettivo di far emergere il valore aggiunto portando un valore aggiunto per I nostri clienti.
Noi lo chiamiamo TOOLS+IDEAS. E’ la nuova innovativa strategia con benefici permanenti e sostenuta per mezzo di migliori servizi.
La nostra IDEEN-FABRIK+ situata a Besigheim è il primo passo verso questa direzione.

1
2
3
4
5
6
7
8
86
ASG07 ������
ASG3000 ��������
DIHART® ASG3000
Geometria elica evacuazionetruciolo
Imbocco
diretta
diretta
VANTAGGI per voi:
Possibilità di lavorare materiali a truciolo lungo
Controllo truciolo
Trucioli corti e compatti
Nessun usura sul corpo in acciaio
Nessuna penetrazione di trucioli nei fori del lubrorefrigerante
ASG3000 – La nuova geometria rompitruciolo per REAMAx®, REAMAx® TS, Monomax® e corone.
Trucioli lunghi e di difficile controllo sono i principali problemi.
Spesso per risolvere questi problemi gli operatori intervengono manualmente e i risultati che si possono ottenere sono di scarsa affidabilità della lavorazione.
Gli specialisti DIHaRT® cercano quindi nuove soluzioni per risolvere questi tipi di problemi. e aSG3000 è uno di questi.
aggiungendo uno scarico il truciolo viene incanalato nel suo vano.
Su materiali a truciolo lungo, il controllo del truciolo i classici problemi di matasse. In aggiunta questi possono andare a intasare i fori del lubrorefrigerante e rovinare il corpo utensile.
Con questo tipo di geometria miglioriamo la lavorazione di alesatura, la qualità del foro eseguito e l’incremento della vita utensile comparata con la standard geometria aSG07.
La geometria aSG3000 è ora la prima scelta e andrà a sostituire l’esistente geometria aSG07.
NUOVO
ASG 3000

1
2
3
4
5
6
7
8
87
DIHART® ASG 3000
NUOVO
ASG 3000
Tagliente secondarioTagliente
principale
Spoglia primaria
Piano del tagliente
Fascia circolare
Spoglia secondaria
Spoglia inferiore

1
2
3
4
5
6
7
8
88
ASG0106��������
ASG02������
ASG03������
ASG0501 ��������
ASG3000 ��������
ASG0706��������
ASG09 ������
ASG07 ������
ASG0703��������
�������
ASG0704��������
��������
ASG09B �������
ASG1402 ��������
DIHART® ASG – Geometrie di taglio
Le geometrie di taglio ASG comprendono: •Imbocco•Fasciacilindricaesterna•Rastremazione•Spogliasuperiore•Spogliaprimariaesecondaria
Geometrie di taglio standard
Geometria elica evacuazionetruciolo
Imbocco
diretta
diretta
diretta
elica sinistra
diretta
diretta
diretta
Geometrie di taglio speciali
Geometria elicaevacuazione
trucioloDescrizione
Imbocco
diretta
diretta Taglio frontale
diretta
Taglio frontale,per meglio
determinare la posizione
direttaRompitruciolo< x 32 mm
direttaRompitruciolo> x 32 mm
Fascia circolare
Spoglia inferiore
Spoglia primaria
Spoglia secondaria
Tagliente secondario
Tagliente principale
Piano del tagliente

1
2
3
4
5
6
7
8
89
HM
DST
TiN
DBG-N
DBF
DBC
DJC
DJF
DIHART® Rivestimenti / Materiale da taglio
altri tipi di rivestimenti possono essere richiesti per applicazioni speciali.
Mat
eria
le d
a ta
gli
o
HM ha una base di micrograna, la quale ha caratteristiche di elevate resistenze all’usura dando buoni risul-tati durante la lavorazione.e‘ una qualita‘ molto indicata per essere rivestita e viene usata normalmente come base per gli alesatori rivestiti.
DST e‘ un materiale per alte velocita‘ di taglio nel campo dell‘alesatura. Il DST e‘ molto indicato per acciai non legati o mediamente legati con carichi di strappamento fino a 1200 N/mm². Il DST e‘ anche indicato per lavorazioni di ghise sferoidali.
Riv
esti
men
ti
Il TiN e‘ generalmente indicato per tutti i materiali. Ha una superficie molto liscia e favorisce lo scorrimento del truciolo. Per questo motivo garantisce un‘ ottima qualita‘ della superfice lavorata con una velocita‘ di taglio superiore al non rivestito.
Il DBG-N garantisce una notevole durezza superficiale. Inoltre ha una eccellente resistenza all‘usura grazie all‘ossido di alluminio. Questo permette di lavorare ad alta velocita‘ di taglio, anche in presenza di refrigerazione mista.
Il DBF è un rivestimento caratterizzato da un'elevatissima durezza ed un'elevata resistenza all'ossidazione: per questo motivo tale rivestimento risulta adatto per la lavorazione della ghisa. Grazie alla superficie particolarmente liscia, è anche possibile eseguire con successo lavorazioni su materiali inossidabili.
Il DBC è un rivestimento caratterizzato da un'elevatissima durezza ed una superficie molto liscia. È adatto per la lavorazione delle leghe di alluminio e rame.
Il DJC e‘ il DST rivestito DBG-N somma la resistenza all‘usura del DST alla resistenza all‘usura del DBG-N.Questo garantisce una elevata durata del tagliente anche in caso di velocita‘ di taglio elevate.
DJF è un rivestimento in alCrN su base DST particolarmente adatto su materiali quali ghise sferoidali.

1
2
3
4
5
6
7
8
90
DIHART® Tolleranza
Simboli e posizioni delle tolleranze DI EN ISO 1101
Simboli e posizioni delle tolleranze
Tipo ditolleranza
Simboli e caratteristiche delle tolleranze
esempio di schemi Descrizione area di tolleranza
Toll
eran
ze g
eom
etri
che
Rettilineitàdell’asse
L’asse del cilindro deve stare entro i 0.03 mm dal centro.
Rotonditàdi un cilindro, di un cono ecc.
Tutta la circonferenza di ogni sezione deve stare entro 0.02 mm di rotondità.
CilindricitàTutta la superficie deve stare entro due cilindri coassiali con spostamento max di 0.05 mm.
Toll
eran
ze d
i p
osi
zio
ne
Tolle
ran
ze d
irez
ion
ali
Parallelismodell’asse rispetto a un secondo asse
L’asse del diametro deve essere parallelo all’asse del foro a con tolleranza di 0.1 mm in direzione verticale e di 0.2 mm in direzione orizzontale.
Parallelismodi una superficie rispetto ad un piano di riferimento
Ogni 100 mm di lunghezza del piano deve stareentro 0.1 mm rispetto al piano opposto che viene considerato come piano di riferimento.
Posi
zio
ne
del
le t
olle
ran
ze
Posizione di una linea ,di un piano o di una superficie rispetto a punti di riferimento
L’asse del foro deve rimanere entro una tolleranza di posizione di 0.05 mm rispetto alle quote indicate nei riquadri.
Concentricitàrelativa a due assi paralleli di figure concentriche
La posizione dell’asse deve avere uno spostamento max. di 0.03 mm rispetto all’asse del cilindro di riferimento a.

1
2
3
4
5
6
7
8
91
IT 1 IT 2 IT 3 IT 4 IT 5 IT 6 IT 7 IT 8 IT 9 IT 10 IT 11 IT 12
1 – 3 mm 0,8 1,2 2 3 4 6 10 14 25 40 60 100
> 3 – 6 mm 1 1,5 2,5 4 5 8 12 18 30 48 75 120
> 6 – 10 mm 1 1,5 2,5 4 6 9 15 22 36 58 90 150
> 10 – 18 mm 1,2 2 3 5 8 11 18 27 43 70 110 180
> 18 – 30 mm 1,5 2,5 4 6 9 13 21 33 52 84 130 210
> 30 – 50 mm 1,5 2,5 4 7 11 16 25 39 62 100 160 250
> 50 – 80 mm 2 3 5 8 13 19 30 46 74 120 190 300
> 80 – 120 mm 2,5 4 6 10 15 22 35 54 87 140 220 350
> 120 – 180 mm 3,5 5 8 12 18 25 40 63 100 160 250 400
> 180 – 250 mm 4,5 7 10 14 20 29 46 72 115 185 290 460
> 250 – 315 mm 6 8 12 16 23 32 52 81 130 210 320 5201 / 2
T1 / 2
D1 / 2
D
T D
2 / 3 T
1 / 2 D
1 / 2 D
D
T
DIHART® Tolleranza
Tolleranze di costruzione degli alesatori DIHART®
Tolleranze di costruzione degli alesatori espansibili
Dimensione massima del foro
Dimensione minima del foro
Diametro minimo dell‘alesatore
Diametro massimo dell‘alesatore
T = Meta‘ tolleranza del foroD = Tolleranza di costruzione
Il diametro degli alesatori espansibili viene affilato a meta’ del campo di tolleranza del valore nominale. La registrazione di questi utensili consente la compensazione dell’ usura.
Tolleranze di costruzione degli alesatori fissi
La affilatura degli alesatori fissi viene effettuata ai due terzi del campo di tolleranza.
Dimensione massima del foro
Dimensione minima del foro
Diametro minimo dell‘alesatore
Diametro massimo dell‘alesatore
T = Meta‘ tolleranza del foroD = Tolleranza di costruzione
Classe di tolleranza IT DIN 7151
Classe di tolleranza IT (µm)
Dimensioni nominali

N11 N10 N9 N8 N7 N6 N5 N4 N3 N2 N1
25 12,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025
100 63 40 25 16 10 6,3 4 2,5 1,6 1 0,63 0,25
P1.
0 –
4.0
S5.
05.
1M
6.0
– 7.
0K
8.0
– 10
.2N
12.0
13.0
13.1
14.0
H15
.016
.0
1
2
3
4
5
6
7
8
92
DIHART® Superficie
Gradi di finitura ottenibili
Gru
ppo
mat
eria
le
Classe di finitura
Grado di finitura Ra
Uniformità della superficie Rz
acciai , leghe di acciaio, acciai bonificati,acciai con trattamento termico
super leghe: Inconel
titanio, leghe di titanio
acciai inossidabili,acciai cromati
ghisa grigia,grafitica, ferritica
ghisa grigia,grafitica perlitica
ghisa sferoidale,grafitica, ferritica
ghisa sferoidale,grafitica perlitica
rame e bronzo
leghe di alluminiolavorate
fusioni di leghe di alluminio: contenuto di Si< 10%
fusioni di leghe di alluminio: contenuto di Si>10%
acciai trattati < 45 HRC
acciai trattati > 45 HRC, m 55 HRC
altri valori di qualità superficiale a richiesta.
consigliabile limite ottenibile

1
2
3
4
5
6
7
8
93
180
º
DIHART® Controllo
Passo differenziato dei taglienti!Solo due taglienti sono esattamente contrapposti R Misurazione del tagliente.Siccome i taglenti sono rastremati occorre misurare stando molto vicini all‘imbocco.
Per il PCD occorre un lettore esterno. Non usare mai alcuno tipo di micrometro perche‘ potrebbe scheggiare il tagliente.
Come riconoscere i taglienti da misurare•Incisioneparallelaallalama•Numerodicodice•Bulinatura

1
2
3
4
5
6
7
8
94
HM
DS
T
TiN
DBG
-N
DB
F
DJC
DBC HM
DS
T
TiN
DBG
-N
DB
F
DJC
DBC < X 12 X 12 - 25 X 25 - 50 > X 50 < X 12 X 12 - 25 X 25 - 50 > X 50 X 4,8 - 12,7
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max min-max min-max min-max min-max min-max min-max min-max min-max min-max
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
6-10
100-200
60-140
100-200
6-10
80-160
60-120
80-160
0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,10-0,21 0,12-0,24 0,13-0,30 0,07-0,14
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
6-10
100-200
60-140
100-200
6-10
80-160
60-120
80-160
0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,10-0,21 0,12-0,24 0,13-0,30 0,07-0,14
2.1 < 500 9SMnPb28 / 1.0718
15-45
100-200
60-140
100-200
15-45
80-160
60-120
80-160
0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,10-0,21 0,12-0,24 0,13-0,30 0,07-0,14
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 5-980-150
60-110
80-150
5-980-120
60-90
80-120
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,11 0,08-0,17 0,09-0,19 0,10-0,24 0,06-0,11
4.0 > 900
x6CrMo4 / 1.2341,x165CrMoV12 / 1.2601
4-715-45
4-715-45
0,04-0,07 0,05-0,11 0,06-0,14 0,07-0,18
4.1
S5.
0 250Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114
5-12
5-12
0,05-0,11 0,07-0,17 0,10-0,24 0,11-0,30
M6.
0 m 600x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401
5-815-40
30-60
5-815-40
30-60
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,12
6.1 < 900
x8CrNb17 / 1.4511,x10CrNiMoTi1810 / 1.4571
4-610-35
20-50
4-610-35
20-50
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,12
7.0 > 900
x10Cral7 / 1.4713,x8CrS-38-18 / 1.4862
4-610-35
20-50
4-610-35
20-50
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,12
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035
10-25
50-130
80-220
80-220
10-25
50-100
80-150
80-150
0,06-0,13 0,08-0,20 0,11-0,26 0,12-0,33 0,08-0,20
8.1 250 GG-NiCr202 /
0.66606-12
30-90
40-130
40-130
6-12
30-90
40-100
40-100
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
9.0 m 600 130 GGG-40 / 0.7040
9-18
130-300
130-300
130-300
130-300
9-18
120-180
120-180
120-180
120-180
0,06-0,13 0,08-0,20 0,11-0,26 0,12-0,33 0,08-0,20
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
9-18
100-250
100-250
100-250
100-250
9-18
100-160
100-160
100-160
100-160
0,06-0,13 0,08-0,20 0,11-0,26 0,12-0,33 0,08-0,20
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.81658-15
80-180
80-180
80-180
80-180
8-15
80-150
80-150
80-150
80-150
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
10.1 200 GGG-NiCr20-2 /
0.76616-12
30-60
50-100
50-100
6-12
30-60
50-100
50-100
50-100
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
10.2 300 GGV Ti < 0,2
GGV Ti > 0,26-12
30-70
40-130
40-130
6-12
30-70
40-130
40-130
40-130
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
N12
.0 90CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182
10-30
100-320
80-200
10-30
100-200
80-150
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.006010-20
50-150
10-20
50-120
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
13.0 60 alMg1 / 3.3315,
alMnCu / 3.051710-30
50-300
110-330
10-30
50-240
100-240
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.237310-30
150-300
110-550
10-30
150-250
100-300
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
14.0 100 G-alSi10Mg / 3.2381
8-20
150-300
110-440
8-20
150-250
100-250
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
H15
.0 140040-60
40-60
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20
16.0 1800
30-50
30-50
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20
Valori indicativi per alesare Velocità di taglio vc (m/min)Avanzamento fz (mm/dente)
(con piano di taglio, avanzamento ridotto del 30%)
Gru
ppo
mat
eria
le
Resi
sten
za R
m (N
/m
m²)
Dur
ezza
HB Materiale
esempio materialecodice materiale /DIN
Alesatori corti / 3×D Alesatori lunghi / 5×DElica diritta
aSG3000, aSG0106, aSG03, aSG11, aSG1101Elica diritta
aSG09, aSG09B, aSG1402Elica sinistra
aSG0501
PCD
PCD
acciai non legati
acciai non legati odebolmente legati
acciai al piombo
acciai non legati o debol-mente legati: resistente al calore, strutturale, tempra-to, acciai da nitrurazione e da utensili
acciai fortemente legati
HSS
super leghe: Inconel, Hastelloy, Nimonic, etc.
titanio, leghe di titanio
acciai inossidabili
acciai inossidabili
acciai inossidabili
ghisa grigia
ghisa grigia legata
ghisa sferoidale,grafitica, ferritica
ghisa sferoidale,grafitica, ferritica/perlitica
ghisa sferoidale,grafitica perliticasferoidale malleabile
ghisa sferoidaleghisa grafitica
ghisa vermicolare
leghe di rame, ottone, leghe al piombo bronzo, bronzo al piombo: taglio buono
leghe di rame, ottone, bronzo: taglio medio
leghe di alluminiolavorate
fusioni di leghe dimagnesio e di alluminio: contenuto di Si<10%
fusioni di leghe di alluminio: contenuto di Si>10%
acciai trattati < 45 HRC
acciai trattati > 45 HRC, m 55 HRC
DIHART® Parametri di taglio
Ambiti d‘impiego consigliati

1
2
3
4
5
6
7
8
95
HM
DS
T
TiN
DBG
-N
DB
F
DJC
DBC HM
DS
T
TiN
DBG
-N
DB
F
DJC
DBC < X 12 X 12 - 25 X 25 - 50 > X 50 < X 12 X 12 - 25 X 25 - 50 > X 50 X 4,8 - 12,7
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max
min-max min-max min-max min-max min-max min-max min-max min-max min-max min-max
P1.
0 m 500St37-2 / 1.0037; 9SMn28 / 1.0715; St44-2 / 1.0044
6-10
100-200
60-140
100-200
6-10
80-160
60-120
80-160
0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,10-0,21 0,12-0,24 0,13-0,30 0,07-0,14
2.0 500-
900
St52-2 / 1.0050,C55 / 1.0525,16MnCr5 / 1.7131
6-10
100-200
60-140
100-200
6-10
80-160
60-120
80-160
0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,10-0,21 0,12-0,24 0,13-0,30 0,07-0,14
2.1 < 500 9SMnPb28 / 1.0718
15-45
100-200
60-140
100-200
15-45
80-160
60-120
80-160
0,05-0,10 0,07-0,15 0,09-0,20 0,10-0,25 0,07-0,14 0,10-0,21 0,12-0,24 0,13-0,30 0,07-0,14
3.0 > 900 42CrMo4 / 1.7225,
CK60 / 1.1221 5-980-150
60-110
80-150
5-980-120
60-90
80-120
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,11 0,08-0,17 0,09-0,19 0,10-0,24 0,06-0,11
4.0 > 900
x6CrMo4 / 1.2341,x165CrMoV12 / 1.2601
4-715-45
4-715-45
0,04-0,07 0,05-0,11 0,06-0,14 0,07-0,18
4.1
S5.
0 250Inconel 718 / 2.4668,Nimonic 80a / 2.4631
5.1 400 Tial5Sn2 / 3.7114
5-12
5-12
0,05-0,11 0,07-0,17 0,10-0,24 0,11-0,30
M6.
0 m 600x2CrNi189 / 1.4306, x5CrNiMo1810 / 1.4401
5-815-40
30-60
5-815-40
30-60
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,12
6.1 < 900
x8CrNb17 / 1.4511,x10CrNiMoTi1810 / 1.4571
4-610-35
20-50
4-610-35
20-50
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,12
7.0 > 900
x10Cral7 / 1.4713,x8CrS-38-18 / 1.4862
4-610-35
20-50
4-610-35
20-50
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20 0,06-0,12
K8.
0 180 GG-25 / 0.6025,GG-35 / 0.6035
10-25
50-130
80-220
80-220
10-25
50-100
80-150
80-150
0,06-0,13 0,08-0,20 0,11-0,26 0,12-0,33 0,08-0,20
8.1 250 GG-NiCr202 /
0.66606-12
30-90
40-130
40-130
6-12
30-90
40-100
40-100
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
9.0 m 600 130 GGG-40 / 0.7040
9-18
130-300
130-300
130-300
130-300
9-18
120-180
120-180
120-180
120-180
0,06-0,13 0,08-0,20 0,11-0,26 0,12-0,33 0,08-0,20
9.1 230
GGG-50 / 0.7050GGG-55 / 0.7055GTW-55 / 0.8055
9-18
100-250
100-250
100-250
100-250
9-18
100-160
100-160
100-160
100-160
0,06-0,13 0,08-0,20 0,11-0,26 0,12-0,33 0,08-0,20
10.0 > 600 250 GGG-60 / 0.7060
GTS-65 / 0.81658-15
80-180
80-180
80-180
80-180
8-15
80-150
80-150
80-150
80-150
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
10.1 200 GGG-NiCr20-2 /
0.76616-12
30-60
50-100
50-100
6-12
30-60
50-100
50-100
50-100
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
10.2 300 GGV Ti < 0,2
GGV Ti > 0,26-12
30-70
40-130
40-130
6-12
30-70
40-130
40-130
40-130
0,06-0,12 0,08-0,18 0,11-0,24 0,12-0,30 0,08-0,18
N12
.0 90CuZn36Pb3 / 2.1182,G-CuPb15Sn / 2.1182
10-30
100-320
80-200
10-30
100-200
80-150
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
12.1 100 CuZn40al1 / 2.0550,
e-Cu57 / 2.006010-20
50-150
10-20
50-120
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
13.0 60 alMg1 / 3.3315,
alMnCu / 3.051710-30
50-300
110-330
10-30
50-240
100-240
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
13.1 75 G-alMg5 / 3.3561,
G-alSi9Mg / 3.237310-30
150-300
110-550
10-30
150-250
100-300
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
14.0 100 G-alSi10Mg / 3.2381
8-20
150-300
110-440
8-20
150-250
100-250
0,05-0,12 0,07-0,18 0,09-0,24 0,10-0,30 0,07-0,18
H15
.0 140040-60
40-60
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20
16.0 1800
30-50
30-50
0,04-0,08 0,06-0,12 0,07-0,16 0,08-0,20
0,10-0,20 0,20-0,30 0,20-0,40 0,30-0,50 0,10-0,20 0,20-0,30 0,20-0,40 0,30-0,50 0,10-0,20
Valori indicativi per alesare Velocità di taglio vc (m/min)Avanzamento fz (mm/dente)
(con piano di taglio, avanzamento ridotto del 30%)
Gru
ppo
mat
eria
le
Resi
sten
za R
m (N
/m
m²)
Dur
ezza
HB Materiale
esempio materialecodice materiale /DIN
Alesatori corti / 3×D Alesatori lunghi / 5×DElica diritta
aSG3000, aSG0106, aSG03, aSG11, aSG1101Elica diritta
aSG09, aSG09B, aSG1402Elica sinistra
aSG0501
PCD
PCD
acciai non legati
acciai non legati odebolmente legati
acciai al piombo
acciai non legati o debol-mente legati: resistente al calore, strutturale, tempra-to, acciai da nitrurazione e da utensili
acciai fortemente legati
HSS
super leghe: Inconel, Hastelloy, Nimonic, etc.
titanio, leghe di titanio
acciai inossidabili
acciai inossidabili
acciai inossidabili
ghisa grigia
ghisa grigia legata
ghisa sferoidale,grafitica, ferritica
ghisa sferoidale,grafitica, ferritica/perlitica
ghisa sferoidale,grafitica perliticasferoidale malleabile
ghisa sferoidaleghisa grafitica
ghisa vermicolare
leghe di rame, ottone, leghe al piombo bronzo, bronzo al piombo: taglio buono
leghe di rame, ottone, bronzo: taglio medio
leghe di alluminiolavorate
fusioni di leghe dimagnesio e di alluminio: contenuto di Si<10%
fusioni di leghe di alluminio: contenuto di Si>10%
acciai trattati < 45 HRC
acciai trattati > 45 HRC, m 55 HRC
Sovrametallo in alesatura in base ai X (mm)
DIHART® Parametri di taglio
Ambiti d‘impiego consigliati

1
2
3
4
5
6
7
8
96
Problemi • cause R soluzioni
Alesatura troppo grande• Allineamentoimprecisodell’alesatorenelmandrinoR utilizzare compensatore DaH® e
correggere l’eccentricità• AllineamentononprecisoR lavorazione in uscita- correggere l’allineamento e utilizzare adattatore
flottante DPS• RiportomaterialesultaglienteR ridurre la velocità di taglio Vc su taglienti non rivestiti, aumentare
la concentrazione di olio nel refrigerante nell’utilizzo di DST o su taglienti rivestiti.• AlesatorecontolleranzatroppopiccolaR ricontrollare quota presetting
Alesatura troppo stetta• AlesatoreusuratoR alesatore riparato, sostituirlo o riaffilarlo• SovrametalloindìsufficienteR incrementare il sovrametallo di alesatura• ElevateforzeditaglioR ridurre l’avanzamento o scegliere una differente geometria di taglio (aSG)• AlesatorecontolleranzatroppopiccolaR ricontrollare quota presetting, sostituirlo o riaffilarlo
Alesatura conica verso l’uscita• AllineamentoimprecisoR correggere l’allineamento e utilizzare l’adattatore flottante DPS• Disallineamentodell’alesatorerispettoalmandrinoR controllare il mandrino e utilizzare
l’adattatore flottante DPS
Alesatura conica in entrata• allineamento impreciso. I taglienti lavorano solo su un lato del foro R correggere l’allineamento e
utilizzare l’adattatore flottante DPS
Alesatura non in asse• allineamento impreciso dell’alesatore R correggere l’eccentricità utilizzando il compensatore DaH®• allineamento impreciso R correggere l’allineamento e utilizzare l’adattatore flottante DPS• entrata assimmetrica dovuta all’irregolarità della superficie R realizzare uno smusso in entrata• Deformazione del pezzo a causa del sistema di staffaggio R fissare il pezzo correttamente• errata pre lavorazione R ottimizzare la pre lavorazione del foro• avanzamento troppo elevato R ridurre l’avanzamento
Alesatura non circolare con tracce di strappamento• VelocitàditagliotroppoelevataR ridurre la velocità di taglio• DifferenzatraL/DtroppoelevataR Ridurre in entrata la velocità, guidare l’alesatore eseguendo
uno smusso in entrata del foro o scegliere una differente geometria di taglio (aSG)
Finitura superficiale insoddisfacente• RiportomaterialesultaglienteR ridurre la velocità di taglio Vc su taglienti non rivestiti,
incrementarla su taglienti rivestiti o aumentare la concentrazione di olio nel lubrorefrigerante• TaglientiusuratiR controllare alesatore a presetting o sostituire l’utensile• Allineamentoimprecisodell’alesatoreR correggere la concentricità utilizzando il compensatore
DaH®• Mancanzaoinsufficienzadirefrigerante,intasamentoditruciolinelforoR utilizzare refrigerante
interno e incrementare la pressione del refrigerante• RefrigerantenonadattoR Incrementare la concentrazione di olio• ParametrierratiR utilizzare parametri raccomandati sul catalogo
Rigatura in alesatura «tracce di avanzamento»• Taglientidiseguali(Rotturataglienti)R sostituire l’alesatore o ripararlo.• RiportomaterialesuitaglientiR ridurre la velocità di taglio vc per taglienti non rivestiti, e
incrementarla su DST e taglienti rivestiti o incrementare la concentrazione di olio nel refrigerante
Rigatura in alesatura «tracce in ritorno»• Corsa di lavoro troppo oltre la fine del foro R foro passante max. 2 mm oltre la fine del foro• elasticità del materiale R ritorno in rapido da non eseguire, ma con un avanzamento di (2-3 volte)
l’avanzamento in lavoro
DIHART® Note tecniche

1
2
3
4
5
6
7
8
97
DIHART® Note tecniche
Tipologie di usura
Usura sul fiancoRidurre la velocità di taglio o scegliere rivestimenti con alta resistenza all’usura.
Scheggiatura del taglienteRidurre l’avanzamento per tagliente o ridurre il sovrametallo da asportare. In caso di taglio interrotto non usare Cermet ma una qualità di carburo rivestita.
Craterizzazione del taglienteRidurre la velocità di taglio o usare una geometria piu’positiva.
Usura del taglienteaumentare la velocità di taglio o usare una geometria piu’positiva.
Incisioni sul taglienteRidurre la velocità di taglio o usare un rivestimento con piu’ resistenza all’ usura.
Scheggaitura posteriore del tagliente Ridurre l’avanzamento e verificare la stabilità del pezzo.
Materiale di riporto sulla superficie del taglienteUtilizzare una geometria positiva, aumentare la concentrazione di olio nel refrigerante, ridurre la velocità di taglio vc su materiali da taglio non rivestiti, incrementare su DST e materiali da taglio rivestiti.
Fessurazione a pettine del tagliente Refrigerante non sufficiente , ridurre la velocità di taglio.

1
2
3
4
5
6
7
8
98
DIHART®
Impiego e consigli
Consigli:• Nota:idettaglidegliAmbitid’impiegoconsigliatiriportatidipendonodallecaratteristicheambientaliedallecondizioni
d’impiego (p. es: macchina utensile, temperatura ambiente, uso di lubrificante o lubrorefrigerante e dai risultati richiesti). Questi sono soggetti a corrette condizioni di lavoro, corretta applicazione e dipendenti dai limiti delle velocità del mandrino date per l’utensile.
• Perevitaredanneggiamentidellemacchineutensiliedegliutensili,raccomandiamodicalcolarelapotenzanecessariaprimadi ogni operazione. Le caratteristiche reali possono essere estratte dai diagrammi di prestazioni dei mandrini della macchina dati dal costruttore stesso.
• Protezionivannopredisposteperproteggereilpersonaleoperantedaitrucioli. Controllare note sulla sicurezza ( all’interno della confezione ).
Attenzione:Se si usano polveri di carburo per la produzione di metallo duro e cobalto come legante, per favore leggere le norme di sicurezza che sono elencate sul nostro sito web.(http://www.kometgroup.com/navigation-top/download/service/datenblaetter.html)
Informazioni sulla responsabilità:In caso di errata interpretazione della tabella, KOMeT GROUP non e‘ responsabile di eventuali danni subiti dall‘alesatore e dal particolare da lavorare.
Descrizione delle sigle:
ISO Organizzazione internazionale per la standardizzazione
L’organizzazione internazionale per la standardizzazione (abbreviato ISO) è una federazione internazionale che copre innumerevoli settori del commercio.
DIN Istituto Tedesco per la standardizzazione (Deutsches Institut für Normung e. V)
e’ la piu’ importante organizzazione per la standardizzazione in Germania.
JIS (MAS-BT)
Japan industrial standard Le macchine utensili asiatiche usano attacchi macchina secondo questa normativa. (Per esempio MaS-BT)
HSK attacco cono/faccia Questo tipo di attacco cono/faccia viene usato generalmente su mandrini macchina a norme DIN 69893.
SK attacco conico Questo attacco è normalmente impiegato su mandrini macchina. Per esempio il piu’utilizzato e’ quello a norme DIN 69871.
MK Coni morse Questo sistema è comunemente impiegato per l’accoppiamneto di utensili.
ABS adattatori modulari (aBS) Il sistema aBS di KOMeT puo’essere usato anche direttamente sui mandrini macchina in sostituzione dei soliti attacchi conici. I vantaggi di questo sistema sono una maggiore stabilità con riduzione delle vibrazioni e di essere un sistema modulare.
DAH Porta alesatori DIHaRT con compensazione
I porta alesatori DaH sono un sistema di compensazione di tipo statico. Gli errori di eccentricità vengono corretti con una facilità estrema.
DPS Porta alesatori flottanti DIHaRT
I porta alesatori DPS sono un sistema di compensazione dinamico. Gli errori di eccentricità vengono cor-retti con una facilità estrema.
ASG Geometria di taglio Questa geometri definisce: angolo di taglio , rastremazione tagliente, spoglie primarie e secondarie , fascia cilindrica, ecc.
HMVHM
CarburoCarburo integrale
In questo caso si intende carburo sinterizzato.
TiN Nitruro di titanio Con TiN si indica la formula chimica del nitruro di titanio che ha un’ottima resistenza all’usura e una buona durezza superficiale.
DST Base DIHaRT per taglienti DST è un materiale da taglio per elevate velocità.
DBG-N Rivestimento di DIHaRT Il DBG-N garantisce una notevole durezza superficiale.
DJC Rivestimento di DIHaRT DJC e il rivestimento DBG-N effettuato sulle nostre basi in DST.
DBF Rivestimento di DIHaRT Il DBF è un rivestimento caratterizzato da un'elevatissima durezza ed un'elevata resistenza all'ossidazione.
DBC Rivestimento di DIHaRT Il DBC è un rivestimento caratterizzato da un'elevatissima durezza ed una superficie molto liscia.
PCD Policristallino Il policristallino è un diamante sintetico realizzato per la lavorazione di leghe leggere.
Rm Carico di strappamento (N/mm²)
Il carico di strappamento è la forza che serve per deformare o asportare un millimetro quadro di materiale.
HB Durezza Brinell HB è la forza che oppone il materiale alla penetrazione.
RaRz
Qualità della superficie (μm) Ra = Grado di finitura a norme DIN 3142Rz = Uniformità della superficie a norme DIN 4768

1
2
3
4
5
6
7
8
99
DIHART®
Richieste, schede prova e reclamazione
Richieste:
Per poter soddisfare le richieste in modo corretto occorrono necessariamente i seguenti elementi:
• Compilazionecompletadelquestionario(pagina100)• Ildisegnodell’elementodalavorareoloschemadimassima
della lavorazione richiesta
Questo serve per mettere in condizioni l’ufficio tecnico di avere una esatta percezione dell’utensile richiesto.
Risultati delle prove e reclami:
I reclami e i risultati delle prove devono essere allegati a:
• Questionario(pagina101)compilatocompletamente• Daldisegnooloschemadimassimadell’elementolavorato• Sepossibiledauncampionedelpezzolavoratoodall’alesatore
impiegato
Queste semplici procedure devono essere garantite.
Cortesemente fate pervenire queste informazioni alla forza di vendita.
Gli indirizzi di KOMeT GROUP sono inicati nell’ultima pagina del catalogo.

1
2
3
4
5
6
7
8
100
DIHART®
n n1) n2) n2) n1) n1) n1)2) n1)2)
Questionario
Per una corretta definizione dell’alesatore cortesemente compilate completamente il questionario e inviatelo alla KOMET UTENSILI SRL.
Societa‘:
Divisione:
Telefono:
Fax:
Data:
Persona da contattare:
E-Mail:
Codice cliente:
Rivenditore:
1. Particolare da lavorare
Denominazione:
Specifiche del materiale:
Sigla del materiale:
Resistenza alla trazione:
Trattamento:
Informazioni aggiuntive:
2. Alesatura
Diametro e tolleranza:
Lunghezza dell‘alesatura:
Grado di finitura Ra / Rt / Rz:
errore amesso di rotondita‘:
CPK:
Diametro del foro di preparazione:
Metodo della prefinitura:
Numero di alesature, pezzi prodotti per anno:
Tipo di foro
1) Il fondo deve essere lavorato? n si n no2) Lunghezza del taglio interrotto: mm
3. Macchina utensile e tipo di attrezzatura
Tipo di macchina e costruttore:
attacco del mandrino:
attacco dell‘utensile:
Numero max di giri al mandrino: n variabili n fissi
Max. avanzamento: mm/min n variabile n fissa
errore max rotazione mandrino:
Lavorazione: n orizzontale n verticale
Utensile: n rotante n fisso
Refrigerante centrale: n si n no
Tipo e marca del refrigerante:
Dosaggio percentuale di olio:
4. Disegno
Cortesemente allegate alla richiesta il disegno del particolare o lo schema dell‘alesatura da eseguire:

1
2
3
4
5
6
7
8
101
DIHART®
n n1) n2) n2) n1) n1) n1)2) n1)2)
Foglio di valutazione
Per problemi riscontrati in lavorazionecortesemente compilate e spedite il foglio a KOMET UTENSILI SRL.
Societa‘:
Divisione:
Telefono:
Fax:
Data:
Persona da contattare:
E-Mail:
Codice cliente:
Rivenditore:
1. Particolare da lavorare
Denominazione:
Specifiche del materiale:
Sigla del materiale:
Resistenza alla trazione:
Trattamento:
Informazioni aggiuntive:
2. Alesatura
Diametro e tolleranza:
Lunghezza dell‘alesatura:
Grado di finitura Ra / Rt / Rz:
errore amesso di rotondita‘:
CPK:
Diametro del foro di preparazione:
Metodo della prefinitura:
Numero di alesature, pezzi prodotti per anno:
Tipo di foro
1) Il fondo deve essere lavorato? n si n no2) Lunghezza del taglio interrotto: mm
3. Macchina utensile e tipo di attrezzatura
Tipo di macchina e costruttore:
attacco del mandrino:
attacco dell‘utensile:
Max. numero di giri: rpm n variabili n fissi
Max. avanzamento: mm/min n variabile n fissa
errore max rotazione mandrino:
Lavorazione: n orizzontale n verticale
Utensile: n rotante n fisso
Refrigerante centrale: n si n no
Tipo e marca del refrigerante:
Dosaggio percentuale di olio:
4. Utensile
Tipo:
Numero:
Materiale da taglio / rivestimento:
Geometrie di taglio (aSG):
5. Risultati ottenuti
Prestazione media: n eccellente n buona n non soddisfacente
alesatura: N° 1 N° 2 N° 3 N° 4 N° 5 N° 6
Velocita‘ di taglio (m/min):
Numero di giri (rpm):
avanzamento: n (mm/giro) n (mm/min)
Valore di concentricita‘ dell‘utensile rilevato in macchina (μm):
Diametro dell‘alesatura: entrata
uscita
errore di rotondita‘ (μm):
Grado di finitura: n Ra n Rt n RzNo. di alesature:
Vita utensile (m):
Prestazione:

1
2
3
4
5
6
7
8
102
099.00.090 57099.00.092 57099.00.095 57099.03.002 38
15e.30.10010 2115e.30.10020 2115e.30.10030 2115e.30.10040 2115e.30.10050 2115e.30.10050 2115e.30.10070 21
18050 10025 2118050 10030 2118050 10040 21/2918050 10050 21/2918050 10070 2918050 10080 2918050 20040 2918050 20100 2918050 35050 2918050 35070 2918050 35080 2918050 35100 29
18589 00012 2918589 00014 2918589 00019 2918589 00022 2918589 00027 2918589 10005 2118589 10006 2118589 10008 2118589 10010 2118589 10013 21
300.05 53300.07 53300.08 53300.17 53300.25 53300.30.007 57300.30.008 57300.30.008 57300.45 53300.47 53
301.80.006 57301.80.007 57306.20.001 57
33G.17 5233G.21 5233G.37 5233G.47 5233G.67 5233G.71 5233G.87 5233G.93 52
350.14.002 57350.14.003 57350.23.002 57350.23.003 57
503.76.008 54503.76.009 54503.76.010 54503.76.011 54
504.76.009 54504.76.010 54504.76.011 54504.76.012 54
507.02.008 55507.02.009 55507.02.010 55507.02.011 55507.02.012 55507.02.043 55507.02.044 55
508.53.009 56508.53.010 56508.53.011 56508.53.020 56508.53.021 56508.53.022 56
510.15.008 57510.15.009 57510.15.010 57510.15.011 57510.45.007 57510.45.007 57510.45.008 57510.45.008 57510.55.007 57510.55.007 57510.55.008 57510.55.008 57
51200 00425 8251200 00432 82
513.76.008 54513.76.009 54513.76.010 54513.76.011 54513.81.008 54513.81.009 54513.81.010 54513.81.011 54
51391 00040 7751391 00050 7751391 00063 7751391 00080 7751391 00100 77
514.76.008 54514.76.009 54514.76.010 54514.76.011 54514.81.008 54514.81.009 54514.81.010 54514.81.011 54
517.76.008 55517.76.009 55517.76.010 55517.76.011 55517.81.008 55517.81.009 55517.81.010 55517.81.011 55
518.78.009 56518.78.010 56518.78.011 56518.78.013 56518.78.014 56518.82.009 56518.82.010 56518.82.011 56518.82.013 56518.82.014 56
526.15 44526.16 44526.17 44526.18 44526.19 44526.35 45526.36 45526.37 45526.38 45526.39 45
52806 25035 8352806 25040 8352806 25045 8352806 25050 8352806 25055 8352806 25060 8352806 25065 8352806 25070 8352806 25075 8352806 25080 8352806 25085 8352806 25090 8352806 25095 8352806 25100 8352806 25105 8352806 25110 8352806 25115 8352806 25120 8352806 25125 8352806 25130 8352806 25135 8352806 25140 8352806 25145 8352806 25150 8352806 25155 8352806 25160 83
52806 32035 8352806 32040 8352806 32045 8352806 32050 8352806 32055 8352806 32060 8352806 32065 8352806 32070 8352806 32075 8352806 32080 8352806 32085 8352806 32090 8352806 32095 8352806 32100 8352806 32105 8352806 32110 8352806 32115 8352806 32120 8352806 32125 8352806 32130 8352806 32135 8352806 32140 8352806 32145 8352806 32150 8352806 32155 8352806 32160 8352806 32165 8352806 32170 8352806 32175 8352806 32180 8352806 32185 8352806 32190 8352806 32195 8352806 32200 83
52911 00751 7752911 00920 77
52911 01020 7752911 01025 7752911 01320 7752911 01430 77
545.00.001 74545.00.002 74545.00.003 74545.07.002 74545.07.003 74545.07.004 74545.07.005 74545.07.006 74545.07.009 74545.07.010 74545.07.011 74
545.10.001 75545.10.003 75545.10.004 75545.10.010 75545.10.011 75
545.25.001 77545.25.002 77545.25.010 77545.26.001a 77545.26.002 77545.27.001 77545.27.002 77545.28.001 77545.28.002 77
545.40.001 78545.40.002 78545.40.003 78545.40.004 78545.40.006 78545.40.007 78
545.47.001 77545.47.002 77545.47.010 77
545.62.004 78545.62.015 78545.62.016 78545.62.017 78545.62.018 78
545.77.001 75545.77.003 75545.77.004 75545.77.011 75
54B.10.00030 8154B.10.00040 8154B.90.00030 8154B.91.00030 81
55232 01010 2955232 01210 2955232 01610 2955232 01610 2955232 02210 29
56H.17 3556H.21 3556H.37 3556H.47 3556H.67 3556H.71 3556H.93 3556J.17 3556J.21 35
56J.37 3556J.37.06H7N 3556J.37.08H7N 3556J.37.10H7N 3556J.37.12H7N 3556J.37.14H7N 3556J.37.15H7N 3556J.37.16H7N 3556J.37.18H7N 3556J.37.20H7N 35
56J.47 3556J.47.06H7N 3556J.47.08H7N 3556J.47.10H7N 3556J.47.12H7N 3556J.47.14H7N 3556J.47.15H7N 3556J.47.16H7N 3556J.47.18H7N 3556J.47.20H7N 35
56J.67 35
56J.71 3556J.71.06H7L 3556J.71.06H7N 3556J.71.08H7L 3556J.71.08H7N 3556J.71.10H7L 3556J.71.10H7N 3556J.71.12H7L 3556J.71.12H7N 3556J.71.14H7L 3556J.71.14H7N 3556J.71.15H7L 3556J.71.15H7N 3556J.71.16H7L 3556J.71.16H7N 3556J.71.18H7L 3556J.71.18H7N 3556J.71.20H7L 3556J.71.20H7N 35
56J.93 3556J.93.06H7L 3556J.93.06H7N 3556J.93.08H7L 3556J.93.08H7N 3556J.93.10H7L 3556J.93.10H7N 3556J.93.12H7L 3556J.93.12H7N 3556J.93.14H7L 3556J.93.14H7N 3556J.93.15H7L 3556J.93.15H7N 3556J.93.16H7L 3556J.93.16H7N 3556J.93.18H7L 3556J.93.18H7N 3556J.93.20H7L 3556J.93.20H7N 35
56Q.17 3756Q.21 3756Q.37 3756Q.47 3756Q.67 3756Q.71 3756Q.93 3756R.17 3756R.21 3756R.37 37
Codice d'ordin. Pagina
Codice d'ordinazione alfanumerico
Codice d'ordin. Pagina Codice d'ordin. Pagina Codice d'ordin. Pagina Codice d'ordin. Pagina

1
2
3
4
5
6
7
8
103
56R.37.06H7N 3656R.37.08H7N 3656R.37.10H7N 3656R.37.12H7N 3656R.37.14H7N 3656R.37.15H7N 3656R.37.16H7N 3656R.37.18H7N 3656R.37.20H7N 36
56R.47 3756R.47.06H7N 3656R.47.08H7N 3656R.47.10H7N 3656R.47.12H7N 3656R.47.14H7N 3656R.47.15H7N 3656R.47.16H7N 3656R.47.18H7N 3656R.47.20H7N 36
56R.67 37
56R.71 3756R.71.06H7L 3656R.71.06H7N 3656R.71.08H7L 3656R.71.08H7N 3656R.71.10H7L 3656R.71.10H7N 3656R.71.12H7L 3656R.71.12H7N 3656R.71.14H7L 3656R.71.14H7N 3656R.71.15H7L 3656R.71.15H7N 3656R.71.16H7L 3656R.71.16H7N 3656R.71.18H7L 3656R.71.18H7N 3656R.71.20H7L 3656R.71.20H7N 36
56R.93 3756R.93.06H7L 3656R.93.06H7N 3656R.93.08H7L 3656R.93.08H7N 3656R.93.10H7L 3656R.93.10H7N 3656R.93.12H7L 3656R.93.12H7N 3656R.93.14H7L 3656R.93.14H7N 3656R.93.15H7L 3656R.93.15H7N 3656R.93.16H7L 3656R.93.16H7N 3656R.93.18H7L 3656R.93.18H7N 3656R.93.20H7L 3656R.93.20H7N 36
56x.21 38
57B.40.00010 8257B.40.00020 8257B.49.00010 8257B.49.00020 8257B.49.00030 8257B.49.00040 8257B.50.00010 8257B.50.00020 82
640.01.001 27640.01.002 27640.01.003 27640.01.005 27640.01.006 27
640.03.001 29640.03.002 29640.03.003 29640.03.004 29640.03.005 29640.04.001 29640.04.002 29640.04.003 29640.04.005 29640.04.006 29
640.20 26640.21 26640.37 26
640.37.15H7N 26640.37.16H7N 26640.37.18H7N 26640.37.20H7N 26640.37.22H7N 26640.37.24H7N 26640.37.25H7N 26640.37.28H7N 26640.37.30H7N 26
640.66 26640.67 26640.70 26640.71 26
640.81.001 27640.81.002 27640.81.003 27640.81.005 27640.81.006 27
640.84.001 29640.84.002 29640.84.003 29640.84.005 29640.84.006 29
640.92 26
640.93 26640.93.15H7L 26640.93.15H7N 26640.93.16H7L 26640.93.16H7N 26640.93.18H7L 26640.93.18H7N 26640.93.20H7L 26640.93.20H7N 26640.93.22H7L 26640.93.22H7N 26640.93.24H7L 26640.93.24H7N 26640.93.25H7L 26640.93.25H7N 26640.93.28H7L 26640.93.28H7N 26640.93.30H7L 26640.93.30H7N 26
75a.30.13060 1975a.30.13070 1975a.30.15060 1975a.30.15070 1975a.40.13010 16
75a.40.13020 1675a.40.13030 1675a.40.13040 1675a.40.13050 1675a.40.13060 1675a.40.13070 1675a.40.15010 1675a.40.15020 1675a.40.15030 1675a.40.15040 1675a.40.15050 1675a.40.15060 1675a.40.15070 16
75a.41.13010 1775a.41.13020 1775a.41.13030 1775a.41.13040 1775a.41.13050 1775a.41.15010 1775a.41.15020 1775a.41.15030 1775a.41.15040 1775a.41.15050 17
75a.60.13050 1875a.60.13060 1875a.60.13070 18
75H.17 1475H.21 1475H.37 1475H.47 1475H.67 1475H.71 1475H.87 1475H.93 14
75J.17 1475J.17.18H7G 1475J.17.20H7G 1475J.17.22H7G 1475J.17.24H7G 1475J.17.25H7G 1475J.17.28H7G 1475J.17.30H7G 1475J.17.32H7G 1475J.17.35H7G 1475J.17.40H7G 1475J.17.50H7G 14
75J.21 14
75J.37 1475J.37.18H7N 1475J.37.20H7N 1475J.37.22H7N 1475J.37.24H7N 1475J.37.25H7N 1475J.37.28H7N 1475J.37.30H7N 1475J.37.32H7N 1475J.37.35H7N 1475J.37.40H7N 1475J.37.50H7N 14
75J.47 1475J.47.18H7N 1475J.47.20H7N 1475J.47.22H7N 1475J.47.24H7N 1475J.47.25H7N 1475J.47.28H7N 1475J.47.30H7N 1475J.47.32H7N 14
75J.47.35H7N 1475J.47.40H7N 1475J.47.50H7N 14
75J.67 14
75J.71 1475J.71.18H7L 1475J.71.18H7N 1475J.71.20H7L 1475J.71.20H7N 1475J.71.22H7L 1475J.71.22H7N 1475J.71.24H7L 1475J.71.24H7N 1475J.71.25H7L 1475J.71.25H7N 1475J.71.28H7L 1475J.71.28H7N 1475J.71.30H7L 1475J.71.30H7N 1475J.71.32H7L 1475J.71.32H7N 1475J.71.35H7L 1475J.71.35H7N 1475J.71.40H7L 1475J.71.40H7N 1475J.71.50H7L 1475J.71.50H7N 14
75J.87 1475J.87.18H7N 1475J.87.20H7N 1475J.87.22H7N 1475J.87.24H7N 1475J.87.25H7N 1475J.87.28H7N 1475J.87.30H7N 1475J.87.32H7N 1475J.87.35H7N 1475J.87.40H7N 1475J.87.50H7N 14
75J.93 1475J.93.18H7L 1475J.93.18H7N 1475J.93.20H7L 1475J.93.20H7N 1475J.93.22H7L 1475J.93.22H7N 1475J.93.24H7L 1475J.93.24H7N 1475J.93.25H7L 1475J.93.25H7N 1475J.93.28H7L 1475J.93.28H7N 1475J.93.30H7L 1475J.93.30H7N 1475J.93.32H7L 1475J.93.32H7N 1475J.93.35H7L 1475J.93.35H7N 1475J.93.40H7L 1475J.93.40H7N 1475J.93.50H7L 1475J.93.50H7N 14
a33 54000.0400 83a33 54000.0500 83a33 54000.0600 83a33 54000.0700 83a33 54000.0800 83a33 54000.0900 83a33 54000.1000 83a33 54000.1100 83
a33 54000.1200 83a33 54000.1300 83a33 54000.1400 83a33 54000.1500 83a33 54000.1600 83a33 55000.0400 83a33 55000.0500 83a33 55000.0600 83a33 55000.0700 83a33 55000.0800 83a33 55000.0900 83a33 55000.1000 83a33 55000.1100 83a33 55000.1200 83a33 55000.1300 83a33 55000.1400 83a33 55000.1500 83a33 55000.1600 83a33 55000.1700 83a33 55000.1800 83a33 55000.1900 83a33 55000.2000 83
L01 14201 79L01 14211 79L01 14221 79L01 14231 79L01 14241 79L01 14251 79L01 14261 79L01 14271 79L01 14281 79L01 14291 79L01 14301 79L01 14311 79L01 14321 79L01 14331 79L01 14400 79L01 14410 79L01 14420 79L01 14430 79L01 14440 79L01 14450 79L01 14460 79L01 14470 79L01 14501 79L01 14511 79L01 14521 79L01 14531 79L01 14541 79L01 14551 79L01 14561 79L01 14571 79L01 14581 79L05 00740 52L05 01240 21L05 03311 52
N00 15261 77N00 15271 77N00 15281 77N00 15291 77N00 15301 77N00 17661 77N00 17671 77N00 17681 77N00 17691 77N00 17701 77N00 57710 52
Codice d'ordin. Pagina Codice d'ordin. Pagina Codice d'ordin. Pagina Codice d'ordin. PaginaCodice d'ordin. Pagina
Codice d'ordinazione alfanumerico

1
2
3
4
5
6
7
8
104
KOMET SERVICE®
Cliente
Precisa rigenerazione
e rilavorazione utensili
Rivestimento
Utensili già utilizzati
Serv
izio di co
nsegna
Utensili nuovi, utensili speciali persona-Un partner locale per i nostri clienti per eseguire riaffilature, ribrasature e costruzione
di utensili speciali in metallo duro integrale. Unico partner per il servizio.
Veloce, flessibile e sempre vicino a voi.
Il nuovo marchio di KOMET GROUP
gratuito
lizzati in metallo duro integrale
preli
evo
grat
uito
Serv
izio
di
usur
ati
per u
tens
ili

105
1
2
3
4
5
6
7
8
105
Da stock o specialiOttenete il vostro utensile in metallo duro integrale dal nostro partner KOMeT SeRVICe® sia standard che speciale. Il vostro KOMeT SeRVICe® sarà in grado di riaffilare questi utensili e/o utensili di altri fornitori.
Una chiamata niente altroSi può richiedere una regolare visita presso di voi per organizzare la presa del materiale dal Vostro partner KOMeT SeRVICe®. Veloce e gratis.
Rigenerazione utensili in qualità originale Utensili rigenerati con la stessa qualità inizialeI nostri esperti di riaffilatura controlleranno i vostri utensili (indipendentemente dall costruttore) al fine di garantirvi le stesse geometrie del nuovo.Gli utensili della KOMeT GROUP sono riaffilati con le geometrie di costruzione. I nostri partner possono anche modificare i vostri utensili in modo veloce e gratis.
Consegna veloce I vostri partner KOMeT SeRVICe® vi faranno riavere gli utensili riaffilati con la qualità iniziale nel giro di 5 o 10 giorni (con o senza rivestimento) all’interno della scatola TOOL life di KOMeT SeRVICe®.
Rivestimento – completamente personalizzabile Gli utensili KOMeT GROUP hanno nuovi tipi di rivestimento.Garantiamo nel giro di poco tempo il servizio di rivestimenti standard.

1
2
3
4
5
6
7
8
106
a Görans Slipservice aB Ångpannegatan 3Se-417 05 GöteborgTel.: +46 31 232060Fax: +46 31 229684email: [email protected]
b Werkzeugschleiferei Bodo Krause Inh. Tino KrauseUnter den Linden 1D-23948 RolofshagenTel. +49 3881 4822Fax +49 3881 [email protected]
c Werkzeugservice Wulf oHG Industriestr. 40-42D-30900 WedemarkTel. +49 5130 37670Fax +49 5130 [email protected]
d Herbert Schaube Werkzeugschleifereialt-Blankenburg 25D-13129 BerlinTel. +49 30 47471037Fax +49 30 [email protected]
e D. Hermes GmbH & Co. KGOtto-Hahn-Str. 8D-58739 WickedeTel. +49 2377 92810Fax +49 2377 [email protected]
f Kanne Werkzeugtechnik GmbHBorsigstr. 29D-37154 NortheimTel. +49 5551 988060Fax +49 5551 [email protected]
g CNC-Werkzeugschleiferei & Werkzeughandel Steikertam Bahnhof 1D-06567 GöllingenTel. +49 34671 79652Fax +49 34671 [email protected]
h Vogtland Schleiftechnik GmbH & Co. KG Moorstr. 20D-08527 PlauenTel. +49 3741 27600Fax +49 3741 [email protected]
i Zero systems, s.r.o.Pod Tratí 493/16CZ-32200 PlzeňTel. +420 377927171Fax +420 [email protected]
j andre Woitschach GmbHMax-Berk-Straße 2D-69226 NusslochTel. +49 6224 5701875Fax +49 6224 16 [email protected]
k Schnebelt PräzisionBurdastr. 21D-77746 SchutterwaldTel. +49 781 960444Fax +49 781 [email protected]
l Werkzeugschleiferei LiebrichObere Brandstr. 10D-70567 StuttgartTel. +49 711 714995Fax +49 711 [email protected]
m InovaTools eckerle & ertel GmbHIm Hüttental 3D-85125 Kinding-HaunstettenTel. +49 8467 84000Fax +49 8467 [email protected]
n Schneidwerkzeuge Schleiftechnik MoserHauptstr. 21D-94556 Schönanger-NeuschönauTel. +49 8558 663Fax +49 8558 [email protected]
o NB WerkzeugtechnikIm anwandel 12D-72459 albstadtTel. +49 7432 2009422Fax +49 7432 [email protected]
p Max Beck GmbHBeizkofer Str. 49D-88512 MengenTel. +49 7572 760310Fax +49 7572 [email protected]
q WeMa GmbHRaiffeisenstraße 9D-85276 PfaffenhofenTel.: +49 8441 859160 Fax: +49 8441 8591620email: [email protected]
r Gradauer G.M.B.H.Ternberger Straße 1aa-4596 Steinbach/SteyrTel.: +43 7257 7366 Fax: +43 7257 7366 email: [email protected]
www.kometservice.com
s DHB Werkzeugtechnik GmbHGösgerstrasse 15CH-5012 SchönenwerdTel. +41 62 8494192Fax +41 62 [email protected]
t aFLY, affûtage Lyonnais S.a.S.200 rue Léon BlumF-69100 VilleurbanneTel. +33 472 148939Fax +33 472 [email protected]
Veloce, flessibile e sempre vicino a voi
Partner KOMET SERVICE®

1
2
3
4
5
6
7
8
107
B
C D
E
F
G
H
K LM
N
OP
S
T
I
J
Q R
A

1
2
3
4
5
6
7
8
108
x D1
x D2
x D3
L1
L2
L3
W1
W2
x D
3
x D
2
L3
L1
L2
W1 W2
x D
1
Fax a partner KOMET SERVICE® contatto pagina 106
Societa‘:
Codice cliente:
Indirizzo:
Persona da contattare:
Divisione:
Telefono:
Fax:
E-Mail:
Richiesta utensili speciali: gradino di presvasatura
Utensile:
n Monomax®
n Corone
n ReaMax® TS
n Testina a gettare
Gradino di presvasatura Dimensioni
Piastra carburo
Sede piastra

zertifiziertnach AZAV
TOOLS PLUS IDEAS – Il plus per i nostri clienti
Gli obiettivi della nostra azienda
KOMET GROUP segue una strategia di crescita continua e
di investimenti a lungo termine basata sul miglioramento
e l’innovazione dei prodotti in un ambiente con personale
sempre piu’ qualificato. Questo aumenta il valore
dell’azienda. KOMET GROUP rinnova e incrementa
continuamente lo studio e la ricerca e lo sviluppo dei propri
prodotti offrendo di continuo al mercato nuove soluzioni.
KOMET GROUP nella propria IDEAS FACTORY ha una
eccellente capacità di preparare e motivare sia i propri
dipendenti sia i dipendenti dei propri clienti. I corsi che si
tengono hanno come scopo primario la preparazione tecnica
del personale nel campo delle lavorazioni meccaniche.
I prodotti e il servizio
I prodotti di KOMET GROUP e il servizio di assistenza offre
un incomparabile valore aggiunto al cliente. Lo sviluppo
continuo dell’ampio programma di KOMET GROUP permette
di coprire tutte le lavorazioni meccaniche sia di foratura che di
alesatura e maschiatura. KOMET GROUP è in grado di offrire
le tecnologie piu’innovative , riduzioni dei costi produttivi e la
migliore qualità di utensili. KOMET GROUP si considera non
solo un produttore di utensili ma un forniture di soluzioni
tecniche e idee a beneficio del cliente. TOOL AND IDEAS.
Il cliente
KOMET GROUP applica con il cliente una strategia a lungo
termine, instaurando una collaborazione che porta benefici
ad entrambe le parti. KOMET GROUP accoglie le richieste
del cliente, ed è in grado di offrire soluzioni innovative per le
sue lavorazioni. KOMET GROUP offre al cliente informazioni
e collaborazione grazie alla sua presenza in tutte le parti
del mondo. Il supporto della IDEAS FACTORY con i corsi di
formazione rappresenta la nostra dedizione nei riguardi dei
nostri clienti.
L’ambiente e dintorni
KOMET GROUP si sente obbligata a evitare qualsiasi spreco
e nello stesso tempo si ritiene garante dell’uso di materie
prime di ottima qualità. La Direzione di KOMET GROUP è
consapevole di queste responsabilità verso la società, e ha
creato una fondazione per salvaguardare sia l’ambiente che le
condizioni di lavoro.
Le norme specifiche sulla sicurezza dell’ambiente e la
sicurezza sul lavoro sono sempre tenute in considerazione.
Il fondatore Robert Breuning ha obbligato la KOMET GROUP
a sostenere il paese di Besighem, mantenendo contatti diretti
con le scuole e le strutture sociali della regione.
Consapevoli di queste richieste, la KOMET GROUP ha introdotto un moderno e integrato sistema di gestione,
conosciuto come KMS (KOMET management system), certificato in accordo con le norme ISO9001:2008.
ISO14001:2009 e „Akkreditierungs-und Zulassungsverordnung Arbeitsförderung – AZAV“.
Certificazione
http://www.kometgroup.com/navigation-top/download/service/zertifikate.html

KOMeT R. Cools N.V.Boomsesteenweg 4562020 antwerpenTel. +32-3-2 37 97 87Fax +32-3-2 16 33 [email protected]
KOMeT Scandinavia aBBox 9177Se-200 39 MalmöTel. +46-40-49 28 40Fax +46-40-49 19 [email protected]
KOMeT GROUP GmbHZeppelinstraße 374354 BesigheimTel. +49 7143 3730Fax +49 7143 [email protected]
P.aro OyHallimestarinkatu 9FI-20780 KaaRINaTel. +358-(0)20 1474500Fax +358-(0)20 [email protected]
KOMeT S.à.r.l.46-48 Chemin de la Bruyère69574 Dardilly CeDexTel. +33(0)4 37 46 09 00Fax +33(0)4 78 35 36 [email protected]
KOMeT (UK) Ltd.4 Hamel HouseCalico Business ParkTamworthB77 4BFTel. +44(0)1827.302518Fax +44(0)[email protected]
KOMeT (UK) Ltd.4 Hamel HouseCalico Business ParkTamworthB77 4BFTel. +44(0)1827.302518Fax +44(0)[email protected]
KOMeT Utensili S.R.L.Via Massimo Gorki n. 1120098 S. Giuliano Mil.Tel. +39-02-9 84 02 81Fax +39-02-9 84 49 [email protected]
NITeH d.o.o.Izidora Krsnjavog 1 B47000 HR-KarlovacTel. +385 47 60 01 41Fax +385 47 60 01 [email protected]
Roco B.V.Willem Barentszweg 165928 LM VenloTel. +31-77-3 23 14 00Fax +31-77-3 23 14 [email protected]
KOMeT Scandinavia aBBox 9177Se-200 39 MalmöTel. +46-40-49 28 40Fax +46-40-49 19 [email protected]
KOMeT GROUP GmbHZeppelinstraße 3D-74354 BesigheimTel. +43 (1) 259 22 04 Fax +43 (1) 259 22 04 [email protected]
KOMeT-URPOL Sp.z.o.o. ul. Przyjaźni 47 bPL 47-225 Kędzierzyn-KoźleTel. +48(0)77.405 31 00Fax +48(0)77.405 31 [email protected]
KOMeT IBeRICa TOOLS S.L. av. Corts Catalanes 9-11Planta baja, local 6B 08173 Sant Cugat del VallesTel. +34-93-583.96.20Fax +34-93-583.96.12
S.C. INMaaCRO S.R.L. avram Iancu 86505600 Săcele-BraşovTel. +40 368 443 500Fax +40 368 443 [email protected]
KOMeT GROUP GmbH ul. M.Salimganova 2V420107, Kazan Tel. +7 843 5704345Fax +7 843 [email protected]
KOMeT Scandinavia aBBox 9177Se-200 39 MalmöTel. +46-40-49 28 40Fax +46-40-49 19 [email protected]
KOMeT Schweiz aGVon Rollstrasse 29CH-4702 OensingenTel. +41(0)62 285 42 00Fax +41(0)62 285 42 [email protected]
KOMeT GROUP CZ s.r.o.Na Hůrce 1041/2,160 00 Praha 6Tel. +42(0)2 35 01 00 10Fax +42(0)2 35 31 18 [email protected]
Schmidt HSC d.o.o.Kidriceva 253000 CeljeTel. +386 3 49 00 850Fax +386 3 49 00 [email protected]
KOMeT IBeRICa TOOLS S.L. av. Corts Catalanes 9-11Planta baja, local 6B 08173 Sant Cugat del VallesTel. +34-93-583.96.20Fax [email protected]
KOMeT GROUP CZ s.r.o.Na Hůrce 1041/2,160 00 Praha 6Tel. +420 235010010Fax +420 [email protected]
KOMeT KeSICI TaKIMLaR SaN Ve TIC LTD STIYenikoy Mahallesi Koybasi cad. akbas Sokak no 7 Sariyer ISTaNBULTel. +90 212 346 01 34 Tel. +90 212 346 01 70Fax +90 212 346 01 [email protected]
POWeR TOOLS KFT9019 GYOR, Tavirózsa u. 3/FTel. +36 96 511 011Fax +36 96 511 [email protected]
KOMET GROUP nel mondo
Europa
Belgio
Danimarca
Germania
Finlandia
Francia
Gran Bretagna
Irlanda
Italia
Croazia
Olanda
Norvegia
Austria
Polonia
Portogallo
Romania
Russia
Svezia
Svizzera
Repubblica Slovacca
Slovenia
Spagna
Repubblica Ceca
Turchia
Ungheria

ZaHRaNCO, eNGINeeRING TRaDe15, ali amer Str. · 6th SectorNasr City · Cairo, egyptTel. +20-2-2 75 43 46Fax +20-2-2 75 41 83Telex 2 10 57 YaZCO UN
VORTex S.R.L.Pedro Morán 858Lomas del MiradorBuenos airesTel. +54-(11) 46 53 01 25Fax +54-(11) 44 88 60 [email protected]
Rosler International PTY Ltd.P.O. BOx 696, 12 The NookBayswater, Vic. 3153Tel. +61-3-97 38 08 89Fax +61-3-97 38 08 87
Komet do Brasil Ltda.Rua Brasileira, 43907043-010 Guarulhos - São PauloTel. +55(0)11.2423-5502Fax +55(0)[email protected]
KOMeT GROUP Precision Tools (Taicang) Co., Ltd.(Headquarter asia Pacific)No. 5 Schaeffler RoadTaicang, Jiangsu Province, 215400Tel. +86(0)512.535757-58Fax +86(0)[email protected]
KOMeT Precision Tools India Pvt. Ltd.16J, attibele Industrial areaBaNGaLORe - 562 107Tel. +91-80-2807 8000Fax +91-80-2807 [email protected]
PT Somagede Perkasa Kompleks Griya Inti SentosaJalan Griya agung No: 3Sunter agung - Jakarta 14350Tel. +62-21-6 41 07 30Fax +62-21-6 40 15 [email protected]
SHIVeH TOLID Co. LTD.# 270, West Dr. Fatemi ave.Post Code : 14186TehranTel. +98 21 6 691 7 691Fax +98 21 6 691 7 [email protected]
aRNOLD TRaDING Co., Ltd.P.O.B. 201806 Hamachtesh St.Ind. area, Holon 58810Tel. +9 72-3-5 58 13 13Fax +9 72-3-5 58 13 17
KOMeT GROUP KK# 180-00061-22-2 Naka-cho Musashino-shiTokyo Japan Grand Preo Musashino 203Tel. +81(0)422 50 0682Fax +81(0)422 50 [email protected]
KOMeT of CaNaDa Tooling Solutions ULC250 Harry Walker Parkway NUnit 6B, Newmarket,Ontario, L3Y 7B4Tel. +1-905/954-0466Fax +1-905/[email protected]
KOMeT GROUP Precision ToolsKorea Co.,Ltd.#201, Lotte IT Castle-2, 550-1,Gasan-dong,Geumcheon-gu, Seoul, 153-768Tel. +82(0)2.2082.6300Fax +82(0)[email protected]
GP System (Malaysia) Sdn Bhd19-1, Jalan Kenari 7Bandar Puchong Jaya 47100 Puchong, SelangorTel. +60-3-807 59160Fax +60-3-807 [email protected]
KOMeT de México S. de R.L. de C.V. acceso 1 Nave 8 No. 116 Fraccionamiento Industrial La MontañaQuerétaro, Qro. C.P 76150, México.Tel. +52-442 2-18-25-44Fax +52-442 [email protected]
Coulson Carbide LimitedDouble J Centre, 24 Gum Road,Henderson Valley, HendersonP.O.Box 21-228, Hendersonauckland Tel. +64-9-8 38 50 61Fax +64-9-8 37 62 86
GP System (Singapore) Pte. Ltd.No. 51, Bukit Batok Crescent#04-04/05 Unity CentreSingapore 658077Tel. +65-68 61 26 63Fax +65-68 61 35 [email protected]
MULTITRaDe DISTRIBUTORSP.O. Box 3511Kempton Park1620Tel. +27-11-453-8034Fax +27-11-453-9696
Hung Chih Ltd., Co.No. 37, Chung Cheng RoadTainan, Taiwan, R.O.C.Tel. +8 86-6-2 25 22 16Fax +8 86-6-2 20 59 [email protected]
PeRFeCT TOOL Co., Ltd.64/298Moo 3 Karnchanapisek Rd..Bakurad BagbuathongNothaburi 11110Tel. +66 2594 4562Fax +66 2594 [email protected]
KOMeT of america, Inc.2050 Mitchell Blvd.SchaumburgIL 60193-4544Tel. +1-8 47-9 23 84 00 +1-8 47-9 23 84 80Fax +1-8 00-8 65/66 [email protected]
TINH Ha Trading & Service Co., Ltd.add: 12th Floor, Zodiac Building, Duy Tan Street, Dich Vong Ward,Cau Giay District, Hanoi, VietnamTel. +84 4 62851631Fax +84 4 [email protected]
Nel mondo
Egitto
Argentina
Australia
Brasile
Cina
India
Indonesia
Iran
Israele
Giappone
Canada
Corea
Malesia
Messico
Nuova Zelanda
Singapore
Sudafrica
Taiwan
Tailandia
USA
Vietnam

www.kometgroup.com
KOMET GROUP GmbHZeppelinstraße 374354 BesigheimTel. +49 7143 3730Fax +49 7143 [email protected]
KOMET GROUP GmbHWerk Stuttgart-VaihingenRuppmannstraße 3270565 Stuttgart / VaihingenTel. +49 711 788910Fax +49 711 [email protected]
KOMET do Brasil Ltda.Rua Brasileira, 43907043-010 Guarulhos - São PauloTel. +55(0)11.2423-5502Fax +55(0)[email protected]
KOMET GROUP Precision Tools (Taicang) Co., Ltd.(Headquarter Asia Pacific)No. 5 Schaeffler RoadTaicang, Jiangsu Province, 215400Tel. +86 512 53575758Fax +86 512 [email protected]
KOMET S.à.r.l.46-48 Chemin de la Bruyère69574 Dardilly CEDEXTel. +33(0) 4 37 46 09 00Fax +33(0) 4 78 35 36 [email protected]
KOMET (UK) Ltd.4 Hamel HouseCalico Business ParkTamworthB77 4BFTel. +44(0)1827.302518Fax +44(0)[email protected]
KOMET Precision Tools India Pvt. Ltd.16J, Attibele Industrial AreaBANGALORE - 562 107Tel. +91 80 2807 8000Fax +91 80 2807 [email protected]
KOMET Utensili S.R.L.Via Massimo Gorki n. 1120098 S. Giuliano Mil.Tel. +39 02 98 40 28 1Fax +39 02 98 44 96 [email protected]
KOMET GROUP KK# 180-00061-22-2 Naka-cho Musashino-shiTokyo JapanGrand Preo Musashino 203 Tel. +81(0)422 50 0682Fax +81(0)422 50 [email protected]
KOMET de México S. de R. L. de C.VAcceso 1 Nave 8 No. 116 Fraccionamiento Industrial La Montaña Querétaro, Qro. C.P 76150 MéxicoTel. +52 442 2109020Fax +52 442 [email protected]
KOMET GROUP GmbHZeppelinstraße 3D-74354 BesigheimTel. +43 (1) 259 22 04 Fax +43 (1) 259 22 04 [email protected]
KOMET-URPOL Sp.z.o.o. ul. Przyjaźni 47 bPL 47-225 Kędzierzyn-KoźleTel. +48(0)77.405 31 00Fax +48(0)77.405 31 [email protected]
KOMET Schweiz AGVon Rollstrasse 29CH-4702 OensingenTel. +41(0)62 285 42 00Fax +41(0)62 285 42 [email protected]
KOMET of America, Inc.2050 Mitchell Blvd.SchaumburgIL 60193-4544Tel. +1-8 47-9 23 / 84 00 +1-8 47-9 23 / 84 80Fax +1-8 00-8 65 / 66 [email protected]
KOMET Scandinavia ABBox 9177SE-200 39 MalmöTel. +46 40 49 28 40Fax +46 40 49 19 [email protected]
KOMET IBERICA TOOLS S.L.Av. Corts Catalanes 9-11Planta baja, local 6B08173 SANT CUGAT DEL VALLESTel. +34 93 5839620Fax +34 93 [email protected]
KOMET GROUP GmbH ul. M.Salimganova 2V 420107, Kazan Tel. +7 843 5704345Fax +7 843 [email protected]
KOMET of CANADATooling Solutions ULC250 Harry Walker Parkway NUnit 6B, Newmarket,Ontario, L3Y 7B4Tel. +1-905/954-0466Fax +1-905/[email protected]
KOMET GROUP Precision ToolsKorea Co., Ltd.#201, Lotte IT Castle-2, 550-1,Gasan-dong, Geumcheon-gu,Seoul, 153-768Tel. +82(0)2.2082-6300Fax +82(0)[email protected]
KOMET GROUP CZ s.r.o.Na Hůrce 1041/2,160 00 Praha 6Tel. +420 235010010Fax +420 [email protected]
KOMET KESICI TAKIMLAR SAN VE TIC LTD STIYenikoy Mahallesi Koybasi cad. Akbas Sokak no 7 Sariyer ISTANBULTel. +90 212 346 01 34 Tel. +90 212 346 01 70Fax +90 212 346 01 [email protected]
399 04 024 02-5H-03/13 Printed in Germany · © 2013 KOMET GROUP GmbH · Con riserva di eventuali variazioni tecniche dovute ad ulteriori sviluppi.
Ko
mPa
ss –
Ale
satu
ra
KomPass – Alesatura
GermAniA
FrAnciAcinA GrAnbretAGnA
indiA itAliA GiAPPone
messico
AustriA PoloniA
svizzerA
usA
sveziA · dAnimArcA · norveGiA sPAGnA
russiA
brAsileGermAniA
cAnAdA coreA
rePubblicA cecAturchiA