Embed Size (px)
Citation preview

Konstruktive Verklebungen nach ETAG 002
Dipl.-Ing. Heinz Pfefferkorn Steinebach 13 6850 Dornbirn / Austria www.gbd.at
Folie 2
MGT Seminar – 2015
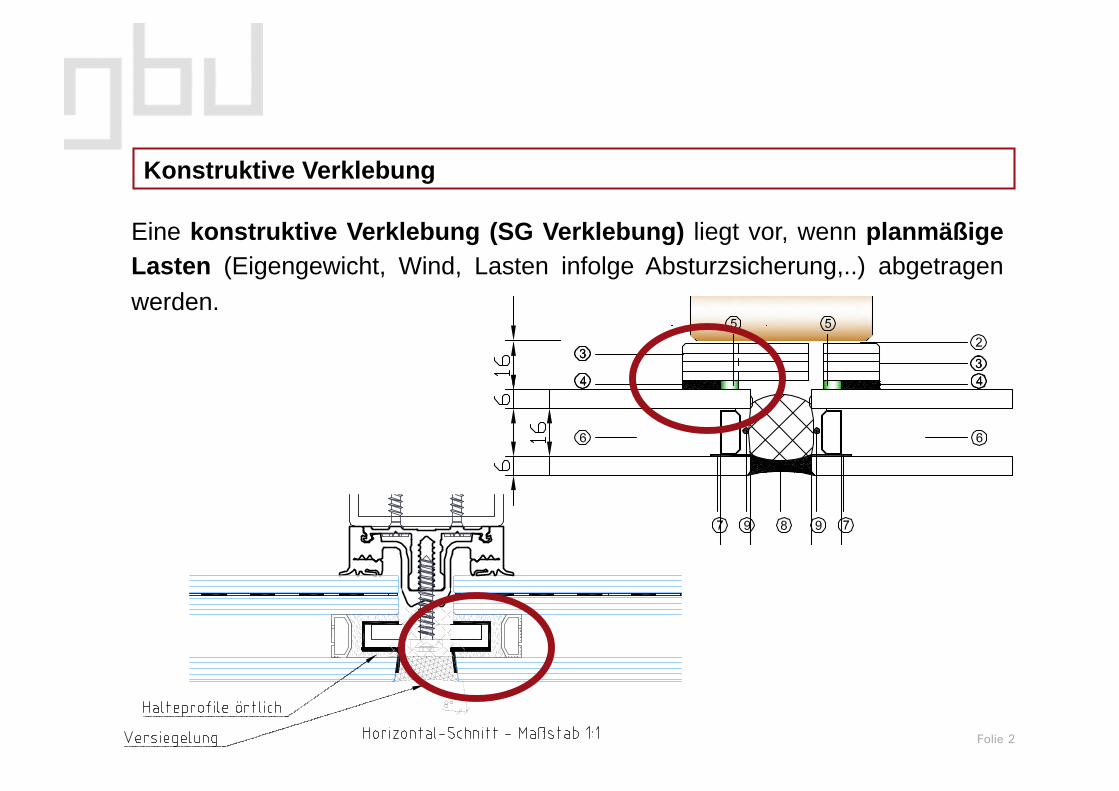
Eine konstruktive Verklebung (SG Verklebung) liegt vor, wenn planmäßige Lasten (Eigengewicht, Wind, Lasten infolge Absturzsicherung,..) abgetragen werden.
Konstruktive Verklebung
Folie 3
MGT Seminar – 2015
ETAG 002-1 Geklebte Glaskonstruktionen (Structural Sealant Glazing Systems - SSGS) Teil 1: Gestützte und ungestützte Systeme
è Grundlage für die Zulassung von Silikonklebstoffen
Normen
EN 13022-1 Glas im Bauwesen — Geklebte Verglasungen Teil 1: Glasprodukte für SSG-Systeme — Einfach- und Mehrfachverglasungen mit und ohne Abtragung des Eigengewichtes
Folie 4
MGT Seminar – 2015
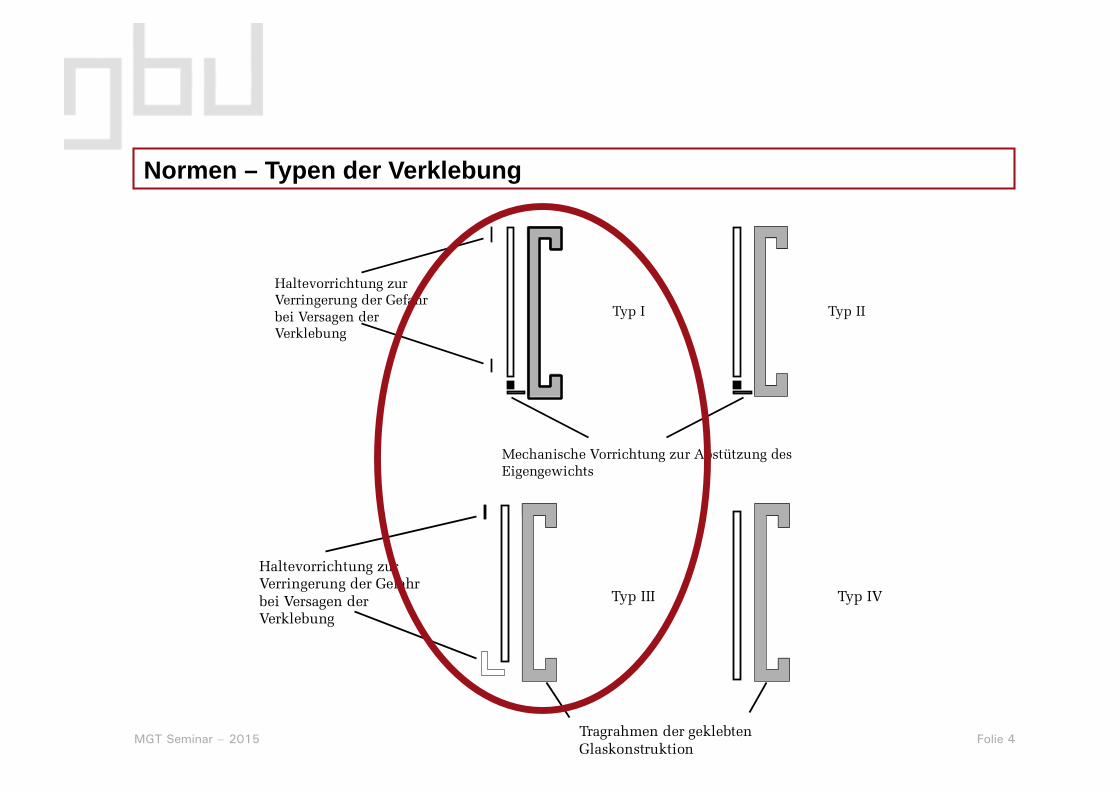
Normen – Typen der Verklebung
Der gegenwärtige Stand der Kenntnisse erfordert eine Reihe vongenerellen Einschränkungen:• die Verklebung muß aus Silikon bestehen in Form einer linearen
Kleberaupe.• bei der Bemessung können Unstetigkeiten in der Verklebung
enthalten sein, es darf jedoch kein Rand völlig frei sein; einigeRänder können mechanisch eingefaßt sein.
• die Verklebung ist werkseitig aufzubringen.Weitere Teile der Leitlinie sollen in absehbarer Zeit veröffentlichtwerden, um diese Einschränkungen zu reduzieren.Es wird davon ausgegangen, daß die Systemplaner die normalenRegeln der Praxis befolgen in bezug auf Sachverhalte wie Lieferbe-dingungen von Glas (Sauberkeit, Mängelfreiheit usw.) und Anwen-dung (Verwendung von wärmegehärtetem oder Verbund-Sicher-heitsglas usw. je nach Erfordernis). Diese Dinge sind nicht Gegen-stand dieser Leitlinie, da sie in Vorschriften oder Normen angemes-sen abgedeckt sind. Jedoch gibt es eine große Anzahl wichtigerAnforderungen mit direkter Auswirkung auf die Bemessung vonSSG-Systemen. Die nachfolgende Liste, die nicht erschöpfend ist,nennt einige dieser Anforderungen:• Eine maschinelle Bearbeitung von Glas (z.B. wenn erforderlich
zum Einpassen von Sicherheitsvorrichtungen für die Vergla-sung) darf nur durch den und/oder mit Zustimmung desGlasherstellers erfolgen.
• Das Glas ist so auszuwählen, daß sichergestellt ist, daß es inÜbereinstimmung mit nationalen Bemessungsvorschriften dieWindlast über die Verklebung sicher auf den Tragrahmen derVerklebung überträgt.
• Die Haftung der Verklebung auf drei Oberflächen ist nichterlaubt (siehe Bild 2). Die Haftung auf einem Abstandsprofil beieiner Isolierglasscheibe wird nicht als tragende Verbindung(Verklebung) angesehen.
• Der Winkel θ zeigt den Bereich der zulässigen Neigung über 7°(siehe Bild 3).
• Die vorliegenden Spezifikationen gelten nicht für ein Verbund-system, bei dem die Innenscheibe der Isolierverglasung mecha-nisch befestigt ist und die Außenscheibe durch eine Verklebungfestgehalten wird.
Bild 3 – Zulässige Neigung
• Die Typen III und IV der SSGS sind nur verwendbar fürEinfachverglasungen. Bei Isolierverglasungen oder Verbund-Sicherheitsglas muß jede Glasscheibe gestützt sein (Typ I oderII).
2.2 NutzungskategorienDie Spezifikation einiger SSGS und das jeweilige Konzept für ihreBeurteilung macht die Anwendung einer Nutzungskategorie inbezug auf folgenden Aspekt des Leistungsverhaltens erforderlich.Verwendung bei niedriger TemperaturSofern vom Hersteller festgelegt, können Systeme bei niedrigerTemperatur geprüft werden (siehe 5.1.4.1), um ihre Eignung für dieVerwendung in kalten Gegenden, wie zum Beispiel in nordischenLändern, zu beurteilen.
— 10 —
Haltevorrichtung zurVerringerung der Gefahrbei Versagen derVerklebung
Haltevorrichtung zurVerringerung der Gefahrbei Versagen derVerklebung
Mechanische Vorrichtung zur Abstützung desEigengewichts
Tragrahmen der geklebtenGlaskonstruktion
Typ I Typ II
Typ III Typ IV
Gebäude
SSGS
7°
Bild 1 Schematische Darstellung von Beispielen der verschiedenen Arten von SSGS
Bild 2 – Haftung auf drei Oberflächen – nicht zulässig
1
2
Der gegenwärtige Stand der Kenntnisse erfordert eine Reihe vongenerellen Einschränkungen:• die Verklebung muß aus Silikon bestehen in Form einer linearen
Kleberaupe.• bei der Bemessung können Unstetigkeiten in der Verklebung
enthalten sein, es darf jedoch kein Rand völlig frei sein; einigeRänder können mechanisch eingefaßt sein.
• die Verklebung ist werkseitig aufzubringen.Weitere Teile der Leitlinie sollen in absehbarer Zeit veröffentlichtwerden, um diese Einschränkungen zu reduzieren.Es wird davon ausgegangen, daß die Systemplaner die normalenRegeln der Praxis befolgen in bezug auf Sachverhalte wie Lieferbe-dingungen von Glas (Sauberkeit, Mängelfreiheit usw.) und Anwen-dung (Verwendung von wärmegehärtetem oder Verbund-Sicher-heitsglas usw. je nach Erfordernis). Diese Dinge sind nicht Gegen-stand dieser Leitlinie, da sie in Vorschriften oder Normen angemes-sen abgedeckt sind. Jedoch gibt es eine große Anzahl wichtigerAnforderungen mit direkter Auswirkung auf die Bemessung vonSSG-Systemen. Die nachfolgende Liste, die nicht erschöpfend ist,nennt einige dieser Anforderungen:• Eine maschinelle Bearbeitung von Glas (z.B. wenn erforderlich
zum Einpassen von Sicherheitsvorrichtungen für die Vergla-sung) darf nur durch den und/oder mit Zustimmung desGlasherstellers erfolgen.
• Das Glas ist so auszuwählen, daß sichergestellt ist, daß es inÜbereinstimmung mit nationalen Bemessungsvorschriften dieWindlast über die Verklebung sicher auf den Tragrahmen derVerklebung überträgt.
• Die Haftung der Verklebung auf drei Oberflächen ist nichterlaubt (siehe Bild 2). Die Haftung auf einem Abstandsprofil beieiner Isolierglasscheibe wird nicht als tragende Verbindung(Verklebung) angesehen.
• Der Winkel θ zeigt den Bereich der zulässigen Neigung über 7°(siehe Bild 3).
• Die vorliegenden Spezifikationen gelten nicht für ein Verbund-system, bei dem die Innenscheibe der Isolierverglasung mecha-nisch befestigt ist und die Außenscheibe durch eine Verklebungfestgehalten wird.
Bild 3 – Zulässige Neigung
• Die Typen III und IV der SSGS sind nur verwendbar fürEinfachverglasungen. Bei Isolierverglasungen oder Verbund-Sicherheitsglas muß jede Glasscheibe gestützt sein (Typ I oderII).
2.2 NutzungskategorienDie Spezifikation einiger SSGS und das jeweilige Konzept für ihreBeurteilung macht die Anwendung einer Nutzungskategorie inbezug auf folgenden Aspekt des Leistungsverhaltens erforderlich.Verwendung bei niedriger TemperaturSofern vom Hersteller festgelegt, können Systeme bei niedrigerTemperatur geprüft werden (siehe 5.1.4.1), um ihre Eignung für dieVerwendung in kalten Gegenden, wie zum Beispiel in nordischenLändern, zu beurteilen.
— 10 —
Haltevorrichtung zurVerringerung der Gefahrbei Versagen derVerklebung
Haltevorrichtung zurVerringerung der Gefahrbei Versagen derVerklebung
Mechanische Vorrichtung zur Abstützung desEigengewichts
Tragrahmen der geklebtenGlaskonstruktion
Typ I Typ II
Typ III Typ IV
Gebäude
SSGS
7°
Bild 1 Schematische Darstellung von Beispielen der verschiedenen Arten von SSGS
Bild 2 – Haftung auf drei Oberflächen – nicht zulässig
1
2
Folie 5
MGT Seminar – 2015
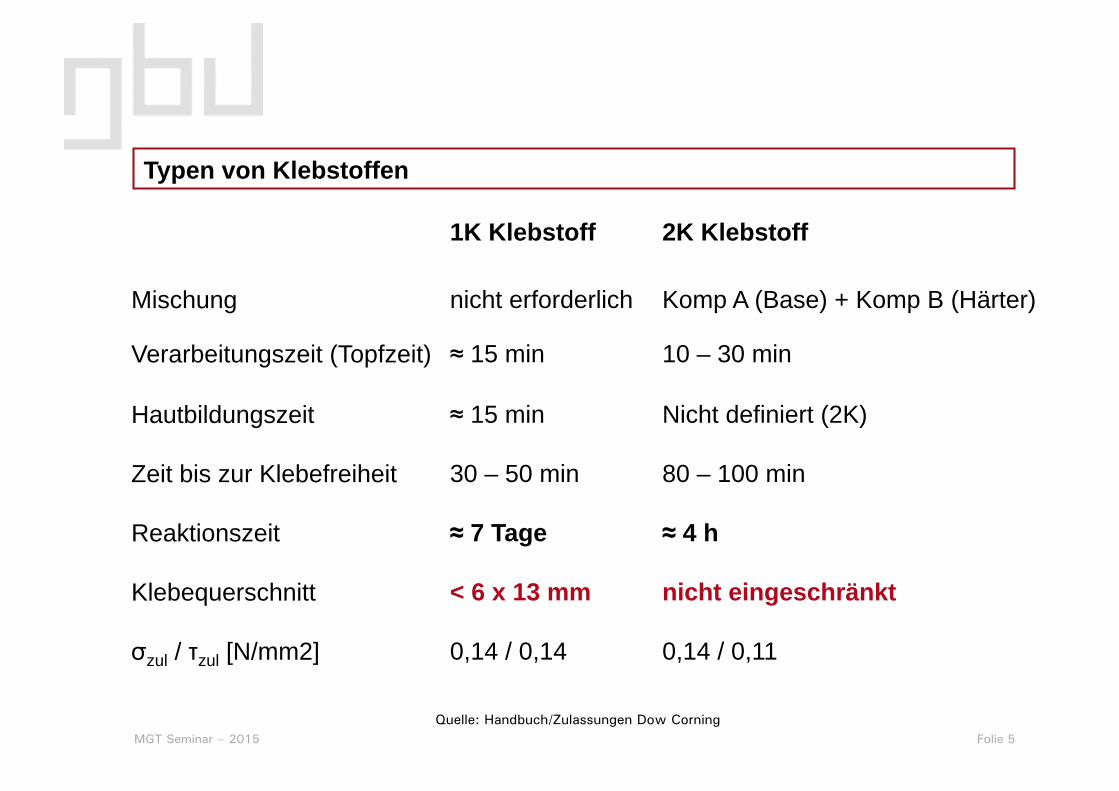
Typen von Klebstoffen
2K Klebstoff
Mischung
Verarbeitungszeit (Topfzeit)
Hautbildungszeit
Zeit bis zur Klebefreiheit
Reaktionszeit
Klebequerschnitt
σzul / τzul [N/mm2]
1K Klebstoff
nicht erforderlich
≈ 15 min
≈ 15 min
30 – 50 min
≈ 7 Tage
< 6 x 13 mm
0,14 / 0,14
Komp A (Base) + Komp B (Härter)
10 – 30 min
Nicht definiert (2K)
80 – 100 min
≈ 4 h
nicht eingeschränkt
0,14 / 0,11
Quelle: Handbuch/Zulassungen Dow Corning

Folie 6
MGT Seminar – 2015
Kohäsionsbruch Der Bruch tritt im Klebstoff auf
Brucharten
Adhäsionsbruch Der Bruch tritt in der Fuge (Grenzfläche) auf

Folie 7
MGT Seminar – 2015
Brucharten - Kohäsionsbruch

Folie 8
MGT Seminar – 2015
Brucharten - Adhäsionsbruch
Folie 9
MGT Seminar – 2015
� � � � � O� � � � � � � � � � � �r � � � � � � � � � � O� � � � � � � � � � � � � � � � � � � � � � � � � � � O� � �
r � � � � � � � � � � O� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �� � � � � � � � � e� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �
r � e� � � � � � b� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � O� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � �� � � � � � � � � � � � � � � � � � � � � � � � � �
r � � � � � � � � � � � � � � � � � b� � � � � � � � � ä� � � � � � l � e� � � �
� � � � � � �� � � � � �
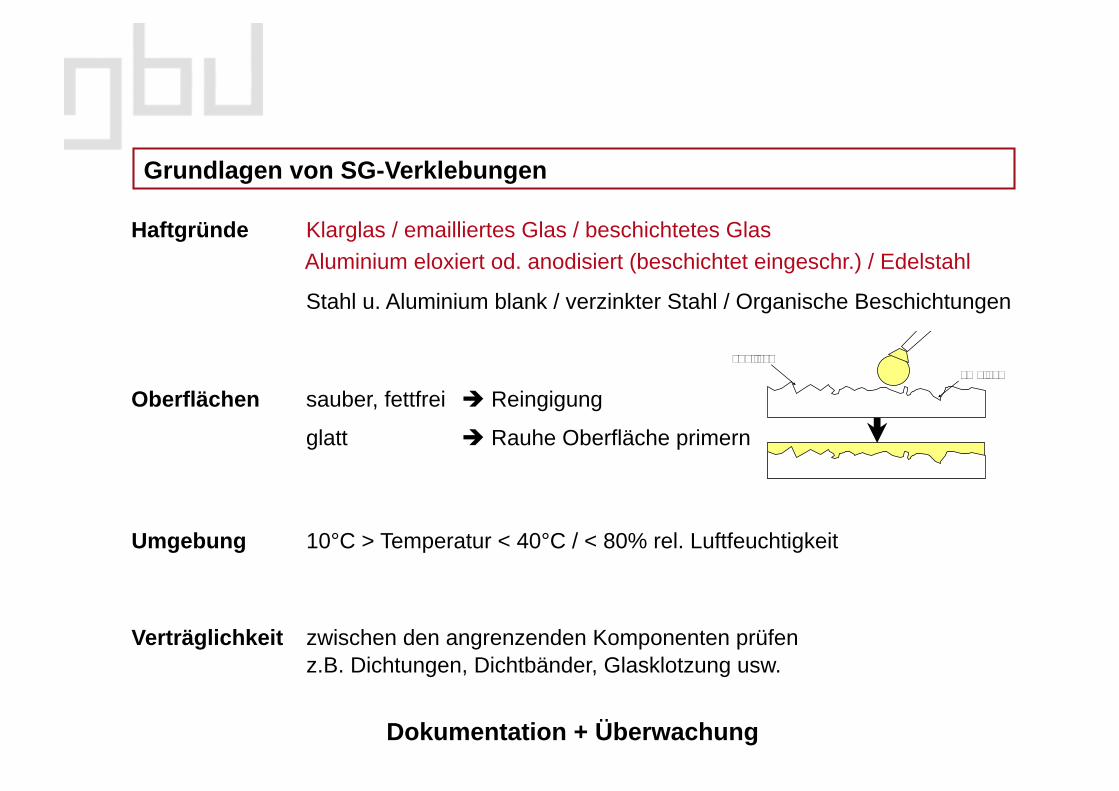
Grundlagen von SG-Verklebungen
Quelle: Dow Corning Dokumentation + Überwachung
Oberflächen sauber, fettfrei è Reingigung
glatt è Rauhe Oberfläche primern
Haftgründe Klarglas / emailliertes Glas / beschichtetes Glas Aluminium eloxiert od. anodisiert (beschichtet eingeschr.) / Edelstahl
Stahl u. Aluminium blank / verzinkter Stahl / Organische Beschichtungen
Umgebung 10°C > Temperatur < 40°C / < 80% rel. Luftfeuchtigkeit
Verträglichkeit zwischen den angrenzenden Komponenten prüfen z.B. Dichtungen, Dichtbänder, Glasklotzung usw.
Folie 10
MGT Seminar – 2015
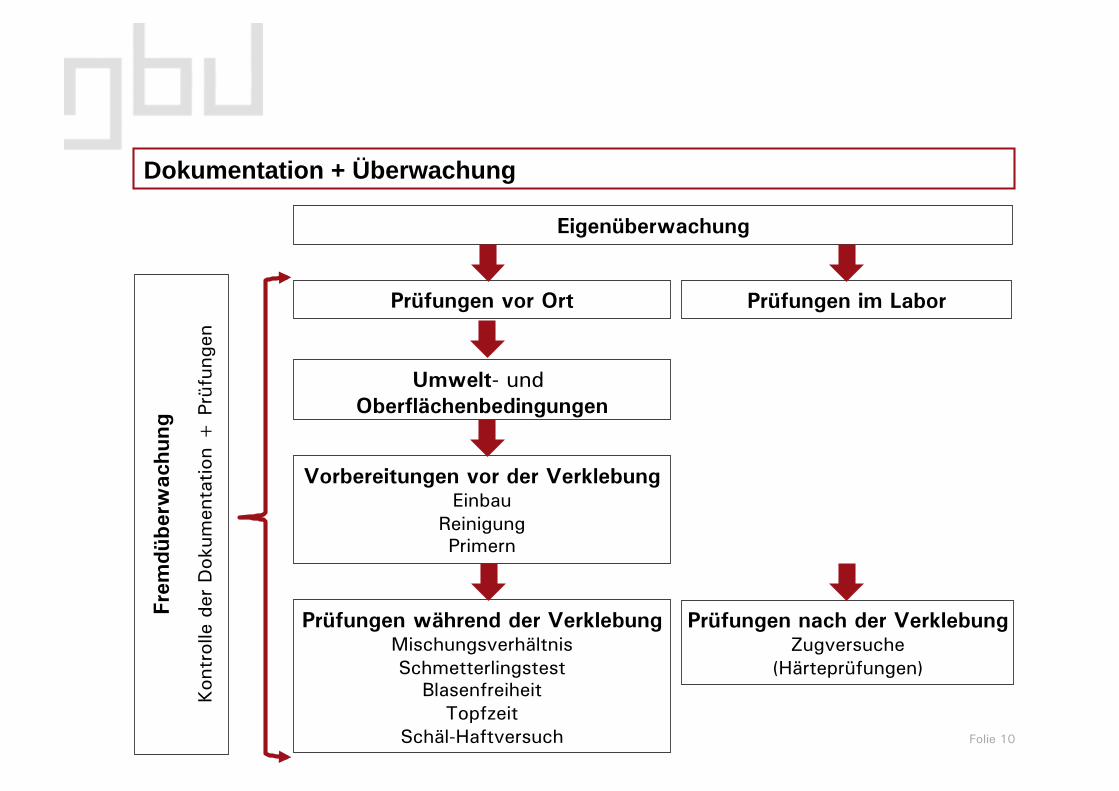
Eigenüberwachung
Prüfungen vor Ort
Prüfungen im Labor
Umwelt- und Oberflächenbedingungen
Vorbereitungen vor der Verklebung Einbau
Reinigung Primern
Prüfungen während der Verklebung Mischungsverhältnis Schmetterlingstest
Blasenfreiheit Topfzeit
Schäl-Haftversuch
Prüfungen nach der Verklebung Zugversuche
(Härteprüfungen)
Dokumentation + Überwachung Fr
emdü
berw
achu
ng
Kon
trol
le d
er D
okum
enta
tion
+ P
rüfu
ngen

Folie 11
MGT Seminar – 2015
Dokumentation
Version 1.4 Erneuert am 15.09.2014 von #Vanessa Nissl#
P:\Glasbau\ETAG_002\Datenblätter
1
#0_2 Protokollierung zur Werkszertifizierung nach ETAG 002
Hersteller
MGT Mayer Glastechnik GmbH Tel.: +43 5522 728 22
Am Breiten Wasen 17 Fax: +43 5522 728 22-36
6800 Feldkirch Mail: [email protected]
Sachbearbeiter:
Prüfer
Matthias Wiedemann
...........................................................................................................................................................................................................
Objekt
............................................................................................................................................................................................................
gbd Zert. Kundennummer:
............................................................................................................................................................................................................
Structural Glazing System DC993 DC895 DC 3362
Liegt eine objektbezogene Zulassung vor ja nein
in Beantragung nicht erforderlich
1. Glas
Hersteller/Lieferant
............................................................................................................................................................................................................
Werkszeugnis liegt für das Glas vor ja nein
Werkszeugnis liegt für den Heat-Soak-Test vor ja nein
Glastype auf der die Verklebung erfolgt Float TVG ESG
Erfolgt die Verklebung auf eine Schicht ja nein
Für welche Produkte bzw. Oberflächen wird die Zertifizierung der WPK beantragt
Klarglas ja nein
Beschichtetes Glas ja nein
Emailglas ja nein
Siebdruck ja nein
Lackiertes Glas ja nein
Sonstiges ja nein
Version 1.4 Erneuert am 15.09.2014 von #Vanessa Nissl#
P:\Glasbau\ETAG_002\Datenblätter
4
3. Klebstoff/Reiniger/Primer
Art des Klebers
Einkomponentenkleber
Zweikomponentenkleber
Europäisch technische Zulassung (ETA)
Zulassungsnummer:
............................................................................................
Aktuell ja nein
Hersteller/Lieferant Dow Corning Sonstiges
Bezeichnung DC993 DC895 DC3362
Komponente A - Kleber
Chargen Nummer
...........................................................................................................
Komponente B - Katalysator
Chargen Nummer
...........................................................................................................
Primer c
Chargen Nummer
...........................................................................................................
Primer 1200 OS
Chargen Nummer
...........................................................................................................
Reiniger R-40
Chargen Nummer
...........................................................................................................
Folie 12
MGT Seminar – 2015
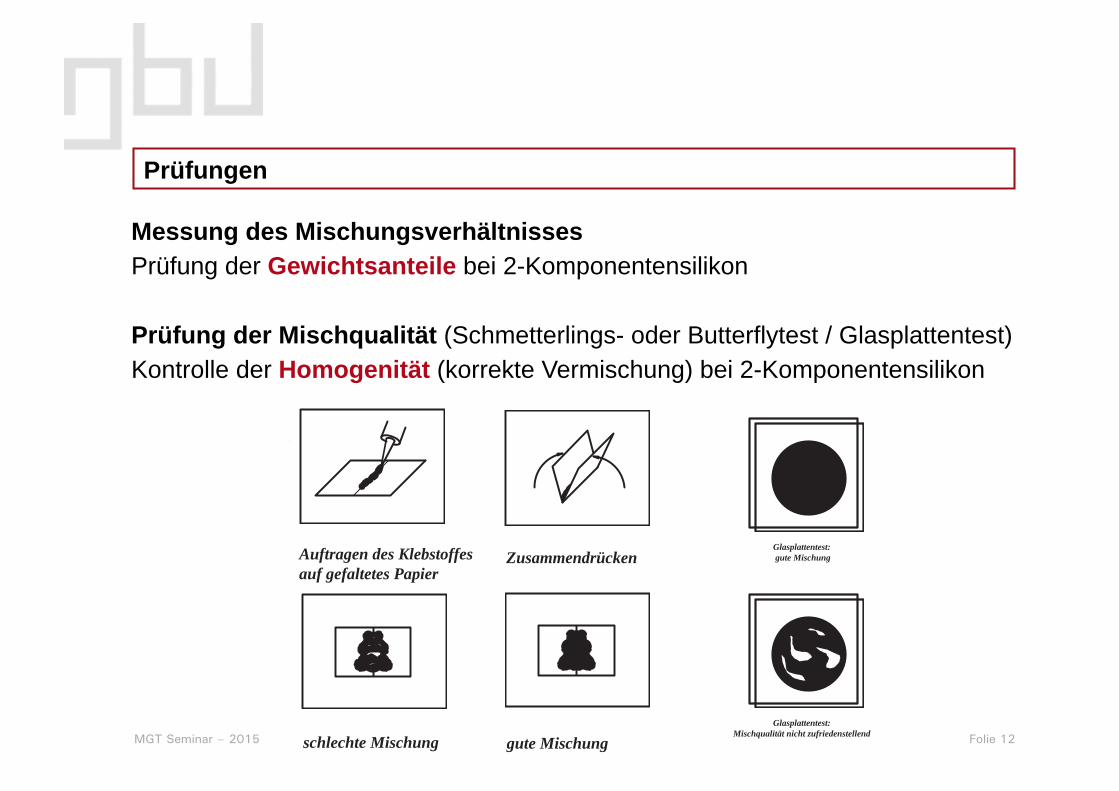
Messung des Mischungsverhältnisses Prüfung der Gewichtsanteile bei 2-Komponentensilikon
Prüfungen
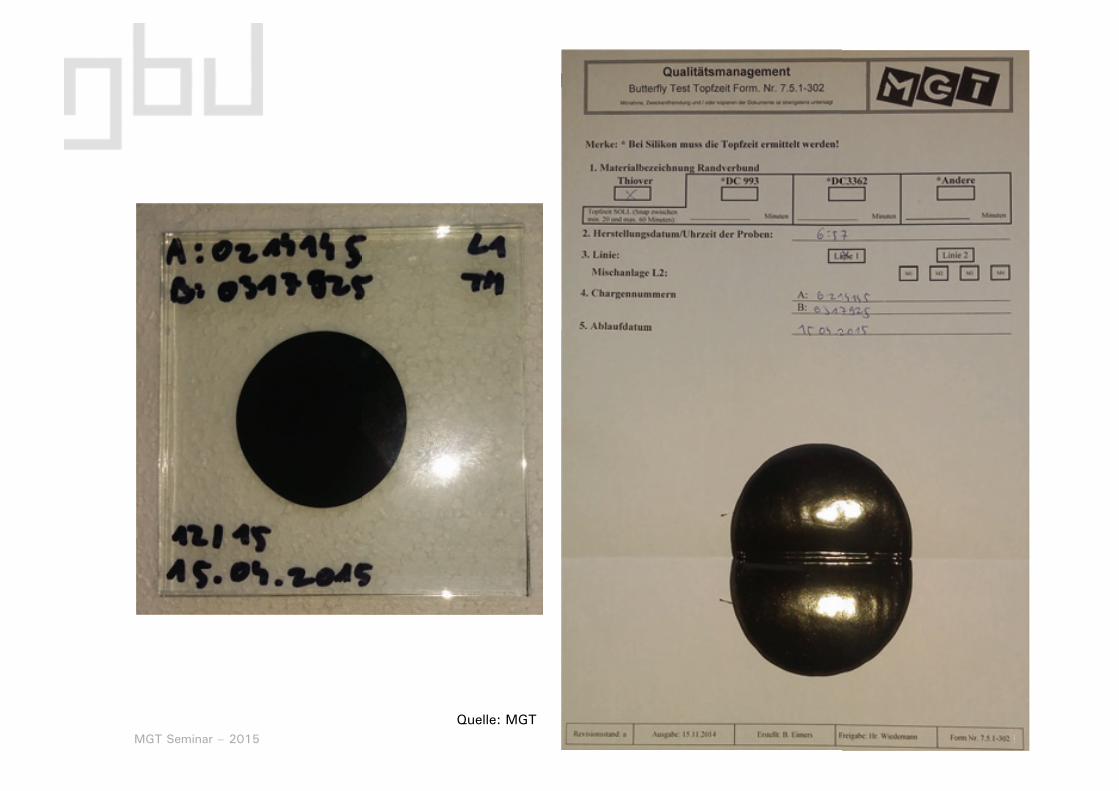
Prüfung der Mischqualität (Schmetterlings- oder Butterflytest / Glasplattentest) Kontrolle der Homogenität (korrekte Vermischung) bei 2-Komponentensilikon
33
Structural Glazing Handbuch
Produktqualität
Butterfly-TestUnter dem Butterfly-Test versteht man ein Verfahren, das dem Glasplattentest sehr ähnlich ist. Es wird bei jeder Inbetriebnahme der Mischanlage und nach jedem Gebindewechsel durchgeführt. Sinn dieses Tests ist ebenfalls die Bestimmung der Mischqualität. Werden die beiden Komponenten korrekt gemischt, ist der Klebstoff einheitlich schwarz und weist keine grauen oder weissen Streifen oder Schlieren auf. Folgendes Verfahren ist zur Durchführung eines Butterfly-Tests einzuhalten:
1. Knicken Sie ein Blatt festes weisses DIN A4-Papier in der Mitte.
2. Tragen Sie einen kurzen Klebstoffstrang auf den Knick in der Mitte auf.
3. Falten Sie das Blatt Papier zusammen und verpressen Sie den Klebstoff zu einer dünnen Schicht.
4. Klappen Sie das Papier auseinander und überprüfen Sie den Klebstoff visuell auf Anzeigen einer schlechten Mischung (Schlieren oder Streifen)
Auftragen des Klebstoffes auf gefaltetes Papier
Zusammendrücken
schlechte Mischung
gute Mischung
33
Structural Glazing Handbuch
Produktqualität
Butterfly-TestUnter dem Butterfly-Test versteht man ein Verfahren, das dem Glasplattentest sehr ähnlich ist. Es wird bei jeder Inbetriebnahme der Mischanlage und nach jedem Gebindewechsel durchgeführt. Sinn dieses Tests ist ebenfalls die Bestimmung der Mischqualität. Werden die beiden Komponenten korrekt gemischt, ist der Klebstoff einheitlich schwarz und weist keine grauen oder weissen Streifen oder Schlieren auf. Folgendes Verfahren ist zur Durchführung eines Butterfly-Tests einzuhalten:
1. Knicken Sie ein Blatt festes weisses DIN A4-Papier in der Mitte.
2. Tragen Sie einen kurzen Klebstoffstrang auf den Knick in der Mitte auf.
3. Falten Sie das Blatt Papier zusammen und verpressen Sie den Klebstoff zu einer dünnen Schicht.
4. Klappen Sie das Papier auseinander und überprüfen Sie den Klebstoff visuell auf Anzeigen einer schlechten Mischung (Schlieren oder Streifen)
Auftragen des Klebstoffes auf gefaltetes Papier
Zusammendrücken
schlechte Mischung
gute Mischung
33
Structural Glazing Handbuch
Produktqualität
Butterfly-TestUnter dem Butterfly-Test versteht man ein Verfahren, das dem Glasplattentest sehr ähnlich ist. Es wird bei jeder Inbetriebnahme der Mischanlage und nach jedem Gebindewechsel durchgeführt. Sinn dieses Tests ist ebenfalls die Bestimmung der Mischqualität. Werden die beiden Komponenten korrekt gemischt, ist der Klebstoff einheitlich schwarz und weist keine grauen oder weissen Streifen oder Schlieren auf. Folgendes Verfahren ist zur Durchführung eines Butterfly-Tests einzuhalten:
1. Knicken Sie ein Blatt festes weisses DIN A4-Papier in der Mitte.
2. Tragen Sie einen kurzen Klebstoffstrang auf den Knick in der Mitte auf.
3. Falten Sie das Blatt Papier zusammen und verpressen Sie den Klebstoff zu einer dünnen Schicht.
4. Klappen Sie das Papier auseinander und überprüfen Sie den Klebstoff visuell auf Anzeigen einer schlechten Mischung (Schlieren oder Streifen)
Auftragen des Klebstoffes auf gefaltetes Papier
Zusammendrücken
schlechte Mischung
gute Mischung
33
Structural Glazing Handbuch
Produktqualität
Butterfly-TestUnter dem Butterfly-Test versteht man ein Verfahren, das dem Glasplattentest sehr ähnlich ist. Es wird bei jeder Inbetriebnahme der Mischanlage und nach jedem Gebindewechsel durchgeführt. Sinn dieses Tests ist ebenfalls die Bestimmung der Mischqualität. Werden die beiden Komponenten korrekt gemischt, ist der Klebstoff einheitlich schwarz und weist keine grauen oder weissen Streifen oder Schlieren auf. Folgendes Verfahren ist zur Durchführung eines Butterfly-Tests einzuhalten:
1. Knicken Sie ein Blatt festes weisses DIN A4-Papier in der Mitte.
2. Tragen Sie einen kurzen Klebstoffstrang auf den Knick in der Mitte auf.
3. Falten Sie das Blatt Papier zusammen und verpressen Sie den Klebstoff zu einer dünnen Schicht.
4. Klappen Sie das Papier auseinander und überprüfen Sie den Klebstoff visuell auf Anzeigen einer schlechten Mischung (Schlieren oder Streifen)
Auftragen des Klebstoffes auf gefaltetes Papier
Zusammendrücken
schlechte Mischung
gute Mischung
32
Structural Glazing Handbuch
Produktqualität
Glasplattentest oder „Butterfly-Test“Unter dem Glasplattentest oder Butterfly-Test versteht man ein Verfahren, das eingesetzt wird, um die Mischqualität von Dow Corning 993 Siliconklebstoff zu bewerten. Der Test ist bei jeder Inbetriebnahme der Mischanlage und nach jedem Gebindewechsel von Basis- oder Katalysatorkomponente durchzuführen. Sinn dieses Tests ist die Beurteilung, ob die beiden Komponenten mit ausreichender Homogenität miteinander vermischt werden.
Beim Standardprodukt Dow Corning 993 schwarz ist die Basiskomponente weiss und der Katalysator schwarz. Werden die beiden Komponenten korrekt gemischt, ist der fertige Klebstoff einheitlich schwarz und weist keine grauen oder weissen Streifen auf. Ursachen für eine schlechte Mischung können defekte oder blockierte Ventile oder Pumpen, beschädigte Dichtungen, verstopfte Leitungen oder eine zugesetzte Mischstrecke sein, Die regelmässige Wartung der Anlage trägt dazu bei, eine korrekte Klebstoffmischung sicherzustellen. Wenden Sie sich in Bezug auf Wartungsanweisungen bitte an den Hersteller Ihrer Dosieranlage. Wenn grauer, weisser oder kundenspezifisch eingefärbter Dow Corning 993 Siliconklebstoff eingesetzt wird, lassen Sie sich entsprechenden Empfehlungen von Ihrem technischen Berater bei Dow Corning geben.
Zur Durchführung des Glassplattentests tragen Sie einen kurzen Klebstoffstrang auf ein sauberes transparentes Stück Glas mit einer Grösse von maximal 10 cm x 10 cm auf. Legen Sie ein weiteres sauberes transparentes Glasstück auf das Silicon und drücken Sie die beiden Glasplatten zusammen. Beachten Sie bitte die Abbildungen auf dieser Seite. Der zusammengedrückte Klebstoff ist nun visuell auf graue oder weisse Streifen oder Schlieren zu prüfen. Er muss einheitlich schwarz sein. Ist das Ergebnis nicht zufriedenstellend, muss der Test erneut durchgeführt werden, nachdem weiteres gemischtes Material aus der Anlage herausgespült wurde. Sind die Ergebnisse weiterhin nicht zufriedenstellend, sind möglicherweise Wartungsarbeiten an der Anlage erforderlich. Bei zusätzlichem Unterstützungsbedarf wenden Sie sich bitte an Ihren technischen Berater bei Dow Corning.
Glasplattentest: gute Mischung
Glasplattentest: Mischqualität nicht zufriedenstellend
Folie 13
MGT Seminar – 2015
Quelle: MGT Folie 13
Folie 14
MGT Seminar – 2015
Prüfungen
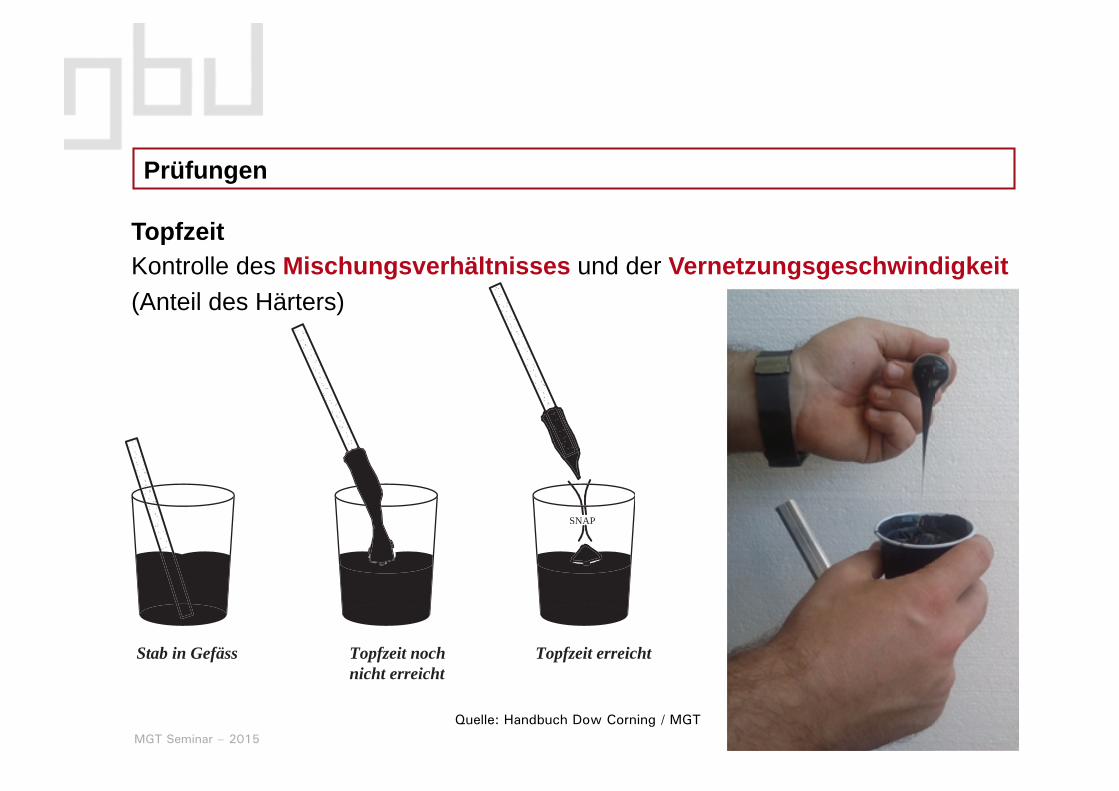
Topfzeit Kontrolle des Mischungsverhältnisses und der Vernetzungsgeschwindigkeit (Anteil des Härters)
Quelle: Handbuch Dow Corning / MGT
34
Structural Glazing Handbuch
Produktqualität
TopfzeitprüfungNachdem im Glasplattentest und/oder Butterfl y-Test die korrekte Mischung des Klebstoffes bestätigt wurde, muss die Topfzeit überprüft werden. Dieser Test muss bei jeder Inbetriebnahme der Mischanlage und nach jedem Gebindewechsel von Basis- oder Kataysatorkomponente durchgeführt werden. Über die Messung der Topfzeit soll ermittelt werden, ob das Mischungsverhältnis korrekt ist und ob der Klebstoff mit richtiger Reaktionsgeschwindingkeit vernetzt. Gemischter Klebstoff lässt sich wie ein Einkomponentenklebstoff handhaben, bis die chemische Reaktion zwischen den beiden Komponenten einsetzt. Der Klebstoff beginnt innerhalb weniger Minuten zäh zu werden und zeigt zunehmend plastische bzw. gummiartige Eigenschaften.
Folgendes Verfahren ist bei der Durchführung der Topfzeitprüfung („snap time test“) einzuhalten:
1. Füllen Sie einen kleinen Behälter mit angemischtem Dow Corning 993 Siliconklebstoff.
2. Stecken Sie einen kleinen Stab oder Spachtel in den Klebstoff. Notieren Sie die Zeit.
Ziehen Sie den Stab alle paar Minuten aus dem Klebstoff. Rühren oder bewegen Sie den Klebstoff dabei nicht. Je stärker der Klebstoff vernetzt, desto zähfl üssiger wird er. Sobald ein vollständiger Fadenabriss („snap“) eintritt und der Klebstoff sich nach dem Herausziehen wieder zurückzieht, ist die Topfzeit erreicht. Notieren Sie auch diese Zeit.
Die Topfzeit variiert je nach Temperatur, Luftfeuchtigkeit und Mischungsverhältnis. Bei höheren Temperaturen und höherer Luftfeuchtigkeit kommt es schneller zum Fadenabriss. Bei niedrigen Temperaturen und trockenen Bedingungen ist die Topfzeit länger. In nachfolgender Abbildung wird die Abhängigkeit der Topfzeit von der Temperatur verdeutlicht. Darüber hinaus gibt es Schwankungen abhängig vom Alter und der Materialcharge des Klebstoffes. Ungewöhnliche Topfzeitwerte können auf eine falsche Einstellung oder einen Defekt der Mischanlage hinweisen. Das wesentliche Ergebnis einer Topfzeitprüfung ist die Feststellung, ob die Vernetzung des Klebstoffs innerhalb der erwarteten Zeit beginnt. Topfzeiten über einer Stunde für Dow Corning 993 deuten auf zu wenig Katalysator hin, Topfzeiten unter 20 Minuten auf eine zu hohe Katalysatordosierung. Die Zeit, in welcher der gemischte Klebstoff problemlos verarbeitbar ist, entspricht in etwa der halben Topfzeit. Danach wird der Klebstoff zunehmend zäher und lässt sich nicht mehr sauber abziehen.
SNAP
Stab in Gefäss Topfzeit noch Topfzeit erreicht nicht erreicht
Folie 14

Folie 15
MGT Seminar – 2015
Blasenfreiheit Sichtprüfung der Blasenfreiheit während der Verklebung
Prüfungen
Folie 16
MGT Seminar – 2015
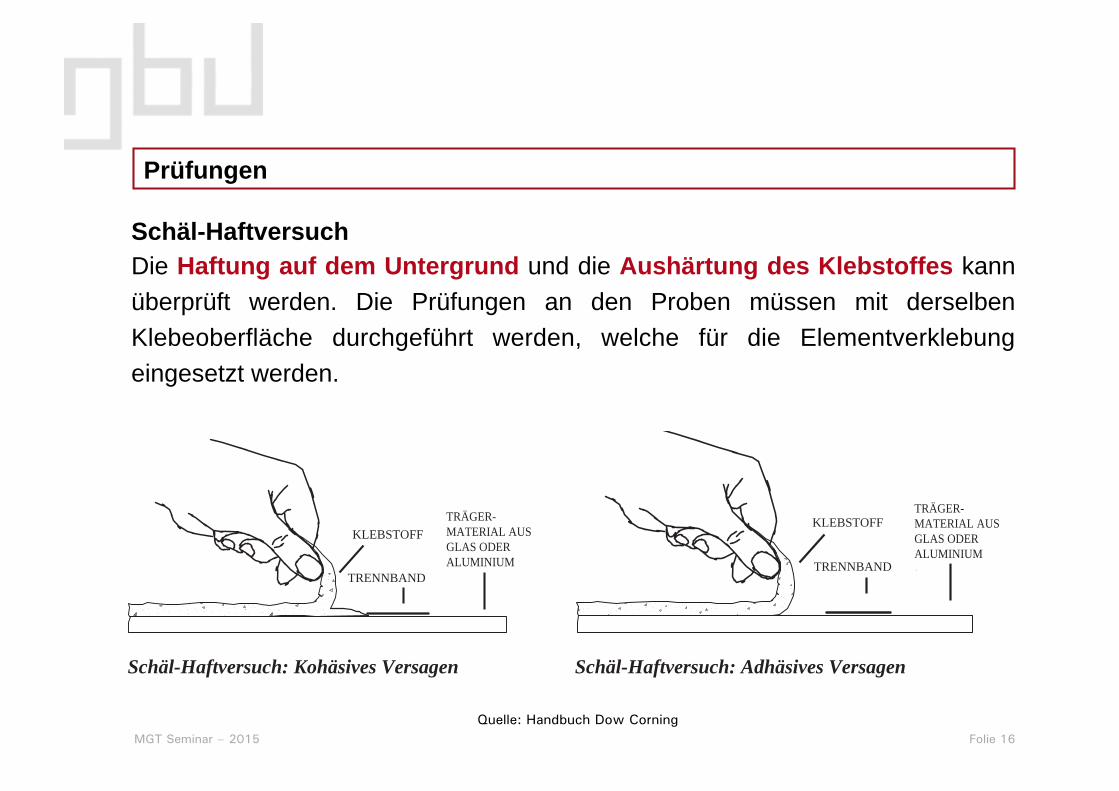
Schäl-Haftversuch Die Haftung auf dem Untergrund und die Aushärtung des Klebstoffes kann überprüft werden. Die Prüfungen an den Proben müssen mit derselben Klebeoberfläche durchgeführt werden, welche für die Elementverklebung eingesetzt werden.
Prüfungen
37
Structural Glazing Handbuch
Produktqualität
SEALANT
BONDBREAKERTAPE
GLASS OR ALUMINIUMSUBSTRATE
SEALANT
BONDBREAKERTAPE
GLASS OR ALUMINIUMSUBSTRATE
Schäl-Haftversuch: Kohäsives Versagen Schäl-Haftversuch: Adhäsives Versagen
TRÄGER-MATERIAL AUS GLAS ODER ALUMINIUM
KLEBSTOFFKLEBSTOFF
TRENNBANDTRENNBAND
TRÄGER-MATERIAL AUS GLAS ODER ALUMINIUM
Schäl-Haftversuch („Peel-Test“)Der Schäl-Haftversuch stellt die effektivste Prüfmethode dar, um gleichzeitig Aushärtung und Haftung des Klebstoffes auf einem Untergrund zu prüfen. Dieser einfachen Test sollte täglich auf Proben aller eingesetzten Klebeoberflächen mit der nachfolgend beschriebenen Häufigkeit durchgeführt werden. Die Probenoberflächen müssen mit den tatsächlich für das Projekt verklebten Oberflächen übereinstimmen.
• Nach jeder Inbetriebnahme der Dosieranlage oder nach längeren Pausen
• Nach jedem Austausch eines Gebindes mit Katalysator oder Basiskomponente
• Bei jeder neuen Charge der Substrate
Der Schäl-Haftversuch ist nach folgendem Verfahren durchzuführen:1. Reinigen und zusätzliche Vorbehandlung der
Klebeoberflächen gemäss den objektbezogenen Empfehlungen von Dow Corning.
2. Legen Sie ein Stück Polyethylenfolie als Trennband am Rand der Prüfflache auf.
3. Tragen Sie einen Strang Klebstoff auf und bearbeiten Sie ihn so, dass er einen etwa 20 cm langen, 1,5 cm breiten und 3mm dicken Streifen bildet. Etwa die ersten 4 cm des Siliconstreifens sollten sich über der Polyethylenfolie befinden.
4. Bei zweikomponentigen Siliconen wird eine Schichtdicke von 5-10 mm empfohlen, wobei zur Verstärkung ein Drahtgitterstreifen (Edelstahl oder verzinkter Stahl) ins Silicon eingebettet werden kann.
5. Nach der vollständigen Aushärtung des Klebstoffes (bei
bei Zweikomponenten-Siliconen) lösen Sie den Klebstoffstrang von der Polyethylenfolie und ziehen ihn in einem Winkel von 90 - 180° zurück. Bei Abreissen des Silicons kann der Test nach Einschneiden entlang der Klebeoberfläche wiederholt werden.
6. Wenn der Klebstoff in sich reisst und sich nicht von der Oberfläche
des Trägermaterials rückstandsfrei ablösen lässt, handelt es sich um ein sogenanntes „Kohäsionsversagen“ und der Klebstoff hat somit den Test bestanden.
7. Lässt sich der Klebstoff rückstandsfrei vom Trägermaterial ablösen, so wird dieses Bruchbild als adhäsives Versagen bezeichnet. Dies ist nicht zulässig. Da sich die Haftung des Klebstoffes mit der Zeit verbessert, wiederholen Sie die Prüfung nach weiteren 24 Stunden Aushärtezeit. Wiederholen Sie dies im Zweifelsfall, bis sich ein 100%iges Kohäsionsversagen einstellt. Wird dies auch nach einigen Tagen nicht erreicht, so weist die Verklebung einen erheblichen Mangel auf, verklebte Elemente dürfen keinesfalls ausgeliefert werden. Bitte wenden Sie sich in diesem Fall an Ihre Dow Corning Niederlassung.Bei Verklebungen auf anodisch oxidiertem (eloxiertem) Aluminium ist die Durchführung des Schäl-Haftungstests („Peel-Test“) unter direktem Wassereinfluss durchzuführen. Dies bedeutet, dass der trockene Schäl-Haftungstest nach einer mindestens 15-minütigen Wasserlagerung der Proben zu wiederholen ist. Bei negativem Prüfergebnis ist der Test an den betreffenden Proben in zeitlichen Abständen zu wiederholen. Verklebte Elemente dürfen erst dann transportiert und eingebaut werden, wenn das Prüfergebnis positiv ist, d.h. kein Adhäsionsversagen mehr beobachtet wird. Wenn sich die Haftung auch im Zeitverlauf nicht wie erwartet aufbaut, wenden Sie sich bitte an Ihre Dow Corning Niederlassung.
8. Wiederholen Sie den Schäl-Haftversuch nach kurzzeitiger Einlagerung der Proben in Wasser oder direkt unter fliessendem Wasser. Dies stellt eine härtere Anforderung an die Haftfähigkeit des Klebstoffs dar und zeigt, ob der Haftungsaufbau bereits ausreichend gut ist. Der Test ist bei adhäsivem Versagen täglich zu wiederholen. Wenn er auch nach mehreren Tagen nicht bestanden wird, so ist die Klebstoffhaftung als kritisch einzustufen. Eine weitere Beobachtung der Proben ist erforderlich, um zu entscheiden, ob die verklebten Elemente ausgeliefert werden können. Eventuell wird eine Änderung bei der Vorbehandlung notwendig, z.B. ein Primerauftrag.
Quelle: Handbuch Dow Corning

Folie 17
MGT Seminar – 2015
Quelle: Handbuch Dow Corning / MGT
Folie 18
MGT Seminar – 2015
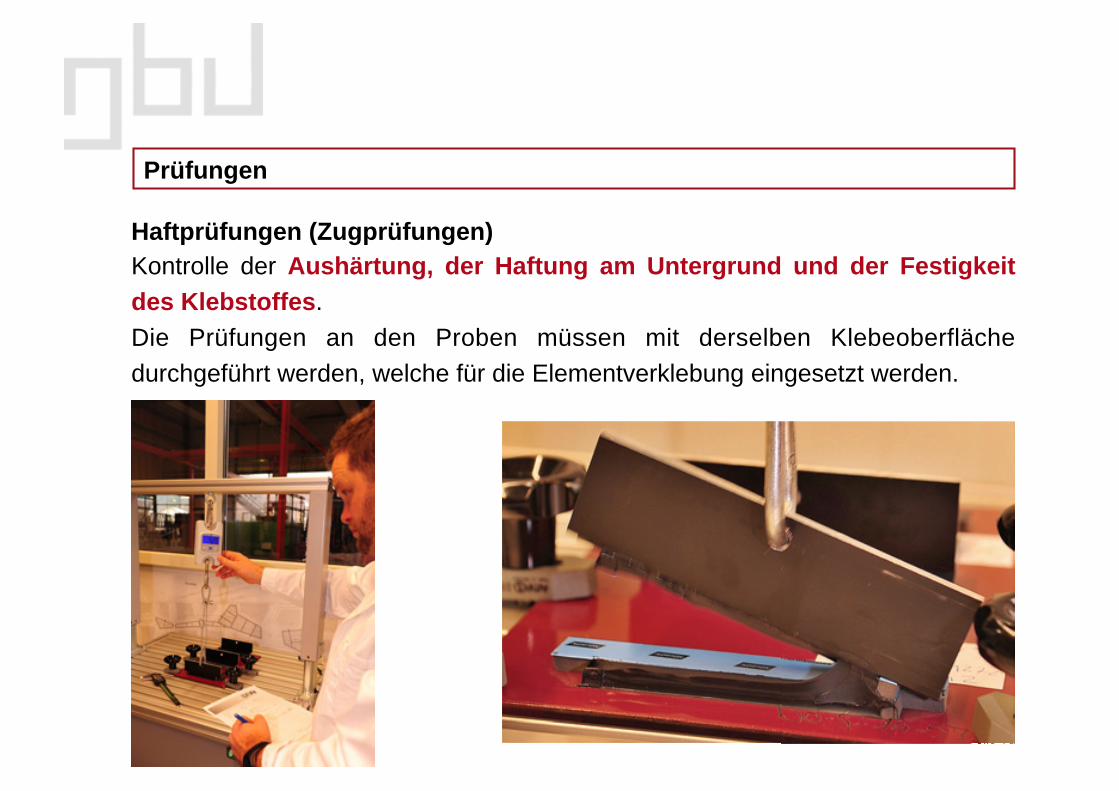
Haftprüfungen (Zugprüfungen) Kontrolle der Aushärtung, der Haftung am Untergrund und der Festigkeit des Klebstoffes. Die Prüfungen an den Proben müssen mit derselben Klebeoberfläche durchgeführt werden, welche für die Elementverklebung eingesetzt werden.
Prüfungen
Folie 18
Folie 19
MGT Seminar – 2015
Zusammenfassung
Ø SG Verklebungen sind in der ETAG 002-1 geregelt.
Ø In Österreich und Deutschland ist die ETAG 002 in den Bauordnungen verankert
Ø Nur zugelassene Silikone verwenden
Ø Zwingende Qualitätssicherung: Dokumentation + Versuche + Überwachung
Ø Versuche sind einfach und ohne viel Aufwand durchführbar
Ø Vorgaben der Lieferanten beachten (technischen Support)



![14a0054gitecai 14a0054gitecai - FB 002 - FB 002 - Bianca - F.to … · 2014. 3. 10. · 14a0054gitecai-14a0054gitecai-3 - FB 002 - $[LayerName] 14a0054gitecai-14a0054gitecai-4 - FB](https://img.pdfslide.org/doc/110x75/6107fd15e3c88255cd2ce596/14a0054gitecai-14a0054gitecai-fb-002-fb-002-bianca-fto-2014-3-10-14a0054gitecai-14a0054gitecai-3.jpg)