Embed Size (px)
Citation preview

Pow
ered
by
SPS-
MAG
AZIN
November 2014
SPS-Focus – Ausgabe 002 | November 2014
LÖSUNGEN FÜR DIE AUTOMATISIERUNG[
Interview | Seite 6Hartmut Pütz, Präsident Factory Automation, über die Aufstellungund Fahrtrichtung in Europa
Neuheiten | Seite 34Alle Produkt-Highlights von Mitsubishi Electric auf der SPS IPC Drives 2014
Branche | Seite 21Produktivität, Effizienz und Transparenz für eine zukunftsfähigeBackwarenherstellung
Technik und Applikationen
Vertikale Industrien
Trends und Innovationen
[
Titel Automation im Focus 2 2014_Layout 1 13.11.2014 08:26 Seite 1

Verlassen Sie sich auf die Automatisierungslösungen von Mitsubishi Electric
Als Partner der CLPA (CC-Link Partner Association) unterstützt Mitsubishi Electric die CC-Link-Technologie als seine Hauptnetzwerklösung.
Die o�enen Feldbus- und Industrial-Ethernet-Netzwerke von CC-Link bieten eine nahtlose Verbindung aller Automatisierungssysteme von Mitsubishi Electric und ermöglichen dadurch eine zuverlässige, durchgängige, deterministische Steuerung sowie die Übertragung von Produktionsdaten in Hochgeschwindigkeit.
CC-Link ist die optimale Ergänzung für Mitsubishi Electric. Mit über 90 Jahre Erfahrung in zuverlässigen Qualitätsprodukten für den weltweiten Einsatz gilt Mitsubishi Electric als einer der Marktführer bei Automatisierungslösungen für viele verschiedene Branchen, darunter die Lebensmittel- und Getränke-, Verbrauchsgüter- (CPG), Energie, Automobil- und Life-Science-Industrie sowie die Wasserwirtschaft.
Mehr Informationen zu CC-Link erhalten Sie unter de3a.mitsubishielectric.com
Mitsubishi Electric und CC-Link -die perfekte Verbindung für zuverlässige Automation
STEUERUNGEN
ANTRIEBSSYSTEME
VISUALISIERUNG
INDUSTRIEROBOTER
NIEDERSPANNUNGSSCHALTGERÄTE
ENERGIEÜBERWACHUNG
BEARBEITUNGSMASCHINEN
Halle 7 / Stand 380
Mits CC-Link Ad EBG.indd 2 09/10/2014 10:31

SPS-Focus | 3
| Grußwort
Changes for the Better
Herausforderungen und AufrichtigkeitWir stellen uns diesen Herausforderungen,denn wir sind gut gerüstet. Neben qualita-tiv hochwertigen Produkten, die das ganzeSpektrum von Low- und Middle- bis High-End-Automatisierungsprodukten und -Lö-sungen abdecken, sind unsere Spezialis-ten visionär und arbeiten in einem weltum-spannenden Netzwerk aus Niederlassun-gen, Servicestationen, Systempartnernund Entwicklern.
Gut gerüstet in die Zukunft
Schon vor mehr als 30 Jahren entwickelteMitsubishi Electric weitsichtig die ersteKompakt-SPS, anfangs nur für den Eigen-
bedarf, zwischenzeitlich ungeschlagen mitweltweit über 14.000.000 Steuerungen.Diese gelebten Visionen werden fortge-führt. Mit den nächsten Generationen un-serer Antriebs- und Steuerungstechniksind Sie bestens gerüstet für die Anforde-rungen von morgen.
Neue Zentrale für Europa
Mit unserer neuen Europazentrale, die wirim Oktober 2015 beziehen werden, sagenwir ‘ja’ zum Standort Deutschland. Dennhier bieten sich uns die besten personellenund logistischen Voraussetzungen, um alsDrehscheibe für Europa nicht nur
das Automatisierungsgeschäft voran zutreiben. Unter einem Dach bündeln wirneben der Factory Automation unsere wei-teren Unternehmensbereiche Living Envi-ronment Systems (Klimageräte, Wärme-pumpen), Semiconductor (Halbleiterindus-trie) und Automotive (Infotainmentsysteme).Hier gilt es zukünftig, Synergien zu nutzenund durch Cross Selling neue Märkte undKunden zu erreichen.
Bandbreite der Automatisierung
Im vorliegenden Heft erhalten Sie einenausführlichen Überblick über die Band-
breite der Automatisierungswelt von Mit-subishi Electric. Ich wünsche Ihnen vielFreude bei der Lektüre.
Yoji Saito Präsident der deutschen Niederlassungvon Mitsubishi Electric in Ratingen
Für mich bedeutet der Slogan ‘Changes for the better’ nicht nur einestetige Weiterentwicklung und ein Streben nach Verbesserung. Die He-rausforderungen zur permanenten Anpassung an die Bedürfnisse derKunden und der Märkte, die sich uns als einem der Global Player stel-len, dürfen nicht einfach nur angenommen, sondern müssen von unsaufrichtig vorgelebt werden.
Nicht nur das Spektrum an Automatisierungslösungen in dieser
Sonderausgabe des SPS-MAGAZINs hat seinen Ursprung in Japan. Auch
zahlreiche Fachvokabeln im Bereich der Produktionstechnik sind japanisch
geprägt. Unser kleines Wörterbuch erkärt die wichtigsten Begriffe und be-
sondere Eigenheiten aus Japan.
Yoji
Sai
toP
räsi
dent
der
deu
tsch
en N
iede
rlass
ung
von
Mits
ubis
hi E
lect
ric in
Rat
inge
n
93041_Mitsubishi Electric Europe B.V._REDI_MTT_Automation im Focus 12.11.2014 15:02 Seite 3

SPS-Focus|
Inhalt |
4
TRENDS & INNOVATIONEN LEBENSMITTELINDUSTRIE
6 Interview mit Hartmut Pütz, Präsident Factory Automation
9 Neue Zentrale für Europa
12 Gemeinschaftsprojekt Industrie 4.0
15 Historie der Kompakt-SPS
15 CC-Link goes Asia
16 Partnernetzwerk e-F@ctory Alliance
18 Energiemanagement trifft Effizienz
20 Visualisierungs-Suite komplettiert
21 Zukunftsfähige Backwarenherstellung: Mit Produktivität und Effizienz zur Transparenz
24 Retrofit als erster Schritt Richtung Zukunft
25 Wirbel in der Soßenproduktion
27 Offen für Schnittstellen: Weihenstephaner Standard und Co.
28 Umrichterfamilie sichert Eiszeitvergnügen
S. 6 | Hartmut Pütz sagt: “Wir habeneine europäische Identität entwickelt.“Im Interview erklärt er die Aufstellungund Ausrichtung von Mitsubishi Electricin Deutschland und Europa.
S. 25 | Mithilfe einer neuen Art vonDampfgarern lässt sich die Herstel-lungszeit von Soße um 83% reduzieren.Bei der Integration des einstufigen Ver-fahrens kamen unterschiedliche Mitsub-ishi-Electric-Komponenten zum Einsatz.
Inhalt Automation im Focus Mitsubishi 2014_Automation im Focus 12.11.2014 15:06 Seite 4

| Inhalt
SPS-Focus | 5
TECHNIK & APPLIKATIONEN
30 Das Team hinter der Technik
32 Fahrerlose Transportsysteme in der Motorblockmontage
34 Die Highlights von Mitsubishi Electric zur SPS IPC Drives 2014
37 Interview zu Trends in der Robotik
38 Integration von CNC und Robotik
40 Handling auf engstem Raum: Roboter in der Medizintechnik
43 Wasser für Wales: Automatisierungstechnik in der Wasseraufbereitung
46 Die Servotechnik läuft und läuft...
48 Motion Control für Verpackungsanwendungen
STANDARDS
3 Grußwort von Yoji Saito, Präsident der deutschen Niederlassung von Mitsubishi Electric
10 Produktübersicht: Ausgewählte Antriebs- und Steuerungtechnik
50 Impressum
S. 46 | Der Bewegungssteuerungsbe-reich ist durch eine rasante Entwick-lung und zunehmende Komplexität ge-prägt. Gut, wenn sich die Servotechnikauf Knopfdruck parametrieren und inBetrieb nehmen lässt.
S. 40 | In der Pharmaindustrie geltenhohe Anforderungen an Hygiene undQualität, gleichzeitig ist der Platz oftknapp. Modular aufgebauten Roboter-zellen können hier ihre Vorteile aus-spielen.
Inhalt Automation im Focus Mitsubishi 2014_Automation im Focus 12.11.2014 15:06 Seite 5

SPS-Focus|6
Interview |
„Wir haben eine europäische Identität entwickelt.“
Marktführer in Japan, Herausfor-derer in Deutschland. Was bedeutetdas für die hiesige Strategie von Mit-subishi Electric in Sachen Automati-sierung, Herr Pütz? Pütz: Unsere Strategie für Deutschlandorientiert sich an einem Wachstumsplan,
den wir vor rund drei Jahren für Europadefiniert haben. Im Rahmen dieser Pläneliegt unser Hauptaugenmerk hierzulandeauf dem Maschinenbau. Das ist der mit
Abstand wichtigste Markt. Darauf auf-bauend erweitern wir unsere Aktivitätenmit einem endkundenorientierten Fokus,der im ersten Schritt auf die vertikalenZielmärkte Wasser und Abwasser, Le-bensmittel- und Konsumgüterindustriesowie die Bereiche Lifescience und Auto-
motive ausgerichtet ist. Dort wollen wiruns verstärkt mit unserer Lösungs- undApplikationskompetenz engagieren undhaben im vergangenen Jahr ein techni-
sches Kompetenzzentrum aufgebaut,das direkt mit den Maschinenbauern zu-sammenarbeitet. Eine wachsende Säuleunserer Strategie ist neben der diskretenFertigung auch die Ausrichtung auf dieProzessautomation. Mit dem Unterneh-men KH Automation, das wir vor zweiJahren übernommen und in ME Automa-tion Projects umbenannt haben, konntenwir in diesem Bereich gut Fuß fassen.
Wie ist das Unternehmen inEuropa aufgestellt? Welche anderenRegionen sind aus Ihrer Sicht beson-ders interessant?
Wie positioniert man sich als japanischer Automatisierungs-Marktführer hierzulande? Das SPS-MAGAZIN hat bei Hart-mut Pütz, President Factory Automation bei Mitsubishi Electric Europe, nachgefragt. Im Gespräch erklärt er die Fahrt-richtung in Deutschland und Europa sowie die Rolle des Marktes im weltumspannenden Unternehmensverbund.
„Wichtig ist für uns eine direkte Repräsentanz in allen wichtigen europäischen Märkten.“
92612_Mitsubishi Electric Europe B.V._RTUI_MTT_Automation im Focus 12.11.2014 15:06 Seite 6

SPS-Focus | 7
| Interview
Pütz: Wichtig ist für uns eine direkteRepräsentanz in allen wichtigen euro-päischen Märkten. Ein Beispiel ist derskandinavische Raum. Dort haben wirim vergangenen Jahr unser Engage-ment durch eine eigene Niederlassungund einem Team von 15 Mitarbeiternverstärkt. Nicht weniger spannend istItalien, wo wir, ähnlich wie in Deutsch-land, einen starken Maschinenbaufokushaben. Momentan sind wir zudem starkauf Holland ausgerichtet, um dort miteinem eigenen Team die Geschäftsent-wicklung auszubauen. Last but notleast ist auch Osteuropa sehr interes-sant. Genauso wie Russland, wo wirgerade erst einen vollwertigen Standortaufgezogen und eröffnet haben.
Trotz der politisch angespanntenLage?Pütz: Ja, auch angesichts der aktuellenpolitischen Situation halten wir an unse-ren Plänen in Russland fest. Schließlich
ändert sich nichts an dem Potenzial, dasdieser Markt für uns hat. Wenn wir eineStrategie für richtig erachten und inner-halb des Unternehmens entsprechendenKonsens geschaffen haben, dann haltenwir daran fest. Auch wenn, wie im aktu-ellen Fall, unvorhersehbare Herausforde-rungen auftauchen. Das ist typisch fürdas Selbstverständins und die Unterneh-menskultur von Mitsubishi Electric.
Wie ist die Zusammenarbeit undder Austausch unter den einzelnenStandorten im Rahmen der europäi-schen Aufstellung? Pütz: Wir führen seit einiger Zeit die eu-ropäischen Standorte recht eng undhaben eine europäische Idendität für Mit-subishi Electric Factory Automation ent-wickelt. In der Vergangenheit waren dieNiederlassungen in Italien, England oder
Deutschland von der Wahrnehmung undAufstellung her unterschiedlich. Heutegibt es eine gemeinsame europäischeMarketingstrategie und auch die Bedie-nung der Zielmärkte ist einheitlich – na-türlich abgesehen von lokalen Nuancen.Gesteuert werden alle strategischen Ak-
tivitäten aber zentral aus Deutschland.Deshalb hat unser Standort in Ratingenein besonderes Gewicht.
In Ratingen baut MitsubishiElectric aktuell neue Gebäude fürdas Europa-Headquarter.Pütz: Richtig. In den jetzigen Gebäudensind wir seit 30 Jahren. Aber der Stand-ort ist mit dem Unternehmen gewach-
sen und mittlerweile sind die Mitarbei-ter recht weit verteilt. Deswegenhaben wir die Notwendigkeit gese-
hen, die Strukturen wieder zu zentrali-sieren und ein neues Hauptquartier inRatigen zu bauen – nicht nur für denBereich Fabrikautomation. Dort werdenwir deutlich repräsentativer unterge-bracht sein und ganz neue Möglichkei-
ten haben, unsere kombinierten Fähig-keiten dem Kunden direkt zu zeigen.
Wird das Gebäude auch mit ei-gener Technik ausgerüstet?Pütz: Ja, das Gebäude wird faktischnur mit Technik von Mitsubishi Electricausgestattet. Das beginnt bei der Ge-bäudeautomatisierung und geht überden Bereich Heizung, Klima, Lüftung
bis hin zu den Liften. Selbst die Mittel-spannungstechnik kommt aus den ei-genen Reihen. In diesem Umfang wirddas neue Headquarter unser erstes Re-ferenzprojekt – hier können wir unsergesamtes Kompetenzspektrum darstel-len und zeigen: Es gibt kein zweitesUnternehmen, das technische Ausrüs-tung in vergleichbarer Summe liefernkann.
Wie geht es weiter? WelcheZiele haben Sie sich in Deutschlandund Europa gesteckt?Pütz: Im Rahmen unserer Strategie set-zen wir einen progressiven Wachstums-plan um. Dieser sieht für das laufendeund für das kommende Jahr ein zwei-stelliges Plus vor. Im Augenblick sindwir gut innerhalb unseres Zielkorridorsunterwegs. Das bedeutet, wir wachsensträker als der Markt und das wollen wirauch fortsetzen. Mittelfristiges Ziel istes, unsere Marktanteile in Europa soauszubauen, dass wir als Automatisie-rungsanbieter auf einem anderen Levelals in der Vergangenheit wahrgenom-men werden. Entsprechend wollen wirin fünf Jahren ganz klar zu den Top Fiveder Automatisierungshersteller im euro-päischen Markt gehören.
„Das neue Headquarter wird unser erstes abteilungsübergreifendes Referenzprojekt –
hier können wir unser gesamtes Kompetenzspektrum darstellen.“
„Wir wollen in fünf Jahren ganz klar zu den Top Five der Automatisierungshersteller
im europäischen Markt gehören.“
„Unsere globale Präsenz, die Kontinuität und die Stabilität des Konzerns
stehen außer Frage.“
Po|ka Yo|ke Übersetzen lässt sichder Begriff in etwa mit ‘dummeFehler vermeiden’. Dahinter stecktder Ansatz, Fehler bereits bei derEntstehung prozessbedingt aufzu-decken oder auszuschließen. Ausder Statistik kommend, findet dasPrinzip heute auch in Produktionund Montage Anwendung.
92612_Mitsubishi Electric Europe B.V._RTUI_MTT_Automation im Focus 12.11.2014 15:06 Seite 7

SPS-Focus|8
Global Player und als Marktführer inJapan konkret bieten? Pütz: Es gibt sicherlich eine ganze Reihean Vorteilen, die sich alleine aus derGröße des Unternehmens ergeben. Un-
sere Kunden – Maschinenbauer ge-nauso wie Endkunden – legen zuneh-mend Wert auf Sicherheit und Zuverläs-sigkeit. Die können wir bieten, unsereglobale Präsenz, die Kontinuität und dieStabilität des Konzerns stehen außerFrage. Auch hier kommt die Zuverlässig-keit unserer Strategie zum Tragen. Wennwir eine Strategie entwickelt haben, wasals japanisches Unternehmen durchausetwas dauern kann, dann bleibt dieseStrategie bestehen und weder Verwer-fungen im Marktumfeld, noch ein Tsu-nami oder die Euro-Krise können unsdavon abbringen. Der Situation geschul-det gehen wir vielleicht an der ein oderanderen Stelle etwas vom Gas, aber dieAusrichtung bleibt gleich. Deswegensind wir als außergewöhnlich verlässli-cher Partner bei unseren Kunden be-kannt. Bei allen ambitionierten Wachs-tumsplänen ist unsere Grundtendenzeher konservativ – unseren Kunden ste-
hen keine Überraschungen in Haus. Eindrittes Beispiel ist die Qualität, die durchunseren japanischen Ursprung keinemKompromiss unterworfen ist. Gerade imAutomatisierungsbereich sind unsereProdukte tedenziell eher over-engineert.
Und wie sieht die konzerninterneZusammenarbeit zwischen Japanund Europa aus? Pütz: Ganz früher wurden nur in JapanProdukte entwickelt. Diese in Europa zu
verkaufen war nur schwer möglich, so-bald Anforderungen oder Besonderhei-ten aus den hiesigen Märkten nicht be-rücksichtigt wurden. Hier hat sich vielgeändert. Heute sind wir stark in die
Entwicklungs- und Designprozesse involviert und lassen von uns definierteAnforderungen in die Produkte einflies-sen. Alles was sehr europaspezifisch ist,entwickeln wir hingegen hier vor Ort.
Das heißt die Leine des Mutter-konzerns ist mittlerweile relativ lang?Pütz: Ja. In der japanischen Unterneh-menskultur muss man sich Vertrauenerstmal verdienen. Es gibt keine Vor-schusslorbeeren. Das haben wir mit Er-folg gemacht, so dass die sprichwörtli-che Leine aus Japan Jahr für Jahr län-ger geworden ist. Heute treffen wir Ent-scheidungen für eine bestimmte Ent-wicklung oder einen bestimmten Ziel-markt ohne Probleme alleine.
Europa hat Industrie 4.0, Ame-rika die Manufacturing Renais-sance. Wie heißt das japanischePendant, Herr Pütz? Pütz: Aus meiner Sicht ist Industrie 4.0eine logische Weiterentwicklung des-sen, was vor 20 Jahren unter dem Be-griff Computer Integrated Manufactu-ring, kurz CIM, begonnen hat. Neuhinzu gekommen ist der Aspekt derumfassenden Vernetzung aller Geräteund Systeme, aber es ist letztendlicheine Evolution, die der Markt in denvergangenen Jahren mit wechselndenNamen aufgegriffen hat. Bei uns istdiese Stoßrichtung unter dem Begriff 'e-F@ctory' längst als Strategie ausge-geben und wir konzentrieren uns da-rauf, die entsprechenden Entwicklun-gen mit unserern Produkten und Lö-sungen zu unterstützen. ■
Wie sieht es denn mit dem Reichder Mitte aus? Führt der Weg für Mit-subishi Electric von Japan aus direktnach China, oder eher über Europa?Pütz: Sowohl als auch. China liegt ganzklar im strategischen Fokus von Mit-subishi Electric und die Region wirdauch vom Mutterhaus verantwortet.Aber auch in der Zusammenarbeit mitdem deutchen Maschinenbau ergebensich viele Möglichkeiten. Denn Mitsub-
ishi Electric hat im chinesischen Markteine sehr starke Stellung und ist dortals Anbieter von Automatisierungstech-nik verbreitet und akzeptiert. Durchdiese Position können wir mit dem eu-ropäischen Maschinenbau Hand inHand arbeiten und gemeinsam Lösun-gen für den chinesischen Markt imple-mentieren und bereitstellen.
Welche anderen Vorteile könnenSie durch den Mutterkonzern als
Interview |
„Wenn wir eine Strategie entwickelt haben, können uns weder Verwerfungen im Marktumfeld,
noch ein Tsunami oder die Euro-Krise davon abbringen.“
„Die Qualität ist durch unseren japanischen Ursprungkeinem Kompromiss unterworfen.“
Bild 2 | Hartmut Pütz ist für das Automatisie-rungsgeschäft von Mitsubishi Electric in Europa
verantwortlich.
92612_Mitsubishi Electric Europe B.V._RTUI_MTT_Automation im Focus 12.11.2014 17:52 Seite 8

| Neue Europazentrale
SPS-Focus | 9
Bild 2 | Bei der offiziellen Grundsteinlegung für die neue deutsche Firmenzen-trale von Mitsubishi Electric wurde eine Zeitkapsel eingemauert.
Neue Europazentrale für Mitsubishi Electric
Blick nach vorn
Die deutsche Niederlassung von Mit-subishi Electric Europe ist seit über 30Jahren in Ratingen ansässig. Doch derStandort ist für die Zahl der Beschäftig-ten längst zu klein geworden. Ein neuesHauptquartier muss also her, um diegesammelte Mannschaft und Kompe-tenz wieder an einer Stelle zentral zubündeln. Aufgrund der guten logisti-schen Anbindung stand die Region Ra-tingen als Standort nicht in Frage undso entsteht in Ratingen-Ost nun eineneue Europazentrale für MitsubishiElectric in ansprechender, offener Archi-tektur und hochmodern ausgerüstet mitdem kompletten Spektrum des eigenenTechnikportfolios.
Bekenntnis zum Standort
„Mit der Entscheidung, in Ratingen in einenNeubau nach dem internationalen Um-weltstandard LEED Gold zu investieren,bekräftigen wir unser Engagement in derRegion und bekennen uns klar zum Stand-ort Ratingen”, unterstreicht Yoji Saito, Prä-
sident der deutschen Mitsubishi Electric-Niederlassung, das Vorhaben. Das Unter-nehmen kauft und baut den neuen Kom-plex zusammen mit der Immobiliengesell-schaft RSPartner auf einem rund 9.000m²großen Gelände in der Balke-Dürr-Allee.Das Großprojekt stößt auf entsprechendeGegenliebe von kommunaler Seite: „DieEntscheidung für den Standort Ratingenerfüllt mich gleichermaßen mit Stolz undFreude”, betont Klaus Pesch, Bürgermeis-ter der Stadt Ratingen. „Ratingen kannsich glücklich schätzen, ein solches Unter-nehmen seit 1978 als Partner zu haben.Der Neubau ist sowohl für Mitsubishi Elect-ric als auch für die Stadt Ratingen einewichtige Weichenstellung für die Zukunft.”Mit rund 16.000m² Bürofläche auf fünfein-halb Etagen soll der Bau ausreichend Platzfür Büro- und Meetingräume sowie Schu-lungs- und Technologiezentren bieten undden Standards einer zukunftsorientiertenArbeitswelt gerecht werden. Weiterhin wirdeine Tiefgarage mit rund 500 Parkplätzengeschaffen. „Wir möchten mit diesemNeubau ein Signal für die Region setzen”,
sagt Georg Jennen, General Manager beiMitsubishi Electric. „Hier sind wir Zuhauseund hier bieten wir unseren Mitarbeiternbeste Arbeitsbedingungen in einem mo-dernen Arbeitsumfeld. Zudem steigern wirmit einem modernen Arbeitsumfeld die Ef-fizienz und Wettbewerbsfähigkeit.”
Zeitung in der Zeitkapsel
Bei der offiziellen Grundsteinlegung für dieneue Firmenzentrale wurde auch einesymbolische Zeitkapsel unter anderem miteiner deutschen und einer japanischen Ta-geszeitung sowie deutschem und japani-schem Bier in das Fundament eingemau-ert. „Die Zeitkapsel symbolisiert die tiefeVerbundenheit unseres japanischen Mut-terkonzerns zum Standort Deutschland”,sagt Präsident Saito. „Der Neubau ist einegute Investition in die Zukunft.” „Mit derGrundsteinlegung bereiten wir den Bodenfür weiteres Wachstum und die Zukunfts-sicherung unserer Arbeitsplätze”, ergänztFrank Küper, Vize-Präsident der deutschenMitsubishi Electric-Niederlassung. ■
Bild 1 | So soll sie nach der Fertigstellung aussehen: Die neue Europa-zentrale von Mitsubishi Electric in Ratingen.
In Ratingen-Ost entsteht ein hochmoderner Büro- und Verwaltungsgebäudekomplex: Das zukünftige Hauptquartiervon Mitsubishi Electric in Europa. Anfang des Jahres wurde der Vertrag über den Neubau notariell unterzeichnet undbeurkundet. Im September erfolgte die offizielle Grundsteinlegung. Doch bereits seit dem ersten Spatenstich imMärz herrscht emsiges Treiben auf der Baustelle. Das Projekt wächst und nimmt täglich mehr und mehr Gestalt an.
92831_Mitsubishi Electric Europe B.V._RTUI_MTT_Automation im Focus 12.11.2014 15:07 Seite 9

GOT2000-Serie
Bedieneinheit mit Touchscreen
316 * 246 * 52
TFT
246 * 185
12,1“ / 800x600
Multicolor
16-Bit (65 Tsd.)
400
10 m
5 - 120
reflektiv
, 1, 1, 1
2x USB (12 Mbps)
230 V Weitbereich
24 V
- 55 °C
IP67
✓, -, -, -
-, ✓, ✓, -
CC-Link, CC-Link IE, Melsecnet
GS-Serie
Bedieneinheit mit Touchscreen
272* 214* 56
TFT
800 * 480
7”,10”/ 800x480
16-Bit (65 Tsd.)
, 1, 1,
Ethernet/USB/SD-card
24 V
0 - 50 °C
IP65F
✓, -, -, -
-, ✓, ✓, ✓
MR-J4
Druckma., Handling- und Montagesysteme,
Kunststoffma., Robotik, Schneide-, Textil-, Wickel-,
Verpackungs-; Produktronikmaschienen
IP20
0,05 - 22
3- or 1-p. 200 - 240 V, - 3-. 380 - 480 V, 50/60 Hz
1,1 - 126
✓, -, -, -✓, ✓, -
✓, -, ✓, --, -,
✓, ✓, ✓, ✓
✓, ✓, ✓
✓, ✓, ✓, ✓
✓, ✓
One-touch-Autotun.u. Vibrationsunterdrück. 2ten Gr.
✓,
✓
✓, ✓, ✓
STO / SS1 / SS2 / SOS / SBC / SSM
-, -, -, -✓, -
CC-Link IE
MR-JE
Werkzeug- und Verpackungsmaschinen,
Handling- und Montagesysteme
IP20
0.1 - 3
- 3-phasen oder 1-phase 170 V AC bis 264 V AC
0.9 - 14
✓, , ,
, ,
auf Anfrage
, , ✓,
, , auf Anfrage
, ✓, ✓,
, , ✓
✓, ✓, ,
✓, ✓
One-touch-Auto tuning, Vib.unterd., Tough drive
-,
, ,
, , ,
,
Melsec iQ-R
Industrie - Automation, Maschinenbau, Fertigungs-
aut., Anlagenbau, Verfahrenstechnik, Fahrzeugauto-
matisierung, Gebäudeautomation, Wasserwirtschaft
lokal 4096 / dezentral 8192
Mitsubishi
RAM/SRAM/Flash-ROM
1200
0,98
0 - 55
8 - 4096
8 - 4096
✓
✓
-, ✓, ✓
, Conf. Level, Conf. Level, Conf. Level, Conf. L. (i. V.)
✓
✓
32, 32, 32, 8, 8
USB
✓, -, ✓
-, ✓, ✓
CC-Link IE, CC-Link IE Field, FLNet
Ethernet, CC-Link, Melsecnet und weitere
Finden Sie diese und viele weitere Produkte von Mitsubishi Electric auf i-need.dehttp://www.sps-magazin.de/AIF/6996
Produktname
Einsatzschwerpunkte
Bauweise modular / kompakt erweiterbar
Modulare Ausbaumöglichkeit max. E/A
Prozessor
Programmspeicher-Typ
Speicher-Kapazität in KB
Zykluszeit 1000 Bit-Anweisungen
Betriebstemperaturbereich [°C]
Anzahl zentraler Eingänge digital
Anzahl zentraler Ausgänge digital
Echtzeituhr
Alarmverarbeitung
Programmiersprache AWL , FBS , KOP
IEC 6113-3 Programmiersprachen IL, FBD, LD, ST, SFC
Spracherweiterungen Hochsprachen bzw. andere Sprachen
E/A-Überwachung
Ferndiagnose
Schnittstellen: RS232 , RS422 , RS485 , LWL , Ethernet
Schnittstellen: weitere
AS-Interface , CANopen , DeviceNet
Interbus , Modbus , Profibus-DP
Industrial Ethernet-Kommunikationsprotokolle,
andere Feldbusse
Produktübersicht |
| SPS-Focus10
Produktname
Geräteart
Geräte-Breite * Höhe * Tiefe [mm]
Displaytyp
Display-Maße [mm]
Displaydiagonale in Zoll / Max. Grafikauflösung
Einzelfarben
Farbenanzahl
Leuchtdichte
Maximale Ableseentfernung
Höhe der Einzelzeichen [mm]
Licht-/Beleuchtungsverhalten
Schnittstellen: parallel , RS232 , RS422 , RS485
Andere Schnittstellen
Stromversorgung AC
Stromversorgung DC
Betriebstemperaturbereich [°C]
Schutzart Frontseite
Ethernet, AS-Interface, CANopen, DeviceNet
Interbus, Modbus, MPI, Profibus-DP,
andere Feldbusse
Produktname
Anwendungsschwerpunkt
Schutzart Ipxx
Leistungsbereich regelbarer Servomotoren [kW]
Anschlusssp. AC von Phasen; Spa.; Frequenz
Anschlussspannung DC [V]
Abgabestrom [A]
Abgabespitzenstrom [A]
Synchron, Asynchron Servom., DC-, EC-Motor
Linearmotoren , Torquemotoren , Schrittmotor
weitere
Inkrementalg., Singleturn, Multiturn, Sin-Cos-G.
Resolver , Hallsensor , weitere
Virt. Leitachse, Gleichlauf, El. Getriebe, Tänzerre.
Kurvenscheibe , Nockenschaltwerk , Wickler
Statische, Dyn. Position., Mehrachs., Druckmark.
Querschneider/Rot. Messer, Flieg. Schnitt / Säge
Sonderfunktionen
Motion Control-Baust. n. PLCopen, andere Herst.
Steuerungsfunkt. in Sprachen der IEC 61131-3
Sicherer Halt, Si. Betriebshalt , Si. red. Geschw.
Weitere Sicherheitsfunktionen für
CANopen/CANsync, DeviceNet, Interbus, Modbus
Profibus-DP , Sercos
Industrial Ethernet Protokollvarianten
Produktname
Einsatzschwerpunkt
Asynchron-, Synchron-, Reluktanz-, Getriebemotor
Leistungsbereich [kW]
Anschluss-Spannung 1-phasig [V]
Anschluss-Spannung 3-phasig [V]
Ausgangsstrom [A]
Stellbereich für Frequenz [Hz]
Bremsfunktionen
Schutzart
Absolutwertgeber , Inkrementalwertgeber
Resolver
Digitaleingänge / Digitalausgänge
RS232 , RS422 , RS485
Ethernet, ASI, CANopen
DeviceNet, Interbus, Lonworks
Modbus, Profibus, Sercos
andere
Ansteuerung durch SPS
Bedieneinheit am Umrichter
Prüfungen und Zulassungen
Produkte
Steuerungs- und Antriebstechnik von MitsubishiElectric findet in nahezu allen Bereichen der Ferti-gungsautomatisierung und in der ProzessindustrieAnwendung. Zu den Anwendern zählen Unterneh-men der Automobil- und Zuliefererindustrie, derVerpackungs-, Lebensmittel-, Textil- und Halblei-terindustrie sowie der Gebäudetechnik. Überalldort ermöglichen die Produkte und Erfahrung vonMitsubishi Electric eine effiziente Automatisierungvon Maschinen, Anlagen und Produktionsabläufen.Die folgende Produktübersicht führt ausgewählteKomponenten des Anbieters auf. Alle Produktevon Mitsubishi Electric sind online auf www.i-need.de gelistet. (mby) ■
Hightech-Komponenten mit langer Tradition für einbreites Anwendungsspektrum in der Industrie.
Produktname
Einsatzschwerpunkte
Bauweise modular / kompakt erweiterbar
Modulare Ausbaumöglichkeit max. E/A
Prozessor
Programmspeicher-Typ
Speicher-Kapazität in KB
Zykluszeit 1000 Bit-Anweisungen
Betriebstemperaturbereich [°C]
Anzahl zentraler Eingänge digital
Anzahl zentraler Ausgänge digital
Echtzeituhr
Alarmverarbeitung
Programmiersprache AWL, FBS , KOP
PLCopen Konf. bei IEC 6113-3 Progr. IL, FBD, LD, ST, SFC
Spracherw. Hochsprachen bzw. andere Sprachen
E/A-Überwachung
Ferndiagnose
Schnittstellen: RS232 , RS422 , RS485 , LWL , Ethernet
Schnittstellen: weitere
AS-Interface , CANopen , DeviceNet
Interbus , Modbus , Profibus-DP
Industrial Ethernet-Kommunikationsprotokolle,
andere Feldbusse
HMI
ServoreglerSPS-Systeme
Marktübersicht Mitsubishi Electric Automation im Focus 2 2014_SPS-MAGAZIN 12.11.2014 15:09 Seite 10

FR-F700
Pumpen, Lüfter, Gebäudemanagement
(Heizung-Lüftung-Klima), Zentrifugen,Verdichter,
Transporttechnik, Prüfstände
✓, -, -, -0,75 - 630
170 - 550
2 - 1212
0,5 - 400
DC-Bremse, Zwischenkreisgrenzbr., ext.Chopper
IP00 - IP20, IP54
-, --
12 / 9
-, ✓, ✓
✓, -, -✓, -, ✓
✓, ✓, -CC-Link; Metasys N2
Mitsubishi SPS, weitere SPS- und Gerätehersteller
✓
CE, UL, cUL, GOST, DNV,CCC
FR-A800
Transporttechnik, Maschinenbau, Pallettierer; Indus-
triewaschma.; Extruder; Textilma., Aufzugstechnik,
Positionieranw., präzise High-Performance Aufgab.
✓, ✓, ✓, ✓
0,4 - 1000
380 - 500
3 - 1212
0,1 - 400/5
DC-Bremse; Zwischenkreisbremsung, ext. Chopper
IP00 - IP20
✓, ✓
✓
12 / 7
✓, ✓, ✓
✓, -, ✓
✓, -, ✓
✓, ✓, -EtherCAT, Ethernet IP, Profinet, CC-Link, SSCNET
Mitsubishi SPS, weitere SPS- und Gerätehersteller
✓
UL, cUL, CE, GOST, CCC, DNV
FR-E700
Transporttechnik, Maschinenbau, Pallettierer; Indus-
triewaschmaschinen; Textilmaschinen;
Tür/ Torantriebe; Lüfter und Pumpen;
✓, -, -, -0,1 - 15
90 - 264
325 - 528
1 - 30
0,2 - 400
DC-Bremse; Zwischenkreisbremsung, ext. Chopper
IP20
-, --
7 / 2
-, ✓, ✓
✓, -, ✓
✓, -, ✓
✓, ✓, -CC-Link
Mitsubishi SPS, weitere SPS- und Gerätehersteller
✓
UL, CSA, CE, EN, ROHS, CCC, GOST, EN 954-1
FR-F746
Gebäudeaut. in harter Umgebung, HLK, Wärmepu.,
Warmlufterz., Entrauchungsventilat., Lebensm.-/Ge-
tränke-, Chem.-, Holz-, Druck-, Papier-, Tex.Ind.
✓, -, -, -0,75 - 55
323 - 550
2 - 116
0,5 - 400
DC-Bremse, Zwischenkreisgrenzbr., ext.Chopper
IP54
-, --
12 / 9
-, ✓, ✓
✓, -, -✓, -, ✓
-, ✓, -CC-Link
Mitsubishi SPS, weitere SPS- und Gerätehersteller
✓
CE, GOST, CCC
FR-D700
Förderbänder, Transporttechnik, Pressen, Maschi-
nenbau, Pumpen, Lüfter, ind. Maschmaschinen, Ver-
packungste. Verdichter, automat. Regalsysteme
✓, -, -, -0,1 - 7,5
90 - 264
323 - 528
1 - 16
0,2 - 400
intgrierter Bremschopper
IP20
-, --
5 / 1
-, -, ✓
✓, -, --, -, -✓, ✓, -
Mitsubishi SPS, andere SPS- und Gerätehersteller
✓
ISO14001, ISO9001, UL, CSA, ROHS,
CCC, GOST, CE, EN 954-1
FR-A701
Transportte., Maschinenbau, Pallettierer; Industrie-
waschma.; Extruder; Textilma., Aufzugste., Positio-
nieranw., präzise High-Perform. Aufg., Rückspeisef.
✓, -, -, -5,5 - 55
170 - 528
12 - 215
0,2 - 400
Bremsen über Rückspeiseeinheit, ext. Cho.
IP00
-, ✓
-12 / 7
-, ✓, ✓
✓, -, ✓
✓, -, -✓, ✓, -
CC-Link, SSCNET
Mitsubishi SPS, weitere SPS- und Gerätehersteller
✓
UL, cUL, DNV, CE, GOST, CCC
Melsec L-Serie
Industrie - Automation, Maschinenbau, Fertigungs-
aut., Anlagenbau, Verfahrenstechnik, Fahrzeugauto-
matisierung, Gebäudeautomation, Wasserwirtschaft
lokal 2584 / dezentral 4096
Mitsubishi
RAM/SRAM/Flash-ROM
1040
9
- 55 °C
16 - 2568
8 - 2578
✓
✓
✓, ✓, ✓
Conf. L., Conf. L., Conf. L., Conf. L., Conf. Level
✓
✓
32, 32, 32, 8, 8
-, -, --, ✓, ✓
CC-Link IE, CC-Link IE-Field, ModbusTCP,
Profinet (in Vorbereitung), CC-Link, IO-Link
Melsec iQ Plattform
Industrie - Automation, Maschinenbau, Fertigungs-
aut., Anlagenbau, Verfahrenstechnik, Prozesstech-
nik, Gebäudeautomation, Wasserwirtschaft
lokal 4096 / dezentral 8192
Mitsubishi
RAM/SRAM/Flash-ROM
1008
34
0 - 55 °C
8 - 4096
8 - 4096
✓
✓, ✓,
Conf. L., Conf. L., Conf. L., Conf. L., Conf. Level
C++, VB bei integriertem PC
✓
✓
32, 32, 32, 8, 8
✓, -, ✓
-, ✓, ✓
CC-Link IE, FLNet
CC-Link, Melsecnet und weitere
| Produktübersicht
SPS-Focus | 11
MELSEC FX3U
Industrie - Automation, Maschinenbau, Fertigungs-
aut., Anlagenbau, Verfahrenstechnik, Fahrzeugauto-
matisierung, Gebäudeautomation, Wasserwirtschaft
kompakt/modular erweiterbar
256 dig. E/A (via CC-LINK und AS-Interface 384
dig. E/A); max. 8 Sonder- und 10 ADP-Module
Mitsubishi
RAM, gepuffert ( FLASH-ROM optional), EEPROM
184
65
- 55 °C
8 - 248
8 - 248
✓
✓
✓, ✓, ✓
Base Level, Base L., Base L., Base L., Base L.
✓
✓
10, 2, 2, 8, 1
USB
-, ✓, ✓
-, ✓, ✓
MC24, Modbus-TCP, Peer-to-Peer-, 1:n-Netzwerk,
CC-Link Master/Slave, Profibus-DP Master/Slave
ALPHA XL
Industrie - Automation, Maschinenbau, Fertigungs-
aut., Anlagenbau, Verfahrenstechnik, Fahrzeugauto-
matisierung, Gebäudeautomation, Wasserwirtschaft
max. 28 E/A
Mitsubishi
EEPROM
-25 - 55 °C
6 - 19
4 - 13
✓
✓
-, ✓, -
-✓
2, , , ,
✓, -, --, -, -
Computer-Link (max. 16 Geräte)
MELSEC FX3GE
Industrie - Automation, Maschinenbau, Fertigungs-
aut., Anlagenbau, Verfahrenstechnik, Fahrzeugauto-
matisierung, Gebäudeautomation, Wasserwirtschaft
kompakt/modular erweiterbar
128 dig. E/A (via CC-LINK und AS-Interface
256 dig. E/A); max. 8 Sonder- und 4 ADP-Module
Mitsubishi
EEPROM
92
210
- 55 °C
14 - 122
10 - 120
optional
✓
✓, ✓, ✓
Base Level, Base L., Base L.l, Base L., Base L.
✓
✓
10, 2, 2, 8, 1
1x USB und 1x RS422 on board
-, ✓, ✓
-, ✓, ✓
MC24, Modbus-TCP, Peer-to-Peer-, 1:n-Netzwerk,
CC-Link Master und Slave
MELSEC iQ-F (FX5U)
Industrie - Automation, Maschinenbau, Fertigungs-
aut., Anlagenbau, Verfahrenstechnik, Fahrzeugauto-
matisierung, Gebäudeautomation, Wasserwirtschaft
kompakt/modular erweiterbar
256 dig. E/A (via CC-LINK 512 dig. E/A);
max. 16 Sonder- und 5 ADP-Module
Mitsubishi
128
40
0 (-20 geplant) - 55 (+60 geplant) °C
16 - 240
16 - 240
✓
✓
, ✓,
, Base Level, Base Level, Base Level, geplant
✓
✓
2, 2, 3, , 1
-, ✓, ✓
-, ✓, ✓
MC24, Modbus-TCP, CC-LINK IE Field, P.-to-Peer-,
1:n-Netzw., CC-Link M./Slave, Profibus-DP M./S.
Getriebemotor
geber
bar
A
, FBD, LD, ST, SFC
e Sprachen
LWL , Ethernet
otokolle,
Frequenzumrichter
SPS-Systeme
Marktübersicht Mitsubishi Electric Automation im Focus 2 2014_SPS-MAGAZIN 12.11.2014 15:09 Seite 11

SPS-Focus|
Gemeinschaftsprojekt Industrie 4.0 |
12
Wären die Menschen auf dem Mond ge-landet, wenn es den Wettstreit zwischenden Supermächten in den 1960er Jahrennicht gegeben hätte? Wenn JF Kennedynicht die Vision gehabt hätte, zum Endedes Jahrzehnts den Mond für die USA er-obert zu haben? Unsere Bundesregierungin Form von Angela Merkel hat zu Beginnunseres Jahrzehntes auch eine sol-
che Vision ins Leben gerufen, die von derWirtschaft aufgenommen und vorangetrie-ben wird: Industrie 4.0. Diese sogenanntevierte industrielle Revolution hat weltweitzunächst nur Lächeln hervorgerufen undwurde als Marketing Promotion abgetan.Nachdem sich aber Bitkom, VDMA undZVEI als führende Automatisierungsver-bände Deutschlands zusammengeschlos-
sen haben und kontinuierlich an der Vi-sion arbeiten, ist das Interesse der an-deren führenden Industrieländer ge-
weckt worden. Die Organisationen habensich zur Plattform Industrie 4.0 zusam-mengefunden und gemeinsame Arbeits-gruppen definiert, um den Herausforderun-gen der nächsten Jahre gewachsen zusein. Die einzelnen Gruppen sind:
AG 1 Strategie und Framework•AG 2 Referenzarchitektur, Standardisie-•rung und NormungAG 3 Forschung & Innovation•AG 4 Sicherheit vernetzter Systeme•
Unterstützt werden diese Arbeitsgruppendurch die Bundesministerien für Bildungund Forschung (BMBF) und für Wirt-schaft und Technologie (BMWi). In Sa-chen Normung ist die DKE (DeutscheKommission Elektrotechnik Elektronik In-formationstechnik) mit beratender Funk-tion im Team. Durch diesen ganzheitli-chen Ansatz und die Zusammenarbeitder Organisationen ist die Plattform In-dustrie 4.0 auf eine breite Basis gestelltworden. Dies gilt für die technische Kom-petenz, aber auch für die gesellschaftli-che Akzeptanz. Dieser deutsche Ansatzist längst zum europäischen geworden.
Auch Amerika denkt um
In Amerika ist nun auch ein Umdenken zuerkennen. Die Wertschöpfung eines Lan-des kann nicht nur auf Dienstleistungenaufbauen, sie muss auch produziert wer-den. Deshalb muss in den Hochlohnlän-
STANDARDS
ORGANISATION UND PLANUNG
SHOP FLOOR
MENSCHEN
UMWELTGLOBALER WETTBEWERBLIFE CYCLE HORIZONTALE INTEGRATION
VERT
IKAL
E IN
TEG
RATI
ON
IND
UST
RIE
4.0
INTERNET DER DINGE UND DIENSTE
Big DataRecht
ICT Security
Neue
Geschäftsfelder
Industrie 4.0 ist in aller Munde. Thomas Lantermann ist davon überzeugt, dass es sich hierbei um keine Luftnummerhandelt. Denn wer hier trödelt, verspielt schnell seinen Vorsprung auf dem Weg in die Automatisierungszukunft.
Gemeinschaftsprojekt Industrie 4.0
Industrie 4.0 geht alle an
Gai|jin ‘Gaijin’ ist eine abschät-zige Bezeichnung für Nichtjapa-ner, gerade für westliche Auslän-der. Historisch waren Gaijin Per-sonen, die nicht zur Familie oderlokalen Gemeinschaft gehörten.Deswegen heißt die genaueÜbersetzung ‘Mensch von außen’und nicht ‘Langnase’, wie oftfälschlich überliefert.
Bild 1 | Durch einen ganz-heitlichen Ansatz und dieZusammenarbeit verschie-dener Organisationen stehtdie Plattform Industrie 4.0auf einer breiten Basis.
92616_Mitsubishi Electric Europe B.V._RTUI_STE_Automation im Focus 12.11.2014 17:54 Seite 12

SPS-Focus | 13
dern die industrielle Fertigung optimiertwerden. Personalisierte Produkte, wie einiPhone mit individuellem Wunsch-Designoder spezielle Sonderausstattung im Auto,also die Losgröße Eins, versprechen diegrößten Margen und Wachstumsraten.Deshalb sind in den Vereinigten Staaten In-dustrie 4.0 nachempfundene oder eigeneAnsätze ins Leben gerufen worden. EinVorteil für Deutschland ist, dass es in Ame-rika noch diverse Lösungsansätze gibt undman noch nicht gemeinsam an einemStrang zieht. Der bedeutendste von derUS-Regierung gestützte Ansatz dürfte derAdvanced Manufacturing Partnership(AMP) sein. Es handelt sich dabei um eineübergreifende Partnerschaft zwischen In-dustrie, Wissenschaft und der sponsern-den Regierung. Hierbei sollen neue He-rausforderungen zur Verbesserung vonTechnologien, Prozessen und Produktenüber die verschieden produzierenden Un-ternehmen gemeistert werden. Ähnlich wiein Deutschland werden hier diverse ‘Wor-king Teams’ unter der Führung des Mas-sachusetts Institute of Technology (MIT)etabliert. Auch namhafte Automatisie-rungsanbieter aus Deutschland arbeitenmit. Ein weiterer Zusammenschluss istdas Industrial Internet Consortium (IIC), ge-gründet von den Firmen AT&T, Cisco, Ge-neral Electric, IBM und Intel. Diese Partner-schaft hat sich zum Ziel gesetzt, Abläufeund Daten einfacher zu verknüpfen und zuoptimieren, um Geschäftsprozesse querdurch alle Industriezweige zu verbessern.Industrie 4.0 ist im Wesentlichen ein Soft-ware-Ansatz und in den USA sitzen dieumsatzstärksten und erfolgreichsten Soft-ware Unternehmen der Welt. Wenn dieseKompetenz gebündelt würde, könnte dereuropäische Ansatz, der viele Ähnlichkei-ten mit den amerikanischen Ideen hat, insHintertreffen geraten.
China im Auge behalten
China mit seinem Fünfjahresplan ‘HighEnd Manufacturing Equipment’ und denfinanziellen Möglichkeiten sollte manebenfalls nicht aus dem Auge verlieren.Auch hier werden die amerikanischen
und europäischen Ideen Einzug finden.Japan und die anderen globalen Märkteverhalten sich noch abwartend. Man be-trachtet die jeweiligen Ansätze mit gro-ßem Interesse. Deshalb ist es so wichtig,in Deutschland die Entwicklung von In-dustrie 4.0 vom theoretischen Marketingund Powerpoint-Status in Richtung prak-tischer, realer Lösungen sowie Richtlinienund Normen zu treiben. Falls uns diesnicht in Kürze gelingt, werden der deut-sche und der europäische Markt nach-haltig an Glaubwürdigkeit und Einflussverlieren. Das würde letztendlich unseremStatus als Exportweltmeister schaden.
Standardbeschreibung für Industrie 4.0
Technisch gesehen ist die größte Aufgabeder Verbandsplattform einen Industrie 4.0-Komponentenstandard zu definieren.Diese Beschreibung muss von der Pro-zessindustrie bis zur Automobilproduktion,von der Automatisierungslösung bis hinzur IT-Komponente anwendbar sein. Wennman die Anforderungen an eine Shop-Floor-Industrie 4.0-Komponente, z.B. eineWerkzeugmaschine, betrachtet, so redenwir hier von Eigenschaften wie maximaleWerkstückgröße, Schneidegeschwindig-keit oder Genauigkeit. Die Eigenschaften
einer IT-Komponente, bei einem Manage-ment Execution System (MES) zum Bei-spiel Anzahl der Tasks oder Planungstiefe,sind sehr unterschiedlich. In diversen Stan-dards, beispielsweise AutomationML,haben sich diese Probleme auch ergeben.Durch Erfahrungen bei der Normierungwird es den Arbeitsgruppen sicherlich baldgelingen, dieses Problem zu lösen und ihreErgebnisse in eine Norm umzusetzen.Damit wäre der Weg für Industrie 4.0 be-reit. Die Kommunikation zwischen solchenIndustrie 4.0-Komponenten sollte auf denbestehenden Standards in Industrie und ITbasieren. Profinet, DeviceNet, Ethercatoder CC Link haben sich in der Shop-Floor Welt gut bewährt, sind in der Enter-prise Welt aber sicher nicht sehr effektiv.Ebenso sind die Ethernet-Netzwerke ausdem Office-Bereich mit ihrem nicht-deter-ministischen Ansatz nicht in der Produktionzu gebrauchen. IT-Echtzeit ist nicht unbe-dingt gleich Produktionsechtzeit.
Wände zwischen den Welten
Dieses Verständnisproblem zwischen IT-und Shop-Floor führt zu einem spannen-den Ansatz, den man zurzeit sehr konträrdiskutiert. Die Lösung könnte darin liegen,eine Schnittstelle für die Industrie 4.0-Kom-ponente gemäß dem OSI-Modell zu defi-
| Gemeinschaftsprojekt Industrie 4.0
Bild 2 | Industrieverbände bewegen nur gemeinsam
92616_Mitsubishi Electric Europe B.V._RTUI_STE_Automation im Focus 12.11.2014 15:10 Seite 13

Bild 3 | Die vier Stufen der Industriellen Revolution
SPS-Focus|14
Rechner- und Speichereinheit. Letztendlichist es egal, wo ein Programm ausgeführtwird, solange die Ressource ausreichendLeistungsfähigkeit hat, um die Daten zuverarbeiten und anderen Einheiten bereit-zustellen. Smarte, also intelligente Soft-ware-Lösungen sind auch hier gefragt.
Software ist der Schlüssel
Software ist der Schlüssel für die Produk-tivität der Zukunft. Zuverlässige SPSenwerden mit der richtigen Software für In-dustrie 4.0 auch in Zukunft ein wesentli-cher Bestandteil der Automatisierungsweltsein. Doch Bundesregierung und Industriemüssen Hand in Hand arbeiten, um mehrqualifizierte Software-Entwickler auszubil-den. So lässt sich unsere Kompetenz be-züglich der Industrieautomation im Rah-men von Industrie 4.0 weiter stärken.Amerika ist an dieser Stelle besser aufge-stellt als Europa. Wir könnten unserenTechnologievorsprung leicht verspielen,wenn die deutschen Firmen engstirnig ihreeigenen Interessen verfolgen und die großeVision Industrie 4.0 aus dem Auge verlie-ren. Zunächst müssen wir natürlich anDeutschland und Europa denken. Wir ex-
portieren aber auch nach Amerika, Asienund den Rest der Welt. Deshalb ist eswichtig, unsere Ideen auch mit diesenMärkten zu teilen, um auch weiterhin dorterfolgreich zu sein. Deutsche Firmen arbei-ten mit Unternehmen in Amerika zusam-men, Mitsubishi Electric Europe arbeitet ander Plattform Industrie 4.0 mit.
Brücken bauen
Aus meiner persönlichen Sicht treibt derWeltwettbewerb um die beste Lösung fürdie Industrie das Thema voran. Die globa-len Probleme der Weltbevölkerung, andieser Stelle sind nicht nur Ernährung undGesundheit zu nennen, könnten durch einstärkeres Miteinander besser gelöst wer-den. Die Abgrenzung einzelner Länderund Kontinente wird hier nicht weiterhel-fen. Die unterschiedlichen Ansätze zurSteigerung der Produktivität in den Län-dern sind sehr ähnlich. Rechtzeitig Brü-cken zu bauen ist besser als späterWände einzureissen. ■
nieren und offene Schnittstellen für dieKommunikation zwischen solchen Kompo-nenten zuzulassen. So könnte man im En-terprise-Bereich die Ethernet Kommunika-tion weiterhin für große Datenmengen undim Shop-Floor-Bereich die deterministi-schen Feldbusse benutzen. Dass diese inZukunft mehrheitlich auf Ethernet basieren,kann hier nur von Vorteil sein. Die beson-dere Herausforderung im Industrie 4.0-An-satz liegt an den noch immer existierendenWänden zwischen der IT und Produktion.Beide Welten müssen aufeinander zuge-hen, ein gemeinsames Verständnis für dieBedürfnisse und Anforderungen der Ande-ren entwickeln und nicht kurzfristig denVorteil in der Verbreitung ihrer eigenen Lö-sung suchen. Bundesregierung und Ver-bände sind hier in der Verpflichtung, eng-stirnige Partner in den Arbeitsgruppen zu-rück zur Umsetzung der Vision zu bringen.Es geht nicht darum, die Komponenteneiner bestimmten Firma besser am Marktzu platzieren.
Existierende Hardware nutzen
Wie sieht nun die Zukunft der Steuerungs-und Automatisierungstechnik im Rahmenvon Industrie 4.0 aus? Hat die SPS nochZukunft? Werden intelligente Sensorenund Aktoren die Motion- und Roboter-Controller ersetzen? Sind die Steuerungenfür Industrie 4.0 bereit? Da Industrie 4.0 einSoftware Ansatz ist, können die Industrie4.0-Komponenten auf existierender Hard-ware ausgeführt werden. Die Shop-Floor-Netzwerke sind vorhanden und ebensodie Protokolle zum Datenaustausch mitder MES/ERP-Welt. Eigenschaftsbeschrei-bungen der Protokolle und Komponentenexistieren heute auch bereits und werdenvon den NC-Steuerungen bis hin zur SPSunterstützt. Beispiele sind die XML-basier-ten Definitionen von AutomationML oderdas Weihenstephaner Protokoll. Der Lö-sungsansatz der IEC61499 über die ver-teilte Intelligenz in der Produktion, solltehier viel mehr Beachtung bekommen. Egalob Vision System oder intelligenter Sensor,ob SPS oder Motion-Steuerung: Im Prinzipenthalten all diese Komponenten eine
Gemeinschaftsprojekt Industrie 4.0 |
Bild
: DFK
I
Autor | Thomas Lantermann, Senior Business Development Manager bei derMitsubishi Electric Europe B.V. in Ratingen
92616_Mitsubishi Electric Europe B.V._RTUI_STE_Automation im Focus 12.11.2014 15:11 Seite 14

Die CC-LinkPartner Asso-ciation (CLPA)wurde im Jahr2000 gegründet− zur gleichenZeit, als Mitsub-ishi Electric CC-Link zum offe-nen Standardmachte. Seit-dem hat sich dieOrganisation zueiner der größ-
ten dieser Art mit mehr als 2.100 Mit-gliedern entwickelt. Mehr als 280 Fir-men bieten inzwischen über CC-Link-fähige Produkte an. Ein Schlüsselaspektfür CC-Link ist die Spitzenposition des
SPS-Focus | 15
1981 zur Serienreife gebracht, steht indiesem Jahr bereits die vierte Genera-tion der Melsec-Steuerungen ins Haus.Aus Ermangelung einer existierendenKleinstlösung entwickelte MitsubishiElectric die kompakte SPS erst einmalfür den Eigenbedarf. Diese Melsec F-Serie bot auf engstem Raum Features,die bis dahin nur wesentlich größereSysteme zur Verfügung stellten. Die Se-rienreife der ersten Kompakt-SPS läu-tete eine neue Ära für den gesamtenAutomationsmarkt ein. Durch den Wan-del von Pneumatik, Schutztechnik undNockenschaltwerken hin zu speicher-programmierbaren Steuerungen wirktediese neue Lösung wie eine Initialzün-dung für die Automatisierungsbranche.Die Steuerungen wurden immer kleiner,einfacher zu bedienen und flexibler.Heute finden sich die kompaktenSPSen der Melsec-Serie nicht nur im
| Trends & Innovationen
CC-Link ebnet den Weg nach Asien
John Browett istGeschäftsführerder Nutzerorgani-sation CLPAEurope.
Bild
: C
C-L
ink
Par
tner
Ass
ocia
tion-
Euro
peB
.V.
Maschinen- und Anlagenbau, sondernauch in der Logistik, der Gebäudetech-nik, in Sonderfahrzeugen und auf Schif-fen. Mit hoher Zuverlässigkeit bilden sieauch komplexe Steuerungsabläufe ineinzelnen Schritten ab und ermöglichenleistungsfähige Lösungen. Weiterhin sinddie SPSen auf offene Kommunikation,Vernetzbarkeit, Fernwartung von Maschi-nen, Anlagen oder sogar ganzen Pro-duktionseinrichtungen und Gebäudensowie Datenarchivierung ausgelegt.2010 wurde die zehnmillionste FX-Steuerung ausgeliefert: Weltrekord in derIndustrieautomation, meldete der Her-steller. Derzeit werden weltweit über14.000.000 Kompaktsteuerungen von
Mitsubishi Electric eingesetzt. Parallel zurwachsenden Nachfrage wurde die Mel-sec-Reihe kontinuierlich weiterentwickelt,stets orientiert an den Bedürfnissen derKunden. In diesem Jahr kommt dienächste Generation der Kompakt-SPSauf den Markt: Die Melsec FX5 soll nochstärker zur Produktivitätssteigerungsowie zur Reduzierung der Gesamtbe-triebskosten beitragen. Verglichen mitdem Ur-Model aus dem Jahr 1981 er-reicht die FX5 mit 0,04μs die 12.500-fache Verarbeitungsgeschwindigkeit.
Pionier und Marktführer Melsec: Seit über 30Jahren über 14.000.000 verkaufte Steuerun-gen und die Erfolgsgeschichte geht weiter.
Die 34-jährige Erfolgsgeschichte der Kompakt-SPS
Protokolls in Asien. Nach seiner Entste-hung in Japan hat es sich zu einem füh-renden Standard in der asiatischen Fer-tigungsindustrie entwickelt. AktuelleStudienergebnisse von IHS und ARCuntermauern diese Annahme: Sie zei-gen, dass rund 50% der weltweitenAusgaben im Automatisierungsbereichheute in Asien stattfinden. Unterneh-men, die ihre Geschäfte im asiatischenMarkt ausbauen wollen, sollten sichalso CC-Link genauer anschauen. ZurUnterstützung hat die CLPA ein Sup-port-Programm erarbeitet, das Unter-nehmen bei der Vermarktung von CC-Link-Produkten in China zur Seite steht.Der Erfolg dieses Programmes − bereits26 Firmen nehmen daran teil − führte zueiner weiteren Ausweitung. So lautet die
Kernbotschaft der Nutzerorganisation,dass CC-Link im asiatischen Markt ge-wissermaßen ein De-facto-Standard ist.Anbieter, die CC-Link nicht in ihre Auto-matisierungslösungen für die asiatischeRegion integrieren, werden einen gro-ßen Teil dieses Marktes nicht erreichen.Sie bieten einfach nicht das, was derMarkt verlangt. CC-Link zu einem Netz-werk-Line-up hinzuzufügen ist einfach,denn viele Unternehmen nutzen bereitsTechnologie von CLPA-Partnern wie Hil-scher, HMS und Renesas, um ihreNetzwerke zu implementieren. DiesePlattformen unterstützen auch CC-Linkim Allgemeinen, es kann also problem-los ergänzt werden.
CLPA Europewww.clpa-europe.com
93072_Mitsubishi Electric Europe B.V._RTUI_STE_Automation im Focus 12.11.2014 15:11 Seite 15

gung. Durch die Zusammenarbeit sind diee-F@ctory Mitglieder sehr gut aufeinandereingespielt und entwickeln in kurzer Zeitkundenspezifische Lösungen. ■
Produktivität steigern und eine nahtloseIntegration verschiedener Automations-systeme und Subsysteme erzielen kann.Für ein spezifisches Projekt kooperierendie Partnerunternehmen je nach Bedarfmiteinander und stellen dem Anwenderso eine ausgezeichnete Kombina-tion ihrer Fähigkeiten zur Verfü-
SPS-Focus|
Partnernetzwerk e-F@ctory |
16
Mit der Initiative e-F@ctory Alliance präsentiert Mitsubishi Electric einen Zusammenschluss von Unternehmen,die Know-how, Expertise sowie Systeme und Services zu ganzheitlichen Lösungen in der industriellen Auto-matisierung kombinieren.
Gemeinsam für die Automatisierung
Ziel der e-F@ctory Alliance ist es, demAnwender die bestmögliche Lösung zumErhalt und Ausbau seines Wettbewerbs-vorteils anzubieten. Jeder Partner verfügtüber spezielle Fachexpertise und kanndiese so auf die Produktionsumgebungübertragen, dass der Anwender seineGesamtbetriebskosten reduzieren, die
Objekte automatisch generieren www.adroit.co.za
Systemintegrator für KFZwww.atos.net
Versionsverwaltung für SPSenwww.versiondog.com
CC-Link-Nutzerorganisationwww.clpa-europe.com
Vision-System-Software www.cognex.com
Protokolle für Energie und Cowww.copadata.com
Sensorik, Scanner und Visionwww.datalogic.com
IEC61131-Programmierumgwww.codesys.com
Wire-EDM-CAM-Programmwww.dptechnology.com
Simulation und Emulation www.demo3d.com
E-CAD-Programmierungwww.eplan.de
Remote- und M2M-Lösungenwww.ewon.biz
Condition Monitoringwww.fag-smartcheck.com
92944_Mitsubishi Electric Europe B.V._RLUT_STE_Automation im Focus 12.11.2014 15:13 Seite 16

SPS-Focus | 17
| Partnernetzwerk e-F@ctory
S88 für Prozess und Energie www.inea.si
IPC-Lösungenwww.janztec.com
Suite für die Prozessindustriewww.me-ap.de
WLAN-Energie-Sensoren www.lem.com
MES-Lösung www.mpdv.de
Automatisierungstechnikde3a.mitsubishielectric.com
Verteilte Intelligenz www.nxtcontrol.com
Software für Prozessindustriewww.proleit.com
Netzdatenbank für C-Controllerwww.raima.com
Schaltschranklösungenwww.rittal.com
Web-Server mit LUA-Lösungwww.rtleaders.com
Filter für Umrichterwww.schaffner.com
Simulation für Robotik und Cowww.visualcomponents.com
Netzwerk-Interfaceswww.anybus.de
Schnittstellen u.a. für Siemenswww.ibhsoftec.com
92944_Mitsubishi Electric Europe B.V._RLUT_STE_Automation im Focus 12.11.2014 15:13 Seite 17

Das Konzept e&eco-F@ctory verbindet Ferti-gungstechnik und Energiemanagement. Im Schul-terschluss mit seinen Partnern bietet Mitsubishi
Electric Lösungen für Transparenz, die den Anwen-der zu Einsparungen im Verbrauch, zu höherer Pro-
duktivität und zu reduzierten Kosten führen. Auf dieseWeise behält er die volle Kontrolle über ihre Prozesse.
SPS-Focus|
Energiemanagement trifft Condition Monitoring |
18
Energie-managementtrifft Effizienz
neue Produktionsanlagen, als auch fürexistierende Anwendungen ausgelegt undunterstützt diese während der gesamtenBetriebszeit der Anlage.
Erweiterte Zustandsüberwachung
Der Sensor für die SchwingungsanalyseFAG SmartCheck unterstützt das Konzeptder Transparenz auf verschiedenen Ebenender Messwerterfassung. Der Sensor arbei-tet unabhängig als kompaktes, modularesMesssystem zur permanenten Überwa-chung von Maschinen. Da das Gerät dieklassischen und die schwingungsbasierten
Energiekosten bis zu 60% reduzierenDer FR-A741 ist für Energieeinsparungen im niedrigenDrehzahlbereich ausgelegt. Durch seine integrierteEnergierückspeisung eignet er sich besonders für An-wendungen mit zyklischer Beschleunigung und Verzö-gerung. Mit geringer Eingangsleistung erzeugen die Fre-quenzumrichter eine maximale Ausgangsleistung undsenken so den Energieverbrauch einer Anlage in derSpitze um bis zu 60% – im Vergleich zum konventionel-len Netzbetrieb. Die Optimum-Excitation-Control-Funk-tion (OEC) gewährleistet zusätzlich, dass der ange-schlossene Motor genau den magnetischen Fluss er-hält, mit dem er am effizientesten betrieben wird.
Viele Unternehmen sehen die Energiekos-ten nach wie vor als unveränderbare Größean. Wo die großen Verbraucher sitzen,bleibt im Dunkeln. Die Gesamtenergie-menge wird durch den Energieanbieter ander zentralen Einspeisestelle gemessen.Doch damit ist eine genaue Zuweisung aneinzelne Kostenstellen, Maschinen oderProduktionsprozesse ebenso wenig mög-lich, wie ein Lastmanagement. Andererseitswerden häufig an Schaltschränken Ener-giemess- und Anzeigegeräte eingesetzt –jedoch ohne die Verbrauchswerte zentralzu erfassen und zu analysieren. Dabei zahltsich der Blick auf den unternehmenseige-nen Energiehaushalt aus. Denn Vorausset-zung für effiziente und vor allem wirkungs-volle Energiesparmaßnahmen ist eine Er-fassung des Ist-Zustandes. Hierfür wird je-doch ein entsprechendes Monitoring benö-tigt, das die in den Anlagen vernetztenEnergiezähler aufnimmt und von der Ferti-gungsebene an Datenbanken und Sys-teme zur Produktionssteuerung weiterleitet.
Integriertes Energiemanagement
Einen ganzheitlichen Ansatz für Energiema-nagement bietet das Energy Control Pack(ECP) von Mitsubishi Electric. Es besteht
aus einer Reihe geprüfter Erfassungs- undSteuerungsmodule, die gemäß der jeweilsvorliegenden Anwendung ausgewählt,konfiguriert und abgeglichen werden kön-nen. Die Kombination von Hardware, Soft-ware und Dokumentation ergibt ein schlüs-selfertiges Energie-Management. Da dasSystem im Feld erprobt ist, laufen Installa-tion und Inbetriebnahme von Anfang an rei-bungslos ab. Für eine schnelle Realisierungdes Energiemanagements bietet das Sys-tem eine bis zu 80% vorgefertigte Lösungan, die dann im weiteren Verlauf der Inbe-triebnahme ganz konkret an die Applikationangepasst werden kann. Zudem ist dasECP sowohl für die einfache Integration in
92961_Mitsubishi Electric Europe B.V._RTUI_MTT_Automation im Focus 12.11.2014 15:14 Seite 18

SPS-Focus | 19
Bild 2 | Das Energy Control Pack bietet den Weg zu effizientem Energiemanagement
Parameter überwachen kann, bietet es be-reits zahlreiche Möglichkeiten, die aus derMaschinenüberwachung von morgen nichtmehr wegzudenken sind. In Zusammenar-beit mit der Firma Schaeffler FAG bietetMitsubishi Electric eine ganzheitliche Vorge-hensweise zur Bewertung des Zustandseiner Anlage. Die erfassten Daten könnenautomatisch über die iQ Platform oder dieMelsec-L-Serie und Ethernet an mehrereInformationsebenen weitergeleitet werden.
Vergleichbare Architektur
„Die Architektur beider Systeme ist ver-gleichbar”, unterstreicht Christoph Behler,Senior Business Development Manager,die Kombination von Energie- und Condi-tion Monitoring im Hause Mitsubishi Elect-ric. „Schließlich geht es stets um Daten,die erfasst, in einer Datenbank gespeichertund anschließend ausgewertet werdenmüssen.” Allein der ermittelte Energiever-brauch kann schon Hinweise auf ein mög-liches mechanisches Problem geben:„Stellt man bei gleichbleibenden Randbe-dingungen und gleicher Last einen stei-genden Verbrauch fest”, so Behler weiter,„ lässt sich bereits auf ein mechanischesProblem schließen.” Mit der Integration des
FAG-Sensors geht Mitsubishi Electric einendeutlichen Schritt weiter in Richtung intel-ligente und vorausschauende Wartung. Mitdem SmartCheck-System lassen sich Pro-blemfälle wie Lagerschaden oder Unwuchtüber die Schwingungsanalyse eindeutigerkennen. „Unser Partner Schaeffler FAGbringt seine langjährige Erfahrung als La-gerhersteller ein, um es dem Anwender soeinfach wie möglich zu machen”, sagtBehler. „Als sensorische Schlüsselkompo-nente unseres Monitoring-Konzepts OEEControl Pack muss das Smart-Check-Modul nur am Elektromotor oder Getriebe
angebracht werden.” Dann lassen sichUnregelmäßigkeiten und kleine Problemefrühzeitig erkennen und große, in der Regelsehr teure Schäden vermeiden. Weiterhinkann der Anwender einen geeigneten Zeit-punkt für einen Anlagenstillstand zur War-tung selbst bestimmen. Rechnet man dieKosten eines ungeplanten Stillstands undbegleitender Reparaturkosten dagegen,rechnet sich das Condition Monitoring sehrschnell. Das Einsatzspektrum reicht vonMotoren und Pumpen über Ventilatorenund Kompressoren bis hin zu CNC-Spin-deln oder Separatoren. „Wenn man die
Einführung eines Energiemanagementsplant, lohnt sich ein ergänzendes Condi-tion Monitoring umso mehr”, betont Chris-toph Behler. Umgekehrt profitiere aberauch das Energiemanagement. „Denn einnicht erkannter Lagerschaden führt ja auchzu einem höheren Stromverbrauch, dersich mit vorausschauender Wartung ver-meiden ließe.”
Vollständige Transparenz
Besonders in Zeiten mit steigenden Ener-giekosten müssen Produzenten auf den
globalen Wettbewerb und die Beschaf-fungsprozesse reagieren. Deswegen sindLösungen für eine schlanke Fertigung ge-fragt, die zur Senkung der Kosten, Beseiti-gung der Risiken, Verbesserung des Sys-tems und durch eine Vereinfachung derWartung zu einer zuverlässigen Produktionführen. Aus diesem Grund sollte die Zu-standsüberwachung auf der Fertigungs-ebene zusammen mit der Energieüberwa-chung in das Gesamtsystem des Betriebsintegriert werden. Zur Verbesserung derWartung ist eine vollständige Transparenzdes Betriebs von der Fertigungs- bis zurLeitebene erforderlich. Mitsubishi Electricbietet diese Möglichkeit mit einer integrier-ten Lösung: bestehend aus zwei Teilen zurÜberwachung der Gesamtanlageneffektivi-tät (Overall Equipment Efficiency), dem OEECP für Condition Monitoring und dem OEECP für Energie Management (ECP). BeideLösungen sammeln aktuelle Daten vonallen Messpunkten für die Analyse durchmehrere Ebenen von Managementsyste-men. Das ermöglicht die Echtzeitüberwa-chung der wartungsrelevanten Daten undführt zusammen mit der Transparenz zurrichtigen Entscheidungsfindung und spür-baren Energieeinsparungen. ■
| Energiemanagement trifft Condition Monitoring
„Wenn man die Einführung eines Energiemanagements plant,
lohnt sich ein ergänzendes Condition Monitoring umso mehr.“
Christoph Behler, Senior Business Development Manager
Autor | Christoph Behler, Senior Business Development Manager
92961_Mitsubishi Electric Europe B.V._RTUI_MTT_Automation im Focus 12.11.2014 15:14 Seite 19

SPS-Focus|
Engineering |
20
Visualisierungs-Suitekomplettiert
Mit Maps bietet Mitsubishi Electric einekomplette Suite an Visualisierungs- und In-formationsmanagementlösungen, die naht-los mit allen übrigen Automatisierungskom-ponenten des Anbieters harmoniert. Vonkleinen Einplatz-Visualisierungen auf IPC-Basis für OEMs und Serienmaschinen-bauer bis hin zu anlagenweiten hochver-fügbaren und verteilten Lösungen ist diedurchgängige und nach oben erweiterbareVisualisierungslösung einsetzbar. Mit dieserFunktionalität gelingt es Kunden, Effektivitätsowie Qualität zu steigern und gleichzeitigdie Ausfallzeiten zu reduzieren. Neben denbereits bekannten und vorgestellten klassi-schen Visualisierungslösungen Maps HMI,Maps Scada und Maps life-cycle Enginee-ring hat sich Mitsubishi Electric nun auchden Themen Datenauswertung, Reportingund Business Intelligence zugewandt. Hier-für sind nun Software-Werkzeuge erhältlich,die nahtlos auf der Visionalisierung aufset-zen und die vorhandenen Anlagendatenanalysieren können.
Datenauswertung
Die Adroit Report Suite ermöglicht web-basierte grafische Analysen und Auswer-tungen von aufgezeichneten Daten.Ebenso sind aufgrund der von Maps un-terstützten Regulierung nach FDA 21CFR 11 part 11 Aktivitätsberichte inte-griert, zum Beispiel: Welcher Bedienerhat wann welche Änderungen am Pro-zess gemacht? Spezielle industriespezifi-sche Reports, beispielsweise für dieWasserwirtschaft oder die Nahrungsmit-telindustrie, können zusätzlich lizensiertund in das System integriert werden.
Reporting
Die Lösung Adroit Alarm Management &Analysis ist ein ebenfalls webbasiertesReporting-Tool, das Kunden bei ihremklassischen Alarmsystem unterstützt.Weiterhin wird die Bedienerfreundlichkeitder Anlage dahingehend verbessert,dass weniger kritische Alarme angezeigt
und quittiert werden müssen. Bedien-fehler der Anlage lassen sich somitvermeiden und letztendlich die Anla-
gensicherheit durch die implementiertenGegenmaßnahmen steigern.
Data-Warehouse
Adroit Scada Intelligence stellt dieSchnittstelle zwischen der klassischenIndustrieautomatisierung und der Busi-ness Intelligence dar. Basierend auf der
Microsoft BI Plattform ist dies eineData-Warehouse-Lösung. Sie gibt Kun-den einfache Konfigurationsmethodenan die Hand, um aus datenbankbasier-ten zeitlich aufgezeichneten unorgani-sierten Rohdaten automatisch wertvolleInformationen zu generieren und sie ineinen sinnvollen Kontext zu stellen. DieInformationen werden in einem standar-disierten Datenmodell zur Verfügung ge-stellt und können auf einer Webseiteoder auch unter Zuhilfenahme von Mi-crosoft Excel grafisch oder in Berichts-form angezeigt und angepasst werden.Das Tool setzt keinerlei Programmier-kenntnisse voraus und unterstützt denKunden durch einfache Konfigurations-prozesse und die Nutzung von Indus-triestandards. Das spart viel Entwick-lungszeitzeit verglichen mit einer norma-len Enterprise-Reporting-Lösung.
Offen für Integration
Diese drei Lösungen vervollständigen dieMaps Visualisierungslösungen, können je-doch aufgrund ihrer Offenheit und der Mi-crosoft SQL Server basierten Struktur nichtnur in Maps sondern auch in jede andereVisualisierungslösung von Fremdanbieternintegriert werden und zusätzlichen Kun-dennutzen generieren. ■
Die skalierbare Suite Maps deckt von kleinen Einplatzlösungenüber die klassische Server/Client-Scada bis hin zur vielseitigen En-gineering-Lösung ein breites Visualisierungsspektrum ab.
Ji|do|ka Ziel des Jidoka-Prinzips ist
eine hundertprozentige Produkti-
onskontrolle noch während des lau-
fenden Produktionsprozesses. Die
Grundidee geht zurück auf die Ei-
genschaften des ersten automatisier-
ten Webstuhls, der zuverlässig
stoppte, sobald einer der Fäden riss.
Autor | Christian Nomine, Application Con-sultant Vertical Industry Solutions, IndustrialAutomation Systems Mitsubishi Electric
92975_Mitsubishi Electric Europe B.V._RLUT_BUB_Automation im Focus 12.11.2014 15:15 Seite 20

SPS-Focus | 21
| Schwerpunkt Lebensmittelproduktion
Zukunftsfähige Backwarenherstellung
Produktivität und Effizienz durch Datentransparenz
Kleinere Betriebe oder Filialbäcker, die biszu 200 Läden im Umkreis beliefern, fertigenin der Regel auf einer Linie mehrere Pro-dukte. Das Automatisierungspotenzial insolchen Bäckereien ist hoch, wird aberhäufig unterschätzt oder als zu teuer abge-tan. Doch um die Produktivität zu steigernund die Herstellungskosten zu senken, istes notwendig, dieses Potenzial auszu-schöpfen. Wer den Marktanschluss nichtverlieren will, muss handeln und seine Fer-tigung modernisieren.
Entscheidender Beitrag zur Wett-bewerbsfähigkeit
Konservative Zurückhaltung gegenüberAutomatisierungstechnik ist fehl am Platz,wenn der Betrieb zukunftsfähig bleiben soll.Denn der intelligente Einsatz von Automa-tisierungskomponenten kann entscheidenddazu beitragen, die Wettbewerbsfähigkeiteines Unternehmens zu sichern. Hierfür istes nötig, dass Automatisierungsanbieter
und Maschinenbauer beim Endkunden fürtechnisches Verständnis und eine offeneEinstellung gegenüber technischen Neue-rungen werben. Historisch bedingt führenkleinere und mittlere Betriebe die unter-schiedlichen Prozessschritte der Teigverar-beitung wie Kneten, Gären und Backen oftunabhängig voneinander aus. Bereitsdurch die Vernetzung verschiedener Insel-lösungen mithilfe effektiver und kosten-günstiger Standardautomatisierungstechniklässt sich die Gesamtanlageneffektivität(Overall Equipment Effectiveness, OEE)deutlich steigern. Engpässe, Schwachstel-len, Kostentreiber, Wartungsbedarf oderStückkosten lassen sich genau ermittelnund der Energieverbrauch exakt zuordnen.Basierend auf den Daten eines vernetzten,durchgängigen Systems können Prozessewie beispielsweise die Ofenbelegungspla-nung verbessert oder Sorten und Mengenpro Zeiteinheit erfasst werden. Diese Infor-mationen wiederum lassen sich dann in derAblaufplanung und -erfassung verwenden.
Transparente Produktion
Häufig leiden Bäckereibetriebe an einerdeutlichen Diskrepanz zwischen finanziel-ler Planung und Realität. Transparenz trägtdazu bei, die tatsächlichen Produktions-daten inklusive Wechselzeiten und ande-ren Handwegen zu sammeln und realisti-sche Formfaktoren zu erstellen. Transpa-renz ist ebenfalls Voraussetzung für einekontinuierliche Verbesserung im Sinne derKaizen-Philosophie. Ein Aspekt nennt sichTotal Productive Maintenance und meinteine enge Verzahnung von Produktionund Instandhaltung durch die ständigeÜberwachung der Fertigungslinie. Mithilfevon Datentransparenz lassen sich Abläufestetig verbessern, um Kostenreduzierung,Qualitätssicherung und – in der Lebens-mittelindustrie nur eingeschränkt möglich– höhere Zeiteffektivität zu erzielen. Dabeilässt sich Datentransparenz auch in be-stehenden Anlagen mit spezieller Technikeinfach herstellen.
Der Preisdruck im Backwarenmarkt steigt. Insbesondere der zu-nehmende Konkurrenzdruck durch Discounter fällt ins Gewicht,die mit günstiger, frisch im Laden aufgebackener Ware werben.Dabei sind Produktivität und Gewinnmarge gerade in der Nah-rungsmittelindustrie im Vergleich zu anderen produzierendenBranchen eher niedrig. Vor allem kleinere und mittlere Betriebestehen vor einer Herausforderung: Sie müssen mit den im großenMaßstab auf hochautomatisierten Monolinien hergestellten Dis-counter- und Supermarktangeboten preislich mithalten. Um lang-fristig wettbewerbsfähig zu bleiben, sind zunehmend Möglichkei-ten zur Effizienzsteigerung gefragt bei gleichzeitiger Reduzierungdes Energieverbrauchs. Aussagekräftige Kennzahlen sowie dasSammeln prozess- und produktionsrelevanter Daten und derenkorrekte Auswertung sorgen für die dafür nötige Transparenz.
Bild 1 | Automatisierung trägt wesentlich dazu bei, neue wieauch über Jahre gewachsene Anlagen in der Bäckereiindus-
trie zukunftsfähig zu gestalten.
92801_Mitsubishi Electric Europe B.V._RTUI_MTT_Automation im Focus 12.11.2014 15:16 Seite 21

SPS-Focus|22
Schwerpunkt Lebensmittelproduktion |
Zwei Ausgangsszenarien
In den seltensten Fällen handelt es sich beieinem Auftrag zum Anlagenbau um einGreenfield-Projekt, in dem ein komplettneues Werk auf der sprichwörtlich grünenWiese entsteht. Bei einem Neubauprojektlassen sich von vorne herein die moderns-ten technischen Strukturen aufsetzen.Komponenten können mithilfe aktuellerKommunikationsstandards oder über Au-tomatisierungsplattformen wie die iQ Plat-form von Mitsubishi Electric miteinandervernetzt werden. Sie sorgen für eine naht-lose Kommunikation innerhalb der Anlagemit einem hohen Grad an Transparenz. Inder Regel gilt es jedoch, ein bestehendesWerk zu modernisieren – ein sogenanntesBrownfield-Projekt. In heterogenen, histo-risch gewachsenen Strukturen müssenUnternehmen Insellösungen unterschiedli-cher Hersteller und verschiedenen Altersnachträglich verbinden, um auf Feldebenealle relevanten Daten für übergeordneteManagementsysteme wie CRM (CustomerRelationship Management), ERP (Enter-prise Resource Planning) oder SCM (Sup-ply Chain Management) zu sammeln. Mit-hilfe von Automatisierungskomponentenwie dem Interface-Modul MES-IT von Mit-subishi Electric lässt sich auch hier die not-wendige Transparenz schnell und kosten-
effizient herstellen. Ganz im Sinne von In-dustrie 4.0 erfasst das Modul in jedem Fer-tigungsschritt Produktionsdaten und Prüf-ergebnisse und überträgt sie in Echtzeit anSysteme höherer Ebenen. Diese erstellendann mittels Excel, SAP oder vorgefertigtenReports anschauliche, aussagekräftigeAuswertungen über die Prozessabläufe.Die Anbindung an bestehende Systeme istschnell möglich, ohne die Maschinenab-läufe zu stören. Die Verbesserung der Ma-schinenlaufzeit durch präventive Wartungist ein großes Thema in der Nahrungsmit-telindustrie. Fällt eine Maschine unvorher-gesehen aus, ist normalerweise der kom-plette Batch zu entsorgen. Das ist teuer
und schadet der Produktivität. Für die zureinfachen Realisierung präventiver War-tungskonzepte nötige Datentransparenzsorgen moderne Steuerungsplattformen,Touch-Bediengeräte und Sensorik mit um-fangreichen integrierten Funktionen sowieflexible Wartungs- und Instandhaltungskon-zepte, wie der Sensor FAG SmartCheckvon Schaeffler FAG oder das Life-Cycle-Tool MAPS von Mitsubishi Electric. DerSmartCheck-Sensor beispielsweise er-kennt und meldet die ersten Vibrationeneines Antriebs lange bevor Geräusche ent-stehen. Damit ist die Reaktionszeit bis zumMaschinenausfall wesentlich länger. DerWartungszyklus kann entsprechend früh-zeitig an die Produktion angepasst werden.Maschinen lassen sich problemlos mit demFAG SmartCheck nachrüsten. Im Bäcke-reibetrieb wäre eine Nachrüstung beispiels-weise am Beladersystem, dem Mixer oderden Transportbändern denkbar.
Roboter in der Fertigung
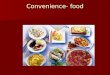
Zur Steigerung von Anlagenflexibilität und-verfügbarkeit kann sich auch der Robo-tereinsatz als sinnvoll erweisen. Werdenauf einer Linie mehrere Produkte herge-stellt, verpackt oder abgegriffen, lässt sichdie Taktung mit platzsparenden Roboter-und Kamerasystemen wesentlich schnel-ler und kosteneffizienter gestalten. Gleich-zeitig sind die hohen Hygieneanforderun-gen der Lebensmittelindustrie erfüllt. DerRobotereinsatz ist unter anderem bei
Bild 2 | Das Leistungsportfolio von Mitsubishi Electric für die Bäckereiindustrie ist vielfältig. Es reichtvon der Automatisierung einfacher umrichtergesteuerter Teigmixeranwendung über komplexe Steue-
rungs- bis hin zur produktionssteigernden Robotertechnik.
Bild 3 | Mithilfe von Automatisierungskomponenten wie dem Interface-Modul MES-IT lässt sich auchin der Backwarenindustrie die notwendige Transparenz schnell und kosteneffizient herstellen.
92801_Mitsubishi Electric Europe B.V._RTUI_MTT_Automation im Focus 12.11.2014 15:16 Seite 22

SPS-Focus | 23
Bild 4 | Kennzahlen sowie das Sammeln und Auswerten von prozess- und produktionsrelevantenDaten sorgen für Transparenz, die zur Effizienzsteigerung und Sicherstellung der langfristigen Wettbe-
werbsfähigkeit nötig ist.
| Schwerpunkt Lebensmittelproduktion
diese Weise ist die einfache Anbindungaller Anlagen über eine einheitliche IT-Schnittstelle möglich, was deutliche wirt-schaftliche Vorteile bringt. Denn die Ma-schinenanbindung an ein MES ist Grund-lage für die Effizienzberechnung einzelnerLinien und einer genauen Kostenkalkulie-rung. Die Schnittstelle hat sich im Brau-und Getränkebereich bereits etabliert undist auch in der fleischverarbeitenden Bran-che eingeführt. Unter dem Namen WSBake soll sie nun auch für die Backwaren-industrie definiert werden und dort die Er-fassung der für diese Branche relevantenInformationen zur Qualitätssicherung,Schwachstellenanalyse, Effizienzbewertungund dem Energieverbrauch ermöglichen.Die Ansätze von Industrie 4.0 halten auchin der Lebensmittelindustrie Einzug. Im Mit-telpunkt stehen neue Automatisierungs-technik, intelligente Produktionsverfahrenund nicht zuletzt die Sicherung des Stand-ortes Deutschland. Gerade kleinere undmittelgroße Betriebe müssen sich gezieltvom Wettbewerb absetzen. Neue Ver-kaufskonzepte, höhere Flexibilisierung inder Produktion und eine stärkere Anpas-sung an Kundenwünsche bis hin zur Indivi-dualisierung von Waren sind notwendig.Mithilfe von Automatisierungskonzepten imSinne von Industrie 4.0 und dem Internetder Dinge lassen sich diese Ziele verfolgen.Sogenannte Cyber-physical-Systems zu-sammen mit hochmoderner Technik brin-
gen einen schnelleren, flexibleren und kom-plexeren Produktionsprozess, sorgen fürIndividualisierung bis hin zur Losgröße Einsund steigern die Transparenz der Abläufedurch Datenspeicherung in der Cloud.Dazu müssen die Produktionsprozesse ro-bust, stabil und intelligent gestaltet sein. Insicheren Netzwerken müssen Informatio-nen in Echtzeit ausgetauscht und verfügbargemacht werden. Forschung und Entwick-lung auch mithilfe von Modell- und Simula-tionsmethoden zur Risikoabschätzung sindin allen relevanten Gebieten nötig. Verwei-gern sich Betriebe diesem technologischenWandel komplett, stellen sie ihre Zukunfts-fähigkeit in Frage. Ein einfaches Beispiel fürIndustrie 4.0 im Produktionsprozess: Be-reits im Knetvorgang eines Batches wirdberechnet, welches Fach des Etagenofensbei welcher Temperatur für die nächsteCharge frei sein wird. Zur besseren Nach-verfolgbarkeit der Produkte in den einzel-nen Prozessschritten sind dezentrale I/Os,RFID- und Feldbussysteme denkbar.
Zukunftsfähig bleiben
Die Backwarenhersteller stehen vor großenHerausforderungen. Neben dem steigen-den Kostendruck sind das im einzelnen diesteigende Produktvielfalt, schnellere Neu-entwicklungen und Produktwechsel auf derAnlage, zunehmend variable Bestellmen-gen, kürzere Produktlebenszyklen sowiestrengere staatliche Regulierungen, vorallem hinsichtlich Hygienevorschriften. DieAnforderungen an die Technik in der Back-industrie sind durch vielfältige Variations-möglichkeiten der Herstellungsprozesseund Produktvorgaben besonders hoch.Durch kontinuierliche Verbesserung derProduktionsprozesse und Effizienzsteige-rung lassen sich Kosten sparen, die Ge-winnmarge vergrößern und vor allem dieWettbewerbsfähigkeit langfristig sicherstel-len. Grundlage dafür ist die Datentranspa-renz einer vernetzten Fertigung, die sichdurch Standardautomatisierungstechnikunkompliziert erreichen lässt. Automatisie-rung kann wesentlich dazu beitragen, neuewie auch über Jahre gewachsene Anlagenzukunftsfähig zu gestalten. ■
Pick&Place-Anwendungen möglich. In derKeksproduktion eines US-amerikanischenUnternehmens konnte mithilfe der Robotikdie tägliche Produktionsmenge an Keksenvon 12 auf 20t gesteigert werden. Durchdas sanfte Greifen des Roboters ließ sichzudem der Ausschuss reduzieren und dieQualität um 20% steigern. Ein zukunfts-weisendes Beispiel für Robotertechnik imBackhandwerk ist eine interaktive Applika-tion, die Mitsubishi Electric bereits im Jahr2012 auf der Fachmesse Iba in Münchenpräsentiert hat. Über ein iPad konntenStandbesucher selbstständig eine virtuelleTorte individuell beschriften. Der über dasTablet aufgenommene Schriftzug wird aneinen PC geleitet, über dessen Monitor einLaser die Kontur abtastet. Diese Informa-tion geht dann an die Robotersteuerung.Mit einer solchen Lösung wäre es denk-bar, Grußworte in der eigenen Handschriftonline zu übermitteln und die fertig deko-rierte Torte später beim lokalen Bäcker ab-zuholen.
Schnittstellenstandards
In enger Zusammenarbeit mit Automatisie-rungsunternehmen, Anlagenbauern undAnwendern entwickelt die Universität Wei-henstephan derzeit einen gemeinsamenStandard für die Bäckereiindustrie, der eineSchnittstelle zur Verbindung zwischen Ma-schinen- und Software-Ebene definiert. Auf
92801_Mitsubishi Electric Europe B.V._RTUI_MTT_Automation im Focus 12.11.2014 15:16 Seite 23

SPS-Focus|24
Schwerpunkt Lebensmittelproduktion |
Retrofit − der erste Schritt Richtung Zukunft
Retrofit bringt Datentransparenz
Mithilfe moderner Automatisierungskompo-nenten der Retrofit-Lösung lassen sich pro-zess- und produktionsrelevante Daten er-fassen und auswerten und darauf basie-rend die Produktionseffizienz steigern. Da-tentransparenz ermöglicht einen durchge-henden, vollständigen Überblick über denaktuellen Produktionsstatus sowie überVeränderungen einzelner Kennzahlen imZeitverlauf. Technisch überholte Steue-rungssysteme lassen eine derartige Trans-parenz nicht zu. Mithilfe von Retrofit-Lösun-gen werden alte Anlagen entsprechend ak-tualisiert und kommunikationsfähig ge-macht. Gleichzeitig steigert ein Umbau dieProduktionssicherheit und ermöglicht dieNachverfolgbarkeit der Prozesse. Durch
Einsatz von Automatisierungstechnologienkönnen die unterschiedlichen Prozess-schritte der Teigverarbeitung einfach ver-netzt und die Gesamtanlageneffektivitätdeutlich gesteigert werden.
Zukunftsfähig mit WS Bake
In diesem Zusammenhang spielen dieWeihenstephaner Standards eine wich-tige Rolle. Sie ermöglichen die vollstän-dige Anbindung aller Anlagen über eineeinheitliche IT-Schnittstelle. Die Maschi-nenanbindung an ein MES- oder Scada-System ist Grundlage für die Effizienzbe-rechnung einzelner Linien und einer ge-nauen Kostenkalkulierung. Die Schnitt-stelle hat sich in anderen Branchen be-reits etabliert. Unter dem Namen WS
Bake soll sie nun auch für die Backwa-renindustrie definiert werden. Große End-kunden und viele Maschinenbauer habensich zur Mitarbeit verpflichtet sowie Mit-subishi Electric als einer der Initiatoren.Moderne Steuerungskomponenten einerRetrofit-Lösung erfüllen bereits das Wei-henstephan Protokoll und werden sichdaher schnell an WS Bake anpassen las-sen. Die einheitliche Schnittstelle ermög-licht es dann, alle relevanten Produktions-daten aus der Steuerung für Auswertun-gen bereitzustellen. ■
In der Regel laufen alte Maschinen in der Bäckereiindustrie rund. Bei genauerer Betrachtung wird deutlich, dasszwar die Mechanik der robusten Anlagen bei regelmäßiger Wartung Jahrzehnte lang zuverlässig ihren Dienst erfüllt.Die Schwachstelle jedoch liegt bei den Elektronikkomponenten wie Sensorik und Steuerungssystem. Ihr Ausfallwird besonders problematisch, wenn es für ältere Produkte keine Ersatzteile mehr gibt. Der Retrofit-Umbau imVorfeld erweist sich als sinnvolle Lösung, die zur Zukunftsfähigkeit eines gesamten Betriebs beitragen kann. DennRetrofit-Lösungen sind der erste Schritt zur Datentransparenz.
Autoren | Stefan Knauf, Corporate AccountManager Food & Beverage, CPG, bei Mitsubishi Electric Europe
Bild | Bei der Parallelinstallationwird die neue Steuerung parallelzur alten angeschlossen.
92801_Mitsubishi Electric Europe B.V._RTUI_MTT_Automation im Focus 12.11.2014 15:17 Seite 24

dank dieser Niederdruck-EnergiewelleSubstanzen bewegen und mischen. Es
SPS-Focus | 25
| Schwerpunkt Lebensmittelproduktion
Wirbel in der Soßenproduktion
Der Lebensmittelhersteller eines dergrößten Seafood-Unternehmen Japansmit Verarbeitungsstandorten in Europa,den USA, China und dem MittlerenOsten, bezog in der Vergangenheit proJahr bis zu 20.000t Béchamelsoße voneinem externen Lieferanten. Die Soßen-produktion sollte nun in-house verlagertwerden, zunächst in das Werk in Japanund später an andere Standorte welt-weit. Der Projektauftrag sah eine mög-lichst effiziente Fertigung vor. Das drei-stufige Produktionsverfahren des Liefe-ranten benötigte 100min für 1.000kgSoße. Hinzu kamen weitere 20min Still-standzeit pro Charge, um die Anlage
von angebrannten Rückständen zu reini-gen. Um das Verfahren zu optimieren,entschied sich der Lebensmittelherstellerfür einen Dampfgarer vom Typ PDX Re-actor. Der moderne Industriekocherkann Lebensmittel auf flüssiger Basissehr schnell und effizient erhitzen, mi-schen und kochen, sodass sich die Ver-arbeitungszeit oft um 50 bis 90% redu-zieren lässt. Das leistungsstarke Systemist in der Lage, Flüssigkeiten gleichzeitigzu homogenisieren, zu mischen, zu er-hitzen und zu pumpen. Der PDX Re-actor ist ein erweiterter Dampfgarer, derRezepturen mit mehrfacher Schallge-schwindigkeit beschleunigt, so dass sich
Bild 1 | Bei der Integration der PDX-Reactor-Technik kamen diverse Komponenten von Mitsubishi Electric zum Einsatz.Das Ergebnis ist eine 1.200kg schwere Anlage, in der die Soße in einem einstufigen Verfahren produziert wird.
Bild
: Oly
mpu
s A
utom
atio
n
Mithilfe britischer Prozess- und Automatisierungsexpertise konnte einer der größten Lebensmittelhersteller inJapan die Produktionszeit von Béchamelsoße um 83% reduzieren. Die moderne PDX-Reactor-Technik verhindertangebrannte Soßenrückstände, sodass sich auch die Reinigungsphase zwischen den einzelnen Chargen deutlichverringern ließ. Außerdem konnte der Energieverbrauch minimiert werden. Bei der Integration der Lösung kamendie unterschiedlichen Mitsubishi Electric-Komponenten zum Einsatz. Das Ergebnis ist eine 1.200kg schwere An-lage, in der die Soße in einem einstufigen Verfahren produziert wird.
Men|bo|ku Nichts ist in Japan
schlimmer als der Verlust des Men-
boku (Ehre/Gesicht). Um diesen
Fall zu vermeiden, gibt es viele aus
unserer Sicht ungewöhliche Verhal-
tens- und Kommunikationsregeln –
auch im Arbeitsumfeld. Schon Kri-
tik oder eine direkte Verneinung
sind sehr verpönt.
92836_Mitsubishi Electric Europe B.V._RAPP_STE_Automation im Focus 12.11.2014 15:17 Seite 25

SPS-Focus|26
Reinigung des Kochers von angebrann-ten Rückständen benötigt wurde. Vergli-chen mit herkömmlichen Kochmethodenermöglicht der PDX Reactor wesentlicheEnergieeinsparungen. Ein HMI von Mit-subishi Electric stellt dem Bedienperso-nal sämtliche Anlagen- und Prozessin-formationen visuell leicht verständlich darund ermöglicht die Steuerung des Sys-tems. Über einen einzigen Bildschirmbietet das HMI ein komplettes Bedien-und Steuerungsgerät, mit dem der Be-
treiber die Anlage verwalten und notfallsin den Prozess eingreifen kann. Dazukönnen die entsprechenden Datenpara-meter problemlos angepasst werden.Die Bediensprache der HMIs lässt sichschnell und einfach einstellen, sodasssie ideal für den Einsatz in Maschinengeeignet sind, die an verschiedenenStandorten weltweit genutzt werden.Das neue System hat gleich mehrereVorteile gebracht. Durch die Verlagerungder Soßenproduktion in-house ist derLebensmittelhersteller nicht länger voneinem externen Lieferanten abhängig.Die Verarbeitungszeit pro 1.200kg Soßeließ sich um 83% auf 17min reduzieren.Durch Energieeinsparungen und eineneffizienteren Prozess konnten letztlichauch die Betriebskosten deutlich ge-senkt werden. Der innovative Anlagen-bau ermöglicht einen optimierten Misch-prozess, wodurch sich die für die Bé-chamelsoße nötige Mehlmenge um 20%verringern ließ, ohne den Geschmack zubeeinträchtigen. Bei dem derzeitigenProduktionsvolumen werden somit 300tMehl und rund 2,1Mio. Liter Milch proJahr eingespart. Olympus Automationmit Sitz in Peterborough, Großbritannien,entwickelt die PDX-Reactor-Technik ex-klusiv für den weltweiten Lebensmittel-und Getränkemarkt. ■
www.olympus-automation.co.uk
gibt keine beweglichen Teile, die ver-stopfen oder blockieren könnten. Diehohe Oberflächengüte des Kochers er-laubt eine schnelle und einfache Reini-gung. Integraler Bestandteil der PDX Re-actor Anwendung ist eine Kompakt-SPSder FX-Serie von Mitsubishi Electric. Sieist für viele kritische Prozesse verant-wortlich, darunter die Überwachung undSteuerung von Temperatur und Wasser-dampf. Die FX3 ist eine Kompakt-SPSder dritten Generation, die im Hochge-schwindigkeits- und -Leistungsbereicharbeitet und für den internationalenMarkt entwickelt wurde. Sie lässt sichflexibel auf die Anforderungen unter-schiedlicher Anwendungen anpassenund mit bis zu zehn Zusatzmodulen er-gänzen, wie beispielsweise Spezialfunk-tionen, Netzwerkkommunikation undeine Systemerweiterung von bis zu 384I/Os. Die neuartige Reactor-Techniksorgt dafür, dass keine Zutaten im Ko-cher anbrennen. Diese Eigenschaft warfür einen effizienten Produktionsprozessbesonders wichtig. Die Vorteile liegenauf der Hand: Es gibt keine Produktver-luste und keine Kompromisse bei Ge-schmack und Konsistenz. Außerdementfällt die Stillstandzeit, die zuvor zur
Schwerpunkt Lebensmittelproduktion |
Bild 2 | In der PDX-Reactor-Anwendung ist eine Kompakt-SPS der FX Serie für viele kritische Pro-zesse verantwortlich, darunter die Überwachung und Steuerung von Temperatur und Wasserdampf.
Bild
: Oly
mpu
s A
utom
atio
n
Bild 3 | Olympus Automation mit Sitz im englischen Peterborough entwickelt die PDX-Reactor-Tech-nik exklusiv für den weltweiten Lebensmittel- und Getränkemarkt.
Bild
: Oly
mpu
s A
utom
atio
n
92836_Mitsubishi Electric Europe B.V._RAPP_STE_Automation im Focus 12.11.2014 18:01 Seite 26

| Schwerpunkt Lebensmittelproduktion
SPS-Focus | 27
Als globaler Anbieter von Automatisie-rungslösungen muss Mitsubishi Electricverschiedene Arten offener Schnittstellenund Protokolldefinitionen anbieten können.Über die letzten Jahre hat sich das Ether-net als beliebtestes Shop Floor EnterpriseInterface herauskristallisiert. Um es benut-zerfreundlicher für die Endanwender zumachen, bieten die großen Nutzerorgani-sationen Automatisierungsprotokolle mitvordefinierten Variablen an und kooperie-ren miteinander. Es gilt grundlegendeSpezifikationen zu harmonisieren. Mitsu-bishi Electric hat es sich zum Ziel ge-macht, die harmonisierten Protokolle quasiautomatisch in ihre SPSen zu integrieren.
Drei Wege zur Integration
Protokolle können entweder mittels Funk-tionsblöcken oder C-Controller-basierten
Lösungen von Mitsubishi Electric imple-mentiert werden. Eine dritte Möglichkeitbietet das Pack ML, welches ein Zu-standsmodell (das auch vom Batch ISA-88 verwendet wird) innerhalb der Steue-rung definiert und Programme und Varia-blen für den Kunden vorkonfiguriert. Mit-subishi Electric verwendet ein Standard-Excel-Tabellenblatt um das darüber lie-gende Programm zu generieren, was Feh-ler reduziert und sicherstellt, dass das Pro-gramm den Standards entspricht. Selbst-verständlich werden auch die HMIScreens automatisch generiert.
Weihenstephan Protokoll
Für das Weihenstephan Protokoll (WS) bie-tet Mitsubishi Electric zwei Lösungen an:eine basiert auf Funktionsbausteinen, dieandere auf dem beschriebenen C-Control-ler. Namentlich an die Weihenstephan-
Abfüllmaschinen angelehnt und ur-sprünglich in der Milch- und Bier-Pro-duktion eingesetzt, erfreut sich dieses
Protokoll, durch die gesamte Lebensmit-tel- und Getränkeindustrie hindurch, zu-nehmender Beliebtheit. Die Weihenste-phaner Standards sind in der Automatisie-rungspyramide als Bindeglied zwischenProduktionsleitebene und Prozesssteue-rungsebene anzusiedeln und erlaubeneinen entsprechenden Datenaustauschund die Nutzung von MES-Funktionalität.Eine Produktionslinie nach WS-Standardzu betreiben oder zu kaufen erlaubt dem
Kunden die bedeutenden Scada-Systemefür den Betrieb zu verwenden, da das Pro-tokoll die für seine Zwecke nötigen vorde-finierten Variablen bietet. Diese beinhaltenInformationen von Energie über Qualität bishin zu globaler Wirksamkeit. Das WS EditTool definiert eine Liste nötiger Variablen,z.B. für Füller, Schneider oder Mixer. Ge-meinsam mit den Maschinenoptionen ge-neriert es PDAconfig.xml-Dateien. DieseDateien können vom Mitsubishi WS Con-figurator ausgelesen werden, welcher da-raufhin Funktionsblöcke generiert und au-tomatisch an das FX-SPS-System oder andas System Q exportiert.
Lösung für komplexe Applikationen
Der Kunde findet diese vordefinierten Va-riablen auch innerhalb von GX-Works-Pro-jekten. Des Weiteren kann das Programm,wenn gewünscht, automatisch generiertwerden. Durch die Verwendung der vonMitsubishi Electric bereitgestellten Funkti-onsblöcke ist das Kundensystem WS-konform und unterstützt die FunktionenRead Svalue, Write Svalue, Read List,Write List und Noop. Für komplexere Ap-plikationen kann Mitsubishi Electric seineC-Controller-Lösung anbieten, für welcheeine Browser-Seite die Pdaconfig-Datei di-rekt vom PC ausliest. Der C-Controllerliest und schreibt die Werte der Tags vonverschiedenen SPSen und leitet sie andas Enterprise-System. ■
Bild
: Dr.
Tobi
as V
oigt
, Ste
fan
Flad
Als Schnittstellen zur Datenerfassung verbinden die Weihenste-phaner Standards Maschinen mit übergeordneten Systeme
zur Betriebs- oder Produktionssteuerung. Sie wurden so-wohl für die Verpackungs- und Abfülltechnik als auch für
das Lebensmittelproduzierende Gewerbe entwickelt.Für die Maschinenbauer ist es eine große Erleichte-
rung, wenn die zugelieferte Automatisierungstechnikdiese und ähnliche Standards mit einer entspre-
chenden Schnittstelle unterstützen.
Kai|zen Kaizen heißt ‘Wandel
zum Besseren’ und meint eine ja-
panische Lebens- und Arbeitsphi-
losophie, in deren Zentrum das
Streben nach stetig andauernder
Weiterentwicklung steht. Die
Form eines kontinuierlichen Ver-
besserungsprozesses, kurz KVP,
hat auch hierzulande in viele Fer-
tigungen Einzug gehalten.
Bild | So können die Weihenste-phaner Standards für betriebsda-
tenerfassung in die Automati-sierungspyramide eingeord-
net werden.Offen für
Schnittstellen
92751_Mitsubishi Electric Europe B.V._RTUI_KOM_Automation im Focus 12.11.2014 15:20 Seite 27

SPS-Focus|
Schwerpunkt Lebensmittelproduktion |
28
Leistungssteigerung in der handwerklichen Herstellung von Speiseeis
Umrichter-gesicherte Eiszeit
Die Firma Kälte-Rudi, Hersteller von Spei-seeismaschinen, liefert seine mobilen Ma-schinen hauptsächlich an Eiscafés, Bäcke-reien, Konditoreien und Großküchen. DieSpeiseeismaschine Diagonal-Freezer inpatentierter Bauweise zeichnet sich durcheinen diagonal eingebauten Produktions-zylinder und das Rührwerk mit Knetfunk-tion aus. „ Im Prozess wird Luft in der Flüs-sigkeit gebunden, wodurch das Eis seinecremige Konsistenz und gleichzeitig mehrVolumen erhält”, erklärt Markus Moos-mann, technischer Leiter Elektrotechnik beiKälte-Rudi. „Größere Maschinen miteinem Vierzylinderkompressor produzierenaus maximal 16 Liter Ausgangsmix 20 bis25 Liter verzehrfertiges Eis.”
Antrieb am Anschlag
Speiseeis ist ein schwer zu verarbeiten-des Material, das den Antrieb oft bis zumAnschlag fordert. Rührt die Maschinemehrere Liter Eismasse, bleibt das Eisnur aufgrund der Bewegung flüssig. Fälltdas Rührwerk aus, wird aus der zähflüs-sigen Masse ein fester Eisklotz. Um die-sen aus der Maschine zu lösen, müssteman ihn auftauen und entsorgen. Bleibtder Motor unplanmäßig während desRührprozesses stehen, ist das Produktalso nicht mehr zu verwenden. Der Eis-konditor muss sämtliche Zutaten sowieEnergie für den Antrieb und Wasser zurReinigung abschreiben.
Kippschutz bei Überlast
Um dieses wiederkehrende Problem end-gültig zu lösen, machten die Automatisie-rungsexperten von Mitsubishi Electric demMaschinenbauer den Vorschlag, Umrichterder FR-E700-Serie zu testen. Der inte-grierte Kippschutz soll dafür sorgen, dassdas Rührwerk auch dann weiterdreht,wenn der Motor im Überlastbereich arbei-tet. Dazu regelt der Umrichter die Aus-gangsdrehzahl kurzfristig zurück. Kälte-Rudi stattete zunächst einen Prototyp miteinem FR-E740 aus und führte intensiveTests durch. „Wir waren offen für einenTestlauf der Mitsubishi-Electric-Frequen-zumrichter, denn sie sollen die Effizienz
Ob Klassiker wie Erdbeere oder experimentelle Sorten wie Orange-Basilikum – Hauptsache cremig und fest solldas Speiseeis im Eiscafé sein. Die traditionelle Speiseeisherstellung der Eiskonditoren ist echte Handwerkskunst.Spezielle Eismaschinen sorgen für entsprechende Qualität, aber auf keinen Fall darf die Eisproduktion ungeplantstoppen. Wird der Knet- und Gefrierprozess unterbrochen, ist das Milcherzeugnis nicht mehr zu verwenden. Mo-derne Umrichtertechnik kann an dieser Stelle einen hohen Sicherheitsbeitrag beisteuern.
92977_Mitsubishi Electric Europe B.V._RAPP_ANT_Automation im Focus 12.11.2014 15:20 Seite 28

SPS-Focus | 29
| Schwerpunkt Lebensmittelproduktion
Umrichter für eine messbare Energieredu-zierung von je nach Anlage und Konfigura-tion zwischen 15 und 40%. „Eine mögli-che Stromersparnis von maximal 40% istbei Motoren von bis zu 6KW durchaus or-dentlich”, bemerkt Markus Moosmann undführt weiter aus: „Der neue Umrichter istdeutlich ausgereifter als das Produkt, daswir bislang im Einsatz hatten. Integration,Handhabung und Erweiterung um optio-nale Zusatzfunktionen wie den Profibus-Anschluss sind per Stecksystem sehrleicht.” Außerdem seien die Produkte sehrstabil und hätten auch unter sehr hartenEinsatzbedingungen überzeugt.
Funktionale Anforderungen erfüllt
Die Netzwerkfähigkeit mit Profibus-Anbin-dung war für Kälte-Rudi besonders wich-tig. Denn dadurch können die Maschinen-bau-Experten jederzeit den Betrieb desUmrichters in Echtzeit überwachen. Solltesich ein Problem bei Umrichter oder Motorabzeichnen, kann der Servicetechniker vorOrt eingreifen. Dazu wird ein einfachesProgrammierkabel bequem an das HMIangeschlossen. Ein spezielles Zusatzkabelist nicht nötig. Über die Software lassensich Diagnosebausteine programmierenund sofort alle Daten auslesen. Die inte-grierte Safety-Off-Funktion nach EN12855bietet einen hohen Grad an Betriebssicher-heit, denn Steuer- und Regelkreis des Um-richters arbeiten unabhängig voneinander.Dadurch ist im Notfall ein sicherer, soforti-ger Halt des Rührwerks gewährleistet.
Ausblick in die Zukunft
Kälte-Rudi arbeitet seit 2012 mit Mit-subishi Electric zusammen. Der Diago-
nal-Freezer ist mittlerweile serienmäßigmit Umrichtern der FR-E700-Serie ausge-stattet. Testergebnisse mit einem Pasteu-risierer-Prototyp, der ebenfalls mit einemFR-E720 läuft, sind bereits so zufrieden-stellend, dass die serienmäßige Ausstat-tung dieser Anlagenreihe noch im laufen-den Jahr anvisiert ist. Dabei handelt essich um eine Kompletterneuerung derMaschine, denn bisher war ein Frequen-
und Verfügbarkeit unserer Maschinensteigern”, so Moosmann. „ Die Testshaben gezeigt: Durch den Kippschutz las-sen sich Überlasten gezielt regulieren.Geht der Motor tatsächlich einmal in denÜberlastbereich, arbeitet der Umrichtermit reduzierter Drehzahl weiter. Die Eis-masse bleibt also in Bewegung und damiterhalten.” Mit der Umrüstung auf die Um-richterserie läuft die Maschine jetzt auchim Grenzbereich der Motorleistung weiter.Dadurch haben sich Maschinenverfügbar-keit und Produktionseffizienz verbessert.Somit trägt der ressourcenschonendeUmrichter indirekt zu Einsparungen vonZutaten, Strom- und Wasserverbrauchbei. Dies ist vor allem für kleinere Betriebewie Eiscafés ein wichtiger Punkt.
Das gewisse Extra
In den Diagonal-Freezer-Modellen setztKälte-Rudi den FR-E720 im 200-240V-Be-trieb ein und den FR-E740 für 380-480V.Die Umrichterserie deckt einen Leistungs-bereich von 0,55 bis 7,5KW ab und hälthohen thermischen Belastungen von biszu 105°C stand. Die sensorloseStrom/Vektor-Regelung ermöglicht speziellbei Prozessstart und -ende ein besondershohes Drehmoment. Die Drehzahl lässtsich über einen großen Bereich exakt ein-stellen. Zusätzlich verfügt die Serie mit deroptionalen Kommunikationskarte FR-A7Nüber eine Profibus-Anbindung. Karte samtAbdeckung lassen sich problemlos undschnell an den Umrichter anstecken.Neben dem Kippschutz sorgt der
Autor | Reinhard Spindler, Key AccountPartner, Industrie-Automation
Bild 2 | Die FR-E-700-Serie deckt einen Leis-tungsbereich von 0,55 bis 7,5KW ab und hält
hohen thermischen Belastungen stand.
Kam|pai Das japanische Wort für
‘Prost’ hat nicht direkt mit der Pro-
duktion zu tun, ist aber umso
wichtiger, wenn man nach getaner
Arbeit noch mit Kollegen unter-
wegs ist. Und das kommt in Japan
öfters vor. Achtung: Nicht ver-
wechseln mit dem chinesischen
Pendant Gan Bai, es könnte zu Ir-
ritationen an der Bar führen.
zumrichter im Pasteurisierer nur als kos-tenpflichtige Option erhältlich. Aufgrundder Leistungsfähigkeit und Stabilität derMitsubishi-Umrichter kann bei gleichblei-bender Leistung eine kleinere Motoren-größe verwendet werden, was zu Kosten-und Energieeinsparungen führt. Imnächsten Schritt ist die Umrüstung desCremekochers vorgesehen. Dazu solldemnächst ein Prototyp erstellt werden.Mittelfristig will Kälte-Rudi zudem das Be-dienpanel und möglicherweise auch dieSteuerung auf Mitsubishi Electric umstel-len. Auch bei der Entwicklung einer Spei-seeis-Abfüllanlage arbeitet Kälte-Rudi engmit Mitsubishi Electric zusammen. „ DieAbfüllanlage ist eine komplett neue Erfin-dung, die es so am Markt noch nicht gibt.Da muss die Automatisierungstechnik zei-gen, was sie drauf hat. Denn hochwerti-ges, festes Speiseeis verkaufsfertig in einPaket abzufüllen, ist durchaus eine He-rausforderung”, schließt Moosmann. ■
92977_Mitsubishi Electric Europe B.V._RAPP_ANT_Automation im Focus 12.11.2014 15:20 Seite 29

SPS-Focus|30
Gemeinsam zum Erfolg
Reiner Hänel,Marketing Manager Zentraleuropa
„ In der Automatisierung sind wir im asiatischen Markt führend, aber auch in Europa ist MitsubishiElectric in vielen Branchen vertreten”, sagt Rainer Hänel. „Mit unserem starken Portfolio und der Fo-kussierung auf Zielbranchen wollen wir unseren Marktanteil in Zentraleuropa gemeinsam mit regio-nalen Partnern weiter ausbauen.” Hänel ist als Marketing Manager CE verantwortlich für das Pro-duktmarketing und Marketing Communications für den Bereich Industrieautomation in Zentraleuropa.Sein Ziel ist es, das Wachstum von Mitsubishi Electric in der Wirtschaftsregion Zentraleuropa voran-zutreiben. Dabei steht eine kontinuierliche Verbesserung basierend auf Branchen- und Kundenwün-schen im Mittelpunkt. Der Service-Gedanke ist dem Marketingleiter sehr wichtig: „Als Weltkonzernversorgen wir unsere Kunden nicht nur mit den passenden Automatisierungsprodukten, sondern ver-fügen auch über ein breites Netzwerk an Niederlassungen und Service-Stützpunkten auf der ganzenWelt.” Hänel ist bereits seit 1987 im Unternehmen und war international in den Bereichen Technik,Marketing und Produktmanagement für unterschiedliche Branchen und Applikationen tätig.
Das Team hinter der Technik |
„Wir l(i)eben Automatisierung“Das breite Spektrum der Antriebs- und Automatisierungstechnik bildet den Kern, auf dem Mitsubishi Electric fürseinen Erfolg in Deutschland und Europa aufsetzt. Doch die dahinterstehende Mannschaft und deren Kompetenzbesitzen eine ebenso tragende Rolle. Wir haben die verantwortlichen Produktmanager nach den Besonderheitenihrer Tätigkeitsbereiche sowie nach Motivation und Zielen gefragt.
Pioniere der Steuerungstechnik
Harald Voigt, Senior Produktmanager SPS / HMI / Software für Zentraleuropa
„Wir haben die Kompakt-SPS erfunden”, betont Harald Voigt, „und mit über 14 Millionen verkauftenSteuerungen der FX-Familie ist Mitsubishi Electric Weltmarktführer in diesem Bereich.” Als Senior Pro-duktmanager SPS / HMI / Software für Zentraleuropa ist Voigt insbesondere für die Kompakt-SPS-Systeme, die kleineren HMIs und die zugehörige Software verantwortlich. Dazu zählen u.a. die Kleinst-steuerungen der Alpha-Serie sowie die gesamte Melsec-FX-Familie mit bis zu 512 I/Os für kleinere bismittlere Applikationen. Voigt ist bereits seit über 16 Jahren als Produktmanager für Steuerungstechniktätig, davon knapp 14 Jahre bei Mitsubishi Electric. Ende der 1970er-Jahre hatte das Unternehmendie erste Kompaktsteuerung entwickelt und 1981 in Europa eingeführt. Erstmals waren CPU, Netzteilund I/Os in einem Gehäuse untergebracht. Diese All-in-one-Ausführung ist bis heute das Hauptmerk-mal der Kompakt-SPS-Kategorie. „Ein weiterer Erfolgsfaktor unserer Komponenten sind die hohenQualitätsstandards. Sie sorgen für die besondere Langlebigkeit der Geräte. Im Mitsubishi-Electric-Werk Himeji Works beispielsweise finden sich heute noch FX-Steuerungen der ersten Generation, über30 Jahre nach Markteinführung”, berichtet Voigt.
Antriebslösungen für Europa
Michael Orant, Senior Produktmanager Drives &LVS für Zentraleuropa
Michael Orant ist seit drei Jahren zuständig für Antriebssysteme und Niederspannungsschaltgeräte inEuropa. Er ist schon seit dem Jahr 2000 im Unternehmen und war in verschiedenen Positionen in Pro-duktmanagement und -marketing sowie im Business Development tätig. „Mitsubishi Electric lieferteinfach zu bedienende und zugleich hochperformante Antriebssysteme aus Japan für den europäi-schen und den globalen Markt”, beschreibt Orant seinen Verantwortungsbereich. „Alle unsere Pro-dukte und Systeme zeichnen sich durch einheitliche Funktionalität, Programmierung und Design aus.Das ist insbesondere für international tätige Unternehmen wichtig.” Im japanischen Nagoya Works fer-tigen rund 5.000 Fachkräfte etwa eine Millionen Umrichter pro Jahr. Um Qualität und Zuverlässigkeitsicherzustellen, durchläuft jeder Frequenzumrichter mehr als 300 Test- und Prüfverfahren, bevor er dieProduktion verlässt. Die Antriebssysteme decken mittlerweile einen Leistungsbereich von 200W bis10MW ab. „ In Zukunft werden wir gezielt kundenspezifische Antriebslösungen mit Schwerpunkt aufEnergieeffizienz sowie einfache Bedienung und Inbetriebnahme anbieten”, gibt Orant einen Ausblick.
Portfolio_Statements Automation im Focus 2 2014_Automation im Focus 12.11.2014 15:22 Seite 30

SPS-Focus | 31
| Das Team hinter der Technik
Robotik im umfassenden Zusammenspiel
Jan-Philipp Liersch,Produktmanager Robotik für Zentraleuropa
„ Im Gegensatz zu anderen Roboterherstellern bietet Mitsubishi Electric eine umfassende Auswahl anAutomatisierungstechnik. Aufgrund der durchgängigen Kompatibilität des Portfolios können wir Pro-dukte wie HMIs, SPS-Plattformen und Servoantriebe leicht an unsere Roboter anbinden. Daher sindwir eng mit allen Produktbereichen verknüpft”, erklärt Jan-Philipp Liersch, Produktmanager für Roboterfür Zentraleuropa bei Mitsubishi Electric. Nach seiner Diplomarbeit bei Mitsubishi Electric betreute erals Projektingenieur europaweit Kunden. Seit 2011 verantwortet er den Robotik-Produktbereich, dersämtliche Robotersysteme von Mitsubishi Electric sowie die entsprechende Software umfasst. Zurzeitforscht das Unternehmen an integrierter Sensorik, mit der sich Industrieroboter in ihrer Umgebung ein-fach zurechtfinden und flexibel reagieren können. Ein weiterer Entwicklungsfokus liegt auf Robotern,die Menschen unterstützend assistieren. Über die aktuelle F-Serie und die Zukunft der Melfa-Robotersagt Liersch: „Präzision, Flexibilität und Geschwindigkeit – Roboter sind heute so vielseitig einsetzbar,dass ihre Weiterentwicklung ein spannendes und abwechslungsreiches Thema für die Zukunft ist.”
Immer den Blick nach vorne
Amir Dehnavi, Produktmanager Servo Motion / L-Serie
„Mein Zuständigkeitsbereich umfasst rotatorische, aber auch Linearmotoren von 10W bis 200kW.Hinzu kommen die entsprechenden Servoregler, Motion und Simple Motion Controller sowie Soft-ware”, stellt sich Amir Dehnavi, Produktmanager für Servotechnik und die Steuerungen der L-Seriein Zentraleuropa, vor. Er stieg bereits als Werkstudent bei Misubishi Electric ein, arbeitete ein Jahr imeuropäischen Marketing für Servoprodukte und anschließend für drei Jahre am Standort NagoyaWorks in Japan. Dort war er in der Servoverstärkerentwicklung, im Labor und im globalen Marketingtätig und konnte zudem seine Japanischkenntnisse vertiefen. Nach einem weiteren Jahr im europäi-schen Produktmarketing in Ratingen übernahm er 2012 die heutige Position. „ Ich arbeite eng mitden Kollegen aus der Steuerungs- und Netzwerktechnik zusammen, aber auch mit externen Ge-triebe- und Linearführungsherstellern”, erklärt Dehnavi das Tagesgeschäft. Zu seinen zentralen The-men zählen auch die Sicherheits- und Netzwerktechnik und hier legt Mitsubishi Electric aktuell einenbesonderen Schwerpunkt. „Wir bieten vollständig kompatible europäische Produkte, mit denen wirunseren Marktanteil hierzulande deutlich steigern wollen”, so Dehnavi weiter. „Schließlich zählen wirzu den Top-3-Servotechnik-Herstellern.”
Nah am Kunden
Nils Knepper,Produktmanager modulare SPS /HMI
Die iQ Platform von Mitsubishi Electric eröffnet dem Anwender viele Möglichkeiten. „Neben klassi-schen Steuerungsaufgaben könen auch Servo-, Roboter- oder CNC-Anwendungen realisiert wer-den“, kommentiert Nils Knepper die neueste Generation dieser Plattform. „Mit der iQ-R erhält derKunden weitere Funktionalität in einem leistungsstärkeren Paket.” Knepper ist seit drei Jahren beiMitsubishi Electric tätig und seit Oktober 2014 für die modularen Steuerungen und Bediengeräte zu-ständig. „ Im Bereich der Visualisierung haben Kunden oft ganz unterschiedliche Ansprüche und Wün-sche. Zusammen mit unseren Kollegen gehen wir auf die individuellen Kundenanforderungen ein undsind stets motiviert, die ideale Lösung zu finden.” Knepper schreibt der Kundennähe einen hohenStellenwert zu: „Am Standort in Ratingen befindet sich das europäische Entwicklungszentrum fürHard- und Software. Daher können wir schnell auf die Wünsche unserer Kunden reagieren und diesein die Entwicklung einfließen lassen. Von meiner Position verspreche ich mir, gemeinsam mit Kundenund Kollegen aus anderen Bereichen und Regionen vielversprechende Projekte zu realisieren.” DieBedeutung von Netzwerken und Software nennt Knepper als wichtigste Herausforderung.
Portfolio_Statements Automation im Focus 2 2014_Automation im Focus 12.11.2014 15:22 Seite 31

SPS-Focus|32
Lösung für die Logistik |
Fahrerlose Transportsysteme in der Motorblockmontage
Die Montage von Motorblöcken ist ein an-spruchsvoller Prozess, in dem verschie-dene komplexe und häufig schwere Kom-ponenten sowohl manuell als auch robo-tergestützt zusammengesetzt werden. DerWettbewerbsdruck in der Automobilindus-trie ist hoch. Daher zielen Fahrzeugherstel-ler darauf ab, Produktivität und Wirtschaft-lichkeit permanent zu steigern, gleichzeitigihre Logistik zu optimieren und den Platz-bedarf zu minimieren. Um diesen hohenAnsprüchen gerecht zu werden, hat einführender asiatischer Automobilherstellerein modernes Handling-System eingeführt,das 130 AGVs nutzt, um Komponentenzwischen Roboterstationen, Sonderma-schinen und manuellen Arbeitsplätzen zu
transportieren. Der Einsatz von AGVs hatdazu beigetragen, die gesamte Anlagen-konfiguration zu optimieren und neue Pro-duktivitätsstandards zu setzen.
Anspruchsvoller Montageprozess
Zu Beginn des Montageprozesses wirdder Motorblock – nach Bearbeitung undReinigung – in die Montagelinie überge-ben, in der zunächst die Lager installiertund geschmiert werden. Nun wird die Kur-belwelle in Position gebracht, die sich spä-ter in den Lagern drehen wird. Danachwerden die Kolben in die Zylinderbohrun-gen des Motorblocks eingebaut. Einestählerne Pleuelstange verbindet jeden
Kolben mit der Kurbelwelle. Abschließendwird die Rückseite des Motorblocks miteiner Abdeckung verschlossen. Auf eineranderen Montagelinie wird der Zylinder-kopfdeckel gefertigt. Dazu werden Zünd-kerzenröhren in den Zylinderkopf einge-führt. Der Kopf verschließt die Zylinderboh-rungen und versieht jeden Zylinder miteiner Zündkerze und Ventilen. Der Zylinder-kopfdeckel wird nun auf den Motorblockmontiert, bevor eine Abdeckung an dieVorderseite des Motors, den Zylinderkopfund den Zahn- oder Steuerriemen ange-schraubt wird. Letzterer verbindet die Kur-belwelle mit der Nockenwelle, sodassbeide gleichmäßig rotieren. Damit ist si-chergestellt, dass sich die Ventile genau
Bild 1 | Eine wesentliche Rolle im Betrieb der AGVs (engl. Automated Guided Vehicles, kurz AGV, fahrerloseTransportsysteme) spielen die modularen SPSen der Melsec-L-Serie von Mitsubishi Electric.
Ein führender Automobilhersteller profitiert von der Produktionssteigerung in seiner Motorblockmontage dank desEinsatzes fahrerloser Transportsysteme (engl. Automated Guided Vehicles, kurz AGV), die Komponenten an ver-schiedene Stationen innerhalb des Montageprozesses befördern. Eine wesentliche Rolle im Betrieb der AGVsspielen die modularen SPSen der Melsec-L-Serie von Mitsubishi Electric.
92745_Mitsubishi Electric Europe B.V._RAPP_STE_Automation im Focus 12.11.2014 15:23 Seite 32

SPS-Focus | 33
| Lösung für die Logistik
Bild 2 | Jede SPS CPU der MELSEC L Serie verfügt über 24 I/Os, einen Zwei-Kanal-Hochgeschwin-digkeitszähler, eine Zwei-Achs-Positionierung sowie Pulse-Catch- und Interrupt-Funktionen. Zu den
eingebauten Optionen gehört ein Ethernet-Port als Schnittstelle zu den höheren Ebenen.
dann öffnen, wenn die Kolben in Positionsind. Die AGVs sind maßgeblich am rei-bungslosen Betrieb der Montagelinie be-teiligt. Für eine effektive und zuverlässigeLösung benötigte der Automobilherstellerhoch kompakte AGVs, die in der Lagewaren, schwere Komponenten zu trans-portieren. Sie sollten einfach aufzubauen,einzurichten und zu bedienen sein. Außer-dem musste die Kommunikation mit demübergelagerten Steuerungssystem desWerks via WLAN gewährleistet sein. Eineneu entwickelte Reihe von AGVs erfülltealle diese Voraussetzungen. Ausgestattetmit SPSen der Mitsubishi Electric Melsec-L-Serie sowie GOT-Bedienpanelen ent-sprechen diese Schlepp-AGVs dem aktu-ellsten Stand der automatisierten Hand-ling-Technik.
Leistung und Funktionalität
Als kompaktes, braugruppenträgerlosesPaket erfüllt die Melsec-L-Serie die hohenAnforderungen im Fahrzeugbau, denn siebringt genau die Leistung, Funktionen undFähigkeiten, die heute in anspruchsvollenAutomatisierungsaufgaben verlangt wer-den. Der neue modulare Controller schließtdie Lücke zwischen der kompakten FX-SPS und der auf der iQ-Platform basieren-den modularen Hochleistungs-SPS derMelsec-System-Q-Serie. Der Controllerverfügt über die volle Leistungsstärke einerMelsec SPS der Q-Serie und ist dabeitrotzdem kompakt gebaut und mit einerBandbreite an Funktionen ausgestattet,wie sie in der Regel nicht in SPSen dieserGröße zu finden ist. Gleichzeitig lässt
sich die Steuerung mit ihrem an die FX an-gelehnten nutzerorientierten Design einfacherweitern. Sämtliche Funktionen, die in an-spruchsvollsten Maschinenautomatisie-rungsprojekten benötigt werden, sindstandardmäßig in die SPS CPU der Mel-sec-L-Serie eingebaut. Somit werdenHardware- und Entwicklungskosten mini-miert und höchste Flexibilität sichergestellt.Jede SPS CPU der Melsec-L-Serie verfügtüber 24 I/Os, einen Zwei-Kanal-Hochge-schwindigkeitszähler, eine Zwei-Achs-Po-sitionierung sowie Pulse-Catch- und Inter-
rupt-Funktionen. Zu den eingebautenDatenübertragungsoptionen gehört einEthernet-Port als einfache Schnittstelle
zu Steuerungssystemen höherer Ebe-nen.
Herzstück der Steuerung
Diese Merkmale machten die SPSen derMelsec-L-Serie zum Herzstück der AGV-Steuerung. Durch das kompakte Baumaßund die baugruppenträgerlose Konstruk-tion ist die Größe der Steuerung reduziert.
TPS Die Abkürzung TPS steht für
‘Toyota-Produktionssystem’ und
beschreibt eine Konzeption zur
Vermeidung jeglicher Verschwen-
dung, die im 20. Jahrhundert im
gleichnamigen Konzern entwickelt
wurde. Ziel ist die höchstmögliche
Produktivität unter Einhaltung
aller Qualitäts- und Zeitvorgaben.
Dabei ist der komplette, benötigte Funktio-nalitätsumfang standardmäßig in die CPUintegriert. Einige der 130 AGVs bewegenheute innerhalb der Montagelinie desOEMs die verschiedenen Motorblockkom-ponenten von Station zu Station. Dank derintegrierten Ethernet-Schnittstelle war dieKommunikation der SPS mit dem Steue-rungssystem des Werks möglich. Die SPSempfängt dadurch Anweisungen von ex-ternen I/Os, berechnet alle Parameter undsteuert das AGV sicher und zuverlässigdurch das Werk. In der Automobilindustrieherrscht ein weltweiter Wettbewerbsdruck.Ziel der OEMs ist es daher, in jedem Ferti-gungsbereich eine Null-Fehler-Produktionzu gewährleisten. Dies erfordert eine opti-mierte Logistik und hocheffiziente Monta-geabläufe. Ausgestattet mit SPSen derMelsec-L-Serie von Mitsubishi Electric leis-ten die neu installierten AGVs einen wich-tigen Beitrag dazu. Sie helfen dem Auto-mobilhersteller – der zu den weltweit füh-renden Marken gehört – dabei, seine Spit-zenposition in der Motorfertigung beizube-halten. ■
92745_Mitsubishi Electric Europe B.V._RAPP_STE_Automation im Focus 12.11.2014 15:23 Seite 33

SPS-Focus|34
Kompakt-SPS der nächsten Generation
Die Melsec-FX5-Serie ist als Nachfolger der FX3-Familie auf Steigerung der Systemleistung undProduktivität ausgelegt. Die Grundgeräte sind mit100 bis 240VAC und 32, 64 und 80 I/Os als digi-tale Relais- oder Transistorversionen verfügbar.
Die Melsec-FX5-Serie ist als Nachfolger der FX3-Familie voll kompatibel und bringtviele Vorteile mit. Mit ihrem dreifach schnelleren Prozessor ist sie für eine Steigerungder Systemleistung und damit der Produktivität ausgelegt. Dafür verfügt die Steue-rung über integrierte Hochgeschwindigkeitszähler und -impulsausgängen Ethenetund einer RS485-Schnittstelle, analogen I/Os und einem SD-Kartensteckplatz. DieGrundgeräte sind mit modernen Prozessoren ausgestattet und stehen zur Einfüh-rung mit 100 bis 240VAC und 32, 64 und 80 I/Os sowohl als digitale Relais- undTransistorversionen zur Auswahl. Alle Grundgeräte lassen sich durch Erweiterungs-module bis auf 256 I/Os ausbauen, über Netzwerke wie CC-Link / IE Field, Ether-net, Profibust sogar bis 512 I/Os möglich.
Highlights zur SPS IPC Drives 2014 |
Modulares Steuerungskonzept fürhohe Sicherheitsansprüche
Sorgt mit gesteigerter Leistung und Funk-tionalität für Sicherheit, reibungslose Pro-zesse und weniger Standzeiten: die neuemodulare iQ-R. Die Hochleistungssteue-rung bietet zudem eine breite Palette anSecurity-Funktionalität.
Gegenüber der Vorgängerserie Melsec Q reduziert die modulare HochleistungssteuerungMelsec iQ-R den Entwicklungsaufwand und sorgt mit deutlich gesteigerter Leistung undumfangreicher Funktionalität für höhere Sicherheit, reibungslose Produktionsabläufe undkürzere Standzeiten. Zudem erfüllen vielfältige Sicherheitsfunktionen, darunter ein zusätz-licher Hardware Key, ein IP-basierter Zugrifffilter sowie die Nutzerauthentifizierung, umfas-sende Security-Ansprüche. Durch verbesserte Debugging- und Fehlerbehebungsfunk-tionen sind Zeit- und Kosteneinsparungen bei Inbetriebnahme und Instandhaltung mög-lich. Dabei fallen u.a. Funktionen wie zur Betriebshistorie, zur Daten-, Fehler- und Ereig-nisprotokolle oder zur Diagnose ins Gewicht. Die Software GX Works3 bietet als Bestand-teil der Entwicklungsumgebung iQ Works u.a. Parametrierung statt Programmierung undeine automatische Erstellung von Hardware-Bausteinen.
Verpackungslösung mit auto-matischer Programmgenerierungund neuen Funktionsbausteinen
Die neue SoftwarePackaging Solutionrichtet sich mit auto-matischer Pro-grammgenerierungund einer Vielzahl anFunktionsbausteinenspeziell an die Ver-packungsindustrie.
Mitsubishi Electric hat ein neues Tool speziell für die Verpackungsindustrie vorgestellt.Die Software Packaging Solution ermöglicht eine einfache und schnelle Anlagenein-richtung mithilfe von Funktionsbausteinen und vordefinierten Programmen für Verpa-ckungsapplikationen gemäß den Standards OMAC PackML und PLCopen. Darüberhinaus bietet die Lösung die automatische Programm- und Statusdiagrammgenerie-rung. Weiterhin erweitert sich das Angebot an vordefinierten Bausteinen um anwen-dungsspezifische Funktionen wie Rotary Cutter, Dancer oder Hopper Control. Das Toolberücksichtigt sowohl die Bausteine für Bewegungsabläufe nach PLCopen als auchdie Beschreibung der Statusdiagramme nach PackML. Zusätzlich ergänzt die Softwaredie beiden Standards durch die automatische Erzeugung von Programmstrukturenund Statusdiagrammen. Dadurch muss der Anwender lediglich seine Anwendung pa-rametrieren und die verschiedenen Motion-Aufgaben zusammensetzen.
Zum Video über denQR-Code oderhttp://www.sps-ma-gazin.de/AIF/7081
Highlights_Neuheiten Automation im Focus 2 2014_Automation im Focus 12.11.2014 15:24 Seite 34

SPS-Focus | 35
| Highlights zur SPS IPC Drives 2014
Bediengerätserie um neue Modelle nach oben erweitert
Im Bereich Bedienen und Beobachtenzeigt Mitsubishi Electric auf der SPS IPCDrives, zum Beispiel die HMIs der GT21-und GT25-Reihe.
Nach der GOT2000 Serie werden wird nun die neuen GT21 und GT25 Reihen alsErweitung des leistungsstarken HMI-Portfolios vorgestellt. Weiterhin präsentiert dasUnternehmen mit der 15”-Variante der High-End-Reihe GT27 das bisher größte HMIder Serie sowie die neue Software GT SoftGOT2000 an Stand 7-380. Die GT25Geräte sind zunächst in 8,4 und 10,4” mit und ohne frontseitigem USB-Port erhält-lich. Ende des Jahres kommt außerdem ein 12,1” großes Modell hinzu. Die VGA-Auflösung sorgt für eine erstklassige Grafikdarstellung. Über das MES-Gateway-System GOT kann der Bediener direkt mit der Datenbank auf der Leitebene kom-munizieren kann. Diese Funktion erlaubt es, ohne Zwischenrechner direkt mit einerSQL, Oracle oder Access Datenbank zu kommunizieren.
Premiere für die Anbindung von Servotechnik an offene Netze
Der neue Servoregler MR-J4-TMermöglicht erstmals die Anbin-dung der Mitsubishi-Electric-Ser-votechnik an offene Netzwerke.
Mit dem neuen Modell MR-J4-TM präsentiert Mitsubishi Electric einen Servoregler, der sich mitAnybus-Steckkarten des e-F@ctory-Alliance-Partner HMS Industrial Networks kombinierenlässt. Damit öffnet das Unternehmen seine Servotechnik erstmals für Steuerungs- und Netz-werktechnik von Drittanbietern. Mit dem Servoverstärker MR-J4-TM können Anlagenbauer trotzeiner vorgeschriebenen Steuerung die Servotechnik von Mitsubishi Electric einsetzen, um bei-sipelweise Vorteile in puncto Platzeinsparung und Konstruktionsflexibilität zu nutzen. “Vergleichtman unsere Servoprodukte mit denen europäischer Hersteller nach Baugröße und Leistung,bieten sie eine 30 bis 40% höhere Leistungsdichte”, sagt Amir Dehnavi, Produktmanager beiMitsubishi Electric. Bei den neuen Servoreglern lassen sich auch die Funktionen der bisherigenMR-J4-Serie wie Vibrationsunterdrückung ersten und zweiten Grades oder One Touch Tuningnutzen.In der ersten Version verfügt der MR-J4-TM über eine Ethercat-Steckkarte von HMS.Im nächsten Schritt soll eine Profinet-Variante vorgestellt werden. Mittelfristig ist geplant, dieLösung auf diverse Netzwerke zu erweitern und damit für den weltweiten Einsatz mit unter-schiedlicher Steuerungs- und Netzwerktechnik anpassen.
Volle Antriebsleistung für den Maschinen- und Anlagenbau
Die Umrichtergeneration FR-A800 vonMitsubishi Electric wurde speziell für denklassischen Maschinen- und Anlagenbauentwickelt und ermöglicht durch ihre hohePerformance Steigerungen bei Effizienz-und Produktivität.
Zu sehen auf der Fachmesse in Nürnberg ist auch die Umrichtergeneration FR-A800,die für den klassischen Maschinen- und Anlagenbau entwickelt ist und ein hohes Po-tenzial hinsichtlich Leistungs- und Effizienzsteigerung bietet. Die Serie ist mit modernenSafety-Eigenschaften ausgestattet bedient ein Spektrum von 750W bis 1MW. Sie er-möglicht den Betrieb sowohl von Standard-Asynchronmaschinen als auch von IPM- undSPM-Motortechnik. USB-Host- und -Device-Funktionen garantieren eine reibungsloseProgrammierung und Parametrisierung wie auch Daten-Logging. Dabei ist die volle In-tegration in die Mitsubishi-Electric-Programmierumgebung iQ Works gegeben. Über eineingebautes Bedienfeld sowie Mehrtextdisplays sind die Komponenten intuitiv und ein-fach zu bedienen. Mithilfe der Real-Sensorless-Vector-Control-Regelung lassen sich eineDrehzahl- und Drehmomentgüte bis zu einer Frequenz von 400Hz erzielen. Eine Über-lastfähigkeit von 250% während der Startphase sorgt für ein zuverlässiges Startverhaltenauch unter schwierigen Betriebsbedingungen.
Highlights_Neuheiten Automation im Focus 2 2014_Automation im Focus 12.11.2014 15:25 Seite 35

SPS-Focus|36
Highlights zur SPS IPC Drives 2014 |
Preisbewusste Einstiegsoption in die Visualisierung
Die Bediengeräte der besonderskosteneffizienten GS-Serie bieteneine einfache und flexible Ein-stiegsoption in die Welt der Ma-schinenvisualisierung.
Mit der GS-Serie präsentiert Mitsubishi Electric eine neue HMI-Klasse auf der diesjährigenSPS IPC Drives. Die Bediengeräte der kosteneffizienten Serie bieten eine einfache und flexibleEinstiegsoption in die Welt der Maschinenvisualisierung. Der Funktionalitätsumfang der Serieenthält alle gängigen Basisfunktionen, wie die Datenaufzeichnung . Daten aus Anlagenkom-ponenten lassen sich bequem über das HMI auswerten, grafisch darstellen und in einen in-ternen SRAM-Speicher oder extern beispielsweise auf eine SD-Karte oder einen Rechner zurweiteren Evaluierung übertragen. Somit können zum Beispiel Berichte über die Maschinen-auslastung oder eine Temperaturentwicklung ohne separate Algorithmen erstellt werden. PerSD-Karte lassen sich beispielsweise auch ohne Weiteres Projektdaten im Zuge der Inbetrieb-nahme auf das HMI spielen.
Energy Assist Unit für Rückspei-sung und Lastspitzenreduzierung
Die Energy Assist Unit von MitsubishiElectric stellt eine effektive Möglichkeit dar,die Bremsenergie von Servomotoren grö-ßer 30KW regnerativ in der Anlage zur Ver-fügung zu stellen.
Um seinen Kunden Energie- und Kosteneinsparpotenziale bei Maschinen mit hohemEnergieaufwand zu erschließen, stellt Mitsubishi Electric auf der SPS IPC Drives dieEnergy Assist Unit vor. Diese separate Komponente zwischen Versorgungsgerät undWechselrichter des Servosystems ermöglicht es, regenerative Energie von Servomotorengrößer 30KW intelligent in die Anlage zurück zu speisen und dadurch Energieverbrauchund -spitzen zu reduzieren. Die Einheit nimmt die Bremsenergie auf und speichert sie inder Kondensatorbank. Bei Bedarf macht sie die gespeicherte Energie nutzbar, indemsie sie unterstützend an den Wechselrichter zurückspeist. Da die Einheit regenerativenStrom direkt in der Maschine nutzbar macht, statt ihn ins allgemeine Netz zurück zuspeisen, lassen sich der Grundstrombedarf reduzieren und Energiespitzen kappen. DieEnergy Assist Unit ist für Maschinen mit hohem Energieaufwand und kontinuierlicher Be-wegungen geeignet, beispielsweise Spritzgussmaschinen oder große Pressen.
Überkopfmontage in Hochgeschwindigkeit
Der neue Hochleistungs-Scara ist spe-ziell für die Deckenmontage ausgelegtund arbeitet mit einer Geschwindigkeitvon 160 Picks pro Minute.
In Sachen moderner Robotiklösungen kann Mitsubishi Electric auf ein breites Repertoirezurückgreifen. Eines der jüngsten Highlights ist der Melfa-Roboter vom Typ RH-1FHR.Der Hochleistungs-Scara ist speziell für die Deckenmontage ausgelegt und bietet ent-sprechend hohe Präzision und Geschwindigkeit. Die RH-1FHR-Kinematik arbeitet über-kopf in einer Geschwindigkeit von 160 Picks pro Minute und eignet sich damit insbe-sondere für das Palettieren von Kleinteilen. Eine Vielzahl möglicher Anwendungen findetsich unter anderem in der Lebensmittel- und Getränkeindustrie, der Pharma-, Verpa-ckungs-, Unterhaltungselektronik- und Automobilindustrie. Die Pilot-Anwendung setzteder Maschinenbauer BWM um. Dabei wurde der neue Decken-Scara in eine Zelle in-tegriert, die einen kompletten Handlingzyklus mit dem Zuführsystem Unifeed kombiniert.Der Roboter ist mit einem Visionsystem ausgestattet, um Kunststoffkleinteile zu verein-zeln und auf ein weiteres Förderband zu legen. Am Ende des Förderbandes greift derSechsachsoboter die Teile auf und gibt sie an die Zuführeinheiten zurück.
Highlights_Neuheiten Automation im Focus 2 2014_Automation im Focus 12.11.2014 15:25 Seite 36

SPS-Focus | 37
| Interview Robotiktrends
„Jede Lösung ist gewinnbringend“
Industrie 4.0 ist in aller Munde,was bedeutet dies für den BereichRobotik?Liersch: Mit Industrie 4.0 wird sich dieWirtschaftlichkeit von vielen Industrieanla-gen steigern lassen, aber bis dahin bedarfes noch eines langen Weges, der parallelvon weiteren Innovationen aus der Indus-trieautomation begleitet wird. Das im End-effekt alle Systeme zusammen spielen undvoneinander profitieren können, wird dergroße Erfolg von Industrie 4.0 sein.
Wie wichtig ist eine einfache her-stellerübergeordnete Integration? Liersch: Gerade in der Robotik bestehtein großer Bedarf an leichter Integrationund schneller Kommunikation. Das wirdauch zukünftig herstellerübergeordnetfunktionieren müssen, da jeder Anwenderseine Schwerpunkte und Vorteile für eineAnwendung hat. Aber bereits heute schonwerden unterschiedliche Komponenten ineiner Anlage verbaut und kommunizierenmiteinander. Somit liegt es an jedem Her-steller, dem Kunden mit den jeweilig benö-tigten Komponenten eine geeignete Lö-sung, allem voran eine gesamtheitlicheLösung, anzubieten.
Welche entscheidenden Trendssehen Sie in der Robotik?Liersch: Die entscheidenden Trends sinddie heutigen Wünsche unserer Kunde.
Einfache Integration, maximale Sicherheitin der Produktion und Reduktion der Kos-ten durch kooperierende Tätigkeiten mitdem Personal.
Welche Rolle spielt die Robotik inder e-F@ctory-Initiative von Mitsu-bishi Electric?Liersch: Unser e-F@ctory-Netzwerkmacht es dem Anwender so leicht wiemöglich auch für komplexe Anwendun-
gen den perfekten Partner zu finden. DieProdukte sind dabei in der Regel aufei-nander abgestimmt und die Erfahrungen,die dieser Expertenpool mit sich bringt,machen eine Umsetzung sehr einfach.Darüber hinaus ist die Einbindung unse-rer Roboter-Steuerung in unsere hausei-gene SPS-Plattform für Höchstleistungmit anderen Automatisierungskomponen-ten ausgelegt. Funktionen wie kooperie-rende Roboter und Kollisionsvermeidungdurch CAD-Monitoring sind Funktionen,die wir heute schon nutzen können. Ins-gesamt gibt es für unsere Roboter eineVielzahl an e-F@ctory-Lösungen, die wirbereits in Applikationen einsetzen. Ob esdabei die um integrierten Befehle zur
Steuerung der Vision-Systeme geht oderum ein Versions-Management-Tool, jedeeinzelne Lösung ist für die Einbindungder Roboter in eine Anlage gewinnbrin-gend und effizient.
Welche Rolle spielt das ThemaMensch/Roboter-Kollaboration fürMitsubishi Electric?Liersch: Für uns in der Industrieautomationist die Mensch/Roboter-Kollaboration in
Zukunft der entscheidendere Weg, aufdem wir unseren Kunden innovative Lö-sungen anbieten wollen.
Wie geht Mitsubishi Electric dasThema Integration von Robotik, SPSund CNC konkret an? Liersch: Die Integration von SPS-, Robo-tik- und CNC-Steuerungen wurde vonuns bereits vor sechs Jahren vorgestellt.Die Einbindung unterschiedlichster Steue-rungs-CPUs ist für uns auf der iQ Plat-form schon Standard und ermöglicht dendirekten Kommunikationsaustausch aufunserem Rückwandbus – der Vorteile nureine Software verwenden zu müssen, istdabei selbstverständlich. ■
Welche Trends beschäftigen die Robotik und welchen Einfluss hat das Schlagwort Industrie 4.0 auf dieses Markt-segment? Das SPS-MAGAZIN hat bei Jan-Philipp Liersch nachgefragt, dem Robotik-Verantwortlichen bei Mit-subishi Electric in Europa.
“Gerade in der Robotik besteht ein großer Bedarf an leichter Integration und schneller Kommunikation.
Das wird auch zukünftig herstellerübergeordnet funktionieren müssen.”
93124_Mitsubishi Electric Europe B.V._RLUT_MTT_Automation im Focus 12.11.2014 15:11 Seite 37

SPS-Focus|38
Integration von CNC und Robotik |
Integration von CNC und Robotik
Die ganze Welt der Automatisierungauf einem Baugruppenträger
Das Unternehmen Müga Werkzeugma-schinen ist 1999 aus der Firma Steinelhervorgegangen und heute in den Be-reichen Maschinenvertrieb, Werkstück-applikation sowie Maschinenservicetätig. Unter der Marke Müga liefert dasUnternehmen ein komplettes Pro-gramm vertikaler Bearbeitungszentrensowie CNC-Drehmaschinen. Nahezualle Modelle sind mit CNC-Steuerungenund Antrieben aus dem Hause Mitsub-
ishi Electric ausgestattet. Seinen Kun-den bietet der Werkzeugmaschinenher-steller den kompletten Service rund umdie CNC-Maschine sowie Beratung beiWerkstückapplikation und Automatisie-rungstechnik.
Intelligente Werkzeugmaschinen
Die Firma Müga setzt beim Bau leis-tungsfähiger, hochpräziser CNC-Maschi-
Bild 1 | In der CNC-Dreh/Fräsmaschine iRobo von Müga ist ein Mitsubishi Electric-Sechs-Achs-Roboter vollständigin die Maschine integriert, was deutliche Raumvorteile bringt.
Bild
: Mits
ubis
hi E
lect
ric E
urop
e B
.V.
Bereits seit Jahren kombinieren Werkzeugmaschinenbauer erfolgreich CNC- und Robotertechnik von MitsubishiElectric und treiben damit die mannlose Fertigung voran. Mit der iQ Platform ist nicht nur der nahtlose Zusam-menschluss von CNC- und Robotersteuerung möglich, sondern zusätzlich auch die Kombination von SPS undMotion-Control-CPU. Über einen einzigen Baugruppenträger lässt sich also eine intelligente Automatisierung ein-fach realisieren. Auf diese industrieweit einzigartige, integrierte Lösung setzt auch der CNC-Spezialist Müga.
Hei|sei Auch die Zeitrechnung ist in
Japan eine andere. Als Kaiser Aki-
hito am 7. Januar 1989 den Chry-
santhementhron bestiegt, startete die
Heisei-Zeit. Der Begriff bedeutet so-
viel wie ‘Frieden überall’ und gilt als
Regierungsdevise des Kaisers.
92740_Mitsubishi Electric Europe B.V._RAPP_STE_Automation im Focus 12.11.2014 15:12 Seite 38

SPS-Focus | 39
| Integration von CNC und Robotik
reibungslose integrierte Produktion reali-sieren.” Die CNC-Dreh/FräsmaschineiRobo von Müga beispielsweise kombinierteinen Roboter vom Typ RV-6SD mit derCNC-Steuerung M70 sowie Antriebstech-nik von Mitsubishi Electric. Müller be-schreibt die Anlage: „Der iRobo ist eineCNC-Maschine zur automatisierten Kom-plettbearbeitung von Einlegeteilen. Dabeiist der Sechs-Achs-Roboter vollständig indie Maschine integriert, was deutlicheRaumvorteile bringt. Ein Schutzzaun au-ßerhalb der Maschine ist nicht nötig, wassich positiv auf Platz und Kosten auswirkt.”Die Anlage verfügt über Dreh-, Fräs- und
Bild 2 | iRobo ist auf die automatisierte Komplettbearbeitung vonEinlegeteilen ausgelegt. Sie kombiniert einen Roboter vom TypRV-6SD mit der CNC-Steuerung M70 und Antriebstechnik vonMitsubishi Electric.
nen auf Mitsubishi Electric. Mit der Kom-bination von CNC- und Robotertechnikentstehen hochmoderne Lösungen füreine intelligente Fertigung. Helmut Müller,Managing Director des Werkzeugmaschi-nenbauers, erklärt: „Zur Konstruktion un-serer Fertigungszellen haben wir uns fürdie Technik von Mitsubishi Electric ent-schieden, da wir dabei alles aus einerHand erhalten: von den Antrieben, überdie CNC-Steuerung bis zum Roboter.Mithilfe von Mitsubishi Electric können wirunsere Werkzeugmaschinen mit einer ro-botergestützten Zu- und Abführung vonWerkstücken ausstatten und damit eine
Bohrfunktionen und erfüllt damitdie Kundenanforderung an eineKomplettbearbeitung. Der iRobowird als Stand-alone-Lösung u.a.in der Medizintechnik, der Auto-mobilindustrie oder in der Produk-tion von Normteilen verwendet.
Höhere Genauigkeit
Auch das Fünf-Achs-Bearbei-tungszentrum RMV 250RT nutzteinen RV-6SD-Roboter sowieeine Mitsubishi Electric-CNC-Steuerung vom Typ M700. Beider Komplettbearbeitung eines
Werkstückes über fünf Seiten ist beson-ders wenig Umspannung notwendig, waseine höhere Genauigkeit erlaubt. Der Ro-boter ist seitlich an der Maschine angeord-net und belädt die Anlage automatischdurch die Seitentür, sodass die Zugäng-lichkeit zum Arbeitsraum vollständig erhal-ten bleibt. Das Bearbeitungszentrum vonMüga wird universell eingesetzt, u.a. zurFertigung von Teilen für Spinnereimaschi-nen. In der Medizintechnik sind die Anfor-derungen an Genauigkeit und Oberflä-chengüte besonders hoch. Hier über-nimmt die Anlage z.B. das Fräsen vonOperationsbestecken. ■
Bild 3 | Auch das Fünf-Achs-Bearbeitungs-zentrum RMV 250RT setzt einen RV-6SD-Roboter ein sowie eine Mitsubishi Electric-CNC-Steuerung vom Typ M700.
iQ Platform von Mitsubishi ElectricMit der iQ Platform bietet Mitsubishi Electric eine integrierte Lösung zur einfachen Kombination von CNC-, Roboter-, SPS-und Motion Control CPU. Neben Anschlussstellen für I/O-Module verfügt das System über Steckplätze für unterschiedlicheSteuerungsmodule, die in Echtzeit miteinander kommunizieren, sodass ein hochsynchrones System entsteht. Die iQ Plat-form liefert eine leistungsfähige, zuverlässige Auto-matisierungslösung auf einem Baugruppenträger füralle Automatisierungsdisziplinen wie diskrete Steue-rung, Motion Control, Roboter-, CNC-, Batch- undProzesssteuerung. Die reibungslose Kombination un-terschiedlicher Steuerungen wie CNC und Robotiküber die iQ Platform trägt zur Umsetzung der An-sprüche von Industrie 4.0 bei. Außerdem gewährleis-tet die iQ Platform durch offene Schnittstellen deneinfachen und direkten Datenaustausch vom Robo-ter bis zum ERP-System. Das erlaubt die flexible Pla-nung und Datenauswertung im Rahmen von Indus-trie 4.0. Schon lange arbeiten bei Mitsubishi Electric die unterschiedlichen Fachbereiche wie SPS, Robotik und MotionControl eng zusammen, um ganzheitliche Lösungen zu schaffen. Als Ergebnis dieser interdisziplinären Entwicklung ist dieiQ Platform nach Angaben des Anbieters in ihrer Art branchenweit einmalig und bietet ein hohes Maß an Integration.
92740_Mitsubishi Electric Europe B.V._RAPP_STE_Automation im Focus 12.11.2014 15:13 Seite 39

SPS-Focus|40
Roboter in der Medizintechnik |
Roboter takten Spritzen im AkkordHandling auf engstem Raum
Für einen international tätigen Pharma-konzern aus Deutschland hat Robotronicsolch ein Handling-Modul zur Zuführungvon Fertigspritzen in die Endverpa-ckungsanlage realisiert. Der Kundesuchte nach einer flexiblen Lösung undgab eine maximale Bauzeit von vier bisfünf Monaten vor. Der zur Verfügung ste-hende Raum war mit rund 3m2 extremklein, die Geschwindigkeitsanforderungmit 400 Spritzen pro Minute dagegensehr hoch. Außerdem sollte eine Umrüs-tung möglich sein, zwischen verschiede-nen Spritzenträgern sowie zwischenSpritzenformaten von 0,5 bis 10ml.
Baukasten mit Roboter
Mithilfe des Baukastenprinzips seines MRT-Programms ist Robotronic in der Lage, be-liebige Mitsubishi Electric-Roboter in einerZelle mit weiteren Elementen wie Trans-portbändern, Kamerasystemen oder Line-arachsen zu kombinieren. „Bei Konstruk-tion und Bau können wir mit dem Baukas-tenprinzip viel Zeit sparen“, sagt MikeWeber, Eigentümer und Geschäftsführervon Robotronic. „Das Grundgerüst stehtimmer und muss lediglich entsprechendden Anforderungen ausgestattet werden.Die Anschaffungskosten sind dadurch ver-
gleichsweise niedrig. Ein wichtiger Vorteil istdie platzsparende Bauweise, mit der wirauf besonders kleinem Raum arbeiten kön-nen.” Das Grundmodul des MRT nimmteine Fläche von knapp einer Europaletteein, konkret sind es 1x1,3m, und ist rund2,2m hoch.
Besonderheit des Spritzen-Handlings
Jede Spritzenverpackungslinie benötigteine spezielle Zuführung, denn Spritzenhaben keinen Boden, auf dem sie stehenkönnen. Deshalb werden sie an der Fin-
Bild 1 | Mit einer Umrüst-Option ist der schnelle Wechsel zwischen den zwei Trägerformaten und zwi-schen verschiedenen Spritzenformaten von 0,5 bis 10mm möglich.
In der Pharmaindustrie gelten hohe Anforderungen an Hygiene, Qualität und Leistung, auch für die dort realisiertenVerpackungsanlagen. Der Platz in der Produktion ist zudem oft rar, vor allem im historisch gewachsenen Umfeld.Neu hinzukommende Maschinen müssen daher so kompakt wie möglich sein. Das Schweizer Unternehmen Ro-botronic ist auf robotergestützte Handling-Anlagen spezialisiert und erfüllt diese strengen Größenvorgaben miteiner selbst entwickelten, modular aufgebauten Roboterzelle.
Zum Video über denQR-Code oderhttp://www.sps-ma-gazin.de/AIF/7013
92786_Mitsubishi Electric Europe B.V._RAPP_ANT_Automation im Focus 12.11.2014 15:14 Seite 40

SPS-Focus | 41
| Roboter in der Medizintechnik
Bild 2 | Robotronic arbeitet mit einer selbst entwickelten, modular aufgebauten
Roboterzelle, in der Roboter von MitsubishiElectric zum Einsatz kommen.
gerauflage, dem sogenannten FingerFlange, hängend transportiert und gela-gert, wozu besondere Träger notwendigsind. Die zwei gängigsten Lösungen sindnormierte Kämme und Nester, die jeweils160 Spritzen fassen. Zum Verpacken müs-sen die Spritzen aus den Kämmen oderNestern entnommen und in die Verpa-ckungsanlage gegeben werden. Dabei istFingerspitzengefühl gefragt, denn die glä-sernen Spritzen sind leicht zerbrechlich.Weber erklärt: „Entsprechende Handling-Maschinen gibt es schon lange am Markt.Was die Zellen von Robotronic einzigartigmacht, ist ihre kompakte Bauweise.” Eineähnliche Maschine von einem anderenHersteller brauche in etwa drei- bis viermalso viel Platz. „Doch gerade daran mangeltes in der Regel in der Produktion”, soWeber weiter, „was die verfügbare Flächeextrem teuer macht. ”In der Lösung zumSpritzen-Handling kommen zwei Mitsu-bishi Electric-Roboter vom Typ Melfa RV-4FL zum Einsatz, kompakte Überkopf-Knickarmroboter mit sechs Achsen. Essind keine weiteren mechanischen Ele-mente wie Hub- oder Drehkomponentennötig. Mike Weber sagt dazu: „Wir legenWert darauf, möglichst ausschließlich Ro-boter einzusetzen und nur in Ausnahme-
fällen zusätzliche mechanische Elementezu verwenden, die potenziell störanfälligsind.” Ein Roboter laufe in der Regel jahre-lang ohne Zwischenfälle, sagt Weber. „Sokönnen wir einen hohen Output unsererMRTs sicherstellen.”
Zuführung per Drehturm
Bestandteil der Lösung ist eine Zufüh-rung für die sogenannten Tubs, also dietiefgezogenen Kunststoffbehälter, indenen sich die Kämme oder Nester zumTransport befinden. Normalerweise kom-men hierbei Förderbänder ins Spiel, dievergleichsweise viel Platz einnehmen.Robotronic hingegen setzt einen eigensentwickelten Drehturm ein, der auf demgleichen Grundgerüst wie die Roboter-zelle basiert, mit der er verbunden ist. Aufder Außenseite wird der Turm von Handmit bis zu zehn vollen Tubs beladen,bevor er sich um 180 0o dreht und perRoboter entleert wird. „Durch die Stape-lung der Tubs im Drehturm können wirden Platzbedarf im Vergleich zu einerFörderstrecke stark reduzieren”, so MikeWeber. „Wir verarbeiten zweieinhalb Tubsbzw. 400 Spritzen pro Minute. Der Turmfasst insgesamt zehn Tubs. Er muss also
alle 4min nachgeladen werden. Optionalist auch ein Drehturm für 20 Tubs erhält-lich. Um die gleiche Autonomie mit einemFörderband zu erzielen, müsste dasBand 4m lang sein. Mit dem MRT schaf-fen wir diese Leistung mit einem Meter.”
Handling mit Robotern
In der Sonderlösung sind zwei Melfa-Ro-boter vom Typ RV-4FLM-Q1-S15, die zu-gehörigen CPUs Q172DRCPU und eineSPS vom Typ Q03UDECPU eingebaut.Der Drehturm wird über einen MitsubishiElectric-Servomotor vom Typ MR-J4 mitMotion CPU Q172DCPU angetrieben.Alle CPUs sind Bestandteil der Multi-CPU-Plattform von Mitsubishi Electric iQPlatform. Die Besonderheit dieser Lö-sung ist es, die Roboter nicht nur überKopf hängend, sondern auch zu zweitauf engem Raum zusammenarbeiten zulassen. Die beiden Roboter sind für daskomplette Handling von Tubs, Trägern –also Nestern oder Kämmen – sowie derverschiedenen Spritzenformate verant-wortlich. Dazu sind sie exakt aufeinanderabgestimmt. Der Prozessablauf bei Käm-men, in denen die Spritzen hintereinanderin mehreren Reihen hängen, sieht wiefolgt aus: Roboter A entnimmt zunächsteinen Tub aus dem ersten Turmschachtund stellt ihn in die vorgesehene Station.Dort entnimmt Roboter B den Kammund Roboter A bringt den leeren Tub zu-rück in den Drehturm. Roboter B fährtmit dem Kamm an die Entleerungs-schiene, kippt ihn leicht und taktet dieSpritzen durch. Von der Schiene durch-laufen die Spritzen den regulären Verpa-ckungsprozess. Anschließend legt Robo-ter B den leeren Kamm in eine separateStation ab, von wo aus ihn Roboter Aaufgreift und zum Tub in den zweitenTurmschacht legt. Dass das MRT sowohlKämme als auch Nester verarbeitenkann, ist laut Mike Weber eine Besonder-heit in der Branche. Die Nester verfügenüber eine wabenförmige Struktur, inderen einzelnen Öffnungen die Spritzenhängen. Für das Handling sind hierbeiVakuumgreifer nötig. Die Maschine lässt
Bild 3 | Statt eines langen Förderbandes zur Zu-führung der Tubs hat Robotronic einen Dreh-turm entwickelt, der wie die Roboterzelle auf
einem platzsparenden MRT-Modul basiert.
92786_Mitsubishi Electric Europe B.V._RAPP_ANT_Automation im Focus 12.11.2014 15:15 Seite 41

SPS-Focus|42
mengründung 2008 mit dem Automati-sierungsanbieter zusammen. Geschäfts-führer Weber selbst blickt auf mehr als30 Jahre Zusammenarbeit mit MitsubishiElectric zurück. Für ihn zählen vor allemder kompetente und schnelle Kunden-service sowie die weltweite Verfügbarkeitvon Technik und Experten. Über die Pro-dukte sagt er: „ Die Roboter zeichnensich durch Flexibilität, Geschwindigkeitund Zuverlässigkeit aus. So arbeiten siebei einem unserer Kunden schon un-glaubliche 25 Jahre im Dreischichtbe-trieb. Auch mit den anderen Komponen-ten von Mitsubishi Electric wie Servosoder Steuerungen hatten wir bisher nieQualitätsprobleme.” Von Vorteil seienauch die hohen Freiheitsgrade beim Ein-bau der Roboter, beispielsweise durchdie Überkopfmontage oder die extremenDrehbewegungen. „ Die schlanke Bau-form der Roboter”, so Weber, „ unter-stützt die Umsetzung des MRT auf engs-tem Raum.”
Weiterentwicklung in Gange
Robotronic entwickelt das aktuelleSpritzen-Handling-Modul weiter und willzukünftig die Umrüstungsoption auf eindrittes Trägerformat, auf sogenannteRondo Trays, anbieten. Dabei handeltes sich um 300mm lange, flache, wel-lenförmige Kunststofftabletts, in denendie Spritzen nebeneinander eingeklipstwerden. Mike Weber bemerkt: „ Wenndas MRT zusätzlich Rondo Trays verar-beiten kann, sind unsere Kunden in derLage, mit nur einer Lösung alle drei For-mate handzuhaben.“ Zudem arbeitet
Robotronic an einer Lösung, in der dieSpritzen berührungslos auf einer För-derstrecke in die nächste Maschine ge-langen. Die Verwendung von Glas in derArznei- und Lebensmittelproduktionstellt ein Risiko dar, da Glasbehälterdurch Zusammenstöße leicht Schadennehmen können. Bei den Spritzenkönnte beispielsweise die Fingerauflagebeschädigt werden oder Glaspartikel indie Flüssigkeit gelangen. Mit der neuenLösung reagiert Robotronic auch aufdie „ No Glas Contact”-Empfehlung derUS-amerikanischen Food and Drug Ad-ministration (FDA). Mit der Sonderlö-sung richtet sich der Anlagenbauer anPharmaunternehmen weltweit. „ DasSystem kann eins zu eins in anderenLändern übernommen werden, denndie Nester, Kämme und Rondo Trayssind normiert und international im Ein-satz”, so Weber.
Die nächste Herausforderung
Die nächste Herausforderung, der sichRobotronic stellen will, ist der Bau einerweiteren Handling-Anlage. Weber be-schreibt das Projekt folgendermaßen:„ Wir werden innerhalb von knapp dreiMonaten eine MRT-Zelle für das Sprit-zen-Handling in Nestern bauen. Damitdemonstrieren wir, wie schnell wir tat-sächlich Aufträge mithilfe des MRT-Baukastenprinzips umsetzen können:Bestellung im Februar, Lieferung imApril.” Der übliche Zeitrahmen hingegenliege für so ein Projekt im Sonderma-schinenbau bei zwischen neun biszwölf Monaten. ■
sich innerhalb weniger Minuten umrüs-ten. Das Handling selbst unterscheidetsich wie folgt: Auch hier setzt Roboter Azunächst den Tub in die erste Station.Roboter B entnimmt das Nest mittels Va-kuum, bewegt es zur zweiten Station undstellt es dort in einen Stufenblock, überden die Spritzen leicht angehoben wer-den. Mit einem speziellen Greifer fährtRoboter A an die Waben des Nestes,nimmt die Spritzen am Finger Flange aufund fährt mit ihnen an die Entleerungs-schiene, wo er, ähnlich wie bei den Käm-men, die Reihen zur Entleerung durch-taktet. Anschließend stellt Roboter ANest und Tub als Leergut in den zweitenTurmschacht der Drehstation.
Optionale Leistungserweiterung
Das realisierte MRT-Modell kann 400Spritzen pro Minute in die Entleerungs-schiene eintakten. Maximal lassen sichmit dieser Lösung bis zu 600 Stück proMinute verarbeiten. Dazu wird die Anlageum eine Zusatzachse erweitert, angetrie-ben von einem Mitsubish Electric-Servo-motor MR-J4. „600 Spritzen pro Minute– das ist so ziemlich das Schnellste, wasSie auf der Welt finden werden”, preistWeber die Leistungsfähigkeit seiner An-lage. Die Zusatzachse erlaubt einenschnelleren Entleerungsvorgang: Der Ro-boter selbst fährt nicht länger an die Ent-leerungsstation, um die Spritzen in Rei-hen durchzutakten, sondern alle Spritzenwerden in einem Durchgang mit einer180°-Kippbewegung aus dem Kamm inein Gegenstück entleert, das sich auf derServoachse befindet. Statt des Robotersübernimmt die Servoachse mit einerKippbewegung das Entleeren derWaben. Der ursprüngliche Bewegungs-ablauf des Roboters verkürzt sich undmacht so die Verarbeitung von bis zu600 Spritzen pro Minute möglich.
Langjährige Erfahrung
Als exklusiver Robotikvertriebspartnervon Mitsubishi Electric für den SchweizerMarkt arbeitet Robotronic bereits seit Fir-
Roboter in der Medizintechnik |
RobotronicRobotronic ist der Vertriebspartner von Mitsubishi Electric im Bereich Robotics fürden Schweizer Markt. Das Angebot umfasst Vertrieb, Beratung, Support und Ser-vice. Neben den Robotern von Mitsubishi Electric als Komponente führt das Unter-nehmen diverse andere Automatisierungskomponenten wie Kamerasysteme, Greifer,Zuführsysteme oder Roboterzellen im Portfolio, die speziell für die Roboter von Mit-subishi Electric ausgelegt sind. Mit einem breiten Sortiment an Komponenten undeinem umfassenden Know-how im Automatisierungsbereich bietet Robotronic wert-volle Unterstützung bei Automationsprojekten. In Zusammenarbeit mit Partnern ent-wickelt Robotronic zudem maßgeschneiderte Komplettlösungen.
92786_Mitsubishi Electric Europe B.V._RAPP_ANT_Automation im Focus 12.11.2014 15:15 Seite 42

SPS-Focus | 43
| Wasseraufbereitung
Steuerung für Aufbereitungsanlage als Großprojekt
Wasser für Wales
Mit der neuen Anlage ist Dee Valley Water(DVW) in der Lage, täglich 47.000m3 Trink-wasser für die Stadt Wrexham und Umge-bung zu produzieren. Neben dem ge-wöhnlichen Aufbereitungsverfahren verfügtLlwyn Onn über ein automatisiertes Systemzur Beseitigung von Mangan, einem Mine-ral, das im Oberflächenwasser der Regionnatürlicherweise vorkommt. Weil über100.000 Menschen von einer durchgehen-den Wasserversorgung aus Llwyn Onn ab-hängig sind, muss die Anlage und ihre Au-tomatisierungstechnik zuverlässig funktio-nieren. Das Auswahlverfahren für ein geeig-netes System war folglich sehr streng. VierAutomatisierungsanbieter reichten ihre Lö-sungsvorschläge ein, darunter MitsubishiElectric. DVW und der Hauptlieferant fürdas Projekt Black & Veatch prüften die ein-gereichten Lösungsvorschläge und ent-schieden sich am Ende für eine Umset-
zung mit Technik von Mitsubishi-Electric.Die Zulieferer für das Projekt stammenhauptsächlich aus der Region Nordwales,darunter auch Systemintegrator Tycon Au-tomation, der mit dem Automatisierungs-portfolio vetraut ist. Er setzte bereits in derVergangenheit in größeren Steuerungspro-jekten für die Wasserwirtschaft Komponen-ten von Mitsubishi Electric ein. Durch feld-erprobte anwendungsspezifische Software-Module war Tycon in der Lage, die kom-plexe Anlagensteuerung für das WaliserWasserwerk zu realisieren.
Prozessoptimierung in Llwyn Onn
Das Verfahren zur Wasseraufbereitung inLlwyn Onn besteht aus mehreren Schritten:der Druckentspannungsflotation, der Filtrie-rung durch Aktivkohlegranulat, der Schwer-
kraftfiltration und dem Chlorkontaktbecken.Anschließend wird das Wasser in einenSpeichertank gepumpt und von dort aus indas Verteilernetz eingespeist. Dieser in derIndustrie eher unübliche Ablauf wurde spe-ziell für die Region entwickelt und berück-sichtigt den Mangangehalt des Wassers.Ein wichtiger Aspekt des Steuerungssys-tems ist das zum Einsatz kommende zwei-fach redundante SPS-System. Das Sekun-därsystem ist komplett verkabelt und ge-prüft und mit einer eigenen CPU ausge-stattet. Durch Spiegelung der Primär-CPUerhöht sich die Systemzuverlässigkeit, so-dass bei einem (wenn auch unwahrschein-lichen) Ausfall der Haupt-CPU, der Strom-zufuhr oder der Basiseinheit das Sekundär-system innerhalb von 21ms die Steuerungvom selben Kontrollpunkt aus übernehmenkann. „Die Hardware von Mitsubishi Elec-tric war gut geeignet, um die Vorgaben im
Das jüngste Großprojekt des britischen Wasserversorgungsunternehmens Dee Valley Water (DVW) ist abgeschlos-sen: Der Vorzeigestandort im nordwalisischen Llwyn Onn verfügt über eine neue Wasseraufbereitungsanlage miteinem Investitionsvolumen von stolzen 17 Millionen britischen Pfund. Die Steuerung des redundanten Systemsübernimmt eine modulare SPS der Mitsubishi Electric Q Serie.
Für ergänzende InfosQR-Code scannen oderhttp://www.sps-ma-gazin.de/AIF/6926
Bild 1 | Von Zu- bis Ablauf: Eine modulare SPS der Q-Serie von Mitsubishi Electric steuert dasredundante System der Wasseraufbereitungsanlage von Dee Valley Water.
92765_Mitsubishi Electric Europe B.V._RAPP_STE_Automation im Focus 12.11.2014 15:16 Seite 43

SPS-Focus|44
Wasseraufbereitung |
Bild 2 | Die hohe Transparenz des Systems erlaubt die Lokalisierung von Netzwerk- und Kommunikationsproblemen bis zur I/O-Ebene für jede Komponente in sehr kurzer Zeit.
Lastenheft zu erfüllen”, sagt Andrew Ro-bertson, Technical Director bei Tycon. „So-weit ich weiß, setzte der Standort ur-sprünglich vorwiegend Komponenten vonRockwell ein. Aber die Vertreter von DeeValley Water waren flexibel und offen fürVorschläge bei der Suche nach einem vollredundanten System.” Der Systemintegra-tor hatte bereits zuvor eine zuverlässige,voll redundante Architektur in einem größe-ren System auf der Isle of Man umgesetzt.„Um ihnen diese Lösung genauer zu erklä-ren, arrangierten wir einen Besuch vor Ort”,so Robertson weiter, „und konnten mit un-serer Herangehensweise sowohl das Leis-tungsziel als auch den vorgegebenenPreisrahmen erfüllen.”
Mit über 1.000 I/Os zur vollenKontrolle
Robertson fährt fort: „Wir haben ausführ-lich mit Dee Valley Water über die ge-nauen Anforderungen und Wünsche ge-sprochen. Dabei war vor allem Zuverläs-sigkeit ein wichtiges Thema.” Die Mitsub-ishi Electric-SPSen vom Typ QnPRH sindfür den Einsatz in einem redundantenAufbau entwickelt und erfüllten daher dieSpezifikationen von Anfang an. In derHauptschaltanlage sind zwei Baugrup-penträger für Prozessoren und drei fürI/O-Module untergebracht, die je ein Drit-tel des Werks abdecken. „ Dieser Sys-
temaufbau erwies sich als besonders ge-eignet, da der Prozess mit drei Druckent-spannungsflotationsstufen, sechs Aktiv-kohlefiltern und sechs Schwerkraftfilternbereits einen gewissen Grad an Redun-danz aufweist”, sagt Robertson. „ Wirhaben den Aufbau des Kontrollsystemsso angepasst, dass eine möglichst ro-buste Lösung entsteht.” Die Pumpenmo-toren werden größtenteils von Frequen-zumrichtern gesteuert, die über ein Profi-bus-Netzwerk miteinander verbundensind. Tycon nutzt separate Profibus-Netz-werke innerhalb der Schaltanlage miteinem eigenen Netzwerk für das Feld.Dadurch vereinfacht sich der Aufbau undes entsteht ein sehr robustes System.Mittels der eingesetzten dezentralen,über Profibus-Schnittstellen verbundenenI/Os konnte der Verkabelungsaufwandund die damit zusammenhängenden In-stallationskosten deutlich reduziert wer-den. „ Dieser Aufbau lässt sich sehr gutmit einer Mitsubishi Elec-tric-SPS realisie-ren, da sie über ein Plug-in-Kommunika-tionsmodul für die meisten Feldbus-Netz-werkprotokolle verfügt.” Das System istmit vielen digitalen sowie 4-20mA-I/Osausgestattet – insgesamt sind über1.000 I/O-Punkte – darunter Durchfluss-, Füllstand- und Qualitätsmessgeräte.„ Aus diesem Grund und um eine hoheÜbertragungsgeschwindigkeit zu errei-chen, haben wir die Profibus-Netzwerke
segmentiert. So lassen sich maximaleRedundanz und Systembelastbarkeit er-zielen. Die Reaktionszeit der SPS liegtdeutlich über den Anforderungen dieserApplikation”, so Robertson weiter. „ DieVerarbeitungskapazität der CPU ist sohoch, dass die PID-Regelkreise u.a. fürDurchflusskontrollventile und die kriti-schen Regelkreise der Chemikaliendo-sieranlage kein Problem darstellen. Wirsprechen hier von Geschwindigkeiten imSekundenbereich. In anderen, dynami-scheren und schnelleren Anwendungen,die wir umgesetzt haben, arbeiten wir oftim Bereich von Millisekunden.” Auch dieSoftware Mitsubishi Electric GX Works IIkam zum Einsatz. Dabei konnte der Sys-temintegrator Funktionsbausteine nutzen,die er bereits für andere Applikationen inder Wasseraufbereitung entwickelt hatte.„Das erleichterte uns die Arbeit undbrachte dem Projekt einige Vorteile”, erklärtRobertson. Durch die Flexibilität der Pro-grammierungsumgebung ließ sich die Sys-temarchitektur in Funktionsblöcke herun-terbrechen, die alle Anlagenbereiche abbil-den. „Mittels Fernzugriff über eine VPN-Verbindung können wir in Echtzeit auf dieScada-Ebene und somit auf die SPS zu-greifen und problemlos das System abfra-gen, um beispielsweise eine schnelle Feh-lersuche durchzuführen. Eine logischeStruktur, die eine einfache Abfrage ermög-licht, ist bei einem so großen System sehrwichtig”, schließt Robertson ab.
Anspruchsvolle SPS-Architektur
Das Modell QnPRH ist Mitsubishi Elect-rics anspruchsvollste Steuerungslösungder Automatisierungsplattform MelsecSystem Q. Sie ermöglicht eine hoheSystemredundanz, die zuverlässig vorProzessunterbrechungen durch Strom-oder Systemausfälle schützt. Dazu du-pliziert eine voll redundante Architekturdie Prozessoren und Netzwerkverbin-dungen. Die Möglichkeit zum soge-nannten Hot Swapping, also demWechsel von Systemkomponenten undModulen im laufenden Betrieb, sorgtauch auf operationaler Ebene für Re-
92765_Mitsubishi Electric Europe B.V._RAPP_STE_Automation im Focus 12.11.2014 18:06 Seite 44

SPS-Focus | 45
| Wasseraufbereitung
System-Support rund um die Uhr
Der Anlagen-Support wurde an dasneue System angepasst und auf 24han sieben Tagen die Woche ausgewei-tet. Rund um die Uhr sind Mitarbeitervon Tycon Automation für telefonischeBeratung verfügbar. Der nächste Schritt
ist die Fernabfrage des Steuerungssys-tems. Die hohe Transparenz erlaubt dieLokalisierung von Netzwerk- und Kom-munikationsproblemen bis zur I/O-Ebene für jede Komponente in sehrkurzer Zeit, was einen schnellen undkostengünstigen Kundenservice ge-währleistet. ■
Bild 3 | Die SPSen vom Typ QnPRH sind für den Einsatz in einem redundanten Aufbau entwickelt underfüllten daher die Spezifikationen von Anfang an. In der Hauptschaltanlage sind zwei Baugruppenträger
für Prozessoren und drei für I/O-Module untergebracht, die je ein Drittel des Werks abdecken.
dundanz. Die Lösung wurde speziell fürApplikationen entwickelt, in denen esauch im Falle von Geräteschäden, Be-triebsunterbrechungen, Sanktionenoder gesetzlichen Auflagen nicht zuAusfallzeiten kommen darf. Dank derzweifach redundanten CPUs (Steuerungund Standby) wird bei einem Ausfall derSteuerungs-CPU die sofortige Übertra-gung zum Back-up ausgelöst, sodassein Systemausfall oder Unterbrechun-gen vermieden werden. Bis zu 100.000Prozessdatenbegriffe lassen sich zwi-schen den CPUs per Scan synchroni-sieren. Die Umschaltzeit liegt in derRegel bei etwa 20 bis 40ms, was einenahtlose Übertragung sicherstellt. Dadie CPUs auf separaten Baugruppen-trägern montiert sind, lässt sich dieSteuerungs-CPU im laufenden Betriebersetzen, während das Back-up ihreAufgaben übernimmt. Die meistenKomponenten sind mit Standardsyste-men der Q-Serie austauschbar, wassich positiv auf Anschaffungs- und Ge-samtbetriebskosten auswirkt.
Präventive Zustandsüberwachung im KlärwerkDie Kläranlage der Stadtwerke Rotenburg a. d. Fulda versorgt rund 20.000 Menschen. Drei Archimedes-Pumpen führendort kontinuierlich den biologischen Schlamm zurück in die Belebungsbecken, wo die Mikroorganismen gelöste und feinzerteilte organische Schmutzstoffe abbauen. Im Abstand von etwa einem Jahr fiel jeweils eine der drei Schneckenpumpenkonstruktionsbedingt aus. Wegen eines Lagerschadens war der Getriebeblock buchstäblich auseinander gerissen undmusste komplett ersetzt werden. Gelöst wurde das Problem mit einem Condition-Monitoring-System, bestehend aus einemController vom Typ Melsec System Q und drei SmartCheck-Sensoren vonFAG, überwacht durch Schwingungsmessung den Getriebezustand. DasSystem liefert frühzeitig Informationen über Abweichungen zum Normalwert,die zu einem möglichen Maschinenschaden führen können. Dafür ist anjedem der drei Antriebe ein intelligenter FAG SmartCheck-Schwingungssen-sor angebracht. Ist beispielweise ein Zahnrad defekt, treten zunächst für denMenschen nicht wahrnehmbare Vibrationen auf. Im Laufe der Zeit verkeilensich weitere Zahnräder ineinander. Erst Monate später kommen Geräuscheund eine erhöhte Motortemperatur hinzu, die einen bevorstehenden Total-ausfall ankündigen. Schwingungsänderungen sind also das erste Zeichendafür, dass etwas nicht stimmt. Das Ergebnis des Projekts belegt, wie frühzeitig der erste Alarm auf eine Ab-weichung hinweist. Umgehend eingeleitete präventive Wartungsmaßnahmenwirken einem potenziellen, späteren Totalausfall entgegen. Basierend auf spe-zifischen Störungsmeldungen lassen sich Fehler gezielt beheben, ohne dassder gesamte Getriebeblock bei der Ursachensuche in kleinste Einzelteile zer-legt werden müsste. Der im SmartCheck-Sensor vom e-F@ctory-Partner FAGSchaeffler integrierte Mikroprozessor speichert alle Werte langfristig. Sie kön-nen rückwirkend über den eingebauten Webserver eingesehen und ausge-wertet werden. Der Controller kann die Daten direkt oder über Fernwirktech-nik an übergelagerte Systeme weiterleiten.
92765_Mitsubishi Electric Europe B.V._RAPP_STE_Automation im Focus 12.11.2014 18:06 Seite 45

SPS-Focus|
Moderne Servotechnik |
46
Bewegungssteuerung verbindet Mechanik und Elektronik
Die Servotechnik läuft und läuft...
Auch übergeordnet betrachtet, werden dieVorteile moderner Servotechnik schnelldeutlich: Produktionsanlagen verfügen inder Regel über räumlich unterschiedlichpositionierte Wellen mit gleichen oder ineinem bestimmten Verhältnis zueinanderstehenden Drehzahlen. Bis vor etwa 15Jahren übernahmen diese Aufgaben me-chanische Systeme, in denen die Wellenz.B. über Zahnriemen bewegt wurden undNocken und Kurvenscheiben die Verstel-lung von Anschlägen oder lineare Bewe-gungen steuerten. Der Konstruktionsauf-wand war dabei sehr hoch und alle Para-meter mussten zeit- und kostenintensivmanuell bei stillstehender Maschine konfi-guriert werden. Ein solches System warnicht nur unflexibel, sondern auch ver-schleißbehaftet. Motion-Control-Systeme
zeichnen sich hingegen als wartungsfreie,flexible, kompakte Lösungen aus, die effi-zient, präzise und sicher arbeiten.
Entwicklung bis 2014
Der Aufbau von älteren und aktuellen Mo-tion-Control-Systemen ist nahezu iden-tisch, trotzdem sind deutliche Unter-schiede zwischen den einzelnen Kompo-nenten auszumachen. Heutige Servover-stärker zeichnen sich durch ihre hohe An-wenderfreundlichkeit aus. Wo noch vorJahren viele Parameter und Funktionenhändisch parametrisiert werden mussten,stimmen sich jetzt die Antriebe selbststän-dig ab. Mithilfe One-Touch-Tuning-Funk-tion lassen sich die Regelparameter desMR-J4-Servoverstärkers mit nur einem
Tastendruck automatisch einstellen undzeitintensive Systemabstimmungen zwi-schen Mechanik und Elektronik minimie-ren. Resonanzfrequenzen von Maschineund Mechanik werden erkannt und gefil-tert. Der individuelle Abgleich einzelner An-wendungen entfällt. Das Ergebnis ist ein vi-brationsfreier, hochpräziser und schnellerPositionierungsprozess. Fachkenntnisseeines Regelungsexperten oder zusätzlicheMessgeräte sind nicht nötig. Außerdemgewinnt integrierte Sicherheit in der Bewe-gungssteuerung zunehmend an Bedeu-tung. Der Maschinenbauer selbst musssich nicht mehr um die Erfüllung jeder ein-zelnen Sicherheitsvorgabe sorgen, wenner von Anfang an auf Komponenten mit in-tegrierten Sicherheitsfunktionen setzt.Ebenso wird das Thema Energieeffizienz
Die Automatisierung treibt eine rasante Entwicklung voran, nicht zuletzt im Bereich der elektronischen Bewegungs-steuerung. Das folgende Beispiel verdeutlicht: 1990 zählte der MR-J-Servoverstärker von Mitsubishi Electric 19Parameter. Heute, rund 25 Jahre später, verfügt das aktuelle Modell MR-J4 über mehr als 150 Parameter. Damitder Anlagenbediener trotzdem schnell zum Ziel kommt, muss entsprechende Funktionalität her. Dann kann dieServotechnik voll automatisiert und mit einem Knopfdruck parametrisiert und in Betrieb genommen werden.
92974_Mitsubishi Electric Europe B.V._RTUI_MTT_Automation im Focus 12.11.2014 15:20 Seite 46

SPS-Focus | 47
| Moderne Servotechnik
Autor | Amir Dehnavi, Product ManagerServo Motion/L-Series Zentraleuropa,Mitsubishi Electric Europe
Bild 2 | Die direkte Kommunikation zwischen Betriebsebene und Leitebene ist gewährleistet.
immer wichtiger, auch im Motion-Control-Bereich. Durch einen flexiblen Systemauf-bau, in dem z.B., Mehrfachverstärker ein-gesetzt werden, lässt sich Energie sparen.Moderne Motion-Control-Systeme sindzudem kompakter und wesentlich dynami-scher und leistungsstärker als noch vorJahren. Hochkompatibel und einfach ska-lierbar, lassen sie sich also problemlos umzusätzliche Maschinen oder Prozesse er-gänzen. Mitsubishi Electric erweitert Mo-tion-Control-Lösungen außerdem durchdas leicht integrierbare C Controller-Modul.In der Produktion ersetzt es die störanfälli-gen PCs und steigert die Unternehmens-sicherheit, Verfügbarkeit und Effizienz. Daszuverlässige Echtzeitbetriebssystem sorgtfür eine direkte Kommunikation zwischenProduktions- und Betriebsleitebene (MES).Mithilfe dieser offenen Steuerungsplattformlassen sich neben der Bewegungssteue-rung, kundenspezifisch weitere Prozesserealisieren, z.B. die Anbindung an Roboti-kanwendungen.
Schnell und einfach konfigurieren
Mit zunehmender Komplexität der Automa-tisierung entstehen auch immer mehr Soft-ware-Lösungen, die Installation und Betriebvon Anlagen stark vereinfachen. MELPa-ckAL richtet sich speziell an die Verpa-
ckungsindustrie. Statt der aufwendigenProgrammierung einer Anlage, ermöglichtdie Software die einfache, schnelle Konfi-guration mithilfe zahlreicher bereitgestellterFunktionsbausteine und vordefinierter Pro-gramme für die unterschiedlichen Servo-Motion-Aufgaben der Verpackungsma-schine. Dabei erfüllt sie die internationalenStandards OMAC PackML und PLCopen.Darüber hinaus bietet MELPackAL die au-tomatische Programmgenerierung und Er-stellung des Statusdiagramms an. Der Be-treiber muss also lediglich die Vorgaben füreine bestimmte Aufgabe parametrieren unddie entsprechenden Funktionsbausteineauswählen. Den Rest erledigt der Funkti-onsbaustein voll automatisiert.
Blick Richtung Zukunft
Bereits heute ist die Entwicklung neuerMotoren weit fortgeschritten. Die nötigenseltenen Erden sind knapp und werdenderzeit fast ausschließlich in China abge-baut. Diese Monopolstellung führt zu gro-ßen Abhängigkeiten, weshalb Unterneh-men an elektromagnetischen alternativenBauteilen forschen. Ein weiterer Trend istdie Verbindung von Servotechnik und Ro-botik, indem Roboteranwendungen mitzusätzlichen Roboterachsen durch Servo-verstärker realisiert werden. Über eine
Steuerungsplattform wie die iQ Platformund das darauf basierende C Controller-Modul von Mitsubishi Electric lassen sichdie beiden Bereiche verknüpfen. Nebendem Motion-Bus SSCNETIII/H zur Anbin-dung an Automatisierungssysteme vonMitsubishi Electric gibt es am Markt eineReihe weiterer offener Netzwerke, z.B.Ethercat oder Profinet. Mit dem neuenServoregler MR-J4-TM öffnet der Herstel-ler deshalb erstmals seine Servotechnik fürSteuerungen von Drittanbietern. Für dienötige Netzwerkkompatibilität sorgen Any-bus-Steckkarten des e-F@ctory-Alliance-Partners HMS Industrial Networks. Ange-sichts der rasanten Automatisierung undOptimierung von Antriebslösungen durchServotechnik innerhalb des vergangenenJahrzehnts und der bereits laufenden For-schungen ,z.B. zu Motoren oder neuenKombinationen von Technik, wird diesesEntwicklungsfeld sicherlich auch in denkommenden Jahren spannend bleiben.
Vergangenheit beachten
Bei der fortschreitenden Entwicklung undden rasch aufeinander folgenden Modellenund Serien, kann der Ersatz von Kompo-nenten zeitintensiv und teuer werden, wennaufgrund mangelnder Kompatibilität zu-sätzliches Programmieren und Umbauennotwendig wird. Eine durchgängige Rück-wärtskompatibilität ist daher von besonde-rem Interesse für Maschinenbauer und -betreiber und wird bei Mitsubishi Electricentsprechend groß geschrieben. Die Ser-voverstärkerreihe MR-J4 ist rückwärtskom-patibel und verfügt über entsprechendeParameter- und Netzwerkkonverter. Mitspeziellen Optionen für Schaltschrankbauerlässt sich die neue Reglergeneration pro-blemlos in einen bestehenden Schalt-schrank integrieren. Um eine hohe Effizienzin der Automatisierung zu erzielen, ist beialler Zukunftsorientierung die Vergangenheitnicht außer Acht zu lassen. ■
92974_Mitsubishi Electric Europe B.V._RTUI_MTT_Automation im Focus 12.11.2014 15:20 Seite 47

SPS-Focus|48
Verpackungstechnik |
Motion Control für Verpackungsanwendungen
Auf zur Innovation
Der spanische Maschinenbauer Packa-ging del Sur (PKS) entwickelt Endverpa-ckungsanlagen, die sich an den aktuellenMarktanforderungen orientieren. Heute,zehn Jahre nach der Gründung, gilt PKSals renommiertes Unternehmen,
dessen Innovationen im Bereich der Fer-tigungslinien passgenaue Lösungen aufdie vielfältigen Kundenanforderungen bie-ten. Damit kann der MaschinenbauerSchritt halten mit den sich veränderndenMarktbedingungen, die kontinuierlichNeuentwicklungen im Produkt- und Ver-packungsbereich erfordern. Betroffensind davon nicht nur die Primärverpa-
ckungen, sondern auch das vielleichtsogar noch relevantere Geschäft der Se-kundärverpackungen und Palettierung.PKS fertigt schlüsselfertige Systeme ein-schließlich Verpackungsautomaten,Pack- und Kartonförderer, Umlaufsys-teme mit und ohne Druck, Verpacker,Tray-Füller, Wrap-Around-Füller, Mosaik-
Former, Palettierer, Palettenfördervorrich-tungen sowie Palettenförderanlagen und-aufzüge. Antonio Corpas, General Ma-nager von Packaging Del Sur, sagt: „EinSchlüssel unseres Erfolgs ist die Integra-tion fortschrittlicher Servosysteme, mitdenen unsere Maschinen zuverlässig, fle-xibel und schnell produzieren.”
Hohe Zuverlässigkeit
In puncto Zuverlässigkeit, legt PKS be-sonderen Wert darauf, die Betriebszei-ten der Maschine zu verlängern. Dieskann oft mit dem Einsatz von Kompo-nenten in der richtigen Größe erreichtwerden, beispielsweise:
Bild 1 | Die Mitsubishi Electric Melservo MR-J4 werden in den Verpackungsmaschinen von Packaging del Sur eingesetzt.
Ein gutes Innovationsmanagement zahlt sich aus im Maschinenbau und um dem Wettbewerb einen Schritt vorauszu sein. Doch damit die Rechnung aufgeht, bedarf es einer zuverlässigen technologischen Basis und Lieferanten,die durchdachte Automatisierungs- und Antriebskonzepte im Programm haben.
Mu|da ‘Muda’ ist das japanische
Wort für eine sinnlose Tätigkeit
oder sinnlose Verschwendung.
Die Vermeidung von Muda ist ein
Kernelement moderner Lean-Ma-
nufacturing-Lösungen.
92771_Mitsubishi Electric Europe B.V._RAPP_STE_Automation im Focus 12.11.2014 17:57 Seite 48

SPS-Focus | 49
| Verpackungstechnik
Integration von ServoverstärkernMitsubishi Electric deckt die aus seiner Sicht wichtigsten Anwendungsbereiche vonServoverstärkern in der industriellen Automatisierung weltweit ab: Robotertechnik,CNC-Steuerungen und allgemeine Motion Control. In diesen Segmenten setzt dasUnternehmen auf selbst entwickelte Lösungen und hohe Servicequalität.
Nahtlose Integration
Sämtliche Steuerungsdisziplinen lassen sich nahtlos auf der SteuerungsplattformMelsec iQ Platform integrieren: SPS, CNC, Robotik, Motion Control sowie ein MES-IT-Modul, für die direkte Anbindung an Systeme der übergeordneten Management-ebenen. So werden einfache, eigenständige Steuerungskomponenten zu vollständigintegrierten Systemen mit synchronisierten Abfragezyklen.
Neue Serie MR-J4
Zu den neuesten Produkten auf dem Markt zählen die Servoverstärker der neuenMR-J4-Serie mit passenden Servomotoren. Sie verfügen über Features, wie eineneingebauten Absolut-Encoder mit einer Auflösung von 22Bit, einen Durchlassbereichvon 2,5kHz sowie einen doppelten Filter zur Vibrationsunterdrückung. Damit könnenMaschinenhersteller Anlagen entwickeln, die mit reduzierten Stellzeiten und kürzerenZykluszeiten die Produktionsanforderungen ihrer Kunden erfüllen.
Bild 2 | Der Verpackungsmaschinenhersteller PKS entwickelt Endverpackungslösungen,die auf die aktuellen Marktanforderungen ausgerichtet sind.
Die Kettenglieder mit Rollen ausstatten,•um Leistungsteile robust zu verankern(Falthilfen in den Kistenfüllern, Kisten,Behälter, Packförderer, Verschlussrollenbeim Palettierer, etc.).Einen Servomotor von Mitsubishi Elect-•ric an jeder Achse platzieren, mit fett-freien Edelstahl-Planetengetriebe undDruckkupplungen. So sind die mecha-nischen Komponenten vereinfacht undder Einsatz von Pneumatik beschränktsich auf Sekundär- oder Sicherheits-funktionen.Die Grundkonstruktion der Maschine•aus Edelstahl gestalten.Mit Standardkomponenten, die leicht•erhältlich sind, für eine einfache Wartungsorgen. Die Programmierung der Servo-verstärker erfolgt über den zentralen Q-Motion-Controller von Mitsubishi Elect-ric, sodass der Maschinenbediener mitnur einem Tastendruck am Frontdisplayeinen beschädigten Servoantrieb durcheinen neuen ersetzen kann.
Rückwärtskompatibilität
Die Rückwärtskompatibilität der Produktevon Mitsubishi Electric und ihre weltweiteVerfügbarkeit unterstützen die wesentlichen
Anforderungen des Maschinenbauers.Zum Beispiel lassen sich die Servoverstär-ker der neuen MR-J4-Serie in genau dergleichen Weise wie die Vorgängerreihe MR-J3 konfigurieren.
Flexibilität auf jeder Ebene
Aus Innovationssicht ist die Flexibilitätfür den Maschinenbauer PKS von gro-ßer Bedeutung, da sie jeden Entwick-lungsaspekt einer Maschine beeinflusst,sowohl bei der Hardware als auch aufSoftware-Seite. Beispielsweise arbeitetdie Kartoneinschlaganlage IBER60Cvon PKS mit insgesamt 16 Mitsubishi-Electric-Servomotoren mit Winkelplane-tengetrieben. Diese steuern den ge-samten Prozess von der Trennung derZufuhrlinien und dem Aufnehmen derProdukte bis zum Einfüllen der Kartonsund dem Falten eines Deckels oderdem optionalen Einschlagen. Durcheine Formulareingabe auf dem inte-grierten 10,4”-Touchscreen kann derAnwender die verschiedenen Maschi-nenformate steuern. Die Einstellungenlassen sich sogar im laufenden Betriebanpassen und speichern, wie eine Ent-koppelung einer bestimmten Achse,ohne die Maschine dafür zu stoppenoder zu entleeren. Bei der Entwicklungder Maschine hat PKS verschiedene
92771_Mitsubishi Electric Europe B.V._RAPP_STE_Automation im Focus 12.11.2014 17:58 Seite 49

SPS-Focus|50
automat, der 30 Kisten pro Minuteschafft, kaum von einem, der auf 60Kisten in der Minute ausgelegt ist. DasPalettiersystem Alco Pal F von PKS be-steht aus einem Mosaik-Gruppierer mitacht Servomotoren von MitsubishiElectric und einer Handling-Kapazitätvon 90 Einheiten pro Minute. Der Grup-pierer kann jede Packungseinheit alsFunktion der Mosaik-Schicht bewegenund drehen, während er das Produktmit einem elektronischen Synchron-kupplungssystem begleitet. Anschlie-ßend folgt der Palettierer, der siebenServomotoren von Mitsubishi Electric
besitzt und bis zu acht Schichten proMinute verarbeiten kann. Mit diesen An-gaben lässt sich die Fertigungsrate derLinie bestimmen. Aber was ist mit denAuswirkungen der Umrüstzeiten auf ver-schiedene Formate? Bei vielen Anlagenführt dies zu erheblichen Stillstandzeitenund beeinflusst die Gesamtproduktivi-tät. Im Gegensatz dazu können PKS-Maschinen einfach vom Bedienpanelaus umgerüstet werden. ■
Bild 3 | Ein wichtiger Schlüssel des Erfolgs ist die Integration moderner Servosysteme, mit denendie Maschinen zuverlässig, flexibel und schnell produzieren.
Verpackungsformate berücksichtigt,angefangen bei 3x2er-1l-Kartons bis zuhalben Paletten-Trays (800x600mm) mit185mm-Klappen. PKS kann außerdemexistierende Kundenmaschinen umrüs-ten, sodass beispielsweise aus einemreinen Tray-Packer ein Wrap-Around-Packer wird, der niedrige und hoheTrays, offene Kartons mit und ohne De-ckel sowie Wrap-Around-Kartons befül-len kann. Es können auch Schrumpffo-lien- und Schrumpftunnelmodule inte-griert werden. Ebenso möglich ist einegestaffelte Gruppierung auf offenenTrays mit hoher Fertigungsrate.
Geschwindigkeit und Produktivität
Die Geschwindigkeit einer Anlage wirddurch ihre Fertigungskapazität be-stimmt. Dies bedeutet natürlich einehohe Fertigungsgeschwindigkeit, aberauch eine schnelle Umrüstzeit voneinem Produkt zum nächsten. PKS rea-lisiert beide Faktoren auf einem hohenNiveau und betont, dass sich die tat-sächlichen Anlagenkosten aus demPreis und der Produktivität zusammen-setzen. Mathematisch ausgedrückt hatder Einsatz von Technik zur Motor-steuerung einen sehr großen Einflussauf den Nenner, nicht so sehr auf denZähler. In der Praxis unterscheiden sichalso die Kosten für einen Verpackungs-
Verpackungstechnik |
Autor | Peter Mischitz. Key Account OEM
VERLAG/Postanschrift:Technik-Dokumentations Verlag GmbH®TeDo Verlag GmbHPostfach 2140D-35009 Marburg Tel.: 06421/3086-0, Fax: 06421/3086-18E-Mail: [email protected]: www.sps-magazin.de
Lieferanschrift:TeDo Verlag GmbHZu den Sandbeeten 2D-35043 Marburg
Verleger & Herausgeber:Dipl.-Ing. Jamil Al-Badri †Dipl.-Statist. B. Al-Scheikly (V.i.S.d.P.)
Redaktion:Mathis Bayerdörfer (Chefredakteur, mby), Kai Binder (Chefredakteur, kbn), Dr.-Ing. Peter Ebert (peb), Georg Hildebrand (ghl)
Verantwortlich für Anzeigen:Markus Lehnert, Tel. 06421/3086-0Es gelten die Preise der Mediadaten 2014
Verantwortlich für Grafik & Satz:Philipp Henke, Nadin Rühl, Christoph Ullrich
Druck:Offset vierfarbigGrafische Werkstatt von 1980 GmbHYorckstraße 48, 34123 Kassel
Erscheinungsweise:Eine Sonderausgabe des SPS-MAGAZIN Ausgabe Special2014 in Kooperation mit Mitsubishi Electric Europe B.V.
Einzelbezug:Nachbestellung möglich
Hinweise: Applikationsberichte, Praxisbeispiele, Schaltungen, Listingsund Manuskripte werden von der Redaktion gerne angenommen. Sämt-liche Veröffentlichungen im SPS-MAGAZIN erfolgen ohne Berücksichti-gung eines eventuellen Patentschutzes. Warennamen werden ohne Gewährleistung einer freien Verwendung benutzt. Alle im SPS-MAGAZINerschienenen Beiträge sind urheberrechtlich geschützt. Reproduktionen,gleich welcher Art, sind nur mit schriftlicher Genehmigung des TeDo-Verlages erlaubt. Für unverlangt eingesandte Manuskripte u.ä. überneh-men wir keine Haftung. Namentlich nicht gekennzeichnete Beiträge sindVeröffentlichungen der SPS-Redaktion. Haftungsausschluss: Für dieRichtigkeit und Brauchbarkeit der veröffentlichten Beiträge übernimmtder Verlag keine Haftung.
© copyright by TeDo Verlag GmbH, Marburg
Impressum
Sofern nicht anders gekennzeichnet liegen sämtliche Bildrechte bei Mitsubishi Electric Europe B.V.
92771_Mitsubishi Electric Europe B.V._RAPP_STE_Automation im Focus 12.11.2014 17:58 Seite 50

43 km/h Spitze 8192 Schaltmöglichkeiten Perfektes Teamwork
iQ Platform und MELFA Roboter
kaiserb
erg.com
Detaillierte Infos: www.mitsubishi-automation.de / Tel. 02102 486-2525
+=
Die superschnellen MELFA Roboter mit einer Spitzengeschwindigkeit von 43 km/h ergeben auf der MELSEC iQ Platform, auf die bis zu 3 Roboter CPUs mit 8192 E/As gesteckt werden können, ein perfektes Team.
Interessiert an diesem Teamwork? Informationen zu unseren Lösungen � nden Sie im Lea� et über den QR-Code.
ME_FA_MelfaRoboter_iQ_AZ_A4_RZ.indd 1 17.07.13 14:53
Detaillierte Infos: de3a.mitsubishielectric.com / Tel. 02102 486-2525
Perfektes Teamwork_210x297_SPS_Sonderheft SPS im Fokus_3. Umschlagseite.indd 1 10.11.14 15:48

kaiserb
erg.com
Unendlich viele Anwendungen 1.001 kompatible Produkte Lösungen mit System
+ =
In der industriellen Automation gehört Mitsubishi Electric zu den führenden Global Playern. Aus guten Grund: Seit 92 Jahren können unsere Kunden mit Topqualität, Präzision und Lösungen mit System rechnen.
– Weltbestseller: 14.000.000 verkaufte Kompakt-Steuerungen, 19.000.000 verkaufte Frequenzumrichter
– Über 124.000 Mitarbeiter rund um die Welt in 120 Ländern für Sie aktiv– Global Partner, Local friend: Weltweite Verfügbarkeit, lokaler Service– Innovative Systemlösungen für alle Branchen und Industriezweige– Durchgängigkeit und Kompatibilität zwischen Robotern, SPS, Frequenz-
umrichtern, Servo/Motion, HMI, Schütze/Leistungsschaltern und Software– Gründungsmitglied der e-F@ctory Alliance
So geht für unsere Kunden die „Lösungen mit System“-Formel seit Jahr-zehnten perfekt auf.
Detaillierte Infos: de3a.mitsubishielectric.com / Tel. 02102 486-2525
Image Anzeige_210x297_SPS_Sonderheft SPS im Fokus_4. Umschlagseite.indd 1 10.11.14 15:44