Embed Size (px)
Citation preview

Magazin für Papiertechnik
Weltmarkt Papier:Quo vadis Zeitungsdruck?
Neues aus den Divisions:Stoffaufbereitung, Papiermaschinen,Finishing und Service.
Ein weiterer Erfolg in Skandinavien.Bemerkenswerte Inbetriebnahmen.Highlights im Auftragsbestand.
China, Ursprungsland des Papiers im Wandel.3

Vorwort 1
Highlights
Inbetriebnahmen, Auftragsbestand 2
Weltmarkt Papier
Quo Vadis Zeitungsdruck? 5
Neues aus den Divisions
Stoffaufbereitung:Membrantrenntechnik zur weiterenEinengung der Wasserkreisläufe 14
Papiermaschinen:Ortviken PM 4 – ein Stück Zukunft ist Gegenwart 22
Papiermaschinen:FloatLip-Former N, NO, S –die Innovation am Rundsiebsektor 28
Papiermaschinen:Serang KM3/KM4 – eine vorbildliche Inbetriebnahme 30
Gap Former Technologie:DuoFormer CFD –großartiger Erfolg für LWC in USA 37
Papiermaschinen:Neue Einsatzgebiete der Mehrschichttechnologie 38
Papiermaschinen:Brilliant Coating mit JetFlow F –Daten, Fakten und Vorteile 44
Finishing: Econip – eine neue Generationvon Ausgleichwalzen 48
Service:GR� Walzenbezug der Zukunft – heute schon realisiert 51
Inhaltsverzeichnis
Aus den Unternehmen
USA/Deutschland:Voith Appleton Bespannungstechnik 55
Österreich:Die Andritz-Gruppe – Partner fürdie Zellstoff- und Papierindustrie 58
Deutschland:30 Jahre B+G Fördertechnik 64
Deutschland:Versuchspapiermaschine für Karton und Verpackungspapiere mit zukunftsweisender Technologiejetzt noch vielseitiger 69
Neue Namen, neue Adressen
Hunt & Moscrop jetzt Voith SulzerFinishing Ltd., Manchester 72
Voith Sulzer Papiertechnik jetzt mit Regionalrepräsentanz in Jakarta 72
Besondere Auszeichnungenfür Innovationen und Design
Neusiedler – revolutionärer 3-Schicht-Stoffauflauf und NipcoFlex-Presseüberzeugen Fachwelt 73
SPCI ’96 – Präsenz beeindruckt 73
Anzeige des Jahres in Brasilien 73
China:Ursprungsland des Papiers im Wandel – vom handgemachtenzum maschinell hergestellten Papier 75
Titelfoto:Ortviken – erfolgreich in Betrieb gegangen (siehe Seite 22).

1
Verehrte Kunden, liebe Leserinnen und Leser!
Seit Gründung der Voith Sulzer Papiertechnik sind nunmehr zwei Jahre ver-gangen – Zeitspanne genug für ein erstes Resümee. Rückblickend ist derZusammenschluß der beiden papiertechnischen Produktbereiche von Voith und Sulzer als voller Erfolg zu werten. Die Fusion hat weltweit Akzeptanz, ihregebündelte Leistungsfähigkeit volle Anerkennung gefunden. Auftragseingänge,Umsatz wie auch das finanzielle Ergebnis haben trotz außerordentlicherUmstrukturierungsbelastungen die Erwartungen deutlich übertroffen. AllenKunden, die ihre Geschäftsverbindungen ohne Wenn und Aber mit dem neuenUnternehmen fortzusetzen oder aufzunehmen bereit waren, ein herzlichesDanke für ihr Vertrauen.
Die flächendeckende Kundennähe ist eines unserer vorrangigen Ziele. Deshalbwerden wir unser Engagement in den bedeutenden papiererzeugenden Regionenverstärken. In Nordamerika streben wir mittelfristig eine Ausweitung unseresGeschäftsvolumens um etwa 30 Prozent an. Ähnliches ist in Asien, dembedeutenden Zukunftsmarkt unserer Globalwirtschaft vorgesehen. Für Chinakonnte im März diesen Jahres ein weiteres Joint Venture mit Gründung derLiaoyang Voith Sulzer Paper Machines Ltd. abgeschlossen werden. In Jakartahat unser neues Büro seine Tätigkeit erfolgreich aufgenommen. Die Weltwächst zusammen und wir wachsen mit. Dazu zwei Daten aus dem Geschäfts-jahr 1995/96, dem zweiten der Voith Sulzer Paper Technology: Mit einemUmsatz von 2,16 Mrd DM wurde das Vorjahresergebnis um 40% übertroffen.
Als besondere Erfolge werten wir unsere Inbetriebnahmen und Aufträge inSkandinavien – Ergebnisse einer zukunftsorientierten Technik. Die Papier-wirtschaft braucht diese Technik, denn sie braucht noch bessere, noch wirtschaftlicher erzielte Qualität. Die Printmedien benötigen diese Qualität,denn sie müssen sich im Wettbewerb mit zunehmend elektronischen Medienbewähren. Mit ihnen müssen sich die Papierindustrie und die Papiertechnikdieser Herausforderung stellen. Dazu einige interessante Ausführungen einesversierten Zeitungsverlegers auf Seite 5.
Wir werden diesen Wettbewerb bestehen, wenn wir weiterhin „twogether“fortschrittliche Lösungen anpacken. In diesem Sinne alle guten Wünschefür das Jahr 1997 mit der Hoffnung auf ein weiterhin vertrauensvollesZusammenwirken.
Herzlichst Ihr
Hans Müller
Hans Müller,Vorsitzender der GeschäftsführungVoith Sulzer Papiertechnik GmbH

2
INBETRIEBNAHMEN, AUFTRAGSBESTAND
INBETRIEBNAHMEN
Altpapieraufbereitungssystemeund -subsysteme für grafischePapiere
Dae Han Paper Co. Ltd., Südkorea.UK Paper Plc, Großbritannien.Stora Feldmühle, Belgien.Holmen Paper AB, Schweden.Parenco B.V., Niederlande.Australian Paper Mills Ltd.,Australien.Sepoong Co. Ltd., Südkorea.Halla Pulp & Paper Company Ltd.,Südkorea.Hansol Paper Co. Ltd., Südkorea.Trust International Paper.Corporation, Philippinen.
Altpapieraufbereitungssystemeund - subsysteme für Kartonund Verpackungspapiere
SCA De Hoop, Niederlande.Smurfit Townsend Hook,Großbritannien.P.T. Indah Kiat Pulp and PaperCorporation, Indonesien.Knauf Neg., St. Petersburg, GUS.P.T. Indah Kiat Pulp and PaperCorporation, Indonesien.Zülpich Papier GmbH, Deutschland.Corenso United Oy Ltd., Finnland.Thai Kraft Paper Ind. Co. Ltd.,Thailand.Papeteries Emin Leydier, Frankreich.S.A. Papeteries de Bègles,Frankreich.
Stoffaufbereitung Altpapieraufbereitungssysteme und-subsysteme für sonstige Papiere
Australian Paper Fairfield, Australien.
ZellstoffaufbereitungssystemeHiang Seng, Thailand.
Graphische PapiereSCA Graphic Papers AB, Ortviken,Sundsvall, Schweden.Holmen Paper AB, Braviken Mill,Norrköping, Schweden.Kimberly Clark, Neenah, Wisconsin,USA.Halla Paper Co. Ltd., Korea.
Karton und VerpackungspapiereP.T. Indah Kiat Pulp and Paper,Serang, Indonesien.Zülpich Papier GmbH,Zülpich, Deutschland.Visy Paper, Australien.Shaanxi Machinery & EquipmentImport & Export Corp., Hanzong,China.Visy Paper, USA.VPK Oudegem, Belgien.Thai Kraft Paper Industry Co. Ltd.,Thailand.
TissuemaschinenAl-Keena Hygenic Paper Mill Co.Ltd.,Al-Keena, Jordanien.Cheng Long Co. Ltd., Tien Long,Taiwan.Papeles Industriales, Chile.Industria Cartaria TronchettiBorgo a Mozzano, Italien.
Ein- und UmbautenFelix Schöller jr., Osnabrück,Deutschland.KZP Kostrzynskie ZakladyPapiernicze S.A., Kostrzyn, Polen.Mead Corp. Containerboard Div.,Stevenson, USA.Stora Carton Board GmbH,Arnsberg, Deutschland.Schoeller & Hoesch, Gernsbach,Deutschland.PWA Dekor, Unterkochen,Deutschland.Consolidated Papers Inc. Biron Div.,Wisconsin Rapids, USA.United Paper Mills Ltd.,Jämsänkoski, Finnland.Alberta Newsprint Co., Whitecourt,Kanada.Torraspapel S.A., Sarria de Ter,Spanien.Nippon Paper Industries,Ishinomaki, Japan.E. Holtzmann & Cie. AG, Maxau,Deutschland.Stora Uetersen GmbH, Uetersen,Deutschland.Zanders Feinpapiere AG, BergischGladbach, Deutschland.Klingele Papierwerke GmbH & Co.,Deutschland.Daishowa Paper Co., Tokyo, Japan.Honshu Paper Co. Ltd., Matsumoto,Japan.Chuo-Paper-Board Co. Ltd.,Nakatsugawa, Japan.Rigesa, Celulose, Papel eEmbalagens Ltda., Tres Barras,Brasilien.Stone Container Corp., Missoula,USA.
Die nachfolgende Übersicht gibt interessante Inbetriebnah-men aus dem Geschäftsjahr 1995/96 und darüberhinauszwischen dem 1. Oktober 1995 und dem 30. November 1996wieder und nennt bedeutende Aufträge aus dem aktuellenBestand.
Hiang Seng Fibre Container Corp.Ltd., Bangkok, Thailand.Schwäbische Zellstoff AG, Ehingen,Deutschland.Papeles Bio Bio S.A., Chile.Cia Suzano de Papel e Celulose,Suzano-S.P., Brasilien.Krkonosske Papierny A.S.,Hostinne, Tschechien.International Paper Kwidzyn S.A.,Kwidzyn, Polen.Repap Manitoba, Manitoba, Kanada.Jiang Yin Paper Mill, Jiang Yin,China.Igaras, Brasilien.Sguário, Brasilien.International Paper Co., Augusta,USA.International Paper Co.,Riegelwood, USA.Westvaco Corp., Covington, USA.Sonoco Products Co., Hartsville,USA.Weyerhaeuser Co., Springfield, USA.Appleton Paper, Newton Falls, USA.International Paper, Ticonderoga,USA.Domtar-Cornwall, ONT, Kanada.Stone Consolidated-Grand Mere,PQ, Kanada.International Paper, Jay, USA.Torraspapel, Motril, Spanien.Roman Esteve, La Pobla deClaramunt, Spanien.Papierfabrik Hermes GmbH & Cie KG,Düsseldorf, Deutschland.Smurfit Townsend HookPapermakers, Snodland,Großbritannien.
Papiermaschinen
HIGHLIGHTS

3
PWA Industriepapier GmbH,Aschaffenburg, Deutschland.Wellpappe Wiesloch, Wiesloch,Deutschland.Moritz J. Weig, Mayen, Deutschland.Papierfabrik Meldorf, Tornesch,Deutschland.Klingele Papierwerke GmbH & Co,Weener, Deutschland.Danisco Paper A./S., Grenaa,Dänemark.Danisco Paper A./S., Grenaa,Dänemark.Papeteries Emin Leydier, SaintVallier, Frankreich.Papeteries Emin Leydier, SaintVallier, Frankreich.Kaysersberg Packaging,Kaysersberg, Frankreich.Corenso United OY LTD., Varkaus,Finnland.Rigid Paper Produkts LTD., Selby,Großbritannien.
Joyce Dayton Corp., USA.AssiDomän Frövi, Schweden.Bataan Pulp and Paper Mills,Makati, Manila, Philippinen.Cartiere del Garda S.p.A.,Riva del Garda, Italien.
StreichtechnikHansol Paper Co. Ltd., Korea.SCA Ortviken AB, Schweden.Hong Won Paper Mfg. Co., Ltd.,Korea.Torraspapel S.A., Sarria de Ter,Spanien.Torraspapel S.A., Motril, Spanien.Toprak Kagit Sanayii A.S., Türkei.Hangzhou Shan Xin Paper Co., Ltd.,Fu Yang Town, China.Vorantim Celulose e Papel, SimaoJacarei, Brasilien.KNP Leykam, Gratkorn, Österreich.Kymi Paper Mills Ltd., Kuusankoski,Finnland.Veitsiluoto Oy, Kemi, Finnland.Hua Yang Technology and TradeCorp., Wuxi, Branch, China.Machimpex, America Inc. Font Lee,China.Genting Sanyen Paper, Singapur,Malaysia.Kymmene Kaukas Oy, Kaukas,Finnland.Jiang Yin Paper Mill, Jiang Yin,China.
KZP Kostrziynskie ZakladyPapiernicze S.A., Kostrzyn, Polen.International Paper, Augusta, USA.Rhinelander Paper, Rhinelander,USA.International Paper, Jay, USA.Howard Paper, USA.
Wickeltechnik– DuoReelSCA Graphic-Duoreel Papers AB,Ortviken, Sundsvall, Schweden.Holmen Paper AB, Braviken Mill,Norrköping, Schweden.Federal Tait, Inverurie Mill,Großbritannien.August Köhler AG, Oberkirch,Deutschland.Kostrzynskie Zaklady Papiernicze,Polen.Al-Keena, Jordanien.
– RollenschneidmaschinenHalla Engineering & HeavyIndustries Ltd., Korea.Holmen Paper AB, Schweden.Fabricadora de Papel de CeluloseS.A., Brasilien.Papeles Bio Bio S.A., Concepción,Chile.Haindl Papier GmbH, Schongau,Deutschland.Cia. Suzano de Papel e Celulose,Suzano, Brasilien.
Igaras Papeis e Embalagens Ltda.,Otacilio, Costa Santa Catarina,Brasilien.Yue-Li Machine Comp., Tien Long,Taiwan.Hygienic Papermill Co., Amman, Krkonosske Papierny A.S.,Hostinne, Tschechien.Visy Paper Pty., Ltd., Gibson Island,Australien.Smurfit Townsend Hook,Snodland, Großbritannien.
Janus ConceptKNP Leykam Maastricht,Niederlande.
SuperkalanderTianjin, China.Hansol, Korea.Daishowa, Japan. UPM Tervasaari, Finnland.Bosso, Italien.Yuen Foong Yu, Taiwan.
SoftkalanderSCA Ortviken, Schweden.Hansol, Korea.Halla Paper, Korea.Holmen Paper Braviken Mill,Schweden.Kymmene Wisaforest, Finnland.Ass Domän, Schweden.
Portals, Großbritannien.Pap. Del Aralar, Spanien.IP Kwidzyn, Polen.Serang PM 3, Indonesien.Serang PM 4, Indonesien.J.R. Crompton, Großbritannien.Munksjö, Schweden.Milliani, Ungarn.Arjo Wiggins, Großbritannien.Toprak Kagit Sanayii A.S., Türkei.
GlättwerkeSCA Ortviken, Schweden.Townsend Hook, Großbritannien.Crown Packaging, USA.Serang PM 3, Indonesien.Serang PM 4, Indonesien.
UmbautenStora Uetersen, Deutschland.Stora Kabel, Deutschland.Stora Reisholz, Deutschland.Cart. Toscolano, Italien.Yuen Foong Yu, Taiwan.Koehler, Deutschland.
Roll HandlingHalla Paper, Korea.Papierfabrik Scheufelen,Deutschland.KNP Leykam Maastricht,Niederlande.Cart. del Garda, Italien.Burgo Ardennes, Belgien.NDI, Niederlande.
AUFTRAGSBESTAND
Altpapieraufbereitungssystemeund -subsysteme für graphischePapiere
Schwäbische Zellstoff AG, Ehingen,Deutschland.Papierfabrik Palm GmbH & Co,Eltmann, Deutschland.Stabilimento di Avezzano, Avezzano,Italien.Cartiere Burgo S.P.A. Verzuolo,Italien.Stora Hylte, Hyltebruk, Schweden.Sepoong Co., LTD., Sepoong, Korea.
Altpapieraufbereitungssystemeund -subsysteme für Karton undVerpackungspapiereEuropa Karton, Hoya, Deutschland.Papierfabrik Tillmann, Sinzenich,Deutschland.
Peterson Moss, Norwegen.United Pulp & Paper Co. Inc.,Philippinen.
Altpapieraufbereitungssystemeund -subsysteme für sonstigePapierePWA Dekor GmbH, Unterkochen,Deutschland.Steinbeis Temming Papier GmbH,Glückstadt, Deutschland.Papeteries de Begles, Begles,Frankreich.
Altpapieraufbereitungssystemeund -subsysteme für Tissue-PapiereProcter & Gamble GmbH & Co.,Deutschland.Kimberly Clark GmbH, Flensburg,Deutschland.Serla Oy, Mänttä, Finnland.LG Cable & Machinery Ltd.,
Stoffaufbereitung Dae Han, Korea.Nampack Paper Ltd., Bellville,Südafrika.
Graphische PapiereHalla Pulp & Paper Ltd., Halla,Korea.KNP Leykam, Gratkorn, Österreich.Malaysian Newsprint IndustriesKuala Lumpur, Malaysia.Nippon Paper Industries, Iwakuni,Japan.Forestiers Alliance Inc., Dolbeau,Kanada.China National Technical Import &Export Corporation (CNTIC), ChinaTrans-National Paper Corp.,Philippinen.Consolidated Papers Stevens Point,USA.Sinar Mas Pulp & Paper Ltd., Indien.
Papiermaschinen
Finishing

Janus ConceptLang Papier, Deutschland.Shin Ho Paper, Korea.Oji Paper, Japan.Confidential, North-America.KNP Leykam Gratkorn, Österreich.SFI Port Hawkesbury, Kanada.
SoftkalanderNingbo PM 2, China.Ningbo PM 3, China.Piracicaba, Brasilien.Siam Paper, Thailand.Ballarshah, Indien.Confidential, USA.CMPC Procart, Chile.MNI Selangor, Malaysia.Suzano Rio Verde, Brasilien.Alliance Dolbeau, Kanada.Sappi Blackburn, Großbritannien.Alkim Akali, Türkei.Cascades La Rochette, Frankreich.Deahan, Korea.Victorgo, China.Berghuizer Wapenveld, Niederlande.
GlättwerkeNingbo PM 3, China.Ningbo PM 2, China.Shin Dae Yang, Korea.Dong Il, Korea.K.C. Beech Island, USA.J. Cropper, Großbritannien.
UmbautenBallarpur, Indien.
Roll HandlingMNI Selangor, Malaysia.Burgo Ardennes, Belgien.Papierfabrik Scheufelen,Deutschland.Bauer Druck, Polen.
Stone Container, New Richmond,Kanada.Stone Container, Missoula, USA.Stone Savannah River, Port Wentworth, USA.Saica, Spanien.Torras Domeneck Flaça Eerona,Spanien.Daishowa Shiraoi, Japan.
StreichtechnikTianjin Paper, Tianjin, China.Westvaco Corp., Wickliffe, USA.KNP Leykam, Gratkorn, Österreich.Felix Schöller jun. PapierfabrikenGmbH & Co KG, Osnabrück,Deutschland.Guanzhou Victorgo Industry Comp.,Ltd., ChinaShin Ho Paper Mfg. Co. Ltd., Seoul,Korea.Stora Hillegossen, Deutschland.Consolidated Paper, USA.Champion International Corp., USA.
Wickeltechnik– DuoReelHalla Pulp & Paper Ltd., Halla,Korea.KNP Leykam, Gratkorn, Österreich.Malaysian Newsprint Industries,Kuala Lumpur, Malaysia.Nippon Paper Industries, Iwakuni,Japan.Forestiers Alliance Inc., Dolbeau,Kanada.Tianjin Paper, Tianjin, China.Shin-Ho, Daejeon, Korea.P.T. Pindo Deli Pulp & Paper Mills,Pindo Deli, Indonesien.
– RollenschneidmaschinenFabryka Papieru Szczecin-SkolwinS.A., Polen.Halla Thai, Thailand.
4
Halla Thai, Thailand.Mazandaran Wood and PaperIndustries, Iran.
Karton und VerpackungspapiereVisy Paper, New York, USA.Guangzhou Victorgo Industry Co.Ltd., China.Ningbo Zhonghua Paper Co. Ltd.,China.Mazandaran Wood and PaperIndustries, Iran.CMPC-Cia. Manufacturera dePapeles y Cartones S.A., Chile.
TissueWepa Papierfabrik, Deutschland.Thrace Papermill S.A.,Griechenland.Strepp GmbH & Co. KG,Deutschland.Asia Pulp & Paper, Indonesien.Papeles Industriales, Peru.City Forest Corp., Ladysmith, USA.Bacraft, Brasilien.CMPC, Santiago, Chile.Consolidated Paper Inc. StevensPoint, USA.Genting Newsprint Sdn. Bhd.,Malaysia.Guangzhou Victorgo Industries Co.Ltd., China.International Tendering CompanyCNTIC, China.
Ein- und UmbautenInternational Paper, Phoenix, USA.Chuetsu Pulp, Sendai, Japan.Papel Prensa, San Predro,Argentinien.Mitsubishi Paper, Hachinohe, Japan.Chuetsu Pulp, Nohmachi, Japan.China Banknote Printing & Minting,Chengdu, China.Volorantim-Piraciaba, Brasilien.Hokuetsu Paper, Niigata, Japan.
EDFU, Ägypten.Nippon Paper Industries, Yatsushiro,Japan.Holmen Paper AB, Hallstavik,Schweden.Haindl Papier GmbH, Schongau,Deutschland.Stora Kabel GmbH, Hagen,Deutschland.Kübler & Niethammer, Kriebethal,Deutschland.Haindl Papier GmbH, Walsum,Deutschland.Forestiers Alliance Inc., Dolbeau,Kanada.Papel Imprensa S.A., Pisa, Brasilien.Sczetin Skolwin S.A., Polen.Chuetsu Pulp Co. Noumachi Mill,Nohmachi, Japan.PWA, Hallein, Österreich.Crown Van Gelder PapierfabrikenN.V., Velsen, Niederlande.CadiDavid, Italien.Papierfabrik Palm GmbH & Co.,Eltmann, Deutschland.Carl Macher GmbH & Co. Papier-und Pappenfabrik, Hof, Deutschland.Zaklady Celulozy i Papieru „Cèluloza“ S.A., Swiecie, Polen.Felix Schöller Junior, Deutschland.Hansol Paper Co. Ltd., Südkorea.SCA de Hoop B.V., Niederlande.Mondi Kraft, Südafrika.Assi Domän Carton AB, Schweden.Korsnaes Aktiebolag, Schweden.ICEC Papcel A.S., Ruzomberok,Tschechien.Pipsa, Chile.Strepp GmbH & Co. KG, Deutschland.Piet Retief, Südafrika.Westvaco Corp., Luke, USA.International Paper, Jay, USA.Appleton Paper, West Carroiton, USA.SD Warren, Skowhegan, USA.Longview Fibre, Longview, USA.E.B. Eddy, New Westminster, Kanada.
Finishing

5Weltmarkt Papier
Der Wettbewerb der Medien nimmt zu, die Zeitungen bleiben davon nichtunberührt. Obwohl die Rationalisierungseffekte der technologischen Entwicklungweitgehend in inhaltlichen Produktverbesserungen aufgegangen sind, gibt esoffene Fragen im Marketing des Printmediums Zeitung: Wohin ändern sich dieAnsprüche von Lesern und Werbung? Welche Zeitung soll für welche Zielgruppegemacht werden? Spielt Farbe für redaktionelle Inhalte und Anzeigen-Werbungeine wesentliche Rolle? Welche Forderungen stellen zukunftsorientierteZeitungskonzepte an technische Prozesse – und an das Zeitungspapier? – Dazu Bernhard Theiss, Dipl.- Ing. Druck- und Medientechnik, geschäftsführenderGesellschafter der Süddeutschen Zeitungsdienst Verlagsgesellschaft m.b.H.,Mitherausgeber regionaler Tageszeitungen und Mitglied der vom deutschenBundesforschungsministerium einberufenen Kommission „Medien 2000“.
Weltmarkt Papier:
Quo vadis Zeitungsdruck?
Video
Kino
Fernsehen Hörfunk

Der Dialog zwischen Zeitungsdruckernund Zeitungspapierherstellern kommtzwar zäh, aber immerhin in Gang. Beidestimmen weitgehend überein, daß jederzu wenig über die Probleme des anderenweiß.
Der folgende Beitrag will Einblick in dieaktuellen Probleme und Perspektiven derZeitung verschaffen. Im Vordergrund ste-hen dabei die Wechselwirkungen vonInhalt und Technik, insbesondere dieBerührungsflächen von Zeitungstechnikund Papier. Die publizistische Aufgabeder Zeitung, das weite Feld der inhaltli-chen Entwicklung, kann hier nur gestreiftwerden.
Die Zeitung im Wettbewerb Wir befinden uns im Zeitalter desMedienpluralismus. Auf den Markt, aufdem die Zeitungen ihr Geld verdienen,drängen immer mehr Wettbewerber. Siebedrängen die Zeitung im Lesermarkt undim Anzeigenmarkt: Das Fernsehen hatden Printmedien einen wesentlichen Teilder Markenartikelwerbung genommen.
„Junge“ Zeitschrif-ten lassen die Zei-tungen an derSchwelle zwischenVideo und Print altaussehen. Hörfunktangiert die Zei-tungen nationalwie lokal. Direkt-werbung wird zurKonkurrenz fürdas Beilagenge-s c h ä f t .
Die elektronischenMedien haben die
Seh- und Lesegewohnheiten wie denAktualitätsanspruch der Menschen verän-dert.
Den geänderten Ansprüchen müssen sichdie Zeitungen stellen. Erstens in ihrenInhalten, indem sie Neuigkeiten mit Hin-tergrund und nicht das wiedergekäuteFernsehen vom Vorabend bieten; indemsie spannend, leserbezogen geschriebensind. Zweitens mit ihrem Erscheinungs-bild, indem durch Farbe, überzeugendeFotos und Grafiken, sowie Übersichtlich-keit eine gekonnt lesefreundliche Zuord-nung von Text und Bild geboten wird.
„Der Countdown läuft!“ Es wird höchsteZeit für die Zeitungsverlage, die Entwick-lung aktiv mitzubestimmen. Zwar ist dieZeitung in Deutschland, Westeuropa undden USA auch heute noch der größte
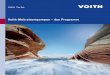
Werbeträger. Aber der Anteil an denGesamtwerbeausgaben im Bereich derMassenmedien sinkt. Während die Tages-zeitungen in Deutschland 1995 noch3,4% Zuwachs verzeichneten, nahmen dieWerbeausgaben insgesamt um 7,1% zu.Das Fernsehen erzielte sogar ein Plus von17,4%. In den USA haben die Werbeaus-gaben für das Fernsehen bereitsannähernd die gleiche Größe wie die fürTageszeitungen erreicht (siehe Grafik 1).
Innerhalb der EU-Länder ist der Anteil derZeitungen an den Werbeeinnahmen derMedien von etwa 34 Prozent im Jahre1983 auf knapp 28 Prozent in 1993zurückgegangen.
Betrachtet man die Werbeaufwendungenfür Hörfunk, Fernsehen und Printmedienin Deutschland, Europa und den USA,
6
Der Autor:Bernhard Theiss,Aalen
Deutschland15 Mrd. ECU
Westeuropa50 Mrd. ECU
USA70 Mrd. ECU
5%22%21%
52%
5%
31%
20%
44%
12%
36%
13%
39%
RadioTVMagazineZeitungen
Quelle: Advertising & Media Forecast, NTC Publ. Ltd.
Abb. 1:Verteilung der Gesamt-Werbeausgaben fürMassenmedien 1994
1

7Weltmarkt Papier
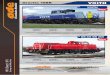
Tägliche Gesamtauflage (in Mio Exemplaren)
Quelle: World Press Trends, 1995 FIE
Japan
USA
Deutschland
Indien
Großbritannien
Frankreich
Rußland
Italien
Brasilien
Polen
Norwegen
Schweiz
Japan
Schweden
Finnland
Singapur
Österreich
Großbritannien
Deutschland
Dänemark
Verkaufte Auflage pro 1.000 Einwohner
71,9
59,0
25,8
21,7
18,7
9,0
8,0
6,5
5,9
5,7
610
575
592
472
471
355
328
321
317
315
zeigen sich einerseits Unterschiede inMedienstruktur und Mediennutzung,andererseits aber zugleich die Wachs-tumspotentiale der Non-print-Medien.Wenn sich auch die Verhältnisse in ein-zelnen Ländern oder Zonen nicht einfachübertragen lassen, wie der Blick etwa auftägliche Gesamtauflagen oder auf ver-kaufte Auflagen pro 1000 Einwohner(Grafik 2) zeigt. Eines ist sicher: DieMarktverhältnisse und der Medienwettbe-werb um Leser (Seher/Hörer/Nutzer) undWerbekunden sind überall ähnlich.
Media-Entscheidungen sind vor allemEntscheidungen für oder gegen einebestimmte Mediengattung. Und nicht sel-ten steht am Anfang die noch simplereFrage: Elektronik oder Print? Was dieTageszeitung angeht, gibt es unter denMedia-Leuten Vorbehalte: Schwer zu pla-
nen, teuer, und im Vergleich mit anderenMedien fehlt oft die Brillanz der Farbe.Erst allmählich fangen die Zeitungen an,auf den Wettbewerbsdruck der Medienund die Vorbehalte der Werbung undihrer Media-Entscheider mit verbesser-tem Service, mit mehr Farbe und mitbesserer Qualität zu antworten.
Der LesermarktIn Deutschland stagnieren die Zeitungs-auflagen seit Jahren. Eigentlich gehen siezurück – 1995 um -0,7%. In absolutenZahlen entspricht das einem Tages-Auf-lagenschwund von etwa 200.000 Exem-plaren oder mehr als 10.000 t Zeitungs-papier im Jahr.
Ihre größten Auflagenprobleme haben dieZeitungen in den Ballungsräumen. DieGründe sind vielfältig: Mehr Single-Haus-
halte als anderswo. Ein relativ hoherAnteil ausländischer Einwohner. Ein über-durchschnittlicher Prozentsatz an Arbeits-losen.
Einen besonderen Faktor nicht nur inDeutschland, sondern in weiten TeilenWesteuropas, stellen die Geburtenrück-gänge, die rückläufige Zahl der Haus-halts- und Familiengründungen, wie diezunehmende „Vergreisung“ im Aufbauder Altersstruktur dar, die dem Zeitungs-Abonnement abträglich sind. Darüberhinaus hat sich die Mediennutzung ins-besondere im Alter unter zwanzig Jahrenverändert. Hier dominieren Radio mit121 Minuten täglicher Nutzung vor demFernsehen (101 Minuten), während aufdie Tageszeitung gerade noch 15 Minutenentfallen. Die Reichweiten der Zeitungensind besonders in dieser Altersgruppeüber die Jahre geschrumpft. In Deutsch-land liest im Durchschnitt nur noch jederZweite unter 20 regelmäßig die Tages-presse.
Die Euphorie für Hörfunk, Fernsehen unddie übrige, wachsende Medienvielfaltstößt allmählich jedoch an ihre Grenzen.Sie wird nach Ansicht von Fachleutenschon bald nach der Jahrtausendwendeihren Zenit überschritten haben. Den Zei-tungen und Zeitschriften bleiben durch-aus reelle Zukunftschancen, denn im Ver-gleich zu gut gemachten Printmedienhaben elektronische Medien deutlicheSchwächen: 53 Prozent aller Fernseh-zuschauer entfliehen Werbespots imFernsehen per Knopfdruck.
Junge Leute entziehen sich Werbespotshäufiger als Ältere. Je höher Einkommenund Bildung, desto häufiger wird Fern-
2
Abb. 2:Tageszeitungen 1994

8
sehwerbung weggezappt.Gemessen daran ist es erstaunlich, daßdie Einschalt-Preise für Fernsehspotsheute fast viermal so teuer sind wie1980, während Zeitungsanzeigen nochnicht einmal das Doppelte kosten wiedamals. Außerdem sind Fernsehspotsauch in der Produktion sehr viel teurerals Zeitungsanzeigen. Ein 20 Sekunden-Spot, der mehrere 100.000 Mark für diereine Herstellung kostet, ist eher dieRegel als die Ausnahme.
Zeitungen sind auch deshalb besser alsandere Medien, weil sie auf werbeaufge-schlossenere Konsumenten treffen. Überzu viel Werbung in den Medien klagennämlich: beim Fernsehen 98 Prozent derNutzer, bei den Zeitschriften 50,3 Pro-zent, beim Radio 37,4 Prozent, bei Tages-zeitungen aber nur 25,2 Prozent. Für Zei-tungen sind Zapping, Grazing, Switching,Hopping zum Glück Fremdwörter!
Das Medium Zeitung ist überall verfüg-bar. Es benötigt keine technische Infra-struktur wie Energie- oder Kommunika-tionsnetze. Eines ist allerdings auchwahr: Keine noch so gute Zeitung ver-kauft sich von selbst. Und die meistenZeitungen sind noch nicht so gut, wie siesein könnten.
Sie brauchen mehr Farbe, denn dasLeben ist bunt. Farbe ist Information.Fehlende Farbe signalisiert „von vorge-stern“! Es setzt sich ja auch niemandmehr gern vor einen Schwarzweiß-Fern-seher!
Überzeugende Farbkonzepte müssen dieLeser interessieren und müssen denAnzeigenkunden zeigen, wie phantastisch
Farbe in der Zeitung wirken kann. Es mußauch Phantasie her, wenn es darum geht,Leser wie Anzeigenkunden durch die pureOptik des Produkts zu faszinieren.
Erst kommt der Markt und dann die Tech-nik. Für uns Zeitungstechniker heißt das– wir müssen bei unseren Partnern deut-licher machen, welche Zusammenhängezwischen Vorstufentechnik, Drucktechnikund eben auch der Qualität des Zeitungs-papiers bestehen.
Für die Zeitungsverlage bedeutet das –sie müssen langfristig denken und sichintensiver als bisher mit den Qualitäts-anforderungen des Marktes auseinander-setzen: Nicht nur im Service, sondernauch im Erscheinungsbild der gedrucktenZeitung.
Für die Papierhersteller bedeutet dies –das Zeitungspapier muß sich der Heraus-forderung stellen. Das moderne Printme-dium Zeitung darf nicht an den überkom-menen Qualitätsnormen des RohstoffsPapier scheitern.
Was von uns allen gefordert wird, isttatsächlich nichts Geringeres als dieErkenntnis: Erst kommt der Markt unddann die Technik!
ZeitungstechnikDie Forderung nach besserer Qualität hatim Zeitungsdruck Tradition. Und hier hatgerade in den letzten 20 Jahren der tech-nische Wandel in geradezu revolu-tionärem Ausmaß stattgefunden. Bis Mit-te der 70er Jahre war der Satz von Texten
mit Zeilengießmaschinen (Blei), dieReproduktion von Bildern auf Zinkplattenund der Druck von Metall- oder Kunst-stoff-Platten Standard. In außerordentlichkurzer Zeit hat sich Mitte bis Ende der70er Jahre (in Großbritannien und USAetwas früher) zunächst der Filmsatz, dannder rechnergesteuerte Lichtsatz durchge-setzt. Heute ist die volldigitale, integrierteText-Bild-Produktion Stand der Technik.
Vor diesem Hintergrund wird deutlich,welche Rolle das optimale Druckverfah-ren für den Zeitungsdruck spielt. Hier hatsich (ausgehend von mittleren Zeitungs-verlagen in den USA und England) eben-falls ab den 70er Jahren das Offset/Flach-druck-Verfahren durchgesetzt.
Dem Hochdruckverfahren begegnet manin Westeuropa, USA, Australien undJapan nur noch selten; eine gewisse, abernachgeordnete Rolle spielt im Zeitungs-druck noch das Flexo-Druckverfahren –Hochdruck von weichen Gummiformen.Die Qualität hält der des Offsetdrucksjedoch nicht stand. Der Tiefdruck spieltim Zeitungsbereich keine Rolle.
Entscheidend war die Fähigkeit des Off-set-Druckverfahrens, auch auf rauhenPapieren feine Bildlauflösungen (Raster-punkte) zu übertragen – der direkte Kon-takt zum Papier erfolgt nicht durch dieMetall-Druckplatte, sondern durch einGummi-Drucktuch. Die lichtempfindlicheOffset-Druckplatte hat über die Zwi-schenstufe Film- und Lichtsatz der digita-len Vorstufe massive Impulse gegeben.Heute entwickelt sich dieser Bereichmehr und mehr zur medienneutralenDatenverarbeitung, der seine Daten allendenkbaren Medien entsprechend aufbe-reitet zur Verfügung stellt.

9Weltmarkt Papier
Offset-Druckverfahren und Vorstufen-Technik sind der Forderung nach mehrFarbe entgegengekommen. Die Standardi-sierung und damit weitgehend problem-freie Reproduktion von farbtreuen Bildin-formationen, auch von feinsten Auflösun-gen ist heute auf einem hohen undstabilen Stand. Allerdings bietet die Über-tragung dieser präzisen Informationenvon der Druckplatte auf das Papier auchheute noch Probleme, die sich aus demVerfahren ergeben – dem Zusammenspielvon Farbe (Fett), Wasser, Papier undMaschine (Drucktuch, Farb- und Feucht-werk).
Physikalische Dimensionen der Vorstufe Welche Informationen werden auf dasPapier übertragen? Die feinsten, nochmeßbaren Strukturen, die im Zeitungs-druck 1:1 übertragen werden müssen,liegen zwischen 30 und 40 µm (z.B.2% Rasterpunkt oder Spotgröße beifrequenzmoduliertem Raster). Die Farb-schichtdicke der Druckfarben auf Papierliegt bei etwa 1,5 µm bis 2,0 µm.
Bei einer Scan-Auflösung von 300 dpi =118 Pixel/cm stellt eine farbige DIN-A 5-Abbildung (14,5 cm x 21,0 cm) einenDatenbestand von ca. 13 MB (Mega Byte)dar, die möglichst vollständig auf dasDruckpapier übertragen werden müssen.
Nach ersten positiven Felderfahrungenwird die Computer-to-plate-Technologie(CTP) in den nächsten Jahren zum Standard werden – mit der Folge, daßbisher unvermeidbare Informationsverlu-ste (Qualitätsminderungen) durch Über-tragung und Kopie wegfallen werden. Anders formuliert: Der präzise und objek-
tiv nachprüfbare Informationsumfang aufder Druckplatte nimmt weiter zu, qualita-tive Abweichungen im Druckergebniswerden immer deutlicher der Kombina-tion Farbe-Wasser-Papier zuordenbar.
Die ZeitungsrotationZunächst wird die Leistung einer Zei-tungsdruckmaschine definiert als Funk-tion aus aktuellstem Inhalt (Redaktions-und Anzeigenschluß) plus Menge in kür-zester Zeit (Seitenumfänge und Auflagen)sowie Distribution bis zum Leser (z. B. inDeutschland bis 5.45 Uhr im Briefka-sten). Dieser Katalog wurde im Laufe derZeit ergänzt um die Möglichkeit, anbestimmten Stellen (Seiten) Schmuckfar-ben und vierfarbige Bilder drucken zukönnen.
Unsere Welt ist bunt, Farbe ist Informa-tion! Dieser Erkenntnis kann sich dieZeitung nicht entziehen. Deshalb wirdinzwischen die Möglichkeit, möglichstviele Seiten eines Zeitungsprodukts ohneEinschränkung 4-farbig belegen zu kön-nen, zum ausschlaggebenden Kriteriumbei der Konfiguration einer Zeitungsrota-tion.
Das Format einer Zeitung ist ein wichti-ges Produktmerkmal; eine Zeitungsrota-tion hat ein festes Format – in Deutsch-land sind weit verbreitet das BerlinerFormat (315 x 470 mm), Bahnbreite1260 mm, das Rheinische Format (360 x530 mm) Bahnbreite 1440 mm und dasNordische Format (400 x 570 mm) Bahn-breite 1600 mm, während in den USABahnbreiten bis 1905 mm beobachtetwerden.
Die Produktionsgeschwindigkeit ist ein
Kriterium, das nicht ohne Rücksicht aufdas Zeitungskonzept festgelegt wird.Umfänge, Aktualität der Ausgaben undDimension des Verbreitungsgebietes spie-len dabei eine Rolle. Man kennt heuteüblicherweise Maschinen von etwa 9,0 m/sBahngeschwindigkeit (entspricht etwa30.000 Zylinderumdrehungen/h) bis der-zeit max. 12,5 m/s (etwa 42.000 Zylinder-umdrehungen/h).
Die effektive Geschwindigkeit wird heuteweitgehend durch die Gegebenheiten deronline-Produktion von Druckmaschineund Weiterverarbeitung / Versand be-stimmt. Vor allem bei umfangreicher undkomplizierter Beilagenverarbeitung mußdie Systemgeschwindigkeit entsprechendreduziert werden.
LeitstandDie Maschinenfunktionen, Bahnführungund Rollenwechsel sind heute weitgehenddurch Leitstandtechnik automatisiert;aber der Druckprozeß bedarf trotzrechnergesteuerter Farb- und Feucht-werkfunktion der Überwachung durch dasMaschinenpersonal, in der Regel ausge-bildete Drucker. Schwerpunkte dieserKontrollen sind neben der Druckqualität(Passer, Farbintensität, Farbwirkung imVergleich mit der Vorlage) besonders dieResultate des Zusammenwirkens vonPapier, Druckfarbe und Wasser (Schmie-ren, Emulgieren, Stauben, Butzenbildung,Plattenabrieb). Letztere bedürfen ständi-ger Überwachung.
Die Maschinen sind in der Regel mitPapierbahn-Einzugssystemen ausgerü-stet, die – je nach Produkt-Umfang undFarbbelegung – alle Papierbahnen in dieDruckmaschine einziehen.
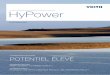
Abb. 3:„Braviken“, die innovativste Zeitungsdruck-papiermaschine der Welt ist bei Holmen Paper AB,Norrköping/Schweden Mitte 1996 erfolgreichangelaufen.Das Weltrekordprofil: 1800 m/min Konstruktions-geschwindigkeit, 9650 mm Siebbreite, höchsteRunnability, perfekte Planlage und Papierqualitätfür brillianten Farbdruck.
3

10
Die Rollenwechsler arbeiten inzwischenaußerordentlich präzise und verarbeitenweitgehend Rollendurchmesser von1250 mm.
Ein gewisses Problem – gerade für diePapierbahn – liegt im sogenannten „Plat-ten-Kanal-Schlag“ (Platte und Gummituchwerden auf die jeweiligen Zylinder aufge-legt bzw. aufgespannt; die Halterungenbefinden sich in Kanälen, die versetztjeweils über die halbe Zylinderbreitegehen). Die Spannungsprobleme für diePapierbahn und die Schwingungsproble-me für die Maschine sind heute minimiertdurch minimale Schlitze für die Druck-platten, durch sogenannte „Schmitzringe“(in der Regel ab 35.000 Zylinderum-drehungen/h – die Spannung der Zylindergegeneinander wird dabei durch unter-brechungsfreie Metallringe bestimmt)und durch moderne, spielfreie Lager-technik.
Automatisierte Maschinenfunktionen undhohe reproduzierbare Druckqualität set-zen entsprechend optimierte Papierbahn-logistik voraus. Die Papierbahn wirdzunächst durch ein regelbares Streckwerkvorgespannt und dann im wesentlichendurch die Gummituchzylinder im Druck-werk gezogen. Die gesammelten, überein-anderliegenden Papierbahnen werden vordem Falzwerk durch regelbare Zugwalzenangetrieben, zusätzlich sind Zugwalzenim Wendestangen-Überbau möglich; dieshängt von Umfang und Komplexität dergewünschten Bahnmischung ab.
MaschinenkonfigurationenIm Gegensatz zu früheren, eher technik-orientierten Festlegungen von Druckwerk-
Konfigurationen nimmt heute das Pro-dukt- und Marketingkonzept des Zei-tungsverlages maßgeblichen Einfluß aufdie Auslegung einer Zeitungsrotationsma-schine. Die Kriterien des Verlags orientie-ren sich einerseits an der erreichbarenDruckqualität, an der Umfangs- und Auf-lagenkapazität sowie an den Farbbele-gungsmöglichkeiten der Maschine. Diefolgende Aufstellung stellt die heutebevorzugt installierten Druckwerke undihre Kombination in Maschineneinheitenvor. Als Standard gelten doppelbreite
Maschinen, das heißt 8 Seiten (4 in derBreite, 2 in der Höhe) je Plattenzylinderbzw. 16 Seiten je Papierbahn, wobei inder Regel neben der vollen Bahn auchhalbe oder dreiviertel-, seltener einvier-telbreite Bahnen verdruckt werden.
9-Zylinder-Satellit Präziser Vierfarb-Druck, da praktisch keinFan-out-Effekt.Problem: Aufwendige Getriebe, beson-ders bei Umsteuerung. Komplexe Bahn-führung. Weitere Druckwerke notwendigfür Rückseite.
Abb. 4:Schematische Darstellung der Papierführung ineiner modernen Zeitungsdruck-Offsetrotations-maschine von der Rolle (1), über die gestapelten,modularen Druckeinheiten (2) bis zum Falz- undSchneideapparat mit fotoelektrischer Exemplar-Kontrolle (3).
4
2
1
3

11Weltmarkt Papier
Als Fan-out-Effekt wird die Dimensions-veränderung der Papierbahn im Zusam-menhang mit der Feuchtung bezeichnet;sie kann bei freier Bahnführung undmehrmaliger Feuchtung gegebenenfallsmehrere Millimeter über die Papierbahn-breite betragen.
10-Zylinder DruckwerkProblem: bei Vierfarb-Druck freie Bahn-führung und damit Fan-out-Effekt trotzhohem maschinentechnischem Aufwand.Komplexe Bahnführung, Umlenkungen(Schmieren).
H-Druckwerk2 x Grundmodul, 1 x gedreht. KlarerPapierweg. Kurze freie Bahnführung.
8er-Turm2 H-Module aufgesetzt, höchste Farb-kapazität bei kürzestem Papierweg(4/4-Farbdruck auf beiden Bahnseiten).Problem: Fan-out-Effekt durch freieBahnführung zwischen den Druckstellen.
Seit 1992 werden nach Angaben derDruckmaschinen-Lieferanten etwa 80%der Zeitungsrotationen als Achterturm-Konfiguration geplant und ausgeliefert.
Weiterverarbeitung und VersandDas gedruckte Zeitungsexemplar wirdhäufig durch weitere, vorgedruckte Zei-tungsteile und durch Werbebeilagenergänzt, anschließend in nach Vertriebs-touren bestimmte Pakete gezählt, ver-packt und in LKW’s verfrachtet.
Die Verarbeitungsgeschwindigkeit derVersandraumtechnik entspricht der Pro-duktionsgeschwindigkeit der Rotation –in England und Australien werden inHochleistungslinien bis zu 80.000 Exem-plare/h eingesteckt, gezählt, gepackt undtransportiert.
Die Anforderungen an das präzise gefalz-te und sauber aus dem Falzapparat aus-gelegte Zeitungsexemplar sind entspre-chend hoch – nicht jedes Zeitungsdruck-papier wird den konkreten Bedingungengerecht.
Die Papierlogistik im Rollenhandling istauf dem Weg zur Automatisierung – diegeschlossene Kette von LKW-Entladungüber Hochregal, Auspack- und Vorberei-tungsstation in den Rollenwechsler derRotationsmaschine ist bei einigen Druck-
Abb. 5 und 6:Der sogenannte 8er-Turm – die heute meist-eingesetzte Grundkonfiguration für den vier-farbigen Zeitungsdruck im Offsetverfahren. Dieübereinandergesetzten H-Module ermöglichenhöchste Farbkapazität bei kürzestem Papierweg.Pro 8er-Turm sind 16 Seiten vierfarbig, bzw. 32 Seiten zweifarbig bedruckbar. Entsprechenddem Gesamtumfang der Zeitungsausgabewird die benötigte Zahl der Grundkonfigurationaneinandergereiht (Papierbahn gelb).
5
6

12
zusätze erreichbaren PH-Wert des Was-sers, der im drucktechnisch günstigenBereich zwischen PH 4,8 und 5,3 liegensollte.
Der sensible Druckprozeß fordert präziseaufeinander und auf die verdrucktenPapiere abgestimmte Druckfarben undFeuchtmittel.
Erschwert wird – gerade im Zeitungs-druck mit ungestrichenen Naturpapieren– das sogenannte Farb/Wasser-Gleichge-wicht durch Fremdstoffe, die währenddes Druckprozesses ins Feuchtmittelgelangen wie Waschmittel, Druckfarben-Bindemittel, Papierstaub oder Pigmente.Die aktuelle Entwicklung der Druckfarben,z. B. durch Einsatz von pflanzenbasieren-den Fetten wie auch der ständig steigen-de Recycling-Anteil in den Zeitungspapie-ren, führt derzeit zu erheblichen Proble-men im Druck.
Die Parameter müssen neu bestimmtwerden und da sich gleichzeitig zweiwesentliche Komponenten (Druckfarbeund Papier) verändern, haben wir imMoment alles andere als eine klare undauf Standards abgestimmte Situation. Esgibt natürlich umfangreiche Kriterien-Kataloge zur Qualitäts-Beurteilung einesZeitungsdruckpapieres. Die Papierher-steller kennen aus ihren Produktionspro-tokollen eine Fülle von mechanischenEigenschaften ihres Papiers; allerdingsgeben nur wenige im direkten Austauschmit dem Drucker Sinn – z. B. Gewichtund Rauhigkeit, vielleicht noch diePapierfärbung. Bei den meisten sonstvorhandenen Werten fehlt – zumindestbisher – ein nachvollziehbarer und gesi-cherter Zusammenhang mit problemati-
schen Gegebenheiten im Druckprozeß.Insoweit bildet sich im Gespräch zwi-schen den Druckern und ihren Papierlie-feranten ein Katalog von praktikablenParametern heraus, der sich an derVerdruckbarkeit, Bedruckbarkeit und amDruckergebnis eines bestimmten Zei-
und Verlagshäusern bereits Realität.
Druckverfahren undProduktqualitätDas Offset- oder Flachdruckverfahren hatsich aus dem Steindruck, der Lithografie(Alois Senefelder, 1796) heraus ent-wickelt. Das Verfahren beruht auf denchemisch-physikalischen Grundlagen derAbstoßung von Fett (= Druckfarbe) undWasser: Die druckenden Bildstellen neh-men Farbe an und stoßen Wasser ab,sind also hydrophob, die nichtdrucken-den Flächen sind hydrophil, nehmen alsoWasser an und auf. Zum Verfahren gibtes umfangreiche Literatur – deswegenfasse ich das Wesentliche kurz zusam-men und weise besonders auf die Wech-selwirkungen von Farbe, Wasser undPapier hin.
Der Offsetdruck ermöglicht auch auf rau-hen Papieroberflächen eine sehr hoheBildauflösung und randscharfen Druck.Als Problem gilt das Zusammenwirkenvon Farbe und Wasser und – insbesonde-re im Zeitungsdruck – Rückwirkungenvom Papier auf die Farb/Wasser-Balance.Beim eigentlichen Druckprozeß spielensowohl die Wechselwirkungen der Ober-flächenspannung von Druckfarbe undWasser, als auch die Grenzflächen- undBenetzungsspannung von Druckfarbe/Feuchtmittel und druckende/bildfreieStellen eine entscheidende Rolle.
Neben der Gesamthärte ist der Anteil derHydrogenkarbonate im Wasser vonBedeutung, da beide Parameter einenwesentlichen Einfluß auf das Offsetver-fahren haben; u. a. beeinflussen sie dendurch speziell eingestellte Feuchtmittel-
Zeitungsdruckpapier-Parameterkatalog:
VerdruckbarkeitBahnlauf (Falten, lose Spur)
Rundlauf/FabrikkleberReißer/FehlkleberFaseraufbau/loser StaubWaschbarkeit des Aufbaus
BedruckbarkeitFarbannahmeFarbbedarfWasserverhalten/-bedarfFarb-, Faseraufbau/GegendruckzylinderFarbabschmieren/LeitwalzenWellenbildung nach Druck
DruckergebnisAusdruck (Vollfläche und Raster)Gleichmäßigkeit (keine Strukturen)PunktzuwachsFarbdurchschlagen/-scheinenWischfestigkeitPapierfärbung/-helligkeitBlattsteifigkeitSchmutzpunkte
WeiterverarbeitungFarbabschmierenDruckbild ablegen (im Wickel)Verhalten in– Transportband– Puffer (Wickel)– Trommel (o.ä.)
Abb. 7:Rotationsmaschine für 16seitigen, farbigenZeitungsdruck im Offsetverfahren. Bahnbreitenvon 1220 bis 1680 mm, 16 Seiten je Papierbahn,70.000 Exemplare pro Stunde je Falzwerk.

13
tungspapieres orientiert:Die Bewertung der Druckqualität einerZeitung orientiert sich vor allem am rand-scharfen Druckbild, an gleichmäßig undgeschlossenen Vollflächen und am hohenDruckkontrast.
Da die Druckfarbe im Zeitungsdruck nichtphysikalisch trocknet, sondern in das Pa-pier „wegschlägt“, ergeben sich Folgewir-kungen: Um ein brillantes, farbintensivesBild zu erreichen, ist höhere Farbführungnotwendig. Diese fördert das Durchschei-nen/Durchschlagen und Schmieren derFarbe. Daraus ergibt sich ein direkterZusammenhang der PapiereigenschaftenSaugfähigkeit, Rauhigkeit und Opazitätmit einer Druckqualität, die das Print-Medium Zeitung im Wettbewerb derMedien mithalten läßt.
Im Gegensatz zum Heatset-Rollenoffset-druck (bei dem die Lösemittel der Druck-farbe bei Temperaturen um 200°C ver-dampft werden), wird beim Zeitungs-rollenoffsetdruck in der Regel auf zusätz-liche Behandlung der bedrucktenPapierbahn verzichtet. Durch den Einsatzvon Infrarot-Strahlern werden in einigenZeitungsdruckereien sehr gute Drucker-gebnisse auf Standardpapieren erzielt, dieohne Farbschmieren brillante Farbqualitätliefern und damit dem Zeitungsdruckneue Märkte eröffnen.
Die Qualitätsverbesserung von Standard-Zeitungen durch Einsatz aufgebesserterZeitungspapiere ist sicherlich schondurch die hohen Materialkosten sehrbegrenzt. Die Registertoleranz des Zei-
tungsdruckpapiers ist ein entscheidenderBeurteilungsfaktor. Neben den immerwieder zu beobachtenden Wassersäckenoder unrund bis locker gewickeltenPapierrollen, spielt dies vor allem imZusammenhang mit der Feuchtung derPapierbahn im Offsetdruck eine Rolle.
Der Farbdruck nimmt zu. Jede Farbebedeutet auch entsprechende Feuchtungder Papierbahn – z. B. beim 4/4-farbigenDruck in einem 8er-Turm kommt dieBahn im Druckprozeß achtmal mit Was-ser in Berührung. Die Längsdehnunghaben die elektronischen Registerregel-anlagen im Griff. Problematisch wird esmit der Breitendehnung der Papierbahn,die bei mehreren Millimetern liegen kann– man spricht hier von Fan out-Effekt.
Damit ist ohne Veränderung der Platten-positionen ein im µm-Bereich paßgenauerZusammendruck nicht mehr möglich.
Das Problem wird durch auseinander-gehende Positionen der Paßstifte für dieDruckplattenaufhängung gelöst. Die Posi-tionen sind festgelegt und entsprechenoptimal der Mitte eines Korridors, der alsStandard links und rechts Toleranzgren-zen hat. Die Standardpapiere für Druck-produkte, bei denen es auf Paßgenauig-keit ankommt, müssen mit ihrem Deh-nungskoeffizienten innerhalb der Toleranzdieses Korridors liegen, andernfalls istohne erheblichen Makulaturaufwand keingutes Druckergebnis möglich.
Falten im Produkt sind ein Phänomen,das vermutlich die Reklamationsstatistik
nur dann nicht mehr anführt, wenn derDrucker oder der Verlag resigniert hat.Trotzdem müssen die Papierherstellerdieses Problem lösen – wer kauft bei-spielsweise gerne ein Buch mit „Esels-ohren“?
Vor dem Hintergrund des schärfer wer-denden Wettbewerbs der Medien formu-lieren die Zeitungen ihre Position neu –dabei spielt die Farbigkeit der Zeitungeine zunehmende Rolle und eine Produkt-und Druckqualität, die den Wettbewerbmit anderen Medien bestehen kann.
Die Zeitungstechnik hat in Vorstufe undDruck gewaltige Anstrengungen unter-nommen und ist auf dem Weg zu einerhöheren Qualität in großen Schritten vor-angekommen. Die Dynamik dieser Ent-wicklung kann vermutlich durchaus mitder Entwicklung der Recyclingpapiere fürZeitungsdruck verglichen werden. Diesmacht vor allem eines deutlich – Papier-macher (und ihre Technologie-Lieferan-ten) müssen sich intensiver mit den Ver-arbeitungsproblemen ihres Produktesauseinandersetzen.
Die Drucker und Verlage müssen deutli-cher sagen, wohin sich ihre Produkte ent-wickeln, und sie müssen problemorien-tiert informieren, welche Zusammen-hänge sie zwischen Qualitätsansprüchen,Druckverfahren und Zeitungspapier se-hen. Dazu ist die Bereitschaft sichergegeben, es liegt im Interesse aller Betei-ligten, den Dialog zu führen. Eines istsicher: Verliert das Printmedium Zeitungim Wettbewerb der Medien, spürt das
7

Moderne Prozeßtechnologien und einabgestimmtes Wassermanagement er-
fordern auch ent-sprechende Sy-stemverbesserun-gen bei Reinigungder Wasserkreis-läufe. Mit HilfederMembrantrenn-technik lassensich dafür neuePoten-tiale auchbeikonventionellenBe-handlungsstufenerschließen. An-hand ausgewähl-ter Prozeßbeispie-le und -abwässerstellen wirdiesbezüglichneue Ver-suchser-gebnisse vor. Sieerlauben dieAbschätzung dererforderlichenAufwendungenund eine erste Po-si-tionsbestimmung.Abschließend wer-
14
Stoffaufbereitung Division:Membrantrenntechnik zur weiteren Einengung der Wasserkreisläufe
Die Autoren:Ralf Mönnigmann,Technologische DiensteStoffaufbereitungDr. Michael Schwarz,Anlagentechnik/Inbetrieb-nahme Stoffaufbereitung
den mögliche Konzepte zur weiterenKreislaufeinen-gung für grafischeSorten entwickelt.Systeme – heutiger Stand der TechnikRohstoff, Technologie und Anforderun-gen an das Fertigpapier sind bei graphi-schen Sorten und Verpackungspapierengrundsätzlich unterschiedlich. Nachfol-gend werden Systeme für weiße undbraune Sorten vorgestellt.
Weiße SortenAus dem in Abb. 1 dargestellten Prozeß-schema ist das Prinzip des Wassermana-
gements für weiße Sorten ersichtlich.Mehrere, voneinander durch Eindick-stufen getrennte Loops, ermöglichen einegezielte Führung des Wassers im Gegen-stromprinzip. Durch den Einsatz vonFrischwasser an der Papiermaschine undsequentielle Ergänzung der vorderenLoops in Kaskade wird eine maximaleNutzung des eingesetzten Frischwasserserreicht.
Beim heute üblichen Grad der Kreislauf-einengung auf unter 10 l/kg sind Mikro-flotationen unverzichtbarer Bestandteilzur Entlastung großer Wassermengen von
NEUES AUS DE
1
KT/PM
Loop I Loop II PM-Loop
Stoffaufbereitung
Dis
perg
ieru
ng
Auflö
sung
Rei
nigu
ng
MC-
Sorti
erun
g ø
Flot
atio
n I
Clea
ner
LC-S
ortie
rung
//
Sche
iben
filte
r
Pres
se
Blei
che
Flot
atio
n II
Sche
iben
filte
r
Sort
ieru
ng //
DAF 2
RejectSystem
Clea
ner
Papi
erm
asch
ine
Schlamm-behandlung
Nachklär.
DAF 1
BiologieDAF 3

15Stoffaufbereitung
störenden Faserbegleitstoffen (u.a. anio-nic trash).
Jede weitere Reduzierung des Frischwas-sereintrags resp. Abwasseranfalls mußmit mehr Retentionsmitteln an derPapiermaschine, sowie erhöhtem Hilfs-mittelbedarf in der Stoffaufbereitung fürFlotation und Bleiche bezahlt werden. Estreten vermehrt Störungen durch Ablage-rungen jeglicher Art auf.
Die in jeder Anlage bereits vorhandenebiologische Aktivität in allen Anlagentei-len wird durch die Kreislaufschließungauf ein Vielfaches gesteigert. Ein Aus-fällen dieser Substanzen bringt einezusätzliche Chemikalienfracht in dasSystem ein und kann in Wechselwirkungmit anderen Prozeßchemikalien neue Pro-bleme verursachen.
Zusammenfassend kann gesagt werden,daß eine Reduzierung des spezifischenAbwasseranfalls unter 7,6 I/kg für Alt-papier verarbeitende Papierfabriken mitweißem Sortenprogramm und konventio-neller Prozeßtechnologie nicht sinnvollumgesetzt werden kann.
Braune SortenDer Aufbau von Systemen für Ver-packungspapiere ist prinzipiell einfacher
als bei weißen Sorten (Abb. 2). Oft sinddie Aufbereitungen 1-Loop-Systeme, dieStoffdichte nimmt von der Auflösung biszum Stoffauflauf ab. Das Wasser-management beschränkt sich auf dieSpritzwasseraufbereitung an der Papier-maschine, Reduzierung der Faserverlustenach Rejectmaschinen und Ausschleu-sung der am stärksten belasteten Pro-zeßwässer. Einrichtungen zur Kreislauf-reinigung im Feinteilspektrum oder garim kolloidalen Bereich sind noch immerdie Ausnahme. Dank geeigneter Prozeß-technologie kann für die geforderten Pro-duktqualitäten der spezifische Abwasser-
anfall auf 2-4 I/kg gedrückt werden.
Werden auch die Filtrate aus Rejectent-wässerung, Spritz- und Kanalwasser ent-stofft und in den Prozeß zurückgeführt,kann Abwasser vollständig vermiedenwerden. Die Technik vollständig ge-schlossener Kreisläufe ist bei diesen Pro-dukten beherrschbar. Über langjährigeErfahrung aus verschiedenen Anlagen istoft berichtet worden.1, 2
Genauso lang ist aber auch der Kampfgegen die negativen Auswirkungen dieser
N DIVISIONSAbb. 1:Systembeispiel für weiße Sorten.
Abb. 2:Systembeispiel für Verpackungspapiere.
2
SWI
SWII
Save All
Rei
nigu
ng
Sort
ieru
ng
Ref
iner
Sche
iben
filte
r
Sort
ieru
ng //
Clea
ner
Pres
se
Clea
ner
Sort
ieru
ng //
Frak
tioni
erun
g
Dis
perg
ieru
ng
Auflö
sung Papi
erm
asch
ine
LF
SF
RejectHandling Sediment.BiologieNachklär.

16
Fahrweise auf Produktqualität und Her-stellungstechnologie. So werden leichtflüchtige Substanzen noch nach langerZeit aus dem Papier frei bzw. bilden sichund verursachen inakzeptable Geruchs-probleme. Retentionsprobleme müssendurch erhöhten Hilfsmitteleinsatz kom-pensiert werden, und gegen unkontrol-lierte biologische Aktivität in Totzonendes Systems helfen meist nur periodischeoder spontane Biozidgaben.
Neben den bekannten Ablagerungen anMaschinen und Einrichtungen erschwertdas allgemein klebrige Milieu in solchenAnlagen die Betriebsweise wichtigerKomponenten, bis hin zu verändertenEindickfaktoren in der Cleaneranlage.Auch bei sorgfältigster Werkstoffwahl füralle Maschinen und Einrichtungen sindKorrosionsprobleme nie gänzlich auszu-schließen.3, 4
Wie sinnvoll eine teilweise Öffnung unddas Zulassen einer definierten Abwasser-menge ist, haben die in mehrerenAnlagen durchgeführten Maßnahmen ge-zeigt. Seit langem bekannt, ist die Mög-lichkeit, biologisch gereinigtes Abwasserwieder in die Anlage zurückzuführen5, 6.Dies ist mittlerweile verschiedentlich mitErfolg umgesetzt worden.7
Heutige Grenzen der KreislaufeinengungDie maximale Nutzung des eingesetztenWassers wird begrenzt durch verschie-dene Substanzen im Prozeßwasser, dieeinen störenden Einfluß auf Technologieoder Produkt haben. Bis zum jeweils spe-zifischen Konzentrationsgleichgewichtnimmt die Anreicherung dieser kolloidaloder echt gelösten Substanzen, der soge-nannten Störstoffe, mit dem Grad derKreislaufeinengung überproportional zu.
Durch ihr ausgeprägt wassermengen-äquivalentes Verhalten ist eine Abtren-nung nur sehr beschränkt möglich.
In Abb. 3 sind verschiedene dieser Sub-stanzen aufgeführt, die als prozeßrelevantbekannt sind. Überwiegend sind diesorganische Stoffe (Lignin, Ligninsulfona-te, Holzextraktstoffe, Saccharide, Hemi-zellulosen), aber auch Anorganika wieChloride, Sulfate, Eisen- und Manganio-nen sind hier aufzuführen8, 9.
Die Art dieser Inhaltsstoffe ist in allenProzeßwässern grundsätzlich gleich, ihreZusammensetzung und Menge variiertaber von System zu System sehr stark.Die wichtigsten Indikatoren des Störstoff-potentials sind neben vielen anderenParametern der filtrierte CSB und derkationische Bedarf.
Einsatz der MembrantechnikDie Membranfiltration wird in vielen Be-
reichen der Abwasseraufbereitung undzur Aufkonzentrierung von Prozeßströ-men eingesetzt. Aus der Papierindustriewird über die Anwendung zur Aufberei-tung von Streichereiabwasser berichtet.In den letzten Jahren wurden verstärktAnstrengungen unternommen, Membra-nen zur weitergehenden Kreislaufwasser-reinigung heranzuziehen.
Die Membranverfahren Eine Membran kann im weitesten Sinneals Filter aufgefaßt werden, der die Kom-ponenten eines Mehrstoffgemisches rein
Abb. 3:Inhaltsstoffe im Kreislaufwasser.
Abb. 4:Filtrationsprinzip.
3
4
0,001 0,01 0,1 1,0 10 100Größenbereich in µm
Molekulargewicht 200100 1000 10000 20000 100000 500000
Umkehrosmose Ultrafiltration
Nanofiltration
Eindampfung
Mikrofiltration
Partikelfiltration
Wasser-inhalts-stoffe
Trenn-verfahren
MetallionenSulfate
MonosaccharideHuminsäuren
Chloride
LignineLignineLignosulphonateHolzextraktstoffe Feinstoffe FasernPoly- undOligosaccharide
HemizellulosenLatices, Binder, KleberTenside
Streichpigmente
Farbstoffe Bakterien
IonogenerBereich
MolekularerBereich
MakromolekularerBereich
KolloidalePartikel
Makro-Partikel
Viren
Prinzip:
Konzentrat(Retentat)
Klarwasser(Permeat)
Modul
Membran
DruckpumpeDruck-kontrollventil
Zufuhr

17
physikalisch abtrennt (Abb. 4). Dabeiwird der Zulauf (Feed) in ein Permeat(Filtrat) und ein Retentat (Konzentrat)getrennt. Es werden im wesentlichen vierMembranverfahren je nach transmembra-ner Druckdifferenz (TMD) und abzuschei-dender Partikelgröße unterschieden. Ein-zelheiten sind aus Abb. 5 ersichtlich. Dortist darüber hinaus für die prozeßrelevan-ten Parameter CSB, SCD und Leitfähigkeiteine Größenordnung für das Abscheide-vermögen angegeben. Neben dem Rück-haltevermögen wird auch der Permeatflußzur Charakterisierung der Membranherangezogen. Darüber hinaus gibt eswichtige Einflußgrößen, die die Wirt-schaftlichkeit des Membrantrennprozes-ses bestimmen:
� Strömungsführung Um die Ausbildung einer Deckschicht(„Filterkuchen“) auf der Membran undeinen Abfall des Durchflusses zu ver-hindern bzw. minimieren, wird derZulauf parallel zur Membran geführt.Dieses “Cross flow”-Prinzip gewähr-leistet maximale Filtratleistungen übereinen langen Zeitraum.
� Bauformen der MembranmoduleKernstück jeder Membrananlage ist ei-ne technisch zweckmäßige Anordnungder Membrane, das sogenannte Modul.Für die Papierfabriksabwässer kommenim wesentlichen 3 Bauformen in Frage:
Rohrmodule sind unempfindlich fürVerstopfungen im Zulauf und könnenmit begrenzt faserhaltigen Suspen-sionen beaufschlagt werden. Siebesitzen jedoch in der Regel einegeringe Packungsdichte (Membran-fläche / Modulvolumen). Plattenmodulemit z.B. scheibenförmigen Flachmem-
branen erreichen eine weit höherePackungsdichte. Durch geringe Um-wälzmengen ist der Energiebedarf ge-ringer. Bei faserhaltigen Suspensionenbesteht Verstopfungsgefahr.
Wickelmodule sind im hohen Grad ver-stopfungsgefährdet. Fasern sind in je-dem Fall vor Eintritt ins Modul zu ent-fernen. Jedoch besitzen Wickelmoduledie höchste Packungsdichte und eingünstigesPreis/Leistungsverhältnis.
� MembranwerkstoffeIm wesentlichen wird zwischen organi-schen und anorganischen Membran-materialien unterschieden. Anorgani-sche Membranen sind temperaturbe-ständig und besitzen eine hohe Festig-keit und chemische Resistenz. Diedaraus resultierende höhere Lebens-dauer muß jedoch durch einen höherenPreis erkauft werden. Weitaus günsti-ger ist die Vielzahl organischer Mem-branen. Neue Materialien erlauben
Temperaturen bis 80°C und Betrieb beihohen pH-Werten, so daß für Anwen-dungen in der Papierindustrie in derRegel mit einer hohen Standzeit ge-rechnet werden kann.
� VolumenreduktionsfaktorEin oft vernachlässigter Einflußfaktorist der Volumenreduktionsfaktor (VRF).In Abb. 6 ist dessen Bedeutung darge-stellt.
Stoffaufbereitung
Abb. 5:Verfahren der Membranfiltration.
Abb. 6:Volumenreduktionsfaktor.
5
6
Umkehrosmose(UO)
Druck 60 bar
Porenweite 0,001 µm
Nanofiltration(NF)
Ultrafiltration(UF)
Mikrofiltration(MF)
100
80
60
40
20
0
TSS
Kati
on.
Beda
rf
CSB
Leit
fähi
gkei
t
15 bar 8 bar 3 bar
0,01 µm 0,1 µm
100
80
60
40
20
01 2 3 4 5 6 7 8 9 10
Permeat
Retentat
Perm
eatf
luß
[%]
Ret
enta
tflu
ß [%
]
Volumenreduktionsfaktor
Zulauf = Permeat + Retentat

18
� TemperaturEine Temperaturerhöhung führt zu ei-nem Anstieg des Permeatflusses. DieUrsache für dieses Verhalten ist in derabnehmenden Viskosität bei steigenderTemperatur zu sehen.
Einsatzmöglichkeiten undLeistungsfähigkeitIn unserem Haus wurden in einer eigensdafür gebauten Versuchsanlage verschie-dene Membranen mit ausgewähltenWässern aus Papierfabriken getestet(Abb. 7).
Zum Einsatz kamen keramische Mikro-filtrations- (0,1�m Porenweite) und Ul-trafiltrationsmembranen (10.000 DaltonTrenngrenze) als Rohrmodule sowieorganische Nanofiltrationsmembranen(< 200 Dalton Trenngrenze) als Rohr- undWickelmodule.
Getestet wurden Papierfabrikswässer, inder Regel stark belastete Kreislaufwässeraus Papierfabriken für braune und weißeSorten. Darüber hinaus wurden auch Ver-suche mit dem Ablauf von biologischenAbwasserreinigungsanlagen der Papierin-dustrie durchgeführt. Im wesentlichenwurden Auslegungsdaten erarbeitet, wiesie in den folgenden Diagrammen bei-spielhaft dargestellt sind.
Abb. 8 zeigt eine Übersicht über die ge-wonnenen Durchflußwerte. Durch die In-haltsstoffe der unterschiedlichen Wässererklärt sich die Bandbreite des Durch-flusses. Trotz größerer Porenweite konn-te in vielen Fällen die Mikrofiltration nichtwesentlich höhere Fluxwerte erzielen, dieMembran verblockte durch feinste Parti-kel im Kreislaufwasser.In Abb. 9 ist das Rückhaltevermögen der
Rückhaltevermögen [%] Mikrofiltration Ultrafiltration Nanofiltration
CSB 20-30 45-65 75-90
Kat. Bedarf 70-80 98 99,9
Leitfähigkeit 2-6 15-25 60-75
Abb. 7:Versuchsanlage.
Abb. 8:Durchflußverhalten von Membranenfür verschiedene Papierfabrikswässer.
Abb. 9:Auslegediagramm zur CSB-Reduzierung vonScheibenfilterklarfiltrat (Deinking).
Abb. 10:Rückhaltevermögen verschiedener getesteterMembranen.
PI
FI
Zulauf
Zuführpumpe0 ... 10 l/minmax. 16 bar
Zirkulationspumpe0 ... 400 l/minmax. 4,5 bar
PI
FIC
PI TI
Entleerung
Modul 1
Modul 2
PICPermeat
Rückspül-zylinder
6 bar Luftdruck
6 bar Luftdruck
Retentat
120
160
200
spez
. Per
mea
tflu
ß [l
/m2 h
]
80
40
01 2 3 4 5 6 7
Volumenreduktionsfaktor
Nanofiltration
Ultrafiltration
Mikrofiltration15000
12000
9000
6000
3000
0
100
CSB-
Frac
htre
dukt
ion
[%]
CSB
- Ko
nzen
trat
ion
[mg/
l]80
60
40
20
01 2 3 4 5 6 7 8
Volumenreduktionsfaktor
Retentat
Permeat
7
98
10

19Stoffaufbereitung
NF-Membran exemplarisch dargestellt.Für die spätere Auslegung einer Anlageund Einbindung ins Gesamtsystem derPapierfabrik ist der Zusammenhang zwi-schen Frachtreduzierung und Volumen-reduktionsfaktor wesentlich. Auf eineausführliche Darstellung aller Ver-suchsergebnisse muß in diesem Rahmenverzichtet werden.
In Abb. 10 ist eine überblicksmäßigeZusammenstellung des Rückhaltever-mögens für die wichtigsten Parameteraufgestellt.
Realisierbare Systemkonzeption für grafische SortenEingangs wurde ausgeführt, warum einspezifischer Abwasseranfall unter ca.7,6 I/kg mit herkömmlichen Prozeßtech-nologien nicht zu erreichen ist. DieserGrenzwert ergibt sich aus umfangreichenrechnergestützten Modellbilanzierungenund steht in guter Übereinstimmung mitden empirischen Daten aus vielen Anla-gen. Zur Erarbeitung einer optimalenKonzeption unter Einbindung weiter-führender Reinigungsstufen wurden Ver-suche mit verschiedenen Wässern ge-fahren.
Die Reinigung der hochbelasteten Wässervon Rejektentwässerung und Schlamm-eindickung mittels Mikroflotation und dieTeilstromrückführung in den Wasser-kreislauf der Papierfabrik ist heute fürweiße Sorten Stand der Technik. Die –aufgrund der Belastung des Kreislaufwas-sers mit gelösten und kolloidal gelöstenSubstanzen – auszuschleusende Klarwas-sermenge geht zur biologischen Abwas-serreinigungsanlage. Zur Reduzierung derorganischen Fracht (CSB) dient in der Re-gel eine 2-stufige Belebung. In der Nach-
klärung wird der Bioschlamm vollständigsedimentiert, in einigen Fällen flotiert,und aus dem System abgeführt bzw. zurAufrechterhaltung der Aktivschlammkon-zentration in der Belebung zurückgeführt.
In Konzeption 1 (Abb. 11 ) kann der Ab-lauf der Biologie über eine Ultrafiltrationsoweit aufbereitet werden, daß dieser alsFrischwasserersatz an der Papiermaschi-ne eingesetzt werden kann. Durch denEinsatz von Rohrmodulen ist es möglich,unter Umgehung der letzten Sedimenta-tionsstufe direkt auf die Ultrafiltrations-stufe zu fahren und unter anderem denBioschlamm abzutrennen. In Folge derRückführung des Konzentrates sindhöhere Belebtschlammkonzentrationen(bis 1,5%) in der 2. Belebtstufe einstell-bar und es wird eine höhere CSB-Abbau-rate erzielt. Da über Probleme durcherhöhte Salzfrachten in der Produktion
wenig bekannt ist und darüberhinaus dieanorganische Fracht wesentlich von denZugaben im Papierherstellungsprozeß(z.B. Aluminiumsulfat) abhängt, sind ho-he Rückführungsraten auch beim Einsatzder Ultrafiltration vorstellbar.
Darüberhinaus kann ein Teilstrom desUltrafiltrationspermeates in einer Nano-filtrationsstufe (Wickelmodule) weiteraufbereitet werden (z.B. zur Entfernungvon Sulfaten). Die Zuführung von„reinem“ Ultrafiltrationspermeat gewähr-leistet hohe Fluxraten und maximaleStandzeit der Nanofiltrationsstufe. DasRetentat der Nanofiltration muß entsorgtbzw. separat mittels Fällung/Flockungaufbereitet werden.
Bei hohem Restfasergehalt im Zulauf zumUltrafiltrations-Rohrmodul ist trotz derrel. Unempfindlichkeit der Rohrmodule
Abb. 11:Weitergehende Wasserreinigung fürgrafische Papiere (1. Konzept).
11
Prozeßebene
Reststoff-entwässerung
Ultrafiltration
DAF
Aerobie ohneNachklärung
Bioschlamm
Teilstrom-rückführungKlarwasser
Rück-führungPermeat
Abwasser in Vorfluter
(Option)Vorfiltration

20
ungefähre Investitionskosten ungefähre spez. BetriebskostenDM/m3/h DM/m3
Klarwasser
Stand der Technikbiologische Reinigung + 30 000 0,4Flußwasseraufbereitung 11 000 0,3(ohne Gebäude)
1. Konzeptbiologische Reinigung + 30 000 0,4Ultrafiltration (Rohrmodul) 13 000 1,5(inkl. Vorfiltration)
2. Konzeptbiologische Reinigung + 30 000 0,4Nanofiltration (Wickelmodul) 30 000 1,5(inkl. Vorfiltration)
gegen Verstopfung eine grobe Vorfliltra-tion vorzusehen. Eine 2. Konzeption(Abb. 12) sieht, unter Beibehaltung derletzten Sedimentationsstufe und einerzwischengeschalteten Feinfiltration, denEinsatz der Nanofiltration mit Wickel-modulen direkt vor.
Durch die hohe Abscheideleistung derNanofiltrationsmembran wird – bis aufeinwertige Salze – jede Aufkonzentrierungim Papierfabrikkreislauf verhindert. DerEinsatz von kostengünstigen Wickel-modulen mit großer Membranfläche er-möglicht auch aus energetischer Sichtund trotz geringer Fluxwerte den direktenSchritt auf die Nanofiltration.
Durch die Verstopfungsanfälligkeit derWickelmodule ist auf die Vorfiltration be-sonderen Wert zu legen. Langzeitversu-che bestätigen jedoch, daß durch gezielteAbstimmung der Betriebsparameter derMembranfiltration keine Verstopfungenauftreten. Die Zeitspanne zwischen deneinzelnen Reinigungszyklen betrug 4 bis6 Tage. Auch in diesem Fall muß dasRetentat der Nanofiltration separat z.B.mittels Fällung/Flockung aufbereitet wer-den. Für beide Konzepte sind die Aufwen-dungen (Abb. 13) nicht unerheblich.So betragen für das Konzept 1 – ohneBehandlung eines Teilstromes mit derNanofiltration – die Investitionskosten13.000 DM pro m3/h und die Betriebs-kosten ca. 1,50 DM pro m3 Permeat. Fürdas 2. Konzept fallen neben Investitions-kosten von 30.000 DM pro m3/h undBetriebskosten von ca. 1,50 DM pro m3
Permeat noch Kosten für die Aufberei-tung des Nanofiltrations-Konzentrates an.
AusblickBei der Herstellung von Verpackungs-
papieren wird sich in Zukunft die inte-grierte Biologie durchsetzen, auf Grunddes relativ hohen CSB-Niveaus ist dieSchaltung Anaerobie mit nachfolgenderAerobie vorteilhaft. Die Rückführung desbiologisch gereinigten Wassers ist
grundsätzlich problemlos, wobei die Aus-wahl der Anlagenkomponenten wie auchdie Abstimmung der einzelnen Abschnitteuntereinander sehr sorgfältig erfolgenmuß. Anders ist die Situation bei weißenSorten. Eine vollständige Kreislauf-
Prozeßebene
Reststoff-entwässerung
Nachklärung Feinfiltration
DAF
Aerobie
Konzentrat-behandlung
Bioschlamm
Teilstrom-rückführungKlarwasser
Rück-führungPermeat
Teilstromrückführung
Abwasser in Vorfluter
Nanofiltration
Abb. 12:Weitergehende Wasserreinigung fürgrafische Papiere (2. Konzept).
Abb. 13:Kostenrechnung.
12
13

21
schließung wäre zwar technisch grund-sätzlich machbar, wobei eine Membranfil-tration mittels Ultra- oder Nanofiltrationaber unabdingbar ist, um Mikroorganis-men, biologische Abbauprodukte, und imFalle der Nanofiltration, Anorganika wieSulfat zurückzuhalten. Die Kosten für einederart aufwendige Verfahrenstechnik er-lauben ihren wirtschaftlichen Einsatz der-zeit jedoch nicht. Hier sind weitere Ent-wicklungen nötig.
Erste Langzeitversuche in Papierfabrikenhaben Erkenntnisse über die Betriebs-sicherheit und die ausreichende Verfüg-barkeit einer Membranfiltrationsanlageerbracht. Jedoch ist für jeden einzelnenFall unter Berücksichtigung aller Rand-bedingungen immer die optimale Anla-genkonzeption sorgfältig zu bestimmen.Halbtechnische Versuche im Projektsta-
dium, Evaluierung empirischer Daten ausvergleichbaren Anlagen und rechner-gestützte Modellbilanzierung von Faser-begleitsubstanzen müssen hier Hand inHand gehen. Die wirtschaftlichen undökologischen Aspekte des Einsatzes derMembranfiltration werden in Zukunft ver-stärkt auch unter Betrachtung der Ein-flüsse auf Produktqualität und Chemika-lienverbrauch zu sehen sein (Abb. 14).Bei den komplexen Zusammenhängen inPapierfabriken kann heute ein einfacherVergleich von Energie- und Investitions-kosten der Membranfiltration mit denAbwasserkosten der Papierfabrik nichtallein über die Wirtschaftlichkeit einesVerfahrens entscheiden.
Literatur:
1 Mörch, K.A., Steinig, J., König, J.: Erfahrungen mit einem geschlossenenWasserkreislauf in einer Papierfabrik. Allg. Papier Rdsch. 110 (1986), Nr. 44, S. 1532-1536.
2 Diedrich, K.: Betriebserfahrungen mit einemgeschlossenen Wasserkreislauf bei derHerstellung altpapierhaltiger Verpackungs-papiere. Wochenbl. f. Papierf., Nr. 4, 1984,S. 116-12O.
3 Demel, J., Möbius, C.H.: Korrosion in Papier-fabriken. Allg. Papier Rdsch. 111 (1987),Nr. 24/25, S. 746-756.
4 Börner, F., Dalpke, H.L., Geller, Göttsching:Anreicherung von Salzen im Fabrikationswasserund im Papier bei Einengung der Wasser-kreisläufe in Papierfabriken. Teil 1, Wochenbl.f. Papierf., 1982, Nr. 9, S. 287-294.
5 Paasschens, C.W.M., Habets, L.H., De Vegt, A.L.: Anaerobic treatment of recycledpaper mill effluent in the Netherlands. Tappi Journal Nov. 1991, S. 109-113.
6 Huster, R.: Anaerobe Abwasserreinigungin der Papierindustrie. Allg. Papier Rdsch.Nr. 46,1989,132O ff.
7 Suhr, M.: Geschlossener Wasserkreislauf inder überwiegend Altpapier verarbeitendenPapierindustrie – Stand der Technik? Vortrag auf der UTECH 96 am 26.2.96, Berlin,im Seminar „Weitergehende Abwasser-reinigung“.
8 Linhart, F., Auhorn, W., Degen, Lorz: Störstoffe – neue Aspekte ihres Wirkungs-verhaltens, neue Probleme, Lösungen fürdie Praxis. Wochenbl. f. Papierf., Nr. 9,1988,S. 329-336.
9 Hamm, U., Göttsching: Inhaltsstoffe von Holzund Holzstoff. Wochenbl. f. Papierf. Nr. 10,1995, S. 444-448.
Wasser-management
Produkt-qualität
GesetzlicheAuflagen
Grad derKreislaufschließung
Kosten fürFrischwasserversorgung
Chemikalien-verbrauch
Membranfiltrations-Prozeß
Abb. 14:Zukunftsaspekte für die Installationeiner Membranfiltration.
14
Stoffaufbereitung

SCA GraphicPaper, Ortviken,Schweden, nahmAnfang 1996 dieneue PM 4 in Be-trieb. Die Ziele? –Herstellung vonLWC Papier mithoher Opazität,hohem Glanz,hoher Dichte undhohem spezifi-schem Volumen ineinem on-line
Papiermaschinen Divisions:Ortviken PM 4 – ein Stück Zukunft ist Gegenwart
Prozeß – Papierherstellung, Streichenund Glätten auf der selben Maschine!Voith Sulzer Papiertechnik war derHauptlieferant in einem Projekt, das inweniger als fünf Monaten abgeschlos-sen war.
Gründe für die InvestitionSCA verfolgt eine Doppelstrategie: Her-stellung von Zeitungspapier in Regionenmit hoher Bevölkerungsdichte und damiteinem großen Anfall an Altpapier (z.B. imWerk Aylesford, in der Nähe von London)einerseits, und Herstellung von LWC-
Papiersorten in Regionen mit einergroßen Neustoffversorgung andererseits.Dies führte im Jahr 1990 zur Inbetrieb-nahme von SCA’s erster LWC-Maschinein Ortviken. Hier wurden von Anfang angute Qualitätsergebnisse erzielt, haupt-sächlich dank der ausgezeichneten Eigen-schaften des Hauptrohstoffs, der Fichten-faser. Für die Herstellung von LWC-Papier hat sich diese sehr dünne, kräfti-ge, flexible und helle Faser allen anderenFasern als überlegen erwiesen. „Für SCAwar es deshalb nur eine Frage der Zeit,den nächsten Schritt zu tun und in Ortvi-
Die Autorin:Marion Nager,Corporate Marketing

ken eine zweite LWC-Maschine zu bauen– die PM 4,“ erklärt Kenneth Eriksson,Geschäftsführer von SCA Graphic Sunds-vall.
QualitätszieleGöran Nilsson, stellvertretender Ge-schäftsführer im Geschäftsbereich gestri-chene Papiere, erläutert den Grund fürdie Investition aus Marketing-Sicht. DerVerbrauch von gestrichenen Papierensteige. Marktanalysen zeigten darüberhinaus, daß die Kunden der SCA an einerbreiteren Produktpalette interessiert
seien. Aus diesem Grunde wurde be-schlossen, zwei einzigartige LWC-Papier-sorten zu kreieren – GraphoLux und Gra-phoMatt –, die das bereits vorhandeneGraphoCote von der ersten Maschineergänzen sollten.
GraphoLux Papier ist für solche Zweckebestimmt, in denen Opazität und Steifig-keit die wichtigsten Merkmale sind.Durch einen hohen Anteil an Thermoholz-schliff ist GraphoLux dicker und volu-minöser als die herkömmlichen LWC-Papiere. Seine ausgezeichnete Opazität
bietet den Kunden von SCA die Wahl zwi-schen einer Zeitschrift, die sich dickeranfühlt und von bester Qualität ist, undeiner Zeitschrift mit geringerem Gewicht,aber ohne Verschlechterung der Opazität(also hohes spezifisches Volumen beigeringem Gewicht).
GraphoMatt ist dagegen ein mattes LWC-Papier – eine attraktive Kombination ausgeringem Papierglanz, hohem Druckglanzund sehr guter Opazität. Es ist speziell fürZeitschriften entwickelt worden, wo guteLesbarkeit ein Muß ist.
1

24
Auf die Frage, ob die Qualitätsziele mitder neuen Maschine erreicht wordensind, antwortet Nilsson: „Ja, wir habenalle Spezifikationen erreicht. Wir produ-zieren jetzt die zugesagten Qualitäten,und wir haben erfolgreiche Probedruckeder neuen Sorten bei mehreren Drucke-reien in der ganzen Welt durchführen las-sen. Natürlich war und ist immer nochviel Optimierungsarbeit erforderlich, umaus dieser überragenden, innovativenMaschine die maximale Produktivität her-auszuholen“.
MaschinenkonzeptDas Konzept der Maschine wurde inenger Zusammenarbeit zwischen VoithSulzer Papiertechnik und SCA entwickelt.Laut Kenneth Eriksson machte VoithSulzer Papiertechnik während der Ver-suche an seinen Versuchsmaschinen vorder Entscheidung und während den tech-nischen Verhandlungen einen guten Ein-druck. „Voith Sulzer Papiertechnik zeigtesich als ein sehr kompetentes Team. Undsie waren gut vorbereitet.“ Nach denGründen gefragt, weshalb Voith SulzerPapiertechnik als Lieferant gewählt wur-de, antwortet Anders Johansson, LeiterProduktionsentwicklung, „Voith SulzerPapiertechnik ist technologisch einenSchritt voraus, insbesondere auf denGebieten Streichen und Glätten.“ UndÖrjan Petterson, Leiter der LWC-Produk-tion, erklärt: „Voith Sulzer Papiertechnikwar einverstanden, mit uns ein neues,einzigartiges Produkt zu entwickeln.“
AusrüstungDie neue Maschine ist eine kompletteon-line Produktionseinheit – Blattbildung,Trocknen, Streichen und Glätten erfolgenin einem Prozeß. Die Gründe für diese
Abb. 2:Während die alte PM 4 noch Papier produzierte,wurden die Streich- und Glättgruppen der neuenPM 4 montiert.
Abb. 3:Ein komplett vormontiertes Haubenteil an derStreichpartie wurde als Ganzes montiert, umdie Montagezeit zu verkürzen.
Konstruktion sind offensichtlich: Der in-line Prozeß impliziert eine Personalreduk-tion um 30-50% (ca. 9 Personen proSchicht). Ausschuß und Platzbedarf sindebenfalls minimal.
Die PM 4 ist mit einem ModuleJet Stoff-auflauf, einem DuoFormer CFD, einerDuoCentri-2-Presse mit drei Preßnips,
einer CombiDuoRun Vortrockenpartie,einem Hartspalt - Maschinenglättwerk,einem DuoReel mit Zentrumswickler undweiterer neuester Technologie im Coater-und Glättwerkbereich ausgerüstet. VoithSulzer Papiertechnik lieferte zusätzlichdas komplette Entlüftungssystem mitWärmerückgewinnung, Dampf- und Kon-densatsystem, die Zentralschmierung, die
2
3

25Papiermaschinen
Abb. 4:Für die Trockenpartie wurde statt einesBetonfundaments eine Stahlstuhlung montiert,um die Stillstandzeit zu verkürzen.
Abb. 5:Die Stuhlung der Naßpartie wurde bereits vor derMontage mit einem Kran montiert.
Hydraulik und Pneumatik und ein umfas-sendes Produktionsüberwachungssystem,den Technology Monitor VTM 2000.
BauarbeitenMit den Bauarbeiten für das Fundamentder neuen Papiermaschine wurde imOktober 1994 begonnen. Die Tatsache,daß die Entwicklungsarbeit, einschließlichder Versuche an den Versuchsmaschinenim Bereich Forschung und Entwicklung inHeidenheim und Krefeld, parallel zur Kon-struktionsphase stattfanden, erschwertedie Arbeit manchmal. „Es war nicht gera-
de ein normales Projekt, wo man genauweiß, wie die Maschine zum Schluß aus-sieht“ sagt Johansson.
Produktion während der MontageVoith Sulzer Papiertechnik begann mitder Montage der neuen PM 4 am 12. Juli1995. Auf der alten Zeitungspapierma-schine, die kürzer als die neue Maschinewar, wurde immer noch Papier herge-stellt, als bereits Roller, Glättwerk, Heiß-ölaggregat für das Glättwerk und zweiZylinder der neuen Papiermaschine mon-tiert wurden. Die alte PM 4, die in den
Fernen Osten verkauft worden war, wurdeerst am 3. September stillgelegt undschließlich in Rekordzeit demontiert.5.500 Tonnen Stahl wurden in nur siebenTagen sorgfältig abgebaut!
Weniger als 5 Monate später, am 21. Ja-nuar 1996, wurde die neue Papiermaschi-ne in Betrieb genommen. „Ich glaubenicht, daß solch eine riesige Maschine jein einer so kurzen Zeit montiert wordenist“, meint Kenneth Eriksson.
Uno Wallgren, der Projektingenieur für
54

26
die Papiermaschine, schätzt den hervor-ragenden Projektablauf, vor allem inAnbetracht der sehr kurzen Zeit. „Nurviereinhalb Monate wurden benötigt,bevor die Maschine stand. Wegen desbegrenzten Platzes im Gebäude war esfür alle Beteiligten wirklich harte Arbeit.“Laut Wallgren leistete die von Alex Rieblegeleitete Montagemannschaft von VoithSulzer eine sehr gute Arbeit. „Wir hattenjede Menge Projektgespräche. Wir prüf-ten auch die Fertigung bei den Unterliefe-ranten von Voith Sulzer Papiertechnik.Alles sah sehr gut aus.“ Die gute Zusam-
menarbeit zwischen den SCA- und denVoith Sulzer Papiertechnik-Leuten war indieser Phase sehr hilfreich. AndersJohansson erinnert sich, daß Mon-tageleiter Alex Rieble und ProjektleiterAndreas Köhler „nie ein Problem sahen,immer ruhig blieben und immer eineLösung fanden. Das sind einfach erfahre-ne Leute.“
InbetriebnahmeNachdem ein Zeitplan aufgestellt wordenwar, fanden vorbereitende Besprechungenstatt. Hier wurden regelmäßig Probleme
besprochen und Lösungen gefunden.Anfangs fanden diese Treffen jeden Tagstatt, später dreimal und schließlich ein-mal die Woche.
Die Papiermaschine zeigte früh ihreFähigkeit, das prognostizierte Qualitäts-niveau zu erreichen, während die neueon-line Streich- und Glättechnik etwaslänger brauchte, um richtig zum Laufenzu kommen. Einige Systeme (Über-führung und Antriebe) mußten eingestelltwerden, dank der engen Zusammenarbeitwurden alle Änderungen jedoch reibungs-

27
Abb. 1 (Seite 22) und 6:Fertig! Die neue PM 4 ist fertiggestellt und in Betrieb.
Abb. 7:Kenneth Eriksson, Geschäftsführer der SCA Graphic Sundsvall AB.
Abb. 8:Per-Olof Wedin, Produktionsleiter der SCA Graphic Sundsvall AB.
los durchgeführt. Uno Wallgren ist auchmit der Arbeit der Voith Sulzer Papier-technik-Inbetriebnahmemannschaft unterLeitung von Ricardo Zorzin zufrieden:„Die ganze Mannschaft ist fachlich sehrversiert. Alle sind sehr offen. Wir arbeitensehr gut mit ihnen zusammen.“
Per-Olof Wedin, Produktionsleiter beiSCA Graphic Sundsvall, bestätigt: „Wirschätzen die Fähigkeiten von VoithSulzer Papiertechnik. Die hohen deut-schen Standards zeigten sich insbeson-dere während der Montage.“
Die ResultatePer-Olof Wedin ist mit den Qualitäts-ergebnissen zufrieden: „Die Qualität ent-wickelte sich seit der Inbetriebnahmeschnell. Wir haben unsere Ziele in bezugauf Weiße, Opazität, Volumen und Glanzerreicht. Das Laufverhalten und die Be-druckbarkeit scheinen auch ausgezeich-net zu sein.“ Wedin fügt an: „Das Papierist sehr gut, und wir werden dank derguten Zusammenarbeit mit dem Teamvon Voith Sulzer Papiertechnik bald diemaximale Produktion erreichen. Wir sinddavon überzeugt, daß wir – was die tech-
nische Lösung anbetrifft – die richtigeWahl getroffen haben. Dies ist ohneZweifel die LWC-Technik der Zukunft.“Eriksson bestätigt: „Wir haben ein sehrgutes Gefühl bei der bis jetzt erreichtenQualität und den Reaktionen unserer Kun-den. Wir werden das Papier aber natür-lich noch weiterentwickeln.“
Weitere SCA PläneDie Entwicklungsarbeit bei SCA geht alsoweiter. „Wir wollen in pole position sein,wenn das nächste Rennen startet,“ sagtWedin. Na denn, viel Erfolg!
6 8
7

28
Der Kurzformer als bekanntes Aggregatzur Bildung der Einzellagen bei der Kar-ton- und Pappenherstellung wurde durchden sehr verwandten, aber durch einigeInnovationen deutlich aufgewertetenFloatLip-Former abgelöst.
Die Innovationen sowie einfache, pro-duktgerechte Konstruktion haben dieBlattbildung am Rundsiebformer verbes-sert sowie die Fahrweise vereinfacht. Derneue Name – FloatLip-Former – weistbereits auf eine der Innovationen hin.
Der FloatLip-Former besteht, wie auchsein Vorgänger, aus den KomponentenRundsieb, Stuhlung mit Wanne undGautschwalze sowie Stoffauflauf mitZuführsystem. Während Rundsieb undGautschwalze ohne nennenswerte Ände-rungen vom Kurzformer übernommenwurden, bilden Stuhlung und Wanne beimneuen Aggregat einen integralen Bauteil.Die eigentliche Neuerung liegt jedoch imvöllig neuen Stoffauflauf sowie im Ver-teilsystem.
Die Blattbildung eines konventionellenFormers ist da-durch geprägt,daß die Entwässe-rung im Blattbil-dungsbereich überdie fest vorgege-bene Geometriedes Dü-senraumes er-zwungen wird. DerBlattbildungsdruckist damit abhängigvom Durchflußund demEntwässe-rungsverhalten
Papiermaschinen Divisions:FloatLip-Former N, NO, S –die Innovation am Rundsiebsektor
des Stoffes sowie der Auslaufspaltgeo-metrie. Durch Mahlgradschwankungendes Stoffes verändert sich der Entwässe-rungsdruck. Auch Imperfektionen derSiebzylinder ändern den Entwässerungs-druck, indem sich die Spaltweite peri-odisch – zufolge der Rundlauftoleranzändert. Weiters verursachen die Kräfte,die auf die Oberlippe des Stoffauflaufeswirken, bei konventionellen Ausführun-gen eine Durchbiegung der Oberlippeüber die Breite, die zwar kompensiertwerden kann, bei Veränderungen desBetriebszustandes aber nachjustiert wer-den müßte. Das Flächengewichtsquerpro-fil wird am Kurzformer über konventio-nelle Spaltverstellung korrigiert. Derbekannte Nachteil der lokalen Änderungder Faserorientierung wirkt sich nach-teilig auf die Konstanz des Reißlängen-verhältnisses und damit auf das Biege-steifigkeitsverhältnis über die Bahnbreiteaus.
Alle eben genannten Nachteile konntendank der konsequenten Weiterentwick-lung des Kurzformers eliminiert werden.Die Neuerungen fallen zwar optisch nichtbesonders auf, sind aber für die Produkt-qualität und die Bedienerfreundlichkeitvon entscheidender Bedeutung.
Die Oberlippe des Stoffauflaufes ist beimFloatLip-Former nicht mehr starr gestützt,sondern wird druckdefiniert über einenPneumatikschlauch an die Suspensionangelegt. Der Entwässerungsdruck wirddadurch konstant gehalten, unabhängigvon Mahlgradschwankungen des Stoffes.Zudem kann sich die Oberlippe mit denImperfektionen des Rundsiebes mitbewe-gen – der Auslaufspalt bleibt dadurchkonstant. Das Anlegen der Oberlippe mit
einem Schlauch gewährleistet auchgleichmäßige Abstützung und damit Ver-meidung von Verformungen zufolgeDurchbiegung. Die Summe der Einflüssedieser Neuerungen wirkt sich äußerstpositiv auf die Gleichmäßigkeit der Blatt-eigenschaften des Endproduktes aus(Faserorientierung, Reißlängenverhältnis,Formation).
Eine weitere wesentliche Innovation bil-det das Zuführsystem mit Zentrifugalver-teiler und Verdünnungswasserregelung.Der FloatLip-Former-Stoffauflauf wirdüber Schläuche von einem Zentrifugalver-teiler angespeist.
Der Zentrifugalverteiler ist im Aufbaudem Zentralverteiler ähnlich, jedoch mitder Unterscheidung, daß der Zulauf tan-gential in den Verteilerbehälter einmün-det. Leichtstoffe und ungelöste Luft sam-meln sich in der Mitte des Verteilers anund werden nach oben abgeführt.
Im Vergleich zum seitlichen Abzug einesQuerverteilers werden jedoch vernachläs-sigbar kleine Mengen abgezogen, dieMenge ist aber ausreichend, um die Luft
Der Autor:Dr. Günter HalmschlagerPapiermaschinenDivision Karton undVerpackung
schwimmendeOberlippe
Turbulenzblock
Anpreßschlauch
1

29
auszutragen. Luft im System würde dieBildung von Pinholes und Störungen imBlattaufbau fördern.
Der Zentrifugalverteiler entfernt abernicht nur die Luft im System sondern eli-miniert auch den Querverteiler und damitden seitlichen Abzug mit der Folge vonEnergieeinsparung im Zuführsystem.
Der Erfolg des ModuleJet war Anlaß,auch den FloatLip-Former mit einem Ver-dünnungswassersystem zur Einstellungdes Flächengewichtsquerprofils auszu-rüsten. Der ModuleJet FL ist ein starkvereinfachtes, den Anforderungen ange-paßtes System mit manueller Betätigungder Verdünnungsventile. Der Effekt derFlächengewichtskorrektur durch Verdün-nung ist so groß, daß nur ca. jeder fünfteFloatLip-Former der Siebpartie mit einemModuleJet FL ausgerüstet wird. DerModuleJet FL erlaubt präzise Flächen-
gewichtsquerprofileinstellung ohne nach-teilige Auswirkungen auf die Faserorien-tierung und damit auf das Reißlängenver-hältnis.
Der FloatLip-Former wird wie sein Vor-gänger in den Varianten N, NO und Sangeboten. Die Auswahl der Type ist vor-rangig von der Geschwindigkeit sowievom Rohstoff abhängig. Mit einem Float-Lip-Former wird vorzugsweise eine Lagemit einer spez. Flächenmasse zwischen60 und 100 m2 gebildet. Die Anzahl derFormer hängt somit vom gefordertenFlächengewicht des Fertigproduktes ab.
Die Betriebsgeschwindigkeit einer Rund-siebformeranlage liegt im Bereich vonca. 35 bis max. 400 m/min. bei spezi-fischen Flächenmassen von 15 bis über1000 g/m2. Die maximale Arbeitsbreitebeträgt ca. 5000 mm.
Der FloatLip-Former zeigt eindrucksvoll,wie altbewährte Konzepte durch Innova-tion – ohne großen Kostenaufwand – zeit-gemäß weiterentwickelt werden können.Produkte wie der FloatLip-Former rundendie Produktpalette von Voith Sulzer ab.
Die Übertragung moderner Konzeptesowie die konsequente Weiterentwicklungdieser Produkte ermöglichen der VoithSulzer Papiertechnik auch in einemBereich, in dem nicht höchste Produk-tionskapazität oder Geschwindigkeit ge-fragt sind, eine führende Stellung amMarkt einzunehmen.
Einsatzbereiche des FloatLip-Formers:� Faltschachtelkarton� Graukarton� Wickelpappen� Gipsplattenkarton.
Merkmale des FloatLip-Formers:� einstellbarer Entwässerungsdruck über
schwimmende Oberlippe� Zentrifugalverteiler mit ModuleJet FL � einfache Bedienung und Wartung� hohe Verfügbarkeit
Technologische Vorteile:� gute Formation bei niedrigem Energie-
einsatz� gleichmäßiges Dickeprofil,
gute Bedruckbarkeit� hohes spezifisches Volumen und
Quersteifigkeit� einstellbares Reißlängenverhältnis.
Entlüftung
MischblockModuleJet FL
VerteilrohrVerdünnungs-wasser
Zentrifugalverteiler
Weiße Decke:
Typ N
Typ NO
Typ S
Einlage, Rücken, Schonschicht:
Typ N
Typ NO
Typ S
50 100 150 200 250 300 m/min
Abb. 1:FloatLip-Former-Stoffauflauf.
Abb. 2:FloatLip-Former mit Verteilsystem.
Abb. 3:FloatLip-Former – typische Einsatzbereiche.
3
2
Papiermaschinen

30
In Serang, Indone-sien, wurde imvergangenen Ge-schäftsjahr ein be-deutender Auftragder Voith SulzerPapiertechnik imBereich Kartonma-schinen erfolgreichabgewickelt: Eshandelt sich dabeium eine kompletteProduktionsliniefür gestrichenen
Papiermaschinen Divisions:Serang KM3/KM4 – eine vorbildliche Inbetriebnahme
Der Autor: AlexanderWassermann, Papier-maschinen DivisionKarton und Verpackung,Inbetriebnahme
Faltschachtelkarton, bestehend aus einerStoffaufbereitungsanlage sowie zwei Kar-tonmaschinen KM3/KM4, welche bis aufwenige Details und die spiegelbildlicheAntriebsanordnung identisch sind.
Die Komponenten der AnlageDie Stoffversorgung der Anlage Serangwird gesichert durch insgesamt siebenAuflösungslinien für Altpapier, CTMP undZellstoff. Somit sind alle Schlüsselkom-ponenten der Voith Sulzer Stoff-aufbereitung, wie Hochkonsistenzauflö-sung, Flotation und Dispergierung inte-
griert. Zusätzlich wurden Systeme zurChemikalienaufbereitung, Wasserkreis-laufbehandlung und Rejectaufbereitunginstalliert. Der maximale Gesamtdurch-satz beträgt 1985 t/datro.
Bei den Kartonmaschinen ist jeweils eineaus vier Sieben bestehende Mehrlagen-siebpartie im Einsatz, wobei alle Lagenmit Stufendiffusorstoffaufläufen ausge-stattet sind.
Die Pressenpartie besteht aus einer dop-pelt befilzten Saugpresse, gefolgt von je

31
sind nur bei speziellen Sorten im Einsatz,üblicherweise wird der Rücken nur leichtgeleimt.
Nach der Streichmaschine und der letztenTrockengruppe folgen zwei Softnip-Glätt-werke. Für beidseitig gestrichenen Kartonsind die Glättwerke mit wechselnder An-ordnung von Soft- und Thermowalze imEinsatz. Das Konzept mit insgesamt dreiGlättwerken erreicht dieselben Glättwertewie eine Maschine mit Yankeezylinder. Esergeben sich jedoch entscheidende Vor-teile durch eine höhere runnability der
Papiermaschinen
einer doppelt und einer einfach befilztenWalzenpresse mit großem Durchmesser.Diese Großwalzenpressen können spätergegen Schuhpressen ausgetauscht wer-den. Die Kalibrierung der Kartonbahn vorder Streichmaschine erfolgt durch einHartnip-Glättwerk.
Die Streichanlage hat 4 (bzw. 3 an derKM 3) Auftragswerke. Auf der Deckensei-te werden mit stiff blade für den Vor-strich und bent blade für den Deckstrichinsgesamt maximal 24 g/m2 aufgetragen.Die beiden Aggregate auf der Rückseite
Kartonmaschine. Dies bezieht sich in er-ster Linie auf Sortenwechsel, Feuchtepro-fil (längs und quer) sowie auf die Auf-führzeiten. Es ergeben sich noch weitereVorteile in Hinsicht auf Investitionskostenund Flexibilität bei Erweiterungen beste-hender Anlagen. Die KM4 produziert heute aus Marktgrün-den vorwiegend Ivory Board (GZ1) ausgebleichtem Zellstoff und CTMP. Auf derKM3 wird Duplex Board erzeugt, jedochstehen auch Solid Bleached Board, ArtBoard sowie Manila Board auf dem Pro-duktprogramm.
Abb. 1:Siebpartie Serang KM3
1

Elektrik- und Instrumentierungsabteilungdes Kunden erlaubte es aber, die gesam-ten hierfür notwendigen Checks in sehrkurzer Zeit abzuwickeln.
Das Bedienpersonal in der Stoffaufberei-tung und an den Papiermaschinen wurdeauf die bevorstehenden Aufgaben von denausgebildeten Papiermachern des Kundeneingeschult. Diese wiederum waren imVorfeld der Inbetriebnahme zur Schulungin Europa, wo sie auch die Gelegenheithatten, eine Kartonfabrik in Betrieb unterdie Lupe zu nehmen.
des liefernden Konsortiums soll an dieserStelle besonders hervorgehoben werden.Schon im Bereich der Montage, wo dieganze Vorarbeit zur funktionellen Inbe-triebnahme geleistet wird, stellte derKunde eine hervorragende Mannschaftzur Verfügung. Auch eine bestens aus-gerüstete werkseigene Werkstätte trugviel dazu bei, daß die knappen Termineeingehalten werden konnten.
Besonders schwierig ist es, die moderneMeß-, Steuer- und Regeltechnik zu be-herrschen. Das gute Verhältnis mit der
2
Abb. 2:Teilansicht der Stoffaufbereitung Serang.
Die Inbetriebnahme – eine Heraus-forderung an die Zusammenarbeit allerBeteiligtenUm eine Anlage dieser Größe erfolgreichin Betrieb nehmen zu können, muß dieZusammenarbeit auf der Baustelle rei-bungslos funktionieren. Das gilt in glei-cher Weise für den Bereich der Montage,für die Installation der Meß-, Steuer- undRegeltechnik sowie im Anschluß daranfür die technologische Inbetriebnahme.Die gute Zusammenarbeit der verschiede-nen Mannschaften des Kunden aus Tech-nik und Produktion sowie aller Mitglieder
32

33
Unter diesen Voraussetzungen begann imNovember 1995 die Phase der Inbetrieb-nahme.
Die funktionelle InbetriebnahmeDa bei der Inbetriebnahmevorbespre-chung im Oktober 1995 ein Startup-Termin von Mitte Februar 1996 vereinbartwurde, galt es, möglichst zügig mit dengesamten Checks voranzukommen. Diefunktionelle Inbetriebnahme, welche diesogenannten Loopchecks und die trocke-nen Funktionstests umfaßt, bildet dabeidas Grundgerüst für die fertig gecheckteAnlage. Dabei wird sichergestellt, daßdie Anlage problemlos bedienbar ist, undzwar so, daß man sich während derheißen Phase auf die Funktionen derAggregate und Maschinen verlassenkann. Das muß sowohl für die einzelnen
Abb. 3:Filzeinziehen an der zweiten Presse KM3.
Abb. 4:Einziehen des Einlagesiebes an der KM3.
43
Papiermaschinen
Bereiche des Prozeßleitsystems (PLS) alsauch für die Maschinensteuerung ge-währleistet sein.
Während der Loopchecks wurden dieVerbindungen der Steuersysteme zu denFeldgeräten und umgekehrt auf Richtig-keit überprüft. Bei einer Gesamtzahl vonetwa 5000 Steuerkreisen beanspruchtediese Tätigkeit einen Großteil der Zeit derfunktionellen Inbetriebnahme.
Zur besseren Übersicht und Fortschritts-kontrolle wurden Checksheets aufgelegt,die von den Prüfmannschaften ausgefülltan die Voith Sulzer Mannschaft aus-gehändigt wurden. Etwaige Problememußten darin vermerkt sein, damit diesenschnell nachgegangen werden konnte. Zudiesem Zeitpunkt wurden die gesamtenBewegungen der Maschine bereits durch-
gefahren. Das heißt, die Hydraulikaggre-gate liefen bereits, und zur Kühlung die-ser war die Wasserversorgung sicherge-stellt. Für die pneumatischen Bewegun-gen war ein stabiles Instrumentenluftnetzeine wichtige Voraussetzung.
Nach der Überprüfung der Prozeßsteuer-kreise wurden die einzelnen Funktionengetestet, und zwar jeweils zusammenge-faßt in den Prozeßgruppen. Diese Phasezielte darauf ab, die logischen Abläufe derAnlagenteile nochmals zu durchleuchten.
Den Schlußpunkt der funktionellen Inbe-triebnahme bildete das Anfahren desMehrmotorenantriebs. Da an den beidenKartonmaschinen über 70 Antriebe abzu-gleichen waren, stellte diese Tätigkeiteine sehr komplexe und aufwendige Auf-gabe dar. Außer dem eigentlichen Drehen

34
der Antriebe mußte auch das problemloseFunktionieren der Zentralölschmierungsowie des Dampf- und Kondensatsystemssichergestellt werden. Im Naßteil wurdendie Antriebe zunächst unbespannt abge-glichen, da das Einziehen von Sieben undFilzen erst nach den Wassertests durch-geführt werden kann.
Die technologische InbetriebnahmeAm Anfang der technologischen Inbe-triebnahme stehen die Naßtests an derAnlage. Sowohl in der Stoffaufbereitungals auch an der Papiermaschine werdenalle Prozeßlinien zunächst mit Wasser ge-fahren. Dieser Vorgang dient erstens zurSpülung und Dichtheitskontrolle der Lei-tungen, dann aber vor allem zum erstenEinstellen und Parametrieren der Rege-lungen, sowie zur Kontrolle, ob die ver-schiedenen Systeme stabil laufen. Eswerden Drücke an den Sortierern undCleaneranlagen voreingestellt, Schieber-einstellungen vorgenommen und even-tuelle Ausfälle von Pumpen oder derglei-chen auf die möglichen Ursachen hinüberprüft.
Beim Testen der einzelnen Gruppenstartswurde besonders darauf geachtet, daßdie Schritte der Gruppenstarts auch vomPersonal des Kunden in allen Einzelheitennachvollzogen werden konnten. Währendder Wassertests bot sich eine gute Gele-genheit, die Mannschaft des Kunden aufdie tatsächlichen Betriebsbedingungen anden laufenden Maschinen einzuschulen.Auch hier zeigte sich mit besondererDeutlichkeit die Wichtigkeit einer lücken-losen Zusammenarbeit. Da das Maschi-nenpersonal in eine Feld- und eine PLS-Gruppe unterteilt war, war auch dieAbstimmung zwischen den auf den Be-dienschirmen angezeigten Informationen
5
Abb. 5:Schlußgruppe und Aufrollung an der KM4 Serang.

35
und den Prozeßgegebenheiten vor Ort einwichtiges Thema.
Während der Inbetriebnahme wurdenauch die Verriegelungen nochmals genauüberprüft. Dabei wurde zum Beispiel be-achtet, daß die Refinerregelungen in derStoffaufbereitung tadellos arbeiteten, so-wie daß die Produktionsregelung bzw. dieSteuerung der Mischzentralen die sichereVersorgung mit Stoff gewährleisteten. Ander Papiermaschine wurden in dieserPhase besonders die Verriegelungen imBereich Konstantteile/Siebpartie einerKontrolle unterzogen. Da es sich bei denKartonmaschinen in Serang um eineMehrlagenlangsiebpartie handelt, bei dervier Lagen miteinander vergautscht wer-den, ist der Aufwand an Verriegelungensehr hoch. Die Vakuumanlage dieserSiebpartie ist wesentlich sensibler als beieinem herkömmlichen Langsieb und wur-de ebenfalls einer sorgfältigen Funktions-kontrolle unterzogen.
Als letztes System, welches beim Anfah-ren jedoch äußerst wichtig ist, wurde dieAbrißsteuerung bzw. die Ausschußver-
6
Abb. 6:Die Qualität eines Tambours wird sorgfältiggeprüft.
Papiermaschinen
arbeitung simuliert. Die Lichtschranken-positionen wurden sorgfältig ausgewählt,da eventuelle Zugschwankungen, welchezum Durchhängen der Bahn führen kön-nen, nicht als „kein Papier“ verkannt wer-den sollten. Es war sicherzustellen, daßdie einzelnen Abschlageinrichtungen ar-beiteten, sowie daß die richtigen Pulperanliefen bzw. die Verdünnungswasser-menge stimmte. Bei einer Maschine die-ser Länge sind fünf Pulper notwendig,um ein reibungsloses Aufführen der Bahnzu ermöglichen und eine größere Flexibi-lität bei Abrissen zu bekommen.
Der MaschinenanlaufDas Produktionsprogramm wurde mitdem Kunden rechtzeitig abgestimmt. Manwollte zunächst ungestrichenen Graukar-ton (auf drei Lagen) produzieren, diesersollte in der werkseigenen Hülsenfabrikverarbeitet werden. Nach einem Übergangüber weiß gedeckten Duplex Karton sollteschließlich gestrichener Duplex Kartonproduziert werden. Dieses Produktpro-gramm wurde jedoch kurz vor Inbetrieb-nahme an die aktuellen Marktbedingun-gen angepaßt, man wollte möglichstschnell die Produktion auf Frischfaserkar-ton umstellen.
Diese Umstellung machte einige Anpas-sungen in der Stoffaufbereitung notwen-dig, dennoch konnte der Anfahrtermineingehalten werden. Am 14. Februar 1996wurde schließlich zum ersten Mal „Stoffauf Sieb“ gegeben. Die Einstellungen imNaßbereich wurden zunächst optimiert,sodaß ein stabiles Blatt zum Überführenin die Trockenpartie zur Verfügung stand.
Gleich mit Beginn der Produktion wurdeviel Wert auf die Automation der Flächen-
gewichts- und Feuchteregelung gelegt.Der PLS/QLS Lieferant ging daran dieScanner schnell abzugleichen, gleichzei-tig wurden durch ständige Konsistenz-messungen in den einzelnen Strängen dieEichungen der Lagengewichtsregelungenvorgenommen. Besonders in der Stoff-aufbereitung waren sehr viele Konsistenz-regelungen, welche für eine korrekteProduktionsregelung unerläßlich sind, zueichen. Da beim Anlauf auch Ausschußanfällt, wurde besonders darauf geachtet,daß dieser nicht zu „dünn“ von derMaschine zurück zur Stoffaufbereitunggefördert wurde.
Diese frühe Optimierung ermöglichte ei-nen sehr stabilen Lauf der Papiermaschi-ne, sicherlich auch ein Verdienst desKonzeptes ohne Yankeezylinder. Nach-dem zwei Wochen Graukarton und weißgedeckter ungestrichener Duplex produ-ziert wurden, konnte auf gestrichene Qua-lität umgestellt werden. Die ersten Mes-sungen aus dem Labor bestätigten dieverkäufliche Kartonqualität.
Die Optimierung der Einstellungen ander PapiermaschineDie Optimierung der folgenden Wochendiente einerseits dazu, die Produktions-mengen zu erhöhen, andererseits wurdedie Kartonqualität weiter verbessert. Auchhier war wiederum die enge Zusammen-arbeit mit dem Kunden die Garantiedafür, daß etwaige Einstellungsänderun-gen sofort durchgeführt wurden und dieResultate unmittelbar zur Verfügungstanden.
Der Maschinenlauf war von Anfang ansehr ruhig. Ausfallzeiten, sei es elektri-scher oder mechanischer Art, waren fast

36
nie zu verzeichnen. Bereits nach drei Mo-naten waren die Abrisse auf einen Abrißalle zwei Tage beschränkt. Eine genaueFehlerstatistik des Kunden machte einezielgerechte Optimierung der Abrißhäu-figkeit möglich.
Die Produktion wurde stetig, den Markt-gegebenheiten folgend erhöht, und imJuli wurde erstmals die garantierte Pro-duktionsmenge von 650 Tagestonnenüberschritten. Die produzierten Qualitätenentsprachen immer der Spezifikation desKunden.
Der Anlauf der KM3Während der Optimierungsphase an derKM4 wurde die KM3 fertig montiert, bzw.wurde bereits mit den Loop- und Funk-tionstests begonnen. Der seltene Fall
7
Abb. 7:Produktionsleiter Tsai Chuen Hsin (3. von links)mit einem Teil des Inbetriebnahmeteams.
zweier nahezu identischer Papiermaschi-nen in einer Halle verschaffte hier vorallem der Montagetruppe und den Check-teams große Vorteile. Die wenigen Ände-rungen der Hard- und Software konntenin sehr kurzer Zeit vorgenommen werden.Die revidierten Funktionspläne erlaubtensomit eine deutliche Reduzierung derCheckzeit.
In der Stoffaufbereitung wurden die be-reits mit Wasser voroptimierten Strängenun mit Altpapier in Betrieb genommen.Man nützte den Umstand, daß eine weite-re altpapierverarbeitende Papiermaschineim Werk vorhanden war, welche in derTestphase von der neuen Stoffaufberei-tung mitversorgt werden konnte. Somitstellte eine stabile Stoffversorgung für
die KM3 kein Problem dar.
Das Bedienpersonal des Kunden konntean der laufenden KM4 hervorragend ge-schult werden, zusätzlich wurden einigeSchichtführer zum Startup von dieserMaschine zur KM3 abgezogen.
Alle oben genannten Umstände führtenschließlich zu einem Bilderbuchstart derzweiten Kartonmaschine, wo bereits 45Minuten nach „Stoff am Sieb“ Karton amRoller gewickelt wurde. Diese Leistungwurde vom Kunden sehr hoch geschätzt.Der Erfolg der Inbetriebnahme der AnlageSerang illustriert somit von neuem diegroße Bedeutung einer guten Zusammen-arbeit zwischen Kunden und Lieferanten.

37
Die Papiermaschine Nr. 26 der Biron-Division von Consolidated Papers Inc.,Wisconsin Rapids, WI, USA, stellt nachdem Einbau des DuoFormer CFD, der innur 18 Tagen fertiggestellt war, ein Spit-zenprodukt her.
Für den Umbau des Gap Formers warenursprünglich 30 Tage vorgesehen wor-den. Durch effektive Planung und heraus-
ragende Leistun-gen der beteiligtenTeams konnte derZeitraum um zwölfTage verkürzt wer-den, was erhebli-che Einsparungenbei diesem Projektermöglichte. Am 7.März war Stoff aufdem Sieb, und am8. März lief dieMaschine.
„Es war eineunglaubliche Lei-stung, die von al-len Beteiligten desUmbaus und desGap Former Pro-jektes von PM 26vollbracht wurde,einschließlich derIngenieure, Zeich-ner, Konstrukteu-re, des Lager-,Hilfs- undTransportper-sonals, der War-tungsmannschaf-ten, des Produk-tionsteams vonPM 26, unserer
Gap Former Technologie:DuoFormer CFD – großartiger Erfolg für LWC in USA
Einkaufsabteilung, der Verkäufer und Zu-lieferer, des Teams von Voith Sulzer undder Vertragspartner auf der Baustelle“, soJames Kolinksi, Vizepräsident der Ferti-gung. „Andere Abteilungen haben uns tat-kräftig mit ihren Leuten unterstützt. Vie-len Dank an alle, die Hand an dieses Pro-jekt gelegt haben. Es ist eine außer-gewöhnliche Zusammenarbeit –Weltklasse!“
„Die Vorarbeiten, der Einbau und dieInbetriebnahme waren hervorragend“,meint Divisionsleiter Roger Wangen.„Das gesamte Projekt war ein Erfolg – am
ersten Betriebstag der Coater konnten wirbereits verkaufsfähiges Papier liefern.“
Ken Lepinski, der für die PM 26 Verant-wortliche, sagte, daß die Papierqualitätmit dem DuoFormer CFD ausgezeichnetsei. Zwar seien noch einige Feinabstim-mungen an der Maschine notwendig, abersie zeige bereits großartige Ergebnisse.„Der ModuleJet Stoffauflauf gibt uns einganz hervorragendes Profil“, meintLepinski. „Von der Inbetriebnahme anhaben wir das Papier als Spitzenproduktverkaufen können.“
Roger L. Wangen,Division ManagerBiron Division Con-solidated Papers, Inc.
James R. Kolinski,Vizepräsident,Manufacturing Con-solidated Papers, Inc.
Papiermaschinen

38
Die Mehrlagenblattbildung mittels mehrerer Stoffaufläufe undSiebe ist Stand der Technik bei Herstellung von Verpackungs-und Kartonqualitäten.
Intensive Forschungsarbeiten der Voith Sulzer Papiertechnikin enger Zusammenarbeit mit ihren Kunden haben dazugeführt, daß die Anwendungsbereiche der Mehrschichttechno-logie (mehrere Stoffsorten in einem Stoffauflauf) in denletzten Jahren erheblich erweitert werden konnten.
Voith Sulzer Papiertechnik bietet heute eine Reihe neuer,interessanter Konstruktionsvarianten, abgestimmt auf denverwendeten Rohstoff und seine papierphysikalischen Eigen-schaften einerseits sowie auf die spezifischen Kunden-anforderungen andererseits.
Ihre vollständige Darstellung wäre infolge ihrer Komplexitätzu umfangreich. Deshalb beschränken wir uns im folgendenauf die hydrodynamische Anforderung in einem modernenMehrschichtstoffauflauf.
Papiermaschinen Divisions:Neue Einsatzgebiete der Mehrschichttechnologie
Aufbau eines Mehrschicht-stoffauflaufesAbb. 1 zeigt einen 3-Schicht-Stoffauflaufmit ModuleJet Stoffdichteregelung füreinen CFD-Gapformer. Über die großenVerteilrohre können bis zu drei unter-schiedliche Stoffe dem Stoffauflauf zuge-führt werden. Wird ein symmetrischerBlattaufbau angestrebt, müssen die bei-den äußeren Rohre mit dem gleichenStoff gespeist werden. In der Regel istder geringwertigere Stoff in der Mitte.
Die Verbindung der Verteilrohre mit demStoffauflauf wird in vielen Fällen durchflexible Leitungen realisiert. Diese ver-bessern die Zugänglichkeit des Stoffauf-laufes und gestatten den Verzicht auf zu-und ablaufseitige Kompensatoren in denVerteilrohren. In anderen Fällen werdendie Verteilrohre auch direkt am Turbulenz-
Die Autoren:Dr. Elmer Weisshuhn,Papiermaschinen DivisionKarton und Verpackung,StoffaufläufeUlrich Begemann, Papiermaschinen DivisionGrafisch, Stoffaufläufe
1

39Papiermaschinen
erzeuger angeflanscht. Auf diese Weiseentstehen sehr kompakte Stoffaufläufe,die ebenfalls eine gute Zugänglichkeit er-lauben.
Alle Mehrschicht-Stoffaufläufe sind, wieder Einschichtstoffauflauf, zur Einstellungdes Strahleinschußwinkels drehbar ge-lagert.
Am Auslaß des Turbulenzeinsatzes sindzwei Lamellen befestigt, die die Düse indrei getrennte Strömungsräume unter-teilen. Das als Sandwichkonstruktion auf-gebaute Lamellenende besteht aus einemCFK Trägermaterial. Der auf Null ein-gestellte Wärmeausdehnungskoeffizientsorgt für höchste Maßhaltigkeit bei wech-selnden Stofftemperaturen. Dies ist einewichtige Voraussetzung für ein stabilesund ebenes Faserorientierungsprofil.
Für den Bereich Verpackung und Kartonkommt immer mehr der in Abb.2 gezeigteStoffauflauf zum Einsatz. Die Querstrom-verteiler sind in einer biegesteifen Trag-konstruktion untergebracht. An den Ver-teilern schließt sich direkt der Turbulenz-einsatz an.
Da das Gewicht der hochwertigen Deck-schicht möglichst gering gehalten wird,hat die ModuleJet-Schicht zumeist einenFlächengewichtsanteil von größer odergleich 50%. Dies ist ausreichend, umdurch Flächengewichtsveränderung in nureiner Schicht das Gesamtflächenge-wichts-Querprofil optimieren zu können.
Zu den allgemeinen Vorteilen der Stoff-dichteregelung kommt bei Einsatz amMehrschichtstoffauflauf noch ein weitererhinzu: Die für eine gute Abdeckung wich-
Abb. 1:Schematische Darstellung eines 3-Schicht-Stoffauflaufes.
Abb. 2:2-Schicht-Stoffauflauf für Verpackung undKarton.
tige Gleichmäßigkeit der Strahldicke derDeckschicht wird nicht durch Deforma-tion der für die Querprofilregelung be-nötigten Blende gestört.
Die hier dargestellten Stoffaufläufe ste-hen stellvertretend für eine Vielzahl anKonstruktionsvarianten, die benötigt wer-den, um den unterschiedlichen Anforde-rungen der Zwei- und Dreischichttechno-logie bei Verpackung und Karton, Tissuesowie grafischen Papieren gerecht zuwerden.
Neue Entwicklungen amMehrschichtstoffauflaufDie Qualität eines mehrschichtigen Pro-duktes hängt in weitaus größerem Maßevon der richtigen Auslegung des Stoffauf-laufes ab als dies beim Einschichtstoff-auflauf der Fall ist.
Wichtige Beurteilungskriterien sind:� Abdeckung der Basis durch die
Deckschicht bei gegebenerFlächenmasse der Deckschicht
� Spaltfestigkeit� Reißlängenverhältnis� Formation� Stoffdichte- und Durchsatzbereich� Geschwindigkeitsbereich.
Die jüngsten Entwicklungen in derMehrschichttechnologie hatten folgendeZiele:� Deutliche Verringerung des zur
Abdeckung notwendigen minimalenDeckschichtgewichtes
� Steigerung der Geschwindigkeit einerMehrschichtmaschine auf etwa1200 m/min
� Produktion von Gesamtflächen-gewichten bis zu 300 g/m2 aufGapformern.
Dank intensiver Zusammenarbeit vonKunden und Maschinenhersteller und derTatsache, daß bei den zurückliegendenProjekten an mehreren Voith SulzerPapiertechnik-Versuchsmaschinen in Ra-vensburg und Heidenheim zeitgleichgearbeitet wurde, konnten zahlreiche pro-duktspezifische Lösungen in kurzer Zeitentwickelt werden.
Diese Versuchspapiermaschinen verfügenüber Stoffaufläufe, bei denen der Turbu-lenzeinsatz-Typ, die Lamellengeometrieund die Düsenform sehr einfach zu ver-ändern sind. Die Stoffaufläufe können alsein-, zwei- oder dreischichtige Stoffauf-läufe am Gapformer betrieben werden.
Bei ersten Versuchen zur dreischichtigenHerstellung von Kopierpapier im März
2

40
schlecht
schlecht
0 200 400
Strahllänge [mm]
500 700
Düsenlänge [mm]
gut
RR
gut
0 20 40 8060
Lamellenüberstand [mm]
1 8
Endkonvergenz [mm]
RR
gut
schlecht
gut
schlecht
Da viele Merkmale der Formation undAbdeckung ein direktes Abbild der Struk-tur der Strahloberfläche sind, werdennachfolgend einige Strahlfotos eines120 mm breiten Versuchsstoffauflaufesdargestellt.
Abb. 5 zeigt den Einfluß der Düsenkon-vergenz, Abb. 6 den der Lamellenlängeauf die Strahlturbulenz. Im linken Teil derAbb. 6 ist das störende Strahlsprüheninfolge Wandreibungsanstieg deutlich zuerkennen. Zunehmende Strahlturbulenzbedingt eine härtere Formation und, beiÜberschreitung einer kritischen Grenze,eine Verschlechterung der Abdeckung.
Einer aus Gründen der Lagentrennunganscheinend wünschenswerten großenLamellenlänge sind somit Grenzengesetzt.
die einzelnen Schichtgewichtanteile unab-hängig von Maschinengeschwindigkeitund Durchsatz direkt als Festwert vorzu-geben.
In der Folgezeit bestätigten sich auch dievon der Einschichttechnologie bereits be-kannten Vorteile der Stoffdichteregelung.
So könnten bei Einsatz des ModuleJetgute Faserorientierungs- und Flächenge-wichtsquerprofile auch an Mehrschicht-Stoffaufläufen erzielt werden.
Die entscheidende Voraussetzung für einebenes Faserorientierungsquerprofil istauch hier die Parallelität der Auslaufspal-te. Dies bedeutet, daß an die Ebenheit derLamellenspitze ähnliche Anforderungenwie an die des Tischbleches zu stellensind.
1992 zeigte sich bei zweistoffigemBetrieb eine unbefriedigende Abdeckungmit streifiger Formation. In den folgendenMonaten wurden Parameter wie Stoffauf-laufstoffdichte, Strahllänge, Düsenlänge,Lamellengeometrie und Düsenkonvergenzauf ihren Einfluß auf Formation, Spalt-festigkeit und Abdeckung hin untersucht.Abb. 3 zeigt qualitativ die Strahlqualitäteines Mehrschichtstoffauflaufes als Funk-tion einiger Geometrieparameter.
Abb. 4 zeigt ein zweischichtig hergestell-tes Kartonmuster mit schlechter Ab-deckung. Die Ursache ist eine ungeeigne-te Düsengeometrie.
Eine weitere Aufgabe bestand zu diesemZeitpunkt in der Entwicklung einer kom-fortablen Stoffauflaufregelung, die es bei-spielsweise dem Papiermacher gestattet,
Abb. 3:Einflußfaktoren auf die Strahlqualität R eines Mehrschichtstoffauflaufes.
Abb. 4:Schlechte Abdeckung wegen ungeeigneterDüsengeometrie.
3 4

41Papiermaschinen
Abb. 7 zeigt eine Langzeitaufnahme derStrahloberfläche des mit einer Lamellebestückten Versuchsstoffauflaufes. Dierechte Lamellenhälfte hat eine optimierteSpitze in CFK-Sandwichbauweise. Dielinke Lamellenhälfte hat eine Spitze miteiner Enddicke von 0,5 mm.
Tabelle 1 zeigt die große Anzahl der allein
Abb. 5:Strahloberflächen bei unterschiedlichenDüsenkonvergenzen (Versuchsstoffauflauf).
Abb. 6:Strahloberflächen bei unterschiedlichenLamellenlängen (Versuchsstoffauflauf).
in den letzten Jahren in Betrieb ge-nommenen Voith Sulzer Papiertechnik-Mehrschichtmaschinen, die bis heuteauch mehrstoffig betrieben werden.
Seit einiger Zeit werden auch Versuchezur mehrschichtigen Herstellung vonSCA-Papieren durchgeführt. Das Zielbesteht in der Anreicherung der Füllstoffe
an den Blattoberflächen. Wie Abb. 8zeigt, ist der gewünschte Effekt deutlichausgeprägter als bei einschichtig, mitoptimierter Betriebsweise hergestelltenBlättern.
Zusammenfassung und AusblickDie Mehrschichttechnologie für Ver-packungs- und Kartonqualitäten hat ein
5
6
Standard-Düsestetig-konvergent
Konvergenz-Düsemit extremer Beschleunigung am Düsenende
StoffauflaufLamellenüberstand über Düsenende: 60 mm Lamellenüberstand über Düsenende: 0 mm

42
Inbetriebnahme Firma LiKW [m] Papiersorte
08/1994 Visy Paper Inc. 2,7 LinerSydney 6 zweischichtig
01/1995 Visy Paper Inc. 5,4 LinerConyers 12 zweischichtig
01/1995 Willamett Inc. 5,4 LinerCampti 2 zweischichtig
09/1995 Neusiedler AG 4,9 KopierpapierHausmening 6 dreischichtig
01/1996 Taiwan Tissue 3,8 TissueTien Long zweischichtig
03/1996 Visy Paper Inc. 3,1 LinerBrisbane 8 zweischichtig
06/1996 Industria Cartoria 2,8 TissueTronchetti zweischichtigTronchetti 3
02/1997 Visy Paper Inc. 5,4 LinerNew York zweischichtig
08/1996 KNP 5,4 LinerZülpich 2 zweischichtig
12/1996 Cartiera di Cadidavid 5,4 TestlinerCadidavid 2 zweischichtig
Pulp and Paper Europe
35
30
25
20
15US OS
Fülls
toff
geha
lt[%
]
Produkt: SCA-PapierFG: 56 g/m2
Naßteil: Dreischicht-Stoffauflaufund CFD-Former
Abb. 7:Strahloberflächen bei unterschiedlichenLamellenendgeometrien (Langzeitaufnahme amVersuchsstoffauflauf).
Abb. 8:Füllstoffverteilung eines mehrschichtighergestellten SCA-Papieres.
hohes Niveau erreicht. In kurzer Zeit wur-de eine Vielzahl an Produktionsmaschi-nen verkauft.
Mit den bereits in Betrieb genommenenAnlagen können Blattgewichte von 80 bis300 g/m2 bei Geschwindigkeiten von biszu 1200 m/min auf Gapformern produ-ziert werden. Die Abdeckungen zwischenden Einzelschichten sind gut, sieheAbb. 9 und 10. Die Investitions- undBetriebskosten sind deutlich geringer alsbei vergleichbaren Mehrlagenmaschinen.
Die Querprofile von Flächengewicht undFaserorientierung sind zumeist wesent-lich besser. Zudem führt diese Maschi-nenkonzeption zu einer vereinfachtenBetriebsweise, die mit der einer Ein-schichtmaschine vergleichbar ist.
Zur wirkungsvollen Beeinflussung derLängs- und Querfestigkeit kann dieStrahlsiebdifferenz über einen weitenBereich verändert werden.
Die Mehrschichttechnologie für grafischePapiere hat ebenfalls ein hohes Niveau
7 8
Lamellenspitze: Stufensprung
Lamellenspitze: optimiert

43Papiermaschinen
Abb. 9:Mehrschichtig produzierter Liner.Versuchsmaschine: 2-Schicht-Stoffauflauf,DuoFormer CFD, 550 m/min, 126 g/m2
Decke: Zellstoff gebleicht, 56 g/m2
Rücken: Zellstoff ungebleicht, 72 g/m2
Abb. 10:Mehrschichtig produzierter Liner.Versuchsmaschine: 2-Schicht-Stoffauflauf,DuoFormer CFD, 900 m/min, 118 g/m2
Decke: Zellstoff AP (eingefärbt), 46 g/m2
Rücken: 100% AP, 72 g/m2
erreicht. Sie stellt aber wegen der gerin-gen Blattgewichte besondere Anforderun-gen an die Gleichmäßigkeit der Strö-mungsverhältnisse im Stoffauflauf.
Obgleich anzunehmen ist, daß die Anzahlder Mehrschichtstoffaufläufe für Ver-packung und Karton, Tissue und grafi-sche Maschinen in den nächsten Jahrenzunehmen wird, sollen abschließend auchdie derzeitigen Grenzen dieser interes-santen Technik aufgezeigt werden.
� Das Mindestgewicht einer Schicht mitDeckfunktion liegt bei heutigem Ent-wicklungsstand bei ca. 25 g/m2. Wirddieses unterschritten, wird nur nochein Netzwerk gebildet. Bei einigenAnwendungsfällen ist dies jedochbereits ausreichend.
� Auch bei Trennung der nach oben undunten entwässerten Siebwässer isteine Vermischung der Fein- und Füll-stoffe der beiden Schichten einesZweischichtstoffauflaufes nicht voll-ständig zu vermeiden. Dies setzt denmaximal möglichen Farbunterschiedender Schichten Grenzen.
Das Entwicklungspotential ist wegen derNeuartigkeit dieses Einsatzgebietes abermit Sicherheit noch nicht ausgeschöpft.Man muß deshalb davon ausgehen, daßsich neben der klassischen Mehrschicht-betriebsweise weitere Anwendungsgebie-te in der Zukunft ergeben und auch dieGrenzen der Anwendungsmöglichkeitenweiter öffnen werden. Beispielhaft ist dieFüllstoffanreicherung in den Randschich-ten bei SCA-Qualitäten zu nennen.
9
10

44
Die Zahl der re-nommierten Un-ternehmen, diesich für JetFlow Fentschieden ha-ben, wächstständig. In dreifinnischen Pa-pierfabriken gin-gen vor kurzemsechs JetFlow Finnerhalb wenigerWochen in Betrieb– und alle erfüllendie gestellten Er-wartungen an
Qualität und Produktion. JetFlow F isteinfach „Brilliant Coating“! ReijoLindholm, Leiter der Produktion beiEnso Publication Papers bestätigt:„Diese Technik stellt einen deutlichenSchritt vorwärts dar.“
Papiermaschinen Divisions:Brilliant Coating mit JetFlow F –Daten, Fakten und Vorteile
Für alle, die das neue Verfahren nochnicht näher kennen, hier in wenigenSätzen das Prinzip.
Ein dünner Farbfilm wird gezielt als freierStrahl auf das Papier aufgetragen. DerFilm ist vordosiert, die benötigte Auf-tragsmenge ist geringer und der Auftraggleichmäßiger. Das alles passiert saube-rer, mit deutlich höherem Tempo. Auchdie Vorentwässerung des aufgebrachtenFilmes während der „dwell time“ gehtungehindert und gleichmäßiger vonstat-ten. Die Farbe kommt liquider zur Klinge,läßt sich besser egalisieren. Es entstehteine bessere Strichstruktur.
JetFlow F bietet also brillante Vorteile!Wie rechnet sich dieser Nutzen? Dazuinteressante Erfahrungswerte und Kun-denurteile.
JetFlow F – alle Vorteile auf einen Blick
Für die Papierqualität:� Höheren Glanz� Bessere Abdeckung� Überzeugendes Druckbild� Störungsfreies Strichbild� Optimale Strichprofile
Für die Wirtschaftlichkeit:� Höchste Runnability� Mehr Flexibilität� Weniger Energiebedarf
Für die Mitarbeiter und den Service:� Eine saubere Sache� Weniger Wartungsaufwand� Längere Klingenstandzeit� Längere Walzenstandzeiten
Der Autor: Bernhard Kohl, Papier-maschinen DivisionGrafisch, Streichtechnik

45
Welche wirtschaftlichen Vorteile bietetJetFlow F?
Höchste RunnabilityIm Vergleich mit allen anderen Klingen-streichaggregaten bietet JetFlow F dieweitaus höhere Runnability. Dadurchkann der Wirkungsgrad einer ganzenLinie gesteigert werden. Mit JetFlow Fsind Geschwindigkeiten von 2.000 m/minRealität.
Einsatzgebiet …mit Erfolg erprobt
Rohpapier -holzfrei g/m2 40 -140-holzhaltig g/m2 24 -290
Strichgewicht g/m2 4 -20
Geschwindigkeit m/min 330 -2000
Feststoffgehalt % 45 -70
Viskosität mPa·s 600 -2400
(100 1/min Brookfield)
Das heißt, es können teure Retentions-mittel eingespart werden und sogar kriti-sche Streichfarben problemlos verarbei-tet werden.
Weniger EnergiebedarfJetFlow F erlaubt einen höheren Fest-gehalt. Das spart Trocknungsenergie.Zudem ergibt sich nahezu kein Eindickender Streichfarbe, und die Farbumlaufmen-ge ist geringer. JetFlow F senkt also dieBetriebskosten.
Geringes Eindicken:
Die Erfahrungen der Anwender:„Die Farbeindickung ist am Coater 1heute um die Hälfte bis zu 2/3 reduziert,am Coater 2 ist sie nahe Null. Darausresultieren entsprechend höhere Ansatz-
feststoffgehalte, was u.a. der Papier-qualität zugute kommt. Darüber hinauswurde bei bestimmten Sorten das frühervorhandene Geschwindigkeitslimit – ver-ursacht durch die Trocknungsleistungs-grenze der Streichmaschine – deutlichnach oben verschoben.“
Geringere Farbumlaufmenge:
Nicht nur die kleineren Farbumlaufmen-gen, sondern auch die kleineren Farbver-luste beim Reinigen senken die Betriebs-kosten.
Die Erfahrungen der Anwender:„Wir erreichen, was die Farbverluste beiAbrissen anbetrifft, eine deutliche Entla-stung. Beim Entleeren der Wannen vordem Umbau fielen etwa 300 l Farbe proAbriß an, beim Düsenauftragswerk sindes maximal 100 l. Dies auf 5 Abrissepro Tag hochgerechnet entspricht einerReduzierung von ca. 1 t Farbverlust jeArbeitstag.“ „Durch weniger Abrisse und die gerin-gere Farbumlaufmenge konnten die Ab-wassergesamtverluste deutlich reduziertwerden.“
Kunstdruck-SM(seit Februar ’96)
LWC-SM(seit Mai ’95)
Farb
umla
ufm
enge
2527
20 19
-20% -30%
LDTA JetFlow F LDTA JetFlow F
m3/h · mAB
mAB
= Arbeitsbreite in m
Abri
sse
pro
Tag
LWC-SM(seit Mai ’95)
LDTA JetFlow F
7,6
LDTA JetFlow F
6,7
Kunstdruck-SM(seit Februar ’96)
3M
onat
ena
chU
mba
u
4,9
1Ja
hrna
chU
mba
u
6,8
3M
onat
ena
chU
mba
u
4,8
-10%
-36%-28%
Mehr FlexibilitätDer Freistrahlauftrag stellt keine be-sonderen Ansprüche an die Rheologie derStreichfarbe. Die Farbe kann für dasPapier optimiert, muß aber nicht demAuftragswerk angepaßt werden. JetFlow Fist für alle gängigen Streichfarben undPapiersorten geeignet.
Die Erfahrungen der Anwender:„Durch eine deutlich geringere Farbein-dickung und neue Freiheitsgrade in bezugauf die Farbrheologie ergab sich ein Opti-mierungspotential bezüglich der Streich-farbenrezeptur.“
Papiermaschinen

Die Erfahrungen der Anwender:„Durch Einbau des JetFlow F wurde dieFlammigkeit im Strich eliminiert. DieFarbmengeneinstellung ist reproduzier-bar. Querschläge am Blade gehören derVergangenheit an. Somit ergibt sich einäußerst ruhiges und gleichmäßigesStrichbild.“
Optimale StrichprofileDie Strichprofile sind optimal einstellbar.Mit der innovativen Profilmatic� F kanndas Profil schon an der JetFlow F-Düsereguliert werden, bevor die Farbe über-haupt an das Papier kommt. Das kannkein anderes System.
Da nicht mehr über die Klinge profiliertwird, bleibt der Watenwinkel konstant.Bleeding und ungleichmäßiger Klingen-verschleiß werden reduziert. Besondersgünstig wirkt sich dies sowohl bei hohenStrichgewichten als auch bei glatten undbei vorgestrichenen Papieren aus.
Was bringt JetFlow F für das Papier?
Höheren GlanzDer Freistrahlauftrag sorgt für einebesser strukturierte Ausrichtung derPigmente. Es entsteht eine geschlossene-re Oberfläche mit höherem Glanz.
46G
lanz
(Hun
ter
75°)
in%
Ergebnisse mit LWC-Offset40 g/m2 + 2 x 10 g/m2 Strichauftragbei 1500 m/min.
SDTA LDTA JetFlow F
62
53
68
Stri
chge
wic
ht
Düsenspalt-30% +30%
-10%
+10%
Strichgewichts-regelbereich
LDTA JetFlow F
Bessere AbdeckungDa der Film durch Freistrahl aufgetragenwird, entsteht eine sichtbar gleich-mäßigere Abdeckung der Fasern.
LDTA
JetFlow F
1 Jet2 Düse3 Farbauftrag4 Farbrücklauf
1
2
34
Überzeugendes DruckbildUnsere Kunden sagen: „Die Erfahrungenmit unserem neuen JetFlow F Coater imULWC/LWC-Tiefdruckbereich zeigen eineverbesserte Bedruckbarkeit unserer qua-litativ auf hohem Niveau befindlichenPapiere.“ „Wir können Co-Binder einsparen, weilder JetFlow F einen besseren „Strich-stand“ ergibt.“
Störungsfreies StrichbildDer Farbstrahl wird ohne Turbulenzenund Filmsplitting aufgebracht. Damit ent-fallen die sonst auftretenden Qualitäts-beeinträchtigungen.

47
Was sind die Vorteile für Mitarbeiter und Service?
Eine saubere SacheJetFlow F überträgt aus kompakter Düseeinen geschlossenen Film. Der Coaterbleibt sauber. Es gibt kein Spritzen, keinNebeln, und die üblichen Ablagerungensind Vergangenheit.
Die Erfahrungen der Anwender:„Seit dem Einbau des JetFlow F ist dieReinigung der Anlage erheblich einfacherund schneller geworden. Gegenüber demfrüheren LDTA-Auftragswerk entfällt dieReinigung der Einlaufleitwalze und derFarbwanne.“„Die Formatbegrenzer waren früher sehrempfindlich gegenüber Verschmutzungund Ablagerungen. Diese Ablagerungenführten oft zu Abrissen infolge eingeris-sener Ränder. Die integrierten Format-begrenzer des JetFlow F aber bleibensauber und sind verschleißfrei.“
Überzeugen Sie sich selbst. Bei einemReferenzbesuch werden Ihnen die Betrei-ber des JetFlow F ihre Erfahrungen sicherweitergeben.
Weniger WartungsaufwandJetFlow F hat keine Verschleißteile. Nichtsmuß ständig ausgetauscht werden. Alleindie Düse sollte hin und wieder gereinigtwerden. Das läßt sich schnell undunkompliziert erledigen.
Die Düse läßt sich zum Bediener hinschwenken und zum Reinigen öffnen. DieErfahrung hat gezeigt: „Turnusgemäßwird die Düse alle 4 Wochen gereinigt.“
Längere KlingenstandzeitDer vordosierte Auftragsfilm und dasliquide Farbverhalten ermöglichen gerin-gere Klingenkräfte. Dadurch verlängernsich die Standzeiten. Durch weiterent-wickelte Formatbegrenzer wird der Rand-verschleiß minimiert und zudem dieLebensdauer der Klinge erhöht.
Eine Bedienungsmannschaft: „So einesaubere Formatbegrenzung haben wirnoch nie vorher gesehen. Ein großer Vor-teil sind die sauberen, scharf begrenztenStrichränder. Sie können fernbedientjustiert werden. Die verschleiß- undberührungsfreien Formatbegrenzer bean-spruchen weder Papierbahn noch Gegen-walze.“
Längere WalzenstandzeitDie saubere Formatbegrenzung innerhalbder Düse des JetFlow F vermeidet vor-zeitigen Verschleiß im Randbereich derGegenwalzen.
Die Erfahrungen der Anwender:„Nach Einbau des JetFlow F ist dieStandzeit der Gegenwalzen von 6 auf 10Monate gestiegen.“
Papiermaschinen

48
Seit mehr als 30Jahren werden beider Voith SulzerFinishing Ltd. inManchester (GB)die von Papier-machern in derganzen Welt ge-fragten Einkam-mer-Ausgleichwal-zen gefertigt, dieman auch als„SchwimmendeWalzen“ kennt.
Bis heute konnten weltweit über 3600Walzen dieser Art an zufriedene Kundenausgeliefert werden. Die Walzen werdenin Papiermaschinen eingesetzt, wo sie inverschiedenen Funktionsbereichen ihrenDienst tun: in der Siebpartie, der Pres-senpartie, im Feucht-Glättwerk und imFinishing-Kalander.
Im Laufe der Jahre haben sich dieWalzendimensionen und Betriebsbedin-gungen dramatisch verändert. Die folgen-den vier Beispiele stehen für einige unse-rer Spitzenleistungen (Tabelle 1).
Die Schwimmenden Walzen konnten inden letzten Jahren ständig weiter verbes-sert werden. Größere Flexibilität, gestei-gerte Einsatzfähigkeit und verlängerteLebensdauer sind das Resultat diesersteten Weiterentwicklung und kennzeich-nend für die neue Generation von Walzenunter dem Namen Econip. Mit diesemneuen Namen soll auf die Bedeutung derWalzen für den Papiermacher von heuteBezug genommen werden. Gleichzeitigwird mit diesem Namen an die Traditionder weithin bekannten Nipco-Walzenangeknüpft.
Die neue Walzengeneration baut auf dembekannten Prinzip der SchwimmendenWalzen auf und läßt sich in drei Gruppenunterteilen: Econip-TC, Econip-X undEconip-L. Eine vierte Gruppe verbindetdie Eigenschaften der Versionen X und Lund wird unter dem Namen Econip-LXangeboten.
Der Einsatz einer Econip-Walze bringtdem Papiermacher wesentliche Vorteile.In der folgenden Detailbetrachtung derKonstruktionsweise der Walzen soll diesverdeutlicht werden.
Econip-TCDiese Doppelkammerwalze (Twin Cham-ber-TC) bietet als einzige derzeit erhältli-che Walze ein äußerstes Maß an Kontrollebei Anwendungen mit hohen Geschwin-digkeiten und geringem Liniendruck. Dasist von entscheidender Bedeutung bei derTissuedoublierung, wo sich Volumenver-luste auf ein absolutes Minimumbeschränken sollen. Diese an-spruchsvollen Maschinen arbeiten hierüblicherweise mit Geschwindigkeiten biszu 2300 m/min bei einem Liniendrucknahe Null.
Solche Anforderungen liegen jenseits desLeistungsbereiches üblicher Einkammer-walzen. Forschungsergebnisse belegendie Problematik bei der Regelung vonsehr niedrigem Öldruck (0,1 bis 0,2 bar)in der Kammer. Untersuchungen habenzudem ergeben, daß sich bei gesteigerterWalzengeschwindigkeit hinter einer derDichtungen ein keilförmiger Ölstau bildet.Die Dichtungslippe kann dieser Belastungnicht standhalten, so daß es in der Kam-mer zum Druckabfall kommt.
Die Lösung dieser Probleme liegt in derSchaffung einer zweiten Kammer, die inentgegengesetzter Richtung wirkt. Durchden Differenzdruck zwischen den beidenKammern ergibt sich die erforderlicheBombierung. Mit dieser Konstruktionkann mit besser beherrschbaren Drückengearbeitet werden und der Druck an derDichtung reicht aus, um dem Öldruckstandzuhalten (Abb. 1). Abbildung 2 ver-deutlicht den Aufbau der Welle mit zweiSatz Dichtungselementen vor dem Einbauin den Walzenmantel.
Finishing Division:Econip – eine neue Generation von Ausgleichwalzen
Der Autor:Nigel AshworthProduktmanager, Finishing
Tabelle 1:
Größter Durchmesser: 1300 mm Druckwalze fürTampella Española, Spanien
Größte Spurbreite: 9550 mm Kalanderwalze für Abitibi Paper, Iroquois Falls, Kanada
Höchster Druck: 1050 KN/m Flexonip Druckwalze fürThai Kraft, Thailand
Höchste Einsatz- 2286 m/min Kaschiermaschine fürgeschwindigkeit: Fort Howard, USA

49
Ein weiterer Anwendungsbereich für dieDoppelkammerwalze findet sich in derMittelposition bei Kalandern für Zeitungs-druck, wo zusätzliche Druckaufnahmeoder -abgabe erforderlich ist (Abb. 3).
Econip-XDie Konstruktionsweise der Walze Eco-nip-X (= eXtended) ist einfach, jedochäußerst effektiv. Durch den verlängertenWalzenmantel und die Anbringung derinneren Endlager in der Nähe der Lagerder Gegenwalze wird eine bessere Biege-
linie der beiden Rotationskörper erzielt(Abb. 4).
Abschließende Untersuchungen zeigenentscheidende Verbesserungen in derLiniendruckverteilung (Abb. 5). Das Bei-spiel der Berührungslinie einer Einkam-merwalze in einer brasilianischen Papier-fabrik läßt erkennen, daß die Econip-Wal-ze in der Standardausführung eine Abwei-chung von 11,2 KN/m aufweist. Die Walzeder Bauart Econip-X weist eine Abwei-chung von nur 4,01 KN/m auf.
Finishing
Diese Verbesserungen kommen demPapiermacher schon bei geringem Linien-druck zugute, da hierdurch der Einsatz-bereich der Maschine erweitert wird. Eineeinheitlichere Blattoberfläche und längereWartungsintervalle für das Nachschleifender Walzen sind weitere Vorteile derneuen Konstruktion.
Econip-LMit der LoadContRoll(L) wurde einhochmodernes System für den Einsatz inJanus- und Superkalandern entwickelt.
Druckkammer
Druckkammer
Abflußkanal
StarrachseWalzen-mantel
Entlasten BelastenVergrößerter Lagerabstand
F F
1
3
2
4
Abb. 1: Dichtsystem der Econip-TC-Walze.
Abb. 2: Dichtungselemente der Econip-TC.
Abb. 3: Econip-TC-Walzen in Kalandern fürZeitungsdruckpapiere.
Abb. 4: Prinzip der Econip-X mit vergrößertemLagerabstand.

50
0 50 100 150 200 250 300 350
35
30
25
20
15
10
5
0
Liniendruck in N/mm
Abw
eich
ung
Lini
endr
uck
inN
/mm
Walzen-konfiguration
Zulässige Abweichungbei herkömmlicherKonstruktion
Econip (Standard)
Econip-X
ControlSystem
Computer
∆P
∆P
∆P
∆P
Die Walze registriert jegliche Störungs-kräfte in den Kalanderwalzen und neutra-lisiert diese durch automatische Druckan-passung in den Econip-Walzen. Abbil-dung 6 zeigt die Funktionsweise dieserKonstruktion in einer Konfiguration mitEconip-Walzen als Ober- und Unterwalze.
Durch die ständige Kontrolle erfolgt einautomatischer Öldruckausgleich in denEconip-Walzen auch dann, wenn Kalan-derwalzen gewechselt werden. Die Eco-nip-Walzen stellen sich automatisch rich-tig auf die neuen Lastverhältnisse ein.
Hydrostatische Meßvorrichtungen unter-halb der Endlager des Walzenmantelsnehmen den Druck der auf sie wirkendenKräfte wahr. Diese Kräfte betragen Null,wenn sich der Liniendruck und derÖldruck in der Econip-Walze im Gleichge-wicht befinden.
Jede Krafteinwirkung auf das Gleich-gewicht zwischen internem Öldruck und
externem Liniendruck wirkt als Gegen-kraft auf die Walzlager, wodurch sich dieDruckverteilung in der Berührungslinieverschlechtert.
Übermäßige Belastung von außen führt zuGegenkräften an den Lagern, wodurchder Druck an den Walzenkanten zunimmt.Ebenso führt in umgekehrter Weiseübermäßiger Öldruck im Walzeninnerenzu abnehmendem Druck an den Walzen-kanten. Fehler solcher Art korrigiertdas LoadContRoll-System mit einer Meß-genauigkeit von 10% der Gesamt-Streckenlast auf die Berührungslinie.
Die Walze Econip-L registriert Störkräfte,neutralisiert diese mittels Computer-Kon-trollsystem auf den Wert Null und sorgtunter allen Einsatzbedingungen für idealeVerteilung der Streckenlast.
Econip-LXDie Walze Econip-LX vereinigt in sichdie Vorteile der Walzen Econip-X und
Econip-L. Damit bietet diese Walze Lager-druckmessung und verbesserte Linien-druckverteilung, und läßt sich zudemproblemlos in Janus- und Superkalandereinsetzen.
VerschiedenesFür den Einsatz in der Pressenpartie kön-nen alle Econip-Walzen auch mit dempatentierten Voith-System zur Vibrations-dämpfung ausgerüstet werden.
Noch in der Testphase befindet sich zurZeit die Econip-Thermowalze. NähereAngaben werden in Kürze zur Verfügungstehen. Die Einführung ist für Ende 1996vorgesehen.
Das beständig weitergeführte Konstrukti-ons- und Entwicklungsprogramm ermög-licht der Finishing Division ein konkur-renzloses Angebot an Durchbiegungs-Ausgleichwalzen als Antwort auf diegestiegenen Anforderungen an die heuti-ge Technologie.
5 6
Abb. 5: Liniendruck-Abweichung bei Econip-Walzen.
Abb. 6:Econip mit LoadContRoll-System.

51Service
In den späten siebziger und frühen acht-ziger Jahren war es klar, daß die Papier-industrie einen Ersatz für ihre Granitwal-zen brauchte. Mehrere Walzen waren imBetrieb ausgefallen, in einigen Fällen hat-te es sogar Verletzte und Tote gegeben.Die Papierindustrie setzte allmählichzunehmend abrasive Füllstoffe in größe-ren Mengen ein, was den Walzenver-schleiß drastisch erhöhte und die Zeitab-stände zwischen dem Nachschleifen aufeinen unannehmbaren Grad verkürzte.Schließlich riefen höhere Maschinenge-schwindigkeiten, kombiniert mit höherer
Service Division:GR� Walzenbezug der Zukunft – heute schon realisiert
Der Autor: Paul S. Haller,ProduktmanagerService Division
Anpressung, in den Pressen starke Vibra-tionen und Verschleißprobleme für dieGranitwalze hervor. Diese Sicherheits-und Betriebsprobleme waren der Anstoßfür die Papierindustrie, Alternativen zurGranitwalze zu prüfen. Zum Beispiel rie-fen fünf schwedische Papierfabriken eineSpezialgruppe ins Leben, die sogenannteGranite Roll Group (GRG). Ihr Ziel war,die am besten arbeitenden, sicherstenund zuverlässigsten Preßwalzen für großeHochgeschwindigkeitsmaschinen zu fin-den und zu propagieren. Die GRG führteeinige Jahre intensive Studien durch,
u.a. Versuche mitverschiedenen Wal-zen, die unter Be-triebsbedingungenin produzierendenPapiermaschinenliefen.
Die GRG wurde1990 organisato-risch aufgelöst,ihre Arbeit ist je-doch veröffentlichtund bei verschie-
1

denen Anlässen vorgestellt. Anfang die-ses Jahres hielt Hans M. Ericsson, einMitglied der GRG und früherer leitenderIngenieur bei Holmen Paper in Hallsta,Schweden, einen Vortrag über den aktu-ellen Stand der Technik bei Graniter-satzwalzen mit dem Titel „KünstlichePreßwalzen“. Der Vortrag wurde gehaltenbei der Swedish Association of Pulp andPaper Engineers in Stockholm, Schwe-den, während der SPCI ’96, World Pulp& Paper Week. Ericsson beschreibt inseinem Vortrag die Geschichte der Kunst-harzbezüge und der Keramikwalzen.
Um 1991 waren rund 60 Kunstharzbezügein Betrieb, verteilt auf 13 untersuchteFabriken in Europa. Diese Walzen zeigtenein annehmbares Vibrations- und Ver-schleißverhalten, und trotz mehrererBezugsausfälle war keiner von katastro-phalem Ausmaß. Einige beschädigteBezüge wurden im Werk repariert,während andere Walzen komplett neubezogen werden mußten. Holzharz, che-mische Zusatzstoffe und Feinstoffe kleb-ten immer noch an einigen Walzen. Eshatte Probleme bei der Blattabgabe gege-ben, so daß die Bahnen nur durch denEinsatz von teuren Ablösemitteln gelöstwerden konnten. Die Kunstharzbezügewaren häufig anfällig für Wärmeschocksund konnten nicht zusammen mit einemDampfkasten eingesetzt werden. Im Ver-gleich mit der Gefahr von Naturgranitwal-zenausfällen schätzten die Fabrikenjedoch diese Schwierigkeiten allgemeingeringer ein.
Bis 1991-1992 waren wenige Keramik-walzen im Einsatz. Der Zugang zum Marktfür die Keramikwalzenbezüge wurde da-durch erschwert, daß sie eher mit den
Kunstharzbezügen als mit den Natur-granitwalzen verglichen wurden, die sieersetzen sollten. Und trotzdem: DiePapiermaschinen mit Keramikwalzenstellten nach und nach Geschwindigkeits-und Produktionsrekorde quer durchEuropa auf.
Das Portland Servicezentrum von VoithSulzer Paper Technology in Nordamerika,das 25 Jahre im amerikanischen Bezugs-geschäft tätig und führend in der thermi-schen Aufsprühtechnik ist, hatte einenKeramikpreßwalzenbezug entwickelt. DieErfahrungen in der Entwicklung von Edel-stahlbeschichtungen für Naßfilzwalzenwurde zur Entwicklung einer Beschich-tung genutzt, die nicht nur funktionieren,sondern den Langzeitbetrieb in einerPapiermaschinen-Pressenanwendungüberleben würde. Das Ergebnis dieserintensiven Entwicklung war der GR�-Wal-zenbezug, eine mit Plasmaspray aufge-sprühte Keramikbeschichtung.
Das Auftragen des Bezugs ist einanspruchsvoller Vorgang. Der Walzenkör-per wird zuerst auf das richtige Endprofil
geschliffen. Alle Rillen oder Mantelfehlerwerden vor dem Schleifen repariert. Nachdem Schleifen wird die Oberfläche gerei-nigt und es wird die für das Aufsprühender Sperrschicht richtige Rauhigkeit her-gestellt. Dafür werden spezielle Pistolenverwendet, um eine sehr dichte, undurch-lässige Korrosionssperrschicht mit einerDicke von ca. 0,076 cm aufzutragen. Die-se Sperrschicht verbessert die Bindungs-eigenschaften der Keramikschicht undschützt gleichzeitig den Stahl- oderEisenmantel vor Korrosion.
Ein wichtiger Faktor, denn der einzigedokumentierte Schaden eines Keramik-bezugs (japanischer Herstellung) war aufdie Korrosion des Walzenkerns unter deraufgesprühten Keramikschicht zurück-zuführen – so Ericsson in seinem Vor-trag. Er merkt an, daß der GR�-Bezugvon Voith Sulzer Papiertechnik der einzi-ge Walzenbezug mit einer „Korrosions-sperre“ Grundschicht ist, die vor demAufsprühen der Keramikschicht über demursprünglichen Kern aufgetragen wird.Sobald die Sperrschicht aufgetragen ist,wird die GR�-Beschichtung mit einem
Abb. 1:Inspektion der fertigen GR�-Walze.
Abb. 2:Ein Vergleich der Vergrößerung des GR�-Keramikbezuges (rechts) und des Granits (links)zeigt die einheitliche Struktur des GR�.
2
52

53Service
anderen Plasmaspray-Beschichtungs-system aufgesprüht, um eine sehr offene,poröse Beschichtung zu erzeugen, diebessere Ablöseeigenschaften bietet. Die-se Beschichtung wird mit einer endgülti-gen Dicke von ca. 0,152 cm aufgetragen.
Die Betriebserfahrung von Voith SulzerPapiertechnik mit dem GR�-Walzenbezugist außergewöhnlich gut. Die Firma hatseit 1990 GR�-Bezüge hergestellt und hatnie einen Ausfall eines Bezugs erlebt. Dielange Haltbarkeit des GR�-Bezugs ist dasErgebnis des sorgfältigen Auftragens derKorrosionssperre in Kombination miteiner Keramikschicht, die dicker ist alsbei den meisten Konkurrenzbezügen. Die-se zusätzliche Bezugsdicke berücksichtigtBombierungsänderungen während derWalzenstandzeit sowie die Möglichkeit,Bezugsbeschädigungen wegzuschleifen,
die durch Gegenstände hervorgerufenwerden, die durch den Nip laufen. Da dieMindestdicke des Bezugs 0,25 mmbeträgt, erlaubt die Dicke dieser Schichtmehrmaliges Nachschleifen. Die GR�-Walzen können aber bis zu sechs Jahrenohne Nachschleifen in Betrieb sein. Einesolche Walze ist zum Beispiel innerhalbvon 6 Jahren zwei Mal überprüft worden,nach einem Jahr und nach vier Jahren. Esgab jedoch keine erkennbaren Unter-schiede im Durchmesser oder Profilgegenüber dem Neuzustand, so daß einNachschleifen nicht notwendig war.
Ericsson erörtert in seinem Bericht weite-re Vorteile des GR�-Bezugs gegenüberanderen Keramikbezügen. Unter anderem,daß eine einzige Keramikzusammen-setzung für alle Stellungen auf derPapiermaschine und für alle Papiersorten
geeignet ist. Weil derselbe Walzenbezugin mehreren Stellungen eingesetzt wer-den kann, führt dies zu einer größerenFlexibilität bei der Maschinenkonstruktionund zu weniger Ersatzwalzen in derFabrik. Im Gegensatz zur Voith SulzerPapiertechnik benötigen andere Keramik-bezugshersteller verschiedene Keramik-sorten und -auftragungen für unter-schiedliche Maschinenstellungen, z.B.eine Beschichtungsrezeptur für beheizteZentralpreßwalzen und eine weitere fürBreitspaltpresse.
Ericsson bemerkt abschließend, daß diejahrelange Erfahrung des Portland Werksan die anderen Service Center weiterge-geben wurde. Voith Sulzer Papiertechnikstellt jetzt den GR�-Bezug auf drei Konti-nenten her: in den Service Centren inPortland, Oregon, USA, St. Pölten, Öster-reich und São Paulo, Brasilien. Voith Sul-zer Papiertechnik hat bis jetzt weltweitmehr als 65 GR�-Walzen eingebaut oderin Auftrag genommen. Sie sind eingesetztin allen Flachpreßwalzenanwendungensowie bei Walzen mit variabler Bombie-rung oder Profilwalzen. Am Schluß seinesVortrags bei der SPCI ’96 stellt Ericssonbei einer Zusammenfassung der Betriebs-daten verschiedener Papierfabriken von1987-1995 fest, daß die Kunstharz- undKeramikbezüge zu den Besten derPreßwalzentechnik gehören.
Mit einem Walzentyp für jede möglichePapiersorte und Stellung in der Maschi-ne, macht die Verschleißfestigkeit, Halt-barkeit, Beschichtungsdicke und Fähig-keit, hohen Temperaturen zu widerste-hen, den GR�-Bezug zum Führer bei derKeramikwalzenbezugstechnik.
3
Abb. 3:Verbesserung der Papierqualität.
Verbesserungsgrad0% 5% 10% 15% 20% 25%
Glätte
Innere Bindung
Zugfestigkeit
Dehnung
MD Zugenergieaufnahme
Papierstaubreduzierung

54
Technische Daten des GR�
Physikalische Eigenschaften:� Härte (keine Nip-Verformung)� Farbe: grau/blau
Porosität: 5%-6% offen� Dicke: Gesamtdicke ca. 0,229 cm;
GR�-Schicht ca. 0,152 cm � Partikel-Härte: ca. 9 auf einer moe
Skala. Diamant 10
Vergleich mit Granit:� Längere Standzeit zwischen dem
Nachschleifen� Niedrigere Vibration� Verringerte Papierbahnabzugskraft
in den meisten Fällen� Keine Sorgen bezüglich Sicherheit� Keine Anfälligkeit für Wärmeschocks� Gleichbleibende Fläche und
Eigenschaften mit der Zeit
Vergleich mit anderen Keramikbezügenauf dem Markt:� Größere Porosität � Bessere Abgabe� Weniger anfällig für Wärmeschocks� Mehr Bezug für Bombierungs-
änderungen oder für das Ausschleifenvon Schadstellen
� Gleichbleibende Oberflächeneigen-schaften
� Nicht anfällig für Korrosion oderBindungsfehler
� Einsetzbar mit Dampfkasten � Keine speziellen Waschwasser-
temperaturerfordernisse
Vergleich mit Verbund-Bezügen:� Keine Ablösechemikalien erforderlich� Einsetzbar um einen Dampfkasten
herum� Nicht anfällig für Wärmeschock� Gleichbleibender Betrieb
� Oberflächeneigenschaften verändernsich nicht
� Länger haltbar� Höhere Belastbarkeit� Keine Wasserkühlung erforderlich.
Lösung:Granitwalze der dritten Presse durch eineGußeisenwalze mit GR�-Bezug ersetzen.
Ergebnisse nach 28 MonatenDauerbetrieb: � Keine Vibrationen an Presse
Filzstandzeit 25% höher � Keine Filzstreifen � Keine Blattmarkierungen � Keine Lochprobleme durch Schaber-
arbeit � Ausgezeichnete Schaberblattstandzeit
(die Blätter haben eine Lebensdauervon mehr als zwei Wochen und werdennur während der geplanten Stillständeausgetauscht)
� Verbesserte Blattqualität
GR
Höhere Belastbarkeit �
Niedrigere Vibration �
Längere Standzeit zwischen �
dem Nachschleifen
Weniger anfällig für Korrosion �
oder Bindungsfehler
Gleichbleibende �
Oberflächeneigenschaften während des Betriebs
Einsetzbar mit Dampfkasten �
Papiermaschine:� Langsieb, 7.010 mm Arbeitsbreite� Twinver Zentralpresse� Dritte Presse mit zwei Walzen� Dritte Presse 143 kg/cm, einfach befilzt,
Granit gegen Stahl belüfteter Bezug� Coater außerhalb der Maschine� Geschwindigkeit 1.200 m/min
Problem:� Vibrationen an der dritten Presse� Filzstreifen� Blattmarkierungen� Häufiges Nachschleifen an Preßwalzen� Bahnqualität� Schaberarbeit/Löcher
Fallgeschichte eins
Papiermaschine:� Doppelsieb Gapformer� Drei-Nip-Zentralpresse� Zeitungspapier� Geschwindigkeit 1.400 m/min
Problem:� Zentralpresse� Freigabe� Vibration� Löcher� Abrisse
Lösung:Vorhandenen Bezug der Zentralpreßwalzedurch einen GR�-Bezug ersetzen.
Ergebnisse:� Verminderte Züge� Vibration durch die Mittelwalze
ausgeschaltet� Verminderte Löcher und Abrisse
Fallgeschichte zwei

55
Voith Sulzer Papiertechnik verfügt alseinziger Papiermaschinenhersteller derWelt über eine eigene Bespannungs-gruppe. Im Konzernbereich Voith Apple-ton Bespannungstechnik sind zur Zeit
fünf produzierendeUnternehmen zu-sammengefaßt.
Der Anfang wurde1983 mit der Über-nahme von Apple-ton Mills in Apple-ton USA gemacht.Das Unternehmenzählt heute zuden bedeutendstenHerstellern vonPreßfilzen auf demamerikanischenKontinent, und es
USA/Deutschland:Voith Appleton Bespannungstechnik
unterhält die größte Produktionsstätte fürPreßfilze in den USA.
Zwei Jahre später kam die Dürener FirmaPohl & Co. dazu, die sich bald darauf inAppleton Pohl umbenannte und heuteBespannungen (Preßfilze und Trocken-siebe) zur Herstellung für alle Papiersor-ten herstellt. Eine besondere Bedeutunghat Appleton Pohl als Lieferant vonBespannungen für Tissue-Maschinenerlangt. Appleton Pohl gilt heute als tech-nologisch führend. Wie die anderen Fir-men ist Binet Feutres im französischenAnnonay ein traditionsreiches Unter-nehmen. 1988 von Voith übernommen,firmiert es seit März diesen Jahres alsAppleton Binet und produziert ebenfallsPreßfilze und Trockensiebe. Insbesonderebei Zellstoffentwässerungsfilzen zählt esweltweit zu den führenden Herstellern.
In Italien ist das kleinste Gruppenmit-glied, Binet Sul Liri, tätig. Es gehört zuAppleton Binet und ist auf die Ausrüstungschmaler Papiermaschinen spezialisiert.
Lindsay Wire im amerikanischen Florencekam vor drei Jahren zur Gruppe. DasUnternehmen stellt Naßsiebe, aber auchTrockensiebe her. Es wurde erworbenvon Appleton Mills, und führt heute dengleichen Namen. Seine Innovationskraftdokumentiert sich in einer Vielzahl vonPatenten, welche die zum Teil exklusiveBelieferung bedeutender Tissue-Herstel-ler sichern.
Die Gruppe tritt auf allen Märkten zuneh-mend unter dem gemeinsamen NamenAppleton Mills auf. Rund 750 Mitarbeiterkönnen durch ihr gesammeltes Know-how und unter Nutzung modernster Pro-
Der Autor:Raimund WaberskiGeschäftsführerAppleton-Pohl
1
AUS DEN UNTERNEHMEN

56
Abb. 1 (Seite 55):Appleton Mills, USA.
Abb. 2:Thermofixieranlage für Naßfilze undTrockensiebe.
Abb. 3:Nadelmaschine für Naßfilze.
2
3

57Aus den Unternehmen
duktionsanlagen die höchsten Ansprüchealler in der Welt laufenden Papiermaschi-nen erfüllen.
In Kunshan, China, wird zur Zeit eineneue Produktionsstätte errichtet, die die-sen stark wachsenden Markt mit Papier-maschinenbespannungen beliefern wird.Die Gruppe fühlt sich einer gemeinsamenPhilosophie verpflichtet:
� Einbindung in die Voith CorporateIdentity.
� Die Verkaufsverantwortung liegt inHänden anwendungstechnisch ge-schulter Papiertechnologen, zu derenLeistungsumfang die Durchführunghochqualifizierter Serviceaufträge ge-hören wie Scan-Tech Untersuchungen,Vibrationsmessungen und Trocken-partieuntersuchungen. Dies bedeutet:keine Trennung mehr zwischen Ver-trieb und Service.
� Die Gruppenmitglieder vertreiben diegesamte Bespannungspalette, beste-hend aus Blattbildungssieben, Preßfil-zen und Trockensieben über einegemeinsame Vertriebsorganisation inaufgeteilten Märkten. Wettbewerb derGruppenmitglieder in den verschiede-nen Märkten gibt es nicht.
� Verpflichtung auf die Regeln des TotalQuality Managements mit besondererAusrichtung auf umweltschützendeProduktionsmethoden zur kurzfristigenErlangung des Ökoaudits ISO 1400.
� In den einzelnen Produktionsstättenwerden schrittweise Produktions-Schwerpunkte gebildet, um durchSpezialisierung den höchstmöglichenQualitätsstandard zu erreichen.
� Konzentration der F+E Aktivität inAppleton Mills, Wisconsin.
Gegenwärtig kann die Gruppe auf einenerheblichen Technologie-Vorsprung inder Filztuchherstellung, insbesondere fürTissueanwendung und für 3. und 4.Pressen, verweisen. Gemeint sind FlowControl Entwässerungsfilze, deren Wir-kung auf die Verringerung oder Vermei-dung des Antirewetting Effektes beimPreßvorgang zielt.
Die Gruppe besitzt weltweit Patentrechteauf dieses Produkt. Die Wirkungsweiseberuht auf einem Sperreffekt einer in denFilz eingearbeiteten Membran, aus mikro-feinen Fasern die dem Wasserfluß ent-gegenwirkt, und zwar erst im Auslauf-bereich des Preßnips.
Die Funktion der eingearbeiteten Mem-bran ist einem Einwegventil vergleichbar,das unter Druck (im Preßnip) den Was-serfluß freigibt, und sich bei Unterdruck(im Pressenauslauf) schließt.
Die Produktidee resultiert aus der Theoriedes Preßvorganges im Nip. Danach ver-läuft die Papierentwässerung analog desdynamischen Druckverlaufs in einer
klassischen Walzenpresse nach folgen-dem Kurvenschema:
Die Ergebnisse sind ohne Ausnahme beientsprechender Gestaltung der sonstigenFilzparameter eine Steigerung des Trok-kengehaltes um 0,5% bis 2% und einegeringere Verschmutzungsneigung desFilzes.
Preß
druc
k
Preßzonenlänge
Papierentwässerung
Papierrückbefeuchtung
Preß
druc
kPreßzonenlänge
Papierentwässerung
Papierrückbefeuchtung
Abb. 4:Flow Control Filzschema.
Abb 5:Druckverlauf in Walzenpresse.
Abb. 6:Druckverlauf in NipcoFlex Presse.
4
5
6
Die Entwässerung in einer NipcoFlexPresse folgt untenstehendem Schema:
Papier
Was
ser
Was
ser
Was
ser
Was
ser

58
Österreich:Die Andritz-Gruppe – Partner für die Zellstoff- und Papierindustrie

Voith Sulzer Papiertechnik und die And-ritz AG arbeiten erfolgreich zusammen,sind gemeinsam Partner der Zellstoff-und Papierindustrie. Ein Grund, denLesern des twogether-Magazins die Part-nerschaft näher vorzustellen.
Die Andritz-GruppeGeführt von derAndritz AG alsMuttergesellschaftmit Sitz in Graz,Österreich, bildenrund 20 operativeEinheiten in denUSA, in Kanada,Brasilien, Australienund Europa die And-ritz-Gruppe. Sie be-schäftigt rund 3.000Mitarbeiter und er-zielte 1995 einen kon-solidierten Auftrags-eingang von 1,14 Milliarden DM. Gut90% der Aufträge kommen zu etwa glei-chen Teilen aus der Europäischen Union,aus Nordamerika und Südostasien.
Etwa zwei Drittel der Unternehmens-aktivitäten entfallen dabei auf die Zell-stoff- und Papierindustrie, um die sichvier Geschäftsbereiche bemühen: dieHolzplatztechnik, die Refinersysteme, dieFasertechnik, die Papiertechnik.
HolzplatztechnikSeit 1994 die finnisch-amerikanischeKone Wood Gruppe erworben undeingegliedert wurde, ist Andritz welt-weit Marktführer bei Holzplatzeinrichtun-gen für die Zellstoffindustrie. Der hoheAutomatisierungsgrad und die Erfahrun-gen bei allen Holzarten und in unter-
59Aus den Unternehmen
Der Autor:Dr. Bernhard Rebernik, Mitglied des Vorstandsder Andritz AG
1

60
schiedlichen Klimazonen haben dieseSpitzenposition seither gefestigt. Mitinteressanten Neuentwicklungen wirdsie ausgebaut. Beispiel dafür ist dieneue HQ-Plus-Hackmaschine mit einemSchnellwechsel-Hackmessersystem, dieeine hervorragende Hackschnitzelqualitätsicherstellt, ihre Ausbeute und Gleich-mäßigkeit signifikant verbessert unddadurch eine sehr wirtschaftliche Zell-stoffkochung ermöglicht.
RefinersystemeTraditionell besitzen Andritz-Refiner-systeme einen exzellenten Ruf. Der war1990 für den Erwerb der amerikanischenSprout-Bauer-Gruppe mitbestimmend.Mit dem Refiner als Herzstück liefertAndritz heute komplette Anlagen zurErzeugung von Holzstoff – vom Holzplatzüber die Mahlung mit Einscheiben-, Dop-pelscheiben- und Twin-Refinern bis zumSichter, Cleaner, Eindicker, zur Bleichan-lage und Wärmerückgewinnung. Andritzentwickelte den Hochgeschwindigkeitsre-finer, der nicht nur mehr leistet, sondernauch die Faserqualität verbessert und dieEnergiekosten senkt. Für ein Unterneh-men in der Schweiz baute Andritz dengrößten Refiner der Welt.
FasertechnikAndritz-Doppelsiebpressen zur Entwässe-rung von Faserstoffen und faserhaltigenSchlämmen haben sich bestens bewährt,ebenso die modernen Hochkonsistenz-Bleichsysteme mit Ozon und Peroxid.
In der Faserstoffentwässerung ist Andritzmit seinen Scheibenfiltern, Doppelsieb-pressen und Naßstapelanlagen Welt-marktführer. In Indonesien arbeiten heuteAndritz-Doppelsiebpressen mit 8 Metern
Abb. 1 (Seite 58):Doppelsiebpressenanlage in einer Zellstoffabrik inIndonesien.
Abb. 2:Kompletter Holzplatz für Lang- und Kurzholz imSüdosten der USA.
Abb. 3:Hochgeschwindigkeitsrefiner in einer SchweizerPapierfabrik.
2
3

61Aus den Unternehmen
� Andritz wird weiterhin Stoffaufberei-tungssysteme und Einzelmaschinen fürdie Zellstoff- und Altpapieraufbereitungliefern. Das Marktgebiet umfaßt Öster-reich, das östliche Mitteleuropa, dieGUS-Staaten, China und einige Länderim Mittleren und Nahen Osten.
� Die Voith Sulzer Papiertechnik wirdin Andritz-Lizenz den Bau und Verkaufvon Entwässerungsmaschinen fürFaserstoffe und Schlämme in derPapier- und Zellstoffindustrie dessüdamerikanischen Marktes über-nehmen.
� Andritz wird gemeinsam mit der VoithSulzer Papiertechnik São Paulo dieEntwicklung von Tissuemaschinen ver-folgen. Andritz ist für diese Maschinenin den Märkten Europa, Asien und
Afrika verantwortlich. Voith SulzerPapiertechnik betreut die GebieteNord- und Südamerika sowie Australi-en. Forschung und Entwicklung werdengemeinsam betrieben. Bei Tissuema-schinen wird verstärkt Andritz-Know-how für Trocknung und Lufttechnikeingesetzt. Dies gilt zum Beispiel fürdie bekannten Hochleistungs-Düsen-hauben oder die von Andritz entwickel-ten Bahnführungseinrichtungen.
Tissue – ein Papier wie kein anderesTissuepapier ist in der Tat einzigartig.Wie bei keinem anderem Papier reagiertder Endverbraucher unmittelbar aufWeichheit, Festigkeit oder den Altpapier-anteil, da dieser auch sein Umwelt-bewußtsein befriedigt. Tissue ist heuteSammelbegriff für eine wachsendeSortenfülle, an der, neben der Haushalts-
Siebbreite, eine Dimension, die bishervon niemanden sonst realisiert wurde.Die neue Twin Nip-Presse verbindet dieVorteile einer Twin Roll-Presse (geringerPlatzbedarf und niedriges Gewicht) mitden Vorzügen einer Doppelsiebpresse(hohe Trockengehalte auch bei schwerentwässerbaren Stoffen).
PapiertechnikVor mehreren Jahrzehnten begann And-ritz bereits im Papiermaschinenbau eineZusammenarbeit mit Escher Wyss Zürichund Ravensburg. Andritz lieferte zahl-reiche Papier- und Kartonmaschinen anKunden in Österreich, Deutschland undOsteuropa. Mit Gründung der Voith Sul-zer Papiertechnik entstand für Andritzeine neue Situation. Inzwischen ist dieKooperation neu geordnet und wird wiefolgt fortgeführt:
Abb. 4:Schneckenpressen zur Faserstoffentwässerung ineiner Zellstoffabrik in Schweden.
4

62
Andritz in Zahlen
Auftragseingang Andritz AG 1995 (Mio.DM) 482Auftragseingang Andritz-Gruppe 1995 (Mio. DM) 1.140
Mitarbeiter Andritz-Gruppe 2.920
Betriebsleistung 1995 Andritz AG (Mio. DM) 531Betriebsleistung 1995 Andritz-Gruppe (Mio. DM) 1.174
Grundkapital Andritz AG (Mio. DM) 107Eigenkapital Andritz-Gruppe (Mio. DM) 373Dividende Andritz AG in % 15
Festigkeit eingesetzt werden – eine Mög-lichkeit zur gezielten Steuerung der Pro-duktqualität.
Tissuepapier verläßt die Siebpartie mitetwa 10% Trockengehalt. Bei einer Stoff-auflaufkonsistenz von 0,3% müssensomit bei 5.000 mm Produktionsbreitefast ein Kubikmeter Wasser pro Sekundeabgeführt werden. Der Filz bringt dieBahn durch ein oder zwei Press-Nips anden beheizten Yankee-Zylinder. Die großeZylinderfläche und die enorme Verdamp-fungskapazität der von Andritz entwickel-ten Hochleistungshaube erlauben die Fer-tigtrocknung des Tissueblattes in derextrem kurzen Zeit von 0,5 Sekunden. AmSchaber wird das Papier gekreppt,schließlich am Poperoller aufgerollt.Einzigartig ist auch das Tempo mit demTissuemaschinen arbeiten. Die schnellsteMaschine, von Voith Sulzer Papiertechnikgebaut, erreicht 2.200 m/min. Produk-tionsgeschwindigkeit.
Die Crescent Former Maschinen werdenvon führenden Tissueherstellern sehrpositiv bewertet. Andritz erhielt bedeu-
Als Crescent Former werden Maschinenbezeichnet, bei denen die Blattbildungnicht mit Doppelsieb sondern zwischenSieb und Filz erfolgt. Der Filz transpor-tiert das Papier direkt zum Yankee-Zylin-der. Dieses einfache Konzept wird heutegegenüber Doppelsieb-Maschinen bevor-zugt. Dabei werden Ein-, oft auch Zwei-und sogar Dreischicht-Stoffaufläufeinstalliert. Bei einem Zweischicht-Stoff-auflauf kann auf der einen Seite volumen-fördernder Kurzfaser-Zellstoff, auf deranderen Langfaser-Zellstoff für bessere
tende Aufträge für neue Anlagen undUmbauten. So wird zum Beispiel noch1996 die modernste und schnellsteMaschine Europas bei Wepa, Deutsch-land, in Betrieb genommen. 1997 wirdeine ähnliche an Fa. Strepp, ebenfallsDeutschland, ausgeliefert. Die größteTissuemaschine Asiens, für 200 Tages-tonnen ausgelegt, wird demnächst fürden anspruchsvollen Markt rund umSingapur und Jakarta produzieren. Kürz-lich erhielt Andritz einen weiteren Auftragaus Indonesien.
Und was bringt die Zukunft?Nach einem Rekordjahr 1995 und demdramatischen Einbruch der ZellstoffpreiseAnfang 1996 stellen sich diese Fragesowohl Papier- und Zellstoffherstellerwie Maschinenlieferanten. In der Diskus-sion mit führenden Produzenten der ver-schiedenen Schwerpunktmärkte werdenfolgende Ausblicke genannt: In Indonesi-en, Malaysia und Thailand wird die Ver-arbeitung der eigenen Zellstofferzeugungangestrebt. Es wird in neue Papierma-schinen investiert, da die Papierpreiseweniger schwanken als die Zellstoff-
Type Geschwindigkeit Produktionpro Tag
TM 22 bis 2.200 m/min 100-240 t TM 15 bis 1.500 m/min 60-140 t TM 10 bis 1.000 m/min 30- 65 t
Hygiene, die industrielle und institutio-nelle Versorgung wie etwa der Hotel-oder Krankenhausbereich zunehmendAnteil hat. Mit steigendem Lebensstan-dard nimmt der Bedarf an Tissuepapierenzu, der in manchen Ländern bereits 20 kgper capita erreicht. Eine beachtliche Men-ge bei Flächengewichten zwischen 12 und30 g/m2!
Wegen ihres besonderen Volumensbenötigen die meist mehrlagigen Tissue-papiere pro Tonne bis zu 4 m3 Transport-raum. Deshalb wird möglichst verbrau-chernah auf bedarfsentsprechend aus-gelegten Anlagen produziert. Bedarfsent-sprechend kann sowohl eine Maschinefür 50 als auch für 200 Tagestonnen sein.Mit der neuen Crescent Former-Familiewird diesen maßgeschneiderten Bedürf-nissen voll entsprochen. Dazu drei Bei-spiele:

63
preise. Skandinavische Gesprächspartnerstreben höchste Produktqualität an,erzeugt in geschlossenen Kreisläufen.Hier ist man der Ansicht, daß dieMarktzyklen diesen Wachstumstrendnicht grundsätzlich stören. In Nordameri-ka setzt man mit Investitionen derzeitmehr auf „Debottlenecking“ – auf Eng-paßbeseitigung und kostensenkendeMaßnahmen.
Was immer die Zukunft bringen wird, diePartner Voith Sulzer Papiertechnik undAndritz sind mit der notwendigen Flexibi-lität auf diese Tendenzen vorbereitet.Neue verkrustungsarme Entwässerungs-
und Wascheinrichtungen lassen bei derZellstoff- und Papiererzeugung geschlos-sene Kreisläufe zu. Modernisierungenvorhandener TMP und BCTMP-Anlagenmit dem RTS-System sind ein Beitragzum „Deblottlenecking“. Hochkonsistenz-Bleichanlagen für Zellstoff und wiederauf-bereitetes Altpapier arbeiten nach dengleichen Prinzipien und erfüllen durchNachrüstung höhere Weißgradanforde-rungen bei Schreib- und Druckpapieren.Die Energiekosten bei der Herstellungvon Refiner-Holzstoffen können mit demneuen RTS-Verfahren von Andritz (Resi-dence time, temperature and speed)wesentlich reduziert werden, wobei die
kurzzeitige Erwärmung der Hackschnitzelin Verbindung mit dem Hochgeschwin-digkeitsrefiner in der ersten Stufe höhereFestigkeiten und Weißgrade ergeben. InKombination mit Mehrlagenstoffaufläufensind neue Papierkonstellationen im Be-reich Schreib- und Druck- sowie Tissue-papiere mit geringeren Rohstoffkostendenkbar.
Es ist das prozeßübergreifende Wissenin der Zusammenarbeit von Andritz undder Voith Sulzer Papiertechnik, das mitSynergieeffekt neue Optimierungen zumVorteil der Papier- und Zellstoffproduzen-ten zuläßt.
Aus den Unternehmen
Abb. 5:Anlage zur Herstellung von Tissuepapier in Deutschland.
5

64
Am nördlichen Rand der Eifel inmittenreizvoller Landschaft liegt Euskirchen,Sitz der B + G Fördertechnik GmbH, die1996 ihr dreißigjähriges Bestehen feiertund heute als hundertprozentige Tochter
der Voith SulzerStoffaufbereitungGmbH zur VoithSulzer Papiertech-nik gehört. B + GFördertechnik istseit drei Jahrzehn-ten kompetenterPartner der Pa-pierindustrie, vor-nehmlich im Be-reich Stoffaufbe-reitung. Mit demgrenznahen Stand-ortvorteil zu Frank-reich und den
Deutschland:Dreißig Jahre B + G Fördertechnik
Benelux-Staaten hat sich das Unterneh-men einen guten Kundenstamm im Be-reich dieser EU-Staaten aufgebaut. Mitt-lerweile gehören jedoch Papier- und Kar-tonfabriken aus ganz Europa und darü-berhinaus dazu, denn mit der Zugehörig-keit zur Voith Sulzer Papiertechnik ist dieB + G Fördertechnik in eine neue Dimen-sion hineingewachsen.
Dort, wo „Schubladen-Lösungen“ nichtausreichen, fühlt sich B + G Fördertechnikals Spezialist gefordert, denn mit 60 Mit-arbeitern ist der Betrieb einerseits großaber gleichzeitig immer noch flexibel ge-nug, um partnerschaftlich für seine Kun-den individuelle Lösungskonzepte schnellund präzise realisieren zu können. DieZertifizierung nach DIN ISO 9001 ist einBeweis für die Leistungsqualität, der ge-schätzte After-Sales-Service ein weiterer.
Das Handling und Fördern von Altpapier,von Ausschuß und Zellstoff sind derzeitdie Hauptaktivitäten. Durch zielstrebigeForschung und Entwicklung wurde hier-bei ein hoher Automatisierungsgrad derFördersysteme erreicht. Weiterhin ge-hören Transportsysteme für Rejektstoffealler Art, Fördermittel für DIP-Anlagensowie Fördersysteme unter oder hinterder Papier- oder Kartonmaschine zurLeistungsstärke des Unternehmens.
Nachfolgend zwei realisierte Beispielehochmoderner Anlagen:
Altpapier-Handling-System der Sachsen Papier Eilenburg GmbHIn Eilenburg wurde von Enso Gutzeit1994 eine Fabrik für die Herstellung vonZeitungsdruckpapier auf der Basis von100% Altpapier errichtet. Die technolo-
Der Autor: PeterFlecken, Vertrieb,ProjektierungB + G Fördertechnik
1 2

65
gisch wichtigen Systemkomponenten derStoffaufbereitung lieferte die Voith SulzerStoffaufbereitung GmbH.
Enso Gutzeit führte mit B+G Fördertech-nik viele intensive Gespräche, um dieFörderanlagen sorgfältig und optimal zuplanen. In dieser Zeit des Projektstadi-ums entwickelte sich zwischen den bei-den Partnern ein solides Vertrauensver-hältnis, aus dem heraus sich EnsoGutzeit entschied, das komplette Alt-papier-Handling-System von der B+GFördertechnik zu beziehen.
Die realisierte Deinking-Anlage bestehtaus zwei Stoffsträngen, die je 600 (lutro)Tonnen Altpapier pro Tag verarbeitenkönnen. Der Rohstoff Altpapier (Haus-haltsware) fällt dabei täglich als ca. 700Tonnen Ballenware und ca. 500 Tonnenloses Papier an.
Die installierte Handling-Anlage bestehtaus einer Waggon-Entladestation, derVerteil-Förderstrecke für loses Papier indie Zwischenlager oder zur Sortieranlage,dem Ballenaufgabe- und Speicherförderermit automatischer Ballenentdrahtung und
Ballenvereinzelung, dem Aufgabe- undSpeicherförderer für loses Altpapier, ei-nem automatischen Altpapierförder-system mit garantiertem kontinuierlichemPapiermassen-Eintrag in zwei Auflöse-trommeln und dem Reject-Transport vonden Auflösetrommeln zu den Containern.
Herzstück der Förderanlage ist die Alt-papierballen-Behandlung mit einer inte-grierten, automatischen Ballenentdrah-tungsmaschine. Die eigens entwickelteMaschine ist patentrechtlich geschützt.Die Verschnürungsdrähte der Altpapier-
Aus den Unternehmen
Anlieferung von Altpapier
sortiertes AP
losesAltpapier
unsortiertesAP
braunePapiere
naßfestePapiere
Folien
lose
sAl
tpap
ier
Altpapierballen
sortiertes AP
Bahn
Reststoff-verpressung
Zwischenlagerloses Altpapier
Ballenvereinzelung
AutomatischeAP-Ballenentdrahtung
Reject-kompaktierung
Reject-transport
Verteilungauf Container
ZwischenlagerAltpapierballen
LKW
Förderstreckeab Bahnentladung
Sortieranlage
RadiometrischeBandwaage
Papieregalisierung
Verteilstreckeauf Zwischenlager
3
Abb. 1 und 2:Werks-Endmontage bei B + G mit Funktionstests.
Abb. 3: Altpapier-Handling-Anlage.

66
ballen werden automatisch geschnitten,entfernt und zu kompakten Coilsgewickelt, die dem Rohstoff-Wieder-gewinnungskreislauf zugeführt werden.Es können bis zu 65 Altpapierballen proStunde entdrahtet werden. Die Vereinze-lung der entdrahteten Ballen erfolgt in ei-nem Schneckendesintegrator, der diekompakten Ballen aufbricht. Die max. Ka-pazität liegt bei 35 Tonnen pro Stunde.Die zu losem Papier vereinzelten Ballenwerden auf die beiden Auflöserstreckenverteilt, zusätzliches Material wird durchdie Speicherförderer für loses Papier bei-gestellt.
Das lose Papier wird mit Hilfe einer Rück-kratztrommel auf eine gleichmäßige Ma-terialhöhe egalisiert. Dadurch ist eingleichmäßiger Material-Volumenstromgewährleistet. Vor Einlauf in die jeweiligeAuflösetrommel sind radiometrischeBandwaagen installiert. Mit Hilfe dieserSysteme kann die Dichte des transpor-tierten Materials bestimmt werden. EineKopplung der Waage mit dem frequenz-gesteuerten Antrieb des Eintragsförderersbringt als Ergebnis einen genauen,
kontinuierlichen Masseneintrag in das je-weilige Auflösesystem.
Zellstoff-Transportanlage der Stora Fors AB in ForsStora Fors AB, einer der bedeutendstenVerpackungskarton-Hersteller Schwedenshat die bisher manuelle Pulperbeschik-kung automatisiert. Die B+G Fördertechnikerhielt als der „Komplett-Anbieter“ danküberzeugender Referenzen den Auftragfür die Installation einer Anlage, wie siebis zu diesem Zeitpunkt in dieser Kom-plexität noch nicht verwirklicht wurde.
Die realisierte automatische Pulper-beschickung versorgt vier kontinuierlicharbeitende Pulper mit Zellstoff. Den vierPulpern muß ein aus ca. 25 möglichenRezepten ausgewählter „Materialmix“ zu-geführt werden. Die Rezepte setzen sichaus bis zu 3 unterschiedlichen SortenZellstoff zusammen.
Die Anlage besteht im wesentlichen aus4 Haupt-Baugruppen: Erstens den Unit-Aufgabe-Stationen mit 3 sortenreinenSpeicherlinien plus automatischer Ent-nahme aus dem angeforderten Speicher
5
4
Abb. 4: Altpapier-Förderanlage.
Abb. 5: Automatische Altpapierballen-Entdrahtungsmaschine.

67Aus den Unternehmen
und Zufuhr in die automatische Ballenbe-handlung mittels Fahrwagen; zweitensder Ballenbehandlung mit automatischerUnit-Entdrahtung, Entstapelung (Verein-zelung), Einzelballenentdrahtung, Metall-detektor, Ballenwender, Handentdrah-tungsposition mit gleichzeitiger Möglich-keit zur Entfernung der Ballenverpackungsowie der Ballenzentrierung; drittens densortenreinen „Einzelballenspeichern“ für3 verschiedene Zellstofftypen; schließlichviertens einer automatischen Einzelbal-lenentnahme und Verteilstrecke auf die4 Pulper-Zuführförderer.
Die Bedienung der kompletten Anlage istvon einer zentralen Position aus möglich.Die Zellstoff-Transportanlage ist auf denPulten schematisch dargestellt und allewesentliche Funktionen der Maschinen inSymbolen klar erkennbar. Die Kombi-nation mit den in den Steuerpultenintegrierten Klartextanzeigen, die jedeStörung detailliert beschreiben, ermög-licht eine direkte, einfache und schnelleStörungsbehebung.
Die patentierten Unit- und Einzelballen-entdrahtungsmaschinen wurden von der
B+G Fördertechnik entwickelt. Die Durch-laufkapazität der Unitentdrahtungsma-schine mit Entstapler liegt bei maximal28 Units, das entspricht bis zu 224 Ballenbei 8 Einzelballen pro Unit. Die Einzel-ballenentdrahtungsmaschine bearbeitetim Durchschnitt 110 Ballen pro Stundeund ist für eine Spitzenleistung von 140Ballen pro Stunde ausgelegt. Sowohl dieVerschnürungsdrähte der Units, als auchdie Verpackungsdrähte der Zellstoffein-zelballen werden automatisch geschnittenund zu kompakten Draht-Coils gewickelt,die automatisch Containern zugeführt
10. Sortenreine Einzelballenspeicher für 3 verschiedene Zellstofftypen
11. Automatische Einzelballenentnahme und Verteilstreckeauf die 4 Pulper-Zuführförderer
1
2
34
56
78
9
10
11
1. Unit-Aufgabe-Stationen mit 3 sortenreinen Speicherlinien
2. Automatische Entnahme aus dem angeforderten Speicher und Zufuhr in die automatische Ballenbehandlung mittels Fahrwagen
3. Automatische Unit-Entdrahtung
4. Entstapelung (Vereinzelung)
5. Einzelballenentdrahtung
6. Metalldedektor
7. Ballenwender
8. Handentdrahtungsposition,gleichzeitig Möglichkeit zur Hüllenentfernung
9. Ballenzentrierung
6
Abb. 6: Zellstoff-Transportanlage.

68
Die Produktpalette der B+G Fördertechnik
� Automatische Drahtschneideeinrich-tungen für AP-Ballen in stationärerund mobiler Form.
� Automatische Entdrahtungs-maschinen für Units (Zellstoff),Einzelballen (Zellstoff),Einzelballen (Altpapier).
� Ballenentstapler stationär oderverfahrbar.
� Ballenwendevorrichtungen fürZellstoff- und AP-Ballen.
� Plattenbänder.� Schneckenfördersysteme als Voll-,
Band- und Spiralschnecken; Heiz-,Verdünn-, Misch- und Pfropf-schnecken für Druck- oder druck-losen Betrieb in allen denkbarenKombinationen.
� Gurtförderer mit Gleit- oderRollenabtragung, Flexowellgurt-Förderer.
� Kettenförderer jeder Bauart, gerade,verfahrbar, drehbar und in allendenkbaren Kombinationen.
� Einrichtungen zum Transport undHandling von Papierrollen.
� Druckbehälter mit TÜV-Zertifikat.� After-Sales-Service. Inspektion,
Wartung und Ersatzteilbeschaffungfür gelieferte Anlage und Maschinen.
� Schulung des Wartungs- undBedienpersonals.
werden. Das „Entdrahtungszentrum“ hatnicht nur eine früher gefährliche Arbeittotal entschärft, sondern erlaubt auch,dem Rohstoff-Wiederverwerter mit denkompakt gewickelten Coils einen attrakti-ven recycelbaren Werkstoff anzubieten.
7
8
Abb. 7: Steuerpult zur zentralen Bedienung derZellstoff-Transportanlage.
Abb. 8: Automatische Einzelballen-Entdrahtungsmaschine.

69
Höher, besser, weiter – mit nahezu olym-pisch hochgesteckten Zielen, ist dieVersuchspapiermaschine VPM 5 imForschungs- und TechnologiezentrumRavensburg erweitert worden und seitSeptember 1996 wieder einsatzbereit.
Höher, das heißt im übertragenen SinneSteigerung der Möglichkeiten für Kun-denversuche und Systemlösungen durchkürzere Umrüstzeiten und größerer Flexi-bilität. Besser heißt, daß sich noch präzi-sere Ergebnisse ermitteln lassen, undweiter heißt schließlich, daß sich mit demUmbau neue zukunftsorientierte Weiter-
entwicklungen unserer Maschinentechnikpraxisgerecht erproben lassen.
Es standen folgende konkrete Ziele imVordergrund:� Realisierung verschiedener Blattbil-
dungskonzepte, ein- und mehrschich-tig sowie ein- und mehrlagig;
� Erhöhung der Verfügbarkeit durch kür-zere Umbau- und Rüstzeiten;
� Erhöhung der Versuchsdauer insbeson-dere bei mehrstoffiger Fahrweise;
� Steigerung der Trockengehalte vor derPressenpartie.
Bei den Erweiterungsarbeiten, die Ende
April 1996 mit derDemontage dervorhandenen Sieb-partie begannen,wurde die VPM 5komplett unterkel-lert – eine Voraus-setzung, um dieVakuumkapazitätsowie die Vakuum-höhe und damitden Trockengehaltvor der Presse zusteigern.
Deutschland:Versuchspapiermaschine für Karton und Verpackungspapiere mit zukunftsweisenderTechnologie jetzt noch vielseitiger
Der Autor: Jürgen Prössl,Papiermaschinen DivisionKarton und Verpackung,Forschung und Entwicklung
Aus den Unternehmen
1

70
Lamellenüberstand und Turbulenzerzeu-ger.
Bei der Erweiterung entstand eine neueSiebpartie (Abb. 1). Das Stuhlungskon-zept, eine Cantileverkonstruktion, erlaubtes verschiedene Blattbildungskonzepte zuentwickeln und zu optimieren. Die Grafik(Abb. 2) zeigt zwei Beispiele möglicherVersuchsaufbauten: � einen DuoFormer CFD und einen
DuoFormer DK (Abb. 2 oben);� ein Langsieb und einen DuoFormer DK
(Abb. 2 unten).
ten, von der Aufbereitung des Rohstoffsbis zum fertigen Blatt, zu optimieren.
Im Gesamtprojekt integriert ist ein2-Schicht-Stufendiffusor-Stoffauflauf fürden DuoFormer CFD. Seine Konstruktionbietet zahlreiche Möglichkeiten, um allewesentlichen Einflüsse auf den Blattauf-bau weiter zu optimieren. Dazu gehörendie Lagenaufteilung in den einzelnenSchichten, die Stoffkonsistenz derSchichten, die Austrittsgeschwindigkeitder Teilstrahlen und schließlich geometri-sche Parameter wie Düsengeometrie,
Die VPM 5 wird von 3 Konstantteilen mitStoff versorgt. Im Zuge des Umbaus wur-de die Büttenkapazität mit 3 neuen Vor-ratsbütten erweitert. Die Versuchsdauerim Batchbetrieb wird damit, je nachAnzahl der Stoffsorten, verdoppelt bisverdreifacht. Durch den Einsatz größererStoffmengen können die Kundenversucheunter noch praxisnäheren Bedingungendurchgeführt werden. Der Verbund mitdem F&E-Zentrum der Stoffaufberei-tungs-Division ermöglicht es, den Stoffmit modernster Technik aufzubereitenund so die technologischen Eigenschaf-
2
Abb. 1 (Seite 69): Versuchspapiermaschine VPM 5, Siebpartie.
Abb. 2: Versuchspapiermaschine VPM 5,Schema Siebpartie.

71
Der DuoFormer DK läßt sich in einenDuoFormer D umbauen. Dabei kann derDuoFormer D unterschiedlich positioniertwerden, so daß verschieden lange Vor-entwässerungsstrecken realisiert werdenkönnen.
Zum Betrieb des Sekundär-Stoffauflaufs(Abb. 2 oben) und zur Fahrweise desunteren Langsiebs als Hybrid-Former(Abb. 2 unten) steht ein weiterer Duo-Former D zur Verfügung, der in verschie-denen Positionen eingebaut werden kann.
Mit der sich an den Blattbildungsteilanschließenden Pressenpartie können diefür Karton und Verpackungspapiere gän-gigen Pressenkonzepte realisiert werden.Der Einfluß der Linienkraftfolge auf denTrockengehalt und auf die technologi-schen Eigenschaften der Bahn kann pra-xisnah, z.B. bei Einsatz verschiedenerFilztypen untersucht werden. Aktuell isteine DuoCentri 2-Presse und eine Nipco-Flex-Presse aufgebaut (Abb. 3).
Nach der Presse werden die Muster-blätter bzw. Papierbahnen auf einer sepa-raten Trocknungseinheit getrocknet. Imhervorragend ausgestatteten papiertech-nologischen Labor in Ravensburg werdenStoffproben und Musterblätter mit inter-nationalen Prüfmethoden nach DIN,TAPPI, SCAN sowie eigenen Standardsuntersucht. Dadurch kann den Kundendie Eignung unserer Maschinenkonzepteund Komponenten für ihre Produkte mitden ihnen jeweils vertrauten Meßmetho-den demonstriert werden.
Unser Meßdatenerfassungs- und Auswer-tungssystem (MEDEA) ermöglicht es, allewichtigen Maschinendaten aus dem Pro-
Aus den Unternehmen
Abb. 3: Versuchspapiermaschine VPM 5, Pressenpartie.
3
zeßleitsystem mit den jeweiligen Labor-daten zu verknüpfen. Das sichert einezuverlässige und schnelle Auswertungder Versuchsergebnisse. Diese stehenunseren Kunden auf Wunsch in Form vonTabellen auf modernen Datenträgersyste-men zur Verfügung.
Wichtige technologische Parameter wiedie Spalt- oder Stauchfestigkeit mehrlagi-ger und mehrschichtiger Karton und Ver-packungspapiere lassen sich mit denRohstoffen des Kunden nunmehr nochpräziser optimieren. Desweiteren könnenz.B. folgende typische Fragestellungendurch entsprechende Versuche beantwor-tet werden:� Reduzierung des Flächengewichts der
Decke in Abhängigkeit von Rohstoffund Formation;
� Optimierung des Blattaufbaus ein- undmehrlagig bzw. ein- und mehrschichtigund dessen Einfluß auf Festigkeiten,Abdeckung und Formation;
� Vergleichende Beurteilung Langsieb,Hybridformer und Gapformer im Hin-blick auf technologische Eigenschaften;
� Einfluß des Rohstoffs auf die Spalt-festigkeit zwischen und innerhalb ein-zelner Lagen bzw. Schichten;
� Einfluß der Parameter Stoffdichteim Stoffauflauf, Suspensions-/Siebge-schwindigkeit und der Entwässerungs-bedingungen auf die technologischenEigenschaften.
Die Versuchsergebnisse liefern notwendi-ge Daten zur Garantieerstellung und zei-gen Lösungen für Probleme an Praxis-maschinen auf. Zusätzlich bietet diePilotanlage Möglichkeiten zur Schulungvon Inbetriebnahme- und Kundenpersonal.
Die beträchtliche Investition für denUmbau der VPM 5 unterstreicht dieBedeutung, die Voith Sulzer Papiertech-nik dem Bereich Karton und Verpak-kungspapiere für die Zukunft beimißt.

72
Neue Namen, neue Adressen
Hunt & Moscrop jetzt Voith Sulzer Finishing Ltd., ManchesterVoith Sulzer Papiertechnik wächst weiterzusammen! Die gute, internationaleKooperation der Einzelunternehmen undder daraus resultierenden Synergieeffektesollen letztlich auch in übereinstimmen-der Namensgebung Ausdruck finden. Sofirmiert Hunt & Moscrop seit August1996 nunmehr als Voith Sulzer FinishingLimited, Manchester. Das renommierteUnternehmen mit nahezu hundertjährigerTradition im Bau von Finishing-Einrich-tungen gehört seit Gründung der VoithSulzer Papiertechnik zur Finishing Divi-sion des Unternehmens. Mit der Umbe-nennung, dem neuen Namen unter gleichgebliebener Anschrift, wird zugleich dieZusammengehörigkeit mit der VoithSulzer Finishing GmbH, Krefeld, Deutsch-land, und der Voith Sulzer Finishing Divi-sion, Middletown, USA, unterstrichen. ImBild das Werk der Voith Sulzer FinishingLtd., in Manchester, Großbritannien.
Voith Sulzer Papiertechnik jetzt mit Regionalrepräsentanz in JakartaVoith Sulzer Papiertechnik hat in Jakarta,Indonesien ein eigenes Büro eröffnet,besetzt mit erfahrenen Fachleuten sowohlder Maschinen- und Anlagetechnik alsauch mit Kennern der regionalen Verhält-nisse. Geleitet wird die Regionalrepräsen-
tanz von Dr.Hermann Bernard, der bereitsseit mehr als zehn Jahren für dieJ.M. Voith GmbH bzw. die Voith SulzerPapiertechnik im In- und Ausland tätig ist(im Bild dritter von links). Zum Kreis derMitarbeiter gehört u.a. Gerhard Ortner(ganz rechts), der schon seit 40 Jahren inIndonesien daheim und in der Papierwirt-schaft der Region bestens bekannt ist.Die Stoffaufbereitungs Division vertritt inJakarta Stefan Hartmann. Das junge undzugleich erfahrene Team (im Bild u.a.zusammen mit Mitarbeitern der Maschi-nenfabrik Andritz) versteht sich als weite-re Kontaktadresse und als Service-Stütz-punkt für die zwischen der rasch wach-senden Papierindustrie von Indonesien,Malaysia und Singapur und wird diebewährte Repräsentanz P.T. Wijaya Kusu-ma Emindo, Jakarta unterstützen.
Voith Sulzer Paper TechnologyRegional Representative Office JakartaWisma 46, Kota BNI, 17h Fl.Jl. Jend. Sudirman Kav. 1 Jakarta 10220, IndonesiaTel. 62 (0) 21-570 2571Fax. 62 (0) 21-570 2574

73
Besondere Auszeichnungen für Innovationen und Design
Neusiedler – revolutionärer 3-Schicht-Stoffauflauf und NipcoFlex-Presseüberzeugen FachweltVor kurzem ist der Neusiedler AG, Haus-mening, Österreich, der erste Pulp &Paper Europe Award for Innovation ver-liehen worden – für die weltweit erstmali-ge Ausstattung einer Papiermaschine fürBüropapiere mit einem 3-Schicht-Stoff-auflauf und dem gleichzeitigen Einsatzeiner Schuhpresse. Das Resultat? Eineneue Ära, und eine ganz neue Art vonPapier. Die neue Technologie – genanntTriotec� – ist das Ergebnis intensivsterForschungsarbeiten mit mehr als 1000von Neusiedler AG und Voith SulzerPapiertechnik durchgeführten Versuchen.Durch den neuartigen 3-Schicht-Stoffauf-lauf wird die Herstellung dreilagigerBürokommunikationspapiere möglich, die– wie ein Sandwich – aus verschiedenenRohmaterialien bestehen. Jede Faser wirddort verwendet, wo ihre Eigenschaftenden besten Nutzen ergeben. Die spezielldafür konstruierte Schuhpresse ermög-licht die Erhaltung der dreilagigen,großvolumigen Struktur während desPreßvorganges bei hoher Produktions-geschwindigkeit.
SPCI ’96 – Präsenz beeindrucktZwei Schwerpunkte hatte sich die Aus-stellungsleitung für die Beurteilung undAuszeichnung der besten Messeständevorgegeben: Wo wird das technische An-gebot überzeugend vorgestellt, wo wer-den die Gäste in einladender Atmosphäreempfangen, zu Gespräch und Erfahrungs-austausch ermuntert? Die Messepräsen-tation der Voith Sulzer Papiertechnik imneuen Corporate Design des Unterneh-mens erfüllte nach dem Urteil der Jurydie höchsten Anforderungen. Der Standwurde als einer der besten der SPCI ’96ausgezeichnet. Die Besucherfrequenz be-stätigte die Juryentscheidung. Die Zahlder Gäste war überdurchschnittlich, derStand einer der SPCI-Treffpunkte. Damitwar die Vertriebsleitung sehr zufriedenund unsere Designer und Messeplanerebenfalls. Hat ihre Arbeit, die sich anson-sten mehr hinter den Kulissen vollzieht,mit der Auszeichnung doch besondereAnerkennung gefunden.
Anzeige des Jahres in BrasilienDie brasilianische Fachzeitschrift „Anave“,Sprachrohr der Cellulose-, Papier- und
Kartonindustrie des Landes, zeichneteim Namen dieser Vereinigung die VoithSulzer Papiertechnik für die beste Anzei-genwerbung des Jahres 1996 aus. DiePreisverleihung wurde mit dem hohentechnischen Innovations- und Informa-tionsniveau der Fachanzeigenwerbungbegründet, die nach Leserumfrage so-wohl textlich wie bildlich am überzeu-gendsten die Produktvorteile vermittelt.Direktor Edgar Horny (rechts), von VoithSulzer Papiertechnik São Paulo freutesich, die Auszeichnung aus den Händenvon Cláudio Vieiva, Repräsentant derZeitschrift, entgegennehmen zu können.
Wolf-Dieter Baumann (links) Geschäftsführer derPapiermaschinen Division Karton und Verpak-kung, St. Pölten, Österreich, gratuliert DirektorJosef Welsersheimb, Neusiedler AG (rechts).
Aus den Unternehmen

74
1

75China, Ursprungsland des Papiers im Wandel
tum der Volkswirtschaft zu befriedigen.Die chinesischen Papierhersteller sindsich der Last, die auf ihren Schulternruht, sehr wohl bewußt, um den Heraus-forderungen des kommenden Jahrhun-derts zu begegnen.
Handgemachtes PapierUnter Papierhistorikern ist einhellig aner-kannt, daß die Kunst der Papierherstel-lung ihren Ursprung in China hatte2. Ts’aiLun, ein Eunuche am kaiserlichen Hof,wird die Erfindung der Kunst der Papier-herstellung zugeschrieben. Es heißt, daßTs’ai Lun die weltweit allerersten Papier-blätter dem Kaiser He aus der östlichenHan Dynastie (25-220 A.D.) im Jahr 105A.D. zeigte. Damals war Ts’ai Lun der fürdie kaiserlichen Werkstätten zuständigeBeamte. Diese Werkstätten stellten fastalle wichtigen Bedarfsgüter des kaiserli-chen Hofs, von den täglichen Gebrauchs-gütern bis zu Waffen, her. Wie in derGeschichte des alten Chinas berichtetwird, wurde Ts’ai Lun für diese besonde-re Leistung in der Kunst der Papierher-stellung mit dem Ehrentitel eines Marquisbelohnt. Und während einer ziemlich lan-gen Zeit wurde Papier, das gemäß Ts’ai’sMethode hergestellt wurde, in der Öffent-lichkeit „Papier von Marquis Ts’ai“genannt.
Das „Papier von Marquis Ts’ai“ wurdevon den damaligen Gelehrten so sehrgelobt, daß die Kunst der Papierherstel-
lung sich allmäh-lich in viele Teiledes Landes aus-breitete, um außerdie Regierungsbe-amten auch dieGelehrtenkreise zuversorgen. Diesbeendete schließ-lich das Schreibenauf schweren undklobigen Holz- undBambusstreifen.Die damaligen Ge-lehrten waren sehrerfreut darüber,daß sie preiswer-tes Papier hatten.Auch das Schrei-ben auf teurer Sei-de wurde schließ-lich aufgegeben.
In den ersten Jah-ren der Verbrei-tung der Kunst derPapierherstellungim Land gab eseine Reihe vonwichtigen Errun-genschaften. Eini-ge davon sinderwähnenswert.
Die erste war dieNutzung von neuen,
Laut dem statistischen Bundesamtbelief sich im Jahr 1995, dem letztenJahr des achten Fünfjahresplans, diegesamte Papier- und Kartonproduktionin China auf 24 Millionen Tonnen1, waseinem Wachstum von 12,2% gegenüber1994 entspricht. Für die 1211 MillionenEinwohner dieses Landes würde den-noch diese Menge an maschinell er-zeugten Produkten plus etwa 200.000Tonnen handgemachtes Papier und denimportierten 3 Millionen Tonnen einenjährlichen Pro-Kopf-Verbrauch von nur22 kg bedeuten, also weit unter demweltweiten Durchschnitt von nahezu48 kg.
In China hat der Übergang von handge-machtem Papier zur maschinellen Papier-produktion mehrere Jahrhunderte gedau-ert. Und die chinesischen Papiermacherhaben sich insbesondere in der letztenHälfte dieses Jahrhunderts gewaltigangestrengt, um mit den Entwicklungenim globalen Papierzirkel Schritt zu halten.Die Chinesen freuten sich deshalb sehr,daß ihre Anstrengungen endlich dazugeführt hatten, daß die chinesischePapierindustrie gleich nach den USA undJapan den dritten Platz unter den bedeu-tenden papierherstellenden Ländern inder Welt einnimmt.
Es besteht kein Zweifel, daß in den künf-tigen Jahren immer mehr Papier und Kar-ton benötigt wird, um das stetige Wachs-
Ursprungsland des Papiers im Wandel –vom handgemachten zum
maschinell hergestellten Papier.
CHINA
Die Autoren:Xiang-Ju-Zhong, Prof. Emeritus of BeijingInstitute of Light Industry and Senior Advisor ofInternational Liaison, China,Technical Association of thePaper Industry. (CTAPI).
Walter A.J. Müllner, J.M. Voith BeijingRepresentative Office.

76
anderen Fasern als in Ts’ai Lun’s Zeit.Neben Rinde, Flachs, Lumpen und ge-brauchten Fischernetzen, die ausschließ-lich in der Anfangszeit genutzt wurden,wurde über erfolgreiche Versuche mitRotang, Bambus, Papiermaulbeeren undsonstigem zur Papierherstellung berich-tet. Die zweite wichtige Errungenschaftvon Interesse war die Verwendung vonBambussieben statt Leinen als Entwässe-rungsmedium bei der Bahnformation.
Die Papierhistoriker glauben, daß die Ent-wicklung von handgemachtem Papier imLand von Zeiten des Wohlstands gekenn-zeichnet war. Es heißt, daß vom ausge-henden fünften Jahrhundert bis zum sieb-ten Jahrhundert das Färben, Leimen,Oberflächenbeschichten und vielleichtdas Kalandrieren von Papier entwickeltwurde. Solche geschichtlichen Aufzeich-nungen wurden durch heutige archäologi-sche Ausgrabungen von Papierreliktenbestätigt. Ihr Alter wurde auf das Endeder östlichen Jin Dynastie (317-420 A.D.)bestimmt. Die Tang Dynastie (618-907D.D.) und die Song Dynastie (960-1127A.D.) galten als die blühendsten Zeitendes handgemachten Papiers im alten Chi-na. Es war in den Anfängen der TangDynastie, als der Buddhismus nach Chinakam und das Kopieren der buddhisti-schen Sutra weitverbreitet war. Späterwurde die buddhistische Sutra in Holzgeschnitzt und auf Papier gedruckt.Dadurch stieg der Papierbedarf stark an.Der Schriftdruck, der von Bi Sheng vonder Song Dynastie als erster eingesetztund in den folgenden Jahren weiter ver-bessert wurde, diente dann offensichtlichals weitere treibende Kraft zur Förderungder handgemachten Papierherstellung. Eswar auch bekannt, daß während der Tang
und Song Dynastien verschiedene Aus-stattungspapiere mit dekorativen Musternbei Intellektuellen sehr beliebt waren, ins-besondere bei den Dichtern. Dieses Inter-esse und Gefallen an Ausstattungspapierhielt bis in die Zeit der Qing Dynastie(1644-1911 A.D.) an.
Die Kunst der Papierherstellung wurdeweitergegeben und es verstrichen einigeJahrhunderte ohne irgendwelche innova-tiven Änderungen bei der Verarbeitungs-methode. Handgemachtes Papier wurdezum großen Geschäft.
Erst in der letzten Hälfte des neunzehntenJahrhunderts bekam das chinesischehandgemachte Papier die erste Auswir-kung von importierten, maschinell herge-stellten Produkten zu spüren. Die Händlervon handgemachtem Papier erkannten,daß sie mit dem billigeren und qualitativhochwertigen, auf Maschinen hergestell-tem Papier nicht konkurrieren konnten.Die Lage schien sich Tag für Tag zu ver-schlechtern. Einige Werkstätten für hand-gemachtes Papier mußten schließen. DerMarkt für Druck-, Schreib- und Ver-
packungspapier gehörte fast ganz demmaschinell hergestellten Papier.
In der Folge mußten sich handgemachteProdukte auf traditionelle Sorten wie chi-nesisches Kunstpapier, chinesischesSchreibpapier, Fensterpapier, Hygienepa-pier, Knallkörperpapier, Feuerwerkspa-pier, Papier für religiöse Zwecke und son-stige Sorten beschränken. Es wurdeberichtet, daß die handgemachte Papier-produktion 1949 120.000 Tonnen betrug.In den fünfziger Jahren stieg dann diehandgemachte Papierproduktion leichtan. Von den fünfziger bis zu den achtzi-ger Jahren schwankte die handgemachtePapierproduktion zwischen 200.000 und300.000 Tonnen p.a. und es scheint, daßsie seit 1988 bei rund 200.000 Tonnenstagniert. Natürlich wissen die chinesi-schen Papiermacher das Erbe dieserKunst der Papierherstellung ihrer Vor-väter zu schätzen. Ihnen ist trotzdemauch bewußt, daß das traditionelle,manuelle Herstellungsverfahren mit nied-riger Produktivität den hocheffizienten,modernen Technologien Platz machenmuß. Als maschinell hergestelltes Papierden Markt zu überfluten begann, mußtedie chinesische Industrie für hand-gemachtes Papier schwere Schläge ein-stecken. Für die Werkstätten für handge-machtes Papier war es jedoch ein Glück,daß sie nie ihren Markt für chinesischesKunstdruckpapier verloren hatten. Esgelang ihnen, ihre Position in den chine-sischen Künstlerkreisen fest verankert zuhalten. Von den chinesischen Malern undKalligraphen ist das chinesische Kunst-druckpapier immer bevorzugt worden.Unter den verschiedenen Sorten an chi-nesischem Kunstdruckpapier hat sich dasXuan Papier nicht nur in China selbst,
2
Abb. 2:Tsai Lun.
Abb. 1 (Seite 74):Altchinesische Papiermacherei aus Bambus. Wie die Bambustriebe gestutzt und in reinemWasser eingeweicht werden.

77China, Ursprungsland des Papiers im Wandel
sondern auch in vielen anderen Länderneinen großen Namen gemacht.
Das Xuan Papier, das in der Regel auseinem Grundstoff mit gemahlenemHalbstoff aus Reisstroh und „wingceltis“besteht, ist bekannt wegen seiner dauer-haften Schneeweiße, seiner ausgezeich-neten Aufnahmefähigkeit für chinesischeTusche, überragenden Maßhaltigkeit undunbestreitbaren Beständigkeit. Das XuanPapier gilt als die „Kostbare Rose“ deshandgemachten Papiers in China. Esheißt, daß seit Ende des siebzehntenJahrhunderts fast jedes Kunstwerkbekannter Maler und/oder Kalligraphenauf Xuan Papier erstellt wurde. Dasselbegilt auch für die modernen chinesischenKünstler. Die Xuan Papierfabrik in Jinxi-an, in der Provinz Anhui, hat gegenwärtigdas Monopol auf die Produktion vonXuan Papier. Xuan Imitation und andereSorten chinesischem Kunstdruckpapier,die meisten davon auf Bambusbasis, wer-den auch in anderen Landesteilen her-gestellt. Das chinesische Schreibpapier,das in erster Linie für Kalligraphie-Klas-sen in Schulen bestimmt ist, ist die zwei-te wichtige handgemachte Papiersorte.Weitere unbedeutendere handgemachteProdukte, die einen Marktanteil behaup-ten konnten, sind Knallkörperpapier, Feu-erwerkspapier und Papier für religiöseZwecke. In den letzten Jahren werdenDekorationsservietten in einigen wenigenWerkstätten hergestellt, die in ersterLinie für den Export bestimmt sind.
Zwar findet man immer in jeder Provinzdes Landes Werkstätten für handgemach-tes Papier, doch befinden sich von je herdie meisten Werkstätten für handgemach-tes Papier in den Provinzen Zhejiang,
Fujian, Jiangxi, Hunan, Anhui undSichuan.
Die Kunst des PapiermachensHandgemachtes Papier galt lange als einewichtige Kunsthandwerksindustrie in Chi-na. Deshalb überrascht es nicht, daß dieKunst der Papierherstellung als ein wich-tiges Kapitel in das Buch „Tian Gong KaiWu“ (übersetzt ins Englische als „DieEntwicklung von Materialien und Produk-ten durch Fertigkeit“) aufgenommen wur-de. Dies ist ein von Song Xing-Xing 1637während der Herrschaft der Ming Dyna-stie (1368-1644) verfaßtes Buch mit 18Kapiteln. Es ist eine umfassende Samm-lung schriftlicher kunsthandwerklicherBeschreibungen von einigen wichtigenProdukten. Das Buch gilt als eines derbesten Manuskripte über Kunsthandwerk-verfahren.
Das gesamte Kapitel 13 beschreibt dieKunst der Papierherstellung. Dieses Kapi-tel enthält eine allgemeine Vorstellungverschiedener Pflanzenfasern für diePapierherstellung und Verfahrensmetho-den, gefolgt von einer detaillierteren
genauen Erörterung von Papier auf Bam-busbasis und Bastfaserpapier zusammenmit Abbildungen. Wie in dem Kapitelbeschrieben, kann das grundlegende Ver-fahren für die Papierherstellung ohne jeg-lichen Einsatz von Maschinen wie folgtzusammengefaßt werden:� „Rösten“ der Pflanzenfaser mit oder
ohne Kalk, danach Waschen unter lau-fendem Wasser und Bleichen in derSonne.
� Zerstoßen der „gerösteten“ Masse ineinem Mörser mit einem Holz- oderSteinwerkzeug.
� Kochen der zerstoßenen Masse mitWasser in einem Bottich, um eine ver-dünnte Fasersuspension zu erhalten.
� Eintauchen eines Siebs, abgedeckt miteinem Bambussieb, in die verdünnteFasersuspension, um eine gewisseFasermenge plus Wasser abzusieben.
� Herausnehmen des Siebs, Halten desSiebs in horizontaler Stellung und Bil-dung der Fasersuspension.
� Sieb oberhalb des Bottichs horizontalin der Luft halten, damit die nasseBahn entwässern kann, dabei das Siebzur besseren Faserorientierung in derBahn kurz schütteln.
� Das Bambussieb vom Sieb auf einStück Leinen legen, das zuvor auf einunteres Holzbrett gelegt wurde (oderwahlweise oben auf einen Stoß nasserBahnen aus vorherigen Vorgängen).
� Das Bambussieb wegnehmen, diefrisch geformte nasse Bahn bleibt aufdem Leinentuch (oder auf dem Stoßnasser Bahnen) liegen.
� Schritte 3 bis 8 solange wiederholen,bis der Stoß nasser Bahnen diegewünschte Höhe erreicht hat.
� Auf den Stoß nasser Bahnen ein weite-res Stück Leinentuch legen und dann
3
Abb. 3:Papier, hergestellt nach dem Verfahren von Tsai Lun.

78
ein weiteres Holzbrett auf den Stapelnasser Bahnen legen.
� Auf dem oberen Holzbrett Gewichteplazieren, damit die nassen Bahnenweiter entwässert werden. Gewichte,das obere Holzbrett und das obere Lei-nentuch vom Naßbahnstapel entfernen.
� Die nassen Bahnen nacheinander vomStapel abziehen.
� Bürsten der Einzelbahnen auf der Ober-fläche einer beheizten Hohlmauer (oderwahlweise Aufhängen der Einzelbah-nen, damit sie in der Luft trocknen).
� Getrocknete Bahnen einzeln von derbeheizten Hohlmauer abnehmen (odervon den Aufhängern) und diese alsFertigprodukt aufstapeln.
Solch ein allgemein übliches Verfahrenfür die Herstellung von handgemachtemPapier ist hunderte von Jahren ohnewesentliche Änderungen angewandt wor-den und man findet im heutigen Chinaimmer noch einige Werkstätten für hand-gemachtes Papier, wo es immer nochangewandt wird. Aber die meisten der
noch bestehenden Werkstätten für hand-gemachtes Papier kochen die Pflanzen-fasern in rotierenden Kugelkochern, stattsie mit Kalk zu „rösten“. Und das Zerfa-sern in Holländern hat das Zerstoßen inMörsern ersetzt. Die Bahnbildung, dasPressen und Trocknen werden aberimmer noch mit traditionellen Verfahrendurchgeführt.
Die Grundlagen des oben beschriebenenVerfahrens sind in der modernen Stoff-und Papiertechnik ziemlich genau beibe-halten worden. Das Kochen ist an dieStelle des „Röstens“ getreten. Das Zer-stoßen ist durch Zerfasern und Mahlenersetzt worden. Und die Bahnbildung, dasPressen und Trocknen, sind auf derPapiermaschine zu einem kontinuierli-chen Prozess zusammengeführt worden.Das Wesentliche der traditionellen Kunstder Papierherstellung hat scheinbar dieJahre überdauert.
Maschinell hergestelltes PapierDie Kunst des Papiermachens verbreitetesich schließlich in östlicher Richtung bisnach Korea und Japan sowie in westli-cher Richtung bis nach Arabien und dannnach Europa. In Europa begann schließ-lich die maschinelle Herstellung vonPapier. Erst am Ende des neunzehntenJahrhunderts fand die maschinellePapierherstellung umgekehrt ihren Wegzurück nach China.
Die 1881 gegründete China Paper MillCompany (chinesisch Huazhang Papier-fabrik), die 1884 ihren Betrieb aufnahm,soll die allererste voll mechanisiertePapierfabrik in China gewesen sein3. Dieswar vermutlich der Start in der Geschich-te der heutigen maschinellen Papierher-
Abb. 4:Altchinesische Papiermacherei aus Bambus. Wiedie Bambusstengel in einer Mischung von reinemWasser und gelöschtem Kalk gekocht werden.
4

79China, Ursprungsland des Papiers im Wandel
liegen keine statistischen Zahlen vor.Nicht mehr als 200 Tagestonnen magvielleicht eine gute Schätzung sein. Fastalle der 32 Papierfabriken verwendetenLumpen für die Papierherstellung. Lum-pen wurden schließlich so knapp, daßeinige Fabriken Ausschau nach alternati-ven Faserrohmaterialien hielten. In denJahren 1901 bis 1903 begann die Shang-hai Paper Company (in chinesisch Huan-chang Paper Mill) die Produktion vongebleichtem Reisstrohstoff ohne fremdeHilfe. Es mag besonders erwähnenswert
sein, daß diese Shanghai Paper Companyzufällig die erste joint venture Papierfa-brik in China war. Die Fabrik wurde vonamerikanischen, französischen und chi-nesischen Händlern finanziert. Eine weite-re damalige Neuheit war die Herstellungvon Zeitungspapier mit Holzschliff, deraus einem Schleifer mit 3 Preßkästenstammte, der in den USA gekauft wordenwar. Dies geschah in der Ostniederlas-sung der Tianzhang Paper Mill in Shang-hai, vermutlich in 1921. Es war das ersteMal, daß die Chinesen Holzschliff und
5
Abb. 5:Altchinesische Papiermacherei aus Bambus. Wiedie Bogen mit dem biegsamen Bambusschöpfsiebaus der gemauerten Bütte geschöpft werden.
Abb. 6 (letzte Umschlagseite):Altchinesische Papiermacherei aus Bambus. Wiedie Papierbogen an einer geheizten Hohlmauergetrocknet werden.
stellung in China. Chinesische Händlerinvestierten in die Fabrik und es wurdenzwei Amerikaner zur Betriebsüber-wachung eingestellt. Maithand arbeiteteals Fabrikleiter und T.J. Waters als Inge-nieur. Die Fabrik mit einer Leistung von2 Tagestonnen verwendete Lumpen alshauptsächliches Faserrohmaterial. DieHauptausrüstungen in der Fabrik bestan-den aus einem Lumpenschneider miteinem „railroad duster“, einem rotieren-den Kocher mit 730 Kubikfuß, einem wei-teren Zylinderkocher, sieben Holländern,eine Langsiebpapiermaschine mit 96 inchund einem Bahnschneider. In dieserShanghaier Fabrik wurde als HauptsorteSchreibpapier hergestellt. Während mehrals einhundert Jahren erlebte die FabrikHöhen und Tiefen, häufig wechselndeEigentümer, wurde umgebaut und moder-nisiert, und es gelang der Fabrik, bis jetztals die älteste moderne Papierfabrik imLand zu überleben. Sie ist immer nocham selben alten Standort mit voller Ener-gie in Betrieb. Diese hundert Jahre alteFabrik, die jetzt Tianzhang RecordingPaper Mill heißt, hat sich jetzt der Her-stellung von beschichteten Spezialsortenverschrieben.
Es heißt, daß von 1881 bis 1911, also indreißig Jahren, insgesamt etwa 32Papierfabriken für die maschinellePapierherstellung gebaut wurden. Siebefanden sich alle in Städten einschließ-lich Shanghai, Yanbo, Tianjin und Han-kuo. Die Leistungen dieser Fabrikenwaren sehr gering, in den meisten ca.2 Tagestonnen. Die Longzhan Papierfa-brik in Shanghai, mit einer Tagesproduk-tion von 13 Tonnen Schreibpapier, solldamals die größte Fabrik gewesen sein.Für die Papierproduktion in diesen Jahren

80
Tabelle 1: Gesamte Papier- und Kartonproduktion (1949-1995)
Jahr Insgesamt maschinell hergestellt handgemacht1000 Tonnen 1000 Tonnen % Anteil 1000 Tonnen % Anteil
1949 228 108 47,50 120 52,601950 380 141 37,10 239 62,901960 2037 1801 88,50 235 11,501970 2637 2414 91,65 220 8,351980 5626 5346 95,01 280 4,981990 13530 13330 98,50 200 1,501991 14989 14789 98,67 200 1,331992 17451 17251 98,85 200 1,151993 18879 18679 98,94 200 1,061994 21554 21354 99,07 200 0,981995 23200 24000 99,17 200 0,83Quelle: 1996 Alamanc of China’s Paper Industry, China Technical Association of the Paper Industry, Beijing, P.R. Chine (im Druck).
Tabelle 2: Durchschnittliche Wachstumsrate p.a. (1950-1995)
Zeitspanne durchschnittliche Wachstumsrate p.a. in %
maschinell handgemacht maschinell handgemacht
1950-1960 22,60 6,841961-1970 9,75 3,241971-1980 9,84 2,931981-1985 10,65 – 6,201986-1990 8,89 1,561991-1995 12,50 0
Zeitungspapier ohne fremde Hilfe her-stellten. Nach dem Niedergang der feuda-listischen Qing Dynastie 1911, herrschtelange Jahre Bürgerkrieg. Die Schritte hinzu einer nationalen Industrialisierungwurden stark gebremst. Der chinesischenPapierindustrie gelang es trotzdem, sichweiterzuentwickeln, wenn auch langsam.Für das Jahr 1936 wurden 89.000 TonnenPapier (maschinell hergestellt) gemeldet,also im Jahr vor dem Ausbruch des chi-nesisch-japanischen Kriegs 1937.
Die Jahre des zweiten Weltkriegs warenfür die chinesische Wirtschaft hart. Diechinesische Papierindustrie, sowohl fürmaschinell hergestelltes wie für handge-machtes Papier, mußte schwere Schlägeeinstecken. Es heißt, daß 1943 diePapierproduktion am höchsten war, als165.000 Tonnen Papier maschinell herge-stellt worden sein sollen. Es sollte jedochnicht unerwähnt bleiben, daß diese Zahlauch die Papierherstellung in Gebietenberücksichtigte, die von den Japanernbesetzt waren. In den Jahren nach demKrieg war die Lage nicht viel anders.1949 fiel die Gesamtproduktion an Papierund Karton auf 108.000 m3.
Erst Ende der fünfziger Jahre diesesJahrhunderts (Tabelle 1) begann diesprunghafte Entwicklung der chinesi-schen Papierindustrie. Es erforderte einegroße Anstrengung von seiten der chine-sischen Papiermacher, um auf dasgegenwärtige Produktionsniveau zu kom-men. Die chinesische Papierindustrieerreichte während der letzten Jahrzehnteeine verhältnismäßig hohe Wachstums-rate von durchschnittlich ca. 10% p.a.(Tabelle 2). Um die ständig höhere Nach-frage zu befriedigen, ist für die Jahrhun-
dertwende ein vorläufiges Ziel für diePapier- und Kartonproduktion von 30 Mil-lionen Tonnen gesteckt worden. Dieswürde in den kommenden fünf Jahreneine durchschnittliche Steigerung von1,2 Millionen Tonnen p.a. bedeuten, waseinem durchschnittlichen jährlichenWachstum von ca. 8% entspricht. Diechinesischen Papierhersteller werdenzweifellos eine gewaltige Anstrengungunternehmen müssen, um dieses Ziel zuerreichen.
Die chinesischen Papierhersteller sindsich der schwierigen Konfrontationen,vor denen sie stehen, wohl bewußt. Diechinesische Papierindustrie verwendeteviele Jahre keinen Rohstoff aus Holz.Mehr als 80% der gegenwärtigen Produk-tion stammt von Rohstoffen wie Schilfund artverwandten Pflanzen wie Weizen-strohbagasse, Bambus und anderenGetreidehalmen. Der Eintrag wird in derRegel mit dem Rohstoff Holz ergänzt. Esist erkannt worden, daß für eine höherePapiermaschinengeschwindigkeit und für
die Herstellung von Qualitätsproduktenmehr „Holzstoff“ im Eintrag verwendetwerden sollte. Für ein gesundes Wachs-tum der Industrie wird deshalb immermehr „Holzstoff“ notwendig sein. Dieswürde eine bessere Verwaltung der regie-rungseigenen Wälder erfordern, so daßdas Problem der Verfügbarkeit von Holz-stoff besser bewältig werden kann. Essollte auch nicht unbeachtet bleiben, daßmehr als 50% der derzeitigen Produktionaus Lieferungen von kleinen Zellstoff-und Papierfabriken stammen. Die kleinenUnternehmen arbeiten aber zugegebener-maßen mit schlechter Kapitalnutzung undsind starke Umweltverschmutzer, da siemeistens mit veralteten Ausrüstungenund traditionellen Technologien arbeiten.Desweiteren haben die meisten der klei-nen Zellstoffabriken keine Chemikalien-rückgewinnungsanlagen. Es ist allerdingswahr, daß die kleinen Unternehmen inden vergangenen Jahren in großem Maßedazu beitrugen, die Vorortnachfrage, ins-besondere oft in den Provinzen, zu ent-spannen. Strengere Umweltauflagen wer-

81China, Ursprungsland des Papiers im Wandel
Literaturangaben1. Economics Dail, 1. März 1996 (in chinesisch).2. Dard Hunter: Papermaking – The History and
Technique of an Ancient Craft. 2. Ausgabe(Dover Publications Inc., New York, N.Y.U.S.A.1948) Seiten 49-50 (in englisch).
3. Dai Jia-Zhang: A Brief Account on the Historyof the Art of Papermaking in AncientChina. (Light Industry Publishing House,Beijing, P.R. Chine 1994) Seiten 76-77und Seiten 255-256 (in chinesisch).
den jedoch letztlich Druck auf die kleinenZellstoffabriken ohne Chemikalienrückge-winnungsanlagen ausüben. Und es wirdunvermeidlich sein, daß Leiter von klei-nen Fabriken irgendwann in nächster Zeitfeststellen, daß sie am Markt nicht kon-kurrenzfähig sind. Die Fusion von kleinenZellstoffabriken zu einer Fabrik von aus-reichender Größe zur Gewährleistung,daß die Errichtung einer Art von Chemi-kalienrückgewinnungsanlage wirtschaft-lich machbar ist, erscheint für die kom-menden Jahre ein logischer Schritt. Eineausreichende Größe würde auch bessereChancen bedeuten, sich auf dem Markt zubehaupten, sowohl in bezug auf Ver-kaufspreise wie Produktqualität. Es wäreunvermeidbar, daß einige Kleinunterneh-men schließen müßten und tausendeArbeiter ohne Arbeit sein würden. Geeig-nete Maßnahmen müßten getroffen wer-den um dieses Arbeitslosigkeitsproblemzu lösen. Es ist in jüngster Zeit bekanntgeworden, daß alle Projekte auf der grü-nen Wiese, für die Genehmigung bean-tragt wird, eine Leistung von mindestens15,000 t p.a. aufweisen und irgendwieüber Chemikalienrückgewinnungsanlagenverfügen müssen. Der Bau von Zellstoffa-briken mit Rohstoff Holz in ausreichen-der Größe wird stark unterstützt. Tatsa-che ist, daß dies in den letzten Jahrengeschehen ist. Dazu gehören die HexianZellstoffabrik in Guangxi und QingzhouPapierfabrik (Ausbauprojekt) in Fujian.Beide Fabriken sind seit Ende 1994 imBetrieb. Neue, im Bau befindliche Projek-te, sind die Nanning Zellstoff- undPapierfabrik in Guangxi, Siamo Papierfa-brik in Yunnan, Guangning Papierfabrik inGuangdong, Yueyang Papierfabrik (Aus-bauprojekt) in Hunan etc. Was die Um-weltaspekte betrifft, so haben kürzliche
Berichte enthüllt, daß die Schließung vonmehr als hundert kleinen Zellstoffabrikenan den Ufern des Huai-Flusses und inGebieten flußaufwärts von Three Gorgesam Yantze Fluß (Changjiang) kurz bevor-steht. Ein Ausbaggern des gesamtenHuaihe, einem Hauptzufluß des GelbenFlusses, erfordert eine allgemeine Säube-rungsaktion bei allen verschmutzendenUnternehmen an seinen Ufern. Das Pro-jekt Three Gorges, das den Bau einesriesigen Wasserdamms und einer Was-serkraftanlage zur Folge hat, erfordert dieEntfernung aller Verschmutzungsquellenstromaufwärts. Kleine Zellstoffabrikenstehen vor dem Schicksal, daß siegeschlossen werden, und viele Managervon kleinen Fabriken sprechen jetzt da-von, daß sie an einem neuen Standortfusionieren.
Für den neunten Fünfjahresplan, Zeitraum1996-2000 sind einige Projekte auf dergrünen Wiese und Ausbauprojekte vorge-schlagen worden. Die meisten davon sindauf der Suche nach der benötigten Kapi-talinvestition. Die meisten Fabrikleiterwerden natürlich erfreut sein, wenn sieausländische Darlehen, insbesondere„soft loans“, erhalten können. Und natür-lich sind joint venture Partner hochwill-kommen. Es besteht nicht der geringsteZweifel, daß die Entwicklung der chinesi-schen Papierindustrie vor der Jahrhun-dertwende sowie in den ersten Jahrendes 21. Jahrhunderts einige Projekte vonausreichender Größe auf der grünen Wie-se und/oder Ausbauprojekte einschließenwird. Selbstverständlich wird dies nichtnur für die Chinesen, sondern auch fürLieferanten auf der ganzen Welt eine Her-ausforderung sein. Der chinesische Marktfür moderne Ausrüstungen und innovati-
ven Technologien wird zweifellos einstark umkämpfter Markt sein. Und umselbst in eine vorteilhaftere Position zukommen, muß man die chinesische Men-talität besser verstehen. Seine eigeneFirma dem durchschnittlichen chinesi-schen Papiermacher, den Managern undinsbesondere den jungen Ingenieurenbekannt machen. Es ist nur zu wahr, daßman sich durch die Sprachbarriere imNachteil findet. Aber man sollte sich nichtzu große Sorgen darüber machen, dennman kann immer einen hilfsbereiten eng-lisch sprechenden Chinesen finden. Des-weiteren steht immer die internationaleIngenieursprache (Ingenieurzeichnung)zur Verfügung. Tatsache ist, daß die mei-sten chinesischen Papiermacher irgend-wann einmal auf die Namen Voith undSulzer gestoßen sind. Die meisten jungenIngenieure hörten von den typischen Cha-rakteristiken des Voith Holländer. Tat-sache ist, daß immer noch einige VoithHolländer in vielen kleinen Fabriken desLandes arbeiten. Voith und Escher Wysswaren viele Jahre lang, insbesonderewährend der letzten Hälfte des Jahrhun-derts, mit den Chinesen im Geschäft. Unddie meisten chinesischen Papiermachersind von den Leistungen und der Zuver-lässigkeit der Voith-Ausrüstungen über-zeugt. Der Voith Duoformer ist zum Bei-spiel in der Jincheng Papierfabrik in derProvinz Liaoning mit Schilfzellstoffstörungsfrei in Betrieb.
Voith Sulzer Papiertechnik wird zweifels-ohne, so oder so, in einigen der auf-gezeichneten Projekte für die Entwicklungder chinesischen Papierindustrie in denkommenden Jahren dabei sein. Für VoithSulzer Papiertechnik gibt es auf dem um-kämpften chinesischen Markt viel zu tun.

Das twogether-Magazin erscheint zweimaljährlich in deutscher und englischer Ausgabe. Namentlich gekennzeichnete Beiträge externer Autoren sind freieMeinungsäußerungen. Sie geben nicht immerdie Ansicht des Herausgebers wieder.Zuschriften und Bezugswünsche werden an die Zentralredaktion erbeten.
Eine Information fürden weltweiten Kundenkreis,die Partner und Freunde der
Magazin für Papiertechnik
Herausgeber: Voith Sulzer Papiertechnik GmbH
Zentralredaktion:Dr. Wolfgang Möhle, Corporate Marketing,Voith Sulzer Papiertechnik GmbH,Telefon (0 73 21) 37 64 05,Telefax (0 73 21) 37 70 08,Postfach 1970, D-89509 Heidenheim.
Konzeptionelle und inhaltliche Bearbeitung:Manfred Schindler, D-73434 Aalen.
Gestaltung, Layout und Satz:MSW, Postfach 1243, D-73402 Aalen.
Copyright 2/97: Reproduktion und Vervielfältigungen nur nach ausdrücklicher Genehmigungder Zentralredaktion.
2/97
/5 S
DZ.
Das
chl
orfr
eie
Papi
er d
iese
s M
agaz
ins
ist a
uf A
nlag
en u
nd M
asch
inen
der
Voi
th S
ulze
r Pa
pier
tech
nik
herg
este
llt.