Embed Size (px)
Citation preview

V 1.0.0Die gesamte MAPAL Kompetenz im Überblick
Reiben und FeinbohrenVon der breiten Palette an MAPAL Ein- und Zweischneiden-Reibahlen sowie Feinbohrwerk -zeugen mit Führungsleisten und WP- oder HX-Schneiden, bis zu den HPR Hochleistungs -reibahlen in Kombination mit dem MAPAL HFS® – Wechselkopfsystem für exakte Rundlauf- und Wechselgenauigkeiten – Sie erhalten einen Gesamtüberblick über unser Know-how für die Feinbearbeitung von Bohrungen.
PKD-WerkzeugeFür die Vor- und Fertigbearbeitung bietet MAPAL zudem ein umfangreiches Programm an Präzisionswerkzeugen mit festen PKD-Schneiden (polykristalliner Diamant). Es umfasst Präzisionsaufbohrer sowie Zirkular- und Schaftfräser. Das Programm an Planfräsmesserköpfen der PowerMill und EcoMill Baureihe zeichnet sich durch einfachen, robusten Aufbau undschnelle, exakte Einstellung der Schneiden aus.
ISO-WerkzeugeDieser Kompetenzbereich von MAPAL beinhaltet Sonderwerkzeuge mit ISO-Elementen zumAufbohren und Fräsen. Dazu gehören präzisionsgeschliffene Schneiden in verschiedenstenSchneidstoff- und Beschichtungsvarianten. Die Verwendung der bewährten MAPAL Justierunggarantiert dabei die exakte Abstimmung der Schneiden. Ein besonderes Know-how bietetMAPAL in der Tangentialtechnologie.
AussteuernAussteuerwerkzeuge stellen auf Sondermaschinen und Bearbeitungszentren ein hohes Ratio na-lisierungs- und Optimierungspotenzial dar. MAPAL bietet dazu neben den konventionellen Plan-drehköpfen EAT und LAT auch leistungsstarke Antriebseinheiten für Aussteuerwerkzeuge an. DieMAPAL TOOLTRONIC® – Werkzeuge zeichnen sich dabei durch ihre außergewöhnliche Funk -tionalität aus.
BohrenEine weitere Sparte bietet das Produktprogramm zum Bohren. Ob für die Bearbeitung von Alu,Stahl oder Guss, die Hart- oder Trockenbearbeitung sowie für den Einsatz im HSC-Bereich – für jede Aufgabe bietet MAPAL das prozesssichere Werkzeugkonzept. Speziell entwickelte Be -schichtungen sowie die Bestückung mit PKD-Schneiden ergänzen das breite Produktprogrammzum Bohren.
SpannsystemeDie modernen Spannsysteme von MAPAL garantieren in Verbindung mit den bewährten MAPALReib- und Feinbohrwerkzeugen höchste Produktivität und Wirtschaftlichkeit. Ob HSK, SK oderHFS® – diese hochpräzisen Schnitt- und Trennstellen bringen in der modernen Fertigung die geforderten Rundlauf- und Wechselgenauigkeiten.
DienstleistungenProjektieren, Instandhalten, Managen und Optimieren – das komplette MAPAL CTS® Dienst -leistungspaket begleitet Sie von der Prozessauslegung bis zur permanenten Prozessoptimierungund sichert Ihnen den optimalen und kostensparenden Werkzeugeinsatz bei bestmöglichenResultaten.
MAPAL Kompetenz–PKD-Werkzeuge
D i a m a n t w e r k z e u g e
MAP
AL W
WS
Kom
pete
nz –
PKD
-Wer
kzeu
ge
PKD-
D-01
/10-
015-
1210
-WD
Ged
ruck
t in
Deut
schl
and/
Ände
rung
en d
er P
rodu
kte
und
tech
nisc
hen
Date
n vo
rbeh
alte
n!
MAPALMAPAL WWS Werner Stief GmbH
Heilbronner Straße 25 • D-75179 PforzheimTel. (0 72 31) 96 63-0 • Fax (0 72 31) 96 [email protected] • www.mapal.com
MAPAL Präzisionswerkzeuge Dr. Kress KG
Postfach 1520 • D-73405 AalenTel. (0 73 61) 5 85-0 • Fax (0 73 61) 5 85-1 [email protected] • www.mapal.com
91
Kom
pete
nz in
der
Pra
xis
ABS-Gehäuse
Anti-Blockier-Systeme für PKW'ssind heute in der Automobilindustrienicht mehr wegzudenken. Das elek -tronisch gesteuerte Bremssystemver hindert ein Blockieren des Rades.
ABS-Gehäuse sind sicherheitsrele-vante Bauteile, die einer cpk-Aus -wertung unterliegen. Die erhöhte An forderung an die Toleranzen, dieGrat freiheit sowie ein sehr niedrigerSi-Gehalt des Materials machen dieZerspa nung zu einer Herausforde -rung. Insbesondere an das Bearbeitender Motor- und Pumpenbohrungenwerden höchste Ansprüche gestellt.Entscheidend für die erfolgreicheFertigung sind Oberfläche, Genauig-keit, Rundheit und die Positionen zu -einander. Für die Pumpenbohrungengelten hier maximale Toleranzen
von IT 7 bei einer Ober fläche von Ra 0,2 µm.VHM-Werkzeuge für die Vorbearbei-tung sowie festbestückte PKD-Werk -zeuge und leistengeführte Fein bohr -werkzeuge sind die typischen Werk -zeuge für dieses Bauteil.
PKD ist ein faszinierender Schneidstoff,der seit seiner Entwicklung vor 30 Jah-ren eine sehr hohe Bedeutung für dasBearbeiten von Aluminium, vermehrtauch von CFK und anderen modernenWerkstoffen, erringen konnte.MAPAL WWS war von Anfang an beider Entwicklung dabei und kann sichals Pionier der Einführung von PKD indie mechanische Bearbeitung bezeich-nen. Entscheidend war, das Erodierver-fahren für das Bearbeiten der PKD-Schneiden nutzbar zu machen. Damitwurde es möglich, diesen hochhartenSchneidstoff in höchster Präzisionwirtschaftlich zu bearbeiten.
In Verbindung mit der HSK Schnittstel-le war so die Fertigung und der Einsatzrundlaufender Werkzeuge in hoherKomplexität für die Bearbeitung vonAluminium und Buntmetallen möglich.Das Ergebnis sind überragende Stand-längen und damit die Basis für dierationelle Fertigung auch komplexerBauteile.
Brillant –Werkzeuge mit PKD (polykristalliner Diamant)haben die Welt erobert
Das Handling der meist in Monoblock-Bauweise gefertigten Werkzeuge istdenkbar einfach, da ein Justieren derSchneiden entfällt. Es muss beim Ein-satz auf die Präzision der Maschinen-spindel und der Werkzeugspannunggeachtet werden.
Für die technische Beratung beim Aus-legen und beim Einsatz der PKD-Werk-zeuge, sowie für Pflege, Bestückungund Optimierungen hat MAPAL einweltweites Netzwerk von Firmen auf-gebaut. Damit ist der hochqualifizierteund prompte Service für diese Werk-zeuge auch weltweit gesichert. Diegroße Erfolgsgeschichte der PKD Werk-zeuge wird damit weiter gehen.
Dr. Dieter Kress

Index
Unse
reKo
mpe
tenz
Kom
pete
nz –
Präz
isio
nsau
fboh
ren
Kom
pete
nz –
Zirk
ular
-fr
äsen
und
Sch
aftf
räse
nKo
mpe
tenz
–Pl
anfr
äsen
Serv
ice
und
Dien
stle
istu
ngPK
D-W
erkz
euge
na
ch M
aßKo
mpe
tenz
in
der
Pra
xis
MAPAL WWS Kompetenz – Präzisionsaufbohren 18
Wer zählt die Anwendungsmöglichkeiten? 20Aus Erfahrung – Richtlinien und Schnittwerte für die Praxis 22Bearbeitungsbeispiele 24
MAPAL WWS Kompetenz – Zirkularfräsen und Schaftfräsen 28
Wir fertigen nach Maß 30Schaftfräser HP-EndMill – Standardprogramm 32Aus Erfahrung – Richtlinien und Schnittwerte für die Praxis 38Bearbeitungsbeispiele 40
MAPAL WWS Kompetenz – Planfräsen 44
Standard in höchster Perfektion 46Für jede Bearbeitungsaufgabe die optimale Lösung 48Baureihen PowerMill und EcoMill 50Planfräsköpfe – Standardprogramm 54Bearbeitungsbeispiele 66
Service und Dienstleistung 70
Fast Repair – Wiederaufbereitung und Service 72Fräskopf Management – gesichertes Leistungsniveau von Anfang an 74Pick-up-Service – direkt zum Kunden 76
PKD-Werkzeuge nach Maß 78
Qualität vom Angebot bis zur Fertigung 80Anfrageformular für Bohr- und Aufbohroperationen 82Anfrageformular für Fräsoperationen 83
Unsere Erfahrung ist durch nichts zu ersetzen 84
Bearbeitungsbeispiele 86
Unsere KompetenzPKD – Diamant als Hightech-Produkt 4Führend – Ideen, Produkte und Leistungen 6Präzision – für jedes Werkzeug die optimale Geometrie 8Kompetenzzentrum – MAPAL WWS in Pforzheim 10PKD-Werkzeuge – weltweite Kompetenz und globales Netzwerk 12PKD-Werkzeuge – vom Präzisionsaufbohren bis zum Zirkulieren 14
4
Unse
re K
ompe
tenz
Als Anfang der 80er Jahre der erstepolykristalline Diamant (PKD) präsen-tiert wurde, war das eine Revolution in der Schneidstoffentwicklung, eineRevolution aber auch für die Werk-zeugherstellung.Was war geschehen?Bei ca. 1.500 °C und ca. 60 kbar Druckwurde ausgesuchtes synthetischesDiamantkorn zusammen mit einemHartmetallsubstrat einem Sinterpro-zess unterzogen. Ein äußerst kompli-zierter chemischer Prozess lief ab.Kobalt, chemischer Bestandteil desHartmetalls, bewirkte – als Katalysator– einen intensiven Kornverwuchs dereinzelnen Diamantpartikel. Dieser
intensive Kornverwuchs war die Sen-sation: Ein Schneidstoff mit der Härteund der Verschleißfestigkeit des Dia-manten, dem härtesten Mineral derErde, stand zur Verfügung. Die Hartmetallunterlage verlieh demSchneidstoff die notwendige Zähigkeitund bot in der täglichen Verarbeitungbeste Voraussetzungen zum Löten derSchneiden auf geeignete Träger. An-fänglich war die Plattengröße dieser so genannten PKD-Blanks begrenzt,doch heute stehen Abmessungen bis ø 75 mm zur Verfügung.
Ein Schneidstoff dieser Härte war fürdie Bearbeitung im wahrsten Sinn des
PKD –Diamant als Hightech-Produkt
Wortes ein harter Brocken. Die bekann-ten Schleifverfahren waren ungeeig-net, neue wurden entwickelt und zurPerfektion geführt. Drahterosion undLasertechnologie sind heute Stand derTechnik. Die anfänglich begrenzteGestaltung von Schneidformen undGeometrien gibt es heute nicht mehr.
PKD hat sich in knapp 30 Jahren zumSuperschneidstoff bei der Bearbeitungvon NE-Metallen und nichtmetal-lischen Werkstückstoffen entwickelt und ist aus der modernen Fertigungs-technologie nicht mehr wegzudenken.

5
Unse
re K
ompe
tenz
Genau wie bei herkömmlichenSchneidstoffen, wie beispielsweiseHartmetall, gibt es erhebliche Quali-tätsstufen bei der Schneidkante. Verschiedene Bearbeitungsaufgaben oder auch wechselnde Abrasivität desWerkstoffes erfordern Schneidstoff-variationen. Resultate unserer lang-jährigen Erfahrung mit der Diamant-schneide sind Modifikationen ausverschiedenen PKD-Sorten in unge-ahnter Breite. Unterschiedliche Korn-größen in der Mikrostruktur des Dia-
manten können variiert werden mitauswählbaren Schichthöhen in Kom-bination mit einer Anzahl von Blank-größen. Das ermöglicht uns, egal fürwelche Bearbeitungsaufgabe Sie einePKD-Schneide benötigen, die geeig-nete Diamantqualität auszuwählen.

6
Führend –Ideen, Produkte und LeistungenPermanent steigende Anforderungenin der modernen Zerspanung erforderneine moderne, sehr flexible Denkweisedes Werkzeugherstellers. Unsere Kom-petenz im Umgang mit dem Schneid-stoff PKD spiegelt sich in der täglichenWerkzeugauslegung wider. Unser Ziel ist, mehrere Bearbeitungs-aufgaben in einem Werkzeug zu kom-binieren. Das bedeutet, dass für denAnwender unproduktive Nebenzeitenbeim Werkzeugwechsel entfallen.Nicht selten entstehen durch dieseMotivation Werkzeugkonzepte, die inihrer Art einmalig sind. Bestärkt wer-den wir in dieser Art des Denkens und
Handelns durch die hohe Fertigungs-sicherheit bei der Herstellung derWerkzeuge. Kontinuierliche Weiterent-wicklungen beim Bearbeiten von PKDreichen dabei allerdings nicht aus.Ständig müssen alle Parameter, die zurWerkzeugherstellung notwendig sind,forciert werden. Beispiele sind moder-ne Lötverfahren und filigrane Wucht-technologien. Das hohe Leistungspo-tenzial unserer Produkte ergänzt durchdie enorme fachliche Kompetenz unse-rer Anwendungsspezialisten sind Er-folgsgaranten für die Lösung der ge-stellten Aufgaben.
Unse
re K
ompe
tenz

Unse
re K
ompe
tenz
8
Präzision –für jedes Werkzeug die optimale GeometrieDieser Grundsatz zieht sich als Leitfa-den durch alle Bereiche des Unterneh-mens wie die Symmetrielinie durch dietechnische Zeichnung des Werkzeugs.Mit derselben Präzision, die in der De-tailkonstruktion jeder Schneide not-wendig ist, wird die Realisierung dieserAngaben in allen Fertigungsbereichenumgesetzt. Manuelle Arbeitsplätzestehen dabei auch in den modernstenBetrieben in Einklang mit vollauto-matisierten Fertigungseinheiten. Einintelligentes Computersystem zur
Steuerung der Fertigungsabläufe unddie permanente Qualitätssicherung –all das sind Bausteine, die optimalineinander greifen. Oberste Prioritätfür alle Stationen sind Präzision undQualität. Eine lückenlose Dokumen-tation aller Arbeitsgänge und prozess-begleitende Kontrollen sind die Basisfür das konstant hohe Qualitätsniveaualler Werkzeuge. Das Resultat all dieserAnstrengungen ist die rationelle, pro-zesssichere Fertigung beim Kunden.
Unse
re K
ompe
tenz

9
Unse
re K
ompe
tenz
Präzision am Werkzeug kann nichterprüft sondern nur produziert werden.So ist es notwendig, dass bereits in vor-gelagerten Arbeitsgängen, wie Trennenvon PKD-Abschnitten aus der Rondeoder dem Löten, mit höchster Sorgfaltgearbeitet wird. Nur bereits im Grund-aufbau des Trägers optimal gefertigteWerkzeuge können bei den hochpräzi-sen Arbeitsgängen, wie Erodieren oderPKD-Schleifen, im Toleranzbereich vonwenigen µm gefertigt werden.
Kompetenzzentrum –MAPAL WWS in Pforzheim
Unse
re K
ompe
tenz
Unse
re K
ompe
tenz
Die gleichbleibende Fertigungsqualitätan allen Standorten wird durch MAPALWWS gesichert – seit 1994 das Kompe-tenzzentrum der MAPAL Gruppe fürfeste, gelötete PKD-Werkzeuge. Damitkann der Kunde weltweit auf dieselbehohe MAPAL Qualität bezüglich Engi-neering, Produktprogramm und Servicevertrauen.
12
Mit über 500 Mitarbeitern weltweit istdie Produktgruppe der PKD-Werkzeugeeiner der bedeutendsten MAPAL Ge -schäftsbereiche. Ein Vertriebs- undServicenetzwerk mit Niederlassungenin über 40 Ländern auf allen Kontinen-ten garantiert die optimale Beratungund Versorgung der Kunden an derenProduktionsstandorten.
Wichtiger Bestandteil des Netzwerksist das Engineering vor Ort, wodurchMAPAL schnell und flexibel auf Kun-denwünsche reagieren kann. Durchständige Aus- und Weiterbildung derMitarbeiter und weltweiten Erfah -
rungsaustausch sichert MAPAL überalldieselben hohen Technologiestandards.Der Kunde bekommt so die für ihn opti -male Lösung, sei es in Europa, Amerikaoder Asien.
Die Fertigung der MAPAL PKD-Werk-zeuge in zahlreichen Ländern garan-tiert darüber hinaus Flexibilität, ange-messene Lieferzeiten und eine hoheWerkzeugverfügbarkeit. Das Netzwerkfür die Fertigung und die Wiederaufbe-reitung der PKD-Werkzeuge wird per-manent ausgebaut.
Die MAPAL Gruppe in Zahlen• über 3.300 Mitarbeiter • 27 Niederlassungen• 17 Produktionsstandorte• 30 Service- und Beratungsbüros
EuropaDeutschland MAPAL Dr. Kress KG in Aalen
MAPAL WWS GmbH in PforzheimMAPAL ISOTOOL GmbH in SinsheimMILLER GmbH in AltenstadtRudolf Strom GmbH in Vaihingen/Enz
England MAPAL Ltd. in RugbyFrankreich MAPAL France
in Le Chambon FeugerollesItalien MAPAL Italia S.R.L. in Gessate/MIPolen MAPAL Narzędzia Precyzyjne
Spółka z.o.o. in PoznańTschechien MAPAL CZ s.r.o. in Dlouhá Lhota
AmerikaUSA MAPAL Inc. in Port Huron/MIMexiko MAPAL FRHENOSA
in San Pedro Garza GarciaBrasilien MAPAL do BRASIL Ferramentas de
Precisão Ltda. in IbiritéMAPAL Qualifer Ltda. in Belo Horizonte
AustralienAustralien Valcor Sales Australia Pty. Ltd. in Ballarat
AsienChina MAPAL China Ltd. in ShanghaiKorea MAPAL HTT Co. Ltd. in Kyunggi-Do
MAPAL TET Office Asia in UlsanJapan MAPAL KK in TokyoIndien MAPAL INDIA Private Ltd. in BangaloreMalaysia MAPAL Malaysia Sdn. Bhd.Singapur MAPAL Asia TET Office in SingapurTaiwan MAPAL Precision Tool Systems Co. Ltd.
in TainanThailand MAPAL (Thailand) Co. Ltd.
Weltweit – die Standorte der MAPAL Gruppe
PKD-Werkzeuge –weltweite Kompetenz und globales Netzwerk
Unse
re K
ompe
tenz
M_PKD_S_03-17_neu.qxd:PKD_S_03-17.QX 18.02.2011 18:31 Uhr Seite 12
13
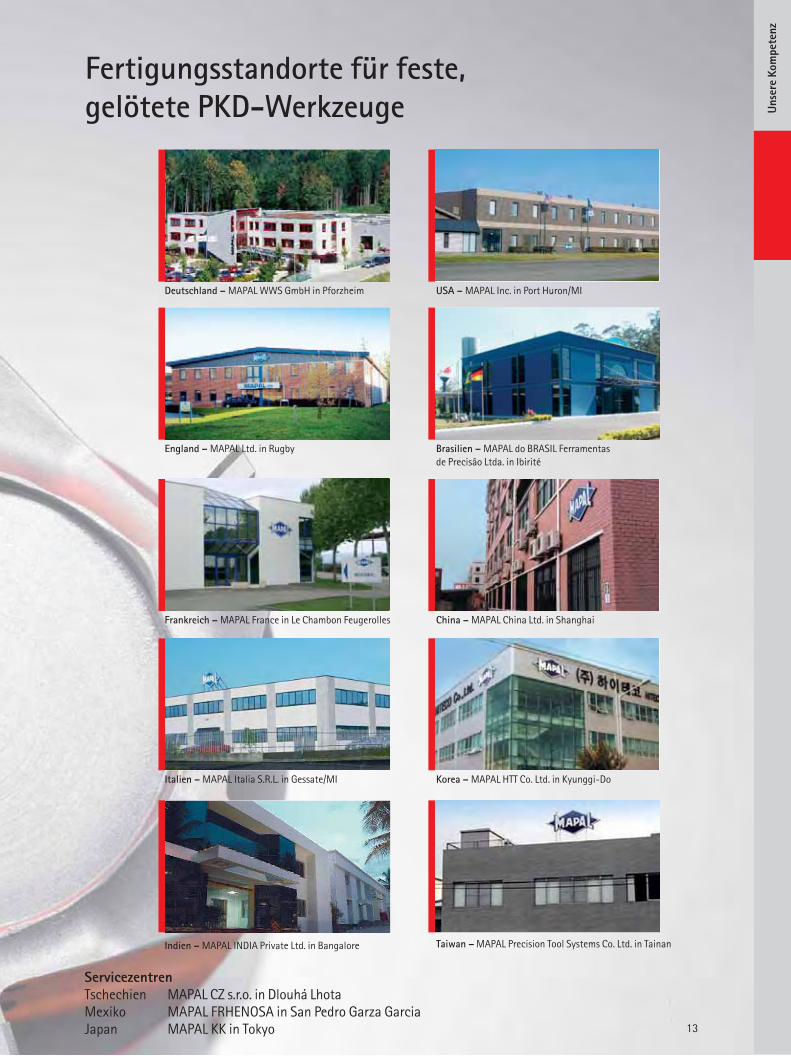
Deutschland – MAPAL WWS GmbH in Pforzheim
England – MAPAL Ltd. in Rugby
Frankreich – MAPAL France in Le Chambon Feugerolles
Italien – MAPAL Italia S.R.L. in Gessate/MI
Fertigungsstandorte für feste, gelötete PKD-Werkzeuge
USA – MAPAL Inc. in Port Huron/MI
Brasilien – MAPAL do BRASIL Ferramentasde Precisão Ltda. in Ibirité
China – MAPAL China Ltd. in Shanghai
Korea – MAPAL HTT Co. Ltd. in Kyunggi-DoUn
sere
Kom
pete
nz
Indien – MAPAL INDIA Private Ltd. in Bangalore Taiwan – MAPAL Precision Tool Systems Co. Ltd. in Tainan
ServicezentrenTschechien MAPAL CZ s.r.o. in Dlouhá LhotaMexiko MAPAL FRHENOSA in San Pedro Garza GarciaJapan MAPAL KK in Tokyo
M_PKD_S_03-17_neu.qxd:PKD_S_03-17.QX 18.02.2011 18:32 Uhr Seite 13

14
PKD-Werkzeuge –vom Präzisionsaufbohren bis zum Zirkulieren
Aufbohren – die Heraus-forderungIn der Bohrung liegt dieFunktion. In nahezu allenFällen hängt die Qualitäteines Produktes von der Prä-zision seiner Bohrungen ab.Dabei werden sowohl stati-sche als auch dynamischeAufgaben und Funktionen inden Bohrungen gelöst. BeiWerkzeugen für die Herstel-lung von solchen Bohrungengilt der Name MAPAL WWSals Markenzeichen für Qua-lität und Wirtschaftlichkeit.Die nahezu grenzenloseGestaltungsmöglichkeit derPKD-Schneide für entspre-chende Werkzeuge schafftungeahnte Möglichkeiten.Mehrere Bearbeitungsauf-gaben lassen sich mühelos in einem Werkzeug kombi-nieren. Das Einsparen vonWerkzeugen und das Entfal-len unproduktiver Nebenzei-ten steigern die Wirtschaft-lichkeit der Produktion beimKunden.
Die Herstellung einer ge-stuften Bohrung, bei dersämtliche Fasen und Radienzu bearbeiten sind, wird miteinem Werkzeug gelöst. DieKoaxialität der einzelnenStufen ist damit garantiert.Auch das Bearbeiten vonaxialen Einstichen oder dasPlansenken von Auflageflä-chen kann mit einem Bohr-werkzeug wirtschaftlichgelöst werden. Ebenheitsan-forderungen oder Winkelge-nauigkeiten lassen sich, dakeine radialen Kräfte auf dasWerkstück wirken, um einVielfaches leichter erreichenals bei herkömmlichen Dreh-
oder Zirkularbewegungen.Die Bearbeitung einer kom-plexen Außenkontur, z. B.eines Domes, ist ein weitererAnsatzpunkt für rationelleBohroperationen. Die Aus-bildung des Werkzeuges alsGlocke ermöglicht die Kom-plettbearbeitung in axialerRichtung. Auch großes Auf-maß, das bei solchen An-wendungen häufig vor-kommt, wird sicher bewäl-tigt. Nicht selten werdenSpantiefen von mehr als 4 mm pro Seite realisiert.Unabhängig vom Produkt –sei es der leistungsfähigeVerbrennungsmotor einesSportwagens oder eine
Mischbatterie im Badezim-mer – in den Bohrungenliegt die Funktion.
Zirkularfräsen – die Formist entscheidendNach wie vor ist es vorteil-haft, bestimmte Operatio-nen mittels Zirkularfräsendurchzuführen. Bei der Be-arbeitung von Hydrauliktei-len müssen in der jeweiligenKolbenbohrung Steuerkan-ten hergestellt werden. Oft-mals sind mehrere Einstichegefordert, die axial zueinan-der versetzt sind. Nicht sel-ten haben all diese Nutenunterschiedliche Formen.Das sind entscheidende Fak-toren für den Einsatz vonPKD-Werkzeugen. Häufiglassen sich dabei auf einemWerkzeug mehrere Opera-tionen kombinieren. Dannkann in einer Zirkularbewe-gung der Maschine die kom-plette Form erzeugt werden.
Unse
re K
ompe
tenz

15
Das ist nur durch das harmo-nische Schneidverhalten derPKD-Platte möglich.Schnittkräfte beschränkensich auf ein Minimum unddie Neigung zum Ratternentsteht nicht. Radiale Ein-stiche an Außenkonturenlassen sich durch Zirkulierenwirtschaftlich herstellen.Dabei wird das Werkzeug als Glocke ausgebildet, dieSchneiden befinden sich ander Innenkontur des Werk-zeuges. Mit einer radialenAuslenkung von wenigenMillimetern kann mit sehr
geringer Zirkularbewegungdieser Einstich erzeugt wer-den. Aufgrund des gratfreienSchneidverhaltens von PKDgewinnt das Herstellen vonGewinden steigende Bedeu-tung. Auftretende Querboh-rungen in Gewindeflankenstellen sehr hohe Anforde-rungen an die Nachbearbei-tung der Werkstücke. Beidem Einsatz von PKD-Ge-windefräsern kann dieNachbearbeitung komplettentfallen.
Schaftfräsen – LeistungpurSchaftfräsen mit PKD-Schneiden findet zur Zeitnoch wenig Beachtung beimEinsatz auf modernen Bear-beitungsmaschinen. Dasgroße Angebot an Standard-Schaftfräsern aus VHM istwohl dafür die Erklärung.Gerade auf diesem Gebietsprechen aber viele Argu-mente für den Einsatz derPKD-Schaftfräser. Aufwen-dige Erodierformen für denFormenbau, z. B. aus Graphitgefertigt oder großdimen-sionierte Integralbauteile im Flugzeugbau, erforderneinen hohen Standweg undZuverlässigkeit der einge-setzten Fräser.
Besonders hochabrasiveWerkstoffe bewirken einunkontrolliertes Abnutzender Frässchneide bei VHM-Fräsern. Das hat zur Folge,dass Geometrieverzerrungenbei Formen entstehen odergeforderte Eckenradiennicht abgebildet werden. In diesen Fällen zeigt sichdas enorme Leistungspoten-zial von PKD-Schaftfräsern.Der bekannt hohe Standzeit-vorteil des SchneidstoffesPKD lässt sich direkt um-setzen. Zeitintensive Nach-arbeiten an Formteilen oderdas Bereitstellen vonSchwesterwerkzeugen sindnicht mehr erforderlich. Dasgezielt abgestimmte Stan-dardprogramm von PKD-Schaftfräsern ist direkt aufdiese Einsatzbereiche aus-gelegt.
Unse
re K
ompe
tenz

16
PKD-Werkzeuge –prozesssicher in der Vor- und Fertigbearbeitung
Planfräsen – der KlassikerEinfacher, jedoch robusterAufbau kombiniert mit derMöglichkeit, die Fräseinsätzemit geringstem Aufwand zuwechseln und einzustellen,macht dieses Produkt zumKlassiker unter den PKD-Werkzeugen. Unzählige An-wendungen beweisen tag-täglich die Zuverlässigkeitdes Fräskopfsystems. Kon-sequent weiterentwickelt,den Anforderungen moder-ner Zerspanung angepasst,reicht das Einsatzspektrumvon herkömmlichen Fräs-operationen bis hin zurHochgeschwindigkeitszer-spanung. Die intelligenteFührung des Kühlschmier-
stoffes durch das Werkzeugermöglicht auch den erfolg-reichen Einsatz bei der Mini-malmengenschmierung.Aufgrund der hohen Geo-metrievielfalt im Standard-bereich der Fräsmesser hatder Anwender die Möglich-keit, bei unterschiedlichenWerkstückmaterialienimmer die optimale Schneideim Einsatz zu haben. Die axial im µm-Bereich einge-stellten Fräseinsätze in Ver-bindung mit der entspre-chenden Aufnahme erzielenOberflächengüten undStandwege, die für sichsprechen.
Reiben und Feinbohren –Präzision in PerfektionNeben den PKD-Präzisions-aufbohrern mit festenSchneiden umfasst das Pro-duktprogramm zum Reibenund Feinbohren Präzisions-werkzeuge mit auswechsel-baren, diamantbestücktenSchneiden und Führungs-leisten sowie PKD-bestückteMehrschneidenreibahlen.Bei den Werkzeugen mitFührungsleisten kommenneben PKD-Schneiden fürlange Standzeiten und be-sonders gute Oberflächen-güten auch Diamant-Füh-rungsleisten als äußerstgleitfähige und verschleiß-feste Elemente zum Einsatz.
Unse
re K
ompe
tenz

17
Unse
re K
ompe
tenz
den die Voraussetzung fürneue Dimensionen in dermodernen Hochleistungs-zerspanung.
Aber nicht nur bei der Alu-miniumbearbeitung werdenMAPAL Werkzeuge zum Rei-ben und Feinbohren mit PKDals Schneidstoff bestückt.Innovative Werkzeuglösun-gen für den Einsatz in Guss-werkstoffen ermöglichen,dass bisher notwendigeNachbearbeitungen wieSchleifen oder Honen ent-fallen können.MAPAL Werkzeuge zum Reiben und Feinbohren sindin der modernen Fertigungweltweit zum Inbegriff fürabsolute Präzision und Zu-verlässigkeit geworden.
Aufbohren und Fräsen –mit ISO-SchneidenEin weiterer Produktbereichsind Sonderwerkzeuge mitdiamantbestückten ISO-Schneiden. VerschiedeneEinbau- und Justiermöglich-keiten der Schneiden garan-tieren einen exakten Rund-lauf und damit maximaleStandzeiten. Die große Er-fahrung und viele innovativeIdeen der MAPAL Spezialis-ten führen zu überaus er-folgreichen Werkzeugkon-zepten.
Diese auch im HSC-Bereicheinsetzbaren Werkzeugeüberzeugen durch das be-kannte MAPAL Prinzip imBereich höchster Genauig-keiten.
Mit den HPR – High Perfor-mance Reibahlen – bietetMAPAL ein Programm anfesten PKD-bestücktenMehrschneidenreibahlen für die Feinbearbeitung vonBohrungen. Durch die direk-te Kühlmittelführung bis andie Schneide sind die HPR-Reibahlen auch für die Mini-malmengenschmierung gutgeeignet. In Verbindung mitdem HFS®-Wechselkopfsys-tem werden Rundlauf- undWechselgenauigkeiten imµm-Bereich erreicht und bil-


19
Kom
pete
nz –
Prä
zisi
onsa
ufbo
hren
Die mit höchster Präzision gefertigten Aufbohrwerk-zeuge garantieren die prozesssichere Anwendung injedem Bearbeitungsfall. Unterschiedliche Ausfüh-rungen der Werkzeuge, als Zwei-, Vier- oder Sechs-schneider, stehen als Garant für exakte Maßhaltig-keit und hohe Formgenauigkeiten der zu erzeugen-den Bohrungen. Hohe Werkzeugsteifigkeiten werden unter Verwendung von Hartmetall alsTrägermaterial, insbesondere bei kleinen Werk-zeugabmessungen, erreicht.
• Wer zählt die Anwendungsmöglichkeiten?
• Aus Erfahrung – Richtlinien und Schnittwerte für die Praxis
• Bearbeitungsbeispiele
MAPAL WWS Kompetenz –Präzisionsaufbohren

20
keit der gefertigten Schnei-den – all diese Faktoren wer-den bei diesen Werkzeugenoptimal erfüllt. Oberste Ma-xime ist die Qualität der µm-genau geschliffenen PKD-Schneide. 100.000 Bohrun-gen sind keine Seltenheit.Höchste Fertigungssorgfaltgarantiert die volle Leis-tungsfähigkeit sowohl beimNeuwerkzeug als auch nachder Wiederaufbereitung.
Das große Erfahrungspoten-zial der Spezialisten vonMAPAL WWS zeichnet sichbei Aufbohrwerkzeugendeutlich in der Qualität dergefertigten Werkzeuge ab.Die optimal auf den Anwen-dungsfall abgestimmte Kon-struktion der Werkzeugeerhöht die Produktivität undProzesssicherheit im Einsatz.Die hohen Anforderungen andie Wuchtgüte und die ga-rantierte Rundlaufgenauig-
MAPAL WWS Kompetenz – Präzisionsaufbohren Wer zählt die Anwendungsmöglichkeiten?
Den Span im GriffGelaserte Spanbre-cher ermöglichen dieoptimale Abfuhr desabgetragenen Mate-rials aus der Wirkstel-le. Störeinflüsse aufdie laufende Produk-tion infolge von Spä-nestau werden somitvermieden.
Kom
pete
nz –
Prä
zisi
onsa
ufbo
hren

21
Modular – die LösungUm die notwendi-ge Rundlaufge-nauigkeit in derSpindel zu erzie-len, werden mo-dulare Aufnah-mesysteme ein-gesetzt. Axialeund radiale Verstellmöglich-keiten lassen dennotwendigenRundlauf erzielen, insbesondere beiMaschinen mit SK Spindeln.
Die Schneide –Präzision imDetailFertigungstole-ranzen von ≤ 3 µm für Werk-zeugdurchmesser,Mehrschneidig-keit und Verjün-gung lassen dieAnsprüche an dieSchneide erahnen.Das Ergebnisspiegelt sich injeder Bohrungwider.
Kom
pete
nz –
Prä
zisi
onsa
ufbo
hren
22
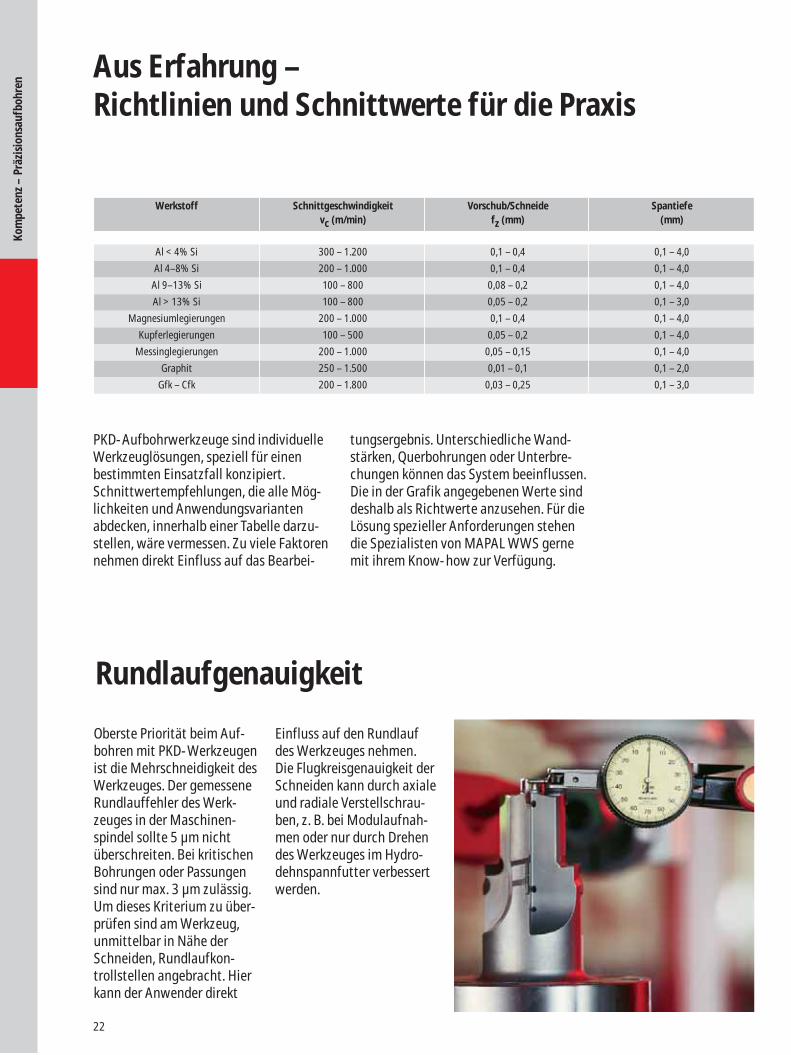
Al < 4% Si 300 – 1.200 0,1 – 0,4 0,1 – 4,0
Al 4–8% Si 200 – 1.000 0,1 – 0,4 0,1 – 4,0
Al 9–13% Si 100 – 800 0,08 – 0,2 0,1 – 4,0
Al > 13% Si 100 – 800 0,05 – 0,2 0,1 – 3,0
Magnesiumlegierungen 200 – 1.000 0,1 – 0,4 0,1 – 4,0
Kupferlegierungen 100 – 500 0,05 – 0,2 0,1 – 4,0
Messinglegierungen 200 – 1.000 0,05 – 0,15 0,1 – 4,0
Graphit 250 – 1.500 0,01 – 0,1 0,1 – 2,0
Gfk – Cfk 200 – 1.800 0,03 – 0,25 0,1 – 3,0
Werkstoff Schnittgeschwindigkeit Vorschub/Schneide Spantiefevc (m/min) fz (mm) (mm)
Aus Erfahrung –Richtlinien und Schnittwerte für die Praxis
PKD-Aufbohrwerkzeuge sind individuelleWerkzeuglösungen, speziell für einenbestimmten Einsatzfall konzipiert.Schnittwertempfehlungen, die alle Mög-lichkeiten und Anwendungsvariantenabdecken, innerhalb einer Tabelle darzu-stellen, wäre vermessen. Zu viele Faktorennehmen direkt Einfluss auf das Bearbei-
tungsergebnis. Unterschiedliche Wand-stärken, Querbohrungen oder Unterbre-chungen können das System beeinflussen.Die in der Grafik angegebenen Werte sinddeshalb als Richtwerte anzusehen. Für dieLösung spezieller Anforderungen stehendie Spezialisten von MAPAL WWS gernemit ihrem Know-how zur Verfügung.
Oberste Priorität beim Auf-bohren mit PKD-Werkzeugenist die Mehrschneidigkeit desWerkzeuges. Der gemesseneRundlauffehler des Werk-zeuges in der Maschinen-spindel sollte 5 µm nichtüberschreiten. Bei kritischenBohrungen oder Passungensind nur max. 3 µm zulässig.Um dieses Kriterium zu über-prüfen sind am Werkzeug,unmittelbar in Nähe derSchneiden, Rundlaufkon-trollstellen angebracht. Hierkann der Anwender direkt
Einfluss auf den Rundlaufdes Werkzeuges nehmen. Die Flugkreisgenauigkeit derSchneiden kann durch axialeund radiale Verstellschrau-ben, z. B. bei Modulaufnah-men oder nur durch Drehendes Werkzeuges im Hydro-dehnspannfutter verbessertwerden.
Rundlaufgenauigkeit
Kom
pete
nz –
Prä
zisi
onsa
ufbo
hren
23
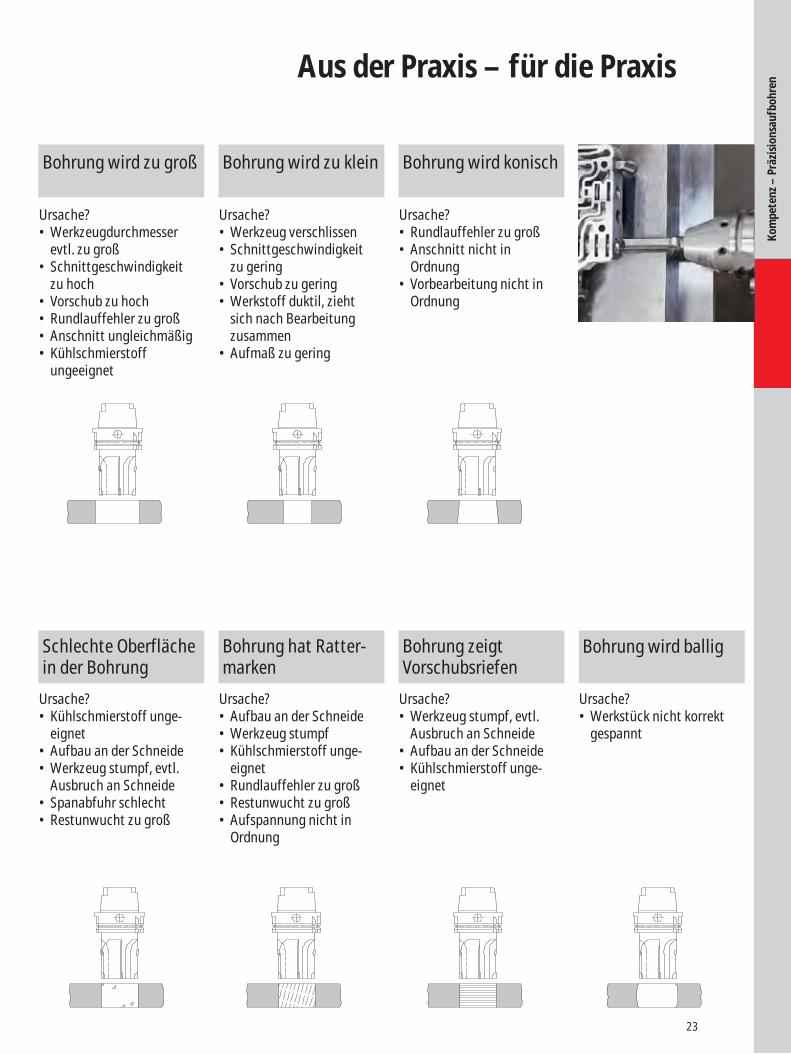
Aus der Praxis – für die Praxis
Bohrung wird zu groß
Ursache?• Werkzeugdurchmesser
evtl. zu groß• Schnittgeschwindigkeit
zu hoch• Vorschub zu hoch• Rundlauffehler zu groß• Anschnitt ungleichmäßig• Kühlschmierstoff
ungeeignet
Bohrung wird zu klein
Ursache?• Werkzeug verschlissen• Schnittgeschwindigkeit
zu gering• Vorschub zu gering• Werkstoff duktil, zieht
sich nach Bearbeitung zusammen
• Aufmaß zu gering
Bohrung wird konisch
Ursache?• Rundlauffehler zu groß• Anschnitt nicht in
Ordnung• Vorbearbeitung nicht in
Ordnung
Schlechte Oberfläche in der Bohrung
Ursache?• Kühlschmierstoff unge-
eignet• Aufbau an der Schneide• Werkzeug stumpf, evtl.
Ausbruch an Schneide• Spanabfuhr schlecht• Restunwucht zu groß
Bohrung hat Ratter-marken
Ursache?• Aufbau an der Schneide• Werkzeug stumpf• Kühlschmierstoff unge-
eignet• Rundlauffehler zu groß• Restunwucht zu groß• Aufspannung nicht in
Ordnung
Bohrung zeigt Vorschubsriefen
Ursache?• Werkzeug stumpf, evtl.
Ausbruch an Schneide• Aufbau an der Schneide• Kühlschmierstoff unge-
eignet
Bohrung wird ballig
Ursache?• Werkstück nicht korrekt
gespannt
Kom
pete
nz –
Prä
zisi
onsa
ufbo
hren
24
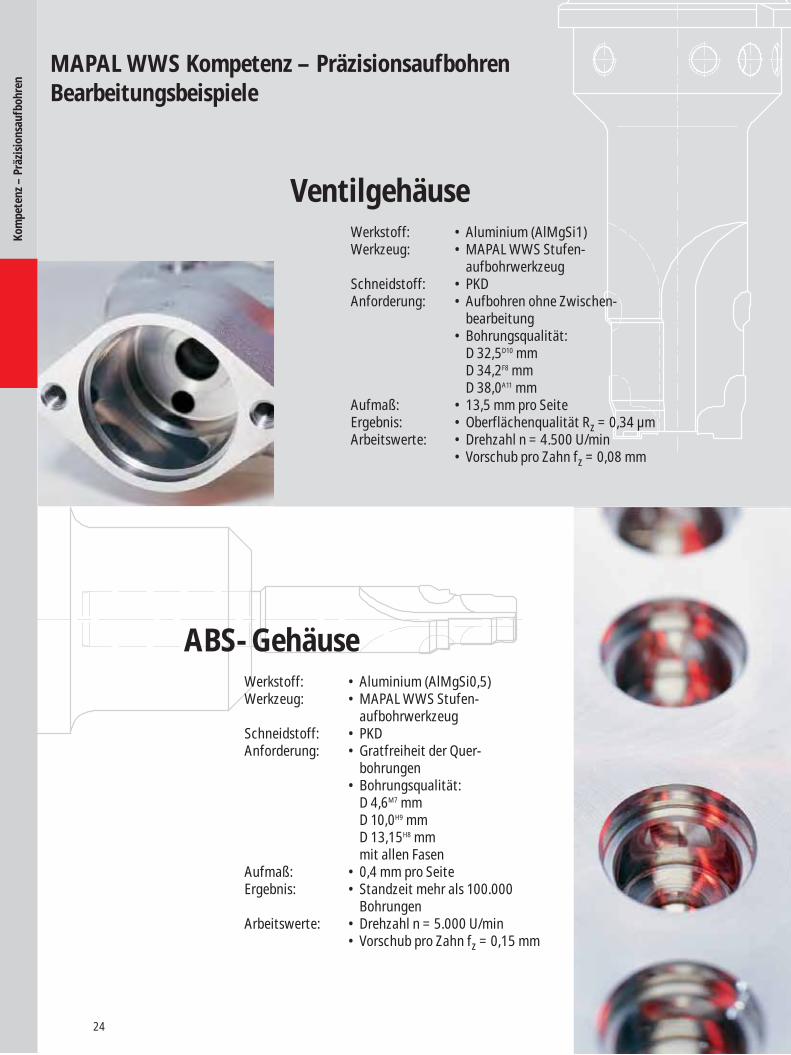
VentilgehäuseWerkstoff: • Aluminium (AlMgSi1)Werkzeug: • MAPAL WWS Stufen-
aufbohrwerkzeugSchneidstoff: • PKDAnforderung: • Aufbohren ohne Zwischen-
bearbeitung• Bohrungsqualität:
D 32,5D10 mmD 34,2F8 mmD 38,0A11 mm
Aufmaß: • 13,5 mm pro SeiteErgebnis: • Oberflächenqualität Rz = 0,34 µmArbeitswerte: • Drehzahl n = 4.500 U/min
• Vorschub pro Zahn fz = 0,08 mm
Werkstoff: • Aluminium (AlMgSi0,5)Werkzeug: • MAPAL WWS Stufen-
aufbohrwerkzeugSchneidstoff: • PKDAnforderung: • Gratfreiheit der Quer-
bohrungen• Bohrungsqualität:
D 4,6M7 mmD 10,0H9 mmD 13,15H8 mmmit allen Fasen
Aufmaß: • 0,4 mm pro SeiteErgebnis: • Standzeit mehr als 100.000
BohrungenArbeitswerte: • Drehzahl n = 5.000 U/min
• Vorschub pro Zahn fz = 0,15 mm
MAPAL WWS Kompetenz – PräzisionsaufbohrenBearbeitungsbeispiele
ABS-Gehäuse
Kom
pete
nz –
Prä
zisi
onsa
ufbo
hren

25
Werkstoff: • Aluminium (GDAlSi9Cu3)Werkzeug: • MAPAL WWS Stufen-
aufbohrwerkzeugSchneidstoff: • PKDAnforderung: • Aufbohren mit Plansenken
• Fertigbearbeitung in vor-gegossene Bohrung – ohne Vorbearbeitung!
• gestufte Planbearbeitung von D 30 bis 93 mm mit integrier-ter Passung D 76H8 mm
• unterbrochener Schnitt• unterschiedliches Aufmaß• Doppelspindeleinsatz
Ergebnis: • Standzeit mehr als 20.000 Bohrungen
Arbeitswerte: • Drehzahl n = 1.100 U/min• Vorschub pro Zahn fz = 0,04 mm
Zylinderkopf
Pumpengehäuse
Werkstoff: • Aluminium (AlSi7MgCu0,5)Werkzeug: • MAPAL WWS AufbohrwerkzeugSchneidstoff: • PKDAnforderung: • Bearbeitung der Hydrolifter-
bohrung • D 12G7 mm; aufgrund der statis-
tischen Fertigung jedoch einge-schränkt auf IT6 Qualität
• Problem: Sackloch mit mehreren Unterbrechungen
Ergebnis: • Standzeit ca. 75.000 BohrungenArbeitswerte: • Drehzahl n = 12.000 U/min
• Vorschub pro Zahn fz = 0,08 mm
Kom
pete
nz –
Prä
zisi
onsa
ufbo
hren
26
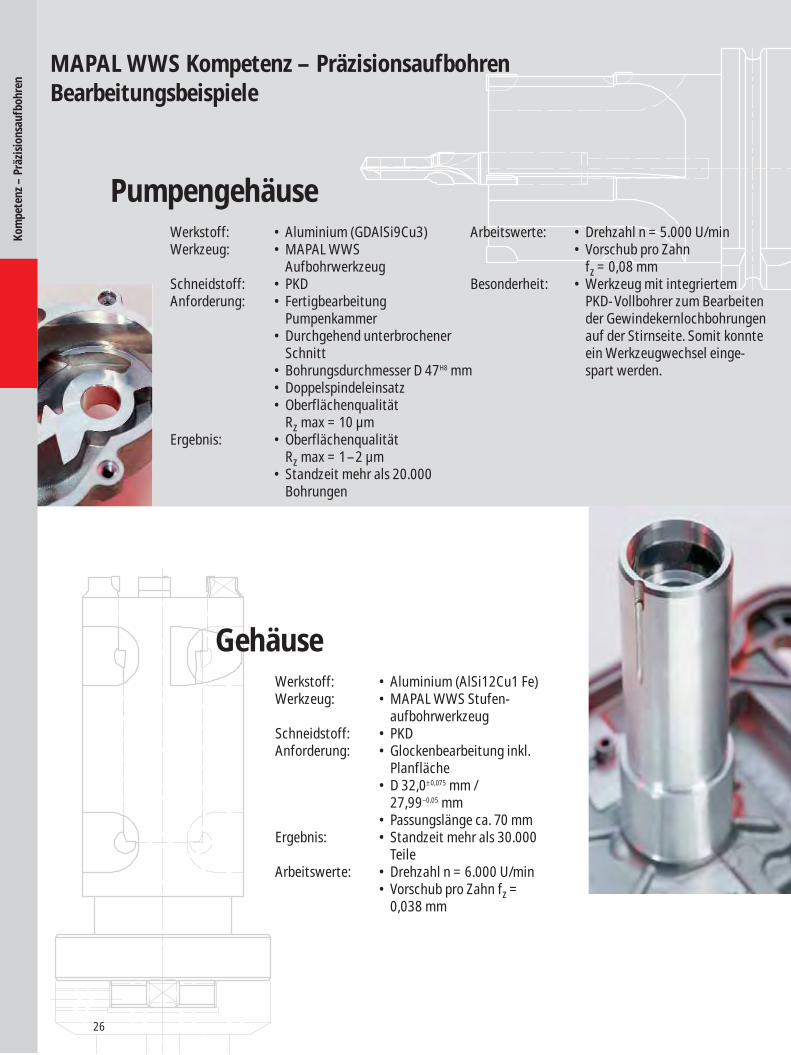
Pumpengehäuse
GehäuseWerkstoff: • Aluminium (AlSi12Cu1 Fe)Werkzeug: • MAPAL WWS Stufen-
aufbohrwerkzeugSchneidstoff: • PKDAnforderung: • Glockenbearbeitung inkl.
Planfläche• D 32,0±0,075 mm /
27,99–0,05 mm• Passungslänge ca. 70 mm
Ergebnis: • Standzeit mehr als 30.000 Teile
Arbeitswerte: • Drehzahl n = 6.000 U/min• Vorschub pro Zahn fz =
0,038 mm
MAPAL WWS Kompetenz – PräzisionsaufbohrenBearbeitungsbeispiele
Arbeitswerte: • Drehzahl n = 5.000 U/min• Vorschub pro Zahn
fz = 0,08 mmBesonderheit: • Werkzeug mit integriertem
PKD-Vollbohrer zum Bearbeiten der Gewindekernlochbohrungenauf der Stirnseite. Somit konnte ein Werkzeugwechsel einge-spart werden.
Werkstoff: • Aluminium (GDAlSi9Cu3)Werkzeug: • MAPAL WWS
AufbohrwerkzeugSchneidstoff: • PKDAnforderung: • Fertigbearbeitung
Pumpenkammer • Durchgehend unterbrochener
Schnitt• Bohrungsdurchmesser D 47H8 mm• Doppelspindeleinsatz• Oberflächenqualität
Rz max = 10 µmErgebnis: • Oberflächenqualität
Rz max = 1–2 µm• Standzeit mehr als 20.000
Bohrungen
Kom
pete
nz –
Prä
zisi
onsa
ufbo
hren
27
Kom
pete
nz –
Prä
zisi
onsa
ufbo
hren
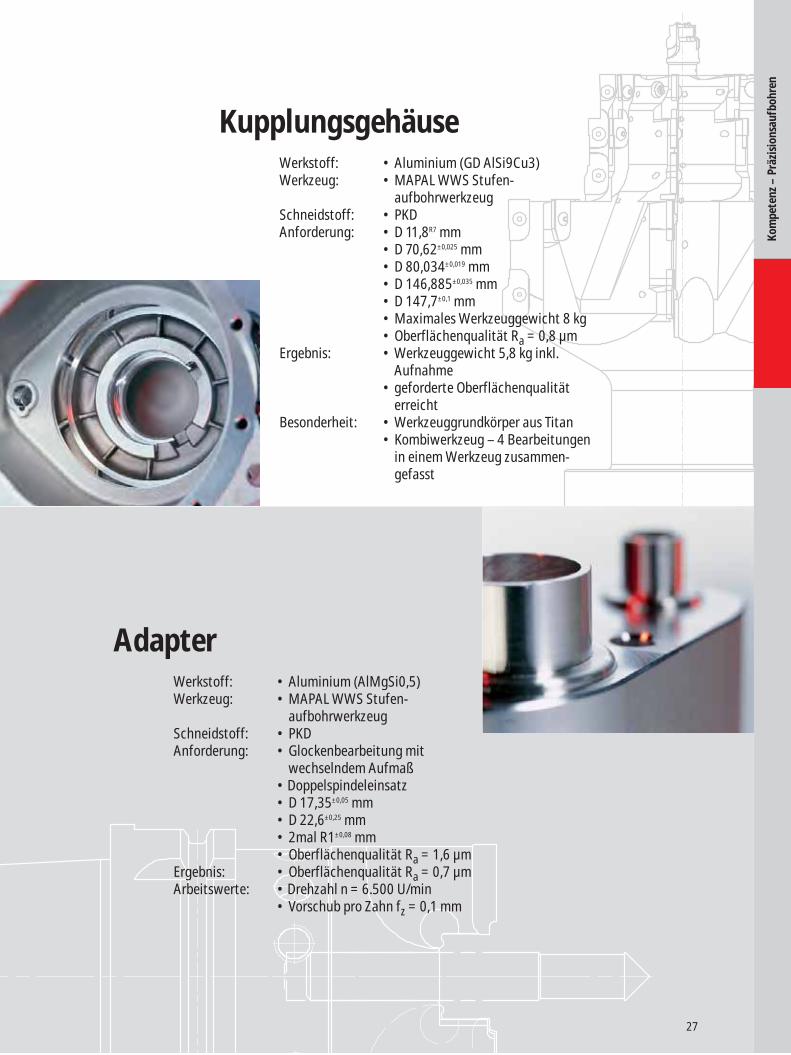
Werkstoff: • Aluminium (AlMgSi0,5)Werkzeug: • MAPAL WWS Stufen-
aufbohrwerkzeugSchneidstoff: • PKDAnforderung: • Glockenbearbeitung mit
wechselndem Aufmaß• Doppelspindeleinsatz• D 17,35±0,05 mm• D 22,6±0,25 mm• 2mal R1±0,08 mm• Oberflächenqualität Ra = 1,6 µm
Ergebnis: • Oberflächenqualität Ra = 0,7 µmArbeitswerte: • Drehzahl n = 6.500 U/min
• Vorschub pro Zahn fz = 0,1 mm
Kupplungsgehäuse
Adapter
Werkstoff: • Aluminium (GD AlSi9Cu3)Werkzeug: • MAPAL WWS Stufen-
aufbohrwerkzeugSchneidstoff: • PKDAnforderung: • D 11,8R7 mm
• D 70,62±0,025 mm• D 80,034±0,019 mm• D 146,885±0,035 mm• D 147,7±0,1 mm• Maximales Werkzeuggewicht 8 kg• Oberflächenqualität Ra = 0,8 µm
Ergebnis: • Werkzeuggewicht 5,8 kg inkl. Aufnahme
• geforderte Oberflächenqualität erreicht
Besonderheit: • Werkzeuggrundkörper aus Titan• Kombiwerkzeug – 4 Bearbeitungen
in einem Werkzeug zusammen-gefasst

29
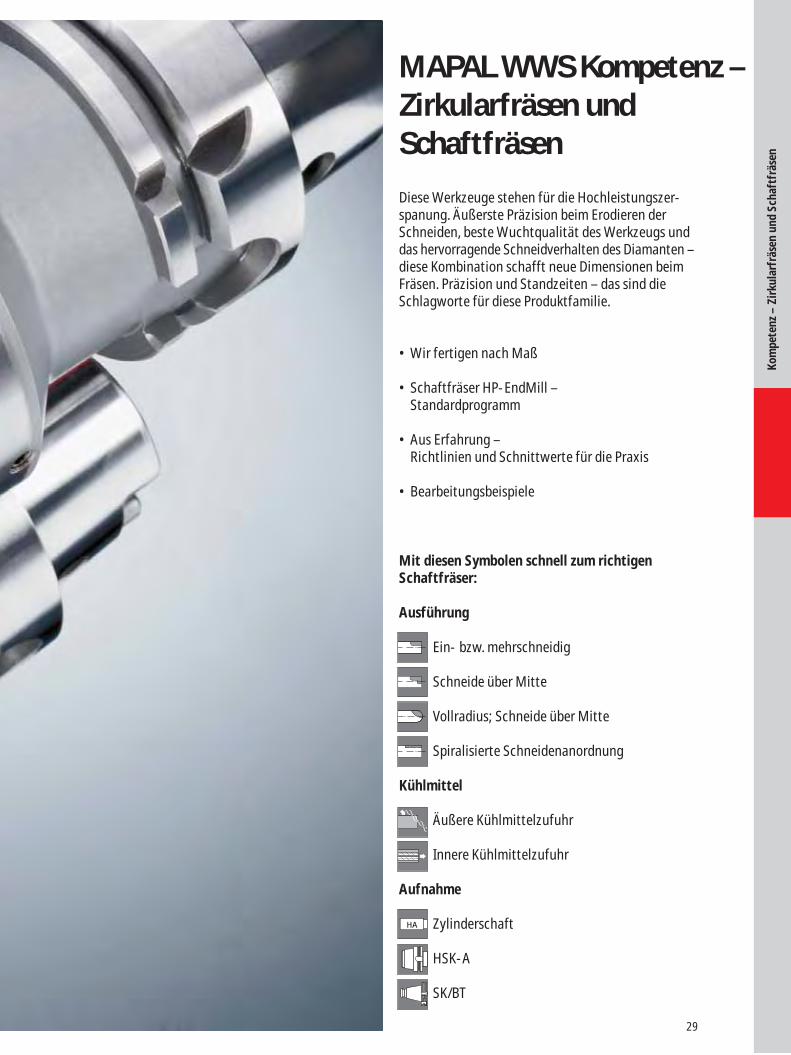
Diese Werkzeuge stehen für die Hochleistungszer-spanung. Äußerste Präzision beim Erodieren derSchneiden, beste Wuchtqualität des Werkzeugs unddas hervorragende Schneidverhalten des Diamanten –diese Kombination schafft neue Dimensionen beimFräsen. Präzision und Standzeiten – das sind dieSchlagworte für diese Produktfamilie.
• Wir fertigen nach Maß
• Schaftfräser HP-EndMill – Standardprogramm
• Aus Erfahrung – Richtlinien und Schnittwerte für die Praxis
• Bearbeitungsbeispiele
Mit diesen Symbolen schnell zum richtigen Schaftfräser:
Ausführung
Ein- bzw. mehrschneidig
Schneide über Mitte
Vollradius; Schneide über Mitte
Spiralisierte Schneidenanordnung
Kühlmittel
Äußere Kühlmittelzufuhr
Innere Kühlmittelzufuhr
Aufnahme
Zylinderschaft
HSK-A
SK/BT
MAPAL WWS Kompetenz – Zirkularfräsen undSchaftfräsen
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen

30
zient beim Abgleiten des Spa-nes auf der Spanfläche – dieseVorteile spiegeln sich direkt inder Fräsleistung des entspre-chenden Werkzeuges wider. Die Leistungsaufnahme derMaschine wird deutlich ge-senkt, der Prozess wird in sichstabiler. Dies wirkt sich auchsehr positiv auf die Lebens-dauer der Werkzeuge aus.
Optimale Kontur-treueFiligrane Einstiche,Übergangsradienoder Fasen – auf derPKD-Schneide las-sen sich nahezu alleKonturen ohne Ver-zerrung abbilden,nicht selten auchmehrere Merkmalein einem Werkzeug.
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
MAPAL WWS Kompetenz – Zirkularfräsen und Schaftfräsen Wir fertigen nach Maß
GlockenbearbeitungDie wirtschaftlicheLösung zum Bearbei-ten von Außenkontu-ren. Das Werkzeugbeschreibt eine kleineZirkularbewegung umdas Bauteil.
Fräsen mit PKD-Schneide –die wirtschaftlichere LösungGerade beim Fräsen zeigen sichalle Vorteile der Diamant-schneide – ohne Kompromisseam Bearbeitungsergebnis. Dieextreme Härte des Diamantenin Verbindung mit der Zähigkeitdes Hartmetalls bieten diebeste Kombination, um effektivfräsen zu können. Unterstütztwerden diese Eigenschaftendurch die hochglanzpolierteSpanfläche. Niedrige Kräftebeim Abscheren des Spanesund der reduzierte Reibkoeffi-

31
Für MAPAL WWS steht dieQualität und nicht die Quan-tität im Vordergrund. DasStandard-Schaftfräserpro-gramm HP-EndMill ist infünf Gruppen unterteilt.Auch speziell für einen An-wendungsfall konzipierteFräser können innerhalbkürzester Zeit zur Verfügunggestellt werden.
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
Optimale GeometrieDie spiralförmig ge-staltete Geometriedes Spanraumes unddie Schnittaufteilungan der Schneideermöglichen sehrhohe Abtragsratenbeim Schruppfräsen.
Das Standard-Schaft-fräserprogrammBei dieser Produktreihe wur-de die Intention, sich auf dasWesentliche zu beschrän-ken, umgesetzt. Unüber-sichtliche, zum Teil auf meh-rere Katalogseiten ausge-weitete Tabellen verwirrenund verunsichern bei derAuswahl des entsprechen-den Werkzeuges.
32
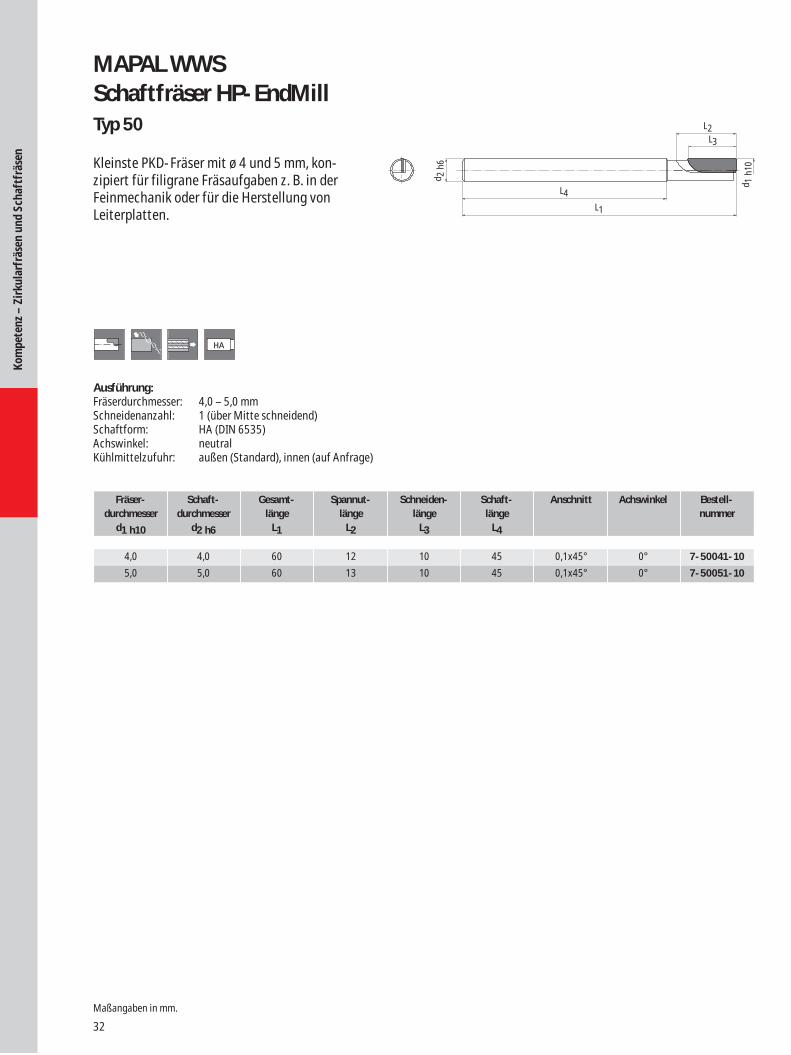
4,0 4,0 60 12 10 45 0,1x45° 0° 7-50041-10
5,0 5,0 60 13 10 45 0,1x45° 0° 7-50051-10
L2L3
L4
L1
d 1 h
10
d 2 h
6
Maßangaben in mm.
Fräser- Schaft- Gesamt- Spannut- Schneiden- Schaft- Anschnitt Achswinkel Bestell-durchmesser durchmesser länge länge länge länge nummer
d1 h10 d2 h6 L1 L2 L3 L4
Ausführung:Fräserdurchmesser: 4,0 – 5,0 mmSchneidenanzahl: 1 (über Mitte schneidend)Schaftform: HA (DIN 6535)Achswinkel: neutralKühlmittelzufuhr: außen (Standard), innen (auf Anfrage)
Kleinste PKD-Fräser mit ø 4 und 5 mm, kon-zipiert für filigrane Fräsaufgaben z. B. in derFeinmechanik oder für die Herstellung vonLeiterplatten.
MAPAL WWS Schaftfräser HP-EndMillTyp 50
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
33
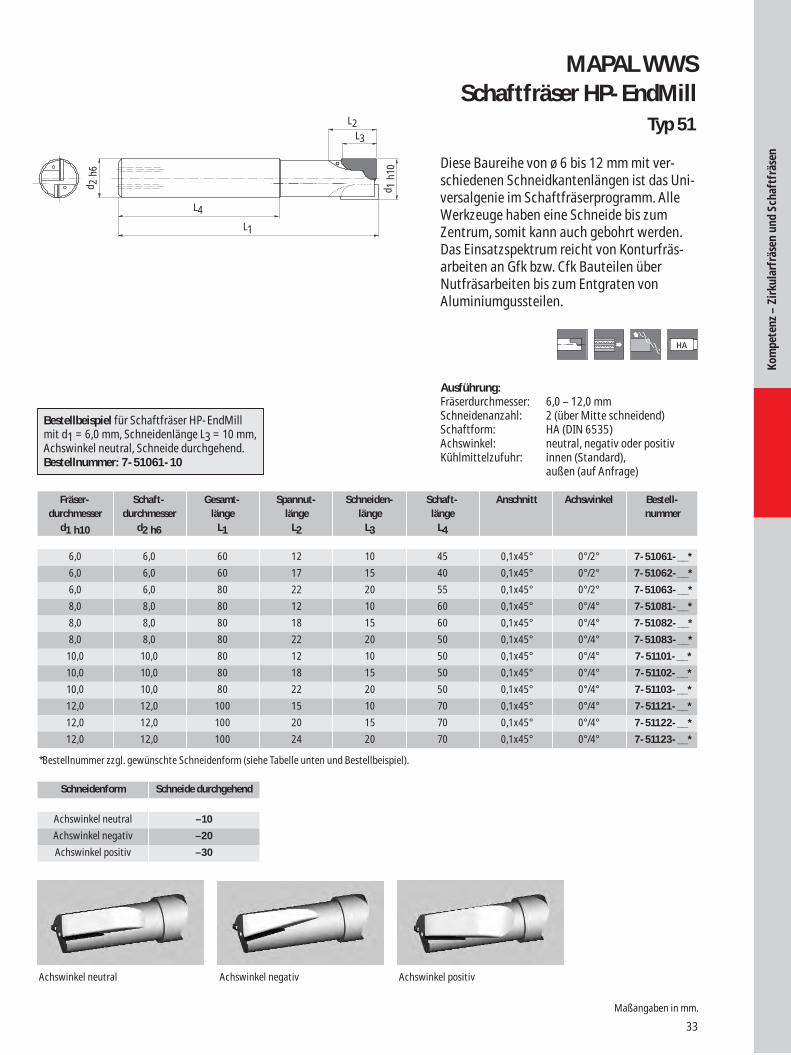
6,0 6,0 60 12 10 45 0,1x45° 0°/2° 7-51061-__*
6,0 6,0 60 17 15 40 0,1x45° 0°/2° 7-51062-__*
6,0 6,0 80 22 20 55 0,1x45° 0°/2° 7-51063-__*
8,0 8,0 80 12 10 60 0,1x45° 0°/4° 7-51081-__*
8,0 8,0 80 18 15 60 0,1x45° 0°/4° 7-51082-__*
8,0 8,0 80 22 20 50 0,1x45° 0°/4° 7-51083-__*
10,0 10,0 80 12 10 50 0,1x45° 0°/4° 7-51101-__*
10,0 10,0 80 18 15 50 0,1x45° 0°/4° 7-51102-__*
10,0 10,0 80 22 20 50 0,1x45° 0°/4° 7-51103-__*
12,0 12,0 100 15 10 70 0,1x45° 0°/4° 7-51121-__*
12,0 12,0 100 20 15 70 0,1x45° 0°/4° 7-51122-__*
12,0 12,0 100 24 20 70 0,1x45° 0°/4° 7-51123-__*
L2L3
L4
L1
d 1 h
10
d 2 h
6
Maßangaben in mm.
Achswinkel positivAchswinkel negativAchswinkel neutral
Achswinkel neutral –10
Achswinkel negativ –20
Achswinkel positiv –30
Schneidenform Schneide durchgehend
*Bestellnummer zzgl. gewünschte Schneidenform (siehe Tabelle unten und Bestellbeispiel).
Fräser- Schaft- Gesamt- Spannut- Schneiden- Schaft- Anschnitt Achswinkel Bestell-durchmesser durchmesser länge länge länge länge nummer
d1 h10 d2 h6 L1 L2 L3 L4
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
Diese Baureihe von ø 6 bis 12 mm mit ver-schiedenen Schneidkantenlängen ist das Uni-versalgenie im Schaftfräserprogramm. AlleWerkzeuge haben eine Schneide bis zumZentrum, somit kann auch gebohrt werden.Das Einsatzspektrum reicht von Konturfräs-arbeiten an Gfk bzw. Cfk Bauteilen über Nutfräsarbeiten bis zum Entgraten von Aluminiumgussteilen.
Ausführung:Fräserdurchmesser: 6,0 – 12,0 mmSchneidenanzahl: 2 (über Mitte schneidend)Schaftform: HA (DIN 6535)Achswinkel: neutral, negativ oder positivKühlmittelzufuhr: innen (Standard),
außen (auf Anfrage)
Bestellbeispiel für Schaftfräser HP-EndMillmit d1 = 6,0 mm, Schneidenlänge L3 = 10 mm, Achswinkel neutral, Schneide durchgehend. Bestellnummer: 7-51061-10
MAPAL WWS Schaftfräser HP-EndMill
Typ 51
34
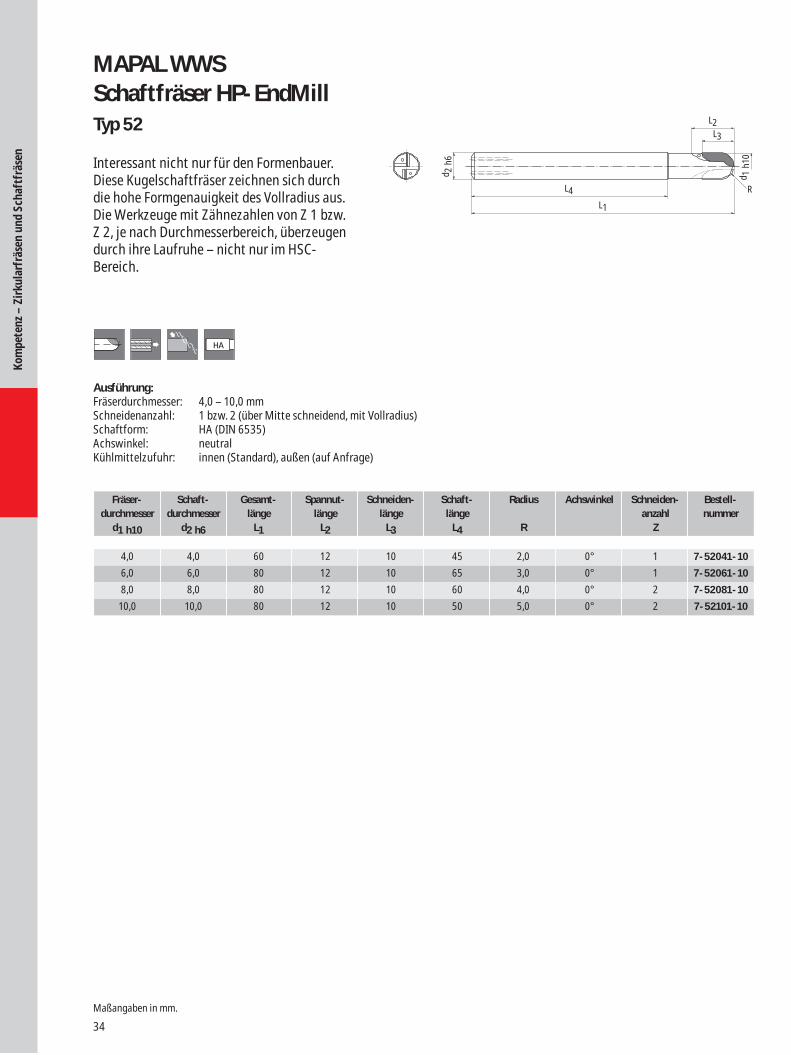
4,0 4,0 60 12 10 45 2,0 0° 1 7-52041-10
6,0 6,0 80 12 10 65 3,0 0° 1 7-52061-10
8,0 8,0 80 12 10 60 4,0 0° 2 7-52081-10
10,0 10,0 80 12 10 50 5,0 0° 2 7-52101-10
L2L3
L4
L1
d 1 h
10
R
d 2 h
6
Maßangaben in mm.
Fräser- Schaft- Gesamt- Spannut- Schneiden- Schaft- Radius Achswinkel Schneiden- Bestell-durchmesser durchmesser länge länge länge länge anzahl nummer
d1 h10 d2 h6 L1 L2 L3 L4 R Z
Ausführung:Fräserdurchmesser: 4,0 – 10,0 mmSchneidenanzahl: 1 bzw. 2 (über Mitte schneidend, mit Vollradius)Schaftform: HA (DIN 6535)Achswinkel: neutralKühlmittelzufuhr: innen (Standard), außen (auf Anfrage)
Interessant nicht nur für den Formenbauer.Diese Kugelschaftfräser zeichnen sich durchdie hohe Formgenauigkeit des Vollradius aus.Die Werkzeuge mit Zähnezahlen von Z 1 bzw.Z 2, je nach Durchmesserbereich, überzeugendurch ihre Laufruhe – nicht nur im HSC-Bereich.
MAPAL WWS Schaftfräser HP-EndMillTyp 52
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
L2L3
d 1 h
10
L4
L1
d 2 h
6
35
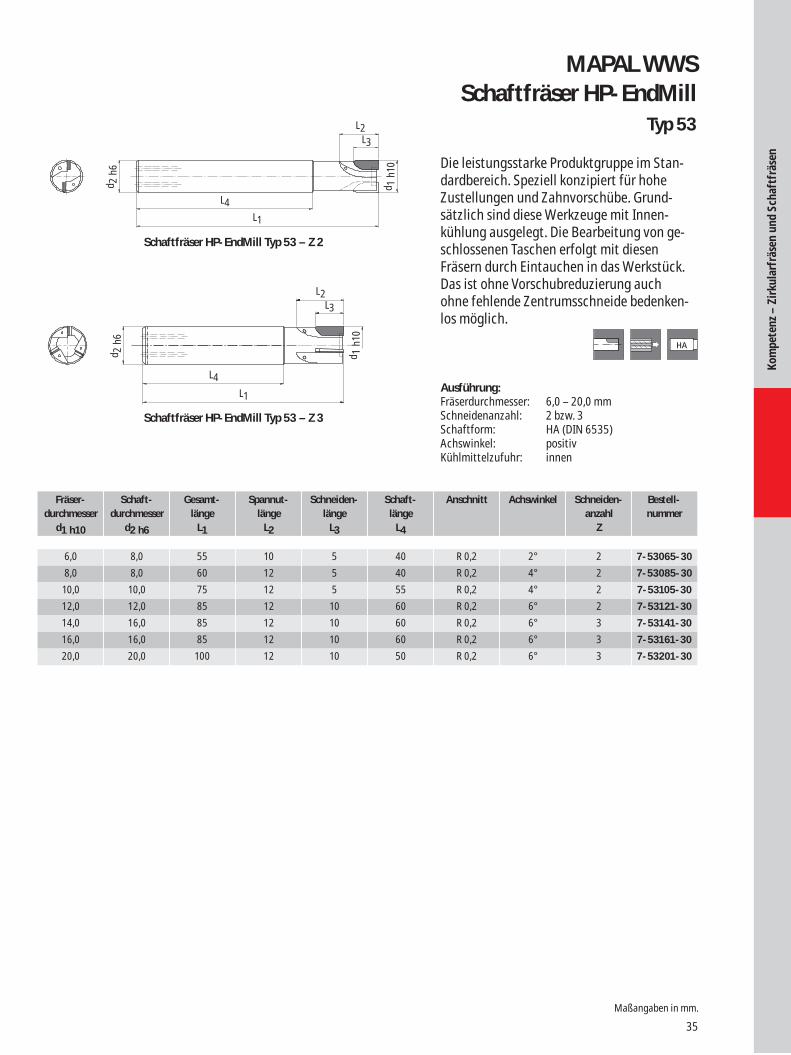
6,0 8,0 55 10 5 40 R 0,2 2° 2 7-53065-30
8,0 8,0 60 12 5 40 R 0,2 4° 2 7-53085-30
10,0 10,0 75 12 5 55 R 0,2 4° 2 7-53105-30
12,0 12,0 85 12 10 60 R 0,2 6° 2 7-53121-30
14,0 16,0 85 12 10 60 R 0,2 6° 3 7-53141-30
16,0 16,0 85 12 10 60 R 0,2 6° 3 7-53161-30
20,0 20,0 100 12 10 50 R 0,2 6° 3 7-53201-30
L2L3
L4L1
d 1 h
10
d 2 h
6
Maßangaben in mm.
Fräser- Schaft- Gesamt- Spannut- Schneiden- Schaft- Anschnitt Achswinkel Schneiden- Bestell-durchmesser durchmesser länge länge länge länge anzahl nummer
d1 h10 d2 h6 L1 L2 L3 L4 Z
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
Ausführung:Fräserdurchmesser: 6,0 – 20,0 mmSchneidenanzahl: 2 bzw. 3Schaftform: HA (DIN 6535)Achswinkel: positivKühlmittelzufuhr: innen
Die leistungsstarke Produktgruppe im Stan-dardbereich. Speziell konzipiert für hoheZustellungen und Zahnvorschübe. Grund-sätzlich sind diese Werkzeuge mit Innen-kühlung ausgelegt. Die Bearbeitung von ge-schlossenen Taschen erfolgt mit diesenFräsern durch Eintauchen in das Werkstück.Das ist ohne Vorschubreduzierung auch ohne fehlende Zentrumsschneide bedenken-los möglich.
MAPAL WWS Schaftfräser HP-EndMill
Typ 53
Schaftfräser HP-EndMill Typ 53 – Z 3
Schaftfräser HP-EndMill Typ 53 – Z 2
36
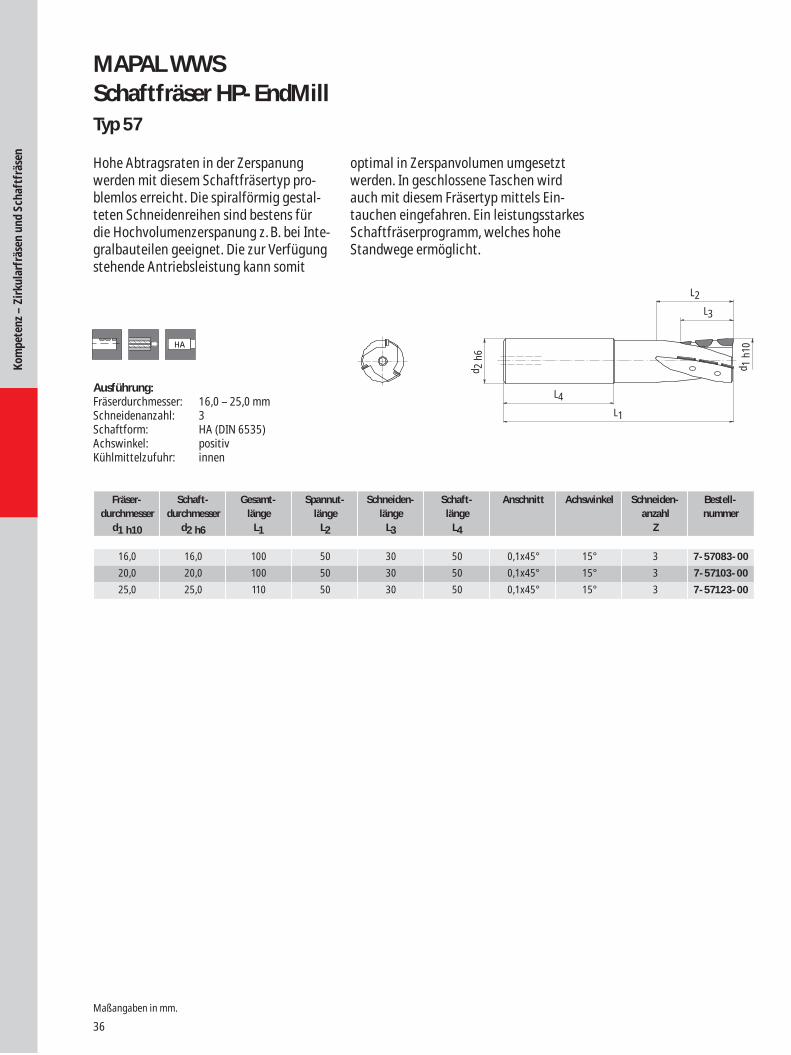
16,0 16,0 100 50 30 50 0,1x45° 15° 3 7-57083-00
20,0 20,0 100 50 30 50 0,1x45° 15° 3 7-57103-00
25,0 25,0 110 50 30 50 0,1x45° 15° 3 7-57123-00
L2
L3
d 1 h
10
L4
L1
d 2 h
6
optimal in Zerspanvolumen umgesetztwerden. In geschlossene Taschen wirdauch mit diesem Fräsertyp mittels Ein-tauchen eingefahren. Ein leistungsstarkesSchaftfräserprogramm, welches hoheStandwege ermöglicht.
Maßangaben in mm.
Fräser- Schaft- Gesamt- Spannut- Schneiden- Schaft- Anschnitt Achswinkel Schneiden- Bestell-durchmesser durchmesser länge länge länge länge anzahl nummer
d1 h10 d2 h6 L1 L2 L3 L4 Z
Ausführung:Fräserdurchmesser: 16,0 – 25,0 mmSchneidenanzahl: 3Schaftform: HA (DIN 6535)Achswinkel: positivKühlmittelzufuhr: innen
Hohe Abtragsraten in der Zerspanungwerden mit diesem Schaftfräsertyp pro-blemlos erreicht. Die spiralförmig gestal-teten Schneidenreihen sind bestens für die Hochvolumenzerspanung z.B. bei Inte-gralbauteilen geeignet. Die zur Verfügungstehende Antriebsleistung kann somit
MAPAL WWSSchaftfräser HP-EndMillTyp 57
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
L2
L3
d 1 h
10
A
L2
L3
d 1 h
10
A
37
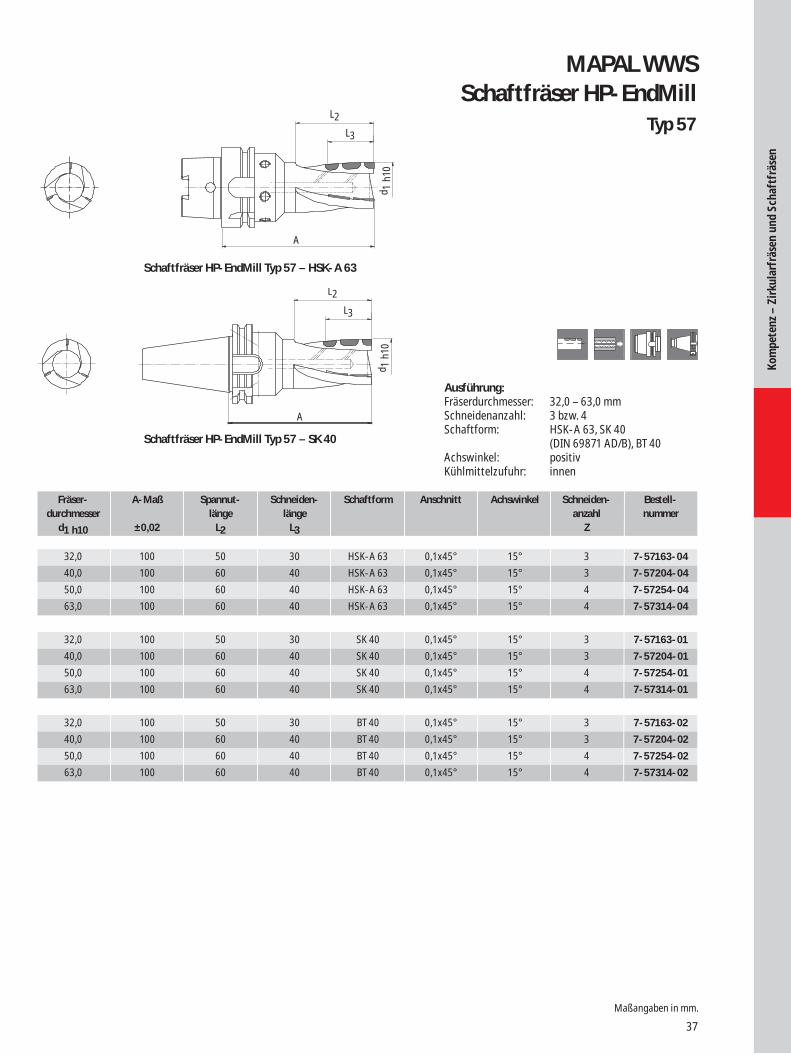
32,0 100 50 30 HSK-A 63 0,1x45° 15° 3 7-57163-04
40,0 100 60 40 HSK-A 63 0,1x45° 15° 3 7-57204-04
50,0 100 60 40 HSK-A 63 0,1x45° 15° 4 7-57254-04
63,0 100 60 40 HSK-A 63 0,1x45° 15° 4 7-57314-04
32,0 100 50 30 SK 40 0,1x45° 15° 3 7-57163-01
40,0 100 60 40 SK 40 0,1x45° 15° 3 7-57204-01
50,0 100 60 40 SK 40 0,1x45° 15° 4 7-57254-01
63,0 100 60 40 SK 40 0,1x45° 15° 4 7-57314-01
32,0 100 50 30 BT 40 0,1x45° 15° 3 7-57163-02
40,0 100 60 40 BT 40 0,1x45° 15° 3 7-57204-02
50,0 100 60 40 BT 40 0,1x45° 15° 4 7-57254-02
63,0 100 60 40 BT 40 0,1x45° 15° 4 7-57314-02
Maßangaben in mm.
Fräser- A-Maß Spannut- Schneiden- Schaftform Anschnitt Achswinkel Schneiden- Bestell-durchmesser länge länge anzahl nummer
d1 h10 ±0,02 L2 L3 Z
Ausführung:Fräserdurchmesser: 32,0 – 63,0 mmSchneidenanzahl: 3 bzw. 4Schaftform: HSK-A 63, SK 40
(DIN 69871 AD/B), BT 40Achswinkel: positivKühlmittelzufuhr: innen
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
MAPAL WWSSchaftfräser HP-EndMill
Typ 57
Schaftfräser HP-EndMill Typ 57 – SK 40
Schaftfräser HP-EndMill Typ 57 – HSK-A 63
38
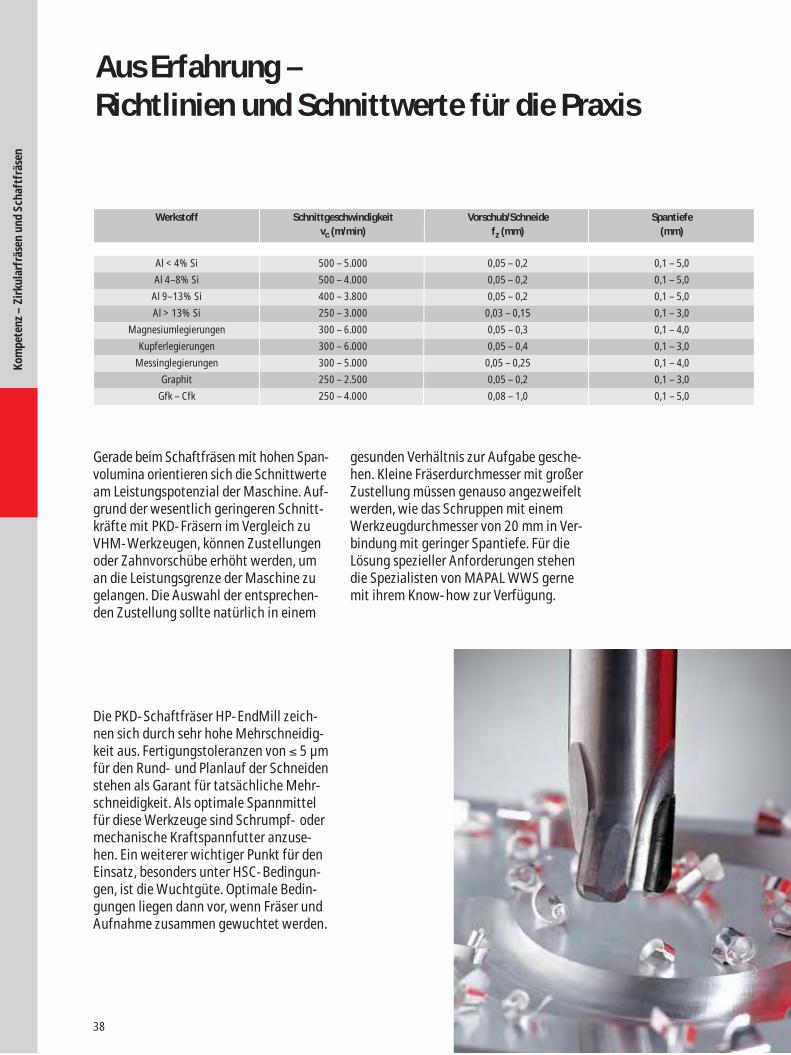
gesunden Verhältnis zur Aufgabe gesche-hen. Kleine Fräserdurchmesser mit großerZustellung müssen genauso angezweifeltwerden, wie das Schruppen mit einemWerkzeugdurchmesser von 20 mm in Ver-bindung mit geringer Spantiefe. Für dieLösung spezieller Anforderungen stehendie Spezialisten von MAPAL WWS gernemit ihrem Know-how zur Verfügung.
Die PKD-Schaftfräser HP-EndMill zeich-nen sich durch sehr hohe Mehrschneidig-keit aus. Fertigungstoleranzen von ≤ 5 µmfür den Rund- und Planlauf der Schneidenstehen als Garant für tatsächliche Mehr-schneidigkeit. Als optimale Spannmittelfür diese Werkzeuge sind Schrumpf- odermechanische Kraftspannfutter anzuse-hen. Ein weiterer wichtiger Punkt für denEinsatz, besonders unter HSC-Bedingun-gen, ist die Wuchtgüte. Optimale Bedin-gungen liegen dann vor, wenn Fräser undAufnahme zusammen gewuchtet werden.
Gerade beim Schaftfräsen mit hohen Span-volumina orientieren sich die Schnittwerteam Leistungspotenzial der Maschine. Auf-grund der wesentlich geringeren Schnitt-kräfte mit PKD-Fräsern im Vergleich zuVHM-Werkzeugen, können Zustellungenoder Zahnvorschübe erhöht werden, uman die Leistungsgrenze der Maschine zugelangen. Die Auswahl der entsprechen-den Zustellung sollte natürlich in einem
Al < 4% Si 500 – 5.000 0,05 – 0,2 0,1 – 5,0
Al 4–8% Si 500 – 4.000 0,05 – 0,2 0,1 – 5,0
Al 9–13% Si 400 – 3.800 0,05 – 0,2 0,1 – 5,0
Al > 13% Si 250 – 3.000 0,03 – 0,15 0,1 – 3,0
Magnesiumlegierungen 300 – 6.000 0,05 – 0,3 0,1 – 4,0
Kupferlegierungen 300 – 6.000 0,05 – 0,4 0,1 – 3,0
Messinglegierungen 300 – 5.000 0,05 – 0,25 0,1 – 4,0
Graphit 250 – 2.500 0,05 – 0,2 0,1 – 3,0
Gfk – Cfk 250 – 4.000 0,08 – 1,0 0,1 – 5,0
Werkstoff Schnittgeschwindigkeit Vorschub/Schneide Spantiefevc (m/min) fz (mm) (mm)
Aus Erfahrung –Richtlinien und Schnittwerte für die Praxis
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen

39
Q = ae · ap · vf1000
vf = fz · Z · n
D · π · n1000vc =
vfZ · n
fZ
fz = =
f = fz · Z
n =vc · 1000
D · π
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
Berechnung fz eff beim Umfangsfräsen mit kleinem ae (bis ca. 0,25 · D)
fz eff = fz D/ae
ae Eingriffsbreite (mm)ap Schnitttiefe (mm)D Werkzeugdurchmesser (mm)π 3,14159…Z Zähnezahl
Bezeichnung Formelzeichen Einheit Formel
Drehzahl n (min-1)
Schnittgeschwindigkeit vc (m/min)
Vorschub pro Schneide fz (mm)
Vorschub pro Umdrehung fu (mm)
Vorschubgeschwindigkeit vf (mm/min)
Zeitspanvolumen Q (cm3/min)
Aus der Praxis – für die Praxis
40
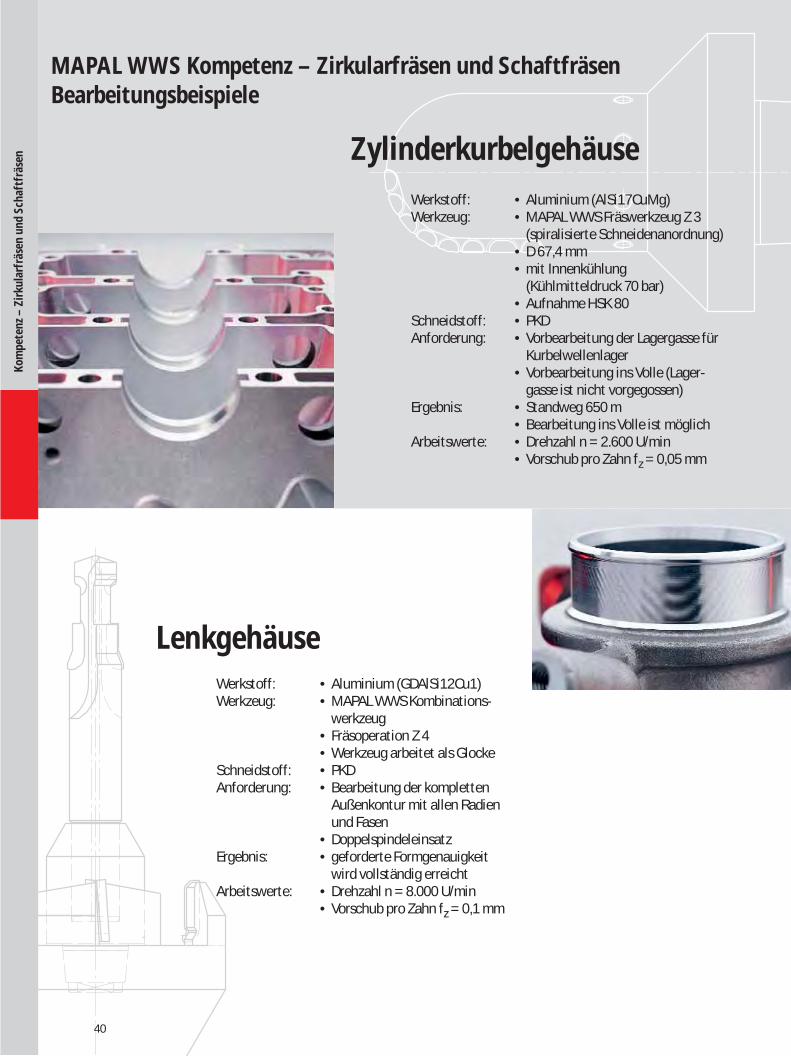
Werkstoff: • Aluminium (AlSi17CuMg)Werkzeug: • MAPAL WWS Fräswerkzeug Z 3
(spiralisierte Schneidenanordnung) • D 67,4 mm • mit Innenkühlung
(Kühlmitteldruck 70 bar)• Aufnahme HSK 80
Schneidstoff: • PKDAnforderung: • Vorbearbeitung der Lagergasse für
Kurbelwellenlager• Vorbearbeitung ins Volle (Lager-
gasse ist nicht vorgegossen)Ergebnis: • Standweg 650 m
• Bearbeitung ins Volle ist möglichArbeitswerte: • Drehzahl n = 2.600 U/min
• Vorschub pro Zahn fz = 0,05 mm
Zylinderkurbelgehäuse
MAPAL WWS Kompetenz – Zirkularfräsen und SchaftfräsenBearbeitungsbeispiele
Werkstoff: • Aluminium (GDAlSi12Cu1)Werkzeug: • MAPAL WWS Kombinations-
werkzeug• Fräsoperation Z 4• Werkzeug arbeitet als Glocke
Schneidstoff: • PKDAnforderung: • Bearbeitung der kompletten
Außenkontur mit allen Radienund Fasen
• DoppelspindeleinsatzErgebnis: • geforderte Formgenauigkeit
wird vollständig erreichtArbeitswerte: • Drehzahl n = 8.000 U/min
• Vorschub pro Zahn fz = 0,1 mm
Lenkgehäuse
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
M_PKD_S_28-43.QX 14.02.2008 15:04 Uhr Seite 40

41
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
Werkstoff: • Aluminium geschmiedet und vergütet (AlSi1)
Werkzeug: • MAPAL WWS Kombinations-werkzeug Z 4
• mit InnenkühlungSchneidstoff: • PKDAnforderung: • Einstich befindet sich in einer
axialen Nut• Einstichbreite 2,8 mm mit je-
weils R 0,4 am Grund und einerFase am Einlauf
• Kreisform 0,02 mm (wird statis-tisch geprüft)
Ergebnis: • erreichter cpk-Wert > 2,2Arbeitswerte: • Drehzahl n = 12.000 U/min
• Vorschub pro Zahn fz = 0,1 mmBesonderheit: • Aus Sicherheitsgründen ist das
Werkzeug als Glocke mit einem geschlossenen Ring vor den Schneiden ausgeführt
Werkstoff: • Kunststoff Polypropylen(PPH 2250)
Werkzeug: • MAPAL WWS Kugelfräser Z 1• Kombiwerkzeug mit Innen-
kühlung• D 120 mm mit R 109,70,1 mm
Schneidstoff: • PKDAnforderung: • komplette Kontur in einem
Schnitt anfertigenErgebnis: • geforderte Formgenauigkeit
problemlos erreicht• Reduzierung der Bearbeitungs-
zeit um 30 %Arbeitswerte: • Drehzahl n = 2.000 U/min
• Vorschubgeschwindigkeit vf = 400 mm/min
Besonderheit: • Bearbeitung ins Volle• Aluminiumscheibe als Span-
abweiser
Kunststoffgehäuse für Medizintechnik
Flansch

42
Werkstoff: • Aluminium (GDAlSi9)Werkzeug: • MAPAL WWS Zirkularfräser Z 4
• mit InnenkühlungSchneidstoff: • PKDAnforderung: • Bearbeitung der Haltenuten
• Abstandsmaße der Einstiche von ± 0,03 mm
Ergebnis: • Bearbeitung aller Haltenuten in einem Schnitt möglich
Arbeitswerte: • Drehzahl n = 6.000 U/min• Vorschub pro Zahn fz = 0,08 mm
Besonderheit: • Bearbeitung der Einstiche (5 Stück auf einmal) erfolgt in der Halbschale
• Das Abdrängen des Werkzeuges wird durch einen VHM-Kern im Werkzeug verhindert
ZylinderkopfNockenwellenlagerbohrung
Werkstoff: • Aluminium (EN AC-AlSi12Cu Fe)Werkzeug: • MAPAL WWS Fräswerkzeug Z 5
• Kombiwerkzeug mit Innenkühlung• Aufnahme SK 40
Schneidstoff: • PKDAnforderung: • Geforderte Oberfläche
Ra = 0,8 µm (Planfläche)Ergebnis: • Oberflächenanforderung wird
problemlos erreichtArbeitswerte: • Drehzahl n = 8.000 U/min
• Vorschub pro Zahn fz = 0,08 mmBesonderheit: • 2 Bearbeitungen in einem
Werkzeug auf einer PKD-Platte• Einstich mit D 55H12 mm• Planfräsen an der Stirn der
Bohrung
Getriebegehäuse für Torantriebe
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
MAPAL WWS Kompetenz – Zirkularfräsen und SchaftfräsenBearbeitungsbeispiele
43
Kom
pete
nz –
Zirk
ular
fräs
en u
nd S
chaf
tfrä
sen
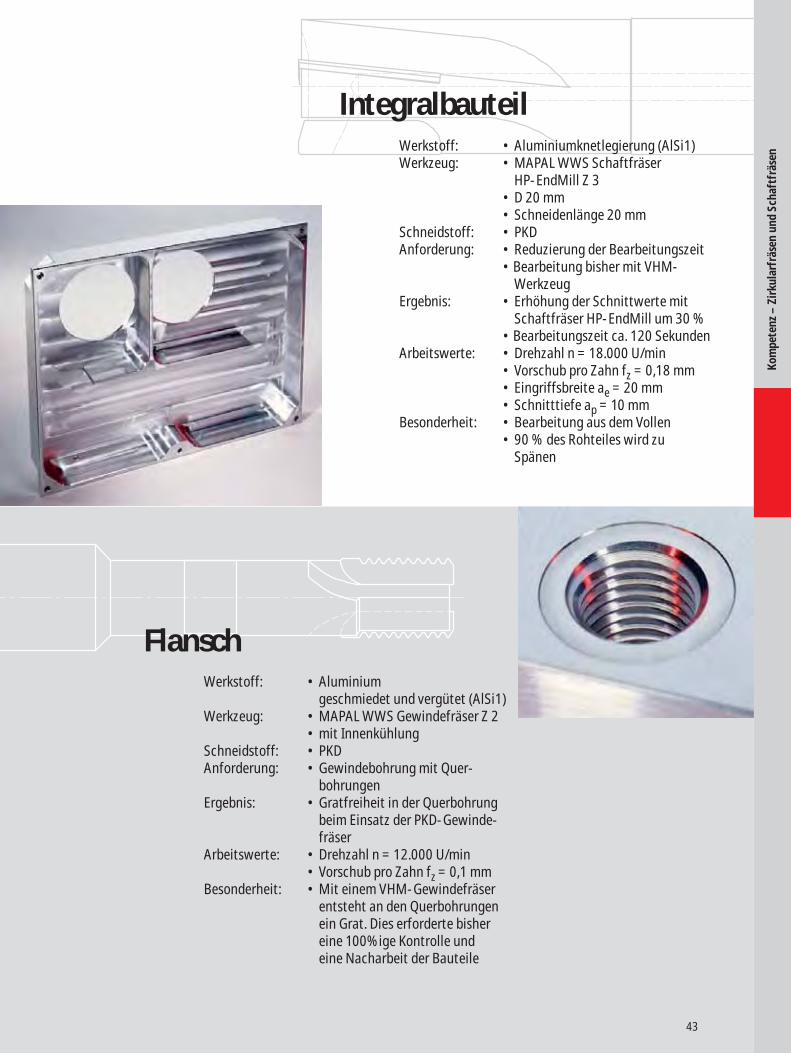
Werkstoff: • Aluminium geschmiedet und vergütet (AlSi1)
Werkzeug: • MAPAL WWS Gewindefräser Z 2• mit Innenkühlung
Schneidstoff: • PKDAnforderung: • Gewindebohrung mit Quer-
bohrungenErgebnis: • Gratfreiheit in der Querbohrung
beim Einsatz der PKD-Gewinde-fräser
Arbeitswerte: • Drehzahl n = 12.000 U/min• Vorschub pro Zahn fz = 0,1 mm
Besonderheit: • Mit einem VHM-Gewindefräser entsteht an den Querbohrungen ein Grat. Dies erforderte bisher eine 100%ige Kontrolle und eine Nacharbeit der Bauteile
Flansch
Werkstoff: • Aluminiumknetlegierung (AlSi1)Werkzeug: • MAPAL WWS Schaftfräser
HP-EndMill Z 3• D 20 mm• Schneidenlänge 20 mm
Schneidstoff: • PKDAnforderung: • Reduzierung der Bearbeitungszeit
• Bearbeitung bisher mit VHM-Werkzeug
Ergebnis: • Erhöhung der Schnittwerte mit Schaftfräser HP-EndMill um 30 %
• Bearbeitungszeit ca. 120 SekundenArbeitswerte: • Drehzahl n = 18.000 U/min
• Vorschub pro Zahn fz = 0,18 mm• Eingriffsbreite ae = 20 mm• Schnitttiefe ap = 10 mm
Besonderheit: • Bearbeitung aus dem Vollen• 90 % des Rohteiles wird zu
Spänen
Integralbauteil

45
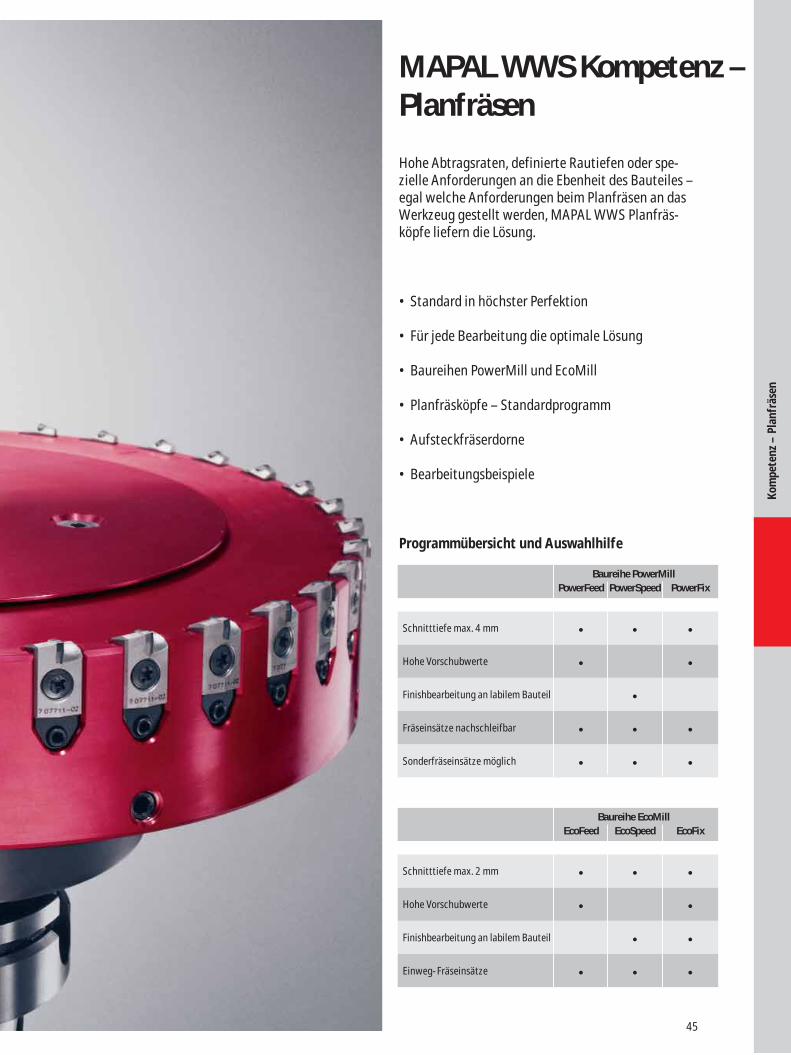
Schnitttiefe max. 2 mm
Hohe Vorschubwerte
Finishbearbeitung an labilem Bauteil
Einweg-Fräseinsätze
Baureihe EcoMillEcoFeed EcoSpeed EcoFix
Schnitttiefe max. 4 mm
Hohe Vorschubwerte
Finishbearbeitung an labilem Bauteil
Fräseinsätze nachschleifbar
Sonderfräseinsätze möglich
Baureihe PowerMillPowerFeed PowerSpeed PowerFix
Kom
pete
nz –
Pla
nfrä
sen
Programmübersicht und Auswahlhilfe
Hohe Abtragsraten, definierte Rautiefen oder spe-zielle Anforderungen an die Ebenheit des Bauteiles –egal welche Anforderungen beim Planfräsen an dasWerkzeug gestellt werden, MAPAL WWS Planfräs-köpfe liefern die Lösung.
• Standard in höchster Perfektion
• Für jede Bearbeitung die optimale Lösung
• Baureihen PowerMill und EcoMill
• Planfräsköpfe – Standardprogramm
• Aufsteckfräserdorne
• Bearbeitungsbeispiele
MAPAL WWS Kompetenz –Planfräsen

46
Kostengünstiger 24 h Nach-schleifservice für die Bau-reihe PowerMill oder derEinsatz von Einweg-Fräsein-sätzen bei der Ausführung EcoMill – beide Variantenstehen zur Auswahl.
Die nach allen denkbarenAnforderungen ausgerichte-te Produktfamilie für denBereich Planfräsen bestichtmit den Baureihen Power-Mill und EcoMill in vielenBereichen. Die auf ein sinn-volles Minimum reduziertenBauteile in Verbindung mitdem einfachen, jedoch ro-busten Aufbau, sind ein Ga-rant für unkompliziertes und extrem schnelles Ein-stellen des Werkzeugs. Un-terschiedliche Zähnezahlenermöglichen die optimaleAuswahl des Werkzeugs, mitdem Ziel, jeweils die höchsteWirtschaftlichkeit für denFräsprozess zu erreichen.Ko
mpe
tenz
– P
lanf
räse
n
MAPAL WWS Kompetenz – Planfräsen Standard in höchster Perfektion

47
Kom
pete
nz –
Pla
nfrä
sen

48
Eine gezielte Späneabfuhraus der Wirkstelle, wie auchBürstvorgänge nach derFräsbearbeitung, sind wohldie häufigsten Anwendun-gen von Variationen aus demStandardprogramm. MAPALWWS liefert dafür Werk-zeugkonzepte, die auch dieLösung dieser Aufgaben-stellungen problemlosermöglichen.
Als Ergänzung der Standard-baureihen PowerMill undEcoMill entstehen beiMAPAL WWS auch bei denPlanfräswerkzeugen immerwieder Sonderlösungen,welche für einen speziellenEinsatzfall konzipiert wer-den.
Kom
pete
nz –
Pla
nfrä
sen
Für jede Bearbeitungsaufgabe die optimale Lösung

49
Kom
pete
nz –
Pla
nfrä
sen
Fräseinsatz in SonderausführungNeben den Fräsköpfen mit Sonderabmessungenentstehen immer wieder, je nach Bearbeitungs-aufgabe, Fräseinsätze die vom Standard ab-weichen. Diese werden von MAPAL WWS kon-struktiv für den Einsatz in der PowerMill Bau-reihe ausgelegt.
seine Bearbeitung einen Frä-ser mit großem Schneiden-flugkreis benötigt, seine Maschine jedoch durch denmaximal möglichen Werk-zeugdurchmesser begrenztist. Als Sonderlösung bietetMAPAL WWS dafür seitlichabgeflachte Fräsköpfe, so-genannte Balkenfräser, an.Mittels Spindelorientierungkann dadurch die Bearbei-tungsmaschine überlistetwerden.
Auch Komplettbearbeitun-gen, bei denen Planflächenund Abstandsmaße in einemFräsdurchgang erzeugt wer-den, sind keine Seltenheit.Für diesen Anwendungsfallkommt das klassische Fräs-kopfprinzip dann in der Aus-führung als Scheibenfräserzum Einsatz.Planfräsoperationen inner-halb von Gehäusen oderFräsbearbeitungen, bei denendie Eingriffsstelle weit vonder Spindelnase entfernt ist,neigen oft zu Vibrationen.Hier zeichnet sich die Varia-tion der PowerFix Baureihemit speziellen Schwingungs-dämpfern innerhalb des Fräs-körpers aus. Oftmals wurdedie Bearbeitung durch denEinsatz dieser Werkzeuglö-sung, auch unter HSC-Bedin-gungen, erst wirtschaftlich.
Nicht selten hat der Anwen-der das Problem, dass er für
50
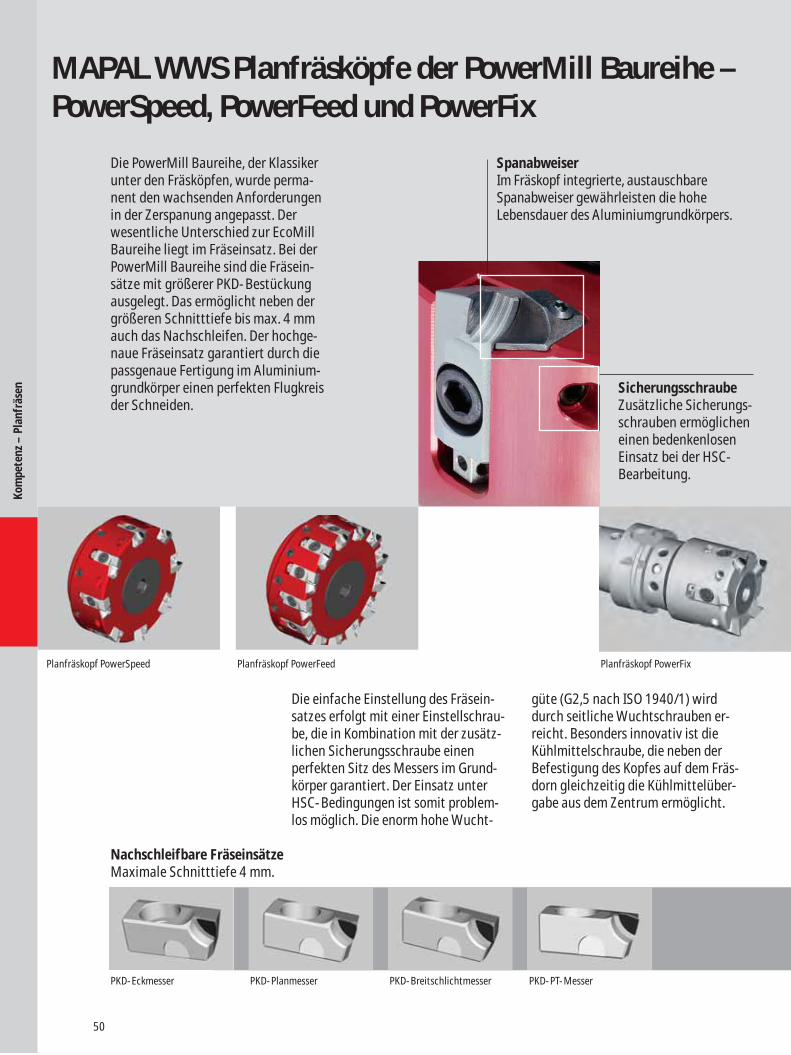
SicherungsschraubeZusätzliche Sicherungs-schrauben ermöglicheneinen bedenkenlosenEinsatz bei der HSC-Bearbeitung.
SpanabweiserIm Fräskopf integrierte, austauschbareSpanabweiser gewährleisten die hoheLebensdauer des Aluminiumgrundkörpers.
PKD-PT-MesserPKD-BreitschlichtmesserPKD-PlanmesserPKD-Eckmesser
Nachschleifbare FräseinsätzeMaximale Schnitttiefe 4 mm.
Planfräskopf PowerFixPlanfräskopf PowerFeedPlanfräskopf PowerSpeed
Kom
pete
nz –
Pla
nfrä
sen
MAPAL WWS Planfräsköpfe der PowerMill Baureihe –PowerSpeed, PowerFeed und PowerFix
Die PowerMill Baureihe, der Klassikerunter den Fräsköpfen, wurde perma-nent den wachsenden Anforderungenin der Zerspanung angepasst. Derwesentliche Unterschied zur EcoMillBaureihe liegt im Fräseinsatz. Bei derPowerMill Baureihe sind die Fräsein-sätze mit größerer PKD-Bestückungausgelegt. Das ermöglicht neben dergrößeren Schnitttiefe bis max. 4 mmauch das Nachschleifen. Der hochge-naue Fräseinsatz garantiert durch diepassgenaue Fertigung im Aluminium-grundkörper einen perfekten Flugkreisder Schneiden.
güte (G2,5 nach ISO 1940/1) wird durch seitliche Wuchtschrauben er-reicht. Besonders innovativ ist die Kühlmittelschraube, die neben der Befestigung des Kopfes auf dem Fräs-dorn gleichzeitig die Kühlmittelüber-gabe aus dem Zentrum ermöglicht.
Die einfache Einstellung des Fräsein-satzes erfolgt mit einer Einstellschrau-be, die in Kombination mit der zusätz-lichen Sicherungsschraube einen perfekten Sitz des Messers im Grund-körper garantiert. Der Einsatz unter HSC-Bedingungen ist somit problem-los möglich. Die enorm hohe Wucht-
51
Kom
pete
nz –
Pla
nfrä
sen
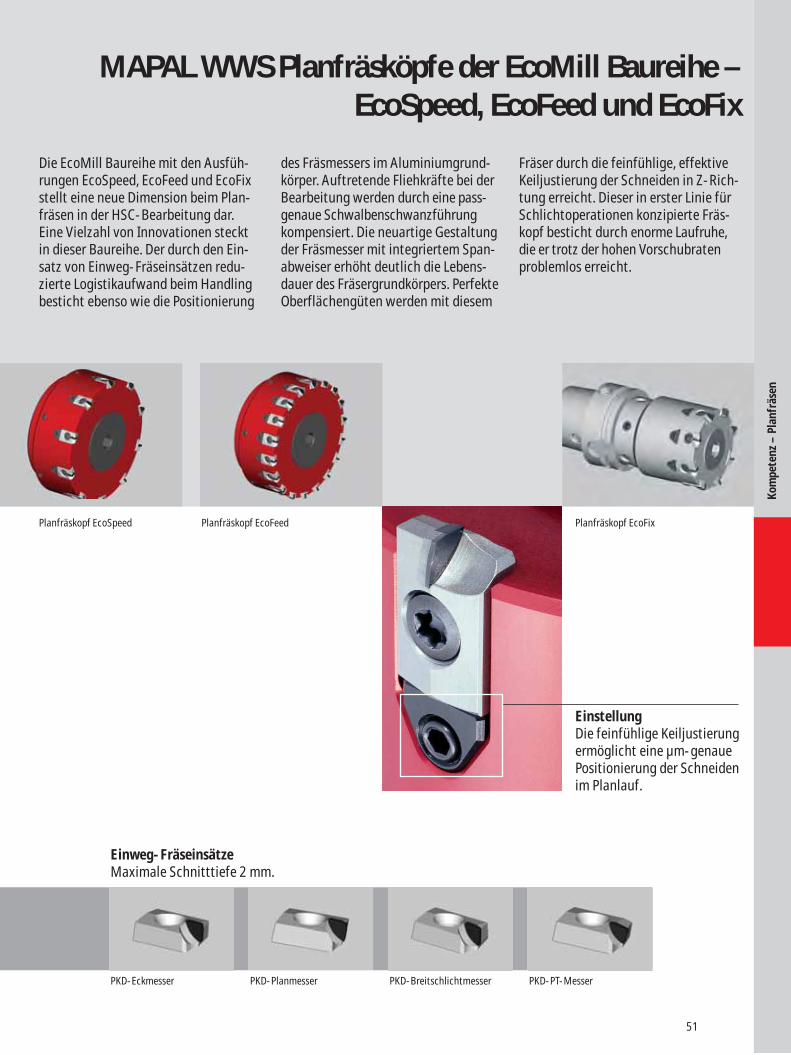
PKD-Eckmesser PKD-Planmesser PKD-Breitschlichtmesser PKD-PT-Messer
Einweg-FräseinsätzeMaximale Schnitttiefe 2 mm.
EinstellungDie feinfühlige Keiljustierungermöglicht eine µm-genauePositionierung der Schneiden im Planlauf.
Planfräskopf EcoSpeed Planfräskopf EcoFeed Planfräskopf EcoFix
des Fräsmessers im Aluminiumgrund-körper. Auftretende Fliehkräfte bei derBearbeitung werden durch eine pass-genaue Schwalbenschwanzführungkompensiert. Die neuartige Gestaltungder Fräsmesser mit integriertem Span-abweiser erhöht deutlich die Lebens-dauer des Fräsergrundkörpers. PerfekteOberflächengüten werden mit diesem
Fräser durch die feinfühlige, effektiveKeiljustierung der Schneiden in Z-Rich-tung erreicht. Dieser in erster Linie fürSchlichtoperationen konzipierte Fräs-kopf besticht durch enorme Laufruhe,die er trotz der hohen Vorschubratenproblemlos erreicht.
Die EcoMill Baureihe mit den Ausfüh-rungen EcoSpeed, EcoFeed und EcoFixstellt eine neue Dimension beim Plan-fräsen in der HSC-Bearbeitung dar.Eine Vielzahl von Innovationen stecktin dieser Baureihe. Der durch den Ein-satz von Einweg-Fräseinsätzen redu-zierte Logistikaufwand beim Handlingbesticht ebenso wie die Positionierung
MAPAL WWS Planfräsköpfe der EcoMill Baureihe –EcoSpeed, EcoFeed und EcoFix

52
• Planfräskopf in Einstellvorrichtung aufnehmen• Fräseinsatz mit Befestigungsschraube im
Grundkörper montieren• Fräseinsatz mit Stellschraube vorjustieren
• Befestigungsschraube mit 14 Nm anziehen
• Fräseinsatz mit Stellschraube feinjustieren
Bei der Baureihe PowerMill erfolgt die Feinjustierung nachdem der Fräseinsatzfertig montiert und mit dem entsprechenden Drehmoment angezogen wurde. Diespeziell für diese Baureihe entwickelte Stellschraube ermöglicht eine perfekteJustierung der Schneiden. Die konstruktive Gestaltung des Fräseinsatzes erlaubthier einen Verstellbereich von mindestens 1 mm.
Baureihe PowerMill – Feinjustieren mit Stellschraube
Die Leistungsfähigkeit eines Fräskopf-systemes zeichnet sich nicht nur durchdie klassischen Beurteilungsmerkmaleaus. Erzielte Schnittwerte, Standzeitenoder auch Oberflächengüte sind fürAnwender wie auch Werkzeugplanervon vorrangiger Bedeutung. Ein weite-rer wesentlicher Faktor für ein erfolg-reiches System stellt jedoch das Hand-ling dar. Ein Minimum von einfachstenHandgriffen muss ausreichen, um denFräskopf in der Werkzeugvoreinstel-lung für den Maschineneinsatz vorzu-
bereiten. Nicht selten werden, insbe-sondere in großen Zerspanbetrieben,bei Standzeitende die eingesetztenPlanfräsköpfe in der eigenen Werk-zeugverwaltung wieder aufbereitet.Hier ist entscheidend, dass mit gering-stem Arbeitsaufwand eine µm-genaueEinstellung der Schneiden erfolgenkann. Nur so wird gewährleistet, dassauch bei nachgeschliffenen Fräsein-sätzen eine prozesssichere Serien-fertigung erreicht wird.
Kom
pete
nz –
Pla
nfrä
sen
Planfräsköpfe PowerMill und EcoMill – einfaches Handling für µm-genaue Ergebnisse

53
Kom
pete
nz –
Pla
nfrä
sen
Basierend auf dieser Technologie wurde für die Baureihe EcoMill eine neuartigeKeiljustierung entwickelt. Hier besitzt das Justierelement eine Keilfläche, welchedirekt am Fräseinsatz anliegt. Durch Drehen der Rechts-Links-Gewindespindelkann der Planlauf mühelos im geforderten µm-Bereich eingestellt werden. Die zuerzielende Genauigkeit in Verbindung mit der einfachen Handhabung übertrifftdabei alles Vorherige.
• Planfräskopf in Einstellvorrichtung aufnehmen• Fräseinsatz mit Befestigungsschraube im
Grundkörper montieren• Fräseinsatz mit Justierkeil vorjustieren
• Befestigungsschraube mit 8 Nm anziehen • Fräseinsatz mit Justierkeil feinjustieren
Baureihe EcoMill – mit Keiljustierung
Entscheidend hierfür ist die Präzision,mit welcher der Fräsergrundkörper wieauch die Fräseinsätze selbst gefertigtwerden. Aufwendige Einstellmecha-nismen, zeitintensive Einstellvorgängesowie teure Einstellgeräte sind nichtnotwendig. Eine im Aufbau auf diewesentliche Anforderung konzipierteEinstellvorrichtung in Verbindung miteinem Feinzeiger reicht völlig aus.
Die hochgenaue Feinjustierung Basis für die perfekte Finishbearbei-tung einer Fräsoberfläche ist die exakteaxiale Einstellung aller Schneiden imµm-Bereich. Auf diesen Faktor wurdebei der Konstruktion der BaureihenPowerMill und EcoMill besonderesAugenmerk gelegt. Während bei übli-chen Planfräsern, deren Technologieoftmals auf geklemmten Schneidenbasiert, diese jedoch in 3 Ebenen zu-einander positioniert werden müssen,reicht hier die Einstellung in einerRichtung völlig aus.
54
max 4
d 1*
d 2d 1*
125/140
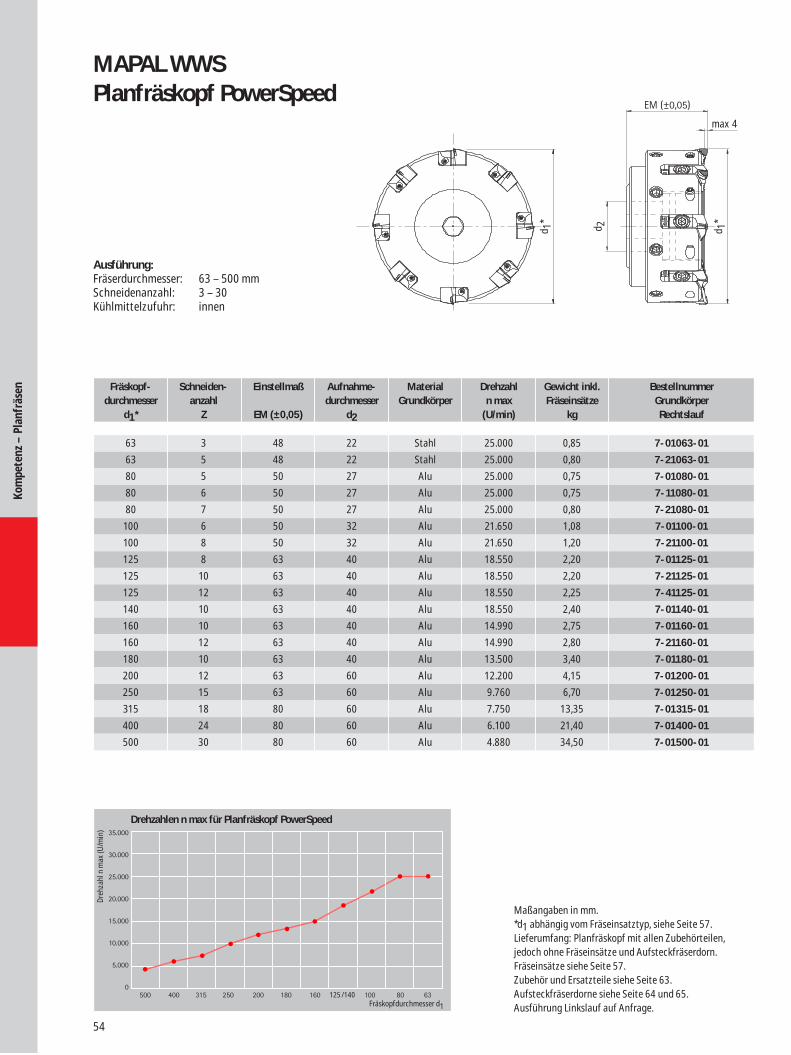
63 3 48 22 Stahl 25.000 0,85 7-01063-01
63 5 48 22 Stahl 25.000 0,80 7-21063-01
80 5 50 27 Alu 25.000 0,75 7-01080-01
80 6 50 27 Alu 25.000 0,75 7-11080-01
80 7 50 27 Alu 25.000 0,80 7-21080-01
100 6 50 32 Alu 21.650 1,08 7-01100-01
100 8 50 32 Alu 21.650 1,20 7-21100-01
125 8 63 40 Alu 18.550 2,20 7-01125-01
125 10 63 40 Alu 18.550 2,20 7-21125-01
125 12 63 40 Alu 18.550 2,25 7-41125-01
140 10 63 40 Alu 18.550 2,40 7-01140-01
160 10 63 40 Alu 14.990 2,75 7-01160-01
160 12 63 40 Alu 14.990 2,80 7-21160-01
180 10 63 40 Alu 13.500 3,40 7-01180-01
200 12 63 60 Alu 12.200 4,15 7-01200-01
250 15 63 60 Alu 9.760 6,70 7-01250-01
315 18 80 60 Alu 7.750 13,35 7-01315-01
400 24 80 60 Alu 6.100 21,40 7-01400-01
500 30 80 60 Alu 4.880 34,50 7-01500-01
Dreh
zahl
n m
ax (U
/min
)
Fräskopfdurchmesser d1
Maßangaben in mm.*d1 abhängig vom Fräseinsatztyp, siehe Seite 57.Lieferumfang: Planfräskopf mit allen Zubehörteilen,jedoch ohne Fräseinsätze und Aufsteckfräserdorn.Fräseinsätze siehe Seite 57.Zubehör und Ersatzteile siehe Seite 63.Aufsteckfräserdorne siehe Seite 64 und 65.Ausführung Linkslauf auf Anfrage.
Drehzahlen n max für Planfräskopf PowerSpeed
Fräskopf- Schneiden- Einstellmaß Aufnahme- Material Drehzahl Gewicht inkl. Bestellnummerdurchmesser anzahl durchmesser Grundkörper n max Fräseinsätze Grundkörper
d1* Z EM (±0,05) d2 (U/min) kg Rechtslauf
Ausführung:Fräserdurchmesser: 63 – 500 mmSchneidenanzahl: 3 – 30 Kühlmittelzufuhr: innen
MAPAL WWS Planfräskopf PowerSpeed
Kom
pete
nz –
Pla
nfrä
sen
55
max 4
d 1*
d 2d 1*
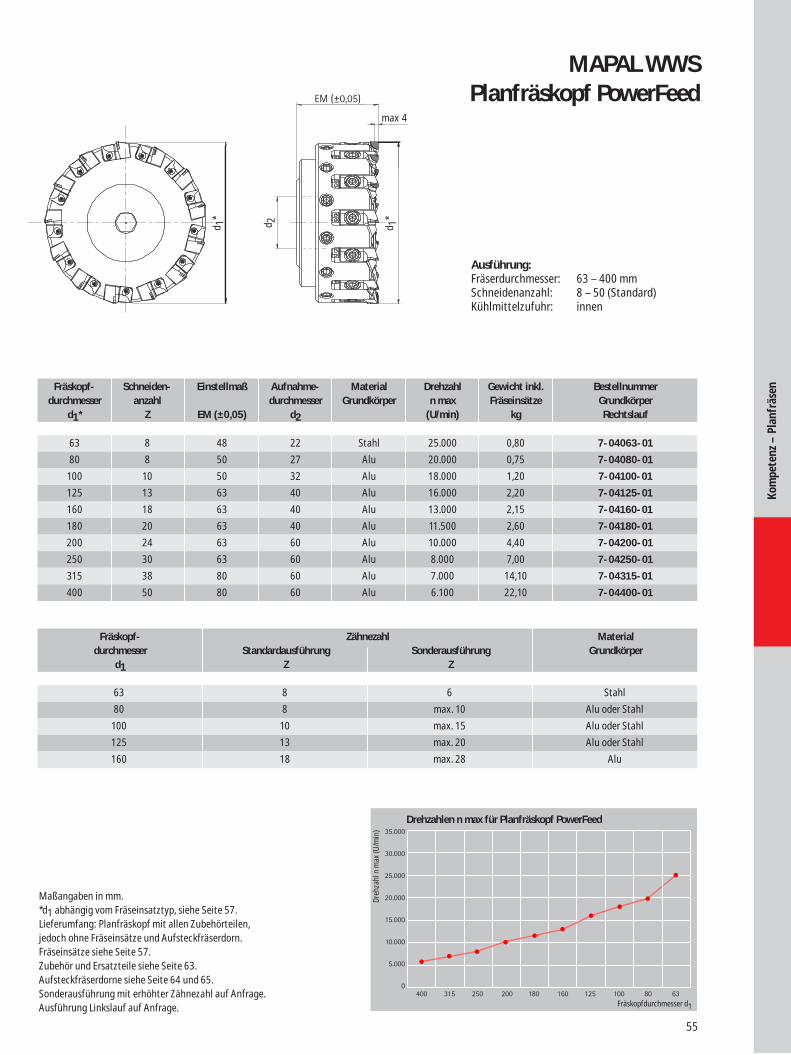
63 8 48 22 Stahl 25.000 0,80 7-04063-01
80 8 50 27 Alu 20.000 0,75 7-04080-01
100 10 50 32 Alu 18.000 1,20 7-04100-01
125 13 63 40 Alu 16.000 2,20 7-04125-01
160 18 63 40 Alu 13.000 2,15 7-04160-01
180 20 63 40 Alu 11.500 2,60 7-04180-01
200 24 63 60 Alu 10.000 4,40 7-04200-01
250 30 63 60 Alu 8.000 7,00 7-04250-01
315 38 80 60 Alu 7.000 14,10 7-04315-01
400 50 80 60 Alu 6.100 22,10 7-04400-01
Dreh
zahl
n m
ax (U
/min
)
Fräskopfdurchmesser d1
Drehzahlen n max für Planfräskopf PowerFeed
Maßangaben in mm.*d1 abhängig vom Fräseinsatztyp, siehe Seite 57.Lieferumfang: Planfräskopf mit allen Zubehörteilen,jedoch ohne Fräseinsätze und Aufsteckfräserdorn.Fräseinsätze siehe Seite 57.Zubehör und Ersatzteile siehe Seite 63.Aufsteckfräserdorne siehe Seite 64 und 65.Sonderausführung mit erhöhter Zähnezahl auf Anfrage.Ausführung Linkslauf auf Anfrage.
63 8 6 Stahl
80 8 max. 10 Alu oder Stahl
100 10 max. 15 Alu oder Stahl
125 13 max. 20 Alu oder Stahl
160 18 max. 28 Alu
Fräskopf- Zähnezahl Materialdurchmesser Standardausführung Sonderausführung Grundkörper
d1 Z Z
Fräskopf- Schneiden- Einstellmaß Aufnahme- Material Drehzahl Gewicht inkl. Bestellnummerdurchmesser anzahl durchmesser Grundkörper n max Fräseinsätze Grundkörper
d1* Z EM (±0,05) d2 (U/min) kg Rechtslauf
Kom
pete
nz –
Pla
nfrä
sen
Ausführung:Fräserdurchmesser: 63 – 400 mmSchneidenanzahl: 8 – 50 (Standard)Kühlmittelzufuhr: innen
MAPAL WWS Planfräskopf PowerFeed
d 1*
max 4
d 1*
56
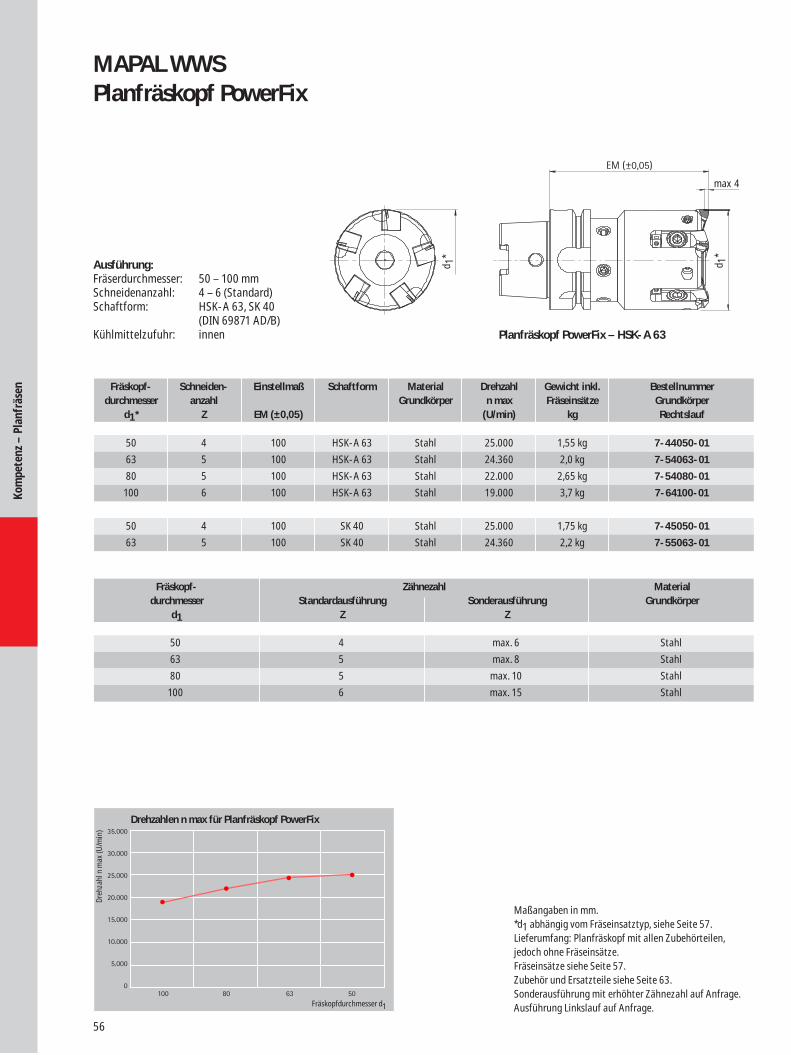
Drehzahlen n max für Planfräskopf PowerFix
Maßangaben in mm.*d1 abhängig vom Fräseinsatztyp, siehe Seite 57.Lieferumfang: Planfräskopf mit allen Zubehörteilen,jedoch ohne Fräseinsätze.Fräseinsätze siehe Seite 57.Zubehör und Ersatzteile siehe Seite 63.Sonderausführung mit erhöhter Zähnezahl auf Anfrage.Ausführung Linkslauf auf Anfrage.
Dreh
zahl
n m
ax (U
/min
)
Fräskopfdurchmesser d1
Drehzahlen n max für Planfräskopf PowerFix
50 4 max. 6 Stahl
63 5 max. 8 Stahl
80 5 max. 10 Stahl
100 6 max. 15 Stahl
Fräskopf- Zähnezahl Materialdurchmesser Standardausführung Sonderausführung Grundkörper
d1 Z Z
50 4 100 HSK-A 63 Stahl 25.000 1,55 kg 7-44050-01
63 5 100 HSK-A 63 Stahl 24.360 2,0 kg 7-54063-01
80 5 100 HSK-A 63 Stahl 22.000 2,65 kg 7-54080-01
100 6 100 HSK-A 63 Stahl 19.000 3,7 kg 7-64100-01
50 4 100 SK 40 Stahl 25.000 1,75 kg 7-45050-01
63 5 100 SK 40 Stahl 24.360 2,2 kg 7-55063-01
Planfräskopf PowerFix – HSK-A 63
Ausführung:Fräserdurchmesser: 50 – 100 mmSchneidenanzahl: 4 – 6 (Standard)Schaftform: HSK-A 63, SK 40
(DIN 69871 AD/B)Kühlmittelzufuhr: innen
Fräskopf- Schneiden- Einstellmaß Schaftform Material Drehzahl Gewicht inkl. Bestellnummerdurchmesser anzahl Grundkörper n max Fräseinsätze Grundkörper
d1* Z EM (±0,05) (U/min) kg Rechtslauf
Kom
pete
nz –
Pla
nfrä
sen
MAPAL WWS Planfräskopf PowerFix
57
02 PowerMill 1 6°
2 3°
3 0°
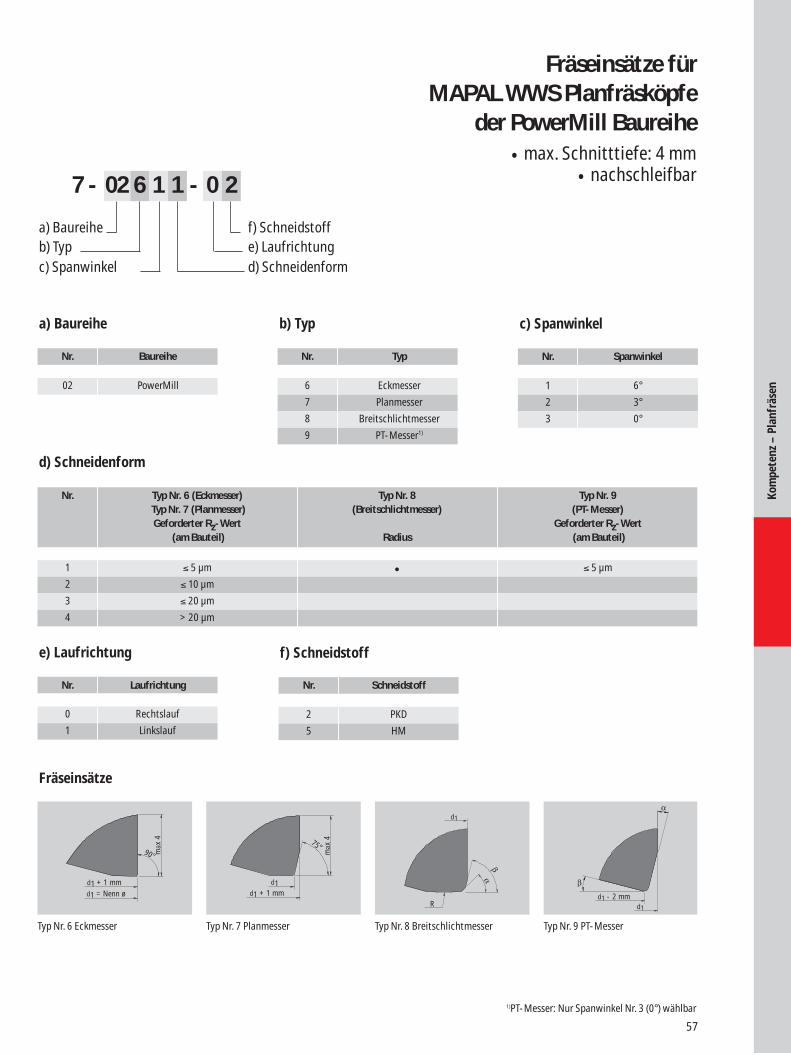
1 ≤ 5 µm ≤ 5 µm
2 ≤ 10 µm
3 ≤ 20 µm
4 > 20 µm
max
475°
d1d1 + 1 mm
R
αβ
d1
β
α
d1 - 2 mmd1
7 - 02 6 1 1 - 0 2
1)PT-Messer: Nur Spanwinkel Nr. 3 (0°) wählbar
Typ Nr. 9 PT-MesserTyp Nr. 8 BreitschlichtmesserTyp Nr. 7 PlanmesserTyp Nr. 6 Eckmesser
Fräseinsätze
Nr. Schneidstoff
0 Rechtslauf
1 Linkslauf
Nr. Laufrichtung
e) Laufrichtung f) Schneidstoff
d) Schneidenform
Nr. Typ Nr. 6 (Eckmesser) Typ Nr. 8 Typ Nr. 9 Typ Nr. 7 (Planmesser) (Breitschlichtmesser) (PT-Messer)Geforderter Rz-Wert Geforderter Rz-Wert
(am Bauteil) Radius (am Bauteil)
Kom
pete
nz –
Pla
nfrä
sen
Nr. Spanwinkel
6 Eckmesser
7 Planmesser
8 Breitschlichtmesser
9 PT-Messer1)
Nr. TypNr. Baureihe
a) Baureihe b) Typ c) Spanwinkel
Fräseinsätze für MAPAL WWS Planfräsköpfe
der PowerMill Baureihe • max. Schnitttiefe: 4 mm
• nachschleifbar
d) Schneidenforme) Laufrichtungf) Schneidstoff
c) Spanwinkelb) Typa) Baureihe
2 PKD
5 HM
max
4
d1 + 1 mmd1 = Nenn ø
90°
58
d 1*
d 2
max 2
d 1*
63/80
Kom
pete
nz –
Pla
nfrä
sen
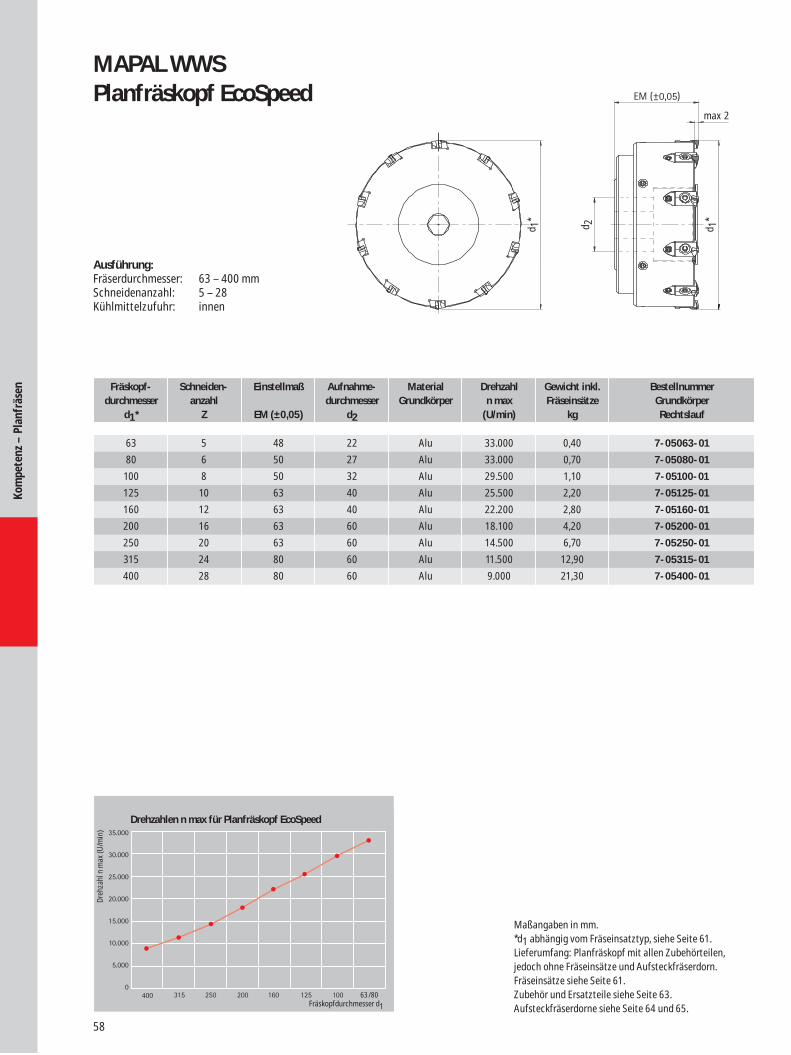
Maßangaben in mm.*d1 abhängig vom Fräseinsatztyp, siehe Seite 61.Lieferumfang: Planfräskopf mit allen Zubehörteilen, jedoch ohne Fräseinsätze und Aufsteckfräserdorn.Fräseinsätze siehe Seite 61.Zubehör und Ersatzteile siehe Seite 63.Aufsteckfräserdorne siehe Seite 64 und 65.Fräskopfdurchmesser d1
Dreh
zahl
n m
ax (U
/min
)
Drehzahlen n max für Planfräskopf EcoSpeed
63 5 48 22 Alu 33.000 0,40 7-05063-01
80 6 50 27 Alu 33.000 0,70 7-05080-01
100 8 50 32 Alu 29.500 1,10 7-05100-01
125 10 63 40 Alu 25.500 2,20 7-05125-01
160 12 63 40 Alu 22.200 2,80 7-05160-01
200 16 63 60 Alu 18.100 4,20 7-05200-01
250 20 63 60 Alu 14.500 6,70 7-05250-01
315 24 80 60 Alu 11.500 12,90 7-05315-01
400 28 80 60 Alu 9.000 21,30 7-05400-01
Fräskopf- Schneiden- Einstellmaß Aufnahme- Material Drehzahl Gewicht inkl. Bestellnummerdurchmesser anzahl durchmesser Grundkörper n max Fräseinsätze Grundkörper
d1* Z EM (±0,05) d2 (U/min) kg Rechtslauf
Ausführung:Fräserdurchmesser: 63 – 400 mmSchneidenanzahl: 5 – 28Kühlmittelzufuhr: innen
MAPAL WWS Planfräskopf EcoSpeed
59
d 1*
d 2
max 2
d 1*
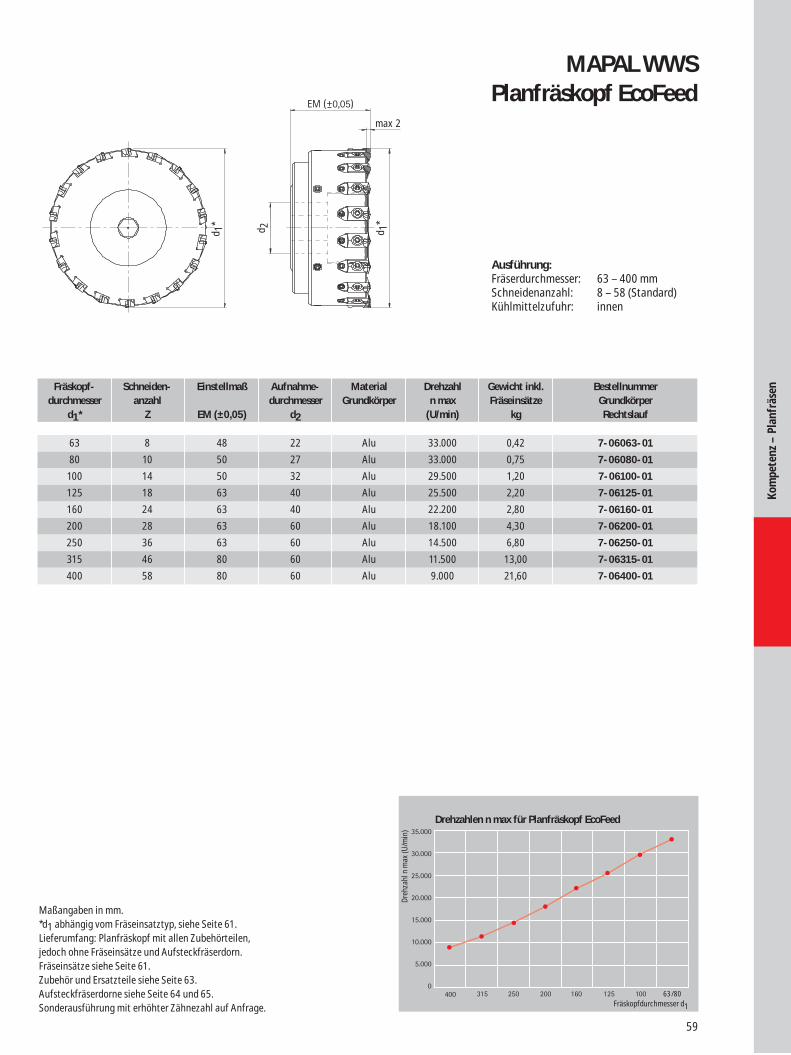
63/80Fräskopfdurchmesser d1
Dreh
zahl
n m
ax (U
/min
)
Drehzahlen n max für Planfräskopf EcoFeed
Kom
pete
nz –
Pla
nfrä
sen
63 8 48 22 Alu 33.000 0,42 7-06063-01
80 10 50 27 Alu 33.000 0,75 7-06080-01
100 14 50 32 Alu 29.500 1,20 7-06100-01
125 18 63 40 Alu 25.500 2,20 7-06125-01
160 24 63 40 Alu 22.200 2,80 7-06160-01
200 28 63 60 Alu 18.100 4,30 7-06200-01
250 36 63 60 Alu 14.500 6,80 7-06250-01
315 46 80 60 Alu 11.500 13,00 7-06315-01
400 58 80 60 Alu 9.000 21,60 7-06400-01
Fräskopf- Schneiden- Einstellmaß Aufnahme- Material Drehzahl Gewicht inkl. Bestellnummerdurchmesser anzahl durchmesser Grundkörper n max Fräseinsätze Grundkörper
d1* Z EM (±0,05) d2 (U/min) kg Rechtslauf
Ausführung:Fräserdurchmesser: 63 – 400 mmSchneidenanzahl: 8 – 58 (Standard)Kühlmittelzufuhr: innen
MAPAL WWS Planfräskopf EcoFeed
Maßangaben in mm.*d1 abhängig vom Fräseinsatztyp, siehe Seite 61.Lieferumfang: Planfräskopf mit allen Zubehörteilen, jedoch ohne Fräseinsätze und Aufsteckfräserdorn.Fräseinsätze siehe Seite 61.Zubehör und Ersatzteile siehe Seite 63.Aufsteckfräserdorne siehe Seite 64 und 65.Sonderausführung mit erhöhter Zähnezahl auf Anfrage.
d 1*
max 2
d 1*
60
Maßangaben in mm.*d1 abhängig vom Fräseinsatztyp, siehe Seite 61.Lieferumfang: Planfräskopf mit allen Zubehörteilen, jedoch ohne Fräseinsätze.Fräseinsätze siehe Seite 61.Zubehör und Ersatzteile siehe Seite 63.Sonderausführung mit erhöhter Zähnezahl auf Anfrage.
Dreh
zahl
n m
ax (U
/min
)
Fräskopfdurchmesser d1
Drehzahlen n max für Planfräskopf EcoFix
Fräskopf- Schneiden- Einstellmaß Schaftform Material Drehzahl Gewicht inkl. Bestellnummerdurchmesser anzahl Grundkörper n max Fräseinsätze Grundkörper
d1* Z EM (±0,05) (U/min) kg Rechtslauf
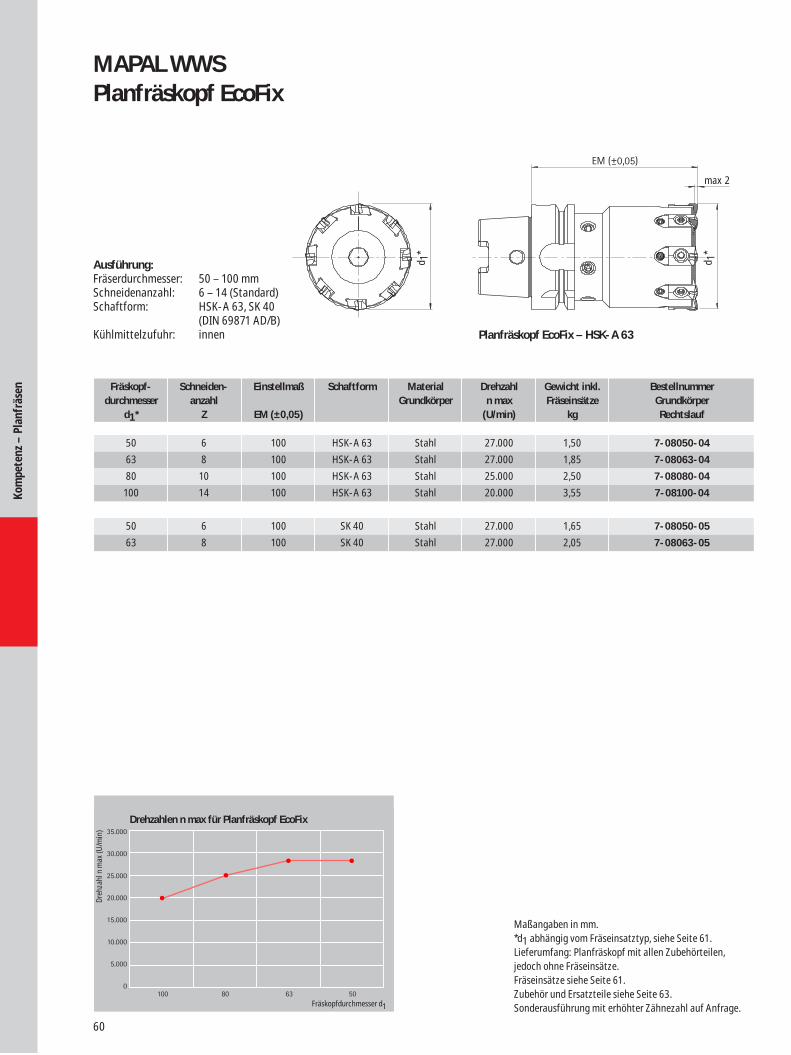
50 6 100 HSK-A 63 Stahl 27.000 1,50 7-08050-04
63 8 100 HSK-A 63 Stahl 27.000 1,85 7-08063-04
80 10 100 HSK-A 63 Stahl 25.000 2,50 7-08080-04
100 14 100 HSK-A 63 Stahl 20.000 3,55 7-08100-04
50 6 100 SK 40 Stahl 27.000 1,65 7-08050-05
63 8 100 SK 40 Stahl 27.000 2,05 7-08063-05
Ausführung:Fräserdurchmesser: 50 – 100 mmSchneidenanzahl: 6 – 14 (Standard)Schaftform: HSK-A 63, SK 40
(DIN 69871 AD/B)Kühlmittelzufuhr: innen Planfräskopf EcoFix – HSK-A 63
Kom
pete
nz –
Pla
nfrä
sen
MAPAL WWS Planfräskopf EcoFix
61
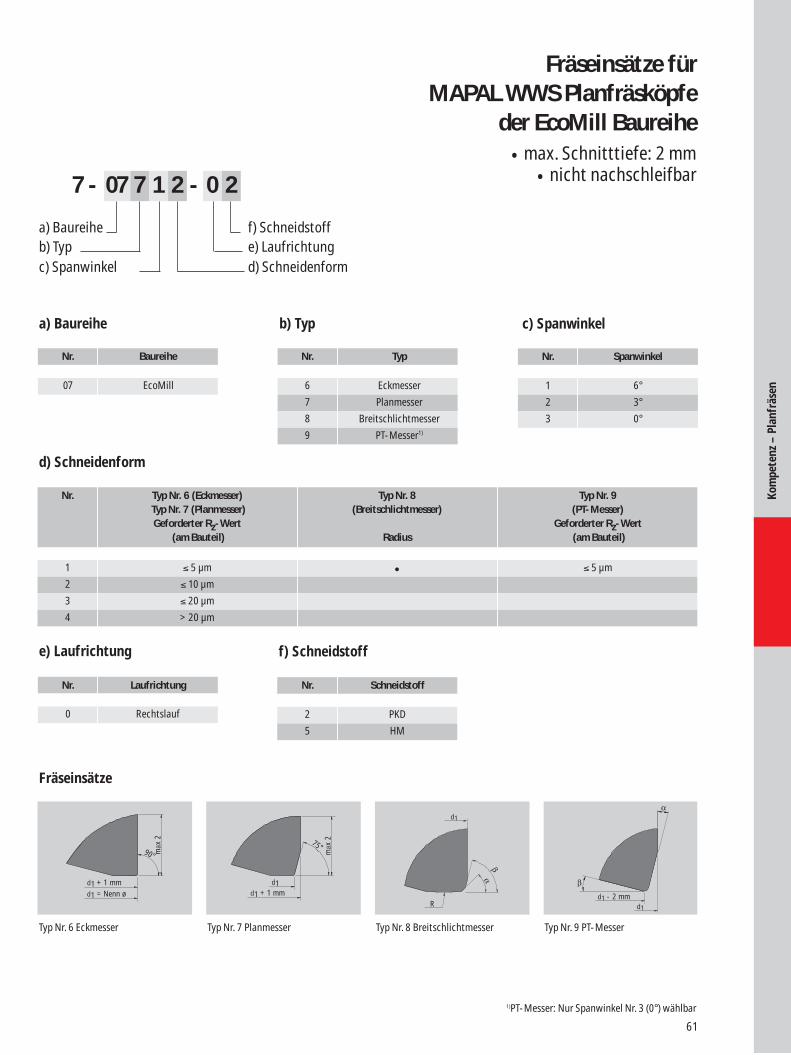
07 EcoMill 1 6°
2 3°
3 0°
1 ≤ 5 µm ≤ 5 µm
2 ≤ 10 µm
3 ≤ 20 µm
4 > 20 µm
max
275°
d1d1 + 1 mm
R
αβ
d1
β
α
d1 - 2 mmd1
7 - 07 7 1 2 - 0 2
Nr. Schneidstoff
1)PT-Messer: Nur Spanwinkel Nr. 3 (0°) wählbar
Typ Nr. 6 Eckmesser Typ Nr. 7 Planmesser Typ Nr. 8 Breitschlichtmesser Typ Nr. 9 PT-Messer
Fräseinsätze
Nr. Laufrichtung
0 Rechtslauf
f) Schneidstoffe) Laufrichtung
Kom
pete
nz –
Pla
nfrä
sen
Nr. Typ Nr. 6 (Eckmesser) Typ Nr. 8 Typ Nr. 9Typ Nr. 7 (Planmesser) (Breitschlichtmesser) (PT-Messer)Geforderter Rz-Wert Geforderter Rz-Wert
(am Bauteil) Radius (am Bauteil)
d) Schneidenform
Nr. Spanwinkel
6 Eckmesser
7 Planmesser
8 Breitschlichtmesser
9 PT-Messer1)
Nr. TypNr. Baureihe
a) Baureihe b) Typ c) Spanwinkel
c) Spanwinkelb) Typa) Baureihe
d) Schneidenforme) Laufrichtungf) Schneidstoff
Fräseinsätze für MAPAL WWS Planfräsköpfe
der EcoMill Baureihe • max. Schnitttiefe: 2 mm
• nicht nachschleifbar
2 PKD
5 HM
max
2
90°
d1 + 1 mmd1 = Nenn ø
A (±0,02)L2
L3
d 1 (j
s 8)
d 1 (j
s 8)
62
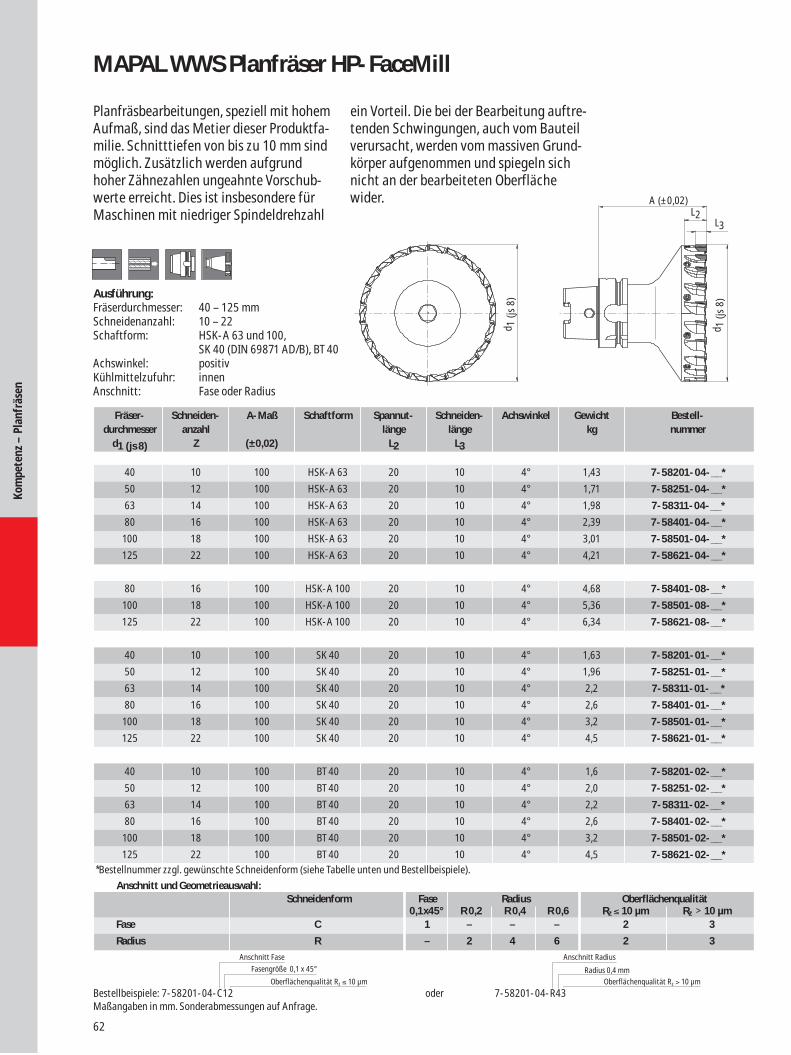
40 10 100 HSK-A 63 20 10 4° 1,43 7-58201-04-__*
50 12 100 HSK-A 63 20 10 4° 1,71 7-58251-04-__*
63 14 100 HSK-A 63 20 10 4° 1,98 7-58311-04-__*
80 16 100 HSK-A 63 20 10 4° 2,39 7-58401-04-__*
100 18 100 HSK-A 63 20 10 4° 3,01 7-58501-04-__*
125 22 100 HSK-A 63 20 10 4° 4,21 7-58621-04-__*
80 16 100 HSK-A 100 20 10 4° 4,68 7-58401-08-__*
100 18 100 HSK-A 100 20 10 4° 5,36 7-58501-08-__*
125 22 100 HSK-A 100 20 10 4° 6,34 7-58621-08-__*
40 10 100 SK 40 20 10 4° 1,63 7-58201-01-__*
50 12 100 SK 40 20 10 4° 1,96 7-58251-01-__*
63 14 100 SK 40 20 10 4° 2,2 7-58311-01-__*
80 16 100 SK 40 20 10 4° 2,6 7-58401-01-__*
100 18 100 SK 40 20 10 4° 3,2 7-58501-01-__*
125 22 100 SK 40 20 10 4° 4,5 7-58621-01-__*
40 10 100 BT 40 20 10 4° 1,6 7-58201-02-__*
50 12 100 BT 40 20 10 4° 2,0 7-58251-02-__*
63 14 100 BT 40 20 10 4° 2,2 7-58311-02-__*
80 16 100 BT 40 20 10 4° 2,6 7-58401-02-__*
100 18 100 BT 40 20 10 4° 3,2 7-58501-02-__*
125 22 100 BT 40 20 10 4° 4,5 7-58621-02-__*
Kom
pete
nz –
Pla
nfrä
sen
Anschnitt und Geometrieauswahl:Schneidenform Fase Radius Oberflächenqualität
0,1x45° R 0,2 R 0,4 R 0,6 Rz ≤ 10 µm Rz > 10 µm
*Bestellnummer zzgl. gewünschte Schneidenform (siehe Tabelle unten und Bestellbeispiele).
Fase C 1 – – – 2 3
Radius R – 2 4 6 2 3
Fräser- Schneiden- A-Maß Schaftform Spannut- Schneiden- Achswinkel Gewicht Bestell-durchmesser anzahl länge länge kg nummer
d1 (js 8) Z (±0,02) L2 L3
MAPAL WWS Planfräser HP-FaceMill
Ausführung:Fräserdurchmesser: 40 – 125 mmSchneidenanzahl: 10 – 22Schaftform: HSK-A 63 und 100,
SK 40 (DIN 69871 AD/B), BT 40Achswinkel: positivKühlmittelzufuhr: innen Anschnitt: Fase oder Radius
Maßangaben in mm. Sonderabmessungen auf Anfrage.Bestellbeispiele: 7-58201-04-C12 oder 7-58201-04-R43
Planfräsbearbeitungen, speziell mit hohemAufmaß, sind das Metier dieser Produktfa-milie. Schnitttiefen von bis zu 10 mm sindmöglich. Zusätzlich werden aufgrundhoher Zähnezahlen ungeahnte Vorschub-werte erreicht. Dies ist insbesondere fürMaschinen mit niedriger Spindeldrehzahl
ein Vorteil. Die bei der Bearbeitung auftre-tenden Schwingungen, auch vom Bauteilverursacht, werden vom massiven Grund-körper aufgenommen und spiegeln sichnicht an der bearbeiteten Oberflächewider.
Anschnitt Fase
Fasengröße 0,1 x 45°
Oberflächenqualität Rz ≤ 10 µm
Anschnitt Radius
Radius 0,4 mmOberflächenqualität Rz > 10 µm
63
Kom
pete
nz –
Pla
nfrä
sen
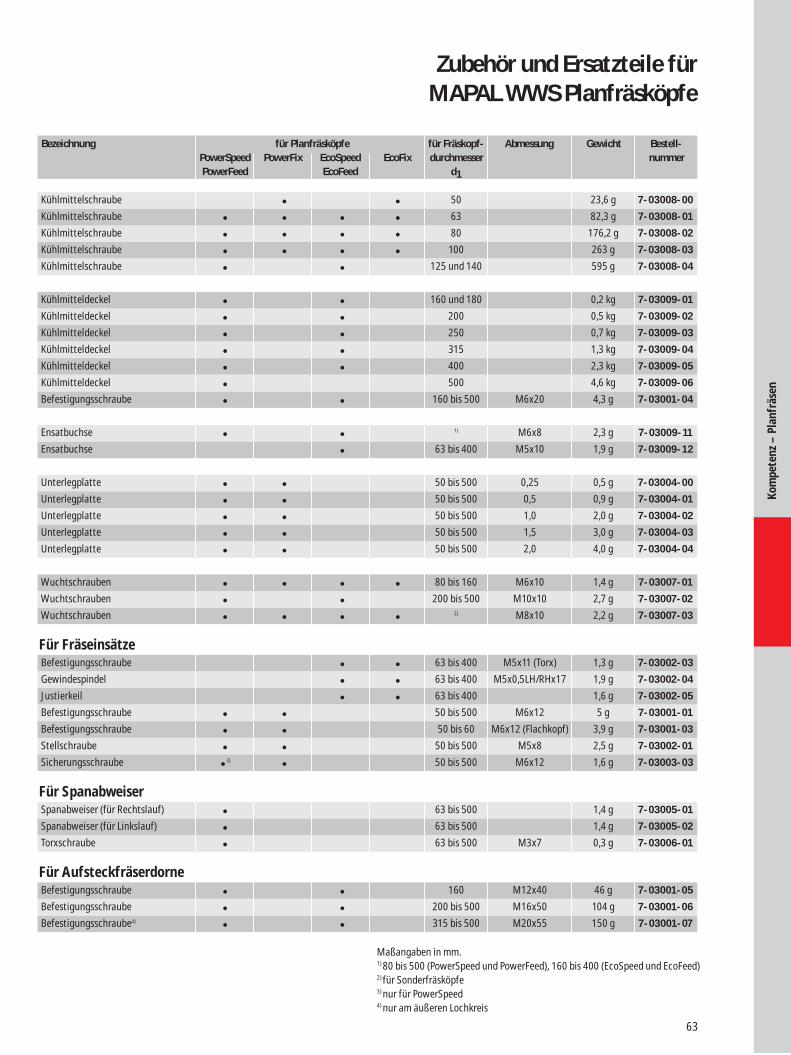
Maßangaben in mm.1) 80 bis 500 (PowerSpeed und PowerFeed), 160 bis 400 (EcoSpeed und EcoFeed)2) für Sonderfräsköpfe3) nur für PowerSpeed4) nur am äußeren Lochkreis
Bezeichnung für Planfräsköpfe für Fräskopf- Abmessung Gewicht Bestell-PowerSpeed PowerFix EcoSpeed EcoFix durchmesser nummerPowerFeed EcoFeed d1
Kühlmittelschraube 50 23,6 g 7-03008-00
Kühlmittelschraube 63 82,3 g 7-03008-01
Kühlmittelschraube 80 176,2 g 7-03008-02
Kühlmittelschraube 100 263 g 7-03008-03
Kühlmittelschraube 125 und 140 595 g 7-03008-04
Kühlmitteldeckel 160 und 180 0,2 kg 7-03009-01
Kühlmitteldeckel 200 0,5 kg 7-03009-02
Kühlmitteldeckel 250 0,7 kg 7-03009-03
Kühlmitteldeckel 315 1,3 kg 7-03009-04
Kühlmitteldeckel 400 2,3 kg 7-03009-05
Kühlmitteldeckel 500 4,6 kg 7-03009-06
Befestigungsschraube 160 bis 500 M6x20 4,3 g 7-03001-04
Ensatbuchse 1) M6x8 2,3 g 7-03009-11
Ensatbuchse 63 bis 400 M5x10 1,9 g 7-03009-12
Unterlegplatte 50 bis 500 0,25 0,5 g 7-03004-00
Unterlegplatte 50 bis 500 0,5 0,9 g 7-03004-01
Unterlegplatte 50 bis 500 1,0 2,0 g 7-03004-02
Unterlegplatte 50 bis 500 1,5 3,0 g 7-03004-03
Unterlegplatte 50 bis 500 2,0 4,0 g 7-03004-04
Wuchtschrauben 80 bis 160 M6x10 1,4 g 7-03007-01
Wuchtschrauben 200 bis 500 M10x10 2,7 g 7-03007-02
Wuchtschrauben 2) M8x10 2,2 g 7-03007-03
Für FräseinsätzeBefestigungsschraube 63 bis 400 M5x11 (Torx) 1,3 g 7-03002-03
Gewindespindel 63 bis 400 M5x0,5LH/RHx17 1,9 g 7-03002-04
Justierkeil 63 bis 400 1,6 g 7-03002-05
Befestigungsschraube 50 bis 500 M6x12 5 g 7-03001-01
Befestigungsschraube 50 bis 60 M6x12 (Flachkopf) 3,9 g 7-03001-03
Stellschraube 50 bis 500 M5x8 2,5 g 7-03002-01
Sicherungsschraube 3) 50 bis 500 M6x12 1,6 g 7-03003-03
Für SpanabweiserSpanabweiser (für Rechtslauf) 63 bis 500 1,4 g 7-03005-01
Spanabweiser (für Linkslauf) 63 bis 500 1,4 g 7-03005-02
Torxschraube 63 bis 500 M3x7 0,3 g 7-03006-01
Für AufsteckfräserdorneBefestigungsschraube 160 M12x40 46 g 7-03001-05
Befestigungsschraube 200 bis 500 M16x50 104 g 7-03001-06
Befestigungsschraube4) 315 bis 500 M20x55 150 g 7-03001-07
Zubehör und Ersatzteile fürMAPAL WWS Planfräsköpfe
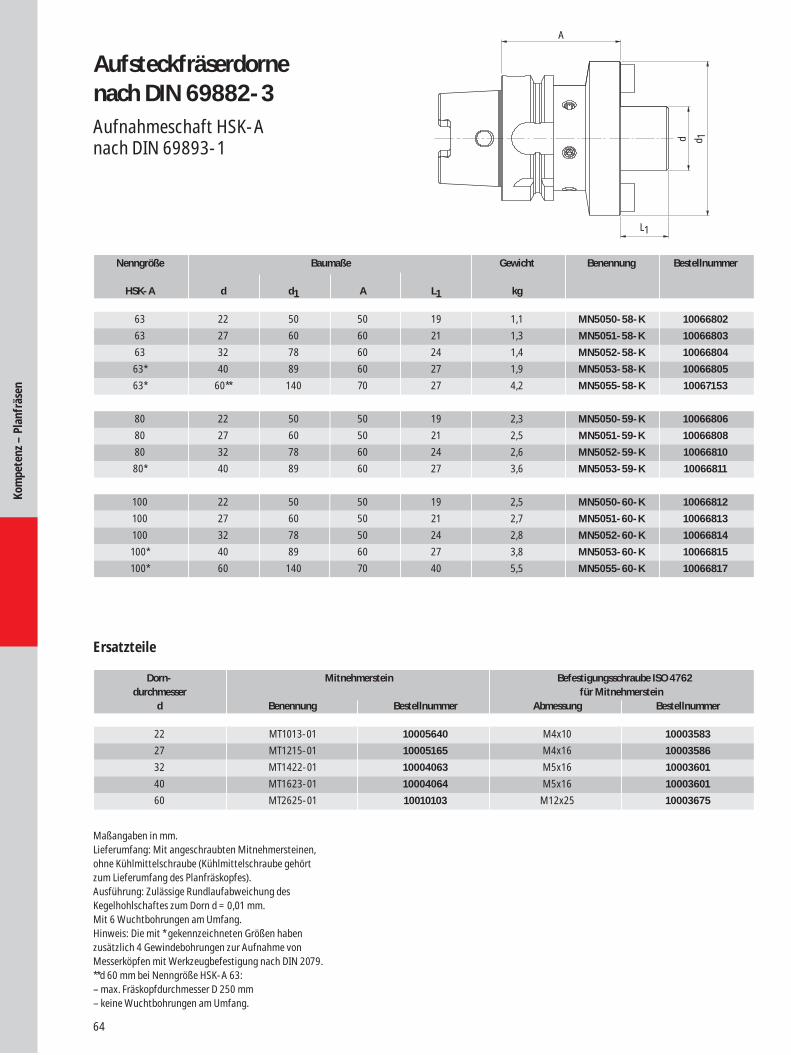
64
63 22 50 50 19 1,1 MN5050-58-K 10066802
63 27 60 60 21 1,3 MN5051-58-K 10066803
63 32 78 60 24 1,4 MN5052-58-K 10066804
63* 40 89 60 27 1,9 MN5053-58-K 10066805
63* 60** 140 70 27 4,2 MN5055-58-K 10067153
80 22 50 50 19 2,3 MN5050-59-K 10066806
80 27 60 50 21 2,5 MN5051-59-K 10066808
80 32 78 60 24 2,6 MN5052-59-K 10066810
80* 40 89 60 27 3,6 MN5053-59-K 10066811
100 22 50 50 19 2,5 MN5050-60-K 10066812
100 27 60 50 21 2,7 MN5051-60-K 10066813
100 32 78 50 24 2,8 MN5052-60-K 10066814
100* 40 89 60 27 3,8 MN5053-60-K 10066815
100* 60 140 70 40 5,5 MN5055-60-K 10066817
22 MT1013-01 10005640 M4x10 10003583
27 MT1215-01 10005165 M4x16 10003586
32 MT1422-01 10004063 M5x16 10003601
40 MT1623-01 10004064 M5x16 10003601
60 MT2625-01 10010103 M12x25 10003675
A
L1
d d 1
Maßangaben in mm.Lieferumfang: Mit angeschraubten Mitnehmersteinen,ohne Kühlmittelschraube (Kühlmittelschraube gehört zum Lieferumfang des Planfräskopfes).Ausführung: Zulässige Rundlaufabweichung desKegelhohlschaftes zum Dorn d = 0,01 mm. Mit 6 Wuchtbohrungen am Umfang.Hinweis: Die mit * gekennzeichneten Größen habenzusätzlich 4 Gewindebohrungen zur Aufnahme vonMesserköpfen mit Werkzeugbefestigung nach DIN 2079. **d 60 mm bei Nenngröße HSK-A 63:– max. Fräskopfdurchmesser D 250 mm– keine Wuchtbohrungen am Umfang.
Dorn- Mitnehmerstein Befestigungsschraube ISO 4762durchmesser für Mitnehmerstein
d Benennung Bestellnummer Abmessung Bestellnummer
Ersatzteile
Nenngröße Baumaße Gewicht Benennung Bestellnummer
HSK-A d d1 A L1 kg
Kom
pete
nz –
Pla
nfrä
sen
Aufsteckfräserdorne nach DIN 69882-3 Aufnahmeschaft HSK-Anach DIN 69893-1
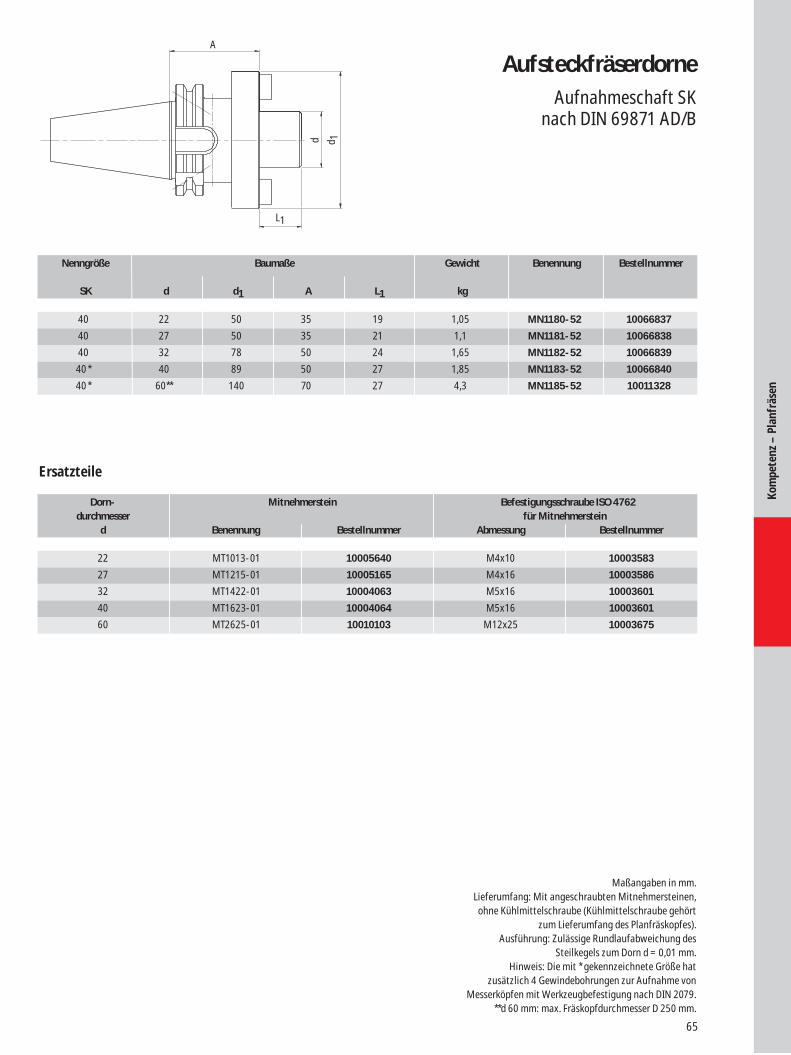
65
40 22 50 35 19 1,05 MN1180-52 10066837
40 27 50 35 21 1,1 MN1181-52 10066838
40 32 78 50 24 1,65 MN1182-52 10066839
40* 40 89 50 27 1,85 MN1183-52 10066840
40* 60** 140 70 27 4,3 MN1185-52 10011328
A
L1
d d 1
22 MT1013-01 10005640 M4x10 10003583
27 MT1215-01 10005165 M4x16 10003586
32 MT1422-01 10004063 M5x16 10003601
40 MT1623-01 10004064 M5x16 10003601
60 MT2625-01 10010103 M12x25 10003675
Kom
pete
nz –
Pla
nfrä
sen
Maßangaben in mm.Lieferumfang: Mit angeschraubten Mitnehmersteinen,ohne Kühlmittelschraube (Kühlmittelschraube gehört
zum Lieferumfang des Planfräskopfes).Ausführung: Zulässige Rundlaufabweichung des
Steilkegels zum Dorn d = 0,01 mm. Hinweis: Die mit * gekennzeichnete Größe hat
zusätzlich 4 Gewindebohrungen zur Aufnahme vonMesserköpfen mit Werkzeugbefestigung nach DIN 2079.
**d 60 mm: max. Fräskopfdurchmesser D 250 mm.
Dorn- Mitnehmerstein Befestigungsschraube ISO 4762durchmesser für Mitnehmerstein
d Benennung Bestellnummer Abmessung Bestellnummer
Ersatzteile
Nenngröße Baumaße Gewicht Benennung Bestellnummer
SK d d1 A L1 kg
AufsteckfräserdorneAufnahmeschaft SK
nach DIN 69871 AD/B
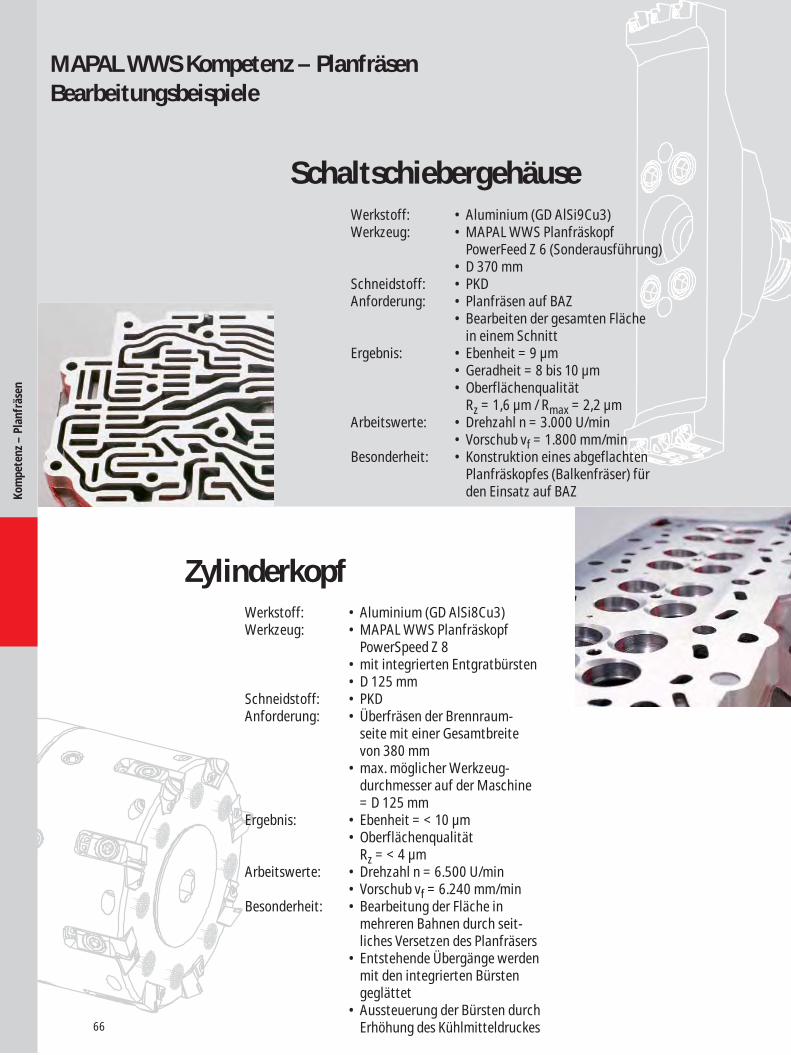
66
Kom
pete
nz –
Pla
nfrä
sen
Werkstoff: • Aluminium (GD AlSi8Cu3)Werkzeug: • MAPAL WWS Planfräskopf
PowerSpeed Z 8 • mit integrierten Entgratbürsten • D 125 mm
Schneidstoff: • PKDAnforderung: • Überfräsen der Brennraum-
seite mit einer Gesamtbreitevon 380 mm
• max. möglicher Werkzeug-durchmesser auf der Maschine= D 125 mm
Ergebnis: • Ebenheit = < 10 µm• Oberflächenqualität
Rz = < 4 µmArbeitswerte: • Drehzahl n = 6.500 U/min
• Vorschub vf = 6.240 mm/minBesonderheit: • Bearbeitung der Fläche in
mehreren Bahnen durch seit-liches Versetzen des Planfräsers
• Entstehende Übergänge werdenmit den integrierten Bürsten geglättet
• Aussteuerung der Bürsten durchErhöhung des Kühlmitteldruckes
Zylinderkopf
Werkstoff: • Aluminium (GD AlSi9Cu3)Werkzeug: • MAPAL WWS Planfräskopf
PowerFeed Z 6 (Sonderausführung)• D 370 mm
Schneidstoff: • PKDAnforderung: • Planfräsen auf BAZ
• Bearbeiten der gesamten Fläche in einem Schnitt
Ergebnis: • Ebenheit = 9 µm• Geradheit = 8 bis 10 µm• Oberflächenqualität
Rz = 1,6 µm / Rmax = 2,2 µmArbeitswerte: • Drehzahl n = 3.000 U/min
• Vorschub vf = 1.800 mm/minBesonderheit: • Konstruktion eines abgeflachten
Planfräskopfes (Balkenfräser) für den Einsatz auf BAZ
Schaltschiebergehäuse
MAPAL WWS Kompetenz – PlanfräsenBearbeitungsbeispiele

67
Kom
pete
nz –
Pla
nfrä
sen
Werkstoff: • Aluminium (GK AlSi7Mg)Werkzeug: • MAPAL WWS Planfräskopf
PowerSpeed Z 10• D 160 mm
Schneidstoff: • PKDAnforderung: • Rückseitige Bearbeitung der Belag-
anlage auf einem BAZ • Doppelspindeleinsatz
Ergebnis: • Standzeit ca. 1,5 Mio. Bauteile• Anschnitt erfolgt über R 6
Arbeitswerte: • Drehzahl n = 4.000 U/min• Vorschub vf = 3.200 mm/min
Werkstoff: • Aluminium (GD AlSI9)Werkzeug: • MAPAL WWS Planfräskopf
PowerFeed Z 8• D 63 mm
Schneidstoff: • PKDAnforderung: • Überfräsen des gesamten Bauteils
• Fräsweg pro Bauteil ca. 5 mErgebnis: • Standzeit ca. 15.000 Bauteile
• Fräsweg ca. 75.000 mArbeitswerte: • Drehzahl n = 15.000 U/min
• Vorschub pro Zahn fz = 0,08 mmBesonderheit: • A-Maß Planfräskopf und Auf-
steckfräserdorn = 208 mm
Steuergehäuse
Scheibenbremsgehäuse

68
Kom
pete
nz –
Pla
nfrä
sen
Werkstoff: • Aluminium (GD AlSi9Cu3)Werkzeug: • MAPAL WWS Planfräskopf
PowerSpeed Z 8+8• D 250 mm
Schneidstoff: • PKDAnforderung: • Fräsen einer Lagernut mit Breite
50,35 ± 0,02 mm• Bearbeitung des Bauteils an
beiden KantenArbeitswerte: • Drehzahl n = 8.000 U/min
• Vorschub pro Zahn fz = 0,08 mmBesonderheit: • Doppelseitiger Planfräskopf mit
Z 8+8 ermöglicht die Komplett-bearbeitung in einem Arbeits-gang
Konsole
Werkstoff: • Grauguss (GG 25)Werkzeug: • MAPAL WWS Planfräskopf
EcoFeed Z 10• D 80 mm
Schneidstoff: • PKBAnforderung: • Oberflächenqualität für die
seitlichen Dichtflächen Ra = 0,8 µm
Ergebnis: • Oberflächenqualität Ra = 0,32 – 0,53 µm
• Standzeit 2.000 BauteileArbeitswerte: • Drehzahl n = 2.800 U/min
• Vorschub pro Zahn fz = 0,05 mmBesonderheit: • Erhöhung der Standzeit auf das
13-fache gegenüber herkömm-lichem Planfräsmesserkopf
Hydraulikgehäuse
MAPAL WWS Kompetenz – PlanfräsenBearbeitungsbeispiele

69
Werkstoff: • Aluminium (GD AlSi9Cu5)Werkzeug: • MAPAL WWS Planfräskopf
PowerSpeed Z 8• D 125 mm
Schneidstoff: • PKDAnforderung: • Planfräsbearbeitung und Kon-
trollschnitt in der Kupplungs-glocke in einem Arbeitsgang
Ergebnis: • Oberflächenqualität Rz = 6 µm an der Planfläche
• Standzeit mehr als 30.000 m an der Planfläche
Arbeitswerte: • Drehzahl n = 8.500 U/min• Vorschub pro Zahn fz = 0,07 mm
Besonderheit: • Im Aufnahmedorn des Planfräs–kopfes wurde ein spiralisiertes Fräswerkzeug für den Kontroll–schnitt integriert.
Zylinderkopfhaube
Kupplungsgehäuse
Werkstoff: • Aluminium (GD AlSi7Cu3)Werkzeug: • MAPAL WWS Planfräskopf
PowerSpeed Z 15• D 250 mm
Schneidstoff: • PKDAnforderung: • Trockenbearbeitung
• Oberflächenqualität Rz = maximal15 µm
Ergebnis: • Oberflächenqualität Rz = 3,8 µm
• Standzeit mehr als 50.000 TeileArbeitswerte: • Drehzahl n = 3.000 U/min
• Vorschub pro Zahn fz = 0,1 mmBesonderheit: • Werkzeug bestückt mit
12 Planmessern und 3 Breit-schlichtmessern
Kom
pete
nz –
Pla
nfrä
sen


71
Serv
ice
und
Dien
stle
istu
ng
Im Umfeld der modernen Zerspanung gibt es eineVielzahl von Komponenten, die es zu beachten gilt. Fragen zur optimalen Prozess- bzw. Werkzeugaus-legung und die unterschiedlichen Abwicklungs-möglichkeiten für die Sicherstellung des Serien-betriebes – all dies sind Gesichtspunkte, auf diebesonderes Augenmerk gelegt werden muss. Dasgroße Erfahrungspotenzial von MAPAL kann dabeioptimal für jede Anforderung umgesetzt werden.
• Fast Repair –Wiederaufbereitung und Service
• Fräskopf Management –gesichertes Leistungsniveau von Anfang an
• Pick-up-Service –direkt zum Kunden
Service und Dienstleistung
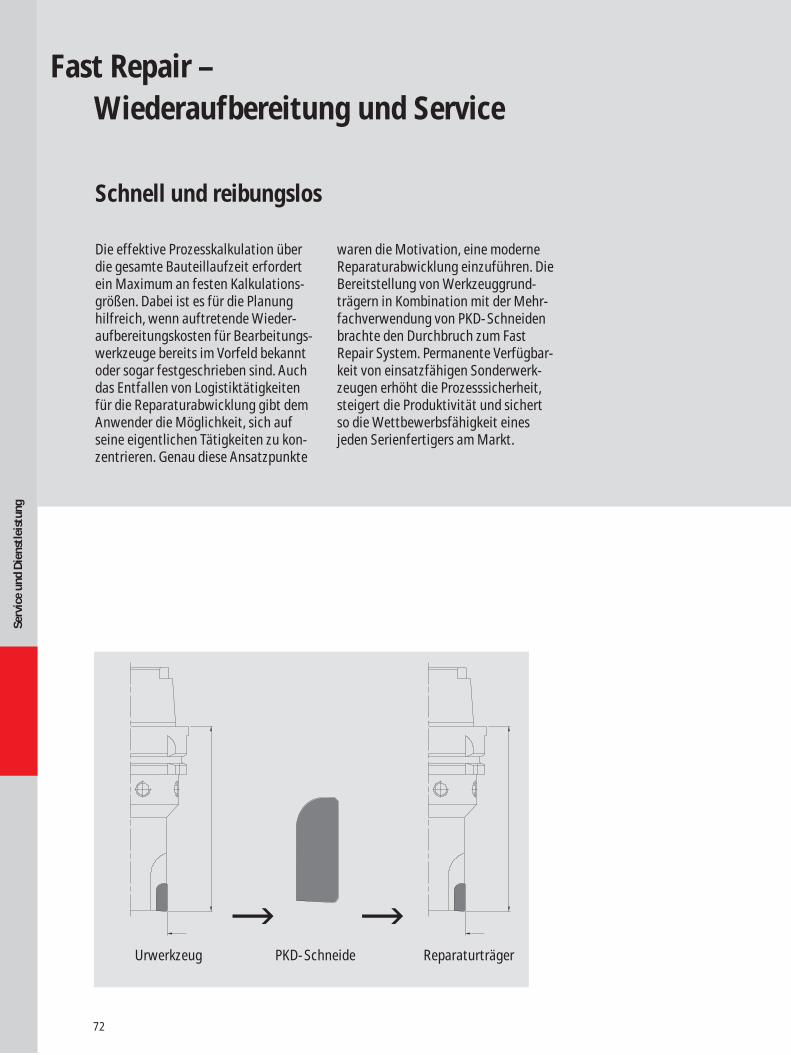
72
Serv
ice
und
Dien
stle
istu
ng
Urwerkzeug PKD-Schneide Reparaturträger
Schnell und reibungslos
Wiederaufbereitung und Service
Die effektive Prozesskalkulation überdie gesamte Bauteillaufzeit erfordertein Maximum an festen Kalkulations-größen. Dabei ist es für die Planunghilfreich, wenn auftretende Wieder-aufbereitungskosten für Bearbeitungs-werkzeuge bereits im Vorfeld bekanntoder sogar festgeschrieben sind. Auchdas Entfallen von Logistiktätigkeitenfür die Reparaturabwicklung gibt demAnwender die Möglichkeit, sich aufseine eigentlichen Tätigkeiten zu kon-zentrieren. Genau diese Ansatzpunkte
waren die Motivation, eine moderneReparaturabwicklung einzuführen. DieBereitstellung von Werkzeuggrund-trägern in Kombination mit der Mehr-fachverwendung von PKD-Schneidenbrachte den Durchbruch zum FastRepair System. Permanente Verfügbar-keit von einsatzfähigen Sonderwerk-zeugen erhöht die Prozesssicherheit,steigert die Produktivität und sichertso die Wettbewerbsfähigkeit einesjeden Serienfertigers am Markt.
Fast Repair –

73
Serv
ice
und
Dien
stle
istu
ng
Der Einsatz des Reparatursystemserfolgt nach Ende der Optimierungs-prozesse im Serienbetrieb. Unter Be-rücksichtigung der bereits vorhande-nen Werkzeuge wird anhand vonProduktionszahlen und weiteren Para-metern der Bedarf an Reparaturträgernermittelt. Diese Werkzeugträger wer-den beim ersten Regenerieren entspre-chend disponiert und stehen dann un-eingeschränkt zur Verfügung. Beinachfolgenden Wiederaufbereitungenwird die PKD-Schneide vom Urwerk-zeug auf die neuen Träger umgelötetund parallel neu bestückt. Es befindetsich so die doppelte Anzahl von Werk-zeugen im Umlauf. Dieser Überhangwird in einem Konsignationslager, dasauch vor Ort eingerichtet werden kann,vorgehalten und steht dem Kunden zurVerfügung. Es entsteht eine permanen-te Lieferbereitschaft für alle Sonder-werkzeuge, die auch bei unvorhergese-henen Ereignissen (z. B. Crash) die Auf-rechterhaltung des Serienbetriebessicherstellt.
74
gesichertes Leistungsniveau von Anfang anFräskopf Management –
Häufig ist die Fräsbearbeitung miteinem Planfräskopf der erste Arbeits-gang bei der Bearbeitung eines Bau-teiles. Aus diesem Grund muss dieserBearbeitung mit besonderer Sorgfaltbegegnet werden. Wechselndes Auf-maß, beeinflusst durch unterschied-liche Rohlingschargen, nicht seltennoch oberflächenbehandelt, wirktdirekt auf den Planfräser.
Das erzielte Fräsergebnis stellt jedochdie Basis für die weiterführende Boh-rungsbearbeitung dar. Die Prozess-sicherheit bei diesem Arbeitsgang istdie Grundlage für eine störungsfreieKomplettbearbeitung des Bauteiles.Der Anwender muss sich auf diesesWerkzeug verlassen können, besondersnach einer Regeneration.
Serv
ice
und
Dien
stle
istu
ng
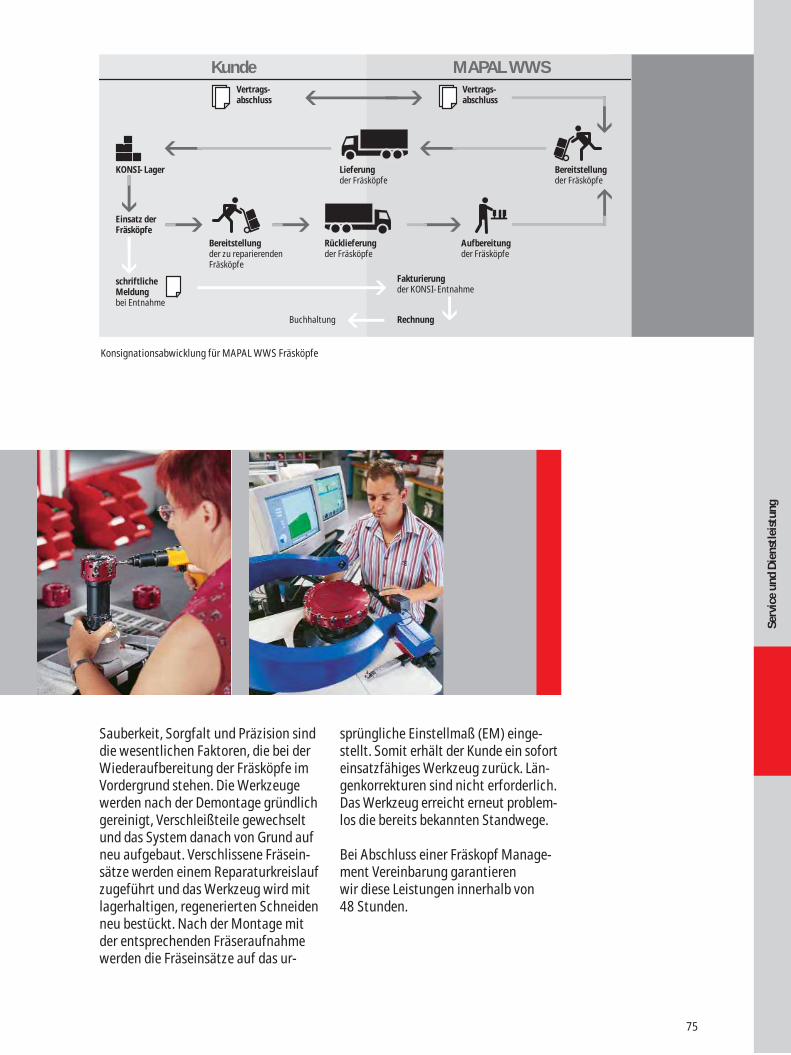
75
MAPAL WWS
Sauberkeit, Sorgfalt und Präzision sinddie wesentlichen Faktoren, die bei derWiederaufbereitung der Fräsköpfe imVordergrund stehen. Die Werkzeugewerden nach der Demontage gründlichgereinigt, Verschleißteile gewechseltund das System danach von Grund aufneu aufgebaut. Verschlissene Fräsein-sätze werden einem Reparaturkreislaufzugeführt und das Werkzeug wird mitlagerhaltigen, regenerierten Schneidenneu bestückt. Nach der Montage mitder entsprechenden Fräseraufnahmewerden die Fräseinsätze auf das ur-
sprüngliche Einstellmaß (EM) einge-stellt. Somit erhält der Kunde ein soforteinsatzfähiges Werkzeug zurück. Län-genkorrekturen sind nicht erforderlich.Das Werkzeug erreicht erneut problem-los die bereits bekannten Standwege.
Bei Abschluss einer Fräskopf Manage-ment Vereinbarung garantieren wir diese Leistungen innerhalb von 48 Stunden.
Serv
ice
und
Dien
stle
istu
ng
Konsignationsabwicklung für MAPAL WWS Fräsköpfe
Vertrags-abschluss
Kunde
KONSI-Lager Lieferungder Fräsköpfe
Rücklieferungder Fräsköpfe
Fakturierungder KONSI-Entnahme
RechnungBuchhaltung
Aufbereitungder Fräsköpfe
Bereitstellungder zu reparierendenFräsköpfe
Bereitstellungder Fräsköpfe
Einsatz derFräsköpfe
schriftlicheMeldungbei Entnahme
Vertrags-abschluss

76
Pick-up-Service – direkt zum Kunden
Eine effektive Auftragsabwicklung,sowohl bei der Neubestellung als auchnach der Wiederaufbereitung, erfordertdie Optimierung aller notwendigen Arbeitsgänge. Dabei darf auch der Ver-sandweg nicht außer Acht gelassenwerden. Termingerechte Anlieferungender Produkte zu fest vereinbarten Zeit-punkten erleichtern die Disposition fürden Anwender. Dies kann durch Ein-führung eines Pick-up Verfahrens er-reicht werden. Die Werkzeuge werdendurch unseren Fahrdienst direkt beimKunden angeliefert bzw. abgeholt.
Ein besonderer Vorteil entsteht beiGroßbetrieben, wenn umständlicheVersandwege und unnötige Liege- zeiten vermieden werden können. Umständliches Verfolgen von Liefe-rungen mit Paketdiensten kann so entfallen, eine Auslieferung „Just inTime” wird garantiert.
Serv
ice
und
Dien
stle
istu
ng

77
Serv
ice
und
Dien
stle
istu
ng
Wir sehen es als Selbstverständlichkeitan, unsere Produkte optimal für denTransportweg zu präparieren. Aus die-sem Grund legen wir großen Wert aufentsprechende Verpackungsmethoden.Großvolumige Werkzeuge, wie bei-spielsweise Fräsköpfe, werden in spe-ziellen Holzkisten versendet, deren Stabilität die perfekte Fixierung desWerkzeuges garantiert. IndividuelleSonderwerkzeuge werden in hochwer-tigen Kartonagen eingeschäumt. BeimTransport auftretende Stoßkräfte wer-den dadurch absorbiert und das Werk-zeug erleidet keinen Schaden.
Hochwertige Verpackungen – für den sicheren Transport


79
Mit der Auslegung des geeigneten Werkzeuges fürdie Bearbeitung übernimmt MAPAL eine hohe Ver-antwortung im Fertigungsprozess. Dessen sind sichdie Spezialisten von MAPAL durchaus bewusst. Ausdiesem Grund wird immer nach der optimalen Bear-beitungslösung gesucht. Immer wieder neue Bear-beitungskonzepte sind das Ergebnis dieser Bemü-hungen. Das Erfahrungspotenzial wird direkt zumNutzen der Kunden eingesetzt.
• PKD-Sonderwerkzeuge –Qualität vom Angebot bis zur Fertigung
• Anfrageformular für Bohr- und Aufbohroperationen
• Anfrageformular für Fräsoperationen
PKD-Werkzeuge nach Maß
PKD-
Wer
kzeu
ge n
ach
Maß

80
PKD-Sonderwerkzeuge müssen zumentsprechenden Einsatz passen wie einMaßanzug. Unser Team aus Technikernund Ingenieuren im technischen Ver-trieb ist spezialisiert, diesem hohenQualitätsanspruch gerecht zu werden.Permanente Schulungen und Weiter-bildungen, sowohl im theoretischenBereich als auch in unserem Versuchs-labor, sichern diesen Wissensstand. IhreAnsprechpartner aus dem Innendienststehen als kompetente Werkzeug-spezialisten bei allen Fragen rund umdie PKD-Werkzeuge zur Verfügung.Nach Erhalt Ihrer Anforderung wird die optimale Werkzeugauslegung ge-schaffen. Mit dem Preisangebot er-halten Sie eine technische Zeichnung,aus der die Werkzeugauslegung er-sichtlich ist.
PKD-Werkzeuge nach Maß –Qualität vom Angebot bis zur Fertigung
PKD-
Wer
kzeu
ge n
ach
Maß

81
PKD-
Wer
kzeu
ge n
ach
Maß
Die Bearbeitung einer Anfrage verläuftnach einem bewährten Schema. Nachder Sichtung der Aufgabe werdeneventuelle kritische Störgrößen – z. B.Querbohrungen oder unterbrocheneSchnitte – besonders beachtet. Nichtselten wird unsere Werkzeugtechno-logie aktiv mit in den Entscheidungs-prozess eingebunden. Immer wieder-kehrende Bearbeitungen an typischenBauteilen, wie Zylinderköpfen, Brem-sen- oder Lenkungsteilen, sind ineinem elektronischen Werkzeugkata-log archiviert und werden permanentaktualisiert. Dieses Werkzeugausle-gungssystem ist bei MAPAL WWSdurchgängig vom Angebot bis zur Kon-struktion. So kann der Kunde sichersein, dass der Bearbeitungsvorschlagauf dem aktuellsten Stand der Werk-zeugtechnik basiert. Er kann so direktdas Innovationspotenzial unseresUnternehmens nutzen.
Bei der Auslegung von kompletten Be-arbeitungen stehen die MAPAL WWSSpezialisten als kompetente Ansprech-partner, wenn gewünscht auch vor Ort,zur Verfügung. Oberste Priorität bei der Werkzeugauslegung ist, immer dasMaximum an Produktivität zu errei-chen, denn: „Der Profit bei der Zerspa-nung hängt an der Schneide“.
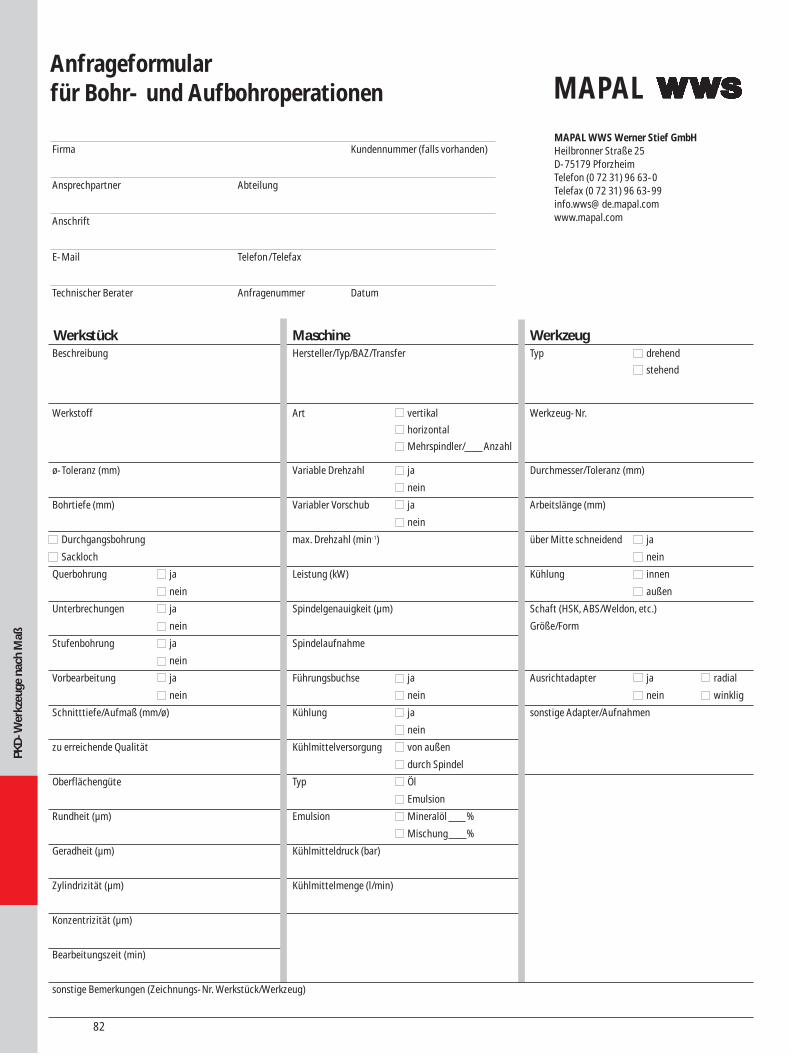
82
PKD-
Wer
kzeu
ge n
ach
Maß
Werkstück Maschine WerkzeugBeschreibung Hersteller/Typ/BAZ/Transfer Typ drehend
stehend
Werkstoff Art vertikal Werkzeug-Nr.
horizontal
Mehrspindler/ Anzahl
ø-Toleranz (mm) Variable Drehzahl ja Durchmesser/Toleranz (mm)
nein
Bohrtiefe (mm) Variabler Vorschub ja Arbeitslänge (mm)
nein
Durchgangsbohrung max. Drehzahl (min-1) über Mitte schneidend ja
Sackloch nein
Querbohrung ja Leistung (kW) Kühlung innen
nein außen
Unterbrechungen ja Spindelgenauigkeit (µm) Schaft (HSK, ABS/Weldon, etc.)
nein Größe/Form
Stufenbohrung ja Spindelaufnahme
nein
Vorbearbeitung ja Führungsbuchse ja Ausrichtadapter ja radial
nein nein nein winklig
Schnitttiefe/Aufmaß (mm/ø) Kühlung ja sonstige Adapter/Aufnahmen
nein
zu erreichende Qualität Kühlmittelversorgung von außen
durch Spindel
Oberflächengüte Typ Öl
Emulsion
Rundheit (µm) Emulsion Mineralöl %
Mischung %
Geradheit (µm) Kühlmitteldruck (bar)
Zylindrizität (µm) Kühlmittelmenge (l/min)
Konzentrizität (µm)
Bearbeitungszeit (min)
sonstige Bemerkungen (Zeichnungs-Nr. Werkstück/Werkzeug)
Anfrageformular für Bohr- und Aufbohroperationen
Firma Kundennummer (falls vorhanden)
Ansprechpartner Abteilung
Anschrift
E-Mail Telefon/Telefax
Technischer Berater Anfragenummer Datum
MAPAL WWS Werner Stief GmbHHeilbronner Straße 25D-75179 PforzheimTelefon (0 72 31) 96 63-0Telefax (0 72 31) 96 [email protected]
MAPAL
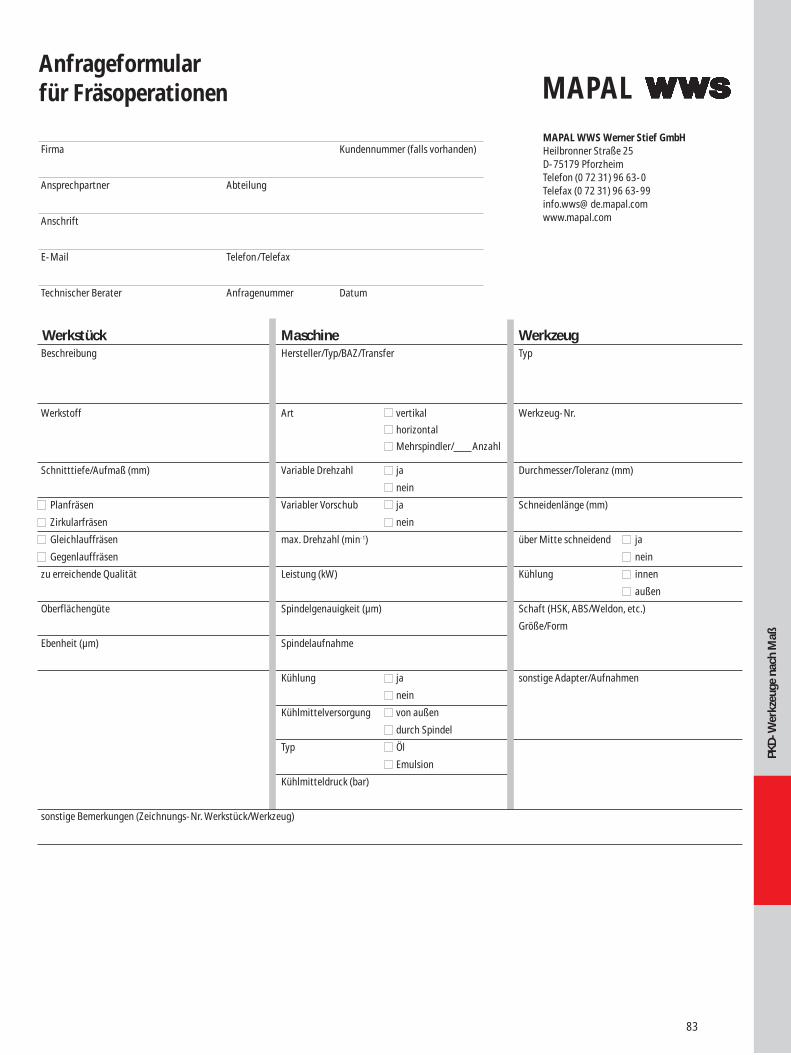
83
PKD-
Wer
kzeu
ge n
ach
Maß
Werkstück Maschine WerkzeugBeschreibung Hersteller/Typ/BAZ/Transfer Typ
Werkstoff Art vertikal Werkzeug-Nr.
horizontal
Mehrspindler/ Anzahl
Schnitttiefe/Aufmaß (mm) Variable Drehzahl ja Durchmesser/Toleranz (mm)
nein
Planfräsen Variabler Vorschub ja Schneidenlänge (mm)
Zirkularfräsen nein
Gleichlauffräsen max. Drehzahl (min-1) über Mitte schneidend ja
Gegenlauffräsen nein
zu erreichende Qualität Leistung (kW) Kühlung innen
außen
Oberflächengüte Spindelgenauigkeit (µm) Schaft (HSK, ABS/Weldon, etc.)
Größe/Form
Ebenheit (µm) Spindelaufnahme
Kühlung ja sonstige Adapter/Aufnahmen
nein
Kühlmittelversorgung von außen
durch Spindel
Typ Öl
Emulsion
Kühlmitteldruck (bar)
sonstige Bemerkungen (Zeichnungs-Nr. Werkstück/Werkzeug)
Firma Kundennummer (falls vorhanden)
Ansprechpartner Abteilung
Anschrift
E-Mail Telefon/Telefax
Technischer Berater Anfragenummer Datum
Anfrageformular für Fräsoperationen
MAPAL WWS Werner Stief GmbHHeilbronner Straße 25D-75179 PforzheimTelefon (0 72 31) 96 63-0Telefax (0 72 31) 96 [email protected] www.mapal.com
MAPAL
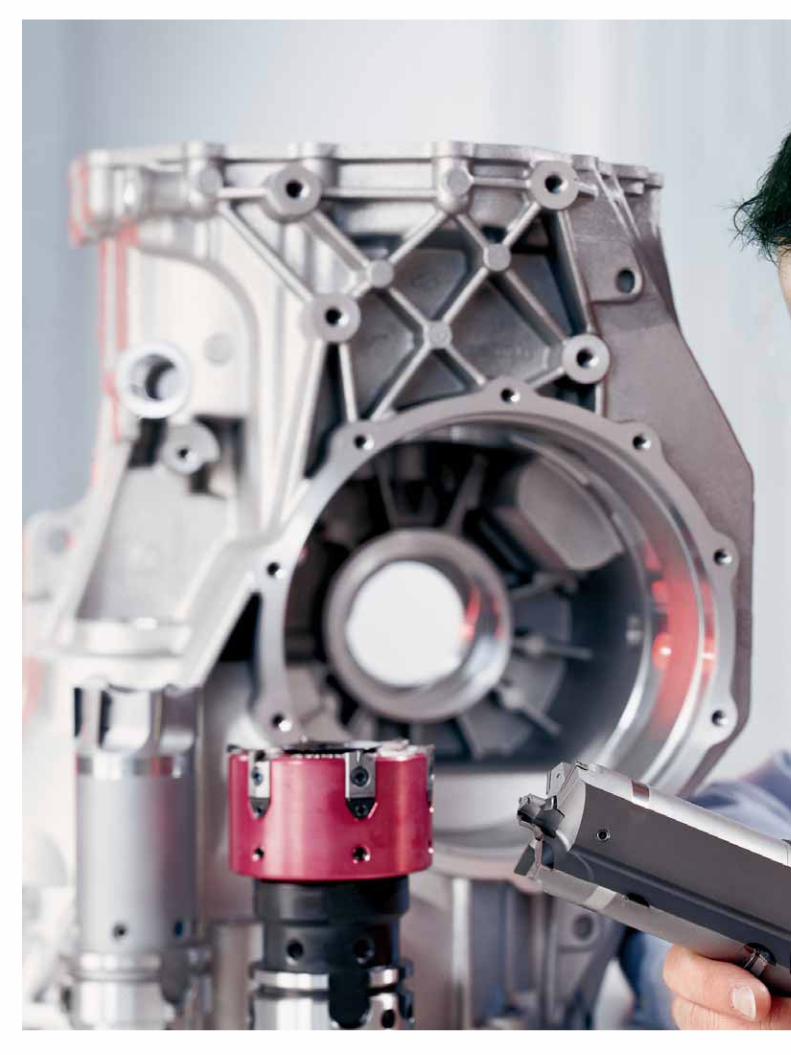
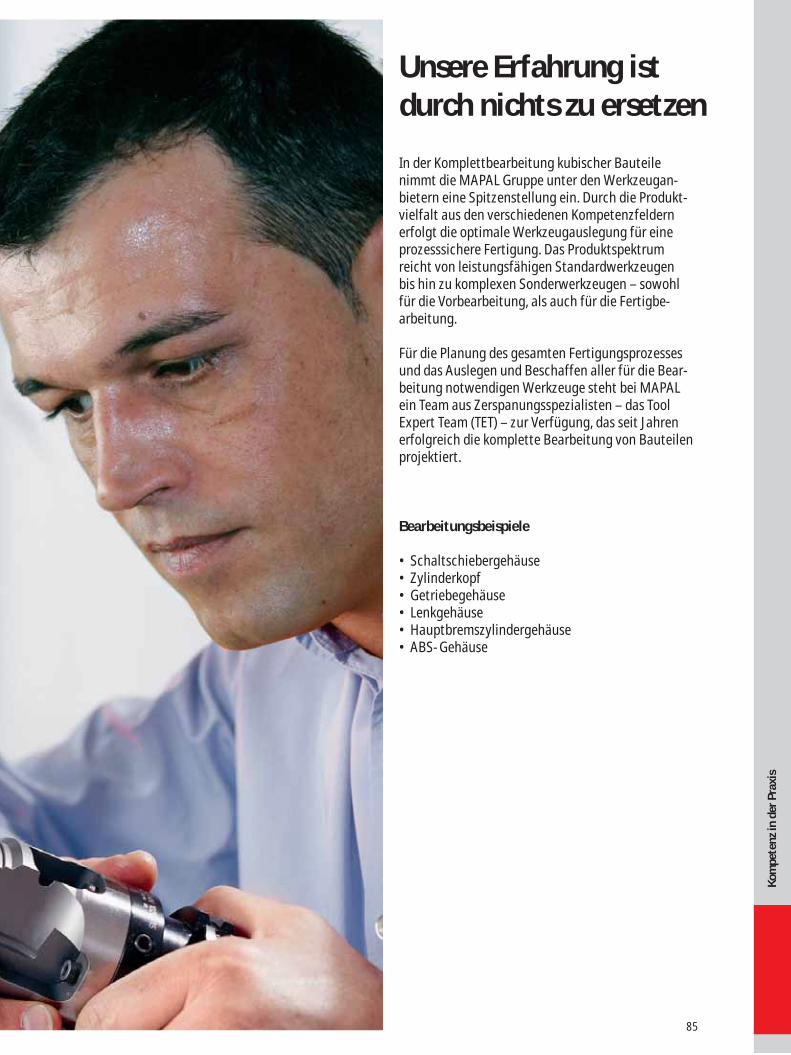
85
Kom
pete
nz in
der
Pra
xis
Unsere Erfahrung ist durch nichts zu ersetzen
In der Komplettbearbeitung kubischer Bauteilenimmt die MAPAL Gruppe unter den Werkzeugan-bietern eine Spitzenstellung ein. Durch die Produkt-vielfalt aus den verschiedenen Kompetenzfeldernerfolgt die optimale Werkzeugauslegung für eineprozesssichere Fertigung. Das Produktspektrumreicht von leistungsfähigen Standardwerkzeugen bis hin zu komplexen Sonderwerkzeugen – sowohlfür die Vorbearbeitung, als auch für die Fertigbe-arbeitung.
Für die Planung des gesamten Fertigungsprozessesund das Auslegen und Beschaffen aller für die Bear-beitung notwendigen Werkzeuge steht bei MAPALein Team aus Zerspanungsspezialisten – das ToolExpert Team (TET) – zur Verfügung, das seit Jahrenerfolgreich die komplette Bearbeitung von Bauteilenprojektiert.
Bearbeitungsbeispiele
• Schaltschiebergehäuse• Zylinderkopf• Getriebegehäuse• Lenkgehäuse• Hauptbremszylindergehäuse• ABS-Gehäuse

86
Kom
pete
nz in
der
Pra
xis
Für das Bearbeiten von Schaltschieber-gehäusen für automatische Getriebe kom-men bis zu 50 Werkzeuge zum Einsatz. Die Lage der Bohrungen, die Spannpunkteund die im Gegensatz zu anderen Werkstü-cken relativ geringe Größe dieses Bauteils,machen die Bearbeitung zu einer Herausfor-derung. Absolut exakt ausgeführte Bohrun-gen sind jedoch die Vorraussetzung für dieperfekte Funktion des Bauteiles. Die Schalt-schieberbohrungen an der Stirnseite, mit biszu vier Stufen und gegebenenfalls einer zu-sätzlichen Kontur, verlaufen zum Beispieldurch Rippen von nur wenigen MillimeternStärke. Nicht selten müssen diese Merkmaleim Vollmaterial erzeugt werden.
MAPAL liefert für alle Bearbeitungsschrittehochpräzise Werkzeuge, sei es für die Plan-bearbeitung, zum Vor- und Aufbohren oderfür die abschließende Feinbearbeitung.
SchaltschiebergehäuseKompetenz in der Praxis

87
Kom
pete
nz in
der
Pra
xis
Zylinderkopf
Zylinderköpfe werden heutzutage fast aus-schließlich aus Aluminium gefertigt. Deshalbnimmt der Schneidstoff PKD bei der Bearbei-tung dieser Bauteile eine entscheidende Rol-le ein. Insgesamt gewinnt PKD in der Auto-mobilindustrie durch die steigende Anzahlvon Leichtmetallbauteilen immer noch anBedeutung.
Neben den Grund- und Zündkerzenbohrun-gen, sowie der hochpräzisen Nockenwellen-lagerbohrung, werden am Zylinderkopf vorallem an das Bearbeiten von Ventilsitz- undVentilführung besondere Ansprüche gestellt.Dabei spielen Koaxialität, Rundheit, Formge-nauigkeit und Oberflächengüte die entschei-dende Rolle für eine einwandfreie Funktionder Ventile – zwingende Voraussetzung umdie optimale Motorenleistung zu erzielen.

88
GetriebegehäuseOb fest bestückte Werkzeuge für die Vor-und Fertigbearbeitung oder µm-genau ein-stellbare Feinbohrwerkzeuge für die Fertig-bearbeitung – die Produktpalette bietetLösungen für jede Aufgabe. Zu den wichtig-sten Fertigungsaufgaben am Getriebege-häuse zählen die Schaltwellen- und Lager-bohrungen, die in Form, Lage, Oberflächen-güte und Bohrungsdurchmesser einer statis-tischen Prozessfähigkeit unterliegen. ZumTeil sind diese Bohrungen durch Entlüftungs-oder Ölnuten unterbrochen, was eine beson-dere Anforderung an die Werkzeuge stellt.Mit den Präzisionswerkzeugen von MAPALwerden diese Bearbeitungsaufgaben sicherund präzise im geforderten Toleranzbereichgelöst.
Kompetenz in der Praxis
Für die breite Modellvielfalt an Kupplungs-und Getriebegehäusen liefert MAPAL bereitsseit über 30 Jahren Präzisionswerkzeuge undhat durch das dadurch erworbene Know-howeine Ausnahmestellung in der Branche.
Kom
pete
nz in
der
Pra
xis

89
Kom
pete
nz in
der
Pra
xis
Die unterschiedlichen Bauformen der Lenk-gehäuse können Längen von bis zu 350 mmerreichen und sind so eine besondere He-rausforderung für den Werkzeughersteller.Dabei gilt es vor allem, die geforderte Qua-lität der Hubkolbenbohrung hinsichtlichOberfläche, Konzentrizität und Geradheitprozesssicher zu gewährleisten. Große Span-räume und intensive Kühlung sichern denTransport der reichlich anfallenden Späne.Eine Besonderheit bei der Fertigbearbeitungder Hubkolbenbohrung besteht im gleichzei-tigen Bearbeiten verschiedener Durchmessermit unterschiedlich definierten, spezifizier-ten Rauheitsgraden, die in einer bestimmtenBandbreite liegen. Dies bedeutet, dass einezu gute Oberfläche nicht immer dem Ferti-gungskonzept entspricht.
Hohe Flexibilität und große Erfahrung zeich-nen MAPAL auch bei der Projektierung dieserkomplexen Bauteile aus.
Lenkgehäuse

90
Kom
pete
nz in
der
Pra
xis
Die Bearbeitung erfolgt heute überwiegendin 2 Spannlagen auf mehrspindligen Bear-beitungszentren mit hochleistungsfähigenMAPAL WWS Werkzeugen. Für die Flansch-bearbeitung mit Überdrehen des Zapfen-Außendurchmessers sind leistungsstarke,mehrschneidige PKD-Glockenwerkzeuge imEinsatz. Die Kolbenbohrung wird mit PKD-Stufenwerkzeugen aufgebohrt und mit leis-tengeführten PKD-Reibahlen in hoher Ober-flächenqualität fertigbearbeitet. Zum Er-reichen höherer Vorschubgeschwindigkeitenwerden dabei zunehmend mehrschneidigePKD-Feinbohrwerkzeuge verwendet. Dieseitlichen Anschlussbohrungen werden mitPKD-Kombinationswerkzeugen in einemSchritt vor- und fertigbearbeitet.
Im Bereich der Bremssysteme sind Hauptbrems-zylinder aus Aluminiumlegierungen eine wichtigeund anspruchsvolle Komponente, die strengenSicherheitsauflagen unterliegt. Beim Bearbeitender Hauptbremszylindergehäuse haben deshalbQualität und Prozesssicherheit höchste Priorität.
HauptbremszylindergehäuseKompetenz in der Praxis

91
Kom
pete
nz in
der
Pra
xis
ABS-Gehäuse
Anti-Blockier-Systeme für PKW'ssind heute in der Automobilindustrienicht mehr wegzudenken. Das elek-tronisch gesteuerte Bremssystemverhindert ein Blockieren des Rades.
ABS-Gehäuse sind sicherheitsrele-vante Bauteile, die einer cpk-Aus-wertung unterliegen. Die erhöhte Anforderung an die Toleranzen, dieGratfreiheit sowie ein sehr niedrigerSi-Gehalt des Materials machen dieZerspanung zu einer Herausforde-rung. Insbesondere an das Bearbeitender Motor- und Pumpenbohrungenwerden höchste Ansprüche gestellt.Entscheidend für die erfolgreicheFertigung sind Oberfläche, Genauig-keit, Rundheit und die Positionen zu-einander. Für die Pumpenbohrungengelten hier maximale Toleranzen
von IT 7 bei einer Oberfläche von Ra 0,2 µm.VHM-Werkzeuge für die Vorbearbei-tung sowie festbestückte PKD-Werk-zeuge und leistengeführte Feinbohr-werkzeuge sind die typischen Werk-zeuge für dieses Bauteil.
Es war der Schneidstoff PKD, der dieFirmen MAPAL und WWS zusammenbrachte. MAPAL als Spezialist für dieFeinbearbeitung sah die großen Mög-lichkeiten des neuen Schneidstoffeseinerseits, aber auch die sehr hohenAnforderungen an die Fertigungstech-nologie und an die Fähigkeiten der Mit-arbeiter bei der Herstellung nicht ver-stellbarer Werkzeuge mit Schneidenaus PKD (polykristalliner Diamant).Ein Unternehmen, tätig in der Schmuck-stadt Pforzheim, schien für diese He-rausforderung der geeignete Partner zu sein. Bereits 1978 hatte Werner Stief denersten Kontakt mit diesem völlig neuenSchneidstoff. Da er vorher schon vielErfahrung mit der Bearbeitung vonDiamanten hatte, weckte PKD seineNeugier, erkannte er die große Heraus-forderung. Als WWS dann 1980 ge-gründet wurde, konnte kaum erahntwerden, welche Entwicklung die PKD-Werkzeugherstellung nehmen würde. Dieser künstlich hergestellte Schneid-stoff kam zum exakt richtigen Zeit-punkt auf den Markt. Der Anteil vonBauteilen aus Aluminium – speziell im Automobilbau – nahm zu dieser Zeitüberproportional zu und lieferte dasrichtige Umfeld für den Einsatz von PKD-Schneiden. Die Weiterent-wicklung der Bearbeitungstechnikendieses Schneidstoffes wurde haupt-sächlich durch die Aktivitäten vonWWS ständig verbessert und optimiert.
Brillant –zwei, die sich ideal ergänzen
Die Pioniertat von WWS war, das Ero-dierverfahren für die Herstellung vonPKD-Schneiden nutzbar zu machen.Die Übernahme von WWS durch MAPALim Jahre 1994 war die Initialzündungfür eine weitere, stürmische Entwick-lung. Als hilfreich und überaus wichtigwar auch die steigende Akzeptanz derHSK-Schnittstelle in den darauffolgen-den Jahren. Die daraus resultierendeWechselgenauigkeit innerhalb 3 µmhat wesentliche Auswirkungen auf denRundlauf sowie die Mehrschneidigkeitund somit auf die Standzeit der PKD-Werkzeuge. Das sind nur einige Grün-de, die zur großen Erfolgsgeschichteder PKD-Werkzeuge beigetragenhaben.
Dr. Dieter Kress Werner Stief
V 1.0.0Die gesamte MAPAL Kompetenz im Überblick
Reiben und FeinbohrenVon der breiten Palette an MAPAL Ein- und Zweischneiden-Reibahlen sowie Feinbohrwerk -zeugen mit Führungsleisten und WP- oder HX-Schneiden, bis zu den HPR Hochleistungs -reibahlen in Kombination mit dem MAPAL HFS® – Wechselkopfsystem für exakte Rundlauf- und Wechselgenauigkeiten – Sie erhalten einen Gesamtüberblick über unser Know-how für die Feinbearbeitung von Bohrungen.
PKD-WerkzeugeFür die Vor- und Fertigbearbeitung bietet MAPAL zudem ein umfangreiches Programm an Präzisionswerkzeugen mit festen PKD-Schneiden (polykristalliner Diamant). Es umfasst Präzisionsaufbohrer sowie Zirkular- und Schaftfräser. Das Programm an Planfräsmesserköpfen der PowerMill und EcoMill Baureihe zeichnet sich durch einfachen, robusten Aufbau undschnelle, exakte Einstellung der Schneiden aus.
ISO-WerkzeugeDieser Kompetenzbereich von MAPAL beinhaltet Sonderwerkzeuge mit ISO-Elementen zumAufbohren und Fräsen. Dazu gehören präzisionsgeschliffene Schneiden in verschiedenstenSchneidstoff- und Beschichtungsvarianten. Die Verwendung der bewährten MAPAL Justierunggarantiert dabei die exakte Abstimmung der Schneiden. Ein besonderes Know-how bietetMAPAL in der Tangentialtechnologie.
AussteuernAussteuerwerkzeuge stellen auf Sondermaschinen und Bearbeitungszentren ein hohes Ratio na-lisierungs- und Optimierungspotenzial dar. MAPAL bietet dazu neben den konventionellen Plan-drehköpfen EAT und LAT auch leistungsstarke Antriebseinheiten für Aussteuerwerkzeuge an. DieMAPAL TOOLTRONIC® – Werkzeuge zeichnen sich dabei durch ihre außergewöhnliche Funk -tionalität aus.
BohrenEine weitere Sparte bietet das Produktprogramm zum Bohren. Ob für die Bearbeitung von Alu,Stahl oder Guss, die Hart- oder Trockenbearbeitung sowie für den Einsatz im HSC-Bereich – für jede Aufgabe bietet MAPAL das prozesssichere Werkzeugkonzept. Speziell entwickelte Be -schichtungen sowie die Bestückung mit PKD-Schneiden ergänzen das breite Produktprogrammzum Bohren.
SpannsystemeDie modernen Spannsysteme von MAPAL garantieren in Verbindung mit den bewährten MAPALReib- und Feinbohrwerkzeugen höchste Produktivität und Wirtschaftlichkeit. Ob HSK, SK oderHFS® – diese hochpräzisen Schnitt- und Trennstellen bringen in der modernen Fertigung die geforderten Rundlauf- und Wechselgenauigkeiten.
DienstleistungenProjektieren, Instandhalten, Managen und Optimieren – das komplette MAPAL CTS® Dienst -leistungspaket begleitet Sie von der Prozessauslegung bis zur permanenten Prozessoptimierungund sichert Ihnen den optimalen und kostensparenden Werkzeugeinsatz bei bestmöglichenResultaten.
MAPAL Kompetenz–PKD-Werkzeuge
D i a m a n t w e r k z e u g e
MAP
AL W
WS
Kom
pete
nz –
PKD
-Wer
kzeu
ge
PKD-
D-01
/10-
015-
1210
-WD
Ged
ruck
t in
Deut
schl
and/
Ände
rung
en d
er P
rodu
kte
und
tech
nisc
hen
Date
n vo
rbeh
alte
n!
MAPALMAPAL WWS Werner Stief GmbH
Heilbronner Straße 25 • D-75179 PforzheimTel. (0 72 31) 96 63-0 • Fax (0 72 31) 96 [email protected] • www.mapal.com
MAPAL Präzisionswerkzeuge Dr. Kress KG
Postfach 1520 • D-73405 AalenTel. (0 73 61) 5 85-0 • Fax (0 73 61) 5 85-1 [email protected] • www.mapal.com