Embed Size (px)
Citation preview

Mathematisches Modell der Verdichtung von Sinterwerkstoffen im geschlossenen Gesenk
A. 1. Rudskoj und Th. Bobke
e i j =
Durch die Anwendung umformender Verfahren auf Sintenverkstoffe (vgl. z.B. [l-31) vergrooert sich der, Einsatzbereich pulvermetallurgisch hergesteller Werkstuk- ke. Das Kalibrieren und das damit verbundene Verdichten von porosen Sintenverkstoffen verbessert die mechanisch- physikalischen Eigenschaften, die Oberflachenqualitat sowie die Marjhaltigkeit von gesinterten Werkstoffen ent- scheidend. Im Vergleich mit anderen Fertigungsverfahren lal3t sich eine bessere Werkstoffausnutzung und damit ein wirtschaftlicher Vorteil erzielen [4].
Um allgemeingultige Aussagen machen zu konnen, besteht uber experimentelle Untersuchungen hinaus die Notwendigkeit der theoretischen Beschreibung dieses Ver- fahrens. Auf der Grundlage der theoretischen Ansatze sollen Vorhersagen uber den Kraft- und Energiebedarf, die Veranderung der Werkstoffdichte, den EinfluB der Rei- bung auf den Verfahrensgang usw. ermoglicht werden.
In der Vergangenheit wurden eine Reihe von Modellen zur Beschreibung der Vorgange beim Kalibrieren von Sinterwerkstoffen entwickelt [5], die jedoch eine sehr wichtige Eigenschaft verformter Werkstoffe nicht beruck- sichtigen: Die Verfestigung des Werkstoffes im Verlaufe der Verformung.
Hier wird eine Moglichkeit zur Berucksichtigung des Einflusses von Verfestigungsvorgangen auf den Kalibrier- vorgang vorgeschlagen.
Dabei werden folgende Annahmen zugrundegelegt: - gleichmal3ige Verformung des Werkstoffes (AM. I ) - Volumenkonstanz des Matrixwerkstoffes (hierunter sol1
der porenlose Sinterwerkstoff verstanden werden) - der Matrixwerkstoff erfahrt wahrend des Kalibriervor-
ganges eine Verfestigung. Ausgehend davon kann kein Werkstoff quer zur Werk-
zeugbewegung (r-Richtung in Abb. 1) flieBen, so daB der Tensor der Formanderungsgeschwindigkeit unter Zugrun- delegung von Symmetrie folgende Form hat:
0 0 0 0 0 0 0 0 -a h
Daraus lassen sich nach [S] folgende Gleichungen ablei- ten:
(3)
mit ha - Geschwindigkeit der Volumenanderung (hydrosta-
tischer Anteil des Tensors)
&, - Geschwindigkeit der Gestaltanderung Y - QuerflieBkoeffizient des Sinterwerkstoffes vo - Werkzeuggeschwindigkeit h - momentane Hohe des Werkstiickes
Aus den Gleichungen (2) und (3) folgt nach [5] fur einen Sinterwerkstoff:
(4) 1-u
= ? / ( l + u ) . ( l - 2 u )
mit .$, - Vergleichsformanderungsgeschwindigkeit.
Die zum Pressen der porosen Werkstoffe notwendige Umformkraft kann man durch eine angenaherte energeti- sche Methode [5] zur rechnerischen Betrachtung technolo- gischer Aufgaben ermitteln:
Die Leistung Pi zur Ubenvindung des inneren Forman- derungswiderstandes von Sintenverkstoffen hat die Form:
mit a, - Streckgrenze des Sinterwerkstoffes a,, - Vergleichsspannung fur porose Werkstoffe (im
V - momentanes Volumen des Werkstuckes Die in den Kontaktflachen zwischen Werkstuck und
Werkzeugwand auftretende Reibungleistung P, laBt sich beschreiben durch [5]:
vorliegenden Fall a, = o,,)
4
(6)
Hierbei ist
23 - Relativgeschwindigkeit zwischen Werkzeugwand
Ak - Kontaktflache Dann ergibt sich die allgemeine Leistungsbilanz in folgen- der Form:
- Reibschubspannung
und Werkstuckoberflache
Mat.-wiss. u. Werkstofftech. 20, 341-343 (1989) 0 VCH Verlagsgesellschaft mbH, D-6940 Weinheim, 1989
0933-5 137/89/1010-0341$02.50/0 341

p,,s.v.2"0d h (1 + ~ ) ( l - l - ' 2v) E i j =
(7)
0 0 0 0 0 0
h 0 0 - 111 T;;;
In den Gleichungen (6) und (7) kennzeichnet I) den Reibungszustand und kann Werte von 0 bis 1 annehmen. Wenn I) = 0 ist, liegt keine Reibung vor und die gesamte eingesetzte Leistung kann zur Ubenvindung des inneren Formanderungswiderstandes verwandt werden (5).
Auf der anderen Seite ergibt sich die durch den Stempel eingebrachte Leistung Psr zu:
r - Radius des Werkstuckes p , - mittlere Flachenpressung zwischen Werkzeug und
Wahrend des Umformvorganges verfestigt sich, wie Werkstuck
oben erwahnt, der Sinterwerkstoff, so dal3 nach [6] gilt:
mit 0% - Streckgrenze des unverformten Sinterwerkstoffes R , - Matrixwerkstoffabhangiger Verfestigungskoeffi-
zient, der die Verfestigung charakterisiert cp - Umformgrad des Matrixwerkstoffes
Setzt man Gleichung (9) in Gleichung (7) ein und be- trachtet danach nur die rechten Seiten der Gleichungen (7) und (8), so ergibt sich:
r f
_ - - ( l + R , . c p ) [\i ( l - v ) (1 + v)( l - 2v)
Hierbei ist der Umformgrad cp im Matrixwerkstoff zu bestimmen. Der Tensor der Formanderung laat sich durch Integration des Tensors der Formanderungsgeschwindig- keit (1) ermitteln:
t '
Abb. 1. Verdichten ekes Sinterwerkstoffes im geschlossenen Gesenk (schematisch).
Der Umformgrad des porosen Werkstoffes cp' und die Volumendeformation ergibt sich nach [5] zu:
Die energetische Analyse der plastischen Deformation poroser Werkstoffe erlaubt die Aufstellung folgender Beziehung :
mit R,, R,, R, - werkstoffabhangige Koeffizienten, ermittelt
in einfachen Prufversuchen, die das Verhalten des Sinterwerkstoffes unter Schubbeanspruchung, den Einflulj der Porositat sowie des Matrixwerkstoffes charakterisieren.
Unter Benutzung der Gleichung (12) ergibt sich:
(14) in (10) eingesetzt ergibt sich zu:
Weiter lassen sich Werte fur die Vergleichsformande- rung bestimmen. Dazu ist es erforderlich, die Gleichung (4) in folgender Form umzustellen:
d5, = *,/ 1-V h ( 1 + ~ ) ( 1 - 2 ~ )
Nach [7] gilt:
1 1 2 2 v = -p2 oder v = - ( 1 - 0)2
mit e - relative Dichte des Sinterwerkstoffes 0 - Porositat Dann laBt sich unter Berucksichtigung von Gleichung (17) Gleichung (16) in folgende Form uberfiihren:
342 A. I . Rudskoj und Th. Bobke Mat.-wiss. u. Werkstofftech. 20, 341-343 (1989)
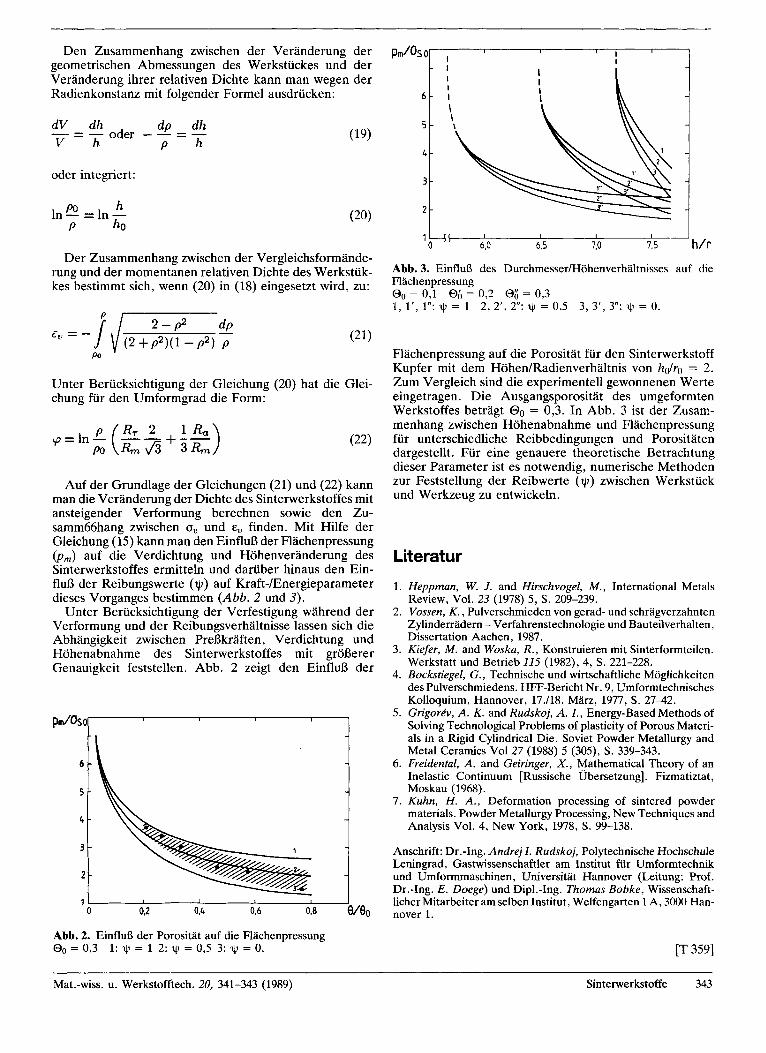
Den Zusammenhang zwischen der Veranderung der geometrischen Abmessungen des Werkstuckes und der Veranderung ihrer relativen Dichte kann man wegen der Radienkonstanz mit folgender Formel ausdrucken:
dV dh dp d h - oder - - - - --- v 11. P - h
oder integriert:
PO h In - = In -
P 110
Der Zusammenhang zwischen der Vergleichsformande- rung und der momentanen relativen Dichte des Werkstiik- kes bestimmt sich, wenn (20) in (18) eingesetzt wird, zu:
Unter Berucksichtigung der Gleichung (20) hat die Glei- chung f i r den Umformgrad die Form:
Auf der Grundlage der Gleichungen (21) und (22) kann man dieveranderung der Dichte des Sinterwerkstoffes mit ansteigender Verformung berechnen sowie den Zu- samm66hang zwischen a, und E, finden. Mit Hilfe der Gleichung (15) kann man den EinfluB der Flachenpressung (p,) auf die Verdichtung und Hohenveranderung des Sinterwerkstoffes ermitteln und dariiber hinaus den Ein- flu0 der Reibungswerte (I)) auf Kraft-Energieparameter dieses Vorganges bestimmen (Abb. 2 und 3).
Unter Beriicksichtigung der Verfestigung wahrend der Verformung und der Reibungsverhaltnisse lassen sich die Abhangigkeit zwischen PreBkraften, Verdichtung und Hohenabnahme des Sinterwerkstoffes mit grol3erer Genauigkeit feststellen. Abb. 2 zeigt den EinfluB der
I 1
Abb. 2. EinfluB der Porositat auf die Flachenpressung 0 0 = 0,3 1: v = 1 2: I$ = 0,5 3: Q = 0.
I ' I 1
I I I , 6.0 6.5 7.0 7.5 h/r
Abb. 3. EinfluB des DurchmesserEIohenverhaltnisses auf die Flachenpressung 0 0 = 0,l Oi, = 0,2 Ob = 0,3 1, l', 1": I$ = 1 2, 2', 2": I$ = 0,5 3, 3', 3": I$ = 0.
Flachenpressung auf die Porositat fiir den Sinterwerkstoff Kupfer mit dem HohedRadienverhaltnis von hdro = 2. Zum Vergleich sind die experimentell gewonnenen Werte eingetragen. Die Ausgangsporositat des umgeformten Werkstoffes betragt 00 = 0,3. In Abb. 3 ist der Zusarn- menhang zwischen Hohenabnahme und Flachenpressung fur unterschiedliche Reibbedingungen und Porositaten dargestellt. Fur eine genauere theoretische Betrachtung dieser Parameter ist es notwendig, numerische Methoden zur Feststellung der Reibwerte (I)) zwischen Werkstiick und Werkzeug zu entwickeln.
Literatur
1.
2.
3.
4.
5.
6.
7.
Heppman, W . J . and Hirschvogel, M., International Metals Review, Vol. 23 (1978) 5, S. 209-239. Vossen, K . , Pulverschmieden von gerad- und schragverzahnten Zylinderradern - Verfahrenstechnologie und Bauteilverhalten , Dissertation Aachen, 1987. Kiefer, M. and Woska, R . , Konstruieren mit Sinterformteilen. Werkstatt und Betrieb 115 (1982), 4, S. 221-228. Bockstiegel, C . , Technische und wirtschaftliche Moglichkeiten des Pulverschmiedens. HFF-Bericht Nr. 9, Umformtechnisches Kolloquium, Hannover, 17./18. Marz, 1977, S. 2742. Grigorkv, A . K . and Rudskoj, A . I. , Energy-Based Methods of Solving Technological Problems of plasticity of Porous Materi- als in a Rigid Cylindrical Die. Soviet Powder Metallurgy and Metal Ceramics Vol27 (1988) 5 (305), S. 339-343. Freidental, A. and Geiringer, X., Mathematical Theory of an Inelastic Continuum [Russische Ubersetzung]. Fizmatiztat, Moskau (1968). Kuhn, H. A. , Deformation processing of sintered powder materials. Powder Metallurgy Processing, New Techniques and Analysis Vol. 4, New York, 1978, S. 99-138.
Anschnft: Dr.-Ing. Andrej 1. Rudskoj, Polytechnische Hochschule Leningrad, Gastwissenschaftler am Institut fur Umformtechnik und Umformmaschinen, Universitat Hannover (Leitung: Prof. Dr.-Ing. E. Doege) und Dip1.-Ing. Thomas Bobke, Wissenschaft- licher Mitarbeiter am selben Institut, Welfengarten 1 A, 3000 Han- nover 1.
[T 3591
Mat.-wiss. u. Werkstofftech. 20, 341-343 (1989) Sinterwerkstoffe 343