NC-Programmierung Kai Matthias Knospe
1
I n h a l t s v e r z e i c h n i s
Stand der Technik im Bereich der NC-Programmierung 2
NC-Programmierung nach DIN 66025 4
Programmierung mit Pro/E 6
DNC - Lsung 7
Werkzeugkataloge 8
Stellungnahme zur Aufgabe 9
Quellenangabe 10
NC-Programmerstellung in der Arbeitsvorbe-reitung In der Arbeitsvorbereitung werden alle planerischenManahmen zur Durchfhrung eines Fertigauftragesdurchgefhrt. Diese planerischen Manahmen sindin der Fertigung zeitlich vorgeordnet. Da diese Abtei-lung auerhalb des Werkstattbereiches liegt, sprichtman auch von einer externen Programmierung.Neben der Programmerstellung ist hier auch die Pro-grammverwaltung angegliedert. Die Verbindung zuden CNC-Werkzeugmaschinen kann ber einenDNC-Betrieb erfolgen.
vorteilhafte Programmerstellung bei: - umfangreichen NC-Programmen - NC-Programme fr komplizierten Werkstcken - Verwaltung von vielen NC-Programmen - vielen CNC-Maschinen
Nachteil:- Optimierung der NC-Programme an der CNC-
Werkzeugmaschine - geringer Kontakt mit der Werkstatt
Programmerstellung im Werkstattbereich Die NC-Programme knnen direkt an einem Pro-grammierplatz in der Maschinennhe erstellt wer-den. Die im Werkstattbereich und die in derArbeitsvorbereitung erstellten NC-Programmewerden direkt an derCNC-Werkzeugmaschine vom Maschinenbedie-ner beim Einrichten kontrolliert und optimiert.
vorteilhafte Programmerstellung bei: - NC-Programmen fr einfache Werkstcke - wenig CNC-Werkzeugmaschinen - schnellen Zugriff auf vorhandenen NC-Pro
gramme
Nachteil: - spezielle Qualifizierung des Werkstattpersonals - bei eventuellen Maschinenstillstandszeiten ent
stehen lange Programmierzeiten
Ausblick:Die NC-Programmierung von Werkzeugma-schinen wird gegenwrtig in der Regel unterVerwendung der DIN 66025 bzw. der entspre-chenden internationalen Norm ISO 6983durchgefhrt. Hierbei handelt es sich um welt-weit gut eingefhrte Standards, die jedocheinige gewichtige Nachteile aufweisen. Siestammen noch aus der Zeit der Verwendungvon Lochstreifen und hchst einfachen nume-rischen Steuerungen. Heute gelten diese Stan-dards als berholt. Zur Beschreibung einfach-ster Bearbeitungsaufgaben werden komplexeProgramme bentigt, die fr den Werker kaumverstndlich sind. Aufgrund einer Vielzahl vonSprach-varianten und herstellerspezifischenErweiterungen sind NC-Programme zwischenverschiedenen Steuerungen nicht austausch-bar. Weiterhin wer-den die Anforderungen, diedie moderne Fnfachs- und Hochgeschwin-digkeitsbearbeitung an die Programmierungstellen, nicht bercksichtigt. Die genanntenGrnde zeigen die Notwendigkeit einer neuenProgram-mierschnittstelle, die erhebliche Ein-sparungen in jedem Unternehmen mglichmacht.
Das wesentliche Merkmal der neuen Spracheist der hhere Informations-gehalt. Whrendein Teileprogramm nach DIN 66025 Verfahr-(G1, G2, G3) und Schaltbefehle (M3, M8)ent-hlt, werden in der neuen Sprache Bearbei-tungsaufgaben beschrieben. Beispiele frBearbeitungsaufgaben aus dem Bereich derFrsbearbeitung sind das Schruppen einerTasche oder die Bearbeitung einer zusammen-hngenden Region einer Freiform-flche.Eine Liste von Bearbeitungsaufgabenbeschreibt alle Vorgnge, die notwendig sind,um das Werkstck aus dem Rohteil zu erzeu-gen.
NC-Programmierung Kai Matthias Knospe
2
Stand der Technik im Bereich der NC-Programmierung und Ausblick
Die Bearbeitungsaufgaben werden Working-steps genannt und beschreiben die Bearbei-tung eines geometrischen Objektes mit einemWerkzeug und einer Technologie.Geometrie- und Technologieinformationen wer-den in ASCII-Dateien ab-gelegt. Die Schnittstel-le ist dabei vollstndig STEP-kompatibel.
Da die neue Sprache Bearbeitungsaufgabenbeschreibt, ist es mglich, die Qualitt der inTeileprogrammen enthaltenen Informationensignifikant zu erhhen. Dies ermglicht einschnelleres Verstndnis vorhandener Teilepro-gramme und so auch deren Modifikation an derMaschine. Modi-fizierte Programme knnengespeichert und in die Arbeitsvorbereitungzurckgespielt werden, um so die nderungenfr zuknftige Aufrufe des Programms zu erhal-ten.Durch den hheren Informationsgehalt an derSteuerung knnen Pro-gramme fr Freiformfl-chenbearbeitung flexibler gehandhabt werden,durch die Verwendung hherer Interpolations-verfahren ergibt sich eine bessere Werkstk-koberflche.Die Verwendung der STEP-Norm fr die Geo-metriebeschreibung von Roh- und Fertigteilermglicht einen konvertierungsfreien Daten-austausch zwischen CAD, CAM und NC. Geo-metriedaten knnen so direkt aus CAD-Syste-men bernommen werden. Fr die 2-D Frs-bearbeitung knnen Bearbeitungsfeaturesdirekt aus featureorientierten CAD-Systemenber-nommen werden.
Bereits beim Entwurf der Programmierschnitt-stelle wurde das Ziel einer einfachen Integra-tion der Funktionalitt in bestehende Steuerun-gen bercksichtigt.
Unter der Voraussetzung, da neue Steuerun-gen sowohl Programme nach DIN 66025 alsauch nach der neuen Schnittstellendefi-nitionverarbeiten knnen, wird dennoch eine Migra-tionsstrategie fr vorhandene Steuerungenbentigt. Neben Software-Updates, die be-ste-hende Steuerungen mit neuen Interpretern aus-statten, sind Postpro-zessoren, die DIN 66025aus Teileprogrammen in der neuen Sprachdefi-nition erzeugen, denkbar.
In der ISO-Arbeitsgruppe TC184/SC1/WG7Data modelling for integra-tion of physicaldevices" wurde von fhrenden Steuerungs- undMaschinenherstellern sowie Forschungsinstitu-ten ein Entwurf einer neuen Programmier-schnittstelle fr die 2-D und 3-D Frsbearbei-tung erarbeitet.
NC-Programmierung Kai Matthias Knospe
3
Aufbau eines NC-Programms Der grundstzliche Aufbau eines NC-Pro-gramms ist nach DIN 66025 genormt. Aufbaustruktur des NC-Programms: Ein vollstndiges NC-Programm besteht ausfolgenden Bestandteilen.
Der Programmanfang besteht aus einem Zei-chen oder einem Befehl (Bsp.%), der der Steu-erung mitteilt, da nun ein NC-Programm folgt.Zustzlich beinhaltet die erste Zeile auch einenNamen (Progr.-Nr.) Beide Merkmale dienenauch der Verwaltung der NC-Programme sowieihrem Aufruf an die Steuerung Die Namen von NC-Programmen knnenalphanumerische Zeichen beinhalten. Bei den meisten CNC-Steuerungen werden 2bis 6-stellige Zeichenfolgen fr die Benennungbenutzt.
Stze:
Ein NC-Programm besteht aus einer chronolo-gischen Folge von Stzen. In ihnen sind die - programmtechnischen, - geometrischen und - technischen Informationen enthalten, die die CNC-Steue-rung fr jeden Bearbeitungsschritt bentigt.
Programmende:
wird durch den Programmend-Befehl (z.B.M30) programmiert
Struktur eines Programmsatzes Jeder Satz besteht aus einer Satznummer,einer Anzahl von Wrtern sowie einem speziel-len Steuerzeichen, das der CNC-Steuerungmitteilt, wann ein NC-Satz zu Ende ist.
Stze: Enthalten alle erforderlichen Informationen
fr einen bestimmten Arbeitsschritt Kennzeichen durch Satz-Nr.
Stze bestehen aus Programmwrtern
Anweisungen: - bereiten Steuerung vor - Ausfhrung nur mit entsprechenden Zusatz
bedingungen - erklren die Anweisung nher - Bedingungen zur Ausfhrung
Beispiel: Fahre im Eilgang nach X-Koordinate 40 und Z-Koordinate 60
N10 G00 X40 Z60
Struktur eines Programmwortes - Ein Wort besteht aus einem Adrebuchsta
ben und einer Zahl mit Vorzeichen. - Die Bedeutung und die Reihenfolge sind in
den Programmieranleitungen der jeweiligen CNC-Steuerungssysteme festgelegt.
- Die Zahl besitzt dabei in Abhngigkeit vom Adrebuchstaben entweder die Bedeutung eines Codes oder die eines Wertes.
- Bei den meisten CNC-Steuerungen kann daspositive Vorzeichen + im NC-Programm weggelassen werden.
NC-Programmierung Kai Matthias Knospe
4
NC-Programmierung nach DIN 66025
Die Reihenfolge der Wrter in einem NC-Satz ist wie folgt festgelegt:
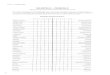
Adresse Bedeutung N Satznummer G Wegbedingung X,Y,Z Koordinaten I,J,K Interpolationsparameter F Vorschub (engl. Feed) S Spindeldrehzahl (engl. Speed) T Werkzeugposition (engl.- Tool) M Zusatzfunktion
In einem Satz knnen diejenigen Wrter weg-gelassen werden, fr die in diesem Satz keineInformationen bentigt werden.
Satznummer N - das erste Wort eines Satzes kennzeichnet
den Satz - darf in einem NC-Programm nur einmal ver
geben werden - hat keinen Einflu auf die Abarbeitung der
einzelnen Stze, da sie nach der Reihenfolge ihrer Eingabe in die Steuerung abgerufen wird
Wegbedingung G - legt mit den Wrtern fr die Koordinaten im
wesentlichen den geometrischen Teil des NC-Programmes fest
- besteht aus dem Adrebuchstaben G und einer zweistelligen Schlsselzahl
- Koordinaten X, Y, Z beschreiben die Zielpunkte, die fr die Verfahrbewegungen bentigt werden
- Interpolationsparameter I, J, K dienen zur Beschreibung der Kreisbewegung des Kreismittelpunktes
- werden meist inkremental eingegeben
Vorschub F - die Geschwindigkeit, mit der sich das Werk
zeug bewegen soll wird meist in mm/min eingegeben
- beim Drehen ist sie auf eine Spindelumdrehung bezogenen Einheit mm/U mglich
Spindeldrehzahl S - dient zur Eingabe der Spindeldrehzahl
kann in Umdrehungen pro Minute direkt programmiert werden
Werkzeugposition T - bezeichnet ein bestimmtes Werkzeug - ist je nach Steuerung unterschiedlich und
kann folgende Aufgaben haben: - Abspeichern der Werkzeugmae im Werk
zeugkorrekturspeicher - Aufruf des Werkzeuges aus dem Werkzeug
magazin
Zusatzfunktion M - auch Hilfsfunktion genannt, enthalten vorwie
gend technologische Angaben, soweit diese nicht in den dafr vorgesehenen Wrtern, z.B. mit den Adressbuchstaben F, S, T pro
grammiert werden - wird mit dem Adressbuchstaben M und einer
Schlsselzahl eingegeben
NC-Programmieru