Embed Size (px)
Citation preview
PRINZING-PFEIFFER GmbH
Zum Weissen Jura 3D-89143 Blaubeuren
+49 7344 172 0
+49 7344 172 80
TRADITION
GESAMTLÖSUNGEN
LEIDENSCHAFT
GLOBALES DENKEN
VERTRAUEN
Neuausrichtung von Produkten und Marke: Die TOPWERK Gruppe setzt auf integrierte Lösungen mit Fingerspitzengefühl
Es ist mehr als zwanzig Jahre her, als die Werbekampagne „Hoffentlich ist es Beton!“ dem Baustoff Beton zu einer bislang nicht gekannten Aufmerksakeit verhalf. Mit der Neuausrichtung ihrer Produkte und Marke geht die TOPWERK Gruppe noch einen Schritt weiter und stärkt mit der Aussage „New Dimensions in Concrete Shaping“ ihre Positionierung im Markt. Die im Jahr 2015 aus dem Zusammenschluss der Un-ternehmen HESS GROUP, SR-SCHINDLER, PRINZING-PFEIFFER und HESS AAC SYSTEMS hervorgegangene TOPWERK GROUP mit Sitz in Burbach unterstreicht mit ihren Maschinen und Services die Innovationsführerschaft als Gesamtlöser auf Weltmarkt-niveau. TOPWERK schafft die Voraussetzungen dafür, dass ihre Kunden ihre Märkte noch differenzierter gestalten und liefert für die neue Wertschöpfungsphilosophie ein HANDfestes Bild.
PP 0
4.16
500
0.50
0 d
e

2
3
Inhaltsverzeichnis
Produkte für die Kanalisation
Produkte für die Entwässerung
Produkte für Klärtechnik und zur Regenwassernutzung
Produkte für Frischwasserversorgung
Produkte für Energieversorgung und Telekommunikation
Produkte für den Hochbau
Produkte für Fahrstrecken
Betonwaren
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RADIALPRESSE RP
TORNADO
VARIANT
VENTUS
ZELUS
Gießformen
Sofortentschalungsformen
Handhabungssysteme / Maschinensupport
Bewehrungsschweißmaschinen
Beton-Zwangsmischer
Rohr- und Schachtbearbeitungsmaschinen
Radialpressverfahren
Schleuderverfahren
Rüttelpressverfahren
Gießverfahren
econorm plus®
TOBNORM®
Prinzing 1862
Pfeiffer 1900
PRINZING-PFEIFFER heute
Adressen / Anfahrt
Inhalt Seite
4
6
8
9
9
10
12
12
14
18
22
26
30
34
38
42
46
50
52
54
56
58
60
62
63
64
65
66
67
68
70
72
74
MaschinenkompassWelche Maschine für welche Produkte?
Maschinenübersicht
Zubehör
Innovationen in Beton
Produktionsverfahren
Kontakt
PRINZING-PFEIFFER im Laufe der Geschichte
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
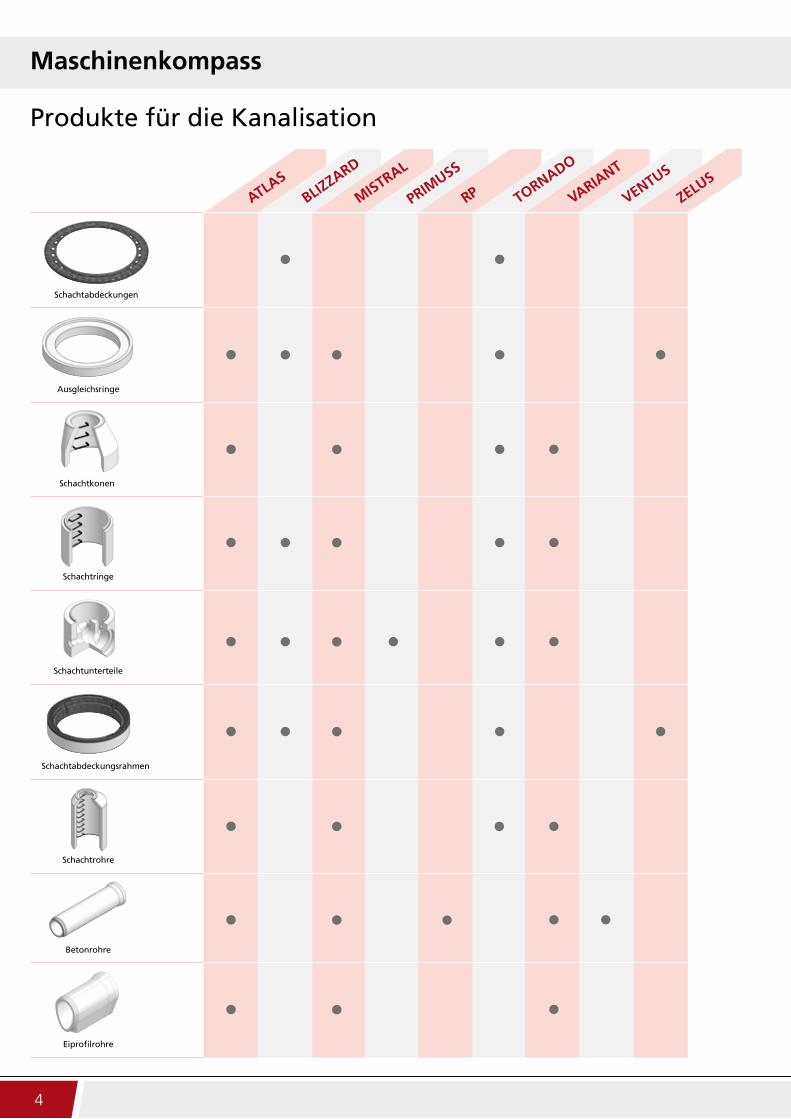
4
Produkte für die Kanalisation
Ausgleichsringe
Schachtabdeckungen
Schachtkonen
Schachtringe
Schachtabdeckungsrahmen
Betonrohre
Eiprofilrohre
Schachtrohre
Schachtunterteile
Maschinenkompass
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
5
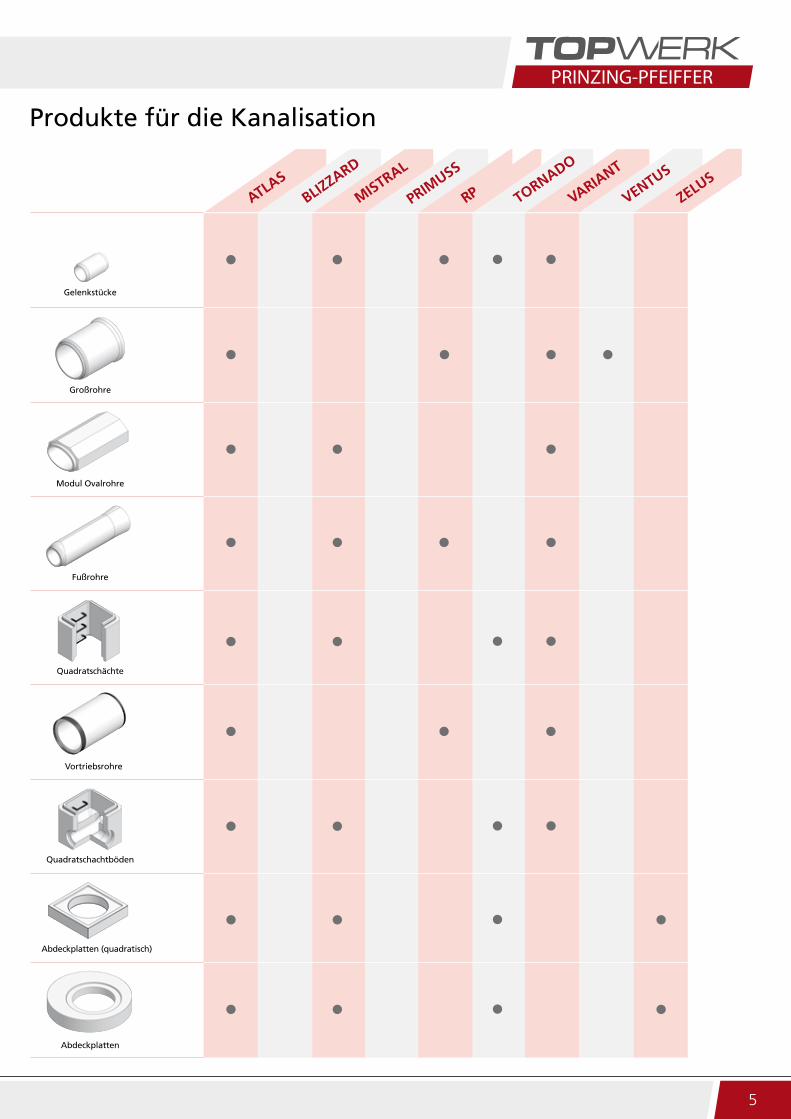
Produkte für die Kanalisation
Gelenkstücke
Großrohre
Modul Ovalrohre
Fußrohre
Quadratschächte
Vortriebsrohre
Quadratschachtböden
Abdeckplatten (quadratisch)
Abdeckplatten
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
Maschinenkompass
6
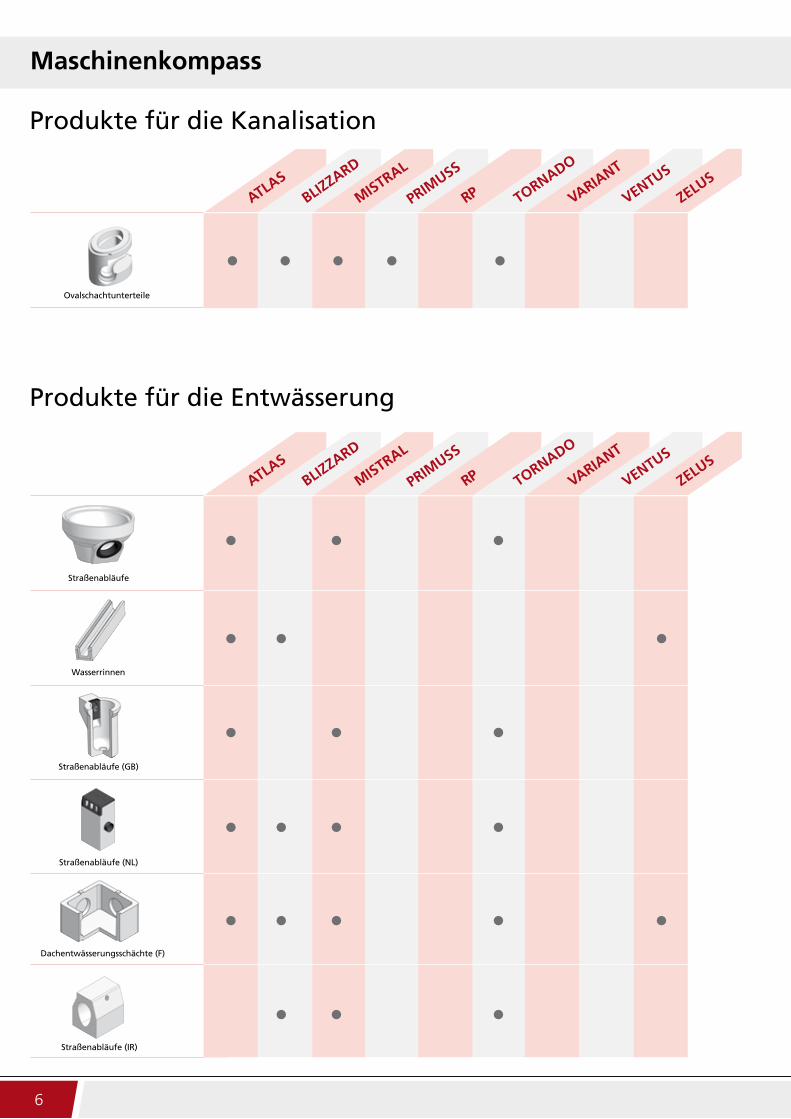
Ovalschachtunterteile
Straßenabläufe
Wasserrinnen
Straßenabläufe (GB)
Straßenabläufe (NL)
Dachentwässerungsschächte (F)
Straßenabläufe (IR)
Produkte für die Kanalisation
Produkte für die Entwässerung
Maschinenkompass
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
7
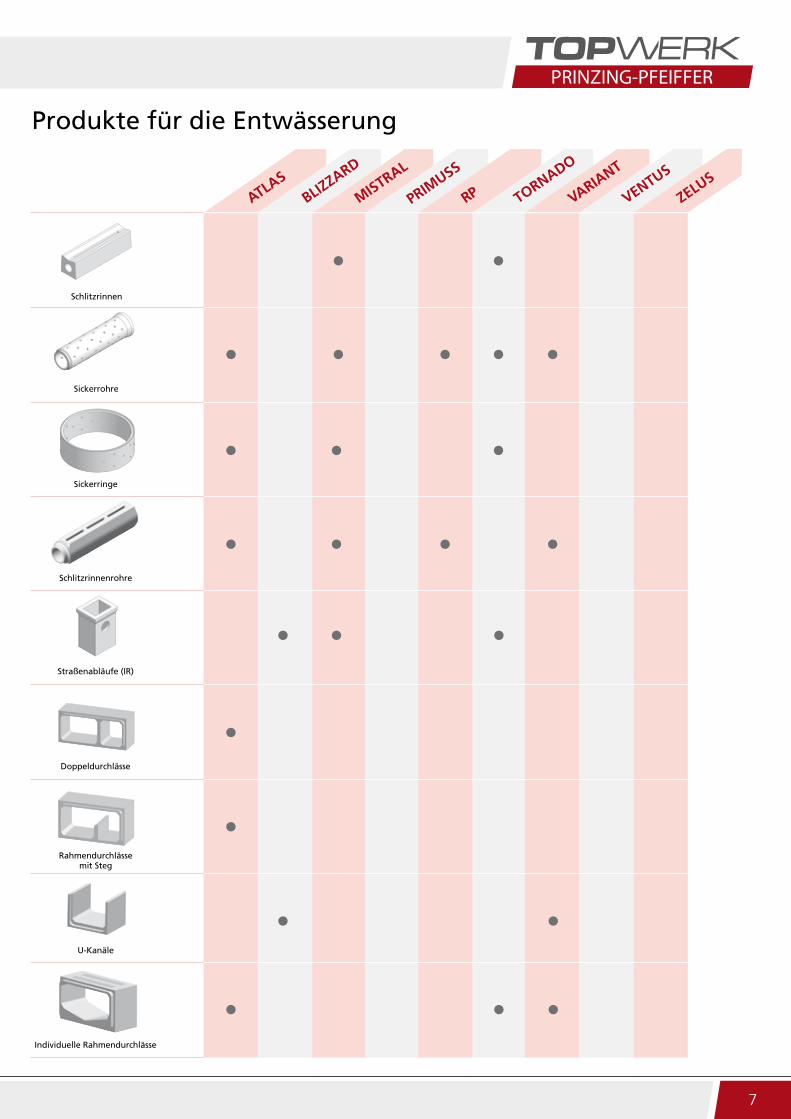
Schlitzrinnen
Sickerrohre
Sickerringe
Schlitzrinnenrohre
Straßenabläufe (IR)
Doppeldurchlässe
Rahmendurchlässe mit Steg
Individuelle Rahmendurchlässe
U-Kanäle
Produkte für die Entwässerung
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
8
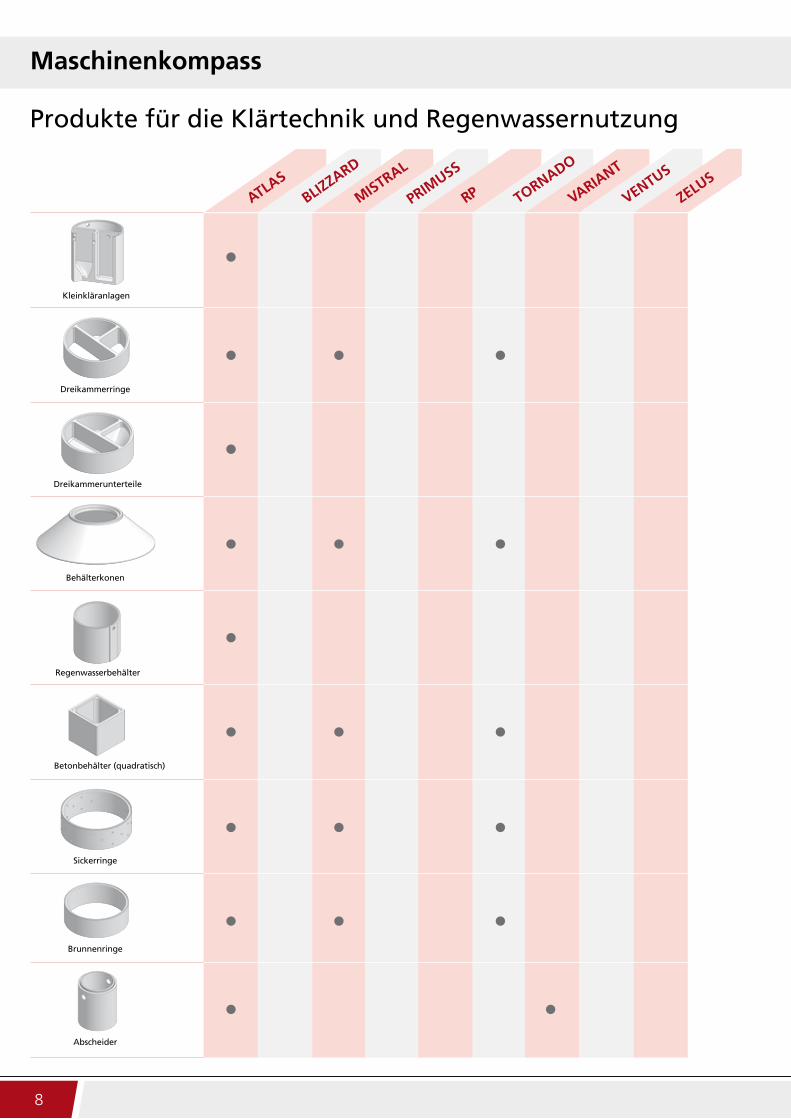
Produkte für die Klärtechnik und Regenwassernutzung
Kleinkläranlagen
Dreikammerringe
Dreikammerunterteile
Behälterkonen
Regenwasserbehälter
Betonbehälter (quadratisch)
Brunnenringe
Sickerringe
Abscheider
Maschinenkompass
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
9
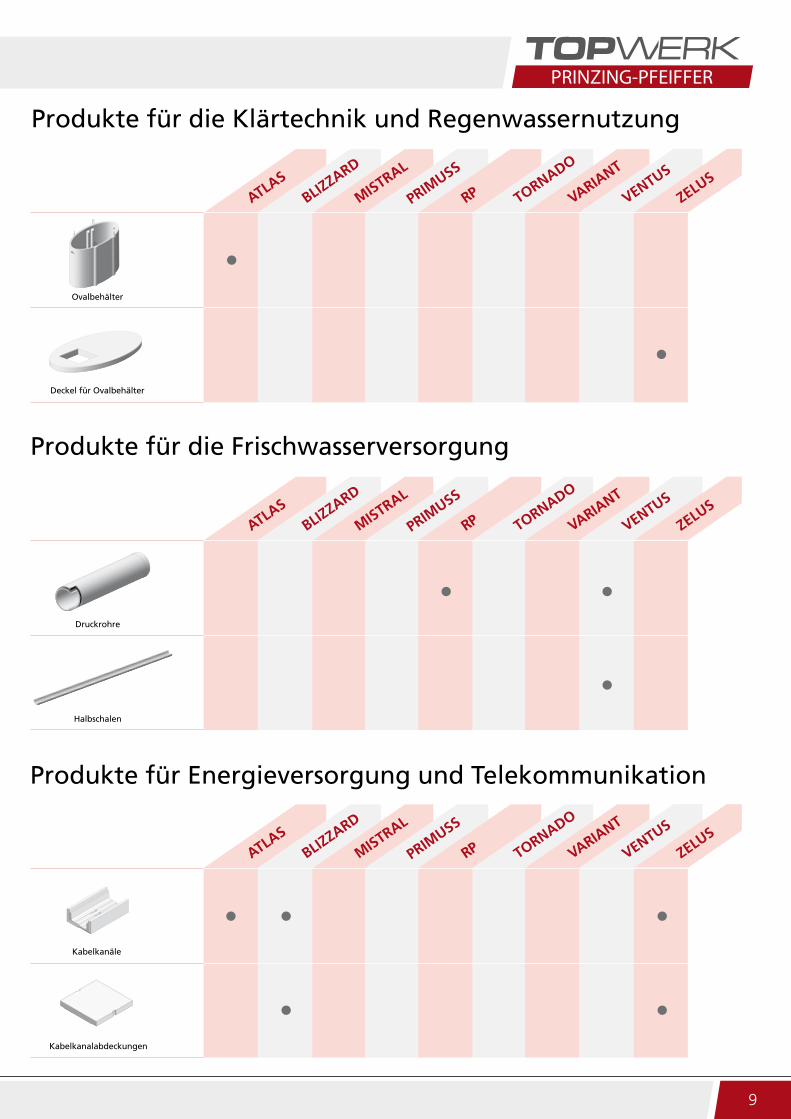
Ovalbehälter
Deckel für Ovalbehälter
Produkte für die Klärtechnik und Regenwassernutzung
Druckrohre
Halbschalen
Produkte für die Frischwasserversorgung
Produkte für Energieversorgung und Telekommunikation
Kabelkanäle
Kabelkanalabdeckungen
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
10
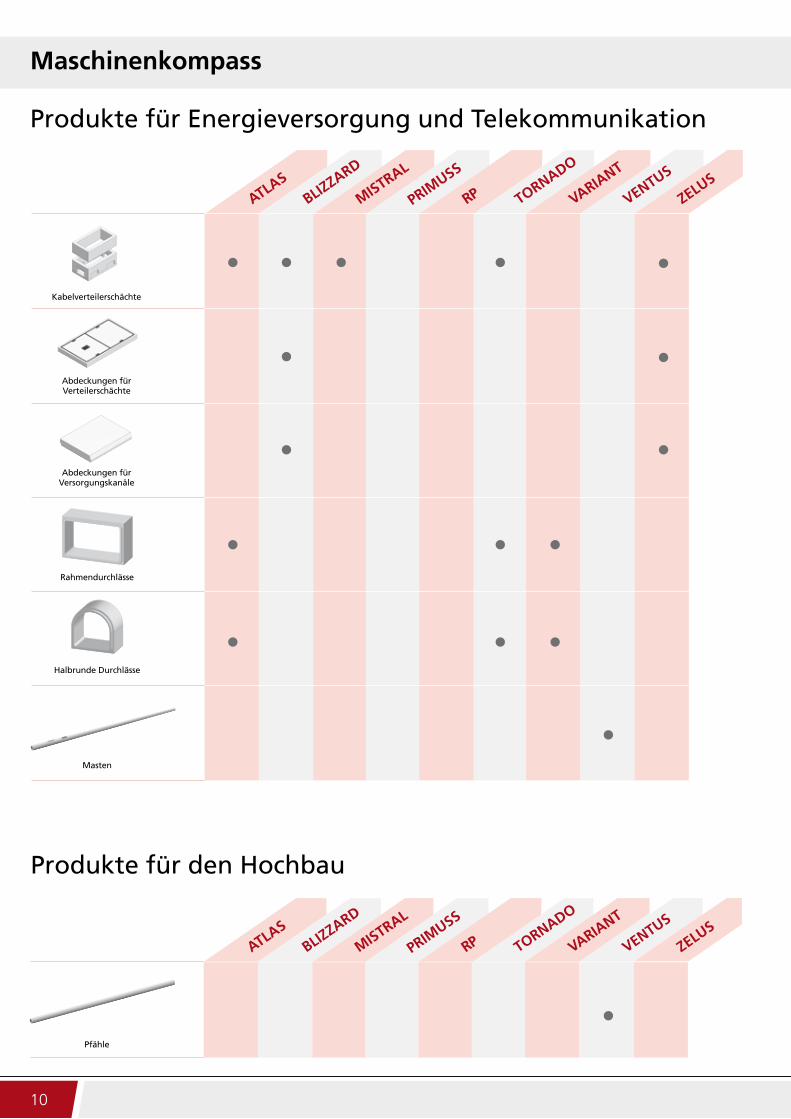
Kabelverteilerschächte
Abdeckungen für Verteilerschächte
Abdeckungen für Versorgungskanäle
Rahmendurchlässe
Halbrunde Durchlässe
Masten
Produkte für Energieversorgung und Telekommunikation
Produkte für den Hochbau
Pfähle
Maschinenkompass
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
11
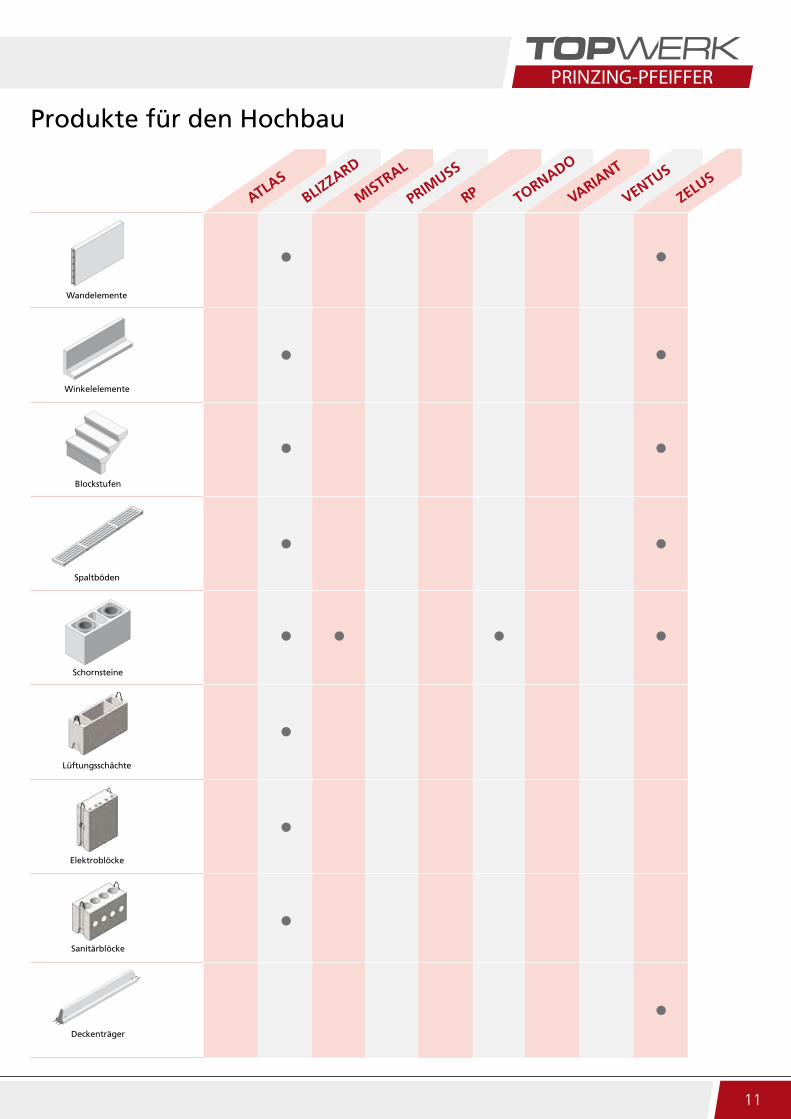
Produkte für den Hochbau
Spaltböden
Winkelelemente
Lüftungsschächte
Elektroblöcke
Sanitärblöcke
Deckenträger
Blockstufen
Wandelemente
Schornsteine
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
12
Maschinenkompass
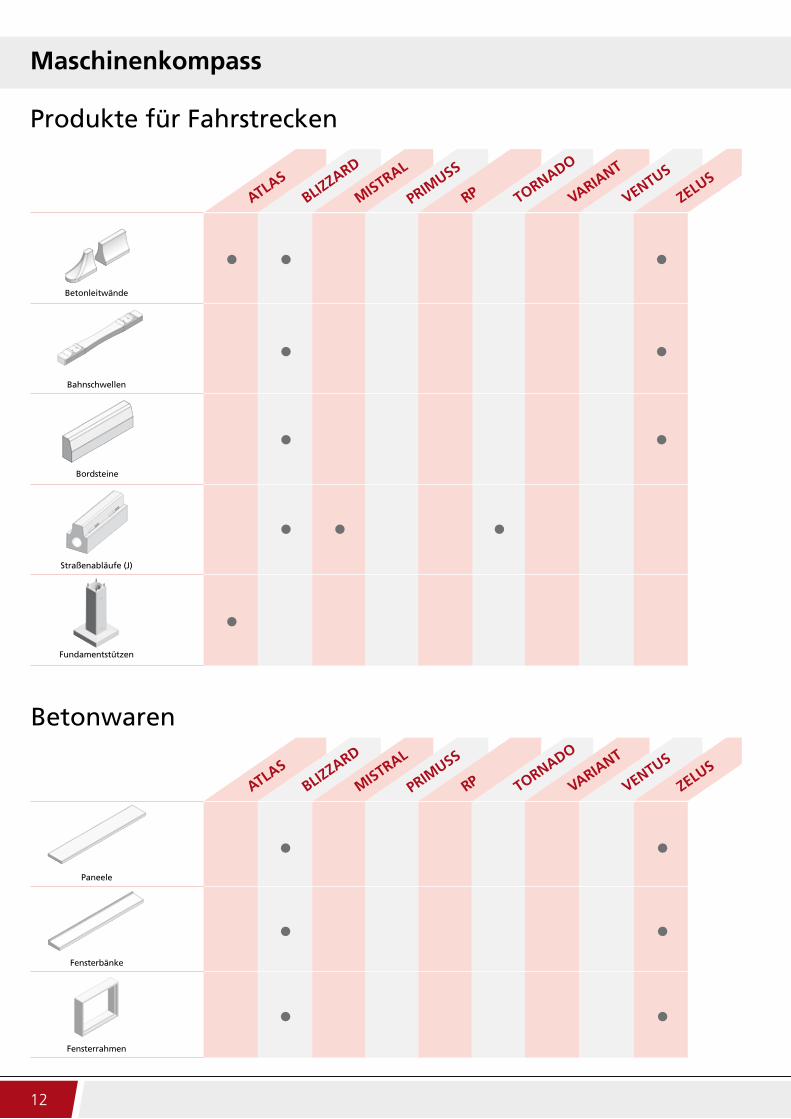
Produkte für Fahrstrecken
Straßenabläufe (J)
Fundamentstützen
Betonleitwände
Bordsteine
Bahnschwellen
Betonwaren
Fensterbänke
Paneele
Fensterrahmen
ATLAS
BLIZZARD
MISTRAL
PRIMUSS
RP TORNADO
VARIANT
VENTUS
ZELUS
13
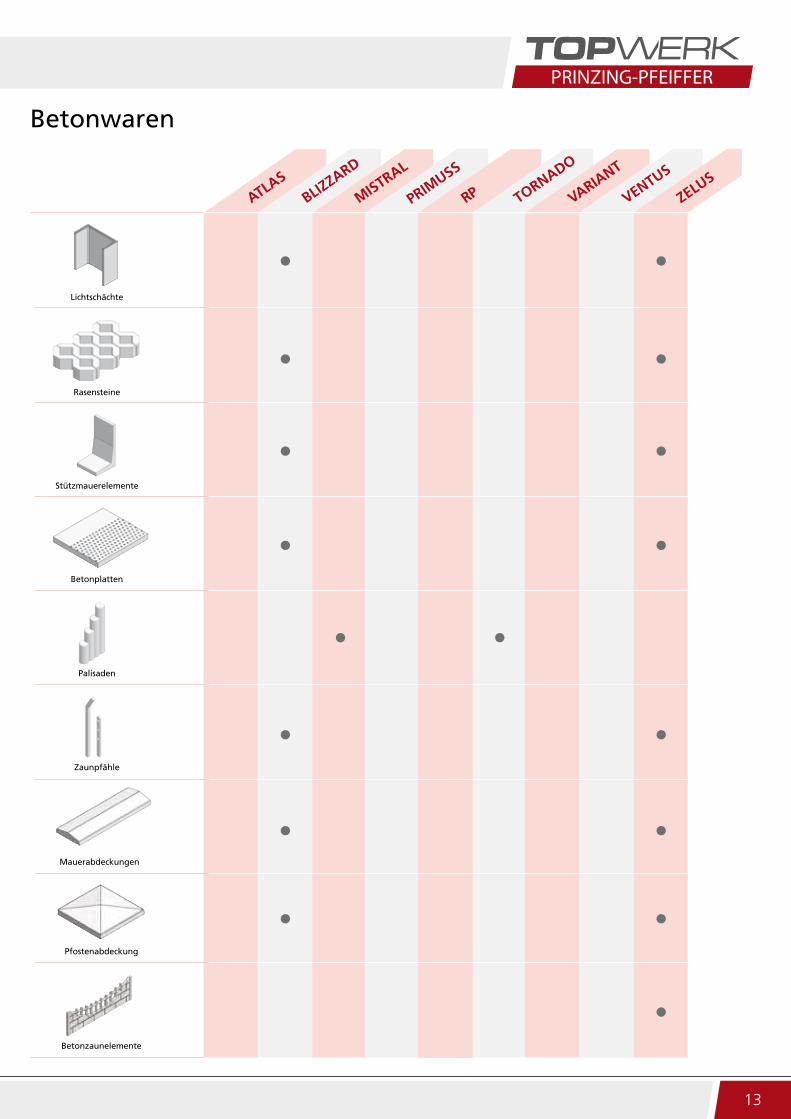
Betonwaren
Betonplatten
Stützmauerelemente
Rasensteine
Palisaden
Zaunpfähle
Mauerabdeckungen
Pfostenabdeckung
Betonzaunelemente
Lichtschächte

14
BLIZZARD TORNADO
ATLAS
Das flexible Fertigungssystem ATLAS ist ein modular aufgebautes System aus unterschiedlichen Einzelkomponenten wie Beschickung, Verdichtungseinheit, Pressen- und Transportsysteme. Die Steuerung der Anlage kann wahlweise für manuellen Betrieb oder alternativ für programmgesteuerten (halbauto- matischen) Ablauf ausgelegt werden.
Flexibles Fertigungsystem
Vorteile der ATLAS
• Modulares Anlagenkonzept• Höchste Flexibilität• 1 – 4 Stationenbetrieb• Produktspezifische Zusammenstel- lung der Maschinenkomponenten• Ergonomische Anordnung der Formeinrichtung• Geringe Investitionskosten
Leistungsdaten
Produktdimensionen max. Ø
150 – 3.600 mm
Baulängen max.
250 – 3.500 mm
Produktgewicht max.
50 – 25.000 kg
Taktzeiten:
3 – 25 min
• Attraktives Preis-Leistungsverhältnis bei kleinen und mittleren Produktions- stückzahlen• Einsatz erprobter Komponenten unserer vollautomatischen Produktionssysteme
Nutzen Sie die ATLAS zur Herstellung
von
• Hof- und Straßenabläufen• Rohren von 150 mm - 3600 mm• Schachtringen• Schachtkonen• Schachtunterteilen• Kläranlagenelementen und Behältern• Rechteckelementen
Durch den abgestuften Aufbau und die modulare Erweiterungsfähigkeit der Ein-zelkomponenten kann für jeden Bedarfs-fall eine kundenorientierte Lösung ange-
boten werden. Die Vielfalt der Beton-elemente, die auf den unterschiedlichen Anlagenkonzeptionen der ATLAS pro-duziert werden können, ist dement-sprechend umfangreich.
15
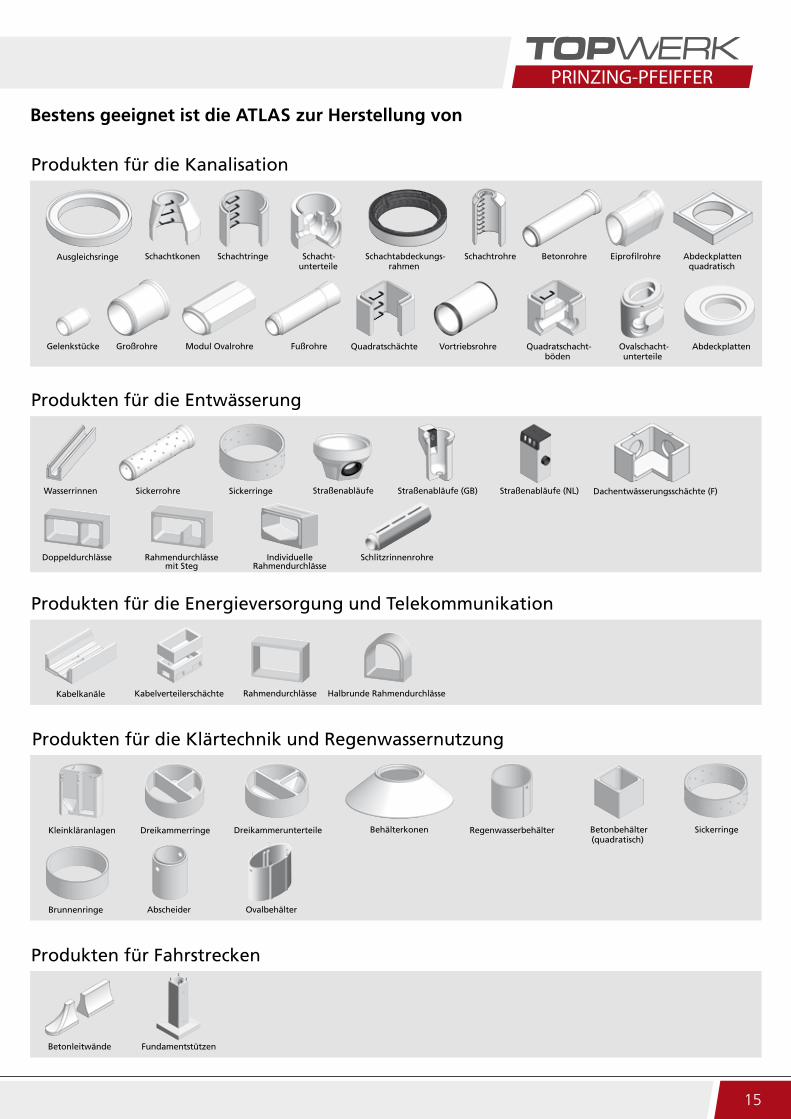
Bestens geeignet ist die ATLAS zur Herstellung von
Ausgleichsringe
Gelenkstücke Großrohre Modul Ovalrohre Fußrohre Quadratschächte Vortriebsrohre Quadratschacht-böden
Schacht-unterteile
Abdeckplatten
Schachtkonen Schachtringe Schachtabdeckungs-rahmen
Betonrohre Eiprofilrohre Abdeckplatten quadratisch
Schachtrohre
Produkten für die Kanalisation
StraßenabläufeWasserrinnen Sickerrohre Sickerringe Straßenabläufe (GB) Straßenabläufe (NL)
Ovalschacht-unterteile
Produkten für die Entwässerung
Kleinkläranlagen Dreikammerringe Dreikammerunterteile Behälterkonen Regenwasserbehälter Betonbehälter(quadratisch)
Sickerringe
Brunnenringe Abscheider Ovalbehälter
Produkten für die Klärtechnik und Regenwassernutzung
Betonleitwände Fundamentstützen
Produkten für Fahrstrecken
Kabelkanäle Kabelverteilerschächte
Produkten für die Energieversorgung und Telekommunikation
Rahmendurchlässe Halbrunde Rahmendurchlässe
Dachentwässerungsschächte (F)
Doppeldurchlässe Rahmendurchlässe mit Steg
Individuelle Rahmendurchlässe
Schlitzrinnenrohre
16
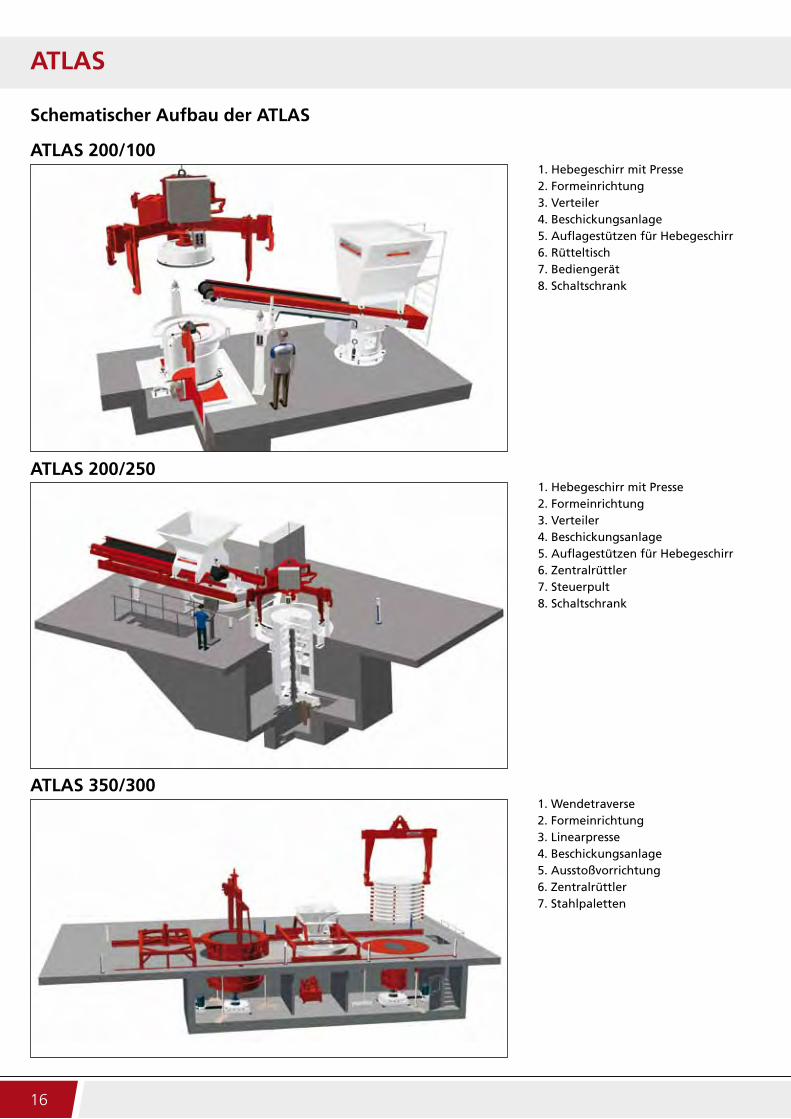
ATLAS
Schematischer Aufbau der ATLAS
1. Hebegeschirr mit Presse2. Formeinrichtung3. Verteiler4. Beschickungsanlage 5. Auflagestützen für Hebegeschirr6. Rütteltisch7. Bediengerät8. Schaltschrank
1. Hebegeschirr mit Presse2. Formeinrichtung3. Verteiler4. Beschickungsanlage 5. Auflagestützen für Hebegeschirr6. Zentralrüttler7. Steuerpult8. Schaltschrank
1. Wendetraverse2. Formeinrichtung3. Linearpresse4. Beschickungsanlage 5. Ausstoßvorrichtung6. Zentralrüttler7. Stahlpaletten
ATLAS 200/250
ATLAS 350/300
ATLAS 200/100

17
Bildergalerie ATLAS

18
BLIZZARD TORNADO
BLIZZARD
Vollautomatischer Wendeautomat
Die BLIZZARD ist ein Wendeautomat zur stationären Fertigung unterschiedlichster Produkte. Durch das Wendeverfahren lassen sich auch Produkte automatisch und kostengünstig herstellen, die bisher noch manuell auf Rüttelstationen oder in Gießformen arbeitsintensiv hergestellt werden.
Vorteile der BLIZZARD
• Automatische Maschine zur Herstellung von Betonelementen im Wendeverfahren• Ein-Mann-Betrieb für die gesamte Anla- ge einschließlich vollautomatischem Aushärteregalsystem und integrierter Paketieranlage• Zum Produktwechsel ist nur die Form zu
wechseln, es sind keine weiteren Anpas-sungs- und Einrichtarbeiten notwendig
• Formenwechsel innerhalb von 10 -15 min
Leistungsdaten
Produktdimensionen max. (L x B x H) 1.700 - 1.700 -1.500 mm
Bauhöhen max.25 – 1.500 mm
Produktgewicht max.bis 5.000 kg
Taktzeiten: 1,5 – 5,5 min
• Hydraulische Formverspannung • Geringe Lärmbelastung durch schall- isolierte Fertigung• Hohe Rentabilität durch Überkopf- fertigung ohne Untermuffe und Ent- schalung direkt auf die Stahlpalette • Geringe Produkttoleranzen durch Ein- satz von Stahlpaletten• Paletten beim Rütteln nicht im Eingriff• Geringer Platzbedarf durch ausgeklü-
geltes Kranroboter- und Regalkonzept (Europapatent)
• Amplituden und frequenzgeregelte Vertikalrüttler
Die BLIZZARD bietet höchste Effizienz bei der Herstellung von
• Entwässerungsrinnen• Kabelkanälen• Abdeckplatten
• Rahmenelementen• Topfelementen• Schachtunterteilen
19
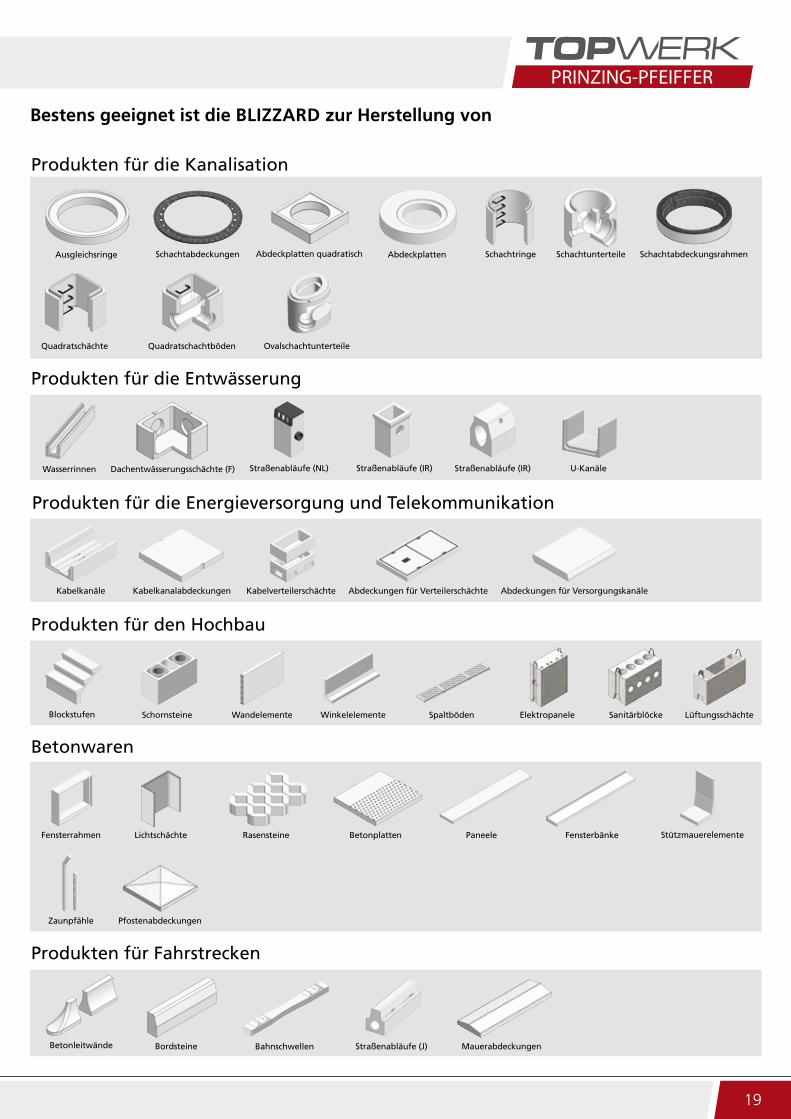
Bestens geeignet ist die BLIZZARD zur Herstellung von
Wasserrinnen Dachentwässerungsschächte (F)
Produkten für die Entwässerung
Kabelkanäle Kabelkanalabdeckungen Kabelverteilerschächte Abdeckungen für Verteilerschächte Abdeckungen für Versorgungskanäle
Produkten für die Energieversorgung und Telekommunikation
Ausgleichsringe
Quadratschächte
Abdeckplatten quadratisch
Quadratschachtböden
AbdeckplattenSchachtabdeckungen Schachtringe
Produkten für die Kanalisation
Schachtunterteile Schachtabdeckungsrahmen
Blockstufen Schornsteine Wandelemente Winkelelemente Spaltböden Elektropanele Sanitärblöcke Lüftungsschächte
Produkten für den Hochbau
Fensterrahmen Lichtschächte Rasensteine Betonplatten Paneele
Betonwaren
Fensterbänke
Zaunpfähle Pfostenabdeckungen
Stützmauerelemente
Straßenabläufe (NL) Straßenabläufe (IR)
BahnschwellenBetonleitwände
Produkten für Fahrstrecken
Bordsteine Straßenabläufe (J)
Straßenabläufe (IR)
Ovalschachtunterteile
Mauerabdeckungen
U-Kanäle
20
BLIZZARD
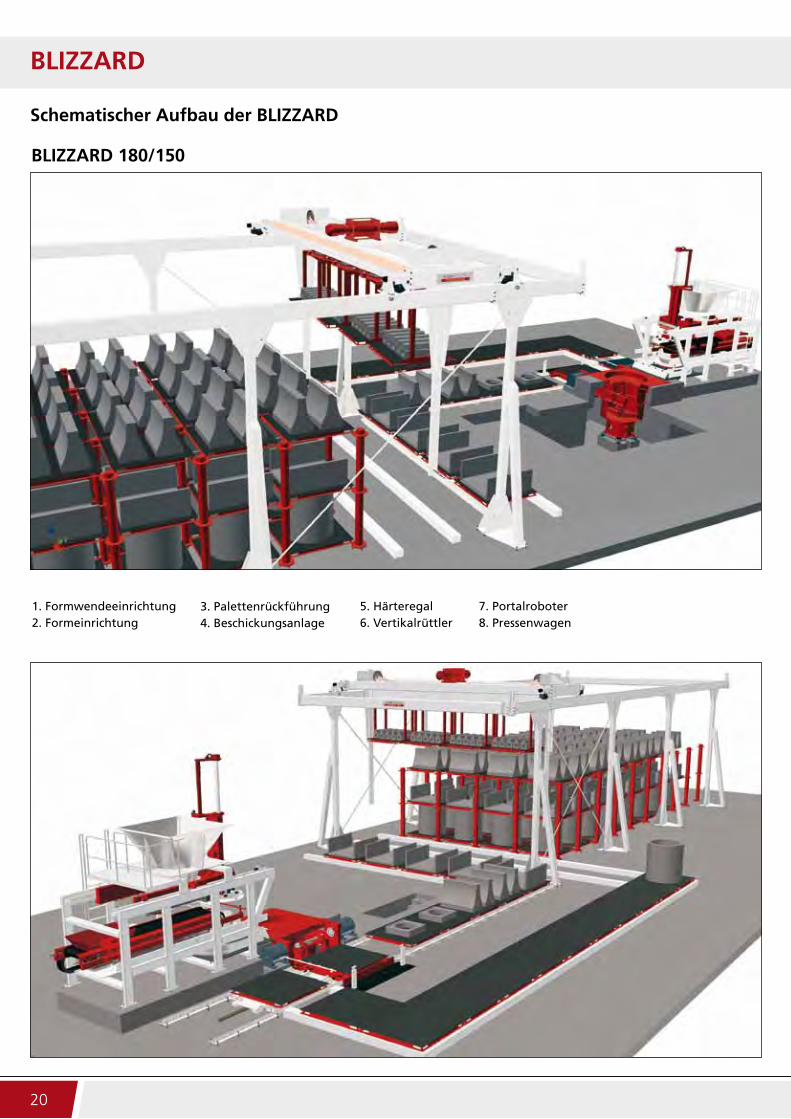
Schematischer Aufbau der BLIZZARD
1. Formwendeeinrichtung 2. Formeinrichtung
3. Palettenrückführung 4. Beschickungsanlage
5. Härteregal 6. Vertikalrüttler
7. Portalroboter 8. Pressenwagen
BLIZZARD 180/150

21
Bildergalerie BLIZZARD

22
BLIZZARD TORNADO
MISTRAL
Automatische Rohr- und Schachtringanlage
Die Produktion von Rohren und Schacht- elementen auf der gleichen Maschi-ne bietet dem Fertigteilhersteller die Möglichkeit seine Produktion flexibel zu gestalten. Die MISTRAL bietet eben diese Möglichkeit, wobei diese Anlage selbst-verständlich auch nur für eine dieser Produktlinien eingesetzt wird. Darüber hinaus lassen sich eine Vielzahl anderer Produkte auf der MISTRAL herstellen.
Vorteile der MISTRAL
• Flexible, automatische Maschine zur Herstellung von Rohren und Schacht- elementen und Rechteckelementen • Exakte Baulänge durch patentiertes GEBA-Verfahren• Hydraulische Formmantel- und Kernverspannung
Leistungsdaten
Produktdimensionen max. Ø150 – 2.000 mm
Baulängen max.250 – 2.500 mm
Produktgewicht max.50 – 5.000 kg
Taktzeiten: 2 – 6 min
• Kurze Formenwechselzeiten ermöglichen eine wirtschaftliche Produktion mit häufigem Dimensionswechsel• Stufenlose Bauhöhenautomatik zur variablen Fertigung von Schachtrohren und Schachtunterteilen• Auflastrüttlung zur exakten Spitzend- ausformung• Hohe Leistung bei hervorragender Qualität• Hochleistungszentralrüttler, im Regelfall ein Rüttler für alle Nennweitenbereiche• Direktentschalung in der Maschine• Geringe Lärmbelastung durch Unterflur- fertigung• Von drei Seiten zugänglich, daher optimale Ergänzungsmöglichkeiten für die modularen PRINZING-PFEIFFER- Handhabungssysteme (Seite 50) • System Optima für exakte Spitzend- ausformung.
23
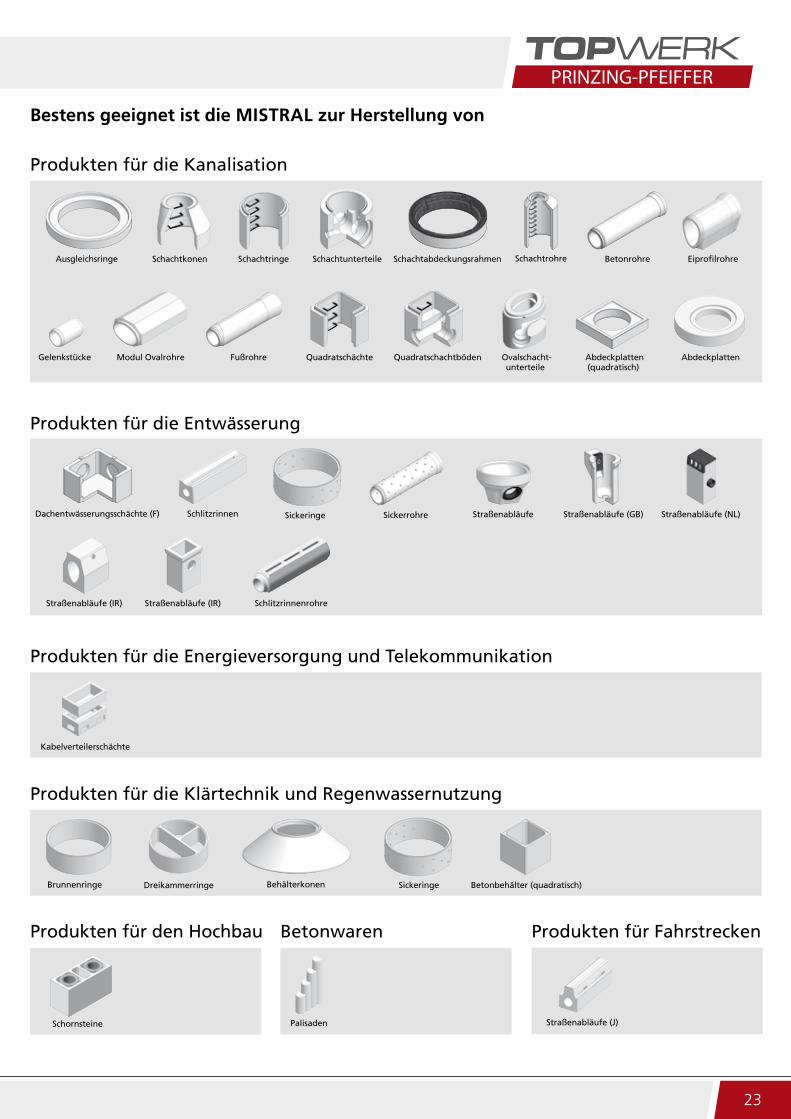
Bestens geeignet ist die MISTRAL zur Herstellung von
Quadratschächte Quadratschachtböden AbdeckplattenAbdeckplatten (quadratisch)
BetonrohreAusgleichsringe
Gelenkstücke Modul Ovalrohre Fußrohre
SchachtunterteileSchachtkonen Schachtringe Schachtabdeckungsrahmen EiprofilrohreSchachtrohre
Produkten für die Kanalisation
Dachentwässerungsschächte (F) Schlitzrinnen Sickerrohre Straßenabläufe Straßenabläufe (GB) Straßenabläufe (NL)
Straßenabläufe (IR) Straßenabläufe (IR)
Sickeringe
Straßenabläufe (J)
Produkten für Fahrstrecken
Produkten für die Entwässerung
Kabelverteilerschächte
Produkten für die Energieversorgung und Telekommunikation
Dreikammerringe BehälterkonenBrunnenringe
Produkten für die Klärtechnik und Regenwassernutzung
Schornsteine Palisaden
Produkten für den Hochbau Betonwaren
Sickeringe Betonbehälter (quadratisch)
Ovalschacht-unterteile
Schlitzrinnenrohre
24
MISTRAL
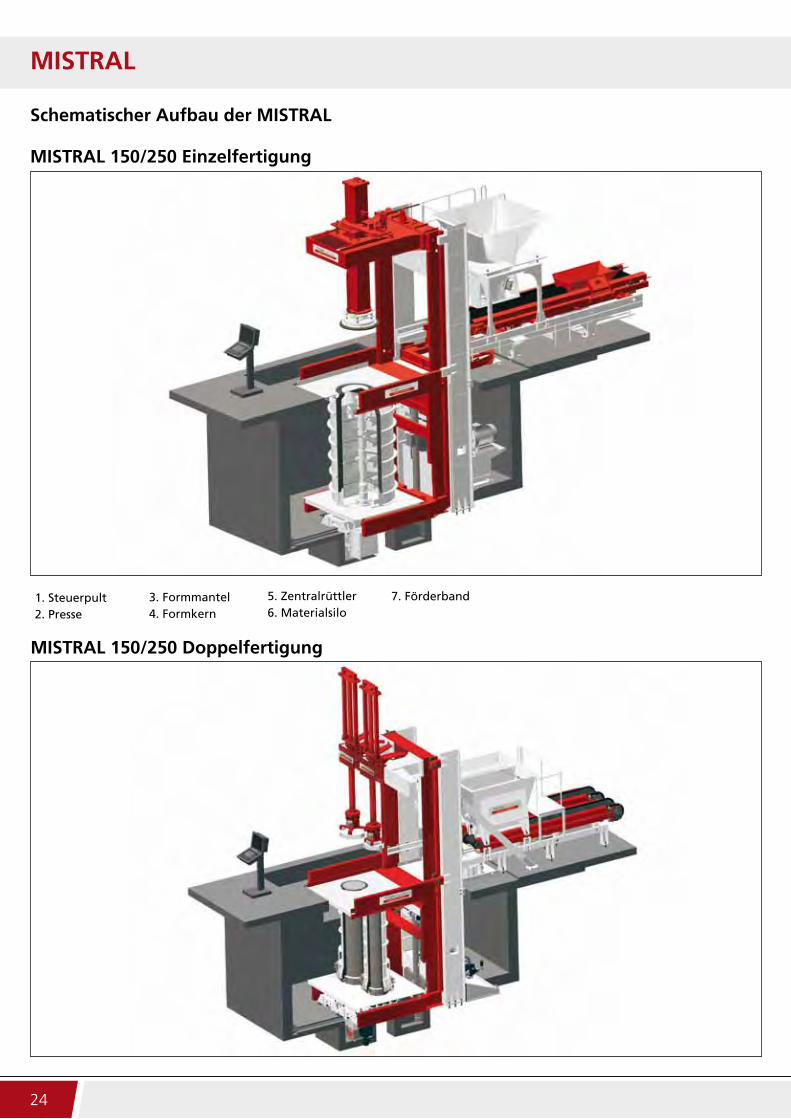
Schematischer Aufbau der MISTRAL
1. Steuerpult2. Presse
3. Formmantel4. Formkern
5. Zentralrüttler6. Materialsilo
7. Förderband
MISTRAL 150/250 Doppelfertigung
MISTRAL 150/250 Einzelfertigung

25
Bildergalerie MISTRAL

www.primuss.eu
26
BLIZZARD TORNADO
PRIMUSS
Monolithische Schachtunterteile mit variablen Gerinnen
Die PRIMUSS zeichnet sich durch einen hohen Automatisierungsgrad aus, sodass der Personalaufwand für die Produktion von Schachtunterteilen mit variablen Ge-rinnen enorm verringert werden kann. Die monolithischen PRIMUSS-Schachtunterteile erfüllen höchste Ansprüche in Bezug auf Maßgenauigkeit, Funktion und Langzeit-haltbarkeit. Das Verfahren erfüllt zusätz-lich die aktuellen Anforderungen in Be- zug auf Nachhaltigkeit.
Vorteile der PRIMUSS
• Programmgesteuerte Herstellung belie- biger Gerinneausführungen sowie der dazugehörigen Zu- und Abläufe für jeden beliebigen Rohranschluss, vollau- tomatisch, geometrisch optimiert und formgenau.• Minimierter Formenaufwand
Leistungsdaten
Produktdimensionen max. Ø600-1.500 mm
Bauhöhe max.250-1.500 mm
Produktionsgewicht max.5.000 kg
Taktzeiten5-25 min
• Geringe Werkzeugkosten und Energie- kosten durch Fräsen von Frischbeton• Kein Bedarf an Formteilen und Model-
len zur Ausbildung der Anschlüsse und Gerinne
• Der anfallende Restbeton wird wiederverwertet. • Minimierung der Personalkosten
Vorteile der PRIMUSS-Schachtunterteile
• Die Schachtunterteile sind monolithisch aus hochverdichtetem Beton.• Durch die Teilerhärtung in der Schalung entstehen maßgenaue Schachtunterteile.• Die Gerinne sind strömungstechnisch optimiert ausgeführt.• PRIMUSS-Schachtunterteile bestehen aus
Beton mit hoher Festigkeit und geringem Wasser-Zement-Wert (C 40/50) oder auch aus hochfestem Beton (C 60/75).
• PRIMUSS-Schachtunterteile sind in der Ökobilanz vorbildlich. Es werden keine zusätzlichen Kunststoffe, Schachtfutter und Modelle verwendet.
27
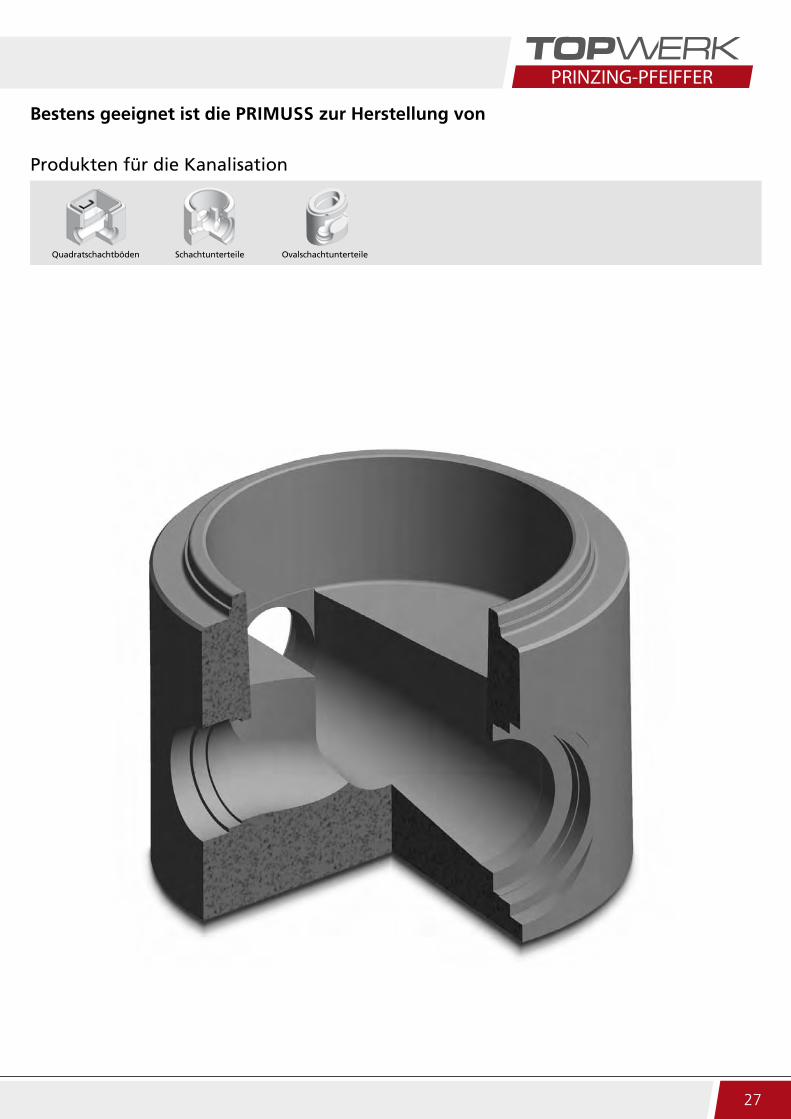
Bestens geeignet ist die PRIMUSS zur Herstellung von
Quadratschachtböden Schachtunterteile Ovalschachtunterteile
Produkten für die Kanalisation

28
PRIMUSS
Schematischer Aufbau der PRIMUSS
1. Steuerpult 2. Förderband für Fräsgut
3. Industrieroboter 4. Frässtation mit Drehtisch
5. Fräser
PRIMUSS 125/150

29
Bildergalerie PRIMUSS

30
BLIZZARD TORNADO
RP
Vollautomatische Rohrmaschine – RADIALPRESSE RP
Die RADIALPRESSE RP ist die schnelle Hochleistungsmaschine für Betonrohre mit maximalem Außendurchmesser von 2500 mm und einer maximalen Länge von 6000 mm.
Vorteile der RADIALPRESSE RP
• Rotierendes Presswerkzeug, bestehend aus Verteilerkopf und Presskopf, welche zur spannungsfreien Verdichtung gegen- läufig drehen • Kürzeste Taktzeiten durch Produktion mit zwei Formmänteln und Drehtisch• Entkopplung von Produktion und Entschalung• Höchste Zuverlässigkeit bei niedrigstem Verschleiß• Niedrigster Lärmpegel• Hohe Antriebsleistung zur Produktion dick- wandiger und doppelt bewehrter Rohre
Leistungsdaten
Produktdimensionenmax. aussen Ø 2.500 mm
min. innen Ø 250 mm
Baulänge max.1.000 – 6.000 mm
Produktgewicht max.100 – 10.000 kg
Taktzeiten 1 – 4,5 min
Die RADIALPRESSE RP bietet höchste Effizienz bei der Herstellung von:
• Bewehrten und unbewehrten Rohren• Druckrohren bis 6 m Baulänge• Vortriebsrohren• Gelenkstücken
31
Gelenkstücke Fußrohre Betonrohre Vortriebsrohre
Bestens geeignet ist die RADIALPRESSE RP zur Herstellung von
Produkten für die Kanalisation
Druckrohre
Sickerrohre Schlitzrinnenrohre
Produkten für die Frischwasserversorgung
Produkten für die Entwässerung
32
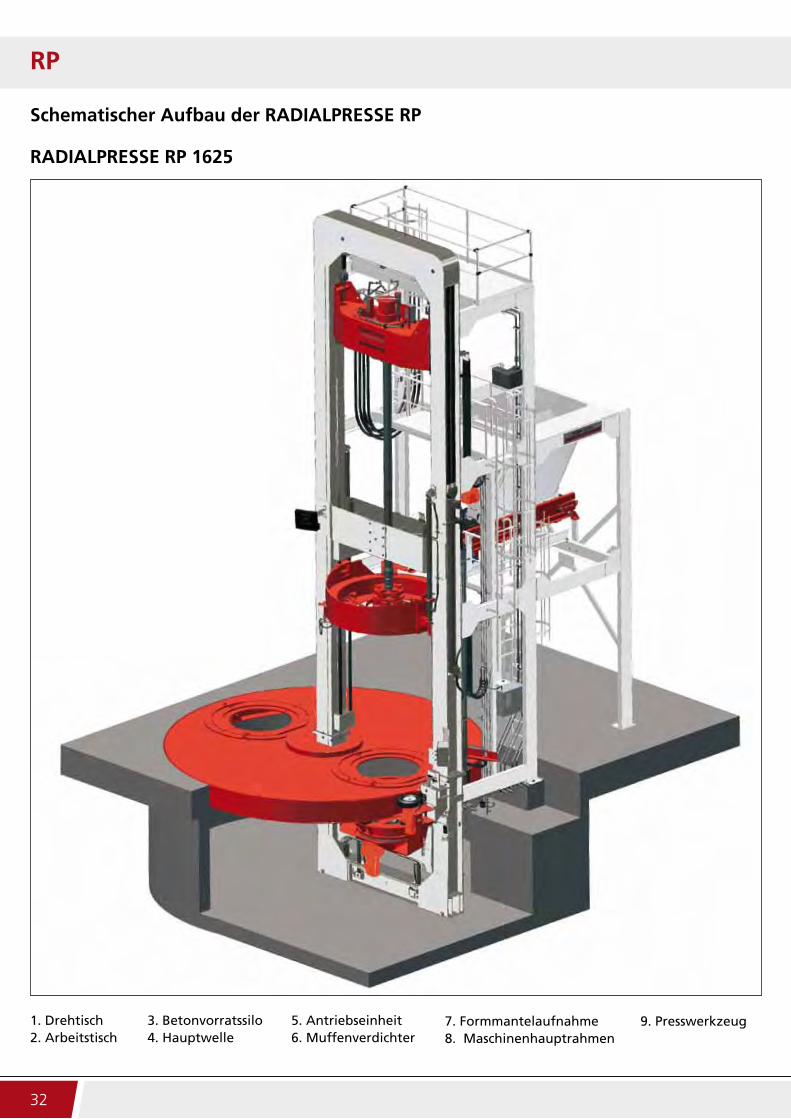
RP
Schematischer Aufbau der RADIALPRESSE RP
1. Drehtisch2. Arbeitstisch
3. Betonvorratssilo4. Hauptwelle
5. Antriebseinheit6. Muffenverdichter
7. Formmantelaufnahme8. Maschinenhauptrahmen
9. Presswerkzeug
RADIALPRESSE RP 1625

33
Bildergalerie RADIALPRESSE RP
9. Presswerkzeug

34
BLIZZARD TORNADO
TORNADO
Automatische Rohr- und Schachtringanlage
Der Maschinentyp TORNADO ist in der Fach-welt weltweit ein Inbegriff für die Produk- tion von Schachtelementen und verwand-ten Betonfertigteilen. Insgesamt stehen innerhalb der TORNADO-Baureihe vier Größenvarianten zur Verfügung, wodurch jedem Bedarf entsprochen werden kann.
Vorteile der TORNADO
• Flexible, automatische Maschine zur Her- stellung von Rohren, Schachtelementen und Sonderteilen• Das breite Einsatzspektrum ermöglicht flexible Fertigung und Anpassung an Markterfordernisse• Exakte Baulänge durch patentiertes GEBA-Verfahren• Hydraulische Formmantel- und Kernver- spannung
Produktdimensionen max. Ø150 – 2.500 mm
Baulängen max.250 – 1.500 mm
Produktgewicht max.50 – 6.000 kg
Taktzeiten: 2 – 4,5 min
• Kurze Formenwechselzeiten ermöglichen eine wirtschaftliche Produktion mit häu- figem Dimensionswechsel • Auflastrüttlung zur exakten Spitzend- ausformung• Stufenlose Bauhöhenautomatik zur variablen Fertigung von Schachtrohren und Schachtunterteilen• System Optima für exakte Spitzendaus- formung• Hochleistungszentralrüttler, im Regel- fall ein Rüttler für alle Nennweitenbe- reiche• Direktentschalung in der Maschine• Geringe Lärmbelastung durch Unterflur- fertigung• Von drei Seiten zugänglich, daher
optimale Ergänzungsmöglichkeiten für die modularen PRINZING-PFEIFFER-Handhabungssysteme
Leistungsdaten
35
Ausgleichsringe
Quadratschächte
Gelenkstücke
Quadratschachtböden
Schachtunterteile
Abdeckplatten Abdeckplatten (quadratisch)
Schachtkonen Schachtringe SchachtrohreSchachtabdeckungsrahmen Schachtabdeckungen
Produkten für die Kanalisation
Dachentwässerungsschächte (F) Schlitzrinnen Sickerrohre Straßenabläufe Straßenabläufe (GB) Straßenabläufe (NL)
Straßenabläufe (IR) Straßenabläufe (IR)
Sickeringe
Straßenabläufe (J)
Produkten für Fahrstrecken
Produkten für die Entwässerung
Kabelverteilerschächte
Produkten für die Energieversorgung und Telekommunikation
Dreikammerringe BehälterkonenBrunnenringe
Produkten für die Klärtechnik und Regenwassernutzung
Schornsteine Palisaden
Produkten für den Hochbau Betonwaren
Sickeringe Betonbehälter (quadratisch)
Rahmendurchlässe
Bestens geeignet ist die TORNADO zur Herstellung von
Ovalschachtunterteile
Individuelle Rahmendurchlässe
Halbrunde Durchlässe
36
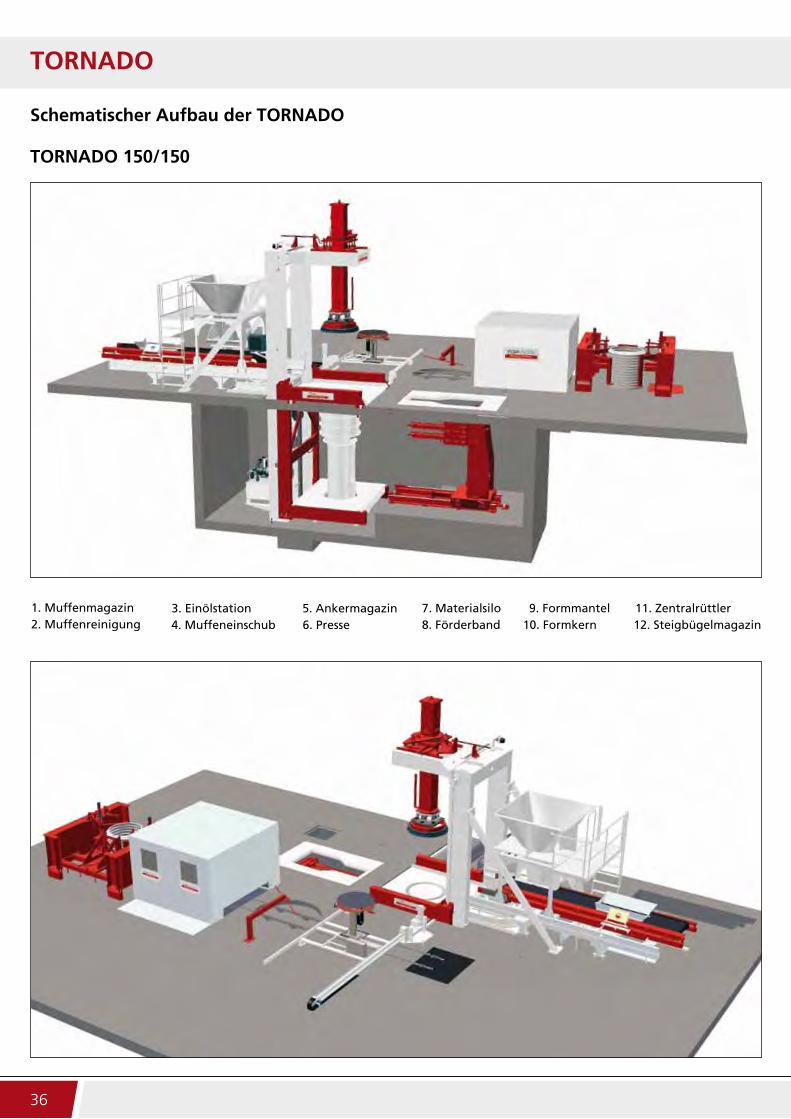
TORNADO
Schematischer Aufbau der TORNADO
1. Muffenmagazin 2. Muffenreinigung
3. Einölstation 4. Muffeneinschub
5. Ankermagazin 6. Presse
7. Materialsilo 8. Förderband
9. Formmantel10. Formkern
11. Zentralrüttler12. Steigbügelmagazin
TORNADO 150/150

37
Bildergalerie TORNADO

38
BLIZZARD TORNADO
VARIANT
Produktionsanlage für Großrohre und Rahmenelemente
Die PRINZING-PFEIFFER VARIANT ver- bindet die herausragenden Verdichtungs-qualitäten der PRINZING-PFEIFFER Vibra-tionstechnik mit der Freiheit der Größen- und Formenwahl und beeindruckt durch Größe und Stärke - Voraussetzung für die Fertigung großer Produktgeometrien.
Vorteile der VARIANT
• Fertigung „unter Flur“• Modulares Anlagenkonzept, 1 und 2 Stationkonfiguration• Großproduktkonzept zur Fertigung, auch größter Betonfertigteile• Einfache Bedienbarkeit• Ausgereiftes und leistungsfähiges Verdichtungssystem• Schneller Formenwechsel durch hydrau- lische Formkernverspannung mit bis zu 5 Spannstellen
Die Variant bietet einzigartige Vor-aussetzungen zur Herstellung von:
• Großformatigen Rahmenelementen• Großrohren• Vortriebsrohren• Inlinerohren• Eiprofilrohren
Leistungsdaten
Produktdimensionenmax. aussen Ø 6.000 mm
min. innen Ø 250 mm
Baulänge250 – 5000 mm
Produktgewicht max.30 t
Taktzeiten: 3 – 25 min
39
Bestens geeignet ist die VARIANT zur Herstellung von
Produkten für die Kanalisation
Produkten für die Energieversorgung und Telekommunikation
Sickerrohre
Produkten für die Entwässerung
Betonrohre Eiprofilrohre Großrohre Modul OvalrohreFußrohre Vortriebsrohre
Rahmendurchlässe Halbrunde Rahmendurchlässe
U-KanäleIndividuelle Rahmendurchlässe
Produkten für die Klärtechnik und Regenwassernutzung
Abscheider
Schlitzrinnenrohre
Schacht-unterteile
Schachtkonen Schachtringe Schachtrohre Gelenkstücke Quadratschächte Quadratschacht-böden
40
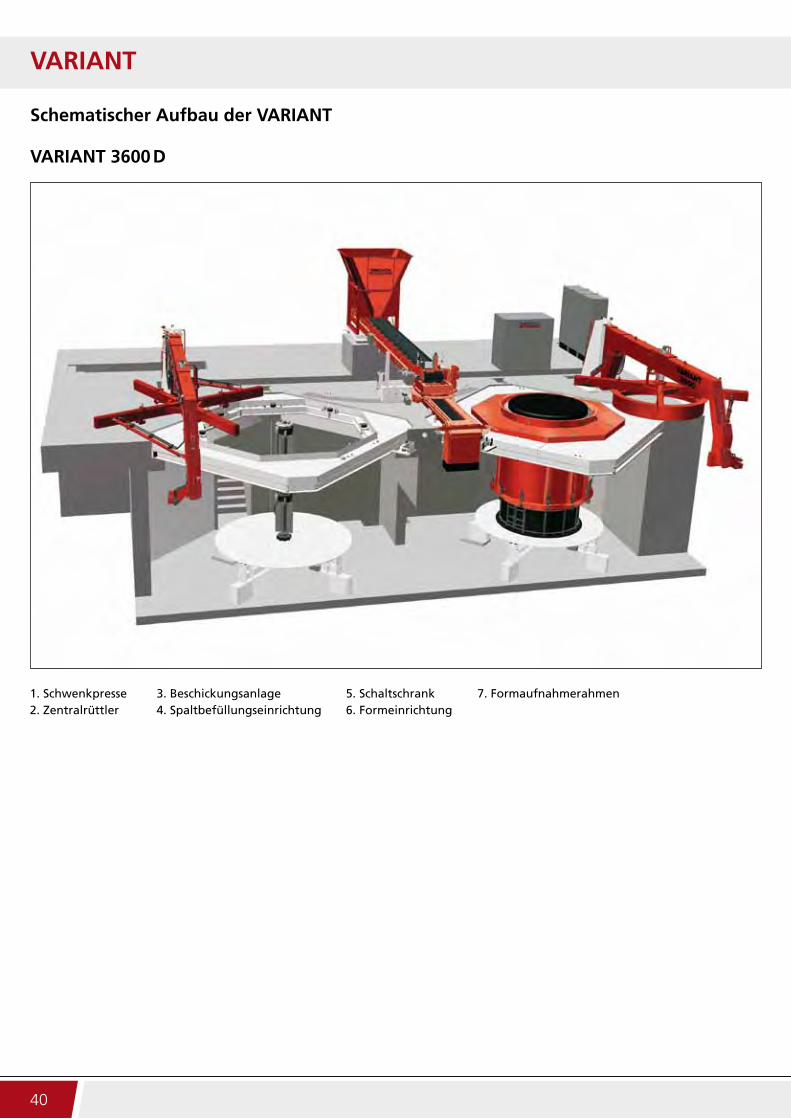
VARIANT
Schematischer Aufbau der VARIANT
1. Schwenkpresse2. Zentralrüttler
3. Beschickungsanlage4. Spaltbefüllungseinrichtung
5. Schaltschrank6. Formeinrichtung
VARIANT 3600 D
7. Formaufnahmerahmen

41
Bildergalerie VARIANT
42
VENTUS
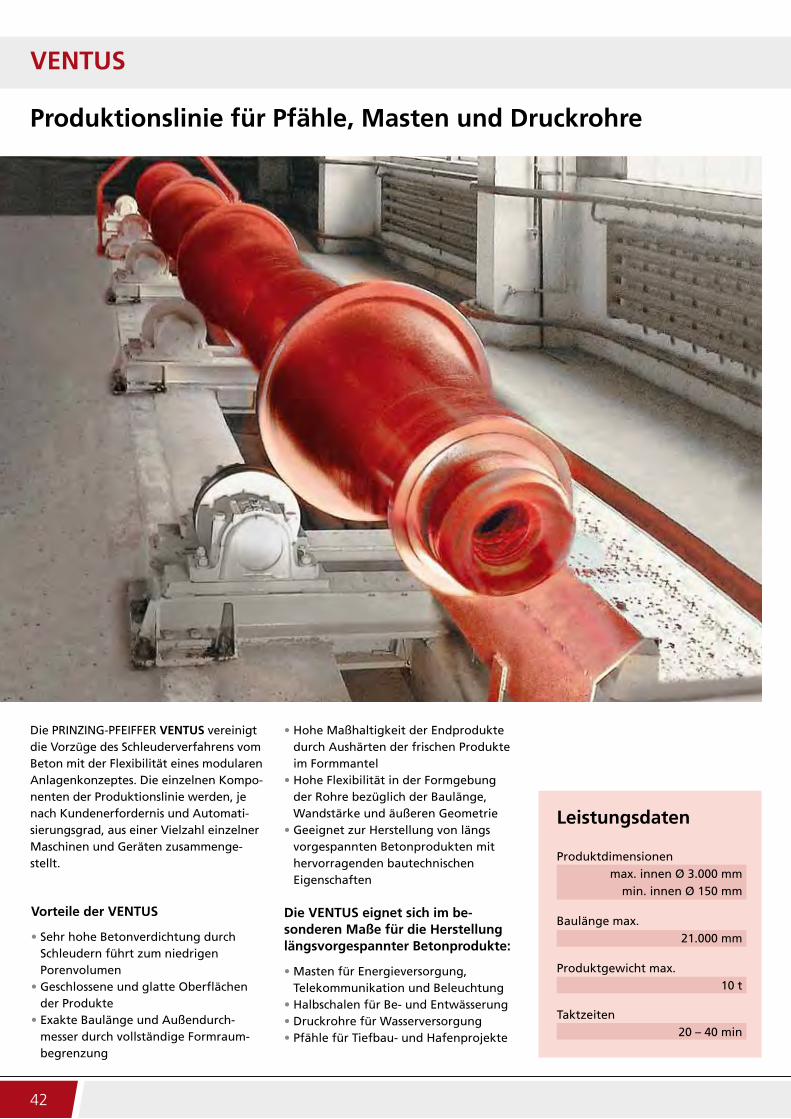
Produktionslinie für Pfähle, Masten und Druckrohre
Die PRINZING-PFEIFFER VENTUS vereinigt die Vorzüge des Schleuderverfahrens vom Beton mit der Flexibilität eines modularen Anlagenkonzeptes. Die einzelnen Kompo-nenten der Produktionslinie werden, je nach Kundenerfordernis und Automati-sierungsgrad, aus einer Vielzahl einzelner Maschinen und Geräten zusammenge-stellt.
Vorteile der VENTUS
• Sehr hohe Betonverdichtung durch Schleudern führt zum niedrigen Porenvolumen• Geschlossene und glatte Oberflächen der Produkte• Exakte Baulänge und Außendurch- messer durch vollständige Formraum- begrenzung
• Hohe Maßhaltigkeit der Endprodukte durch Aushärten der frischen Produkte im Formmantel• Hohe Flexibilität in der Formgebung der Rohre bezüglich der Baulänge, Wandstärke und äußeren Geometrie• Geeignet zur Herstellung von längs vorgespannten Betonprodukten mit hervorragenden bautechnischen Eigenschaften
Die VENTUS eignet sich im be-sonderen Maße für die Herstellung längsvorgespannter Betonprodukte:
• Masten für Energieversorgung, Telekommunikation und Beleuchtung• Halbschalen für Be- und Entwässerung• Druckrohre für Wasserversorgung• Pfähle für Tiefbau- und Hafenprojekte
Leistungsdaten
Produktdimensionenmax. innen Ø 3.000 mm
min. innen Ø 150 mm
Baulänge max. 21.000 mm
Produktgewicht max.10 t
Taktzeiten 20 – 40 min
43
Bestens geeignet ist die VENTUS zur Herstellung von
Produkten für die Frischwasserversorgung
Produkten für die Energieversorgung und Telekommunikation
Masten
Pfähle
Produkten für den Hochbau
HalbschalenDruckrohre
Produkten für die Kanalisation
Betonrohre Großrohre
44
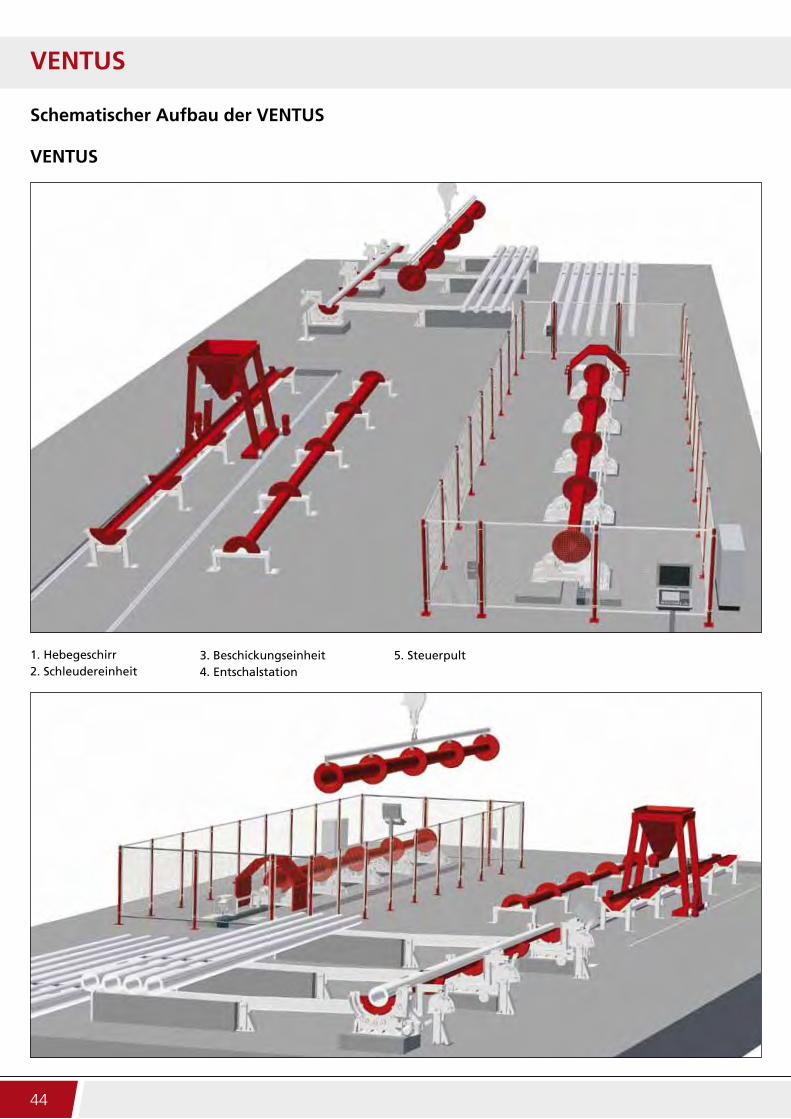
VENTUS
Schematischer Aufbau der VENTUS
VENTUS
1. Hebegeschirr 2. Schleudereinheit
3. Beschickungseinheit 4. Entschalstation
5. Steuerpult

45
Bildergalerie VENTUS

46
BLIZZARD TORNADO
ZELUS
Automatische Fertigungslinie für Betonwaren
Der Produktionsablauf mit der ZELUS beruht auf einem Kreislaufsystem, wobei ein Kran-roboter innerhalb einer 8-Stunden-Schicht bis zu 130 Batterieformen mit Abmessun-gen von bis zu 6000 x 3000 x 1200 mm voll-automatisch verwaltet und den einzelnen Arbeitspositionen wie Bestückungsstation, Befüllstation, Entschalstation, Vorspann-station oder Entspannstation etc. zuführt bzw. für die Wiedereinlagerung im Formen-lager entnimmt. Alternativ wird mit SCC oder erdfeuchtem Beton gearbeitet, wofür entsprechend unterschiedliche Betonbe-schickungssysteme eingesetzt werden.
Vorteile der ZELUS
• Vollautomatische Fertigungslinie zur Verarbeitung von selbstverdichtendem Beton (SCC) oder erdfeuchtem Beton
• Vollautomatische Befüllung der Formen für jegliche Produktgeometrie• Exakte Dosierung• Automatisches Formenlager bzw. Palet- tenlager für bis zu 130 unterschiedliche Batterieformen/Paletten • Bedarfsgesteuerte Produktion durch Abwahl einzelner Formen• Vollautomatisches Vorspannen / Ent- spannen für z. B. Bahnschwellen, Fahrbahnelemente etc.
Unter Verwendung von selbstverdichtendem Beton (SCC) oder erdfeuchtem Beton bietet die ZELUS einzigartige Möglichkeiten in der Produktion unterschiedlichster Produkte:
• Fensterbänke • Mauerabdeckungen• Platten • Zaunpfähle• Bordsteine • Paneele• Straßenleitwände • Bahnschwellen
• Fahrbahnelemente • U-Kanäle• Lichtschächte • Konstruktive Fertigelemente
Leistungsdaten
Produktdimensionen max.6.000 x 3.000 x 1.200 mm
Baulängen max.6.000 mm
Produktgewicht max.1 - 5.000 kg
Taktzeiten: 3 - 5 min
47
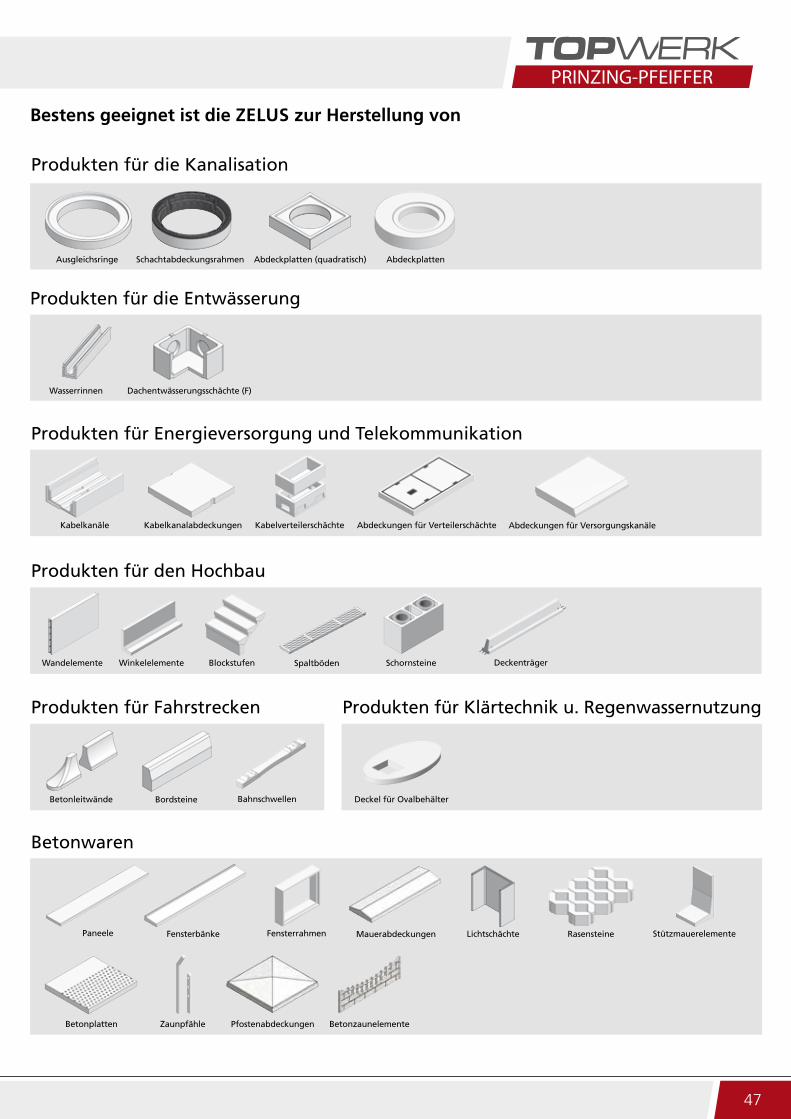
Bestens geeignet ist die ZELUS zur Herstellung von
Produkten für die Kanalisation
Kabelkanäle Kabelkanalabdeckungen Kabelverteilerschächte Abdeckungen für Verteilerschächte Abdeckungen für Versorgungskanäle
Ausgleichsringe Schachtabdeckungsrahmen Abdeckplatten (quadratisch) Abdeckplatten
Produkten für Energieversorgung und Telekommunikation
Paneele StützmauerelementeRasensteine
Betonplatten Zaunpfähle
Fensterrahmen
Betonzaunelemente
MauerabdeckungenFensterbänke
Bahnschwellen
Lichtschächte
Betonwaren
Pfostenabdeckungen
Produkten für die Entwässerung
Wasserrinnen
Wandelemente Winkelelemente Blockstufen SchornsteineSpaltböden
Produkten für den Hochbau
Betonleitwände Deckel für Ovalbehälter
Produkten für Fahrstrecken Produkten für Klärtechnik u. Regenwassernutzung
Dachentwässerungsschächte (F)
Bordsteine
Deckenträger
48
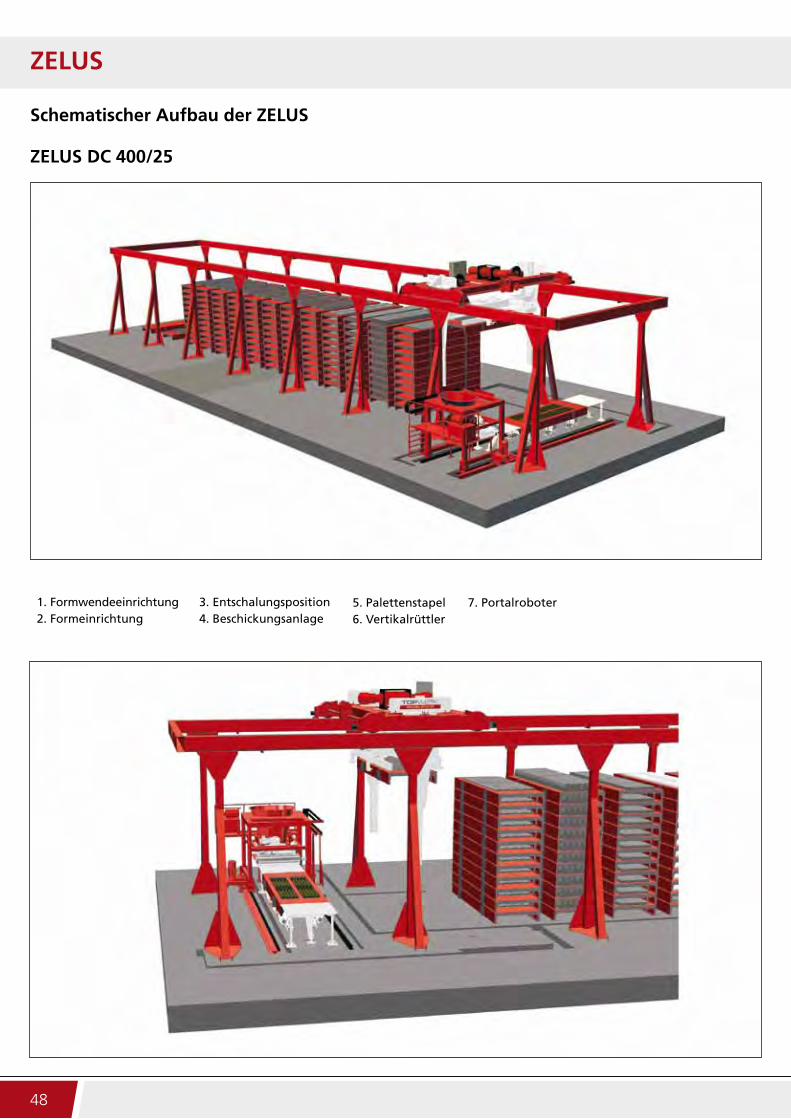
ZELUS
Schematischer Aufbau der ZELUS
1. Formwendeeinrichtung 2. Formeinrichtung
3. Entschalungsposition 4. Beschickungsanlage
5. Palettenstapel 6. Vertikalrüttler
7. Portalroboter
ZELUS DC 400/25

49
Bildergalerie ZELUS
50
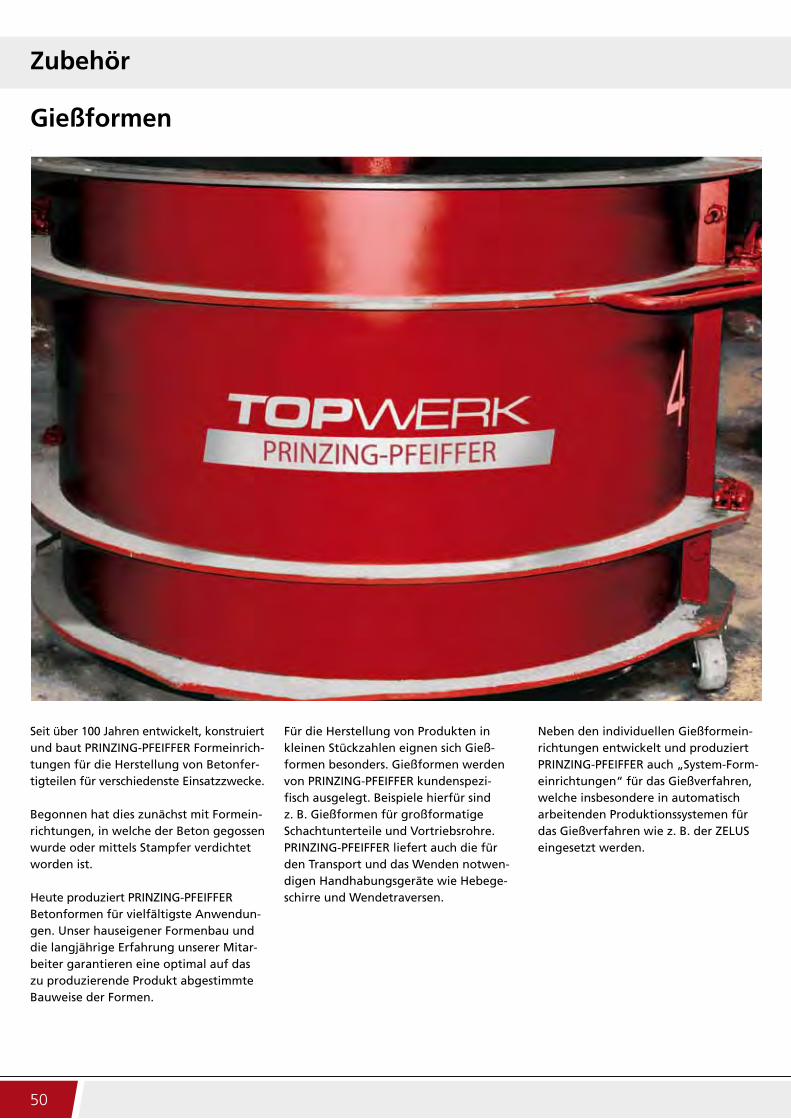
Seit über 100 Jahren entwickelt, konstruiert und baut PRINZING-PFEIFFER Formeinrich-tungen für die Herstellung von Betonfer-tigteilen für verschiedenste Einsatzzwecke.
Begonnen hat dies zunächst mit Formein-richtungen, in welche der Beton gegossen wurde oder mittels Stampfer verdichtet worden ist.
Heute produziert PRINZING-PFEIFFER Betonformen für vielfältigste Anwendun-gen. Unser hauseigener Formenbau und die langjährige Erfahrung unserer Mitar-beiter garantieren eine optimal auf das zu produzierende Produkt abgestimmte Bauweise der Formen.
Für die Herstellung von Produkten in kleinen Stückzahlen eignen sich Gieß-formen besonders. Gießformen werden von PRINZING-PFEIFFER kundenspezi-fisch ausgelegt. Beispiele hierfür sind z. B. Gießformen für großformatige Schachtunterteile und Vortriebsrohre. PRINZING-PFEIFFER liefert auch die für den Transport und das Wenden notwen-digen Handhabungsgeräte wie Hebege-schirre und Wendetraversen.
Neben den individuellen Gießformein-richtungen entwickelt und produziert PRINZING-PFEIFFER auch „System-Form-einrichtungen“ für das Gießverfahren, welche insbesondere in automatisch arbeitenden Produktionssystemen für das Gießverfahren wie z. B. der ZELUS eingesetzt werden.
Gießformen
Zubehör

51
Bildergalerie Gießformen

52
Sofortentschalungsformen
Bereits im Jahr 1907 hat PRINZING mit dem Bau von Formeinrichtungen begon-nen. Von dieser langjährigen Erfahrung profitieren unsere Kunden. Hervorra-gende Qualität der Betonprodukte bei hohen Standzeiten der Formeinrichtun-gen sind unsere Ansprüche.
Dies erreichen wir durch unser Know-how und durch eine optimal auf das zu produzierende Produkt abgestimmte Bauweise der Formen. Dazu kommt die langjährige Erfahrung unserer Mitarbei-ter im hauseigenen Formenbau.
Formen für Maschinen
Die Formeinrichtungen sind speziell für unsere Anlagen entwickelt und erprobt. Durch unsere 3D-Konstruktion werden alle Formen auftragsbezogen erfasst. Beratung und Service ist deshalb auch nach Jahren für uns selbstverständlich.
Sonderformen
Auf Kundenwunsch bauen wir Formen entsprechend Ihren Produktzeichnungen.
Formen für Fremdmaschinen
Auch für Fremdmaschinen konstruieren und bauen wir entsprechende Formen unter Berücksichtigung der spezifischen Eigenheiten der Fremdfabrikate.
Zubehör

53
Bildergalerie Sofortentschalungsformen

54
Handhabungssysteme
PRINZING-PFEIFFER bietet modular auf-gebaute Komponenten für einen auto-matischen Produktionsablauf. Die Palette reicht von kleinen Untermuffenreinigungs-stationen, Produkttransportsystemen, Prüf- und Beschriftungseinrichtungen bis hin zum vollautomatisch arbeitenden Werk, bei dem nur noch wenige Mitarbei-ter für die Überwachung benötigt wird.
Dabei bietet PRINZING-PFEIFFER Hand-habungssysteme als Insellösung oder integriert für vorhandene Strukturen an.
Aber auch Neumaschinen oder beste-hende Anlagen können mit Modulen aus der Baureihe der PRINZING-PFEIFFER Handhabungssysteme wie folgt erwei-tert werden:
• Untermuffenhandling• Palettenhandling• Produkthandling• Produktprüfeinrichtung• Bestückungsautomaten• Beschriftungsstationen
Vorteile
• Modular aufgebaut und beliebig erweiterbar• Universell einsetzbar für verschiedenste Maschinentypen• Einsatz hochwertigster Automatisierungskomponenten• Logisch durchdachter Ablaufplan• Produktivitätssteigerung• Qualitätssteigerung• Verringerung der Personalintensität• Verbesserung der Arbeitsbedingungen
Zubehör

55
Bildergalerie Handhabungssysteme
56
Zubehör
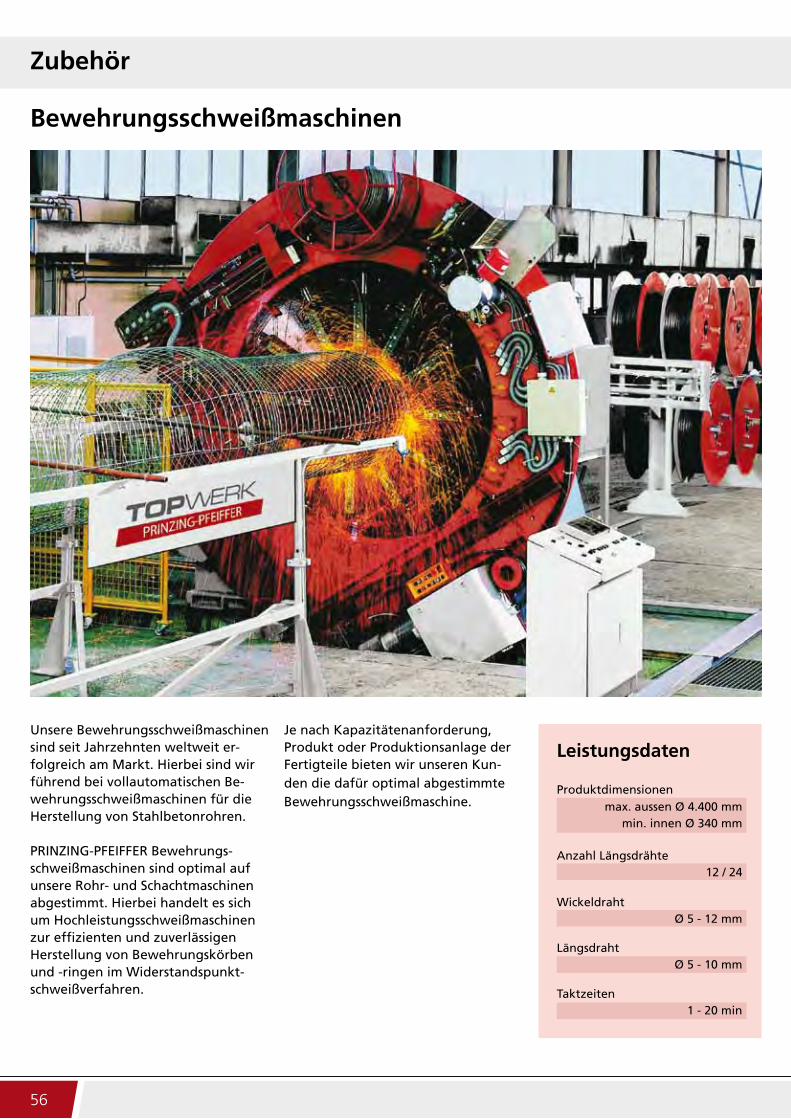
Bewehrungsschweißmaschinen
Unsere Bewehrungsschweißmaschinensind seit Jahrzehnten weltweit er-folgreich am Markt. Hierbei sind wir führend bei vollautomatischen Be-wehrungsschweißmaschinen für die Herstellung von Stahlbetonrohren.
PRINZING-PFEIFFER Bewehrungs-schweißmaschinen sind optimal auf unsere Rohr- und Schachtmaschinen abgestimmt. Hierbei handelt es sich um Hochleistungsschweißmaschinen zur effizienten und zuverlässigen Herstellung von Bewehrungskörben und -ringen im Widerstandspunkt-schweißverfahren.
Je nach Kapazitätenanforderung, Produkt oder Produktionsanlage der Fertigteile bieten wir unseren Kun-den die dafür optimal abgestimmte Bewehrungsschweißmaschine.
Produktdimensionenmax. aussen Ø 4.400 mm
min. innen Ø 340 mm
Anzahl Längsdrähte12 / 24
WickeldrahtØ 5 - 12 mm
Längsdraht Ø 5 - 10 mm
Taktzeiten 1 - 20 min
Leistungsdaten
57
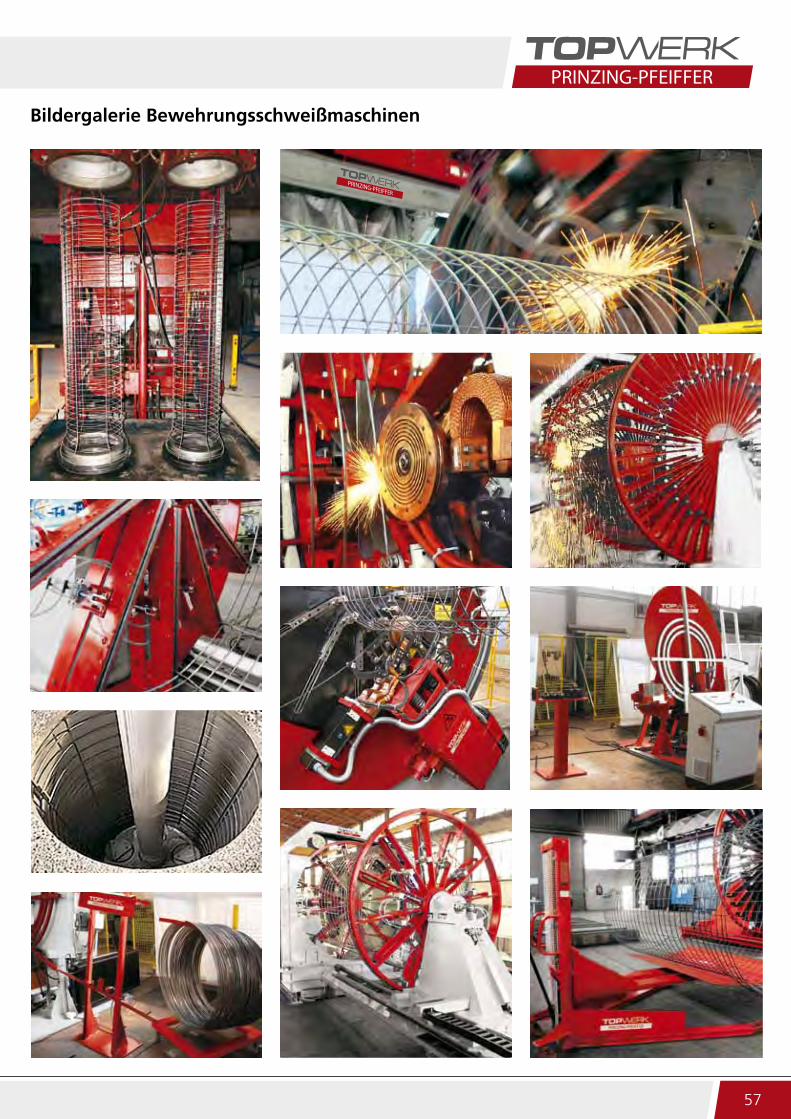
Bildergalerie Bewehrungsschweißmaschinen

58
Zubehör
Beton-Zwangsmischer
Getrennte Antriebe für perfektes Mischen in kurzer Zeit.
Die TOPWERK-Mischer der SM-Serie sind die perfekte Lösung bei der Herstellung von erdfeuchtem Beton, also für Pflaster-steine, Bordsteine, Hohlblocksteine und Platten, aber auch für Rohre, Schächte und Fertigteile. Die Herstellung von selbst-verdichtendem Beton ist ebenfalls möglich.Die Planetenzwangsmischer zeichnen sich durch ihre hohe Mischintensität aus und sind bei vielen Kunden weltweit langjäh-rig und zuverlässig im Einsatz.Die neue Generation wurde nochmals weiterentwickelt und verbessert.
Der separate Hauptantrieb wird über ein-en oder mehrere Getriebemotoren in Ver-bindung mit einer Kugeldrehverbindung realisiert. Der Durchmesser dieser Dreh-verbindung beträgt je nach Mischergröße 60 bis 90% des Mischerdurchmessers. Dies führt zu einem extrem verwindungssteifen Antrieb und zu fast keiner Vertikalbewe-gung der Mischwerkzeuge. Dies ist beson-ders wichtig für eine schnelle und saubere Entleerung. Die separat angetriebenen Mischwerkzeuge sind auf dem Werkzeug-
träger innerhalb der Kugeldrehverbin-dung montiert. Durch die überlagernde Drehbewegung von Hauptantrieb und Sternantrieb ergibt sich eine ellipsenför-mige Bewegung, wobei die Mischschau-feln alle Bereiche des Mischerbodens überstreifen und dadurch für eine gute Durchmischung sorgen. Durch den sepa-raten Antrieb können bei Start unter Last zuerst die Mischwerkzeuge nacheinander angefahren werden und danach der Hauptantrieb. Auf Wunsch können alle Antriebe mit Drehzahlregelungen ausgerüstet werden. Dadurch können die Mischsterne relativ zueinander und zum Hauptantrieb verstellt und so dem Mischgut angepasst werden. Durch unterschiedliche Drehzahlen kann auch die Verschmutzung der Mischwerkzeuge verringert werden.
Dies alles ist nicht möglich bei Mischern mit Zentralantrieb.
Zur Verbesserung des Mischergebnisses kann auf Wunsch, sowohl die Wasserzu-gabe als auch die Zementzugabe im un-teren Bereich des Mischtroges direkt in das Mischgut erfolgen. Beim Wasser
erfolgt dies durch seitliche Wassereinlässe, hierdurch bleiben die Mischwerkzeuge und der obere Teil des Mischtroges tro-cken und es kommt zu deutlich weniger Anbackungen. Der Zement wird durch eine drehzahlgeregelte Schnecke dosiert und langsam zugegeben, um eine gute Durchmischung zu ermöglichen und Zementklumpenbildung zu verhindern. Die Zementzugabe direkt ins Mischgut verringert auch die Zementstaubablage-rungen im oberen Bereich des Mischtro-ges erheblich. Es gibt deutlich weniger Verschmutzung bei der nachfolgenden Mischung und der Reinigungsaufwand wird verringert.
Der Rahmen des Mischers ist selbsttragend mit Unter- und Oberrahmen ausgeführt und sorgt dadurch ebenfalls für die Ver-windungssteifigkeit. Insbesondere erlaubt dieser Rahmen den Einbau von zwei gro-ßen Doppelflügeltüren, wodurch die Rei-nigung und Wartung erleichtert und die Sicherheit des Personals deutlich erhöht wird. Die Rahmenkonstruktion ermöglicht den Einbau eines Flachschiebers mit zwei großen Entleeröffnungen.

59
Bildergalerie Beton-Zwangsmischer

60
Zubehör
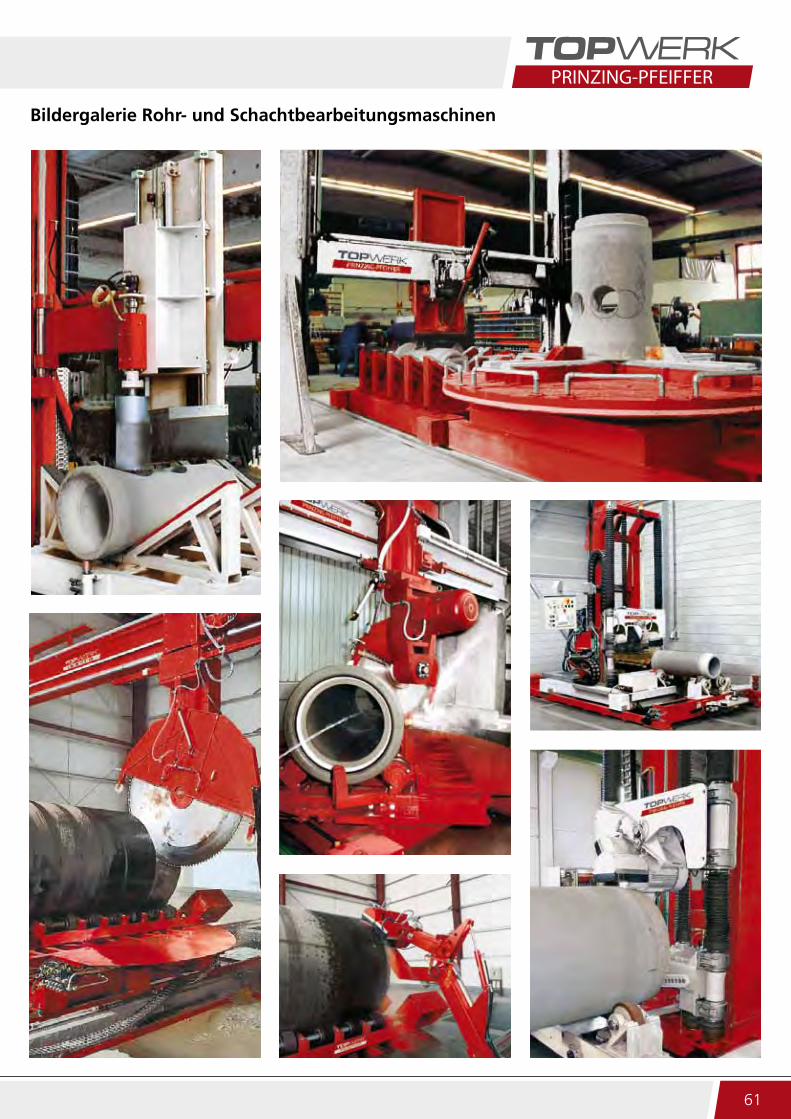
Rohr- und Schachtbearbeitungsmaschinen
Für besondere Anforderungen bieten wir spezielle Nachbearbeitungssysteme für die mit unseren Produktionsanlagen ge-fertigten Betonfertigteile an. So können mit unseren Betonrohrsägen, -fräsen und Bohrzentren kundenspezifische Sonder-wünsche umgesetzt werden. Die Anla-gen sind als Einzelmaschinen einsetzbar oder in Fertigungslinien integrierbar.
Bearbeitungsumfang PRINZING-PFEIFFER Nachbearbeitungszentren:
• Gerade und schräge Schnitte 0 - 90° mit Kontursteuerung• Für bewehrte und unbewehrte Beton- fertigteile• Fräsen von Spitzenden an geschnittenen Rohren oder zum Nachfräsen von Spitzenden mit patentierter Innen- durchmesserabtastung• Fräsen von Stirnflächen• Fräsen von Fasen• Fräsen von Nuten in Spitzenden• Bohren von Anschlüssen bei Rohren• Bohren von Anschlüssen bei Schacht- ringen und Schachtunterteilen
Produktdimensionenmax. aussen Ø 4.400 mm
min. innen Ø 300 mm
Baulänge max.250 – 3000 mm
Bohrungsdurchmesser max.1200 mm
Produktgewicht max. 25 t
Leistungsdaten
61
Bildergalerie Rohr- und Schachtbearbeitungsmaschinen

62
Produktionsverfahren
RadialpressverfahrenPRINZING-PFEIFFER, mit weltweit größter Anzahl an installierten Anlagen mit gegen-läufigem Verdichtungswerkzeug, ist maß-geblich verantwortlich für die Entwicklung des modernen Radialpressverfahrens. Das gegenläufige Verdichtungswerkzeug und der vollautomatische Verdichtungsregler ist Grundvoraussetzung für die spannungs-freie und vollständige Einbettung der Stahlbewehrung.
Die PRINZING-PFEIFFER RADIALPRESSE wurde kontinuierlich weiterentwickelt und ist heute eine vollautomatische Hochleis-tungsmaschine für Beton-, Stahlbeton- und Druckrohre.
PRINZING-PFEIFFER liefert heute die RADIAL-PRESSE in verschiedenen Modellen für Pro-dukte von DN 250 bis DN 2000 und der Bau-länge 3,5 bzw. 6 m bei Druckrohren. Produziert werden mit diesen Anlagen ins-besondere Abwasserrohre (mit und ohne Glocke, mit und ohne Sohle), Vortriebsroh-re, Passrohre mit 2 Spitzenden, Kurzrohre, Schlitzrinnenrohre und Druckrohre.
Ausstattungsmerkmale (z.T. optional)
• Gegenläufiges Verdichtungswerkzeug aus Verteiler und Presskolben• Getrennte regelbare Antriebe für Verteiler und Presskolben • Vollautomatischer Verdichtungsregler für gleichmäßige Verdichtung• Kontinuierliche Überwachung und Doku- mentation der Verdichtungswirkung• Exakte Bewehrungskorb-Zentrierein- richtung• Variable Baulängenänderung durch höhenverstellbaren Arbeitstisch• Schnellwechselsystem QCS für teilauto- matischen Nennweitenwechsel• Speicherprogrammierbare Elektronik- steuerung Siemens S7
Die Vorteile des Radialpressverfahrens
• Schnelle und homogene Betonver- dichtung durch radiale Verpressung• Spannungsfreie Einbettung der Bewehrung durch gegenläufiges Verdichtungswerkzeug• Geringer Wasser-Zementwert und dadurch sehr hohe Betonfestigkeiten bei sparsamen Zementverbrauch
• Exakte Baulänge durch vollständige Formraumbegrenzung • Sehr kurze Taktzeit durch hohe Verdich- tungswirkung des Presswerkzeuges • Hohe Zuverlässigkeit der Produkt- qualität durch vollautomatischen Verdichtungsregler• Hohe Maßhaltigkeit der Endprodukte durch Transport der frischen Produkte im Formmantel bis zum Entschalplatz• Geeignet zur Herstellung von Rohren mit verschleißfesten Innenbeschichtungen (patentiertes Verfahren zur Herstellung von Verbundrohren)• Hohe Flexibilität in der Formgebung der Rohre bezüglich Baulänge, Wand- stärke und der äußeren Geometrie • Einfaches Maschinenkonzept ohne tiefe Fundamentgrube und geeignet für die Integration in Rohranlagen mit unterschiedlich hohem Grad an Auto- matisierung bis hin zur vollautomati- schen Rohrfertigungsanlage• Sehr hohe Zuverlässigkeit der Maschine bei sehr niedrigem Verschleiß • Sehr geringe Lärmemission gegenüber herkömmlichen Verfahren mit Vibrations- verdichtung
Funktionsweise des Verfahrens
Schematische Darstellung der vollautomatischen Verdichtungsreglung einer RADIALPRESSE
Schematische Darstellung der Formeinrichtung mit dem gegenläufigen Verdichtungswerkzeug einer RADIALPRESSE

63
Schleuderverfahren für Pfähle, Masten und DruckrohreEine besondere Stärke des Schleuderver-fahrens ist die Herstellung längsvorgespann-ter Betonprodukte. So ist mit der heutigen PRINZING-PFEIFFER VENTUS die Herstel-lung vielfältiger Produkte möglich:
• Masten für Energieversorgung, Telekommunikation und Beleuchtung• Halbschalen für Be- und Entwässerung• Druckrohre für Wasserversorgung• Pfähle für Tiefbau- und Hafenprojekte
Die PRINZING-PFEIFFER VENTUS besteht aus einer Vielzahl einzelner Komponenten, die je nach Erfordernissen von PRINZING-PFEIFFER in einem unterschiedlichen Auto-matisierungsgrad geliefert werden.
Die Vorteile des Schleuderverfahrens
• Sehr hohe Betonverdichtung führt zum niedrigen Porenvolumen• Geschlossene glatte Oberflächen der Produkte• Exakte Baulänge und Außendurchmesser durch vollständige Formraumbegrenzung • Hohe Maßhaltigkeit der Endprodukte durch Aushärten der frischen Produkte im Formmantel • Hohe Flexibilität in der Formgebung der Rohre bezüglich der Baulänge, der Wandstärke und der äußeren Geometrie • Geeignet zur Herstellung von längs vor- gespannten Betonprodukten mit hervor- ragenden bautechnischen Eigenschaften.
Funktionsweise des Verfahrens
Beim Schleuderverfahren wird die Form mit dem unverdichteten Frischbeton in Rotation versetzt. Dadurch wirkt auf die Betonmasse eine Fliehkraft, welche diese nach außen an die Formwand presst. Die spezifisch schweren Teile der Betonmi-schung bewegen sich schneller in Richtung der Formwand als die spezifisch leichten Teile und es entsteht der für den Wand-querschnitt eines geschleuderten Produkts typische Kornaufbau eines Betongefüges von größter Dichte und geringstem Poren-volumen. Die äußere Schicht enthält sehr dicht verpackt die grobe Körnung und eine glatte, geschlossene Oberfläche. Die innenliegende Schicht, besteht aus Zementleim und Zuschlagsstoff-Kleinteilen (die sogenannte „Speckschicht“).

64
Das RüttelpressverfahrenPRINZING-PFEIFFER ist maßgeblich an der Entwicklung des Rüttelpressverfahrens für die Betonfertigteilindustrie beteiligt.PRINZING-PFEIFFER hat das Rüttelpress-verfahren für das eigene Maschinenpro-gramm stetig weiterentwickelt und für die Produktion der unterschiedlichen Betonelemente ideal angepasst.
Verschiedene Verfahren
• GEBA-Verfahren Die Betonfertigteile werden exakt mit der gewünschten Baulänge hergestellt• Baulängenautomatik Verfahren für stufenlose Baulängen- einstellung• Automatische Fertigung von Schachtunterteilen mit exaktem Spitzende durch Aushärten auf dem Spitzende• OPTIMA-Verfahren zur Herstellung von Rohren und Schachtelementen mit exakten Füge- maßen, Toleranz ±0,5 mm• Direkteinrüttlung von Steigelementen jeglicher Aus- führung im vollautomatischen Prozess• Rationelle Herstellung von Schachtelementen mit material- identischer Steigeinrichtung (CONSTEP®)• Automatische Zuführung und Direkteinrüttlung von integrierten Dichtungen• Rationelles Rüttelpressverfahren mit Wendevorgang für hochwertige Betonprodukte jeglicher Ausführung (BLIZZARD)
Vorteile
• Schnelle und homogene Verdichtung durch Vibration und zusätzlichem
hydraulischen Pressdruck• Geringer Wasserzementwert und dadurch höchste Festigkeit der Beton- produkte• Kurze Taktzeiten durch schnellen
Verdichtungsvorgang und sofortige Entschalung
• Vielfältige Formgebungsmöglichkeiten für kleine und großformatige Produkte
• Rationelle Herstellung jeder gewünsch-ten Stückzahl bis hin zur vollautomati-schen Produktion
Produktionsverfahren

65
Das GießverfahrenDie Herstellung von Betonfertigteilen im Gießverfahren erfordert letztlich nur den Einsatz von Gießformen und stellt somit in Bezug auf die Anlagentechnik die geringsten Anforderungen - zumin-dest im ursprünglichen Sinne. Anderer-seits werden nunmehr vermehrt auto-matisierte Fertigungslinien eingesetzt, wie z. B. die ZELUS, um die spezifischen Vorteile des Gießverfahrens durch den Einsatz höchst effizienter Produktions-technologien optimal zu nutzen. Durch die Entwicklung von selbstver-dichtendem Beton hat das Gießverfah-ren nochmals an Bedeutung gewonnen.
Vorteile • Minimalste Produkttoleranzen• Beste Oberflächengüte • Auch für kleinste Stückzahlen wirtschaftlich• Komplexeste Produktgeometrien sind realisierbar
Sonderformen Auf Kundenwunsch bauen wir Formen entsprechend Ihren Produktzeichnungen.
Funktionsweise
Beim Gießverfahren werden Gießfor-men für unterschiedlichste Produkte mit einer flüssigen Betonmischung (im Gegensatz hierzu werden beim Rüt-telpressverfahren erdfeuchte Beton-mischungen eingesetzt) befüllt und anschließend mittels Rüttelflaschen, Außenrüttler oder auch Rütteltische verdichtet.
Durch den Einsatz von selbstverdichten-dem Beton kann auch auf das Verdich-ten verzichtet werden.
Nachdem die Betonmischung abgebun-den ist wird die Formeinrichtung geöff-net und somit das Produkt entschalt.
www.econorm.de
66
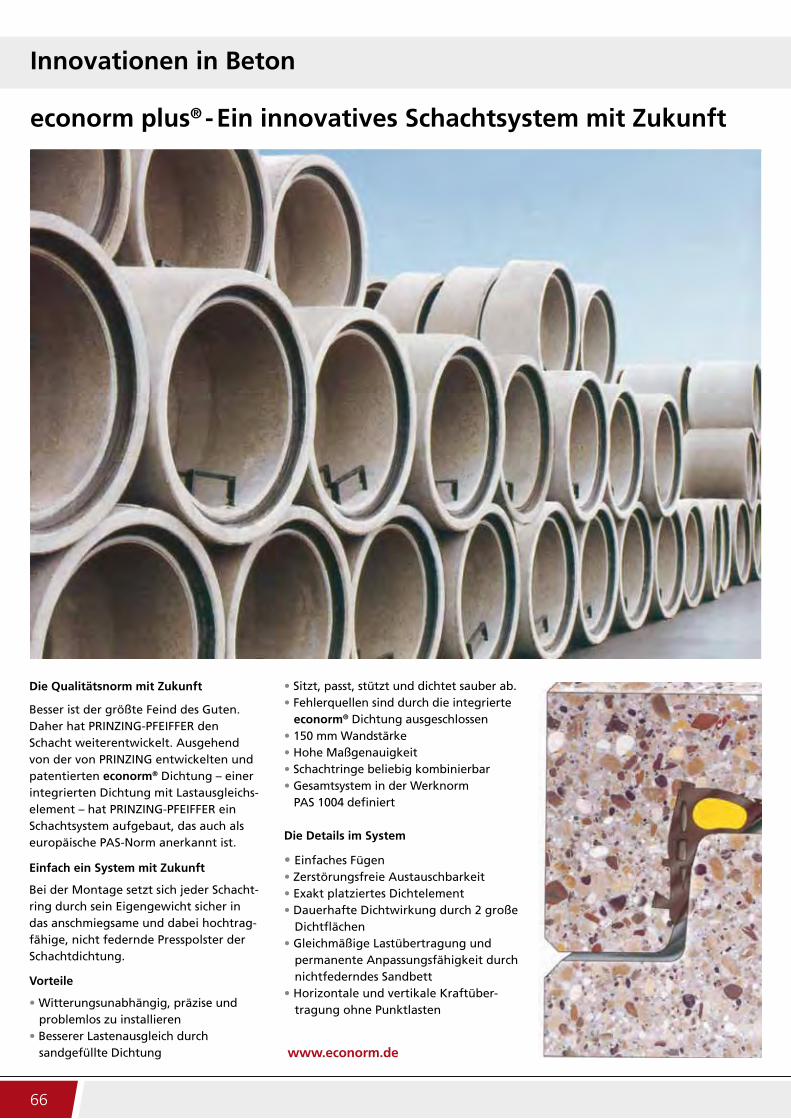
econorm plus® - Ein innovatives Schachtsystem mit Zukunft
Die Qualitätsnorm mit Zukunft
Besser ist der größte Feind des Guten. Daher hat PRINZING-PFEIFFER den Schacht weiterentwickelt. Ausgehend von der von PRINZING entwickelten und patentierten econorm® Dichtung – einer integrierten Dichtung mit Lastausgleichs-element – hat PRINZING-PFEIFFER ein Schachtsystem aufgebaut, das auch als europäische PAS-Norm anerkannt ist.
Einfach ein System mit Zukunft
Bei der Montage setzt sich jeder Schacht-ring durch sein Eigengewicht sicher in das anschmiegsame und dabei hochtrag-fähige, nicht federnde Presspolster der Schachtdichtung.
Vorteile
• Witterungsunabhängig, präzise und problemlos zu installieren • Besserer Lastenausgleich durch sandgefüllte Dichtung
• Sitzt, passt, stützt und dichtet sauber ab.• Fehlerquellen sind durch die integrierte econorm® Dichtung ausgeschlossen• 150 mm Wandstärke• Hohe Maßgenauigkeit• Schachtringe beliebig kombinierbar• Gesamtsystem in der Werknorm PAS 1004 definiert
Die Details im System
• Einfaches Fügen• Zerstörungsfreie Austauschbarkeit• Exakt platziertes Dichtelement• Dauerhafte Dichtwirkung durch 2 große
Dichtflächen• Gleichmäßige Lastübertragung und
permanente Anpassungsfähigkeit durch nichtfederndes Sandbett
• Horizontale und vertikale Kraftüber-tragung ohne Punktlasten
Innovationen in Beton
www.tobnorm.de
67
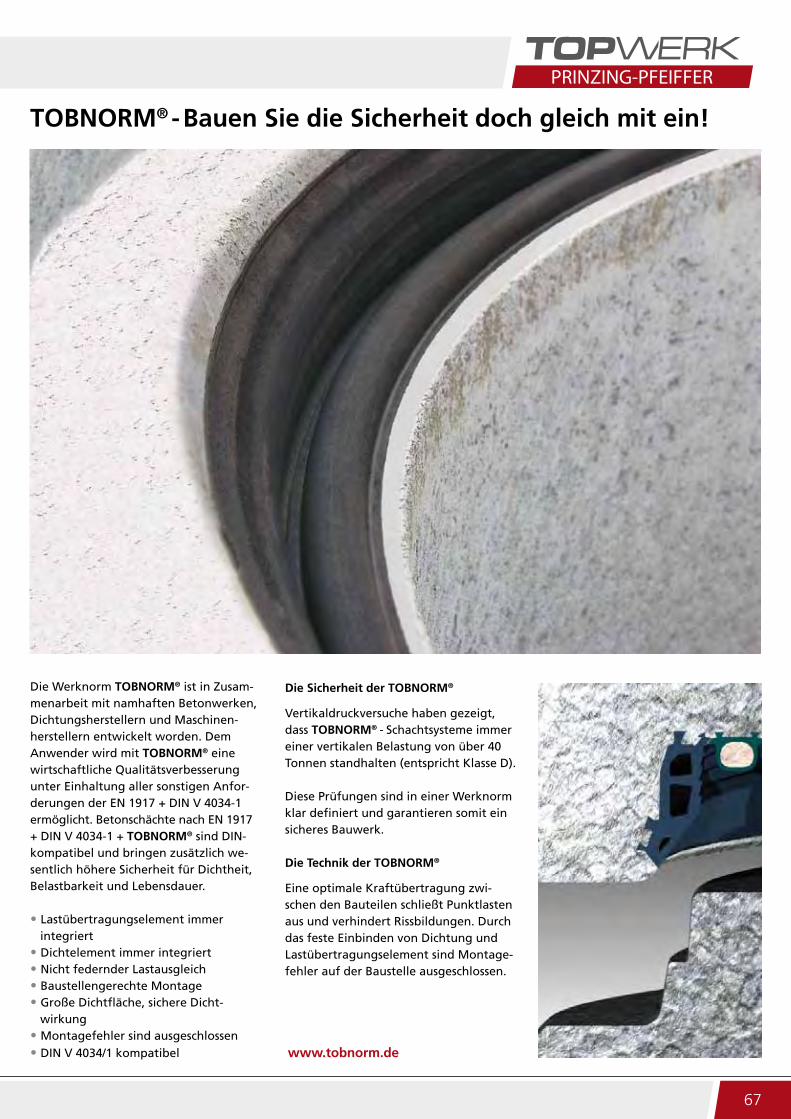
econorm plus® - Ein innovatives Schachtsystem mit Zukunft TOBNORM® - Bauen Sie die Sicherheit doch gleich mit ein!
Die Werknorm TOBNORM® ist in Zusam-menarbeit mit namhaften Betonwerken, Dichtungsherstellern und Maschinen-herstellern entwickelt worden. Dem Anwender wird mit TOBNORM® eine wirtschaftliche Qualitätsverbesserung unter Einhaltung aller sonstigen Anfor-derungen der EN 1917 + DIN V 4034-1 ermöglicht. Betonschächte nach EN 1917 + DIN V 4034-1 + TOBNORM® sind DIN-kompatibel und bringen zusätzlich we-sentlich höhere Sicherheit für Dichtheit, Belastbarkeit und Lebensdauer.
• Lastübertragungselement immer integriert• Dichtelement immer integriert• Nicht federnder Lastausgleich• Baustellengerechte Montage• Große Dichtfläche, sichere Dicht- wirkung• Montagefehler sind ausgeschlossen• DIN V 4034/1 kompatibel
Die Sicherheit der TOBNORM®
Vertikaldruckversuche haben gezeigt, dass TOBNORM® - Schachtsysteme immer einer vertikalen Belastung von über 40 Tonnen standhalten (entspricht Klasse D).
Diese Prüfungen sind in einer Werknorm klar definiert und garantieren somit ein sicheres Bauwerk.
Die Technik der TOBNORM®
Eine optimale Kraftübertragung zwi-schen den Bauteilen schließt Punktlasten aus und verhindert Rissbildungen. Durch das feste Einbinden von Dichtung und Lastübertragungselement sind Montage-fehler auf der Baustelle ausgeschlossen.
68
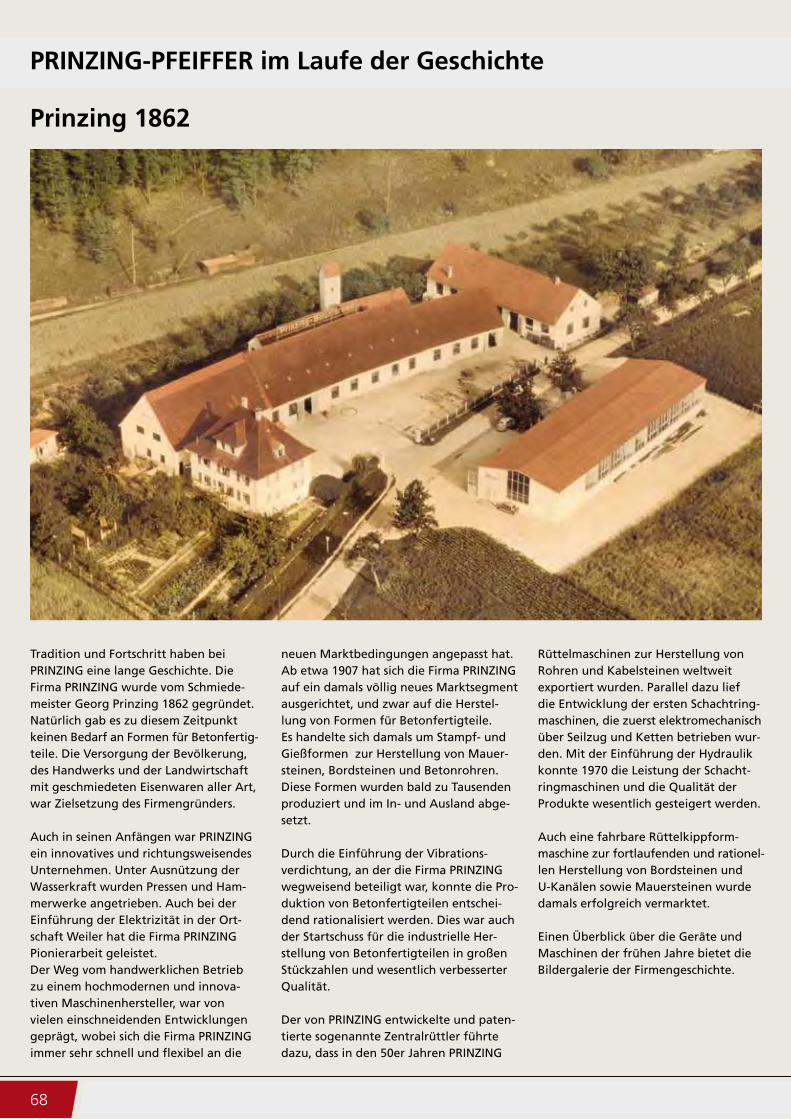
Prinzing 1862
Tradition und Fortschritt haben bei PRINZING eine lange Geschichte. Die Firma PRINZING wurde vom Schmiede-meister Georg Prinzing 1862 gegründet. Natürlich gab es zu diesem Zeitpunkt keinen Bedarf an Formen für Betonfertig-teile. Die Versorgung der Bevölkerung, des Handwerks und der Landwirtschaft mit geschmiedeten Eisenwaren aller Art, war Zielsetzung des Firmengründers.
Auch in seinen Anfängen war PRINZING ein innovatives und richtungsweisendes Unternehmen. Unter Ausnützung der Wasserkraft wurden Pressen und Ham-merwerke angetrieben. Auch bei der Einführung der Elektrizität in der Ort-schaft Weiler hat die Firma PRINZING Pionierarbeit geleistet. Der Weg vom handwerklichen Betrieb zu einem hochmodernen und innova-tiven Maschinenhersteller, war von vielen einschneidenden Entwicklungen geprägt, wobei sich die Firma PRINZING immer sehr schnell und flexibel an die
neuen Marktbedingungen angepasst hat.Ab etwa 1907 hat sich die Firma PRINZING auf ein damals völlig neues Marktsegment ausgerichtet, und zwar auf die Herstel-lung von Formen für Betonfertigteile. Es handelte sich damals um Stampf- und Gießformen zur Herstellung von Mauer-steinen, Bordsteinen und Betonrohren. Diese Formen wurden bald zu Tausenden produziert und im In- und Ausland abge-setzt.
Durch die Einführung der Vibrations-verdichtung, an der die Firma PRINZING wegweisend beteiligt war, konnte die Pro-duktion von Betonfertigteilen entschei-dend rationalisiert werden. Dies war auch der Startschuss für die industrielle Her-stellung von Betonfertigteilen in großen Stückzahlen und wesentlich verbesserter Qualität.
Der von PRINZING entwickelte und paten-tierte sogenannte Zentralrüttler führte dazu, dass in den 50er Jahren PRINZING
Rüttelmaschinen zur Herstellung von Rohren und Kabelsteinen weltweit exportiert wurden. Parallel dazu lief die Entwicklung der ersten Schachtring-maschinen, die zuerst elektromechanisch über Seilzug und Ketten betrieben wur-den. Mit der Einführung der Hydraulik konnte 1970 die Leistung der Schacht-ringmaschinen und die Qualität der Produkte wesentlich gesteigert werden.
Auch eine fahrbare Rüttelkippform- maschine zur fortlaufenden und rationel-len Herstellung von Bordsteinen und U-Kanälen sowie Mauersteinen wurde damals erfolgreich vermarktet.
Einen Überblick über die Geräte und Maschinen der frühen Jahre bietet die Bildergalerie der Firmengeschichte.
PRINZING-PFEIFFER im Laufe der Geschichte
69
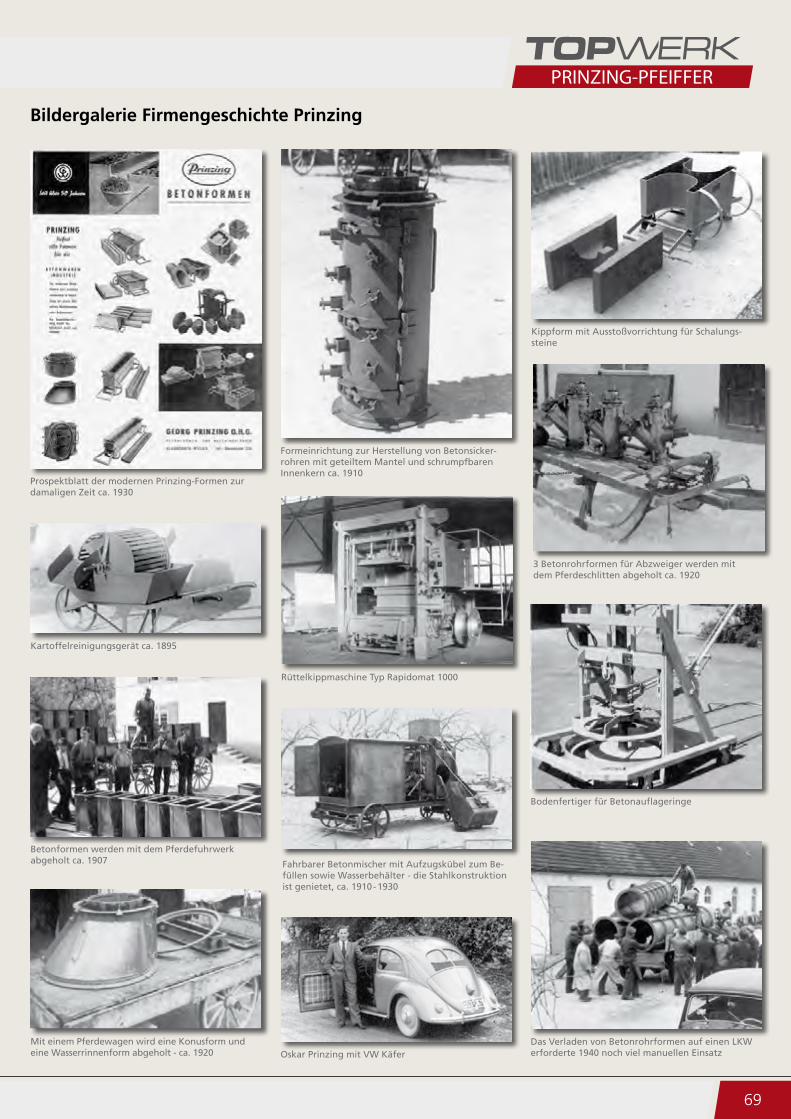
Bildergalerie Firmengeschichte Prinzing
Rüttelkippmaschine Typ Rapidomat 1000
Formeinrichtung zur Herstellung von Betonsicker-rohren mit geteiltem Mantel und schrumpfbaren Innenkern ca. 1910
Mit einem Pferdewagen wird eine Konusform und eine Wasserrinnenform abgeholt - ca. 1920
Fahrbarer Betonmischer mit Aufzugskübel zum Be-füllen sowie Wasserbehälter - die Stahlkonstruktion ist genietet, ca. 1910 - 1930
Prospektblatt der modernen Prinzing-Formen zur damaligen Zeit ca. 1930
Kartoffelreinigungsgerät ca. 1895
Betonformen werden mit dem Pferdefuhrwerk abgeholt ca. 1907
Kippform mit Ausstoßvorrichtung für Schalungs-steine
Das Verladen von Betonrohrformen auf einen LKW erforderte 1940 noch viel manuellen Einsatz
3 Betonrohrformen für Abzweiger werden mit dem Pferdeschlitten abgeholt ca. 1920
Bodenfertiger für Betonauflageringe
Oskar Prinzing mit VW Käfer
7070
PRINZING-PFEIFFER im Laufe der Geschichte
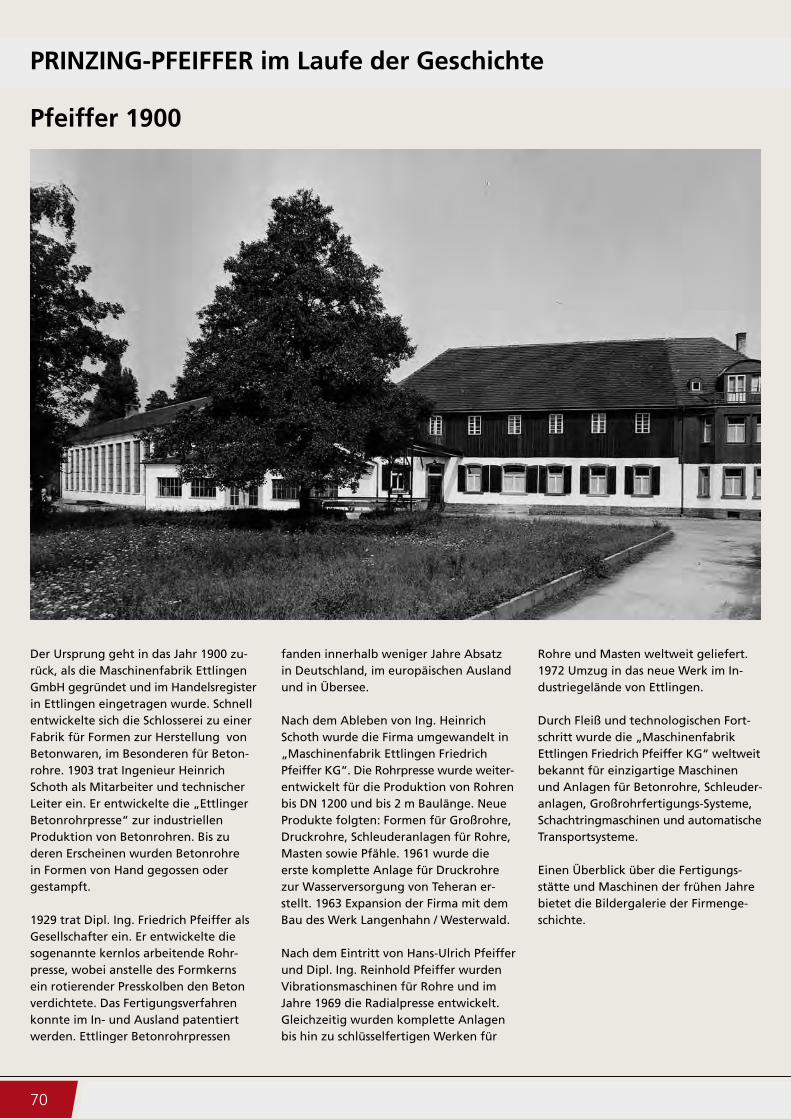
Pfeiffer 1900
Der Ursprung geht in das Jahr 1900 zu-rück, als die Maschinenfabrik Ettlingen GmbH gegründet und im Handelsregister in Ettlingen eingetragen wurde. Schnell entwickelte sich die Schlosserei zu einer Fabrik für Formen zur Herstellung von Betonwaren, im Besonderen für Beton-rohre. 1903 trat Ingenieur Heinrich Schoth als Mitarbeiter und technischer Leiter ein. Er entwickelte die „Ettlinger Betonrohrpresse“ zur industriellen Produktion von Betonrohren. Bis zu deren Erscheinen wurden Betonrohre in Formen von Hand gegossen oder gestampft.
1929 trat Dipl. Ing. Friedrich Pfeiffer als Gesellschafter ein. Er entwickelte die sogenannte kernlos arbeitende Rohr-presse, wobei anstelle des Formkerns ein rotierender Presskolben den Beton verdichtete. Das Fertigungsverfahren konnte im In- und Ausland patentiert werden. Ettlinger Betonrohrpressen
fanden innerhalb weniger Jahre Absatz in Deutschland, im europäischen Ausland und in Übersee.
Nach dem Ableben von Ing. Heinrich Schoth wurde die Firma umgewandelt in „Maschinenfabrik Ettlingen Friedrich Pfeiffer KG“. Die Rohrpresse wurde weiter-entwickelt für die Produktion von Rohren bis DN 1200 und bis 2 m Baulänge. Neue Produkte folgten: Formen für Großrohre, Druckrohre, Schleuderanlagen für Rohre, Masten sowie Pfähle. 1961 wurde die erste komplette Anlage für Druckrohre zur Wasserversorgung von Teheran er-stellt. 1963 Expansion der Firma mit dem Bau des Werk Langenhahn / Westerwald.
Nach dem Eintritt von Hans-Ulrich Pfeiffer und Dipl. Ing. Reinhold Pfeiffer wurden Vibrationsmaschinen für Rohre und im Jahre 1969 die Radialpresse entwickelt. Gleichzeitig wurden komplette Anlagen bis hin zu schlüsselfertigen Werken für
Rohre und Masten weltweit geliefert. 1972 Umzug in das neue Werk im In-dustriegelände von Ettlingen.
Durch Fleiß und technologischen Fort-schritt wurde die „Maschinenfabrik Ettlingen Friedrich Pfeiffer KG“ weltweit bekannt für einzigartige Maschinen und Anlagen für Betonrohre, Schleuder-anlagen, Großrohrfertigungs-Systeme, Schachtringmaschinen und automatische Transportsysteme.
Einen Überblick über die Fertigungs-stätte und Maschinen der frühen Jahre bietet die Bildergalerie der Firmenge-schichte.
7171
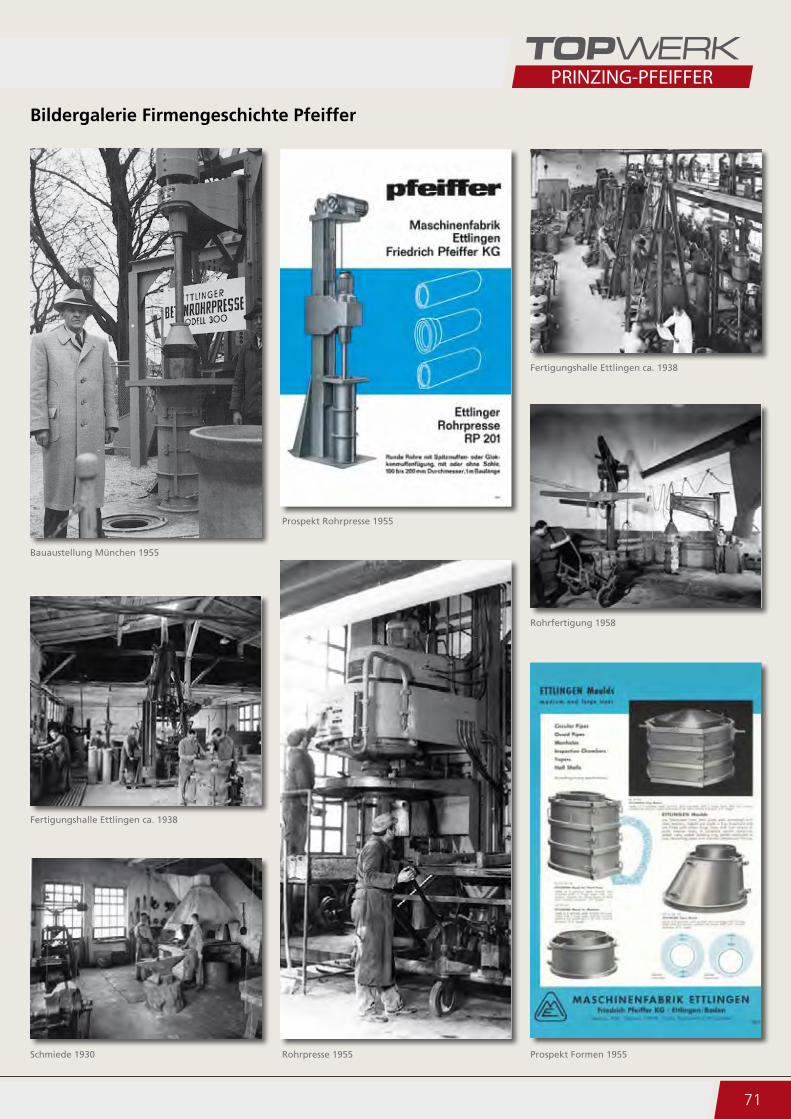
Bildergalerie Firmengeschichte Pfeiffer
Bauaustellung München 1955
Fertigungshalle Ettlingen ca. 1938
Schmiede 1930
Prospekt Rohrpresse 1955
Rohrpresse 1955 Prospekt Formen 1955
Fertigungshalle Ettlingen ca. 1938
Rohrfertigung 1958

72
PRINZING-PFEIFFER heute
Mehr als 150 Jahre nach Gründung der Firma PRINZING, befindet sich das Un-ternehmen an einer neuen Adresse, ist aber nach wie vor noch in Blaubeuren, Deutschland ansässig.
Seit 2008 wird im vollständig neu er-richteten Firmenkomplex für Kunden in aller Welt entwickelt, getestet und produziert.
Das Jahr 2014 steht ebenso für einen bedeutenden Schritt in der Entwicklung von PRINZING. Im Zuge der Bildung der TOPWERK Group wurde die ebenfalls traditionsreiche Firma PFEIFFER und deren Produktprogramm integriert.
PFEIFFER, gegründet 1900 und weltweit vertreten mit Installationen zur Produk-tion von Betonrohren, verkörpert zusam-men mit PRINZING mehr als 250 Jahre Erfahrung im Bereich von Produktions- anlagen zur Herstellung von Betonfer-tigteilen für den Infrastrukturbau.
Mit PFEIFFER, als weltweit führenden deutschen Hersteller von Rohrmaschinen, ergab sich eine Ergänzung des Maschinen-programms, welches in dieser Art einzig-artig ist.
Dieses umfangreiche Produktportfolio hat PRINZING-PFEIFFER innerhalb der letzten Jahrzehnte entwickelt und er-folgreich auf dem Weltmarkt etabliert. Das umfangreiche Maschinen- und Produktprogramm ist nur ein Allein- stellungsmerkmal der Firma PRINZING-PFEIFFER – weitere liegen in den un-zähligen Patenten, Entwicklungen und Sonderlösungen.
Somit verfügt PRINZING-PFEIFFER heute über ein Komplettprogramm zur Herstel-lung von Betonfertigteilen, welches an jeden Kundenwunsch und an jede Anfor-derung angepasst werden kann. Sowohl für kleinere und mittlere Stückzahlen, als auch für die Massenproduktion stehen verschiedenste Produktionssysteme zur Verfügung.
Hierbei wird unterschieden zwischen Produktionssystemen für Betonfertigteile für
• Druckleitungsbau• Kanalisation• Entwässerung• Energieversorgung und Telekommunikation• Klärtechnik und Regenwassernutzung• Hochbau• Produkte für Fahrstrecken
und
Betonwaren.
Ergänzend zu den Produktionsanlagen bietet PRINZING-PFEIFFER das komplette Zubehör, wie Mischanlagen, Bewehrungs-schweißmaschinen und Handhabungs-systeme aus einer Hand, um für unsere Kunden weltweit, an jedem Ort, schlüs-selfertige TOPWERKE zu realisieren.
PRINZING-PFEIFFER im Laufe der Geschichte

73
Bildergalerie Endmontage im PRINZING-PFEIFFER Werk
74
www.prinzing-pfeiffer.dewww.primuss.euwww.topwerk.com
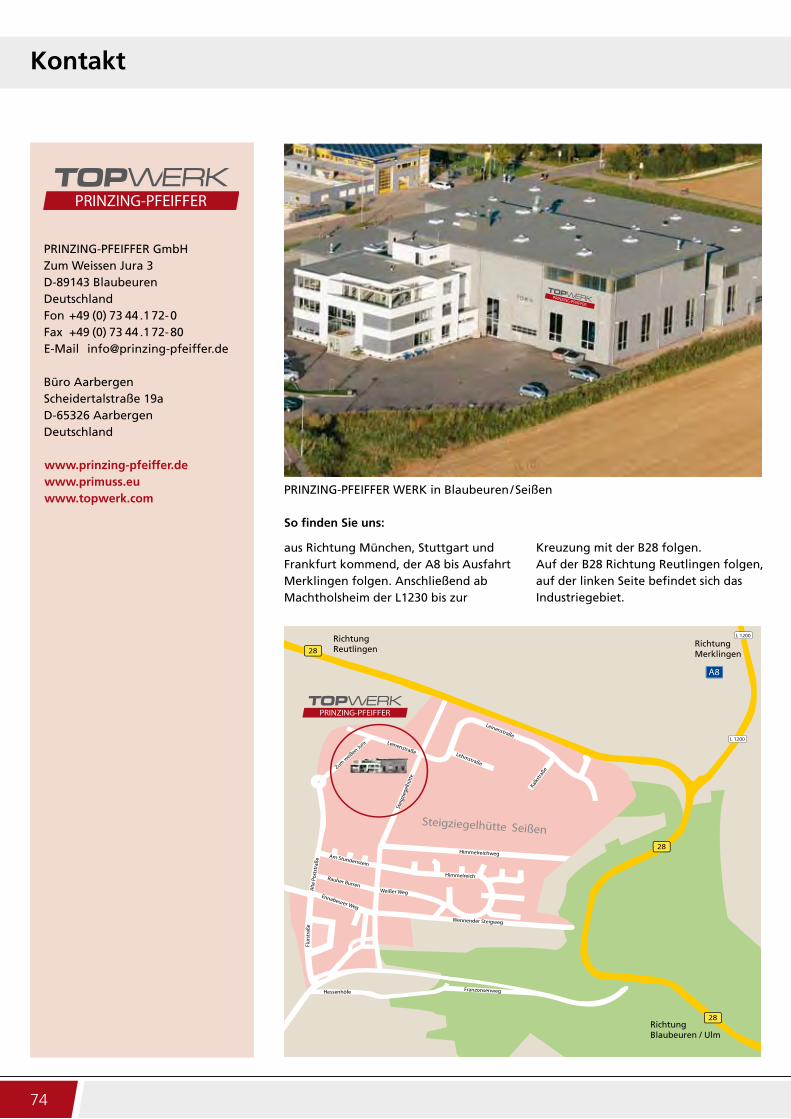
PRINZING-PFEIFFER WERK in Blaubeuren / Seißen
PRINZING-PFEIFFER GmbHZum Weissen Jura 3D-89143 BlaubeurenDeutschlandFon +49 (0) 73 44 .1 72- 0Fax +49 (0) 73 44 .1 72- 80E-Mail [email protected]
Büro AarbergenScheidertalstraße 19aD-65326 AarbergenDeutschland
So finden Sie uns:
aus Richtung München, Stuttgart und Frankfurt kommend, der A8 bis Ausfahrt Merklingen folgen. Anschließend ab Machtholsheim der L1230 bis zur
Kreuzung mit der B28 folgen.Auf der B28 Richtung Reutlingen folgen, auf der linken Seite befindet sich das Industriegebiet.
RichtungReutlingen
RichtungMerklingen
RichtungBlaubeuren / Ulm
Kontakt
75
Unser Team steht Ihnen bei allen Fragen gerne zur Verfügung. Unser oberstes Ziel ist es, Ihre Anforderungen mit einem qualitativ hochwertigen Service zu erfüllen. Unser Produktportfolio wird stetig für Sie erweitert. Hier bieten wir Ihnen Leistungen, die zu einer optimalen Anlagenverfügbarkeit beitragen, u.a.:
Qualitativ hochwertige Ersatzteile und kompetente Beratung - weltweit
Kompetente Unterstützung bei der Lösungsfindung
Effiziente Unterstützung und technischer Support mit Teleservice
Sicher - schnell - Informationen überall verfügbar
Professionelle Beratung zu allen Fragen der Verfahrentechnik
Optimierte Retrofits dank kontinuierlicher WeiterentwicklungRetrofit
Beratung
Monitoring
Teleservice
Help-Desk
Ersatzteile
After Sales Service
PRINZING-PFEIFFER GmbH
Zum Weissen Jura 3D-89143 Blaubeuren
+49 7344 172 0
+49 7344 172 80
TRADITION
GESAMTLÖSUNGEN
LEIDENSCHAFT
GLOBALES DENKEN
VERTRAUEN
Neuausrichtung von Produkten und Marke: Die TOPWERK Gruppe setzt auf integrierte Lösungen mit Fingerspitzengefühl
Es ist mehr als zwanzig Jahre her, als die Werbekampagne „Hoffentlich ist es Beton!“ dem Baustoff Beton zu einer bislang nicht gekannten Aufmerksakeit verhalf. Mit der Neuausrichtung ihrer Produkte und Marke geht die TOPWERK Gruppe noch einen Schritt weiter und stärkt mit der Aussage „New Dimensions in Concrete Shaping“ ihre Positionierung im Markt. Die im Jahr 2015 aus dem Zusammenschluss der Un-ternehmen HESS GROUP, SR-SCHINDLER, PRINZING-PFEIFFER und HESS AAC SYSTEMS hervorgegangene TOPWERK GROUP mit Sitz in Burbach unterstreicht mit ihren Maschinen und Services die Innovationsführerschaft als Gesamtlöser auf Weltmarkt-niveau. TOPWERK schafft die Voraussetzungen dafür, dass ihre Kunden ihre Märkte noch differenzierter gestalten und liefert für die neue Wertschöpfungsphilosophie ein HANDfestes Bild.
PP 0
4.16
500
0.50
0 d
e




![Blaubeuren Präsentation.ppt [Kompatibilitätsmodus]€¦ · Das Portal Kriegssammlungen in Deutschland 1914-1918 11. Symposium „Handschriften und Alte Drucke“ Blaubeuren, 21](https://img.pdfslide.org/doc/110x75/60479c378fd535453b178939/blaubeuren-pr-kompatibilittsmodus-das-portal-kriegssammlungen-in-deutschland.jpg)