Embed Size (px)
Citation preview
DERWÄRMEBEHANDLUNGSMARKTM A T E R I A L S | T E C H N O L O G I E S | O F F E R S
THE HEAT TREATMENT MARKET24. Jahrgang
Nr.3 Juli 2017
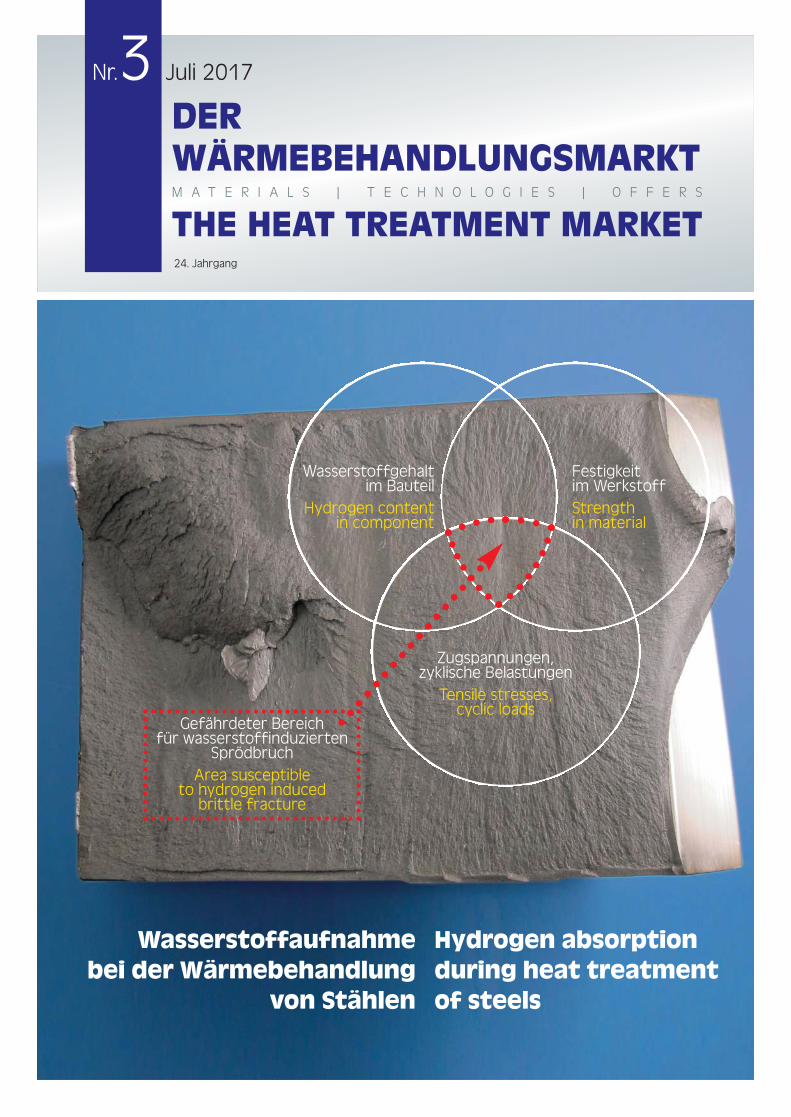
Wasserstoffaufnahme bei der Wärmebehandlung
von Stählen
Hydrogen absorption during heat treatment of steels
Wasserstoffgehalt im Bauteil
Hydrogen contentin component
Zugspannungen,zyklische Belastungen
Tensile stresses,cyclic loads
Festigkeit im WerkstoffStrength in material
Gefährdeter Bereich für wasserstoffinduzierten
SprödbruchArea susceptible
to hydrogen induced brittle fracture
WBM_3_2017.qxp_3_2017 03.08.17 13:55 Seite 1
2 The Heat Treatment Market Der Wärmebehandlungsmarkt 2/2017
Nächster Marktspiegel Wärmebehandlung: Oktober 2017
Next Market Survey Heat Treatment Market: Oktober 2017
Redaktionsschluss nächste Ausgabe 15. September 2017
Next issue, please order until 2017-09-15
Tel/Phone: +49 - (0)2835-9606-0 Gabriela Sommer
Impressum Herausgeber Editor: Dr. Sommer Werkstofftechnik GmbH
Kontakt und Anzeigen: Gabriela Sommer
Contact and Adds: Hellenthalstrasse 2, D-47661 Issum
Schriftleitung Editor in charge: Dr. Peter Sommer
Druck Printing: Druckhaus Geldern
Layout: Elmar van Treeck · Geldern
ISSN: 09 43 - 80 25
Dr. Sommer Werkstofftechnik GmbHDr. Sommer Materials Technology
Telefon: +49-(0) 28 35-96 06-0Telefax: +49-(0) 28 35-96 06-60E-mail: [email protected]: www.werkstofftechnik.com
Titelseite:In der letzten Ausgabe behandelte der erste
Teil dieses Artikels die Wasserstoffaufnahme beider Wärmebehandlung von Stählen. In diesem zwei-ten Teil werden folgerichtig diverse Fehlermodibeschrieben und deren technische Hintergründeerläutert.
WBM_3_2017.qxp_3_2017 03.08.17 13:55 Seite 2
3Der Wärmebehandlungsmarkt 2/2017 The Heat Treatment Market
Sehr geehrte Leserinnen und Leser!
Die aktuelle Ausgabe komplettiert den Bericht zumThema „Wasserstoffaufnahme bei der Wärmebe-handlung“ und beschreibt wasserstoffinduzierte
Schadensfälle. Die im Bericht aufgeführten Schäden sindüberwiegend an Bauteilen aufgetreten, die keiner galva-nischen Behandlung unterzogen wurden. Es ist schon er-staunlich, was dieses kleinste Element im Periodensystemder Elemente anrichten kann.
Es muss jedoch betont werden, dass die Behandlungunter einer wasserstoffhaltigen Atmosphäre nur dieWasserstoffquelle beschreibt. Es muss noch ein zusätzlicherFehler vorhanden sein oder auftreten, damit es auch zueiner Rissbildung kommt.
Das Thema „Dem Wasserstoff auf der Spur“ wirdauch in unserem
1. Infotag am 19. Sept. 2017 in Issum-Sevelen
behandelt werden. Prof. Pohl und seine Mitarbeiterstellen die aktuellen Erkenntnisse hierzu vor.
Bereits im Dezember des letzten Jahres haben wirdiese Veranstaltung in der Schweiz durchgeführt. DieKurzvorträge zu aktuellen Themen der Werkstofftechnikund Wärmebehandlung wurden ausführlich und regediskutiert.
Neuerungen bei der Atmosphärenregelung, Industrie4.0 für Wärmebehandler, Aktuelles zur CQI-9, Untersu-chungsmethoden bei Schadensfällen und rechtliche As-pekte sind weitere Schwerpunktthemen. Diesen Infotagverbinden wir mit der Vorstellung unseres aktuell erwei-terten Instituts und deshalb sind die Teilnahmegebührenbesonders attraktiv.
Ja, und dann ist es schon bald wieder soweit. Dienächste Ausgabe wird zum diesjährigen HärtereiKongresserscheinen. Die Branche trifft sich wieder auf dem Mes-segelände in Köln. Auch in diesem Jahr bietet Ihnenunsere Zeitschrift umfangreiche Möglichkeiten der Pro-dukt- und Leistungsvorstellung aus Ihrem Unternehmen.
Wir freuen uns auf Ihre Präsentationen. Bis dahinwünsche ich Ihnen eine gute Zeit
Dear Readers!
The actual issue completes the publication dealingwith “Hydrogen absorption during heat treat-ment” and presents hydrogen induced damage
cases. The damage cases, described in this report, mostlyoccurred on components which have not been electro-plated in any manner. It is pretty amazing what havoc thissmallest element in the periodic table of elements canwreak.
But it must be pointed out that the treatment inhydrogenous atmosphere describes the hydrogen source,only. So, an additional failure mode must be presentthere, to initiate a crack formation.
The topic “On the trace of hydrogen” will also bedealt with, on our
1st Info day on Sept. 19, 2017, in Issum-Sevelen.
Prof. Pohl and his assistants will present actualfindings for this.
Already in December last year, we performed thispresentation in Switzerland. The short lectures on actualthemes of material techniques and heat treatment havebeen discussed lively and in detail.
Innovations in Atmosphere Control, Industry 4.0 forHeat Treaters, Actualities for CQI-9, Investigation Methodson Damage Cases and Legal Aspects are additional keytopics. We will combine this information day with the in-troduction of our actually expanded institute and, there-fore, the attendance fee is especially attractive.
Yes, and then it will be time again. The next issue willbe published to this year’s HeatTreatmentCongress.Again, the industrial sector will meet in Cologne exhibitioncenter. Also in this year, our magazine offers multiplepossibilities for product- and activity-presentation ofyour company.
We would be pleased to receive your presentations.Until then, I wish you good times
P. Sommer
1. Infotag am 19. Sept. 2017
in Issum-Sevelen
1st Info day on Sept. 19, 2017, in Issum-Sevelen
Wei
tere
Info
rmat
ione
n: w
ww
.wer
ksto
ffte
chni
k.co
m/d
ownl
oad/
pdf/
Anm
eldu
ng_I
nfot
ag_2
017.
Mor
e in
form
atio
n: w
ww
.wer
ksto
ffte
chni
k.co
m/d
ownl
oad/
pdf/
Anm
eldu
ng_I
nfot
ag_2
017.
WBM_3_2017.qxp_3_2017 03.08.17 13:55 Seite 3

4 The Heat Treatment Market Der Wärmebehandlungsmarkt 2/2017
AnwendungsAkademieDr. Sommer WerkstofftechnikAnwendungsAkademieDr. Sommer Werkstofftechnik
Die Teilnehmer der Wochenseminare grüßen die Leser
Wir sind Bildungs-träger nach AZAVNutzen Sie Bildungsschecks,Bildungsprämienund die verschiedenenFörder programmedes Bundes undder Bundesländer.Gerne beraten wirSie in einem persönlichen Gespräch.
19. September 2017
in Issum-Sevelen - Informationstagung
Aktuelle Informationen über Werkstoffe und derenWärmebehandlung. Kurz und bündig stellen wir in 30-minütigen Vorträgenneue Themen aus der Branche vor. Nach jedem Vortraghaben Sie die Gelegenheit zu einer 15-minütigen Dis-kussion:
� Neue Möglichkeiten in der Mess- und Regelungs-technik (Karl-Michael Winter, Process Electronic)
� Industrie 4.0. Worauf müssen sich die Wärmebehandler einstellen? (Jörn Rohde, Rohde Industrieofenbau)
� Dem Wasserstoff auf der Spur(Prof. Michael Pohl, RUB)
� CQI-9 – Status Quo und Zukunftsperspektiven(Markus Milde)
� Metallphysikalische Untersuchungsmethoden beider Schadensfallanalyse(Philipp Sommer, Dr. Sommer Werkstofftechnik)
� Versicherungstechnische und rechtliche Aspektebei Schadenfällen sowie Schadenprophylaxe inder Wärmebehandlungstechnik(RA Tim Lieber)
� Schäden an wärmebehandelten Bauteilen(Dr. Peter Sommer, Dr. Sommer Werkstofftechnik)
Anschließend laden wir zu einer Institutsbesichtigungin den neuen Räumen nach dem erfolgten Erweite-rungsbau ein.
25. - 27. September 2017
in Issum-Sevelen
Teil 3: Aufbauseminar - Prozesstechnik + FMEA
Was der Härter über seine Arbeit wissen muss
Der dritte Teil der Seminarreihe setzt die Inhalte derersten beiden Teile voraus und befasst sich jeweilseinen Tag lang mit der konkreten Erstellung von Wär-mebehandlungsprogrammen für die drei Werkstoff-gruppen Vergütungsstähle, Einsatzstähle und Werk-zeugstähle.
09. - 10. Oktober 2017
in Issum-Sevelen - Praxistage
Gefüge in Stählen: Anlieferzustand
Die Praxistage „Gefügebewertung“ richten sich an Mit-arbeiter, die metallographische Untersuchungen durch-führen bzw. Ergebnisse der Metallographie bewertenund interpretieren müssen. In dieser ersten Veranstaltungwerden insbesondere Neueinsteigern die metallogra-phischen Grundkenntnisse und die Beschreibung vonGefügen im Lieferzustand vermittelt.
17. - 18. Oktober 2017
in Issum-Sevelen
AIAG CQI-9 Prozessauditor (3rd Edition 2011)
Dieses Seminar führen wir in unserem Institut in Zu-sammenarbeit mit Herrn Markus Milde (heat treatmentand nadcap consulting service, Dortmund) durch. Esvermittelt den Teilnehmern den ordnungsgemäßenUmgang mit dem Auditfragenkatalog der CQI-9 undzeigt gleichzeitig die notwendigen Anforderungen anWärmebehandlungseinrichtungen auf
7. November 2017
in Issum-Sevelen - Praxistage
Gefüge in Stählen: Gebrauchszustand
Die Praxistage „Gefügebewertung“ richten sich an Mit-arbeiter, die metallographische Untersuchungen durch-führen bzw. Ergebnisse der Metallographie bewertenund interpretieren müssen. Diese zweite Veranstaltungbeschreibt Gefüge nach unterschiedlichsten Wärme-behandlungen (Härten, Randschichthärten, Einsatzhärten,Nitrieren und Nitrocarburieren) sowie Gefüge aus Scha-densfällen.
WBM_3_2017.qxp_3_2017 03.08.17 13:55 Seite 4

5Der Wärmebehandlungsmarkt 2/2017 The Heat Treatment Market
Der erste Teil dieses Artikels behandelte in derAusgabe 2/2017 dieser Zeitschrift die Wasserstoff-aufnahme bei der Wärmebehandlung von Stählen.In diesem zweiten Teil werden nun verschiedeneFehlermodi beschrieben und deren Hintergründe er-läutert.
4. Schadensfälle durch Wasserstoff
4.1. Rissbildung nach abgeschlossener Wärmbehandlung
Schadensfall 1
An einsatzgehärteten und verzinkten gewindeschnei-denden Schrauben, die aus dem Werkstoff C15 + 35 ppmBor in der Abmessung M4x14 hergestellt waren, war eszu Kopfabrissen gekommen. Da die Schrauben zur Be-festigung stromführender Gehäuse verwendet wurden,erfolgte eine Rückrufaktion von 33.000 Haushaltsgeräten,in denen Schrauben aus dem betreffenden Behandlungslosverbaut waren. Der wirtschaftliche Schaden entstand inerster Linie durch die hohen Kosten der Rückrufaktion.Das Schadensbild des wasserstoffinduzierten Sprödbruchswar dabei bei allen beteiligten Parteien unstrittig, Bild 7.Strittig war dagegen die Herkunft des Wasserstoffs,weshalb dieser Schaden in zwei Instanzen vor Gerichtverhandelt wurde. In der zweiten Instanz ordnete einOberlandesgericht die Nachstellung des gesamten Ferti-gungsablaufs an.
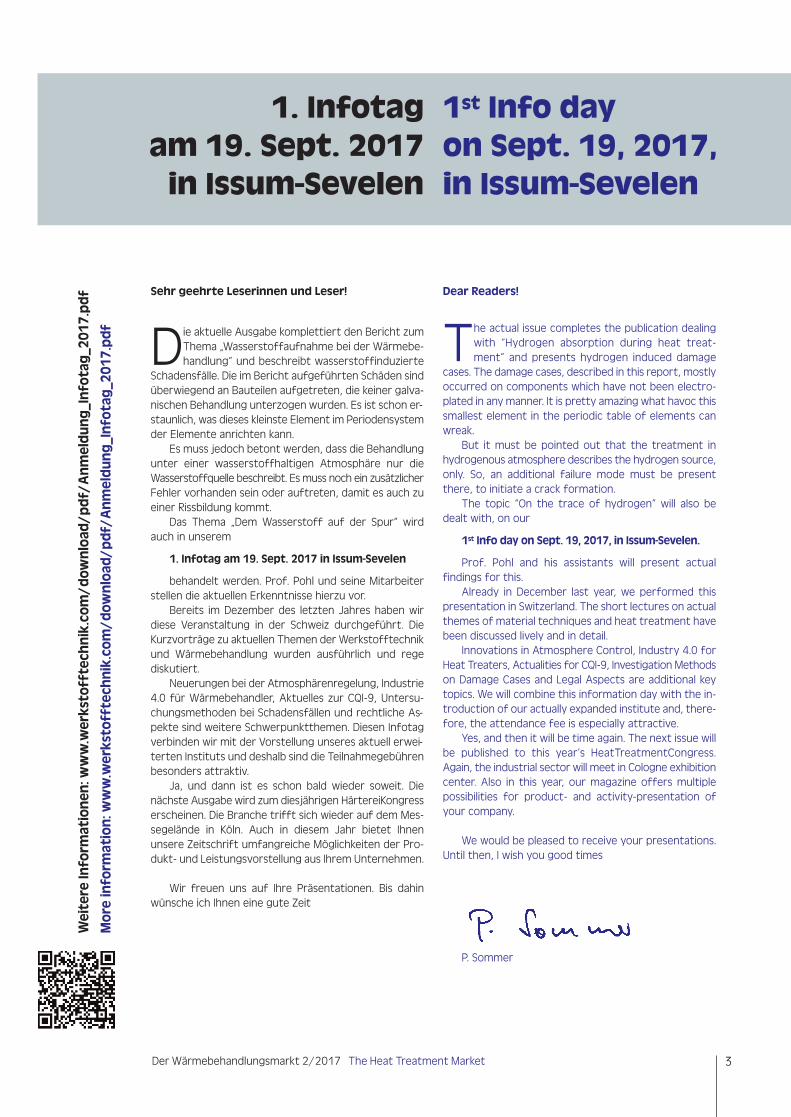
Nach jedem Fertigungsschritt wurden die Wasser-stoffgehalte in den Schrauben überprüft und Verspanntestenach DIN EN 15330 [7] durchgeführt. Das Wasserstoffgehaltan den kaltumgeformten Schrauben lag mit 0,5 ppm imBereich der technischen Nachweisgrenze, Bild 8. Durchdas Carbonitrieren und Einsatzhärten erhöhte sich derWasserstoffgehalt auf 2,6 ppm. Bei dem Verspanntestder einsatzgehärteten und nicht angelassenen Schrauben
The first part of this article in issue 2/2017 ofthis magazine handled about hydrogen absorptionduring heat treatment of steels. Now in this secondpart, different failure modes will be described withexplanation of the backgrounds.
4. Damage Cases due to HydrogenAbsorption
4.1. Crack Formation after Completed Heat Treatment
Case of damage 1
Delayed fractures occurred at case hardened andgalvanized thread-forming screws, produced of the ma-terial C15 + 35 ppm boron within the dimension ofM4x14. Because the screws were used to fixate electricalconducting boxes a product recall took the place of33,000 household appliances in which screws from theaffected batch were installed. The economic loss firstlyoccurred due to the high costs of the product recall.The damage pattern of the hydrogen-induced brittlefracture was indisputable for all parties, Figure 7. Butcontroversial was the origin of hydrogen, and thereforethis damage was judicial proceeded in two instances.Within the second instance, the Higher Regional Courtordered the re-enactment of the whole manufacturingprocess.
After each production step, the hydrogen contentsof the screws were measured, and preloading tests ac-cording to DIN EN ISO 15330 [7] were carried out. Thehydrogen content of 0.5 ppm at the cold formed screwswas within the range of the technical detection limit,Figure 8. Due to carbonitriding and case hardening, thehydrogen content increased to 2.6 ppm. During the pre-loaded test of the case hardened and untemperedscrews a delayed hydrogen induced fracture occurred
Wasserstoffaufnahme bei der Wärmebehandlung
von Stählen, Teil 2
Hydrogen absorption during heat treatment of steels, part 2
Dr.-Ing. P. SommerDr. Sommer Werkstofftechnik GmbHIssum
Bild 7: Gewindeformende
Schrauben und interkristalliner
Bruch
Figure 7: Thread-forming
screws and intergranular
fracture
WBM_3_2017.qxp_3_2017 03.08.17 13:55 Seite 5
6 The Heat Treatment Market Der Wärmebehandlungsmarkt 2/2017
kam es bei 96 % der 120 verspannten Schrauben zu einemverzögerten, wasserstoffinduzierten Sprödbruch. Durchdas Anlassen bei 280°C sank der Wasserstoffgehalt auf0,7 ppm und in diesem Zustand gab es keine Verspannausfällemehr. Bereits in einer früheren Arbeit [8] wurde nachge-wiesen, dass die Verspannausfälle nicht durch mangelndeZähigkeit aufgrund der fehlenden Anlassbehandlung ver-ursacht wurden. An nicht angelassenen Schrauben effun-dierte der Wasserstoff auch bei Raumtemperatur nachca. 8 Wochen, was ebenfalls dazu führte, dass es keineVerspannausfälle mehr gab.
Die einsatzgehärteten Schrauben wurden anverzinkt,getempert und fertigverzinkt. Die Temperbehandlung er-folgte bei 210°C über 8 h. Da zahlreiche Schrauben ausdem schadhaften Fertigungslos noch eine Oberflächenhärtevon bis zu 860 HV 0,3 aufwiesen, konnte weder eine An-lassbehandlung noch eine Temperbehandlung sachgerechtdurchgeführt worden sein. Das Ergebnis dieser Untersuchungkonnte wie folgt zusammengefasst werden:
Einsatzhärten ohne Anlassen ➜ nahezu 100 % Verspannausfälle in 96 h Testdauer
Einsatzhärten mit Anlassen ➜ keine Verspannausfälle
Einsatzhärten ohne Anlassen + Galvanik mit Tempern➜ wenige Verspannausfälle
Einsatzhärten mit Anlassen + Galvanik ohne Tempern ➜ zahlreiche Verspannausfälle
Einsatzhärten mit Anlassen + Galvanik mit Tempern ➜ keine Verspannausfälle
Diese Untersuchung belegte, dass sowohl eine sach-gerechte Anlassbehandlung als auch Temperbehandlungerforderlich ist, um einen wasserstoffinduzierten Spröd-bruch zu vermeiden [9, 10].
at 96 % of 120 tested screws. Due to tempering at280°C the hydrogen content dropped to 0.7 ppm andwithin this condition, no fractures occurred anymore.Already in an earlier examination [8] it was proved thatthe delayed fracture did not happen through insufficienttoughness caused by a missing tempering treatment. Atuntempered screws hydrogen effused even at ambienttemperature after approximately 8 weeks; additionally,no further failures occurred.
The case hardened screws were pre-galvanized,baked and then finally galvanized. The bake treatmentwas carried out at 210°C for 8 h. Since many screws ofthe failed batch still had a surface hardness of up to860 HV 0.3, neither a tempering treatment nor a baketreatment could be performed appropriately. The resultof this investigation was summarized as follows
Case hardening without tempering ➜ almost 100 % failures within 96 h testing time
Case hardening with tempering ➜ no failures
Case hardening without tempering + galvanizing with baking➜ few failures
Case hardening with tempering + galvanizing without baking ➜ numerous failures
Case hardening with tempering + galvanizing with baking ➜ no failures
This investigation showed that an appropriate tem-pering treatment, as well as a baking after galvanizing,is necessary to avoid a hydrogen-induced brittle fracture[9,10].
0,0 0,5 1,0 1,5 2,0 2,5 3,0
< 0,5 ppm
2.6 ppm
0,7 ppmCase hardened + tempered 280°C 1 hEinsatzgehärtet + angelassen 280°C 1 h
Raw material | Rohmaterial
Bild 8: Wasserstoffgehaltenach Carbonitrierenund Anlassen
Figure 8: Hydrogen contentsafter carbonitriding and tempering
Wasserstoffgehalt | Hydrogen content [ppm]
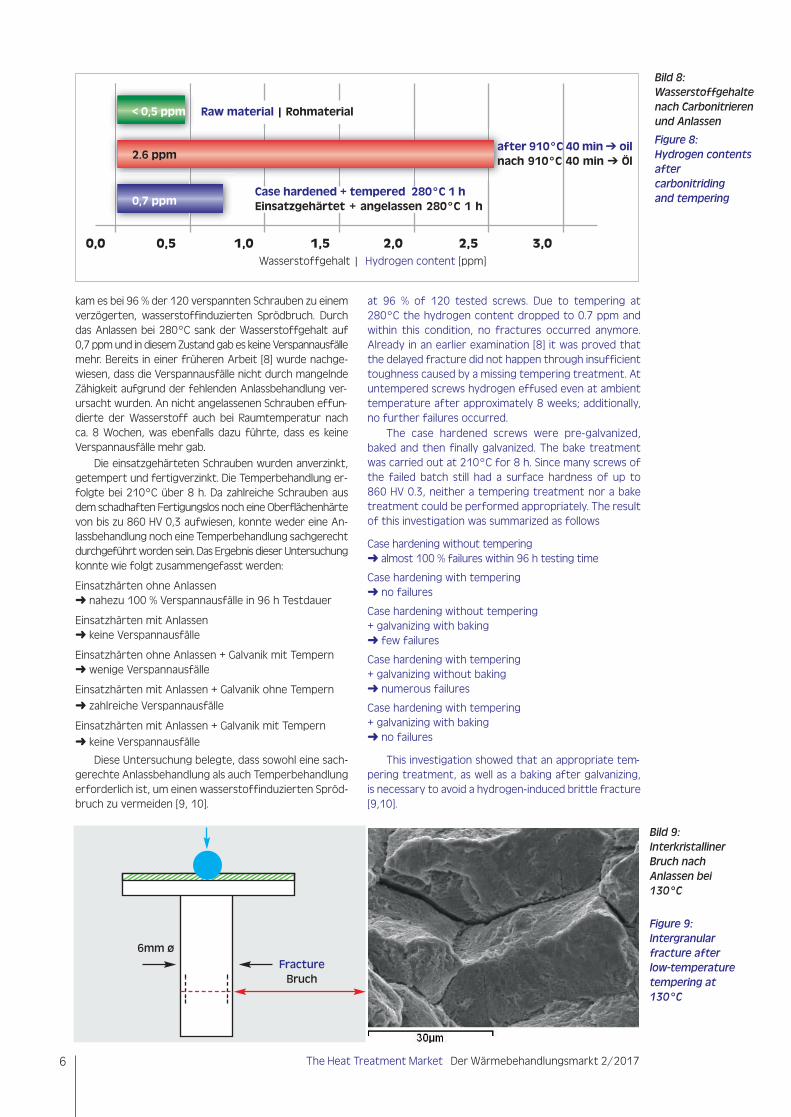
6mm øFracture
Bruch
Bild 9: InterkristallinerBruch nach Anlassen bei130°C
Figure 9: Intergranularfracture afterlow-temperaturetempering at130°C
after 910°C 40 min ➔ oilnach 910°C 40 min ➔ Öl
WBM_3_2017.qxp_3_2017 03.08.17 13:55 Seite 6

7Der Wärmebehandlungsmarkt 2/2017 The Heat Treatment Market
Case of damage 2
Whereas at the previously mentioned case of damagewith the case hardening and the galvanic treatment twopossible hydrogen sources were to be assessed the fol-lowing descriptive components were not galvanic treated.A safety component of a car from the case hardeningsteel C15 + boron as already described in the previouscase of damage was carbonitrided, and case hardened.Since the main function of this component was exposedto a wear stress, a high surface hardness was desiredand predefined. Therefore the tempering treatmentwas carried out at only 130°C for 90 min. At the 6 mm Øshaft of this safety component a rolled thread wasmanufactured for fixation purpose. This componentwas installed in cars for a long time already and extensivetested with the described heat treatment before. Con-spicuities or even cracks did not occur.
Due to a delivery bottleneck, the case hardened andtempered components were carried to the transferstreet and installed immediately after the heat treatmentprocess. 20 threads of this batch cracked after assemblingwithin a couple of days. Also at this failure, the fracturesurface proved the influence of hydrogen, Figure 9.Due to this damage, systematic experiments withdifferent tempering temperatures were carried out,and hydrogen contents were measured just after theheat treatment and after storage periods of 30 days.The following results were achieved:
Case Hardening + 130°C 90 minMeasurement at 5 pieces just after heat treatment ➜ 3.0 to 3.8 ppm
Case Hardening + 180°C 90 min Measurement at 5 pieces just after heat treatment ➜ 1.3 to 1.8 ppm
Case Hardening + 130°C 90 minMeasurement at 5 pieces 30 days after heat treatment➜ 1.2 to 1.9 ppm
Case Hardening + 180°C 90 minMeasurement at 5 pieces 30 days after heat treatment➜ 1.1 to 1.5 ppm
The results proved very high hydrogen contentsafter case hardening and tempering at 130°C. Further-more they also proved a rarely noted influence. A tooshort storage period or an immediate assembly enablesno hydrogen effusion at ambient temperature anymore,which increases the risk of a hydrogen-induced brittlefracture. Indeed the storage times of the already installedcomponents were not traceable anymore, but no furtherdamages were known for this part. Probably unintentionallylonger storage periods have prevented earlier hydrogeninduced failures.
Schadensfall 2
Während bei dem zuvor beschriebenen Schadensfallmit der Einsatzhärtung und der galvanischen Behandlungnoch zwei mögliche Wasserstoffquellen zu bewerten waren,wurden die nachfolgend zu beschreibenden Bauteile nichtgalvanisch behandelt. Ein PKW-Sicherheitsbauteil, das auchwie im zuvor beschriebenen Schadensfall aus dem EinsatzstahlC15 + Bor wurde carbonitriert und einsatzgehärtet. Da dieHauptfunktion dieses Bauteils einer Verschleißbeanspruchungausgesetzt war, war eine hohe Oberflächenhärte gewünschtund vorgegeben. Die Anlassbehandlung wurde daher nurbei 130°C 90 min durchgeführt. Am 6 mm Ø - Schaftdieses Sicherheitsteils war ein gerolltes Gewinde zur Be-festigung mit einer Mutter eingebracht worden. DiesesBauteil wurde schon seit langer Zeit im PKW eingebautund war zuvor mit der beschriebenen Wärmebehandlungumfangreich erprobt worden. Auffälligkeiten oder garRissbildungen traten nicht auf.
Aufgrund eines Lieferengpasses wurden einsatzge-härtete und angelassene Bauteile unmittelbar nach demWärmebehandlungsprozess zur Transferstraße gefahrenund verbaut. Aus diesem Fertigungslos sind 20 Gewindezeitverzögert abgerissen. Auch bei diesem Schadensfallbelegte die Bruchfläche den Einfluss des Wasserstoffs,Bild 9. Aufgrund dieses Schadens wurden systematischeVersuche mit verschiedenen Anlasstemperaturen durch-geführt und die Wasserstoffgehalte direkt nach derWärmebehandlung und nach 30-tägiger Lagerung beiRaumtemperatur im Wasserstoffgehalt vermessen. Fol-gende Ergebnisse wurden dabei erzielt:
Einsatzhärten + 130°C 90 min Messung an 5 Teilen direkt nach der Wärmebehandlung ➜ 3,0 bis 3,8 ppm
Einsatzhärten + 180°C 90 minMessung an 5 Teilen direkt nach der Wärmebehandlung➜ 1,3 bis 1,8 ppm
Einsatzhärten + 130°C 90 min Messung an 5 Teilen 30 Tage nach der Wärmebehandlung ➜ 1,2 bis 1,9 ppm
Einsatzhärten + 180°C 90 minMessung an 5 Teilen 30 Tage nach der Wärmebehandlung ➜ 1,1 bis 1,5 ppm
Bild 10: Einer von 80 nach
der Einsatzhärtung gerissenen Zähnen
und interkristallinerBruch
Figure 10: One of 80 cracked
teeth after case hardening
and intergranularfracture
WBM_3_2017.qxp_3_2017 03.08.17 13:55 Seite 7
8 The Heat Treatment Market Der Wärmebehandlungsmarkt 2/2017
Die Ergebnisse belegten einen sehr hohen Wasser-stoffgehalt nach dem Einsatzhärten und Anlassen bei130°C. Sie belegten aber auch eine bislang seltenbeachtete Einflussgröße. Eine zu kurze Lagerzeit bzw.der sofortige Einbau ermöglicht keine Effusion des Was-serstoffs bei Raumtemperatur mehr, was das Risiko eineswasserstoffinduzierten Sprödbruchs erhöht. Die Lager-zeiten bisher verbauter Bauteile waren zwar nicht mehrnachvollziehbar, jedoch waren keine Ausfälle an diesemBauteil bekannt. Vermutlich unabsichtliche längere La-gerzeiten haben frühere Verspannausfälle verhindert.
Schadensfall 3
Wasserstoffinduzierte Sprödbrüche bedingen ein kri-tisches Wasserstoffpotential, eine bestimmte Zugfestigkeitbzw. reduzierte Dehnung und eine ausreichende Belastung.Bei den beiden zuvor beschriebenen Schadensfällenwirkte eine äußere Spannung. Eigenspannungen habenjedoch die gleiche Wirkung, wie der nachfolgende Scha-densfall zeigt.
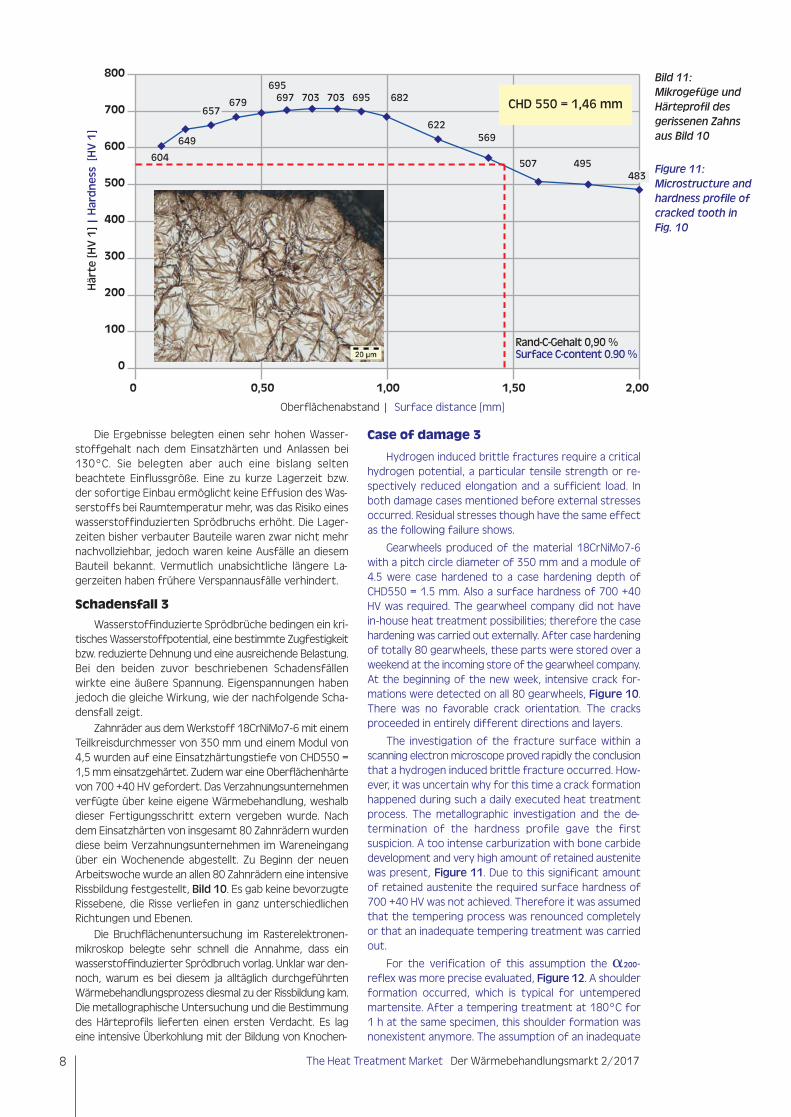
Zahnräder aus dem Werkstoff 18CrNiMo7-6 mit einemTeilkreisdurchmesser von 350 mm und einem Modul von4,5 wurden auf eine Einsatzhärtungstiefe von CHD550 =1,5 mm einsatzgehärtet. Zudem war eine Oberflächenhärtevon 700 +40 HV gefordert. Das Verzahnungsunternehmenverfügte über keine eigene Wärmebehandlung, weshalbdieser Fertigungsschritt extern vergeben wurde. Nachdem Einsatzhärten von insgesamt 80 Zahnrädern wurdendiese beim Verzahnungsunternehmen im Wareneingangüber ein Wochenende abgestellt. Zu Beginn der neuenArbeitswoche wurde an allen 80 Zahnrädern eine intensiveRissbildung festgestellt, Bild 10. Es gab keine bevorzugteRissebene, die Risse verliefen in ganz unterschiedlichenRichtungen und Ebenen.
Die Bruchflächenuntersuchung im Rasterelektronen-mikroskop belegte sehr schnell die Annahme, dass einwasserstoffinduzierter Sprödbruch vorlag. Unklar war den-noch, warum es bei diesem ja alltäglich durchgeführtenWärmebehandlungsprozess diesmal zu der Rissbildung kam.Die metallographische Untersuchung und die Bestimmungdes Härteprofils lieferten einen ersten Verdacht. Es lageine intensive Überkohlung mit der Bildung von Knochen-
Case of damage 3
Hydrogen induced brittle fractures require a criticalhydrogen potential, a particular tensile strength or re-spectively reduced elongation and a sufficient load. Inboth damage cases mentioned before external stressesoccurred. Residual stresses though have the same effectas the following failure shows.
Gearwheels produced of the material 18CrNiMo7-6with a pitch circle diameter of 350 mm and a module of4.5 were case hardened to a case hardening depth ofCHD550 = 1.5 mm. Also a surface hardness of 700 +40HV was required. The gearwheel company did not havein-house heat treatment possibilities; therefore the casehardening was carried out externally. After case hardeningof totally 80 gearwheels, these parts were stored over aweekend at the incoming store of the gearwheel company.At the beginning of the new week, intensive crack for-mations were detected on all 80 gearwheels, Figure 10.There was no favorable crack orientation. The cracksproceeded in entirely different directions and layers.
The investigation of the fracture surface within ascanning electron microscope proved rapidly the conclusionthat a hydrogen induced brittle fracture occurred. How-ever, it was uncertain why for this time a crack formationhappened during such a daily executed heat treatmentprocess. The metallographic investigation and the de-termination of the hardness profile gave the firstsuspicion. A too intense carburization with bone carbidedevelopment and very high amount of retained austenitewas present, Figure 11. Due to this significant amountof retained austenite the required surface hardness of700 +40 HV was not achieved. Therefore it was assumedthat the tempering process was renounced completelyor that an inadequate tempering treatment was carriedout.
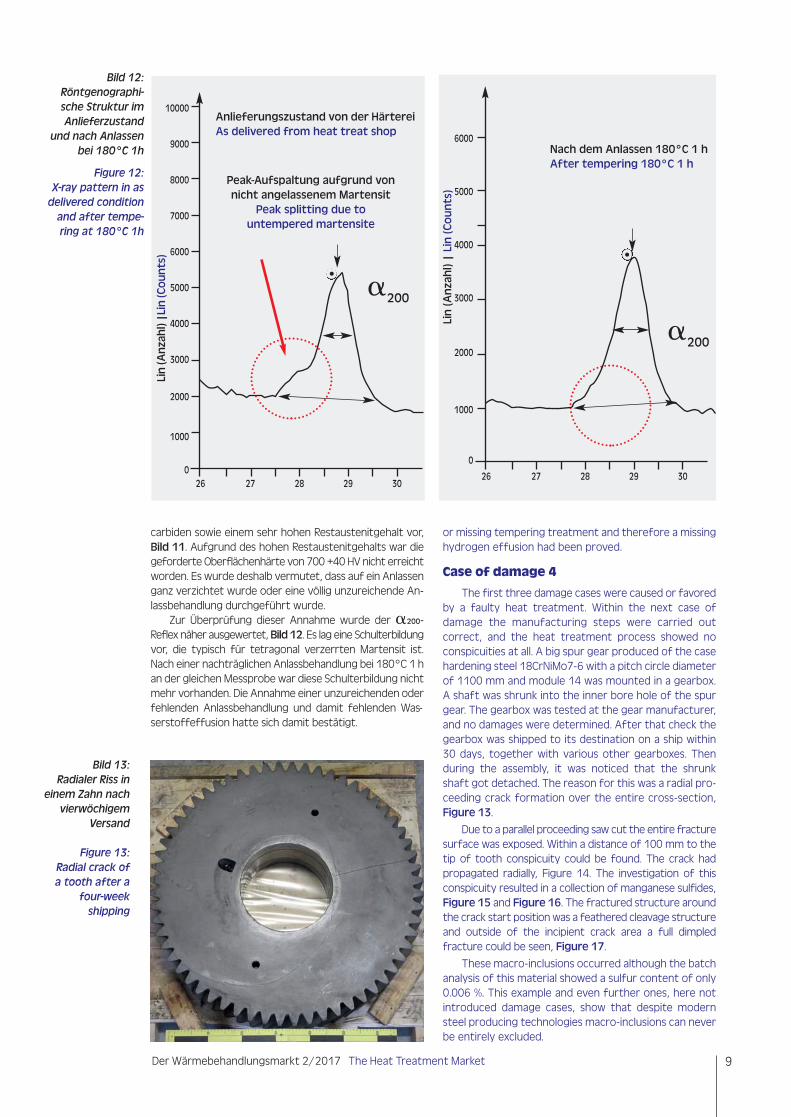
For the verification of this assumption the �200-reflex was more precise evaluated, Figure 12. A shoulderformation occurred, which is typical for untemperedmartensite. After a tempering treatment at 180°C for1 h at the same specimen, this shoulder formation wasnonexistent anymore. The assumption of an inadequate
0 0,50 1,00 1,50 2,00
Här
te [H
V 1
]| H
ardn
ess
[HV
1]
800
700
600
500
400
300
200
100
0
Rand-C-Gehalt 0,90 %Surface C-content 0.90 %
604
649
657679 697 703 703 695 682
622
507 495483
569
695
Oberflächenabstand | Surface distance [mm]
CHD 550 = 1,46 mm
Bild 11:Mikrogefüge undHärteprofil des gerissenen Zahnsaus Bild 10
Figure 11: Microstructure andhardness profile ofcracked tooth inFig. 10
WBM_3_2017.qxp_3_2017 03.08.17 13:55 Seite 8
9Der Wärmebehandlungsmarkt 2/2017 The Heat Treatment Market
carbiden sowie einem sehr hohen Restaustenitgehalt vor,Bild 11. Aufgrund des hohen Restaustenitgehalts war diegeforderte Oberflächenhärte von 700 +40 HV nicht erreichtworden. Es wurde deshalb vermutet, dass auf ein Anlassenganz verzichtet wurde oder eine völlig unzureichende An-lassbehandlung durchgeführt wurde.
Zur Überprüfung dieser Annahme wurde der �200-Reflex näher ausgewertet, Bild 12. Es lag eine Schulterbildungvor, die typisch für tetragonal verzerrten Martensit ist.Nach einer nachträglichen Anlassbehandlung bei 180°C 1 han der gleichen Messprobe war diese Schulterbildung nichtmehr vorhanden. Die Annahme einer unzureichenden oderfehlenden Anlassbehandlung und damit fehlenden Was-serstoffeffusion hatte sich damit bestätigt.
or missing tempering treatment and therefore a missinghydrogen effusion had been proved.
Case of damage 4
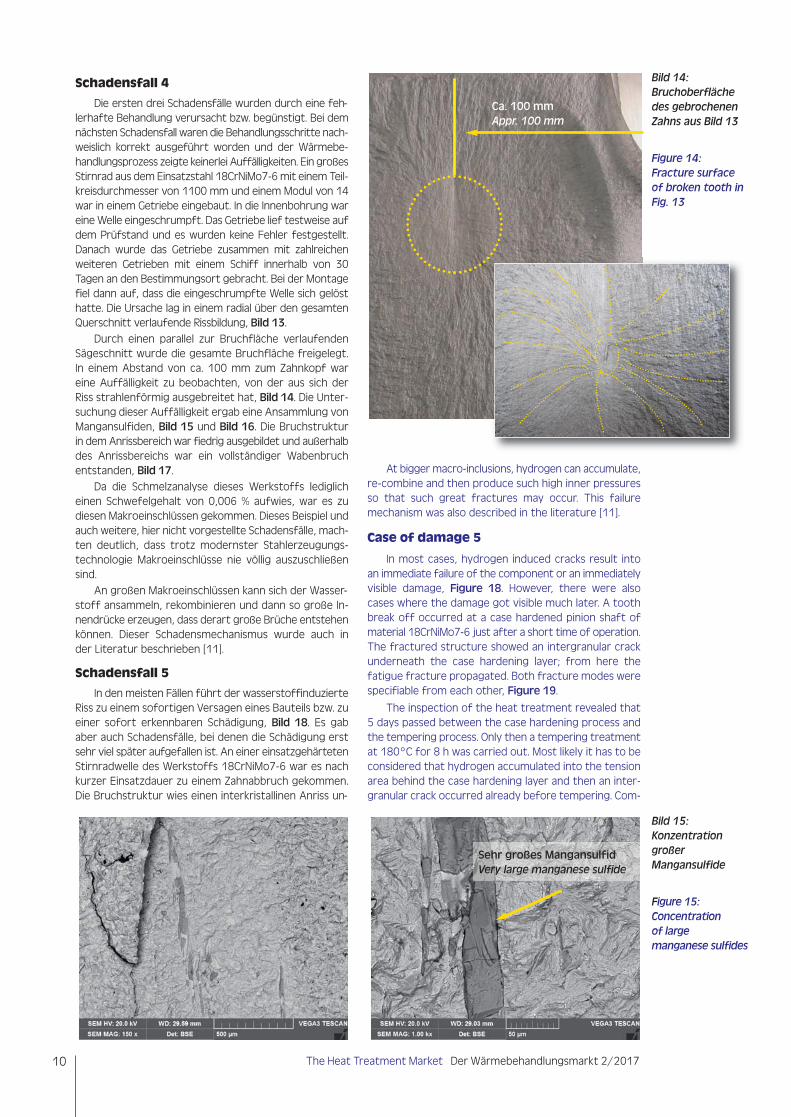
The first three damage cases were caused or favoredby a faulty heat treatment. Within the next case ofdamage the manufacturing steps were carried outcorrect, and the heat treatment process showed noconspicuities at all. A big spur gear produced of the casehardening steel 18CrNiMo7-6 with a pitch circle diameterof 1100 mm and module 14 was mounted in a gearbox.A shaft was shrunk into the inner bore hole of the spurgear. The gearbox was tested at the gear manufacturer,and no damages were determined. After that check thegearbox was shipped to its destination on a ship within30 days, together with various other gearboxes. Thenduring the assembly, it was noticed that the shrunkshaft got detached. The reason for this was a radial pro-ceeding crack formation over the entire cross-section,Figure 13.
Due to a parallel proceeding saw cut the entire fracturesurface was exposed. Within a distance of 100 mm to thetip of tooth conspicuity could be found. The crack hadpropagated radially, Figure 14. The investigation of thisconspicuity resulted in a collection of manganese sulfides,Figure 15 and Figure 16. The fractured structure aroundthe crack start position was a feathered cleavage structureand outside of the incipient crack area a full dimpledfracture could be seen, Figure 17.
These macro-inclusions occurred although the batchanalysis of this material showed a sulfur content of only0.006 %. This example and even further ones, here notintroduced damage cases, show that despite modernsteel producing technologies macro-inclusions can neverbe entirely excluded.
Bild 12:Röntgenographi-sche Struktur imAnlieferzustand
und nach Anlassenbei 180°C 1h
Figure 12: X-ray pattern in as
delivered conditionand after tempe-ring at 180°C 1h
26 27 28 29 30
10000
9000
8000
7000
6000
5000
4000
3000
2000
1000
0
Anlieferungszustand von der HärtereiAs delivered from heat treat shop
Peak-Aufspaltung aufgrund von nicht angelassenem Martensit
Peak splitting due to untempered martensite
�200
26 27 28 29 30
6000
5000
4000
3000
2000
1000
0
�200
Nach dem Anlassen 180°C 1 hAfter tempering 180°C 1 h
Lin
(Anz
ahl)
|Lin
(Cou
nts)
Lin
(An
zahl
) |Li
n (C
oun
ts)
Bild 13: Radialer Riss in
einem Zahn nach vierwöchigem
Versand
Figure 13: Radial crack of a tooth after a
four-week shipping
WBM_3_2017.qxp_3_2017 03.08.17 13:55 Seite 9
10 The Heat Treatment Market Der Wärmebehandlungsmarkt 2/2017
Schadensfall 4
Die ersten drei Schadensfälle wurden durch eine feh-lerhafte Behandlung verursacht bzw. begünstigt. Bei demnächsten Schadensfall waren die Behandlungsschritte nach-weislich korrekt ausgeführt worden und der Wärmebe-handlungsprozess zeigte keinerlei Auffälligkeiten. Ein großesStirnrad aus dem Einsatzstahl 18CrNiMo7-6 mit einem Teil-kreisdurchmesser von 1100 mm und einem Modul von 14war in einem Getriebe eingebaut. In die Innenbohrung wareine Welle eingeschrumpft. Das Getriebe lief testweise aufdem Prüfstand und es wurden keine Fehler festgestellt.Danach wurde das Getriebe zusammen mit zahlreichenweiteren Getrieben mit einem Schiff innerhalb von 30Tagen an den Bestimmungsort gebracht. Bei der Montagefiel dann auf, dass die eingeschrumpfte Welle sich gelösthatte. Die Ursache lag in einem radial über den gesamtenQuerschnitt verlaufende Rissbildung, Bild 13.
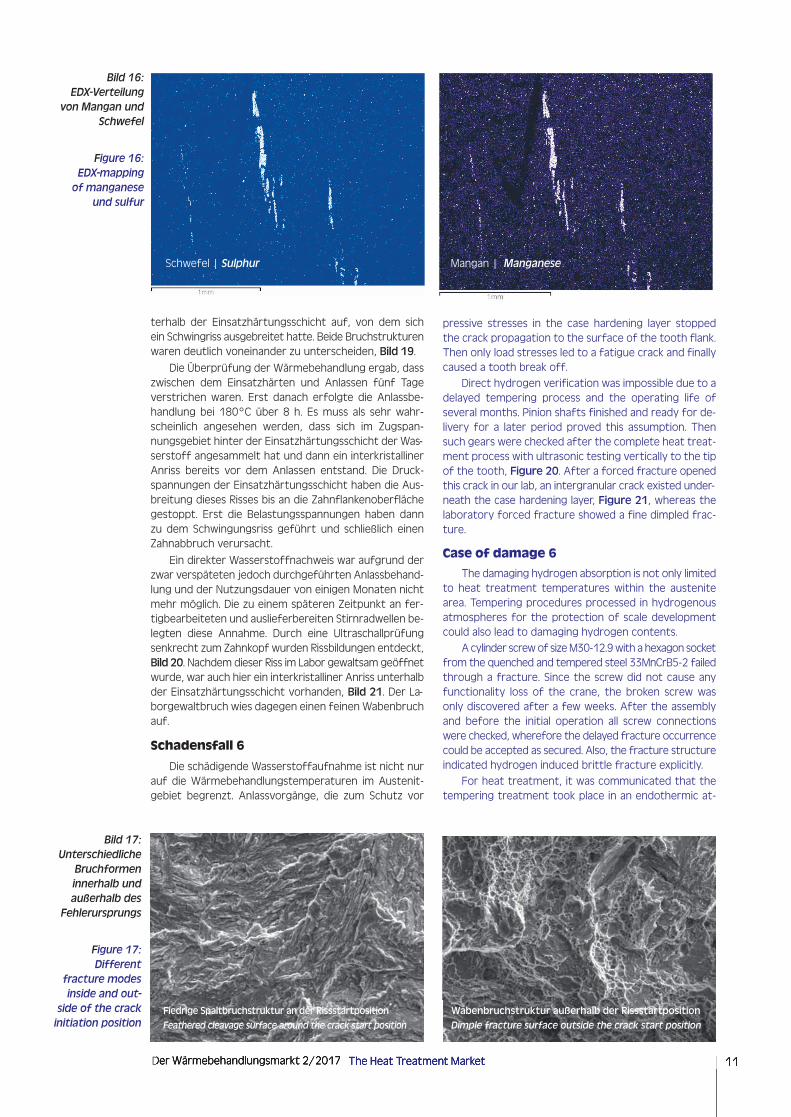
Durch einen parallel zur Bruchfläche verlaufendenSägeschnitt wurde die gesamte Bruchfläche freigelegt.In einem Abstand von ca. 100 mm zum Zahnkopf wareine Auffälligkeit zu beobachten, von der aus sich derRiss strahlenförmig ausgebreitet hat, Bild 14. Die Unter-suchung dieser Auffälligkeit ergab eine Ansammlung vonMangansulfiden, Bild 15 und Bild 16. Die Bruchstrukturin dem Anrissbereich war fiedrig ausgebildet und außerhalbdes Anrissbereichs war ein vollständiger Wabenbruchentstanden, Bild 17.
Da die Schmelzanalyse dieses Werkstoffs lediglicheinen Schwefelgehalt von 0,006 % aufwies, war es zudiesen Makroeinschlüssen gekommen. Dieses Beispiel undauch weitere, hier nicht vorgestellte Schadensfälle, mach-ten deutlich, dass trotz modernster Stahlerzeugungs-technologie Makroeinschlüsse nie völlig auszuschließensind.
An großen Makroeinschlüssen kann sich der Wasser-stoff ansammeln, rekombinieren und dann so große In-nendrücke erzeugen, dass derart große Brüche entstehenkönnen. Dieser Schadensmechanismus wurde auch inder Literatur beschrieben [11].
Schadensfall 5
In den meisten Fällen führt der wasserstoffinduzierteRiss zu einem sofortigen Versagen eines Bauteils bzw. zueiner sofort erkennbaren Schädigung, Bild 18. Es gababer auch Schadensfälle, bei denen die Schädigung erstsehr viel später aufgefallen ist. An einer einsatzgehärtetenStirnradwelle des Werkstoffs 18CrNiMo7-6 war es nachkurzer Einsatzdauer zu einem Zahnabbruch gekommen.Die Bruchstruktur wies einen interkristallinen Anriss un-
At bigger macro-inclusions, hydrogen can accumulate,re-combine and then produce such high inner pressuresso that such great fractures may occur. This failuremechanism was also described in the literature [11].
Case of damage 5
In most cases, hydrogen induced cracks result intoan immediate failure of the component or an immediatelyvisible damage, Figure 18. However, there were alsocases where the damage got visible much later. A toothbreak off occurred at a case hardened pinion shaft ofmaterial 18CrNiMo7-6 just after a short time of operation.The fractured structure showed an intergranular crackunderneath the case hardening layer; from here thefatigue fracture propagated. Both fracture modes werespecifiable from each other, Figure 19.
The inspection of the heat treatment revealed that5 days passed between the case hardening process andthe tempering process. Only then a tempering treatmentat 180°C for 8 h was carried out. Most likely it has to beconsidered that hydrogen accumulated into the tensionarea behind the case hardening layer and then an inter-granular crack occurred already before tempering. Com-
Bild 14: Bruchoberflächedes gebrochenenZahns aus Bild 13
Figure 14:Fracture surfaceof broken tooth inFig. 13
Bild 15: Konzentration großer Mangansulfide
Figure 15: Concentration of large manganese sulfides
Ca. 100 mmAppr. 100 mm
Sehr großes Mangansulfid Very large manganese sulfide
WBM_3_2017.qxp_3_2017 03.08.17 13:56 Seite 10
11Der Wärmebehandlungsmarkt 2/2017 The Heat Treatment Market
Bild 16: EDX-Verteilung
von Mangan undSchwefel
Figure 16: EDX-mapping
of manganeseund sulfur
Bild 17: Unterschiedliche
Bruchformen innerhalb und außerhalb des
Fehlerursprungs
Figure 17: Different
fracture modesinside and out-
side of the crackinitiation position
terhalb der Einsatzhärtungsschicht auf, von dem sichein Schwingriss ausgebreitet hatte. Beide Bruchstrukturenwaren deutlich voneinander zu unterscheiden, Bild 19.
Die Überprüfung der Wärmebehandlung ergab, dasszwischen dem Einsatzhärten und Anlassen fünf Tageverstrichen waren. Erst danach erfolgte die Anlassbe-handlung bei 180°C über 8 h. Es muss als sehr wahr-scheinlich angesehen werden, dass sich im Zugspan-nungsgebiet hinter der Einsatzhärtungsschicht der Was-serstoff angesammelt hat und dann ein interkristallinerAnriss bereits vor dem Anlassen entstand. Die Druck-spannungen der Einsatzhärtungsschicht haben die Aus-breitung dieses Risses bis an die Zahnflankenoberflächegestoppt. Erst die Belastungsspannungen haben dannzu dem Schwingungsriss geführt und schließlich einenZahnabbruch verursacht.
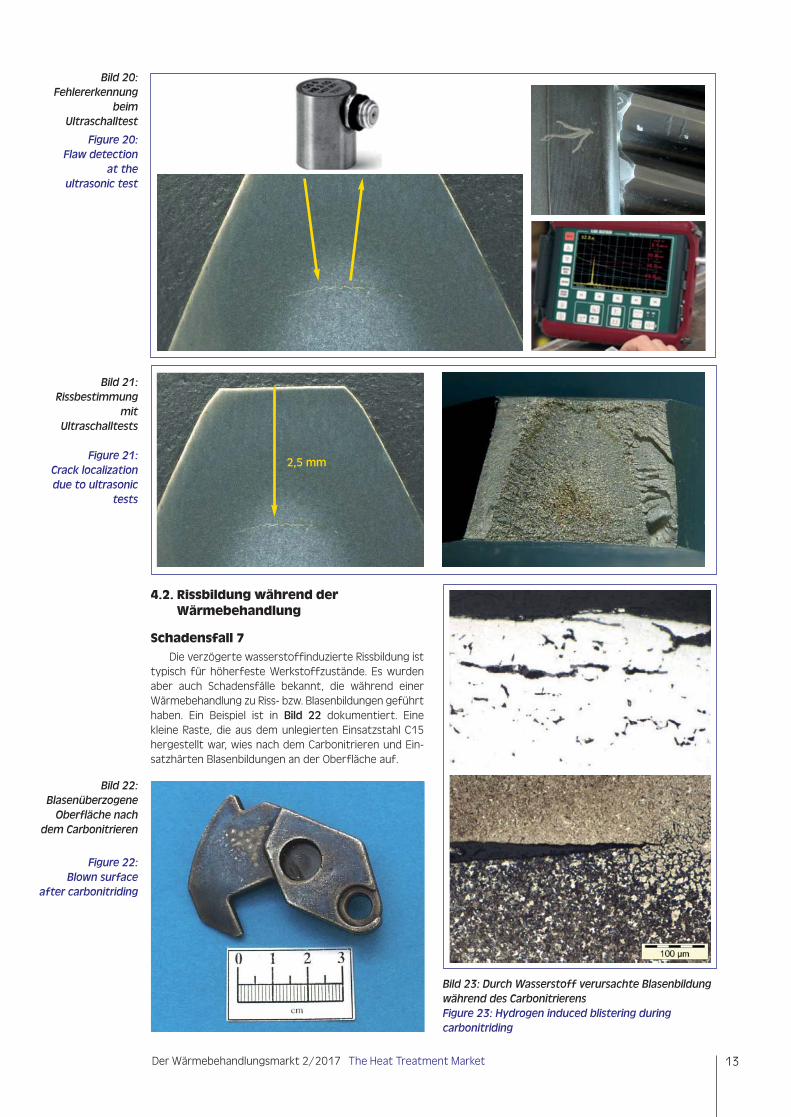
Ein direkter Wasserstoffnachweis war aufgrund derzwar verspäteten jedoch durchgeführten Anlassbehand-lung und der Nutzungsdauer von einigen Monaten nichtmehr möglich. Die zu einem späteren Zeitpunkt an fer-tigbearbeiteten und auslieferbereiten Stirnradwellen be-legten diese Annahme. Durch eine Ultraschallprüfungsenkrecht zum Zahnkopf wurden Rissbildungen entdeckt,Bild 20. Nachdem dieser Riss im Labor gewaltsam geöffnetwurde, war auch hier ein interkristalliner Anriss unterhalbder Einsatzhärtungsschicht vorhanden, Bild 21. Der La-borgewaltbruch wies dagegen einen feinen Wabenbruchauf.
Schadensfall 6
Die schädigende Wasserstoffaufnahme ist nicht nurauf die Wärmebehandlungstemperaturen im Austenit-gebiet begrenzt. Anlassvorgänge, die zum Schutz vor
Schwefel | Sulphur Mangan | Manganese
Fiedrige Spaltbruchstruktur an der Rissstartposition Feathered cleavage surface around the crack start position
Wabenbruchstruktur außerhalb der RissstartpositionDimple fracture surface outside the crack start position
pressive stresses in the case hardening layer stoppedthe crack propagation to the surface of the tooth flank.Then only load stresses led to a fatigue crack and finallycaused a tooth break off.
Direct hydrogen verification was impossible due to adelayed tempering process and the operating life ofseveral months. Pinion shafts finished and ready for de-livery for a later period proved this assumption. Thensuch gears were checked after the complete heat treat-ment process with ultrasonic testing vertically to the tipof the tooth, Figure 20. After a forced fracture openedthis crack in our lab, an intergranular crack existed under-neath the case hardening layer, Figure 21, whereas thelaboratory forced fracture showed a fine dimpled frac-ture.
Case of damage 6
The damaging hydrogen absorption is not only limitedto heat treatment temperatures within the austenitearea. Tempering procedures processed in hydrogenousatmospheres for the protection of scale developmentcould also lead to damaging hydrogen contents.
A cylinder screw of size M30-12.9 with a hexagon socketfrom the quenched and tempered steel 33MnCrB5-2 failedthrough a fracture. Since the screw did not cause anyfunctionality loss of the crane, the broken screw wasonly discovered after a few weeks. After the assemblyand before the initial operation all screw connectionswere checked, wherefore the delayed fracture occurrencecould be accepted as secured. Also, the fracture structureindicated hydrogen induced brittle fracture explicitly.
For heat treatment, it was communicated that thetempering treatment took place in an endothermic at-
WBM_3_2017.qxp_3_2017 03.08.17 13:56 Seite 11

12 The Heat Treatment Market Der Wärmebehandlungsmarkt 2/2017
Zunderbildungen in wasserstoffhaltigen Atmosphärendurchgeführt werden, können ebenfalls zu einem schä-digenden Wasserstoffgehalt führen.
Eine Zylinderschraube mit Innensechskant der GrößeM30-12.9 aus dem Vergütungsstahl 33MnCrB5-2 versagtedurch einen Bruch. Da die Schraube keinen Funktionsverlustdes Baukrans verursachte, wurde die gebrochene Schraubeerst nach einigen Wochen entdeckt. Nach der Montageund vor der Inbetriebnahme wurden jedoch alle Schraub-verbindungen überprüft, weshalb der verzögerte Bruch-eintritt als gesichert angenommen werden konnte. DieBruchstrukturen wiesen auch eindeutig auf einen was-serstoffinduzierten Sprödbruch hin.
Zur Wärmebehandlung wurde mitgeteilt, dass dieAnlassbehandlung unter Endogas erfolgte, um eine oxid-arme Oberfläche zu behalten. Zur Überprüfung derWechselwirkung zwischen dem Bauteil und dem Anlassenunter Endogas wurden Glühungen bei 550°C mit folgendenErgebnissen durchgeführt:
Einsatzhärten ohne Anlassen➜ 4,1 ppm
Einsatzhärten + 550°C 1 h unter Endogas➜ 1,5 ppm
Einsatzhärten + 550°C 1 h unter Luft➜ 0,6 ppm
Ungehärtet + Anlassen 550°C 1h unter Endogas➜ 1,3 ppm
Diese Ergebnisse belegen, dass auch bei niedrigenTemperaturen mit Wasserstoffaufnahme gerechnet wer-den muss.
mosphere to avoid a poor oxidic surface. To verify theinteraction between component and tempering in en-dothermic atmosphere, tempering processes were carriedout at 550°C with the following results:
Case hardening without tempering➜ 4.1 ppm
Case hardening + 550°C for 1 h in endothermic atmosphere➜ 1.5 ppm
Case hardening + 550°C for 1 h in air:➜ 0.6 ppm
Not hardened + tempered 550°C for 1 h in endothermic atmosphere➜ 1.3 ppm
These results indicated that even at lower tempera-tures hydrogen absorption must be expected.
4.2. Crack Formation during Heat Treatment
Case of damage 7
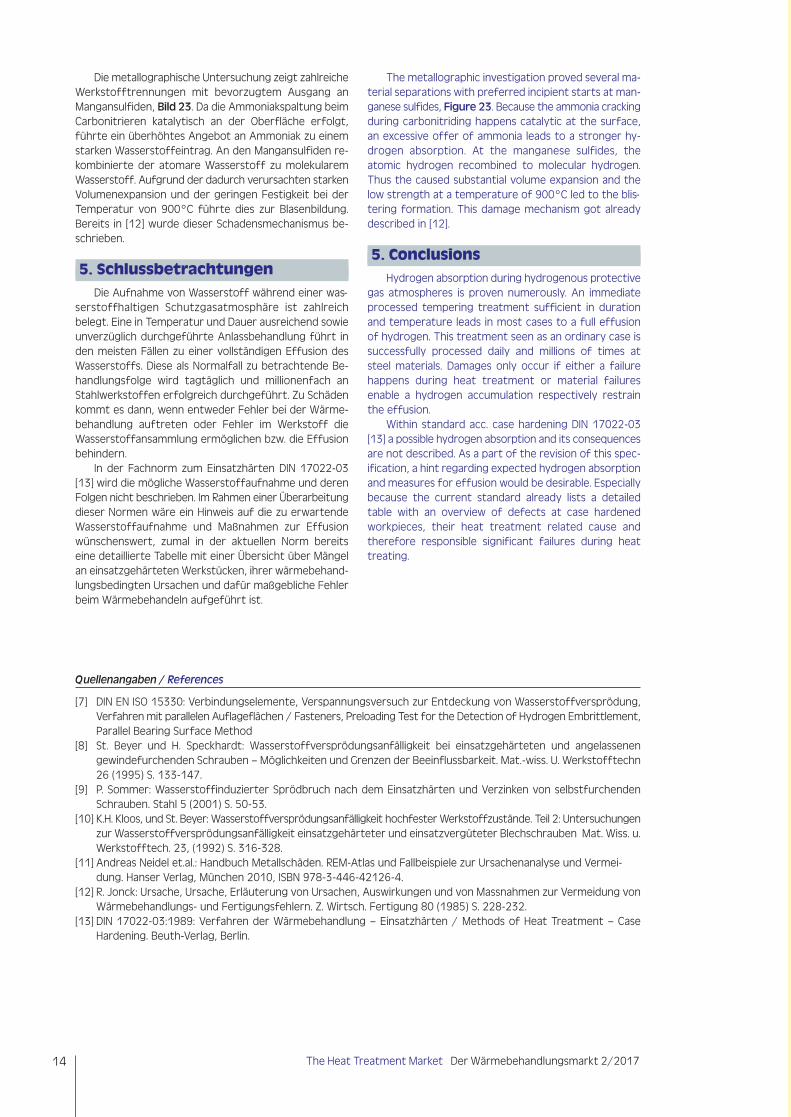
The delayed hydrogen induced crack formation istypical for higher strength material conditions. Butdamage cases with a crack or blistering formation duringheat treatment also became evident. One example isdocumented in Figure 22. A small notch produced fromthe unalloyed case hardening steel C15 showed blisteringformation at the surface after carbonitriding and casehardening.
Bild 18: Fehlerhafte einsatzgehärtete Ritzelwelle
Figure 18:Failed case hardened pinionshaft
Ermüdungsbruchstruktur außerhalb der RissstartpositionFatigue lines outside the crack start position
WasserstoffinduzierteSprödbruchstruktur an der RissstartpositionHydrogen inducedintergranular fracture atcrack start position
Bild 19: Unter-schiedliche Fehler-formen eines Ermüdungsbruchs
Figure 19: Differentfracture modes of a fatigue fracture
WBM_3_2017.qxp_3_2017 03.08.17 13:56 Seite 12
13Der Wärmebehandlungsmarkt 2/2017 The Heat Treatment Market
4.2. Rissbildung während der Wärmebehandlung
Schadensfall 7Die verzögerte wasserstoffinduzierte Rissbildung ist
typisch für höherfeste Werkstoffzustände. Es wurdenaber auch Schadensfälle bekannt, die während einerWärmebehandlung zu Riss- bzw. Blasenbildungen geführthaben. Ein Beispiel ist in Bild 22 dokumentiert. Einekleine Raste, die aus dem unlegierten Einsatzstahl C15hergestellt war, wies nach dem Carbonitrieren und Ein-satzhärten Blasenbildungen an der Oberfläche auf.
Bild 20: Fehlererkennung
beim Ultraschalltest
Figure 20: Flaw detection
at the ultrasonic test
Bild 21: Rissbestimmung
mit Ultraschalltests
Figure 21: Crack localizationdue to ultrasonic
tests
2,5 mm
Bild 22: Blasenüberzogene
Oberfläche nachdem Carbonitrieren
Figure 22: Blown surface
after carbonitriding
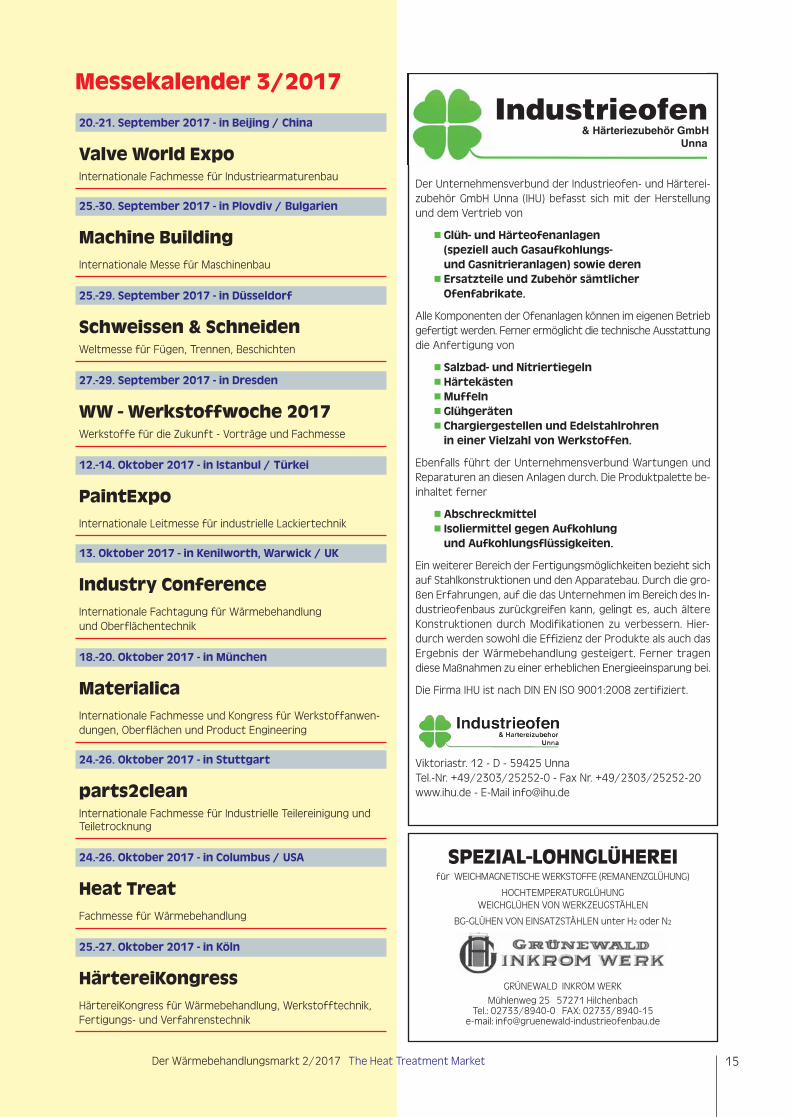
Bild 23: Durch Wasserstoff verursachte Blasenbildung während des CarbonitrierensFigure 23: Hydrogen induced blistering during carbonitriding
WBM_3_2017.qxp_3_2017 03.08.17 13:56 Seite 13
14 The Heat Treatment Market Der Wärmebehandlungsmarkt 2/2017
Die metallographische Untersuchung zeigt zahlreicheWerkstofftrennungen mit bevorzugtem Ausgang anMangansulfiden, Bild 23. Da die Ammoniakspaltung beimCarbonitrieren katalytisch an der Oberfläche erfolgt,führte ein überhöhtes Angebot an Ammoniak zu einemstarken Wasserstoffeintrag. An den Mangansulfiden re-kombinierte der atomare Wasserstoff zu molekularemWasserstoff. Aufgrund der dadurch verursachten starkenVolumenexpansion und der geringen Festigkeit bei derTemperatur von 900°C führte dies zur Blasenbildung.Bereits in [12] wurde dieser Schadensmechanismus be-schrieben.
5. SchlussbetrachtungenDie Aufnahme von Wasserstoff während einer was-
serstoffhaltigen Schutzgasatmosphäre ist zahlreichbelegt. Eine in Temperatur und Dauer ausreichend sowieunverzüglich durchgeführte Anlassbehandlung führt inden meisten Fällen zu einer vollständigen Effusion desWasserstoffs. Diese als Normalfall zu betrachtende Be-handlungsfolge wird tagtäglich und millionenfach anStahlwerkstoffen erfolgreich durchgeführt. Zu Schädenkommt es dann, wenn entweder Fehler bei der Wärme-behandlung auftreten oder Fehler im Werkstoff dieWasserstoffansammlung ermöglichen bzw. die Effusionbehindern.
In der Fachnorm zum Einsatzhärten DIN 17022-03[13] wird die mögliche Wasserstoffaufnahme und derenFolgen nicht beschrieben. Im Rahmen einer Überarbeitungdieser Normen wäre ein Hinweis auf die zu erwartendeWasserstoffaufnahme und Maßnahmen zur Effusionwünschenswert, zumal in der aktuellen Norm bereitseine detaillierte Tabelle mit einer Übersicht über Mängelan einsatzgehärteten Werkstücken, ihrer wärmebehand-lungsbedingten Ursachen und dafür maßgebliche Fehlerbeim Wärmebehandeln aufgeführt ist.
The metallographic investigation proved several ma-terial separations with preferred incipient starts at man-ganese sulfides, Figure 23. Because the ammonia crackingduring carbonitriding happens catalytic at the surface,an excessive offer of ammonia leads to a stronger hy-drogen absorption. At the manganese sulfides, theatomic hydrogen recombined to molecular hydrogen.Thus the caused substantial volume expansion and thelow strength at a temperature of 900°C led to the blis-tering formation. This damage mechanism got alreadydescribed in [12].
5. ConclusionsHydrogen absorption during hydrogenous protective
gas atmospheres is proven numerously. An immediateprocessed tempering treatment sufficient in durationand temperature leads in most cases to a full effusionof hydrogen. This treatment seen as an ordinary case issuccessfully processed daily and millions of times atsteel materials. Damages only occur if either a failurehappens during heat treatment or material failuresenable a hydrogen accumulation respectively restrainthe effusion.
Within standard acc. case hardening DIN 17022-03[13] a possible hydrogen absorption and its consequencesare not described. As a part of the revision of this spec-ification, a hint regarding expected hydrogen absorptionand measures for effusion would be desirable. Especiallybecause the current standard already lists a detailedtable with an overview of defects at case hardenedworkpieces, their heat treatment related cause andtherefore responsible significant failures during heattreating.
Quellenangaben / References
[7] DIN EN ISO 15330: Verbindungselemente, Verspannungsversuch zur Entdeckung von Wasserstoffversprödung,Verfahren mit parallelen Auflageflächen / Fasteners, Preloading Test for the Detection of Hydrogen Embrittlement,Parallel Bearing Surface Method
[8] St. Beyer und H. Speckhardt: Wasserstoffversprödungsanfälligkeit bei einsatzgehärteten und angelassenengewindefurchenden Schrauben – Möglichkeiten und Grenzen der Beeinflussbarkeit. Mat.-wiss. U. Werkstofftechn26 (1995) S. 133-147.
[9] P. Sommer: Wasserstoffinduzierter Sprödbruch nach dem Einsatzhärten und Verzinken von selbstfurchendenSchrauben. Stahl 5 (2001) S. 50-53.
[10] K.H. Kloos, und St. Beyer: Wasserstoffversprödungsanfälligkeit hochfester Werkstoffzustände. Teil 2: Untersuchungenzur Wasserstoffversprödungsanfälligkeit einsatzgehärteter und einsatzvergüteter Blechschrauben Mat. Wiss. u.Werkstofftech. 23, (1992) S. 316-328.
[11] Andreas Neidel et.al.: Handbuch Metallschäden. REM-Atlas und Fallbeispiele zur Ursachenanalyse und Vermei-dung. Hanser Verlag, München 2010, ISBN 978-3-446-42126-4.
[12] R. Jonck: Ursache, Ursache, Erläuterung von Ursachen, Auswirkungen und von Massnahmen zur Vermeidung vonWärmebehandlungs- und Fertigungsfehlern. Z. Wirtsch. Fertigung 80 (1985) S. 228-232.
[13] DIN 17022-03:1989: Verfahren der Wärmebehandlung – Einsatzhärten / Methods of Heat Treatment – CaseHardening. Beuth-Verlag, Berlin.
WBM_3_2017.qxp_3_2017 03.08.17 13:56 Seite 14
Messekalender 3/2017
20.-21. September 2017 - in Beijing / China
Valve World Expo Internationale Fachmesse für Industriearmaturenbau
25.-30. September 2017 - in Plovdiv / Bulgarien
Machine Building Internationale Messe für Maschinenbau
25.-29. September 2017 - in Düsseldorf
Schweissen & Schneiden Weltmesse für Fügen, Trennen, Beschichten
27.-29. September 2017 - in Dresden
WW - Werkstoffwoche 2017 Werkstoffe für die Zukunft - Vorträge und Fachmesse
12.-14. Oktober 2017 - in Istanbul / Türkei
PaintExpo Internationale Leitmesse für industrielle Lackiertechnik
13. Oktober 2017 - in Kenilworth, Warwick / UK
Industry Conference Internationale Fachtagung für Wärmebehandlung und Oberflächentechnik
18.-20. Oktober 2017 - in München
Materialica Internationale Fachmesse und Kongress für Werkstoffanwen-dungen, Oberflächen und Product Engineering
24.-26. Oktober 2017 - in Stuttgart
parts2clean Internationale Fachmesse für Industrielle Teilereinigung undTeiletrocknung
24.-26. Oktober 2017 - in Columbus / USA
Heat Treat Fachmesse für Wärmebehandlung
25.-27. Oktober 2017 - in Köln
HärtereiKongressHärtereiKongress für Wärmebehandlung, Werkstofftechnik,Fertigungs- und Verfahrenstechnik
Der Unternehmensverbund der Industrieofen- und Härterei-zubehör GmbH Unna (IHU) befasst sich mit der Herstellungund dem Vertrieb von
� Glüh- und Härteofenanlagen (speziell auch Gasaufkohlungs-und Gasnitrieranlagen) sowie deren
� Ersatzteile und Zubehör sämtlicher Ofenfabrikate.
Alle Komponenten der Ofenanlagen können im eigenen Betriebgefertigt werden. Ferner ermöglicht die technische Ausstattungdie Anfertigung von
� Salzbad- und Nitriertiegeln� Härtekästen� Muffeln� Glühgeräten� Chargiergestellen und Edelstahlrohren
in einer Vielzahl von Werkstoffen.
Ebenfalls führt der Unternehmensverbund Wartungen undReparaturen an diesen Anlagen durch. Die Produktpalette be-inhaltet ferner
� Abschreckmittel� Isoliermittel gegen Aufkohlung
und Aufkohlungsflüssigkeiten.
Ein weiterer Bereich der Fertigungsmöglichkeiten bezieht sichauf Stahlkonstruktionen und den Apparatebau. Durch die gro-ßen Erfahrungen, auf die das Unternehmen im Bereich des In-dustrieofenbaus zurückgreifen kann, gelingt es, auch ältereKonstruktionen durch Modifikationen zu verbessern. Hier-durch werden sowohl die Effizienz der Produkte als auch dasErgebnis der Wärmebehandlung gesteigert. Ferner tragendiese Maßnahmen zu einer erheblichen Energieeinsparung bei.
Die Firma IHU ist nach DIN EN ISO 9001:2008 zertifiziert.
Viktoriastr. 12 - D - 59425 Unna Tel.-Nr. +49/2303/25252-0 - Fax Nr. +49/2303/25252-20www.ihu.de - E-Mail [email protected]
Industrieofen& Härteriezubehör GmbH
Unna
SPEZIAL-LOHNGLÜHEREIfür WEICHMAGNETISCHE WERKSTOFFE (REMANENZGLÜHUNG)
HOCHTEMPERATURGLÜHUNGWEICHGLÜHEN VON WERKZEUGSTÄHLEN
BG-GLÜHEN VON EINSATZSTÄHLEN unter H2 oder N2
GRÜNEWALD INKROM WERKMühlenweg 25 57271 Hilchenbach
Tel.: 02733/8940-0 FAX: 02733/8940-15e-mail: [email protected]
15Der Wärmebehandlungsmarkt 2/2017 The Heat Treatment Market
WBM_3_2017.qxp_3_2017 03.08.17 13:56 Seite 15

InstitutsNews
The Heat Treatment Market Der Wärmebehandlungsmarkt 2/201716
Auch im vergangenen Quartal hatwieder ein Teilnehmer unsererSeminare die abschließende In-
stitutsprüfung zur Wärmebehand-lungs-Fachkraft (Basiswissen) erfolg-reich abgeschlossen. Das Zertifikat erhält ein Teilnehmernach Erfüllung der folgenden Kriterien:
� Erfolgreiche Teilnahme am Einstei-gerseminar mit Abschlussklausur
� Erfolgreicher Abschluss einer Haus-arbeit
� Erfolgreiche Teilnahme am Aufbauseminar mit Abschlussklausur
� Bestätigung des Arbeitgebers über eine mindestens einjährige Berufspraxis im Unternehmen
� Erfolgreiche Bearbeitung einer Wärmebehandlungsaufgabemit Prozess- und Ergebnisdokumentation
� Mündliche Abschlussprüfung
Wir gratulieren ganz herzlich zur erfolgreichen Abschlussprüfung.
René Egert
Institutsprüfungen zur Wärmebehandlungsfachkraft
Infotag am 19. September
Aktuelle Informationen über Werkstoffe und deren Wär-mebehandlung. Kurz und bündig stellen wir in 30-minüti-gen Vorträgen neue Themen aus der Branche vor. Nach
jedem Vortrag haben Sie die Gelegenheit zu einer 15-minütigenDiskussion. Hier schon einmal eine Vorschau auf die Themen:
� Neue Möglichkeiten in der Mess- und Regelungstechnik (Karl-Michael Winter, Process Electronic)
� Industrie 4.0. Worauf müssen sich die Wärmebehandler ein-stellen? (Jörn Rohde, Rohde Industrieofenbau)
� Dem Wasserstoff auf der Spur (Prof. Michael Pohl, RUB)
� CQI-9 – Status Quo und Zukunftsperspektiven (Markus Milde)
� Metallphysikalische Untersuchungsmethoden bei der Schadensfallanalyse (Philipp Sommer, Dr. Sommer Werkstofftechnik)
� Versicherungstechnische und rechtliche Aspekte bei Schadenfällen sowie Schadenprophylaxe in der Wärmebehandlungstechnik (RA Tim Lieber)
� Schäden an wärmebehandelten Bauteilen(Dr. Peter Sommer, Dr. Sommer Werkstofftechnik)
Bitte halten Sie sich den Dienstag, 19. September 2017, fürdiesen interessanten Anlass frei. Freuen Sie sich auf einen Tag,an dem wir Ihnen eine Vielzahl nützlicher Informationen für IhrFachgebiet vermitteln werden. Tagungsbeginn ist 9:00 Uhr, - dieVeranstaltung wird gegen 16:30 Uhr enden. Anschließend ladenwir zu einer Institutsbesichtigung in den neuen Räumen nachdem erfolgten Erweiterungsbau ein.
Wir freuen uns auf Ihre Teilnahme und nehmen Ihre formloseAnmeldung ab sofort unter [email protected] odertelefonisch unter +49 (0)2835 9606-0 entgegen. Nach Eingangder Anmeldung erhalten Sie darüber eine schriftliche Bestäti-gung.
Kosten: 250,- € je Teilnehmer zuzügl. gesetzl. MWSt..
Überwachungsaudit 9001 erfolgreich absolviert
Im letzten Quartal haben wir wieder einmal das Überwachungs-audit gemäß DIN EN ISO 9001 und AZAV erfolgreich abge-schlossen. Dabei lag die Durchführung erneut in den Händen
von ZDH-ZERT. Wir freuen uns, dass keine Abweichungen festge-stellt wurden. Gleichwohl haben wir aber wieder sinnvolle Emp-fehlungen zur weiteren Optimierung unseres QM-Systemserhalten.
Seit mehr als 20 Jahren räumen wir der Aufrechterhaltungund der permanenten Optimierung unseres QM-Systems in un-serem Institut die höchste Priorität ein. Die Anpassung des QM-Systems und der Dokumentation an die neue Ausgabe der DINEN ISO 9001:2015 wird Schwerpunkt unserer Arbeit in derzweiten Jahreshälfte sein.
Regelmäßige externe und interne Audits im Rahmen einergültigen Zertifizierung sind für unsere Kunden ein wichtigesQualitätsmerkmal für professionelle und kompetente Dienstleis-tungen. Darüber hinaus nutzen sie natürlich unserer eigenen Or-ganisation.
Kopien unserer gültigen Zertifikate im PDF-Format stehenIhnen auf unserer Internetseite zum Download zur Verfügung.
WBM_3_2017.qxp_3_2017 03.08.17 13:56 Seite 16

17Der Wärmebehandlungsmarkt 2/2017 The Heat Treatment Market
Ab Herbst 2017 bieten wirdie Ausbildung zur metallo-graphischen Fachkraft für
Stahlwerkstoffe bereits zum sechs-ten Mal an. Die Ausbildung erfolgtin mehreren Abschnitten als Prä-senzausbildung in unserem Institut,im Unternehmen des oder derAuszubildenden, durch rechner-basiertes Training und durch Lehr-briefe. Sie schließt mit einer In-stitutsprüfung ab, die belegt,dass die Ausbildungsinhalte be-herrscht werden und die prak-tischen Fähigkeiten unter Beweisgestellt wurden.
Nach Abschluss der Prüfung ist die metallographischeFachkraft in der Lage, ihre anfallenden metallographischenArbeiten an Stahlwerkstoffen fundiert und beurteilungssicherdurchzuführen.
Das Gefügeseminar Grundlagen, mitdem diese Ausbildung startet, findet am09./10. Oktober 2017 statt, die Ausbildungwird dann Ende September 2018 abge-schlossen sein.
Weitere Informationen finden Sie unter:http://werkstofftechnik.com/index.php?id=226
Folgende 10 Bausteine sind zu absolvieren:
Gefügeseminar GrundlagenTeil 1 mit Prüfungsaufgaben am Folgetag
Hausaufgabe 1mit Themen aus dem Grundlagenseminar
Erstellung und Ablieferung von firmenspezifischen Gefügebewertungen - 1
Gefügeseminar FortgeschritteneTeil 2 mit Prüfungsaufgaben am Folgetag
Hausaufgabe 2mit Themen aus dem Fortgeschrittenenseminar
Erstellung und Ablieferungvon firmenspezifischen Gefügebewertungen - 2
Trainingseinheiten mit dem Gefüge-Lernprogramm
Hausaufgabe 3mit Bewertung von fehlerbehafteten Gefügen
Bearbeitung einer individuellen Prüfungsaufgabeim Unternehmen mit schriftlicher Dokumentation
Überprüfung der Prüfungsaufgabemit mündlicher Abschlussprüfung in unserem Institut
Ausbildung zur Fachkraft Metallographie
Anwendungsinstitut zurEinsatzoptimierung vonWerkstoffen, Verfahren,Wärmebehandlung
StahlWissen® NaviMat
Die Datenbank zur Wärmebehandlung der StähleDr. Sommer Werkstofftechnik GmbHHellenthalstraße 2 · D-47661 IssumTelefon: +49-(0) 2835-9606-0Telefax: +49-(0) 2835-9606-60E-mail: [email protected]: www.werkstofftechnik.com
WBM_3_2017.qxp_3_2017 03.08.17 13:56 Seite 17

The Heat Treatment Market Der Wärmebehandlungsmarkt 2/201718
2017KontaktbörseWerkstoffund Wärme
Seit mittlerweile 20 Jahren steht der Name Systherms für Va-kuumöfen und Schutzgasöfen höchster Qualität. 1997 mach-ten sich die Gründer Paul Heilmann und Günter Reuß selbst-
ständig und hoben das Unternehmen aus der Taufe. Mit großemtechnischem Know-how und viel Innovationswillen etablierten Heil-mann und Reuß ihr Unternehmen als feste Größe in der Wärme-behandlungsbranche. Systherms-Öfen stehen in vielen namhaftenUnternehmen der Automobil- und Luftfahrtbranche, der Glasin-dustrie und vielen weiteren technischen Branchen.
Mit derzeit 20 Mitarbeitern fertigt die Systherms GmbH die indivi-duell für die jeweiligen Kundenanforderungen entwickelten Öfenausschließlich in Deutschland und stellt damit höchste Qualität si-cher. Umfassender Service und ein Kundendienst runden das An-gebot des Unternehmens ab.
Bei aller Standardisierung von Auftragsmanagementsystemenin Lohnhärtereien muss die individuelle Anpassung einerSoftwarelösung speziell auf ein Unternehmen immer möglich
sein. Dabei gilt es vor allen Dingen, die im Unternehmen vielleichtseit Jahrzehnten bewährten Arbeitsabläufe zu erhalten und nurdort zu verändern oder anzupassen, wo es sich aus den Bera-tungsgesprächen mit der Härterei heraus als sinnvoll oder sogarals notwendig erweist. Diese Zielsetzungen erfüllt das Auftrags-managementsystem HärtereiKaufmann® seit mehr als 25 Jahrenin vorbildlicher Weise.
Seit inzwischen ebenfalls mehr als 25 Jahren setzt die HärtereiKämper in Halver das Programm HärtereiKaufmann® für das Auf-tragsmanagement ein. Schon die erste Programmversion umfasstedamals viele individuelle Erweiterungen und Ergänzungen, dieauch in einer nachfolgenden Windows-Version größtenteils wiederimplementiert wurden. Diese Windows-Version war bei Kämper inden letzten 15 Jahren im Einsatz.
Als schließlich die Entscheidung anstand, ein neues modernesAuftragsmanagementsystem zu installieren, das neben den derzeitbereits schon vorhandenen Möglichkeiten eine erweiterte Doku-mentation und den detaillierteren Zugriff auf die aktuellen Aufträgebieten sollte, fiel die Wahl schnell wieder auf den HärtereiKaufmann®.Herr Christopher Kämper, heute der Geschäftsführer der gleich-namigen Härterei, setzte sich im Vorfeld mit uns in Verbindungund formulierte seine weitergehenden Anforderungen an dasneue System.
Auftragsmanagement mit dem Programm HärtereiKaufmann®
bei der Härterei Kämper in Halver aktualisiert
Jubiläum:
Die Systherms GmbH feiert 20-jähriges Bestehen
Es galt, ein sehr individuelles, aber in die Jahre gekommenesEDV-System modern zu ersetzen. In zahlreichen Projektgesprächenvor Ort und per Telefon wurden die Anforderungen gemeinsammit Herrn Kämper und seinen Mitarbeitern immer weiter spezifiziert,bis schließlich für beide Seiten ein verbindlicher Basiskatalogformuliert war und mit der Programmierung begonnen wurde.
Bedingt durch die weiterhin intensiven Kontakte wurdenallerdings viele Details dieses Katalogs während der Programmierphasenoch einige Male modifiziert. Da war natürlich bei allen Beteiligteneine Flexibilität gefordert. Nach Abschluss der Installation des Här-tereiKaufmann® im Betrieb zeigte sich dann aber recht schnell,dass das Ziel, die betriebsspezifischen Arbeitsabläufe zu verfeinernund einen detaillierteren Auftragszugriff zu gewährleisten, erfülltwurde.
Die termingerechte Einführung dieses Auftragsmanagement-systems HärtereiKaufmann® war sowohl für unsere Softwarepro-grammierer als auch für die Mitarbeiter der Härterei Kämper eineanspruchsvolle Aufgabe. Alle Beteiligten haben dabei bewiesen,dass kompetente und verständnisvolle Arbeit auf beiden Seiten zueinem erfolgreichen Ergebnis führt. Heute ziehen alle Beteiligtenein positives Fazit. Der HärtereiKaufmann® hat sich als die kauf-männische Lösung mit individuellen Anpassungen bei der HärtereiKämper bewährt.
www.haerterei-kaemper.de
www.systherms.de
WBM_3_2017.qxp_3_2017 03.08.17 13:56 Seite 18

Der Wärmebehandlungsmarkt 2/2017 The Heat Treatment Market 19
Buchbesprechungen
Metallographie
Grundlagen und Anwendung
Georg SalbertBorntraeger Verlag, Stuttgart,20152. durchgesehene und korrigierteAuflage, 155 Seiten, A5, BroschiertPreis: 29,90 €ISBN 978-3443230180
Dieses Buch präsentiert in mo-derner und kompakter Weisedas notwendige Wissen über
die Präparation von Metallprobenfür Gefügeuntersuchungen beiWerkstoffherstellung, -verarbei-
tung und –prüfung. Eingehend werden dieverschiedenen makroskopischen und mikroskopischen Untersu-chungsverfahren für Eisenwerkstoffe und Nichteisenmetalle er-läutert. Charakteristische Gefügebilder ergänzen diesen Teil desBuches, wobei die Zusammenhänge zwischen diesen Gefügebildernund den Materialzusammensetzungen einerseits sowie den tech-nologischen Behandlungen der Materialien andererseits ausführlicherklärt werden
Für eine große Zahl von Werkstoffen werden die Gebrauchs-eigenschaften wie beispielsweise die Zugfestigkeit angegeben,die sich aus dem Gefügeaufbau ergeben und die Anwendungs-bereiche der Werkstoffe letztendlich bestimmen.
Werkstoffprüfer, Metallographen und Studierende der Werk-stoffwissenschaften werden von diesem Buch genauso ange-sprochen wie diejenigen Menschen, die sich in ihrer beruflichenPraxis auf den Feldern des Maschinenbaus oder der Mechatronikbewegen. Darüber hinaus eignet es sich ausgezeichnet alsschnelles kompaktes Nachschlagewerk für alle praktizierendenWerkstofffachleute. Über die Anschaffung sollte man bei diesemPreis-/Leistungsverhältnis nicht lange nachdenken.
Russische Stahlsorten
Vergleich russischer Stahlsorten mit Stählen nach EN und DIN
DIN Deutsches Institut für Normung e.V. (Hrsg.)Beuth Verlag, Berlin – Wien - Zürich, 20161. Auflage, 216 Seiten, Pocket, broschiertPreis: 34,00 €ISBN 978-3410260455
Dieses zweisprachige Beuth-Pocket(deutsch/englisch) erklärt das Sys-tem der russischen Standards sowie die
Klassifikation und die Bezeichnungssystematik der russischenStähle. Durch die internationalen Verflechtungen und auch Ver-lagerungen von Industriezweigen nach Russland wird der Ver-gleich der russischen Stahlsorten mit den europäischenStahlsorten immer wichtiger.
Der Band teilt sich in insgesamt 7 Abschnitte. Im ersten Ab-schnitt wird die Systematik der russischen Stahlbezeichnungenin knapper, aber gut verständlicher Weise erläutert. Der zweiteAbschnitt bietet eine Übersicht aller relevanten russischenNormen nach Erzeugnisform. Im dritten bis siebten Teil werdendann die die russischen Stähle den deutschen und europäischenStählen in Tabellen gegenübergestellt, die u.a. nach RU-Bezeichnung,DIN-Bezeichnung, EN-Bezeichnung und Werkstoffnummernsortiert sind.
Für diese Gegenüberstellung wurden die Angaben aus deut-schen und europäischen Stahlnormen gegen russische Stahlnormenausgewertet. Der tabellarische Aufbau der Vergleichstabellenermöglicht die rasche und problemlose Umschlüsselung in beideRichtungen.
Für Menschen, die in irgendeiner Form mit dem immerglobaler agierenden Stahlmarkt und dabei natürlich mit russischenStählen zu tun haben, ist dieser Band sicherlich unentbehrlich.Bei dem günstigen Preis sollte man über die Anschaffung nichtlange nachdenken.
Maß- und Formänderungen infolge Wärmebehandlung von Stählen
Ursachen von der Konstruktion bis zum EndproduktGrundlagen - Praxisbeispiele
Karl Heeß und 35 Mitautorenexpert Verlag, Renningen, 20165. vollständig überarbeitete und er-weiterte Auflage, 146 Seiten, A5, broschiert
Preis: 59,00 €
ISBN 978-3816933571
Die Autoren dieses Buches, dasmittlerweile in der 5. Vollstän-dig überarbeiteten Auflage
erschienen ist, sind ausgewieseneFachleute aus Industrie und For-
schungsinstituten, die sich im Fachaus-schuss 15 »Maß- und Formänderung infolge vonWärmebehandlung« der Arbeitsgemeinschaft Wärmebehand-
lung und Werkstofftechnik e.V. (AWT) zusammengeschlossenhaben.
Der Verzug von Bauteilen aus metallischen Werkstoffennach einer Wärmebehandlung ist ein ständiges Problemfeld,das sich bei entsprechender Beherrschung aber nocht so kos-tenintensiv auswirken muss, wie es mancher vielleicht im erstenMoment denkt. In den Abschnitten Grundlagen, Berechnungvon Maß- und Formänderungen, Literatur zum Grundlagen-und Berechnungsteil sowie einer abschließenden Beispielsammlungwurde dieses Buch gegliedert. Im ersten Abschnitt werden diegrundsätzlichen Mechanismen der Maß- und Formänderungbei ausgewählten Wärmebehandlungsverfahren besprochen.Der zweite Abschnitt beleuchtet dann den derzeitigen Standder rechnerischen Simulation der Verzugsentstehung. Abschlie-ßend werden in übersichtlich ausgearbeiteter Form zahlreicheLiteraturquellen zur Vertiefung ins Thema und Verzugsbeispieleaus der Praxis vorgestellt.
Dieses Buch ist für alle Fach- und Führungskräfte aus Wär-mebehandlung, Arbeitsvorbereitung, Konstruktion, Fertigungund Qualitätssicherung, die in der täglichen Arbeit mit derWärmebehandlung von Stählen und den daraus resultierendenErgebnissen zu tun haben, ein wertvolles Hilfsmittel für diePraxis.
WBM_3_2017.qxp_3_2017 03.08.17 13:56 Seite 19

Dr. Sommer Werkstofftechnik GmbH · Hellenthalstr. 2 · 47661 Issum
Pressesendung · DPAG Entgelt bezahlt
Stiefelmayer-Lasertechnik GmbH & Co. KGRechbergstraße 42
73770 Denkendorf
Germany
Funktionsgerecht
Verzugsarm
LASERHÄRTEN
Partiell
Präzise
Telefon: 0049 (0)711 93440 -600
http://www.stiefelmayer-lasertechnik.de
Kj1K‡;y~NF;"1K#yFN;yF;}~;]];"#⁄}"1KNd#"‡キヴが" SキW" }エ;ミェエ;キ" yラミェエ;ミ" 0┌ゲキミWゲゲ" 1ラミゲ┌ノデキミェが" ゲキミS" Wキミ" キミデWヴミ;デキラミ;ノWゲ"K;ミSWノゲ┌ミデWヴミWエマWミ"マキデ" }キデ┣" キミ" }エ;ミェエ;キ" っ1エキミ;く"⁄ミゲWヴ"K;┌ヮデェWゲIエ@aデ" ゲキミS"エラIエ┘WヴデキェW" 1エ;ヴェキWヴェWゲデWノノW" ふ[ワヴHWが" Fヴ┌ミSヴラゲデW" ┌ミS" ゲヮW┣キWノノW"}ラミSWヴaラヴマWミぶが" ;ヴゲ;デ┣デWキノW" ゲラ┘キW" ヴWノW┗;ミデWゲ" ́┌HWエワヴ" a┑ヴ" 7W┌デゲIエノ;ミS" ┌ミS";┌ヴラヮ;く" 7キW" vヴラS┌ニデW" ┘WヴSWミ" ミ;Iエ" W┌ヴラヮ@キゲIエWマ" }デ;ミS;ヴS" エWヴェWゲデWノノデく"⁄ミゲWヴW" [┌ミSWミ" キミ" 7W┌デゲIエノ;ミS" ┌ミS" ;┌ヴラヮ;" ヮヴラaキデキWヴWミ" ┗ラミ" エラエWヴ" x┌;ノキデ@デが"ェ┑ミゲデキェWマ"vヴWキゲ"┌ミS"ゲIエミWノノWヴ"]キWaWヴ┌ミェく"
Nエヴ"[ラミデ;ニデ"┣┌"┌ミゲぎ"ЩヴΓどヱΑンどヲヶΒΑΓンン
}エ;ミェエ;キ"yラミェエ;ミ"0┌ゲキミWゲゲ"1ラミゲ┌ノデキミェ"1ラくが"]デSく"""yララマ"ンヰヲが"⁄ミキデ"ヴヰが"];ミW"ヱヵΒが"0;ラIエWミェ"yラ;Sが""
„キミ┣エ┌;ミェ"~ラ┘ミが"cキミエ;ミェ"7キゲデヴキIデが"}エ;ミェエ;キ"ふ́キヮ"IラSWぎ"ヲヰ"ヱヱ"ΓΓぶが"vy1く"
Nエヴ"[ラミデ;ニデ"┣┌"┌ミゲぎ"キミaラくゲエヴエをaラ┝マ;キノくIラマ"
WBM_3_2017.qxp_3_2017 03.08.17 13:56 Seite 20















![Verkürzung der Auftragsdurchlauf- zeiten durch cyber ... · “Guidelines for conducting and reporting case study research in software enginee-ring” [3] konzipiert. Eine Fallstudie](https://img.pdfslide.org/doc/110x75/6059a127b500b5403b699906/verkrzung-der-auftragsdurchlauf-zeiten-durch-cyber-aoeguidelines-for-conducting.jpg)













