Embed Size (px)
Citation preview

V I P
Juni 2014 Vol. 26 Nr. 3 DOI:10.1002/vipr.201400552 © 2014 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim 26 ViP
Oberfl ächenfunktionalisierung von Kunststoff optikTeil 1: Polymere für die Optik und ihre beschichtungsrelevanten Eigenschaften
Ulrike Schulz
Transparente Polymere werden zuneh-mend in vielen Bereichen der Optik eingesetzt. Ihre Oberflächen müssen unter anderem durch dünne Schichten entspiegelt und gehärtet werden. Für Glasoptiken etablierte Beschichtungs-prozesse können dabei in den meisten Fällen nicht angewendet werden. Die komplexe organische Chemie der Poly-
meroberflächen und Vielfalt der Mate-rialien bedingen besondere Technolo-gien für die Beschichtung. Der erste Teil dieses Tutorials gibt zunächst einen Überblick über die am häufigsten ver-wendeten transparenten Kunststoffe und ihre beschichtungsrelevanten Ei-genschaften.
ZUSAMMENFASSUNG
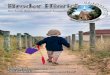
Polycarbonat (PC) Cycloolefin-Copolymer (COC)Polymethylmethacrylat (PMMA)
ABBILDUNG 1: Chemische Struktur wichtiger transparenter thermoplastischer Kunststoffe.
1 Einleitung
Transparente Kunststoffe werden seit mehr als siebzig Jahren und mit wach-sendem Anteil für optische Anwendun-gen eingesetzt. Polymere Werkstoffe sind leichter als Glas und bieten Vor-teile bei der Formgebung. Das geringe Gewicht war mit entscheidend für den Siegeszug der Kunststoffe im Be-reich der Brillengläser. Heute werden in den Industrieländern mehr als 90 % aller Brillengläser aus Kunststoff ge-fertigt [1]. Auch im Automobilbau hat man aus Gründen der Energieeffizienz hauptsächlich das geringe Gewicht im Auge, wenn es um den Ersatz von Glas durch Kunststoff geht. Die Möglichkei-ten der Formgebung in thermischen Umformverfahren wie Spritzgießen und Spritzprägen bieten zum einen Kostenvorteile in der Massenproduk-tion, andererseits aber auch enorme Design- und Konstruktionsvorteile, die neuartige Funktionalitäten ermögli-chen. So können im Mehrkomponen-tenspritzguss komplexe Bauelemente, die aus verschiedenen optische Ele-menten, Halterungen und Justierhilfen bestehen, realisiert werden [2]. Ein be-deutendes Anwendungsfeld umfasst asphärische Linsen bis hin zu Freifor-melementen, die im Spritzgussverfah-ren kostengünstig repliziert werden können. Immer hochwertigere Kame-rasysteme, die sowohl Kunststoff- als auch Glaslinsen enthalten, kommen ge-genwärtig in Konsumerprodukten wie Smartphones und im Fahrzeug- und Sicherheitsbereich, so z. B. in Fahreras-sistenzsystemen und Überwachungs-systemen, zum Einsatz.
Mit der Tendenz zu mehr Komple-xität und höherer Qualität steigen die Anforderungen an die Oberflächen-funktionen von Kunststoffoptiken. Am Anfang der Prozesskette steht die Ma-terialauswahl für das Bauteil. Anders als
bei Gläsern muss bei Kunststoffoptik bereits in dieser Phase berücksichtigt werden, welche Eigenschaften am Ende durch Beschichtungen realisiert werden sollen und welchen Bedingun-gen die Optik in ihrer Anwendung un-terliegen wird. Dieses Tutorial soll eine Hilfestellung geben, geeignete Kom-binationen aus Polymermaterial und Beschichtung anhand des Standes von Wissenschaft und Technik zu identifi-zieren, und Anwender und Beschichter für generelle Probleme der Kunststoff-beschichtung zu sensibilisieren. Dieser erste Teil gibt einen Überblick über die wichtigsten verwendeten Materialien und ihr grundlegendes Verhalten in modernen Vakuumbeschichtungspro-zessen.
2 Kunststoffmaterialien für optische Anwendungen
Im Unterschied zu optischen Gläsern ist die chemische Vielfalt von transpa-renten Polymeren bedeutend größer. Neben einigen bedeutenden Material-gruppen, die in Tabelle 1 vorgestellt werden, gibt es unzählige Spezialkom-posite und fast täglich kommen neue dazu. Das ist einerseits fantastisch, weil die Materialien in der Regel in Richtung einer oder mehrerer Eigenschaften op-timiert werden. Andererseits erhöht die Variation der Materialien das Risiko, dass mit bereits etablierten Prozessen nicht erfolgreich beschichtet werden kann. Jede noch so kleine Verände-rung an der chemischen Struktur eines Kunststoffes kann sein Verhalten in Be-schichtungsprozessen verändern.

DÜNNE SCHICHTEN
www.vip-journal.de Vol. 26 Nr. 3 Juni 2014© 2014 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim ViP 27
0,00
0,05
0,10
0,15
0,20
700800900100011001200130014001500Wellenzahl [cm–1]
0,0
0,1
0,1
0,2
0,2
0,3
0,3
0,4
0,4
2700280029003000310032003300
Abso
rban
z
ZeE48RZe480RZe330R
Surface Functionalization of Polymer Optics
Transparent plastics have been used for optical applications with growing demand. This development is accom-panied by a desire for extended sur-face functionalities like antireflection and hardening. Coating processes well established for glass optics can-not be applied in most cases. A mani-fold of polymer materials with diffe-rent chemical surface states require special coating deposition parame-ters. In the first part of the tutorial the main plastic materials are introduced and their properties which are impor-tant for the vacuum deposition pro-cesses will be discussed.
SUMMARY
Bedingung für Replikation im Spritzgussverfahren ist die thermische Umformbarkeit des Polymers. Ther-moplastische Polymere werden im Glasübergangsbereich zähflüssig und erstarren bei Temperaturerniedrigung zu einem festen Körper, wobei der Vor-gang mehrfach reversibel ist. Aus Kos-tengründen und historisch bedingt sind Akrylglas (PMMA, Polymethylme-tacrylat [3]) und Polycarbonat (PC, Poly-Bisphenyl-A-carbonat, z. B. Makrolon® [4]) die gebräuchlichsten thermoplasti-schen Polymere (Abb. 1).
Daneben ist die schnell wachsende Anzahl der Cycloolefinpolymere und -copolymere zu nennen [5]. Wie PMMA und PC sind fast alle Vertreter dieser Gruppe im sichtbaren Spektralbereich hochtransparent. PMMA und Polycar-
bonat sind, abgesehen von Additiven im unteren Prozentbereich, chemisch eindeutig definiert. Bei Cycloolefin-polymeren und -copolymeren gibt es
größere chemisch-strukturelle Unter-schiede. Diese chemische Vielfalt ist dabei oft nicht aus den Handelsnamen oder Angaben der Hersteller ersichtlich. Beispielsweise gibt es unter dem Han-delsnamen „Zeonex“ Materialien recht unterschiedlicher Zusammensetzun-gen, wie ein Vergleich mittels Infrarot-spektroskopie zeigt (Abb. 2).
Andererseits weisen alle Cycloole-finpolymere und –copolymere auch typische einheitliche Eigenschaften auf, wie eine sehr geringen Dichte und Was-seraufnahme. Ähnliches gilt für andere Polymerklassen.
Fast alle Polymerhersteller unter-nehmen Anstrengungen durch Co-Polymerisate Materialien mit erhöhter thermischer Beständigkeit bereitzustel-len. Bereits durch veränderte Additiv-
ABBILDUNG 2: Die FTIR-Spektren verschiedener Zeonextypen belegen deren unterschiedliche che-mische Zusammensetzung.
Polymer Handelsnamen D
(587.6 nm)
Abbe-zahl
Transmission 3 mm [%]
Dichte [g/ cm3]
Wasser-aufnahme [%] ISO 62
Wärmeform-beständigkeit
ISO75-2 [°C]
Schicht-haftung*
Poly(methyl metha-crylat), PMMA
Plexiglas 6N, 7N, 8N
1,491 58 92 1,19 2,2 85 +
Methylmethacrylat Copolymer
Plexiglas HW55
1,51 49 90 1,19 2,2 106 ++
Poly(n-methyl methacrylimid)
Pleximid TT70 1,54 43 91 1,21 6 158 ++
Polycarbonat, PCMakrolon LQ2647
1,585 30 89 1,2 0,4 120 ++
PC Copolymer Apec HT9351 1,572 30 88 1,15 0,3 159 +
Cycloolefin Copoly-mer, COC
Topas 5013 1,533 58 92 1,02 <0.01 123 +++
CycloolefinPolymer, COP
Zeonex E48R 1,53 56 92 1,01 <0.01 122 +++
CycloolefinPolymer, COP
Zeonex 480R 1,525 56 92 1,01 <0.01 123 +++
CycloolefinPolymer, COP
Zeonex F52R
1,535 56 91 1,02 <0.01 144 +++
CycloolefinPolymer, COP
Zeonor 1020R 1,53 56 92 1,01 <0.01 101 +++
CycloolefinPolymer, COP
Zeonex 330R 1,509 56 92 0,95 <0.01 110 +
Polyethersulfon Ultrason E2010 1,65 20 83 1,37 2,2 212 +++
Polyamid, PATrogamid CX7323
1,516 45 89 1,02 3,5 122 +++
Polyester OKP-4 1,607 27 88 1,22 0,15 105 +++
*bewertet mit Hilfe von Tapetest-Ergebnissen bei Anwendung plasma-ionengestützter Aufdampfverfahren; +++ sehr gut; ++ gut mit Einschränkungen; + gering, Beschichtung erfordert sehr spezielle Bedingungen
TABELLE 1: Wichtige transparente Polymere für die Optik und ihre Eigenschaften.

V I P
Juni 2014 Vol. 26 Nr. 3 www.vip-journal.de © 2014 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim 28 ViP
zusätze, jedoch hauptsächlich bei Ver-änderung von funktionellen Gruppen, können sich beschichtungsrelevante Ei-genschaften von Polymeren verändern. Tabelle 1 gibt daher nur einen groben Überblick über die Materialklassen, die für Spritzgussoptiken verwendbar sind und die Empfehlungen bezüglich der Beschichtbarkeit beziehen sich auf die konkret aufgeführten Typen. Bei Neu- und Weiterentwicklungen muss das Verhalten in Beschichtungsprozessen stets erneut überprüft werden.
Auch unter den Polymeren, die nicht thermisch umformbar sind („Du-romere“), gibt es für die Optik wichtige Materialien. Für Kunststoffbrillengläser verwendet man hauptsächlich CR39 (ADC, Polydiethyleneglycol-bis-allyl-carbonat) sowie höherbrechende Poly-Thio-Urethane [6]. Eine Mischung aus mindestens zwei Komponenten wird dabei in eine Form gegossen. Durch die folgende irreversible chemische Re-aktion entsteht ein Festkörper, dessen zweite Fläche in der Regel mechanisch nachbearbeitet werden muss.
Polymere Kompositmaterialien sind jedoch auch auf dem Vormarsch für prä-zisionsoptische Elemente, hauptsäch-lich für mikrooptische Systeme. Hier arbeitet man meist mit kettenförmigen Grundstrukturen von Thermoplasten, die durch sogenannte Netzwerkbildner unter der Einwirkung von Wärme oder UV-Licht dreidimensional vernetzt wer-den. Die gebräuchlichsten Grundstruk-turen sind Akrylate, Epoxide und Ure-thane. Hier gilt in besonders starkem Maße, dass die neuentstandenen Duro-mere hinsichtlich ihrer Beschichtbarkeit kaum noch die gleichen Eigenschaften
aufweisen wie die zugrundeliegenden Thermoplaste. In der Regel ist die An-haftung von Beschichtungen jedoch sogar einfacher zu realisieren. Die Ur-sachen dafür werden in Abschnitt 3 erläutert. Zu den Kompositmaterialien gehören auch Materialien, die neben polymeren Bestandteilen solche von anorganischen Gläsern (hauptsächlich Siloxan- Gruppen) enthalten. Diese werden auch als organisch-anorgani-sche Hybridmaterialien bezeichnet. Je höher der anorganische Anteil ist, desto glasähnlicher sind am Ende auch die Eigenschaften, auch bezogen auf die Beschichtbarkeit. Aufgrund der fort-während auf den Markt drängenden neuen Materialien ist ein vollständiger Materialüberblick unmöglich. Hier soll nur beispielhaft auf eine Liste mit UV-härtenden Polymerkompositen verwie-sen werden [7].
3 Kunststoffe in plasmagestütz-ten Prozessen
3.1 BeschichtungsverfahrenOptische Schichten werden hauptsäch-lich durch Aufdampfen und Sputtern im Vakuum aufgebracht. Andere Schicht-funktionalitäten, wie Kratzschutz-schichten mit mehreren Mikrometern Dicke werden technisch heute haupt-sächlich durch etablierte nasschemi-sche Prozesse realisiert.
Nur die Vakuumverfahren bieten die Präzision, Einzelschichten mit einer Genauigkeit von wenigen Nanometern abzuscheiden, was zur Realisierung von Interferenzeffekten erforderlich ist. Der Schritt von der Beschichtung von Glasoptiken hin zur Kunststoffbe-schichtung erfordert zunächst den Ver-zicht auf hoher Prozesstemperaturen, wie sie für die optische Beschichtung von Glas traditionell angewendet wur-den, um möglichst kompakte dichte Schichtstrukturen mit konstanten op-tischen Eigenschaften zu erreichen. Auch unabhängig von der Bedingung, temperaturempfindliche Substrate zu beschichten, sind inzwischen Nie-dertemperaturprozesse in der Optik-beschichtung etabliert. So gelingt es mit Hilfe von Plasmaemissionen, die aufwachsenden Schichten mit der notwendigen Energie zur Verdich-tung zu versorgen. Für die optische Beschichtung von Kunststoffen wird
vor allem das plasma-ionengestützte Aufdampfen (PIAD) angewendet. In Sputterprozessen ist der Abstand von Beschichtungsquelle (Target) und dem zu beschichtenden Substrat so gering, dass die Gefahr für Überhitzung oder chemischer Degradation des organi-schen Substrates deutlich höher ist, als beim Aufdampfen.
Eine für Kunststoffoptik etablierte Aufdampfanlage vom Typ SyrusPro (Leybold Optics) ist schematisch in Abb. 3 dargestellt. Bei solchen Anlagen beträgt der Abstand zwischen Plasmaquelle und Verdampfungsquelle einerseits und den auf einer rotierenden Kalotte angeord-neten Substraten andererseits mehr als einen halben Meter. Neben optischen Interferenzschichten, die aus Oxiden bestehen, können z. B. elektrisch leitfä-hige transparente Schichten oder auch organische Schichten zur Hydrophobie-rung abgeschieden werden, ohne dass die Substrattemperatur kritisch wird [8]. Oxidmaterialien werden in der Regel mit Hilfe eines Elektronenstrahls im Hochva-kuum verdampft. Aus einer Ionenquelle werden gleichzeitig Argonionen mit einstellbaren Maximalenergien im Be-reich von ca. 60 eV bis 150 eV emittiert und in Richtung der Substrate beschleu-nigt. Dadurch kann die Verdichtung der Schichten in einem weiten Bereich eingestellt werden, was insbesondere für die Beschichtung von Kunststoffen aus mehreren Gründen sehr wichtig ist. Durch Beimischung von Sauerstoff kann zusätzlich die Stöchiometrie von Oxid-schichten gesteuert werden.
3.2 Plasma-Polymer-Wechselwirkungen
Jeder Kontakt zwischen Polymeren und Niederdruckplasmen birgt auch Ge-fahren in sich. Die emittierte Strahlung bestehend aus Photonen im vakuum-ultravioletten (VUV-)-Bereich, Elektro-nen sowie angeregten Teilchen (Ionen) ist energiereich und in jedem Fall in der Lage, organische Polymere chemisch zu verändern. Die an Polymeren im Plasma stattfindenden Basisprozesse sind schematisch in Abb. 4 dargestellt.
Diese Wechselwirkungen sind Inhalt umfangreicher Studien, sei es mit dem Ziel der Aktivierung von Polymerober-flächen oder der Vermeidung von plas-mainduzierten Degradationsvorgän-gen [9–11].
APS -Ionenquelle
rotierende Kalotte
Elektronenstrahl- verdampfer
ABBILDUNG 3: Schematische Darstellung einer für die Kunststoffbeschichtung geeigneten Aufdampfanlage Typ SyrusPro (Leybold Optics).

DÜNNE SCHICHTEN
www.vip-journal.de Vol. 26 Nr. 3 Juni 2014© 2014 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim ViP 29
Im Niederdruckplasma können che-mische Bindungen gebrochen werden bis hin zu einem deutlichen Material-abtrag (Ätzen). Ein wichtiger Reakti-onsmechanismus, der oft schon nach sehr kurzer Verweildauer einsetzt, ist die Anbindung von Hydroxylgruppen durch die Reaktion der Oberfläche mit Wassermolekülen aus dem Restgas. Die damit verbundene Hydrophilie-rung (Absenkung des Wasserkontakt-winkels) der eher hydrophoben Poly-meroberflächen kann zur Verbesserung der Schichthaftung nützlich sein. Ent-sprechende spezielle Bedingungen zur Plasmavorbehandlung werden beson-ders im Zusammenhang mit Metallbe-schichtungen beschrieben [12]. Gerade bei kettenförmigen thermoplastischen Polymeren ist jedoch die Gefahr gege-ben, dass durch Plasmareaktionen Bin-dungen gespalten werden und locker gebundene Polymerreste auf der Ober-fläche verbleiben, die eine feste Anbin-dung von Beschichtungen verhindern. Bei PMMA und anderen Akrylpolyme-ren erreicht man nach Kontakt mit be-schichtungstypischen Plasmen keine ausreichende Schichthaftung mehr [13]. Bei Polycarbonat gibt es viele ver-schiedene Reaktionswege unter dem Einfluss von Vakuum-UV-Strahlung und Plasma, so dass in Abhängigkeit von den angewendeten Bedingungen sowohl Haftversagen als auch gute Schichtanbindung beschrieben wurde [14, 15].
Ausgerechnet die eher unpolaren Oberflächen von Cycloolefinen las-sen sich beispielsweise innerhalb von Milli sekunden im Sinne einer Hydro-philierung aktivieren und in einem weiten Parameterbereich wird eine ausgezeichnete Schichthaftung er-reicht [16]. Eine längere Einwirkung des beschichtungstypischen Plasmas einer Ionenquelle kann eine Oxydation der Olefinstruktur einleiten, die nach weni-gen Minuten bereits deutlich an einer Veränderung der Transmission zu sehen ist (Abb. 5 links). Bei Ar/O2-Behandlung mit der APS-Ionenquelle erfolgt gleich-zeitig ein erheblicher Materialabtrag. (Abb. 5 rechts).
Die Schädigung durch Plasmabe-handlungen kann jedoch auch an-fangs sehr schwach ausgeprägt sein, so dass sie im Spektrum nicht erkenn-bar ist, und erst nach einigen Mona-
ten in eine Vergilbung des Polymers mündet. Gerade die Gefahr solcher schwer erkennbaren Initialschäden ist groß. Auch die Schichthaftung kann manchmal zwar verbessert werden. Aufgrund der Hydrolyseanfälligkeit der unter Einfluss von Plasma neu ver-änderten Polymerstruktur versagt der Substrat-Schichtverbund dann aber bei späteren Klimatests. Ein Beispiel da-
für liefert im Glimmentladungsplasma vorbehandeltes PMMA [17]. Der direkte Kontakt der Oberflächen mit Plasmen aus Ionenquellen und auch aus Elekt-ronenstrahlverdampfern sollte deshalb immer so kurz wie möglich gehalten werden. Generelle Aussagen lassen sich kaum treffen, so dass die Auswirkungen für jedes Material separat untersucht werden müssen.
Ätzen Aufrauung
Funktionalisierung Aktivierung
Bindungsbrüche „weak-bonded layers“
Bindungsneubildung Vernetzung
e- A- A+ A hν
C C C C C
R
C C C C C C C C C C
R
C C C C C
C C C C C
R
C C C C C
OH .
.
C C C C C C C C
CH x CO2 H2O
ABBILDUNG 4: Basisprozesse an Polymeroberfläche bei Einwirkung von Niederdruckplasma und/oder Ionenbeschuss (negativ und positiv geladene Ionen, Radikale, Elektronen, Photonen).
unbehandelt
nach Plasma-
behandlung
<15°
200 nm
92°
80
85
90
95
300 400 500 600 700 800
Trans
miss
ion [
%]
Wellenlänge [nm]
unbehandelt
nach Plasmabehandlung
Kontaktwinkel H2O
ABBILDUNG 5: Transmissionsspektrum und Rasterelektronenmikroskopische Aufnahme von ZEONEX E48R vor und nach Plasmabehandlung (APS-Ionenquelle, Biasspannung 120 V, 30 sccm Ar/O2, Druck 5 × 10-4 mbar, Behandlungszeit 300 s). Durch die Behandlung erfolgt außerdem eine deutliche Verminderung des Wasserkontaktwinkels (Hydrophilierung).
1 mm
GKW 3: 15 - 35 % Ablösung
GKW 4: 35 -65 % Ablösung
ABBILDUNG 6: Lichtmikroskopische Aufnahmen von Oberflächen mit teilweiser Schichtablösung nach dem Tapetest (ISO9211-4) am Gitterschnitt (DIN EN ISO2409). Der Grad der Ablösung wird nach mit einem Gitterkennwert (GKW) von 0 (keine Ablösung) bis 5 (>65 % der Fläche abgelöst) quanti-fiziert.

V I P
Juni 2014 Vol. 26 Nr. 3 www.vip-journal.de © 2014 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim 30 ViP
Die Schichthaftung optischer Schichten wird gewöhnlich durch ei-nen Klebeband-Abzugstest (Tapetest) nach ISO9211-4 an einem Gitterschnitt (DIN EN ISO2409) bewertet (s. Beispiele Abb. 6).
Wird an einer beschichteten Probe Schichtablösung festgestellt, sollte unbedingt untersucht werden, an welcher Stelle im Verbund die Ablö-sung stattgefunden hat. Dazu kann eine chemische Analyse auf der Rückseite des Klebebandes mittels Röntgenphotoelektronen- (XPS) oder Fourier-Transform-Infrarot- (FTIR) Spektro skopie sinnvoll sein. Werden auf der Rückseite Bestandteile des Poly-mers gefunden, ist die Ursache des Haf-tungsproblems eher in einer zu inten-siven Plasmaeinwirkung und nicht in ungenügender Aktivierung zu suchen (Abb. 7).
Die Einwirkung des Plasmas nach Abdeckung der Oberfläche mit den ersten Nanometern der Beschichtung beschränkt sich auf die UV-Strahlung, die je nach der Filterwirkung der bereits aufgebrachten Schicht die Oberfläche immer noch erreicht. Auch diese Wech-selwirkungen können noch kritisch sein, was sowohl für PMMA als auch für Polycarbonat nachgewiesen wurde.
3.3 Steuerung der Schichtverdichtung
Zur Einstellung bestimmter Schicht-eigenschaften ist die Aktivierung des Dampfes durch Ionen und Elektronen notwendig. Je höher die Energie ist, mit der man Ionen in Richtung der auf-wachsenden Schichten beschleunigt, desto kompakter wachsen oxydische Schichten auf [18]. Eine Mindestver-dichtung wird angestrebt, um optische
Schichten beständig gegen mechani-sche Belastungen und Umwelteinflüsse zu machen. Beispielsweise können sich unverdichtete SiO2-Schichten unter Umständen schon bei kurzer Lagerung in Wasser einfach auflösen.
Auf Glas arbeitet man mit möglichst hohen Verdichtungen, die dem des kompakten Materials nahe kommen sollen. Bevorzugt nehmen die Schich-ten dann kein Wasser mehr auf und haben daher stabile optische Eigen-schaften. Auf Kunststoff jedoch birgt eine hohe Verdichtung verschiedene Gefahren. Eine sehr hohe Verdichtung erfordert eine hohe Energiedichte im Plasma bzw. hohe Ionenenergien. Wie oben beschrieben ist unter solchen Bedingungen die Gefahr der Polymer-schädigung groß. Weiterhin ist eine hohe Verdichtung in der Regel auch mit großen Schichtspannungen verbun-den. Die mittels plasma-ionengestützte Aufdampfen auf Polymeren erzeugten Oxidschichten aus SiO2, TiO2, Ta2O5 oder Nb2O5 haben in der Regel Wachstums-spannungen im Druckspannungsbe-reich, die mit steigender Verdichtung (höhere BIAS-Spannung, höhere Io-nenenergie) zunehmen. Dazu kommen noch beträchtliche thermische Span-nungen. Die Polymersubstrate haben einen etwa 10-fach höheren thermi-schen Ausdehnungskoeffizient, als die Oxidmaterialien. Eine Erwärmung im Prozess erfolgt einerseits durch die Plasmaleistung, zum anderen durch die zum Verdampfen mittels Elektro-nenstrahl eingebrachte Energie. Die letztere ist wiederum auch materialab-hängig und für die meisten hochbre-chenden Materialien deutlich größer als für SiO2. So erwärmt sich ein Kunststoff-substrat bei der Abscheidung einer 200 nm dicken TiO2-Schicht deutlich stärker, als bei Abscheidung von SiO2 (Abb. 8) [19].
Wenn der Prozess bei Raumtempe-ratur gestartet wird und sich die Pro-zesstemperatur durch Wärmestrahlung allmählich erhöht, steht das System aus Substrat und Schicht während des Aufdampfens unter anwachsenden thermischen Zugspannungen. Bei Abkühlung erfolgt ein Umschlag in Druckspannungen, da nun das Subst-rat stärker kontrahiert als die Schicht. Diese thermischen Spannungen sind im Schichtsystem also unterschiedlich verteilt, je nachdem, welche Tempera-tur bei der entsprechenden Teilschicht gerade erreicht wurde. Natürlich ver-ändern auch nachträgliche Tempe-raturwechsel z. B. bei Klimatests den Spannungszustand von Grenzflächen und Schichten. Rissbildung und ggf. Schichtablösung können die Folge sein. Abb. 9 zeigt eine beschichtete Kunststoffoberfläche, die sowohl Zug-spannungsrisse (feines Netz paralleler Linien) als auch Druckspannungsschä-den aufweist.
Anhand des Erscheinungsbildes von Rissen und Ablösungen können oft die Ursachen von Versagensmechanismen analysiert werden. Zugspannungsrisse unmittelbar nach einer Beschichtung
v
Polymersubstrat
Schicht Tape
Schicht
Tape
„extrinsisches“ Haftversagen: Trennung im Interface
„Intrinsisches“ Haftversagen: Abriss im organischen Material
CH xPolymersubstrat
ABBILDUNG 7: Extrinsische und intrinsisches Versagen der Schichthaftung im Tapetest.
30405060708090
100
0 20 40 60 80 100 120 140 160 180 200
Tem
pera
tur
auf P
C [°
C]
Schichtdicke [nm ]
SiO2
T iO2
ABBILDUNG 8: Entwicklung der Substrattemperatur während des Aufdampfens von SiO2 und TiO2. Entscheidend für den Unterschied ist die unterschiedliche Wärmestrahlung aus den Schmelzen der Oxide.
200 µm
ABBILDUNG 9: Kunststoffbeschichtung mit Zugspannungsrissen (parallele Linien, feines Netz) und mit Schichtaufwölbungen und Ablösungen aufgrund von Druckspannungen und ungenügender Haftung (dunkle Bereiche).

DÜNNE SCHICHTEN
www.vip-journal.de Vol. 26 Nr. 3 Juni 2014© 2014 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim ViP 31
sind häufig Hinweis auf eine zu hohe Pro-zesstemperatur und treten auch dann auf, wenn die Wachstumsspannungen der Schicht im Druckspannungsbereich liegen. Druckspannungsrisse auf Kunst-stoff haben meist ein typisches wur-martigen Aussehen. Die Schicht wölbt sich entlang der Risse nach oben und löst sich in diesen Bereichen ab (s. Abb. 9). Dieses Schadensbild beobachtet man jedoch immer nur dann, wenn auch die Schichthaftung nicht perfekt ist. Durch geschickte Wahl der Aufdampftempera-tur kann die spätere Temperaturbestän-digkeit des Bauteils in gewissen Grenzen gesteuert werden.
Ein weiterer Aspekt hoher Schicht-verdichtung ist zu beachten, wenn die Polymersubstrate eine von den Umge-bungsbedingungen abhängige Menge an absorbiertem Wasser enthalten. Ty-pischerweise liegt der Wassergehalt der Polymere zwischen 0,2 % und 2 %. Die fast wasserfreien Cycloolefine bilden eher eine Ausnahme.
Abb. 10 zeigt den Anstieg sowie die Abnahme des Wassergehaltes von PMMA und PC, bei den angegebenen Klimabedingungen. Der Wassergehalt der Polymere wurde aus Messungen der Transmission im Nahen Infrarot er-mittelt [20].
Die Absorptions- und Desorpti-onsprozesse sind recht langsam und natürlich auch von der Geometrie des Bauteils abhängig. Das muss bei einer Konditionierung vor der Beschichtung beachtet werden. Diese sollte keines-falls unter Bedingungen erfolgen, die den Wassergehalt der Teile sehr weit unter den natürlichen Wert reduzie-ren. Wenn auf wasserhaltige Polymere eine Beschichtung aufgebracht wird, die so hochverdichtet ist, dass der Durchtritt von Feuchtigkeit stark ver-langsamt wird (hohe Barrierewirkung) wird das Wasser bevorzugt entlang der immer vorhandenen Mikrodefekte in das Bauteil diffundieren. Das Polymer quillt dann ungleichmäßig auf und die Defekte wachsen insbesondere bei Kli-mawechsel stark an und können visuell sichtbar werden. Bei wasserhaltigen Substraten, die später Klimaänderun-gen ausgesetzt werden sollen, muss die Verdichtung daher so gering gehalten werden, dass Wasser noch hindurch dif-fundieren kann. Als Kompromiss muss eine gewisse Schwankung der Brech-
zahlen in Kauf genommen bzw. schon in der Designphase der Beschichtung berücksichtigt werden.
4 Zusammenfassung
Grundlage für die Entwicklung von optischen Schichten für Kunststoff ist das wissenschaftliche Verständnis des Verhaltens der Polymeren unter dem Einfluss energiereicher Plasmen in modernen Beschichtungsanlagen sowie der Möglichkeit der Steuerung von Schichteigenschaften durch die Abscheidebedingungen. Zu den rele-vanten Eigenschaften, die verstanden und gesteuert werden müssen, gehört zunächst die Schichthaftung im Span-nungsfeld von Plasmadegradation und Plasmaaktivierung. Die Schichthaftung muss stets polymerspezifisch optimiert werden. Generell muss bei Einwirkung von hochenergetischen Strahlung und Teilchen auf Polymer mit einer chemi-schen Modifizierung der Oberfläche gerechnet werden, die aber zum Teil geschickt für die Prozessentwicklung genutzt werden kann. Ein weiterer Komplex umfasst die Schichteigen-schaften selbst. Oxidmaterialien, wie sie für optische Schichten verwendet wer-den, unterscheiden sich grundlegend von Polymermaterialien bezüglich ihrer thermischen und mechanischen Eigen-schaften. Einen stabilen Schicht-Sub-stratverbund erreicht man nur, wenn man die Verdichtung der Schichten ent-sprechend der Erfordernisse des Subs-trates steuert. Kritische Eigenschaften sind dabei die mechanischen und ther-mischen Schichtspannungen und die Feuchtebarriere der Schichten.
[1] K. Scherer, M. Mildebrath, R. Bosmans: Society of Va-cuum Coaters, 53rd annual technical conference pro-ceedings (2010) 350.
[2] S. Bäumer: Handbook of Plastic Optics, 2. Auflage, Wiley-VCH, Berlin, 2010.
[3] http://www.plexiglas.de/product/plexiglas/en/Pa-ges/default.aspx.
[4] http://www.makrolon.de/bms/db-rsc/makrolon-cmsr6.nsf/id/home_en.
[5] M. Yamazaki: J. Mol. Catal. Chem. 213 (2004) 81.[6] http://www.mitsuichemicals.com/mr-series.htm.[7] http://www.chemicalbook.com/ProductName-
List_30_5100_EN.htm.[8] http://www.leyboldoptics.com/optics/precision-op-
tics/machines/syruspro-family/syruspro-family.html.
[9] E. M.Liston, L. Martinu, M. R. Wertheimer: J. Adhes. Sci. Technol. 7/10 (1993) 1091-1127.
[10] C. M. Weikart, H. K.Yasuda: J. Polym. Sci. A: Chem. 38 (2000) 3028-3042.
[11] A. C. Fozza, J. Roch, J. E. Klemberg-Sapieha, A. Kruse, A. Holländer, M. R. Wertheimer: Nucl. Inst. Meth. in Phys. Res. B 131 (1997) 205-210.
[12] O. D. S. Ferreira, A. Stevens, C. Schrauwen: Thin Solid Films 517 (2009) 3070-3074.
[13] P. Munzert, U. Schulz, N. Kaiser: Plasma Process. Polym. 4 (2007) 1036–1040.
[14] A. Hofrichter, P. Bulkin, B. Drévillon: J. Vacuum Sci. Tech-nol. A 20 (2002) 1, 245-250.
[15] A. Rivaton: Polym. Degrad. Stab. 49 (1995) 163-179.[16] P. Munzert, U. Schulz, N. Kaiser: Surf. Coat. Technol.
173–174 (2004) 1048–1052.[17] U. Schulz, P. Munzert, N. Kaiser: Surf. Coat. Technol. 142
(2001) 507-511.[18] M. F. Doerner, W. D. Nix: CRC Crit. Rev. Solid State Mater.
Sci. 14 (1988) 225–268.[19] U. Schulz, N. Kaiser: Society of Vacuum Coaters, 46th
annual technical conference proceedings (2003) 419-424.
[20] U. Schulz, S. Jakobs: Fresenius. J. Anal. Chem. 353 (1995) 740-742.
0,0
0,5
1,0
1,5
2,0
2,5
0 20 40 60 80 100 120 140
Was
serg
ehal
t [m
%]
Lagerzeit [h]
PMMA
PC
%RH > 90, 80 °C %RH < 10, 80 °C
Dr. Ulrike Schulzist Diplomchemikerin und pro-movierte 1994 an der Friedrich-Schiller-Universität Jena. Sie ist seit 1994 wissenschaftliche Mitarbeiterin am Fraunhofer-Institut für Angewandte Optik und Feinmechanik in Jena und leitet dort die Gruppe Kunst-stoffbeschichtung. Sie ist Autorin zahlreicher Veröffentlichungen, Vorträge und Patente auf dem Gebiet der Entwicklung und Her-stellung optischer Schichten.
AUTORIN
Dr. Ulrike Schulz, Fraunhofer IOF, Albert-Einstein-Str. 7, 07745 Jena, [email protected]
ABBILDUNG 10: Wassergehalt von 3mm dicken Kunststoffscheiben während Feuchtlagerung und Trocknung bei 80 °C.








![Führung 11-09 [Kompatibilitätsmodus] · •Maslow • E.R.G.-Theorie von Alderfer • Zwei-Faktoren-Theorie von Herzberg • kognitive Motivationstheorien von Vroom von Lawler von](https://img.pdfslide.org/doc/110x75/5c9faeba88c9931c188bd456/fuehrung-11-09-kompatibilitaetsmodus-maslow-erg-theorie-von-alderfer.jpg)