Embed Size (px)
Citation preview

Symposium „Simulation in der Produkt- und Prozessentwicklung“, 5.-7. November 2003, Bremen 39
Optimierung von Gießtechnik und Gussteilen
Gießtechnische Simulation als Werkzeug zur automatischen Fertigungs- und Bauteiloptimierung
Jörg C. Sturm
MAGMA Gießereitechnologie GmbH, Aachen
Kurzfassung
Seit 25 Jahren hat sich die numerische Simulation von Gießprozessen zu einem akzeptierten Werkzeug in der Industrie entwickelt. Eine neue Generation von Optimierungssoftware unterstützt den Gießer durch Lösungsvorschläge für optimale Prozeßparameter oder die richtige Gießtechnik. Auf Basis der Simulation von Formfüllung, Erstarrung, Bauteilspannungen und Eigenschaftsvorhersagen durch Gießprozeßsimulation werden automatisch die bestmöglichen Bedingungen für Gießtechnik oder Fertigungsparameter wie Anschnittpositionen aber auch die Lage von Speisern und Kühlungen und ihre optimale Größe ermittelt. Anstelle von Prozeßgrößen definiert der Anwender seine Optimierungsziele. Da mit diesen Werkzeugen gleichzeitig mehrere Ziele verfolgt werden können, entspricht dieser Ansatz der Arbeitsweise von Gießern, die täglich den richtigen Kompromiß zwischen unterschiedlichen Zielsetzungen finden müssen. „Trial and error“ erfolgt damit virtuell am Bildschirm ohne Einflußnahme durch den Nutzer. Erst das vom Programm vorgeschlagene optimierte Ergebnis wird vom Fachmann bewertet. Der Beitrag stellt die heutigen Möglichkeiten und Einsatzgebiete von Optimierungs-werkzeugen an unterschiedlichen Beispielen vor.
Einleitung In rasantem Tempo verschlanken sich die Automobilunternehmen: Design, Marketing und Montage scheinen die Kernbereiche der Automobilherstellung zu sein, die bei den meisten OEM’s verbleiben sollen. Diese Umstrukturierung bedeutet einen Übergang zahlreicher Entwicklungsaufgaben an die Zulieferer – eine der größten Chancen für die deutsche Gießereiindustrie. Um diese Entwicklungsaufgaben annehmen und durchführen zu können, muß sich eine Gießerei durch entsprechende Kompetenz profilieren. Fähigkeiten in Konstruktion, Prototyping, Projektmanagement und Kommunikation werden dabei vorausgesetzt. Wettbewerbswirksam ist letztendlich die „Kompetenz in Guß“, also sehr schnell und zuverlässig ein anspruchungsgerechtes Gußteil zu entwickeln und in Serie zu produzieren. Auf die integrierte Anwendung von CAE Technologien ist dabei nicht zu verzichten, vielmehr stellen sie eine wesentliche Voraussetzung zur Bewältigung dieser Aufgaben dar. Nutzung von CAE Werkzeugen zur Entwicklung eines Fahrwerkteiles Im folgenden wird die simultane Nutzung verschiedener computergestützter Technologien zur Designfindung, Konstruktion, Simulation des Teileverhaltens unter Last, Gießsimulation und der rechnerischen Optimierung des Fertigungsprozesses am Beispiel eines Dreieckslenkers gezeigt. Die Entwicklung des Gussteiles von der Konzeption inklusive der Festlegung eines geeigneten Werkstoffes, über Prototyping bis zum Serienanlauf werden durch diese Technologien in einer Weise unterstützt, daß, lediglich ausgehend von der Spezifikation des Bauraumes und der Prüflast für das Gußteil, ein gegossener Prototyp in drei Wochen einbaufertig zum Test vorliegen kann. Zum gleichen Zeitpunkt liegt die Dokumentation eines möglichen Seriengießprozesses vor, so daß die in der Serie zu erwartenden Gussteileigenschaften mit denen des gegossenen Prototyps verglichen werden können.

Symposium „Simulation in der Produkt- und Prozessentwicklung“, 5.-7. November 2003, Bremen 40
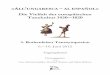
Vom Bauraum zur CAD Konstruktion Die denkbar gröbste Vorgabe für ein zu entwickelndes Gussteil ist die Angabe des erlaubten Bauraumes und des zulässigen Verhaltens des Teiles unter Last. Aber schon diese Randbedingungen genügen den Programmen zur Gestaltoptimierung für einen Entwurf des Gussteiles. Grundsätzlich wird so vorgegangen, daß zunächst für ein den Bauraum komplett ausfüllendes Bauteil, welches mit der Testlast beaufschlagt wird, eine Spannungsberechnung durchgeführt wird. Das automatische Optimierungsprogramm prüft die auftretenden Verformungen, findet die Bereiche mit den geringsten Belastungen und nimmt diese aus dem Bauteil heraus. Dieser Vorgang wird wiederholt, bis die Verformungen die maximal zulässigen Werte erreicht (Bild 1).
Bild 1: Mit Hilfe der Topologieoptimierung wird innerhalb eines vorgegebenen Bauraumes (links) ein lastoptimierter Entwurf (rechts) gefunden. Dabei wurden die Lastangriffsbereiche (Augen für die Befestigung) nicht verändert. Für eine solche Optimierung sind etwa 25 Iterationen erforderlich.
Der so gefundene erste Entwurf eines belastungsgerechten Bauteiles liegt als FE-Netz vor, wobei keine gießtechnischen Spezifikationen berücksichtigt sind. Aus diesem Grund muss der Entwurf unter gießtechnischen Gesichtspunkten, vor allem der Entformbarkeit, überarbeitet werden und in eine 3D CAD Konstruktion übergeführt werden (Bild 2). Außerdem ist ein parametrisierter CAD Datensatz die einzig akzeptable, über die gesamte Lebensdauer eines Teiles zentral zu verwaltende Geometrie-information. So lassen sich Änderungen der Bauteilkonstruktion schnell durchführen und vor allem für alle entwicklungsbegleitenden CAE-Werkzeuge konsistent zur Verfügung stellen.
Bild 2: Die CAD Konstruktion wird auf der Basis des Gussteilentwurfes aus dem Gestalt-optimierungsprogramm (s. Bild 1.) erstellt.

Symposium „Simulation in der Produkt- und Prozessentwicklung“, 5.-7. November 2003, Bremen 41
Überprüfung der Konstruktion auf Verhalten unter Last und Gießbarkeit Die CAD Konstruktion unterscheidet sich natürlich in Details von dem ersten Entwurf aus dem Gestaltoptimierungsprogramm. Aus diesem Grunde ist es sinnvoll, sofort nach Erstellung der Konstruktion ihr Verhalten unter der Prüflast zu untersuchen und zu prüfen, ob sich die Verformungen innerhalb der zugelassenen Grenzen bewegen. Dazu muss das Teil vernetzt werden, der Lastfall wird dann mit einem FE-Programm berechnet und überprüft (Bild 3).
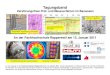
Bild 3: Die Überprüfung der Konstruktion auf Spannungen und Verformungen unter der Prüflast mit einem FE-Berechnungsprogramm zeigt, daß die Verformungen innerhalb der zugelassenen Grenzen liegen. Die maximalen Spannungen liegen bei 55 MPa und traten in der Umgebung der Last-angriffspunkte auf. Eine erste Überprüfung der Gießbarkeit wird ebenfalls unmittelbar nach Fertigstellung der CAD Konstruktion durchgeführt. Mit Hilfe der gießtechnischen Simulation kann in kürzester Zeit (ca. 30 min) die Verteilung eines thermischen Moduls berechnet werden. Das thermische Modul unterscheidet sich vom bekannten geometrischen Modul dadurch, daß es aus einer Erstarrungssimulation abgeleitet wird und dadurch die thermischen Wechselwirkungen zwischen verschiedenen Gussteilbereichen berücksichtigt. Die Bestimmung des thermischen Moduls für den Dreieckslenker zeigt drei unabhängige, verschieden ausgeprägte Wärmezentren (Bild 4). Auf der Grundlage der Ergebnisse aus dieser Berechnung kann die Größe der Speiser in MAGMASOFT® automatisch ausgelegt.
Bild 4: Modulberechnung und Speiserauslegung für das Rohteil. Die Verteilung des berechneten thermischen Moduls (links) zeigt Maximalwerte um 1,4. Das bedeutet, daß der Speiser an dieser Stelle unter Berücksichtigung eines 20%igen Sicherheitsaufschlages mindestens einen Modul von 1,65 haben sollte. Eine solche Berechnung des thermischen Moduls dauert etwa 30 Minuten vom Einlesen der CAD Geometrie bis zur fertiggestellten Dokumentation. Auf Grund der Berechnungen zum thermischen Modul werden die Speiser ausgelegt (rechts). Für den Prototyp wird durch einen Speiser eingegossen.

Symposium „Simulation in der Produkt- und Prozessentwicklung“, 5.-7. November 2003, Bremen 42
Entwicklung und rechnerische Optimierung des Seriengießprozesses Eine automatische Optimierung von Gießtechnik und Fertigungsparametern ist ein alter Traum aller Gießer. Aufgrund der Vielfalt der Einflußgrößen auf die Gußteilqualität und die komplexen Zusammenhänge von Physik, Metallurgie und Gußteilgeometrie war bisher Erfahrungswissen der wesentliche Ratgeber für eine „optimierte Fertigungstechnik“. Gießtechnische Simulation kann Erfahrungen quantifizierbar machen und damit nur einen „Zustand“ überprüfen, die Schlußfolgerungen aus den Berechnungen und anschließende Optimierungen erfordern die Interaktion mit dem Fachmann. Bisher war dieser Optimierungsschritt „Versuch und Irrtum“ vorbehalten, unabhängig ob in Realität oder mittels der Simulation. Durch die Integration von Werkzeugen zur Optimierung von gießtechnischen Parametern oder Geometrien in die gießtechnische Simulation mit MAGMASOFT® ist der Schritt von der Nutzung der Simulation zur Verifikation von Zuständen hin zur automatischen Optimierung gelungen. Das Simulationsprogramm wurde hierzu in eine Optimierungsschleife eingebunden, die nach der Definition von Optimierungszielen und –randbedingugnen automatisch ohne Interaktion mit dem Anwender abläuft. Hierzu wird ein „black box“ Ansatz genutzt, der Simulationsergebnisse auswertet und zur automatischen Ermittlung von optimierten Datensätzen nutzt.
Als Basis dieses Werkzeuges in dem Optimierungsmodul MAGMAfrontier dient das Optimierungswerkzeug modeFRONTIER [2], das es erlaubt, das Optimierungsproblem durch analytische Lösungsansätze oder genetische Algorithmen zu behandeln.
Analytische Methoden ermöglichen die Implementierung von sehr effizienten Algorithmen. Nachteilig ist aber, daß diese Art von Algorithmen meist nur für eine Art von Optimierungsproblem effektiv genutzt werden kann. Darüber hinaus sind die mathematischen Modelle, die für eine Gieß-prozeßsimulation verwendet werden, sehr komplex und erlauben nur in Ausnahmefällen eine analytische Beschreibung der Zielfunktion.
Die zweite Methode der „black box“ unter Nutzung von sogenannten genetischen Algorithmen hingegen kann mit jeder Art von Simulationssoftware kombiniert werden. In MAGMAfrontier werden daher bevorzugt genetische Optimierungsalgorithmen zur Lösung des Problems genutzt. Sie haben den Vorteil, daß erstens mehrere Ziele gleichzeitig verfolgt und optimiert werden können, was der typischen Poblematik in der Gießerei entspricht (der beste „Kompromiss“). Zweitens können sowohl kontinuierliche als auch sich diskret ändernde Variablen genutzt werden, was insbesondere bei Geometrieoptimierungen von großem Vorteil ist, wie wir später zeigen werden.
Nachteilig ist bei genetischen Algorithmen, daß aufgrund des statistischen Ansatzes zunächst eine gewisse Anzahl von Designs gerechnet und untersucht werden müssen, bevor „gute Designs“ erkannt werden. Hier stellte sich die Aufgabe geeignete Strategien zu entwickeln, die für alle Arten von Optimierungsproblemen in der Gießereiwelt genutzt werden können. Mit MAGMAfrontier konnte dieser Nachteil so gelöst werden, daß eine automatische Optimierung für reale gießtechnischen Probleme möglich wird.
Für die Kopplung von Simulationswerkzeug und Optimierungswerkzeug sind die folgenden Informationen zu definieren:
• Eingabegrößen und Grenzen, in denen sie variiert werden sollen
• Ausgabevariablen (komprimierte Ergebisse der Simulationen)
• Einschränkungen
• Zielfunktionen (z.B. maximiere oder minimiere die Kombination von verschiedenen Werten)
• Wenn dies erfolgt ist, wird eine Anzahl von Simulationen mit unterschiedlichen Startdesigns festgelegt (Design of Experiments). Dies sind die Basiswerte der numerischen Optimierung. Für jede dieser Designs muß eine komplette Simulation erfolgen. Auf Basis der Auswertung dieser ersten Berechnungen kann der Optimierungsalgorithmus neue Eingabewerte für

Symposium „Simulation in der Produkt- und Prozessentwicklung“, 5.-7. November 2003, Bremen 43
verbesserte Designs ermitteln und überprüfen. Abhängig von der gewählten Optimierungs-strategie und des Ziels bricht der Optimierungsalgorithmus nach einer vorgegebenen Anzahl von Iterationen ab.
Bild 5: Ablaufdiagramm der automatischen Optimierung von Gießprozessen. Obwohl das Programm für die gegebene Zielsetzung die bestmögliche Lösung ohne äußeren Eingriff vorschlägt, ist eine kritische Bewertung der Ergebnisse durch den Anwender immer sinnvoll. MAGMAfrontier bietet sich insbesondere auch für Parameterstudien an, um Einflußgrößen und Sensitivitäten von gießtechnischen Parametern zu ermitteln.
Anwendung der Optimierung auf eine optimierte Speisungstechnik für den Dreieckslenker Am Beispiel des Dreieckslenkers wurde MAGMAfrontier genutzt, um Speiserpositionen, -größen und gleichzeitig die Gußteilqualität (Porositäten) automatisch zu optimieren.. Hierzu wurden zunächst die Bereiche definiert, in denen die Speiserpositionen durch den Optimierer verändert werden dürfen, Bild 6 (a). Weiterhin wurde festgelegt, in welchen diskreten Schritten die Speisergrößen verändert werden können. Hierzu wird auf eine Geometriedatenbank vordefinierter und parametrisierter Speiser-geometrien in MAGMASOFT® zurückgegriffen. Zur Optimierung wurde der genetische Algorithmus des Optimierungsmoduls MAGMAfrontier verwendet. Die Optimierung von drei Speisern, ihren Positionen bei gleichzeitiger Sicherstellung der bestmöglichen Gußteilqualtität führt zu einem Optimierungsproblem mit 7 Freiheitsgraden, die in 10 Generationen à 15 Designs gelöst wurde, Bild 6 (b). Das Ergebnis ist ein Gieß- und Speisersystem mit einer optimierten Ausbringung, bei dem keine kritischen Speisungsbereiche mehr zu finden sind. Bild 6 (c) zeigt die Ausgangssituation, während Bild 6 (d) die optimierte Gießtechnik darstellt. Das Speiservolumen konnte bei gleichzeitiger Verbeserung der Gußteilqualität nahezu halbiert werden.

Symposium „Simulation in der Produkt- und Prozessentwicklung“, 5.-7. November 2003, Bremen 44
Bild 6 Gießtechnische Optimierung eines Dreieckslenkers. Festlegung von Freiheitsgraden für die automatische Positionierung von Speisern (a); Entwicklung der Zielfunktion über 10 Generationen à 15 berechneten Designs (b); Speiserpositionen und –dimensionen für ein Ausgangsdesign (das Gußteil ist nicht porensfrei) (c) Optimierte Lösung mit halbiertem Speisungsbedarf und fehlerfreiem Gußteil (d) Automatische Optimierung eines Laufsystems Die Möglichkeit, in MAGMASOFT® und mit MAGMAfrontier parametrisierte Geometrien zu verwenden, erlaubt auch die Optimierung des Strömungsverhaltens für Laufsysteme. Für ein Druck-gußteil sollte eine strömungstechnisch optimierter Laufgeometrie ermittelt werden. Hierzu wurde im Preprozessor von MAGMASOFT® ein parametriesiertes Objekt definiert. Die Laufgeometrie konnte so lokal verändert werden. Durch die Festlegung eines „Arbeitsfensters“ wurden die Freiheitsgrade für die Variationen des Laufs festgelegt. Als Qualitätskriterium wurde das so genannte „AirPressure“ Kriterium untersucht, das Bereiche identifiziert, in denen während der Füllung des Laufes Luft eingeschlossen wird. Ziel war also, das Volumen an eingeschlossener Luft zu minimieren. Aufgrund des höheren Rechenbedarfes ist es sinnvoll, das Optimierungsproblem so zu reduzieren, daß es in angemessenen Zeiten abgearbeitet werden kann. Aus diesem Grund wurde für die Optimierung des Laufsystems die Formfüllsimulation jeweils beendet, wenn der Lauf vollständig gefüllt war. Der Gesamtaufwand für die Optimierung umfasste 25 verschiedene Designs, die jeweils in 8 Minuten auf einer Workstation berechnet wurden. Gesamtrechenzeit betrug damit 3,5 h.

Symposium „Simulation in der Produkt- und Prozessentwicklung“, 5.-7. November 2003, Bremen 45
Bild 7 Automatische Optimierung eines Gießlaufes. Durch die Parametrisierung der Lauf-geometrie kann die Geometrie automatisch aufgrund von Strömungssimulationsergebnissen verändert werden. Zur Definition des Optimierungsproblems müssen Restriktionen wie das Auswertegebiet festgelegt werden (a). Weiterhin muß die Zielfunktion (Minimierung von Lufteinschlüssen während der Formfüllung) und das Auswertungskriterium (AirPressure) definiert (b). Die Bilder 7 (c) und (d) zeigen ein schlechtes und das optimierte Design für die Laufgeometrie.
Zusammenfassung Beispielhaft für ein Aluminium Fahrwerksteil wurde in diesem Beitrag gezeigt, welche CAE Technologien in einer modernen Gießerei heute und in absehbarer Zeit nutzbar sind, um komplette Aufgaben der Gussteilentwicklung selbst durchführen zu können. Die computergestützte Topologie- und Gestaltoptimierung führt zu beanspruchungsoptimierten Entwürfen, die FE Analyse bringt den heute geforderten Nachweis der Steifigkeit eines Gussteiles, und die gießtechnische Optimierung hilft bei der schnellen und robusten Auslegung der Gesamtprozesses im Hinblick auf das Fertigungs-verfahren. Aber die Welten von Konstruktion und Fertigungstechnik müssen und werden noch weiter zusammenwachsen. In Zukunft wird die Rückführung der lokalen Materialeigenschaften aus der Gießsimulation in die Gestaltoptimierung die Materialausnutzung noch einmal deutlich verbessern. Dennoch bleibt auch in Zukunft das Fachwissen um Bauteilanforderungen und Fertigungsbedingungen gefragt: Wo heute durch den Nutzer sinnvolle Randbedingungen und Parameter für die Simulation definiert werden müssen, wird bei Optimierungsaufgaben die Festlegung von mathematisch beschreib-baren Zielfunktionen und auswertbaren Qualitätskriterien erforderlich.

Symposium „Simulation in der Produkt- und Prozessentwicklung“, 5.-7. November 2003, Bremen 46
Gießereien, die sich diesen Herausforderungen eines sich umorientierenden Marktes stellen und sich als Entwicklungspartner durch den Einsatz intelligenter CAE – Technologien qualifizieren, haben schon heute einen klaren Wettbewerbsvorteil. Dieser Trend wird sich nicht mehr umkehren. Literatur [1] modeFRONTIER Documentation; Why do Design Optimization? & User Manual; 2002.
[2] C. Poloni, S. Poles, S. Odorizzi, N. Gramegna, F. Bonollo; MAGMAfrontier: State of the art of an optimization tool for the MAGMASOFT® environment; MAGMASOFT® International User meeting, 2002
[3] P.N. Hansen, G. Hartmann, J.C. Sturm, “Optimised Development for Castings and Casting Processes – Increase in Value by applying an integrated CAE Chain for the Development of Automotive Castings”, 65th World Foundry Congress, Kyongju, Korea October 2002
[4] G. Hartmann, V. Kokot, R. Seefeldt, Odorizzi; Numerical Optimization of Casting Processes, zur Veröffentlichung vorgesehen für das CAD-FEM 2003 Anwendertreffen, Potsdam, 2003























![[DE] Tagungsband Records Management Konferenz | Dr. Ulrich Kampffmeyer | 2014](https://img.pdfslide.org/doc/110x75/55c2a1e7bb61eb91358b4782/de-tagungsband-records-management-konferenz-dr-ulrich-kampffmeyer-2014.jpg)


