Embed Size (px)
Citation preview
P. Plew: Modul Ablagerungen 1 (38)
PTS-Forschungsbericht www.ptspaper.de
Titel ENTWICKLUNG EINES DIENSTLEISTUNGSMODULS ZUR STRUKTURIERTEN URSACHENFORSCHUNG UND VERMEIDUNG VON ABLAGERUNGSPROBLEMEN IN DER PAPIERERZEUGUNG AUF DER BASIS VON ANALYTISCH-CHEMISCHEN UND PROZESSBASIERTEN DATEN P. Plew Inhalt Seite
1 Zusammenfassung.................................................................................................................. 2
2 Abstract .................................................................................................................................... 3
3 Einleitung.................................................................................................................................. 5
4 Versuchsdurchführung......................................................................................................... 11 4.1 Durchführung und Interpretation von Ablagerungsanalysen................................................... 12 4.2 Durchführung und Interpretation von Analysen von PapierfleckenFehler! Textmarke nicht definiert. 4.3 Durchführung und Interpretation zusätzlicher Fingerprint-Analysen....................................... 12 4.4 Entwicklung eines Entscheidungsbaumes für die Prozess- und Ursachenanalyse ............... 13 4.5 Hypothesenbildung und Ursachenbewertung – Simulationsmodelle...................................... 13 4.6 Vorgehen zur Ableitung eines Maßnahmenplans zur Problembeseitigung............................ 14 4.7 Erstellung eines Grundkonzeptes und Evaluierung ................................................................ 14
5 Ergebnisse.............................................................................................................................. 15 5.1 Analysen von Ablagerungen und Papierflecken ..................................................................... 15
5.1.1 Untersuchungen in Papierfabrik A................................................................................. 15 5.1.2 Untersuchungen in Papierfabrik B................................................................................. 22
5.2 Entscheidungsbaum ................................................................................................................ 28 5.3 Ursachenbewertung – Simulationsmodelle............................................................................. 30 5.4 Maßnahmenplan zur Problembeseitigung............................................................................... 30 5.5 Erstellung eines Grundkonzeptes und Evaluierung ................................................................ 30
Untersuchungen in Papierfabrik C........................................................................................... 31
6 Schlussfolgerungen .............................................................................................................. 34
7 Wirtschaftlichkeitsbetrachtung............................................................................................ 35
8 Literaturverzeichnis............................................................................................................... 37
P. Plew: Modul Ablagerungen 2 (38)
PTS-Forschungsbericht www.ptspaper.de
1 Zusammenfassung
Thema Entwicklung eines Dienstleistungsmoduls zur strukturierten Ursachenfor-schung und Vermeidung von Ablagerungsproblemen in der Papiererzeugung auf der Basis von analytisch-chemischen und prozessbasierten Daten
Ziel des Projektes
Ziel dieses Forschungsprojekts der PTS München war die Entwicklung einer weitgehend standardisierten Methodik zur zielgerichteten und effektiven Ursa-chenanalyse und Problemlösung bei Ablagerungen und Flecken im Produkt. Auf der Grundlage chemischer Analytik inklusive gezielter Fingerprint-Analytik, Prozessuntersuchungen, Korrelationsauswertung und Prozessexpertise sollte ein Vorgehen zum Ableiten nachhaltiger Problemlösungskonzepte erarbeitet wer-den.
Analytik von Ablagerungen und Flecken
Zur Schaffung der Datenbasis wurden 50 repräsentative Ablagerungen und 35 Flecken aus ca. 20 Papierfabriken mit unterschiedlichem Sortenprogramm und Rohstoffeinsatz gesammelt und untersucht. Die Untersuchungen wurden zu-nächst mit den etablierten Standard-Meßmethoden durchgeführt. Außerdem wurden grundlegende Angaben zu Probenherkunft, Auftretenshäufigkeit, Sor-tenbereich, Rohstoffeinsatz und Additiveinsatz erfaßt.
Anhand der Analysenergebnisse und den grundlegenden Prozessinformationen wurden erste Hypothesen zur Ursache der Probleme erstellt. Bei einem Teil der Ablagerungen und Flecken konnten die Ursachen durch den Einsatz der Stan-dardmethoden mit hoher Sicherheit geklärt werden. War dies nicht gegeben, wurden weitergehende Untersuchungen durchgeführt.
Von den Ablagerungen und Papierflecken wurden 16 Fälle (9 Ablagerungen und 7 Fleckstellen) mit weitergehenden Analysenmethoden untersucht, die eine Ermittlung sowohl der Haupt- als auch der Nebenkomponenten zulassen.
Die Untersuchungsergebnisse dienten zur Erstellung einer Datenbank als Basis für die weiteren Arbeiten.
Entscheidungs-baum
Durch die Entwicklung eines Entscheidungsbaumes wurde eine Möglichkeit zur zeit- und kosteneffizienten Ursachenermittlung für die klassifizierten Ablagerun-gen in der Anlage oder im Papier gewährleistet. Nichtrelevante analytische Untersuchungen können dadurch vermieden werden, dass das Ursachenspekt-rum der Ablagerungen unter Berücksichtigung des Prozesswissens systematisch eingegrenzt wurde. Im Entscheidungsbaum wurde auch festgelegt, welchen Umfang die Prozessanalyse (Datenanalyse) und die Modell- und Hypothesenbil-dung mit mathematisch-statistischen Methoden haben soll.
Analytisches Tool
Aus den Analysenergebnissen der Flecken und Ablagerungen und den Informa-tionen über die eingesetzten Rohstoffe, Additive und die Prozeßbedingungen wurde eine Datenbank erstellt, die eine mathematische Clusterung potentieller Problemursachen erlaubt. Mit Hilfe eines neuentwickelten Auswerteprogramms können entweder mögliche Problemursachen erkannt oder die Aussagequalität weiterer, zur Problemlösung notwendiger Spezialverfahren abgeschätzt werden. Damit ist es möglich, die Ursachen von Flecken und Ablagerungen mit einem
P. Plew: Modul Ablagerungen 3 (38)
PTS-Forschungsbericht www.ptspaper.de
möglichst geringen Aufwand an Kosten und Zeit zu ermitteln.
Entwicklung eines Konzepts zur Unter-suchung von Papierfabriken
Nach Konzeptionierung der einzelnen Werkzeuge und der zugehörigen Vorge-hensweisen wurden die gewonnen Erkenntnisse zu einem Grundkonzept für ein Dienstleistungsmodul zu Untersuchungen in Papierfabriken zusammengefügt. Dieses wurde durch Anwendung in ausgewählten Papierfabriken überprüft. Die Anwendbarkeit und die Qualität der Ergebnisse sowie die Effizienz und Benutzer-freundlichkeit des Konzepts wurden bewertet und die Vorgehensweise anhand der Ergebnisse den Erfordernissen der Praxis angepasst.
Nutzen für die Papierindustrie
Die neuentwickelte Methodik erlaubt es, die Aussagefähigkeit von instrumentel-len Analysenmethoden zur Untersuchung von Flecken und Ablagerungen zu beurteilen und damit die Notwendigkeit weiterer, aufwendigerer Spezialmetho-den abzuschätzen. Außerdem können Vorschläge zur Klärung möglicher Prob-lemursachen aus einer Datenbank entnommen werden. Damit ist es für Betriebe ohne eigenes Analysenlabor möglich (speziell kleinen und mittleren Unterneh-men der Papierbranche), die Kosten und den Zeitaufwand für die effektive Untersuchung von Problemursachen zu minimieren. Nach Klärung der Problem-ursachen können diese in der Regel rasch beseitigt werden. Damit verbunden sind die Steigerung der Produktqualität und eine Verminderung von Ausschuß und damit eine deutliche Zunahme der Produktivität.
Danksagung Die Ergebnisse wurden im Rahmen des Forschungsvorhabens IW 070093 gewonnen, das im Programm zur "Förderung von Forschung, Entwicklung und Innovation in kleinen und mittleren Unternehmen und externen Industriefor-schungseinrichtungen in den neuen Bundesländern" mit finanziellen Mitteln des Bundesministeriums für Wirtschaft und Technologie (BMWi) über den Projektträ-ger EuroNorm GmbH gefördert wurde. Dafür sei an dieser Stelle herzlich gedankt.
Unser Dank gilt außerdem den beteiligten Firmen für die Probenbereitstellung und für die freundliche Unterstützung bei der Projektdurchführung.
2 Abstract
Theme Developing a service module to systematically investigate the causes of and avoid deposit problems in papermaking, using analytical-chemical and process-based data
Project objective Aim of this research project of PTS Munich was the development of a largely standardised methodology to systematically and effectively analyse the causes of and prevent deposits and dirt specks in the product. Based on chemical analyses including specific fingerprint analyses, process studies, correlation analyses and process expertise, a procedure was to be elaborated to derive sustainable solutions.
P. Plew: Modul Ablagerungen 4 (38)
PTS-Forschungsbericht www.ptspaper.de
Analysis of specks and deposits
Samples of 50 typical deposits and 35 specks were obtained from approx. 20 paper mills differing in grade programmes and raw material use, and tested to generate a data basis for the project. Initial tests were performed by means of established standard methods, and key data about the origin of samples, frequency of the problem, grade group, raw material and additive use were recorded.
The analytical results and key process data were then used to develop first hypotheses about the causes of the problems. The causes of some specks and deposits could be identified with great certainty by means of the standard methods; the other samples were investigated further.
16 samples (9 deposits and 7 paper specks) were studied by further analyses permitting the determination of both main and minor constituents.
The test results were compiled in a data base for further project steps.
Decision tree The development of a decision tree made it possible to identify the causes of categorized deposits in the production plant or paper fast and cost-effectively. The range of potential causes can be narrowed down systematically with the help of process knowledge to avoid irrelevant analytical tests. The decision tree also defines the scope of process analyses (data analyses) and of statistic-mathematical modelling and hypothesizing.
Analytical tool The results of the speck and deposit analyses and information about raw materials, additive use and process conditions were compiled in a data base permitting the mathematical clustering of potential problem causes. A newly developed evaluation program makes it possible to either identify potential causes or estimate the informative value of further special analyses to solve the problem. The causes of specks and deposits can thus be identified with mini-mum effort.
Developing a concept for mill studies
After designing the various tools and associated procedures, the findings and results obtained were combined into a basic concept of a service module for mill studies. The service module was then tested in selected paper mills to verify and assess the applicability and quality of results as well as the efficiency and user friendliness of the concept. Based on these test results, the procedure was adapted to better meet the requirements of industrial practice.
Benefits to the paper industry
The methodology developed in this project makes it possible to assess the relevance and informative value of instrumental methods for speck and deposit analyses, and to estimate whether it is necessary to use further, more complex and time-consuming specialized methods. Moreover, the data base can suggest possible ways to identify the causes of problems, enabling also companies without analytical laboratories of their own (in particular SME of the paper industry) to minimise the time and cost of investigations. Most problems can be solved very quickly once their causes have been identified. This entails better product quality and less broke, resulting in considerable productivity gains.
P. Plew: Modul Ablagerungen 5 (38)
PTS-Forschungsbericht www.ptspaper.de
Acknowledge-ment
The research project IW 070093 was funded by the German Federal Ministry of Economics and Technology BMWi in the programme for the "Promotion of Research, Development and Innovation in Small and Medium-sized Enterprises and External Industrial Research Institutions in the New German Countries" and carried out under the umbrella of EuroNorm in Berlin. We would like to express our warm gratitude for this support.
We would also like to express our thank to the involved companies for providing proper samples as well as for supporting project performance.
3 Einleitung
Probleme in der Papierindustrie durch Produktions-störungen und Qualitätsmängel
Die Papierproduktion wird in zunehmendem Maße mit Produktionsstörungen und Qualitätsmängel in Form von Ablagerungen und Flecken im Papier konfrontiert, die für Bahnabrisse und kostenintensive Reinigungsstillstände verantwortlich sind und so die Produktivität der Anlagen reduzieren und die Zahl der Reklama-tionen von Kunden erhöhen [1]. Die Erscheinungsformen dieser Produktionsstörungen/Qualitätsmängel sind vielfältig. Sichtbar werden sie z. B. als Ablagerungen auf Maschinenteilen, Flecken im Papier, dünne bzw. dicke Stellen im Papier, transparente oder dunkle Stellen im Papier, Löcher und Lochränder (vor allem bei Abrissen), Strichaus-brüche, Probleme bei der Bedruckbarkeit oder Einschlüsse, vor allem bei lackier-ten Proben.
Auftreten von Ablagerungen
Ablagerungen können im gesamten Stofflauf der Papiermaschine auftreten – im Konstanten Teil, in der Sieb- und Pressenpartie, auf den Sieben und in der Bespannung, sowie im Papier in Form von Flecken oder andersartigen Fehlstel-len. Die Ursachen für diese Störungen sind vielfältig, wie z. B. Abweichungen spezifizierter Eigenschaften von Rohstoffen oder Hilfsmitteln, eventuell unbeab-sichtigte Änderungen wesentlicher Produktionsbedingungen sowie unerwünsch-te Wechselwirkungen zwischen den eingesetzten Additiven – speziell bei unge-eigneten Kombinationen oder nicht sachgemäßer Anwendung.
Chemische Additive
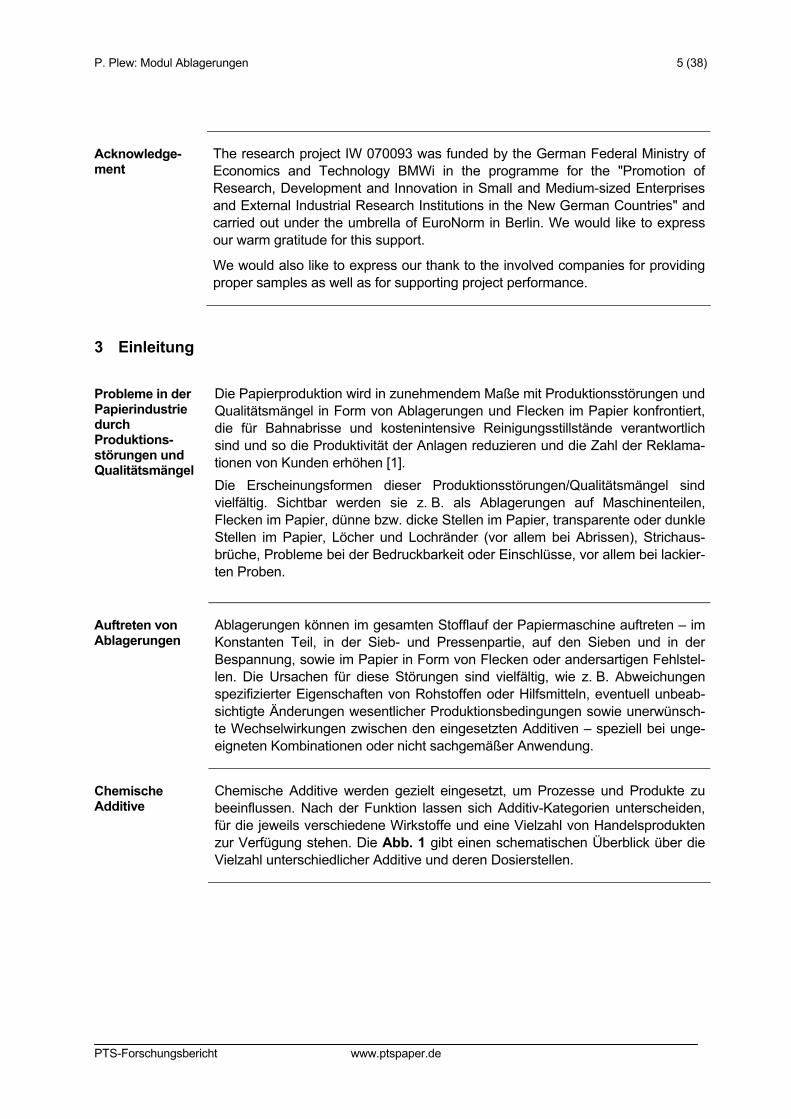
Chemische Additive werden gezielt eingesetzt, um Prozesse und Produkte zu beeinflussen. Nach der Funktion lassen sich Additiv-Kategorien unterscheiden, für die jeweils verschiedene Wirkstoffe und eine Vielzahl von Handelsprodukten zur Verfügung stehen. Die Abb. 1 gibt einen schematischen Überblick über die Vielzahl unterschiedlicher Additive und deren Dosierstellen.
P. Plew: Modul Ablagerungen 6 (38)
PTS-Forschungsbericht www.ptspaper.de
Abb. 1: Dosierstellen von chemischen Additiven der Papierherstellung
Voraussetzungen für die Erarbei-tung von Gegen-maßnahmen
Die Kenntnis der in den Ablagerungen oder Flecken enthaltenen Stoffe und ihrer Herkunft ist eine notwendige Voraussetzung für die Erarbeitung geeigneter Gegenmaßnahmen zu ihrer Bekämpfung bzw. Vermeidung. Die Untersuchungs-ergebnisse müssen möglichst zeitnah vorliegen, um die durch Maschinenstill-stände oder nicht optimale Produktionsbedingungen verursachten Kosten zu minimieren. Dies erfordert nach einer entsprechenden Probenvorbereitung zur Anreicherung der nachzuweisenden Komponente und zur Abtrennung störender Bestandteile in der Regel den Einsatz moderner analytischer Methoden.
Zusammen-setzung von Ablagerungen
Die am häufigsten vorkommenden Inhaltsstoffe von Ablagerungen und/oder Flecken sind Harz (Pitch), Calcium- und Aluminiumresinate, klebende Verunrei-nigungen (Stickys), Schmutzpunkte, Kunststoffbinder-Ablagerungen (White Pitch), Strichpartikel, Pigment-Agglomerate, Sandpartikel, Rostflecken, Wasser-glas-Ablagerungen und Ausfällungen durch Additive (Koazervate und Hilfsmittel-Agglomerate).
Anorganische Ablagerungen
In der Papierherstellung wird eine Reihe anorganischer Stoffe eingesetzt. Dies sind im Wesentlichen anorganische Füllstoffe und Pigmente, wie Calciumcarbo-nat, Kaolin oder Titandioxid, oder auch anorganische Additive, wie z. B. Alumini-umverbindungen. Organisches Material überlagert in vielen Fällen sekundär die anorganischen Ablagerungen. Auch Mikroorganismen neigen dazu, auf bereits vorhandenen Belägen zu siedeln. Ablagerungen anorganischer Wasserinhalts-stoffe sind oft Auslöser für komplexe Ablagerungen, deren Beseitigung sehr aufwändig sein kann.
Organische Ablagerungen
Es können verschiedene Formen organischer Ablagerungen unterschieden werden, die den Herstellungsprozess behindern. Zu den Ursachen zählen Holzbestandteile genauso wie chemische Additive. Probleme bereiten können auch Bestandteile aus dem Ausschuss sowie wiederaufbereitete Fasern. Orga-
P. Plew: Modul Ablagerungen 7 (38)
PTS-Forschungsbericht www.ptspaper.de
nische Materialien, die regelmäßig in Ablagerungen und Flecken im Produkt vorkommen, sind natürliche Harze, Stickys aus Altpapier, Masseleimungsmittel und Bestandteile aus wiedereingesetztem gestrichenem Papier-Ausschuss. Für eine effektive Ursachenbekämpfung der organischen Ablagerungsprobleme muss eine differenzierte Betrachtung dieser verschiedenen Quellen vorgenom-men werden [2, 3, 4, 5, 6, 7].
Mikrobielle Ablagerungen
Das Stoff-Wasser-System der Papierherstellung ist ein idealer Lebensraum für zahlreiche Mikroorganismen. In der Gruppe der Bakterien sind es vor allem die Biofilm erzeugenden und fadenförmigen Bakterien, die den Großteil der Ablage-rungen verursachen. Zur Bekämpfung mikrobieller Ablagerungen werden Mikrobizide eingesetzt. Wenngleich Biofilme auch bei anderen Belagsbildungen beteiligt sein können [8, 9], sind Gegenmaßnahmen grundsätzlich anderer Art als bei den nicht-biologischen Ablagerungen. Das beantragte Forschungsprojekt fokussierte auf nicht-biologische Ablagerungen.
Analyse von Ablagerungen
Für die Untersuchungen von Ablagerungen und Papierfehlern und der Zuord-nung zu chemischen Papieradditiven existiert eine Vielzahl an Analysenmetho-den. Zur Bearbeitung von Störungen der Papiererzeugung sind schnelle und aussagekräftige analytische Methoden notwendig [10, 11].
Analyse-methoden
Unter anderem sind folgende Analysemethoden prinzipiell für die Untersuchung von Flecken und Ablagerungen geeignet [12, 13, 14, 15]: • Lichtmikroskopie und Anfärbungsmethoden • Rasterelektronenmikroskopie (REM/SEM) in Kombination mit Röntgenmikro-
analyse (RMA/EDXA) • Röntgendiffraktionsanalyse (Röntgenbeugung) • Röntgenfluoreszenzanalyse (RFA) • FTIR-Spektrometrie in Kombination mit IR-Mikroskopie • Nah-Infrarot-Spektrometrie (NIR) • Gaschromatographie in Kombination mit Massenspektrometrie (GC/MS) • Pyrolyse-Gaschromatographie/Massenspektrometrie (py-GC/MS)
Durchführung einer Ablagerungs-analyse
In der Regel werden die Ablagerungen und/oder Flecken mittels FTIR-Spektro-metrie und Röntgenmikroanalyse identifiziert. Die genaue Vorgehensweise ist dabei abhängig von der Problemstellung und wird anhand der vorliegenden Proben festgelegt (basierend auf der Erfahrung der zuständigen Mitarbeiter).
Lichtmikro-skopische Beurteilung/ Anfärbe-methoden
Der erste Schritt zur Untersuchung von Ablagerungen und Flecken ist in jedem Fall eine lichtmikroskopische Betrachtung mit der Feststellung des Aussehens (Form, Farbe, Größe der Einzelteile, Anwesenheit von Fasern, Füllstoffen, Schimmel u. ä.). Bei inhomogenen Proben werden die verschiedenen Teile soweit wie möglich mechanisch separiert. Über Anfärbungen oder einfache chemische Reaktionen ist eine grobe Einstufung nach Stoffklassen möglich.
Flecktypen Flecke, die im auffallenden Licht dunkler, im durchfallenden Licht heller als das umgebende Papier sind:
P. Plew: Modul Ablagerungen 8 (38)
PTS-Forschungsbericht www.ptspaper.de
• Harz-, Wachs-, Stearin-, Fett-, Schaumflecke, stark gepreßte Fasern und Faserbündel/-knoten, Stärkekleister und Dextrin
Flecke, die sowohl im auffallenden wie im durchfallenden Licht dunkler oder anders gefärbt sind als das umgebende Papier:
• Eisen-, Bronze-, Kohle-, Druckfarben-, Kautschukflecke, gefärbte Fasern, Splitter von Holzschliff/Holzstoff und Pilz- oder Bakterienflecke
Flecke, die in dem Papier zunächst nicht sichtbar sind oder nicht auffallen, aber beim Weiterverarbeiten (Glätten, Streichen, Pergamentieren etc.) hervortreten:
• Faserknoten, Holzschliff, Eisen, Sand, Agglomerate von Füllstoffen, Harz, Fett und Stärke
Spot Tests Anhand der Substanzklassen können geeignete Vortests auf der Basis von Anfärbemethoden („Spot Tests“) angeschlossen werden: • Eisen (Rost): Rotfärbung mit Säure + Ammoniumrhodanid oder Blaufärbung
mit Säure + Kaliumhexacyanoferrat (II) (gelbes Blutlaugensalz) • Holz bzw. ligninhaltige Fasern: Violettfärbung mit Phloroglucin/Salzsäure • Calciumcarbonat: Gasentwicklung beim Lösen mit Säure • Protein: rotviolette Färbung mit Ninhydrin bei 130 °C (Querempfindlichkeit bei
Polyamiden und Polyaminen, hier Blaufärbung) • Stärke: Blaufärbung mit Jod-/Kaliumjodid-Lösung • Polyvinylacetat: rotbraune Färbung mit Jod-/Kaliumjodid-Lösung • Polyvinylalkohol: blaugrüne Färbung mit Jod-/Borsäure-Lösung • Naßfestmittel auf Basis von Harnstoff- und Melamin-Formaldehyd-Harz:
Jayme-Branscheid-Lösung • Kationische Verbindungen (z. B. Naßfestmittel auf Basis von Epichlor-
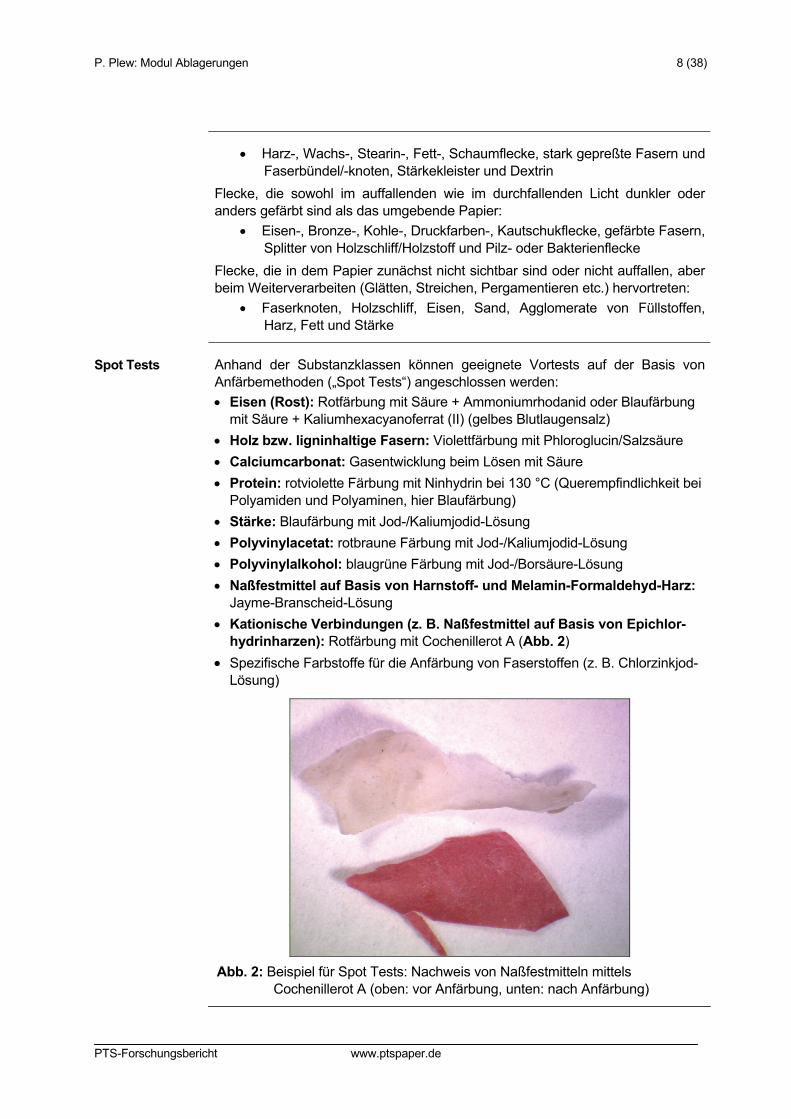
hydrinharzen): Rotfärbung mit Cochenillerot A (Abb. 2) • Spezifische Farbstoffe für die Anfärbung von Faserstoffen (z. B. Chlorzinkjod-
Lösung)
Abb. 2: Beispiel für Spot Tests: Nachweis von Naßfestmitteln mittels
Cochenillerot A (oben: vor Anfärbung, unten: nach Anfärbung)
P. Plew: Modul Ablagerungen 9 (38)
PTS-Forschungsbericht www.ptspaper.de
Röntgenmikro-analyse (RMA bzw. EDXA)
Mittels RMA kann die Elementzusammensetzung der Ablagerung oder eines Flecks ermittelt werden. Sie gibt Hinweise auf die anorganischen Bestandteile. Die Elementzusammensetzung der Fehlerstelle kann ermittelt werden. In vielen Fällen liefert dies bereits wertvolle Informationen über die Natur der Störung. Es sollte immer ein Vergleich mit einwandfreiem Probenmaterial, einer einwandfrei-en Probenstelle oder Referenzsubstanzen durchgeführt werden.
FTIR-Spektrometrie
Die Fourier Transform-Infrarot (FTIR)-Spektrometrie erlaubt eine schnelle, in erster Linie qualitative Bestimmung organischer, zum Teil auch anorganischer Verbindungen. Die funktionellen Gruppen eines Moleküls (z. B. –OH, –NH2, –COOH, –C=O etc.) absorbieren aufgrund spezifischer Schwingungsvorgänge Infrarotstrahlung und führen daher zu einem für jede Verbindung charakteristi-schen Absorptionspektrum. Damit ist prinzipiell eine eindeutige Identifizierung dieser Substanz möglich. Dabei ist die Analyse auch kleiner Probenmengen möglich.
Typische Anwendungen für die FTIR-Spektrometrie sind die Identifizierung von Bindemitteln, Leimungsmitteln, schädlichem Harz, Kunststoffen, Klebstoffen, Stärke, Entschäumer, kationischem Polyacrylamid, Polyethylenimin sowie Füllstoffen bzw. Pigmenten wie Calciumcarbonat, Kaolin, Talkum, Titandioxid usw.
Substanzgemische müssen vor der Aufnahme eines IR-Spektrums in Einzelbe-standteile aufgetrennt werden, um eine Überlagerung der Absorptionsbanden verschiedener Substanzen zu vermeiden, die eine eindeutige Identifzierung erschweren oder verhindern würde. Zur Auftrennung eines Gemischs wird im Allgemeinen eine Extraktion mit verschiedenen Lösemitteln unterschiedlicher Polarität durchgeführt. In einigen Fällen ist es möglich, ohne weitere Probenvor-bereitung eine schnelle Erkennung von Verunreinigungen direkt im Papier zu erhalten. Zur Aufnahme von FTIR-Spektren steht eine Vielzahl von Spezialme-thoden zur Verfügung, die je nach Problemstellung und Probenbeschaffenheit ausgewählt werden.
Die FTIR-Spektrometrie ist die bei der Ablagerungsanalytik am häufigsten angewandte Methode. Sie liefert Informationen über die organischen und teilweise auch die anorganischen Hauptbestandteile der Ablagerungen. Somit können Harze, Harzleim, Bindemittel, Klebstoffe, Lack, AKD, ASA, Kaolin, Calciumcarbonat etc. identifiziert werden. Wichtig ist auch hier, Spektren von einwandfreien Stellen der Oberflächen oder Referenzsubstanzen zum Vergleich heranzuziehen.
Pyrolyse-Gaschromato-graphie/Massen-spektrometrie (Py-GC/MS)
Ist eine eindeutige Analyse einer organischen Substanz mittels FTIR nicht möglich, wie z. B. wegen der Überlagerung verschiedener Banden im IR-Spektrum, kann die Probe weiter mittels chromatographischer Verfahren, wie z. B. mittels Py-GC/MS analysiert werden [16, 17]. Diese Analysenverfahren sind wegen der erforderlichen Analysengeräte und der der notwendigen Probenvor-bereitung in der Regel sehr kostenaufwändig.
Die Pyrolyse-Gaschromatographie/Massenspektrometrie (Py-GC/MS) wird vor allem zur Bestimmung schwerflüchtiger, hochmolekularer organischer Verbin-dungen eingesetzt. Die Probe wird thermisch unter definierten Bedingungen
P. Plew: Modul Ablagerungen 10 (38)
PTS-Forschungsbericht www.ptspaper.de
zersetzt. Das Temperaturprogramm wird dabei auf die jeweilige Probe abge-stimmt. Die Zersetzungsprodukte werden mittels Gaschromatographie aufge-trennt und mittels Massenspektrometrie nachgewiesen. Die Substanzen werden durch Vergleich mit Referenzspektren oder Datenbanken eindeutig identifiziert.
Entscheidungs-kriterien
Für die Entscheidung, ob eine bestimmte Methode anwendbar bzw. sinnvoll ist, können die Anwendungsbereiche der jeweiligen Methoden, ihre Kosten und der notwendige Zeitaufwand bis zum Vorliegen der Ergebnisse herangezogen werden. Außerdem ist die Erfolgswahrscheinlichkeit der im Vorfeld durchgeführ-ten Untersuchungen entscheidend. Diese Entscheidungen werden derzeit nur erfahrungsbasiert getroffen.
Ursachenklärung für Ablagerungen und Flecken im Produkt
Die Ursachenanalyse für Ablagerungen erfolgt in der Papierindustrie derzeit hauptsächlich auf folgenden Wegen:
• Kleine und mittlere Unternehmen nutzen ihr Prozesswissen. Durch das papiertechnische und anlagenspezifische Wissen des Betreibers und durch Prozessbeobachtung können Zusammenhänge zwischen Problem und Ur-sache in offensichtlichen Fällen erkannt und die Probleme behoben werden.
• Größeren Papierfabriken steht eine eigene Grundausstattung an Analysen-methoden zur Verfügung, in Einzelfällen auch über zentrale Konzern-Laboratorien.
Ansätze zur Behebung von Ablagerungsproblemen sind in der Literatur be-schrieben [18, 19, 20, 21, 22, 23, 24].
Insgesamt sind die Vorgehensweisen zur Ursachenklärung für Ablagerungen in den Aussagemöglichkeiten der eingesetzten chemischen Analytik und insbeson-dere bezüglich der Einbeziehung von Prozesswissen beschränkt. Zusätzlich erfolgt der Einsatz der einzelnen Analysenmethoden in der Regel relativ unsys-tematisch. Daher können Mehrkosten und Zeitverzögerungen durch unnötige Untersuchungen oder beider Vergabe externer Analysen auftreten.
Forschungs-bedarf
Der Stand der Technik in der Ursachenklärung von Ablagerungen und/oder Papierflecken beruht in erster Linie auf der chemischen Ermittlung von Hauptbe-standteilen der Ablagerungen. Tiefergreifende analytisch-technische Möglichkei-ten werden kaum eingesetzt und allenfalls von branchenunabhängigen Analy-senlabors angeboten. Diese verfügen jedoch meist nicht über das Prozessverständnis der Papierherstellung. Prozesskenntnis und Prozessexperti-se sind jedoch essentielle Bausteine für tragfähige Problemlösungen.
Analytische Untersuchungen mit Standardmethoden können in der Regel nur einen plausiblen Zusammenhang zwischen der Ablagerung und den möglichen Verursachern (Referenzmuster) herstellen. Die Aussagen sind meist nicht ausreichend, um den Zusammenhang zu beweisen und so z. B. Schadenser-satzansprüche geltend zu machen. Durch Anwendung von Analysemethoden, die auch die Bestimmung von Nebenkomponenten geringer Konzentrationen in der Ablagerung und dem Referenzmuster zulassen (z. B. Py-GC/MS), kann dagegen ein eindeutiger Nachweis geführt werden („Fingerprint-Analyse“).
P. Plew: Modul Ablagerungen 11 (38)
PTS-Forschungsbericht www.ptspaper.de
Ziel Ziel des Forschungsprojekts war, diese Lücke zu schließen, um dem vorherr-schenden Bedarf der Papierfabriken gerecht zu werden. Dies sollte mit einer weitgehend standardisierten Methodik zur zielgerichteten und effektiven Ursa-chenanalyse und Problemlösung bei Ablagerungen und Flecken im Produkt erreicht werden. Auf der Grundlage von chemischer Analytik inkl. gezielter Fingerprint-Analytik, Prozessuntersuchungen, Korrelationsauswertungen und Prozessexpertise sollte ein Vorgehen zum Ableiten von nachhaltigen Problemlö-sungskonzepten erarbeitet werden. Den rein chemisch-analytischen Ergebnis-sen sollte Prozessexpertise ergänzend gegenübergestellt werden, um valide Problemlösungskonzepte schnell und mit wirtschaftlich akzeptablem Aufwand erarbeiten zu können.
4 Versuchsdurchführung
Verwendete Methoden
Zur Beurteilung der Flecken und Ablagerungen wurden folgende Methoden eingesetzt: Standard-Methoden: • Lichtmikroskopische Beurteilung • Spot-Tests • Rasterelektronenmikroskopische Beurteilung (REM)/Röntgenmikroanalyse • Fourier-Transform-Infrarot (FTIR)-Spektrometrie • Bestimmung des Glührückstands/Doppelveraschung bie 575 und 900 °C Aufwendigere (Spezial-) Methoden: • Pyrolyse-Gaschromatographie/Massenspektrometrie (Py-GC/MS)
Vorgehensweise Zunächst wurden Ablagerungen und Flecken in Papier aus Papierfabriken mit stark unterschiedlichem Sortenprogramm ausgewählt. Als Faserrohstoffe wurden von den ausgewählten Papierfabriken sowohl Frischfasern (Zellstoff, Holzschliff) als auch Altpapier unterschiedlicher Qualitäten und eigener Ausschuss einge-setzt.
Die Analysen wurden zunächst mit Standardmethoden durchgeführt. Anschlie-ßend wurden ausgewählte Ablagerungen und Flecken mit zusätzlichen Spezial-methoden charakterisiert, um eine Datenbasis für die folgenden Entwicklungs-arbeiten bereitzustellen.
Ein Tool zur Bewertung der Aussagequalität der angewendeten Analysenverfah-ren wurde geschaffen, das zusätzlich eine Kostenabschätzung geeigneter weiterer Spezialverfahren erlaubt. Schließlich wurde ein Maßnahmenplan zur Vorgehensweise bei der Charakterisierung von Ablagerungs- und Fleckursachen entwickelt und evaluiert.
P. Plew: Modul Ablagerungen 12 (38)
PTS-Forschungsbericht www.ptspaper.de
4.1 Durchführung und Interpretation von Ablagerungsanalysen
Ablagerungs-analysen
Im ersten Schritt der Arbeiten wurden 41 prozessrelevante Ablagerungsproben aus 21 Papiererzeugungsanlagen gesammelt und untersucht. Außerdem wurden 35 repräsentative Proben für Flecken in Papieren aus 8 ausgewählten Anlagen analysiert. Die Analysen hatten die morphologischen Beurteilung der Proben und die qualitative und halb-quantitative Identifizierung chemischer Hauptkomponen-ten zum Ziel. Die Untersuchungen wurden mit den in der Forschungsstelle etablierten Standard-Meßmethoden für die Ablagerungs- und Fleckanalyse durchgeführt:
Visuelle Beurteilung: Lichtmikroskopie, Rasterelektronenmikroskopie (REM)
Durchführung von Spot-Tests (z. B. Nachweise auf Stärke, Protein, Polyvinyl-alkohol und Naßfestmittel)
Untersuchung der anorganischen Anteile: Röntgenmikroanalyse (RMA/EDXA)
Untersuchung der organischen Anteile: FTIR-Spektroskopie
Zur Quantifizierung der anorganischen/organischen Anteile der Ablagerungen wurden bei Bedarf die Glührückstände bei 575 °C bestimmt, gegebenenfalls ergänzt durch die Glührückstände bei 900 °C.
Je nach Art und Umfang des Probenmaterials wurde im Einzelfall entschieden, welche analytischen Methoden angewendet werden sollten. Anhand der Analy-senergebnisse und den grundlegenden Prozessinformationen wurden erste Hypothesen zur Ursache der Probleme erstellt. Bei einem Teil der Ablagerungen und Flecken konnten die Ursachen durch den Einsatz der Standardmethoden mit hoher Sicherheit geklärt werden. War dies nicht gegeben, wurden weiterge-hende Untersuchungen durchgeführt.
Rahmendaten Zusätzlich wurden grundlegende Angaben zu Probenherkunft, Sortenbereich, Rohstoffeinsatz und Additiveinsatz erfasst.
4.2 Durchführung und Interpretation zusätzlicher Fingerprint-Analysen
Fingerprint-Analysen
Im Rahmen weiterer Arbeiten wurden von den bereits mit Standardmethoden untersuchten Ablagerungen und Papierflecken ausgewählte Muster mit weiter-gehenden Analysenmethoden untersucht, die eine Ermittlung sowohl der Haupt- als auch der Nebenkomponenten zulassen. Die Ablagerungen und Flecken wurden mittels Pyrolyse-Gaschromatographie/Massenspektrometrie (Py-GC/MS) hinsichtlich ihrer organischen Komponenten untersucht, da einerseits nur gerin-ge Substanzmengen, andererseits keine aufwendige Probenaufbereitungsschrit-te erforderlich sind.
Durch diese weitergehende Aufschlüsselung der Komponenten lässt sich die Zusammensetzung und damit ggf. die Ursache einer Ablagerung oder eines Flecks zielsicherer z. B. einem bereits in Verdacht stehendem Additiv oder einer speziellen Rohstoffkomponente zuordnen. Auch die Identifizierung der Neben-komponente eines Koazervates, von dem bereits die Hauptkomponente nach-gewiesen wurde, kann eine weitergehende verbesserte Hypothese bezüglich. der Ursache der Ablagerung ermöglichen.
P. Plew: Modul Ablagerungen 13 (38)
PTS-Forschungsbericht www.ptspaper.de
Die zusätzlichen Informationen der Fingerprint-Analysen erhöht die Zuverlässig-keit der Hypothese und vermindert die Anzahl der möglichen Ursachen, die in nachfolgenden Schritten unter prozesstechnischen Gesichtspunkten überprüft werden müssen.
4.3 Entwicklung eines Entscheidungsbaumes für die Prozess- und Ursachenanalyse
Ursachenanalyse Die Ursachen für Ablagerungen und Papierflecken können sowohl stofflich als auch prozessbedingt sein. Die Ablagerungserscheinungen lassen sich in unter-schiedliche Ablagerungsklassen einordnen, die u. a. mit typischen Ablagerungs-orten und mit typischen Substanzklassen korrespondieren, wobei aber auch gegenseitige Schnittmengen zu erwarten sind.
Der Ansatzpunkt der Vorgehensweise besteht in der Verknüpfung der Ablage-rungsklassen mit den über die Roh- und Hilfsstoffe eingebrachten chemischen Substanzen und den aktuellen Prozessbedingungen, die durch eine einzugren-zende Palette von Prozessvariablen charakterisiert werden.
Checklisten haben sich zur Identifizierung der für die Ablagerungserscheinungen signifikanten stofflichen und prozessspezifischen Parameter bewährt. Diese werden auf der Basis des existierenden Prozesswissens der Anlagenbetreiber und des Untersuchungsteams aufgestellt. Sie beinhalten u.a.
• die Informationen über Sorte, eingesetzte Rohstoffe und Additive sowie über Ort und Umfang notwendiger Probenahmen
• Angaben zur Ermittlung von Konzentrationen bzw. Stoffdichten und von Verweilzeiten
• die Festlegung, welche weiteren Prozessparameter aufzunehmen und zu analysieren sind
• die Klassifikation der Ablagerungserscheinungen.
Durch die Entwicklung eines Entscheidungsbaumes sollte eine zeit- und kosten-effiziente Ursachenermittlung für die klassifizierten Ablagerungen in der Anlage oder im Papier gewährleistet werden. Nichtrelevante analytische Untersuchun-gen sollten dadurch vermieden werden, dass das Ursachenspektrum der Abla-gerungen unter Berücksichtigung des Prozesswissens systematisch eingegrenzt wurde. Im Entscheidungsbaum sollte auch festgelegt werden, welchen Umfang die Prozessanalyse (Datenanalyse) und die Modell- und Hypothesenbildung mit mathematisch-statistischen Methoden haben soll.
4.4 Hypothesenbildung und Ursachenbewertung – Simulationsmodelle
Ursachen-bewertung
In früheren Beratungsprojekten wurden z. T. aufwendige Prozessanalysen durchgeführt. Im Ergebnis konnten qualitative Hypothesen für Ablagerungsursa-chen erarbeitet und Handlungsempfehlungen abgeleitet werden.
Solche Untersuchungen können einen hohen finanziellen Aufwand für die betreffenden Unternehmen verursachen, wenn sie zu breit angelegt werden. Es sollte deshalb eine effiziente Methodik zur Modell- und Hypothesenbildung erprobt werden, die mathematisch-statistische Methoden einsetzt. Diese Metho-
P. Plew: Modul Ablagerungen 14 (38)
PTS-Forschungsbericht www.ptspaper.de
dik, die durch Hinzunahme weiterer Daten schrittweise erweiterbar ist, stellt ein effizientes Werkzeug für die Beantwortung folgender Fragen dar:
• Welche über die Roh- und Hilfsstoffe eingebrachten chemischen Substanzen korrelieren unter welchen Prozessbedingungen mit welcher Ablagerungsklas-se?
• Wie signifikant beeinflussen einzelne Prozessvariable die in die Ablagerungs-klassen differenzierten Ablagerungserscheinungen?
Mit der Kombination von Expertenwissen, chemischen Analysen und den mathematischen Methoden der Datenanalyse konnte eine fundierte und zuver-lässige Hypothesenbildung für die Ablagerungsursachen erreicht werden, die die Ableitung praxistauglicher Empfehlungen zur Ablagerungsanalytik und Ablage-rungsvermeidung ermöglicht.
4.5 Vorgehen zur Ableitung eines Maßnahmenplans zur Problembeseitigung
Maßnahmenplan Für den Anlagenbetreiber resultiert der Nutzen der systematischen Charakteri-sierung von Ablagerungen und Papierflecken aus konkreten Handlungsempfeh-lungen. Diese Handlungsempfehlungen beinhalten im einfacheren Fall einen Maßnahmenplan mit Einzelmaßnahmen und deren Bewertung nach Aufwand und Nutzen zur Ablagerungsvermeidung. Im komplexeren Fall ist eine Entschei-dung über verschiedene grundsätzliche Optimierungsstrategien notwendig.
Am Beispiel der erfassten Daten und ihrer Bewertungen wurde eine Vorgehens-weise entwickelt, um konkrete Handlungsempfehlungen für den Anlagenbetrei-ber abzuleiten.
Folgende Entwicklungsschritte wurden durchgeführt:
• Aufbau einer Kriterienliste für prozeßrelevante Daten (Rohstoffe, Additive, Dosiertechnik, Maschinentechnik, Prozeßbedingungen etc.)
• Auswahl und Festlegung einer Vorgehensweise, um Basisdaten für die tech-nische Bewertung, wirtschaftliche Bewertung, zukünftige Entwicklungen und Chancen & Risiken beim Betreiber und relevanten anderen Informationsquel-len zu recherchieren.
• Prüfung und Auswahl von Methoden zur Bewertung und Diskussion möglicher Problemverursacher und geeigneter Abhilfemaßnahmen mit dem Betreiber und gegebenenfalls Dritten (Zulieferer)
4.6 Erstellung eines Grundkonzeptes und Evaluierung
Grundkonzept Nach Konzeptionierung der einzelnen Werkzeuge und Vorgehensweisen wurden die gewonnen Erkenntnisse zu einem Grundkonzept zusammengefügt. Dieses Grundkonzept wurde durch Anwendung in Papierfabriken überprüft. Die An-wendbarkeit und die Qualität der Ergebnisse sowie die Effizienz und Benutzer-freundlichkeit wurden hierbei bewertet. Das Konzept wurde anschließend den Erfordernissen der Praxis entsprechend angepasst.
P. Plew: Modul Ablagerungen 15 (38)
PTS-Forschungsbericht www.ptspaper.de
5 Ergebnisse
5.1 Analysen von Ablagerungen und Papierflecken
5.1.1 Untersuchungen in Papierfabrik A
Durchgeführte Untersuchungen
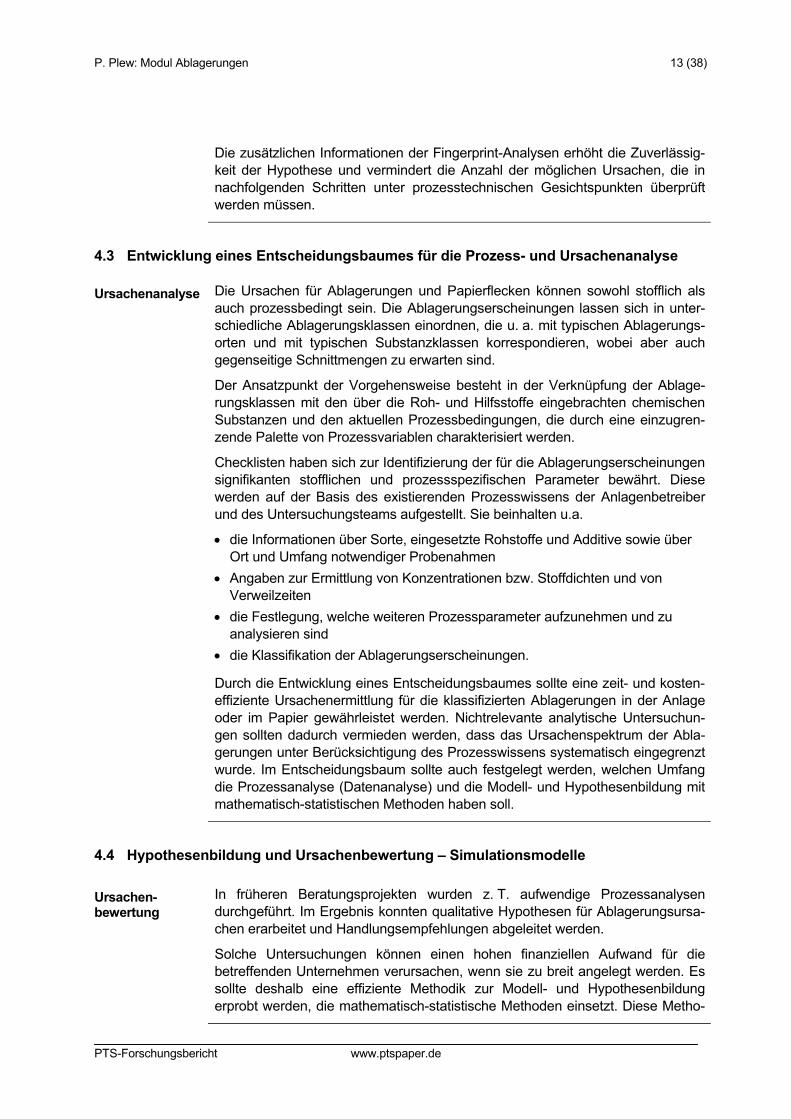
In Papierfabrik A, die gefärbte Papiere aus 100 % Altpapier erzeugt, wurde eine Prozessaufnahme durchgeführt. Dabei wurden pH-Wert, Temperatur, Leitfähig-keit, CSB, kationischer Bedarf und Zetapotential aufgenommen. Außerdem wurden die Stickys im gesamten Prozess erfaßt.
Prozessanalyse: Kationischer Bedarf und Zetapotential
Der kationische Bedarf wurde durch hohe Mengen an anionischen Störstoffen aus den Faserstoffen in der Stoffaufbereitung verusacht. Wegen der Kreislauf-trennung bewegen sich 30 – 40 % der anionischen Störstoffe im Kreislauf der Stoffaufbereitung und gelangen nicht zur Papiermaschine.
Nach Zugabe von Aluminiumsulfat ergab sich keine Reduzierung des kationi-schen Bedarfs (keine Fixierwirkung), möglicherweise bedingt durch eine zu geringe Dosierung. Nach der Zugabe des Retentionsmittels wurde eine signifi-kante Reduzierung des kationischen Bedarfs festgestellt. Das Retentionsmittel wirkt demzufolge hier als Störstoff-Fänger.
Die Zunahme des Zetapotentials von der Stoffaufbereitung zur Papiermaschine rührt von der Abnahme der Leitfähigkeit im System her. Das konstante Zetapo-tential vor und nach der Zugabe von Additiven weist auf die Reaktion mit Fein-stoffen oder Störstoffen anstatt mit Fasern hin.
Prozessanalyse: Mikrostickys und Wet End-Para-meter
Abb. 3: Prozessanalse in Papierfabrik A: Ergebnisse für die Untersuchung der
Mikrostickys und der Wet End-Parameter
P. Plew: Modul Ablagerungen 16 (38)
PTS-Forschungsbericht www.ptspaper.de
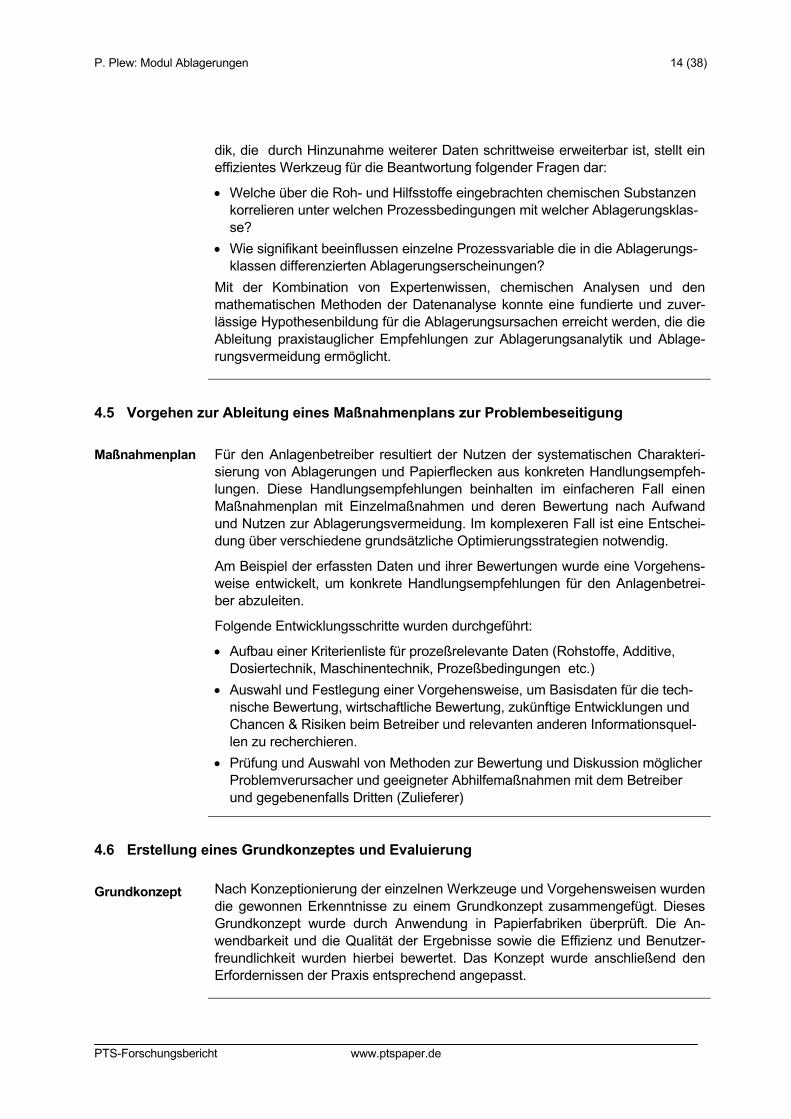
Ergebnisse der Ablagerungs-untersuchungen
Ablagerungsproben wurden an der PM an folgenden Stellen entnommen:
• Schaber am Zylinder der 1. Trockengruppe (Probe 1) • Trockensieb der 1. Trockengruppe (Probe 2) • Zylinder der 2. Trockengruppe (Probe 3) Die Ablagerungen wurden zunächst mikroskopisch beurteilt und anschließend mittels FTIR-Spektrometrie und Röntgenmikroanalyse näher charakterisiert.
Mikroskopische Beurteilung
Die Ablagerungsprobe 1 besteht hauptsächlich aus Fasern, Polystyrolpartikeln, blauen Farbpartikeln und schwarzen Druckfarbenpartikeln (Abb. 4).
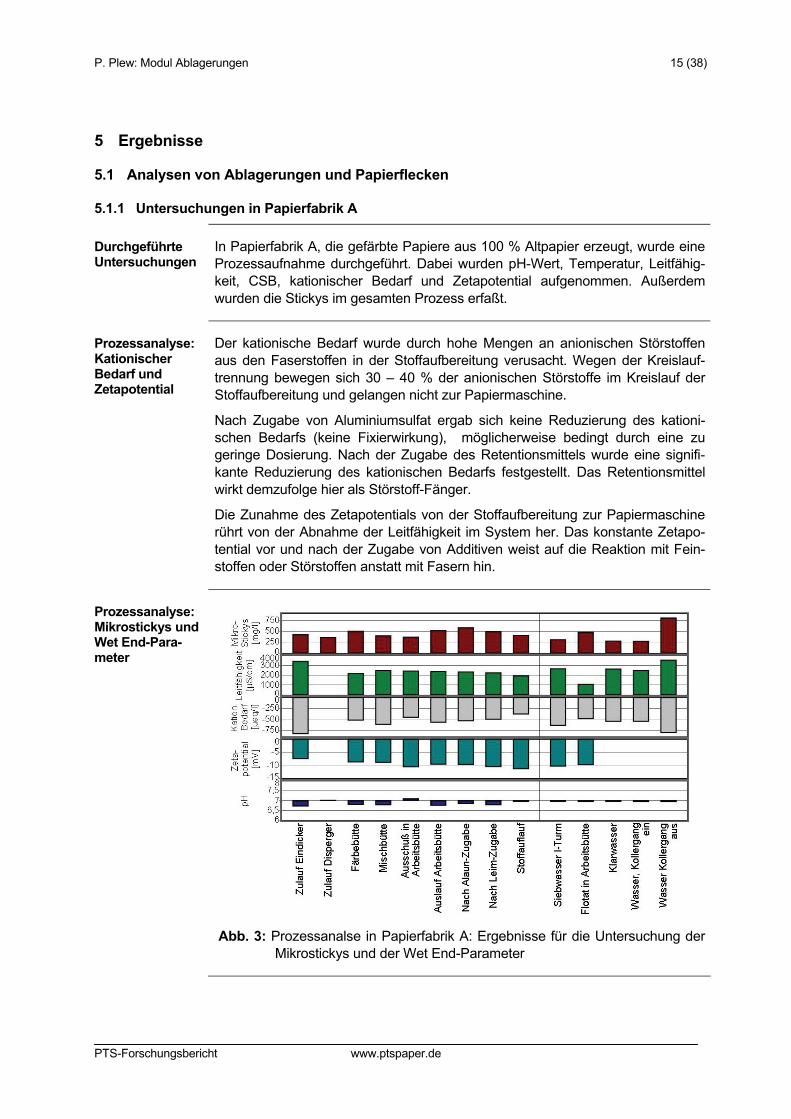
Abb. 4: Probe 1: Schaber der 1. Trockengruppe Die Ablagerung 2 besteht aus Fasern, einem hohen Anteil an Füllstoff (bräunlich) und „White Pitch“-Partikeln (Abb. 5).
Abb. 5: Probe 2: Trockensieb der 1. Trockengruppe
Die Ablagerung 3 besitzt einen hohen Füllstoffanteil und enthält rote Farbpartikel (Abb. 6).
P. Plew: Modul Ablagerungen 17 (38)
PTS-Forschungsbericht www.ptspaper.de
Abb. 6: Probe 3: Zylinder der 2. Trockengruppe
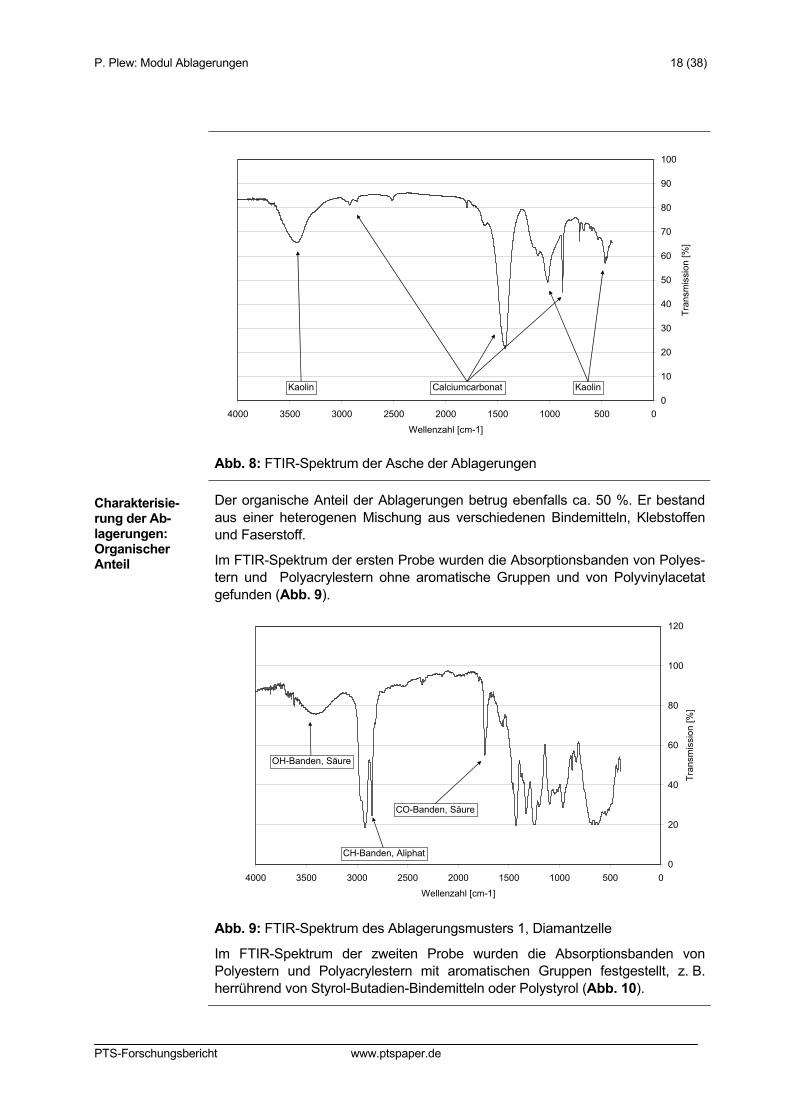
Charakterisie-rung der Ab-lagerungen: Anorganischer Anteil
Der anorganische Anteil der Ablagerungen lag bei ca. 50 %. Es handelte sich hauptsächlich um Calciumcarbonat (60 %), Kaolin (40 %) und Spuren von Talkum (siehe Abb. 7 und Abb. 8).
In den Ablagerungen wurde ein im Vergleich zum Gehalt im Gesamtsystem deutlich erhöhter anorganischer Anteil und ein höherer Kaolinanteil gefunden.
Abb. 7: Röntgenspektrum der Ablagerungen
P. Plew: Modul Ablagerungen 18 (38)
PTS-Forschungsbericht www.ptspaper.de
0
10
20
30
40
50
60
70
80
90
100
05001000150020002500300035004000
Wellenzahl [cm-1]
Tran
smis
sion
[%]
KaolinKaolin Calciumcarbonat
Abb. 8: FTIR-Spektrum der Asche der Ablagerungen
Charakterisie-rung der Ab-lagerungen: Organischer Anteil
Der organische Anteil der Ablagerungen betrug ebenfalls ca. 50 %. Er bestand aus einer heterogenen Mischung aus verschiedenen Bindemitteln, Klebstoffen und Faserstoff.
Im FTIR-Spektrum der ersten Probe wurden die Absorptionsbanden von Polyes-tern und Polyacrylestern ohne aromatische Gruppen und von Polyvinylacetat gefunden (Abb. 9).
0
20
40
60
80
100
120
05001000150020002500300035004000
Wellenzahl [cm-1]
Tran
smis
sion
[%]
CH-Banden, Aliphat
CO-Banden, Säure
OH-Banden, Säure
Abb. 9: FTIR-Spektrum des Ablagerungsmusters 1, Diamantzelle
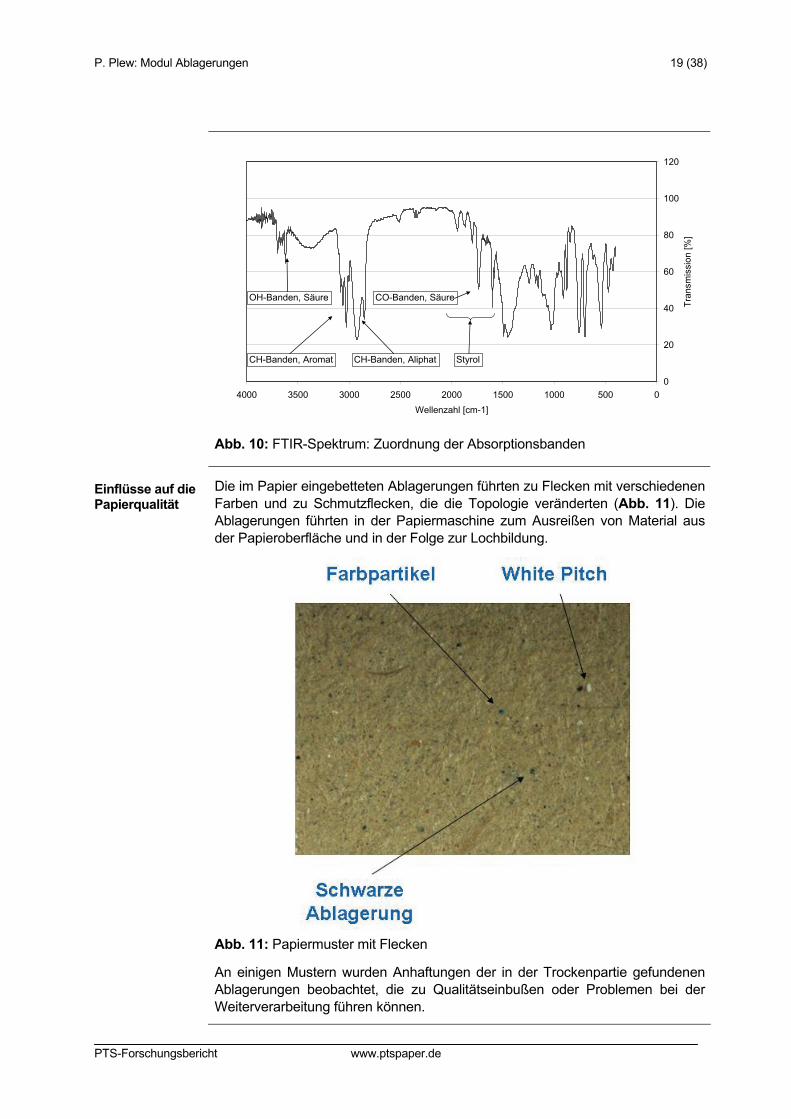
Im FTIR-Spektrum der zweiten Probe wurden die Absorptionsbanden von Polyestern und Polyacrylestern mit aromatischen Gruppen festgestellt, z. B. herrührend von Styrol-Butadien-Bindemitteln oder Polystyrol (Abb. 10).
P. Plew: Modul Ablagerungen 19 (38)
PTS-Forschungsbericht www.ptspaper.de
0
20
40
60
80
100
120
05001000150020002500300035004000Wellenzahl [cm-1]
Tran
smis
sion
[%]
CH-Banden, Aromat CH-Banden, Aliphat Styrol
CO-Banden, SäureOH-Banden, Säure
Abb. 10: FTIR-Spektrum: Zuordnung der Absorptionsbanden
Einflüsse auf die Papierqualität
Die im Papier eingebetteten Ablagerungen führten zu Flecken mit verschiedenen Farben und zu Schmutzflecken, die die Topologie veränderten (Abb. 11). Die Ablagerungen führten in der Papiermaschine zum Ausreißen von Material aus der Papieroberfläche und in der Folge zur Lochbildung.
Abb. 11: Papiermuster mit Flecken
An einigen Mustern wurden Anhaftungen der in der Trockenpartie gefundenen Ablagerungen beobachtet, die zu Qualitätseinbußen oder Problemen bei der Weiterverarbeitung führen können.
P. Plew: Modul Ablagerungen 20 (38)
PTS-Forschungsbericht www.ptspaper.de
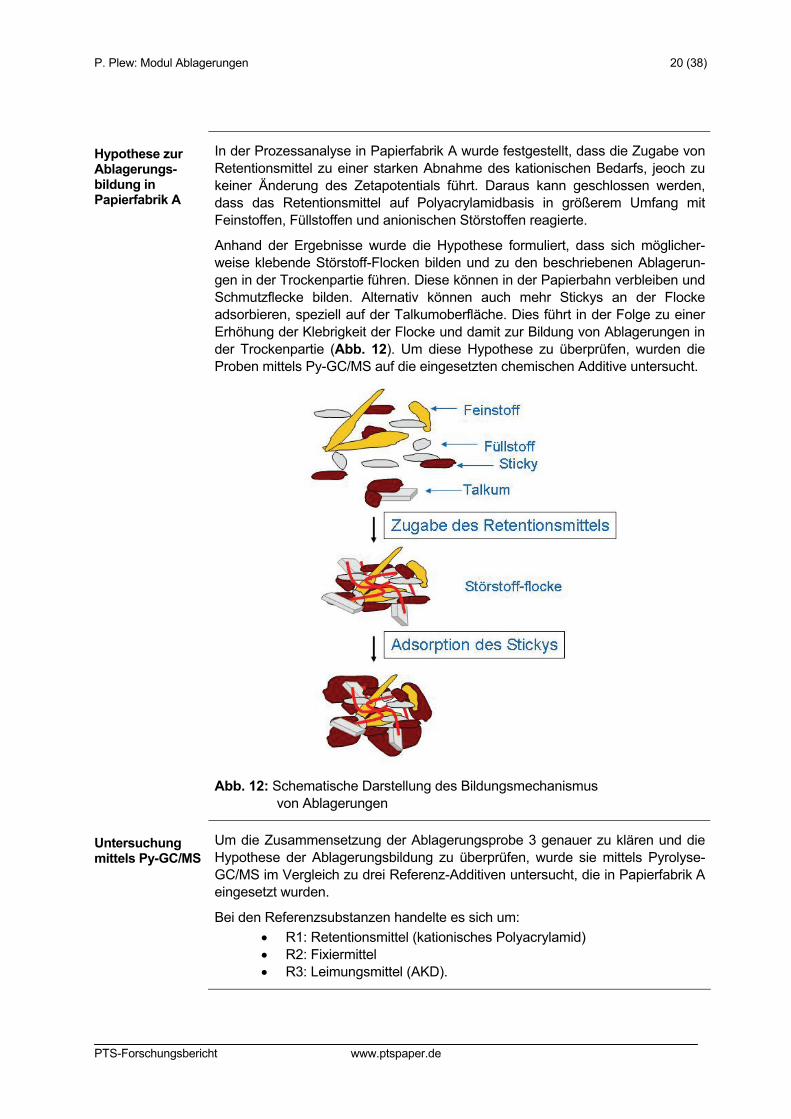
Hypothese zur Ablagerungs-bildung in Papierfabrik A
In der Prozessanalyse in Papierfabrik A wurde festgestellt, dass die Zugabe von Retentionsmittel zu einer starken Abnahme des kationischen Bedarfs, jeoch zu keiner Änderung des Zetapotentials führt. Daraus kann geschlossen werden, dass das Retentionsmittel auf Polyacrylamidbasis in größerem Umfang mit Feinstoffen, Füllstoffen und anionischen Störstoffen reagierte.
Anhand der Ergebnisse wurde die Hypothese formuliert, dass sich möglicher-weise klebende Störstoff-Flocken bilden und zu den beschriebenen Ablagerun-gen in der Trockenpartie führen. Diese können in der Papierbahn verbleiben und Schmutzflecke bilden. Alternativ können auch mehr Stickys an der Flocke adsorbieren, speziell auf der Talkumoberfläche. Dies führt in der Folge zu einer Erhöhung der Klebrigkeit der Flocke und damit zur Bildung von Ablagerungen in der Trockenpartie (Abb. 12). Um diese Hypothese zu überprüfen, wurden die Proben mittels Py-GC/MS auf die eingesetzten chemischen Additive untersucht.
Abb. 12: Schematische Darstellung des Bildungsmechanismus von Ablagerungen
Untersuchung mittels Py-GC/MS
Um die Zusammensetzung der Ablagerungsprobe 3 genauer zu klären und die Hypothese der Ablagerungsbildung zu überprüfen, wurde sie mittels Pyrolyse-GC/MS im Vergleich zu drei Referenz-Additiven untersucht, die in Papierfabrik A eingesetzt wurden.
Bei den Referenzsubstanzen handelte es sich um: • R1: Retentionsmittel (kationisches Polyacrylamid) • R2: Fixiermittel • R3: Leimungsmittel (AKD).
P. Plew: Modul Ablagerungen 21 (38)
PTS-Forschungsbericht www.ptspaper.de
Probenvor-bereitung
Die Referenzsubstanz-Dispersionen wurden vor der Messung über Nacht im Trockenschrank bei 105 °C getrocknet. Von den Ablagerungs- und Referenzpro-ben wurden jeweils ca. 1 – 3 mg in Probentiegel eingewogen. Von den Fleckpro-ben wurden die Flecken vom umgebenden Papier getrennt und jeweils in Pyrolysetiegel eingewogen. Alle Proben wurden nacheinander unter Heliumat-mosphäre bei 600 °C pyrolysiert. Die entstehenden Pyrolyseprodukte wurden chromatographisch getrennt und massenspektrometrisch identifiziert.
Die getrockneten PAM-Dispersionen wurden direkt in die Pyrolysetiegel einge-wogen. Als Kalibrierproben wurde Fichtensulfitzellstoff mit definierten PAM-Mengen (1 %, 0,5 % und 0,1 %) versetzt.
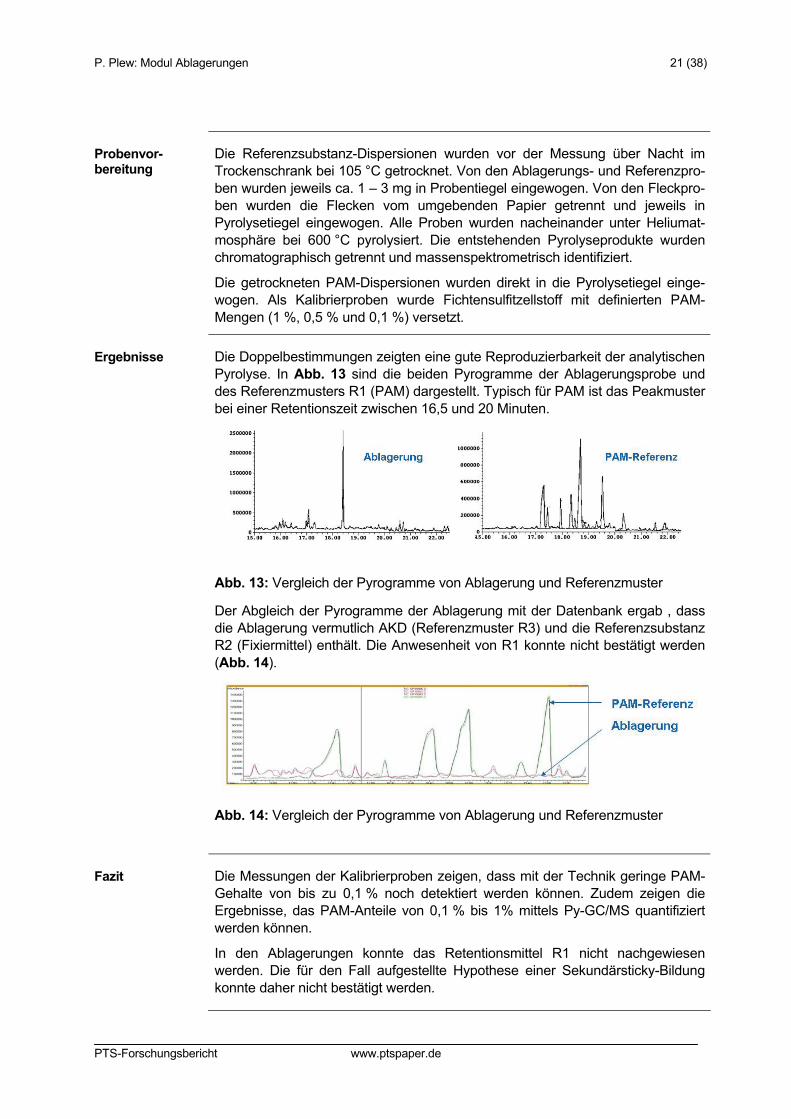
Ergebnisse Die Doppelbestimmungen zeigten eine gute Reproduzierbarkeit der analytischen Pyrolyse. In Abb. 13 sind die beiden Pyrogramme der Ablagerungsprobe und des Referenzmusters R1 (PAM) dargestellt. Typisch für PAM ist das Peakmuster bei einer Retentionszeit zwischen 16,5 und 20 Minuten.
Abb. 13: Vergleich der Pyrogramme von Ablagerung und Referenzmuster
Der Abgleich der Pyrogramme der Ablagerung mit der Datenbank ergab , dass die Ablagerung vermutlich AKD (Referenzmuster R3) und die Referenzsubstanz R2 (Fixiermittel) enthält. Die Anwesenheit von R1 konnte nicht bestätigt werden (Abb. 14).
Abb. 14: Vergleich der Pyrogramme von Ablagerung und Referenzmuster
Fazit Die Messungen der Kalibrierproben zeigen, dass mit der Technik geringe PAM-Gehalte von bis zu 0,1 % noch detektiert werden können. Zudem zeigen die Ergebnisse, das PAM-Anteile von 0,1 % bis 1% mittels Py-GC/MS quantifiziert werden können.
In den Ablagerungen konnte das Retentionsmittel R1 nicht nachgewiesen werden. Die für den Fall aufgestellte Hypothese einer Sekundärsticky-Bildung konnte daher nicht bestätigt werden.
P. Plew: Modul Ablagerungen 22 (38)
PTS-Forschungsbericht www.ptspaper.de
5.1.2 Untersuchungen in Papierfabrik B
Sortenprogramm und Rohstoffe
Die Papierfabrik B stellt graphische Papiere und Spezialpapiere auf der Basis von Zellstoff und eigenem Ausschuss her.
Problemstellung Ablagerungen bildeten sich in der Stoffaufbereitung in der Zuleitung zum Kurzfa-serstrang. Neben der Ablagerungsproblematik trat eine Vielzahl von Flecken auf.
Untersuchung der Ablagerung mittels Standard-methoden
Die Ablagerung wurde zunächst mittels Ninhydrinlösung auf die Anwesenheit von Protein geprüft. Es wurde eine deutliche Rotfärbung festgestellt, entspre-chend einer starken mikrobiellen Belastung.
Der Glührückstand (575 °C) der Ablagerung betrug 13 %. Damit besteht sie weitgehend aus organischen Substanzen.
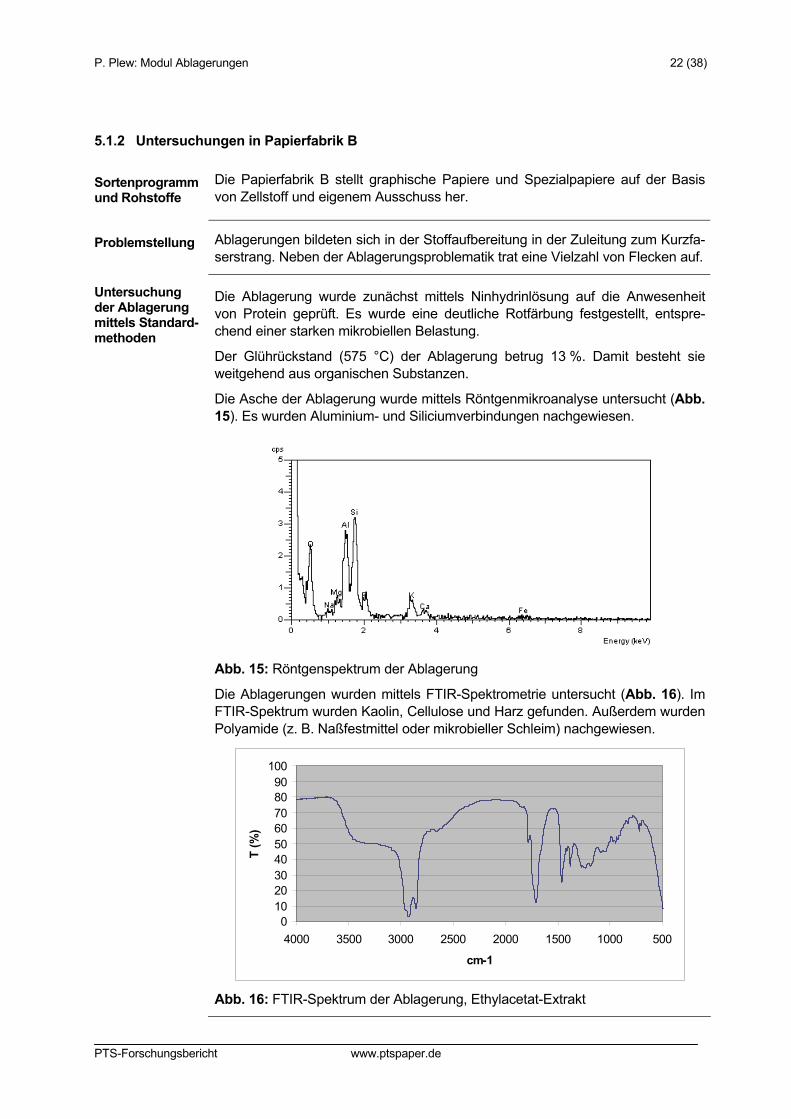
Die Asche der Ablagerung wurde mittels Röntgenmikroanalyse untersucht (Abb. 15). Es wurden Aluminium- und Siliciumverbindungen nachgewiesen.
Abb. 15: Röntgenspektrum der Ablagerung
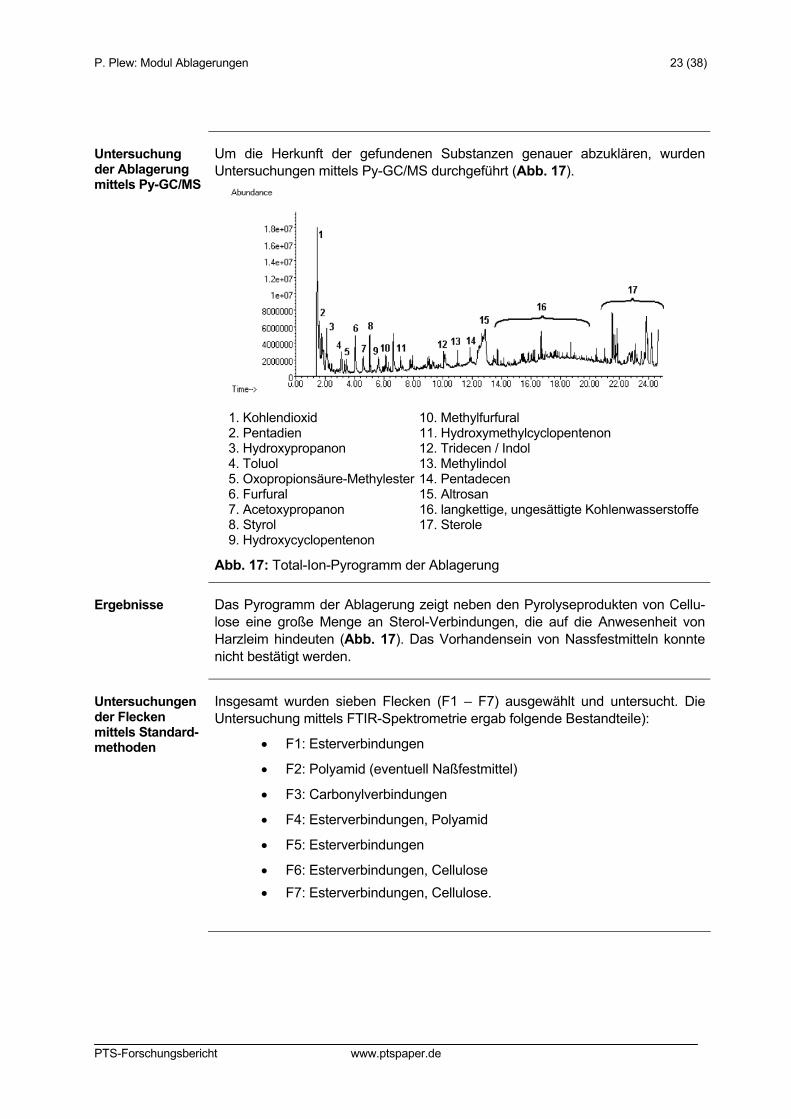
Die Ablagerungen wurden mittels FTIR-Spektrometrie untersucht (Abb. 16). Im FTIR-Spektrum wurden Kaolin, Cellulose und Harz gefunden. Außerdem wurden Polyamide (z. B. Naßfestmittel oder mikrobieller Schleim) nachgewiesen.
0102030405060708090
100
5001000150020002500300035004000
cm-1
T (%
)
Abb. 16: FTIR-Spektrum der Ablagerung, Ethylacetat-Extrakt
P. Plew: Modul Ablagerungen 23 (38)
PTS-Forschungsbericht www.ptspaper.de
Untersuchung der Ablagerung mittels Py-GC/MS
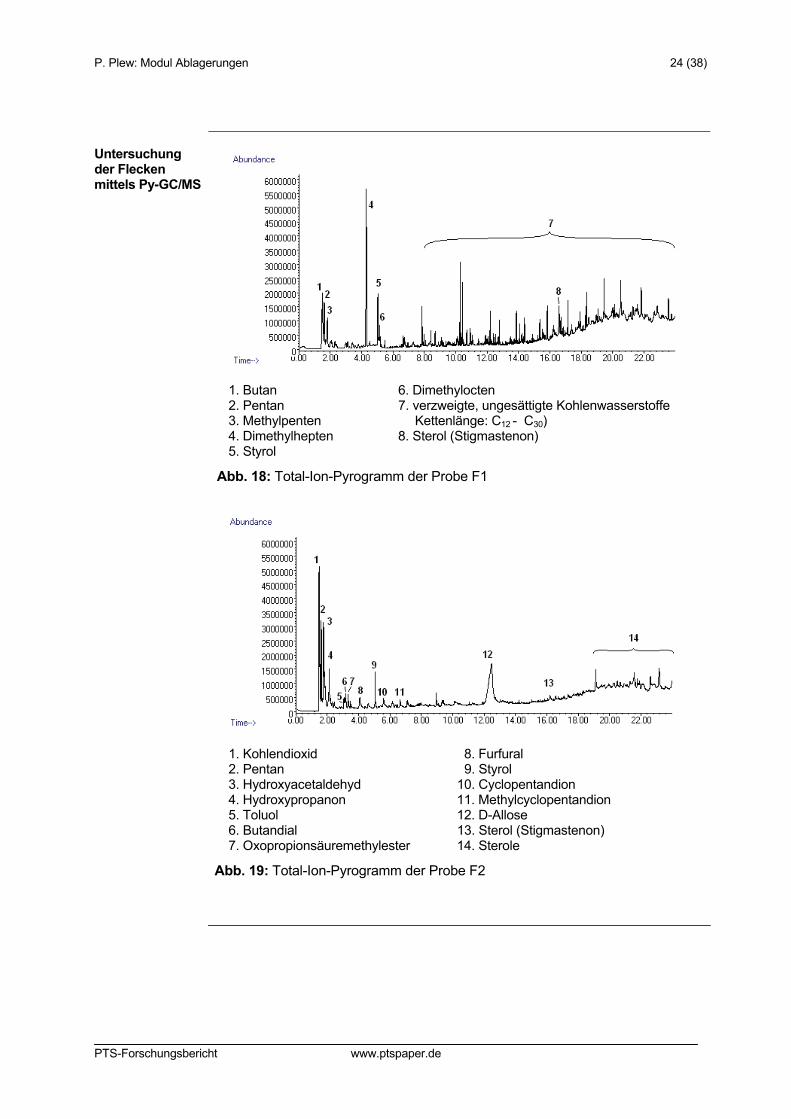
Um die Herkunft der gefundenen Substanzen genauer abzuklären, wurden Untersuchungen mittels Py-GC/MS durchgeführt (Abb. 17).
1. Kohlendioxid 10. Methylfurfural 2. Pentadien 11. Hydroxymethylcyclopentenon 3. Hydroxypropanon 12. Tridecen / Indol 4. Toluol 13. Methylindol 5. Oxopropionsäure-Methylester 14. Pentadecen 6. Furfural 15. Altrosan 7. Acetoxypropanon 16. langkettige, ungesättigte Kohlenwasserstoffe 8. Styrol 17. Sterole 9. Hydroxycyclopentenon
Abb. 17: Total-Ion-Pyrogramm der Ablagerung
Ergebnisse Das Pyrogramm der Ablagerung zeigt neben den Pyrolyseprodukten von Cellu-lose eine große Menge an Sterol-Verbindungen, die auf die Anwesenheit von Harzleim hindeuten (Abb. 17). Das Vorhandensein von Nassfestmitteln konnte nicht bestätigt werden.
Untersuchungen der Flecken mittels Standard-methoden
Insgesamt wurden sieben Flecken (F1 – F7) ausgewählt und untersucht. Die Untersuchung mittels FTIR-Spektrometrie ergab folgende Bestandteile):
• F1: Esterverbindungen
• F2: Polyamid (eventuell Naßfestmittel)
• F3: Carbonylverbindungen
• F4: Esterverbindungen, Polyamid
• F5: Esterverbindungen
• F6: Esterverbindungen, Cellulose • F7: Esterverbindungen, Cellulose.
P. Plew: Modul Ablagerungen 24 (38)
PTS-Forschungsbericht www.ptspaper.de
Untersuchung der Flecken mittels Py-GC/MS
1. Butan 6. Dimethylocten 2. Pentan 7. verzweigte, ungesättigte Kohlenwasserstoffe 3. Methylpenten Kettenlänge: C12 - C30) 4. Dimethylhepten 8. Sterol (Stigmastenon) 5. Styrol
Abb. 18: Total-Ion-Pyrogramm der Probe F1
1. Kohlendioxid 8. Furfural 2. Pentan 9. Styrol 3. Hydroxyacetaldehyd 10. Cyclopentandion 4. Hydroxypropanon 11. Methylcyclopentandion 5. Toluol 12. D-Allose 6. Butandial 13. Sterol (Stigmastenon) 7. Oxopropionsäuremethylester 14. Sterole
Abb. 19: Total-Ion-Pyrogramm der Probe F2
P. Plew: Modul Ablagerungen 25 (38)
PTS-Forschungsbericht www.ptspaper.de
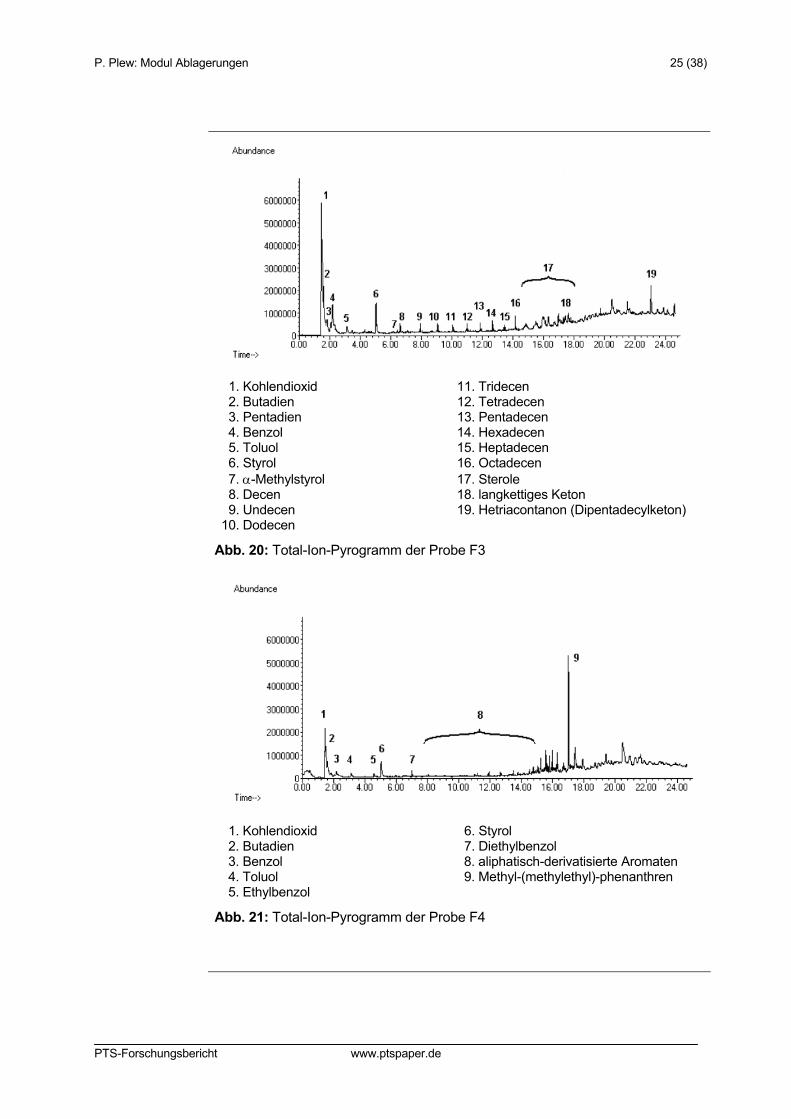
1. Kohlendioxid 11. Tridecen 2. Butadien 12. Tetradecen 3. Pentadien 13. Pentadecen 4. Benzol 14. Hexadecen 5. Toluol 15. Heptadecen 6. Styrol 16. Octadecen 7. α-Methylstyrol 17. Sterole 8. Decen 18. langkettiges Keton 9. Undecen 19. Hetriacontanon (Dipentadecylketon) 10. Dodecen
Abb. 20: Total-Ion-Pyrogramm der Probe F3
1. Kohlendioxid 6. Styrol 2. Butadien 7. Diethylbenzol 3. Benzol 8. aliphatisch-derivatisierte Aromaten 4. Toluol 9. Methyl-(methylethyl)-phenanthren 5. Ethylbenzol
Abb. 21: Total-Ion-Pyrogramm der Probe F4
P. Plew: Modul Ablagerungen 26 (38)
PTS-Forschungsbericht www.ptspaper.de
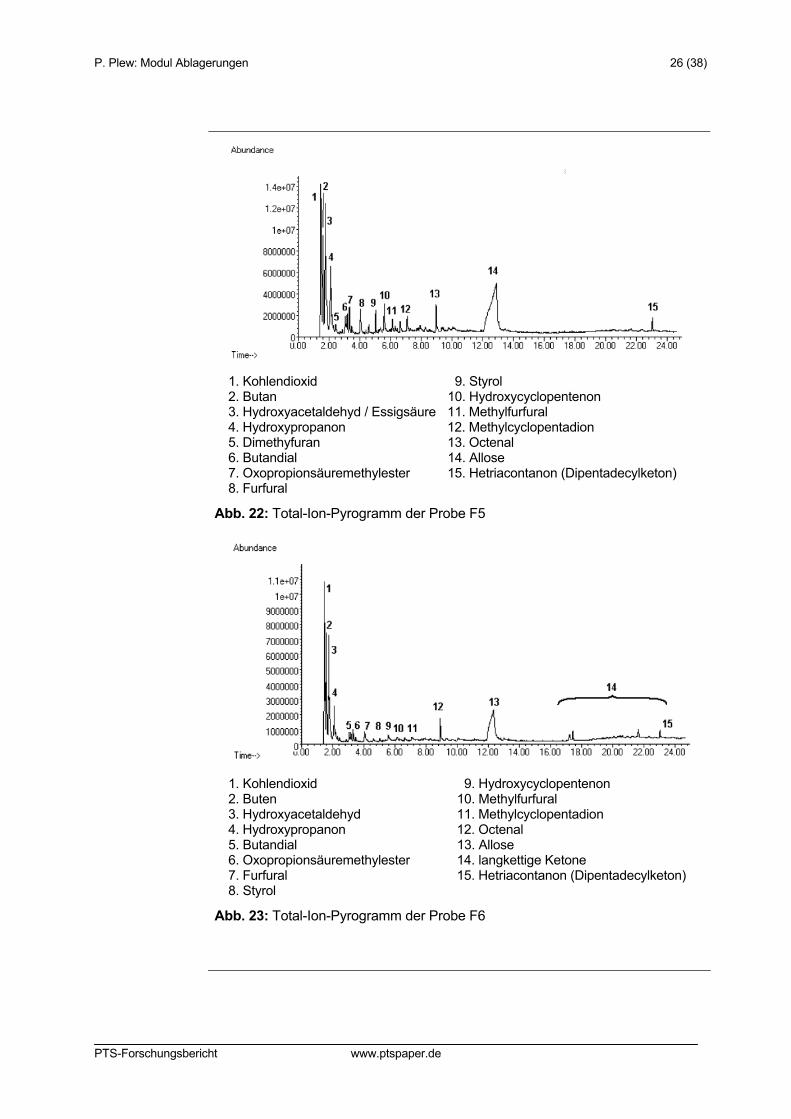
1. Kohlendioxid 9. Styrol 2. Butan 10. Hydroxycyclopentenon 3. Hydroxyacetaldehyd / Essigsäure 11. Methylfurfural 4. Hydroxypropanon 12. Methylcyclopentadion 5. Dimethyfuran 13. Octenal 6. Butandial 14. Allose 7. Oxopropionsäuremethylester 15. Hetriacontanon (Dipentadecylketon) 8. Furfural
Abb. 22: Total-Ion-Pyrogramm der Probe F5
1. Kohlendioxid 9. Hydroxycyclopentenon 2. Buten 10. Methylfurfural 3. Hydroxyacetaldehyd 11. Methylcyclopentadion 4. Hydroxypropanon 12. Octenal 5. Butandial 13. Allose 6. Oxopropionsäuremethylester 14. langkettige Ketone 7. Furfural 15. Hetriacontanon (Dipentadecylketon) 8. Styrol
Abb. 23: Total-Ion-Pyrogramm der Probe F6
P. Plew: Modul Ablagerungen 27 (38)
PTS-Forschungsbericht www.ptspaper.de
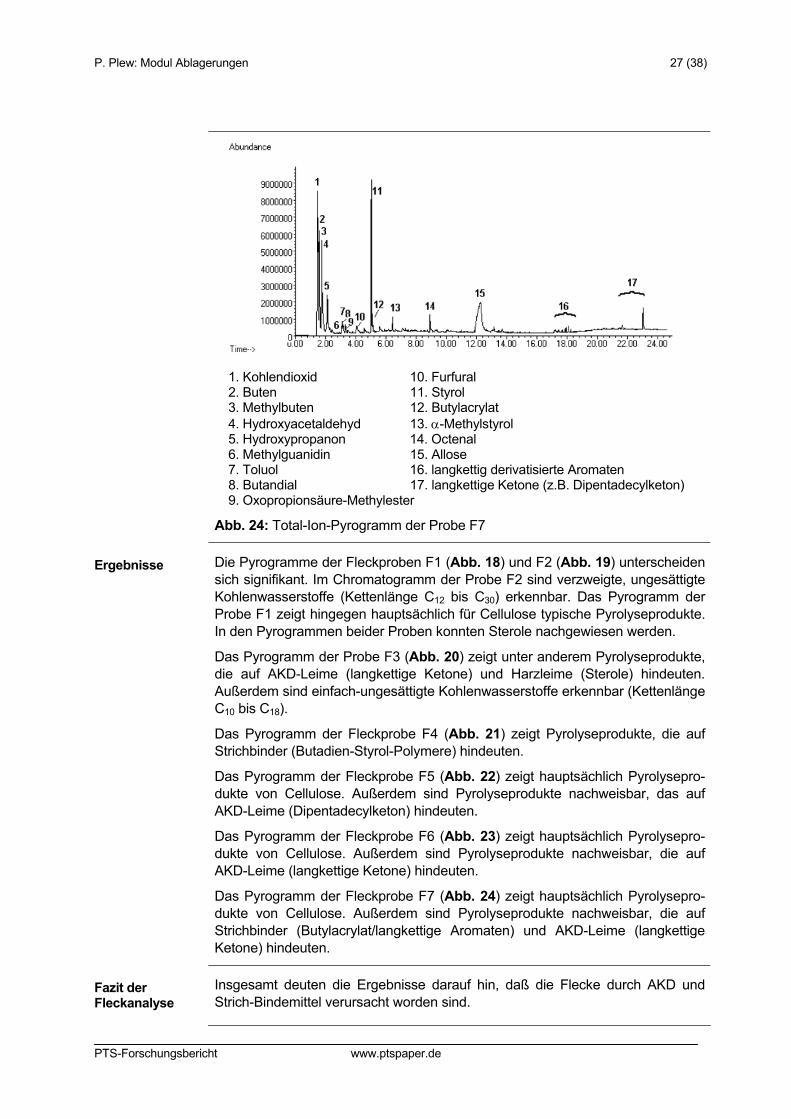
1. Kohlendioxid 10. Furfural 2. Buten 11. Styrol 3. Methylbuten 12. Butylacrylat 4. Hydroxyacetaldehyd 13. α-Methylstyrol 5. Hydroxypropanon 14. Octenal 6. Methylguanidin 15. Allose 7. Toluol 16. langkettig derivatisierte Aromaten 8. Butandial 17. langkettige Ketone (z.B. Dipentadecylketon) 9. Oxopropionsäure-Methylester
Abb. 24: Total-Ion-Pyrogramm der Probe F7
Ergebnisse Die Pyrogramme der Fleckproben F1 (Abb. 18) und F2 (Abb. 19) unterscheiden sich signifikant. Im Chromatogramm der Probe F2 sind verzweigte, ungesättigte Kohlenwasserstoffe (Kettenlänge C12 bis C30) erkennbar. Das Pyrogramm der Probe F1 zeigt hingegen hauptsächlich für Cellulose typische Pyrolyseprodukte. In den Pyrogrammen beider Proben konnten Sterole nachgewiesen werden.
Das Pyrogramm der Probe F3 (Abb. 20) zeigt unter anderem Pyrolyseprodukte, die auf AKD-Leime (langkettige Ketone) und Harzleime (Sterole) hindeuten. Außerdem sind einfach-ungesättigte Kohlenwasserstoffe erkennbar (Kettenlänge C10 bis C18).
Das Pyrogramm der Fleckprobe F4 (Abb. 21) zeigt Pyrolyseprodukte, die auf Strichbinder (Butadien-Styrol-Polymere) hindeuten.
Das Pyrogramm der Fleckprobe F5 (Abb. 22) zeigt hauptsächlich Pyrolysepro-dukte von Cellulose. Außerdem sind Pyrolyseprodukte nachweisbar, das auf AKD-Leime (Dipentadecylketon) hindeuten.
Das Pyrogramm der Fleckprobe F6 (Abb. 23) zeigt hauptsächlich Pyrolysepro-dukte von Cellulose. Außerdem sind Pyrolyseprodukte nachweisbar, die auf AKD-Leime (langkettige Ketone) hindeuten.
Das Pyrogramm der Fleckprobe F7 (Abb. 24) zeigt hauptsächlich Pyrolysepro-dukte von Cellulose. Außerdem sind Pyrolyseprodukte nachweisbar, die auf Strichbinder (Butylacrylat/langkettige Aromaten) und AKD-Leime (langkettige Ketone) hindeuten.
Fazit der Fleckanalyse
Insgesamt deuten die Ergebnisse darauf hin, daß die Flecke durch AKD und Strich-Bindemittel verursacht worden sind.
P. Plew: Modul Ablagerungen 28 (38)
PTS-Forschungsbericht www.ptspaper.de
5.2 Entscheidungsbaum
Einleitung Die Ablagerungen bzw. Papierdefekte lassen sich in unterschiedliche Klassen einordnen, die u. a. mit typischen Ablagerungsorten und mit typischen Substanz-klassen korrespondieren. Der Ansatzpunkt der Vorgehensweise besteht in der Verknüpfung der Ablagerungsklassen mit den über die Roh- und Hilfsstoffe eingebrachten Substanzen und den aktuellen Prozessbedingungen.
Mit der Entwicklung eines Entscheidungsbaumes sollte eine zeit- und kosteneffi-ziente Ursachenermittlung für die klassifizierten Ablagerungen in der Anlage oder im Papier gewährleistet werden. Das Ursachenspektrum der Ablagerungen kann somit eingegrenzt und nichtrelevante analytische Untersuchungen können vermieden werden.
Vorgehensweise Nach Eingang der Ablagerungs- bzw. Papierdefektproben wird das Probenmate-rial einer visuellen Beurteilung unterzogen. Daten über die Herkunft der Probe und Prozessbasisdaten der Anlage werden zusammengestellt. Auf dieser Datenbasis werden die Standardanalysenmethoden ausgewählt und eingesetzt.
Kann aus den Analysedaten der Proben noch keine eindeutige Problemursache identifiziert werden, werden vom Kunden Referenzmaterialien und detailierte Informationen angefragt. In der Zusammenschau der Analyseergebnisse der Proben und Informationen des Kunden kann das Ursachenfeld weiter einge-schränkt werden. Ist das Ursachenfeld noch nicht ausreichend eingeschränkt, kann dem Kunden weitere Spezialanalytik insbesondere bei dem Verdacht von unerwünschten Additivwechselwirkungen oder eine Prozessanalyse angeboten werden.
Typische Analysestrategie mit den Standard-methoden
Visuelle Beurteilung und orientierende Vortests
• Visuelle Beurteilung (Art des Musters (Papier, Sieb, Filz), Art der Ablagerung bzw. der Flecken (gefärbt, transparent, auf oder im Papier etc.)
• Lichtmikroskopische Beurteilung (Aussehen (Farbe, homogen/inhomogen), Morphologie/Beschaffenheit (spröde, hart, elastisch, weich, klebrig, wachsar-tig, kristallin etc.), visuell erkennbare Bestandteile (Fasern, Partikel, Füllstoffe, Schimmelpilze, Mikroorganismen etc.)
• Auftrennung verschiedener Bestandteile der Probe, Herauspräparieren von Flecken
• Durchführung von Spot Tests
Charakterisierung der Gesamtprobe:
• Anfertigung von REM-Aufnahmen + Röntgenmikroanalyse (RMA) an der Originalprobe vor Veraschung
• Direkte Untersuchung der Originalprobe (ohne Probenvorbereitung) mittels FTIR-Spektrometrie (Diamant-ATR-Zelle, ATR-Mikroskop)
• Untersuchung mittels FTIR-Spektrometrie nach einfacher Probenvorbereitung (Diamantzelle, KBr-Preßling bzw. -Mikropreßling)
P. Plew: Modul Ablagerungen 29 (38)
PTS-Forschungsbericht www.ptspaper.de
Charakterisierung der Probenbestandteile • Extraktion mit Lösemitteln (Reihenfolge von polar nach unpolar) • Eindampfen der Extrakte • Visuelle Beurteilung der Extrakt-Trockenrückstände (Farbe, Beschaffenheit:
wachsartig, schmierig, klebrig etc.) • Untersuchung der Extrakt-Trockenrückstände mittels FTIR-Spektrometrie
Referenzproben-analyse und Detaildaten
Um die Problemursachen einzugrenzen bzw. zu identifizieren, werden vom Kunden zur Verfügung gestellte Referenzmaterialien (Roh- und Hilfsstoffe, fehlerfreie Produkte) mit den oben beschriebenen Methoden untersucht. Gleich-zeitig werden mit dem Auftraggeber ergänzende Informationen zur Anlage (Anwendung von Additiven oder Hilfsmitteln, Veränderung des Rohstoffeinsatzes oder der Prozessführung diskutiert und fließen in die Analysestrategie und Ergebnisinterpretation ein.
Spezialanalytik Unter folgenden Bedingungen sollten spezielle analytische Methoden durchge-führt werden:
• Die Aussage ist mit den bestehenden Ergebnissen allein nicht ausreichend abgesichert
• Die Wahrscheinlichkeit einer eindeutigen Aussage durch die Anwendung zusätzlicher Methoden ist ausreichend
• Die Kosten für die ergänzenden Messungen stehen mit dem Nutzen in ver-tretbarer Relation
• Die Zeitverzögerung bis zum Vorliegen der zusätzlichen Ergebnisse ist annehmbar
Kosten und Zeitfaktor werden vor der Durchführung externer Messungen mit dem Auftraggeber abgestimmt.
Beispiele für den Einsatz von Spezialanalytik
• Nachweis von Flockungsmitteln auf Basis von Polyacrylamid in mikrobiell belasteten Proben (enthalten große Mengen an Proteinen, d. h. Polyamiden): FTIR zu unspezifisch Verwendung von Py-GC/MS.
• Entscheidung, ob ein bestimmtes Flockungsmittel in der Ablagerung enthalten ist (z. B. verschleppt aus der Wasseraufbereitung): Verwendung von Py-GC/MS.
• Unterscheidung zwischen Kieselgel, Quarz und Wasserglas-Ausfällungen bzw. quantitative Bestimmung der entsprechenden Anteile: RFA + Röntgen-diffraktometrie.
• Nachweis von Naßfestmitteln auf Epichlorhydrinbasis neben Polyacrylamid: FTIR und Spot Tests zu unspezifisch Verwendung von Py-GC/MS.
• Quantitative Bestimmung der Anteile an Polymeren in Ablagerungen oder Flecken: NIR-Spektrometrie.
Prozessanalyse Können unerwünschte Wechselwirkungen von Additiven als Problemverursacher ausgeschlossen werden, kann die Analyse des Produktionsprozesses zur Identifizierung möglicher Verursacher eingesetzt werden. Analog zur Spezial-analytik müssen die obengenannten Bedingungen auch zur Durchführung einer Prozessanalyse erfüllt sein.
P. Plew: Modul Ablagerungen 30 (38)
PTS-Forschungsbericht www.ptspaper.de
5.3 Ursachenbewertung – Simulationsmodelle
Analysen-Tool Auf Basis der in den vorangegangenen Arbeiten gewonnenen Datenbasis und des Entscheidungsbaums wurde ein zweistufiges Analysewerkzeug entwickelt. In der ersten Stufe wird aus den Prozessbasisdaten und dem Aussehen der Proben eine Analysestrategie erstellt. Im zweiten Schritt werden die Prozessda-ten mit den Analysedaten verknüpft, so dass das Werkzeug basisierend auf der Datenbank mögliche Fehlerursachen vorschlägt.
Zunächst werden alle prozessspezifischen Eingangsgrößen definiert. Es werden dazu die Papier-Produktsorte, die Rohstoffe (Faser- und Füllstoffe) und die chemischen Additive eingegeben. Anschließend wird der Fehler durch Eingabe von Fehlertyp, Fundort und dem Ergebnis der mikroskopischen Beurteilung definiert. Sind alle Eingaben korrekt durchgeführt, wird die Referenzdatenbank mit allen ausgewählten Prozessgrößen abgeglichen.
Abhängig von den gewählten Prozessgrößen liefert das Tool eine Empfehlung für geeignete Analysemethoden. Dabei wird zwischen Standardmethoden, wie z. B. Bestimmung des Glührückstands, RMA, FTIR oder unterschiedlichen Spot-Tests, und Spezialanalysemethoden unterschieden. Parallel wird dazu eine Kostenkalkulation für die unterschiedlichen Analysenmethoden durchgeführt. Somit werden die Laborkosten berechnet, die durch die Anwendung der Stan-dardanalysemethoden verursacht werden.
Sind alle Ergebnisse der Analysenmethoden eingepflegt, kann die mögliche Fehlerursache angezeigt werden. Zusätzlich wird eine wahrscheinliche Progno-següte durch die Standardmethoden angezeigt.
5.4 Maßnahmenplan zur Problembeseitigung
Vorgehensweise Zur Problemlösung wurde folgende Strategie entwickelt:
• Untersuchung von Flecken und Ablagerungen aus der jeweiligen Papierfabrik mittels Standardmethoden und – falls erforderlich und zielführend – mit weiter-führenden Spezialmethoden.
• Erfassung der Prozeßdaten soweit wie möglich: • Fließdiagramm der Papierfabrik • Art der Rohstoffe (Faser- und Füllstoffe) • Additive: Dosiermengen und genaue Dosierorte • Maschinentechnik • Prozeßbedingungen (pH, Temperatur etc.) • Art und Häufigkeit von Problemen (Abrisse, Flecken etc.)
• Klärung der wahrscheinlichen Problemursachen • Durchführung einer umfangreichen Systemanalyse • Festlegung einer Optimierungsstrategie • Überwachung der Umsetzung der Optimierungsstrategie
5.5 Erstellung eines Grundkonzeptes und Evaluierung
Allgemeines Nach Konzeptionierung der einzelnen Werkzeuge und zugehöriger Vorgehens-weisen wurden die gewonnen Erkenntnisse zu einem Grundkonzept zusam-
P. Plew: Modul Ablagerungen 31 (38)
PTS-Forschungsbericht www.ptspaper.de
mengefügt. Dieses wurde durch Anwendung in einer Papierfabrik (Papierfab-rik C) überprüft.
Untersuchungen in Papierfabrik C
Sortenprogramm und Rohstoffe
Die Papierfabrik C stellt Etikettenpapier auf Basis von Zellstoff und eigenem Ausschuss her.
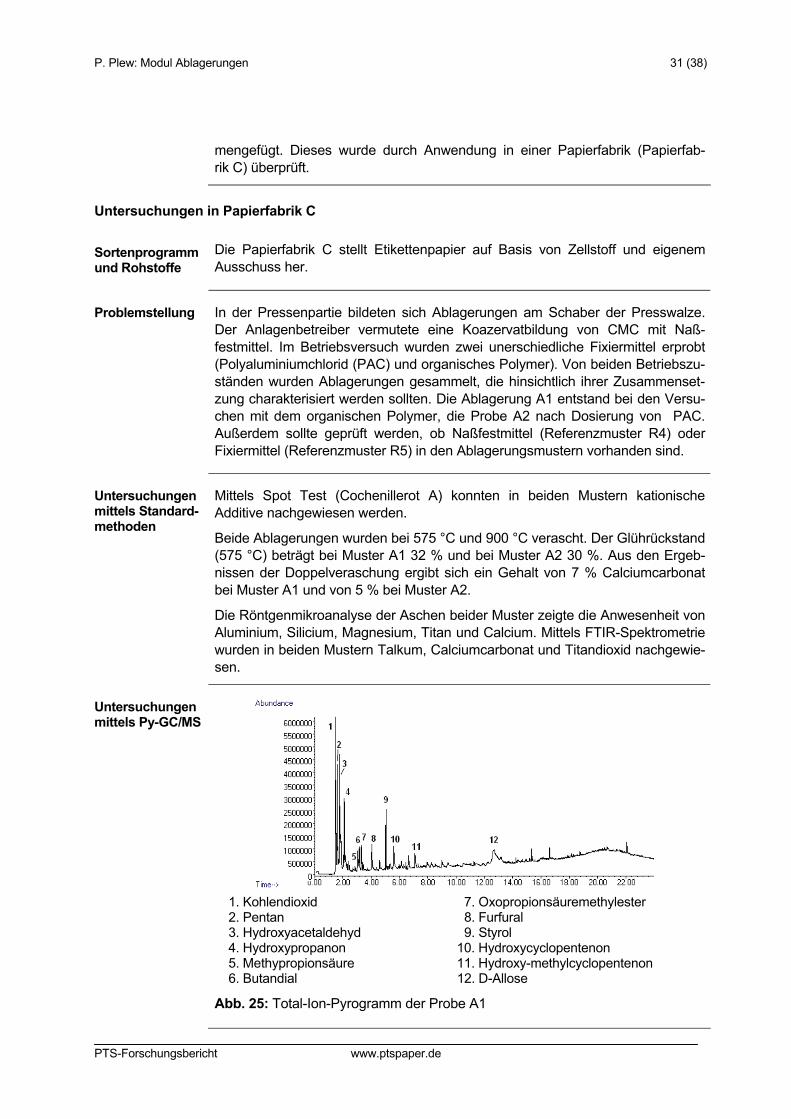
Problemstellung In der Pressenpartie bildeten sich Ablagerungen am Schaber der Presswalze. Der Anlagenbetreiber vermutete eine Koazervatbildung von CMC mit Naß-festmittel. Im Betriebsversuch wurden zwei unerschiedliche Fixiermittel erprobt (Polyaluminiumchlorid (PAC) und organisches Polymer). Von beiden Betriebszu-ständen wurden Ablagerungen gesammelt, die hinsichtlich ihrer Zusammenset-zung charakterisiert werden sollten. Die Ablagerung A1 entstand bei den Versu-chen mit dem organischen Polymer, die Probe A2 nach Dosierung von PAC. Außerdem sollte geprüft werden, ob Naßfestmittel (Referenzmuster R4) oder Fixiermittel (Referenzmuster R5) in den Ablagerungsmustern vorhanden sind.
Untersuchungen mittels Standard-methoden
Mittels Spot Test (Cochenillerot A) konnten in beiden Mustern kationische Additive nachgewiesen werden.
Beide Ablagerungen wurden bei 575 °C und 900 °C verascht. Der Glührückstand (575 °C) beträgt bei Muster A1 32 % und bei Muster A2 30 %. Aus den Ergeb-nissen der Doppelveraschung ergibt sich ein Gehalt von 7 % Calciumcarbonat bei Muster A1 und von 5 % bei Muster A2.
Die Röntgenmikroanalyse der Aschen beider Muster zeigte die Anwesenheit von Aluminium, Silicium, Magnesium, Titan und Calcium. Mittels FTIR-Spektrometrie wurden in beiden Mustern Talkum, Calciumcarbonat und Titandioxid nachgewie-sen.
Untersuchungen mittels Py-GC/MS
1. Kohlendioxid 7. Oxopropionsäuremethylester 2. Pentan 8. Furfural 3. Hydroxyacetaldehyd 9. Styrol 4. Hydroxypropanon 10. Hydroxycyclopentenon 5. Methypropionsäure 11. Hydroxy-methylcyclopentenon 6. Butandial 12. D-Allose
Abb. 25: Total-Ion-Pyrogramm der Probe A1
P. Plew: Modul Ablagerungen 32 (38)
PTS-Forschungsbericht www.ptspaper.de
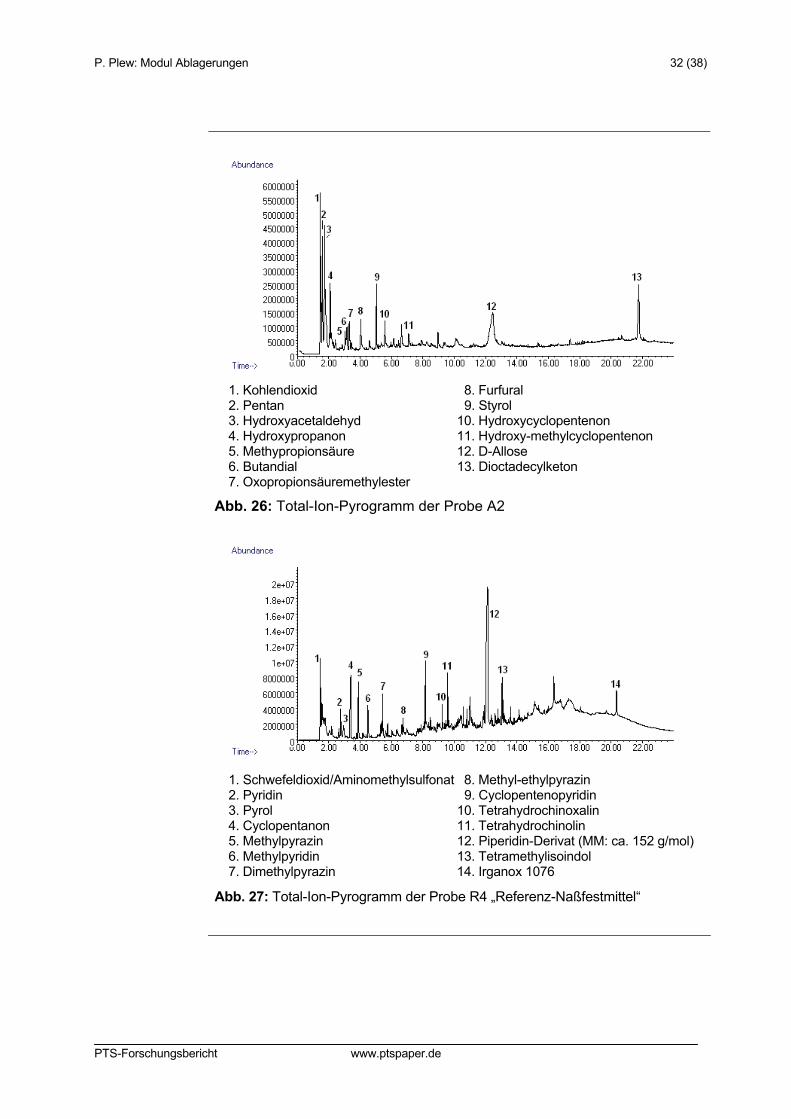
1. Kohlendioxid 8. Furfural 2. Pentan 9. Styrol 3. Hydroxyacetaldehyd 10. Hydroxycyclopentenon 4. Hydroxypropanon 11. Hydroxy-methylcyclopentenon 5. Methypropionsäure 12. D-Allose 6. Butandial 13. Dioctadecylketon 7. Oxopropionsäuremethylester
Abb. 26: Total-Ion-Pyrogramm der Probe A2
1. Schwefeldioxid/Aminomethylsulfonat 8. Methyl-ethylpyrazin 2. Pyridin 9. Cyclopentenopyridin 3. Pyrol 10. Tetrahydrochinoxalin 4. Cyclopentanon 11. Tetrahydrochinolin 5. Methylpyrazin 12. Piperidin-Derivat (MM: ca. 152 g/mol) 6. Methylpyridin 13. Tetramethylisoindol 7. Dimethylpyrazin 14. Irganox 1076
Abb. 27: Total-Ion-Pyrogramm der Probe R4 „Referenz-Naßfestmittel“
P. Plew: Modul Ablagerungen 33 (38)
PTS-Forschungsbericht www.ptspaper.de
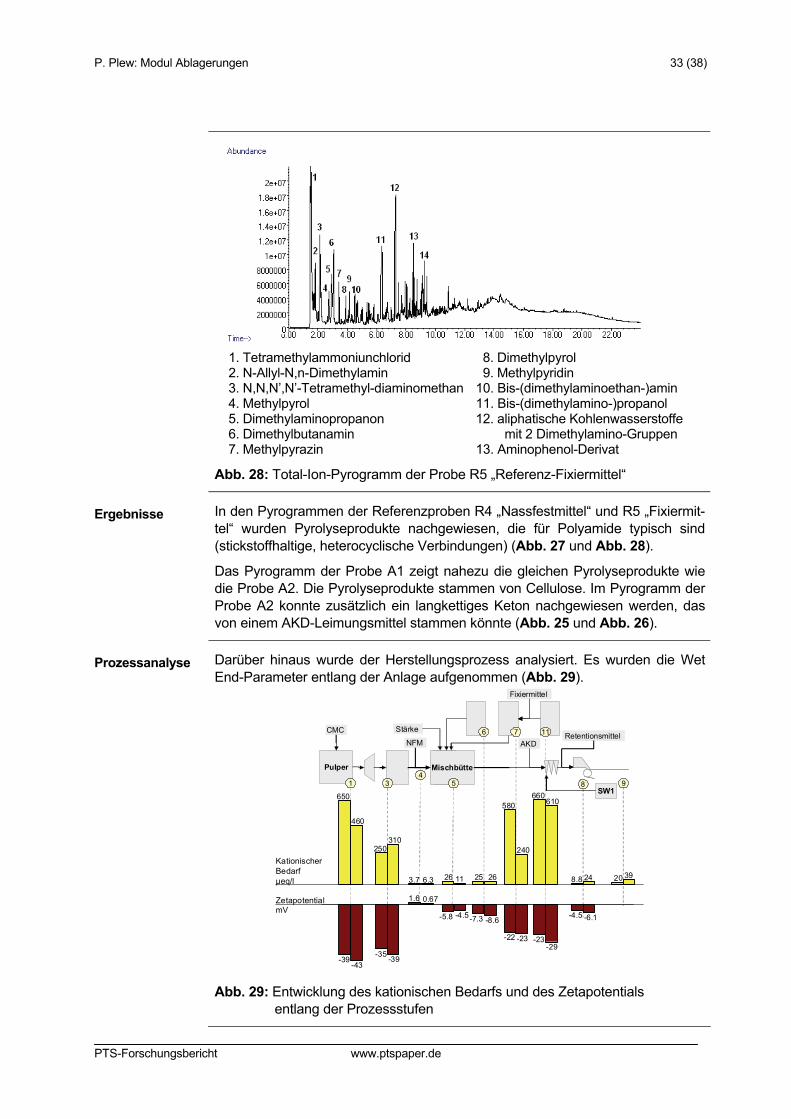
1. Tetramethylammoniunchlorid 8. Dimethylpyrol 2. N-Allyl-N,n-Dimethylamin 9. Methylpyridin 3. N,N,N’,N’-Tetramethyl-diaminomethan 10. Bis-(dimethylaminoethan-)amin 4. Methylpyrol 11. Bis-(dimethylamino-)propanol 5. Dimethylaminopropanon 12. aliphatische Kohlenwasserstoffe 6. Dimethylbutanamin mit 2 Dimethylamino-Gruppen 7. Methylpyrazin 13. Aminophenol-Derivat
Abb. 28: Total-Ion-Pyrogramm der Probe R5 „Referenz-Fixiermittel“
Ergebnisse In den Pyrogrammen der Referenzproben R4 „Nassfestmittel“ und R5 „Fixiermit-tel“ wurden Pyrolyseprodukte nachgewiesen, die für Polyamide typisch sind (stickstoffhaltige, heterocyclische Verbindungen) (Abb. 27 und Abb. 28).
Das Pyrogramm der Probe A1 zeigt nahezu die gleichen Pyrolyseprodukte wie die Probe A2. Die Pyrolyseprodukte stammen von Cellulose. Im Pyrogramm der Probe A2 konnte zusätzlich ein langkettiges Keton nachgewiesen werden, das von einem AKD-Leimungsmittel stammen könnte (Abb. 25 und Abb. 26).
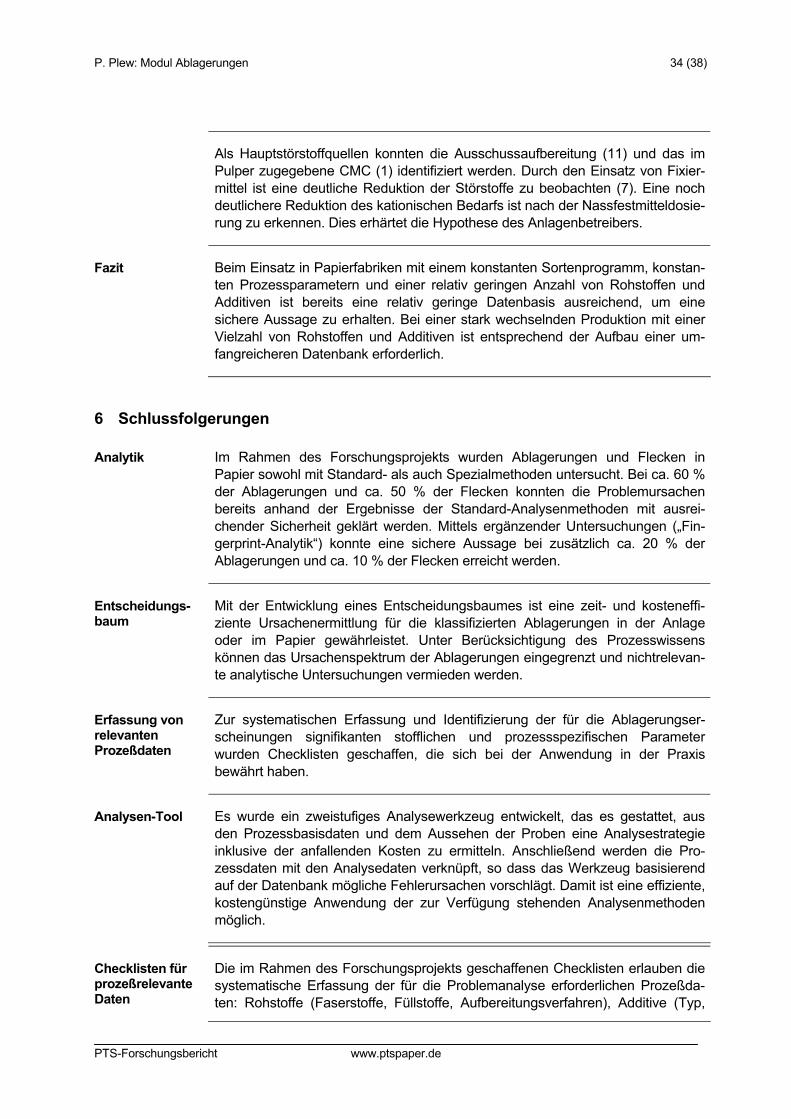
Prozessanalyse Darüber hinaus wurde der Herstellungsprozess analysiert. Es wurden die Wet End-Parameter entlang der Anlage aufgenommen (Abb. 29).
4
SW1
6
8
CMC
Pulper Mischbütte
Stärke
NFMRetentionsmittel
AKD7 11
Kationischer Bedarfµeq/l
ZetapotentialmV
580
-22
660
-23
26
-5.8
650
-39
3.7
1.6
250
-35
25
-7.3
8.8
-4.5
20
-43
0.67
-39
-8.6 -6.1
-23-29
-4.5
460
6.3
310
26 24 39
240
610
11
1 3 95
Fixiermittel
Abb. 29: Entwicklung des kationischen Bedarfs und des Zetapotentials entlang der Prozessstufen
P. Plew: Modul Ablagerungen 34 (38)
PTS-Forschungsbericht www.ptspaper.de
Als Hauptstörstoffquellen konnten die Ausschussaufbereitung (11) und das im Pulper zugegebene CMC (1) identifiziert werden. Durch den Einsatz von Fixier-mittel ist eine deutliche Reduktion der Störstoffe zu beobachten (7). Eine noch deutlichere Reduktion des kationischen Bedarfs ist nach der Nassfestmitteldosie-rung zu erkennen. Dies erhärtet die Hypothese des Anlagenbetreibers.
Fazit Beim Einsatz in Papierfabriken mit einem konstanten Sortenprogramm, konstan-ten Prozessparametern und einer relativ geringen Anzahl von Rohstoffen und Additiven ist bereits eine relativ geringe Datenbasis ausreichend, um eine sichere Aussage zu erhalten. Bei einer stark wechselnden Produktion mit einer Vielzahl von Rohstoffen und Additiven ist entsprechend der Aufbau einer um-fangreicheren Datenbank erforderlich.
6 Schlussfolgerungen
Analytik Im Rahmen des Forschungsprojekts wurden Ablagerungen und Flecken in Papier sowohl mit Standard- als auch Spezialmethoden untersucht. Bei ca. 60 % der Ablagerungen und ca. 50 % der Flecken konnten die Problemursachen bereits anhand der Ergebnisse der Standard-Analysenmethoden mit ausrei-chender Sicherheit geklärt werden. Mittels ergänzender Untersuchungen („Fin-gerprint-Analytik“) konnte eine sichere Aussage bei zusätzlich ca. 20 % der Ablagerungen und ca. 10 % der Flecken erreicht werden.
Entscheidungs- baum
Mit der Entwicklung eines Entscheidungsbaumes ist eine zeit- und kosteneffi-ziente Ursachenermittlung für die klassifizierten Ablagerungen in der Anlage oder im Papier gewährleistet. Unter Berücksichtigung des Prozesswissens können das Ursachenspektrum der Ablagerungen eingegrenzt und nichtrelevan-te analytische Untersuchungen vermieden werden.
Erfassung von relevanten Prozeßdaten
Zur systematischen Erfassung und Identifizierung der für die Ablagerungser-scheinungen signifikanten stofflichen und prozessspezifischen Parameter wurden Checklisten geschaffen, die sich bei der Anwendung in der Praxis bewährt haben.
Analysen-Tool Es wurde ein zweistufiges Analysewerkzeug entwickelt, das es gestattet, aus den Prozessbasisdaten und dem Aussehen der Proben eine Analysestrategie inklusive der anfallenden Kosten zu ermitteln. Anschließend werden die Pro-zessdaten mit den Analysedaten verknüpft, so dass das Werkzeug basisierend auf der Datenbank mögliche Fehlerursachen vorschlägt. Damit ist eine effiziente, kostengünstige Anwendung der zur Verfügung stehenden Analysenmethoden möglich.
Checklisten für prozeßrelevante Daten
Die im Rahmen des Forschungsprojekts geschaffenen Checklisten erlauben die systematische Erfassung der für die Problemanalyse erforderlichen Prozeßda-ten: Rohstoffe (Faserstoffe, Füllstoffe, Aufbereitungsverfahren), Additive (Typ,
P. Plew: Modul Ablagerungen 35 (38)
PTS-Forschungsbericht www.ptspaper.de
Dosiermenge, Aufbereitung, Dosierort, Dosiertechnik), Maschinentechnik, Entstehungsort und Aussehen von Ablagerungen etc. Damit kann eine weitest-gehend vollständige Datenbank über die Randbedingungen geschaffen werden, die zusammen mit den Ergebnissen von Ablagerungs-/Fleckanalysen und Prozessuntersuchungen eine effiziente, kostengünstige Klärung der Problemur-sachen ermöglicht.
7 Wirtschaftlichkeitsbetrachtung
Anwendungs-bereiche
Der Nutzen für die Papierhersteller ist breit gefächert und korrespondiert mit folgenden Optimierungsbereichen:
• höhere Kompatibilität des Additivsystems durch Vermeidung unerwünschter Wechselwirkungen,
• höhere Prozess-Stabilität durch Verringerung der Abrisshäufigkeit und durch Vermeidung von Ablagerungen,
• Vermeidung prozessbedingter Papierfehler wie Formations- und Leimungs-mängel sowie Löcher und Flecken,
Wirtschaftliche Erfolgsaussich-ten für die Papier erzeugende Industrie
Die wichtigsten Einsparpotenziale für Papiererzeuger liegen im Vermeiden von Abrissen und Reinigungen und in der der Erhöhung der Produktqualität. Folgen-de Potenziale können z. B. für eine grafische Papiermaschine mittlerer Größe abgeschätzt werden:
Optimierungsbereich Minderungspotenzial €/a
Erhöhung der Produktqualität Reduktion von Qualitäts-ausschuss um 0,25 % 63.000
Verringerung von Abrissen und Reinigungen
Reduktion um 20 Abrisse á 0,5 h und 5 Reinigungen á 4 h pro Jahr
103.000
Steigerung Roherlös 166.000
Grundlage: Spezial- oder grafisches Papier 80.000 t/a; Deckungsbeitrag 250 Euro/t; nur ein Teil des Sortenprogramms ist betroffen.
Dem Mehrerlös von 166.000 Euro/a für eine mittlere Papierfabrik stehen in den meisten Fällen nur die Kosten für die Beratungsleistung und einmalige Umstell-kosten (z. B. Stoffführung, Additivdosierung, Fahrweisen) gegenüber. Darüber hinaus können in Einzelfällen bereits angewendete Zusatzadditive zur Vermei-dung von Ablagerungen eingespart werden.
P. Plew: Modul Ablagerungen 36 (38)
PTS-Forschungsbericht www.ptspaper.de
Ansprechpartner für weitere Informationen Dr. Patrick Plew Tel. 03529 / 551-666 [email protected] Papiertechnische Stiftung PTS Pirnaer Straße 37 01809 Heidenau Tel. 03529 / 551-60 Fax 03529 / 551-899 e-Mail: [email protected] www.ptspaper.de
P. Plew: Modul Ablagerungen 37 (38)
PTS-Forschungsbericht www.ptspaper.de
8 Literaturverzeichnis 1 LE P.-C. Neu- bzw. Weiterentwicklung schneller Mikromethoden zur Analytik von Heterogenitäten und zur Reklamationsbearbeitung in der Papierindustrie, Abschlussbericht AiF 13280, PTS-Forschungs- bericht 15/04, München 2004 2 KANTO ÖQVIST L., SALKINOJA-SALONEN M.S. und PELZER R. Novel Evaluation Methods for Paper Machine Deposits Professional Papermaking by Wochenblatt fur Papierfabrikation, 1 (2008), 36-42 3 BLANCO A. , MIRANDA R. , NEGRO C. , GARCÍA-SUAREZ C. , GARCÍA-PROL M. und SANCHEZ A. Full characterization of stickles in a newsprint mill: The need for a complementary approach Tappi Journal, 6 (2007), 19-25 4 BLAZEY M.A., GRIMSLEY S.A. und CHEN, G.C. Identifying "active" and "passive" components of machine deposits 2005 TAPPI Practical Papermaking Conference, 43-59 5 KANTO ÖQVIST L. , SALKINOJA-SALONEN M. und PELZER R. Novel evaluation methods for paper machine deposits Professional Papermaking, (2005), 36-42 6 DELAGOUTTE T. und BRUN J. Drying section deposits: Origin identification and influence of the recycling processes - Deinking and packaging lines comparison ATIP. Association Technique de L'Industrie Papetiere, 59 (2005), 17-25 7 JONES D. Determine the deposit's root Pulp and Paper, 79 (2005), S. 25 8 KANTO ÖQVIST L., SALKINOJA-SALONEN M. und PELZER R. Eine neue Methode zur Bestimmung der Ablagerungsneigung in Papiermaschinenkreisläufen, Wochenblatt für Papierfabrikation 9, 2005, 481-489 9 ÖQVIST L.K. , PELZER R. , SALKINOJA-SALONEN M. und GRÜNER G. Nature and measurement of deposit layers in paper machine loops International Paperworld IPW, (2008), 10-17 10 GRENZ R. Ursachenanalyse mit Hilfe instrumenteller Papier- und Ablagerungsanalytik Vortrag beim PTS-Seminar „Erhöhung der Maschinenverfügbarkeit durch Vermeidung von Betriebsstörungen in der Papiererzeugung und -veredelung (TroubleShooting), PTS-Manuskript (PTS-MS 848), München 2008 11 GRENZ R. Erkennen und analysieren von Papierfehlern und Ablagerungen mittels mikroskopischer Methoden und spezieller Anfärbemethoden Vortrag beim PTS-Seminar „Qualitätskontrolle und -sicherung durch mikroskopische Prüfung von Fasern, Füllstoffen und Papier, PTS-Manuskript (PTS-MS 962), Heidenau 2009 12 LE P.-C. und WEINBERGER G. PTS-Symposium: Aktuelle Analyseverfahren für die Untersuchung von Papier, Kreislauf- und Abwasser, PTS-Manuskript 2022, München 2000
P. Plew: Modul Ablagerungen 38 (38)
PTS-Forschungsbericht www.ptspaper.de
13 GUO X.-Y. und DOUK M. Analysis of Deposits/Stickies from Newsprint Mills Using Recycled Fibre, Journal of Pulp and Paper Science, 22, 1996, 431-439 14 HOLBERY J. D., FISHER R. M., WOOD D. L., WHITING P., NORMAN M. und STUART J. Analysis of Contaminants („Stickies”) within OCC Mill Deposits, Recycling Symposium Chicago, 14.-16. April 1997, 539-544 15 DOUEK M., GUO X.-Y. und ING J. An overview of the chemical nature of deposits/stickies in mills using recycled fibre, Recycling Symposium Chicago, 14.-16. April 1997, 313-330 16 ODERMATT J., MEYER R. und MEIER D. Identification and quantification of alkylketene dimers by pyrolysis-gas chromatography/mass spectrometry and pyrolysis-gas chromatography/flame ionization detection, Journal of Pulp and Paper Science, 29, 2004, 1 – 6 17 ODERMATT J., RINGENA O., TEUCKE R., REITER C. und GERST M., Quantification of styrene acrylate and urea formaldehyde resin, components of a foil impregnation resin, and polyvinylacetate by Py-GC/MS, Appita Journal, 58, 2005, 462-469 18 SCHULTE J. Ablagerungsverhinderung Teil 1 Der Papiermacher, 10, 2003, 6-9 19 SCHULTE J. Ablagerungsverhinderung Teil 2, Der Papiermacher, 11, 2003, 8-9 20 MOSBYE J. , RICHARDSON D. und PARSONS T. Solving pitch deposit problems on paper machines using mechanical pulp Appita Annual Conference, (2008), 185-189 21 AYA T. Improvement of cleaning procedure and deposit prevention in stock preparation Kami Pa Gikyoshi/Japan Tappi Journal, 62 (2008), 29-32 22 POHL A. Ablagerungskontrolle an Papiermaschinen Wochenblatt fuer Papierfabrikation, 136 (2008), 1054-1057 23 TADAKI K., ASADA T., KAWAKAMI H., KASUGA K. und KUROSE S. Clean paper machine operation by proper wet-end chemistry Kami Pa Gikyoshi/Japan Tappi Journal, 62 (2008), 15-22 24 HUBBE M.A. , ROJAS O.J. und VENDITTI R.A. Control of tacky deposits on paper machines - A review Nordic Pulp and Paper Research Journal, 21 (2006), 154-171





























