Embed Size (px)
DESCRIPTION
Magazin für Optische Messsysteme von Polytec
Citation preview

AUSGABE 01 | 2013
InFocusMagazin für Optische Messsysteme von Polytec
„Bedingungen, bei denen jede andere Technologie
versagt“ – Das RSV im Einsatz am CERN
Seite 5
Neue Werkstoffe bei Daimler
Seite 14
Marktführer setzt auf Polytec: Herrmann Ultraschalltechnik
Seite 18
Remote Sensing
Sicherheit aus der Ferne Seite 10
NEWS
Jetzt für den Newsletter anmelden:
www.polytec.de/newsletter
2
Polytec News
Seite 3
Polytec kooperiert mit Gratuiertenschule –
Nachwuchsförderung
Seite 4
Vibrometer für große Reichweiten –
Das Multitalent
Seite 5
Laser Vibrometer für härteste
Bedingungen – Mission possible
Seite 6
Messung von Zugkräften an Tragseilen –
Kein Drahtseilakt
Seite 10
Gründerzeithäuser in Wien – Erdbeben-
sichere Altbauten
Seite 12
NVH CAE-Test-Korrelation bei faser-
verstärkten Kunststoffelementen –
Nahtlose Integration
Seite 14
Marktführer dank Polytec –
„Das hat immer gut gepasst“
Seite 18
MAN zählt auf Polytec – „Polytec hat im
Bereich der Lasermesstechnik Kompetenz“
Seite 21
Produktneuheiten
Seite 24
Editorial
Liebe Leserin, lieber Leser,
Schneller! Höher! Weiter!
Dieses olympische Motto lässt die Herzen Sportbegeisterter höher schlagen.
Diese Aussage passt aber auch gut zur Messtechnik und den aktuellen Neuent-
wicklungen bei Polytec. Viele von Ihnen sind mit den Vorteilen berührungs-
loser, optischer Messtechnik bestens vertraut. Da optische Messverfahren das
Messobjekt physisch nicht beeinflussen, wird das Ergebnis nicht verfälscht –
ein unschätzbarer Pluspunkt gegenüber konventionellen taktilen Verfahren.
Zudem erreicht der optische Sensor Stellen, die gar nicht oder nur schwer zu -
gänglich sind. Für Mess-Situationen, bei denen das zu überprüfende Objekt
weit entfernt ist, bietet Polytec das RSV Remote Sensing Vibrometer an.
Lesen Sie in dieser Ausgabe, wie unser neues Messgerät anspruchsvolle
schwingungstechnische Fragestellungen am Europäischen Zentrum für
Elementarteilchenphysik (CERN) oder bei der Zustandsanalyse an Brücken
in schwindelerregender Höhe beantwortet. Wir schlagen den Themenbogen
aber noch weiter. Über die Optimierung und Fertigungsüberwachung von
Ultraschallwerkzeugen bis hin zu aktuellen Fragestellungen aus der Auto-
mobilindustrie zum Thema Leichtbau Werkstoffe – diese InFocus bietet
wieder interessante Einblicke in viele unterschiedliche Anwendungsbereiche.
Und nun wünschen wir Ihnen eine kurzweilige Lektüre!
Eric WinklerLeiter des GeschäftsbereichsOptische Messsysteme
Dr. Hans-Lothar PaschGeschäftsführungPolytec GmbH
Dr. Hans-Lothar PaschEric Winkler

3
News
Polytec deckt Nachfrage
Modaltest 2.0Die neue RoboVib® Structural Test Station von Polytec führt komplette 3D-Modal-tests großer Strukturen, beispielsweise kompletter Fahrzeuge, extrem schnell durch. Gegenüber einem klassischen Mo daltest mit Beschleunigungsaufneh-mern wird eine Zeitersparnis von bis zu 90 % erreicht, bei gleichzeitig erheblich gesteigerter räumlicher Auflösung und Genauigkeit. Das Polytec Applikationsteam deckt mit dieser neuen Einrichtung die steigende Nachfrage nach Dienstleistung in der Mo dellvalidierung.
Mehr Info: www.robovib.de
Singapur
Polytec wächst
Anfang des Jahres eröffnete Polytec seine Niederlassung Polytec South-East Asia Pte Ltd. in Singapur. Das Tochterunternehmen betreut exklusiv die Festplatten-Hersteller im gesamten südostasiatischen Raum mit Vertrieb und Anwendungsberatung. Eine Gesamtfläche von 260 m2 umfasst Veran-staltungs- und Laborräume für Seminare und Produktpräsentationen und bietet auch Platz für künftiges Wachstum.

4
News
Spitzenkräfte sind unser Schlüssel zum Erfolg. Auch Polytec kümmert sich durch aktive Nachwuchsförderung um die Gewinnung von Spitzenkräften für die Herausforderungen von morgen. Diesen Weg geht Polytec seit 2006 gemeinsam mit der Karlsruhe School of Optics and Photonics (KSOP). Die KSOP ist eine der Exzellenz-Graduiertenschulen des Karls-ruher Institut für Technologie (KIT). 100 Masterstudierende und rund 100 aktive Doktoranden aus 40 Nationen lernen und forschen interdisziplinär im Bereich Optik und Photonik. Dank ausgesuchter Stipen-dienfinanzierung auch durch die Polytec
GmbH können herausragende Talente mit einem ersten Ab schluss in Physik, Maschinenbau, E-Technik, Chemie oder Biologie für den Stand ort Deutschland gewonnen werden. Dabei fördert die KSOP insbesondere den frühen Kontakt der Studierenden mit den Partnerunter-nehmen. Diese Chance nutzt Polytec zur strategischen Personalentwicklung und bereitet die ge eigneten Kandidaten in forschungspraktischen Phasen auf die besonderen Anforderungen in der opti-schen Branche und bei Polytec im Spezi-ellen vor. Neben dem technologischen Knowhow, das Studierende maßge-
Polytec kooperiert mit Gratuiertenschule
Nachwuchsförderungschneidert an der KSOP erwerben, werden die Nachwuchskräfte aus dem Ausland in Workshops für eine Karriere in der deut-schen Arbeitswelt qualifiziert.
Waiz Karim, Master-Absolvent der KSOP war 2011 als Praktikant bei Polytec: „Ich habe die Möglichkeit erhalten sehr eng mit dem Software- und Elektronikentwick-lungsteam zusammenzuarbeiten. Dies führte zu einem erfolgreichen interdiszi-plinären Projekt über Empfangssignale in einem Fern-Laser-Doppler-Vibrometer. Bei Polytec zu arbeiten war eine wertvolle Erfahrung für mich.”
Kontakt · Mehr InfoWeitere Informationen zur Karlsruhe School of Photonics (KSOP) finden Sie hier: www.ksop.de/master

5
Mit dem RSV-150 Remote Sensing Vibro-meter entwickelte Polytec eine neue Generation von Schwingungsmessge- rä ten. Im Großen wie im Kleinen eröffnen sich damit eine Vielzahl neuer Möglich-keiten: von der Zustandsüberwachung an Brücken und Industrieanlagen über Ultraschallanwendungen bis in die Ele-men tarteilchenforschung.
Durch eine spezielle Lasertech-nologie besitzt das RSV-150 eine besonders hohe Reichweite. Präzise Messungen sind nun sogar über mehrere hundert Meter Distanz möglich – und das auf praktisch allen Ober flächen. Dank des augensicheren Klasse-2-Lasers ist das Gerät überall ohne besondere Sicher-heitsvorkehrungen einsetzbar.
Das RSV-150 misst punktgenau an schwer zugänglichen Stellen von Brücken, Ge -bäuden oder Industrieanlagen – aus siche-rem Abstand, auch wenn Gefahr durch Hochspannung, Hitze, Strahlung oder Explosionsrisiko besteht. Im harten Ein -satz zur Beurteilung der Standsicherheit von Eisenbahnbrücken bei der Deutschen Bahn (Friebe, U.; Gommola, G. 2013. „90 Jahre Brückenmesswesen bei der Eisenbahn in Deutschland.“ Messtech-nik im Bauwesen (2013). Ernst & Sohn Special 2013 (April): 36–40.) hat sich das RSV-150 eben so bewährt wie bei der Beur teilung von Tragseilen beim Bau der 1,1 km langen Deh Cho Brücke in Kanada (s. S. 10).
Aber das RSV-150 hat noch weitere Talente: mit einer speziellen Auswerte-elektronik misst es sogar Frequenzen bis 2 MHz und Geschwindigkeiten bis 24 m/s. So erschlie ßen sich auch Anwen-dungen in den Bereichen Ultraschall, Fallturmtests oder Pyroschock. Das euro-päische Forschungszen trum CERN nutzt beispielsweise die einmaligen Eigenschaf-ten des RSV-150, um den einwandfreien Betrieb seines Teilchenbeschleunigers zu gewährleisten (s. S. 6).
Schwingungsmesstechnik
ng Vibro-eueessge-eröffnen öglich-chung n über die Ele-
. gar über
möglich –r flächen. -Lasers ist
Vibrometer für große Reichweiten
Das MultitalentDie von Polytec entwickelte Laser-Doppler-Vibrometrie
ist seit Jahrzehnten ein unverzichtbares Werkzeug zur
präzisen Messung von Schwingungen und Auslenkungen
in Forschung und Industrie.
Mehr Infowww.polytec.de/rsv

6
Materialforschung
Bild 1: Probenhalter mit sechs unterschied-lichen Materialien.
Laservibrometer für härteste Bedingungen
Mission possibleDie stetige Steigerung der verfügbaren Energien in Teilchen-
beschleunigern, wie z. B. dem Large Hadron Collider (LHC) an
der Europäischen Organisation für Kernforschung (CERN),
erfordert eine Weiterentwicklung der Strahlreinigungs- und
Schutzsysteme. Deshalb untersucht das CERN Hochleistungswerk-
stoffe durch Beschuss mit hochenergetischen Teilchenstrahlen.
© C
ERN

7
tion, sowie Zylinder mit einem halbmond-förmigen Querschnitt für Versuche mit hoher Intensität, die die Veranschau-lichung und fotografische Aufzeichnung von extremen Oberflächenphänomenen (Schmelzen, Materialspritzer, Material-abplatzungen usw.) erlauben.
Geräteausstattung für die Messung
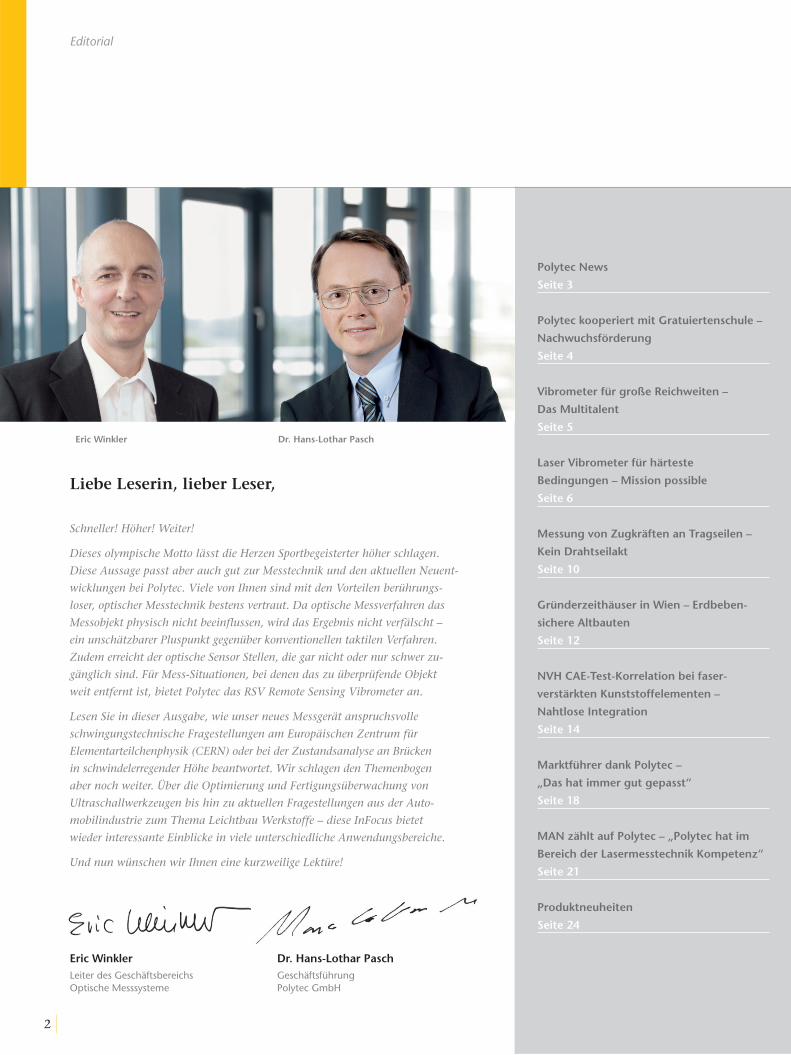
Die optischen Geräte (das Laser-Doppler-Vibrometer RSV-150 und eine Hochge-schwindigkeitskamera) wurden in einem strahlungsgeschützten Bunker platziert, 40 m vom Probenhalter entfernt. Mit dem RSV-150 wurde die Radialgeschwindigkeit der Außenfläche einer zylindrischen Probe für jede Ebene gemes sen. Über ein System aus Spiegeln (Bild 4) wird der Laserstrahl des Vibrometers aus dem geschützten Bunker auf die Probe fokussiert. Um die in der Simulation des Strahlaufpralls voraus-berechnete Resonanz messen zu können, wurde das RSV-150 auf eine Messband-breite von 2,5 MHz und einen Geschwin-digkeitsmessbereich von 24 m/s erwei-tert. Die Durchlaufverzögerung der Signale im RSV-E-150-M-Controller war ebenfalls ein wichtiges Thema für diese Messung (die Geschwindigkeit der Teil-chenstrahlen liegt nur knapp unterhalb der Lichtgeschwindigkeit).
Ergebnisse und Schlussfolgerungen
Zum Starten der RSV-150-Messungen wurde der ankommende Protonenpuls als Trigger verwendet. Die dann folgende Schwingungsmessung wurde für eine Dauer von 13 ms mit einer Abtastrate von 4 MHz aufgezeichnet. Typische Ver-läufe der Rohsignale von Dehnung und radialer Geschwindigkeit sind im nachfol-genden Bild 5 dargestellt. Dieses Ereignis entspricht dem Aufprall von 4,6 x 1012 Protonen auf den Glid cop®-Proben. Ò
unter Protonenbestrahlung mit verschie-denen Intensitäten bei einer Energie von 440 GeV ermöglichte. Die Materialproben und Probenhalter wurden so konstruiert, dass die zur Erstellung von Werkstoffmo-dellen benötigten physikalischen Größen wie z. B. axiale und tangentiale Dehnung, radiale Geschwindigkeit und Temperatur in Echtzeit gemessen werden konnten. Die Daten wurden mit sehr hohen Ab-tastraten erfasst, damit sie hinreichend genau an die Stoßwellenprofile angepasst werden konnten. Das Herausschleudern von Partikeln durch den Strahlaufprall wurde mit einer Hochgeschwindigkeits-kamera gefilmt. Der Materialprobenhalter besteht aus einem Vakuumbehälter und einer Probeneinfassung, bei der 12 Werk-stoffprobenebenen in zwei 6er-Reihen angeordnet sind. Die Probeneinfassung wurde mit einem Aktuatorsystem mit zwei Freiheitsgraden genau positioniert. Für jedes zu testende Material wurden zwei verschiedene Probenformen gewählt: Eine zylindrische Geometrie für Versuche mit mittlerer Intensität zur Messung von Druckwellen mit einfacher Form für einen Vergleich mit der numerischen Simula-
Was passiert, wenn hoch energetische Teilchenstrahlen auf Schutzeinrichtun-gen wie z. B. Kollimatoren treffen? Die-se Frage ist für die Konstruktion von Teilchenbeschleunigern sehr wichtig. Die Kollisionen bewirken komplexe dynamische Phänomene wie Phasen-übergänge von Materialien, erhebliche Dichteänderungen, Druckwellenausbrei-tungen, Explosionen, Abplatzungen von Materialfragmenten usw. Diese wurden zunächst mit hochgradig nichtlinearen numerischen Modellen (sog. Hydroco-des) simuliert. Um experimentelle Daten für eine umfassende Charakterisierung wichtiger Werkstoffe zu erhalten, wurden im Oktober 2012 an der CERN-Anlage HiRadMat (High Radiation to Materials) entsprechende Experimente mit Mess-technik von Polytec durchgeführt.
Versuchsanordnung
Die Versuchsanordnung bestand aus ei nem Probenhalter für unterschied-liche Materialien, der das Testen von sechs verschiedenen Materialien (Bild 1)
© C
ERN
8
Materialforschung
Der Strahlaufprall auf die Probe ist hier bei 22 μs (t0) erfolgt. Die große Fre-quenzbandbreite und der große Dyna-mikbereich des RSV-150 ermöglichen, die Druckwellengeschwindigkeit in der Probe (Zeit zwischen t0 und der ersten Spitze bei 26 μs) zu messen. Die experimentell ermittelten Ergebnisse bestätigen die in der Simulation voraus-
berechnete Druckwellengeschwindigkeit von etwa 4000 m/s in diesem Material. Diese Er gebnisse unterstreichen auch die Hauptvorteile des RSV-150 für diese schwierige Umgebung: Bei Dehnungs-messstreifen gehen die Signale während der ersten Mikrosekunden nach dem Auf-prall verloren – möglicherweise aufgrund von kapazitiven Kopplungseffekten und
elektromagnetischen Störungen. Die Daten aus dem RSV-150 zeigen dagegen nur eine kleine Störung vor dem Aufprall, die sich möglicherweise aus einer Inter-ferenz zwischen dem RSV-Controller und dem vor dem strahlengeschützten Bunker verlaufenden Strahl oder einer möglichen Bewegung eines dicht an die Magnete installierten Spiegels erklärt.
Autor · KontaktMichael [email protected]
Leiter Mechanical Measurement Lab
Konstruktionsabteilung, Gruppe für Mechanik und Werkstoffkunde
CERN – CH 1211 Genf 23
Dieser Artikel basiert auf der Publikation A. Bertarelli et al., “High Energy Tests of Advanced Materials for Beam Intercept- ing Devices at CERN HiRadMat Facility”, 52nd ICFA Advanced Beam Dynamics Work-shop on High-Intensity and High-Bright-ness Hadron Beams, 17. bis 21. September, 2012 – Beijing, China, http://cds.cern.ch/record/1552839/files/EuCARD-CON-2012-031.pdf
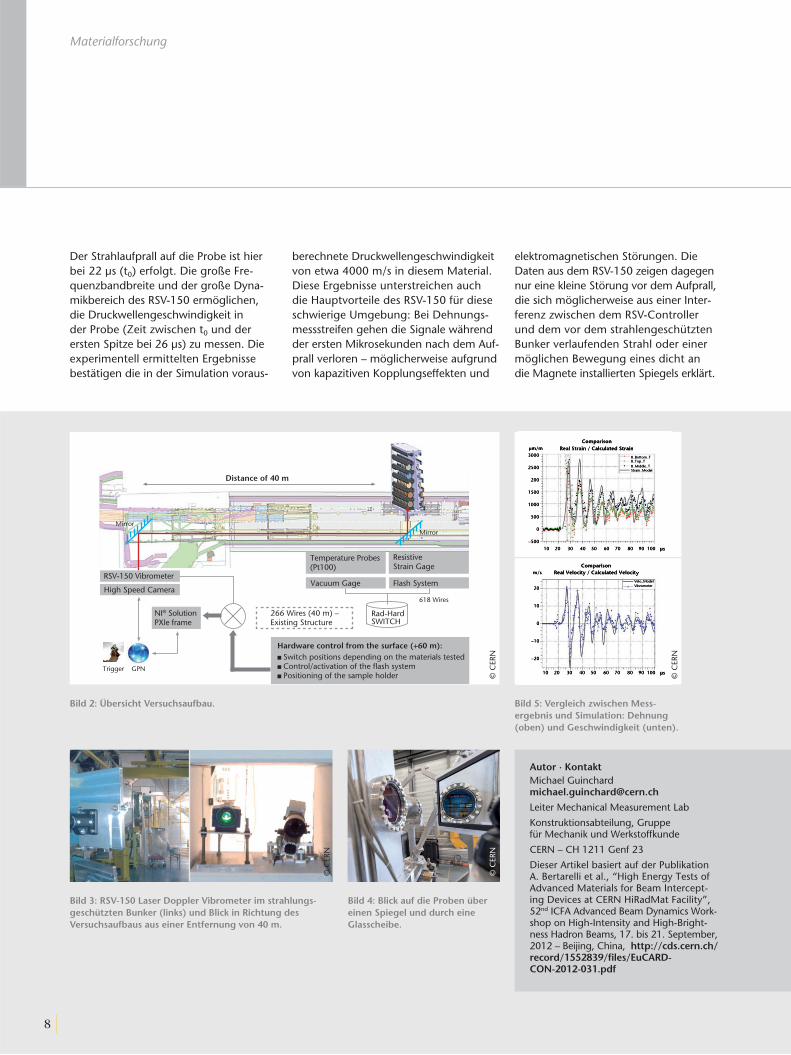
Bild 4: Blick auf die Proben über einen Spiegel und durch eine Glasscheibe.
Bild 3: RSV-150 Laser Doppler Vibrometer im strahlungs-geschützten Bunker (links) und Blick in Richtung des Versuchsaufbaus aus einer Entfernung von 40 m.
Bild 5: Vergleich zwischen Mess-ergebnis und Simulation: Dehnung (oben) und Geschwindigkeit (unten).
Bild 2: Übersicht Versuchsaufbau.
Distance of 40 m
MirrorMirror
RSV-150 Vibrometer
High Speed Camera
NI® SolutionPXle frame
Temperature Probes (Pt100)
Vacuum Gage
ResistiveStrain Gage
Flash System
618 Wires
266 Wires (40 m) – Existing Structure
Hardware control from the surface (+60 m):■ Switch positions depending on the materials tested■ Control/activation of the flash system■ Positioning of the sample holder
Trigger GPN
Rad-Hard SWITCH
© C
ERN
© C
ERN
© C
ERN
© C
ERN

9
Herr Guinchard, welchen Beitrag leistet das Laser-Vibrometer bei der Suche nach dem Higgs-Teilchen?
Das RSV-150 hat nicht direkt zur Ent-deck ung neuer Elementarteilchen bei-getragen. Jedoch werden die während dieses Experiments durchgeführten Mes-sungen an Hochleistungswerkstoffen die Strahlungsdetektoren für den LHC-Beschleuniger verbessern. Sie werden für die Untersuchung höherer Teilchen-Energien und Luminositäten (Teilchen-Strahl-Dichten) verwendet.
Wie hat das Vibrometer dabei geholfen, gegenwärtige Probleme zu lösen oder zu vermeiden?
Wir haben am CERN zwar umfangreiche Erfahrung mit der Messung mechani-scher Effekte unter sehr schwierigen Um -gebungsbedingungen. Dieses Experiment
jedoch hat viele kritische Bedingungen vereint: Vakuum, hohe Strahlungsleis-tung (Berechnungen zeigen eine inte-grierte Strahlungsdosis von 250 kGy), Protonenstrahl nur wenige Millimeter von den Sensoren entfernt, und sehr schnelle physikalische Effekte. Die Radialgeschwin-digkeitsmessungen an den Proben wurden ebenfalls als sehr wichtige Informationen betrachtet, mit Redundanz bei den Span-nungsmessungen an der Oberfläche der Proben. Moderne Kontaktsensoren über-leben diese Umgebungsbedingungen nicht; eine optische Messung ohne Kon-takt und mit abgesetzten Elektronikgerä-ten war der beste Ansatz: das RSV-150 hat diese Anforderungen erfüllt.
Was wären die Alternativen zur Vibrometrie gewesen?
Wie bereits erläutert, hätten Kontakt-sensoren diesen schweren Bedingungen
nicht widerstanden, und die Anforderun-gen waren sehr hoch. Wenn der Strahl auf die Probe trifft, breitet sich die Druck-welle mit einer Geschwindigkeit von etwa 4000 m/s in der Probe aus und erzeugt an der Oberfläche eine Radialgeschwindig-keit von etwa 24 m/s bei einer Resonanz-frequenz von ca. 120 kHz. Unter diesen Bedingungen kommt ausschließlich die Technologie der Laser-Doppler-Vibro-metrie in Frage!
Wie gestaltete sich die Zusammen-arbeit mit und die Unterstützung durch Polytec?
Das für diese Messungen verwendete RSV-150 wurde, ausgehend von einem bestehenden Gerät, für diese spezifische Anwendung angepasst, um die Band-breite auf 2,5 MHz zu vergrößern. Polytec führte für uns Vorversuche zu den Rück-streueigenschaften der tatsächlichen Pro-ben durch und unterstützte uns vor Ort am CERN bei der optimalen Ausrichtung der Umlenkspiegel.
Interview mit Michael Guinchard zum Thema Laser-Doppler-Vibrometrie
Leiter Mechanical Measurement Lab, Konstruktionsabteilung,
Gruppe für Mechanik und Werkstoffkunde, CERN
© C
ERN
10
Instandhaltung
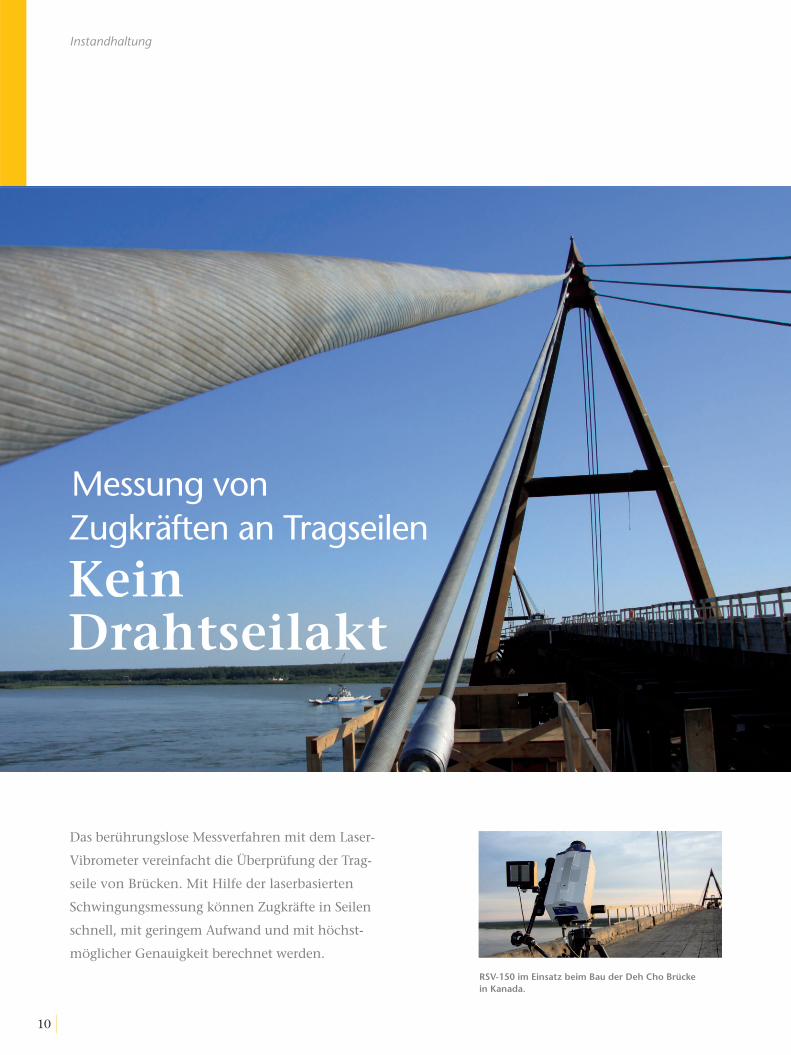
RSV-150 im Einsatz beim Bau der Deh Cho Brücke in Kanada.
Das berührungslose Messverfahren mit dem Laser-
Vibrometer vereinfacht die Überprüfung der Trag-
seile von Brücken. Mit Hilfe der laserbasierten
Schwingungsmessung können Zugkräfte in Seilen
schnell, mit geringem Aufwand und mit höchst-
möglicher Genauigkeit berechnet werden.
Messung von Zugkräften an Tragseilen
Kein Drahtseilakt
11
Schrägseilbrücken bieten gegenüber anderen Brückenarten eine Reihe von Vor-teilen. Hierzu zählen der kosteneffiziente Bau und ihr attraktives Erscheinungsbild. Die Schrägseile, die die Fahrbahnplatte tragen, werden jedoch nach dem Bau der Brücke häufig nicht mehr gründlich über-prüft.
Korrosion, Schlupf oder das Setzen von Teilen bzw. der gesamten Konstruktion können zu einer ungleichen Lastvertei-lung führen und die Restlebensdauer der Brücke reduzieren. Andere Ereignis-se, wie z. B. Unfälle, Brände oder seis-mische Bewegungen, haben ebenfalls erhebliche Auswirkungen auf die Vertei-lung der Seilkräfte. Dies führt zu Ermü-dung und wirkt sich negativ auf die Lebensdauer der Tragseile aus. Polytec und Metro Testing haben erfolgreich demonstriert, wie berührungslose laser-basierte Schwingungsmessungen Infor-mationen über die Zugkräfte in jedem einzelnen Seil der Konstruktion liefern.
Vorteile des RSV
Dank des berührungslosen Messverfah-rens entfällt eine Sensormontage direkt am Seil, noch nicht einmal ein direkter Zugang zu dem Messobjekt ist erforder-lich. Das Laser-Vibrometer wird auf der Brücke aufgestellt, und der Drittelspunkt des Seils mit dem Laser anvisiert. Das Gerät wertet das vom Messpunkt zurück-gestreute Licht aus. Dazu vergleicht der interferometrische Aufbau im Messkopf das ursprüngliche Laserlicht mit dem vom Seil zurückgestreuten Licht und ermittelt so selbst kleinste Bewegungen. So misst der Ingenieur vor Ort Geschwindigkeit oder Verschiebung von Objekten, was mit traditionellen Methoden (am Messpunkt installierte Sensoren) nur mit erheblichem Aufwand möglich ist.
Da kein spezielles Montagezubehör auf der Brücke erforderlich ist, kann ein Seil innerhalb von sechs Minuten schnell und
effizient vermessen werden. Bei guten Witterungsverhältnissen sind so inner-halb einer Stunde zehn Seile überprüf-bar.
Bauunternehmen und Brückeneigner er halten so einen vollständigen Über-blick über die Zugkräfte in allen Trag-seilen. Diese Daten erlauben Einblicke in Zustand und Verhalten des Bau-werks.
Im konkreten Fall wurden während des Baus der Deh Cho Brücke in der Nähe von Fort Providence in den kanadischen Nordwestterritorien die installierten ver-schlossenen Seile überprüft. Die erfassten Daten und die daraus berechneten Zug-kräfte lieferten dem Brückenbauingeni-eur und dem Bauunternehmen wichtige Informationen für die abschließende Fer-tigstellung der Brücke. Für die Messung aller 24 Seile wurde ein Zeitraum von 4 Tagen benötigt. Die Schwierigkeiten bei diesem Projekt lagen in der Positionie-rung des Gerätes und dem Transport von einem Aufstellort zum nächsten – auf Grund der erst provisorischen Fahr-bahnplatte. Zur Ermittlung der Eigen-frequenzen und somit zur Berechnung der Zug kräfte in den Seilen wurden zwei verschiedene Anregungsverfahren verwendet.
Das berührungslose Schwingungsmess-verfahren ist in der Forschung anerkannt und seine Ergebnisse entsprechen denen, die durch herkömmliche Verfahren, wie z. B. die Messung mit Beschleunigungs-aufnehmern, gewonnen werden.
Das Messverfahren ist berührungslos und es sind keine Hubausrüstungen erforderlich, um Messungen an einem Drittels- oder Mittelpunkt eines Seils durchzuführen. Ein freier Sichtzugang etwa recht winklig zum Seil reicht völlig aus, um diese Technologie einzusetzen und damit schnell und einfach hoch-präzise Messungen durchzuführen. Bei herkömmlichen Verfahren ist u. U. ein
Lösen des Seils oder einzelner Stränge an der Verankerung erforderlich; in einigen Fällen ist die Verwendung von Hubaus-rüstungen auf der Fahrbahnplatte jedoch aufgrund von Zugangsschwierigkeiten nicht möglich. Aufgrund des hohen Auf-wands für die Hubausrüstungen, ihre Bereitstellung und die zuge hörige Logi-stik bringt die laserbasierte, berührungs-lose Alternative in den meisten Fällen einen deutlichen Kostenvorteil.
Die Projektpartner
Polytec und die Metro Testing Labora-tories arbeiten eng zusammen, um die Durchführung berührungsloser Zugkraft-messungen zu erleichtern. Metro Test-ing verfügt über jahrelange Erfahrung mit statischen Berechnungen, für die die Zugkraft aus Schwingungsdaten errech-net wird. In Verbindung mit der berüh-rungslosen Schwingungsmessung über große Distanzen mit Laservibrometern von Polytec werden schnelle und ge naue Ergebnisse erzielt.
Deh Cho Brücke (Kanada) während der Bauphase.
Autoren Marcus Schmieder, ZfP-Spezialist, Metro Testing Laboratories Ltd
David Oliver, VP Business Development, Polytec Inc.

12
Strukturdynamik
Gründerzeithäuser in Wien
Erdbebensichere Altbauten
Bild 1: Schwingungsanreger „HUBERT“
Bild 2: Laser-Messkopf des PSV-400 Scanning Vibrometers
Wertvolle Bausubstanz ist durch die Einführung des Eurocode 8 (2009), welcher
einen Nachweis der Erdbebensicherheit bei Umbauten erfordert, gefährdet, da die
angebotenen Nachweismethoden sich nur schlecht für eine Modellierung dieses
hochdynamischen Prozesses eignen und viel zu ungünstige Ergebnisse liefern. Daraus
resultiert, dass der Erdbebennachweis für Bauwerke, die vor 1970 errichtet wurden,
kaum gelingt. Lasermesstechnik schafft hier Abhilfe.
Bild 5: Grundriss des Messaufbaus
Bild 4: Schwingformen bei 11,75 Hz Anregung entsprechend
Bild 3: Schwingformen bei 4,75 Hz Anregung bei unterschiedlichen Verstärkungsmaßnahmen (1 – 7)

13
Sanierungsmaßnahmen und ihre Auswirkungen
Im Laufe der Sanierungsarbeiten wurden die nachfolgend (1 – 7) beschriebenen Bauwerkszustände bzw. Ertüchtigungs-maßnahmen untersucht. Die Bilder 3 und 4 zeigen die Schwingformen der Messungen im jeweiligen Zustand mit der maximalen Auslenkung bei der An -regungs frequenz 4,75 Hz bzw. 11,75 Hz.
1. Unveränderter Ursprungszustand: Mit dieser Referenzmessung wurden die Maßnahmen quantifizierbar.
2. Deckenbalken durch Gewindestangen mit der Außenwand verspannt, wo -durch eine direkte Verbindung zwi-schen Decken und Wand hergestellt wurde. Die Messung beweist die An -nahme, dass die Decken als einzelne Scheiben unabhängig von der Außen-wand auf die Anregung reagieren.
3. Streichbalken durch die angrenzenden Zwischenwände mit Gewindestangen verspannt, was eine direkte Verbindung der Decken der Nachbarräume bewirkt.
4. Decke mit Grobspanplatten (oben oder unten) zur Erhöhung der Schub-steifigkeit der Decken.
5. Betonscheibe im Dachgeschoss beto-niert: Die zusätzliche Masse im ober-sten Teil des Bauwerks bewirkte eine leichte Verschlechterung in Bezug auf die maximalen Schwinggeschwindig-keiten im Bereich um 12 Hz festgestellt. Dafür reagierte das Bauwerk homo-gener auf die lokale Anregung.
6. Feuerwände wurden an den beiden Seiten des Gebäudes vom Keller bis zum Dach eingezogen, die als Beton-scheibe be schrieben werden können. Diese Maßnahme zeigte besonders hohe Wirkung hinsichtlich der Schwinggeschwindigkeitsantwort.
Im Zuge des Forschungsprojekts SEIS-MID® wurden Gründerzeithäuser in Wien auf ihr dynamisches Verhalten im Erdbebenfall untersucht. Dazu wurden Mauerwerksproben, Ziegel- und Mörtel-festigkeit be gutachtet sowie Finite-Ele-mente-Modelle erstellt und kalibriert. Ein besonderer As pekt war der mess-technische Nachweis von Ertüchtigungs-maßnahmen, welcher mit Hilfe eines BRIMOS®-Wireless Systems und eines Polytec PSV-400 Scanning-Laservibro-meters realisiert wurde.
Objekt und Versuchsaufbau
Im Fokus der Arbeiten stand ein Ge bäude in der Fendigasse, welches saniert werden sollte.
Bei diesem Objekt ergab sich die Möglich-keit verschiedene Stadien der Sanierung bzw. unterschiedliche Ertüch tigungs maß-nahmen gezielt zu untersuchen. Mit Hilfe des Scanning Vibrometers kann das Ge -schwindigkeitsfeld einer Struktur aufge-nommen, an schaulich dargestellt und analysiert werden. Die Messpunkte müs-sen vom Beobachtungspunkt aus sicht-bar sein und innerhalb des durch das Gerät begrenzten Blickwinkels liegen. Um diese einzelnen Messreihen in Rela-tion zueinander bringen zu können, ist ein Referenzsensor an einer repräsenta-tiven Stelle des Gebäudes notwendig. Die Messungen wurden sowohl bei ambi-enter Anregung, als auch bei Anregung durch einen eigens von den Projektpart-nern entwickelten Schwingungs anreger („HUBERT“, Bild 1) durchgeführt.
Bild 5 zeigt den Grundriss des Messauf-baus bei der Messung des gesamten Bau-werks. Der Unwuchterreger befand sich im 4. bzw. 5. Obergeschoss und wurde mit Frequenzen von 4,75 so wie 11,75 Hz betrieben. Der Laser-Mess kopf des PSV-400 wurde am Gehsteigrand aufgestellt, um weder Verkehr noch Fußgänger zu beeinträchtigen (Bild 2).
7. Fertigstellung der Beton- und Stahl-aufbauten sowie die Verstärkung der Deckenscheiben im 3. und 4. Oberge-schoss bewirken eine weitere Abnah-me der Schwinggeschwindigkeiten.
Die Messungen belegen eine deutliche Ab nahme der maximalen Schwingge-schwindigkeiten durch die Sanierung. Insgesamt reagiert das Bau werk homo-gener auf Schwingungs anregungen im unteren Frequenzbereich, der im Erdbebenfall ausschlaggebend ist.
Schlussfolgerungen
Die Messergebnisse des PSV-400 Scan-ning Vibrometers stellen für den mess-technischen Nachweis von Sanierungs-maßnahmen an Gründerzeithäusern einen deutlichen Mehrwert dar, da die Auswirkungen baulicher Veränderungen bereits innerhalb weniger Sekunden nach der Messung anschaulich darge-stellt werden können.
Speziell die Messungen der Außenfassade mit den getätigten Maßnahmen sind als hervorragend einzustufen. Die einzelnen Schritte für sich ergeben zunächst eine partielle Verteilung der Schwingungskon-zentrationen auf mehrere Gebäudeteile; die maximale Wirksamkeit ist jedoch erst dann gegeben, wenn alle Maßnahmen zugleich gesetzt sind. In der Summe er gibt relativ einfach und gleichzeitig kostengünstig eine deutliche Verbesse-rung des Schwingverhaltens des Gebäu-des im Erdbebenfall.
Autoren · Kontakt Dipl.-Ing. (FH) Martin Fritz, Priv. Doz. Dr. Fritz Kopf, Prof. Dr. Helmut Wenzel
VCE Vienna Consulting Engineers ZT GmbH, 1140 Wien, Österreich

14
NVH CAE-Test-Korrelation bei faserverstärkten Kunststoffelementen
Nahtlose Integration
Verbundwerkstoffe
Der Wunsch nach individueller und öffent -licher Mobilität ist eine starke Triebfeder in der globalisierten Welt. Um den Aus-stoß von Kohlendioxid zu reduzieren, werden traditionelle Stahl- und Alumi-nium werkstoffe in Autos und Flugzeugen zunehmend durch faserverstärkte Kunst-stoffe (FVK) ersetzt. FVK ist ein Komposit-material aus einer Polymer-Matrix, ver-stärkt durch Fasern aus Glas, Kohlenstoff oder anderen Materialien. Die Heraus-forderung für den Entwicklungsingeni-
eur be steht darin, dass die struktur-dynamischen Eigenschaften von FVKs, auf Grund ihres anisotropen und in-homogenen Aufbaus, nicht einfach zu simulieren sind. Die vorliegende Arbeit beschreibt die experimentelle Über-prüfung von Eigenfrequenzen und Eigenmoden an einfachen FVK-Struk -turen sowie an Heckdeckeln aus der Vor serie. Ziel war es, die Qualität der gewählten Simulationsansätze und der Modellparameter zu überprüfen. Bild 1: Verwendete Proben: Platte aus
faser verstärktem Kunststoff (links) und geschlossenes Z-Profil (rechts)

15
Strukturdynamik: Ein neuer Ansatz im Validierungsprozess von Finite-Elemente(FE)-Modellen
Bei der Modellvalidierung wird das FE-Modell mit einem dynamischen Struk-turmodell verglichen, das aus experimen-tellen Daten abgeleitet wurde. Die ex - peri mentelle Modalanalyse (EMA) liefert modale Parameter (Eigenfrequenz, mo -da le Dämpfung, Eigenschwingform) aus den gemessenen Frequenzübertragungs-funktionen (FRF), welche das dynamische Verhalten der Teststrukturen beschrei -ben. Die aus beiden Methoden – Test und CAE – abgeleiteten modalen Parameter werden dann miteinander verglichen. Diese Korrelation erlaubt eine Überprü-fung und Feinabstimmung der FE-Mo-dellparameter. Ein validiertes FE-Modell ermöglicht genauere Vorhersagen und Simulationen von Strukturmodifikatio-nen im Entwicklungsprozess eines Pro-dukts.
Um qualitativ hochwertige, für die Modell-validierung verwendbare experimentelle Daten zu erhalten, müssen mehrere Bedingungen erfüllt sein. Dazu gehören die Lagerung des Testobjekts, die Schwin-gungsanregung, ein geringstmöglicher Einfluss der Messung selbst auf die Test-daten sowie ein geeignetes Messpunkt-gitter. Das herkömmliche Verfahren be dingt eine Montage von Beschleuni-gungsaufnehmern an mehreren Mess-punkten und die anschließende Durch-führung des Tests unter Einbeziehung der aufgeklebten Massepunkte. Diese können die Eigenschaften des Testobjekts wesentlich beeinflussen. Außerdem erfor-dert die traditionelle Methode eine manu-elle Definition des Testgitters sowie der globalen und lokalen Koordinatensysteme (Euler-Winkel!) des Testobjekts.
In diesem Artikel wird eine Methode vor-gestellt, welche es erlaubt, FE-Geometrie-daten zur Definition des Mess gitters zu verwenden. Dieser Ansatz nutzt die Vor-
teile eines optischen 3D-Scanning-Laser-vibrometer-Systems in Verbindung mit Robotik.
Optische Methoden erleichtern die Arbeit mit Hilfe von Messgittern, welche von der vorhandenen FE-Geometrie des Test-objekts abgeleitet werden. Ohne die Be schränkungen, die aufgeklebte und verkabelte Sensoren mit sich bringen, ermöglichen optische Verfahren die Über-windung zweier Hauptnachteile der kon-ventionellen Testmethode: die beschränk -te räumliche Dichte der Messpunkte und die Massebehaftung. Die aus den Mess-daten abgeleiteten Strukturmodelle spie-geln das reale dynamische Verhalten des Testobjektes viel genauer wider. Die grö-ßere Anzahl von Messpunkten ermöglicht eine höhere Präzision bei der Korrelation der Strukturmodelle. Die MAC-Werte (...), die den Grad der Übereinstimmung zwi-schen den berechneten und gemessenen Eigenmoden beschreiben, werden da -durch deutlich verbessert. Dieser Ansatz erleichtert den Modell-Updating-Prozess erheblich, da verlässlichere Ziel daten und genaue Datenbestände für die Modell-korrelation verfügbar sind.
RoboVib: Ein vollständig automati-siertes, Roboter-basiertes 3D-Scan-ning-Laservibrometer
Nachdem die FE-Geometrie in die Polytec RoboVib Workstation importiert ist, kön-nen die optischen 3D-FRF-Messungen direkt und automatisch in den Knoten-punkten des FE-Modells durchgeführt werden. Die globalen Koordinatensyste-me der FE- und Test-Geometrie werden automatisch abgeglichen und die Über-tragungsfunktionen werden direkt im glo balen Koordinatensystem des Testob-jekts gemessen. Dadurch kann man das Ergebnis einer späteren experimentellen Modal analyse auf einfache Weise mit den Ergebnissen der FE-Simulation ver-gleichen und abstimmen.
Fallstudie I: Einfache FVK-Strukturen
In einem ersten Schritt wurde eine ex -peri mentelle Überprüfung von Eigen fre -quen zen und Eigenmoden an einfachen FVK-Strukturen, wie unterschiedlich di -men sionierten Platten und einem durch NASTRAN modellierten geschlossenen Z-Profil (Bild 1), durchgeführt. Aus dem ursprünglichen FE-Netz wurde dann für die Vorbereitung des Modaltests ein Gitter abgeleitet. Das Ziel war die Anregung aller Moden zwischen 0 und 1.000 Hz aus einer Shaker-Position sowie das Auf-finden einer geeigneten Position für den Kraftaufnehmer.
Vor der Messung wurden die Proben unter Frei-Frei-Bedingungen gelagert. Ein Polytec PSV-400-3D Scanning Vibro meter wurde verwendet, um die 3D-Schwing ungsant-wort an jedem Messpunkt zu erfassen. Die drei Messköpfe waren an einem Ro -boter arm befestigt, was eine vollständig automatisierte Positionierung an jeder Stelle der Objektoberfläche erlaubte (Bild 2). Ò
Bild 2: Versuchsaufbau mit Platte
16
Verbundwerkstoffe
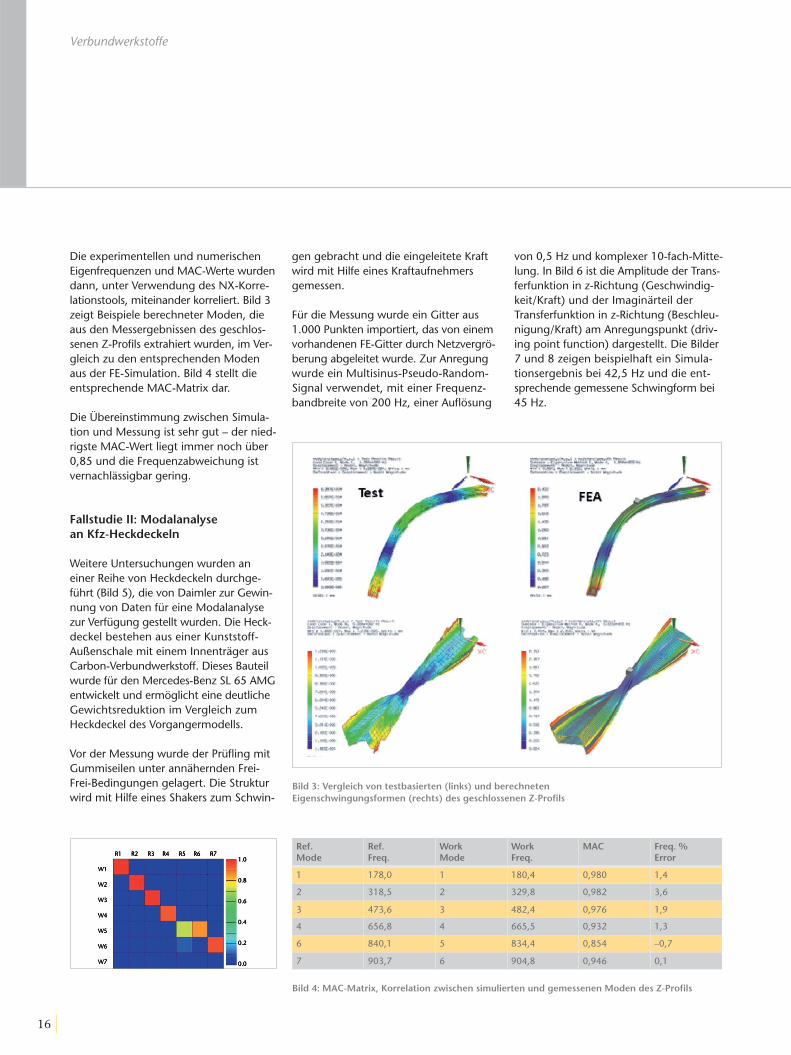
Die experimentellen und numerischen Eigenfrequenzen und MAC-Werte wurden dann, unter Verwendung des NX-Korre-lationstools, miteinander korreliert. Bild 3 zeigt Beispiele berechneter Moden, die aus den Messergebnissen des geschlos-senen Z-Profils extrahiert wurden, im Ver-gleich zu den entsprechenden Moden aus der FE-Simulation. Bild 4 stellt die entsprechende MAC-Matrix dar.
Die Übereinstimmung zwischen Simula-tion und Messung ist sehr gut – der nied-rigste MAC-Wert liegt immer noch über 0,85 und die Frequenzabweichung ist vernachlässigbar gering.
Fallstudie II: Modalanalyse an Kfz-Heckdeckeln
Weitere Untersuchungen wurden an einer Reihe von Heckdeckeln durchge-führt (Bild 5), die von Daimler zur Gewin-nung von Daten für eine Modalanalyse zur Verfügung gestellt wurden. Die Heck-deckel bestehen aus einer Kunststoff-Außenschale mit einem Innenträger aus Carbon-Verbundwerkstoff. Dieses Bauteil wurde für den Mercedes-Benz SL 65 AMG entwickelt und ermöglicht eine deutliche Gewichtsreduktion im Vergleich zum Heckdeckel des Vorgangermodells.
Vor der Messung wurde der Prüfling mit Gummiseilen unter annähernden Frei-Frei-Bedingungen gelagert. Die Struktur wird mit Hilfe eines Shakers zum Schwin-
gen gebracht und die eingeleitete Kraft wird mit Hilfe eines Kraftaufnehmers gemessen.
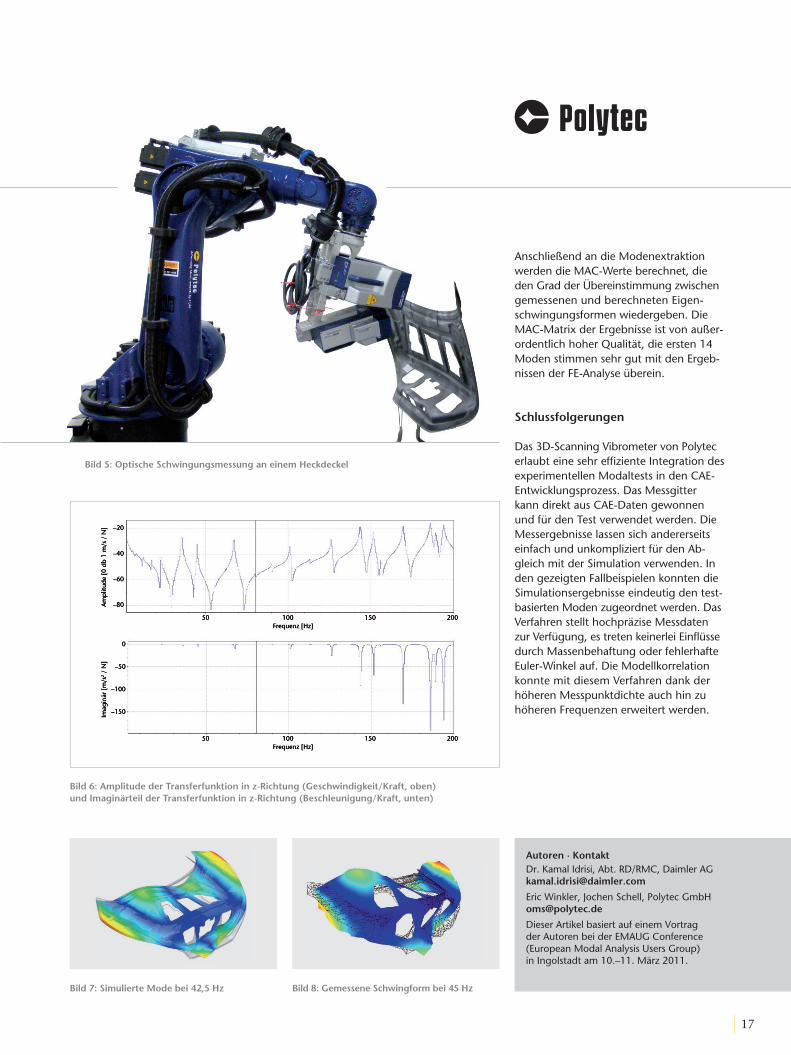
Für die Messung wurde ein Gitter aus 1.000 Punkten importiert, das von einem vorhandenen FE-Gitter durch Netzvergrö-berung abgeleitet wurde. Zur Anregung wurde ein Multisinus-Pseudo-Random-Signal verwendet, mit einer Frequenz-bandbreite von 200 Hz, einer Auflösung
von 0,5 Hz und komplexer 10-fach-Mitte-lung. In Bild 6 ist die Amplitude der Trans -ferfunktion in z-Richtung (Geschwindig-keit/Kraft) und der Imaginärteil der Transferfunktion in z-Richtung (Beschleu-nigung/Kraft) am Anregungspunkt (driv-ing point function) dargestellt. Die Bilder 7 und 8 zeigen beispielhaft ein Simula-tionsergebnis bei 42,5 Hz und die ent-sprechende gemessene Schwingform bei 45 Hz.
Bild 4: MAC-Matrix, Korrelation zwischen simulierten und gemessenen Moden des Z-Profils
Ref.Mode
Ref.Freq.
WorkMode
WorkFreq.
MAC Freq. %Error
1 178,0 1 180,4 0,980 1,4
2 318,5 2 329,8 0,982 3,6
3 473,6 3 482,4 0,976 1,9
4 656,8 4 665,5 0,932 1,3
6 840,1 5 834,4 0,854 –0,7
7 903,7 6 904,8 0,946 0,1
Bild 3: Vergleich von testbasierten (links) und berechneten Eigenschwingungsformen (rechts) des geschlossenen Z-Profils
17
Anschließend an die Modenextraktion werden die MAC-Werte berechnet, die den Grad der Übereinstimmung zwischen gemessenen und berechneten Eigen-schwingungsformen wiedergeben. Die MAC-Matrix der Ergebnisse ist von außer-ordentlich hoher Qualität, die ersten 14 Moden stimmen sehr gut mit den Ergeb-nissen der FE-Analyse überein.
Schlussfolgerungen
Das 3D-Scanning Vibrometer von Polytec erlaubt eine sehr effiziente Integration des experimentellen Modaltests in den CAE-Entwicklungsprozess. Das Messgitter kann direkt aus CAE-Daten gewonnen und für den Test verwendet werden. Die Mess ergebnisse lassen sich andererseits einfach und unkompliziert für den Ab -gleich mit der Simulation verwenden. In den gezeigten Fallbeispielen konnten die Simulationsergebnisse eindeutig den test-basierten Moden zugeordnet werden. Das Verfahren stellt hochpräzise Mess daten zur Verfügung, es treten keinerlei Einflüsse durch Massenbehaftung oder fehlerhafte Euler-Winkel auf. Die Modellkorrelation konnte mit diesem Verfahren dank der höheren Messpunktdichte auch hin zu höheren Frequenzen erweitert werden.
Bild 5: Optische Schwingungsmessung an einem Heckdeckel
Bild 6: Amplitude der Transferfunktion in z-Richtung (Geschwindigkeit/Kraft, oben) und Imaginärteil der Transferfunktion in z-Richtung (Beschleunigung/Kraft, unten)
Bild 7: Simulierte Mode bei 42,5 Hz Bild 8: Gemessene Schwingform bei 45 Hz
Autoren · Kontakt Dr. Kamal Idrisi, Abt. RD/RMC, Daimler [email protected]
Eric Winkler, Jochen Schell, Polytec [email protected]
Dieser Artikel basiert auf einem Vortrag der Autoren bei der EMAUG Conference (European Modal Analysis Users Group) in Ingolstadt am 10.–11. März 2011.

18
Qualitätskontrolle
Marktführer setzt auf Polytec
„Das hat immer gut gepasst“

19
Arnold Schneider, einer der Geschäftsfüh-rer bei Herrmann, ergänzt: „Beide Firmen haben viele Gemeinsamkeiten: Hightech-produkte, Marktführer auf ihrem Gebiet, Kontinuität und Beständigkeit in dem, was man tut – da sind wir uns sehr ähn-lich. Polytecs Technologie ist faszinierend und unsere auch.“
Bekanntheit erlangte Herrmann mit Maschinen, die Kunststoffe mittels Ultraschall zusammenschweißen. Diese Technik setzt man beispielsweise ein, um Türverkleidungen von Autos, Lebens-mittel-Verpackungen oder Babywindeln herzustellen. Wenn Sie also das nächste Mal eine Trinktüte oder ein Kaffepad ver-wenden, ist es gut möglich, dass sie mit Hilfe von Herrmann-Technik hergestellt wurden.
Beim Ultraschallschweißen werden Titan-werkzeuge, die sogenannten Sonotroden, in eigenresonante Schwingungen ver-setzt. Die dabei entstehende Reibung erzeugt die für das Schweißen notwen-
dige Wärme. Die Molekularstruktur der Kunststoffe bricht auf und verbindet sich neu. Die Schweißstelle ist optisch kaum zu erkennen und absolut dicht. „Ein weiterer Vorteil ist, dass keine potentiell gesundheitsgefährdenden Klebstoffe ver-wendet werden müssen“, weiß Ulrich Vogler, Entwicklungsleiter bei Herrmann.
Mit Vibrometern von Polytec gewähr-leistet Herrmann, dass die Sonotroden richtig und gleichmäßig schwingen: „Fast jedes Schweißwerkzeug ist indi-vi duell und es gibt immer wieder neue Anforderungen: störende Resonanzen, Schwingformen, die eben nicht so sind, wie sie sein sollen, Serienwerkzeuge, die sich einfach anders verhalten, weil die verwendeten Materialien unter-schiedliche Schwingungseigenschaften haben“, erläutert Vogler.
Die Schwingformen, die das PSV erfasst und animiert darstellt, helfen Herrmann dabei, das Schwingverhalten seiner Sonotroden zu optimieren. Ò
Herrmann Ultraschalltechnik
aus Karlsbad schätzt Polytecs
indivi duelle Lösungen. Die
Parallelen der beiden Unter-
nehmen sind so eng, dass man
fast von Zwillingen sprechen
kann. Die Ultraschallspezialis-
ten aus dem wenige Kilometer
von Waldbronn entfernten
Karlsbad sind nur sechs Jahre
älter als Polytec, haben welt-
weit 260 Mitarbeiter und sind
in ihrem Bereich ebenfalls
Welt markt führer.
Herrmanns Entwicklungsleiter Ulrich Vogler vor einem Teststand mit integriertem Polytec Scanning Vibrometer.

20
Qualitätskontrolle
Das Scanning Vibrometer überprüft jede Sonotrode, die Herrmann verlässtbzw. zur Überprüfung angeliefert wird. Eine Qualitätssicherung, die nur die be -rührungslosen Schwingungsmessgeräte von Polytec erlauben. „Mit dieser Kon-trolle können wir sicher sein, dass die Teile, die unser Haus verlassen, beim Kunden auch funktionieren“, so Vogler stolz und weiter: „Dank des PSVs kön-
nen sich die Kunden darauf verlassen, dass ihre Maschinen zuverlässig pro-du zieren.“
Der Ultraschallspezialist setzt das Vibro-meter aber nicht nur in der Produktion, sondern seit kurzem auch in der Ent -wicklungsabteilung ein. Insgesamt drei Schwingungsmessgeräte sind ständig im Einsatz. „Mein Traum wäre ein
3D-Scanning System von Polytec. Damit könnte ich die Schwingungen in alle Richtungen gleichzeitig messen und dokumentieren“, gesteht Vogler.
Herrmann ist seit etwa 12 Jahren Polytec-Kunde. Was man bei den Ultra-schall-Spezialisten besonders schätzt, ist die Flexibilität Polytecs und die Bereit-schaft individuelle Anforderungen des Kunden zu berücksichtigen. „Man hat uns sehr viel angepasst in Ihrem Haus. Das hat uns natürlich vom Standard weg bewegt“, berichtet Schneider und Vogler ergänzt: „Bei uns hat sich die In vestition in moderne Messtechnik bezahlt gemacht. Es hat uns technolo-gisch weiter gebracht.“
Die Qualitätskontrolle erforderte früher eine halbe Stunde und braucht heute gerade einmal eine Minute. Von den dadurch verkürzten Durchlaufzeiten profi tiert der Kunde.
Eine weitere Gemeinsamkeit, die Herr Schneider schätzt und die er mit einem Schmunzeln verrät ist das gute Verhält -nis: „Wir haben uns immer gut verstan-den, das hat immer gut gepasst – egal mit wem wir Kontakt hatten.“
Alles in Ordnung? Qualitätsprüfung einer Sonotrode mit einem scannenden Vibrometer
Herrmann Ultraschalltechnik GmbH & Co.KGHightechmaschinenbauer für Ultraschall-Schweißmaschinen und Module
Geschäftsführer: Walter und Thomas Herrmann, Arnold Schneider
Umsatz: ca. 40 Mio. €
Mitarbeiter: 250 weltweit
Exportquote: 55 %

21
Simulation
Die MAN Diesel & Turbo SE ist weltweit führender Anbieter von
Großdieselmotoren und Turbomaschinen für den maritimen
und stationären Einsatz. Das Unternehmen entwickelt Zweitakt-
und Viertaktmotoren, Gas- und Dampfturbinen sowie Kom-
pressoren. Turbolader, Propeller, Gasmotoren und chemische
Reaktoren ergänzen das Produktportfolio. Das Liefer- und Leis-
tungsspektrum von MAN Diesel & Turbo umfasst komplette
Schiffs antriebssysteme, Turbo maschinensätze sowie schlüssel-
fertige Kraftwerke. Ò
Harald MittelhammerValidierungsgruppe Turbolader MAN Diesel & Turbo SE
MAN zählt auf Polytec
„Polytec hat im Bereich der Lasermess-technik Kompetenz“

22
Können Sie kurz die Anwendung beschreiben, in der Sie unser Vibro-meter einsetzen?
Einfach ausgedrückt: Mit dem PSV über-prüfen wir unsere FE-Modelle. In der Vali-dierungsgruppe gewinnen wir damit die Daten für Modalanalysen von Verdichter-rädern und Turbolader-Turbinen. Diese experimentellen Ergebnisse werden dann für den Parameterabgleich der FE-Ergeb-nisse verwendet.
Wie würden Sie die Qualitätsstandards der MAN Diesel & Turbo SE einordnen? Was kann passieren, wenn diese Stan-dards nicht eingehalten werden?
Wir würden unser Zertifikat nach ISO 9001 verlieren. Weiterhin sind bei Nicht-einhalten der geforderten Spezifikationen Feldschäden unvermeidbar und dies ist immer mit hohen Kosten verbunden.
Wie helfen Ihnen die Vibrometer von Polytec, die geforderten Qualitäts-standards einzuhalten?
Die berührungslose Messtechnik an den rotationssymmetrischen Bauteilen verbun-den mit der schnellen Messung vieler Messpunkte ist für uns der Schlüssel zum Erfolg.
Herr Mittelhammer, was sind Ihre Aufgaben bei MAN Diesel & Turbo SE?
Zu meinen Aufgaben gehört die Vali-dierung von Turboladerkomponenten.
Welches Vibrometer von Polytec verwenden Sie?
Bei MAN Diesel & Turbo SE setzen wir das PSV-400 mit der Softwareversion PSV Soft 8.8 ein. Wir stellen aber im Zug eines Hardware-Refreshs auf Ver sion 9 um. Damit erweitern wir auch unser Rack um weitere 4 auf dann insgesamt 8 Kanäle für die gleich zeitige Erfassung von Deh-nungs mess streifen-Signalen bei einem PSV Scan.
Wir sprachen mit Harald Mittel-
hammer, der in der Validierungs-
gruppe bei der Turbolader-Ent-
wicklung arbeitet, über seine
Arbeit mit dem Scanning Vibro-
meter und seine Erfahrungen
mit Polytec.
Simulation
Hammeranregung und Schwingungs-messung eines Verdichterrads und einer Turbinenschaufel

23
Welchen Nutzen ziehen Sie aus der Verwendung der berührungslosen Messtechnik?
Das sind die klassischen Vorteile wie schnelles Einrichten, die hohe Auflösung und nicht zu vergessen, die sehr hohe Empfindlichkeit.
Wie haben Sie Schwingungen vorher gemessen und was verursachte dabei Probleme?
In der Zeit vor dem Einsatz des PSV wurden Schwingungen mit Dehnungs-messstreifen gemessen. Problematisch war dabei die geringe Empfindlichkeit, auch weil der Energieeintrag für optimale Messergebnisse zu gering war. Zudem beeinflussten die geklebten Messstreifen die vermessene Struktur. Es waren nur wenige Messpunkte möglich, da eine Ver-steifung der Struktur durch die Streifen nicht auszuschließen war.
Sie haben an unserer 12. Vibrometer Anwenderkonferenz teilgenommen, einen Vortrag gehalten und andere Polytec-Anwender kennengelernt. Würden Sie die Veranstaltung weiter-empfehlen?
Soweit es mein Kalender erlaubt, werde ich die Konferenz als festen Termin ein-bauen. Für mich ist vor allem der Blick auf das breite Anwendungsspektrum interessant. Ich empfehle die Veranstal-tung jedem Schwingungsinteressierten.
Wie ist Ihr genereller Eindruck von Polytec?
Die schnelle Reaktion auf Kundenanfor-derungen ist meines Erachtens besonders hervorzu heben. Im deutschsprachigen Raum sehe ich keine Alternative auf die-sem Feld. Polytec hat im Bereich der Lasermesstechnik Kompetenz.
Gibt es noch weitere Anwendungs-gebiete für Messtechnik von Polytec bei MAN Diesel & Turbo SE? Wenn ja: wie sehen diese aus? Gibt es dazu schon konkrete Pläne?
Für die Zukunft ist geplant, nicht nur Teilstrukturen sondern komplette Turbo-lader mittels experimenteller Modal-ana lyse zu vermessen. Diesem Ziel sind wir schon näher gekommen. Außerdem haben wir angefangen, das Einpunktlaser-vibrometer zur Überwachung bei Dauer-läufen von Motoren einzusetzen.
Herr Mittelhammer, wir danken Ihnen für das Gespräch!
Die MAN Diesel & Turbo SE Weltweit führender Anbieter von Groß dieselmotoren und Turbo-maschinen
Umsatz: 3,780 Mio. €
Mitarbeiter: ca. 15.000 weltweit
24
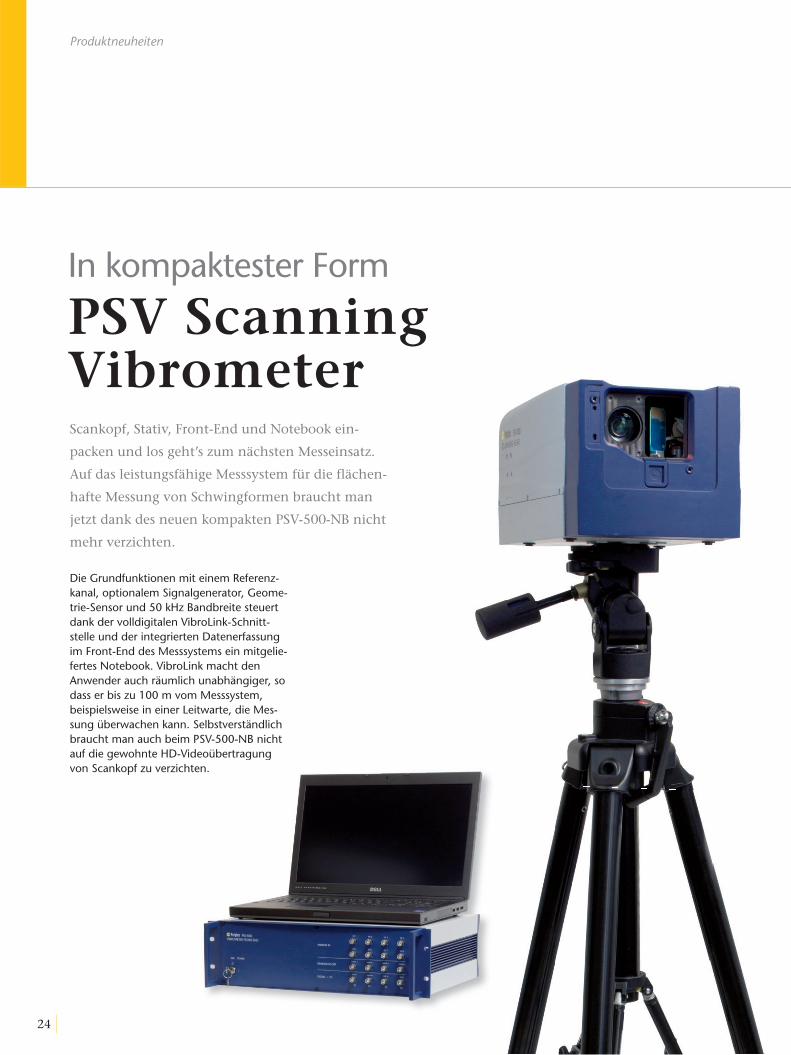
Die Grundfunktionen mit einem Referenz-kanal, optionalem Signalgenerator, Geome-trie-Sensor und 50 kHz Bandbreite steuert dank der volldigitalen VibroLink-Schnitt-stelle und der integrierten Datenerfassung im Front-End des Messsystems ein mitgelie-fertes Notebook. VibroLink macht den Anwender auch räumlich unabhängiger, so dass er bis zu 100 m vom Messsystem, beispielsweise in einer Leitwarte, die Mes-sung überwachen kann. Selbstverständlich braucht man auch beim PSV-500-NB nicht auf die gewohnte HD-Videoübertragung von Scankopf zu verzichten.
im PSV 500 NB nicht -Videoübertragungchtenn.
Produktneuheiten
In kompaktester Form
PSV Scanning VibrometerScankopf, Stativ, Front-End und Notebook ein-
packen und los geht’s zum nächsten Messeinsatz.
Auf das leistungsfähige Messsystem für die flächen-
hafte Messung von Schwingformen braucht man
jetzt dank des neuen kompakten PSV-500-NB nicht
mehr verzichten.

25
PSV-A-550 Fernsteuerung
Die Messung direkt am Messobjekt ein-zurichten hat gerade bei komplexen Geometrien mit schmalen Kanten oder Rohrleitungen Vorteile. Die neue Fern-steuerung für das PSV-500 Scanning Vibrometer positioniert den Messpunkt präzise – eine Fingerbewegung genügt. Die Fernsteuerung PSV-A-550 basiert auf einem Windows Surface RT Tablet Com-puter und der App „PSV Commander“. Fingergesten bewegen den Laser, defi-nieren und korrigieren die Messpunkte. Auch das Videobild der PSV Software wird als zusätzliche Kontrolle übertra-gen. Gerade für Nutzer des PSV-500-3D bringt die Fernsteuerung mehr Präzision bei der Erstellung des 3D-Abgleichs. Die Fernsteuerung ist ab sofort als Option oder zur Nachrüstung im Set mit einem vorkonfigurierten WLAN-Router für den Systemrollschrank verfügbar.
Kontakt · Mehr InfoWeitere Informationen zu unseren Scanning Vibrometern und passen-dem Zubehör finden Sie unter: www.polytec.de/psv
Stativsystem für PSV-3D
Die drei Scanköpfe für die 3D-Schwin-gungsanalyse des PSV-3D bilden für die Messung eine Einheit. Das motorisierte Stativsystem PSV-A-T51 sorgt dafür, dass diese Einheit auch beim Wechsel der Messposition erhalten bleibt. Der sonst erforderliche wiederholte 3D-Abgleich kann entfallen. Das neue Stativsystem ersetzt das PSV-A-T31 System. Es erlaubt sehr flexible Messpositionen bis hin zu vertikalen Messungen von unten. Dank motorischer Unterstützung ist der Wech-sel der Messpostion bequem und prä-zise. Durch eine intelligente Kinematik wurden, trotz größerer Flexibilität des Gesamtsystems, Stützfüße zur Gewähr-leistung der Kippsicherheit obsolet. Das spart Platz im Labor.
PSV
DiezurGeoRohsteuVibpräDieeineputFingnieAucwirgenbrinbei FerodevorSys
PSV-A-525 Frontfenster
Hochpräzise Optik und Staub passen nicht gut zusammen. Weil aber die Messung mit einem Scanning-Vibro-meter so viele Vorteile bringt, wollen unsere Kunden den Sensor auch in rauer Umgebung einsetzen. Mit dem Schutzfenster PSV-A-525 hat Polytec dem nun Rechnung getragen. Es ver-schließt und schützt Kamera- und Scan-ner-Öffnung vor Staub und reduziert gleichzeitig die akustische Anregung der Scanner-Spiegel bei hohen Schall-pegeln. Es ist als Zubehör ausschließlich für PSV-500 Systeme erhältlich.
26
Produktneuheiten
nischen Komponenten? Wie misst man Bewegungen mit Sub-Nanometer-Ampli-tuden und visualisiert sie in Slow-Motion? Wie testet man elektrisch schwer zugäng-liche, relevante Funktionsparameter von MEMS, die das Bewegungsverhalten be -einflussen? All diese Fragen lassen sich mit optischen Messverfahren wie der Laser-Doppler-Vibrometrie einfach, schnell und zuverlässig beantworten. Der neue Poly-tec MSA-100-3D Micro System Analyzer erschließt nun weitere Möglichkeiten:
Das MSA-100-3D misst dreidimensionale Schwingungsparameter mikroskopischer Objekte in Echtzeit mit bisher unerreichter Genauigkeit für alle 3 Raumrichtungen. Hierzu fokussiert der Sensor einen Laser-strahl auf die zu messende Struktur und analysiert das Streulicht. Aus der Doppler-Frequenz-Verschiebung des Streulichtes
für diese 3 Raumrichtungen bestimmt das Gerät die Objektbewegung. Das neue System bietet eine bisher für In-Plane-Bewegungen unerreichte Messfähigkeit mit einer Amplitudenauflösung im Pico-meter-Bereich. Da die meisten MEMS-Bauteile in der Ebene schwingen, erfüllt das neue Gerät eine lange geforderte Messeigenschaft für die es bisher keine zufriedenstellende Lösung gab.
Das Gerät ist kompatibel mit gängigen Probestations und ist somit direkt für Messungen auf Wafer-Level einsetzbar, auch im Vakuum.
3D-Schwingungsmessung an Mikrosystemen
MSA-100-3D Micro System Analyzer
Zertifizierte Genauigkeit
LSV-MID
Bei Produkten, die in der EU nach Länge verkauft werden, muss die Vermessung, gemäß der europäischen Messgeräte-richtlinie 2004/22/EC, auf geeichten Maschinen erfolgen. Besonderer Fokus liegt auf der Genauigkeit der Messungen und der Integrität und Sicherheit der Daten.
Für Kunden, die dieser Richtlinie unterlie-gen, hat Polytec das LSV-1000MID ent-wickelt. Es besteht aus einem Messkopf und einem Controller in Form eines In dustrie Panel-PCs. Die Messungen sind für mindestens 90 Tage gespeichert und stehen für Prüfungen zur Verfügung. Über eine offene Ethernet-Schnittstelle lässt sich das System auch einfach und komfortabel in die Netzstruktur einbin-den.
Wie charakterisiert ein Entwicklungsinge-nieur das Bewegungsverhalten Mikro-elektromechanischer Systeme (MEMS) wie z.B. Drehratensensoren (Gyroskope), Beschleunigungssensoren oder anderer Mikrobausteine mit beweglichen mecha-
Mehr Infowww.polytec.de/microsysteme
Mehr Infowww.polytec.de/lsv

Schwingungsmessung senkrecht zur Strahlrichtung
In-Plane Vibrometer IPV-100
In-Plane Vibrometer erfassen axiale Be wegungen von der Seite. Sie kom men immer dann zum Einsatz, wenn die Mess stelle in Schwingungsrichtung optisch nicht zugänglich ist. In der Ent-wicklung und Qualitätssicherung von Ultraschallwerkzeugen und Festplatten-slidern genau wie bei der Analyse von Riemenantrieben und Schlupfvorgängen sind sie unersetzliche Werkzeuge. Aber auch lineare Stoßbewegungen von Werkzeugen erfasst das IPV-100 unter Be triebs bedingungen.
Das neue IPV-100 zeichnet sich durch eine hohe Frequenzbandbreite und Ge -schwindigkeitsauflösung aus, die auch kleinste Schwingungen präzise erfasst.
Gleichzeitig wurde mit der neuen Ge rätegeneration die Messfähigkeit auf ungünstigen Oberflächen deut-lich verbessert.
Schwingungsmessung einfacher und schneller
OFV-5000 Modular VibrometerDas modulare Vibrometer System auf Basis des OFV-5000 Controllers ist auf-grund seiner Leistungsfähigkeit und Viel-seitigkeit einer von Polytecs Bestsellern. Seine Frequenzbandbreite von DC bis 24 MHz erlaubt den Einsatz in vielfältigen Anwendungen - vom Forschungslabor bis zur Produktionsstraße.
Der Controller dieses bewährten Laser-vibrometers wurde nun mit einem 7“
großen Farb-Touchscreen ausgestattet und ein neues, sorgfältig gestaltetes In -ter aktionskonzept rundet das Bediener-lebnis ab: Die Konfiguration ist damit für erfahrene und neue Nutzer gleicher-maßen intuitiv und leicht verständlich.
Technisch bleibt der OFV-5000 Control -ler vollständig kompatibel mit seinem Vorgänger und den bewährten Mess-köpfen.
27
Mehr Infowww.polytec.de/inplane
Mehr Infowww.polytec.de/ofv5000
Messen und Events
Advancing Measurements by Light
Messen und EventsDatum Veranstaltungen Ort
02.09.2013 – 30.11.2013 Vibration Lab on Tour bei Ihnen
08.10.2013 – 10.10.2013 Semicon Europe 2013 Dresden
08.10.2013 – 09.10.2013 International Conference on Extrusion and Benchmark – ICEB 2013 Dortmund
14.10.2013 – 16.10.2013 Mikrosystemtechnikkongress 2013 Eurogress, Aachen
16.10.2013 – 23.10.2013 K 2013 Düsseldorf
22.10.2013 – 23.10.2013 6. MTZ-Fachtagung: Ladungswechsel im Verbrennungsmotor 2013 Stuttgart
23.10.2013 – 24.10.2013 VDI-Tagung „Metrologie in der Mikro- und Nanotechnik 2013“ Nürtingen
24.10.2013 Improving Performance of MEMS Designs Using Optical Characterization
Online – an Ihrem PC
05.11.2013 – 06.11.2013 Seminar: PSV-Scanning-Vibrometer Training Polytec, Waldbronn
07.11.2013 – 08.11.2013 Seminar: PSV-Scanning-Vibrometer Training Fortgeschrittene Polytec, Waldbronn
13.11.2013 – 14.11.2013 20. Internationale IFF-Fachtagung Weimar
19.11.2013 Validierung von Berechnungsmodellen Polytec Test-Center, Waldbronn
26.11.2013 – 28.11.2013 SPS-IPC-Drives 2013 Messe Nürnberg
27.11.2013 – 28.11.2013 Seminar: Vibrometrie Allgemein – Nicht-Scannende Laser Doppler Vibrometer
Polytec, Waldbronn
28.11.2013 Internationale Jahrestagung STAHL 2013 Düsseldorf
www.polytec.de
Polytec GmbHPolytec-Platz 1-776337 WaldbronnTel. +49 7243 [email protected]
Polytec GmbHVertriebs- undBeratungsbüro BerlinSchwarzschildstraße 112489 BerlinTel. +49 30 6392-5140
Änd
erun
gen
der
tech
nisc
hen
Spez
ifika
tione
n vo
rbeh
alte
n. O
M_I
nFoc
us_2
013_
2000
_D
Neben der InFocus erscheint von Polytec das INFO-Maga-zin, das Ihnen regelmäßig interessante Einblicke in unsere Photonischen Technologien gibt. Schwerpunkte des umfassenden Produktspektrums sind die industrielle Bild-verarbeitung, optische Telekommunikation, faseroptische Sensorik, optische Strahlungsmesstechnik, Photovoltaik und Halbleitermesstechnik sowie Laser und elektro-opti-sche Testsysteme. Abonnieren Sie gleich Ihre kostenlose Ausgabe unter www.polytec.de/abo
KundenmagazinINFO
ImpressumPolytec InFocus · Magazin für Optische MesssystemeAusgabe 1/2013 – ISSN 1864-9181 · Copyright © Polytec GmbH, 2013Herausgeber: Polytec GmbH · Polytec-Platz 1-7 · D-76337 Waldbronn
V.i.S.d.P.: Dr. Hans-Lothar PaschRedaktion: Dr. Philipp HassingerProduktion: Regelmann KommunikationBildrechte: soweit nicht anders angegeben
bei den Autoren
Jetzt anmelden: www.semiconeuropa.org/node/2111
International MEMUNITY MEMS Testing and Metrology Workshop am 9. Oktober 2013 im Rahmen der SEMICON Europa2013 in Dresden