Embed Size (px)
Citation preview

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 1 von 13
PRAKTIKUM:
KLEBETECHNOLOGIE (KLEBSTOFFE & ADHÄSION)
Durchführung: 31.03.2011
Teilnehmer: Michael Haubenhofer
Marcel Meschenmoser
Dokumentation Marcel Meschenmoser
Dieses Protokoll wurde ohne Zuhilfenahme von bestehenden
Protokollen erstellt.
Unterschrift: ________________________

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 2 von 13
Inhaltsverzeichnis
1 Einleitung / Begriffe ........................................................................................................................................ 3
1.1 Klebewirkung ......................................................................................................................................... 3
2 Versuch 1: Verkleben von Werkstoffen .......................................................................................................... 3
2.1 Proben ................................................................................................................................................... 3
2.2 Vorbereitung der Proben ....................................................................................................................... 4
3 Versuch 1a: Charakterisierung der Oberflächen ............................................................................................. 5
4 Versuch 1b: Klebeversuche und Beurteilung der Haftfestigkeit ..................................................................... 7
4.1 Verkleben der Proben ............................................................................................................................ 7
4.2 Kombinationen ...................................................................................................................................... 8
4.3 Werte ..................................................................................................................................................... 8
4.4 Auswertung ........................................................................................................................................... 9
5 Versuch 2: Bestimmung des Aushärteverhaltens (Topfzeit) ......................................................................... 10
5.1 Versuch 2a: Temperaturabhängige Topfzeit von Araldit ..................................................................... 10
5.2 Versuch 2b: Topfzeitbestimmung von Acrylat-Klebstoff via Temperaturveränderung und Dielektrometrie ................................................................................................................................................. 12
6 Abbildungsverzeichnis ................................................................................................................................... 13
7 Quellenangaben ............................................................................................................................................ 13

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 3 von 13
1 Einleitung / Begriffe
Klebestoffe sind in der heutigen Industrie weit verbreitet. In Modellbau, Auto- oder Luftfahrtindustrie werden häufig zu dieser Befestigungsmethode gegriffen, da sie sehr kostengünstig ist.
1.1 Klebewirkung
Hier gibt es zwei verschiedene Voraussetzungen, die erfüllt werden müssen, damit eine gute Klebeverbindung entsteht. Erstens ist dies die Adhäsion, diese beschreibt die Haftung zu den benachbarten Flächen, die nur entsteht, wenn die Oberfläche ohne Verunreinigungen ist. Ist eine Oberfläche nicht sauber beeinflusst dies stark die Haftung. Und Zweitens die Kohäsion, die den sogenannten inneren Zusammenhalt bezeichnet. Also die Kraft, die ein Klebstoff besitzt, um in sich selber stabil zu sein. Dabei sind zwei verschiedene Möglichkeiten:
Physikalisch abbindende Klebstoffe Hier wird nach dem Auftragen das Lösungsmittel zum Beispiel durch Verdampfen fest. Es läuft keine chemische Reaktion ab.
Chemisch härtende Klebstoffe Aufgetragen werden so genannte Monomere, die durch eine chemische Reaktion zu Polymer-Festkörpern aushärten. Es läuft eine chemische Reaktion ab. Ebenso ist eine geometrisch günstige Form notwendig, da ansonsten die Oberfläche zu klein ist, und somit keine gute Klebwirkung entsteht. Die Versuche wurden alle gemäss Praktikumsanleitung durchgeführt.
2 Versuch 1: Verkleben von Werkstoffen
Hier wurden verschiedene Voraussetzungen, also Parameter variiert, danach zwei Teile zusammengeklebt und anschliessend wurden diese mit einer Zugprüfmaschine auf ihre Haftfestigkeit geprüft.
2.1 Proben
Folgende Proben standen zur Verfügung: Auf dem Bild: „Abb 1“ sind die 14 Polyethylen-High Density Proben abgebildet. Bild 2 stellt die 4 Glas-Proben, 5 Polycarbonat und 30 Aluminium-Proben dar.
Abb. 1: Proben Polyethylen
Abb. 2: Proben Glas, Polycarbonat und Aluminium

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 4 von 13
2.2 Vorbereitung der Proben
Wie bereits erwähnt müssen die Proben eine reine Oberfläche besitzen, um gut zu kleben. Aufgrund dessen sind alle Proben zuerst gründlich mit Ethanol gereinigt worden. Ebenso sind ein paar Materialien von Natur aus nicht oder nur sehr schlecht klebend. Deshalb müssen sie so vorbehandelt werden, dass sie eine möglichst polare Oberfläche besitzen.
Aluminium Beim Aluminium wurden 5 Proben unbehandelt gelassen. Die restlichen 25 wurden anodisiert. Die Proben wurden in eine 20%ige Schwefelsäure ca. 1.5cm tief getaucht, und während 10 Minuten ein Strom von 1 Ampere ausgesetzt worden. Siehe Bild rechts. Als Kathode diente dabei ein Aluminium Rundblech.
Der Strom war konstant auf 1 Ampere eingestellt.
Abb. 3: Aluminium anodisieren
Polyehtylen (PE-HD) Beim PE werden 3 Proben unbehandelt gelassen. 3 Proben die geätzt wurden. Ebenso 3 Proben die beflammt wurden und die restlichen 5 Proben wurden Corona behandelt.
Abb. 4: PE geätzt
Abb. 5: PE beflammt
Abb. 6: PE Corona behandelt
Glas Eine der Glas Proben wurde unbehandelt gelassen und die anderen 3 wurden gereinigt und in einen Haftvermittler in Ethanol getaucht.
Abb. 7: Haftvermittler in Ethanol
Polycarbonat (PC) Alle 5 Proben wurden unbehandelt gelassen.
Übersicht
Material Alu PE-HD Glas PC
Anzahl Proben 5 25 3 3 3 5 1 3 5
Behandlung unbeh. anodisiert unbeh. geätzt beflammt Corona unbeh. gereinigt +
Haftvermittler unbeh.
9.6
9.5
9.29.1
99
9.2
9.4
9.6
0 2.5 5 7.5 10
Spannung [V]
Zeit [min]
Spannungsverlauf

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 5 von 13
3 Versuch 1a: Charakterisierung der Oberflächen
Kontaktwinkel Mit dem Gerät Easy Drop wurde mit einem Wassertropfen der Kontaktwinkel mittels Strömmethode bestimmt. Die Methode funktioniert so, dass ein Wassertropfen auf die Oberfläche geführt wird, und anschliessen geometrisch den Kontaktwinkel gemessen wird. Der Kontaktwinkel ist dementsprechend die Tangente die unten im Bild blau eingezeichnet ist. In der Tabelle ist der Mittelwert zwischen der linken Seite und der rechten Seite eingetragen. Beim PE, dass geätzt wurde, wurde der Tropfen sichtlich von PE angezogen.
PE Corona behandelt
Abb. 8: Ein Wassertropfen wird der
Oberfläche genähert.
Abb. 9: Dieser wurde auf die Oberfläche
geführt.
Abb. 10: Und anschliessend konnte der Kontaktwinkel (blau) gemessen werden.
Abb. 11: Alu unbehandelt
Abb. 12: PC unbehandelt
Abb. 13: PC geätzt
Abb. 14: Glas unbehandelt
Oberflächenspannung Diese Bestimmung wurde mithilfe von Teststiften durchgeführt. Dies bedeutet, dass dieses Verfahren sehr subjektiv ist. Die Durchführung wurde gemäss der Anleitung der Teststifte durchgeführt.
Abb. 15: Bestimmung der Oberflächenspannung mit Teststiften

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 6 von 13
Ergebnisse
Probe Kontaktwinkel Oberflächenspannung
Alu unbehandelt
59.5 ± 0.74
Alu anodisiert
38.7 ± 0.86
PE unbehandelt
91.7 ± 0.42 34-36
PE geätzt
84.3 ± 0.85 38-40
PE beflammt
76.5 ± 0.26 40-42
PE Corona
92.4 ± 0.16 40-42
Glas unbehandelt
31.9 ± 0.18
Glas mit Haftvermittler
102.5 ± 25.27
Polycarbonat unbehandelt
116.6 ± 0.26
Beurteilung Durch das Ätzen, Beflammen und die Corona-Behandlung hat sich der Kontaktwinkel verkleinert. Dies zeigt wiederum, dass die Oberfläche gerne eine Verbindung eingeht. Durch das Ätzen, Beflammen und die Corona-Behandlung hatte sich die Oberflächenspannung der jeweiligen Probe erhöht, da diese Verfahren die Oberfläche reaktionsfreudiger machen. Und so die Haftfestigkeit erhört. Dies sind zwei Verfahren um zu sehen, ob der Werkstoff gut zum kleben ist.

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 7 von 13
4 Versuch 1b: Klebeversuche und Beurteilung der Haftfestigkeit
Alle Proben wurden gemäss Liste in der Praktikumsanweisung auf Seite 15 je zu zweit zusammengeklebt und diese in der Zugprüfmaschine auf ihre Haftfestigkeit geprüft. Es wurden dabei von jeder Kombination 2 Proben hergestellt.
4.1 Verkleben der Proben
Als Klebstoff diente Araldit rapid, der bei den meisten Kombinationen verwendet worden ist und Aceton, die beim Polycarbonat verwendet wurde. Diese wurden gemäss der Praktikumsanleitung hergestellt. Die Mischungsverhältnisse betrugen beim eins-zu-eins Verhältnis 0.5707g Harz und 0.5565g Härter und beim eins-zu-drei Verhältnis 0.3966g Harz und 1.2043g Härter.
Abb. 16: Auftragen des Klebers
Abb. 17: Die Klebverbindung wurde mit einer Klammer zusammengehalten
Abb. 18: Mischung von Härter und Harz
Abb. 19: Kleben des Polycarbonat mit Aceton
Kombination
Einfluss/Ziel Abk. Substrat 1 Substrat 2 Klebstoff Mischverhältnis Hart zu Härter
Aushärtzeit [min]
Oberflächen- Vorbehandlung von Aluminium
ALU1 AL unbehandelt
AL unbehandelt
Araldit 1/1 30
ALU2 Al anodisiert
AL anodisiert
Araldit 1/1 30
Verhältnis Harz & Härter
M1 Al anodisiert
AL anodisiert
Araldit 1/3 30
M2 = ALU2
Al anodisiert
AL anodisiert
Araldit 1/1 30
Aushärtungszeit
A1 Al anodisiert
AL anodisiert
Araldit 1/1 5
M2 = ALU2
Al anodisiert
AL anodisiert
Araldit 1/1 30
A3 Al anodisiert
Al anodisiert
Araldit 1/1 60
Oberflächen- Vorbehandlung von PE
PE1 PE unbehandelt
Al anodisiert
Araldit 1/1 30
PE2 PE geätzt
Al anodisiert
Araldit 1/1 30
PE3 PE beflammt
Al anodisiert
Araldit 1/1 30
PE4 PE corona
Al anodisiert
Araldit 1/1 30
Verwendung von Haftvermittler
G1 Glas gereinigt + Haftvermittler
PE corona
Araldit 1/1 30
Kleben mit Lösungsmittel
PC1 PC unbehandelt
PC unbehandelt
Aceton - -

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 8 von 13
4.2 Kombinationen
Abb. 20: Die verschiedenen Kombinationen der Proben
4.3 Werte
Um die Auswertung zu machen, muss die Grösse der Klebfläche bekannt sein. Danach wurden die Proben zwischen den beiden Klemmbacken eingeklemmt und auseinandergezogen. Dabei wurde die gemessene Kraft in Kilopond ausgegeben, die unten direkt in Newton umgerechnet und eingetragen wurden.
Einfluss/Ziel Abk. Probe Länge
Fläche
Kraft
Haftfestigkeit
Bruch
Oberflächen- Vorbehandlung von Aluminium
ALU1 a 10x8 80 1751.3 21.9
Kohäsion b 10x10 100 1863.9 18.6
ALU2 a 10x9 90 1991.4 23.1
Adhäsion b 10x10.5 105 2423.1 23.1
Verhältnis Harz & Härter
M1
a 10x15 150 245.3 1.6 Kohäsion, fliessend
nicht gebrochen b
10x12.5 125 78.5 0.6
M2 = ALU2
a 10x9,5 95 1991.4 21.0 Adhäsion
b 10x12.5 125 2423.1 19.4
Aushärtungszeit
A1 a 10x10.5 105 1520.6 14.5 Kohäsion,
nicht fliessend b 10x9.5 95 2119.0 22.3
M2 = ALU2
a 10x9,5 95 1991.4 21.0 Adhäsion
b 10x12.5 125 2423.1 19.4
A3 a 10x12 120 2629.1 21.9
Kohäsion b 10x12 120 2462.3 20.5
Oberflächen- Vorbehandlung von PE
PE1
a 10x9 90 - -
beim einspannen gebrochen
b 10x9 90 157.0 1.7 Adhäsion
PE2 a 10x14 140 824.0 5.9
Adhäsion b 10x11 110 843.7 7.7
PE3 a 10x11.5 115 1285.1 11.2 Kunststoff hat sich
gedehnt b 10x13.5 135 1304.7 9.7
PE4 a 10x12 120 1314.5 11.0 Kunststoff hat sich
gedehnt b 10x14 140 1324.4 9.5
Verwendung von Haftvermittler
G1 a 10x14 140 412.0 2.9
im Glas b 11x14 154 441.5 2.9
Kleben mit Lösungsmittel
PC1 a 16x25 400 2040.5 5.1 Kohäsion,
weisse Bruchstelle b 15x11 165 1334.2 8.1

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 9 von 13
4.4 Auswertung
Abb. 21: Mit dieser Zugprüfmaschine wurden die Proben auf ihre Zugfestigkeit geprüft.
Oberflächenvorbehandlung von Aluminium Durch das Anodisieren hat das Aluminium etwas besser geklebt als das Unbehandelte. Der Unterschied war jedoch nur sehr minimal. Der Bruch ist bei der anodisierten Klebeverbindung im Klebstoff erfolgt. Deshalb ist diese Vorbehandlung nicht sehr wirkungsvoll.
Verhältnis Harz & Härter Verbindung M1, das eine Harz-Härter Mischung von 1/3 hatte, hatte eine deutlich tiefere Haftfestigkeit. Diese Verbindung ist nicht gebrochen, sondern hatte sich fliessend getrennt. Somit ist bei einem Klebstoff die Richtige Mischung sehr entscheidend.
Aushärtezeit Die Verbindung, die nur 5 Minuten ausgehärtet wurde besitzt die etwas tiefere Haftfestigkeit, und diejenige mit 60 Minuten eine etwas höhere Haftfestigkeit. Die Unterschiede sind jedoch nur minimal.
Oberflächenvorbehandlung von PE Die unbehandelte Probe hatte die niedrigste Haftfestigkeit. Durch das Ätzen wurde diese erhöht. Durch das Beflammen und die Corona-Behandlung wurde diese deutlich erhöht. Dabei hatte der Kunststoff sich gedehnt. Also hatte die Verbindung noch härtere Belastungen ausgehalten. Der Klebstoff ist bei den Versuchen mit PE1 und PE2 auf der Alu-Seite geblieben. Das Beflammen und die Corona-Behandlung sind die Methoden, die in diesen Versuchen am meisten Vorteil gegeben haben.
Verwendung von Haftvermittler Hier entstand der Bruch im Glas. Dies bedeutet, dass durch den Haftvermittler das Glas klebbar gemacht worden ist.
Kleben mit Lösungsmittel Es entstand eine weisse Bruchstelle im Klebstoff, also ein Kohäsionsbruch. Aceton kann also zum Kleben verwendet werden.

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 10 von 13
5 Versuch 2: Bestimmung des Aushärteverhaltens (Topfzeit)
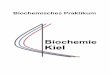
5.1 Versuch 2a: Temperaturabhängige Topfzeit von Araldit
Durchführung gemäss Praktikumsanweisung. Als Klebstoff wurde folgende Mischung verwendet: Harz 0.1984g und Härter 0.1902g.
Abb. 22: Alle 25°C Abstand wurde ein Tropfen Araldit-Klebstoff aufgetragen.
Diagramm
13:00
08:30
05:30
03:00
02:00
00:00
01:00
02:00
03:00
04:00
05:00
06:00
07:00
08:00
09:00
10:00
11:00
12:00
13:00
50 75 100 125 150
Top
fze
it [
min
:s]
Termperatur [°C]
Topfzeitbestimmung auf Heizbank
Araldit
Linear (Araldit)
Expon. (Araldit)

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 11 von 13
Auswertung
Die Abhängigkeit t(T) ist in der Grafik gut sichtbar.
Im Diagramm sind noch die lineare und die exponentielle Trendlinie eingezeichnet.
Die exponentielle Trendlinie stimmt besser überein, als die lineare, deshalb macht ein Ansatz nach
Arrhenius Sinn.
Berechnung Für die Berechnung wurde der Punkt bei 3 Minuten und bei 13 Minuten genommen. Ansatz nach Arrhenius
2 Gegebene Punkte
mit 13:00
mit 03:00
Gleichungssystem
Lösung
Topfzeit bei 25°C
Topfzeit bei -25°C Da der Klebstoff bei -25°C bereist fest ist, kann keine Topfzeit mehr ermittelt werden.

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 12 von 13
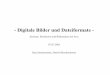
5.2 Versuch 2b: Topfzeitbestimmung von Acrylat -Klebstoff via Temperaturveränderung und Dielektrometrie
Ablauf Hier wird der dielektrische Leitwert bei der Aushärtung eines 2K-Acrylat-Klebstoffsystems beobachtet. Zuerst wurde 10ml flüssiges Demotec 20 (das ein Kaltpolymer ist) in einen Wegwerf-Kunststoffbecher 50ml gefüllt. Anschliessend folgte 20ml Pulver von Demotec 20. Nach 3 Minuten rühren wurde diese Suspension, die weiss und eher dickflüssig war ausgewertet. Während 15 Minuten misste der PC je Sekunde die dielektrische Leitfähigkeit und die Temperatur. Nach 15 Minuten war der Kaltpolymer fest geworden.
Abb. 23: Acrylat-Klebstoff
Diagramme
Auswertung Die beiden Ergebnisse stimmen sehr gut überein. Bei der Messung über die Temperatur ist eine etwas grössere Topfzeit herausgekommen, die durch Messfehler erklärt werden können.
0
10
20
30
40
50
60
70
80
90
Die
lekt
risc
he
Le
itfä
hig
keit
ε [
%]
Zeit [min]
Topfzeitbestimmung über die dielektrische Leitfähigkeit
Dielektrische Leitfähigkeit ε [%]
OnsetOnset
0
20
40
60
80
100
120
Tem
pe
ratu
r [°
C]
Zeit [min]
Topfzeitbestimmung über die Temperatur
Temperatur [°C]Onset

Praktikum: Klebetechnologie Durchführung: 31.03.2011 Michael Haubenhofer Marcel Meschenmoser
Seite 13 von 13
6 Abbildungsverzeichnis
Abb. 1: Proben Polyethylen .................................................................................................................................... 3 Abb. 2: Proben Glas, Polycarbonat und Aluminium ............................................................................................... 3 Abb. 3: Aluminium anodisieren .............................................................................................................................. 4 Abb. 4: PE geätzt .................................................................................................................................................... 4 Abb. 5: PE beflammt ............................................................................................................................................... 4 Abb. 6: PE Corona behandelt ................................................................................................................................. 4 Abb. 7: Haftvermittler in Ethanol ........................................................................................................................... 4 Abb. 8: Ein Wassertropfen wird der Oberfläche genähert. .................................................................................... 5 Abb. 9: Dieser wurde auf die Oberfläche geführt. ................................................................................................. 5 Abb. 10: Und anschliessend konnte der Kontaktwinkel (blau) gemessen werden. ............................................... 5 Abb. 11: Alu unbehandelt ...................................................................................................................................... 5 Abb. 12: PC unbehandelt........................................................................................................................................ 5 Abb. 13: PC geätzt .................................................................................................................................................. 5 Abb. 14: Glas unbehandelt ..................................................................................................................................... 5 Abb. 15: Bestimmung der Oberflächenspannung mit Teststiften .......................................................................... 5 Abb. 16: Auftragen des Klebers .............................................................................................................................. 7 Abb. 18: Mischung von Härter und Harz ................................................................................................................ 7 Abb. 19: Kleben des Polycarbonat mit Aceton ....................................................................................................... 7 Abb. 20: Die verschiedenen Kombinationen der Proben ....................................................................................... 8 Abb. 21: Mit dieser Zugprüfmaschine wurden die Proben auf ihre Zugfestigkeit geprüft. ................................... 9 Abb. 22: Alle 25°C Abstand wurde ein Tropfen Araldit-Klebstoff aufgetragen. ................................................... 10 Abb. 23: Acrylat-Klebstoff .................................................................................................................................... 12
7 Quellenangaben
Praktikumsanleitung Klebetechnologie (Klebstoffe & Adhäsion) Version 4.1