Embed Size (px)
Citation preview
DGZfP-Jahrestagung 2017
1 Lizenz: http://creativecommons.org/licenses/by-nd/3.0/de/
Prüfbrücke zur Ultraschall-Prüfung von Stabstahl
Wolfram A. Karl DEUTSCH 1, Michael JOSWIG 1, Rainer KATTWINKEL 1, Hussein EL TAKACH 1, Dieter JUNG 2, Ralf JUNGERMANN 2, Jost KRETZER 2,
Frank HIPPENSTIEL 2 1 KARL DEUTSCH Prüf- und Messgerätebau GmbH + Co KG, Otto-Hausmann-Ring 101, 42115 Wuppertal, Tel.: (+49-202) 7192-0, Fax: (+49-202) 714-932, [email protected],
www.karldeutsch.de 2 BGH Edelstahl Siegen GmbH, Industriestr. 9, 57076 Siegen,
Tel.: (+49-271) 701-0, [email protected], www.bgh.de
Kurzfassung. Seit dem Jahr 2012 ist bei der BGH Edelstahl Siegen GmbH ein Prüfportal für Stabdurchmesser von 300 mm bis 1000 mm im Einsatz. Für die Ultraschallprüfung von Stäben mit Durchmessern zwischen 100 mm und 400 mm wurde in der Jahresmitte 2016 ein weiteres Prüfportal in Betrieb genommen. Diese neue Prüfanlage steht im Fokus dieses Beitrags. Da die zu prüfenden Stäbe bis zu 18 m lang sind und das Transportkonzept nur eine seitliche Zuführung der Stäbe erlaubt, musste eine freitragende Prüfbrücke realisiert werden. Am linken Ende der Prüfbrücke wurde eine Kalibrierstation zur schnellen Überprüfung der Prüfempfindlichkeit aller Prüfköpfe installiert. Dadurch beträgt die Gesamtlänge der Prüfmaschine etwas mehr als 32 m, wovon 20,5 m freitragend sind. Zur Sicherstellung einer vollständigen Prüfung mit der erforderlichen Überlappung der Prüfspuren und der nötigen Prüfgeschwindigkeit sind sechs Prüfwagen im Einsatz. Jeder Prüfwagen beinhaltet je ein Prüfsystem für ferritische und austenitische Werkstoffe mit unterschiedlichen Prüffrequenzen. Eine aufwändige Schnellwechsel-Vorrichtung ermöglicht die Umstellung auf den zu prüfenden Werkstoff. Somit sind in der Anlage insgesamt 48 Prüfköpfe verbaut, von denen jeweils 24 Prüfköpfe aktiv sind. Jedes Prüfsystem arbeitet mit 4 Prüfköpfen: Die Prüfung des oberflächennahen Bereiches erfolgt mit einem SE-Prüfkopf auf 0,8 mm KSR. Die Prüfung des Kernbereichs erfolgt mit Senkrecht-Einschallung auf 1,0 mm KSR. Zwei Prüfköpfe sind zur Winkeleinschallung in beide Umfangsrichtungen vorgesehen und werden mit einer 3-mm-Längsbohrung abgeglichen. Nach Einlegen der Stäbe werden die Prüfteile in Rotation versetzt und die Prüfsysteme von oben aufgesetzt. Jeder Prüfwagen fährt einen Teilbereich der Stablänge mit schraubenförmigen Prüfspuren zur vollständigen Abdeckung des Prüfvolumens ab. Alle Prüfköpfe arbeiten in Spaltankopplung und sitzen in separaten, kardanisch aufgehängten Prüfkopfhaltern, die eine optimale Nachführung an der Staboberfläche liefern. Die Anlage verfügt zudem über eine optische Stabenden-Überwachung mit einem Kamerasystem, eine Return-To-Defect-Funktion, eine komfortable C-Bild-Software mit einer 12-Uhr-Erkennung und eine Farbmarkiereinheit.
Mor
e in
fo a
bout
this
art
icle
: ht
tp://
ww
w.n
dt.n
et/?
id=
2148
3
2
Transport- und Anlagenkonzept
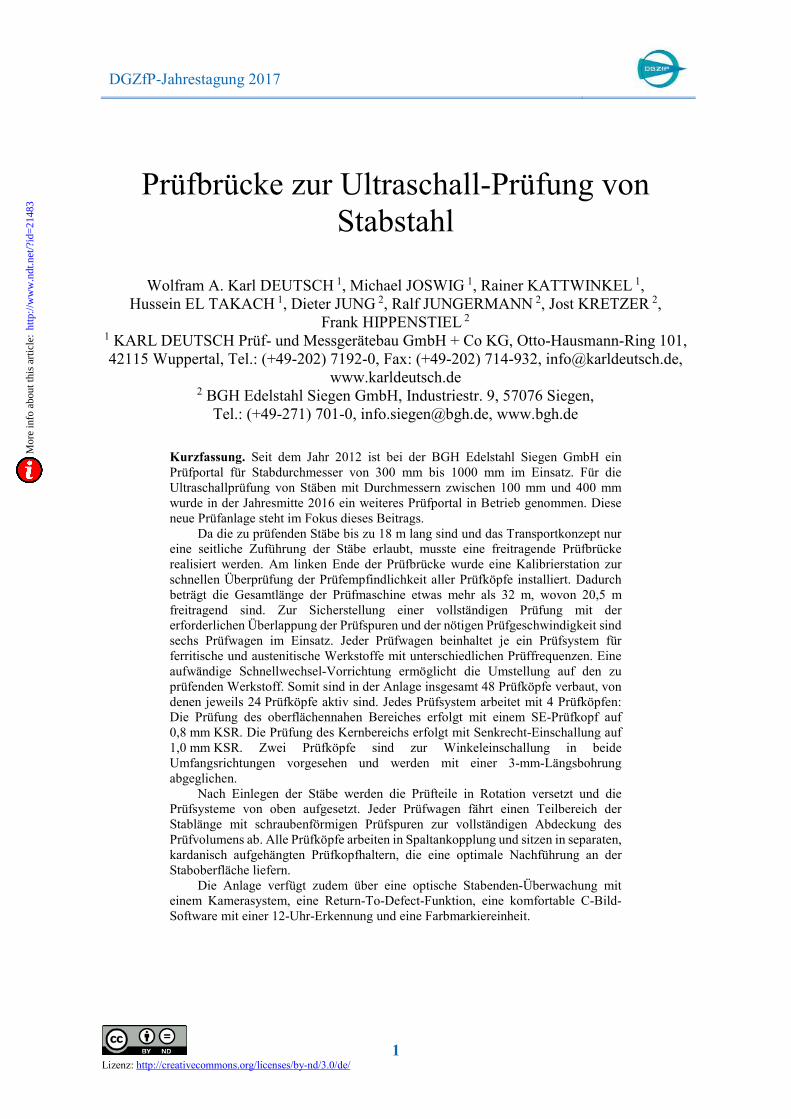
Da die zu prüfenden Stablängen bis zu 18 m betragen können und die Hallenlogistik nur eine seitliche Zuführung der Stäbe erlaubt, musste eine freitragende Prüfbrücke realisiert werden. Am linken Ende der Prüfbrücke wurde eine Kalibrierstation zur schnellen Überprüfung der Prüfempfindlichkeit aller Prüfköpfe installiert. Dadurch beträgt die Gesamtlänge der Prüfmaschine etwas mehr als 32 m, wovon 20,5 m freitragend sind.
Abb. 1. Prüfbrücke (Typ ECHOGRAPH-RPTS) mit einer Gesamtlänge von etwas mehr als 32 m und einem
freitragenden Bereich von 20,5 m: Rollenböcke für die Stabrotation ermöglichen einen vollständigen Test der Prüfanlage noch vor Lieferung im Werk 2 von KARL DEUTSCH.
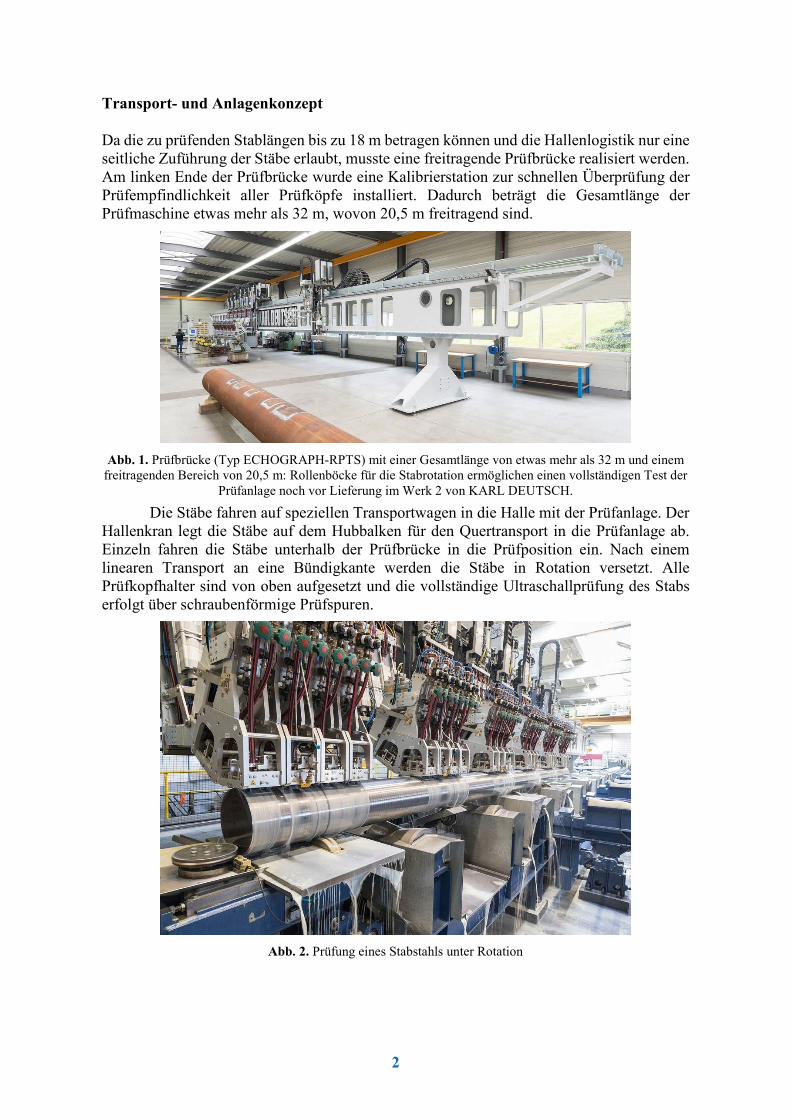
Die Stäbe fahren auf speziellen Transportwagen in die Halle mit der Prüfanlage. Der Hallenkran legt die Stäbe auf dem Hubbalken für den Quertransport in die Prüfanlage ab. Einzeln fahren die Stäbe unterhalb der Prüfbrücke in die Prüfposition ein. Nach einem linearen Transport an eine Bündigkante werden die Stäbe in Rotation versetzt. Alle Prüfkopfhalter sind von oben aufgesetzt und die vollständige Ultraschallprüfung des Stabs erfolgt über schraubenförmige Prüfspuren.
Abb. 2. Prüfung eines Stabstahls unter Rotation

3
Nach der Prüfung wird der Stab quer ausgefördert mit anschließendem Transport zur Station für Nacharbeit oder weiter in Richtung Versand und Lager. Sämtliche Transporteinheiten und Rollgänge wurden von der Firma SMB Sondermaschinenbau Wildau GmbH & Co. KG hergestellt.
Abb. 3. Links im Bild ist die Station für Nacharbeit zu sehen, mittig eine Pufferstation und rechts im Bild der
lineare Rollgang zum Ausfördern
Prüfkopfanordnung
Zur Sicherstellung einer vollständigen Prüfung mit der erforderlichen Überlappung der Prüfspuren und der erforderlichen Prüfgeschwindigkeit sind sechs Prüfwagen im Einsatz. Jeder Prüfwagen fährt ein Sechstel der Stablänge mit schraubenförmigen Prüfspuren zur vollständigen Abdeckung des Prüfvolumens ab.
Jeder Prüfwagen beinhaltet vier Doppel-Prüfkopfhalter, die je nach Werkstoff (ferritisch oder austenitisch) mit unterschiedlichen Prüffrequenzen arbeiten. Eine aufwändige Schnellwechsel-Vorrichtung ermöglicht die Umstellung auf den jeweils zu prüfenden Werkstoff. Somit sind in der Anlage insgesamt 48 Prüfköpfe verbaut, von denen jeweils 24 Prüfköpfe aktiv sind. Je nach Stangendurchmesser wird die vertikale Position der Prüfkopfhalter automatisch voreingestellt.
Vier Prüfaufgaben wurden pro Prüfwagen realisiert. Die Prüfung des oberflächennahen Bereiches erfolgt mit SE-Prüfköpfen auf 0,8 mm KSR. Die Prüfung des Kernbereichs auf 1,0 mm KSR arbeitet mit Senkrecht-Prüfköpfen. Pro Prüfwagen sind zwei Prüfköpfe zur Winkeleinschallung in beide Umfangsrichtungen im Einsatz und werden mit einer 3,0-mm-Längsbohrung abgeglichen.
Alle Prüfköpfe arbeiten in Spaltankopplung und sitzen in separaten, kardanisch aufgehängten Prüfkopfhaltern, die für eine optimale Nachführung an der Staboberfläche sorgen. Die Spurbreite pro Prüfkopf beträgt 6 mm. Der Vorschub pro Umdrehung bei sechs Prüfwagen summiert sich somit auf 36 mm. Die typische Umdrehungsgeschwindigkeit beträgt 1 m/s (bei einer Schussdichte von 2 mm), was zu einer reinen Prüfzeit von 3 Minuten bei einem typischen Stab mit 7 m Länge und 280 mm Durchmesser führt.
Ein siebter Wagen sorgt bei Bedarf für ortsgetreue Farbmarkierungen (Linie, Spirale, Ring) mit Markierfahrten (in zwei möglichen Fahrtrichtungen) im Anschluss an die Prüfung und trägt eine der Kameras für eine optische Stangenenden-Kontrolle.
4
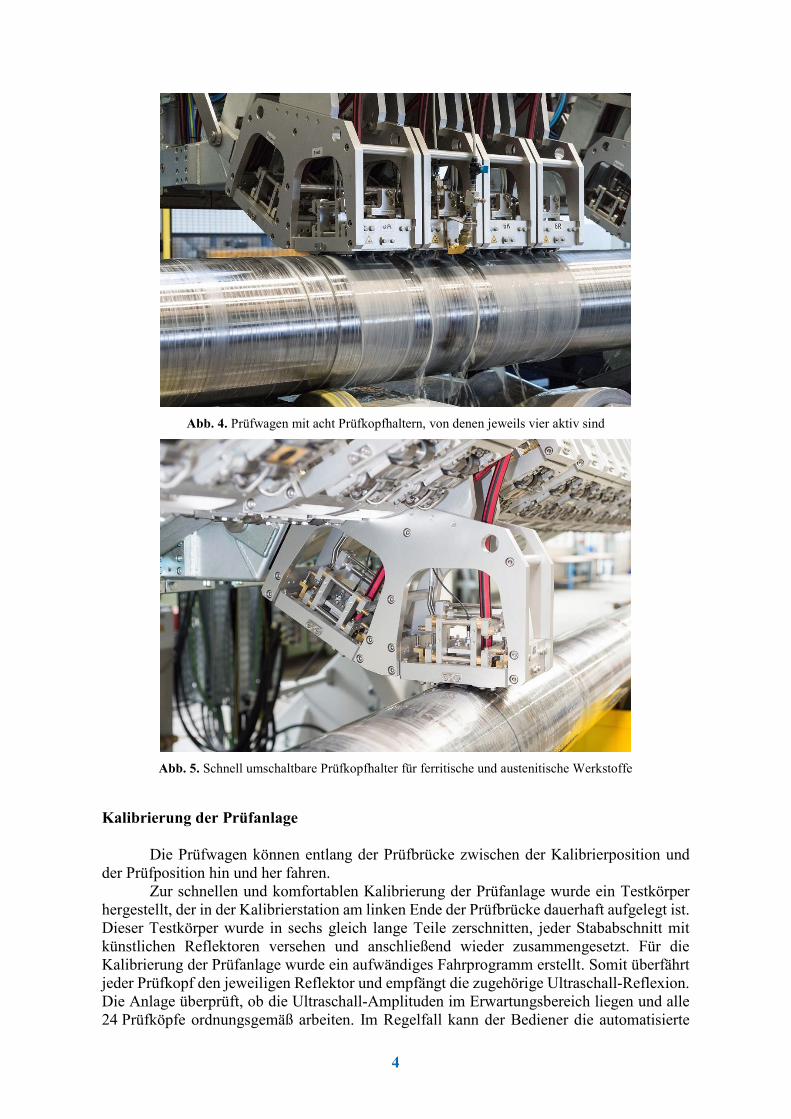
Abb. 4. Prüfwagen mit acht Prüfkopfhaltern, von denen jeweils vier aktiv sind
Abb. 5. Schnell umschaltbare Prüfkopfhalter für ferritische und austenitische Werkstoffe
Kalibrierung der Prüfanlage
Die Prüfwagen können entlang der Prüfbrücke zwischen der Kalibrierposition und der Prüfposition hin und her fahren.
Zur schnellen und komfortablen Kalibrierung der Prüfanlage wurde ein Testkörper hergestellt, der in der Kalibrierstation am linken Ende der Prüfbrücke dauerhaft aufgelegt ist. Dieser Testkörper wurde in sechs gleich lange Teile zerschnitten, jeder Stababschnitt mit künstlichen Reflektoren versehen und anschließend wieder zusammengesetzt. Für die Kalibrierung der Prüfanlage wurde ein aufwändiges Fahrprogramm erstellt. Somit überfährt jeder Prüfkopf den jeweiligen Reflektor und empfängt die zugehörige Ultraschall-Reflexion. Die Anlage überprüft, ob die Ultraschall-Amplituden im Erwartungsbereich liegen und alle 24 Prüfköpfe ordnungsgemäß arbeiten. Im Regelfall kann der Bediener die automatisierte
5
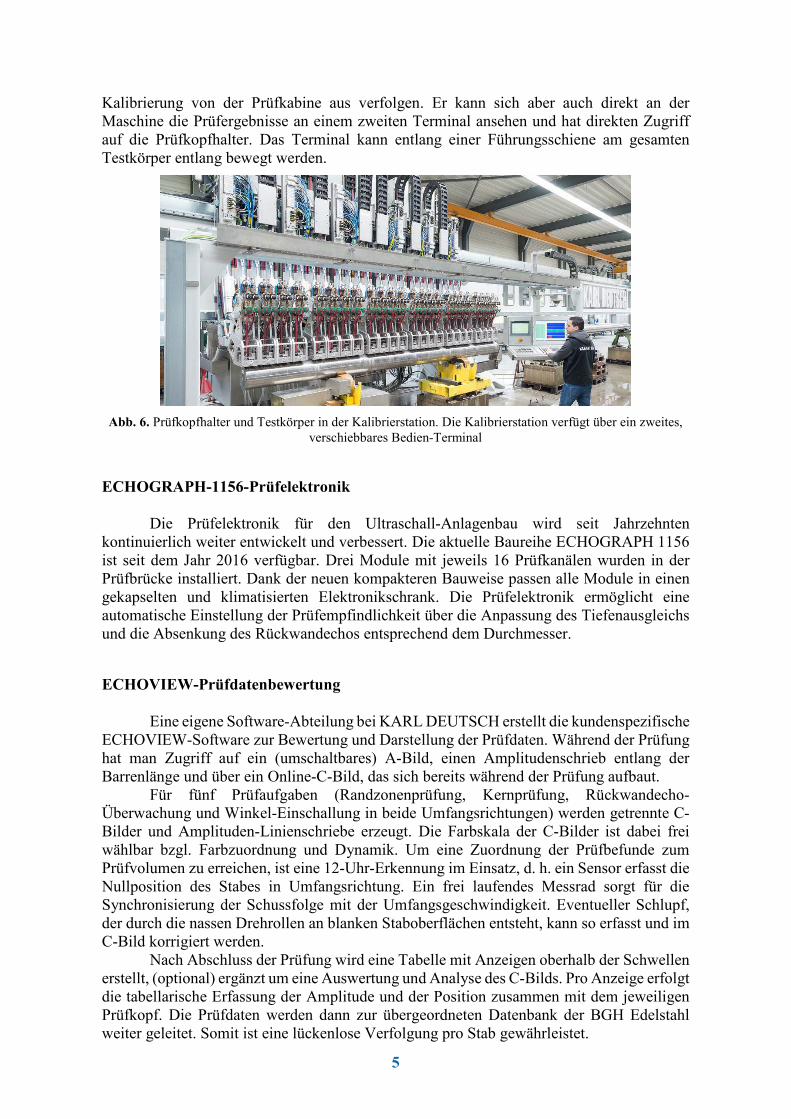
Kalibrierung von der Prüfkabine aus verfolgen. Er kann sich aber auch direkt an der Maschine die Prüfergebnisse an einem zweiten Terminal ansehen und hat direkten Zugriff auf die Prüfkopfhalter. Das Terminal kann entlang einer Führungsschiene am gesamten Testkörper entlang bewegt werden.
Abb. 6. Prüfkopfhalter und Testkörper in der Kalibrierstation. Die Kalibrierstation verfügt über ein zweites,
verschiebbares Bedien-Terminal
ECHOGRAPH-1156-Prüfelektronik
Die Prüfelektronik für den Ultraschall-Anlagenbau wird seit Jahrzehnten kontinuierlich weiter entwickelt und verbessert. Die aktuelle Baureihe ECHOGRAPH 1156 ist seit dem Jahr 2016 verfügbar. Drei Module mit jeweils 16 Prüfkanälen wurden in der Prüfbrücke installiert. Dank der neuen kompakteren Bauweise passen alle Module in einen gekapselten und klimatisierten Elektronikschrank. Die Prüfelektronik ermöglicht eine automatische Einstellung der Prüfempfindlichkeit über die Anpassung des Tiefenausgleichs und die Absenkung des Rückwandechos entsprechend dem Durchmesser.
ECHOVIEW-Prüfdatenbewertung
Eine eigene Software-Abteilung bei KARL DEUTSCH erstellt die kundenspezifische ECHOVIEW-Software zur Bewertung und Darstellung der Prüfdaten. Während der Prüfung hat man Zugriff auf ein (umschaltbares) A-Bild, einen Amplitudenschrieb entlang der Barrenlänge und über ein Online-C-Bild, das sich bereits während der Prüfung aufbaut.
Für fünf Prüfaufgaben (Randzonenprüfung, Kernprüfung, Rückwandecho-Überwachung und Winkel-Einschallung in beide Umfangsrichtungen) werden getrennte C-Bilder und Amplituden-Linienschriebe erzeugt. Die Farbskala der C-Bilder ist dabei frei wählbar bzgl. Farbzuordnung und Dynamik. Um eine Zuordnung der Prüfbefunde zum Prüfvolumen zu erreichen, ist eine 12-Uhr-Erkennung im Einsatz, d. h. ein Sensor erfasst die Nullposition des Stabes in Umfangsrichtung. Ein frei laufendes Messrad sorgt für die Synchronisierung der Schussfolge mit der Umfangsgeschwindigkeit. Eventueller Schlupf, der durch die nassen Drehrollen an blanken Staboberflächen entsteht, kann so erfasst und im C-Bild korrigiert werden.
Nach Abschluss der Prüfung wird eine Tabelle mit Anzeigen oberhalb der Schwellen erstellt, (optional) ergänzt um eine Auswertung und Analyse des C-Bilds. Pro Anzeige erfolgt die tabellarische Erfassung der Amplitude und der Position zusammen mit dem jeweiligen Prüfkopf. Die Prüfdaten werden dann zur übergeordneten Datenbank der BGH Edelstahl weiter geleitet. Somit ist eine lückenlose Verfolgung pro Stab gewährleistet.
6
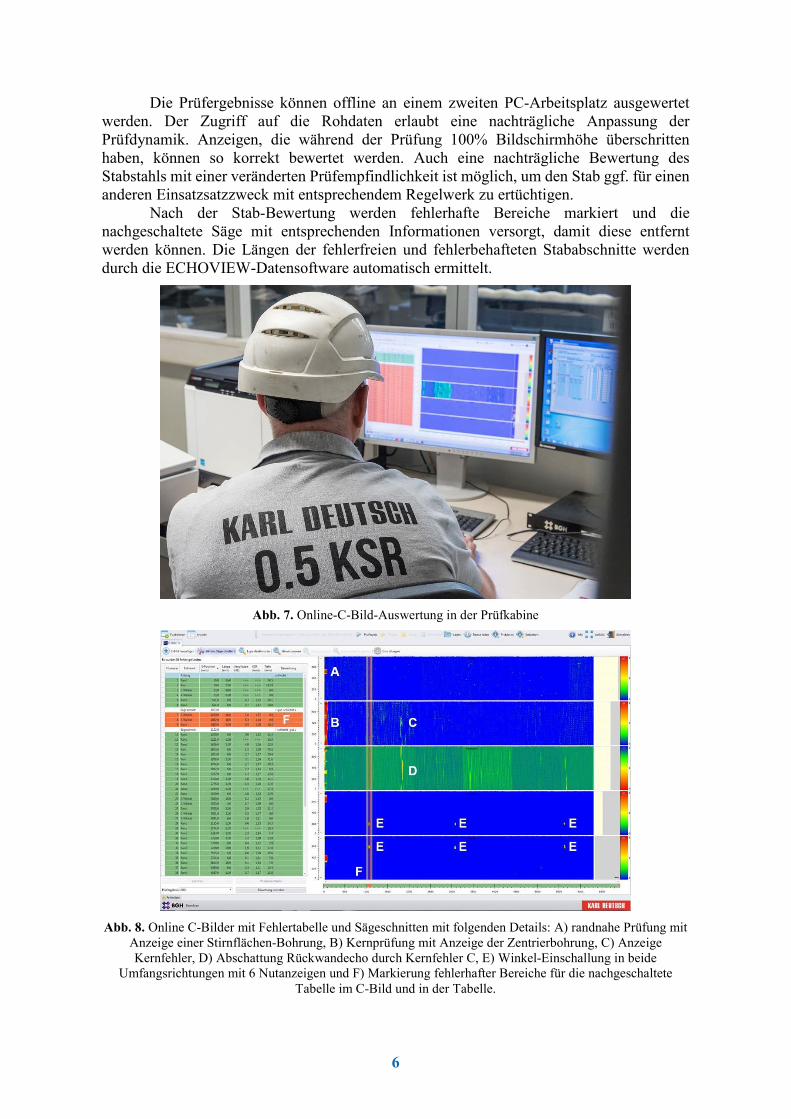
Die Prüfergebnisse können offline an einem zweiten PC-Arbeitsplatz ausgewertet werden. Der Zugriff auf die Rohdaten erlaubt eine nachträgliche Anpassung der Prüfdynamik. Anzeigen, die während der Prüfung 100% Bildschirmhöhe überschritten haben, können so korrekt bewertet werden. Auch eine nachträgliche Bewertung des Stabstahls mit einer veränderten Prüfempfindlichkeit ist möglich, um den Stab ggf. für einen anderen Einsatzsatzzweck mit entsprechendem Regelwerk zu ertüchtigen.
Nach der Stab-Bewertung werden fehlerhafte Bereiche markiert und die nachgeschaltete Säge mit entsprechenden Informationen versorgt, damit diese entfernt werden können. Die Längen der fehlerfreien und fehlerbehafteten Stababschnitte werden durch die ECHOVIEW-Datensoftware automatisch ermittelt.
Abb. 7. Online-C-Bild-Auswertung in der Prüfkabine
Abb. 8. Online C-Bilder mit Fehlertabelle und Sägeschnitten mit folgenden Details: A) randnahe Prüfung mit
Anzeige einer Stirnflächen-Bohrung, B) Kernprüfung mit Anzeige der Zentrierbohrung, C) Anzeige Kernfehler, D) Abschattung Rückwandecho durch Kernfehler C, E) Winkel-Einschallung in beide
Umfangsrichtungen mit 6 Nutanzeigen und F) Markierung fehlerhafter Bereiche für die nachgeschaltete Tabelle im C-Bild und in der Tabelle.
7
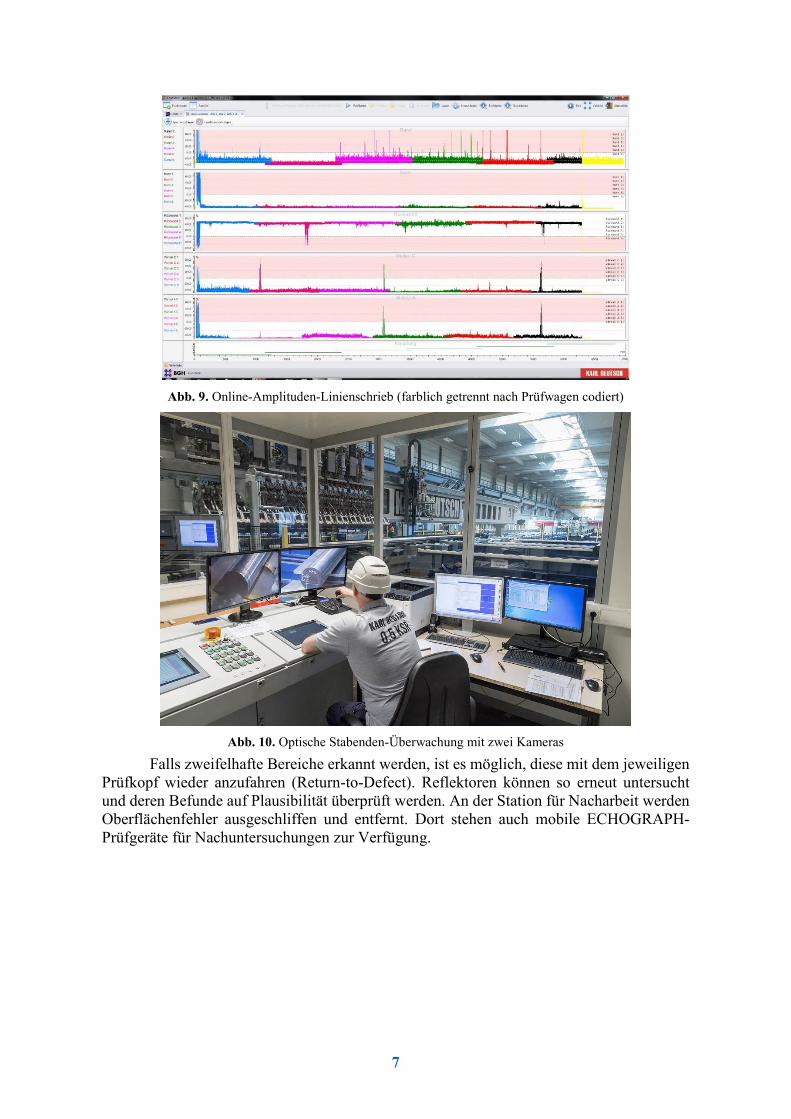
Abb. 9. Online-Amplituden-Linienschrieb (farblich getrennt nach Prüfwagen codiert)
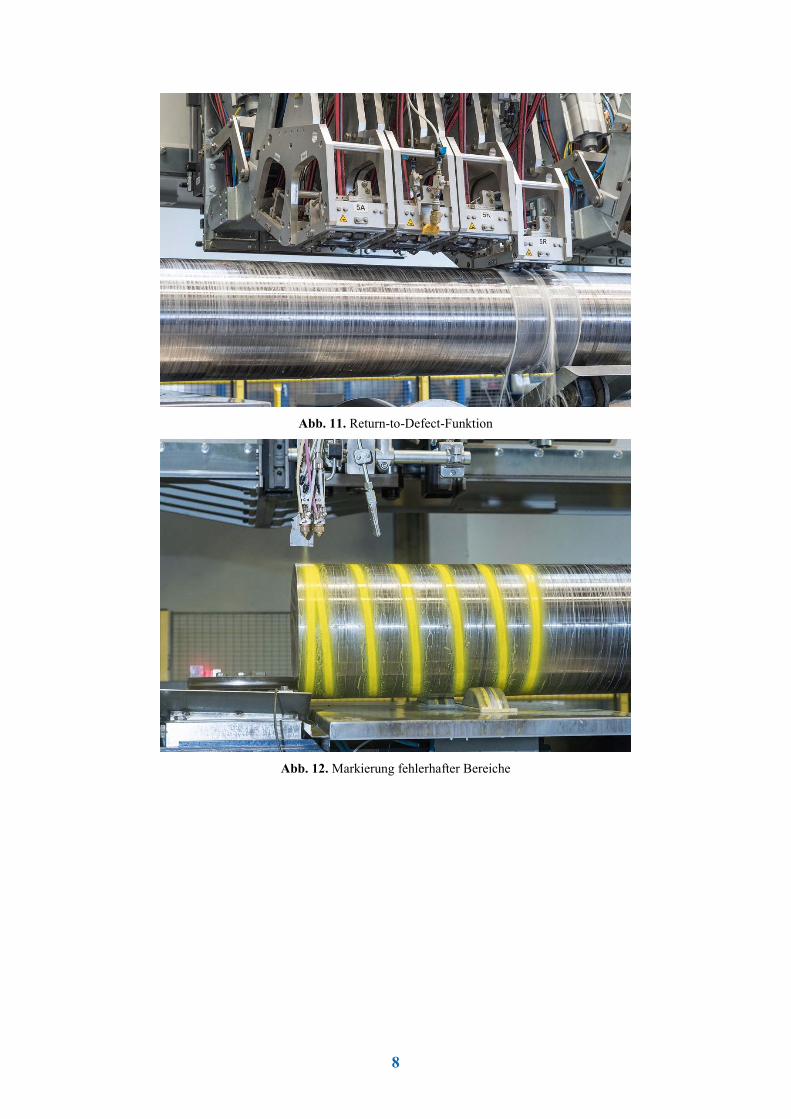
Abb. 10. Optische Stabenden-Überwachung mit zwei Kameras
Falls zweifelhafte Bereiche erkannt werden, ist es möglich, diese mit dem jeweiligen Prüfkopf wieder anzufahren (Return-to-Defect). Reflektoren können so erneut untersucht und deren Befunde auf Plausibilität überprüft werden. An der Station für Nacharbeit werden Oberflächenfehler ausgeschliffen und entfernt. Dort stehen auch mobile ECHOGRAPH-Prüfgeräte für Nachuntersuchungen zur Verfügung.
8
Abb. 11. Return-to-Defect-Funktion
Abb. 12. Markierung fehlerhafter Bereiche





























