Embed Size (px)
Citation preview

ARGEN Dental – Der Spezialist für Gerüstwerkstoffe
500 15001100
HT
2040
HT
50
Stabilität MPaTransluzenz %
Qualität ist das beste Gerüst
20 500 1400
HS
Stabilität MPaHS
25 50
Transluzenz %

dental innovators to the world
2
Besonders hohe Festigkeit
Optimal für individuelle Abutments, für Primärkonstruktionen, auch auf Implantaten,
für Kronen- und Brückengerüste zur Keramikverblendung und für großspannige
Versorgungen
Besonders hohe Transluzenz
Optimal für ästhetisch hochwertige und individuelle Vollzirkon-Einheiten
Erhebliche optische Vorteile bei der Verblendung im Frontzahnbereich
IndikationenArgenZ esthetic HT Discs sind bestens geeignet für die Herstellung von optisch hoch-wertigen individuellen Vollzirkon- Einheiten, reduzierten oder vollanatomischen Kronen- und Brücken gerüsten. ArgenZ ultra HS Discs sind das Material der Wahl für reduzierte Ge-rüste, Unter kon struk tionen, Primärteile, Stege und individuelle Abutments.
HerstellungExzellentes, hochwertiges Basismaterial wird im isostatischen Einzelpressverfahren zu ArgenZ Discs verarbeitet. Nur so erhalten die Discs ihre extrem gleichmäßige Korn-verteilung. Der erfahrene Anwender hört bereits beim Eindringen der Fräser in die Oberfläche der Discs den deutlichen Qualitätsunterschied.
QualitätÄußerst hohe Qualität, die durch umfang-reiche Tests externer klinischer Einrichtungen und Forschungslabore gewährleistet wird. Die Qualitätsprüfung umfasst:
• Analyse der Zirkoniumdioxid-Partikelgröße
• Prüfung von Verschleiß und Polierbarkeit mittels Energiedispersiver Spektrometrie und Röntgen
• Analyse von Farbe und Transluzenz mittels UV-Spektrophotometrie
• Prüfung der Biegefestigkeit durch Drei-punkt-, Vierpunkt- und biaxiale Biege-versuche
• Prüfung der Fräsbarkeit mit Fräsmaschinen verschiedener Hersteller
• Prüfung der Alterungsbeständigkeit zur Erreichung einer maximalen Lebensdauer
ArgenZ Discs

3
Beim isostatischen Pressen werden vor- geformte Zirkon-Ronden in einer Hoch-druckkammer einzeln aus allen Richtungen mit konstantem Druck zusammengepresst.
Auf diese Weise werden die gewünsch-ten physikalischen Eigenschaften
erreicht: absolute Homogenität, gleichmäßige Festigkeit, einheitliche Schrumpfung und hohe Transluzenz.
Ein weniger aufwendiges Ver- fahren ist das einseitige Pressen.
Dabei wird nur auf die ebenen Ober- flächen Druck ausgeübt, die dadurch härter werden können als das restliche Material. Dies führt zu unerwünschten Neben wirkun- gen wie unterschiedlicher Dichte sowie geringerer Festigkeit und Transluzenz. Form gepress tes Zirkon absorbiert Einfärbe-lösungen oft ungleichmäßig; nach dem Sintern können Flecken zurückbleiben. Fräs instru mente werden schneller stumpf und müssen öfter ersetzt werden.
Es gibt Ronden, die isostatisch gepresst sind, jedoch en bloc. Anschließend werden diese Zylinder zu Ronden geschnitten. Auch hier kann es zu entsprechenden unerwünschten Abweichungen von Dichte, Homogenität, Schrumpfwerten und Ästhetik kommen.
Für ArgenZ Discs wird jede Ronde erst vorgeformt und dann einzeln isostatisch gepresst. Anschließend werden Gewicht und Schrumpfung jeder einzelnen Ronde in einem Reinraum präzise gemessen. Nur so bleibt die außerordentlich hohe Qualität der ArgenZ Discs gewährleistet.
Isostatische Einzelpressung – für beste physikalische und optische
Eigenschaften
FräsenVerkürzte Fräszeiten werden in Abhängigkeit von der genutzten Frässoftware möglich.
EinfärbenEinfärbbar mit allen handelsüblichen Färbe-mitteln, sehr gute und gleichmäßige Farbauf-nahme. Hinsichtlich des Einfärbeprozesses beachten Sie vor der ersten Anwendung von ArgenZ Discs bitte unsere ausführliche Broschüre „Tauchempfehlungen“.
SinternArgenZ ultra HS Discs und ArgenZ esthetic HT Discs sind in einem Arbeitsgang bei gleicher Temperatur sinterbar (siehe umseitigeTabelle).
VerblendenAlle Zirkonkeramiken sind zur Verblendung geeignet.

dental innovators to the world
4
Optimierte Sinter-Ergebnisse für ArgenZ ultra HS Discs und ArgenZ esthetic HT DiscsTrockenzeit nach
Tauchvorgang in Minuten
(mind.)
Steigrate in °C pro Minute,
Start bei Raumtemperatur
Endtemperatur in °C
Haltezeit bei Endtemperatur
in MinutenAbkühlphase
Abkühlungs- Zieltemperatur
Erhöhung der Transluzenz durch den Sinterprozess
ArgenZ ultra HS Discs
Einzel-Einheiten 20 10 1.525 120 in Ofenkammer Raumtemperatur nicht möglich
2- bis 3-gliedrig 30 7 1.525 120 in Ofenkammer Raumtemperatur nicht möglich
4- bis 6-gliedrig 45 5 1.525 120 in Ofenkammer Raumtemperatur nicht möglich
7- bis 9-gliedrig 60 4 1.525 120 in Ofenkammer Raumtemperatur nicht möglich
10- bis 14-gliedrig 90 3 1.525 120 in Ofenkammer Raumtemperatur nicht möglich
Besonders massive Konstruktionen
120 2 1.525 180 in Ofenkammer Raumtemperatur nicht möglich
ArgenZ esthetic HT Discs
Einzel-Einheiten 20 10 1.525 120 in Ofenkammer 7°C pro Minute bis 1.000°C
danach in Ofenkammer bis Raumtemperatur
Haltezeit bei 1.200°C für 60 Minuten, dann mit Steigrate 5°C zur Endtemperatur
und 60 Minuten halten
2- bis 3-gliedrig 30 7 1.525 120 in Ofenkammer 7°C pro Minute bis 1.000°C
danach in Ofenkammer bis Raumtemperatur
Haltezeit bei 1.200°C für 60 Minuten, dann mit Steigrate 4°C zur Endtemperatur
und 60 Minuten halten
4- bis 6-gliedrig 45 5 1.525 120 in Ofenkammer 7°C pro Minute bis 1.000°C
danach in Ofenkammer bis Raumtemperatur
Haltezeit bei 1.200°C für 60 Minuten, dann mit Steigrate 3°C zur erhöhten Endtemperatur
von 1.570°C und 90 Minuten halten
7- bis 9-gliedrig 60 4 1.525 120 in Ofenkammer 7°C pro Minute bis 1.000°C
danach in Ofenkammer bis Raumtemperatur
Haltezeit bei 1.200°C für 60 Minuten, dann mit Steigrate 2°C zur erhöhten Endtemperatur
von 1.570°C und 90 Minuten halten
10- bis 14-gliedrig 90 3 1.525 120 in Ofenkammer 7°C pro Minute bis 1.000°C
danach in Ofenkammer bis Raumtemperatur
Haltezeit bei 1.200°C für 60 Minuten, dann mit Steigrate 2°C zur erhöhten Endtemperatur
von 1.570°C und 90 Minuten halten
Besonders massive Konstruktionen 120 2 1.525 180 in Ofenkammer 7°C
pro Minute bis 1.000°Cdanach in Ofenkammer
bis Raumtemperatur
Haltezeit bei 1.200°C für 60 Minuten, dann mit Steigrate 2°C zur erhöhten Endtemperatur
von 1.570°C und 120 Minuten halten
Der Sinterprozess muss entsprechend der größten Konstruktion, die sich in der Sinterschale befindet, gewählt werden. Geringere Aufheizraten, eingefügte Haltezeiten, verlängerte Haltezeiten bei Endtempera-tur sowie eine verlängerte Abkühlphase haben auf kleinere Konstruktionen keine negativen Auswirkungen. Bei gleichzeitiger Sinterung von ArgenZ ultra HS Discs und ArgenZ esthetic HT Discs muss das der Konstruktionsgröße entsprechende Sinterprogramm für ArgenZ esthetic HT Discs gewählt werden.

5
Optimierte Sinter-Ergebnisse für ArgenZ ultra HS Discs und ArgenZ esthetic HT DiscsTrockenzeit nach
Tauchvorgang in Minuten
(mind.)
Steigrate in °C pro Minute,
Start bei Raumtemperatur
Endtemperatur in °C
Haltezeit bei Endtemperatur
in MinutenAbkühlphase
Abkühlungs- Zieltemperatur
Erhöhung der Transluzenz durch den Sinterprozess
ArgenZ ultra HS Discs
Einzel-Einheiten 20 10 1.525 120 in Ofenkammer Raumtemperatur nicht möglich
2- bis 3-gliedrig 30 7 1.525 120 in Ofenkammer Raumtemperatur nicht möglich
4- bis 6-gliedrig 45 5 1.525 120 in Ofenkammer Raumtemperatur nicht möglich
7- bis 9-gliedrig 60 4 1.525 120 in Ofenkammer Raumtemperatur nicht möglich
10- bis 14-gliedrig 90 3 1.525 120 in Ofenkammer Raumtemperatur nicht möglich
Besonders massive Konstruktionen
120 2 1.525 180 in Ofenkammer Raumtemperatur nicht möglich
ArgenZ esthetic HT Discs
Einzel-Einheiten 20 10 1.525 120 in Ofenkammer 7°C pro Minute bis 1.000°C
danach in Ofenkammer bis Raumtemperatur
Haltezeit bei 1.200°C für 60 Minuten, dann mit Steigrate 5°C zur Endtemperatur
und 60 Minuten halten
2- bis 3-gliedrig 30 7 1.525 120 in Ofenkammer 7°C pro Minute bis 1.000°C
danach in Ofenkammer bis Raumtemperatur
Haltezeit bei 1.200°C für 60 Minuten, dann mit Steigrate 4°C zur Endtemperatur
und 60 Minuten halten
4- bis 6-gliedrig 45 5 1.525 120 in Ofenkammer 7°C pro Minute bis 1.000°C
danach in Ofenkammer bis Raumtemperatur
Haltezeit bei 1.200°C für 60 Minuten, dann mit Steigrate 3°C zur erhöhten Endtemperatur
von 1.570°C und 90 Minuten halten
7- bis 9-gliedrig 60 4 1.525 120 in Ofenkammer 7°C pro Minute bis 1.000°C
danach in Ofenkammer bis Raumtemperatur
Haltezeit bei 1.200°C für 60 Minuten, dann mit Steigrate 2°C zur erhöhten Endtemperatur
von 1.570°C und 90 Minuten halten
10- bis 14-gliedrig 90 3 1.525 120 in Ofenkammer 7°C pro Minute bis 1.000°C
danach in Ofenkammer bis Raumtemperatur
Haltezeit bei 1.200°C für 60 Minuten, dann mit Steigrate 2°C zur erhöhten Endtemperatur
von 1.570°C und 90 Minuten halten
Besonders massive Konstruktionen 120 2 1.525 180 in Ofenkammer 7°C
pro Minute bis 1.000°Cdanach in Ofenkammer
bis Raumtemperatur
Haltezeit bei 1.200°C für 60 Minuten, dann mit Steigrate 2°C zur erhöhten Endtemperatur
von 1.570°C und 120 Minuten halten
ACHTUNG: Beim Trocknen der Gerüste mithilfe einer zusätzlichen Wärmequelle auf ausreichenden Abstand der Objekte vom Hitzezentrum achten. Ansonsten besteht die Gefahr, dass die Oberflächen verschließen und die verbliebene Feuchtigkeit eingeschlossen wird. Dies führt ggf. zu Riss- oder Poren bildungen während des Sinterprozesses. Dem Gerüst auf jeden Fall eine komplette Vor trocknung ermöglichen.

dental innovators to the world
6
Verarbeitungshinweise
Arbeitsschutz• Verwenden Sie bei der Verarbeitung immer eine persönliche Schutzausrüstung (PSA)
Design• Für optimale Ergebnisse bei der CAD-Konstruktion beachten Sie bitte die ausführlichen
Hinweise auf dem Beipackzettel
Fräsen• Der Schrumpfungsfaktor wird mit 1,xxxx angegeben und ist seitlich auf der Ronde aufge-
druckt. Dieser Wert muss für jeden neuen Rohling in die Frässoftware eingegeben werden, damit eine exakte Passung gewährleistet ist
• Beim Einspannen einer Ronde achten Sie bitte darauf, dass die Fixierschrauben zunächst nur locker und mit der Hand eingedreht werden. Ziehen Sie die Schrauben danach vorsichtig mit geeignetem Werkzeug und nur über Kreuz an. Die Ronde soll fest, aber nicht gepresst sitzen. Damit verhindern Sie Abbrüche an den Schultern oder gar versteckte Riss bildungen innerhalb der Ronde
• Stellen Sie sicher, dass der Ring nicht verkantet aufgeschraubt ist. Die Ronde kann sonst unter Spannung geraten, was zu Rissen oder sogar Brüchen in den Konstruktionen führen kann
• Werden Objekte nass bearbeitet, vor dem Sintern unbedingt vollständig trocknen lassen (mindestens 60 Minuten). Restfeuchtigkeit im Zirkoniumdioxid führt zu Rissen beim Sinter vorgang
• Mechanische Bearbeitung möglichst vor dem Sintern abschließen

7
Einfärben• Einfärbbar mit allen handelsüblichen Färbemitteln
• Eine sehr gute und gleichmäßige Flüssigkeitsaufnahme ist gewährleistet
• Hinsichtlich des Einfärbeprozesses beachten Sie vor der ersten Anwendung von ArgenZ Discs bitte unsere ausführliche Broschüre „Tauchempfehlungen“
• Kolorierbar mit Glasur und Malfarben
Sintern• Die hohe Transluzenz von ArgenZ esthetic HT Discs kann durch die Brandführung noch
weiter gesteigert werden. Ausführliche Hinweise gibt die Tabelle in der Broschürenmitte
Nachbearbeitung• Gerüst innen wie außen mit Aluminiumoxid (110 micron) bei max. 2,5 bar Druck abstrahlen
• Zur Nachbearbeitung nach dem Dichtsintern nur empfohlene Schleifkörper und eine wassergekühlte Turbine verwenden. Nicht trocken schleifen. Mit geringen Drehzahlen arbeiten, um die Wärmeentwicklung zu minimieren. Scharfe Ecken und Kanten abrunden. Eine Bearbeitung mittels Separierscheiben ist nicht indiziert
11/2
018ARGEN Dental GmbH · Düsseldorf · Telefon 0211 355965-0 · argen.de
Der Spezialist für Gerüstwerkstoffe
Haben Sie weitere Fragen?Weitere Informationen sowie Bestellungen bei Ihrem ARGEN-Kundenberater oder in unserer Zentrale
dental innovators to the world
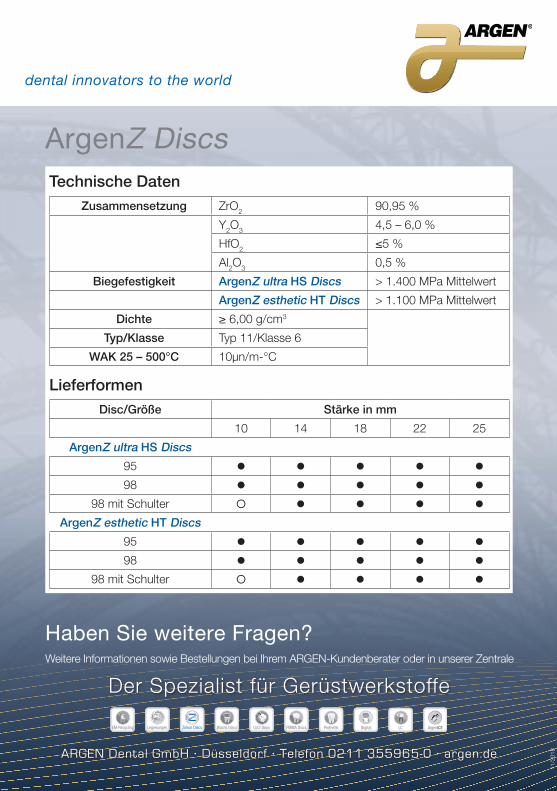
Technische DatenZusammensetzung ZrO2 90,95 %
Y2O3 4,5 – 6,0 %
HfO2 ≤5 %
Al2O3 0,5 %
Biegefestigkeit ArgenZ ultra HS Discs > 1.400 MPa Mittelwert
ArgenZ esthetic HT Discs > 1.100 MPa Mittelwert
Dichte ≥ 6,00 g/cm3
Typ/Klasse Typ 11/Klasse 6
WAK 25 – 500°C 10µn/m-°C
LieferformenDisc/Größe Stärke in mm
10 14 18 22 25
ArgenZ ultra HS Discs
95
98
98 mit Schulter
ArgenZ esthetic HT Discs
95
98
98 mit Schulter
ArgenZ Discs