Embed Size (px)
Citation preview

PM-LegierungenVerschleiß- undtemperaturbeständigeBauteile aus pulvermetal-lurgisch hergestellten• Stelliten• Stählen• Superlegierungen• Werkstoffverbunden
PM-AlloysWear and high temperatureresistant components of pow-der metallurgical• stellites• steels• superalloys• composite materials
2
Bismarckstrasse 57–59D-66333 Völklingen / SaarGermany
Produktgruppe Verschleiß und Umformung
Beratung und Verkauf: Telefon: 0 68 98 / 50 42-2400 68 98 / 50 42-265
Telefax: 0 68 98 / 50 42-279E-Mail: [email protected]
[email protected]: www.saar-hartmetall.de
Wegweiser Saarstahl AG (SAG)Tor 2 folgen

Dieser Prospekt zeigt eine Auswahl an Werkzeugen gefertigt aus PM-Stelliten, -Stählen, -Superlegierungen und -Werkstoffverbunden ausunserem Standardprogramm.
Sonderausführungen oder Neuentwicklungen, die speziellen thermi-schen und mechanischen Belastungen oder Anforderungen in einemabrasiv bzw. korrosiv wirkenden Umfeld gerecht werden müssen,können ebenfalls von uns angefertigt und geliefert werden. Somit sindwir in der Lage, auch spezielle Kundenprobleme anzugehen.
This catalogue shows a selection of our standard tools made of PM-stellites, -steels, -superalloys and -composite materials.
We are also able to make special tools or develop new designs andgrades which meet special thermal and mechanical loads and requirements in an abrasive or corrosive environment thus providingsolutions for our customers’ complicated technical problems.
SARASTEL – SASPM-Stellite / PM-Stellites Seite / Page 7
SARAMET – SAMPM-Stähle / PM-Steels Seite / Page 8–9
SARATHERM – SATPM-Superlegierungen / PM-Superalloys Seite / Page 9–10
SARACOMPM-Verbunde / PM-Composites Seite / Page 11
3
4
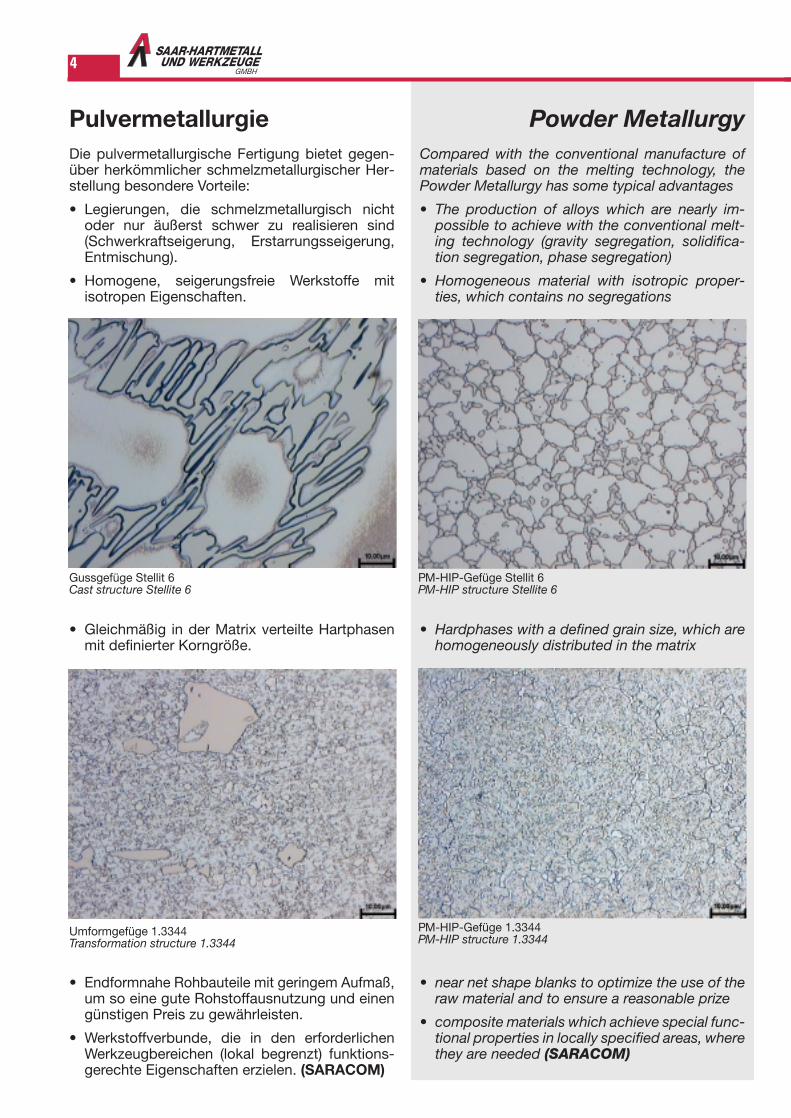
PulvermetallurgieDie pulvermetallurgische Fertigung bietet gegen-über herkömmlicher schmelzmetallurgischer Her-stellung besondere Vorteile:
• Legierungen, die schmelzmetallurgisch nichtoder nur äußerst schwer zu realisieren sind(Schwerkraftseigerung, Erstarrungsseigerung,Entmischung).
• Homogene, seigerungsfreie Werkstoffe mitisotropen Eigenschaften.
• Gleichmäßig in der Matrix verteilte Hartphasenmit definierter Korngröße.
• Endformnahe Rohbauteile mit geringem Aufmaß,um so eine gute Rohstoffausnutzung und einengünstigen Preis zu gewährleisten.
• Werkstoffverbunde, die in den erforderlichenWerkzeugbereichen (lokal begrenzt) funktions-gerechte Eigenschaften erzielen. (SARACOM)
Powder MetallurgyCompared with the conventional manufacture ofmaterials based on the melting technology, thePowder Metallurgy has some typical advantages
• The production of alloys which are nearly im-possible to achieve with the conventional melt-ing technology (gravity segregation, solidifica-tion segregation, phase segregation)
• Homogeneous material with isotropic proper-ties, which contains no segregations
• Hardphases with a defined grain size, which arehomogeneously distributed in the matrix
• near net shape blanks to optimize the use of theraw material and to ensure a reasonable prize
• composite materials which achieve special func-tional properties in locally specified areas, wherethey are needed (SARACOM)
Gussgefüge Stellit 6Cast structure Stellite 6
PM-HIP-Gefüge Stellit 6PM-HIP structure Stellite 6
PM-HIP-Gefüge 1.3344PM-HIP structure 1.3344
Umformgefüge 1.3344Transformation structure 1.3344
5
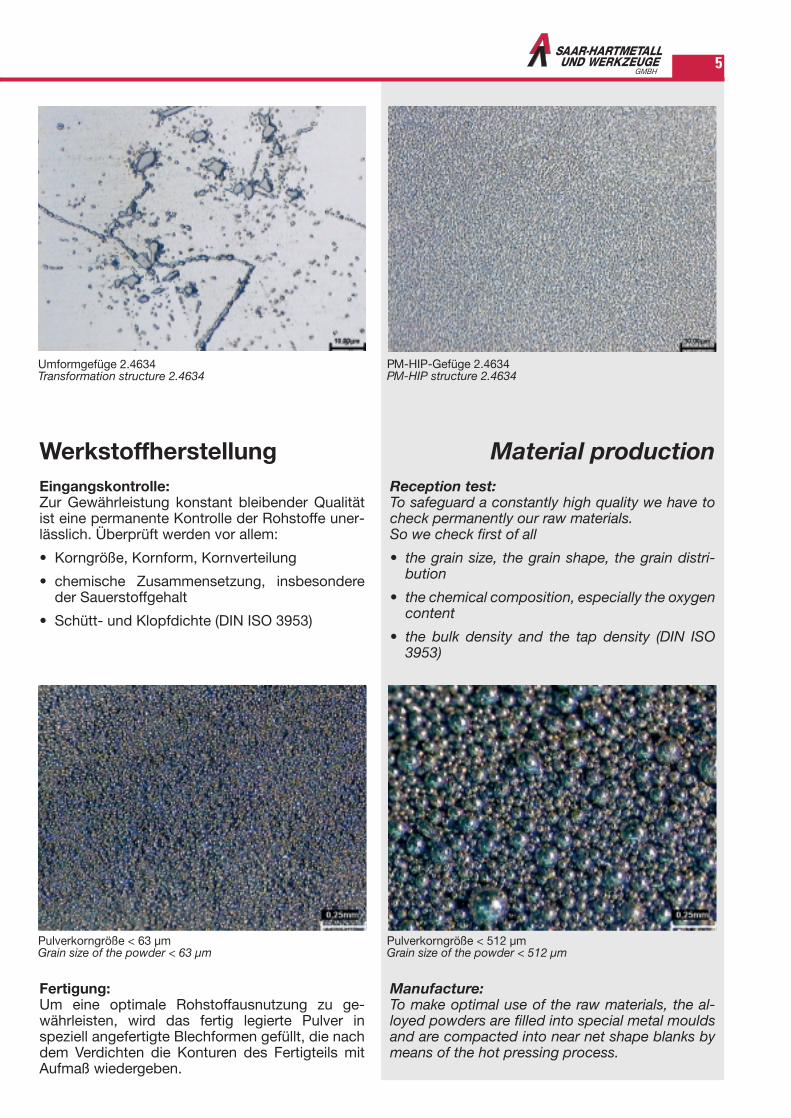
WerkstoffherstellungEingangskontrolle:Zur Gewährleistung konstant bleibender Qualitätist eine permanente Kontrolle der Rohstoffe uner-lässlich. Überprüft werden vor allem:
• Korngröße, Kornform, Kornverteilung
• chemische Zusammensetzung, insbesondereder Sauerstoffgehalt
• Schütt- und Klopfdichte (DIN ISO 3953)
Fertigung:Um eine optimale Rohstoffausnutzung zu ge-währleisten, wird das fertig legierte Pulver inspeziell angefertigte Blechformen gefüllt, die nachdem Verdichten die Konturen des Fertigteils mitAufmaß wiedergeben.
Material productionReception test:To safeguard a constantly high quality we have tocheck permanently our raw materials.So we check first of all
• the grain size, the grain shape, the grain distri-bution
• the chemical composition, especially the oxygencontent
• the bulk density and the tap density (DIN ISO3953)
Manufacture:To make optimal use of the raw materials, the al-loyed powders are filled into special metal mouldsand are compacted into near net shape blanks bymeans of the hot pressing process.
PM-HIP-Gefüge 2.4634PM-HIP structure 2.4634
Umformgefüge 2.4634Transformation structure 2.4634
Pulverkorngröße < 63 µmGrain size of the powder < 63 µm
Pulverkorngröße < 512 µmGrain size of the powder < 512 µm

6
HIP-Prozess:Der Verbund von Pulverteilchen untereinandersowie auch zwischen den Pulverteilchen und denFestkörpern der unterschiedlichen Werkstoffgrup-pen (PM-Stahl/Hartmetall, PM-Stahl/Stellit, PM-Stahl/Superlegierung) erfolgt über Festkörperdiffu-sionsprozesse beim heißisostatischen Pressen(1100°C – 1200°C, 1000 bar).
Der Verbund zwischen den Werkstoffgruppen wirdnach dem Drucksintern mittels Ultraschall-Prüf-anlage untersucht.
HIP-procedure:The mutual bonding of the powder particles as wellas their adhesion with the different materials (PM-steel/cemented carbide, PM-steel/Stellite, PM-steel/superalloy) is achieved through the solid statediffusion bonding during the HIP-procedure (1100°C – 1200°C, 1000 bar).
After sintering under pressure the bonding bet-ween the different materials is checked with an ul-tra sonic material tester.
The simultaneous sintering and compaction of the bodies in a HIP-press enables the productionof flawless and isotropic components in one pro-duction step. This is an obvious advantage overconventional pressureless sintered PM-materialwhich in many cases must be transformed to increase the density and the quality. Despite the additional procedure of a subsequent heat treat-ment there may still be traces of a structural defor-mation which does not occur in materials made viathe HIP-process. Moreover the HIP-process ex-cludes any oxidation of the surfaces which can occur when parts are transformed in contact withthe air.
Durch das gleichzeitige Sintern und Verdichten derFormkörper in einer HIP-Anlage können fehlerfreieund isotrope Bauteile in einem Prozessschritthergestellt werden. Dies steht im Gegensatz zuherkömmlichen drucklos gesinterten PM-Bau-teilen, die häufig zur Erhöhung der Dichte undsomit zur Qualitätsverbesserung umgeformt wer-den müssen. Trotz des zusätzlichen Aufwandeseiner sich anschließenden Wärmebehandlung kön-nen Spuren einer Verformungstextur zurückblei-ben, die beim heißisostatischen Pressen erst garnicht entsteht. Ein weiterer Aspekt ist, dass dieOberflächen bei einer etwaigen Umformung anLuft oxidieren können, dies jedoch beim HIP-Prozess ausgeschlossen ist.

7
PM-StelliteStellite sind Kobaltbasis-Legierungen, derenVorteile gegenüber den Stählen die höhere ther-mische und chemische Beständigkeit im Tempe-raturbereich bis 800°C sind. Durch ihren variablenHartstoffanteil kann ferner eine gezielte Ver-schleißbeständigkeit eingestellt werden. Mittelsder pulvermetallurgischen Herstellung der Werk-stoffe entsteht eine ausgezeichnete Homogenitätim Gefüge, die sich besonders positiv auf die Hart-stoffverteilung und die Isotropie der Bauteileauswirkt. Die Oxidationsbeständigkeit bei erhöhterTemperatur und die verbesserte Resistenz in ag-gressiven Medien im Vergleich zu Stählen, bei gleichzeitig hoher Verschleißbeständigkeit, zeigenanspruchsvolle Einsatzmöglichkeiten auf.
PM-StellitesStellites are cobald-based alloys whose advan-tages over steels are their thermal and chemical re-sistance in a temperature range up to 800°C. Dueto a variable share of hard particles it is possible toachieve a tailored wear resistance. Furthermorethe powder metallurgical production process cre-ates a structural homogeneousness which en-hances the distribution of hard particles and theisotropy of the structural components. The resist-ance to the oxidation at elevated temperatures andthe improved resistance in an aggressive environ-ment as well as the high wear resistance are defi-nite advantages over steels thus opening up so-phisticated fields of industrial applications.
In all cases where there is wear in combination withan elevated temperature or/and aggressive agents,the use of stellites may prove to be advantageous:
Hot working and transforming tools for the glass in-dustry, rolling mills and forges. Furthermore shearblades for hot cutting, milling and cutting tools,protectors in stationary steam turbines, engineer-ing parts, nozzle components for the chemical andpetrochemical industry, shafts and bushings forseawater pumps etc.
Überall dort, wo Verschleiß in Kombination mit er-höhter Temperatur oder/und aggressiven Medienauftritt, bieten Stellite gegenüber anderen Werk-stoffen Vorteile in der Anwendung:
Werkzeuge für die Heißbearbeitung und -umfor-mung, wie in der Glasindustrie, in Walzwerken undin Schmieden. Außerdem Heißscherenmesser,Mahl- und Schneidwerkzeuge, Schutzeinsätze instationären Dampfturbinen, Armaturen, Ventilteilefür die chemische und petrochemische Industrie,Wellen und Büchsen für Meerwasserpumpen etc.
SARASTEL (SAS)
LegierungszusammensetzungLegierung Härte Content Industrielle Anwendung
Alloy Hardness [Gew.% / wt.%] Industrial applications
HRC C Cr W Mo Co
SARASTEL 1 54 2,5 32 13 /
SARASTEL 6 42 1,1 28 4 / Rest/
SARASTEL 12 45 1,5 30 9 / balance
SARASTEL 21 35 0,3 30 / 5
Mahl- und SchneidwerkzeugeMilling tools, cutting tools
Korrosionsbeständige Warmarbeits-werkzeuge und Armaturen
Corrosion resisting high temperature engineering parts, hot working tools
8
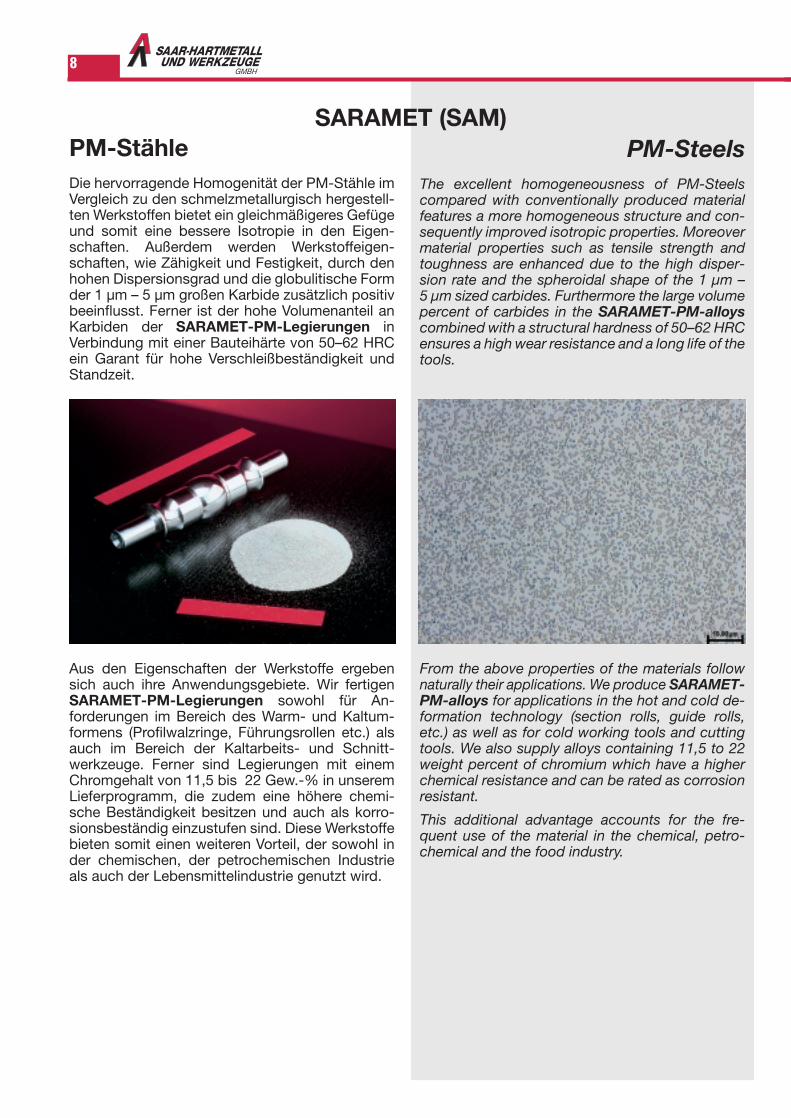
PM-StähleDie hervorragende Homogenität der PM-Stähle imVergleich zu den schmelzmetallurgisch hergestell-ten Werkstoffen bietet ein gleichmäßigeres Gefügeund somit eine bessere Isotropie in den Eigen-schaften. Außerdem werden Werkstoffeigen-schaften, wie Zähigkeit und Festigkeit, durch denhohen Dispersionsgrad und die globulitische Formder 1 µm – 5 µm großen Karbide zusätzlich positivbeeinflusst. Ferner ist der hohe Volumenanteil anKarbiden der SARAMET-PM-Legierungen inVerbindung mit einer Bauteihärte von 50–62 HRCein Garant für hohe Verschleißbeständigkeit undStandzeit.
Aus den Eigenschaften der Werkstoffe ergebensich auch ihre Anwendungsgebiete. Wir fertigenSARAMET-PM-Legierungen sowohl für An-forderungen im Bereich des Warm- und Kaltum-formens (Profilwalzringe, Führungsrollen etc.) alsauch im Bereich der Kaltarbeits- und Schnitt-werkzeuge. Ferner sind Legierungen mit einemChromgehalt von 11,5 bis 22 Gew.-% in unseremLieferprogramm, die zudem eine höhere chemi-sche Beständigkeit besitzen und auch als korro-sionsbeständig einzustufen sind. Diese Werkstoffebieten somit einen weiteren Vorteil, der sowohl inder chemischen, der petrochemischen Industrieals auch der Lebensmittelindustrie genutzt wird.
PM-SteelsThe excellent homogeneousness of PM-Steelscompared with conventionally produced materialfeatures a more homogeneous structure and con-sequently improved isotropic properties. Moreovermaterial properties such as tensile strength andtoughness are enhanced due to the high disper-sion rate and the spheroidal shape of the 1 µm – 5 µm sized carbides. Furthermore the large volumepercent of carbides in the SARAMET-PM-alloyscombined with a structural hardness of 50–62 HRCensures a high wear resistance and a long life of thetools.
From the above properties of the materials follownaturally their applications. We produce SARAMET-PM-alloys for applications in the hot and cold de-formation technology (section rolls, guide rolls,etc.) as well as for cold working tools and cuttingtools. We also supply alloys containing 11,5 to 22weight percent of chromium which have a higherchemical resistance and can be rated as corrosionresistant.
This additional advantage accounts for the fre-quent use of the material in the chemical, petro-chemical and the food industry.
SARAMET (SAM)
9
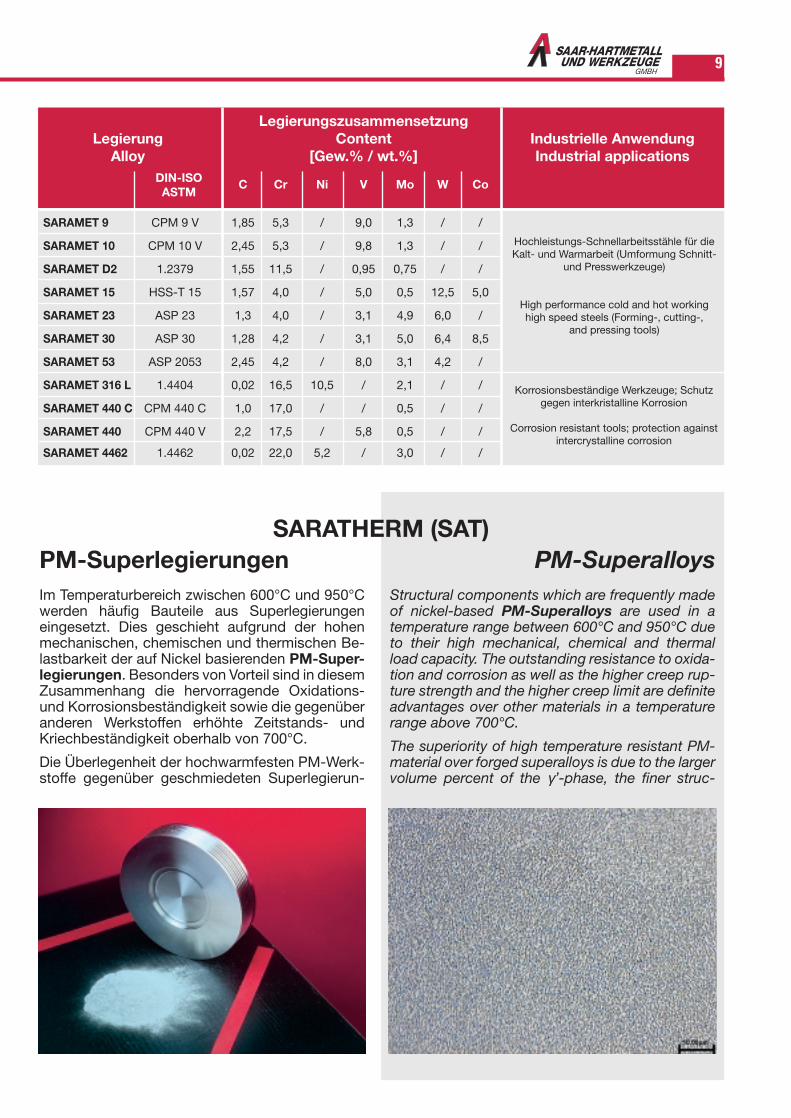
PM-SuperlegierungenIm Temperaturbereich zwischen 600°C und 950°Cwerden häufig Bauteile aus Superlegierungeneingesetzt. Dies geschieht aufgrund der hohenmechanischen, chemischen und thermischen Be-lastbarkeit der auf Nickel basierenden PM-Super-legierungen. Besonders von Vorteil sind in diesemZusammenhang die hervorragende Oxidations-und Korrosionsbeständigkeit sowie die gegenüberanderen Werkstoffen erhöhte Zeitstands- undKriechbeständigkeit oberhalb von 700°C.
Die Überlegenheit der hochwarmfesten PM-Werk-stoffe gegenüber geschmiedeten Superlegierun-
SARATHERM (SAT)
LegierungszusammensetzungLegierung Content Industrielle Anwendung
Alloy [Gew.% / wt.%] Industrial applicationsDIN-ISO C Cr Ni V Mo W CoASTM
SARAMET 9 CPM 9 V 1,85 5,3 / 9,0 1,3 / /
SARAMET 10 CPM 10 V 2,45 5,3 / 9,8 1,3 / /
SARAMET D2 1.2379 1,55 11,5 / 0,95 0,75 / /
SARAMET 15 HSS-T 15 1,57 4,0 / 5,0 0,5 12,5 5,0
SARAMET 23 ASP 23 1,3 4,0 / 3,1 4,9 6,0 /
SARAMET 30 ASP 30 1,28 4,2 / 3,1 5,0 6,4 8,5
SARAMET 53 ASP 2053 2,45 4,2 / 8,0 3,1 4,2 /
SARAMET 316 L 1.4404 0,02 16,5 10,5 / 2,1 / /
SARAMET 440 C CPM 440 C 1,0 17,0 / / 0,5 / /
SARAMET 440 CPM 440 V 2,2 17,5 / 5,8 0,5 / /
SARAMET 4462 1.4462 0,02 22,0 5,2 / 3,0 / /
Hochleistungs-Schnellarbeitsstähle für dieKalt- und Warmarbeit (Umformung Schnitt-
und Presswerkzeuge)
High performance cold and hot workinghigh speed steels (Forming-, cutting-,
and pressing tools)
Korrosionsbeständige Werkzeuge; Schutzgegen interkristalline Korrosion
Corrosion resistant tools; protection againstintercrystalline corrosion
PM-SuperalloysStructural components which are frequently madeof nickel-based PM-Superalloys are used in atemperature range between 600°C and 950°C dueto their high mechanical, chemical and thermalload capacity. The outstanding resistance to oxida-tion and corrosion as well as the higher creep rup-ture strength and the higher creep limit are definiteadvantages over other materials in a temperaturerange above 700°C.
The superiority of high temperature resistant PM-material over forged superalloys is due to the largervolume percent of the γ’-phase, the finer struc-
10
gen ist begründet durch den höheren Volumen-anteil an γ’-Phase, die feinere Gefügestruktur unddie damit verbundenen besseren mechanischenEigenschaften.
Typische Anwendungsgebiete für hochwarmfestePM-Superlegierungen liegen im Bereich vonHochleistungs-Triebwerksteilen, hochwarmfestenMaschinenbauteilen der chem. und petrochem. In-dustrie, Heißarbeits- und Umformwerkzeugen inder Diamantschleifscheiben-, der Glas- und derAutomobilindustrie etc.
PM-Superlegierungen haben sowohl gegenüberStelliten als auch gegenüber gegossenen undgeschmiedeten hochwarmfesten Werkstoffeneinen Vorsprung im Bereich der Festigkeit ober-halb einer Temperatur von 700°C. Aus diesemGrund sind sie als Hochtemperatur-Konstruktions-werkstoffe gut geeignet.
ture and the ensuing better mechanical proper-ties.
Typical applications for high temperature resistantPM-Superalloys are high performance engineparts, high temperature resistant machine parts ofthe chemical and petrochemical industry, hotworking tools in the diamond grinding disk- andglass industry, etc.
PM-Superalloys have a definite advantage overstellites as well as cast and forged high tempera-ture resistant material because of their higher re-sistance at temperatures above 700°C. That’s whythey are perfectly suitable as high temperature re-sistant engineering material.
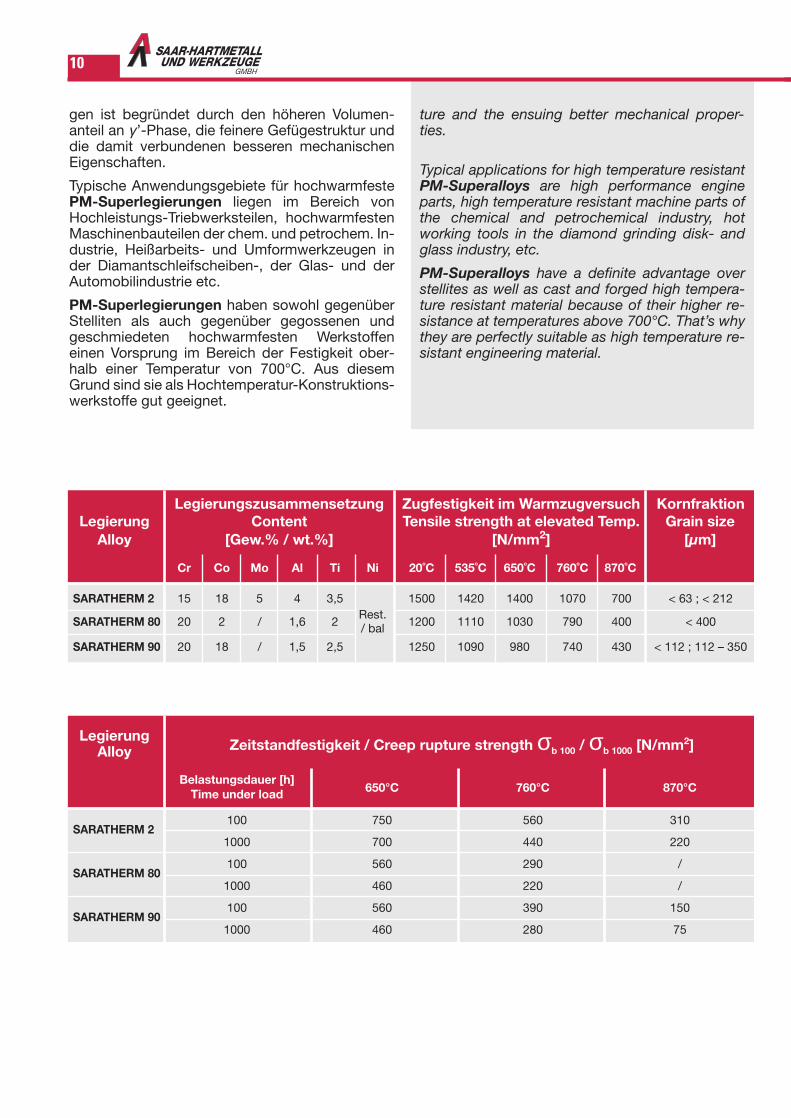
Legierungszusammensetzung Zugfestigkeit im Warmzugversuch KornfraktionLegierung Content Tensile strength at elevated Temp. Grain size
Alloy [Gew.% / wt.%] [N/mm2] [µm]
Cr Co Mo Al Ti Ni 20˚C 535˚C 650˚C 760˚C 870˚C
SARATHERM 2 15 18 5 4 3,5 Rest.
1500 1420 1400 1070 700 < 63 ; < 212
SARATHERM 80 20 2 / 1,6 2 / bal 1200 1110 1030 790 400 < 400
SARATHERM 90 20 18 / 1,5 2,5 1250 1090 980 740 430 < 112 ; 112 – 350
LegierungZeitstandfestigkeit / Creep rupture strength σb 100 / σb 1000 [N/mm2]Alloy
Belastungsdauer [h]Time under load 650°C 760°C 870°C
SARATHERM 2100 750 560 310
1000 700 440 220
SARATHERM 80100 560 290 /
1000 460 220 /
SARATHERM 90100 560 390 150
1000 460 280 75
SARACOM
11
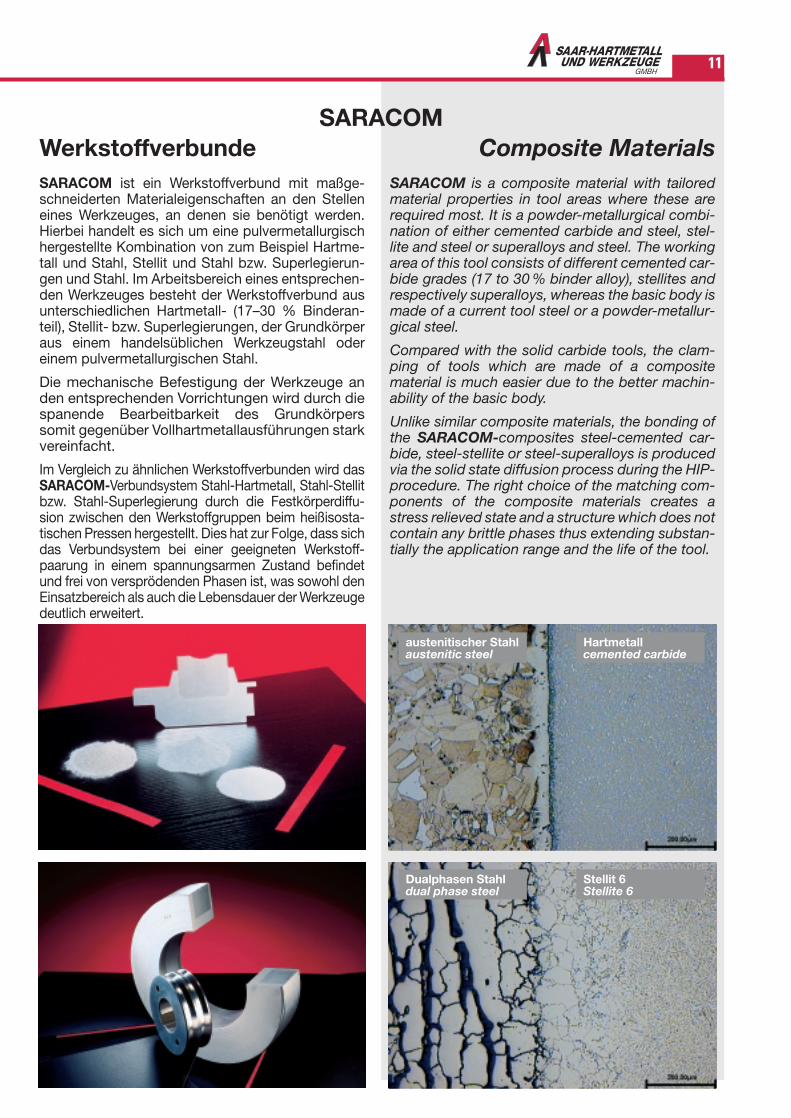
WerkstoffverbundeSARACOM ist ein Werkstoffverbund mit maßge-schneiderten Materialeigenschaften an den Stelleneines Werkzeuges, an denen sie benötigt werden.Hierbei handelt es sich um eine pulvermetallurgischhergestellte Kombination von zum Beispiel Hartme-tall und Stahl, Stellit und Stahl bzw. Superlegierun-gen und Stahl. Im Arbeitsbereich eines entsprechen-den Werkzeuges besteht der Werkstoffverbund ausunterschiedlichen Hartmetall- (17–30 % Binderan-teil), Stellit- bzw. Superlegierungen, der Grundkörperaus einem handelsüblichen Werkzeugstahl odereinem pulvermetallurgischen Stahl.
Die mechanische Befestigung der Werkzeuge anden entsprechenden Vorrichtungen wird durch diespanende Bearbeitbarkeit des Grundkörperssomit gegenüber Vollhartmetallausführungen starkvereinfacht.
Im Vergleich zu ähnlichen Werkstoffverbunden wird dasSARACOM-Verbundsystem Stahl-Hartmetall, Stahl-Stellitbzw. Stahl-Superlegierung durch die Festkörperdiffu-sion zwischen den Werkstoffgruppen beim heißisosta-tischen Pressen hergestellt. Dies hat zur Folge, dass sichdas Verbundsystem bei einer geeigneten Werkstoff-paarung in einem spannungsarmen Zustand befindetund frei von versprödenden Phasen ist, was sowohl denEinsatzbereich als auch die Lebensdauer der Werkzeugedeutlich erweitert.
Composite MaterialsSARACOM is a composite material with tailoredmaterial properties in tool areas where these arerequired most. It is a powder-metallurgical combi-nation of either cemented carbide and steel, stel-lite and steel or superalloys and steel. The workingarea of this tool consists of different cemented car-bide grades (17 to 30 % binder alloy), stellites andrespectively superalloys, whereas the basic body ismade of a current tool steel or a powder-metallur-gical steel.
Compared with the solid carbide tools, the clam-ping of tools which are made of a composite material is much easier due to the better machin-ability of the basic body.
Unlike similar composite materials, the bonding ofthe SARACOM-composites steel-cemented car-bide, steel-stellite or steel-superalloys is producedvia the solid state diffusion process during the HIP-procedure. The right choice of the matching com-ponents of the composite materials creates astress relieved state and a structure which does notcontain any brittle phases thus extending substan-tially the application range and the life of the tool.
austenitischer Stahlaustenitic steel
Dualphasen Stahldual phase steel
Stellit 6Stellite 6
Hartmetallcemented carbide

Kompetenz, Qualitätsmanagement undmodernste Fertigungsanlagen
Unser Einsatz für Sie!Hartmetall- und PM-Legierungen mit eigenen Qualitäten!Ausgerichtet auf Einzel- bis Mittelserienfertigung!Gerüstet zur Lösung kundenspezifischer Wünsche!
Technical know-how, quality assurance, up-to-date production facilities
That’s our commitment to you!Carbide grades and powder metallurgical alloys with specific technological properties!Modern facilities to satisfy special needs!Appropriate machines for the manufacture of special tools and for medium batch production!
Bismarckstrasse 57–59D-66333 Völklingen/SaarGermanyPhone: ++49 6898 / 5042-240Telefon: ++ 49 5042-265Fax: ++49 6898 / 5042-279E-Mail: [email protected]: www.saar-hartmetall.de