Embed Size (px)
Citation preview

SINUMERIK
SinuTrainInstrukcja dla początkujących, toczenie i frezowanie SINUMERIK 810D / 840D / 840Di
Dokumentacja szkoleniowa • 10/2003

2. zmienione wydanie 10/2003obowiązuje od wersji oprogramowania HMI06.03
Wszelkie prawa zastrzeżone
Powielanie albo przesyłanie również pojedynczych fragmentów tekstu, ilustracji albo rysunków jest niedoz-wolone bez pisemnej zgody wydawcy. Dotyczy to zarówno powielania przez fotokopie albo inną technologię jak również przenoszenia na filmy, taśmy, płyty, przeźrocza robocze albo inne media.
Niniejsza instrukcja dla początkujących powstała we współpracy z firmami
SIEMENS AGAutomatisierungs- und AntriebstechnikMotion Control SystemsPostfach 3180, D-91050 Erlangen
i
R. & S. KELLER GmbH
Klaus Reckermann, Siegfried Keller
Postfach 13 16 63, D-42043 Wuppertal.
Nr zamówieniowy: 6FC5095-0AB00-0NP1

1
Słowo wstępne
Sterowania numeryczne SINUMERIK 810D, 840D i840Di wyróżniają się dużą otwartością, tzn. mogą być one przez producenta maszyny a częściowo również przez samego użytkownika konfigurowane według własnych wymagań. Dzięki temu dają się efektywnie stosować i są szeroko rozpowszechnione przy produkcji małoseryjnej jak też w całkowicie zautomatyzowanych liniach produkcyjnych.
Celem zredagowania niniejszego podręcznika było umożliwienie szerokiemu kręgowi użytkowników łatwo zrozumiałego zapoznania się z tymi sterowaniami o wielkich możliwościach.
Przy pomocy sterowań 810D, 840D i840Di można sterować dużą liczbą różnych technologii obróbki. W niniejszym podręczniku omawiamy dwie istotne technologie toczenie i frezowanie.
Podręcznik stworzono we współpracy z praktykami z dziedziny NCi dydaktykami. Szczególne podziękowania należą się Panu Markusowi Sartorowi za za jego cenne wskazówki i krytykę.
Układ podręcznika jest odniesiony do praktyki i zorientowany na wykonywane czynności. Krok po kroku są objaśnione sekwencje przycisków. Bogate wyposażenie w rysunki umożliwia Wam w każdym czasie porównanie własnych wprowadzeń na sterowaniu z danymi w podręczniku.
Dzięki temu instrukcja ta nadaje się w szczególnie dobrze do przygotowania albo wprowadzenia zmian poza sterowaniem, na PC, przy pomocy identycznego ze sterowaniem systemu SinuTrain.
Przykłady zawarte w podręczniku zostały sporządzone przeważnie na bazie wersji oprogramowania 5.2. Dalszy rozwój oprogramowania i opisanej już otwartości sterowania nie pozwala wykluczyć, że posługiwanie się Waszym sterowaniem nie będzie w szczegółach zgodne z opisaną konfiguracją. Również ewentualnie w zależności od położenia przełącznika z kluczykiem na maszynie możecie mieć dostęp nie do wszystkich opisanych funkcji. W tych przypadkach odsyłamy do dokumentacji towarzyszącej producenta maszyny wzgl. do dokumentacji wewnętrznej firmy.
Życzymy Wam wiele radości i sukcesów przy pracy z Waszym sterowaniem SINUMERIK.
Autorzy
Erlangen/Wuppertal, marzec 2001
810D/840D/840Di Instrukcja dla początkujących
Spis treści
1 Podstawy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
1.1 Podstawy geometryczne frezowania i toczenia. . . . . . . . . . . . 51.1.1 Osie narzędzia i płaszczyzny robocze. . . . . . . . . . . . . . . . . . . 51.1.2 Absolutne i przyrostowe podawanie wymiarów (frezowanie) . . . . . . . 81.1.3 Kartezjańskie i biegunowe podawanie wymiarów (frezowanie) . . . . . . 91.1.4 Ruchy kołowe (frezowanie) . . . . . . . . . . . . . . . . . . . . . . . .101.1.5 Absolutne i przyrostowe podawanie wymiarów (toczenie) . . . . . . . .111.1.6 Kartezjańskie i biegunowe podawanie wymiarów (toczenie) . . . . . . .121.1.7 Ruchy kołowe (toczenie). . . . . . . . . . . . . . . . . . . . . . . . . .13
1.2 Technologiczne podstawy frezowania i toczenia . . . . . . . . . . . 141.2.1 Prędkość skrawania i prędkości obrotowe (frezowanie). . . . . . . . . .141.2.2 Posuw na ząb i prędkości posuwu (frezowanie). . . . . . . . . . . . . .151.2.3 Prędkość skrawania i prędkości obrotowe (toczenie) . . . . . . . . . . .161.2.4 Posuw (toczenie) . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
2 Obsługa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
2.1 Przegląd sterowania . . . . . . . . . . . . . . . . . . . . . . . . . . 182.1.1 Ustawianie, przełączanie zakresów czynności obsługowych, wyłączenie.192.1.2 Klawiatura i podział ekranu . . . . . . . . . . . . . . . . . . . . . . . .22
2.2 Ustawianie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 282.2.1 Zarządzanie narzędziami :utworzenie narzędzia i załadowanie do mag. .292.2.2 Korekcja narzędzia: utworzenie narzędzia . . . . . . . . . . . . . . . .342.2.3 Narzędzia programów przykładowych . . . . . . . . . . . . . . . . . . .382.2.4 Draśnięcie obrabianego przedmiotu i nastawienie punktu zerowego . . .40
2.3 Zarządzanie programami i ich wykonywanie . . . . . . . . . . . . . 432.3.1 Zapisywanie danych na dyskietce i wczytanie z dyskietki . . . . . . . . .432.3.2 Zezwolenie dla programu, załadowanie, wybranie i wykonanie . . . . . .48
2
810D/840D/840Di Instrukcja dla początkujących
3 Programowanie frezowania . . . . . . . . . . . . . . . . . . . . . . 52
3.1 Obrabiany przedmiot "Longitudinal guide" . . . . . . . . . . . . . . 523.1.1 Utworzenie obrabianego przedmiotu i programu obróbki . . . . . . . . . 533.1.2 Wywołanie i zmiana narzędzia . . . . . . . . . . . . . . . . . . . . . . 563.1.3 Funkcje podstawowe . . . . . . . . . . . . . . . . . . . . . . . . . . . 563.1.4 Proste drogi ruchu bez korekcji promienia frezu . . . . . . . . . . . . . 573.1.5 Wiercenie z użyciem cykli i techniki podprogramów. . . . . . . . . . . . 593.1.6 Utworzenie podprogramu . . . . . . . . . . . . . . . . . . . . . . . . . 673.1.7 Symulacja programu . . . . . . . . . . . . . . . . . . . . . . . . . . . 70
3.2 Obrabiany przedmiot "Injection mold" . . . . . . . . . . . . . . . . 733.2.1 Utworzenie obrabianego przedmiotu i programu obróbki . . . . . . . . . 733.2.2 Proste i łuki koła - frezowanie konturowe z korekcją promienia frezu . . . 753.2.3 Wnęka prostokątna POCKET3 . . . . . . . . . . . . . . . . . . . . . . 793.2.4 Wnęka kołowa POCKET4 . . . . . . . . . . . . . . . . . . . . . . . . . 823.2.5 Częśc progrmu kopiowanie . . . . . . . . . . . . . . . . . . . . . . . . 83
4 Programowanie toczenia . . . . . . . . . . . . . . . . . . . . . . . 90
4.1 Obrabiany przedmiot "Shaft". . . . . . . . . . . . . . . . . . . . . . 904.1.1 Utworzenie obrabianego przedmiotu i podprogramu . . . . . . . . . . . 914.1.2 Wywołanie narzędzia, prędkość skrawania i funkcje podstawowe . . . . 984.1.3 Toczenie poprzeczne . . . . . . . . . . . . . . . . . . . . . . . . . . 1004.1.4 Cykl skrawania CYCLE95 . . . . . . . . . . . . . . . . . . . . . . . . 1014.1.5 Obróbka wykańczająca . . . . . . . . . . . . . . . . . . . . . . . . . 1024.1.6 Korekta błędów - równoległa edycja programu głównego i podprogramu1044.1.7 Podcięcie gwintu według DIN76. . . . . . . . . . . . . . . . . . . . . 1054.1.8 Cykl nacinania gwintu CYCLE97 . . . . . . . . . . . . . . . . . . . . 1074.1.9 Wykl wytaczania CYCLE93 . . . . . . . . . . . . . . . . . . . . . . . 109
4.2 Obrabiany przedmiot "Complete" . . . . . . . . . . . . . . . . . . 1114.2.1 Procesor konturu SINUMERIK- . . . . . . . . . . . . . . . . . . . . . 1114.2.2 Skrawanie warstwowe i obróbka wykańczająca konturu z podcięciem . 1194.2.3 Wiercenie centryczne . . . . . . . . . . . . . . . . . . . . . . . . . . 1204.2.4 Obróbka powierzchni czołowej przy pomocy TRANSMIT . . . . . . . . 121
IndeksIndeks haseł . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126Omawiane polecenia i adresy . . . . . . . . . . . . . . . . . . . . . . . . . . . . 128Omawiane cykle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 128Pochodzenie rysunków . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 129
3

4
810D/840D/840Di Instrukcja dla początkujących

810D/840D/840Di Instrukcja dla początkujących
W niniejszym rozdziale objaśniono dla osb początkujących w dziedzinie CNC kilka ogólnych geometrycznych i technologicznych podstaw programowania frezowania i toczenia.
Przedstawione tutaj podstawy geometryczne odnoszą się w dużej części do graficznego procesora konturu SINUMERIK. Przy tym zastosowane fotografie ekranu służą do wsparcia teorii.
Jeżeli już z góry chcecie przykłady teoretyczne sprawdzić w sterowaniu: zakres czynności obsługowych 'Program' > Utwórz nowy program obróbki> W edytorze tekstów poziomy przycisk programowany [Kontur] > pionowy przycisk programowany [utwórz kontur] > ...
Przykład praktyczny, w którym ten procesor konturu jest przedstawiony w kontekście, znajdziecie w rozdziale "Programowanie toczenia".
We frezarkach uniwersalnych narzędzie jest najczęściej montowane równolegle do osi głównych. Te prostopadłe do siebie osie są według DIN 66217 wzgl. ISO 841 ustawione na prowadnice główne maszyny. Z pozycji zamontowania narzędzia wynika odpowiednia płaszczyzna robocza. Przy frezowaniu osią narzędzia jest najczęściej Z.
Oś narzędzia Z - płaszczyzna G17
Gdy pokazany układ współrzędnych zostanie odpowiednio obrócony, wówczas zmieniają się osie i ich kierunki w każdorazowej płaszczyźnie roboczej (DIN 66217).
1 Podstawy
1.1 Podstawy geometryczne frezowania i toczenia
1.1.1 Osie narzędzia i płaszczyzny robocze
FREZOWANIE
5
1.1 - Podstawy geometryczne frezowania i toczenia
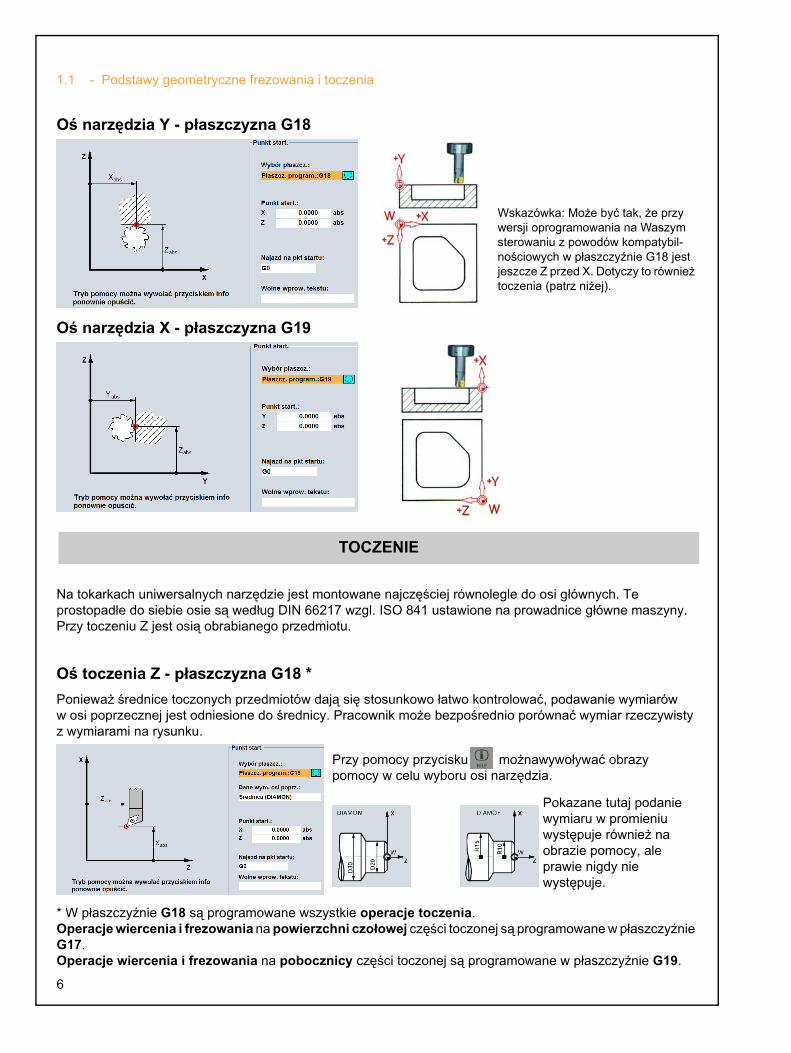
Oś narzędzia Y - płaszczyzna G18
Oś narzędzia X - płaszczyzna G19
Na tokarkach uniwersalnych narzędzie jest montowane najczęściej równolegle do osi głównych. Teprostopadłe do siebie osie są według DIN 66217 wzgl. ISO 841 ustawione na prowadnice główne maszyny. Przy toczeniu Z jest osią obrabianego przedmiotu.
Oś toczenia Z - płaszczyzna G18 *Ponieważ średnice toczonych przedmiotów dają się stosunkowo łatwo kontrolować, podawanie wymiarów w osi poprzecznej jest odniesione do średnicy. Pracownik może bezpośrednio porównać wymiar rzeczywisty z wymiarami na rysunku.
* W płaszczyźnie G18 są programowane wszystkie operacje toczenia.Operacje wiercenia i frezowania na powierzchni czołowej części toczonej są programowane w płaszczyźnie G17.Operacje wiercenia i frezowania na pobocznicy części toczonej są programowane w płaszczyźnie G19.
TOCZENIE
Przy pomocy przycisku możnawywoływać obrazy pomocy w celu wyboru osi narzędzia.
Pokazane tutaj podanie wymiaru w promieniu występuje również na obrazie pomocy, ale prawie nigdy nie występuje.
Wskazówka: Może być tak, że przy wersji oprogramowania na Waszym sterowaniu z powodów kompatybil-nościowych w płaszczyźnie G18 jest jeszcze Z przed X. Dotyczy to również toczenia (patrz niżej).
6

810D/840D/840Di Instrukcja dla początkujących
Aby sterowanie CNC - jak SINUMERIK 840D - mogło orientować się odnośnie systemu pomiarowego w istniejącej przestrzeni roboczej, jest tam kilka ważnych punktów odniesienia.
Punkt zerowy maszyny MPunkt zerowy maszyny M jest ustalany przez producenta i nie można go zmienić. Leży on w przypadku frezowania w środku układu współrzędnych maszyny a w przypadku toczenia na powierzchni oporowej końcówki wrzeciona.
Punkt zerowy obrabianego przedmiotuWPunkt zerowy obrabianego przedmiotu W, zwany też punktem zerowym programu, jest środkiem układu współrzędnych obrabianego przedmiotu. Można go dowolnie wybrać i powinien przy frezowaniu być umieszczony tam, gdzie na rysunku rozpoczyna się najwięcej wymiarów. Przy toczeniu punkt ten leży zawsze w osi toczenia i najczęściej na powierzchni poprzecznej.
Punkt odniesieniaRDosunięcie do punktu odniesienia R następuje w celu wyzerowania systemu pomiarowego, ponieważ najczęściej nie można dokonać dosunięcia do punktu zerowego maszyny. Sterowanie znajduje w ten sposób swój punkt odniesienia w systemie pomiaru drogi.
Punkt odniesienia nośnika narzędzi TDPunkt odniesienia nośnika narzędzi T ma znaczenie dla ustawiania wstępnie ustawionych narzędzi. Pokazane na rysunku poglądowym długości L i Q służą jako wartości obliczeniowe narzędzia i są wprowadzane do pamięci narzędzi sterowania.
7

1.1 - Podstawy geometryczne frezowania i toczenia
Oto dwa przykłady w kombinacji absolutnie/przyrostowo:
1.1.2 Absolutne i przyrostowe podawanie wymiarów (frezowanie)
Wprowadzenia absolutne:Wprowadzone wartości odnoszą się do punktu zerowego obrabianego przedmiotu.
Wprowadzenia przyrostowe:Wprowadzone wartości odnoszą się do aktualnej pozycji.
*G90 Absolutne podanie wymiarów
Przy wprowadzeniach absolutnych należy zawsze wprowadzać absolutne wartości współrzędnych punktu końcowego w aktywnym układzie współrzędnych (aktualna pozycja nie ma znaczenia).
*G91 Przyrostowe podanie wymiarów
Przy wprowadzaniu przyrostowym należy wprowadzać zawsze wartości różnicy między aktualną pozycja i punktem końcowym przy uwzględnieniu kierunku.
Przyciskiem programowanym możnaw każdym czasie przełączyć.
Aktualna pozycja
Aktualna pozycja
Punkt końcowy Punkt
końcowy
W W
**
8
810D/840D/840Di Instrukcja dla początkujących
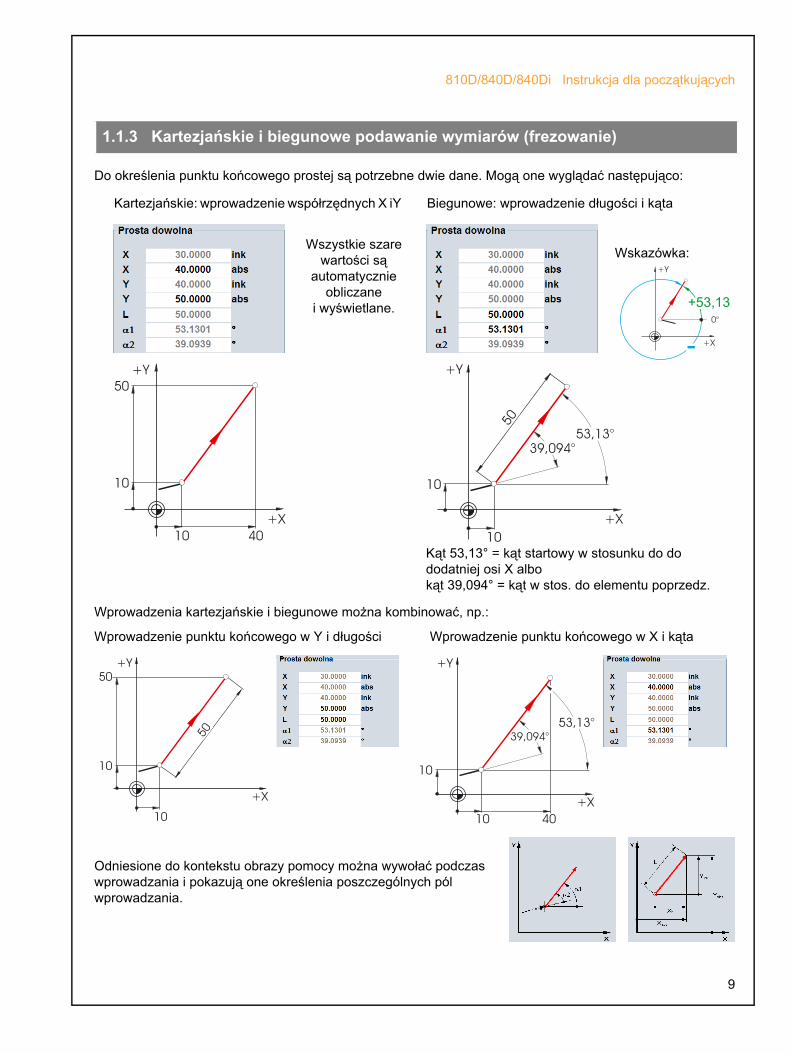
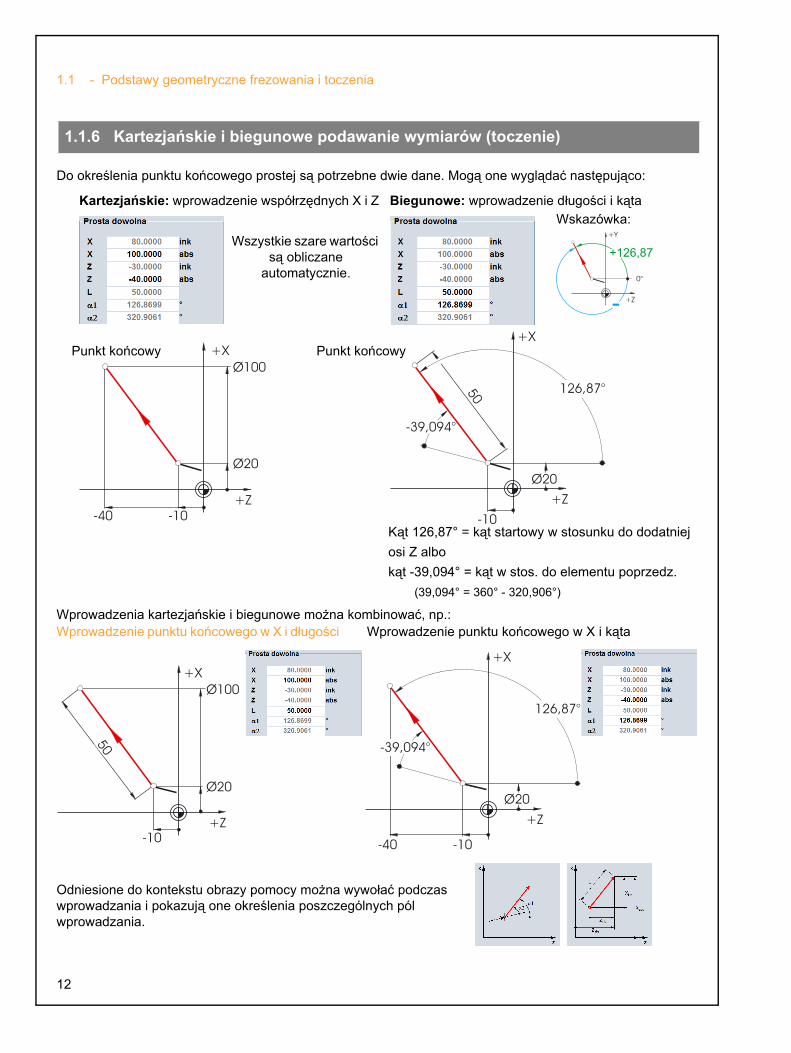
Do określenia punktu końcowego prostej są potrzebne dwie dane. Mogą one wyglądać następująco:
Wprowadzenia kartezjańskie i biegunowe można kombinować, np.:
Odniesione do kontekstu obrazy pomocy można wywołać podczas wprowadzania i pokazują one określenia poszczególnych pól wprowadzania.
1.1.3 Kartezjańskie i biegunowe podawanie wymiarów (frezowanie)
Kartezjańskie: wprowadzenie współrzędnych X iY Biegunowe: wprowadzenie długości i kąta
Kąt 53,13° = kąt startowy w stosunku do do dodatniej osi X albokąt 39,094° = kąt w stos. do elementu poprzedz.
Wskazówka:Wszystkie szare wartości są
automatycznie obliczane
i wyświetlane.
Wprowadzenie punktu końcowego w X i kątaWprowadzenie punktu końcowego w Y i długości
9

1.1 - Podstawy geometryczne frezowania i toczenia
W przypadku łuków koła jest wg. DIN podawany punkt końcowy łuku (współrzędne X iY w płaszczyźnie G17) i punkt środkowy (I i J w płaszczyźnie G17).
Procesor konturu sterowania SINUMERIK daje Wam również w przypadku łuków koła możliwość przejęcia dowolnego wymiaru z rysunku bez nakładu pracy na przeliczanie.
Poniżej znajdziecie przykład z dwoma łukami koła - na razie tylko częściowo określonymi.
Wprowadzenie punktu środkowgo (absolutnie):
Uzyskuje się następujące wyświetlane wartości, gdy wprowadziliście wszystkie znane wymiary i w okniewprowadzania każdorazowego łuku nacisnęliście przycisk programowany .
1.1.4 Ruchy kołowe (frezowanie)
Po Input: Po Input:
Wprowadzenia łuków w edytorze tekstów brzmiałyby:
G2 X22.414 Y58.505 I20 J0 G2 X105 Y70 I=AC(90) J=AC(70)
10

810D/840D/840Di Instrukcja dla początkujących
Oto dwa przykłady w kombinacji absolutnie/przyrostowo:
1.1.5 Absolutne i przyrostowe podawanie wymiarów (toczenie)
Wprowadzenia absolutne:Wprowadzone wartości odnoszą się do punktu zerowego obrabianego przedmiotu.
Wprowadzenia przyrostowe:Wprowadzone wartości odnoszą się do aktualnej pozycji.
Przyciskiem programowanym można w każdym czasie przełączyć.
*G90 Absolutne podawanie wymiarów
Przy wprowadzaniu absolutnym należy zawsze wprowadzić absoluttne wartości współrzędnych punktu końcowego w aktywnym układzie współrzędnych (aktualna pozycja nie ma znaczenia).
*G91 Pprzyrostowe podawanie wymiarów
Przy wprowadzaniu przyrostowym należy zawsze wprowadzić wartość różnicy między aktualną pozycją i punktem końcowym przy uwzględnieniu kierunku.
Punkt koñcowyPunkt końcowy
Aktualnapozycja
* *
Aktualnapozycja
Uwaga:Odmiennie od DIN 66025 przy obowiązującym tutaj ustawieniu ’DIAMON’ również wartości I są wprowadzane i wyświetlane w odniesieniu do średnicy.
11
1.1 - Podstawy geometryczne frezowania i toczenia
Do określenia punktu końcowego prostej są potrzebne dwie dane. Mogą one wyglądać następująco:
Wprowadzenia kartezjańskie i biegunowe można kombinować, np.:
Odniesione do kontekstu obrazy pomocy można wywołać podczas wprowadzania i pokazują one określenia poszczególnych pól wprowadzania.
1.1.6 Kartezjańskie i biegunowe podawanie wymiarów (toczenie)
Kartezjańskie: wprowadzenie współrzędnych X i Z Biegunowe: wprowadzenie długości i kąta
Punkt końcowy Punkt końcowy
Kąt 126,87° = kąt startowy w stosunku do dodatniej osi Z albokąt -39,094° = kąt w stos. do elementu poprzedz.
(39,094° = 360° - 320,906°)
Wskazówka:Wszystkie szare wartości
są obliczane automatycznie.
Wprowadzenie punktu końcowego w X i kątaWprowadzenie punktu końcowego w X i długości
12

810D/840D/840Di Instrukcja dla początkujących
W przypadku łuku koła jest według DIN podawany punkt końcowy łuku (współrzędne X i Z w płaszczyźnie G18) i punkt środkowy (I i K w płaszczyźnie G18).
Procesor konturu SINUMERIK daje Wam również w przypadku łuków koła możliwość przejęcia każdego dowolnego wymiaru z rysunku bez nakładu pracy na przeliczanie.
Poniżej znajdziecie przykład z dwoma łukami koła - na razie tylko częściowo określonymi.
Wprowadzenie łuku R10: Wprowadzenie łuku R20:
Poniższe wyświetlenia wszystkich wartości są uzyskiwane, gdy wpisaliście wszystkie znane wymiaryi w oknie wprowadzania każdorazowego łuku nacisnęli przycisk programowany .
1.1.7 Ruchy kołowe (toczenie)
Po Input: Po Input:
Wprowadzenia łuków w edytorze tekstów brzmiałyby:
G2 X50 Z-35 CR=10 G3 X30 Z-6.771 I0 K-20
13

1.2 - Technologiczne podstawy frezowania i toczenia
Każdorazowo optymalna prędkość obrotowa narzędzia zależy od materiału skrawającego narzędzia, materiału obrabianego przedmiotu jak też od średnicy narzędzia. Ta prędkość obrotowa jest w praktyce często, również na podstawie wieloletniego doświadczenia, wprowadzana natychmiast bez obliczania. Lepiej jest jednak obliczyć prędkość obrotową poprzez prędkość skrawania wziętą z tablic.
Określenie prędkości skrawania:Przy pomocy katalogów producenta albo podręcznika tabelarycznego jest najpierw określana optymalna prędkość skrawania.
Obliczenie prędkości obrotowej:Z tej prędkości skrawania i znanej średnicy narzędzia jest obliczanaprędkość obrotowa n.
Na przykład jest tutaj obliczana prędkość obrotowa dla dwóch narzędzi:
W kodowaniu NC prędkość obrotowa jest podawana z literą S (ang. "Speed").
Wprowadzenia brzmią wówczas S580 wzgl. S900.Przy tych prędkościach obrotowych jest każdorazowo uzyskiwana prędkość skrawania 115 m/min.
1.2 Technologiczne podstawy frezowania i toczenia
1.2.1 Prędkość skrawania i prędkości obrotowe (frezowanie)
Materiał skrawający narzędzia:
węgliki spiekanelMateriał obrabianego przedmiotu:
C45
vc = 80 - 150 m/min:Wybierana jest wartość średnia vc = 115 m/min
nvc 1000⋅
d π⋅-----------------------=
d1 = 63mm d2 = 40mm
n1 580 1min----------≈ n2 900 1
min----------≈
n1115mm 1000⋅63mm π min⋅ ⋅----------------------------------------= n2
115mm 1000⋅40mm π min⋅ ⋅----------------------------------------=
(na warsztacie często zwanaobrotami na minutę)
14

810D/840D/840Di Instrukcja dla początkujących
na poprzedniej stronie nauczyliście się, jak określa się prędkość skrawania i oblicza prędkości obrotowe. Aby narzędzie skrawało, musi do tej prędkości skrawania wzgl. prędkości obrotowej zostać przyporządkowana prędkość posuwu narzędzia.
Wartością bazową dla obliczenia prędkości posuwu jest parametr posuw na ząb.
Określenie posuwu na ząb:Tak, jak prędkość skrawania, wartość posuwu na ząb jest brana z podręcznika tabelarycznego albo dokumentacji producentów narzędzi.
Określenie wartości posuwu:Z posuwu na ząb, liczby zębów i znanej prędkości obrotowej jest obliczana prędkość posuwu vf.
Na przykład obliczenie prędkości posuwu dla dwóch narzędzi o różnej liczbie zębów:
W kodowaniu NC prędkość posuwu jest podawana z F (ang. "Feed").
Wprowadzenia brzmią wówczas z zaokrągleniem do dołu F340 wzgl. F780.
Przy tych prędkościach posuwu jest uzyskiwany posuw na ząb każdorazowo 0,15 mm.
1.2.2 Posuw na ząb i prędkości posuwu (frezowanie)
Materiał skrawający narzędzia:
węgliki spiekaneMateriał obrabianego przedmiotu:
C45
Posuw na ząb fz = 0,1 - 0,2 mm:
Jest wybierana wartość średnia fz = 0,15 mm
vf fz z n⋅ ⋅=
vf1 0 15mm, 4 580 1min----------⋅ ⋅= vf2 0 15mm, 9 580 1
min----------⋅ ⋅=
vf1 348mmmin----------= vf2 783mm
min----------=
d1 = 63mm, z1 = 4 d2 = 63mm, z2 = 9
15
1.2 - Technologiczne podstawy frezowania i toczenia
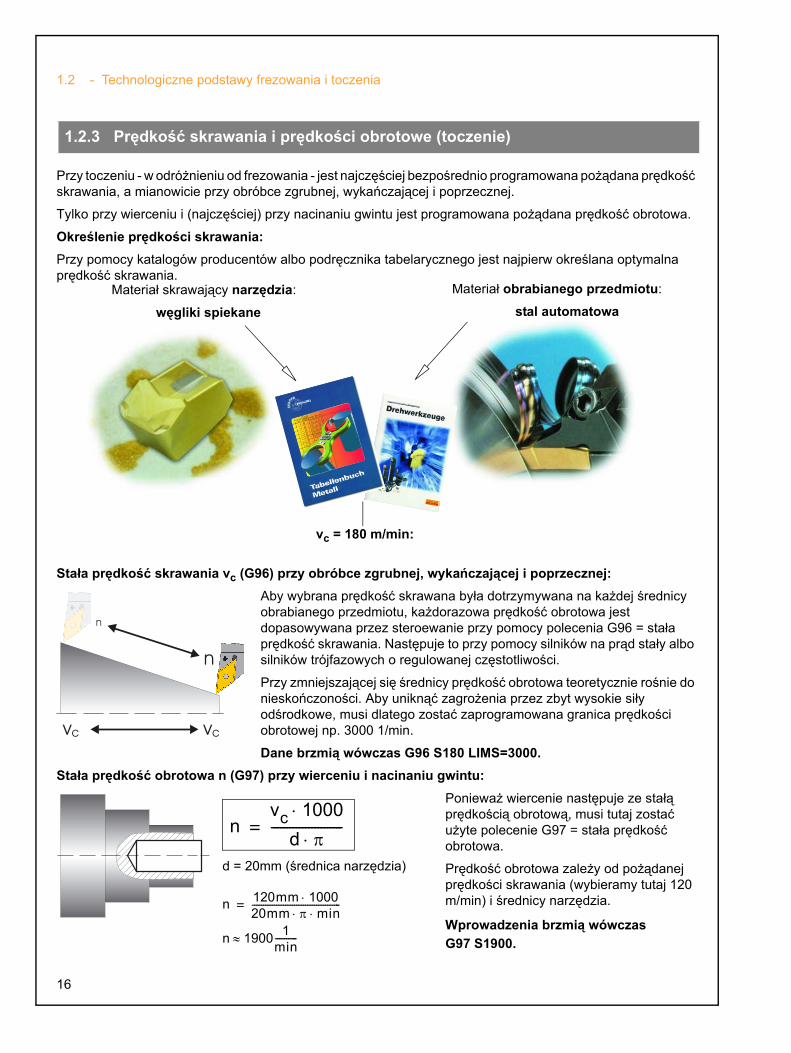
Przy toczeniu - w odróżnieniu od frezowania - jest najczęściej bezpośrednio programowana pożądana prędkość skrawania, a mianowicie przy obróbce zgrubnej, wykańczającej i poprzecznej.
Tylko przy wierceniu i (najczęściej) przy nacinaniu gwintu jest programowana pożądana prędkość obrotowa.
Określenie prędkości skrawania:Przy pomocy katalogów producentów albo podręcznika tabelarycznego jest najpierw określana optymalna prędkość skrawania.
Stała prędkość skrawania vc (G96) przy obróbce zgrubnej, wykańczającej i poprzecznej:Aby wybrana prędkość skrawana była dotrzymywana na każdej średnicy obrabianego przedmiotu, każdorazowa prędkość obrotowa jest dopasowywana przez steroewanie przy pomocy polecenia G96 = stała prędkość skrawania. Następuje to przy pomocy silników na prąd stały albo silników trójfazowych o regulowanej częstotliwości.
Przy zmniejszającej się średnicy prędkość obrotowa teoretycznie rośnie do nieskończoności. Aby uniknąć zagrożenia przez zbyt wysokie siły odśrodkowe, musi dlatego zostać zaprogramowana granica prędkości obrotowej np. 3000 1/min.
Dane brzmią wówczas G96 S180 LIMS=3000.Stała prędkość obrotowa n (G97) przy wierceniu i nacinaniu gwintu:
Ponieważ wiercenie następuje ze stałą prędkością obrotową, musi tutaj zostać użyte polecenie G97 = stała prędkość obrotowa.
Prędkość obrotowa zależy od pożądanej prędkości skrawania (wybieramy tutaj 120 m/min) i średnicy narzędzia.
Wprowadzenia brzmią wówczas G97 S1900.
1.2.3 Prędkość skrawania i prędkości obrotowe (toczenie)
Materiał skrawający narzędzia:
węgliki spiekane
Materiał obrabianego przedmiotu:
stal automatowa
vc = 180 m/min:
nvc 1000⋅
d π⋅-----------------------=
n 1900 1min----------≈
n 120mm 1000⋅20mm π min⋅ ⋅----------------------------------------=
d = 20mm (średnica narzędzia)
16
810D/840D/840Di Instrukcja dla początkujących
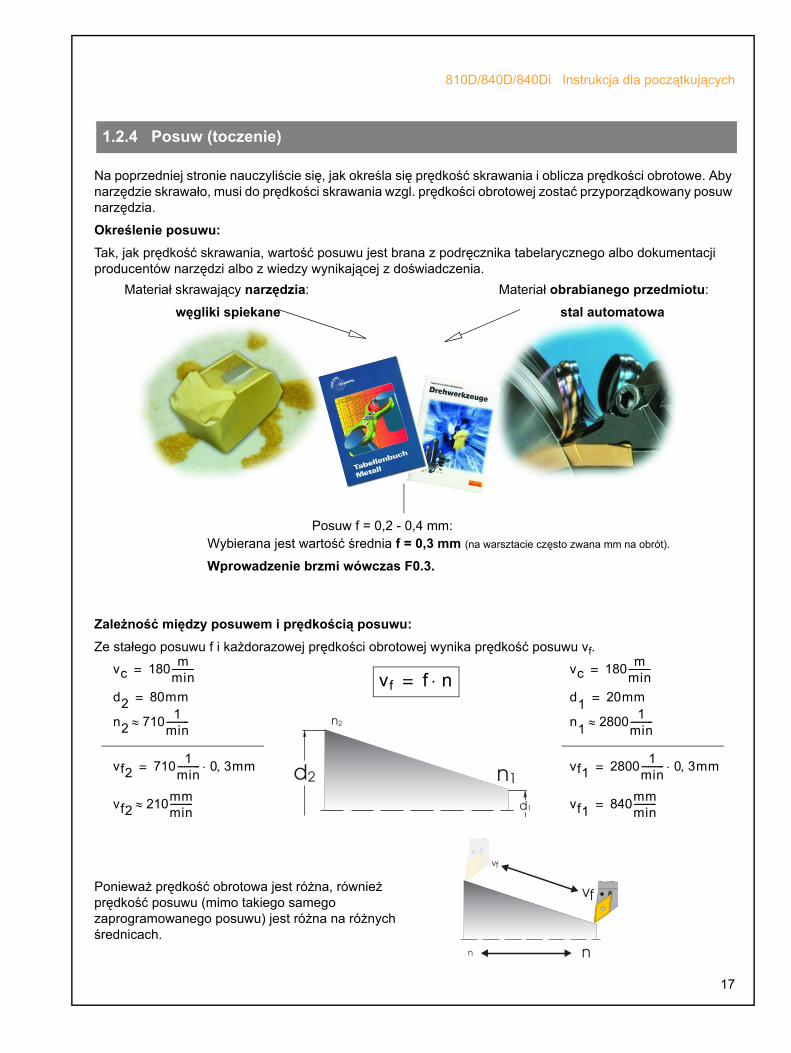
Na poprzedniej stronie nauczyliście się, jak określa się prędkość skrawania i oblicza prędkości obrotowe. Aby narzędzie skrawało, musi do prędkości skrawania wzgl. prędkości obrotowej zostać przyporządkowany posuw narzędzia.
Określenie posuwu:Tak, jak prędkość skrawania, wartość posuwu jest brana z podręcznika tabelarycznego albo dokumentacji producentów narzędzi albo z wiedzy wynikającej z doświadczenia.
Zależność między posuwem i prędkością posuwu:Ze stałego posuwu f i każdorazowej prędkości obrotowej wynika prędkość posuwu vf.
Ponieważ prędkość obrotowa jest różna, również prędkość posuwu (mimo takiego samego zaprogramowanego posuwu) jest różna na różnych średnicach.
1.2.4 Posuw (toczenie)
Posuw f = 0,2 - 0,4 mm:Wybierana jest wartość średnia f = 0,3 mm (na warsztacie często zwana mm na obrót).
Wprowadzenie brzmi wówczas F0.3.
Materiał skrawający narzędzia:
węgliki spiekaneMateriał obrabianego przedmiotu:
stal automatowa
vf2 710 1min---------- 0 3mm,⋅= vf1 2800 1
min---------- 0 3mm,⋅=
vf2 210mmmin----------≈ vf1 840mm
min----------=
vc 180 mmin----------=vc 180 m
min----------=
d2 80mm=
n2 710 1min----------≈
d1 20mm=
n1 2800 1min----------≈
vf f n⋅=
17

2.1 Obsługa - Przegląd sterowania
2 ObsługaPod nadrzędnym pojęciem "obsługa" są w niniejszym podręczniku dla początkujących rozumiane wszystkie przebiegi pracy, które odbywają się w bezpośrednim współdziałaniu między użytkownikiem i maszyną. Po zasadniczym wprowadzeniu w podrozdziale 2.1, w drugim podrozdziale chodzi o ustawianie narzędzi i obrabianych przedmiotów. W trzecim i czwartym podrozdziale środek ciężkości spoczywa na produkcji, a więc wykonywaniu programów NC.
Podstawą sterowań 810D/840D/840Di jest otwarta koncepcja sterowania, która daje wiele swobody producentowi maszyny (a po części również Wam jako użytkownikowi) w konfigurowaniu sterowania według indywidualnych wymagań. W szczegółach są dlatego możliwe różnice w stosunki do sekwencji czynności obsługowych podanych w podręczniku. Proszę ew. przestrzegać danych producenta maszyny i sprawdzenie własnych wprowadzonych danych przed wystartowaniem maszyny.
2.1 Przegląd sterowania
W tym podrozdziale zapoznacie się z budową i posługiwaniem się komponentami sterowania; klawiaturą i ekranem.
Przykłady rysunkowe:
• Pulpit obsługiOP 010C z ekranemkolorowym TFT, paskami przycisków programowanych (poziome i pionowe) i mechaniczną klawiaturą pełną CNC o 65 przyciskach.
Te komponenty służą w szczególności do programowania i manipulowania danymi.
• Pulpit obsługi maszyny z potencjometrami override
Przy pomocy tego pulpitu obsługi następuje bezpośrednie sterowanie ruchami maszyny.
Producent maszyny może go po części indywidualnie skonfigurować.
Dalsze komponenty obsługi dla sterowania i klawiatur szkoleniowych dla SinuTrainznajdziecie w katalogu NC60 "Systemy automatyzacyjne dla maszyn obróbkowych"(SIEMENS nr zamówieniowy E86060-K4460-A101-A8).
18

810D/840D/840Di Instrukcja dla początkujących
2.1.1 Ustawianie, przełączanie zakresów czynności obsługowych, wyłączenie
Zależnie od tego, czy pracujecie bezpośrednio ze sterowaniem maszyny, czy stosujecie identyczny ze sterowaniem system treningowy Sinumerik na PC, różnie rozpoczynacie pracę.
Załączenie
Gdy ... Gdy pracujecie na maszynie: Gdy ... Gdy pracujecie z Windows-PC:
Wówczas oczywiście pierwszą czynnością jest włączenie wyłącznika głównego na bocznej ścianie maszyny albo szafy rozdzielczej.
Wówczas uruchomcie software poprzez ikonę na pulpicie albo poprzez pozycję w menu "Start" (Start > Programy > SinuTrain ... > SinuTrain START)
Możecie następnie wybrać między obydwoma techno-logiami (frezowanie/toczenie) i rodzaj zarządzania narzędziami (por. punkt 2.2.1 i 2.2.2).(Od wersji oprogramowania 6 maszyny mogą też być indywi-dualnie konfigurowane).
Po załączeniu maszyna znajduje się w zakresie czynności obsługowych ’Maszyna’, i jest wybrana funkcja ’Ref’ (bazowanie do punktu odniesienia).
Sposób postępowania przy dosuwie do punktu odniesienia jest różny zależnie od typu i producenta maszyny i dlatego nie możemy go wyjaśnić w szczegółach.
Po starcie oprogramowania jest aktywny zakres czynności obsługowych ’Maszyna’ i jest wybrany rodzaj pracy ’Auto’.
Ruch do punktu odniesienia nie jest na PC symulowany.
Rodzaj pracy’Jog’ do bezpośredniego sterowania osiami ruchu nie działa na PC.
19

2.1 Obsługa - Przegląd sterowania
Przełączanie zakresów czynności obsługowych
Przyciski/wprowadzenia Ekran / rysunek Objaśnienie
<Przyciskiem zakresów> ( na płaskim pulpicie obsługi wzgl. na klawiaturze PC) możecie - niezależnie od sytuacji obsługowej, w jakiej się właśnie znajdujecie - wyświe-tlić menu podstawowe z sześcioma zakresami czynności obsługowych sterowania.
Przykład: centrum obróbcze o trzech osiach liniowych (X,Y,Z) i 2 osiach obrotowych (A,C)
W aktywnym zakresie czynności obsługowych ’Maszyna’ jest wyświetlane menu podstawowe. Przycisk programowany aktywnego zakresu jest zaznaczony.
W tym zakresie czynności obsługowych bezpośrednio sterujecie maszyną. Tutaj możenie ręcznie wykonywać ruchy w osiach, dokonać draśnięcia albo uruchamiać przebieg programów NC.
Przykład: lista magazynu na tokarce z zarządzaniem narzędziami
Przy pomocy przycisku programo-wanego przełączcie na zakres czynności obsługowych ’Parametry’.
Można tego dokonać na pulpicie obsłu-gi odpowiednim przyciskiem progra-mowanym. Na PC możecie kliknąć przycisk myszą albo wywołać zakres czynności obsługowych przy pomocy
.
W zakresie ’Parametry’ zarzdzacie m. in. narzędziami i tablicą przesunięć punktu zerowego.
Aktywny zakres ’Program’ (wywo ywany przyciskiem programowanym, myszą albo )
W tym zakresie czynności obsługowych piszecie i symulujecie programy NC.
Szczegółowo zajmujemy się tym w rozdziałach 3 (frezowanie) i 4 (toczenie).
20
810D/840D/840Di Instrukcja dla początkujących
Przyciski/wprowadzenia Ekran / rysunek Objaśnienie
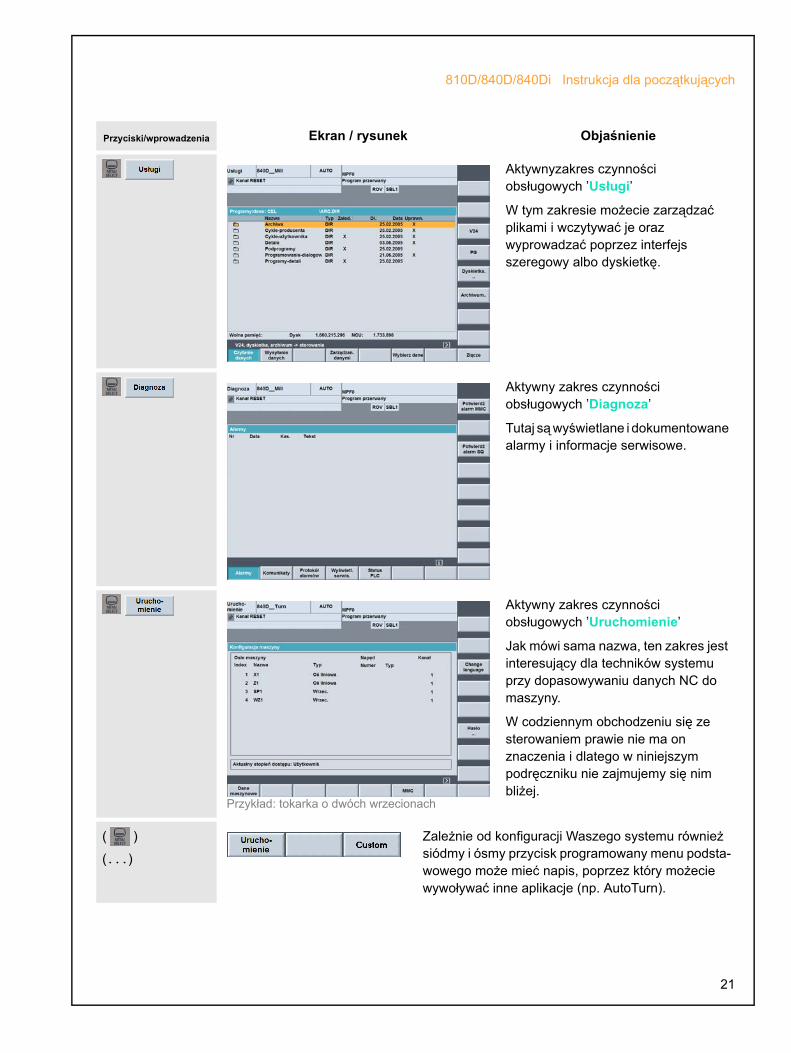
Aktywnyzakres czynności obsługowych ’Usługi’
W tym zakresie możecie zarządzać plikami i wczytywać je oraz wyprowadzać poprzez interfejs szeregowy albo dyskietkę.
Aktywny zakres czynności obsługowych ’Diagnoza’
Tutaj są wyświetlane i dokumentowane alarmy i informacje serwisowe.
Przykład: tokarka o dwóch wrzecionach
Aktywny zakres czynności obsługowych ’Uruchomienie’
Jak mówi sama nazwa, ten zakres jest interesujący dla techników systemu przy dopasowywaniu danych NC do maszyny.
W codziennym obchodzeniu się ze sterowaniem prawie nie ma on znaczenia i dlatego w niniejszym podręczniku nie zajmujemy się nim bliżej.
( )
(...)
Zależnie od konfiguracji Waszego systemu również siódmy i ósmy przycisk programowany menu podsta-wowego może mieć napis, poprzez który możecie wywoływać inne aplikacje (np. AutoTurn).
21

2.1 Obsługa - Przegląd sterowania
( )
Przez powtarzane naciskanie <przycisku przełączania zakresów> ( ) możecie przełączać między obydwoma ostatnio aktywnymi zakresami czynności obsługowych, co np. przy programowaniu jest praktyczne, gdy równolegle chcecie odczytywać dane narzędzia.
Wypróbujcie to na dwóch zakresach ’Program’ i’Parametry’.
"Strzałka etc." u dołu po prawej wskazuje na to, że są do dyspozycji jeszcze inne funkcje i zastosowania.
Przyciskiem na płaskim pulpicie obsługi wzgl. + na PC * rozszerzacie menu, a przyciski programowane - różne zależnie od konfiguracji - uzyskują nowe funkcje.
* przytrzymać, następnie
Ponowne naciśnięcie przycisku prowadzi z powrotem do menu podsta-wowego zakresów czynności obsługowych.
Wyłączenie
Gdy ... Gdy pracujecie na maszynie:
Gdy ... Gdy pracujecie z SinuTrain na PC:
Przestrzegajcie danych producenta maszyny!
Na zakończenie wyłączcie zasilanie wyłącznikiem głównym.
( ) Na rozszerzonym pasku menu podsta-wowego znajdziecie przycisk do zamknięcia SinuTrain! (klawiatura PC:
> + > )
Przy tym wszystkie dane użytkownika są automatycznie zapisywane dla potrzeb następnej sesji.
(Alternatywa: , patrz strona 26.)
2.1.2 Klawiatura i podział ekranu
Przy pierwszym "wgryzaniu się" w otoczkę graficzną sterowania poznaliście już przycisk <Przełączenie zakresu> ( ), przycisk <etc.> ( ) i poziome przyciski programowane menu podstawowego. Poniżej przedstawiono systematycznie dalsze ważne przyciski (na przykładzie klawiatury szkoleniowej SinuTrain w wykonaniu "QWERTY") i ekran sterowania.
22
810D/840D/840Di Instrukcja dla początkujących
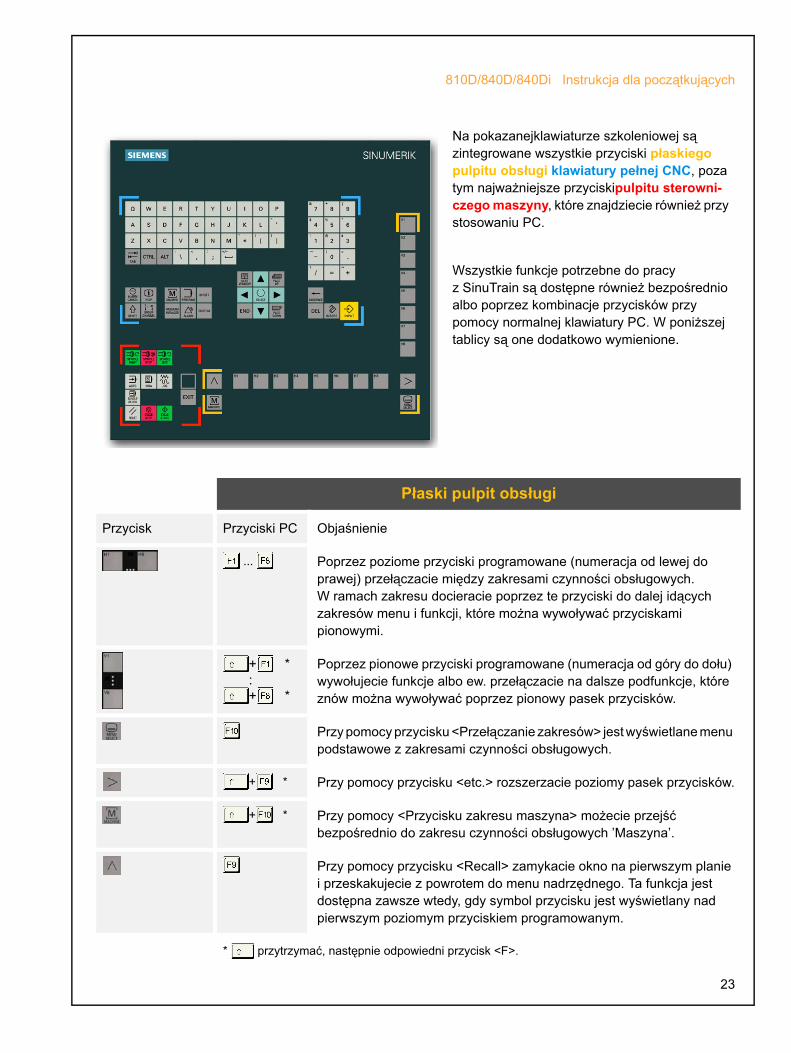
Płaski pulpit obsługi
Przycisk Przyciski PC Objaśnienie
... Poprzez poziome przyciski programowane (numeracja od lewej do prawej) przełączacie między zakresami czynności obsługowych. W ramach zakresu docieracie poprzez te przyciski do dalej idących zakresów menu i funkcji, które można wywoływać przyciskami pionowymi.
+ *:+ *
Poprzez pionowe przyciski programowane (numeracja od góry do dołu) wywołujecie funkcje albo ew. przełączacie na dalsze podfunkcje, które znów można wywoływać poprzez pionowy pasek przycisków.
Przy pomocy przycisku <Przełączanie zakresów> jest wyświetlane menu podstawowe z zakresami czynności obsługowych.
+ * Przy pomocy przycisku <etc.> rozszerzacie poziomy pasek przycisków.
+ * Przy pomocy <Przycisku zakresu maszyna> możecie przejść bezpośrednio do zakresu czynności obsługowych ’Maszyna’.
Przy pomocy przycisku <Recall> zamykacie okno na pierwszym planie i przeskakujecie z powrotem do menu nadrzędnego. Ta funkcja jest dostępna zawsze wtedy, gdy symbol przycisku jest wyświetlany nad pierwszym poziomym przyciskiem programowanym.
* przytrzymać, następnie odpowiedni przycisk <F>.
Na pokazanejklawiaturze szkoleniowej są zintegrowane wszystkie przyciski płaskiego pulpitu obsługi klawiatury pełnej CNC, poza tym najważniejsze przyciskipulpitu sterowni-czego maszyny, które znajdziecie również przy stosowaniu PC.
Wszystkie funkcje potrzebne do pracy z SinuTrain są dostępne również bezpośrednio albo poprzez kombinacje przycisków przy pomocy normalnej klawiatury PC. W poniższej tablicy są one dodatkowo wymienione.
23

2.1 Obsługa - Przegląd sterowania
Klawiatura pełna CNC
Przyciski Przyciski PC Objaśnienie
Poprzez blok cyfrowy wprowadzacie cyfry i podstawowe funkcje arytme-tyczne.
W kombinacji z przyciskiem <Shift> (patrz niżej) można wprowadzać znaki specjalne (?, & ...).
Poprzez klawiarurę"QWERTY" wprowadzacie np. nazwy programów obróbki i naturalnie polecenia NC.
(Nazwa "QWERTY" pochodzi od układu klawiatury.W tokarkach często tzw. "klawiatura DIN" ma układ alfabetyczny. Działanie jest identyczne.)
<Spacja> (Space) do wytwarzania znaków pustych
Przy naciśniętym przycisku <Shift> macie dostęp do górnych znaków na przyciskach o podwójnej zajętości i możecie pisać duże litery (p. wyżej).
Przyciskiem <Input> przejmujecie edytowaną wartość, otwieracie katalog albo plik albo zaznaczacie koniec wiersza programu w edytorze i przeskakujecie kursorem do następnego, nowego wiersza.
Przykład: Chcecie w sterowaniu wprowadzić następujący blok NC: G0 X40 Z-3.5
+
+
+
Zależnie od konfiguracji Waszego sterowania ...
• ... pisane są duże litery (również bez przycisku <Shift>) .
• ... można, inaczej niż na PC, ponownie puścić przycisk <Shift> przed naciśnięciem przycisku literowego.
Każdy blok NC jest przejmowany przez <Input>.
Stosowanie dużych liter i przejrzyste rozdzielanie wprowadzeń znakiem pustym (spacją) jest powszechnie stosowane i zalecane. Sterowanie "rozumie" jednak również następujące wprowadzenie: g0x40z-3.5
Przy pomocy tego przycisku kwitujecie i kasujecie alarm, który jest oznakowany tym symbolem.
24

810D/840D/840Di Instrukcja dla początkujących
Weświetlenie symbolu ’ i ’ w wierszu dialogowym wskazuje na to, że przy pomocy tego przycisku informacyjnego możecie wywołać dalej idące objaśnienia do aktualnego stanu obsługi. Szczególnie praktyczna jest np. ’pomoc online’ do określonych poleceń NC (patrz strona 76).
Gdy na ekranie jest wyświetlanych wiele okien, zawsze tylko jedno z nich jest zaznaczone uwydatnioną kolorem ramką. Przy pomocy tego przycisku możecie przełączyć z jednego okna na drugie (alternatywa: kliknięcie myszą w oknie). Wprowadzenia przyciskami odnoszą się zawsze do zanaczonego okna!
Przy pomocy przycisków <Page Up> i <Page Down> poruszacie suwakiem (Scrollbar) okna. W ten sposób możecie np. przewijać długie programy obróbki.
Przy pomocy tego przycisku przeskakujecie kursorem na koniec wiersza.
Czteroma<przyciskami ze strzałką> możecie posuszać kursorem.
<Przyciskiem wyboru> albo <przyciskiem toggle> ( wzgl. nabloku cyfrowym przy wyłączonym "NUM LOCK") uaktywniaciealbo wyłączacie pole albo wybieracie w polach wprowadzania (gdy ukaże sie symbol toggle) między różnymi możliwościami wyboru(alternatywa: kliknięcie myszą).
Przy pomocy przycisku <Delete> kasujecie w edytorze zaznaczony znak wzgl. wartość w polu pwrowadzania.
Przy pomocy <przycisku kasowania> (<Backspace>) kasujecie znak na lewo od kursora.
Przykład: Napisaliście blok NC G1 X0 F0.2 i zakończili przyciskiem <Input>. Teraz chcecie zmienić posuw na 0.3. Do celu prowadzą różne drogi:
1. możliwość:
Ponieważ ma tutaj zostać zastąpiony ostatni znak, celowe jest przeskoczenie przyciskiem <END> bezpośrednio na koniec wiersza i skasowanie cyfry 2 przyciskiem <Backspace> (znak na lewo od kursora).
...
2. możliwość:
Alternatywnie możecie znak po znaku przesuwać kursor w prawo i gdy kursor jest ustawiony na 2, skasować je przyciskiem <DEL>.
25

2.1 Obsługa - Przegląd sterowania
Przyciskiem <Edit>- wzgl. <Undo> przełączacie w polach wprowadzania na tryb edycji (patrz przykład).
Jeżeli chcecie unieważnić pomyłkowe wprowadzenie w trybie edycji (ang. "undo"), naciśnijcie ponownie . Zastąpiony wpis zostanie wówczas przywrócony.
Przykład: Chcecie w polu wprowadzania zmienić wartość z -82.470 na-82.475, bez ponownego wprowadzania całej liczby. Zmieniana wartość jest zaznaczona ( ).
...
Włączyć tryb edycji
Wypozycjonować kursor
Uzupełnić cyfrę 5
Przejąć wartość (pomarańczowe zaznaczenie przechodzi na następne pole wprowadzania)
Pulpit sterowniczy maszyny
Przycisk Przycisk PC Objaśnienie
+ +
+ *Przyciskiem <Cycle Start> jest w szczególności uruchamiane wykonywanie programów.
+ +
+ *Przyciskiem <Cycle Stop> jest zatrzymywane wykonywanie bieżącego programu. Następnie można przyciskiem <Cycle Start> kontynuować wykonywanie w aktualnym bloku.
+ +
+ *Przyciskiem <Reset> obróbka jest przerywana, komunikaty są kasowane (por. jednak też ) i sterowanie jest przywracane do stanu podstawowego (gotowe do nowego przebiegu programu).
+ +
+ *Przycisk <Single Block> stwarza Wam możli-wość wykonywania progra-mu blok po bloku. Obróbka zatrzymuje się automatycznie po każdym bloku i może być kontynuowana przyciskiem <Cycle Start>. Ponowne naciśnięcie przełącza z powrotem na wykonywanie kolejnych bloków.
+ + + / / * Tymi przyciskami są uaktywniane rodzaje pracy o takiej samej nazwie AUTO, MDA i JOG(w standardzie SinuTrain działa tylko AUTO).
+ + + / / * Tymi przyciskami jest załączane wrzeciono(nie działa w standardzie SinuTrain).
+ ++ *
Przycisk <EXIT> występuje tylko na klawiaturze szkoleniowej. Przy jego pomocy jest zamykane oprogramowa (alternatywnie przyciskiem progr.).
* Przyciski jak pokazano kolejno nacisnąć i przytrzymać!
26
810D/840D/840Di Instrukcja dla początkujących
Podział ekranu
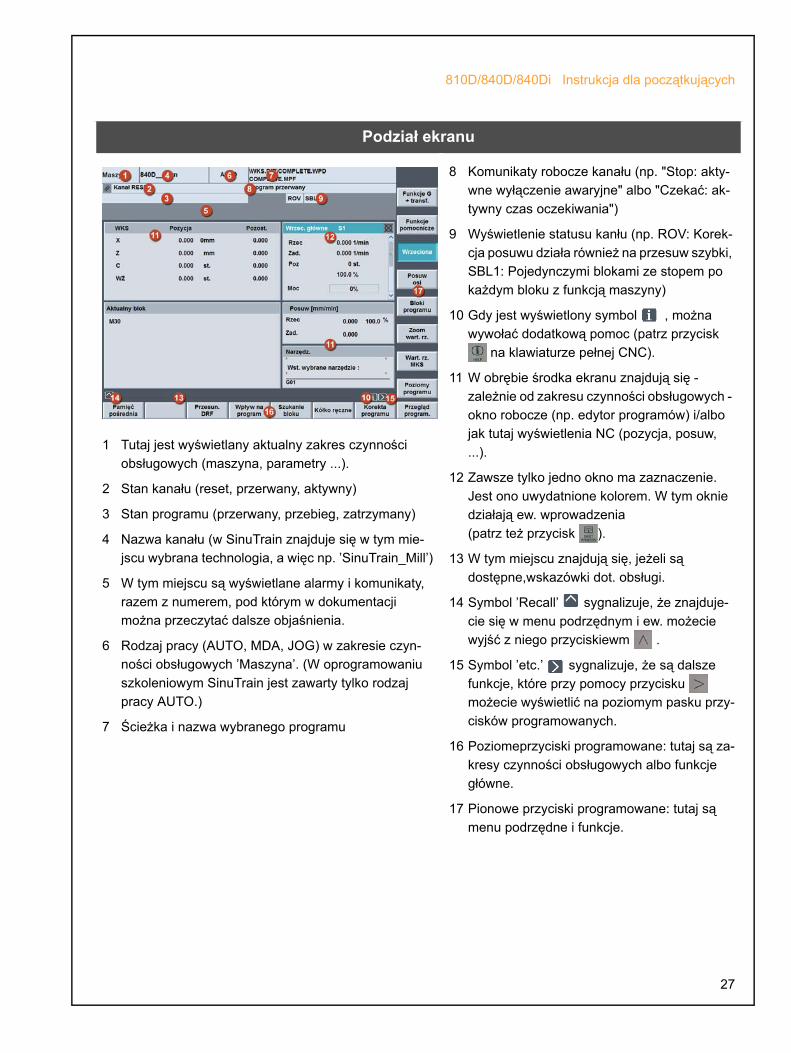
8 Komunikaty robocze kanału (np. "Stop: akty-wne wyłączenie awaryjne" albo "Czekać: ak-tywny czas oczekiwania")
9 Wyświetlenie statusu kanłu (np. ROV: Korek-cja posuwu działa również na przesuw szybki, SBL1: Pojedynczymi blokami ze stopem po każdym bloku z funkcją maszyny)
10 Gdy jest wyświetlony symbol , można wywołać dodatkową pomoc (patrz przycisk
na klawiaturze pełnej CNC).
11 W obrębie środka ekranu znajdują się - zależnie od zakresu czynności obsługowych - okno robocze (np. edytor programów) i/albo jak tutaj wyświetlenia NC (pozycja, posuw, ...).
12 Zawsze tylko jedno okno ma zaznaczenie. Jest ono uwydatnione kolorem. W tym okniedziałają ew. wprowadzenia (patrz też przycisk ).
13 W tym miejscu znajdują się, jeżeli są dostępne,wskazówki dot. obsługi.
14 Symbol ’Recall’ sygnalizuje, że znajduje-cie się w menu podrzędnym i ew. możecie wyjść z niego przyciskiewm .
15 Symbol ’etc.’ sygnalizuje, że są dalsze funkcje, które przy pomocy przycisku możecie wyświetlić na poziomym pasku przy-cisków programowanych.
16 Poziomeprzyciski programowane: tutaj są za-kresy czynności obsługowych albo funkcje główne.
17 Pionowe przyciski programowane: tutaj są menu podrzędne i funkcje.
1 Tutaj jest wyświetlany aktualny zakres czynności obsługowych (maszyna, parametry ...).
2 Stan kanału (reset, przerwany, aktywny)
3 Stan programu (przerwany, przebieg, zatrzymany)
4 Nazwa kanału (w SinuTrain znajduje się w tym mie-jscu wybrana technologia, a więc np. ’SinuTrain_Mill’)
5 W tym miejscu są wyświetlane alarmy i komunikaty, razem z numerem, pod którym w dokumentacji można przeczytać dalsze objaśnienia.
6 Rodzaj pracy (AUTO, MDA, JOG) w zakresie czyn-ności obsługowych ’Maszyna’. (W oprogramowaniu szkoleniowym SinuTrain jest zawarty tylko rodzaj pracy AUTO.)
7 Ścieżka i nazwa wybranego programu
27
2.2 Obsługa - Ustawianie
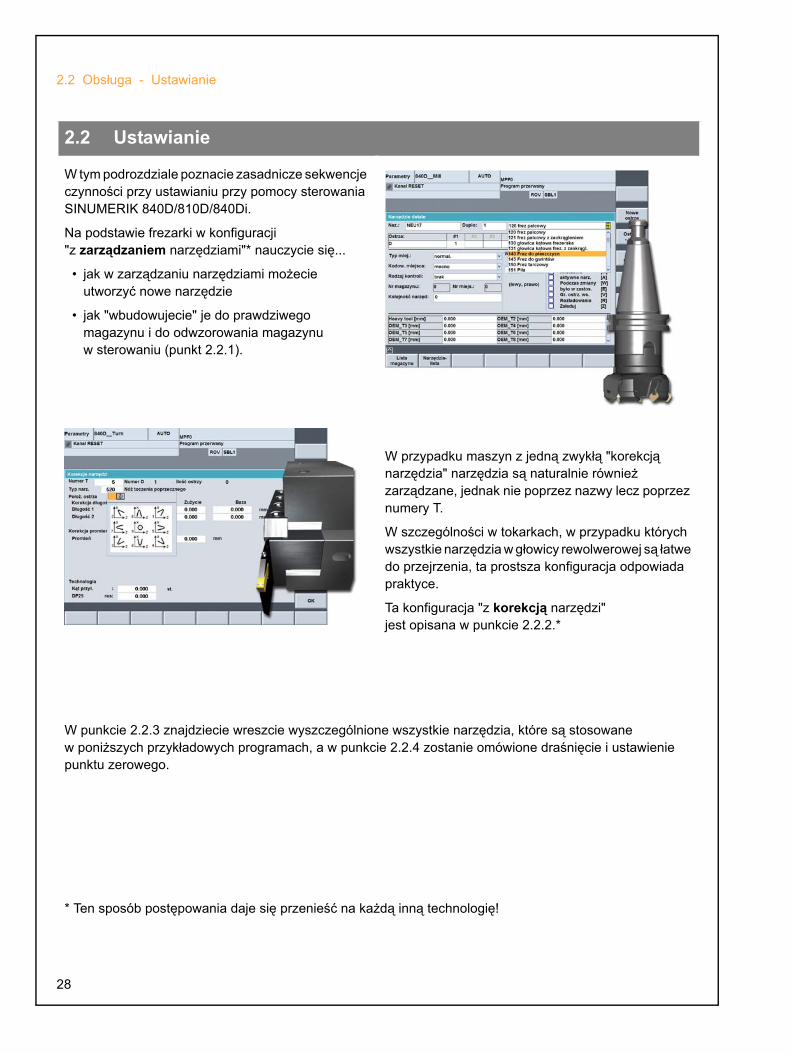
2.2 Ustawianie
W tym podrozdziale poznacie zasadnicze sekwencje czynności przy ustawianiu przy pomocy sterowania SINUMERIK 840D/810D/840Di.
Na podstawie frezarki w konfiguracji "z zarządzaniem narzędziami"* nauczycie się...
• jak w zarządzaniu narzędziami możecie utworzyć nowe narzędzie
• jak "wbudowujecie" je do prawdziwego magazynu i do odwzorowania magazynu w sterowaniu (punkt 2.2.1).
W przypadku maszyn z jedną zwykłą "korekcją narzędzia" narzędzia są naturalnie również zarządzane, jednak nie poprzez nazwy lecz poprzez numery T.
W szczególności w tokarkach, w przypadku których wszystkie narzędzia w głowicy rewolwerowej są łatwe do przejrzenia, ta prostsza konfiguracja odpowiada praktyce.
Ta konfiguracja "z korekcją narzędzi"jest opisana w punkcie 2.2.2.*
W punkcie 2.2.3 znajdziecie wreszcie wyszczególnione wszystkie narzędzia, które są stosowane w poniższych przykładowych programach, a w punkcie 2.2.4 zostanie omówione draśnięcie i ustawienie punktu zerowego.
* Ten sposób postępowania daje się przenieść na każdą inną technologię!
28

810D/840D/840Di Instrukcja dla początkujących
2.2.1 Zarządzanie narzędziami :utworzenie narzędzia i załadowanie do magazynu
Przyjmujemy, że posiadacie centrum obróbkowe z magazynem (łańcuchowym). Chcecie głowicę nożową wymiar 63 utworzyć w zarządzaniu narzędziami i założyć w dowolnym wolnym miejscu w magazynie.
Najpierw ręcznie załóżcie narzędzie do wrzeciona. Przestrzegajcie przy tym instrukcji producenta maszyny. Następnie powróćcie do ekranu sterowania...
Utworzenie narzędzia
Przyciski/wpro-wadzenia Ekran / rysunek Objaśnienie
( ) W menu podstawowym wywołajcie zakres czynności obsługowych ’Parametry’.
Standardowo narzędzia są przedstawiane na ’liście magazynu’, posortowane wg. rosnących numerów miejsc.
Poziomy pasek przycisków programowanych zmienia się: oprócz przedstawienia ’lista magazynu’ jest teraz również dostępne przedstawienie ’lista narzędzi’...
29
2.2 Obsługa - Ustawianie
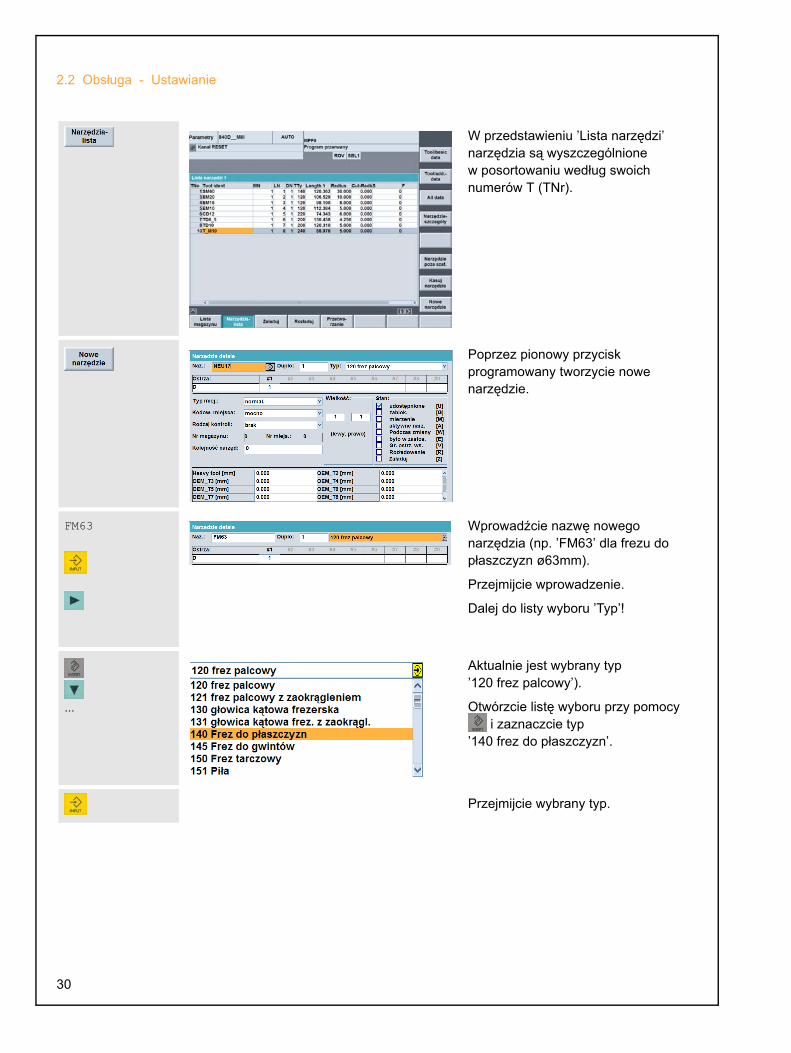
W przedstawieniu ’Lista narzędzi’ narzędzia są wyszczególnione w posortowaniu według swoich numerów T (TNr).
Poprzez pionowy przycisk programowany tworzycie nowe narzędzie.
FM63 Wprowadźcie nazwę nowego narzędzia (np. ’FM63’ dla frezu do płaszczyzn ø63mm).
Przejmijcie wprowadzenie.
Dalej do listy wyboru ’Typ’!
...
Aktualnie jest wybrany typ’120 frez palcowy’).
Otwórzcie listę wyboru przy pomocy i zaznaczcie typ
’140 frez do płaszczyzn’.
Przejmijcie wybrany typ.
30

810D/840D/840Di Instrukcja dla początkujących
Został utworzony frez do płaszczyzn.
Ma on jedno zdefiniowane ostrze D.
Poprzez przycisk programowany przełączcie na okno wartości korekcji tego ostrza.
134.26
31.5
Jeżeli przedtem zmierzyliście wartość korekcji długości przy pomocy przyrządu do wstępnego ustawiania narzędzi, możecie ją tutaj wpisać.
Promień głowicy wymiar 63 wynosi 31.5 ...
[Gdy przy pomiarze kontrolnym stwierdzicie, że narzędzie nie trzyma już wymiaru, możecie tę różnicę wprowadzić w wierszu ’Zużycie’ . "Idealne" wymiary pozostają bez zmian.
W kolumnie ’Baza’ można ew. oddzielnie wpisać długość przystawki (która jest stosowana dla różnych narzędzi). Ten wymiar jest doliczany do długości narzędzia.
Przystawka
Promień
Dłu
gość
1
Dłu
gość
1
Dłu
gość
1 ra
zem
Dłu
gość
1 ba
za
31

2.2 Obsługa - Ustawianie
Dane narzędzia są kompletne.
Z powrotem do listy narzędzi
Narzędziu jest automatycznie przyporządkowywany numer T.
W programie wygodniej jest jednak wywoływać je poprzej - więcej mówiącą - nazwę (patrz rozdział 3 i 4).
Gdy ... Gdy później chcecie zmienić dane narzędzia...
Zaznaczcie wiersz odpowiedniego narzędzia na liście narzędzi.
Przyciskiem programowanym [Narzędzie-szczegóły] otwórzcie okno wprowadzania danych narzędzia.
... Przeprowadźcie zmiany.
Przyciskiem programowanym[<<] zamykacie okno wprowadzania i powracacie do listy narzędzi.
Załadowanie do magazynu
Zaznaczcie wiersz narzędzia, które chcecie załadować do magazynu.
Pola MN (numer magazynu) iPl (miejsce) są jeszcze wolne. Narzędzie znajduje się więc quasi w szafce narzędziowej i musi zostać załadowane do magazynu...
Poprzez poziomy przycisk programowany wywołajcie funkcję załadowania.
32

810D/840D/840Di Instrukcja dla początkujących
Gdy ... Gdy chcecie umieścić narzędzie w określonym miejscu w magazynie, ...
Gdy ... Gdy np. macie "nieprzejrzysty", duży magazyn, ...
... możecie dane wprowadzić ręcznie:
... jest wygodnie polecić sterowaniu, by zaproponowało wolne miejsce w magazynie:
1
9
Przyciskiem programowanym uruchomcie proces załadowania.
Narzędzie zostaje załadowane do magazynu.
Powrót do najwyższej płaszczyzny menu zakresu czynności obsługowych
33

2.2 Obsługa - Ustawianie
2.2.2 Korekcja narzędzia: utworzenie narzędzia
Teraz wariant prostego zarządzania narzędziami: Wasze sterowanie SINUMERIK zarządza więc numerami T a nie nazwami narzędzi. Zakładając, że macie tokarkę i chcecie założyć przecinak 3 mm w miejscu 5 głowicy rewolwerowej...
Przyciski/wpro-wadzenia Ekran / rysunek Objaśnienie
( ) W menu podstawowym wywołajcie zakres czynności obsługowych ’Parametry’.
Standardowo są przedstawiane dane korekcyjne pierwszego narzędzia (T1) .
Poprzez pionowe przyciski programowane można nawigować na liście korekcji i dokonywać zmian:
Przy pomocy tych przycisków programowanych przeskakujecie do narzędzia o następnym wyższym wzgl. niższym numerze T.
Przy pomocy tych przycisków programowanych nawigujecie między wieloma ostrzami narzędzia.
Tym przyciskiem kasujecie narzędzie albo ostrze.
Kropki w przycisku programowanym sygnalizują generalnie, że nastąpi jeszcze zapytanie albo istnieje menu podrzędne.
Możecie przyciskiem programowanym przełączyć na określone ostrze określonego narzędzia.
Tym przyciskiem programowanym przełączacie na listę przeglądową wszystkich narzędzi (patrz niżej).
Przy pomocy tego przycisku programowanego tworzycie nowe narzędzie albo nowe ostrze.
34

810D/840D/840Di Instrukcja dla początkujących
Na liście przeglądowej widzicie,że numer T 5 tutaj jeszcze nie jest nadany.
Poprzez przyciski programowane tworzycie nowe narzędzie.
(5) W starszych wersjach oprogramowania numer T musi zostać wpisany ręcznie. Gdy wprowadzicie numer, który jest już nadany, jest to wyświetlane jako wskazówka.
Od wersji oprogramowania 6.0 jest automatycznie wpiosywany pierwszy wolny numer T.
Różnym typom narzędzi jest przyporządkowany numer. Pierwsza cyfra przyporządkowuje narzędzia do grupy:
1xx - narzędzia frezarskie2xx - narzędzia wiertarskie4xx - narzędzia szlifierskie5xx - narzędzia tokarskie7xx - narzędzia specjalne
Pole jest tutaj wstępnie wyposażone w numer 220 dla typu ’nawiertak’.
35

2.2 Obsługa - Ustawianie
Gdy Jeżeli jeszcze nie znacienumeru typu dla ’noża do toczenia poprzecznego’...
Gdy Gdy znacie numer typu dla ’noża do toczenia poprzecznego’ ...
... możecie wybrać typ z listy: ... możecie bezpośrednio wprowadzić numer:
Równocześnie ze skasowaniem wstępnie nastawionego numeru jest otwierana lista wyboru z grupami narzędzi.
520 Już z wprowadzeniem pierwszej cyfry jest automatycznie dla orientacji otwierana lista wyboru narzędzi tokarskich.
Przy obchodzeniu się z listą wyboru możecie naturalnie również kombinować opisane tutaj drogi.
...
Zaznaczcie grupę’5xx Narzędzia tokarskie’ i przejmijcie wybór.
Po prostu ćwiczcie różne drogi wprowadzania, aby nabrać wprawy.
... Wybierzcie z listy wg. tego samego schematu typ’520 Nóż do toczenia poprzecznego’.
Typ narzędzia został wybrany, następnym tematem jest położenie ostrza...
( ) Do pola wyboru położenia ostrza istnieje obraz pomocy, który możecie wywołać przyciskiem .
36

810D/840D/840Di Instrukcja dla początkujących
3 Najpierw powinny zostać wprowadzone wartości korekcji dla lewego ostrza (D1).
93.1
42
0.1
Jeżeli przedtem zmierzyliście wartości korekcji przy pomocy przyrządu do wstępnego ustawiania narzędzi, możecie je tutaj wpisać. Na przykład:
Długość 1 (D1) 93.1Długość 2 (D1) 42Promień ostrza: 0.1
Teraz do drugiego ostrza (D2):
4
Identyfikator drugiego ostrza: 4
39
Długość 1 (D2) jak D1Długość 2 (D2) 39Promień ostrza: jak D1
. Z różnicy obydwu wartości ’długość 2’ wynika szerokość noża: 42 mm - 39 mm = 3 mm.
Wszystkie wartości korekcji dla narzędzia są wprowadzone. Narzędzie można teraz w programie wybrać przy pomocy polecenia T5 (patrz rozdział 3 i 4).
Powrót do menu nadrzędnego!
. Według tego samego schematu możecie teraz utworzyć wszystkie narzędzia, których pootrzebujecie dla przykładowych programów...
Werkzeugspitze 2
Läng
e1 (D
1)
Läng
e2 (D
2)(Schneide D2)
Länge 2 (D2)
Länge 1 (D1)
WZ-Spitze 1(Schneide D1)
G18:Z/X-Ebene
37

2.2 Obsługa - Ustawianie
2.2.3 Narzędzia programów przykładowych
W poprzednich punktach utworzyliście jako przykład po jednym narzędziu frezarskim i tokarskim. W przykładowych programach w rozdziałachg 3 i 4 są stosowane niżej wyszczególnione narzędzia. Aby można było sprawdzić te programy na podstawie grafiki symulacyjnej, musicie najpierw utworzyć te narzędzia w zakresie czynności obsługowych ’Parametry’.
(Naturalnie możecie również stosować "własne" narzędzia tego sa-mego typu o innych nazwach. Zwracajcie wówczas przy programo-waniu, przy wywoływaniu narzędzi, uwagę na zmienione nazwy.)
Narzędzia w programach frezowania
Typ Nazwa Dane ostrza (wyciąg)
140 Frez do płaszcz.
120 Frez palcowy
120 Frez palcowy
120 Frez palcowy
220 Nawiertak
200 Wiertło spiralne
200 Wiertło spiralne
240 Gwintownik
SM60EM20EM16EM10CD12TD8_5TD10T_M10
D1 promień 30
D1 promień 10
D1 promień 8
D1 promień 5
D1 Radius 6 *
D1 promień 4.25 *
D1 promień 5 *
D1 promień 5 *
* Zależnie od wersji oprogramowania można wprowadzić promień wiertła tylko przez bezpośrednią edycję pliku inicjalizacyjnego narzędzi. Jeżeli nie jesteście z tym obeznani, powinniście w celu symulacji utworzyć wiertło jako frez palcowy!
Do frezowania są w sumie do dyspozycji następujące typy narzędzi:110 Frez z głowicą kulową 120 Frez palcowy 121 Frez palcowy z zaokr. narożn.130 Frez z głowicą kątową 131 Frez z gł. kątową z zaokr. narożn. 140 Frez do płaszczyzn150 Frez tarczowy 155 Frez w kszt. ściętego stożka 200 Wiertło spiralne205 Wiertło do wierc. z pełn. 210 Wytaczadło 220 Nawiertak230 Pogłębiacz nożowy 240 Gwintownik do gwintu zwykłego 241 Gwintownik do gw. drobnozw.250 Rozwiertak 700 Piła do rowków 710 Czujnik pomiarowy 3D711 Czujnik krawędziowy 720 Orientowany czujnik pomiarowy 900 Narzędzie specjalne
38
810D/840D/840Di Instrukcja dla początkujących
Narzędzia w programach toczenia
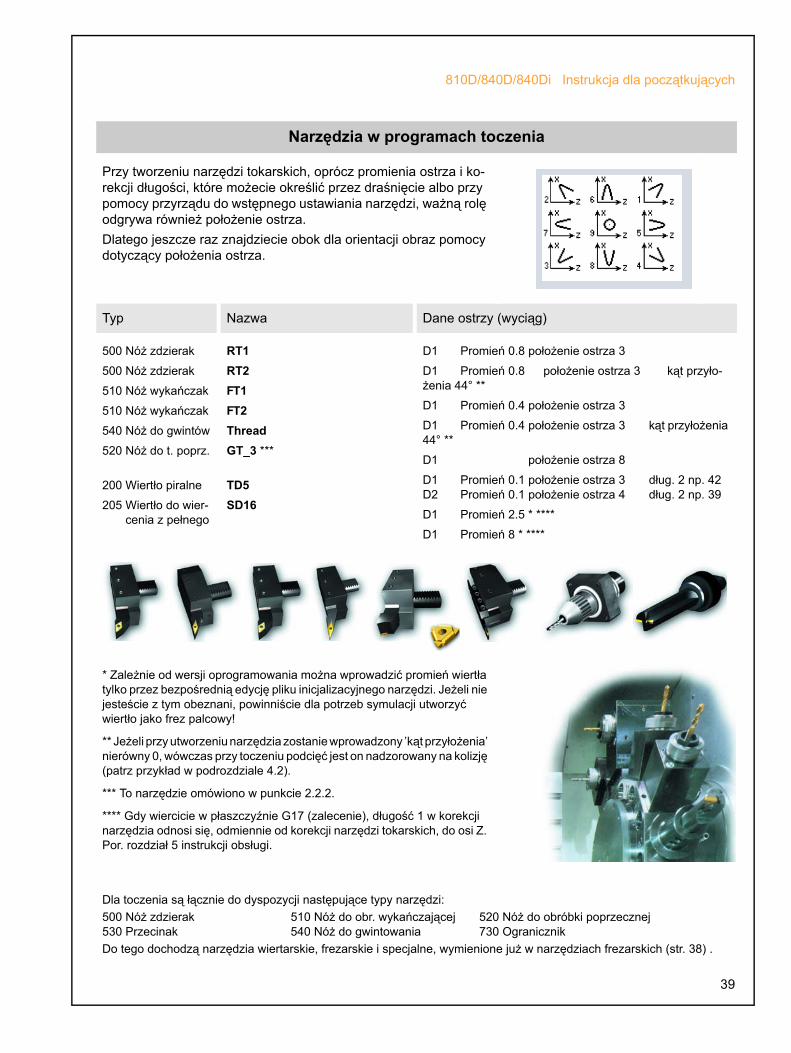
Przy tworzeniu narzędzi tokarskich, oprócz promienia ostrza i ko-rekcji długości, które możecie określić przez draśnięcie albo przy pomocy przyrządu do wstępnego ustawiania narzędzi, ważną rolę odgrywa również położenie ostrza.Dlatego jeszcze raz znajdziecie obok dla orientacji obraz pomocy dotyczący położenia ostrza.
Typ Nazwa Dane ostrzy (wyciąg)
500 Nóż zdzierak
500 Nóż zdzierak
510 Nóż wykańczak
510 Nóż wykańczak
540 Nóż do gwintów
520 Nóż do t. poprz.
200 Wiertło piralne
205 Wiertło do wier-cenia z pełnego
RT1RT2FT1FT2ThreadGT_3 ***
TD5SD16
D1 Promień 0.8 położenie ostrza 3
D1 Promień 0.8 położenie ostrza 3 kąt przyło-żenia 44° **
D1 Promień 0.4 położenie ostrza 3
D1 Promień 0.4 położenie ostrza 3 kąt przyłożenia 44° **
D1 położenie ostrza 8
D1 Promień 0.1 położenie ostrza 3 dług. 2 np. 42D2 Promień 0.1 położenie ostrza 4 dług. 2 np. 39
D1 Promień 2.5 * ****
D1 Promień 8 * ****
* Zależnie od wersji oprogramowania można wprowadzić promień wiertła tylko przez bezpośrednią edycję pliku inicjalizacyjnego narzędzi. Jeżeli nie jesteście z tym obeznani, powinniście dla potrzeb symulacji utworzyć wiertło jako frez palcowy!
** Jeżeli przy utworzeniu narzędzia zostanie wprowadzony ’kąt przyłożenia’ nierówny 0, wówczas przy toczeniu podcięć jest on nadzorowany na kolizję (patrz przykład w podrozdziale 4.2).
*** To narzędzie omówiono w punkcie 2.2.2.
**** Gdy wiercicie w płaszczyźnie G17 (zalecenie), długość 1 w korekcji narzędzia odnosi się, odmiennie od korekcji narzędzi tokarskich, do osi Z. Por. rozdział 5 instrukcji obsługi.
Dla toczenia są łącznie do dyspozycji następujące typy narzędzi:500 Nóż zdzierak 510 Nóż do obr. wykańczającej 520 Nóż do obróbki poprzecznej530 Przecinak 540 Nóż do gwintowania 730 OgranicznikDo tego dochodzą narzędzia wiertarskie, frezarskie i specjalne, wymienione już w narzędziach frezarskich (str. 38) .
39

2.2 Obsługa - Ustawianie
2.2.4 Draśnięcie obrabianego przedmiotu i nastawienie punktu zerowego
Przy draśnięciu najpierw przesuwajcie mierzone narzędzie ostrożnie do obrabianego przedmiotu, aż dokona ono "draśnięcia". Z danych korekcyjnych narzędzia i aktualnej pozycji nośnika narzędzi sterowanie może obliczyć przesunięcie punktu zerowego, do którego odnoszą się współrzędne programu NC.
Draśnięcie i nastawienie punktu zerowego obrabianego przedmiotu jest więc bezpośrednią zależnością sterowania i maszyny wzgl. narzędzia i zamocowanego obrabianego przedmiotu. Funkcja ’draśnięcie’ nie jest dlatego odwzorowana w oprogramowaniu szkoleniowym SinuTrain.
Przełączcie na menu podstawowe sterowania i wywołajcie zakres czynności obsługowych ’Maszyna’.
(alternatywa: przycisk )
( )
( )
Przesuńcie narzędzie np. w ropdzaju pracy ’Jog’ "ręcznie" (np. przy pomocy przycisków osi na pulpicie obsługi maszyny) do pozycji, która zapewnia bezkolizyjną zmianę narzędzia (obrócenie głowicy rewolwerowej).
...
Uaktywnijcie narzędzie, którym chcecie drasnąć obrabiany przedmiot(np. w ten sposób, że w rodzaju pracy ’MDA’ napiszecie mały program, który przeprowadza wywołanie narzędzia i włącza obroty wrzeciona).
Uruchomcie program przyciskiem <Cycle Start> na pulpicie obsługi maszyny.
Następnie ponownie przełączcie na pracę ręczną (rodzaj pracy ’JOG’) (bez naciskania w międzyczasie <Reset> albo <Cycle Stop>).
40

810D/840D/840Di Instrukcja dla początkujących
Tutaj możecie uaktywnić funkcję ’draśnięcie’ poprzez poziomy przycisk programowany.
G54 W oknie funkcji ustalcie najpierw, w któ-rym przesunięciu punktu zerowego (G54, G55 ...) chcecie zapisać wynik.
Ustawcie następnie kursor (<strzałką do dołu>, nie przy pomocy <Input>!) na polu wprowadzania ’Pozycja zadana’ dla osi, w której najpierw chcecie doko-nać draśnięcia (tutaj oś Z w toczeniu).
Ostrożnie przesuwajcie narzędzie przy pomocy przycisków osi, oddzielnego przyrządu ręcznego albo elektronicznych kółek ręcznych, aż dotknie ono obrabianego przedmiotu. (Ew. możecie następnie uwolnić narzędzie w kierunku prostopadłym do kierunku draśnięcia i zatrzymać wrzeciono.)
1 Teraz w polu ’pozycja zadana’ wpisczie wartość, którą ta współrzędna ma potem mieć w programie. Należy przy tym uwzględnić korekcję długości narzędzia (patrz rysunek u dołu).
Przesunięcie jest wyświetlane po lewej obok pola wprowadzania.
Korekcja długości narzędzia w Z (’długość 2’) jest skierowana przeciwnie do osi.
Geometria narzędzia będzie w wyniku tego uwzględniana ujemnie przy obliczaniu przesunięcia.
Następuje to przez przełączenie na ’-’ w polu za pozycją zadaną.
41

2.2 Obsługa - Ustawianie
... Określcie ew. w ten sam sposób przesunięcie punktu zerowego dla pozostałych osi (przy toczeniu nie jest to wymagane, ponieważ oś toczenia ma zawsze wartość X równą 0).
Przejmijcie na koniec wszystkie wartości do wybranego przesunięcia punktu zerowego(NV), a więc tutaj G54.
Wszystkie przesunięcia punktu zerowego sterowania możecie przeczytać w zakresie czynności obsługowych ’parametry’.
Przesunięcie punktu zerowego staje się przy wykonywaniu aktywne przez wywołanie odpowiedniego polecenia (G54, G55, ...) w programie NC.
42

810D/840D/840Di Instrukcja dla początkujących
2.3 Zarządzanie programami i ich wykonywanie
W niniejszym podrozdziale fruwają wióry- w przenośni, ma się rozumieć.
Zakłdając, że istnieje już zdatny do wykonania i przetestowany program (patrz rozdziały 3 i 4 dot. programowania) ...
... dowiecie się tutaj, jak ew. możecie go przegrać z dyskietki do sterowania, z zarządzania programami do rdzenia sterowania i w końcu wykonać.
2.3.1 Zapisywanie danych na dyskietce i wczytanie z dyskietki
Wasze sterowanie SINUMERIK stwarza Wam różne możliwości wyprowadzania i wczytywania danych. Mogą być one wybierane w zakresie czynności obsługowych ’usługi’ poprzez pionowy pasek przycisków programowanych:
[V24 ] interfejs szeregowy [PG] przyrząd do programowania[dyskietka... ]stacja dyskietek [archiwum... ]katalog archiwalny na dysku twardym
Tutaj omówmy na przykład wymianę danych między sterowaniem i dyskietką.W tym celu włóżcie sformatowaną dyskietkę, nie chronioną przedzapisem!
Sterowanie -> diskietka (wyprowadzenie)
Podstawą tego przykładu jest dowolny katalog obrabianego przedmiotu (tutaj "TEST.WPD"), który utworzyliscie w zakresie czynności obsługowych ’program’ i do którego należy np. jeden program obróbki ("PILOTPROGRAM.MPF") i jeden podprogram ( "UP20.SPF").
Odnośnie tworzenia katalogów obrabianych przedmiotów i programów, szczegółowo opisany przykład znajdziecie w podrozdziane 3.1.
43
2.3 Obsługa - Zarządzanie programami i ich wykonywanie
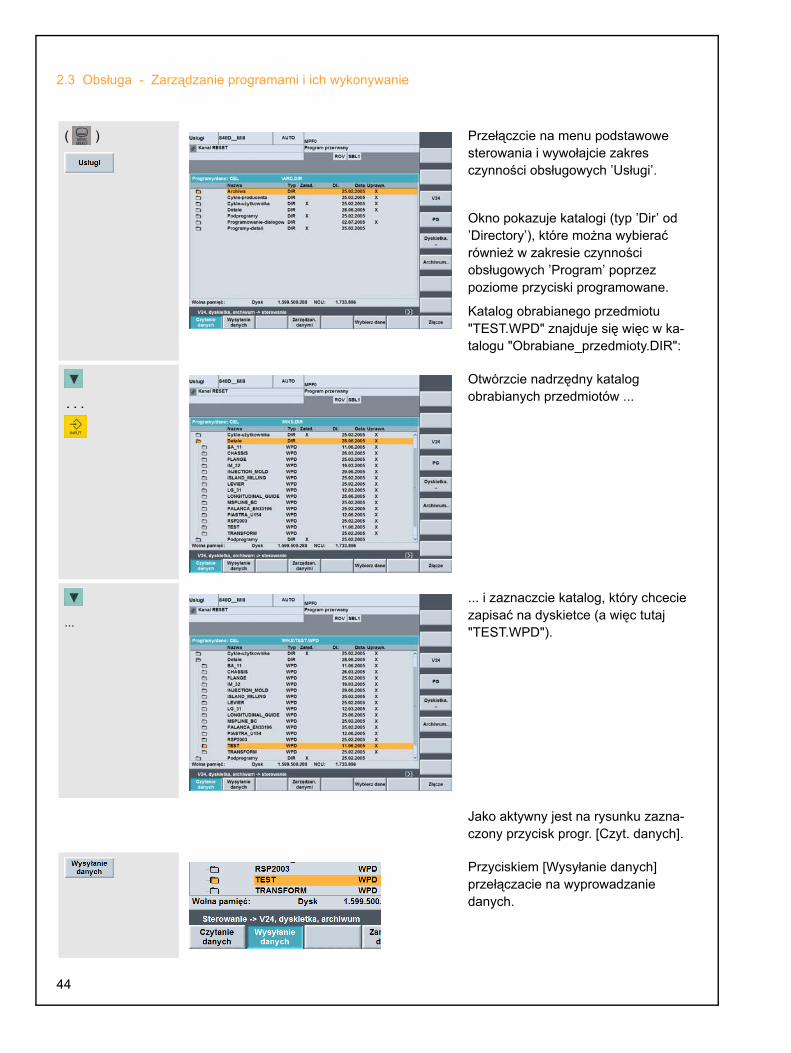
( ) Przełączcie na menu podstawowe sterowania i wywołajcie zakres czynności obsługowych ’Usługi’.
Okno pokazuje katalogi (typ ’Dir’ od ’Directory’), które można wybierać również w zakresie czynności obsługowych ’Program’ poprzez poziome przyciski programowane.
Katalog obrabianego przedmiotu "TEST.WPD" znajduje się więc w ka-talogu "Obrabiane_przedmioty.DIR":
...
Otwórzcie nadrzędny katalog obrabianych przedmiotów ...
...
... i zaznaczcie katalog, który chcecie zapisać na dyskietce (a więc tutaj "TEST.WPD").
Jako aktywny jest na rysunku zazna-czony przycisk progr. [Czyt. danych].
Przyciskiem [Wysyłanie danych] przełączacie na wyprowadzanie danych.
44

810D/840D/840Di Instrukcja dla początkujących
W oknie jest wyświetlana zawartość dyskietki. Zaznaczone jest pole ’Nazwa archiwym’. Jest w nim domyślna nazwa obrabianego przedmiotu.
Gdy ... Jeżeli przed zapisaniem chcecie się upewnić, jakie pliki są już na dyskietce...
Przyciskiem <Tab> albo <END> przełączajcie zaznaczenie, aż pomarańczowa beleczka zaznaczy wiersz na liście plików.
...
Przyciskami <strzałka do dołu> i<strzałka do góry> możecie teraz poruszać kursorem na liście plików. Przy tym nazwa zaznaczonego pliku jest przejmowana do pola ’Nazwa archiwum’ (i ew. zostałaby zastąpiona!).
Przy pomocy <Tab> przełączcie zaznaczenie z powrotem na pole ’Nazwa archiwum’ i ponownie wpiszcie nazwę obrabianego przedmiotu.
Uruchomcie przegrywanie danych ze sterowania na dyskietkę.
Proces przesyłania jest protokołowany w wierszu wskazówek. Gdy dane zostału pomyślnie przegrane, ukazuje się komunikat "Zlecenie jest gotowe."
Otwórzcie teraz katalog obrabianego przedmiotu "TEST.WPD", zaznaczcie program obróbki "PILOTPROGRAM.MPF" ...
45
2.3 Obsługa - Zarządzanie programami i ich wykonywanie
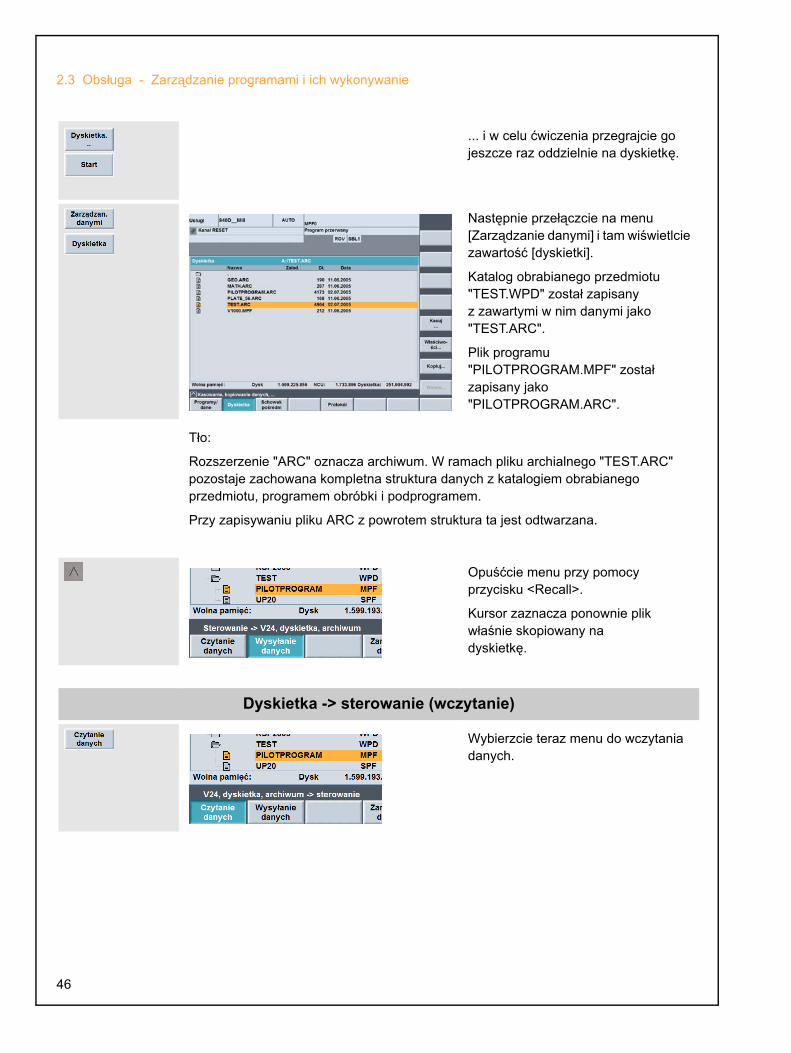
... i w celu ćwiczenia przegrajcie go jeszcze raz oddzielnie na dyskietkę.
Następnie przełączcie na menu [Zarządzanie danymi] i tam wiświetlcie zawartość [dyskietki].
Katalog obrabianego przedmiotu "TEST.WPD" został zapisany z zawartymi w nim danymi jako "TEST.ARC".
Plik programu "PILOTPROGRAM.MPF" został zapisany jako "PILOTPROGRAM.ARC".
Tło:
Rozszerzenie "ARC" oznacza archiwum. W ramach pliku archialnego "TEST.ARC" pozostaje zachowana kompletna struktura danych z katalogiem obrabianego przedmiotu, programem obróbki i podprogramem.
Przy zapisywaniu pliku ARC z powrotem struktura ta jest odtwarzana.
Opuśćcie menu przy pomocy przycisku <Recall>.
Kursor zaznacza ponownie plik właśnie skopiowany na dyskietkę.
Dyskietka -> sterowanie (wczytanie)
Wybierzcie teraz menu do wczytania danych.
46

810D/840D/840Di Instrukcja dla początkujących
Ma zostać przeniesiony z powrotem do sterowania program obróbki, który został zapisany na dyskietce jako "PILOTPROGRAM.ARC".
...
Zaznaczcie plik"PILOTPROGRAM.ARC" na liście plików dyskietki ...
... i uruchomcie przesyłanie.
Ponieważ pierwotny program obrółbki jest jeszcze w sterowaniu, następuje odwrotne zapytanie, czy ma on zostać zastąpiony.
Pokwitujcie zapytanie przez [Tak].
Plik został zastąpiony przez jego własną kopię.
47

2.3 Obsługa - Zarządzanie programami i ich wykonywanie
2.3.2 Zezwolenie dla programu, załadowanie, wybranie i wykonanie
Gdy pisanie programu nie jest zakończone wzgl. gdy musi on jeszcze zostać przetestowany, możecie cofnąć mu ’zezwolenie’ i zapobiec przez to jego załadowaniu, wybraniu i wykonaniu.
Aby móc wykonać program, musi on znajdować się w pamięci głównej NC. Następuje to, gdy sterowanie dysponuje dyskiem twardym, poprzez funkcję ’Załaduj’. Ponieważ miejsce w pamięci głównej NC jest ograniczone, powinniście programy, które przejściowo nie są już potrzebne, następnie ponownie rozładować, a więc przegrać z powrotem na dysk twardy (jeżeli jest).
Każdorazowo jeden z załadowanych programów można wybrać do wykonania. Następuje to poprzez funkcję ’Wybór’. Nazwa wybranego programu ukazuje się wówczas u góry po prawej w wierszu nagłówkowym ekranu.
Zanim wystartujecie program, powinniście bezwarunkowo przestrzegać następujacych punktów:
Świadomie sprawdźcie na podstawie symulacji, czy program nie zawiera błędów.
Nie udzielamy żadnej gwarancji na wzory programów zawarte w niniejszym podręczniku!
W szczególności dane skrawania (prędkość obrotowa, posuw, szerokość skrawania) muszą ew. muszą ew zostać dopasowane do warunków w Waszej maszynie.
Upewnijcie się, że wszystkie stosowane w programie narzędzia są w magazynie wzgl. w głowicy rewolwerowej i są prawidłowo wymierzone!
Upewnijcie się, że obrabiany przedmiot jest prawidłowo zamocowany a punkt zerowy prawidłowo nastawiony!
Ewentualnie zalecane jest najpierw wykonanie programu "na sucho", tzn. bez obrabianego przedmiotu, aby wszystkie zaprogramowane ruchy móc jeszcze raz przetestować na kolizję.
Przed pierwszym przebiegiem testowym programu nastawcie override posuwu na zero, aby potem rów-nież w przypadku nieprawidłowo zaprogramowanych dróg przesuwu szybkiego mieć czas na ingerencję.
W szczególnie krytycznych miejscach powinniście dodatkowo przeączyć na wykonywanie pojedynczymi blokami.
48

810D/840D/840Di Instrukcja dla początkujących
Teraz do konkretnego przykładyu: W zakresie czynności obsługowych ’Programm’ zaprogramowaliście obrabiany przedmiot "Complete" albo w zakresie ’Usługi’ załadowaliście dane programu np. z dyskietki...
( )
( )
Przełączcie na zakres czynności obsługowych ’Maszyna’.
Gdy jest aktywny inny rodzaj pracy, uaktywnijcie rodzaj pracy ’AUTO’.
...
Otwórzcie przegląd programów...
... i zaznaczcie obrabiany przedmiot (katalog) "COMPLETE".
Obrabiany przedmiot ma już zezwolenie.
W celu ćwiczenia możecie ...
• cofnąć zezwolenie dla obrabianego przedmiotu, ...
• następnie spróbować go (bez powodzenia) załadować, ...
• pokwitować komunikat...
• i na koniec ponownie udzielić zezwolenia dla obrabianego przedmiotu.
49

2.3 Obsługa - Zarządzanie programami i ich wykonywanie
Załadujcie teraz obrabiany przedmiot do pamięci głównej NC.
Gdy przyciskiem <Input> otworzycie katalog obrabianego przedmiotu, zobaczycie, że z załadowaniem katalogu zostały załadowane wszystkie zawarte w nim programy (program obróbki "COMPLETE.MPF" i podprogramy "CONTOUR.SPF" i "TCP.SPF").
W pliku DPWP.INI jest zapisana konfig-uracja symulacji. Nie jest ona potrzebna do wykonywania na maszynie i dlatego też nie jest ładowana.
Gdy Gdy jak tutaj katalog obrabianego przedmiotu i program obróbki mają taką samą nazwę...
Gdy Gdy będący do wykonania program obróbki ma inną nazwę niż katalog obrabianego przedmiotu (ponieważ np. część ma być obrabiana z dwóch stron i dlatego utworzyliście dwa programy główne o nazwie "SIDE_1" i "SIDE_2") ..
... przez ’Wybór’ obrabianego przedmiotu (typ ’WPD’) jest automatycznie ładowany program obróbki o takiej samej nazwie (typ ’MPF’).
... ... zaznaczcie program obróbki (typ ’MPF’) w ramach katalogu obrabianego przedmiotu i naciśnijcie [Wybór].
W wierszu nagłówkowym ekranu jest teraz nazwa wybranego programu:
50

810D/840D/840Di Instrukcja dla początkujących
Wyjść z przeglądu programów możecie przyciskiem <Recall>
W oknie uwydatnionym kolorem żółtym widać teraz ’Aktualny blok’ (a więc pierwszy blok) wybranego programu.
Alternatywnie można w tym oknie wyświetlić również cały program.
(Przy pomocy[Przebieg programu] i [Bloki programu] możecie przełączać między tymi dwoma wyświetleniami).
...
Macie różne możliwości wpływania na przebieg programu.
Status jest wyświertlany w wierszu statusu u góru na ekranie.
Aktywny tryb wykonywania pojedynczymi blokami (SBL1, SBL2 albo SBL3) możecie ponadto w każ-dym czasie włączyć albo wyłączyć przyciskiem <SingleBlock> na pulpicie obsługi maszyny.
Wystartujcie programm.
Ostrożnie pokręcajcie pokrętłem override, gdy wykonujecie program po raz pierwszy.
W sytuacjach krytycznych:
albo w ostateczności !
51

3.1 Programowanie frezowania - Obrabiany przedmiot "Longitudinal guide"
3 Programowanie frezowaniaW tym rozdziane poznacie na podstawie dwóch prostych wzorów obrabianych przedmiotów programowanie sterowań SINUMERIK 810D/840D/840Di.
Naturalnie nie omówimy tutaj wszystkiego, cojest możliwe przy pomocy tych sterowań
o wielkich możliwościach. Gdy jednakpotraficie powtórzyć zaprogramowanie tych
obydwu przedmiotów, będziecie przygotowanido samodzielnego wdrażania się dalej.
3.1 Obrabiany przedmiot "Longitudinal guide"
Na podstawie obrabianego przedmiotu "Longitudinal guide" poznacie przycisk po przycisku kompletną drogę od rysunku do gotowego programu NC. Zostaną przy tym omówione następujące tematy:
• Podział na obrabiany przedmiot, program obróbki i podprogram
• Wywołanie narzędzia i zmiana narzędzia
• Funkcje podstawowe
• Funkcje technologiczne(dane skrawania)
• Proste drogi ruchu bez korekcji promienia frezu
• Wiercenie z cyklami i techniką podprogramów
• Symulacja do kontroli programowania
52

810D/840D/840Di Instrukcja dla początkujących
3.1.1 Utworzenie obrabianego przedmiotu i programu obróbki
Przyciski/wpro-wadzenia Ekran / rysunek Objaśnienie
( )
Stan wyjściowy:
• Dowolny zakres czynności obsługowych (tutaj ’Maszyna’) i rodzaj obsługi (tutaj ’AUTO’)
• Stan kanału RESET, tzn. aktualnie nie jest obrabiany żaden program. Jeżeli to jeszcze nie nastąpiło, stwórzcie przyciskiem <Reset> stan ’Reset’ sterowania (patrz wiersz statusu u góry po lewej).
Przełączenie na menu główne
Na poziomym pasku przycisków programowanych znajdują się zakresy czynności obsługowych. Aktywny zakres ’Maszyna’ jest uwydatniony kolorem czarnym.
( )
Przełączenie przyciskiem programowanym na zakres czynności obsługowych 'Program'
Są różne typy programów, które są teraz wymienione na pasku przycisków programowanych.
Zaznaczony typ 'Obrabiane przedmioty' (WPD) jest katalogiem, w którym mogą zostać zapisane odnośne dane zadania obróbkowego (Programy obróbki, podprogramy itd.).
W ten sposób wszystkie pliki można przejrzyście uszeregować.
53

3.1 Programowanie frezowania - Obrabiany przedmiot "Longitudinal guide"
LONGIT....
Utwórzcie nowy katalog obrabianego przedmiotu dla "Longitudinal guide".
Wprowadźcie nazwę obrabianego przedmiotu (nie ma przy tym rozróżnienia między dużymi i małymi literami).
Pamiętajcie, że każdej nazwy można użyć tylko jeden raz. (ewentualnie musicie więc wybrać inną nazwę.)
Wprowadzony tekst i liczby przejmujecie na klawiaturze sterowania zawsze żółtym przyciskiem <Input>, na PC przyciskiem <Enter>.
Ponieważ chcecie utworzyć obrabiany przedmiot (WPD = WorkPieceDirectory), możecie przejąć bez zmiany domyślnie nastawiony typ pliku.
Rdzeniem obróbki jest program obróbki albo program główny (MPF = MainProgramFile).
W nowo utworzonym katalogu obrabianego przedmiotu jest automatycznie tworzony program obróbki (o tej samej nazwie).
Szablon nie jest tutaj stosowany.
Możecie więc przejąć okno bez zmian.
54
810D/840D/840Di Instrukcja dla początkujących
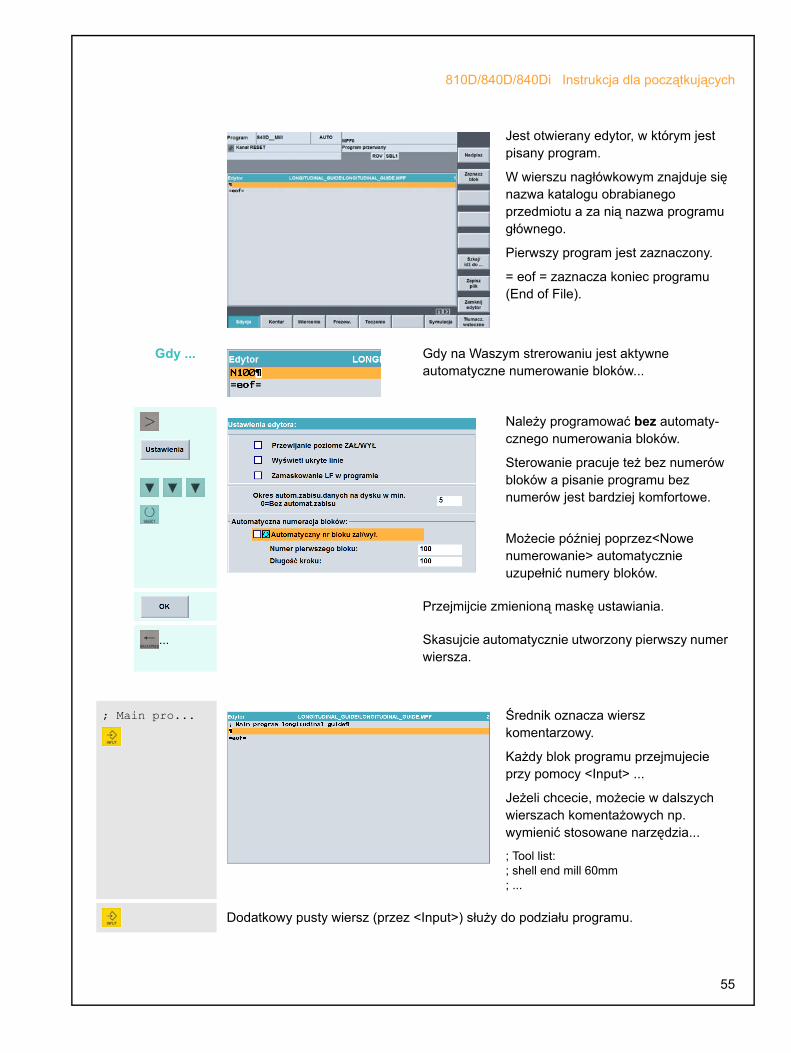
Jest otwierany edytor, w którym jest pisany program.
W wierszu nagłówkowym znajduje się nazwa katalogu obrabianego przedmiotu a za nią nazwa programu głównego.
Pierwszy program jest zaznaczony.
= eof = zaznacza koniec programu (End of File).
Gdy ... Gdy na Waszym strerowaniu jest aktywne automatyczne numerowanie bloków...
Należy programować bez automaty-cznego numerowania bloków.
Sterowanie pracuje też bez numerów bloków a pisanie programu bez numerów jest bardziej komfortowe.
Możecie później poprzez<Nowe numerowanie> automatycznie uzupełnić numery bloków.
Przejmijcie zmienioną maskę ustawiania.
... Skasujcie automatycznie utworzony pierwszy numer wiersza.
; Main pro... Średnik oznacza wiersz komentarzowy.
Każdy blok programu przejmujecie przy pomocy <Input> ...
Jeżeli chcecie, możecie w dalszych wierszach komentażowych np. wymienić stosowane narzędzia...
; Tool list:; shell end mill 60mm; ...
Dodatkowy pusty wiersz (przez <Input>) służy do podziału programu.
55
3.1 Programowanie frezowania - Obrabiany przedmiot "Longitudinal guide"
3.1.2 Wywołanie i zmiana narzędzia
Albo Gdy stosujecie sterowanie, które zarządza narzędziami o nazwach tekstem jawnym (por. punkt 2.2.1)
Albo Gdy stosujecie sterowanie, którezarządza narzędziami przypomocy numerów T(por. punkt 2.2.2) ...
T="SM60" ; Shaft milling tool T17 ; Shaft milling tool
Narzędzie (T = Tool) jest wybieraneprzy pomocy swojej nazwy tekstemjawnym, nadanej w zarządzaniu na-rzędziami (zakres czynności obsłu-gowych ’Parametry’).
Narzędzie (T = Tool) jest wybierane przy pomocy swojego numeru T, który został nadany w za-rządzaniu narzędziami (zakres czynności obsługowych ’Parametry’) .
Uwaga: Tym rozróżnieniem obydwu przypadków przy zarządzaniu narzędziami nie będzie-my się już później zajmować. Wywołanie narzędzia musicie wówczas zmienić samodzielnie!
M6 W maszynach z wymiennikiem narzędzi M6 wywołuje zmianę narzędzia.
3.1.3 Funkcje podstawowe
G17 G54 G64 G90 G94 Są to funkcje podstawowe, które w poniższym przeglądzie zostaną bliżej objaśnione.Często funkcje te obowiązują przez cały program. Dla pewności jest jednak zalecane wykonywanie ich przy każdej zmianie bloku.
Objaśnienie funkcji Funkcje tej samej grupy
G17 - Wybór płaszczyzny XY
G54 - Uaktywnienie pierwszego przesunięciapunktu zerowego
G64 - Ścinanie narożników. , Ruch do punktu docelowego nie jest całkiem dokładny, lecz jest małe zaokrąglenie przy przejściu do następnej drogi ruchu.
G90 - Programowanie wymiarów absolutnych
G94 - Przy pomocy F jest programowana prędkość posuwu w mm/min.
G18 - Wybór płaszczyzny XZG19 - Wybór płaszczyzny YZ
G55, G56, G57 - dalsze przesunięcia punktu zer.G53 - Anulowanie wszystkich przesunięć punktu
zerowego (działa pojedynczymi blokami)G500 -Wyłączenie wszystkich przesunięć pkt. zer.
G60 - Zatrzymanie dokładne. Następuje dokł. do-sunięcie do punktu docelowego. W tym celu napędy osi są hamowane do zatrzymania.
G91 - Programowanie wymiarów przyrostowych(łańcuchowych)
G95 - Przy pomocy F jest programowany posuww mm (na obrót).
Funkcje jednej grupy wzajemnie znoszą się. Jakie funkcje są właśnie aktywne, możecie przeczytać w zakresie czynności obsługowych ’Maszyna’ poprzez przycisk programowany .
56

810D/840D/840Di Instrukcja dla początkujących
To tyle pierwszych wierszy programu!
Pierwsze narzędzie zostało założone i ustalone ważne, generalne ustawienia podstawowe.
Przy pomocy tego narzędzia o szero-kości 60 mm ma być wstępnie frezowany rowek o szerokości 61 mm .
3.1.4 Proste drogi ruchu bez korekcji promienia frezu
G0 X110 Y0 W przesuwie szybkim (G0) narzędzie jest poruszane najpierw w płaszczyźnie XY do swojej pozycji startowej.
110 = wartość X krawędzi obrabianego przedmiotu + promień frezu + odstęp bezpie-czeństwa = 150/2+60/2+5
(Przycisk służący do przejęcia wiersza programu nie jest od tego miejsce, dla lepszej czytelności, już więcej wymieniany. Samodzielnie przejmujcie każdy wiersz przyciskiem !)
G0 Z2 S600 M3 M8 Zanim frez zostanie przesunięty na głębokość frezowania, jest pozycjonowany na płaszczyźnie pośredniej (Z2) powyżej powierzchni obrabianego przedmiotu.
Zapewnia to bezpieczeństwo przy wdrażaniu programu (gdy punkt zerowy obrabianego przedmiotu albo korekcję narzędzia przez pomyłkę nieprawidłowo nastawiono). Poza tym w tym bloku wrzeciono może już się rozpędzać i można włączyć chłodziwo.*
S600 prędkość obrotowa S = 600 min-1
M3 narzędzie wiruje zgodnie z ruchem wskazówek zegara (w prawo)
M8 załączenie chłodziwa
* Uwaga: Wszystkie stosowane dane technologiczne są tylko wartościami przykładowymi. Na maszynie stosujcie własne wartości wynikające z doświadczenia i przestrze-gajcie danych zawartych w katalogu narzędzi!
G0 Z-10 Przesuwem szybkim (G0) następujedalszy ruch na głębokość obróbki.
Wskazówka:
Ze względów bezpieczeństwa drogę tę należy ew wykonać posuwem jako blok G1:
G1 Z-10 F400
57

3.1 Programowanie frezowania - Obrabiany przedmiot "Longitudinal guide"
G1 X-110 F400 Frez porusza się posuwem (prędkością posuwu 400 mm/min) po prostej (G1) do punktu docelowego X-110 (wymiar absolutny odniesiony do punktu zerowego).
W przypadku G91 (Wymiar przy-rostowy) konieczne byłoby zapro-gramowanie X-220, ponieważ frez wykonuje ruch o 220 mm w ujemnym kierunku osi.
G0 Z100 M5 M9 W przesuwie szybkim (G0) frez wykona ruch w kierunku Z oddalając się od obr. przedmiotu. Równocześnie przy pomocy M5 wrzeciono jest zatrzy-mywane a przy pomocy M9 wyłączane chłodziwo.
Dla podziału wiersz pusty na końcu obróbki frezem palcowym z płytkami skrawającymi
T="EM16" ; End mill D16mm
M6
Frezem palcowym 16mm mają byćfrezowane na wymiar obydwie kra-wędzie rowka (o szerokości 61 mmwstępnie frezowanego frezem pal-cowym z płytkami skrawającymi ø60).
G17 G54 G64 G90 G94 Te same funkcje G co przy pierwszej obróbce są również bazą obróbki przy pomocy frezu palcowego.
G0 X85 Y22.5
G0 Z2 S500 M3 M8
G0 Z-10
G1 X-85 F200G0 Y-22.5G1 X85
W tym pierwszym przykładzie następuje obróbka wykańczająca konturu bez automatycznego uwzględ-nienia promienia frezu w obliczeniach, tzn. jest programowany tor punktu środkowego frezu:
22.5 = 61/2-16/2
X85 oznacza wybieg 2 mm.
Prędkość posuwu F200 została wybrana mniejsza niż w przypadku frezu jeżowego.
G0 Z100 M5 M9 Na końcu odejście od obrabianego przedmiotu następuje ponownie przesuwem szybkim, wrzeciono jest zatrzymywane a chłodziwo wyłączane.
58

810D/840D/840Di Instrukcja dla początkujących
Wiersz pusty dla podziału
Gdy ... Gdy chcecie tylko frezować (nie wiercić) albo po prostu obejrzeć symulację, możecie zakończyć program w tym miejscu:
M30 M30 kończy program obróbki.
Przy obróbce przy M30 program przeskakuje z powrotem na początek i może zostać ponownie wystartowany. M30 musi więc zawsze być w ostatnim wierszu programu.
Możecie symulować gotowy program... (patrz w szczegółach punkt 3.1.7)
... i po wyjściu z symulacji
...
... wykonać w zakresie czynności obsługowych ’Maszyna’, rodzaj pracy ’AUTO’ (patrz punkt 2.3.2).
Aby później uzupełnić program o obróbkę wiertarską, w zakresie czynności obsługowych ’Program’ zaznaczcie katalog obrabianego przedmiotu "LONGITUDINAL_GUIDE.WPD", otwórzcie go przy pomocy <Input>, zaznaczcie program obróbki i ponownie otwórzcie go przy pomocy <Input>.
Pamiętajcie, byście następujące wiersze programu (p. niżej: T="CD12" ...) wstawili przed poleceniem M30.
3.1.5 Wiercenie z użyciem cykli i techniki podprogramów
Nakiełkowanie
T="CD12" ; Center drill 90° D12mm
M6
Wszystkie dwanaście pozycji ma byćnajpierw nakiełkowywanych.
G17 G54 G60 G90 G94 Przy wierceniu pracuje się z G60 (zat-rzymanie dokładne) aby wszystkim ot-worom zapewnić wysoką dokładnośćwymiarową.
59
3.1 Programowanie frezowania - Obrabiany przedmiot "Longitudinal guide"
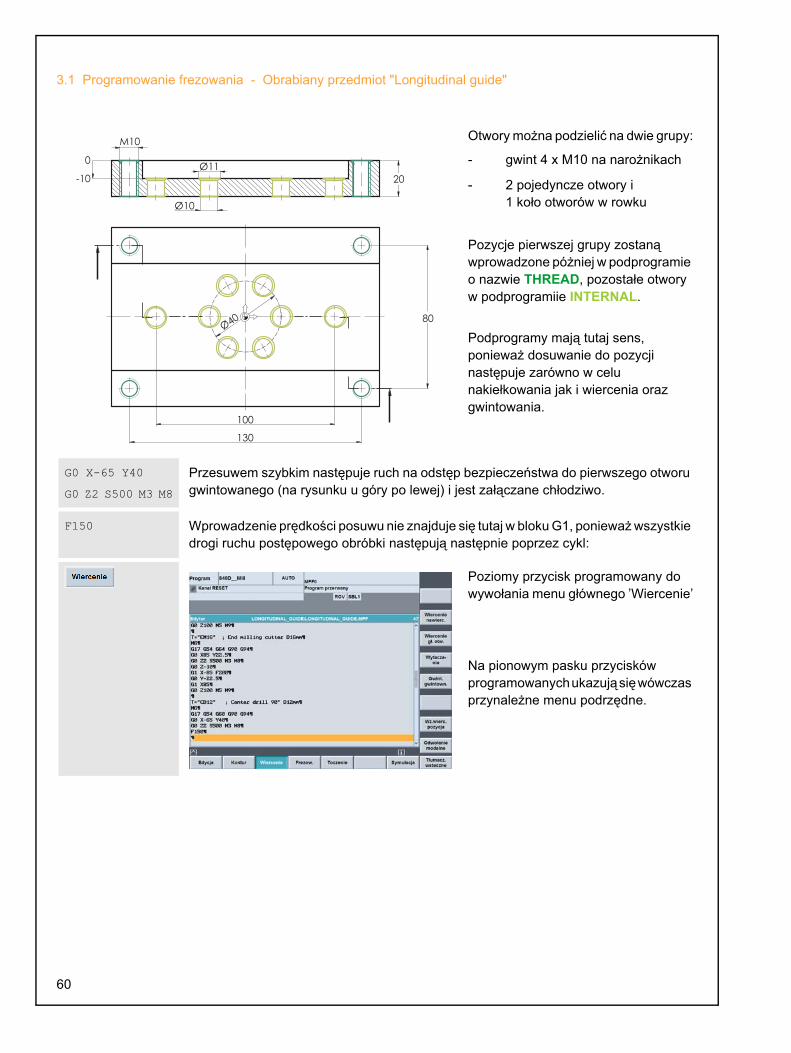
Otwory można podzielić na dwie grupy:
- gwint 4 x M10 na narożnikach
- 2 pojedyncze otwory i1 koło otworów w rowku
Pozycje pierwszej grupy zostaną wprowadzone póżniej w podprogramie o nazwie THREAD, pozostałe otwory w podprogramiie INTERNAL.
Podprogramy mają tutaj sens,ponieważ dosuwanie do pozycji następuje zarówno w celu nakiełkowania jak i wiercenia oraz gwintowania.
G0 X-65 Y40
G0 Z2 S500 M3 M8
Przesuwem szybkim następuje ruch na odstęp bezpieczeństwa do pierwszego otworu gwintowanego (na rysunku u góry po lewej) i jest załączane chłodziwo.
F150 Wprowadzenie prędkości posuwu nie znajduje się tutaj w bloku G1, ponieważ wszystkie drogi ruchu postępowego obróbki następują następnie poprzez cykl:
Poziomy przycisk programowany do wywołania menu głównego ’Wiercenie’
Na pionowym pasku przycisków programowanych ukazują się wówczas przynależne menu podrzędne.
60

810D/840D/840Di Instrukcja dla początkujących
( )
Poprzez pionowy przycisk programowany jest otwierane okno dialogowe dla cyklu wiercenia CYCLE82 (wiercenie, pogłębianie czołowe).
Kursor jest w pierwszym polu wprowadzania. Na obrazie pomocy graficznie objaśniono znaczenie pola, w żółtym wierszu nagłówkowym - tekstowo.
2
0
1 *
Pola w oknie dialogowym są częściowo już wyposażone w wartości.
Zmieńcie wzgl. uzupełnijcie najpierw pierwsze trzy wpisy odpowiednio do danych na rysunku.
* ... albo tutaj (ponieważ wstępne dane są już prawidłowe) po prostu albo
Otwory mają wg. rysunku średnicę 10 mm i mają uzyskać fazkę o szerokości 1mm. Wiertło do nakiełków 90° musi więc zagłębić się na głębokość 5.5 mm.
Uwaga ... Ta ’końcowa głębokość wiercenia’ może zostać wprowadzina na dwa sposoby:
( )-5.5
( )5.5
ABS Absolutnuie, tzn. jest wprowa-dzany wymiar na głębokość odniesiony do punktu zerowego obrabianego przedmiotu. A więc tutaj: -5.5 ABS
INK Przyrostowo, tzn. w stosunku do ’płaszczyzny odniesienia’. Ponieważ ma sens tylko obróbka "do dołu" , przy przyro-stowym podaniu głębokości nie jest wprowadzany znak (ujemny). A więc tutaj: 5.5 INK
Między ABS i INK możecie oprócz przycisku <przełączania> przełączać również przyciskiem progr. [Alternatywa], gdy jest zaznaczone pole ’Końcowa głębokość wiercenia’.
Obydwa warianty wprowadzania są prawidłowe. dla nakiełkowywania jest jednak zalecane ustawienie INK, ponieważ tak otwory na różnych płaszczyznach odniesienia mogą być nakiełkowywane z jedną przyrostową głębokością.
61

3.1 Programowanie frezowania - Obrabiany przedmiot "Longitudinal guide"
Czas oczekiwania 0 może pozostać.Ale nie zamykajcie jeszcze za szybko okna dialogowego, ponieważ...
Gdy ... Gdy po lewej w wierszu nagłówkowym jest tekst ’Wiercenie/CYCLE82’, cykl zostałby w programie wywołany tylko jeden raz.
Musicie w tym przypadku jeszcze przełączyć na działanie modalne.
Wpis w wierszu nagłówkowym zmienia się: ’Wiercenie/MCALL CYCLE82’
’Modalnie’ można przetłumaczyć jako ’samopodtrzymująco’. Oznacza to, że polecenie (np. funkcja G, zaprogramowana pozycja osi albo jak tutaj kompletny cyki) działa też po zakończeniu bloku, w którym się znajduje. W przypadku cyklu wiercenia ma to za skutek, że jest on ponownie wykonywany po każdej następnie zaprogramowanej drodze ruchu postępowego.
Cykl jest przejmowany do programu.
Jeżeli chcecie zmienić cykl, możecie to uczynić poprzez przycisk programowany [Dekompilacja].
THREAD ; Subroutine with coordinates Sam podprogram napiszecie później. W tym miejscu jest on po prostu wywoływany przy pomocy swojej na-zwy. We wszystkich punktach, do których dosunięcie następuje w podprogramie, jest - z powodu działania modalnego - wywoływany cykl wiercenia CYCLE82.
Poprzez te obydwa przyciski programowane ponownie wyłączacie modalność cyklu i wychodzicie z menu wiercenia.
(Alternatywnie możecie też po prostu nacisnąć MCALL w edytorze tekstów. Przy tym sposobie postępowania pozostajecie w menu wiercenia. Na końcu operacji wiercenia opuśćcie je przy pomocy .)
-10
Ponownie wywołajcie okno dialogu dla cyklu wiercenia.
Wszystkie wpisy pozostają zachowane z pierwszego wywołania.
Jeżeli ’końcową głębokość wiercenia’ wprowadziliście przyrostowo (INK), musicie tutaj zmienić tylko wartość ’płaszczyzny odniesienia’.
62

810D/840D/840Di Instrukcja dla początkujących
Gdy ... Jeżeli ’końcową głębokość wiercenia’ wprowa-dziliście absolutnie (ABS) , musicie tutaj również ją zmienić.
-15.5
Końcowa głębokość wiercenia absolutnie = płaszczyzna odniesienia - końcowa głębokość wiercenia przyrostowo = -10-5.5
Przejmijcie cykl do programum.
INTERNAL ; Subroutine with coordinates Taki sam sposób postępowania jak w przypadku podprogramu THREAD
Taki sam sposób postępowania jak w przypadkunakiełkowywania 4 otworów gwintowanych
G0 Z100 M5 M9 Odejście od obrabianego przedmiotu, wyłączenie wrzeciona i chłodziwa.
Wiersz pusty w celu podziału
Dla kontroli cała część programu do nakiełkowania na jeden rzut oka
Wiercenie otworu rdzeniowego gwintu
T="TD8_5" ; Tap hole drill for M10 thread
M6
G17 G54 G60 G90 G94
G0 X-65 Y40
G0 Z2 S1300 M3 M8
F150
Otwory gwintowaneM10 mają otwór rdzeniowyø8.5 mm.
Wiercenie następuje wiertłem spiralnym.
63

3.1 Programowanie frezowania - Obrabiany przedmiot "Longitudinal guide"
0
( )
-23
Wywołajcie (jak przy nakiełkowywaniu) okno dialogowe dla cyklu wiercenia i wpiszcie wartości.
Końcowa głębokość wiercenia powinna zostać tutaj wpisana absolutnie (-23 ABS).
Dodatek 3 mm do grubości płyty wynika z reguły przybliżonej w celu uwzględ-nienia kąta wierzchołka 118°:
"Dodatek = 1/3 średnicy wiertła" !
Przejmijcie cykl do programu.
THREAD ; s.a. Wywołanie podprogramu z pozycjami czterech otworów
Poprzez przyciski programowane ponownie wyłączacie modalność cyklu.
G0 Z100 M5 M9 Znana procedura na końcu wykonywania
Gwintowanie otworu
T="T_M10" ; Twist drill M10
M6
G17 G54 G60 G90
G0 X-65 Y40
G0 Z2 S60 M3 M8
G94 można tutaj pominąć. Prędkośćposuwu wynika z prędkości obrotoweji skoku gwintu, który jest wprowadzanyw cyklu.
( )
( )
Wiercenie następuje bez oprawki wyrównawczej. Widać to po szarym tekście na przycisku ’Bez opr. kompens’.
Również ten cykl powinien ponownie być aktywny modalnie (p. MCALL w wierszu nagłówkowym).
64

810D/840D/840Di Instrukcja dla początkujących
2
0
...
( )
’Kierunek obrotów SCAC M5’ (stop wrzeciona) działa dopiero po wykonaniu cyklu.
Gdy wpisy w polach ’Tablica’ i ’Wybór’ nie odpowiadają zadanym, możecie przełączyć przyciskiem .
Wyższa prędkość obrotowa przy wycofywaniu oszczędza czas obróbki!
Przejmijcie cykl do programu.
THREAD ; s.a. Taki sam sposób postępowania...
... jak w przypadku otworu rdzeniowego!
G0 Z100 M5 M9
Wiercenie otworów przelotowych ø10
T="TD10" ; Twist drill D10mm
M6
G17 G54 G60 G90 G94
G0 X-50 Y0
G0 Z2 S1300 M3 M8
F150
MCALL CYCLE82(2,-10,1,-23,0,0)
INTERNAL ; s.a.
MCALL
G0 Z100 M5 M9
Wiersze programu dla otworówprzelotowych INTERNAL
Cykl wiercenia wprowadzacie znówpoprzez przyciski programowane i dialog wprowadzania.
65

3.1 Programowanie frezowania - Obrabiany przedmiot "Longitudinal guide"
Gdy ... Gdy menu wiercenia jest jeszcze aktywne (ponieważ wprowadziliście wiersz MCALL, zamiast utworzyć go poprzez przyciski programowane) ...
... docieracie przy pomocy przycisku powrotu z powrotem do menu nadrzędnego.
Program obróbki jest zapisywany i powracacie do zarządzania programami.
66
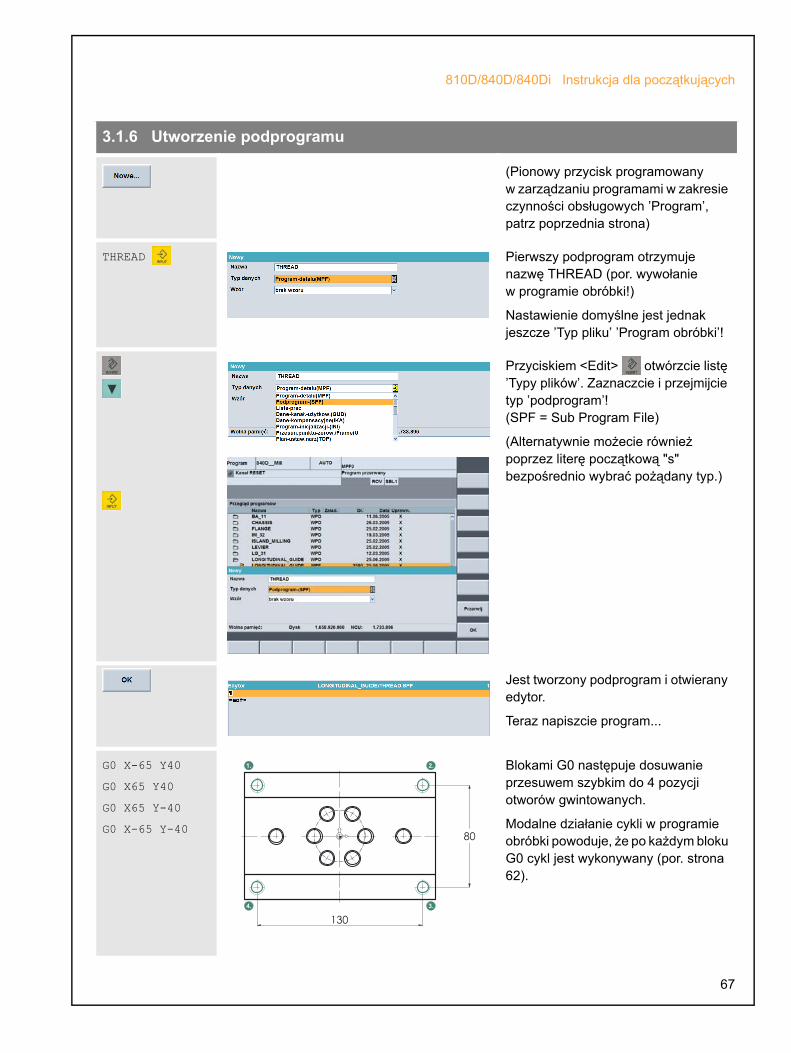
810D/840D/840Di Instrukcja dla początkujących
3.1.6 Utworzenie podprogramu
(Pionowy przycisk programowany w zarządzaniu programami w zakresie czynności obsługowych ’Program’, patrz poprzednia strona)
THREAD Pierwszy podprogram otrzymuje nazwę THREAD (por. wywołanie w programie obróbki!)
Nastawienie domyślne jest jednak jeszcze ’Typ pliku’ ’Program obróbki’!
Przyciskiem <Edit> otwórzcie listę ’Typy plików’. Zaznaczcie i przejmijcie typ ’podprogram’!(SPF = Sub Program File)
(Alternatywnie możecie również poprzez literę początkową "s" bezpośrednio wybrać pożądany typ.)
Jest tworzony podprogram i otwierany edytor.
Teraz napiszcie program...
G0 X-65 Y40
G0 X65 Y40
G0 X65 Y-40
G0 X-65 Y-40
Blokami G0 następuje dosuwanie przesuwem szybkim do 4 pozycji otworów gwintowanych.
Modalne działanie cykli w programie obróbki powoduje, że po każdym bloku G0 cykl jest wykonywany (por. strona 62).
67

3.1 Programowanie frezowania - Obrabiany przedmiot "Longitudinal guide"
M17 M17 oznacza koniec podpro-gramu (por. M30 na końcuprogramu obróbki).
Powrót do zarządzania programami
Program obróbki (MPF) i podprogram (SPF) są częściami składowymi obrabianego przedmiotu (WPD).
INTERNAL
Według tego samego schematu utwórzcie teraz podprogram INTERNAL ...
G0 X-50 Y0 ... i napiszcie blok NC dla pierwszej pozycji.
Koło otworów jest (tak jak obróbka) wprowadzane poprzez okno dialogowe.
Informacja dodatkowa:
W ten sposób możnaby zresztą również wprowadzić wszystkie inne pozycje (patrz przycisk programowany [Dowolna pozycja]). Jest to - jak w przypadku ABS i INK - zagadnienie stylu programowania.
68
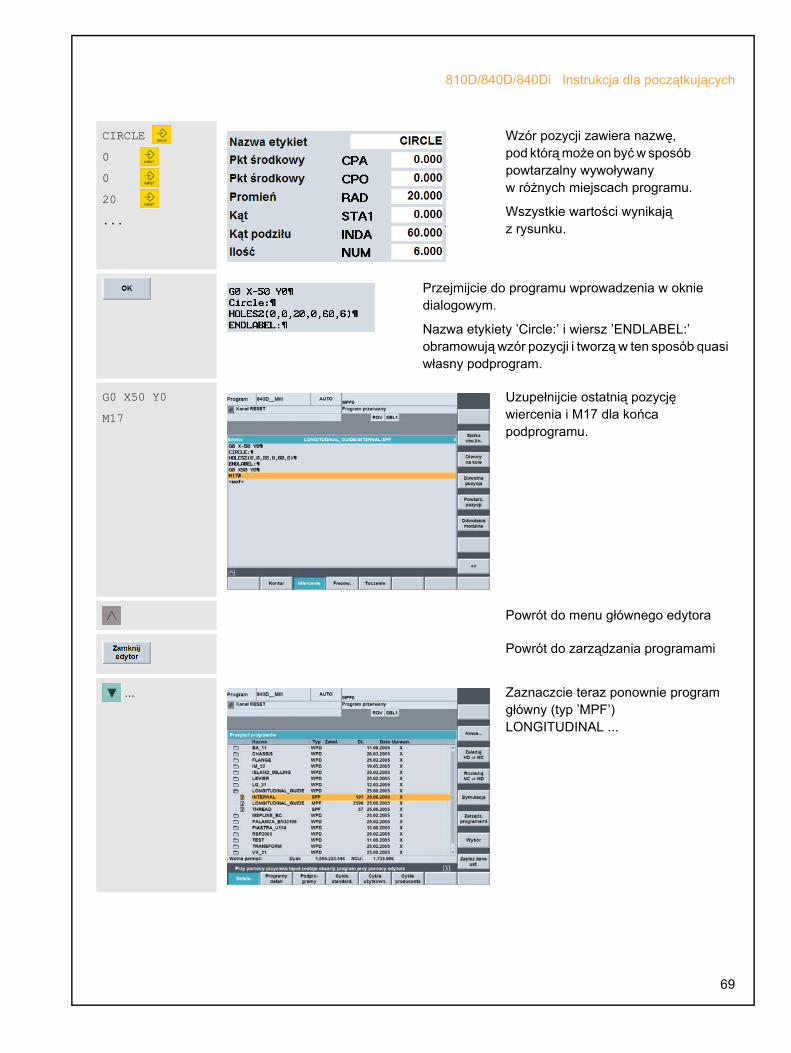
810D/840D/840Di Instrukcja dla początkujących
CIRCLE
0
0
20
...
Wzór pozycji zawiera nazwę, pod którą może on być w sposób powtarzalny wywoływany w różnych miejscach programu.
Wszystkie wartości wynikają z rysunku.
Przejmijcie do programu wprowadzenia w oknie dialogowym.
Nazwa etykiety ’Circle:’ i wiersz ’ENDLABEL:’ obramowują wzór pozycji i tworzą w ten sposób quasi własny podprogram.
G0 X50 Y0
M17
Uzupełnijcie ostatnią pozycję wiercenia i M17 dla końca podprogramu.
Powrót do menu głównego edytora
Powrót do zarządzania programami
... Zaznaczcie teraz ponownie program główny (typ ’MPF’)LONGITUDINAL ...
69

3.1 Programowanie frezowania - Obrabiany przedmiot "Longitudinal guide"
... i otwórzcie go przyciskiem <Input>!
3.1.7 Symulacja programu
Jest tworzona grafika symulacji i obrabiany przedmiot jest przedstawiany w widoku z góry (patrz niebiesko obramowany przycisk programowany).
Punkt zerowy i wymiary obrabianego przedmiotu jednak jeszcze nie odpowiadają symulowanemu programowi.
Przyciskiem programowanym otwórzcie maskę dialogową ustawień symulacji.
-75
75
...
Wprowadźcie wymiary sześcianu półfabrykatu (współrzędne punktów narożnikowych) .
Xmin -75 Ymin -50 Zmin -20Xmax 75 Ymax 50 Zmax 0
Przejmijcie ustawienia.
70

810D/840D/840Di Instrukcja dla początkujących
Wymiary obrabianego przedmiotu są teraz prawidłowe.
Uruchomcie symulację!
Gdy ... Jeżeli część symulacji chcecie prześledzić bardzo dokładnie...
...
Przyciskiem programowanym [Single Block] możecie przełączyć nasymulację pojedynczymi blokami.
Po każdym bloku symulacja zatrzymuje się i jest kontynuowana przez [NC-Start].
Ponowne naciśnięcie [Single Block] przełącza z powrotem na symulację kolejnymi blokami.
Przy pomocy <Przycisków ze strzałką> możecie przesuwać fragment,a przy pomocy <+>/<-> możecie go powiększać i pomniejszać (zoom).
Przy pomocy [override] i <+>/<-> albo przycisków ze strzałką możecie podczas symulacji wpływać na jej szybkość.
Prezentacja 3D na końcu symulacji
71
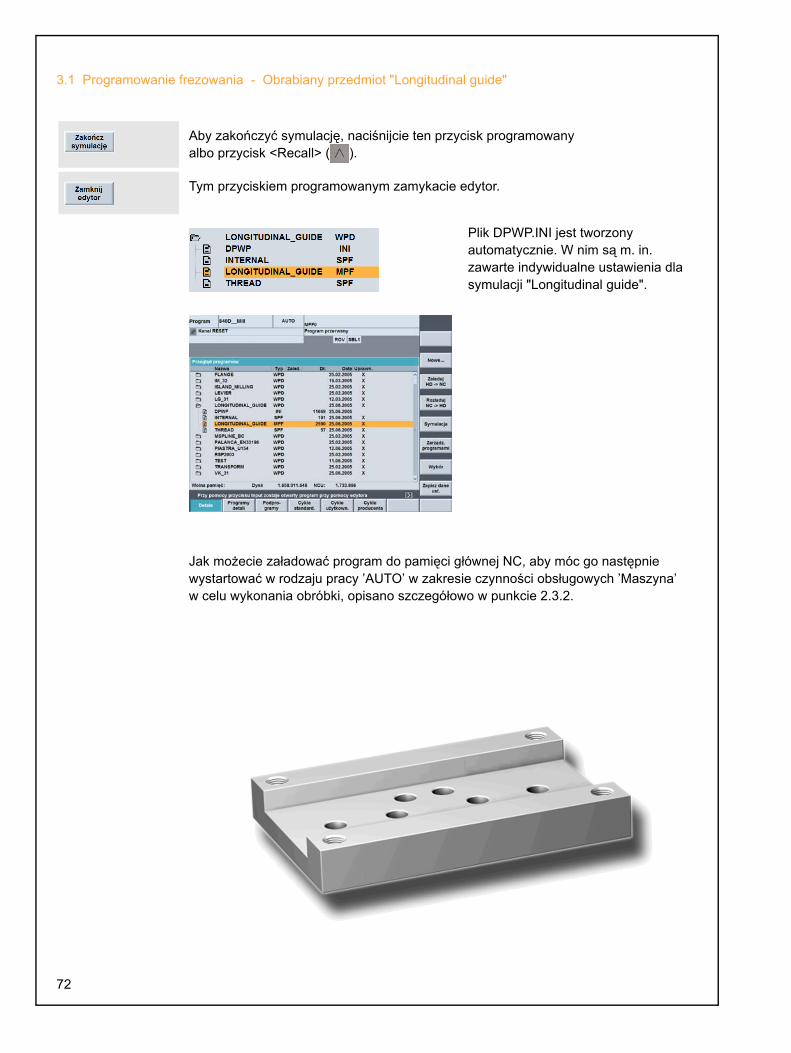
3.1 Programowanie frezowania - Obrabiany przedmiot "Longitudinal guide"
Aby zakończyć symulację, naciśnijcie ten przycisk programowanyalbo przycisk <Recall> ( ).
Tym przyciskiem programowanym zamykacie edytor.
Plik DPWP.INI jest tworzony automatycznie. W nim są m. in. zawarte indywidualne ustawienia dla symulacji "Longitudinal guide".
Jak możecie załadować program do pamięci głównej NC, aby móc go następnie wystartować w rodzaju pracy ’AUTO’ w zakresie czynności obsługowych ’Maszyna’ w celu wykonania obróbki, opisano szczegółowo w punkcie 2.3.2.
72

810D/840D/840Di Instrukcja dla początkujących
3.2 Obrabiany przedmiot "Injection mold"
Na podstawie obrabianego przedmiotu "Injection mold" poznacie funkcje sterowania do frezowania konturowego i frezowania wnęk. Zakładamy, że już przerobiliście przykład "Longitudinal guide" wzgl. jesteście obeznani z zawartymi tam tematami. W tym podrozdziale zostaną omówione następujące nowe tematy:
• Łuk koła(zwymiarowanie kartezjańskie i biegunowe)
• Frezowanie z korekcją promienia frezu
• Wnęka prostokątna(obróbka zgrubna i wykańczająca)
• Wnęka kołowa
• Kopiowanie części programu
3.2.1 Utworzenie obrabianego przedmiotu i programu obróbki
Przyciski/wpro-wadzenia Ekran / rysunek Objaśnienie
( )
( )
( )
( )
Stan wyjściowy:
• Zakres czynności obsługowych ’Program’
• Zarządzanie obrabianymi przedmiotami
(taki sam sposób postępowania jak w przypadku obrabianego przedmiotu "Longitudinal guide" w podrozdziale 3.1)
73

3.2 Programowanie frezowania - Obrabiany przedmiot "Injection mold"
INJECTION_MOLD
Utwórzcie nowy katalog obrabianego przedmiotu dla "Injection mold".
Utwórzcie program obróbki dlaobrabianego przedmiotu "Injection mold".
Program został utworzony a edytor otwarty.
(Poprzez / <Ustawienia> / ... / ew. wyłączcie automatyczne
numerowanie bloków, por. podrozdział 3.1).
; Injection mold with path milling and pockets
Wiersz komentarzowy jako nagłówek programu
74
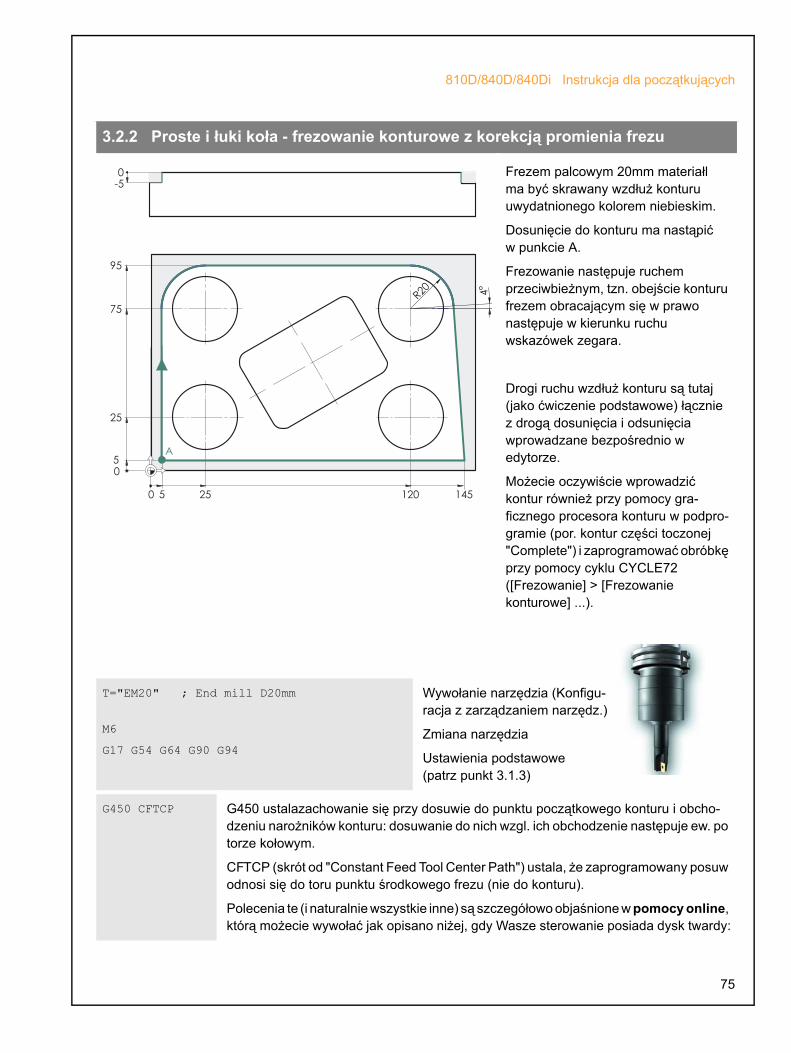
810D/840D/840Di Instrukcja dla początkujących
3.2.2 Proste i łuki koła - frezowanie konturowe z korekcją promienia frezu
Frezem palcowym 20mm materiałlma być skrawany wzdłuż konturu uwydatnionego kolorem niebieskim.
Dosunięcie do konturu ma nastąpić w punkcie A.
Frezowanie następuje ruchem przeciwbieżnym, tzn. obejście konturu frezem obracającym się w prawo następuje w kierunku ruchu wskazówek zegara.
Drogi ruchu wzdłuż konturu są tutaj (jako ćwiczenie podstawowe) łącznie z drogą dosunięcia i odsunięcia wprowadzane bezpośrednio w edytorze.
Możecie oczywiście wprowadzić kontur również przy pomocy gra-ficznego procesora konturu w podpro-gramie (por. kontur części toczonej "Complete") i zaprogramować obróbkę przy pomocy cyklu CYCLE72 ([Frezowanie] > [Frezowanie konturowe] ...).
T="EM20" ; End mill D20mm
M6
G17 G54 G64 G90 G94
Wywołanie narzędzia (Konfigu-racja z zarządzaniem narzędz.)
Zmiana narzędzia
Ustawienia podstawowe(patrz punkt 3.1.3)
G450 CFTCP G450 ustalazachowanie się przy dosuwie do punktu początkowego konturu i obcho-dzeniu narożników konturu: dosuwanie do nich wzgl. ich obchodzenie następuje ew. po torze kołowym.
CFTCP (skrót od "Constant Feed Tool Center Path") ustala, że zaprogramowany posuw odnosi się do toru punktu środkowego frezu (nie do konturu).
Polecenia te (i naturalnie wszystkie inne) są szczegółowo objaśnione w pomocy online, którą możecie wywołać jak opisano niżej, gdy Wasze sterowanie posiada dysk twardy:
75
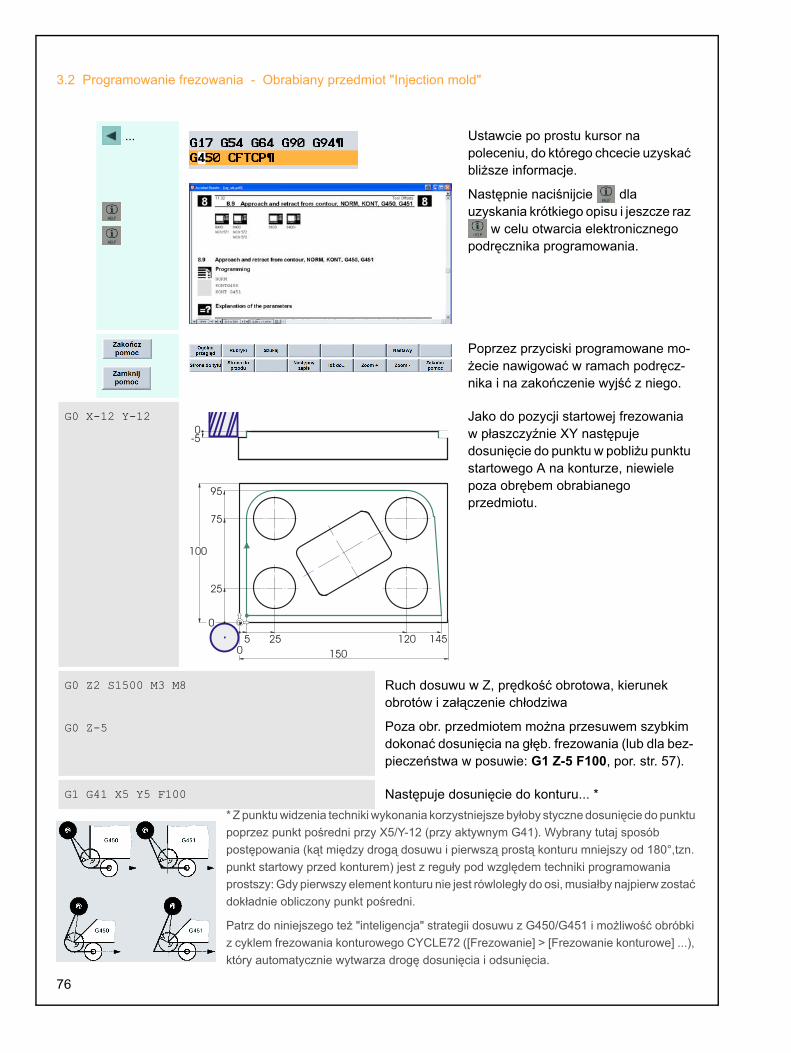
3.2 Programowanie frezowania - Obrabiany przedmiot "Injection mold"
... Ustawcie po prostu kursor na poleceniu, do którego chcecie uzyskać bliższe informacje.
Następnie naciśnijcie dla uzyskania krótkiego opisu i jeszcze raz
w celu otwarcia elektronicznego podręcznika programowania.
Poprzez przyciski programowane mo-żecie nawigować w ramach podręcz-nika i na zakończenie wyjść z niego.
G0 X-12 Y-12 Jako do pozycji startowej frezowania w płaszczyźnie XY następuje dosunięcie do punktu w pobliżu punktu startowego A na konturze, niewiele poza obrębem obrabianego przedmiotu.
G0 Z2 S1500 M3 M8
G0 Z-5
Ruch dosuwu w Z, prędkość obrotowa, kierunek obrotów i załączenie chłodziwa
Poza obr. przedmiotem można przesuwem szybkim dokonać dosunięcia na głęb. frezowania (lub dla bez-pieczeństwa w posuwie: G1 Z-5 F100, por. str. 57).
G1 G41 X5 Y5 F100 Następuje dosunięcie do konturu... ** Z punktu widzenia techniki wykonania korzystniejsze byłoby styczne dosunięcie do punktu poprzez punkt pośredni przy X5/Y-12 (przy aktywnym G41). Wybrany tutaj sposób postępowania (kąt między drogą dosuwu i pierwszą prostą konturu mniejszy od 180°,tzn. punkt startowy przed konturem) jest z reguły pod względem techniki programowania prostszy: Gdy pierwszy element konturu nie jest rówloległy do osi, musiałby najpierw zostać dokładnie obliczony punkt pośredni.
Patrz do niniejszego też "inteligencja" strategii dosuwu z G450/G451 i możliwość obróbki z cyklem frezowania konturowego CYCLE72 ([Frezowanie] > [Frezowanie konturowe] ...), który automatycznie wytwarza drogę dosunięcia i odsunięcia.
76
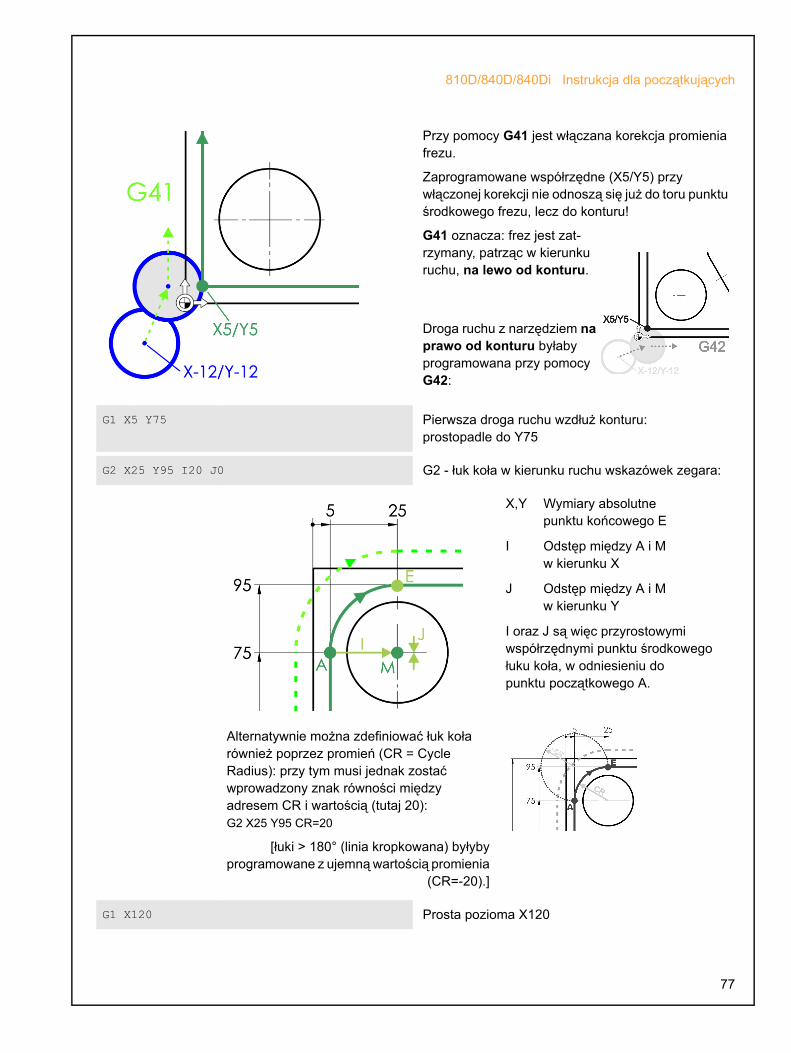
810D/840D/840Di Instrukcja dla początkujących
Przy pomocy G41 jest włączana korekcja promienia frezu.
Zaprogramowane współrzędne (X5/Y5) przy włączonej korekcji nie odnoszą się już do toru punktu środkowego frezu, lecz do konturu!
G41 oznacza: frez jest zat-rzymany, patrząc w kierunku ruchu, na lewo od konturu.
Droga ruchu z narzędziem na prawo od konturu byłaby programowana przy pomocy G42:
G1 X5 Y75 Pierwsza droga ruchu wzdłuż konturu:prostopadle do Y75
G2 X25 Y95 I20 J0 G2 - łuk koła w kierunku ruchu wskazówek zegara:
Alternatywnie można zdefiniować łuk koła również poprzez promień (CR = Cycle Radius): przy tym musi jednak zostać wprowadzony znak równości między adresem CR i wartością (tutaj 20):G2 X25 Y95 CR=20
[łuki > 180° (linia kropkowana) byłybyprogramowane z ujemną wartością promienia
(CR=-20).]
X,Y Wymiary absolutnepunktu końcowego E
I Odstęp między A i Mw kierunku X
J Odstęp między A i Mw kierunku Y
I oraz J są więc przyrostowymi współrzędnymi punktu środkowego łuku koła, w odniesieniu dopunktu początkowego A.
G1 X120 Prosta pozioma X120
77

3.2 Programowanie frezowania - Obrabiany przedmiot "Injection mold"
Z łuku koła są znane:
Punkt środkowy P
Odstęp RP między punktemśrodkowym ( biegunem) Pi punktem końcowym E
Kąt AP między dodatnią osią Xodcinka od P do E
G111 X120 Y75
G2 RP=20 AP=4
Z G111 są wprowadzane (absolutne!) współrzędne punktu środkowego (bieguna).
Wartości odstępu RP (Radius polar) i kąta AP (Angle polar) w poniższym bloku G2 są wprowadzane ze znakiem równości!
G1 X145 Y5
G1 X-12
Prosta G1 do narożnika konturu po prawej u dołu
Prosta G1 przy czym w punkcie star-towym i końcowym konturu i odejście od obrabianego przedmiotu
w narożniku, który powstaje z obydwu prostych, zaprogramowane na wstępie polecenie G450 powoduje łuk wyrównawczy toru punktu środkowego frezu.
(Alternatywnie zostałyby przy pomocy G451 obydwie proste toru punktu środkowego przedłużone aż do punktu przecięcia.)
G0 G40 Y-12 G40 - Cofnięcie korekcji promienia frezu
Ponieważ frez znajduje się już poza obrabianym przedmiotem, wyjść z ko-rekcji promienia można w przesuwie szybkim. Pozycja X-12/Y-12 odnosi się wówczas ponownie do punktu środkowego frezu.
G0 Z100 M5 M9 Odsunięcie od obrabianego przedmiotu, wyłączenie wrzeciona i chłodziwa
Wiersz pusty dla podziału
78
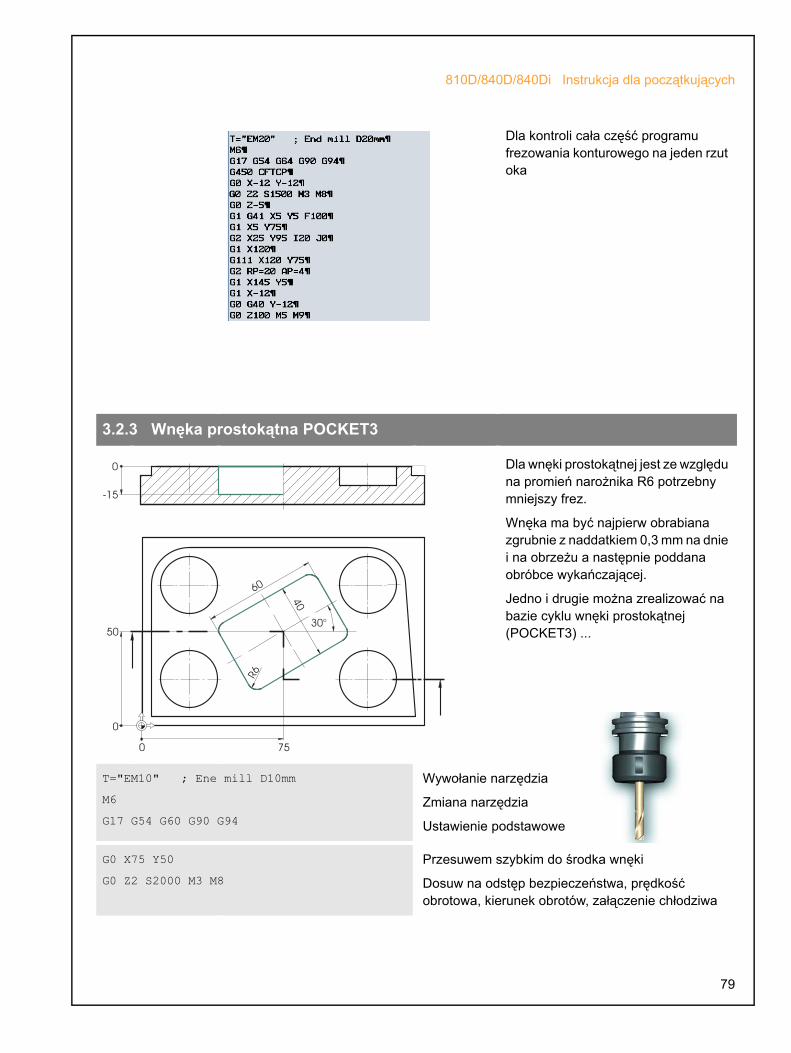
810D/840D/840Di Instrukcja dla początkujących
Dla kontroli cała część programu frezowania konturowego na jeden rzut oka
3.2.3 Wnęka prostokątna POCKET3
Dla wnęki prostokątnej jest ze względu na promień narożnika R6 potrzebny mniejszy frez.
Wnęka ma być najpierw obrabiana zgrubnie z naddatkiem 0,3 mm na dnie i na obrzeżu a następnie poddana obróbce wykańczającej.
Jedno i drugie można zrealizować na bazie cyklu wnęki prostokątnej (POCKET3) ...
T="EM10" ; Ene mill D10mm
M6
G17 G54 G60 G90 G94
Wywołanie narzędzia
Zmiana narzędzia
Ustawienie podstawowe
G0 X75 Y50
G0 Z2 S2000 M3 M8
Przesuwem szybkim do środka wnęki
Dosuw na odstęp bezpieczeństwa, prędkość obrotowa, kierunek obrotów, załączenie chłodziwa
79

3.2 Programowanie frezowania - Obrabiany przedmiot "Injection mold"
Obróbka zgrubna wnęki prostokątnej
F200 Chociaż prędkość posuwu F jest definiowana w ramach cyklu wnęki, zalecane jest przyzwyczajenie się do programowania jej z góry: wartość zdefiniowana w cyklu traci mianowicie swoje obowiązywanie po zakończeniu cyklu; ew. kolejne "zwykłe" bloki ruchu postępowego (G1, G2, G3) byłyby mimo woli wykonywane z prędkością posuwu z przedtem zaprogramowanej obróbki.
Tak jak cykle wiercenia obrabianego przedmiotu "Longitudinal guide" również maska wprowadzania dla cyklu wnęki prostokątnej jest wywoływana poprzez przyciski programowane. Przy pomocy przycisku programowanego w menu głównym u dołu otwieracie menu podrzędne na pionowym pasku przycisków programowanych...
2
0
1
( )
-15
( )
( )
60
40
...
Pola wprowadzania cyklu wnęki wykraczają poza zakres wyświetlania w oknie dialogowym.
Poprzez pasek przewijania po prawej (ang. "Scrollbar") albo przy pomocy przycisków ze strzałką możecie nawigować w ramach okna dialogowego.
Wszystkie dalsze wprowadzenia (CRAD itd.) możecie odczytać z obydwu rysunków.
Przy wyborze max głębokości dosuwu MID był aż do wersji oprogramowania 5.2 wliczany odstęp bezpieczeństwa! 15.7 mm, które wynikają z głębokości wnęki, odstęp bezpieczeństwa i naddatek, są rozdzielane równomiernie. A więc tutaj nastąpi dosuw 3 x o 5.233 mm, przy czym w pierwszym skrawie nastąpi zagłębienie na głębokość 4.233 mm.
Od wersji oprogramowania 5.3 wystarczy jako głębokość dosuwu wartość 5. Dosuw nastąpi 3 x o 4.9 mm.
Przy wielkości 6 mm macie pewność - niezależnie od wersji oprogramowania.
Przyciskiem programowanym przyjmijcie cykl do programu.
W edytorze tekstów cykl jest przedstawiany następująco:
80

810D/840D/840Di Instrukcja dla początkujących
Obróbka wykańczająca obrzeża i dna wnęki
Po wykonaniu cyklu skrawania frez powraca do punktu startowego obróbki. Do obróbki wykańczającej jest stosowany ten sam frez.
S2400 F160 Prędkość obrotowa i prędkość posuwudla obróbki wykańczającej
Ponieważ po obróbce zgrubnej znajdujecie się jeszcze w menu ’Wnęki standardowe’, możecie bezpośrednio przy pomocy przyci-sku programowanego ponownie wywołać okno dialogowe dla wnęki prostokątnej.
...
...
16
...
Wszystkie pola są jeszcze wyposażone w dane, które podaliście dla obróbki zgrubnej. Zmienione muszą zostać już tylko pola wprowadzania...
Obróbka: wykańcz.Gł. dosuu MID: 16V-pow. FFP1: 160V-głęb. FFD: 80
Uwaga: wartości obydwu naddatków są zachowywane z cyklu obróbki zgrubnej! Cykl obróbki wykańczającej oblicza ruch dosuwu z naddatku i odstępu bezpieczeństwa. Frezowanie następuje ostatecznie na wymiar nominalny.
Przejmijcie do programu cykl obróbki wykańczającej.
Zależnie od wersji oprogramowania i rozdzielczości ekranu mogą występować różnice w przedstawianiu cykli edytorze. Zmian w sparametryzowaniu cykli powinniście dla pewności dokonywać zawsze przy pomocy funkcji ’Dekompilacja’.
81
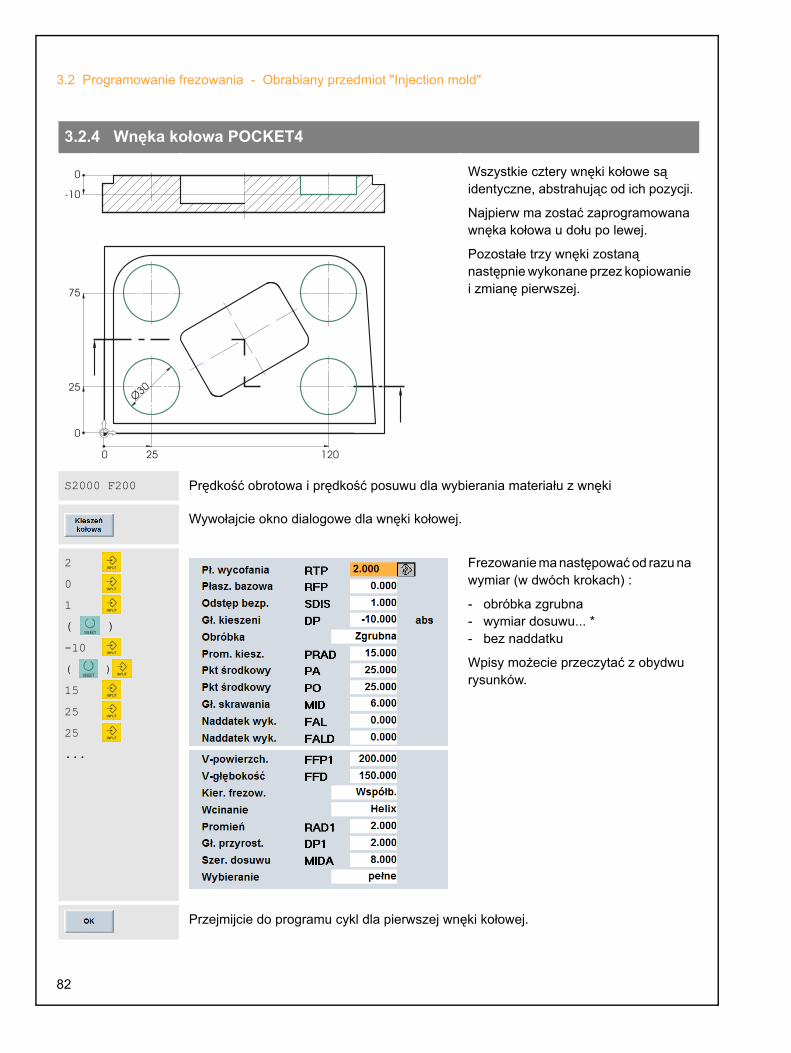
3.2 Programowanie frezowania - Obrabiany przedmiot "Injection mold"
3.2.4 Wnęka kołowa POCKET4
Wszystkie cztery wnęki kołowe są identyczne, abstrahując od ich pozycji.
Najpierw ma zostać zaprogramowana wnęka kołowa u dołu po lewej.
Pozostałe trzy wnęki zostaną następnie wykonane przez kopiowanie i zmianę pierwszej.
S2000 F200 Prędkość obrotowa i prędkość posuwu dla wybierania materiału z wnęki
Wywołajcie okno dialogowe dla wnęki kołowej.
2
0
1
( )
-10
( )
15
25
25
...
Frezowanie ma następować od razu na wymiar (w dwóch krokach) :
- obróbka zgrubna- wymiar dosuwu... *- bez naddatku
Wpisy możecie przeczytać z obydwu rysunków.
Przejmijcie do programu cykl dla pierwszej wnęki kołowej.
82

810D/840D/840Di Instrukcja dla początkujących
Możnaby teraz przy pomocy przycisku programowanego [Wnęka kołowa] ponownie wywołać okno dialogowe dla drugiego cyklu wnęki kołowej. Jak opisano na wstępie, powinniśmy tutaj przećwiczyć jednak inny sposób postępowania.
A więc wyjdźcie z menu frezowania wnęki
3.2.5 Częśc progrmu kopiowanie
Cykl wnęki kołowej został przejęty do programu. Kursor znajduje się w następnym (pustym) wierszu.
Ustawcie kursor na wierszu programu z wnęką kołową POCKET4.
Naciśnijcie pionowy przycisk programowany [Zaznacz blok].
Cykl ulega uwydatnieniu kolorem a przycisk jest przedstawiany formie negatywowej (biały na niebieskim).
83
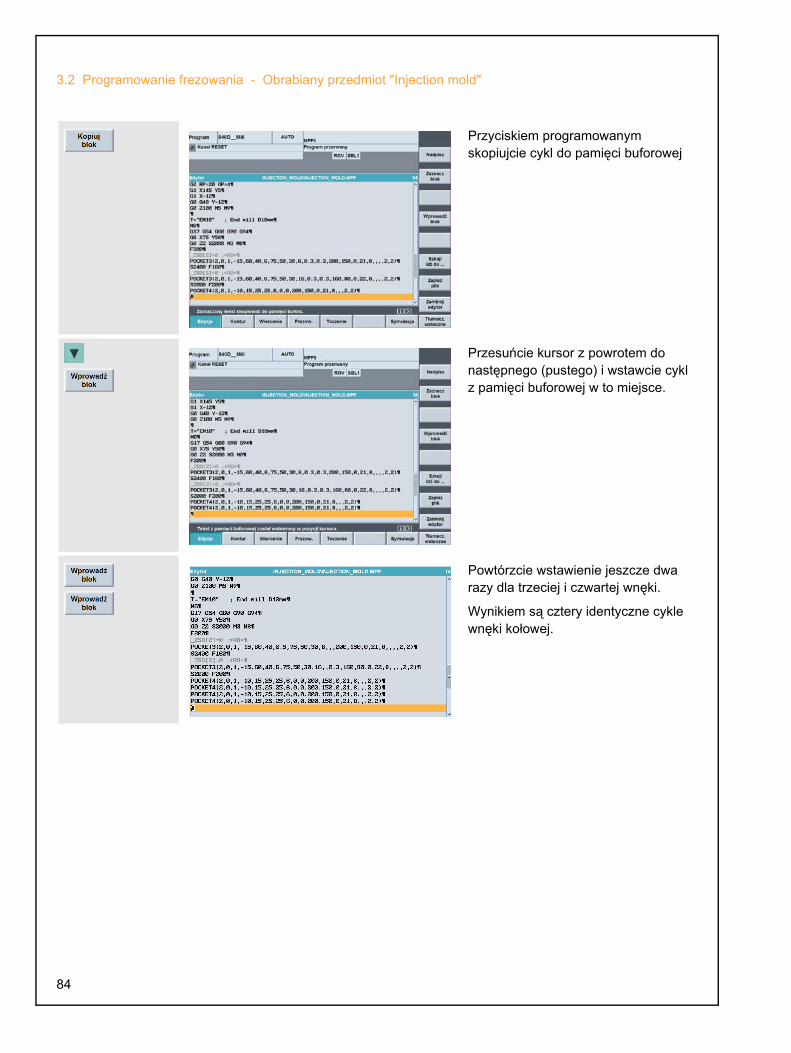
3.2 Programowanie frezowania - Obrabiany przedmiot "Injection mold"
Przyciskiem programowanym skopiujcie cykl do pamięci buforowej
Przesuńcie kursor z powrotem do następnego (pustego) i wstawcie cykl z pamięci buforowej w to miejsce.
Powtórzcie wstawienie jeszcze dwa razy dla trzeciej i czwartej wnęki.
Wynikiem są cztery identyczne cykle wnęki kołowej.
84

810D/840D/840Di Instrukcja dla początkujących
Musicie teraz tylko w przypadku trzech skopiowanych cykli dopasować parametry pozycji.
Poprzez przycisk programowany [Dekompilacja] cykle przedstawione kryptograficznie w edytorze tekstów są dekompilowane na przedstawienie okna dialogowego.
Wychodząc od pierwszej wnęki u dołu po lewej pozostałe wnęki mają być obrabiane w kierunku ruchu wskazówek zegara.
• Wnęka u góry po lewej leży na X25/Y75 ...
... Zaznaczciedrugi cykl.
...
75
Dekompilujcie cykl i zmieńcie wartość’punkt środkowy PO’.
Przejmijcie do programu zmieniony cykl dla drugiej wnęki kołowej.
• Wnęka u góry po lewej leży na X120/Y75 ...
Zaznaczcie trzeci cykl.
...
1275
Zróbcie tutaj przy wprowadzaniu wartości ’punkt środkowy PA’ "zamierzony" błąd i "zapomnijcie" cyfrę 0 z liczby120. Na następnej stronie błąd ten zostanie wyłapany przy symulacji.
Przejmijcie do programu zmieniony cykl dla trzeciej wnęki kołowej.
85
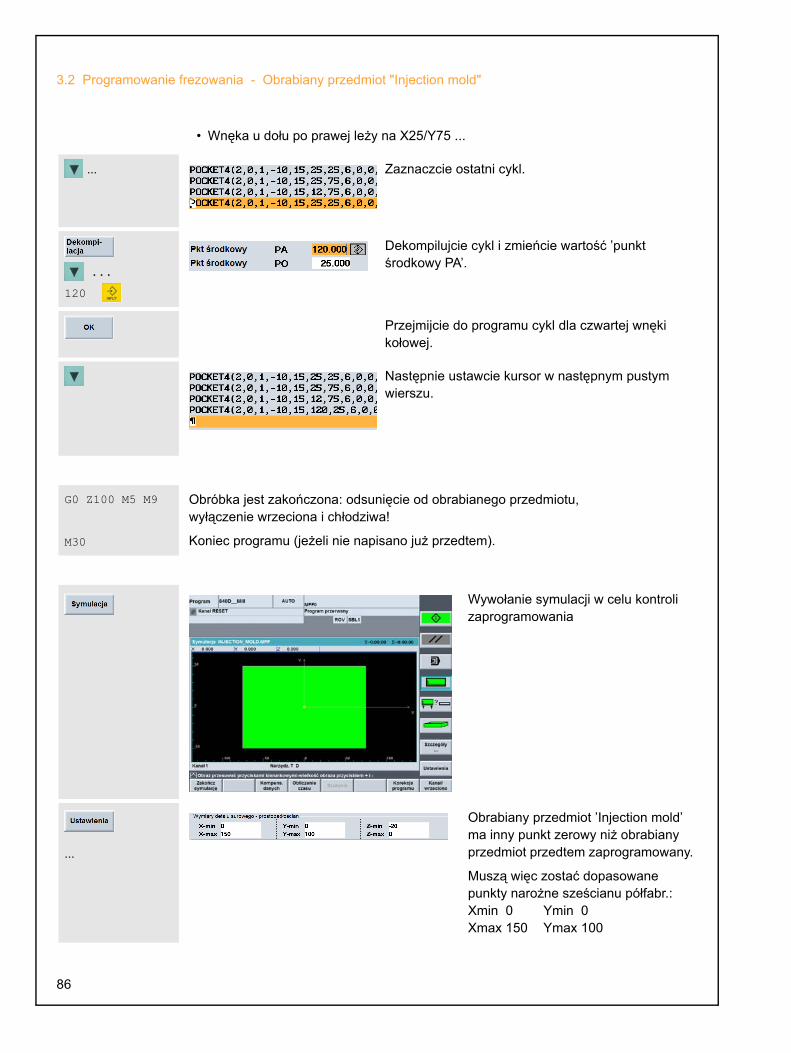
3.2 Programowanie frezowania - Obrabiany przedmiot "Injection mold"
• Wnęka u dołu po prawej leży na X25/Y75 ...
... Zaznaczcie ostatni cykl.
...
120
Dekompilujcie cykl i zmieńcie wartość ’punkt środkowy PA’.
Przejmijcie do programu cykl dla czwartej wnęki kołowej.
Następnie ustawcie kursor w następnym pustym wierszu.
G0 Z100 M5 M9
M30
Obróbka jest zakończona: odsunięcie od obrabianego przedmiotu,wyłączenie wrzeciona i chłodziwa!
Koniec programu (jeżeli nie napisano już przedtem).
Wywołanie symulacji w celu kontroli zaprogramowania
...
Obrabiany przedmiot ’Injection mold’ ma inny punkt zerowy niż obrabiany przedmiot przedtem zaprogramowany.
Muszą więc zostać dopasowane punkty narożne sześcianu półfabr.:Xmin 0 Ymin 0Xmax 150 Ymax 100
86

810D/840D/840Di Instrukcja dla początkujących
Start symulacji.
Gdy ... Jeżeli w symulacji odkryjecie błąd, tak jak tutaj w przypadku nieprawidłowo wypozy-cjonowanej trzeciej wnęki:
Zatrzymajcie symulację, ...
... i w celu korekty uaktywnijcie edytor.
Kursor znajduje się wówczas dokładnie w wierszu, w którym wyszliście z symulacji (a więc tutaj przy trzeciej wnęce kołowej).
87

3.2 Programowanie frezowania - Obrabiany przedmiot "Injection mold"
... Skorygujcie błąd, ...
... i przy pomocy [Zamknik edytor] przełączcie ponownie na symulację.
Simulacja, tutaj w przedstawieniudwustronicowym(widok z góry i widok z przodu)
Przyciskiem programowanym albo przyciskiem <Recall> ( )zakończcie symulację.
Przyciskiem programowanym zamykacie również edytor.
Jak możecie załadować program do pamięci głównej NC, aby następnie w rodzaju pracy ’AUTO’ w zakresie czynności obsługowych ’Maszyna’ móc go uruchomić w celu obróbki, opisano szczegółowo w punkcie 2.3.2.
88

810D/840D/840Di Instrukcja dla początkujących
Notizen
89

4.1 Programowanie toczenia - Obrabiany przedmiot "Shaft"
4 Programowanie toczeniaW tym rozdziale na podstawie dwóch prostych części toczonych poznacie programowanie sterowań SINUMERIK 810D/840D/840Di.
Tak jak w przypadku frezowania: wzory programów są pomyślane jako wprowadzenie, które ma dać Wam pierwszy przegląd możliwości programowania sterowania.
Gdy nabierzecie wprawy, możecie potem optyma-lizować programy według własnych wyobrażeń.
4.1 Obrabiany przedmiot "Shaft"
Na podstawie obrabianego przedmiotu "Shaft" (półfabrykat ø80, długość 101) poznacie przycisk po przycisku kompletną drogę od rysunku do kompletnego programu NC. Zostaną przy tym omówione następujące tematy:
• Podział na obrabiany przedmiot, program obróbki i podprogram
• Technika podprogramów do opiu konturu i dosunięcie do punktu zmiany narzędzia
• Wywołanie narzędzia, prędkość skrawania, funkcje podstawowe
• Toczenie poprzeczne
• Cykl skrawania CYCLE95
• Obróbka wykańczająca z korekcją promienia narzędzia
• Cykl podcięcia gwintu CYCLE96
• Cykl gwintowania CYCLE97
• Cykl wytaczania CYCLE93
W przypadku drugiego wałka poznacieprocesor konturu SINUMERIK i funkcjedo obróbki kompletnej.
90
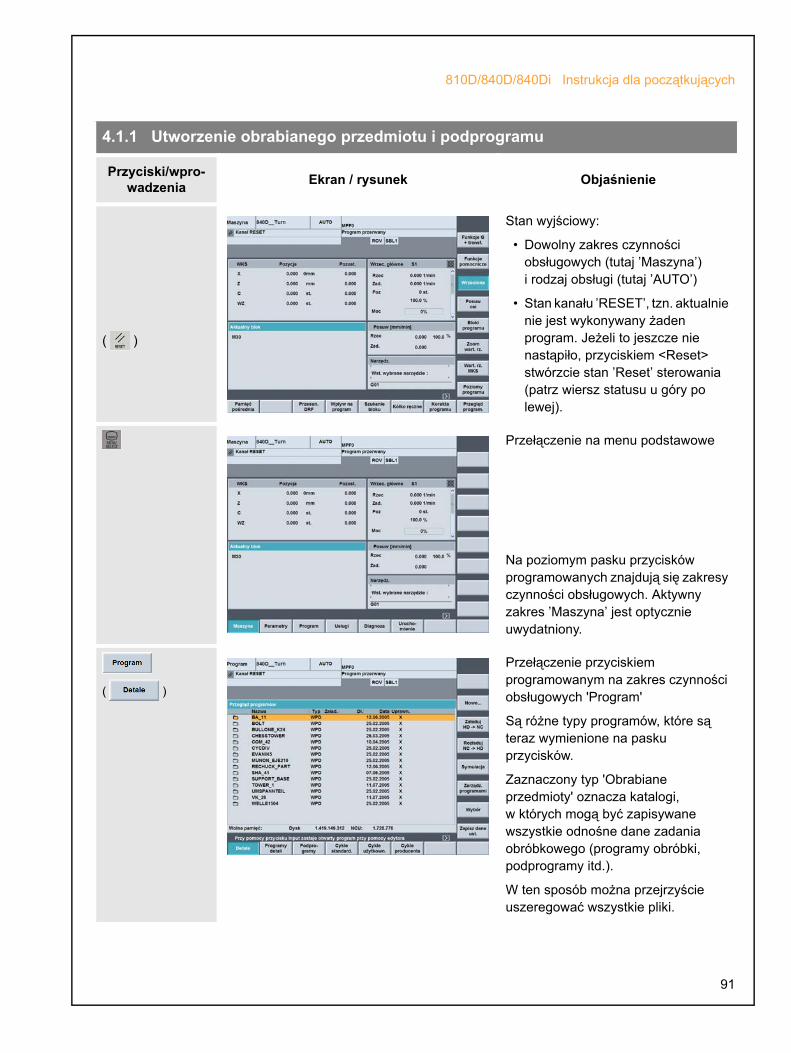
810D/840D/840Di Instrukcja dla początkujących
4.1.1 Utworzenie obrabianego przedmiotu i podprogramu
Przyciski/wpro-wadzenia Ekran / rysunek Objaśnienie
( )
Stan wyjściowy:
• Dowolny zakres czynności obsługowych (tutaj ’Maszyna’) i rodzaj obsługi (tutaj ’AUTO’)
• Stan kanału ’RESET’, tzn. aktualnie nie jest wykonywany żaden program. Jeżeli to jeszcze nie nastąpiło, przyciskiem <Reset> stwórzcie stan ’Reset’ sterowania (patrz wiersz statusu u góry po lewej).
Przełączenie na menu podstawowe
Na poziomym pasku przycisków programowanych znajdują się zakresy czynności obsługowych. Aktywny zakres ’Maszyna’ jest optycznie uwydatniony.
( )
Przełączenie przyciskiem programowanym na zakres czynności obsługowych 'Program'
Są różne typy programów, które są teraz wymienione na pasku przycisków.
Zaznaczony typ 'Obrabiane przedmioty' oznacza katalogi, w których mogą być zapisywane wszystkie odnośne dane zadania obróbkowego (programy obróbki, podprogramy itd.).
W ten sposób można przejrzyście uszeregować wszystkie pliki.
91

4.1 Programowanie toczenia - Obrabiany przedmiot "Shaft"
SHAFT
Utwórzcie nowy katalog obrabianego przedmiotu dla "SHAFT".
Wprowadźcie nazwę obrabianego przedmiotu (nie ma przy tym rozróżniania liter małych i dużych).
Pamiętajcie, że każdej nazwy można użyć tylko raz. Ewentualnie musicie więc wybrać inną nazwę.
Wprowadzone teksty i liczby przejmujecie na klawiaturze sterowania zawsze żółtym przyciskiem <Input>, na PC przy pomocy <Enter>. Pole ’Typ pliku’ ulega zaznaczeniu.
Ponieważ chcecie utworzyć obrabiany przedmiot (WPD = WorkPieceDirectory), możecie przejąć typ pliku bez zmian.
Ukazuje się ponownie okno wprowa-dzania do tworzenia plików w ramach katalogu obrabianego przedmiotu.
Nazwa "SHAFT" została przejęta od katalogu obrabianego przedmiotu, a w polu ’Typ pliku’ jest ’Program obróbki (MPF)’.
CONTOUR Chcecie najpierw w podprogramie wprowadzić toczony kontur.
Zastąpcie najpierw nazwę nazwą podprogramu "CONTOUR".
Przejmijcie ją przy pomocy <Input>.
92

810D/840D/840Di Instrukcja dla początkujących
Przyciskiem <Edit> otwórzcie następnie listę typów plików. Zaznaczcie i przejmijcie typ ’Podprogram’!(SPF = Sub Program File)
(Alternatywnie możecie również poprzez literę początkową <s> bezpośrednio wybrać pożądany typ.)
Szablon nie jest stosowany..
Jest automatycznie otwierany edytor, w którym podprogram jest pisany.
W wierszu nagłówkoym znajduje się nazwa katalogu obrabianego przedmiotu a za nią nazwa programu. Pierwszy wiersz programu jest zaznaczony.
= eof = zaznacza koniec programu (End of File).
93

4.1 Programowanie toczenia - Obrabiany przedmiot "Shaft"
Gdy ... Gdy w Waszym sterowaniu jest aktywneautomatyczne numerowanie bloków...
Programowanie ma następować bez automatycznego numerowania wierszy.
Sterowanie pracuje też bez numerów bloków a pisanie programu bez numerów jest bardziej komfortowe.
Możecie później poprzez [Nowe numerowanie] automatycznie uzupełnić numery bloków.
Przejmijcie zmienioną maskę ustawiania.
... Skasujcie automatycznie utworzony pierwszynumer wiersza.
G18 G90 DIAMON G18 ustala płaszczyznę XZ jako płaszczyznę obróbki (standard przy toczeniu). G90 ustala, że wszystkie współrzędne będą podawane absolutnie, to znaczy w odniesieniu do punktu zerowego obrabianego przedmiotu.
DIAMON oznacza "Diameter ON", a więc "Średnica WŁ.". Oznacza to, żewartości X są z zasady (niezależnie od G90/G91) wprowadzane w odniesieniu do średnicy.
Alternatywy: ’DIAMOF’ odnies. do promienia... niezależnie od G90/G91
’DIAM90’ odnies. do średnicy... przy aktywnym G90 (wym. abs.)odnies. do promienia... przy aktywnym G91 (wym. przyr.)
Przy pomocy <Input> wiersz jest zamykany. kursor przeskakuje do następnego wiersza. (Ten przycisk nie jest dalej specjalnie wymieniany.)
G1 X24 Z1
Polecenia do toczenia poprzecznego przy Z0 zostaną podane póżniej w programie głównym.
Podprogram rozpoczyna się od polecenia G1 do punktu startowego na przedłużeniu fazki 2x45°.
Pamiętajcie: wartość X odnosi się do średnicy!
94

810D/840D/840Di Instrukcja dla początkujących
G1 X30 Z-2 Dosunięcie do konturu odX24/Z1 i obróbka fazki45° może nastąpić w jednym bloku.
Nóż przesuwa się w X i Z o każdorazowo 3 mm do zaprogramowanej pozycji X30/Z-2
Polecenie G1 z poprzednich bloków działa modalnie. Oznacza to, że wszystkie następne bloki, również bez pisania G1, byłyby wykonywane po prostej. (G1 jest cofane przez polecenie dla łuku G2/G3 albo przesuw szybki G0). Tutaj jednak dla przejrzystości pisano ciągle G1.
G1 Z-20 Poziome przetoczenie średnicy nominalnej gwintu.
Wartość X 30 pozostaje zachowana z przedtem zaprogramowanego bloku, tzn. działa modalnie.
Podcięcie gwintu zostanie zaprogramowane później jako oddzielny cykl.
G1 X40 RND=2.5
G1 X50 Z-30
Prostopadła na X40. Przejście do skośnej na X50/Z-30 zostaje zaokrąglone z 2.5 mm (RND = Rounding).
95

4.1 Programowanie toczenia - Obrabiany przedmiot "Shaft"
G1 Z-44 RND=2.5
G1 X60 CHR=1
G1 Z-70 RND=1
G1 X66 RND=1
G1 Z-75 RND=1
G1 X76
Zaprogramujcie pozostałe drogi ruchu wzdłuż konturu!CHR=1 wytwarza fazkę (engl. "Chamfer") między prostymi szerokości 1 mm.
(Fazka, której długość jest zwymiarowana, byłaby programowana poleceniem CHF.)
G1 X82 Z-78
M17
Fazka i styczne wyjście z konturu
M17 oznacza koniec podprogramu.
Przegląd całego podprogramu!
Niektóre wiersze programu są na rysunku wyposażone w komentarze.Komentarze w programie są oznaczone poprzedzającym średnikiem.
Znak oznacza koniec wiersza.
Naturalnie mogliście wprowadzić ten kontur również przy pomocy procesora konturu (por. kontur części toczonej "Complete").
96
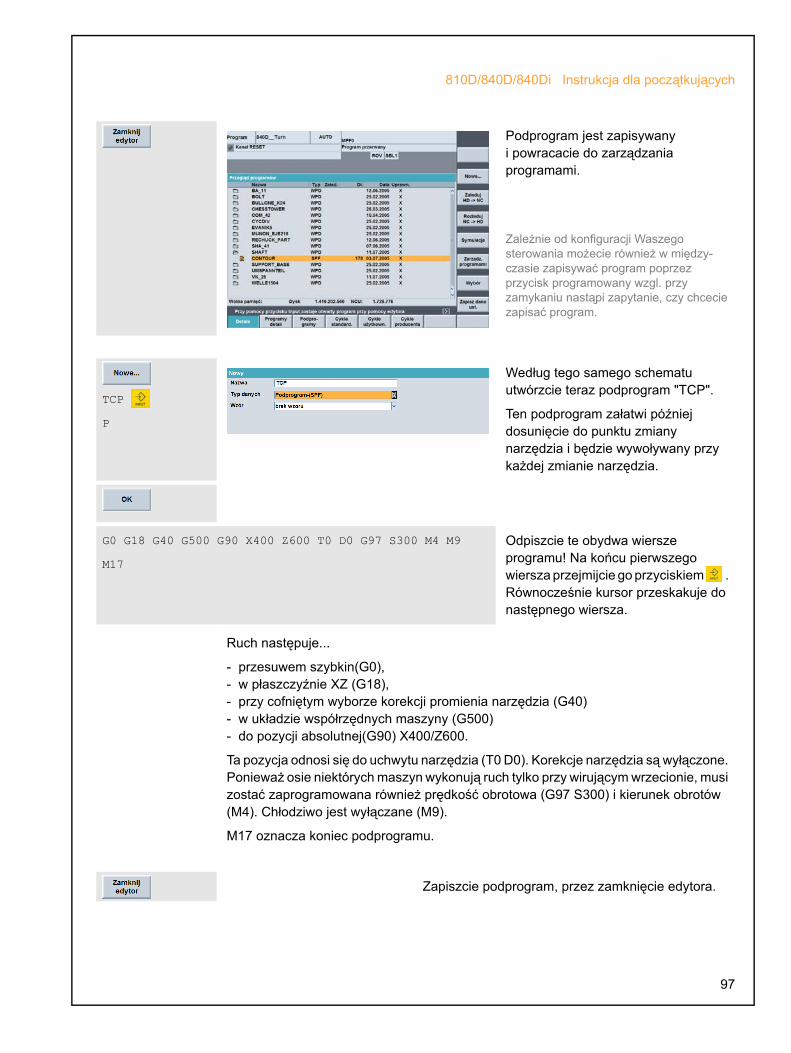
810D/840D/840Di Instrukcja dla początkujących
Podprogram jest zapisywany i powracacie do zarządzania programami.
Zależnie od konfiguracji Waszego sterowania możecie również w między-czasie zapisywać program poprzez przycisk programowany wzgl. przy zamykaniu nastąpi zapytanie, czy chcecie zapisać program.
TCP
P
Według tego samego schematu utwórzcie teraz podprogram "TCP".
Ten podprogram załatwi później dosunięcie do punktu zmiany narzędzia i będzie wywoływany przy każdej zmianie narzędzia.
G0 G18 G40 G500 G90 X400 Z600 T0 D0 G97 S300 M4 M9
M17
Odpiszcie te obydwa wiersze programu! Na końcu pierwszego wiersza przejmijcie go przyciskiem . Równocześnie kursor przeskakuje do następnego wiersza.
Ruch następuje...
- przesuwem szybkin(G0),- w płaszczyźnie XZ (G18),- przy cofniętym wyborze korekcji promienia narzędzia (G40)- w układzie współrzędnych maszyny (G500)- do pozycji absolutnej(G90) X400/Z600.
Ta pozycja odnosi się do uchwytu narzędzia (T0 D0). Korekcje narzędzia są wyłączone. Ponieważ osie niektórych maszyn wykonują ruch tylko przy wirującym wrzecionie, musi zostać zaprogramowana również prędkość obrotowa (G97 S300) i kierunek obrotów (M4). Chłodziwo jest wyłączane (M9).
M17 oznacza koniec podprogramu.
Zapiszcie podprogram, przez zamknięcie edytora.
97
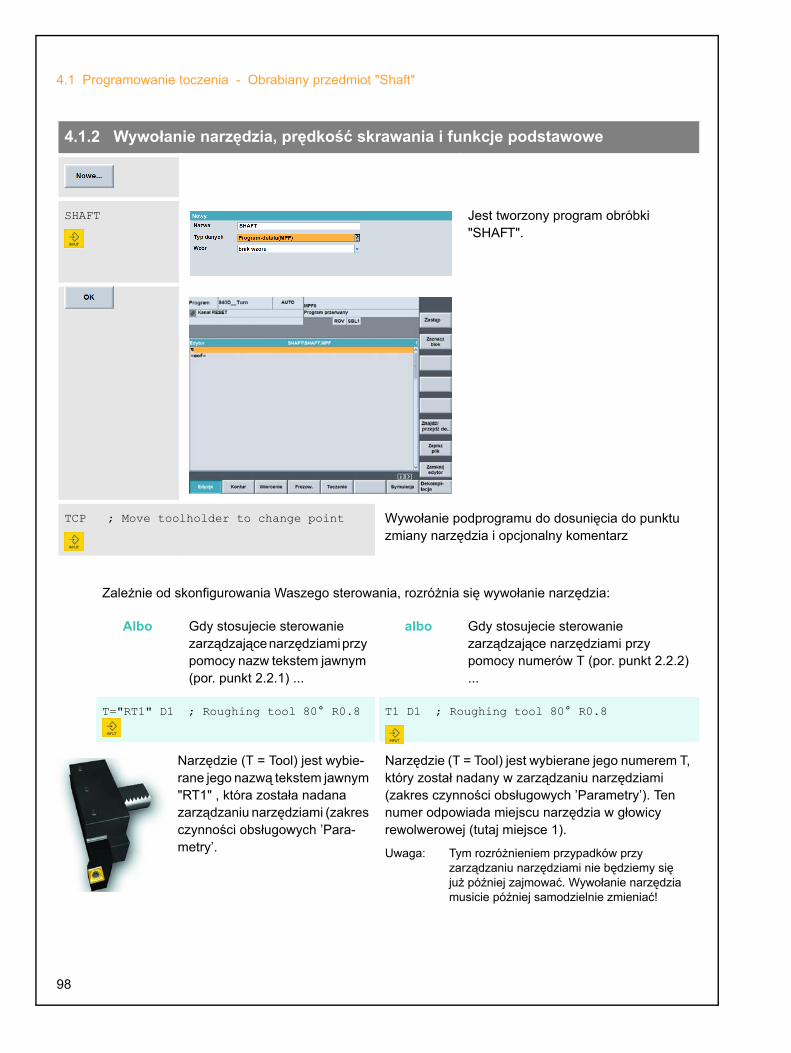
4.1 Programowanie toczenia - Obrabiany przedmiot "Shaft"
4.1.2 Wywołanie narzędzia, prędkość skrawania i funkcje podstawowe
SHAFT Jest tworzony program obróbki "SHAFT".
TCP ; Move toolholder to change point Wywołanie podprogramu do dosunięcia do punktu zmiany narzędzia i opcjonalny komentarz
Zależnie od skonfigurowania Waszego sterowania, rozróżnia się wywołanie narzędzia:
Albo Gdy stosujecie sterowanie zarządzające narzędziami przy pomocy nazw tekstem jawnym (por. punkt 2.2.1) ...
albo Gdy stosujecie sterowanie zarządzające narzędziami przy pomocy numerów T (por. punkt 2.2.2) ...
T="RT1" D1 ; Roughing tool 80° R0.8 T1 D1 ; Roughing tool 80° R0.8
Narzędzie (T = Tool) jest wybie-rane jego nazwą tekstem jawnym"RT1" , która została nadanazarządzaniu narzędziami (zakresczynności obsługowych ’Para-metry’.
Narzędzie (T = Tool) jest wybierane jego numerem T, który został nadany w zarządzaniu narzędziami (zakres czynności obsługowych ’Parametry’). Tennumer odpowiada miejscu narzędzia w głowicy rewolwerowej (tutaj miejsce 1).
Uwaga: Tym rozróżnieniem przypadków przy zarządzaniu narzędziami nie będziemy się już później zajmować. Wywołanie narzędzia musicie później samodzielnie zmieniać!
98

810D/840D/840Di Instrukcja dla początkujących
G96 S250 LIMS=3000 M4 M8 G96 włącza stałą prędkość skrawania, tzn. nóż skrawa - niezależnie od średnicy, na której się znajduje - z prędkością 250 m/min (patrz punkt 1.2.3). Ponieważ przy małych średnicach prędkość obrotowa dążyłby do nieskończoności, jest razem z G96 zawsze programowana granica prędkości obrotowej (LIMS od Limit Speed), a więc tutaj 3000 1/min.
M4 zadaje kierunek obrotów przeciwnie do ruchu wskazówek zegara (patrząc "z uchwytu").
M8 załącza chłodziwo.
G18 G54 G90 Są to dalsze podstawowe funkcje, które zostaną bliżej wyjaśnione w poniższym przeglądzie. Często funkcje te obowiązują dla całego programu (działanie modalne) i mogą wówczas wystąpić jeden raz w nagłówku programu.Dla pewności zalecane jest jednak ykonywanie tych funkcji przy każdej zmianie narzędzia.
Dotyczy to w szczególności obróbki kompletnej na tokarkach, gdzie są kombinowane różne obróbki (toczenie, wiercenie, frezowanie) w różnych płaszczyznach obróbki.
Objaśnienie funkcji Funkcje tej samej grupy
G18 - Wybór płaszczyzny XZ
G41 - Korekcja promienia narzędzia na lewo od konturu
G54 - uaktywnienie pierwszegoprzesunięcia punktu zerowego
G90 - Programowanie wymiarów absolutnych
G95 - Posuw na obrót mm/obr(standard przy toczeniu, G95 jest przy aktywnym G96 włączane automatycznie)
G96 - Stała prędkość skrawania(dla obróbki tokarskiej)
G17 - Wybór płaszczyzny XYG19 - Wybór płaszczyzny YZ
G42 - Korekcja promienia narzędzia na prawo od konturu
G40 - Cofnięcie korekcji promienia narzędzia
G55, G56, G57 - Dalsze przesunięcia punktu zer.G53 - Anulowanie wszystkichprzesunięć punktu
zerowego (działa pojedynczymi blokami)G500 -Wyłączenie wszystkich przesunięć punktu
zerowego
G91 - Programowanie wymiarów przyrostowychG94 - Posuw liniowy w mm/min
(standard we frezowaniu)
G97 - Stała prędkość obrotowa(dla operacji wiercenia i frezowania)
Funkcje jednej grupy znoszą się wzajemnie. Jakie funkcje są właśnie aktywne, możecieprzeczytać w zakresie czynności obsługowych ’Maszyna’ poprzez przycisk programowany .
99

4.1 Programowanie toczenia - Obrabiany przedmiot "Shaft"
To tyle pierwszych wierszy programu!
Nośnik narzędzi znajduje się w punkcie zmiany, pierwsze narzędzie zostało wprowadzone do pozycji roboczej i zostały ustalone ważne, generalne ustawienia podstawowe.
Przy pomocy noża do obróbki zgrubnej ma teraz zostać wykonane toczenie poprzeczne.
4.1.3 Toczenie poprzeczne
G0 X84 Z0.2 W przesuwie szybkim (G0) nóż jest najpierw przesuwany od punktu zmiany narzędzia do pozycji 2 mm nad obrabianym przedmiotem.
W kierunku Z jest uwzględniony na powierzchni poprzecznej naddatek 0.2 mm na obróbkę wykańczającą.
(Przycisk do przejęcia wiersza programu nie jest już odtąd dla lepszej czytelności specjalnie wymieniany. Samodzielnie przejmujcie każdy wiersz przyciskiem !)
G1 X-1.6 F0.32 Z prędkością posuwu następuje obróbka poprzeczna.
Następuje przy tym w kierunku X odpowiednio do promienia ostrza wyjście poza oś toczenia (ujemna wartość X):
Promień ostrza 0.8 razy 2 dla dla współrzędnej w średnicy: X-1.6
G0 Z2G0 X80
Cofnięcie od obrabianego przedmiotu
Punkt pośredni w pobliżu punktu startowego dla następnego cyklu obróbki zgrubnej.
Właściwy punkt toczenia jest obliczany przez sterowanie. Ponieważ dosunięcie do jego z aktualnej pozycji Z2 byłoby możliwe bez kolizji, blok G0 X80 Z2 służy tylko do lepszej czytelności programu wzgl. dla pewności przy zmianach programu. Ew. mógłby więc odpaść.
100

810D/840D/840Di Instrukcja dla początkujących
4.1.4 Cykl skrawania CYCLE95
Na poziomym pasku przycisków programowanych są umieszczone menu główne.
Przez naciśnięcie przycisku programowanego [toczenie] ukazują się na pasku pionowym menu podrzędne dla różnych cykli toczenia.
Poprzez pionowy przycisk programowany jest otwierane okno dialogowe dla cyklu skrawania CYCLE95.Kursor znajduje się w pierwszym polu wprowadzania. Na obrazie pomocy jest graficznie objaśnione znaczenie poszczególnych pól. W żółtym wierszu nagłówkowym znajduje się zawsze szczegółowe określenie parametru.W pierwszym polu jest więc żądana nazwa podprogramu konturu.
CONTOUR
...
Zmieńcie wzgl. uzupełnijcie wpisy odpowiednio do danych z rysunku.
Tutaj powinna zostać wybrana obróbka zgrubna.
Obróbka wykańczająca następuje później przez jednokrotne wykonanie podprogramu "CONTOUR".
Cykl jest przejmowany do programu.
101

4.1 Programowanie toczenia - Obrabiany przedmiot "Shaft"
Przyciskiem <Recall> wychodzicie z menu z cyklami toczenia.
Jeżeli chcecie później zmienić cykl, możecie to uczynić poprzez poziomy przycisk programowany [dekompilacja].
TCP Wywołanie podprogramu do dosunięcia do punktu zmiany narzędzia
Specjalny pusty wiersz na końcu obróbki zdzierakiem dłuży do podziału.
4.1.5 Obróbka wykańczająca
T="FT1" D1 ; Finishing tool R0.4
G96 S320 LIMS=3000 M4 M8
G18 G54 G90
Wywołanie narzędzia
Prędkość skrawania dla obróbkiwykańczającej 320 m/min
Funkcje podstawowe dlaobróbki
G0 X32 Z0
G1 X-0.8 F0.1
G0 Z2
Toczenie poprz. czoła na wymiar
X-0.8 uwzględnia promień ostrza R0.4
Odsunięcie od obrabianego przedmiotu
G0 G42 X22 Z2 Dosunięcie w pobliże pozycji startowej dróg ruchu przy obr. wykańczającej podprogramu "CONTOUR". Równocześnie jest przy pomocy G42 włączana korekcja promienia narz. na prawo od konturu.
CONTOUR Wywołanie podprogramu konturu obr. wykańczającej
G0 G40 G91 X2 Na koniec następuje (tutaj jako ćwiczenie przyrostowo przy pomocy G91 i DIAMON) odsunięcie o 1 mm od obrabianego przedmiotu.
Równocześnie jest wyłączana korekcja promienia narzędzia (G40).
Gdy ... Gdy chcecie teraz przeprowadzić symulację programu...
M30 Symulacja oczekuje polecenia M30 dla oznaczenia końca programu. Bez M30 symulacja wprawdzie by nastąpiła, następnie jednak zostałby wyprowadzony komunikat błędu. Zalecane jest więc, by przed pierwszym wywołaniem symulacji napisać M30.
102

810D/840D/840Di Instrukcja dla początkujących
...
Wywołajcie grafikę symulacyjną.
Wymiary obrabianego przedmiotu z reguły jeszcze nie odpowiadają symulowanemu programowi.
80
...
Przyciskiem programowanym otwieracie okno dialogowe dla ustawień symulacji. Wprowadźcie wymiary półfabrykatu (średnicę i długość):
Średnica zewnętrzna: 80Z-min: -100Z-max*: 1
* Naddatek na planowanie
Przejmijcie ustawienia.
Przyciskiem programowanym [NC-Start] wystartujcie symulację.
Przy pomocy [Single Block] możecie przełączać między symulacją pojedynczymi blokami i ciągłą.
Możecie wybierać między różnymi widokami.
Na zakończenie wyjdźcie z okna symulacji przy pomocy przycisku <Recall>.
Pamiętajcie, byście następne wiersze programu wstawili przed poleceniem M30.
103

4.1 Programowanie toczenia - Obrabiany przedmiot "Shaft"
4.1.6 Korekta błędów - równoległa edycja programu głównego i podprogramu
Gdy ... Gdy w symulacji odkryliście błąd, którego na przykład należy szukać w podprogramie "CONTOUR" ...
Wyjdźcie z symulacji przy pomocy przycisku <Recall>.
...
Poprzez rozszerzony poziomy pasek przycisków programowanych możecie załadować do edytora jako drugi plik i zmienić podprogram "CONTOUR".
Tutaj wyraźnie zapomniano o znaku minus wartości Z.
... Został wstawiony brakujący znak minus.
Uwzględnijcie, że zmiany w tym drugim pliku nie są przejmowane automatycznie.
Plik musi najpierw zostać zapisany przyciskiem programowanym!
104

810D/840D/840Di Instrukcja dla początkujących
...
Przestrzegajcie ponadto, by przed ponownym wywołaniem symulacji został ponownie zaznaczony program główny ("SHAFT.MPF").
Dla startu symulacji jest przy tym bez znaczenia, w którym wierszu programu kursor się znajduje.
Gdy w symulacji ciągle jeszcze dają się rozpoznać błędy, wyjdźcie z okna symulacji przyciskiem <Recall> a nie przy pomocy [korekty programu], ponieważ ta druga funkcja pozwala tylko na korektę programu głównego.
( ) Gdy podprogram jest w końcu poprawny, ustawcie zaznaczenie na oknie podprogramu i zamknijcie je przyciskiem programowanym.
4.1.7 Podcięcie gwintu według DIN76
Gdy zrealizowaliście dygresję zawartą w punkcie 4.1.6, powinniście teraz ponownie mieć w edytorze tylko program główny.
G90 Droga ruchu w ostatnim bloku została zaprogramowana przyrostowo (G91).Przy pomocy G90 przełączcie z powrotem na programowanie absolutne!
G0 Z-10
F0.07
Przesuwem szybkim następuje dosunięcie do pozycji, z której można bez kolizji dojść do pozycji startowej podcięcia.
Posuw 0.07 mm/obrót
105

4.1 Programowanie toczenia - Obrabiany przedmiot "Shaft"
( )
Przyciskiem programowanym wywołajcie okno wprowadzania dla cyklu podcięcia.
Rozróżniane są kształty E i F (według DIN 509) i kształt A,B,C,D (dla podcięć gwintu według DIN 76).
Przyciskiem programowanym przełączcie ew. na [kształt A,B,C,D].
... Przy średnicy nominalnej 30i punkcie odniesienia Z-20 ma być toczone podcięcie gwintu FORM B .
Przejęcie cyklu do programu
Wyjście z menu ’toczenie’.
G0 X82 Z2
TCPDosunięcie do bezpiecznej pozycji pośrednieji dosunięcie do punktu zmiany narzędzia
Specjalny wiersz pusty dla podziału
106

810D/840D/840Di Instrukcja dla początkujących
4.1.8 Cykl nacinania gwintu CYCLE97
Po wykonaniu podcięcia jest toczony gwint M30.
Podcięcie ma według normy szerokość 9 mm. Wymiar jest na rysunku w celu lepszej orientacji wpisany w na-wiasach.
T="Thread" D1 ; Thread cutting tool
G96 S200 LIMS=3000 M3 M8
G18 G54 G90
G0 X40 Z7
Wywołanie narzędzia
Dane technologiczne: abywytworzyć prawy gwint,nóż musi w rewolwerzebyć wbudowany "do górynogami. Wrzeciono musiobracać się w kierunkuruchu wskazówek zegara (M3).
Funkcje podstawowe
Przesuwem szybkim TCP w pobliże punktu startowego cyklu gwintowania
Według normy gwint M30 ma skok 3.5 mm. Reguła przybliżona dla drogi wejścia gwintu: ok. 2 - 3 x skok (tutaj wybrano 2 x skok)
107
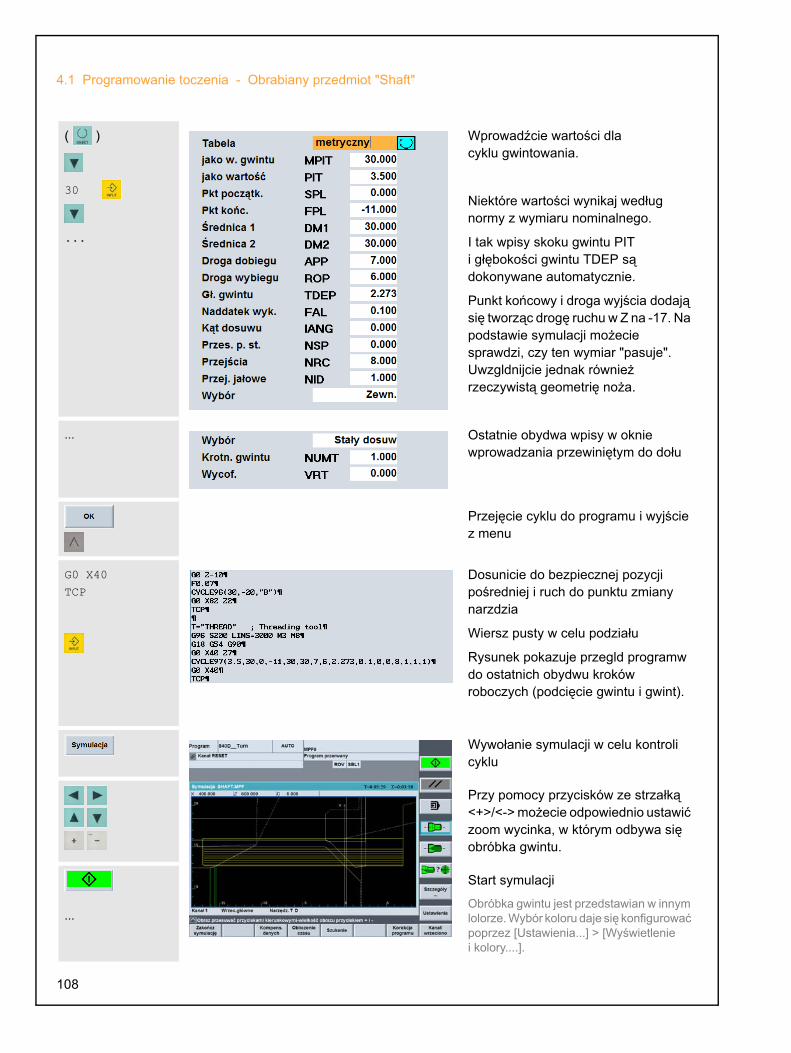
4.1 Programowanie toczenia - Obrabiany przedmiot "Shaft"
( )
30
...
Wprowadźcie wartości dlacyklu gwintowania.
Niektóre wartości wynikaj według normy z wymiaru nominalnego.
I tak wpisy skoku gwintu PIT i głębokości gwintu TDEP są dokonywane automatycznie.
Punkt końcowy i droga wyjścia dodają się tworząc drogę ruchu w Z na -17. Na podstawie symulacji możecie sprawdzi, czy ten wymiar "pasuje". Uwzgldnijcie jednak również rzeczywistą geometrię noża.
... Ostatnie obydwa wpisy w oknie wprowadzania przewiniętym do dołu
Przejęcie cyklu do programu i wyjście z menu
G0 X40TCP
Dosunicie do bezpiecznej pozycji pośredniej i ruch do punktu zmiany narzdzia
Wiersz pusty w celu podziału
Rysunek pokazuje przegld programw do ostatnich obydwu kroków roboczych (podcięcie gwintu i gwint).
Wywołanie symulacji w celu kontroli cyklu
Przy pomocy przycisków ze strzałką <+>/<-> możecie odpowiednio ustawić zoom wycinka, w którym odbywa się obróbka gwintu.
...
Start symulacji
Obróbka gwintu jest przedstawian w innym lolorze. Wybór koloru daje się konfigurować poprzez [Ustawienia...] > [Wyświetlenie i kolory....].
108
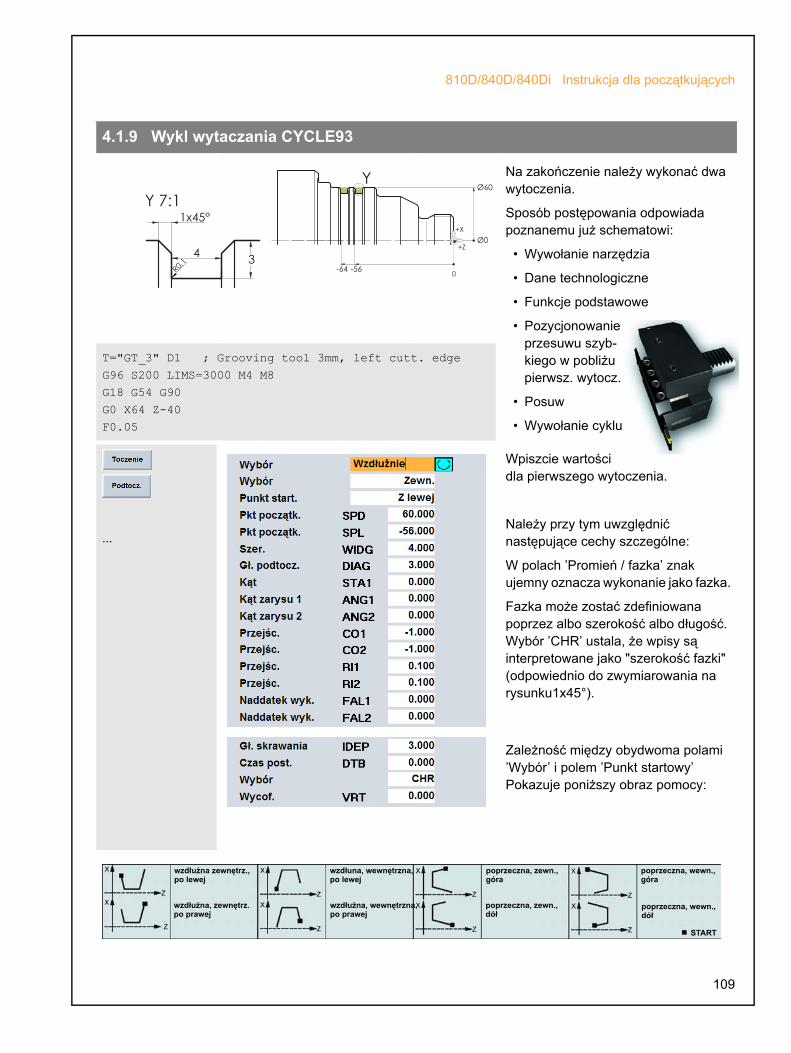
810D/840D/840Di Instrukcja dla początkujących
4.1.9 Wykl wytaczania CYCLE93
Na zakończenie należy wykonać dwa wytoczenia.
Sposób postępowania odpowiada poznanemu już schematowi:
• Wywołanie narzędzia
• Dane technologiczne
• Funkcje podstawowe
• Pozycjonowanieprzesuwu szyb-kiego w pobliżupierwsz. wytocz.
• Posuw
• Wywołanie cyklu
T="GT_3" D1 ; Grooving tool 3mm, left cutt. edge
G96 S200 LIMS=3000 M4 M8
G18 G54 G90G0 X64 Z-40
F0.05
...
Wpiszcie wartościdla pierwszego wytoczenia.
Należy przy tym uwzględnić następujące cechy szczególne:
W polach ’Promień / fazka’ znak ujemny oznacza wykonanie jako fazka.
Fazka może zostać zdefiniowana poprzez albo szerokość albo długość. Wybór ’CHR’ ustala, że wpisy są interpretowane jako "szerokość fazki" (odpowiednio do zwymiarowania na rysunku1x45°).
Zależność między obydwoma polami ’Wybór’ i polem ’Punkt startowy’ Pokazuje poniższy obraz pomocy:
wzdłużna zewnętrz.,
wzdłużna, zewnętrz.
wzdłuna, wewnętrzna,
wzdłużna, wewnętrzna,
poprzeczna, zewn.,
poprzeczna, zewn.,
poprzeczna, wewn.,
poprzeczna, wewn.,
START
po lewej
po prawej
po lewej
po prawej
góra
dół
góra
dół
109

4.1 Programowanie toczenia - Obrabiany przedmiot "Shaft"
Przejęcie cyklu do programu
-64
Pozostałe wszystkie wpisy z ostatnio utworzonego wytoczenia.
Musicie więc w tym przypadku dla drugiego wytoczenia zmienić tylko wartość dla ’punktu początkowego SPL’.
Przejęcie cyklu do programu
Wyjście z menu toczenia
G0 X82
TCP
Wycofanie od obrabianego przedmiotu
Ruch do punktu zmiany narzędzia
Cała część programu najeden rzut oka!
Zmian w "normalnych" wierszach programu możecie dokonywać bezpośrednio w edytorze tekstów. Gdy fragmenty programu chcecie zastąpić, uaktywnijcie w tym celu przycisk programowany [Zastąp].
W celu dokonania zmian w cyklu powinniście przesunąć kursor do odnośnego wiersza a następnie przyciskiem programowanym [Dekompilacja] otworzyć okno wprowadzania cyklu.
Jeżeli chcecie zmienić kolejność obróbki, np. przesunąć do przodu obróbkę poprzeczną, postąpcie następująco:
Ustawcie kursor na pierwszym znaku odpowiedniego bloku programu (a więc na ’T’ w wierszu T="GT_3" D1).
Następnie naciśnijcie przycisk programowany [Zaznacz blok].
Przy pomocy przycisków ze strzałką przesuńcie kursor do dołu i w prawo na ostatni znak bloku (a więc na ’P’ w wierszu "TCP").
Naciśnijcie przycisk programowany [Kopiuj blok].
Ustawcie kursor w miejscu w programie, w którym ma się odbywać obróbka, i naciśnijcie [Wstaw blok].
Na zakończenie ponownie zaznaczcie blok w oryginalnym miejscu w programie i skasujcie go tam przyciskiem programowanym [Skasuj blok].
Przyciskiem [Zamknij editor] zapisujecie program i docieracie z powrotem do zarządzania programami.
Kroki wykonywania programu na maszynie są opisane w punkcie 2.3.2.
110

810D/840D/840Di Instrukcja dla początkujących
4.2 Obrabiany przedmiot "Complete"
Na podstawie obrabianego przedmiotu "Complete" (półfabrykat ø90, długość 101) poznacie - oprócz powtórzenia "klasycznej" obróbki tokarskiej, która została już omówiona na przykładzie "Shaft" - dalsze elementarne i pożyteczne aspekty sterowania:
• Procesor konturu SINUMERIK do prostego, wspieranego graficznie wprow. również skompl. konturów
• Centryczne wiercenie na tokarce
• Pozaśrodkowa obróbka powie-rzchni czołowej przy pomocy fun-kcji TRANSMIT (narzędziami napędzanymi)
• Cykl koła otworów HOLES2
4.2.1 Procesor konturu SINUMERIK-
Przyciski/wprowadzenia Ekran / rysunek Objaśnienie
( )
( )
( )
( )
...
Ustalcie, jak ćwiczyliście już na przy-kładzie"Shaft", nowy katalog obr. przedmiotu i nadajcie mu nazwę np. "COMPLETE".
Ustalcie w nim znów najpierw podprogram o nazwie "CONTOUR".
Patrz ew. punkt 4.1.1.
Znajdujecie się teraz w edytorze i mo-żecie próbować wprowadzić kontur przy pomocy funkcji G jak przy "Shaft".
O wiele prostsze jest to jednak przy pomocy graficznego procesora konturu...
111

4.2 Programowanie toczenia - Obrabiany przedmiot "Complete"
Otoczka graficzna procesora kon-turu składa się z trzech części:
• W kolumnie całkiem po lewej jest przedstawiany zarys konturu przez małe symbole ("Icons"). Na początku są tylko symbole dla punktu startowego i końca konturu.
• W środku jest w trakcie wprowadzania dynamicznie budowany zarys konturu jako grafika. W ten sposób macie zawsze wizualną kontrolę swoich wprowadzeń.
• Następują one poprzez pola wprowadzania po prawej, jak znacie to już z cykli.
40
1
Zarys konturu rozpoczyna się 1 mm w X i 1 mm w Z przed pierwszym punktem konturu.
Wskazówka: Może być tak, że w przypadku wersji oprogramowania w Waszym sterowaniu z powodów kompatybilności musi jeszcze być programowane Z przed X (a w przy-padku łuków koła K przed I)!
Wszystkie dane wymiarowe w kierunku X odnoszą się do ’średnicy (DIAMON)’.
Przejmijcie punkt startowy.
Zamiast myśleć niejawnymi poleceniami G, możecie tutaj utworzyć zarys konturu przy pomocy prostych piktogramów (patrz pionowy pasek przycisków programowanych).
112

810D/840D/840Di Instrukcja dla początkujących
Rozpoczyna się on od linii skośnej...
48
-3
... do (zwymiarowanego absolutnie) punktu końcowego
X 48.000 absZ -3.000 abs
Kąt w stos. do dodatniej osi X
α1 = 135.000 °
... jest automatycznie obliczany i wyświetlany. Obok grafiki to wyświetlenie może Wam służyć jako kontrola wprowadzania.
Przejmijcie pierwszy element konturu.
Łączy się on z odcinkiem poziomym. Jest to wskazywane przez linię kropkowo-kreskową.
( )
4
Punkt końcowy Z nie jest znany.Pole wprowadzania pozostaje puste.
’Przejście do kolejnego elementu’, łuku R23, jest zaokrąglane z R4.
Przy pomocy <przycisku toggle> albo przycisku programowanego [Alternatywa] ew. przełączcie z ’FS’ (fazka) na ’RD’ (promień), i wpro-wadźcie wartość.
Przejmijcie częściowo określony element konturu. Wartość Z punktu końcowego (?) wyniknie później z konstrukcji następnego łuku R23.
?
113
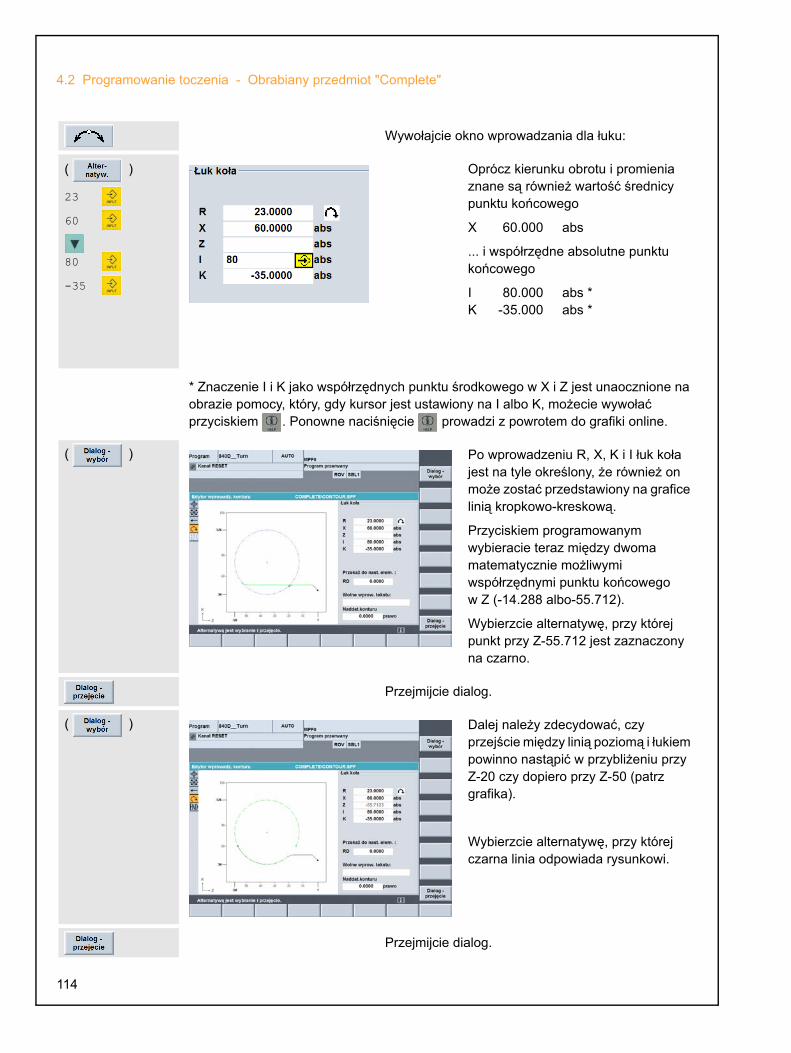
4.2 Programowanie toczenia - Obrabiany przedmiot "Complete"
Wywołajcie okno wprowadzania dla łuku:
( )
23
60
80
-35
Oprócz kierunku obrotu i promienia znane są również wartość średnicy punktu końcowego
X 60.000 abs
... i współrzędne absolutne punktu końcowego
I 80.000 abs *K -35.000 abs *
* Znaczenie I i K jako współrzędnych punktu środkowego w X i Z jest unaocznione na obrazie pomocy, który, gdy kursor jest ustawiony na I albo K, możecie wywołać przyciskiem . Ponowne naciśnięcie prowadzi z powrotem do grafiki online.
( ) Po wprowadzeniu R, X, K i I łuk koła jest na tyle określony, że również on może zostać przedstawiony na grafice linią kropkowo-kreskową.
Przyciskiem programowanym wybieracie teraz między dwoma matematycznie możliwymi współrzędnymi punktu końcowego w Z (-14.288 albo-55.712).
Wybierzcie alternatywę, przy której punkt przy Z-55.712 jest zaznaczony na czarno.
Przejmijcie dialog.
( ) Dalej należy zdecydować, czy przejście między linią poziomą i łukiem powinno nastąpić w przybliżeniu przy Z-20 czy dopiero przy Z-50 (patrz grafika).
Wybierzcie alternatywę, przy której czarna linia odpowiada rysunkowi.
Przejmijcie dialog.
114

810D/840D/840Di Instrukcja dla początkujących
Gdy ... Gdy pomyliliście się przy wyborze dialogu ...
... możecie przyciskiem programowanym ponownie go wywołać i zmienić.
Przełączcie przedstawienie parametrów wprowadzania na [wszystkie parametry].
W tym przedstawieniu są wyświetlane wszystkie współrzędne (łuku zarówno absolutnie jak też przyrostowo (wprowadzone wartości na czarno, obliczone na szaro).
Oprócz współrzędnych są wyświetlane również kąty łuku:
a1 kąt startowy odniesiony do dodatniej osi Za2 kąt startowy odniesiony do elementu poprzedzającego (tutaj linia pozioma)b1 kąt końcowy odniesiony do dodatniej osi Zb2 kąt rozwarcia łuku
Ważny dla późniejszej produkcji jest tutaj kąt startowy łuku, który (bez uwzględnienia zaokrąglenia) opada o trochę mniej niż 46° w stosunku do osi X.
Dokładny kąt z uwzględnieniem R4 dałby się określić, gdyby R4 został wprowadzony nie jako zaokrąglenie, lecz jako "samodzielny" element konturu z przyłączeniami stycznymi (przycisk programowany [Styczna do poprzedzającego]) do linii poziomej i łuku R23. Prowadzi to do kąta startowego R23 łuku wynoszącego dobre 42°.W programie głównym należy przy wyborze narzędzia zwracać uwagę, by kąt przyłożenia narzędzia w stosunku do osi Z był większy niż ten kąt startowy łuku (patrz do niniejszego również podrozdział 2.2 "Ustawianie", strona 39)!
115

4.2 Programowanie toczenia - Obrabiany przedmiot "Complete"
4 Nie zapomnijcie wprowadzić, że również łuk znów z zaokrągleniem 4 mm przechodzi w następny poziomy odcinek!
Przejmijcie element.
Dalej w kierunku poziomym:
-75
6
Teoretyczny punkt końcowy odcinka leży na ...
Z -75.000 abs
Zaokrąglenie następuje z
RD 6 .000.
Przejmijcie element.
Następuje linia skośna:
90
-80
4
Kończy się ona "teoretycznie" na
X 90.000 absZ -80.000 abs
i jest zaokrąglana z...
RD 4 .000.
Przejmijcie element.
116

810D/840D/840Di Instrukcja dla początkujących
Zakończenie tworzy odcinek poziomy:
-85
Dla obróbki jest interesujący nie wymiar długości półfabrykatu, lecz wartość Z, do której następuje obróbka.
Przy...
Z -85.000 abs
... macie pewność przy uwzględnieniu zaokrąglenia.
Przejmijcie element.
Pomoc:
albo element 1 z’RD’albo element 2 ze [styczną do poprzedzającego]
Objaśnienie do tematu "Promień przejścia albo przejście styczne"Abstrahując od fazki na początku występują w tym zarysie konturu wszędzie "miękkie" (a więc styczne) przejścia, które wynikają z zaokrąglenia na przejściu do kolejnego elementu. W teoretycznym punkcie przejścia między elementami głównymi przyłączenie nie jest jednak styczne (lewa grafika).
Używajcie przycisku programowanego
dla łuku przejścia tylko wtedy, gdy ze względu na jego zwymiarowanie nie możecie go wprowadzić jako zaokrąglenie (prawa grafika).
Gdy ... Gdy chcecie później zmienić element konturu...
...
... możecie przy pomocy <przycisków ze strzałką> nawigować w ramach łańcucha symboli
... i otworzyć dialog wprowadzania dla odnośnego elementu przy pomocy <Input>.
117

4.2 Programowanie toczenia - Obrabiany przedmiot "Complete"
Przejmijcie do edytora kompletny zarys konturu.
Przeskoczcie kursorem na koniec wiersza...
... i przy pomocy <Input> do nowego wiersza.
M17 Uzupełnijcie polecenie M17, które zaznacza koniec podprogramu.
Wenn ... Gdy później chcecie zmienić zarys konturu ...
...
... ustawcie kursor w dowolnym miejscu programu zarysu konturu i naciśnijcie przycisk programowany [Dekompilacja]
Nie zmieniajcie żadnych wartości w edytorze tekstów, ponieważ to ew. uniemożliwi późniejszą dekompilację!
Zapiszcie podprogram przez zamknięcie edytora.
(Zależnie od konfiguracji maszyny jest dla zapisa-nia przewidziany również oddzielny przycisk[Zapisz plik] na pionowym pasku przycisków programowanych.)
118

810D/840D/840Di Instrukcja dla początkujących
4.2.2 Skrawanie warstwowe i obróbka wykańczająca konturu z podcięciem
TCP...
COMPLETE
...
Utwórzcie teraz samodzielnie w tym samym katalogu podprogram "TCP.SPF" dla dosunięcia do punktu zmiany narzędzia i program obróbki "COMPLETE.MPF".
Treść podprogramu jest identyczna z odpowiednim programem dla "Shaft".
Pierwsze wiersze programu obróbki różnią się nieznacznie od początku programu dla "Shaft" w podrozdziale 4.1:
Ponieważ kontur obr. przedmiotu "Complete" zawiera podcięcie, praca odbywa się z płytkami 35° (i odpowie-dnio dużym kątem przyłożenia).
"RT2" R0.8 "FT2" R0.4
Odmiennie od pierwszego przykładu następuje tutaj od razu zdzierakiem planowanie na wymiar (Z0).
Posuw i głębokość skrawania są dopasowywane.
Pola wprowadzania dla cyklu CYCLE95 (patrz zaznaczony wiersz w edytorze), wywołane poprzez przyciski programowane [Toczenie] i [Skrawanie warstwowe]
119
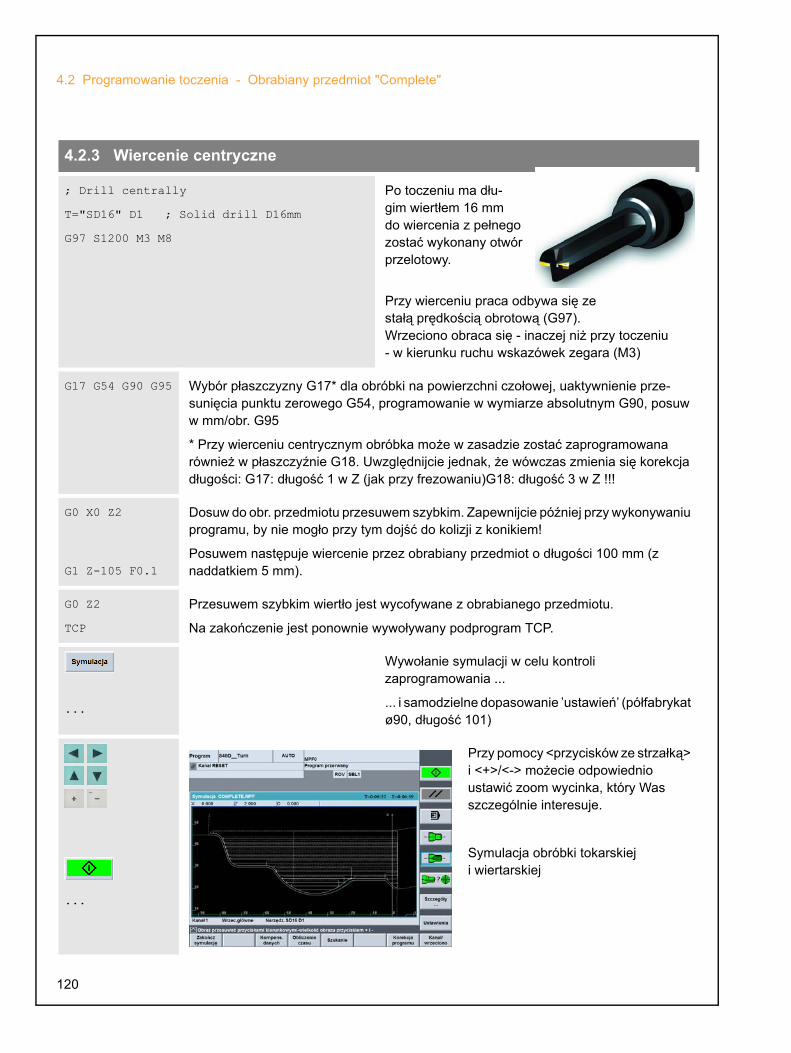
4.2 Programowanie toczenia - Obrabiany przedmiot "Complete"
4.2.3 Wiercenie centryczne
; Drill centrally
T="SD16" D1 ; Solid drill D16mm
G97 S1200 M3 M8
Po toczeniu ma dłu-gim wiertłem 16 mmdo wiercenia z pełnegozostać wykonany otwórprzelotowy.
Przy wierceniu praca odbywa się zestałą prędkością obrotową (G97).Wrzeciono obraca się - inaczej niż przy toczeniu- w kierunku ruchu wskazówek zegara (M3)
G17 G54 G90 G95 Wybór płaszczyzny G17* dla obróbki na powierzchni czołowej, uaktywnienie prze-sunięcia punktu zerowego G54, programowanie w wymiarze absolutnym G90, posuw w mm/obr. G95
* Przy wierceniu centrycznym obróbka może w zasadzie zostać zaprogramowana również w płaszczyźnie G18. Uwzględnijcie jednak, że wówczas zmienia się korekcja długości: G17: długość 1 w Z (jak przy frezowaniu)G18: długość 3 w Z !!!
G0 X0 Z2
G1 Z-105 F0.1
Dosuw do obr. przedmiotu przesuwem szybkim. Zapewnijcie później przy wykonywaniu programu, by nie mogło przy tym dojść do kolizji z konikiem!
Posuwem następuje wiercenie przez obrabiany przedmiot o długości 100 mm (z naddatkiem 5 mm).
G0 Z2
TCP
Przesuwem szybkim wiertło jest wycofywane z obrabianego przedmiotu.
Na zakończenie jest ponownie wywoływany podprogram TCP.
...
Wywołanie symulacji w celu kontrolizaprogramowania ...
... i samodzielne dopasowanie ’ustawień’ (półfabrykat ø90, długość 101)
...
Przy pomocy <przycisków ze strzałką> i <+>/<-> możecie odpowiednio ustawić zoom wycinka, który Was szczególnie interesuje.
Symulacja obróbki tokarskieji wiertarskiej
120
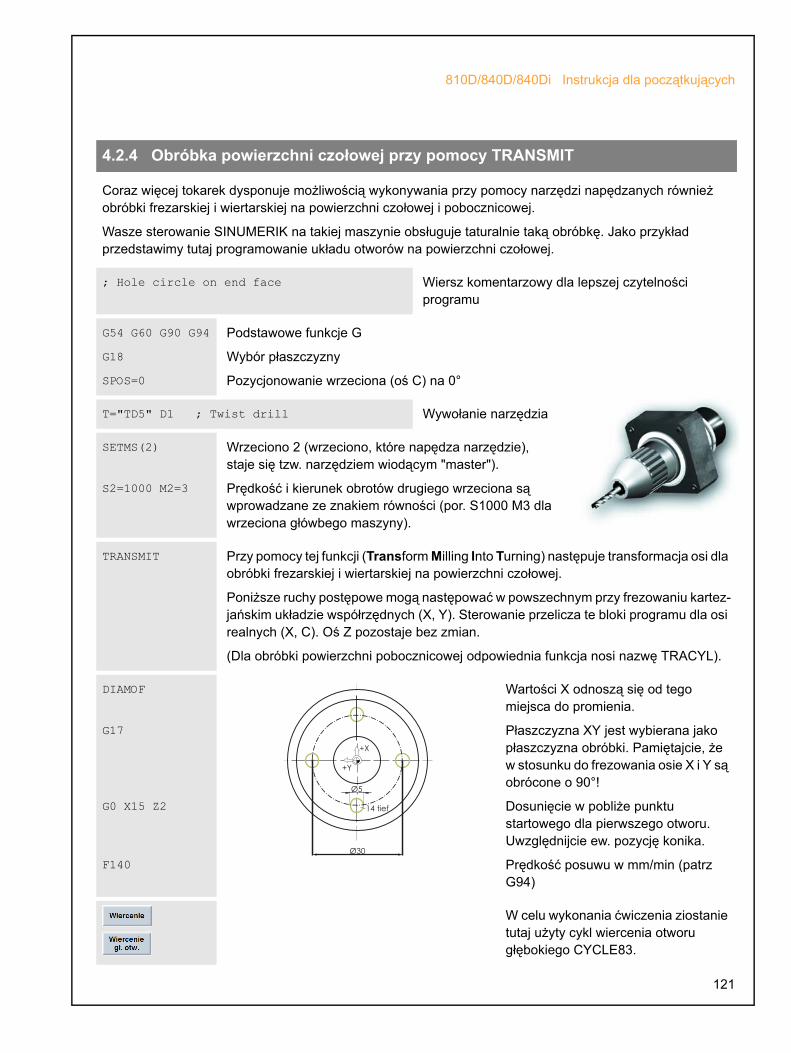
810D/840D/840Di Instrukcja dla początkujących
4.2.4 Obróbka powierzchni czołowej przy pomocy TRANSMIT
Coraz więcej tokarek dysponuje możliwością wykonywania przy pomocy narzędzi napędzanych również obróbki frezarskiej i wiertarskiej na powierzchni czołowej i pobocznicowej.
Wasze sterowanie SINUMERIK na takiej maszynie obsługuje taturalnie taką obróbkę. Jako przykład przedstawimy tutaj programowanie układu otworów na powierzchni czołowej.
; Hole circle on end face Wiersz komentarzowy dla lepszej czytelności programu
G54 G60 G90 G94
G18
SPOS=0
Podstawowe funkcje G
Wybór płaszczyzny
Pozycjonowanie wrzeciona (oś C) na 0°
T="TD5" D1 ; Twist drill Wywołanie narzędzia
SETMS(2)
S2=1000 M2=3
Wrzeciono 2 (wrzeciono, które napędza narzędzie),staje się tzw. narzędziem wiodącym "master").
Prędkość i kierunek obrotów drugiego wrzeciona sąwprowadzane ze znakiem równości (por. S1000 M3 dlawrzeciona główbego maszyny).
TRANSMIT Przy pomocy tej funkcji (Transform Milling Into Turning) następuje transformacja osi dla obróbki frezarskiej i wiertarskiej na powierzchni czołowej.
Poniższe ruchy postępowe mogą następować w powszechnym przy frezowaniu kartez-jańskim układzie współrzędnych (X, Y). Sterowanie przelicza te bloki programu dla osi realnych (X, C). Oś Z pozostaje bez zmian.
(Dla obróbki powierzchni pobocznicowej odpowiednia funkcja nosi nazwę TRACYL).
DIAMOF
G17
G0 X15 Z2
F140
Wartości X odnoszą się od tego miejsca do promienia.
Płaszczyzna XY jest wybierana jako płaszczyzna obróbki. Pamiętajcie, że w stosunku do frezowania osie X i Y są obrócone o 90°!
Dosunięcie w pobliże punktu startowego dla pierwszego otworu. Uwzględnijcie ew. pozycję konika.
Prędkość posuwu w mm/min (patrz G94)
W celu wykonania ćwiczenia ziostanie tutaj użyty cykl wiercenia otworu głębokiego CYCLE83.
121

4.2 Programowanie toczenia - Obrabiany przedmiot "Complete"
... Wypełnijcie pola wprowadzania.
Cykl ma być wywoływany w czterech pozycjach, a więc działać modalnie (por. obrabiany przedmiot "Longitudinal guide" we frezowaniu).
W celu uwzględnienia wierzchołka wiertła następuje na głębokości wiercenia dodanie ok. 1/3 x ø narzędzia.
Przejmijcie cykl do programu.
Pozycje układu otworów dadzą się również wytwarzyć poprzez cykl...
... Wypełnijcie pola wprowadzania
(Obraz pomocy jest statyczny; osie są w rzeczywistości obrócone o 90°.)
Przejmijcie cykl układu otworów do programów.
Zamiast cyklu można było również zaprogramować 4 pozycje wiercenia również poprzez zwykłe bloki G0 (por. przykład frezowania "Longitudinal Guide"). Tutaj zestawienie obydwu metod tak, jak wyglądają w edytorze:
MCALL Polecenie ’MCALL’ wyłącza modalne działanie cyklu wiercenia.
122

810D/840D/840Di Instrukcja dla początkujących
TRAFOOF
DIAMON
SETMS(1)
Funklcja transformacji TRANSMIT ulega wyłączeniu.
Dalsze wartości X są ponownie odniesione do średnicy.
Wrzeciono główne staje się ponownie wrzecionem wiodącym.
TCP
M30
Dosunięcie do pozycji zmiany narzędzia
Koniec programu
...
Symulacja w widoku 2-stronnym, którą możecie wywołać przyciskiem programowanym .
Ponadto na rusunku wyłączono przy
pomocy przedstawienie torów narzędzia.
Przy pomocy możecie przełączać zaznaczenie między obydwoma oknami symulacji i w ten sposób indywidualnie ustawiać zoom obrazów.
Wyjście z grafiki symulacji
Zamknięcie edytora i zapisanie programu
Na następnej stronie znajdziecie jeszcze raz cały program obróbkina jeden rzut oka.
123

4.2 Programowanie toczenia - Obrabiany przedmiot "Complete"
124
810D/840D/840Di Instrukcja dla początkujących
Notatki
125

810D/840D/840Di Instrukcja dla początkujących
Indeks haseł
AABS ............................................................. 61Absolutne podawanie wymiarów ............ 8, 11BBazowanie do punktu odniesienia .............. 19Biegun ......................................................... 78Biegunowy .............................................. 9, 12CChłodziwo ....................................... 57, 58, 97Cykl koła otworów ............................... 69, 122Cykl nacinania gwintu CYCLE97 .............. 107Cykl podcięcia CYCLE94 .......................... 106Cykl skrawania warstwowego CYCLE95 .. 101Cykl wiercenia CYCLE82 ............................ 61Cykl wiercenia otworu głębokiego ............ 121Cykl wnęki kołowej POCKET4 .................... 82Cykl wnęki prostokątnej POCKET3 ............ 79Cykl wytaczania CYCLE93 ....................... 109DDekompilacja .................................... 110, 118DPWP.INI ................................................... 72Drasnięcie ................................................... 40Dyskietka .................................................... 43Działanie modalne ................................ 62, 67FFazka CHR/CHF ................................. 96, 109Funkcje G ............................................. 56, 99GGwintowanie otworu ................................... 64IINK .............................................................. 61Interfejs ....................................................... 43KKąt .......................................................... 9, 12Kąt końcowy ............................................. 115Kąt przyłożenia ................................... 39, 115Kąt rozwarcia ............................................ 115Kąt startowy .............................................. 115Kartezjański ............................................ 9, 12Katalog archiwalny ...................................... 43Katalog obrabianego przedmiotu .......... 53, 91Kierunek obrotów ........................................ 97
126
Klawiatura DIN ............................................ 24Klawiatura pełna CNC ................................. 23Klawiatura QWERTY ................................... 24Klawiatura szkoleniowa ............................... 23Kolejne bloki ................................................ 71Komentarze ................................................. 96Koniec podprogramu ............................. 68, 97Koniec programu ....................................... 102Kopiowanie .................................................. 83Korekcja narzędzia ...................................... 28Korekcja promienia ..................................... 31Korekcja promienia frezu ............................ 77LLista magazynu ........................................... 29Lista narzędzi .............................................. 30ŁŁańcuch symboli ....................................... 117Łuk koła ....................................................... 77NNakiełkowanie ............................................. 59Narzędzia i programy frezowania ................ 38Narzędzia w programach toczenia .............. 39Nastawienie punktu zerowego .................... 40Numer typu .................................................. 36Numerowanie bloków .................................. 55Numerowanie wierszy ................................. 94OObrazy pomocy ............................................. 6Obróbka wykańczająca ....................... 81, 102Obróbka zgrubna ........................................ 80Odniesienie do promienia DIAMOF ............ 94Odniesienie do srednicy DIAMON .............. 94Osie narzędzia .............................................. 5Ostrze .......................................................... 31Otwór rdzeniowy gwintu .............................. 63Otwory przelotowe ...................................... 65PPłaski pulpit obsługi ..................................... 23Płaszczyzny robocze ..................................... 5Pamięć główna NC ...................................... 72Plik archiwalny ............................................ 46Położenie ostrza .......................................... 39Podcięcie ................................................... 119Podprogram ................................................ 60
810D/840D/840Di Einsteiger-Anleitung
Podprogramy ......................................... 53, 91Podręcznik tabelaryczny ........... 14, 15, 16, 17Podział ekranu ............................................ 27Pojedynczymi blokami ................................. 71Pomoc online .............................................. 75Posuw ......................................................... 58Posuw po torze ........................................... 75Prędkosć obrotowa ..................................... 97Prędkosć symulacji ..................................... 71Procesor konturu ....................................... 111Programy obróbki .................................. 53, 91Promień ostrza .......................................... 100Promień przejscia ...................................... 117Przełączanie zakresów ............................... 20Przejscie styczne ...................................... 117Przesuw szybki ................................... 57, 100Przyciski ...................................................... 23Przyciski PC ................................................ 23Przyciski programowane ............................. 27Przyrostowe podawanie wymiarów ......... 8, 11Przyrząd do programowania ....................... 43Pulpit obsługi ............................................... 18Pulpit obsługi maszyny ................................ 18Pulpit sterowniczy maszyny ........................ 23Punkt odniesienia .......................................... 7Punkt zerowy obrabianego przedmiotu ......... 7Punkt zmiany narzędzia .............................. 97RRuch w prawo ............................................. 57SSinuTrain ..................................................... 19Stan kanału ........................................... 27, 91Stan programu ............................................ 27Symulacja .................................... 70, 108, 120TToczenie poprzeczne ................................ 100Typy narzędzi .............................................. 35UUstawienia symulacji ................................... 70Utworzenie narzędzia (nazwa narz.) ........... 29Utworzenie narzędzia (numer narz.) ........... 34Utworzenie podprogramu ............................ 67WWartosci korekcji ................................... 31, 37
Wiersz komentarzowy .................................55Wskazówki ...................................................27Wyłączenie ..................................................22Wyłączenie korekcji promienia frezu ...........78Wymiar absolutny ........................................58Wymiar przyrostowy ....................................58Wywołanie narzędzia .............................56, 98ZZałączenie ...................................................19Załadowanie magazynu ...............................32Zachowanie się przy dosuwaniu G450 ........75Zakres czynnosci obsługowych ...................27Zakres czynnosci obsługowych ’Diagnoza’ .21Zakres czynnosci obsługowych ’Maszyna’ ..20Zakres czynnosci obsługowych ’Program’ ...20Zakres czynnosci obsługowych ’Uruchomienie’ ......................................................................21Zakres czynnosci obsługowych ’Usługi’ ......21Zakresy czynnosci obsługowych .................20Zaokrąglenie RND .......................................96Zarządzanie narzędziami ............................28Zatrzymanie dokładne .................................59Zaznaczenie ................................................27Zmiana kolejnosci obróbki .........................110Zmiana narzędzia ........................................56Zmiana zarysu konturu ..............................118
127

810D/840D/840Di Instrukcja dla początkujących
Behandelte Befehle und AdressenOmawiane polecenia i adresy Omawiane cykle
AAP= 78
CCFTCP 75CHF= 96CHR= 96CR= 77
DD 38, 98DIAMON 6, 94DIAMOF 6, 94DIAM90 94
FF 15, 17, 58, 100
GG0 57, 100G1 58, 100G2 10, 13, 77G3 13G17 5, 6, 56, 99, 120, 121G18 6, 56, 99, 120G19 6, 56, 99G40 78, 102, 119G41 76G42 102, 119G53 56, 99G54 39, 40, 56, 99G55 56, 99G56 56, 99G60 56, 99G64 56, 99G90 8, 11, 56, 99G91 8, 11, 56, 99G94 56, 99G95 56, 99, 120G96 16, 99G97 16, 120G111 78G450 75, 76G451 75, 76
II 10, 13, 77, 114
128
JJ 10, 77
KK 13, 114
LLIMS= 16, 99
MM2= 121M3 57, 107, 120M4 99M5 58M6 56M8 57, 99M9 58, 97M17 68, 69, 96, 97, 118M30 59, 86MCALL 62, 123
RRND= 96, 118RP= 78
SS 14, 16, 57, 97, 99, 120S2= 121SETMS( ) 121, 123
TT 56, 98T=" " 56, 98TRANSMIT 121TRACYL 121TRAFOOF 123
XX 5, 57, 94, 121
YY 5, 57, 121
ZZ 5, 57, 94
Cykle wierceniaCYCLE82 61CYCLE83 121
Cykle frezowaniaPOCKET3 80, 81POCKET4 82
Cykle toczeniaCYCLE93 109CYCLE94 106CYCLE95 101CYCLE96 106CYCLE97 107
Cykle pozycjiHOLES2 69, 122
Opis wszystkich poleceń i cykli sterow-ania znajdziecie w dokumentacji
użytkownika’Instrukcja programowania - podstawy’

Dziękujemy firmom
DMG
Europa-Verlag
Iscar
Reckermann
Sandvik
Seco
za udostępnienie materiałów rysunkowych na stronach 14, 15, 16, 17, 38 i 39.
Pochodzenie rysunków

www.siemens.com/sinutrain
Subject to change without prior notice6FC5095-0AB00-0NP1
© Siemens AG 2008
Siemens AGIndustry SectorDrive TechnologiesMotion ControlPostfach 318091050 ErlangenDEUTSCHLAND
Dalsze informacje
Pogłębione informacje na temat programu JobShop znajdą Państwo na stronie:www.siemens.com/jobshop
Zaawansowana dokumentacja techniczna znajduje się na stronie naszego portalu serwisowo-suportowego:www.siemens.com/automation/support
Znajdujących się w Państwa pobliżu partnerów dla osobistej rozmowy znajdą Państwo pna stronie:www.siemens.com/automation/partner
Możliwe jest bezpośrednie elektroniczne zamawianie w sklepie internetowym:www.siemens.com/automation/mall





























