Embed Size (px)
Citation preview
INNOVATIONDas Kundenmagazin der LTi Unternehmensgruppe
www.lt-i.com AusgAbe 31April 2013
small and smartGemeinsam wachsen
LTi jetzt Teil der Körber AG,Seite 10-11
Ausbau der Vertriebsstruktur
LTi REEnergy mit neuen Aufträ-gen aus der Türkei, England und Südafrika, Seite 17
Spindeltechnik
Prozess-Monitoring gewinnt in der Fertigungstechnik,Seite 12
22 Editorial
Gemeinsam wachsen
Familie Lust übergibt LTi an Kör-
ber und bringt LTi Unternehmens-
gruppe in den Körber Konzern
ein.
In enger Abstimmung untereinan-
der hat sich die Familie Lust Ende 2012 entschieden, den nächsten Innovations- und
Wachstumsschritt gemeinsam mit der Hamburger Körber Gruppe zu gehen. Der
Gedanke, die Geschicke des Unternehmens nicht mehr alleine zu lenken, ist zwar
schwergefallen, die Entscheidung jedoch, das Unternehmen gerade in die Hände von
Körber zu geben, fiel leicht. Sowohl der technologische Anspruch als auch die Un-
ternehmenskultur, die die Familie im Unternehmen etabliert hat, spiegeln sich 1:1 bei
Körber wider. LTi und Körber verbinden wesentliche Grundsätze:
• Technologischer Anspruch an Produkte und Lösung
• Offene Unternehmenskultur
• Nachhaltige Entwicklung der Unternehmen und Mitarbeiter
• Strategische Ausrichtung als führende Unternehmen in den jeweiligen Segmenten/
Branchen
Zudem ist mit dem Einstieg von Körber sichergestellt, dass alle bestehenden Partner-
schaften und Kundenbeziehungen von der neuen Struktur profitieren und alle Bezie-
hungen nachhaltig weiterentwickelt werden können.
Kurt A. Körber hat der Körber Stiftung und auch der Körber AG wichtige Grundsätze
mit auf den Weg gegeben. So sollen u. a. Kunden und Märkte über technologische
Kompetenz begeistert und gewonnen werden. Der Ertrag des Unternehmens soll
zum großen Teil dem Wachstum und der Weiterentwicklung der technologischen
Basis zugeführt werden. Ein weiterer Teil soll jährlich u.a. für die Bereiche Bildung
und Wissenschaft verwendet werden. Schaut man sich die Ideale der Familie Lust
an und ganz besonders die des Firmengründers Karl-Heinz Lust, so stehen auch hier
der technologische Fortschritt und das Thema Bildung und Förderung der Jugend im
Mittelpunkt.
Der Umsatz von LTi ist in den vergangenen 10 Jahren von 40 Mio. EUR auf 150 Mio.
EUR gestiegen. Dieses Wachstum war notwendig und wurde dank exzellenter Mitar-
beiter hervorragend gemeistert. In vielen Bereichen ist LTi Technologieführer und Vor-
denker. Die Technologieplattform, die sich LTi in den vergangenen Jahren erarbeitet
hat, ist jedoch so groß, dass das Wachstum zwangsläufig in den nächsten Jahren ein
ähnliches Tempo einnehmen muss. Dieses Wachstum möchten wir in Zukunft mit der
Körber Gruppe realisieren. In dem Sinne sind wir voller Überzeugung, mit Körber den
richtigen Partner für den nächsten Innovations- und Wachstumsschritt gefunden zu
haben und freuen uns, diesen Schritt auch weiterhin mit begleiten zu können.
Dr. Wolfgang Lust
Geschäftsführer LTi
Dr. Wolfgang Lust, Karin Lust, Sabine Bernhard und Hildemar Böhm (Vorstandsmitglied Körber AG)
33inhalt
05 NewsZertifizierung
06 Top PerformanceMehrachssystem
10 KörberStarker Partner
16 LTi REEnergyPhotovoltaik
18 SensitecKooperation
02 EDITORIAL
05 NEWS
06 LTI DRIVES | Mehrachssystem
09 LEVITEC | Magnetlagertechnik
10 KÖRBER | Starker Partner
12 FIEGE | Spindel- und Prozess-Monitoring
13 ELECTRO ABI | Handling-System
14 LTI DRIVES | Maschinenautomation
15 LTI DRIVES | MotionOne
16 LTI REENERGY | Photovoltaik
17 LTI REENERGY | Niederlassung Türkei
18 SENSITEC | Kooperation
19 LTI AUSTRIA | Zerkleinerungsmaschinen
20 LTI DRIVES | ServoOne junior
21 LTI DRIVES | Gasdruckregelung
22 MESSE | IMPRESSUM
www.lt-i.com
Dank SystemOne mehr Zeit für „savoir vivre“.
Automatisierungssystem mit sicherer Motion-Steuerung und Dreiachs reglern gewährleistet■ einfachste Installation■ höchste Bedieneffi zienz und■ minimalen Engineeringaufwand bei optimaler Systemperformance.

55nEWS
news
Zertifikat für ServoOne mit PROFINET IRT
Nach erfolgreicher Prüfung in einem autorisierten Prüflabor wurde jetzt von der PROFIBUS-
Nutzerorganisation e.V. das Zertifikat für ServoOne und ServoOne junior mit integrierter
PROFINET IRT Feldbus-Schnittstelle erteilt. Damit ist gewährleistet, dass Antriebsregler aus
der ServoOne-Familie problemlos in ein PROFINET-Netzwerk integriert werden können.
Der ServoOne wurde als PROFINET IO Device nach der Conformance Class C zertifiziert.
PROFINET erlaubt im ServoOne Anwendungen sowohl mit der Real-Time- (RT) als auch mit
der taktsynchronen IRT-Kommunikation (Isochronous RT). Achsbewegungen werden mit
dem ServoOne konform zum PROFIdrive-Antriebsprofil umgesetzt. Dieses Profil ermögli-
cht das Verfahren von Achsen sowohl in interpolierenden Modi als auch in Modi, in denen
der Regler selbst das Fahrprofil generiert.
LTi unter den Top-100-Mittelständlern
Im Ranking der 100 besten deutschen Mittelständler ist die LTi Holding, Spezialist für An-
triebs- und Automatisierungstechnik, Energietechnik und Sensorik im vorderen Mittelfeld
mit dabei. Das wachstumsstarke Unternehmen landet dabei auf Platz 47. Die Fachzeitschrift
WirtschaftsWoche veröffentlichte diese umfassende Untersuchung von 1.500 deutschen
Mittelständlern, die in ihrem Geschäftsfeld weltweit vorne mitspielen. Mit Hilfe des soge-
nannten Birch-Index wurde die Wachstumsstärke der mittelständischen deutschen Welt-
marktchampions mit einem Umsatz von 50 Millionen bis eine Milliarde Euro ermittelt.
Das gute Ergebnis für LTi bestätigt die strategisch optimale Aufstellung und Ausrichtung auf
die Märkte der Zukunft.
www.lt-i.com
Dank SystemOne mehr Zeit für „savoir vivre“.
Automatisierungssystem mit sicherer Motion-Steuerung und Dreiachs reglern gewährleistet■ einfachste Installation■ höchste Bedieneffi zienz und■ minimalen Engineeringaufwand bei optimaler Systemperformance.
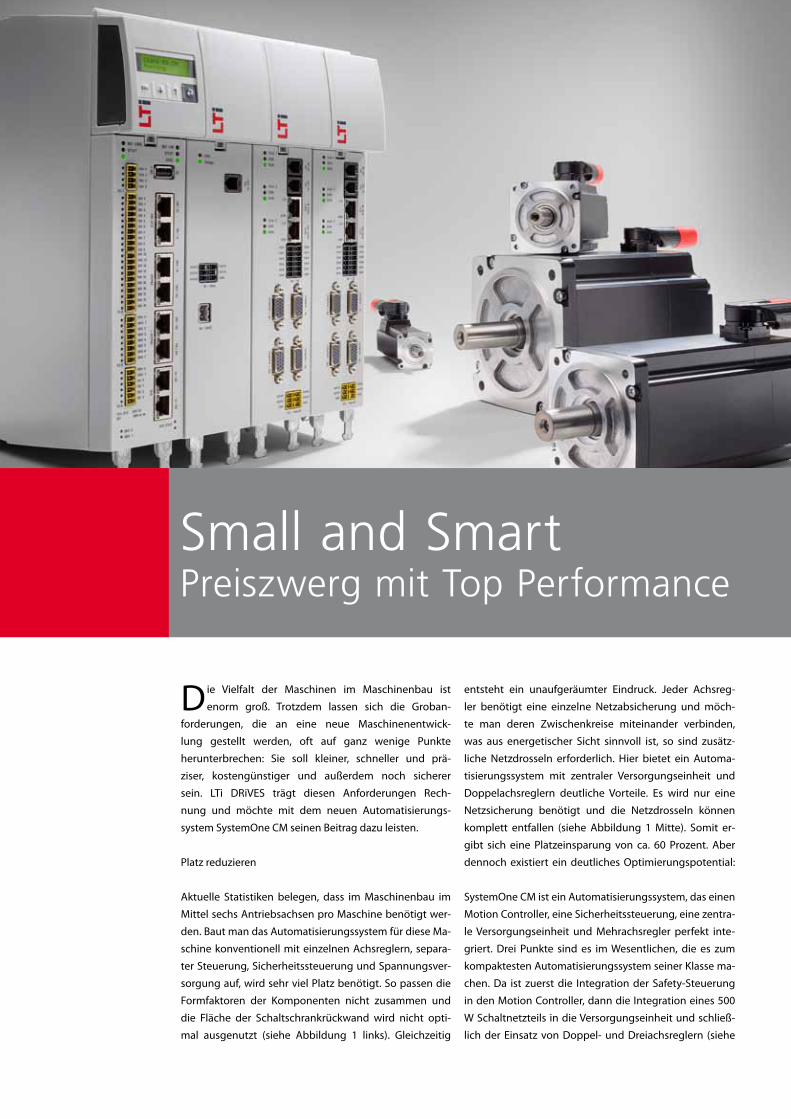
Die Vielfalt der Maschinen im Maschinenbau ist
enorm groß. Trotzdem lassen sich die Groban-
forderungen, die an eine neue Maschinenentwick-
lung gestellt werden, oft auf ganz wenige Punkte
herunterbrechen: Sie soll kleiner, schneller und prä-
ziser, kostengünstiger und außerdem noch sicherer
sein. LTi DRiVES trägt diesen Anforderungen Rech-
nung und möchte mit dem neuen Automatisierungs-
system SystemOne CM seinen Beitrag dazu leisten.
Platz reduzieren
Aktuelle Statistiken belegen, dass im Maschinenbau im
Mittel sechs Antriebsachsen pro Maschine benötigt wer-
den. Baut man das Automatisierungssystem für diese Ma-
schine konventionell mit einzelnen Achsreglern, separa-
ter Steuerung, Sicherheitssteuerung und Spannungsver-
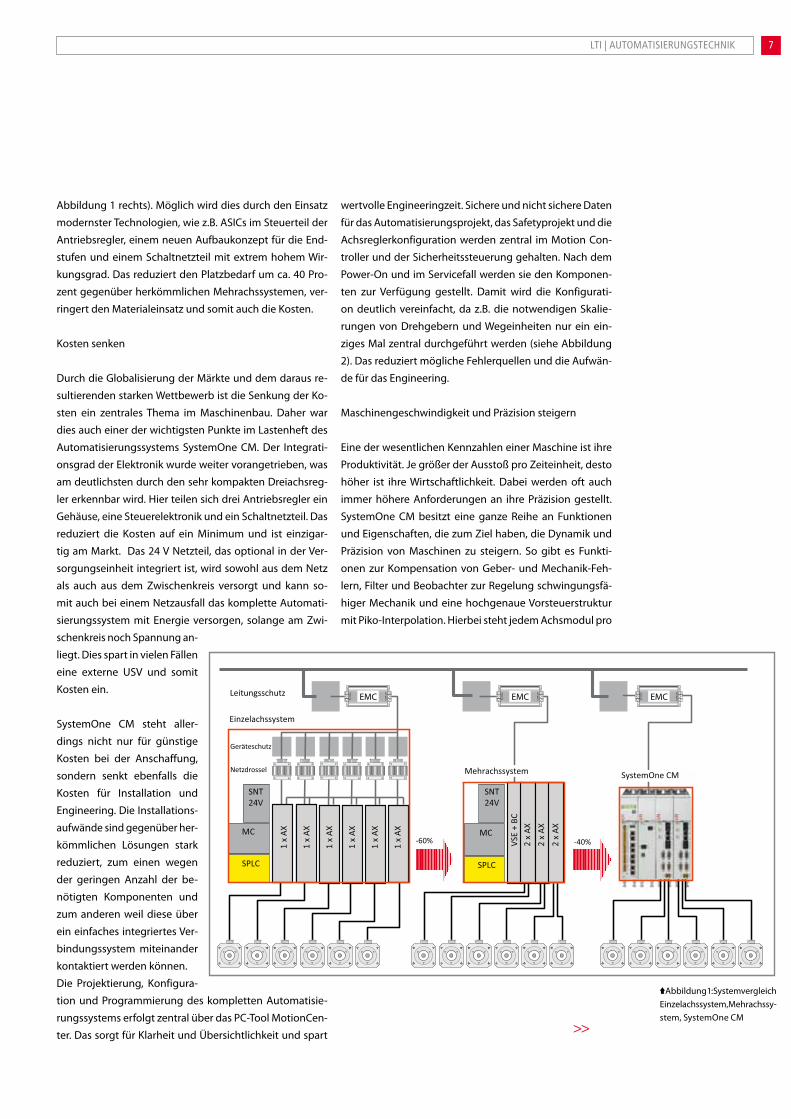
sorgung auf, wird sehr viel Platz benötigt. So passen die
Formfaktoren der Komponenten nicht zusammen und
die Fläche der Schaltschrankrückwand wird nicht opti-
mal ausgenutzt (siehe Abbildung 1 links). Gleichzeitig
entsteht ein unaufgeräumter Eindruck. Jeder Achsreg-
ler benötigt eine einzelne Netzabsicherung und möch-
te man deren Zwischenkreise miteinander verbinden,
was aus energetischer Sicht sinnvoll ist, so sind zusätz-
liche Netzdrosseln erforderlich. Hier bietet ein Automa-
tisierungssystem mit zentraler Versorgungseinheit und
Doppelachsreglern deutliche Vorteile. Es wird nur eine
Netzsicherung benötigt und die Netzdrosseln können
komplett entfallen (siehe Abbildung 1 Mitte). Somit er-
gibt sich eine Platzeinsparung von ca. 60 Prozent. Aber
dennoch existiert ein deutliches Optimierungspotential:
SystemOne CM ist ein Automatisierungssystem, das einen
Motion Controller, eine Sicherheitssteuerung, eine zentra-
le Versorgungseinheit und Mehrachsregler perfekt inte-
griert. Drei Punkte sind es im Wesentlichen, die es zum
kompaktesten Automatisierungssystem seiner Klasse ma-
chen. Da ist zuerst die Integration der Safety-Steuerung
in den Motion Controller, dann die Integration eines 500
W Schaltnetzteils in die Versorgungseinheit und schließ-
lich der Einsatz von Doppel- und Dreiachsreglern (siehe
Small and SmartPreiszwerg mit Top Performance
7777lti | aUtomatiSiErUngStEchnik
Abbildung 1 rechts). Möglich wird dies durch den Einsatz
modernster Technologien, wie z.B. ASICs im Steuerteil der
Antriebsregler, einem neuen Aufbaukonzept für die End-
stufen und einem Schaltnetzteil mit extrem hohem Wir-
kungsgrad. Das reduziert den Platzbedarf um ca. 40 Pro-
zent gegenüber herkömmlichen Mehrachssystemen, ver-
ringert den Materialeinsatz und somit auch die Kosten.
Kosten senken
Durch die Globalisierung der Märkte und dem daraus re-
sultierenden starken Wettbewerb ist die Senkung der Ko-
sten ein zentrales Thema im Maschinenbau. Daher war
dies auch einer der wichtigsten Punkte im Lastenheft des
Automatisierungssystems SystemOne CM. Der Integrati-
onsgrad der Elektronik wurde weiter vorangetrieben, was
am deutlichsten durch den sehr kompakten Dreiachsreg-
ler erkennbar wird. Hier teilen sich drei Antriebsregler ein
Gehäuse, eine Steuerelektronik und ein Schaltnetzteil. Das
reduziert die Kosten auf ein Minimum und ist einzigar-
tig am Markt. Das 24 V Netzteil, das optional in der Ver-
sorgungseinheit integriert ist, wird sowohl aus dem Netz
als auch aus dem Zwischenkreis versorgt und kann so-
mit auch bei einem Netzausfall das komplette Automati-
sierungssystem mit Energie versorgen, solange am Zwi-
schenkreis noch Spannung an-
liegt. Dies spart in vielen Fällen
eine externe USV und somit
Kosten ein.
SystemOne CM steht aller-
dings nicht nur für günstige
Kosten bei der Anschaffung,
sondern senkt ebenfalls die
Kosten für Installation und
Engineering. Die Installations-
aufwände sind gegenüber her-
kömmlichen Lösungen stark
reduziert, zum einen wegen
der geringen Anzahl der be-
nötigten Komponenten und
zum anderen weil diese über
ein einfaches integriertes Ver-
bindungssystem miteinander
kontaktiert werden können.
Die Projektierung, Konfigura-
tion und Programmierung des kompletten Automatisie-
rungssystems erfolgt zentral über das PC-Tool MotionCen-
ter. Das sorgt für Klarheit und Übersichtlichkeit und spart
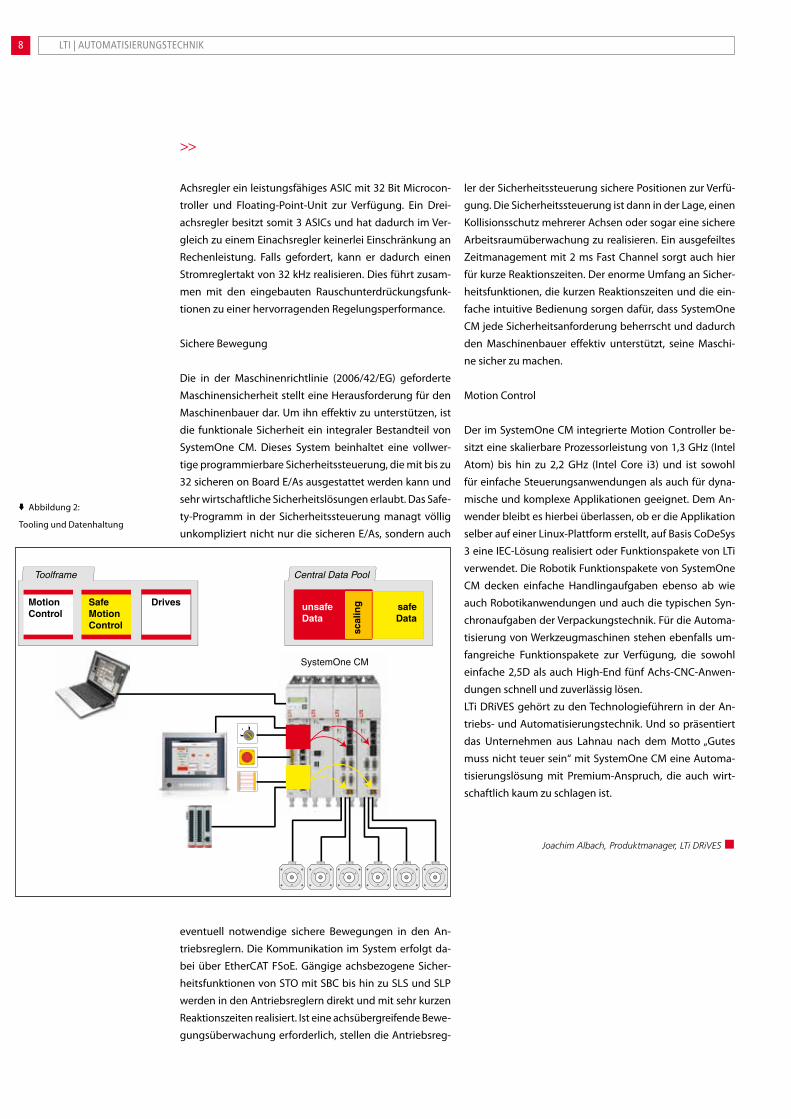
wertvolle Engineeringzeit. Sichere und nicht sichere Daten
für das Automatisierungsprojekt, das Safetyprojekt und die
Achsreglerkonfiguration werden zentral im Motion Con-
troller und der Sicherheitssteuerung gehalten. Nach dem
Power-On und im Servicefall werden sie den Komponen-
ten zur Verfügung gestellt. Damit wird die Konfigurati-
on deutlich vereinfacht, da z.B. die notwendigen Skalie-
rungen von Drehgebern und Wegeinheiten nur ein ein-
ziges Mal zentral durchgeführt werden (siehe Abbildung
2). Das reduziert mögliche Fehlerquellen und die Aufwän-
de für das Engineering.
Maschinengeschwindigkeit und Präzision steigern
Eine der wesentlichen Kennzahlen einer Maschine ist ihre
Produktivität. Je größer der Ausstoß pro Zeiteinheit, desto
höher ist ihre Wirtschaftlichkeit. Dabei werden oft auch
immer höhere Anforderungen an ihre Präzision gestellt.
SystemOne CM besitzt eine ganze Reihe an Funktionen
und Eigenschaften, die zum Ziel haben, die Dynamik und
Präzision von Maschinen zu steigern. So gibt es Funkti-
onen zur Kompensation von Geber- und Mechanik-Feh-
lern, Filter und Beobachter zur Regelung schwingungsfä-
higer Mechanik und eine hochgenaue Vorsteuerstruktur
mit Piko-Interpolation. Hierbei steht jedem Achsmodul pro
>>
Abbildung 1: Systemvergleich Einzelachssystem, Mehrachssy-stem, SystemOne CM
VS
E +
BC2
x A
X
2 x
AX
2 x
AX
SNT24V
MC
SPLC
MC
SPLC
1 x
AX
1 x
AX
1 x
AX
1 x
AX
1 x
AX
1 x
AX
-60% -40%
Einzelachssystem
SystemOne CMMehrachssystem
SNT24V
Netzdrossel
Geräteschutz
Leitungsschutz
Net
z/Li
ne
Last
/Loa
d
U1
V
1
W
1
U2
V
2
W
2
EMCNet
z/Li
ne
Last
/Loa
d
U1
V
1
W
1
U2
V
2
W
2
EMCNet
z/Li
ne
Last
/Loa
d
U1
V
1
W
1
U2
V
2
W
2
EMC
8
Toolframe
SystemOne CM
1
23
MotionControl
SafeMotionControl
Drives
Central Data Pool
unsafeData
safeData
scal
ing
8 lti | aUtomatiSiErUngStEchnik
Achsregler ein leistungsfähiges ASIC mit 32 Bit Microcon-
troller und Floating-Point-Unit zur Verfügung. Ein Drei-
achsregler besitzt somit 3 ASICs und hat dadurch im Ver-
gleich zu einem Einachsregler keinerlei Einschränkung an
Rechenleistung. Falls gefordert, kann er dadurch einen
Stromreglertakt von 32 kHz realisieren. Dies führt zusam-
men mit den eingebauten Rauschunterdrückungsfunk-
tionen zu einer hervorragenden Regelungsperformance.
Sichere Bewegung
Die in der Maschinenrichtlinie (2006/42/EG) geforderte
Maschinensicherheit stellt eine Herausforderung für den
Maschinenbauer dar. Um ihn effektiv zu unterstützen, ist
die funktionale Sicherheit ein integraler Bestandteil von
SystemOne CM. Dieses System beinhaltet eine vollwer-
tige programmierbare Sicherheitssteuerung, die mit bis zu
32 sicheren on Board E/As ausgestattet werden kann und
sehr wirtschaftliche Sicherheitslösungen erlaubt. Das Safe-
ty-Programm in der Sicherheitssteuerung managt völlig
unkompliziert nicht nur die sicheren E/As, sondern auch
eventuell notwendige sichere Bewegungen in den An-
triebsreglern. Die Kommunikation im System erfolgt da-
bei über EtherCAT FSoE. Gängige achsbezogene Sicher-
heitsfunktionen von STO mit SBC bis hin zu SLS und SLP
werden in den Antriebsreglern direkt und mit sehr kurzen
Reaktionszeiten realisiert. Ist eine achsübergreifende Bewe-
gungsüberwachung erforderlich, stellen die Antriebsreg-
Abbildung 2:
Tooling und Datenhaltung
ler der Sicherheitssteuerung sichere Positionen zur Verfü-
gung. Die Sicherheitssteuerung ist dann in der Lage, einen
Kollisionsschutz mehrerer Achsen oder sogar eine sichere
Arbeitsraumüberwachung zu realisieren. Ein ausgefeiltes
Zeitmanagement mit 2 ms Fast Channel sorgt auch hier
für kurze Reaktionszeiten. Der enorme Umfang an Sicher-
heitsfunktionen, die kurzen Reaktionszeiten und die ein-
fache intuitive Bedienung sorgen dafür, dass SystemOne
CM jede Sicherheitsanforderung beherrscht und dadurch
den Maschinenbauer effektiv unterstützt, seine Maschi-
ne sicher zu machen.
Motion Control
Der im SystemOne CM integrierte Motion Controller be-
sitzt eine skalierbare Prozessorleistung von 1,3 GHz (Intel
Atom) bis hin zu 2,2 GHz (Intel Core i3) und ist sowohl
für einfache Steuerungsanwendungen als auch für dyna-
mische und komplexe Applikationen geeignet. Dem An-
wender bleibt es hierbei überlassen, ob er die Applikation
selber auf einer Linux-Plattform erstellt, auf Basis CoDeSys
3 eine IEC-Lösung realisiert oder Funktionspakete von LTi
verwendet. Die Robotik Funktionspakete von SystemOne
CM decken einfache Handlingaufgaben ebenso ab wie
auch Robotikanwendungen und auch die typischen Syn-
chronaufgaben der Verpackungstechnik. Für die Automa-
tisierung von Werkzeugmaschinen stehen ebenfalls um-
fangreiche Funktionspakete zur Verfügung, die sowohl
einfache 2,5D als auch High-End fünf Achs-CNC-Anwen-
dungen schnell und zuverlässig lösen.
LTi DRiVES gehört zu den Technologieführern in der An-
triebs- und Automatisierungstechnik. Und so präsentiert
das Unternehmen aus Lahnau nach dem Motto „Gutes
muss nicht teuer sein“ mit SystemOne CM eine Automa-
tisierungslösung mit Premium-Anspruch, die auch wirt-
schaftlich kaum zu schlagen ist.
Joachim Albach, Produktmanager, LTi DRiVES n
>>

99lti | lEvitEc
LEViTEC verfügt über ein erfahrenes Entwicklungsteam
mit einer breitgefächerten Fachkompetenz, das sich die-
ser Herausforderung stellt. Zu diesen Kompetenzen gehö-
ren unter anderem Software- und Hardwareentwicklung,
Regelungstechnik und Rotordynamik. Eine enge Verzah-
nung mit der Konstruktionsabteilung ist dabei für den Er-
folg unerlässlich.
Unter Berücksichtigung der Vielseitigkeit der Applikationen,
der Kundenanforderungen und der jahrelangen Erfah-
rungen wurde von diesem Entwicklungsteam die aktuelle
Magnetlagerelektronik LeviOne junior entwickelt. Durch
ihre universelle Verwendbarkeit wird sie als Standardelektro-
nik für Magnetlageranwendungen bei LEViTEC eingesetzt.
Sie zeichnet sich unter anderem durch folgende Leistungs-
merkmale aus:
• 5 aktive Regelkreise für die komplette Positionsregelung
der Welle
• flexible und frei konfigurierbare Reglerstruktur zur
optimalen Anpassung an die Applikation
• hochpräzise Sensorauswertung bis in den Sub-um Bereich
• verfügbar in zwei verschiedenen Spannungsklassen
• industriegerechtes Design
• CE und UL zertifiziert
• Kommunikation über digitale / analoge Ein- und
Ausgänge
ALS SPEZIALIST im Bereich Magnetlagertechnik entwickelt LEViTEC magnetgelagerte Syste-
me. Die Einsatzgebiete der Magnetlagertechnik reichen von Applikationen in der Vakuumtechnik, in Ver-
dichtern zur Energieerzeugung bis hin zum klassischen Maschinenbau. Ein magnetgelagertes System bildet
eine hochkomplexe mechatronische Einheit aus mechanischen und elektronischen Komponenten. Für die
Funktion dieses Gesamtsystems ist ein reibungsloses Zusammenspiel aller Komponenten zwingend erfor-
derlich. Eine dieser Komponenten ist die Magnetlagerelektronik. Sie muss unter allen spezifizierten Rand-
bedingungen die magnetgelagerte Welle im Zentrum halten. Hohe Zuverlässigkeit der Elektronik, robuste
Reglerauslegung und hochpräzise Sensorik sind dafür unabdingbar.
Magnetlagertechnik – Perfektes Zusammenspiel
• nahtlose Einbindung in digitale Steuerungen durch alle
gängigen echtzeitfähigen Bussysteme und
Feldbussysteme
Ein Trend in der Industrie ist das Zusammenwachsen von
Elektronik und Aktoren. Abgeleitet aus den Marktanfor-
derungen wurde ein System zur Verdichtung von Gasen
entwickelt – der LeviTurb. Die Elektronik und die Antriebs-
einheit bilden dabei eine bauliche Einheit. Die Vorteile
des Systems bestehen unter anderem in der vereinfach-
ten Montage, dem kompakten Design und dem deutlich
reduzierten Verkabelungsaufwand, was die Zuverlässig-
keit weiter erhöht. Die Elektronik für dieses System be-
sitzt alle Features des LeviOne junior und reiht sich naht-
los in die Elektronikprodukte von LEViTEC ein.
Ein weiteres Produkt ist die Sensorelektronik PS5000. Hier
wird das Know-how der Magnetlagersensorik für spezielle
Messaufgaben genutzt. Zusammen mit kundenspezifisch
entwickelten Sensoren steht dem Anwender ein leistungs-
fähiges Sensorsystem für z. B. Condition Monitoring, Er-
fassung von Schwingungen und Messen von thermischen
Längenänderungen, z. B. bei Werkzeugmaschinen, zur
Verfügung. Sie besitzt 5 unabhängige Sensorkanäle, Auf-
lösungen bis in den nm-Bereich, Feldbusanbindung und
analoge Ausgänge.
Mitunter sind die Kundenanforderungen so speziell, dass
sie nicht durch das vorhandene Produktspektrum abge-
deckt werden können. Deshalb entwickelt LEViTEC auf
Kundenwunsch auch komplett kundenspezifische Syste-
me für Magnetlageranwendungen. In enger Zusammen-
arbeit mit dem Kunden entsteht so das optimale System
für die jeweilige Aufgabenstellung.
Peter Jenckel, Leiter Entwicklung Elektronik, LEViTEC n

10101010
Für die Spezialisten für Antriebs- und Automatisierungs-
technik, Energietechnik sowie Sensorik ist diese Entwick-
lung ein Meilenstein in der Unternehmensgeschichte.
1971 als „Lust Antriebstechnik“ im mittelhessischen Lah-
nau durch Karl-Heinz Lust gegründet, erlebte LTi in den
letzten Jahren ein rasantes Wachstum. Neun Produkti-
onsstandorte sowie Vertriebs- und Servicegesellschaften
in aller Welt verdeutlichen die erfolgreiche Entwicklung.
Auch für die Familie Lust, bis zuletzt Gesellschafter der
LTi-Gruppe, ist der Verkauf ein einmaliger Vorgang und
eine außergewöhnliche Entscheidung. Welche Gründe ste-
hen hinter dem Wechsel? „Am Ende geht es uns darum,
den großen Erfolg von LTi auszubauen – also zum Bei-
spiel die rasante technologische Entwicklung in den an-
spruchsvollen LTi-Feldern mit voranzutreiben, gleichzeitig
aber auch neue, internationale Märkte zu erschließen. Um
lti | körbEr10
SEIT APRIL 2013 ist LTi ein Teil der Hamburger Körber-Gruppe – ein großer Schritt, der neue
Chancen eröffnet. Was sind die zentralen Gründe für den Wechsel und wie beeinflusst die Entscheidung
die weitere Entwicklung von LTi?
dieses Wachstum auch in Zukunft so fortsetzen zu können,
haben wir mit Körber einen starken Partner gewonnen,
der an einer langfristigen und nachhaltigen Entwicklung
von LTi interessiert ist. Das war uns besonders wichtig“,
erklärt Dr. Wolfgang Lust, bisheriger geschäftsführender
Gesellschafter der LTi-Gruppe.
Technik und Philosophie passen perfekt zusammen
Tatsächlich fügen sich Know-how und Philosophie der neu-
en Partner passgenau zusammen: Als Anwender verfügen
Körber-Unternehmen bereits über weitreichende Kompe-
tenzen im Bereich der Automation und Sensorik. Welt-
marktführer wie zum Beispiel Hauni (Produktionslösungen
für die Tabakindustrie) oder Medipak (Verpackungstech-
nologien für die Pharmaindustrie) vertreiben hochauto-
matisierte Maschinen und Anlagen für komplexe Ferti-
LTi jetzt Teil der Körber-Gruppe:„Mit einem starken Partner die Wachstumsmärkte erschließen“

11111111lti | körbEr
Hintergrund: Körber-gruppe und -stiftung
Die Körber-Gruppe vereint mehr als 30 international führende Technologieunternehmen aus den Bereichen Ta-
bak, Tissue, Mail + Hygiene Solutions, Intralogistik, Elektronikfertigung, Werkzeugmaschinen und Pharma-Ver-
packungssysteme. Das Unternehmen ist nicht börsennotiert, alleiniger Gesellschafter ist die Körber-Stiftung.
Wichtigste Zielsetzungen der AG sind ein kontinuierliches Wachstum – auch in neuen Märkten – auf der Basis
einer Markt- und Technologieführerschaft. Dabei agieren die Unternehmen der Körber-Gruppe dezentral, grei-
fen aber auf die Stärken und das Know-how des internationalen Konzerns zurück.
Die 1959 gegründete Körber-Stiftung gehört zu den zehn bedeutendsten Stiftungen Deutschlands. Unab-
hängig von wirtschaftlichen und politischen Interessen fördert sie Projekte im Bereich von internationaler Poli-
tik, Bildung, Wissenschaft, Gesellschaft und Kultur.
gungsprozesse. Körber und LTi können an der Nahtstelle
zwischen Automatisierungs-Komponenten und Maschi-
nenbau mit ihrem spezifischen Know-how zukünftig ge-
zielt zusammenarbeiten.
Der Hamburger Körber-Konzern misst Automatisierungs-
technologien in Zukunft noch größere Bedeutung für die
Entwicklung und Konstruktion von modernen Produkti-
onslösungen bei, wie Hildemar Böhm, Vorstandsmitglied
der Körber AG und verantwortlich für die Sparte Körber
Process Solutions, deutlich macht: „Wir glauben, dass die
Steuerungs- und Automationstechnik sowie die Sensorik
für die zukünftige Entwicklung des Maschinenbaus eine
entscheidende Rolle spielt. Hier verfügt LTi über weitrei-
chende Kompetenzen. Gleichzeitig ist das ganze Unter-
nehmen ähnlich wie der Körber-Konzern auf die Techno-
logie und ihre gezielte Weiterentwicklung fokussiert. Des-
halb passen wir perfekt zusammen.“
Besonders wichtig für die Verantwortlichen sind zudem
Fragen der Unternehmenskultur. Die Körber-Unterneh-
men sind überwiegend mittelständisch geprägt. Sie füh-
ren ihre eigenständigen Marken nicht nur weiter, son-
dern stärken sie sogar innerhalb des Verbundes. Selbstver-
ständlich gilt dies zukünftig auch für LTi, wie Dr. Wolfgang
Lust betont: „Am Markenauftritt von LTi ändert sich zu-
nächst nichts – im Gegenteil. Wir wollen gemeinsam mit
Körber noch stärker als bisher in den asiatischen Wachs-
tumsmärkten punkten. Der Name LTi bleibt dabei nach
außen hin bestehen.“
Für LTi-Kunden ändert sich nichts
Entsprechend wenig wird sich für bestehende Kunden von
LTi ändern: Das Unternehmen wird weiter auf sein eigenes
Vertriebs- und Service-Netzwerk zurückgreifen. Anwender
werden mithin von den Spezialisten bei LTi betreut. Auch
auf Messen wird das Unternehmen nach wie vor mit ei-
genen Ständen und Produkten präsent sein.
Dass die neuen Partner angesichts der Wachstumspläne
zusätzliche Investitionen planen, ist naheliegend. Ziel wird
es dabei sein, den Vertrieb von LTi zu stärken, so die Ver-
antwortlichen. Gleichzeitig soll die Entwicklung von spe-
zifischen Anwendungen für Großkunden weiter voran-
getrieben werden. „Wir sind uns sicher: Für das heutige
Produktportfolio von LTi gibt es ganz erhebliche Wachs-
tumspotenziale – sowohl in den etablierten europäischen
Märkten als auch in Asien. Diese wollen wir gemeinsam
ausschöpfen“, so Hildemar Böhm, abschließend.
Michael Bellmer, Körber Process Solutions n

12121212 fiEgE | WErkzEUgmaSchinEn12
Die Firma Max-Tek, LLC in USA ist spezialisiert auf die Her-
stellung von Hochleistungs-Schleifzentren und setzt in ih-
ren Maschinen der Baureihe HCG 800-H konsequent auf
Spindeltechnik aus dem Hause Fiege. Die hier zu ferti-
genden Teile sind wichtige Kernelemente für die Kraft-
werks- und Turbinenindustrie. Bei dieser Anwendung
werden mit CBN-Schleifscheiben Leitschaufeln für Kraft-
werksturbinen aus Inconel geschliffen. Neben diversen
Bohr- und Fräsprozessen werden Radial-, Flach- und Paa-
rungsschleifprozesse in einer Aufspannung durchgeführt.
Zur Anwendung kommt eine Motorspindel der Reihe 940
mit integrierter Sensortechnik. Diese Spindel besitzt eine
Antriebsleistung von 75 kW und erreicht eine Drehzahl von
12 000 min-1. Die Werkzeugaufnahme ist ein automa-
tischer HSK 100. Die drei möglichen Spannzustände (ge-
spannt – gelöst – gespannt ohne Werkzeug) werden durch
einen integrierten Sensor an die Steuerung übertragen. Bei
fehlerhaften Werkzeugspannungen wird ein Warnsignal
ausgelöst und der Bearbeitungsprozess nicht freigegeben.
Ein aktives elektromagnetisches, mittenfreies Wuchtsystem
sorgt für einen absolut unwuchtfreien Lauf der Werkzeuge.
Der Auswuchtprozess erfolgt im laufenden Betrieb. Wer-
den während des Auswuchtprozesses oder der Bearbei-
tung Grenzwerte überschritten, wird der Bearbeitungspro-
zess angehalten, um Maschine und Werkzeug zu schützen.
Um Nebenzeiten so gering wie möglich zu halten, ist mög-
lichst nahe am Schleifprozess eine mittenfreie AE-Sen-
sorik angebaut. Zur Umschaltung von Luftschleifen auf
Arbeitsvorschub werden in der Regelungselektronik sta-
tische Grenzwerte gesetzt. Erreicht die rotierende Schleif-
scheibe im Schnellvorschub die Mantelfläche des Werk-
IN WERKZEUGMASCHINEN kommt
der Motorspindel als Bindeglied zwischen Maschine
und Bearbeitungsprozess inzwischen eine Schlüssel-
rolle zu. Spindel- und Prozess-Monitoring gewinnt in
der Fertigungstechnik sowie bei immer anspruchsvol-
leren Maschinenkonzepten stets mehr an Gewicht.
Wurden früher Sensoren aufgrund ihrer Baugröße
an Maschinenelementen angebracht, werden diese
heute direkt in die Motorspindel integriert und lie-
fern Informationen, die in Prozessüberwachung und
Zustandskontrolle unterteilt werden. Diese Prozess-
überwachung, auch Condition Monitoring genannt,
ist der Oberbegriff für alle Aktivitäten zur Feststel-
lung des Zustands von Maschinen und Anlagen. Es
werden so kontinuierlich aktuelle Daten über den
Verschleiß aller wichtigen Bauelemente einer Spin-
del geliefert.
Spindel- und Prozess-Monitoring
stücks, wird auf Arbeitsvorschub umgeschaltet. Werden
hier durch Fehlprogrammierung oder falsch eingelegte
Werkstücke Crashsituationen verursacht und weitere vor-
eingestellte Grenzwerte überschritten, schaltet die Maschi-
ne ab und wird so vor weiterführenden Schäden geschützt.
Die Überwachung der Spindellager erfolgt über digitale
Temperatur- und Beschleunigungssensoren. Im Neuzustand
verfügt die Spindel über definierte Temperaturen der Lager
während der Bearbeitung sowie definierte Schwingungs-
werte während des lastfreien Laufs. Sensoren zeichnen die-
se dynamischen Größen in Intervallen auf und überwachen
Limits. Werden diese erreicht und sind verschleißbedingt,
kommt es nicht zu einem ungeplanten Produktionsstill-
stand.Durch die Rollreibung der Lager und die Erwärmung
der Welle durch den Motor ist ein thermisch bedingtes
axiales Verschieben des Werkzeugs im Bearbeitungspro-
zess unvermeidbar. Bei Profilwerkzeugen kann das zu Pro-
filverzerrungen führen. Um diese zu vermeiden, ist in der
Frontseite der Spindel ein Wirbelstromsensor eingebaut.
Dieser kompensiert das Längenwachstum der Spindelwel-
le im Bezug zur Spindelhülse über die CNC-Steuerung der
Maschine aktiv im Prozess.
Condition Monitoring sammelt Daten und speichert sie.
Die dabei ermittelten Werte können zustandsbedingt (Mo-
torspindel) oder prozessbedingt (Maschine) interpretiert
werden. Die Auswertung und Analyse der ermittelten Wer-
te und somit auch das Ziehen der richtigen Schlüsse sind
nach wie vor immer noch in der Verantwortung des Ma-
schinenbauers oder des Anwenders der Maschine.
Mathias Fiege, Geschäftsführer, Fiege n

1313
junior können mit einer großen Auswahl an Schnittstel-
len kommunizieren, beispielsweise EtherCat oder Can-
Open und lassen sich an viele unterschiedliche Servomo-
toren und Rückmeldesysteme anpassen. Der Einsatz der
ServoOne Servoantriebe schafft durch hochmoderne dy-
namische Regelungsfunktionen die Voraussetzungen für
deutlich höhere Leistungen.
Bereits das aktuelle Sortiment der ABIflexx-Systeme bie-
tet eine breite Palette an Möglichkeiten, die in Zukunft
durch weitere Vor-
teile noch ausge-
baut werden sollen.
Electro ABI wird
einen neuen, in der
Welt der Parallelroboter bisher unbekannten ABIflexx-Ro-
boter auf der Hannover Messe vorstellen, der im Hinblick
auf Kapazität und Platzbedarf noch leistungsfähiger sein
wird.
Weitere Informationen unter www.abi.nl
Peter Paul de Bie, Sales & Marketing, Electro ABi b.v.nInternationale Vertretung der LTi DRiVES
13
Neues Handling-System ABIflexx
Um das modulare System an einem Beispiel deutlich zu
machen, hat sich Electro ABI dafür entschieden, eine all-
gemein bekannte Version eines parallelkinematischen Sys-
tems zu bauen: den Delta-Roboter. Dieser Delta-Roboter
basiert auf dem modularen System und ist durch die Ver-
wendung von Titan und eloxiertem Aluminium mit spezi-
eller PTFE-Imprägnierung sowie dem vollständigen Verzicht
auf waagrechte Ebenen nach FDA (Lebensmittelüberwa-
chung der USA) - und EHEDG (Europäischer Zusammen-
schluss von Ausrüstern für die Lebensmittelherstellung)
- Vorschriften designt. Diese Bauweise und die verwen-
deten Werkstoffe stellen eine einfache und leichte Reini-
gung des Roboters sicher.
Neben den angebotenen Grundkonfigurationen des Ro-
boters können auch vollständig an Kundenanforderungen
angepasste Lösungen entwickelt werden. Dies bietet den
Kunden die Möglichkeit, in ihren Maschinenlinien ein hoch-
modernes Handling-System einzusetzen, ohne dass dies
zu Lasten der verfügbaren Stell- oder Arbeitsfläche geht.
Durch den Einsatz der hochwertigen Servoantriebe Ser-
voOne junior von LTi ist das System in der Lage, extrem
hohe Geschwindigkeiten mit bis zu 200 Pick-Vorgängen
pro Minute zu erreichen und dabei höchste Zuverlässigkeit
zu garantieren. Die Servoantriebe des Systems ServoOne
DAS ABIFLExx-SySTEM besteht aus wenigen Basiskomponenten, mit denen Maschinen-
bauer Handling-Systeme nach ihren eigenen Vorstellungen realisieren können. Grundlage des Systems ist
die Antriebseinheit, ein nach Hygienestandards konzipiertes Gehäuse mit Servomotor und integriertem
Planetengetriebe. Wenn diese Antriebseinheit mit problemlos anpassbaren Kurbeln und Stäben aus Titan
kombiniert wird, lassen sich daraus eine Vielzahl unterschiedlicher Handling-Roboter aufbauen.
ABIflexx D3 System
lti | ElEctro abi

1414 lti | applikation
Komplette Maschinenautomation aus einer Hand
ZUM FRäSEN unterschiedlichster Zahnräder wurde eine Werkzeugmaschine komplett von LTi
automatisiert. Zahn für Zahn wurde dabei auf die Systemkomponenten MotionOne und ServoOne gesetzt.
Es galt, eine Automationslösung für die Firma Feinmecha-
nik Ulrich Klein GmbH zu erstellen, um Zahnräder in unter-
schiedlichen Ausprägungen zu fräsen. Dazu werden mithil-
fe zweier Spindelantriebe sowie einer senkrechten und
einer waagerechten Linearachse unterschiedliche Zahnrä-
der gefräst: „Geradverzahnung“, „Schrägverzahnung“,
„Schneckenrad“ sowie „Kegelrad“. Entscheidend dabei ist
der variabel einstellbare Synchronlauf der jeweiligen Ach-
sen in Abhängigkeit der gewählten Verzahnung. Bedient
wird das System über eine durchdachte Visualisierung auf
einem 15 Zoll großen Bedienpanel.
In der Steuerung ControlOne wurden die unterschied-
lichen Fräsprozesse programmiert, welche für einen rei-
bungslosen Ablauf sorgen. Die Steuerung kommuniziert
mit 8 ms Zykluszeit via Ethercat mit den vier ServoOne ju-
nior Servoreglern, die wiederum die Antriebe ansteuern.
Um die Bedienung so intuitiv wie möglich zu gestalten,
sind alle Menüs mit Bil-
dern der unterschied-
lichen Zahnräder hinter-
legt. Die farbige
Hervorhebung der ak-
tiven Menüschritte auf
Fräsvorgang
Prozessvisualisierung
dem Touchdisplay erleichtert ebenfalls die Eingaben im
Einrichtbetrieb.
Nach erfolgreicher Maschineneinrichtung steht der Serien-
produktion im Automatikmodus nichts mehr im Weg; und
das im Flüsterton – denn die Antriebsregler ServoOne juni-
or betreiben die Motoren in einer bestens eingestellten
Positionsregelung – dank einzeln optimierter Motor-Rege-
lungsdaten.
Das IEC-Steuerungsprogramm und die ansprechende
Menüführung wurden nach enger Abstimmung mit dem
Kunden in der Applikationsabteilung der LTi DRiVES pro-
grammiert. Hier sind die jahrzehntelangen Erfahrungen
des Kunden aus der Herstellung von Zahnrädern einge-
flossen und ermöglichen heute dem Unternehmen
Feinmechanik Ulrich Klein GmbH höchste Präzision und
Wiederholgenauigkeit bei verkürzten Einricht- und Produk-
tionszeiten.
Mit freundlicher Unterstützung der Ulrich Klein GmbH
www.feinmechanik-klein.de
Stefan Förster, Applikationsingenieur, LTi DRiVES n

151515lti | applikation
MotionOne und ServoOne – Ein starkes Team für den optimalen Druck
EIN SERVOREGLER UND EINE SPS als
Drucker – Mit diesem zunächst ungewöhnlichen An-
satz hat die im Schwarzwald ansässige ITW Morlock
GmbH zusammen mit LTi in einem Kundenprojekt ein
neues Verfahren zur Bedruckung von Kunststoffele-
menten für Haushaltsgeräte entwickelt. Dabei hat
sich ITW Morlock als Spezialist für Tampondrucksy-
steme für die dynamischen Regler ServoOne und Ser-
voOne junior in Verbindung mit dem Steuerungssy-
stem MotionOne entschieden.
Die Maschine arbeitet mit einer knapp 2 m langen Linear-
achse mit aufgesetztem Werkstückaufnahmetisch für den
horizontalen sowie zwei Spindelantrieben für den verti-
kalen Vorschub des Werkstücks. Dieses Achskonzept bietet
die Möglichkeit sowohl ebene, als auch gebogene Kunst-
stoffteile mit einem Radius bis 4 m bearbeiten zu können.
Dabei haben die Konstrukteure und Mechatroniker ganze
Arbeit geleistet und den Gesamtprozess in eine kompakte
Fertigungsstraße gepackt. Zwei ServoOne junior mit 4 A
Nennstrom regeln die vertikalen Positionen, ein ServoOne
mit 12 A regelt die horizontale Position. Letzterer simu-
liert mittels einer TTL-Technologieoption Signale für eine
externe Druckeinheit. Der Druck selbst erfolgt während
der Bewegung auf die Oberfläche des darunter durchlau-
fenden Werkstücks.
Alle Regler und die SPS kommunizieren über den Ether-
CAT-Feldbus mit 4 ms Zykluszeit. Die Steuerung agiert als
Slave in einem übergeordneten PROFIBUS-Verbund. Sie
berechnet bei einer Kurvenfahrt alle relevanten Positionen
der Hauptachsen. Hierbei ist ein Großteil der Projektzeit in
eine sorgfältige IEC-Programmierung eingeflossen. Damit
verbunden war das Bereitstellen des TTL-Signals zur An-
steuerung der Druckeinheit, was durch eine Firmwareer-
weiterung im ServoOne erzielt werden konnte.
Das Ergebnis aus dem eingebrachten Know-how beider
Seiten ist ein Arbeitsprozess mit einer max. Druckgeschwin-
digkeit von 2000 mm/s bei einer max. Positionierabwei-
chung von 20 µm für den optimalen Druck.
Tobias Rühl, Christoph Riedmann,
Applikationsingenieure, LTi DRiVES n
Gesamtansicht der fertigen Anlage
Werkstückaufnahmetisch mit Plasmavorbehandlung und Druckeinheit

1616 lti rEEnErgy | photovoltaik
LTI REENERGy LIEFERT Zentralwech-
selrichterstationen für Photovoltaik-Kraftwerke im
Süden Englands, mit einer Leistungskapazität von
insgesamt 18 MWp.
Station ist die Leistungsstärkste, die LTi REEnergy anbietet.
Zudem wurde eigens für jedes Projekt eine Wechselrich-
terstation in einem 40-Fuß ISO-Container konzipiert, die
ausreichend Platz bspw. für eine übergeordnete Schalt-
anlage mit Leistungsschalter bietet. Somit konnte inner-
halb der einzelnen Photovoltaik-Kraftwerke ein zusätz-
liches Gebäude eingespart werden. Darüber hinaus unter-
stützt LTi den Kunden bei Themen wie z. B. Tarifzählung,
Übergabestation, übergeordnete Schaltanlagen, Parküber-
wachung oder die Spannungsversorgung für den Eigen-
verbrauch. Hier erfolgt die Planung des Parks gemeinsam
mit dem Kunden, um eine optimale Auslegung des Pho-
tovoltaik-Kraftwerks zu gewährleisten.
Auf der Fläche der drei Photovoltaik-Parks wurden insge-
samt ca. 75.000 Module installiert. Nach einer Inbetrieb-
nahme liefern die neuen Solarparks in Zukunft ca. 15,8
Mio. kWh Strom im Jahr, mit dieser Menge können rund
4.370 Haushalte versorgt werden.
Jennifer Grohs, Leiterin Marketing Services, LTi DRiVES n
Mit der abakus solar AG gewinnt LTi einen wichtigen Kun-
den für die Umsetzung weltweiter Photovoltaik-Projekte.
Die abakus solar AG ist ein führendes, international täti-
ges Systemhaus für Photovoltaik mit umfassender tech-
nischer Kompetenz, von der Kleinanlage bis zum Mega-
watt-Solarpark und hat bereits Aufträge für England (18
MW), Südafrika und den USA bei LTi platziert.
Die Photovoltaik-Parks im Süden Englands, in der Region
Southampton, sind für LTi Vorreiterprojekte auf der Insel.
Eine besondere Herausforderung bei der Realisierung von
Containerstationen für England war die Auslegung auf das
englische Mittelspannungsnetz von 33 kV. Üblicherwei-
se sind die PVmaster Wechselrichterstationen für die ty-
pischen Netzspannungen von 10 kV und 20 kV ausgelegt.
Im Verhältnis zur Netzspannung nimmt auch die Größe
des Transformators und der Schaltanlage deutlich zu. Mit
der Unterbringung dieser Komponenten, der vier Zentral-
wechselrichter und der zusätzlichen Technik, in einem 20-
Fuß ISO-Container, konnte trotz des begrenzten Raums
eine sehr platzsparende Lösung realisiert werden. Diese
Bildquelle: abakus solar AG
LTi REEnergy gewinnt abakus solar AG als wichtigen Kunden

1717
Cemal Sarica LTi REEnergy Türkei
LTi REEnergy gründet Niederlassung in der Türkei
hig und zudem sehr kompakt
und leicht. Vorteile ergeben
sich auch im Transport. Durch
die optimierte Bauweise lassen
sich die Stationen problemlos
mit einem Standard-LKW trans-
portieren und sind aufgrund ih-
rer einfachen Installation zuver-
lässig in allen Regionen in Be-
trieb zu nehmen.
Im vergangenen Jahr hat LTi
REEnergy an zahlreichen Mes-
sen und Konferenzen in der Türkei teilgenommen, wie
der Solarex und der Tirec 2012 in Istanbul. Durch die Teil-
nahme konnten bereits wertvolle Kontakte zu lokalen Un-
ternehmen und Investoren geknüpft werden. Derzeit be-
finden sich 16 Projekte in der Angebotsphase, davon die
meisten mit 500 kW, aber auch einige im MW Bereich,
bis über 50MW. Insgesamt besteht ein Potential von über
200 MW, über die gesamte Türkei verteilt. Für 2013 sind
weitere Veranstaltungen geplant, wie die Teilnahme an
einem Treffen mit dem Energieministerium und die Solar-
Messe Solarex 2013, vom 11.04. bis 13.04.2013.
LTi REEnergy ist Teil der deutschen Unternehmensgruppe
LTi, die seit 40 Jahren erfolgreich in den anspruchsvollen
Märkten der Antriebs- und Automationstechnik, der Ener-
gietechnik und der Sensor- und Mikroelektronik tätig ist.
Die bestehende internationale Vertriebsstruktur der Un-
ternehmensgruppe bietet der LTi REEnergy die Möglich-
keit weltweit ihre Produkte anzubieten.
Jennifer Grohs, Leiterin Marketing Services, LTi DRiVES n
Die Photovoltaik-Branche hat in den letzten Jahren ins-
besondere in Deutschland, aber auch in anderen euro-
päischen Ländern wie Frankreich, Italien und Spanien ein
enormes Wachstum verzeichnen können. In diesen Pio-
niermärkten zeichnet sich nun eine gewisse Sättigung ab
und bedingt durch kontinuierliche Absenkungen der Ein-
speisevergütungen wird ein eher gebremstes Wachstum
in diesen Märkten erwartet. LTi engagiert sich bereits in
einigen Märkten außerhalb Europas. Nach Erfolgen in Chi-
na und Taiwan ist die Expansion in weitere Länder in Pla-
nung, wie beispielsweise Chile und Südafrika. Somit ge-
winnen die Länder im Bereich des Sonnengürtels immer
mehr an Bedeutung. Mit einer durchschnittlichen Son-
neneinstrahlung von ca. 2.640 Stunden/Jahr (Vergleich
Deutschland zwischen 1.300 bis 1.900 Stunden/Jahr) und
einem jährlichen Potenzial von ca. 380 Mrd. kWh ist die
Türkei ein sehr attraktives Land
für die Photovoltaik.
Im Mai 2012 hat LTi REEnergy
gemeinsam mit einem Partner
eine Niederlassung in Van, Ost-
Türkei gegründet. Der Schwer-
punkt liegt in der Photovoltaik,
als Hersteller von Zentralwech-
selrichtern im Leistungsbereich
von 40 - 300 kW und Wechsel-
richterstationen von 200 kW -
2,4 MW. Van ist einerseits strate-
gisch interessant für die Erschlie-
ßung des Marktes in der Türkei, andererseits optimal als
Tor zu den angrenzenden Ländern, wie Irak, Iran, Aserbaid-
schan, Georgien, etc. Im Irak laufen bspw. bereits etwa 80
% aller Handelsbeziehungen über die Türkei. In Van wird
ein Kompetenzzentrum für den Nahen Osten aufgebaut,
dazu gehört neben Projektierung, Vertrieb und Service die
Produktion für die Zentralwechselrichter PVmaster und
Wechselrichter-Stationen. 2013 ist die Errichtung eines
Werks mit einer Kapazität von mehr als 100 MW/p.a. ge-
plant. Die Geräte sind im hohen Maß „local content“ fä-
2012 ERWEITERTE die LTi REEnergy GmbH ihre internationale Vertriebsstruktur mit einer
Niederlassung in der Türkei. Ziel ist es von dort aus auch den Nahen Osten zu betreuen.
lti rEEnErgy | türkEi
Nurcan SaricaLTi REEnergy Türkei

181818 lti | SEnSitEc
DIESE NACHRICHT dürfte die Kunden
erfreuen: Sensitec hat die Preise für die aktuelle Ge-
neration der AMR-Stromsensoren – vielen besser be-
kannt unter der Produktbezeichnung CDS4000 – ge-
senkt. Durch die Verwendung neuester AMR-Sensor-
und Prozesstechnologie sind CDS4000-Stromsensoren
ab sofort nicht nur zu günstigeren Preisen erhältlich.
Sie punkten zudem mit herausragenden technischen
Eigenschaften: Mit einer Gesamtgenauigkeit von 0,8
%, mit hoher Dynamik durch schnelle Antwortzeit
(0,5 µs) und mit hoher Bandbreite von bis zu 750 kHz
(-3 dB). Hinzu kommen Messbereiche bis 450 A und
ein bis zu 65 % geringeres Volumen verglichen mit
herkömmlichen closed-loop Stromsensoren mit inte-
griertem Stromleiter.
Mit diesen Vorteilen behaftet überzeugten sie auch den
Elektronik-Distributor RS Components. Seit November
2012 sind Stromsensoren von Sensitec auch Bestandteil
des Lieferprogramms von RS Components. RS Compon-
ents ist ein weltweiter Distributor für Elektronik, Elektro-
mechanik und Automation mit Sitz in Mörfelden mit welt-
weit über mehr als eine Million Kunden. Ingenieure, Tech-
niker, Entwickler und Einkäufer können bei RS aus einem
Sortiment von über 550.000 Produkten wählen. RS Com-
ponents is weltweit in 32 Ländern aktiv und verfügt über
mehr als 17 Distributionszentren. Da RS sein Produktan-
gebot in der Elektronik mit neuesten Technologien konti-
nuierlich ausbaut, kam der Wunsch für eine Zusammen-
arbeit mit Sensitec im Bereich magnetoresistiver Senso-
rik auf. Ausgewählte Produkte – wie die CDS4000 und
CMS2000 Stromsensoren, AA747 Winkelsensoren and
AFF755 Magnetfeldsensoren – sind jetzt online bei RS
Components (www.rs-components.com) erhältlich. Von
dieser Kooperation verspricht Sensitec sich eine noch hö-
here Akzeptanz am Markt. „RS Components sind der
ideale starke Partner für die internationale Erweiterung
unserer Vertriebskanäle“, erklärt Produktmanager Simon
Scherner von Sensitec. „Damit sind unsere Stromsen-
soren weltweit verfügbar und Kunden können jederzeit
die neu aufgenommenen Stromsensoren online bestellen.“
Die wichtigsten Anwendungsgebiete der CDS4000 Sen-
soren sind Wechselrichter, Frequenzumrichter, Servoreg-
ler, geberlose Regelungen, Solarwechselrichter, Stromver-
sorgungen in der Schweißtechnik, Treiber für Laserdioden,
Stromversorgungen für medizinische Geräte, unterbre-
chungsfreie Stromversorgungen, Schaltnetzteile, Bahn-
technik, Geräteschutzschalter etc.
Ellen Slatter, Marketing, Sensitec n
CDS4000 Stromsensoren: Durch die Kooperation mit RS Components sind diese jetzt weltweit online verfügbar (www.rs-components.com)
Ausgewählte Produkte jetzt preisgünstiger und online verfügbar! Kooperation zwischen Sensitec und RS Components

191919lti aUStria | SErvoonE
Zerkleinerungsmaschinen mit ServoOne
Für jeden Maschinenbauer bieten die Servoregler der Baureihe ServoOne von LTi die Lö-
sung. Der Nennstrombereich von bis zu 450 A beim ServoOne deckt nahezu alle Leis-
tungen beim Shredder ab. Dazu besticht die hohe Überlastfähigkeit (bis zu 1,7facher
Nennstrom) im laufenden Betrieb und ermöglicht dem Maschinenbauer eine günstige
Antriebsdimensionierung.
Doch wie so oft liegt der Teufel im Detail. Treten Blockaden infolge von Störstoffen
im zu zerkleinernden Material auf, so muss von Drehzahl 0 weg voller Strom zur Ver-
fügung gestellt werden. Dies belastet die IGBTs des Leistungsteils bis aufs äußerste.
Genau hier kann der ServoOne seine hervorragende Performance voll ausspielen:
• Bis zu doppeltem Umrichternennstrom im Blockadefall, dadurch ist eine Überdimen-
sionierung auf diesen Lastfall nicht mehr notwendig.
• Ein modernes sensorloses Regelverfahren für Asynchron- und energieeffiziente Syn-
chron - oder Torquemotore, das den bis zu doppelten Umrichternennstrom bei Blo-
ckaden zur Verfügung stellt.
• Von LTi entwickelte Blockaderegelungsalgorithmen, die ein Abschalten des Antriebs-
reglers infolge von Überlast verhindern und einen störungsfreien Betrieb des Shred-
ders gewährleisten.
Neben den Eigenschaften des Leistungsteils besticht der ServoOne mit weiteren Features,
die Vorteile für den Maschinenbau generieren:
• Über die wassergekühlten Leistungsteile kann mehr als 80 % der Verlustleistung aus
dem Schaltschrank abgeführt werden --> teure Klimageräte am Schrank können einge-
spart werden oder deutlich kleiner ausgewählt werden.
• Ein wassergekühlter Antrieb erhöht die Lebensdauer der IGBTs und Zwischenkreis-
kondensatoren erheblich.
• Moderne ethernetbasierende Feldbussysteme ermöglichen vollsten Fernzugriff
bis auf den letzten Parameter des Antriebs bei gleichzeitig laufendem Shredder.
Die Softscopefunktionalität des DriveManagers kann aus der Ferne ausgelöst wer-
den. Damit werden Dienstreisen zum Endkunden in abgelegene Regionen seltener.
Abgerundet wird das Lösungsangebot für Zerkleinerungsmaschinen durch die Sicher-
heits- und Steuerungstechnik von LTi. Die neue Maschinenrichtlinie fordert bei Öffnung
der Wartungsklappe eine sichere Bewegungsführung, konkret eine sicher begrenzte Ge-
schwindigkeit (SLS). Über die Safe Monitoring Control (SMC) lassen sich alle drehzahlrele-
vanten Teile der funktionalen Sicherheit auch mit einfacher, sicherer Sensorik bewältigen.
Ist eine Komplettlösung gefragt, bietet LTi ein auf Ihr Anforderungsprofil abgestimmtes
Steuerungskonzept an. Neben stationären Bedienpanels kann zusätzlich ein mobiles Pa-
nel für größere Linien den Bedienkomfort erheblich verbessern. Eine dezentrale Klem-
mentechnik und das MotionCenter, das alle Komponenten von LTi mit einem Bedien-
tool programmiert und parametriert, runden die Lösung für Zerkleinerungsmaschinen ab.
Markus Weißensteiner, Leiter Vertrieb, LTi AUSTRiA n
DIE ExTREMEN ANFORDERUNGEN an die Frequenzumrichter,
wie z.B. raue Umgebungsbedingungen, hohe Antriebsleistungen und extreme
Laststöße mit schnellen Lastwechseln ziehen hohe Ausfallraten nach sich und
stellen die Hersteller von Zerkleinerungsmaschinen vor Probleme.

202020
lti drivES | SErvoonE jUnior20
LTI ERWEITERT die kompakte Bau-
reihe ServoOne junior bis zu einem Nennstrom von
16 A bei 8 kHz Schaltfrequenz. Bei 4 kHz sind sogar
20 A möglich.
Der ServoOne junior schafft problemlos den Spagat zwi-
schen Kostenbewusstsein, Minimierung der Baugröße so-
wie maximaler Funktionalität. Höchstes Leistungsvolumen
bei Nennströmen von jetzt 3,0 - 8,0 A bei 230 V und 2,0 -
16,0 A bei 400 V bieten jeweils vier kompakte Bauformen.
Die bis zu dreifache Überlastbarkeit erlaubt dabei hoch-
dynamische interpolierende oder über einen integrierten
Profilgenerator gesteuerte Achsbewegungen.
Die neue Baugröße besitzt die gleichen funktionalen Ei-
genschaften wie die gesamte ServoOne Baureihe. Kern der
Software ist die Motorregelung sowohl für Standard-Ser-
voantriebe als auch für rotative oder lineare Direktantriebe.
Eine Nennschaltfrequenz von 8 kHz und ein Stromregler-
zyklus von 62,5 µs (16 kHz) führen zu einem optimalen
Störgrößenverhalten und hoher Dynamik. Umfangreiche
Regler-Vorsteuerungen und Kompensationsverfahren sor-
gen zudem für die sehr gute Bahntreue. Profilkonforme
Feldbusanschaltungen für EtherCAT, sercos III oder PRO-
FINET IRT erlauben die achssynchrone Fahrsatz- oder Pro-
filvorgabe. Auch die klassischen Feldbussysteme wie CA-
Nopen oder PROFIBUS sind verfügbar.
Im Standardgerät des ServoOne juniors ist bereits die SIL3/
PLe zertifizierte STO-Sicherheitsfunktion enthalten. Das
ist die Basis für eine schnelle Einbindung in die verschie-
densten Sicherheitslösungen von Maschinen. Zusätzlich
ermöglicht die integrierte, in IEC61131-3 programmier-
bare PLC die Umsetzung von speziellen oder komplexen
Bewegungsabläufen und Steuerungsfunktionen direkt in
der Achse.
Der besonders für den unteren Leistungsbereich optimierte
ServoOne junior ist in die ServoOne Familie mit Nenn-
strömen bis zu 450 A eingepasst. Diese Familie bietet so-
wohl AC- als auch DC-gespeiste Achsregler sowie umwelt-
freundliche DC-Versorgungseinheiten mit sinusförmiger
Netzrückspeisung. Mit diesem sehr großen Portfolio sind
vielfältigste Bewegungslösungen in der Handhabungstech-
nik, in präzisen Werkzeugmaschinen oder in der leistungs-
starken Kunststofftechnik realisierbar.
Jörg Brinkemper, Produktmanager, LTi DRiVES n
Quelle: naSa/jpl-caltech
ServoOne junior wächst – die neue Baugröße 5

212121lti drivES |SErvoonE
MTG – Die bewährte Technologie für Gasdruckregelung wirtschaftlich nutzen
Ökologische Energieerzeugung
RMG by Honeywell engagiert sich auch auf dem Gebiet
der ökologischen Energieerzeugung. Mit den Gasexpan-
sionsanlagen wird ein Produkt angeboten, mit dem bis-
lang ungenutzte Energiepotenziale genutzt werden kön-
nen. Das Stichwort lautet Energierückgewinnung durch
verschleißarme Entspannungsturbinen.
Gasexpansionsanlagen erzeugen mechanische Leistung,
unter Nutzung des Druckpotentials eines Gasstroms und
unter Zuführung zusätzlicher Wärme aus nichtgenutzten
Wärmequellen wie BHKW, Fernwärme oder Prozesswärme.
Hierzu werden magnetgelagerte Turbogeneratoren
(MTG) eingesetzt. Das vorgewärmte Erdgas wird mittels
einer Turbine auf den gewünschten Austrittsdruck ent-
spannt. Im Unterschied zu Gasturbinen findet keine Ver-
brennung des Erdgases statt. Die mechanische Energie
wird in einem mit der Gasturbine gekoppeltem Synchron-
generator in Strom umgewandelt, dieser wird dann mit-
tels eines Gleichrichters in DC Strom transformiert.
Dieser liefert die Energie an den Umrichter, der wiede-
rum die Energie in das öffentliche Netz (400 V/50 Hz) ein-
speist. Durch diesen thermodynamischen Prozess wird
nicht nur elektrische, sondern auch Kälteenergie gewon-
nen, die für Klimaanlagen oder Kühlhäuser genutzt wer-
den kann.
DIE RMG REGEL + MESSTECHNIK GmbH in Kassel ist ein Unternehmen der Honeywell Pro-
cess Solutions und seit mehr als 150 Jahren für die Gasindustrie tätig. In Kassel werden die für ihre Prä-
zision und Zuverlässigkeit bekannten Gas-Druckregelgeräte und Sicherheitseinrichtungen in unterschied-
lichsten Druckstufen und Nennweiten hergestellt und kommen weltweit zum Einsatz.
Mit Umrichtern und Schaltschränken von LTi
Seit 2012 besteht eine produktive Zusammenarbeit zwi-
schen RMG by Honeywell und LTi DRiVES, dem Liefe-
ranten der Umrichter. Die ersten beiden 160 kW Anla-
gen laufen erfolgreich seit einem Jahr in Italien. Je zwei
weitere 550 kW Anlagen sind in Deutschland und Weiß-
russland in Betrieb.
Bei den 160 kW Anlagen (MTG160) wurde je eine 375
A Rückspeiseeinheit (PSU) in einem Schaltschrank einge-
baut. Die 550 kW Anlage (MTG 550) läuft mit zwei par-
allel geschalteten 540 A Rückspeiseeinheiten, die eben-
falls in einem Schaltschrank eingebaut sind.
Der Kühlkreislauf umfasst nicht nur die PSU, sondern
auch die komplette Verdrosselung und den Wärmetau-
scher, womit eine konstante Schaltschranktemperatur er-
reicht wird.
Die besondere Herausforderung war das Unterbringen
der beiden Servoregler ServoOne, Baugröße 7 inkl. Kühl-
kreislauf und Verdrosselung im teilbaren Schaltschrank-
system der Dressel GmbH & Co. KG, ein Unternehmen
der LTi Unternehmensgruppe.
Andreas Frassek, Leiter Vertrieb Innendienst, LTi DRiVES n
222222
2222 lti | mESSE
messe
Herausgeber: LTi DRiVES GmbH · Gewerbestraße 5-9 · 35633 Lahnau · Germany · Fon +49-(0) 64 41/96 6-0 · Fax +49-(0) 64 41/96 6-1 37
Mail: [email protected] · www.lt-i.com · Redaktion: Anni Tonigold, Ingrid Becker, Thomas Stach · Gestaltung: Julia König
0920
.000
6-31
IMPRESSUM
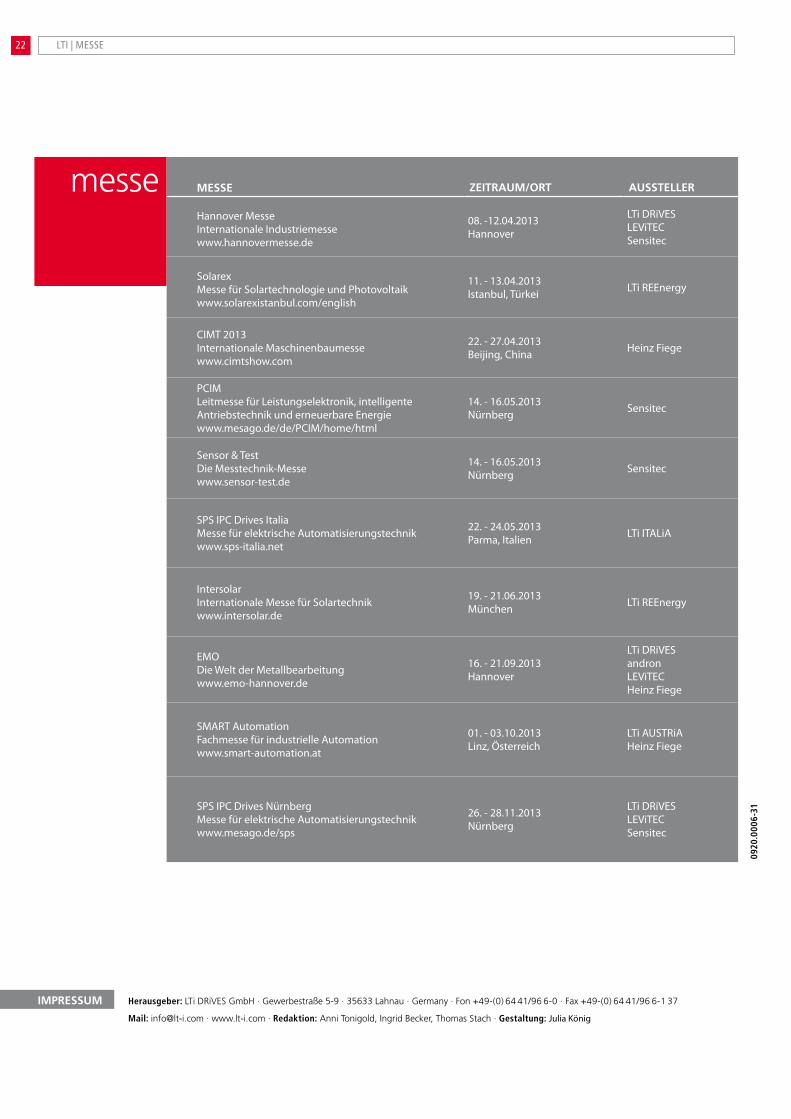
MESSE ZEITRAUM/ORT AUSSTELLER
Hannover Messe Internationale Industriemesse www.hannovermesse.de
08. -12.04.2013 Hannover
LTi DRiVESLEViTECSensitec
Solarex Messe für Solartechnologie und Photovoltaik www.solarexistanbul.com/english
11. - 13.04.2013 Istanbul, Türkei LTi REEnergy
CIMT 2013 Internationale Maschinenbaumesse www.cimtshow.com
22. - 27.04.2013 Beijing, China Heinz Fiege
PCIM Leitmesse für Leistungselektronik, intelligente Antriebstechnik und erneuerbare Energie www.mesago.de/de/PCIM/home/html
14. - 16.05.2013 Nürnberg Sensitec
Sensor & Test Die Messtechnik-Messe www.sensor-test.de
14. - 16.05.2013 Nürnberg Sensitec
SPS IPC Drives Italia Messe für elektrische Automatisierungstechnik www.sps-italia.net
22. - 24.05.2013 Parma, Italien LTi ITALiA
Intersolar Internationale Messe für Solartechnik www.intersolar.de
19. - 21.06.2013 München LTi REEnergy
EMO Die Welt der Metallbearbeitung www.emo-hannover.de
16. - 21.09.2013 Hannover
LTi DRiVES andron LEViTEC Heinz Fiege
SMART Automation Fachmesse für industrielle Automation www.smart-automation.at
01. - 03.10.2013 Linz, Österreich
LTi AUSTRiA Heinz Fiege
SPS IPC Drives Nürnberg Messe für elektrische Automatisierungstechnik www.mesago.de/sps
26. - 28.11.2013 Nürnberg
LTi DRiVES LEViTEC Sensitec