Embed Size (px)
Citation preview

1/16 www.digital-manufacturing-magazin.de D, A, CH: 6,50 Euro, weitere EU-Länder: 8,70 Euro
AUFBAU UND OPTIMIERUNG IT-GESTÜTZTER PRODUK TIONSPROZESSE Industrie 4.0 | Internet der Dinge
Mit Software-Lösungen zurdurchgängigen Automatisierung
S t e u e r u n g s f a m i l i e S i e m e n s S i n u m e r i k

Liebe Leser,durch mehr Digitalisierung in der Produktion sollen Fertigungsunternehmen in Deutschland zukunfts-fähiger werden und ihre Wettbewerbsfähigkeit aus-bauen. Viele Entwicklungen dazu führen das Label „Industrie 4.0“.
Auf der kommenden Hannover Messe wird man dafür – hier muss man kein Prophet sein – zahlreiche neue Lösungen und Strategien finden. Auch das Berliner Fraunhofer-Institut für Produktionsanlagen und Kon-struktionstechnik IPK stellt dort seine Fabrik der Zu-kunft vor. Die Experten wollen insbesondere mittel-ständische Firmen adressieren, bei denen Industrie 4.0 noch Vorbehalte auslöst. Ein Beispiel dafür ist die Be-fürchtung, die zunehmende Automatisierung könnte – befeuert von immer leistungsfähigeren IT-Systemen – so manchen Werker in Zukunft überflüssig machen. Dieses Bedenken lässt sich übrigens auch häufig in den Werkshallen vernehmen. Stattdessen wollen die Berliner Wissenschaftler zei-gen, dass auch in der hochgradig automatisierten Fer-tigung von morgen die Entscheidungsgewalt über den Fertigungsablauf beim Mitarbeiter liegt, wobei allerdings leistungsfähige Werkzeuge seine Entschei-dungsfindung unterstützen. Beschäftigte sollen viel-mehr Verantwortung übernehmen und an der Flexi-bilisierung der Prozesse und Individualisierung der Produkte beteiligt sein.
Das ist ein Aspekt von Industrie 4.0. Ein weiteres wich-tiges Thema ist eine leistungsfähige Infrastruktur. Um die vernetzte Produktion der Zukunft voranbringen zu können, bedarf es eines schnellen Internets. Und da gibt es in Deutschland noch viel zu tun. Nach Angaben von Staatssekretär Matthias Machnig vom Bundes-wirtschaftsministerium auf einer Industrie-4.0-Konfe-renz des Hasso-Plattner-Instituts verfügen bisher nur sieben Prozent der deutschen Nutzer über einen An-schluss an das besonders schnelle Glasfasernetz. Des-halb fordert er auch einen Investitionsschub von zehn Milliarden Euro pro Jahr für den Breitband-Netzaus-bau. Ob dies gelingen wird, steht in den Sternen. Aber zunehmend vernetzte Systeme, Cloud-Lösungen und das industrielle Internet der Dinge sind ohne schnelle Breibandnetze nur schwerlich vorstellbar.
Rainer Trummer, Chefredakteur
Industrie 4.0 und der Mittelstand GFOS liefert die richtige MES-
Lösung für eine e� ziente und transparente Produktion.
AUS LIEBE ZUR INDUSTRIE
www.gfos.com
MES – inspired by you.
14. - 18.03.Halle 5Stand E.18
E D I T O R I A L
1 / 2 0 1 64
I N H A LT
AktuellNews aus der Branche 06
Keine Frage der FirmengrößeTitelstory: Steuerungsfamilie Siemens Sinumerik – Mit Softwarelösungen zur durchgängigen Automatisierung 08
Kollaboration in der PraxisDie Mensch-Maschine-Kollaboration steckt noch in den Kinderschuhen. Dennoch wagt Bosch den Selbstversuch 10
Sensitiver Lieferheld auf autonomem KursKuka hat mit dem mobilen Roboter KMR iiwa eine eigenständig navigierende Transportlösung entwickelt 12
Auf der Jagd nach den MinutenDer Dosiertechnik-Spezialist ProMinent plant und montiert seine Montagearbeitsplätze mit dem MiniTec-Baukastensystem 14
„Maximal zwei Durchläufe“Das Auswuchten von Transportwalzen ist eine komplexe Angelegenheit und erfolgt in zwei oder drei Ausgleichsebenen 16
Qualitätssicherung in der digitalen ÄraIndustrie 4.0 kombiniert vernetzte Technologien mit komplexen Prozessen – darauf muss sich die Qualitätssicherung einstellen 18
QM – ganzheitlich und prozessorientiertBei der QMS-Norm ISO 9001:2015 liegt der Fokus klar auf der Flexibilität 20
Sicher im LebenszyklusDie notwendige Aktualität der Anlagen- Dokumentation lässt sich mit der passenden Software realisieren 21
Qualitätsstandards setzen und Effizienz erhöhenDas EHS-Management führt die Themen Gesundheitsschutz, Arbeitssicherheit und Umweltmanagement zusammen 24
Smart Data dank der CloudMit speziellen Cloud-Diensten sollen Unternehmen ihre Gesamtanlageneffektivität um 20 Prozent steigern können 26
Nur Kaffee kommt in die Tüte!Der Filtertütenhersteller Melitta investiert in die nachhaltige Produktion. Herzstück ist eine leistungsfähige MES-Lösung 28
Dank neuem MES weiter wachsenvoestalpine Europlatinen verwendet als Ergänzung zum SAP-System die MES-Lösung cronetwork von Industrie Informatik 30
Der lange Weg zur Smart FactoryFür eine flexiblere und kostenoptimierte Fertigung setzt der Markenartikler Beiersdorf auf SAP Manufacturing and Intelligence 32
Mehr Wirtschaftlichkeit durch optimierte PlanungEin global aufgestellter Dentalgerätehersteller hat sich dafür entschieden, eine durchgängige MES-Lösung einzusetzen 34
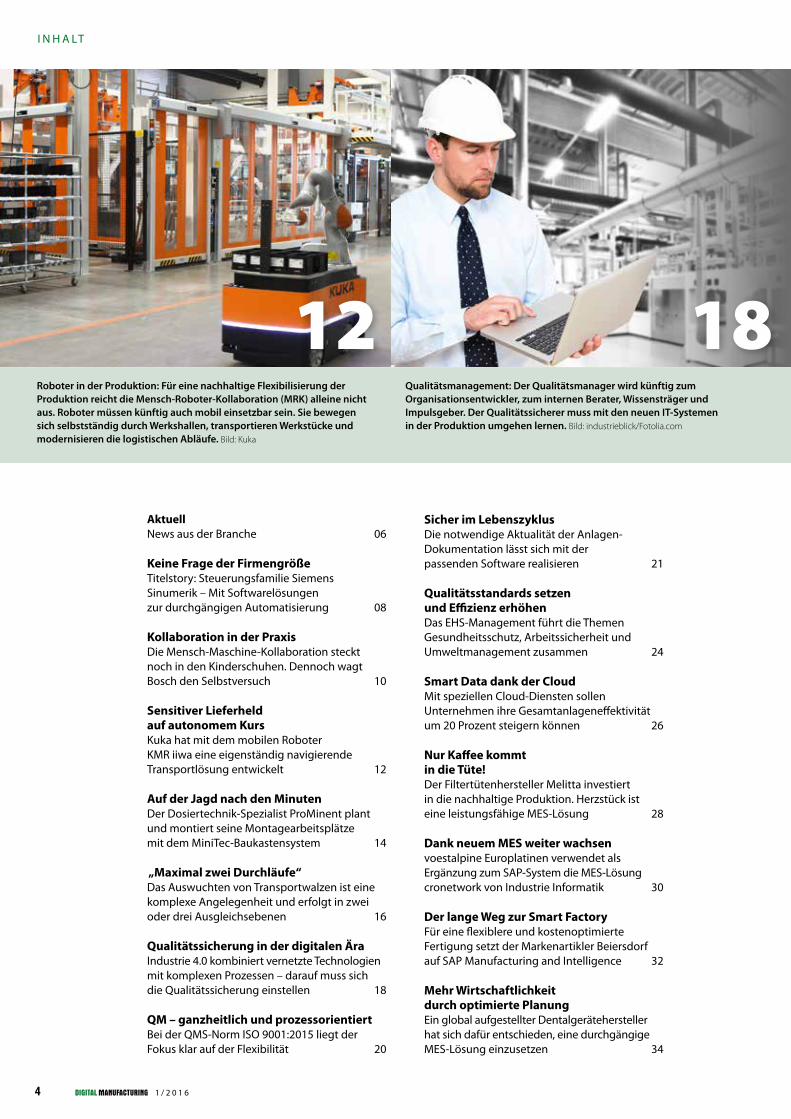
Roboter in der Produktion: Für eine nachhaltige Flexibilisierung der Produktion reicht die Mensch-Roboter-Kollaboration (MRK) alleine nicht aus. Roboter müssen künftig auch mobil einsetzbar sein. Sie bewegen sich selbstständig durch Werkshallen, transportieren Werkstücke und modernisieren die logistischen Abläufe. Bild: Kuka
Qualitätsmanagement: Der Qualitätsmanager wird künftig zum Organisationsentwickler, zum internen Berater, Wissensträger und Impulsgeber. Der Qualitätssicherer muss mit den neuen IT-Systemen in der Produktion umgehen lernen. Bild: industrieblick/Fotolia.com
12 18

1 / 2 0 1 6 5
I N H A LT
Titelbild: Siemens AG Moderne Softwarelösungen erleichtern die Automatisierung
In der Ferti-gungsbran-che können automatisierte Zellen wesentlich dazu beitragen,
sowohl die Flexibilität als auch die Produktivität zu steigern. Die Größe des Unternehmens ist dabei nicht entscheidend. Vielmehr kommt es auf eine einfache und übersichtliche Bedienbarkeit an. Siemens hat aus diesem Grund für seine Steuerungs-familie Sinumerik drei gut handhab-bare Software-Lösungen entwickelt, die sich für unterschiedliche Einsätze eignen. So hilft etwa „smart opera-tion“ dabei, Werkzeugmaschinen bestmöglich in Fertigungsabläufe zu integrieren. Mit „Run MyRobot/
EasyConnect“ gibt es darüber hinaus eine Software, mit der die Integration von Robotern für Handling-Aufgaben deutlich erleichtert wird. Und mit „Access MyMachine“ unterstützt Siemens Fertigungsbetriebe bei der Fernwartung. Interessant ist auch: Der Anwender kann die drei Lösungen sowohl einzeln als auch kombiniert einsetzen.
Kontakt:Siemens AG Digital Factory Division – Motion Control Frauenauracher Straße 80 D-91056 ErlangenTelefon: +49 (0) 91 31 / 98-40 71Fax: +49 (0) 91 31 / 98-11 45Internet: www.siemens.de/sinumerik
Redaktionell erwähnte Firmen und InstitutionenAST Beschichtungstechnik [S. 16], Beiersdorf [S. 32], Bosch [S. 10], Cosmo Consult [S. 44], Deutsche Gesellschaft für Qualität (DGQ) [S. 18], Eisengießerei Baumgarte [S. 36], Fasihi [S. 25], Fastec [S. 36], Fraunhofer IAO [S. 7], gbo datacomp [S. 34], General Electric (GE) [S. 26], Gfos [S. 38], Hotset [S. 42], Industrie Informatik [S. 30], iTAC Software [S. 6], Jeremias-Gruppe [S. 44], Kuka [S. 12], Melitta [S. 28], MiniTec [S. 14], MPDV Mikrolab [S. 7, 28], Pickert & Partner [S. 40], ProMinent [S. 14], PSI Automotive & Industry [S. 42], Rösberg Engineering [S. 21], Schenck RoTec [S. 16], Siemens [S. 8], Sirona Dental Systems [S. 34], Springer Verlag [S. 7], Steinbeis- Hochschule Berlin [S. 6], Strobl [S. 7], Trebing + Himstedt [S. 32], TÜV SÜD [S. 6, 20], voestalpine Europlatinen [S. 30], Weidmüller [S. 6]
Anlagensicherheit: Die vom Regelwerk geforderte Aktualität der Dokumentation lässt sich mit einem Dokumentations-Tool realisieren. Sie kann auch per Tablet direkt vor Ort an der Anlage eingesehen und bearbeitet werden. Bild: Rösberg
Manufacturing Execution Systems (MES): Mitarbeiter des Filtertüten-herstellers Melitta haben über eine MES-Lösung Zugriff auf die Betriebs- und Maschinendaten sowie den Wartungskalender. Bild: Melitta
Aus einem Guss Die Einführung eines MES-Systems ermöglicht es der Eisengießerei Baumgarte, auf steigende Kundenanforderungen zu reagieren 36
Das Herzstück der FertigungIm Zeitalter von Industrie 4.0 und IoT kommen Fertigungsunternehmen an einem MES nicht mehr vorbei 38
Schritt für Schritt Richtung Industrie 4.0 Fehler in der Produktion zu vermeiden, ist ein wichtiges Ziel. Mit den passenden Strategien und Lösungen kann dies gelingen 40
Standortübergreifende Geschäftsprozesse weltweitDas ERP-System Psipenta deckt die Anforderun-gen des Heizelemente-Herstellers Hotset fast vollständig im Standard ab 42
Großer Erfolg mit neuem PartnerMicrosoft Dynamics NAV und die integrierten Branchenmodule von Cosmo Consult sorgen für effiziente und transparente Prozesse 44
Vorschau, Impressum 47
21 28

1 / 2 0 1 610
M A N M U S S K E I N Zukunftsforscher sein, um zu wissen, welches enorme Potenzial sich aus der direkten Zusam-menarbeit von Menschen und Robo-tern für die moderne Produktion ergibt. Für Experten ist es heute unstrittig, dass die Entwicklung neuer Formen der Mensch-Maschine-Interaktion ein zen-traler Schritt zu den vernetzten und fle-xiblen „Smart Factories“ ist. Gefragt sind vor allem mobile Lösungen, die sich fle-xibel und ortsunabhängig in der Produk-tion einsetzen lassen, und die zugleich in der Lage sind, direkt und ohne Abschir-
mung mit dem Menschen zusammenzu-arbeiten. In der Realität beschränkt sich diese Interaktion allerdings häufig auf die Überwachung von Produktionspro-zessen, schirmen Schutzzäune die Men-schen von Robotern ab.
Wirkliche Kollaboration zwischen Mensch und Maschine ist so noch die Ausnahme. Zum einen, weil die Arbeits-sicherheit der Mitarbeiter gewährleistet sein muss. Zum anderen aber auch, weil die meisten Roboter und Maschinen, die in der Fertigung installiert wurden, we-nig flexibel sind und nicht ohne erheb-lichen Aufwand andere Aufgaben über-nehmen können.
Wolfgang Pomrehn von der Robert Bosch GmbH ist aber genau das „eine wichtige Voraussetzung für die wandel-bare Fabrik der Zukunft, in der schnell auf sich verändernde Marktanforde-rungen reagiert werden muss, Produk-te zunehmend individualisiert sind und kürzere Lebenszyklen haben“. Als Pro-duktmanager ist Pomrehn bei Bosch für eine neue Familie von mobilen, ortsun-abhängigen Produktionsassistenten zu-ständig: die APAS-Family – wobei APAS für „Automated Production Assistants“ steht. „Der Grundgedanke dabei ist, dass wir zunehmend Maschinen und Robo-ter benötigen, die flexibel entlang der gesamten Produktionskette eingesetzt werden können und so ortsfeste und in ihrem Prozess starre Produktionssysteme ablösen oder ergänzen können“, erklärt Pomrehn.
Entlastung für den Mensch-KollegenDrei Produktionsassistenten umfasst die „Familie“ bislang, die einzeln oder kombi-niert in unterschiedlichsten Fertigungs-zusammenhängen eingesetzt werden können. Ihre gemeinsame Basis bildet
die mobile Plattform APAS-Base – mit einer einheitlichen PC-basierten Steue-rung, standardisiertem Bedienkonzept, umfassender Vernetzung und nicht zu-letzt – Rollen, die es ermöglichen, den Einsatzort schnell und einfach zu wech-seln. Auf dieser Basis setzen wiederum unterschiedliche Module für entspre-chende Anwendungsgebiete auf.
Das Herzstück der Produktfamilie ist der APAS assistant, der – ausgestattet mit einem Sechs-Achs-Industrieroboterarm, sensitivem Drei-Finger-Greifer und 3D-Kamerasystem – speziell für die direkte Zusammenarbeit mit Menschen entwi-ckelt wurde. 2012 traten die ersten Mo-delle in Bosch-Werken ihren Dienst an und sind heute bereits weltweit im Ein-satz – auch außerhalb des Bosch-Kon-zerns, denn erste Unternehmen aus der Automobilindustrie setzen den knapp 1,70 Meter großen und 230 Kilogramm schweren Produktionsassistenten bereits in ihrer Produktion ein.
Kollaboration statt nur dabeiDer „Assistent“ übernimmt beispielswei-se Arbeitsschritte, die besonders anstren-gend oder eintönig sind. Somit sorgt der mobile Produktionsassistent primär für Entlastung beim Menschen – und er-möglicht es zugleich, dass sich die Mit-arbeiter auf hochwertigere Tätigkeiten konzentrieren können. Dies können zum Beispiel diffizilere Montagearbeiten an einem Handarbeitsplatz sein, bei denen der Produktionsassistent die Arbeitsteile entsprechend vorbereitet, damit sie zu-sammengefügt werden können.
Auch Tätigkeiten, die bei nachlassen-der Konzentration für Menschen ge-fährlich werden können, übernimmt der Assistent. „Er fügt sich problemlos in bestehende Produktionszusammen-hänge ein, unterstützt diese und arbei-
R O B O T E R I N D E R P R O D U K T I O N
Kollaboration in der PraxisDie Interaktion von Mensch und Maschine ist ein Schlüssel zur wandelbaren Fabrik der Zukunft.
Doch die Mensch-Maschine-Kollaboration steckt noch in den Kinderschuhen – da wagt Bosch
den Selbstversuch im „Werk Ansbach“.
V O N F R A N Z S C H M I D T
Dank spezieller Sensorhaut kann der APAS Assistant ohne Schutzvorrichtung mit Menschen zusammen-arbeiten. Bilder: Bosch

1 / 2 0 1 6 11
R O B O T E R I N D E R P R O D U K T I O N
tet dabei direkt mit Menschen zusam-men“, erläutert Pomrehn.
Einsatz in AnsbachAm Bosch-Standort geschieht dies im Rahmen einer klassischen teilautoma-tisierten Produktionslinie, bei der es bei den Tätigkeiten der Mitarbeiter im We-sentlichen um das Be- und Entladen von automatisierten Montagestationen so-wie den Transport der Werkstücke geht. Dabei geht es um Herstellung und Test von Steuergeräten für moderne elekt-romechanische Lenksysteme für Autos – ein Prozess, der seit etwas mehr als einem Jahr durch den Einsatz der neu-en Roboter-Kollegen mit nur wenig Auf-wand höher automatisiert wurde.
Dass die Roboter dabei ohne Schutz-zaun in direkter Nähe des Werkers agie-ren dürfen, macht eine Besonderheit der Bosch-Lösung möglich: Einzigartig am Markt der kollaborativen Robotersyste-me ist der Greifarm mit einer speziellen, hochsensiblen Sensorhaut mit 120 kapa-zitativen Sensoren überzogen, der den Roboterarm komplett umschließt. Da-mit erkennt der Produktionsassistent in-nerhalb von Sekundenbruchteilen, wenn ein Mensch zu nahe kommt. Noch bevor Mensch und Maschine sich berühren, stoppt der Roboter seine Arbeit, wartet ab, bis der Mitarbeiter den Gefahren-bereich wieder verlassen hat, und setzt dann seine Arbeit genau an der Stelle fort, an der er sie zuvor unterbrochen hat.
Den Roboterarm umgibt also eine Art unsichtbarer Schutzzone, die ohne Berührung funktioniert. „Dieses berüh-rungslose Sicherheitskonzept macht ei-
nen Schutzzaun, wie er normalerweise bei Robotern in der Produktion vorge-schrieben ist, überflüssig“, kommentiert Pomrehn. Eine Auffassung, die auch die deutsche Berufsgenossenschaft (BG) teilt: Sie hat den APAS Assistant für die direkte Zusammenarbeit mit dem Men-schen ohne zusätzliche Schutzvorrich-tung zertifiziert.
Sicherheit an erster StelleUm Sicherheit geht es im Ansbacher Werk in doppelter Hinsicht: Zum einen geht es um die Sicherheit des Mitarbeiters, der in direkter Nähe zum Roboter arbeitet, zum anderen um die Sicherheit der Produk-te. „Als abschließende Qualitätskontrol-le werden die EPS-Steuergeräte hier auf ihre Temperaturbeständigkeit geprüft“, erklärt Martina Hinze, Gruppenleiterin im Bereich Fertigungsplanung bei Bosch in Ansbach. „Zum einen geschieht dies bei Normaltemperatur, zum anderen bei Hit-ze. Das Teile-Handling bei dieser Prüfung übernimmt der APAS Assistant.“
Der Produktionsassistent nimmt je ein EPS-Modul und legt es in ein Testgerät ein, holt es nach der Prüfung wieder heraus und übergibt es dann dem Facharbeiter. Die Entscheidung, ob das jeweilige Steu-ergerät die Qualitätskontrolle bestanden hat oder aussortiert wird, bleibt dabei Auf-gabe des Menschen. Erspart bleibt ihm allerdings das monotone Ein- und Aus-legen ins Testgerät – er kann sich auf das Wesentliche konzentrieren.
Heute hier, morgen dortIm Ansbacher Werk zeigt sich die neue Qualität der Mensch-Maschine-Interakti-
on – eine Kombination aus der mensch-lichen Problemlösekompetenz und Fle-xibilität mit der ausdauernden Präzision des Produktionsassistenten. Die Verant-wortlichen in der Fertigung können zu-dem je nach Bedarf zwischen verschiede-nen Szenarien des Mischbetriebs wählen und diese jederzeit schnell realisieren: Ob zwei Mitarbeiter und ein Roboter kol-laborieren, zwei Roboter einer Fachkraft zuarbeiten oder drei Produktionsassis-tenten als „Insel“ einen Teil der Fertigung komplett automatisieren.
„Diese Flexibilisierung ist für uns ein enormer Fortschritt und einer der Gründe dafür, dass wir schon nach einem Jahr klar sagen können: Die Produktionsassisten-ten haben sich in unserer Produktion voll bewährt und können künftig auch in an-deren Produktionsbereichen eingesetzt werden“, kommentiert Martina Hinze.
Während die meisten Industrierobo-ter auf wenige Aufgaben spezialisiert und deshalb nur in einem bestimmten Bereich einsetzbar sind, kann der Pro-duktionsassistent schnell und auch kos-tengünstig für neue Einsatzbereiche eingerichtet werden. Über eine dialog-gesteuerte, intuitive Bedienoberfläche können Facharbeiter auch ohne beson-dere Programmierkenntnisse den Robo-ter Schritt für Schritt in neue Tätigkeiten „einlernen“ und diese in Form von Ar-beitsplänen abspeichern. Diese Arbeits-pläne lassen sich jederzeit problemlos per Knopfdruck wiederholen und ermög-lichen es, den APAS heute an dem einen und morgen an einem anderen Ort in der Produktion einzusetzen, ohne ihn jedes Mal neu einrichten zu müssen. jbi
Franz Schmidt ist Director Sales & Application für APAS und IT-Shopfloor-Lösungen bei der Robert Bosch GmbH.
APAS im Einsatz am Bosch-Standort im mittelfränki-schen Ansbach.
Der mobile Produktionsassistent unterstützt bei schwierigen oder konzentrationsintensiven Aufgaben.

1 / 2 0 1 614
AU S H E I D E L B E R G in die Welt: Die ProMinent-Unternehmensgruppe ist seit mehr als 50 Jahren auf die Herstellung von Komponenten und Systemen für das Dosieren von Flüssigkeiten spezialisiert. Rund 2.300 Mitarbeiter in 55 eigenen Vertriebs-, Produktions- und Servicege-sellschaften sowie Vertretungen sorgen für Service und Verfügbarkeit in mehr als 100 Ländern. Zu den Stärken des Un-ternehmens zählt die eigene Entwick-lung und Fertigung von Komponenten und Komplettlösungen für Lagerung, Transfer, Dosierung und Neutralisation flüssiger Chemikalien sowie der Was-seraufbereitung und Desinfektion. Der Durchbruch auf dem Markt gelang dem Unternehmensgründer Prof. Dr. Viktor Dulger Anfang der 60er Jahre mit der Entwicklung einer elektronischen Ma-gnetdosierpumpe, die leistungsfähiger
und billiger war als die massiven Pum-pen der Konkurrenz. Bis heute setzen die Heidelberger auf Zuverlässigkeit und Qualität. Aus diesem Grund wendet das Unternehmen auch hohe Investitionen in Forschung und Entwicklung auf und hat eine hohe Fertigungstiefe. Das gilt auch für die Fertigungsanlagen, Monta-gearbeitsplätze und innerbetriebliche Logistik, die der firmeneigene Betriebs-mittelbau für die zwölf Produktionsstät-ten auf Basis des Systembaukastens des Profil- und Lineartechnikherstellers Mi-niTec entwickelt und fertigt.
„Wir setzen das komplette MiniTec-Portfolio aus dem Systembaukästen mit Profilen und Linearkomponenten seit 15 Jahren ein, unter anderem für den Bau von Montageeinrichtungen, Arbeitsplät-zen, Test- und Prüfanlagen, Förderein-richtungen, Schutzeinrichtungen sowie
Vorrichtungen, die in den Bereichen Fer-tigung oder Materialfluss benötigt wer-den“, erklärt Alexander Berneck, Leiter der Bereiche Project Management Pro-duction sowie Industrial Engineering and Maintenance, die für den Betriebs-mittelbau verantwortlich sind. Mit einem Team werden im deutschen Stammwerk die Standards im Betriebsmittelbau ge-setzt, die für alle Niederlassungen welt-weit gelten.
Von der Idee zum MontagearbeitsplatzDie weltweiten ProMinent-Standorte profi-tieren vom Know-how in der Zentrale, denn alle für Montage und Fertigung notwendi-gen Arbeitsplätze, Einrichtungen und An-lagen werden in Heidelberg geplant und montiert, danach wieder zerlegt und ver-sendet. Vor Ort werden die Konstruktionen in kurzer Zeit wieder aufgebaut und bei Bedarf verändert. Ein Vorteil ist dabei auch die weltweite Präsenz des Profilherstellers, denn die Komponenten des Systembau-kastens sind weltweit verfügbar.
Für die Konzeption, Konstruktion und den Bestellvorgang nutzen die Heidelber-ger die Software iCAD Assembler von Mi-niTec. Das systemneutrale und kostenlose 3D-Planungstool funktioniert unabhän-gig von einer CAD-Software. Es erlaubt ein schnelles und fehlerfreies Planen und Kon-struieren für die Arbeitsvorbereitung und die Montage. Ein echter Mehrwert ent-steht durch die enge Verzahnung der CAD-Software mit dem elektronischen Katalog sowie durch automatische Stücklisten und Konfiguratoren, die beispielsweise für sich wiederholende Konstruktionen oder Variantenkonstruktionen interessant sind.
M O N TA G E A R B E I T S P L ÄT Z E
Auf der Jagd nach den MinutenFür die Ausrüstung seiner Werke setzt der Dosiertechnik-Spezialist ProMinent seit 15 Jahren auf das
Baukastensystem mit Profil- und Lineartechnikkomponenten von MiniTec. Von einfachen Vorrichtungen
in der Fertigung bis zu ergonomischen Arbeitsplätzen und Montageinseln entwickelt und fertigt der
firmeneigene Betriebsmittelbau eine Vielzahl von passgenauen Lösungen für das Stammwerk sowie die
weltweit verteilten Tochterunternehmen. Ein bewährter Helfer ist hierbei die 3D-CAD-Software
iCAD Assembler, die bei der Planung und Konstruktion unterstützt und zugleich hilft, Fehler zu vermeiden.
V O N S T E F F E N H E R Z O G
Bei der Konzeption von Arbeitsplätzen sind bei ProMinent firmeninterne Leitlinien für Ergonomie, Effizienz und Sicherheit zu beachten, zum Beispiel für Montageprozesse und Bewegungsabläufe.

M O N TA G E A R B E I T S P L ÄT Z E
„Bislang entstanden zwar die meisten Konstruktionen mit der CAD-Software Pro-Engineer sowie den 2D- und 3D-Bau-teilen aus der MiniTec-Bibliothek, inzwi-schen nutzen wir aber immer häufiger iCAD Assembler. Mit diesem Werkzeug sparen wir in der Konstruktion wirklich viel Zeit. Ein weiterer Vorteil ist, dass sich bereits sehr früh im Planungsprozess Feh-ler vermeiden lassen, die später nur mit viel Aufwand und Kosten korrigiert wer-den können“, erläutert Alexander Berneck.
Planen und Konstruieren mit Bauteile-BibliothekDie Software iCAD Assembler basiert auf dem MiniTec-Baukasten und beinhaltet die komplette Bauteile-Bibliothek. Mit dem CAD-Tool lassen sich Bauteile beson-ders einfach über Einfügepunkte (Anker) kombinieren, zudem können alle Teile am Bildschirm editiert werden. Eine 3D-Vorschau erlaubt die Ansicht der Teile mit Auswahl des zu benutzenden Fangpunk-tes. Auf Wunsch können Baugruppen ab-gespeichert und wieder geladen werden. Auch der Bestellprozess wird mit iCAD Assembler wesentlich vereinfacht, denn das Tool bietet eine Suchfunktion für Tei-le (Artikelnummern, Bezeichnungen und Maße) und generiert automatisch eine Stückliste, die alle wesentlichen Informati-onen enthält. Auch die Aktualisierung der Daten erfolgt bei weiteren Arbeiten an der Konstruktion automatisch. „Viele Teile aus dem Baukasten haben wir nach einem individuellen System verschlüsselt und ein eigenes Lager aufgebaut. Die wich-tigsten Komponenten aus dem MiniTec-Baukasten sind dadurch sofort verfügbar“, betont Alexander Berneck.
Auch für die Elektronik-Montage der Hei-delberger hat MiniTec passende Kompo-nenten im Portfolio: Bei der Konzeption von Arbeitsplätzen sind bei ProMinent firmeninterne Leitlinien für Ergonomie, Effizienz und Sicherheit zu beachten, die beispielsweise für Montageprozes-se und Bewegungsabläufe gelten. Auch das Kanban-Prinzip zählt zu den Organi-sationsstandards der Heidelberger. Mit dieser Thematik ist das Unternehmen be-reits seit Jahren vertraut und hat für seine Kunden entsprechende Lösungen im An-gebot, beispielsweise ein Pick-By-Light-System, das weitere Optimierungsmög-lichkeiten in der Montage erlaubt.
Elektronische Montage-UnterstützungDie elektronische Montageunterstüt-zung Scan2Light@work vereinfacht Mon-tagevorgänge mithilfe verschiedenfarbi-ger LED-Module. Die Lagerorte sowie die Montageschritte werden durch opti-sche Signale angezeigt. Das Lösungspa-ket Scan2Light@process verfügt zudem über eine moderne Serversteuerung mit Schnittstellenanbindung an bestehen-de ERP-Systeme. Arbeits-, Montage- und Prüfanweisungen werden über einen Touchscreen-Monitor ausgegeben – lan-ge Einarbeitungsphasen entfallen so. Das produktivitätssteigernde System bietet in der Montage viele Vorteile: Es dient dazu, durch falsche beziehungsweise fehlende Artikel Fehler zu vermeiden, ist einfach in der Handhabung und ermög-licht kurze Anlernzeiten. sg
Steffen Herzog ist freier Journalist in Darmstadt.
Am Standort Heidelberg werden sämtliche für Montage und Fertigung notwendigen Arbeitsplät-ze, Einrichtungen und Anlagen mit dem MiniTec-Baukastensystem geplant und montiert.
Für die Konzeption, Konstruktion und den Bestellvorgang nutzen die Heidelberger die Software iCAD Assembler von MiniTec.Bilder: Steffen Herzog, Darmstadt

1 / 2 0 1 626
E I G E N E A N L AG E N mit Ausrüstern und Lieferanten zu einem System ver-binden und Daten in Echtzeit für alle Be-teiligten in einheitlicher Form bereitstel-len – die Digitalisierung der Produktion schreitet voran. Immer mehr Unterneh-men vernetzten ihre Anlagen. Informati-onstechnologie und Produktionsanlagen verschmelzen, Steuerung und Abläufe werden digital, die Fabrikhalle wird zur intelligenten Fabrik – Brilliant Factory heißt dieses Szenario bei GE.
Intelligente Fabriken liefern Milliar-den Bytes an Daten von Produktions-prozessen und Anlagenkomponenten. Mitarbeiter analysieren und steuern die Anlagen webbasiert in Echtzeit mit Touchscreen auf Tablet und Smart phone. Maschinen und Produkte kommunizie-
ren via eingebetteter IT-Systeme mitei-nander. Anlagenkomponenten melden automatisiert Qualitätsabweichungen, Maschinen senden ihre Leistungsdaten an zentrale Leitstände. Alle relevanten Produktionsparameter wie Planvorga-ben, Beschaffung, Rohstoffverbrauch, Bestellungen, Personalkapazitäten, Infor-mationen aus CRM- und ERP-Systemen werden für die Nutzer – vom Leitstellen-mitarbeiter bis zum Manager – auf ein-heitlichen Oberflächen in Echtzeit darge-stellt, überwacht und gesteuert.
Von Big Data zu Smart DataDamit Produktivitätssteigerungen von 20 Prozent oder mehr über ein Jahr – ge-messen an der Gesamtanlageneffektivi-tät (OEE – Overall Equipment Effective-
ness) – erzielt werden können, muss Big Data zu Smart Data werden. Smart Data verknüpft Daten unterschiedlicher Syste-me und Quellen, stellt Zusammenhänge her, erlaubt die Betrachtung im Kontext und erkennt Muster. So gewonnene In-formation wird zur vorausschauenden Wartung (Predictive Maintenance) und kontinuierlichen Optimierung der Anla-gen und Prozesse genutzt, sprich dazu, Material-, Energie-, und Arbeitsaufwand zu senken, ungeplante Stillstände zu ver-meiden und die Zeit für geplante Still-stände zu minimieren. Das erreichen Un-ternehmen jedoch nur, wenn: a) die Auswertung der Daten in Echtzeit
erfolgt und die Ergebnisse der Daten-analyse schnell und einfach bereitge-stellt werden und so vor Ort direkt in die Prozess- und Anlagensteuerung einfließen können,
b) heterogene Anlagen und Maschinen-parks mit Komponenten verschiede-ner Ausrüster durchgängig zusam-mengeschlossen sind, mit Hilfe von Speicherung und Modellierung eine Sprache sprechen und Daten in mitei-nander vergleichbaren Formaten be-reitstellen, und
c) die Daten als Smart Data über welt-weit verteilte Standorte in ein zentra-les Datensystem eingespeist werden und jederzeit einheitlich zur Verfü-gung stehen, und zwar nicht nur den eigenen Mitarbeitern, sondern bei Be-darf auch den verschiedenen Herstel-lern der Anlagenkomponenten.
Industrie 4.0 weltweit verfügbarAber wie gelingt es, das Optimierungs-potenzial, das in Big Data schlummert, zu realisieren und als Smart Data allen am Produktionsprozess Beteiligten über-all in Echtzeit und in einem einheitlichen
I N D U S T R I E 4 . 0
Smart Data dank der CloudWas der Deutsche Industrie 4.0 nennt, nennt General Electric (GE) die Brilliant Factory. Fertigende Unternehmen
mit mehreren Standorten sollen damit ihre Gesamtanlageneffektivität (OEE) um 20 Prozent und mehr steigern
können. Möglich machen dies spezielle Cloud-Dienste, die Fabriken über Standorte und Ländergrenzen hinweg
vernetzen.
V O N P E T E R H O F F M A N N
Vision: In der Brilliant Factory wissen die Werker durch die globale Datenauswertung stets, was als nächstes zu tun ist.
1 / 2 0 1 6 27
I N D U S T R I E 4 . 0
Format bereitzustellen? Die Antwort ist schlicht: Durch eine intelligente Daten-verarbeitung in der Cloud. Damit Smart Data tatsächlich in Echtzeit für Entschei-dungen zur Verfügung steht, reichen die bisherigen Datenbanksysteme häufig nicht aus. Denn die Daten einer Fabrik lie-gen oftmals in verschiedenen Datenban-ken und auf verschiedenen Speicherme-dien – in Datensilos. Ein schneller Zugriff ist also oft nicht möglich.
Heutzutage können diese isolierten Datensilos aufgelöst werden und alle Daten in der Cloud zusammenfließen. Cloud-Dienste vervollständigen damit die lokale Erfassung und Verarbeitung von Produktionsdaten, sie ermöglichen es Unternehmen, den vollen Nutzen aus Big Data zu ziehen und die Leistung von Anlagen und Prozessen durch kontinu-ierliche Datenanalyse zu optimieren: Alle Nutzer und Anlagen kommunizie-ren weltweit über das Internet, alle Daten und Anwendungen werden in der Cloud zentral vorgehalten.
Die Nutzer brauchen nur noch brow-serfähige Endgeräte, mit denen sie sich mit der Cloud verbinden; so arbeiten alle Nutzer mit den gleichen Daten und ha-ben die gleichen Informationen. Das ist besonders wichtig, wenn verteilte Stand-orte eingebunden werden müssen oder Daten auch von Zulieferern oder Kunden genutzt werden sollen. Ein weiterer Vor-teil: Durch die Nutzung von Cloud-ba-sierten Lösungen können Unternehmen Kosten und Risiken minimieren. Dabei geht es sowohl um reduzierte IT-Kosten durch die Nutzung von Plattform-Ser-vices als auch um reduzierten Installa-tionsaufwand durch die Nutzung von „Software as a Service“ (SaaS).
Data Analytics: Zusammenhänge herstellenDas Unternehmen GE hat zur Umsetzung der dargestellten Strategie die Cloud- Lösung „Brilliant Manufacturing Suite“ entwickelt, die als „Software as a Service“ bereitgestellt wird. Diese Manufacturing-Suite besteht aus Plattform, Datenbank und Applikationen und dient dazu, gro-ße Datenmengen durch intelligente Da-tenanalyse (Data Analytics) in Echtzeit auszuwerten, Daten vergleichbar zu ma-chen und Zusammenhänge zwischen den Daten zu erkennen. Gewonnene Erkenntnisse können direkt in die Pro-duktionsprozesse zurückfließen.
Die Lösung besteht aus folgenden Kom-ponenten:• OEE Performance Analyzer: übersetzt
Maschinendaten in Echtzeit in Angaben zur Gesamtanlageneffektivität und stellt so der Werksleitung die Information be-reit, die sie braucht, um die Anlagenaus-lastung zu optimieren und die Anzahl ungeplanter Stillstände zu minimieren.
• Production Execution Supervisor: di-gitalisiert Bestellungen, Prozessschrit-te und Dokumentationen anhand von Informationen direkt aus den ERP- und PLM-Systemen. Informationen stehen schneller zur Verfügung; die Produkti-on kann nach Dringlichkeit priorisiert werden, Produkteinführungen gehen schneller, die Produktqualität steigt.
• Production Quality Analyser: liefert Echtzeitinformation über Qualitätsab-weichungen anhand von Anomalien in den erfassten Daten; Fehler können be-hoben werden, bevor sie zu Qualitäts-mängeln führen, die Qualitätskontrolle wird effizienter.
• Product Genealogy Manager: zeichnet den Entstehungsprozess eines Produkts
auf anhand von Informationen über das beteiligte Personal, die verwendeten Rohstoffe und die eingesetzten Maschi-nen. Service-Mitarbeiter können auf An-frage von Kunden Auskunft geben über das Wer, Was, Wann, Wo und Wie in Be-zug auf jede einzelne Lieferung.
Die Anforderungen sind in jedem Unter-nehmen anders, jedes braucht deshalb eine individuelle Cloud-Lösung. GE lie-fert dazu bereits die wichtigsten Funkti-onalitäten. Die Anpassung an die indivi-duell unterschiedlichen Anforderungen jedes Unternehmens erfolgt mit Hilfe von Partnern. Gemeinsames Ziel ist es, cyber-physikalische Modelle und Syste-me zu schaffen, die die reale Produkti-onswelt in Echtzeit virtuell abbilden. Mit solchen virtuellen Spiegelbildern haben Unternehmen die Möglichkeit, alle Ab-läufe zu analysieren und zu optimieren. Daraus resultieren ein verbesserter Ein-satz der Betriebsmittel und eine höhere Produktivität. jbi
Peter Hoffmann ist Technical Director Ger many bei GE Digital.
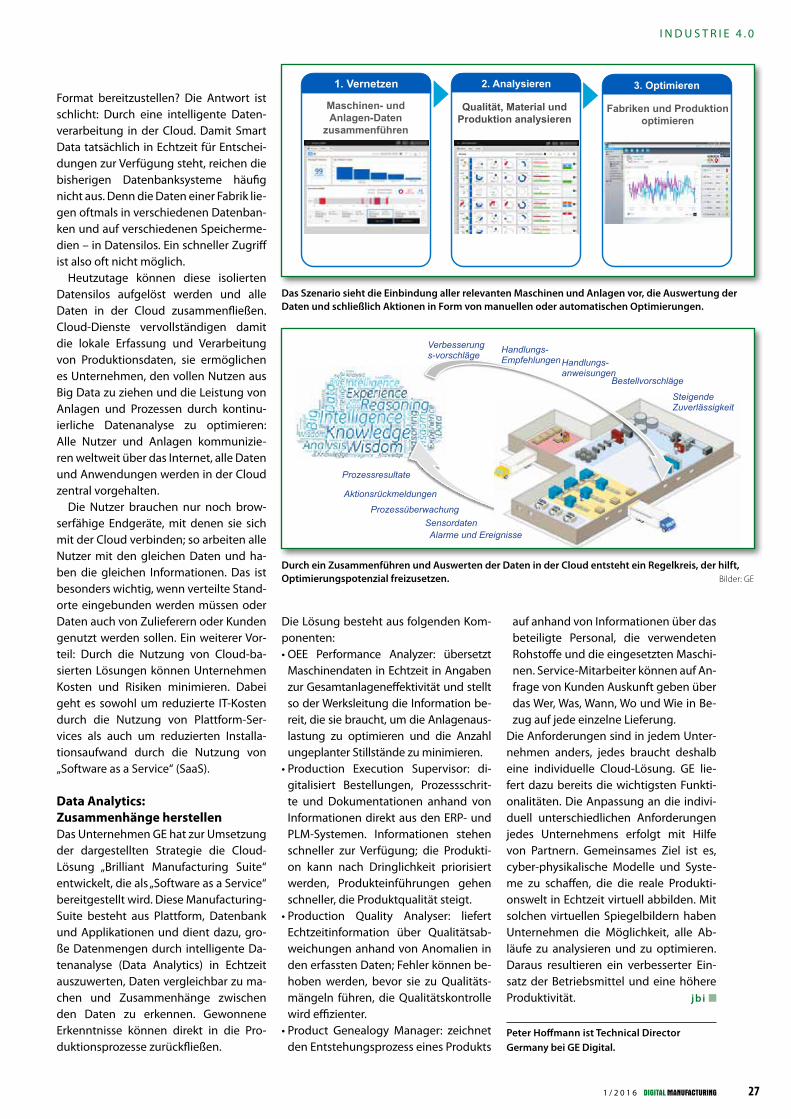
Qualität, Material und Produktion analysieren
2. Analysieren
1
1. Vernetzen
Maschinen- und Anlagen-Daten
zusammenführen
3. Optimieren
Fabriken und Produktion optimieren
GE Proprietary Information - Do not copy or distribute without express written permission from GE GE Proprietary Information - Do not copy or distribute without express written permission from GE 2
Bestellvorschläge
Handlungs-Empfehlungen
Steigende Zuverlässigkeit
Verbesserungs-vorschläge
Handlungs-anweisungen
Sensordaten
Aktionsrückmeldungen
Prozessüberwachung
Alarme und Ereignisse
Prozessresultate
Das Szenario sieht die Einbindung aller relevanten Maschinen und Anlagen vor, die Auswertung der Daten und schließlich Aktionen in Form von manuellen oder automatischen Optimierungen.
Durch ein Zusammenführen und Auswerten der Daten in der Cloud entsteht ein Regelkreis, der hilft, Optimierungspotenzial freizusetzen. Bilder: GE

1 / 2 0 1 636
D I E E I S E N G I E S S E R E I Baumgarte als eine der großen deutschen Gießerei-en mit drei Formanlagen und vielfältigen Referenzen in ganz unterschiedlichen Branchen steht seit vielen Jahrzehnten für anspruchsvolle, zeitgemäße Guss-technik sowie für höchste Qualität und zukunftsweisende Technologie. Derzeit sind bei Baumgarte 230 Mitarbeiter auf einer Produktionsfläche von rund 20.000 Quadratmetern tätig, die an hochmoder-nen Produktionsanlagen jährlich rund 30.000 Tonnen Gussteile gießen und ver-arbeiten. Baumgarte behält dabei die sich wandelnden Marktbedingungen im Blick, passt seine Fertigungs- und Pro-duktionstechnologie stets zeitgemäß an und entwickelt im technischen und administrativen Bereich Prozesse. Ein wichtiger Schritt in Richtung Zukunft war die Einführung eines MES-Systems. Diese Notwendigkeit sah auch Volker Spruch, Leiter des technischen Control-lings bei der Eisengießerei Baumgarte:
„Mit einem MES-System können wir auf wechselnde Marktverhältnisse reagieren und die steigenden Kundenanforderun-gen an Gussteile bei gleichbleibend ho-her Qualität umsetzen. Zudem haben wir mit einem MES-System jederzeit aktuel-le Leistungen und damit Kostendaten.“ So fiel Ende 2010 der Startschuss zur Einführung des MES-Systems Fastec 4 Pro des in Paderborn ansässigen Soft-wareunternehmens Fastec. An zwei Kernschießanlagen wurde das Modul zur Maschinendatenerfassung (MDE) als Pilotinstallation implementiert. Dieser MDE-Baustein konnte dank der vorab he-rausgearbeiteten Anforderungen an das MES-System problemlos und schnell in Betrieb genommen werden. Bereits sechs Monate nach der Pilotinstallation konnte das System im Frühjahr 2011 auf die rest-lichen zwölf Maschinen im Bereich Kern-macherei erweitert werden. Im August des gleichen Jahres folgten die insgesamt drei Formanlagen. Zwei der Formanlagen wurden „klassisch“ über Fastec-I/O-Modu-le angebunden, bei einer Formanlage er-folgte die Anbindung über eine spezielle Webschnittstelle auf XML-Basis.Im nächsten Schritt des Projekts sollte eine Schnittstelle zum vorhandenen ERP-
System realisiert werden, damit ERP- und MES-System miteinander kommunizieren können. Bei Baumgarte wird das speziell für Gießereien- und die Metallbearbei-tungsbranche entwickelte ERP-System Guss info von sd software genutzt.
Schnittstellen lösung auf XML-BasisDie Schnittstelle für die Auftragsübernah-me aus dem ERP-System bildete das Kern-stück in diesem Projekt-Schritt. Im Unter-schied zu den bereits implementierten Kernschießmaschinen können bei den eingebundenen Formanlagen verschie-dene Aufträge in einem Formkasten pro-duziert werden. Um diese Aufträge aus dem ERP- in das MES-System übertragen zu können, wurde eine komplexe und anspruchsvolle Schnittstellenlösung auf XML-Basis realisiert. Hierbei werden alle Aufträge für die Formanlage zusammen-gefasst und daraus ein sogenannter Über-auftrag gebildet. Dieser Überauftrag lässt sich dann wie die regulären Aufträge di-rekt am MES-System an- und abmelden.
Um das Ganze zu visualisieren, wur-de eine spezielle Monitoring-Ansicht für die Produktionsterminals an den Form-anlagen erstellt. Hier sieht der Abtei-lungsleiter im oberen Bereich den Über-
M A N U FA C T U R I N G E X E C U T I O N S Y S T E M S ( M E S )
Aus einem Guss – MES-System für die Eisengießerei Die Einführung eines modernen MES-Systems ermöglicht es der Eisengießerei Baumgarte, auf die steigenden
Kunden anforderungen bei Gussteilen zu reagieren und die Kosten möglichst gering zu halten.
V O N A L I N E E F F E N B E R G E R
Auf industrietauglichen Terminals sehen die Mitarbei-ter direkt an ihrem Arbeitsplatz, wie es gerade in der Produktion aussieht. Bilder: Eisengießerei Baumgarte
Direkt an der Maschine können per Touch-Funk-tion Stillstandsgründe ausgewählt werden. Diese sind mit sogenann-ten Freitexten spezifi-zierbar. In der anschlie-ßenden Auswertung zu den Stillständen dieser Maschine lassen sich so detaillierte Aussagen zu den Ursachen treffen.

1 / 2 0 1 6 37
M A N U FA C T U R I N G E X E C U T I O N S Y S T E M S ( M E S )
auftrag mit den für ihn relevanten Daten und direkt darunter sämtliche Unterauf-träge mit Soll-Stückzahl, IO- und NIO-Stückzahl, Teilenummer usw. Nach Ab-schluss des Überauftrags, also wenn die festgelegte Sollmenge erreicht ist und der Maschinenbediener den Auftrag in Fastec 4 Pro als „beendet“ zurückgemel-det hat, erfolgt die detaillierte Auftrags-rückmeldung an das ERP-System inklusi-ve Zuständen, Zeiten und Zählerständen. Aufgrund dieser detaillierten Datenüber-gabe ist eine exakte Nachkalkulation der Aufträge direkt im ERP-System möglich: Maschinen- und Rüstzeiten, Stillstände sowie Gut- und Ausschussmengen wer-den in dem MES-System genau erfasst und entsprechend aufbereitet dem SD-System zur Verfügung gestellt.
Die Verantwortlichen bei der Eisen-gießerei Baumgarte überzeugten die Möglichkeiten der ursprünglich für die Formanlagen implementierten Schnitt-stellenlösung, sodass eine Anbindung al-ler Maschinen über die SD-Schnittstelle realisiert wurde. Dazu fasst Volker Spruch zusammen: „Dank unserer speziellen SD-Schnittstelle zu unserem ERP-System ist es uns nun möglich, Aufträge detailliert nachkalkulieren zu können.“
Mit MES fehlerfreier arbeitenFür ein leichteres, papierloses Arbeiten wurde zusätzlich das MES-Modul Doku-mentenanzeige bei Baumgarte lizenziert. „Da wir bereits Windream, ein Programm zur elektronischen Dokumentenverwal-tung, bei uns im Unternehmen einsetzen, war für uns auch hier eine Schnittstelle zwischen Fastec 4 Pro und Windream not-wendig“, kommentiert Volker Spruch die Anforderungen an die Fastec-Lösung. Bei Baumgarte wurde die Kopplung zu Win-dream dann folgendermaßen realisiert: Wenn der Maschinenbediener einen Auf-
trag am Produktionsterminal anmeldet, wird mit den Auftragsdaten automatisch ein Speicherort in Windream mit übermit-telt, sodass das MES-System sofort die ak-tuellen Dateien mit dem angemeldeten Auftrag übernehmen kann. So werden dem Mitarbeiter auf dem Terminal bei Auftragsanmeldung alle für ihn relevan-ten Dokumente angezeigt, etwa Arbeits-anweisungen, Informationen zum Rüs-ten, Hinweise zur Bearbeitung usw. Für die Eisengießerei Baumgarte bietet diese Vorgehensweise den Vorteil, dass stets ak-tuelle Dokumente direkt am benötigten Einsatzort beziehungsweise Terminal zur Verfügung stehen. Von Vorteil ist außer-dem, dass mit dieser Kopplung eine dop-pelte Datenhaltung vermieden wird. Die größten Energieverbraucher in ei-ner Gießerei sind die Mittelfrequenz-Induktionsöfen. Daher war es für die Eisengießerei Baumgarte wichtig, vor allem in diesem Bereich mögliche Ein-sparpotenziale aufzeigen zu können. Fastec realisierte hierfür eine spezielle Monitoring-Ansicht. Auf einem Groß-bildschirm direkt am Leitstand der Öfen werden den Mitarbeitern die aktuellen Zustände der Anlagen und die nächsten, zu bearbeitenden Aufträge angezeigt. Die Auftragsdaten hierfür werden über die SD-Schnittstelle direkt aus dem ERP-System übernommen. In der Schmelz-öfen-Ansicht sind Auftragsnummer, Ar-tikel, Kunde, Temperaturen, Werkstoffe, Gewicht und Formanlagenstörung be-ziehungsweise Stillstand auf einen Blick ersichtlich. Die Mitarbeiter können da-durch entsprechende Rüstvorbereitun-gen treffen, das Einsatzmaterial wiegen und bereitstellen. Zusätzlich hat der Ab-teilungsleiter die Möglichkeit, direkt am Produktions-Client die aus dem ERP-Sys-tem übermittelte Reihenfolge der Auf-träge zu ändern. Tauchen dabei unvor-
hergesehene Lücken im kommenden Produktionsablauf auf, kann unmittelbar ein energiereduzierender Eingriff vorge-nommen werden. Die Mitarbeiter der Abteilung sind von der Schmelzöfen-An-sicht begeistert, wie Volker Spruch be-richtet: „Mit dieser Ansicht können wir nachfolgende Aufträge perfekt vorbe-reiten. Wir haben dank des großen Mo-nitors und der übersichtlichen Ansicht genau die Daten im Blick, die wir benö-tigen. Dadurch konnten wir allein in die-sem Bereich Energieeinsparungen von rund sieben Prozent erzielen.“
Für die Zukunft gerüstetSchritt für Schritt wurden im MES-System alle Bereiche der Produktion integriert. So wurden zu Beginn des Jahres 2013 sechs Bearbeitungszentren und sieben speziellen Kernschießmaschinen einge-bunden. 2014 erfolgte die Inbetriebnah-me eines neuen Bearbeitungszentrums zur Bearbeitung von Pumpengehäusen. „Durch die einfache Konfiguration von Fastec 4 Pro können wir neue Maschi-nen und Anlagen einfach und schnell in das System einbinden“, bestätigt Volker Spruch.
Auch Eckhard Winter, einer der Ge-schäftsführer der Eisengießerei Baumgar-te, ist von den Vorteilen des MES- Systems überzeugt: „Unterm Strich können wir feststellen, dass uns mit Fastec 4 Pro so-fort verwertbare Daten in Echtzeit zur Verfügung stehen, mit denen wir jeder-zeit innerhalb von fünf Minuten ein Audit durchführen können. Mit unserem MES-System sind wir für die Zukunft gerüstet und in der Lage, unsere Stellung auf dem hart umkämpften Gießereimarkt weiter-hin zu behaupten.“ sg
Aline Effenberger verantwortet bei Fastec die technische Dokumentation und das Marketing.
Die Eisengießerei Baumgarte steht für anspruchsvolle Gusstechnik, höchste Produktqualität und zukunfts-weisende Technologie.
Bei der Eisengießerei Baumgarte mit 230 Mitarbeitern werden auf einer Produktionsfläche von rund 20.000 Quadratmetern an hochmodernen Produktionsanlagen jährlich etwa 30.000 Tonnen Gussteile gegossen und verarbeitet.

1 / 2 0 1 644
E N T E R P R I S E R E S O U R C E P L A N N I N G ( E R P )
vor allem auf die lokalen Anforderungen abgestimmt, weil viele spezielle Regula-rien stark länderbezogen sind.“ Das Werk in Polen hat sich auf Standardschornstein-elemente spezialisiert, mit denen es die gesamte Gruppe beliefert, während die deutschen Betriebe vor allem individuelle Spezialanfertigungen produzieren. Wäh-rend sich die Jeremias-Gruppe auf das B2B-Geschäft spezialisiert hat, also etwa den Verkauf an Bauunternehmen, konzen-triert sich die 1992 gegründete Tochter-firma SES (Stefan Engelhardt Schornstei-ne) auf industrielle Schornsteinlösungen etwa für Kraftwerke und Blockheizkraft-werksysteme. Die komplette Gruppe be-schäftigt über 1.000 Mitarbeiter bei rund 100 Millionen Euro Jahresumsatz.
Neu, aber nicht komplettAls 2006 die Niederlassung Polen kom-plett neu aufgebaut wurde, entschied sich die Firmenleitung für das ERP-System Mi-
crosoft Dynamics NAV als Unternehmens-software. „Dieses System war für uns ein zukunftssicheres System, das zudem auch die Anforderungen der Jeremias-Grup-pe zum weitaus größten Teil abbildete“, erklärt Munvez. Bereits ein Jahr später führte man das System auch in Deutsch-land ein. Allerdings musste man dabei die Standardlösung für den Projektferti-ger SES stark modifizieren, sodass letzt-endlich bei Jeremias und SES völlig unter-schiedliche Prozesse vorherrschten und die Anpassungen stark vom Dynamics-NAV-Standard abwichen. „Mit dem zuneh-menden Wachstum des Unternehmens erkannten wir, dass unser IT-Partner nicht die Lösungskompetenz geboten hat, die wir brauchten. Schließlich wollten wir Lö-sungen aufbauen, die uns auch künftig ein ungehindertes Wachstum ermöglich-ten und die wir auch auf andere Niederlas-sungen übertragen können“, so Munvez.
So testete man auf der Basis eines Las-tenhefts von fast 100 Seiten eine Reihe von Microsoft-Partnern und ließ sich die verschiedenen Lösungsansätze präsen-tieren. „Dann entschieden wir uns für die Cosmo-Consult-Gruppe. Dort fühlten wir uns am besten verstanden und beraten und die Lösungsansätze entsprachen am ehesten unseren Wünschen“, fasst Mun-vez zusammen.
Die Cosmo-Consult-Gruppe, Anbieter von Business-Softwarelösungen auf Basis von Microsoft Dynamics und Spezialist für die Fertigungsindustrie, Dienstleis-ter und die Zulieferindustrie sowie Euro-pas größter Microsoft-ERP-Partner, bot einfach mehr. „Die Auftragsfertigungs-lösung mit ihrem Konstruktionsmodul und ihren speziellen Funktionalitäten nutzt vor allem SES. Aber dabei bleiben wir stets im Standard und reduzierten die Anpassungen auf ein Minimum. Damit können alle arbeiten“, bestätigt Munvez.
D I E J E R E M I A S - G R U P P E im baye-rischen Wassertrüdingen hat ihren Ur-sprung in einer 1970 gegründeten Firma für Schornsteinsanierungen. In der 1984 gegründeten Jeremias GmbH stellte das Unternehmen die benötigten Abgaslei-tungen aus Edelstahl selber her. Heute ist die Gruppe ein global aktiver Hersteller von Edelstahlschornsteinen und modu-laren Abgasleitungen. In weltweit sieben Produktionsstätten in Deutschland, Po-len, Spanien, Russland, Tschechien und den USA, mit neun Handelsniederlas-sungen und zahlreichen Vertriebspart-nern weltweit bietet Jeremias über 80 verschiedene CE-zertifizierte Systeme für private und gewerbliche Anwendungen sowie freistehende Stahlschornsteine mit bis zu drei Metern Durchmesser.
Maxim Munvez, Team Leader Global Pojects bei der Jeremias-Gruppe, erläu-tert: „Die einzelnen Produktionsstandor-te produzieren auch international, aber
Großer Erfolg mit neuem PartnerNicht immer bringt die Einführung eines neuen ERP-Systems den gewünschten Erfolg. Fehlt dem IT-Partner
die Lösungs- und Branchenkompetenz, muss er ausgewechselt werden, um einen nachhaltigen Projekterfolg
sicherzustellen, wie dieses Anwenderbeispiel der Jeremias-Gruppe zeigt.
V O N V O L K E R V O R B U R G
Die Jeremias-Gruppe verfolgt bei ihren Produkten das Motto „Nichts ist so gut, dass es nicht verbessert werden könnte“. Die Mitarbeiter tragen mit ihrem fest verankerten Qualitätsbewusstsein dazu bei.

1 / 2 0 1 6
D I G I TA L M A N U FA C T U R I N G M A R K E T P L A C E
45
COSMO CONSULT AGSchöneberger Str. 15
10963 BerlinTel.: 030 343815-0Internet: www.cosmoconsult.comE-Mail: [email protected]
Als Branchenspezialist für die Fertigungsindustrie und projektorientierte Dienstleister sowie für die Zulieferindustrie verfügt die Cosmo Consult über ein umfangreiches Angebot an zerti� zierten Branchen- und Speziallösungen auf Basis von Microsoft Dynamics NAV und AX. Darüber hinaus ergänzen wir unser Leistungsspektrum mit dem Customer Relationship Management-System Microsoft Dynamics CRM, dem Dokumentenmanagement- und Portalsystem Microsoft O� ce SharePoint sowie dem BI-System, die sich nahtlos in die Systemwelt des ERP-Systems einfügen.
Standorte: Berlin | Dresden | Hamburg | München | Münster | Nürnberg | Stuttgart | Würzburg | Frankreich | Schweden | Spanien
GFOS Gesellschaft für Organisationsberatung und
Softwareentwicklung mbH45141 EssenTel.: 02 01 / 6 13 00-0Fax: 02 01 / 61 93 17Internet: www.gfos.comeMail: [email protected]
Durch fast 30 Jahre Erfahrung im Fertigungsumfeld wurde die GFOS zu ei-nem der führenden MES Anbietern. Umfassende Standardsoftwarelösungen, die individuell auf die Bedürfnisse der Kunden parametrierbar sind - dafür stehen wir. Die Anforderungen der Kunden setzen bei uns die Maßstäbe. Durch eine enge Verzahnung unseres MES mit dem ERP sorgen wir für eine zeitnahe Bereitstellung qualitativ hochwertiger Daten. Mehr Produktivität durch maximale Transparenz mit gfos.MES. Mit gfos.Workforce bringen Sie Ihren Personalbedarf auf den Punkt und mit gfos.Security steuern Sie den Zutritt zu Ihrem Unternehmen optimal.
gbo datacomp GmbHSchertlinstraße 12a86159 AugsburgFon: +49 (0) 821 - 59 70 10Fax: +49 (0) 821 - 58 17 [email protected]
Die gbo datacomp GmbH bietet als Full-Service-Dienstleister ganzheitliche Lösungen im Bereich Fertigungsmanagementsysteme (MES) an. Der Augs-burger Lösungsanbieter mit Standorten in Rimbach, Heilbronn, Gütersloh, Hannover, Hamburg und Berlin kann dabei auf eine 30-jährige Erfahrung zurückgreifen. Basierend auf der modularen MES-Lösung bisoft MES umfasst das Leistungsangebot der gbo datacomp alle Hard- und Software-Produkte zur Erfassung, Verarbeitung und Auswertung von Produktionsdaten. gbo datacomp entwickelt nicht nur MES-Systeme, sondern steht seinen Kunden auch beratend zur Seite, wenn es um die Einführung, Anlagenintegration und praktische Durchführung geht.
MPDV Mikrolab GmbHRömerring 174821 MosbachFon: +49 6261 9209-0Fax: +49 6261 181 39E-Mail: [email protected]: www.mpdv.de
MPDV entwickelt seit mehr als 35 Jahren Manufacturing Execution Systeme (MES) und bietet Dienstleistungen zur Implementierung der MES-Lösungen an. Das Systemhaus beschäftigt mehr als 325 Mitarbeiter an elf Standorten in Deutschland, Schweiz, Frankreich, Singapur, China und USA. Als TOP100-Unternehmen gehört MPDV zu den innovativsten Mittelständlern Deutsch-lands. Über 930 Firmen aller Größen und Branchen setzen die integrierten MES-Lösungen des Marktführers ein. Als Vordenker gibt MPDV mit dem Zukunftskonzept MES 4.0 Antworten auf Industrie 4.0.
ifm datalink gmbhFriedrichstr. 145128 EssenTel: 0201/ 2422-0Fax: 0201/ [email protected]
“Industrie 4.0” - ifm LINERECORDER für “Smart Factory”
Vom Sensor bis ins ERP
Konnektivität
Software zur Prozessoptimierung
Hardware
Beratung und Umsetzung
ifm bietet alles aus einer Hand!
ISGUS GmbHOberdorfstraße 18-2278054 Villingen-SchwenningenTel: +49 7720 393-0Fax: +49 7720 [email protected]
ISGUS bietet modernste Komplettlösungen für webbasierte Zeiterfassung, Zutrittskontrolle, Betriebs-/ Maschinendatenerfassung, MES, Personaleinsatz-planung & Dienstplangestaltung - jetzt auch als Software as a Service. Das umfassende Angebot von ISGUS Terminals, Zutrittslesern & Zutrittskontroll-zentralen rundet das Portfolio ab. Die ISGUS Unternehmensgruppe ist mit der Softwarelösung ZEUS® Ihr kompetenter Partner für Consulting, Projektierung & Service.
A+B Solutions GmbHSebaldstrasse 2373525 Schwäbisch Gmünd Telefon: 07171. 92740-0 [email protected]
A+B Solutions bietet seit über 35 Jahren umfassendes Know-how für die Entwicklung, Projektierung und Integration von Lösungen zur Erfassung und Steuerung der Produktion.
Nahtlose Fertigungsintegration ohne Schnittstellen
• FIT - Factory Integrating Tool Das zentrale Informations- und Steuerungssystem für die Produktion
• FIT-WebMES / FIT-WebDNC / FIT-WebMDE Webbasierte Verwaltung und Visualisierung von Produktionsdaten
• CAM / PLM Anbindung/Integration mit NX CAM über Teamcenter®
DM_2016_01_Marketplace.indd 45 26.02.16 11:32

1 / 2 0 1 646
Wegen der hohen Komplexität und In-dividualität der beiden Unternehmen beschloss man, die neue Lösung nach-einander zu implementieren. Vor knapp vier Jahren installierte man als erstes bei der Tochter SES Dynamics NAV 2009 R2 und insbesondere das Cosmo-Consult-Modul cc|auftragsfertigung auf einer separaten, eigenständigen Datenbank. Direkt im Anschluss führte man das Pro-jekt bei Jeremias durch, bei dem Dyna-mics NAV 2013 mit weiteren Modulen wie cc|textmodul für einen individuellen Textaufbau eingesetzt wurde.
„Diese Tools unterstützen unsere Pro-zesse noch weiter und optimieren sie“, so Munvez. Im letzten Schritt wurden dann beide Datenbanken wieder vereinigt. Das gesamte Projekt zog sich aufgrund seiner großen Komplexität und starken Herausforderungen über zweieinhalb Jahre hin, bis man die einheitliche Lö-sung schließlich ohne Probleme im Mai 2014 starten konnte.
Standard sorgt für effiziente und transparente ProzesseMit den in den Dynamics-NAV-Standard integrierten Branchenmodulen von Cos-mo Consult, die alle von Microsoft zer-tifiziert sind, arbeitet Jeremias heute zu über 90 Prozent im Standard. Den Rest bilden Module ab, die die IT-Abteilung selbst aufgebaut hat. Vor allem bei SES sind die Prozesse jetzt viel effizienter ge-staltet. Früher war es nicht ohne weiteres möglich, Zeiten sowie verbrauchte und produzierte Güter zu erfassen. Zwischen Konstruktion und ERP-System gab es kei-ne Verbindung, heute überträgt ein Tool die Konstruktionszeichnungen problem-los an Dynamics NAV. „Wir haben eine Transparenz und Effizienz geschaffen, die es vorher nicht gab. Durch den naht-losen Übergang von einem Kundenauf-trag zu einem Konstruktionsauftrag und
anschließend zum Produktionsauftrag sehen wir zu jedem Zeitpunkt den Pro-jektstand“, fasst Munvez zusammen.
Vor allem ist das neue ERP-System eine Basis für die Zukunft. „Wird eine neue Nie-derlassung gegründet, können wir jetzt dort eine internationale Lösung einset-zen, die durchdacht ist und in Zukunft auch vom Anbieter weiterentwickelt wird. Und wir können unsere Investitionen klar planen, da wir einen Standard einsetzen, der keine umfangreichen Anpassungen erfordert“, ist Munvez überzeugt und fährt fort: „Wir haben durch unsere Struk-turierungsprozesse eine Flexibilität, die wir vorher nicht kannten.“ Dies wird unter anderem durch die Einbindung der Kons-truktion in die NAV-Prozesse erreicht. Von einem Industrieschornstein etwa müssen Zeichnungen erstellt und Stücklisten aus mehreren Hundert Positionen generiert werden. Die Struktur ist entsprechend de-tailliert aufgebaut und wird eins zu eins in das ERP-System übertragen. Dort ent-stehen dann die Fertigungsaufträge, die wiederum Teilfertigungsaufträge enthal-ten können. „Wir sparen viele Stunden bei jedem Projekt und eine Fehlerquote gibt es praktisch nicht mehr“, meint Munvez.
Auch das Anfragemanagement von Cosmo Consult trägt zum Projekterfolg bei. Jeremias und SES arbeiten für die unterschiedlichen Artikelkomponenten mit vielen Lieferanten zusammen. Im An-fragemanager kann man nun Produkte hinterlegen, deren Preise man anfragen möchte. Mit wenigen Klicks erstellt der
Manager die Anfrage an alle gewünsch-ten Lieferanten und versendet sie. Einge-hende Angebote erfasst er ebenfalls und zeigt über eine Matrix, welchen Preis wel-cher Lieferant für welchen Artikel bietet. So kommen noch weitere Tools wie die mobile Lösung cc|mobile solution zum Einsatz, und aufgrund des bisherigen Erfolgs ist die Implementierung weite-rer Standardlösungen geplant. Munvez denkt dabei an ein MES zur Betriebsda-tenerfassung und eine Master-Data-Ma-nagement-Lösung wie das Intercompany-Tool cc|intercompany zum verbesserten Master-Daten-Management zwischen den Niederlassungen und an den Ausbau des Produktkonfigurators.
Blueprint-Lösung im AufbauIm Laufe der Zeit sollen möglichst alle Niederlassungen in Microsoft Dynamics NAV eingebunden werden. Dazu wird eine Blueprint-Lösung mit Dynamics NAV 2016 aufgebaut. Die stellt dann die Basis dar für bestehende sowie neue Niederlas-sungen etwa in Frankreich, den USA und in der Tschechischen Republik. Konkrete Überlegungen gibt es zurzeit für die Nie-derlassungen in Kroatien, Russland und den USA. Auch hier rechnet man mit der Unterstützung durch Cosmo Consult.
Auch wenn der Microsoft-Partner trotz seiner starken Expansion in den letzten Jahren noch nicht überall vertreten ist, übernimmt er bei internationalen Pro-jekten als Generalunternehmer die Pro-jektverantwortung auf der Partnerseite. Maxim Munvez lobt die Zusammenarbeit mit dem IT-Partner und charakterisiert sie wie eine Beziehung, an der man auch im-mer wieder arbeiten muss: „Die Projekte, die wir gemeinsam hatten, waren ausge-sprochen komplex und dauerten meh-rere Jahre. Wenn es darauf ankam, ha-ben wir stets Unterstützung bekommen. Heute wissen wir, dass wir den richtigen Dienstleister gewählt haben.“ sg
Volker Vorburg ist freier Fachjournalist in Vaihingen.
E N T E R P R I S E R E S O U R C E P L A N N I N G ( E R P )
„Microsoft Dynamics NAV war für uns ein zu-kunftssicheres System, das auch die Anfor-derungen der Jeremias-Gruppe zum weitaus größten Teil abbildet.“Maxim Munvez, Team Leader Global Pojects,
Jeremias-Gruppe
Bei der Herstellung von Abgassystemen kommt es auf höchste Präzision an.

1 / 2 0 1 6
V O R S C H A U A U F D I E A U S G A B E 2 / 2 0 1 6 – E R S C H E I N T A M 1 8 . A P R I L 2 0 1 6
47
Impressum Herausgeber und Geschäftsführer: Hans-J. Grohmann ([email protected])
DIGITAL MANUFACTURING im Internet: http://www.digital-manufacturing-magazin.de
So erreichen Sie die Redaktion:Chefredaktion: Rainer Trummer (v.i.S.d.P.), [email protected], Tel.: 0 81 06 / 350-152, Fax: 0 81 06 / 350-190 Redaktion: Jan Bihn (-161, [email protected]), Stefan Girschner (freier Mitarbeiter, [email protected])Textchef: Armin Krämer (-156, [email protected])Mitarbeiter dieser Ausgabe: Andreas Altena, Stephan Birkmann, Tino Böhler, Markus Diesner, Aline Effenberger, Ulrike Fuchs, Sami Gatz, Andre Günther, Steffen Herzog, Peter Hoffmann, Ulf Kottig, Ulrike Kroehling, Dr.-Ing. Peter Krüger, Phil Kühn, Rolf Lutzer, Bernd Rastatter, Sven O. Rimmelspacher, Franz Schmidt, Manfred Stiller, Volker Vorburg
So erreichen Sie die Anzeigenabteilung:Anzeigenverkaufsleitung: Martina Summer (0 81 06 / 30 61 64, [email protected])Mediaberatung: Jana Maier (0 81 06 / 350-241, [email protected])Anzeigendisposition: Chris Kerler (-220; [email protected])
So erreichen Sie den Abonnentenservice:Güll GmbH, Aboservice DIGITAL MANUFACTURING, Heuriedweg 19a, 88131 Lindau, Tel. 01805-260119*, Fax. 01805-260123*, E-Mail: [email protected], *14 Cent/Min. aus dem dt. Festnetz, Mobilfunk max. 42 Cent/Min.
Vertrieb: Helga Wrobel, ([email protected]), Tel.: 0 81 06 / 350-132, Sabine Immerfall, ([email protected]), Tel.: 0 81 06 / 350-131, Vertrieb Fax: 0 81 06 / 350-190
Layout und Titelgestaltung: Saskia Kölliker Grafik, MünchenDruck: PHOENIX PRINT GmbH, WürzburgBildnachweis/Fotos: falls nicht gekennzeichnet: Werkfotos, PhotoDisc, aboutpixel.de, fotolia.de Titelbild: Siemens AGProduktion/Herstellung: Jens Einloft (-172; [email protected])Verlagsleitung : Bernd Heilmeier (-251; [email protected]), anzeigenverantw.Objektleitung: Rainer Trummer (-152, [email protected])
Anschrift Anzeigen, Vertrieb und alle Verantwortlichen:WIN-Verlag GmbH & Co. KG, Johann-Sebastian-Bach-Straße 5, 85591 Vaterstetten, Tel.: 0 81 06 / 350-0, Fax: 0 81 06 / 350-190
Bezugspreise:Einzelverkaufspreis: 6,50 Euro in D, A, CH und 8,70 Euro in den weiteren EU-Ländern inkl. Porto und MwSt. Jahresabonnement (6 Ausgaben): 39,00 Euro in D, A, CH und 52,20 Euro in den weiteren EU-Ländern inkl. Porto und MwSt. Vorzugspreis für Studenten, Schüler, Auszubildende und Wehrdienstleistende gegen Vorlage eines Nachweises auf Anfrage.Bezugspreise außerhalb der EU auf Anfrage.
Erscheinungsweise: sechsmal jährlichEine Haftung für die Richtigkeit der Veröffentlichungen kann trotz Prüfung durch die Redaktion vom Heraus geber nicht übernommen werden. Honorierte Artikel gehen in das Verfü-gungsrecht des Verlags über. Mit Übergabe der Manuskripte und Abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veröffentlichung. Für unverlangt eingeschickte Manuskripte, Fotos und Abbildungen keine Gewähr.
Copyright © 2016 für alle Beiträge bei der WIN-Verlag GmbH & Co. KG. Kein Teil dieser Zeitschrift darf ohne schriftliche Genehmi-gung des Verlages vervielfältigt oder verbreitet werden. Unter dieses Verbot fallen insbesondere der Nachdruck, die gewerbliche Vervielfältigung per Kopie, die Aufnahme in elektronische Datenbanken und die Vervielfältigung auf CD-ROM und allen anderen elektronischen Datenträgern.ISSN 1867-9781 Dieses Magazin ist umweltfreundlich auf chlorfrei gebleich-tem Papier gedruckt.Außerdem erscheinen bei der WIN-Verlag GmbH & Co. KG: Magazine: AUTOCAD & Inventor Magazin, digitalbusiness CLOUD, DIGITAL ENGINEERING Magazin, e-commerce Magazin Partnerkataloge: Autodesk Partnerlösungen, DIGITAL ENGINEERING SOLUTIONS, IBM Business Partner Katalog, Partnerlösungen für HP Systeme.
Im nächsten Heft
Industrie 4.0 auf der Hannover MesseUnter dem Leitthema „Integrated Industry – Dis cover Solutions“ werden Ende April in Han-nover Technologien für die Digitalisierung von Fabriken im Vordergrund stehen. Im Fokus befin-den sich auch dieses Jahr wieder Strategien und Lösungen für Industrie 4.0. Die Messebesucher aus dem produzierenden Gewerbe erfahren, wie sie ihre Produktionsanlagen Schritt für Schritt zur Industrie-4.0-Fabrik ausbauen. Passend zur Messe beleuchten wir in der nächsten Ausgabe die wich-tigsten Trends bei den Softwarelösungen für die Produktion und bei der Fabrik-Automation.
Manufacturing Executions Systems (MES)Seit einigen Jahren haben sich Manufacturing-Execution-Systeme (MES) in vielen Unternehmen etabliert. Durch die Möglichkeit, in einem MES umfangreiche und vielfältige Daten sowie Infor-mationen zu erfassen, bildet das MES eine Da-tendrehscheibe, die eine horizontale Integration ermöglicht. Informationen zu Aufträgen und Res-sourcen werden über BDE und MDE im MES er-fasst, verarbeitet und gespeichert – im Normal-/Regelbetrieb, aber auch im Falle von auftretenden Störungen.
Viele Anwender wollen nun wissen, welchen Beitrag MES-Lösungen im Kontext von Industrie 4.0 leisten. Diese und weitere Fragen lassen wir im Rahmen einer Expertenumfrage von Herstellern und Dienstleistern beantworten.
Additive FertigungAdditive Manufacturing (AM) hat sich in einigen Branchen bereits als Serien-Produktionstechno-logie etabliert. Die additive Fertigung verändert aber nicht nur die verarbeitende Industrie. Sie ebnet auch Wege zu innovationsgetriebenen, nachhaltigen Geschäftsmodellen, bei denen die lokale Produktion in den Mittelpunkt rückt.
Für viele Unternehmen ist die additive Ferti-gung aber noch nicht transparent genug und es ergeben sich wichtige Fragen, zum Beispiel, wie sich AM-Anlagen in das klassische Produktions-umfeld integrieren lassen. Antworten darauf fin-den Sie in der kommenden Ausgabe.
Weitere Themen:• IT-Security in der Produktion• Industrie-Computer (IPC)
Aus aktuellem Anlass sind Themenänderungen möglich.
Bild: Wittenstein
Bild: Trumpf
Bild: Proxia