Embed Size (px)
Citation preview
Strömungssimulation der
Gasabschreckung im
Vakuumhärteofen
14.09.2015
Felix Neukam (V), R. Dongmo
2
Tradition trifft Innovation: Deutsche Edelstahlwerke (DEW)
» führend in der Herstellung und
Verarbeitung von Spezialstahl-
Langprodukten
» Anbieter von kundenindividuellen und
innovativen Spezialstahllösungen
» Hohe Wertschöpfungstiefe:
Technische Beratung, Verarbeitung
und Service bis zu jeder
Einarbeitungsstufe
» Hauptabnehmer: Automobilindustrie,
Maschinen- und Anlagenbau,
Luftfahrtindustrie,
Verteidigungsindustrie und Handel
» DEW ist ein Unternehmen der
SCHMOLZ + BICKENBACH Gruppe
mit weltweit ca. 10.000 Mitarbeitern
Auf einem Blick
Gründungsjahr
Standorte
(Witten = Sitz der
Gesellschaft)
DEW: 2007
Witten: seit 1854
Siegen: seit 1846
Krefeld: seit 1900
Hagen: seit 1853
Mitarbeiter Rund 4.000
Umsatz (2014) Rund 1,2 Mrd. €
Versand (2014) Rund 785.000 t
Produkte
Fertigprodukte
Spezialstahl-Langprodukte
Draht (ab 0,7 mm), Rohblöcke, Halbzeug,
Röhrenvormaterial, Stabstahl, Breitflach-
und Flachstahl, Freiformschmiedestücke
(bis 1.100 mm), Pulvermetalle
Dornstangen, Kaltwalzen
Tochterunternehmen Deutsche Edelstahlwerke
KarriereWERKSTATT GmbH,
dhi Rohstoffmanagement GmbH, Deutsche
Edelstahlwerke Härterei Technik GmbH
3
1
3
2
5
4
6
ERKLÄRUNG DER PROBLEMSTELLUNG
EINFÜHRUNG IN OPENFOAM
PRAKTISCHE ABSCHRECKVERSUCHE
AUFBAU DES SIMULATIONSMODELLS
PROBLEME WÄHREND DER SIMULATION
ZUSAMMENFASSUNG DER ERGEBNISSE
4
» Wärmebehandlung von Stählen traditionell in Salzbädern
» Substitution der Salzbäder durch Vakuumhärteöfen
Vorteile:
Reduktion der Umweltbelastung
Verbesserung der Energiebilanz
Nachteile:
Genauigkeit der Temperaturführung
Reproduktion der Ergebnisse
» Gasabschreckung zur Prüfung der Härtbarkeit
Ziel: Wie sieht die Strömungsverteilung im Vakuumhärteofen aus?
Wie kann man den Ofen optimieren?
Problemstellung

5
» Evakuierung des Ofens
» Erwärmen auf Härtetemperatur
» Halten und Durchwärmen/Homogenisieren
» Abkühlvorgang:
Fluten des Ofens mit Stickstoff
Stickstoffbeladung bis Arbeitsdruck erreicht ist
Ventilator fängt an zu rotieren
Wälzt Gas zw. Heizkammer und Wärmetauscher
hin und her bis Probe vollständig abgekühlt ist
Annahme: stationäres Geschwindigkeitsfeld bei
transientem Abkühlen der Probe!
Funktionsweise des Vakuumhärteofens
6
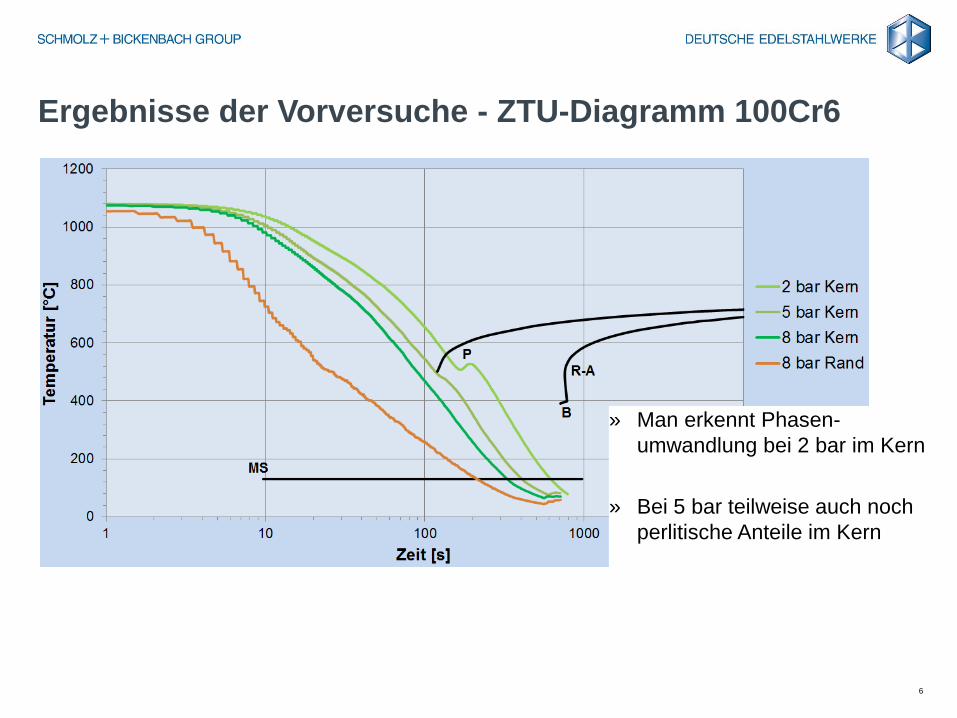
Ergebnisse der Vorversuche - ZTU-Diagramm 100Cr6
» Man erkennt Phasen-
umwandlung bei 2 bar im Kern
» Bei 5 bar teilweise auch noch
perlitische Anteile im Kern
7
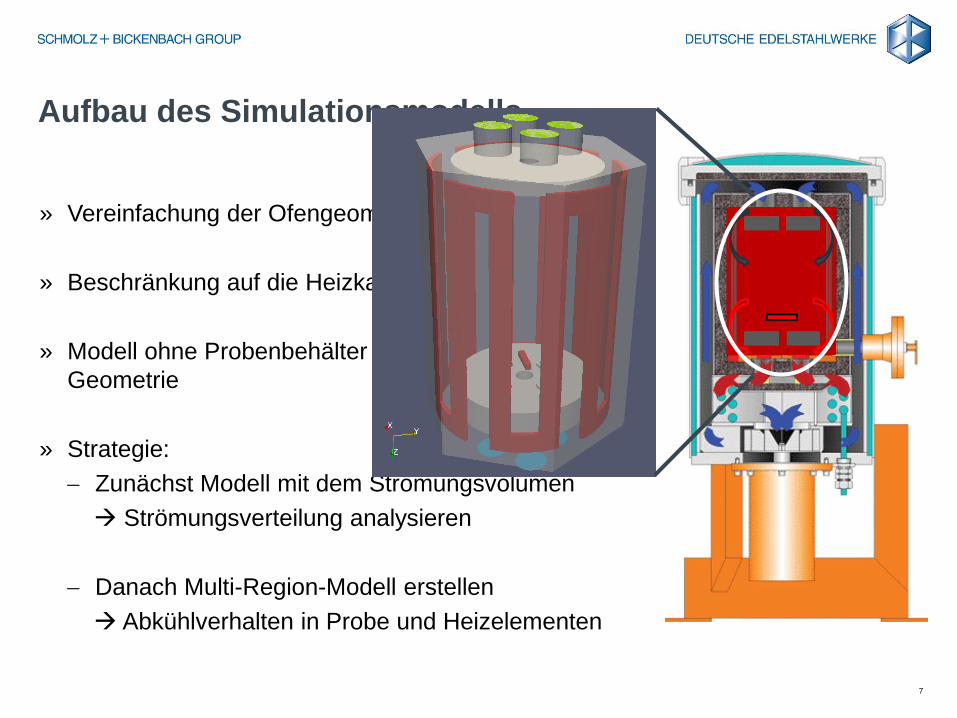
» Vereinfachung der Ofengeometrie
» Beschränkung auf die Heizkammer
» Modell ohne Probenbehälter wegen komplexer
Geometrie
» Strategie:
Zunächst Modell mit dem Strömungsvolumen
Strömungsverteilung analysieren
Danach Multi-Region-Modell erstellen
Abkühlverhalten in Probe und Heizelementen
Aufbau des Simulationsmodells
8
» Open Field Operation and Manipulation
Lösung partieller DGL mit Finite Volumen Methode (FVM)
Software-Bibliothek mit über 200 Programmen (keine einzelne ausführbare
Datei)
Jedes Programm hat nur wenige Code-Zeilen
Skript kann Ablauf mehrerer Programme hintereinander koordinieren
Freie Open-Source Toolbox programmiert in C++ (objekt-orientiert)
Verarbeitung komplexer 3D-Geometrien
Breite Anwendung unterschiedlichster physikalischer Problemstellungen
Parallele Rechnungen/Cluster-Verwendung
Verfügbarer Code als Basis für Implementierung eigener Programme
Einführung in OpenFOAM
9
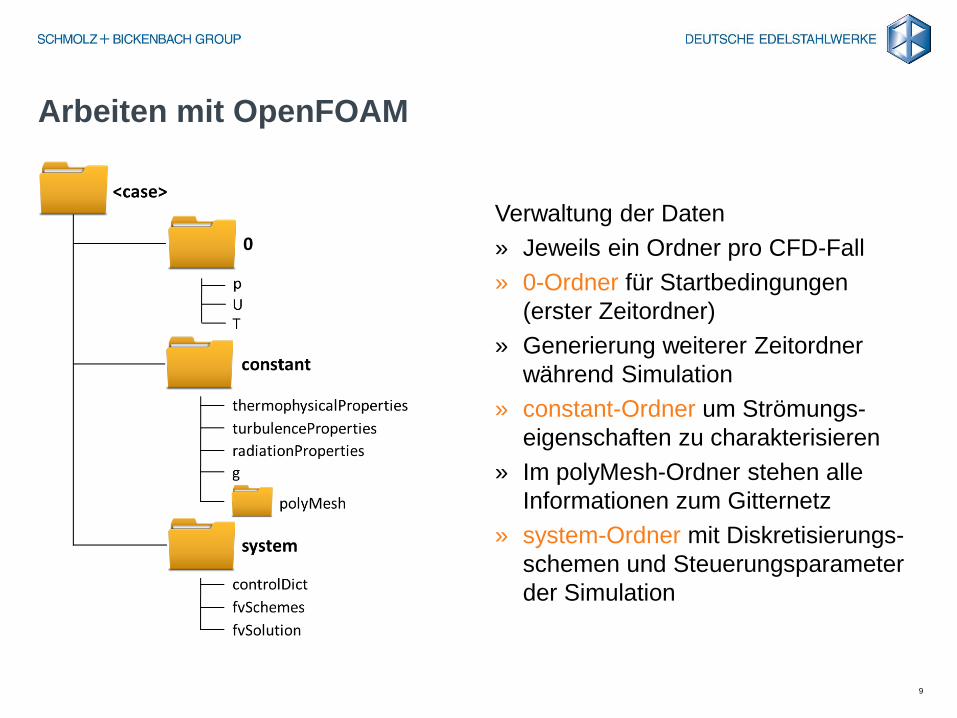
Arbeiten mit OpenFOAM
Verwaltung der Daten
» Jeweils ein Ordner pro CFD-Fall
» 0-Ordner für Startbedingungen
(erster Zeitordner)
» Generierung weiterer Zeitordner
während Simulation
» constant-Ordner um Strömungs-
eigenschaften zu charakterisieren
» Im polyMesh-Ordner stehen alle
Informationen zum Gitternetz
» system-Ordner mit Diskretisierungs-
schemen und Steuerungsparameter
der Simulation
10
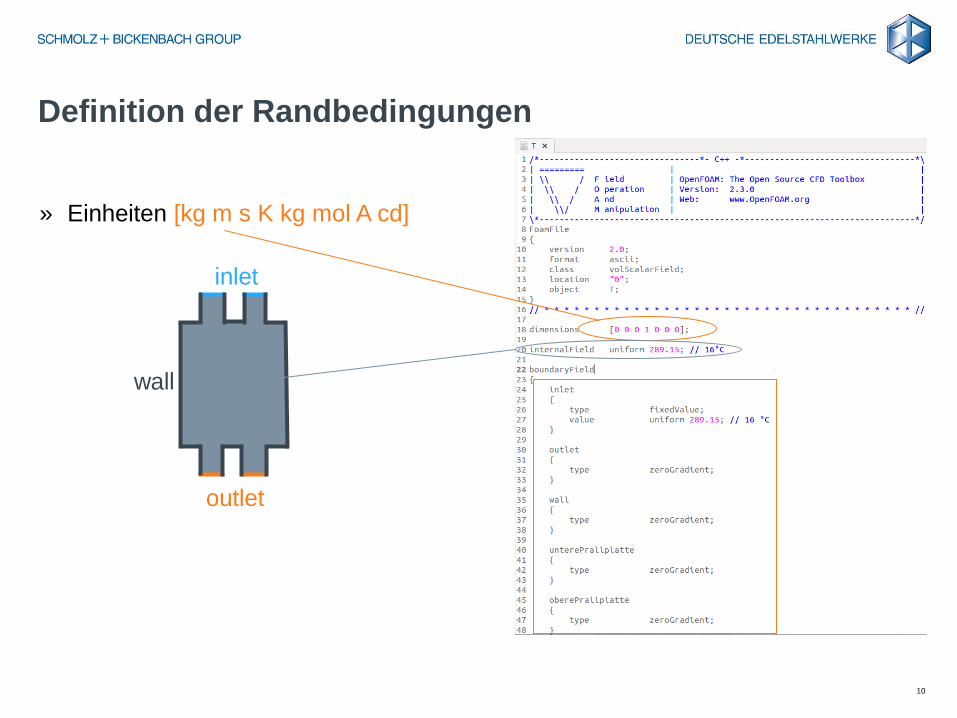
Definition der Randbedingungen
» Einheiten [kg m s K kg mol A cd]
inlet
outlet
wall
11
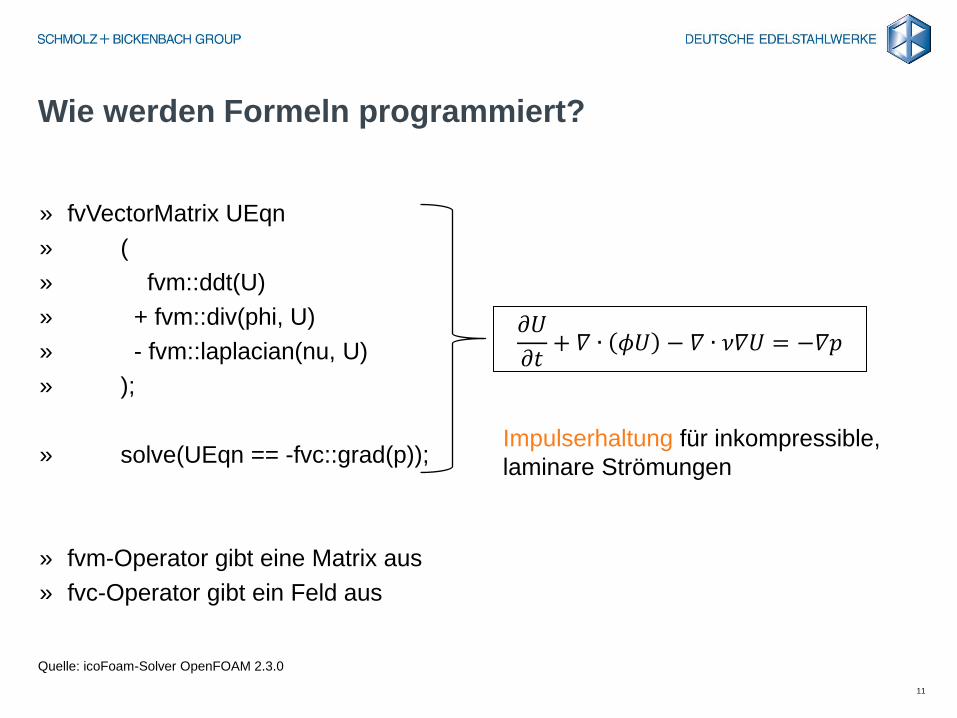
Wie werden Formeln programmiert?
» fvVectorMatrix UEqn
» (
» fvm::ddt(U)
» + fvm::div(phi, U)
» - fvm::laplacian(nu, U)
» );
» solve(UEqn == -fvc::grad(p));
» fvm-Operator gibt eine Matrix aus
» fvc-Operator gibt ein Feld aus
Quelle: icoFoam-Solver OpenFOAM 2.3.0
𝜕𝑈
𝜕𝑡+ 𝛻 ∙ 𝜙𝑈 − 𝛻 ∙ 𝜈𝛻𝑈 = −𝛻𝑝
Impulserhaltung für inkompressible,
laminare Strömungen
12
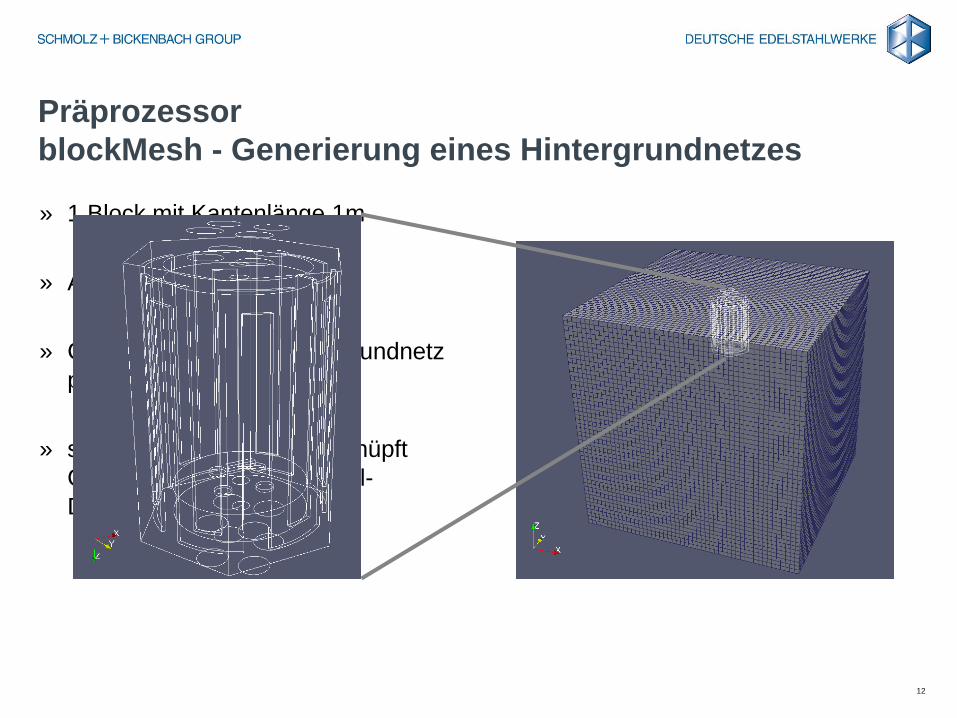
» 1 Block mit Kantenlänge 1m
» Anzahl der Zellen: 125.000
» Geometrie muss in Hintergrundnetz
passen
» surfaceFeatureExtract verknüpft
Oberfläche der einzelnen stl-
Dateien mit dem Netz
Präprozessor
blockMesh - Generierung eines Hintergrundnetzes
13
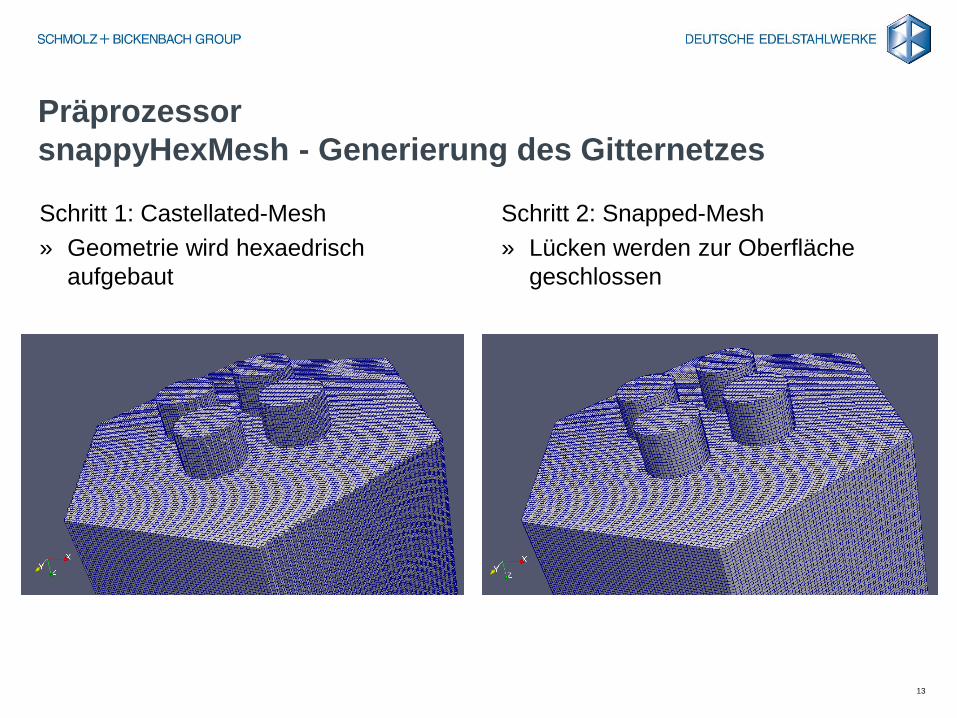
Präprozessor
snappyHexMesh - Generierung des Gitternetzes
Schritt 1: Castellated-Mesh
» Geometrie wird hexaedrisch
aufgebaut
Schritt 2: Snapped-Mesh
» Lücken werden zur Oberfläche
geschlossen
14
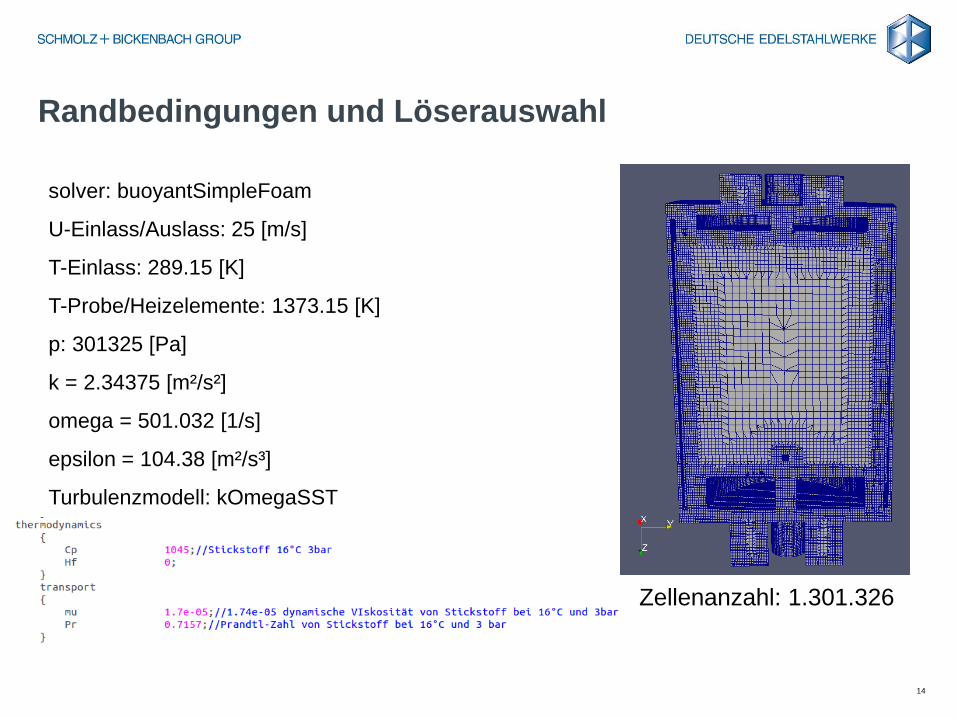
Randbedingungen und Löserauswahl
Zellenanzahl: 1.301.326
solver: buoyantSimpleFoam
U-Einlass/Auslass: 25 [m/s]
T-Einlass: 289.15 [K]
T-Probe/Heizelemente: 1373.15 [K]
p: 301325 [Pa]
k = 2.34375 [m²/s²]
omega = 501.032 [1/s]
epsilon = 104.38 [m²/s³]
Turbulenzmodell: kOmegaSST
15
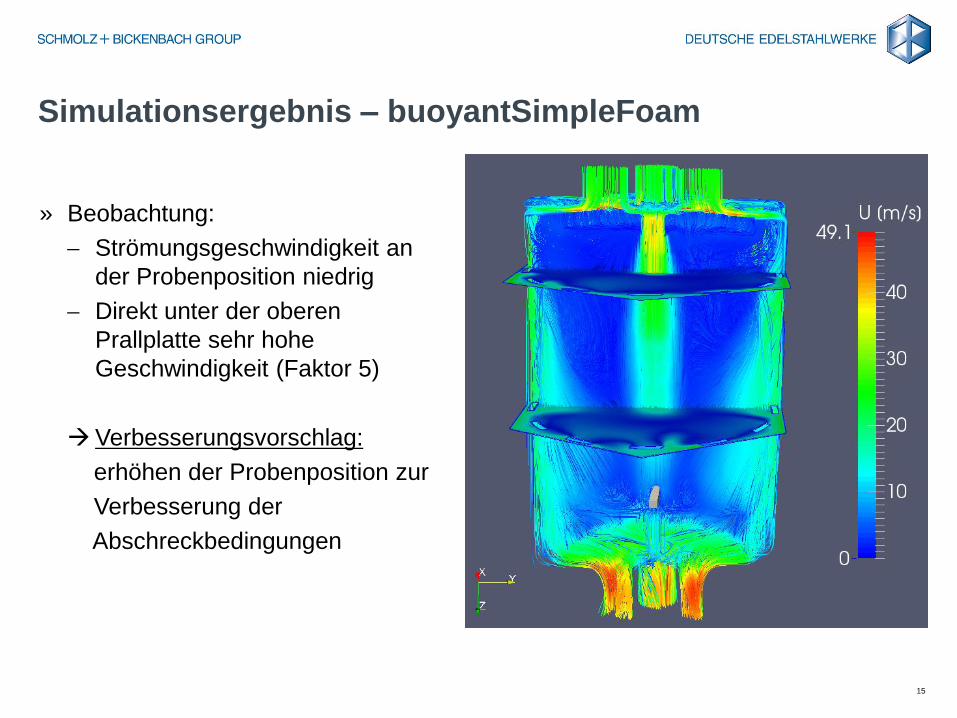
Simulationsergebnis – buoyantSimpleFoam
» Beobachtung:
Strömungsgeschwindigkeit an
der Probenposition niedrig
Direkt unter der oberen
Prallplatte sehr hohe
Geschwindigkeit (Faktor 5)
Verbesserungsvorschlag:
erhöhen der Probenposition zur
Verbesserung der
Abschreckbedingungen
16
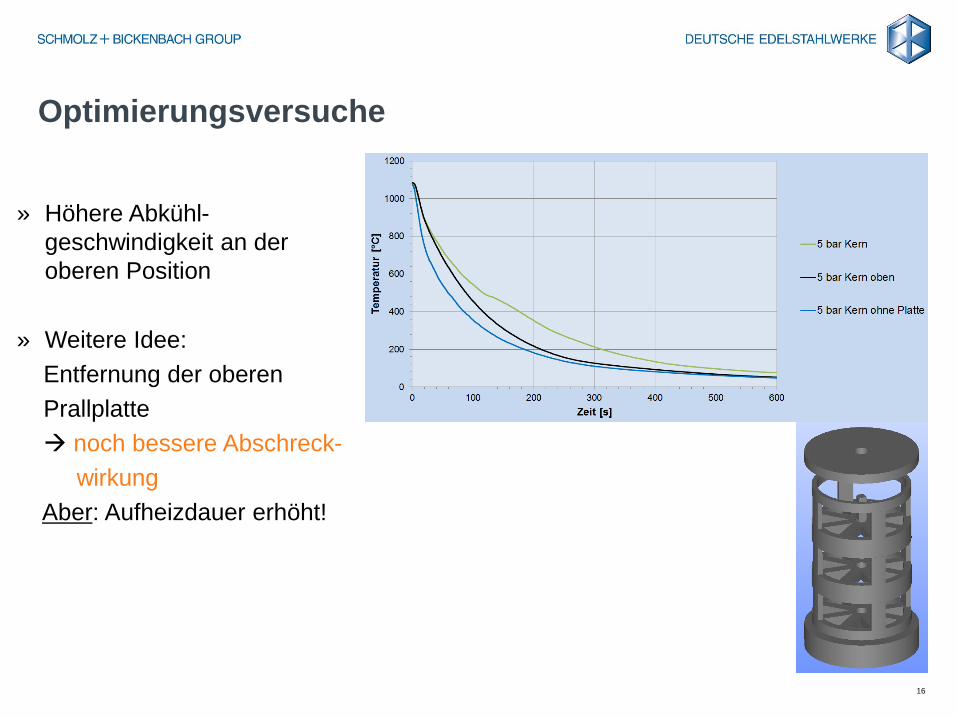
Optimierungsversuche
» Höhere Abkühl-
geschwindigkeit an der
oberen Position
» Weitere Idee:
Entfernung der oberen
Prallplatte
noch bessere Abschreck-
wirkung
Aber: Aufheizdauer erhöht!
17
» Die Beladung des Ofens muss mindestens 8 bar betragen um eine
Kerbschlagbiegeprobe im unveränderten Ofen abschrecken zu können
» Es wurden 2 Ofen-Optimierungen empirisch untersucht:
die Entfernung der oberen Prallplatte erhöht die Abschreckgeschwindigkeit,
erhöht aber auch die Aufwärmzeit des Ofens auf Härtetemperatur
die Änderung der Probenposition im Ofen resultierte aus den
Simulationsergebnissen. Der Versuch zeigte eine erhöhte
Abschreckgeschwindigkeit im Kern der Probe
» Der chtMultiRegionFoam-Löser wurde erfolgreich aufgesetzt und lieferte auch
erste Ergebnisse, jedoch war die Rechendauer zu lange (1 sec = 1 Woche
Rechenzeit!!) Alternative Lösung nötig!
Zusammenfassung der Ergebnisse und Ausblick

Vielen Dank für Ihre Aufmerksamkeit
Thank you for your attention



![Grundlagenstudie zur numerischen Strömungssimulation …stroemungsakustik.de/old.mv.fh-duesseldorf.de/d_pers/Ka...[1] S. Beckers, Simulation und experimentielle Untersuchung von Interferenzeffekten](https://img.pdfslide.org/doc/110x75/614a109c12c9616cbc692c01/grundlagenstudie-zur-numerischen-strmungssimulation-1-s-beckers-simulation.jpg)

























