Embed Size (px)
Citation preview
Tangentialfräsenmit System 409
- zum Fräsen von exakten 90° Schultern
- Schneidkreisdurchmesser Ds von Ø 32 - Ø 80 mm
Tangential millingwith system 409
- for milling exact 90° shoulders
- cutting edge diameter Ds from Ø 32 - Ø 80 mm
SYSTEM 409SYSTEM 409
P1
P
TECHNISCHE INFORMATIONEN
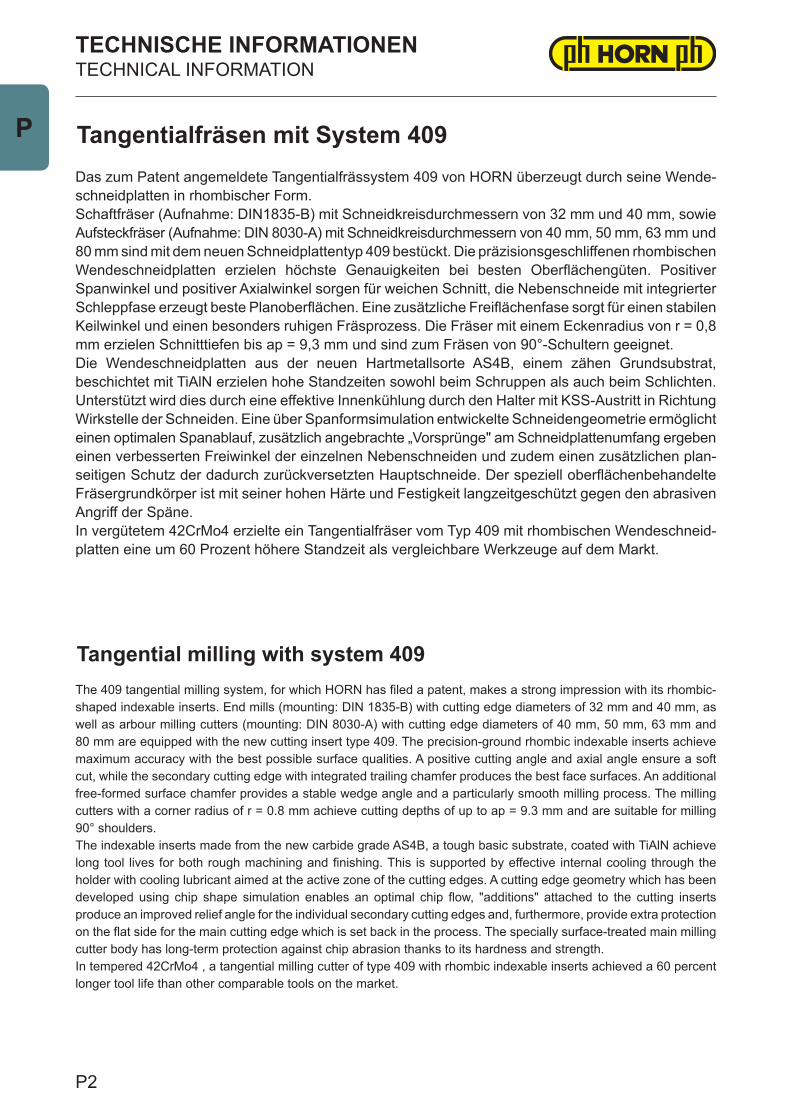
Das zum Patent angemeldete Tangentialfrässystem 409 von HORN überzeugt durch seine Wende-schneidplatten in rhombischer Form.Schaftfräser (Aufnahme: DIN1835-B) mit Schneidkreisdurchmessern von 32 mm und 40 mm, sowie Aufsteckfräser (Aufnahme: DIN 8030-A) mit Schneidkreisdurchmessern von 40 mm, 50 mm, 63 mm und 80 mm sind mit dem neuen Schneidplattentyp 409 bestückt. Die präzisionsgeschliffenen rhombischen Wendeschneidplatten erzielen höchste Genauigkeiten bei besten Oberflächengüten. Positiver Spanwinkel und positiver Axialwinkel sorgen für weichen Schnitt, die Nebenschneide mit integrierter Schleppfase erzeugt beste Planoberflächen. Eine zusätzliche Freiflächenfase sorgt für einen stabilen Keilwinkel und einen besonders ruhigen Fräsprozess. Die Fräser mit einem Eckenradius von r = 0,8 mm erzielen Schnitttiefen bis ap = 9,3 mm und sind zum Fräsen von 90°-Schultern geeignet.Die Wendeschneidplatten aus der neuen Hartmetallsorte AS4B, einem zähen Grundsubstrat, beschichtet mit TiAlN erzielen hohe Standzeiten sowohl beim Schruppen als auch beim Schlichten. Unterstützt wird dies durch eine effektive Innenkühlung durch den Halter mit KSS-Austritt in Richtung Wirkstelle der Schneiden. Eine über Spanformsimulation entwickelte Schneidengeometrie ermöglicht einen optimalen Spanablauf, zusätzlich angebrachte „Vorsprünge" am Schneidplattenumfang ergeben einen verbesserten Freiwinkel der einzelnen Nebenschneiden und zudem einen zusätzlichen plan-seitigen Schutz der dadurch zurückversetzten Hauptschneide. Der speziell oberflächenbehandelte Fräsergrundkörper ist mit seiner hohen Härte und Festigkeit langzeitgeschützt gegen den abrasiven Angriff der Späne.In vergütetem 42CrMo4 erzielte ein Tangentialfräser vom Typ 409 mit rhombischen Wendeschneid-platten eine um 60 Prozent höhere Standzeit als vergleichbare Werkzeuge auf dem Markt.
The 409 tangential milling system, for which HORN has filed a patent, makes a strong impression with its rhombic-shaped indexable inserts. End mills (mounting: DIN 1835-B) with cutting edge diameters of 32 mm and 40 mm, as well as arbour milling cutters (mounting: DIN 8030-A) with cutting edge diameters of 40 mm, 50 mm, 63 mm and 80 mm are equipped with the new cutting insert type 409. The precision-ground rhombic indexable inserts achieve maximum accuracy with the best possible surface qualities. A positive cutting angle and axial angle ensure a soft cut, while the secondary cutting edge with integrated trailing chamfer produces the best face surfaces. An additional free-formed surface chamfer provides a stable wedge angle and a particularly smooth milling process. The milling cutters with a corner radius of r = 0.8 mm achieve cutting depths of up to ap = 9.3 mm and are suitable for milling 90° shoulders. The indexable inserts made from the new carbide grade AS4B, a tough basic substrate, coated with TiAlN achieve long tool lives for both rough machining and finishing. This is supported by effective internal cooling through the holder with cooling lubricant aimed at the active zone of the cutting edges. A cutting edge geometry which has been developed using chip shape simulation enables an optimal chip flow, "additions" attached to the cutting inserts produce an improved relief angle for the individual secondary cutting edges and, furthermore, provide extra protection on the flat side for the main cutting edge which is set back in the process. The specially surface-treated main milling cutter body has long-term protection against chip abrasion thanks to its hardness and strength. In tempered 42CrMo4 , a tangential milling cutter of type 409 with rhombic indexable inserts achieved a 60 percent longer tool life than other comparable tools on the market.
Tangentialfräsen mit System 409
Tangential milling with system 409
TECHNICAL INFORMATION
P2
P
ErsatzteileSpare parts
FräserschaftMilling shank
SpannschraubeScrew
TORX PLUS®-SchlüsselTORX PLUS® Wrench
M409.0... 030.3511.T10P T10PL
Abmessungen in mmDimensions in mm
Das Anzugsdrehmoment der Schrauben finden Sie in den Technischen Hinweisen.For torque specifications of the screw, please see Technical Instructions.
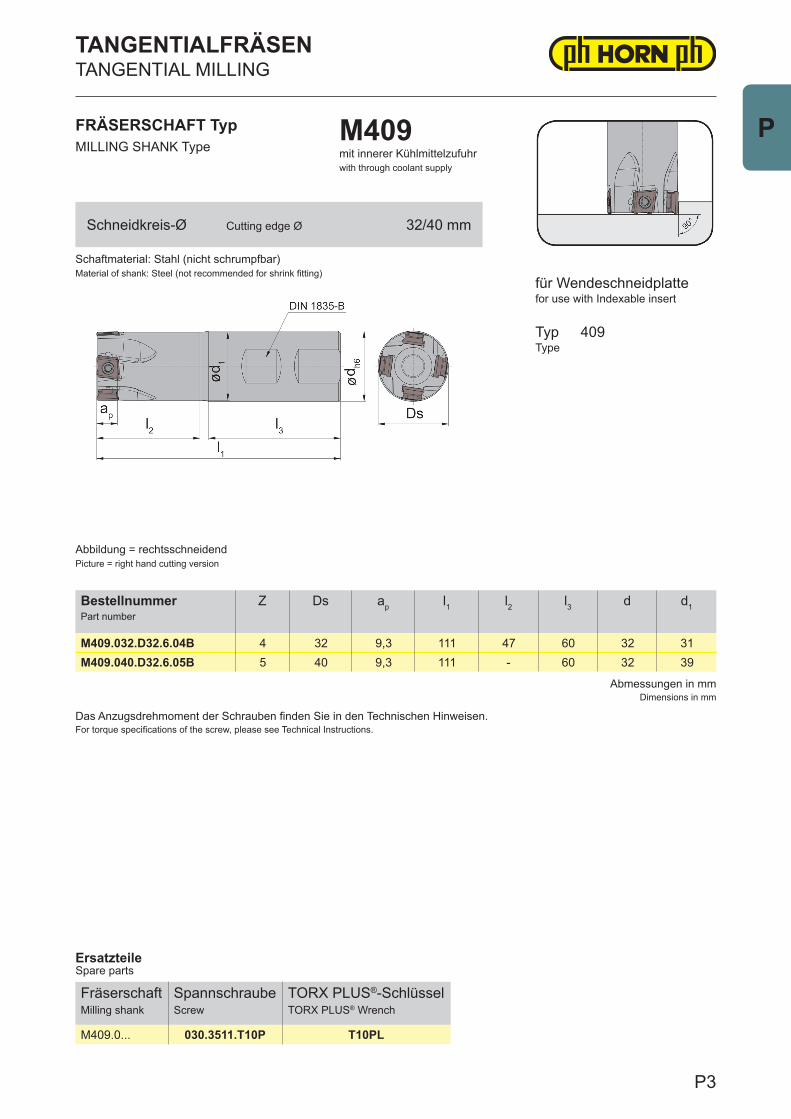
BestellnummerPart number
Z Ds ap l1 l2 l3 d d1
M409.032.D32.6.04B 4 32 9,3 111 47 60 32 31M409.040.D32.6.05B 5 40 9,3 111 - 60 32 39
TANGENTIALFRÄSENTANGENTIAL MILLING
FRÄSERSCHAFT TypMILLING SHANK Type
M409mit innerer Kühlmittelzufuhrwith through coolant supply
für Wendeschneidplattefor use with Indexable insert
TypType
409
Abbildung = rechtsschneidendPicture = right hand cutting version
Schaftmaterial: Stahl (nicht schrumpfbar)Material of shank: Steel (not recommended for shrink fitting)
Schneidkreis-Ø Cutting edge Ø 32/40 mm
P3
P
ErsatzteileSpare parts
MesserkopfMilling cutter
SpannschraubeScrew
TORX PLUS®-SchlüsselTORX PLUS® Wrench
M409.00... 030.3511.T10P T10PL
Abmessungen in mmDimensions in mm
Das Anzugsdrehmoment der Schrauben fi nden Sie in den Technischen Hinweisen.For torque specifi cations of the screw, please see Technical Instructions.
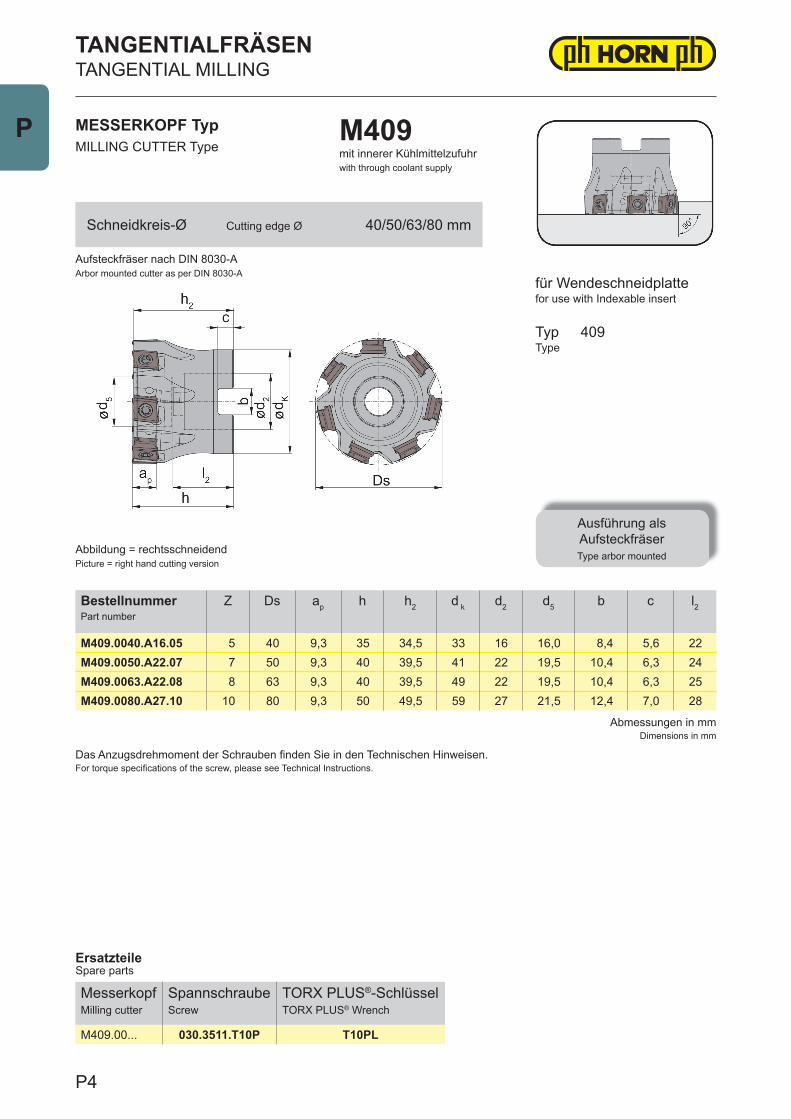
BestellnummerPart number
Z Ds ap h h2 d k d2 d5 b c l2
M409.0040.A16.05 5 40 9,3 35 34,5 33 16 16,0 8,4 5,6 22M409.0050.A22.07 7 50 9,3 40 39,5 41 22 19,5 10,4 6,3 24M409.0063.A22.08 8 63 9,3 40 39,5 49 22 19,5 10,4 6,3 25M409.0080.A27.10 10 80 9,3 50 49,5 59 27 21,5 12,4 7,0 28
Aufsteckfräser nach DIN 8030-AArbor mounted cutter as per DIN 8030-A
MESSERKOPF TypMILLING CUTTER Type
M409mit innerer Kühlmittelzufuhrwith through coolant supply
Abbildung = rechtsschneidendPicture = right hand cutting version
für Wendeschneidplattefor use with Indexable insert
TypType
TANGENTIALFRÄSENTANGENTIAL MILLING
Schneidkreis-Ø Cutting edge Ø 40/50/63/80 mm
Ausführung alsAufsteckfräserType arbor mounted
409
P4
P

Abmessungen in mmDimensions in mm
HM-SortenCarbide grades
BestellnummerPart number
ap h rx
AS
4B
R409.093.U.08 9,3 5,2 0,8 ▲
▲ ab Lager / on stock Δ 4 Wochen / 4 weeks P ●
● Haupteinsatzbereich / main recommendation M ●
ο bedingt einsetzbar / alternative recommendation K ●
███ unbeschichtete HM-Sorten / uncoated grades N ο
███ beschichtete HM-Sorten / coated grades S ●
███ bestückt/Cermet / brazed/Cermet H
TANGENTIALFRÄSENTANGENTIAL MILLING
WENDESCHNEIDPLATTE TypINDEXABLE INSERT Type
409
für Fräserfor use with Milling tool
TypType
mit 4 nutzbarenSchneidkanten
with 4 usable cutting edges
M409
Schnitttiefe bis Depth of cut up to 9,3 mm
P5
P
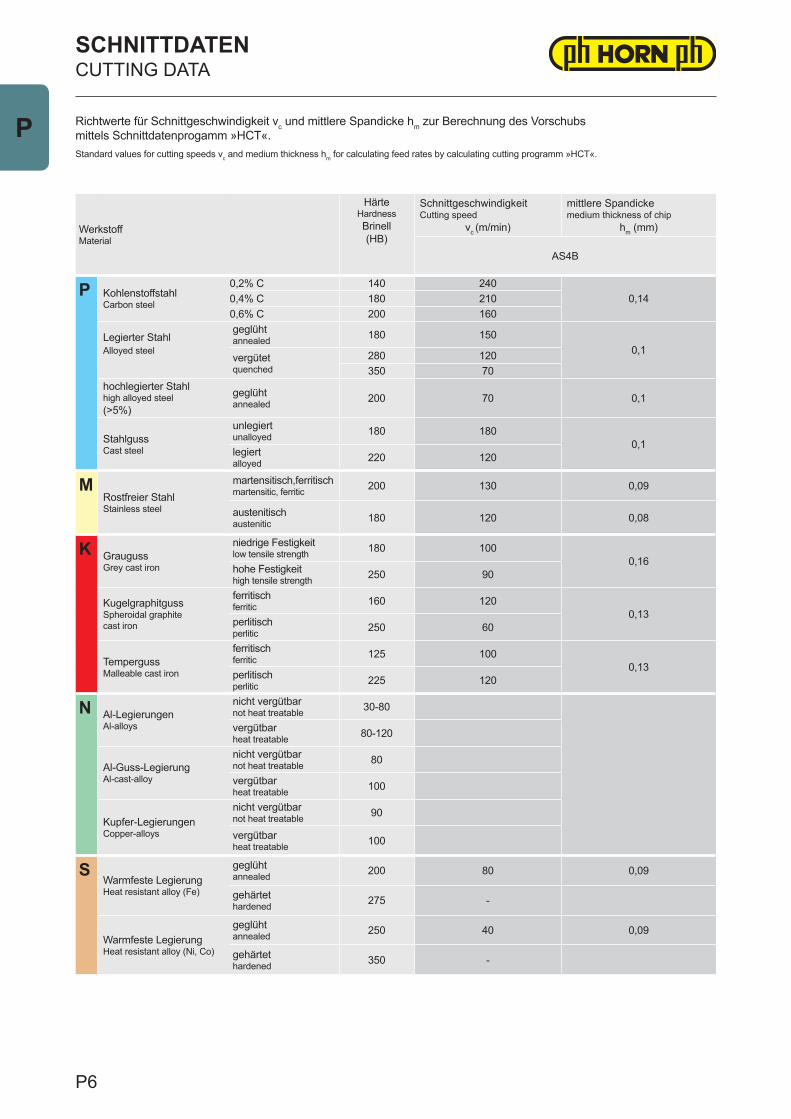
WerkstoffMaterial
Härte HardnessBrinell(HB)
SchnittgeschwindigkeitCutting speed
vc (m/min)
mittlere Spandickemedium thickness of chip
hm (mm)
AS4B
P KohlenstoffstahlCarbon steel
0,2% C 140 2400,140,4% C 180 210
0,6% C 200 160
Legierter StahlAlloyed steel
geglühtannealed 180 150
0,1vergütetquenched
280 120350 70
hochlegierter Stahlhigh alloyed steel(>5%)
geglühtannealed 200 70 0,1
StahlgussCast steel
unlegiertunalloyed 180 180
0,1legiertalloyed 220 120
MRostfreier StahlStainless steel
martensitisch,ferritischmartensitic, ferritic 200 130 0,09
austenitischaustenitic 180 120 0,08
K GraugussGrey cast iron
niedrige Festigkeitlow tensile strength 180 100
0,16hohe Festigkeithigh tensile strength 250 90
KugelgraphitgussSpheroidal graphite cast iron
ferritischferritic 160 120
0,13perlitischperlitic 250 60
TempergussMalleable cast iron
ferritischferritic 125 100
0,13perlitischperlitic 225 120
N Al-LegierungenAl-alloys
nicht vergütbarnot heat treatable 30-80
vergütbarheat treatable 80-120
Al-Guss-LegierungAl-cast-alloy
nicht vergütbarnot heat treatable 80
vergütbarheat treatable 100
Kupfer-LegierungenCopper-alloys
nicht vergütbarnot heat treatable 90
vergütbarheat treatable 100
SWarmfeste LegierungHeat resistant alloy (Fe)
geglühtannealed 200 80 0,09
gehärtethardened 275 -
Warmfeste LegierungHeat resistant alloy (Ni, Co)
geglühtannealed 250 40 0,09
gehärtethardened 350 -
SCHNITTDATENCUTTING DATA
Richtwerte für Schnittgeschwindigkeit vc und mittlere Spandicke hm zur Berechnung des Vorschubsmittels Schnittdatenprogamm »HCT«.Standard values for cutting speeds vc and medium thickness hm for calculating feed rates by calculating cutting programm »HCT«.
P6
P
















![Trauma Berufskrankh 2010 · 12 [Suppl 4]:405–409 A. Seekamp … · 2017. 8. 27. · Trauma Berufskrankh 2010 · 12 [Suppl 4]:405–409 DOI 10.1007/s10039-010-1672-1 Online publiziert:](https://img.pdfslide.org/doc/110x75/60a78319089bb762493e0abe/trauma-berufskrankh-2010-12-suppl-4405a409-a-seekamp-2017-8-27-trauma.jpg)











