Embed Size (px)
Citation preview
Lehrstuhl für
Fördertechnik Materialfluss Logistik
der Technischen Universität München
Technische Konzepte zur RFID-gestützten
Bauzustandsdokumentation in der Automobilindustrie
Jürgen Wagner
Vollständiger Abdruck der von der Fakultät für Maschinenwesen der Technischen Universität
München zur Erlangung des akademischen Grades eines
Doktor-Ingenieurs (Dr.-Ing.)
genehmigten Dissertation.
Vorsitzender:
Univ.-Prof. Dr.-Ing. B.-R. Höhn
Prüfer der Dissertation:
1. Univ.-Prof. Dr.-Ing. W. A. Günthner
2. Univ.-Prof. Dr.-Ing. B. Heißing
Die Dissertation wurde am 26.05.2009 bei der Technischen Universität München eingereicht
und durch die Fakultät für Maschinenwesen am 26.10.2009 angenommen.

Vorwort
I
Vorwort
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftlicher Mit-
arbeiter am Lehrstuhl für Fördertechnik Materialfluss Logistik (fml) der Technischen
Universität München in Zusammenarbeit mit der AUDI AG über die Ingolstadt Institu-
te der TU München (INI.TUM).
Mein persönlicher Dank gilt in erster Linie Herrn Prof. Dr. W. A. Günthner, der mir die
Möglichkeit zur Durchführung meiner Forschungstätigkeit gab sowie mir das notwen-
dige Vertrauen und die notwendige Unterstützung entgegenbrachte. Zudem danke
ich Herrn Prof. Heißing für die Übernahme des Korreferats und Herrn Prof. Höhn für
den Vorsitz der Prüfungskommission. Mein besonderer Dank gilt auch Herrn Stefan
Härdl, Herrn Dr. Peter Tropschuh, Herrn Arne Leetz und Herrn Dr. Uwe Koser sowie
allen Arbeitskollegen in der Fachabteilung ET-2 der AUDI AG, die mich als Auftrag-
geber und Ansprechpartner des INI.TUM Wissenschaftsprojektes „Transparenter
Prototyp“ mit vollen Kräften unterstützt und gefördert haben.
Ebenso möchte ich mich bei allen Mitarbeiterinnen und Mitarbeitern des Lehrstuhls
fml für die sehr gute und freundschaftliche Zusammenarbeit bedanken. Namentlich
möchte ich meine Kollegen Julia Boppert, Janina Durchholz, Roland Fischer, Michael
Salfer, Stefan Sanladerer und Michael Schedlbauer erwähnen, die mir immer zur
Seite gestanden haben. Des Weiteren gilt mein Dank meinem früheren Kollegen Ste-
fan Seemüller, der mich an den Lehrstuhl herangeführt hat.
Mein größter Dank gilt meiner Familie, insbesondere meiner Mutter und meinem
Stiefvater, für die langjährige und unbegrenzte Unterstützung in allen Bereichen mei-
nes Lebens, wodurch es mir ermöglicht wurde, diesen wichtigen Schritt in meinem
beruflichen Werdegang abzuschließen.
Von ganzen Herzen bedanke ich mich bei meiner Freundin Melanie Veicht, die im-
mer verständnisvoll war und mir mit ihrer Liebe kontinuierlich neue Kraft, Inspiration
und Energie zur Durchführung meiner Dissertation gegeben hat.
Garching, im Mai 2009 Jürgen Wagner

II
Kurzzusammenfassung
III
Kurzzusammenfassung
Zur Sicherstellung der Qualität über alle Wertschöpfungsstufen und beteiligten Un-
ternehmen im vielschichtigen Entwicklung- und Produktionsprozess der Automobilin-
dustrie bedarf es eines konsequenten Qualitätsmanagements. Eine zentrale Rolle
zur Schaffung von Transparenz nimmt hierbei die lückenlose Verfolgung und Doku-
mentation des Bauzustandes von Fahrzeugen ein.
Die Radiofrequenzidentifikation, die eine Methode kennzeichnet bei der Daten mittels
magnetischer Felder bzw. elektromagnetischer Wellen über die Luftschnittstelle über-
tragen werden, schafft hier neue Chancen und Potenziale zur Steigerung der Effi-
zienz und Transparenz in der Wertschöpfungskette durch die durchgängige und
eindeutige Identifizierung von Fahrzeugkomponenten.
Die Kennzeichnung und Erfassung von Fahrzeugeinzelteilen - insbesondere im Fahr-
zeug - ist aber aufgrund der negativen Auswirkungen von Metall auf die Leistungsfä-
higkeit von RFID-Systemen mit vielschichtigen Herausforderungen behaftet und nicht
mit einem auf dem Markt erhältlichem Standardsystem lösbar.
Das Ziel der Arbeit war daher die Entwicklung von technischen Konzepten zur Kenn-
zeichnung und Erfassung von verbauten Bauteilen im Fahrzeug mit Hilfe der RFID-
Technologie sowie der Nachweis der technischen Machbarkeit einer RFID-gestützten
Bauzustandsdokumentation.
Dazu wurde ein Konzept zur Entkopplung der mobilen Datenträger von leitfähigen
Materialien mittels eines Spezialabsorbers erarbeitet, um die für den Anwendungsfall
essenzielle Kennzeichnung von metallischen Bauteilen unter den spezifischen An-
forderungen zu ermöglichen.
Zur Erfassung gekennzeichneter Bauteile im Fahrzeug wurden verschiedene techni-
sche Antennenkonzepte betrachtet beziehungsweise entwickelt und auf deren Eig-
nung für den Einsatz in der RFID-gestützten Bauzustandsdokumentation überprüft.
Durch die gezielte Kombination von zwei Antennenkonzepten konnte im Rahmen
einer praktischen Evaluierung an Hand eines repräsentativen Versuchsfahrzeug ge-
zeigt werden, dass die RFID-Technologie die Möglichkeit bietet Fahrzeugbauteile zu
kennzeichnen und im verbauten Zustand zu erfassen.
Summary
IV
Summary
To ensure the quality in the supply chain integrating all involved companies within the
automobile industry’s complex development and production process requires a con-
sistent quality management For creating transparency a complete tracing and docu-
mentation of the car’s state of construction is a main issue.
The radio frequency identification, characterising a method transferring data by
means of magnetic fields or electromagnetic waves through air interface, creates
new opportunities to enhance efficiency and transparency in the supply chain be-
cause of the consistent and explicit identification of automobile parts.
The labelling and identification of automobile single parts – especially inside the ve-
hicle – poses a challenge due to the negative effects of metal on the performance of
RFID-systems which cannot be solved with a currently available system.
The paper’s aim was the development of technical concepts for labelling employed
automobile parts by means of the RFID.technology and to proof the technical feasibil-
ity of a RFID based documentation of the state of construction.
Therefore a concept to decouple the transponder from conductive materials was de-
veloped by using a special absorber to enable the essential labelling of metal parts
out of metal to fulfill the application’s specific requirements.
To identify labelled parts inside the vehicle different technical concepts were consid-
ered and accordingly developed and tested for their adoption within RFID based
documentation of the state of construction. By using the specific combination of two
different antenna concepts it could be demonstrated within the scope of a field
evaluation with a representative test automobile that RFID technology offers the op-
portunity to label vehicle units and to identify them when installed.
Inhaltsverzeichnis
V
Vorwort ................................................................................................... I
Kurzzusammenfassung....................................................................... III
Summary ..............................................................................................IV
Abbildungsverzeichnis.........................................................................X
Tabellenverzeichnis......................................................................... XVII
1 Ausgangssituation und Hintergrund.......................................... 1
1.1 Die Automobilindustrie im Wandel.................................................................... 1
1.2 Problemstellung der Arbeit ............................................................................... 7
1.3 Zielsetzung und Vorgehensweise..................................................................... 9
2 Einführung in die Radiofrequenzidentifikation........................ 12
2.1 Grundlagen der Auto-Identifikations-Verfahren .............................................. 13
2.1.1 Barcode-Technologie ............................................................................... 15
2.1.2 RFID-Technologie .................................................................................... 18
2.2 RFID und Barcode-Technologie im Vergleich ................................................ 22
2.3 Differenzierung und Charakterisierung von RFID-Systemen.......................... 25
2.3.1 Arbeitsfrequenz des RFID-Systems ......................................................... 26
2.3.2 Energieversorgung des Transponders ..................................................... 29
2.3.3 Art des Speicherzugriffs ........................................................................... 30
2.3.4 Speicherkapazität..................................................................................... 31
2.4 Funktionsweise der Energie- und Datenübertragung ..................................... 32
2.4.1 Kapazitive Kopplung ................................................................................ 34
2.4.2 Induktive Kopplung................................................................................... 36
2.4.3 Elektromagnetische Kopplung.................................................................. 52
2.5 Eigenschaften von RFID-Systemen................................................................ 66
2.5.1 Feldcharakteristik ..................................................................................... 66
2.5.2 Reichweite................................................................................................ 68
Inhaltsverzeichnis
VI
2.5.3 Baugröße ................................................................................................. 70
2.5.4 Datenübertragungsrate ............................................................................ 70
2.5.5 Pulkfähigkeit............................................................................................. 71
2.5.6 Materialdurchdringung ............................................................................. 73
2.5.7 Zusammenfassung der Eigenschaften von RFID-Systemen.................... 74
2.6 Standardisierung der RFID-Technologie ........................................................ 74
2.6.1 Funkvorschriften....................................................................................... 75
2.6.2 Luftschnittstellenstandards....................................................................... 77
2.6.3 Anwendungsstandards............................................................................. 77
2.6.4 EPC – Netzwerk....................................................................................... 77
2.7 Technologische Entwicklungstrends............................................................... 77
2.7.1 Fortschreitende Reduzierung des Stromverbrauchs bei Mikrochips ........ 77
2.7.2 Integration von druckbaren Batterien ....................................................... 77
2.7.3 Polymertransponder................................................................................. 77
2.7.4 Zusammenfassung Zukunftstrends .......................................................... 77
3 RFID-gestützte Bauzustandsdokumentation ........................... 77
3.1 Aufgabe der Bauzustandsdokumentation im Produktlebenszyklus ................ 77
3.1.1 Fahrzeugentwicklung ............................................................................... 77
3.1.2 Produktion................................................................................................ 77
3.1.3 Fahrzeugservice....................................................................................... 77
3.2 Konzept der RFID-gestützten Bauzustandsdokumentation ............................ 77
3.2.1 Bauteilkennzeichnung .............................................................................. 77
3.2.2 Bauteilerfassung ...................................................................................... 77
3.2.3 Datenhaltung............................................................................................ 77
3.3 Konzept zur Einführung der RFID-gestützten Bauzustandsdokumentation.... 77
3.4 Festlegung von Referenzbauteilen................................................................. 77
3.5 Anforderungen an die RFID-Technologie ....................................................... 77
3.5.1 Anforderungen an die Bauteilkennzeichnung........................................... 77
3.5.2 Anforderung an die Bauteilerfassung ....................................................... 77
3.5.3 Anforderungen an die Langzeitstabilität ................................................... 77
3.6 Festlegung der Energieversorgung und der Arbeitsfrequenz ......................... 77
3.6.1 Energieversorgung................................................................................... 77
3.6.2 Arbeitsfrequenz ........................................................................................ 77
Inhaltsverzeichnis
VII
3.7 Zentrale Herausforderungen und Handlungsfelder......................................... 77
3.7.1 Bauteilkennzeichung ................................................................................ 77
3.7.2 Bauteilerfassung im verbauten Zustand................................................... 77
4 Kennzeichnung von metallischen Bauteilen............................ 77
4.1 Theoretische Grundlagen zur Kennzeichnung von metallischen Objekten..... 77
4.1.1 Verhalten von elektromagnetischen Feldern an metallischen
Grenzflächen............................................................................................ 77
4.1.2 Verstimmung des Transponders .............................................................. 77
4.2 Konzepte zur Kennzeichnung von metallischen Objekten.............................. 77
4.2.1 Konzept Abstandsmaterial ....................................................................... 77
4.2.2 Konzept Flag Tag..................................................................................... 77
4.2.3 Konzept konstruktiver Schlitz ................................................................... 77
4.2.4 Konzept PIFA-Antenne ............................................................................ 77
4.3 Leistungsfähigkeit der aufgezeigten Kennzeichnungskonzepte ..................... 77
4.3.1 Versuchsaufbau ....................................................................................... 77
4.3.2 Verwendete Hardwarekomponenten........................................................ 77
4.3.3 Ergebnisse der praktischen Leistungsevaluierung ................................... 77
4.4 Auswahl des Konzepts zur Kennzeichnung metallischer Bauteile für den
Einsatz in der Bauzustandsdokumentation..................................................... 77
4.4.1 Abstandsmaterial ..................................................................................... 77
4.4.2 Flag Tag................................................................................................... 77
4.4.3 Zusammenfassung................................................................................... 77
4.5 Qualifizierung und Anpassung des ausgewählten Kennzeichnungskonzepts 77
4.6 Zusammenfassung und Fazit ......................................................................... 77
5 Erfassung von verbauten Bauteilen ......................................... 77
5.1 Theoretische Einflüsse einer metallischen Umgebung auf RFID-Systeme..... 77
5.1.1 Abschirmung ............................................................................................ 77
5.1.2 Reflexionseffekte in metallischer Umgebung ........................................... 77
5.1.3 Wirbelstrombildung .................................................................................. 77
5.1.4 Abschattung ............................................................................................. 77
5.2 Auswirkungen für den Einsatz in der Bauzustandsdokumentation ................. 77
5.2.1 Bauteilfreiheitsgrade ................................................................................ 77
Inhaltsverzeichnis
VIII
5.2.2 Schwankendes und unstetiges Lesefeld .................................................. 77
5.2.3 Bauteilabschirmung und -abschattung ..................................................... 77
5.2.4 Zusammenfassung und Fazit ................................................................... 77
5.3 Praktische Evaluierung der Erfassung von verbauten Komponenten............. 77
5.3.1 Versuchsaufbau ....................................................................................... 77
5.3.2 Versuchsdurchführung ............................................................................. 77
5.3.3 Ergebnisse der Versuchsreihe ................................................................. 77
5.4 Zusammenfassung und Fazit ......................................................................... 77
6 Antennenkonzepte für enge Bauräume.................................... 77
6.1 Antennenparameter........................................................................................ 77
6.1.1 Impedanz ................................................................................................. 77
6.1.2 Reflexionsdämpfung ................................................................................ 77
6.1.3 Gewinn..................................................................................................... 77
6.1.4 Sende- und Empfangsleistung ................................................................. 77
6.2 Antennenbauformen und ihre Eigenschaften ................................................. 77
6.2.1 Dipole....................................................................................................... 77
6.2.2 Stabantennen........................................................................................... 77
6.2.3 Flachantennen ......................................................................................... 77
6.3 Anforderungen an Antennenkonzepte an enge Bauräume............................. 77
6.3.1 Technische Anforderungen ...................................................................... 77
6.3.2 Spezifische Anforderungen für den Anwendungsfall................................ 77
6.3.3 Zusammenfassung................................................................................... 77
6.4 Konzept zur Auswahl des geeigneten Antennenkonzepts.............................. 77
6.5 Auswahl eines geeigneten Antennenkonzepts ............................................... 77
6.5.1 Anforderung Baugröße............................................................................. 77
6.5.2 Anforderung Handhabbarkeit ................................................................... 77
6.6 Auslegung und Gestaltung der Koaxialantenne ............................................. 77
6.6.1 Aufbau der Best-Practise Koaxialantenne................................................ 77
6.6.2 Messung der Empfangsleistung ............................................................... 77
6.6.3 Messung der Reflexionsdämpfung........................................................... 77
6.6.4 Sicherstellung der Antennenrobustheit und der einfachen
Handhabung............................................................................................. 77
6.7 Praktische Evaluierung der Koaxialantenne ................................................... 77
Inhaltsverzeichnis
IX
6.7.1 Versuchdurchführung............................................................................... 77
6.7.2 Festlegung der Sendeleistung.................................................................. 77
6.7.3 Ergebnisse der Evaluierung ..................................................................... 77
6.8 Zusammenfassung und Fazit ......................................................................... 77
7 Zusammenfassung und Ausblick ............................................. 77
8 Literatur ...................................................................................... 77
Abbildungsverzeichnis
X
Abbildungsverzeichnis
Abbildung 1-1: Absatz der Automobilmarken weltweit im Jahr 2006 [ATK-07] und
deren Profitabilität auf Basis des API-Index [FHD-07] ................................... 2
Abbildung 1-2: Erteilte Typgenehmigungen des Kraftfahrtbundesamtes einschließ-
lich der Nachträge [KBA-06] .......................................................................... 3
Abbildung 1-3: Steigende Derivatisierung am Beispiel der AUDI AG (in Anlehnung
an [DIC-07]) ................................................................................................... 4
Abbildung 1-4: Steigende Anzahl der Produktinnovationen am Beispiel der
AUDI AG [DIC-07].......................................................................................... 5
Abbildung 1-5: Anzahl der Rückrufaktionen von 1998 bis 2006 [KBA-06]................... 6
Abbildung 1-6: Baugruppenbezogene Verteilung der Rückrufaktionen [KBA-06] ....... 7
Abbildung 1-7: Vorgehensweise und methodischer Aufbau der Arbeit ..................... 11
Abbildung 2-1: Aufbau des Kapitels Einführung in die Radiofrequenzidentifikation .. 13
Abbildung 2-2: Zusammenfassende Übersicht der wichtigsten Auto-ID-Verfahren
(in Anlehnung an [JAN-04]) ......................................................................... 14
Abbildung 2-3: Varianten der optischen Codierung [GÜN-07]................................... 16
Abbildung 2-4: Die wichtigsten Varianten des 1D-Barcodes [GÜN-07]..................... 16
Abbildung 2-5: Codierung von Zeichen in einem Barcode am Beispiel des Barcode
2/5 Industrie (in Anlehnung an [GÜN-07]).................................................... 17
Abbildung 2-6: Beispiele für Stapelcodes (PDF417) und Matrix-Codes (QR-Code
und Maxicode) [BER-05].............................................................................. 18
Abbildung 2-7: Komponenten eines RFID-Systems (in Anlehnung an [LAM-05]) .... 19
Abbildung 2-8: Verschiede Bauformen von Transpondern (in Anlehnung an
[LAM-05])..................................................................................................... 20
Abbildung 2-9: Bestandteile eines Smart Label [JAN-04].......................................... 21
Abbildung 2-10: Antennenvarianten [PRE-08, FEI-07].............................................. 22
Abbildung 2-11: Vergleich zwischen Barcode und RFID........................................... 25
Abbildung 2-12: Unterscheidungskriterien von RFID-Systemen ............................... 26
Abbildung 2-13: Überblick über nutzbare RFID-Frequenzen in Deutschland und
dazugehörige beispielhafte Anwendungen.................................................. 27
Abbildungsverzeichnis
XI
Abbildung 2-14: Abhängigkeit der übertragbarer Datenmenge von der Wellen-
länge [GS1-06] ............................................................................................ 28
Abbildung 2-15: Daten- und Energieübertragungsverfahren von RFID-Systemen
(in Anlehnung an [KER-06])......................................................................... 33
Abbildung 2-16: Einteilung der RFID-Systeme nach dem zeitlichen Ablauf der
Energie- und Datenübertragung (in Anlehnung an [FIN-06]) ....................... 34
Abbildung 2-17: Kapazitive Kopplung bei close-coupling Systemen [KER-06] ......... 35
Abbildung 2-18: Kapazitive Kopplung bei remote-coupling Systemen [KER-06]....... 36
Abbildung 2-19: Magnetische Feldlinien um einen stromdurchflossenen Leiter........ 37
Abbildung 2-20: Verlauf der Feldstärke in einer Spule a) schematisch und b)
sichtbar mit Hilfe von Eisenspänen [TIP-94] ................................................ 38
Abbildung 2-21: Verlauf der magnetischen Feldstärke bei kurzen Zylinderspulen im
Nahfeld in Abhängigkeit des Spulenradius R (in Anlehnung an [FIN-06]).... 39
Abbildung 2-22: Readerantennen für unterschiedliche Lesereichweiten [FEI-07]..... 40
Abbildung 2-23: Mobile Datenträger auf Basis induktiver Kopplung mit unter-
schiedlichen Antennen [RRY-07, SOK-07, UPM-07] ................................... 42
Abbildung 2-24: Erkennungsbereich von induktiv gekoppelten Systemen und deren
Lageabhängigkeit am Beispiel eines 134kHz-Transponders [KER-06] ....... 44
Abbildung 2-25: Ersatzschaltbild für ein induktiv gekoppeltes RFID-System mit
einem Parallelschwingkreis gebildet durch ein RC-Glied (in Anlehnung an
[FIN-06]) ...................................................................................................... 45
Abbildung 2-26: Gegenüberstellung des Verlaufes der Lastspannung in Ab-
hängigkeit der Frequenz mit und ohne Parallelschwingkreis (f0 = Arbeits-
frequenz und u0 = minimale Spannung zum Betrieb des Datenträgers) ..... 47
Abbildung 2-27: Entstehende Seitenbänder bei einer Lastmodulation mit Hilfs-
träger [FIN-06] ............................................................................................. 50
Abbildung 2-28: Signalübertragung mittels ASK-Modulation und Hilfsträger
[FIN-06]........................................................................................................ 51
Abbildung 2-29: Aufladung einer elektrischen Dipolantenne bei Speisung mit
Wechselstrom (mit Umlaufdauer T) [TIP-94] ............................................... 52
Abbildung 2-30: Entstehung einer elektromagnetischen Welle am Beispiel einer
Dipolantenne [TIP-94].................................................................................. 53
Abbildung 2-31: Elektromagnetische Welle [TIP-94]................................................. 55
Abbildungsverzeichnis
XII
Abbildung 2-32: Strahlungsdiagramm einer Dipolantenne im Vergleich zu einem
isotropen Strahler [FIN-06] .......................................................................... 56
Abbildung 2-33: Prinzipielle (a) und tatsächliche Gestalt (b) der wirksamen
Fläche für elektrisch kurze Dipole mit Höhe h [MEI-92] ............................... 58
Abbildung 2-34: Lineare - a) und b) - und zirkulare Polarisation am Beispiel eines
Dipols [FIN-06]............................................................................................. 58
Abbildung 2-35: Auswirkung der Antennenpolarisation auf die Lesbarkeit [KLE-04]. 59
Abbildung 2-36: Dämpfung in der Atmosphäre als Funktion über die Frequenz
[CUR-87]...................................................................................................... 61
Abbildung 2-37: Ersatzschaltbild eines Transponders und dessen Antenne
[FIN-06]........................................................................................................ 63
Abbildung 2-38: Datenübertragung durch Modulierung des Rückstrahlquerschnitt
bei elektromagnetisch gekoppelten Systemen [FIN-06]............................... 64
Abbildung 2-39: Aufbau eines Oberflächenwellentransponders [RFS-08] ................ 65
Abbildung 2-40: Vergleich der Feldcharakteristik von HF- und UHF-Systemen
[WAL-05]...................................................................................................... 67
Abbildung 2-41: Elektromagnetisches Feld ohne (A) und mit Einfluss (B) der
Bodenreflexion bei UHF-Systemen [WAL-05].............................................. 68
Abbildung 2-42: Funktionsweise des Binary-Tree-Verfahrens .................................. 72
Abbildung 2-43: Eigenschaften von RFID-Systemen ................................................ 74
Abbildung 2-44: Standardisierung im Bereich RFID.................................................. 75
Abbildung 2-45: Freigegebene Sendefrequenzen für RFID-Systeme ....................... 76
Abbildung 2-46: Prinzipielle Funktionsweise des „frequency-hopping“-Verfahrens
[KLU-01] ...................................................................................................... 77
Abbildung 2-47: EPC-Netzwerk [EPC-07a] ............................................................... 83
Abbildung 2-48: Beispielhafte Darstellung eines GID EPC (in Anlehnung an
[FLÖ-05]) .................................................................................................... 84
Abbildung 2-49: Spezifikation des EPC der zweiten Generation [CLA-06]................ 84
Abbildung 2-50: Die Funktionsweise des EPC-Netzwerks ........................................ 86
Abbildung 2-51: „Battery-assisted Labels“ der Firma Power ID [POW-08]................ 89
Abbildung 2-52: Gedruckter Polymertransponder [POL-08]...................................... 90
Abbildung 2-53: Entwicklung der Smart Object Technologie [PFL-06]...................... 90
Abbildung 3-1: Aufbau des Kapitels „RFID-gestützte Bauzustandsdokumentation“.. 92
Abbildungsverzeichnis
XIII
Abbildung 3-2: Beispielhafte Kennzeichnung eines Versuchsbauteils mit einem
kombinierten Klarschrift/Barcode/RFID-Etikett ............................................ 97
Abbildung 3-3: Grobe Methodik zur Auswahl von kennzeichnungsrelevanten
Bauteilen...................................................................................................... 98
Abbildung 3-4: Vision der RFID-gestützen Bauzustandsdokumentation................... 99
Abbildung 3-5: Erfassungskonzepte zur Identifikation von Bauteilen in der
Automobilindustrie ..................................................................................... 100
Abbildung 3-6: Szenario „Offenes Fahrzeug scannen“ ........................................... 101
Abbildung 3-7: Szenario „Scanpunkte“.................................................................... 102
Abbildung 3-8: Zentrale Datenspeicherung für die Rückverfolgbarkeit der
Bauteile...................................................................................................... 104
Abbildung 3-9: Einführungsstrategie für die RFID-Technologie in das
Unternehmen............................................................................................. 106
Abbildung 3-10: Einteilung der Fahrzeugbauteile nach Werkstoffgruppen.............. 107
Abbildung 3-11: Repräsentative Bauteile für die Bauzustandsdokumentation....... 108
Abbildung 3-12: Lesereichweite von UHF-Systemen in Abhängigkeit von
Applikationsuntergrund und Material in der Luftstrecke (Ausgangs-
reichweite 5,24 m) [MAN-06] ..................................................................... 116
Abbildung 3-13: Nachverfolgbarkeit von Reifen mit Hilfe der RFID-Technologie
[PNE-09] .................................................................................................... 117
Abbildung 4-1: Aufbau des Kapitels Kennzeichnung von metallischen Bauteilen ... 120
Abbildung 4-2: Verlauf der tangentialen (t) und normalen (n) E- und B-Felder an
einem idealen(---) und einem realen elektrischen Leiter ( ) ([HET-08])..... 122
Abbildung 4-3: Typischer Aufbau eines UHF-Transponders mit Stellen möglicher
Beeinflussung ............................................................................................ 123
Abbildung 4-4: Prinzipielle Funktionsweise der möglichen Konzepte zur
Kennzeichnung von metallischen Bauteilen .............................................. 125
Abbildung 4-5: Exemplarische Lesereichweite eines mobilen Datenträgers in
Abhängigkeit des Transpondersabstandes vom metallischen Objekt
bezogen auf die Reichweite im idealen Umfeld ........................................ 126
Abbildung 4-6: Hartplastiktransponder zur Aufbringung auf metallischen
Oberflächen [HAT-08, DEI-08, SRE-08] .................................................... 127
Abbildung 4-7: Space-Tag der Firma Paxar [PAX-08] ............................................ 127
Abbildungsverzeichnis
XIV
Abbildung 4-8: Prinzipieller Aufbau des Absorbermaterials der Firma Emer-
son&Cuming zur Kennzeichnung metallischer Bauteile (in Anlehnung
an [ECO-08]) ............................................................................................. 128
Abbildung 4-9: Beispiel für einen Flag Tag und dessen Aufbringung mit Hilfe
eines Ettiketierers [BUK-08, LGP-08] ....................................................... 129
Abbildung 4-10: Prinzipieller Aufbau des Kennzeichnungskonzeptes “konstruk-
tiver Schlitz“ ............................................................................................... 130
Abbildung 4-11: Schematische Darstellung des konzipierten Versuchsstandes..... 132
Abbildung 4-12: Lesereichweite der Konzepte zur Kennzeichnung von
metallischen Bauteilen für den vorliegenden Einsatzfall ............................ 134
Abbildung 4-13: Bewertung der Konzepte zur Kennzeichnung von metallischen
Bauteilen auf Basis der ermittelten Anforderungen ................................... 137
Abbildung 4-14: Schematische Darstellung des Versuchsstandes zur Messung
eines Transponders vor einer Metallplatte unter Verwendung eines
Absorbers .................................................................................................. 139
Abbildung 4-15: Erzielbare Lesereichweiten mit 10 verschiedenen Transpondern
bei direkter Aufbringung auf Metall mit Hilfe eines 0,76 mm starken
Isolationsmaterials auf Eisencarbonatbasis............................................... 140
Abbildung 5-1: Aufbau des Kapitels Erfassung von gekennzeichneten Bauteilen .. 143
Abbildung 5-2: Senkrechter Einfall einer elektromagnetischer Wellen auf ein
metallisches Objekt.................................................................................... 145
Abbildung 5-3: Auswirkung der Reflexionseffekte auf das Antennenfeld ................ 147
Abbildung 5-4: Abschirmungskoeffizient kas für ein kreisrundes Objekt [REN-76] . 148
Abbildung 5-5: Veranschaulichung des Huygenschen Prinzips [DET-03]............... 149
Abbildung 5-6: Mindestabstand des mobilen Datenträgers zu anderen
metallischen Objekten, um eine Erfassung zu gewährleisten.................... 151
Abbildung 5-7: Verwendete Transponder zur Kennzeichnung der Bauteile (Transpon-
dernummer – Hersteller – Bezeichnung – Arbeits-
frequenz [MHz] – Größe [mm] – Bild) ........................................................ 154
Abbildung 5-8: Versuchsfahrzeug AUDI A4 Avant [AUD-07] mit dicht gepacktem
Motorraum ................................................................................................. 155
Abbildung 5-9: Bewegungsablauf zur Identifikation der gekennzeichneten
Bauteile in der Türverkleidung und des Handschuhfachs.......................... 156
Abbildungsverzeichnis
XV
Abbildung 5-10: Durchführung der Bauteilidentifikation am Beispiel des Sitzes
und der Türverkleidung.............................................................................. 156
Abbildung 5-11: Durchführung der Bauteilidentifikation und Bewegungsablauf im
Unterflurbereich des Fahrzeugs ................................................................ 157
Abbildung 5-12: Durchführung der Bauteilidentifikation im Motorraum des
Fahrzeugs.................................................................................................. 158
Abbildung 5-13: Erfassungsgüte der gekennzeichneten Bauteile mit Hilfe des
Lesekonzepts „offenes Fahrzeug scannen“ bei einer Versuchsanzahl
von n = 50.................................................................................................. 159
Abbildung 5-14: Erfassungsgüte der Innenraumbauteile ........................................ 160
Abbildung 5-15: Erfassungsgüte der Motorraumbauteile ........................................ 162
Abbildung 6-1: Vorgehensweise bei der Auswahl eines geeigneten Antennen-
konzeptes für den Einsatz zur automatischen Bauzustands-
dokumentation in der Automobilindustrie................................................... 165
Abbildung 6-2: Beispiel für die Reflexionsdämpfung einer Antenne im UHF-
Frequenzband. .......................................................................................... 166
Abbildung 6-3: Winkelverteilung der Strahlung eines Halb- (a) und Ganz-
wellendipols (b) (in Anlehnung an [WEI-00])............................................. 169
Abbildung 6-4: Flächendipol (in Anlehnung an [ROT-88])....................................... 169
Abbildung 6-5: Koaxialantenne [ROT-88]................................................................ 170
Abbildung 6-6: Funktionsweise der Marconi-Antenne [TBZ-08] .............................. 171
Abbildung 6-7: Wendelantenne [ROT-88] ............................................................... 172
Abbildung 6-8: Schlitzantenne [CTR-08] ................................................................. 173
Abbildung 6-9: Loopantenne mit Spule als Anpassungselement ............................ 174
Abbildung 6-10: Motorraum eines AUDI A4 Avant 3.0 TDI ..................................... 176
Abbildung 6-11: Vorgehen bei der Auswahl des geeigneten Antennenkonzepts .... 179
Abbildung 6-12: Best-Practise Koaxialantenne mit 12 mm-Sperrtopf aus Kupfer ... 187
Abbildung 6-13: Spektrum-Analyzer R&S FSL3 [ROH-06]...................................... 188
Abbildung 6-14: Anschluss für die Sende- und Empfangsantenne (in Anlehnung
an [ROH-06]) ............................................................................................. 188
Abbildung 6-15: Empfangsleistung der Feig-UHF-Patchantenne............................ 190
Abbildung 6-16: Empfangsleistung der entwickelten Koaxial-Antenne ................... 190
Abbildung 6-17: Messbrücke R&S Z2 der Firma Rohde und Schwarz.................... 191
Abbildung 6-18: Reflexionsdämpfung entwickelte Koaxialantenne......................... 193
Abbildungsverzeichnis
XVI
Abbildung 6-19: Koaxialantenne mit Kunststoffummantelung................................. 194
Abbildung 6-20: Koaxialantenne mit einer 50cm-Kunststoffverlängerung............... 194
Abbildung 6-21: Einstichpunkte der Koaxialantenne zur Erfassung von im
Motorraum verbauten Komponenten ......................................................... 195
Abbildung 6-22: Vergleich der Leserate der entwickelten Koaxial- und der Feig-
Antenne von 12 im Motorraum befestigten Transpondern bei 10
Versuchsmessungen ................................................................................. 197
Abbildung 6-23: Erfassung des Motors zur Sitzlängsverstellung durch
Positionierung der Antenne unterhalb des Sitzes ...................................... 198
Tabellenverzeichnis
XVII
Tabellenverzeichnis
Tabelle 2-1: Wellenlängen der jeweiligen Frequenzgruppen .................................... 28
Tabelle 2-2: Übergang vom Nahfeld zum Fernfeld für die jeweiligen Frequenz-
bereiche....................................................................................................... 32
Tabelle 2-3: Gewinn in Hauptstrahlrichtung bei verschiedenen Antennenformen
(in Anlehnung an [FIN-06]) .......................................................................... 56
Tabelle 2-4: Internationaler Vergleich der Funkvorschriften im UHF Bereich............ 78
Tabelle 2-5: ISO-Luftschnittstellenstandards für passive RFID-Systeme.................. 79
Tabelle 2-6: VDI-Richtlinienprojekt 4472................................................................... 81
Tabelle 3-1: Anforderungen an die RFID-Technologie zur Kennzeichnung von
Fahrzeugbauteilen..................................................................................... 110
Tabelle 3-2: Anforderungen an die RFID-Technologie zur Erfassung von
verbauten Bauteilen................................................................................... 111
Tabelle 3-3: Anforderungen an die Langzeitstabilität der mobilen Datenträger....... 112
Tabelle 3-4: Eignung der verschiedenen Arbeitsfrequenzen für die
RFID-gestützte Bauzustandsdokumentation ............................................. 114
Tabelle 4-1: Hardware Rahmenbedingungen für die praktische Evaluierung ......... 133
Tabelle 4-2: Anforderungen an die mobilen Datenträger für den Einsatz in der
RFID-gestützten Bauzustandsdokumentation ........................................... 135
Tabelle 5-1: Mindestschirmdicke xmin für eine Dämpfung a = 20 dB (= 100-fache
Dämpfung) am Beispiel Eisen und Aluminium und einer Frequenz von
868 MHz beziehungsweise 2,45 GHz (Werte für κ und µr vgl. [SHA-93]).. 145
Tabelle 5-2: Hardware Rahmenbedingungen für die praktische Evaluierung ......... 153
Tabelle 5-3: Zuordnung der Transponder zu den Werkstoffen................................ 155
Tabelle 5-4: Kriterien zur Bewertung der Lesegüte der zu erfassenden Bauteile ... 158
Tabelle 6-1: Übersicht Anforderungen an Antennenkonzepte zum Einsatz im
Motorraum ................................................................................................. 178
Tabelle 6-2:Zusammenfassung der Evaluierung der Antennenkonzepte hin-
sichtlich der Erfüllung des Ausschluss-Kriteriums Baugröße..................... 184
Tabelle 6-3: Zusammenfassung der Evaluierung der Antennenkonzepte
hinsichtlich der Erfüllung des Ausschluss-Kriteriums Handhabbarkeit ...... 186

Tabellenverzeichnis
XVIII
Tabelle 6-4: Rahmenbedingungen und Einstellungen zur Messung der
Empfangsleistung ...................................................................................... 189
Tabelle 6-5: Einstellungen am Spektrum-Analyzer zur Messung der Reflexions-
dämpfung................................................................................................... 192
Tabelle 6-6: Berechnung der Ausgangsleistung am Reader für die entwickelte
Koaxialantenne.......................................................................................... 196
1 Ausgangssituation und Hintergrund
1
1.1 Die Automobilindustrie im Wandel
Die Automobilindustrie hat sich in den letzten Jahrzehnten als zentraler Wachs-
tumsmotor der deutschen Volkswirtschaft etabliert. Im Jahr 2006 erwirtschaftete der
Industriezweig mit einem Umsatz von 254 Milliarden Euro 11 Prozent des deutschen
Bruttoinlandsproduktes. Die dynamische Entwicklung der Branche spiegelt die Ver-
dopplung der Verkaufserlöse in den letzten 10 Jahren wider [VDA-07]. Auch bei der
Zahl der produzierten Fahrzeuge konnten die nationalen Hersteller 2007 mit Stück-
zahlen von 10,95 Millionen – das entspricht Wachstumsraten von 7,9 % gegenüber
dem Vorjahr – einen neuen Topwert erreichen. 5,7 Millionen Fahrzeuge verließen
dabei in inländischen Werken die Produktion [VDA-07a].
Trotz dieser Rekordmeldungen und langfristig guter Zukunftsperspektiven steht die
Automobilindustrie und insbesondere die deutschen Hersteller vor großen Heraus-
forderungen. Die Sättigung der nordamerikanischen, westeuropäischen und japani-
schen Märkte (TRIADE-Märkte) und die überproportional wachsende Bedeutung von
Fahrzeugproduzenten aus dem asiatischen Raum, die die etablierten europäischen
1 Ausgangssituation und Hintergrund
1 Ausgangssituation und Hintergrund
2
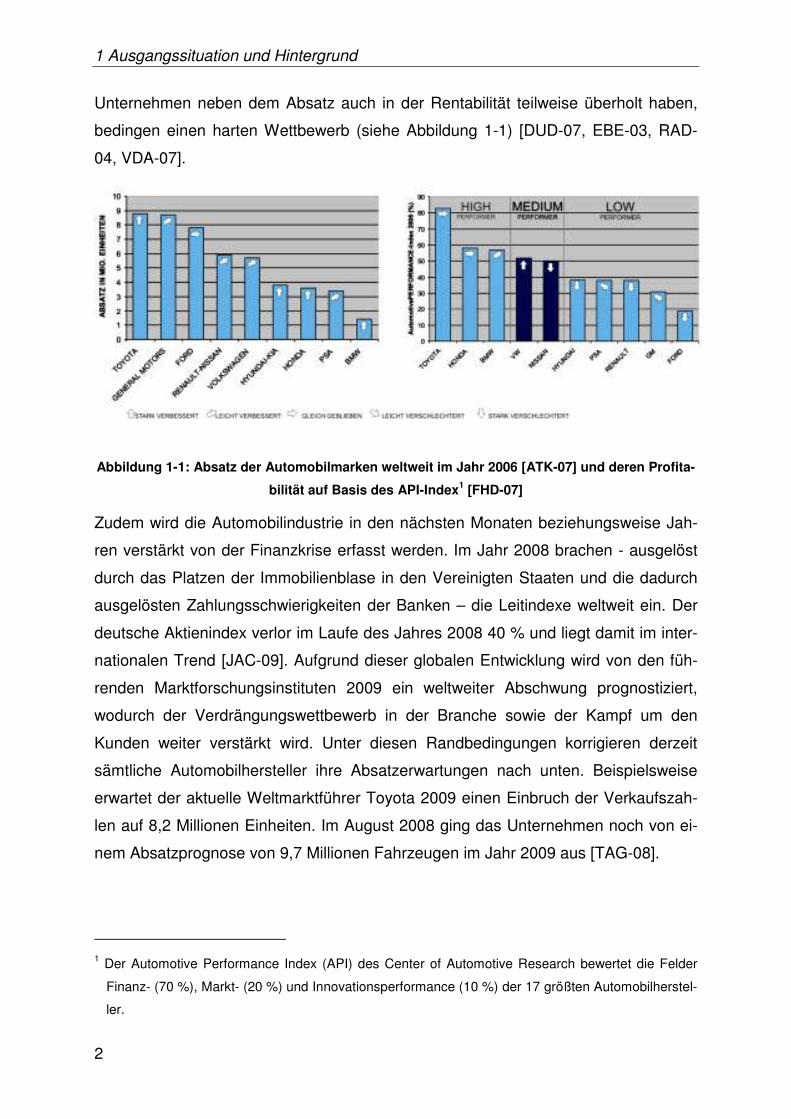
Unternehmen neben dem Absatz auch in der Rentabilität teilweise überholt haben,
bedingen einen harten Wettbewerb (siehe Abbildung 1-1) [DUD-07, EBE-03, RAD-
04, VDA-07].
Abbildung 1-1: Absatz der Automobilmarken weltweit im Jahr 2006 [ATK-07] und deren Profita-
bilität auf Basis des API-Index1 [FHD-07]
Zudem wird die Automobilindustrie in den nächsten Monaten beziehungsweise Jah-
ren verstärkt von der Finanzkrise erfasst werden. Im Jahr 2008 brachen - ausgelöst
durch das Platzen der Immobilienblase in den Vereinigten Staaten und die dadurch
ausgelösten Zahlungsschwierigkeiten der Banken – die Leitindexe weltweit ein. Der
deutsche Aktienindex verlor im Laufe des Jahres 2008 40 % und liegt damit im inter-
nationalen Trend [JAC-09]. Aufgrund dieser globalen Entwicklung wird von den füh-
renden Marktforschungsinstituten 2009 ein weltweiter Abschwung prognostiziert,
wodurch der Verdrängungswettbewerb in der Branche sowie der Kampf um den
Kunden weiter verstärkt wird. Unter diesen Randbedingungen korrigieren derzeit
sämtliche Automobilhersteller ihre Absatzerwartungen nach unten. Beispielsweise
erwartet der aktuelle Weltmarktführer Toyota 2009 einen Einbruch der Verkaufszah-
len auf 8,2 Millionen Einheiten. Im August 2008 ging das Unternehmen noch von ei-
nem Absatzprognose von 9,7 Millionen Fahrzeugen im Jahr 2009 aus [TAG-08].
1 Der Automotive Performance Index (API) des Center of Automotive Research bewertet die Felder
Finanz- (70 %), Markt- (20 %) und Innovationsperformance (10 %) der 17 größten Automobilherstel-
ler.
1 Ausgangssituation und Hintergrund
3
Vor diesem Hintergrund gilt es für die nationalen Hersteller mehr denn je durch indi-
viduell auf die Kundenwünsche abgestimmte Produkte, den Wettlauf um die Käufer
zur Sicherung des eigenen Unternehmenserfolges zu gewinnen.
Gleichzeitig zur Verschiebung der globalen Randbedingungen hat sich auch die Sicht
der Kunden auf das Automobil gewandelt. Das Fahrzeug wird nicht mehr nur als rei-
nes Fortbewegungsmittel gesehen, sondern ist Ausdruck des individuellen Lebens-
stils und wird zunehmend als Prestigeobjekt wahrgenommen [EBE-03, MAT-03].
Dies zeigt sich neben der Forderung nach individuellen Ausstattungsmerkmalen
auch in einer nachlassenden Bindung der Kunden an eine bestimmte Marke [INO-07,
RIN-07].
Die kunden- und marktbedingte Herausforderung zur Differenzierung hat in der Kon-
sequenz bei den deutschen OEMs2 zu einer starken Derivatisierung der Segmente
hin von Massen- zu Nischenprodukten geführt. Im Vergleich zu Zeiten, in denen sich
der Kunde lediglich zwischen den klassischen Segmenten Limousine und Kombi ent-
scheiden konnte, sind in jüngster Vergangenheit zahlreiche Lifestyle-Derivate wie
das Sport-Utility-Vehicle (SUV) entstanden.
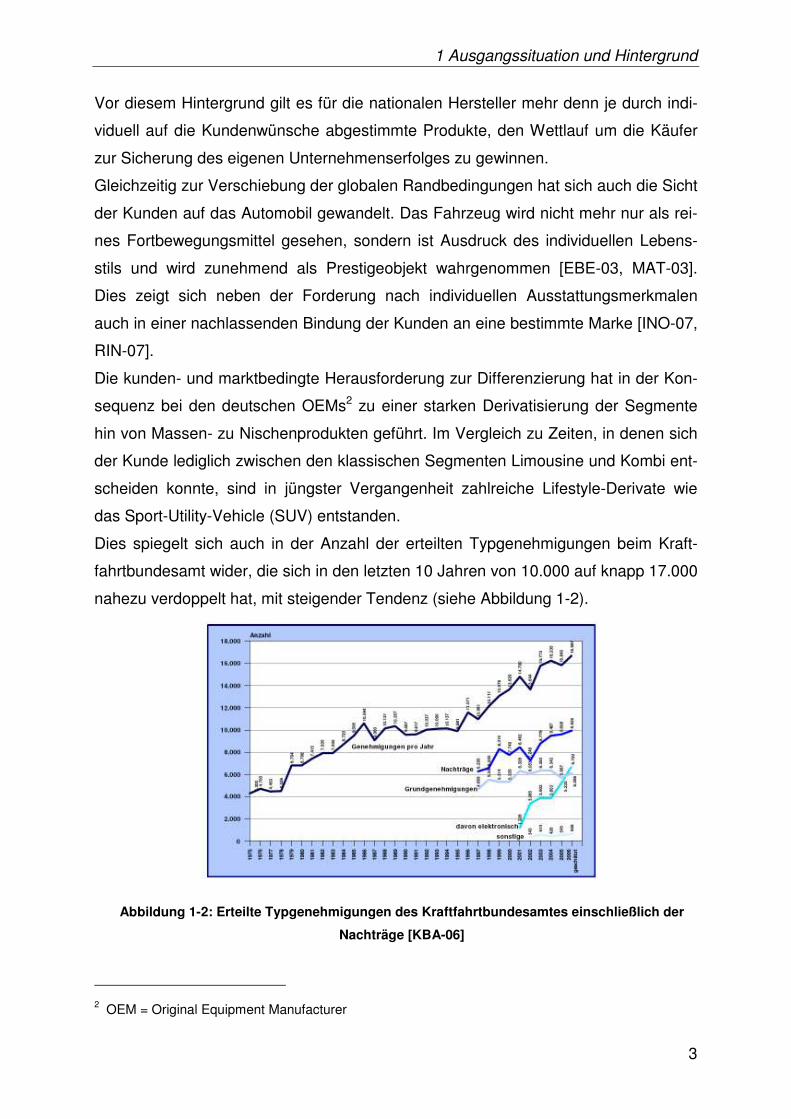
Dies spiegelt sich auch in der Anzahl der erteilten Typgenehmigungen beim Kraft-
fahrtbundesamt wider, die sich in den letzten 10 Jahren von 10.000 auf knapp 17.000
nahezu verdoppelt hat, mit steigender Tendenz (siehe Abbildung 1-2).
Abbildung 1-2: Erteilte Typgenehmigungen des Kraftfahrtbundesamtes einschließlich der
Nachträge [KBA-06]
2 OEM = Original Equipment Manufacturer
1 Ausgangssituation und Hintergrund
4
Die AUDI AG beispielsweise bietet dem Kunden derzeit 24 verschiedene Modellvari-
anten mit teilweise über 500 Sonderausstattungen an. Statistisch ist somit jedes
Fahrzeug, das vom Band läuft, ein Unikat (siehe Abbildung 1-3).
Abbildung 1-3: Steigende Derivatisierung am Beispiel der AUDI AG (in Anlehnung an [DIC-07])
Zur langfristigen Befriedigung der Kundenwünsche und zur Erzeugung eines nach-
haltigen positiven Markenimages ist neben der Produktdifferenzierung die Innovati-
onsfähigkeit der Hersteller von besonderer Bedeutung [MOE-07]. Nur wer die
Kundentrends kurzfristig in Innovation umsetzen kann, wird auf dem Markt erfolg-
reich bleiben. Unterstützt durch den technologischen Fortschritt sind insbesondere in
den letzten Jahren zahlreiche neue Innovationen in den Bereichen Fahrzeugsicher-
heit, Komfort, Umwelttechnologien und Infotainment in das Automobil integriert wor-
den (vgl. Abbildung 1-4).
Allerdings verhelfen Innovationen nur kurz zu einem Wettbewerbsvorsprung, da sie
zeitlich versetzt von weiteren Herstellern in das Programm aufgenommen werden,
und dadurch schnell ihre Exklusivität verlieren. Begeisterungsfaktoren werden dem-
zufolge aus Sicht des Kunden schnell zu allgemein geforderten und gewünschten
Leistungsangeboten [MOE-07].
1 Ausgangssituation und Hintergrund
5
Abbildung 1-4: Steigende Anzahl der Produktinnovationen am Beispiel der AUDI AG [DIC-07]
Aus diesem Grund besteht parallel zur Derivatisierung die Notwendigkeit, die Le-
benszyklen signifikant zu verkürzen, um zum einen entwickelte Innovationen recht-
zeitig in den Markt zu bringen und zum anderen die vom Kunden geforderte stetige
Weiterentwicklung des Designs zu gewährleisten. Waren in den 70er Jahren noch
Produktlebenszyklen von bis zu 12 Jahren die Regel, hat inzwischen eine Halbierung
stattgefunden [RIN-07]. Zukünftig wird von Experten in der Automobilindustrie ein
Produktlebenszyklus von 4-6 Jahren erwartet [HAW-03, IHM-06].
Die Automobilindustrie steht dadurch im direkten Spannungsfeld des magischen
Dreiecks, neue innovative Produkte mit steigender Variantenanzahl in immer kürze-
rer Zeit bei höchster Qualität zu möglichst niedrigen Kosten auf den Markt zu brin-
gen.
Um diese Herausforderung zu bewältigen, sind die Hersteller gezwungen, sich auf
ihre Kernkompetenzen zu konzentrieren und große Teile der Entwicklung und der
Wertschöpfung an externe Zulieferer auszulagern. Besaß die Ford AG in den 30er
Jahren noch eigene Erz- und Kohleminen, um mit eigenen Hochöfen ihren Bedarf an
Metall zu decken [LAN-07], so werden heutzutage auch wettbewerbs-
differenzierende Merkmale, wie Airbag- oder Fahrwerkselemente von Systemliefe-
ranten entwickelt und produziert. Der Anteil an der Gesamtwertschöpfung, die der
1 Ausgangssituation und Hintergrund
6
Fahrzeughersteller erbringt, wird Prognosen zu Folge bis zum Jahr 2010 auf weit
unter 25 % sinken [STO-03, VDA-06].
Als Konsequenz ist die Komplexität im gesamten Entwicklungs-, wie auch im Herstel-
lungs- und Logistikprozess stark gestiegen. Speziell die Beherrschung der Wert-
schöpfungskette bei gleichzeitig steigender Teile- und Variantenvielfalt hat die
Hersteller verstärkt durch den hohen Kosten- und Renditedruck vor zahlreiche Quali-
tätsprobleme gestellt. Auslöser ist häufig eine mangelnde Transparenz in der Wert-
schöpfungskette.
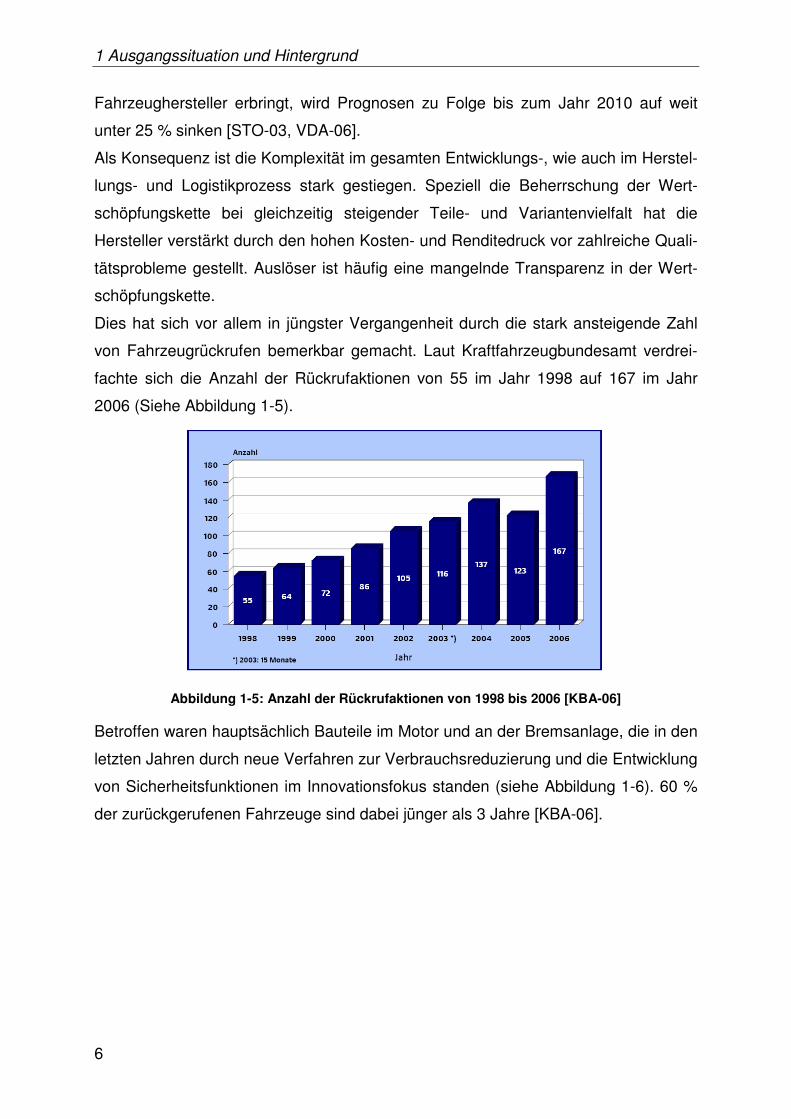
Dies hat sich vor allem in jüngster Vergangenheit durch die stark ansteigende Zahl
von Fahrzeugrückrufen bemerkbar gemacht. Laut Kraftfahrzeugbundesamt verdrei-
fachte sich die Anzahl der Rückrufaktionen von 55 im Jahr 1998 auf 167 im Jahr
2006 (Siehe Abbildung 1-5).
Abbildung 1-5: Anzahl der Rückrufaktionen von 1998 bis 2006 [KBA-06]
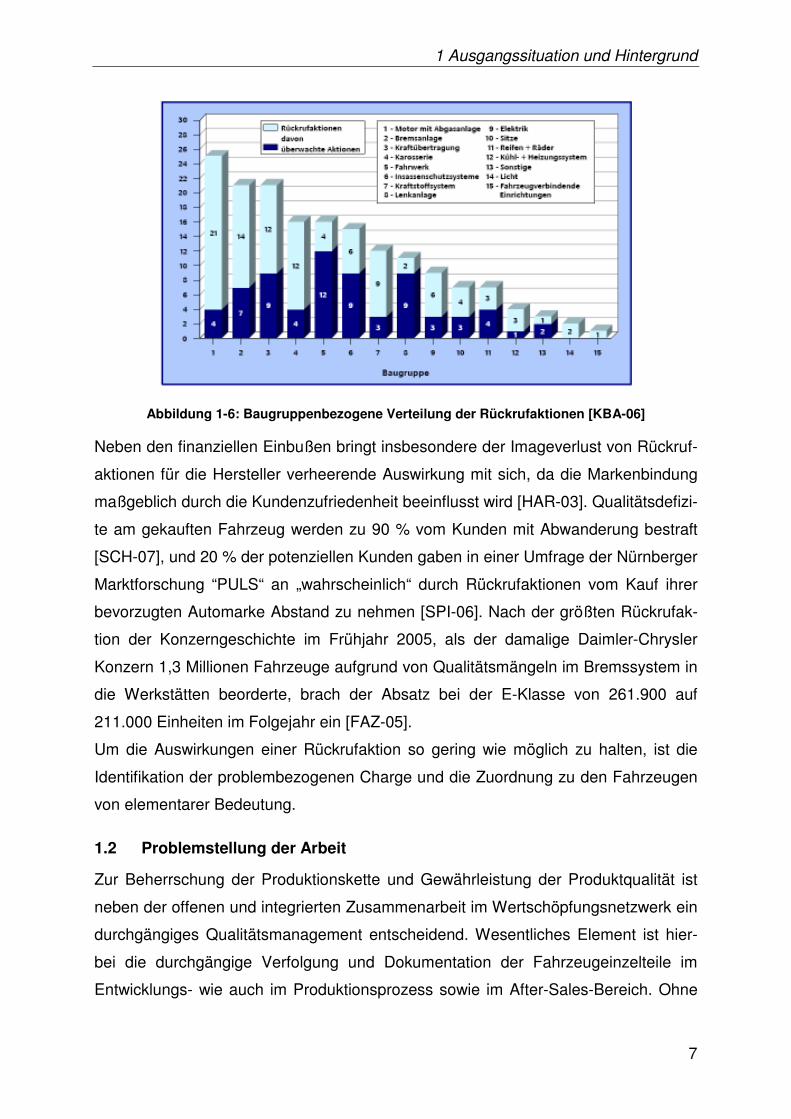
Betroffen waren hauptsächlich Bauteile im Motor und an der Bremsanlage, die in den
letzten Jahren durch neue Verfahren zur Verbrauchsreduzierung und die Entwicklung
von Sicherheitsfunktionen im Innovationsfokus standen (siehe Abbildung 1-6). 60 %
der zurückgerufenen Fahrzeuge sind dabei jünger als 3 Jahre [KBA-06].
1 Ausgangssituation und Hintergrund
7
Abbildung 1-6: Baugruppenbezogene Verteilung der Rückrufaktionen [KBA-06]
Neben den finanziellen Einbußen bringt insbesondere der Imageverlust von Rückruf-
aktionen für die Hersteller verheerende Auswirkung mit sich, da die Markenbindung
maßgeblich durch die Kundenzufriedenheit beeinflusst wird [HAR-03]. Qualitätsdefizi-
te am gekauften Fahrzeug werden zu 90 % vom Kunden mit Abwanderung bestraft
[SCH-07], und 20 % der potenziellen Kunden gaben in einer Umfrage der Nürnberger
Marktforschung “PULS“ an „wahrscheinlich“ durch Rückrufaktionen vom Kauf ihrer
bevorzugten Automarke Abstand zu nehmen [SPI-06]. Nach der größten Rückrufak-
tion der Konzerngeschichte im Frühjahr 2005, als der damalige Daimler-Chrysler
Konzern 1,3 Millionen Fahrzeuge aufgrund von Qualitätsmängeln im Bremssystem in
die Werkstätten beorderte, brach der Absatz bei der E-Klasse von 261.900 auf
211.000 Einheiten im Folgejahr ein [FAZ-05].
Um die Auswirkungen einer Rückrufaktion so gering wie möglich zu halten, ist die
Identifikation der problembezogenen Charge und die Zuordnung zu den Fahrzeugen
von elementarer Bedeutung.
1.2 Problemstellung der Arbeit
Zur Beherrschung der Produktionskette und Gewährleistung der Produktqualität ist
neben der offenen und integrierten Zusammenarbeit im Wertschöpfungsnetzwerk ein
durchgängiges Qualitätsmanagement entscheidend. Wesentliches Element ist hier-
bei die durchgängige Verfolgung und Dokumentation der Fahrzeugeinzelteile im
Entwicklungs- wie auch im Produktionsprozess sowie im After-Sales-Bereich. Ohne
1 Ausgangssituation und Hintergrund
8
technische Unterstützung ist dies bedingt durch die große Teile- und Variantenvielfalt
und unter den oben beschriebenen Randbedingungen mit einem sehr hohen Auf-
wand verbunden. In der Regel kommen derzeit Barcode-Systeme zur Verbindung
des Material- und Informationsflusses zum Einsatz. Bauteile werden dazu direkt oder
indirekt – beispielsweise auf der Verpackung oder dem Lieferschein – mit einem ein-
deutigen Barcode versehen. In Kombination mit einem durchgängigen Dokumentati-
onsprozess und mit Hilfe von spezifischen Software-Lösungen kann somit das
Bauteil über die gesamte Wertschöpfungskette verfolgt und falls notwendig bis zur
Charge identifiziert werden.
Die Technologie bedarf aber einer Sichtverbindung zwischen Barcode und dem je-
weiligen Lesegerät und ermöglicht zum anderen lediglich die Erfassung von verein-
zelten Bauteilen. Dadurch ist die Dokumentation der Bauteile und die Zuordnung zu
einem Fahrzeug mit einem hohen Aufwand verbunden und nachträglich meist nicht
mehr kontrollier- und nachvollziehbar. Durch die beschränkte Speicherkapazität und
die erzwungene zentrale Datenhaltung aufgrund der einmaligen Kodierung bietet die
Technologie zudem auch in Zukunft kaum weitere Potenziale zur Prozessoptimie-
rung.
Die Radiofrequenzidentifikation, die eine Methode kennzeichnet bei der Daten mittels
magnetischer Felder bzw. elektromagnetischer Wellen über die Luftschnittstelle über-
tragen werden, schafft hier neue Möglichkeiten zur durchgängigen und eindeutigen
Identifizierung von Fahrzeugkomponenten sowie zur Steigerung der Effizienz und
Transparenz in der Wertschöpfungskette.
Die RFID-Technologie ermöglicht eine automatische Bauzustandsdokumentation
durch die Identifikation von verbauten Komponenten, die neben der reinen Ermittlung
der exakten Fahrzeugkonfiguration weitere Potenziale beispielsweise im Fahrzeug-
servicebereich ermöglicht. Bedingt durch die physikalischen Rahmenbedingungen
der Technologie gestaltet sich die Umsetzung sehr herausfordernd, da zahlreiche
technische Problemstellungen derzeit noch nicht zufrieden stellend gelöst sind. Ins-
besondere eine metallische Umgebung wirkt sich bedingt durch die Reflexion der
Funkwellen stark negativ auf die Reichweiten und die Funktionalität eines RFID-
Systems aus [GRE-06]. Darüber hinaus existieren derzeit auf dem Markt keine zur
Einzelteilkennzeichnung geeigneten Konzepte zur Kennzeichnung von metallischen
Objekten.
1 Ausgangssituation und Hintergrund
9
Um unter diesen herausfordernden Randbedingungen den Einsatz der RFID-
Technologie im Fahrzeug, insbesondere zur Identifikation von Bauteilen im Motor-
raum, zu ermöglichen und damit die Potenziale einer RFID-gestützten Bauzustands-
dokumentation zu heben, bedarf es einer umfangreichen Technologieevaluierung
sowie einer gezielten Weiterentwicklung aller Komponenten eines RFID-Systems.
1.3 Zielsetzung und Vorgehensweise
Das Ziel der Arbeit liegt in der Entwicklung von technischen Konzepten zur Kenn-
zeichnung und Erfassung von verbauten Bauteilen im Fahrzeug zum Zwecke der
Bauzustandsdokumentation. Zudem ist deren technische Machbarkeit auf Basis von
praktischen Evaluierungen nachzuweisen.
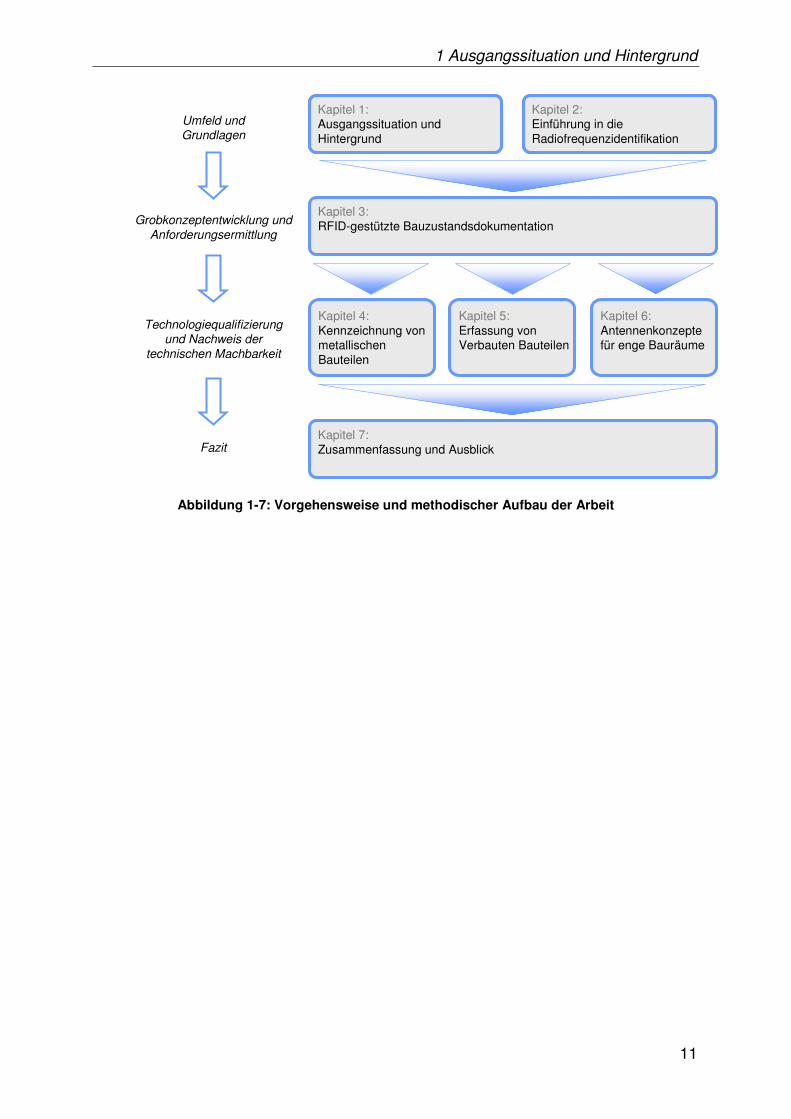
Die Struktur der Arbeit gliedert sich dabei in folgende fünf Hauptabschnitte:
• Einführung in die Radiofrequenzidentifikation (Kap. 2)
• RFID-gestützte Bauzustandsdokumentation (Kap. 3)
• Kennzeichnung von metallischen Bauteilen (Kap. 4)
• Erfassung von verbauten Bauteilen (Kap. 5)
• Antennenkonzepte für enge Bauräume (Kap. 6)
Einführung in die Radiofrequenzidentifikation (Kap. 2)
Um ein tiefes Verständnis für die frequenzabhängigen Eigenschaften der Technolo-
gie und den dadurch bedingten Herausforderungen im betrachteten Einsatzfall zu
gewährleisten, werden in diesem Abschnitts die physikalischen Grundlagen der
RFID-Technologie erläutert.
RFID-gestützte Bauzustandsdokumentation (Kap. 3)
Ziel des Kapitels ist die Entwicklung eines Konzepts für die RFID-gestützte Bauzu-
standsdokumentation sowie die Ableitung von Anforderungen für die Kennzeichnung
und Erfassung von im Fahrzeug verbauten Komponenten. Darauf aufbauend werden
auf Basis der physikalischen Grundlagen die Handlungsfelder für die Technologie-
qualifizierung hergeleitet.
1 Ausgangssituation und Hintergrund
10
Kennzeichnung von metallischen Bauteilen (Kap. 4)
Ein Großteil der Bauteile im Fahrzeug bestehen aus Metall. Deshalb gilt es im Rah-
men dieses Abschnittes bestehende Konzepte zur Kennzeichnung von metallischen
Bauteilen mit RFID aufzuzeigen und für den Anwendungsfall zu qualifizieren. Abge-
schlossen wird das Kapitel mit dem Nachweis der technischen Machbarkeit des aus-
gewählten und qualifizierten Kennzeichnungskonzeptes auf Basis einer praktischen
Evaluierung.
Erfassung von verbauten Bauteilen (Kap. 5)
Neben der Kennzeichnung von metallischen Bauteilen stellt die Erfassung von ver-
bauten mit RFID gekennzeichneten Komponenten in dem stark metallischen Umfeld
des Fahrzeugs die zweite große Herausforderung dar. Dementsprechend gilt es in
diesem Kapitel aufbauend auf der Beschreibung der theoretischen physikalischen
Einflüsse einer metallhaltigen Umgebung auf die Erfassung von mobilen Datenträ-
gern, die Leistungsfähigkeit von auf dem Markt erhältlichen Leseantennen im vorlie-
genden Anwendungsfall zu evaluieren.
Antennenkonzepte für enge Bauräume (Kap. 6)
Auf dem Markt erhältliche Antennenkonzepte sind bei beengten Platzverhältnissen,
wie beispielsweise dem Motorraum, aufgrund ihrer Bauform nicht geeignet nahe an
das zu identifizierende Objekt zu gelangen. Daher wird im Rahmen dieses Kapitels
ein Antennenkonzept zur Identifikation von Bauteilen im Motorraum entwickelt und
dessen Leistungsfähigkeit im Anwendungsfall auf Basis einer praktischen Evaluie-
rung nachgewiesen.
1 Ausgangssituation und Hintergrund
11
Kapitel 1:Ausgangssituation und Hintergrund
Kapitel 2:Einführung in die Radiofrequenzidentifikation
Kapitel 1:Ausgangssituation und Hintergrund
Kapitel 2:Einführung in die Radiofrequenzidentifikation
Kapitel 3:RFID-gestützte Bauzustandsdokumentation
Kapitel 7:Zusammenfassung und Ausblick
Kapitel 4:Kennzeichnung von metallischen Bauteilen
Kapitel 5:Erfassung von Verbauten Bauteilen
Kapitel 6:Antennenkonzepte für enge Bauräume
Umfeld und Grundlagen
Grobkonzeptentwicklung und
Anforderungsermittlung
Technologiequalifizierung und Nachweis der
technischen Machbarkeit
Fazit
Abbildung 1-7: Vorgehensweise und methodischer Aufbau der Arbeit
2 Einführung in die Radiofrequenzidentifikation
12
Die Radiofrequenzidentifikation (RFID) ist ein Auto-Identifikations-Verfahren3, das
durch den Einsatz von Frequenzen im Radiowellenbereich des Spektrums die elekt-
romagnetische oder elektrostatische Kopplung zwischen einem Schreib-/ Lesegerät
und einem mobilen Datenträger (Transponder) nutzt, um Daten des Transponders zu
lesen oder darin zu speichern [GÜN-07].
Zur Einführung in die Thematik werden zu Beginn des Kapitels die Komponenten und
grundsätzlichen Charakterisierungsmerkmale eines RFID-Systems basierend auf der
Einordnung der Technologie in die Gruppe der Auto-ID-Verfahren und dem Vergleich
mit einem Barcode-System aufgezeigt.
Darauf aufbauend erfolgt eine detaillierte Beschreibung der frequenzspezifischen
physikalischen Grundlagen der Radiofrequenzidentifikation auf deren Basis die we-
sentlichen Eigenschaften der Technologie hergeleitet werden. Dadurch wird zum ei-
nen ein tiefes Verständnis für die Einsatzbedingungen sichergestellt und zum
3 Auto-Identifikation (Auto-ID) ist die automatisierte, d. h. mit Hilfe von technischen Hilfsmitteln und
ohne die unmittelbare menschliche Intelligenz realisierte Zuordnung von Objekten zu einer Klasse
durch ein Identifikationssystem [IBF-04].
2 Einführung in die Radiofrequenzidentifikation
2 Einführung in die Radiofrequenzidentifikation
13
anderen die physikalische Grundlage für die Qualifizierung der Technologie zur An-
wendung in der Bauzustandsdokumentation geschaffen.
Abgerundet wird das Kapitel durch einen Ausblick auf die wesentlichen Entwick-
lungstrends der Technologie und der Darstellung der aktuellen Standardisierungssi-
tuation.
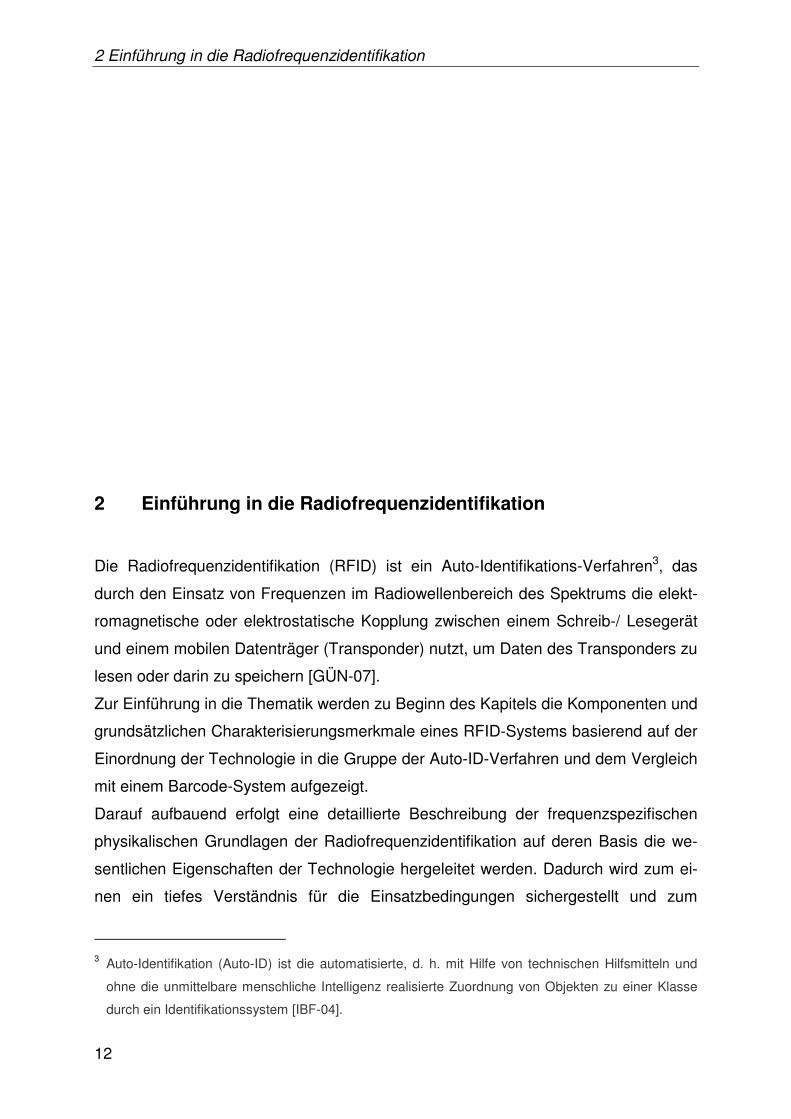
In Abbildung 2-1 ist der Aufbau des Kapitels zusammenfassend dargestellt.
Grundlagen der Auto-Identifikations-Systeme
RFID- und Barcode-Technologie im Vergleich
Differenzierung und Charakterisierung von RFID-Systemen
Kap. 2.1
Kap. 2.2
Kap. 2.3
Technologische EntwicklungstrendsKap. 2.7
Funktionsweise der Energie- undDatenübertragung
Eigenschaften von RFID-Systemen
Standardisierung der RFID-Technologie
Kap. 2.4
Kap. 2.5
Kap. 2.6
Abbildung 2-1: Aufbau des Kapitels Einführung in die Radiofrequenzidentifikation
2.1 Grundlagen der Auto-Identifikations-Verfahren
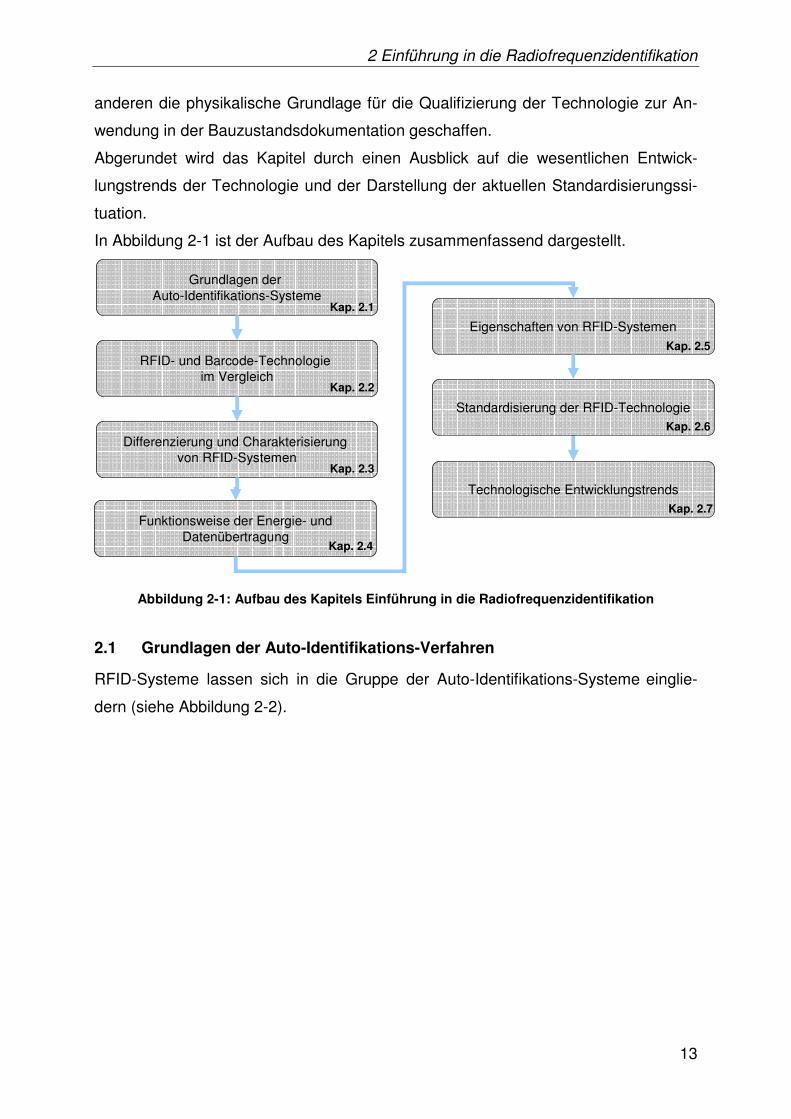
RFID-Systeme lassen sich in die Gruppe der Auto-Identifikations-Systeme einglie-
dern (siehe Abbildung 2-2).
2 Einführung in die Radiofrequenzidentifikation
14
Abbildung 2-2: Zusammenfassende Übersicht der wichtigsten Auto-ID-Verfahren
(in Anlehnung an [JAN-04])
Durch die automatische Identifikation von Objekten bieten diese Verfahren die Mög-
lichkeit, den Medienbruch4 zwischen den „realen“ Unternehmensprozessen und den
„virtuellen“ IT-Systemen zu verringern oder sogar aufzuheben [BIT-06, FLE-03]. Be-
zogen auf die Logistik kann dadurch der Material- mit dem Informationsfluss verbun-
den werden.
Von besonderer Relevanz für die Kennzeichnung von Objekten und deren Steuerung
in logistischen Prozessen sind vor allem der Barcode und die Radiofrequenzidentifi-
kation. Dies ist im Wesentlichen dadurch begründet, dass die (potenziellen) Einsatz-
gebiete der anderen genannten Auto-ID-Verfahren schwerpunktmäßig nicht in der
Logistik zu finden sind [SHJ-06] oder diese sich aus technischen und wirtschaftlichen
Aspekten dort nicht durchsetzen konnten.
Die biometrischen5 Verfahren, die sich weiter in Sprachidentifizierung und Fingerab-
druckverfahren unterteilen lassen, dienen der eindeutigen Identifikation von individu-
ellen Köpermerkmalen und werden hauptsächlich zur Personenidentifikation in
Sicherheitsanwendungen eingesetzt.
4 Medienbruch definiert sich nach [FLE-04] wie folgt: „Ein Medienbruch ist vergleichbar mit einem feh-
lenden Glied einer digitalen Informationskette und ist Mitursache für Langsamkeit, Fehleranfälligkeit
etc. inner- und überbetrieblicher Prozesse.“ 5 Biometrie ist die Wissenschaft von der Zählung und (Körper-)Messung an Lebewesen [DDE-06].
2 Einführung in die Radiofrequenzidentifikation
15
Chipkarten, die zwar sehr eng verwandt mit den RFID-Systemen sind, sich aber
durch die Notwendigkeit einer galvanischen Verbindung zum Auslesen der Daten
unterscheiden, haben sich insbesondere im Bereich des bargeldlosen Zahlungsver-
kehrs durchgesetzt. Durch die direkte Verbindung zwischen den Systemkomponen-
ten ergibt sich die Möglichkeit, aufgrund der stetigen und hohen Energieversorgung,
aufwendige Sicherheits- und Manipulationsalgorithmen mit Hilfe eines Mikroprozes-
sors zu implementieren. Für logistische Verfahren sind Chipkarten hingegen durch
den ausschließlich kontaktbehafteten Energie- und Datentransfer nicht geeignet.
Optical Character Recognitation6 Systeme, deren Vorteil in der menschlichen und
maschinellen Lesbarkeit der Klarschriftkennzeichnung liegt, konnten sich aufgrund
der Komplexität der benötigten Hardware und den damit verbundenen hohen Kosten
in der industriellen Anwendungen bisher nicht durchsetzen [IBF-04].
Im Folgenden werden die Barcode- und RFID-Technologie weiter betrachtet.
2.1.1 Barcode-Technologie
Das wichtigste und derzeit am weitesten verbreitete Auto-ID-Verfahren zur Objekt-
kennzeichnung und warengebundenen Informationsübertragung stellt der Barcode
dar. Er hat sich in der Vergangenheit aufgrund der hohen Zuverlässigkeit bei der Da-
tenauslesung, durchgängiger internationaler Standardisierung, sowie kostengünsti-
ger Herstellung weit verbreitet und erreicht derzeit einen weltweiten Marktanteil von
ca. 75 % [GÜN-07]. Er ist dadurch der am häufigsten verwendete Informationsträger.
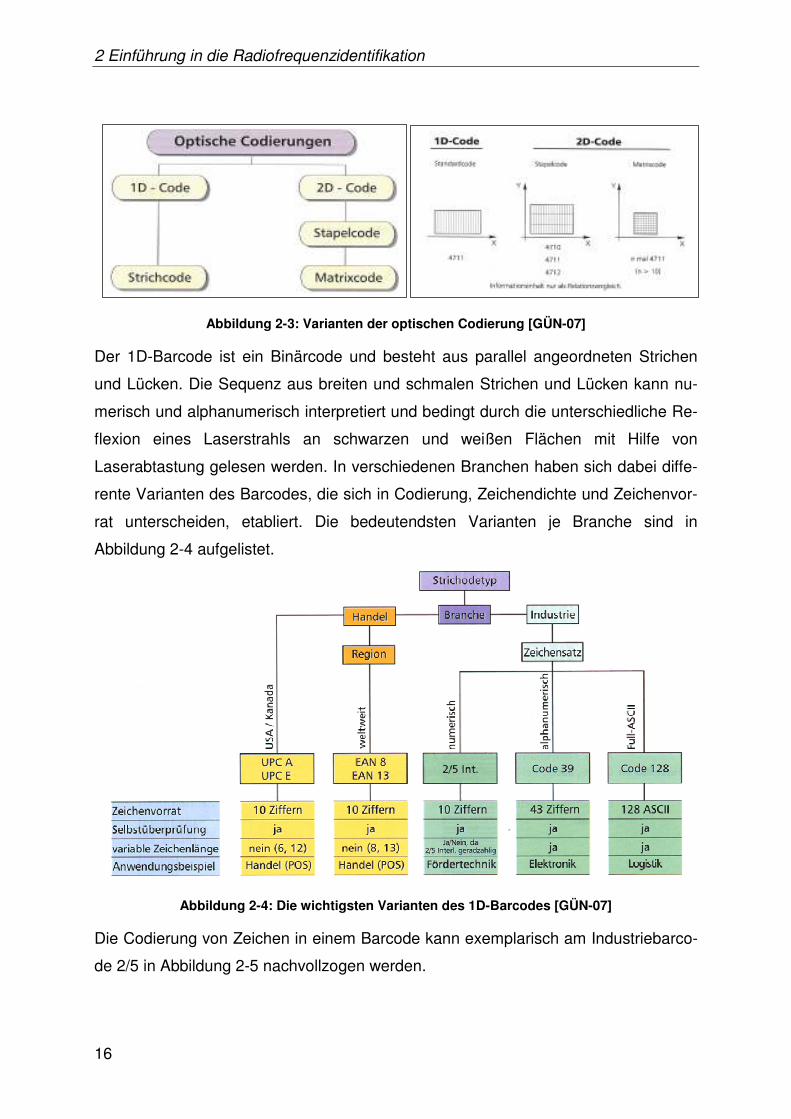
Unterscheiden lassen sich dabei die Arten 1D- und 2D-Code (siehe Abbildung 2-3).
6 Optical Character Recognitation (OCR) ist die Bezeichnung für ein Verfahren der maschinellen Zei-
chenerkennung. Zur eindeutigen Identifizierung von Schriften wurden international genormte OCR-
Schriften entwickelt [MEY-07].
2 Einführung in die Radiofrequenzidentifikation
16
Abbildung 2-3: Varianten der optischen Codierung [GÜN-07]
Der 1D-Barcode ist ein Binärcode und besteht aus parallel angeordneten Strichen
und Lücken. Die Sequenz aus breiten und schmalen Strichen und Lücken kann nu-
merisch und alphanumerisch interpretiert und bedingt durch die unterschiedliche Re-
flexion eines Laserstrahls an schwarzen und weißen Flächen mit Hilfe von
Laserabtastung gelesen werden. In verschiedenen Branchen haben sich dabei diffe-
rente Varianten des Barcodes, die sich in Codierung, Zeichendichte und Zeichenvor-
rat unterscheiden, etabliert. Die bedeutendsten Varianten je Branche sind in
Abbildung 2-4 aufgelistet.
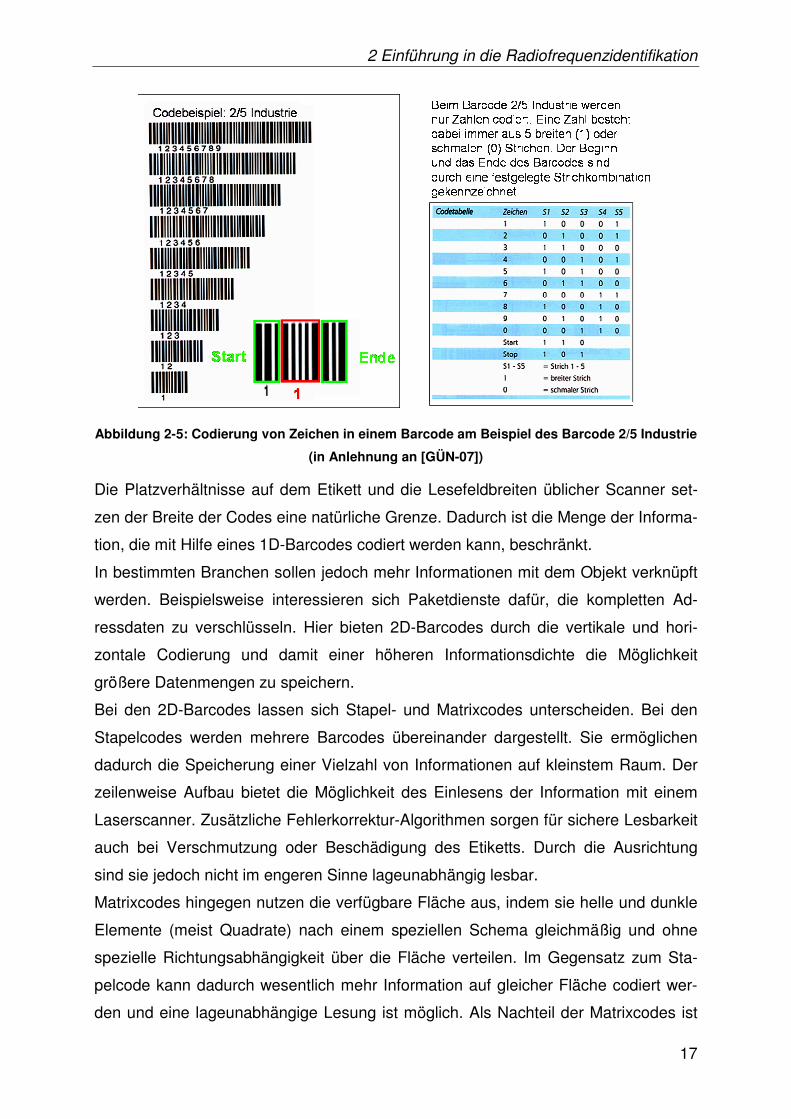
Abbildung 2-4: Die wichtigsten Varianten des 1D-Barcodes [GÜN-07]
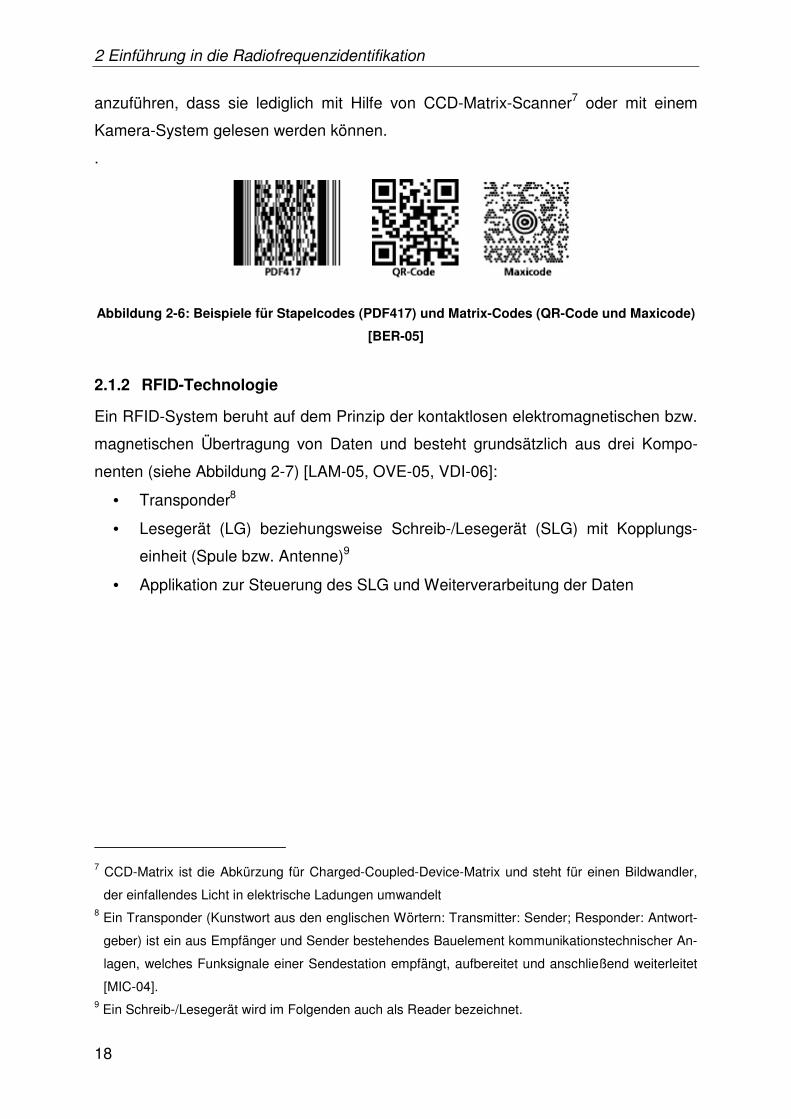
Die Codierung von Zeichen in einem Barcode kann exemplarisch am Industriebarco-
de 2/5 in Abbildung 2-5 nachvollzogen werden.
Quelle: DATALOGIC Quelle: DATALOGIC
2 Einführung in die Radiofrequenzidentifikation
17
Abbildung 2-5: Codierung von Zeichen in einem Barcode am Beispiel des Barcode 2/5 Industrie
(in Anlehnung an [GÜN-07])
Die Platzverhältnisse auf dem Etikett und die Lesefeldbreiten üblicher Scanner set-
zen der Breite der Codes eine natürliche Grenze. Dadurch ist die Menge der Informa-
tion, die mit Hilfe eines 1D-Barcodes codiert werden kann, beschränkt.
In bestimmten Branchen sollen jedoch mehr Informationen mit dem Objekt verknüpft
werden. Beispielsweise interessieren sich Paketdienste dafür, die kompletten Ad-
ressdaten zu verschlüsseln. Hier bieten 2D-Barcodes durch die vertikale und hori-
zontale Codierung und damit einer höheren Informationsdichte die Möglichkeit
größere Datenmengen zu speichern.
Bei den 2D-Barcodes lassen sich Stapel- und Matrixcodes unterscheiden. Bei den
Stapelcodes werden mehrere Barcodes übereinander dargestellt. Sie ermöglichen
dadurch die Speicherung einer Vielzahl von Informationen auf kleinstem Raum. Der
zeilenweise Aufbau bietet die Möglichkeit des Einlesens der Information mit einem
Laserscanner. Zusätzliche Fehlerkorrektur-Algorithmen sorgen für sichere Lesbarkeit
auch bei Verschmutzung oder Beschädigung des Etiketts. Durch die Ausrichtung
sind sie jedoch nicht im engeren Sinne lageunabhängig lesbar.
Matrixcodes hingegen nutzen die verfügbare Fläche aus, indem sie helle und dunkle
Elemente (meist Quadrate) nach einem speziellen Schema gleichmäßig und ohne
spezielle Richtungsabhängigkeit über die Fläche verteilen. Im Gegensatz zum Sta-
pelcode kann dadurch wesentlich mehr Information auf gleicher Fläche codiert wer-
den und eine lageunabhängige Lesung ist möglich. Als Nachteil der Matrixcodes ist
2 Einführung in die Radiofrequenzidentifikation
18
anzuführen, dass sie lediglich mit Hilfe von CCD-Matrix-Scanner7 oder mit einem
Kamera-System gelesen werden können.
.
Abbildung 2-6: Beispiele für Stapelcodes (PDF417) und Matrix-Codes (QR-Code und Maxicode)
[BER-05]
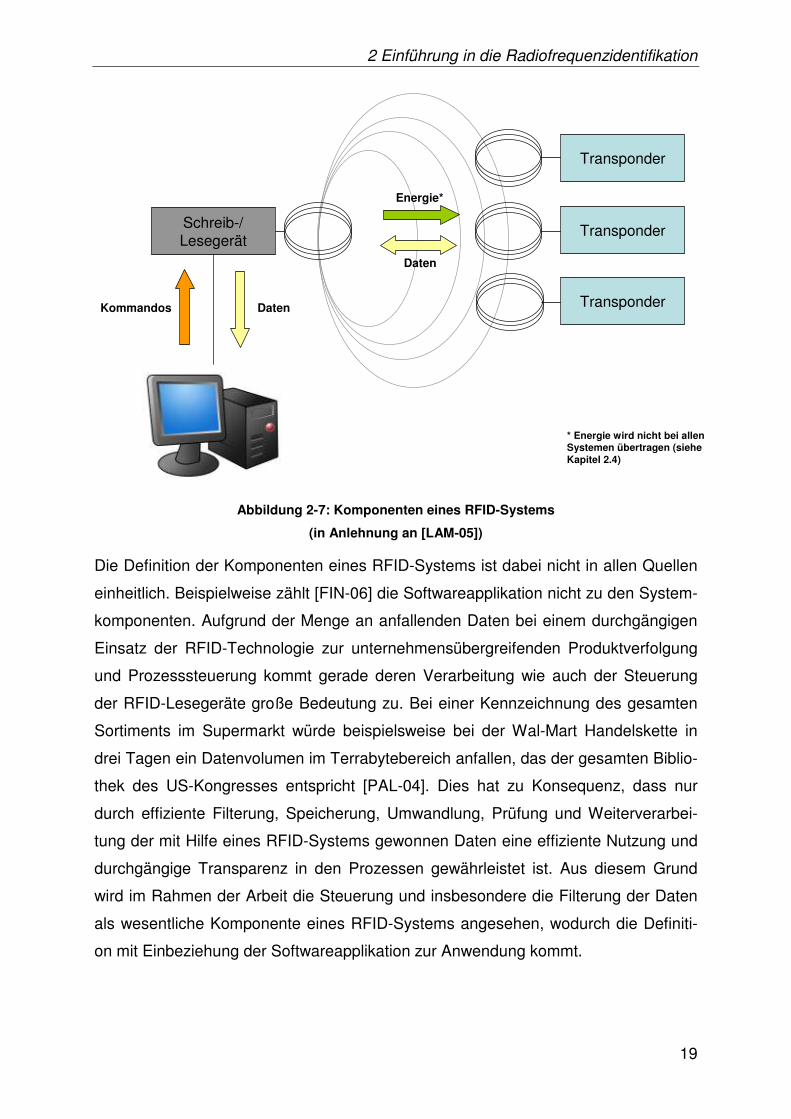
2.1.2 RFID-Technologie
Ein RFID-System beruht auf dem Prinzip der kontaktlosen elektromagnetischen bzw.
magnetischen Übertragung von Daten und besteht grundsätzlich aus drei Kompo-
nenten (siehe Abbildung 2-7) [LAM-05, OVE-05, VDI-06]:
• Transponder8
• Lesegerät (LG) beziehungsweise Schreib-/Lesegerät (SLG) mit Kopplungs-
einheit (Spule bzw. Antenne)9
• Applikation zur Steuerung des SLG und Weiterverarbeitung der Daten
7 CCD-Matrix ist die Abkürzung für Charged-Coupled-Device-Matrix und steht für einen Bildwandler,
der einfallendes Licht in elektrische Ladungen umwandelt 8 Ein Transponder (Kunstwort aus den englischen Wörtern: Transmitter: Sender; Responder: Antwort-
geber) ist ein aus Empfänger und Sender bestehendes Bauelement kommunikationstechnischer An-
lagen, welches Funksignale einer Sendestation empfängt, aufbereitet und anschließend weiterleitet
[MIC-04]. 9 Ein Schreib-/Lesegerät wird im Folgenden auch als Reader bezeichnet.
2 Einführung in die Radiofrequenzidentifikation
19
Transponder
Transponder
Transponder
Schreib-/Lesegerät
Kommandos Daten
Daten
Energie*
* Energie wird nicht bei allen Systemen übertragen (siehe Kapitel 2.4)
Abbildung 2-7: Komponenten eines RFID-Systems
(in Anlehnung an [LAM-05])
Die Definition der Komponenten eines RFID-Systems ist dabei nicht in allen Quellen
einheitlich. Beispielweise zählt [FIN-06] die Softwareapplikation nicht zu den System-
komponenten. Aufgrund der Menge an anfallenden Daten bei einem durchgängigen
Einsatz der RFID-Technologie zur unternehmensübergreifenden Produktverfolgung
und Prozesssteuerung kommt gerade deren Verarbeitung wie auch der Steuerung
der RFID-Lesegeräte große Bedeutung zu. Bei einer Kennzeichnung des gesamten
Sortiments im Supermarkt würde beispielsweise bei der Wal-Mart Handelskette in
drei Tagen ein Datenvolumen im Terrabytebereich anfallen, das der gesamten Biblio-
thek des US-Kongresses entspricht [PAL-04]. Dies hat zu Konsequenz, dass nur
durch effiziente Filterung, Speicherung, Umwandlung, Prüfung und Weiterverarbei-
tung der mit Hilfe eines RFID-Systems gewonnen Daten eine effiziente Nutzung und
durchgängige Transparenz in den Prozessen gewährleistet ist. Aus diesem Grund
wird im Rahmen der Arbeit die Steuerung und insbesondere die Filterung der Daten
als wesentliche Komponente eines RFID-Systems angesehen, wodurch die Definiti-
on mit Einbeziehung der Softwareapplikation zur Anwendung kommt.
2 Einführung in die Radiofrequenzidentifikation
20
Im Folgenden wird auf die beiden Hardwarekomponenten Transponder und SLG nä-
her eingegangen. Eine detaillierte Beschreibung der Funktionsweise eines RFID-
Systems erfolgt in Kapitel 2.4.
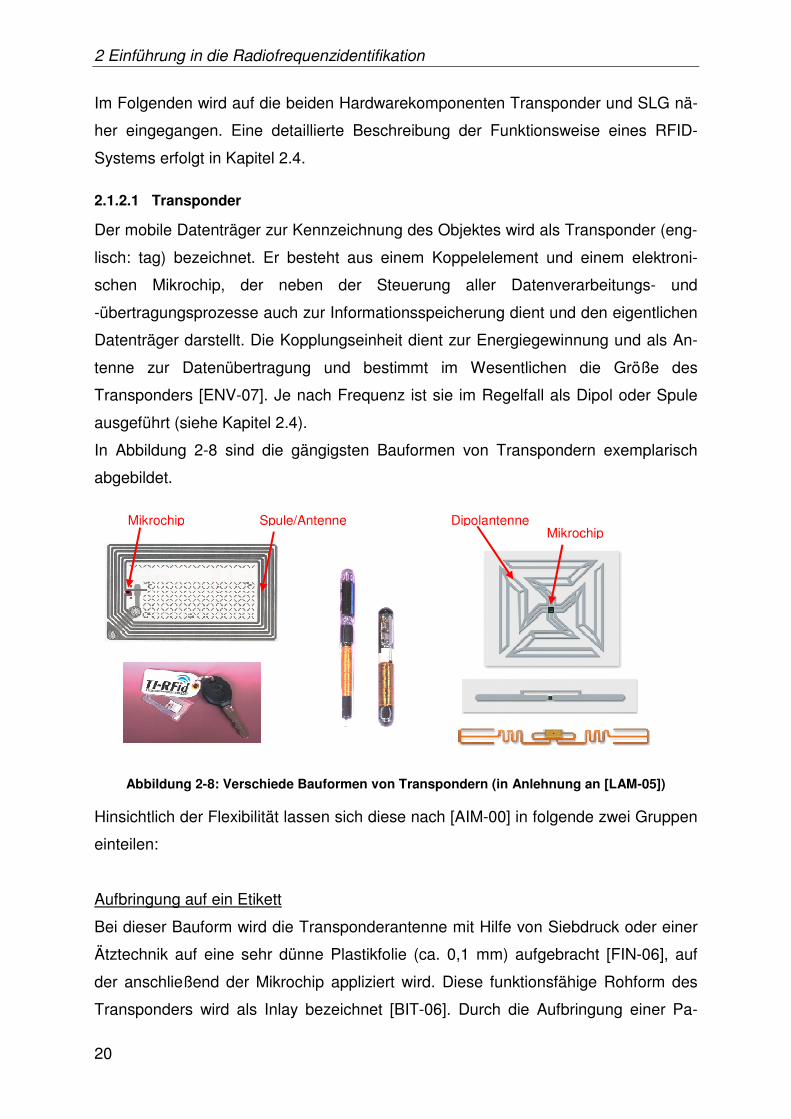
2.1.2.1 Transponder
Der mobile Datenträger zur Kennzeichnung des Objektes wird als Transponder (eng-
lisch: tag) bezeichnet. Er besteht aus einem Koppelelement und einem elektroni-
schen Mikrochip, der neben der Steuerung aller Datenverarbeitungs- und
-übertragungsprozesse auch zur Informationsspeicherung dient und den eigentlichen
Datenträger darstellt. Die Kopplungseinheit dient zur Energiegewinnung und als An-
tenne zur Datenübertragung und bestimmt im Wesentlichen die Größe des
Transponders [ENV-07]. Je nach Frequenz ist sie im Regelfall als Dipol oder Spule
ausgeführt (siehe Kapitel 2.4).
In Abbildung 2-8 sind die gängigsten Bauformen von Transpondern exemplarisch
abgebildet.
Abbildung 2-8: Verschiede Bauformen von Transpondern (in Anlehnung an [LAM-05])
Hinsichtlich der Flexibilität lassen sich diese nach [AIM-00] in folgende zwei Gruppen
einteilen:
Aufbringung auf ein Etikett
Bei dieser Bauform wird die Transponderantenne mit Hilfe von Siebdruck oder einer
Ätztechnik auf eine sehr dünne Plastikfolie (ca. 0,1 mm) aufgebracht [FIN-06], auf
der anschließend der Mikrochip appliziert wird. Diese funktionsfähige Rohform des
Transponders wird als Inlay bezeichnet [BIT-06]. Durch die Aufbringung einer Pa-
Mikrochip Spule/Antenne Dipolantenne Mikrochip

2 Einführung in die Radiofrequenzidentifikation
21
pierschicht auf der Oberseite und die Beschichtung der Rückseite mit einem Kleb-
stoff kann das Inlay zu einem Selbstklebeetikett10 weiterverarbeitet werden (vgl.
Abbildung 2-9).
Durch die selbstklebende, flexible Etikettenform bietet diese Bauform die Möglichkeit
der zusätzlichen Bedruckung und damit der Verbindung zwischen Barcode und Klar-
schriftinformation. Des Weiteren können gängige Applikationsverfahren zum Aufbrin-
gen des Etiketts auf das Objekt genutzt werden, wodurch dieser Vorgang
automatisiert und kostengünstig durchgeführt werden kann. Gerade durch die hohe
Flexibilität und die einfache Applizierung sind die Smart Label die gängigste und kos-
tengünstigste Transponderart zur Kennzeichnung von Produkten. Allerdings ist sie
empfindlich gegenüber mechanischen und thermischen Belastungen.
Trägerpapier (Liner]
Verpackung (Etikettenschicht und Klebstoff)
Folieninlay mit Antenne
Transponderchip
Abbildung 2-9: Bestandteile eines Smart Label [JAN-04]
Einbringung in ein Gehäuse
Für den Einsatz in widrigen Umgebungsbedingungen können Inlays zum Schutz vor
Verschmutzung, Säuren oder hohen Temperaturen in Kunststoffe oder anderen Ma-
terialien eingebracht werden. Dies hat eine im Vergleich zu den Etiketten größere
Bauform zur Folge und bedingt durch die starre Struktur bei der Produktkennzeich-
nung die Notwendigkeit großer planarer Flächen auf dem Objekt. Außerdem ist die
Herstellung wie auch die Applikation mit höheren Kosten verbunden.
2.1.2.2 Schreib-/Lesegerät
Neben dem mobilen Datenträger stellt das Schreib-/Lesegerät (SLG) die zweite we-
sentliche Hardwarekomponente eines RFID-Systems dar. Unter SLG versteht man
10 Diese Bauform wird auch als Label oder Smart Label bezeichnet.
2 Einführung in die Radiofrequenzidentifikation
22
dabei Steuergeräte, die die Steuerung der Antennen und die Logik zur Übertragung
der empfangenen Daten an die Applikation übernehmen [HAN-06].
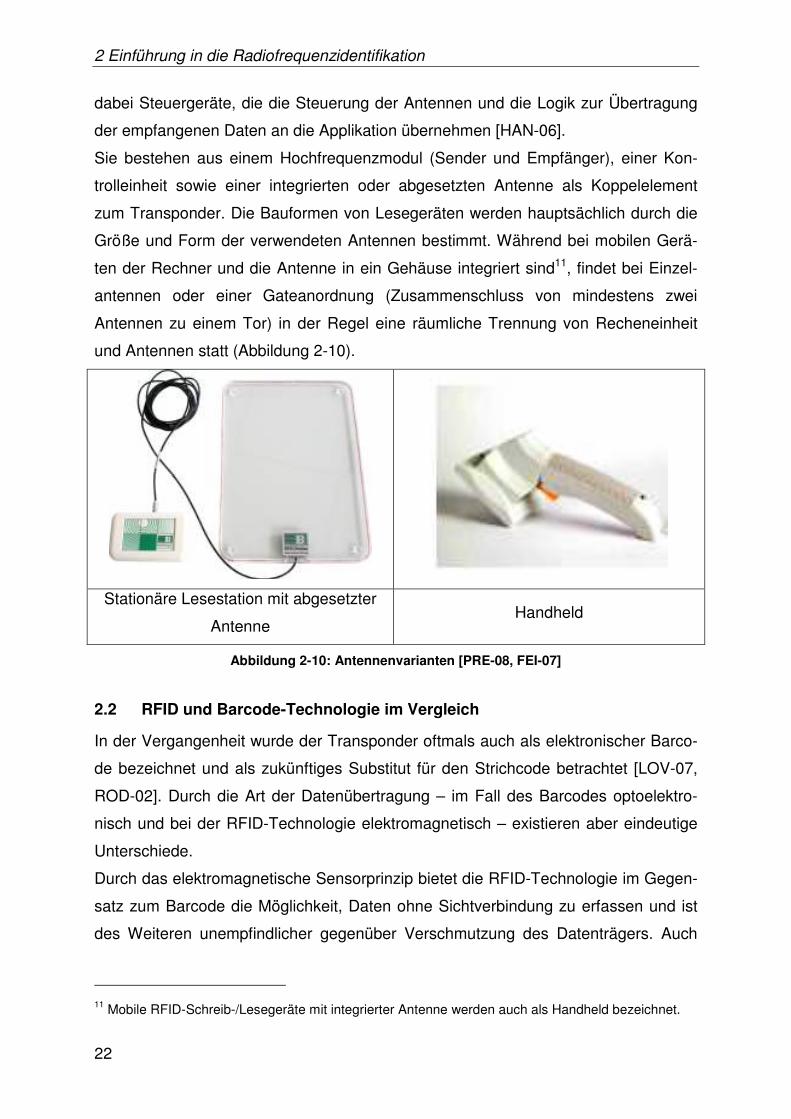
Sie bestehen aus einem Hochfrequenzmodul (Sender und Empfänger), einer Kon-
trolleinheit sowie einer integrierten oder abgesetzten Antenne als Koppelelement
zum Transponder. Die Bauformen von Lesegeräten werden hauptsächlich durch die
Größe und Form der verwendeten Antennen bestimmt. Während bei mobilen Gerä-
ten der Rechner und die Antenne in ein Gehäuse integriert sind11, findet bei Einzel-
antennen oder einer Gateanordnung (Zusammenschluss von mindestens zwei
Antennen zu einem Tor) in der Regel eine räumliche Trennung von Recheneinheit
und Antennen statt (Abbildung 2-10).
Stationäre Lesestation mit abgesetzter
Antenne Handheld
Abbildung 2-10: Antennenvarianten [PRE-08, FEI-07]
2.2 RFID und Barcode-Technologie im Vergleich
In der Vergangenheit wurde der Transponder oftmals auch als elektronischer Barco-
de bezeichnet und als zukünftiges Substitut für den Strichcode betrachtet [LOV-07,
ROD-02]. Durch die Art der Datenübertragung – im Fall des Barcodes optoelektro-
nisch und bei der RFID-Technologie elektromagnetisch – existieren aber eindeutige
Unterschiede.
Durch das elektromagnetische Sensorprinzip bietet die RFID-Technologie im Gegen-
satz zum Barcode die Möglichkeit, Daten ohne Sichtverbindung zu erfassen und ist
des Weiteren unempfindlicher gegenüber Verschmutzung des Datenträgers. Auch
11 Mobile RFID-Schreib-/Lesegeräte mit integrierter Antenne werden auch als Handheld bezeichnet.
2 Einführung in die Radiofrequenzidentifikation
23
lassen sich quasi gleichzeitig mehrere Datenträger auslesen12, und es können in Ab-
hängigkeit des verwendeten Systems im Vergleich zum Barcode höhere Lesereich-
weiten erreicht werden. Je nach Bauform kann der Transponder darüber hinaus
hitzebeständig und mechanisch belastbar ausgeführt sein, wodurch die Technologie
auch in widrigen medialen, thermischen, chemischen und physikalischen Randbe-
dingungen, bei denen optoelektronische Systeme an ihre Grenzen gelangen, einge-
setzt werden kann [SHJ-06].
Zusätzlich ergeben sich durch die Möglichkeit der Speicherung von größeren Da-
tenmengen und der dynamischen Datenveränderung beim Einsatz der RFID-
Technologie Anwendungsmöglichkeiten, die weit über die reine Identifikation hinaus
gehen und beim Barcode nur mit Hilfe einer zentralen Datenhaltung gelöst werden
können [RAF-06]. Dementsprechend ergibt sich bei der RFID-Technologie im direk-
ten Vergleich zur Barcode-Technologie langfristig die Möglichkeit, den Information-
und Materialfluss zu „verheiraten“, somit die derzeit existierende Lücke zwischen der
physischen und informationstechnischen Welt zu schließen und die Intransparenz in
den Prozessen vollständig zu beseitigen [GOE-06, REI-07].
Aufgrund der Notwendigkeit von elektronischen Bauteilen ist der Einsatz der RFID-
Technologie aber auf der anderen Seite mit deutlichen höheren Kosten verbunden.
Während bei einem Barcodeetikett in der einfachsten Form Kosten unter 1 Cent pro
Stück entstehen, sind bei der RFID-gestützten Identifikation je nach Betriebsart, Fre-
quenz und Abnahmemenge Kosten von derzeit mindestens 10 Cent bis hin zu über
40 Euro bei Batterie-gestützten Systemen pro mobilen Datenträger zu erwarten
[RFJ-07]. Auch von Seiten der Lesegeräte sind die anfallenden Kosten aufgrund der
Komplexität der Geräte bei einer RFID-Anwendung deutlich höher.
Darüber hinaus kann die Applikation des Transponders am Produkt je nach Art des
verwendeten mobilen Datenspeichers technisch aufwendiger sein und die Inbetrieb-
nahme des Systems ist aufgrund des starken Einflusses der Umgebungsbedingun-
gen und der Werkstoffeigenschaften des zu kennzeichnenden Objektes auf die
Leistungsfähigkeit des RFID-Systems im Regelfall mit einem höheren Zeitbedarf ver-
bunden.
Aufgrund ihrer kurzen industriellen Historie existiert bei der RFID-Technologie derzeit
noch eine Lücke im Bereich der Anwendungsstandards, wodurch die Implementie-
12 Diese Eigenschaft wird auch als Pulkfähigkeit bezeichnet.
2 Einführung in die Radiofrequenzidentifikation
24
rung von offenen RFID-Kreisläufen zusätzlich mit einem deutlich höheren Abstim-
mungsaufwand verbunden ist [CJH-05, HUS-06].
Auf Basis dieser wirtschaftlichen Nachteile ist es notwendig, für den rentablen Ein-
satz der RFID-Technologie in der Regel neben der reinen Identifikation des Objektes
einen zusätzlichen Nutzen zu generieren, weswegen RFID zunehmend als Komple-
mentär und weniger als Substitut zur Barcode-gestützten Identifikation betrachtet
wird [IML-04, OV-02, SHJ-06].
Ergänzend muss erwähnt werden, dass die Leistungsfähigkeit der RFID-Technologie
und damit die jeweiligen Vor- und Nachteile sehr stark vom ausgewählten System,
insbesondere der Arbeitsfrequenz (vgl. Kapitel 2.3.1 und 2.5) und den Umgebungs-
bedingungen des Einsatzfalles, abhängen [GÜN-07b].
Zusammenfassend sind in Abbildung 2-11 die Vorzüge und Nachteile der beiden
Technologien gegenübergestellt.
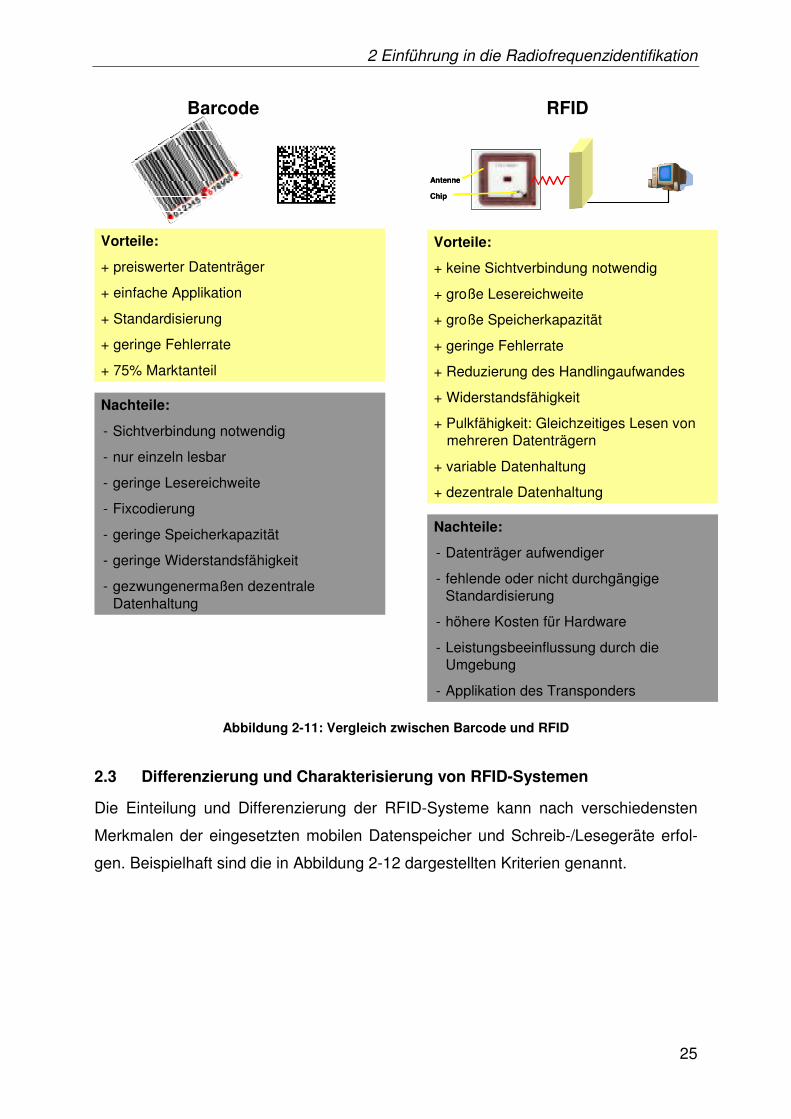
2 Einführung in die Radiofrequenzidentifikation
25
Antenne
Chip
Antenne
Chip
Vorteile:
+ keine Sichtverbindung notwendig
+ große Lesereichweite
+ große Speicherkapazität
+ geringe Fehlerrate
+ Reduzierung des Handlingaufwandes
+ Widerstandsfähigkeit
+ Pulkfähigkeit: Gleichzeitiges Lesen von mehreren Datenträgern
+ variable Datenhaltung
+ dezentrale Datenhaltung
Nachteile:
- Datenträger aufwendiger
- fehlende oder nicht durchgängige Standardisierung
- höhere Kosten für Hardware
- Leistungsbeeinflussung durch die Umgebung
- Applikation des Transponders
Vorteile:
+ preiswerter Datenträger
+ einfache Applikation
+ Standardisierung
+ geringe Fehlerrate
+ 75% Marktanteil
Nachteile:
- Sichtverbindung notwendig
- nur einzeln lesbar
- geringe Lesereichweite
- Fixcodierung
- geringe Speicherkapazität
- geringe Widerstandsfähigkeit
- gezwungenermaßen dezentrale Datenhaltung
Barcode RFID
Abbildung 2-11: Vergleich zwischen Barcode und RFID
2.3 Differenzierung und Charakterisierung von RFID-Systemen
Die Einteilung und Differenzierung der RFID-Systeme kann nach verschiedensten
Merkmalen der eingesetzten mobilen Datenspeicher und Schreib-/Lesegeräte erfol-
gen. Beispielhaft sind die in Abbildung 2-12 dargestellten Kriterien genannt.
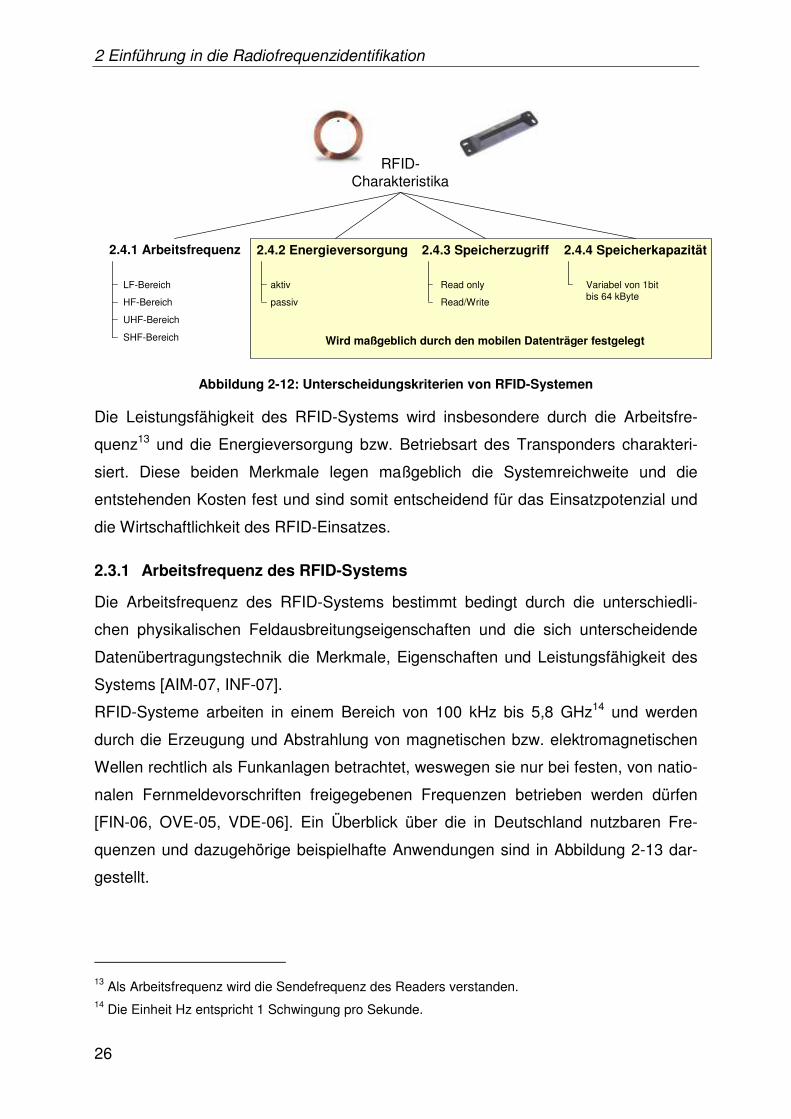
2 Einführung in die Radiofrequenzidentifikation
26
Wird maßgeblich durch den mobilen Datenträger festgelegt
2.4.1 Arbeitsfrequenz 2.4.2 Energieversorgung 2.4.3 Speicherzugriff 2.4.4 Speicherkapazität
LF-Bereich
HF-Bereich
UHF-Bereich
SHF-Bereich
aktiv
passiv
Read only
Read/Write
Variabel von 1bit bis 64 kByte
RFID-Charakteristika
Abbildung 2-12: Unterscheidungskriterien von RFID-Systemen
Die Leistungsfähigkeit des RFID-Systems wird insbesondere durch die Arbeitsfre-
quenz13 und die Energieversorgung bzw. Betriebsart des Transponders charakteri-
siert. Diese beiden Merkmale legen maßgeblich die Systemreichweite und die
entstehenden Kosten fest und sind somit entscheidend für das Einsatzpotenzial und
die Wirtschaftlichkeit des RFID-Einsatzes.
2.3.1 Arbeitsfrequenz des RFID-Systems
Die Arbeitsfrequenz des RFID-Systems bestimmt bedingt durch die unterschiedli-
chen physikalischen Feldausbreitungseigenschaften und die sich unterscheidende
Datenübertragungstechnik die Merkmale, Eigenschaften und Leistungsfähigkeit des
Systems [AIM-07, INF-07].
RFID-Systeme arbeiten in einem Bereich von 100 kHz bis 5,8 GHz14 und werden
durch die Erzeugung und Abstrahlung von magnetischen bzw. elektromagnetischen
Wellen rechtlich als Funkanlagen betrachtet, weswegen sie nur bei festen, von natio-
nalen Fernmeldevorschriften freigegebenen Frequenzen betrieben werden dürfen
[FIN-06, OVE-05, VDE-06]. Ein Überblick über die in Deutschland nutzbaren Fre-
quenzen und dazugehörige beispielhafte Anwendungen sind in Abbildung 2-13 dar-
gestellt.
13 Als Arbeitsfrequenz wird die Sendefrequenz des Readers verstanden. 14 Die Einheit Hz entspricht 1 Schwingung pro Sekunde.
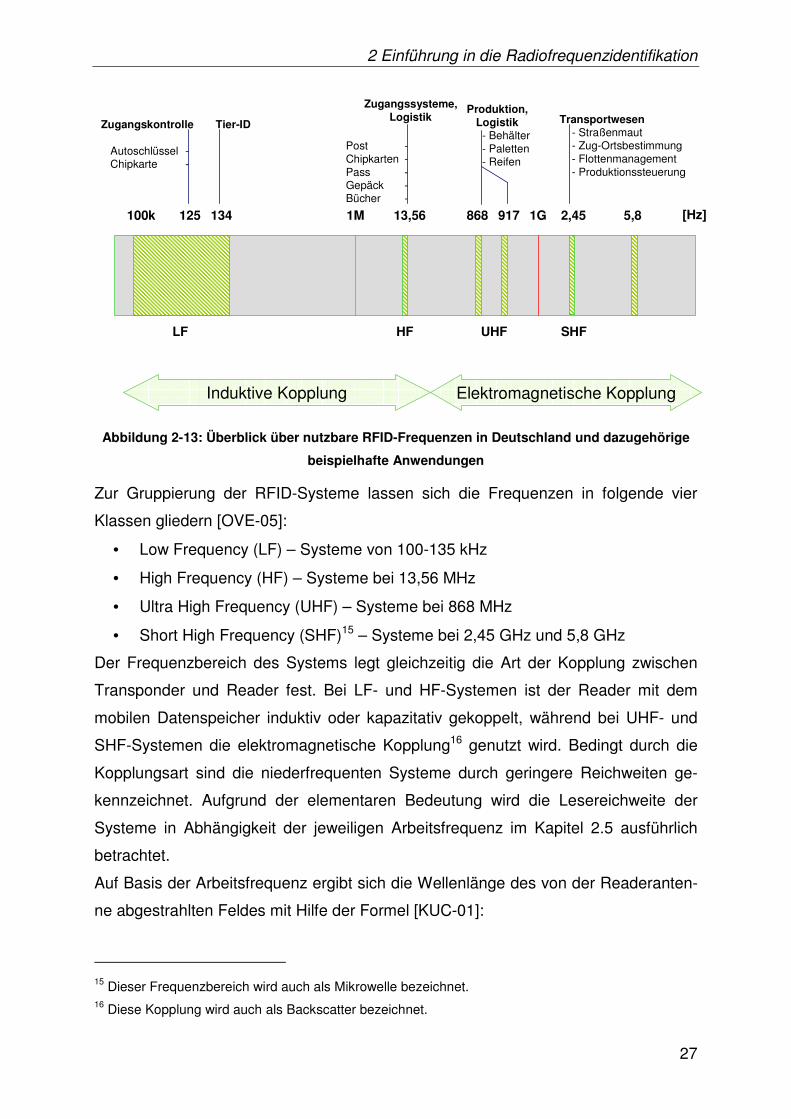
2 Einführung in die Radiofrequenzidentifikation
27
100k 125 134 1M 13,56 868 917 1G 2,45 5,8
LF HF UHF SHF
Zugangskontrolle
Autoschlüssel -Chipkarte -
Tier-ID
Post -Chipkarten -Pass -Gepäck -Bücher -
Produktion,Logistik
- Behälter- Paletten- Reifen
Transportwesen- Straßenmaut- Zug-Ortsbestimmung- Flottenmanagement- Produktionssteuerung
Zugangssysteme,Logistik
Induktive Kopplung Elektromagnetische Kopplung
[Hz]
Abbildung 2-13: Überblick über nutzbare RFID-Frequenzen in Deutschland und dazugehörige
beispielhafte Anwendungen
Zur Gruppierung der RFID-Systeme lassen sich die Frequenzen in folgende vier
Klassen gliedern [OVE-05]:
• Low Frequency (LF) – Systeme von 100-135 kHz
• High Frequency (HF) – Systeme bei 13,56 MHz
• Ultra High Frequency (UHF) – Systeme bei 868 MHz
• Short High Frequency (SHF)15 – Systeme bei 2,45 GHz und 5,8 GHz
Der Frequenzbereich des Systems legt gleichzeitig die Art der Kopplung zwischen
Transponder und Reader fest. Bei LF- und HF-Systemen ist der Reader mit dem
mobilen Datenspeicher induktiv oder kapazitativ gekoppelt, während bei UHF- und
SHF-Systemen die elektromagnetische Kopplung16 genutzt wird. Bedingt durch die
Kopplungsart sind die niederfrequenten Systeme durch geringere Reichweiten ge-
kennzeichnet. Aufgrund der elementaren Bedeutung wird die Lesereichweite der
Systeme in Abhängigkeit der jeweiligen Arbeitsfrequenz im Kapitel 2.5 ausführlich
betrachtet.
Auf Basis der Arbeitsfrequenz ergibt sich die Wellenlänge des von der Readeranten-
ne abgestrahlten Feldes mit Hilfe der Formel [KUC-01]:
15 Dieser Frequenzbereich wird auch als Mikrowelle bezeichnet. 16 Diese Kopplung wird auch als Backscatter bezeichnet.
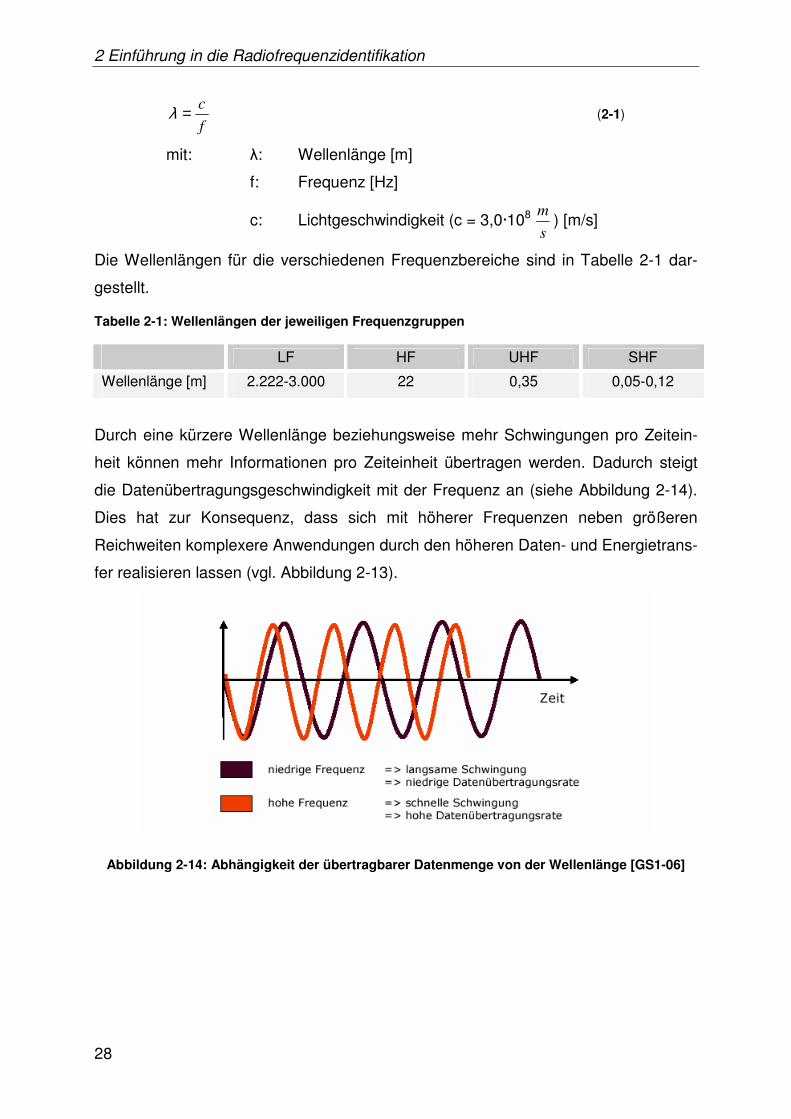
2 Einführung in die Radiofrequenzidentifikation
28
f
c=λ (2-1)
mit: λ: Wellenlänge [m]
f: Frequenz [Hz]
c: Lichtgeschwindigkeit (c = 3,0·108
s
m) [m/s]
Die Wellenlängen für die verschiedenen Frequenzbereiche sind in Tabelle 2-1 dar-
gestellt.
Tabelle 2-1: Wellenlängen der jeweiligen Frequenzgruppen
LF HF UHF SHF
Wellenlänge [m] 2.222-3.000 22 0,35 0,05-0,12
Durch eine kürzere Wellenlänge beziehungsweise mehr Schwingungen pro Zeitein-
heit können mehr Informationen pro Zeiteinheit übertragen werden. Dadurch steigt
die Datenübertragungsgeschwindigkeit mit der Frequenz an (siehe Abbildung 2-14).
Dies hat zur Konsequenz, dass sich mit höherer Frequenzen neben größeren
Reichweiten komplexere Anwendungen durch den höheren Daten- und Energietrans-
fer realisieren lassen (vgl. Abbildung 2-13).
Abbildung 2-14: Abhängigkeit der übertragbarer Datenmenge von der Wellenlänge [GS1-06]
2 Einführung in die Radiofrequenzidentifikation
29
2.3.2 Energieversorgung des Transponders
RFID-Transponder benötigen Energie zum Betrieb des Mikrochips und zum Transfer
der Daten. Dabei lassen sich drei verschiedene Arten der Energieversorgung unter-
scheiden [LAM-05]:
• Passive Transponder: Die Energie wird aus dem Feld des Lesegerätes ge-
wonnen und für den Mikrochip und die Datenübertragung verwendet.
• Semi-aktive Transponder17: Die Versorgung des Mikrochips wird von einer in-
ternen Batterie übernommen. Zum Senden der Daten wird die gewonnene
Energie aus dem Feld der Readerantenne verwendet.
• Aktive Transponder: Sie verwenden die zugehörige Batterie zur Energiever-
sorgung des Mikrochips und zum Senden der Daten. Die Energie des Lesefel-
des wird nur zur Aktivierung des Transponders verwendet.
Die aktiven RFID-Systeme werden in der Literatur nicht durchgängig zu den RFID-
Systemen gezählt. [FIN-06] beschränkt RFID-Systeme auf passive und semi-aktive
Transponder, wobei [FIN-06] das nach obiger Definition semi-aktive System als aktiv
bezeichnet. In der Mehrzahl der Literaturquellen (u.a. [BSI-04, FRA-06, GS1-07,
HAN-06, JAN-04, und LAM-05]) findet die im Rahmen dieser Arbeit verwendete Defi-
nition Anwendung.
Durch die integrierte Batterie besitzen aktive und semi-aktive RFID-Transponder eine
deutlich höhere Reichweite im Vergleich zu passiven Systemen, weil die Energie
zum Betrieb des Datenspeichers nicht aus dem Feld gewonnen werden muss. Der
Transponder wird lediglich durch das Erregersignal der Readerantenne aktiviert. Be-
findet sich der Transponder außerhalb des Ansprechfeldes, wird er in einen Stand-
by-Modus versetzt. Die eigene Energieversorgung des Mikrochips bietet zudem die
Möglichkeit, größere Speicher zu betreiben und aufwendigere Mikroprozessoren mit
Verschlüsselungsalgorithmen sowie Sensoren zu integrieren [FRA-06].
Allerdings sind diese Transponder deutlich teurer als passive Systeme und bedingen
größere Bauformen. Außerdem ist die Lebenszeit des Transponders durch die Batte-
riekapazität in Abhängigkeit der Nutzungshäufigkeit des Transponders begrenzt
[FRA-06]. Aus diesem Grund werden sie aus wirtschaftlichen Gesichtpunkten im Re-
gelfall entweder in geschlossen Kreisläufen oder an Objekten mit hohem Wert einge-
setzt. 17 Die Bezeichnung semi-passiv wird teilweise in der Literatur synonym verwendet [KLE-04].
2 Einführung in die Radiofrequenzidentifikation
30
Passive mobile Datenspeicher müssen die Energie zum Betrieb des Mikroprozessors
und zum Senden der Daten aus dem Feld der Leseantenne gewinnen, wodurch nur
persistente Speichermedien, die ihre Daten ohne Energieversorgung behalten und
sich durch einen geringen Energieverbrauch auszeichnen, eingesetzt werden können
[FRA-06]. Aus diesem Grund wurden die ersten passiven Transponder erst durch die
Entwicklung der Integrated Circuit(IC)-Technologie, insbesondere der Complementa-
ry Metal Oxid Semiconductor(CMOS)-Technik, deren Schaltungen durch einen ex-
trem geringen Energieverbrauch charakterisiert sind, ermöglicht [HAE-04].
Technisch ist somit die Reichweite von passiven Systemen im Vergleich zu aktiven
geringer, sie können aber im Gegenzug in einfacherer Bauweise und fast beliebiger
Bauform kostengünstig hergestellt werden.
Im LF- und HF-Bereich existieren lediglich passive Systeme. Bei auf UHF- und SHF-
basierenden RFID-Systemen sind sowohl passive als auch aktive Systeme auf dem
Markt erhältlich, wobei im UHF-Bereich die passiven Systeme überwiegen und im
SHF-Bereich größtenteils aktive Systeme zum Einsatz kommen.
2.3.3 Art des Speicherzugriffs
Neben der Arbeitsfrequenz und der Energieversorgung stellt die Beschreibbarkeit
des Transponders ein wichtiges Charakterisierungs- und Leistungsmerkmal dar. Da-
bei lassen sich die folgenden zwei Klassen unterscheiden:
• Read-Only Transponder:
Diese Art der mobilen Datenspeicher ist vom Hersteller mit einer unikaten
Identifikationsnummer beschrieben, die nicht geändert, ergänzt oder
überschrieben werden kann. Aufgrund des einfachen Aufbaus können diese
Transponder preisgünstig hergestellt werden und kommen insbesondere in
einfachen Anwendungen, in denen keine Datenspeicherung erforderlich ist,
wie beispielsweise bei der Tieridentifikation oder Zutrittskontrolle, zum Ein-
satz.
Als Sonderform existieren im Rahmen dieser Klasse die so genannten
WORM-Transponder18, die eine einmalige unveränderliche Codierung der In-
formation auf dem Transponder erlauben, die dann beliebig oft ausgelesen
werden kann [BIT-06]. In anderen Literaturquellen, beispielsweise [SHJ-06],
18 Die Abkürzung WORM steht für den englischen Ausdruck Write Once Read Many.
2 Einführung in die Radiofrequenzidentifikation
31
wird ein WORM-Transponder als ein mobiler Datenspeicher mit einer herstel-
lerseitig unveränderlich codierten Seriennummer und einem einmalig be-
schreibbaren Speicherbereich definiert. Durch die Weiterentwicklung der
Chiptechnologie und der damit verbundenen Möglichkeit bestimmte Speicher-
bereiche zu fixieren19 ist die Bedeutung dieser Art von Transpondern stark zu-
rückgegangen ist. Aus diesem Grund wird im Rahmen dieser Arbeit die auf
den gesamten Speicherbereich bezogene Definition verwendet.
• Read/Write Transponder:
Diese Transponder verfügen über individuell beschreibbare Speicherbereiche,
die beliebig oft mit Hilfe eines Schreib-/Lesegerätes überschrieben werden
können. Wie oben beschrieben, besitzen Transponder der neusten Generati-
on die Möglichkeit die Speicherbereiche teilweise oder gesamt zu fixieren, um
eine nachträgliche Manipulation der gespeicherten Daten zu verhindern.
2.3.4 Speicherkapazität
Die Speicherkapazität des mobilen Datenträgers wird durch den applizierten Mikro-
chip und die maximal übertragbare Leistung festgelegt. Bei passiven Systemen muss
die Energie zum Betrieb des Transponders aus dem Feld gewonnen werden, so
dass sich hier – insbesondere bei kurzen Verweilzeiten im Lesefeld – nur geringe
Speicherkapazitäten realisieren lassen. Im Regelfall beträgt die Speichermenge für
passive Systeme derzeit zwischen 128 und 2048 Bit. Zudem sinkt die Leistungsfä-
higkeit des RFID-Systems mit einer zunehmenden dezentralen Datenhaltung stark
ab, so dass insbesondere in Logistikanwendungen mit Pulkerfassung eine starke
Reduzierung der Datenmenge bis hin zu einer eindeutigen Identifizierungsnummer
auf dem Transponder anzustreben ist. Des Weiteren lässt sich die Übertragung von
großen Datenvolumina nur realisieren, wenn sich der Transponder lange im An-
sprechfeld des Lesegerätes befindet. Durch die im Verhältnis großen Reichweiten
und die eigene Energieversorgung von aktiven Systemen sind diese prädestiniert für
eine hohe Speicherkapazität. Auf dem Markt sind derzeit Systeme mit bis zu 64 kBy-
te erhältlich, wodurch sich in Kombination mit Sensoren beispielsweise die dezentra-
le Aufzeichnung von Messreihen realisieren lässt.
19 Dies wird auch als Locken des Speicherbereichs bezeichnet.
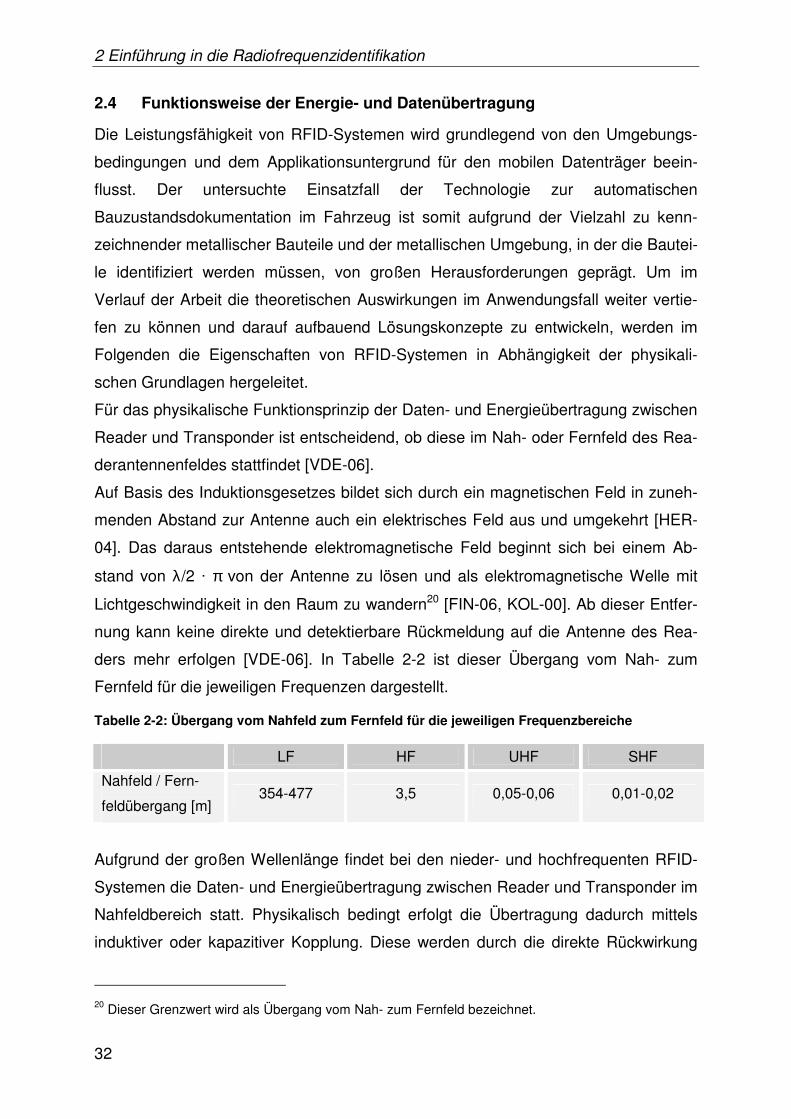
2 Einführung in die Radiofrequenzidentifikation
32
2.4 Funktionsweise der Energie- und Datenübertragung
Die Leistungsfähigkeit von RFID-Systemen wird grundlegend von den Umgebungs-
bedingungen und dem Applikationsuntergrund für den mobilen Datenträger beein-
flusst. Der untersuchte Einsatzfall der Technologie zur automatischen
Bauzustandsdokumentation im Fahrzeug ist somit aufgrund der Vielzahl zu kenn-
zeichnender metallischer Bauteile und der metallischen Umgebung, in der die Bautei-
le identifiziert werden müssen, von großen Herausforderungen geprägt. Um im
Verlauf der Arbeit die theoretischen Auswirkungen im Anwendungsfall weiter vertie-
fen zu können und darauf aufbauend Lösungskonzepte zu entwickeln, werden im
Folgenden die Eigenschaften von RFID-Systemen in Abhängigkeit der physikali-
schen Grundlagen hergeleitet.
Für das physikalische Funktionsprinzip der Daten- und Energieübertragung zwischen
Reader und Transponder ist entscheidend, ob diese im Nah- oder Fernfeld des Rea-
derantennenfeldes stattfindet [VDE-06].
Auf Basis des Induktionsgesetzes bildet sich durch ein magnetischen Feld in zuneh-
menden Abstand zur Antenne auch ein elektrisches Feld aus und umgekehrt [HER-
04]. Das daraus entstehende elektromagnetische Feld beginnt sich bei einem Ab-
stand von λ/2 · π von der Antenne zu lösen und als elektromagnetische Welle mit
Lichtgeschwindigkeit in den Raum zu wandern20 [FIN-06, KOL-00]. Ab dieser Entfer-
nung kann keine direkte und detektierbare Rückmeldung auf die Antenne des Rea-
ders mehr erfolgen [VDE-06]. In Tabelle 2-2 ist dieser Übergang vom Nah- zum
Fernfeld für die jeweiligen Frequenzen dargestellt.
Tabelle 2-2: Übergang vom Nahfeld zum Fernfeld für die jeweiligen Frequenzbereiche
LF HF UHF SHF
Nahfeld / Fern-
feldübergang [m] 354-477 3,5 0,05-0,06 0,01-0,02
Aufgrund der großen Wellenlänge findet bei den nieder- und hochfrequenten RFID-
Systemen die Daten- und Energieübertragung zwischen Reader und Transponder im
Nahfeldbereich statt. Physikalisch bedingt erfolgt die Übertragung dadurch mittels
induktiver oder kapazitiver Kopplung. Diese werden durch die direkte Rückwirkung
20 Dieser Grenzwert wird als Übergang vom Nah- zum Fernfeld bezeichnet.
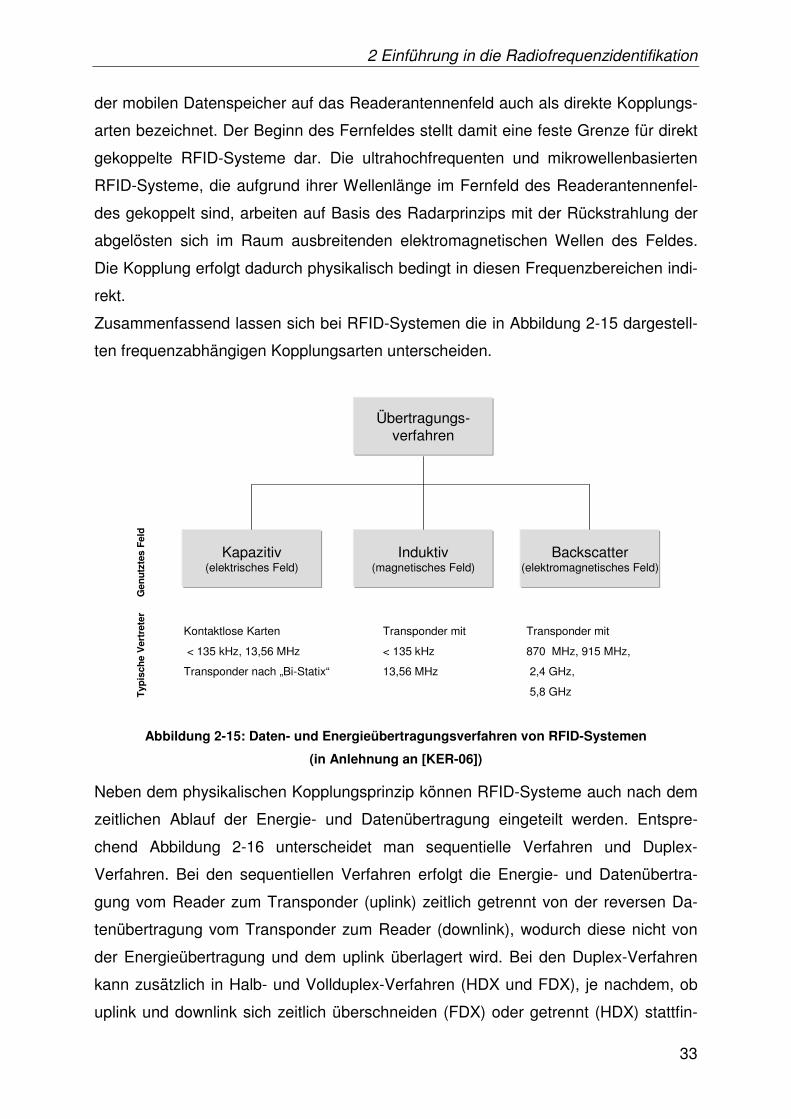
2 Einführung in die Radiofrequenzidentifikation
33
der mobilen Datenspeicher auf das Readerantennenfeld auch als direkte Kopplungs-
arten bezeichnet. Der Beginn des Fernfeldes stellt damit eine feste Grenze für direkt
gekoppelte RFID-Systeme dar. Die ultrahochfrequenten und mikrowellenbasierten
RFID-Systeme, die aufgrund ihrer Wellenlänge im Fernfeld des Readerantennenfel-
des gekoppelt sind, arbeiten auf Basis des Radarprinzips mit der Rückstrahlung der
abgelösten sich im Raum ausbreitenden elektromagnetischen Wellen des Feldes.
Die Kopplung erfolgt dadurch physikalisch bedingt in diesen Frequenzbereichen indi-
rekt.
Zusammenfassend lassen sich bei RFID-Systemen die in Abbildung 2-15 dargestell-
ten frequenzabhängigen Kopplungsarten unterscheiden.
Kapazitiv(elektrisches Feld)
Induktiv(magnetisches Feld)
Backscatter(elektromagnetisches Feld)
Übertragungs-verfahren
Gen
utz
tes
Fel
dT
ypis
che
Ver
tret
er
Kontaktlose Karten
< 135 kHz, 13,56 MHz
Transponder nach „Bi-Statix“
Transponder mit
< 135 kHz
13,56 MHz
Transponder mit
870 MHz, 915 MHz,
2,4 GHz,
5,8 GHz
Abbildung 2-15: Daten- und Energieübertragungsverfahren von RFID-Systemen
(in Anlehnung an [KER-06])
Neben dem physikalischen Kopplungsprinzip können RFID-Systeme auch nach dem
zeitlichen Ablauf der Energie- und Datenübertragung eingeteilt werden. Entspre-
chend Abbildung 2-16 unterscheidet man sequentielle Verfahren und Duplex-
Verfahren. Bei den sequentiellen Verfahren erfolgt die Energie- und Datenübertra-
gung vom Reader zum Transponder (uplink) zeitlich getrennt von der reversen Da-
tenübertragung vom Transponder zum Reader (downlink), wodurch diese nicht von
der Energieübertragung und dem uplink überlagert wird. Bei den Duplex-Verfahren
kann zusätzlich in Halb- und Vollduplex-Verfahren (HDX und FDX), je nachdem, ob
uplink und downlink sich zeitlich überschneiden (FDX) oder getrennt (HDX) stattfin-
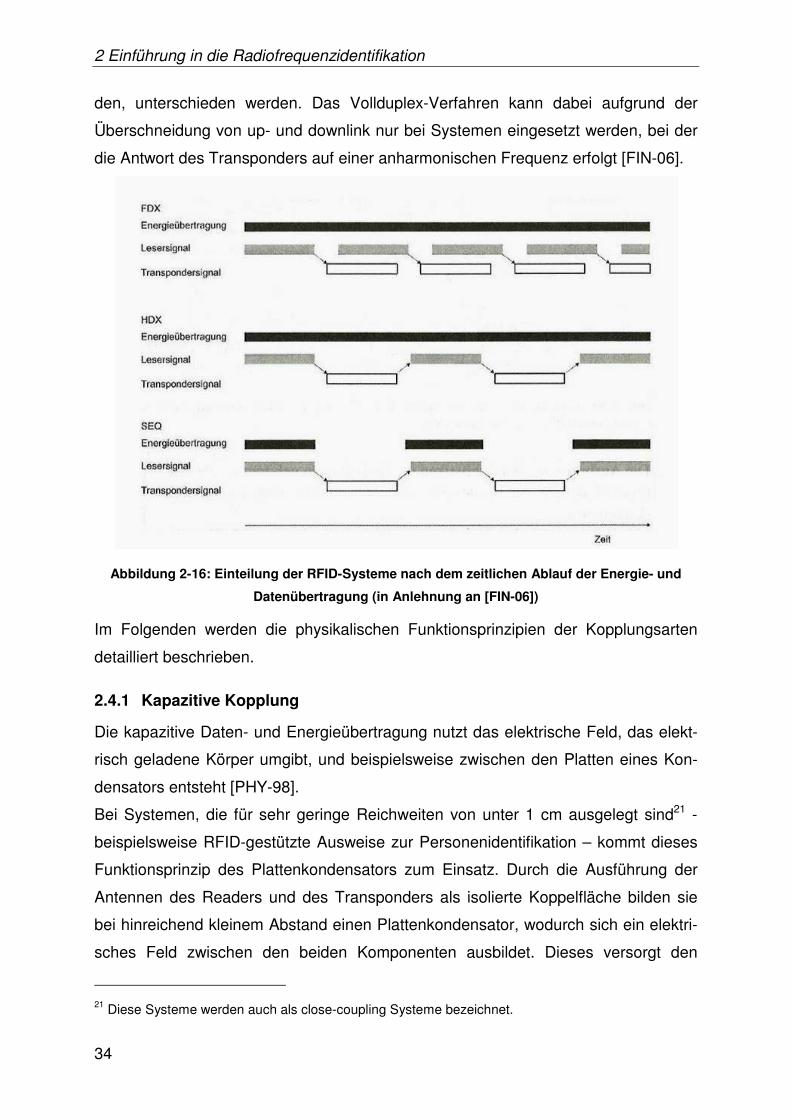
2 Einführung in die Radiofrequenzidentifikation
34
den, unterschieden werden. Das Vollduplex-Verfahren kann dabei aufgrund der
Überschneidung von up- und downlink nur bei Systemen eingesetzt werden, bei der
die Antwort des Transponders auf einer anharmonischen Frequenz erfolgt [FIN-06].
Abbildung 2-16: Einteilung der RFID-Systeme nach dem zeitlichen Ablauf der Energie- und
Datenübertragung (in Anlehnung an [FIN-06])
Im Folgenden werden die physikalischen Funktionsprinzipien der Kopplungsarten
detailliert beschrieben.
2.4.1 Kapazitive Kopplung
Die kapazitive Daten- und Energieübertragung nutzt das elektrische Feld, das elekt-
risch geladene Körper umgibt, und beispielsweise zwischen den Platten eines Kon-
densators entsteht [PHY-98].
Bei Systemen, die für sehr geringe Reichweiten von unter 1 cm ausgelegt sind21 -
beispielsweise RFID-gestützte Ausweise zur Personenidentifikation – kommt dieses
Funktionsprinzip des Plattenkondensators zum Einsatz. Durch die Ausführung der
Antennen des Readers und des Transponders als isolierte Koppelfläche bilden sie
bei hinreichend kleinem Abstand einen Plattenkondensator, wodurch sich ein elektri-
sches Feld zwischen den beiden Komponenten ausbildet. Dieses versorgt den
21 Diese Systeme werden auch als close-coupling Systeme bezeichnet.
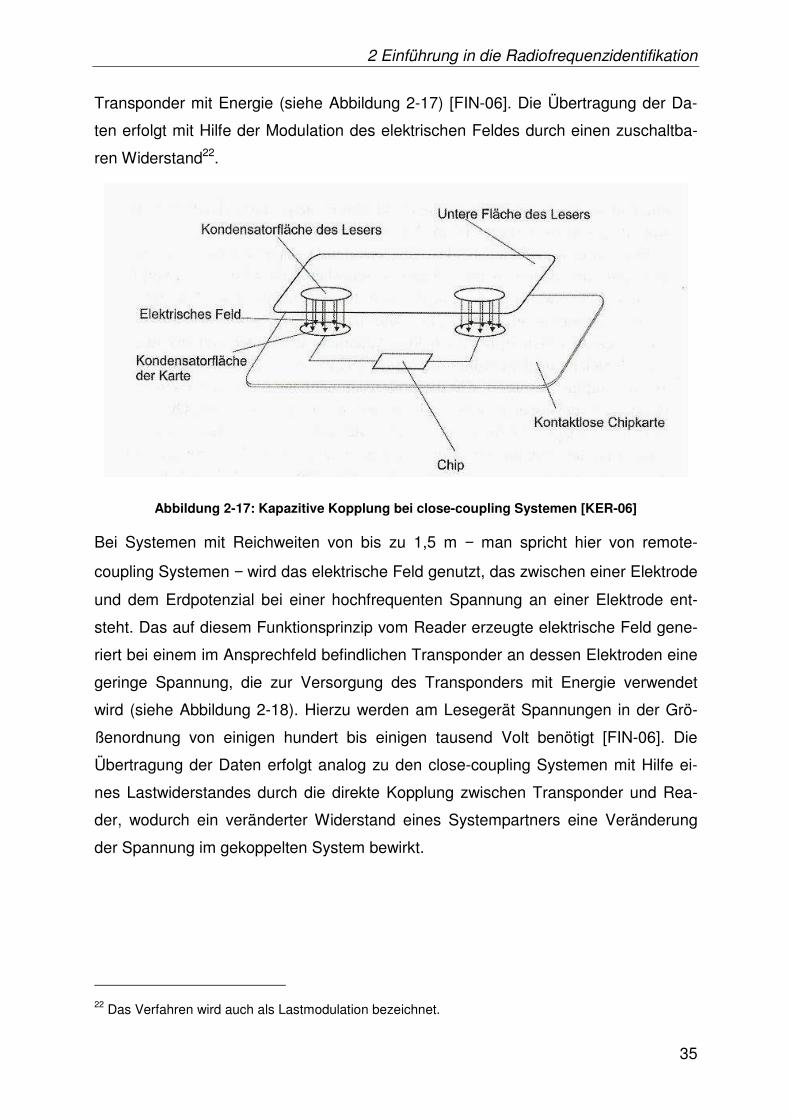
2 Einführung in die Radiofrequenzidentifikation
35
Transponder mit Energie (siehe Abbildung 2-17) [FIN-06]. Die Übertragung der Da-
ten erfolgt mit Hilfe der Modulation des elektrischen Feldes durch einen zuschaltba-
ren Widerstand22.
Abbildung 2-17: Kapazitive Kopplung bei close-coupling Systemen [KER-06]
Bei Systemen mit Reichweiten von bis zu 1,5 m − man spricht hier von remote-
coupling Systemen − wird das elektrische Feld genutzt, das zwischen einer Elektrode
und dem Erdpotenzial bei einer hochfrequenten Spannung an einer Elektrode ent-
steht. Das auf diesem Funktionsprinzip vom Reader erzeugte elektrische Feld gene-
riert bei einem im Ansprechfeld befindlichen Transponder an dessen Elektroden eine
geringe Spannung, die zur Versorgung des Transponders mit Energie verwendet
wird (siehe Abbildung 2-18). Hierzu werden am Lesegerät Spannungen in der Grö-
ßenordnung von einigen hundert bis einigen tausend Volt benötigt [FIN-06]. Die
Übertragung der Daten erfolgt analog zu den close-coupling Systemen mit Hilfe ei-
nes Lastwiderstandes durch die direkte Kopplung zwischen Transponder und Rea-
der, wodurch ein veränderter Widerstand eines Systempartners eine Veränderung
der Spannung im gekoppelten System bewirkt.
22 Das Verfahren wird auch als Lastmodulation bezeichnet.
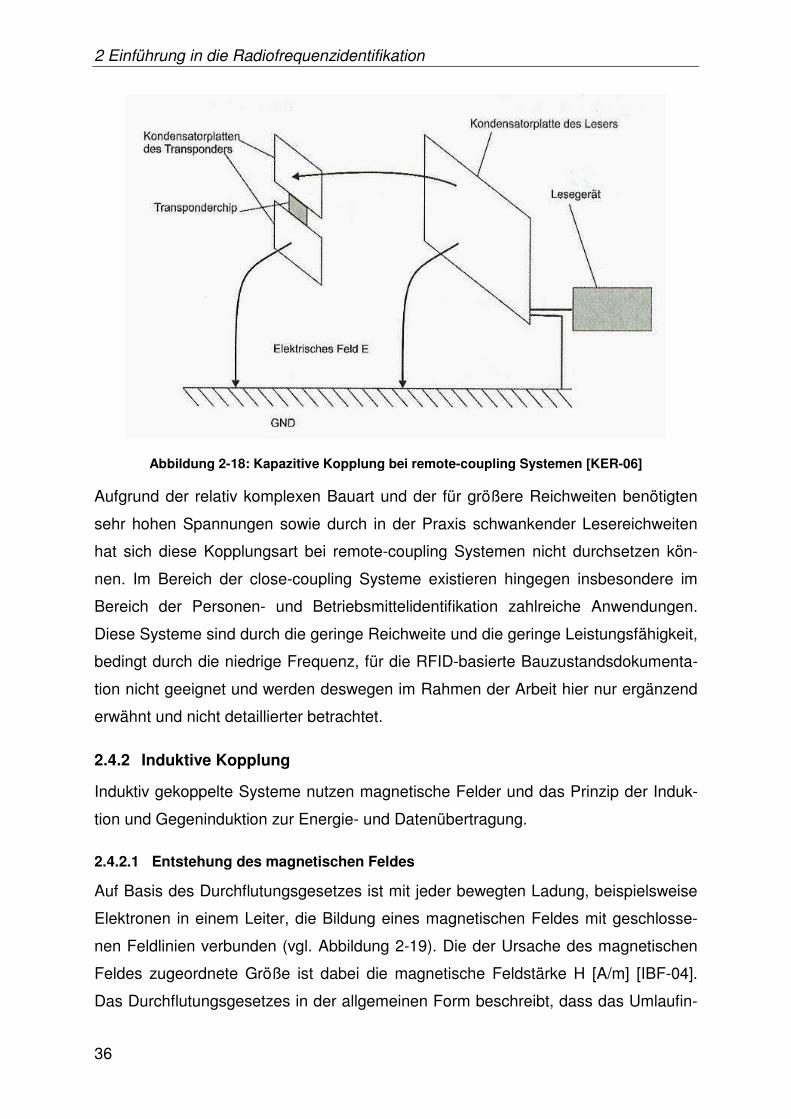
2 Einführung in die Radiofrequenzidentifikation
36
Abbildung 2-18: Kapazitive Kopplung bei remote-coupling Systemen [KER-06]
Aufgrund der relativ komplexen Bauart und der für größere Reichweiten benötigten
sehr hohen Spannungen sowie durch in der Praxis schwankender Lesereichweiten
hat sich diese Kopplungsart bei remote-coupling Systemen nicht durchsetzen kön-
nen. Im Bereich der close-coupling Systeme existieren hingegen insbesondere im
Bereich der Personen- und Betriebsmittelidentifikation zahlreiche Anwendungen.
Diese Systeme sind durch die geringe Reichweite und die geringe Leistungsfähigkeit,
bedingt durch die niedrige Frequenz, für die RFID-basierte Bauzustandsdokumenta-
tion nicht geeignet und werden deswegen im Rahmen der Arbeit hier nur ergänzend
erwähnt und nicht detaillierter betrachtet.
2.4.2 Induktive Kopplung
Induktiv gekoppelte Systeme nutzen magnetische Felder und das Prinzip der Induk-
tion und Gegeninduktion zur Energie- und Datenübertragung.
2.4.2.1 Entstehung des magnetischen Feldes
Auf Basis des Durchflutungsgesetzes ist mit jeder bewegten Ladung, beispielsweise
Elektronen in einem Leiter, die Bildung eines magnetischen Feldes mit geschlosse-
nen Feldlinien verbunden (vgl. Abbildung 2-19). Die der Ursache des magnetischen
Feldes zugeordnete Größe ist dabei die magnetische Feldstärke H [A/m] [IBF-04].
Das Durchflutungsgesetzes in der allgemeinen Form beschreibt, dass das Umlaufin-
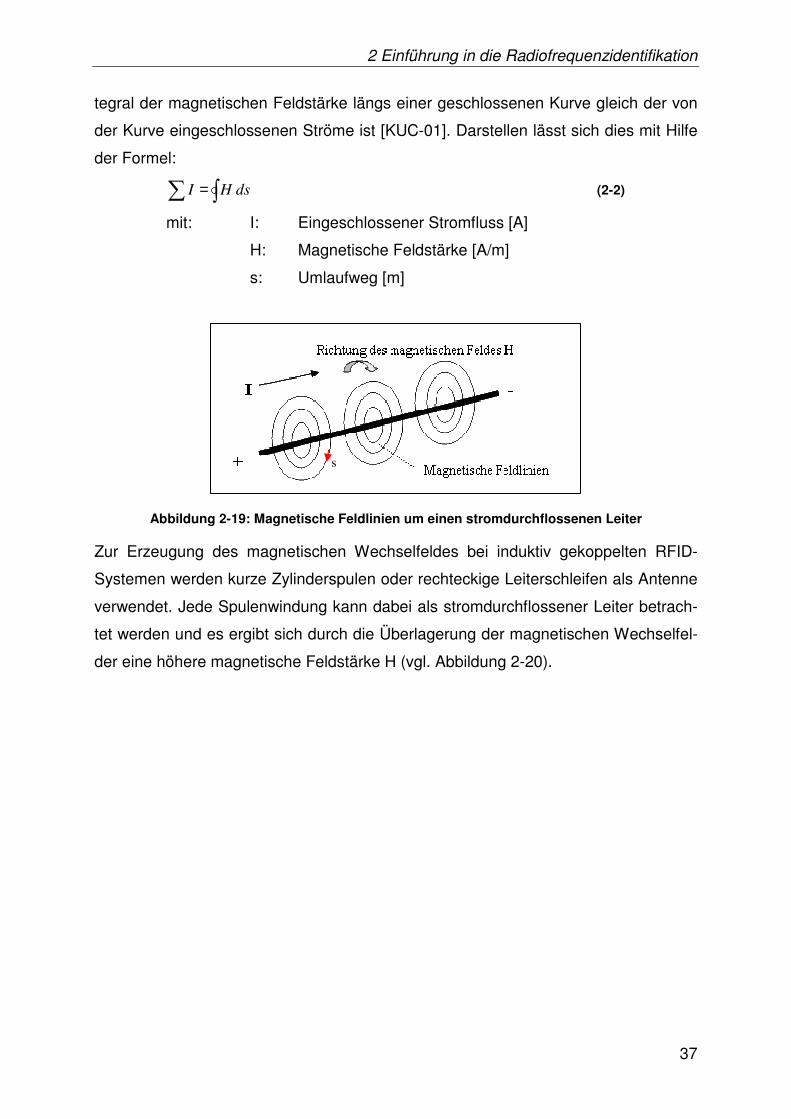
2 Einführung in die Radiofrequenzidentifikation
37
tegral der magnetischen Feldstärke längs einer geschlossenen Kurve gleich der von
der Kurve eingeschlossenen Ströme ist [KUC-01]. Darstellen lässt sich dies mit Hilfe
der Formel:
∑ ∫= dsHI (2-2)
mit: I: Eingeschlossener Stromfluss [A]
H: Magnetische Feldstärke [A/m]
s: Umlaufweg [m]
Abbildung 2-19: Magnetische Feldlinien um einen stromdurchflossenen Leiter
Zur Erzeugung des magnetischen Wechselfeldes bei induktiv gekoppelten RFID-
Systemen werden kurze Zylinderspulen oder rechteckige Leiterschleifen als Antenne
verwendet. Jede Spulenwindung kann dabei als stromdurchflossener Leiter betrach-
tet werden und es ergibt sich durch die Überlagerung der magnetischen Wechselfel-
der eine höhere magnetische Feldstärke H (vgl. Abbildung 2-20).
s
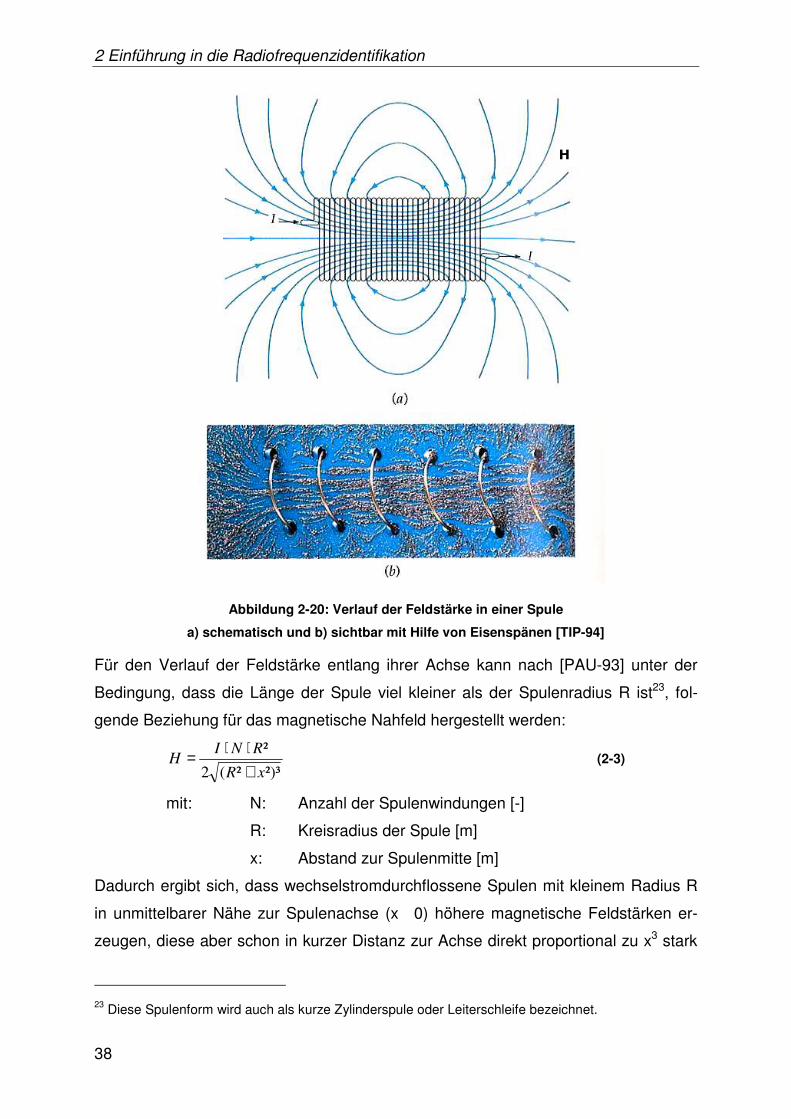
2 Einführung in die Radiofrequenzidentifikation
38
Abbildung 2-20: Verlauf der Feldstärke in einer Spule
a) schematisch und b) sichtbar mit Hilfe von Eisenspänen [TIP-94]
Für den Verlauf der Feldstärke entlang ihrer Achse kann nach [PAU-93] unter der
Bedingung, dass die Länge der Spule viel kleiner als der Spulenradius R ist23, fol-
gende Beziehung für das magnetische Nahfeld hergestellt werden:
²)³²(2
²
xR
RNIH
+⋅⋅= (2-3)
mit: N: Anzahl der Spulenwindungen [-]
R: Kreisradius der Spule [m]
x: Abstand zur Spulenmitte [m]
Dadurch ergibt sich, dass wechselstromdurchflossene Spulen mit kleinem Radius R
in unmittelbarer Nähe zur Spulenachse (xà 0) höhere magnetische Feldstärken er-
zeugen, diese aber schon in kurzer Distanz zur Achse direkt proportional zu x3 stark
23 Diese Spulenform wird auch als kurze Zylinderspule oder Leiterschleife bezeichnet.
H
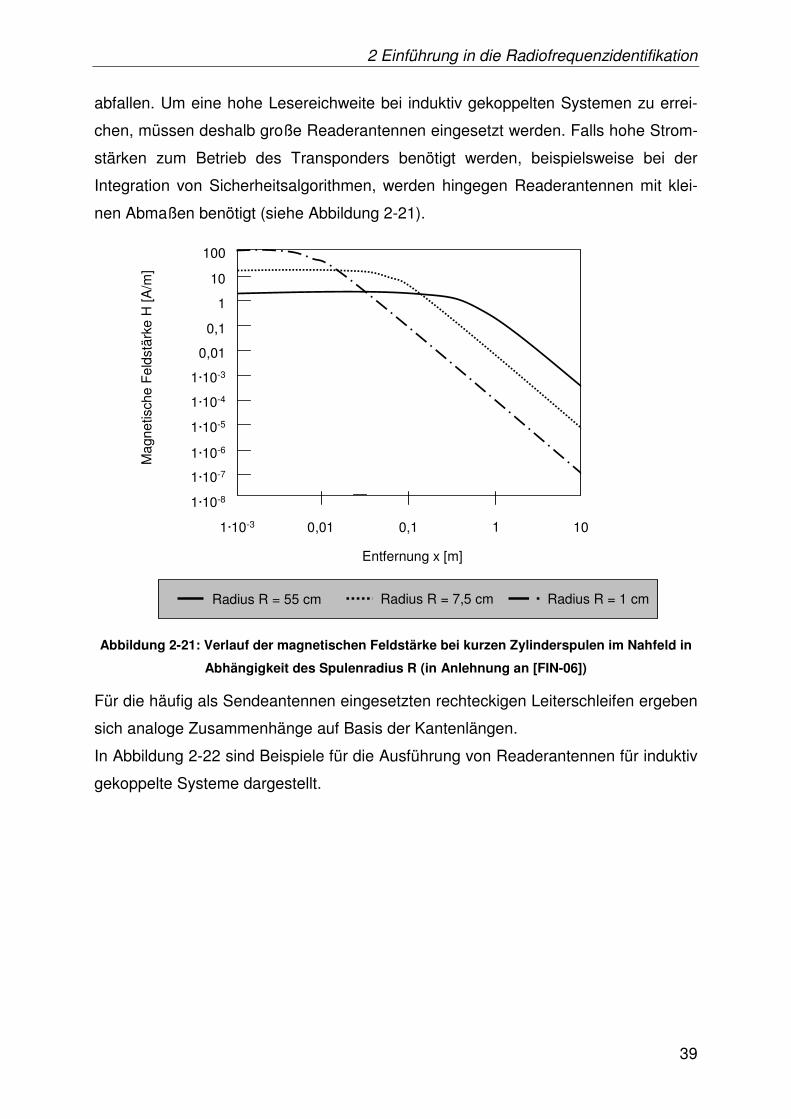
2 Einführung in die Radiofrequenzidentifikation
39
abfallen. Um eine hohe Lesereichweite bei induktiv gekoppelten Systemen zu errei-
chen, müssen deshalb große Readerantennen eingesetzt werden. Falls hohe Strom-
stärken zum Betrieb des Transponders benötigt werden, beispielsweise bei der
Integration von Sicherheitsalgorithmen, werden hingegen Readerantennen mit klei-
nen Abmaßen benötigt (siehe Abbildung 2-21).
0,01 0,1 1 101·10-3
1·10-8
1·10-7
1·10-6
1·10-5
1·10-4
1·10-3
0,01
0,1
1
10
100
Mag
netis
che
Fel
dstä
rke
H [A
/m]
Entfernung x [m]
Radius R = 55 cm Radius R = 7,5 cm Radius R = 1 cm
Abbildung 2-21: Verlauf der magnetischen Feldstärke bei kurzen Zylinderspulen im Nahfeld in
Abhängigkeit des Spulenradius R (in Anlehnung an [FIN-06])
Für die häufig als Sendeantennen eingesetzten rechteckigen Leiterschleifen ergeben
sich analoge Zusammenhänge auf Basis der Kantenlängen.
In Abbildung 2-22 sind Beispiele für die Ausführung von Readerantennen für induktiv
gekoppelte Systeme dargestellt.
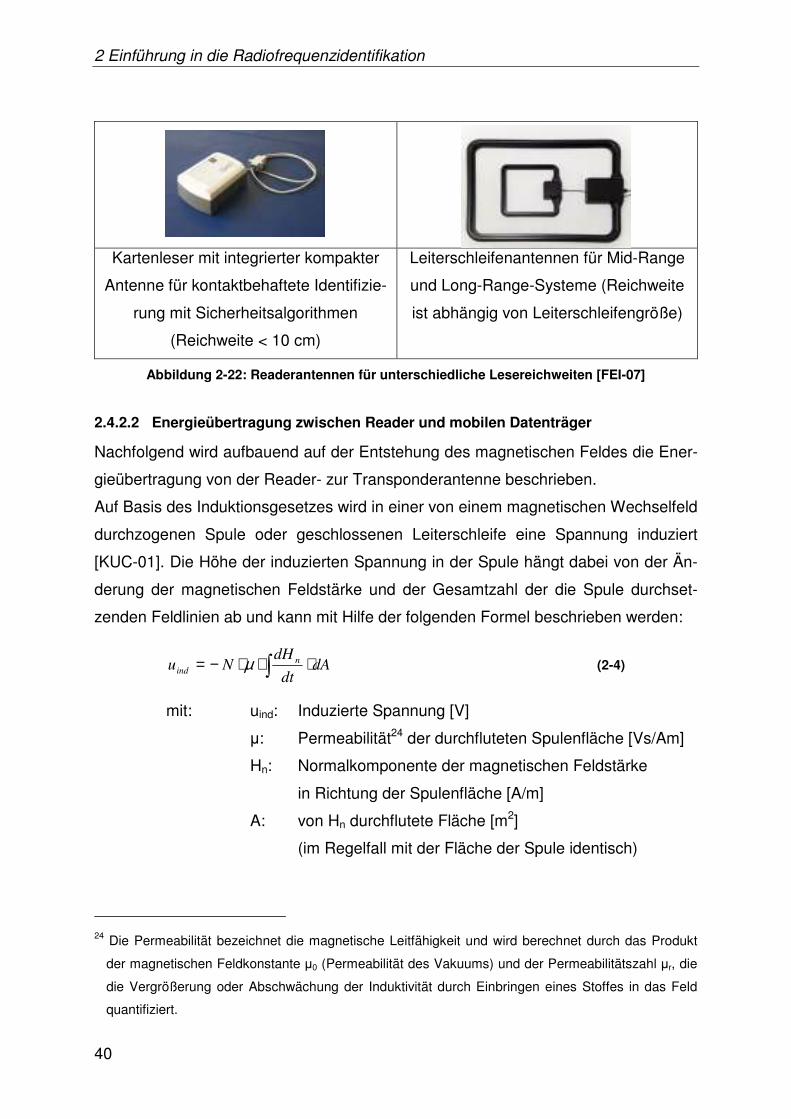
2 Einführung in die Radiofrequenzidentifikation
40
Kartenleser mit integrierter kompakter
Antenne für kontaktbehaftete Identifizie-
rung mit Sicherheitsalgorithmen
(Reichweite < 10 cm)
Leiterschleifenantennen für Mid-Range
und Long-Range-Systeme (Reichweite
ist abhängig von Leiterschleifengröße)
Abbildung 2-22: Readerantennen für unterschiedliche Lesereichweiten [FEI-07]
2.4.2.2 Energieübertragung zwischen Reader und mobilen Datenträger
Nachfolgend wird aufbauend auf der Entstehung des magnetischen Feldes die Ener-
gieübertragung von der Reader- zur Transponderantenne beschrieben.
Auf Basis des Induktionsgesetzes wird in einer von einem magnetischen Wechselfeld
durchzogenen Spule oder geschlossenen Leiterschleife eine Spannung induziert
[KUC-01]. Die Höhe der induzierten Spannung in der Spule hängt dabei von der Än-
derung der magnetischen Feldstärke und der Gesamtzahl der die Spule durchset-
zenden Feldlinien ab und kann mit Hilfe der folgenden Formel beschrieben werden:
dAdt
dHNu n
ind ⋅⋅⋅−= ∫µ (2-4)
mit: uind: Induzierte Spannung [V]
µ: Permeabilität24 der durchfluteten Spulenfläche [Vs/Am]
Hn: Normalkomponente der magnetischen Feldstärke
in Richtung der Spulenfläche [A/m]
A: von Hn durchflutete Fläche [m2]
(im Regelfall mit der Fläche der Spule identisch)
24 Die Permeabilität bezeichnet die magnetische Leitfähigkeit und wird berechnet durch das Produkt
der magnetischen Feldkonstante µ0 (Permeabilität des Vakuums) und der Permeabilitätszahl µr, die
die Vergrößerung oder Abschwächung der Induktivität durch Einbringen eines Stoffes in das Feld
quantifiziert.
2 Einführung in die Radiofrequenzidentifikation
41
Das Produkt aus der Permeabilität µ und der magnetischen Feldstärke H wird auch
als magnetische Induktion B25 bezeichnet und ist ein Maß für den je Flächeneinheit
und Windung induzierten Spannungsstoß. Der eine Fläche senkrecht durchdringen-
de Anteil der magnetischen Induktion B integriert über die Fläche A ist definiert als
magnetischer Fluss Φ. Dadurch lässt sich die Formel (2-4) vereinfacht wie folgt be-
schreiben26:
dt
dNuind
Φ−= (2-5)
mit: Φ: Magnetischer Fluss [Vs]
Bei der Induktion lassen sich generell zwei Fälle unterscheiden:
• Selbstinduktion:
Das durch eine Stromänderung di/dt in einer Leiterschleife erzeugte
Wechselfeld in den eigenen Windungen.
• Gegeninduktion:
Das durch eine zeitliche Stromänderung di/dt in einer Leiterschleife
erzeugte Wechselfeld induziert eine Spannung in einer benachbar-
ten Leiterschleife.
Betrachtet wird zunächst die Selbstinduktion. Bei einem RFID-System kennzeichnet
sie die induzierte Spannung in der Readerantenne durch das von ihr generierte und
ausgehende magnetische Wechselfeld. Die den Reader betreffende physikalische
Größen werden im folgendem mit dem Index R gekennzeichnet. Die in die eigenen
Windungen induzierte Spannung wirkt der anliegenden Spannung nach der
Lenz’schen Regel entgegen und ist dabei direkt proportional zum Stromfluss in der
Spule. Der Proportionalitätsfaktor wird als Induktivität L27 bezeichnet [KUC-01].
Mit Hilfe der Formeln (2-4) und (2-5) lässt sich damit die Induktivität L der Readeran-
tenne ausdrücken durch:
25 Die magnetische Induktion wird auch als magnetische Flussdichte bezeichnet. 26 Die Formelschreibweise gilt als allgemeine Form des Induktionsgesetzes. 27 Für die Induktivität L werden in der Literatur die Begriffe Selbstinduktionskoeffizient und Eigeninduk-
tivität synonym verwendet.
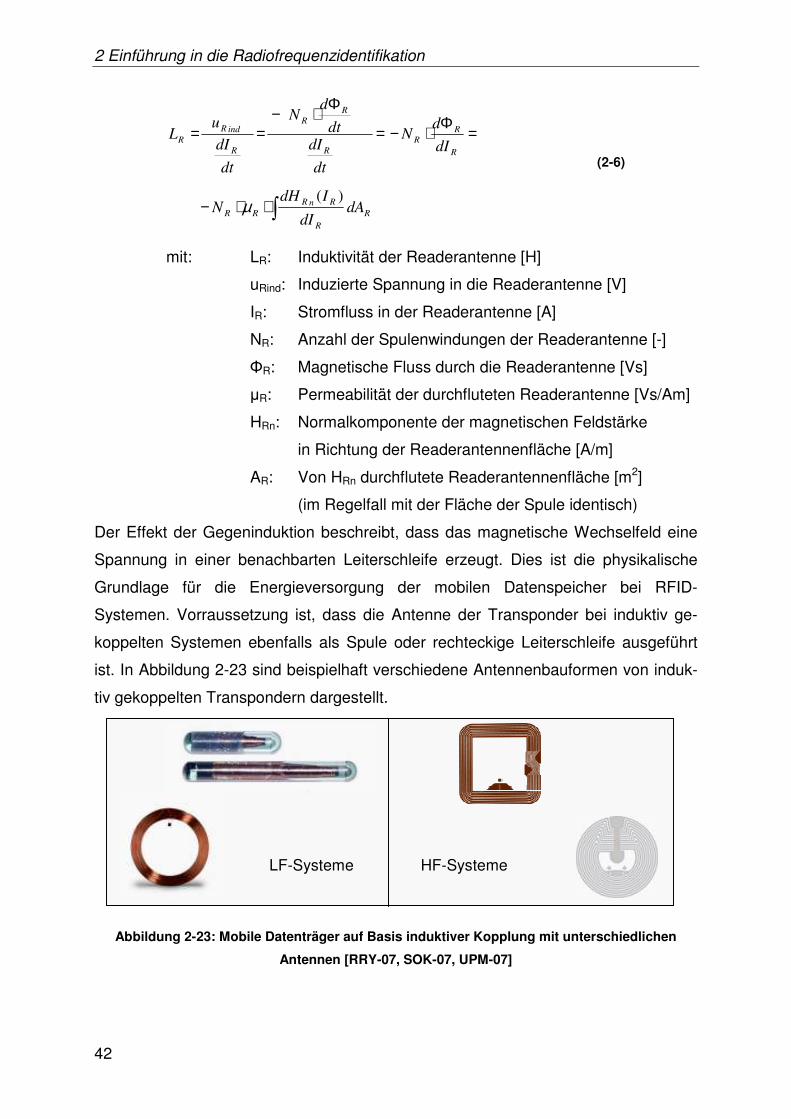
2 Einführung in die Radiofrequenzidentifikation
42
R
R
RnR
RR
R
R
R
R
R
R
R
indR
R
dAdI
IdHN
dI
dN
dt
dIdt
dN
dt
dI
uL
∫⋅⋅−
=Φ
⋅−=
Φ⋅−
==
)(µ
(2-6)
mit: LR: Induktivität der Readerantenne [H]
uRind: Induzierte Spannung in die Readerantenne [V]
IR: Stromfluss in der Readerantenne [A]
NR: Anzahl der Spulenwindungen der Readerantenne [-]
ΦR: Magnetische Fluss durch die Readerantenne [Vs]
µR: Permeabilität der durchfluteten Readerantenne [Vs/Am]
HRn: Normalkomponente der magnetischen Feldstärke
in Richtung der Readerantennenfläche [A/m]
AR: Von HRn durchflutete Readerantennenfläche [m2]
(im Regelfall mit der Fläche der Spule identisch)
Der Effekt der Gegeninduktion beschreibt, dass das magnetische Wechselfeld eine
Spannung in einer benachbarten Leiterschleife erzeugt. Dies ist die physikalische
Grundlage für die Energieversorgung der mobilen Datenspeicher bei RFID-
Systemen. Vorraussetzung ist, dass die Antenne der Transponder bei induktiv ge-
koppelten Systemen ebenfalls als Spule oder rechteckige Leiterschleife ausgeführt
ist. In Abbildung 2-23 sind beispielhaft verschiedene Antennenbauformen von induk-
tiv gekoppelten Transpondern dargestellt.
LF-Systeme HF-Systeme
Abbildung 2-23: Mobile Datenträger auf Basis induktiver Kopplung mit unterschiedlichen
Antennen [RRY-07, SOK-07, UPM-07]
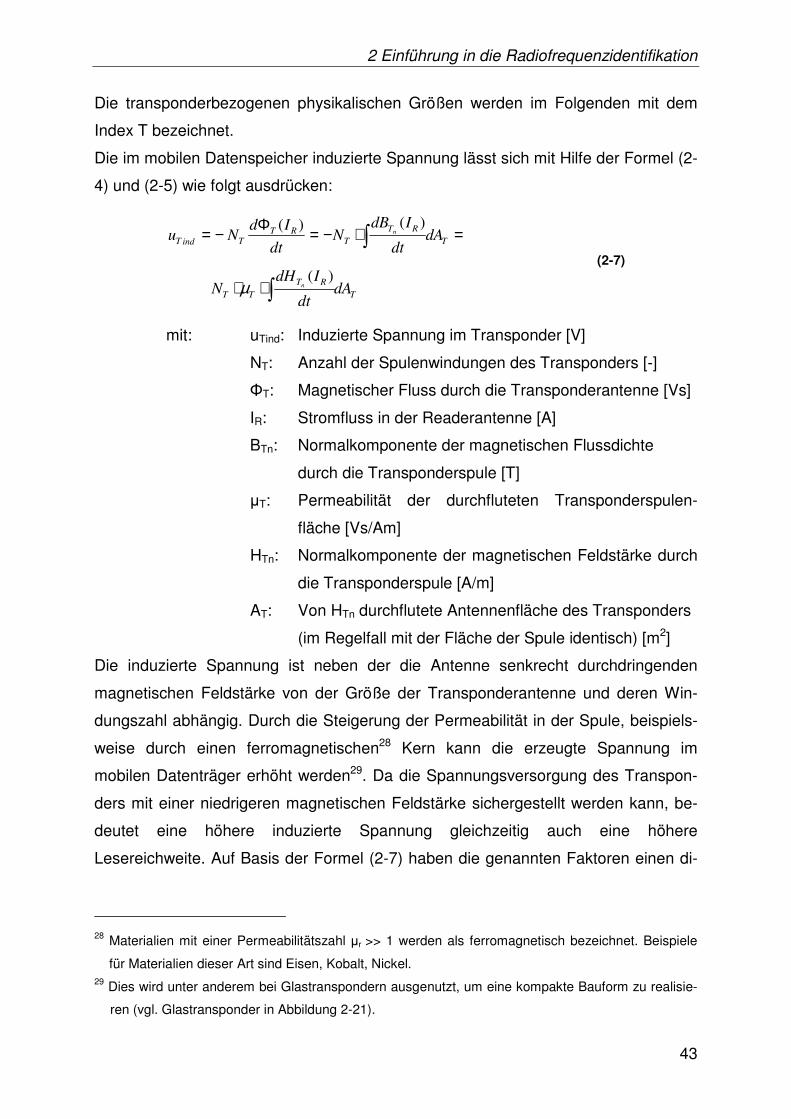
2 Einführung in die Radiofrequenzidentifikation
43
Die transponderbezogenen physikalischen Größen werden im Folgenden mit dem
Index T bezeichnet.
Die im mobilen Datenspeicher induzierte Spannung lässt sich mit Hilfe der Formel (2-
4) und (2-5) wie folgt ausdrücken:
T
RT
TT
T
RT
TRT
TindT
dAdt
IdHN
dAdt
IdBN
dt
IdNu
n
n
∫
∫
⋅⋅
=⋅−=Φ−=
)(
)()(
µ
(2-7)
mit: uTind: Induzierte Spannung im Transponder [V]
NT: Anzahl der Spulenwindungen des Transponders [-]
ΦT: Magnetischer Fluss durch die Transponderantenne [Vs]
IR: Stromfluss in der Readerantenne [A]
BTn: Normalkomponente der magnetischen Flussdichte
durch die Transponderspule [T]
µT: Permeabilität der durchfluteten Transponderspulen-
fläche [Vs/Am]
HTn: Normalkomponente der magnetischen Feldstärke durch
die Transponderspule [A/m]
AT: Von HTn durchflutete Antennenfläche des Transponders
(im Regelfall mit der Fläche der Spule identisch) [m2]
Die induzierte Spannung ist neben der die Antenne senkrecht durchdringenden
magnetischen Feldstärke von der Größe der Transponderantenne und deren Win-
dungszahl abhängig. Durch die Steigerung der Permeabilität in der Spule, beispiels-
weise durch einen ferromagnetischen28 Kern kann die erzeugte Spannung im
mobilen Datenträger erhöht werden29. Da die Spannungsversorgung des Transpon-
ders mit einer niedrigeren magnetischen Feldstärke sichergestellt werden kann, be-
deutet eine höhere induzierte Spannung gleichzeitig auch eine höhere
Lesereichweite. Auf Basis der Formel (2-7) haben die genannten Faktoren einen di-
28 Materialien mit einer Permeabilitätszahl µr >> 1 werden als ferromagnetisch bezeichnet. Beispiele
für Materialien dieser Art sind Eisen, Kobalt, Nickel. 29 Dies wird unter anderem bei Glastranspondern ausgenutzt, um eine kompakte Bauform zu realisie-
ren (vgl. Glastransponder in Abbildung 2-21).
2 Einführung in die Radiofrequenzidentifikation
44
rekt proportionalen Einfluss. In einen Transponder mit beispielsweise einer doppelten
Antennenfläche wird somit auch die doppelte Spannung induziert.
Aus der Formel (2-7) kann auch die starke Abhängigkeit der Leistungsfähigkeit von
der Lage des Transponders zur Readerantenne hergeleitet werden, da sich nur der
die Transponderfläche senkrecht durchdringende Anteil des magnetischen Flusses
für die induzierte Spannung verantwortlich zeichnet. Dadurch kann ein Transponder
parallel zu den Feldlinien nicht gelesen werden (vgl. Abbildung 2-24).
Abbildung 2-24: Erkennungsbereich von induktiv gekoppelten Systemen und deren Lageab-
hängigkeit am Beispiel eines 134kHz-Transponders [KER-06]
Der auf Basis der Gegeninduktion entstehende Wechselstromfluss im Transponder
hat bedingt durch das Induktionsgesetz die Ausbildung eines eigenen magnetischen
Feldes um die Transponderspule zur Folge.
Dieses mindert die Spannung in der Transponderantenne durch den Effekt der
Selbstinduktion (vgl. Selbstinduktion in der Readerantenne S. 43) und wirkt dem
Magnetfeld der Readerantenne entgegen. Dadurch wird auf Basis des Gegenindukti-
onseffekts in der Readerantenne die Spannung reduziert.
Das Verhältnis zwischen der induzierten Spannung und dem Stromfluss in der An-
tenne ist analog zur Induktivität L als Gegeninduktivität M definiert und lässt sich im
Betrachtungsfall wie folgt ausdrücken:
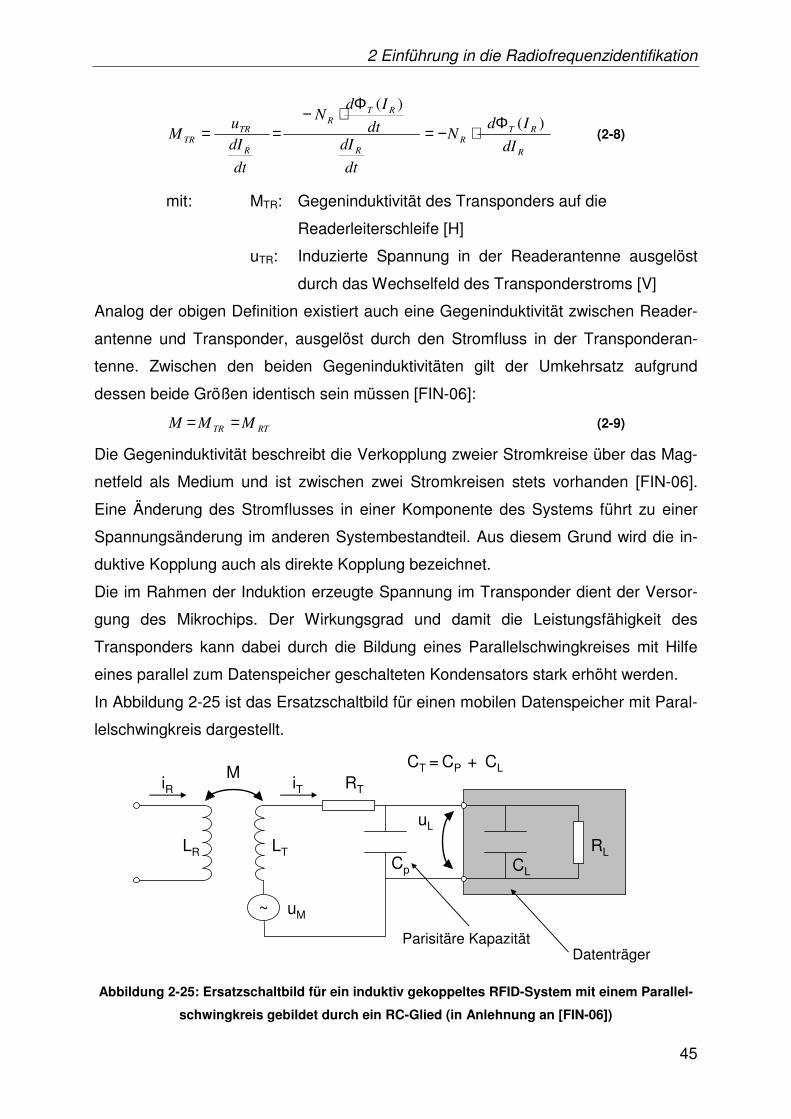
2 Einführung in die Radiofrequenzidentifikation
45
R
RT
R
R
RT
R
R
TR
TRdI
IdN
dt
dIdt
IdN
dt
dI
uM
)(
)(
Φ⋅−=
Φ⋅−
== (2-8)
mit: MTR: Gegeninduktivität des Transponders auf die
Readerleiterschleife [H]
uTR: Induzierte Spannung in der Readerantenne ausgelöst
durch das Wechselfeld des Transponderstroms [V]
Analog der obigen Definition existiert auch eine Gegeninduktivität zwischen Reader-
antenne und Transponder, ausgelöst durch den Stromfluss in der Transponderan-
tenne. Zwischen den beiden Gegeninduktivitäten gilt der Umkehrsatz aufgrund
dessen beide Größen identisch sein müssen [FIN-06]:
RTTR MMM == (2-9)
Die Gegeninduktivität beschreibt die Verkopplung zweier Stromkreise über das Mag-
netfeld als Medium und ist zwischen zwei Stromkreisen stets vorhanden [FIN-06].
Eine Änderung des Stromflusses in einer Komponente des Systems führt zu einer
Spannungsänderung im anderen Systembestandteil. Aus diesem Grund wird die in-
duktive Kopplung auch als direkte Kopplung bezeichnet.
Die im Rahmen der Induktion erzeugte Spannung im Transponder dient der Versor-
gung des Mikrochips. Der Wirkungsgrad und damit die Leistungsfähigkeit des
Transponders kann dabei durch die Bildung eines Parallelschwingkreises mit Hilfe
eines parallel zum Datenspeicher geschalteten Kondensators stark erhöht werden.
In Abbildung 2-25 ist das Ersatzschaltbild für einen mobilen Datenspeicher mit Paral-
lelschwingkreis dargestellt.
iR
LR LT
~
iT RT
RLACLA
Cp
uM
M
uLA
CT = CP + CLA
Parisitäre KapazitätDatenträger
Abbildung 2-25: Ersatzschaltbild für ein induktiv gekoppeltes RFID-System mit einem Parallel-
schwingkreis gebildet durch ein RC-Glied (in Anlehnung an [FIN-06])
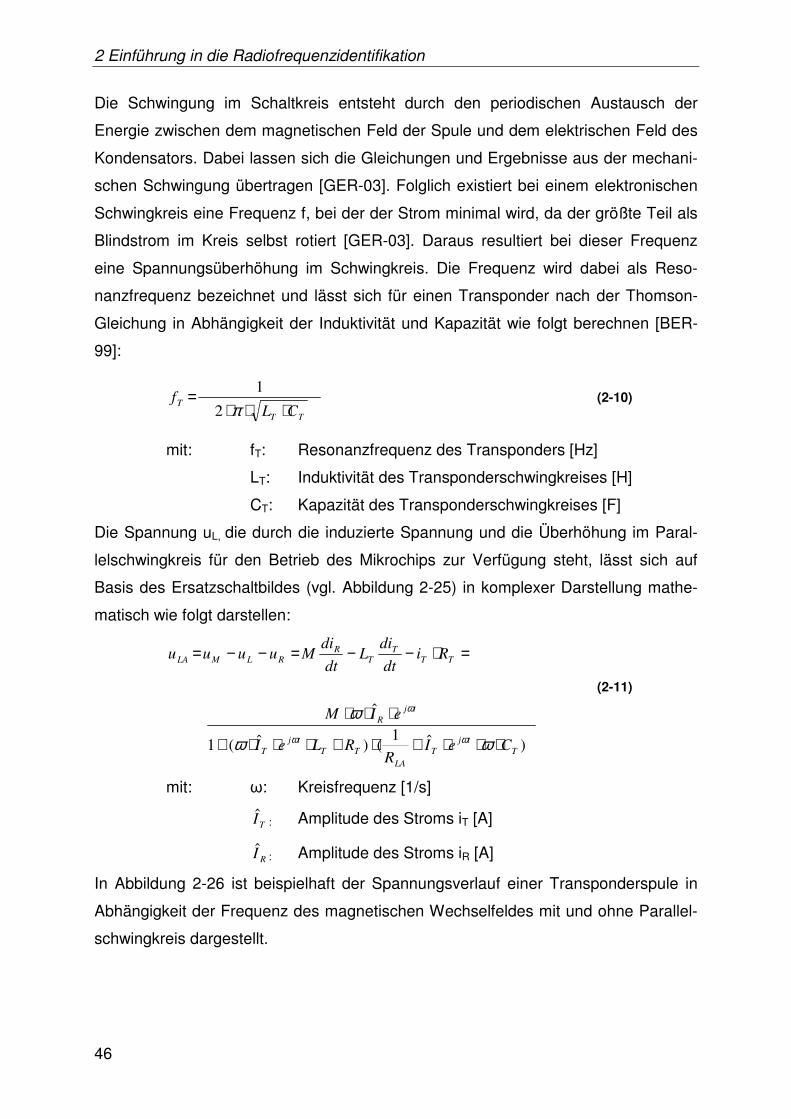
2 Einführung in die Radiofrequenzidentifikation
46
Die Schwingung im Schaltkreis entsteht durch den periodischen Austausch der
Energie zwischen dem magnetischen Feld der Spule und dem elektrischen Feld des
Kondensators. Dabei lassen sich die Gleichungen und Ergebnisse aus der mechani-
schen Schwingung übertragen [GER-03]. Folglich existiert bei einem elektronischen
Schwingkreis eine Frequenz f, bei der der Strom minimal wird, da der größte Teil als
Blindstrom im Kreis selbst rotiert [GER-03]. Daraus resultiert bei dieser Frequenz
eine Spannungsüberhöhung im Schwingkreis. Die Frequenz wird dabei als Reso-
nanzfrequenz bezeichnet und lässt sich für einen Transponder nach der Thomson-
Gleichung in Abhängigkeit der Induktivität und Kapazität wie folgt berechnen [BER-
99]:
TT
TCL
f⋅⋅⋅
=π2
1 (2-10)
mit: fT: Resonanzfrequenz des Transponders [Hz]
LT: Induktivität des Transponderschwingkreises [H]
CT: Kapazität des Transponderschwingkreises [F]
Die Spannung uL, die durch die induzierte Spannung und die Überhöhung im Paral-
lelschwingkreis für den Betrieb des Mikrochips zur Verfügung steht, lässt sich auf
Basis des Ersatzschaltbildes (vgl. Abbildung 2-25) in komplexer Darstellung mathe-
matisch wie folgt darstellen:
)ˆ1()ˆ(1
ˆ
T
tj
T
LA
TT
tj
T
tj
R
TT
T
T
R
RLMLA
CeIR
RLeI
eIM
Ridt
diL
dt
diMuuuu
⋅⋅⋅+⋅+⋅⋅⋅+
⋅⋅⋅
=⋅−−=−−=
ωω
ωωω
ω
(2-11)
mit: ω: Kreisfrequenz [1/s]
TI : Amplitude des Stroms iT [A]
RI : Amplitude des Stroms iR [A]
In Abbildung 2-26 ist beispielhaft der Spannungsverlauf einer Transponderspule in
Abhängigkeit der Frequenz des magnetischen Wechselfeldes mit und ohne Parallel-
schwingkreis dargestellt.
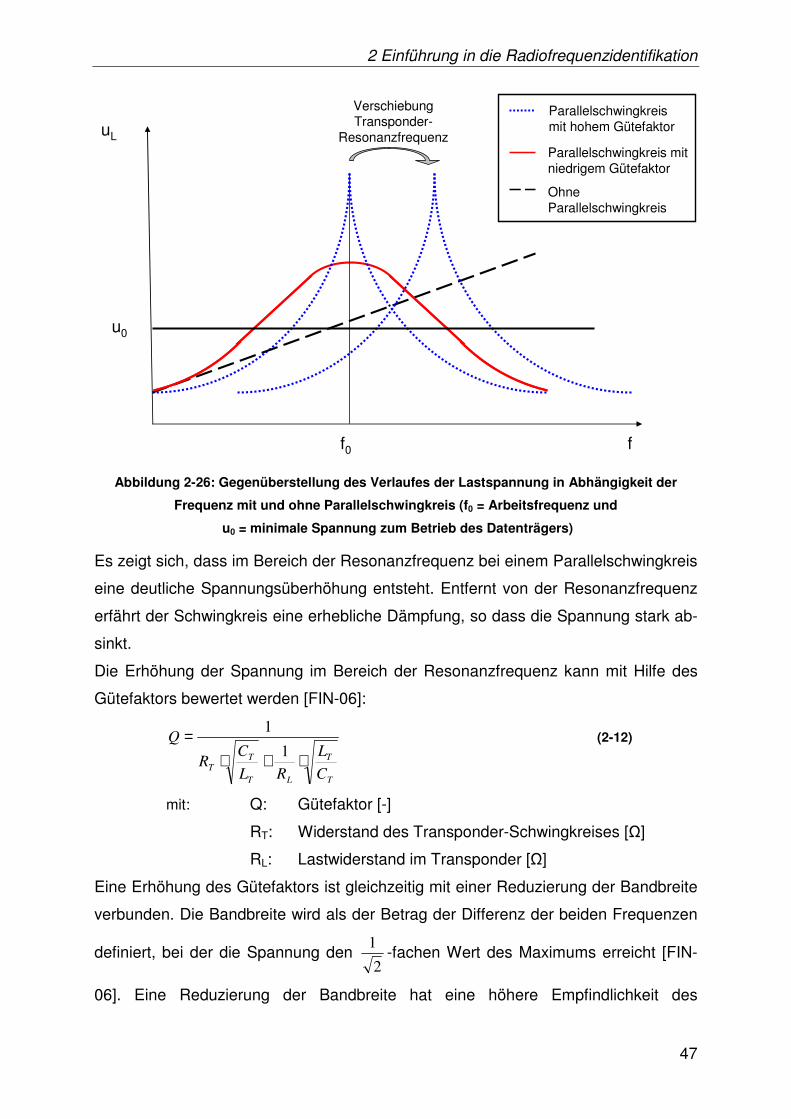
2 Einführung in die Radiofrequenzidentifikation
47
uL
ff0
u0
Parallelschwingkreis mit hohem Gütefaktor
Parallelschwingkreis mit niedrigem Gütefaktor
Ohne Parallelschwingkreis
Verschiebung Transponder-
Resonanzfrequenz
Abbildung 2-26: Gegenüberstellung des Verlaufes der Lastspannung in Abhängigkeit der
Frequenz mit und ohne Parallelschwingkreis (f0 = Arbeitsfrequenz und
u0 = minimale Spannung zum Betrieb des Datenträgers)
Es zeigt sich, dass im Bereich der Resonanzfrequenz bei einem Parallelschwingkreis
eine deutliche Spannungsüberhöhung entsteht. Entfernt von der Resonanzfrequenz
erfährt der Schwingkreis eine erhebliche Dämpfung, so dass die Spannung stark ab-
sinkt.
Die Erhöhung der Spannung im Bereich der Resonanzfrequenz kann mit Hilfe des
Gütefaktors bewertet werden [FIN-06]:
T
T
LT
T
TC
L
RL
CR
Q
⋅+⋅=
1
1 (2-12)
mit: Q: Gütefaktor [-]
RT: Widerstand des Transponder-Schwingkreises [Ω]
RL: Lastwiderstand im Transponder [Ω]
Eine Erhöhung des Gütefaktors ist gleichzeitig mit einer Reduzierung der Bandbreite
verbunden. Die Bandbreite wird als der Betrag der Differenz der beiden Frequenzen
definiert, bei der die Spannung den 2
1-fachen Wert des Maximums erreicht [FIN-
06]. Eine Reduzierung der Bandbreite hat eine höhere Empfindlichkeit des
2 Einführung in die Radiofrequenzidentifikation
48
Transponders gegenüber dem Applikationsuntergrund und der Umgebung zur Folge.
Materialien in unmittelbarer Nähe zum mobilen Datenträger können je nach ihren
elektrischen Eigenschaften die Induktivität und Kapazität des Transponders und da-
mit seine Resonanzfrequenz verändern. Dies führt bei einem hohen Gütefaktor und
einer geringen Bandbreite dazu, dass schon bei einer geringen Verstimmung die in-
duzierte Spannung im Transponder stark gedämpft wird und nicht mehr zur Versor-
gung des Datenträgers ausreicht (vgl. Abbildung 2-26).
In der Auslegung eines Transponders muss aus diesem Grund immer ein Kompro-
miss zwischen Lesereichweite und Umgebungsempfindlichkeit in Kauf genommen
werden. Aufgrund der gegenseitigen Beeinflussung mehrerer Transponder wird in
der Praxis beispielsweise bei 13,56 MHz-Systemen die Resonanzfrequenz um bis zu
5 MHz höher gewählt, um die entstehende Schwingkreisverstimmung auszugleichen
[FIN-06]. Dies wiederum resultiert in geringeren Reichweiten bei der Einzellesung
von Transpondern.
Erfolgt die Energieübertragung nicht im Duplexverfahren − wie oben beschrieben −
sondern sequentiell, so muss zusätzlich zur Schaltung in Abbildung 2-25 ein Kon-
densator zur Speicherung der Energie im Transponder vorgesehen werden (vgl. Ka-
pitel 2.5). Als Vorteil können die sequentiellen Systeme, die nur durch die Ladezeit
und Kapazität des Ladekondensators beschränkt sind, mit leistungsfähigeren Mikro-
chips ausgestattet werden, wodurch sie überwiegend für Systeme mit Sicherheits-
funktionen für die Einzelerfassung eines Transponders eingesetzt werden. Durch den
komplexeren und kostenintensiveren Aufbau spielen sie hingegen für die Kennzeich-
nung von Gütern nur eine untergeordnete Rolle, weswegen sie hier nur ergänzend
erwähnt und im Folgenden vernachlässigt werden.
2.4.2.3 Funktionsprinzip der Datenübertragung
Jedes beliebige Zeichen lässt sich mit einer Kombination aus 0 und 1 darstellen be-
ziehungsweise codieren. Diese Art der Codierung wird im Rahmen der Elektro- und
Informationstechnik aufgrund der einfachen Abbildungsmöglichkeit durch zwei ver-
schiedene Zustände verwendet, um Daten zu speichern und zu übertragen. Die be-
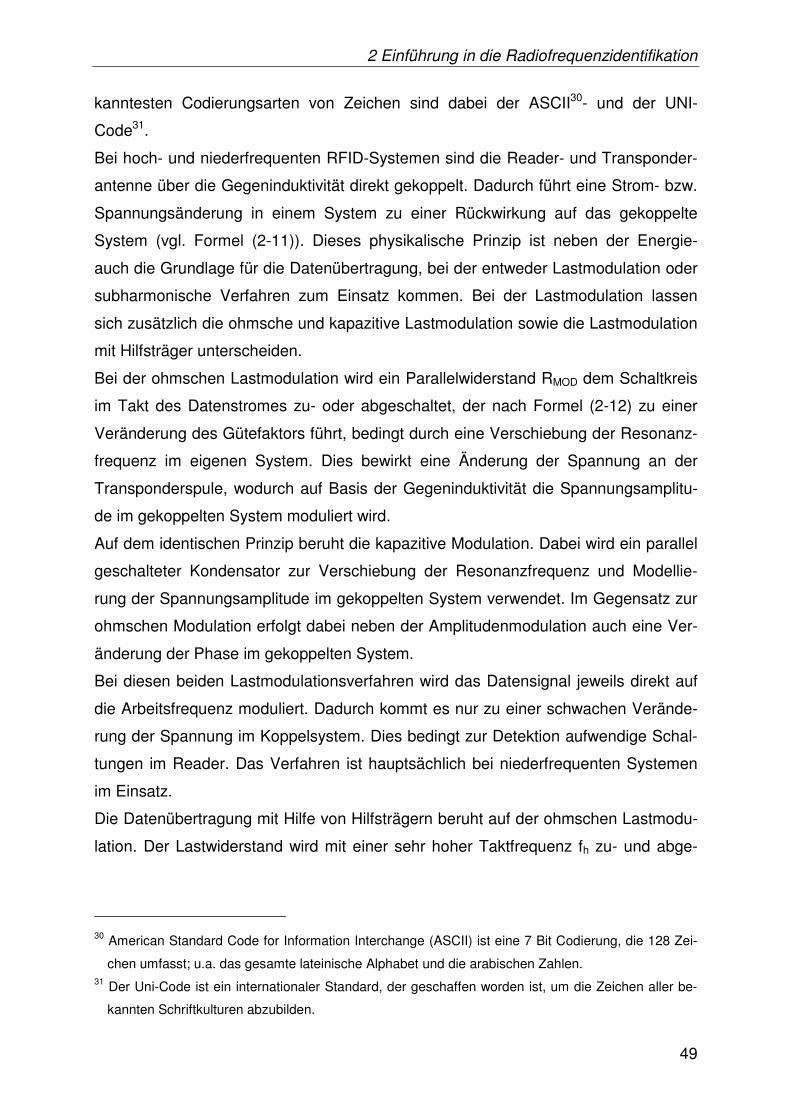
2 Einführung in die Radiofrequenzidentifikation
49
kanntesten Codierungsarten von Zeichen sind dabei der ASCII30- und der UNI-
Code31.
Bei hoch- und niederfrequenten RFID-Systemen sind die Reader- und Transponder-
antenne über die Gegeninduktivität direkt gekoppelt. Dadurch führt eine Strom- bzw.
Spannungsänderung in einem System zu einer Rückwirkung auf das gekoppelte
System (vgl. Formel (2-11)). Dieses physikalische Prinzip ist neben der Energie-
auch die Grundlage für die Datenübertragung, bei der entweder Lastmodulation oder
subharmonische Verfahren zum Einsatz kommen. Bei der Lastmodulation lassen
sich zusätzlich die ohmsche und kapazitive Lastmodulation sowie die Lastmodulation
mit Hilfsträger unterscheiden.
Bei der ohmschen Lastmodulation wird ein Parallelwiderstand RMOD dem Schaltkreis
im Takt des Datenstromes zu- oder abgeschaltet, der nach Formel (2-12) zu einer
Veränderung des Gütefaktors führt, bedingt durch eine Verschiebung der Resonanz-
frequenz im eigenen System. Dies bewirkt eine Änderung der Spannung an der
Transponderspule, wodurch auf Basis der Gegeninduktivität die Spannungsamplitu-
de im gekoppelten System moduliert wird.
Auf dem identischen Prinzip beruht die kapazitive Modulation. Dabei wird ein parallel
geschalteter Kondensator zur Verschiebung der Resonanzfrequenz und Modellie-
rung der Spannungsamplitude im gekoppelten System verwendet. Im Gegensatz zur
ohmschen Modulation erfolgt dabei neben der Amplitudenmodulation auch eine Ver-
änderung der Phase im gekoppelten System.
Bei diesen beiden Lastmodulationsverfahren wird das Datensignal jeweils direkt auf
die Arbeitsfrequenz moduliert. Dadurch kommt es nur zu einer schwachen Verände-
rung der Spannung im Koppelsystem. Dies bedingt zur Detektion aufwendige Schal-
tungen im Reader. Das Verfahren ist hauptsächlich bei niederfrequenten Systemen
im Einsatz.
Die Datenübertragung mit Hilfe von Hilfsträgern beruht auf der ohmschen Lastmodu-
lation. Der Lastwiderstand wird mit einer sehr hoher Taktfrequenz fh zu- und abge-
30 American Standard Code for Information Interchange (ASCII) ist eine 7 Bit Codierung, die 128 Zei-
chen umfasst; u.a. das gesamte lateinische Alphabet und die arabischen Zahlen. 31 Der Uni-Code ist ein internationaler Standard, der geschaffen worden ist, um die Zeichen aller be-
kannten Schriftkulturen abzubilden.
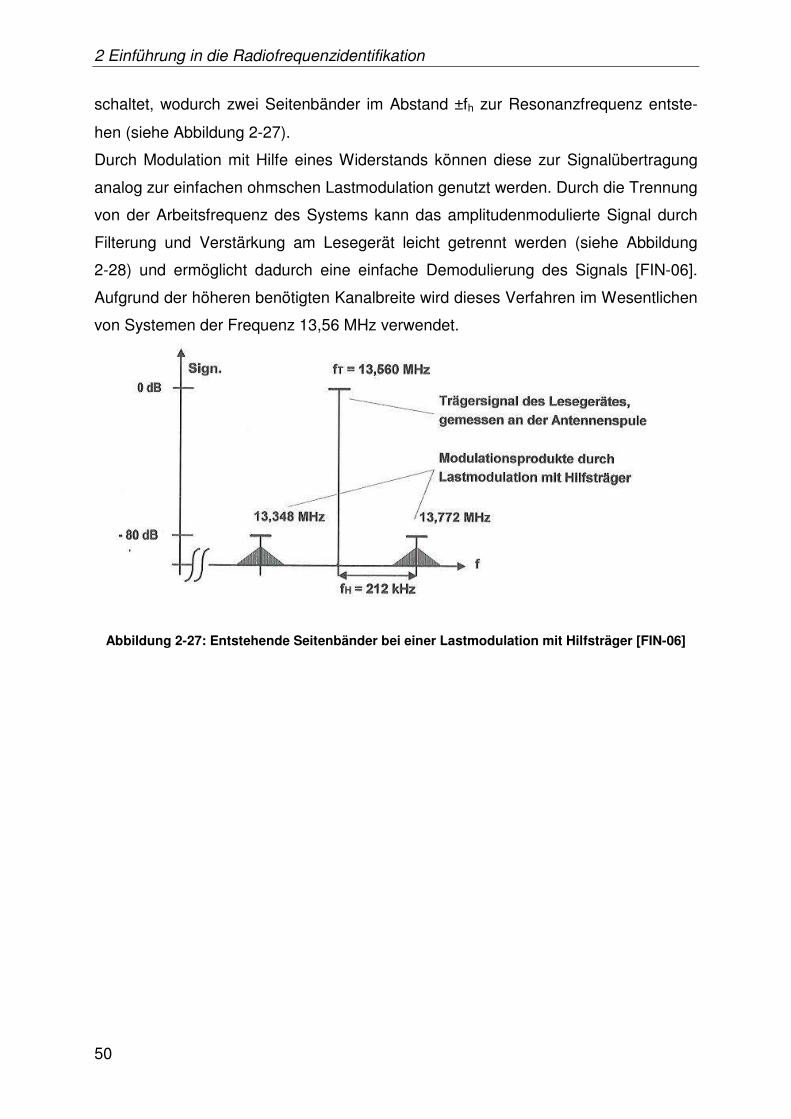
2 Einführung in die Radiofrequenzidentifikation
50
schaltet, wodurch zwei Seitenbänder im Abstand ±fh zur Resonanzfrequenz entste-
hen (siehe Abbildung 2-27).
Durch Modulation mit Hilfe eines Widerstands können diese zur Signalübertragung
analog zur einfachen ohmschen Lastmodulation genutzt werden. Durch die Trennung
von der Arbeitsfrequenz des Systems kann das amplitudenmodulierte Signal durch
Filterung und Verstärkung am Lesegerät leicht getrennt werden (siehe Abbildung
2-28) und ermöglicht dadurch eine einfache Demodulierung des Signals [FIN-06].
Aufgrund der höheren benötigten Kanalbreite wird dieses Verfahren im Wesentlichen
von Systemen der Frequenz 13,56 MHz verwendet.
Abbildung 2-27: Entstehende Seitenbänder bei einer Lastmodulation mit Hilfsträger [FIN-06]
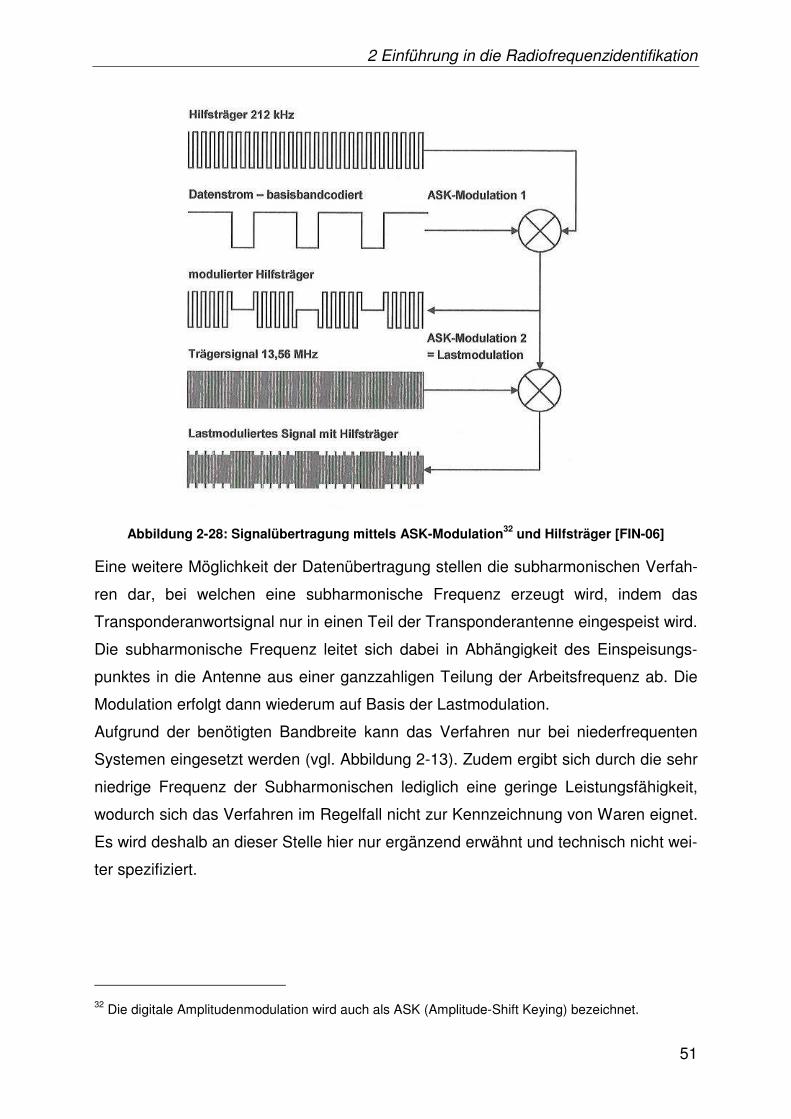
2 Einführung in die Radiofrequenzidentifikation
51
Abbildung 2-28: Signalübertragung mittels ASK-Modulation32 und Hilfsträger [FIN-06]
Eine weitere Möglichkeit der Datenübertragung stellen die subharmonischen Verfah-
ren dar, bei welchen eine subharmonische Frequenz erzeugt wird, indem das
Transponderanwortsignal nur in einen Teil der Transponderantenne eingespeist wird.
Die subharmonische Frequenz leitet sich dabei in Abhängigkeit des Einspeisungs-
punktes in die Antenne aus einer ganzzahligen Teilung der Arbeitsfrequenz ab. Die
Modulation erfolgt dann wiederum auf Basis der Lastmodulation.
Aufgrund der benötigten Bandbreite kann das Verfahren nur bei niederfrequenten
Systemen eingesetzt werden (vgl. Abbildung 2-13). Zudem ergibt sich durch die sehr
niedrige Frequenz der Subharmonischen lediglich eine geringe Leistungsfähigkeit,
wodurch sich das Verfahren im Regelfall nicht zur Kennzeichnung von Waren eignet.
Es wird deshalb an dieser Stelle hier nur ergänzend erwähnt und technisch nicht wei-
ter spezifiziert.
32 Die digitale Amplitudenmodulation wird auch als ASK (Amplitude-Shift Keying) bezeichnet.
2 Einführung in die Radiofrequenzidentifikation
52
2.4.3 Elektromagnetische Kopplung
Bei der elektromagnetischen Kopplung findet die Energie- und Datenübertragung im
Fernfeld des elektromagnetischen Wechselfeldes statt. Das Funktionsprinzip beruht
auf der Reflexion elektromagnetischer Wellen.
2.4.3.1 Entstehung einer elektromagnetischen Welle
Wie bereits in der Einführung in Kap 2.4 beschrieben, bildet sich durch ein magneti-
sches Wechselfeld auch ein elektrisches Feld aus, dass sich ab der Nah- / Fernfeld-
grenze als elektromagnetische Welle durch den Raum bewegt.
Im Folgenden wird die Entstehung einer elektromagnetischen Welle am Beispiel ei-
ner Dipolantenne33 erläutert.
Durch die Speisung einer Dipolantenne mit Wechselstrom werden die Enden des
Dipols oszillierend geladen, wodurch auf Basis des Induktionsgesetzes ein aufeinan-
der senkrecht stehendes magnetisches und elektrisches Feld entsteht (vgl.
Abbildung 2-29).
Abbildung 2-29: Aufladung einer elektrischen Dipolantenne bei Speisung mit Wechselstrom
(mit Umlaufdauer T) [TIP-94]
Durch die oszillierende Verschiebung der Ladungen im Dipol können die elektrischen
Feldlinien nach einer festen Zeiteinheit entsprechend Abbildung 2-30 nicht mehr auf
33 Ein elektrischer Dipol bezeichnet eine Anordnung zweier betragsmäßig gleicher Punktladungen
entgegengesetzter Polarität (Q,+Q) im Abstand d [DYC-07]. Eine Dipolantenne ist darauf aufbau-
end eine Antennenanordnung mit zwei gleichen, elektrisch leitenden Teilen.
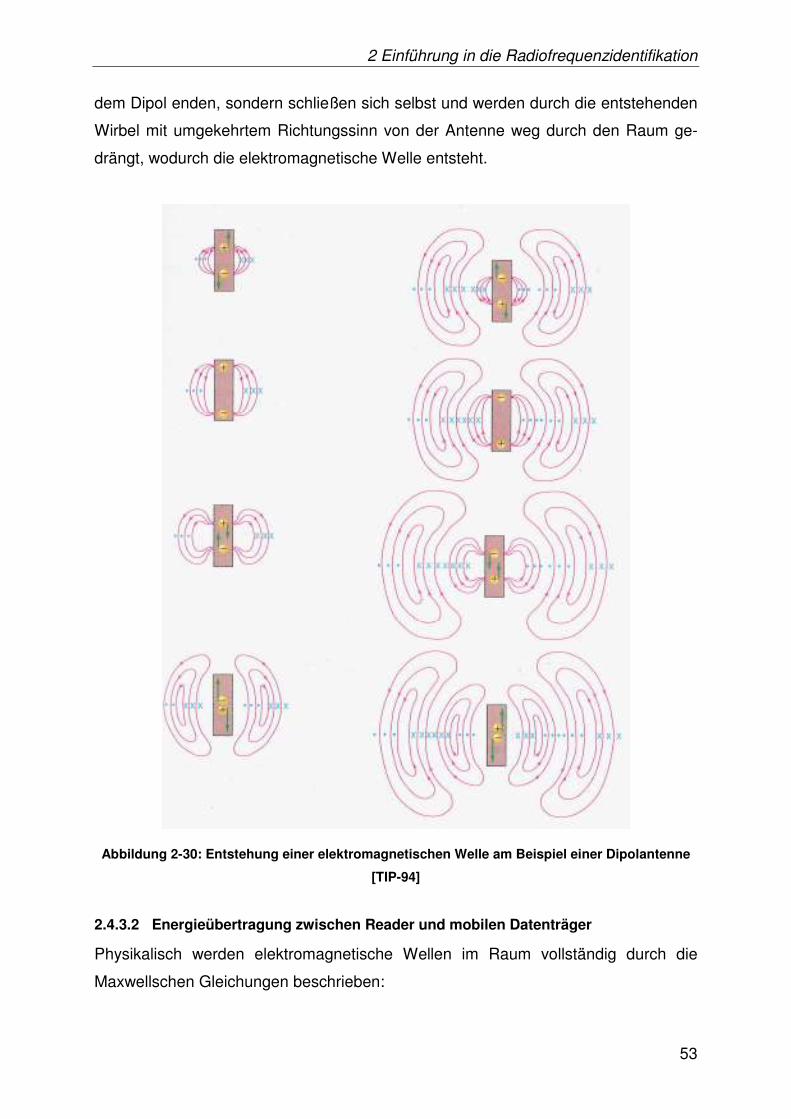
2 Einführung in die Radiofrequenzidentifikation
53
dem Dipol enden, sondern schließen sich selbst und werden durch die entstehenden
Wirbel mit umgekehrtem Richtungssinn von der Antenne weg durch den Raum ge-
drängt, wodurch die elektromagnetische Welle entsteht.
Abbildung 2-30: Entstehung einer elektromagnetischen Welle am Beispiel einer Dipolantenne
[TIP-94]
2.4.3.2 Energieübertragung zwischen Reader und mobilen Datenträger
Physikalisch werden elektromagnetische Wellen im Raum vollständig durch die
Maxwellschen Gleichungen beschrieben:
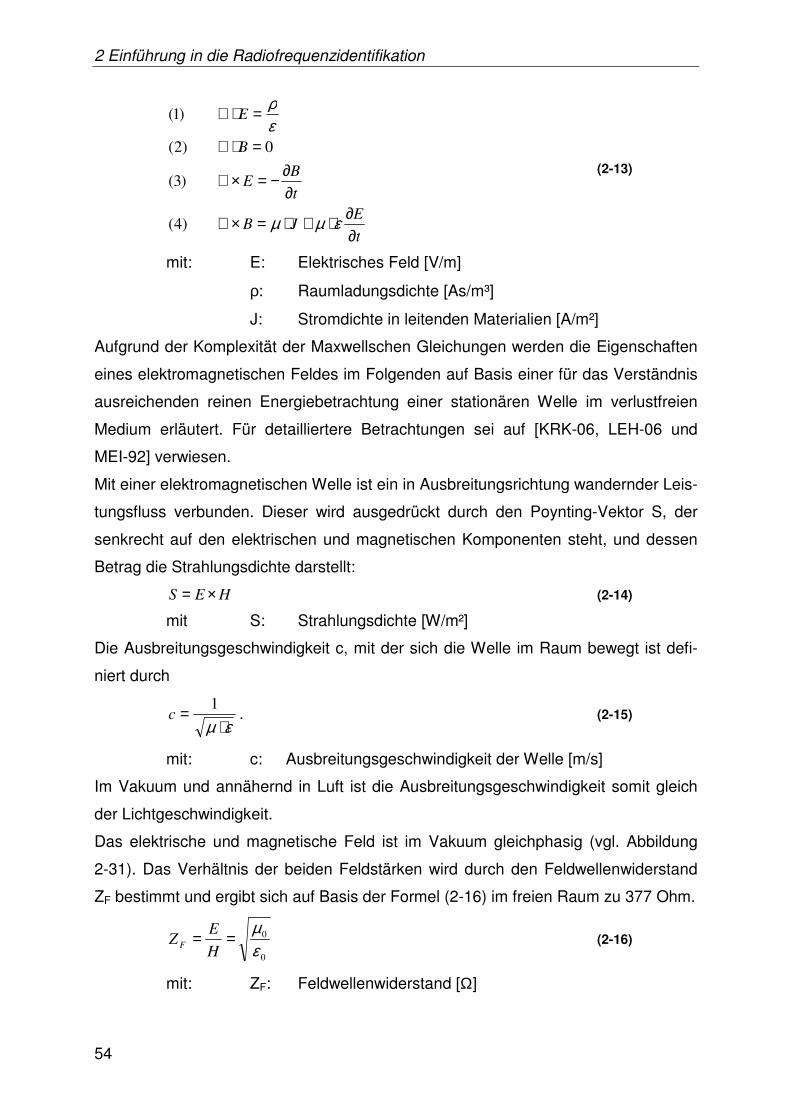
2 Einführung in die Radiofrequenzidentifikation
54
t
EJB
t
BE
B
E
∂∂⋅+⋅=×∇
∂∂−=×∇
=⋅∇
=⋅∇
εµµ
ερ
)4(
)3(
0)2(
)1(
(2-13)
mit: E: Elektrisches Feld [V/m]
ρ: Raumladungsdichte [As/m³]
J: Stromdichte in leitenden Materialien [A/m²]
Aufgrund der Komplexität der Maxwellschen Gleichungen werden die Eigenschaften
eines elektromagnetischen Feldes im Folgenden auf Basis einer für das Verständnis
ausreichenden reinen Energiebetrachtung einer stationären Welle im verlustfreien
Medium erläutert. Für detailliertere Betrachtungen sei auf [KRK-06, LEH-06 und
MEI-92] verwiesen.
Mit einer elektromagnetischen Welle ist ein in Ausbreitungsrichtung wandernder Leis-
tungsfluss verbunden. Dieser wird ausgedrückt durch den Poynting-Vektor S, der
senkrecht auf den elektrischen und magnetischen Komponenten steht, und dessen
Betrag die Strahlungsdichte darstellt:
HES ×= (2-14)
mit S: Strahlungsdichte [W/m²]
Die Ausbreitungsgeschwindigkeit c, mit der sich die Welle im Raum bewegt ist defi-
niert durch
εµ ⋅
= 1c . (2-15)
mit: c: Ausbreitungsgeschwindigkeit der Welle [m/s]
Im Vakuum und annähernd in Luft ist die Ausbreitungsgeschwindigkeit somit gleich
der Lichtgeschwindigkeit.
Das elektrische und magnetische Feld ist im Vakuum gleichphasig (vgl. Abbildung
2-31). Das Verhältnis der beiden Feldstärken wird durch den Feldwellenwiderstand
ZF bestimmt und ergibt sich auf Basis der Formel (2-16) im freien Raum zu 377 Ohm.
0
0
εµ
==H
EZ F (2-16)
mit: ZF: Feldwellenwiderstand [Ω]
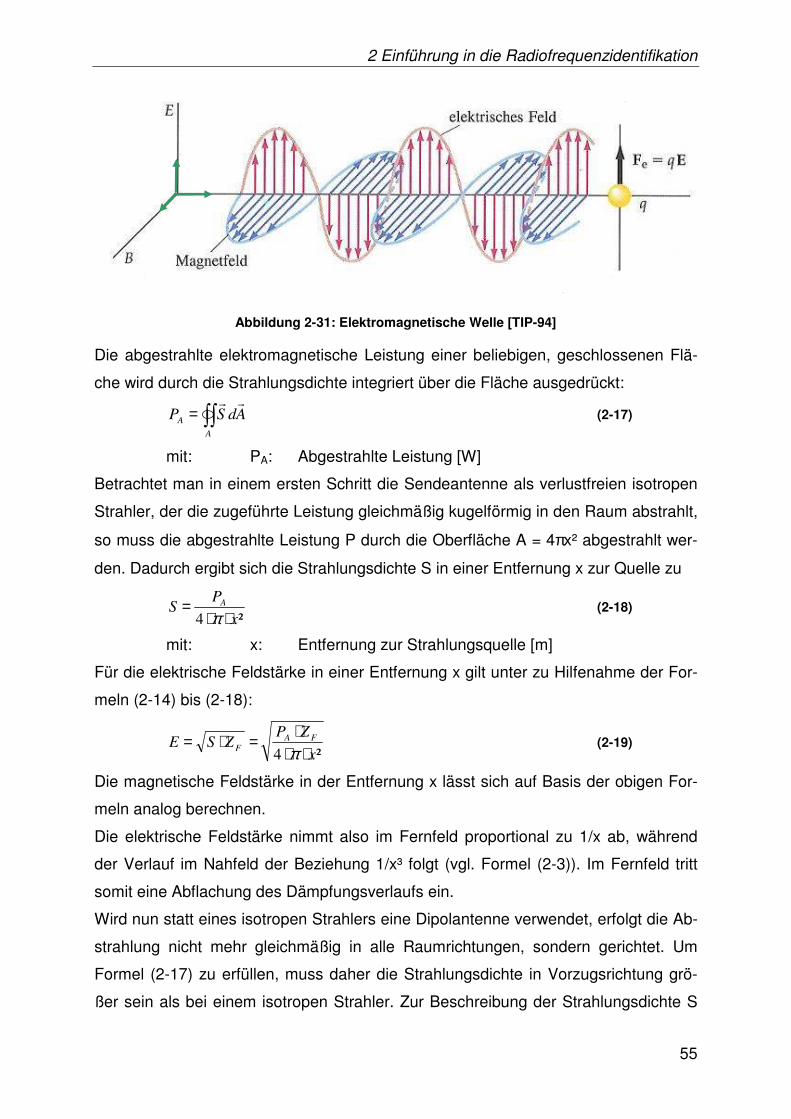
2 Einführung in die Radiofrequenzidentifikation
55
Abbildung 2-31: Elektromagnetische Welle [TIP-94]
Die abgestrahlte elektromagnetische Leistung einer beliebigen, geschlossenen Flä-
che wird durch die Strahlungsdichte integriert über die Fläche ausgedrückt:
∫∫=A
A AdSPrr
(2-17)
mit: PA: Abgestrahlte Leistung [W]
Betrachtet man in einem ersten Schritt die Sendeantenne als verlustfreien isotropen
Strahler, der die zugeführte Leistung gleichmäßig kugelförmig in den Raum abstrahlt,
so muss die abgestrahlte Leistung P durch die Oberfläche A = 4πx² abgestrahlt wer-
den. Dadurch ergibt sich die Strahlungsdichte S in einer Entfernung x zur Quelle zu
²4 x
PS A
⋅⋅=
π (2-18)
mit: x: Entfernung zur Strahlungsquelle [m]
Für die elektrische Feldstärke in einer Entfernung x gilt unter zu Hilfenahme der For-
meln (2-14) bis (2-18):
²4 x
ZPZSE FA
F ⋅⋅⋅=⋅=
π (2-19)
Die magnetische Feldstärke in der Entfernung x lässt sich auf Basis der obigen For-
meln analog berechnen.
Die elektrische Feldstärke nimmt also im Fernfeld proportional zu 1/x ab, während
der Verlauf im Nahfeld der Beziehung 1/x³ folgt (vgl. Formel (2-3)). Im Fernfeld tritt
somit eine Abflachung des Dämpfungsverlaufs ein.
Wird nun statt eines isotropen Strahlers eine Dipolantenne verwendet, erfolgt die Ab-
strahlung nicht mehr gleichmäßig in alle Raumrichtungen, sondern gerichtet. Um
Formel (2-17) zu erfüllen, muss daher die Strahlungsdichte in Vorzugsrichtung grö-
ßer sein als bei einem isotropen Strahler. Zur Beschreibung der Strahlungsdichte S
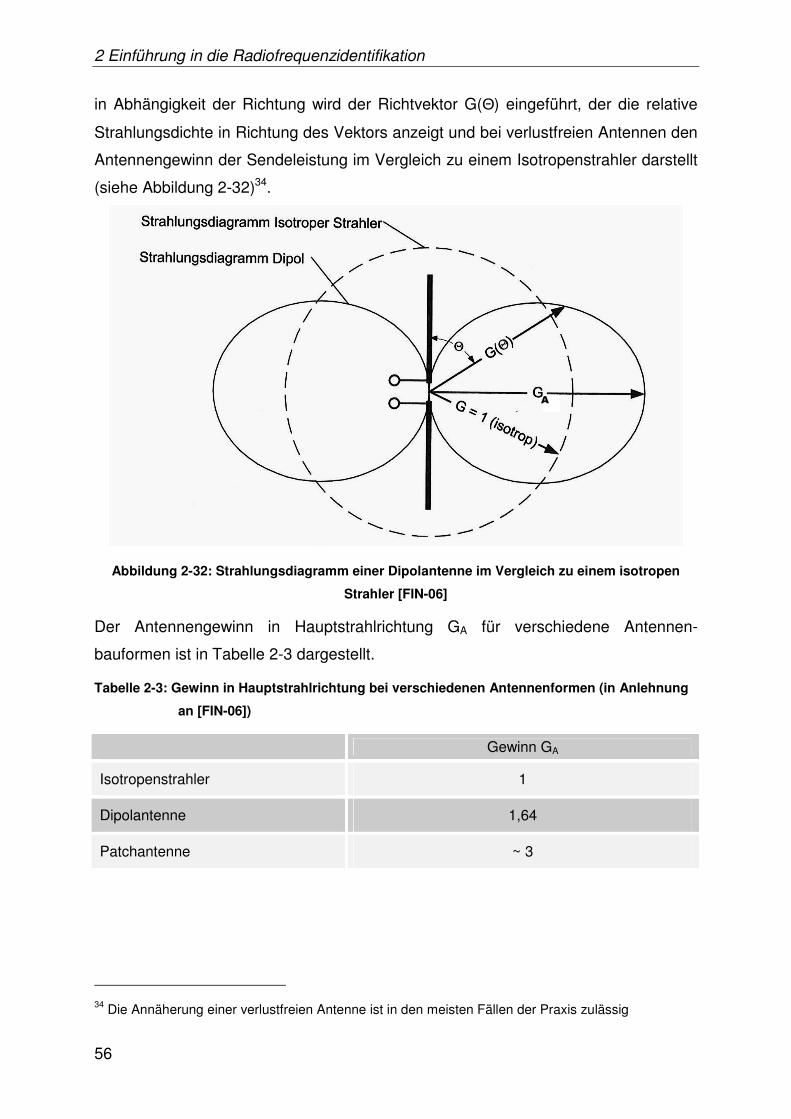
2 Einführung in die Radiofrequenzidentifikation
56
in Abhängigkeit der Richtung wird der Richtvektor G(Θ) eingeführt, der die relative
Strahlungsdichte in Richtung des Vektors anzeigt und bei verlustfreien Antennen den
Antennengewinn der Sendeleistung im Vergleich zu einem Isotropenstrahler darstellt
(siehe Abbildung 2-32)34.
A
Abbildung 2-32: Strahlungsdiagramm einer Dipolantenne im Vergleich zu einem isotropen
Strahler [FIN-06]
Der Antennengewinn in Hauptstrahlrichtung GA für verschiedene Antennen-
bauformen ist in Tabelle 2-3 dargestellt.
Tabelle 2-3: Gewinn in Hauptstrahlrichtung bei verschiedenen Antennenformen (in Anlehnung
an [FIN-06])
Gewinn GA
Isotropenstrahler 1
Dipolantenne 1,64
Patchantenne ~ 3
34 Die Annäherung einer verlustfreien Antenne ist in den meisten Fällen der Praxis zulässig
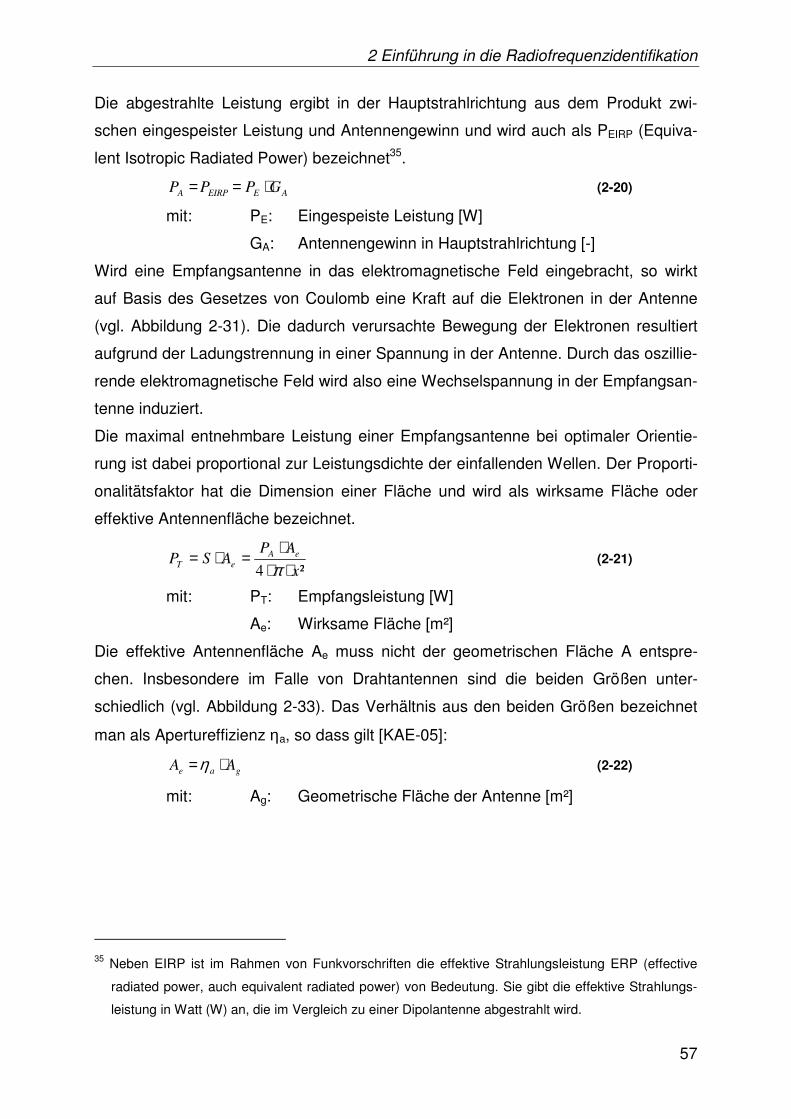
2 Einführung in die Radiofrequenzidentifikation
57
Die abgestrahlte Leistung ergibt in der Hauptstrahlrichtung aus dem Produkt zwi-
schen eingespeister Leistung und Antennengewinn und wird auch als PEIRP (Equiva-
lent Isotropic Radiated Power) bezeichnet35.
AEEIRPA GPPP ⋅== (2-20)
mit: PE: Eingespeiste Leistung [W]
GA: Antennengewinn in Hauptstrahlrichtung [-]
Wird eine Empfangsantenne in das elektromagnetische Feld eingebracht, so wirkt
auf Basis des Gesetzes von Coulomb eine Kraft auf die Elektronen in der Antenne
(vgl. Abbildung 2-31). Die dadurch verursachte Bewegung der Elektronen resultiert
aufgrund der Ladungstrennung in einer Spannung in der Antenne. Durch das oszillie-
rende elektromagnetische Feld wird also eine Wechselspannung in der Empfangsan-
tenne induziert.
Die maximal entnehmbare Leistung einer Empfangsantenne bei optimaler Orientie-
rung ist dabei proportional zur Leistungsdichte der einfallenden Wellen. Der Proporti-
onalitätsfaktor hat die Dimension einer Fläche und wird als wirksame Fläche oder
effektive Antennenfläche bezeichnet.
²4 x
APASP eA
eT ⋅⋅⋅
=⋅=π
(2-21)
mit: PT: Empfangsleistung [W]
Ae: Wirksame Fläche [m²]
Die effektive Antennenfläche Ae muss nicht der geometrischen Fläche A entspre-
chen. Insbesondere im Falle von Drahtantennen sind die beiden Größen unter-
schiedlich (vgl. Abbildung 2-33). Das Verhältnis aus den beiden Größen bezeichnet
man als Apertureffizienz ηa, so dass gilt [KAE-05]:
gae AA ⋅=η (2-22)
mit: Ag: Geometrische Fläche der Antenne [m²]
35 Neben EIRP ist im Rahmen von Funkvorschriften die effektive Strahlungsleistung ERP (effective
radiated power, auch equivalent radiated power) von Bedeutung. Sie gibt die effektive Strahlungs-
leistung in Watt (W) an, die im Vergleich zu einer Dipolantenne abgestrahlt wird.
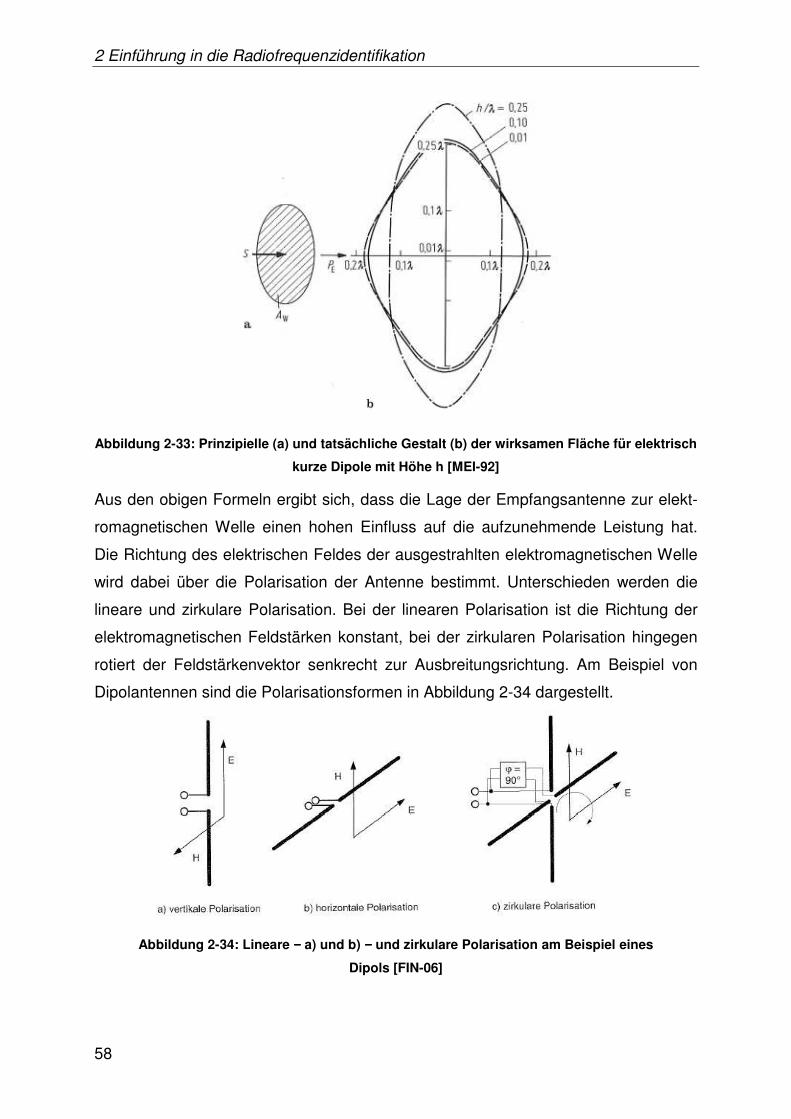
2 Einführung in die Radiofrequenzidentifikation
58
Abbildung 2-33: Prinzipielle (a) und tatsächliche Gestalt (b) der wirksamen Fläche für elektrisch
kurze Dipole mit Höhe h [MEI-92]
Aus den obigen Formeln ergibt sich, dass die Lage der Empfangsantenne zur elekt-
romagnetischen Welle einen hohen Einfluss auf die aufzunehmende Leistung hat.
Die Richtung des elektrischen Feldes der ausgestrahlten elektromagnetischen Welle
wird dabei über die Polarisation der Antenne bestimmt. Unterschieden werden die
lineare und zirkulare Polarisation. Bei der linearen Polarisation ist die Richtung der
elektromagnetischen Feldstärken konstant, bei der zirkularen Polarisation hingegen
rotiert der Feldstärkenvektor senkrecht zur Ausbreitungsrichtung. Am Beispiel von
Dipolantennen sind die Polarisationsformen in Abbildung 2-34 dargestellt.
Abbildung 2-34: Lineare −−−− a) und b) −−−− und zirkulare Polarisation am Beispiel eines
Dipols [FIN-06]
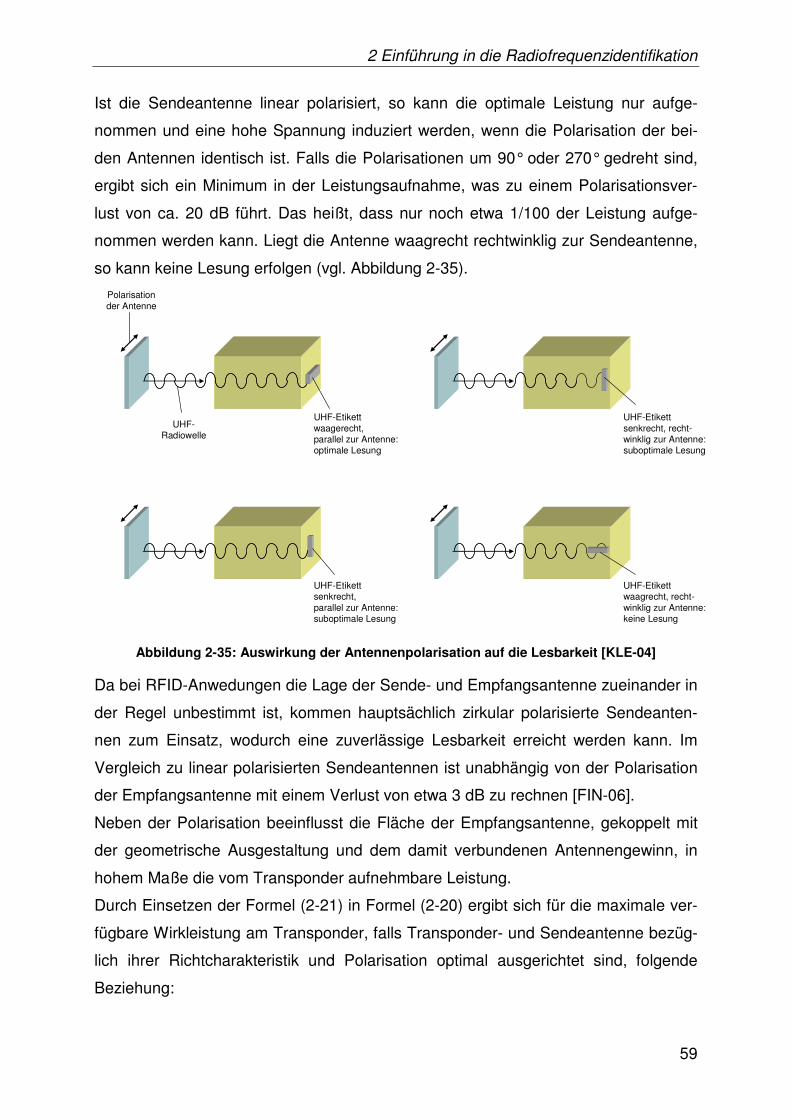
2 Einführung in die Radiofrequenzidentifikation
59
Ist die Sendeantenne linear polarisiert, so kann die optimale Leistung nur aufge-
nommen und eine hohe Spannung induziert werden, wenn die Polarisation der bei-
den Antennen identisch ist. Falls die Polarisationen um 90° oder 270° gedreht sind,
ergibt sich ein Minimum in der Leistungsaufnahme, was zu einem Polarisationsver-
lust von ca. 20 dB führt. Das heißt, dass nur noch etwa 1/100 der Leistung aufge-
nommen werden kann. Liegt die Antenne waagrecht rechtwinklig zur Sendeantenne,
so kann keine Lesung erfolgen (vgl. Abbildung 2-35).
Polarisation der Antenne
UHF-Radiowelle
UHF-Etikett waagerecht, parallel zur Antenne: optimale Lesung
UHF-Etikett senkrecht, recht-winklig zur Antenne: suboptimale Lesung
UHF-Etikett waagrecht, recht-winklig zur Antenne: keine Lesung
UHF-Etikett senkrecht, parallel zur Antenne: suboptimale Lesung
Abbildung 2-35: Auswirkung der Antennenpolarisation auf die Lesbarkeit [KLE-04]
Da bei RFID-Anwedungen die Lage der Sende- und Empfangsantenne zueinander in
der Regel unbestimmt ist, kommen hauptsächlich zirkular polarisierte Sendeanten-
nen zum Einsatz, wodurch eine zuverlässige Lesbarkeit erreicht werden kann. Im
Vergleich zu linear polarisierten Sendeantennen ist unabhängig von der Polarisation
der Empfangsantenne mit einem Verlust von etwa 3 dB zu rechnen [FIN-06].
Neben der Polarisation beeinflusst die Fläche der Empfangsantenne, gekoppelt mit
der geometrische Ausgestaltung und dem damit verbundenen Antennengewinn, in
hohem Maße die vom Transponder aufnehmbare Leistung.
Durch Einsetzen der Formel (2-21) in Formel (2-20) ergibt sich für die maximale ver-
fügbare Wirkleistung am Transponder, falls Transponder- und Sendeantenne bezüg-
lich ihrer Richtcharakteristik und Polarisation optimal ausgerichtet sind, folgende
Beziehung:
2 Einführung in die Radiofrequenzidentifikation
60
22
2
16 x
GGPP TAE
W ⋅⋅⋅⋅⋅=
πλ
(2-23)
mit: PW: Wirkleistung am Transponder [W]
GT: Gewinn der Transponderantenne [-]
Diese Gleichung wird auch als Friissche Transmissionsgleichung bezeichnet. Der
Faktor 2)4
(x⋅⋅π
λ, der die Dämpfung im Vakuum – und annähernd auch in Luft – wi-
derspiegelt, stellt die Freiraumdämpfung dar. Zur Übertragung auf andere Medien
zwischen Transponder- und Sendeantenne muss die Gleichung zusätzlich mit einem
Dämpfungsterm xe
α2− ergänzt werden. Der Absorptionskoeffizient α hängt dabei von
der Permeabilität und der Permittivität der zu durchdringenden Materie ab und ist
frequenzabhängig.
Setzt man für die Leistungsaufnahme eines modernen Transpondermikrochips einen
Wert von 5 µW [FRI-01] und einen Wirkungsgrad der Schaltungen von 10 % voraus,
so ergibt sich auf Basis der Formel (2-24) bei einer Sendeleistung von 2 W und einer
maximalen Leistungsaufnahme unter Verwendung eines Dipols als Empfangsanten-
ne folgende maximale theoretische Lesereichweite bei passiven Systemen:
mP
GPx
W
TA 716 2
2
max ≈⋅⋅⋅⋅=π
λ (2-24)
Aufgrund der leichten Dämpfung in der Atmosphäre und der Reflexion eines Teils der
elektromagnetischen Strahlung fällt die maximal erreichbare Lesereichweite bei
RFID-Systemen in der Praxis etwas geringer aus. Die atmosphärische Dämpfung
steigt mit der Frequenz, so dass die Reichweite von SHF-Systemen im Vergleich zu
UHF-Systemen niedriger ist (vgl. Abbildung 2-36).
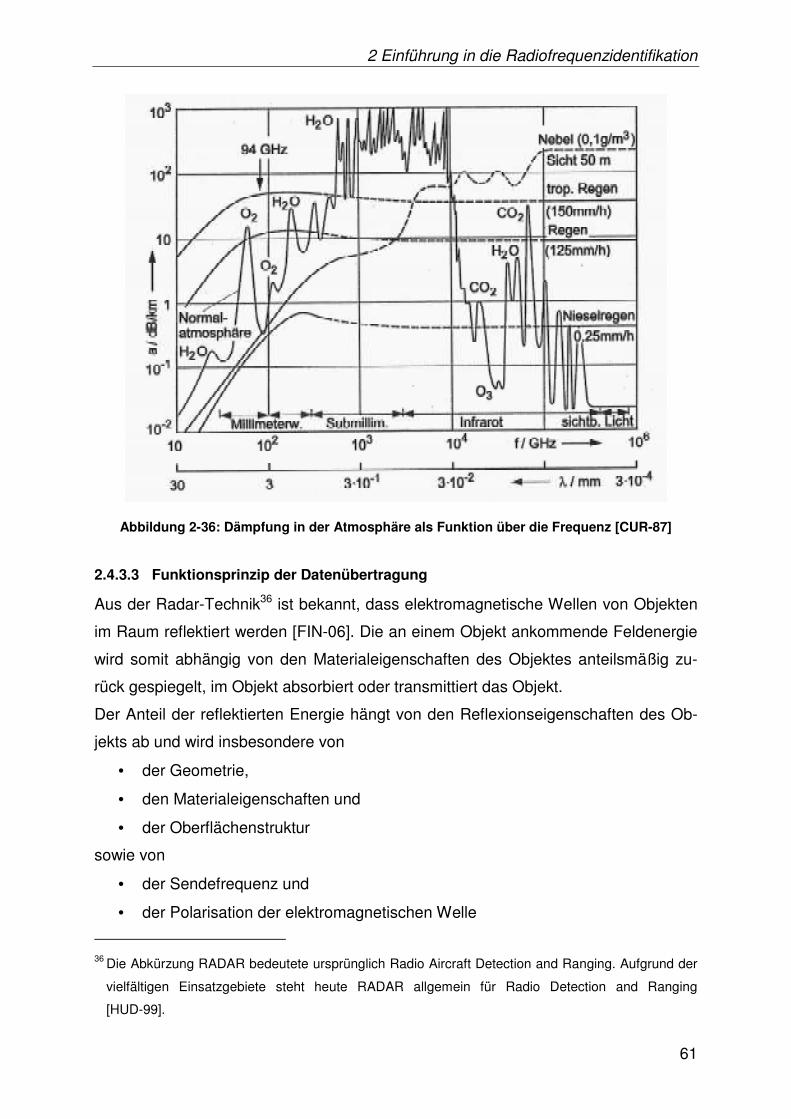
2 Einführung in die Radiofrequenzidentifikation
61
Abbildung 2-36: Dämpfung in der Atmosphäre als Funktion über die Frequenz [CUR-87]
2.4.3.3 Funktionsprinzip der Datenübertragung
Aus der Radar-Technik36 ist bekannt, dass elektromagnetische Wellen von Objekten
im Raum reflektiert werden [FIN-06]. Die an einem Objekt ankommende Feldenergie
wird somit abhängig von den Materialeigenschaften des Objektes anteilsmäßig zu-
rück gespiegelt, im Objekt absorbiert oder transmittiert das Objekt.
Der Anteil der reflektierten Energie hängt von den Reflexionseigenschaften des Ob-
jekts ab und wird insbesondere von
• der Geometrie,
• den Materialeigenschaften und
• der Oberflächenstruktur
sowie von
• der Sendefrequenz und
• der Polarisation der elektromagnetischen Welle
36 Die Abkürzung RADAR bedeutete ursprünglich Radio Aircraft Detection and Ranging. Aufgrund der
vielfältigen Einsatzgebiete steht heute RADAR allgemein für Radio Detection and Ranging
[HUD-99].
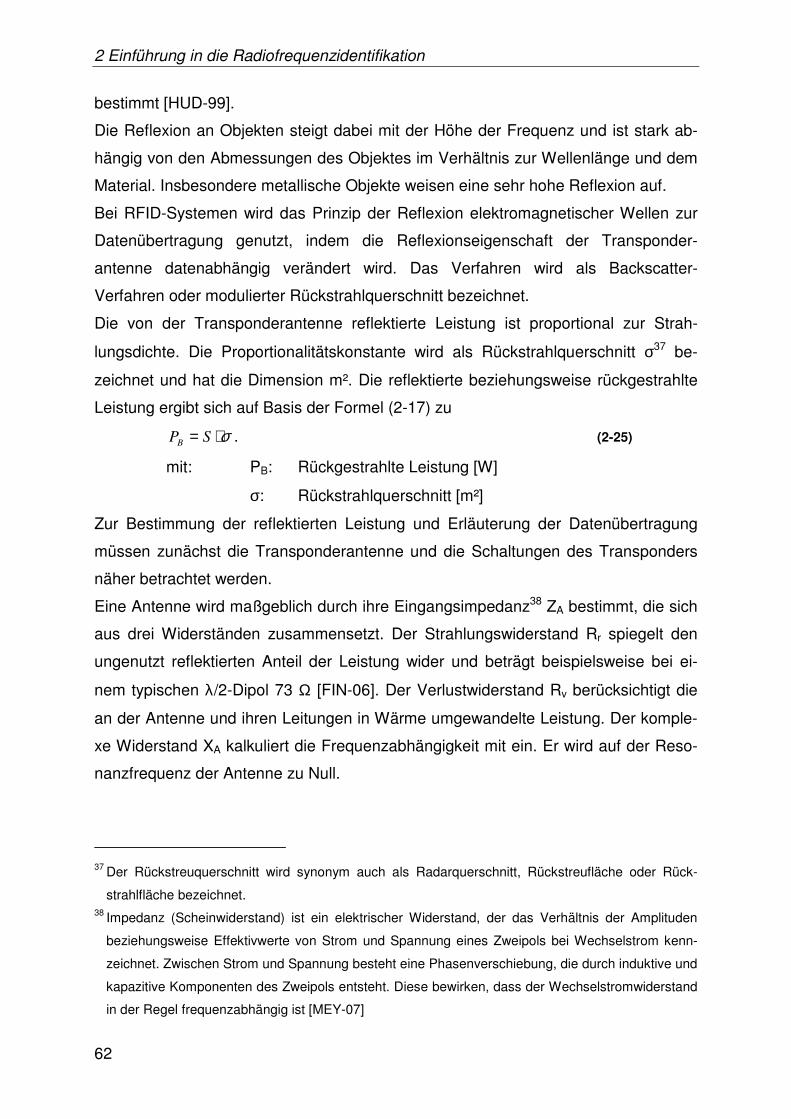
2 Einführung in die Radiofrequenzidentifikation
62
bestimmt [HUD-99].
Die Reflexion an Objekten steigt dabei mit der Höhe der Frequenz und ist stark ab-
hängig von den Abmessungen des Objektes im Verhältnis zur Wellenlänge und dem
Material. Insbesondere metallische Objekte weisen eine sehr hohe Reflexion auf.
Bei RFID-Systemen wird das Prinzip der Reflexion elektromagnetischer Wellen zur
Datenübertragung genutzt, indem die Reflexionseigenschaft der Transponder-
antenne datenabhängig verändert wird. Das Verfahren wird als Backscatter-
Verfahren oder modulierter Rückstrahlquerschnitt bezeichnet.
Die von der Transponderantenne reflektierte Leistung ist proportional zur Strah-
lungsdichte. Die Proportionalitätskonstante wird als Rückstrahlquerschnitt σ37 be-
zeichnet und hat die Dimension m². Die reflektierte beziehungsweise rückgestrahlte
Leistung ergibt sich auf Basis der Formel (2-17) zu
σ⋅= SPB . (2-25)
mit: PB: Rückgestrahlte Leistung [W]
σ: Rückstrahlquerschnitt [m²]
Zur Bestimmung der reflektierten Leistung und Erläuterung der Datenübertragung
müssen zunächst die Transponderantenne und die Schaltungen des Transponders
näher betrachtet werden.
Eine Antenne wird maßgeblich durch ihre Eingangsimpedanz38 ZA bestimmt, die sich
aus drei Widerständen zusammensetzt. Der Strahlungswiderstand Rr spiegelt den
ungenutzt reflektierten Anteil der Leistung wider und beträgt beispielsweise bei ei-
nem typischen λ/2-Dipol 73 Ω [FIN-06]. Der Verlustwiderstand Rv berücksichtigt die
an der Antenne und ihren Leitungen in Wärme umgewandelte Leistung. Der komple-
xe Widerstand XA kalkuliert die Frequenzabhängigkeit mit ein. Er wird auf der Reso-
nanzfrequenz der Antenne zu Null.
37 Der Rückstreuquerschnitt wird synonym auch als Radarquerschnitt, Rückstreufläche oder Rück-
strahlfläche bezeichnet. 38 Impedanz (Scheinwiderstand) ist ein elektrischer Widerstand, der das Verhältnis der Amplituden
beziehungsweise Effektivwerte von Strom und Spannung eines Zweipols bei Wechselstrom kenn-
zeichnet. Zwischen Strom und Spannung besteht eine Phasenverschiebung, die durch induktive und
kapazitive Komponenten des Zweipols entsteht. Diese bewirken, dass der Wechselstromwiderstand
in der Regel frequenzabhängig ist [MEY-07]
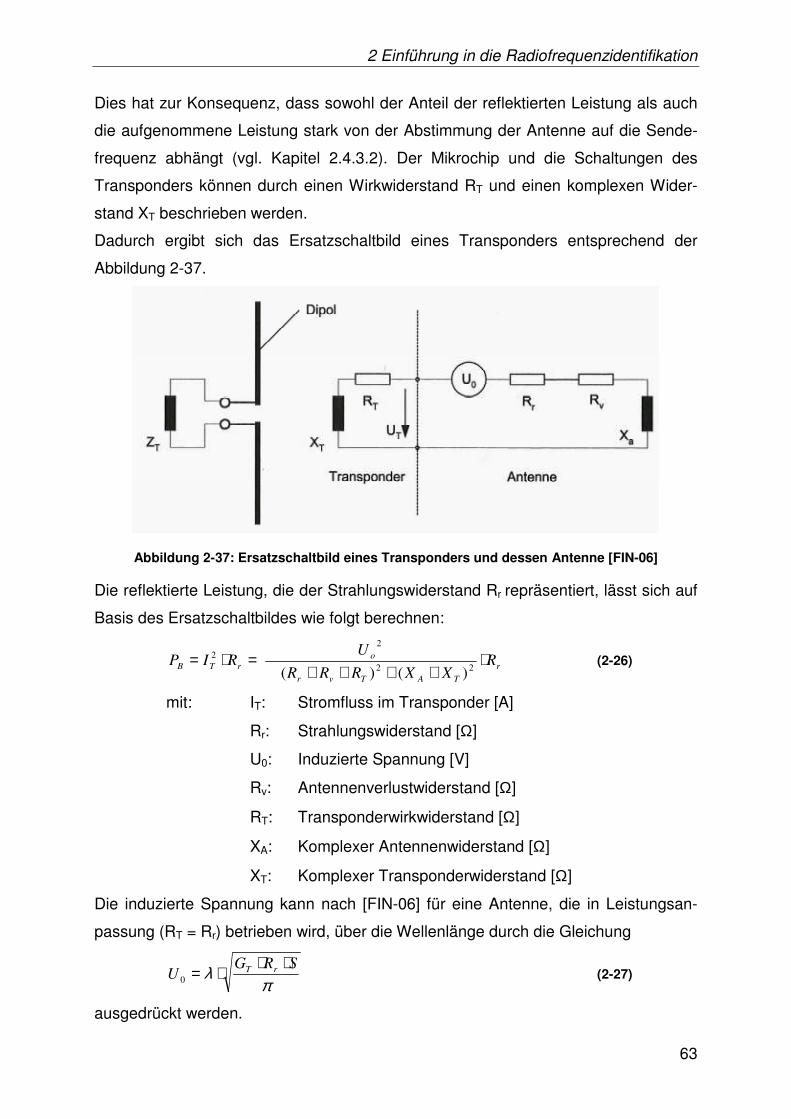
2 Einführung in die Radiofrequenzidentifikation
63
Dies hat zur Konsequenz, dass sowohl der Anteil der reflektierten Leistung als auch
die aufgenommene Leistung stark von der Abstimmung der Antenne auf die Sende-
frequenz abhängt (vgl. Kapitel 2.4.3.2). Der Mikrochip und die Schaltungen des
Transponders können durch einen Wirkwiderstand RT und einen komplexen Wider-
stand XT beschrieben werden.
Dadurch ergibt sich das Ersatzschaltbild eines Transponders entsprechend der
Abbildung 2-37.
Abbildung 2-37: Ersatzschaltbild eines Transponders und dessen Antenne [FIN-06]
Die reflektierte Leistung, die der Strahlungswiderstand Rr repräsentiert, lässt sich auf
Basis des Ersatzschaltbildes wie folgt berechnen:
r
TATvr
o
rTB RXXRRR
URIP ⋅
++++=⋅=
22
2
2
)()( (2-26)
mit: IT: Stromfluss im Transponder [A]
Rr: Strahlungswiderstand [Ω]
U0: Induzierte Spannung [V]
Rv: Antennenverlustwiderstand [Ω]
RT: Transponderwirkwiderstand [Ω]
XA: Komplexer Antennenwiderstand [Ω]
XT: Komplexer Transponderwiderstand [Ω]
Die induzierte Spannung kann nach [FIN-06] für eine Antenne, die in Leistungsan-
passung (RT = Rr) betrieben wird, über die Wellenlänge durch die Gleichung
π
λ SRGU rT ⋅⋅
⋅=0 (2-27)
ausgedrückt werden.
2 Einführung in die Radiofrequenzidentifikation
64
Durch Verknüpfung der Formeln (2-26) bis (2-28) ergibt sich für den Rückstrahlquer-
schnitt σ der folgende Zusammenhang:
22
2
)()2( TATr
Tr
XXRR
GR
+++⋅⋅⋅⋅
=π
λσ (2-28)
Die Formel (2-27) und (2-28) zeigen die Abhängigkeit der zurückgestrahlten Leistung
beziehungsweise des Rückstrahlquerschnitts von der Impedanz ZT (= RT + XT) des
Transponders.
Durch die datenabhängige Zuschaltung einer Modulierungs-Impedanz Zmod kann s
auf Basis der Änderung der Transponderimpedanz das Rückstrahlverhalten der
Transponderantenne beeinflusst werden. Die Veränderung des Rückstrahlquer-
schnitts verursacht eine Modifikation der reflektierten Leistung, die am Lesegerät de-
tektiert werden kann. Die Impedanzveränderung kann durch einen zusätzlichen
Widerstand oder einer Kapazität erfolgen, analog den induktiven Systemen. Durch
die Umtastung des imaginären Anteils der Transponderimpedanz wird zusätzlich
auch die Phase verändert, so dass die Modulation der Daten über den Betrag der
reflektierten Leistung und dessen Phase erfolgt (siehe Abbildung 2-38) [FIN-06].
Abbildung 2-38: Datenübertragung durch Modulierung des Rückstrahlquerschnitt bei elektro-
magnetisch gekoppelten Systemen [FIN-06]
Der Rückstrahlquerschnitt kann theoretisch Werte zwischen zwei Grenzfällen an-
nehmen. Eine sehr hohe Modulierungsimpedanz bewirkt, dass die Transponderim-
pedanz gegen ∞ strebt und somit der Rückstrahlquerschnitt gegen Null läuft. Der
zweite Extremfall ist der Kurzschluss des Transponders, so dass ZT gegen Null strebt
und der Rückstrahlquerschnitt mit XA = XT = 0 den Maximalwert annimmt.
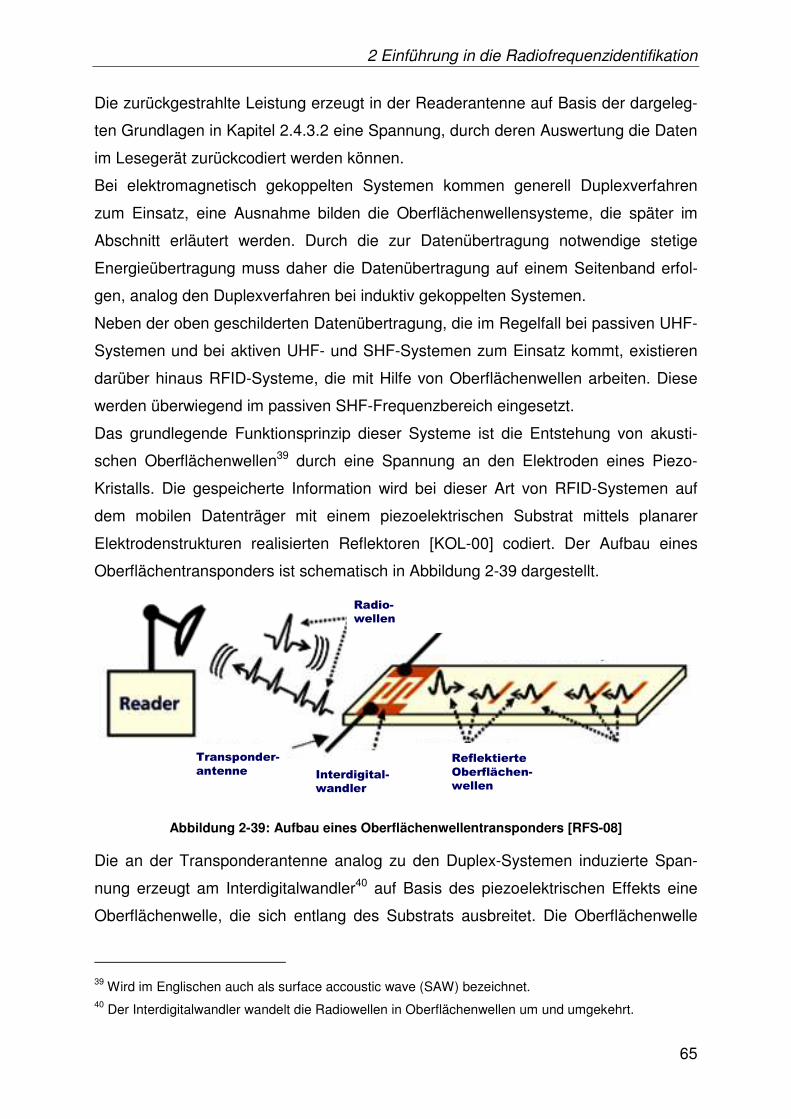
2 Einführung in die Radiofrequenzidentifikation
65
Die zurückgestrahlte Leistung erzeugt in der Readerantenne auf Basis der dargeleg-
ten Grundlagen in Kapitel 2.4.3.2 eine Spannung, durch deren Auswertung die Daten
im Lesegerät zurückcodiert werden können.
Bei elektromagnetisch gekoppelten Systemen kommen generell Duplexverfahren
zum Einsatz, eine Ausnahme bilden die Oberflächenwellensysteme, die später im
Abschnitt erläutert werden. Durch die zur Datenübertragung notwendige stetige
Energieübertragung muss daher die Datenübertragung auf einem Seitenband erfol-
gen, analog den Duplexverfahren bei induktiv gekoppelten Systemen.
Neben der oben geschilderten Datenübertragung, die im Regelfall bei passiven UHF-
Systemen und bei aktiven UHF- und SHF-Systemen zum Einsatz kommt, existieren
darüber hinaus RFID-Systeme, die mit Hilfe von Oberflächenwellen arbeiten. Diese
werden überwiegend im passiven SHF-Frequenzbereich eingesetzt.
Das grundlegende Funktionsprinzip dieser Systeme ist die Entstehung von akusti-
schen Oberflächenwellen39 durch eine Spannung an den Elektroden eines Piezo-
Kristalls. Die gespeicherte Information wird bei dieser Art von RFID-Systemen auf
dem mobilen Datenträger mit einem piezoelektrischen Substrat mittels planarer
Elektrodenstrukturen realisierten Reflektoren [KOL-00] codiert. Der Aufbau eines
Oberflächentransponders ist schematisch in Abbildung 2-39 dargestellt.
Radio-
wellen
Interdigital-
wandler
Reflektierte
Oberflächen-wellen
Reflektierte
Oberflächen-wellenInterdigital-
wandler
Reflektierte
Oberflächen-wellenInterdigital-
wandler
Reflektierte
Oberflächen-wellen
Radio-
wellen
Interdigital-
wandler
Radio-
wellen
Reflektierte
Oberflächen-wellenInterdigital-
wandler
Radio-
wellen
Radio-
wellen
Interdigital-
wandler
Radio-
wellen
Reflektierte
Oberflächen-wellenInterdigital-
wandler
Radio-
wellen
Reflektierte
Oberflächen-
wellen
Interdigital-
wandler
Radio-
wellen
Radio-
wellen
Interdigital-
wandler
Radio-
wellen
Reflektierte
Oberflächen-
wellen
Interdigital-
wandler
Radio-
wellen
Reflektierte
Oberflächen-
wellenInterdigital-
wandler
Radio-
wellen
Transponder-
antenne
Reflektierte
Oberflächen-
wellenInterdigital-
wandler
Reflektierte
Oberflächen-
wellenInterdigital-
wandler
Reflektierte
Oberflächen-
wellen
Radio-
wellen
Interdigital-
wandler
Reflektierte
Oberflächen-
wellen
Abbildung 2-39: Aufbau eines Oberflächenwellentransponders [RFS-08]
Die an der Transponderantenne analog zu den Duplex-Systemen induzierte Span-
nung erzeugt am Interdigitalwandler40 auf Basis des piezoelektrischen Effekts eine
Oberflächenwelle, die sich entlang des Substrats ausbreitet. Die Oberflächenwelle
39 Wird im Englischen auch als surface accoustic wave (SAW) bezeichnet. 40 Der Interdigitalwandler wandelt die Radiowellen in Oberflächenwellen um und umgekehrt.
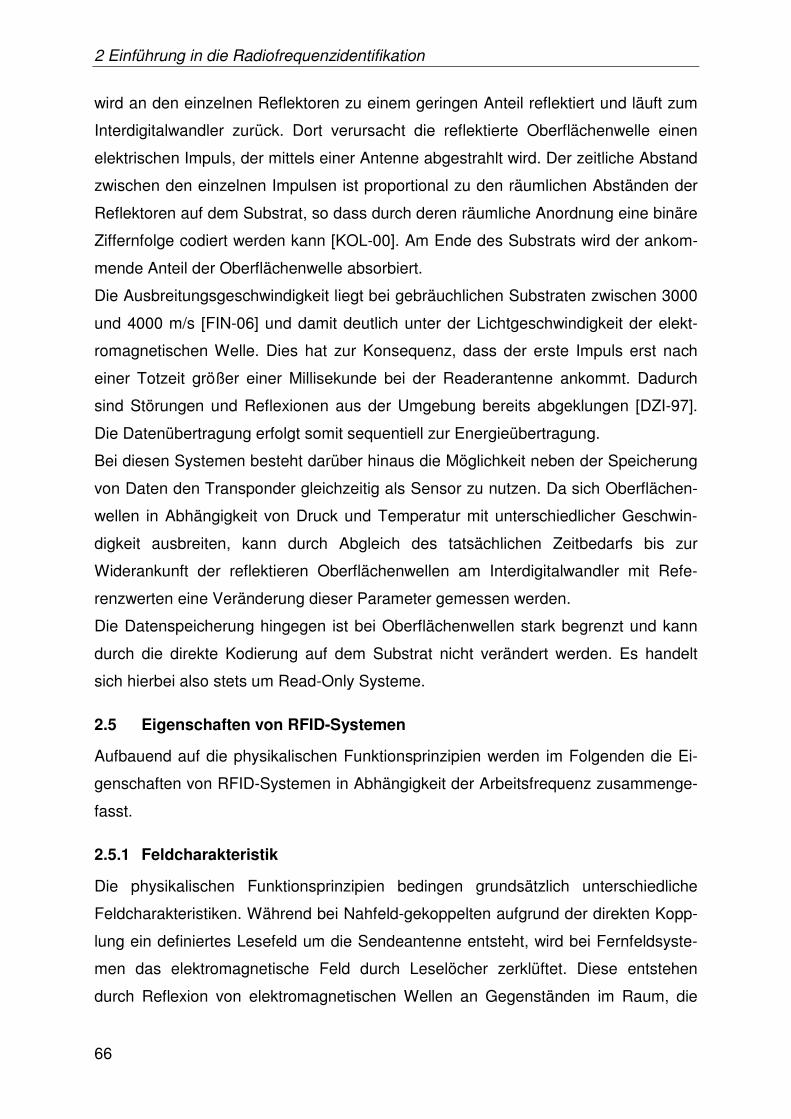
2 Einführung in die Radiofrequenzidentifikation
66
wird an den einzelnen Reflektoren zu einem geringen Anteil reflektiert und läuft zum
Interdigitalwandler zurück. Dort verursacht die reflektierte Oberflächenwelle einen
elektrischen Impuls, der mittels einer Antenne abgestrahlt wird. Der zeitliche Abstand
zwischen den einzelnen Impulsen ist proportional zu den räumlichen Abständen der
Reflektoren auf dem Substrat, so dass durch deren räumliche Anordnung eine binäre
Ziffernfolge codiert werden kann [KOL-00]. Am Ende des Substrats wird der ankom-
mende Anteil der Oberflächenwelle absorbiert.
Die Ausbreitungsgeschwindigkeit liegt bei gebräuchlichen Substraten zwischen 3000
und 4000 m/s [FIN-06] und damit deutlich unter der Lichtgeschwindigkeit der elekt-
romagnetischen Welle. Dies hat zur Konsequenz, dass der erste Impuls erst nach
einer Totzeit größer einer Millisekunde bei der Readerantenne ankommt. Dadurch
sind Störungen und Reflexionen aus der Umgebung bereits abgeklungen [DZI-97].
Die Datenübertragung erfolgt somit sequentiell zur Energieübertragung.
Bei diesen Systemen besteht darüber hinaus die Möglichkeit neben der Speicherung
von Daten den Transponder gleichzeitig als Sensor zu nutzen. Da sich Oberflächen-
wellen in Abhängigkeit von Druck und Temperatur mit unterschiedlicher Geschwin-
digkeit ausbreiten, kann durch Abgleich des tatsächlichen Zeitbedarfs bis zur
Widerankunft der reflektieren Oberflächenwellen am Interdigitalwandler mit Refe-
renzwerten eine Veränderung dieser Parameter gemessen werden.
Die Datenspeicherung hingegen ist bei Oberflächenwellen stark begrenzt und kann
durch die direkte Kodierung auf dem Substrat nicht verändert werden. Es handelt
sich hierbei also stets um Read-Only Systeme.
2.5 Eigenschaften von RFID-Systemen
Aufbauend auf die physikalischen Funktionsprinzipien werden im Folgenden die Ei-
genschaften von RFID-Systemen in Abhängigkeit der Arbeitsfrequenz zusammenge-
fasst.
2.5.1 Feldcharakteristik
Die physikalischen Funktionsprinzipien bedingen grundsätzlich unterschiedliche
Feldcharakteristiken. Während bei Nahfeld-gekoppelten aufgrund der direkten Kopp-
lung ein definiertes Lesefeld um die Sendeantenne entsteht, wird bei Fernfeldsyste-
men das elektromagnetische Feld durch Leselöcher zerklüftet. Diese entstehen
durch Reflexion von elektromagnetischen Wellen an Gegenständen im Raum, die
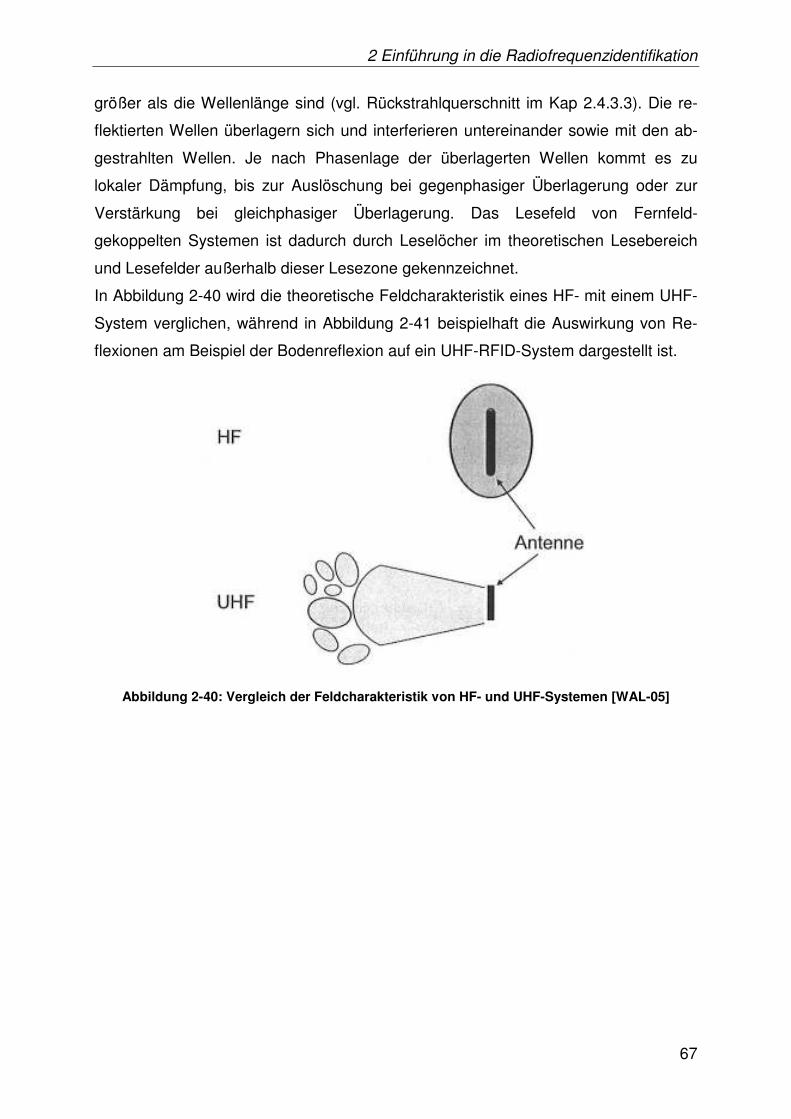
2 Einführung in die Radiofrequenzidentifikation
67
größer als die Wellenlänge sind (vgl. Rückstrahlquerschnitt im Kap 2.4.3.3). Die re-
flektierten Wellen überlagern sich und interferieren untereinander sowie mit den ab-
gestrahlten Wellen. Je nach Phasenlage der überlagerten Wellen kommt es zu
lokaler Dämpfung, bis zur Auslöschung bei gegenphasiger Überlagerung oder zur
Verstärkung bei gleichphasiger Überlagerung. Das Lesefeld von Fernfeld-
gekoppelten Systemen ist dadurch durch Leselöcher im theoretischen Lesebereich
und Lesefelder außerhalb dieser Lesezone gekennzeichnet.
In Abbildung 2-40 wird die theoretische Feldcharakteristik eines HF- mit einem UHF-
System verglichen, während in Abbildung 2-41 beispielhaft die Auswirkung von Re-
flexionen am Beispiel der Bodenreflexion auf ein UHF-RFID-System dargestellt ist.
Abbildung 2-40: Vergleich der Feldcharakteristik von HF- und UHF-Systemen [WAL-05]
2 Einführung in die Radiofrequenzidentifikation
68
A
B
Abbildung 2-41: Elektromagnetisches Feld ohne (A) und mit Einfluss (B) der Bodenreflexion
bei UHF-Systemen [WAL-05]
Die Umgebungsabhängigkeit des Lesefeldes bei elektromagnetisch gekoppelten
Systemen bedingt, dass der tatsächliche Lesebereich nur für eine definierte konstan-
te Situation berechen- und vorhersagbar ist. Dies führt in der Praxis oft zu einer auf-
wendigeren Pilot- und Implementierungsphase bei UHF-Systemen, um das Lesefeld
auf die Umgebung und die gekennzeichneten Materialien anzupassen.
2.5.2 Reichweite
Die Reichweite von RFID-Systemen ist geprägt durch das physikalische Kopplungs-
prinzip. Induktiv gekoppelte Systeme arbeiten im Nahfeld der Antenne, so dass sich
bei passiven Systemen Reichweiten bis zu 1,7 m im HF-Bereich realisieren lassen.
Bedingt durch ihre niedrige Frequenz und die damit verbundene geringe Leistungs-
fähigkeit werden LF-Systeme überwiegend im close-coupling Bereich eingesetzt, de-
ren Reichweite im Normalfall unter 0,2 m beträgt. Durch eine entsprechend große
Gestaltung der Transponder (vgl. Formel (2-7)) können aber auch Reichweiten ver-
2 Einführung in die Radiofrequenzidentifikation
69
gleichbar mit HF-Systemen realisiert werden. Aufgrund der niedrigen Datenrate und
der mangelnden Pulkfähigkeit gibt es hierfür kaum Anwendungsfälle in der Praxis.
Auf Basis der Formel (2-25) lassen sich bei den Fernfeld-gekoppelten passiven UHF-
Systemen theoretisch bis circa 7 Meter Reichweite realisieren. Bedingt durch die at-
mosphärische Dämpfung und die Reflexion eines Teils der ankommenden Leistung
sind in der Praxis Reichweiten von bis zu 5 m zu verwirklichen. Bei passiven SHF-
Systemen sinkt die zu erwartende Reichweite aufgrund der höheren Dämpfung in
Luft entsprechend Abbildung 2-36 auf 3 bis 4 m.
Bei aktiven Systemen müssen die Transponder nur aktiviert und nicht mit Energie
versorgt werden, weswegen sich dort deutlich höhere Reichweiten erzielen lassen.
Bei UHF-Systemen können im Idealfall bis zu 100 m erreicht werden. SHF-Systeme
bieten im freien Feld teilweise Reichweiten bis zu 300 m.
Die tatsächliche Lesereichweite, insbesondere von passiven RFID-Systemen, hängt
sehr stark von der Antennengröße, der Umgebung, dem Applikationsuntergrund und
der Lage des Transponders zum Lesegerät - speziell bei induktiven Systemen – ab.
Aus diesem Grund können Reichweiten nur abschätzend angegeben werden und
stellen nur grobe Richtwerte für tatsächlich in einer Anwendung erzielbare Reichwei-
ten dar.
Eine direkte Übertragung von theoretischen und im Labor gemessenen Werten auf in
der Praxis zu erwartende Reichweiten ist dadurch nur bedingt beziehungsweise nur
durch aufwändige Testszenarien möglich.
Zusammenfassend hängt die Reichweite eines RFID-Systems in Anlehnung an
[LAM-05] von folgenden Faktoren ab:
• Sendefrequenz des Lesegerätes
• Energieverbrauch des Transponders
• Qualität und Wirkungsgrad der Verbindung zwischen Mikrochip und
Antenne des mobilen Datenspeichers
• Größe, Form und Qualität der Transponderantenne
• Orientierung der Antenne des Tags zur Sendeantenne
• Design der Transponderantenne
• Empfindlichkeit des Lesegerätes
• Sendeleistung des Lesegerätes
• Umgebungsbedingungen
2 Einführung in die Radiofrequenzidentifikation
70
• Applikationsuntergrund des Transponders bzw. die Abstimmung des
Transponders auf den Applikationsuntergrund
• Anfälligkeit gegenüber anderen Funk-Signalquellen
2.5.3 Baugröße
Die Baugröße von Transpondern wird neben der Energieversorgung hauptsächlich
von der Antenne bestimmt, die auf die jeweilige Frequenz abgestimmt sein muss. Die
Länge einer Dipolantenne muss beispielsweise mindestens ¼ der Wellenlänge auf-
weisen, um einen Schwingungsbauch aufnehmen zu können.
Aus diesem Grund besteht bei elektromagnetisch gekoppelte Systeme bezogen auf
die Reichweite ein direkter Zusammenhang zwischen der Transpondergröße und der
Frequenz.
Bei induktiv gekoppelten Systemen ist frequenzunabhängig die Fläche der
Transponderantenne für die erzielbare Lesereichweite verantwortlich. Darüber hin-
aus kann durch die Anzahl der Windungen oder durch die Permeabilität die
Transpondergröße dieser Systeme beeinflusst werden. Speziell im LF-Bereich exis-
tieren im Bereich bei Glasröhrchentranspondern sehr kompakte Bauformen, die sich
durch sehr kleine Windungen und einem zusätzlichen Eisenkern realisieren lassen.
Dies sind Systeme, die durch geringe Reichweiten von wenigen Zentimetern ge-
kennzeichnet sind.
Generell lassen sich elektromagnetisch gekoppelte Systeme durch die einfachere
Antennenform in verschiedensten Bauformen realisieren, während bei induktiv ge-
koppelten Systemen immer eine Spule- oder Leiterschleife notwendig ist.
2.5.4 Datenübertragungsrate
Die Datenübertragung erfolgt bei RFID-Systemen im Regelfall über eine Modulation
des Trägersignals oder einem frequenznahen Hilfsträger. Aus diesem Grund ergibt
sich ein direkter Zusammenhang zwischen der Frequenz und der Datenübertra-
gungsrate. Je höher die Frequenz, desto höher auch der mögliche Informationstrans-
fer pro Sekunde. Bei HF-Systemen können nach [JAN-04] und [LAM-05] bis zu
100 kBit/s übertragen werden, während sich nach [EPC-05] bei UHF-Systemen theo-
retisch bis zu 640 kBit/s realisieren lassen. Aufgrund des Bandbreitenbedarfs und der
Anzahl der Datencodierungsmöglichkeiten sind bei UHF-Systemen in der Praxis aber
2 Einführung in die Radiofrequenzidentifikation
71
effektive Datenraten zu erreichen, die um einen Faktor 2, 4 oder 8 niedriger liegen
[EPC-05]. Dies ist bei HF-Systemen in der Praxis in ähnlicher Form zu erwarten.
2.5.5 Pulkfähigkeit
Eine wesentliche Eigenschaft von RFID-Systemen ist das nahezu gleichzeitige Aus-
lesen von mehreren Transpondern im Ansprechfeld. Dabei werden die Transponder
nicht parallel, sondern sequentiell hintereinander unter Zuhilfenahme von Vielfach-
zugriffsverfahren einzeln angesprochen.
In der Funktechnik sind dabei Raummultiplex (SDMA), Zeitmultiplex (TDMA), Fre-
quenzmultiplex (FDMA) und Codemultiplex (CDMA) als Vielfachzugriffsverfahren be-
kannt. Aufgrund der beschränkten Leistungsfähigkeit von RFID-Transpondern und
der Forderung nach günstiger Herstellung kommen bei RFID-Systemen hauptsäch-
lich TDMA und seltener FDMA (bzw. eine Kombination aus beiden Varianten) zum
Einsatz. Die technische Realisierung eines solchen Vielfachzugriffsverfahrens wird
als Antikollisionsverfahren bezeichnet, wobei sich zwei Klassen unterscheiden las-
sen: deterministische und probabilistische Verfahren [SWE-02].
2.5.5.1 Deterministische Verfahren
Bei den deterministischen Verfahren sucht das Lesegerät alle Transponder im Lese-
bereich an Hand ihrer eindeutigen Seriennummer. Der Baumtraversierungs-
algorithmus (Binary-Tree-Verfahren) ist hierbei das meist eingesetzte Verfahren.
Dabei wird der Binärbaum aller möglichen dual codierten Seriennummern systema-
tisch durchlaufen. Bei jedem Anfrageschritt werden alle Transponder aufgefordert zu
antworten, deren Seriennummer mit einer bestimmten Kombination von Nullen und
Einsen beginnt. Antworten mehrere Transponder, wird eine weitere Stelle festgelegt.
Dieser Schritt wird solange wiederholt, bis nur noch ein Transponder antwortet (vgl.
Abbildung 2-42) und dieser gezielt angesprochen werden kann. Der deterministische
Antikollisionsalgorithmus stellt somit sicher, dass nach einer gewissen Zeit alle
Transponder im Bereich des Lesegerätes erkannt werden. Jedoch benötigt der
Baumtraversierungsalgorithmus eine hohe Datenübertragungsrate, um in kurzer Zeit
eine möglichst hohe Erkennungsrate zu gewährleisten [FIN-06, LAM-05].
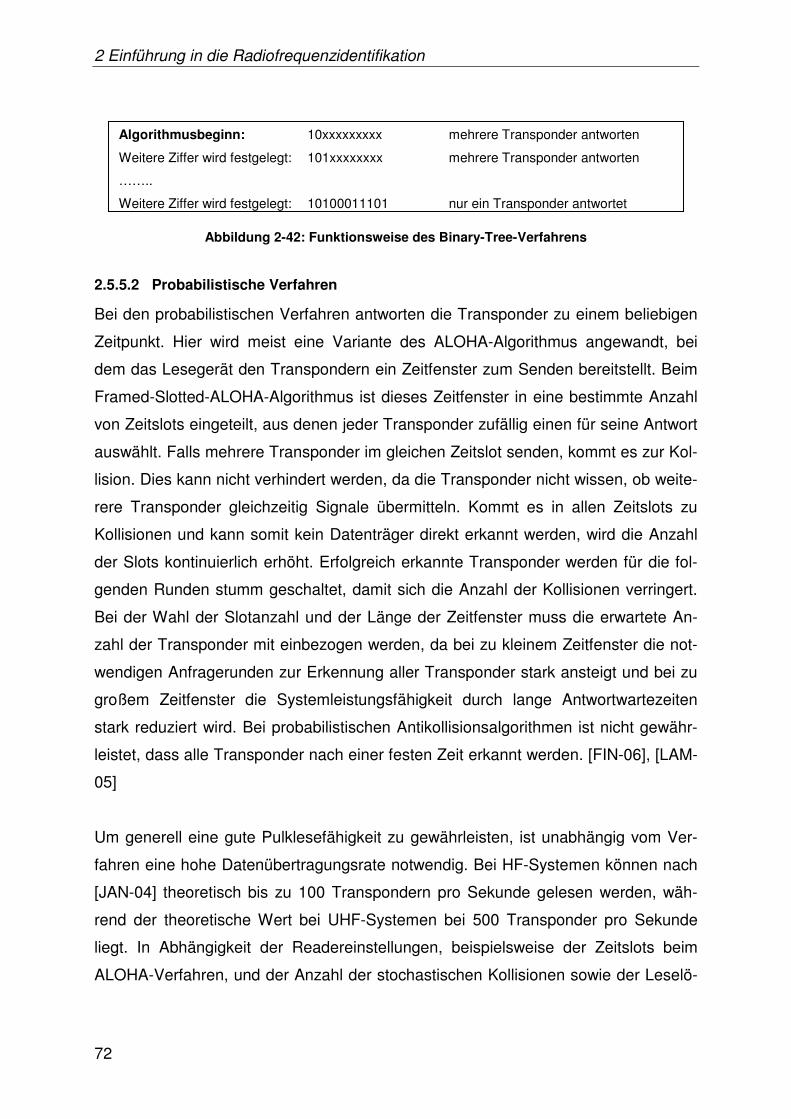
2 Einführung in die Radiofrequenzidentifikation
72
Abbildung 2-42: Funktionsweise des Binary-Tree-Verfahrens
2.5.5.2 Probabilistische Verfahren
Bei den probabilistischen Verfahren antworten die Transponder zu einem beliebigen
Zeitpunkt. Hier wird meist eine Variante des ALOHA-Algorithmus angewandt, bei
dem das Lesegerät den Transpondern ein Zeitfenster zum Senden bereitstellt. Beim
Framed-Slotted-ALOHA-Algorithmus ist dieses Zeitfenster in eine bestimmte Anzahl
von Zeitslots eingeteilt, aus denen jeder Transponder zufällig einen für seine Antwort
auswählt. Falls mehrere Transponder im gleichen Zeitslot senden, kommt es zur Kol-
lision. Dies kann nicht verhindert werden, da die Transponder nicht wissen, ob weite-
rere Transponder gleichzeitig Signale übermitteln. Kommt es in allen Zeitslots zu
Kollisionen und kann somit kein Datenträger direkt erkannt werden, wird die Anzahl
der Slots kontinuierlich erhöht. Erfolgreich erkannte Transponder werden für die fol-
genden Runden stumm geschaltet, damit sich die Anzahl der Kollisionen verringert.
Bei der Wahl der Slotanzahl und der Länge der Zeitfenster muss die erwartete An-
zahl der Transponder mit einbezogen werden, da bei zu kleinem Zeitfenster die not-
wendigen Anfragerunden zur Erkennung aller Transponder stark ansteigt und bei zu
großem Zeitfenster die Systemleistungsfähigkeit durch lange Antwortwartezeiten
stark reduziert wird. Bei probabilistischen Antikollisionsalgorithmen ist nicht gewähr-
leistet, dass alle Transponder nach einer festen Zeit erkannt werden. [FIN-06], [LAM-
05]
Um generell eine gute Pulklesefähigkeit zu gewährleisten, ist unabhängig vom Ver-
fahren eine hohe Datenübertragungsrate notwendig. Bei HF-Systemen können nach
[JAN-04] theoretisch bis zu 100 Transpondern pro Sekunde gelesen werden, wäh-
rend der theoretische Wert bei UHF-Systemen bei 500 Transponder pro Sekunde
liegt. In Abhängigkeit der Readereinstellungen, beispielsweise der Zeitslots beim
ALOHA-Verfahren, und der Anzahl der stochastischen Kollisionen sowie der Leselö-
Algorithmusbeginn: 10xxxxxxxxx à mehrere Transponder antworten
Weitere Ziffer wird festgelegt: 101xxxxxxxx à mehrere Transponder antworten
……..
Weitere Ziffer wird festgelegt: 10100011101 à nur ein Transponder antwortet
2 Einführung in die Radiofrequenzidentifikation
73
cher bei elektromagnetisch gekoppelten Systemen sind in der Praxis Werte zu erwar-
ten, die ungefähr bei 1/10 der theoretischen Erwartungen liegen.
Bei LF-Systemen existieren aufgrund der geringen Datenübertragungsraten keine
pulkfähigen Lösungen. Diese Systeme sind auf die Einzelidentifikation von
Transpondern, beispielsweise bei der Tieridentifikation oder der Wegfahrsperre im
Fahrzeug, beschränkt.
Ebenso sind Oberflächenwellensysteme, die im Wesentlichen bei einer Frequenz
von 2,45 GHz arbeiten, aufgrund ihrer Bauform nicht pulkfähig. Sie werden in der
Regel ohne Mikrochip hergestellt, wodurch sich keine Antikollisionsalgorithmen reali-
sieren lassen.
Generell stellt der Antikollisionsalgorithmus mit seinen andwendungsspezifischen
Einstellungen einen wesentlichen Einflussfaktor auf die Leistungsfähigkeit eines
RFID-Systems dar.
2.5.6 Materialdurchdringung
Aufgrund der großen Wellenlänge zeichnen sich die niedrigen Frequenzen durch
eine niedrige Absorptionsrate in nichtmetallischen Stoffen und Wasser aus und sind
durch hohe Eindringtiefe bei diesen Materialien charakterisiert. Hingegen wird bei
hohen Frequenzen im Gigahertz-Bereich die Absorptionsrate entsprechend
Abbildung 2-36 bei Wasser und organischen Stoffen sehr hoch.
Deshalb steht der hohen Leistungsfähigkeit der höheren Frequenzen hinsichtlich
Reichweiten und Übertragungsraten eine höhere Umgebungsempfindlichkeit sowie
eine geringere Materialdurchdringung speziell bei organischen Stoffen gegenüber.
Neben wasserhaltigen Stoffen haben speziell Metalle einen sehr großen Einfluss auf
RFID-Systeme. Sowohl das magnetische wie auch das elektromagnetische Feld
können metallische Stoffe zum einen nicht durchdringen, zum anderen wirken sie
sich in direkter Umgebung des Transponders stark negativ auf dessen Leistungsfä-
higkeit aus. Metallische Objekte können dadurch nicht direkt gekennzeichnet werden.
Der Einfluss des Metalls steigt dabei mit der Frequenz und spielt besonders bei der
Kennzeichnung von Bauteilen in der Automobilindustrie eine große Rolle, da die
meisten Bauteile entweder aus Metall bestehen oder beispielsweise im Falle von fa-
serverstärkten Kunststoffen metallhaltig sind.
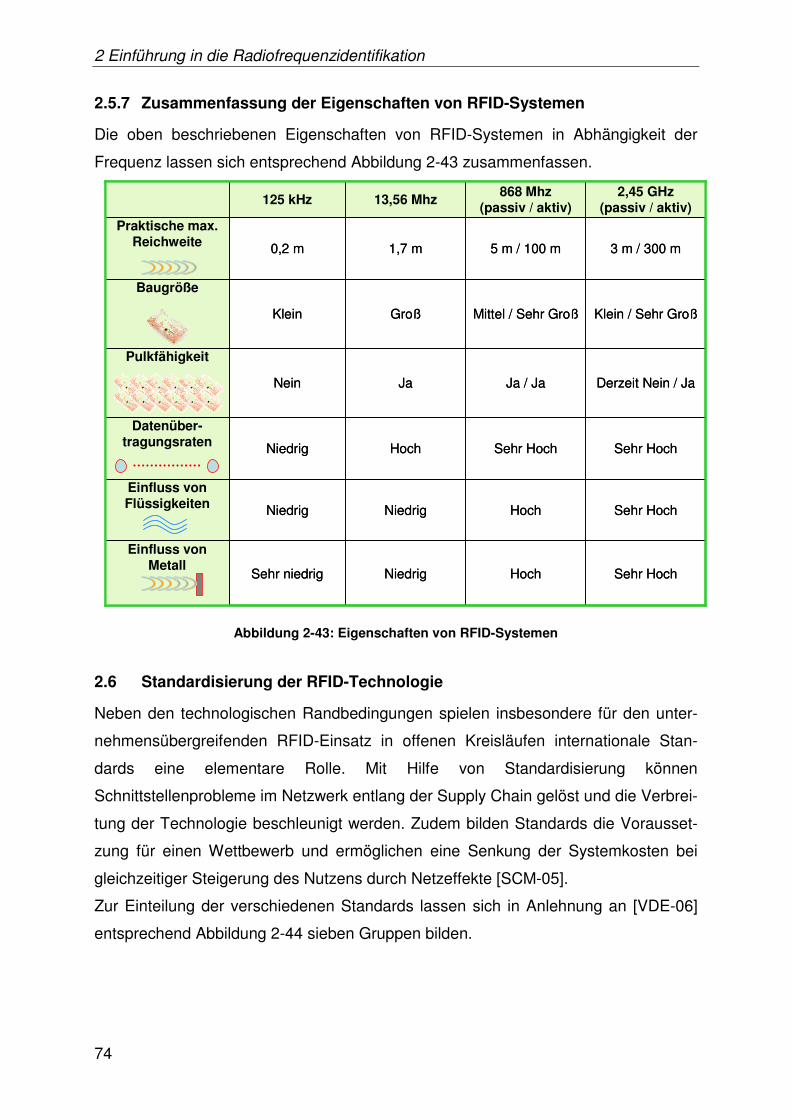
2 Einführung in die Radiofrequenzidentifikation
74
2.5.7 Zusammenfassung der Eigenschaften von RFID-Systemen
Die oben beschriebenen Eigenschaften von RFID-Systemen in Abhängigkeit der
Frequenz lassen sich entsprechend Abbildung 2-43 zusammenfassen.
Klein / Sehr GroßMittel / Sehr GroßGroßKlein
Baugröße
Sehr HochHochNiedrigSehr niedrig
Einfluss von Metall
Sehr HochSehr HochHochNiedrig
Datenüber-tragungsraten
Sehr HochHochNiedrigNiedrig
Einfluss von Flüssigkeiten
3 m / 300 m5 m / 100 m1,7 m0,2 m
Praktische max. Reichweite
Ja / Ja
868 Mhz(passiv / aktiv)
Derzeit Nein / JaJaNein
Pulkfähigkeit
2,45 GHz(passiv / aktiv)
13,56 Mhz125 kHz
Klein / Sehr GroßMittel / Sehr GroßGroßKlein
Baugröße
Sehr HochHochNiedrigSehr niedrig
Einfluss von Metall
Sehr HochSehr HochHochNiedrig
Datenüber-tragungsraten
Sehr HochHochNiedrigNiedrig
Einfluss von Flüssigkeiten
3 m / 300 m5 m / 100 m1,7 m0,2 m
Praktische max. Reichweite
Ja / Ja
868 Mhz(passiv / aktiv)
Derzeit Nein / JaJaNein
Pulkfähigkeit
2,45 GHz(passiv / aktiv)
13,56 Mhz125 kHz
Abbildung 2-43: Eigenschaften von RFID-Systemen
2.6 Standardisierung der RFID-Technologie
Neben den technologischen Randbedingungen spielen insbesondere für den unter-
nehmensübergreifenden RFID-Einsatz in offenen Kreisläufen internationale Stan-
dards eine elementare Rolle. Mit Hilfe von Standardisierung können
Schnittstellenprobleme im Netzwerk entlang der Supply Chain gelöst und die Verbrei-
tung der Technologie beschleunigt werden. Zudem bilden Standards die Vorausset-
zung für einen Wettbewerb und ermöglichen eine Senkung der Systemkosten bei
gleichzeitiger Steigerung des Nutzens durch Netzeffekte [SCM-05].
Zur Einteilung der verschiedenen Standards lassen sich in Anlehnung an [VDE-06]
entsprechend Abbildung 2-44 sieben Gruppen bilden.
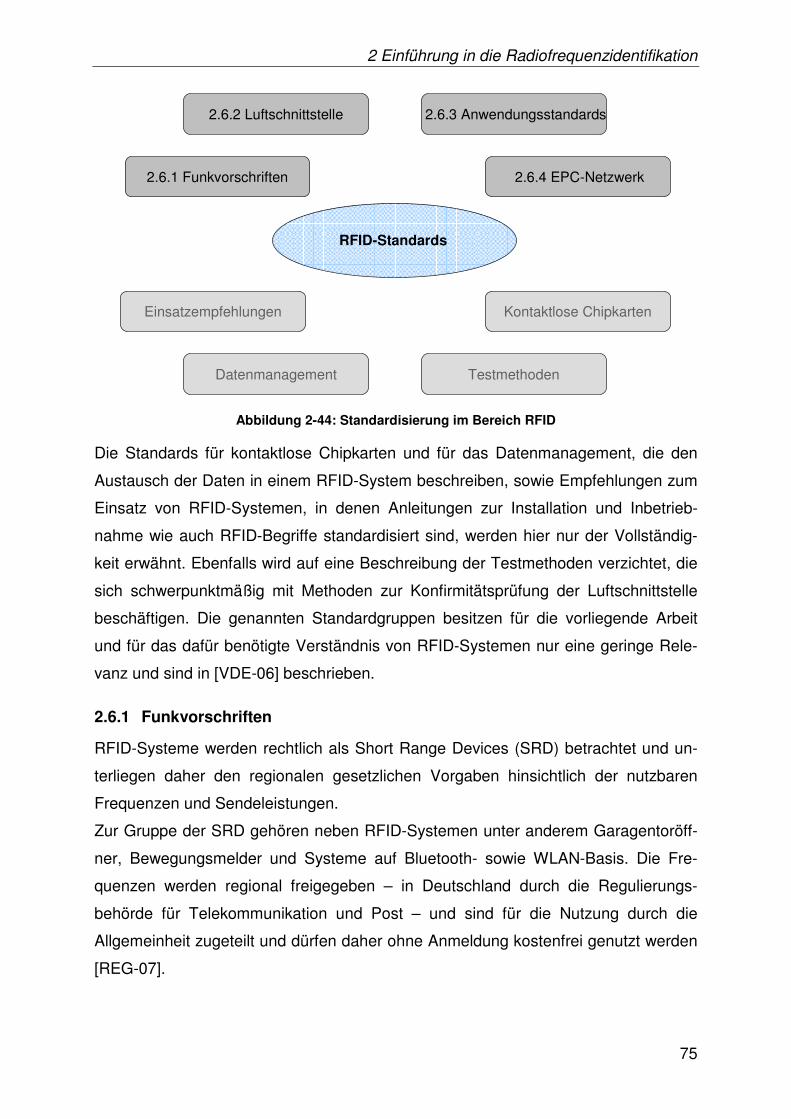
2 Einführung in die Radiofrequenzidentifikation
75
RFID-Standards
2.6.2 Luftschnittstelle
Datenmanagement
Kontaktlose Chipkarten
Testmethoden
2.6.4 EPC-Netzwerk2.6.1 Funkvorschriften
Einsatzempfehlungen
2.6.3 Anwendungsstandards
Abbildung 2-44: Standardisierung im Bereich RFID
Die Standards für kontaktlose Chipkarten und für das Datenmanagement, die den
Austausch der Daten in einem RFID-System beschreiben, sowie Empfehlungen zum
Einsatz von RFID-Systemen, in denen Anleitungen zur Installation und Inbetrieb-
nahme wie auch RFID-Begriffe standardisiert sind, werden hier nur der Vollständig-
keit erwähnt. Ebenfalls wird auf eine Beschreibung der Testmethoden verzichtet, die
sich schwerpunktmäßig mit Methoden zur Konfirmitätsprüfung der Luftschnittstelle
beschäftigen. Die genannten Standardgruppen besitzen für die vorliegende Arbeit
und für das dafür benötigte Verständnis von RFID-Systemen nur eine geringe Rele-
vanz und sind in [VDE-06] beschrieben.
2.6.1 Funkvorschriften
RFID-Systeme werden rechtlich als Short Range Devices (SRD) betrachtet und un-
terliegen daher den regionalen gesetzlichen Vorgaben hinsichtlich der nutzbaren
Frequenzen und Sendeleistungen.
Zur Gruppe der SRD gehören neben RFID-Systemen unter anderem Garagentoröff-
ner, Bewegungsmelder und Systeme auf Bluetooth- sowie WLAN-Basis. Die Fre-
quenzen werden regional freigegeben – in Deutschland durch die Regulierungs-
behörde für Telekommunikation und Post – und sind für die Nutzung durch die
Allgemeinheit zugeteilt und dürfen daher ohne Anmeldung kostenfrei genutzt werden
[REG-07].
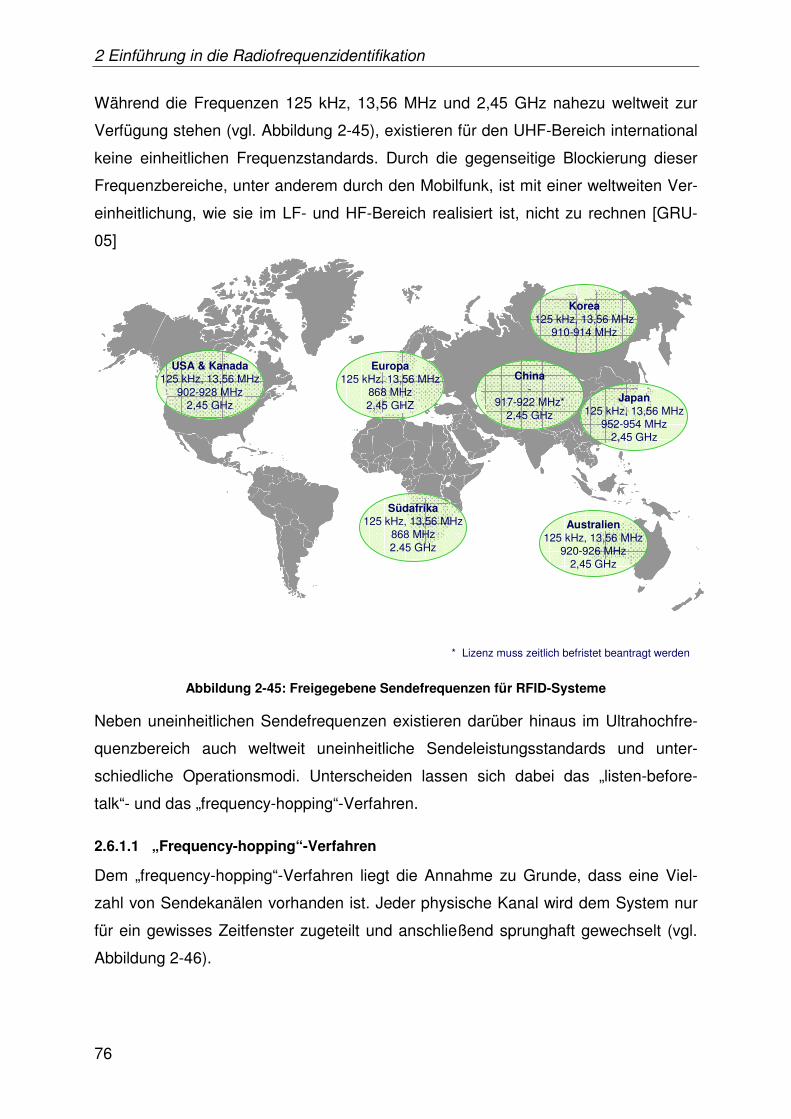
2 Einführung in die Radiofrequenzidentifikation
76
Während die Frequenzen 125 kHz, 13,56 MHz und 2,45 GHz nahezu weltweit zur
Verfügung stehen (vgl. Abbildung 2-45), existieren für den UHF-Bereich international
keine einheitlichen Frequenzstandards. Durch die gegenseitige Blockierung dieser
Frequenzbereiche, unter anderem durch den Mobilfunk, ist mit einer weltweiten Ver-
einheitlichung, wie sie im LF- und HF-Bereich realisiert ist, nicht zu rechnen [GRU-
05]
Europa125 kHz, 13,56 MHz
868 MHz2,45 GHZ
Südafrika125 kHz, 13,56 MHz
868 MHz2.45 GHz
USA & Kanada125 kHz, 13,56 MHz
902-928 MHz2,45 GHz
China-
917-922 MHz*2,45 GHz
Japan125 kHz, 13,56 MHz
952-954 MHz2,45 GHz
Korea125 kHz, 13,56 MHz
910-914 MHz
Australien125 kHz, 13,56 MHz
920-926 MHz2,45 GHz
* Lizenz muss zeitlich befristet beantragt werden
Abbildung 2-45: Freigegebene Sendefrequenzen für RFID-Systeme
Neben uneinheitlichen Sendefrequenzen existieren darüber hinaus im Ultrahochfre-
quenzbereich auch weltweit uneinheitliche Sendeleistungsstandards und unter-
schiedliche Operationsmodi. Unterscheiden lassen sich dabei das „listen-before-
talk“- und das „frequency-hopping“-Verfahren.
2.6.1.1 „Frequency-hopping“-Verfahren
Dem „frequency-hopping“-Verfahren liegt die Annahme zu Grunde, dass eine Viel-
zahl von Sendekanälen vorhanden ist. Jeder physische Kanal wird dem System nur
für ein gewisses Zeitfenster zugeteilt und anschließend sprunghaft gewechselt (vgl.
Abbildung 2-46).
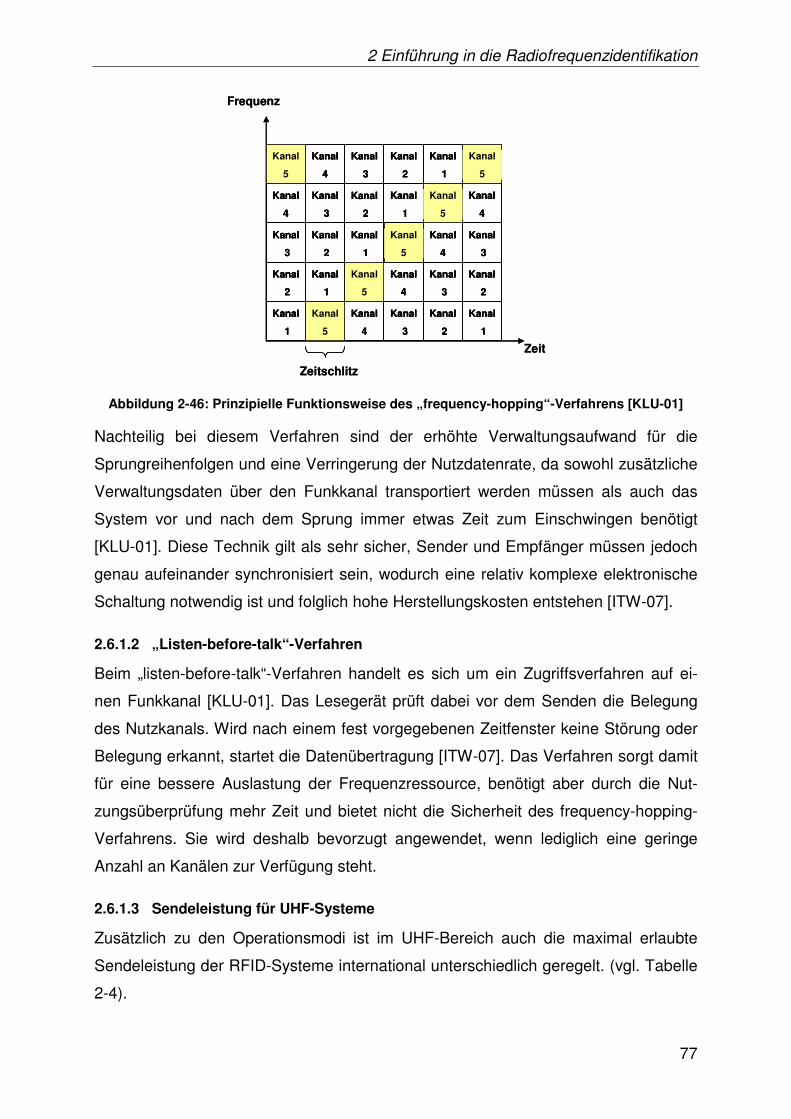
2 Einführung in die Radiofrequenzidentifikation
77
Kanal
1
Kanal
1
Kanal
1
Kanal
1
Kanal
1
Kanal
2
Kanal
2
Kanal
2
Kanal
2
Kanal
2
Kanal
2
Kanal
3
Kanal
3
Kanal
3
Kanal
3
Kanal
3
Kanal
3
Kanal
4
Kanal
4
Kanal
4
Kanal
4
Kanal
4
Kanal
4
Kanal
5
Kanal
5
Kanal
5
Kanal
5
Kanal
5
Kanal
5
Kanal
1
Zeit
Frequenz
Zeitschlitz
Kanal
1
Kanal
1
Kanal
1
Kanal
1
Kanal
1
Kanal
1
Kanal
1
Kanal
1
Kanal
1
Kanal
1
Kanal
2
Kanal
2
Kanal
2
Kanal
2
Kanal
2
Kanal
2
Kanal
2
Kanal
2
Kanal
2
Kanal
2
Kanal
2
Kanal
2
Kanal
3
Kanal
3
Kanal
3
Kanal
3
Kanal
3
Kanal
3
Kanal
3
Kanal
3
Kanal
3
Kanal
3
Kanal
3
Kanal
3
Kanal
4
Kanal
4
Kanal
4
Kanal
4
Kanal
4
Kanal
4
Kanal
4
Kanal
4
Kanal
4
Kanal
4
Kanal
4
Kanal
4
Kanal
5
Kanal
5
Kanal
5
Kanal
5
Kanal
5
Kanal
5
Kanal
5
Kanal
5
Kanal
5
Kanal
5
Kanal
5
Kanal
5
Kanal
1
Kanal
1
Zeit
Frequenz
Zeitschlitz
Abbildung 2-46: Prinzipielle Funktionsweise des „frequency-hopping“-Verfahrens [KLU-01]
Nachteilig bei diesem Verfahren sind der erhöhte Verwaltungsaufwand für die
Sprungreihenfolgen und eine Verringerung der Nutzdatenrate, da sowohl zusätzliche
Verwaltungsdaten über den Funkkanal transportiert werden müssen als auch das
System vor und nach dem Sprung immer etwas Zeit zum Einschwingen benötigt
[KLU-01]. Diese Technik gilt als sehr sicher, Sender und Empfänger müssen jedoch
genau aufeinander synchronisiert sein, wodurch eine relativ komplexe elektronische
Schaltung notwendig ist und folglich hohe Herstellungskosten entstehen [ITW-07].
2.6.1.2 „Listen-before-talk“-Verfahren
Beim „listen-before-talk“-Verfahren handelt es sich um ein Zugriffsverfahren auf ei-
nen Funkkanal [KLU-01]. Das Lesegerät prüft dabei vor dem Senden die Belegung
des Nutzkanals. Wird nach einem fest vorgegebenen Zeitfenster keine Störung oder
Belegung erkannt, startet die Datenübertragung [ITW-07]. Das Verfahren sorgt damit
für eine bessere Auslastung der Frequenzressource, benötigt aber durch die Nut-
zungsüberprüfung mehr Zeit und bietet nicht die Sicherheit des frequency-hopping-
Verfahrens. Sie wird deshalb bevorzugt angewendet, wenn lediglich eine geringe
Anzahl an Kanälen zur Verfügung steht.
2.6.1.3 Sendeleistung für UHF-Systeme
Zusätzlich zu den Operationsmodi ist im UHF-Bereich auch die maximal erlaubte
Sendeleistung der RFID-Systeme international unterschiedlich geregelt. (vgl. Tabelle
2-4).
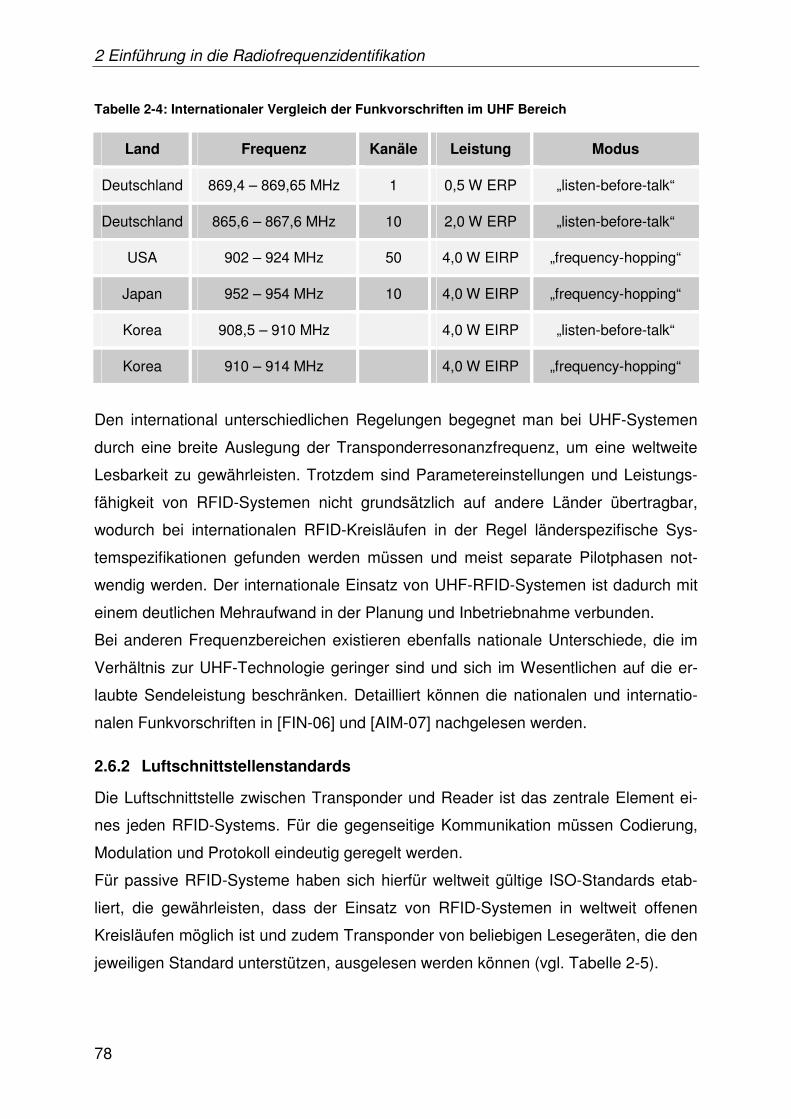
2 Einführung in die Radiofrequenzidentifikation
78
Tabelle 2-4: Internationaler Vergleich der Funkvorschriften im UHF Bereich
Land Frequenz Kanäle Leistung Modus
Deutschland 869,4 – 869,65 MHz 1 0,5 W ERP „listen-before-talk“
Deutschland 865,6 – 867,6 MHz 10 2,0 W ERP „listen-before-talk“
USA 902 – 924 MHz 50 4,0 W EIRP „frequency-hopping“
Japan 952 – 954 MHz 10 4,0 W EIRP „frequency-hopping“
Korea 908,5 – 910 MHz 4,0 W EIRP „listen-before-talk“
Korea 910 – 914 MHz 4,0 W EIRP „frequency-hopping“
Den international unterschiedlichen Regelungen begegnet man bei UHF-Systemen
durch eine breite Auslegung der Transponderresonanzfrequenz, um eine weltweite
Lesbarkeit zu gewährleisten. Trotzdem sind Parametereinstellungen und Leistungs-
fähigkeit von RFID-Systemen nicht grundsätzlich auf andere Länder übertragbar,
wodurch bei internationalen RFID-Kreisläufen in der Regel länderspezifische Sys-
temspezifikationen gefunden werden müssen und meist separate Pilotphasen not-
wendig werden. Der internationale Einsatz von UHF-RFID-Systemen ist dadurch mit
einem deutlichen Mehraufwand in der Planung und Inbetriebnahme verbunden.
Bei anderen Frequenzbereichen existieren ebenfalls nationale Unterschiede, die im
Verhältnis zur UHF-Technologie geringer sind und sich im Wesentlichen auf die er-
laubte Sendeleistung beschränken. Detailliert können die nationalen und internatio-
nalen Funkvorschriften in [FIN-06] und [AIM-07] nachgelesen werden.
2.6.2 Luftschnittstellenstandards
Die Luftschnittstelle zwischen Transponder und Reader ist das zentrale Element ei-
nes jeden RFID-Systems. Für die gegenseitige Kommunikation müssen Codierung,
Modulation und Protokoll eindeutig geregelt werden.
Für passive RFID-Systeme haben sich hierfür weltweit gültige ISO-Standards etab-
liert, die gewährleisten, dass der Einsatz von RFID-Systemen in weltweit offenen
Kreisläufen möglich ist und zudem Transponder von beliebigen Lesegeräten, die den
jeweiligen Standard unterstützen, ausgelesen werden können (vgl. Tabelle 2-5).
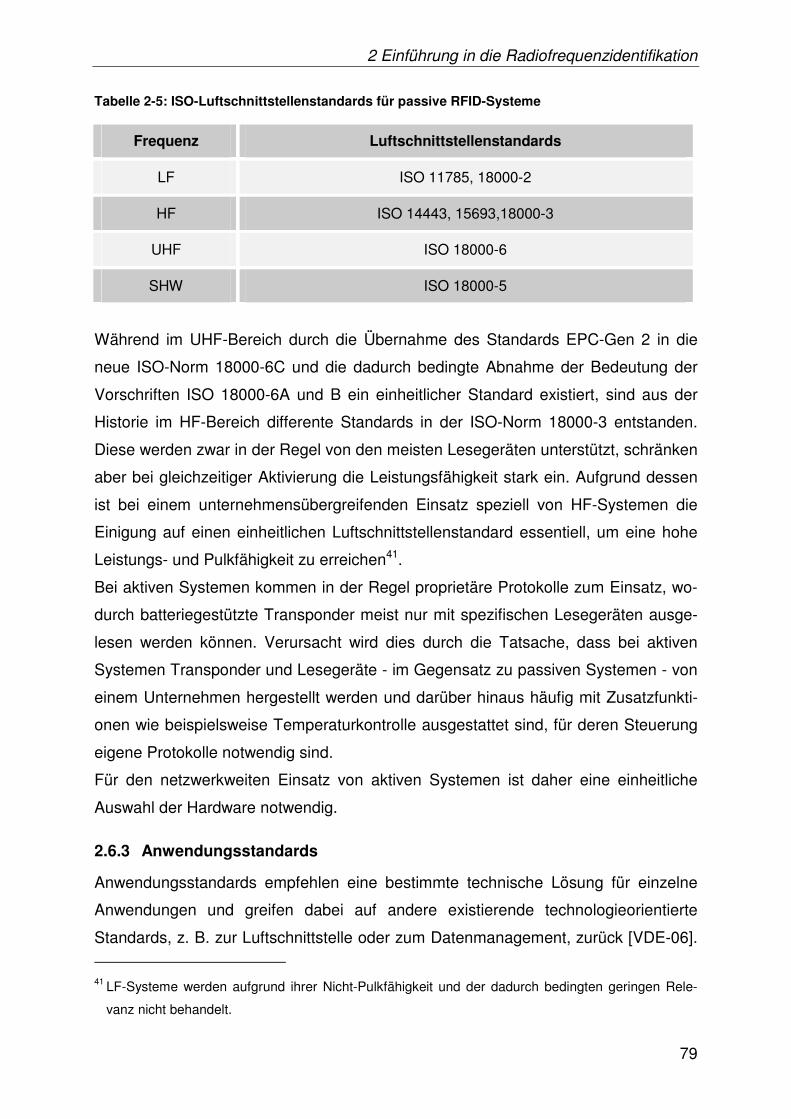
2 Einführung in die Radiofrequenzidentifikation
79
Tabelle 2-5: ISO-Luftschnittstellenstandards für passive RFID-Systeme
Frequenz Luftschnittstellenstandards
LF ISO 11785, 18000-2
HF ISO 14443, 15693,18000-3
UHF ISO 18000-6
SHW ISO 18000-5
Während im UHF-Bereich durch die Übernahme des Standards EPC-Gen 2 in die
neue ISO-Norm 18000-6C und die dadurch bedingte Abnahme der Bedeutung der
Vorschriften ISO 18000-6A und B ein einheitlicher Standard existiert, sind aus der
Historie im HF-Bereich differente Standards in der ISO-Norm 18000-3 entstanden.
Diese werden zwar in der Regel von den meisten Lesegeräten unterstützt, schränken
aber bei gleichzeitiger Aktivierung die Leistungsfähigkeit stark ein. Aufgrund dessen
ist bei einem unternehmensübergreifenden Einsatz speziell von HF-Systemen die
Einigung auf einen einheitlichen Luftschnittstellenstandard essentiell, um eine hohe
Leistungs- und Pulkfähigkeit zu erreichen41.
Bei aktiven Systemen kommen in der Regel proprietäre Protokolle zum Einsatz, wo-
durch batteriegestützte Transponder meist nur mit spezifischen Lesegeräten ausge-
lesen werden können. Verursacht wird dies durch die Tatsache, dass bei aktiven
Systemen Transponder und Lesegeräte - im Gegensatz zu passiven Systemen - von
einem Unternehmen hergestellt werden und darüber hinaus häufig mit Zusatzfunkti-
onen wie beispielsweise Temperaturkontrolle ausgestattet sind, für deren Steuerung
eigene Protokolle notwendig sind.
Für den netzwerkweiten Einsatz von aktiven Systemen ist daher eine einheitliche
Auswahl der Hardware notwendig.
2.6.3 Anwendungsstandards
Anwendungsstandards empfehlen eine bestimmte technische Lösung für einzelne
Anwendungen und greifen dabei auf andere existierende technologieorientierte
Standards, z. B. zur Luftschnittstelle oder zum Datenmanagement, zurück [VDE-06].
41 LF-Systeme werden aufgrund ihrer Nicht-Pulkfähigkeit und der dadurch bedingten geringen Rele-
vanz nicht behandelt.
2 Einführung in die Radiofrequenzidentifikation
80
Für eine aufwandsarme und effiziente Einführung von RFID-Systemen in unterneh-
mensübergreifenden Netzwerken sind sie durch die Festlegung standardisierter Pro-
zesse mit den dazugehörigen Daten sowie der Technologie von elementarer
Bedeutung.
Aufgrund der jungen Historie der RFID-Technologie in industriellen Anwendungen
befinden sich derzeit internationale Normen meist erst in der Planungs- oder Bear-
beitungsphase. Darunter sind logistikspezifische Richtlinien zur Kennzeichnung von
Frachtcontainern, Transporteinheiten und Artikeln, die unter anderem auf die ISO
18000er Normenreihe zurückgreifen [VDE-06]. Veröffentlicht sind bis jetzt lediglich
branchenspezifische ISO-Standards im Bereich der Tieridentifikation. Internationale
Standards zur Anwendung von RFID-Systemen in der Automobilindustrie sind derzeit
weder existent noch in Planung.
Das Fehlen von Anwendungsstandards wird als eines der Haupthemmnisse bei der
Einführung von RFID betrachtet (vgl. [STR-05]). Aufgrund der Vielzahl und Vielfalt
der beteiligten Partner gestaltet sich der Normungsprozess langwierig, so dass kurz-
fristig keine wesentliche Veränderung der Standardisierungslücke zu erwarten ist.
Des Weiteren existieren auch einige nationale anwendungsorientierte RFID-
Richtlinien, die aber aufgrund der regionalen Einschränkung nur in Einsatzfällen he-
rangezogen werden können, und dadurch das Problemfeld der fehlenden Anwen-
dungsstandards nur bedingt lösen.
Vom Verein Deutscher Ingenieure werden in der VDI 4472 Richtlinien für den Einsatz
in der Supply Chain erarbeitet. Bis auf eine branchenspezifische Norm für die Textil-
industrie und die Mehrweglogistik sowie Abnahmeverfahren zur Überprüfung der
Leistungsfähigkeit von RFID-Systemen befinden sich auch hier weitere Normungs-
vorhaben erst in der Planung oder in der Entwicklung (vgl. Tabelle 2-6).
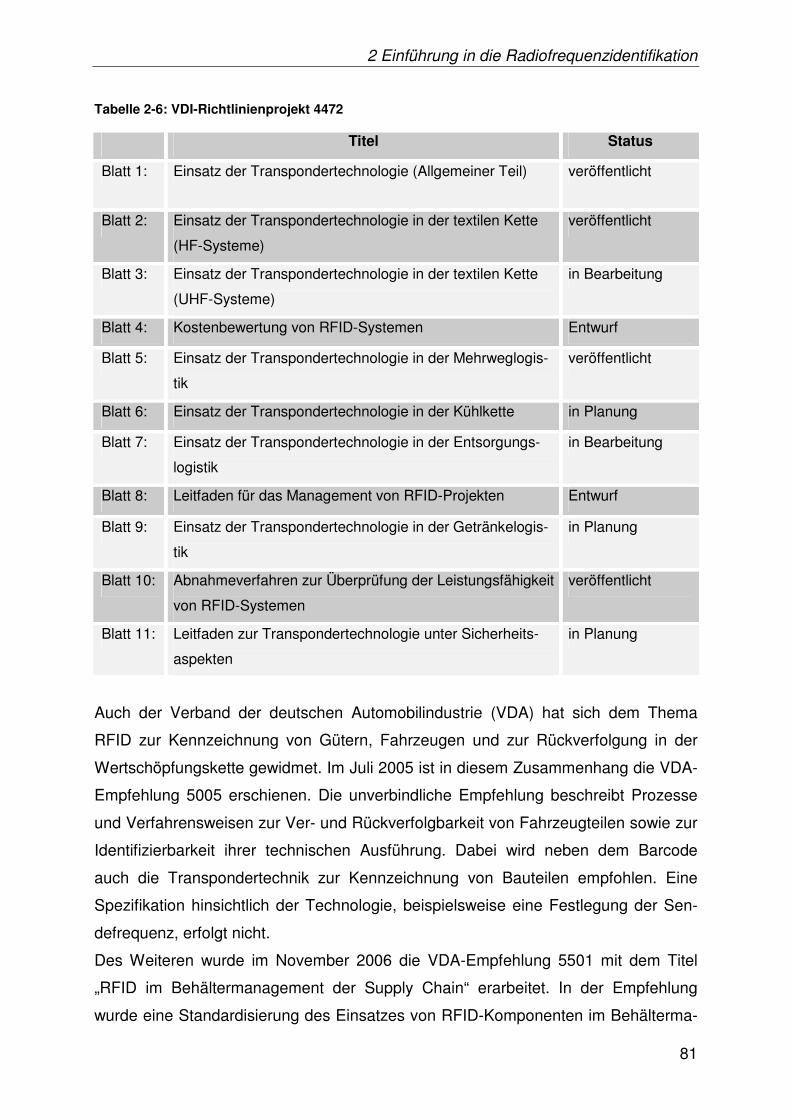
2 Einführung in die Radiofrequenzidentifikation
81
Tabelle 2-6: VDI-Richtlinienprojekt 4472
Titel Status
Blatt 1: Einsatz der Transpondertechnologie (Allgemeiner Teil) veröffentlicht
Blatt 2: Einsatz der Transpondertechnologie in der textilen Kette
(HF-Systeme)
veröffentlicht
Blatt 3: Einsatz der Transpondertechnologie in der textilen Kette
(UHF-Systeme)
in Bearbeitung
Blatt 4: Kostenbewertung von RFID-Systemen Entwurf
Blatt 5: Einsatz der Transpondertechnologie in der Mehrweglogis-
tik
veröffentlicht
Blatt 6: Einsatz der Transpondertechnologie in der Kühlkette in Planung
Blatt 7: Einsatz der Transpondertechnologie in der Entsorgungs-
logistik
in Bearbeitung
Blatt 8: Leitfaden für das Management von RFID-Projekten Entwurf
Blatt 9: Einsatz der Transpondertechnologie in der Getränkelogis-
tik
in Planung
Blatt 10: Abnahmeverfahren zur Überprüfung der Leistungsfähigkeit
von RFID-Systemen
veröffentlicht
Blatt 11: Leitfaden zur Transpondertechnologie unter Sicherheits-
aspekten
in Planung
Auch der Verband der deutschen Automobilindustrie (VDA) hat sich dem Thema
RFID zur Kennzeichnung von Gütern, Fahrzeugen und zur Rückverfolgung in der
Wertschöpfungskette gewidmet. Im Juli 2005 ist in diesem Zusammenhang die VDA-
Empfehlung 5005 erschienen. Die unverbindliche Empfehlung beschreibt Prozesse
und Verfahrensweisen zur Ver- und Rückverfolgbarkeit von Fahrzeugteilen sowie zur
Identifizierbarkeit ihrer technischen Ausführung. Dabei wird neben dem Barcode
auch die Transpondertechnik zur Kennzeichnung von Bauteilen empfohlen. Eine
Spezifikation hinsichtlich der Technologie, beispielsweise eine Festlegung der Sen-
defrequenz, erfolgt nicht.
Des Weiteren wurde im November 2006 die VDA-Empfehlung 5501 mit dem Titel
„RFID im Behältermanagement der Supply Chain“ erarbeitet. In der Empfehlung
wurde eine Standardisierung des Einsatzes von RFID-Komponenten im Behälterma-
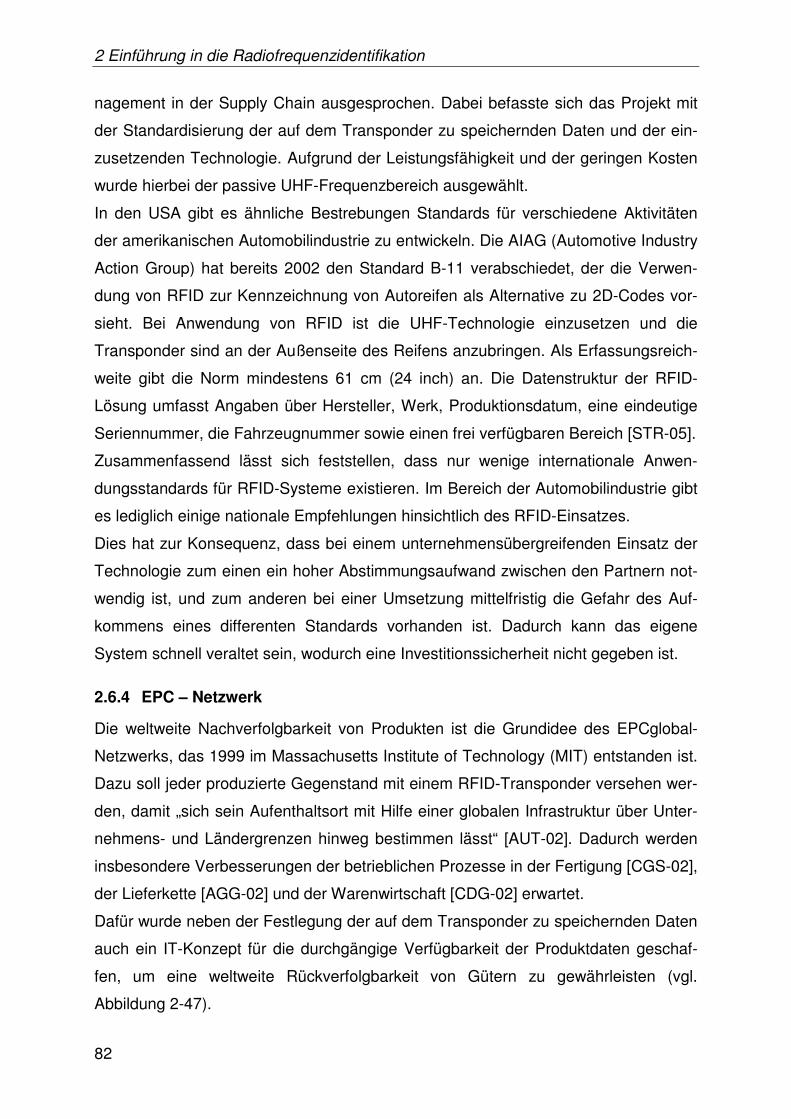
2 Einführung in die Radiofrequenzidentifikation
82
nagement in der Supply Chain ausgesprochen. Dabei befasste sich das Projekt mit
der Standardisierung der auf dem Transponder zu speichernden Daten und der ein-
zusetzenden Technologie. Aufgrund der Leistungsfähigkeit und der geringen Kosten
wurde hierbei der passive UHF-Frequenzbereich ausgewählt.
In den USA gibt es ähnliche Bestrebungen Standards für verschiedene Aktivitäten
der amerikanischen Automobilindustrie zu entwickeln. Die AIAG (Automotive Industry
Action Group) hat bereits 2002 den Standard B-11 verabschiedet, der die Verwen-
dung von RFID zur Kennzeichnung von Autoreifen als Alternative zu 2D-Codes vor-
sieht. Bei Anwendung von RFID ist die UHF-Technologie einzusetzen und die
Transponder sind an der Außenseite des Reifens anzubringen. Als Erfassungsreich-
weite gibt die Norm mindestens 61 cm (24 inch) an. Die Datenstruktur der RFID-
Lösung umfasst Angaben über Hersteller, Werk, Produktionsdatum, eine eindeutige
Seriennummer, die Fahrzeugnummer sowie einen frei verfügbaren Bereich [STR-05].
Zusammenfassend lässt sich feststellen, dass nur wenige internationale Anwen-
dungsstandards für RFID-Systeme existieren. Im Bereich der Automobilindustrie gibt
es lediglich einige nationale Empfehlungen hinsichtlich des RFID-Einsatzes.
Dies hat zur Konsequenz, dass bei einem unternehmensübergreifenden Einsatz der
Technologie zum einen ein hoher Abstimmungsaufwand zwischen den Partnern not-
wendig ist, und zum anderen bei einer Umsetzung mittelfristig die Gefahr des Auf-
kommens eines differenten Standards vorhanden ist. Dadurch kann das eigene
System schnell veraltet sein, wodurch eine Investitionssicherheit nicht gegeben ist.
2.6.4 EPC – Netzwerk
Die weltweite Nachverfolgbarkeit von Produkten ist die Grundidee des EPCglobal-
Netzwerks, das 1999 im Massachusetts Institute of Technology (MIT) entstanden ist.
Dazu soll jeder produzierte Gegenstand mit einem RFID-Transponder versehen wer-
den, damit „sich sein Aufenthaltsort mit Hilfe einer globalen Infrastruktur über Unter-
nehmens- und Ländergrenzen hinweg bestimmen lässt“ [AUT-02]. Dadurch werden
insbesondere Verbesserungen der betrieblichen Prozesse in der Fertigung [CGS-02],
der Lieferkette [AGG-02] und der Warenwirtschaft [CDG-02] erwartet.
Dafür wurde neben der Festlegung der auf dem Transponder zu speichernden Daten
auch ein IT-Konzept für die durchgängige Verfügbarkeit der Produktdaten geschaf-
fen, um eine weltweite Rückverfolgbarkeit von Gütern zu gewährleisten (vgl.
Abbildung 2-47).
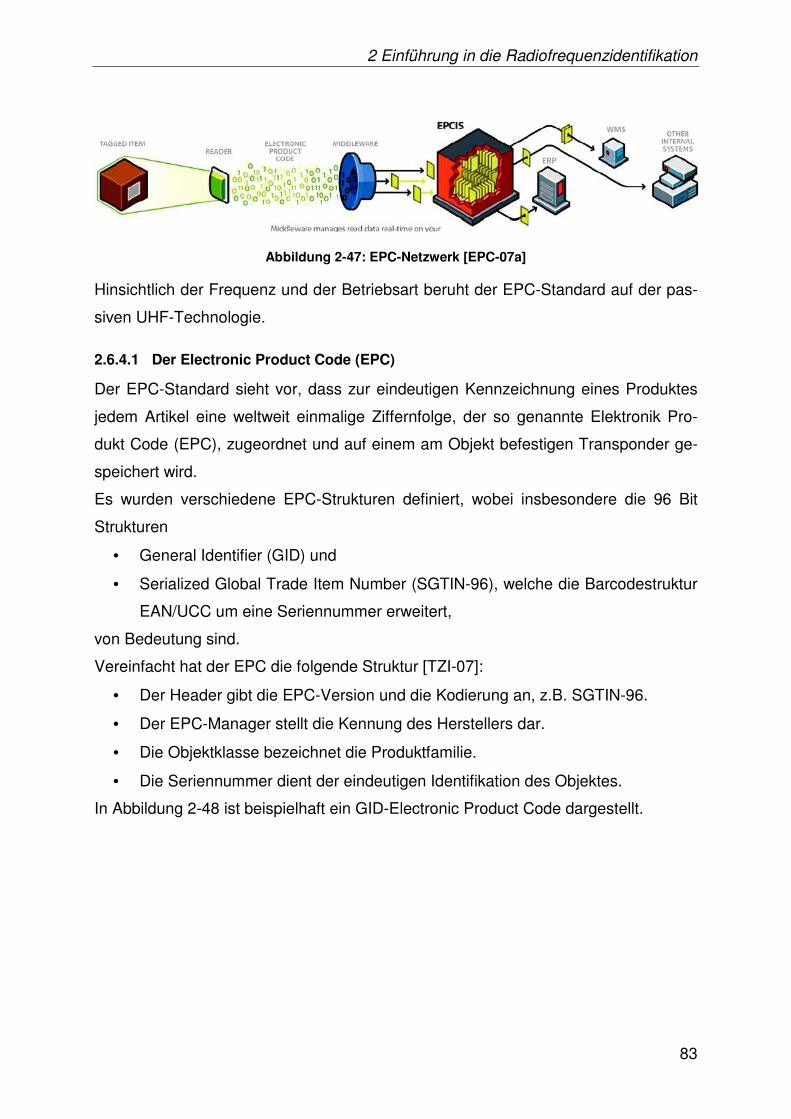
2 Einführung in die Radiofrequenzidentifikation
83
Abbildung 2-47: EPC-Netzwerk [EPC-07a]
Hinsichtlich der Frequenz und der Betriebsart beruht der EPC-Standard auf der pas-
siven UHF-Technologie.
2.6.4.1 Der Electronic Product Code (EPC)
Der EPC-Standard sieht vor, dass zur eindeutigen Kennzeichnung eines Produktes
jedem Artikel eine weltweit einmalige Ziffernfolge, der so genannte Elektronik Pro-
dukt Code (EPC), zugeordnet und auf einem am Objekt befestigen Transponder ge-
speichert wird.
Es wurden verschiedene EPC-Strukturen definiert, wobei insbesondere die 96 Bit
Strukturen
• General Identifier (GID) und
• Serialized Global Trade Item Number (SGTIN-96), welche die Barcodestruktur
EAN/UCC um eine Seriennummer erweitert,
von Bedeutung sind.
Vereinfacht hat der EPC die folgende Struktur [TZI-07]:
• Der Header gibt die EPC-Version und die Kodierung an, z.B. SGTIN-96.
• Der EPC-Manager stellt die Kennung des Herstellers dar.
• Die Objektklasse bezeichnet die Produktfamilie.
• Die Seriennummer dient der eindeutigen Identifikation des Objektes.
In Abbildung 2-48 ist beispielhaft ein GID-Electronic Product Code dargestellt.
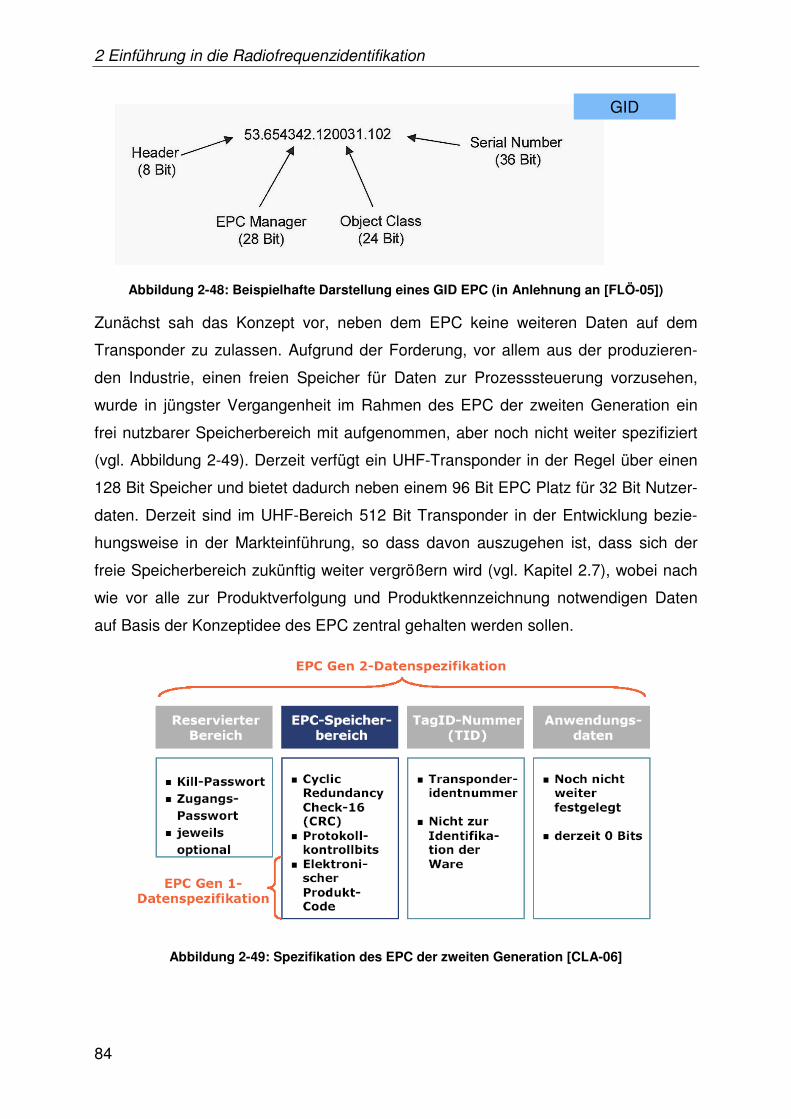
2 Einführung in die Radiofrequenzidentifikation
84
GID
Abbildung 2-48: Beispielhafte Darstellung eines GID EPC (in Anlehnung an [FLÖ-05])
Zunächst sah das Konzept vor, neben dem EPC keine weiteren Daten auf dem
Transponder zu zulassen. Aufgrund der Forderung, vor allem aus der produzieren-
den Industrie, einen freien Speicher für Daten zur Prozesssteuerung vorzusehen,
wurde in jüngster Vergangenheit im Rahmen des EPC der zweiten Generation ein
frei nutzbarer Speicherbereich mit aufgenommen, aber noch nicht weiter spezifiziert
(vgl. Abbildung 2-49). Derzeit verfügt ein UHF-Transponder in der Regel über einen
128 Bit Speicher und bietet dadurch neben einem 96 Bit EPC Platz für 32 Bit Nutzer-
daten. Derzeit sind im UHF-Bereich 512 Bit Transponder in der Entwicklung bezie-
hungsweise in der Markteinführung, so dass davon auszugehen ist, dass sich der
freie Speicherbereich zukünftig weiter vergrößern wird (vgl. Kapitel 2.7), wobei nach
wie vor alle zur Produktverfolgung und Produktkennzeichnung notwendigen Daten
auf Basis der Konzeptidee des EPC zentral gehalten werden sollen.
Abbildung 2-49: Spezifikation des EPC der zweiten Generation [CLA-06]
2 Einführung in die Radiofrequenzidentifikation
85
Nach [CLA-06a] bietet die Beschränkung der dezentralen Datenhaltung dabei fol-
gende Vorteile:
• Hohe Auslesegeschwindigkeit auch vieler Tags gleichzeitig
• Keine sensiblen Daten öffentlich auf dem Tag
• Niedrige Tag-Preise aufgrund des geringen Speicherbedarfs
• Normierte Datenhaltung an einem Ort
2.6.4.2 IT-Netzwerk
Damit eine weltweite Rückverfolgbarkeit von Produkten ermöglicht wird, ist neben
der eindeutigen Produktkennzeichnung und -identifizierung ein IT-Netzwerk zum Fin-
den, Speichern und Verwalten der produktbezogenen Informationen notwendig.
Hierzu wurde im Rahmen der Forschungstätigkeiten des MIT ein auf dem Internet
basierendes Kommunikationsnetzwerk als Infrastruktur entwickelt und von EPCglo-
bal42 umgesetzt, dass die Bereitstellung in Echtzeit diese Informationen gewährleis-
tet.
Im Wesentlichen verbindet das EPCglobal-Netzwerk dezentrale Server, die Produkt-
informationen (d. h. zu einer bestimmten EPC-Nummer gehörende Stamm- oder Be-
wegungsdaten) enthalten. Diese werden als EPC-Informationenservice (EPCIS)-
Server bezeichnet.
Zum Finden der Informationen dient der Objektnamendienst (ONS), ein zentraler
Verzeichnis-Server analog zu DNS-Servern im WorldWideWeb, der die zentralen
Datensätze indiziert. Die Verwaltung und Meldung von Ereignissen im Netzwerk er-
folgt mit Hilfe von Event Registry Diensten.
Zum besseren Verständnis wird nachfolgend das EPC-Netzwerk an Hand eines kon-
kreten Beispiels beschrieben, dass zusammenfassend in Abbildung 2-50 dargestellt
ist.
Bei der Herstellung wird das Produkt mit einem eindeutigen EPC gekennzeichnet (1)
und gleichzeitig dessen relevante Daten im unternehmensinternen EPCIS-Server
hinterlegt (2). Dieser meldet das Ereignis der EPC-Erzeugung an den Event Re-
gistry-Dienst, wodurch es im EPC-Netzwerk bekannt wird (3). Nach Versendung des 42 EPCglobal wurde 2003 von GS1 und GS1 US (ehemals EAN International und das Uniform Code
Council, Inc.) gegründet und entwickelt Standards für die einheitliche Nutzung der Radiofrequenz-
technologie für Identifikationszwecke (RFID) entlang der gesamten Versorgungskette über Länder-
und Branchengrenzen hinweg.
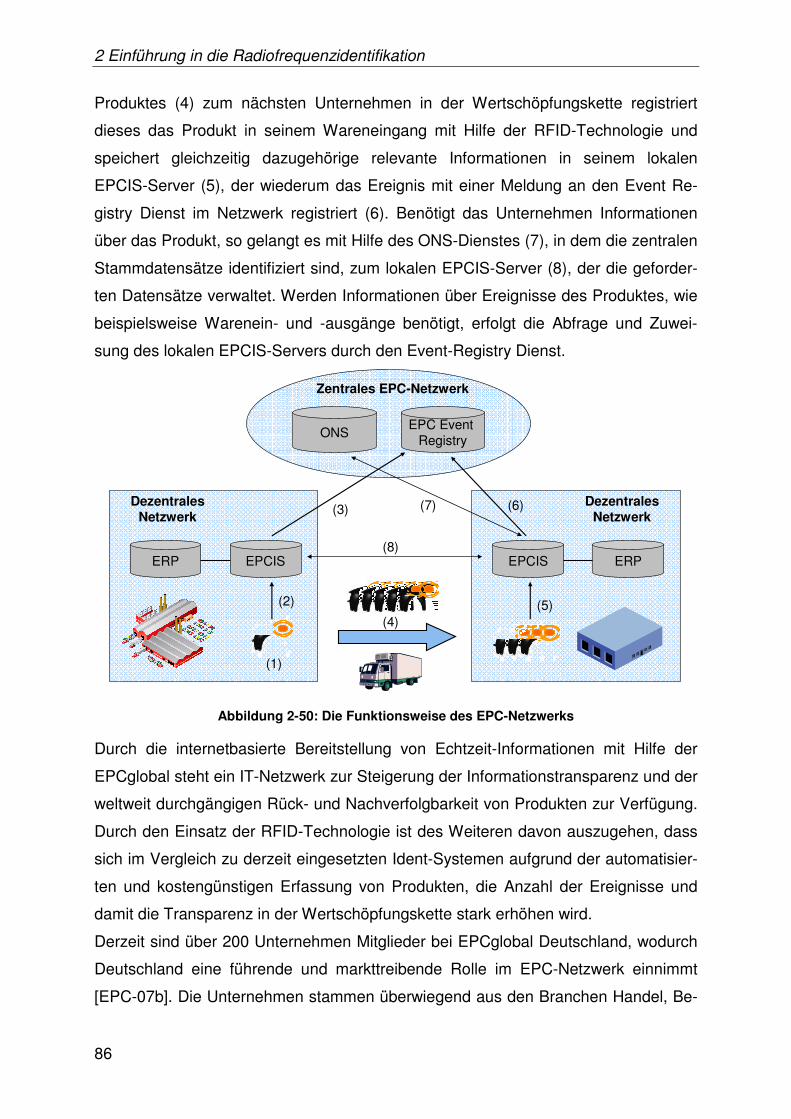
2 Einführung in die Radiofrequenzidentifikation
86
Produktes (4) zum nächsten Unternehmen in der Wertschöpfungskette registriert
dieses das Produkt in seinem Wareneingang mit Hilfe der RFID-Technologie und
speichert gleichzeitig dazugehörige relevante Informationen in seinem lokalen
EPCIS-Server (5), der wiederum das Ereignis mit einer Meldung an den Event Re-
gistry Dienst im Netzwerk registriert (6). Benötigt das Unternehmen Informationen
über das Produkt, so gelangt es mit Hilfe des ONS-Dienstes (7), in dem die zentralen
Stammdatensätze identifiziert sind, zum lokalen EPCIS-Server (8), der die geforder-
ten Datensätze verwaltet. Werden Informationen über Ereignisse des Produktes, wie
beispielsweise Warenein- und -ausgänge benötigt, erfolgt die Abfrage und Zuwei-
sung des lokalen EPCIS-Servers durch den Event-Registry Dienst.
Zentrales EPC-Netzwerk
EPC Event Registry
ONS
Dezentrales Netzwerk
Dezentrales Netzwerk
EPCISERP ERPEPCIS
(1)
(2)
(3)
(4)(5)
(6)(7)
(8)
Abbildung 2-50: Die Funktionsweise des EPC-Netzwerks
Durch die internetbasierte Bereitstellung von Echtzeit-Informationen mit Hilfe der
EPCglobal steht ein IT-Netzwerk zur Steigerung der Informationstransparenz und der
weltweit durchgängigen Rück- und Nachverfolgbarkeit von Produkten zur Verfügung.
Durch den Einsatz der RFID-Technologie ist des Weiteren davon auszugehen, dass
sich im Vergleich zu derzeit eingesetzten Ident-Systemen aufgrund der automatisier-
ten und kostengünstigen Erfassung von Produkten, die Anzahl der Ereignisse und
damit die Transparenz in der Wertschöpfungskette stark erhöhen wird.
Derzeit sind über 200 Unternehmen Mitglieder bei EPCglobal Deutschland, wodurch
Deutschland eine führende und markttreibende Rolle im EPC-Netzwerk einnimmt
[EPC-07b]. Die Unternehmen stammen überwiegend aus den Branchen Handel, Be-
2 Einführung in die Radiofrequenzidentifikation
87
kleidung, Pharma und Logistik. Von den deutschen Automobilfirmen ist bis jetzt ledig-
lich die Daimler AG im November 2007 dem EPCglobal-Gremium beigetreten. Es
wird aber erwartet, dass durch diesen ersten Schritt der Daimler AG mittelfristig an-
dere Fahrzeughersteller folgen werden [LOG-07].
2.7 Technologische Entwicklungstrends
Zum Abschluss des Kapitels RFID-Grundlagen sollen hier die wesentlichen Entwick-
lungstrends der Technologie aufgezeigt werden. Dieser Abschnitt hat keinen An-
spruch auf Vollständigkeit, sondern soll die grundsätzliche Richtung der technischen
Entwicklungen aufzeigen.
Als wesentliche Entwicklungstrends sind aus Sicht des Autors hierbei zu nennen:
• Fortschreitende Miniaturisierung und Reduktion des Stromverbrauch von Mik-
rochips bei passiven Systemen
• Kompakte aktive Transponder durch den Einsatz von druckbaren Batterien
• Kostengünstige einfache passive Transponder für die Kennzeichnung von
Massenprodukten auf Basis der Polymertechnologie
2.7.1 Fortschreitende Reduzierung des Stromverbrauchs bei Mikrochips
Passive Systeme gewinnen die benötigte Energie ausschließlich aus dem elektro-
magnetischen Feld. Aus diesem Grund wird die Leistungsfähigkeit im Wesentlichen
durch den Stromverbrauch des Mikrochips auf dem Transponder beschränkt.
Auf der Grundlage des Gesetzes von Moore, das besagt, dass sich die Zahl der auf
einem Chip integrierbaren elektronischen Komponenten alle 18 bis 24 Monaten ver-
doppelt [MOO-65], ist davon auszugehen, dass die Leistungsfähigkeit von Mikrochips
in den nächsten Jahren weiter steigen wird und dabei gleichzeitig der Strombedarf
signifikant sinkt. Dadurch ist zukünftig mit deutlich höheren Nutzspeichern für passive
RFID-Transponder zu rechnen. Im UHF-Bereich hat NXP Semiconductors beispiels-
weise im Jahr 2007 einen IC auf dem Markt gebracht, der mit einem 240 Bit EPC-
Speicher und einem Nutzspeicher von 512 Bit versehen ist [ELE-07, NXP-07] und
der derzeit auf ersten Transpondern am Markt appliziert wird. Dies geht deutlich über
die bis dahin auf den Markt üblichen Mikrochips mit einer Gesamtkapazität von 128
Bit hinaus.
Eine Reduzierung des Energieverbrauches der elektronischen Komponenten wird
darüber hinaus in den nächsten Jahren die Integration von Sensoren und von leis-
2 Einführung in die Radiofrequenzidentifikation
88
tungsfähigen kryptischen Algorithmen sowie Prozessoren auf den mobilen Datenträ-
gern ermöglichen.
Dadurch wird es zukünftig möglich sein, Objekte mit Hilfe von RFID mit einer dezen-
tralen Intelligenz auszustatten, die es Ihnen ermöglicht selbstständig miteinander zu
kommunizieren. Aufbauend darauf lassen sich autonome, logistische Netzwerke, die
sich selbst organisieren und steuern können – analog zum Internet – realisieren. In
dieser als „Internet der Dinge“ bezeichneten Vision finden Produkte allein ihren Weg
von der Produktion bis zum Kunden – und wieder zurück zum Recycling (vgl. [GÜN-
07a, GÜN-07c]).
Ausserdem werden sich zukünftig durch komplexere und leistungsfähigere Sicher-
heitsalgorithmen auf den mobilen Datenspeichern vermehrt auch Anwendungen zum
Schutz vor Produktpiraterie realisieren lassen.
2.7.2 Integration von druckbaren Batterien
Neben der Reduzierung des Stromverbrauches der elektronischen Komponenten
kann die Leistungsfähigkeit von Transpondern auch durch kostengünstige druckbare
Batterien gesteigert werden.
Nach [RFU-07] wird der Markt für Transponder mit integrierter gedruckter Batterie im
Jahr 2015 4,6 Milliarden Dollar erreichen. Aktuell geht man von einem Marktvolumen
von unter 15 Millionen Dollar aus [RFU -07].
Durch die Möglichkeit einen aktiven Transponder mit der Größe eines passiven
Smart Labels herzustellen, ist langfristig eine Verschmelzung der aktiven und passi-
ven Technologie zur „battery-assisted passive technology“ denkbar. Dies würde eine
Leistungsexplosion der Transponder zur Kennzeichnung von Produkten hinsichtlich
Reichweite nach sich ziehen.
Derzeit sind bereits von der Firma Power ID [POW-08] solche Datenträger auf dem
Markt, die sich aber insbesondere aufgrund der aktuell noch hohen Kosten und der
unzureichenden Batteriehaltbarkeit sowie deren Empfindlichkeit gegenüber mechani-
schen und vor allem thermischen Belastungen nur in wenigen Anwendungsfällen
technisch und wirtschaftlich einsetzen lassen.
2 Einführung in die Radiofrequenzidentifikation
89
Abbildung 2-51: „Battery-assisted Labels“ der Firma Power ID [POW-08]
2.7.3 Polymertransponder
Für die Kennzeichnung von einfachen Produkten in offenen Kreisläufen sind die der-
zeit auf dem Markt verfügbaren Transponder deutlich zu teuer. Selbst durch Preise
im niedrigen einstelligen Cent-Bereich lässt sich eine Kennzeichnung von
Verbrauchsgütern wie einem Joghurtbecher wirtschaftlich nicht realisieren.
Zukunftspotenzial bieten hier Transponder auf der Basis von halbleitenden organi-
schen Polymeren als Substitut für die auf Silizium basierenden Schaltungen. Poly-
merelektronik kann dabei in einfachen Druckverfahren hergestellt werden, wodurch
sich eine signifikante Reduzierung der Kosten erreichen lässt. Bereits heute existie-
ren von der Firma PolyIC Produkte im HF-Bereich auf dem Markt mit einer Speicher-
kapazität von einigen Bit [POL-08].
Diese Technologie wird in Zukunft den wirtschaftlichen Einsatz von RFID auf Mas-
senverbrauchsgütern ermöglichen. Jedoch ist zu erwarten, dass die Anwendungen
aufgrund der reduzierten Leistungsfähigkeit, im Vergleich zu Siliziumschaltungen,
und der gleichzeitig hohen mechanischen und thermischen Empfindlichkeit auf die
Kennzeichnung von einfachen kostengünstigen Massenwaren im Bereich des Han-
dels beschränkt bleiben.
2 Einführung in die Radiofrequenzidentifikation
90
Abbildung 2-52: Gedruckter Polymertransponder [POL-08]
2.7.4 Zusammenfassung Zukunftstrends
Zusammenfassend wird sich die Leistungsfähigkeit von RFID-Systemen in den
nächsten Jahren signifikant steigern, bei einer gleichzeitigen Reduktion der Kosten.
Dadurch wird sich das Anwendungsfeld der Technologie kontinuierlich vergrößern.
Im Rahmen des Abschnitts wurden einige wesentliche Entwicklungen der Technolo-
gie herausgestellt. In Abbildung 2-53 sind ergänzend zu den oben erwähnten Wei-
terentwicklungen Trends im Bereich RFID aus Sicht von [PFL-06] dargestellt.
Abbildung 2-53: Entwicklung der Smart Object Technologie [PFL-06]
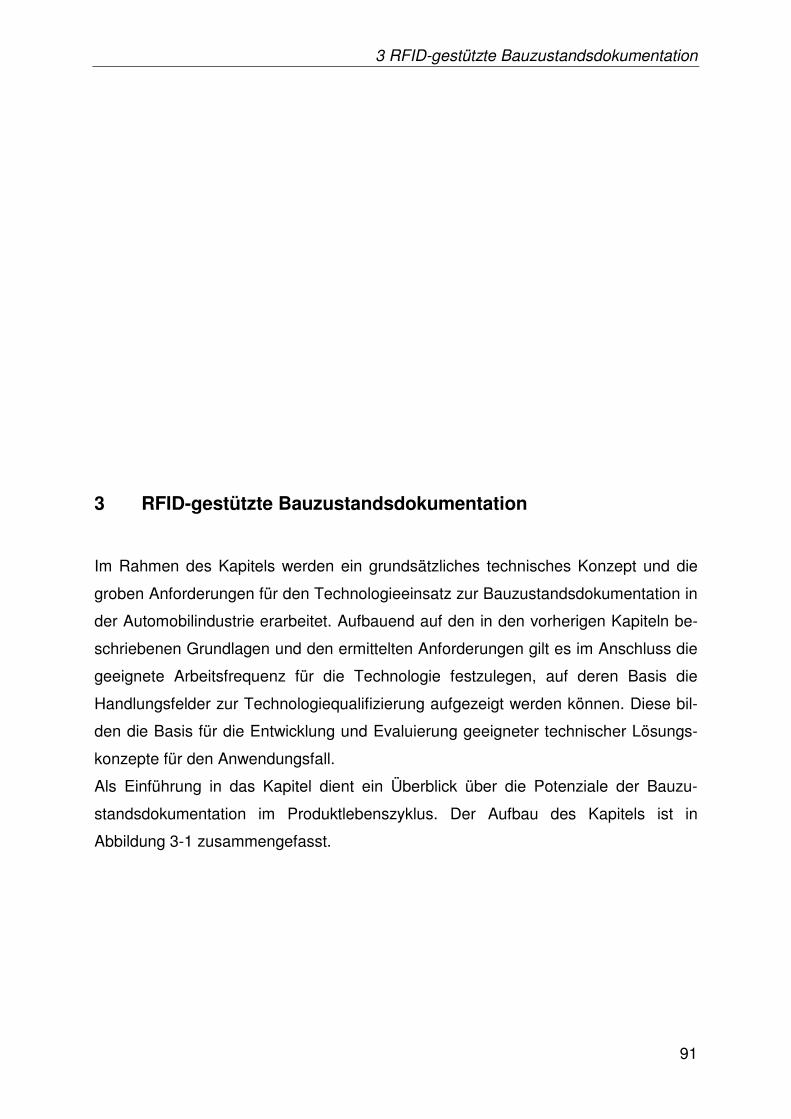
3 RFID-gestützte Bauzustandsdokumentation
91
Im Rahmen des Kapitels werden ein grundsätzliches technisches Konzept und die
groben Anforderungen für den Technologieeinsatz zur Bauzustandsdokumentation in
der Automobilindustrie erarbeitet. Aufbauend auf den in den vorherigen Kapiteln be-
schriebenen Grundlagen und den ermittelten Anforderungen gilt es im Anschluss die
geeignete Arbeitsfrequenz für die Technologie festzulegen, auf deren Basis die
Handlungsfelder zur Technologiequalifizierung aufgezeigt werden können. Diese bil-
den die Basis für die Entwicklung und Evaluierung geeigneter technischer Lösungs-
konzepte für den Anwendungsfall.
Als Einführung in das Kapitel dient ein Überblick über die Potenziale der Bauzu-
standsdokumentation im Produktlebenszyklus. Der Aufbau des Kapitels ist in
Abbildung 3-1 zusammengefasst.
3 RFID-gestützte Bauzustandsdokumentation
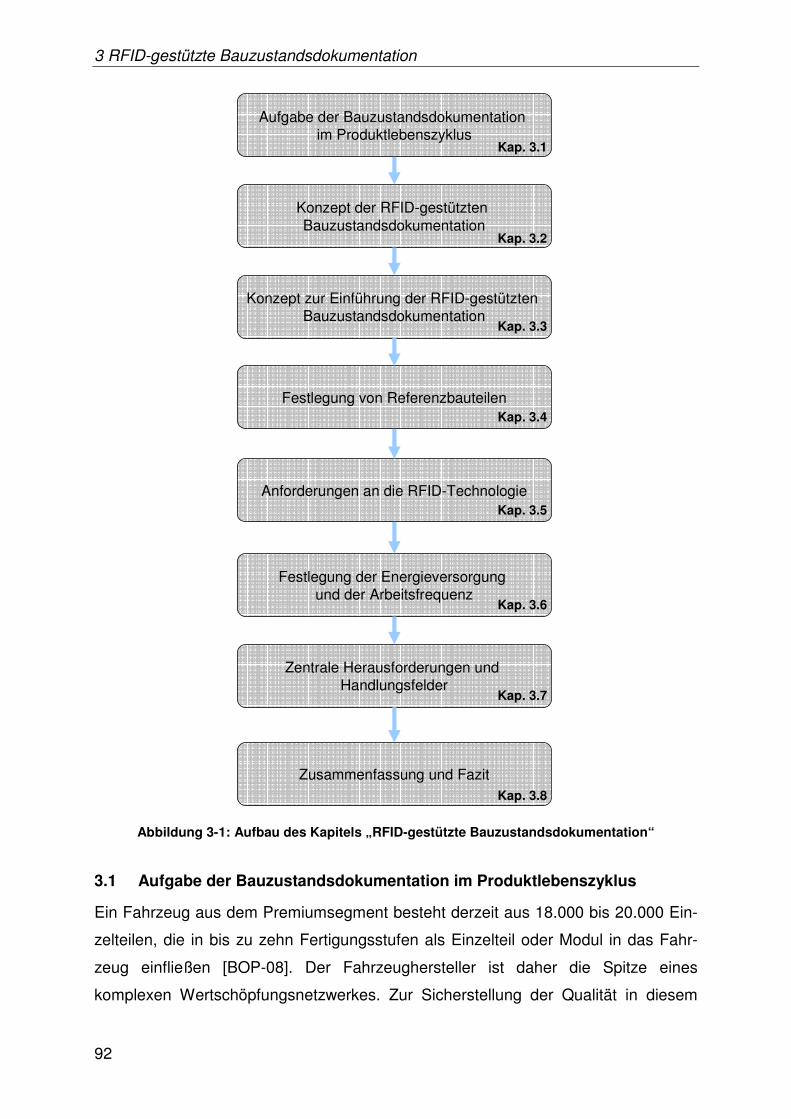
3 RFID-gestützte Bauzustandsdokumentation
92
Aufgabe der Bauzustandsdokumentation im Produktlebenszyklus
Konzept der RFID-gestütztenBauzustandsdokumentation
Konzept zur Einführung der RFID-gestütztenBauzustandsdokumentation
Kap. 3.1
Kap. 3.2
Kap. 3.3
Festlegung von ReferenzbauteilenKap. 3.4
Anforderungen an die RFID-TechnologieKap. 3.5
Festlegung der Energieversorgung und der Arbeitsfrequenz
Kap. 3.6
Zentrale Herausforderungen und Handlungsfelder
Kap. 3.7
Zusammenfassung und FazitKap. 3.8
Abbildung 3-1: Aufbau des Kapitels „RFID-gestützte Bauzustandsdokumentation“
3.1 Aufgabe der Bauzustandsdokumentation im Produktlebenszyklus
Ein Fahrzeug aus dem Premiumsegment besteht derzeit aus 18.000 bis 20.000 Ein-
zelteilen, die in bis zu zehn Fertigungsstufen als Einzelteil oder Modul in das Fahr-
zeug einfließen [BOP-08]. Der Fahrzeughersteller ist daher die Spitze eines
komplexen Wertschöpfungsnetzwerkes. Zur Sicherstellung der Qualität in diesem
3 RFID-gestützte Bauzustandsdokumentation
93
vielschichtigen Entwicklung- und Produktionsprozess über alle Wertschöpfungsstu-
fen und beteiligten Unternehmen hinweg bedarf es eines konsequenten Qualitäts-
managements. Eine zentrale Rolle zur Schaffung von Transparenz nimmt hierbei die
lückenlose Verfolgung und Dokumentation des Bauzustandes von Fahrzeugen ein.
Neben den wirtschaftlichen und qualitätsgetriebenen Überlegungen ist dies auch
aufgrund von Forderungen, die sich durch den Gesetzgeber aus dem Produkthaf-
tungsgesetz sowie EU-Richtlinien ergeben, zwingend erforderlich. Einen detaillierten
Überblick über die derzeitigen gesetzlichen Randbedingungen geben [VDA-08] und
[STA-05].
Im Folgenden werden die Aufgaben und Potenziale der RFID-gestützten Bauzu-
standsdokumentation durch die Identifikation von verbauten Komponenten in den
verschieden Lebenszyklen eines Fahrzeugs dargestellt.
3.1.1 Fahrzeugentwicklung
Die Entwicklung eines Fahrzeugs und seiner Eigenschaften ist ein iterativer Prozess,
der die ständige Weiterentwicklung der Bauteile bedingt. Dadurch ergibt sich ein ste-
tiger Bedarf zur Bauteil- und Funktionserprobung, der sich in einem dynamischen
Umbauprozess der Versuchsfahrzeuge äußert. Daraus resultiert ein hoher Aufwand
zur Dokumentation der aktuellen Fahrzeugkonfiguration, der gerade bei der Erpro-
bung nicht immer zu leisten ist. So entsteht im Laufe des Lebenszyklus eines Ver-
suchsfahrzeugs zunehmend eine Intransparenz über dessen aktuelle Konfiguration.
Dies wird verstärkt durch den steigenden Anteil an Fahrzeugen, die aus Gründen der
Kosteneinsparung im Rahmen der Entwicklung von mehreren Abteilungen sequen-
tiell oder auch parallel genutzt werden.
Durch die Abhängigkeit der Fahrzeugeigenschaften von einer Vielzahl an Bauteilen
beeinflusst die mangelnde Transparenz des Bauzustandes die Bewertung und Aus-
sagekraft im Rahmen von Testfahrten ermittelter Kennwerte wesentlich. Dies hat zur
Konsequenz, dass Fehler beziehungsweise Eigenschaftszusammenhänge eventuell
erst verspätet im Entwicklungsprozess erkannt werden oder vor der Fahrzeugerpro-
bung aufwendige Fahrzeugdemontagen zur Ermittlung der aktuellen Konfiguration
notwendig sind.
Durch die Möglichkeit der Identifikation von wesentlichen verbauten Komponenten
kann im Entwicklungsbereich eine deutliche Transparenzsteigerung erreicht werden,
indem vor jeder Fahrzeugnutzung oder -übergabe die Konfiguration eindeutig ermit-
3 RFID-gestützte Bauzustandsdokumentation
94
telt wird. Dadurch kann für jede Fahrzeugerprobung eine fixe und transparente Aus-
gangssituation gewährleistet werden.
3.1.2 Produktion
Eine Kennzeichnung von Bauteilen mit RFID ermöglicht in der Produktion eine
durchgängige Nachvollziehbarkeit und Transparenz. Durch den Technologieeinsatz
können Fehlverbauraten und Dokumentationsaufwand gesenkt sowie die durchgän-
gige Rückverfolgbarkeit von Bauteilen im Falle von Rückrufaktionen gewährleistet
werden.
Für die Erfassung der gekennzeichneten Bauteile im Sinne der Bauzustandsdoku-
mentation existieren in der Produktion fünf Zeitpunkte:
a) Bei der Sequenzierung der Bauteile (nur bei einer Just-In-Sequence Bereitstel-
lung)
b) Direkt bei der Bauteilentnahme aus der Bereitstellung an der Produktion
c) Vor dem Einbau in das Fahrzeug
d) Direkt nach dem Einbau in das Fahrzeug
e) Bei der Fahrzeugendkontrolle
Zur Vermeidung von Fehlverbauten und zur Eliminierung von Fehlerfolgekosten ist
eine Bauteilidentifizierung vor dem Verbau anzustreben (Variante (a) bis (c)). In
[GAU-05] ist eine analytische Berechnungsmethodik erarbeitet worden, mit deren
Hilfe die Mehrkosten bei einer verspäteten Erkennung von Fehlverbauraten je Ar-
beitstakt berechnet werden können.
Bei einer Anlieferung als Einzelteil ist dabei häufig auch eine Erfassung der isolierten
Komponente ausreichend, wodurch sich je nach Prozess hier auch optoelektronische
Verfahren wie der Data-Matrix Code anbieten. Beim Einsatz der RFID-Technologie
ergeben sich je nach Identifikationsszenario – beispielsweise mit Handheld –
schwerpunktmäßig Anforderungen aus dem Bereich der Kennzeichnung der Bautei-
le, da sich die Identifikation vergleichsweise einfach realisieren lässt. Denkbar wäre
hier auch ein Konzept mit einem RFID-Lesefeld vor der Bereitstelleinheit (analog ei-
nem Vorhang), so dass jedes entnommene Bauteil erfasst wird.
Bei einer Anlieferung als Modul hingegen gilt es die verbauten elementaren Einzeltei-
le zu identifizieren, um als Hersteller die durchgängige Rückverfolgbarkeit der Bautei-
le und deren Dokumentation zu gewährleisten. Ist aus technischen beziehungsweise
wirtschaftlichen Gründen eine Kennzeichnung auf der Einzelteilebene nicht sinnvoll,
3 RFID-gestützte Bauzustandsdokumentation
95
so ist ebenfalls eine Ausstattung des Moduls mit einem mobilen Datenträger und der
Zuweisung der Einzelteile zum Zusammenbau denkbar.
Durch die Erfassung der Bauteile vor dem Einbau kann aufgrund möglicher Fehler
des Werkers die richtige Zuweisung zum Fahrzeug nicht zu 100 % sichergestellt wer-
den. Aus diesem Grund ist darüber hinaus eine Identifikation des Bauzustandes im
Rahmen der Endkontrolle anzustreben. Dazu muss der mobile Datenträger auch
nach dem Einbau des Bauteils im Fahrzeug erfasst werden können. Dies hat zur
Konsequenz, dass die zur Nachverfolgung und Dokumentation wesentlichen Kom-
ponenten generell mit einer Kombination aus Barcode und RFID gekennzeichnet
werden sollen. Dadurch kann je nach Prozess im Rahmen des Einbaus bei Bedarf
auf eine optoelektronische Erfassung zurückgegriffen werden.
3.1.3 Fahrzeugservice
Die zahlreichen Varianten und die ständige Weiterentwicklung der Bauteile im lau-
fenden Serienbetrieb bedingen in der Wartung und Reparatur von Fahrzeugen eine
hohe Komplexität. Dadurch ist im Schadensfall oftmals eine Zerlegung des Fahr-
zeugs notwendig, um das benötigte Ersatzteil zu ermitteln. So entsteht ein erhöhter
Zeitbedarf und Aufwand im Vorfeld der Reparatur. Zudem kann der Kunde das Fahr-
zeug – falls es fahrfähig ist – bis zum Eintreffen des Ersatzteils nicht weiternutzen.
Verstärkend kommt hinzu, dass die Unterschiede zwischen den Bauteilvarianten und
-weiterentwicklungen oftmals optisch nur schwer zu erkennen sind, wodurch sich
selbst bei einer vorangegangen Fahrzeugzerlegung die Gefahr von Falschbestellun-
gen und dadurch Reparaturverzögerungen ergibt.
Durch die Möglichkeit der Identifikation von verbauten Komponenten und der da-
durch eindeutigen Identifikation des auszutauschenden Bauteils könnte der Prozess
der Fahrzeugwartung somit sicherer und effizienter gestaltet werden. Zudem erge-
ben sich aufbauend auf der RFID-Kennzeichnung von Bauteilen zukünftig im Bereich
der Wartung weitere Szenarien zur Feststellung von verbauten nicht zertifizierten
Ersatzteilen und Plagiaten.
3.2 Konzept der RFID-gestützten Bauzustandsdokumentation
Im Fokus der Arbeit steht die Qualifizierung der RFID-Technologie für die Identifikati-
on von im Fahrzeug verbauten Komponenten. Die Gestaltung der dazugehörigen
Prozesse sowie die notwendigen organisatorischen Änderungen sind zwar für die
3 RFID-gestützte Bauzustandsdokumentation
96
erfolgreiche Einführung und Umsetzung unabdingbar, sind aber zusätzlich im Rah-
men der Arbeit nicht entwickelbar und müssen gezielt durch weitere Forschungsar-
beiten betrachtet werden. Im Folgenden wird daher der Fokus auf ein technisches
Grobkonzept hinsichtlich Datenhaltung und Teilekennzeichnung sowie zur Identifika-
tion der verbauten Bauteile gelegt, um im weiteren Verlauf der Arbeit die Anforderun-
gen für die RFID-Technologie sowie die Handlungsfelder zur weiteren Technologie-
qualifizierung zu identifizieren.
3.2.1 Bauteilkennzeichnung
Um eine eindeutige Identifizierung der Bauteile über den gesamten Lebenszyklus zu
gewährleisten, ist eine direkte Kennzeichnung auf Bauteilebene anzustreben.
Aufgrund der Vielzahl von Fahrzeugkomponenten und deren Größe ist aber aus wirt-
schaftlichen und technischen Gesichtspunkten nicht jedes Bauteil direkt kennzei-
chenbar. Erfolgt die Anlieferung als Modul und ist eine durchgängig transparente
Wertschöpfungskette gegeben, so kann die Kennzeichnung auch auf der Ebene der
Zusammenbauteile geschehen. Die Einzelteile des Moduls sind dabei während des
Herstellungsprozesses dem Modul eindeutig zuzuweisen.
Somit muss generell eine Auswahl von zu kennzeichnenden Bauteilen beziehungs-
weise Modulen auf Basis von organisations- und prozesstechnischen Aspekten ge-
troffen sowie die Kennzeichnungsebene festgelegt werden.
Ausgangspunkt sollte dabei immer die Definition der zu verfolgenden Bauteile sein.
Die Ebene der Kennzeichnung kann dann in einem darauf folgenden Schritt festge-
legt werden. Von besonderem Interesse sind dabei Fahrzeugkomponenten, die die
Eigenschaften, den Komfort oder die Sicherheit des Fahrzeugs maßgeblich beein-
flussen. Generell auf der Bauteilebene zu kennzeichnen sind dokumentationspflichti-
ge Bauteile.
Neben der Kennzeichnung der verfolgungsrelevanten Bauteile mit RFID ist zusätzlich
die Aufbringung eines Barcodes und einer Klarschrift in Form eines kombinierten Eti-
ketts sinnvoll, um zum einen in Prozessschritten, bei denen das Bauteil vereinzelt ist
und es sich prozesstechnisch anbietet, eine Barcodeidentifizierung zu ermöglichen
und zum anderen mit Hilfe der Klarschrift die optische Bauteilidentifizierung und ma-
nuelle Kontrolle durch den Werker zu ermöglichen (vgl. Abbildung 3-2).
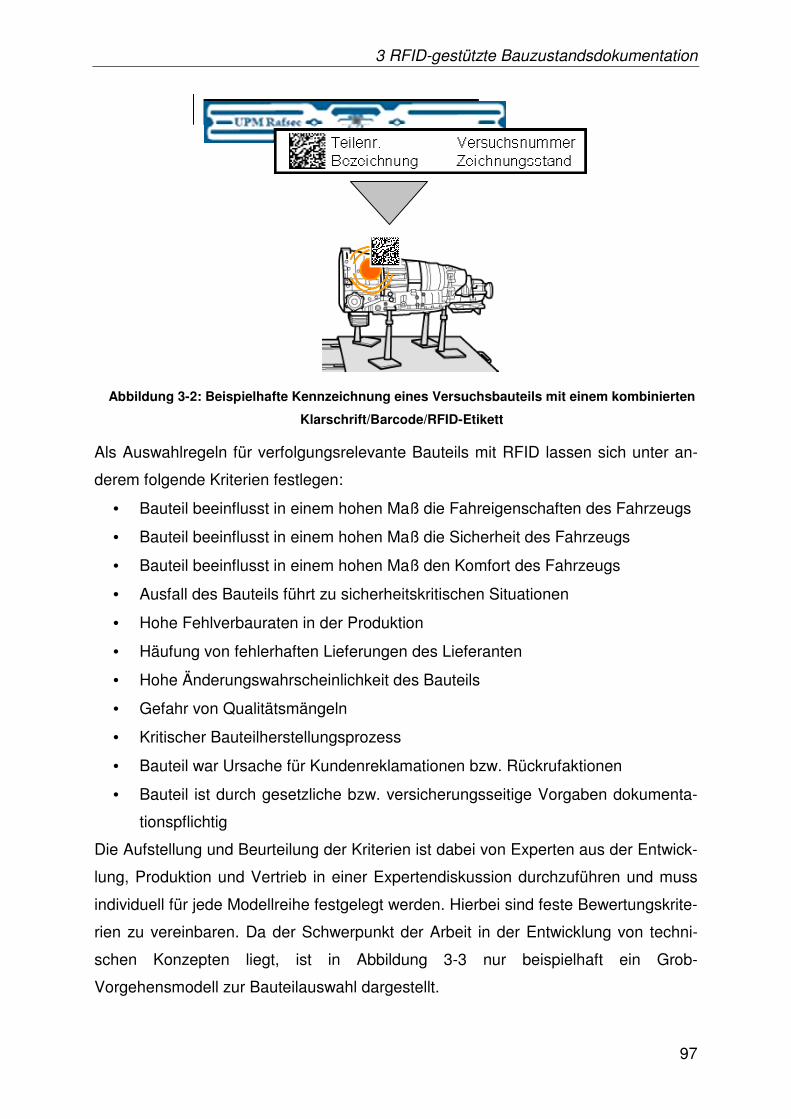
3 RFID-gestützte Bauzustandsdokumentation
97
Abbildung 3-2: Beispielhafte Kennzeichnung eines Versuchsbauteils mit einem kombinierten
Klarschrift/Barcode/RFID-Etikett
Als Auswahlregeln für verfolgungsrelevante Bauteils mit RFID lassen sich unter an-
derem folgende Kriterien festlegen:
• Bauteil beeinflusst in einem hohen Maß die Fahreigenschaften des Fahrzeugs
• Bauteil beeinflusst in einem hohen Maß die Sicherheit des Fahrzeugs
• Bauteil beeinflusst in einem hohen Maß den Komfort des Fahrzeugs
• Ausfall des Bauteils führt zu sicherheitskritischen Situationen
• Hohe Fehlverbauraten in der Produktion
• Häufung von fehlerhaften Lieferungen des Lieferanten
• Hohe Änderungswahrscheinlichkeit des Bauteils
• Gefahr von Qualitätsmängeln
• Kritischer Bauteilherstellungsprozess
• Bauteil war Ursache für Kundenreklamationen bzw. Rückrufaktionen
• Bauteil ist durch gesetzliche bzw. versicherungsseitige Vorgaben dokumenta-
tionspflichtig
Die Aufstellung und Beurteilung der Kriterien ist dabei von Experten aus der Entwick-
lung, Produktion und Vertrieb in einer Expertendiskussion durchzuführen und muss
individuell für jede Modellreihe festgelegt werden. Hierbei sind feste Bewertungskrite-
rien zu vereinbaren. Da der Schwerpunkt der Arbeit in der Entwicklung von techni-
schen Konzepten liegt, ist in Abbildung 3-3 nur beispielhaft ein Grob-
Vorgehensmodell zur Bauteilauswahl dargestellt.
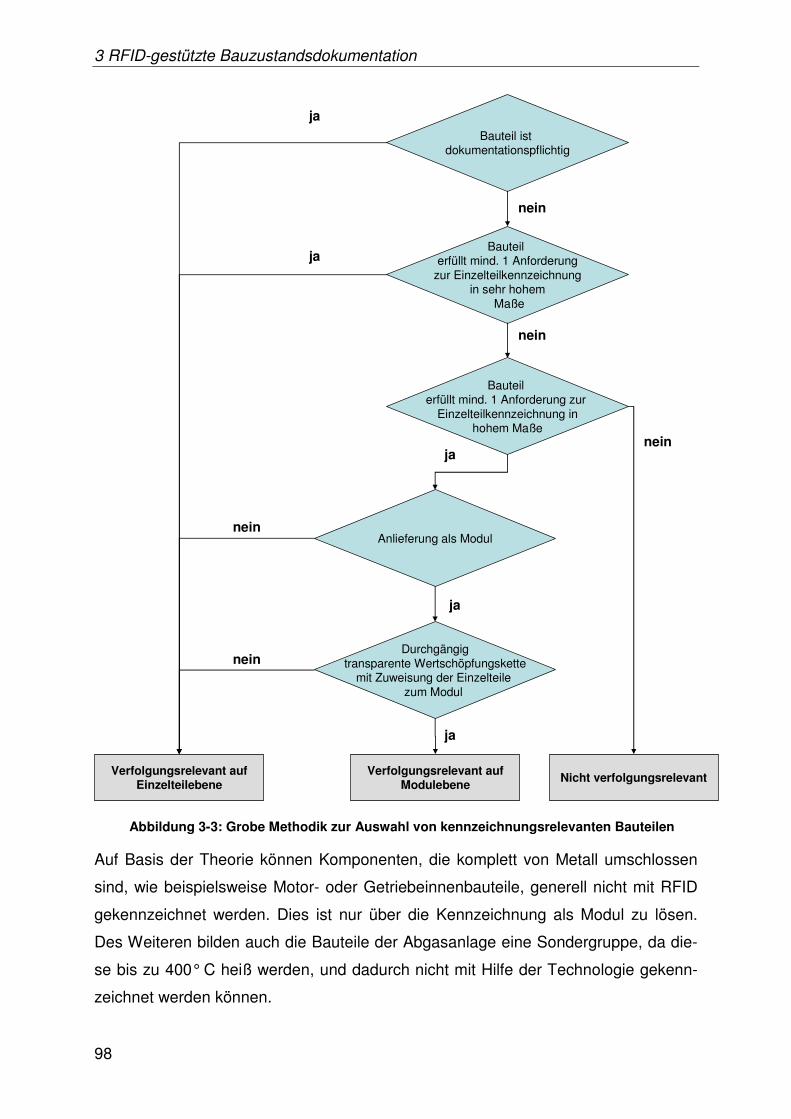
3 RFID-gestützte Bauzustandsdokumentation
98
Bauteil ist dokumentationspflichtig
Verfolgungsrelevant aufEinzelteilebene
Verfolgungsrelevant aufModulebene
Bauteil erfüllt mind. 1 Anforderung
zur Einzelteilkennzeichnung in sehr hohem
Maße
Bauteil erfüllt mind. 1 Anforderung zur
Einzelteilkennzeichnung inhohem Maße
Anlieferung als Modul
Durchgängigtransparente Wertschöpfungskette
mit Zuweisung der Einzelteile zum Modul
Nicht verfolgungsrelevant
ja
ja
ja
nein
nein
nein
nein
nein
ja
ja
Abbildung 3-3: Grobe Methodik zur Auswahl von kennzeichnungsrelevanten Bauteilen
Auf Basis der Theorie können Komponenten, die komplett von Metall umschlossen
sind, wie beispielsweise Motor- oder Getriebeinnenbauteile, generell nicht mit RFID
gekennzeichnet werden. Dies ist nur über die Kennzeichnung als Modul zu lösen.
Des Weiteren bilden auch die Bauteile der Abgasanlage eine Sondergruppe, da die-
se bis zu 400° C heiß werden, und dadurch nicht mit Hilfe der Technologie gekenn-
zeichnet werden können.
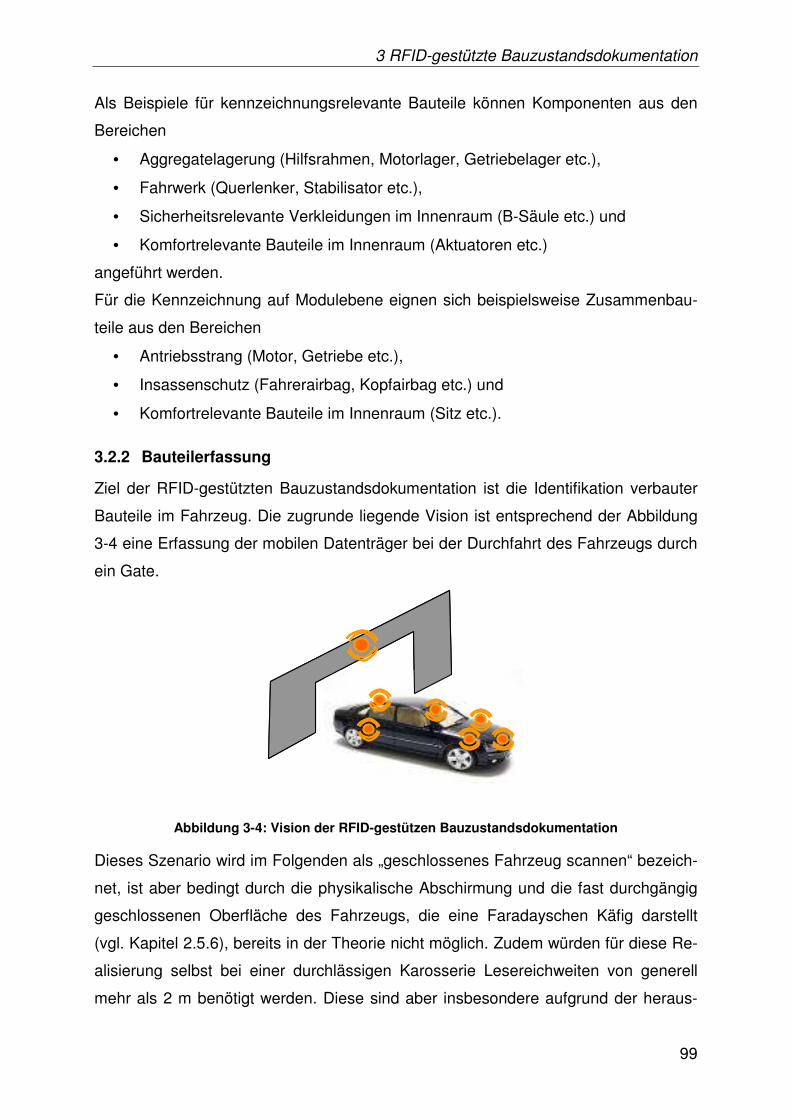
3 RFID-gestützte Bauzustandsdokumentation
99
Als Beispiele für kennzeichnungsrelevante Bauteile können Komponenten aus den
Bereichen
• Aggregatelagerung (Hilfsrahmen, Motorlager, Getriebelager etc.),
• Fahrwerk (Querlenker, Stabilisator etc.),
• Sicherheitsrelevante Verkleidungen im Innenraum (B-Säule etc.) und
• Komfortrelevante Bauteile im Innenraum (Aktuatoren etc.)
angeführt werden.
Für die Kennzeichnung auf Modulebene eignen sich beispielsweise Zusammenbau-
teile aus den Bereichen
• Antriebsstrang (Motor, Getriebe etc.),
• Insassenschutz (Fahrerairbag, Kopfairbag etc.) und
• Komfortrelevante Bauteile im Innenraum (Sitz etc.).
3.2.2 Bauteilerfassung
Ziel der RFID-gestützten Bauzustandsdokumentation ist die Identifikation verbauter
Bauteile im Fahrzeug. Die zugrunde liegende Vision ist entsprechend der Abbildung
3-4 eine Erfassung der mobilen Datenträger bei der Durchfahrt des Fahrzeugs durch
ein Gate.
Abbildung 3-4: Vision der RFID-gestützen Bauzustandsdokumentation
Dieses Szenario wird im Folgenden als „geschlossenes Fahrzeug scannen“ bezeich-
net, ist aber bedingt durch die physikalische Abschirmung und die fast durchgängig
geschlossenen Oberfläche des Fahrzeugs, die eine Faradayschen Käfig darstellt
(vgl. Kapitel 2.5.6), bereits in der Theorie nicht möglich. Zudem würden für diese Re-
alisierung selbst bei einer durchlässigen Karosserie Lesereichweiten von generell
mehr als 2 m benötigt werden. Diese sind aber insbesondere aufgrund der heraus-
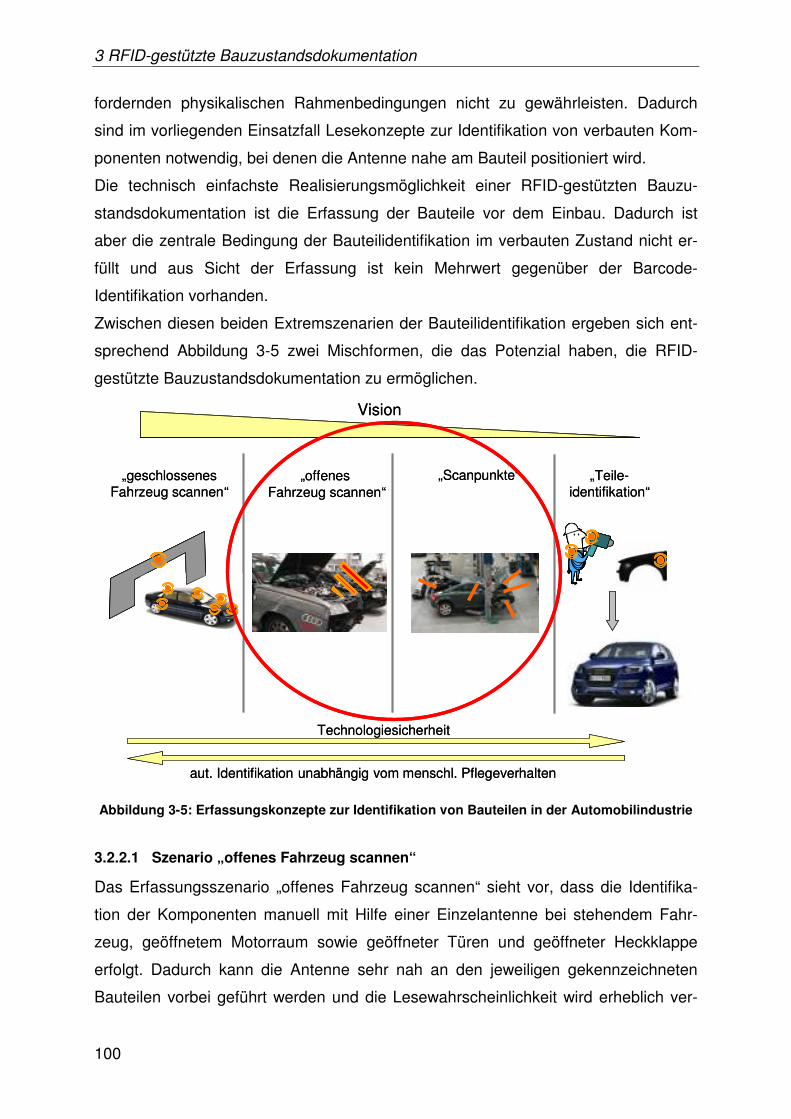
3 RFID-gestützte Bauzustandsdokumentation
100
fordernden physikalischen Rahmenbedingungen nicht zu gewährleisten. Dadurch
sind im vorliegenden Einsatzfall Lesekonzepte zur Identifikation von verbauten Kom-
ponenten notwendig, bei denen die Antenne nahe am Bauteil positioniert wird.
Die technisch einfachste Realisierungsmöglichkeit einer RFID-gestützten Bauzu-
standsdokumentation ist die Erfassung der Bauteile vor dem Einbau. Dadurch ist
aber die zentrale Bedingung der Bauteilidentifikation im verbauten Zustand nicht er-
füllt und aus Sicht der Erfassung ist kein Mehrwert gegenüber der Barcode-
Identifikation vorhanden.
Zwischen diesen beiden Extremszenarien der Bauteilidentifikation ergeben sich ent-
sprechend Abbildung 3-5 zwei Mischformen, die das Potenzial haben, die RFID-
gestützte Bauzustandsdokumentation zu ermöglichen.
Technologiesicherheit
aut. Identifikation unabhängig vom menschl. Pflegeverhalten
„geschlossenes Fahrzeug scannen“
„Teile-identifikation“
„Scanpunkte“„offenesFahrzeug scannen“
Vision
Technologiesicherheit
aut. Identifikation unabhängig vom menschl. Pflegeverhalten
„geschlossenes Fahrzeug scannen“
„Teile-identifikation“
„Scanpunkte“„offenesFahrzeug scannen“
Vision
Abbildung 3-5: Erfassungskonzepte zur Identifikation von Bauteilen in der Automobilindustrie
3.2.2.1 Szenario „offenes Fahrzeug scannen“
Das Erfassungsszenario „offenes Fahrzeug scannen“ sieht vor, dass die Identifika-
tion der Komponenten manuell mit Hilfe einer Einzelantenne bei stehendem Fahr-
zeug, geöffnetem Motorraum sowie geöffneter Türen und geöffneter Heckklappe
erfolgt. Dadurch kann die Antenne sehr nah an den jeweiligen gekennzeichneten
Bauteilen vorbei geführt werden und die Lesewahrscheinlichkeit wird erheblich ver-

3 RFID-gestützte Bauzustandsdokumentation
101
bessert (vgl. Abbildung 3-6). Zudem kann durch eine Rückmeldung der erfassten
Bauteile an den Bediener und durch mehrmaliges Überstreichen der kritischen Par-
tien eine hohe Lesesicherheit erreicht werden.
Abbildung 3-6: Szenario „Offenes Fahrzeug scannen“
Im Vergleich zum technisch nicht realisierbaren Szenario „geschlossenes Fahrzeug
scannen“ steigt der manuelle Aufwand, aber speziell im Innenraum ist die Erfassung
der Bauteile durch das Konzept technisch realisierbar. Im Bereich des Motorraums
hingegen ist trotz der geöffneten Motorklappe der Abstand zu den gekennzeichneten
Bauteilen, beispielsweise den Motornebenaggregaten, sehr groß, und die technische
Machbarkeit muss aufgrund der theoretisch nicht bewertbaren Reflexionseffekte im
praktischen Versuch detailliert evaluiert werden.
Dieses Konzept ist langfristig in der Produktion mit Hilfe eines Roboters automati-
sierbar, wodurch sich der manuelle Aufwand reduzieren lässt.
3.2.2.2 Szenario „Scanpunkte“
Beim Szenario „offenes Fahrzeug scannen“ wird mit Hilfe einer handelsüblichen
RFID-Antennen gearbeitet, die sich durch eine Größe von circa 30 x 30 cm aus-
zeichnet. Diese Bauform ist daher nicht geeignet, um in engen Fahrzeugbauräumen,
wie beispielsweise im Motorraum, aber auch bei Sensoren und Aktuatoren unter dem
Sitz nahe an das zu identifizierende Objekt zu gelangen. Aus diesem Grund ist im
Rahmen der Arbeit das Erfassungsszenario „Scanpunkte“ erarbeitet worden. Dies
zeichnet sich durch die Verwendung einer sehr kompakten Antenne aus, die in die
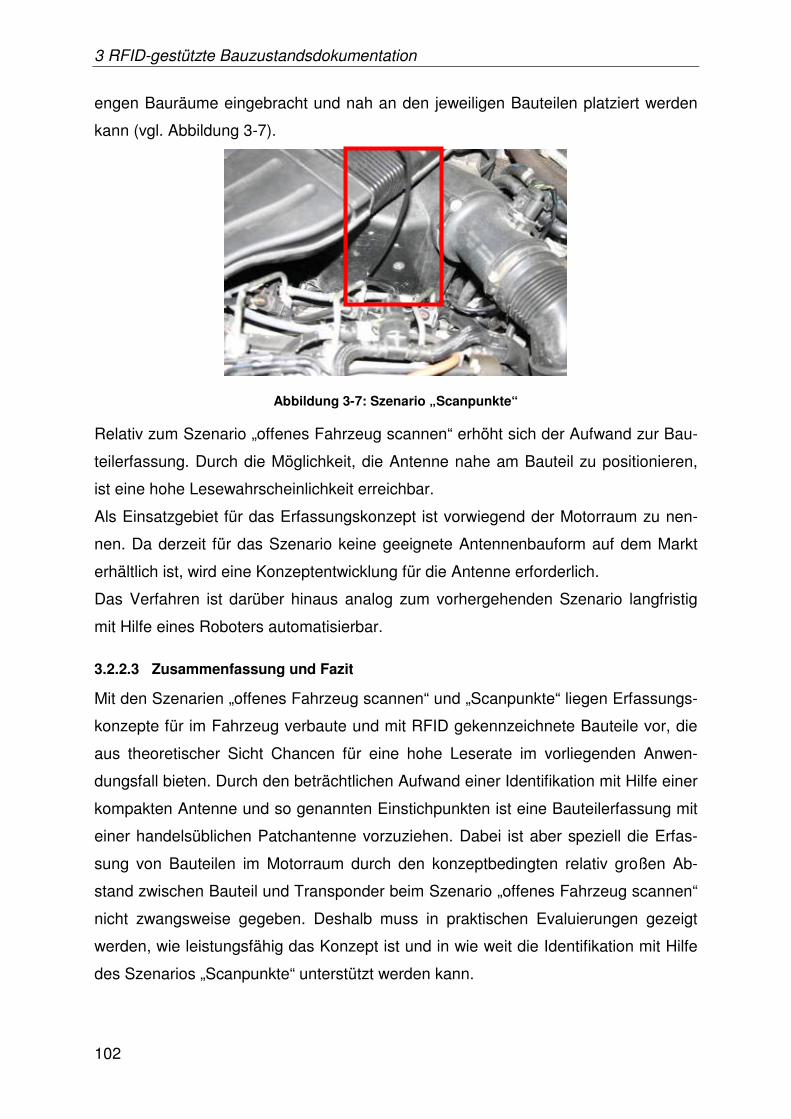
3 RFID-gestützte Bauzustandsdokumentation
102
engen Bauräume eingebracht und nah an den jeweiligen Bauteilen platziert werden
kann (vgl. Abbildung 3-7).
Abbildung 3-7: Szenario „Scanpunkte“
Relativ zum Szenario „offenes Fahrzeug scannen“ erhöht sich der Aufwand zur Bau-
teilerfassung. Durch die Möglichkeit, die Antenne nahe am Bauteil zu positionieren,
ist eine hohe Lesewahrscheinlichkeit erreichbar.
Als Einsatzgebiet für das Erfassungskonzept ist vorwiegend der Motorraum zu nen-
nen. Da derzeit für das Szenario keine geeignete Antennenbauform auf dem Markt
erhältlich ist, wird eine Konzeptentwicklung für die Antenne erforderlich.
Das Verfahren ist darüber hinaus analog zum vorhergehenden Szenario langfristig
mit Hilfe eines Roboters automatisierbar.
3.2.2.3 Zusammenfassung und Fazit
Mit den Szenarien „offenes Fahrzeug scannen“ und „Scanpunkte“ liegen Erfassungs-
konzepte für im Fahrzeug verbaute und mit RFID gekennzeichnete Bauteile vor, die
aus theoretischer Sicht Chancen für eine hohe Leserate im vorliegenden Anwen-
dungsfall bieten. Durch den beträchtlichen Aufwand einer Identifikation mit Hilfe einer
kompakten Antenne und so genannten Einstichpunkten ist eine Bauteilerfassung mit
einer handelsüblichen Patchantenne vorzuziehen. Dabei ist aber speziell die Erfas-
sung von Bauteilen im Motorraum durch den konzeptbedingten relativ großen Ab-
stand zwischen Bauteil und Transponder beim Szenario „offenes Fahrzeug scannen“
nicht zwangsweise gegeben. Deshalb muss in praktischen Evaluierungen gezeigt
werden, wie leistungsfähig das Konzept ist und in wie weit die Identifikation mit Hilfe
des Szenarios „Scanpunkte“ unterstützt werden kann.
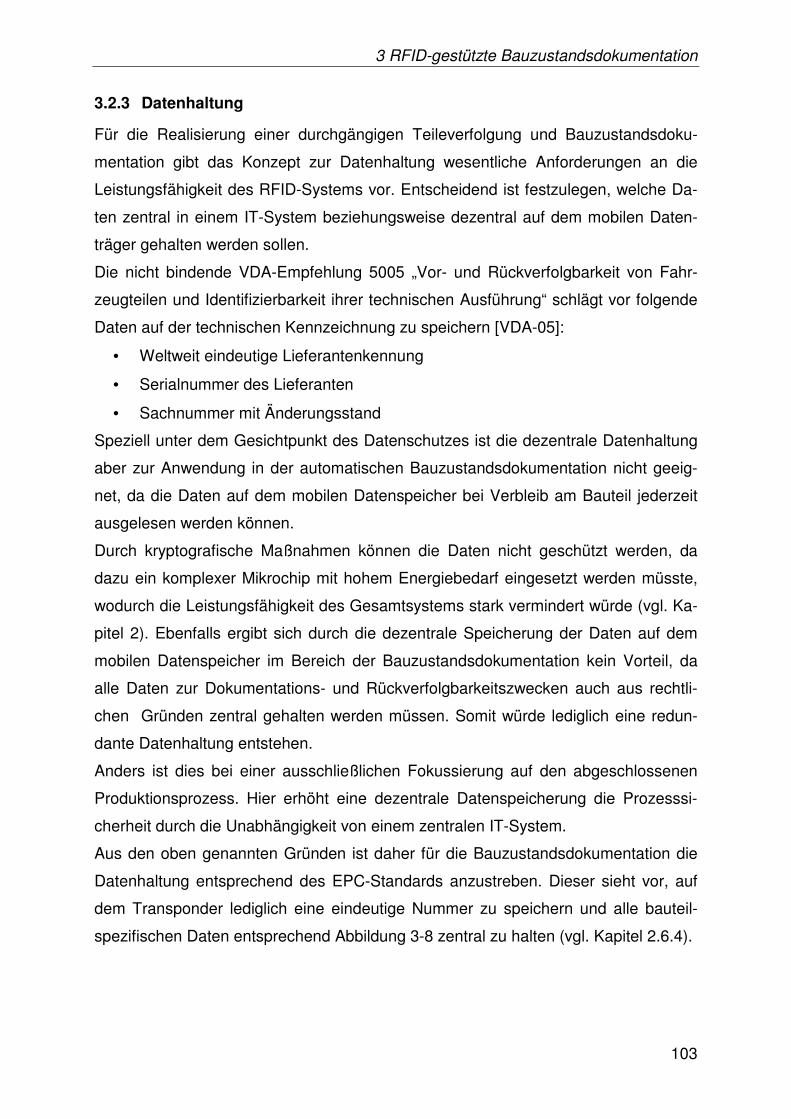
3 RFID-gestützte Bauzustandsdokumentation
103
3.2.3 Datenhaltung
Für die Realisierung einer durchgängigen Teileverfolgung und Bauzustandsdoku-
mentation gibt das Konzept zur Datenhaltung wesentliche Anforderungen an die
Leistungsfähigkeit des RFID-Systems vor. Entscheidend ist festzulegen, welche Da-
ten zentral in einem IT-System beziehungsweise dezentral auf dem mobilen Daten-
träger gehalten werden sollen.
Die nicht bindende VDA-Empfehlung 5005 „Vor- und Rückverfolgbarkeit von Fahr-
zeugteilen und Identifizierbarkeit ihrer technischen Ausführung“ schlägt vor folgende
Daten auf der technischen Kennzeichnung zu speichern [VDA-05]:
• Weltweit eindeutige Lieferantenkennung
• Serialnummer des Lieferanten
• Sachnummer mit Änderungsstand
Speziell unter dem Gesichtpunkt des Datenschutzes ist die dezentrale Datenhaltung
aber zur Anwendung in der automatischen Bauzustandsdokumentation nicht geeig-
net, da die Daten auf dem mobilen Datenspeicher bei Verbleib am Bauteil jederzeit
ausgelesen werden können.
Durch kryptografische Maßnahmen können die Daten nicht geschützt werden, da
dazu ein komplexer Mikrochip mit hohem Energiebedarf eingesetzt werden müsste,
wodurch die Leistungsfähigkeit des Gesamtsystems stark vermindert würde (vgl. Ka-
pitel 2). Ebenfalls ergibt sich durch die dezentrale Speicherung der Daten auf dem
mobilen Datenspeicher im Bereich der Bauzustandsdokumentation kein Vorteil, da
alle Daten zur Dokumentations- und Rückverfolgbarkeitszwecken auch aus rechtli-
chen Gründen zentral gehalten werden müssen. Somit würde lediglich eine redun-
dante Datenhaltung entstehen.
Anders ist dies bei einer ausschließlichen Fokussierung auf den abgeschlossenen
Produktionsprozess. Hier erhöht eine dezentrale Datenspeicherung die Prozesssi-
cherheit durch die Unabhängigkeit von einem zentralen IT-System.
Aus den oben genannten Gründen ist daher für die Bauzustandsdokumentation die
Datenhaltung entsprechend des EPC-Standards anzustreben. Dieser sieht vor, auf
dem Transponder lediglich eine eindeutige Nummer zu speichern und alle bauteil-
spezifischen Daten entsprechend Abbildung 3-8 zentral zu halten (vgl. Kapitel 2.6.4).
3 RFID-gestützte Bauzustandsdokumentation
104
• Identifizierende Nummer (96 Bit)• Teilespezifische DatenTeilenummerVersuchsnummerZeichnungsstandetc.
Abbildung 3-8: Zentrale Datenspeicherung für die Rückverfolgbarkeit der Bauteile
Darüber hinaus steht bei der Verwendung des EPC-Codes bereits ein IT-Netzwerk
zur weltweiten Rückverfolgbarkeit der Bauteile zur Verfügung. Für die Durchsetzung
des EPC in der Automobilindustrie spricht zudem der Beitritt der Daimler AG in das
Netzwerk, so dass davon auszugehen ist, dass andere große Hersteller folgen wer-
den. Durch die zentrale Datenhaltung ergibt sich zudem eine erhöhte Leistungsfähig-
keit des RFID-Systems (vgl. Kapitel 2.6.4).
Im EPC-Standard ist bereits ein Nutzerspeicher vorgesehen, der für Produktionsda-
ten genutzt werden könnte. Dieser ist nach der obigen Argumentation beim Verbau
des Bauteils zu löschen.
Zusammenfassend ist für den Einsatz der RFID-Technologie im Bereich der Bauzu-
standsdokumentation die Speicherung einer eindeutigen Identifikationsnummer auf
dem Transponder ausreichend. Trotzdem sollte für die Speicherung von Produktions-
informationen ein Nutzspeicher vorhanden sein, der auf Basis von Expertendiskussi-
onen aus der Automobilindustrie 512 Bit betragen sollte.
3.3 Konzept zur Einführung der RFID-gestützten Bauzustandsdokumentation
Der Kostendruck und die Anforderungen an die Prozesssicherheit sind im Bereich
der Serienproduktion sehr hoch. Aus diesem Grund ist es auf Basis der derzeitigen
Rahmenbedingungen und Bauteilkosten nicht wirtschaftlich, Einzelteile in der Serie
mit RFID zu kennzeichnen [STR-05]. In der Automobilindustrie wird sich erst durch
eine weitere Reduktion der Produktionskosten von mobilen Datenspeichern bei
gleichzeitiger Generierung von Optimierungspotenzialen über alle Wertschöpfungs-
stufen ökonomisch ein rentabler Return of Invest (ROI) im Produktionseinsatz erge-
3 RFID-gestützte Bauzustandsdokumentation
105
ben. Dieser wird sich in einem ersten Schritt bei dokumentations-, eigenschaftsver-
antwortlichen und sicherheitskritischen Bauteilen realisieren lassen.
[STR-05] hat beispielsweise bei der RFID-Kennzeichnung von Reifen trotz innerbe-
trieblicher Einsparungen von 0,145 € pro Transponder und Einsparungen im Bereich
der Datenerfassung und Dokumentation einen zusätzlichen Kostenüberhang von
0,365 € ermittelt. Ein Einsatz in mehreren Stufen der Wertschöpfungskette ist auf-
grund der mangelnden Standardisierung derzeit mit einem erhöhten Abstimmungs-
aufwand und einer fehlenden Investitionssicherheit verbunden (vgl. Kapitel 2.6).
Zusammenfassend ist dadurch der Einsatz von RFID im Bereich der Produktion der-
zeit nicht wirtschaftlich oder nur in Einzelfällen sinnvoll, in denen sich hohe Potenzia-
le im Bereich der Erfassung, Dokumentation oder Qualitätssteigerung heben lassen.
Im Entwicklungsbereich hingegen lässt sich ein größerer finanzieller Nutzen durch
die wesentlich höheren Bauteilkosten, aufgrund der Einzelfertigung, und der im Ver-
gleich zur Serie ungeführteren und dadurch intransparenteren Prozesse erreichen.
Speziell durch die stetige Bauteilweiterentwicklung, die dadurch bedingte Vielzahl
von Bauteilständen und den damit verbunden dynamischen Umbauprozessen im
Rahmen der Eigenschaftsentwicklung ist der Dokumentationsaufwand erheblich.
Gleichzeitig ist eine hohe Aussagekraft der Versuchsergebnisse nur gegeben, wenn
diese den betroffenen Bauteilständen eindeutig zugewiesen werden können. Durch
eine Annahme von falschen Bauteilständen oder durch eine notwendige Zerlegung
des Fahrzeugs entstehen hohe Kosten, die mit Hilfe der automatischen Erfassung
von verbauten Komponenten vermieden werden könnten. In der Entwicklung sind
zudem die Anforderungen an die Prozesssicherheit und Erfassungsdauer im Ver-
gleich zum Serienbetrieb wesentlich niedriger. In der Serie ist eine 100 %-ige Tech-
nologieverfügbarkeit Voraussetzung für den wirtschaftlichen Einsatz, im Bereich der
Entwicklung hingegen können auch längere oder mehrmalige Erfassungsvorgänge in
Kauf genommen werden.
Aus diesem Grund ist die Einführung der RFID-Technologie aus wirtschaftlichen und
auch als technologischen Gründen in der Entwicklung anzustreben. Die Technologie
kann dann auf Basis von Technologie- und Preisentwicklung Schritt für Schritt in die
aus Prozesssicht anforderungskritischere Serienproduktion über die Produktionsvor-
serie (PVS) beziehungsweise 0-Serie integriert werden (vgl. Abbildung 3-9).
3 RFID-gestützte Bauzustandsdokumentation
106
Des Weiteren werden durch den Einsatz der Technologie im Bereich der Entwicklung
wertvolle Erfahrungen gewonnen, die den erfolgreichen Einsatz der Technologie in
der Serie erleichtern.
Einsatz im Prototypen-bereich
Einsatz inPVS und
0-Serie
Einsatzim
Serienbereich
Zeit t
Abbildung 3-9: Einführungsstrategie für die RFID-Technologie in das Unternehmen
3.4 Festlegung von Referenzbauteilen
Wie oben beschrieben, lassen sich nicht alle Bauteile aufgrund wirtschaftlicher und
technischer Randbedingungen mit RFID kennzeichnen.
Zur Definition der Anforderungen an die maximalen Abmaße der mobilen Datenträ-
ger und zur späteren Evaluierung der Leistungsfähigkeit der RFID-gestützten Bauzu-
standsdokumentation wurden im Rahmen der Arbeit in Arbeitskreisen Referenz-
bauteile definiert, die sich durch verschiedene
• Werkstoffe und
• Verbauorte
auszeichnen.
Hinsichtlich ihres Werkstoffs und dessen Beeinflussung der Leistungsfähigkeit von
RFID-Systemen (vgl. Kapitel 2) lassen sich die Fahrzeugbauteile entsprechend
Abbildung 3-10 in drei Kategorien einteilen.
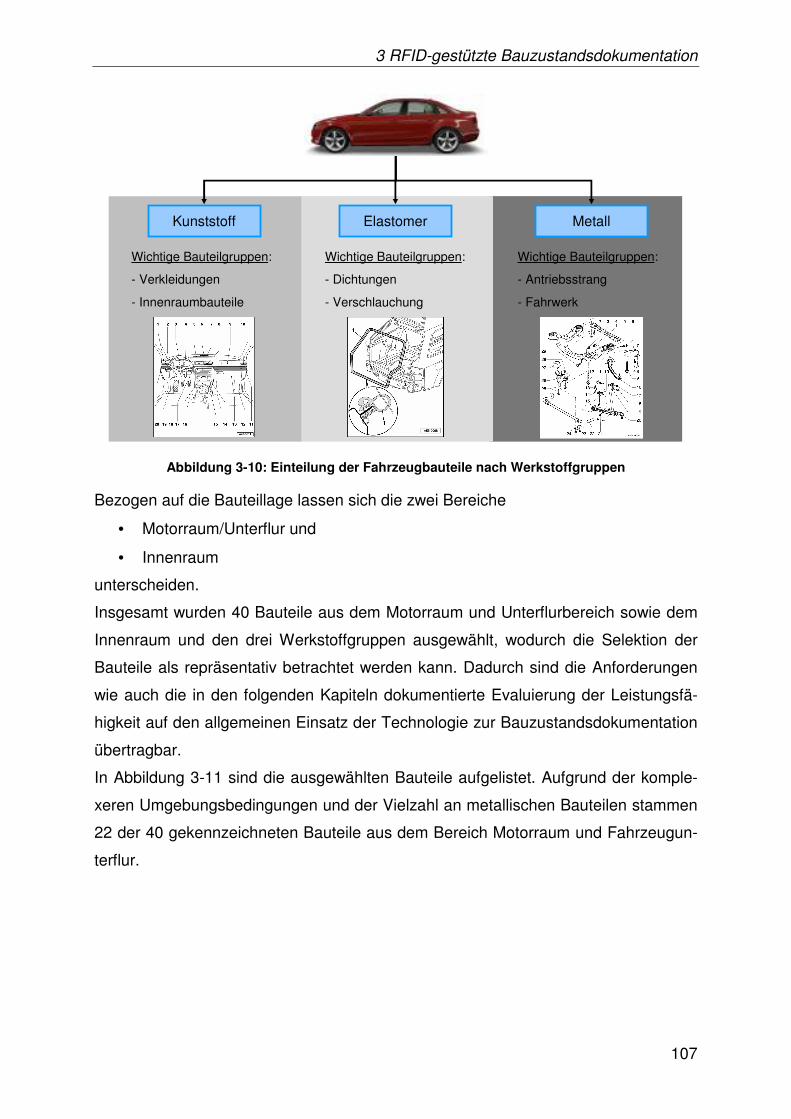
3 RFID-gestützte Bauzustandsdokumentation
107
MetallKunststoff Elastomer
Wichtige Bauteilgruppen:
- Verkleidungen
- Innenraumbauteile
Wichtige Bauteilgruppen:
- Dichtungen
- Verschlauchung
Wichtige Bauteilgruppen:
- Antriebsstrang
- Fahrwerk
Abbildung 3-10: Einteilung der Fahrzeugbauteile nach Werkstoffgruppen
Bezogen auf die Bauteillage lassen sich die zwei Bereiche
• Motorraum/Unterflur und
• Innenraum
unterscheiden.
Insgesamt wurden 40 Bauteile aus dem Motorraum und Unterflurbereich sowie dem
Innenraum und den drei Werkstoffgruppen ausgewählt, wodurch die Selektion der
Bauteile als repräsentativ betrachtet werden kann. Dadurch sind die Anforderungen
wie auch die in den folgenden Kapiteln dokumentierte Evaluierung der Leistungsfä-
higkeit auf den allgemeinen Einsatz der Technologie zur Bauzustandsdokumentation
übertragbar.
In Abbildung 3-11 sind die ausgewählten Bauteile aufgelistet. Aufgrund der komple-
xeren Umgebungsbedingungen und der Vielzahl an metallischen Bauteilen stammen
22 der 40 gekennzeichneten Bauteile aus dem Bereich Motorraum und Fahrzeugun-
terflur.
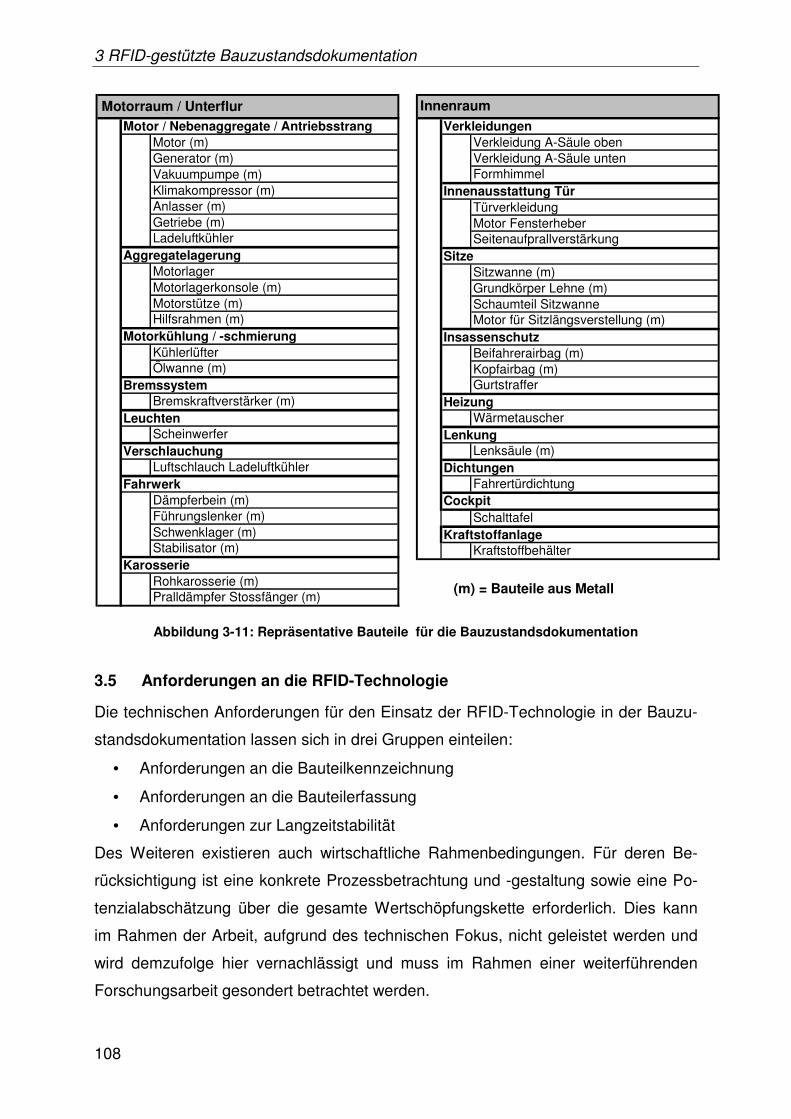
3 RFID-gestützte Bauzustandsdokumentation
108
Motor (m)Generator (m)Vakuumpumpe (m)Klimakompressor (m)Anlasser (m)Getriebe (m)Ladeluftkühler
MotorlagerMotorlagerkonsole (m)Motorstütze (m)Hilfsrahmen (m)
KühlerlüfterÖlwanne (m)
Bremskraftverstärker (m)
Scheinwerfer
Luftschlauch Ladeluftkühler
Dämpferbein (m)Führungslenker (m)Schwenklager (m)Stabilisator (m)
Rohkarosserie (m)Pralldämpfer Stossfänger (m)
Karosserie
Verschlauchung
Fahrwerk
Motorkühlung / -schmierung
Bremssystem
Leuchten
Vorderwagen/Unterflur
Motor / Nebenaggregate / Antriebsstrang
Aggregatelagerung
Verkleidung A-Säule obenVerkleidung A-Säule untenFormhimmel
TürverkleidungMotor FensterheberSeitenaufprallverstärkung
Sitzwanne (m)Grundkörper Lehne (m)Schaumteil SitzwanneMotor für Sitzlängsverstellung (m)
Beifahrerairbag (m)Kopfairbag (m)Gurtstraffer
Wärmetauscher
Lenksäule (m)
Fahrertürdichtung
Schalttafel
Kraftstoffbehälter
Dichtungen
Cockpit
Kraftstoffanlage
Insassenschutz
Heizung
Lenkung
Innenausstattung Tür
Sitze
Verkleidungen
Zelle / InnenraumMotorraum / Unterflur Innenraum
(m) = Bauteile aus Metall
Abbildung 3-11: Repräsentative Bauteile für die Bauzustandsdokumentation
3.5 Anforderungen an die RFID-Technologie
Die technischen Anforderungen für den Einsatz der RFID-Technologie in der Bauzu-
standsdokumentation lassen sich in drei Gruppen einteilen:
• Anforderungen an die Bauteilkennzeichnung
• Anforderungen an die Bauteilerfassung
• Anforderungen zur Langzeitstabilität
Des Weiteren existieren auch wirtschaftliche Rahmenbedingungen. Für deren Be-
rücksichtigung ist eine konkrete Prozessbetrachtung und -gestaltung sowie eine Po-
tenzialabschätzung über die gesamte Wertschöpfungskette erforderlich. Dies kann
im Rahmen der Arbeit, aufgrund des technischen Fokus, nicht geleistet werden und
wird demzufolge hier vernachlässigt und muss im Rahmen einer weiterführenden
Forschungsarbeit gesondert betrachtet werden.
3 RFID-gestützte Bauzustandsdokumentation
109
3.5.1 Anforderungen an die Bauteilkennzeichnung
Für den Einsatz der RFID-Technologie zur Kennzeichnung von Bauteilen und deren
Erfassung im verbauten Zustand sind aus technischer Sicht zahlreiche Anforderun-
gen zu berücksichtigen. Zentrale Voraussetzung ist dabei, dass durch die Kenn-
zeichnung die Eigenschaften des Fahrzeugs nicht verändert werden dürfen. Auf
dieser Basis ergeben sich Forderungen an das Gewicht und die Höhe des mobilen
Datenträgers.
In Absprache mit Experten aus der Automobilindustrie sind dabei eine Aufbauhöhe
von weniger als 1 mm und ein Gewicht von maximal 6 g pro Transponder anzustre-
ben. Speziell im Motorraum würde sich beispielsweise durch eine größere Aufbau-
höhe eine Veränderung der Motorraumströmung und dadurch der Motorkühlung
ergeben.
Des Weiteren müssen die eigenschaftsbestimmenden Bauteile am Fahrzeug unab-
hängig vom Werkstoff gekennzeichnet werden können (vgl. Werkstoffgruppen in
Abbildung 3-10). Analysiert man aber die Geometrie und Flächen der im Kapitel 3.3
ausgewählten repräsentativen Bauteile eines Fahrzeugs im Bereich des Fahrwerks,
des Antriebsstrangs und des Innenraums, so ergibt sich durch die zumeist längliche
Ausdehnung der Komponenten die Forderung nach einer länglichen Form des
Transponders mit Abmaßen von unter 100 x 20 mm. Da viele Bauteile aber nicht ü-
ber eine planare Fläche in diesen Dimensionen verfügen, muss zudem die Aufbrin-
gung des Datenträgers auf gekrümmten Flächen möglich sein.
Aus Sicht der Datenspeicherung ergibt sich auf Basis des erläuterten Konzepts zur
Datenhaltung die Anforderung, dass für den Einsatz in der Bauzustandsdokumenta-
tion lediglich eine eindeutige Nummer gespeichert werden muss. Um aber darüber
hinaus das Potenzial für einen weiteren Einsatz in der vorhergehenden Logistik- und
Produktionskette zu ermöglichen, ist ein Nutzspeicher von 512 Bit, und damit von 64
Zeichen, anzustreben.
Als generelle Anforderung an die Technologie müssen die Transponder darüber hin-
aus für den vorliegenden Anwendungsfall pulkfähig, wiederbeschreibbar, weltweit
einsetzbar und zukunftsfähig sein.
Zusammenfassend ergeben sich für die Kennzeichnung von im Fahrzeug verbauten
Bauteilen mit Hilfe der RFID-Technologie folgende in Tabelle 3-1 dargestellte Anfor-
derungen.
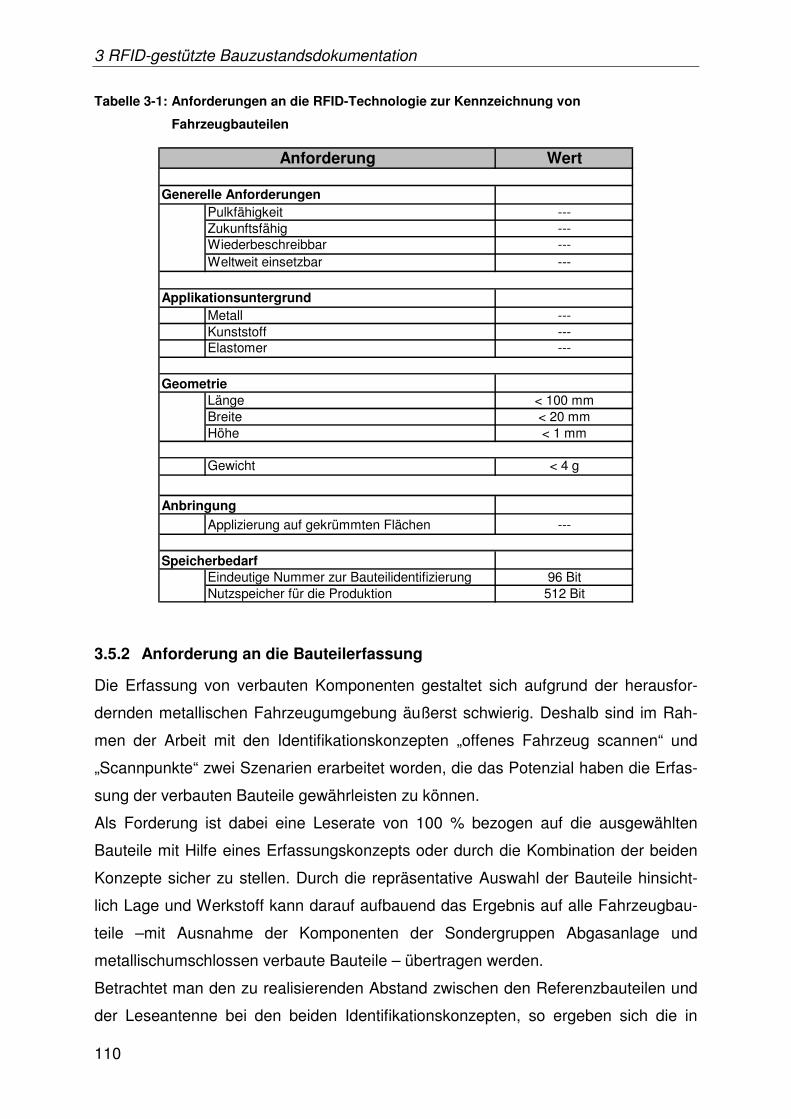
3 RFID-gestützte Bauzustandsdokumentation
110
Tabelle 3-1: Anforderungen an die RFID-Technologie zur Kennzeichnung von
Fahrzeugbauteilen
Wert
Generelle AnforderungenPulkfähigkeit ---Zukunftsfähig ---Wiederbeschreibbar ---Weltweit einsetzbar ---
ApplikationsuntergrundMetall ---Kunststoff ---Elastomer ---
GeometrieLänge < 100 mmBreite < 20 mmHöhe < 1 mm
Gewicht < 4 g
Anbringung
Applizierung auf gekrümmten Flächen ---
SpeicherbedarfEindeutige Nummer zur Bauteilidentifizierung 96 BitNutzspeicher für die Produktion 512 Bit
Anforderung
3.5.2 Anforderung an die Bauteilerfassung
Die Erfassung von verbauten Komponenten gestaltet sich aufgrund der herausfor-
dernden metallischen Fahrzeugumgebung äußerst schwierig. Deshalb sind im Rah-
men der Arbeit mit den Identifikationskonzepten „offenes Fahrzeug scannen“ und
„Scannpunkte“ zwei Szenarien erarbeitet worden, die das Potenzial haben die Erfas-
sung der verbauten Bauteile gewährleisten zu können.
Als Forderung ist dabei eine Leserate von 100 % bezogen auf die ausgewählten
Bauteile mit Hilfe eines Erfassungskonzepts oder durch die Kombination der beiden
Konzepte sicher zu stellen. Durch die repräsentative Auswahl der Bauteile hinsicht-
lich Lage und Werkstoff kann darauf aufbauend das Ergebnis auf alle Fahrzeugbau-
teile –mit Ausnahme der Komponenten der Sondergruppen Abgasanlage und
metallischumschlossen verbaute Bauteile – übertragen werden.
Betrachtet man den zu realisierenden Abstand zwischen den Referenzbauteilen und
der Leseantenne bei den beiden Identifikationskonzepten, so ergeben sich die in
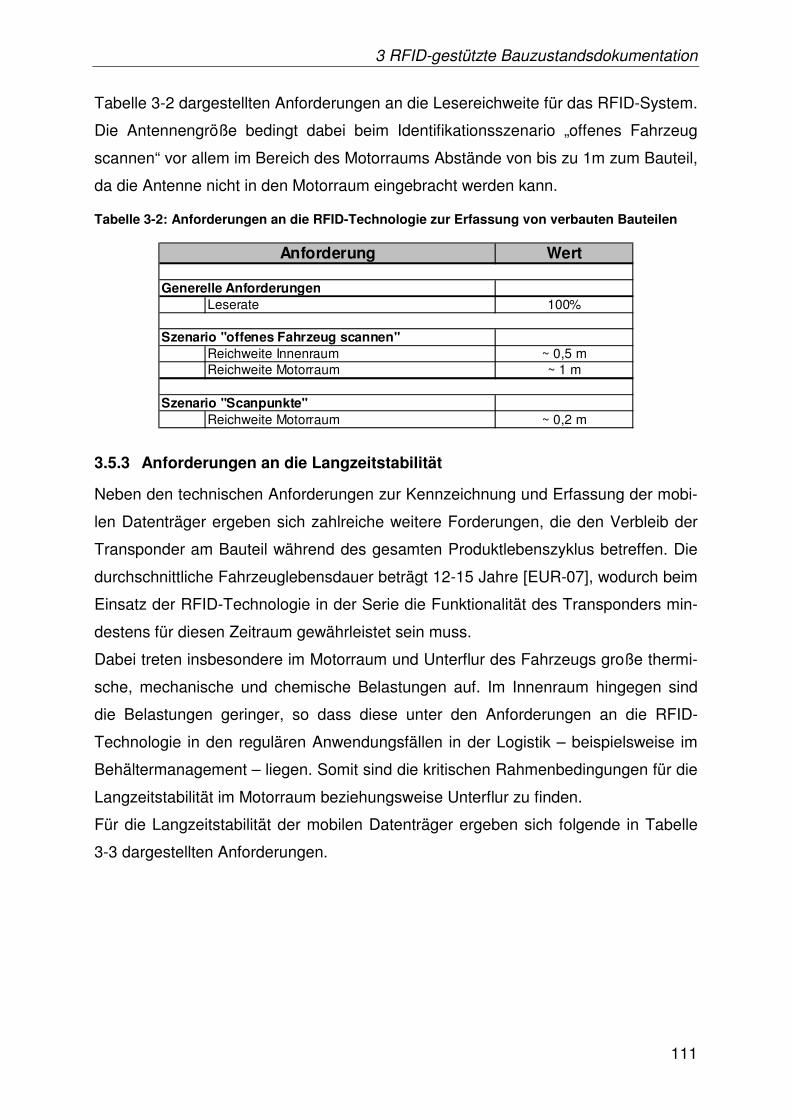
3 RFID-gestützte Bauzustandsdokumentation
111
Tabelle 3-2 dargestellten Anforderungen an die Lesereichweite für das RFID-System.
Die Antennengröße bedingt dabei beim Identifikationsszenario „offenes Fahrzeug
scannen“ vor allem im Bereich des Motorraums Abstände von bis zu 1m zum Bauteil,
da die Antenne nicht in den Motorraum eingebracht werden kann.
Tabelle 3-2: Anforderungen an die RFID-Technologie zur Erfassung von verbauten Bauteilen
Wert
Generelle AnforderungenLeserate 100%
Szenario "offenes Fahrzeug scannen"Reichweite Innenraum ~ 0,5 mReichweite Motorraum ~ 1 m
Szenario "Scanpunkte"Reichweite Motorraum ~ 0,2 m
Anforderung
3.5.3 Anforderungen an die Langzeitstabilität
Neben den technischen Anforderungen zur Kennzeichnung und Erfassung der mobi-
len Datenträger ergeben sich zahlreiche weitere Forderungen, die den Verbleib der
Transponder am Bauteil während des gesamten Produktlebenszyklus betreffen. Die
durchschnittliche Fahrzeuglebensdauer beträgt 12-15 Jahre [EUR-07], wodurch beim
Einsatz der RFID-Technologie in der Serie die Funktionalität des Transponders min-
destens für diesen Zeitraum gewährleistet sein muss.
Dabei treten insbesondere im Motorraum und Unterflur des Fahrzeugs große thermi-
sche, mechanische und chemische Belastungen auf. Im Innenraum hingegen sind
die Belastungen geringer, so dass diese unter den Anforderungen an die RFID-
Technologie in den regulären Anwendungsfällen in der Logistik – beispielsweise im
Behältermanagement – liegen. Somit sind die kritischen Rahmenbedingungen für die
Langzeitstabilität im Motorraum beziehungsweise Unterflur zu finden.
Für die Langzeitstabilität der mobilen Datenträger ergeben sich folgende in Tabelle
3-3 dargestellten Anforderungen.
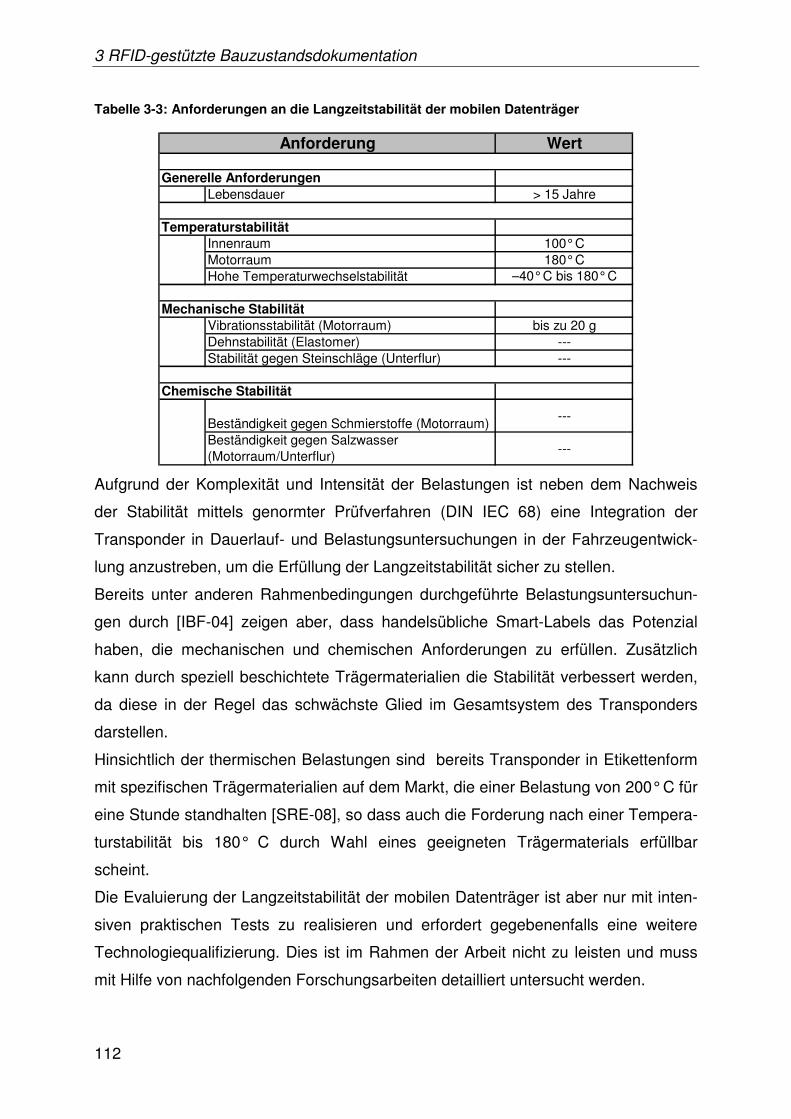
3 RFID-gestützte Bauzustandsdokumentation
112
Tabelle 3-3: Anforderungen an die Langzeitstabilität der mobilen Datenträger
Wert
Generelle AnforderungenLebensdauer > 15 Jahre
TemperaturstabilitätInnenraum 100° CMotorraum 180° CHohe Temperaturwechselstabilität –40° C bis 180° C
Mechanische StabilitätVibrationsstabilität (Motorraum) bis zu 20 gDehnstabilität (Elastomer) ---Stabilität gegen Steinschläge (Unterflur) ---
Chemische Stabilität
Beständigkeit gegen Schmierstoffe (Motorraum)---
Beständigkeit gegen Salzwasser (Motorraum/Unterflur)
---
Anforderung
Aufgrund der Komplexität und Intensität der Belastungen ist neben dem Nachweis
der Stabilität mittels genormter Prüfverfahren (DIN IEC 68) eine Integration der
Transponder in Dauerlauf- und Belastungsuntersuchungen in der Fahrzeugentwick-
lung anzustreben, um die Erfüllung der Langzeitstabilität sicher zu stellen.
Bereits unter anderen Rahmenbedingungen durchgeführte Belastungsuntersuchun-
gen durch [IBF-04] zeigen aber, dass handelsübliche Smart-Labels das Potenzial
haben, die mechanischen und chemischen Anforderungen zu erfüllen. Zusätzlich
kann durch speziell beschichtete Trägermaterialien die Stabilität verbessert werden,
da diese in der Regel das schwächste Glied im Gesamtsystem des Transponders
darstellen.
Hinsichtlich der thermischen Belastungen sind bereits Transponder in Etikettenform
mit spezifischen Trägermaterialien auf dem Markt, die einer Belastung von 200° C für
eine Stunde standhalten [SRE-08], so dass auch die Forderung nach einer Tempera-
turstabilität bis 180° C durch Wahl eines geeigneten Trägermaterials erfüllbar
scheint.
Die Evaluierung der Langzeitstabilität der mobilen Datenträger ist aber nur mit inten-
siven praktischen Tests zu realisieren und erfordert gegebenenfalls eine weitere
Technologiequalifizierung. Dies ist im Rahmen der Arbeit nicht zu leisten und muss
mit Hilfe von nachfolgenden Forschungsarbeiten detailliert untersucht werden.
3 RFID-gestützte Bauzustandsdokumentation
113
3.6 Festlegung der Energieversorgung und der Arbeitsfrequenz
Auf Basis der im vorherigen Abschnitt aufgestellten Anforderungen gilt es im Folgen-
den die beiden für die Leistungsfähigkeit des RFID-Systems charakteristischen
Merkmale Energieversorgung und Arbeitsfrequenz (vgl. Kapitel 2.3) festzulegen, da-
mit im Anschluss die zentralen Handlungsfelder zur Technologiequalifizierung im
Anwendungsfall aufgezeigt werden können.
3.6.1 Energieversorgung
Die Forderung nach einer Aufbauhöhe von weniger als 1mm bei einem Gewicht un-
ter 4 g bedingt zwangsläufig den Einsatz von passiven Datenträgern. Aktive
Transponder können durch die integrierte Batterie diese Anforderungen nicht erfül-
len. Zudem besitzt die integrierte Energieversorgung eine begrenzte Lebensdauer,
die im vorliegenden Anwendungsfall nicht hinzunehmen ist (vgl. Kapitel 3.5.3.)
3.6.2 Arbeitsfrequenz
Aufbauend auf der in Kapitel 2 erläuterten Grundlagen existieren in allen vier Fre-
quenzbereichen LF, HF, UHF und SHF passive Systeme, wodurch grundsätzlich hin-
sichtlich der Bauart alle für die RFID-gestützte Bauzustandsdokumentation geeignet
sind und in die Auswahl der Arbeitsfrequenz mit einbezogen werden.
Die im vorherigen Abschnitt ermittelten generellen Anforderungen und die Erwartun-
gen an die Lesereichweite werden elementar durch die Arbeitsfrequenz bestimmt,
wodurch sie die entscheidenden Kriterien für die Auswahl darstellen.
Die Anforderungen hinsichtlich Speicherbedarf oder Baugröße werden durch den
applizierten Mikrochip beziehungsweise durch die Bauform bestimmt. Dadurch kön-
nen sie für die Auswahl der Arbeitsfrequenz vernachlässigt werden.
Für die genannten zentralen Anforderungen ergibt sich dabei auf Basis der in Kapitel
2 erläuterten Grundlagen und Eigenschaften für die verschiedenen Frequenzberei-
che, die in Tabelle 3-4 dargestellte Eignung für den Anwendungsfall
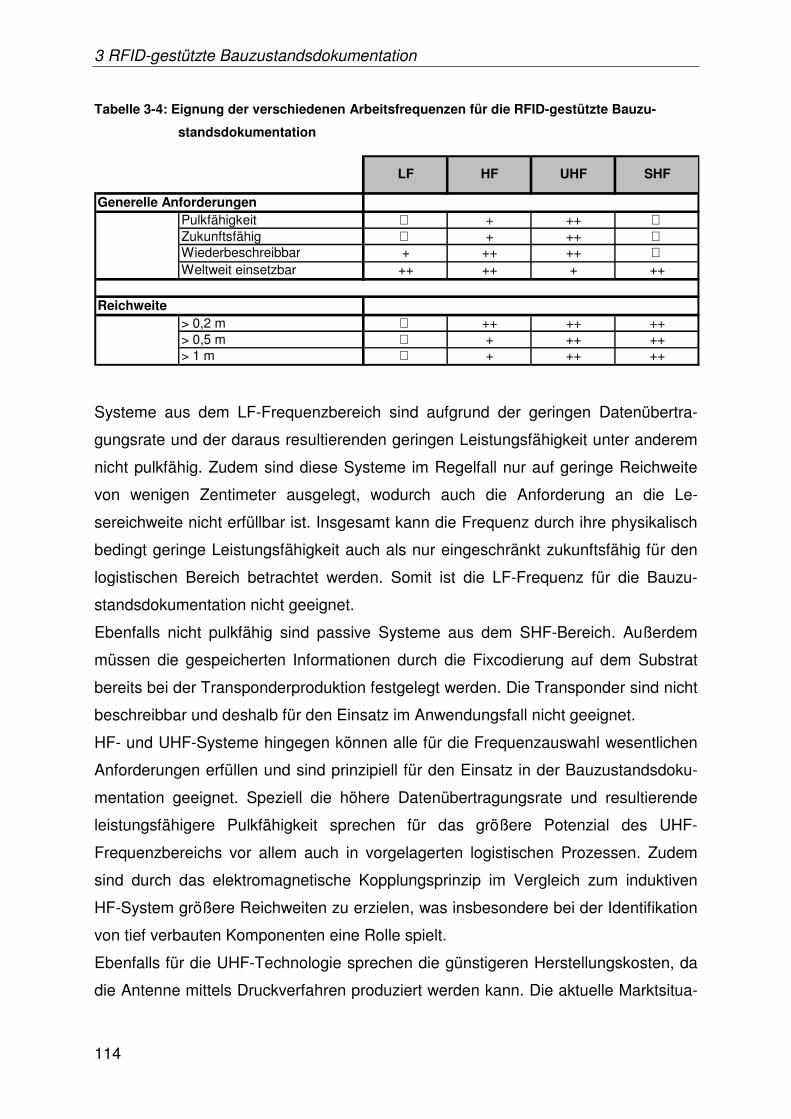
3 RFID-gestützte Bauzustandsdokumentation
114
Tabelle 3-4: Eignung der verschiedenen Arbeitsfrequenzen für die RFID-gestützte Bauzu-
standsdokumentation
Generelle AnforderungenPulkfähigkeit + ++ Zukunftsfähig + ++ Wiederbeschreibbar + ++ ++ Weltweit einsetzbar ++ ++ + ++
> 0,2 m ++ ++ ++> 0,5 m + ++ ++> 1 m + ++ ++
LF HF UHF SHF
Reichweite
Systeme aus dem LF-Frequenzbereich sind aufgrund der geringen Datenübertra-
gungsrate und der daraus resultierenden geringen Leistungsfähigkeit unter anderem
nicht pulkfähig. Zudem sind diese Systeme im Regelfall nur auf geringe Reichweite
von wenigen Zentimeter ausgelegt, wodurch auch die Anforderung an die Le-
sereichweite nicht erfüllbar ist. Insgesamt kann die Frequenz durch ihre physikalisch
bedingt geringe Leistungsfähigkeit auch als nur eingeschränkt zukunftsfähig für den
logistischen Bereich betrachtet werden. Somit ist die LF-Frequenz für die Bauzu-
standsdokumentation nicht geeignet.
Ebenfalls nicht pulkfähig sind passive Systeme aus dem SHF-Bereich. Außerdem
müssen die gespeicherten Informationen durch die Fixcodierung auf dem Substrat
bereits bei der Transponderproduktion festgelegt werden. Die Transponder sind nicht
beschreibbar und deshalb für den Einsatz im Anwendungsfall nicht geeignet.
HF- und UHF-Systeme hingegen können alle für die Frequenzauswahl wesentlichen
Anforderungen erfüllen und sind prinzipiell für den Einsatz in der Bauzustandsdoku-
mentation geeignet. Speziell die höhere Datenübertragungsrate und resultierende
leistungsfähigere Pulkfähigkeit sprechen für das größere Potenzial des UHF-
Frequenzbereichs vor allem auch in vorgelagerten logistischen Prozessen. Zudem
sind durch das elektromagnetische Kopplungsprinzip im Vergleich zum induktiven
HF-System größere Reichweiten zu erzielen, was insbesondere bei der Identifikation
von tief verbauten Komponenten eine Rolle spielt.
Ebenfalls für die UHF-Technologie sprechen die günstigeren Herstellungskosten, da
die Antenne mittels Druckverfahren produziert werden kann. Die aktuelle Marktsitua-
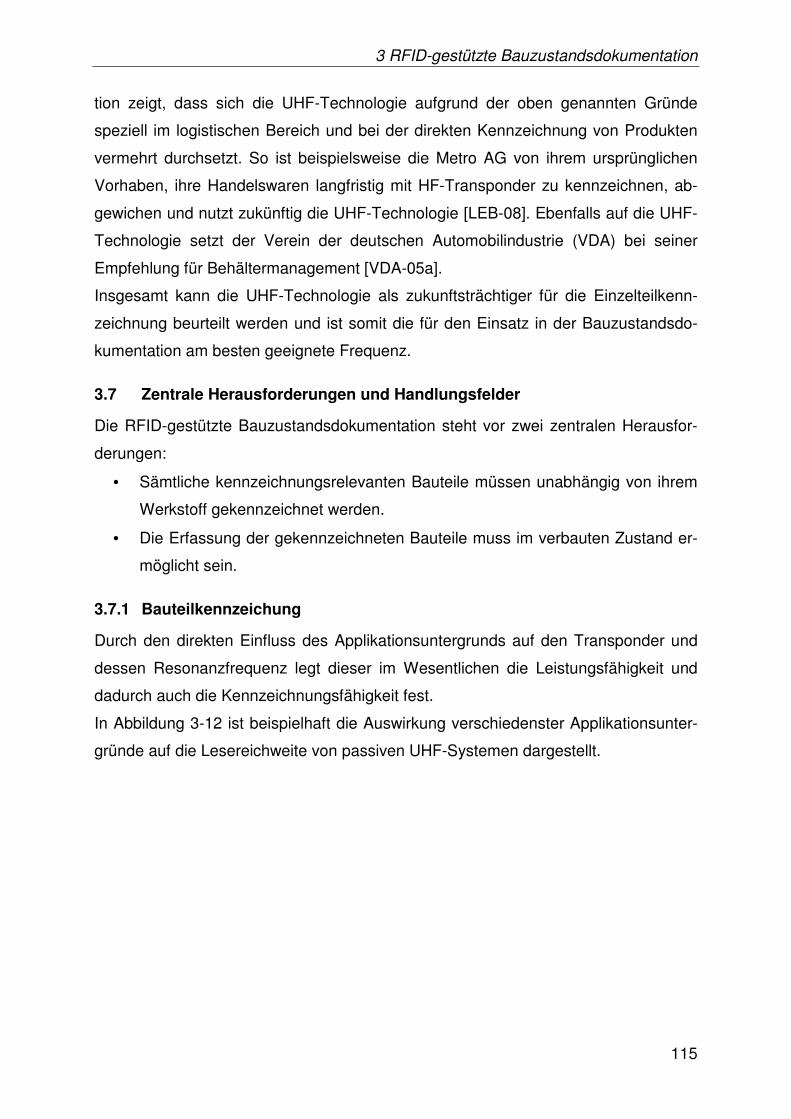
3 RFID-gestützte Bauzustandsdokumentation
115
tion zeigt, dass sich die UHF-Technologie aufgrund der oben genannten Gründe
speziell im logistischen Bereich und bei der direkten Kennzeichnung von Produkten
vermehrt durchsetzt. So ist beispielsweise die Metro AG von ihrem ursprünglichen
Vorhaben, ihre Handelswaren langfristig mit HF-Transponder zu kennzeichnen, ab-
gewichen und nutzt zukünftig die UHF-Technologie [LEB-08]. Ebenfalls auf die UHF-
Technologie setzt der Verein der deutschen Automobilindustrie (VDA) bei seiner
Empfehlung für Behältermanagement [VDA-05a].
Insgesamt kann die UHF-Technologie als zukunftsträchtiger für die Einzelteilkenn-
zeichnung beurteilt werden und ist somit die für den Einsatz in der Bauzustandsdo-
kumentation am besten geeignete Frequenz.
3.7 Zentrale Herausforderungen und Handlungsfelder
Die RFID-gestützte Bauzustandsdokumentation steht vor zwei zentralen Herausfor-
derungen:
• Sämtliche kennzeichnungsrelevanten Bauteile müssen unabhängig von ihrem
Werkstoff gekennzeichnet werden.
• Die Erfassung der gekennzeichneten Bauteile muss im verbauten Zustand er-
möglicht sein.
3.7.1 Bauteilkennzeichung
Durch den direkten Einfluss des Applikationsuntergrunds auf den Transponder und
dessen Resonanzfrequenz legt dieser im Wesentlichen die Leistungsfähigkeit und
dadurch auch die Kennzeichnungsfähigkeit fest.
In Abbildung 3-12 ist beispielhaft die Auswirkung verschiedenster Applikationsunter-
gründe auf die Lesereichweite von passiven UHF-Systemen dargestellt.
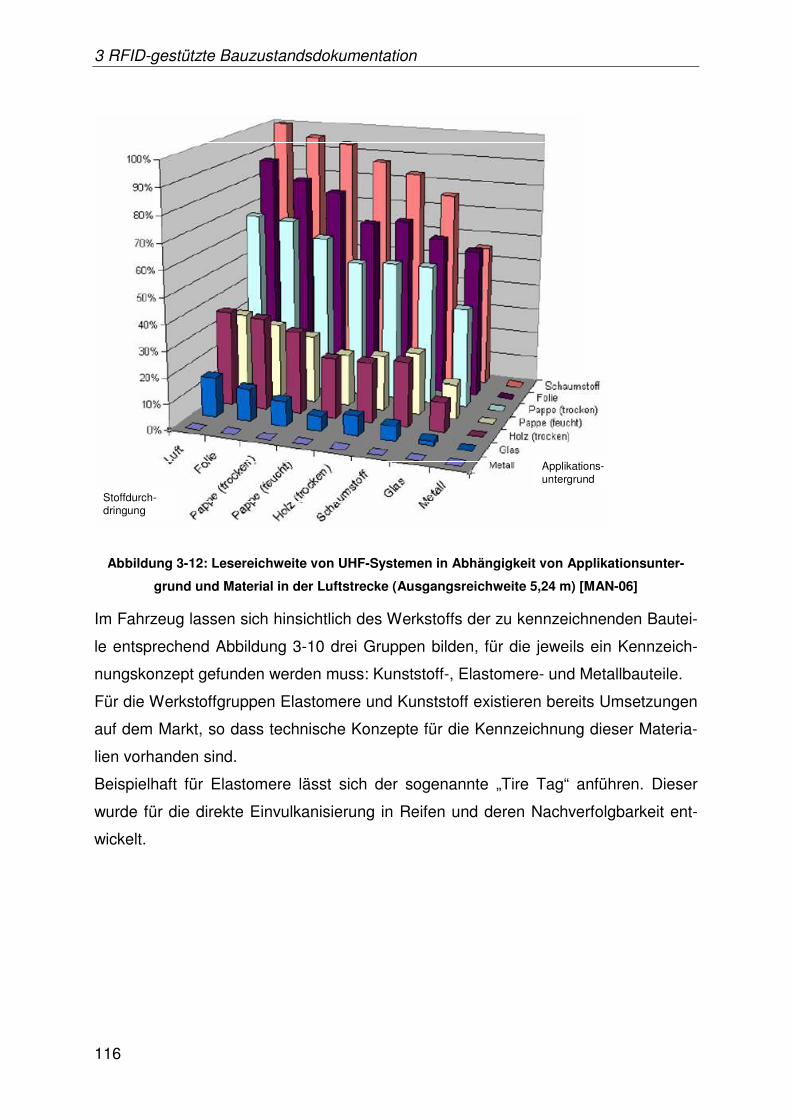
3 RFID-gestützte Bauzustandsdokumentation
116
Stoffdurch-dringung
Applikations-untergrund
Abbildung 3-12: Lesereichweite von UHF-Systemen in Abhängigkeit von Applikationsunter-
grund und Material in der Luftstrecke (Ausgangsreichweite 5,24 m) [MAN-06]
Im Fahrzeug lassen sich hinsichtlich des Werkstoffs der zu kennzeichnenden Bautei-
le entsprechend Abbildung 3-10 drei Gruppen bilden, für die jeweils ein Kennzeich-
nungskonzept gefunden werden muss: Kunststoff-, Elastomere- und Metallbauteile.
Für die Werkstoffgruppen Elastomere und Kunststoff existieren bereits Umsetzungen
auf dem Markt, so dass technische Konzepte für die Kennzeichnung dieser Materia-
lien vorhanden sind.
Beispielhaft für Elastomere lässt sich der sogenannte „Tire Tag“ anführen. Dieser
wurde für die direkte Einvulkanisierung in Reifen und deren Nachverfolgbarkeit ent-
wickelt.
3 RFID-gestützte Bauzustandsdokumentation
117
Abbildung 3-13: Nachverfolgbarkeit von Reifen mit Hilfe der RFID-Technologie [PNE-09]
Kunststoff ist der Standard-Applikationsuntergrund beim RFID-Einsatz im Behälter-
management. Dieses Einsatzszenario ist bereits vielfältig wissenschaftlich untersucht
und im Rahmen von zahlreichen Umsetzungen in der Praxis angekommen [BAC-06,
DES-05, FLO-09, IML-09, RHE-08, RIB-09].
Während für Kunststoff- wie auch Elastomereobjekte auf dem Markt Transponder
verschiedenster Bauformen - unter anderem flache Smart Labels - existieren, ist die
direkte Kennzeichnung von Metall ohne Anpassung nicht möglich (vgl. Abbildung
3-12).
Hier existieren zwar einzelne Lösungen für spezifische Anwendungsfälle, die gene-
relle Kennzeichenbarkeit von metallischen Gegenständen ist aber nicht gegeben.
Dem zu Folge fokussiert sich die Arbeit im Bereich der Bauteilkennzeichnung auf
technische Lösungskonzepte zur Kennzeichnung von metallische Bauteilen.
Dazu werden in Kapitel 4 die derzeit bekannten Möglichkeiten zur Kennzeichnung
metallischer Objekte und deren Leistungsfähigkeit aufgezeigt sowie für das vorlie-
gende Einsatzszenario qualifiziert.
3 RFID-gestützte Bauzustandsdokumentation
118
3.7.2 Bauteilerfassung im verbauten Zustand
Die technische Machbarkeit der Erfassung von mobilen Datenträgern in metallischer
Umgebung ist aufgrund deren Einfluss auf die Systemleistungsfähigkeit – verstärkt
durch die Entstehung von Leselöchern – nicht auf Basis theoretischer Überlegungen
nachzuweisen. Des Weiteren existiert im Rahmen der Forschung oder in der prakti-
schen Umsetzung kein vergleichbares Projekt mit einer ähnlichen Komplexität. Aus
diesem Grund kann nicht auf einem bereits vorhandenen Wissensstand aufgebaut
werden. Somit gilt es die Leistungsfähigkeit und die mögliche Leserate aufbauend
auf den Kennzeichnungs- und Erfassungskonzepte detailliert im praktischen Test zu
evaluieren.
Dazu wird im Kapitel 5 die Leistungsfähigkeit des Szenarios „offenes Fahrzeug
scannen“ hinsichtlich der Erfassung von verbauten Bauteilen im Fahrzeug evaluiert,
während sich Kapitel 6 der Antennengestaltung und Evaluierung für das Szenario
„Scanpunkte„ widmet.
4 Kennzeichnung von metallischen Bauteilen
119
Ein Großteil der eigenschafts- und funktionsbestimmenden sowie sicherheitsrelevan-
ten Bauteile im Fahrzeug bestehen aus Metall. Deshalb ist es zwingend erforderlich,
für den Einsatz der RFID-Technologie zur automatisierten Bauzustandsdokumentati-
on die Applikation der Transponder auf Metall zu ermöglichen.
Für ein besseres Verständnis und als Grundlage für die Qualifizierung der RFID-
Technologie zur Kennzeichnung von metallischen Bauteilen werden zu Beginn die-
ses Kapitels die dabei wesentlichen physikalischen Einflüsse auf Basis der bereits
beschriebenen physikalischen Grundlagen erläutert. Darauf aufbauend erfolgt im
Anschluss eine Vorstellung von derzeit am Markt vorhandenen Konzepten zur Kenn-
zeichnung leitfähiger Materialien sowie eine praktische Bewertung deren Leistungs-
fähigkeit. Auf Grundlage dieser Evaluierung und der ermittelten Anforderungen für
den Einsatz der Technologie im Bereich der Bauzustandsdokumentation wird ein ge-
eignetes Konzept ausgewählt und weiter qualifiziert sowie die technische Machbar-
keit bezogen auf die Anforderungen nachgewiesen.
Der Aufbau des Kapitels ist in Abbildung 4-1 zusammengefasst.
4 Kennzeichnung von metallischen Bauteilen
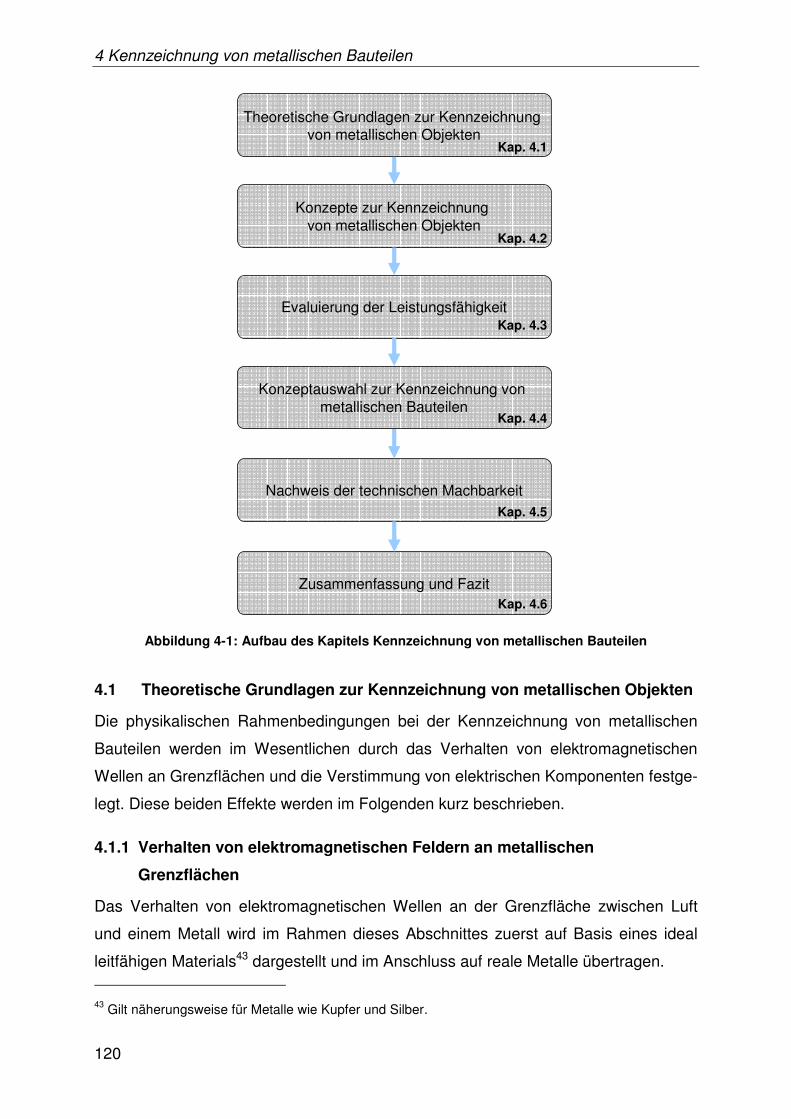
4 Kennzeichnung von metallischen Bauteilen
120
Theoretische Grundlagen zur Kennzeichnung von metallischen Objekten
Konzepte zur Kennzeichnung von metallischen Objekten
Evaluierung der Leistungsfähigkeit
Konzeptauswahl zur Kennzeichnung von metallischen Bauteilen
Kap. 4.1
Kap. 4.2
Kap. 4.3
Kap. 4.4
Nachweis der technischen MachbarkeitKap. 4.5
Zusammenfassung und FazitKap. 4.6
Abbildung 4-1: Aufbau des Kapitels Kennzeichnung von metallischen Bauteilen
4.1 Theoretische Grundlagen zur Kennzeichnung von metallischen Objekten
Die physikalischen Rahmenbedingungen bei der Kennzeichnung von metallischen
Bauteilen werden im Wesentlichen durch das Verhalten von elektromagnetischen
Wellen an Grenzflächen und die Verstimmung von elektrischen Komponenten festge-
legt. Diese beiden Effekte werden im Folgenden kurz beschrieben.
4.1.1 Verhalten von elektromagnetischen Feldern an metallischen
Grenzflächen
Das Verhalten von elektromagnetischen Wellen an der Grenzfläche zwischen Luft
und einem Metall wird im Rahmen dieses Abschnittes zuerst auf Basis eines ideal
leitfähigen Materials43 dargestellt und im Anschluss auf reale Metalle übertragen. 43 Gilt näherungsweise für Metalle wie Kupfer und Silber.
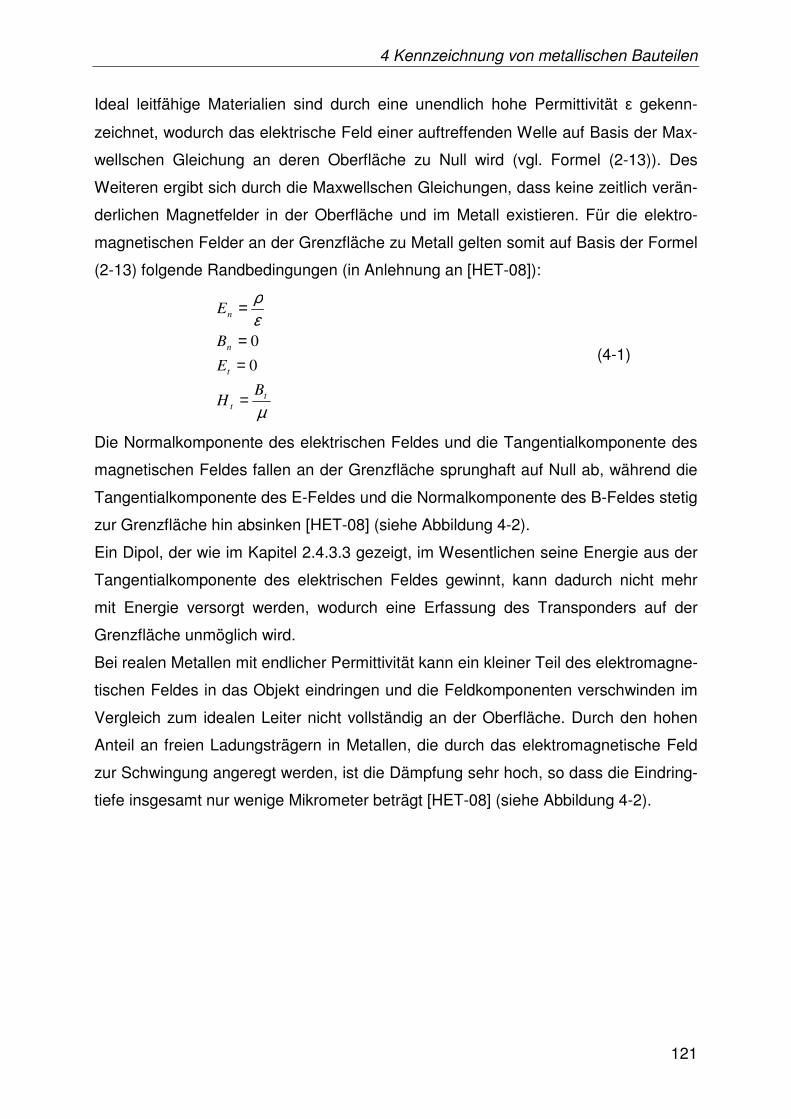
4 Kennzeichnung von metallischen Bauteilen
121
Ideal leitfähige Materialien sind durch eine unendlich hohe Permittivität ε gekenn-
zeichnet, wodurch das elektrische Feld einer auftreffenden Welle auf Basis der Max-
wellschen Gleichung an deren Oberfläche zu Null wird (vgl. Formel (2-13)). Des
Weiteren ergibt sich durch die Maxwellschen Gleichungen, dass keine zeitlich verän-
derlichen Magnetfelder in der Oberfläche und im Metall existieren. Für die elektro-
magnetischen Felder an der Grenzfläche zu Metall gelten somit auf Basis der Formel
(2-13) folgende Randbedingungen (in Anlehnung an [HET-08]):
µ
ερ
t
t
t
n
n
BH
E
B
E
=
==
=
0
0 (4-1)
Die Normalkomponente des elektrischen Feldes und die Tangentialkomponente des
magnetischen Feldes fallen an der Grenzfläche sprunghaft auf Null ab, während die
Tangentialkomponente des E-Feldes und die Normalkomponente des B-Feldes stetig
zur Grenzfläche hin absinken [HET-08] (siehe Abbildung 4-2).
Ein Dipol, der wie im Kapitel 2.4.3.3 gezeigt, im Wesentlichen seine Energie aus der
Tangentialkomponente des elektrischen Feldes gewinnt, kann dadurch nicht mehr
mit Energie versorgt werden, wodurch eine Erfassung des Transponders auf der
Grenzfläche unmöglich wird.
Bei realen Metallen mit endlicher Permittivität kann ein kleiner Teil des elektromagne-
tischen Feldes in das Objekt eindringen und die Feldkomponenten verschwinden im
Vergleich zum idealen Leiter nicht vollständig an der Oberfläche. Durch den hohen
Anteil an freien Ladungsträgern in Metallen, die durch das elektromagnetische Feld
zur Schwingung angeregt werden, ist die Dämpfung sehr hoch, so dass die Eindring-
tiefe insgesamt nur wenige Mikrometer beträgt [HET-08] (siehe Abbildung 4-2).
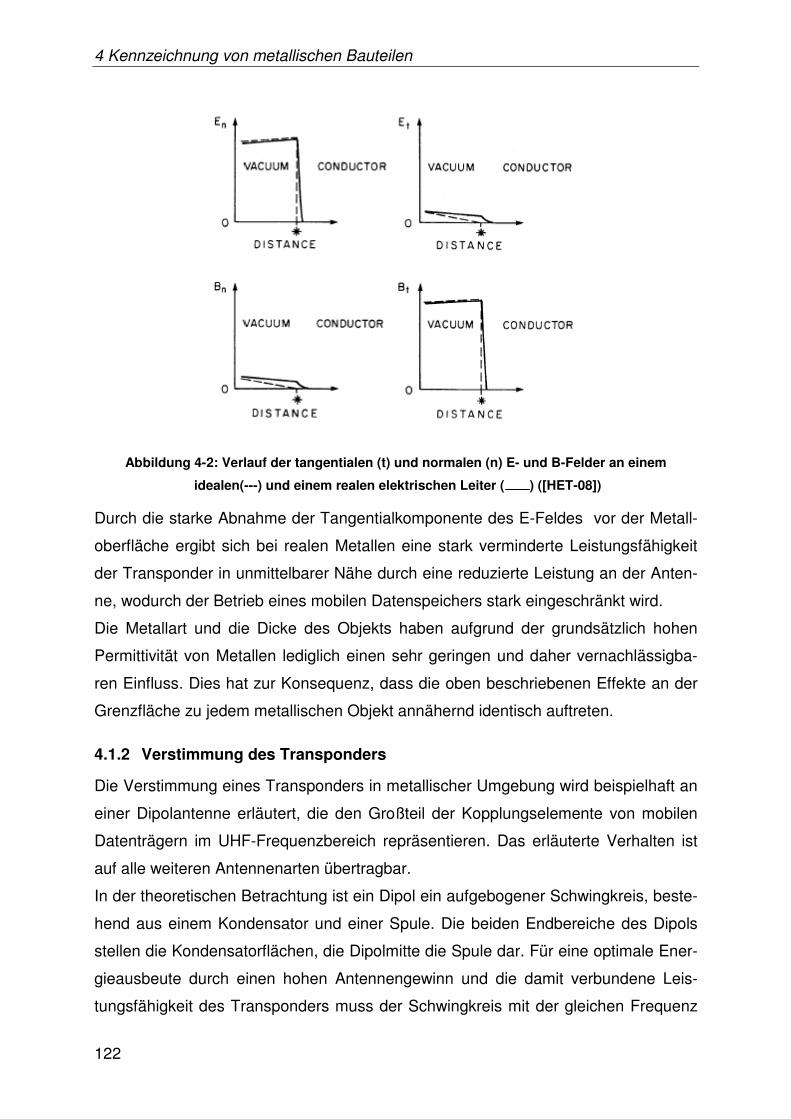
4 Kennzeichnung von metallischen Bauteilen
122
Abbildung 4-2: Verlauf der tangentialen (t) und normalen (n) E- und B-Felder an einem
idealen(---) und einem realen elektrischen Leiter ( ) ([HET-08])
Durch die starke Abnahme der Tangentialkomponente des E-Feldes vor der Metall-
oberfläche ergibt sich bei realen Metallen eine stark verminderte Leistungsfähigkeit
der Transponder in unmittelbarer Nähe durch eine reduzierte Leistung an der Anten-
ne, wodurch der Betrieb eines mobilen Datenspeichers stark eingeschränkt wird.
Die Metallart und die Dicke des Objekts haben aufgrund der grundsätzlich hohen
Permittivität von Metallen lediglich einen sehr geringen und daher vernachlässigba-
ren Einfluss. Dies hat zur Konsequenz, dass die oben beschriebenen Effekte an der
Grenzfläche zu jedem metallischen Objekt annähernd identisch auftreten.
4.1.2 Verstimmung des Transponders
Die Verstimmung eines Transponders in metallischer Umgebung wird beispielhaft an
einer Dipolantenne erläutert, die den Großteil der Kopplungselemente von mobilen
Datenträgern im UHF-Frequenzbereich repräsentieren. Das erläuterte Verhalten ist
auf alle weiteren Antennenarten übertragbar.
In der theoretischen Betrachtung ist ein Dipol ein aufgebogener Schwingkreis, beste-
hend aus einem Kondensator und einer Spule. Die beiden Endbereiche des Dipols
stellen die Kondensatorflächen, die Dipolmitte die Spule dar. Für eine optimale Ener-
gieausbeute durch einen hohen Antennengewinn und die damit verbundene Leis-
tungsfähigkeit des Transponders muss der Schwingkreis mit der gleichen Frequenz
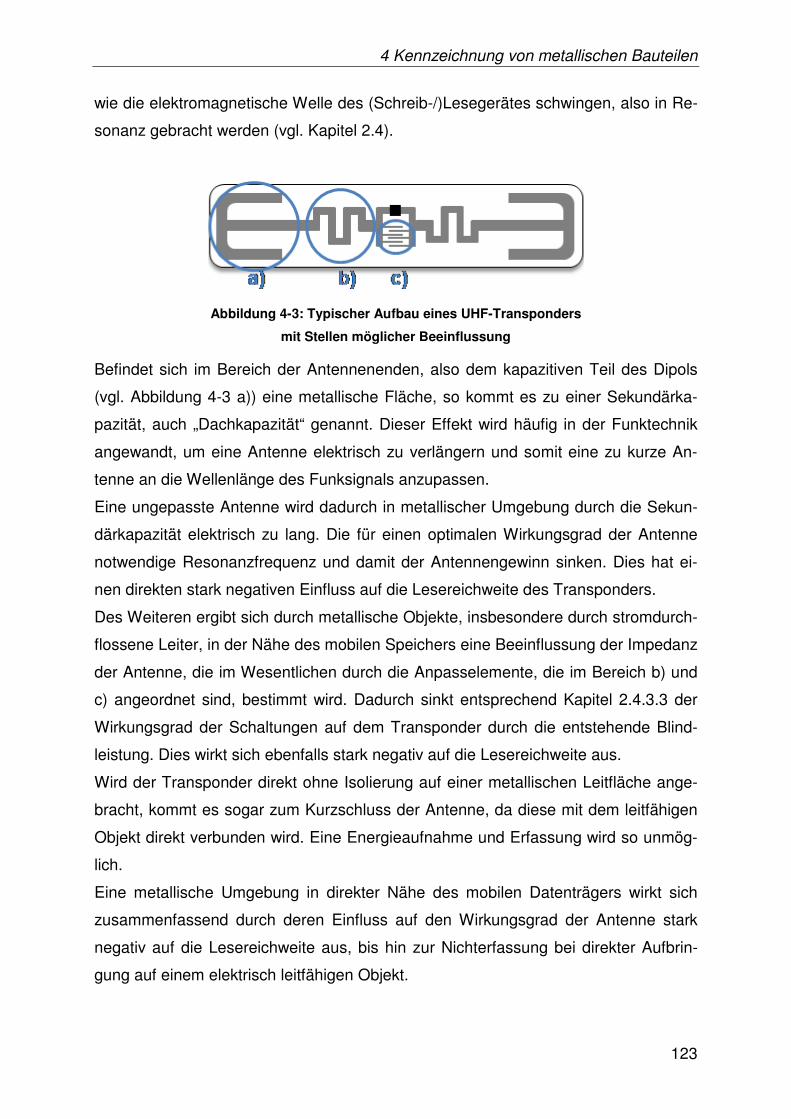
4 Kennzeichnung von metallischen Bauteilen
123
wie die elektromagnetische Welle des (Schreib-/)Lesegerätes schwingen, also in Re-
sonanz gebracht werden (vgl. Kapitel 2.4).
Abbildung 4-3: Typischer Aufbau eines UHF-Transponders
mit Stellen möglicher Beeinflussung
Befindet sich im Bereich der Antennenenden, also dem kapazitiven Teil des Dipols
(vgl. Abbildung 4-3 a)) eine metallische Fläche, so kommt es zu einer Sekundärka-
pazität, auch „Dachkapazität“ genannt. Dieser Effekt wird häufig in der Funktechnik
angewandt, um eine Antenne elektrisch zu verlängern und somit eine zu kurze An-
tenne an die Wellenlänge des Funksignals anzupassen.
Eine ungepasste Antenne wird dadurch in metallischer Umgebung durch die Sekun-
därkapazität elektrisch zu lang. Die für einen optimalen Wirkungsgrad der Antenne
notwendige Resonanzfrequenz und damit der Antennengewinn sinken. Dies hat ei-
nen direkten stark negativen Einfluss auf die Lesereichweite des Transponders.
Des Weiteren ergibt sich durch metallische Objekte, insbesondere durch stromdurch-
flossene Leiter, in der Nähe des mobilen Speichers eine Beeinflussung der Impedanz
der Antenne, die im Wesentlichen durch die Anpasselemente, die im Bereich b) und
c) angeordnet sind, bestimmt wird. Dadurch sinkt entsprechend Kapitel 2.4.3.3 der
Wirkungsgrad der Schaltungen auf dem Transponder durch die entstehende Blind-
leistung. Dies wirkt sich ebenfalls stark negativ auf die Lesereichweite aus.
Wird der Transponder direkt ohne Isolierung auf einer metallischen Leitfläche ange-
bracht, kommt es sogar zum Kurzschluss der Antenne, da diese mit dem leitfähigen
Objekt direkt verbunden wird. Eine Energieaufnahme und Erfassung wird so unmög-
lich.
Eine metallische Umgebung in direkter Nähe des mobilen Datenträgers wirkt sich
zusammenfassend durch deren Einfluss auf den Wirkungsgrad der Antenne stark
negativ auf die Lesereichweite aus, bis hin zur Nichterfassung bei direkter Aufbrin-
gung auf einem elektrisch leitfähigen Objekt.
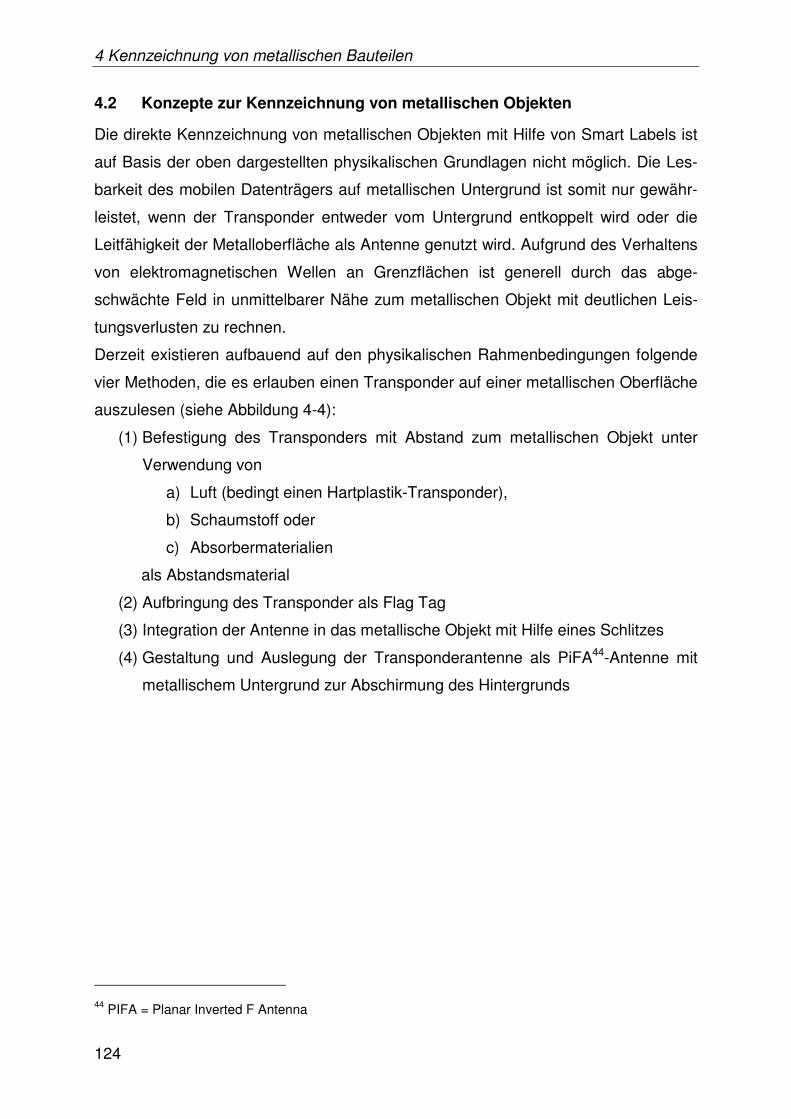
4 Kennzeichnung von metallischen Bauteilen
124
4.2 Konzepte zur Kennzeichnung von metallischen Objekten
Die direkte Kennzeichnung von metallischen Objekten mit Hilfe von Smart Labels ist
auf Basis der oben dargestellten physikalischen Grundlagen nicht möglich. Die Les-
barkeit des mobilen Datenträgers auf metallischen Untergrund ist somit nur gewähr-
leistet, wenn der Transponder entweder vom Untergrund entkoppelt wird oder die
Leitfähigkeit der Metalloberfläche als Antenne genutzt wird. Aufgrund des Verhaltens
von elektromagnetischen Wellen an Grenzflächen ist generell durch das abge-
schwächte Feld in unmittelbarer Nähe zum metallischen Objekt mit deutlichen Leis-
tungsverlusten zu rechnen.
Derzeit existieren aufbauend auf den physikalischen Rahmenbedingungen folgende
vier Methoden, die es erlauben einen Transponder auf einer metallischen Oberfläche
auszulesen (siehe Abbildung 4-4):
(1) Befestigung des Transponders mit Abstand zum metallischen Objekt unter
Verwendung von
a) Luft (bedingt einen Hartplastik-Transponder),
b) Schaumstoff oder
c) Absorbermaterialien
als Abstandsmaterial
(2) Aufbringung des Transponder als Flag Tag
(3) Integration der Antenne in das metallische Objekt mit Hilfe eines Schlitzes
(4) Gestaltung und Auslegung der Transponderantenne als PiFA44-Antenne mit
metallischem Untergrund zur Abschirmung des Hintergrunds
44 PIFA = Planar Inverted F Antenna
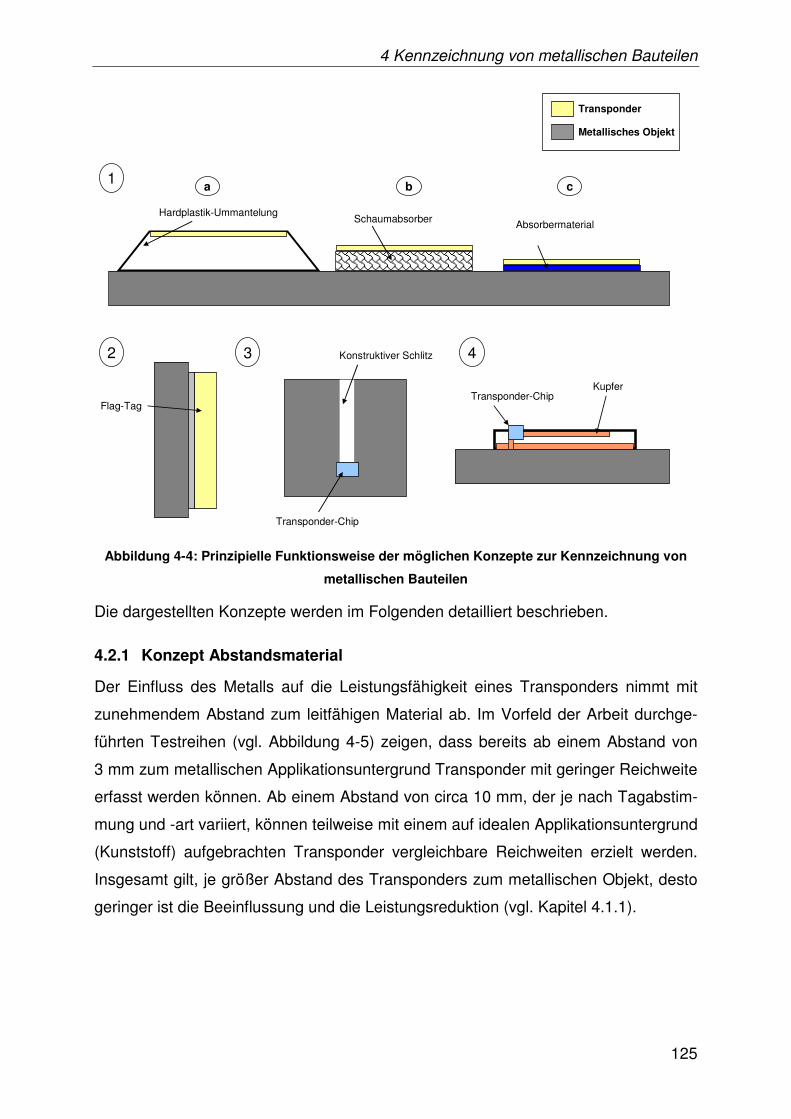
4 Kennzeichnung von metallischen Bauteilen
125
1
2
Transponder
Metallisches Objekt
Hardplastik-Ummantelung
a b c
Schaumabsorber Absorbermaterial
Flag-Tag
4
Transponder-ChipKupfer
3 Konstruktiver Schlitz
Transponder-Chip
Abbildung 4-4: Prinzipielle Funktionsweise der möglichen Konzepte zur Kennzeichnung von
metallischen Bauteilen
Die dargestellten Konzepte werden im Folgenden detailliert beschrieben.
4.2.1 Konzept Abstandsmaterial
Der Einfluss des Metalls auf die Leistungsfähigkeit eines Transponders nimmt mit
zunehmendem Abstand zum leitfähigen Material ab. Im Vorfeld der Arbeit durchge-
führten Testreihen (vgl. Abbildung 4-5) zeigen, dass bereits ab einem Abstand von
3 mm zum metallischen Applikationsuntergrund Transponder mit geringer Reichweite
erfasst werden können. Ab einem Abstand von circa 10 mm, der je nach Tagabstim-
mung und -art variiert, können teilweise mit einem auf idealen Applikationsuntergrund
(Kunststoff) aufgebrachten Transponder vergleichbare Reichweiten erzielt werden.
Insgesamt gilt, je größer Abstand des Transponders zum metallischen Objekt, desto
geringer ist die Beeinflussung und die Leistungsreduktion (vgl. Kapitel 4.1.1).
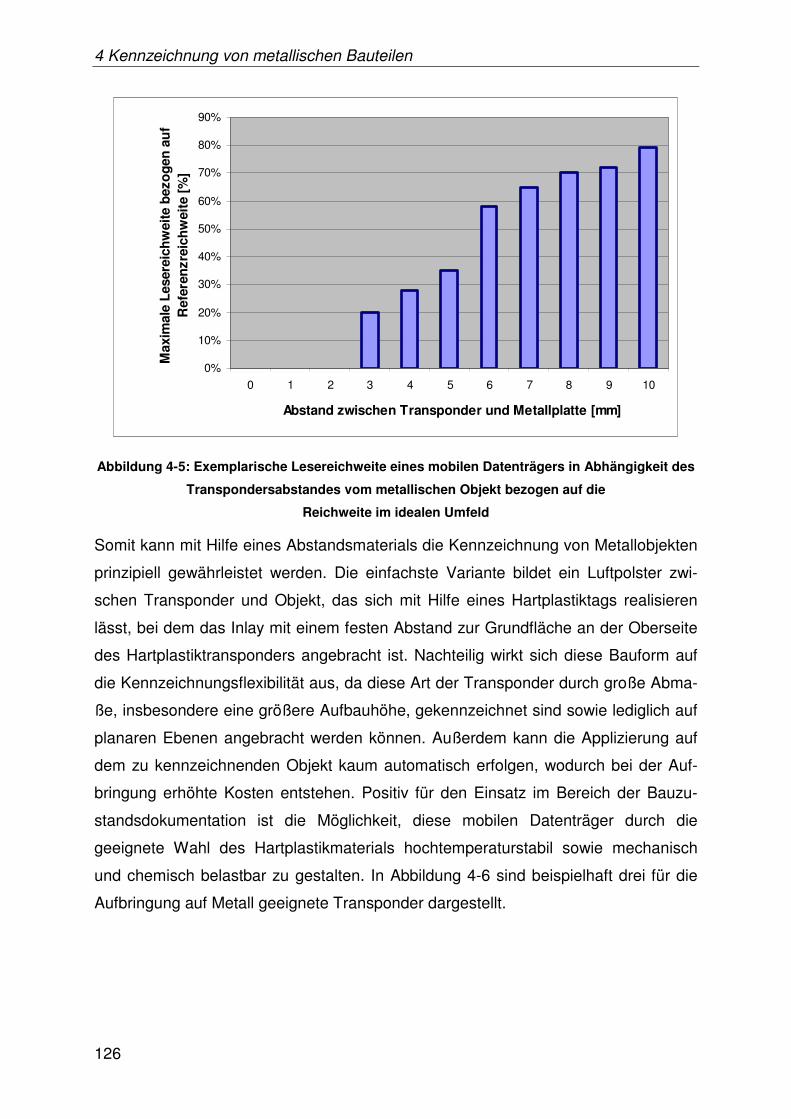
4 Kennzeichnung von metallischen Bauteilen
126
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
0 1 2 3 4 5 6 7 8 9 10
Abstand zwischen Transponder und Metallplatte [mm]
Max
imal
e L
eser
eich
wei
te b
ezo
gen
au
f R
efer
enzr
eich
wei
te [
%]
Abbildung 4-5: Exemplarische Lesereichweite eines mobilen Datenträgers in Abhängigkeit des
Transpondersabstandes vom metallischen Objekt bezogen auf die
Reichweite im idealen Umfeld
Somit kann mit Hilfe eines Abstandsmaterials die Kennzeichnung von Metallobjekten
prinzipiell gewährleistet werden. Die einfachste Variante bildet ein Luftpolster zwi-
schen Transponder und Objekt, das sich mit Hilfe eines Hartplastiktags realisieren
lässt, bei dem das Inlay mit einem festen Abstand zur Grundfläche an der Oberseite
des Hartplastiktransponders angebracht ist. Nachteilig wirkt sich diese Bauform auf
die Kennzeichnungsflexibilität aus, da diese Art der Transponder durch große Abma-
ße, insbesondere eine größere Aufbauhöhe, gekennzeichnet sind sowie lediglich auf
planaren Ebenen angebracht werden können. Außerdem kann die Applizierung auf
dem zu kennzeichnenden Objekt kaum automatisch erfolgen, wodurch bei der Auf-
bringung erhöhte Kosten entstehen. Positiv für den Einsatz im Bereich der Bauzu-
standsdokumentation ist die Möglichkeit, diese mobilen Datenträger durch die
geeignete Wahl des Hartplastikmaterials hochtemperaturstabil sowie mechanisch
und chemisch belastbar zu gestalten. In Abbildung 4-6 sind beispielhaft drei für die
Aufbringung auf Metall geeignete Transponder dargestellt.

4 Kennzeichnung von metallischen Bauteilen
127
Abmaße: 123 x 30 x 8 mm Abmaße: 180 x 43 x 15 mmAbmaße: 158 x 22 x 18 mm
Abbildung 4-6: Hartplastiktransponder zur Aufbringung auf metallischen
Oberflächen [HAT-08, DEI-08, SRE-08]
Um die Aufbringung des mobilen Datenträgers auf gekrümmten Flächen zu ermögli-
chen, kann das Luftpolster auch durch einen wasserfreien Spezial-Schaumstoff mit
geringen dielektrischen Eigenschaften ersetzt werden (vgl. Abbildung 4-7). Durch die
Fixierung der Luftmoleküle zeigt der Spezial-Schaumstoff bezogen auf die Abschir-
mung des Transponders gegenüber dem metallischen Objekt vergleichbare Eigen-
schaften wie Luft [PAX-08]. Die Paxar Central Europe GmbH bietet das Material
beispielsweise mit einer Stärke von 3 bis 8 mm an. Durch die Beibehaltung der Eti-
kettenform können unterschiedlichste Flächen gekennzeichnet werden und die Her-
stellung kann zudem kostengünstig erfolgen. Das Material ist leicht und elastisch,
wodurch bei der Verwendung eines entsprechenden Klebers eine gewisse mechani-
sche Stabilität gewährleistet werden kann. Negativ bei diesem Konzept ist der hohe
Aufbau bedingt durch das Abstandsmaterial. Darüber hinaus kann eine hohe chemi-
sche und thermische Belastbarkeit mit dem Material nicht realisiert werden.
Abbildung 4-7: Space-Tag der Firma Paxar [PAX-08]
Zur Reduktion der Stärke des benötigen Abstandsmaterials kann der Schaumstoff
durch ein spezifisches Absorbermaterial mit einer hohen Permittivität ersetzt werden.
Laut Formel (2-15) verringert sich dadurch die Ausbreitungsgeschwindigkeit der
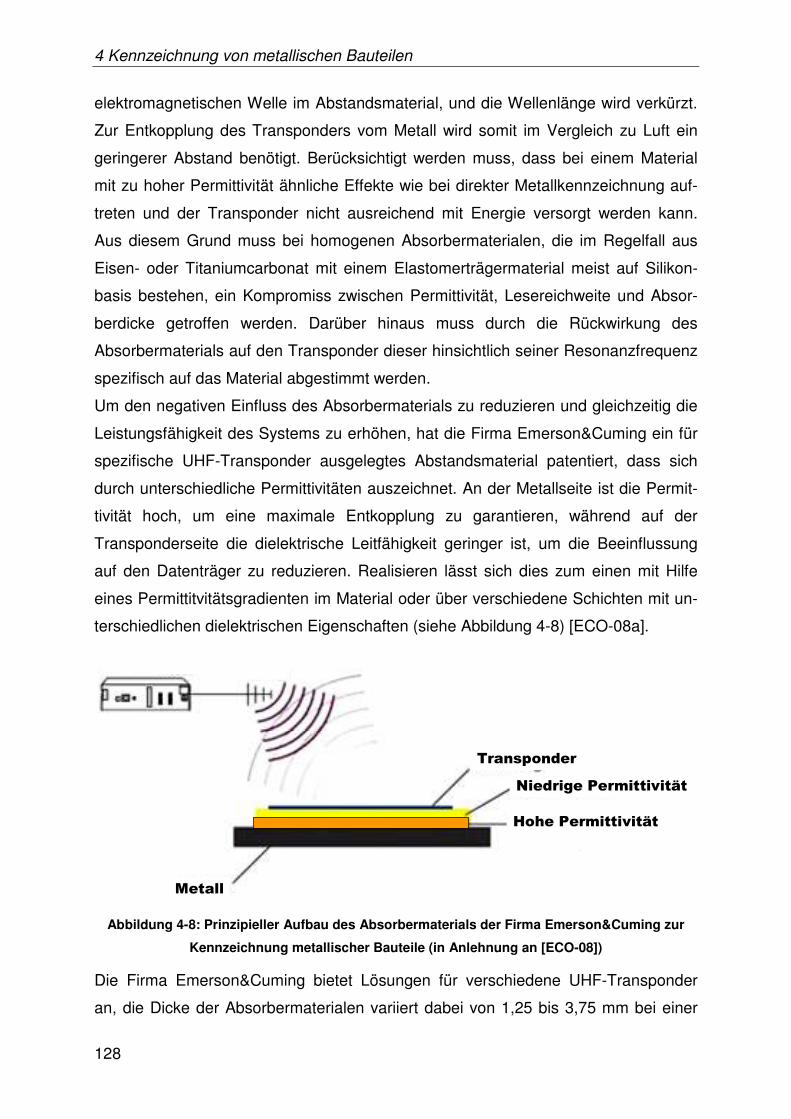
4 Kennzeichnung von metallischen Bauteilen
128
elektromagnetischen Welle im Abstandsmaterial, und die Wellenlänge wird verkürzt.
Zur Entkopplung des Transponders vom Metall wird somit im Vergleich zu Luft ein
geringerer Abstand benötigt. Berücksichtigt werden muss, dass bei einem Material
mit zu hoher Permittivität ähnliche Effekte wie bei direkter Metallkennzeichnung auf-
treten und der Transponder nicht ausreichend mit Energie versorgt werden kann.
Aus diesem Grund muss bei homogenen Absorbermaterialen, die im Regelfall aus
Eisen- oder Titaniumcarbonat mit einem Elastomerträgermaterial meist auf Silikon-
basis bestehen, ein Kompromiss zwischen Permittivität, Lesereichweite und Absor-
berdicke getroffen werden. Darüber hinaus muss durch die Rückwirkung des
Absorbermaterials auf den Transponder dieser hinsichtlich seiner Resonanzfrequenz
spezifisch auf das Material abgestimmt werden.
Um den negativen Einfluss des Absorbermaterials zu reduzieren und gleichzeitig die
Leistungsfähigkeit des Systems zu erhöhen, hat die Firma Emerson&Cuming ein für
spezifische UHF-Transponder ausgelegtes Abstandsmaterial patentiert, dass sich
durch unterschiedliche Permittivitäten auszeichnet. An der Metallseite ist die Permit-
tivität hoch, um eine maximale Entkopplung zu garantieren, während auf der
Transponderseite die dielektrische Leitfähigkeit geringer ist, um die Beeinflussung
auf den Datenträger zu reduzieren. Realisieren lässt sich dies zum einen mit Hilfe
eines Permittitvitätsgradienten im Material oder über verschiedene Schichten mit un-
terschiedlichen dielektrischen Eigenschaften (siehe Abbildung 4-8) [ECO-08a].
Metall
Transponder
Niedrige Permittivität
Hohe Permittivität
Abbildung 4-8: Prinzipieller Aufbau des Absorbermaterials der Firma Emerson&Cuming zur
Kennzeichnung metallischer Bauteile (in Anlehnung an [ECO-08])
Die Firma Emerson&Cuming bietet Lösungen für verschiedene UHF-Transponder
an, die Dicke der Absorbermaterialen variiert dabei von 1,25 bis 3,75 mm bei einer

4 Kennzeichnung von metallischen Bauteilen
129
Lesereichweite nach Herstellerangaben von 1,2 bis 3,4 m [ECO-08]. Durch das Sili-
konträgermaterial bietet das Absorbermaterial eine hohe Flexibilität und Bauteile oh-
ne große planare Flächen können bei gleichzeitig geringer Aufbauhöhe
gekennzeichnet werden.
4.2.2 Konzept Flag Tag
Ein vor allem in der Verpackungslogistik angewandtes Konzept zur Kennzeichnung
von Umverpackungen ist der Flag Tag (vgl. Abbildung 4-9), der eine Lesbarkeit un-
abhängig von Inhaltsstoffen gewährleistet. Der Transponder wird vergleichbar zu ei-
ner Fahne senkrecht zur Verpackung aufgestellt. Dadurch ist grundsätzlich ein fester
Abstand zu den Inhaltsstoffen gegeben und lediglich eine geringe Beeinflussung auf
die Leistungsfähigkeit vorhanden.
Zum Einsatz kommen dabei handelsübliche Inlays, die auf einem großen abknickba-
ren Etikett aufgebracht werden.
Abbildung 4-9: Beispiel für einen Flag Tag und dessen Aufbringung mit Hilfe eines Ettiketierers
[BUK-08, LGP-08]
Dieses Verfahren kann auch auf die Labelung von Bauteilen übertragen werden, ist
aber durch das abstehende Etikett zum einen durch sehr große Abmaße gekenn-
zeichnet und zum anderen anfällig für mechanische Belastungen, insbesondere für
Abscherung. Zudem können bei diesem Verfahren lediglich planare Flächen gekenn-
zeichnet werden, und die Aufbringung ist bei Fahrzeugbauteilen im Gegensatz zur
Kennzeichnung von kubischen Verpackungen (vgl. Abbildung 4-9) nur schwer auto-
matisierbar.
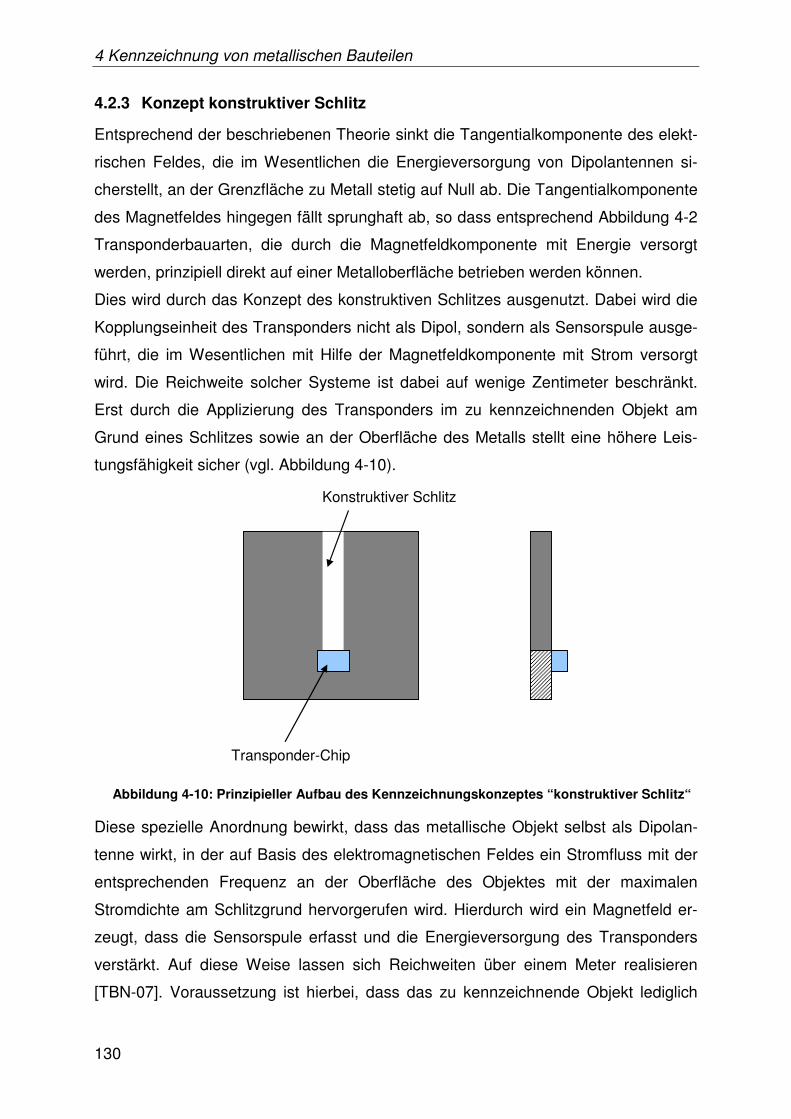
4 Kennzeichnung von metallischen Bauteilen
130
4.2.3 Konzept konstruktiver Schlitz
Entsprechend der beschriebenen Theorie sinkt die Tangentialkomponente des elekt-
rischen Feldes, die im Wesentlichen die Energieversorgung von Dipolantennen si-
cherstellt, an der Grenzfläche zu Metall stetig auf Null ab. Die Tangentialkomponente
des Magnetfeldes hingegen fällt sprunghaft ab, so dass entsprechend Abbildung 4-2
Transponderbauarten, die durch die Magnetfeldkomponente mit Energie versorgt
werden, prinzipiell direkt auf einer Metalloberfläche betrieben werden können.
Dies wird durch das Konzept des konstruktiven Schlitzes ausgenutzt. Dabei wird die
Kopplungseinheit des Transponders nicht als Dipol, sondern als Sensorspule ausge-
führt, die im Wesentlichen mit Hilfe der Magnetfeldkomponente mit Strom versorgt
wird. Die Reichweite solcher Systeme ist dabei auf wenige Zentimeter beschränkt.
Erst durch die Applizierung des Transponders im zu kennzeichnenden Objekt am
Grund eines Schlitzes sowie an der Oberfläche des Metalls stellt eine höhere Leis-
tungsfähigkeit sicher (vgl. Abbildung 4-10).
Konstruktiver Schlitz
Transponder-Chip
Abbildung 4-10: Prinzipieller Aufbau des Kennzeichnungskonzeptes “konstruktiver Schlitz“
Diese spezielle Anordnung bewirkt, dass das metallische Objekt selbst als Dipolan-
tenne wirkt, in der auf Basis des elektromagnetischen Feldes ein Stromfluss mit der
entsprechenden Frequenz an der Oberfläche des Objektes mit der maximalen
Stromdichte am Schlitzgrund hervorgerufen wird. Hierdurch wird ein Magnetfeld er-
zeugt, dass die Sensorspule erfasst und die Energieversorgung des Transponders
verstärkt. Auf diese Weise lassen sich Reichweiten über einem Meter realisieren
[TBN-07]. Voraussetzung ist hierbei, dass das zu kennzeichnende Objekt lediglich
4 Kennzeichnung von metallischen Bauteilen
131
eine minimale Dicke aufweist. Das Verfahren ist somit insbesondere für Blechteile
oder Blisterverpackungen geeignet (vgl. Abbildung 4-10). Die Firma TBN GmbH, die
das Konzept patentiert hat, empfiehlt als Schlitzmaße bei einer Frequenz von 868
MHz eine Tiefe von 60 mm und eine Breite von 2 bis 6 mm [TBN-07].
Bei der vorliegenden Anwendung ist für die Funktionsweise dieses Prinzips eine kon-
struktive Änderung der Bauteile zur Einbringung des Schlitzes unabdingbar, wodurch
die Geometrie und die Bauteileigenschaften, insbesondere die Materialfestigkeit,
stark beeinflusst werden. Speziell bei sicherheitsrelevanten Bauteilen, die im Fokus
der Verfolgung im Versuchsbetrieb und in der Produktion stehen, würden Sollbruch-
stellen entstehen. Zudem ist das Konzept nur bei blechähnlichen dünnen Bauteilen
anwendbar und die Lage und Tiefe des Schlitzes muss individuell festgelegt werden.
In der Konstruktion entsteht dadurch ein hoher zusätzlicher Aufwand, was sich bei
der Fertigung und der Einbringung des Transponders fortsetzt. Das Prinzip ist somit
zur Kennzeichnung der Bauteile im Anwendungsfall der RFID-gestützten Bauzu-
standsdokumentation nicht geeignet und wird im Folgenden vernachlässigt.
4.2.4 Konzept PIFA-Antenne
Die PIFA-Antenne besteht im Wesentlichen aus einem rechteckigen metallischen
Patch, im Regelfall aus Kupfer, der mit einer Massefläche, die gleichzeitig die Grund-
fläche bildet, kurzgeschlossen ist. Dadurch kann die Patchlänge auf λ/4 reduziert
werden, wodurch sich die Antennenbauform für einen mobilen Datenträger eignet.
Die Applikation des Mikrochips erfolgt mit Verbindung zur Massen- und Patchfläche.
Die Massenfläche besteht ebenfalls aus einem metallischen Leiter, wodurch der
Transponder auf metallische Flächen aufgebracht werden kann, da dies nur zu einer
Vergrößerung der Massefläche führt. Der definierte Abstand zwischen Grundfläche
und Patchfläche sowie deren Material bedingt eine feste Hartplastikbauform. Somit
können nur planare Flächen gekennzeichnet werden. Die mechanische, thermische
und chemische Belastbarkeit ist aufgrund der neben dem Mikrochip ausschließlich
metallischen Bestandteile als sehr hoch zu bewerten.
4.3 Leistungsfähigkeit der aufgezeigten Kennzeichnungskonzepte
Im Folgenden werden die in den vorherigen Abschnitten beschriebenen Konzepte
zur Kennzeichnung von metallischen Bauteilen hinsichtlich ihrer Lesereichweite im
praktischen Versuch evaluiert.
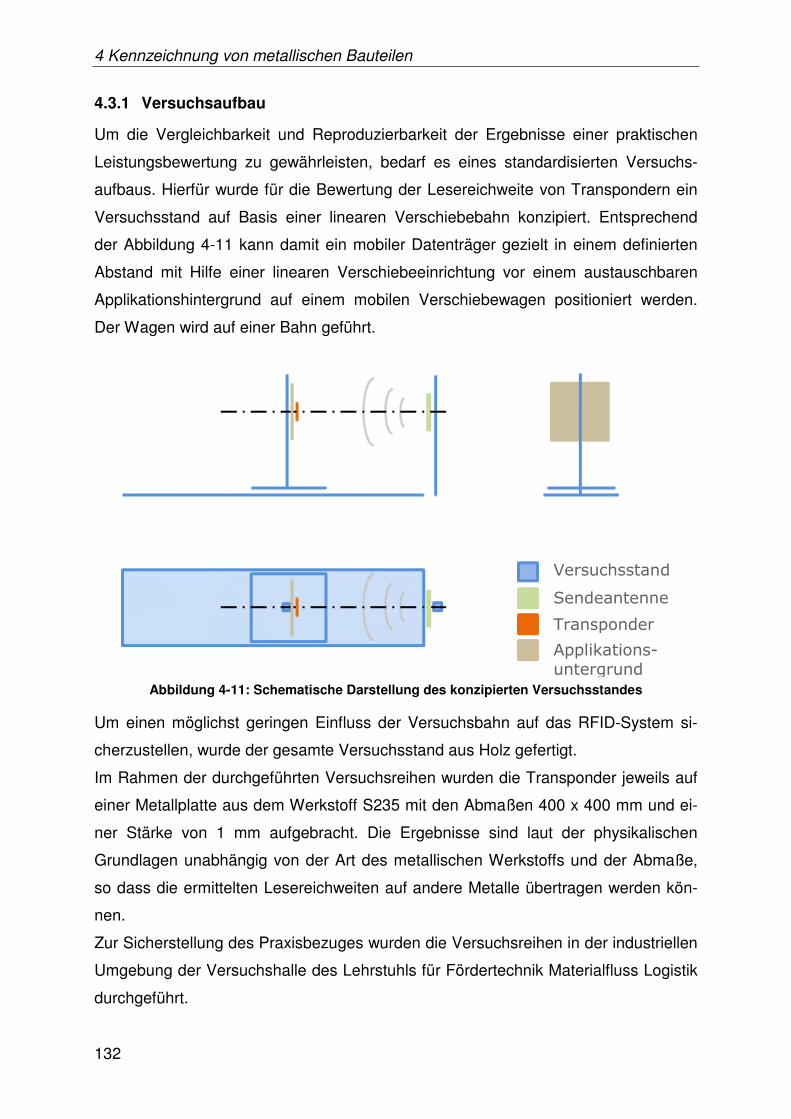
4 Kennzeichnung von metallischen Bauteilen
132
4.3.1 Versuchsaufbau
Um die Vergleichbarkeit und Reproduzierbarkeit der Ergebnisse einer praktischen
Leistungsbewertung zu gewährleisten, bedarf es eines standardisierten Versuchs-
aufbaus. Hierfür wurde für die Bewertung der Lesereichweite von Transpondern ein
Versuchsstand auf Basis einer linearen Verschiebebahn konzipiert. Entsprechend
der Abbildung 4-11 kann damit ein mobiler Datenträger gezielt in einem definierten
Abstand mit Hilfe einer linearen Verschiebeeinrichtung vor einem austauschbaren
Applikationshintergrund auf einem mobilen Verschiebewagen positioniert werden.
Der Wagen wird auf einer Bahn geführt.
Abbildung 4-11: Schematische Darstellung des konzipierten Versuchsstandes
Um einen möglichst geringen Einfluss der Versuchsbahn auf das RFID-System si-
cherzustellen, wurde der gesamte Versuchsstand aus Holz gefertigt.
Im Rahmen der durchgeführten Versuchsreihen wurden die Transponder jeweils auf
einer Metallplatte aus dem Werkstoff S235 mit den Abmaßen 400 x 400 mm und ei-
ner Stärke von 1 mm aufgebracht. Die Ergebnisse sind laut der physikalischen
Grundlagen unabhängig von der Art des metallischen Werkstoffs und der Abmaße,
so dass die ermittelten Lesereichweiten auf andere Metalle übertragen werden kön-
nen.
Zur Sicherstellung des Praxisbezuges wurden die Versuchsreihen in der industriellen
Umgebung der Versuchshalle des Lehrstuhls für Fördertechnik Materialfluss Logistik
durchgeführt.
Versuchsstand
Sendeantenne
Transponder
Applikations-
untergrund
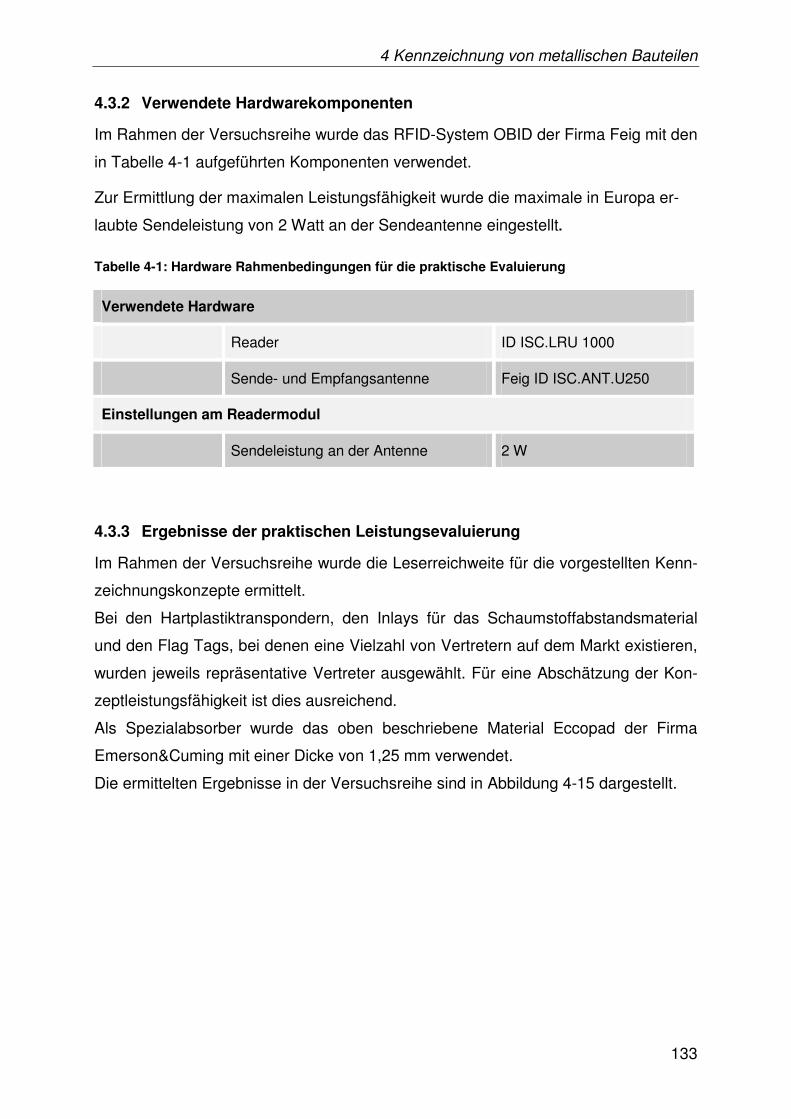
4 Kennzeichnung von metallischen Bauteilen
133
4.3.2 Verwendete Hardwarekomponenten
Im Rahmen der Versuchsreihe wurde das RFID-System OBID der Firma Feig mit den
in Tabelle 4-1 aufgeführten Komponenten verwendet.
Zur Ermittlung der maximalen Leistungsfähigkeit wurde die maximale in Europa er-
laubte Sendeleistung von 2 Watt an der Sendeantenne eingestellt.
Tabelle 4-1: Hardware Rahmenbedingungen für die praktische Evaluierung
Verwendete Hardware
Reader ID ISC.LRU 1000
Sende- und Empfangsantenne Feig ID ISC.ANT.U250
Einstellungen am Readermodul
Sendeleistung an der Antenne 2 W
4.3.3 Ergebnisse der praktischen Leistungsevaluierung
Im Rahmen der Versuchsreihe wurde die Leserreichweite für die vorgestellten Kenn-
zeichnungskonzepte ermittelt.
Bei den Hartplastiktranspondern, den Inlays für das Schaumstoffabstandsmaterial
und den Flag Tags, bei denen eine Vielzahl von Vertretern auf dem Markt existieren,
wurden jeweils repräsentative Vertreter ausgewählt. Für eine Abschätzung der Kon-
zeptleistungsfähigkeit ist dies ausreichend.
Als Spezialabsorber wurde das oben beschriebene Material Eccopad der Firma
Emerson&Cuming mit einer Dicke von 1,25 mm verwendet.
Die ermittelten Ergebnisse in der Versuchsreihe sind in Abbildung 4-15 dargestellt.
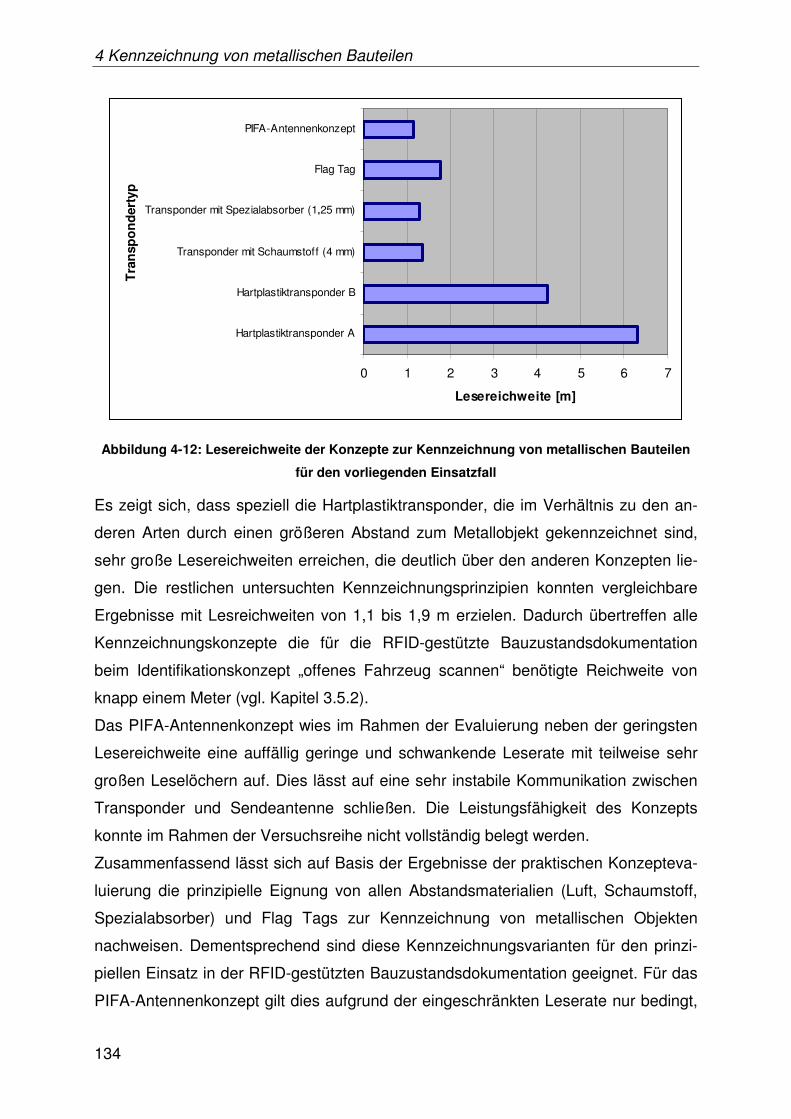
4 Kennzeichnung von metallischen Bauteilen
134
0 1 2 3 4 5 6 7
Hartplastiktransponder A
Hartplastiktransponder B
Transponder mit Schaumstoff (4 mm)
Transponder mit Spezialabsorber (1.25 mm)
Flag Tag
PIFA-AntennenkonzeptT
ran
spo
nd
erty
p
Lesereichweite [m]
,
Abbildung 4-12: Lesereichweite der Konzepte zur Kennzeichnung von metallischen Bauteilen
für den vorliegenden Einsatzfall
Es zeigt sich, dass speziell die Hartplastiktransponder, die im Verhältnis zu den an-
deren Arten durch einen größeren Abstand zum Metallobjekt gekennzeichnet sind,
sehr große Lesereichweiten erreichen, die deutlich über den anderen Konzepten lie-
gen. Die restlichen untersuchten Kennzeichnungsprinzipien konnten vergleichbare
Ergebnisse mit Lesreichweiten von 1,1 bis 1,9 m erzielen. Dadurch übertreffen alle
Kennzeichnungskonzepte die für die RFID-gestützte Bauzustandsdokumentation
beim Identifikationskonzept „offenes Fahrzeug scannen“ benötigte Reichweite von
knapp einem Meter (vgl. Kapitel 3.5.2).
Das PIFA-Antennenkonzept wies im Rahmen der Evaluierung neben der geringsten
Lesereichweite eine auffällig geringe und schwankende Leserate mit teilweise sehr
großen Leselöchern auf. Dies lässt auf eine sehr instabile Kommunikation zwischen
Transponder und Sendeantenne schließen. Die Leistungsfähigkeit des Konzepts
konnte im Rahmen der Versuchsreihe nicht vollständig belegt werden.
Zusammenfassend lässt sich auf Basis der Ergebnisse der praktischen Konzepteva-
luierung die prinzipielle Eignung von allen Abstandsmaterialien (Luft, Schaumstoff,
Spezialabsorber) und Flag Tags zur Kennzeichnung von metallischen Objekten
nachweisen. Dementsprechend sind diese Kennzeichnungsvarianten für den prinzi-
piellen Einsatz in der RFID-gestützten Bauzustandsdokumentation geeignet. Für das
PIFA-Antennenkonzept gilt dies aufgrund der eingeschränkten Leserate nur bedingt,
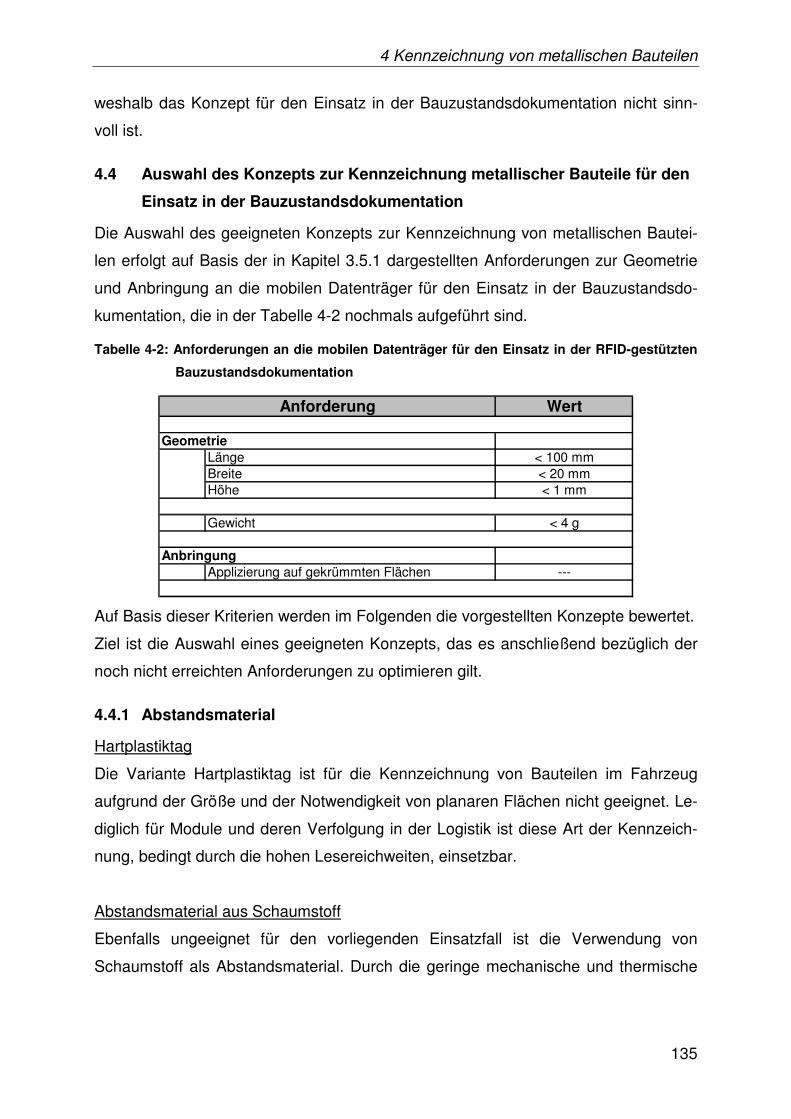
4 Kennzeichnung von metallischen Bauteilen
135
weshalb das Konzept für den Einsatz in der Bauzustandsdokumentation nicht sinn-
voll ist.
4.4 Auswahl des Konzepts zur Kennzeichnung metallischer Bauteile für den
Einsatz in der Bauzustandsdokumentation
Die Auswahl des geeigneten Konzepts zur Kennzeichnung von metallischen Bautei-
len erfolgt auf Basis der in Kapitel 3.5.1 dargestellten Anforderungen zur Geometrie
und Anbringung an die mobilen Datenträger für den Einsatz in der Bauzustandsdo-
kumentation, die in der Tabelle 4-2 nochmals aufgeführt sind.
Tabelle 4-2: Anforderungen an die mobilen Datenträger für den Einsatz in der RFID-gestützten
Bauzustandsdokumentation
Wert
GeometrieLänge < 100 mmBreite < 20 mmHöhe < 1 mm
Gewicht < 4 g
AnbringungApplizierung auf gekrümmten Flächen ---
Anforderung
Auf Basis dieser Kriterien werden im Folgenden die vorgestellten Konzepte bewertet.
Ziel ist die Auswahl eines geeigneten Konzepts, das es anschließend bezüglich der
noch nicht erreichten Anforderungen zu optimieren gilt.
4.4.1 Abstandsmaterial
Hartplastiktag
Die Variante Hartplastiktag ist für die Kennzeichnung von Bauteilen im Fahrzeug
aufgrund der Größe und der Notwendigkeit von planaren Flächen nicht geeignet. Le-
diglich für Module und deren Verfolgung in der Logistik ist diese Art der Kennzeich-
nung, bedingt durch die hohen Lesereichweiten, einsetzbar.
Abstandsmaterial aus Schaumstoff
Ebenfalls ungeeignet für den vorliegenden Einsatzfall ist die Verwendung von
Schaumstoff als Abstandsmaterial. Durch die geringe mechanische und thermische
4 Kennzeichnung von metallischen Bauteilen
136
Belastbarkeit des Materials ist beispielsweise eine Kennzeichnung von Bauteilen im
Motorraum oder im Fahrwerk nicht möglich.
Absorber auf Silikon und Titan- bzw. Eisencarbonat Basis
Der Einsatz von speziellen Absorbern zur Abschirmung bietet das Potenzial, die
oben aufgezeigten Anforderungen zu erfüllen. Durch die verstärkte Isolationswirkung
kann das Abstandsmaterial sehr dünn im Vergleich zu den Varianten mit Schaum-
stoff oder Luft ausgeführt werden. Das derzeit auf dem Markt erhältliche Produkt der
Firma Emerson&Cuming überschreitet zwar knapp die Vorgabe der maximalen Höhe
von 1 mm. Durch die relativ hohe Lesereichweite im Praxistest, die im vorliegenden
Einsatzfall nicht zwingend benötigt würde, ist aber eine Reduzierung der Höhe reali-
sierbar. Außerdem ist durch das temperaturbeständige und chemisch stabile Trä-
germaterial Silikon eine hohe Belastbarkeit gegeben. Im Bereich der
Temperaturstabilität werden vom Hersteller Dauerfestigkeitswerte von bis zu 190° C
angegeben [ECO-08], wodurch auch die Anforderungen hinsichtlich der thermischen
Stabilität im Motorraum erfüllt werden. Zudem ist durch das Silikonträgermaterial eine
Flexibilität vorhanden, die zwar durch die höhere Steifigkeit des Materials nicht an
gängige Smart-Labels heranreicht, aber für die Anwendung zur Kennzeichnung von
gekrümmten Flächen ausreichend ist. Das Konzept ist unabhängig von der Form und
Materialart des zu kennzeichnenden Objektes und es ist auf alle Bauteile mit einer
gewissen Mindestgröße in Abhängigkeit der Transponderfläche anwendbar.
Ebenfalls liegt das Gewicht aufgrund der Titancarbonat-Einlage deutlich über dem
eines Smart-Labels. Der verwendete Absorber der Firma Emerson&Cuming wiegt
beispielsweise mit einem handelsüblichen Dipoltransponder bei ca. 6 g. Ein regulä-
res Smart-Label hingegen wiegt unter 1 g. Der Zielwert von weniger als 4 g ist durch
die geringe Überschreitung mit Hilfe der notwendigen Reduzierung der Aufbauhöhe
ebenfalls erreichbar.
Zusammenfassend ist das Absorberkonzept geeignet, die Anforderungen zur Kenn-
zeichnung von metallischen Fahrzeugbauteilen zu erfüllen. Es ergibt sich allenfalls
ein Bedarf zur Weiterqualifizierung im Bereich der Höhe und des Materialgewichtes.
4.4.2 Flag Tag
Der Flag Tag besitzt aufgrund der großen Etikettenform und der Notwendigkeit zur
Aufstellung des Transponders nicht die für den Anwendungsfall geforderten Eigen-
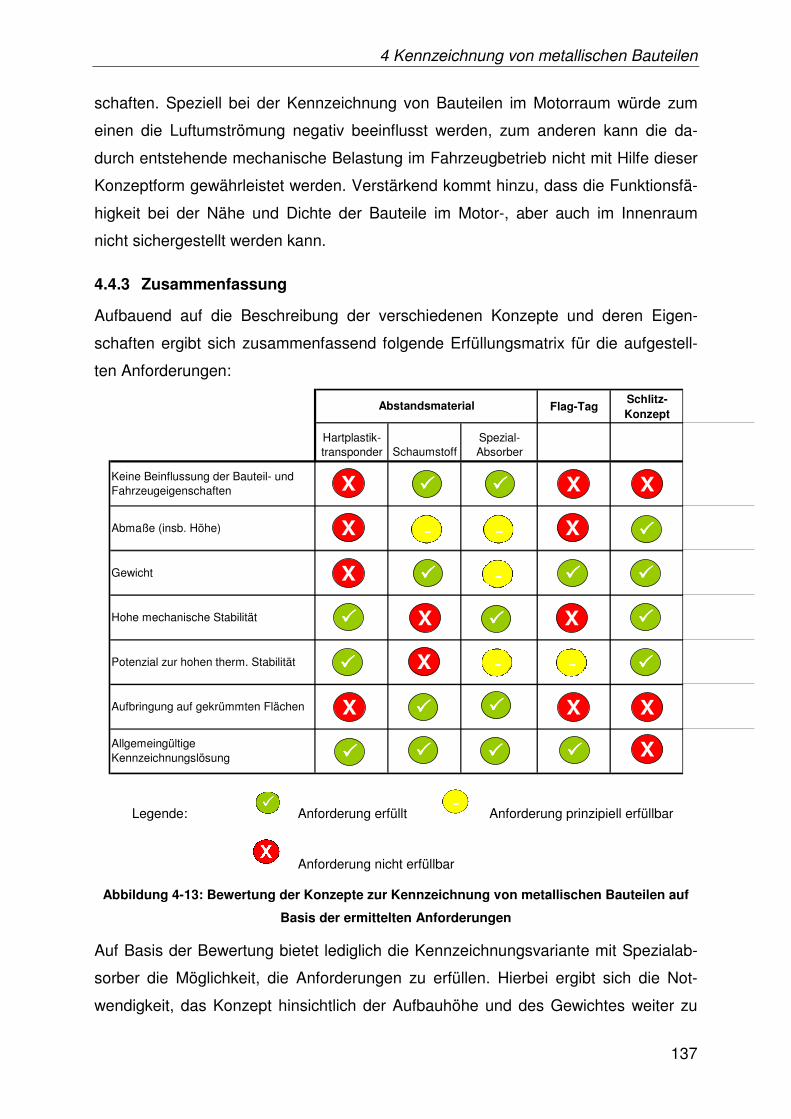
4 Kennzeichnung von metallischen Bauteilen
137
schaften. Speziell bei der Kennzeichnung von Bauteilen im Motorraum würde zum
einen die Luftumströmung negativ beeinflusst werden, zum anderen kann die da-
durch entstehende mechanische Belastung im Fahrzeugbetrieb nicht mit Hilfe dieser
Konzeptform gewährleistet werden. Verstärkend kommt hinzu, dass die Funktionsfä-
higkeit bei der Nähe und Dichte der Bauteile im Motor-, aber auch im Innenraum
nicht sichergestellt werden kann.
4.4.3 Zusammenfassung
Aufbauend auf die Beschreibung der verschiedenen Konzepte und deren Eigen-
schaften ergibt sich zusammenfassend folgende Erfüllungsmatrix für die aufgestell-
ten Anforderungen:
Flag-TagSchlitz-Konzept
Hartplastik-transponder Schaumstoff
Spezial-Absorber
Hohe mechanische Stabilität
Potenzial zur hohen therm. Stabilität
Aufbringung auf gekrümmten Flächen
Allgemeingültige Kennzeichnungslösung
Abstandsmaterial
Keine Beinflussung der Bauteil- und Fahrzeugeigenschaften
Abmaße (insb. Höhe)
Gewicht
X
X
X
X
X X
X X
X
X
X X
X
Legende: Anforderung erfüllt Anforderung prinzipiell erfüllbar
Anforderung nicht erfüllbar
Abbildung 4-13: Bewertung der Konzepte zur Kennzeichnung von metallischen Bauteilen auf
Basis der ermittelten Anforderungen
Auf Basis der Bewertung bietet lediglich die Kennzeichnungsvariante mit Spezialab-
sorber die Möglichkeit, die Anforderungen zu erfüllen. Hierbei ergibt sich die Not-
wendigkeit, das Konzept hinsichtlich der Aufbauhöhe und des Gewichtes weiter zu
4 Kennzeichnung von metallischen Bauteilen
138
optimieren. Die thermische Stabilität ist aus Sicht des Absorbermaterials gegeben
und wird lediglich durch das Inlay beschränkt, wobei sich durch den Austausch des
Inlay-Trägermaterials Lösungspotenziale ergeben (vgl. Kapitel 3.5.3)
4.5 Qualifizierung und Anpassung des ausgewählten Kennzeichnungskon-
zepts
Ziel des folgenden Abschnittes ist der Nachweis, dass mit Hilfe des ausgewählten
Konzepts die Erfüllung der Gewichts- und Höhenanforderung bei gleichzeitiger Ge-
währleistung einer vernünftigen Lesereichweite durch eine gezielte Weiterqualifizie-
rung sichergestellt werden kann.
Die Herstellung eines eigenen, dünneren Abstandsmaterials auf dem Prinzip des
Absorbers der Firma Emerson&Cuming mit einem Dielektrizitätsgradienten war im
Rahmen der Arbeit aufgrund der Komplexität der Entwicklung und Herstellung des
Materials und den dadurch verbundenen Kosten nicht möglich.
Aus diesem Grund erfolgt der Nachweis der technischen Machbarkeit zur metalli-
schen Bauteilkennzeichnung unter Erfüllung der Anforderungen an Gewicht und Auf-
bauhöhe mit Hilfe von am Markt vorhandenen Mirkowellen-Absorbern. Diese
zeichnen sich im Vergleich zu speziell für RFID entwickelte Absorber durch eine kon-
stante Dielektrizität aus. Bei deren Verwendung sind bezogen auf die Leistung, durch
die stärkere Verstimmung des Transponders, Einbußen zu erwarten. Ergibt sich aber
eine funktionsfähige Kombination aus einem dünnen Isolationsmaterial mit einem
Transponder, ist die technische Machbarkeit der Kennzeichnung von metallischen
Bauteilen mit der geforderten Aufbauhöhe auf Basis des Konzepts gewährleistet.
Durch die Weiterentwicklung des Materials in Richtung eines abfallenden Dielektrizi-
tätsgradienten wird die Leistungsfähigkeit erhöht und das Gewicht durch die Reduk-
tion von Eisencarbonat vermindert.
Der prinzipielle Versuchsaufbau der durchgeführten praktischen Testreihe mit unter-
schiedlichsten Absorber-Transponder-Kombinationen, die eine Gesamtaufbauhöhe
von 1 mm nicht überschreiten, ist in Abbildung 4-14 dargestellt. Als Lesegerät wurde
analog zur Leistungsbestimmung der Kennzeichnungskonzepte in Kapitel 4.3 das
Lesegerät Feig ISC.LRU.1000 mit der Antenne Feig ANT.U250 verwendet.
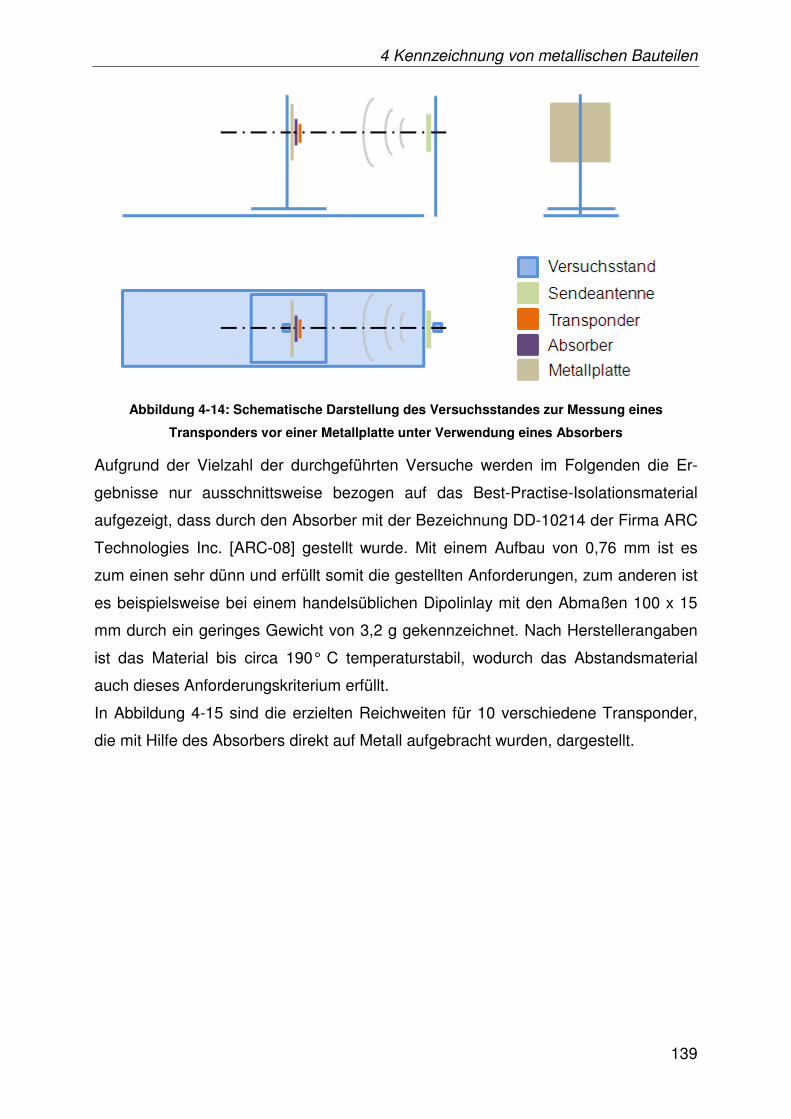
4 Kennzeichnung von metallischen Bauteilen
139
Abbildung 4-14: Schematische Darstellung des Versuchsstandes zur Messung eines
Transponders vor einer Metallplatte unter Verwendung eines Absorbers
Aufgrund der Vielzahl der durchgeführten Versuche werden im Folgenden die Er-
gebnisse nur ausschnittsweise bezogen auf das Best-Practise-Isolationsmaterial
aufgezeigt, dass durch den Absorber mit der Bezeichnung DD-10214 der Firma ARC
Technologies Inc. [ARC-08] gestellt wurde. Mit einem Aufbau von 0,76 mm ist es
zum einen sehr dünn und erfüllt somit die gestellten Anforderungen, zum anderen ist
es beispielsweise bei einem handelsüblichen Dipolinlay mit den Abmaßen 100 x 15
mm durch ein geringes Gewicht von 3,2 g gekennzeichnet. Nach Herstellerangaben
ist das Material bis circa 190° C temperaturstabil, wodurch das Abstandsmaterial
auch dieses Anforderungskriterium erfüllt.
In Abbildung 4-15 sind die erzielten Reichweiten für 10 verschiedene Transponder,
die mit Hilfe des Absorbers direkt auf Metall aufgebracht wurden, dargestellt.
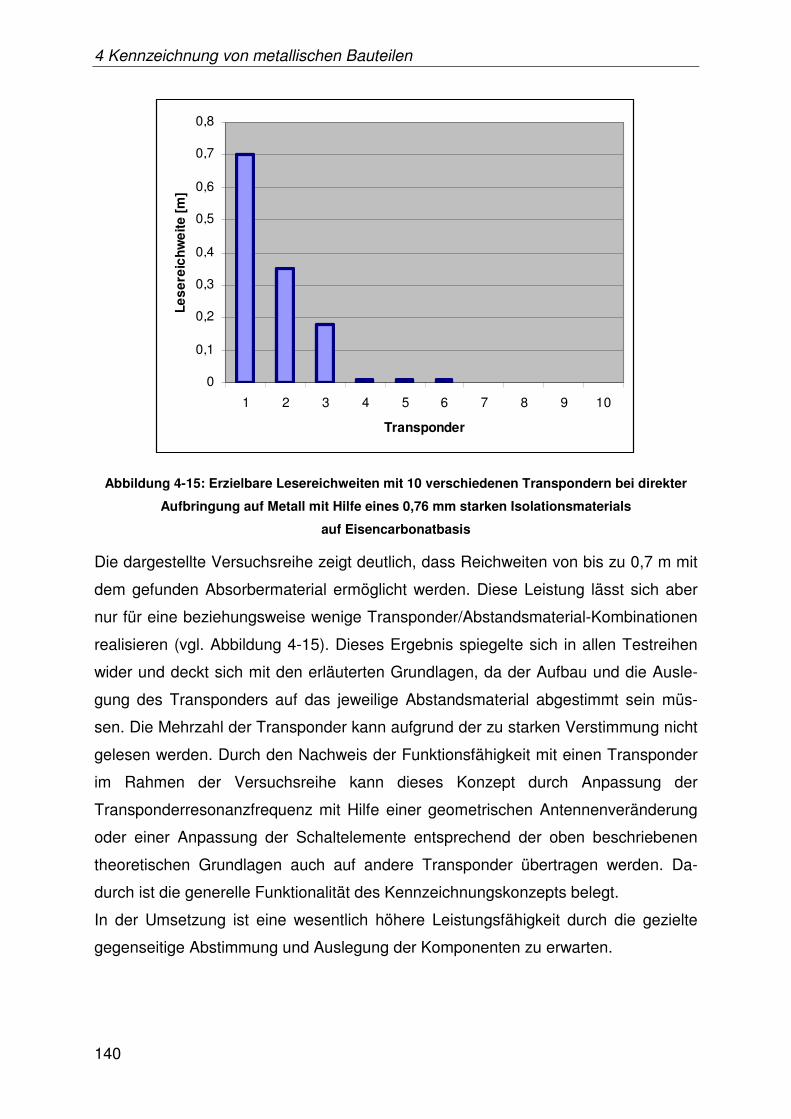
4 Kennzeichnung von metallischen Bauteilen
140
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
1 2 3 4 5 6 7 8 9 10
Transponder
Le
se
reic
hw
eit
e [
m]
,
,
,
,
,
,
,
,
Abbildung 4-15: Erzielbare Lesereichweiten mit 10 verschiedenen Transpondern bei direkter
Aufbringung auf Metall mit Hilfe eines 0,76 mm starken Isolationsmaterials
auf Eisencarbonatbasis
Die dargestellte Versuchsreihe zeigt deutlich, dass Reichweiten von bis zu 0,7 m mit
dem gefunden Absorbermaterial ermöglicht werden. Diese Leistung lässt sich aber
nur für eine beziehungsweise wenige Transponder/Abstandsmaterial-Kombinationen
realisieren (vgl. Abbildung 4-15). Dieses Ergebnis spiegelte sich in allen Testreihen
wider und deckt sich mit den erläuterten Grundlagen, da der Aufbau und die Ausle-
gung des Transponders auf das jeweilige Abstandsmaterial abgestimmt sein müs-
sen. Die Mehrzahl der Transponder kann aufgrund der zu starken Verstimmung nicht
gelesen werden. Durch den Nachweis der Funktionsfähigkeit mit einen Transponder
im Rahmen der Versuchsreihe kann dieses Konzept durch Anpassung der
Transponderresonanzfrequenz mit Hilfe einer geometrischen Antennenveränderung
oder einer Anpassung der Schaltelemente entsprechend der oben beschriebenen
theoretischen Grundlagen auch auf andere Transponder übertragen werden. Da-
durch ist die generelle Funktionalität des Kennzeichnungskonzepts belegt.
In der Umsetzung ist eine wesentlich höhere Leistungsfähigkeit durch die gezielte
gegenseitige Abstimmung und Auslegung der Komponenten zu erwarten.
4 Kennzeichnung von metallischen Bauteilen
141
4.6 Zusammenfassung und Fazit
Auf Basis der theoretischen Grundlagen ist eine direkte Kennzeichnung von leitfähi-
gen Objekten nicht möglich. Nur durch eine Entkopplung und eine gezielte Abstim-
mung des Transponders auf die Randbedingungen ergeben sich Lösungspotenziale
zur Identifikation von metallischen Bauteilen mit RFID. Im Rahmen dieses Kapitels
wurden dazu verschiedene Konzepte aufgezeigt, von denen sich für den vorliegen-
den Anwendungsfall lediglich die Entkopplung des Transponders vom Material mit
Hilfe eines Spezialabsorbers als geeignet erwiesen hat. Aufbauend darauf wurde im
Rahmen einer praktischen Evaluierung der Nachweis erbracht, dass dieser Ansatz
das Potenzial bietet, alle gestellten Anforderungen für die Kennzeichnung metalli-
scher Bauteile im vorliegenden Einsatzszenario zu erfüllen.
Dadurch ist die technische Grundlage für den Einsatz der RFID-Technologie zur
Kennzeichnung von Bauteilen im Fahrzeugbau gegeben. Mit Hilfe einer gezielten
Weiterentwicklung des gezeigten Ansatzes sowie einer spezifischen Anpassung des
verwendeten Inlays auf das Absorbermaterial kann ein leistungsfähiges und zuver-
lässiges System mit hoher chemischer Stabilität und dem Potenzial zur Temperatur-
stabilität bis zu 180° C sichergestellt werden.
5 Erfassung von verbauten Bauteilen
142
Neben der reinen Kennzeichnung von metallischen Bauteilen stellt die zuverlässige
und sichere Erfassung der gelabelten Bauteile im verbauten Zustand in dem für die
Technologie schwierigen metallischen Fahrzeugumfeld, insbesondere im Motorraum,
die zweite große Herausforderung dar.
Dazu wurde im Rahmen des Kapitels 3 das Identifikationsszenario „offenes Fahrzeug
scannen“ erarbeitet. Die Leistungsfähigkeit des Konzepts wird im Folgenden, auf-
bauend auf der Beschreibung der theoretischen Einflüsse einer metallhaltigen Um-
gebung auf die Erfassung von mobilen Datenträgern, evaluiert.
Der Aufbau des Kapitels ist zusammengefasst in Abbildung 5-1 dargestellt.
5 Erfassung von verbauten Bauteilen
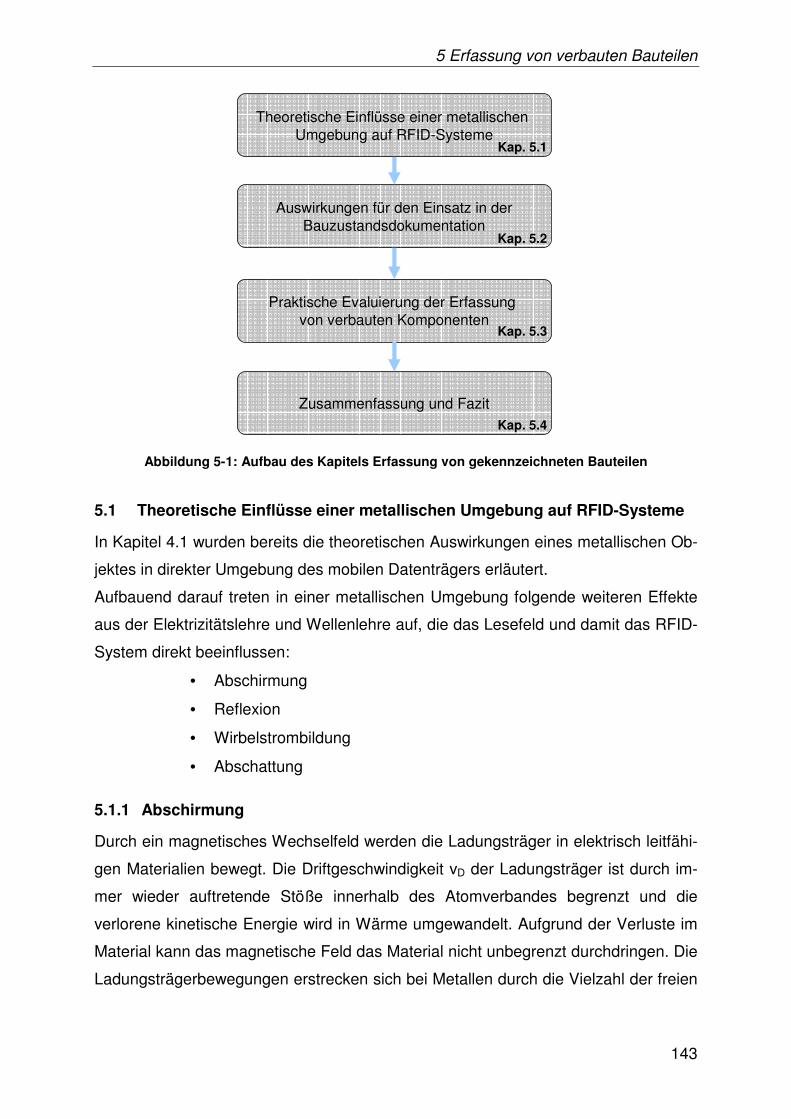
5 Erfassung von verbauten Bauteilen
143
Theoretische Einflüsse einer metallischen Umgebung auf RFID-Systeme
Auswirkungen für den Einsatz in derBauzustandsdokumentation
Praktische Evaluierung der Erfassung von verbauten Komponenten
Kap. 5.1
Kap. 5.2
Kap. 5.3
Zusammenfassung und FazitKap. 5.4
Abbildung 5-1: Aufbau des Kapitels Erfassung von gekennzeichneten Bauteilen
5.1 Theoretische Einflüsse einer metallischen Umgebung auf RFID-Systeme
In Kapitel 4.1 wurden bereits die theoretischen Auswirkungen eines metallischen Ob-
jektes in direkter Umgebung des mobilen Datenträgers erläutert.
Aufbauend darauf treten in einer metallischen Umgebung folgende weiteren Effekte
aus der Elektrizitätslehre und Wellenlehre auf, die das Lesefeld und damit das RFID-
System direkt beeinflussen:
• Abschirmung
• Reflexion
• Wirbelstrombildung
• Abschattung
5.1.1 Abschirmung
Durch ein magnetisches Wechselfeld werden die Ladungsträger in elektrisch leitfähi-
gen Materialien bewegt. Die Driftgeschwindigkeit vD der Ladungsträger ist durch im-
mer wieder auftretende Stöße innerhalb des Atomverbandes begrenzt und die
verlorene kinetische Energie wird in Wärme umgewandelt. Aufgrund der Verluste im
Material kann das magnetische Feld das Material nicht unbegrenzt durchdringen. Die
Ladungsträgerbewegungen erstrecken sich bei Metallen durch die Vielzahl der freien
5 Erfassung von verbauten Bauteilen
144
Elektronen und der dadurch bedingten Vielzahl von Stößen lediglich über eine dünne
Randschicht. Man spricht hier vom Skin-Effekt.
Der Verlauf der Stromdichte von der Oberfläche des Materials senkrecht in das Ma-
terial hineingehend kann mit folgender Formel berechnet werden [DET-03]:
xjx rr
eeIxI⋅
⋅⋅⋅⋅−⋅
⋅⋅⋅−
⋅⋅= 22
00
)0()(
µµκωµµκω
(5-1)
mit: I: Stromdichte [A/m²]
x: Achskoordinate senkrecht von der Oberfläche in das
Material gehend [m]
κ: Leitfähigkeit des Materials [S/m]
Entsprechend der Formel (6-1) fällt der Betrag der Stromdichte |I(x)| exponentiell von
seinem Maximum an der Oberfläche ab. Von dieser Formel leitet sich der gängige
Begriff der Eindringtiefe beziehungsweise der äquivalenten Leitschichtdicke δ ab. Er
gibt die Tiefe an, in der die Stromdichte auf das 1/e-fache zurückgegangen ist. Die
Eindringtiefe lässt sich nach [DET-03] mit der folgenden Formel einfach berechnen:
rµµκω
δ⋅⋅⋅
=0
2 (5-2)
mit: δ: Eindringtiefe bzw. äquivalente Leitschichtdicke [m]
An Hand der Formel ist zu erkennen, dass die Eindringtiefe mit steigender Frequenz
sinkt. Dadurch ist generell bei niedrigeren Frequenzen eine höhere Materialdurch-
dringung zu erwarten (vgl. Kapitel 2.5.6).
Durch Zusammenfassen der Formeln (6-1) und (6-2) lässt sich eine Berechnungs-
vorschrift für den Abstand zur Oberfläche eines leitfähigen Materials herleiten, bei
dem im Material eine gesuchte Dämpfung hervorgerufen wird [DET-03]:
dB
a
x 20
min 10ln−
⋅−= δ (5-3)
mit: xmin: Mindestdicke um eine bestimmte Dämpfung
herbeizuführen [m]
a: Dämpfung [dB]
In Tabelle 5-1 ist aufbauend auf typischen Materialkennwerten von Eisen und Alumi-
nium beispielhaft für diese zwei Werkstoffe die Mindestschirmdicke für eine vollstän-
dige Dämpfung – entspricht 20 dB – dargestellt.
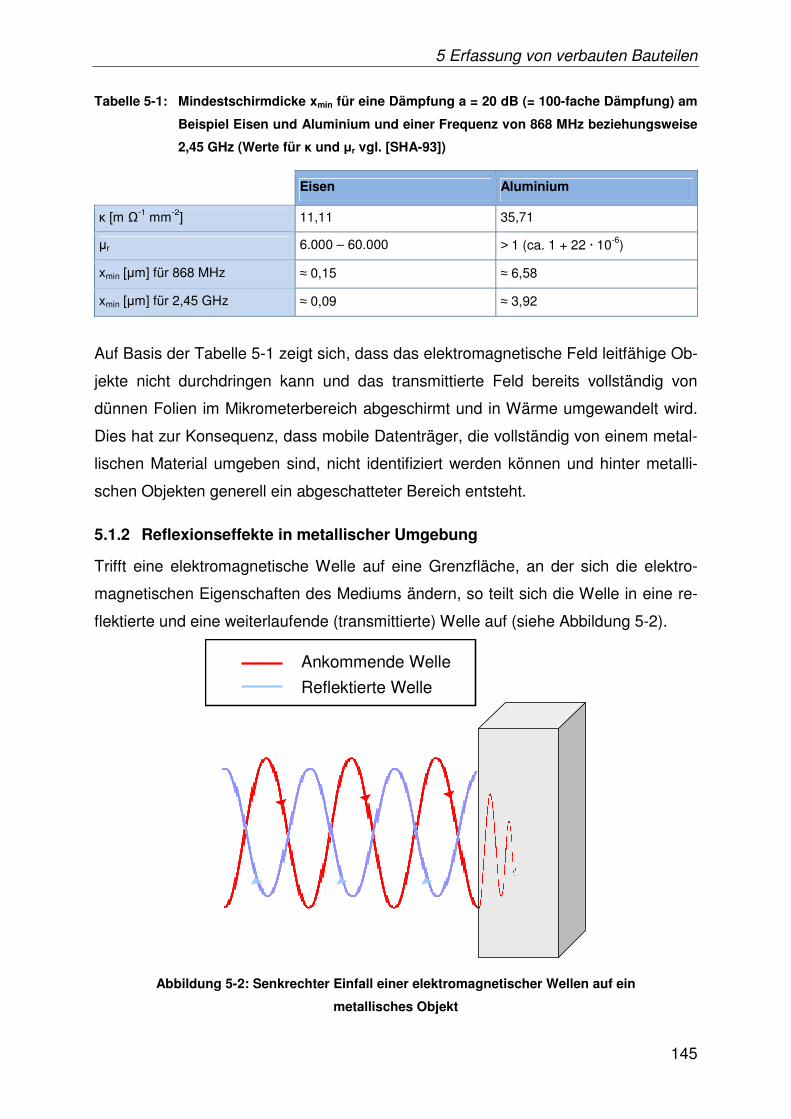
5 Erfassung von verbauten Bauteilen
145
Tabelle 5-1: Mindestschirmdicke xmin für eine Dämpfung a = 20 dB (= 100-fache Dämpfung) am
Beispiel Eisen und Aluminium und einer Frequenz von 868 MHz beziehungsweise
2,45 GHz (Werte für κ und µr vgl. [SHA-93])
Eisen Aluminium
κ [m Ω-1 mm-2] 11,11 35,71
µr 6.000 – 60.000 > 1 (ca. 1 + 22 · 10-6)
xmin [µm] für 868 MHz ≈ 0,15 ≈ 6,58
xmin [µm] für 2,45 GHz ≈ 0,09 ≈ 3,92
Auf Basis der Tabelle 5-1 zeigt sich, dass das elektromagnetische Feld leitfähige Ob-
jekte nicht durchdringen kann und das transmittierte Feld bereits vollständig von
dünnen Folien im Mikrometerbereich abgeschirmt und in Wärme umgewandelt wird.
Dies hat zur Konsequenz, dass mobile Datenträger, die vollständig von einem metal-
lischen Material umgeben sind, nicht identifiziert werden können und hinter metalli-
schen Objekten generell ein abgeschatteter Bereich entsteht.
5.1.2 Reflexionseffekte in metallischer Umgebung
Trifft eine elektromagnetische Welle auf eine Grenzfläche, an der sich die elektro-
magnetischen Eigenschaften des Mediums ändern, so teilt sich die Welle in eine re-
flektierte und eine weiterlaufende (transmittierte) Welle auf (siehe Abbildung 5-2).
Ankommende Welle
Reflektierte Welle
Abbildung 5-2: Senkrechter Einfall einer elektromagnetischer Wellen auf ein
metallisches Objekt
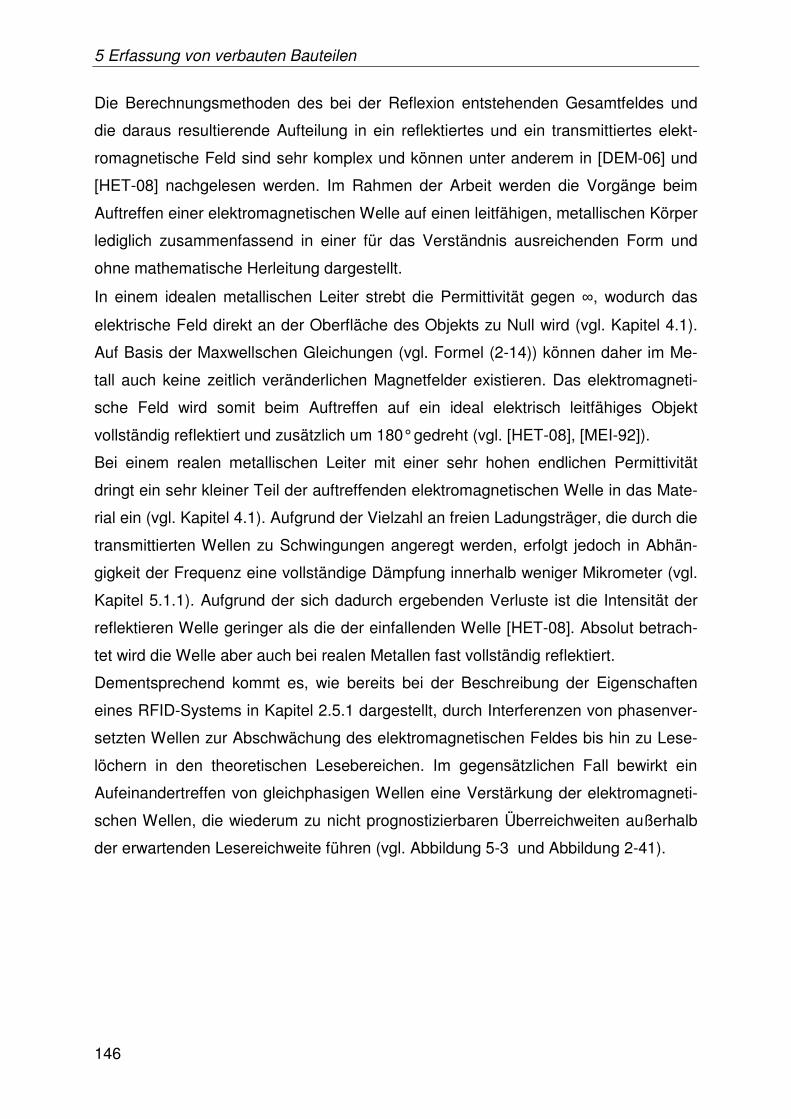
5 Erfassung von verbauten Bauteilen
146
Die Berechnungsmethoden des bei der Reflexion entstehenden Gesamtfeldes und
die daraus resultierende Aufteilung in ein reflektiertes und ein transmittiertes elekt-
romagnetische Feld sind sehr komplex und können unter anderem in [DEM-06] und
[HET-08] nachgelesen werden. Im Rahmen der Arbeit werden die Vorgänge beim
Auftreffen einer elektromagnetischen Welle auf einen leitfähigen, metallischen Körper
lediglich zusammenfassend in einer für das Verständnis ausreichenden Form und
ohne mathematische Herleitung dargestellt.
In einem idealen metallischen Leiter strebt die Permittivität gegen ∞, wodurch das
elektrische Feld direkt an der Oberfläche des Objekts zu Null wird (vgl. Kapitel 4.1).
Auf Basis der Maxwellschen Gleichungen (vgl. Formel (2-14)) können daher im Me-
tall auch keine zeitlich veränderlichen Magnetfelder existieren. Das elektromagneti-
sche Feld wird somit beim Auftreffen auf ein ideal elektrisch leitfähiges Objekt
vollständig reflektiert und zusätzlich um 180° gedreht (vgl. [HET-08], [MEI-92]).
Bei einem realen metallischen Leiter mit einer sehr hohen endlichen Permittivität
dringt ein sehr kleiner Teil der auftreffenden elektromagnetischen Welle in das Mate-
rial ein (vgl. Kapitel 4.1). Aufgrund der Vielzahl an freien Ladungsträger, die durch die
transmittierten Wellen zu Schwingungen angeregt werden, erfolgt jedoch in Abhän-
gigkeit der Frequenz eine vollständige Dämpfung innerhalb weniger Mikrometer (vgl.
Kapitel 5.1.1). Aufgrund der sich dadurch ergebenden Verluste ist die Intensität der
reflektieren Welle geringer als die der einfallenden Welle [HET-08]. Absolut betrach-
tet wird die Welle aber auch bei realen Metallen fast vollständig reflektiert.
Dementsprechend kommt es, wie bereits bei der Beschreibung der Eigenschaften
eines RFID-Systems in Kapitel 2.5.1 dargestellt, durch Interferenzen von phasenver-
setzten Wellen zur Abschwächung des elektromagnetischen Feldes bis hin zu Lese-
löchern in den theoretischen Lesebereichen. Im gegensätzlichen Fall bewirkt ein
Aufeinandertreffen von gleichphasigen Wellen eine Verstärkung der elektromagneti-
schen Wellen, die wiederum zu nicht prognostizierbaren Überreichweiten außerhalb
der erwartenden Lesereichweite führen (vgl. Abbildung 5-3 und Abbildung 2-41).
5 Erfassung von verbauten Bauteilen
147
Abbildung 5-3: Auswirkung der Reflexionseffekte auf das Antennenfeld
5.1.3 Wirbelstrombildung
Neben der Reflexion tritt beim Auftreffen einer elektromagnetischen Welle auf einen
metallischen Körper auch das Phänomen der Wirbelströme auf. Diese beruhen auf
dem physikalischen Effekt, dass ein elektrisch leitfähiges Material in einem zeitver-
änderlichen magnetischen Feld immer von einem elektrischen Wirbelfeld begleitet
wird. Dadurch werden Ladungsträger, die sich in einem elektrischen Feld befinden,
beschleunigt. Auf diese bewegten Ladungsträger übt das magnetische Feld eine
Kraft aus und es kommt zu einer Überlagerung der beiden Effekte. Die Ladungsträ-
ger in einem elektrisch leitfähigen Material werden auf eine Kreisbahn gezwungen.
Die daraus resultierende Stromdichte wird als Wirbelstrom bezeichnet.
Diese Wirbelströme erzeugen, analog zu einer stromdurchflossenen Spule, ein mag-
netisches Feld, das wiederum ein elektromagnetisches Feld bedingt. Dadurch wirken
sie als Sekundärstrahler und erzeugen zusätzliche Überlagerungen im Bereich des
metallischen Objekts.
Zur Ausbildung von Wirbelströmen muss die Oberfläche des Körpers eine gewisse
Größe besitzen. Der Effekt von Sekundärstrahlern ist daher nur relevant, wenn die
Geometrie des Körpers vergleichbar oder sogar größer als die Wellenlänge ist.
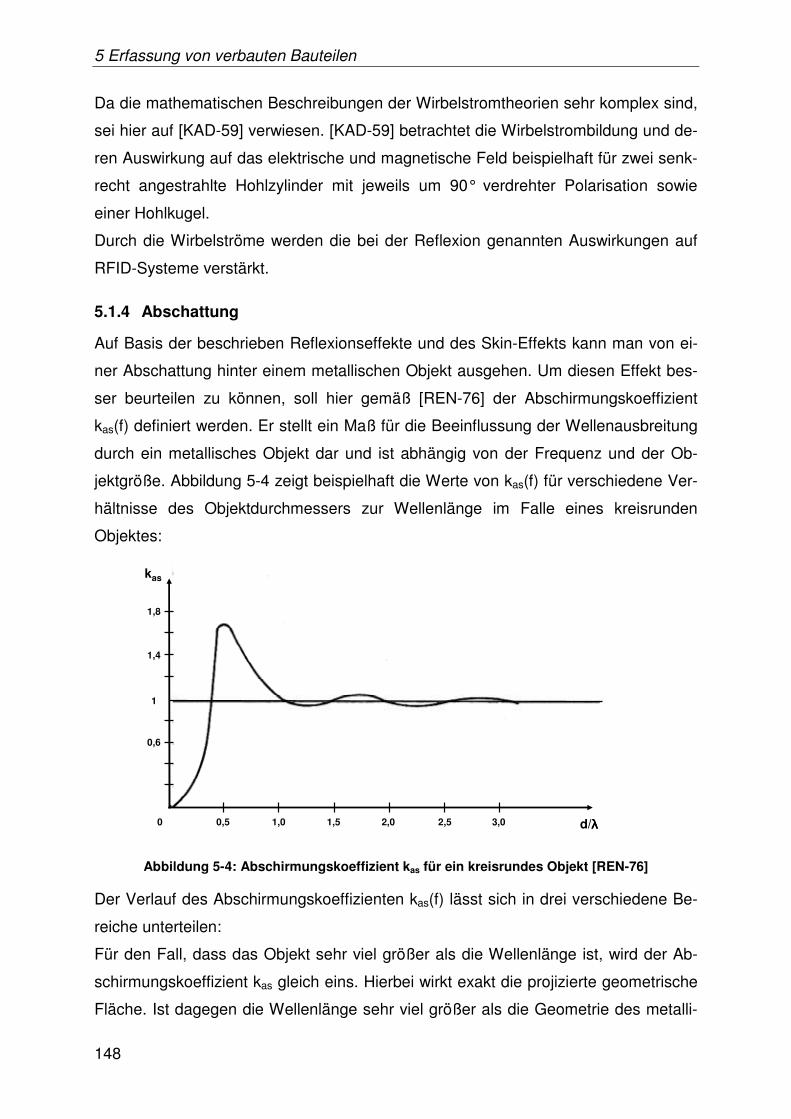
5 Erfassung von verbauten Bauteilen
148
Da die mathematischen Beschreibungen der Wirbelstromtheorien sehr komplex sind,
sei hier auf [KAD-59] verwiesen. [KAD-59] betrachtet die Wirbelstrombildung und de-
ren Auswirkung auf das elektrische und magnetische Feld beispielhaft für zwei senk-
recht angestrahlte Hohlzylinder mit jeweils um 90° verdrehter Polarisation sowie
einer Hohlkugel.
Durch die Wirbelströme werden die bei der Reflexion genannten Auswirkungen auf
RFID-Systeme verstärkt.
5.1.4 Abschattung
Auf Basis der beschrieben Reflexionseffekte und des Skin-Effekts kann man von ei-
ner Abschattung hinter einem metallischen Objekt ausgehen. Um diesen Effekt bes-
ser beurteilen zu können, soll hier gemäß [REN-76] der Abschirmungskoeffizient
kas(f) definiert werden. Er stellt ein Maß für die Beeinflussung der Wellenausbreitung
durch ein metallisches Objekt dar und ist abhängig von der Frequenz und der Ob-
jektgröße. Abbildung 5-4 zeigt beispielhaft die Werte von kas(f) für verschiedene Ver-
hältnisse des Objektdurchmessers zur Wellenlänge im Falle eines kreisrunden
Objektes:
0 0,5 1,0 1,5 2,0 2,5 3,0 d/λλλλ
0,6
1
1,4
1,8
kas
Abbildung 5-4: Abschirmungskoeffizient kas für ein kreisrundes Objekt [REN-76]
Der Verlauf des Abschirmungskoeffizienten kas(f) lässt sich in drei verschiedene Be-
reiche unterteilen:
Für den Fall, dass das Objekt sehr viel größer als die Wellenlänge ist, wird der Ab-
schirmungskoeffizient kas gleich eins. Hierbei wirkt exakt die projizierte geometrische
Fläche. Ist dagegen die Wellenlänge sehr viel größer als die Geometrie des metalli-
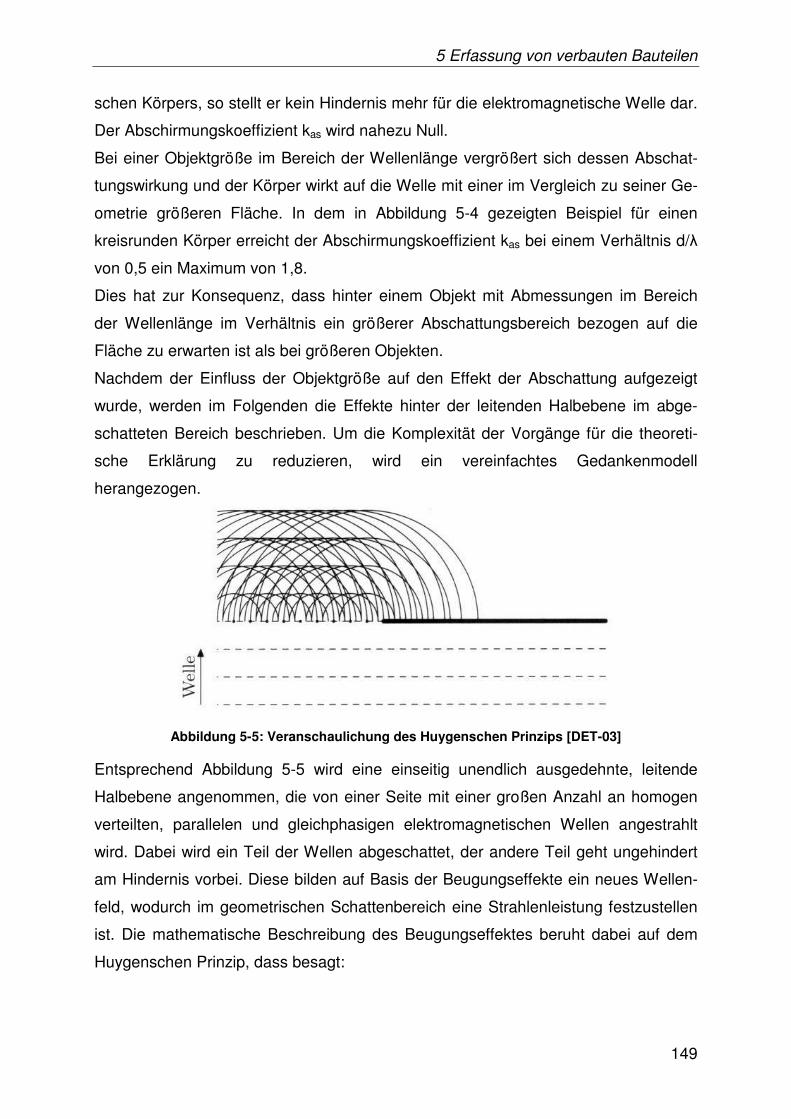
5 Erfassung von verbauten Bauteilen
149
schen Körpers, so stellt er kein Hindernis mehr für die elektromagnetische Welle dar.
Der Abschirmungskoeffizient kas wird nahezu Null.
Bei einer Objektgröße im Bereich der Wellenlänge vergrößert sich dessen Abschat-
tungswirkung und der Körper wirkt auf die Welle mit einer im Vergleich zu seiner Ge-
ometrie größeren Fläche. In dem in Abbildung 5-4 gezeigten Beispiel für einen
kreisrunden Körper erreicht der Abschirmungskoeffizient kas bei einem Verhältnis d/λ
von 0,5 ein Maximum von 1,8.
Dies hat zur Konsequenz, dass hinter einem Objekt mit Abmessungen im Bereich
der Wellenlänge im Verhältnis ein größerer Abschattungsbereich bezogen auf die
Fläche zu erwarten ist als bei größeren Objekten.
Nachdem der Einfluss der Objektgröße auf den Effekt der Abschattung aufgezeigt
wurde, werden im Folgenden die Effekte hinter der leitenden Halbebene im abge-
schatteten Bereich beschrieben. Um die Komplexität der Vorgänge für die theoreti-
sche Erklärung zu reduzieren, wird ein vereinfachtes Gedankenmodell
herangezogen.
Abbildung 5-5: Veranschaulichung des Huygenschen Prinzips [DET-03]
Entsprechend Abbildung 5-5 wird eine einseitig unendlich ausgedehnte, leitende
Halbebene angenommen, die von einer Seite mit einer großen Anzahl an homogen
verteilten, parallelen und gleichphasigen elektromagnetischen Wellen angestrahlt
wird. Dabei wird ein Teil der Wellen abgeschattet, der andere Teil geht ungehindert
am Hindernis vorbei. Diese bilden auf Basis der Beugungseffekte ein neues Wellen-
feld, wodurch im geometrischen Schattenbereich eine Strahlenleistung festzustellen
ist. Die mathematische Beschreibung des Beugungseffektes beruht dabei auf dem
Huygenschen Prinzip, dass besagt:
5 Erfassung von verbauten Bauteilen
150
„Jeder Punkt einer Wellenfront kann durch sekundäre Quellen ersetzt werden, die als
Ausgangspunkt von sekundären Kugelwellen aufgefasst werden. Das Gesamtfeld
entsteht wieder durch Überlagerung aller Sekundärwellen“ [DET-03].
In Abbildung 5-5 sind mit den gestrichelten Linien die Wellenfronten der auftreffen-
den Wellen angedeutet. In der Ebene des metallischen Hindernisses werden die ein-
zelnen Wellenfronten jeweils als neue Strahlungsquellen angesehen, die radial ihre
Wellen abstrahlen.
Dem zu Folge lassen sich hinter der leitenden Halbebene zwei Beobachtungen ma-
chen. Auf Höhe der nicht abgeschatteten Wellen können die Sekundärwellen wie die
einfallenden Primärwellen als ebene Phasenfronten angesehen werden. Dement-
sprechend gelangt in den abgeschatteten Bereich ein elektromagnetisches Feld, wo-
durch verstärkt durch Reflexionseffekte die Energieversorgung und damit die
Identifikation eines mobilen Datenträgers hinter einem metallischen Objekt ermög-
licht werden kann. Die numerische Berechnung der Wellenausbreitung und der Feld-
stärke hinter einem metallischen Objekt wird im Rahmen der Arbeit nicht weiter
behandelt und kann in [DET-03] nachgelesen werden.
Voraussetzung für die Ausbildung von neuen Wellenfronten ist, dass der horizontale
beziehungsweise vertikale Abstand zu nebenstehenden leitfähigen Objekten mindes-
tens der halben Wellenlänge entspricht [MEI-92]. Ansonsten findet eine komplette
Abschattung des elektromagnetischen Feldes statt und es kann kein neues Feld ge-
bildet werden. Physikalisch vergleichbar ist dies mit der kompletten Abschirmung des
elektromagnetischen Feldes durch ein Metallgitter. Dadurch ist in einer dichten me-
tallischen Umgebung nicht zwingend mit der Entstehung eines elektromagnetischen
Feldes hinter den Objekten zu rechnen.
5.2 Auswirkungen für den Einsatz in der Bauzustandsdokumentation
Überträgt man die in Kapitel 4.1 und im vorherigen Abschnitt beschriebenen theoreti-
schen Effekte einer metallischen Umgebung auf die Identifikation von verbauten
Komponenten im Fahrzeug, so ergeben sich zahlreiche weitreichende Auswirkun-
gen, die im Folgenden dargestellt werden.
5.2.1 Bauteilfreiheitsgrade
Betrachtet man das in Kapitel 4.1 beschriebene Verhalten der Transponderverstim-
mung unter dem Aspekt der Erfassung von Transpondern, so lässt sich aus der in
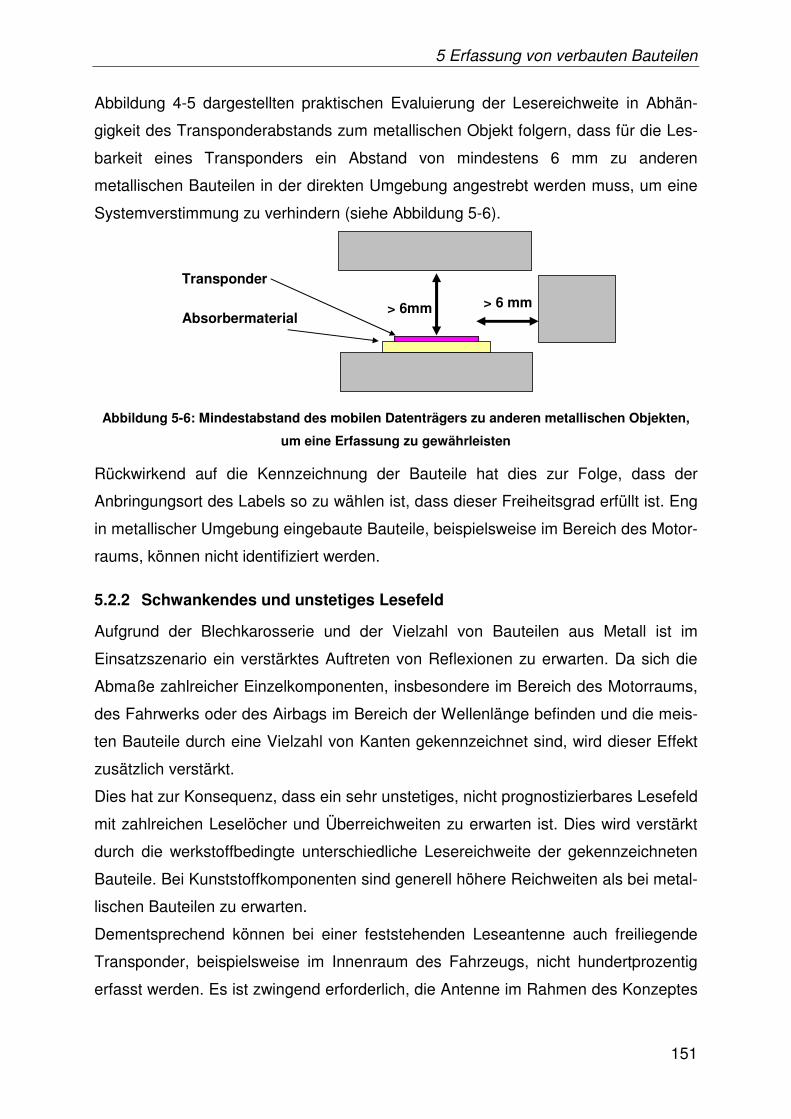
5 Erfassung von verbauten Bauteilen
151
Abbildung 4-5 dargestellten praktischen Evaluierung der Lesereichweite in Abhän-
gigkeit des Transponderabstands zum metallischen Objekt folgern, dass für die Les-
barkeit eines Transponders ein Abstand von mindestens 6 mm zu anderen
metallischen Bauteilen in der direkten Umgebung angestrebt werden muss, um eine
Systemverstimmung zu verhindern (siehe Abbildung 5-6).
> 6mm > 6 mm
Transponder
Absorbermaterial
Abbildung 5-6: Mindestabstand des mobilen Datenträgers zu anderen metallischen Objekten,
um eine Erfassung zu gewährleisten
Rückwirkend auf die Kennzeichnung der Bauteile hat dies zur Folge, dass der
Anbringungsort des Labels so zu wählen ist, dass dieser Freiheitsgrad erfüllt ist. Eng
in metallischer Umgebung eingebaute Bauteile, beispielsweise im Bereich des Motor-
raums, können nicht identifiziert werden.
5.2.2 Schwankendes und unstetiges Lesefeld
Aufgrund der Blechkarosserie und der Vielzahl von Bauteilen aus Metall ist im
Einsatzszenario ein verstärktes Auftreten von Reflexionen zu erwarten. Da sich die
Abmaße zahlreicher Einzelkomponenten, insbesondere im Bereich des Motorraums,
des Fahrwerks oder des Airbags im Bereich der Wellenlänge befinden und die meis-
ten Bauteile durch eine Vielzahl von Kanten gekennzeichnet sind, wird dieser Effekt
zusätzlich verstärkt.
Dies hat zur Konsequenz, dass ein sehr unstetiges, nicht prognostizierbares Lesefeld
mit zahlreichen Leselöcher und Überreichweiten zu erwarten ist. Dies wird verstärkt
durch die werkstoffbedingte unterschiedliche Lesereichweite der gekennzeichneten
Bauteile. Bei Kunststoffkomponenten sind generell höhere Reichweiten als bei metal-
lischen Bauteilen zu erwarten.
Dementsprechend können bei einer feststehenden Leseantenne auch freiliegende
Transponder, beispielsweise im Innenraum des Fahrzeugs, nicht hundertprozentig
erfasst werden. Es ist zwingend erforderlich, die Antenne im Rahmen des Konzeptes
5 Erfassung von verbauten Bauteilen
152
„offenes Fahrzeug scannen“ während des Auslesevorgangs zu bewegen, um eine
ständige Veränderung der Leselöcher zu gewährleisten. Durch die starke Abhängig-
keit der Reflexionen von der Umgebung kann kein Zeitfenster, das zur Erfassung der
Transponder benötigt wird, auf Basis von theoretischen Untersuchungen festgelegt
werden. Gegebenfalls wird ein mehrmaliges Wiederholen des Identifikationsvorgangs
notwendig sein.
Darüber hinaus führen die Überreichweiten zu erheblichen Herausforderungen im
vorliegenden Einsatzszenario. Insbesondere bei engen Abständen zwischen den
Fahrzeugen, wie beispielsweise in der Montage, ist eine versehentliche Identifikation
von nicht zum fokussierten Fahrzeug gehörenden Bauteilen sehr wahrscheinlich.
Aus diesem Grund ist es beim Einsatz der RFID-Technlogie zwingend erforderlich
sein, dass Fahrzeug zu isolieren, um eine eindeutige Zuordnung der gekennzeichne-
ten Komponenten zum Fahrzeug zu ermöglichen. Alternativ wäre noch die Identifika-
tion der Komponenten mit unterschiedlichen Sendeleistungen denkbar. Dies
bedeutet, dass beispielsweise ein schwer identifizierbares Bauteil schon bei der
Ersterfassung mit Maximalleistung zum Fahrzeug gezählt wird, während ein leicht zu
erfassendes Kunststoffbauteil erst bei mehrmaliger Erfassung auch bei einer niedri-
geren Sendeleistung als fahrzeugzugehörig betrachtet wird. Dazu muss während des
Lesevorgangs die Sendeleistung ständig variiert werden. Das Verfahren erfordert
einen sehr hohen Untersuchungsaufwand, da die Sendeleistung für jedes Bauteil
und jeden Umgebungszustand, beispielsweise der Motorraumdichte, angepasst wer-
den muss. Dem zu Folge ist aus Sicht des Autors bei einer Erstumsetzung eine Lö-
sung anzustreben, bei der das Fahrzeug isoliert wird.
5.2.3 Bauteilabschirmung und -abschattung
Neben den bereits dargestellten Effekten wird es im vorliegenden Anwendungsfall zu
zahlreichen Abschirmungs- und Abschattungseffekten kommen.
Auf Basis der Theorie ist nicht bewertbar, in wie weit mit dem Identifikationsszenario
„offenes Fahrzeug scannen“ Bauteile im Motorraum, speziell bei großen Motorisie-
rungen, identifizierbar sind. Auf der einen Seite ist mit starken Abschattungseffekten
zu rechnen, andererseits kann aber durch die Entstehung von neuen Wellenfronten
eine Erfassung von versteckt verbauten Bauteilen möglich sein. Die Bewertung kann
aufgrund der nicht beschreibbaren Einflussfaktoren nur mit Hilfe einer praktischen
Evaluierung durchgeführt werden.
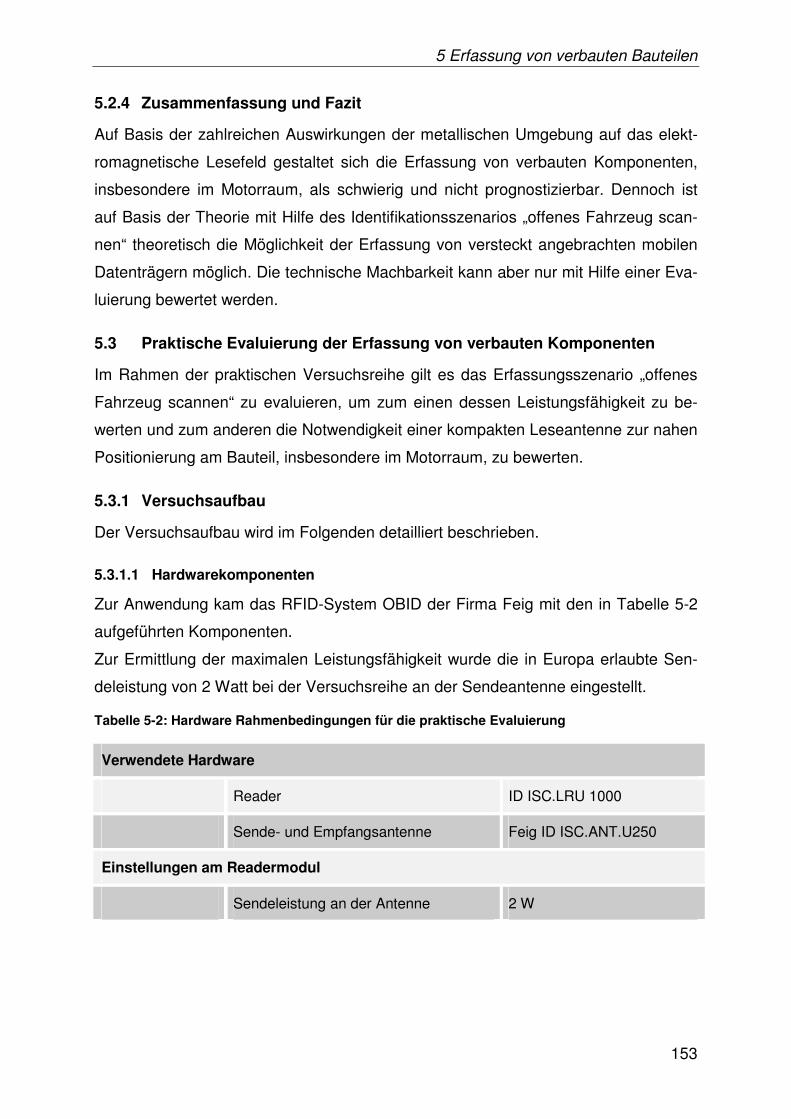
5 Erfassung von verbauten Bauteilen
153
5.2.4 Zusammenfassung und Fazit
Auf Basis der zahlreichen Auswirkungen der metallischen Umgebung auf das elekt-
romagnetische Lesefeld gestaltet sich die Erfassung von verbauten Komponenten,
insbesondere im Motorraum, als schwierig und nicht prognostizierbar. Dennoch ist
auf Basis der Theorie mit Hilfe des Identifikationsszenarios „offenes Fahrzeug scan-
nen“ theoretisch die Möglichkeit der Erfassung von versteckt angebrachten mobilen
Datenträgern möglich. Die technische Machbarkeit kann aber nur mit Hilfe einer Eva-
luierung bewertet werden.
5.3 Praktische Evaluierung der Erfassung von verbauten Komponenten
Im Rahmen der praktischen Versuchsreihe gilt es das Erfassungsszenario „offenes
Fahrzeug scannen“ zu evaluieren, um zum einen dessen Leistungsfähigkeit zu be-
werten und zum anderen die Notwendigkeit einer kompakten Leseantenne zur nahen
Positionierung am Bauteil, insbesondere im Motorraum, zu bewerten.
5.3.1 Versuchsaufbau
Der Versuchsaufbau wird im Folgenden detailliert beschrieben.
5.3.1.1 Hardwarekomponenten
Zur Anwendung kam das RFID-System OBID der Firma Feig mit den in Tabelle 5-2
aufgeführten Komponenten.
Zur Ermittlung der maximalen Leistungsfähigkeit wurde die in Europa erlaubte Sen-
deleistung von 2 Watt bei der Versuchsreihe an der Sendeantenne eingestellt.
Tabelle 5-2: Hardware Rahmenbedingungen für die praktische Evaluierung
Verwendete Hardware
Reader ID ISC.LRU 1000
Sende- und Empfangsantenne Feig ID ISC.ANT.U250
Einstellungen am Readermodul
Sendeleistung an der Antenne 2 W
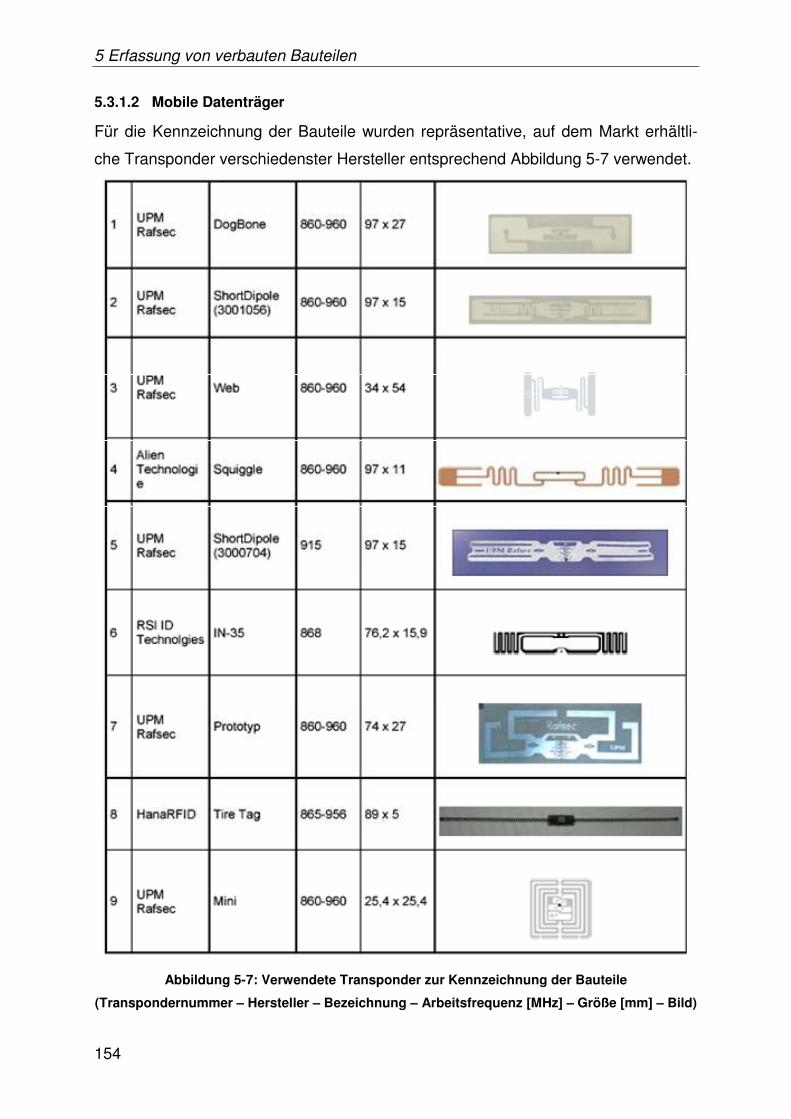
5 Erfassung von verbauten Bauteilen
154
5.3.1.2 Mobile Datenträger
Für die Kennzeichnung der Bauteile wurden repräsentative, auf dem Markt erhältli-
che Transponder verschiedenster Hersteller entsprechend Abbildung 5-7 verwendet.
Abbildung 5-7: Verwendete Transponder zur Kennzeichnung der Bauteile
(Transpondernummer – Hersteller – Bezeichnung – Arbeitsfrequenz [MHz] – Größe [mm] – Bild)
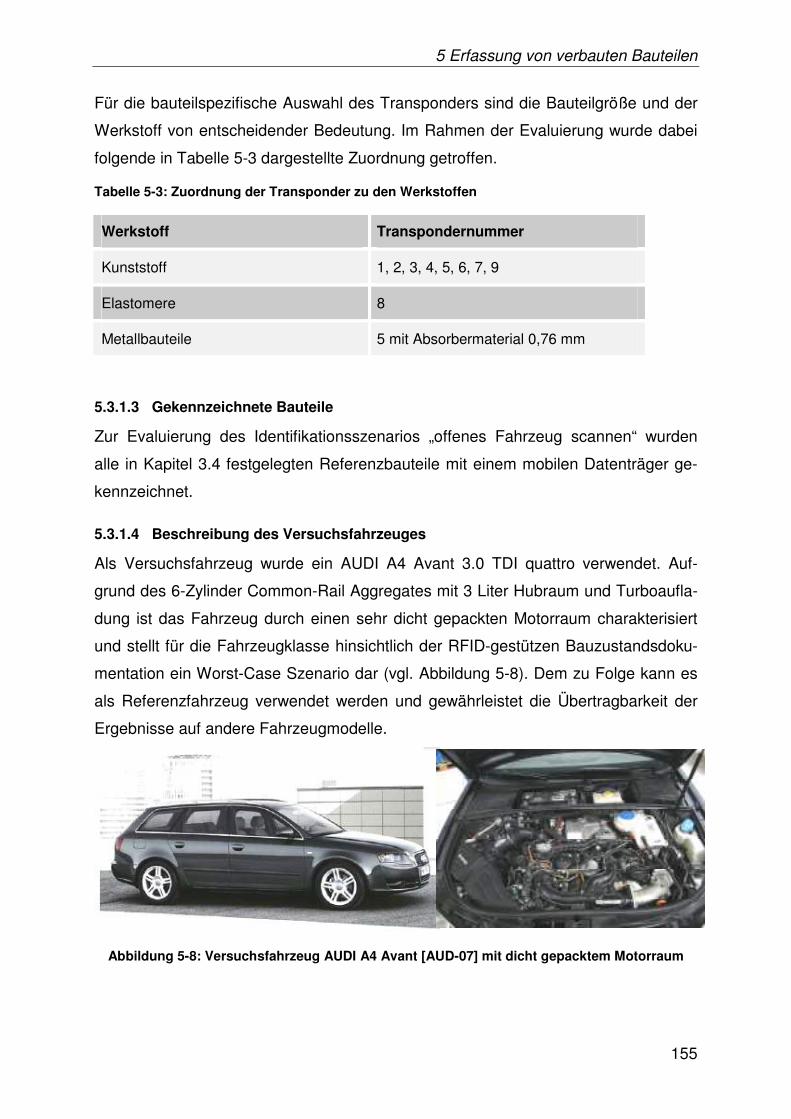
5 Erfassung von verbauten Bauteilen
155
Für die bauteilspezifische Auswahl des Transponders sind die Bauteilgröße und der
Werkstoff von entscheidender Bedeutung. Im Rahmen der Evaluierung wurde dabei
folgende in Tabelle 5-3 dargestellte Zuordnung getroffen.
Tabelle 5-3: Zuordnung der Transponder zu den Werkstoffen
Werkstoff Transpondernummer
Kunststoff 1, 2, 3, 4, 5, 6, 7, 9
Elastomere 8
Metallbauteile 5 mit Absorbermaterial 0,76 mm
5.3.1.3 Gekennzeichnete Bauteile
Zur Evaluierung des Identifikationsszenarios „offenes Fahrzeug scannen“ wurden
alle in Kapitel 3.4 festgelegten Referenzbauteile mit einem mobilen Datenträger ge-
kennzeichnet.
5.3.1.4 Beschreibung des Versuchsfahrzeuges
Als Versuchsfahrzeug wurde ein AUDI A4 Avant 3.0 TDI quattro verwendet. Auf-
grund des 6-Zylinder Common-Rail Aggregates mit 3 Liter Hubraum und Turboaufla-
dung ist das Fahrzeug durch einen sehr dicht gepackten Motorraum charakterisiert
und stellt für die Fahrzeugklasse hinsichtlich der RFID-gestützen Bauzustandsdoku-
mentation ein Worst-Case Szenario dar (vgl. Abbildung 5-8). Dem zu Folge kann es
als Referenzfahrzeug verwendet werden und gewährleistet die Übertragbarkeit der
Ergebnisse auf andere Fahrzeugmodelle.
Abbildung 5-8: Versuchsfahrzeug AUDI A4 Avant [AUD-07] mit dicht gepacktem Motorraum
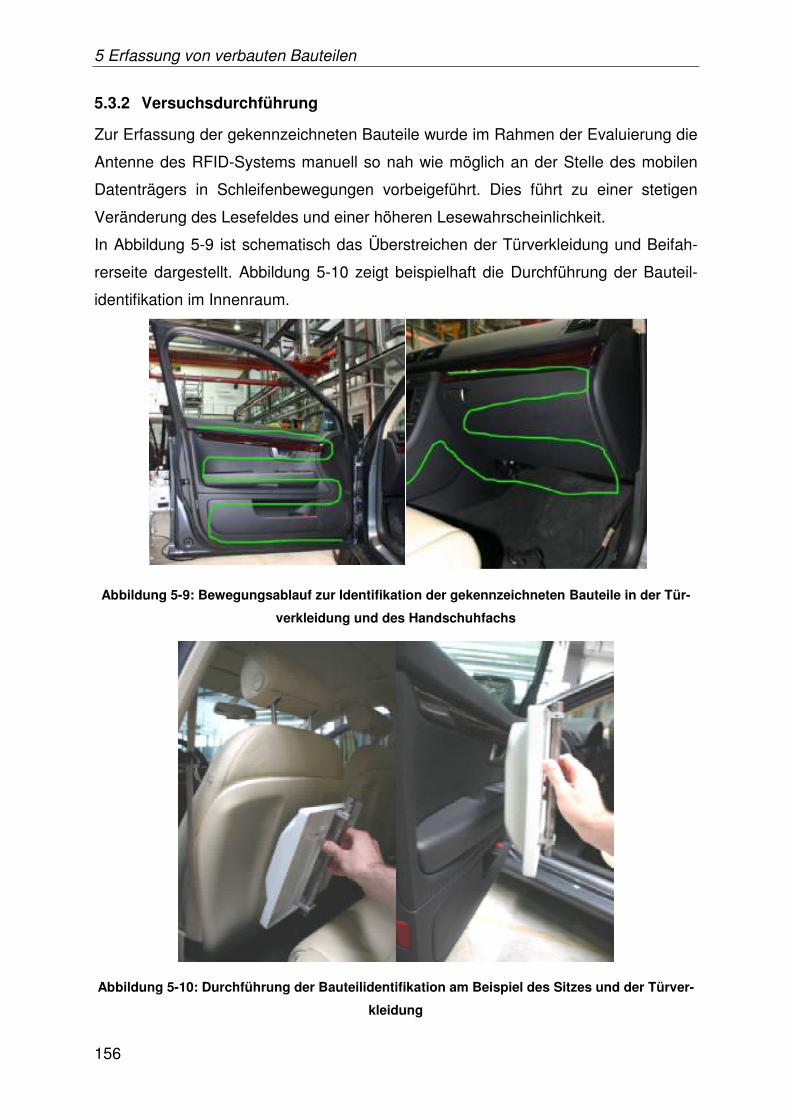
5 Erfassung von verbauten Bauteilen
156
5.3.2 Versuchsdurchführung
Zur Erfassung der gekennzeichneten Bauteile wurde im Rahmen der Evaluierung die
Antenne des RFID-Systems manuell so nah wie möglich an der Stelle des mobilen
Datenträgers in Schleifenbewegungen vorbeigeführt. Dies führt zu einer stetigen
Veränderung des Lesefeldes und einer höheren Lesewahrscheinlichkeit.
In Abbildung 5-9 ist schematisch das Überstreichen der Türverkleidung und Beifah-
rerseite dargestellt. Abbildung 5-10 zeigt beispielhaft die Durchführung der Bauteil-
identifikation im Innenraum.
Abbildung 5-9: Bewegungsablauf zur Identifikation der gekennzeichneten Bauteile in der Tür-
verkleidung und des Handschuhfachs
Abbildung 5-10: Durchführung der Bauteilidentifikation am Beispiel des Sitzes und der Türver-
kleidung

5 Erfassung von verbauten Bauteilen
157
Zur Erfassung der Bauteile im Bereich des Unterbodens ist die Antenne entspre-
chend der Abbildung 5-11 mit einer Rohrverlängerung von 1.5m versehen worden,
um eine Identifikation der gekennzeichneten Komponenten im Unterflur- und Fahr-
werksbereich des Fahrzeugs zu ermöglichen. Dadurch wird ein Aufbocken des Fahr-
zeugs vermieden. Analog zum Innenraum ist bei der Identifikation der Bauteile im
Unterflur eine Schleifenbewegung nah an den gekennzeichneten Objekte anzustre-
ben, um ein stetig wechselndes elektromagnetisches Feld zu gewährleisten und die
Lesewahrscheinlichkeit zu erhöhen (vgl. Abbildung 5-11).
Abbildung 5-11: Durchführung der Bauteilidentifikation und Bewegungsablauf im Unterflurbe-
reich des Fahrzeugs
Im Bereich des Motorraums ist durch die Baugröße der Einzelantenne ein direktes
Eindringen nicht möglich. Analog zu den Bewegungsabläufen im Innenraum und im
Unterflurbereich des Fahrzeugs wurde die Antenne im Rahmen der Evaluierung an
der Oberfläche des Motorraums entsprechend Abbildung 5-12 im Zick-Zack-Kurs
bewegt.
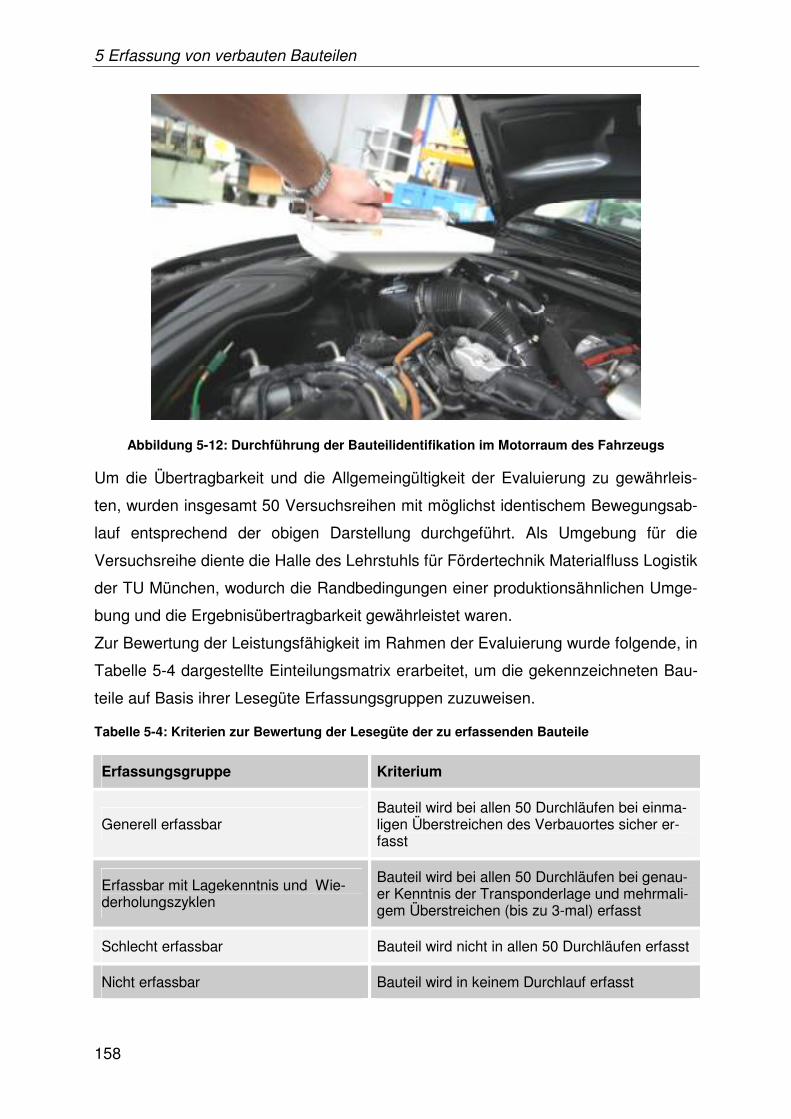
5 Erfassung von verbauten Bauteilen
158
Abbildung 5-12: Durchführung der Bauteilidentifikation im Motorraum des Fahrzeugs
Um die Übertragbarkeit und die Allgemeingültigkeit der Evaluierung zu gewährleis-
ten, wurden insgesamt 50 Versuchsreihen mit möglichst identischem Bewegungsab-
lauf entsprechend der obigen Darstellung durchgeführt. Als Umgebung für die
Versuchsreihe diente die Halle des Lehrstuhls für Fördertechnik Materialfluss Logistik
der TU München, wodurch die Randbedingungen einer produktionsähnlichen Umge-
bung und die Ergebnisübertragbarkeit gewährleistet waren.
Zur Bewertung der Leistungsfähigkeit im Rahmen der Evaluierung wurde folgende, in
Tabelle 5-4 dargestellte Einteilungsmatrix erarbeitet, um die gekennzeichneten Bau-
teile auf Basis ihrer Lesegüte Erfassungsgruppen zuzuweisen.
Tabelle 5-4: Kriterien zur Bewertung der Lesegüte der zu erfassenden Bauteile
Erfassungsgruppe Kriterium
Generell erfassbar Bauteil wird bei allen 50 Durchläufen bei einma-ligen Überstreichen des Verbauortes sicher er-fasst
Erfassbar mit Lagekenntnis und Wie-derholungszyklen
Bauteil wird bei allen 50 Durchläufen bei genau-er Kenntnis der Transponderlage und mehrmali-gem Überstreichen (bis zu 3-mal) erfasst
Schlecht erfassbar Bauteil wird nicht in allen 50 Durchläufen erfasst
Nicht erfassbar Bauteil wird in keinem Durchlauf erfasst
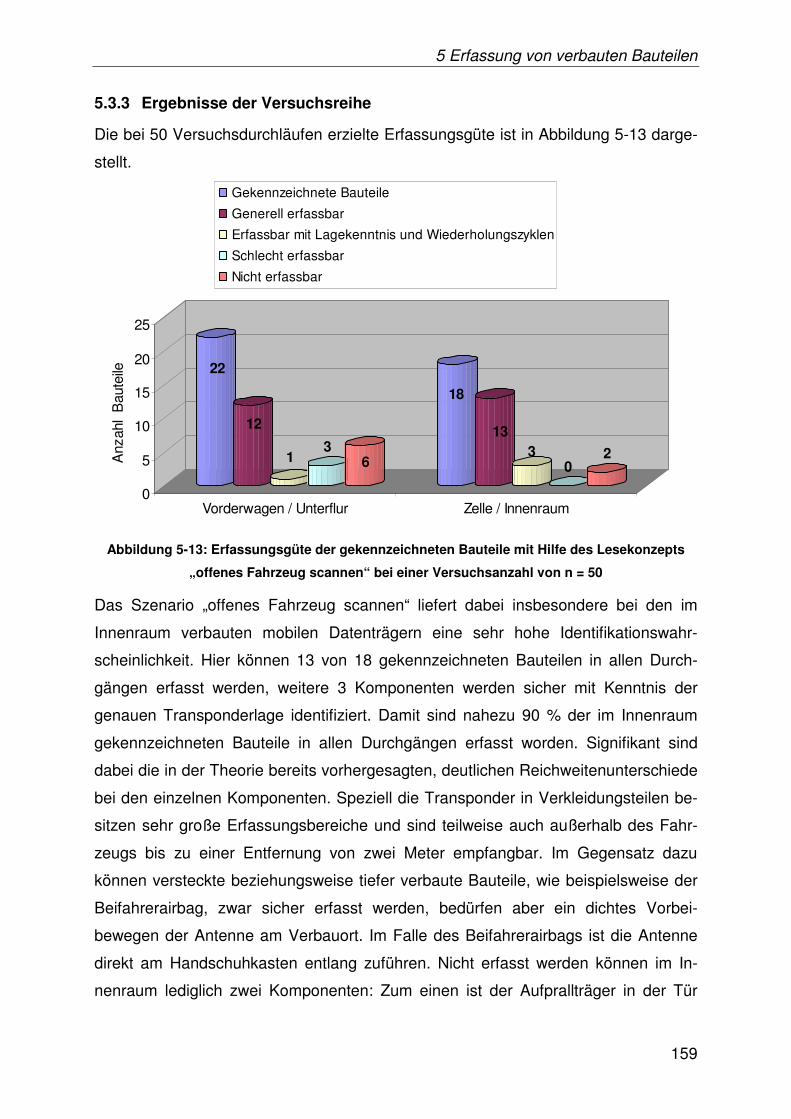
5 Erfassung von verbauten Bauteilen
159
5.3.3 Ergebnisse der Versuchsreihe
Die bei 50 Versuchsdurchläufen erzielte Erfassungsgüte ist in Abbildung 5-13 darge-
stellt.
22
12
13
6
18
133
02
0
5
10
15
20
25
Anz
ahl
Bau
teile
r
Vorderwagen / Unterflur Zelle / Innenraum
Gekennzeichnete Bauteile
Generell erfassbar
Erfassbar mit Lagekenntnis und Wiederholungszyklen
Schlecht erfassbar
Nicht erfassbar
Abbildung 5-13: Erfassungsgüte der gekennzeichneten Bauteile mit Hilfe des Lesekonzepts
„offenes Fahrzeug scannen“ bei einer Versuchsanzahl von n = 50
Das Szenario „offenes Fahrzeug scannen“ liefert dabei insbesondere bei den im
Innenraum verbauten mobilen Datenträgern eine sehr hohe Identifikationswahr-
scheinlichkeit. Hier können 13 von 18 gekennzeichneten Bauteilen in allen Durch-
gängen erfasst werden, weitere 3 Komponenten werden sicher mit Kenntnis der
genauen Transponderlage identifiziert. Damit sind nahezu 90 % der im Innenraum
gekennzeichneten Bauteile in allen Durchgängen erfasst worden. Signifikant sind
dabei die in der Theorie bereits vorhergesagten, deutlichen Reichweitenunterschiede
bei den einzelnen Komponenten. Speziell die Transponder in Verkleidungsteilen be-
sitzen sehr große Erfassungsbereiche und sind teilweise auch außerhalb des Fahr-
zeugs bis zu einer Entfernung von zwei Meter empfangbar. Im Gegensatz dazu
können versteckte beziehungsweise tiefer verbaute Bauteile, wie beispielsweise der
Beifahrerairbag, zwar sicher erfasst werden, bedürfen aber ein dichtes Vorbei-
bewegen der Antenne am Verbauort. Im Falle des Beifahrerairbags ist die Antenne
direkt am Handschuhkasten entlang zuführen. Nicht erfasst werden können im In-
nenraum lediglich zwei Komponenten: Zum einen ist der Aufprallträger in der Tür
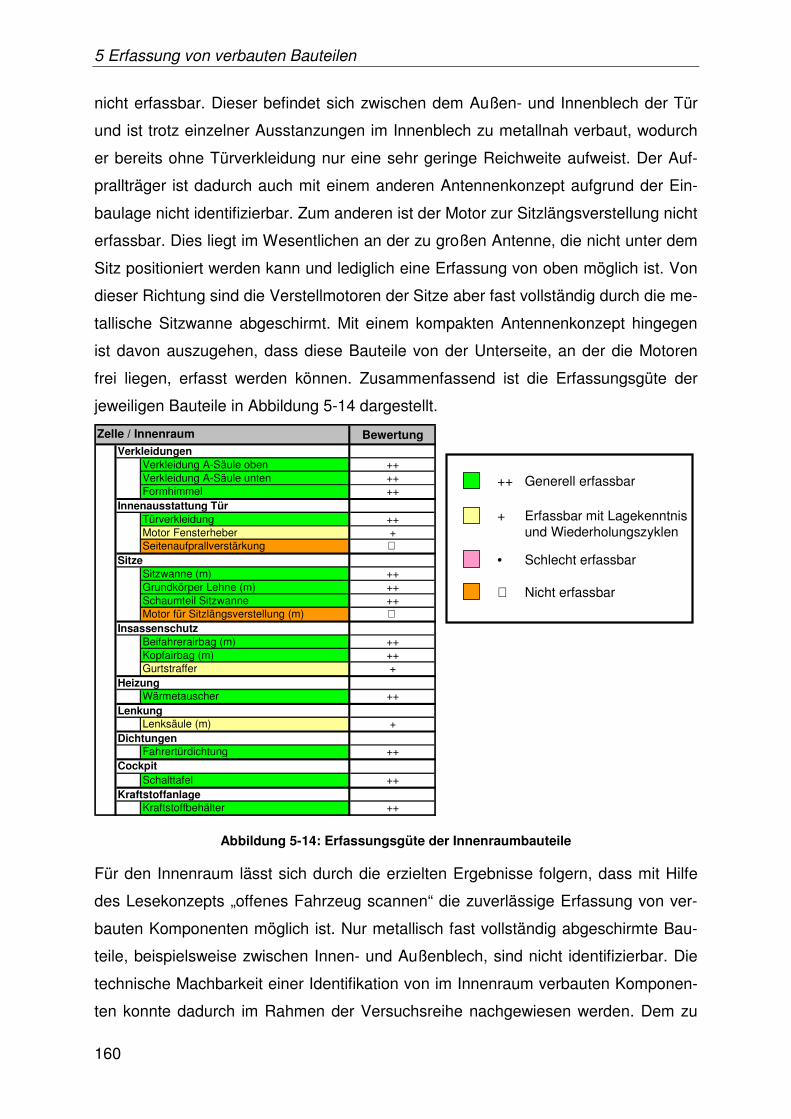
5 Erfassung von verbauten Bauteilen
160
nicht erfassbar. Dieser befindet sich zwischen dem Außen- und Innenblech der Tür
und ist trotz einzelner Ausstanzungen im Innenblech zu metallnah verbaut, wodurch
er bereits ohne Türverkleidung nur eine sehr geringe Reichweite aufweist. Der Auf-
prallträger ist dadurch auch mit einem anderen Antennenkonzept aufgrund der Ein-
baulage nicht identifizierbar. Zum anderen ist der Motor zur Sitzlängsverstellung nicht
erfassbar. Dies liegt im Wesentlichen an der zu großen Antenne, die nicht unter dem
Sitz positioniert werden kann und lediglich eine Erfassung von oben möglich ist. Von
dieser Richtung sind die Verstellmotoren der Sitze aber fast vollständig durch die me-
tallische Sitzwanne abgeschirmt. Mit einem kompakten Antennenkonzept hingegen
ist davon auszugehen, dass diese Bauteile von der Unterseite, an der die Motoren
frei liegen, erfasst werden können. Zusammenfassend ist die Erfassungsgüte der
jeweiligen Bauteile in Abbildung 5-14 dargestellt.
Bewertung
Verkleidung A-Säule oben ++Verkleidung A-Säule unten ++Formhimmel ++
Türverkleidung ++Motor Fensterheber +Seitenaufprallverstärkung
Sitzwanne (m) ++Grundkörper Lehne (m) ++Schaumteil Sitzwanne ++Motor für Sitzlängsverstellung (m)
Beifahrerairbag (m) ++Kopfairbag (m) ++Gurtstraffer +
Wärmetauscher ++
Lenksäule (m) +
Fahrertürdichtung ++
Schalttafel ++
Kraftstoffbehälter ++
Verkleidungen
Zelle / Innenraum
Insassenschutz
Heizung
Lenkung
Innenausstattung Tür
Sitze
Dichtungen
Cockpit
Kraftstoffanlage
++ Generell erfassbar
+ Erfassbar mit Lagekenntnis und Wiederholungszyklen
• Schlecht erfassbar
Nicht erfassbar
Abbildung 5-14: Erfassungsgüte der Innenraumbauteile
Für den Innenraum lässt sich durch die erzielten Ergebnisse folgern, dass mit Hilfe
des Lesekonzepts „offenes Fahrzeug scannen“ die zuverlässige Erfassung von ver-
bauten Komponenten möglich ist. Nur metallisch fast vollständig abgeschirmte Bau-
teile, beispielsweise zwischen Innen- und Außenblech, sind nicht identifizierbar. Die
technische Machbarkeit einer Identifikation von im Innenraum verbauten Komponen-
ten konnte dadurch im Rahmen der Versuchsreihe nachgewiesen werden. Dem zu
5 Erfassung von verbauten Bauteilen
161
Folge ist nahezu jedes Bauteil mit Abmaßen im Bereich der Transpondergröße im
Innenraum kennzeichen- und erfassbar.
Für den Motorraum hingegen erweist sich das Antennenkonzept aufgrund der dich-
ten metallischen Umgebung gepaart mit dem großen Abstand zu den mobilen Daten-
trägern als nicht zuverlässig. Hier können lediglich nahe an der Oberfläche sowie am
Unterboden verbaute Bauteile erfasst werden. Im Rahmen der Versuchsreihe wur-
den mit Hilfe der Einzelantenne 12 von 22 Transponder zuverlässig erkannt. Mit Hilfe
der Lagekenntnis kann noch zusätzlich eine Komponente verlässlich identifiziert wer-
den. Die Transponder von drei weiteren Bauteilen wurden in circa der Hälfte der
Durchgänge gelesen. Zusammenfassend ist dadurch das Identifikationskonzept „of-
fenes Fahrzeug scannen“ nur bedingt für die Identifikation von im Motorraum verbau-
ten Bauteilen geeignet. Die Zwischenräume zwischen den Bauteilen reichen folglich
nicht für ein ausreichendes elektromagnetisches Feld im Motorraum aus. Für die
durchgängige stetige Erfassung von Komponenten im Motorraum ist ein Lesekonzept
notwendig, bei der die Antenne in den Motorraum eingebracht werden kann.
Die Erfassungsgüte der jeweiligen Bauteile im Motorraum ist in Abbildung 5-15 dar-
gestellt.
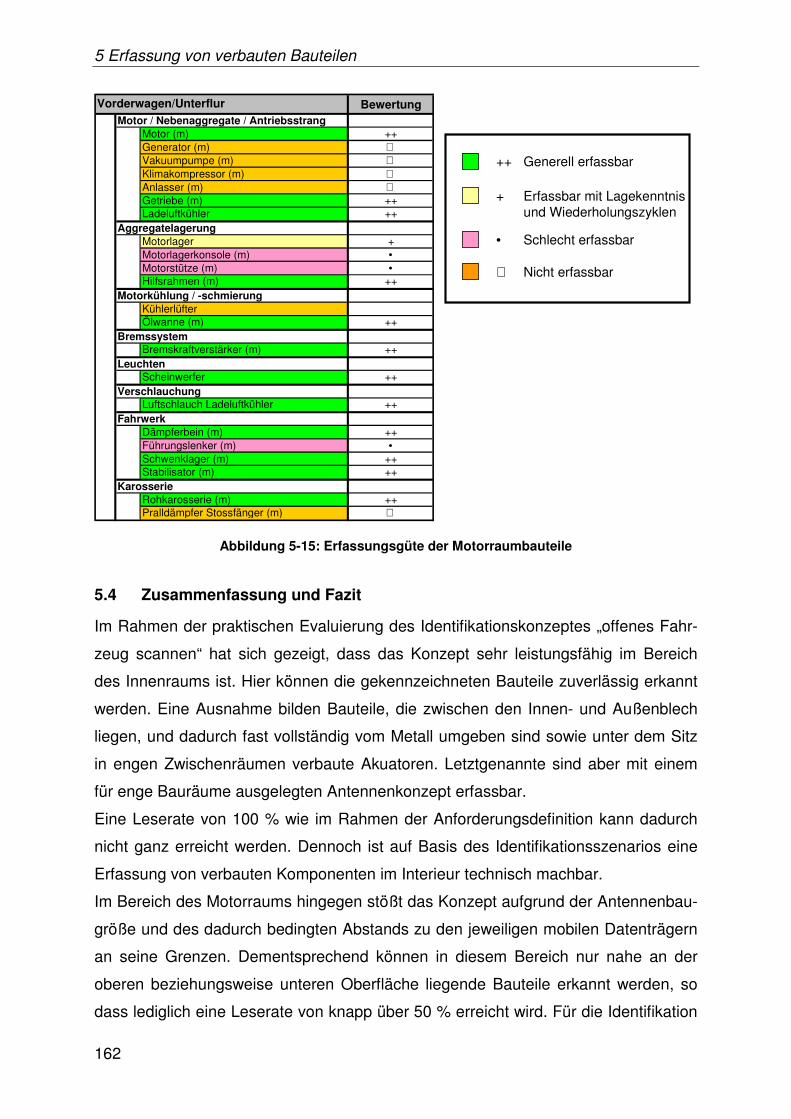
5 Erfassung von verbauten Bauteilen
162
++ Generell erfassbar
+ Erfassbar mit Lagekenntnis und Wiederholungszyklen
• Schlecht erfassbar
Nicht erfassbar
Bewertung
Motor (m) ++Generator (m) Vakuumpumpe (m) Klimakompressor (m) Anlasser (m) Getriebe (m) ++Ladeluftkühler ++
Motorlager +Motorlagerkonsole (m) •Motorstütze (m) •Hilfsrahmen (m) ++
Motorkühlung / -schmierungKühlerlüfterÖlwanne (m) ++
Bremskraftverstärker (m) ++
Scheinwerfer ++
Luftschlauch Ladeluftkühler ++
Dämpferbein (m) ++Führungslenker (m) •Schwenklager (m) ++Stabilisator (m) ++
Rohkarosserie (m) ++Pralldämpfer Stossfänger (m)
Bremssystem
Leuchten
Vorderwagen/Unterflur
Motor / Nebenaggregate / Antriebsstrang
Aggregatelagerung
Verschlauchung
Fahrwerk
Karosserie
Abbildung 5-15: Erfassungsgüte der Motorraumbauteile
5.4 Zusammenfassung und Fazit
Im Rahmen der praktischen Evaluierung des Identifikationskonzeptes „offenes Fahr-
zeug scannen“ hat sich gezeigt, dass das Konzept sehr leistungsfähig im Bereich
des Innenraums ist. Hier können die gekennzeichneten Bauteile zuverlässig erkannt
werden. Eine Ausnahme bilden Bauteile, die zwischen den Innen- und Außenblech
liegen, und dadurch fast vollständig vom Metall umgeben sind sowie unter dem Sitz
in engen Zwischenräumen verbaute Akuatoren. Letztgenannte sind aber mit einem
für enge Bauräume ausgelegten Antennenkonzept erfassbar.
Eine Leserate von 100 % wie im Rahmen der Anforderungsdefinition kann dadurch
nicht ganz erreicht werden. Dennoch ist auf Basis des Identifikationsszenarios eine
Erfassung von verbauten Komponenten im Interieur technisch machbar.
Im Bereich des Motorraums hingegen stößt das Konzept aufgrund der Antennenbau-
größe und des dadurch bedingten Abstands zu den jeweiligen mobilen Datenträgern
an seine Grenzen. Dementsprechend können in diesem Bereich nur nahe an der
oberen beziehungsweise unteren Oberfläche liegende Bauteile erkannt werden, so
dass lediglich eine Leserate von knapp über 50 % erreicht wird. Für die Identifikation
5 Erfassung von verbauten Bauteilen
163
von im Motorraum verbauten Komponenten ist dem zu Folge ein Antennenkonzept
entsprechend des Szenarios „Scanpunkte“ notwendig, wodurch die Antenne nah an
den gekennzeichneten Bauteilen positioniert werden kann. Hierfür ist die kompakte
Bauform der Antenne eine grundlegende Vorraussetzung. Da es derzeit auf dem
Markt kein dafür geeignetes Antennenkonzept für RFID-Systeme im UHF-Bereich
gibt, gilt es, im Rahmen des nächsten Abschnittes Antennenbauformen aus anderen
Frequenzbereichen hinsichtlich der notwendigen Anforderungen zu evaluieren und
für den Einsatzfall zu qualifizieren.
6 Antennenkonzepte für enge Bauräume
164
Das metallische Umfeld eines Motorraumes lässt entsprechend der Voruntersuchun-
gen in Kapitel 5.3 die Erfassung von versteckt liegenden Bauteilen in diesem Bereich
von außen nicht zu.
Aus diesem Grund ist es entsprechend des Identifikationskonzepts „Scanpunkte“
notwendig, mit der Antenne direkt in den Motorraum einzudringen und dadurch in die
Nähe der gekennzeichneten Bauteile zu gelangen. Dies bedingt eine geringe Bau-
größe der Antenne, wodurch gängige, auf dem Markt erhältliche Antennenkonzepte
für UHF-RFID-Systeme aufgrund ihrer Auslegung auf maximale Reichweite nicht ge-
eignet sind. Dem zu Folge gilt es im Rahmen der Arbeit neue Antennenbauformen
für UHF-Systeme zu entwickeln und auf ihre Leistungsfähigkeit in der metallhaltigen
Umgebung zu evaluieren.
Dazu werden bestehende Antennenbauformen auf ihre Eignung zum Einsatz im Mo-
torraum analysiert und auf die Frequenz von UHF-Systemen übertragen. Die Vorge-
hensweise ist detailliert in Abbildung 6-1 dargestellt.
6 Antennenkonzepte für enge Bauräume
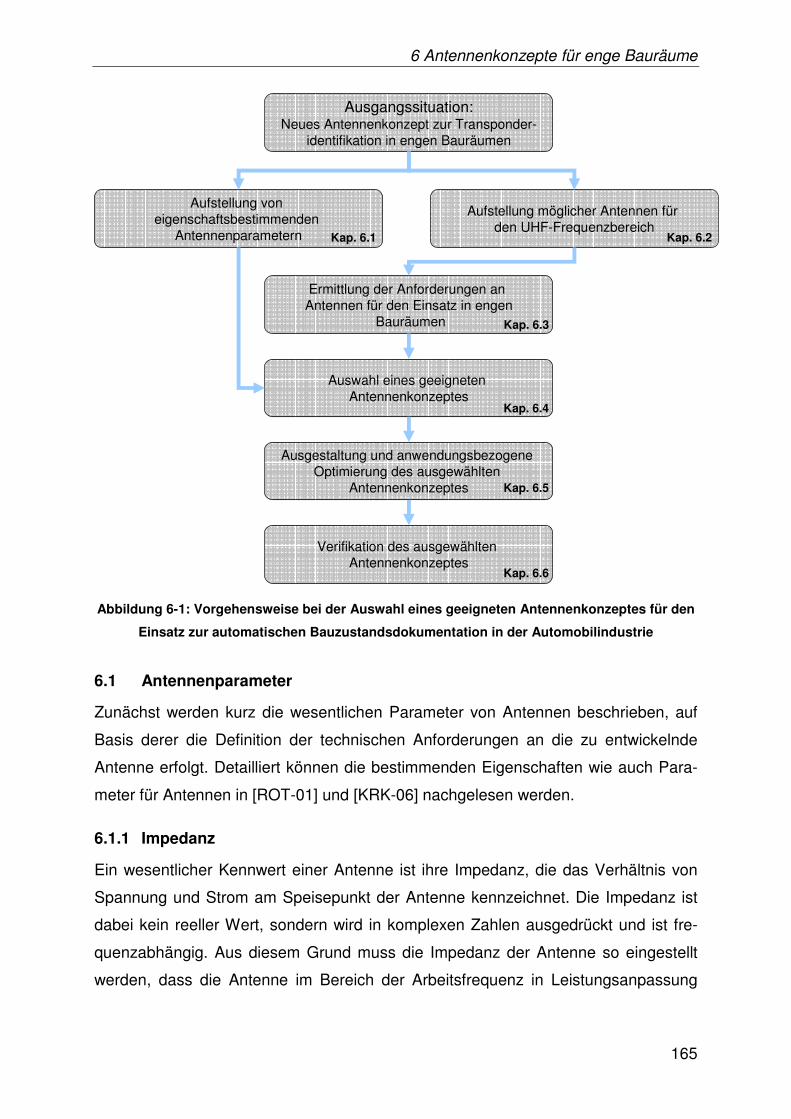
6 Antennenkonzepte für enge Bauräume
165
Ausgangssituation:Neues Antennenkonzept zur Transponder-
identifikation in engen Bauräumen
Aufstellung von eigenschaftsbestimmenden
Antennenparametern
Aufstellung möglicher Antennen für den UHF-Frequenzbereich
Ermittlung der Anforderungen an Antennen für den Einsatz in engen
Bauräumen
Auswahl eines geeigneten Antennenkonzeptes
Ausgestaltung und anwendungsbezogeneOptimierung des ausgewählten
Antennenkonzeptes
Verifikation des ausgewählten Antennenkonzeptes
Kap. 6.1 Kap. 6.2
Kap. 6.3
Kap. 6.4
Kap. 6.5
Kap. 6.6
Abbildung 6-1: Vorgehensweise bei der Auswahl eines geeigneten Antennenkonzeptes für den
Einsatz zur automatischen Bauzustandsdokumentation in der Automobilindustrie
6.1 Antennenparameter
Zunächst werden kurz die wesentlichen Parameter von Antennen beschrieben, auf
Basis derer die Definition der technischen Anforderungen an die zu entwickelnde
Antenne erfolgt. Detailliert können die bestimmenden Eigenschaften wie auch Para-
meter für Antennen in [ROT-01] und [KRK-06] nachgelesen werden.
6.1.1 Impedanz
Ein wesentlicher Kennwert einer Antenne ist ihre Impedanz, die das Verhältnis von
Spannung und Strom am Speisepunkt der Antenne kennzeichnet. Die Impedanz ist
dabei kein reeller Wert, sondern wird in komplexen Zahlen ausgedrückt und ist fre-
quenzabhängig. Aus diesem Grund muss die Impedanz der Antenne so eingestellt
werden, dass die Antenne im Bereich der Arbeitsfrequenz in Leistungsanpassung
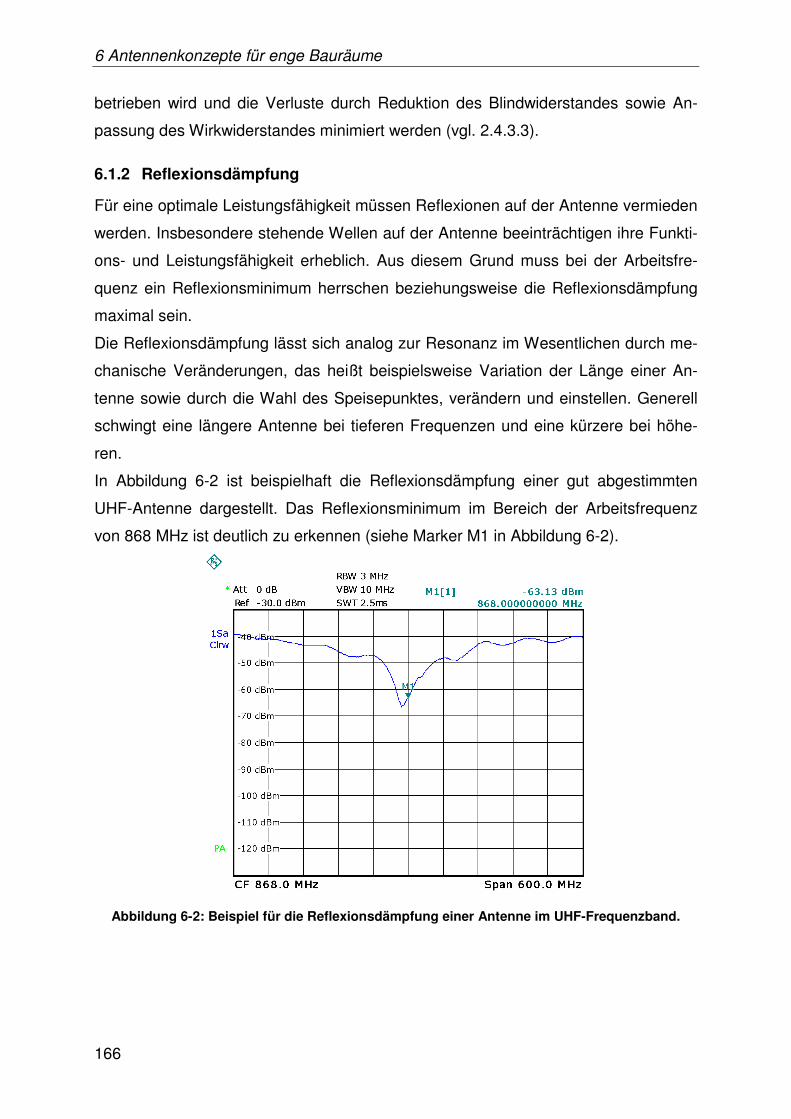
6 Antennenkonzepte für enge Bauräume
166
betrieben wird und die Verluste durch Reduktion des Blindwiderstandes sowie An-
passung des Wirkwiderstandes minimiert werden (vgl. 2.4.3.3).
6.1.2 Reflexionsdämpfung
Für eine optimale Leistungsfähigkeit müssen Reflexionen auf der Antenne vermieden
werden. Insbesondere stehende Wellen auf der Antenne beeinträchtigen ihre Funkti-
ons- und Leistungsfähigkeit erheblich. Aus diesem Grund muss bei der Arbeitsfre-
quenz ein Reflexionsminimum herrschen beziehungsweise die Reflexionsdämpfung
maximal sein.
Die Reflexionsdämpfung lässt sich analog zur Resonanz im Wesentlichen durch me-
chanische Veränderungen, das heißt beispielsweise Variation der Länge einer An-
tenne sowie durch die Wahl des Speisepunktes, verändern und einstellen. Generell
schwingt eine längere Antenne bei tieferen Frequenzen und eine kürzere bei höhe-
ren.
In Abbildung 6-2 ist beispielhaft die Reflexionsdämpfung einer gut abgestimmten
UHF-Antenne dargestellt. Das Reflexionsminimum im Bereich der Arbeitsfrequenz
von 868 MHz ist deutlich zu erkennen (siehe Marker M1 in Abbildung 6-2).
Abbildung 6-2: Beispiel für die Reflexionsdämpfung einer Antenne im UHF-Frequenzband.
6 Antennenkonzepte für enge Bauräume
167
6.1.3 Gewinn
Eng mit der Richtwirkung verknüpft ist der Antennengewinn. Er gibt das Verhältnis
der maximalen Leistung an, die die zu vermessende Antenne im Vergleich zu einer
festgelegten Antenne (beispielsweise dem isotropen Strahler) im gleichen Feld emp-
fängt.
Antennen mit starker Richtwirkung haben in Vorzugsrichtung einen hohen Antennen-
gewinn, wodurch dieser direkt aus dem Strahlungsdiagramm abgelesen werden kann
[SPI-89]. Der Antennengewinn wird dabei maßgeblich durch die geometrische Bau-
art, der Antennenimpedanz und der Reflexionsdämpfung beeinflusst.
6.1.4 Sende- und Empfangsleistung
Die Sende- und Empfangsleistung gibt an, welche Leistung eine Antenne abgestrahlt
beziehungsweise aufgenommen hat. Sie wird dabei neben den oben genannten Pa-
rametern maßgeblich bestimmt durch die eingespeiste beziehungsweise ankom-
mende Leistung, wodurch sie als absoluter Wert nur eine indirekte Aussagekraft über
die Antenneneigenschaften besitzt. Bei definierten Versuchsbedingungen und im
Rahmen einer vergleichenden Bewertung ist sie eine wesentliche Größe zur Ausle-
gung und Leistungsbewertung von Antennen.
6.2 Antennenbauformen und ihre Eigenschaften
Im Rahmen dieses Kapitels werden mögliche für den UHF-Frequenzbereich geeigne-
te Antennenbauformen und deren Eigenschaften vorgestellt, die die Grundlage für
die Auswahl eines für den Anwendungsfall geeigneten Antennenkonzepts im Verlauf
des Kapitels darstellen.
Aufgrund der Vielfalt ist bei den hier dargestellten Antennenbauformen im Vorfeld
bereits eine Auswahl hinsichtlich der grundsätzlichen Eignung zum Einsatz im Motor-
raum getroffen worden.
Ebenfalls werden komplexere Bauformen und verkürzte Antennen vernachlässigt, da
sich durch die dafür notwendigen Kompensations- und Anpassungsschaltungen die
Umgebungsabhängigkeit beziehungsweise -sensibilität der Antenne erhöht und der
Strahlungswirkungsgrad sinkt [JAZ-96]. Dadurch wären die Eigenschaften dieser
Bauformen in der herausfordernden Umgebung des Motorraums nicht mehr be-
herrschbar.
Die Einteilung der vorgestellten Bauformen erfolgt in folgende 3 Antennengruppen:
6 Antennenkonzepte für enge Bauräume
168
• Dipole,
• Stabantennen und
• Flachantennen.
6.2.1 Dipole
Eine Dipolantenne besteht aus zwei gleich langen schwingenden Elementen, die
über die Mitte gespeist werden (vgl. Abbildung 2-29).
Im Folgenden werden die Arten
• Halbwellen- und Ganzwellendipol,
• Flächendipol sowie
• Koaxialantenne
unterschieden und näher beschrieben.
6.2.1.1 Halb- und Ganzwellendipol
Je nach Länge der schwingenden Elemente im Verhältnis zur Wellenlänge der Ar-
beitsfrequenz werden Dipole in unterschiedliche Klasse eingeteilt. Am bedeutendsten
sind der Halb- und Ganzwellendipol, bei denen dünne Drähte als schwingende Ele-
mente eingesetzt werden.
Bei der exakten Längenbestimmung muss zusätzlich ein Verkürzungsfaktor mitein-
bezogen werden, da die Ausbreitung der elektromagnetischen Welle auf der Antenne
mit einer anderen Geschwindigkeit als in Luft erfolgt. Dies führt entsprechend Formel
(2-1) zu einer Veränderung der Wellenlänge, auf die die Antennenlänge mit Hilfe des
Verkürzungsfaktors angepasst werden muss. Dieser ist generell bei der Auslegung
von Antennen zu berücksichtigen und wird durch
• das Material,
• die Materialstärke und
• die Bauform
der Antenne bestimmt [ROT-88].
Dipolantennen um Linearantennen weisen eine lineare Polarisation auf (vgl.
Abbildung 2-34). Der Ganzwellendipol ist entsprechend Abbildung 6-3 im Vergleich
zum Halbwellendipol durch eine höhere Richtcharakteristik charakterisiert, wodurch
höhere Reichweiten in Vorzugsrichtung zu erwarten sind.
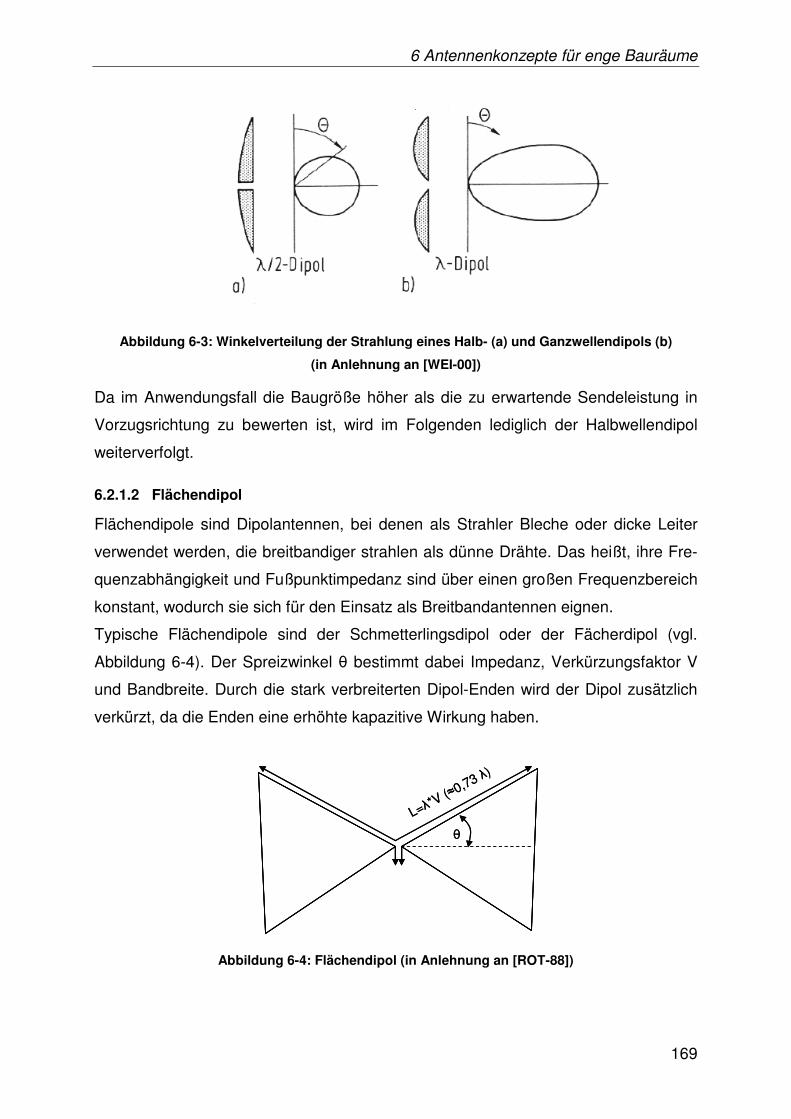
6 Antennenkonzepte für enge Bauräume
169
Abbildung 6-3: Winkelverteilung der Strahlung eines Halb- (a) und Ganzwellendipols (b)
(in Anlehnung an [WEI-00])
Da im Anwendungsfall die Baugröße höher als die zu erwartende Sendeleistung in
Vorzugsrichtung zu bewerten ist, wird im Folgenden lediglich der Halbwellendipol
weiterverfolgt.
6.2.1.2 Flächendipol
Flächendipole sind Dipolantennen, bei denen als Strahler Bleche oder dicke Leiter
verwendet werden, die breitbandiger strahlen als dünne Drähte. Das heißt, ihre Fre-
quenzabhängigkeit und Fußpunktimpedanz sind über einen großen Frequenzbereich
konstant, wodurch sie sich für den Einsatz als Breitbandantennen eignen.
Typische Flächendipole sind der Schmetterlingsdipol oder der Fächerdipol (vgl.
Abbildung 6-4). Der Spreizwinkel θ bestimmt dabei Impedanz, Verkürzungsfaktor V
und Bandbreite. Durch die stark verbreiterten Dipol-Enden wird der Dipol zusätzlich
verkürzt, da die Enden eine erhöhte kapazitive Wirkung haben.
L=λ*V (≈0
,73 λ)
θ
L=λ*V (≈0
,73 λ)
θ
Abbildung 6-4: Flächendipol (in Anlehnung an [ROT-88])
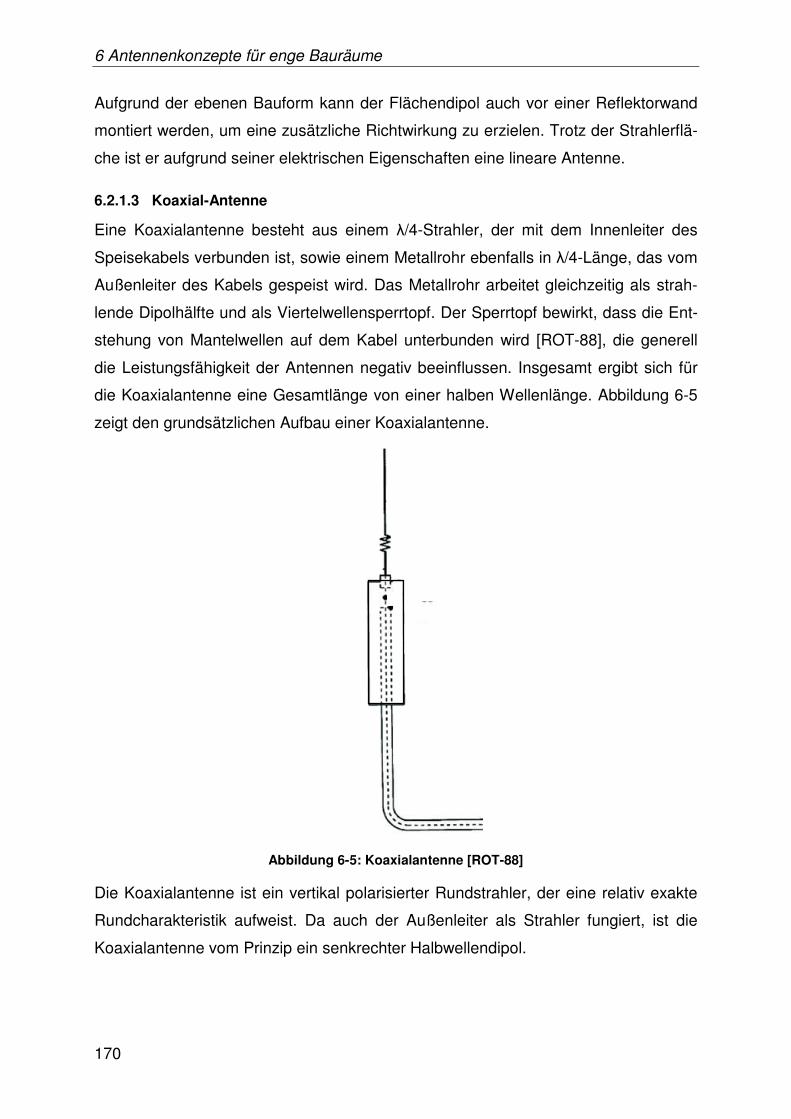
6 Antennenkonzepte für enge Bauräume
170
Aufgrund der ebenen Bauform kann der Flächendipol auch vor einer Reflektorwand
montiert werden, um eine zusätzliche Richtwirkung zu erzielen. Trotz der Strahlerflä-
che ist er aufgrund seiner elektrischen Eigenschaften eine lineare Antenne.
6.2.1.3 Koaxial-Antenne
Eine Koaxialantenne besteht aus einem λ/4-Strahler, der mit dem Innenleiter des
Speisekabels verbunden ist, sowie einem Metallrohr ebenfalls in λ/4-Länge, das vom
Außenleiter des Kabels gespeist wird. Das Metallrohr arbeitet gleichzeitig als strah-
lende Dipolhälfte und als Viertelwellensperrtopf. Der Sperrtopf bewirkt, dass die Ent-
stehung von Mantelwellen auf dem Kabel unterbunden wird [ROT-88], die generell
die Leistungsfähigkeit der Antennen negativ beeinflussen. Insgesamt ergibt sich für
die Koaxialantenne eine Gesamtlänge von einer halben Wellenlänge. Abbildung 6-5
zeigt den grundsätzlichen Aufbau einer Koaxialantenne.
Abbildung 6-5: Koaxialantenne [ROT-88]
Die Koaxialantenne ist ein vertikal polarisierter Rundstrahler, der eine relativ exakte
Rundcharakteristik aufweist. Da auch der Außenleiter als Strahler fungiert, ist die
Koaxialantenne vom Prinzip ein senkrechter Halbwellendipol.
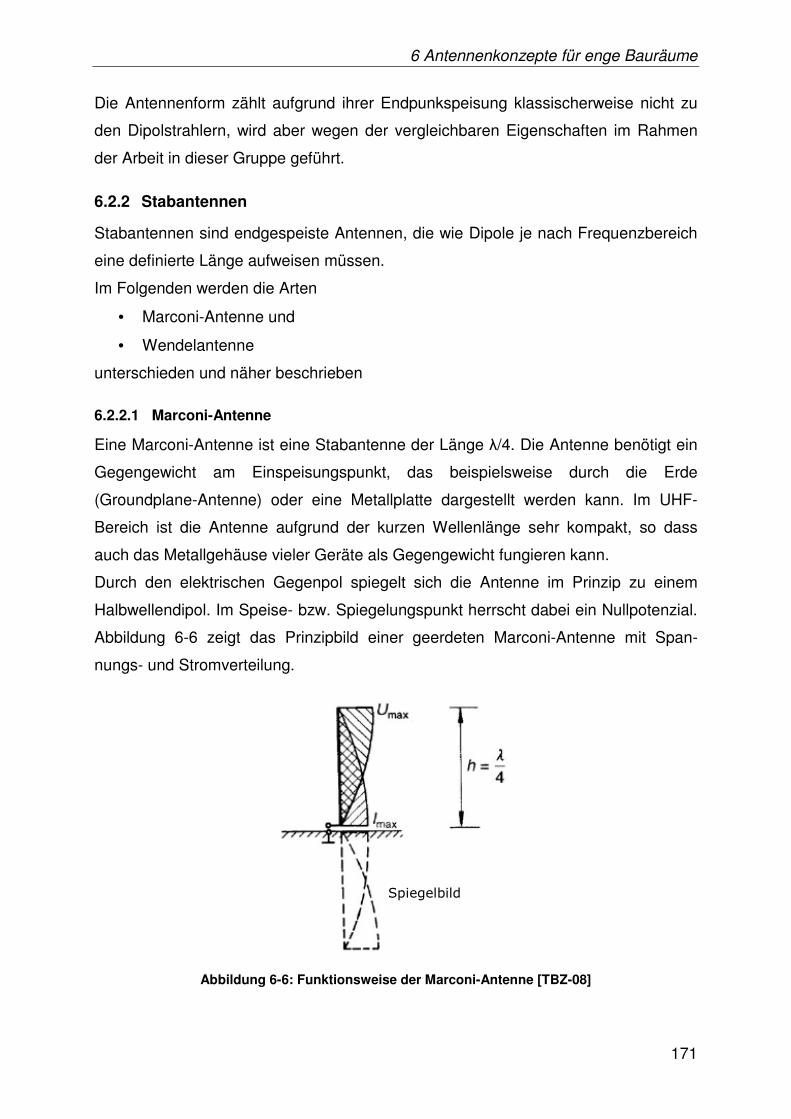
6 Antennenkonzepte für enge Bauräume
171
Die Antennenform zählt aufgrund ihrer Endpunkspeisung klassischerweise nicht zu
den Dipolstrahlern, wird aber wegen der vergleichbaren Eigenschaften im Rahmen
der Arbeit in dieser Gruppe geführt.
6.2.2 Stabantennen
Stabantennen sind endgespeiste Antennen, die wie Dipole je nach Frequenzbereich
eine definierte Länge aufweisen müssen.
Im Folgenden werden die Arten
• Marconi-Antenne und
• Wendelantenne
unterschieden und näher beschrieben
6.2.2.1 Marconi-Antenne
Eine Marconi-Antenne ist eine Stabantenne der Länge λ/4. Die Antenne benötigt ein
Gegengewicht am Einspeisungspunkt, das beispielsweise durch die Erde
(Groundplane-Antenne) oder eine Metallplatte dargestellt werden kann. Im UHF-
Bereich ist die Antenne aufgrund der kurzen Wellenlänge sehr kompakt, so dass
auch das Metallgehäuse vieler Geräte als Gegengewicht fungieren kann.
Durch den elektrischen Gegenpol spiegelt sich die Antenne im Prinzip zu einem
Halbwellendipol. Im Speise- bzw. Spiegelungspunkt herrscht dabei ein Nullpotenzial.
Abbildung 6-6 zeigt das Prinzipbild einer geerdeten Marconi-Antenne mit Span-
nungs- und Stromverteilung.
Abbildung 6-6: Funktionsweise der Marconi-Antenne [TBZ-08]
Spiegelbild
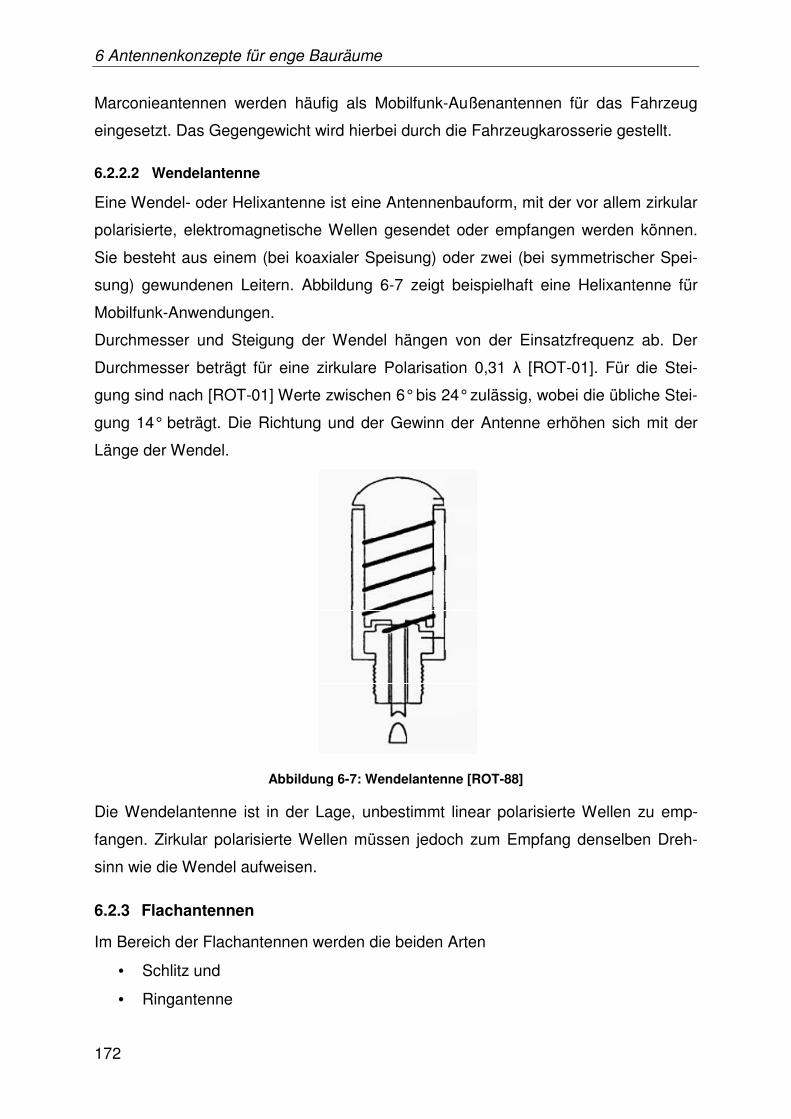
6 Antennenkonzepte für enge Bauräume
172
Marconieantennen werden häufig als Mobilfunk-Außenantennen für das Fahrzeug
eingesetzt. Das Gegengewicht wird hierbei durch die Fahrzeugkarosserie gestellt.
6.2.2.2 Wendelantenne
Eine Wendel- oder Helixantenne ist eine Antennenbauform, mit der vor allem zirkular
polarisierte, elektromagnetische Wellen gesendet oder empfangen werden können.
Sie besteht aus einem (bei koaxialer Speisung) oder zwei (bei symmetrischer Spei-
sung) gewundenen Leitern. Abbildung 6-7 zeigt beispielhaft eine Helixantenne für
Mobilfunk-Anwendungen.
Durchmesser und Steigung der Wendel hängen von der Einsatzfrequenz ab. Der
Durchmesser beträgt für eine zirkulare Polarisation 0,31 λ [ROT-01]. Für die Stei-
gung sind nach [ROT-01] Werte zwischen 6° bis 24° zulässig, wobei die übliche Stei-
gung 14° beträgt. Die Richtung und der Gewinn der Antenne erhöhen sich mit der
Länge der Wendel.
Abbildung 6-7: Wendelantenne [ROT-88]
Die Wendelantenne ist in der Lage, unbestimmt linear polarisierte Wellen zu emp-
fangen. Zirkular polarisierte Wellen müssen jedoch zum Empfang denselben Dreh-
sinn wie die Wendel aufweisen.
6.2.3 Flachantennen
Im Bereich der Flachantennen werden die beiden Arten
• Schlitz und
• Ringantenne

6 Antennenkonzepte für enge Bauräume
173
unterschieden.
6.2.3.1 Schlitzantenne
Die Schlitzantenne nutzt als strahlendes Element keinen Leiter, sondern das Fehlen
beziehungsweise die Unterbrechung von leitendem Material. So besteht eine Halb-
wellen-Schlitzantenne analog zum Halbwellendipol nicht aus einem Leiter der halben
Wellenlänge, sondern aus einer Metallplatte, aus der ein Schlitz der halben Wellen-
länge ausgespart ist. Dadurch sind elektrisches und magnetisches Feld gegenüber
dem Dipol vertauscht, wodurch sich eine vertikal angeordnete Schlitzantenne verhält
wie ein horizontal angeordneter Dipol [ROT-88].
Der Speisepunkt der Schlitzantenne muss nicht mittig liegen, sondern kann zur Ab-
stimmung entlang des Schlitzes verschoben werden. Der höchste Eingangswider-
stand befindet sich in der Mitte des Schlitzes, zum Ende fällt er gegen Null ab.
Abbildung 6-8: Schlitzantenne [CTR-08]
Schlitzantennen werden vor allem bei hohen Frequenzen eingesetzt, bei denen die
Herstellung von Dipolen aufgrund der geringen Größe problematisch ist. Durch die
Möglichkeit der direkten Einbringung in die Struktur eines Objektes kommen Schlitz-
antennen des Weiteren in Bereichen zur Anwendung, bei dem keine Strukturen nach
außen stehen dürfen, wie beispielsweise bei Flugzeugen.
6.2.3.2 Ringantennen
Ring- oder Loopantennen sind magnetische Strahler. Das schwingende Element ist
dabei zu einem Kreis geformt. Im Gegensatz zu einer Dipolantenne, bei der das
elektrische Feld den Stromfluss erzeugt, wird die Spannung in der Ringantenne
durch das magnetische Feld verursacht. Zur Anpassung der Antenne ist im Regelfall
ein Spulen- oder Kondensator-Element integriert (vgl. Abbildung 6-9).
6 Antennenkonzepte für enge Bauräume
174
Abbildung 6-9: Loopantenne mit Spule als Anpassungselement
Der Umfang des Leiters entspricht dabei einer halben oder ganzen Wellenlänge.
Auch kürzere Loopantennen sind realisierbar, jedoch nicht für den UHF-Bereich, da
ihre Eigenschaften bezüglich Impedanz und Wirkungsgrad nicht mehr beherrschbar
sind [ROT-88]. Die Lage der Speisepunkte hat einen großen Einfluss auf die Funkti-
on der Antenne.
6.3 Anforderungen an Antennenkonzepte an enge Bauräume
Um die Erfassung von Transpondern in engen metallhaltigen Bauräumen zu ermögli-
chen, muss die zu entwickelnde Antenne verschiedene technische, beziehungsweise
allgemeine und spezifisch auf den Anwendungsfall bezogene, Anforderungen erfül-
len.
6.3.1 Technische Anforderungen
Im Folgenden werden die technischen Anforderungen an eine Antenne zum Einsatz
in der Bauzustandsdokumentation auf Basis der bereits dargestellten charakteristi-
schen Eigenschaften von Antennen erläutert
6.3.1.1 Sende- und Empfangsleistung
Die zu entwickelnde Antenne muss ihr Leistungsmaximum und damit ihre Resonanz-
frequenz in dem in Europa für UHF-Anwendungen freigegebenen Frequenzbereich
von 868 MHz haben. Dies bedeutet, dass ihre geometrischen Abmaße, ihr Anten-
nengewinn und ihre Eingangsimpedanz sowie eventuell ihr Einspeisungspunkt auf
diese Arbeitsfrequenz ausgelegt werden müssen, um eine maximale Sende- und
Empfangsleistung zu erzielen.
Die Evaluierung der Sende- und Empfangsleistung erfolgt mit Hilfe einer verglei-
chenden Bewertung. Als Referenz wird eine auf den UHF-Bereich spezialisierte auf
6 Antennenkonzepte für enge Bauräume
175
dem Markt erhältliche Patch-Antenne verwendet. Für die Versuchseihe wurde die im
Rahmen des Lehrstuhls für Fördertechnik Materialfluss Logistik bei zahlreichen
Standardanwendungen eingesetzte und erprobte Patch-Antenne der Firma ausge-
sucht.
Als Zielwert für die zu entwickelnde Antenne erfolgt die Festlegung, dass die Dämp-
fung zwischen der Referenz- und der zu entwickelnden Antenne bei einem definier-
ten standardisierten Versuchsaufbau bei der Arbeitsfrequenz von 868 MHz nicht
mehr als 10 dB über der Dämpfung zwischen zwei Referenzantennen liegen darf.
Dadurch ist eine ausreichende Lesereichweite zur Identifikation von Bauteilen im Mo-
torraum gewährleistet.
6.3.1.2 Reflexionsdämpfung
Reflexionen mindern die Leistungsfähigkeit und Funktionalität der Antenne, da sie
eine Auslöschung oder Minderung der elektromagnetischen Wellen durch Überlage-
rung bei bestimmten Frequenzen bewirken können. Sie sind frequenzabhängig und
sollen im Funktionsbereich der Antenne minimal werden. Dem zu Folge muss die
Antenne die maximale Reflexionsdämpfung im Abstimmungsbereich aufweisen. Dar-
über hinaus soll die Reflexionsdämpfung nach [ROH-99] mindestens 50 dB betragen,
um Messunsicherheiten zu reduzieren und von unter 2 dB zu erreichen.
6.3.2 Spezifische Anforderungen für den Anwendungsfall
Um eine Funktion der Antenne im Motorraums zu gewährleisten, muss sie außer den
technischen Anforderungen, die die Funktionalität der Antenne im Arbeitsfrequenzbe-
reich gewährleisten, auch bauraumspezifischen Anforderungen genügen.
6.3.2.1 Baugröße und Bauform
Die absoluten Maße der Antenne legen fest, inwieweit sie in den Motorraum einge-
bracht werden kann. In Abbildung 6-10 sind beispielhaft die Platzverhältnisse im Mo-
torraum eines Audi 3.0 TDI dargestellt, der aufgrund seines 6-Zylinder Pumpe-Düse-
Aggregats mit Turbolader als Referenz für einen dicht gepackten Motorraum heran-
gezogen werden kann.

6 Antennenkonzepte für enge Bauräume
176
Abbildung 6-10: Motorraum eines AUDI A4 Avant 3.0 TDI
Um die Antenne in die vorhandenen Zwischenräume im Motorbereich einbringen zu
können, ist eine längliche Antennenform ideal, die lediglich über einen geringen
Durchmesser verfügt beziehungsweise bei nicht runden Antenne eine geringe Breite
und Tiefe besitzt.
Für die kritischen Werte des Durchmessers beziehungsweise der Kantenlängen wur-
de nach der Analyse der Zwischenräume des Referenzfahrzeugs und einem Ab-
gleich mit anderen Fahrzeugtypen ein maximales Abmaß für eine allgemeingültig
einsetzbare Antenne im Motorraum eines Fahrzeugs von 20 mm Durchmesser be-
ziehungsweise Kantenlänge festgelegt.
Die Baugröße einer Antenne bestimmt darüber hinaus je nach Bauart und Frequenz-
bereich im Wesentlichen auch den maximal erreichbaren Antennengewinn und damit
die Sende- und Empfangsleistung. Daraus ergibt sich im Rahmen der Antennenent-
wicklung ein Zielkonflikt zwischen Baugröße und erzielbarer Leistung.
Für das Einsatzszenario ist die Baugröße aber höher zu bewerten als die Maximal-
leistung, da die Möglichkeit der Einbringung in den Motorraum eine Grundvorrauset-
zung und ein Ausschluss-Kriterium darstellt. Außerdem kann die Antenne durch
kleine Abmaße im Motorraum relativ nah am auszulesenden Transponder positioniert
werden, wodurch der absoluten Lesereichweite im Verhältnis zur Baugröße nur eine
untergeordnete Rolle zukommt.
6.3.2.2 Breitbandigkeit
Speziell für den Einsatz in engen Bauräumen mit metallischem Umfeld muss die An-
tenne eine Breitbandigkeit aufweisen, die über das normale Maß hinausgeht.
6 Antennenkonzepte für enge Bauräume
177
Die metallische Umgebung bewirkt in der Antenne eine Verschiebung der Resonanz-
frequenz (vgl. Abbildung 2-26). Daher ist es notwendig, dass die Antenne außerhalb
der Arbeitsfrequenz einen hohen Antennengewinn und eine hohe Sende- und Emp-
fangsleistung aufweist.
In Abgleich mit anderen auf dem Markt erhältlichen Antennen ist eine Dämpfung von
maximal 3 dB im Frequenzbereich von 830 bis 950 MHz anzustreben. Dadurch ist
gewährleistet, dass das Antennenkonzept weltweit im UHF-Bereich einsetzbar ist
(vgl. Abbildung 2-45).
6.3.2.3 Robustheit
In der Praxis wird die Antenne zur Erfassung von Transpondern im Motorraum ein-
gesetzt. Dabei sind mechanische Belastungen durch Stöße an Bauteilen unvermeid-
bar. Ebenso ist eine chemische Belastung durch an Bauteilen befindlichen
Betriebsflüssigkeiten wie Motoröl oder Bremsflüssigkeit sowie Spritzwasser zu erwar-
ten. Plastische Veränderungen wie Verformung oder Bruch sowie Materialverände-
rungen durch chemische Einwirkung können die Funktion der Antenne stark
beeinträchtigen.
Die Antenne muss folglich derart stabil oder flexibel ausgelegt werden, dass sie me-
chanischen Belastungen über einen längeren Zeitraum ohne Beschädigungen
standhält. Das betrifft sowohl die Wahl der Bauform als auch des Materials für die
Antenne. Ebenso ist geeignetes Material oder eine Ummantelung zum Schutz vor
Korrosion vorzusehen.
6.3.2.4 Handhabung
Für den Einsatz der Antenne ist deren einfache Handhabbarkeit eine zentrale Anfor-
derung. Zum einen muss der Aufwand zur Positionierung und Einbringung in den
Motorraum gering sein und zum anderen ist speziell im herausfordernden Umfeld
des Motorraums die Unabhängigkeit der Antenneneigenschaften von der Umgebung
von zentraler Bedeutung für deren Handhabbarkeit.
Im Motorraum ist bei der Einbringung der Antenne eine Berührung mit Metall nicht zu
vermeiden. Aus diesem Grund muss für eine einfache Handhabung der Antenne ge-
währleistet sein, dass der Metallkontakt nicht zu einer starken Minderung der Leis-
tungsfähigkeit führt, da ansonsten der Positionieraufwand für den Nutzer stark
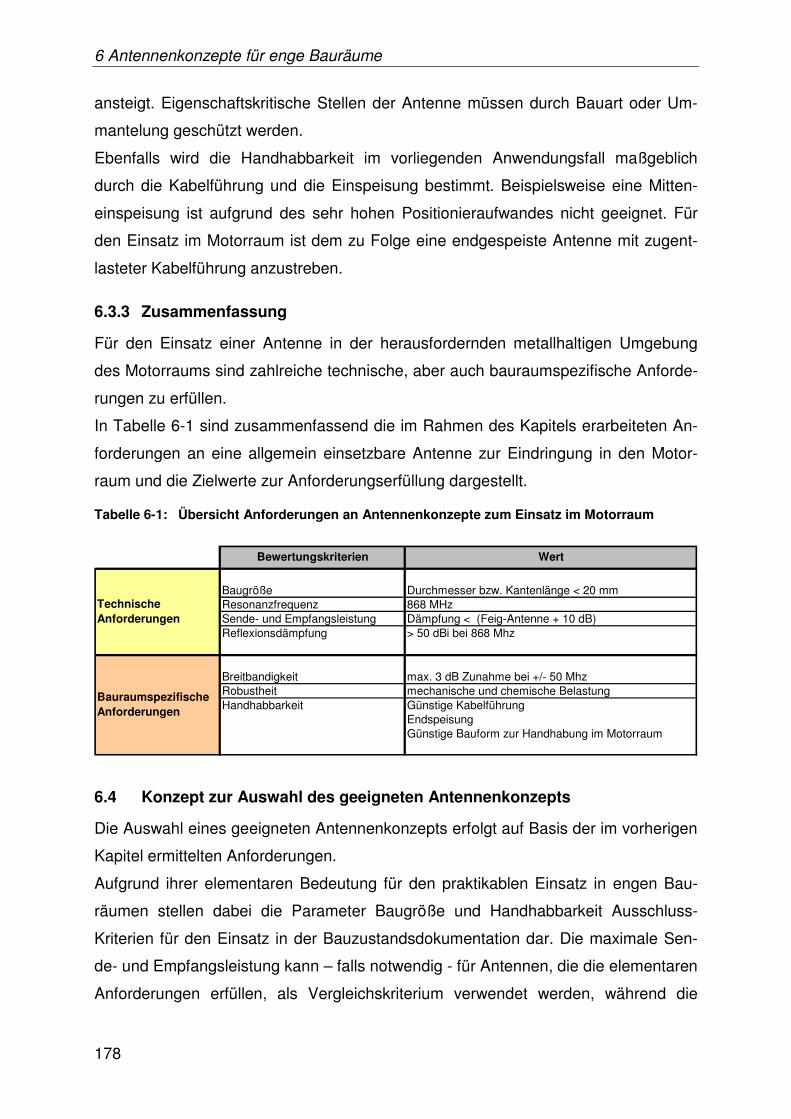
6 Antennenkonzepte für enge Bauräume
178
ansteigt. Eigenschaftskritische Stellen der Antenne müssen durch Bauart oder Um-
mantelung geschützt werden.
Ebenfalls wird die Handhabbarkeit im vorliegenden Anwendungsfall maßgeblich
durch die Kabelführung und die Einspeisung bestimmt. Beispielsweise eine Mitten-
einspeisung ist aufgrund des sehr hohen Positionieraufwandes nicht geeignet. Für
den Einsatz im Motorraum ist dem zu Folge eine endgespeiste Antenne mit zugent-
lasteter Kabelführung anzustreben.
6.3.3 Zusammenfassung
Für den Einsatz einer Antenne in der herausfordernden metallhaltigen Umgebung
des Motorraums sind zahlreiche technische, aber auch bauraumspezifische Anforde-
rungen zu erfüllen.
In Tabelle 6-1 sind zusammenfassend die im Rahmen des Kapitels erarbeiteten An-
forderungen an eine allgemein einsetzbare Antenne zur Eindringung in den Motor-
raum und die Zielwerte zur Anforderungserfüllung dargestellt.
Tabelle 6-1: Übersicht Anforderungen an Antennenkonzepte zum Einsatz im Motorraum
Baugröße Durchmesser bzw. Kantenlänge < 20 mmResonanzfrequenz 868 MHzSende- und Empfangsleistung Dämpfung < (Feig-Antenne + 10 dB)Reflexionsdämpfung > 50 dBi bei 868 Mhz
Breitbandigkeit max. 3 dB Zunahme bei +/- 50 MhzRobustheit mechanische und chemische BelastungHandhabbarkeit Günstige Kabelführung
EndspeisungGünstige Bauform zur Handhabung im Motorraum
Bauraumspezifische Anforderungen
Technische Anforderungen
Bewertungskriterien Wert
6.4 Konzept zur Auswahl des geeigneten Antennenkonzepts
Die Auswahl eines geeigneten Antennenkonzepts erfolgt auf Basis der im vorherigen
Kapitel ermittelten Anforderungen.
Aufgrund ihrer elementaren Bedeutung für den praktikablen Einsatz in engen Bau-
räumen stellen dabei die Parameter Baugröße und Handhabbarkeit Ausschluss-
Kriterien für den Einsatz in der Bauzustandsdokumentation dar. Die maximale Sen-
de- und Empfangsleistung kann – falls notwendig - für Antennen, die die elementaren
Anforderungen erfüllen, als Vergleichskriterium verwendet werden, während die
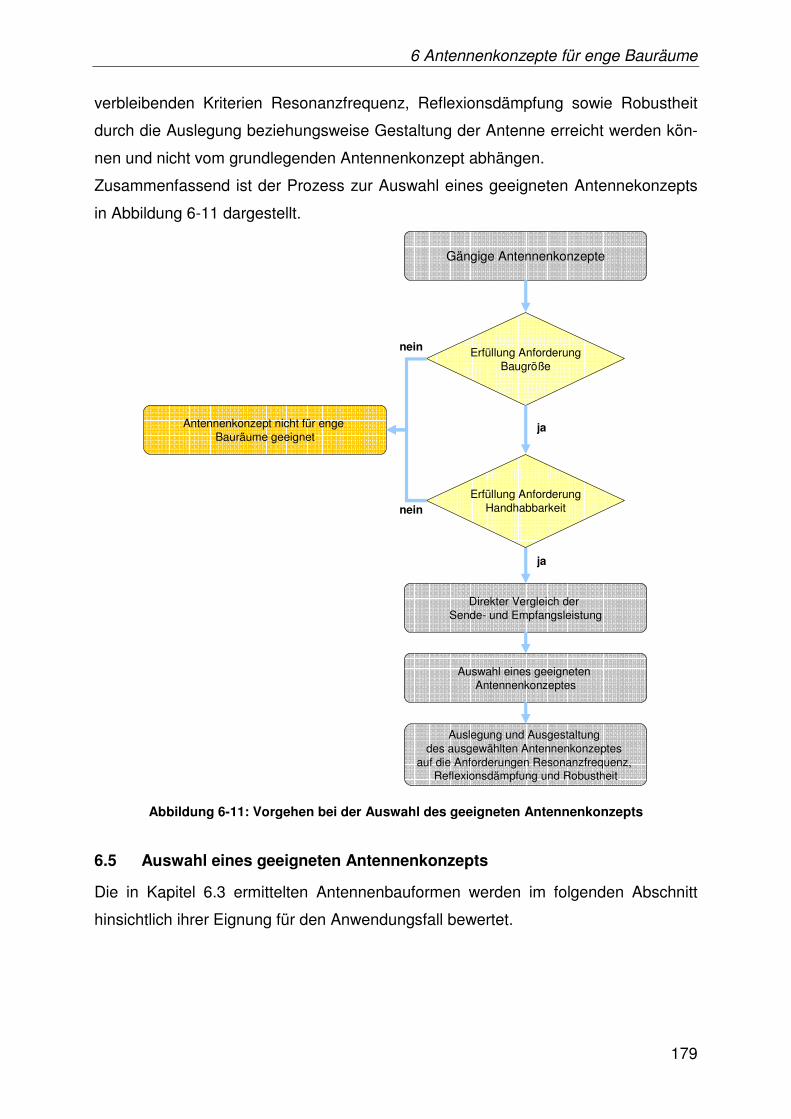
6 Antennenkonzepte für enge Bauräume
179
verbleibenden Kriterien Resonanzfrequenz, Reflexionsdämpfung sowie Robustheit
durch die Auslegung beziehungsweise Gestaltung der Antenne erreicht werden kön-
nen und nicht vom grundlegenden Antennenkonzept abhängen.
Zusammenfassend ist der Prozess zur Auswahl eines geeigneten Antennekonzepts
in Abbildung 6-11 dargestellt.
Gängige Antennenkonzepte
Direkter Vergleich der Sende- und Empfangsleistung
Auswahl eines geeigneten Antennenkonzeptes
Auslegung und Ausgestaltung des ausgewählten Antennenkonzeptes
auf die Anforderungen Resonanzfrequenz, Reflexionsdämpfung und Robustheit
Erfüllung AnforderungHandhabbarkeit
Erfüllung AnforderungBaugröße
Antennenkonzept nicht für enge Bauräume geeignet
nein
nein
ja
ja
Abbildung 6-11: Vorgehen bei der Auswahl des geeigneten Antennenkonzepts
6.5 Auswahl eines geeigneten Antennenkonzepts
Die in Kapitel 6.3 ermittelten Antennenbauformen werden im folgenden Abschnitt
hinsichtlich ihrer Eignung für den Anwendungsfall bewertet.
6 Antennenkonzepte für enge Bauräume
180
6.5.1 Anforderung Baugröße
Die Baugröße der Antenne stellt die zentrale Anforderung für den Einsatz zur Bauzu-
standsdokumentation in der Automobilindustrie dar.
Die im Rahmen des Unterkapitels errechneten Werte für die Antennengröße stellen
nur eine Abschätzung dar, da die exakten Abmaße beziehungsweise der Verkür-
zungsfaktor der Antenne stark von den Materialien der verwendeten Komponenten
abhängen (vgl. 6.1).
6.5.1.1 Dipole
Halbwellendipol
Die Abmessung von Dipolantennen wird bestimmt durch die Wellenlänge und dem
Verkürzungsfaktor. Dieser hängt bei Dipolen maßgeblich vom Schlankheitsgrad der
Antenne ab, der durch das Verhältnis der Länge L zum Durchmesser d der schwin-
genden Elemente ausgedrückt wird.
Aufgrund der kleinen Wellenlänge ergibt sich im UHF-Frequenzbereich im Regelfall
ein Schlankheitsgrad kleiner 100, wodurch die Halbwellendipole in diesem Bereich
zu den „sehr dicken Antennen“ [JAZ-96] zählen. Dadurch lässt sich ein Verkürzungs-
faktor V von bis zu 0,93 realisieren [JAZ-96].
Die Länge L eines Halbwellendipols ergibt sich somit entsprechend der folgenden
Rechenvorschrift zu
mmmVL 161346,02
193,0
2
1 ≈⋅⋅=⋅⋅= λ . (6-1)
Durch die sehr kurze Wellenlänge kann der Dipol darüber hinaus sehr kompakt hin-
sichtlich des Durchmessers ausgeführt werden. Selbst bei einem extremen Schlank-
heitsgrad von 10 [JAZ-96] nimmt der Durchmesser ein Maximum von 16,1 mm an
und liegt damit unter dem geforderten Wert von 20 mm. Der Halbwellendipol ist somit
aufgrund der länglichen Abmaße für einen Einsatz im Motorraum geeignet.
Fächerdipol
Der Flächendipol ist aufgrund der erhöhten Kapazität, bedingt durch die aufgefächer-
te Bauweise, durch einen hohen Verkürzungsfaktor V von 0,73 charakterisiert [ROT-
88].
Dadurch ergibt sich entsprechend Abbildung 6-4 für die Kantenlänge L mit der dar-
gestellten Formel der folgende Wert:
6 Antennenkonzepte für enge Bauräume
181
mmmVL 253346,073,0 ≈⋅=⋅= λ . (6-2)
Der Gesamtöffnungswinkel 2 Θ der Flächen beträgt bei UHF-Antennen im Normalfall
60-80° (vgl. [ROT-01]). Somit kann die minimal sinnvolle Breite des Fächerdipols mit
Hilfe der folgenden Formel berechnet werden:
mmmmLB 5,126253)30(sin2
sin =⋅°=⋅Θ= . (6-3)
Auf Basis seiner Abmaße ist dem zu Folge der Fächerdipol für den Einsatz im Motor-
raum nicht geeignet.
Koaxialantenne
Die Koaxialantenne kann als vertikaler Halbwellendipol betrachtet werden, wodurch
sich ebenfalls eine längliche Bauweise mit der Ausdehnung von einer halben Wellen-
länge ergibt. Die eine Strahlerhälfte wird durch den Innenleiter des Anschlusskabels
gebildet und weist dadurch je nach verwendetem Anschlusskabel einen Durchmes-
ser von deutlich unter 20 mm auf. Die zweite Strahlerhälfte wird durch ein λ/4-langes
metallisches Rohr repräsentiert, das ebenfalls als Sperrtopf fungiert. Dies muss vom
Durchmesser geringfügig größer als das Koaxialanschlusskabel ausgeführt sein, wo-
durch sich bei Verwendung eines entsprechenden Antennenkabels Werte von unter
20 mm realisieren lassen.
Exakte Werte hinsichtlich Durchmesser und Länge lassen sich erst bei der konkreten
Ausgestaltung der Antennen angeben, da dessen Eigenschaften und damit auch der
Verkürzungsfaktor unter anderem stark vom verwendeten Koaxialkabel und dem Ma-
terial des Sperrtopfes bestimmt werden.
Aufgrund seiner länglichen Bauform kann aber durch eine gezielte Auslegung und
Komponentenauswahl die Anforderung hinsichtlich der begrenzten Abmaße erfüllt
werden.
6.5.1.2 Stabantenne
Marconi-Antenne
Die Marconi-Antenne scheint auf den ersten Blick durch ihre längliche Bauform prä-
destiniert für den Einsatz in engen Bauräumen. Da sie aber ein elektrisches schwing-
fähiges Gegengewicht benötigt, muss sie auf einer metallischen Grundplatte montiert
werden, die mindestens einen Durchmesser der halben Wellenlänge (≈ 17 cm) auf-
6 Antennenkonzepte für enge Bauräume
182
weisen muss. Dadurch kann die Vorgabe von einem maximalen Durchmesser von 20
mm von der Marconi-Antenne nicht erfüllt werden.
Bei einem Verzicht auf ein festes Gegengewicht kann der Gegenpol auch durch den
Benutzer dargestellt werden. Damit sind aber sehr große Leistungsverluste und eine
starke Leistungsvarianz in Abhängigkeit der Umgebung und des Benutzers verbun-
den, wodurch diese Bauform als nicht zweckmäßig erachtet wird.
Wendelantennen
Um eine zirkulare Polarisation zu erhalten, muss der Umlauf einer Wendel bei dieser
Antennenform der Wellenlänge λ entsprechen. Unter Berücksichtigung des Verkür-
zungsfaktors ergibt sich dadurch der Durchmesser D einer Wendelantenne auf Basis
von [Rot-88] mit Hilfe des Verkürzungsfaktors V von 0,31 zu
mmmmD 1,1076,34531,031,0 =⋅=⋅= λ . (6-4)
Voraussetzung für die Funktionsweise ist, dass mindestens 3 Windungen vorhanden
sind, wobei die Reinheit der Zirkularpolarisation mit der Anzahl der Windungen steigt.
Aus dem Standardsteigungswinkel von 14° ergibt sich somit ein Windungsabstand S
von 0,24λ, wodurch die Mindestlänge der Antenne
mmmmL 8,2486,34524,0324,03 =⋅⋅=⋅⋅= λ (6-5)
beträgt.
Die Wendelantenne ist somit durch den großen Durchmesser von über 100 mm zu
groß, um die Anforderungen an die Antennenabmessungen zu erfüllen und kann da-
durch nicht mehr in den Motorraum eingebracht werden. Somit ist sie für den vorlie-
genden Anwendungsfall ungeeignet.
6.5.1.3 Flachantennen
Schlitzantennen
Bei einer Schlitzantenne wird in ein leitfähiges Material ein Schlitz von etwa der hal-
ben Wellenlänge eingebracht. Der Verkürzungsfaktor sowie die elektrischen Eigen-
schaften der Antenne hängen dabei von der Breite des Schlitzes ab, der im
Verhältnis zur Länge sehr klein sein muss. Der Schlitzantenne kann als Rohrschlitz-
antenne oder ebene Schlitzantenne ausgeführt werden. Die Leistungsfähigkeit nimmt
mit der Reduktion des leitenden Materials um den Schlitz ab.
Bei der Gestaltung als Rohrschlitzantenne muss der Durchmesser mindestens 0,1λ
entsprechen, um einen Kurzschluss zu verhindern. Dadurch muss im vorliegenden
6 Antennenkonzepte für enge Bauräume
183
Anwendungsfall eine Rohschlitzantenne, in Abhängigkeit der UHF-Frequenz, einen
Mindestdurchmesser Dmin von
mmmmD 56,346,3451,01,0min =⋅=⋅= λ (6-6)
aufweisen. Dieser liegt deutlich über den geforderten 20 mm, wodurch diese Bau-
form die Anforderungen an die Abmessungen für den Einsatz zur Bauzustandsdo-
kumentation nicht erfüllen.
Durch die Gestaltung als ebene Schlitzantenne können die Abmaße aufgrund der
offenen Enden bei Inkaufnahme einer Leistungsreduktion aber weiter reduziert wer-
den, so dass die geforderte Kantenlänge von 20 mm erreichbar ist. Die ebene
Schlitzantenne ist dadurch prinzipiell für den Einsatzfall in engen Bauräumen geeig-
net.
Ringantennen
Ringantennen bestehen aus einer Leiterschleife mit dem Durchmesser einer halben
beziehungsweise einer ganzen Wellenlänge. Der Umfang einer Loopantenne ent-
spricht bei 868 MHz einer Strecke von 172,8 mm oder 345,6 mm, wodurch sich fol-
gende Durchmesser D für Ringantennen ergeben:
mmmm
DLoop
mmmm
DLoop
1106,345
:
552
6,345
2:
2
=
=
=−
=
=
=−
ππλλ
ππλλ
(6-7)
Die in Formel (8-5) ermittelten Abmaße für die beiden möglichen Bauformen der
Loop-Antenne zeigen, dass die geforderten Werte nicht eingehalten werden, wo-
durch diese Antennenbauform für den Einsatz in engen Bauräumen ungeeignet ist.
Des Weiteren ist eine Verkürzung durch Anpassungsschaltungen im UHF-Bereich
nicht möglich, da dadurch die Eigenschaften der Antenne unbeherrschbar werden
[ROT-88].
6.5.1.4 Zusammenfassung
Zusammenfassend sind die Baugrößen der verschiedenen Antennen und deren Eig-
nung für Einsatz in der Bauzustandsdokumentation in Tabelle 6-2 dargestellt.
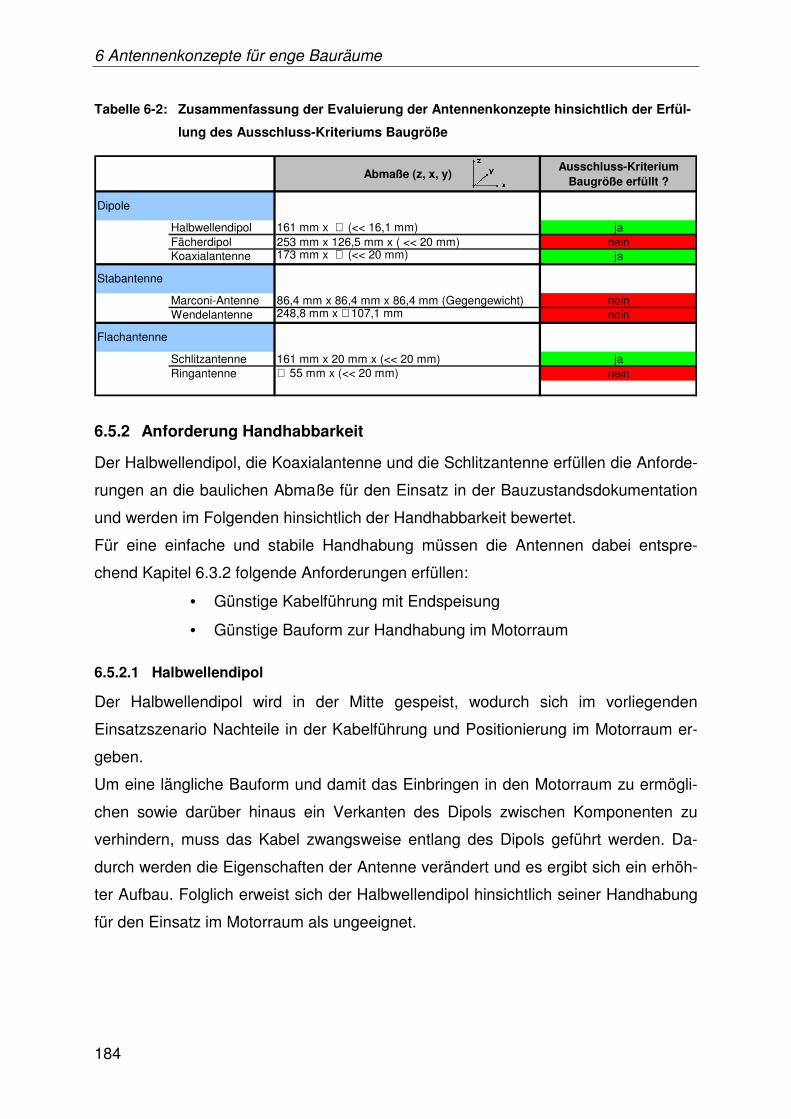
6 Antennenkonzepte für enge Bauräume
184
Tabelle 6-2: Zusammenfassung der Evaluierung der Antennenkonzepte hinsichtlich der Erfül-
lung des Ausschluss-Kriteriums Baugröße
Abmaße (z, x, y)Ausschluss-Kriterium
Baugröße erfüllt ?
Halbwellendipol 161 mm x ∅ (<< 16,1 mm) jaFächerdipol 253 mm x 126,5 mm x ( << 20 mm) neinKoaxialantenne 173 mm x ∅ (<< 20 mm) ja
Marconi-Antenne 86,4 mm x 86,4 mm x 86,4 mm (Gegengewicht) neinWendelantenne 248,8 mm x ∅107,1 mm nein
Schlitzantenne 161 mm x 20 mm x (<< 20 mm) jaRingantenne ∅ 55 mm x (<< 20 mm) nein
Dipole
Stabantenne
Flachantenne
6.5.2 Anforderung Handhabbarkeit
Der Halbwellendipol, die Koaxialantenne und die Schlitzantenne erfüllen die Anforde-
rungen an die baulichen Abmaße für den Einsatz in der Bauzustandsdokumentation
und werden im Folgenden hinsichtlich der Handhabbarkeit bewertet.
Für eine einfache und stabile Handhabung müssen die Antennen dabei entspre-
chend Kapitel 6.3.2 folgende Anforderungen erfüllen:
• Günstige Kabelführung mit Endspeisung
• Günstige Bauform zur Handhabung im Motorraum
6.5.2.1 Halbwellendipol
Der Halbwellendipol wird in der Mitte gespeist, wodurch sich im vorliegenden
Einsatzszenario Nachteile in der Kabelführung und Positionierung im Motorraum er-
geben.
Um eine längliche Bauform und damit das Einbringen in den Motorraum zu ermögli-
chen sowie darüber hinaus ein Verkanten des Dipols zwischen Komponenten zu
verhindern, muss das Kabel zwangsweise entlang des Dipols geführt werden. Da-
durch werden die Eigenschaften der Antenne verändert und es ergibt sich ein erhöh-
ter Aufbau. Folglich erweist sich der Halbwellendipol hinsichtlich seiner Handhabung
für den Einsatz im Motorraum als ungeeignet.
6 Antennenkonzepte für enge Bauräume
185
6.5.2.2 Koaxialantenne
Die Koaxialantenne ist im Vergleich zum Halbwellendipol durch ähnliche elektrische
Eigenschaften charakterisiert, ist aber aufgrund der Endspeisung für den Anwen-
dungsfall durch eine erhebliche günstigere Kabelführung gekennzeichnet. Die An-
tenneneigenschaften werden durch das Kabel nicht beeinträchtigt und eine einfache
Positionierung im Motorraum ist möglich.
Des Weiteren kann durch die längliche Bauform mit rundem Durchmesser die Wahr-
scheinlichkeit des Verkantens im Motorraum reduziert werden.
Die Koaxialantenne erfüllt damit die aufgestellten Anforderungen zur Handhabbar-
keit.
6.5.2.3 Schlitzantenne
Die Speisung der Schlitzantenne erfolgt direkt am Schlitz in Abhängigkeit der ge-
wünschten Eingangsimpedanz. Durch die Notwendigkeit, dass der Schlitz ganz von
einem geschlossenen, leitfähigen Material umgeben ist, lässt sich somit keine End-
speisung realisieren.
Die notwendige breite Bauform der Schlitzantenne kombiniert mit der ungünstigen
Kabelführung ergibt eine ungünstige Handhabung zur Positionierung der Antenne im
Motorraum. Darüber hinaus tendiert die Antenne durch die Bauform zum Verkanten
im Motorraum. Ebenfalls führt eine Berührung der Antenne mit Metall zur Funktions-
unfähigkeit der Antenne.
Die Schlitzantenne kann somit die gestellten Anforderungen an die Handhabung für
den vorliegenden Einsatzfall nicht erfüllen.
6.5.2.4 Zusammenfassung
Bei den evaluierten Antennenkonzepten erweist sich lediglich die Koaxialantenne
aufgrund ihrer Endspeisung und ihrer dadurch bedingten einfachen Positionierung im
Motorraum als geeignet. Die Koaxialantenne stellt somit durch ihre Bauform das ide-
ale Antennenkonzept für den Einsatz in engen Bauräumen dar, wodurch sich ein di-
rekter Vergleich der Sende- und Empfangsleistung der Konzepte erübrigt.
Zusammenfassend ist die Evaluierung der Handhabbarkeit der drei Antennenkon-
zepte für den Einsatz zur Bauzustandsdokumentation im Bereich des Motorraums in
Tabelle 6-3 dargestellt
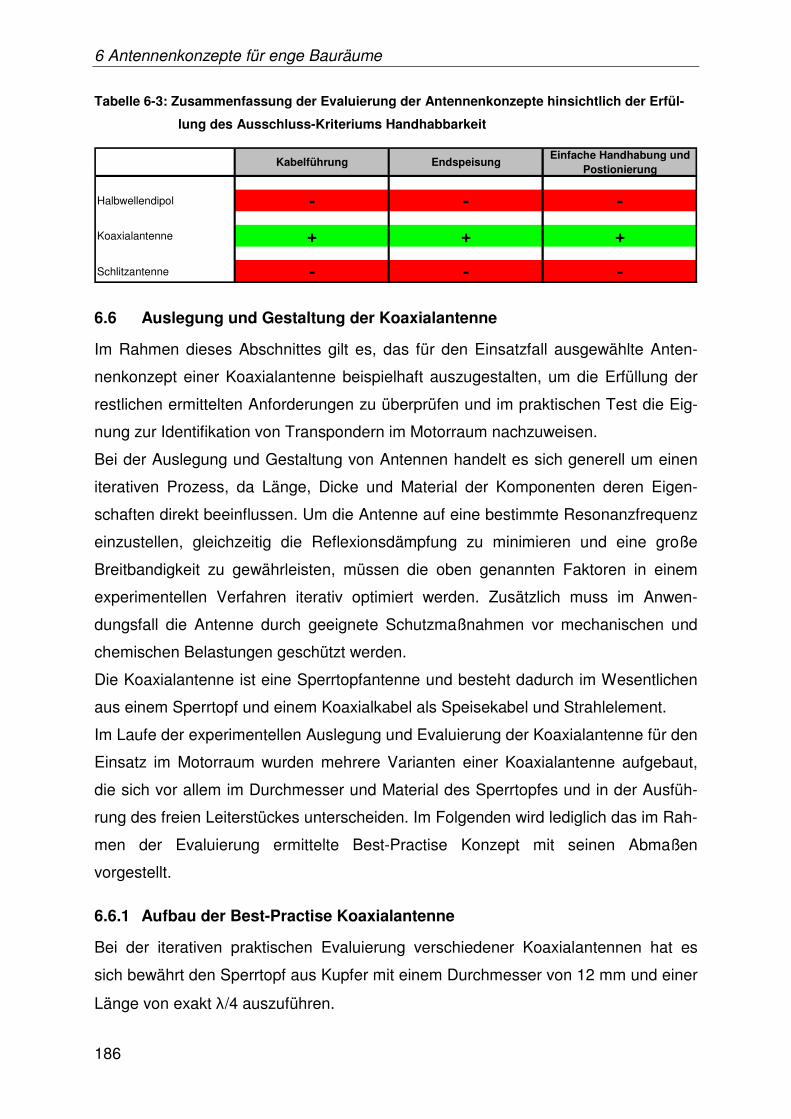
6 Antennenkonzepte für enge Bauräume
186
Tabelle 6-3: Zusammenfassung der Evaluierung der Antennenkonzepte hinsichtlich der Erfül-
lung des Ausschluss-Kriteriums Handhabbarkeit
Kabelführung EndspeisungEinfache Handhabung und
Postionierung
Halbwellendipol - - -
Koaxialantenne + + +
Schlitzantenne - - -
6.6 Auslegung und Gestaltung der Koaxialantenne
Im Rahmen dieses Abschnittes gilt es, das für den Einsatzfall ausgewählte Anten-
nenkonzept einer Koaxialantenne beispielhaft auszugestalten, um die Erfüllung der
restlichen ermittelten Anforderungen zu überprüfen und im praktischen Test die Eig-
nung zur Identifikation von Transpondern im Motorraum nachzuweisen.
Bei der Auslegung und Gestaltung von Antennen handelt es sich generell um einen
iterativen Prozess, da Länge, Dicke und Material der Komponenten deren Eigen-
schaften direkt beeinflussen. Um die Antenne auf eine bestimmte Resonanzfrequenz
einzustellen, gleichzeitig die Reflexionsdämpfung zu minimieren und eine große
Breitbandigkeit zu gewährleisten, müssen die oben genannten Faktoren in einem
experimentellen Verfahren iterativ optimiert werden. Zusätzlich muss im Anwen-
dungsfall die Antenne durch geeignete Schutzmaßnahmen vor mechanischen und
chemischen Belastungen geschützt werden.
Die Koaxialantenne ist eine Sperrtopfantenne und besteht dadurch im Wesentlichen
aus einem Sperrtopf und einem Koaxialkabel als Speisekabel und Strahlelement.
Im Laufe der experimentellen Auslegung und Evaluierung der Koaxialantenne für den
Einsatz im Motorraum wurden mehrere Varianten einer Koaxialantenne aufgebaut,
die sich vor allem im Durchmesser und Material des Sperrtopfes und in der Ausfüh-
rung des freien Leiterstückes unterscheiden. Im Folgenden wird lediglich das im Rah-
men der Evaluierung ermittelte Best-Practise Konzept mit seinen Abmaßen
vorgestellt.
6.6.1 Aufbau der Best-Practise Koaxialantenne
Bei der iterativen praktischen Evaluierung verschiedener Koaxialantennen hat es
sich bewährt den Sperrtopf aus Kupfer mit einem Durchmesser von 12 mm und einer
Länge von exakt λ/4 auszuführen.
6 Antennenkonzepte für enge Bauräume
187
Durch den sehr schmalen Sperrtopf kann die Antenne sehr einfach und praktikabel in
den Motorraum eingebracht und gegenüber den Transpondern positioniert werden.
Gleichzeitig ergab sich in der praktischen Evaluierung eine hohe Leistungsfähigkeit
(vgl. Kap. 6.7).
Als Speisekabel kommt ein herkömmliches Koaxialkabel mit einem Durchmesser von
10 mm zum Einsatz, das auch das Strahlelement mit einer Länge von ebenfalls λ/4
bildet (siehe Abbildung 6-12).
Abbildung 6-12: Best-Practise Koaxialantenne mit 12 mm-Sperrtopf aus Kupfer
Im Folgenden werden die gemessenen Eigenschaften der entwickelten Antenne dar-
gestellt.
6.6.2 Messung der Empfangsleistung
Zur Messung der Empfangsleistung einer Antenne ist ein Spektrum-Analyzer mit ein-
gebautem oder separatem Tracking-Generator notwendig.
Sowohl die Sende- und die Empfangsantenne werden dabei direkt an den Analyzer
angeschlossen und in einem festen Abstand zueinander aufgebaut. Mit Hilfe des
Tracking-Generators kann das Gerät verschiedene definierte Frequenzbereiche
durchfahren und in die angeschlossene Sendeantenne einspeisen. Durch die Erfas-
sung der von der Empfangsantenne zurück in den Spektrum-Analyzer gelieferten
Leistung kann anschließend die Empfangsleistung der Antenne und deren Breitban-
digkeit bewertet werden.
Zu beachten ist, dass die Messung der Empfangsleistung durch die Abhängigkeit von
der Entfernung der Antennen zueinander und den Eigenschaften der Sendeantenne
sowie der eingespeisten Leistung nur im direkten Vergleich eine Aussage liefert.
Durch den direkten Zusammenhang der Empfangs- und Sendeleistung ist darauf
aufbauend ein Rückschluss und eine Übertragung der Empfangs- auf die Sendeleis-
tung der Antenne möglich. Des Weiteren ist bei der Verwendung einer auf die er-

6 Antennenkonzepte für enge Bauräume
188
wünschte Resonanzfrequenz abgestimmten Sendeantenne eine direkte Bewertung
der Resonanzfrequenz der Empfangsantenne gegeben.
6.6.2.1 Versuchsaufbau
Im Rahmen der durchgeführten Messreihe kam als Spektrum-Analyzer ein Gerät der
Firma Rohde und Schwarz mit der Bezeichnung „R&S FSL 3“ (siehe Abbildung 6-13)
zum Einsatz, das Frequenzen in einem Bereich von 9 kHz bis 3 Ghz darstellen kann.
Der Anschluss der Antennen erfolgte entsprechend Abbildung 6-14.
Abbildung 6-13: Spektrum-Analyzer R&S FSL3
[ROH-06]
Abbildung 6-14: Anschluss für die Sende-
und Empfangsantenne
(in Anlehnung an [ROH-06])
Als Sendeantenne und Referenz-Empfangsantenne wurde die bereits in Kapitel
6.3.1.1 beschriebene Feig-Antenne verwendet. Der Abstand zwischen Sende- und
Empfangsantenne betrug im Rahmen der Versuchsdurchführung konstant 0,5 m. Mit
Hilfe des Trackinggenerators wurde eine Leistung von -0,20 dBm in die Sendeanten-
ne eingespeist.
Zusammenfassend sind die Rahmenbedingungen des Versuchsaufbaus in Tabelle
6-4 dargestellt.
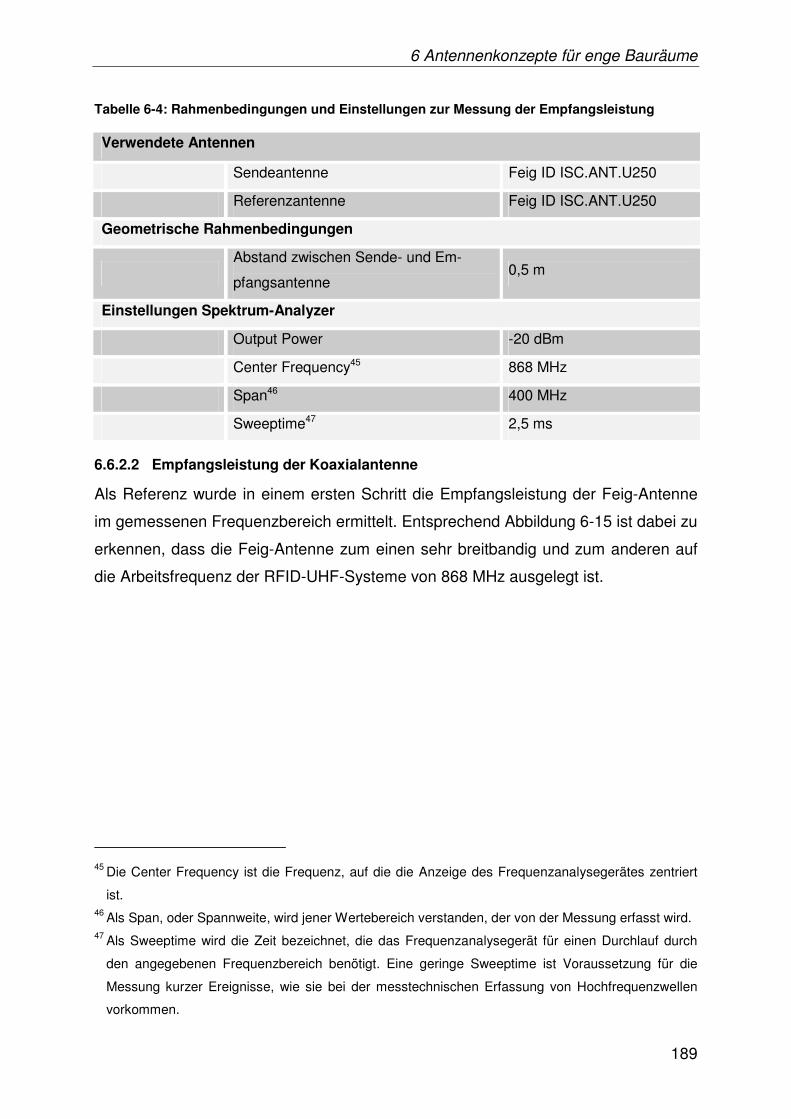
6 Antennenkonzepte für enge Bauräume
189
Tabelle 6-4: Rahmenbedingungen und Einstellungen zur Messung der Empfangsleistung
Verwendete Antennen
Sendeantenne Feig ID ISC.ANT.U250
Referenzantenne Feig ID ISC.ANT.U250
Geometrische Rahmenbedingungen
Abstand zwischen Sende- und Em-
pfangsantenne 0,5 m
Einstellungen Spektrum-Analyzer
Output Power -20 dBm
Center Frequency45 868 MHz
Span46 400 MHz
Sweeptime47 2,5 ms
6.6.2.2 Empfangsleistung der Koaxialantenne
Als Referenz wurde in einem ersten Schritt die Empfangsleistung der Feig-Antenne
im gemessenen Frequenzbereich ermittelt. Entsprechend Abbildung 6-15 ist dabei zu
erkennen, dass die Feig-Antenne zum einen sehr breitbandig und zum anderen auf
die Arbeitsfrequenz der RFID-UHF-Systeme von 868 MHz ausgelegt ist.
45 Die Center Frequency ist die Frequenz, auf die die Anzeige des Frequenzanalysegerätes zentriert
ist. 46 Als Span, oder Spannweite, wird jener Wertebereich verstanden, der von der Messung erfasst wird. 47 Als Sweeptime wird die Zeit bezeichnet, die das Frequenzanalysegerät für einen Durchlauf durch
den angegebenen Frequenzbereich benötigt. Eine geringe Sweeptime ist Voraussetzung für die
Messung kurzer Ereignisse, wie sie bei der messtechnischen Erfassung von Hochfrequenzwellen
vorkommen.
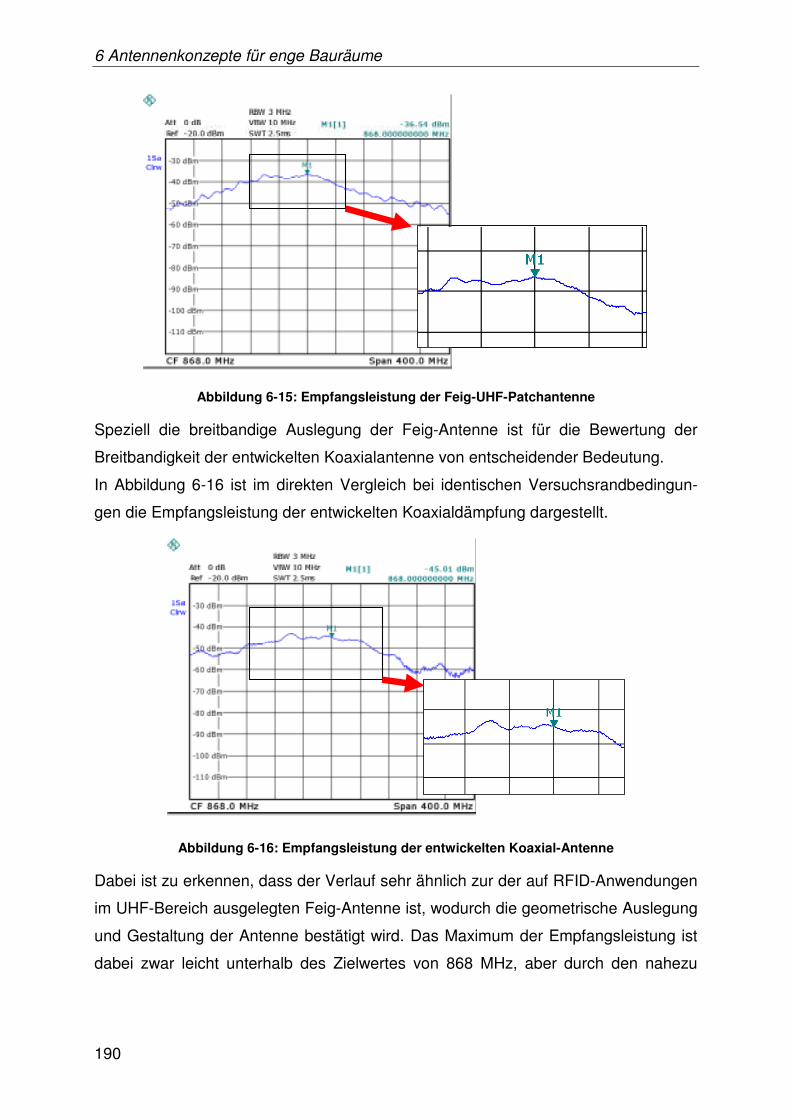
6 Antennenkonzepte für enge Bauräume
190
Abbildung 6-15: Empfangsleistung der Feig-UHF-Patchantenne
Speziell die breitbandige Auslegung der Feig-Antenne ist für die Bewertung der
Breitbandigkeit der entwickelten Koaxialantenne von entscheidender Bedeutung.
In Abbildung 6-16 ist im direkten Vergleich bei identischen Versuchsrandbedingun-
gen die Empfangsleistung der entwickelten Koaxialdämpfung dargestellt.
Abbildung 6-16: Empfangsleistung der entwickelten Koaxial-Antenne
Dabei ist zu erkennen, dass der Verlauf sehr ähnlich zur der auf RFID-Anwendungen
im UHF-Bereich ausgelegten Feig-Antenne ist, wodurch die geometrische Auslegung
und Gestaltung der Antenne bestätigt wird. Das Maximum der Empfangsleistung ist
dabei zwar leicht unterhalb des Zielwertes von 868 MHz, aber durch den nahezu
6 Antennenkonzepte für enge Bauräume
191
konstanten Plateauverlauf der Empfangsleistung von 700 bis 950 MHz ist die Emp-
fangsleistung in diesem Bereich nahezu konstant.
Dadurch kann die Anforderung, die zu konstruierende Antenne auf 868 MHz abzu-
stimmen, verstärkt durch den vergleichbaren Kurvenverlauf mit der Referenzantenne
als erfüllt angesehen werden. Die im Rahmen der Anforderungsaufstellung geforder-
te maximale Zunahme der Dämpfung um 3 dBm im Bereich +/- 50 MHz zur Arbeits-
frequenz wird ebenfalls eingehalten und sogar unterschritten, wodurch die
konstruierte Koaxialantenne zum einen weltweit einsetzbar und zum anderen für die
metallhaltige Umgebung und die dadurch bedingte Beeinflussung der Antenne ge-
eignet ist.
Der Wert der Empfangsleistung der Koaxialantenne bei 868 MHz unter den vorlie-
genden Messbedingungen liegt bei 45,01 dBm und damit etwa 8,5 dB über der
Dämpfung der auf maximale Reichweite ausgelegten Feig-Antenne. Dadurch kann
auch die Bedingung nach einer Dämpfung im Vergleich zur Referenzantenne von
<10 dB erfüllt werden.
6.6.3 Messung der Reflexionsdämpfung
Im Folgenden werden der Versuchsaufbau und die Ergebnisse zur Messung der Re-
flexionsdämpfung der Koaxialantenne beschrieben.
6.6.3.1 Versuchsaufbau
Um die Reflexionsdämpfung einer angeschlossenen Antenne zu messen, wird eben-
falls der im Rahmen der Empfangsleistungsmessung beschriebene Spektrum-
Analyzer in Verbindung mit einem Trackinggenerator verwendet.
Allerdings müssen die beiden Messanschlüsse "RF output" und "RF input" durch eine
Messbrücke (Abbildung 6-17 zeigt die verwendete R&S Z2) verbunden werden.
Abbildung 6-17: Messbrücke R&S Z2 der Firma Rohde und Schwarz
6 Antennenkonzepte für enge Bauräume
192
Durch die Messbrücke wird die angeschlossene Antenne mit der durch den Tra-
ckinggenerator festgelegten Frequenz zum Schwingen gebracht, wodurch stehende
Wellen und damit die Reflexionsdämpfung direkt gemessen werden können. Die An-
tenne kann zur Messung beliebig im freien Raum positioniert werden.
Zusammenfassend sind die Einstellungen des Spektrum-Analyzers in Tabelle 6-5
dargestellt.
Tabelle 6-5: Einstellungen am Spektrum-Analyzer zur Messung der Reflexionsdämpfung
Einstellungen Spektrum-Analyzer
Widerstand an der Messbrücke 50 Ω
Center Frequency 868 MHz
Span 400 MHz
6.6.3.2 Reflexionsdämpfung der Koaxialantenne
Die Reflexionsdämpfung ist ein Indikator für Störeinflüsse. Bei Frequenzen, an denen
die Antenne eine hohe Reflexionsdämpfung aufweist, können sich störende stehen-
de Wellen schlechter ausbilden und gewährleisten eine hohe Leistungsfähigkeit der
Antenne.
Entsprechend Abbildung 6-18 weist die konstruierte Koaxialantenne eine gute Refle-
xionsdämpfung auf, deren Maximum knapp unter der Arbeitsfrequenz von 868 MHz
liegt. Mit einem Dämpfungswert von 50,27 dBm kann die Anforderung nach einer
Reflexionsdämpfung > 50 dBm knapp erfüllt werden. Mit Hilfe einer veränderten ge-
ometrischen Auslegung könnte diese noch verbessert werden, allerdings hat sich die
gewählte Auslegung im Praxistest (vgl. Kap. 6.7) bewährt.
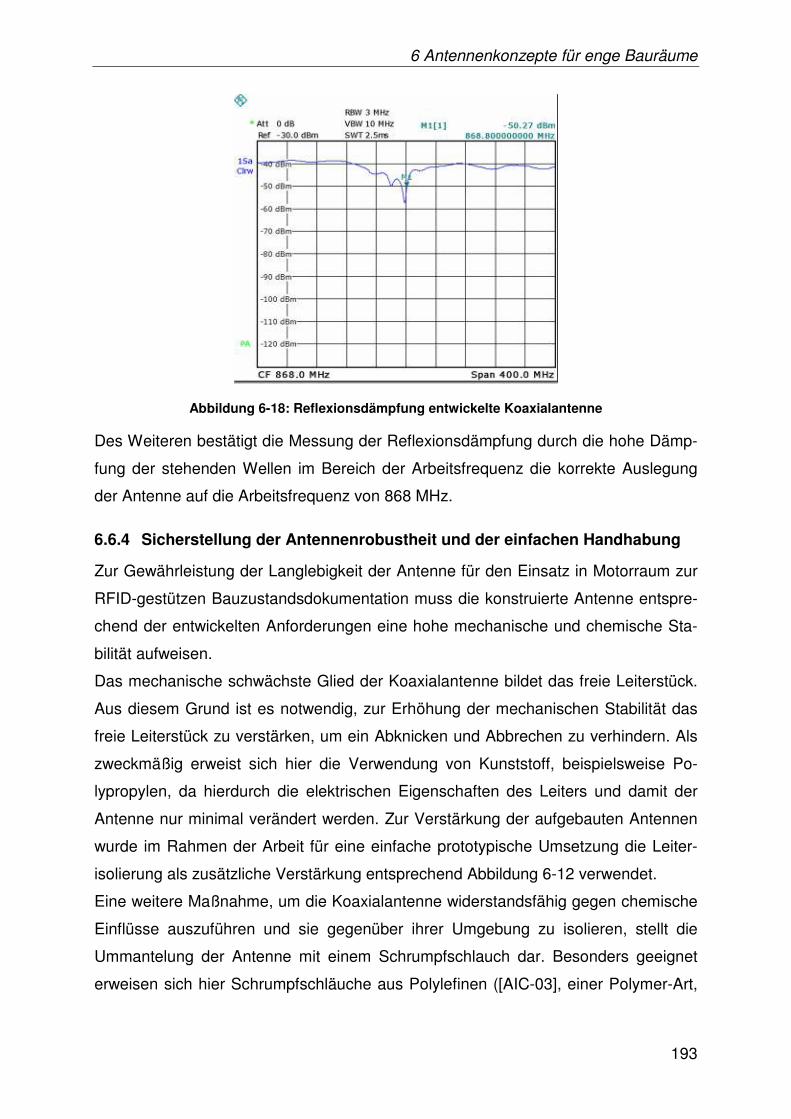
6 Antennenkonzepte für enge Bauräume
193
Abbildung 6-18: Reflexionsdämpfung entwickelte Koaxialantenne
Des Weiteren bestätigt die Messung der Reflexionsdämpfung durch die hohe Dämp-
fung der stehenden Wellen im Bereich der Arbeitsfrequenz die korrekte Auslegung
der Antenne auf die Arbeitsfrequenz von 868 MHz.
6.6.4 Sicherstellung der Antennenrobustheit und der einfachen Handhabung
Zur Gewährleistung der Langlebigkeit der Antenne für den Einsatz in Motorraum zur
RFID-gestützen Bauzustandsdokumentation muss die konstruierte Antenne entspre-
chend der entwickelten Anforderungen eine hohe mechanische und chemische Sta-
bilität aufweisen.
Das mechanische schwächste Glied der Koaxialantenne bildet das freie Leiterstück.
Aus diesem Grund ist es notwendig, zur Erhöhung der mechanischen Stabilität das
freie Leiterstück zu verstärken, um ein Abknicken und Abbrechen zu verhindern. Als
zweckmäßig erweist sich hier die Verwendung von Kunststoff, beispielsweise Po-
lypropylen, da hierdurch die elektrischen Eigenschaften des Leiters und damit der
Antenne nur minimal verändert werden. Zur Verstärkung der aufgebauten Antennen
wurde im Rahmen der Arbeit für eine einfache prototypische Umsetzung die Leiter-
isolierung als zusätzliche Verstärkung entsprechend Abbildung 6-12 verwendet.
Eine weitere Maßnahme, um die Koaxialantenne widerstandsfähig gegen chemische
Einflüsse auszuführen und sie gegenüber ihrer Umgebung zu isolieren, stellt die
Ummantelung der Antenne mit einem Schrumpfschlauch dar. Besonders geeignet
erweisen sich hier Schrumpfschläuche aus Polylefinen ([AIC-03], einer Polymer-Art,
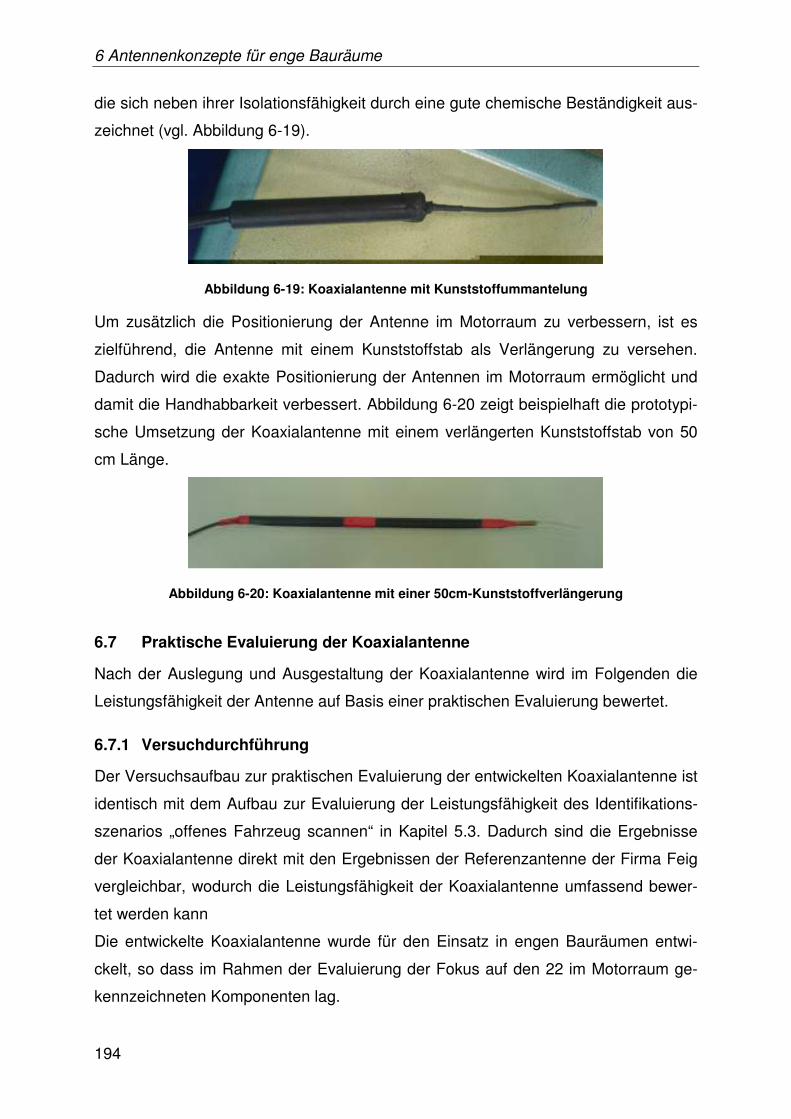
6 Antennenkonzepte für enge Bauräume
194
die sich neben ihrer Isolationsfähigkeit durch eine gute chemische Beständigkeit aus-
zeichnet (vgl. Abbildung 6-19).
Abbildung 6-19: Koaxialantenne mit Kunststoffummantelung
Um zusätzlich die Positionierung der Antenne im Motorraum zu verbessern, ist es
zielführend, die Antenne mit einem Kunststoffstab als Verlängerung zu versehen.
Dadurch wird die exakte Positionierung der Antennen im Motorraum ermöglicht und
damit die Handhabbarkeit verbessert. Abbildung 6-20 zeigt beispielhaft die prototypi-
sche Umsetzung der Koaxialantenne mit einem verlängerten Kunststoffstab von 50
cm Länge.
Abbildung 6-20: Koaxialantenne mit einer 50cm-Kunststoffverlängerung
6.7 Praktische Evaluierung der Koaxialantenne
Nach der Auslegung und Ausgestaltung der Koaxialantenne wird im Folgenden die
Leistungsfähigkeit der Antenne auf Basis einer praktischen Evaluierung bewertet.
6.7.1 Versuchdurchführung
Der Versuchsaufbau zur praktischen Evaluierung der entwickelten Koaxialantenne ist
identisch mit dem Aufbau zur Evaluierung der Leistungsfähigkeit des Identifikations-
szenarios „offenes Fahrzeug scannen“ in Kapitel 5.3. Dadurch sind die Ergebnisse
der Koaxialantenne direkt mit den Ergebnissen der Referenzantenne der Firma Feig
vergleichbar, wodurch die Leistungsfähigkeit der Koaxialantenne umfassend bewer-
tet werden kann
Die entwickelte Koaxialantenne wurde für den Einsatz in engen Bauräumen entwi-
ckelt, so dass im Rahmen der Evaluierung der Fokus auf den 22 im Motorraum ge-
kennzeichneten Komponenten lag.
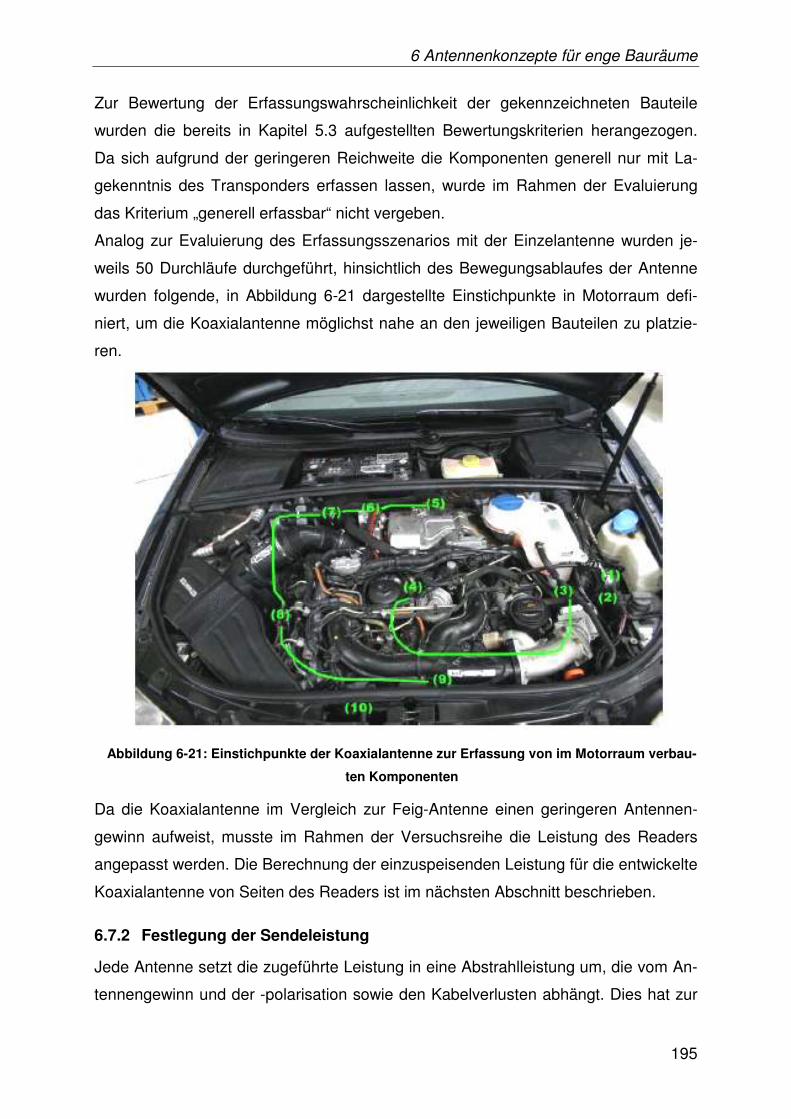
6 Antennenkonzepte für enge Bauräume
195
Zur Bewertung der Erfassungswahrscheinlichkeit der gekennzeichneten Bauteile
wurden die bereits in Kapitel 5.3 aufgestellten Bewertungskriterien herangezogen.
Da sich aufgrund der geringeren Reichweite die Komponenten generell nur mit La-
gekenntnis des Transponders erfassen lassen, wurde im Rahmen der Evaluierung
das Kriterium „generell erfassbar“ nicht vergeben.
Analog zur Evaluierung des Erfassungsszenarios mit der Einzelantenne wurden je-
weils 50 Durchläufe durchgeführt, hinsichtlich des Bewegungsablaufes der Antenne
wurden folgende, in Abbildung 6-21 dargestellte Einstichpunkte in Motorraum defi-
niert, um die Koaxialantenne möglichst nahe an den jeweiligen Bauteilen zu platzie-
ren.
Abbildung 6-21: Einstichpunkte der Koaxialantenne zur Erfassung von im Motorraum verbau-
ten Komponenten
Da die Koaxialantenne im Vergleich zur Feig-Antenne einen geringeren Antennen-
gewinn aufweist, musste im Rahmen der Versuchsreihe die Leistung des Readers
angepasst werden. Die Berechnung der einzuspeisenden Leistung für die entwickelte
Koaxialantenne von Seiten des Readers ist im nächsten Abschnitt beschrieben.
6.7.2 Festlegung der Sendeleistung
Jede Antenne setzt die zugeführte Leistung in eine Abstrahlleistung um, die vom An-
tennengewinn und der -polarisation sowie den Kabelverlusten abhängt. Dies hat zur
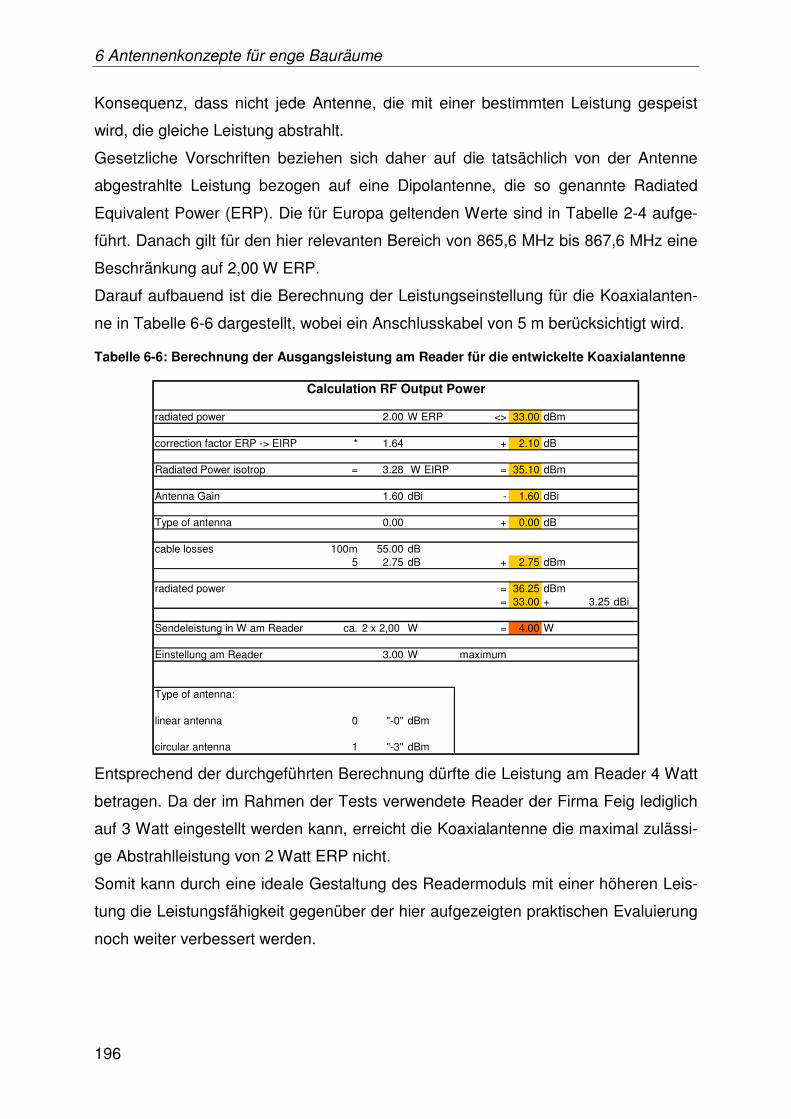
6 Antennenkonzepte für enge Bauräume
196
Konsequenz, dass nicht jede Antenne, die mit einer bestimmten Leistung gespeist
wird, die gleiche Leistung abstrahlt.
Gesetzliche Vorschriften beziehen sich daher auf die tatsächlich von der Antenne
abgestrahlte Leistung bezogen auf eine Dipolantenne, die so genannte Radiated
Equivalent Power (ERP). Die für Europa geltenden Werte sind in Tabelle 2-4 aufge-
führt. Danach gilt für den hier relevanten Bereich von 865,6 MHz bis 867,6 MHz eine
Beschränkung auf 2,00 W ERP.
Darauf aufbauend ist die Berechnung der Leistungseinstellung für die Koaxialanten-
ne in Tabelle 6-6 dargestellt, wobei ein Anschlusskabel von 5 m berücksichtigt wird.
Tabelle 6-6: Berechnung der Ausgangsleistung am Reader für die entwickelte Koaxialantenne
radiated power 2.00 W ERP <> 33.00 dBm
correction factor ERP -> EIRP * 1.64 + 2.10 dB
Radiated Power isotrop = 3.28 W EIRP = 35.10 dBm
Antenna Gain 1.60 dBi - 1.60 dBi
Type of antenna 0.00 + 0.00 dB
cable losses 100m 55.00 dB5 2.75 dB + 2.75 dBm
radiated power = 36.25 dBm= 33.00 + 3.25 dBi
Sendeleistung in W am Reader ca. 2 x 2,00 W = 4.00 W
Einstellung am Reader 3.00 W maximum
Type of antenna:
linear antenna 0 "-0" dBm
circular antenna 1 "-3" dBm
Calculation RF Output Power
Entsprechend der durchgeführten Berechnung dürfte die Leistung am Reader 4 Watt
betragen. Da der im Rahmen der Tests verwendete Reader der Firma Feig lediglich
auf 3 Watt eingestellt werden kann, erreicht die Koaxialantenne die maximal zulässi-
ge Abstrahlleistung von 2 Watt ERP nicht.
Somit kann durch eine ideale Gestaltung des Readermoduls mit einer höheren Leis-
tung die Leistungsfähigkeit gegenüber der hier aufgezeigten praktischen Evaluierung
noch weiter verbessert werden.
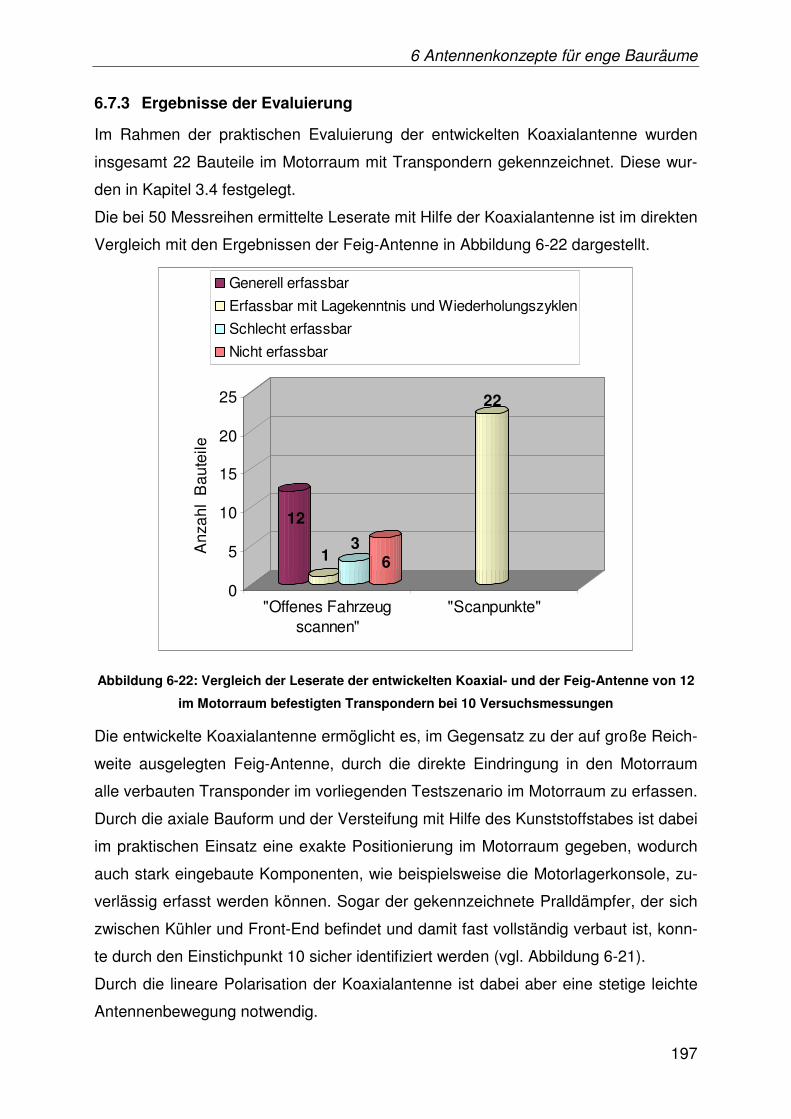
6 Antennenkonzepte für enge Bauräume
197
6.7.3 Ergebnisse der Evaluierung
Im Rahmen der praktischen Evaluierung der entwickelten Koaxialantenne wurden
insgesamt 22 Bauteile im Motorraum mit Transpondern gekennzeichnet. Diese wur-
den in Kapitel 3.4 festgelegt.
Die bei 50 Messreihen ermittelte Leserate mit Hilfe der Koaxialantenne ist im direkten
Vergleich mit den Ergebnissen der Feig-Antenne in Abbildung 6-22 dargestellt.
12
13
6
22
0
5
10
15
20
25
Anz
ahl
Bau
teile
e
"Offenes Fahrzeugscannen"
"Scanpunkte"
Generell erfassbar
Erfassbar mit Lagekenntnis und Wiederholungszyklen
Schlecht erfassbar
Nicht erfassbar
Abbildung 6-22: Vergleich der Leserate der entwickelten Koaxial- und der Feig-Antenne von 12
im Motorraum befestigten Transpondern bei 10 Versuchsmessungen
Die entwickelte Koaxialantenne ermöglicht es, im Gegensatz zu der auf große Reich-
weite ausgelegten Feig-Antenne, durch die direkte Eindringung in den Motorraum
alle verbauten Transponder im vorliegenden Testszenario im Motorraum zu erfassen.
Durch die axiale Bauform und der Versteifung mit Hilfe des Kunststoffstabes ist dabei
im praktischen Einsatz eine exakte Positionierung im Motorraum gegeben, wodurch
auch stark eingebaute Komponenten, wie beispielsweise die Motorlagerkonsole, zu-
verlässig erfasst werden können. Sogar der gekennzeichnete Pralldämpfer, der sich
zwischen Kühler und Front-End befindet und damit fast vollständig verbaut ist, konn-
te durch den Einstichpunkt 10 sicher identifiziert werden (vgl. Abbildung 6-21).
Durch die lineare Polarisation der Koaxialantenne ist dabei aber eine stetige leichte
Antennenbewegung notwendig.
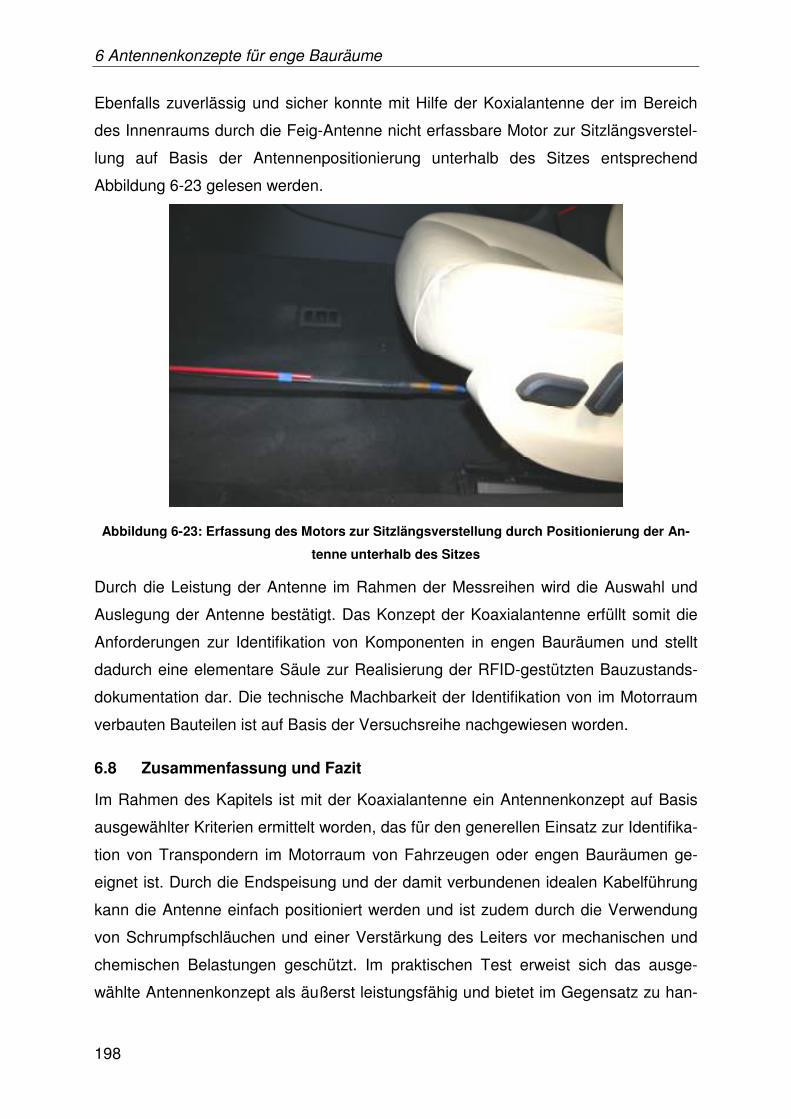
6 Antennenkonzepte für enge Bauräume
198
Ebenfalls zuverlässig und sicher konnte mit Hilfe der Koxialantenne der im Bereich
des Innenraums durch die Feig-Antenne nicht erfassbare Motor zur Sitzlängsverstel-
lung auf Basis der Antennenpositionierung unterhalb des Sitzes entsprechend
Abbildung 6-23 gelesen werden.
Abbildung 6-23: Erfassung des Motors zur Sitzlängsverstellung durch Positionierung der An-
tenne unterhalb des Sitzes
Durch die Leistung der Antenne im Rahmen der Messreihen wird die Auswahl und
Auslegung der Antenne bestätigt. Das Konzept der Koaxialantenne erfüllt somit die
Anforderungen zur Identifikation von Komponenten in engen Bauräumen und stellt
dadurch eine elementare Säule zur Realisierung der RFID-gestützten Bauzustands-
dokumentation dar. Die technische Machbarkeit der Identifikation von im Motorraum
verbauten Bauteilen ist auf Basis der Versuchsreihe nachgewiesen worden.
6.8 Zusammenfassung und Fazit
Im Rahmen des Kapitels ist mit der Koaxialantenne ein Antennenkonzept auf Basis
ausgewählter Kriterien ermittelt worden, das für den generellen Einsatz zur Identifika-
tion von Transpondern im Motorraum von Fahrzeugen oder engen Bauräumen ge-
eignet ist. Durch die Endspeisung und der damit verbundenen idealen Kabelführung
kann die Antenne einfach positioniert werden und ist zudem durch die Verwendung
von Schrumpfschläuchen und einer Verstärkung des Leiters vor mechanischen und
chemischen Belastungen geschützt. Im praktischen Test erweist sich das ausge-
wählte Antennenkonzept als äußerst leistungsfähig und bietet im Gegensatz zu han-

6 Antennenkonzepte für enge Bauräume
199
delsüblichen Patchantennen die Option, Transponder an verwinkelten engen Positio-
nen im Motorraum zu erfassen.
In Kombination mit der Erfassung von verbauten Komponenten mit Hilfe einer han-
delsüblichen UHF-Einzelantenne liegen damit Lesekonzepte vor, die eine durchgän-
gige Erfassung von verbauten Komponenten im Fahrzeug ermöglichen und das bei
einer Leserate von annähernd 100 %. Durch die praktische Evaluierung wurden die
beiden Konzepte validiert, so dass die technische Machbarkeit einer RFID-gestützen
Bauzustandsdokumentation nachgewiesen und verifiziert ist.
7 Zusammenfassung und Ausblick
200
Innovation, Derivatisierung, Individualisierung und Effizienzsteigerung stellen die
Schlüsselherausforderungen für die Automobilindustrie in den nächsten Jahren dar,
um im globalen Verdrängungswettbewerb verstärkt durch die Finanzkrise und der
daraus resultierenden negativen Wirtschaftsentwicklung bestehen zu können.
Die Bewältigung dieser Aufgaben bedingt eine ganzheitliche Optimierung auf allen
Ebenen des Produktentwicklungs- und Herstellungsprozesses. Ein zentraler Lö-
sungsbaustein zur Beherrschung der Variantenvielfalt und Komplexität stellt dabei
die durchgängige Transparenz in der Entwicklungs- und Lieferantenkette dar.
Der Einsatz der RFID-Technologie zur Kennzeichnung von Fahrzeugbauteilen
schafft hier durch die Verbindung von Material- und Informationsfluss neue Chancen
und Potenziale zur Steigerung der Effizienz und Informationsgüte. Durch die Mög-
lichkeit der Verfolgung der Komponenten ist über die Herstellung hinaus im After-
Sales-Bereich eine durchgängige Nachvollziehbarkeit der Fahrzeugkonfiguration und
-historie gegeben.
Die Kennzeichnung und Erfassung von Fahrzeugeinzelteilen - insbesondere im
Fahrzeug - ist aber aufgrund der negativen Auswirkungen von Metall auf die Leis-
7 Zusammenfassung und Ausblick
7 Zusammenfassung und Ausblick
201
tungsfähigkeit von RFID-Systemen mit vielschichtigen Herausforderungen behaftet
und nicht mit einem auf dem Markt erhältlichen Standardsystem lösbar.
Das Ziel der Arbeit war daher die Entwicklung von technischen Konzepten zur Kenn-
zeichnung und Identifikation von verbauten Bauteilen im Fahrzeug mit Hilfe der
RFID-Technologie und der Nachweis der technischen Machbarkeit einer RFID-
gestützten Bauzustandsdokumentation.
Daraus resultieren die folgenden zwei zentralen Anforderungen:
• Sämtliche kennzeichnungsrelevante Bauteile müssen unabhängig von ihrem
Werkstoff und eine Beeinflussung ihrer Eigenschaften gekennzeichnet werden
können.
• Die Erfassung der gekennzeichneten Bauteile muss im verbauten Zustand
möglich sein.
Während für die Kennzeichnung von Objekten aus Kunststoff und für Elastomere
bereits technische Konzepte und Umsetzungen auf dem Markt existieren, sind die
derzeit verfügbaren mobilen Datenträger zur Aufbringung auf Metall aufgrund ihrer
Abmessungen und Bauform im Wesentlichen für den Einsatz auf Behälterebene ge-
eignet. Die Anforderungen für eine direkte Kennzeichnung auf Bauteilebene ohne
Veränderung der Bauteileigenschaften erfüllen sie daher nicht.
Im Rahmen der Arbeit wurde aufbauend auf einer detaillierten Evaluierung beste-
hender Lösungen, ein Konzept im UHF-Frequenzbereich zur Entkopplung des mobi-
len Datenträgers von leitfähigen Materialien mittels eines Spezialabsorbers
weiterqualifiziert, um die für den Anwendungsfall essenzielle Kennzeichnung von
metallischen Bauteilen zu ermöglichen. Im Rahmen einer praktischen Evaluierung
wurde der Nachweis erbracht, dass dieser Ansatz das Potenzial bietet, alle gestellten
Anforderungen für die Kennzeichnung metallischer Bauteile im vorliegenden Einsatz-
szenario zu erfüllen.
Zur Lösung der zweiten Herausforderung, der Identifikation von mit Transpondern
versehener im Fahrzeug eingebauter Einzelteile wurden verschiedene technische
Antennenkonzepte betrachtet beziehungsweise entwickelt und auf deren Eignung für
den Einsatz in der RFID-gestützten Bauzustandsdokumentation überprüft.
Die Vision der Erfassung der Komponenten während der Vorbeifahrt von außerhalb
des Fahrzeugs aufgestellter fester Antennen, ist aufgrund der annähernd geschlos-
senen Oberfläche der Fahrzeugkarosserie die einen Faradayschen Käfig darstellt,
bereits theoretisch nicht realisierbar. Dadurch sind im vorliegenden Einsatzfall Lese-
7 Zusammenfassung und Ausblick
202
konzepte zur Identifikation von verbauten Komponenten notwendig, bei denen die
Antenne nahe am Bauteil positioniert wird.
Mit Hilfe einer praktischen Evaluierung an einem repräsentativen Versuchsfahrzeug
mit gekennzeichneten Komponenten konnte im Rahmen der Arbeit gezeigt werden,
dass durch den Einsatz einer Einzelantenne und deren nahes vorbeiführen an den
jeweiligen Bauteilen eine zuverlässige Erkennung von Bauteilen im Innenraum und
Unterboden des Fahrzeug realisierbar ist. Lediglich fast vollständig vom Metall um-
gebene Bauteile, wie beispielsweise die Türverstärkung zwischen Türaußen- und
-innenblech, sind nicht erfassbar. Im Bereich des Motorraums hingegen stößt das
Konzept aufgrund der Antennenbaugröße und des dadurch bedingten Abstands zu
den jeweiligen mobilen Datenträgern an seine Grenzen. Dementsprechend können in
diesem Bereich nur nahe an der Oberfläche liegende Bauteile erkannt werden. Für
die Identifikation von im Motorraum verbauten Komponenten ist ein anderes Konzept
notwendig, bei dem die Antenne direkt in den Bauraum eingebracht werden kann.
Hierfür ist die kompakte Bauform der Antenne eine grundlegende Voraussetzung. Da
es derzeit auf dem Markt kein dafür geeignetes Antennenkonzept für RFID-Systeme
im UHF-Bereich gibt, ist im Rahmen der Arbeit auf Basis eines Vergleichs eine An-
tenne in Koaxialbauform entwickelt worden, die für den generellen Einsatz zur Identi-
fikation von Transpondern im Motorraum von Fahrzeugen oder engen Bauräumen
geeignet ist. Durch die praktische Evaluierung am Versuchsfahrzeug konnte der
Nachweis der Eignung für den Einsatz zur Erfassung von im Motorraum verbauter
Komponenten erbracht werden.
Durch die gezielte Kombination der beiden Identifikationskonzepte für den Innen- und
den Motorraum wird eine durchgängige Erfassung von verbauten Komponenten im
Fahrzeug ermöglicht. Durch die Validierung an einem realen Versuchsfahrzeug
konnte die technische Machbarkeit einer RFID-gestützen Bauzustandsdokumentati-
on nachgewiesen werden.
Die Arbeit legt damit den ersten Grundstein für den Einsatz der Technologie in der
Automobilindustrie. Bei den aufgezeigten und entwickelten technischen Lösungsan-
sätzen handelt es sich aber um Konzepte, die für einen Einsatz konsequent in Rich-
tung Serienproduktion weiter entwickelt werden müssten
Um darüber hinaus die Integration der Technologie im unternehmensweiten Netz-
werk zu ermöglichen, ist die Entwicklung und Anpassung von Prozessen unabding-
bar. Durch eine Technologie kann ein Prozess lediglich unterstützt und nicht
7 Zusammenfassung und Ausblick
203
bestimmt werden. Darüber hinaus ist zur Gestaltung effizienter und wirtschaftlicher
RFID-Strukturen und Informationsflüsse die Erarbeitung wirtschaftlicher Grundmodel-
le auf Basis von Standardprozessen notwendig.
Der Einsatz in der Automobilindustrie wird sich zudem erst durch eine weitere Re-
duktion der Produktionskosten von mobilen Datenspeichern bei gleichzeitiger Gene-
rierung von Optimierungspotenzialen über alle Wertschöpfungsstufen ökonomisch
realisieren lassen. Dieser wird sich in einem ersten Schritt bei dokumentations-, ei-
genschaftsverantwortlichen und sicherheitskritischen Bauteilen ergeben.
Die Einführung der RFID-Technologie in einem Unternehmen ist aus wirtschaftlichen
und auch als technologischen Gründen durch Politprojekte in abgeschlossenen Be-
reichen anzustreben. In der Automobilindustrie bietet sich hierfür eine Anwendung in
der Fahrzeugenwicklung an. Durch den wesentlich höheren Teilepreis und den dy-
namischeren und ungeführteren Prozess im Rahmen der Bauteileigenschaftsent-
wicklung ergeben sich größere Nutzenpotenziale durch eine Steigerung der
Transparenz.
Die Technologie kann dann auf Basis von Technologie- und Preisentwicklung Schritt
für Schritt in die aus Prozesssicht anforderungskritischere Serienproduktion integriert
werden, um langfristig die Vision der selbststeuernden Bauteile im unternehmens-
übergreifenden Netzwerk Realität werden zu lassen.
8 Literatur
204
[AGG-02] Alexander, K.; Gilliam, T.; Gramling, K.; Kindy, M.; Moogimane, D.; Schlutz, M.; Woods, M.: Focus on the Supply Chain: Applying Auto-ID within the Distribution Center Internet: http://www.autoid.org/SC31/clr/ 200305_3824_PWC%20DC.pdf, zuletzt abgerufen: 25.02.2008
[AIC-03] Aichele, E.; Hamjediers, O.; Moskob, F.: Wire Harness Assembly with Routing Sleeve European Patent EO 1339148 Bretten-Gölshausen, 2003
[AIM-00] Association for Automatic Identification und Mobility (AIM): Draft Paper on the Characteristics of RFID-Systems. In: Frequency Forums 2000:001 Ver 1.0 (Hrsg.: AIM, Inc.) Pittsburgh (USA), 2000
[AIM-07] AIM Deutschland e.V: Der Einsatz von RFID Technik – Aspekte der RFID Nutzung im indus-triellen Umfeld Internet: www.aim-d.de, zuletzt abgerufen: 11.01.2008
8 Literatur
8 Literatur
205
[ARC-08] Arc Technologies: Homepage Internet: www.arc-tech.com, zuletzt abgerufen. 20.12.2008
[ATK-07] Soellner, F.; Rattey, F.; Lange, G: Vollgas oder Stop-and-go? Deutsche Automobilhersteller im interna-tionalen Wachstumsvergleich. A.T. Kearney GmbH, Düsseldorf, 2007. Internet: http://www.atkearney.de, zuletzt abgerufen: 13.11.2007
[AUD-07] AUDI AG: Homepage Internet: http://www.audi.de, zuletzt abgerufen: 18.10.2007
[AUT-02] Auto-ID-Center: Das neue Netzwerk. Identifizieren Sie jedes Objekt – automatisch und überall Internet: http://www.epcglobal.ch/downloads/ GERMAN_AUTO_ID_CENTER.pdf, zuletzt abgerufen: 25.02.2008
[BAC-06] Bachmann, H.; Gizanis, D.: RFID: Potenziale im Behälter-Management. In: Computerwoche 33 (2006), Nr. 42, S. 50-51
[BER-05] Barginda, K.; Cichorowski, G.; Assmann; R.; Führ, M: Potentiale “smarter” Produktkennzeichnung – Technische Entwick-lung und Anforderungen des Elektro-Gesetzes. In: Sofia Diskussionsbeiträge zur Institutionsanalyse Nr. 05-1 Darmstadt, 2005
[BER-99] Bergmann, L.; Schäfer, C.; Raith, W.: Lehrbuch der Experimentalphysik – Band 2 Elektromagnetismus Walter de Gruyter, Berlin, 1999
[BIT-06] Bundesverband Informationswirtschaft Telekommunikation und neue Medien e.V.: White Paper RFID 2006 – Technologien, Systeme und Anwendun-gen. Internet: http://www.Bitkom.de, zuletzt abgerufen: 02.02.2008
[BOP-08] Boppert, J.: Entwicklung eines wissensorientierten Konzepts zur adaptiven Logistikplanung. Dissertation, Lehrstuhl für Fördertechnik Materialfluss Logistik, TU München, ISBN: 978-3-9811819-4-4
[BSI-04] Bundesamt für Sicherheit in der Informationstechnik: Risiken und Chancen des Einsatzes von RFID-Systemen Ingelheim, 2004 Internet: http://www.bsi.bund.de/fachthem/RFID/RIKCHA.pdf, zuletzt abgerufen: 08.01.2008
8 Literatur
206
[BUK-08] Barcode Technologies: Homepage Internet: http://www.barcode-uk.com, zuletzt abgerufen : 20.12.2008
[BUN-07] Bundesdruckerei GmbH: ID-Systeme Internet: http://www.bundesdruckerei.de, zuletzt abgerufen: 19.12.2007
[CDG-02] Chappell, G.; Durdan, D.; Gilbert, G.; Ginsburg, L.; Smith, J.; Tobol-ski, J.: Auto-ID on Delivery: The Value of Auto-ID Technology in Retail Sup-ply Chains Internet: http://www.autoid.org/SC31/clr/ 200305_3828_Accenture%20BCA%202.pdf, zuletzt abgerufen: 25.02.2008
[CGS-02] Chappell, G.; Ginsburg, L.; Schmidt, P.; Smith, J.; Tobolski, J.: Auto-ID on the line: The Value of Auto-ID Technology in Manufactur-ing Internet: http://www.autoidlabs.org/uploads/media/ACN-AUTOID-BC005.pdf, zuletzt abgerufen: 25.02.2008
[CJH-05] Clasen, M.; Jansen, R.; Hustadt, J.: Aktueller Status der Standardisierung bei RFID-Anwendungen für die Logistik. In: Decker, J.; Seifert, W. (Hrsg.): RFID in der Logistik – Erfolgsfakto-ren für die Praxis. Deutscher Verkehrs-Verlag, Hamburg u.a. , 2005, S. 61-85
[CLA-06] Clasen, M.: Durch RFID/EPC zum Internet der Dinge Internet: http://www.info-rfid.de/downloads/070316_clasen.pdf, zuletzt abgerufen, 20.12.2008
[CLA-06a] Clasen, M.: Das EPCglobal-Netzwerk – Ein Werkzeug zur Rückverfolgung in Echtzeit Internet: http://www.preagro.de/ezai/index.php/eZAI/article/view/9/6, zuletzt abgerufen: 20.12.2008
[CTR-08] Carinthian Tech Research AG: Homepage Internet: http://www.ctr.at, zuletzt abgerufen: 28.02.2008
[CUR-87] Currie, N. C.; Brown, C. E.: Principles and Applications of Millimeter-Wave Radar Artech House Verlag, Norwood, 1987
[DDE-06] Duden: Das Fremdwörterbuch, 9. Auflage
8 Literatur
207
Bibliographisches Institut, Mannheim, 2006
[DEI-08] Deister Electronic GmbH: Homepage http://www.deister.com, zuletzt abgerufen: 20.12.2008
[DEM-06] Demtröder, W.: Experimentalphysik1: Mechanik und Wärme, 4. Auflage Springer Verlag, Berlin, 2006
[DES-05] Deska, B.: Einsatzmöglichkeiten von RFID in Transport und Logistik. Vortrag im Rahmen FTK Dortmund. Hagen, 2005
[DET-03] Detlefsen, J.; Siart, U.: Grundlagen der Hochfrequenztechnik Oldenbourg Wissenschaftsverlag, München, 2003
[DIC-07] Dick, M.: Simulation im Automobilbau Vortrag im Rahmen der Vorlesung: „Straßenfahrzeuge – Entwurf und Simulation“ Technische Universität München, 09.01.2007
[DUD-07] Dudenhöffer, F.: Die Welt fährt dem Autoland Deutschland davon In: Neue Ruhrzeitung, 18.07.2007
[DYC-07] Dyczij-Edlinger, R.: Theoretische Elektrotechnik I. Vorlesungsskriptum Universität Saarland, 2007
[DZI-97] Dziggel, K.: The SOFIS Auto-ID Identification System Vortragsmanuskript zu SMAID 97 Universität Dortmund, 1997
[EBE-03] Ebel, P.; Hofer, M.; Al-Sibai, J.: Herausforderungen der Automobilindustrie In: Ebel, P; Hofer, M.; Al-Sibai, J. (Hrsg.): Automotive Management – Strategie und Marketing in der Automobilwirtschaft. Springer Verlag, Heidelberg u.a., 2003, S. 3-12.
[ECO-08] Emerson & Cuming Microwave Products: Homepage Internet: http://www.eccosorb.com/europe/english_europe/page/66/eccopad, zuletzt abgerufen: 26.02.2009
8 Literatur
208
[ECO-08a] Emerson & Cuming Microwave Products. Patent Eccopad UHF, US Pat #7,205,898. Westerlo, Belgien, 2008
[ELE-07] Elektronik Praxis: UHF-Smart-Label-ICs – Passive Tags mit 512 Bit-Speicher Internet: http://www.elektronikpraxis.vogel.de/themen/ hardwareentwicklung/hftelecom/articles/94215/, zuletzt abgerufen: 25.02.2005
[ENV-07] Environmental Studies Internet: www.environmental-studies.de, zuletzt abgerufen: 08.01.2008
[EPC-05] EPCglobal Inc.: EPC™ Radio-Frequency Identity Protocols – Class-1 Generation-2 UHF RFID Conformance Requirements Version 1.0.4 Internet: http://www.epcglobalinc.org/standards/specs/ EPCglobal_UHF_Gen2_conformance_V1-0-4_OFFICIAL.pdf, zuletzt abgerufen: 19.12.2007
[EPC-07a] EPCglobal Inc: Homepage Internet: http://www.gs1-germany.de, zuletzt abgerufen 25.02.2008
[EPC-07b] EPCglobal Inc: Pressemitteilung: EPCglobal und GS1 Germany – ein Blick hinter die Kulissen Internet: http://www.gs1-germany.de/internet/content/e39/e52/e2151/ e2477/e3759, zuletzt abgerufen: 25.02.2008
[EUR-07] Kommission der Europäischen Gemeinschaften: Bericht der Kommission an den Rat und das europäische Parlament über die Ziele nach Artikel 7 Absatz 2 Buchstabe b der Richtlinie 2000/53/EG des europäischen Parlaments und des Rates über Alt-fahrzeuge Internet: http://www.parlament.gv.at/cgi-bin/eukp.pdf?P_EU=XXIII.pdf/EU/00/57/005710.pdf, zuletzt abgeru-fen: 20.12.2008
[FAZ-05] Frankfurter Allgemeine FAZ.NET: Mercedes-Benz ruft 1,3 Millionen Autos zurück, 31.03.2005. Internet: www.faz.net, zuletzt abgerufen: 26.11.2007
[FEI-07] Feig Electronic GmbH Homepage Internet: http://www.feig.de, zuletzt abgerufen: 25.02.2008
[FHD-07] Bratzel, S.: Globale Automobilkonzerne im Vergleich – AutomotivePerformance 2006/2007 FHDW Center of Automotive, 2007
8 Literatur
209
Internet: www.center-of-automotive.de, zuletzt abgerufen: 13.11.07
[FIN-06] Finkenzeller, K.: RFID Handbuch – Grundlagen und praktische Anwendungen indukti-ver Funkanlagen, Transponder und kontaktloser Chipkarten, 4. Auflage Carl Hanser Verlag, München, 2006
[FLE-03] Fleisch, E.; Dierkes, M.: Betriebswirtschaftliche Anwendungen des Ubiquitous Computing – Beispiele, Auswirkungen und Visionen. In: Mattern, F. (Hrsg.): Total vernetzt – Szenarien einer informatisier-ten Welt Springer Verlag, Heidelberg, 2003, S. 143-157
[FLE-04] Fleisch, E.; Tellkamp, C.; Thiesse, F.: Intelligente Waren beschleunigen Prozesse In: IO New Management, Nr. 12/2004
[FLÖ-05] Flörkemeier, Chr.: EPC-Technologie – vom Auto-ID Center zu EPCglobal In: Fleisch, E.; Mattern, F.: Das Internet der Dinge Springer Verlag, Berlin, 2005
[FLO-09] Fachgebiet Logistik, TU Dortmund: Bestimmung der optimalen Positionierung radiofrequenter Identifikati-onsmittel in Lager-, Kommissionier- und Transportbehältern (BE-OPRIL). Forschungsvorhaben, Dortmund, 2009.
[FRA-06] Franke, W.; Dangelmaier, W.: RFID – Ein Leitfaden für die Logistik Gabler Verlag, Wiesbaden, 2006
[FRI-01] Friedrich, U.; Annala, A.: Palomar – a European answer for passive UHF RFID applications RFID Innovation 2001 conference, London
[GAU-05] Gaukler, G.; Hausmann, W.: RFID in assembly operations: process and quality savings Department of Management Science and Engineering Stanford University, 2005
[GER-03] Gerthsen, C.; Meschede, D. (Hrsg.): Gerthsen Physik Springer Verlag, Berlin, 2003
[GOE-06] Götz, T.; Safai, S.; Beer, P.: Effiziente Logistikprozesse mit SAP RFID In: SAP-Heft, Nr. 23 Bonn, 2006
8 Literatur
210
[GRE-06] Gregori, G.: Grenzen der RFID-Technologie in der Logistik In: Engelhardt-Nowitzki, C.; Lackner, E. (Hrsg.):Chargenverfolgung. Deutscher Universitäts-Verlag, Wiesbaden, 2006, S. 95-103
[GRU-05] Gruber, K.: Langstreckenspezialisten gehören die Zukunft In: RFID im Blick, Nr. 10/2005, Amelinghausen
[GS1-06] GS1 Germany: Ultrahochfrequenz (UHF) – Grundlagen- / 7. Management-Information Internet: http://www.gs1-germany.de/content/e39/e466/e468/datei/ epc_RFID/mip_7_ultrahochfrequenz_uhf.pdf, zuletzt abgerufen: 14.01.2007
[GS1-07] GS1 Germany: Basiskomponenten eines RFID-Systems Internet http://www.gs1-germany.de/internet/content/produkte/ epcglobal/epc_RFID/technik/index_ger.html, zuletzt abgerufen: 14.02.2008
[GÜN-07] Günthner, W. A.: Materialflusstechnik Vorlesungsskriptum: Lehrstuhl für Fördertechnik Materialfluss Logistik Technische Universität München, 2007
[GÜN-07a] Günthner, W. A.; Heptner, K.: Technische Innovationen für die Logistik Huss-Verlag, München, 2007
[GÜN-07b] Günthner, W. A.; Fischer, R.; Wagner, J.: Werkzeuge zur Nutzung von RFID In: Technik in Bayern, Nr. 02/07
[GÜN-07c] Günthner, W. A.; Wagner, J.: RFID – Die Zukunftstechnologie der Logistik In: Logistik und Verkehr in Bayern, 2007
[HAE-04] Haberger, K.: Funktionsweise der RFID-Technologie allgemein. In: Fraunhofer Institut Materialfluss und Logistik (Hrsg.): RFID 2004 – Logistiktrends für Industrie und Handel Verlag Praxiswissen, 2004
[HAN-06] Hansen, W.-R.; Gillert, F.: RFID für die Optimierung von Geschäftsprozessen Carl Hanser Verlag, München u.a., 2006
[HAR-03] Harms, P.: Kundenorientierte Fahrzeugentwicklung mit Methoden des QFD In: Ebel, P.; Hofer, M.; Al-Sibai, J. (Hrsg.): Automotive Management –
8 Literatur
211
Strategie und Marketing in der Automobilwirtschaft. Springer Verlag, Heidelberg u.a., 2003, S. 273-290
[HAT-08] Harting KGaA: Homepage http://www.harting-rfid.com, zuletzt abgerufen: 20.12.2008
[HAW-03] McKinsey: HAWK 2015 - Knowledge-based changes in the automotive value chain Germany, 2003
[HER-04] Herter, E.; Lörcher, W.: Nachrichtentechnik Carl Hanser Verlag, München u.a., 2004
[HER-08] Herten, G.: Experimentalphysik I und II Vorlesungsskriptum: Physikalisches Institut Universität Freiburg, 2008
[HUD-99] Huder, B.: Einführung in die Radartechnik B.G. Teubner, Stuttgart, 1999
[HUS-06] Hustadt, J.: Standards für RFID-Systeme – eine Bestandsaufnahme. In: Packreport 39, 2006
[IBF-04] Institut für Betriebswissenschaften und Fabriksysteme (IBF) – Techni-sche Universität Chemnitz: Integration der Transpondertechnologie zur Erhöhung der Leistungs-fähigkeit der operativen Produktionssteuerung. In: Wissenschaftliche Schriftenreihe (IBF), Heft 38 Chemnitz, 2004
[IHM-06] Ihme, J.: Logistik im Automobilbau Carl Hanser Verlag, München u.a., 2006
[IML-04] Fraunhofer Institut Materialfluss und Logistik: RFID 2004 – Logistiktrends für Industrie und Handel Praxiswissen, Dortmund, 2004
[IML-09] Fraunhofer Institut Materialfluss und Logistik: Prüfung der neuen RFID-Boxen des Info-Box Systems. Forschungsvorhaben, Dortmund, 2009
[INO-07] Forum Innovationsreport: Autokäufer haben eine immer geringere Marken und Händlerbindung. Internet: http://www.innovations-report.de/html/berichte/
8 Literatur
212
studien/bericht-72206.html, zuletzt abgerufen: 23.11.2007
[ITW-07] IT Wissen – Das große Online Lexikon für Informationstechnologie Internet: www.itwissen.info, zuletzt abgerufen: 25.02.2008
[JAC-09] Jacobsen, N.: Börsenjahr 2008: Ein Albtraum erster Klasse. Internet: http://www.vermoegenszeitung.de/2008/12/31/borsenjahr 2008-ein-alptraum-erster-klasse/, zuletzt abgerufen: 20.05.2009
[JAN-04] Jansen, R.: Einführung in die RFID-.Technologie – Technologische Grundlagen und Standardisierungsbemühungen Vortrag, IHK Niederrhein, Gelsenkirchen 2004 Internet: http://www.ihk-niederrhein.de/downloads/ RFID_Prof_Jansen.pdf, zuletzt abgerufen: 08.01.2008
[KAD-59] Kaden, H.: Wirbelströme und Schirmung in der Nachrichtentechnik Springer Verlag, Berlin, 1959
[KAE-05] Kämpfer, N.: Mikrowellenphysik Vorlesungsskriptum: Institut für angewandte Physik Universität Bern, 2005 Internet: http://www0.iapmw.unibe.ch/teaching/vorlesungen/ mikrowellenphysik/, zuletzt abgerufen: 20.12.2008
[KBA-06] Kraftfahrt-Bundesamt: Jahresbericht 2006 Internet: www.kba.de, zuletzt abgerufen: 08.01.2008
[KER-06] Kern, Chr.: Anwendung von RFID-Systemen Springer-Verlag, Berlin u.a., 2006
[KLE-04] Kleist, R.; Chapman, T.; Sakai, D.; Jarvis, B.: RFID Labeling: Smart Labeling Concepts & Applications for the Con-sumer Packaged Goods Supply Chain (Paperback) Banta Book Group, Irvine, 2004
[KLU-01] Klußmann, K.: Lexikon der Kommunikations- und Informationstechnik, 3. Auflage Hüthig Telekommunikation, Heidelberg, 2001
[KOL-00] Kolnsberg, S.: Drahtlose Signal- und Energieübertragung mit Hilfe von Hochfre-quenztechnik in CMOS-Sensorsystemen Dissertation, Fraunhofer Institut für Mikroelektronische Schaltungen und Systeme, Duisburg IRB Verlag, Krefeld, 2000
8 Literatur
213
[KRK-06] Kark, K.: Antennen und Strahlungsfelder: Elektromagnetische Wellen auf Lei-tungen, im Freiraum und ihre Abstrahlung Vieweg + Teubner Verlag, Wiesbaden, 2006
[KUC-01] Kuchling, H.: Taschenbuch der Physik, 16. Auflage Fachbuchverlag, Leipzig, 2001
[LAM-05] Lampe, M.; Flörkemeier C.; Haller, S.: Einführung in die RFID-Technologie. In: Fleisch, E.; Mattern, F. (Hrsg.): Das Internet der Dinge Springer Verlag, Berlin u.a., 2005, S. 69-88
[LAN-07] Landr, J.: Shrouds of time – The history of RFID AIM Inc., Pittsburgh, 2007 Internet: http://www.aimglobal.org, zuletzt abgerufen: 19.12.2007
[LEB-08] Lebensmittel Zeitung: Homepage Internet: www.lz-net.de/news/itlogistiknews/pages/protected/show54316.html, zuletzt abgerufen: 20.12.2008
[LEH-06] Lehner, G,: Elektromagnetische Feldtheorie, 5. Auflage Springer Verlag, Berlin, 2006
[LGP-08] Logopak Systeme : Homepage Internet : http://logopak.com, zuletzt abgerufen : 20.12.2008
[LOG-07] Logistik Inside: Daimler setzt auf RFID-Standards Internet: http://www.logistik-inside.de/sixcms/detail.php?id=593930, zuletzt abgerufen: 25.02.2008
[LOV-07] Loving, S.; Anast, T.: Effective RFID goes unnoticed. In: Industrial embedded Systems Internet: htttp://www.industrial-embedded.com, zuletzt abgerufen: 24.01.2008
[MAN-06] Mannel, A.; Finger, M.: RFID auf Item-, Case- und Pallet-Ebene In: Förderzeuge und Hebemittel, Nr. 46 (2006), Berlin
[MAT-03] Mattes, B.; Meffert, H.; Landwehr, R.; Koers, M.: Trends in der Automobilindustrie – Paradigmenwechsel in der Zu-sammenarbeit zwischen Zulieferer, Hersteller und Händler.
8 Literatur
214
In: Ebel, P.; Hofer, M.; Al-Sibai, J. (Hrsg.): Automotive Management – Strategie und Marketing in der Automobilwirtschaft. Springer Verlag, Heidelberg u.a., 2003, S.13-39
[MEI-92] Lange, K.; Löcherer, K.-H.: Taschenbuch der Hochfrequenztechnik, 5. Auflage Springer Verlag, Berlin u.a., 1992
[MEY-07] Meyers Lexikon Online. Internet: http://lexikon.meyers.de/, zuletzt abgerufen: 20.12.2008
[MIC-04] Microsoft Encarta Enzyklopädie 2004
[MOE-07] Mößmer, H. E.; Schedlbauer, M.; Günthner W. A. : Die automobile Welt im Umbruch. In: Günthner, W. A. (Hrsg.): Neue Wege in der Automobillogistik - Die Vision der Supra-Adaptivität Springer Verlag, Berlin u.a., 2007, S. 3-15
[MOO-65] Moore, G.: Cramming more components onto integrated circuits In: Electronics 38, 04/1965, S. 114-117
[NXP-07] NXP Semiconductors: Ultra high frequency smart label ICs Internet: http://www.nxp.com/acrobat_download/literature/ 9397/75016225.pdf, zuletzt abgerufen: 25.02.2008
[OV-02] Ohne Verfasser: Log-Umfrage „Barcode versus Transponder“ In: Logistik für Unternehmen, Nr. 12/2002
[OVE-05] Overmeyer, L.; Vogeler, S.: RFID – Grundlagen und Potenziale Internet: http://www.logistics-journal.de, zuletzt abgerufen: 07.01.2008
[PAL-04] Palmer, M.: 7 Grundregeln eines effektiven Managements von RFID-Daten In: RFID-Forum Ausgabe 10/2004
[PAU-93] Paul, R.: Elektrotechnik 1 – Felder und einfache Stromkreise, 3. Auflage Springer Verlag, Berlin u.a., 1993
[PAX-08] Paxar Corporation: Homepage Internet: http://www.paxar-emea.com, zuletzt abgerufen, 20.12.2008
[PFL-06] Pflaum, A.: EPCplus: Was kommt nach dem elektronischen Produkt Code? – Trends & Entwicklungen im RFID Umfeld
8 Literatur
215
Vortrag im Rahmen des IKT-Forums der IT-Region Salzburg, Rosen-heim, Kufstein, Traunstein, Berchtesgadener Land Kufstein, 29.06.2006
[PHY-98] Göblel, R.: Physik in Übersichten Volk-und-Wissen-Verlag, Berlin, 1998
[PNE-09] Pneu-Logic Ltd. Internet: http://www.pneu-logic.co.uk/productpage.php?title=RFID_Solutions&menu=3, zuletzt abgerufen: 26.02.2009
[POL-08] PolyIC GmbH & Co. KG: Homepage Internet: http://www.polyic.de, zuletzt abgerufen: 25.02.2008
[POW-08] PowerID Ltd.: Homepage Internet: http://www.power-id.com, zuletzt abgerufen: 25.02.2008
[PRE-08] Brooks Automation GmbH: Praktisches RFID Lesegerät mit USB-Anbindung von Brooks Automa-tion Internet: http://www.pressebox.de, zuletzt abgerufen: 02.04.2008
[RAD-04] Radtke, P.; Abele, E.; Zielke, A.E.: Die smarte Revolution in der Automobilindustrie: Das Auto der Zu-kunft – Optionen der Hersteller – Chancen für die Zulieferer Redline Wirtschaftsverlag, Frankfurt am Main, 2004
[RAF-06] Rafalski, L.; Horn K.: Barcode und RFID – friedliche Koexistenz der Systeme? In: ISIS RFID Special Report – Das aktuelle Anbieterverzeichnis zu RFID (Radio Frequency Identification) München, 2006
[RAT-07a] RFID Atlas – Netzwerk elektronischer Geschäftsverkehr: Glossar Internet: http://www.RFID-atas.de, zuletzt abgerufen: 02.01.2008
[REG-07] Regulierungsbehörde für Telekommunikation und Post: Short-range-devices Internet: www.regtp.de, zuletzt abgerufen: 05.02.2007
[REI-07] Reinhart, G.; Ostgathe, M.; Wiesbeck, M.: Einführungsstrategien für RFID in produzierende Unternehmen In: RFID in der Produktion – Wertschöpfung effizient gestalten Semi-narbericht iwb, Nr. 89 Garching, 2007
8 Literatur
216
[REN-76] Reinhard, G.: Der Einfluss metallischer Strukturen auf die Ausbreitung elektromag-netischer Wellen Technische Universität München, Fachbereich Elektrotechnik München, 1976
[RFJ-07] RFID-Journal: RFID Kosten Internet: http://www.RFID-journal.de, zuletzt abgerufen: 24.01.2008
[RFS-08] RF Saw Inc.: Homepage Internet: http://www.rfsaw.com, zuletzt abgerufen: 25.02.2008
[RFU-07] RFID Update: RFID is the Future for Thin-film & Printable Batteries Internet: http://www.RFIDupdate.com/articles/index.php?id=1479, zuletzt abgerufen: 25.02.2008
[RHE-08] Rhensius, T.: Den RFID-Einsatz planen und bewerten – Behältermanagement bei Zentis. Vortrag im Rahmen der Veranstaltung: Qualität, Transparenz, Kos-teneffizienz: RFID in der Logistik und bei Lebensmitteln. Aachen, Juni 2008.
[RIB-09] RFID im Blick: Behältermanagement. Internet: http://rfid-im-blick.de/RFID-Anwendungen/Behaltermanagement/, zuletzt abgerufen: 26.02.2009
[RIN-07] Rinza, T.; Boppert, J.: Logistik im Zeichen zunehmender Entropie In: Günthner, W. A. (Hrsg.): Neue Wege in der Automobillogistik - Die Vision der Supra-Adaptivität Springer Verlag, Berlin u.a., 2007, S. 17-28
[ROD-02] Rode, J. M.: Der Nachfolger des Barcodes steht schon in den Startlöchern In: Lebensmittelzeitung, Nr. 52, 2002
[ROH-06] Rohde und Schwarz GmbH & Co. KG: Produktbroschüre Spektrumanalysator FSL München, 2006
[ROH-99] Rohde und Schwarz GmbH & Co. KG: Neues von Rohde und Schwarz, Heft 162, 1999/II München, 1999
[ROT-01] Rothammel, K.: Rothammels Antennenbuch, 12. Auflage DARC Verlag, Baunatal, 2001
8 Literatur
217
[ROT-88] Rothammel, K.: Rothammels Antennenbuch, 9. Auflage DARC Verlag, Baunatal, 1988
[RRY-08] RFID Ready: Homepage Internet: http://RFID-ready.de, zuletzt abgerufen: 25.12.2007
[SCH-07] Schmitt, R.: Einführung in den Maschinenbau Vorlesungsskriptum: Fraunhofer Institut Produktionstechnologie RWTH Aachen
[SCM-05] Schmitt, P.; Michahelles, F.: Strategische Wettbewerbsvorteile – RFID in der Logistik In: Management und Qualität, Nr. 11/2005, S. 8-10
[SHA-93] Schaumburg, H.: Einführung in die Werkstoffe der Elektrotechnik B. G. Teubner, Stuttgart, 1993
[SHJ-06] Schmidt, J.: Das TransiT-Modell zur Entscheidungsunterstützung für den RFID-Technologie-Einsatz in der textilen Kette Dissertation, Universität Dortmund Deutscher Fachverlag GmbH, Frankfurt am Main, 2006
[SOK-07] Sokymat: Homepage Internet: http://sokymat.aaitg.com/index.php?id=493, zuletzt abgeru-fen: 20.12.2007
[SPI-06] Spiegel Online: Rückrufaktionen kratzen am Image von Mercedes, 29.01.06 Internet: http://www.spiegel.de, zuletzt abgerufen: 22.11.2007
[SPI-89] Spindler, E.: Das große Antennen-Buch VEB-Verlag Technik, Berlin, 1989
[SRE-08] Schreiner LogiData GmbH & Co. KG: Homepage Internet: http://www.schreinergroup.de/index.php?id=791&L=, zuletzt abgerufen: 20.12.2008
[STA-05] Strasser, M.: RFID im Supply Chain Management Dissertation, Universität St. Gallen Deutscher Universitäts-Verlag, Wiesbaden, 2005
8 Literatur
218
[STO-03] Stockmar, J.: Erfolgsfaktoren für die Automobilzulieferer. In: Ebel, P; Hofer, M; Al-Sibai, J. (Hrsg.): Automotive Management – Strategie und Marketing in der Automobilwirtschaft. Springer Verlag, Heidelberg u.a., 2003, S. 61-77
[STR-05] Straube, F.; Dangelmaier, W.; Günthner, W. A.; Pfohl, Chr.: Trends und Strategien in der Logistik – Ein Blick auf die Agenda des Logistik-Managements 2010 Bundesvereinigung Logistik, Hamburg, 2005
[SWE-02] Sarma, S.; Weis, S.; Engels, D.: RFID Systems and Security and Privacy Implications In: Lecture Notes in Computer and Science, Vol. 2523 Springer Verlag, London, 2002
[TAG-08] Tagesspiegel Online: Toyota senkt Absatzziel für das Jahr 2009. Internet: http://www.tagesspiegel.de/wirtschaft/Unternehmen-Toyota-Autokrise;art129,2682310, zuletzt abgerufen: 20.05.2009
[TBN-07] TBN GmbH: Patent Karat Transponder. Internet: http://www.tbn.de/news.html, zuletzt abgerufen: 26.02.2009
[TBZ-08] Schläppi, J.: Telekommunikation Technische Berufschule Zürich Internet: http://www.tme-04.volkart.org/funktechn.pdf, zuletzt abgeru-fen: 25.02.2008
[TIP-94] Tipler, P.; Mosca, G.; Pelte, D.: Physik Spektrum Akademischer Verlag, 1994
[TZI-07] Technologie Zentrum Informatik (TZI), Fraunhofer-Institut für Sichere Informationstechnologie, Fachgebiet Mikroelektronische Systeme (MES) der technischen Universität Darmstadt: RFID-Studie 2007 – Technologieintegrierte Datensicherheit bei RFID-Systemen Internet: http://www.tzi.de/fileadmin/resources/publikationen/ news/RFID-Studie_Final.pdf, zuletzt abgerufen: 25.02.2008
[UPM-07] UPM Raflatec: Homepage Internet: http://www.upmraflatac.com/europe/ger, zuletzt abgerufen 20.12.2007
[VDA-05] Verband der deutschen Automobilindustrie e.V.: VDA-Empfehlung 5005: Vor- und Rückverfolgbarkeit von Fahrzeugtei-len und Identifizierbarkeit ihrer technischen Ausführung
8 Literatur
219
Frankfurt am Main, VDA, 2005
[VDA-05a] Verband der deutschen Automobilindustrie e.V.: VDA-Empfehlung 5501: RFID im Behältermanagement der Supply Chain Frankfurt am Main, VDA, 2005
[VDA-07] Verband der deutschen Automobilindustrie e.V.: Jahresbericht 2007 Internet: www.vda.de, zuletzt abgerufen: 13.11.2007
[VDA-07a] Verband der deutschen Automobilindustrie e.V.: Homepage Internet: www.vda.de, zuletzt abgerufen: 13.11.2007
[VDA-08] Verband der deutschen Automobilindustrie e.V.: VDA Band 1: Dokumentation und Archivierung, 3. Auflage Frankfurt am Main, 2008
[VDE-06] Verband der EDV-Software und –Beratungsunternehmen e.V.: Ma-nagment-Leitfaden für den Einsatz von RFID-Systemen Internet: http://www.vdeb.de/download/2006/Management-Leitfaden-RFID-2006-VDEB-AIM.pdf, zuletzt abgerufen: 25.02.2008
[VDI-06] Verein deutscher Ingenieure: VDI-Richtlinie 4472 – Anforderungen an Transpondersysteme zum Einsatz in der Supply Chain, Blatt 1: Allgemeiner Teil In: VDI-Handbuch Materialfluss und Fördertechnik, Band 5
[WAL-05] Walk, E.: RFID-Reader-Systems in production, logistics and retail Vortrag im Rahmen der Messe Interpack Düsseldorf, 2005
[WEI-00] Weigl, R.: Hochfrequenztechnik Vorlesungsskriptum: Tongji-Universität Shanghei 3. Auflage 2000 Internet: http://www.lte.e-technik.uni-erlangen.de/download/ISM/ HF_2006.pdf, zuletzt abgerufen: 25.02.2008



















![Dimensionierung und Auslegung stark geneigter ...fml.mw.tum.de/fml/images/Publikationen/Rakitsch.pdf · DIN [-] Verschiebewiderstandsbeiwert nach DIN 15262](https://img.pdfslide.org/doc/110x75/5a9d2cd57f8b9a032a8c3972/dimensionierung-und-auslegung-stark-geneigter-fmlmwtumdefmlimagespublikationen.jpg)
![Simulationsgestützte Planung und Nutzung von Getränke ...fml.mw.tum.de/fml/images/Publikationen/Abschlussbericht_Simulation... · Tabelle 1: [DIN 8782 Seite 3] .....13 Tabelle 2:](https://img.pdfslide.org/doc/110x75/5ae969997f8b9a36698b99df/simulationsgesttzte-planung-und-nutzung-von-getrnke-fmlmwtumdefmlimagespublikationenabschlussberichtsimulationtabelle.jpg)








