Embed Size (px)
Citation preview
1
Logistikorientierte Wertstromanalyse
Inhaltsverzeichnis
1 Einleitung 1.1 Definition: Logistikorientierte Wertstromanalyse 1.2 Motivation 1.3 Nutzen
2 Vorgehensweise 2.1 Vorgehensweise bei der Durchführung Prozessaufnahme mittels logistikorientierte Wertstromanalyse 2.2 Zusammenfassung der Vorgehensweise
3 Prozessbausteine 3.1 Standardisierte Prozessbausteine 3.2 Standardisierung der Darstellung 3.3 Materialflussfunktionen 3.4 Administrative Funktionen
4 Datenkästen 5 Steuerungsarten 6 Schwachstellenanalyse 7 Demonstrationsbeispiel 8 Weiterführende Literatur
2
Einleitung
Definition: Logistikorientierte Wertstromanalyse
Die logistikorientierte Wertstromanalyse ist eine Weiterentwicklung der herkömmlichen WSA
mit Fokus auf die Logistikprozesse. Sie dient zur Aufnahme und Analyse von Prozessen, um
diese der Optimierung zugänglich zu machen. Der Beitrag der Logistik zur betrieblichen
Wertschöpfung steht hier im Mittelpunkt der Betrachtung.
Es wird eine Identifikation von Logistikprozessen, die zur Wertschöpfung beitragen,
vorgenommen. Diese werden abgegrenzt gegenüber den Prozessschritten, die als
Verschwendung angesehen werden können. Zudem werden Verschwendungen innerhalb
der Prozesse sichtbar gemacht.
Motivation
Die ursprüngliche Wertstromanalyse beschäftigt sich in erster Linie mit Produktions-
prozessen. Logistikprozesse werden zumeist nur als Pfeile dargestellt und können nicht zur
Genüge abgebildet werden. Um diese jedoch für eine Optimierung darstellbar zu machen,
wurde die logistikorientierte WSA erarbeitet. Es handelt sich hierbei um eine
Weiterentwicklung und Anpassung des herkömmlichen Verfahrens.
Anders als herkömmliche Verfahren zur Prozessaufnahme in der Logistik (SCOR, SysML,
BPM, etc.) bietet die WSA die Möglichkeit, Prozesse der Optimierung und dem logistischen
Wertstromdesign zugänglich zu machen, wobei herkömmliche Verfahren lediglich zur
Prozessdokumentation zum Einsatz kommen. Als Basis ist der Ansatz zu sehen, dass die
Logistik über die erbrachte Dienstleistung zur Steigerung des Kundennutzens und des
Produktwerts beiträgt.
Dieser Wert kann über die sechs „R“ der Logistik definiert werden: Richtige Ware, am
richtigen Ort, zur richtigen Zeit, in der richtigen Menge, der richtigen Qualität und zum
richtigen Preis. Ist dies nicht gewährleistet, sinkt der Wert des Produktes. Ein perfekt
bearbeiteter Artikel, der sich nicht am richtigen Ort befinden hat so zum Beispiel den selben
Wert wie ein für die weitere Fertigung unbrauchbarer Artikel am richtigen Ort.
Somit muss die Logistik als wertsteigernde Funktion angesehen werden, die bei der
Prozessgestaltung nicht vernachlässigt werden darf.
3
Nutzen
Mit der Ist-Analyse mittels logistikorientierter Wertstromanalyse wird die Basis geschaffen für
eine nachfolgende Prozessoptimierung. Als Ausgangspunkt für die Gestaltung eines
Idealprozesses dient die Betrachtung des logistischen Kundenwertes1. Stellt man diesem die
lieferantenseitigen Rahmenbedingungen2 gegenüber, so lassen sich unmittelbar die minimal
notwendigen Prozessschritte zur Erfüllung der logistischen Aufgabe ableiten. Der daraus
resultierende Ideal-Wertstrom sollte als Vision für ein in der Praxis umsetzbares Soll-Konzept
dienen.
Die logistikorientierte Wertstromanalyse macht sich zum einen die Vorzüge der klassischen
WSA zu nutze, wie zum Beispiel die transparente Darstellung des kompletten
Produktionsablaufes oder die Visualisierung von Beständen. Sie beinhaltet zudem
logistikrelevante Weiterentwicklungen, zur Abbildung aller Logistikaktivitäten, durch neue
einheitliche und standardisierte Prozessbausteine, die logistische Verschwendungen
transparent aufgezeigt und die Vergleichbarkeit mehrerer Logistikprozesse erreichen. Zur
Verdeutlichung werden die Prozesse durch logistische Parameter und die jeweilige
Steuerungsart beschrieben. Dies unterstützt die anschließende Umplanung und Optimierung
der Prozesse innerhalb der Betrachtungsgrenzen3.
Insgesamt dient die logistikorientierte Wertstromanalyse zum Abbilden und Verstehen des
realen Wertstroms bezogen auf die Logistikprozesse.
Indices:
1 Der logistische Kundenwert definiert sich wiederum über die „6 R der Logistik“ und beschreibt, die geforderte
logistische Begebenheit der Ware aus Kundensicht. Als Kunde kann hier ein externer oder ein interner Kunde
auftreten. Es handelt sich um den Kunden der letzten Kunden-Lieferanten-Beziehung innerhalb der
Betrachtungsgrenzen.
2 Ebenfalls definiert über die „6 R der Logistik“ beschreiben die lieferantenseitigen Rahmenbedingungen die
logistischen Gegebenheiten des Lieferanten. Es handelt sich hierbei um den ersten Lieferanten innerhalb der
definierten Systemgrenzen.
3 Grenzen des modeliierten Materialfluss.
4
Vorgehensweise
Vorgehensweise bei der Durchführung Prozessaufnahme mittels logistikorientierter Wertstromanalyse
Die Vorgehensweise bei der Aufnahme eines logistikorientierten Wertstroms ist analog zu
jener der klassischen Wertstromanalyse. Demzufolge wird zunächst der
Betrachtungsgegenstand festgelegt. Dabei erweist es sich als sinnvoll, zwei
Produktionsprozesse als Systemgrenzen zu wählen. Neben der Abgrenzung des
Analysebereichs gilt es zudem eine Produktfamilie auszuwählen. Hier bietet es sich an
Produkte zusammenzufassen, die ähnliche Logistikprozesse durchlaufen.
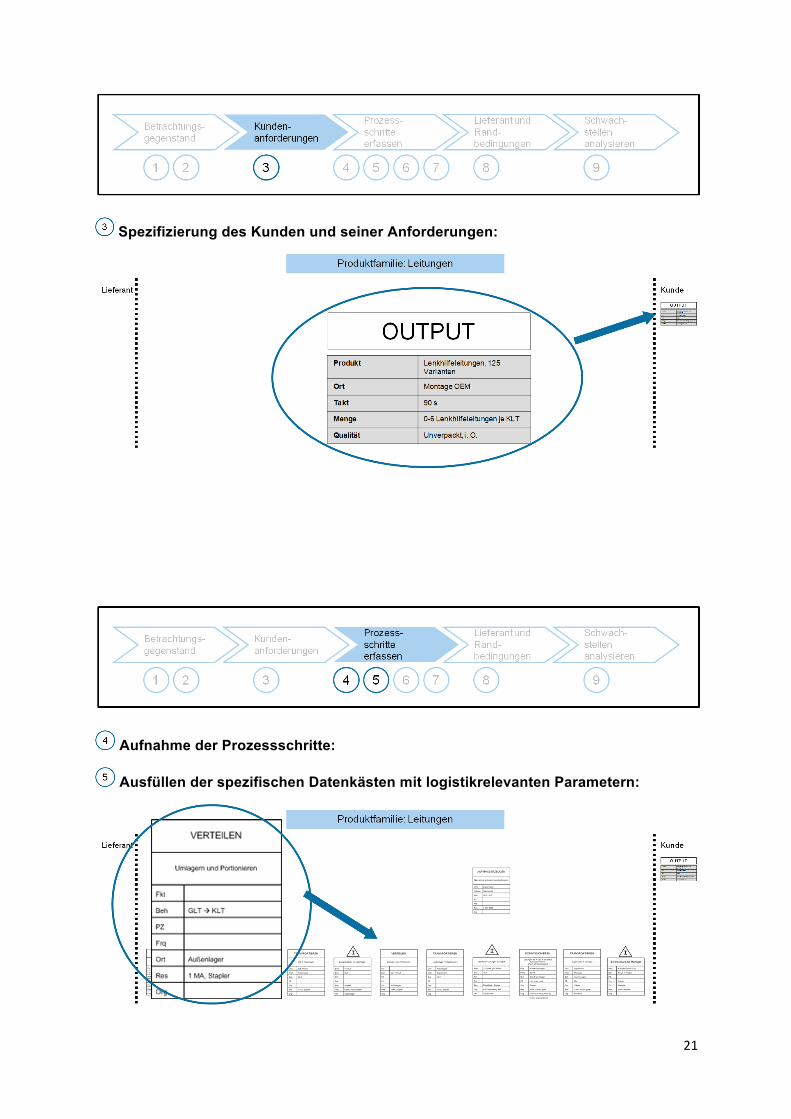
Im zweiten Schritt wird mit der Prozessaufnahme begonnen, indem Kunde sowie dessen
Anforderungen hinsichtlich Ort, Zeit, Menge, Sorte und Form des bereitzustellenden
Produktes spezifiziert werden. Diese Phase bezeichnet man auch in der klassischen
Wertstromanalyse als die „Definition des Kundenwertes“.
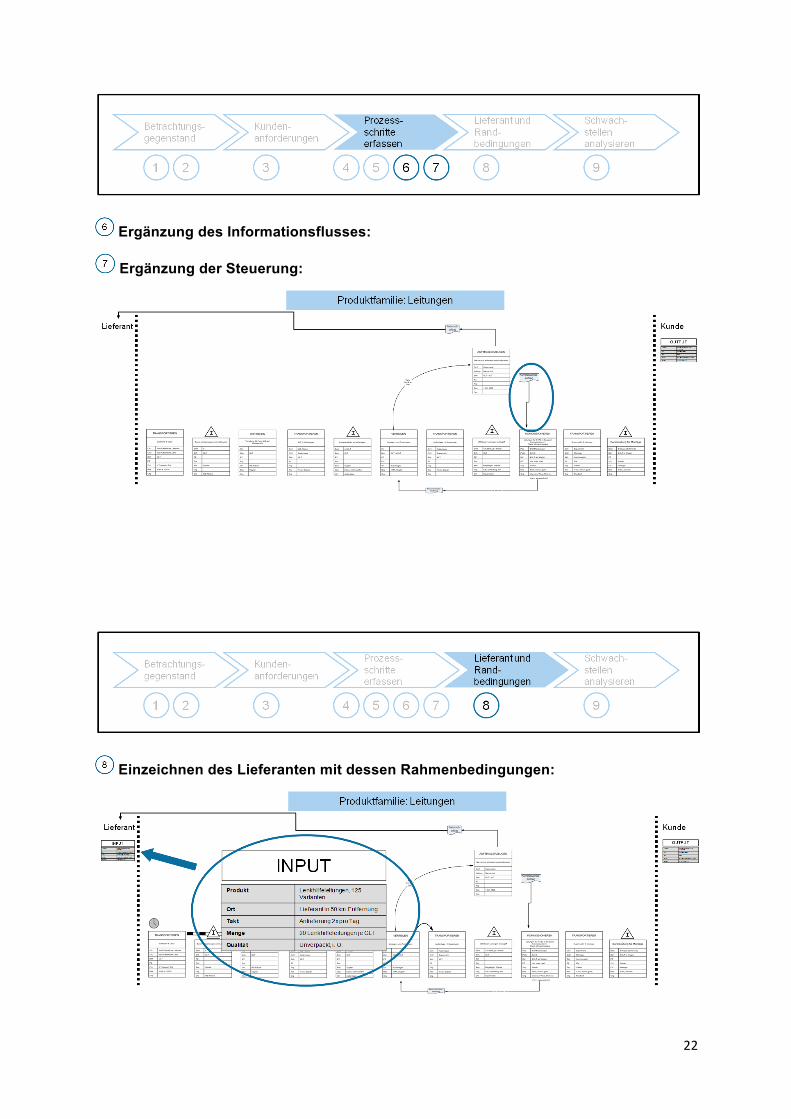
Davon ausgehend werden nun sämtliche Prozessschritte vom Kunden „line-back“
aufgenommen unter Verwendung der standardisierten Prozessbausteine. Die
logistikrelevanten Parameter werden in Datenkästen, zugeschnitten auf die jeweiligen
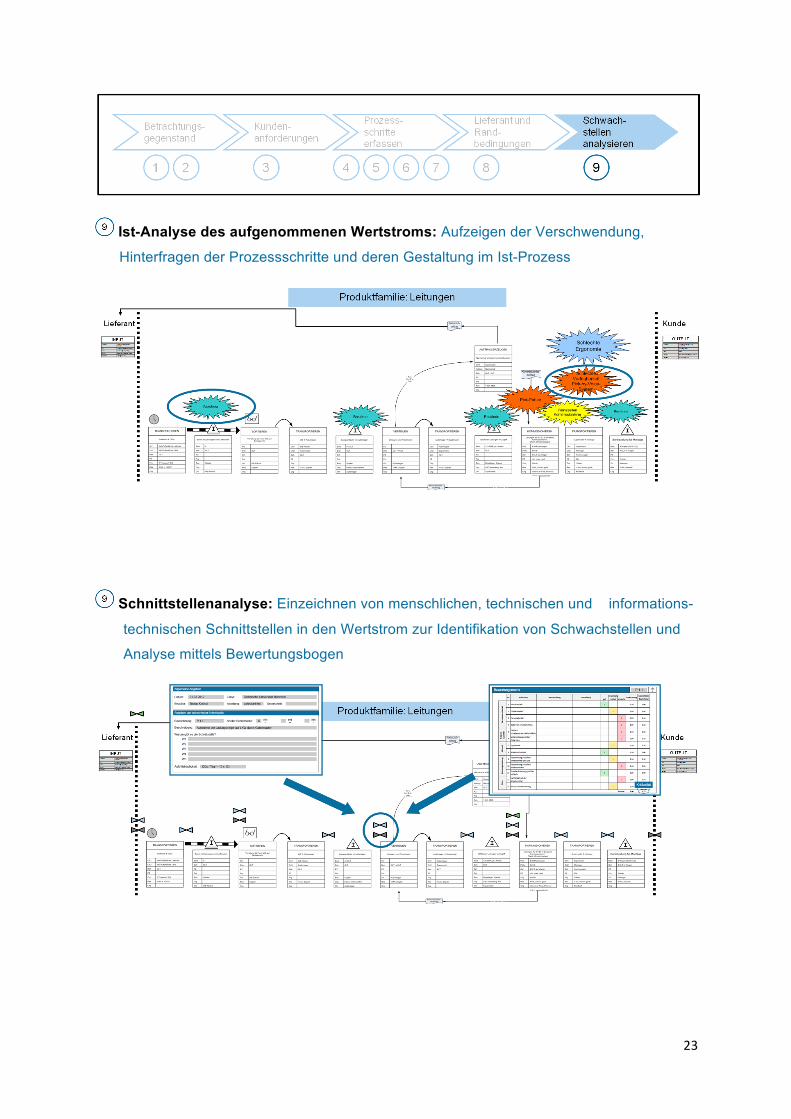
Bausteine, erfasst. Nach Skizzierung des Materialflusses wird der Informationsfluss
zusammen mit der Steuerung ergänzt, um die Zusammenhänge zwischen den einzelnen
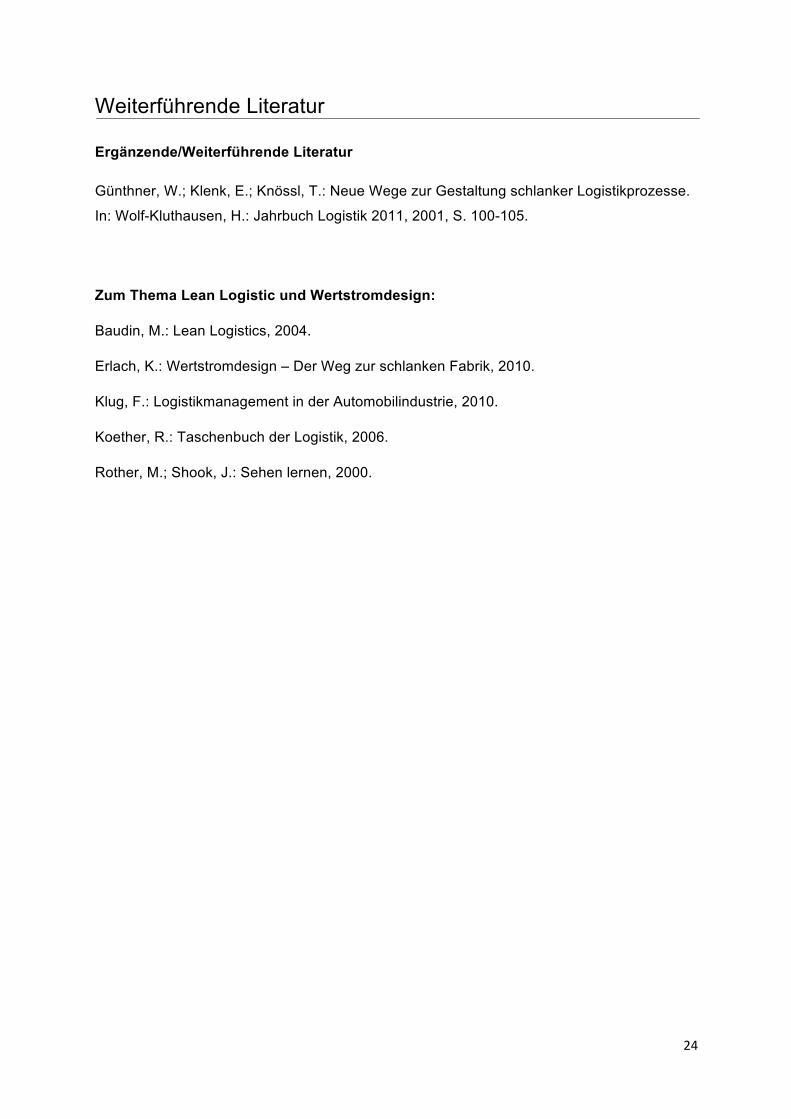
Prozessschritten aufzuzeigen. Am Ende werden noch der Lieferant und dessen
Rahmenbedingungen bezüglich der Größen Ort, Zeit, Menge, Sorte und Form in den
Wertstrom eingezeichnet.
Anschließend folgt die Analysephase. Hier wird jeder Prozessschritt auf auftretende
Verschwendungen und Optimierungspotenzial untersucht. Optimierungspotenzial findet sich
dabei zum Beispiel in vorhandenen Puffern oder Go-See-Steuerungen wieder, die es gilt
durch Neugestaltung der Prozesse abzuschaffen. Ziel der Optimierung sollte es immer sein
die Durchlaufzeit und die Bestände zu minimieren und möglichst komplett mit einem Pull-
gesteuerten System zu arbeiten. Zur Erkennung von Optimierungspotenzialen können die 7
Arten der Verschwendung herangezogen werden, sowie auf Aussagen der Mitarbeiter und
Auffälligkeiten bei der Prozessaufnahme zu achten. Verschwendungen werden mittels
Kaizen-Blitzen in die WSA eingetragen. Außerdem ist zu prüfen, welche der vorhandenen
Prozessschritte zur Erfüllung der Kundenanforderung unter Berücksichtigung der
Rahmenbedingungen beim Lieferanten und weiterer Restriktionen tatsächlich notwendig
sind. Auch die Kenngrößen der Datenkästen können Hinweise auf Verschwendung innerhalb
der Prozessschritte geben.
5
Alternativ oder ergänzend kann eine Schnittstellenanalyse zum Einsatz kommen. Hierzu
müssen alle auftreten Schnittstellen in den Wertstrom eingezeichnet werden. Anschließend
werden sie bewertet und gerankt. Daraus ist ersichtlich, wo Verbesserungspotenzial besteht
und in welcher Reihenfolge die zu verbessernden Schnittstellen optimiert werden sollten.
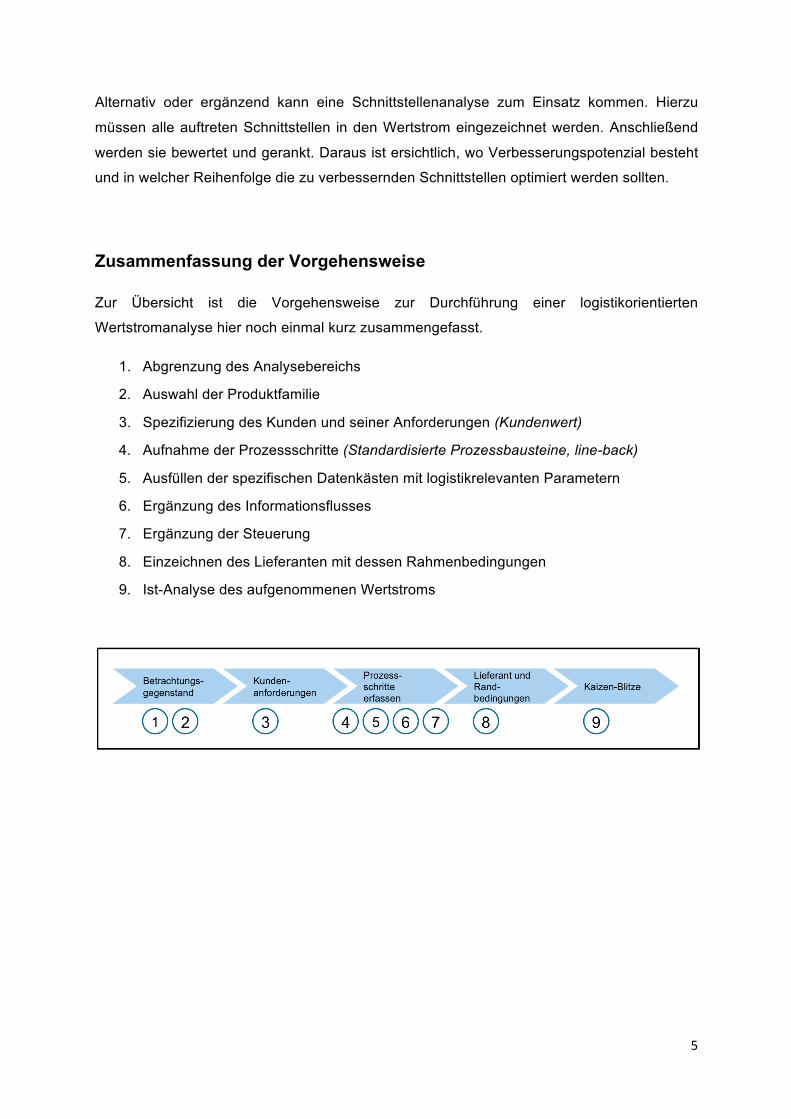
Zusammenfassung der Vorgehensweise
Zur Übersicht ist die Vorgehensweise zur Durchführung einer logistikorientierten
Wertstromanalyse hier noch einmal kurz zusammengefasst.
1. Abgrenzung des Analysebereichs
2. Auswahl der Produktfamilie
3. Spezifizierung des Kunden und seiner Anforderungen (Kundenwert)
4. Aufnahme der Prozessschritte (Standardisierte Prozessbausteine, line-back)
5. Ausfüllen der spezifischen Datenkästen mit logistikrelevanten Parametern
6. Ergänzung des Informationsflusses
7. Ergänzung der Steuerung
8. Einzeichnen des Lieferanten mit dessen Rahmenbedingungen
9. Ist-Analyse des aufgenommenen Wertstroms
6
Prozessbausteine
Standardisierte Prozessbausteine
Die standardisierten Logistikfunktionen lassen sich aus der übergeordneten
Aufgabenstellung an die Logistik ableiten. Diese besteht darin, die vom Kunden benötigten
Güter bedarfsgerecht bereitzustellen1 und die hierbei auftretenden Differenzen von Ort, Zeit,
Menge und Sorte zu überbrücken. Hierzu sind entsprechende Materialfluss-Funktionen
definiert worden. Weitere logistische Funktionen, die zur Erhöhung des logistischen
Servicewertes beitragen, sind zudem integriert worden. Zudem wird die Darstellung des
Informationsflusses über die Logistikkette mit Standardfunktionen abgebildet.
Durch die Einführung von standardisierten Prozessbezeichnungen wird eine bessere
Vergleichbarkeit bei der Gegenüberstellung mehrerer Wertströme erreicht. Zugleich werden
die einzelnen Bausteine transparent abgebildet.
Die zur Darstellung des Wertstroms mittels der logistischen Wertstromanalyse einsetzbaren
Funktionen sind im Folgenden aufgelistet.
Indices:
1 Großmann, G.; Krampe, H.; Ziems, D.: Technologien für Transport, Umschlag und Lagerung im Betrieb;1989
Standardisierung der Darstellung
Die aufgeführten Standardisierten Prozessbausteine genügen um den Materialfluss und die
administrative Informationsweitergabe der Logistikprozesse zur Genüge abzubilden. Es
sollte möglich darauf verzichtet werden weitere individuelle Bausteine hinzuzufügen um die
Transparenz und Vergleichbarkeit der Aufgenommenen Prozesse weiterhin zu
gewährleisten. Komplexere logistische Prozesse können zumeist auf die genannten
Bausteine heruntergebrochen werden.
7
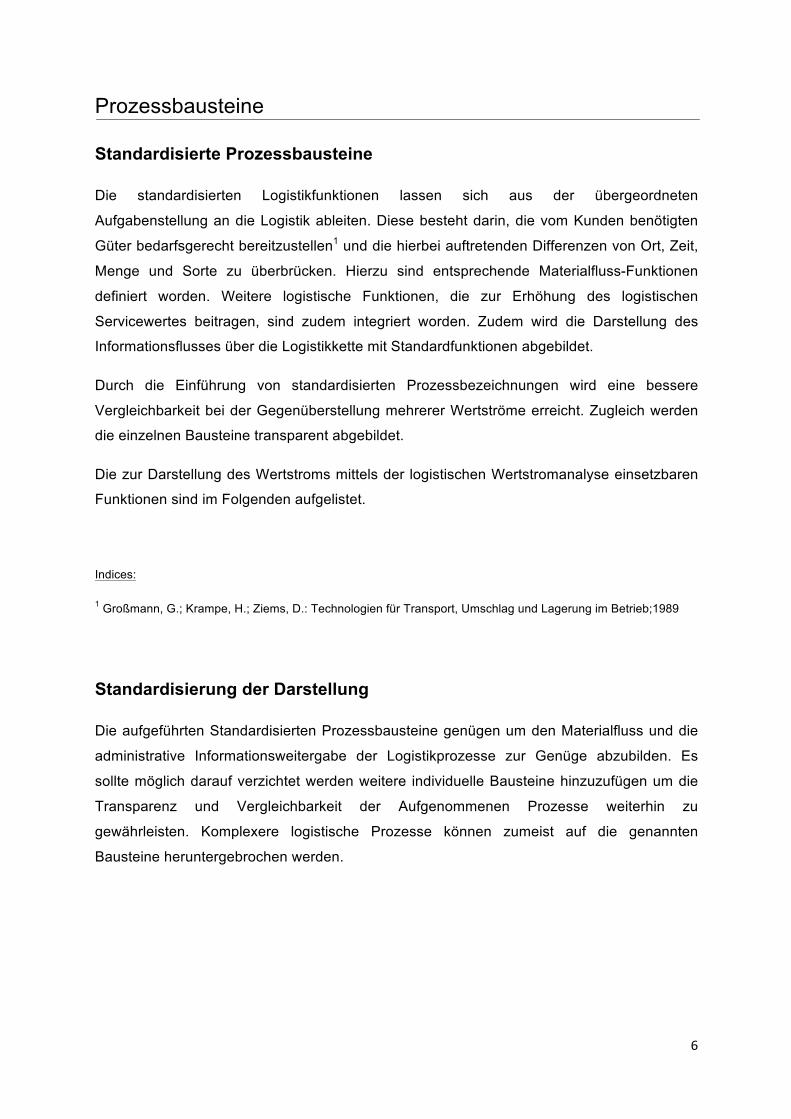
Materialflussfunktionen
Transformations-
art
Logistische
Grundfunktion
Synonyme in
der Praxis Symbol Vorher Nachher
Räumliche
Transformation
Transportieren/ Fördern
Bewegen
Beschreibung: Unter dem Baustein der räumlichen Transformation werden alle Prozesse
zusammengefasst, die eine räumliche Änderung bewirken. Ein Gut wird von einem Platz zu
einem anderen transportiert oder gefördert. Das Produkt wird hierbei nicht verändert,
sondern lediglich auf einen anderen Stell- oder Liegeplatz umgeladen. Hierunter fallen
sowohl externe als auch interne Transporte.
Transformations-
art
Logistische
Grundfunktion
Synonyme in
der Praxis Symbol Vorher Nachher
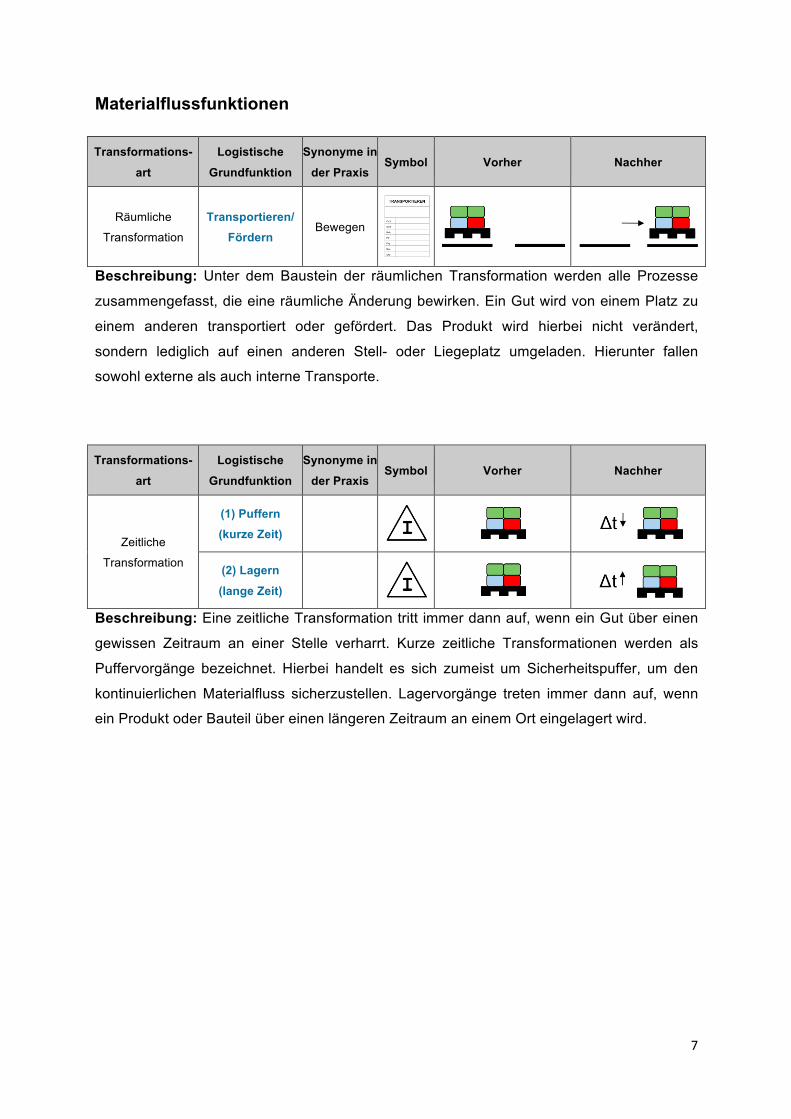
Zeitliche
Transformation
(1) Puffern (kurze Zeit)
(2) Lagern
(lange Zeit)
Beschreibung: Eine zeitliche Transformation tritt immer dann auf, wenn ein Gut über einen
gewissen Zeitraum an einer Stelle verharrt. Kurze zeitliche Transformationen werden als
Puffervorgänge bezeichnet. Hierbei handelt es sich zumeist um Sicherheitspuffer, um den
kontinuierlichen Materialfluss sicherzustellen. Lagervorgänge treten immer dann auf, wenn
ein Produkt oder Bauteil über einen längeren Zeitraum an einem Ort eingelagert wird.
8
Transformations-
art
Logistische
Grundfunktion
Synonyme in
der Praxis Symbol Vorher Nachher
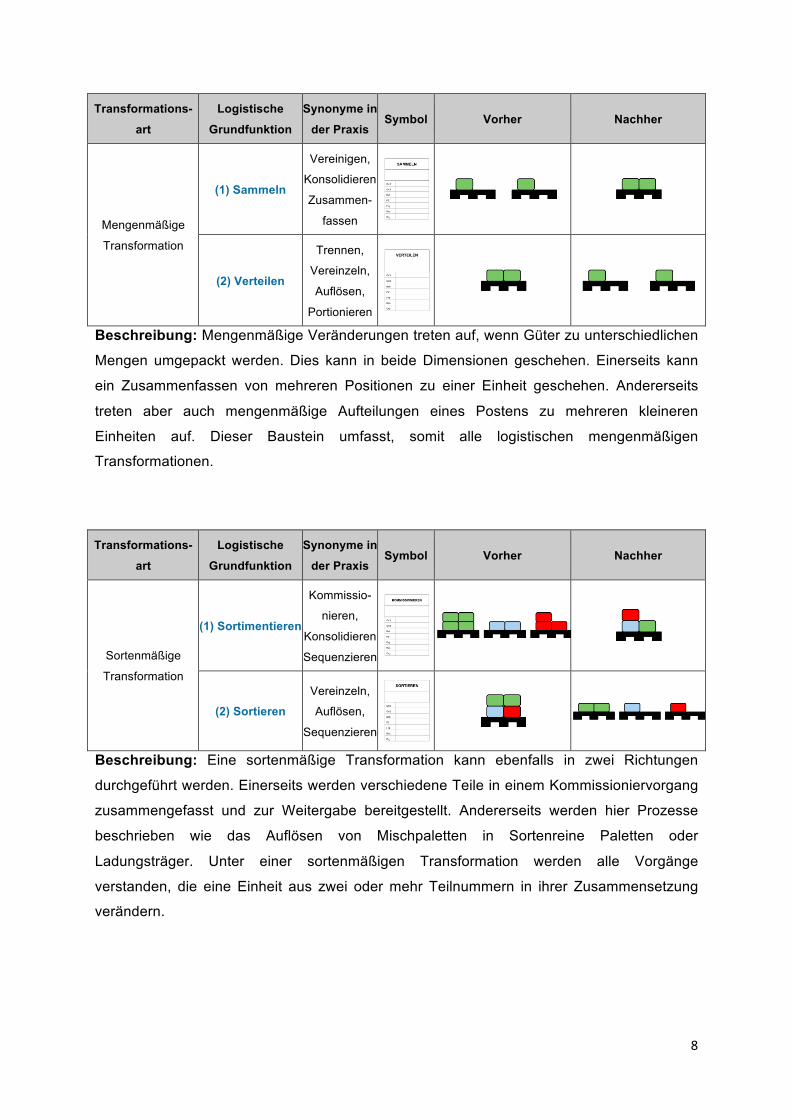
Mengenmäßige
Transformation
(1) Sammeln
Vereinigen,
Konsolidieren
Zusammen-
fassen
(2) Verteilen
Trennen,
Vereinzeln,
Auflösen,
Portionieren
Beschreibung: Mengenmäßige Veränderungen treten auf, wenn Güter zu unterschiedlichen
Mengen umgepackt werden. Dies kann in beide Dimensionen geschehen. Einerseits kann
ein Zusammenfassen von mehreren Positionen zu einer Einheit geschehen. Andererseits
treten aber auch mengenmäßige Aufteilungen eines Postens zu mehreren kleineren
Einheiten auf. Dieser Baustein umfasst, somit alle logistischen mengenmäßigen
Transformationen.
Transformations-
art
Logistische
Grundfunktion
Synonyme in
der Praxis Symbol Vorher Nachher
Sortenmäßige
Transformation
(1) Sortimentieren
Kommissio-
nieren,
Konsolidieren
Sequenzieren
(2) Sortieren Vereinzeln,
Auflösen,
Sequenzieren
Beschreibung: Eine sortenmäßige Transformation kann ebenfalls in zwei Richtungen
durchgeführt werden. Einerseits werden verschiedene Teile in einem Kommissioniervorgang
zusammengefasst und zur Weitergabe bereitgestellt. Andererseits werden hier Prozesse
beschrieben wie das Auflösen von Mischpaletten in Sortenreine Paletten oder
Ladungsträger. Unter einer sortenmäßigen Transformation werden alle Vorgänge
verstanden, die eine Einheit aus zwei oder mehr Teilnummern in ihrer Zusammensetzung
verändern.
9
Transformations-
art
Logistische
Grundfunktion
Synonyme in
der Praxis Symbol Vorher Nachher
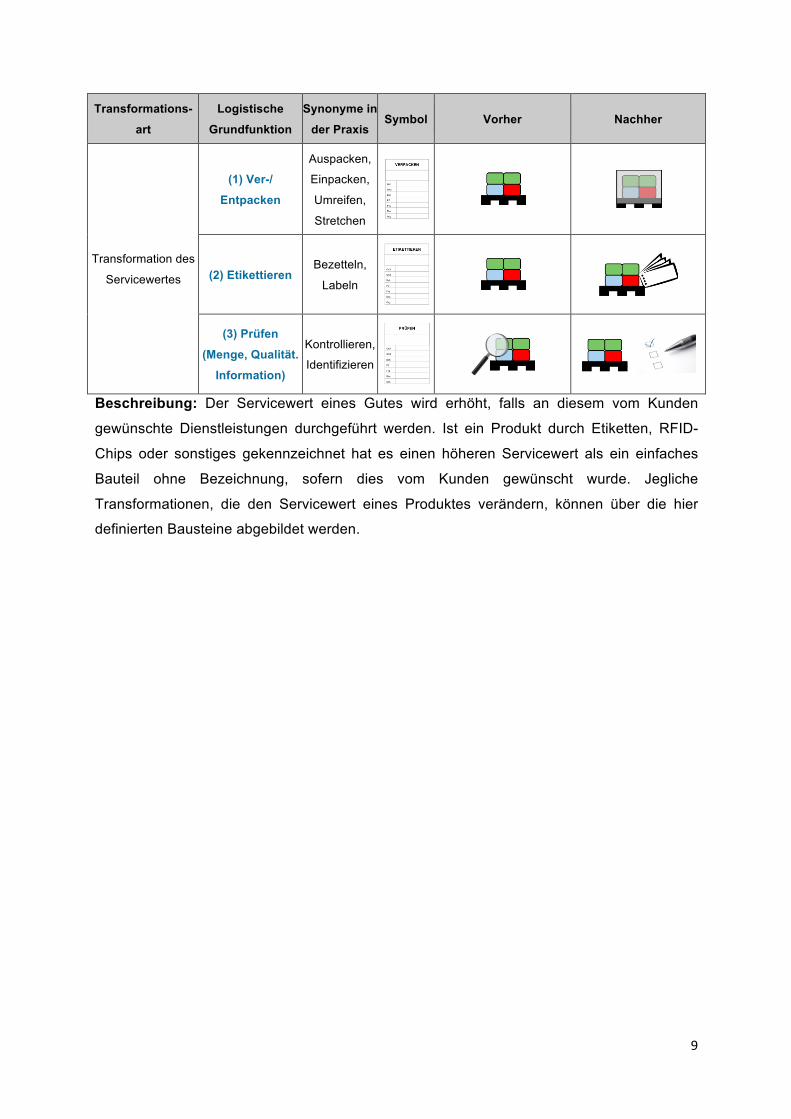
Transformation des
Servicewertes
(1) Ver-/
Entpacken
Auspacken,
Einpacken,
Umreifen,
Stretchen
(2) Etikettieren Bezetteln,
Labeln
(3) Prüfen
(Menge, Qualität.
Information)
Kontrollieren,
Identifizieren
Beschreibung: Der Servicewert eines Gutes wird erhöht, falls an diesem vom Kunden
gewünschte Dienstleistungen durchgeführt werden. Ist ein Produkt durch Etiketten, RFID-
Chips oder sonstiges gekennzeichnet hat es einen höheren Servicewert als ein einfaches
Bauteil ohne Bezeichnung, sofern dies vom Kunden gewünscht wurde. Jegliche
Transformationen, die den Servicewert eines Produktes verändern, können über die hier
definierten Bausteine abgebildet werden.
10
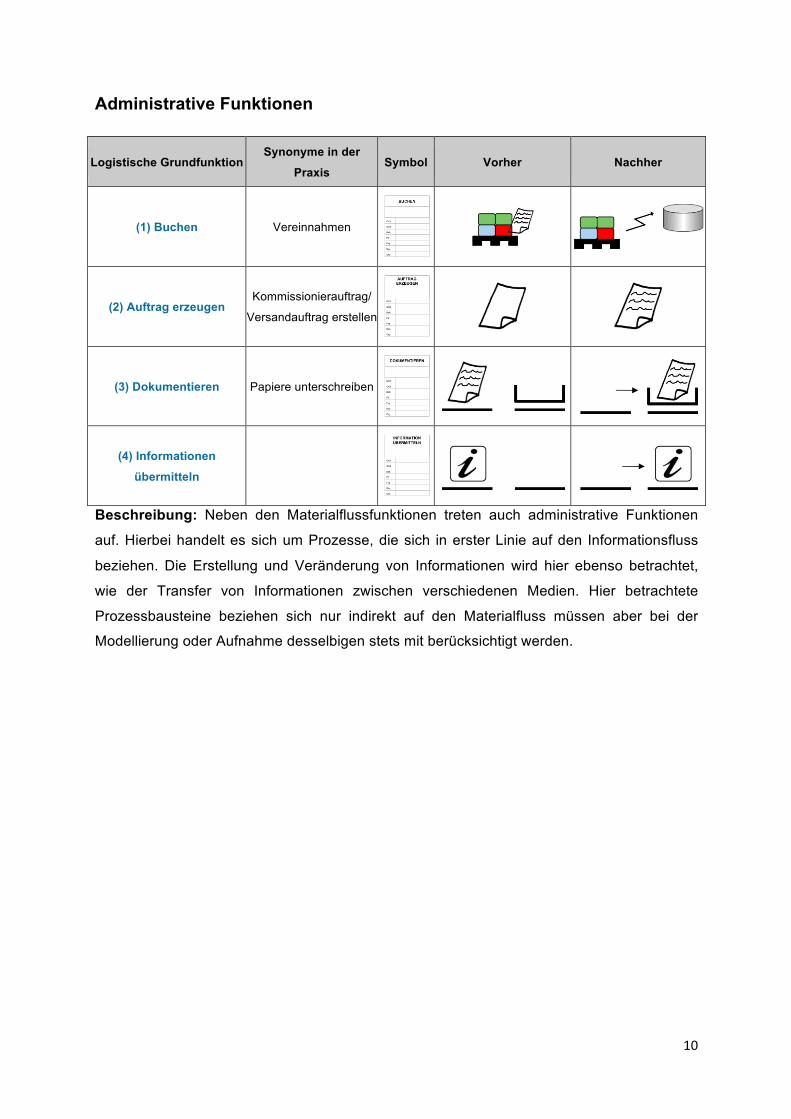
Administrative Funktionen
Logistische Grundfunktion Synonyme in der
Praxis Symbol Vorher Nachher
(1) Buchen Vereinnahmen
(2) Auftrag erzeugen Kommissionierauftrag/
Versandauftrag erstellen
(3) Dokumentieren Papiere unterschreiben
(4) Informationen
übermitteln
Beschreibung: Neben den Materialflussfunktionen treten auch administrative Funktionen
auf. Hierbei handelt es sich um Prozesse, die sich in erster Linie auf den Informationsfluss
beziehen. Die Erstellung und Veränderung von Informationen wird hier ebenso betrachtet,
wie der Transfer von Informationen zwischen verschiedenen Medien. Hier betrachtete
Prozessbausteine beziehen sich nur indirekt auf den Materialfluss müssen aber bei der
Modellierung oder Aufnahme desselbigen stets mit berücksichtigt werden.
11
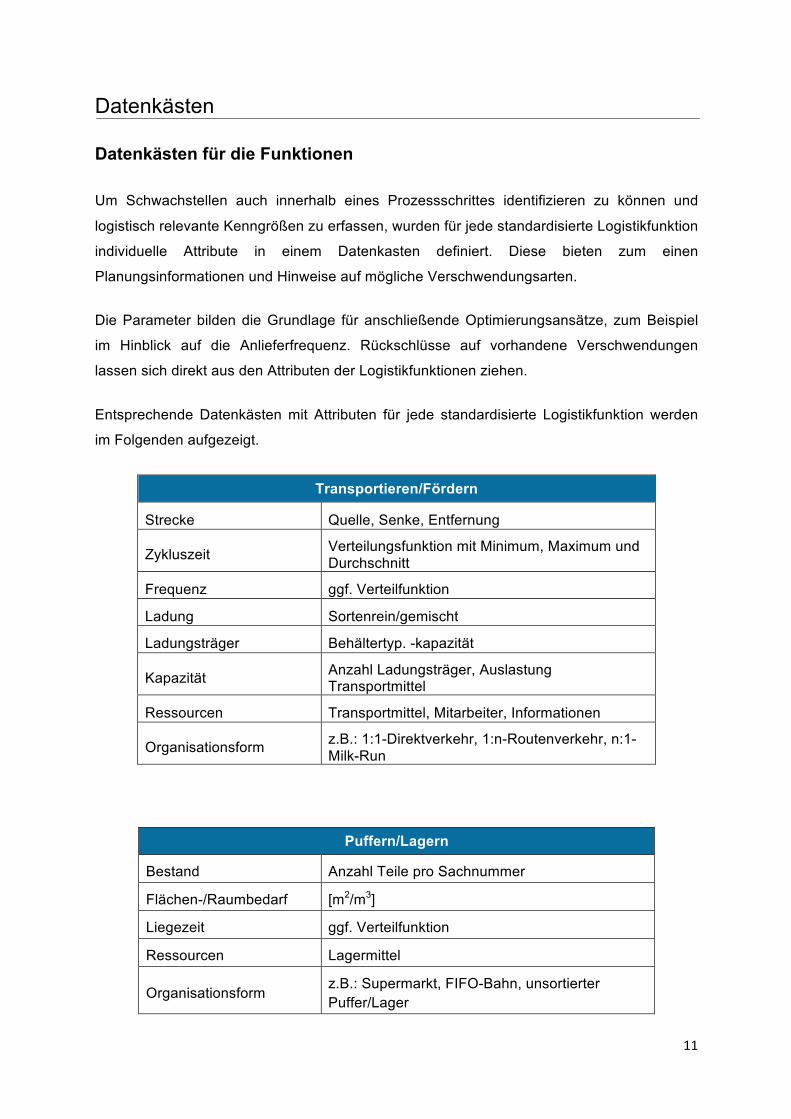
Datenkästen
Datenkästen für die Funktionen
Um Schwachstellen auch innerhalb eines Prozessschrittes identifizieren zu können und
logistisch relevante Kenngrößen zu erfassen, wurden für jede standardisierte Logistikfunktion
individuelle Attribute in einem Datenkasten definiert. Diese bieten zum einen
Planungsinformationen und Hinweise auf mögliche Verschwendungsarten.
Die Parameter bilden die Grundlage für anschließende Optimierungsansätze, zum Beispiel
im Hinblick auf die Anlieferfrequenz. Rückschlüsse auf vorhandene Verschwendungen
lassen sich direkt aus den Attributen der Logistikfunktionen ziehen.
Entsprechende Datenkästen mit Attributen für jede standardisierte Logistikfunktion werden
im Folgenden aufgezeigt.
Transportieren/Fördern
Strecke Quelle, Senke, Entfernung
Zykluszeit Verteilungsfunktion mit Minimum, Maximum und Durchschnitt
Frequenz ggf. Verteilfunktion
Ladung Sortenrein/gemischt
Ladungsträger Behältertyp. -kapazität
Kapazität Anzahl Ladungsträger, Auslastung Transportmittel
Ressourcen Transportmittel, Mitarbeiter, Informationen
Organisationsform z.B.: 1:1-Direktverkehr, 1:n-Routenverkehr, n:1-Milk-Run
Puffern/Lagern
Bestand Anzahl Teile pro Sachnummer
Flächen-/Raumbedarf [m2/m3]
Liegezeit ggf. Verteilfunktion
Ressourcen Lagermittel
Organisationsform z.B.: Supermarkt, FIFO-Bahn, unsortierter Puffer/Lager
12
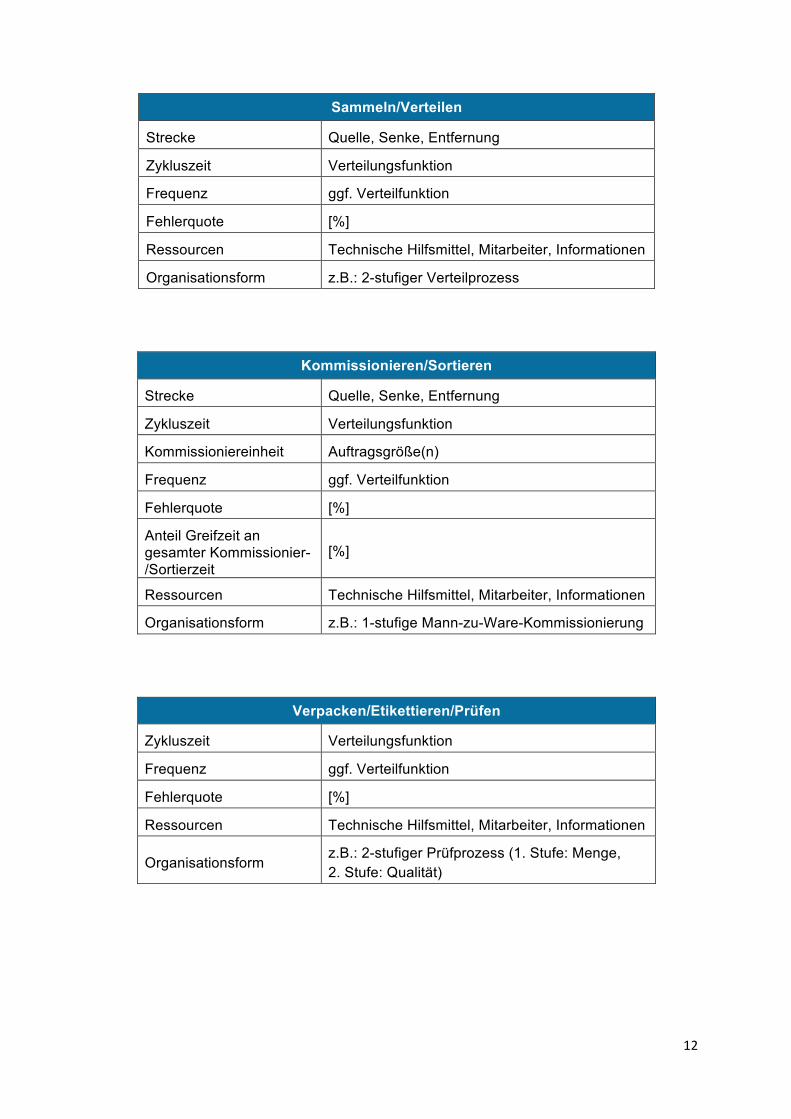
Sammeln/Verteilen
Strecke Quelle, Senke, Entfernung
Zykluszeit Verteilungsfunktion
Frequenz ggf. Verteilfunktion
Fehlerquote [%]
Ressourcen Technische Hilfsmittel, Mitarbeiter, Informationen
Organisationsform z.B.: 2-stufiger Verteilprozess
Kommissionieren/Sortieren
Strecke Quelle, Senke, Entfernung
Zykluszeit Verteilungsfunktion
Kommissioniereinheit Auftragsgröße(n)
Frequenz ggf. Verteilfunktion
Fehlerquote [%]
Anteil Greifzeit an gesamter Kommissionier-/Sortierzeit
[%]
Ressourcen Technische Hilfsmittel, Mitarbeiter, Informationen
Organisationsform z.B.: 1-stufige Mann-zu-Ware-Kommissionierung
Verpacken/Etikettieren/Prüfen
Zykluszeit Verteilungsfunktion
Frequenz ggf. Verteilfunktion
Fehlerquote [%]
Ressourcen Technische Hilfsmittel, Mitarbeiter, Informationen
Organisationsform z.B.: 2-stufiger Prüfprozess (1. Stufe: Menge, 2. Stufe: Qualität)
13
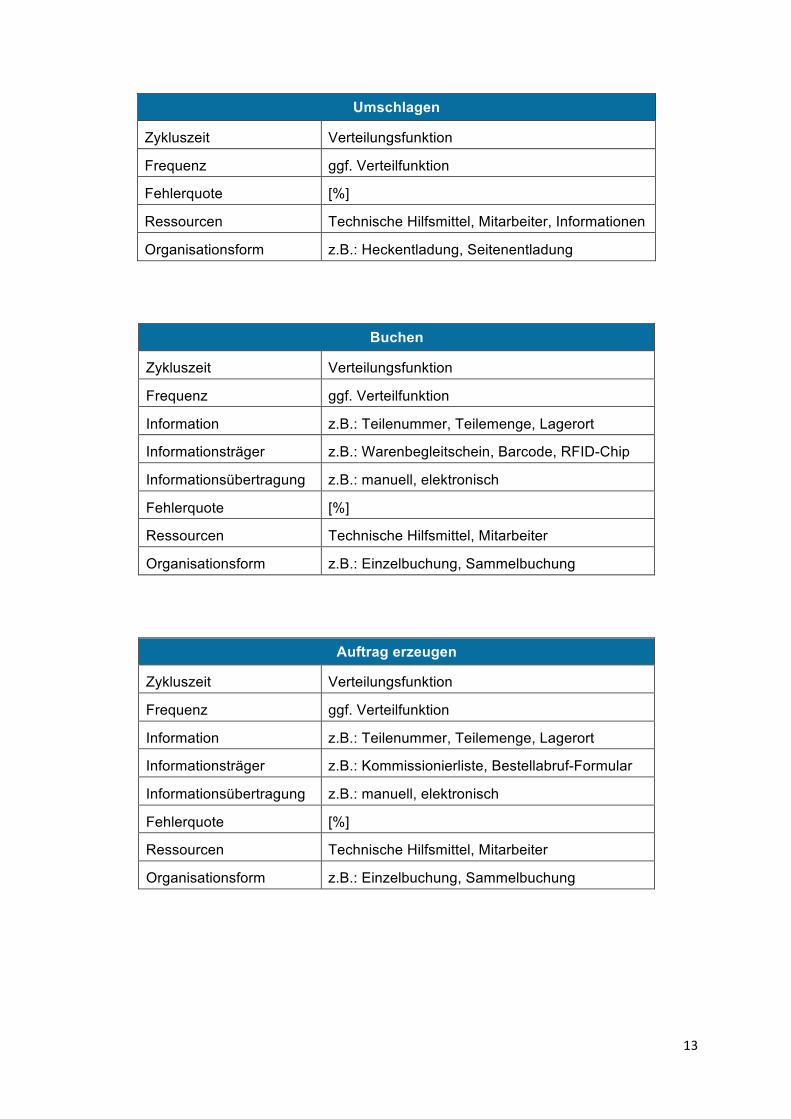
Umschlagen
Zykluszeit Verteilungsfunktion
Frequenz ggf. Verteilfunktion
Fehlerquote [%]
Ressourcen Technische Hilfsmittel, Mitarbeiter, Informationen
Organisationsform z.B.: Heckentladung, Seitenentladung
Buchen
Zykluszeit Verteilungsfunktion
Frequenz ggf. Verteilfunktion
Information z.B.: Teilenummer, Teilemenge, Lagerort
Informationsträger z.B.: Warenbegleitschein, Barcode, RFID-Chip
Informationsübertragung z.B.: manuell, elektronisch
Fehlerquote [%]
Ressourcen Technische Hilfsmittel, Mitarbeiter
Organisationsform z.B.: Einzelbuchung, Sammelbuchung
Auftrag erzeugen
Zykluszeit Verteilungsfunktion
Frequenz ggf. Verteilfunktion
Information z.B.: Teilenummer, Teilemenge, Lagerort
Informationsträger z.B.: Kommissionierliste, Bestellabruf-Formular
Informationsübertragung z.B.: manuell, elektronisch
Fehlerquote [%]
Ressourcen Technische Hilfsmittel, Mitarbeiter
Organisationsform z.B.: Einzelbuchung, Sammelbuchung
14
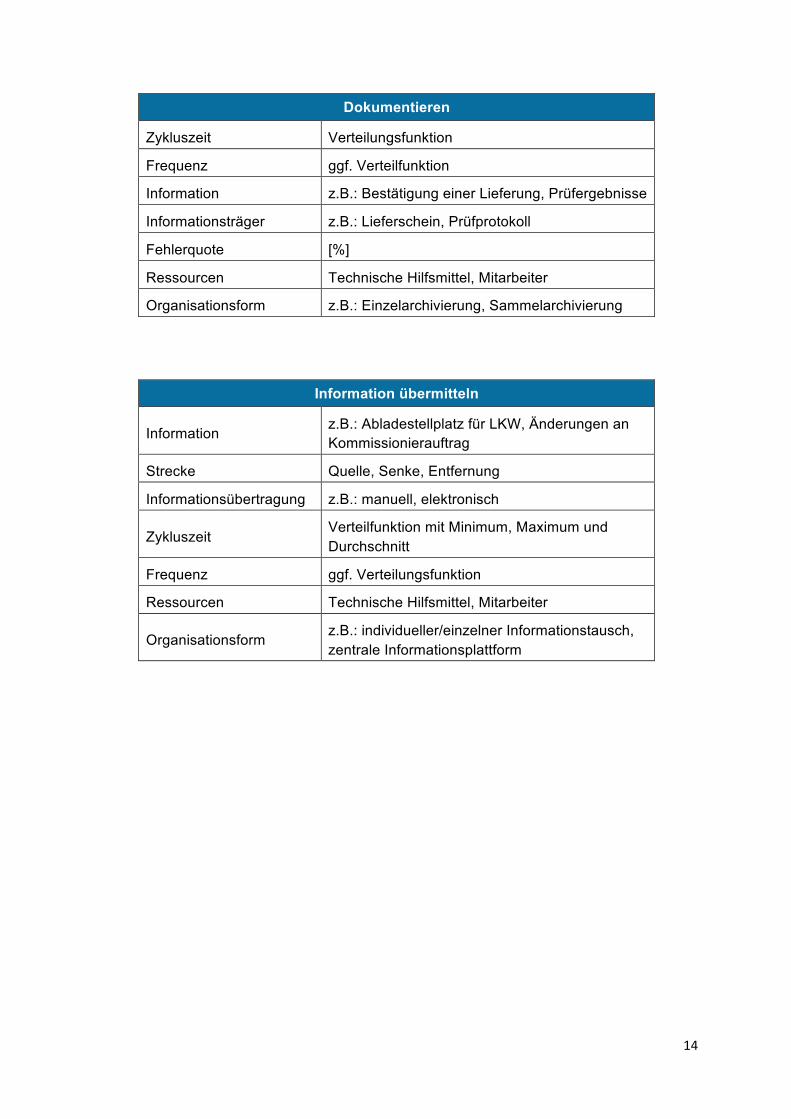
Dokumentieren
Zykluszeit Verteilungsfunktion
Frequenz ggf. Verteilfunktion
Information z.B.: Bestätigung einer Lieferung, Prüfergebnisse
Informationsträger z.B.: Lieferschein, Prüfprotokoll
Fehlerquote [%]
Ressourcen Technische Hilfsmittel, Mitarbeiter
Organisationsform z.B.: Einzelarchivierung, Sammelarchivierung
Information übermitteln
Information z.B.: Abladestellplatz für LKW, Änderungen an Kommissionierauftrag
Strecke Quelle, Senke, Entfernung
Informationsübertragung z.B.: manuell, elektronisch
Zykluszeit Verteilfunktion mit Minimum, Maximum und Durchschnitt
Frequenz ggf. Verteilungsfunktion
Ressourcen Technische Hilfsmittel, Mitarbeiter
Organisationsform z.B.: individueller/einzelner Informationstausch, zentrale Informationsplattform
15
Steuerungsarten
Verschiedene Steuerungsarten für die Prozesse
Prozesse müssen über eine bestimmte Art und Weise angesteuert und ausgelöst werden.
Dies kann durch eine übergeordnete Steuerung oder dezentral, d.h. von einem
Prozessschritt zum nächsten, geschehen. Jeder Prozess braucht einen gewissen Impuls und
Impulsgeber um durchgeführt zu werden. Dieser beinhaltet die Information, was er wann tun
soll (Auftrag).
Wurde die Steuerung früher noch zumeist im „Push“-Prinzip realisiert, wird heute versucht
verschiedene Methoden der so genanten „Pull“-Steuerung zu etablieren, wobei der
Informationsfluss entgegen dem Wertstrom läuft. Prozesse werden somit zumeist von ihren
Nachfolgeprozessen ausgelöst. Die Produktionsmenge orientiert sich damit immer am
tatsächlichen Kundenbedarf.
Steuerungsverfahren, bei denen ein Prozess von seinem Vorgänger-Prozess ausgelöst wird,
werden als „Push“-Prozesse bezeichnet. Sie sind im Zuge der Verschlankung möglichst zu
vermeiden, da sie sich nicht am tatsächlichen Kundenbedarf orientieren. Die Bearbeitung
von Aufträgen ausschließlich auf Basis prognostizierter Absatzzahlen und hoher
Prozessauslastung, kann zu erheblichen Beständen innerhalb und am Ende der
Prozesskette führen.
Im Folgenden sind verschiedene Möglichkeiten einer Prozesssteuerung aufgelistet. Hierbei
handelt es sich wieder um eine Zusammenfassung zu Standards, die in der Lage sind alle in
der Praxis gängigen Steuerungstypen abzubilden.
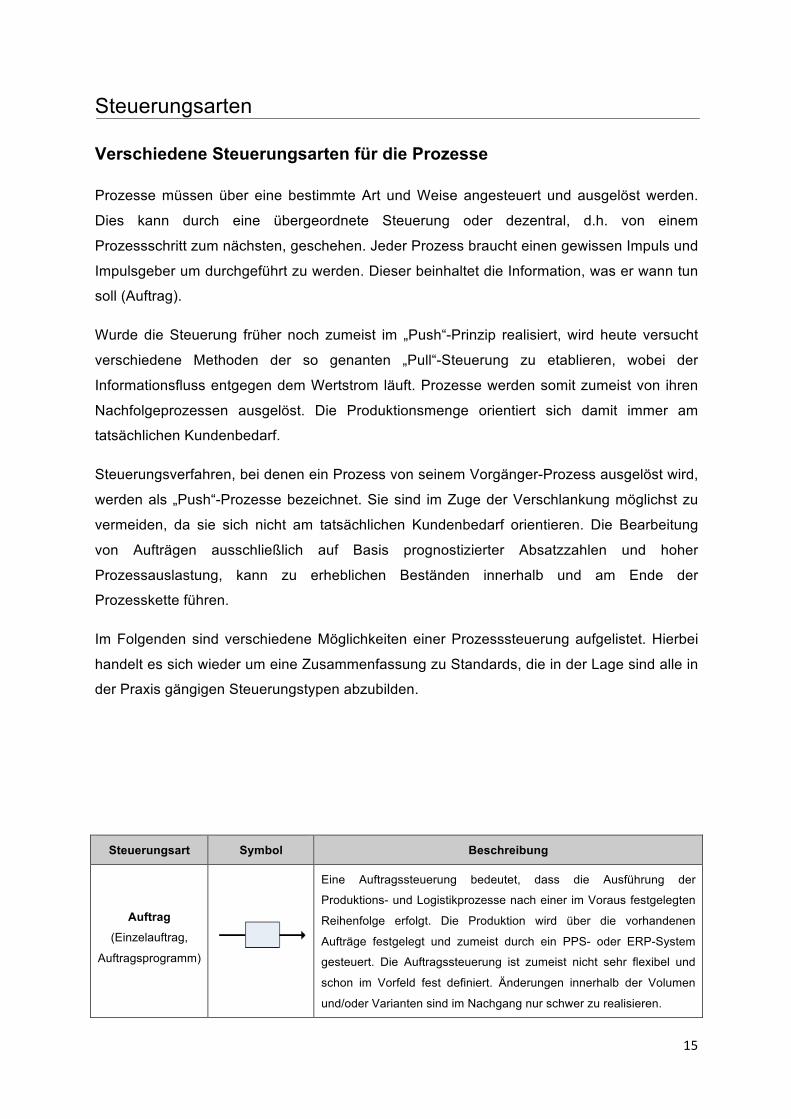
Steuerungsart Symbol Beschreibung
Auftrag
(Einzelauftrag,
Auftragsprogramm)
Eine Auftragssteuerung bedeutet, dass die Ausführung der
Produktions- und Logistikprozesse nach einer im Voraus festgelegten
Reihenfolge erfolgt. Die Produktion wird über die vorhandenen
Aufträge festgelegt und zumeist durch ein PPS- oder ERP-System
gesteuert. Die Auftragssteuerung ist zumeist nicht sehr flexibel und
schon im Vorfeld fest definiert. Änderungen innerhalb der Volumen
und/oder Varianten sind im Nachgang nur schwer zu realisieren.
16
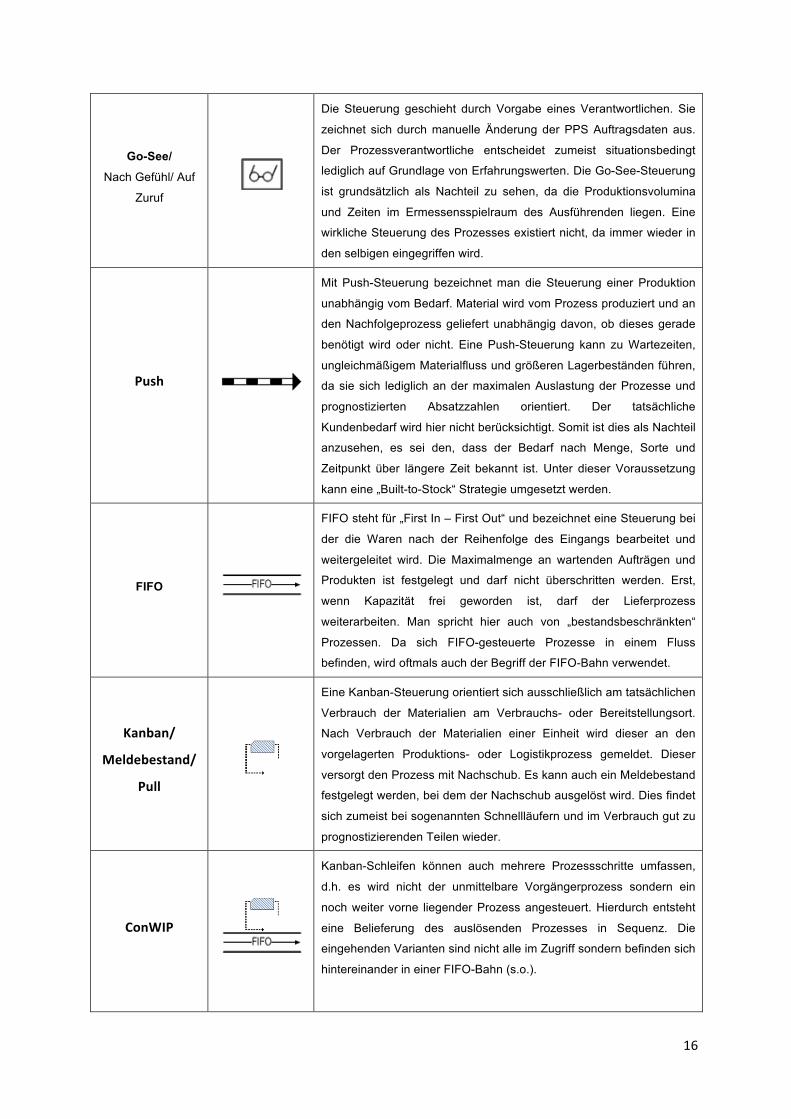
Go-See/
Nach Gefühl/ Auf
Zuruf
Die Steuerung geschieht durch Vorgabe eines Verantwortlichen. Sie
zeichnet sich durch manuelle Änderung der PPS Auftragsdaten aus.
Der Prozessverantwortliche entscheidet zumeist situationsbedingt
lediglich auf Grundlage von Erfahrungswerten. Die Go-See-Steuerung
ist grundsätzlich als Nachteil zu sehen, da die Produktionsvolumina
und Zeiten im Ermessensspielraum des Ausführenden liegen. Eine
wirkliche Steuerung des Prozesses existiert nicht, da immer wieder in
den selbigen eingegriffen wird.
Push
Mit Push-Steuerung bezeichnet man die Steuerung einer Produktion
unabhängig vom Bedarf. Material wird vom Prozess produziert und an
den Nachfolgeprozess geliefert unabhängig davon, ob dieses gerade
benötigt wird oder nicht. Eine Push-Steuerung kann zu Wartezeiten,
ungleichmäßigem Materialfluss und größeren Lagerbeständen führen,
da sie sich lediglich an der maximalen Auslastung der Prozesse und
prognostizierten Absatzzahlen orientiert. Der tatsächliche
Kundenbedarf wird hier nicht berücksichtigt. Somit ist dies als Nachteil
anzusehen, es sei den, dass der Bedarf nach Menge, Sorte und
Zeitpunkt über längere Zeit bekannt ist. Unter dieser Voraussetzung
kann eine „Built-to-Stock“ Strategie umgesetzt werden.
FIFO
FIFO steht für „First In – First Out“ und bezeichnet eine Steuerung bei
der die Waren nach der Reihenfolge des Eingangs bearbeitet und
weitergeleitet wird. Die Maximalmenge an wartenden Aufträgen und
Produkten ist festgelegt und darf nicht überschritten werden. Erst,
wenn Kapazität frei geworden ist, darf der Lieferprozess
weiterarbeiten. Man spricht hier auch von „bestandsbeschränkten“
Prozessen. Da sich FIFO-gesteuerte Prozesse in einem Fluss
befinden, wird oftmals auch der Begriff der FIFO-Bahn verwendet.
Kanban/
Meldebestand/
Pull
Eine Kanban-Steuerung orientiert sich ausschließlich am tatsächlichen
Verbrauch der Materialien am Verbrauchs- oder Bereitstellungsort.
Nach Verbrauch der Materialien einer Einheit wird dieser an den
vorgelagerten Produktions- oder Logistikprozess gemeldet. Dieser
versorgt den Prozess mit Nachschub. Es kann auch ein Meldebestand
festgelegt werden, bei dem der Nachschub ausgelöst wird. Dies findet
sich zumeist bei sogenannten Schnellläufern und im Verbrauch gut zu
prognostizierenden Teilen wieder.
ConWIP
Kanban-Schleifen können auch mehrere Prozessschritte umfassen,
d.h. es wird nicht der unmittelbare Vorgängerprozess sondern ein
noch weiter vorne liegender Prozess angesteuert. Hierdurch entsteht
eine Belieferung des auslösenden Prozesses in Sequenz. Die
eingehenden Varianten sind nicht alle im Zugriff sondern befinden sich
hintereinander in einer FIFO-Bahn (s.o.).
17
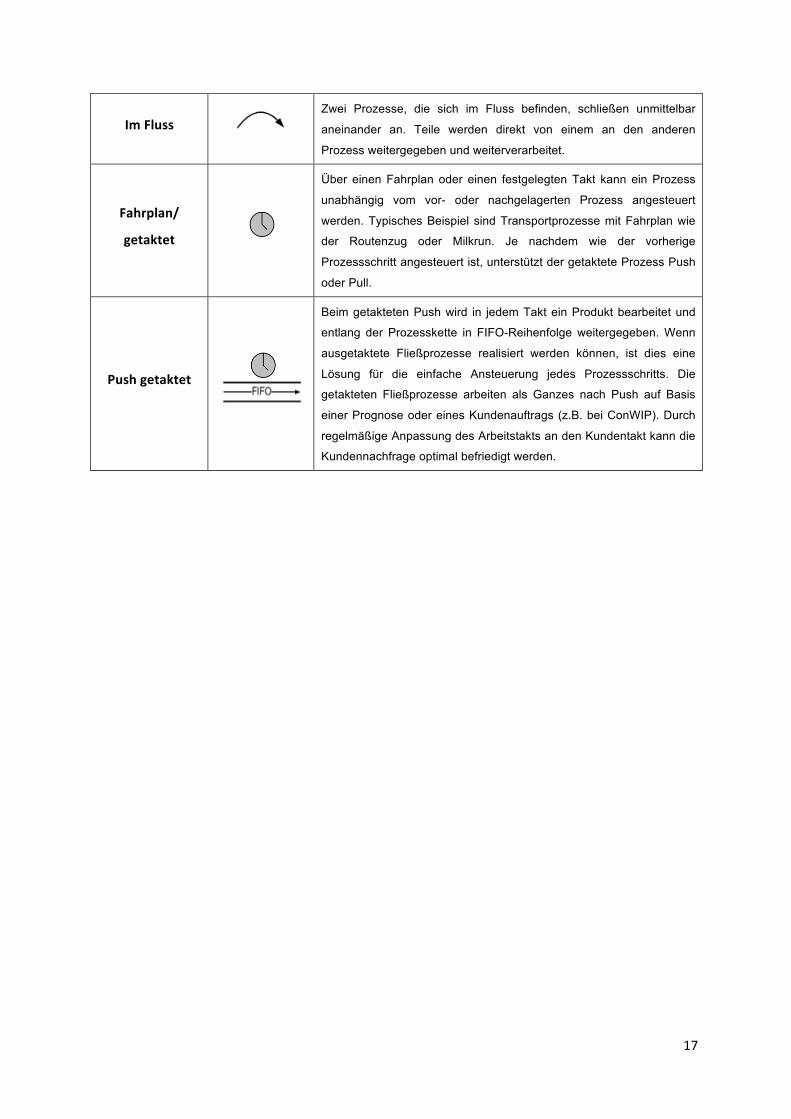
Im Fluss Zwei Prozesse, die sich im Fluss befinden, schließen unmittelbar
aneinander an. Teile werden direkt von einem an den anderen
Prozess weitergegeben und weiterverarbeitet.
Fahrplan/
getaktet
Über einen Fahrplan oder einen festgelegten Takt kann ein Prozess
unabhängig vom vor- oder nachgelagerten Prozess angesteuert
werden. Typisches Beispiel sind Transportprozesse mit Fahrplan wie
der Routenzug oder Milkrun. Je nachdem wie der vorherige
Prozessschritt angesteuert ist, unterstützt der getaktete Prozess Push
oder Pull.
Push getaktet
Beim getakteten Push wird in jedem Takt ein Produkt bearbeitet und
entlang der Prozesskette in FIFO-Reihenfolge weitergegeben. Wenn
ausgetaktete Fließprozesse realisiert werden können, ist dies eine
Lösung für die einfache Ansteuerung jedes Prozessschritts. Die
getakteten Fließprozesse arbeiten als Ganzes nach Push auf Basis
einer Prognose oder eines Kundenauftrags (z.B. bei ConWIP). Durch
regelmäßige Anpassung des Arbeitstakts an den Kundentakt kann die
Kundennachfrage optimal befriedigt werden.
18
Schwachstellenanalyse
Im Anschluss an die Prozessaufnahme und -visualisierung sollte möglichst mit den
Prozessbeteiligten gemeinsam eine Schwachstellenanalyse durchgeführt werden.
Dabei sollte zum einen das Wissen und die Erfahrung der Prozessbeteiligten hinsichtlich
Schwachstellen im Prozess abgefragt und die Schwachstellen in Form von sogenannten
„Kaizen-Blitzen“ in den Wertstrom eingezeichnet werden.
Systematisch kann außerdem mit Hilfe der "7 Arten der Verschwendung" nach
Verbesserungspotenzialen gesucht werden, bzw. Schwachstellen kategorisiert werden.
Dabei sollte gezielt geachtet werden auf (vgl. Methode "7 Arten der Verschwendung")
• Verschwendung in Form von Überlieferung/ Unterlieferung
• Verschwendung in Form von Wartezeiten des Mitarbeiters
• Verschwendung in Form von unnötigen Handlingschritten
• Verschwendung in Form von falscher Qualität, falschem Ort, falschen Produkten
(Fehler)
• Verschwendung in Form ungenügender Prozessgestaltung
• Verschwendung in Form von überflüssigem Transport
• Verschwendung in Form von (überdimensionierten) Beständen.
Dabei empfiehlt es sich, den Prozess vom Kunden aus rückwärts durchzusprechen, um stets
zu prüfen ob die durchgeführte Tätigkeit aus Kundensicht tatsächlich notwendig ist.
Für eine weitergehende Betrachtung und eine Annäherung an einen möglichen Soll-Prozess
können außerdem unabhängig vom bestehenden Prozess der Prozess-Output auf
Kundenseite und der Prozess-Input auf Lieferantenseite hinsichtlich der Kriterien „Produkt“,
„Ort“, „Zeit“, „Menge/Sorte“ und „Qualität“ miteinander verglichen werden. Daraus kann
19
abgeleitet werden, welche logistischen Prozessschritte auf dieser Basis (losgelöst von
weiteren Restriktionen) tatsächlich notwendig sind, um die Kundenanforderung zu erfüllen.
Stimmen beispielsweise Produktionstakt und Losgröße von Kunde und Lieferant nicht
überein, so muss dazwischen zwangsweise Material gepuffert werden. Entsprechend sollten
alle im Ist-Prozess vorhandenen aber als nicht notwendig eingestuften Prozessschritte
hinterfragt werden.
Weiterhin liefern die zu den einzelnen Prozessschritten aufgenommenen Kenngrößen
weitere Hinweise auf Verschwendungen innerhalb dieser Schritte. Ist beispielsweise im
Kommissionierprozess der Greifzeitanteil im Vergleich zu Wartezeit und Wegezeiten sehr
gering, d.h. es wird kaum Zeit für die eigentliche Aufgabe genutzt, so ist die Gestaltung des
Kommissionierprozesses genauer zu prüfen.
20
Demonstrationsbeispiel
Demonstrationsbeispiel aus der Automobilindustrie
Folgender Prozess soll mittels der logistikorientierten Wertstromanalyse dargestellt werden.
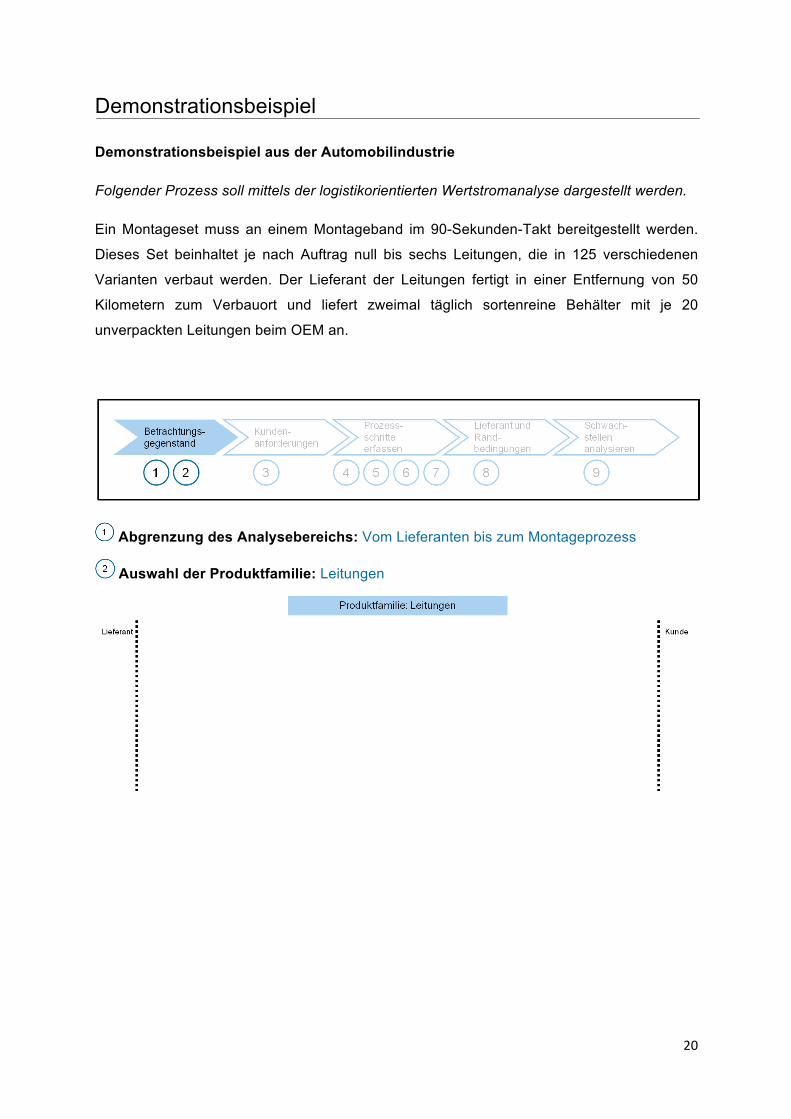
Ein Montageset muss an einem Montageband im 90-Sekunden-Takt bereitgestellt werden.
Dieses Set beinhaltet je nach Auftrag null bis sechs Leitungen, die in 125 verschiedenen
Varianten verbaut werden. Der Lieferant der Leitungen fertigt in einer Entfernung von 50
Kilometern zum Verbauort und liefert zweimal täglich sortenreine Behälter mit je 20
unverpackten Leitungen beim OEM an.
Abgrenzung des Analysebereichs: Vom Lieferanten bis zum Montageprozess
Auswahl der Produktfamilie: Leitungen
21
Spezifizierung des Kunden und seiner Anforderungen:
Aufnahme der Prozessschritte:
Ausfüllen der spezifischen Datenkästen mit logistikrelevanten Parametern:
22
Ergänzung des Informationsflusses:
Ergänzung der Steuerung:
Einzeichnen des Lieferanten mit dessen Rahmenbedingungen:
23
Ist-Analyse des aufgenommenen Wertstroms: Aufzeigen der Verschwendung,
Hinterfragen der Prozessschritte und deren Gestaltung im Ist-Prozess
Schnittstellenanalyse: Einzeichnen von menschlichen, technischen und informations-
technischen Schnittstellen in den Wertstrom zur Identifikation von Schwachstellen und
Analyse mittels Bewertungsbogen
24
Weiterführende Literatur
Ergänzende/Weiterführende Literatur
Günthner, W.; Klenk, E.; Knössl, T.: Neue Wege zur Gestaltung schlanker Logistikprozesse.
In: Wolf-Kluthausen, H.: Jahrbuch Logistik 2011, 2001, S. 100-105.
Zum Thema Lean Logistic und Wertstromdesign:
Baudin, M.: Lean Logistics, 2004.
Erlach, K.: Wertstromdesign – Der Weg zur schlanken Fabrik, 2010.
Klug, F.: Logistikmanagement in der Automobilindustrie, 2010.
Koether, R.: Taschenbuch der Logistik, 2006.
Rother, M.; Shook, J.: Sehen lernen, 2000.







![Simulationsgestützte Planung und Nutzung von Getränke ...fml.mw.tum.de/fml/images/Publikationen/Abschlussbericht_Simulation... · Tabelle 1: [DIN 8782 Seite 3] .....13 Tabelle 2:](https://img.pdfslide.org/doc/110x75/5ae969997f8b9a36698b99df/simulationsgesttzte-planung-und-nutzung-von-getrnke-fmlmwtumdefmlimagespublikationenabschlussberichtsimulationtabelle.jpg)

![Dimensionierung und Auslegung stark geneigter ...fml.mw.tum.de/fml/images/Publikationen/Rakitsch.pdf · DIN [-] Verschiebewiderstandsbeiwert nach DIN 15262](https://img.pdfslide.org/doc/110x75/5a9d2cd57f8b9a032a8c3972/dimensionierung-und-auslegung-stark-geneigter-fmlmwtumdefmlimagespublikationen.jpg)



















