Embed Size (px)
Citation preview
Technologie der FertigungsverfahrenMagnesium – Technologie
- 1 -
1 EINLEITUNG 42 EIGENSCHAFTEN VON MAGNESIUMWERKSTOFFEN 6
2.1 Gewinnung von Magnesium 62.2 Physikalische, chemische und mechanische Eigenschaften von Magnesiumlegierungen 10Magnesiumgusslegierungen 16
2.2.1 Legierungen mit Aluminium als Hauptlegierungselement 162.2.2 Legierungen mit Zink als Hauptlegierungselement 182.2.3 Legierungen mit seltenen Erden und/oder Zirkon als Hauptlegierungselement 19
2.3 Magnesiumknetlegierungen 242.3.1 Legierungskennzeichnung von Mg-Werkstoffen 25
3 METALLMATRIX – VERBUNDWERKSTOFFE AUF MAGNESIUMBASIS 304 SCHWEIßEN VON MAGNESIUMWERKSTOFFEN 33
4.1 Laserstrahlschweißen 335 HERSTELLUNG UND EIGENSCHAFTEN STRANGGEPREßTER UND GESCHMIEDETERMAGNESIUM-BAUTEILE 26
5.1 Herstellung des Strangpreß- und Schmiedevormaterials 295.2 Strangpressen von Magnesiumwekstoffen 30
5.2.1 Legierungen und Grundlagen 305.2.2 Der Strangpreß-Prozess 315.2.3 Wärmebehandlung 335.2.4 Biegen 33
5.3 Mechanische Eigenschaften von Strangpreßprofilen 345.3.1 Festigkeit 345.3.2 Zähigkeit 365.3.3 Dynamische Festigkeit 375.3.4 Anwendungsbeispiele 37
6 SCHMIEDEN VON MAGNESIUM - WERKSTOFFEN 386.1 Legierungen und Grundlagen 386.2 Der Schmiede-Prozeß 39
6.2.1 Werkstoffeigenschaften und ihre metallkundlichen Grundlagen 417 TIEFZIEHEN VON MAGNESIUMBLECHEN 43
7.1 Verfahrensprinzip und Aufbau des temperierten Tiefziehwerkzeuges 437.1.1 Ermittlung temperaturabhängiger Grenzziehverhältnisse 44
7.2 Blechumformung 488 CLINCHEN VON MAGNESIUMBLECHEN 50
8.1 Verfahrensprinzip und Aufbau des temperierten Clinchwerkzeuges 508.1.1 Einfluß der Temperatur auf die Fügelementausbildung 528.1.2 Einfluß der Temperatur auf den Fügekraftbedarf 538.1.3 Zusammenfassung 55
9 ANWENDUNGSBEISPIELE IN DER KRAFTFAHRZEUGTECHNIK 569.1 Magnesium als potentieller Leichtbauwerkstoff für die Automobilindustrie 589.2 Beispiele für KFZ-Bauteile aus Magnesiumwerkstoffen 599.3 Herausforderungen für Magnesiumdruckguß im Automobilbau 60
9.3.1 Schlussfolgerungen 6410 ZUSAMMENFASSUNG 6411 LITERATURVERZEICHNIS 65
11.1 Fachbücher 6511.2 Fachzeitschriften 6511.3 Firmen und Institute 66
12 ABBILDUNGSVERZEICHNIS 6713 TABBELLENVERZEICHNIS 68
1
Technologie der FertigungsverfahrenMagnesium – Technologie
- 2 -
Einleitung
Vor dem Hintergrund sich verknappender Ressourcen, wachsender
Umweltbelastungen und dem daraus resultierenden Zwang zur Energieeinsparung
gewinnt der Einsatz von Konstruktionswerkstoffen, die es erlauben, bewegte Massen
zu reduzieren, zunehmend an Bedeutung. Neben Kunststoffen, die zumeist nicht
wiederverwertbar sind, finden verstärkt die Leichtmetalle Titan, Aluminium und
Magnesium im allgemeinen Maschinenbau sowie in der Luft- und Raumfahrttechnik
Verwendung. Insbesondere für die Kraftfahrzeugindustrie ist eine Substitution des
klassischen Konstruktionswerkstoffs Stahl durch leichtere Materialien von großer
Bedeutung, um die Umweltverträglichkeit des steigende Individualverkehrs durch
eine Verringerung des Kraftstoffsverbrauchs zu gewährleisten und gesetzlichen
Auflagen zu erfüllen.
Dadurch haben sich mittlerweile Aluminiumwerkstoffe für Bauteile in Fahrwerk, Motor
und Getriebe sowie der Karosserie in Form von gewalztem und gepreßtem Halbzeug
bewährt, so erlebt Magnesium in diesen Tagen eine Renaissance, nachdem der
Werkstoff bereits in den dreißiger Jahren des letzten Jahrhunderts in vielfältigen
Einsatzfeldern Verwendung fand.
Magnesium wird aufgrund seiner eingeschränkten Kaltumformbarkeit hauptsächlich
als Gußwerkstoff, insbesondere im Druckguß, eingesetzt und zeichnet sich durch
seine gute Gießbarkeit, eine schnelle Gußfolge und eine hohe Lebensdauer der
eingesetzten Gießformen aus. Trotz der hohen Genauigkeit der Gußstücke ist eine
abschließende spanende Bearbeitung von Funktionsflächen jedoch zumeist
unumgänglich. In diesem Beitrag werden Prozesse der Bearbeitungsverfahren,
insbesondere der Umformtechniken, Schweißtechniken, vorgestellt.
Weiterhin werden erste Ergebnisse zum Einfluß von Schneidstoff und Beschichtung
beim Spanen des Metallmatrix - Verbundwerkstoffs ( Metal Matrix Composite, MMC )
vorgestellt.
2
Technologie der FertigungsverfahrenMagnesium – Technologie
- 3 -
Eigenschaften von Magnesiumwerkstoffen
2.1 Gewinnung von Magnesium
Die Verfahren zur Gewinnung reinen Magnesiums lassen sich in zwei Klassen
einteilen. Zum einen sind die Elektrolytischen Verfahren, die auf der Elektrolyse
schmelzflüssigen Magnesiumchlorid ( MgCl2 ) beruhen zu nennen, zum anderen
werden Prozesse zur Thermischen Reduktion von Magnesiumoxid ( MgO )
Eingesetzt. Als Rohstoffe für die erste Gruppe kommen Meerwasser,
Magnesiumoxidhaltige Erze, Dolomit usw. in Frage, die Verfahren der zweiten
nutzen vor allem Magnesiumhaltige Mineralien wie Dolomit. Bei einer Weltweit
erzeugten Menge von etwa 300.000 Tonnen erfolgt die Magnesiumgewinnung heute
zu etwa 75 % über Schmelzflusselektrolyse.
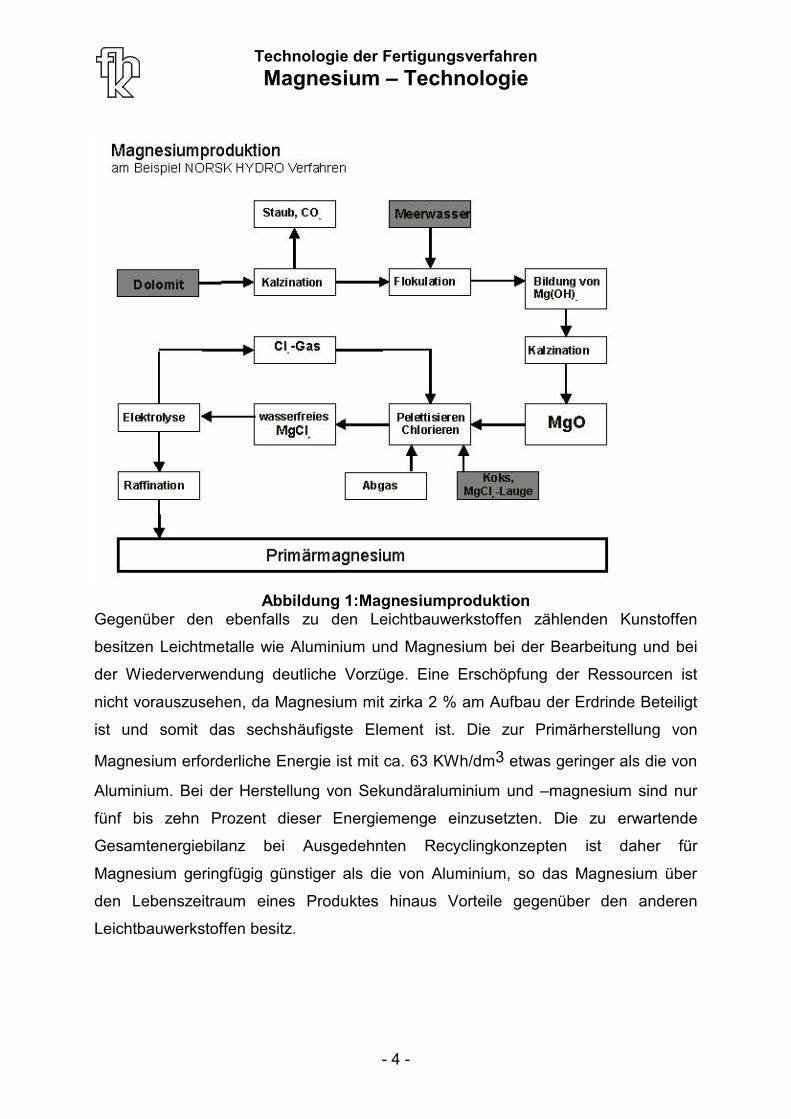
Abbildung1 illustriert den Prozessverlauf am Beispiel eines von der Firma Norsk
Hydro- angewandten Verfahrens, das Ähnlichkeiten mit dem in den 20er und 30er
Jahren entwickelten I.G. Farben – Prozess Aufweist. Als Rohstoff dienen hier
Dolomit, ein auf Calcium- und Magnesiumcarbonat bestehendes Mineral, sowie
Meerwasser. Der Dolomit wird zunächst kalziniert, d.h. geröstet. Ziel ist die
Umwandlung der Carbonate in feinkörnige Oxide. Diese Werden im nächsten
Verfahrensschritt, der Flokulation, mit Meerwasser vermischt, was eine Fällung der in
Lösung gegangenen Magnesiumsalze als Magnesiumhydroxid bewirkt. Das
Magnesiumhydroxid wird einer erneuten Kalzination Unterzogen, die wiederum zur
Bildung von Magnesiumoxid führt. Nach der Zugabe von Koks und
Magnesiumchloridlauge sowie dem Pelletieren und Chlorieren liegt schließlich
Wasserfreies Magnesiumchlorid vor. Aus ihm kann über Schmelzflusselektrolyse
Primärmagnesium gewonnen werden, dessen Reinheitsgrad über die
Nachgeschalteter Schmelzraffination kontrolliert wird. Das während der Elektrolyse
gebildete Chlorgas wird im Prozess zurückgeführt und zu Chlorieren genutzt.
Primärmagnesium findet im folgenden als Legierungselement insbesondere für
Aluminiumwerkstoffe Verwendung oder dient als Basis für Magnesiumlegierungen.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 4 -
Abbildung 1:MagnesiumproduktionGegenüber den ebenfalls zu den Leichtbauwerkstoffen zählenden Kunstoffen
besitzen Leichtmetalle wie Aluminium und Magnesium bei der Bearbeitung und bei
der Wiederverwendung deutliche Vorzüge. Eine Erschöpfung der Ressourcen ist
nicht vorauszusehen, da Magnesium mit zirka 2 % am Aufbau der Erdrinde Beteiligt
ist und somit das sechshäufigste Element ist. Die zur Primärherstellung von
Magnesium erforderliche Energie ist mit ca. 63 KWh/dm3 etwas geringer als die von
Aluminium. Bei der Herstellung von Sekundäraluminium und –magnesium sind nur
fünf bis zehn Prozent dieser Energiemenge einzusetzten. Die zu erwartende
Gesamtenergiebilanz bei Ausgedehnten Recyclingkonzepten ist daher für
Magnesium geringfügig günstiger als die von Aluminium, so das Magnesium über
den Lebenszeitraum eines Produktes hinaus Vorteile gegenüber den anderen
Leichtbauwerkstoffen besitz.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 5 -
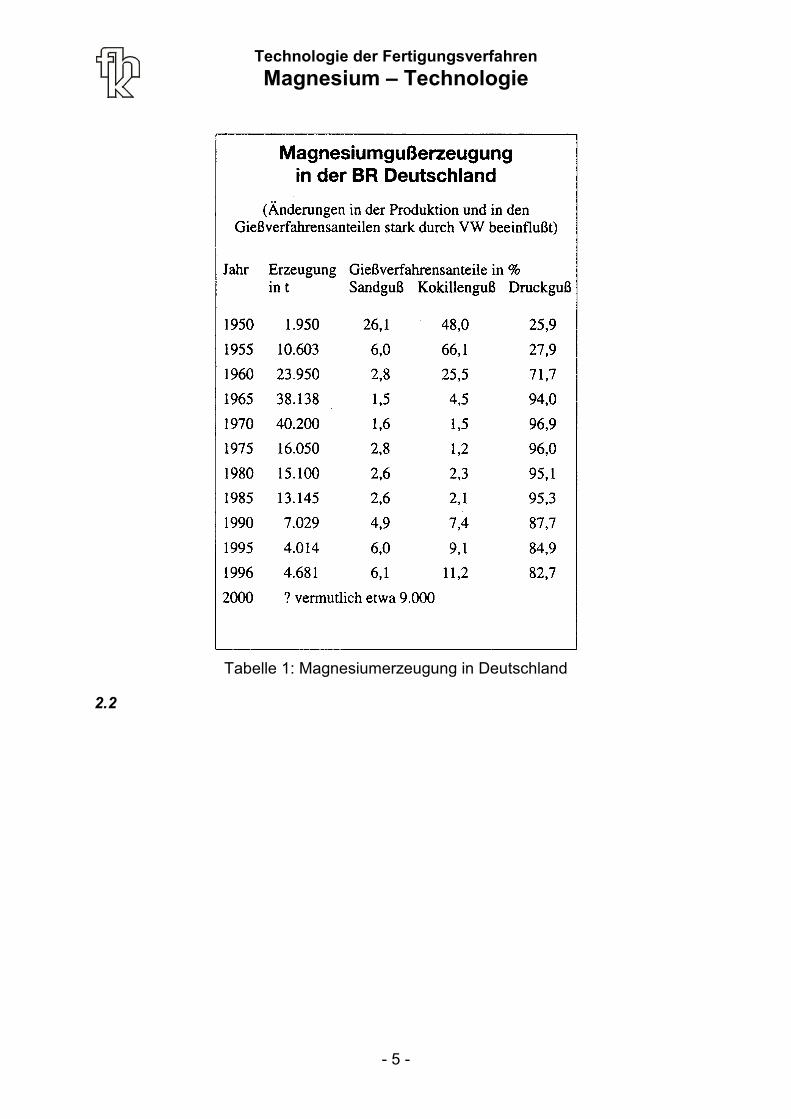
Tabelle 1: Magnesiumerzeugung in Deutschland
2.2
Technologie der FertigungsverfahrenMagnesium – Technologie
- 6 -
Physikalische, chemische und mechanische Eigenschaften vonMagnesiumlegierungen
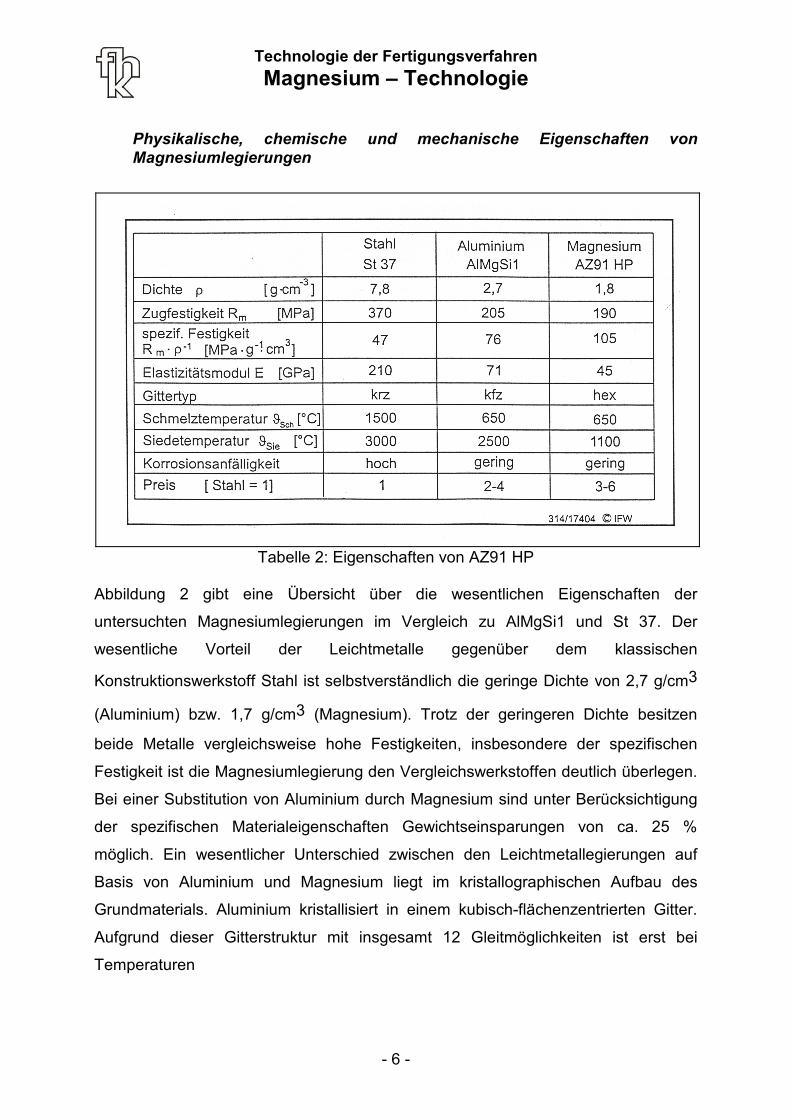
Tabelle 2: Eigenschaften von AZ91 HP
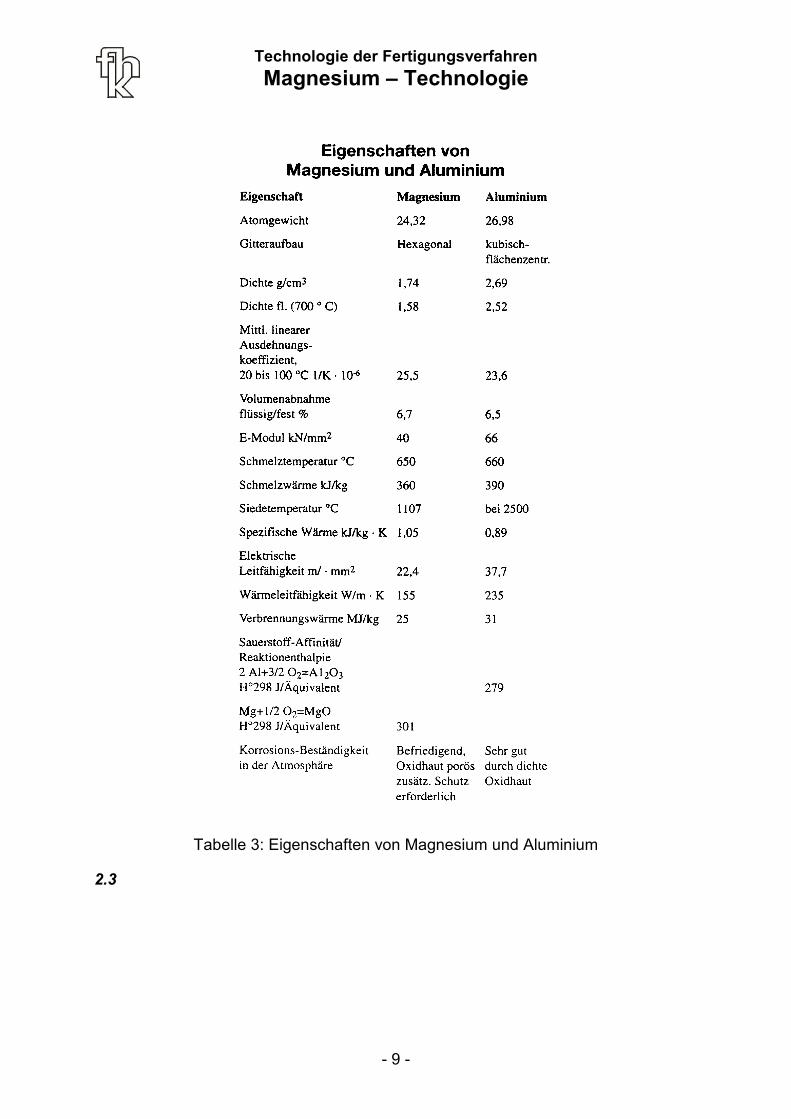
Abbildung 2 gibt eine Übersicht über die wesentlichen Eigenschaften der
untersuchten Magnesiumlegierungen im Vergleich zu AlMgSi1 und St 37. Der
wesentliche Vorteil der Leichtmetalle gegenüber dem klassischen
Konstruktionswerkstoff Stahl ist selbstverständlich die geringe Dichte von 2,7 g/cm3
(Aluminium) bzw. 1,7 g/cm3 (Magnesium). Trotz der geringeren Dichte besitzen
beide Metalle vergleichsweise hohe Festigkeiten, insbesondere der spezifischen
Festigkeit ist die Magnesiumlegierung den Vergleichswerkstoffen deutlich überlegen.
Bei einer Substitution von Aluminium durch Magnesium sind unter Berücksichtigung
der spezifischen Materialeigenschaften Gewichtseinsparungen von ca. 25 %
möglich. Ein wesentlicher Unterschied zwischen den Leichtmetallegierungen auf
Basis von Aluminium und Magnesium liegt im kristallographischen Aufbau des
Grundmaterials. Aluminium kristallisiert in einem kubisch-flächenzentrierten Gitter.
Aufgrund dieser Gitterstruktur mit insgesamt 12 Gleitmöglichkeiten ist erst bei
Temperaturen
Technologie der FertigungsverfahrenMagnesium – Technologie
- 7 -
> 220°C eine befriedigende Umformbarkeit erzielbar. Für die Herstellung von
Halbzeugen wie z.B. dünnen Blechen, ist daher ein häufiges Zwischenglühen
erforderlich, wodurch die Herstellungskosten beträchtlich steigen. Aus diesem
Grunde wird Magnesium hauptsächlich als Gußwerkstoff, insbesondere im Druckguß
eingesetzt, wobei sich diese Werkstoffe durch eine hervorragende Gießbarkeit, eine
schnelle Gießfolge und eine hohe Lebensdauer der eingesetzten Gießformen
auszeichnet. Die hohe Genauigkeit der Gußstücke und die daraus resultierenden nur
geringen Nacharbeiten führen zu Herstellungskosten, die die Minderkosten des
Werkstoffs Aluminium von ca. 50 % gegenüber Magnesium häufig bereits
kompensieren. Die Ausbildung einer dichten und stabilen Oxiddeckschicht ist
Ursache für das gute Korrosionsverhalten von Aluminium. Magnesium bildet
aufgrund seiner hohen Affinität zu Sauerstoff Hydroxid- oder Oxiddeckschichten aus,
die jedoch nicht die Stabilität der Aluminiumoxiddeckschichten erreichen und somit
eine geringere Schutzwirkung besitzen. Bei Magnesiumlegierungen kann durch eine
Verminderung von Metallischen Verunreinigungen bei sogenannten
High-Purity-(HP)-Legierungen sowie durch angepasste Verarbeitungsverfahren, z.B.
dem Thixomolding, die Korrosionsneigung des Werkstoff vermindert werden. Bei den
metallischen Verunreinigungen sind insbesondere Nickel, Eisen und Kupfer zu
nennen, die durch die Erstarrung des Gusses als kathodisch wirkende Verbindungen
ausgeschieden werden und zu einer interkristallinen Korrosion führen. Die
Korrosionsbeständigkeit von Magnesiumlegierungen ist mit denen von
Aluminiumlegierungen durchaus vergleichbar, sodaß der Einsatz von
Magnesiumwerkstoffen diesbezüglich keine Einschränkung findet.
Durch Zusatz von Mangan läßt sich die Korrosionsbeständigkeit des Werkstoffs
weiter steigern. Metallische Verunreinigungen werden in Intermetallische Phasen
umgewandelt und aus der Schmelze ausgeschieden. Jedoch bildet Mangan in
Anwesenheit von Aluminium hochharte, unlösliche MnAl-Ausscheidungen, die sich
negativ auf die Zerspanbarkeit von Magnesiumlegierungen auswirken, da sie die
Entstehung von Scheinspänen fördern.Eine Verbesserung der Mechanischen
Eigenschaften des Werkstoffs Reinmagnesium ist einerseits durch Zulegieren von
z.B. Aluminium, Zink, oder Mangan, anderseits durch die Entwicklung von
Technologie der FertigungsverfahrenMagnesium – Technologie
- 8 -
Metallmatrix- Verbundwerkstoffen ( Metal Matrix Composite, MMC ) möglich. MMC
Werkstoffe auf Magnesiumbasis sind mittlerweile Kommerziell Verfügbar ( z.B.
MELRAM 072TS ), haben sich in der Praktischen Anwendung jedoch, nicht zuletzt
aufgrund der schweren Spanenden Bearbeitbarkeit, noch nicht Durchsetzten
können. Im Automobilbau weit verbreitete Gußlegierungen, sind z.B. AZ91, AM20,
AM50 und AM60.
Das binäre Magnesium – Aluminium - System ist die Basis für eine Vielzahl von
Magnesium - Gußlegierungen.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 9 -
Tabelle 3: Eigenschaften von Magnesium und Aluminium
2.3
Technologie der FertigungsverfahrenMagnesium – Technologie
- 10 -
Magnesiumgusslegierungen
Die Magnesiumgußlegierungen lassen sich anhand ihrer Hauptlegierungselemente
in drei Legierungsgruppen unterteilen. Den Hauptanteil besitzen hierbei die
aluminiumhaltigen Legierungen. Daneben gibt es die Gruppe der zinkhaltigen
Legierungen und solche Legierungen, die Seltene Erden und/oder Zirkon enthalten.
Des Weiteren existieren Legierungen, die Thorium zur Verbesserung von
Warmfestigkeit und Kriechbeständigkeit enthalten. Diese Legierungen können
aufgrund ihrer schwachen Radioaktivität nicht als allgemein anwendbare
Konstruktionswerkstoffe eingesetzt werden. Ihre Anwendung ist einigen speziellen
Bauteilen in der Kern- und Wehrtechnik vorbehalten. Die Verarbeitung der
Magnesiumgußlegierungen erfolgt vorwiegend im Sandguß und Druckguß.
2.3.1 Legierungen mit Aluminium als Hauptlegierungselement
Diese Legierungsgruppe umfaßt die am häufigsten verwendeten Gußlegierungen.
Aluminium bildet mit Magnesium ein doppelt eutektisches System, bei dem auf der
Mg-reichen Seite ein Mischkristall mit einer maximalen Löslichkeit von 12,6 Gew.%
bei 437 °C existiert. Dieser steht mit der intermediären Phase Mg17AI12 im
Gleichgewicht. Die Zugabe des Aluminiums zum Mg-Mischkristall führt zu einer
beträchtlichen Festigkeitssteigerung bei gleichzeitig leicht verbesserter Duktilität. Des
Weiteren führt das Aluminium zu einer Verbesserung der Korrosionsbeständigkeit
des Magnesiums. Aluminiumhaltige Legierungen besitzen in der Regel ein
ausreichend feinkörniges Gefüge, das die Zugabe kornfeinender Legierungsele-
mente überflüssig macht.
Allen aluminiumhaltigen Mg-Legierungen wird zusätzlich bis zu 0,5 % Mangan
zugesetzt. Mangan bildet mit Aluminium eine intermediäre Phase, in die eventuell in
der Legierung enthaltenes Eisen eingebaut wird. Hierdurch steigt die
Korrosionsbeständigkeit des Magnesium-Mischkristalls stark an. Legierungen des
Technologie der FertigungsverfahrenMagnesium – Technologie
- 11 -
Typs AM, die nur AI und Mn als Legierungselemente enthalten besitzen einen
großen Marktanteil auf dem Gebiet der Magnesiumdruckgußlegierungen.
Die wichtigste Gruppe der Magnesiumgußwerkstoffe stellen jedoch die Legierungen
vom Typ AZ dar. Neben den oben genannten Elementen enthalten sie noch bis zu 1
Gew.% Zink, das sowohl die Festigkeit als auch die Duktilität geringfügig steigert.
Diese im Vergleich zu anderen Mg-Werkstoffen sehr preisgünstigen Legierungen
besitzen bei Raumtemperatur ein gutes Eigenschaftsprofil, zeigen jedoch bereits bei
Temperaturen oberhalb 100 °C starke Einbußen in der Festigkeit. Die Legierung AZ
91 nimmt heute den größten Anteil der industriellen Anwendungen ein. Diese
Legierung kann sowohl im Sandguß als auch im Druckguß verarbeitet werden.
Im Rahmen der Entwicklung ähnlich preiswerter Magnesiumdruckgußlegierungen
wurde zur Erhöhung der Warmfestigkeit Zink durch Silizium oder Selten Erden
ersetzt, wobei gleichzeitig der Aluminiumgehalt gesenkt wurde. Dies führte zur
Entwicklung der Legierungsgruppen AS und AE, die heute fast ausschließlich im
Druckguß verarbeitet werden.
2.3.2 Legierungen mit Zink als Hauptlegierungselement
Neben den aluminiumhaltigen Legierungen gibt es als weitere wichtige Gruppe die
Legierungen mit Zink als Hauptlegierungselement. Hier gibt es die
Legierungsgruppen ZK, ZC und ZE. In den ZK-Legierungen ist neben 5 - 6 Gew.%
Zink nur Zirkon (< 0,7 Gew.%) als Legierungselement enthalten, das eine stark
kornfeinende Wirkung besitzt. Die wichtigste Legierung der ZC-Gruppe enthält
neben 6 Gew.% Zn bis zu 3 Gew.% Cu. Kupfer bildet mit Mg und Zn ternäre
Ausscheidungsphasen, die zur Erhöhung der Warmfestigkeit beitragen. Die
Legierungen des Typs ZE enthalten bis zu 3 Gew.% Seltene Erden, die über die
Bildung hoch magnesiumhaltiger Ausscheidungen zu einer deutlichen Verbesserung
sowohl der Raumtemperatur- als auch der Hochtemperaturfestigkeiten führt.
2.3.3
Technologie der FertigungsverfahrenMagnesium – Technologie
- 12 -
Legierungen mit seltenen Erden und/oder Zirkon als
Hauptlegierungselement
Im Rahmen der Entwicklung warmfester und kriechbeständiger
Magnesiumwerkstoffe kam es zu der Entwicklung von Legierungen die mit Metallen
aus der Gruppe der Seltenen Erden (SE) legiert sind (ZE, QE und WE). Nachdem
anfänglich Cer als Legierungselement verwendet wurde, werden heute vorwiegend
Mischungen der schwereren Seltenen Erden verwendet, die hauptsächlich Neodym
und Praseodym enthalten. Die Seltenen Erden bilden mit Magnesium binäre
Verbindungen der Typen Mg12SE, die einen hohen Anteil an Mg besitzen. Hierdurch
lassen sich im Rahmen einer Wärmebehandlung zur Ausscheidungshärtung bereits
mit niedrigen Legierungsgehalten große Mengen der festigkeitssteigernden
Ausscheidungen bilden. Diese Ausscheidungen sind zusätzlich stabil gegen
Überalterung, sodaß auch bei erhöhten Einsatztemperaturen die Festigkeit nur
relativ gering abfällt. Diese temperaturbeständigen Ausscheidungen sorgen in
Verbindung mit ebenfalls stabilen Korngrenzausscheidungen für eine deutlich
verbesserte Kriechbeständigkeit. Da die Seltene Erden enthaltenden Legierungen
stark zu Grobkornbildung neigen, enthalten sie ca. 0,7 Gew.% Zirkon zur Korn-
feinung. Die oben bereits erwähnten Legierungen des Typs ZE besitzen eine mittlere
bis hohe Raumtemperaturfestigkeit (300 MPa für ZE 63), während die
Hochtemperatureigenschaften nur geringfügig über denen anderer Zn-haltigen
Legierungen liegt. Deutlich besser liegen die Warmfestigkeit und Kriechbeständigkeit
der Silber enthaltenden Legierungen vom Typ QE, wobei jedoch die
Raumtemperaturfestigkeiten nicht wesentlich oberhalb der Al- oder Zn-haltigen
Legierungen liegen. Hier bildet das Silber mit Magnesium und Seltenen Erden kom-
plexe Ausscheidungsphasen. Eine weitere Steigerung der
Hochtemperatureigenschaften konnte durch die Verwendung von Yttrium als
Legierungselement erzielt werden. Hierdurch wurden gleichzeitig die Korrosions- und
die Oxidationsbeständigkeit erhöht. Zum heutigen Zeitpunkt stellen die Legierungen
WE 54 und WE 43 die kriechbeständigsten und warmfestesten kommerziell
erhältlichen Magnesiumlegierungen dar. Diese Legierungen können bei
Technologie der FertigungsverfahrenMagnesium – Technologie
- 13 -
Temperaturen bis zu 250 °C eingesetzt werden, was lediglich von den aufgrund ihrer
schwachen Radioaktivität nicht universell anwendbaren thoriumhaltigen Legierungen
übertroffen wird. Der entscheidende Nachteil der Y-haltigen Legierungen liegt jedoch
in ihrem ausgesprochen hohen Preis, der mit 50,- – 55,- DM/kg etwa das zehnfache
der AZ-Legierungen beträgt. Dies führte bisher nur zu einer geringen Zahl
technologischer Anwendungen und läßt diese Legierungen für Großserienbauteile
nicht wirtschaftlich erscheinen.
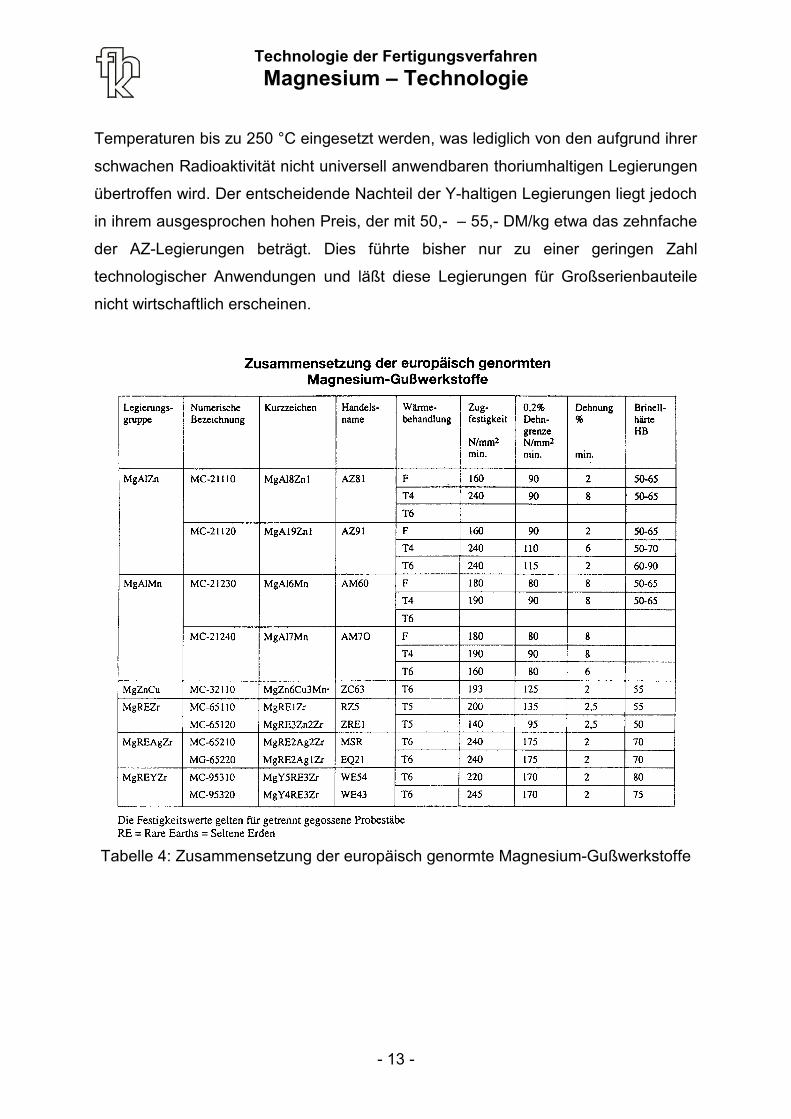
Tabelle 4: Zusammensetzung der europäisch genormte Magnesium-Gußwerkstoffe
Technologie der FertigungsverfahrenMagnesium – Technologie
- 14 -
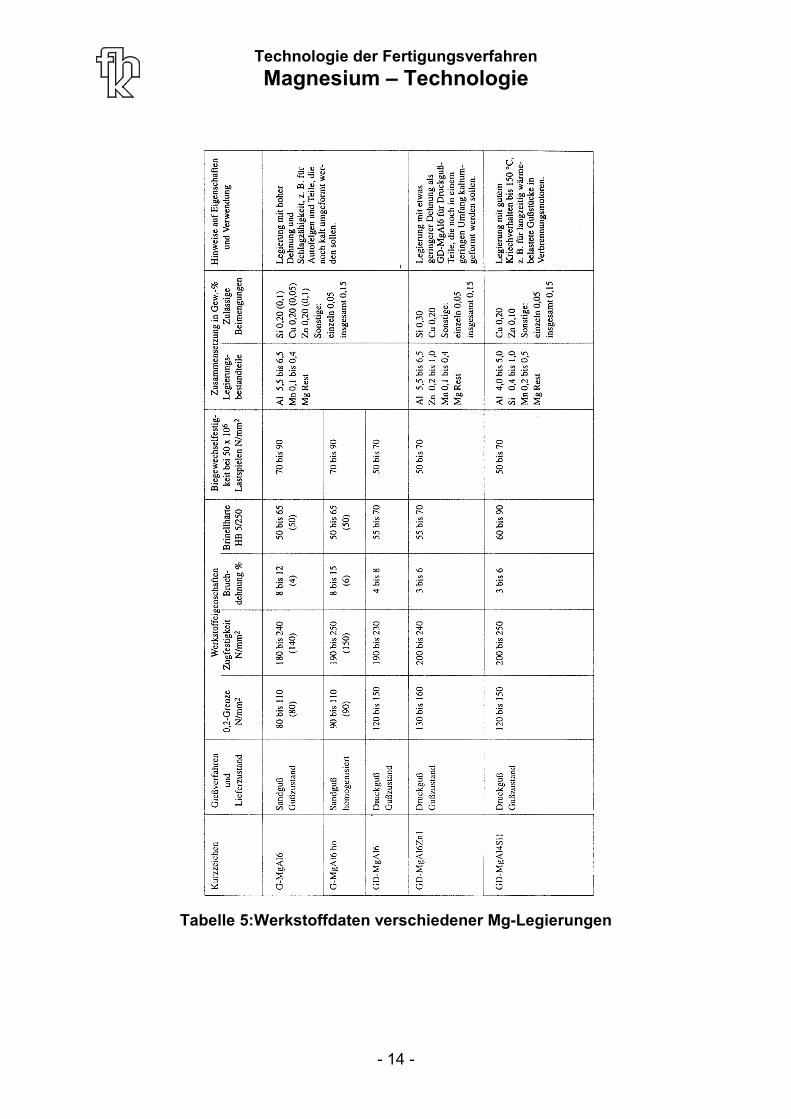
Tabelle 5:Werkstoffdaten verschiedener Mg-Legierungen
Technologie der FertigungsverfahrenMagnesium – Technologie
- 15 -
2.4 Magnesiumknetlegierungen
Aufgrund seiner hexagonalen Struktur kann Magnesium bei Raumtemperatur nur
geringfügig verformt werden, da im Kristallgitter nur die Basisebene als Gleitebene
zur Verfügung steht. Eine Verarbeitung als Knetlegierung erfordert daher
Temperaturen deutlich oberhalb von 225 °C, da erst dann weitere Gleitsysteme
angesprochen werden können. Aus diesem Grund werden Mg-Legierungen
vorwiegend durch Strangpressen verarbeitet. Des Weiteren ist auch Schmieden oder
Warmwalzen möglich, was aber weitaus seltener eingesetzt wird.
Die Einteilung der Knetlegierungen erfolgt in die gleichen Legierungsgruppen wie bei
den Gußlegierungen. Bei den aluminiumhaltigen Legierungen beschränkt sich
jedoch der Al-Gehalt auf maximal 8 Gew.%, da die Legierungen sonst durch das
Auftreten der Phase Mg17A12 zu spröde für einen Umformprozeß werden. Aus der
Gruppe der zinkhaltigen Legierungen existiert die Knetlegierung ZC 71, die die
höchsten Raumtemperaturfestigkeiten der konventionellen Mg-Legierungen aufweist.
Zur Zeit gibt es von einem Hersteller Bestrebungen, die hochwarmfesten
Legierungen WE 54 und WE 43 als Knetlegierungen am Markt zu etablieren.
2.4.1
Technologie der FertigungsverfahrenMagnesium – Technologie
- 16 -
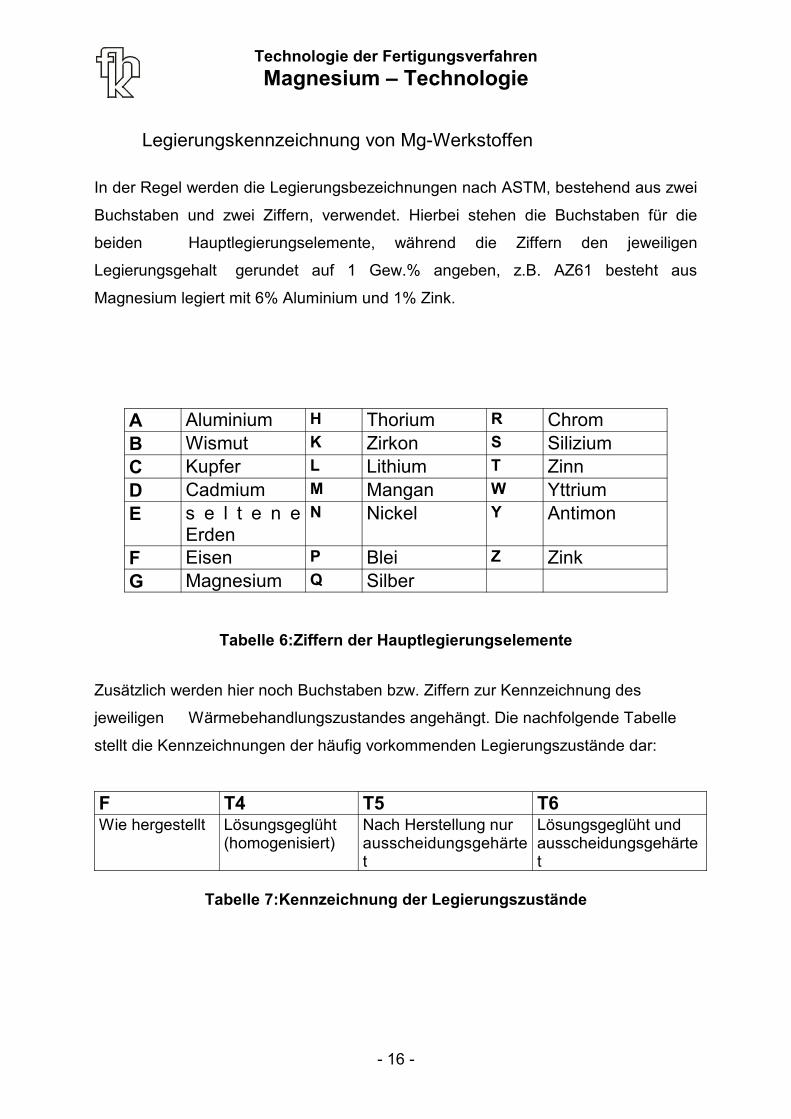
Legierungskennzeichnung von Mg-Werkstoffen
In der Regel werden die Legierungsbezeichnungen nach ASTM, bestehend aus zwei
Buchstaben und zwei Ziffern, verwendet. Hierbei stehen die Buchstaben für die
beiden Hauptlegierungselemente, während die Ziffern den jeweiligen
Legierungsgehalt gerundet auf 1 Gew.% angeben, z.B. AZ61 besteht aus
Magnesium legiert mit 6% Aluminium und 1% Zink.
A Aluminium H Thorium R ChromB Wismut K Zirkon S SiliziumC Kupfer L Lithium T ZinnD Cadmium M Mangan W YttriumE s e l t e n e
ErdenN Nickel Y Antimon
F Eisen P Blei Z ZinkG Magnesium Q Silber
Tabelle 6:Ziffern der Hauptlegierungselemente
Zusätzlich werden hier noch Buchstaben bzw. Ziffern zur Kennzeichnung des
jeweiligen Wärmebehandlungszustandes angehängt. Die nachfolgende Tabelle
stellt die Kennzeichnungen der häufig vorkommenden Legierungszustände dar:
F T4 T5 T6Wie hergestellt Lösungsgeglüht
(homogenisiert)Nach Herstellung nurausscheidungsgehärtet
Lösungsgeglüht undausscheidungsgehärtet
Tabelle 7:Kennzeichnung der Legierungszustände
Technologie der FertigungsverfahrenMagnesium – Technologie
- 17 -
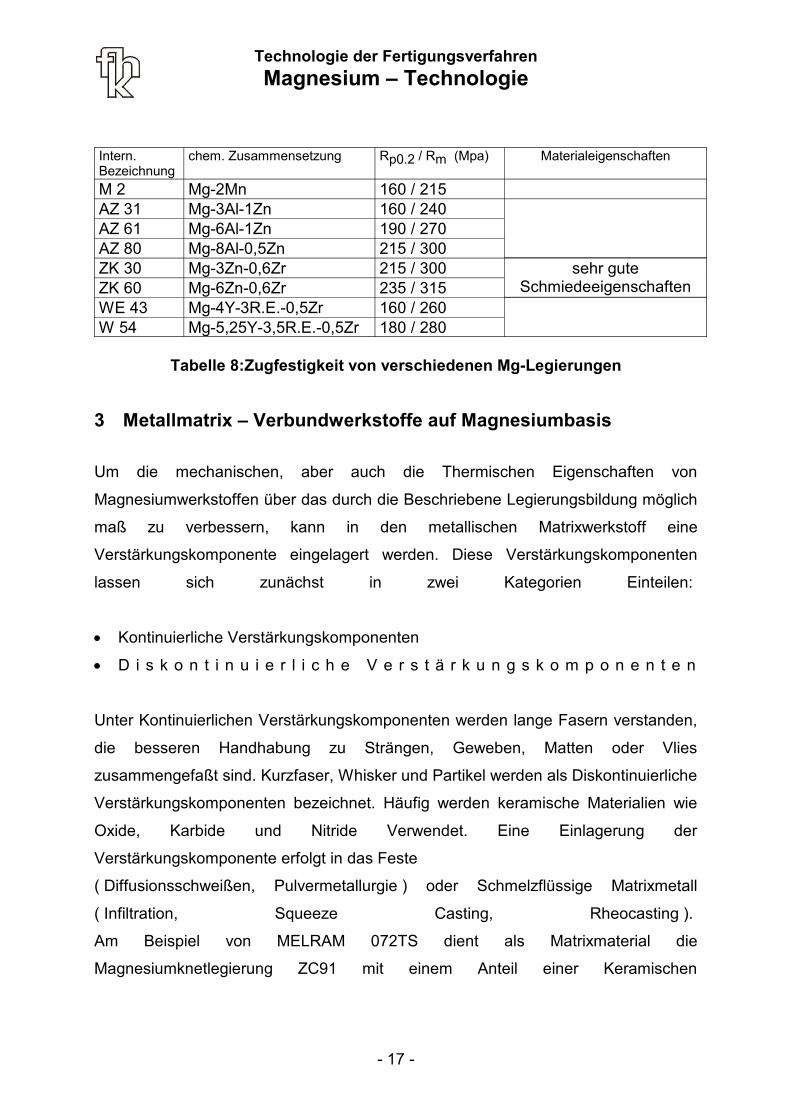
Intern.Bezeichnung
chem. Zusammensetzung Rp0.2 / Rm (Mpa) Materialeigenschaften
M 2 Mg-2Mn 160 / 215AZ 31 Mg-3Al-1Zn 160 / 240AZ 61 Mg-6Al-1Zn 190 / 270AZ 80 Mg-8Al-0,5Zn 215 / 300ZK 30 Mg-3Zn-0,6Zr 215 / 300 sehr gute
SchmiedeeigenschaftenZK 60 Mg-6Zn-0,6Zr 235 / 315WE 43 Mg-4Y-3R.E.-0,5Zr 160 / 260W 54 Mg-5,25Y-3,5R.E.-0,5Zr 180 / 280
Tabelle 8:Zugfestigkeit von verschiedenen Mg-Legierungen
3 Metallmatrix – Verbundwerkstoffe auf Magnesiumbasis
Um die mechanischen, aber auch die Thermischen Eigenschaften von
Magnesiumwerkstoffen über das durch die Beschriebene Legierungsbildung möglich
maß zu verbessern, kann in den metallischen Matrixwerkstoff eine
Verstärkungskomponente eingelagert werden. Diese Verstärkungskomponenten
lassen sich zunächst in zwei Kategorien Einteilen:
Kontinuierliche Verstärkungskomponenten
D i s k o n t i n u i e r l i c h e V e r s t ä r k u n g s k o m p o n e n t e n
Unter Kontinuierlichen Verstärkungskomponenten werden lange Fasern verstanden,
die besseren Handhabung zu Strängen, Geweben, Matten oder Vlies
zusammengefaßt sind. Kurzfaser, Whisker und Partikel werden als Diskontinuierliche
Verstärkungskomponenten bezeichnet. Häufig werden keramische Materialien wie
Oxide, Karbide und Nitride Verwendet. Eine Einlagerung der
Verstärkungskomponente erfolgt in das Feste
( Diffusionsschweißen, Pulvermetallurgie ) oder Schmelzflüssige Matrixmetall
( Infiltration, Squeeze Casting, Rheocasting ).
Am Beispiel von MELRAM 072TS dient als Matrixmaterial die
Magnesiumknetlegierung ZC91 mit einem Anteil einer Keramischen
Technologie der FertigungsverfahrenMagnesium – Technologie
- 18 -
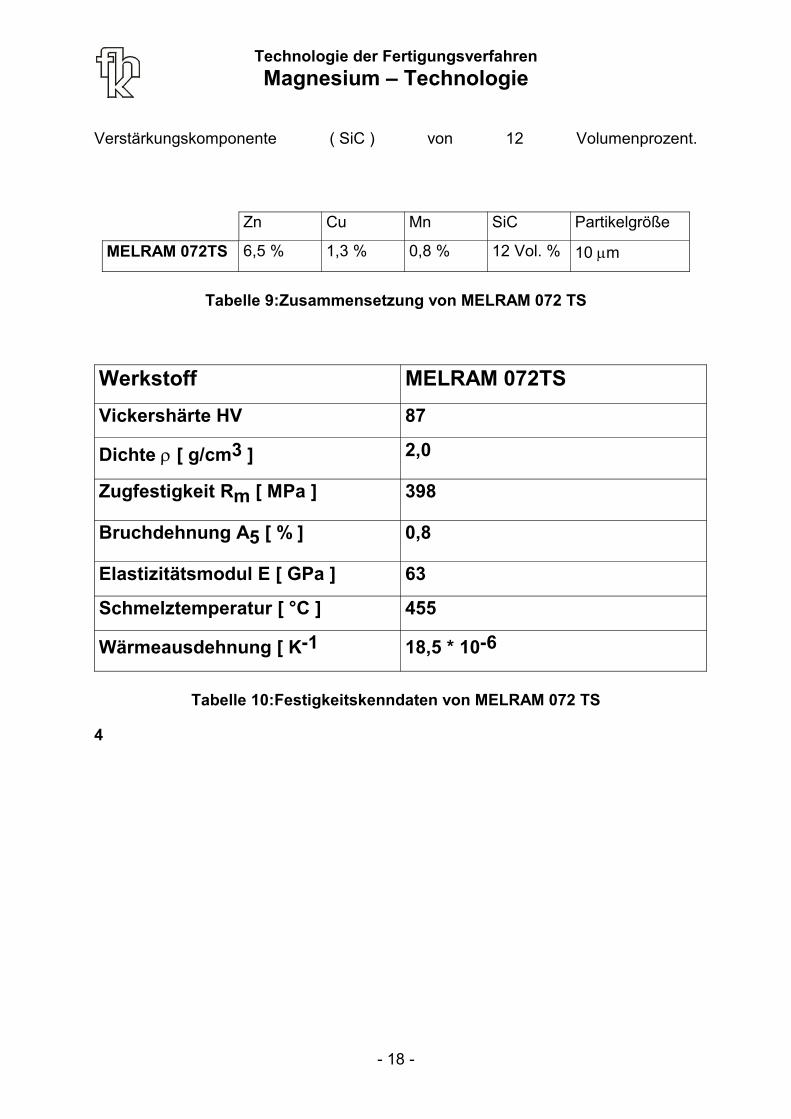
Verstärkungskomponente ( SiC ) von 12 Volumenprozent.
Zn Cu Mn SiC Partikelgröße
MELRAM 072TS 6,5 % 1,3 % 0,8 % 12 Vol. % 10 m
Tabelle 9:Zusammensetzung von MELRAM 072 TS
Werkstoff MELRAM 072TSVickershärte HV 87
Dichte [ g/cm3 ] 2,0
Zugfestigkeit Rm [ MPa ] 398
Bruchdehnung A5 [ % ] 0,8
Elastizitätsmodul E [ GPa ] 63
Schmelztemperatur [ °C ] 455
Wärmeausdehnung [ K-1 18,5 * 10-6
Tabelle 10:Festigkeitskenndaten von MELRAM 072 TS
4
Technologie der FertigungsverfahrenMagnesium – Technologie
- 19 -
Schweißen von Magnesiumwerkstoffen
4.1 Laserstrahlschweißen
Heute werden grundsätzlich zwei Arten der Laserstrahlerzeugung für technische
Anwendungen eingesetzt. Dies sind zum einen Laser mit einem gasförmigen
Lasermedium wie z. B. die CO2 , HeNe- oder Excimerlaser. Die zweite Gruppe
verwendet kristalline Lasermedien wie z. B. die Rubin- oder Nd:YAG Laser
(Festkörperlaser). In neuerer Zeit ist hierzu ein weiterer Lasertyp gekommen, der die
Laserstrahlung über lichtemittierende Halbleitermaterialien erzeugt, die sogenannten
Diodenlaser.
Allen Lasertypen haben einige wichtige Aspekte gemeinsam, die erst ihren Einsatz
als Werkzeug in der Materialbearbeitung ermöglichen. Da ist zuerst die Emission
einer monochromatischen kohärenten Strahlung, die es theoretisch ermöglicht, den
Strahl bis auf einen Durchmesser entsprechend der jeweiligen Wellenlänge zu
fokussieren. In der Praxis erreichen die erzielbaren Fokusdurchmesser je nach
Lasertyp Werte von einigen bis zu mehreren 100 m. Dies ermöglicht sowohl die
Materialbearbeitung im Mikrobereich als auch die Erzielung extrem hoher
Energiedichten von bis zu 1010 W/cm2. Ein weiterer Vorteil ist die geringe Divergenz
des erzeugten Laserstrahls, wodurch der Transport des Strahls auch über Strecken
von mehreren Metern ohne eine signifikante Strahlaufweitung ermöglicht wird. Der
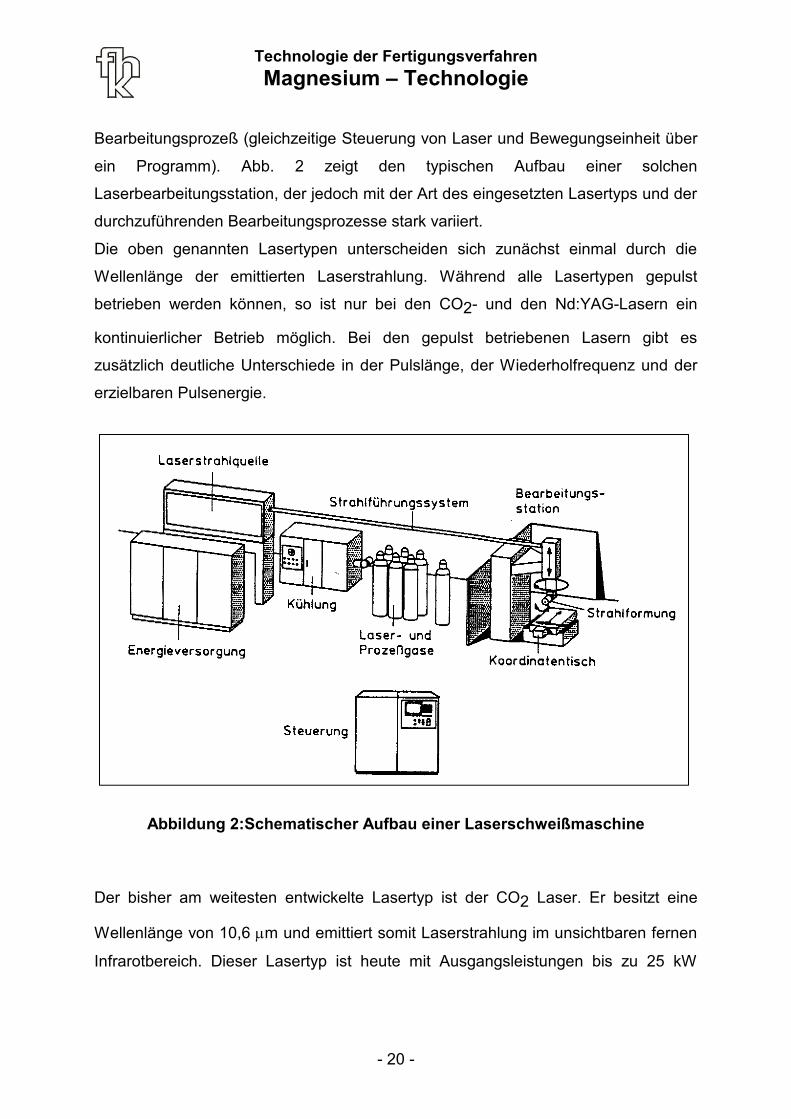
Aufbau einer Laserbearbeitungsstation besteht in der Regel aus drei Baugruppen.
Da ist zuerst die eigentliche Strahlquelle (Laserkavität) mit der dazugehörigen
Peripherie wie Energieversorgung, Gasversorgung und Kühlung. Die zweite
Baugruppe umfaßt Komponenten zur Strahlführung an den Bearbeitungsort und zur
Strahlformung (Fokussierung oder Erzeugung bestimmter Brennfleckgeometrien).
Die dritte Gruppe ist eine Einheit zur Realisierung der Bewegung von Laserstrahl und
Bauteil in Verbindung mit einer Steuerungseinheit. Dies kann ein CNC-gesteuerter
Koordinatentisch oder ein Bearbeitungsroboter sein. Die Steuereinheit übernimmt
dabei in der Regel auch die Koordinierung zwischen der Strahlfreigabe und dem
Technologie der FertigungsverfahrenMagnesium – Technologie
- 20 -
Bearbeitungsprozeß (gleichzeitige Steuerung von Laser und Bewegungseinheit über
ein Programm). Abb. 2 zeigt den typischen Aufbau einer solchen
Laserbearbeitungsstation, der jedoch mit der Art des eingesetzten Lasertyps und der
durchzuführenden Bearbeitungsprozesse stark variiert.
Die oben genannten Lasertypen unterscheiden sich zunächst einmal durch die
Wellenlänge der emittierten Laserstrahlung. Während alle Lasertypen gepulst
betrieben werden können, so ist nur bei den CO2- und den Nd:YAG-Lasern ein
kontinuierlicher Betrieb möglich. Bei den gepulst betriebenen Lasern gibt es
zusätzlich deutliche Unterschiede in der Pulslänge, der Wiederholfrequenz und der
erzielbaren Pulsenergie.
Abbildung 2:Schematischer Aufbau einer Laserschweißmaschine
Der bisher am weitesten entwickelte Lasertyp ist der CO2 Laser. Er besitzt eine
Wellenlänge von 10,6 m und emittiert somit Laserstrahlung im unsichtbaren fernen
Infrarotbereich. Dieser Lasertyp ist heute mit Ausgangsleistungen bis zu 25 kW
Technologie der FertigungsverfahrenMagnesium – Technologie
- 21 -
kommerziell erhältlich, es existieren aber bereits Prototypen mit Ausgangsleistungen
deutlich über 100 kW. Von allen zur Zeit in der Materialbearbeitung eingesetzten
Lasertypen besitzen die CO2 Laser mit Werten von über 10 % nach den neu
entwickelten Diodenlasern die höchsten Wirkungsgrade im Bezug auf die zur
Strahlerzeugung aufgewendete Energie.
Der entscheidende Vorteil der industriell eingesetzten CO2 Laser liegt heute neben
der hohen verfügbaren Leistung und den verhältnismäßig hohen Wirkungsgraden
besonders in der im Vergleich zu den anderen Lasertypen außerordentlich hohen
Strahlqualität. Sie weisen aber gegenüber den konkurrierenden Systemen auch
einige Nachteile auf. So ist zum Beispiel der Absorptionsgrad der erzeugten
Wellenlänge bei Aluminium oder Kupfer extrem gering, sodaß bei dessen
Bearbeitung ein Großteil der aufgebrachten Laserstrahlung reflektiert wird. Dies
bedeutet, daß für die Bearbeitung dieser Werkstoffe der Einsatz von Hilfsmitteln zur
Verbesserung der Absorption notwendig wird. Dies geschieht über das Aufbringen
absorbierender Schichten (z. B. Graphit) oder die Aufrauung der Oberfläche (z. B.
durch Sandstrahlen). Der Absorptionsgrad für die Wellenlänge des C02 Lasers bei
den in dieser Arbeit untersuchten Magnesiumbasiswerkstoffen ist in der Literatur
nicht angegeben. Er dürfte aber aufgrund der bei den hier durchgeführten Versuchen
beobachteten Wechselwirkungsprozesse im Bereich zwischen den Werten von
Aluminium und Eisenbasiswerkstoffen liegen.
Ein weiterer Nachteil der erzeugten Wellenlänge ist die Tatsache, dass nur durch
spezielle Linsen (bei niedrigeren Leistungen) oder über aufwendig zu fertigende
Kupferspiegel geführt und fokussiert werden kann, die noch einer Kühlung bedürfen.
Hierdurch sind die Abmessungen der Bearbeitungsoptiken zur Ausbringung eines
entsprechend geformten und fokussierten Laserstrahles relativ groß, sodaß eine
Automatisierung der Fertigung z. B. mit entsprechenden Robotern sehr aufwendig
ist. Somit stellt die langwellige Strahlung hier den entscheidenden Nachteil dar, da
die CO2 Laserstrahlung nicht wie bei anderen Lasersystemen durch flexible
Lichtleitfasern an den Bearbeitungsort geführt werden kann. Die bei gepulst
Technologie der FertigungsverfahrenMagnesium – Technologie
- 22 -
betriebenen CO2 Lasern erzielbare Pulsleistung liegt heute bei einigen 10 kW, was
deutlich geringer ist als bei den anderen Lasersystemen.
Der Nd:YAG-Laser hat gegenüber dem CO2 Laser zwei entscheidende Vorteile.
Diese liegen zum Einen in der kürzeren Wellenlänge von 1,06 m begründet.
Hierdurch liegt einerseits der Absorptionsgrad bei Aluminium und Kupfer deutlich
höher als bei der Wellenlänge des CO2 Lasers. Andererseits ermöglicht diese
Wellenlänge auch den Strahltransport über entsprechende Lichtleitfasern was die
Integration dieses Lasertyps in die automatisierte Fertigung wesentlich erleichtert.
Ein anderer Vorteil des Nd:YAG-Lasers ist die im gepulsten Betrieb ermöglichte
Pulsleistung von einigen 100 kW. Dies führt zu deutlich anderen Möglichkeiten der
Wechselwirkung mit den zu bearbeitenden Materialien. So wird beispielsweise beim
Schweißen von Al-Legierungen die dort immer vorhandene Oxidschicht durch hohe
Pulsenergien besser aufgebrochen als mit einem Laser im cw-Betrieb.
Als Hauptnachteil der Nd:YAG-Laser ist hier der relativ niedrige Wirkungsgrad von
2-5 % zu nennen. Die Ursache hierfür liegt in der Anregung der Laserstäbe durch
Blitzlampen (optisches Pumpen) mit einer geringen Strahlungsausbeute. Dieser
Nachteil wurde in jüngster Zeit jedoch durch die Verwendung von Laserdioden zum
optischen Pumpen beseitigt. Hiermit lassen sich Wirkungsgrade von bis zu 20 %
erzielen. Auch die bislang als Nachteil dieses Lasertyps angesehene schlechtere
Strahlqualität konnte im Lauf der letzten Jahre durch umfangreiche Maßnahmen der
Laserhersteller deutlich verbessert werden.
Auf die ebenfalls in der Materialbearbeitung eingesetzten Excimerlaser soll an dieser
Stelle nicht näher eingegangen werden, da aufgrund ihrer Eigenschaften das
Laserschweißen mit diesem Lasertyp nicht realisieren ist.
Die jüngste Entwicklung auf dem Gebiet der Laserstrahlerzeugung sind die
Diodenlaser. Zur Strahlerzeugung bedient man sich hier lichtemittierender
Technologie der FertigungsverfahrenMagnesium – Technologie
- 23 -
Halbleiterwerkstoffe (z. B. AlGaInP) in Form mikroskopisch kleiner Dioden. Von
diesen wird dann eine größere Anzahl zu sogenannten Paketen zusammengefaßt.
Die Fokussierung erfolgt hier durch mikroskopisch feine Linsen, mit denen jedes
einzelne Diodenpaket versehen wird. Zur Erzeugung der entsprechenden
Ausgangsleistungen werden dann mehrere dieser Pakete zu einer Lasereinheit
zusam mengefaßt. Dies ermöglicht heute bereits die Herstellung von
Diodenlasern mit Ausgangsleistungen im Kilowattbereich. Neben der geringen
Wellenlänge im Bereich um 650 nm, die den Strahltransport über Lichtleitfasern
ermöglicht, stellen vor allem die geringen Abmessungen der Diodenlaser einen
entscheidenden Vorteil dar. Dieser Lasertyp wird zur Zeit besonders für
Fügevorgänge im mikroskopischen aber auch bereits im makroskopischen Bereich
eingesetzt.
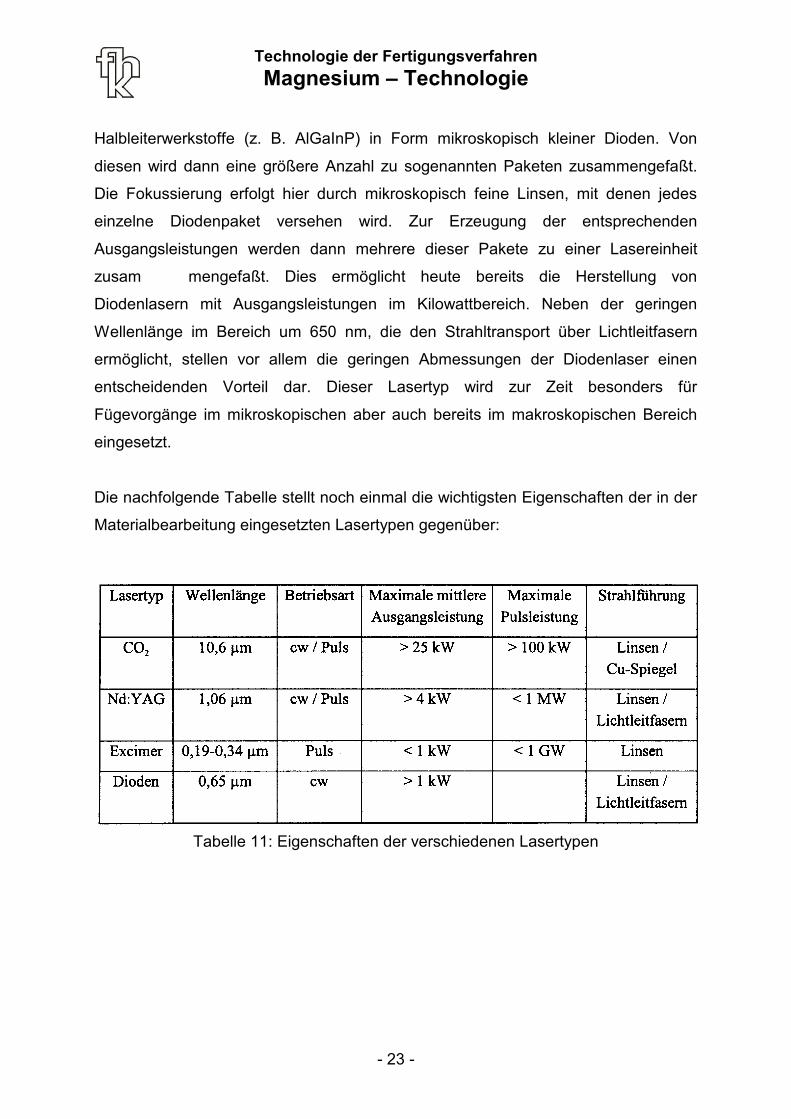
Die nachfolgende Tabelle stellt noch einmal die wichtigsten Eigenschaften der in der
Materialbearbeitung eingesetzten Lasertypen gegenüber:
Tabelle 11: Eigenschaften der verschiedenen Lasertypen
Technologie der FertigungsverfahrenMagnesium – Technologie
- 24 -
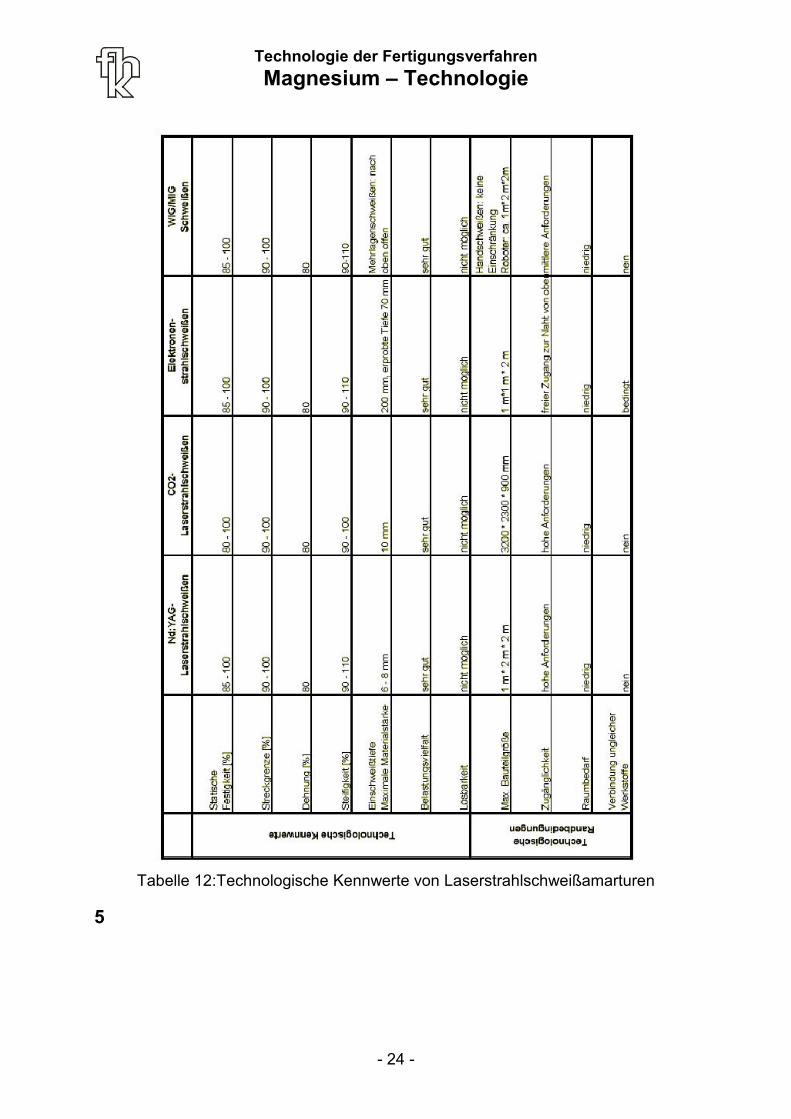
Tabelle 12:Technologische Kennwerte von Laserstrahlschweißamarturen
5
Technologie der FertigungsverfahrenMagnesium – Technologie
- 25 -
Herstellung und Eigenschaften stranggepreßter undgeschmiedeter Magnesium-Bauteile
Magnesium ist als Konstruktionswerkstoff zwar in Rheinheiten bis zu 99,8%
verfügbar, findet jedoch in unlegierter Form nur selten Verwendung. Für technische
Anwendungen müssen bestimmte Eigenschaftsprofile erfüllt werden, die sich nur
durch Zulegieren einstellen lassen. Als Legierungselemente werden deshalb
hauptsächlich Aluminium, Zink, Mangan, Zirkon, Seltene Erden, Yttrium und Silber
zugesetzt, die über Mischkristall- oder Ausscheidungshärtung zu einer
Eigenschaftsverbesserung beitragen.
Bei der Herstellung von Bauteilen aus Magnesium-Werkstoffen dominiert derzeit das
Druckgußverfahren, das insbesondere die guten Fließ- und
Formfüllungs-eigenschaften dieser Legierungen nutzt. Andere
Verarbeitungsverfahren wie Strangpressen und Schmieden haben dagegen nur eine
untergeordnete Bedeutung, da sich beim Umformen keine Spezifischen
Verarbeitungsvorteile gegenüber Konkur-renzwerkstoffen (z:B:Aluminium) ergeben
und deshalb der hohe Werkstoffpreis überwiegend kostenbestimmend ist. Von daher
ist der Einsatz umformtechnisch hergestellten Bauteilen aus Magnesiumlegierungen
bislang auf Einzelanwendungen beschränkt.
Das Verformungsverhalten metallischer Werkstoffe wird maßgeblich durch die
Anzahl verfügbarer Gleitebenen bestimmt. Aufgrund seiner hexagonal dichtest
gepackten (hdp)-Kristallstruktur verfügt der Magnesiumkristall bei Raumtemperatur
mit der (0001)-Basisfläche nur über eine Gleitebene, weshalb die
Verformungsfähigkeit entsprechend stark eingeschränkt ist. Um aber eine für
technische Umformprozesse ausreichende Verformungsfähigkeit zu erreichen,
müssen zusätzliche Gleitebenen aktiviert werden, was durch Erwärmung auf
Temperaturen oberhalb von 220 °C möglich ist.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 26 -
Das Fließverhalten von Magnesium-Werkstoffen läßt sich durch Drei Phasen
beschreiben:
I. Kristallgleitung erfolgt fast ausschließlich über die Basisflächen, d.h. nur die
besonders günstig orientierten Kristalle nehmen die Verformungsarbeit auf
II. Fließen des gesamten Kristallkonglomerates
III. Reduzierung des Fließvermögens durch zunehmende Verfestigung
Aus diesem Zusammenhang wird deutlich, daß den Parametern Korngröße,
Umformtemperatur und Umvormgeschwindigkeit maßgebliche Bedeutung zukommt,
zumal sich diese Faktoren im Gegensatz zu kubischen Metallen bei
Magnesiumlegierungen in sehr viel engeren Grenzen bewegen müssen. Dadurch
erhalten die Umfromprozesse ein hohes Maß an kostenbeeinflussender Komplexität,
insbesondere im Vergleich zum konventionellen Druckguß. Allerdings besitzen
umgeformte Magnesiumknetlegierungen auch besondere Vorzüge, wie z.B.
Druckdichtheit durch lunker- und porenfreie Gefüge sowie ausgezeichnete
mechanische Eigenschaften, die sich durch spezielle thermo-mechanische
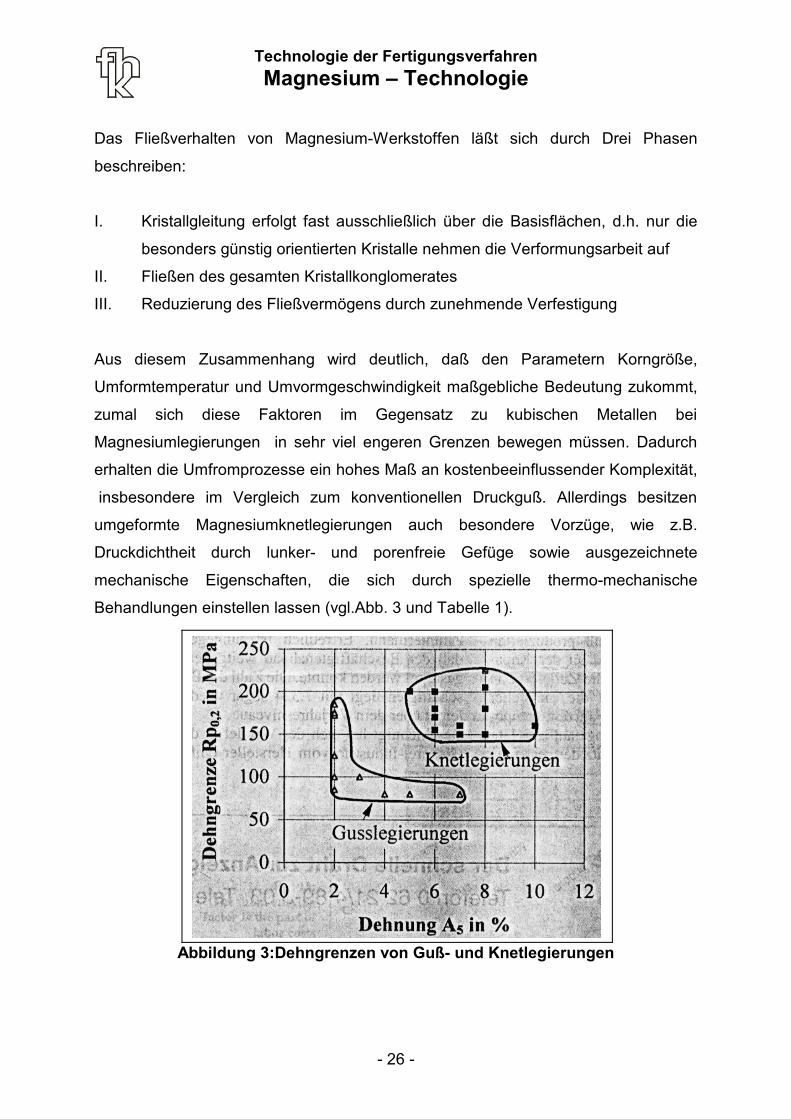
Behandlungen einstellen lassen (vgl.Abb. 3 und Tabelle 1).
Abbildung 3:Dehngrenzen von Guß- und Knetlegierungen
Technologie der FertigungsverfahrenMagnesium – Technologie
- 27 -
InternationaleBezeichnung
ChemischeZusammensetztung
Zugversuchs--kennwerteRp0,2/Rm/A5(Mpa/Mpa/%)
Merkmale
M2 Mg-2Mn 160/215/4 Strangpreßlegierung für hohePreßleistung mit guterSchweißbarkeit undKorrisionbeständigkeit
Az 31 Mg-3Al-1Zn 160/240/10 Strangpreß- undSchmiede-legierungen mitgünstiger Festigkeit undDuktilität in Kombination und alsHP-Typ mit VerbesserterKorrosionsbeständigkeit
Az 61 Mg-6Al-1Zn 190/270/9Az 80 Mg-8Al-0,5Zn 215/300/8
ZK 30 Mg-3Zn-0,6Zr 215/300/9 hervorragendeSchmiedefähigkeitZK 60 Mg-6Zn-0,6Zr 235/315/8
WE 43 Mg-4Y-3R.E.-0,5Zr 160/260/6 Strangpreß- undSchmiedelegierung mit gutemWarmfestigkeitsverhaltenWE 54 Mg-5,25Y.3,5R.E.-0,5Zr 180/280/6
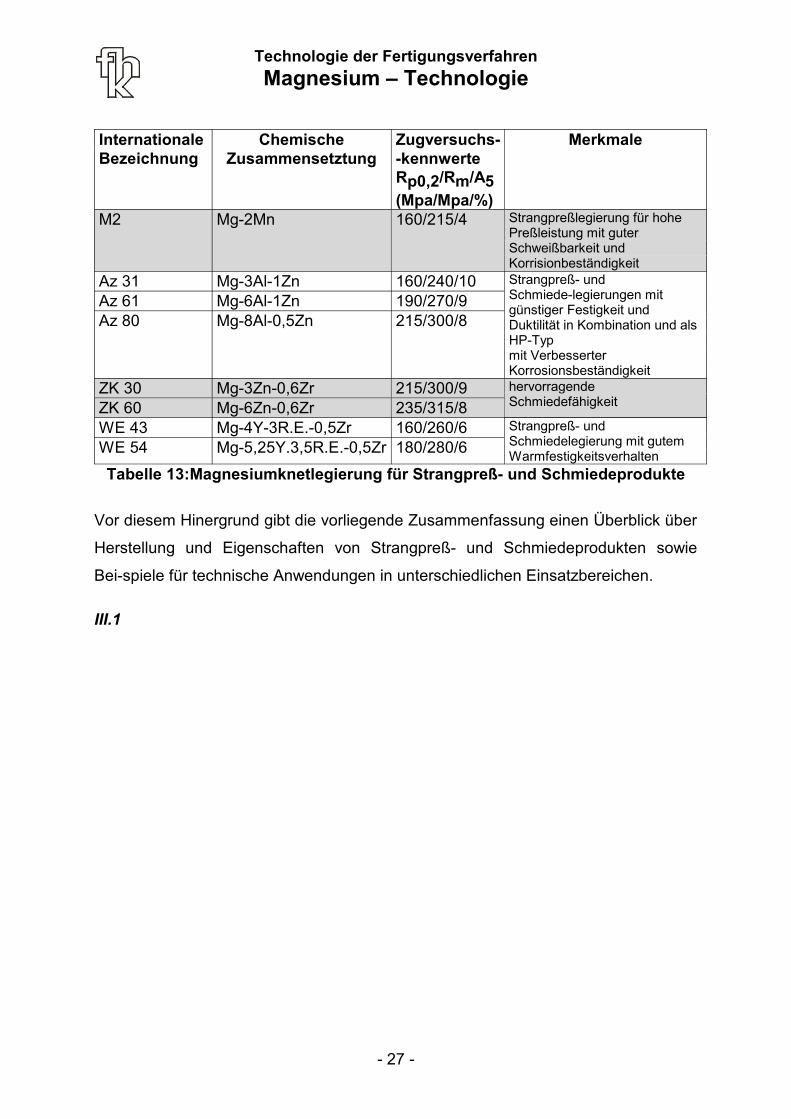
Tabelle 13:Magnesiumknetlegierung für Strangpreß- und Schmiedeprodukte
Vor diesem Hinergrund gibt die vorliegende Zusammenfassung einen Überblick über
Herstellung und Eigenschaften von Strangpreß- und Schmiedeprodukten sowie
Bei-spiele für technische Anwendungen in unterschiedlichen Einsatzbereichen.
III.1
Technologie der FertigungsverfahrenMagnesium – Technologie
- 28 -
Herstellung des Strangpreß- und Schmiedevormaterials
Fast alle Magnesium-Knetlegierungen werden über ein Wasserstranggußverfahren,
wie es bevorzugt auch für Al-Knetlegierungen Anwendung findet, zu Strangpreß- und
Schmiedevormaterials abgegossen. Dabei wird sowohl mit dem klassischen Düsen-
Schwimmer-Verfahren als auch mit dem Hot-Top-Verfahren gearbeitet.
Gegenüber Aluminium ergeben sich beim Schmelzen und Gießen von Magnesium
folgende Besonderheiten:
durch Einsatz von Salz und Schutzgas muß die
Magnesiumschmelze aufgrund ihrer hohen Affinität zu
Sauerstoff vor Oxidation geschützt werden,
durch eine Absetzbehandlung kann bei vielen
Mg-Legierungen das korrosionsfördende Elemente Fe
auf Gehalte bis zu 0,001% reduziert werden,
durch Zugabe von kohlenstoffhaltigen Mitteln in
MgAlZn-Legierungen bzw. Zugabe von Zr in
MgZn-Legierungen können feinkörnige Gußgefüge
eingestellt werden.
Unter Berücksichtigung dieser Randbedingungen lassen sich zylindrische Stangen
mit Durchmessern bis zu 500 mm herstellen, die in der Regel für die nachfolgende
Umformung durch Strangpressen bzw. Schmieden überdreht und homogenisiert
werden.
III.2
Technologie der FertigungsverfahrenMagnesium – Technologie
- 29 -
Strangpressen von Magnesiumwekstoffen
III.2.1Legierungen und Grundlagen
Mg-Knetlegierungen lassen sich nach einem Vergleichbaren Ablauf wie
Al-Werkstoffe strangpressen. Im Industriellen Einsatz findet heute durchweg das
direkte Strangpreßverfahren ohne Schmiermittel mit Schale Anwendung. Wie bei
Al-Werkstoffen sind die Werkzeuge als Flachmatrize ausgelegt, durch die sich beim
Pressen eine „tote Zone“ vor dem Werkzeug ausbildet. Schale und „tote Zone“
gewährleisten Saubere metallische Profiloberflächen.
Die typischen Blocktemperaturen beim Strangpressen von Mg-Legierungen liegen in
einem Bereich von 300 bis 400 °C. Dabei ist es aufgrund der geringen
Wärmekapazität der Mg-Legierungen notwendig, daß auch die Temperaturen von
Rezipient und Werkzeug auf diesem Niveau liegen (isotherme Arbeitsweise). Die
Grenzen für die obere Blocktemperatur und Preßgeschwindigkeit werden durch den
Beginn der Warmrißbildung festgelegt. Die untere Bolzentemperatur resultiert in der
Regel aus dem verfügbaren Pressdruck und sollte zur Gewährleistung einer
hinreichenden Umformbarkeit der Mg-Legierungen einen Grenzwert von 300 °C nicht
U n t e r s c h r e i t e n .
Für Strangpreßprodukte werden im allgemeinen die M-, AZ- und ZK-Legierungen
eingesetzt, während bei besondern Anforderungen an die Warmfestigkeit
WE-Legierungen bevorzugt werden. Von diesem Legierungsspektrum finden vor
allem die AZ-Legierungen breite Verwendung, da diese bei Raumtemperatur eine
günstige Eigenschaftskombination aufweist. Mit der Legierung AZ 31 lassen sich
dabei z.B. ohne weiteres Preßgeschwindigkeiten bis 20 m/min erzielen, die mit
ansteigendem Legierungszusatz (z.B. in AZ 80) bis um Faktor 10 abfallen können.
III.2.2
Technologie der FertigungsverfahrenMagnesium – Technologie
- 30 -
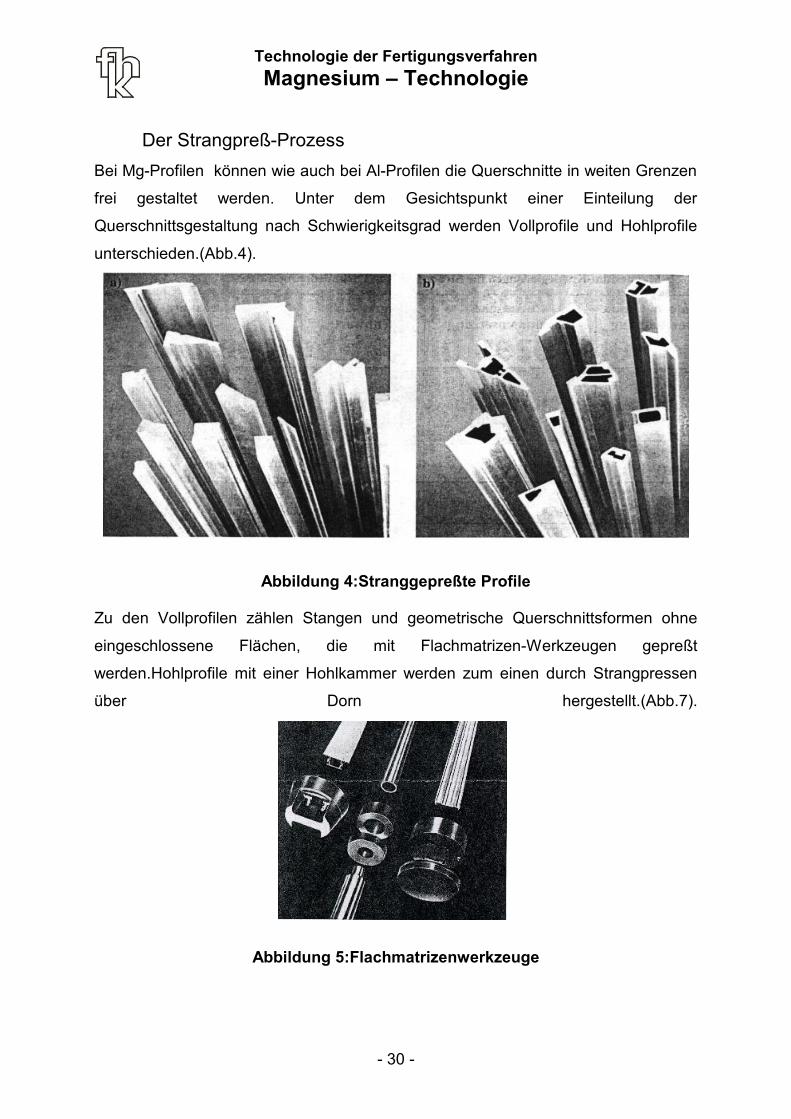
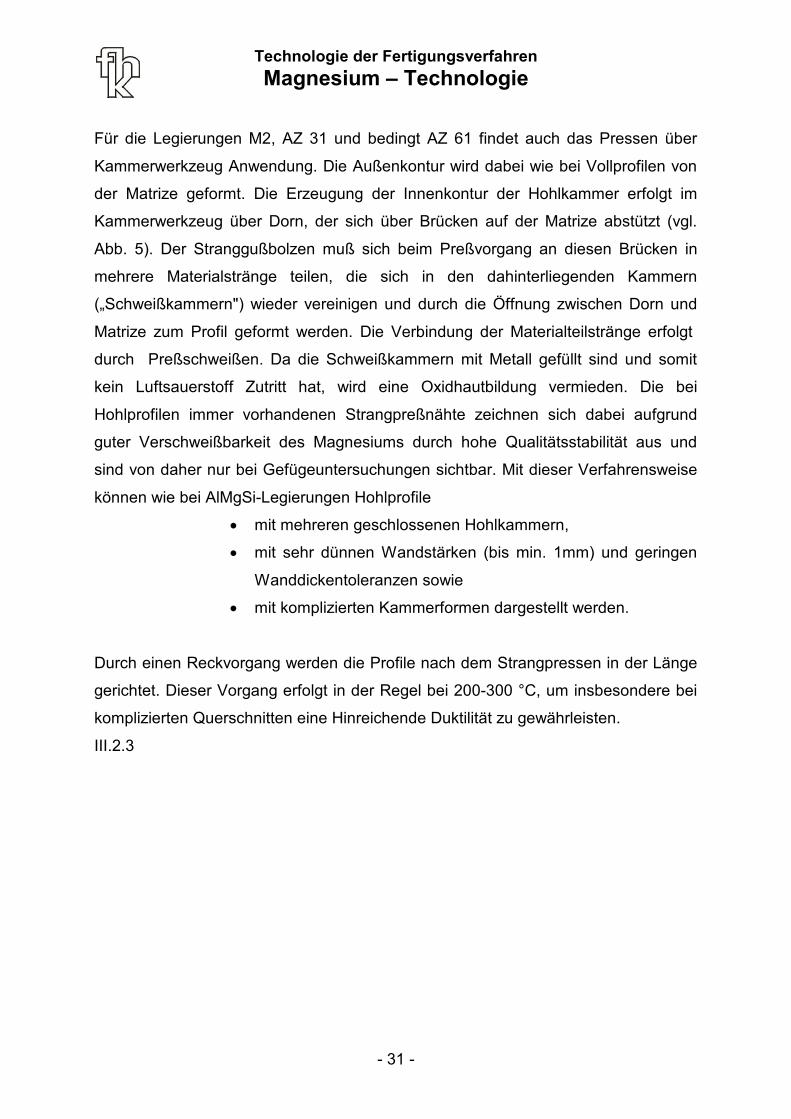
Der Strangpreß-ProzessBei Mg-Profilen können wie auch bei Al-Profilen die Querschnitte in weiten Grenzen
frei gestaltet werden. Unter dem Gesichtspunkt einer Einteilung der
Querschnittsgestaltung nach Schwierigkeitsgrad werden Vollprofile und Hohlprofile
unterschieden.(Abb.4).
Abbildung 4:Stranggepreßte Profile
Zu den Vollprofilen zählen Stangen und geometrische Querschnittsformen ohne
eingeschlossene Flächen, die mit Flachmatrizen-Werkzeugen gepreßt
werden.Hohlprofile mit einer Hohlkammer werden zum einen durch Strangpressen
über Dorn hergestellt.(Abb.7).
Abbildung 5:Flachmatrizenwerkzeuge
Technologie der FertigungsverfahrenMagnesium – Technologie
- 31 -
Für die Legierungen M2, AZ 31 und bedingt AZ 61 findet auch das Pressen über
Kammerwerkzeug Anwendung. Die Außenkontur wird dabei wie bei Vollprofilen von
der Matrize geformt. Die Erzeugung der Innenkontur der Hohlkammer erfolgt im
Kammerwerkzeug über Dorn, der sich über Brücken auf der Matrize abstützt (vgl.
Abb. 5). Der Stranggußbolzen muß sich beim Preßvorgang an diesen Brücken in
mehrere Materialstränge teilen, die sich in den dahinterliegenden Kammern
(„Schweißkammern") wieder vereinigen und durch die Öffnung zwischen Dorn und
Matrize zum Profil geformt werden. Die Verbindung der Materialteilstränge erfolgt
durch Preßschweißen. Da die Schweißkammern mit Metall gefüllt sind und somit
kein Luftsauerstoff Zutritt hat, wird eine Oxidhautbildung vermieden. Die bei
Hohlprofilen immer vorhandenen Strangpreßnähte zeichnen sich dabei aufgrund
guter Verschweißbarkeit des Magnesiums durch hohe Qualitätsstabilität aus und
sind von daher nur bei Gefügeuntersuchungen sichtbar. Mit dieser Verfahrensweise
können wie bei AlMgSi-Legierungen Hohlprofile
mit mehreren geschlossenen Hohlkammern,
mit sehr dünnen Wandstärken (bis min. 1mm) und geringen
Wanddickentoleranzen sowie
mit komplizierten Kammerformen dargestellt werden.
Durch einen Reckvorgang werden die Profile nach dem Strangpressen in der Länge
gerichtet. Dieser Vorgang erfolgt in der Regel bei 200-300 °C, um insbesondere bei
komplizierten Querschnitten eine Hinreichende Duktilität zu gewährleisten.
III.2.3
Technologie der FertigungsverfahrenMagnesium – Technologie
- 32 -
Wärmebehandlung
Eine Wärmebehandlung auf den Zustand T 5, d.h. Warmaushärten, bzw. auf den
Zustand T 6, d.h. Lösungsglühen und Warmaushärten wird bevorzugt bei den
Legierungen ZK 60, WE 43 und WE 54 vorgenommen. In Profilen aus
ZK-Legierungen resultiert aus der Behandlung eine zunehmende Isotropie der
Festigkeitseigenschaften und ein Anstieg der Duktiliät. Profile aus WE-Legierungen
ändern mit der Behandlung ihre Eigenschaften bei Raumtemperatur nur
unwesentlich, zeigen aber bei erhöhter Betriebstemperatur eine größere
Temperaturstabilität.
Auch die Legierungen AZ61 und AZ80 haben die Voraussetzungen für eine
Aushärtung. Im Zustand T5 und T6 ist bei mäßigem Festigkeitsanstieg allerdings ein
hoher Duktilitätsverlust feststellbar. Da sich im Preßzustand das Verhältnis von
Festigkeit und Duktilität sehr viel günstiger darstellt, wird auf eine Wärmebehandlung
der MgAlZn-Legierungen deshalb im allgemeinen verzichtet.
III.2.4Biegen
Das Biegen von Mg-Profilen bei Raumteperatur ist nur eingeschränkt möglich, da die
Verformung konzentriert über wenige Gleitebenen abläuft. Die Grenzen in
Abhängigkeit von der Legierung gibt Tabelle 7 am Beispiel einer Rundstange wieder.
Legierung BiegewinkelD=d D=5d
M2AZ31AZ61AZ80
26773330
2618018077
Tabelle 14: Biegen von Rundstangen mit 20mm aus VerschiednenMg-Knetlegierungen bei Raumtemperatur
III.3
Technologie der FertigungsverfahrenMagnesium – Technologie
- 33 -
Mechanische Eigenschaften von Strangpreßprofilen
III.3.1Festigkeit
Legierung Zust. Zug(L) Druck(L) Zug(T)Rp0,2(Mpa)
Rm(Mpa)
A5(%)
Rp0,2 (D)(Mpa)
Rp0,2(Mpa)
Rm(Mpa)
A5(%)
M2 F 180 250 4 110 50 150 3AZ31 F 180 250 14 110 110 225 13AZ61 F 220 300 12 130 137 294 12AZ80 F 240 340 10 145 170 323 11ZK30 T6 240 290 14 190 220 280 16ZK60 T6 280 320 12 230 250 310 14WE43 T6 170 260 12 165 165 250 14WE54 T6 190 280 10 180 185 275 13
Tabelle 15: Zug- und Druckfestigkeitswerte von Strangpreßprodukten aus verschiedneneMg-Knetlegierungen
Für eine erste Bewertung der Belastbarkeit von Werkstoffen werden in der Regel die
Zugvergleichskennwerte aufgeführt. Tabelle 4 zeigt typische Werte der Längs- und
Querrichtung von stranggepreßten Stangen, die unter Zugbelastung ermittelt
wurden. In Ergänzung zu den Zugwerten sind auch die Druckdehngrenzen für die
Längsrichtung der Profile aufgelistet. Ein Vergleich der Werte zeigt, daß sich Zug
und Druckwerte der Längsrichtung als auch die Zugwerte der Längs- und
Längstangetialrichtung deutlich voneinander unterscheiden. Während in
Längsrichtung unter Zugbelastung das Spektrum der Dehngrenzenwerte von
180-280 MPa und 250-320 MPa reicht, liegen bei Druckbeanspruchung in
Längsrichtung die Werte um 30-40% und bei Zugbelastung in Querrichtung um
20-40 % und im Fall von M2 sogar um 70 % niedriger. Ursächlich hierfür sind die
Verformungsmechanismen der hexagonalen Gitterstruktur.
Unmittelbare praktische Bedeutung haben vorgenannte Unterschiede für die
Berechnung der zulässigen Flächenpressung und Knicklast eines Profils. Den
unterschiedlichen Festigkeitswerten in Abhängigkeit von der Belastungsrichtung ist
Technologie der FertigungsverfahrenMagnesium – Technologie
- 34 -
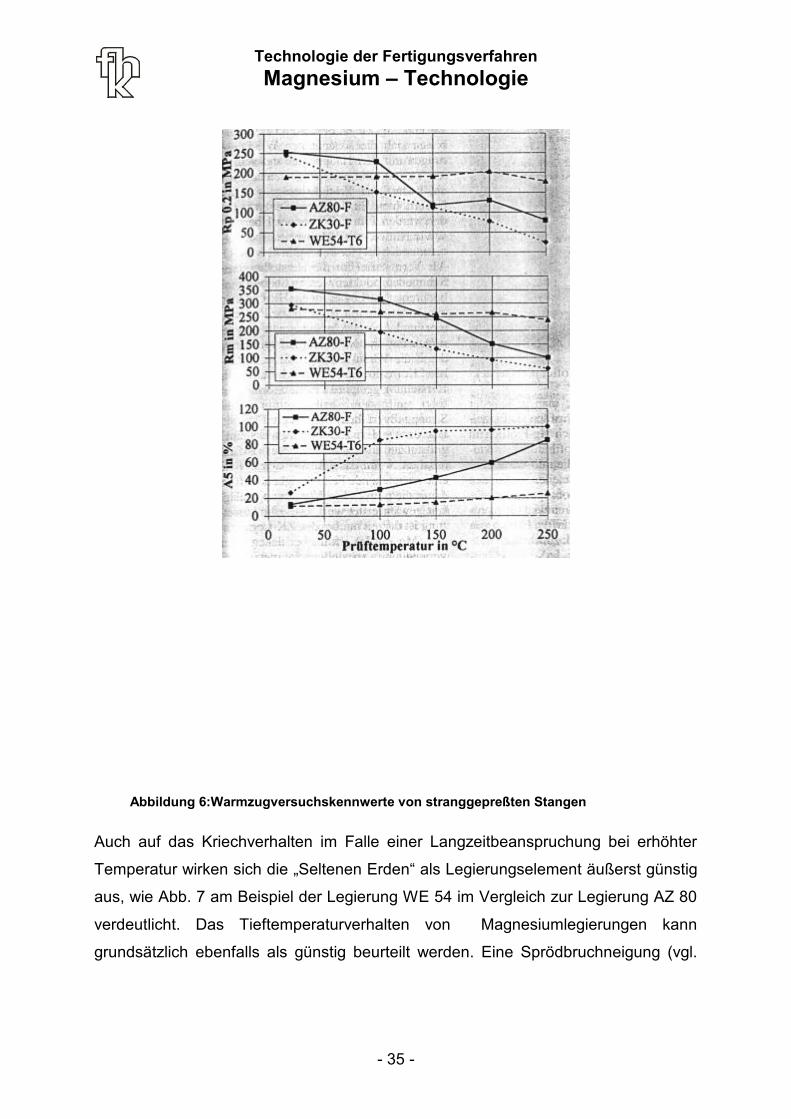
hierbei besondere Beachtung zu schenken. Für besondere Anforderungen an die
Festigkeit bei erhöhten Temperaturen bis zu 300 °C eignen sich „Seltene Erden"
(z. B. Yttrium usw.) als Legierungselement, insbesondere in Verbindung mit einem
feinkörnigen Gefüge. So zeigt z. B. die mit Zr gefeinte Legierung WE 54 mit einem
Legierungszusatz von 9 % „Seltenen Erden" im Temperaturbereich von
Raumteperatur bis 300 °C eine nahezu konstante Festigkeit (Abb. 6). Die Festigkeit
der Legierungen aus der AZ- und ZK-Gruppe fällt dagegen von RT bis 300 °C
nahezu linear ab.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 35 -
Abbildung 6:Warmzugversuchskennwerte von stranggepreßten Stangen
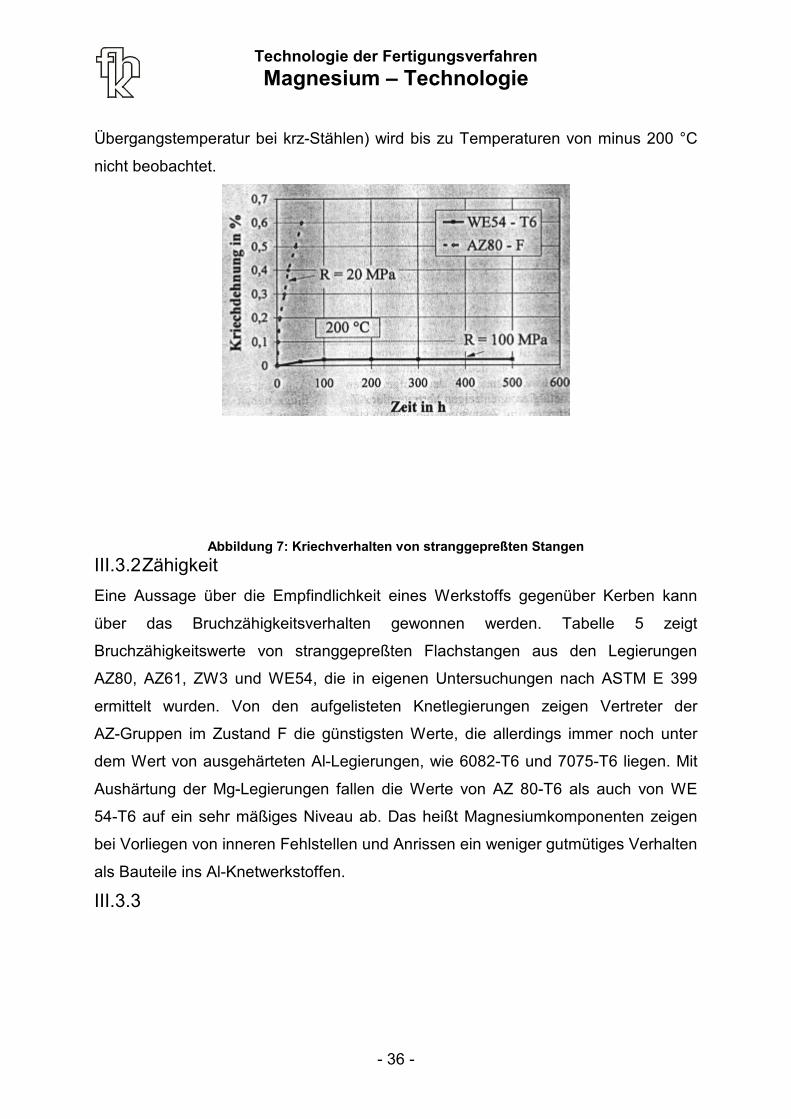
Auch auf das Kriechverhalten im Falle einer Langzeitbeanspruchung bei erhöhter
Temperatur wirken sich die „Seltenen Erden“ als Legierungselement äußerst günstig
aus, wie Abb. 7 am Beispiel der Legierung WE 54 im Vergleich zur Legierung AZ 80
verdeutlicht. Das Tieftemperaturverhalten von Magnesiumlegierungen kann
grundsätzlich ebenfalls als günstig beurteilt werden. Eine Sprödbruchneigung (vgl.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 36 -
Übergangstemperatur bei krz-Stählen) wird bis zu Temperaturen von minus 200 °C
nicht beobachtet.
Abbildung 7: Kriechverhalten von stranggepreßten StangenIII.3.2ZähigkeitEine Aussage über die Empfindlichkeit eines Werkstoffs gegenüber Kerben kann
über das Bruchzähigkeitsverhalten gewonnen werden. Tabelle 5 zeigt
Bruchzähigkeitswerte von stranggepreßten Flachstangen aus den Legierungen
AZ80, AZ61, ZW3 und WE54, die in eigenen Untersuchungen nach ASTM E 399
ermittelt wurden. Von den aufgelisteten Knetlegierungen zeigen Vertreter der
AZ-Gruppen im Zustand F die günstigsten Werte, die allerdings immer noch unter
dem Wert von ausgehärteten Al-Legierungen, wie 6082-T6 und 7075-T6 liegen. Mit
Aushärtung der Mg-Legierungen fallen die Werte von AZ 80-T6 als auch von WE
54-T6 auf ein sehr mäßiges Niveau ab. Das heißt Magnesiumkomponenten zeigen
bei Vorliegen von inneren Fehlstellen und Anrissen ein weniger gutmütiges Verhalten
als Bauteile ins Al-Knetwerkstoffen.
III.3.3
Technologie der FertigungsverfahrenMagnesium – Technologie
- 37 -
Dynamische Festigkeit
Einen Eindruck über die dynamische Belastbarkeit von Magnesium-Knetlegierungen
geben im folgenden Ergebnisse, die ebenfalls in Untersuchungen an Längsproben
aus stranggepreßten Stangen im Umlaufbiegeversuchen ermittelt wurden. Wie
Tabelle 5 zeigt, liegt die Dauerfestigkeit von AZ 80 im Zustand F und T6 und von
ZK 60 und WE 54 im Zustand16 mit Schwingfestigkeitsamplituden von
140—160 Mpa durchweg auf dem Niveau der mittelfesten Al-Legierung AA 6082-T6
III.3.4AnwendungsbeispieleMagnesiumprofile bieten ein enormes Leichtbaupotential für die unterschiedlichsten
Anwendungsbereiche:
schnell laufende Komponenten mit wechselnder Bewegungsrichtung in
Computerhardware und Textil-, Druck- und Verpackungsmaschinen
Strukturprofile in Luft- und Raumfahrtgerät
Aggregategehäuse im Automobil- und Flugzeugbau sowie im militärischen
Bereich
Rahmenprofile für Koffer und Gepäckbehälter.
Gute Perspektiven mißt man in jüngster Zeit nicht nur den Mg-Profilen als
Einzel-komponente, sondern auch Mg-Profilen im System bei, wie z. B.
Profilrahmenstrukturen im Automobilbau, die mit schweißbaren Guß- und
Schmiedeteilen verbunden werden. Wenn dieses Konzept in den vielerorts
laufenden Vorentwicklungsprogrammen Erfolg zeigt, wird der Einsatz von
Magnesiumprofilen stark zunehmen.
6
Technologie der FertigungsverfahrenMagnesium – Technologie
- 38 -
Schmieden von Magnesium - Werkstoffen
Durch Anwendung der SchmiedetechnoIogie ergeben sich bei
Magnesiumlegierungen eine Reihe interessanter Vorteile im Vergleich zum weitläufig
eingesetzten Druckgußverfahren:
ausgezeichnete statische und dynamische Festigkeitseigenschaften,
insbesondere wenn die Hauptbeanspruchungsrichtung der Faserorientierung folgt
sehr gute Eigenschaften für Druckdichte Komponenten aufgrund der durch den
Schmiedeprozeß erzielten porenfreien Gefüge
6.1 Legierungen und Grundlagen
Für die Herstellung geschmiedeter Magnesium-Halbzeuge sind nur Legierungen mit
ausreichender Verformungsfähigkeit einsetzbar, so daß sich die Legierungsauswahl
vorwiegend auf die Systeme Mg-Al-Zn und Mg-Zn-Zr beschränkt. Daneben bieten
sich die sogenannten WE-Legierungen mit den Hauptlegierungselementen Yttrium
und anderen Seltenen Erden an, wenn gute Festigkeitseigenschaften bei erhöhten
Einsatztemperaturen gefordert werden. Einen allgemeinen Überblick sowie Hinweise
zur Verarbeitung der genannten Knetlegierungen gibt Tabelle 1. Als Vormaterial für
die Herstellung Von Schmiedeprodukten werden überwiegend hochreine
Mg-Legierungen (HP-Qualität) eingesetzt, die mit Hilfe spezieller Raffinier- und
Absetztechniken einen sehr geringen Fe- und Ni-Gehalt aufweisen und damit die
Voraussetzungen für einen hohen Korrosionswiderstand liefern. Die Herstellung
geeigneter Einsatzformate erfolgt mit dem halbkontinuierlichen Stranggußverfahren.
Der direkte Einsatz abgelängter Stranggußstutzen im Schmiedeprozeß ist nur
möglich, wenn das Gußvormaterial über eine ausreichende Feinkörnigkeit verfügt,
damit die notwendige Verformungsfähigkeit gewährleistet wird. Diese Voraussetzung
ist derzeit nur bei den ZK-Legierungen (Mg-Zn-Zr) erfüllt, bei denen unter
Verwendung spezieller Schmelz- und Gießtechniken die erforderliche Korngröße
reproduzierbar eingestellt werden kann. Allerdings empfiehlt sich im Einzelfall eine
Technologie der FertigungsverfahrenMagnesium – Technologie
- 39 -
Homogenisierung des Gußmaterials, insbesondere wenn bei komplizierteren
Gravuren höhere Anforderungen an das FIießvermögen gestellt werden. Aufgrund
ihrer begrenzten Verfügbarkeit in Kombination mit ihrem vergleichsweise hohen
Preis werden diese Werkstoffe leider nur für spezielle Anwendungsbereiche
eingesetzt.
Weit mehr Verwendung für die Herstellung von Schmiedeteilen finden Legierungen
auf der Basis Mg-Al-Zn (AZ), die sich sowohl durch vergleichsweise geringe
Werkstoffkosten als auch durch ausreichende Verfügbarkeit auszeichnen. Obwohl
AZ-Legierungen bereits beim Schmelz- und Gießprozeß einer Kornfeinung
unterzogen werden, können sie aufgrund ihrer gröberen, mehrphasigen
Gefügestruktur nicht im Gußzustand in der Schmiede eingesetzt werden. Von daher
ist ein vorheriges Strangpressen zwingend erforderlich, um ein feineres Gefüge
einzustellen. Dies ist in jedem Fall sinnvoll, denn mit abnehmender Korngröße kann
die Umformgeschwindigkeit und damit die Ausbringung gesteigert werden.
6.2 Der Schmiede-Prozeß
Die schmiedetechnische Verarbeitung von Magnesium stellt an die technische
Ausrüstung im wesentlichen die gleichen Anforderungen wie das Schmieden von
Aluminiumlegierungen. Aufgrund des begrenzten Verformungsvermögens von
Mg-Legierungen sind hydraulische Pressen empfehlenswert, da sie im Vergleich zu
mechanischen Pressen mit geringeren Umformgeschwindigkeiten arbeiten. Dadurch
wird die während der Warmumformung auftretende Kristallerholung als
diffusionsgesteuerter Prozeß begünstigt und eine Verbesserung der
Verformungsfähigkeit erreicht.
Einen weiteren Vorteil bieten hydraulische Pressen durch eine kontrolliertere
Prozeßführung hinsichtlich Umformgrad und -temperatur sowie insbesondere durch
die MögIichkeit des definierten Haltens bei Maximalkraft, was das Auspressen
komplexer Gravuren maßgeblich verbessert.
Grundsätzlich lassen sich geschmiedete Halbzeuge bzw. Bauteile in Abhängigkeit
ihrer Endkonturnähe in drei Kategorien unterteilen:
Technologie der FertigungsverfahrenMagnesium – Technologie
- 40 -
1. Freiformschmiedestücke: Schmiederohlinge, aus denen Bauteile durch
komplette mechanische Bearbeitung hergestellt werden können
2. Gesenkschmiedestücke: weitgehend endkonturnahe Bauteile, bei denen nur
noch Teilbereiche mechanisch bearbeitet werden müssen,
3. Genauschmiedestücke: über mehrstufige Präzisionsgesenke hergestellte
endkonturnahe Bauteile, die nur im Einzelfall mechanisch bearbeitet werden
müssen.
Die für die Verarbeitung von Magnesium üblichen Schmiedetemperaturen richten
sich nach den vorhandenen Pressen (erzielbare Umformgeschwindigkeit) und nach
den eingesetzten Legierungen. Für die aluminiumhaltigen AZ-Legierungen liegt die
obere Grenze der Schmiedetemperaturen bei etwa 420 °C. Die Minimaltemperatur
liegt theoretisch bei 225 °C, da bei dieser Temperatur die Pyramidenebenen des
hexagonalen Kristalls für den Gleitungsprozeß zusätzlich aktiviert werden und zu
einer deutlichen Verbesserung der Umformbarkeit führen. Von daher stellt für die
gebräuchlichen Mg-Al-Zn und Mg-Zn-Zr-Legierungen der Temperaturbereich von
250 bis 400 0C einen geeigneten Rahmen für Schmiedeprozeßes im industriellen
Maßstab dar.
Für das Schmieden von kriechbeständigen WE-Legierungen sollten die Werkzeug-
und Werkstücktemperaturen in einem Bereich von 400 bis 450 °C liegen. Zu niedrige
Temperaturen sind häufige Ursache für Rißbildung oder ungenügende Formfüllung,
während zu hohe Temperaturen zu einem Festigkeitsabfall im Bauteil führen
könne.Die Darstellung komplexer Bauteilgeometrien kann üblicherweise über
mehrere Schmiedestufen realisiert werden. Dabei wird über eine
Materialvorverteilung der Werkstoff entsprechend dosiert in die Gravur gepreßt. Je
nach Komplexität des Bauteils kann es sich dabei um zwei oder drei
Schmiedeoperationen handeln. Wird dieses mehrstufige Verfahren angewandt, muß
nach dem „Prinzip der fallenden Temperaturen“ verfahren werden, um unerwünschte
Rekristallisation zu vermeiden, da sie vorzugsweise in Bereichen geringer
Umformgrade zu starkem Kornwachstum und damit zu einem Festigkeitsabfall führt.
Die einzelnen Schmiedeoperationen müssen deshalb auf fallenden
Temperaturniveaus durchgeführt werden, unter Beachtung der zulässigen Maximal-
Technologie der FertigungsverfahrenMagnesium – Technologie
- 41 -
und Minimaltemperaturen. Gleiches ist zu beachten bei Verwendung vorgepreßter
Stutzen. Hier müssen aus genannten Gründen die Schmiedetemperaturen unterhalb
der gewählten Strangpreßtemperatur liegen.
Aufgrund der geringen Wärmekapazität von Magnesiumlegierungen kann auf ein
Vorwärmen der Schmiedegesenke nicht verzichtet werden. Ohne geeignete
Vorwärmung erfolgt bei Zuführung des vorgewärnten Einsatzformates unmittelbar
eine Wärmeabfuhr in die Gesenke. Dies führt zu einer vorzeitigen Abkühlung der
Randbereiche und damit zu Rissen oder zu ungenügender Formfüllung. In diesem
Zusammenhang ist auch die Auslegung von Gesenken mit offenen Gratbahnen zu
sehen, bei denen überschüssiges Material hinter der sog. Reibkante frei austreten
kann, ohne zusätzlichen Preßdruck zu absorbieren. Ist die Gratbahn zu schmal,
erkaltet das in den Grat fließende Metall relativ schnell, was eine erhebliche
Erhöhung des Preßdrucks erforderlich macht.
6.2.1 Werkstoffeigenschaften und ihre metallkundlichen Grundlagen
Die in Schmiedestücken erreichbaren Festigkeitseigenschaften werden maßgeblich
beeinflußt durch die Parameter Umformgrad, Temperatur der letzten
Umformoperation und eingestellter Textur. Mit zunehmendem Umforrngrad werden
die Festigkeitseigenschaften durch Verfestigungsprozesse grundsätzlich verbessert.
Dagegen führt eine steigende Umformtemperatur zu reduzierten
Festigkeitseigenschaften, während die Neigung zur Vorzugsorientierung im
allgemeinen zunimmt.
Aufgrund des hexagonalen Gitteraufbaus zeigen Magnesium-Werkstoffe ein
charakteristisches Umformverhalten, d. h. bei plastischer Verformung wird eine
Orientierung der Hauptgleitebene (0001) parallel zur Fließrichtung begünstigt.
Dadurch ergeben sich notwendigerweise anisotrope, d. h. richtungsabhängige
Eigenschaften. In diesem Zusammenhang führt beispielsweise das Stauchen eines
Stutzens zu einem Materialfluß senkrecht zur aufgebrachten Kraft, wobei im
Ergebnis die Druckfestigkeit in Stauchrichtung und die Zugfestigkeit in Fließrichtung
hohe Werte erreichen.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 42 -
Allerdings werden bei technischen Anwendungen überwiegend isotrope
Festigkeitseigenschaften gefordert, insbesondere wenn mehrachsige
Beanspruchungen auf ein Bauteil wirken. Zur Vermeidung anisotroper Eigenschaften
ist ein mehrfaches Umschmieden erforderlich, das im Freiformschmiedeprozeß
durch gezieltes Umformen mit definierten Stauchgraden in allen Raumrichtungen
realisert werden kann. In diesem Zusammenhang tut als Faustregel: bei
Umformgraden größer 50 % wird die durch vorherige Umformschritte eingebrachte
KristalIorientierung aufgehoben.
Bei speziellen Anwendungen können jedoch höhere Festigkeiten in bestimmten
Bauteilrichtungen notwendig werden, wie z.B. bei radial belasten Verdichterrädern.
Vor diesem Hintergrund können durch gezielte Umformung eingestellte, anisotrope
Festigkeitseigenschaften einen großen Vorteil darstellen, insbesondere wenn die
Richtungsabhängigkeit der Eigenschaften konsequent ausgenutzt wird, indem
beispielsweise beim Strangpressen (des Vormaterials) und nachfolgendem
Schmieden die Fließrichtung in die Hauptbeanspruchungsrichtung des Bauteils
gelegt wird.
7
Technologie der FertigungsverfahrenMagnesium – Technologie
- 43 -
Tiefziehen von Magnesiumblechen
7.1 Verfahrensprinzip und Aufbau des temperierten Tiefziehwerkzeuges
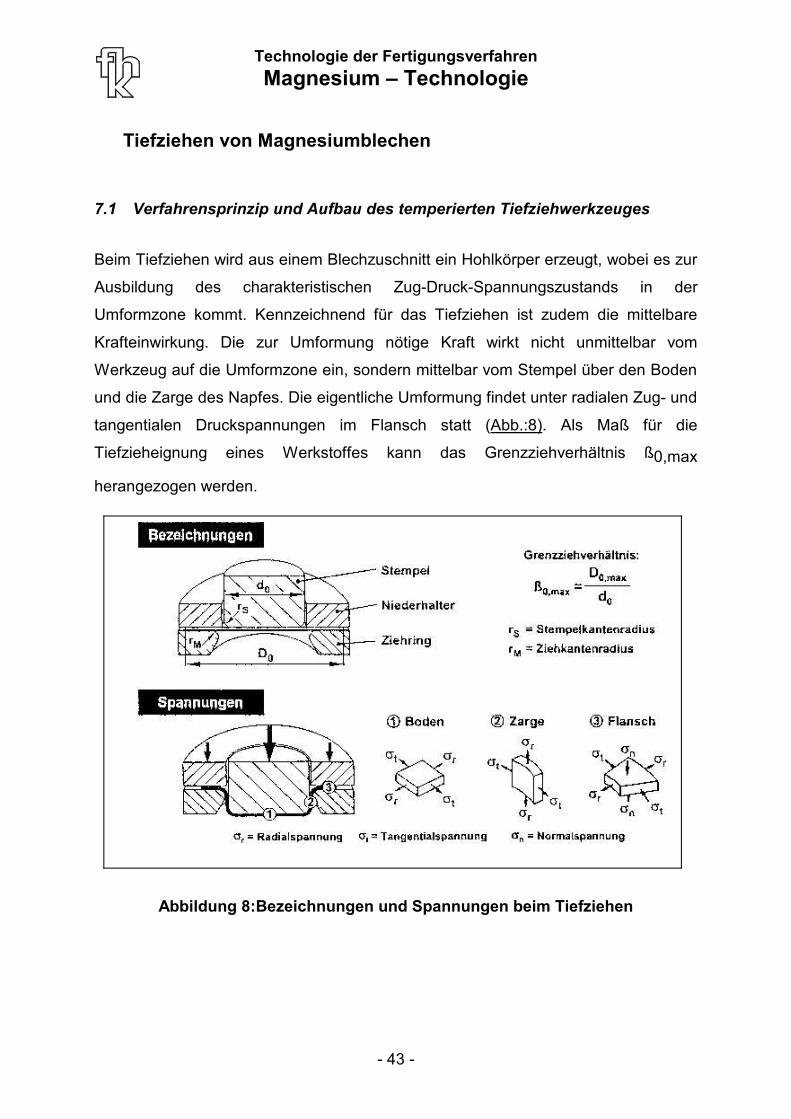
Beim Tiefziehen wird aus einem Blechzuschnitt ein Hohlkörper erzeugt, wobei es zur
Ausbildung des charakteristischen Zug-Druck-Spannungszustands in der
Umformzone kommt. Kennzeichnend für das Tiefziehen ist zudem die mittelbare
Krafteinwirkung. Die zur Umformung nötige Kraft wirkt nicht unmittelbar vom
Werkzeug auf die Umformzone ein, sondern mittelbar vom Stempel über den Boden
und die Zarge des Napfes. Die eigentliche Umformung findet unter radialen Zug- und
tangentialen Druckspannungen im Flansch statt (Abb.:8). Als Maß für die
Tiefzieheignung eines Werkstoffes kann das Grenzziehverhältnis ß0,max
herangezogen werden.
Abbildung 8:Bezeichnungen und Spannungen beim Tiefziehen
Technologie der FertigungsverfahrenMagnesium – Technologie
- 44 -
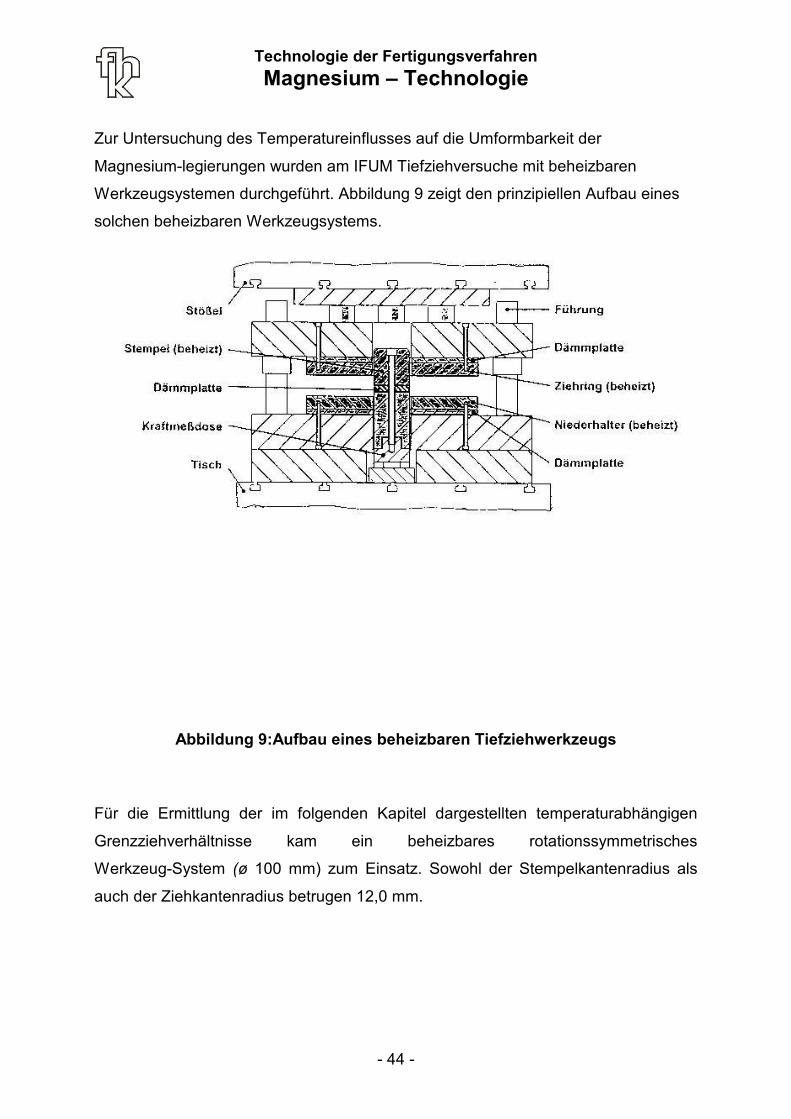
Zur Untersuchung des Temperatureinflusses auf die Umformbarkeit der
Magnesium-legierungen wurden am IFUM Tiefziehversuche mit beheizbaren
Werkzeugsystemen durchgeführt. Abbildung 9 zeigt den prinzipiellen Aufbau eines
solchen beheizbaren Werkzeugsystems.
Abbildung 9:Aufbau eines beheizbaren Tiefziehwerkzeugs
Für die Ermittlung der im folgenden Kapitel dargestellten temperaturabhängigen
Grenzziehverhältnisse kam ein beheizbares rotationssymmetrisches
Werkzeug-System (ø 100 mm) zum Einsatz. Sowohl der Stempelkantenradius als
auch der Ziehkantenradius betrugen 12,0 mm.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 45 -
7.1.1 Ermittlung temperaturabhängiger Grenzziehverhältnisse
Zur Beurteilung der Tiefzieheigenschaften der untersuchten Magnesiumlegierungen
wurde das werkstoffabhängige Grenzziehverhältnis herangezogen. Um den Einfluß
der Temperatur auf die Tiefzieheigenschaften zu analysieren, wurde das
beschriebene Werkzeug ausgehend vom unbeheizten Zustand (T = 25 C) in
25 C~ bzw. 50 C-Schritten bis zu einer Temperatur von T 300 C im Niederhalter- und
Ziehringbereich erwärmt. Bei den unterschiedlichen Temperaturen wurde jeweils der
maximale noch versagensfreiziehbare Rondendurchmesser ermittelt und somit das
Grenzziehverhältnis bestimmt. Der Niederhalterdruck wurde dabei so eingestellt, daß
die Faltenbildung im Flanschbereich gerade unterdrückt wurde.
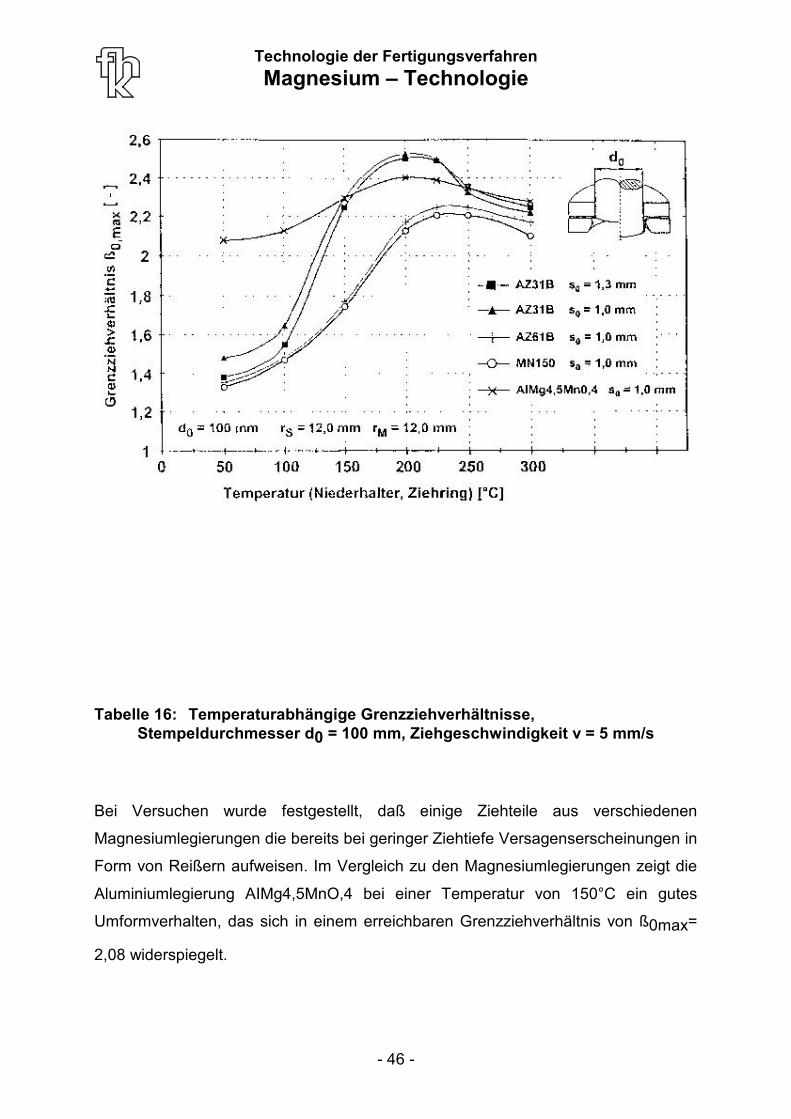
In Tabelle 16 sind die Ergebnisse der Untersuchungen zusammenfassend
dargestellt. Bei einer Temperatur von T=50 °C im Flanschbereich der Platinen
wurden nur geringe Grenzziehverhältnisse erreicht, die je nach Legierung zwischen
ß0,max = 1,38
(Legierung MN15O) und ßo,max= 1,48 (Legierung AZ31B, s0= 1,0 mm) liegen.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 46 -
Tabelle 16: Temperaturabhängige Grenzziehverhältnisse,Stempeldurchmesser d0 = 100 mm, Ziehgeschwindigkeit v = 5 mm/s
Bei Versuchen wurde festgestellt, daß einige Ziehteile aus verschiedenen
Magnesiumlegierungen die bereits bei geringer Ziehtiefe Versagenserscheinungen in
Form von Reißern aufweisen. Im Vergleich zu den Magnesiumlegierungen zeigt die
Aluminiumlegierung AIMg4,5MnO,4 bei einer Temperatur von 150°C ein gutes
Umformverhalten, das sich in einem erreichbaren Grenzziehverhältnis von ß0max=
2,08 widerspiegelt.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 47 -
Oberhalb von T=100°C kommt es bei allen untersuchten Magnesiumlegierungen zu
einem starken Anstieg des Grenzziehverhältnisses, bis schließlich von allen
Legierungen im Temperaturbereich zwischen T=200 und T=250°C ein absolutes
Maximum durchlaufen wird (siehe Bild 7).Auch die Aluminiumlegierung zeigt hier das
gleiche charakteristische Verhalten, jedoch verläuft der Anstieg des
Grenzziehverhältnisses über der Temperatur deutlich flacher. Das größte
Grenzziehverhältnis von ß0max=2,53 wurde für die Legierung AZ31B (s0= 1,0 mm)
bei einer Temperatur von T 200 C ermittelt. Der Wert liegt somit deutlich oberhalb
des maximalen Grenzziehverhältnisses der Aluminiumlegierung (ß0max=2,41),
welches ebenfalls bei einer Temperatur von ca. 200 °C erreicht wurde. Die
Magnesiumlegierungen AZ61B sowie MN15O erreichen geringere maximale
Grenzziehverhältnisse von ßo,max 2,25 (Legierung AZ61B) und ßo,max = 2,21
(Legierung MN15O). Weiterhin wurde bei diesen Magnesium-legierungen
festgestellt, daß die Temperaturen, bei der die maximalen Grenzziehverhältnisse
erreicht werden, im Vergleich zum Werkstoff AZ31 B größer sind. Für die
Legierungen AZ61B und MN15O wurde der optimale Temperaturbereich für das
Tiefziehen zu
225 °C T 250 °C ermittelt.
Die ausgeprägten Maxima in den Verläufen der Grenzziehverhältnisse ergeben sich
aus der Überlagerung zweier gegensätzlicher Effekte, die aus der
Temperaturerhöhung resultieren. Einerseits steigt das Formänderungsvermögen der
untersuchten Werkstoffe mit dem Anstieg der Temperatur, was insbesondere bei
den Magnesiumlegierungen zu einer deutlichen Verbesserung der
Formänderungsfähigkeit führt Dieser Effekt bewirkt zunächst den steilen Anstieg des
Grenzziehverhältnisses mit steigender Temperatur. Andererseits nimmt die
Festigkeit der Werkstoffe, insbesondere die der Magnesiumlegierungen, mit
steigender Temperatur ab, so daß mit steigender Temperatur eine geringere
Ziehkraft über die Ziehteilzarge in die Umformzone, den Flanschbereich, übertragen
werden kann. Darüber hinaus bewirkt eine Temperaturerhöhung eine signifikante
Technologie der FertigungsverfahrenMagnesium – Technologie
- 48 -
Verringerung der infolge der Umformung auftretenden Werkstoffverfestigung. Dies
bedeutet, daß der vom Flansch über die Ziehkante in die Zarge einfließende
Werkstoff mit größerer Temperatur eine deutlich verminderte Festigkeit aufweist, die
schließlich die Ursache für das Reißen des Werkstoffes im Zargenbereich bei hohen
Temperaturen darstellt.
Ziehteile aus der Magnesiumlegierung AZ31 B (s0 = 1,0 mm und s0 = 1,3 mm) sowie
der Aluminiumlegierung AlMg4,5MnO,4, die bei der Temperatur von T = 200 C im
Niederhalter und Ziehring mit einem Ausgangsziehverhältnis von ß0 = 2,5 umgeformt
wurden.
Entsprechend der in Tabelle 16 dargestellten Grenzziehverhältnisse konnten die
Ziehteile aus den Magnesiumlegierungen versagensfrei hergestellt werden, während
es bei der Aluminiumlegierung bereits nach 28 mm Ziehtiefe zum Versagen des
Werkstoffes kam.
Die Untersuchungen am IFUM haben gezeigt, daß durch eine temperierte
Prozeßführung die Herstellung von Bauteilen aus Magnesium-Feinblechen möglich
ist. Eine notwendige Voraussetzung für die Nutzung und Akzeptanz von Magnesium
als Leichbauwerkstoff ist die Existenz von geeigneten Verbindungstechniken für die
umformtechnisch hergestellten Bauteile, insbesondere in Hinblick auf moderne
Leichtbaukonzepte in Mischbauweise. Umformtechnische Fügeverfahren besitzen
diesbezüglich ein großes Entwicklungspotential, das zur Umsetzung dieser
Leichtbaukonzepte genutzt werden kann. Insbesondere die rein umformtechnisch
hergestellten Clinchverbindungen, die sich durch ihre einfache Handhabung und ihre
hohen Wirtschaftlichkeit auszeichnen, werden vor diesem Hintergrund immer mehr
an Bedeutung erlangen.
Gegenwärtig bestehen jedoch noch erhebliche Wissensdefizite hinsichtlich der
Auslegung und Temperierung der Clinchwerkzeuge, der optimalen Prozeßparameter
sowie der anwendungstechnischen Grundlagen für die Herstellung von
Fügeverbindungen an Magnesiumbauteilen. Diese gilt es durch systematische
Untersuchungen zu beseitigen.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 49 -
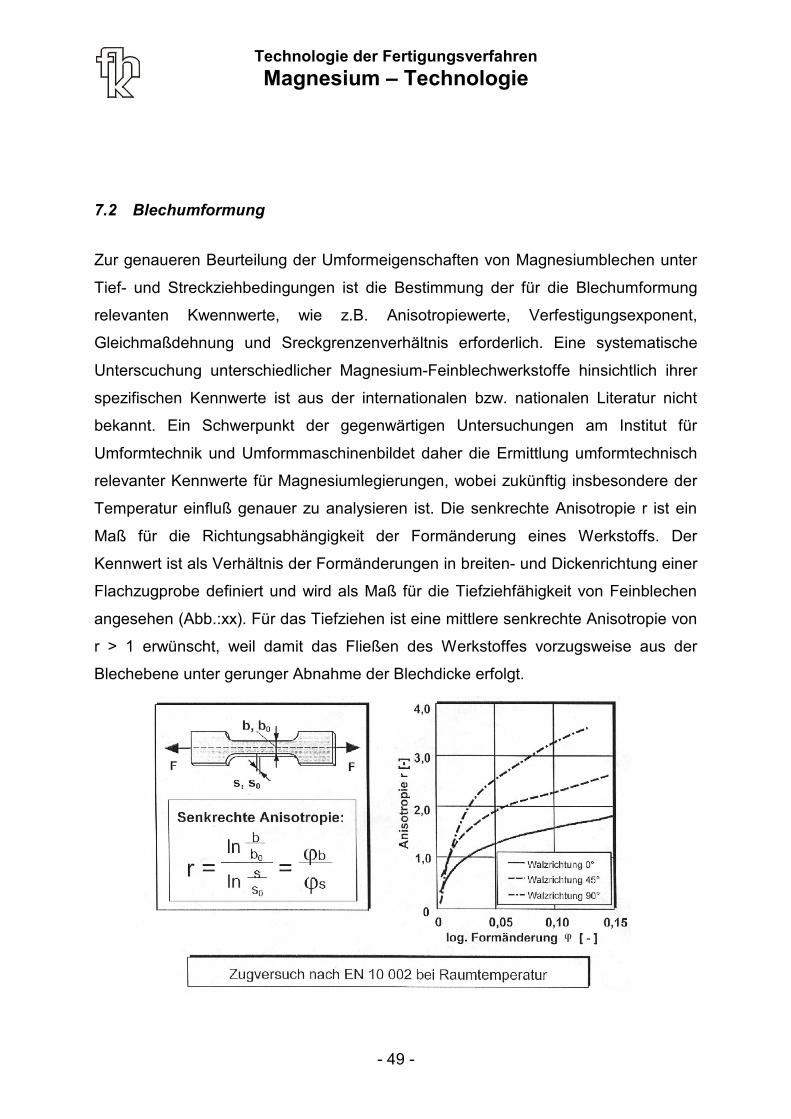
7.2 Blechumformung
Zur genaueren Beurteilung der Umformeigenschaften von Magnesiumblechen unter
Tief- und Streckziehbedingungen ist die Bestimmung der für die Blechumformung
relevanten Kwennwerte, wie z.B. Anisotropiewerte, Verfestigungsexponent,
Gleichmaßdehnung und Sreckgrenzenverhältnis erforderlich. Eine systematische
Unterscuchung unterschiedlicher Magnesium-Feinblechwerkstoffe hinsichtlich ihrer
spezifischen Kennwerte ist aus der internationalen bzw. nationalen Literatur nicht
bekannt. Ein Schwerpunkt der gegenwärtigen Untersuchungen am Institut für
Umformtechnik und Umformmaschinenbildet daher die Ermittlung umformtechnisch
relevanter Kennwerte für Magnesiumlegierungen, wobei zukünftig insbesondere der
Temperatur einfluß genauer zu analysieren ist. Die senkrechte Anisotropie r ist ein
Maß für die Richtungsabhängigkeit der Formänderung eines Werkstoffs. Der
Kennwert ist als Verhältnis der Formänderungen in breiten- und Dickenrichtung einer
Flachzugprobe definiert und wird als Maß für die Tiefziehfähigkeit von Feinblechen
angesehen (Abb.:xx). Für das Tiefziehen ist eine mittlere senkrechte Anisotropie von
r > 1 erwünscht, weil damit das Fließen des Werkstoffes vorzugsweise aus der
Blechebene unter gerunger Abnahme der Blechdicke erfolgt.

Technologie der FertigungsverfahrenMagnesium – Technologie
- 50 -
Abbildung 10:Verlauf der senkrechten Anisotropie r für AZ31B-O
Technologie der FertigungsverfahrenMagnesium – Technologie
- 51 -
Der Blechwerkstoff AZ31B-O weißt eine mittlere senkrechte Anisotropie von rm=2,06
bei Raumtemperatur auf. Dieser vergleichsweise große Wert läßt auf gute
Tiefzieheigenschaften schließen. Demgegenüber steht eine sehr starke Streuung der
Anisotropiewerte in verschiedenen Orientierungen zur Walzrichtung, die im Hinblick
auf die Umformeigenschaften negativ zu bewerten ist.
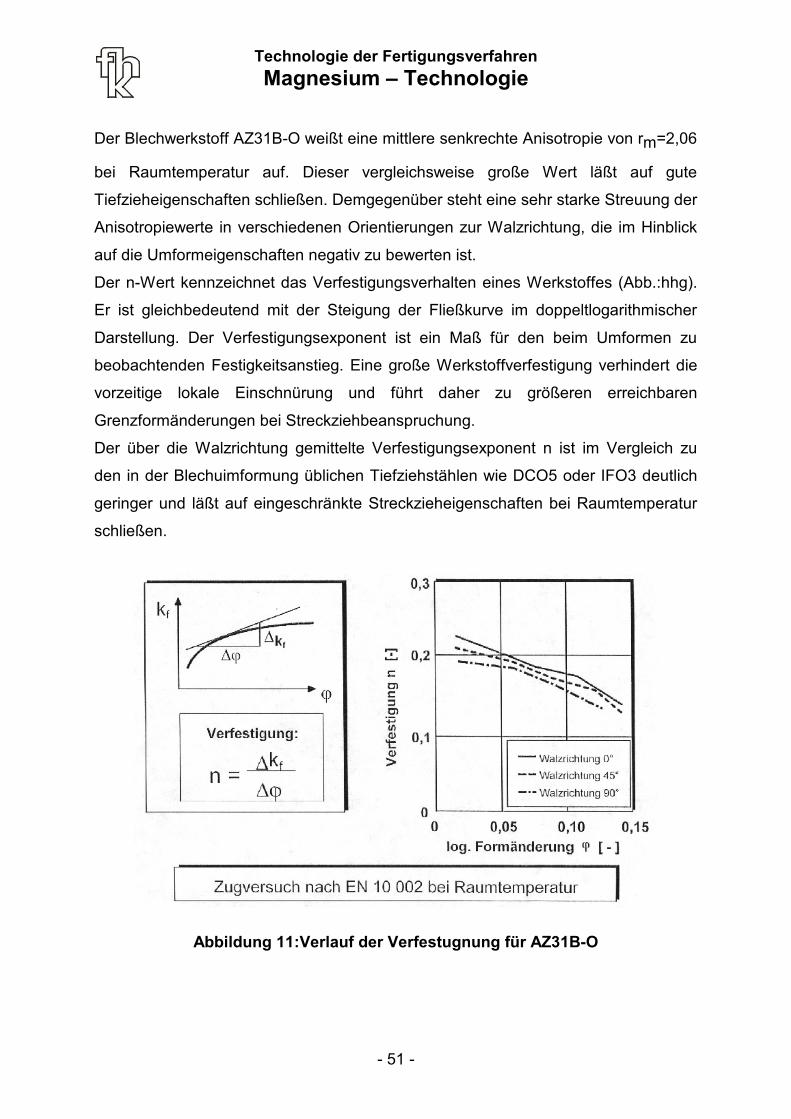
Der n-Wert kennzeichnet das Verfestigungsverhalten eines Werkstoffes (Abb.:hhg).
Er ist gleichbedeutend mit der Steigung der Fließkurve im doppeltlogarithmischer
Darstellung. Der Verfestigungsexponent ist ein Maß für den beim Umformen zu
beobachtenden Festigkeitsanstieg. Eine große Werkstoffverfestigung verhindert die
vorzeitige lokale Einschnürung und führt daher zu größeren erreichbaren
Grenzformänderungen bei Streckziehbeanspruchung.
Der über die Walzrichtung gemittelte Verfestigungsexponent n ist im Vergleich zu
den in der Blechuimformung üblichen Tiefziehstählen wie DCO5 oder IFO3 deutlich
geringer und läßt auf eingeschränkte Streckzieheigenschaften bei Raumtemperatur
schließen.
Abbildung 11:Verlauf der Verfestugnung für AZ31B-O
Technologie der FertigungsverfahrenMagnesium – Technologie
- 52 -
8 Clinchen von Magnesiumblechen
8.1 Verfahrensprinzip und Aufbau des temperierten Clinchwerkzeuges
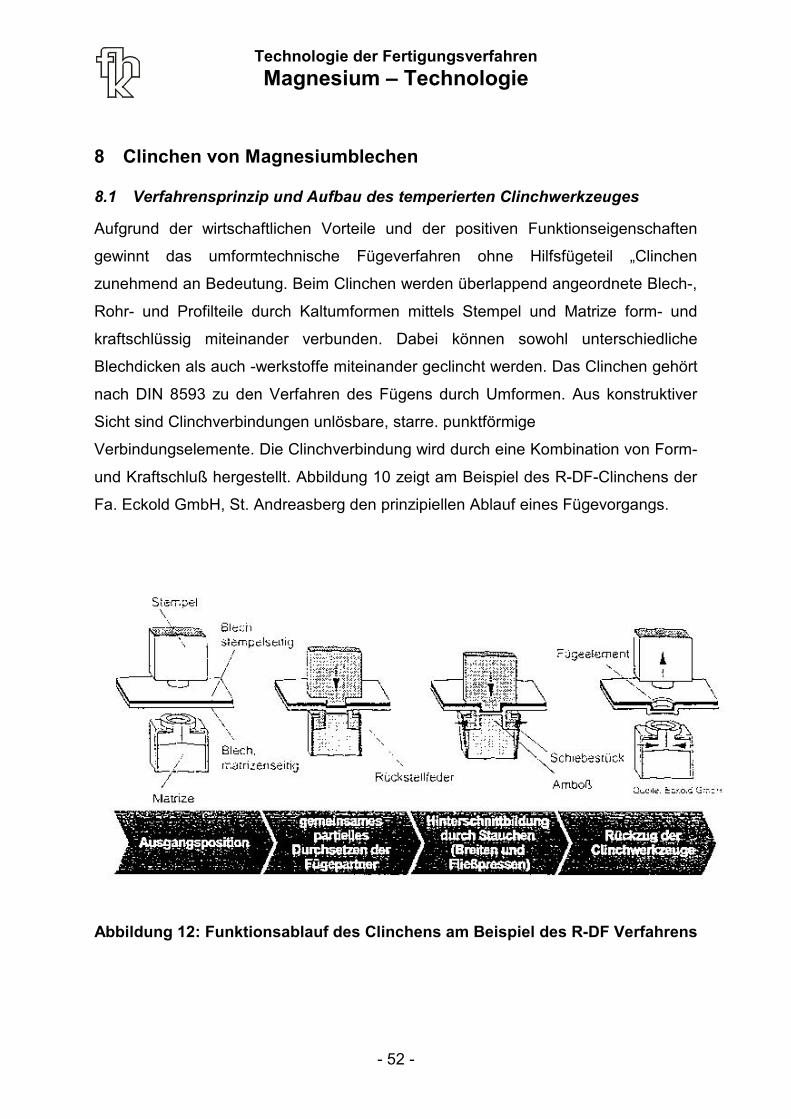
Aufgrund der wirtschaftlichen Vorteile und der positiven Funktionseigenschaften
gewinnt das umformtechnische Fügeverfahren ohne Hilfsfügeteil „Clinchen
zunehmend an Bedeutung. Beim Clinchen werden überlappend angeordnete Blech-,
Rohr- und Profilteile durch Kaltumformen mittels Stempel und Matrize form- und
kraftschlüssig miteinander verbunden. Dabei können sowohl unterschiedliche
Blechdicken als auch -werkstoffe miteinander geclincht werden. Das Clinchen gehört
nach DIN 8593 zu den Verfahren des Fügens durch Umformen. Aus konstruktiver
Sicht sind Clinchverbindungen unlösbare, starre. punktförmige
Verbindungselemente. Die Clinchverbindung wird durch eine Kombination von Form-
und Kraftschluß hergestellt. Abbildung 10 zeigt am Beispiel des R-DF-Clinchens der
Fa. Eckold GmbH, St. Andreasberg den prinzipiellen Ablauf eines Fügevorgangs.
Abbildung 12: Funktionsablauf des Clinchens am Beispiel des R-DF Verfahrens
Technologie der FertigungsverfahrenMagnesium – Technologie
- 53 -
Technologie der FertigungsverfahrenMagnesium – Technologie
- 54 -
Durch die Wirkbewegung des Stempels wird zunächst ein Durchsetzvorgang des
vom Werkzeug erfaßten Blechvolumens eingeleitet. Im nächsten Schritt beginnt ein
Stauchvorgang zwischen Stempel und Amboß. Durch ein radiales Fließen des
Werkstoffs im Napfboden entsteht ein formschlüssiger Zusammenhalt unterhalb der
Teilungsebene der Fügeteile. Als Fertigungsergebnis entsteht durch diesen
umformtechnischen Fügevorgang ein rundes, napfförmiges und gasdichtes
Fügeelement mit kleiner matrizenseitiger Erhabenheit.
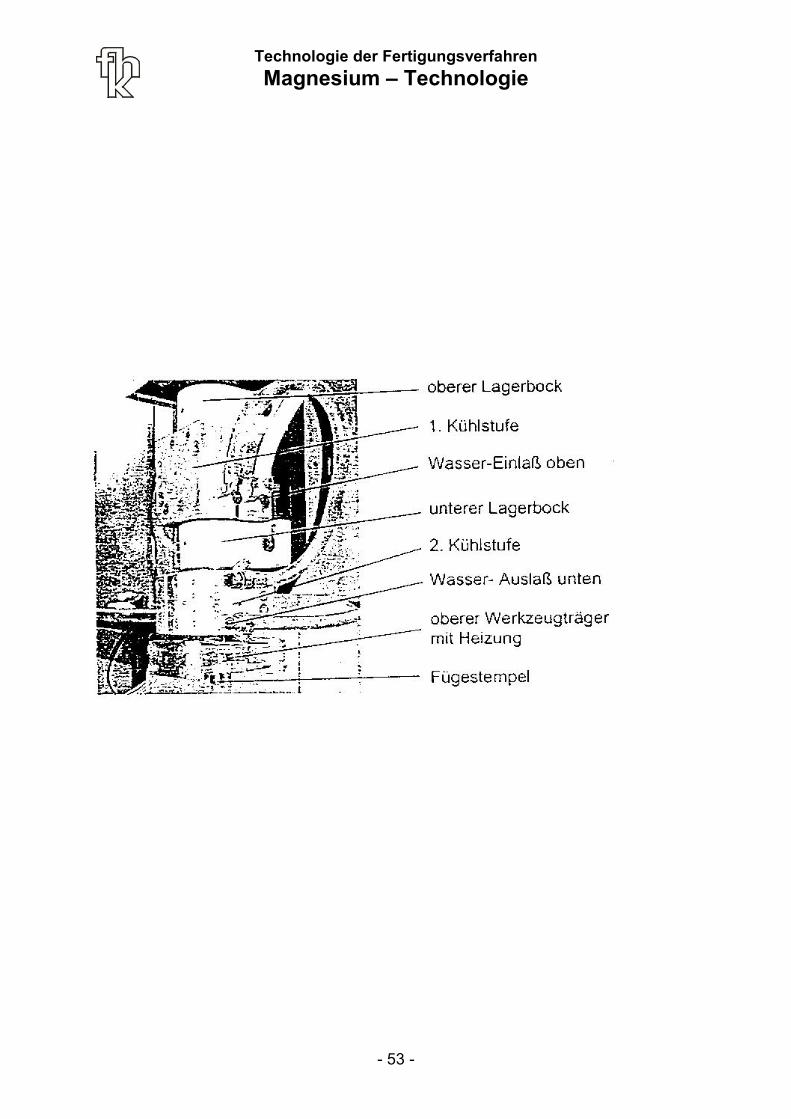
Abbildung 13:Stößelkühlung mit Stempelwerkzeug und Heizung ineingefahrenem Zustand
Die für das Clinchen von Magnesium-Feinblechen erforderliche Temperierung der
Fügewerkzeuge erfolgt indirekt durch zwei Heizblöcke, die beidseitig an die
Werkzeughalterung angebracht sowie zusammen mit dem Werkzeug gegenseitig
verspannt wurden (Abb.:11). Um eine exakte Prozeßführung zu gewährleisten
wurden die Heizblöcke an eine Temperaturregeleinheit angeschlossen. Zur
Vermeidung des Wärmeüberganges in die Maschine wurde darüber hinaus eine
Kühlung installiert.
8.1.1 Einfluß der Temperatur auf die Fügelementausbildung
Am IFUM wurden experimentelle Untersuchungen zum Clinchen von
Magnesium-Feinblechen mit den in Tabelle 1 aufgeführten Werkstoffen
durchgeführt. Diese haben die eingeschränkte Fügbarkeit bei Raumtemperatur,
zurückzuführen auf das temperaturabhängige Materialverhalten. bestätigt und
verdeutlicht, daß bei erhöhten Temperaturen von ca. 250°C bis 350 °C eine sehr
gute Ausformung der Clinchverbindung erreicht werden kann.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 55 -
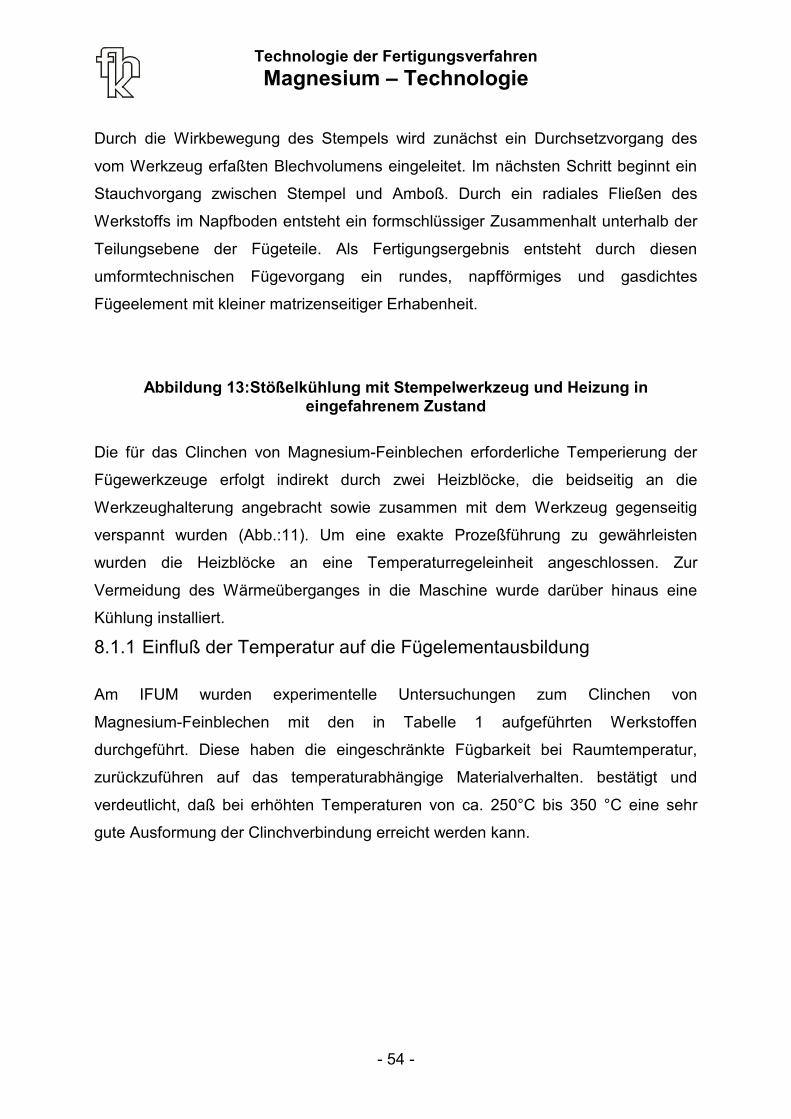
In Bild 12 ist die Ausformung eines Clinchpunktes für die Magnesiumlegierung
AZ31B in Abhängigkeit der Temperatur dargestellt.
Abbildung 14:Ausbildung des Fügepunktes in Abhängigkeit der Temperatur fürdie Magnesiumknetlegierung AZ 31; Fügeverfahren R-DF 8
Es wird deutlich, daß bei Raumtemperatur die temperaturabhängige Duktilität des
Werkstoffs nicht ausreicht um eine Fügepunktausbildung zu. Die beiden zu
verbindenden Bleche werden lediglich gelocht. Gleicher Sachverhalt gilt für den
Temperaturbereich von 100°C bis 200°C, wenngleich für diesen Temperaturbereich
eine ansatzweise Fügepunktausbildung festzustellen ist. Erst bei Temperaturen von
250°C bis 350°C wird eine vollständige Ausbildung des Fügepunktes erreicht. Dieser
Umstand ist durch die thermische Aktivierung von zusätzlichen Gleitsystemen im
Werkstoff zu erklären. Die zur Umformung notwendige Fließspannung kf wird
reduziert und der Werkstoff läßt sich leichter plastisch verformen.
Technologie der FertigungsverfahrenMagnesium – Technologie
- 56 -
8.1.2 Einfluß der Temperatur auf den Fügekraftbedarf
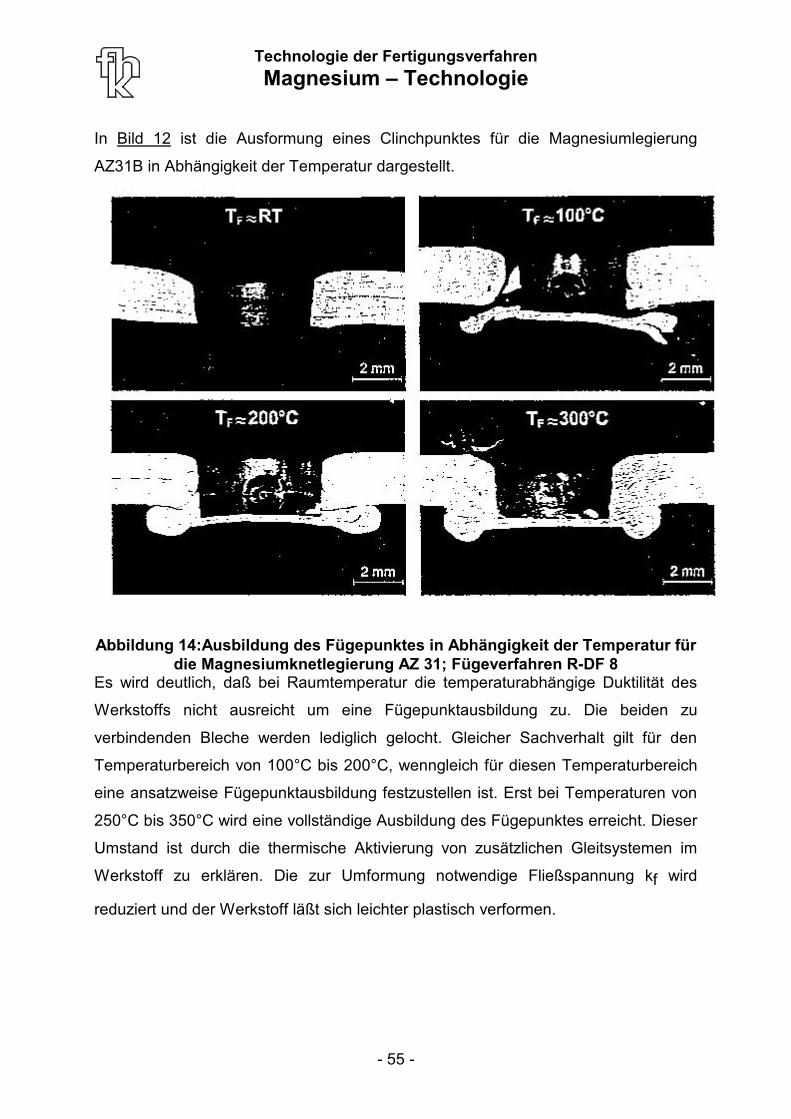
Abbildung 13 und Abbildung 14 zeigen die charakteristischen Fügekraft-Wegverläufe
der untersuchten Legierungstypen auf unterschiedlichen Temperaturniveaus (200°C
und 350°C). Bei aIlen vier Werkstoffen sinkt bei erhöhten Temperaturen die zur
Umformung notwendige Kraft. Die höchsten Fügekräfte weist der zu
Vergleichszwecken eingesetzter Aluminiumwerkstoff AIMg4,5MnO,4 auf, gefolgt von
den Magnesiumlegierungen AZ61B, AZ31B und MN15O.
Abbildung 15:Fügekraft - Weg - Verlauf für T=200°C
Für die Fügetemperatur von 200°C weisen die Werkstoffe AZ61B und AZ31B im
unteren untersuchten Temperaturspektrum eine Besonderheit auf. Der Übergang
von der Durchsetzphase zum Stauchen bei einem Fügeweg zwischen 1,25 und 1,5
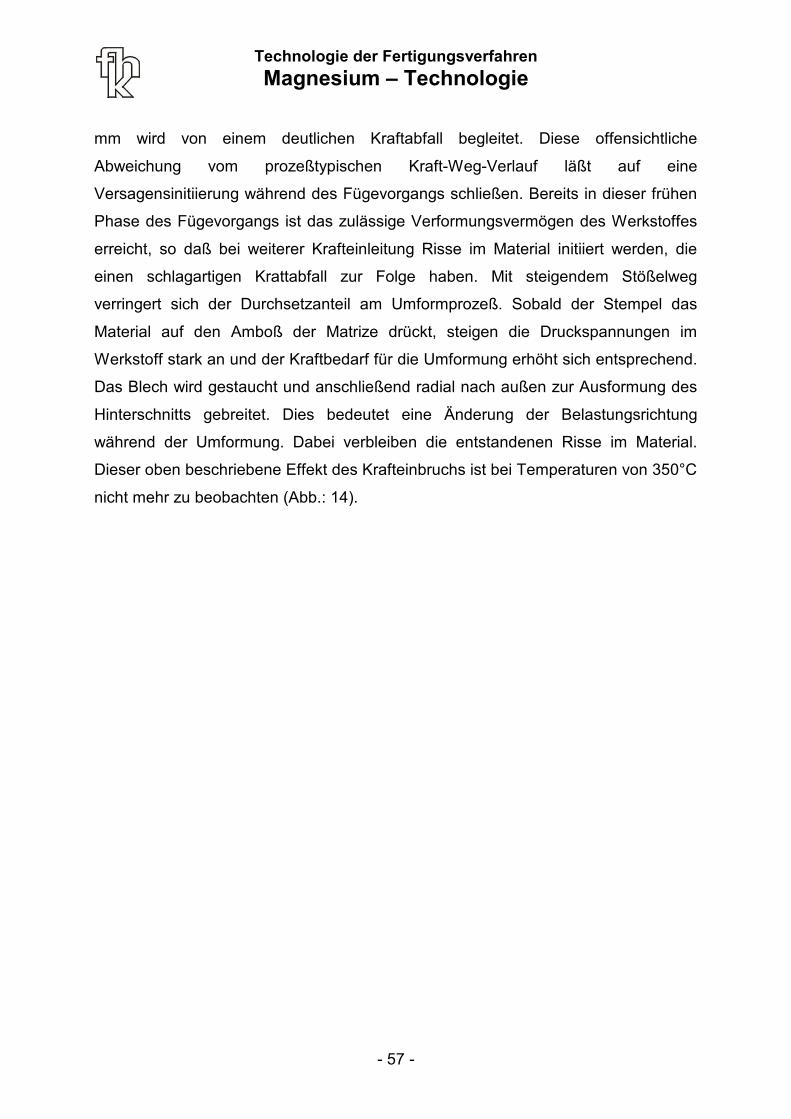
Technologie der FertigungsverfahrenMagnesium – Technologie
- 57 -
mm wird von einem deutlichen Kraftabfall begleitet. Diese offensichtliche
Abweichung vom prozeßtypischen Kraft-Weg-Verlauf läßt auf eine
Versagensinitiierung während des Fügevorgangs schließen. Bereits in dieser frühen
Phase des Fügevorgangs ist das zulässige Verformungsvermögen des Werkstoffes
erreicht, so daß bei weiterer Krafteinleitung Risse im Material initiiert werden, die
einen schlagartigen Krattabfall zur Folge haben. Mit steigendem Stößelweg
verringert sich der Durchsetzanteil am Umformprozeß. Sobald der Stempel das
Material auf den Amboß der Matrize drückt, steigen die Druckspannungen im
Werkstoff stark an und der Kraftbedarf für die Umformung erhöht sich entsprechend.
Das Blech wird gestaucht und anschließend radial nach außen zur Ausformung des
Hinterschnitts gebreitet. Dies bedeutet eine Änderung der Belastungsrichtung
während der Umformung. Dabei verbleiben die entstandenen Risse im Material.
Dieser oben beschriebene Effekt des Krafteinbruchs ist bei Temperaturen von 350°C
nicht mehr zu beobachten (Abb.: 14).
Technologie der FertigungsverfahrenMagnesium – Technologie
- 58 -
Abbildung 16:Fügekraft- Weg- Verlauf für T=350°C
8.1.3
Technologie der FertigungsverfahrenMagnesium – Technologie
- 59 -
Zusammenfassung
Der Werkstoff Magnesium wird in zunehmendem Umfang von der Industrie als
Leichtbauwerkstoff wiederentdeckt. Um die vorteilhaften Eigenschaften von
Werkstoffen auf Magnesiumbasis in Bezug auf die geringe Dichte bzw. das günstige
Verhältnis von Dichte zu Festigkeit voll ausnutzen zu können, muß auf dem Gebiet
der Anwendungs- und Fertigungstechnologien eine Basis geschaffen werden, die es
dem Konstrukteur ermöglicht, den Werkstoff Magnesium vielseitiger und universeller
einsetzen zu können.
Die hier vorgestellten Untersuchungen haben gezeigt, daß Bauteile aus
Magnesium-Feinblechen mit den Verfahren der Blechumformung herstellbar sind. Es
muß hierbei allerdings mit beheizbaren Werkzeugen gearbeitet werden, um
technisch verwertbare Ziehverhältnisse erreichen zu können. Die industrielle
Akzeptanz der temperierten Umformung von Magnesiumblechen wird aber nicht
zuletzt davon abhängen. welche Fertigungstechniken für die gesamte
Verarbeitungskette zur Verfügung stehen. Vor diesem Hintergrund konnten die
durchgeführten Untersuchungenden ersten experimentellen Nachweis der
prinzipiellen Herstellbarkeit von temperierten Clinchverbindungen an
Magnesiumwerkstoffen erbringen.
9
Technologie der FertigungsverfahrenMagnesium – Technologie
- 60 -
Anwendungsbeispiele in der Kraftfahrzeugtechnik
Die Geschichte der Anwendung der Magnesiumtechnologie in der Automobilindustrie
begann, als Professor Ferdinand Porsche im Jahre 1933 den Auftrag erhielt, ein
Auto fürs Volk zu entwerfen - einen Volkswagen.
Die allgemeine Spezifikation dieses Fahrzeugs enthält Tabelle 17. Zu der damaligen
Zeit waren diese Forderungen außergewöhnlich, und die meisten Automobilfachleute
hielten sie für nicht realisierbar. Die erfolgreiche Entwicklung des Wagens durch
Porsche beruhte u. a. auf einem sehr fortschrittlichen Konstruktionsprinzip und der
Anwendung von Leichtmetallen, insbesondere Magnesium.
Tabelle 17: Allgemeine Spezifikation für Porsches VW
Die Wahl von Magnesium war eine Frage der Verfügbarkeit. Zu dieser Zeit war
Magnesium in Deutschland reichlich vorhanden, während der Rohstoff für die
Aluminiumerzeugung Bauxit importiert werden mußte, was wegen des damals in
Deutschland herrschenden Devisenmangels als unmöglich angesehen wurde.
Der Motor und das Getriebegehäuse des Käfers bestanden aus Magnesium. Dies
bedeutete eine Magnesiummenge von 20 kg je Fahrzeug. Um diese Zahl zu
würdigen, sollte man daran denken, daß heute der durchschnittliche
Magnesiumeinsatz je Fahrzeug 1 kg beträgt.
Volkswagen entwickelte sich zu dem weltweit größten Magnesiumverbraucher. Im
Jahre 1991 erreichte die Produktion des luftgekühlten VW-Motors ihren Höhepunkt,
und der Bedarf an Gußstücken aus Magnesium stieg bis auf 42 000 t pro Jahr. Dies
Reisegeschwindigkeit 100 km/h
Treibstoffverbrauch 7 l/ 100 km
Zahl der Sitzplätze 4 bis 5
Luftgekühlter Motor
Der Preis soll nicht mehr als die Hälfte des billigsten Ford
Model T betragen
Technologie der FertigungsverfahrenMagnesium – Technologie
- 61 -
entspricht - nebenbei gesagt - etwa der gesamten Produktion an Magnesiumguß auf
der Welt im Jahre 1994.
Die erste "Magnesiumzeit" in der Automobilindustrie endete im Jahre 1982, als
Volkswagen die Produktion der luftgekühlten Motoren in Deutschland einstellte. Es
wird sich zeigen, ob wir in eine neue Magnesiumzeit eintreten werden.
9.1
Technologie der FertigungsverfahrenMagnesium – Technologie
- 62 -
Magnesium als potentieller Leichtbauwerkstoff für die Automobilindustrie
Die Triebkraft für den Einsatz von Magnesium im Automobilbau ist natürlich das
Streben nach Gewichtsminderung des Fahrzeugs. Um die mögliche
Gewichtsminderung bei Einsatz von Magnesium abzuschätzen, sollen einige
allgemeine Überlegungen angestellt werden.
Mit einer Dichte von 1,8 g/cm3 ist Magnesium der leichteste metallische
Konstruktionswerkstoff. Dies bedeutet nicht automatisch, daß die Verwendung von
Magnesium das leichteste Bauteil ergeben wird. Das Gewicht eines Bauteils hängt
von den Anforderungen, den Werkstoffeigenschaften und der für das gewählte
Material verfügbaren Fertigungstechnik ab.
Um einen neutralen Gewichtsvergleich verschiedener Werkstoffe für ein bestimmtes
Bauteil durchführen zu können, muß dieses Bauteil für jeden Werkstoff speziell unter
Berücksichtigung der jeweiligen konstruktions- und fertigungsbedingten
Einschränkungen konstruiert und anschließend als Prototyp geprüft werden. Dies ist
ein äußerst aufwendiges Verfahren, das nur in wenigen Fällen zum Einsatz kommt.
In der Regel wird der Gewichtsvergleich bei dem bestehenden Bauteil an aus dem
alten und aus dem neuen Werkstoff hergestellten Teilen vorgenommen. Ein
derartiger Gewichtsvergleich ist in den meisten Fällen nicht fair und führt oft zu
falschen Schlußfolgerungen.
Um abzuschätzen, welches Potential zu einer Gewichtsminderung Magnesium
bietet, soll ein sehr einfaches Teil, nämlich ein fest eingespannter Träger, betrachtet
werden. Im Vergleich zu Stahl bietet Aluminium eine Gewichtsminderung um etwa
50 %. Magnesium ergibt eine weitere, aber kleinere Gewichtsminderung. Der
nächste größere Schritt bei der Gewichtsminderung erfolgt bei der Substitution von
Aluminium oder Magnesium durch hochwertige faserverstärkte Kunststoffe.
Bei einer Karosserie wurde eine detaillierte FEM-Analyse durchgeführt. Dabei wurde
angenommen, daß für Magnesium eine Fertigungstechnologie existiert, die für das
Space-Frame-Konzept geeignet ist, d. h., es stehen Strangpreßprofile und
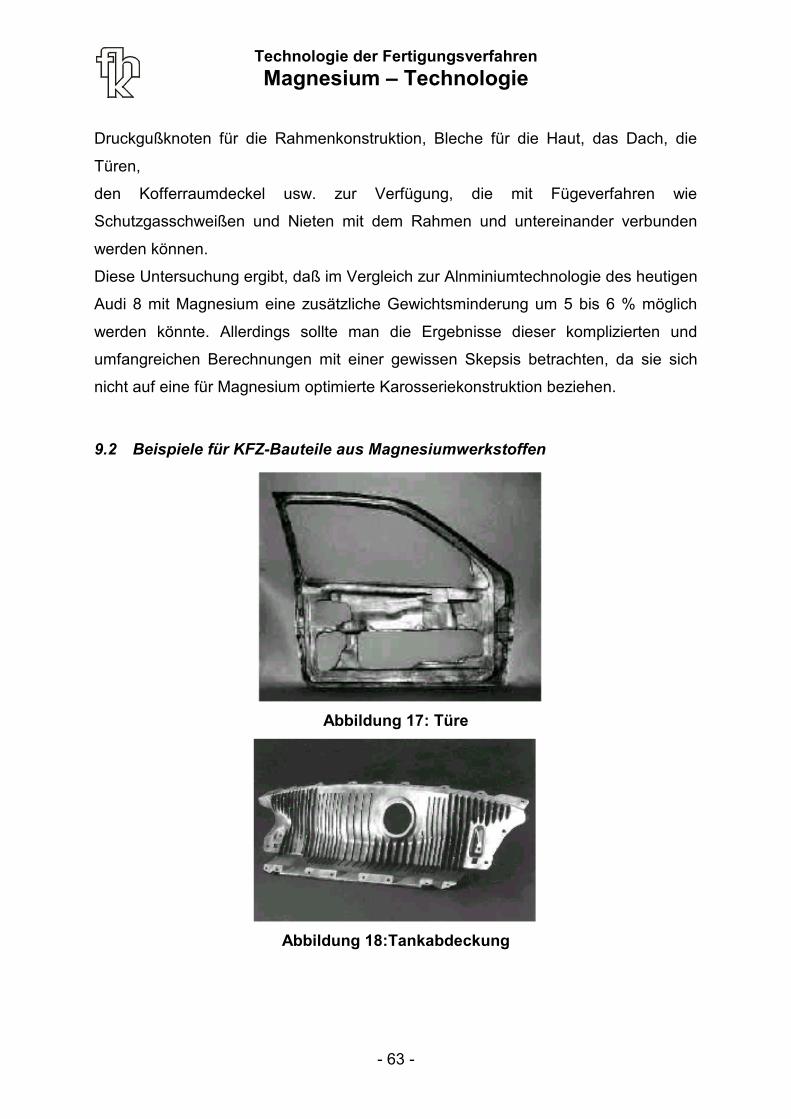
Technologie der FertigungsverfahrenMagnesium – Technologie
- 63 -
Druckgußknoten für die Rahmenkonstruktion, Bleche für die Haut, das Dach, die
Türen,
den Kofferraumdeckel usw. zur Verfügung, die mit Fügeverfahren wie
Schutzgasschweißen und Nieten mit dem Rahmen und untereinander verbunden
werden können.
Diese Untersuchung ergibt, daß im Vergleich zur Alnminiumtechnologie des heutigen
Audi 8 mit Magnesium eine zusätzliche Gewichtsminderung um 5 bis 6 % möglich
werden könnte. Allerdings sollte man die Ergebnisse dieser komplizierten und
umfangreichen Berechnungen mit einer gewissen Skepsis betrachten, da sie sich
nicht auf eine für Magnesium optimierte Karosseriekonstruktion beziehen.
9.2 Beispiele für KFZ-Bauteile aus Magnesiumwerkstoffen
Abbildung 17: Türe
Abbildung 18:Tankabdeckung

Technologie der FertigungsverfahrenMagnesium – Technologie
- 64 -
9.3
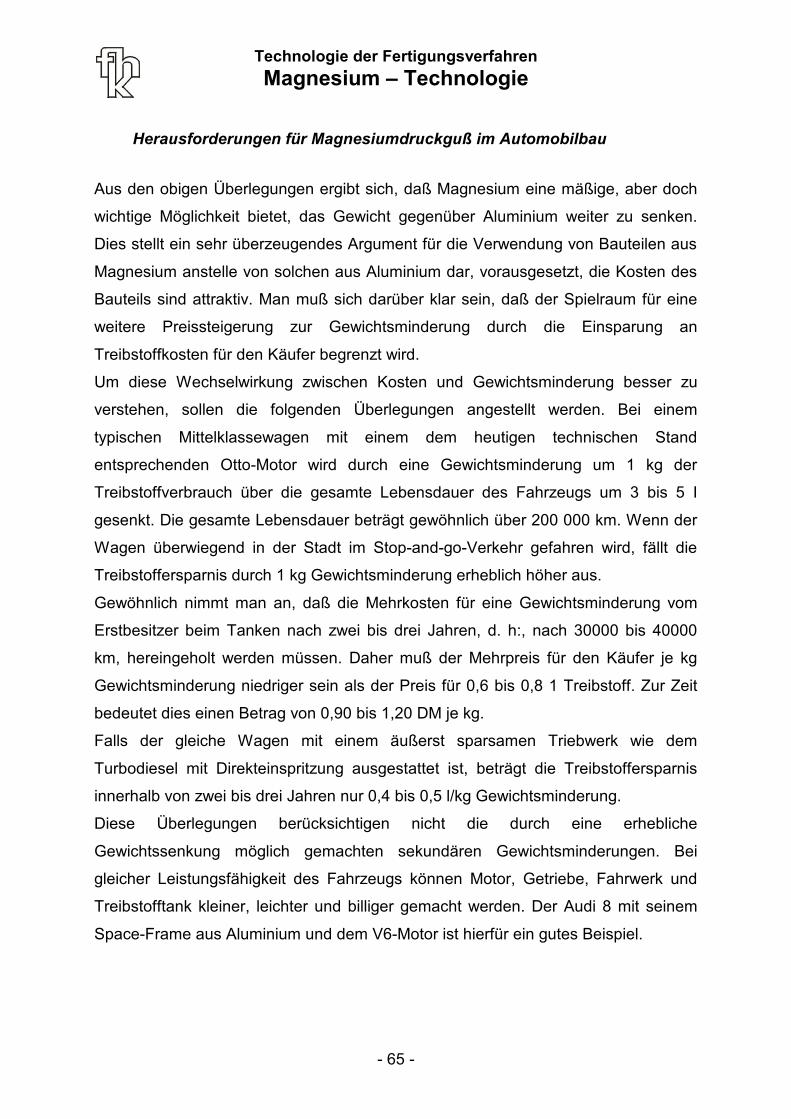
Technologie der FertigungsverfahrenMagnesium – Technologie
- 65 -
Herausforderungen für Magnesiumdruckguß im Automobilbau
Aus den obigen Überlegungen ergibt sich, daß Magnesium eine mäßige, aber doch
wichtige Möglichkeit bietet, das Gewicht gegenüber Aluminium weiter zu senken.
Dies stellt ein sehr überzeugendes Argument für die Verwendung von Bauteilen aus
Magnesium anstelle von solchen aus Aluminium dar, vorausgesetzt, die Kosten des
Bauteils sind attraktiv. Man muß sich darüber klar sein, daß der Spielraum für eine
weitere Preissteigerung zur Gewichtsminderung durch die Einsparung an
Treibstoffkosten für den Käufer begrenzt wird.
Um diese Wechselwirkung zwischen Kosten und Gewichtsminderung besser zu
verstehen, sollen die folgenden Überlegungen angestellt werden. Bei einem
typischen Mittelklassewagen mit einem dem heutigen technischen Stand
entsprechenden Otto-Motor wird durch eine Gewichtsminderung um 1 kg der
Treibstoffverbrauch über die gesamte Lebensdauer des Fahrzeugs um 3 bis 5 I
gesenkt. Die gesamte Lebensdauer beträgt gewöhnlich über 200 000 km. Wenn der
Wagen überwiegend in der Stadt im Stop-and-go-Verkehr gefahren wird, fällt die
Treibstoffersparnis durch 1 kg Gewichtsminderung erheblich höher aus.
Gewöhnlich nimmt man an, daß die Mehrkosten für eine Gewichtsminderung vom
Erstbesitzer beim Tanken nach zwei bis drei Jahren, d. h:, nach 30000 bis 40000
km, hereingeholt werden müssen. Daher muß der Mehrpreis für den Käufer je kg
Gewichtsminderung niedriger sein als der Preis für 0,6 bis 0,8 1 Treibstoff. Zur Zeit
bedeutet dies einen Betrag von 0,90 bis 1,20 DM je kg.
Falls der gleiche Wagen mit einem äußerst sparsamen Triebwerk wie dem
Turbodiesel mit Direkteinspritzung ausgestattet ist, beträgt die Treibstoffersparnis
innerhalb von zwei bis drei Jahren nur 0,4 bis 0,5 l/kg Gewichtsminderung.
Diese Überlegungen berücksichtigen nicht die durch eine erhebliche
Gewichtssenkung möglich gemachten sekundären Gewichtsminderungen. Bei
gleicher Leistungsfähigkeit des Fahrzeugs können Motor, Getriebe, Fahrwerk und
Treibstofftank kleiner, leichter und billiger gemacht werden. Der Audi 8 mit seinem
Space-Frame aus Aluminium und dem V6-Motor ist hierfür ein gutes Beispiel.
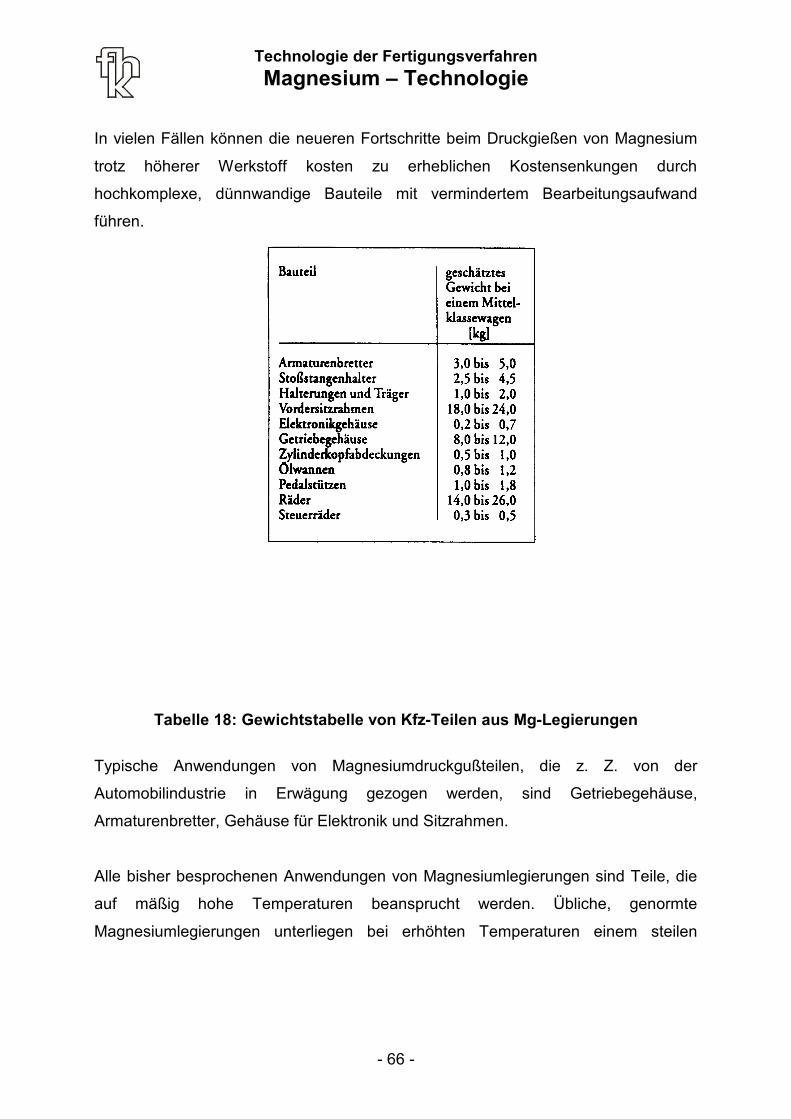
Technologie der FertigungsverfahrenMagnesium – Technologie
- 66 -
In vielen Fällen können die neueren Fortschritte beim Druckgießen von Magnesium
trotz höherer Werkstoff kosten zu erheblichen Kostensenkungen durch
hochkomplexe, dünnwandige Bauteile mit vermindertem Bearbeitungsaufwand
führen.
Tabelle 18: Gewichtstabelle von Kfz-Teilen aus Mg-Legierungen
Typische Anwendungen von Magnesiumdruckgußteilen, die z. Z. von der
Automobilindustrie in Erwägung gezogen werden, sind Getriebegehäuse,
Armaturenbretter, Gehäuse für Elektronik und Sitzrahmen.
Alle bisher besprochenen Anwendungen von Magnesiumlegierungen sind Teile, die
auf mäßig hohe Temperaturen beansprucht werden. Übliche, genormte
Magnesiumlegierungen unterliegen bei erhöhten Temperaturen einem steilen
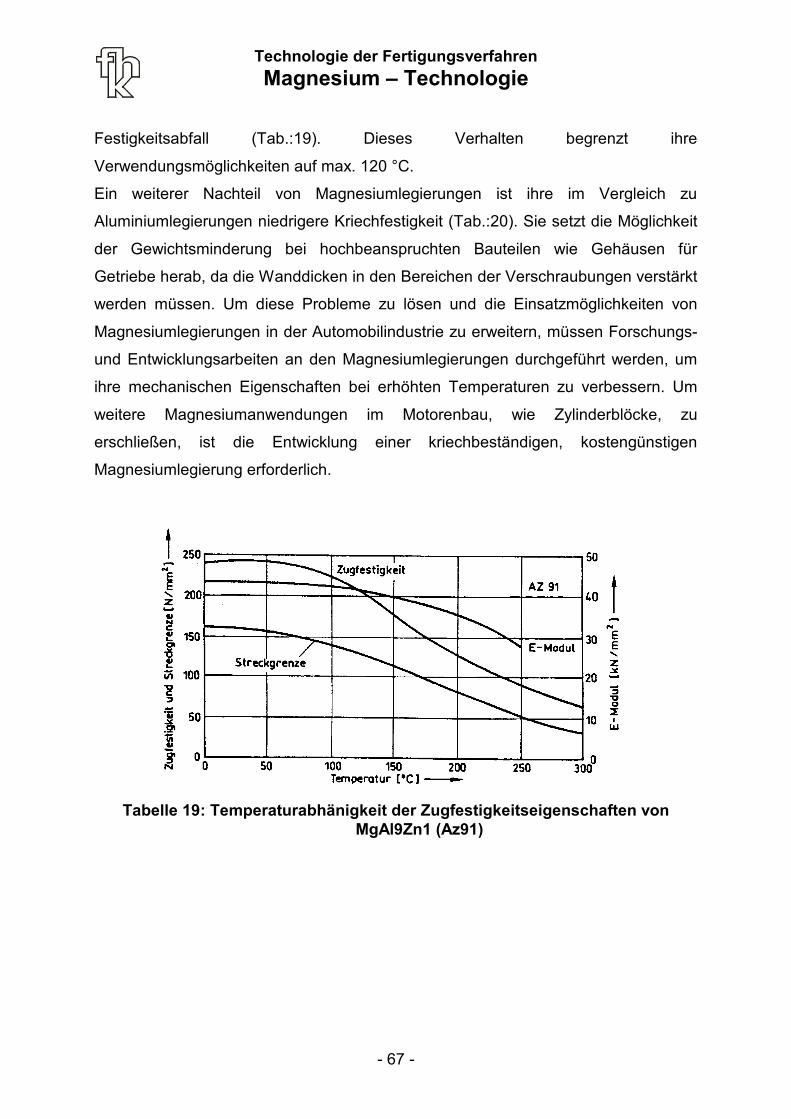
Technologie der FertigungsverfahrenMagnesium – Technologie
- 67 -
Festigkeitsabfall (Tab.:19). Dieses Verhalten begrenzt ihre
Verwendungsmöglichkeiten auf max. 120 °C.
Ein weiterer Nachteil von Magnesiumlegierungen ist ihre im Vergleich zu
Aluminiumlegierungen niedrigere Kriechfestigkeit (Tab.:20). Sie setzt die Möglichkeit
der Gewichtsminderung bei hochbeanspruchten Bauteilen wie Gehäusen für
Getriebe herab, da die Wanddicken in den Bereichen der Verschraubungen verstärkt
werden müssen. Um diese Probleme zu lösen und die Einsatzmöglichkeiten von
Magnesiumlegierungen in der Automobilindustrie zu erweitern, müssen Forschungs-
und Entwicklungsarbeiten an den Magnesiumlegierungen durchgeführt werden, um
ihre mechanischen Eigenschaften bei erhöhten Temperaturen zu verbessern. Um
weitere Magnesiumanwendungen im Motorenbau, wie Zylinderblöcke, zu
erschließen, ist die Entwicklung einer kriechbeständigen, kostengünstigen
Magnesiumlegierung erforderlich.
Tabelle 19: Temperaturabhänigkeit der Zugfestigkeitseigenschaften vonMgAl9Zn1 (Az91)

Technologie der FertigungsverfahrenMagnesium – Technologie
- 68 -
Tabelle 20:Kriechverhalten von Mg-Leg. und einer Al-Leg., gemessen alsAbbau einer Druckspannung nach 1000h auf Temperatur
Technologie der FertigungsverfahrenMagnesium – Technologie
- 69 -
Um Magnesium im Karosseriebau einsetzen zu können, müssen an Blechen und
Profilen noch umfangreiche Untersuchungen über Fügetechnik und
Fertigungsverfahren vorgenommen werden. Ein erster Schritt in diese Richtung
würde die Entwicklung von schweißbaren Druckgußteilen darstellen, die es
ermöglichen, tragende Teile der Karosserie zu konstruieren, die die für eine
ausreichende Steifigkeit erforderlichen geschlossenen Querschnitte aufweisen.
Die Daten über das Verhalten von Magnesiumlegierungen bei schwingender
Beanspruchung sind noch sehr spärlich. Mit den heute verfügbaren Kennwerten ist
der Entwurf von gewichtsmäßig optimierten Sicherheitsteilen unmöglich. Daher sind
noch umfangreiche Untersuchungen erforderlich, um die für die Konstruktion von
Sicherheitsteilen notwendigen Kenntnisse über die Schwingfestigkeit von
Magnesiumlegierungen zu gewinnen.
Als einen Beitrag, die möglichen Engpässe bei der Versorgung des Markts mit
Magnesium sowie die im Vergleich zu Aluminium hohen Werkstoffkosten von
Magnesium zu senken, muß in den kommenden fünf bis zehn Jahren eine
leistungsfähige Recyclingindustrie aufgebaut werden, die, wie wir alle wissen, bei
Aluminium bereits Stand der Technik ist.
Da Einschlüsse und Verunreinigungen sich sowohl auf die mechanischen
Eigenschaften, insbesondere bei der Schwingfestigkeit und der Zähigkeit, als auch
auf das chemische Verhalten (Korrosionsbeständigkeit) stark auswirken, muß auch
auf diesem Gebiet schnellstens mit Forschungsarbeiten begonnen werden, um ein
zukünftiges Wachstum der Anwendung von Magnesium zu sichern.
Die Automobilmdustrie erwartet ein verstärktes Engagement der Magnesiumindustrie
und der Hochschulen bei den erwähnten Forschungsarbeiten. Der
wissenschaftlich-technische Fortschritt auf dem Gebiet des Magnesiums ist zu
langsam, was dazu führen kann, daß von der Automobilindustrie auf hochwertige
faserverstärkte Kunststoffe zurückgegriffen wird, um das Ziel der geforderten
Gewichtsminderung und Treibstoffersparnis in zukünftigen Fahrzeugen zu erreichen.
Diese Alternative in der Werkstoffwahl kann sich für die Magnesiumhersteller in den
kommenden zehn Jahren zu einer erheblichen Bedrohung entwickeln.
9.3.1
Technologie der FertigungsverfahrenMagnesium – Technologie
- 70 -
Schlussfolgerungen
Unter dem Zwang, den Treibstoffverbrauch zu senken, arbeitet die gesamte
Automobilindustrie an der Entwicklung von Großserienfahrzeugen mit niedrigem
Gewicht. Bei diesen Konstruktionen nehmen Leichtmetalle, wie Aluminium und
Magnesium, einen wichtigen Platz ein. Anderseits hat der Preisfaktor infolge der
weltweiten Konkurrenz der Automobilindustrie einen hohen Stellenwert gewonnen.
Die Käufer werden, wie oben ausgeführt, nur geringe Mehrkosten für eine
Gewichtsminderung akzeptieren.
Die Konkurrenz zwischen den Konstruktionswerkstoffen, insbesondere zwischen
Stahl, Aluminium und Magnesium, wird die Erzeuger und Verarbeiter jedes dieser
Werkstoffe dazu zwingen, ihre Produkte zu verbessern.
Eine fortschrittliche Gießereitechnologie für Magnesiumlegierungen verspricht
erhebliche Kostensenkungen, da hochkomplexe, dünnwandige Bauteile auf diesem
Weg erzeugt werden können.
Aufgrund dieser Vorteile ist man überzeugt, daß Magnesium einen wichtigen Platz in
der Werkstoffpalette der zukünftigen Serienautos einnehmen wird.
10 Zusammenfassung
Innovationen sind die basis
11
Technologie der FertigungsverfahrenMagnesium – Technologie
- 71 -
Literaturverzeichnis
11.1 Fachbücher
(1) B.L.Mordike, K.U. Kainer : Magnesium Alloys and their Applications,
Werkstoff Informationsgesellschaft 1998
(2) M.M. Avedesian : Magnesium and Magnesium Alloys, 1999
(3) R. Galun : werkstoffkundl. Untersuchungen zur
Laserstrahloberflächenbearbeitung und zum Laserstrahlschweißen von
Magnesiumwerkstoffen, TU Clausthal 1998
(4) H. Bommer : kathodischer Korrosionsschutz von
Magnesium-Werkstoffen durch neue Magnesiumlegierungen, Herbert
Utz Verlag, 1998
(5) W. Beitz, K.H. Grothe : Dubbel Taschenbuch für den Maschinenbau,
Springer Verlag, 1997
(6) R. S. Busk : Magnesium Products Design, Dekker, 1997
(7) E.Beyer: Schweissen mit Laser, Springer-Verlag 1995
(8) A. Beck : Magnesium und seine Legierungen, Springer Verlag 1939
(9) E.F.Emley: Principles of magnesium Technology, Pergamon Press,
New York 1966
(9).2 Fachzeitschriften
(10) Giesserei-Praxis 1996, Heft 5, Seite 83-86, G. Larsson : Die Zukunft
von Magnesiumbauteilen
(11) Giesserei-Erfahrungsaustausch 42, Oktober 1998, Seite 441-447, H.
Müller-Späth u.a. : Innovative Gießtechnologie für die Zukunft
(12) Materiaux & Techniques, 1997, Nr 7-8, E. Doege, K. Dröder :
Processing of Magnesium Sheet Metals
(13) Advanced Engineering Materials, Heft 1, 1999, Seite 53-57,
Technologie der FertigungsverfahrenMagnesium – Technologie
- 72 -
(14) Advanced Engineering Materials, Heft 1, 1999, Seite 11-33, G. L. Song,
A. Atrens: Corrosion mechanism of Magnesium Alloys
(15) Advanced Engineering Materials, Heft 3, 4, Dez 1999, Seite 183-186,
T.Friemuth, J. Winkler: Machining of Magnesium Workpieces
(16) Giessereirundschau 45 Heft 7/8 1998, Seite 16-18, Seite 23-28 : W.
Büchen : Gusswerkstoff Magnesium
(17) Surface & Coatings Technology 94-95, 1997, Seite 610-616, H. K.
Tönshoff, J. Winkler : The influence of tool coatings in machining of
Magnesium
(18) Metall, Seite 528-536, 52. Jahrgang, Nr. 9/98, J. Becker, G.Fischer,
K.Schemme: Herstellung und Eigenschaften stranggepreßter und
geschmiedeter Magnesium-Bauteile
(19) St. Janssen, F. Meiners: Umformen von Leichtmetallknetlegierungen,
Seite 8-14, Technica 48, 10/1999
(20) Ingenieur-Werkstoffe 4, Seite 60-61, 1992, B.Böndel: Magnesium im
Automobilbau
(20).3 Firmen und Institute
(21) Universität Hannover, TU Clausthal : Sonderforschungsbereich 390
Magnesiumtechnologie
(22) Universität Hannover, Institut für Vertigungstechnik und Spanenede
Werkzeugmaschinen, Oktober 1997, J. Winkler: Spanende Bearbeitung
von Magnesiumlegierungen
(23) Honsel AG Meschede, MADICA Verbundprojekt, 1999: Sichere
produktionsprozesse für die Magnesiumver- und –bearbeitung
(24) DaimlerChrysler Aerospace Airbus, 1999: Rumpf neuer Technologien
(25) KUKA Schweißanlagen und Roboter GmbH, Augsburg 1996: Das schnelle
und vielseitige Fügeverfahren: Reibschweissen
Technologie der FertigungsverfahrenMagnesium – Technologie
- 73 -
(26) Volkswagen AG, 1995, Informationsblatt: Magnesiumguss im
Automobilbau
12 AbbildungsverzeichnisAbbildung 1:Magnesiumproduktion, Universität Hannover SFB390 8Abbildung 2:Schematischer Aufbau einer Laserschweißmaschine, R.Galun, TU-Claustahl 1998 35Abbildung 3:Dehngrenzen von Guß- und Knetlegierungen, B.L.Mordike, Magnesium Alloys and their
Applications, Werkstoffinformationsgesellschafft 1998 27Abbildung 4:Stranggepreßte Profile, B.L.Mordike, Magnesium Alloys and their Applications,
Werkstoffinformationsgesellschafft 1998 31Abbildung 5:Flachmatrizenwerkzeuge, B.L.Mordike, Magnesium Alloys and their Applications,
Werkstoffinformationsgesellschafft 1998 31Abbildung 6:Warmzugversuchskennwerte von stranggepreßten Stangen, B.L.Mordike, Magnesium Alloys and
their Applications, Werkstoffinformationsgesellschafft 1998 35Abbildung 7:Kriechverhalten von stranggepreßten Stangen, B.L.Mordike, Magnesium Alloys and their
Applications, Werkstoffinformationsgesellschafft 1998 36Abbildung 8:Bezeichnungen und Spannungen beim Tiefziehen, magnesium, Eigenschafften, Anwendungen und
Potentiale, TU-Clausthal 1997 43Abbildung 9:Aufbau eines beheizbaren Tiefziehwerkzeugs, , magnesium, Eigenschafften, Anwendungen und
Potentiale, TU-Clausthal 1997 44Abbildung 10:Verlauf der senkrechten Anisotropie r für AZ31B-O, , magnesium, Eigenschafften, Anwendungen
und Potentiale, TU-Clausthal 1997 48Abbildung 11:Verlauf der Verfestugnung für AZ31B-O, , magnesium, Eigenschafften, Anwendungen und
Potentiale, TU-Clausthal 1997 49Abbildung 12: Funktionsablauf des Clinchens am Beispiel des R-DF Verfahrens, , magnesium, Eigenschafften,
Anwendungen und Potentiale, TU-Clausthal 1997 50Abbildung 13:Stößelkühlung mit Stempelwerkzeug und Heizung in eingefahrenem Zustand, , magnesium,
Eigenschafften, Anwendungen und Potentiale, TU-Clausthal 1997 51Abbildung 14:Ausbildung des Fügepunktes in Abhängigkeit der Temperatur für die Magnesiumknetlegierung AZ
31; Fügeverfahren R-DF 8 52Abbildung 15:Fügekraft - Weg - Verlauf für T=200°C, magnesium, Eigenschafften, Anwendungen und
Potentiale, TU-Clausthal 1997 53Abbildung 16:Fügekraft- Weg- Verlauf für T=350°C, , magnesium, Eigenschafften, Anwendungen und
Potentiale, TU-Clausthal 1997 54Abbildung 17: Türe, B.L.Mordike, Magnesium Alloys and their Applications,
Werkstoffinformationsgesellschafft 1998 59Abbildung 18:Tankabdeckung, B.L.Mordike, Magnesium Alloys and their Applications,
Werkstoffinformationsgesellschafft 1998 59
13
Technologie der FertigungsverfahrenMagnesium – Technologie
- 74 -
Tabbellenverzeichnis
Tabelle 1: Magnesiumerzeugung in Deutschland, Gieserei-Praxis Nr.5, 1996 9Tabelle 2: Eigenschaften von AZ91 HP, Universität Hannover IFW, 1998 10Tabelle 3: Eigenschaften von Magnesium und Aluminium, Gieserei-Praxis Nr.5, 1996 15Tabelle 4: Zusammensetzung der europäisch genormte Magnesium-Gußwerkstoffe, Gieserei-Praxis Nr.5, 199621Tabelle 5:Werkstoffdaten verschiedener Mg-Legierungen, Gieserei-Praxis Nr.5, 1996 24Tabelle 6:Ziffern der Hauptlegierungselemente, R.Galun, TU-Claustahl 1998 25Tabelle 7:Kennzeichnung der Legierungszustände, R.Galun, TU-Claustahl 1998 26Tabelle 8:Zugfestigkeit von verschiedenen Mg-Legierungen, B.L.Mordike, Magnesium Alloys and their
Applications, Werkstoffinformationsgesellschafft 1998 30Tabelle 9:Zusammensetzung von MELRAM 072 TS, J.Winkler, TU-Clausthal 1997 31Tabelle 10:Festigkeitskenndaten von MELRAM 072 TS, J.Winkler, TU-Clausthal 1997 32Tabelle 11: Eigenschaften der verschiedenen Lasertypen, R.Galun, TU-Claustahl 1998 39Tabelle 12:Technologische Kennwerte von Laserstrahlschweißamarturen, R.Galun, TU-Claustahl 1998 41Tabelle 13:Magnesiumknetlegierung für Strangpreß- und Schmiedeprodukte, Metall 52 Nr 9/98 28Tabelle 14: Biegen von Rundstangen mit 20mm aus Verschiednen Mg-Knetlegierungen bei Raumtemperatur,
Metall 52 Nr 9/98 33Tabelle 15:Zug- und Druckfestigkeitswerte von Strangpreßprodukten aus verschiednene Mg-Knetlegierungen,
Metall 52 Nr 9/98 34Tabelle 16: Temperaturabhängige Grenzziehverhältnisse, Stempeldurchmesser d0 = 100 mm,
Ziehgeschwindigkeit v = 5 mm/s, Metall 52 Nr 9/98 45Tabelle 17: Allgemeine Spezifikation für Porsches VW, Gieserrei-Praxis Nr. 5 1996 56Tabelle 18: Gewichtstabelle von Kfz-Teilen aus Mg-Legierungen, Gieserrei-Praxis Nr. 5 1996 61Tabelle 19: Temperaturabhänigkeit der Zugfestigkeitseigenschaften von MgAl9Zn1 (Az91) , Gieserrei-Praxis Nr.
5 1996 62Tabelle 20:Kriechverhalten von Mg-Leg. und einer Al-Leg., gemessen als Abbau einer Druckspannung nach
1000h auf Temperatur, Gieserrei-Praxis Nr. 5 1996 62