Embed Size (px)
Citation preview

� 2012 Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim
Article No : b02_07
Size Enlargement
KARL SOMMER, Technische Universit€at M€unchen, Lehrstuhl f€ur Maschinen- und
ApparatekundeWeihenstephan, Freising-Weihenstephan, Federal Republic of Germany
1. Introduction. . . . . . . . . . . . . . . . . . . . . . 121
2. Binding Mechanisms of Agglomerates . . 123
2.1. Tensile Strength of Agglomerates Derived
from Attractive Forces. . . . . . . . . . . . . . 123
2.2. Attractive Forces in Size Enlargement in
Air . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
2.2.2. Electrostatic Forces . . . . . . . . . . . . . . . . 125
2.2.3. Van der Waals Forces . . . . . . . . . . . . . . . 125
2.2.4. Capillary Forces . . . . . . . . . . . . . . . . . . . 126
2.2.5. Solid Bridges . . . . . . . . . . . . . . . . . . . . . 127
2.2.6. Influence of Particle Surface Roughness on
Binding. . . . . . . . . . . . . . . . . . . . . . . . . . 128
2.2.7. Strengthening of Binding Forces . . . . . . . 129
2.3. Attractive Forces of Particles in a Liquid
Medium . . . . . . . . . . . . . . . . . . . . . . . . . 129
2.3.1. DLVO theory . . . . . . . . . . . . . . . . . . . . . 129
2.3.2. Flocculation by Polymeric Flocculants . . . 130
3. Characterization of Agglomerates . . . . . 131
3.1. Particle Size, Particle Size Distribution 131
3.2. Agglomerate Density and Porosity. . . . . 131
3.2.1. Definition . . . . . . . . . . . . . . . . . . . . . . . . 131
3.2.2. Densities . . . . . . . . . . . . . . . . . . . . . . . . . 132
3.2.3. Porosities . . . . . . . . . . . . . . . . . . . . . . . . 133
3.3. Agglomerate Strength . . . . . . . . . . . . . . 134
3.4. Redispersion . . . . . . . . . . . . . . . . . . . . . 135
4. Size Enlargement Processes . . . . . . . . . . 136
4.1. Growth Agglomeration (Pelletization) . . 136
4.1.1. Agglomeration Kinetics . . . . . . . . . . . . . . 136
4.1.2. Pan and Drum Agglomeration . . . . . . . . . 137
4.1.3. Mixer and Fluidized Bed Agglomeration . 138
4.1.3.1. Pan and Drum Mixers . . . . . . . . . . . . . . . 138
4.1.3.2. Horizontal Mixers . . . . . . . . . . . . . . . . . 138
4.1.3.3. High-Speed Mixers . . . . . . . . . . . . . . . . . 138
4.1.3.4. Fluidized-Bed Agglomeration . . . . . . . . . . 138
4.2. Agglomerate Formation from Moist
Material . . . . . . . . . . . . . . . . . . . . . . . . . 139
4.2.1. Introduction . . . . . . . . . . . . . . . . . . . . . . 139
4.2.2. Agglomeration Equipment for Plastic
Materials. . . . . . . . . . . . . . . . . . . . . . . . . 140
4.3. Drying Processes . . . . . . . . . . . . . . . . . . 142
4.3.1. Atomization Drying. . . . . . . . . . . . . . . . . 142
4.3.1.1. Fundamentals of Atomization Drying . . . . 142
4.3.1.2. Fluidized-Bed Spray Drying. . . . . . . . . . . 143
4.3.1.3. Combination Processes . . . . . . . . . . . . . . 143
4.3.2. Contact Drying . . . . . . . . . . . . . . . . . . . . 144
4.3.3. Vacuum Drying. . . . . . . . . . . . . . . . . . . . 145
4.4. Spherical Agglomeration . . . . . . . . . . . 146
4.5. Pressure Agglomeration. . . . . . . . . . . . . 148
4.5.1. Compression Equations . . . . . . . . . . . . . . 149
4.5.2. Stamp Presses . . . . . . . . . . . . . . . . . . . . . 150
4.5.3. Roller Presses . . . . . . . . . . . . . . . . . . . . . 151
4.5.4. Tableting. . . . . . . . . . . . . . . . . . . . . . . . . 152
4.5.4.1. Tableting Equipment . . . . . . . . . . . . . . . . 153
4.5.4.2. Tablet Pressing . . . . . . . . . . . . . . . . . . . . 153
4.5.4.3. Tableting Problems . . . . . . . . . . . . . . . . . 154
4.5.4.4. Effect of Compression Rate and Humidity 155
References . . . . . . . . . . . . . . . . . . . . . . . 156
1. Introduction
In the broadest sense of the term, size enlargementincludes all processes in which fine particles,dispersed in either gas or liquid, aggregate toform a coarser product. The collection of particlesthat results is called an agglomerate or granule.Depending on the process, the size of the agglom-erate is between 0.02 and 50 mm. In most cases,the preferred particle shape is spherical. In manyprocesses, the product is a cylindrical section such
as a tablet or some other regular geometricalshape. Size enlargement is used in many indus-tries, such as fertilizer production, iron ore,nuclear fuel, pulverized fuel ash, ceramics, light-weight aggregate production, carbon blacks, cat-alysts, pesticides, and pharmaceutical products.
There are other reasons for the production anduse of agglomerates:
1. Plant contamination and nuisance dusts in theworkplace are reduced
DOI: 10.1002/14356007.b02_07

2. Hygiene is easier to maintain3. Air quality is easier to achieve, and in some
controls can be avoided4. The danger of dust explosions is reduced5. With the increase in air and water pollution
control regulations there is a need to installdust and sludge removal equipment. As aresult, there is a need to process and disposeof the resulting fines. With agglomerationprocesses, perhaps with the addition of abinder, dust and sludge can be recycled ordisposed of without pollution.
There are many problems in the handling offine particles. The flow properties and conse-quently dosage control are poor. Size enlarge-ment can eliminate these disadvantages whileretaining the desired particulate properties. Thechemical industry, with countless intermediateand final products, has a great need for sizeenlargement technology. Some examples are theagglomeration of simple or complex fertilizers,to avoid segregation; agglomeration of fillersused in plastics, to add exact amounts of ironoxide, zinc oxide, stearate, or silicate to themolten plastic; production of dust-free products,especially those with toxic or corrosive materi-als. Size enlargement increases the commercialworth because of the improved physical proper-ties. A typical example is detergents. Somematerials, such as fertilizers, pigments, pesti-
cides, and instant foods, are sold in agglomeratedform, but instantly decompose when added toliquids [1], [2]. Many raw materials are onlysuitable for processing or end use as coarseparticles. These coarse solids have the desiredstrengths and porosities, for example, catalysts.
Ore beneficiation produces a large number offine-grained products. Examples are flotationconcentrates from selective beneficiation pro-cesses, dusty products from roasting, blast fur-nace by-products, filter cakes, and particulatesfrom dust removal equipment. Ores or ore mix-turesmust be agglomerated for smelting to obtainoptimal flow conditions in the roasting process.The principal area of application in the ceramicindustry is in the preparation of pressed articlesmade of barium titanate and manganese – zinc,nickel – zinc and barium ferrites [3]. These ma-terials are initially fine powders, which must beagglomerated to obtain good dimensional repli-cation in the pressed articles.
In addition, size enlargement can cause adelayed action, which is important for pharma-ceutical and agricultural applications. Thisallows good dosage or improves the appearanceof the product.
The product properties desired determinewhich enlargement process is used. Size enlarge-ment processes are classified by the principalmechanism by which the particles are made tocome together [4], [5] (Table 1). The selection of
Table 1. Agglomeration processes
Growth Agglomeration (Agitation Methods). Fine particles are brought into contact with each other in a flowing system or in air when the
concentration is higher. This is usually done in the presence of liquid and binders. The particle size enlargement occurs by coalescence or
accretion (snowballing) based on capillary forces. In a few exceptional cases, the major cohesive force is the van der Waals force. Usually the
agglomerates are spherical with diameters between0.5 and 20 mm. Typical equipment types are inclined drums, cones, pans, paddle mixers, and
plowshare mixers. The maximum throughput is about 100 – 200 t/h for iron ore pellets and 50 t/h for fertilizers.
Spray Agglomeration (Spray Methods). This is one of the most commonly used methods in the chemical, pharmaceutical, and food industries.
Pumpable suspensions are atomized, and the liquid is evaporated from the droplets by means of hot air, as a preliminary drying step. The first
cohesive forces are the capillary forces, which are followed by crystal bridges at the contact points. The agglomerates are 20 – 500 mm. For
chemical applications, throughputs of up to 50 t/h are possible.
Selective Agglomeration (Spherical Agglomeration). A second immiscible phase is added to the suspension. This wets the solid phase and
binds the particles together by means of capillary forces. As a result, rounded flocs or agglomerates form with diameters up to 5 mm. Selective
agglomeration can be achieved for mixtures of solids. In the case of coal suspensions, throughputs up to and exceeding several tonnes can be
achieved.
Pressure Agglomeration (Pressure Methods, Compaction). Particles with only slight amounts ofmoisture are formed in tablets and briquettes
in stamp presses, tablet presses, and rollerpresses. The principal binding force is van derWaals attraction. The agglomerates have uniform shapes
and range in size from a few millimeters (pharmaceutical tablets) to decimeter size (fuels). In the case of smooth rollers, the resulting flakes are
broken up into the desired size. The throughput for ores is roughly 100 t/h; for chemicals, up to 30 t/h.
Sintering (Thermal Methods). Fine particles are made into a paste by adding moisture and then processed in a horizontal sintering oven into
sinter (burnt agglomerates). This is especially common in themining and preparative industries. The final sintered product usually has an irregular
shape and is usually coarser than other agglomerates. The mechanism of binding is the formation of solid bridges at the contact points. Sintering
plants have throughputs up to 1000 t/h.
122 Size Enlargement Vol. 33

a specific process is only possible if the userclearly defines the properties required of theproduct. Special attention must be paid to thefollowing points: state of the material, desiredagglomerate size, size distribution, and agglom-erate shape, required strength and porosity, andrequired throughput.
State of the Material. The starting materialmay be fluid, pumpable, sprayable, pasty, or dry.The product may be dryable. Although tempera-ture sensitive, it may have to be dried. Frequentlythe cost of drying determines the economic fea-sibility of the process [6].
Desired Agglomerate Size, Size Distribu-tion, and Agglomerate Shape. Manyprocessespermit only a narrow range of agglomerate size.Spray agglomeration gives the finest products;briquetting and sintering, the coarsest. In the caseof pressure agglomeration with smooth rollers, theresulting flakesmust be broken up. The cost of thissize reduction and the recycling of the resultantfinesmust be considered. The shapeof the agglom-erate may be of critical importance to the process.Some examples are flow through a bed of solidcatalyst, in the case of bunkering and for storage.
Required Strength and Porosity of theAgglomerate. Many end uses require a largespecific surface area and ready dispersibility (e.g.,instant food products). Examples are pigments,agricultural sprays, food, and pharmaceuticals.Other productsmust bedispersible butwith a delaytime. Catalyst and iron ore pellets, however, mustwithstand high stresseswithout being crushed. Thetype of binding material (and thus binding force)has a major effect on strength and porosity.
Required Equipment Throughput. Somesize enlargement processes, for example, tablet-ing, are not suitable for producing high tonnages.
Other Factors. Amont other factors arecompressibility drying behavior (including pos-sible cracking), and high- and low-temperaturebehavior. For ore pellets, there are propertiesimportant in smelting, reducibility, swelling, andshrinking [7].
Once an appropriate process has been select-ed, laboratory tests must be run to determine thefluid dosage that gives a suitable moisture level
for agglomeration. Laboratory tests must be runto determine applicability and dosage of agglom-eration aids such as binders and wetting agents(wetting rate). After the laboratory tests, a pilotplantmust be set up, and the process checked on alarger scale. At this point the production process,involving recycling, can be tested, allowing pre-diction of the technical and economic feasibilityof the process on an industrial scale [8], [9].
2. Binding Mechanisms ofAgglomerates
The attractive forces between particles cause thesize enlargement process and are essential to thestrength and dispersibility of the agglomerate.RUMPF [10] has given a complete summary ofbinding mechanisms. SCHUBERT [11] considersthe presence or absence of material bridges as theoverriding criterion for binding mechanisms(Fig. 1). Material bridges can be further catego-rized as solid or liquid. Solid bridges includethose formed by sintering, chemical reaction atcontact points, hardening of binders, and thecrystallization of dissolved materials. Fluidbridges are formed by capillary forces betweenthe particle and a fluid or high viscosity binder. Inthe case where there are no material bridges vander Waals forces are the principal binding force.In general, for similar materials with the samesurface ions, electrostatic forces are repulsive.
Mechanical interlocking is rarely a mecha-nism for agglomeration, for example, the ballingup of ‘‘burrs.’’
Attractive forces can be calculated for modelsystems, such as smooth, fixed, ideal spheres.Even though the values calculated for these mod-els apply only crudely for real systems, they doindicate the effects of important parameters on theagglomeration process. Models are essential forthe understandingof the size enlargement process.To calculate the actual attractive forces betweenreal particles is not possible because of theirirregular shape and usually rough surfaces [11].
2.1. Tensile Strength of AgglomeratesDerived from Attractive Forces
RUMPF [12] presents the following equation,based on a statistical, geometric approach:
Vol. 33 Size Enlargement 123

sz ¼ 1�e;px2
�k�F ð1Þ
where sz is the tensile strength of randomlypacked, equally sized spheres with diameter x ;e is the porosity. F is the attractive force at thepoint of contact, and k is the coordinationnumber.
RUMPF [13] has derived a more general equa-tion for the nonspherical particle-size distribu-tion using the approximation of SMITH et al. [14]for the coordination number (e � k � p)
sz ¼ 1�e;e;
� Fx2s
ð2Þ
where F� is the average attractive force at thecontact points and xs is the equivalent diameter.Equation (2) can be experimentally confirmed[15] for moist agglomerates with force transmis-sion via fluid bridges. In the case of short rangeforces, such as van der Waals forces, surfaceroughness at the contacts causes problems. Inmost cases of this type, the strength ismeasurablyless than that calculated using Equation (2) [15].Even though the van derWaals forces can only becalculated for model systems (Section 2.2.3).Equation (2) does give an indication of the effectof various parameters.
The strength of fluid-saturated agglomeratescan be calculated by using the capillary pressurecurve [16]. The primary force in fluid-filledcapillaries is the capillary pressure pk. A negativepressure, it is equal to the tensile stress transmit-ted to the pores. The tensile strength is given bythe following equation only for the case when thedegree of saturation S � 0.8 (Section 2.2.4), andthe stress is transmitted to the pores.
sz ¼ S�pk ð3Þ
2.2. Attractive Forces in SizeEnlargement in Air
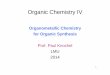
Agglomeration withMixers, Drums, and Pans;Fluidized Bed Agglomeration; Compaction; andTableting. The dominant force acting on parti-cles larger than 1 cm is gravity. As the sizedecreases, the effect of gravity rapidly decreases –in proportion to the third power of the particlediameter – and attractive forces become moreimportant. For example, for a 1 mm particle thevan derWaals forces are larger than theweight byabout six orders of magnitude. Figure 2 showsglass spheres about 10 mm in diameter, which
Figure 1. Schematic representation of major binding mechanisms in agglomerates [11]
124 Size Enlargement Vol. 33

adhere to the surface of a glass fiber, solely by vander Waals attraction.
2.2.2. Electrostatic Forces [18]
The attractive force Fel between two chargedsurfaces is derived from the energy of the twoelectrostatic fields. The force has been calculatedby KRUPP [19] as well as MOSER [20] for the caseof two electrically conducting spheres (Figs. 3and 4).
Fel ¼ 1
4e;�e;0�p U2�x
aþzoelð4Þ
e is the relative dielectric constant of the medi-um. In the case of air e is 1; x is the diameter of thesphere, and a is the distance between the surfaces,U is the potential difference, zoel is a fitting param-eter of the order of magnitude of an atomicdimension, for example, 4�10�8 cm.For nonconductors the attractive forces arenoticeably smaller than for conductors. In non-conductors the charge is not concentrated on thesurface, but can extend below the surface to adepth exceeding 1 mm. Two spheres with surfacecharges s1 and s2 exert an attractive force
Fel ¼ p4�e;�e;0 �
s1�s2�x21þ aþzoel
x
� � ð5Þ
In the case of ideal nonconductors in contact(a ¼ 0), the quantity zoel/x is small compared to 1and can be neglected.
2.2.3. Van der Waals Forces [21]
There are two principal methods of calculatingthe van der Waals attraction. In the microscopic
Figure 2. Glass spheres on a glass fiber from Polke [17]
Figure 3. Theoretical binding forces derived from differentmechanisms calculated for two identical ideal spheres [18]Separation a ¼ 0, zel ¼ z0¼ 4 � 10�8 cm a) Liquid bridgesVL/2 VS¼ 10�4 ; b) van derWaals £ v ¼ 5 eV; c)ConductorU ¼ 0.5 V, e0¼ 8.86 �10�12 As/Vm; d) Insulators1¼ s2¼ 100 e mm�2
Figure 4. Theoretical attractive forces derived from variousmechanisms calculated for two equal-sized spheres as afunction of distance between surfacesParticle size 10 mm a) Liquid bridges VL/2 Vs¼ 10�4,g ¼ 0.072 Nm; b) van der Waals £ v ¼ 5 eV; c) ConductorU ¼ 0.5 V; e0¼ 8.86 �10�12 As/Vm; d) Insulators1¼ s2¼ 100 e mm�2
Vol. 33 Size Enlargement 125

theory the attractive energy is calculated as thesum of the interaction energy of two atoms [22].The assumption is made that the interactiveforces are additive and do not influence eachother. Another, more physically satisfactory the-ory starts with the optical and electrical proper-ties of the two interacting particles and calculatesthe van der Waals force from them [23].
KRUPP [19] gives the attraction for the case oftwo spheres in which the distance a is less than500 A
�.
F ¼ �hw32�p �
x
ðaþz0Þ2ð6Þ
where £w�is the Lifschitz – van der Waals con-stant. Depending on the material, the value is0.2 – 9 eV and must be determined experimen-tally. It can be calculated in a few cases [19] (seeFigs. 3 and 4).
2.2.4. Capillary Forces
Because of surface tension, there is an attractiveforce between wetted particles, which can holdagglomerates together. NEWITT and CONWAY-JONES [24] have classified binding mechanismsbased onmobile liquids into four types: pendular,funicular, capillary, and droplet (Fig. 5). Liquidbridging is the term used to describe the case in
which the fluid droplets are concentrated at thecontact points and are separated from each other[25]. Figure 6 shows a liquid bridge between twospherical particles. The simplifying assumption ismade that the boundary of the bridge is a circulararc. For the case of wetted particles in contact,PIETSCH [26] gives the following equations:
F ¼ g �x�p�sin2b� 1þ x
4
1
R1� 1
R2
� �� �ð7Þ
R1 ¼ xð1�cosbÞþa
2cosb
R2 ¼ x
2sinbþR1ðsinb�1Þ
ð8Þ
where g is the surface tension, b is one-half thecentral angle (see Fig. 6), and x is the diameter(see Figs. 3 and 4). SCHUBERT [27], [28] hascalculated the appropriate differential equationsexactly corresponding to the attractive forcestransmitted by rotationally symmetric fluidbridges. The numerical results with the para-meters separation distance, bridge volume, andcontact angle are presented in chart form [29].The maximum divergence of these values is lessthan approximately 20%.
Figure 5. Agglomerate binding mechanisms due to mobileliquids [24] A) Pendular; B) Funicular; C) Capillary; D)Droplet
Figure 6. Liquid bridges between two equal-sized sphericalparticles
126 Size Enlargement Vol. 33

2.2.5. Solid Bridges
Inmany cases, the attractive forces due tomobileliquids are only an aid in forming an agglomer-ate. They are crucial to the process of formation,but are not often important for the physicalproperties of the final product. These propertiesare produced by binding processes that followagglomerate formation. In this step, solid bridgesare formed by pressure or thermal treatment. Themajor mechanisms are as follows:
1. Crystallization of dissolved material2. Hardening of fluid binders3. Local melting and coalescence processes at
the contact points4. Particle deformation in combination with
sintering and chemical reactions
Salt Bridges. If wet agglomerates were onlyheld together by surface forces and the capillarypressure, the cohesive force would disappearwhen the liquid was evaporated. To give the dryagglomerates a definite amount of strength, dis-solved salts are often used. These crystallize outduring drying and form salt bridges at the contactpoints between the particles. The strength of suchan agglomerate can be estimated to an order ofmagnitude if the total volume of the material inthe salt bridges Vsalt is known [31].
sz ¼ Vsalt
Vsolid�ð1�e;Þ�ss ð9Þ
Vsalt/Vsolid is thevolumeratioof thecrystallizedsalt to the total volume of the particles (Vsolid), andss is the tensile strength of the dissolved salt. Inthis idealized case, there is only a small amount ofwater, primarily at the contact points (pendularstate). Alternatively, the assumption is made thatthe solubility of the salt is so high that it remainscompletely dissolved in the water at the contactpoints during the drying process [32], [33].
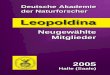
Binders. The mechanical properties thatcan be obtained by using binders, which hardenand increase in strength with time, are similar tothose obtainablewith salt bridging.However, thestrength can be better controlled. CAPES [34] hasshown that the addition of a binder, for example,corn starch, decreases crust formation duringdrying, leading to a more even distribution ofthe solid forming bridges, noticeably increasingthe strength (Fig. 7). Spherical agglomerates that
Figure 7. Breaking load of spherical agglomerates withNaCl salt bridges and cornstarch as binder from Capes [34]*To convert English pound into kilograms multiply by0.4536; to convert inch into millimeter multiply by 25.4 a)NaCl solution and cornstarch; b) Distilled water and corn-starch; c) NaCl solution
Vol. 33 Size Enlargement 127

contain both, a binder and salt crystals, aremore resistant to breakage under pressure thanagglomerates that have only one of the two.
Sinter Bridges. Sinter bridges can form inthe contact area between particles when thetemperature exceeds roughly 60% of themeltingtemperature of the material that makes up theparticles. The strength of the sinter bridges is of asimilar order of magnitude as the strength of thematerial which makes up the particles. For thisreason, the maximum attractive force presentdepends primarily on the diameter 2 b of theneck of the sinter bridge. During the sinteringprocess, the sintered area grows with time t.
Only the initial growth stage of a sinter bridgeis of interest for agglomeration. Complete sinter-ing, down to pore-free material, which is impor-tant in metallurgy, is not considered here.
Research on sintering began in 1949 with thework of FRENKEL [35] on the sintering of viscousmaterials. In this case the kinetics are determinedsolely by the reduction of surface free energy andviscous dissipation energy. At almost the sametime, PINES [36] published an article on thesintering of solids, which showed that the actualmolecular diffusionmechanism could be derivedfrom amathematical treatment of the diffusion ofvacancies in the crystal lattice. The growth of thesinter neck was explained by the diffusive mi-gration of vacancies from concave points ofcontact to convex parts of the particle’s surface.In a similar way, atoms migrate from the particlesurface to the sinter neck. This results in diffu-sion both in the bulk material (volume diffusion)and on the surface (surface diffusion). There isalso gas-phase material transport because of thedifference in equilibrium vapor pressures nearconcave surfaces and convex surfaces [36–41],[72]. An exact description of all the physicalprocesses that occur in the various stages ofsintering is extremely difficult because of thecomplex geometry and many factors that affectthe surface, such as adsorbed and oxide layers.
2.2.6. Influence of Particle SurfaceRoughness on Binding
The idealized-spheres model cannot completelydescribe what actually happens. In actuality,surfaces are rough, and this can have a major
effect on the attractive forces. The effect ofsurface roughness can be visualized by meansof the followingmodel. A semicircular peakwithradius r sits on the surface of a sphere withdiameter x and is in contact with another sphere.As a first approximation, the electrostatic and vanderWaals forces of the individual sections can beassumed to be superimposable.
Electrostatic Forces (Fig. 8) (with rough-ness r � x).
Electrical Conductor
Fel � 1
4p�e;�e;0U2 x
rþzoelþ 4�rzoel
� �ð10Þ
Nonconductor
Fel � 1
4p�s
2�x2e;�e;0 ð11Þ
Van der Waals Forces (see Fig. 8)
F ¼ �hw32p
x
ðrþz0Þ2þ 2r
z20
" #ð12Þ
Capillary Forces. For capillary forces, theeffect of roughness is closely related to the size ofthe bridges. If the fluid bridge is so small that onlythe projection is wetted, and not the surface of the
Figure 8. Effect of a hemispherical roughness on the surfaceof a sphere in the contact region on the binding forceParticle size 10 mm a) van der Waals £ v ¼ 5 eV; b) Con-ductor U ¼ 0.5 V; c) Insulator s ¼ 100 e mm�2
128 Size Enlargement Vol. 33

rest of the particle, then the appropriate model isthe attraction of two contacting spheres withdifferent diameters (x and 2 r) [16 , p. 150]. Ifthe fluid bridge is so large that the projection iscompletely covered, so that it acts merely as aspacer (a ¼ r), then the appropriate model is fortwo large spheres with diameter x [16, p. 139].
For a given particle size, the van der Waalsforce passes through aminimum,which is rough-ly 300 times smaller than for an idealized, smoothsphere. A similar result applies for the electro-static attractive force between conductors. How-ever, the attractive force between insulators islargely independent of roughness. Even thoughvan der Waals forces are an order of magnitudegreater than electrostatic forces in the smoothsphere model, electrostatic forces can be domi-nant when roughness is present. Like for van derWaals forces, the attractive force in the case ofsmall fluid bridges is almost exclusively deter-mined by the size and shape of the roughnessprojections. The fact that these are mostly un-known explains the difficulty in trying tomeasurethe attractive forces between real particles. Incomparison to ideal spheres, results in real sys-tems commonly deviate by orders of magnitude.
2.2.7. Strengthening of Binding Forces
Deformation in the contact area, caused by ex-ternal or internal forces, can affect the binding ofreal particles, just as roughness can. Strengthen-ing of the binding forces means an increaserelative to the value calculated for a modelsystem with no particle deformation [38].Strengthening of binding forces can also occurdirectly without any external agent. This may bebrought about by the binding forces of the unde-formed system alone, or for example, the deadweight of a pile of agglomerates. In addition,external force can cause a rearrangement orfurther deformation in the contact areas. This isespecially the case for tableting and compacting.The mechanisms for strengthening of bindingforces are classified as follows [44]:
1. Rearrangement2. Elastic deformation at the contact point3. Plastic deformation at the contact point4. Viscoelastic flattening5. Sintering
The driving forces (or energies) are:
1. The binding force itself, deformation or rear-rangement increasing it relative to the bindingforce of the undeformed system F0
2. An external force FC0, the sum of the bindingforce F0 and the external force FC0 being thetotal force
Ft ¼ F0þFC0 ð13Þ
3. The interfacial energy
2.3. Attractive Forces of Particles in aLiquid Medium
In principle, the attractive forces between par-ticles in liquids and in gases are based on thesame mechanisms. This similarity is especiallytrue in regard to the bonding mechanisms of thematerial bridges if the changes with time be-cause of solution processes and corrosion inliquids are considered and if the surface tensionfor particles in gases is replaced for particles inliquids by the interfacial tension when consid-ering capillary forces. However, the interactionof the van der Waals forces and the repulsiveelectrostatic forces, which are caused by ab-sorbed ions, give rise to anomalies in liquidmedia.
2.3.1. DLVO theory
For particles suspended in a fluid, the mediumacts as a dielectric that has an effect on thedipole – dipole interaction between the parti-cles. As a result the van der Waals attraction ismodified. Equivalent to Equation (6), Equation14 expresses the van der Waals potential Vvdw asthe product of a constant related to the type ofmaterial and a geometric term [22].
Vvdw ¼ �APIP
12� x
aþz0ð14Þ
An approximate relationship for the Hamaker –van der Waals constant APlP between the particleP and the liquid l has been given by DERJAGIN andLANDAU [45] and VERVEY and OVERBECK [46].
APIP � ðffiffiffiffiffiffiffiAPP
p�
ffiffiffiffiffiffiAll
pÞ2 ð15Þ
Vol. 33 Size Enlargement 129

The resultant Hamaker – van derWaals constantincreases as the difference between theHamaker –vanderWaals constants for the particleAPP and theliquidAll increases. The Lifschitz constants for theusual macroscopic theory for the correspondingdielectric spectra have a similar relationship.
The source of the electrostatic charge in aliquid medium is a layer of tightly adsorbed ionson the particle surface (Stern layer). This layercauses an electrostatic repulsion. Over the tightlyadsorbed ionic layer there is a diffuse layer ofcounter ions (Gouy – Chapman layer) as shownin Figure 9. A characteristic value for the thick-ness of the double layer is the Debye length lDover which the potential decreases by a factor of1/e. The potential Vel of the electrostatic repul-sion increases with the number of adsorbed ionsand the resulting increase of the Stern layerpotential V0. The combination of the van derWaals attraction and the electrostatic repulsiondetermines the interaction potential as a functionof the interparticle distance (Fig. 10). A potentialbarrier prevents particle agglomeration when theelectrostatic charge is high enough. While the vanderWaals forces cannot be varied much in a givensystem (although one possibility is perhaps a suit-able adsorbed layer) the electrostatic repulsion canbe greatly decreased, for example, by the additionof electrolytes. In this case thevanderWaals forcesdominate, and the particles agglomerate.
2.3.2. Flocculation by PolymericFlocculants
The use of synthetic polymers for the agglomer-ation in suspensions is steadily gaining in indus-
trial importance as replacements for inorganicelectrolytes. Synthetic polyelectrolytes are usedin a large number of diverse applications. Poly-meric flocculants are classified by their charge.Polymers with a negative charge are termedanionic, those with a positive charge are termedcationic. There is also a group of nonionic water-soluble polymers such as poly(ethylene oxide),poly(vinyl alcohol), and polyacrylamide.
Twomechanisms have been proposed [47] forthe action of polymers in promoting inter-particleattraction [47]. The macromolecule also affectsthe electrostatic repulsion, which in turn allowsaggregation of the particles due to van der Waalsforces (Section 2.3.1). The polymer must have acharge opposite to that of the surface to beadsorbed in a flat configuration and neutralizethe surface charge. If there is an excess of poly-mer, long range electrostatic attraction of otherparticles can occur.
The second mechanisms is based on bridging.In this case, only a few segments of the polymerare attached to the surface, while the rest projectout into the liquid. The distance they extendmustexceed the range of the repulsive forces. Thistype of binding can only take place at high solidslevels or when the particles are sufficiently close.PUSCH has used the scanning electron microscopeto show that polymer bridges of considerablelength, as well as flat layers covering the surfaceand cross-links can occur on the particle surface,
Figure 9. Potential function of the electrical double layeraround a particle
Figure 10. Interactive potential function according toDLVOtheory [45], [46]
130 Size Enlargement Vol. 33

depending on the polymer concentration [47].The polymer molecules do not appear to act asindividuals, but are themselves agglomerated.These aggregates are somewhat flattened and arevery elastic. They fill the interparticle regions,forming thin threads, bridges or configurationsresembling pendular water bridges. Because oftheir porosity, the strength of flocs produced withthe aid of flocculants is quite low. The shearforces encountered in flow through a pipe, noz-zle, or pump can break the aggregates up into theoriginal particles (Fig. 11). However, polymerparticles show a considerable tendency toreagglomerate.
3. Characterization of Agglomerates
An understanding of the properties of agglom-erates is of importance for the various stepsencountered during further processing as well asthe application by the end-user:
1. Process optimization2. Quality control3. Production of specific properties
3.1. Particle Size, Particle SizeDistribution [49]
Agglomerates can be characterized by their size,shape, and size distribution, as is usually donewith finely dispersed materials. For most appli-cations the optimal shape is spherical becausethis is the shape least subject to breakage andabrasion. Cylindrical shapes (pellets) are alsocommon. In the optimal case, the size distribu-tion is narrow and the fines fraction small. Sizeand size distribution can be determined by a largenumber of techniques [48]. For practical appli-cations, a quantitative size criterion that is rele-vant to the end use should be found. Therefore,great care must be taken in selecting a suitablemeasurement process. Even when a suitableprocess has been established, serious problemsin sampling and sample preparation can beencountered.
Up to the present, mechanical screening isthe most common analytical method because itcovers a broad size range. In addition to ananalytical method, screening may be part of theprocess. In this case, the product stream isdivided into three fractions: fines, product, andoversize. Caremust be taken that screening doesnot result in excessive abrasion or even agglom-erate breakage.
Even though agglomerate size is recognizedas one of the most important parameters, particlesize analysis is seldom used in industry forprocess control. The principal reason for this isthat product application during additional pro-cessing as well as by the customer depends onother parameters. Therefore, an application re-lated test is often a better standard of quality [50].The pigment industry offers one example. Thecolor in the standard formulation is required as adefinitive test of the quality of pigmentagglomerates.
3.2. Agglomerate Density and Porosity
3.2.1. Definition
Porosity is defined as the ratio of the void volumeVv to the total volume Vtot.
e; ¼ Vv=Vtot ð16Þ
Figure 11. Effect of gravity on polymer induced agglomer-ates [47] A) a) Effect of shear force on agglomerates of finesolids; B) a) Quartz; b) 100% cationic polymer
Vol. 33 Size Enlargement 131

Density is defined as the ratio of themassm to thevolume V of a particular material.
r ¼ m=V ð17Þ
For porous particles, agglomerates and piles ofagglomerates, the difficulty in defining porosityand density lies in the fact that there are variousmethods for determining volume.
Figure 12 illustrates the different kinds ofpores. Pores may be either accessible or inacces-sible. Some pores have a constant diameter,
while others tend to narrow down and are acces-sible through narrow capillaries. Other pores areopen enough to permit flow through the material.Surface roughness also has to be considered.
3.2.2. Densities
Solid Density rS. The solid density is de-fined as the density of the pure solid. This valuedetermines the sedimentation rate of solids with-out any included void space, i.e., in wettingfluids. The density of such solids is measuredwith a pycnometer. If the solid may containinaccessible void space this must be madeaccessible by grinding.
rS ¼ mS
VSð18Þ
Apparent Solid Density r0S. The apparentsolid density is defined for solids that containinaccessible void space VcP. This value deter-mines the sedimentation rate of such solids in awetting fluid, under the assumption that the voidvolume does not become accessible by somedissolution process. The apparent density is de-termined with a pycnometer directly, i.e., with-out grinding.
r0S ¼ mS=ðVSþVcPÞ ð19Þ
Particle Density rP . Both accessible andinaccessible pores are taken into account in theparticle density, which determines the sedimen-tation rate of solids in nonwetting fluids.
rP ¼ mS=VP ð20Þ
Agglomerate Density rA. Agglomeratedensity controls the sedimentation rate of ag-glomerates in a nonwetting fluid.
rA ¼ mS=VA ð21Þ
Bulk Density rB. A large group of particlesor agglomerates is characterized by the bulkdensity, which is determined by measuring thetotal mass of bulk material contained in a given
Figure 12. Structure of packed agglomerates composedofindividual particles A) Particle: a) Solid; b) Inaccessiblepores; c) Accessible poresB) Agglomerate: a) Particle; b) Interstitial volumeC) Bulk agglomerates: a) Agglomerate; b) Interagglomeratevolume
132 Size Enlargement Vol. 33

volume.
rB ¼ mS=VB ð22Þ
3.2.3. Porosities
Particle Porosity «P. The ratio of the porevolume (accessible VoP and inaccessible VcP) tothe total particle volume VP is the particle poros-ity.
e;P ¼ VoPþVcP
VPð23Þ
If the inaccessible pore volume cannot be mea-sured, the apparent particle porosity is used,instead of the particle porosity.
e;0P ¼ VoP=VcP ð24Þ
Agglomerate Porosity «A. The ratio of thevolume of the void space between the particlesViP and the volume of the agglomerate VA is theagglomerate porosity. The agglomerate porosityallows the difference in sedimentation rate of thesame particles inwetting and nonwetting fluids tobe determined. The rate of sedimentation isalways greater inwetting fluids. The agglomerateporosity is the ratio of the particle density to theagglomerate density.
e;A ¼ ViP=VA ð25Þ
e;0A ¼ 1�rA=r
0S ð26Þ
where e0A is the apparent agglomerate porosity.
Bulk Porosity «B . In a group of agglomer-ates, there is an interstitial volume ViA betweenthe agglomerates themselves. From this value thebulk porosity eB is defined as follows:
e;B ¼ ViA=VB ð27Þ
The apparent bulk porosity is defined as:
e;0B ¼ 1�rB=r
0s ð28Þ
Total Porosity «tot. The total porosity of thesystem must be distinguished from the bulk
porosity.
e;tot ¼ VoPþVcPþViPþViA
VBð29Þ
If the inaccessible pore volume is not included inthe measurement, then the quantity calculated isthe apparent total porosity e0tot.
e;0tot ¼
VoPþViPþViA
VBð30Þ
The different porosity values are related as fol-lows:
ð1�e;totÞ ¼ ð1�e;PÞ�ð1�e;AÞ�ð1�e;BÞ ð31Þ
e;0tot ¼ 1�rB=r
0S ð32Þ
In addition, that pore sizes are different must beconsidered. Figure 13 illustrates the pore radiussize distribution function for a bulk agglomeratesystem. In general, pore sizes are distinguishedclearly for three systems: individual particles,agglomerates, and bulk systems. This is theresult, in ideal cases, of three different maximain the distribution function [51–55].
Because of the limited strength of flocs, thedetermination of the size and porosity of flocsformed by agglomeration in liquids is especiallydifficult. None of the usual methods can be usedin this case. In general, another measurable pa-rameter is used, one which depends on both thesize and porosity. At Technische HochschuleKarlsruhe, a method has been devised to deter-mine the average size and porosity of agglom-erates in undisturbed suspensions. Simultaneousmeasurements are made with a photometer and asedimentation balance [56], [57]. Figure 14shows the average floc density during floccula-tion as a function of particle size. The process is
Figure 13. Idealized pore size distribution [51]
Vol. 33 Size Enlargement 133

characterized by the increase in the number ofparticles per agglomerate [58].
3.3. Agglomerate Strength
In general, the term strength refers to all of theproperties of the agglomerate that act againstwhatever stresses the agglomerate may encoun-ter: abrasion, fracturing, compression, orimpact. The breakability that is desired for theend use of the product determines the upperlimit of the strength that the agglomerate mayhave. At the same time, the agglomerate shouldhave as high a strength as possible to preventbreakage during handling. Because the handlingstresses are of the same order of magnitude asthe breakability, the permissible stress range isnarrow.
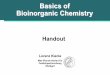
The measurement of agglomerate strength isdivided into two categories: agglomerates smal-ler than 5 mm, and agglomerateswhose diameteris greater than 5 mm. A number of scientific andindustrial tests are used for the larger agglomer-ates [59–61]. Figure 15 illustrates some of theusual methods that are used in the pharmaceuti-cal industry: the diametral compression test, thebending test, the drop test, and the abrasion test.
Figure 14. Structure of agglomerates in suspension [58]
Type of solid x, mm
Glass spheres
16
~ Quartz 14.5
& Coal 8.5
* Cornstarch 13
& Cellulose 14
Figure 15. Operation of strength measurement techniques that simulate actual industrial conditions A) Industrial tests:a) Compressive strength; b) Bending test; c) Drop test; d) Abrasion testB) Deformation stress: a) Tensile strength; b) Shear strength; c) Shearing strength
134 Size Enlargement Vol. 33

There are numerous types of commercial appa-ratus that can be used to determine the strength ofa pressed product with these tests. The strengthvalues obtained on different machines are notusually comparable with each other. Some rea-sons for this are differences in geometry and therate at which the stress is applied, as well asdifferences in external factors, handling, andcalibration.
The strength of smaller agglomerates can bedetermined by the rate of deagglomeration in aspecific shear field [60] or with a dispersionapparatus specific to the industrial application[61–65]. This could mean the ratio of opticallydetermined surface areas after various types ofdispersion processes, or it couldmean the relativevalues of the desired property, such as the colorintensity or average agglomerate size after twodispersants have been used.
Pneumatic transfer over a specific distanceunder simulated industrial conditions can be usedas a measure of agglomerate abrasion.
3.4. Redispersion
When fine particulate properties are required forprocessing or application, as with pigments, theagglomerates must be easily broken down me-chanically. If the agglomerate is dissolved duringuse, the required redispersibility also depends onthe wettability. Good wetting and rapid dissolu-tion are desirable for instant products and phar-maceuticals, while slow dissolution is desired forfertilizers.
Today, a large number of foods, such ascoffee, cocoa, and cereal are sold as instantproducts. Often this property can only be ob-tained by means of agglomeration. Differentmanufacturers may define this property in differ-ent ways, therefore a method to measure it quan-titatively is required. A quantitative method ofmeasuring redispersion rate is necessary for in-dustrial powders that are added to and dissolvedin liquids. The reconstitution process takesplaces in the following steps:
1. Fluid soaks into the bulk material and theindividual agglomerates
2. Agglomerates sink in the liquid3. Agglomerates break up4. Particles dissolve in the liquid
None of these steps can be clearly isolated fromthe others. They do not happen sequentially, butrather occur simultaneously, affecting eachother. Therefore, determination of the individualproperties separately is difficult.
Penetration of the Liquid [66–70]. Thefirst step in the reconstitution process is thepenetration of the bulk material by the liquid.This results from capillary fluid transport throughthe void spaces in the bulkmaterial. If the contactangle d ¼ 0, wetting is rapid and complete. Formost powdered foods, d is greater than zero sothat liquid penetration of the bulk is slower.Agglomeration of these powdery foods reducesthe time required for the liquid to penetrate thebulk [50].
Sinking. If the wetting angle of a powder is0�, then the powder can sink only if its apparentdensity is greater than the density of the liquid orthematerial dissolves or disperses in the liquid. Ifthe powder dissolves, inaccessible void spacesare opened up and the apparent density increaseswith time. A powder with a wetting angle ofgreater than 0� requires a higher apparent densityto sink than one with an angle of 0�.
Dispersion [71–73]. Dispersion means thebreakup of the agglomerates into their primaryparticles. This process should be as rapid aspossible. Dispersion greatly increases the solid –liquid contact area, and consequently the rate ofdissolution. To obtain rapid agglomerate break-up, the bridges between the particles should beweak. However, weak bridges may allow moreabrasion, which would tend to slow down liquidpenetration. PFALZER [68] therefore recommendshaving a large number of weak interparticlebridges. The weak bridges would be easily dis-solved, while the large number of bridges wouldprovide the necessarymechanical stability. SCHU-BERT [71] seeks an optimum in promoting thedesired, antithetical properties of rapid breakupand low abrasion. As strength increases, theliquid penetration time decreases because of thereduced amount of abrasion. However, the timerequired for the agglomerate to break up in-creases because of the stronger interparticlebridges. There is a relative minimum in theoverall time and a corresponding optimal ag-glomerate strength. The optimal strength must
Vol. 33 Size Enlargement 135

be determined for various porosity levels. Theoptimal porosity is the one that gives the shortestoverall reconstitution time.
So-called burst agents are added to highlycompacted pharmaceutical preparations. Theseagents are materials that swell to considerabledegree when they absorb water. Some typicalrelease agents are starch and modified starches.The action of a burst agent is only apparent whenthe swollen dimensions of the burst agent exceedthe pore size of the material in which it isincorporated. There are no literature referencesto the application of burst agents in granulatedproducts. Any improvement in dispersibilityfrom such an application cannot be predictedwith certainty. The effect of such a burst agent isinfluenced by its concentration, its swellingproperties, the particle size distribution, and theagent’s distribution in the instant product.
4. Size Enlargement Processes
4.1. Growth Agglomeration(Pelletization)
Growth agglomeration is defined as the growthof more or less solid agglomerates in either oftwo environments. The first is a rotating appa-ratus that produces both a mixing and a rollingmotion. The second is a turbulently agitatedsuspension of particles that generates interpar-ticle collisions. There is a stable accumulation ifthe attractive forces in the industrial equipmentalways are greater than the destructive forcespresent in the system. The binding forces in thistype of agglomerate are primarily capillaryforces. Binders are often added to the liquidused to form the agglomerates. The strength ofthe final product is usually a function of theprocessing that occurs after agglomeration, suchas drying and sintering. Themost common typesof equipment for growth agglomeration arepans, drums, mixers, and fluidized beds(Fig. 16). Growth agglomeration can resultfrom several mechanistic processes: coales-cence of fine particles (starting materials andrecycled fines), i.e., the nucleation phase, fol-lowed by growth through accumulation of fur-ther starting materials and the debris from otherparticles. The course of these processes withtime is described by agglomeration kinetics.
4.1.1. Agglomeration Kinetics
CAPES and DANCKWARTS [74] and KAPUR andF€uRSTENAU [75], [76] have developed kineticmodels for particle growth. If certain assump-tions are made for the probability of agglomera-tion, changes in particle size distribution for abatchwise operated drum can be predicted theo-retically. CAPES and DANCKWARTS use the follow-ing assumptions in theirmodel of particle growth:
1. The smallest size fraction in the feed materialwill be abraded
2. The abradedmaterial from this processwill bedistributed among the remaining agglomer-ates according to their size
3. The rate of growth of the diameter of eachagglomerate is proportional to the differencebetween its diameter and the diameter of thesmallest agglomerate present in the system.
Then they obtained a dimensionless form ofthe agglomerate size distribution, which is notexplicitly time dependent, and which they called‘‘self-preserving.’’
KAPUR and F€uRSTENAU determine the change inan agglomerate size distribution as a function oftime by means of a coalescence model. Thisapproach is similar to that used by SMOLUCHOWSKI
[77] in his droplet coalescence theory. KAPUR andF€uRSTENAU make the following assumptions:
Figure 16. Schematic representation of equipment used forgrowth agglomeration A)Mixer; B) Drum granulator; C) Pangranulator; D) Fluidized bed granulator
136 Size Enlargement Vol. 33

1. Mixing of all the fractions is completelyhomogeneous
2. Particle size distribution is relatively narrow3. Coalescence rate is independent of granule
size4. Probability of collision between the granules
is independent of their size
This model leads to the same results as CAPES
and DANCKWARTS, the so-called ‘‘self-preserv-ing’’ distribution. These kinetic models have thedisadvantage that it is difficult or impossible toapply them to continuous systems. Over 90% ofgrowth agglomeration is performed in continu-ously operated mixers, drums, and pans. Theagglomeration model can be modified by divid-ing the process into two stages. The first is theaggregation stage, in which the particles coa-lesce. The second stage is called the snowballingstage (Fig. 17), inwhich agglomeration proceedsby layerwise deposition. By suitable selection ofparticle size classes, a system of differentialequations can be written which describe thechange in particle size distribution as a functionof time [78].
4.1.2. Pan and Drum Agglomeration[79–85]
Growth granulation using a pan or drum granu-lator converts finely dispersed material to acoarser product. The fine feed (diameter < 1000m) enter the disk rotating on an inclined axis or
the rotating trommel, along with some addedliquid. They are exposed to a rolling action(Fig. 18). Because the rolling action is primarilyrandom, spherical agglomerates form, with dia-meters up to 50 mm.
In the pan agglomerator, the agglomeratornuclei and small agglomerates move toward thebase of the disk.Because of increased friction, dueto their largely irregular shape, the particles aretransported higher. The larger, more rounded ag-glomerates roll easily over the smaller ones. Ulti-mately, at a certain size they are removed. In thisway the pan classifies the agglomerates. The over-flow product is so uniform in size that subsequentclassification is usually unnecessary. Classifyingpans producing granules having a narrow sizerange may have diameters up to 7.5 m and haveiron-ore-pellet capacities greater than 100 t/h.
In the agglomeration drum, the inclination ofthe axis is too slight to cause classification. Itserves primarily to transport the feed through thecylindrical drum. The agglomerate size distribu-tion is substantially broader than that obtained
Figure 17. Division of the agglomerate size distribution inthe aggregation and snowballing zones a) Agglomerate sizedistribution in agglomerator; b) Snowballing zone; c) Aggre-gation zone
Figure 18. Schematic diagram of A) pan and B) drumagglomeration
Vol. 33 Size Enlargement 137

with a pan. To obtain a specific agglomeratediameter, the desired size agglomerates must bescreened out of the exit stream. The oversizematerialmust be reduced in size and fed back intothe drum along with the fines to form a closedloop. The principal users of agglomeration drumsare the iron and fertilizer industries. Sizes rangeup to 10 m in length and 3.5 m in diameter.
4.1.3. Mixer and Fluidized BedAgglomeration
In theory, all solid and solid – liquid mixers aresuitable for agglomerate production. In contrastto pan and drum agglomerators, the powder isrolled about in mixers by means of a mechanicalimpeller or, in the case of a fluidized bed, pneu-matically. When a suitable amount of agglomer-ation liquid is sprayed in, most of the particlesform either solid agglomerates or a low-densityinstant product due to the stresses generated bystirring.
4.1.3.1. Pan and Drum Mixers
Horizontal pan and vertical drum mixers havebeen constructed with capacities up to 5 m3.Their first application was in the agglomerationof fertilizers [86]. A typical example is the Eirichcountercurrentmixer-granulator. This device hasa rotating mixing drum supported by a vertical orslightly tilted axle. A mixing impeller rotates inthe opposite direction. When used for fertilizers,throughputs of up to 30 t/h, with residence timesof 2 – 3 min, can be obtained. If the convention-al impeller is replaced with a specially designedimpeller, intensive mixing action can be ob-tained, even permitting the agglomeration ofmolten materials while they are cooling. Drumgranulation of a similar type is widely used forpulpy, plastic, or pasty starting materials in thepharmaceutical industry. In some cases, dry ma-terial is added to produce small agglomerates asfeed for tableting. The agglomerates produced bypan or drum mixers are usually stable, with highstrength, after drying.
4.1.3.2. Horizontal Mixers [87]
The mixing action necessary for agglomerationis provided in the case of the horizontal mixer by
a horizontal mixing shaft. This shaft may beequipped with paddles, screw strips, or specialmixing blades that resemble plowshares. A typi-cal example is the L€odige plowshare mixer. Therolling action is thereforemore gentle than that ina pan or vertical drum mixer. As a result, theagglomerates are usually more porous and have alower strength. Horizontal mixers can be operat-ed either continuously or batchwise.
4.1.3.3. High-Speed Mixers
High-speed mixers are continuous mixers withimpellers operating at relatively high speeds. Thefinished product has a brief residence time in theunit, only a few seconds. Porous, easily dispers-ible agglomerates are formed with the aid ofsprayed in liquid. The product has a size rangeof 0.5 – 2 mm and finds application in the foodindustry, especially as instant products (Fig. 19).
4.1.3.4. Fluidized-Bed Agglomeration [90–92]
In this process, pumpable solutions, suspensions,pastes, or melts are converted into agglomeratesmostly in combination with drying (see Section4.3.1.3.). Fluidized bed drying technology hasbeen known for several decades. Even though
Figure 19. Schugi mixer a) Roller cage; b) Rotor with blades
138 Size Enlargement Vol. 33

agglomerate formationwas observed early in thisprocess, the process was not used for agglomer-ation until 1970. The first use was the productionof feed material for tablet production in thepharmaceutical industry [88]. The range of ap-plication has grown from pharmaceuticals to thechemical, ceramics, and food industries and issteadily growing in importance. In fluidized bedagglomeration, the feed particles are movedabout by flowing gas (Fig. 20). Externally heatedgas (air) is forced or drawn upward through aporous distributor plate and then through theparticle bed. A heterogeneous solid – gas fluid-ized bed is formed. The solid particles are inten-sively mixed by the rising gas bubbles[89]. Thispromotes good heat and material exchange.The agglomeration fluid is sprayed with eithersingle- or two-fluid nozzles, which are locatedabove the bed surface or project just below it.The motion of the bed serves to distribute thefluid uniformly among the particles. A portionof the agglomerates in the bed are drawnthrough an opening beneath the bed surfaceor through the overflow port. The product, inmost cases, is separated into oversize, product,and fines. The fines and crushed oversize arerecycled to the fluidized bed. To produceround agglomerates in the fluidized bed, thefixed perforated plates are replaced by rotatingdisks. The gas flow is either through perfora-tions in the outside of the disk, or through aslot between the rotating disks or a slot be-tween the rotating disk and the stationaryhousing. This process is called rotor agglom-eration (Fig. 21). Many manufacturers offerfluidized bed equipment with a rectalinearcross section. These offer nearly the samepossibilities of variation with regard to con-
struction and operation as does equipmentwith a round cross section.
4.2. Agglomerate Formation fromMoist Material
4.2.1. Introduction
The production of fine, dry powders entails highdrying costs, which are greatly increased by theaddition of fluid during agglomeration. Econom-ic considerations (energy savings up to 50%)would favor combining the drying and granula-tion process segments. This would prevent hav-ing to granulate a dry powder or enable thegranulation to be done before drying. The goalsof this process are the following:
1. Processing of pasty products without repulp-ing to reduce drying energy
Figure 20. Schematic diagram of fluidized bed formation a) Solid bed; b) Homogeneous fluidized bed; c) Inhomogeneousfluidized bed; d) Transition zone; e) Pneumatic transport
Figure 21. Schematic representation of rotor agglomeration
Vol. 33 Size Enlargement 139

2. Production of a dust-free agglomerate3. Production of the desired size of agglomerate
having the required product characteristics
One possible way of achieving the first goal liesin combining the granulation process withfluidized bed drying. In conventional fluidizedbed drying (see Section 4.3.1.3.), dust from thefilter is remixed with the bed material, produc-ing a dusty product. A better method is to mixthe dust from the filters into the moist feed sothat it is incorporated into the agglomerate(Fig. 22).
4.2.2. Agglomeration Equipment forPlastic Materials
There are a large number of different machinesfor this purpose. They differ in their construction,the configuration of the kneading surfaces, andtheir kinematics. There are more than 50 typescommercially available (Fig. 23).
Extrusion through Screens and PerforatedPlates. Pasty products, when pressure isapplied, are forced to flow through the providedopenings. Pressure can be applied by the follow-ing physical processes:
Internal Friction (Friction Formation). Theamount of pressure is greatly dependent on theproperties of the product. The maximum pres-sure is ca. 50 kPa, which is relatively low. Theproduct is strongly sheared by the frictionalforces.
Volume Reduction (Shape Formation). Theamount of pressure that can be applied is onlydependent on geometric factors. Pressures up to
Figure 22. Agglomeration prior to drying a) Screen granu-lator; b) Fluidized bed dryer; c) Air heater
Figure 23. Operation of machines for agglomeration ofmoist materials A) Extrusion in pellet mills: a) Applicationof pressure; b) Frictional press; c) Pressure by volumereductionB) Breaking of clumps: a) Cutting of sheets; b) Crushing ormilling; c) Squeezing into molded products
140 Size Enlargement Vol. 33

2.0 MPa can be generated. In this case there islittle shearing.
Movement of Excluded Volume (Shape For-mation). High pressure can be generated in thespace allowed. The product must be capable offlowing.
Breaking up of Product Clumps. The fol-lowing methods are used for pasty products:
Cutting. Thin cakes, produced by rollers, arecut by the action of a knife roller. The method isalso applicable to harder clumps.
Scalping, breaking. A rapidly rotating kniferoller either peels off or breaks off by inertia,pieces of the product stream. The shape of thepieces cannot be well controlled. The method isnot suitable for soft pastes.
Squeezing. The product is squeezed into thegrooves of a grooved roller made of an elasticmaterial. The shaped material is released whenthe grooves are retracted. This method is suitablefor soft pastes.
Pellet mills are used to shape pasty materialssuch as filter cakes and others. The mostimportant types of machines are illustrated inFigure 24. In all cases, the material is forcedthrough openings and in so doing is compressedmore or less into granules, also called pellets. Inthe roll pellet mill, the material is introduced intothe space between a perforated roller and a solidone. It is compressed and forced through cylin-drical openings. Inside the perforated roller, thegranules are cut off by a knife andflowoutward inan axial direction. A variation of this type ofmachine has two perforated rollers.
In the ring collar mill,the material is intro-duced inside and forced out through the open-ings in the die ring by the collar. The granulesare then cut off on the outer side by a knife.This type of machine can have various sizedcollars as well as different numbers of collars.The force exerted in a ring collar mill can beup to 15 t [93]. Through puts up to 15 t/h forfeed materials can be achieved with 22 mmopenings.
The so-called Haas granulator is commonlyused before belt drying. In this machine, the in
and out motion of a roller equipped with a ridgeforces thematerial through a perforated plate intoa collection trough. In the disk collar mill thecollar as well as the perforated plate move. In theextrusion and screw mills the perforated disk isstationary.
The swivel press has a rectilinear body and isopen on the top. The bottom is closed off with aremovable perforated plate. It is also equippedwith a swivel arm. The feed is distributed acrossthe perforated plate by a conveyor. Due to theswivel motion of the displacement arm, a trian-gular space bounded by the wall, the perforatedplate, and the displacement member is enclosed.A squeezing or load stroke forces the materialthrough a perforated plate. Because the plates areremovable, various geometries can be selected. Ifthe product is highly resistant to extrusionthrough the plate, it may be squeezed out side-ways. It is drawn in again on the return stroke.After the pressure stroke, the swivel arm quicklymoves back. The return angle for the no load andthe pressure strokes is adjustable. If there is aforeign body in the paste, the machine stops afterthe overload alarm sounds. Because of the low
Figure 24. Operation of pellet mills A) Roll pellet mill;B) Ring collar mill; C) Haas-granulator; D) Disk collar mill;E) Extrusion mill; F) Screw mill
Vol. 33 Size Enlargement 141

height, it can easily be removed by hand. Thefollowing parameters are involved in the con-struction and operation of themachine; geometryof the perforated plate (number of openings andtheir configuration), number of strokes, extrusionrate, return angle, extrusion pressure, andthroughput [93–95].
4.3. Drying Processes
In the case of fluid raw materials, agglomerationcan take place during drying, i.e., drying andagglomeration are combined into one process step.The available methods are classified as follows:
1. Atomization drying2. Contact drying3. Vacuum drying
Atomization drying includes tower spray dry-ing [98], fluidizedbed spraydrying, andmultistagespray drying. Contact drying includes roller andbelt drying. Under vacuum drying, only freezedrying and contact vacuum drying are described.
4.3.1. Atomization Drying
Atomization drying processes are important forindustry. A number of arrangements are used.The principal methods are classified as follows:
1. Simple spray drying2. Fluidized bed spray drying3. Spray drying with an integrated or down-
stream fluidized bed
The feed to atomization processes are pump-able products, such as solutions, suspensions,dispersions, and pumpable pastes. These areconverted into dry powder by spraying them intoa hot gas stream.
4.3.1.1. Fundamentals of Atomization Drying
Four different types of equipment are used toachieve atomization (Fig. 25):
1. Ultrasonic atomizer2. Centrifugal atomizer3. Two-fluid nozzle
4. One-fluid nozzle (pressure nozzle)
The use of the ultrasonic atomizer in drying islimited to special cases.
In centrifugal atomization, a wet product isaccelerated to velocities between 100 and 200m/s. A thin, fluid film enters the hot gas stream ofthe dryer through an opening in the atomizationdisk. It then breaks up into droplets. The resultingparticle size is independent of throughput over awide range. The average particle can be varied bychanging the rotational speed.
A narrow particle size distribution can beobtained with a one-fluid nozzle. The averagedrop size is controlled by the diameter of thenozzle opening, the atomization pressure, theviscosity, the solids content, and the throughputrequirements. One-fluid nozzles tend to clogeasily.
Figure 25. Types of atomizers A) Centrifugal atomizationdisk: a) Moist product (not under pressure)B) One-fluid nozzle: a) Moist product (under pressure up to10 MPa); b) Mouthpiece; c) Nozzle openingC) Two-fluid nozzle: a) Moist product (not under pressure);b) Air for atomization
142 Size Enlargement Vol. 33

In a two-fluid nozzle, the energy required foratomization is provided by the air stream. Inmostcases the air stream is compressed air, although inspecial applications steam or inert gas may beused. The wet product is introduced into the two-fluid nozzle under little or no pressure. Energyrequirements are higher for the two-fluid nozzlethan for the one-fluid type. With two-fluid noz-zles, fine grained dry products can be obtained,although the particle size distribution is relative-ly broad. Compared to one-fluid nozzles, two-fluid nozzles present fewer handling and controlproblems. Special designs, which lessen the riskof clogging [96], are used for fluidized beds.
The average particle size has amajor effect onthe instant properties of a product. The dryingprocess is slower for larger particles compared tosmaller ones. This has an effect on the design of adrying tower. The longer residence time worsensthe solubility properties. Temperature control isimportant for the properties of a spray-driedproduct. In the case of sensitive products, suchas powdered milk, too high a temperature candamage the product. BRUMMELHUIS [97] hasshown the effect of the temperature of the airleaving the dryer on various product propertiesusing as the example the atomization drying ofwhole milk concentrate. Lower dryer exhausttemperatures improve the instant properties. Theapparent density increases. The free fat contentand the solubility index decreases. However,there is an increase in the moisture content ofthe powder, so that a second drying step isrequired.
4.3.1.2. Fluidized-Bed Spray Drying
If gas flows through a solid, either wet or dry,resting on a porous platform, the piled materialbegins to loosen. At a certain velocity it begins towhirl about. Vibrators can be used to aid fluidi-zation. The pumpable product is sprayed into thereceiver on top of the material already there.Either one- or two-fluid nozzles are installedover the pile or brought into it. In addition,stirrers and disintegrators are used to loosen upthe product and to break up the larger clumps.
The separation of solid particles can be doneexternally by cyclones, filters, orwet scrubbers orinternally by an integrated filter. The use of anintegrated filter has the advantage that the prod-uct falls directly into the receiver. The risk of
having moisture condense in the exhaust is mini-mized because of the short pathway. However,moisture condensing in the filter can cause stick-iness and fluctuations in flow rate. Integratedfilters are available with automatic shakers orcontinuously acting blow-off devices.
The units can be operated either in suction orpressure mode. Suction operation is clearly pre-dominant among the major manufacturers be-cause no dust escapes under low-pressure con-ditions. Also, suction spray towers can be oper-ated without any material escaping. The dryproduct can be removed bymeans of belts, rotarybin values, overflow, or exit pipes. The productcan subsequently be classified by screening orsintered, and the undersize material can be re-cycled. If necessary, the oversize material can bebroken up and recycled. Product removal can becombined with classification. This is done withan ascending tube, which discharges at thescreen. The tube is used as a sorter. By regulatingthe flow velocity in the tube, the size of theparticles that are removed can be controlled.
Plants using only fluidized beds are mainlyused to dry solutions or melts of organic acids,organic or inorganic salts, tanning agents, anddyes. Binders can be added to the solution ormeltto improve cohesion. Exhaust temperatures arelower than in spray tower drying. The dry productcomes in contact with the high-temperature,incoming gas. This is similar to the situation incountercurrent spray tower drying. As a result,however, the same disadvantages are present.
4.3.1.3. Combination Processes
During the last ten years, spray towers withdownstream or integrated fluidized bed dryershave become more common. This is due to theirlower energy usage, the primarily dust-free prod-uct, and the reduced thermal stress. The disad-vantage of these types of processes is their highcapital costs. A spray drying process with adownstream fluidized-bed drying stage (Fig. 26)is called a two-stage drying process. Lowerresidual product moisture with less harm toproduct quality as well as more efficient energyutilization can be achieved. The solids leave thedrying towerwith 5 – 8% residualmoisture. Thefinal drying step takes place under mild condi-tions with low energy usage. Two-stage dryinggives unsatisfactory results when the product
Vol. 33 Size Enlargement 143

with high residual moisture has a tendency tostick or form hard clumps. In these cases it maybe possible to dry the product to a lower mois-ture in the drying tower. An agglomeration fluidis then sprayed in, either directly on the wetproduct or into the downstream fluidized bed(Fig. 27). As an alternative to having a fluidizedbed dryer follow a tower drying stage, one canbe integrated into a drying tower. In this case,rather than removing the powder from the spraytower, it is allowed to fall, with its high moisturecontent, directly into a fluidized bed. In thefluidized bed zone, drying takes place in a cloudof fine particles. This powdering permits thedrying of sticky products with a high moisturecontent without their sticking to the walls(Fig. 28).
4.3.2. Contact Drying
Contact drying is roller drying (Fig. 29). Pump-able products, including low- and high-viscositymaterials aswell as pastes, can be dried on a roller[99]. Metal rollers are heated internally withsteam. The heat used for drying is obtained bycondensing the steam. The resulting condensatemust, therefore, be removed from the lowestpoint within the roller. The product to be driedis applied as a thin layer onto the hot roller. Thiscoating process can be done in different ways.The principal methods are classified either asroller application methods or as spray methods.
The roller can dip directly into the material tobe dried. This type of equipment is referred to as asump roller dryer. Temperature and concentra-tion gradients are caused by heat transfer to thefluid. These can be removed by means of anagitator. The disadvantages of this design arethe nonuniform coating on the roller and expos-ing the product to heat, the latter having quitenegative effects in the case of heat-sensitiveproducts.
Figure 26. Spray dryers with downstream fluidized beddryers a)Moist product; b) Drying gas; c) Dry product, coarsefraction; d) Dry product, fine fraction; e) Exhaust gas
Figure 27. Spray dryer with downstream fluidized bed dryerwith injection of agglomeration liquid a) Moist product;b) Drying gas; c) Agglomeration liquid; d) Dry product,agglomerates; e) Recycling of fines; f) Exhaust gas
Figure 28. Spray dryerwith integrated fluidized bed a)Moistproduct; b) Drying gas; c) Dry product, agglomerates;d) Recycling of fines; e) Exhaust gas
Figure 29. Roller dryer [99] a) Hot steam; b) Steam;c) Condensate; d) Liquid product; e) Dry product
144 Size Enlargement Vol. 33

An improvement is achieved by using a so-called coating roller (Fig. 30). In this case, onlythe coating roller dips into the liquid. It coats aliquid film of uniform thickness on the dryingroller. Another variation of these design makesuse of an additional roller, called a transfer roller.This roller may be coated with hard rubber andcooled internally with water. In addition to singleroller dryers, there are also heated twin rollers(dual roller dryers) in use (Fig. 31). Examples ofthis type are the sump dual roller dryer and thedual roller dryer with spray coating. The dryproduct is scraped off by a knife. It may be inthe form of a film, or flocs, flakes, or powder [99].
The products are usually removed with a screwconveyor. If necessary the particle size can bereduced to the desired value by means of ahammer mill or crusher. In designing this typeof dryer, the product feed point and the productremoval point must be separated. For this reason,only 70 – 80%of the circumferance is effective-ly used for drying.
4.3.3. Vacuum Drying
In the case of temperature-sensitive products, theexternal pressure must be lowered to avoid dry-ing at a high temperature. This is called vacuumdrying. One simple type of vacuum drying isvacuum roller drying. In this method, either oneor two rollers are installed in a vacuum housing.The resulting vapor precipitates in a condensorlocated between the vacuum chamber and thepump. The product is removed by a screw con-veyor (Fig. 32).
Freeze drying is also widely used for sensitiveproducts. Freeze drying, also called sublimationdrying, is defined as the drying of frozen materi-al. At pressures below 0.6 kPa, ice goes directlyinto water vapor, without passing through theliquid state. Dissolved material (for example,salts) lower the freezing point. Actual sublima-tion is only possible at the eutectic temperature(the point of maximum freezing point depres-sion) [99]. KLUGE and HEISS [100] used thenonenzymatic browning reaction to demonstratequalitatively that freeze drying was the bestdrying process. The biggest disadvantage of thisprocess is its high capital and operatings costs.
Figure 30. Roller dryers with various feed systems [99] a) Stirrer; b) Blade; c) Screw conveyer
Figure 31. A) Dual roller steam dryer and B) Dual rollerdryer with spray coating a) Distributor trough; b) Scraper;c) Drying rollers;d) Steam space; e) Exhaust hood
Vol. 33 Size Enlargement 145

Products with good instant properties can beproduced by freeze drying because sublimationproduces a highly porous solid structure. Theproduct must first be frozen before drying. Therate of freezing has a strong effect on bothproduct quality and the rate of drying in thefreeze dryer. Rapid freezing produces small icecrystals, a strong product structure, and finepores. On the other hand, these factors increasethe resistance to the flow of moisture duringdrying. Freeze drying can be performed batch-wise or continuously. Figure 33 shows a crosssectional diagram of a batch freeze dryer. Con-tinuously operating freeze dryers are illustratedin Figure 34.A vibrational freeze dryer and a diskfreeze dryer are shown.
4.4. Spherical Agglomeration [101]
Another possible method of forming agglomer-ates in a fluid medium is the addition of a secondimmiscible liquid [102]. This binding liquidmust be able to wet the particles better than the
liquid in which they are suspended. This process,called spherical agglomeration takes place in athree-phase system. The three phases are thesuspending liquid, the immiscible binding liquid,and the solid dispersed phase. This phenomenon,which occurs during the progressive addition ofthe bridging liquid, is illustrated in Figure 35.
Figure 33. Cross-sectional view of batch freeze dryersa) Heating surfaces; b) Product trays
Figure 34. Continuous freeze dryer
Figure 35. Stages of spherical agglomeration according toBr€ockel [103]
Figure 32. Vacuum roller dryer [99] a) Vacuum chamber;b) Roller drive; c) Heat; d) Screwconveyer drive; e) Air lock;f) To condenser and vacuum pump
146 Size Enlargement Vol. 33

The finely dispersed droplets of binding liquidencounter the particles in a dynamic system. Theparticles cling to the droplets and become con-centrated in a manner not unlike flotation. Thisprocessmay take place in a few seconds or last forhours, depending on the wetting properties andcomposition of the system. BEMER [103], [107]calls this process the flocculation phase. He used19 mmglass spheres in carbon tetrachloride and awater – glycerin mixture as the binding liquid.Flocs roughly 100 – 300 mm in size wereformed. This was followed by an extended periodof apparent stability. This was followed suddenlyby a period of rapid agglomerate growth. Theagglomerates grew by coalescence until theyarrived at a stable state, in which the cohesiveand dispersive forces were in equilibrium.
FARNAND [104] has stated three factors thatcontrol the spherical agglomeration process,without describing their effect in a quantitativemanner. These are, in order of importance:
1. Relative interfacial free energies2. Ratio of binding liquid to solid3. Type and intensity of mixing
The effect of interfacial free energy on sphericalagglomeration has not been described in theliterature. During the wetting stage, flocs,agglomerate nuclei, spherical agglomerates,even pastes can form depending on the composi-tion of the three-phase system and the ratio ofbinding liquid to solid [104–110].
The effect of the wetting properties of thesolid and liquid components makes the agglom-erates sensitive to composition. For certaincombinations of materials, the agglomerationprocess can be made selective. Therfore in amixture of solids, particles with a certain com-position can be made to form agglomerates,while the remaining material can be separatedby screening. By changing the liquids, addition-al components can be obtained in succession in away resembling preparation by flotation. Forthis reason spherical agglomeration is alsocalled selective agglomeration.
Application Cases. A major area of appli-cation of spherical agglomeration is the removalof fine coal particles dispersed in water. Thefraction of fines produced during coal prepara-tion is increasing. This is due to the increased use
of mechanized mining methods and finer millingto produce a cleaner final product. Coal particlesin aqueous suspension can be agglomerated withspecial oils and removed. Inorganic or ash com-ponents are left behind.
Olifloc Process. The flowsheet of the oliflocprocess (Bogenschneider, Ruhrkohle AG, 1976)is shown in Figure 36. The pilot plant was de-signed for a throughput of ca. 3 t/h. This processis a further development of the Convertol processdeveloped by the Essen Mining Association inthe 1950s.
Operation. The local slurry with a particlesize of< 500 mm is classified in a hydrocyclone.The fraction < 100 mm is sent to a clarifier toincrease its solids concentration. The underflowwith a solids content of 200 – 400 g/L is re-moved and mixed with oil, which serves as abinder. The components are intensively mixedand agglomerate in the upper section of themixer. An inclined dewatering screen is used toseparate the agglomerates from the gangue,which remains behind in the water. The residualmoisture in the oil – coal agglomerates is low-ered to 15% with a scrubbing centrifuge. Thecentrifugates from cyclone and screen go toflotation to further recover the coal content.BOGENSCHNEIDER states that the residual moisturein a coal preparation plant can be reduced toabout 3% by using this process.
Spherical Agglomeration Process. Spher-ical agglomeration, as illustrated in Figure 37,
Figure 36. Process flowsheet of the olifloc pilot planta) Gangue; b) Coal; c) Water; d) Oil
Vol. 33 Size Enlargement 147

was developed in the 1960s by the NationalResearch Council of Canada [111].
Operation. Feed slurries are mixed in 2 highcapacity mixers (a) with, for example, diesel fuelin order to completely disperse the binder. Theagglomerates form in the agglomeration vessel(b). They are partially separated from the gangueby sedimentation in vessel (c). An inclined de-watering screen also serves to separate theagglomerates from the gangue. In this variationof the process, the agglomerates are pelletizedwith hot heavy fuel oil on a disk pelletizer. Thepellets reach a diameter of ca. 6 mm with highstrength.
Pelletizer – Separator. The pelletizer –separator (Fig. 38) [111] has a simple design. Itgenerates solid pellets 1 – 6 mm in diameter bychurning with rotating paddles. Nearly all finecoal slurries can be selectively agglomerated byadding 9 – 15 wt% of heavy oil. The binder isalmost completely recovered in the pellets. An
industrial plant with a capacity of 10 t/h has beenin operation in Japan since 1972.
Operation. A coal – water suspension andheavy fuel oil are fed simultaneously from theleft. After mixing in the first third of the vessel,the coal is selectively agglomerated in the secondthird. Next it is separated from the gangue on aninclined dewatering screen.
4.5. Pressure Agglomeration
The use of liquids in size enlargement is depen-dent on the compatibility of the product with theliquid. In some cases, the necessity of adding adrying step increases the cost. Pressure agglom-eration is used when it is desirable to proceedwithout the use of liquids. During compressionthe number of interparticle contact points is in-creased in the substrate. Then by plastic deforma-tion the contact points are converted to areas ofinterfacial attraction. Van der Waals forces or
Figure 37. Process flowsheet for the spherical agglomeration process a) High capacity mixer; b) Agglomeration and settlingvessel; c) Stripping vessel; d) Dewatering screen; e) Disk pelletizer; f) Continuous heater
Figure 38. The Shell pelletizer-separator a) Heavy fuel oil; b) Coal water suspension; c) Gangue; d) Pellets
148 Size Enlargement Vol. 33

sintering are the principal factors affectingstrength in the case of compression. Both increasewith increasing surface contact area. Pressedarticles with high strength can be obtained withmaterials that can be deformed plastically. It isdifficult to compress elastic particles with unfa-vorable properties. Compressive properties canbe improved by addition of a binder. If a binder isused, the compressive properties depend on whattype of binder it is and its binding capacity. Theparticle-size distribution of the startingmaterial isalso a factor. Above all, coal, low-temperaturecoke and ores are briquetted with binders.
The pressure agglomeration process has along history in the preparative and coal industriesas the concept of briquetting. Coal tar pitch,bitumen, or 50% solids waste sulfite liquors areadded to plasticize coal powder. Fine grainedores and other fine grained metal containingmaterials are mixed with fine limestone, magne-sium hydroxide, or clay before being com-pressed. In addition to coal and ores, largeamounts of ceramic precursors, fertilizers, plantprotectants, and pharmaceuticals are producedwith pressure agglomeration processes.
In roller compaction, the powder is intro-duced in between two smooth or mold rollersand is compressed. The product is either thinsheets (flakes) or molded shapes. In addition, theprocess is widely used as an intermediate step inagglomeration processes. One example is thepregranulation of feed materials for tableting.
The oldest process is compression with stampand die. This process is widely used in powdermetallurgy and the coal industry, as is rollercompaction.
In isostatic compression, the powdered starting-material is loaded into an elastic membrane and iscompressed from all sides by fluid pressure. Theresulting pressed object is homogeneous and haslittle internal stress. Compared to tableting, thepressure is relatively low. Because of its cost, thisprocess is not suitable for high volume applica-tions. It is used primarily in powder metallurgy.
Vibration compaction is especially suited forthe production of long pressed articles withuniform properties. It is used in the ceramicindustry and, for example, for the production ofreactor fuel rods. The substrate is homogeneous-ly compressed by the wall impact of the vibratingcontainer as well as the uniform pressure due tointerparticle collisions.
4.5.1. Compression Equations
Figure 39 illustrates the force – displacementdiagram for compression of cornstarch, with itselastic and plastic regions. There are over 15different mathematical models in the literature[113], [114] for compression. These describedthe volume reduction of a powdery materialwhen a compressive force is applied. Dependingon the magnitude of the compressive force or thetype of material, most of these models have onlya limited validity. The best known compressionequations are listed in Table 2.
Aggregates of powdery material can be de-scribed by their compressibility, that is, the easeof volume reduction under pressure, or by theirpressability, that is to say, the ease with whichthey can be pressed into a molded object withsufficient strength. All of the compression equa-tions presented in Table 2 have the disadvantagethat they describe the compressibility of a pow-der rather than its pressability. For practicalapplications, the pressability is the more impor-tant parameter. For this reason, a mathematicalmodel was developed which linked the twoparameters of a powder, the compressibility andthe pressability (Table 2, Eq. (s). Equation (s) isin good agreement [115] with the experimentaldata. This has been demonstrated for a number of
Figure 39. Force – displacement diagram for compression,cornstarch compression rate vv¼ 0.24 cm/s a) Compressionenergy Ea plastic; b)Compression energy E2 elastic
Vol. 33 Size Enlargement 149

pharmaceutical products and additives. Theseequations are derived from mathematical modelsbased on binding and nonbinding contact points.In addition, there are empirically derived equa-tions in the literature. Various workers [116] citethe formula found by Ryshkewitch [117] forceramic materials. This is the relationship (Table2, Eq. (t) between the strength and the porosity ofa molded object.
4.5.2. Stamp Presses
Closed-form stamp presses, as shown in Fig-ure 40, work in the following way: the materialto be compacted is loaded into a mold, which isclosed on all sides except one. A stamp, whichclosely fits the mold, is applied and presses thematerial into the desired form of a briquette. Thestamp is operated automatically with an electricmotor. The pressure can be transmitted hydrau-lically with oil or water, or by means of a screwspindle. The finished briquette can be forced outof the mold in the original direction or in theopposite direction by a counter stamp. In thepreparative industry a typical size for cylindricalbriquettes is 12�7 cm. Typical values for com-pressive force are 318 t supplied by an hydraulicoil pump of 56 kW capacity. Throughput is 4 –6 t/h. An alternative high-capacity press is anautomatic table press (couffinhal press). It is usedfor producing the briquettes with binders in theconstruction industry. The press consists of arotating, horizontal, circular platform in whichare set molds. After each pressing step, theplatform is rotated to the next mold by meansof guide rollers. The pressing action is commonlyassisted by vibration. The production capacityfor cubic or round briquettes can reach 20 t/h oreven higher. The tablet presses of the pharma-ceutical and catalyst industries are types of stamppresses, as are some extruders.
Table 2. Mathematical models of compression [115]
Athy V�V¥V0
¼ V0�V¥V0
e�k1sc (a)
Ballhausen ln V¥V�V¥
¼ K2scþK3 (b)
Balshin lnsc ¼ �K4VV¥
þK5 (c)
Cooper V0�VV�V¥
¼ k6e�k7scþk8e�k9sc (d)
F€uhrer (s� k10)(scþ k11)¼ k12 (e)
Gurnham sc ¼ k13ek14 =V (f)
Heckel ln VV�V¥
¼ k15scþ V0
V0�V¥(g)
Jones lnsc ¼ �k16VV¥
� 2þk17 (h)
Kawakita V0�VV0
¼ k18k19sc
1þk20sck18 ¼ V0�V¥
V0(i)
Konopicky ln VV0�V ¼ k21scþln V0
V0�V¥(j)
Murray ln VV�V¥
¼ k22V¥
V�V¥
� 1=3þk23sc (k)
Nishishara ln V0
V
� � ¼ � sck24
� 1=k25(l)
Nutting ln V0
V
� � ¼ k26sk27c (m)
Smith 1V � 1
V0¼ k28s
1=3c (n)
Tanimoto V0�VV ¼ k29sc
V þ k30sc
scþk31(o)
Terzaghi
V�V¥
V¥¼ k32lnðscþk33Þ�
k34ðscþk35Þ�k36scþk37
(p)
Tsuwa V0�VV0
¼ V0�V¥V0
1=k38sc
1þ1=k39sc(q)
Walker VV¥
¼ k40�k41lnsc (r)
Leuenberger P ¼ Pmaxð1�eg �scrrÞ (s)
Ryshkewitch F ¼ F0�3�b�e; (t)
sc Compressive pressure
V Volume V (sc)
V¥ Minimumpossible
volume (sc ! ¥)
V0 Initial volume
ki Constants specific to the
model and material
s Compressive displacement
P Deformational strength of the
compressed body
Pmax Deformational strength of the
compressedbody when rr ¼ 1
rr Relative density (1 � e)
F Strength of compressedbody
F0 Strength of compressed bodyat porosity ¼ 0
b Constant related to composition
Figure 40. Hydraulic stamp press [118] a) Hydraulic cylin-der; b) Press frame; c) Upper stamp; d) Mold; e) Substrate;f) Closing plate; g) Bottom plate; h) Exit port
150 Size Enlargement Vol. 33

4.5.3. Roller Presses
In a roller press, the material is introduced be-tween two oppositely turning rollers and is com-pressed (Fig. 41). Smooth rollers produce flakes.This is called roller compaction. Speciallyshaped rollers produce pressed objects. This istermed roller briquetting. Gravity feeding frombins is the preferred method in the beginningstages of roller press compaction. With increas-ing fineness of the feed, screw feeders are used.The specific operational configuration, such asthe number of screw feeders, the size of the feedopening and the screw feeder pressure, is deter-mined experimentally for the most part.
An essential factor in pressure agglomerationby roller presses is the external compressiveforces. These generate a pressure distribution inthe space between the rollers, which has a maxi-mum. An average pressure can be calculatedfrom the pressure distribution. Usually the spe-cific compressive force is specified rather thanthe pressure. This is defined as the total compres-sive force relative to thewidth of the roller (linearforce). The specific compressive force usuallyhas a range of 10 to 140 kN/cm for rollers1000 mm in diameter. The specific compressiveforce required for various materials is shown inTable 3.
The rotational speed of roller presses is limit-ed by behavior of the feed as trapped air isexpelled. This can only be determined experi-mentally by simulation of industrial conditions.A fine grained, loose material has a large voidvolume. This is diminished drastically during
pressure agglomeration. As a result, a corre-spondingly large volume of air is released. Inorder to maintain a steady compression process,the air must be able to escape upward from thespace between the rollers. This is opposed by thedownward flow of the feed. The air removalproblem also directly affects the maximumthroughput of the roller press, which is primarilya function of the circumferential speed of theroller. The problem of air removal is especiallyacute with smooth rollers. Many variations inshape have been tried in order to find a remedy.The circumferential speeds conforming to the airremoval properties of different materials arelisted in Table 4.
The specific energy requirement is dependenton the power consumption and the throughput.While the throughput is generally of a pre-sup-posed size, the power consumption must bedetermined. It depends on the torque and therate of rotation. Both of these quantities must bedetermined experimentally for thematerial beingprocessed (Table 5).
The type of material feeding system is gov-erned by the properties of the material such as itsbulk density and flow properties. It is alwaysdesirable to have a continuous and uniformmaterial feed in order to have optimal loadingof the press. Either gravity feed equipment (hop-pers) or power feeders (screw feeders) can beused. In cases where the material tends to cakeor form bridges, the flow of material may be
Figure 41. Operation of a roller press with screw feedera) Screw feeder; b) Applied pressure; c) Smooth or shaped roller
Table 3. Specific compressive forces [119]
Material
Specific compressive
force (for 10 cm diameter
roller), kN/cm
Coal 10 – 30
Ceramic raw materials 40
Rock salt 60 – 80
Mixed fertilizer (with urea) 40 – 60
Mixed fertilizer (without phosphate
rock and ground slag) 50 – 80
Mixed fertilizer (with phosphate
rock and ground slag) �80
Calcium cyanamide (nitrolime) 60
Potassium chloride (120 �C) 50
Potassium chloride (20 �C) 70
Potassium sulfate (70 – 100 �C) 70
Scrubber sludge 95
Magnesite (cold and hot) 110 – 130
Quicklime 130
Spongy iron (cold and hot) 130 – 140
Ores (cold with binder) 60 – 80
Ores (hot without binder) 120 – 140
Vol. 33 Size Enlargement 151

assisted by vibrators installed in the hoppers. Ifthe material has good flow properties, a hopper issufficient. It is providedwith a slide plate in orderto regulate the amount being fed. This is done byusing the slide plate to change the effective sizeof the loading area cross section. Screw feedersare used in cases where adequate feeding cannotbe obtained by gravity. Thismay occur if the bulkdensity is too low or the loading capacity isinsufficient. Screw feeders of this type transportthe material directly into the loading area. In thismanner, they perform a type of pre-compression.The machines must be designed as precisely aspossible in order to obtain optimal product prop-erties. For this reason the interrelation betweenthe compressive characteristics of the material(rheology) and themachine parameters, especial-ly the compressive force and the roller diameter,must be known [120–127].
4.5.4. Tableting
Tablets originated in the field of pharmacy. Froma technological viewpoint, they were defined asan individual dose of a medicinal substance.
These were produced in various shapes by com-pression of powders or granules (Fig. 42).
K. MUNZEL, I. BUCHI, and O.-E. SCHULTZ[128] give the following definition. ‘‘Tablets arerigid aggregates or pressed articles (pressed bod-ies) produced by compression by mechanicalmeans. They are made from dry dispersions suchas powders, macroscopic crystals and/or gran-ules and the medicinal material that they contain.As a rule, these pressed articles exhibit radialsymmetry or at least have a plane of symmetry.’’
The origin of the term tablet is the Latin word‘‘tabyletta’’ (the diminutive form of tabula),which means ‘‘little board.’’ This designation isderived from the usually flat shape of earlytablets. It is only appropriate today in very rarecases, since most tablets are cylindrical. Eventhough tableting today is in the domain of phar-maceutical practice, other areas of application
Table 4. Roller rotational speeds [119]
Material
Maximum
peripheral
speed, m/s
Briquette
size, cm3
Type of roller
surface
Roller
diameter, mm
Roller
width, mm
Scrubber sludge 0.35 5 – 10 750 600
Potassium chloride 0.70 molded 1000 1250
LD-process dust (fine) 0.25 20 650 220
Magnesiumoxide (natural) 0.40 5 – 7 650 – 750 320
Lead – zinc oxide 0.27 100 750 265
Zirconium tetrachloride 0.17 smooth 500 200
Dolomite dust 0.17 6.5 650 250
Quicklime (< 5 mm) 0.50 10 650 – 1000 250 – 540
Table 5. Specific energy requirements [119]
Specific energy,
Material kW h/t
Scrubber sludge 11 – 12
Potassium chloride 7 – 8
Caustic magnesite 18 – 20
Spongy iron 8 – 12
Ore 7 – 9
Quicklime 16 – 19
LD-process dust (hot) 7 – 9
Coal (binder) 2 – 3
Coal (hot) 4 – 6
Mixed compost (100 – 120 kN/cm) 12 – 13
Mixed compost (< 80 kN/cm) 9 – 11
Figure 42. The most important tablet shapes [128] A) Topview: 1) Round; 2) Oval; 3) Oblong; a) Diameter; b) Length;c) WidthB) Cross section: 4) Biplanar; 5) Biplanarwith beveled edges;6) Domes (biconvex); d) Tablet height; e) Facette; f) Medianheight; g) Dome radius
152 Size Enlargement Vol. 33

are growing. For example, it is used in chemistryfor the production of catalysts and in the ceramicindustry for the production of reactor packingmaterial. More recently it has been used formaking carriers for immobilized enzymes inbioreactors.
The production capacity of tableting ma-chines has been developed further. Centrallyrotating machines produce about 700 000 tabletsper hour today. For a tablet weight of 500 mg,this gives an impressive hourly production of350 kg/h.
4.5.4.1. Tableting Equipment
In order to produce a tablet, the material to beused is loaded into a mold (die) and then com-pressed by two punches (upper and lowerpunches) as shown in Figure 43. The size andgeometric shape of the stamp affects the weightand shape of the tablet as well as its outer surface.
As a result, it also affects the properties of thetablet, such as its compressive strength and dis-integration time. The care andmaintenance of thepressing equipment is of great importance to thesuccess of the tableting process.
4.5.4.2. Tablet Pressing
Two principal types of tablet presses are in use:the eccentric press and the rotating press.
Eccentric Press (Fig. 44). The compressiveforce is transmitted from a cam to the substrate bythe upper punch. The lower punch is usuallystationary during the compression process. It can,however, be adjusted to change the depth of theloaded material. There can also be a pre-com-pression step by means of an upward motion ofthe lower punch, instead of the unidirectionalpressure of the upper punch.After the completionof the pressing process, the tablet is removed byan expulsion stroke of the lower punch (Fig. 45).With their simple design, eccentric presses onlyhave a production rate of 3000 tablets/h, which israther low. In order to increase capacity, multiplearrays of eccentric presses are used. They are
Figure 43. Working components of tableting machines[130] A) Upper punch: a) Set pin; b) Support plate;c) PunchheadB) Die: a) Die bore
Figure 44. Diagram of an eccentric press [130] a) Drivingwheel; b) Eccentric disk; c) Upper punch support; d) Fillingdevice with hopper; e) Upper punch; f) Die; g) Die plate;h) Lower punch; i) Lower punch support; j) Loading depthadjustment
Vol. 33 Size Enlargement 153

clearly less expensive than rotating presses andare preferred for the production of smallerbatches aswell as the production of larger tablets,such as catalyst supports.
Rotating Press. It operates in the same wayas a revolver. The compressive force is generatedbetween an upper and a lower pressure roll. Incontrast to the usual type of eccentric press, thetablet is compressed from both above and below(Fig. 46). The depth of loading is controlled by asystem which uses either a wire strain gauge or apiezoelectric sensor. The pairs of punches alongwith their dies are mounted in a rotating dieplatform. Each pair of punches produces onetablet per revolution. The capacities of the rotat-ing presses range from 10 – 700�103 tablets/h,depending on the number of punch pairs and therate of rotation. For very high speed presses thepersistence of the flow velocity of the materialbeing tableted can present problems. For this
reason, pre-granulation to produce a free-flowingfeed material is of considerable importance.
4.5.4.3. Tableting Problems
If the tablet press (rotating or eccentric) runsproperly without material and the adjustableparameters such as tablet thickness are set cor-rectly, then any perturbations of the process arelimited to those related to the properties of thesubstrate. The weight of the product can befaulty. This is exhibited by an intolerable fluctu-ation in the weight of the tablets. The causeusually is poor flow properties of the substrate.It can form bridges in the hopper which interruptthe flow, and consequently the loading process.In addition, undesirable vibrations can causesegregation that impairs the uniformity of thetablets. Too high a moisture content of the sub-strate or too little lubrication leads to sticking,crackling, and coating. The resulting inadequaterelease of the tablet from the surface of the stampcauses surface defects on the tablet (nonuniformcolor, roughness). Coating occurs when the tab-let breaks up into upper or lower fragmentswhichform layers on the surfaces.
The interaction of the particle size distribu-tion, the crystal shape and other physical prop-erties of the substrate is the principal factoraffecting the compressive strength, the disinte-gration time, and the release of the activeingredient.
The properties of the tablet are thus substan-tially affected by the properties of the fillers. Incase of difficulties therefore, there is alwaysthe option of changing the formulation (binder,
Figure 45. Schematic illustration of the compression process in an eccentric tablet press [128]
Figure 46. Schematic illustration of the compression processin a rotating tablet press [128] a) Hopper (stationary);b) Upper pressure roller; c) Upper punch; d) Rotating dieplatform; e) Lower punch; f) Tablet removal mechanism;g) Lower pressure roller; h) Loading depth adjustment
154 Size Enlargement Vol. 33

lubricant). If this is not possible, the other processvariables such as the pressure and speed and otherenvironmental conditions must be investigated.
4.5.4.4. Effect of Compression Rate andHumidity [133]
For practical application, the most importantmajor parameters affecting tableting and tabletproperties are humidity and compression rate.Even under extreme conditions, such as highhumidity, high press speed, and difficult sub-strates, it should be possible to avoid tabletdefects. A range of techniques and types ofmeasurements are used to investigate the tablet-ing process and the resulting tablet properties.The aim is to comprehend the microscopic pro-cesses that are occurring during tableting and tobe able to draw conclusions about tablet proper-ties from them [137]. The example of tabletingpowdered limestone in moist air (45% relativehumidity) shows the effect of the speed of com-pression on the compressive behavior. The forcedisplacement curves are shown in Figure 47.Tablets with constant weight and the same diam-eter were produced. The average values for thethree different compression rates vv which wereused were 0.3, 2.5, and 9.0 cm/s. The compres-
sive pressure was held constant at ca. 110 MPa.In tableting, the compression rate is defined as theratio of the displacement of the punch from thefirst application of a detectable force to the pointof maximum force to the time required for thisdisplacement to occur. The compression pressureis plotted as a function of the compressive dis-placement of the lower stamp or the volumefraction of solid (1 � e) in the pressed object.Compression occurs earlier with increasing com-pression rate and the rate of pressure increase islower. However, the rates of increase becomeequal at higher levels of compression. The prin-cipal reason for the lower rate of pressure in-crease at high compression rates is the frictionaleffect of air rapidly escaping from the powderpressed between the punch and the die. In addi-tion, sliding and rearrangement processes of theparticles are hindered by turbulence in the pow-der due to rapid compression.
The density of tablets made with the samepressure is lower for rapidly made tablets. Theelastic recovery when they are released andremoved from the die is larger. The ratio of theenergy incorporated into the tablet to the energydelivered by the machine is consistent with this.The relative energy incorporation is higher forslow compression compared to rapid compres-
Figure 47. Force – displacement diagrams of powdered limestone (x50 ¼ 13.5 mm) for tableting for three compression ratesvv [133] a) vv¼ 0.3; b) vv¼ 2.5; c) vv¼ 9.0 cm/s; Parameters of tablets: m ¼ 2.25 g; hloading ¼ 10 mm; fiTablet ¼ 20 mm
Vol. 33 Size Enlargement 155

sion. The elastic recovery of the tablets afterrelease and removal from the die is limited bythe recovery of the elasticly stressed particles. Onone hand, consequently, the contact area betweenthe particles is reduced, resulting in a loss ofstrength.On the other hand, there is a reduction ofstress inside the tablet, which has a favorableeffect on strength. Strength studies must be doneto determine which mechanism predominates.
The example of the effect of compression rateon the shape of the compression diagram illus-trates how such a diagram can be used to charac-terize changes in compression parameters, for thesame material under otherwise constant condi-tions. The first conclusions can be drawn con-cerning the trends in properties of the resultingtablets by determining the compression energyand the elastic recovery behavior. It should benoted that the compression diagram is only anintegrated representation of all the complex pro-cesses which occur during tableting. The evi-dence obtained from the compression diagrammust therefore first be checked and proven by theappropriate types of measurements. Figure 48shows the diametrical compressive strength as afunction of compression rate vv for limestone
tablets produced under vacuum (6�10�4 MPa)and in moist air (45% and 80% relative humidi-ty). The compressive pressure pv was 110 MPa.The production and testing conditions for thetablets being studied are abbreviated as illustrat-ed in the following example. The designation air/vacuum tablet means that the tablet was made inair and tested under vacuum.
The following conclusions, which are appli-cable to actual tableting, can be drawn from thisinvestigation of strength:
1. Substances that exhibit problems when tab-leted at high humidity and high compressionrates should be tableted at low humidities.
2. Certain compression rates may not beexceeded.
3. Strength testing must be done by a test that isdesigned to match the actual requirements ofthe tablet as closely as possible. Furthermore,testing must be done in a controlled atmo-sphere, otherwise the test results cannot becompared with each other.
4. Low humidity is favorable for resistance tostress when the tablets are stored or trans-ported [134–139].
References
General References1 R. H. Perry, C. H. Chilton: Chemical Engineer’s Hand-
book, McGraw Hill, New York 1973.
2 A. W. Adamson: Physical Chemistry of Solids, Wiley-
Interscience, New York 1967.
3 B. Ries, Ind. Anz. 21 (1961) 1 – 4.
4 P. J. Sherrington, R. Oliver: Granulation, Heyden & Son,
London—Philadelphia—Rheine 1981.
5 C. E. Capes: Particle Size Enlargement, Elsevier, Amster-
dam—Oxford—New York 1980.
6 W. Herrmann, K. Sommer: Preprints 3rd Int. Symposium
Agglomeration, N€urnberg 1977.
7 G. Astarita, Chem. React. Eng. Proc. Eur. Symp. 5th 1972,
Amsterdam.
8 W. Herrmann: Das Verdichten von Pulvern zwischen zwei
Walzen, Verlag Chemie, Weinheim, Germany 1973.
9 K. Sommer, W. Herrmann, Chem. Ing. Tech. 50 (1978)
518 – 524.
Specific References10 H. Rumpf,Chem. Ing. Tech. 30 (1958) 144 – 158, 329 –
336.
11 H. Schubert, Chem. Ing. Tech. 51 (1979) 266 – 277.
12 H.Rumpf inW.A.Knepper (ed.):Agglomeration,Wiley-
Interscience, New York 1962, pp. 379 – 414.
Figure 48. Diametrical compressive strength as a function ofcompression rate [133]Limestone xD¼ 13.5 mm; mTablet ¼ 2.25 g; fiTablet ¼ 20;mm; hTablet ¼ 3.6 – 4.4 mm; pv¼ 110 MPaThe rectangular region marked by diagonal lines is the regionwhere 10 – 50%of the tablets produced are defective. a)Vacuum/vacuum; b) Air/vacuum; c) Vacuum/air (45% rel.humidity); d) Air/air (45% rel. humidity); e) Air/air (100%rel. humidity)
156 Size Enlargement Vol. 33

13 H. Rumpf, Chem. Ing. Tech. 42 (1970) 538 – 540.
14 W. O. Smith et al., Phys. Rev. 34 (1929) 1271 – 1274.
15 H. Schubert, Powder Technol. 11 (1975) 107 – 119.
16 H. Schubert: Kapillarit€at in por€osen Feststoffsystemen,
Springer Verlag, Berlin—Heidelberg—New York
1982.
17 R. Polke: Zur Haftung zwischen Festk€orpern bei erh€ohtenTemperaturen, Dissertation, Technische Universit€at
Karlsruhe, 1971.
18 H. Krupp: Static Electrification, The Institute of Physics,
London—Bristol 1971.
19 H. Krupp,Adv. Colloid Interface Sci. 1 (1967) 111 – 234.
20 St. Moser: Van der Waals- und elektrostatische
Haftkr€afte, Dissertation, Technische Universit€at Karls-ruhe, 1976.
21 D. Langbein: ‘‘Van der Waals Attraction in and between
Solids, ’’ Festk€orperprobleme 13 (1973) 85 – 108.
22 H. C. Hamaker, Physika 4 (1937) 1058 ff.
23 E. M. Lifschitz, Sov. Phys. JETP (Engl. Trans.) 2 (1956)
73 ff.
24 D. M. Newitt, J. W. Conway-Jones, Trans. Inst. Chem.
Eng. 36 (1985) 422 ff.
25 N. G. Stanley-Wood: Enlargement and Compaction of
Particulate Solids, Butterworths, London 1983.
26 W. Pietsch, H. Rumpf,Chem. Ing. Tech. 39 (1967) 885 –
893.
27 H. Schubert, Chem. Ing. Tech. 45 (1973) 396 – 401.
28 H. Schubert, Chem. Ing. Tech. 46 (1974) 333 – 334.
29 H. Schubert: Untersuchungen zur Ermittlung von Kapil-
lardruck und Zugfestigkeit von feuchten Haufwerken aus
k€ornigen Stoffen, Dissertation, Technische Universit€at
Karlsruhe, 1972.
30 W. Sch€utz, H. Schubert, Chem. Ing. Tech. 52 (1980)
451 – 453.
31 H. Rumpf, Chem. Ing. Tech. 30 (1958) 144 – 158.
32 W. Pietsch: Festigkeit und Trocknungsverhalten von
Granulaten, Dissertation, Technische Universit€at Karls-
ruhe, 1965.
33 J. Char�e: Trocknung von Agglomeraten bei Anwesenheit
auskristallisierender Stoffe, Dissertation, Technische
Universit€at Karlsruhe, 1976.
34 C. E. Capes, Powder Technol. 4 (1970 – 1971) 77 – 82.
35 J. Frenkel, J. Phys. 9 (1945) 385 – 391.
36 B. Pines, Z. Techn. Fiz. 16 (1946) no. 6, 137.
37 G. Kuczynski, J. Appl. Phys. 20 (1949) 1160 – 1163.
38 H. Rumpf, K. Sommer, K. Steier, Chem. Ing. Tech. 48
(1976) 300 – 307.
39 F. Steiner et al., Polym. Prepr. Am. Chem. Soc. Div.
Polym. Chem. 11 (1970) no. 2, 1168 – 1175.
40 Wei Hsuin Yang, J. Appl. Mech. 33 (1966) 395 – 401.
41 H. Hertz: Gesammelte Werke, Barth, Leipzig 1895.
42 B. Dahneke, J. Colloid Interface Sci. 40 (1972) no. 1, 1 –
13.
43 F. Faulhaber: Einfluß der Mikroplastizit€at auf das Bruch-
verhalten von Quarzkugeln, Dissertation, Technische
Universit€at Karlsruhe, 1966.
44 W. Sch€utz, H. Schubert, Chem. Ing. Tech. 48 (1976) MS
375 – 376.
45 B.V.Derjagin, L.D. Landau,ActaPhysicochim.USSR 14
(1941) 633 ff.
46 E. J. W. Verwey, J. Th. G. Overbeck: Theory of the
Stability of Cyophobic Colloids, Elsevier, Amsterdam
1948.
47 W. Pusch: Agglomeration mit polymeren Flokkungsmit-
teln, Dissertation, Technische Universit€at Karlsruhe,
1982.
48 K. Leschonski, Kurs ‘‘Partikelgr€oßenanalyse’’ 1984.
49 K. Sommer, R. Fath: ‘‘Automatische Bildanalyse f€ur die
Qualit€atskontrolle in der Lebensmittelindustrie, ’’ ZFL 38
(1987) no. 7, 290 – 292.
50 L. Pfalzer, W. Bartusch, R. Heiss, Gordian 74 (1974)
80 – 83, 126 – 129.
51 R. Polke,W. Herrmann, K. Sommer,Chem. Ing. Tech. 51
(1979) 283 – 288.
52 E. A. Flood: The Solid/Gas Interface, Marcel Dekker,
New York 1967.
53 A. Baiker,W. Richarz,Chem. Ing. Tech. 49 (1977) 399 –
403.
54 W. W. Washburn, Proc. Natl. Acad. Sci. USA 68 (1971)
115 – 116.
55 Powder Technol. 9 (1974) no. 4 (special number).
56 B. Koglin, Proc. 1st Int. Conf. on Particle Technology,
Chicago, Aug. 1973, pp. 272 – 278.
57 B. Koglin, Powder Technol. 17 (1977) 219 – 227.
58 W. Pusch, B. Koglin, Chem. Ing. Tech. 55 (1983) 137 –
139.
59 H. Rumpf, W. Herrmann, Aufbereit. Tech. 11 (1970)
no. 3, 117 – 127.
60 H. Reichert: ‘‘Vortrag zum Jahrestreffen der Verfahren-
singenieure,’’ Stuttgart 1977.
61 H. Schubert, Chem. Ing. Tech. 8 (1970) 541 – 545.
62 H. Schubert, Powder Technol. 11 (1975) 107 – 119.
63 U. Kaluza,DEFAZET Dtsch. Farben Z. 29 (1975) 102 –
116.
64 R. Polke, R. Rieger, Chem. Ing. Tech. 50 (1978) 149 –
154.
65 H. Reichert: Desagglomeration organischer Farbpig-
mente in Couettestr€omungen, Dissertation, Technische
Universit€at Karlsruhe, 1973.
66 W. Mohr, Milchwissenschaft 15 (1960) 215 – 222.
67 J. J. Mol, Int. Dairy Fed. E-Doc 90, Paris 1973.
68 L. Pfalzer, W. Bartusch, R. Heiss, Chem. Ing. Tech. 45
(1973) 510 – 516.
69 H. Schubert, VT Verfahrenstechnik 12 (1978) 296 – 301.
70 H. Schubert, B. Bauer, A. L€oflath, paper read at the ZDS
Instantisieren, Solingen 1986.
71 H. Schubert, Chem. Ing. Tech. 47 (1975) 86 – 94.
72 H. Schubert, ZFL 36 (1985) no. 3, 149 – 152.
73 A.Krefeld, J.M.Van der Vertroog,Neth.MilkDairy J. 17
(1963) 209 – 232.
74 C. E. Capes, P. V. Danckwarts, Trans. Inst. Chem. Eng. 43
(1965) T 116 – T 130.
75 P. C. Kapur, D. W. F€urstenau, Ind. Eng. Chem. ProcessDes. Dev. 5 (1966) 5 – 10.
76 P. C. Kapur, D. W. F€urstenau, Ind. Eng. Chem. Process
Des. Dev. 8 (1969) 56 – 62.
Vol. 33 Size Enlargement 157

77 M. Smoluchowski, Z. Phys. Chem. (Leipzig) 92 (1918)
129 – 168.
78 W. Herrmann, K. Sommer, Preprints 3rd Int. Symposium
Agglomeration, N€urnberg 1977.
79 W. D€otsch: Agglomerationskinetik zur Stimulation von
Agglomerationsprozessen im Agglomeriesteller, Disser-
tation, Technische Universit€at M€unchen, 1987.80 H. Klatt, Zem. Kalk Gips 11 (1958) 144 – 154.
81 H. B. Ries, Aufbereit. Tech. 16 (1975) 639 – 646.
82 U. N. Bhrany, R.Manz,Aufbereit. Tech. 18 (1977) 641 –
647, Zem. Kalk Gips 23 (1970) 407 – 412.
83 M. Papadakis, J. P. Bombled, Rev. Mat. Construct. 549
(1961) 289 – 299.
84 W. Pietsch, Chem. Tech. (Leipzig) 19 (1967) 259 – 266.
85 H. E. Rose, R. M. E. Sullivan, Ball, Rube and Rod Mills,
Constable, London 1957.
86 J. Nordengren: Granulation of phosphate fertilizers—
theory and practice, Proc. Fertil. Soc., London 1947.
87 H. Leuenberger, G. Imanidis,Chem. Ing. Tech. 56 (1984)
322 – 323.
88 J. R. Farzand, I. E. Puddington, US 3 528 809, 1970.
89 J. Werther, Powder Technol. 15 (1976) 155 ff.
90 N. A. Shakhova, B. G. Yevdokomov, N. M. Ragozina,
Process Technol. Int. 17 (1972) 946 – 947.
91 P. E. Wurster, J. Am. Pharm. Assoc. 48 (1959) 451 ff.
92 E. P. Nichols, GB 1 039 177, 1966.
93 H. Schwanghardt, Aufbereit. Tech. 12 (1969) 713 – 722.
94 H. Schwanghardt, Aufbereit. Tech. 12 (1973) 818 – 830.
95 W. Herrmann, Chem. Ing. Tech. 48 (1976) 333.
96 R. Herbener, Chem. Ing. Tech. 59 (1987) 112 – 117.
97 I. A. J. Br€ummelkuis,Milchwissenschaft 30 (1975) 75 –
80.
98 J. Pisecky, V. Westergaard,Milchwissenschaft 26 (1971)
557 – 560.
99 H. G. Kessler: Lebensmittelverfahrenstechnik, Verlag A.
Kessler, Freising 1976.
100 G. Kluge, R. Heiss, Verfahrenstechnik (Mainz) 1 (1967)
251 – 260.
101 U. Br€ockel, Kurs ‘‘Agglomeration’’ Weihenstephan
1987.
102 N. K. Stuart, World Coal, August 1979.
103 G. G. Bemer, F. J. Zuiderweg, Int. Symposium Fine-
particles Processing, Las Vegas 1980.
104 J. R. Farnand, J. Sep. Process Technol. 3 (1982) 1 – 15.
105 S. Bosa: Dissertation, University of Technology of the
Netherlands, Delft 1983.
106 K. V. S. Sastry, Agglom. 77, Am. Inst. of Minery Met.
and Petroleum Eng. 1977.
107 G. G. Bemer: Dissertation, University of Technology of
the Netherlands, Delft 1983.
108 Y. Kawashima, C. E. Capes, Powder Technol. 10 (1974)
85 – 92.
109 C. E. Capes, J. P. Sutherland, Ind. Eng. Chem. Process
Des. Dev. 6 (1967) 1.
110 J. R. Farnand, H. M. Smith, I. E. Puddington, Can. J.
Chem. Eng. 39 (1961) 4.
111 B. Bogenscheider, H. J. Behrenbeck, K. H. Kubika,
Gl€uckauf 112 (1976) 12.
112 K. Sartor, Seminar ‘‘Verdichten von St€auben,’’ Graz
1977.
113 K. H. L€udde, K. Kawakita, Pharmazie 21 (1968) 393 ff.
114 K. Kawakita, K. H. L€udde, Powder Technol. 4 (1970/
1971) 61 ff.
115 H. Leuenberger, E. N. Hiestand, H. Sucker, Chem. Ing.
Tech. 59 (1987) 77 – 78.
116 R. Spang: Dissertation no. 5081, ETH Z€urich 1973.
117 E. Ryshkewitch, J. Am. Ceram. Soc. 6 (1953) 65 ff.
118 W. John, Ullmann, 4th ed., 14, 317.
119 R. Zisselmar, Seminar: ‘‘Kompaktieren,’’ TAWuppertal
1986.
120 W. Herrmann, Das Verdichten von Pulvern zwischen
zwei Walzen, Verlag Chemie, Weinheim, Germany
1973.
121 J. R. Johanson, Trans, ASME (1965) 12.
122 J. R. Johanson, Proc. of 9th Biennal Briquetting Confer-
ence, 1965 (IBA).
123 J. R. Johanson, Conference of International Briquetting
Association, 27. – 29. Aug. 1969, Sun Valley, Idaho.
124 A. W. Jenike, Exp. Station Bulletin, No. 108, vol. 52,
Oct. 1961.
125 O. Molerus: Sch€uttgutmechanik, Springer Verlag, Hei-
delberg 1985.
126 G. Hauser, K. Sommer, CHISA, Prag, Sept. 1984.
127 K. H. Sartor, H. Schubert, Chem. Ing. Tech. 50 (1978)
708 – 709.
128 K. H. Bauer, K. H. Fr€omming, C. F€uhrer: Pharmazeu-
tische Technologie, Thieme Verlag, Stuttgart 1986.
129 K. M€unzel, J. B€uchi, O. E. Schultz: Chemisches Prakti-
kum, Thieme Verlag, Stuttgart 1959, p. 727.
130 H. Sucker, P. Fuchs, P. Speiser: Pharmazeutische Tech-
nologie, Thieme Verlag, Stuttgart 1978.
131 N. G. Stanley-Wood: Enlargement and Compaction of
Particulate Solids, Butterworths, London 1983.
132 D. Train, J. Pharm. Pharmacol. 8 (1956) 745.
133 K. Sator, Chem. Ing. Tech. 50 (1978) 708 – 709.
134 K. H. L€udde, K. Kawakita, Pharmazie 21 (1968) 393 ff.
135 K. Kawakita, K. H. L€udde, Powder Technol. 4 (1970/
1971) 61 ff.
136 R. Spang: Dissertation no. 5081, ETH Z€urich 1973.
137 E. Ryshkewitch, J. Am. Ceram. Soc. 6 (1953) 65 ff.
138 K.-H. Sartor, H. Schubert: Vortrag auf dem Jahrestreffen
der Verfahrensingenieure, Stuttgart 1977.
139 W. Herrmann, Chem. Ing. Tech. 43 (1971) 418 – 425.
Further Reading
K. Darcovich: Particle Size Enlargement, ‘‘Kirk Othmer
Encyclopedia of Chemical Technology’’, 5th edition,
John Wiley & Sons, Hoboken, NJ, online DOI:
10.1002/0471238961.1909260503011605.a01.pub2.
W. Pietsch: Agglomeration in Industry, Wiley-VCH, Wein-
heim 2005.
M. Rhodes: Introduction to Particle Technology, 2nd ed.,
Wiley, Chichester 2008.
158 Size Enlargement Vol. 33