Embed Size (px)
Citation preview
ZtsChr.f.aIl ew. Math.and&cech. 454 ___ H u ber, Ermittlung der Vertikalepannungen beim Walzvorgang
Versuche zur Ermittlung der Vertikalspannungen beim Walzvorgang. ‘1
Von KARL HUBER In Wllkowltz, E. S. R. 1. Einleitun&. Im folgenden eei kurz die v. KArmhnsohe Theorie den breitungn-
loeen Walzvorganges wiedergegeben. Die v. KArm8nnche Theorie irt auf a Qrundgleichungen aufgebaut, und &war
1. auf der aleiobgewiohtsbedingung der horlzontalen inneren Krllfte, die auf einen Streifen d 3c den Walzgutes (Volnrnelement) wirken und 2. an€ der Plastlzitlltngleiohung.
Wird mit q der beaogene Normaldruok a d die Walzenoberflllche bezeiohnet, die iiber den ganzen Quersohnitt a l n konntant angenommene Horiaontalspannung mit p, mit T der Halbmesser der Walae,
* h,’ die halbe Dioke den Walagaten vor dem .Walzen, n h,’ s * >> n n naoh ’D * , * x die Koordinate in der Welzriohtung, poeitiv gemennen gegen die Forteohreitmgs-
riohtung den Walzgaten, Q, die Winkelkoordinate,
2 qmx der (heifwinkel, p der Reibungnkoefflzient zwisohen Walae und Walagat,
)) w die Drehgenohwindigkeit der Wdaen, EO lautet die ~leiobgewlohtnbedingung fiir dan Volamelement in der x-Achne
( 1 ) . - ( p h’) = q(nin cp - p oon cp) . . . . . . . . d d a
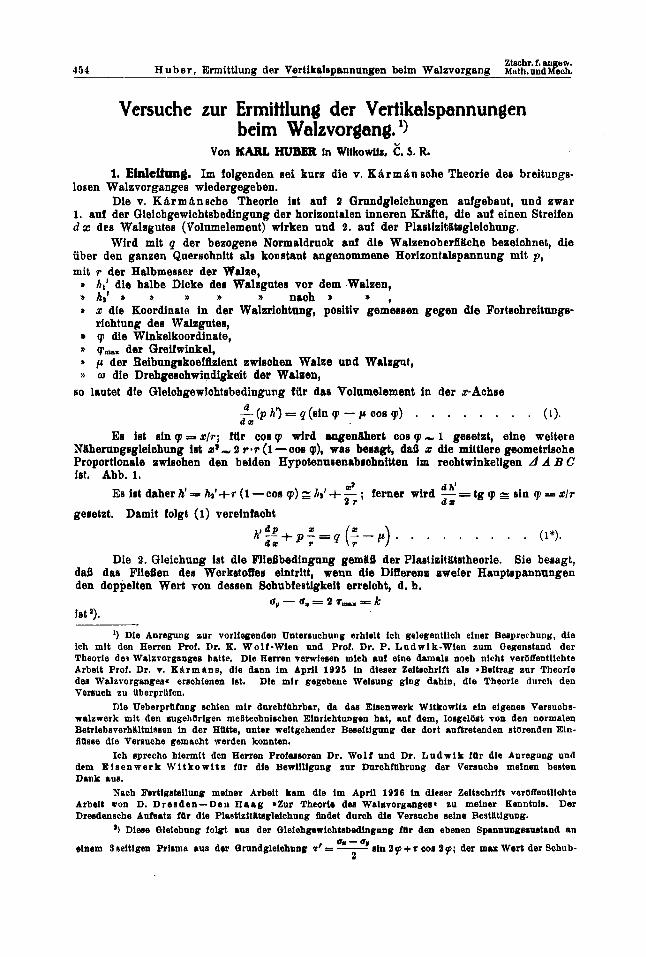
En 1st sin cp =t/r; Hir coecp wird angenllbert oon 9 - 1 genetzt, eine weitere Nllherungegleiohung irt as - 2 T ‘ T (1 - oon cp), was beragt, d J .z die mittlere geometrinohe Proportionale zwinohen den beiden Hypotenueenabrohnitten im reohtwinkeligen d A B C ist. Abb. 1.
sin Q, = x/r +a d A’ En 1st daher h’ = h,’+r (1 -COB a) h,’ + - - ferner wird - = tg cp a T ’ d a
genetzt. Darnit folgt (1) vereinfaoht
h ’ z + p r = q ( ; - , u ) . d P E . . . . . . . .
d J den
Die 2. Qleiohung ist die FlieBbedingang gemlla der PlastizitPtntheorie. Sie besagt, das Flieflen den Werkstoften eintritt, wenn die Differen5 zweler Hauptnpannungen doppelten Wert von dennen Sohublestigkeit erreioht, d. h.
a, - a, = a r,,,.x k jEt ’).
I) Die Anregung zur vorliegenden Untersuchung erhielt ich gelegentlich einer Besprechung, die ich mit den Herren Prof. Dr. K. Wolf-Wien and Prof, Dr. P. Ludwik-Wien zum Qegenstand der Theorie des Welzvorgangee hette. Die Herren vendeeen micb an! eine damale noch nicht verUffentlichte Arbeit Prof. Dr. v. K d r m b n s , die denn im April 19’25 in dieaer Zeitichrift ale *Beitrag zur Theorie den Walzvorgenges. erachienen 1st. Die mlr gegebene Welsung ging dahin, die Theorie durch den Verauch zu UberprUfen.
Die Ueberprtifnng schien mir dnrchfllhrbar, da dan Eisenwerk Witkowitz ein eigenee Versuchs- relawerk mit den sugeborigen meQtechnischen Einrichtungen hat, aul dem, losgel6et von den normalen Betriebaverhlltnlsren in der Htftte, unter weitgehender Beeeitignng der dort auftretenden storenden Eln- 5tlsse die Versuche gemacht werden konnten.
Ich epreche htermit den Herren Proferroren Dr. W o l f nnd Dr. L n d w i k far die Anregung und dem E i 8 e n w er k W i t k o w i t a far die Bewillignng mr Dnrobftthrung der Vereuche melnen beaten Dank aus.
Nach Fertigstellung melner Arheit kam die im April 1916 in dieeer Zeitschrlft verOffentlichte Arb& won D. D r e s d e n - D e n H a e g *Zur Theorta des Walavorgmge~* zu meiner Kenntnls. Der Dresdensche Auhetz illr die Plastiaitlt#gleichung 5ndet durch die Verauche seine Bestlltigung.
Dieae Oleichnng folgt ans der Oleichgawichtdbedingnng filr den ebenen Spannungsznetand a n
einem 3 aeitigen Priima nus dsr @rundgleiohnnq d = c” 8in 2p +r 00s 259; der mcu Wart der Schub- a
466 Rand 9. Heft 6 Dezember ieae H u ber , Ermittlung der Vertikalepannungen beim Welzvorgang
v. KiLrm&n identifiaiert in erster Annllhernng 11 nnd q mit den Hauptspmnungen, womit die Plastizitlltagleichang
lautet ’). k ist im wesentlichen von der Temperatur und der Form~deFongegeschwindlgkeit
abhllngig. Fiir ein and deneelben Werkstoft wlrd k bei gleiohbleibender Temperatur kon-. etant mgenommen.
‘1 - p = k . . . . , . . . . . . (2)
Darch Einretaen von (2) in (1) folgt die Dif€erentMgleiohang
),I 1’
d x
b2w.
Dan irt eine lineare Diflerentialgleiohag, weil rie in bemg auf die zu bertimmende Funktion p nnd lhren Differentialquotienten vom ersten Qrad bt und auoh deren Produkt nioht enthlllt. Die tibliche Schreibweise dierer Diflerentlalgleiohang 1st
9+ P y = Q . d o
Im vorliegenden Fall Ist
Die L6rung der Differentialgleiobung in allgemeiner Form laatet y = e - f P d x {C+ f Q e f d x}
und im besonderen Fall
Die Gl. (4) enthillt nur eine Integralionrkonatante. Es sind jedooh 2 Grenzbedin- gnngen en erftillen, da f i r 8 E a an der Ehtrittratelle and fiir o = 0 an der Aurtritts- rtelle p Null sein mufl. Diem Bedingung krnn nur erfiillt werden, wenn p aria 2 Knrven- lleten besteht, die man erhlllt, wenn man in die Qleichung einmal den Reibnngskoefli- zienten p positiv, daa andere Mal negativ elnretzt. Der Verlad der p, die mit + p ge- reohnet werden, entspricht dern Walzetab von der Eintrittsstelle bis zum HaftpanM, d. i. jener Punkt H, in dem das Walzgnt die gleiche Geschwindigkeit hat wie der Umfang der Walzen. Der Verlau! der p , die mit - p goreohnet werden, entapricht dem Wslrrrtab von der Austdttsetelle bis aum Haftpunkt. Der Haftpunkt ist der dem Sohnittpunlrt der beiden pAeste zugehtirige F’unkt am Walrenumfang. Siehe Abb. 1. Den zngeh6dgen Winkel 7 beseichnet v. K&rm&n ale den Greifwinkel sohlechthin. Es ist daher p - tg y
spannung8komyonente 1’ mird durch Differentlation nroh dem Sobnlttwinkel 9 nod Nullsetzung des A m - drucker ermitWt.
d r ’ u.-u#
d v - - - --
a z con ay - a I sin a ~p.
uz - a, us - a# Dleeer Ansdruck wird IUr tg 2 9 e: - Null. Ee 1st daher r=- . Die grO8te Schubepannnng
erhlllt man fur die Schnittrichtuag ~p = 45O. Dann 1st 2 I = us - uv oder, wenn die Ricbtuag von I
’) In den nrchfolgendcn Abschnitten wird p mit us und Q mit n beseichnet. Ea 1st uy= n (1 & p tg 7 ); siehe Abechn. 5. In der Verwendung von q = n etatt a, heetebt bereitr dne Annlherung. die noch duroh die awelte, da6 dle Differena der beiden Haoptapmnavgen konstaut rel, erweltert wird. - Siehe den Dresdrnechen Anorta im Abaohn. 4, 01. (29, wobei L nicht konstant rugenommen wird. - Auah v. K4rmkn kUndlgt fur arlne erweiterte Tbeorie elnen anderen Anrata an.
a r a tg ap
gebdert wird, 2 7 = 0, - ur.
Ztschr. f. mww. 466 Huber, Ermittlung der Vertikalepannnngen beim Walzvorgang Math.andMech.
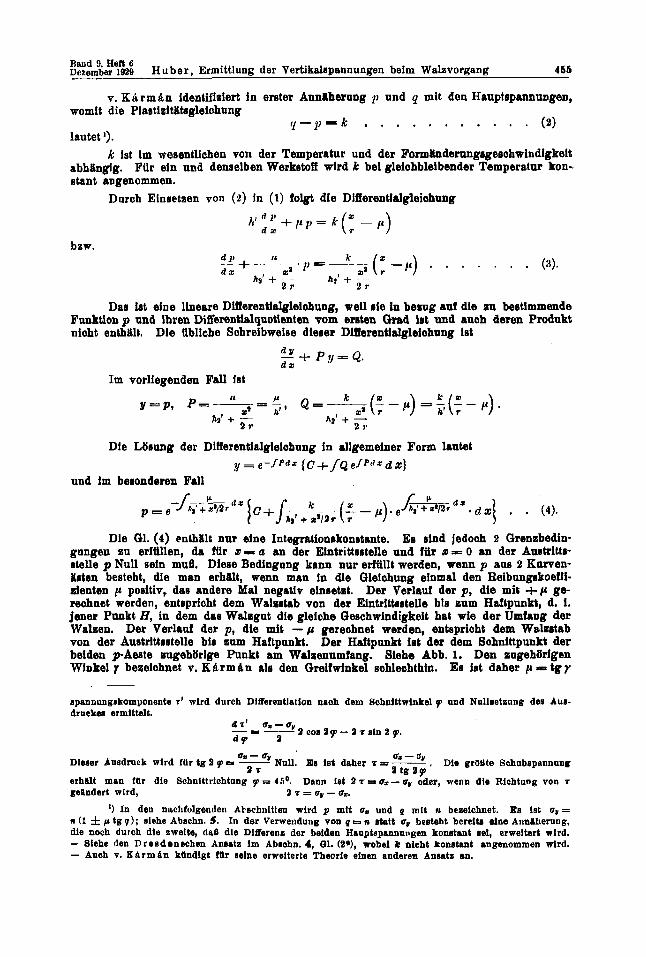
oder y = arctg p p. Der eflektive Qreiiwinkel, d. i. der Winkel an der EintrittEEtelle, ist qmX.
r 1 Abb. 2a.
Abb, 1. Abb. 2b.
v. K&rm &n ermittelt aledann den Wirkungsgrad beim Walzvorgang an6 dem Ver- LM. Hierin bedeutet LnUt, die Formllnderungsarbeit je Zeiteinheit fur die
Lo hllltnis - = 7. eine ober der 2-Achse liegende Stabhllllte, auch Nntzleistung genannt. Sie i8t
h '
hs L""~, = k ~ l g n a t -$ . . . . . . . . . (5),
wobei V = 1' m h: bedeutet, wenn ho' die znm Winkel y zugehorige halbe Stabhiihe ist. Die wirklich anfgewandte Leistung Lo iiir die eine Stabhllllte ist jedoch
'Fmax U
Lo =sp *r' m d cp = n.Jpq d o . . . . . * . (6). 0 0
Sie m t i h eigentlich bei Berticksichtlgung de6 Vomilens lauten :
Rand 9. Heft 6 Dezember 19% - - H u b e r , Ermittlung der Vertikalspannungen beim Walzvorgang 457
Es war von Anfang klar, dal mefltechnisoh nnr der Verlauf der Vertikalspannungen ermittelt werden konnte, wie er, im Augenbliok des Erfaseens des stab06 bei q,,,.. beginnend nnd bie zum Austritt von dessen vorderem Ende bei rp =I 0 endend, sioh darstellt. Die lldesenng der Vertikal- epannungen im Stabteil zwischen seinen beiden Enden ist nndurohfiihrbar. Es konnte jedooh aus dem Bestehen des horizontalen Verlanfes der Gesamtdruckkurve P, nachdem der erste Stabteil das ganze Umformungegebiet psssiert hatte, der SohlnS gezogen werden, daB sich der Verlauf der Vertikalspannungen fiir den Stabteil zwiechen seinen beiden Enden nicht wesentlich andere verhlllt wie an seinem anzustechenden Ende.
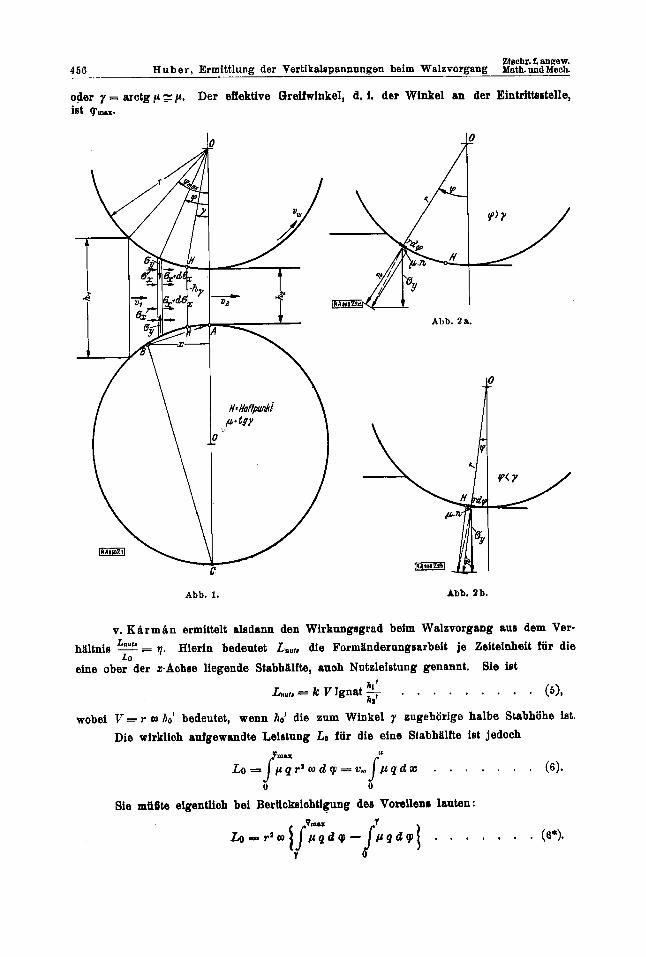
2. Versuche zur Ermittlung der Verkabpannun&en beim Waken. a) All- gemeines. Zor Ermittlung des Verlaufes der Vertikalspannungen a, beim Erfassen des Stabes zwisohen glalten Walzen (Hartgal) wnrde an walzwarmen Eisenstllben und an Bleikbrpern auf einem Y, 260 mm Versoohewabwerk die Verlikaldruokknrve P an!- genommen.
Die Messung erfolgte mittele aweier Mefldosen. Der Durohmesser des Druokkolbene jeder diem Mefldosen betrng 100 mm, .entsprechend 78,5 cm' Druckflllche. Je eine Mefl- dose war zwischen der OberhEtlfte des geteilten Lagers der Oberwalze nnd der Druok- spindel uber jedem Zapfen der Wake eingebant. Die Anfschreibung des Druckee erfolgte duroh je ein Schreibmanometer (Bourdonfeder), das mtt der Mefldoee doroh ein mit Gly- zerin gefiilltea Knpferrohr in Verbindung war, fiir jeden Zapfen getrennt'). Da der mit
Im folgenden sollen die Versuche besohrieben werden.
Abb. Sb.
Abb. Sa. Abb. 3c .
der Bourdonfeder verbundene Schreibstift an einem Hebel angebracht ist, der stoh um einen fixen Punkt dreht, sind die Ordinaten der von der Feder geschriebenen P-Kurve Kreisbiigen. Die Trommel des Schreibapparates, auf welcher der Registrierstreifen auf- geepannt war, wnrde duroh ein Uhrwerk betatigt.
Urn die P-Kurve in ihrem analytieohen Verlauf von P= 0 bis P,. geschrieben 5u erhalten, war es notwendig, mit sehr kleiner Gesohwindigkeit zn walzen und die Sohreibtrommel mit der gr~61m8gllchen Gesohwindigkeit laufen zu lassen. Die Umfangs-
'1 Beeohreibuug sirhe Stahl und Eisen 1910, Nr. 48 und 44, Puppe, Versuche Uber Walzdrticke an einem Blockwalrwark.
Ztschr. I. an ew. 458 H u ber, Ermittlung der Vertikalspannungen b&Walsvorgeng MRth.undhkh.
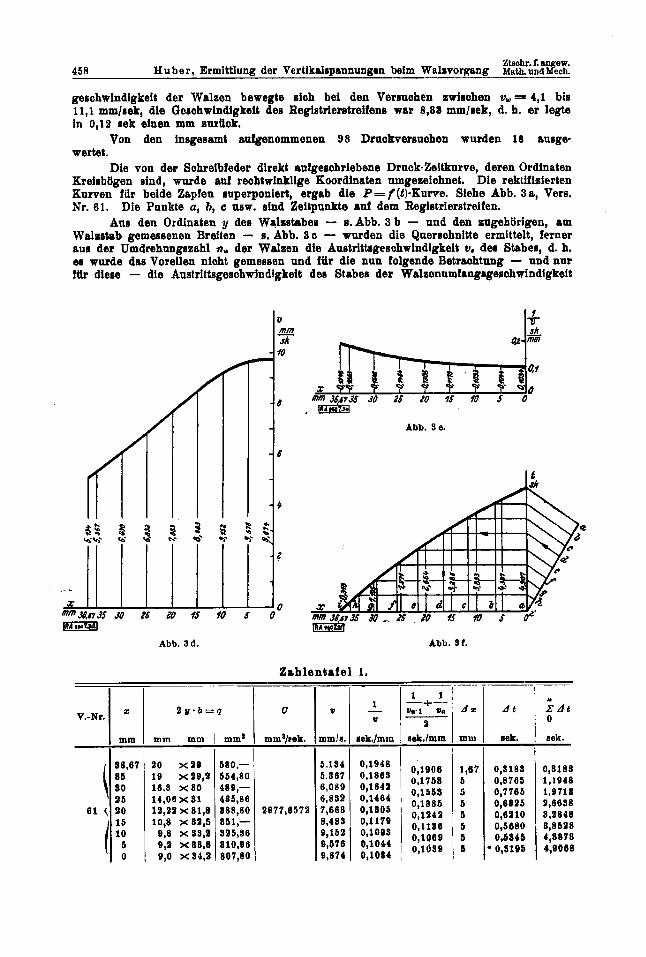
geschwindfgkeit der Walzen bewegte sioh bei den Versaohen zwirohen v, = 4,l bin 11,l mmlsek, die Qerohwindfgkeit des Begintrierstreifens war 8,88 mmlrek, d. h. er legte in 0, la sek einen mm zurtiolr.
Von den insgesamt adgenommenen 98 Dmckversuahen wurden 18 ansge- wertet.
Die von der Sohreibfeder direkt aufgesohriebene Dmck-Zeitkurve, deren Ordinaten Kreisbtigen eind, wurde auf reohtwinklige Koordinaten umgezeichnet. Die reklifizierten Kurven far beide Zapfen soperpaniert, ergab die P = f(t)-Kurve. Siehe Abb. 3 a, Vera. Nr. 61. Die Punkte a, h, c 081. Bind Zeitpunkte a d dem Registrierstreifen.
Ans den Ordinaten y des Walzrtabes - 8. Abb. 3 b - und den eugebSrigen, am Walzetab gemessenen Breiten - s. Abb. 9 0 - -den die Quersahnitte ermittelt, ferner an8 der Umdrehungszahl fi , der Walzen die Austrittsgeaohwindigkeit u, der Staben, d. h. 811 wurde das Voretlen nioht gemessen und fur die nun folgende Betraohtung - nnd nnr ftir diere - die Auntrittegescbwindi~keit den Staben der Walzennmfangsgesohwindfgkeft
V
If
dbb. Se.
Abb. 3d.
Zsh len ts ie l 1. _ _
Z y * b = q
mm mm I mm'
Abb. 3f .
1 1 - Wm.1 Wn 0 -
mmls. rek./mm sek./mm
1 -+- 0
a
I I
- -.
A z
mm - 1,67 5 5 5 5 6 5 6
-- A t
EeL.
0,3183
0 , 6 ~ a 5
0,8765 0,7765
0,6110 0,5680 0,5345 . 0,5195
__ I)
H A t 0
sek. - 0,3183 1,1048 1,9718 2,6638 s,aa48 s,85aa 4,8876 4,9088
459 Hand 9, Heft ti Derembcr 19% H u b or , Ermittlung der Vertikalepannungen beirn Walzvorgang
glelchgesetat I). Demnaoh konnb aus der Kontinui- ttitsgleichnng die mittlere Qesohwindlgkeit in jedem Querschnilt gereohnet worden. Knrve der u = f (Z) - siehe Abb. 36 nnd Zahlentafcl 1.
d z . AUE der u-Kurve worde mit d t:=-- die FlieB- zeit bestimmt. - Siebe Abb. 30. - Damit ersoheint t = 9 (z) dargestellt. - Siehe Abb. 31 und Zahlen- tde l 1.
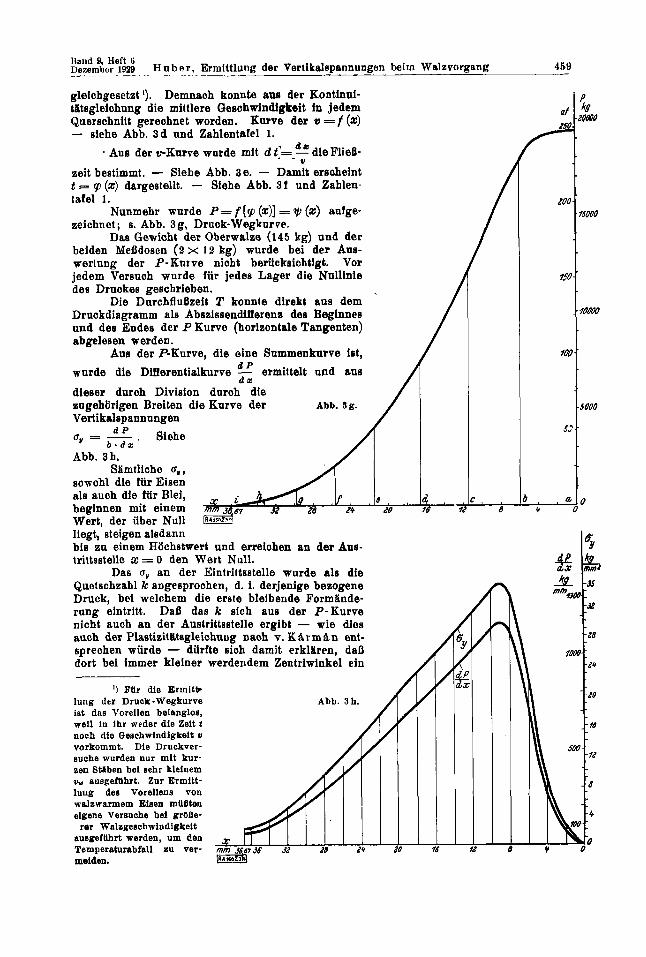
Nunmehr wnrde P = t[y~ (z)] = p (z) anfge- zeichnet; 6. Abb. 3g, Druck-Wegknrvc.
Das aewioht der Oberwalze (145 kg) nnd der beiden Me5dosen (2 x 12 kg) wurde bei der AUE- werlnng der P-Knrve nicht beriickeichtigt. Vor jedem Versuch wurde fur jedes Lager die Nnllinie des Druckee gescbrieben.
Die Durchflufheit T konnte direkt a m dem Drockdiagramm ale Abszissendiflerena des Beghnes und des Endes der P Kurve (horizontale Tangenten) abgelesen werden.
BUS der P-Knrve, die eine Snmmenkurve ist, wurde die Diflerentiallrurve - ermittelt und am dieeer durch Division durch die angeh6rigen Breiten die Knrve der Vertikalspannnngen
. Siebe by = -
Abb. 3 h. Siimtlicho a,,
sowohl die Kr Eisen als auch die fiir Blei,
Wert, der tiber Null S‘’
v
d P a x
d P b * d x
beginnen mit einem 32
liegt, steigen alsdann bis zo einem HZjchstwert und erreichen an der BUS- irittsstelle 5c= 0 den Wert Null.
Das uy an der Eintriltsstelle wurde als die Quetschzahl k angesprochen, d. i. derjenige beeogene Dmck, bei welchem die erste blelbende Formtinde- rung eintritt. DaO das k sioh aus der P-Kurve nioht auch an der Austrittsstelle ergibt - wie dies auch der Plastizitlltsgleiohuug naoh v. K A r m &n ent- sprechen wiirde - difrfte sich damit erklgren, daO dort be1 immer kleiner werdendem Zentriwinkel ein
I ) FUr die Erlnitt lung der Druck-Wegkurve ist doe Voreilen belangloe, well in ihr weder die Zelt t noch die Geechwindigkeit IJ
vorkommt. Die Druckver- suche wurden nur mit kur- pen Stllben bet sehr kleinem v1 ausgemhrt. Zur Ermitt- lung des Voreilens von salzrarmem Eieen mUEteo eigene Versuche bei gr6Ee-
rer Walzgeschwiodigkeit auspefUhrt werden, um den Temperaturabfall zu ver- meiden.
/
I 8
76 72
,I 0 * 0
Ztsehr. 1. an ew. 4 60 Huber , Ermittlung der Vertikalepannungen beim Walevorgang Math.nnd bkeh.
stetiger Uebergang zu Q, = 0 slattfindet und damit die HBhenabnahme des Stabes in dem Teil unmittelbar vor der Austrittsstelle sehr gering ist (elartieohe FormtinderunK), wllhrend beim Eintritt unter dem Qreifwinkel ~ 1 - mit der beim Fassau des Walzgutes sioh bildenden Qreifkante bei grB0ter Hohenabnabme momentan die plastisohe Umformnng beginnt, gegen die die sehr kleine elastisohe gitnzlioh verrohwindet. - Der Abfall der U, zom Nullwert an der Austrittsstelle stimmt iedooh mit dem Dresdensohen Ansatz fiir die Plastizitlltr- gleiohung tiberein; siehe im ibaohn. 4.
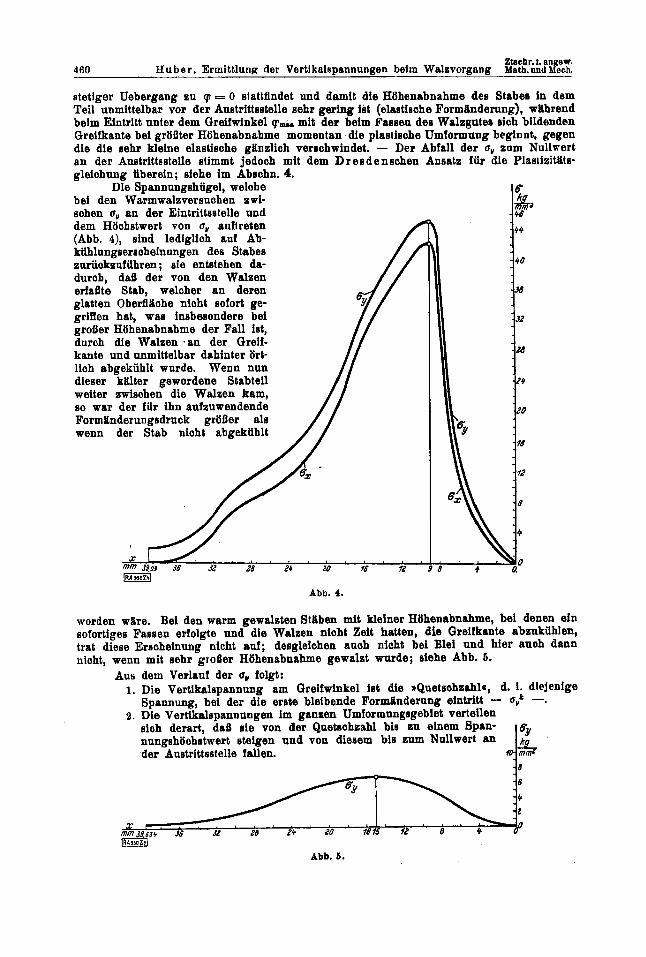
Die Spannnngshiigel, welohe bei den Warmwalzversoohen zwi- sohen a, an der Eintrittsslelle und dem Hoohetwert vou a, auftreten (Abb. 4), sind lediglioh auf Ab- kiihlangserecheinungen des Stabes znriioksnfiihren; sie entstehen ds- durob, da0 der von den Walzen erfadte Stab, weloher an deren glatten OberflElohe nioht sofort ge- griffen hat, was insbesondere bei gro0er Hohensbnahme der Fall ist, duroh die Waleen *an der Greif- kante und unmittelbar dahinter Brt- lioh abgekuhlt wurde. Wenn nun dieser klllter gewordene Stabteil weiter zwisohen die Walzen kam, so war der fiir ihn aulzuwendende Formitnderungsdruok gr6Der ale wenn der Stab nioht abgektihlt
Abb. 4.
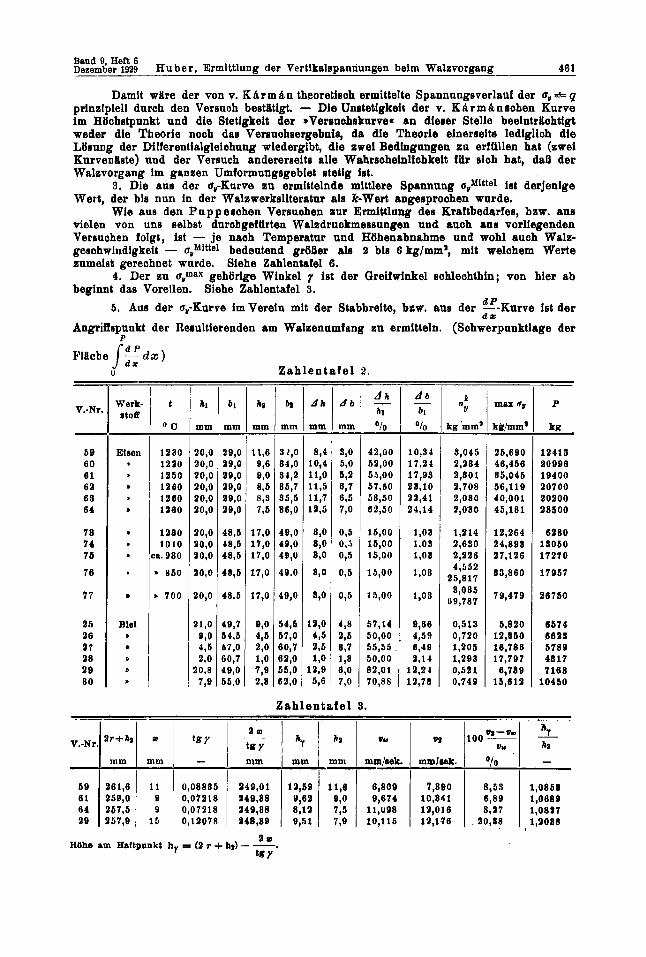
worden witre. Bei den warm gewalzten Stliben mit kleiner Htihenabnahme, bei denen ein sofortiges Fassen erfolgte und die Walzen nloht Zeit hatten, die areilkante abzukiihlen, trat diem Ereohehung nicht anf; desgleiohen auoh nioht bei Blei und hier auoh dann nioht, wenn mit sehr gro0er RBhenabnahme gewalzt wurde; siehe Abb. 6.
Bus dem Verlauf der a, folgt: 1. Die Vertikalspannung am Qreifwinkel ist die *Quetsohzahl8, d. i. dlejenige
Spannnng, bei der die errte bleibende Formitndernng elntritt - UUk -. 2. Die Vertikalspanunngen im ganzen Umformungsgebiet verteilen
siob derart, ds0 sie von der Qnetsohzahl bis 5u einem Span- nnngshaohstwert steigen nnd von diesem bis zum Nullwert an der Anstrittsstelle fallen. p
- 8
Abb. 6.
461
Damit were der von v. RBrm An theoretisoh ermittelte Spannungsverlauf der 6, = q prinzipiell dnrch den Versuoh bestlttigt. - Dle Unstetigkeit der v. K &r m & n schen Knrve im Hhhstpnnkt und die Stetigkeit der *Versnohskurvea an dieoer Stelle beeintrltohtigt weder die Theorie nooh das Versuohsergebnis, da die Theorie einerseite lediglich dle Lkung der Differentialgleiohnng wiedergibt, die zwei Bedingnngen zu erfiillen hat (zwei Kurvenlste) und der Versuch andererseits alle Wahreoheinliohkeit fiir sioh hat, daD der Walzvorgang Im ganzen Umformnngsgebiet stetig ist.
3. Die aus der u,-Knrve zu ermittelnde mittlere Spannung oVMittel ist derjenige Wert, der bis nun in der Walzwerksliteratur als k-Wert angesproohen wnrde.
Wie aus den P u p p eoohen Verenohen Bur Ecmittlnng des Kraftbedarfes, bzw. aus vielen von uno selbst durohgefiirten Walzdrnokmessungen nnd auoh m o vorliegenden Versnohen folgt, ist - je naoh Temperatur and H6henabnahme und wohl anoh Walz- geaohwindigkeit - cryMitte1 bedeutend gr68er als 2 bin 6 kglmm', mit welohem Werte zumeist gereohnet wurde.
4. Der zu uUmax gehtirige Wiokel y ist der Greifwinkel schlechthin; von hier ab beginnt das Voreilen. Siehe Zahlentafel 3.
5. Ans der u,-Kurve imVerein mit der Stabbreite, bzw. aus der --Kurve ist der Angrifhpunkt der Rerultierenden am Walzenumfang en ermitteln. (Sohwerpnnktlage der
Bend 9 Heft 6 Deeemder 19% H u b er, Ermittlung der Vertilralspannungen beim Walzvorgang
Siehe Zahlentafel 6.
d P d o
P
7 - V.-Nr.
- 59 60 61 6a 63 64
7 3 7 4 7 s
76
77
25
a7
29 30
as
a8
-- - Werk- stoff - Eisen
s
Blei ,
B
D
V
- - t
OC
1230
1250
- l a 2 0
iaeo I aeo la60
laso 10 LO
a. 930
850
b 700
- - hi
mm - ao,o 20,o 20,o 20,o 20,o ao,o
ao,o ao,o ao,o ao,o
ao,o
21,o 9,o 495
20,8 7,9
a,o
- - bi
mm
29,O
- a9,o w , o a9,o ae,o 29,O
48,5 48,5 48,5
48,5
48.5
49,7 54.5 b7,O 60,7 49,O 55,O
Zahlen tafe l 2. - - b
mm - 3 1,o
s r , a 35,7 35,5
34,O
36,O
49,O 49,O 49,U
49.0
49,o
54,5 57,O 60,7 6a,o 55,O 8a,o
- - d h - h i
010
4a,oo
- 52,OO 55,OO 57.50 58,50 6a,50
1 5 , O O 15,OO 15,OO
15,OO
1 5 , O O
57,14 50,OO 55,55 50,OO 62,Ol 70,88
- - d b
bi
010
-
- 10,34 17,24 17,93 23,lO
24,14
1,03 1,os 1,os 1,03
1,OS
a2 ,4 i
Dl66
6,49 4,59
a.1 .L 12,a1 i a ~ s
k
kg 'mms
5,045 a,a34 a,soi a,708 2,080
1,214
2,936
a5,817
2,030
2,630
4,552
3,035 69,787
0,513
1,205 1,293 0,521 0,749
o ~ a o
- max nu
ku/mm'
25,690 46,456 85,045 56,119 40,001 45,181
13,264 a 4 , m a7 , i a6
83,860
79,479
5,820
18,786 17,797
6,789
13,850
1 5 , ~ ~
- P
ku - 12418 20998 19400 a0700 20300
6a80
17270
26750
asas
28500
18060
17957
6574
5789 4817 7168
10460
Zahlen tafe l 3.
Ztscllr. f. tin ew. Math. und _ _ dooh. 462 Hub e r , Ermittlung der Vertikalspennungen beim Walzvargang
b) Bemerkungen zu d e n Vereuohen. AUE den Versnohen wnrden drei Qruppen heransgegriflen, und zwar siehe Zahlentafel 2.
1. Versnohe Nr. 69 bis 64; Eimn; steigende Htihenabnahme bei gleiohbleibender Temperatur.
2. Versuche Nr. 73 bis 77; Eisen; gleiohe Htihenabnahme bei fallender Temperatur. Temperatnrbereioh von 1230’ bis oa. 700’ C.
3. a) Veranahe Nr. 25 bis 28; Blei; Stnlenwalznng. Ein 21 mm starker Bleietab wurde ant 9 mm ausgewalzt; dieaer 9 mm starke ant 4,s mm, dieaer anf 2 mm nnd dann weiter bin a d 1 mm.
8) Versuohe Nr. 29 und 30; Blei; ein 20,8 mm starker Bleistsb wnrde auf 7 , s mm nnd d i e m auf 2,3 mm auegewalit.
Die Tempersturen wurden mit einem Wanner Pyrometer nnmittelbar vor den Walzen gemeseen.
Zn 1. Bei den Versnohen Nr. 59 und 60 sind die duroh die Abkiihluog der Kanten dee Stab06 beim Greifen entetandenen Spannungehiigel deutlioh siohtbar , ebenso bei Versuah Nr. 64, wenn auoh hier bedentend sohwlioher. Bei den Versuohen Nr. 61 bis 6 3 sind diem Abkiihlnngsersoheinnngen nioht aufgetreten, weil diem Stllbe sohneller gegriffen haben. Die 0,” bewegen sioh zwieohen 2 und 3 kg/mma. Bei Versuah Nr. 6 2 ist trotz der hohen Temperator von 1260° u,,max = 56,12 kg/mms. Hter wire im Hinbliak auf die Versuohe Nr. 63 und 64 eln kleinerer Wert su erwarten gewesen; es ist jedoah moglioh, da5 die Temperator im Stabinnern niedriger war als an der Oberfltiohe.
Bei den Verenohen Nr. 74 big 7 7 sind die Spannnngshiigel nooh sohirler anageprllgt, was an! die vie1 niedrigeren Temperatoren znriickeufuhren ist , bei denen eine nooh raaohere Abkiihlung eintritt. Bei den Versuchen Nr. 75 bis 77 ist das sehr rasohe Ansteigen der Spannnngen sofort naoh Erfssaen des Stabes auffsllend, insbesondere bei Versuch Nr. 77, bei welobem die Spannnng nnmittelbar naoh dem Erfassen anf 70 kg/mm3 ansteigt. ELI wlrd demnaah dae wirkliohe a,,” bei den Versuohen Nr. 75 bis 77 wahrsahelnlich einen Wert haben, der zwisohen u,,” und dem Htiohstwert des Spannunga- hiigels liegt.
Za 3. BC- merkenswert ist, da6 u U m ~ von der Anstrittsstelle weiter entfernt ist als bet Eisen. Darane folgt, da6 der Qreifwinkel schleohthin ( y ) zwisohen Blei und HartgoDwalzen grS5er ist ale der zwisohen warmem Elsen und HartguDwalzen und dat3 demnaah des Voreilen von Blei ebenfalle grS5er ist ah das von warmem Eieen.
Das systematische Anwachien der a,’ in der Qrnppe a) von 0,513 aul 1,293 kglmm’, brw. in Qrnppe a) van 0,521 an! 0,749 kglmm’ zeigt dam beim Stafenwalzen auftretende Kalthtirten.
(Der Temperaturbereioh sohwankte swisohen 1220 nnd 1260° C.)
Zn 2.
Bei den Bleiwaleversuohen treten nirgende die Spannnangshugel an!.
In den Zeiohnungen ist nnr der Versaoh Nr. 29 dargestellt.
3. Mfttlere Durchftu@zeIt einer PunktQ durch dar Umformun&r&ebiet bei Dae sekundlioh durch einen ha breitunpslorem Walzen. Ee ist y = T (1 - COB q) + a.
Quersahnitt fliehnde Volnmen (Stabbreite 1 gesetat) ist C= 2 y ~ , ~ und daher C
2r (1 - 008 (p) + h2 * c =
wird ax rcos$pa$p Mit 2=rs incp und Y=-=- d t d t
T
a dx Die Formel stimmt mit den Dnroh5nBzeiten, die aus den Versnohen m i t - 2 ’ 7
4. Die Plastlzitlltrzahl 8 belm Waken. D. D r e s d e n setzt die Differens &us den beiden Hauptspannnngen nioht gletoh der dappelten maximalen Sohubspannung, sondern proportional einer Plastieitiitszahl oder Bildearnkeltsdffer 8, der Formtlnderunge-
gereohnet wurden, gut tiberein. 0
463 Rand 9, Heft 8 1)czembcr 1 ~ 9 Huber , Ermittlung der Vertikalepannungen beim Walzvorgang _ _
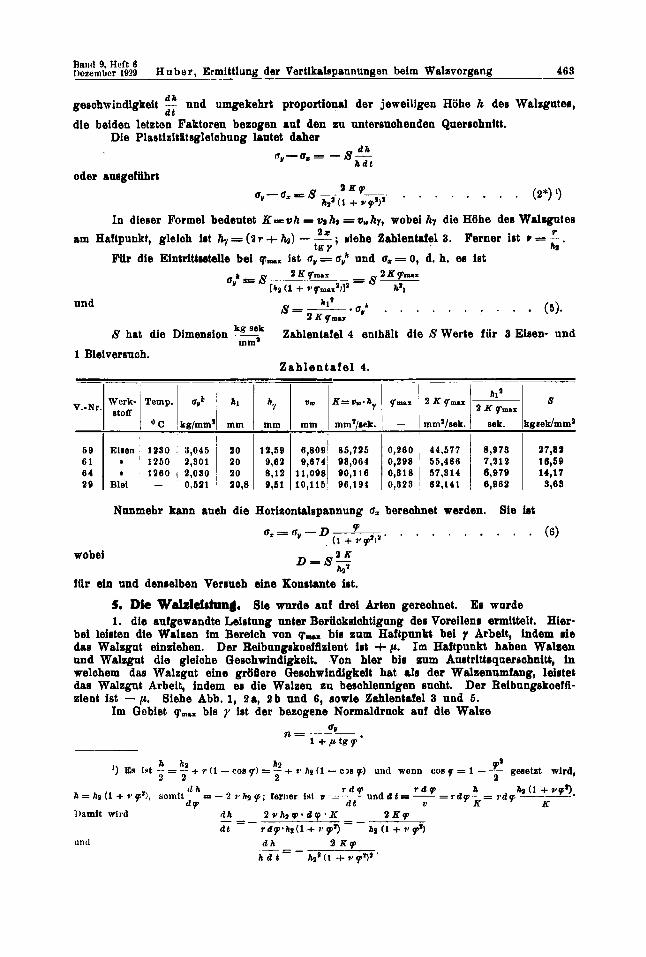
I 0,280 ' 44,577 8,973 0,298 55,466 7,212 0,318 57,314 6,979 0,823 ! 62,141 6,962
d h a t
gesohwindigkeit - and umgekehrt proportional der jeweiUgen Hiihe h des Walrgutes,
die beiden letzten Faktoren bezogen an! den eu nntersnohenden Qnersohnltt. Die Plastizitltsgleiohuog lentet daher
d h h d t
flv-a. = - S-
z7,m 16,69 14,17
3,63
oder ansgeflihrr
59 6 1 64 2 9
In d i e m Formel bedentet 11 = uh = v, ha = vmhy, wobei hy die Htihe den Walylntes
Fiir die Eintrittsstelle bei q,,,.. ist 6, = a," nnd a, = 0, d. h. es ist
a x tg Y ha '
am Haftpnnkt, gleioh ist hy = (2 P + ha) - - ; aiehe Zahlentrrfel 3. Ferner ist v = !l
Ellen 1130 3,045 I 20 12,59 6,809' 85,715 1250 2,301 20 9,62 9,674 93,064 1'260 2,030 20 8,12 11,098 90,116
Blel 1 - 0.521 I 20,8 9,61 10,115 96,191
a,' . . , . . . . . . . (5). S=-----
Zahlentafel 4 enlhtllt die X Werte fiir 3 Eieen- and
Zahlentafel 4.
hiq 9 K gmax
und
kg sek S hat die Dlmension ~
mm9 1 Bleivermoh.
Nanmehr kann rnoh die Horieonhlepannnng a. bereohnet werden. Sie ist a.=a,-D- v
(1 + ,,va," * * * . * - * * - (6)
fiir ein and denselben Vershoh eine Konstunte irt.
5. Die W&lebh& Sie wmde ant drei Arten gereohnet. Es wurde 1. die aufgewandte Leistung unter Beriioksiohtigang den Voreilenn ermittelt. Hier-
bei leisten die Walsen im Bereioh von q,,,.. bis 5nm Haflpunkt bei 7 Arbeit, indem sie dam Walsgnt einziehen. I m Haftpunkt haben Walsen and Walegat die gleiohe Qerohwindigkeit. Von hier bis w m Anstrittsqnereohnitt, in welohem dae Walrgnt eine @ h e Qerohwindigkeit hat ale der Wdsenumlang, leistet das Walegut Arbeit, indem es die Walsen eu besohlennigen snoht. Der Reibungskoeffi- eient ist - p. Siehe Abb. 1, as, 2 b nnd 6, eowie Zahlentafel 3 und 5.
Der Beibnngekoeffleient ist -I- p.
I m Gebiet T~~ bis y iet der bezogene Normaldrnok auf die Walee a, n=-------
1 + p t g p *
h ha ha v2 2 2 2 a ') Es 1st - = -- + r (1 - COB y) = - + 2' l ip (1 - CJS a) uiid wcnn COB 7 = 1 - - geietzt wird,
Ztschr. C. an ew. 464 Huber , Ermittlunp der Vertikdepannungen beim Welzvorgsng Math.nndhfe%leoh.
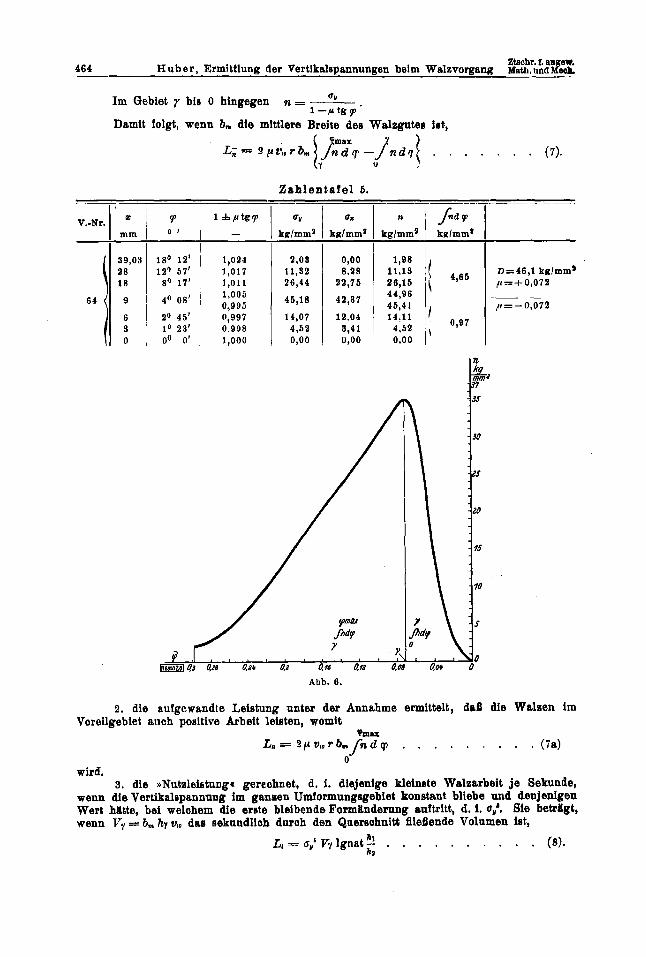
I m Gebiet y bis 0 hingegen
Damit folgt, wenn b, die mittlere Breite der Walzgutes irt,
n = --!!!-- l-PtgIp‘
1,98
!26,15 44,96 45,4 1
11‘13
Zablentafel 6.
4,65 \
Ip 0 1
1,024
1,011 1,017
1,005 0,995 0,997 0.998 1,000
_- a,
krlmma
2,os ii,3a 26,44
45,18
14,07 4.52 0,oo
= uz
kg/mm’
0,oo 8.28
a2,75
42,37
12.04 3,4 1 0,oo
D=46,1 kglmm’ p = + 0,O 7 2
11 = - 0,072
Abb. 6.
2. die aufgewandte Leistung anter der Annahme ermittelt, da0 die Walaen im Voreilgebiet anch poeitive Arbeit leisten, womit
?mu L.= 2 p v , , r b m f n d q , . . . . . . . . . (7a)
0 wird.
3. die .Nutaleistangc gereohnet, d. i. diejenige kleinste Walearbeit j e Sekunde, wenn die Vertikalspannnng im ganeen Umformungsgebiet konstant bliebe und denjenigen Wert hlltte, bei welohem die erste bleibende FormlLndernng anftritt, d. i. 0:. Sie betrggt, wenn V, = b, hy vID dae eekundlioh dnroh den Qnereohnitt flis3ende Volnmen ist,
fi1
f ia 4 = 6,’ vy lgnat - . . . . . . . . . . (8).
465 lhnd 9, Heft 6 Dezember 1929 Hu ber, Ermittlung der Vertikalepannungen beim Walzvorgang
"I"
mm nek.
Werk- Temp. h i ha b,,, I o c : I mm mm iiim stoff
Nutzleiatuny aufgewaitdte Lelstling
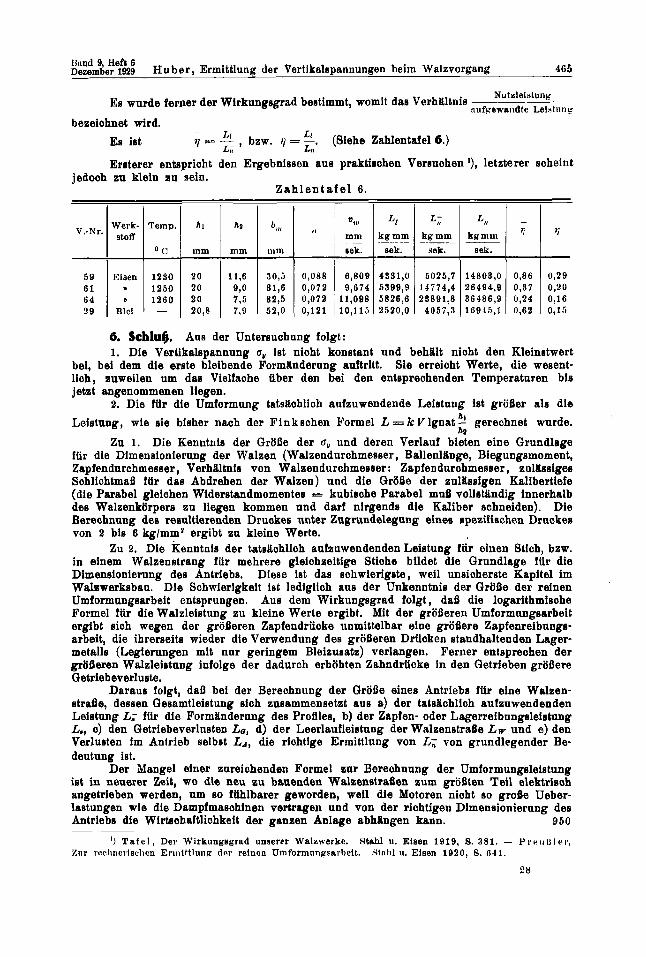
Es wurde ferner der Wirkungsgrad bestimmt, womit das Verhllltnis
bezeiohnet wird. - LI L1 7 = - , bzw. 11 = -.
L" (Siehe Zahlentafel6.) Es iet
Ersterer entsprioht den Ergebnissen aus praktisohen Versuchen I), letzterer scheint L,
jedooh zu klein zu sein. Z a h l e n t a f e l 6.
LI L; 4, - k g m m kgmm k g m m ' ' ___ -
eek. sek. sek.
V.-h'r.
2 0 , ~
- 5 9 6 1 6 4 2 9
, 11,6 30,s 0,088 ~ 6,809 4331,O 5025,7 14803,O 0,86 O,29
9,0 31 ,6 0,072 9 , 6 7 4 5 3 9 9 , 9 14774,4 2 6 4 9 4 , 9 0 , 3 7 0,20 7,s 82,5 0 ,072 ' 11,088 5 8 2 6 , 6 23891,8 3 6 4 8 6 , 9 0 , 2 4 0 , 1 6 7 , 9 5a ,o 0 ,121 ~ 1 0 , i i s 2520,o 4 0 5 7 , s i 6 9 4 5 , i 0 ,62 o,is
6. Schlu& 1. Die Vertikalspannung a, ist nicht konstant und behlllt nioht den Kleinstwert
bei, bei dem die erete bleibende Formllnderung anftrftt. Sie erreicht Werte, die wesent- lioh, euweilen um dam Vielfache itber den bei den entsprechenden Temperaturen bis jetzt angenommenen liegen.
2. Die ftir die Umformung tatsllchlioh aufzuwendende Leistung ist groSer als die Leistung, wie sie bisher nach der F ink schen Formel L = k V lgnat 2 gerechnet wurde.
Die Kenntnie der CtrBDe der 6, und deren Verlauf bieten eine Qrundlsge ftir die Dimeneionierung der Walzen (Walzendurohmesser , Ballenlllnge, Biegungsmoment, Zspfendurchmeeser , Verhllltnis von Walzendurohmesser : Zapfendurohmesser , zollssiges Sohllchtmad fiir das Abdrehen der Walzen) und die CtrBSe der znlllssigen Kaliberttefe (die Parabel gleiohen Widerstandmomentes = kubieche Parabel mu8 vollstilndig innerhalb des WalaenkBrpers zu liegen kommen und dart ntrgends die Raliber schneiden). Die Bereohnnng des reeultierenden Druokes nnter Zugrnndelegnng eines spezifischen Druckes von 2 bis 6 kg/mmg ergibt zu kleine Werte.
Zu 2. Die Kenntnis der tatsgohlioh aufzuwendenden Leistung fur einen Stich, bzw. in einem Walzenstrang fur mehrere gleichzeitige Stiche bildet die Ctrundlage fur die Dimeneioniernng des Antriebe. Diem ist das schwierigste , weil unsicherste Kapitel im Walzwerksbau. Die Schwierigkeit ist lediglioh aus der Unkenntnis der CfrBde der reinen Umformungearbeit entsprungen. AUE dem Wirkungsgrad folgt , daS die logarithmieohe Formel fur die Wslsleistung zu kleine Werte ergibt. Mit der groBeren Umformungssrbeit ergibt sioh wegen der gro5eren Zapfendruoke unmittelbar eine grodere Zapfenreibungs- arbeit, die ihrerseits wieder die Verwendung des grijfleren Druoken standhaltenden Lager- metalls (Legierungen mit nur geringem Bleizusatz) verlangen. Ferner entspreohen der grti3eren Walzleistung infolge der dadurch erh6hten Zahndriicke in den Qetrieben grBDere Qetriebeverluste.
Darau6 folgt, daO bei der Berechnung der O r o h einea Antriebs fiir eine Walzen- straSe, dessen &samtleistung sioh zusammensetzt sus a) der tatsllchlioh anfzuwendenden Leistung L; f ir die Formllnderung des Profiles, b) der Zapfen- oder Lagerreibungsleistung L., 0) den Qetriebeverlusten LO, d) der Leerlaufleistuog der Walzenstrafle LW und e) den Verlueten im Antrieb selbst LA, die riohtige Ermittlang von L; von grundlegender Be- deutung ist.
Der Mange1 einer zureiohenden Formel zur Berechnnng der Umformungsleistnng ist in neuerer Zeit, wo die neu 5u banenden Walrenstrahn zum groSten Teil elektrisoh angetrieben werden, um so fiihlbarer geworden, weil die Motoren nicht 60 gro8e Ueber- lastungen wie die Dampfmasohinen vertragen und von der richtigen Dimeneionierung den Antriebs die Wirtsohaftliohkeit der ganzen Anlage abhllngen kann. 960
Aus der Untersuohung folgt:
h
hi Zn 1.
I ) T a f e l , Der Wirkungsgrad unserer Walzwerke. Rtahl u. Eieen 1 9 1 9 , 9. 3 8 1 . - P r r ~ i i u l r r . Zur reelineiisclicn Eriiiittlung (lor reinon Umformunpsalheit. SIalil 11. Eiflen 1 9 2 0 , $3. 84 1.
28





























