Embed Size (px)
Citation preview
WICHTIGER HINWEIS!Richtiges Schmieren gewährleistet langjährigen, störungsfreien Lauf Ihrer Drehbank.
Während der Einlaufzeit von ca. 600 Stunden ist die Schmierung von besonderer Bedeutung.
Unser Schmierplan ist auf einen Mehrschichtbetrieb abgestimmt.
Bei 9-Stundenbetrieb genügt also weniger Schmiermittel, besonders an den Stellen mit Schmierkammern.
Die Drehspindellager nehmen während der Einlaufzeit bei den oberen Drehzahlen höhere Temperaturen bis zu 75° an.
Diese Erwärmung ist bei Kegelrollenlagern normal. Häufiges Nachschmieren erhöht nur d ie Temperatur.
Auch bei Maschinen mit stufenlosem Antrieb erwärmen sich die Riemenscheiben während des Einlaufens auf ca. 75°.
Hier ist häufiges Schmieren besonders an der Drehsplndel-Antrlebsscheibe nur von Nachteil.
Austretendes Fett muß sofort entfernt werden, da Fett und öl d ie Keilriemen bald zerstören.
Näheres : siehe Betriebsanle itung !
WEILER KG.WERKZEUGMASCH I N EN FABRI K
I --~~ILE~----l----~N!:I'TS~E:~-:--- I Nill 2~~ 26~___. . L _. . -------------.---------.-.----~------.---- I
!
1 , EINGANG U~D AUF STELLE N DER MASCHI NE :~~~~---~-~_.~-~. ~. ~-_. _:~=
1 - 1. Auspacke n
1 -2 . Pr üfung der Liefe r ung 1 Masch i ne n- Numme r1 - 3 . Transpor t
1- 4. Auf ste l len und Aus r ichte n
1--5 . Rein ige n
1- 6 . Elek t rische r Ans chl uß
1- 7 . Schmie rung
2 . BES CHRE IBU1~G DER IvIASCHIJ\TE UND EI NWE ISE FÜRDENPRA"I(TISCHENIfETR IEB:·~~··~-= .~. ~- ~=--
4 . ABBILDUNGEN:
3. WARTUNG UNIl SCHMIERUNG
2- 1 ,
2-2 .
2 '7.- J .
2-4 .2-5 .2-6 .
2- 7 ,2--8 .
Ant r ieb und Riemenwe chsel
Spindelstock , Nachstelle n und Ausbaue nde r Lagerung
Schne llspanneinr ic htung , Eins te ll e nund Ausbau
Einhebelbedienung und SchaltungRevol ver s chl i t t e n
KUhlmitte le inrichtung
Störunge n
Mate r ial -Vo rs chube i nricht ung
I
I
-- - --_._---._----We i l er KG . , Herz ogenaurach
Abb . 1 Fundament pl an
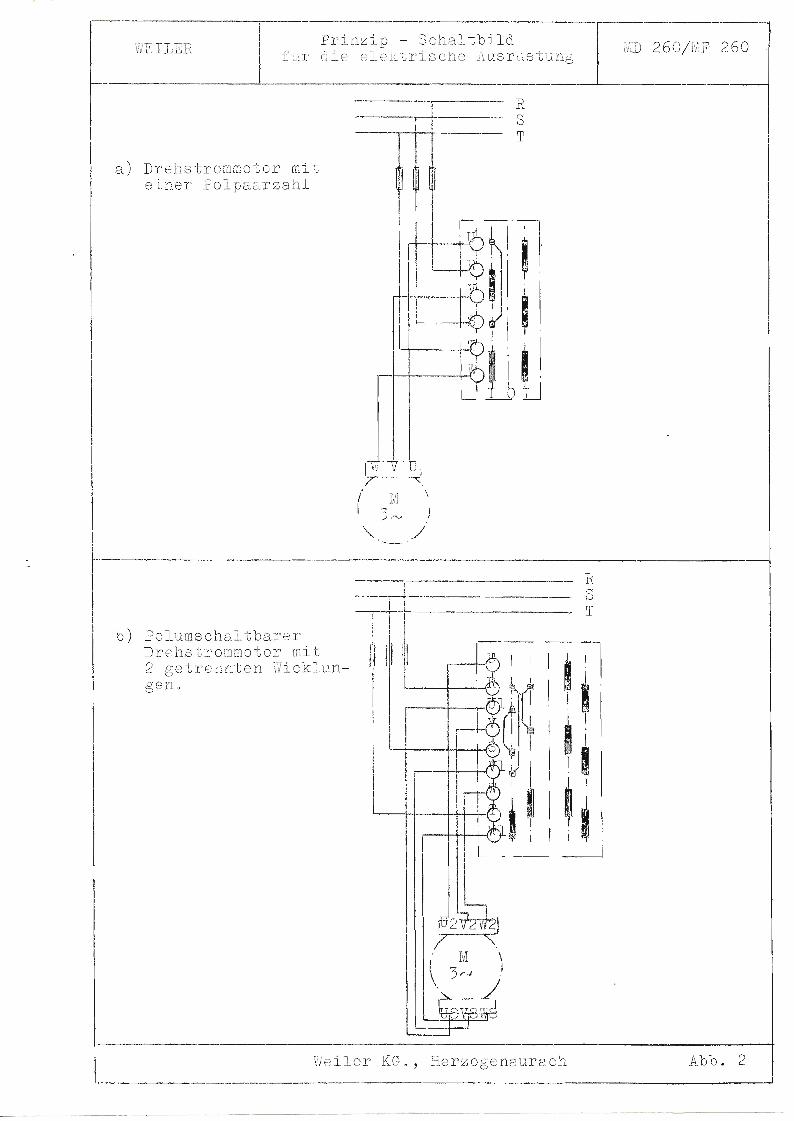
Ab b . 2 Scha l t b i l d f ür d ie elekt r i s che Aus r üs t ung
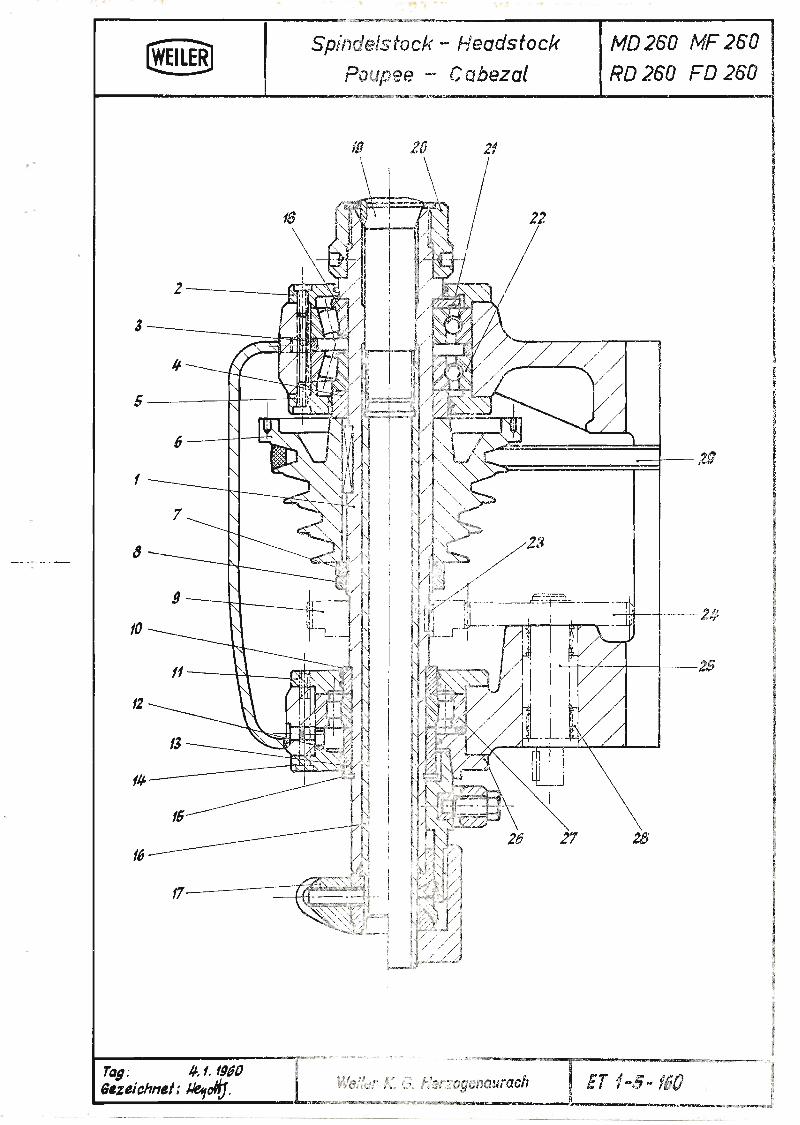
ET 1- 5- 160 Schni tt durch den Spi ndelst oc k
ET 0- 160 Schni tt du rch die Schne l lspann- Ei nr i c ht ung
ET 3-560 Schni tt du rch de n Revo l ve rschl it t e n
Abb . 6 Ge s amt a ns i cht de r Revove r drehbank RDU 26 0
Abb . 7 Mate r i~l -Vo rschube inr ic htu ng
L------- --.--.-._----..---.--...,,--------- ,- I
WEI LER EINGANG UNTI AUFSTELLENDER MASCHI NE
lV'ill 260 / MF 260RD 260
1 . EI NGANG DER MASCHINE
1 - 1. Aus12acke n L
Der Behält er bzw. di e Kis te i s t nur a n der be s ond ers gekennze i chn eten St el l e zu öffnen .
1 - 2 . Prüf en der Lieferung , Mas c hine n-Numme r ~
Nach s orgf ä l t i gem Aus pack en und Entf ernen der Befest igu ngs te i l e (Bode nvers chraub ung bea cht e n !) i st di e Masc h i ne auf Unve r s ehr t heit und das Zube hör auf Vollständ i gke it zu pr üfe n . Eve nt uelle Reklamat io ne n s ind s of or t unt e r Angabe der Mas ch i ne nNumm er bei de m Li ef er a nt e n ge l te nd zu machen . Di e Mas ch i ne nNumme r ist in d ie hint e re Führungsbahn a m r e cht en Ende de sBett e s e i nges chl age n . "
1 - 3 . Tr a ll-o.:2.Qor t ~
Bei Maschi ne n mit Guß-Unt erbau ' ird da s Hanfs e i l f ür den Kr a nunt erhalb der "pä newanne um die r e cht e ckige n Kas te nf üße ge - l eg t . Ket ten- ode r Drahtse i le dür fe n nicht ver'wende t wer de n .Bei Maschi ne n mi t gesc hlosse nem St ahlble ch-Unte r bau s i nd a nbe iden Se i ten de s Unte r baues Bohr unge n f ür durchge hende Tra ns por t s t a nge n vorgesehen , um d i e das Se i l für de n Kran ge l egtwir d . In beide n Fäl l e n müsse n s owohl di e Lacki erung ~ a ls a uc hvor s t ehe nd e Bed i e nungst e i l e der Dr ehbank d ur ch We i chhol zunt er l age n od er Polster vor Be s chäd i gung ge s chü t z t werde n .Auf dem Fu ßboden kann die Maschine mitt els e i ne r e nt spr e che ndb eme s s enen Holzboh le l eicht auf Rol l e n f ortbe eg t wer de n .
Um die höchs t mög l i che Dr ehge na ui gk eit und e i n abs olut r uhiges J'Arbe it en zu e r re i che n , i s t die Dr ehb a nk mit t el s Eis enkeil enund Wa s s e r waage ungefähr auszuri chte n . Ein ge naue s Aus r i chte nmi t e i ne r Prä zision s - Wa s s e r waage er übr ig t s i ch , da das Bet tmi t e i ne r Dr e ipunktaufl age ver s e hen i st .Be i Ti schdr ehbänkenohne Spänewanne muß diese Dr e ipunktauflagedurc h Unte r l ege n von Sc he i be n an de n Befestigungsschraub ener s t geschaf f en le r de n . Di e Abstä nd e für d i e Fundament - b zw.Bef e s t igungss chrauben s i nd in der Abb . 1 a nge ge be n .REINI GEN:Vor I nbe t r iebnahme i s t d i e Dr ehba nk mit e i ne m wei chen Putz l a ppe n gr ündl i ch zu r eini ge n .ELEKTRIS CHER ANSCHLUSS :Für den Ans chlu ß a n das Ne t z - e i ns c hl i e ßl i ch Mi t t e l punkts l e i t er b zw. Erdlei t ung- bef i nde t s i ch a n der Rücks eite de s Unt er baue s e i n Ans c hl ußk as t e n . Bei Maschi nen mit Kühlm it t ele inr ichtung wi r d h i er a uch de r Pumpe nmot or a nge s chl os s e n .Nur be i Tis chdr ehb ä nken muß Mot or und Auf bau-Wendeschal t e rers t I t .Scha l t b i l d a ng e s chl osse n b zw. ge s chaltet wer den (Abb . 2) .SCHMIERUNG :Vor Inbe t r iebnahme der Dr ehbank sind a l le fr ei en Schmiers t e l l e n sorgf ä lt ig dur chzus chmieren . Die S- inde l laoe run _und all eandeTe n .Wä l z la ~~ r s te lle n sind r eichl ic h mit Fe~t ver s oEß.t _ under s t nach de n in Ab sat z 3 angegebe ne n Zeit r äume n nachzu s chmi e-
. r e n:- ES-I s t; zwec krnass l g-,-d i e -TIre hba nk in de n e r s t e n Bet r i ebs stunden ni cht sof or t mit den hö chs ten Dr eh za hl e n l auf en zul a s s e n , damit di e anfänglich a uft r e t ende Erwär mung derLagerung in norma l en Gr e nz en g~ halte n wi r d .
1-7 .
1- 4 . Auf s t ellen und Aus richte n
1 - 6 .
1-5 ·
We i le r KG . , Herzogenaurach
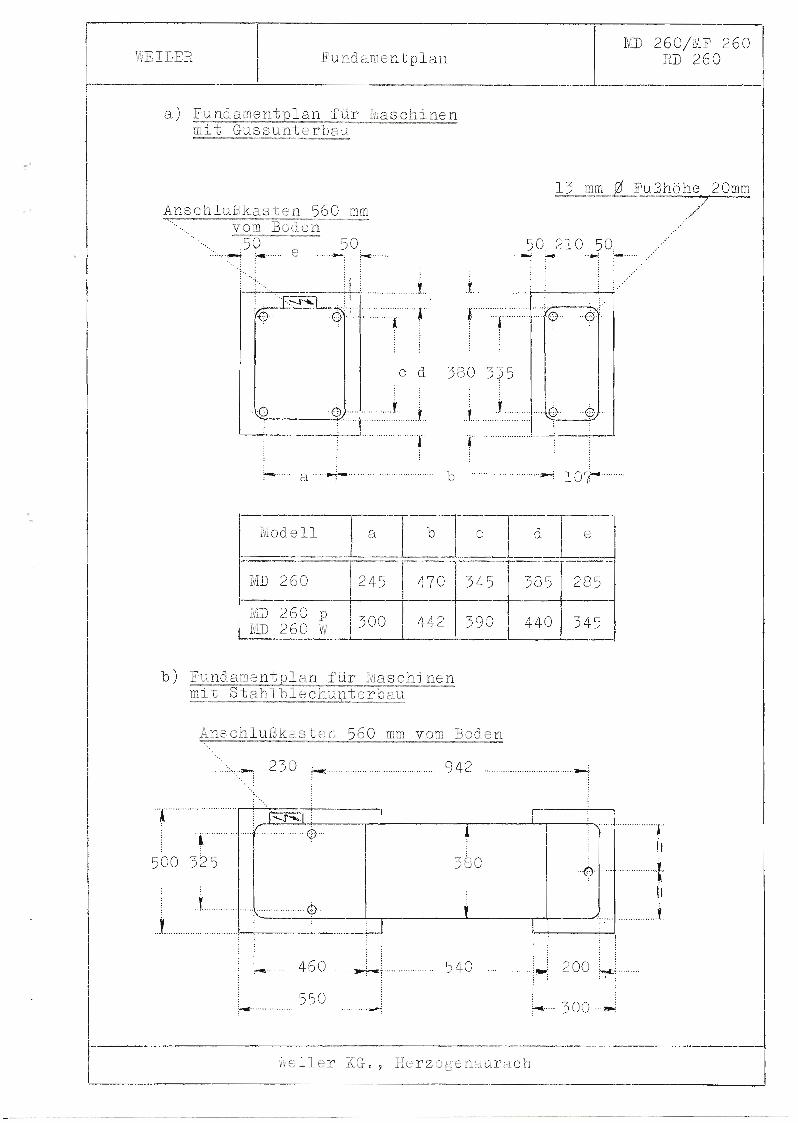
WEI LER Pu nd amentp lanNID 260/MP 260
RD 260
a ) ~undamen~ f ür ~a s ch~ne nmit Gussunt erbau
Ans ch l ußka s t en 560 mm-, vo m Boden
". :50 e ?O:..::.:: .-.. ~. . . . . . . . . . : j JooC. . .• . .••
· · ~ ·· ····l···· ·. ". :l 1 .1',r~1 ::'
:D· ·O:'J.::·:·::·:······:::i .. ..·..r
50. 210 50..........-.,: ~. . . .~ :... ....... ,"
J ~ ..: I I :.' .'l· · · · · ·~ : :i : : : : : :: ::··· ;9.. ..0 .<: I .
c d
.. .(l) .
'- a .. · ~· · ..·.. ·..· ····
38: 3f5 .
..L ·.~:: : : : : :: : :: · ·· · y Q .
1························[
b -' 107:- ··· ······
,
t~ I [ IMode l l b c d eL_
NiD 260 245 I 470 345 385 28 5! -
lVill 260 p 300 442 390 440 345NID 260 W1-. -- .I
b) Fundamentplan f ür ~aschinen
mit StahlblechuDt erbau
Anschlußkast e n 560 mm vom Bode n
...... .. ... - ~.'1 230 r1..·..·..··· · ·..· ~ : Ii ..r · ·..:.. .... ..·.. .. ..·..·9..
500 3~ 5
942
t380
r
We i l e r KG., He r zo genaurach
I
1- .._- 300 "'-i
........ ...........1_;
. ~
~ .I I
::: ~r 540
~ .I
r
I. I
a) Dr e hstrommo ~ or mi te iner P olpaa rzahl
1- - --- -- -- -- - - - ..,- - - - -- - - - - - - - - - - - - - - -- - - - - - 1
b ) Po lums chal tb a r erDre hs t rommot or mi t2 get rennten Wi cklu n
. ge n o
We i l e r KG. , Herzog enaur ac h---- -- ---
Abb . 2
I
II
-- --- ----- - - - .......,..- - -26 0 MF 26 0 I
RD 2 60WEI LER BESCHREIBUNG DER MASCHI NE 9 MD
PRAKTISCHE HINWE I SEI- - - - - - - - - - --L----.·-·-- · l-- -!
·.
2 . Aufbau de r Ma s c h iD;e und Hinwe i se f U.r den l2.r a k t i s c h e n Be t r i e b .
2 - 1 . Antrie b u nd R i eme nwe chs e l ~
De r Antrieb smotor ist i m link e n Ka s te nf u ß bzw . im li nk e nTe il d es Unte rbaue s a uf e i ne r e i ns te l l b a re n Wi ppe a ngeord net . Die Kr af tüb e rtragung erf olgt mittel s Ke i l r i e me n ü b e rein Zwi sc h e nv or g e l e g e mi t St ufe ns c h e i b e n a uf d i e Hauptsp i nd e l . Um di e Riemen a uf ande r e St uf e n u mlege n z u können ,he bt man d i e Mo t orwi p pe s owei t h o c h , bis de r dazugehör igeStützhebel einrastet . Zu beacht en i st , daß d ie Riemen n i c h td urc h d a s v olle Mot orgew i c h t b e las t e t we rd en . Die Sp a nnungd er Riemen wird lib e r d en Stlitzhe b el mi t Hilfe e i n e r Rä nde l -s chraube g es i che r t . .
2 -2 . .§12inde l s to ck.L.....~a9,hstell.~lL.ul}d Ausbau d~r L~~ng (ETl - 5- 1 60 )
Die Hau ptspind e l i st v orn in 2 na c h s t e l lbaren Prä~ i s i ons
Wälz l age rn ~ h inte n in e inem ni c ht nachst e l lbare n Pr äz is io ns Zyli nd e r - Rolle nl a ger gelagert . Dies es i st so b e me s s e n unde inge baut , d aß es be i richt ige r Wa r t u ng d i e Lebe n s daue rd e r Haupt l a ge r e r reicht . Das Sp i ndelkopf - Gewinde f ü r d i eAufnahme d e s Fu t t erf l a n s c h e s bes itz t e in geringes Sp ie l .Di eses Spiel hat auf d ie Drehgenau igke i t k e ine n Einfluß .Die Dre hgenau i gke it ist al le i n vo n d em S i t z d e r Paßf läche nabhäng ig .
N~§.t e]::L~E.....~ e r lÜ~Y }2 t lag~:run ~
Mu ß d ie Haup t lagerung nachges tell t we rd e n , so i s t zuerstdi e Ge g e nmu t t e r § zu l ös e n , dann d ie Ei ns t e l l mu t t e r 1 fürd as gewünscht e La g e r s piel na c h s t e l l e n und mit de r Gege nmut t er § wi e d er zu siche r n . Ist d ie La g e r u ng zu s t a r k nachge stellt word en , muß di e Gegen- und Einstel lmu t t e r 2 b zw . 1wied e r g e löst und durch e i ne n mäß igen Dr u ck a uf d a s h int er eSpinde lend e das La g e r s p i e l wi e d e r ve rgröße r t wer de n . Beir i c h t i g e r Eins t e l l ung kan n d i e Haup t lage r u ng i m Da u erbe trieb mi t de n höchst en Drehz ahl e n gu t h a ndw a rm werd e n .( Höc h s t zu l ä s sig e Er wä r mu ng bis ca . 50 0 C) .
A~~s.~.§.r~;QJ ~)'l§'lL~p.d e 1 :Ei n s achgemäss e r Aus - und Einbau der Drehs p indel i s t f ü rd ie Erha ltung de r Ge na u i gk e it und La ufruhe v on e nt sc he ide nder Bedeut ung . Die Wruz lage r v on hö c hs t e r re ichbare r Prä z i s io n mü s sen a u c h entspre che nd be hand e lt we r d e n . Be i d e m Aus ~..Qd~~ipbau v o n Spin d e l-2,de r IJa g er i st dahe r jedes ·"SC'hlfiße' n-0 i~~em Ha~~~~ , wie e s sons t be i Kuge l lage r n üb l i c h i st ,~djn~1-zu_~~r~~Q . Ma n geht d a b e i i n de r n a c hs t ehe nda ng e g ebene n Re ihenf ol ge vor :
1 . Spannzange n - Einr i ch t u ng a b b a u e n ; ( Ab s . 2 - 3, ET 0 - 1 60 )2 . Be i Maschi ne n mit Gewindestrehl e inr i chtung : Sc halthe be l
mi t Nabe , Bolze n und Gabe l für Za h nrad 9 e ntferne n .Za h nrad 9 zurücks chiebe n bis d i e Paßf ed~r 23 f r e i li eg t ,Paßfe der- 23 h erausnehme n .
3 . See g e r - Sicherungs r i ng 15 e ntfe rne n .4 . Ge g enmut t e r 8 und Einste l lmutter 7 v öllig l ös e n .5 . La g erd e ck e l ~ a bschrauben . -6 . Hauptspi nde l - nac h vo r ne h e r a usdrü c k en .
Be i d em Zusamm e nbau geht ma n s i nngemäß in de r umgeke hr tenRe ihe nf olge vor .
Weiler KG . , Herzogena ur a c h
-~~'~~'~-------.,----------.
Spinde/stock - HeadsfockPoupee -. Cabezal
MD260 MF260
RD 260 FD 260 I
l..A'
22
2 /J
fI.
5
6Z(:. ...
f
8 I_ ..• ._--i:
"
~
I'i! / .! I/0
,I';--j'~
I- - 25 I
12 I
Iffl. iI !iI1 \
27 2!5 Ü
IJ
Ii
rag; 11-. f. ffliOGezeichnet: lleftolfJ.
WE I LERSCHNELLSPANN- EI NRIC HTUNG
Baure ihe :220 / 26 0300 / 33u
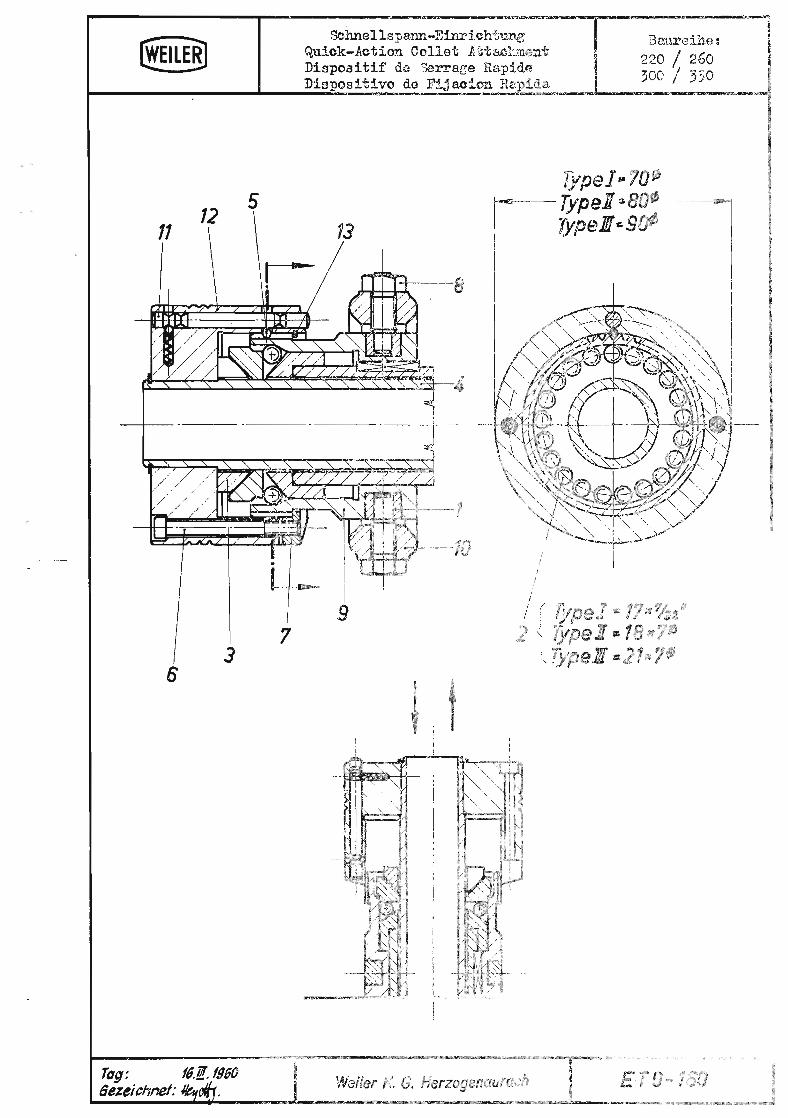
~ = ~ : ~chne l l s Ranne inr i c htu~_E ~ns t ~ ll e n u nd Ab~auen (Et 0 - 160)
Hi nwe i se ~
Di e Spannz a nge s e tz t a ls Pr ä z i s io ns -Sp a nne leme n t auc h e ine d e nGe na u igk e i tsan spr üche n e n t spreche nde Schnel l s pannung und Be d ie nung v oraus . Di e Ru nd laufge na u igke i t j e d e r Zang e le i de t b e iAnwendung v on Unte r - od e r Üb e rmaßs pannung ~ da e i n e s c hmi egsame Anp assung d e r Zangense gmente ohne Ge naui gkeitsve r l u st nurb e i b egre nzt en Abma s s e n mögl ich ist . Di e h öc hsterrei chbareSpannsi che r h e it k a n n nu r e i n t r e te n 9 we nn de r 1e rks t ü c kdur c hmess e r d e r Aufnahmebo hrung de r Spann z a nge e ntsp r i ch t . Übe r mäs s i g e r Kraf taufwa nd a n dem Spannh e b e l i s t unnö t ig u nd bee inträc h t igt nur d i e Genaui gkeit und Le b ensd a ue r d e r Spa nnzange .
Di e Sp annz angen s i nd mi tte l s e i n e r Nu t a m Kopf od e r Sc haf tu nd e i ne r e n t s p r ec hend en ' Nas e in d e r Sp ind e 1 9 de r Sp i nde l mu t t er od e r Konusbuchse gege n Ve r d r e h ung g e sic hert . Be s ond e r szu a c h t e n i s t a uf genüge nde Sc hmi e r u ng d es Br o nze - Gle i t r i nges1 u nd d i e r i c h tig e An z a hl und La g e d e r Ku geln ~ ( si ehe Abb . 4)Bei häuf i g em Spanne n wi r d de r Bro nz e - Gl ei tring gu t handwa r m9
mu ß a lso öf te r ge s c hmi e r t werden .
Di e Sc hne ll s panneinr ichtung k a nn i nf olg e d e s Fe de r ringes Q .k l einere Maßunte rs c h iede i m We r k s t ü c kd u r c hme s s e r (b i s 0 , 1 mm)a ufn e hme n . Di e St ärke de r Spannu ng wi r d mit t els d es Ei n s t e l l ring e s 1 2 s owi e d e s Spannr oh r e s i e i nge ste l l t u nd ü b e r d e nRa stb ol z en 11 mi t d er Kuge l 2 ge r as t e t u nd g e s i c h e r t . DasEntspanne n d e r Spann z a nge ges c h ieh t b e i d e r Au s f üh r ung ohneKo nu sb r e ms e zwa ng s läuf i g d u r c h d en i m Einstel l r ing 1 2 b e f i nd l ich e n Spr engring 12. Be i d e r Aus f ührung mi1 Ko nu s b r e ms e wi r dd i e Spannzange üb e r di e Schrauben 6 und d i e Mu t te r n 7 zwangs l äufig g eö f f ne t . Di e ri c htig e La g e-d er Mu tte r n 1 s t el l t ma ne i n , ind e m man zu e r s t d e n Spannhe b e l 1 0 i n s eine r echt e d .h .ge öffne t e Ausgangs s t e Llung (begr e nzt d u"rch d i e Brems s che i bed e r RD - FD 260 ) häl t man d en Spannh ebe l f e st und zieht mi t tel sd er beid e n Schraub e n 6 die Mu t t e r n 7 l e i c h t gege n d en An sat zd es Spannr i nge s 2 ( ge z e i c h ne t e La g eT . Nun noc h b e i de Schrau b e n2 mögl i c h s t g l e i c hmä s s i g um e i ne halbe Umd re hung g e l öst ,dam it di e Mu t t e r n 1 in d e r Ends te l l u ng d e s Spannheb e ls 1 0um c a . 0 , 4 mm frei s t e hen . Di e Mut te r n 7 solle n nur daszwangs läuf ige Öf f n e n d er Za nge b ewi rken u nd k e i ne We gb e g r e nzu ng f ü r d en Spannring ~ bzw . d e n Spa nnhe b e l 1 0 s e i n .
Di e s e Eins t ellu ng muß nach e iner s t ä rke re n Ab nüt zu ng d erBr ems sche i b e wiede rholt wer d e n .
Abb a u :
So l l di e Sc h ne l ls pann -E inr ich t u ng a b ge b a u t we rden , so d r eh tman zue r st d e n S i n s t e l l r i ng 1 2 sola nge n ac h link s , bi s d i eSpannz a ng e aus de r Sp ind e l he raus g e zoge n we rd en kann . Danne ntfe rnt man d ie be ide n Se chskantschraube n 5 und z i eht d i ek ompl e t t e E i nr ichtu ng ohne Spannhebe l 1 0 v on der Dr ehs pi nd elab . Dara ufh i n wi r d i n mögli c hst s e nk re c h t e r La g e mi t na c h
./ .
We i l e r KG. , Her z og e naurac h
WE ILER II
SCHNELLSFANN-EINRI CHTUNG
- ---- - -'"1Baure i he :220 / 260300 / 330
unte ns tehe ndem Spannr ohr 4 d er Spre ngr i ng 13 b zw .di e b eid en Sc hraub e n 6 mi t Mut te r n u nd F ede rn e n t f e rnt u nd d e r Ei n s t e l l r i ng 1 2 mi t de m Spa nnr oh r ±na c h ob e n gezoge n . Di e s enk r ec h t e La g e d e r Tei l ei s t e r fo rder l i ch , d amit d ie ~uge ln 2 n icht hera u s f al l e n . ( Siehe Abb . 4 unt en) .
Zusammenbau ~
De r Zu s a mme nb a u wi r d s i nngemäß i n d er umg eke hr tenRe ihenf olge v or g enomme n .
We i l e r KG . , He r zog enaura c h- - - - - - .1
....--------~ .....~---sc-.-im-el-l-S~1J-a-m:=Einr i·;;:~~~~-I·~ßl~~::=_"-·l
QlliOk-.AC~.iOn . C~11et .li~tMl::.n...~n.;~ . L .220 ! 260 . IDispoait~f de .-,errage Rapf.de 300 / " ;;0 i
I- ..........__D_i.;;s~p..;.o.;;;.s_i_tivo da Fijaci cn Rap äda '-- . .~_~__~_~_.u_ _.... _~~~ .r~_~{
f~
Type I R 70C
l- - - - Typell ~8a~I l.Ypeli~ s r~I
;<+-+---1
13
7
5
3
12
6
11
..
..
WE I LER KÜHLMI TTELE INRI CHTUNGWARTUNG UND SCHMI ERUNG;
MD 260 / MF 260RD 26 0
2- 7 .
2-6 . Kü h l mit t e le i nr it?htung :
De r Küh lm i tt e l b e hä l t er mi t Pu mpe und Mo t or wi r d f ür d e nGußu n t e rbau a ls Anb au- , fü r d e n Stahlblechu nt erba u als Einb a u - Aggre gat g e l i e f e r t und i s t a uc h nac h t r ä gl i c h auf e i nf a c h e We i se a n de r Ma s c h i n e a n zu b r i ng e n . De r Pumpenmotor wi rddu rc h e i ne n e ige ne n ~ am Ge hä u s e ange b r ach t en Schal t e r b e t ätigt .Au f Verwe ndu ng e i nes s ä u r efre i e n Kühl mi tt e l s i st b es o nde r szu ac hten . (Abb l ät t ern d e r Lackierung) . Zu r Re i n i gu ng d esKühlmi t t elb e häl t ers wi r d der Decke l mit d e r a ng e f lan s chte nPu mp e abg e nommen .
S törunß~_ "'
Be i Be t r ieb s s t ör u ng e n u nd Be s c hä digung en j e dwe de r Art i st esa n g ebrac h t , u nt e r Angab e d e r Mas c h i ne n- Numm e r u nd ge n a ue s teBesc h r e i b u ng d er Störung , b e i d e m Li ef e rant e n rückzu~ragen .
3 . WARTUN G UND SCHMIERUNG
3-1 . Tägli ch ~
Schl it tenführunge n ~nd Re its t ockpinol e öl en .Al l e Kug e l öle r mit 01 nac h s c hmi e r e n Kuge lö le r b e f inde n si cham Ku r b e l k r e u zs chl i t t en , Bm Ku r b e l re i t s t ock u nd geg e be ne nf all s a m Re vo lv~ rs c hl i t te n .
Fettnip pel a m Bro nz e -G l e it r i ng d e r Schne l l s p a nnu ng na chs c hmi e r e n . Wa nne v on Spä ne n säub e r n .
3-2 . Wö chent lich :
F e ttnipp e l an d e n Vors c hu bwe lle n v on Ha ndheb e l - u nd Abst e c hs upp or t nachschmi e r e n . Mas c h i ne gr ünd l i c h r e i nige n .Saube r ke i t d es Kühlmit t e ls üb e rprüf e n .
3-3 . Vi e r t e l j ährli c h ~
F e t tnip pel a n d en Sp ind e l s t ocklag e rn und a m Ke i l r i eme n- Vor g e l e g e mi t e i ne m hochwe rt i g e n harz - u nd s äu r ef r e i en Lag e r f ett l ei cht nac hsc hmier e n . Be i ho c h t our i g e n Ma s c h i ne n mi tSp i nd e l d r ehz ahl e n b is 3600 U/ Min . darf nu r d a s F e t t "Be ac onM 285 " d e r Es so AG. v e r we nd e t werd e n . La g e r s piel d e r Sp i n della gerung und d e r Schl it t enf ühru ng ü b erprüfe n .Sp i e l zwis c h e n Suppo r t s p i nd e l n u nd Mu t t e r n üb erprüf e n ; d i eMu t te r n s ind r adi a l nachs te l lbar .Küh l mi t t e l b e hä l t er r e ini g e n .
3- 4. Jährl ich :
Kuge l lag e r i m Mo t or a u s bau e n , auswa s ch e n und d e n f r e i e nRaum d e s Kuge l k ä f i g s h öchst e ns zu r Hä lft e mi t f ri s c h emLa g e r f ett füll e n . Nur hoc hwe r t i ge s La g erfe tt v e r we nd e n !
We i le r KG . , He rzogenaurach
We i le r Gewindest rehl e inrichtung MF/RD
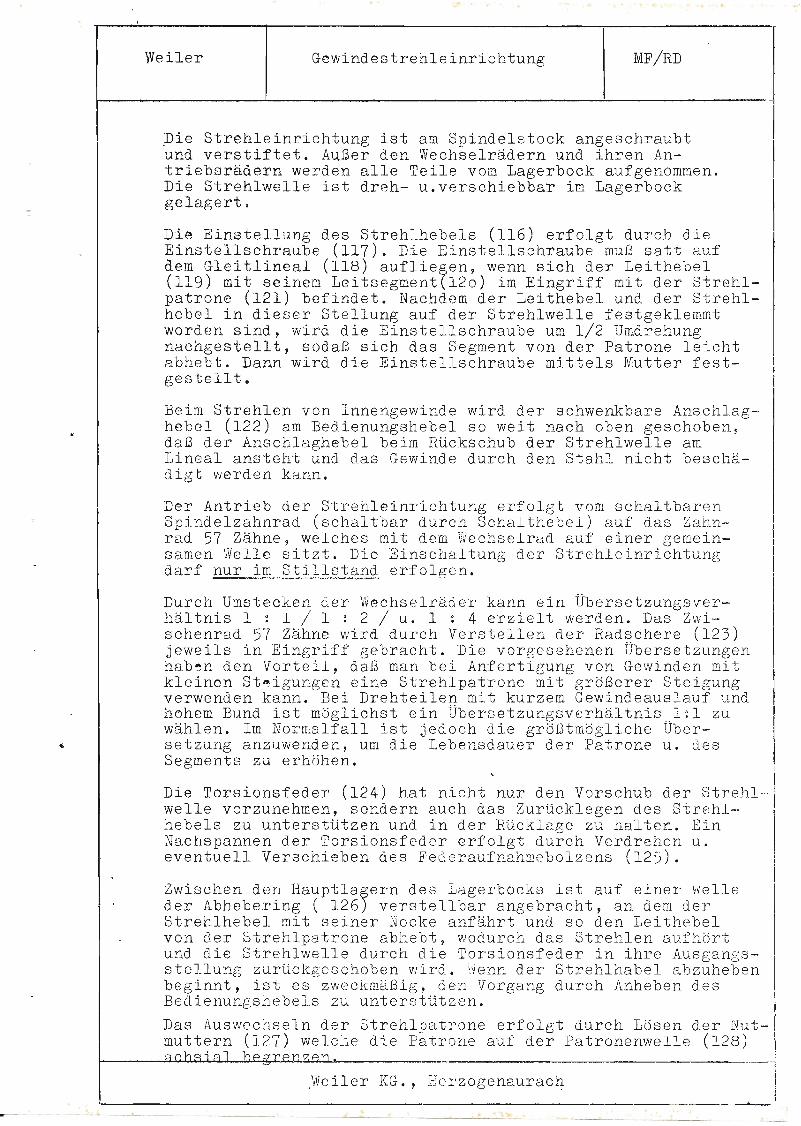
Die Strehleinrichtung ist am Sp ind e l s tock angeschraub tund v erstift e t. Außer den We ch se l r ä d e r n u nd ihr en Antr i ebsrädern we r de n a l le Te ile v om La gerb oc k aufgenommen.Die St rehlwell e i st dre h - u .verschiebbar im Lag erbockge lage r t .
1----------'-------------------..:...--------- -
!I
IIrI
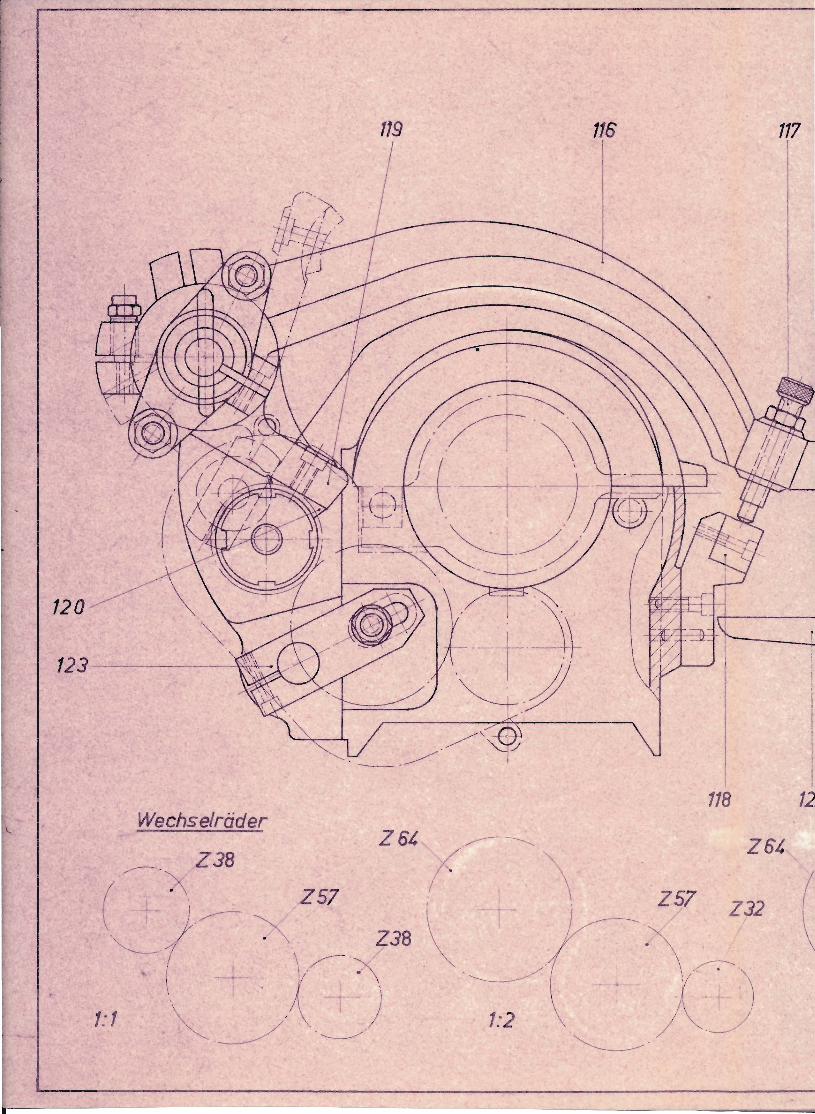
Beim St r e h len v on Inneng ewind e wi r d d e r s c hwe nkbare Ans c h lag- Ihe b e l ( 12 2 ) a m Bed ienungshebe l so we i t nac h obe n ges choben ,d a ß de r Anschla gheb el b eim Rücks chub d er St rehlwe l le a mLin e a l a n s t eht ünd das Gewi nd e durch d en St ahl n icht b eschäd ig t we rde n kann .
Die Eins t ellung de s St rehlhebe ls (116 ) e r folgt du r c h d i eEin s t ells chra ub e ( 1 1 7 ) . Die Eins te ll s c hraub e mu ß sat t a ufdem Gleitlineal ( 1 18) a Uf l iegen , wenn s ich d er Leithebe l( 1 19) mi t se inem Leit s e gme nt(12 0) i m Eingrif f mi t de r St reh l pat r one (12 1 ) befindet . Nachdem de r Leithebel und de r Strehl heb e l i n di e s e r Ste l l u ng auf de r St reh l we l l e fest geklemmtworden sind , wird d i e Einst el l s chr aube um 1/ 2 Umdrehungnachgestellt , sodaß s ich d a s Segment vo n d er Pat rone leichtabheb t . Dann wi rd d ie Ei ns te l l schraub e mi tte ls Mu t t e r fest ge s t e l l t .
Der Antri eb de r Strehle inrichtung erfo l g t v om schal tba r enSpinde l zahnrad (sch a ltbar du r ch Schalthe b el) auf d as Za h n r ad 57 Zähne , welches mit dem We chse l rad auf e i ne r gem e i n s a me n We l l e s itz t . Die Einschaltung de r St rehle i n r i c h t u ngdarf nur ~gL S t~-J.1§taBQ. e r fo lgen .
We i l e r KG. , Herzoge naurac4
Du r ch Umstecken d e r' We c h s e l r ä de r kann e in Übe r s e t z ungs v e r hältnis 1 : 1 / 1 : 2 / u . 1 : 4 e rzi elt werden . Das Zwi schenrad 57 Zähne wi rd durc h Ve r stellen der Rads chere ( 1 23)j e wei l s in Eingriff g e br a cht . Die v org e s ehenen Übersetzunge nhab ~n de n Vort e il , da ß man be i Anf er t i gung v on Gewi nde n mitk le i n e n St ~ igungen e i n e Strehlpatrone mit g röße r e r St e igu ngverwenden k ann . Be i Drehte i len mi t kurz e m Gewindeauslauf u ndh ohem Bund ist mögl i chs t e i n Übers etzungsv erhältn is ,,1 : 1 zuwäh l e n . Im Norma l fa l l i s t j edo ch di e größtmöglich e Ube r set zung a nzuwe nde n , um d i e Leb ensdaue r de r Pa t r on e u . de sSe gments zu e rhöhe n .
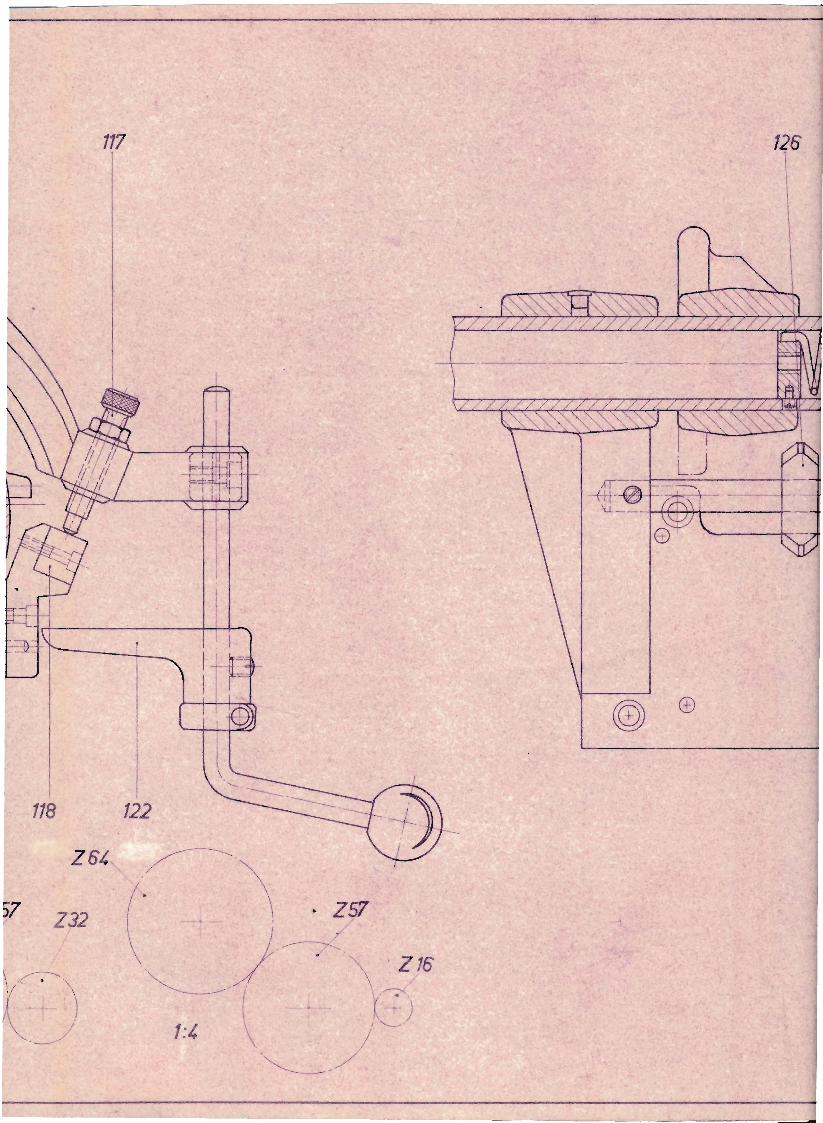
Die Tors i onsfeder (124) hat nicht ' nur den Vors chub der St rehl - Iwel le vo rzunehmen, s ond e r n a u c h das Zu rüc k legen des St r eh l - I
h ebels zu u nterstützen und in der Rückl age zu halten . Ein INachspanne n d e r Tors ionsfed e r erfolgt du~ch Ve rdrehen u . I
ev e nt uel l Verschiebe n d e s F e de r a uf nahme bolzen s ( 1 25) . !II
Zwische n den Haup t lage r n des La g erb oc k s i st auf eine r We l l ed er Abhebering ( 12 6) verstellbar angebracht , a n de m derSt rehlhebel mit se iner Nocke anfährt und s o de n Le ithebe lv on de r St r e h l pa t r one a bhe b t , wodurch d a s St r e h l e n aufhö r tund d ie St reh lwe l l e durch d ie Tors ionsfede r in i h r e Ausgangs stellu ng zurückgeschob e n wird . We n n de r St reh l hab e l ab z uhe be nb e g innt, i st es zwe c kmä ßig , den Vorga ng durch Anheben desBedienung s h ebel s z u unterstütz en . iDas Auswec h s eln d e r St re h lpat ro n e e r f o l g t du r c h Löse n de r Nu t mutt ern ( 1 27 ) welche d ie Pa t rone auf de r Patronenwe l le (128 );:=J 0. h R i :"I 1 h p 0" r p Yl 'Z A Yl __" .•
I!,- - - - - - - - - - - - - - - - - - - - - - - - - - - - -- - - ------- ---"-.
..
119 116 117
123-----\~
118 12
264
257 Z32
1:2
Z38
Wechselräder264 .~
f .( . Zg .. -) ----- .. 738
, . : )~~.~.1: 1
\.
•
118
117
122
Z64 »:>
126
D7 Z32
1:4
. Z57
Z 16.-----:---
J
126 121.
_ . - --f-, - -f---f-
r--- +- -
II
128 121 127
125
Maßstab :
strehleinrichtung



![CNC-Langdrehautomaten · Spindelstockhub 205 mm / 30 mm (Kurzdreher) [1] 205 mm / 50 mm (Kurzdreher) [2] Bearbeitungsmöglichkeiten C-Achse Hauptspindel C-Achse Gegenspindel [1] =](https://img.pdfslide.org/doc/110x75/5e0da9333f14eb44dd3706e5/cnc-langdrehautomaten-spindelstockhub-205-mm-30-mm-kurzdreher-1-205-mm-50.jpg)






![Ganzseitiger Faxausdruck - egon-poppe.de · Solfeggio Bearbeitung: Ego ppe C. Ph. E. Bach 10 ... 16 CŽÞ] 29](https://img.pdfslide.org/doc/110x75/5e0b6e61e149e2562031239d/ganzseitiger-faxausdruck-egon-poppede-solfeggio-bearbeitung-ego-ppe-c-ph-e.jpg)


















