Embed Size (px)
Citation preview
WIG
WIG-FIBEL
EWM-SCHWEISSLEXIKON
EINFACH MEHR WENN'S UMS SCHWEISSEN GEHT:WIR HABEN FÜR JEDE AUFGABE DIE RICHTIGE LÖSUNG!
Einfach mehr Technologie!Wir sind europaweit einer der führenden Hersteller von HIGHTEC-Schweißgeräten und bieten mit unserer breit gefächerten, durchdachten und qualitativ hochwertigen Produktpalette Lösungen für jede Anwendung. Dabei stehen für uns die individuellen Bedürfnisse des Kunden immer an allererster Stelle. Unsere Produkte haben sich durch innovative Technik und höchste Qualität bereits einen Namen bei Kunden in aller Welt gemacht. Namhafte Unternehmen aus allen Bereichen der Industrie vertrauen ebenso auf unsere Produkte, wie der Handwerksbetrieb von nebenan.
Einfach mehr Lösungen!Unsere Produktpalette ist komplett, perfekt und die Geräte sind einfach einsatzbereit - immer und überall. Von tragbaren Kleinstgeräten für den flexiblen Baustelleneinsatz über Geräte mit einfachster Bedienung für die Produktion bis hin zu Systemen für die Mechanisierung und komplexe automatisierte Roboter-Anwendungen in der Industrie. Unsere flexiblen Schweißgeräteserien bieten immer ideale Lösungen für alle Ansprüche!
Einfach mehr Qualität!Vom einzelnen Bauteil bis zum Endprodukt übernehmen wir die Verantwortung für unsere Maschinen. Unsere Geräte erreichen wegen Ihrer Premium Qualität Ergebnisse von höchster Perfektion. Wir sind uns unserer Sache sicher und geben gemäß unseren Garantiebedingungen volle 3 Jahre Garantie.
Einfach mehr Innovation!Einfach bedienen - einfach losschweißen: Durch die permanente Entwicklung moderner Technologien schafft EWM ausschließlich Schweißgeräte, mit denen jeder, auch der anspruchsvollste Profi, alle Herausforderungen souverän meistert. Und wir arbeiten täglich mit aller Kraft an der Umsetzung neuer Ideen, neuer Fertigungs- und Bedienkonzepte sowie neuer Schweißverfahren für sich verändernde, moderne Werkstoffe.
EWM - Einfach schweißen, einfach mehr!
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
1 10.02Art. Nr.: WM022200
Inhalt1 Vorwort ....................................................................................................................................................... 2
2 Das Verfahren ............................................................................................................................................ 22.1 Allgemeines...................................................................................................................................... 22.2 Stromart............................................................................................................................................ 32.3 Elektroden ........................................................................................................................................ 32.4 Schutzgase....................................................................................................................................... 4
3 Fugenvorbereitung ..................................................................................................................................... 53.1 Fugenformen .................................................................................................................................... 53.2 Anbringen der Schweißfuge............................................................................................................. 53.3 Badsicherung ................................................................................................................................... 53.4 Formieren ......................................................................................................................................... 6
4 Der Schweißbrenner................................................................................................................................... 64.1 Kühlung ............................................................................................................................................ 64.2 Aufbau des Brenners........................................................................................................................ 74.3 Ausbildung des Elektrodenendes..................................................................................................... 7
5 Schweißgeräte............................................................................................................................................ 85.1 Steuerung......................................................................................................................................... 85.2 Stromquellen .................................................................................................................................... 9
6 Durchführen des Schweißens .................................................................................................................. 116.1 Auswahl des Schweißzusatzes...................................................................................................... 116.2 Einstellen der Schutzgasmenge..................................................................................................... 126.3 Reinigung der Werkstückoberfläche .............................................................................................. 126.4 Zünden des Lichtbogens................................................................................................................ 136.5 Führen des Brenners...................................................................................................................... 136.6 Magnetische Blaswirkung .............................................................................................................. 146.7 Schweißpositionen ......................................................................................................................... 146.8 Schweißparameter ......................................................................................................................... 156.9 Schweißen mit Stromimpulsen....................................................................................................... 156.10 Möglichkeiten des Mechanisierens ................................................................................................ 176.11 Arbeitssicherheit............................................................................................................................. 17
7 Besonderheiten verschiedener Werkstoffe .............................................................................................. 187.1 Un- und niedriglegierte Stähle........................................................................................................ 187.2 Austenitsche CrNi-Stähle ............................................................................................................... 197.3 Aluminium und Aluminiumlegierungen........................................................................................... 197.4 Kupfer und Kupferlegierungen ....................................................................................................... 217.5 Sonstige Werkstoffe ....................................................................................................................... 21
8 Anwendung des WIG-Schweißens........................................................................................................... 228.1 Fertigungszweige ........................................................................................................................... 228.2 Anwendungsbeispiele .................................................................................................................... 22
9 Schrifttum.................................................................................................................................................. 24
10 Impressum................................................................................................................................................ 24
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
2 10.02Art. Nr.: WM022200
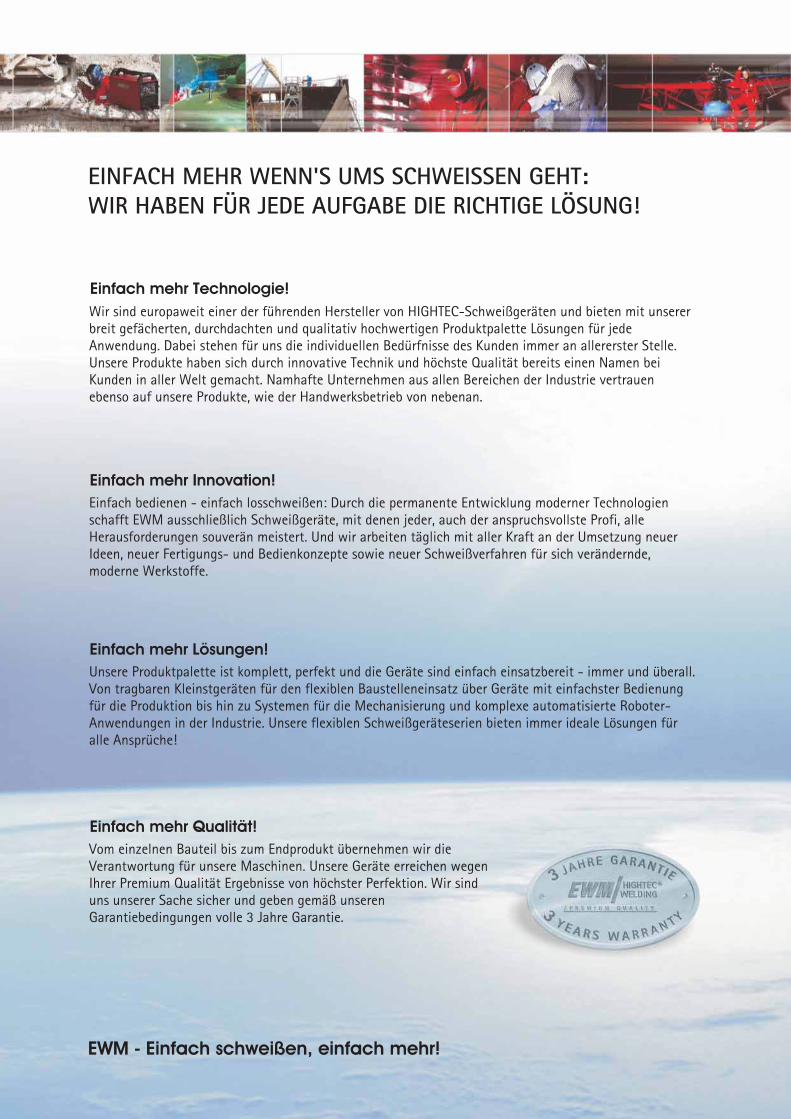
1 VorwortDas WIG-Schweißverfahren (Bild 1)– dievolle Bezeichnung für dieses Verfahrenlautet nach DIN 1910 – Teil 4 Wolfram-Inertgasschweißen – stammt aus denUSA und wurde dort 1936 unter demNamen Argonarc-Schweißen bekannt.Erst nach dem 2. Weltkrieg wurde es inDeutschland eingeführt. In den englischsprechenden Ländern heißt das Verfah-ren TIG nach englisch ”Tungsten” fürWolfram. Das Verfahren zeichnet sichgegenüber anderen Schmelzschweiß-verfahren durch eine Reihe von interes-santen Vorteilen aus. Es ist z.B.universell anwendbar. Wenn ein metalli-scher Werkstoff überhaupt schmelz-schweißgeeignet ist, dann läßt er sich mitdiesem Verfahren fügen. Zum anderen istes ein sehr ”sauberes” Verfahren, daskaum Spritzer und nur wenig Schadstoffeerzeugt und bei richtiger Anwendung einequalitativ hochwertige Schweißverbin-dung garantiert.Ein besonderer Vorteil des WIG-Schweißens ist auch, daß hier gegenüberanderen Verfahren, die mit abschmel-zender Elektrode arbeiten, die Zugabevon Schweißzusatz und die Stromstärkeentkoppelt sind. Der Schweißer kanndeshalb seinen Strom optimal auf dieSchweißaufgabe abstimmen und nur so-viel Schweißzusatz zugeben, wie geradeerforderlich ist. Dies macht das Verfahrenbesonders geeignet zum Schweißen vonWurzellagen und zum Schweißen in
Zwangslagen. Die genannten Vorteilehaben dazu geführt, daß das WIG-Verfahren heute in vielen Bereichen derIndustrie und des Handwerks mit Erfolgeingesetzt wird. Es erfordert allerdingsbei der manuellen Anwendung ein ge-schicktes ”Händchen” des Schweißersund eine gute Ausbildung. Diese Bro-schüre will über die Besonderheiten desVerfahrens aufklären und vielleicht auchInteresse wecken bei den Firmen, die estrotz Vorliegens entsprechenderSchweißaufgaben noch nicht anwenden.
2 Das Verfahren
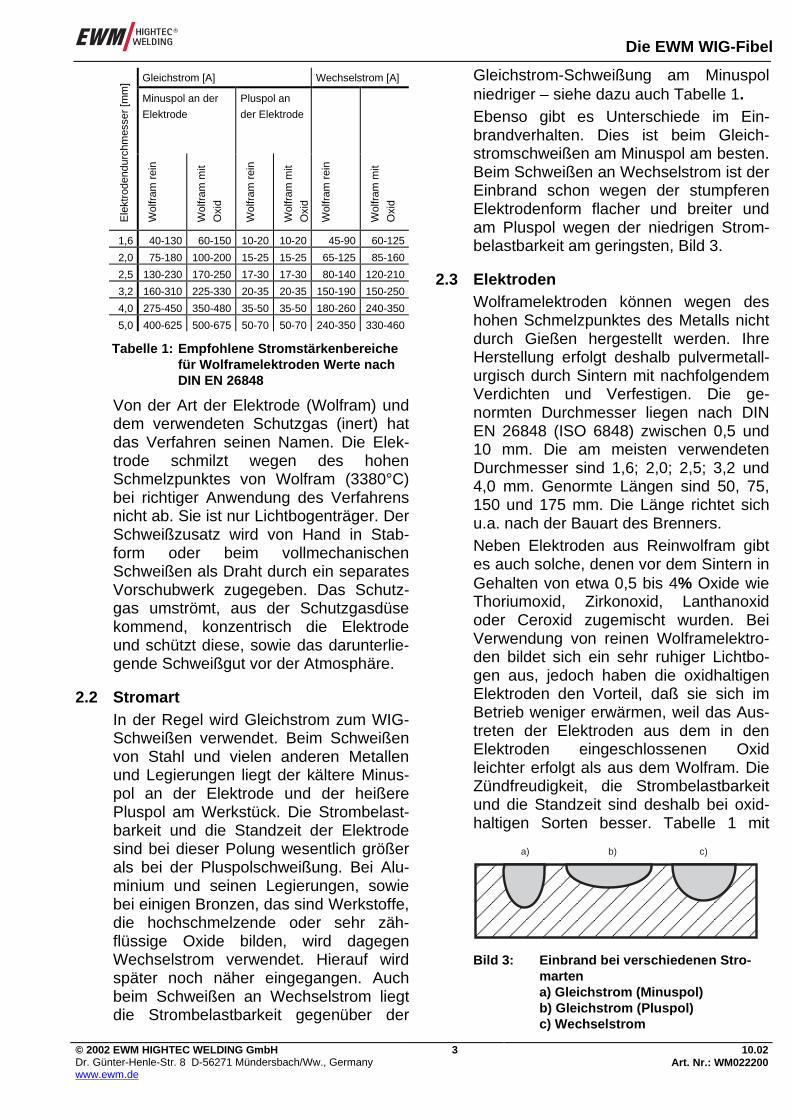
2.1 AllgemeinesDas WIG-Schweißen gehört zu den gas-geschützten Schweißverfahren mit nichtverbrauchender Elektrode (Prozess-Nr.14). ISO 857-1 erklärt das Verfahren ausdem englischen übersetzt wie folgt:„Gasgeschützes Lichtbogenschweißver-fahren unter Benutzung einer nicht ver-brauchenden Elektrode aus reinem oderdotiertem Wolfram, bei dem der Lichtbo-gen und das Schweißbad durch eine Ga-sumhüllung aus inertem Gas geschütztwerden“Beim Wolfram-Inertgasschweißen (Pro-zess-Nr. 141) brennt der Lichtbogen frei,beim Plasma-Lichtbogenschweißen (Pro-zess-Nr. 15), das auch zu den Verfahrendes gasgeschützten Schweißens mitnicht verbrauchender Elektrode zählt, ister eingeschnürt. Bild 2 zeigt das Schemades Verfahrens.Bild 1 TRITON 260 DC, WIG-Verschweißen
von Kühlschlangen
Brenner
W-Elektrode
Naht
Schmelzbad
Lichtbogen
Schweißstab
Grundwerkstoff
Bild 2 Prinzip des WIG-Schweißens
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
3 10.02Art. Nr.: WM022200
Von der Art der Elektrode (Wolfram) unddem verwendeten Schutzgas (inert) hatdas Verfahren seinen Namen. Die Elek-trode schmilzt wegen des hohenSchmelzpunktes von Wolfram (3380°C)bei richtiger Anwendung des Verfahrensnicht ab. Sie ist nur Lichtbogenträger. DerSchweißzusatz wird von Hand in Stab-form oder beim vollmechanischenSchweißen als Draht durch ein separatesVorschubwerk zugegeben. Das Schutz-gas umströmt, aus der Schutzgasdüsekommend, konzentrisch die Elektrodeund schützt diese, sowie das darunterlie-gende Schweißgut vor der Atmosphäre.
2.2 StromartIn der Regel wird Gleichstrom zum WIG-Schweißen verwendet. Beim Schweißenvon Stahl und vielen anderen Metallenund Legierungen liegt der kältere Minus-pol an der Elektrode und der heißerePluspol am Werkstück. Die Strombelast-barkeit und die Standzeit der Elektrodesind bei dieser Polung wesentlich größerals bei der Pluspolschweißung. Bei Alu-minium und seinen Legierungen, sowiebei einigen Bronzen, das sind Werkstoffe,die hochschmelzende oder sehr zäh-flüssige Oxide bilden, wird dagegenWechselstrom verwendet. Hierauf wirdspäter noch näher eingegangen. Auchbeim Schweißen an Wechselstrom liegtdie Strombelastbarkeit gegenüber der
Gleichstrom-Schweißung am Minuspolniedriger – siehe dazu auch Tabelle 1.Ebenso gibt es Unterschiede im Ein-brandverhalten. Dies ist beim Gleich-stromschweißen am Minuspol am besten.Beim Schweißen an Wechselstrom ist derEinbrand schon wegen der stumpferenElektrodenform flacher und breiter undam Pluspol wegen der niedrigen Strom-belastbarkeit am geringsten, Bild 3.
2.3 ElektrodenWolframelektroden können wegen deshohen Schmelzpunktes des Metalls nichtdurch Gießen hergestellt werden. IhreHerstellung erfolgt deshalb pulvermetall-urgisch durch Sintern mit nachfolgendemVerdichten und Verfestigen. Die ge-normten Durchmesser liegen nach DINEN 26848 (ISO 6848) zwischen 0,5 und10 mm. Die am meisten verwendetenDurchmesser sind 1,6; 2,0; 2,5; 3,2 und4,0 mm. Genormte Längen sind 50, 75,150 und 175 mm. Die Länge richtet sichu.a. nach der Bauart des Brenners.Neben Elektroden aus Reinwolfram gibtes auch solche, denen vor dem Sintern inGehalten von etwa 0,5 bis 4% Oxide wieThoriumoxid, Zirkonoxid, Lanthanoxidoder Ceroxid zugemischt wurden. BeiVerwendung von reinen Wolframelektro-den bildet sich ein sehr ruhiger Lichtbo-gen aus, jedoch haben die oxidhaltigenElektroden den Vorteil, daß sie sich imBetrieb weniger erwärmen, weil das Aus-treten der Elektroden aus dem in denElektroden eingeschlossenen Oxidleichter erfolgt als aus dem Wolfram. DieZündfreudigkeit, die Strombelastbarkeitund die Standzeit sind deshalb bei oxid-haltigen Sorten besser. Tabelle 1 mit
Gleichstrom [A] Wechselstrom [A]
Minuspol an der
Elektrode
Pluspol an
der ElektrodeE
lekt
rode
ndur
chm
esse
r [m
m]
Wol
fram
rei
n
Wol
fram
mit
Oxi
d
Wol
fram
rei
n
Wol
fram
mit
Oxi
d
Wol
fram
rei
n
Wol
fram
mit
Oxi
d
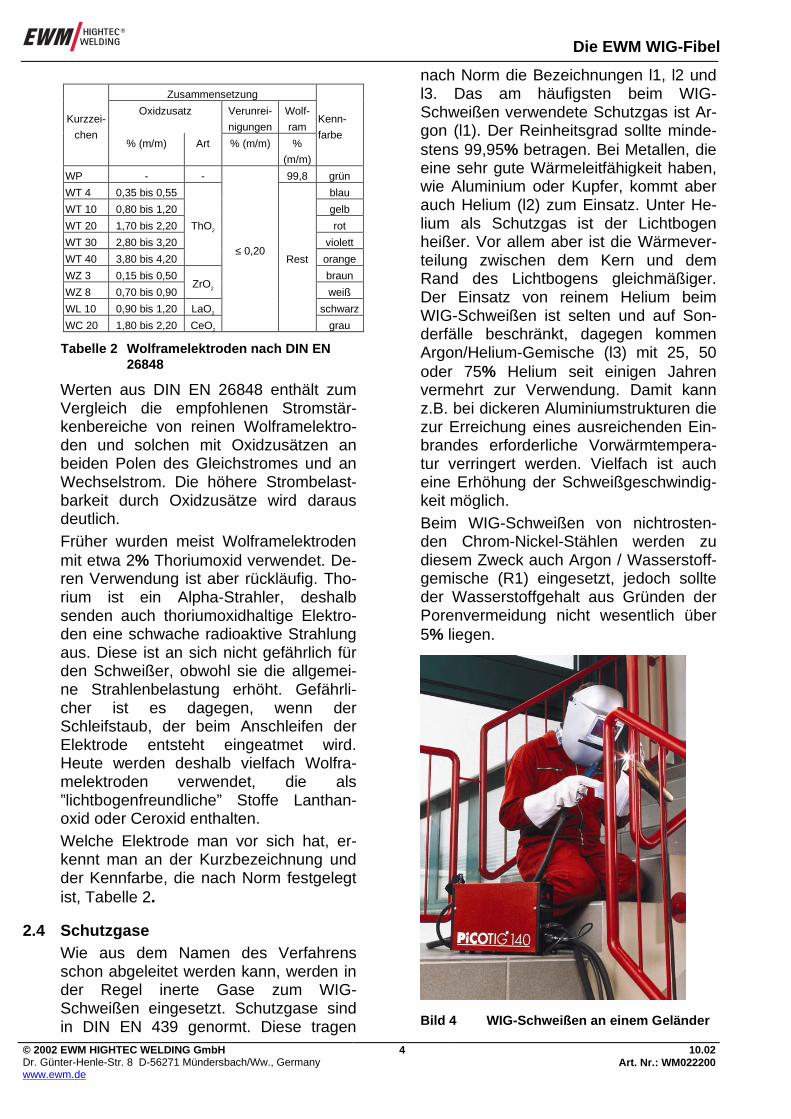
1,6 40-130 60-150 10-20 10-20 45-90 60-125
2,0 75-180 100-200 15-25 15-25 65-125 85-160
2,5 130-230 170-250 17-30 17-30 80-140 120-210
3,2 160-310 225-330 20-35 20-35 150-190 150-250
4,0 275-450 350-480 35-50 35-50 180-260 240-350
5,0 400-625 500-675 50-70 50-70 240-350 330-460
Tabelle 1: Empfohlene Stromstärkenbereichefür Wolframelektroden Werte nachDIN EN 26848
a) b) c)
Bild 3: Einbrand bei verschiedenen Stro-martena) Gleichstrom (Minuspol)b) Gleichstrom (Pluspol)c) Wechselstrom
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
4 10.02Art. Nr.: WM022200
Werten aus DIN EN 26848 enthält zumVergleich die empfohlenen Stromstär-kenbereiche von reinen Wolframelektro-den und solchen mit Oxidzusätzen anbeiden Polen des Gleichstromes und anWechselstrom. Die höhere Strombelast-barkeit durch Oxidzusätze wird darausdeutlich.Früher wurden meist Wolframelektrodenmit etwa 2% Thoriumoxid verwendet. De-ren Verwendung ist aber rückläufig. Tho-rium ist ein Alpha-Strahler, deshalbsenden auch thoriumoxidhaltige Elektro-den eine schwache radioaktive Strahlungaus. Diese ist an sich nicht gefährlich fürden Schweißer, obwohl sie die allgemei-ne Strahlenbelastung erhöht. Gefährli-cher ist es dagegen, wenn derSchleifstaub, der beim Anschleifen derElektrode entsteht eingeatmet wird.Heute werden deshalb vielfach Wolfra-melektroden verwendet, die als”lichtbogenfreundliche” Stoffe Lanthan-oxid oder Ceroxid enthalten.Welche Elektrode man vor sich hat, er-kennt man an der Kurzbezeichnung undder Kennfarbe, die nach Norm festgelegtist, Tabelle 2.
2.4 SchutzgaseWie aus dem Namen des Verfahrensschon abgeleitet werden kann, werden inder Regel inerte Gase zum WIG-Schweißen eingesetzt. Schutzgase sindin DIN EN 439 genormt. Diese tragen
nach Norm die Bezeichnungen l1, l2 undl3. Das am häufigsten beim WIG-Schweißen verwendete Schutzgas ist Ar-gon (l1). Der Reinheitsgrad sollte minde-stens 99,95% betragen. Bei Metallen, dieeine sehr gute Wärmeleitfähigkeit haben,wie Aluminium oder Kupfer, kommt aberauch Helium (l2) zum Einsatz. Unter He-lium als Schutzgas ist der Lichtbogenheißer. Vor allem aber ist die Wärmever-teilung zwischen dem Kern und demRand des Lichtbogens gleichmäßiger.Der Einsatz von reinem Helium beimWIG-Schweißen ist selten und auf Son-derfälle beschränkt, dagegen kommenArgon/Helium-Gemische (l3) mit 25, 50oder 75% Helium seit einigen Jahrenvermehrt zur Verwendung. Damit kannz.B. bei dickeren Aluminiumstrukturen diezur Erreichung eines ausreichenden Ein-brandes erforderliche Vorwärmtempera-tur verringert werden. Vielfach ist aucheine Erhöhung der Schweißgeschwindig-keit möglich.Beim WIG-Schweißen von nichtrosten-den Chrom-Nickel-Stählen werden zudiesem Zweck auch Argon / Wasserstoff-gemische (R1) eingesetzt, jedoch sollteder Wasserstoffgehalt aus Gründen derPorenvermeidung nicht wesentlich über5% liegen.
Zusammensetzung
Oxidzusatz Verunrei-
nigungen
Wolf-
ramKurzzei-
chen% (m/m) Art % (m/m) %
(m/m)
Kenn-
farbe
WP - - 99,8 grün
WT 4 0,35 bis 0,55 blau
WT 10 0,80 bis 1,20 gelb
WT 20 1,70 bis 2,20 rot
WT 30 2,80 bis 3,20 violett
WT 40 3,80 bis 4,20
ThO2
orange
WZ 3 0,15 bis 0,50 braun
WZ 8 0,70 bis 0,90ZrO2 weiß
WL 10 0,90 bis 1,20 LaO2 schwarz
WC 20 1,80 bis 2,20 CeO2
≤ 0,20Rest
grau
Tabelle 2 Wolframelektroden nach DIN EN26848
Bild 4 WIG-Schweißen an einem Geländer
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
5 10.02Art. Nr.: WM022200
Die Schutzgasdurchflußmenge richtetsich nach dem Gasdüsendurchmesserund der umgebenden Luftströmung. AlsRichtwert kann bei Argon von einem Vo-lumenstrom von 5-10 I / min ausgegan-gen werden. In zugigen Räumen Bild 4sind u. U. größere Durchflußmengen er-forderlich. Bei Argon / Helium-Gemischenmüssen wegen der geringeren Dichte vonHelium höhere Durchflußmengen einge-stellt werden.
3 Fugenvorbereitung
3.1 FugenformenDie wichtigsten beim WIG-Schweißeneingesetzten Fugenformen zeigt Bild 5.Dünne Bleche können einseitig oderbeidseitig als I-Stoß verbunden werden.Wird die Blechdicke so groß, daß einDurchschweißen auch von beiden Seitennicht mehr möglich ist, müssen die Fu-genflanken angeschrägt werden. DerÖffnungswinkel der entstehenden V-Fugeist meist 60°, bei Aluminium auch 70°.Zur Verhinderung des Durchschmelzenswerden die Spitzen der Bleche im Wur-zelbereich oft auch leicht gebrochen. Beieinem ausgeprägten Steg spricht manaber nicht mehr von einer V- sondern voneiner Y-Fuge. Bei Stahl kann man Werk-stückdicken bis zu etwa 6 mm in einerLage schweißen. Darüber hinaus ist eineMehrlagenschweißung erforderlich.Bei dünnen Blechen kommen auchÜberlapp-Fugen vor. Ganz besonderseignet sich zum WIG-Schweißen die Bör-
delfuge. Die hochgebördelten Blech-ränder können unter dem Lichtbogen oh-ne Zugabe von Schweißzusatz aufge-schmolzen und damit verbunden werden.Bei Eckstößen können auch ein oder bei-de Partner angephast werden.
3.2 Anbringen der SchweißfugeDas Vorbereiten der Fugenflanken erfolgtbei un- und niedriglegierten Stählen meistdurch autogenes Brennschneiden. Beihochlegierten Stählen, Aluminium undMetallegierungen kann das Schmelz-schneiden nach dem Plasma-, Laser-oder Elektronenstrahlprinzip angewandtwerden. Dünne Bleche werden oft durchmechanisches Schneiden (Scheren) zu-geschnitten, während bei dickeren Werk-stoffen die Fugen auch durchmechanische Bearbeitung (Drehen, Ho-beln) angebracht werden.
3.3 BadsicherungWährend beim manuellen Schweißen derSchweißer den Schweißverlauf beob-achtet und durch Einstellung der richtigenStromstärke, die Stellung des Lichtbo-gens in der Fuge, die Schweißgeschwin-digkeit und die Menge des zugegebenenSchweißzusatzes auch bei ungleichemWurzelspalt eine gleichmäßige Wurzel-raupe erreichen kann, muß beim vollme-chanisierten Schweißen vomeingestellten Wurzelspalt über die richtigeingestellten Schweißparameter und diekontinuierlich zugegebene Menge desZusatzdrahtes alles stimmen.Zur Erleichterung des Wurzelschweißenswerden deshalb beim maschinellenSchweißen oft Badsicherungen verwen-det, siehe Bild 5. Diese Badsicherungenbestehen bei den meisten Metallen undLegierungen aus Kupfer, bei Aluminium,das einen niedrigen Schmelzpunkt hat,auch aus nichtrostendem Stahl. Auch Ke-ramikunterlagen kommen beim Schwei-ßen als Badsicherung zum Einsatz. DieUnterlage soll das spontane Durchfallendes Schweißgutes z.B. an Stellen, wo derSpalt etwas breiter ist, verhindern sodaßdas schmelzflüssige Metall aufgefangenwird und eine Wurzelraupe entstehen
I-Stoß
Überlapp-Stoß
T-Stoß
V-Stoß
Bördel-Stoß
Eck-Stoß
Y-Stoß mit Badsicherung
Bild 5 Die wichtigsten Fugenformen beimWIG-Schweißen
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
6 10.02Art. Nr.: WM022200
kann. Die Badsicherung formt auch dieUnterseite der Wurzellage. Zu diesemZweck ist sie deshalb meist mit einer Nutversehen.
3.4 FormierenHierunter versteht man die zusätzlicheZugabe von Schutzgas an die Wurzel-rückseite, wo der zu schweißende Werk-stoff auch im flüssigen Zustand vorliegt,aber nicht vom Schutzgas, das auf derOberseite zugeführt wird, erreicht wird.Besonders beim WIG-Schweißen mit sei-ner relativ geringen Schweißgeschwin-digkeit nimmt die Wurzelrückseite durchOxidation oft ein ”verbranntes” Aussehenan. Dies soll durch das Formiergas ver-hindert werden. Das kalte Schutzgas hilftauch bei der Formung der Wurzelrück-seite mit. Daher kommt der Name”Formiergas”.Durch das Formieren wird auch die Bil-dung von Oxidhäuten und Anlauffarbenauf der Wurzelrückseite verhindert oderzumindest vermindert. Dies ist z.B. beimSchweißen von korrosionsbeständigenStählen wichtig, weil solche Oxidhäute
die Korrosionsbeständigkeit der Schweiß-verbindung herabsetzen, Bild 6.Beim Schweißen von Rohren können dieEnden einfach versperrt und das For-miergas in das Innere eingeleitet werden.Beim Schweißen von Blechen läßt manes aus Öffnungen der Badsicherungs-schiene ausströmen. Als Formiergaskann Argon oder ein Argon / Wasser-stoffgemisch verwendet werden. In DINEN 439 sind in der Gruppe F aber auchpreiswerte Formiergase genormt. Diesebestehen z.B. aus einem Wasserstoff /Stickstoffgemisch. Auch reiner Stickstoffkann unter bestimmten Umständen zumFormieren verwendet werden.
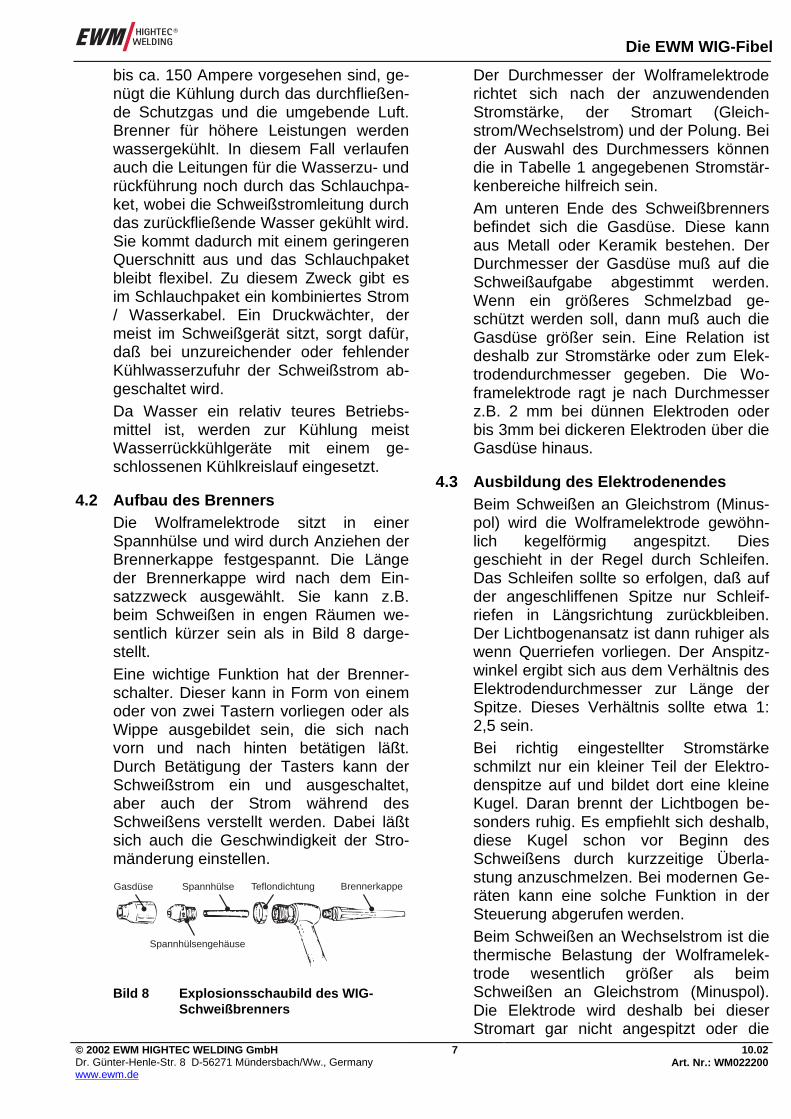
4 Der SchweißbrennerDer Schweißbrenner ist das Werkzeugdes WIG-Schweißers. Seine Funktionenbeeinflussen in besonderem Maße dieentstehende Schweißnaht. Bild 7 zeigteinen gasgekühlten WIG-Schweißbren-ner.Der Brenner ist über das Schlauchpaketmit dem Schweißgerät verbunden. Durchdas Schlauchpaket verläuft die Schweiß-stromleitung und die Schutzgaszufüh-rung, sowie die Steuerleitung, die esgestattet auf Knopfdruck vom Brenner-schalter aus verschiedene Funktionenein- und auszuschalten.
4.1 KühlungBei Brennern, die nur für Stromstärken
Bild 6 WIG-Schweißarbeiten in der Che-mie-Industrie
MISTRAL
Bild 7 Gasgekühlter WIG-Schweißbrenner
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
7 10.02Art. Nr.: WM022200
bis ca. 150 Ampere vorgesehen sind, ge-nügt die Kühlung durch das durchfließen-de Schutzgas und die umgebende Luft.Brenner für höhere Leistungen werdenwassergekühlt. In diesem Fall verlaufenauch die Leitungen für die Wasserzu- undrückführung noch durch das Schlauchpa-ket, wobei die Schweißstromleitung durchdas zurückfließende Wasser gekühlt wird.Sie kommt dadurch mit einem geringerenQuerschnitt aus und das Schlauchpaketbleibt flexibel. Zu diesem Zweck gibt esim Schlauchpaket ein kombiniertes Strom/ Wasserkabel. Ein Druckwächter, dermeist im Schweißgerät sitzt, sorgt dafür,daß bei unzureichender oder fehlenderKühlwasserzufuhr der Schweißstrom ab-geschaltet wird.Da Wasser ein relativ teures Betriebs-mittel ist, werden zur Kühlung meistWasserrückkühlgeräte mit einem ge-schlossenen Kühlkreislauf eingesetzt.
4.2 Aufbau des BrennersDie Wolframelektrode sitzt in einerSpannhülse und wird durch Anziehen derBrennerkappe festgespannt. Die Längeder Brennerkappe wird nach dem Ein-satzzweck ausgewählt. Sie kann z.B.beim Schweißen in engen Räumen we-sentlich kürzer sein als in Bild 8 darge-stellt.Eine wichtige Funktion hat der Brenner-schalter. Dieser kann in Form von einemoder von zwei Tastern vorliegen oder alsWippe ausgebildet sein, die sich nachvorn und nach hinten betätigen läßt.Durch Betätigung der Tasters kann derSchweißstrom ein und ausgeschaltet,aber auch der Strom während desSchweißens verstellt werden. Dabei läßtsich auch die Geschwindigkeit der Stro-mänderung einstellen.
Der Durchmesser der Wolframelektroderichtet sich nach der anzuwendendenStromstärke, der Stromart (Gleich-strom/Wechselstrom) und der Polung. Beider Auswahl des Durchmessers könnendie in Tabelle 1 angegebenen Stromstär-kenbereiche hilfreich sein.Am unteren Ende des Schweißbrennersbefindet sich die Gasdüse. Diese kannaus Metall oder Keramik bestehen. DerDurchmesser der Gasdüse muß auf dieSchweißaufgabe abgestimmt werden.Wenn ein größeres Schmelzbad ge-schützt werden soll, dann muß auch dieGasdüse größer sein. Eine Relation istdeshalb zur Stromstärke oder zum Elek-trodendurchmesser gegeben. Die Wo-framelektrode ragt je nach Durchmesserz.B. 2 mm bei dünnen Elektroden oderbis 3mm bei dickeren Elektroden über dieGasdüse hinaus.
4.3 Ausbildung des ElektrodenendesBeim Schweißen an Gleichstrom (Minus-pol) wird die Wolframelektrode gewöhn-lich kegelförmig angespitzt. Diesgeschieht in der Regel durch Schleifen.Das Schleifen sollte so erfolgen, daß aufder angeschliffenen Spitze nur Schleif-riefen in Längsrichtung zurückbleiben.Der Lichtbogenansatz ist dann ruhiger alswenn Querriefen vorliegen. Der Anspitz-winkel ergibt sich aus dem Verhältnis desElektrodendurchmesser zur Länge derSpitze. Dieses Verhältnis sollte etwa 1:2,5 sein.Bei richtig eingestellter Stromstärkeschmilzt nur ein kleiner Teil der Elektro-denspitze auf und bildet dort eine kleineKugel. Daran brennt der Lichtbogen be-sonders ruhig. Es empfiehlt sich deshalb,diese Kugel schon vor Beginn desSchweißens durch kurzzeitige Überla-stung anzuschmelzen. Bei modernen Ge-räten kann eine solche Funktion in derSteuerung abgerufen werden.Beim Schweißen an Wechselstrom ist diethermische Belastung der Wolframelek-trode wesentlich größer als beimSchweißen an Gleichstrom (Minuspol).Die Elektrode wird deshalb bei dieserStromart gar nicht angespitzt oder die
Gasdüse
Spannhülsengehäuse
TeflondichtungSpannhülse Brennerkappe
Bild 8 Explosionsschaubild des WIG-Schweißbrenners
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
8 10.02Art. Nr.: WM022200
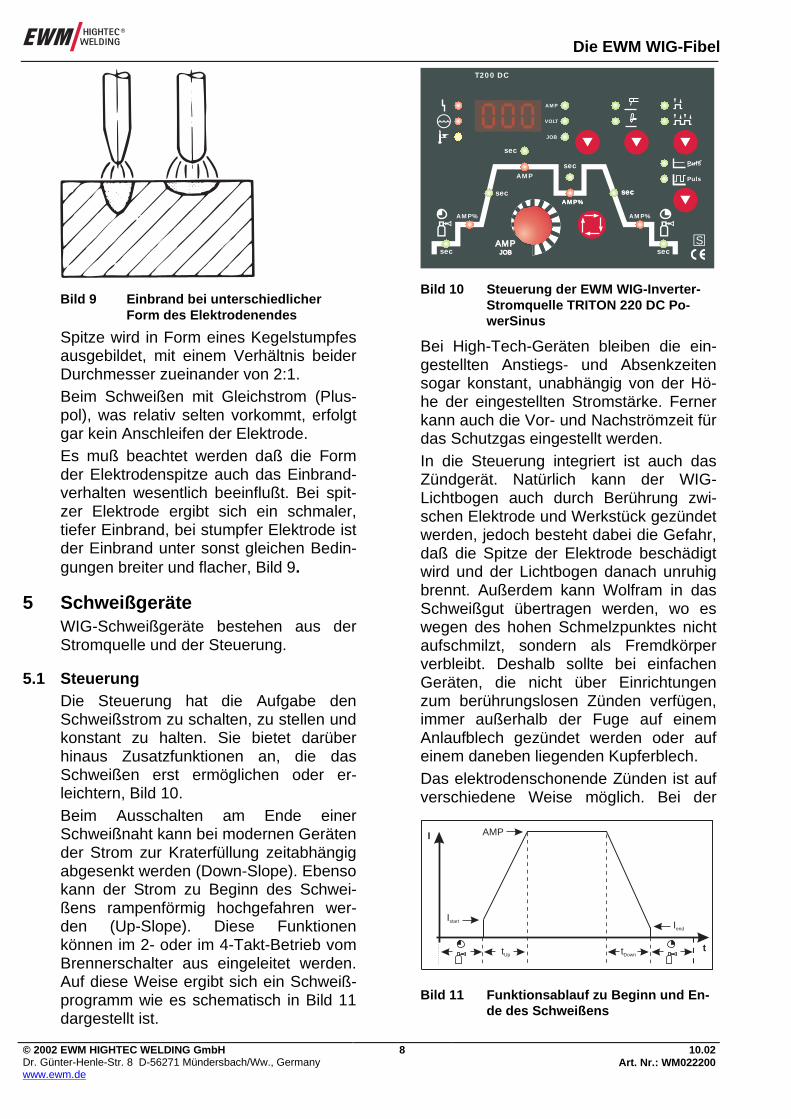
Spitze wird in Form eines Kegelstumpfesausgebildet, mit einem Verhältnis beiderDurchmesser zueinander von 2:1.Beim Schweißen mit Gleichstrom (Plus-pol), was relativ selten vorkommt, erfolgtgar kein Anschleifen der Elektrode.Es muß beachtet werden daß die Formder Elektrodenspitze auch das Einbrand-verhalten wesentlich beeinflußt. Bei spit-zer Elektrode ergibt sich ein schmaler,tiefer Einbrand, bei stumpfer Elektrode istder Einbrand unter sonst gleichen Bedin-gungen breiter und flacher, Bild 9.
5 SchweißgeräteWIG-Schweißgeräte bestehen aus derStromquelle und der Steuerung.
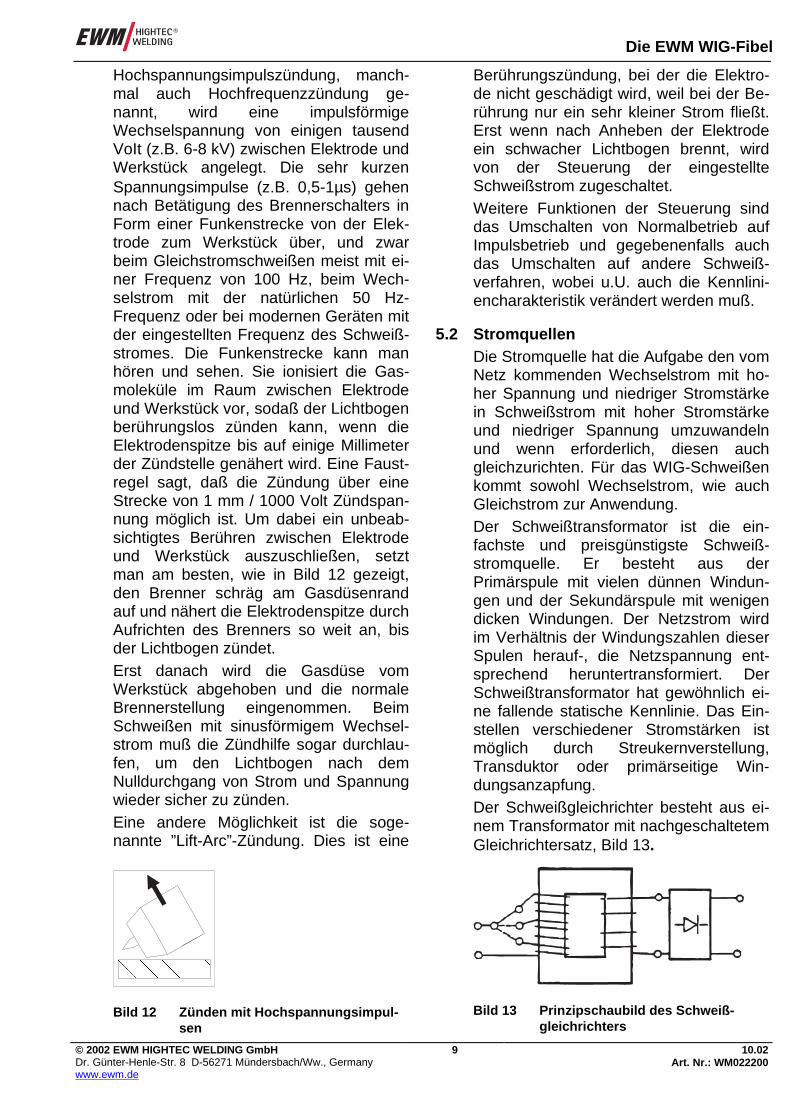
5.1 SteuerungDie Steuerung hat die Aufgabe denSchweißstrom zu schalten, zu stellen undkonstant zu halten. Sie bietet darüberhinaus Zusatzfunktionen an, die dasSchweißen erst ermöglichen oder er-leichtern, Bild 10.Beim Ausschalten am Ende einerSchweißnaht kann bei modernen Gerätender Strom zur Kraterfüllung zeitabhängigabgesenkt werden (Down-Slope). Ebensokann der Strom zu Beginn des Schwei-ßens rampenförmig hochgefahren wer-den (Up-Slope). Diese Funktionenkönnen im 2- oder im 4-Takt-Betrieb vomBrennerschalter aus eingeleitet werden.Auf diese Weise ergibt sich ein Schweiß-programm wie es schematisch in Bild 11dargestellt ist.
Bei High-Tech-Geräten bleiben die ein-gestellten Anstiegs- und Absenkzeitensogar konstant, unabhängig von der Hö-he der eingestellten Stromstärke. Fernerkann auch die Vor- und Nachströmzeit fürdas Schutzgas eingestellt werden.In die Steuerung integriert ist auch dasZündgerät. Natürlich kann der WIG-Lichtbogen auch durch Berührung zwi-schen Elektrode und Werkstück gezündetwerden, jedoch besteht dabei die Gefahr,daß die Spitze der Elektrode beschädigtwird und der Lichtbogen danach unruhigbrennt. Außerdem kann Wolfram in dasSchweißgut übertragen werden, wo eswegen des hohen Schmelzpunktes nichtaufschmilzt, sondern als Fremdkörperverbleibt. Deshalb sollte bei einfachenGeräten, die nicht über Einrichtungenzum berührungslosen Zünden verfügen,immer außerhalb der Fuge auf einemAnlaufblech gezündet werden oder aufeinem daneben liegenden Kupferblech.Das elektrodenschonende Zünden ist aufverschiedene Weise möglich. Bei der
Bild 9 Einbrand bei unterschiedlicherForm des Elektrodenendes
AMP%AMP%
AMP%
AMP
secsec
sec
secAMP
sec
sec
sec
AMP%
T200 DC
AMP
VOLT
JOB
JOB
S
Puls
Puls
Bild 10 Steuerung der EWM WIG-Inverter-Stromquelle TRITON 220 DC Po-werSinus
I
Istart
AMP
tUp tDown
Iend
t
Bild 11 Funktionsablauf zu Beginn und En-de des Schweißens
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
9 10.02Art. Nr.: WM022200
Hochspannungsimpulszündung, manch-mal auch Hochfrequenzzündung ge-nannt, wird eine impulsförmigeWechselspannung von einigen tausendVoIt (z.B. 6-8 kV) zwischen Elektrode undWerkstück angelegt. Die sehr kurzenSpannungsimpulse (z.B. 0,5-1µs) gehennach Betätigung des Brennerschalters inForm einer Funkenstrecke von der Elek-trode zum Werkstück über, und zwarbeim Gleichstromschweißen meist mit ei-ner Frequenz von 100 Hz, beim Wech-selstrom mit der natürlichen 50 Hz-Frequenz oder bei modernen Geräten mitder eingestellten Frequenz des Schweiß-stromes. Die Funkenstrecke kann manhören und sehen. Sie ionisiert die Gas-moleküle im Raum zwischen Elektrodeund Werkstück vor, sodaß der Lichtbogenberührungslos zünden kann, wenn dieElektrodenspitze bis auf einige Millimeterder Zündstelle genähert wird. Eine Faust-regel sagt, daß die Zündung über eineStrecke von 1 mm / 1000 Volt Zündspan-nung möglich ist. Um dabei ein unbeab-sichtigtes Berühren zwischen Elektrodeund Werkstück auszuschließen, setztman am besten, wie in Bild 12 gezeigt,den Brenner schräg am Gasdüsenrandauf und nähert die Elektrodenspitze durchAufrichten des Brenners so weit an, bisder Lichtbogen zündet.Erst danach wird die Gasdüse vomWerkstück abgehoben und die normaleBrennerstellung eingenommen. BeimSchweißen mit sinusförmigem Wechsel-strom muß die Zündhilfe sogar durchlau-fen, um den Lichtbogen nach demNulldurchgang von Strom und Spannungwieder sicher zu zünden.Eine andere Möglichkeit ist die soge-nannte ”Lift-Arc”-Zündung. Dies ist eine
Berührungszündung, bei der die Elektro-de nicht geschädigt wird, weil bei der Be-rührung nur ein sehr kleiner Strom fließt.Erst wenn nach Anheben der Elektrodeein schwacher Lichtbogen brennt, wirdvon der Steuerung der eingestellteSchweißstrom zugeschaltet.Weitere Funktionen der Steuerung sinddas Umschalten von Normalbetrieb aufImpulsbetrieb und gegebenenfalls auchdas Umschalten auf andere Schweiß-verfahren, wobei u.U. auch die Kennlini-encharakteristik verändert werden muß.
5.2 StromquellenDie Stromquelle hat die Aufgabe den vomNetz kommenden Wechselstrom mit ho-her Spannung und niedriger Stromstärkein Schweißstrom mit hoher Stromstärkeund niedriger Spannung umzuwandelnund wenn erforderlich, diesen auchgleichzurichten. Für das WIG-Schweißenkommt sowohl Wechselstrom, wie auchGleichstrom zur Anwendung.Der Schweißtransformator ist die ein-fachste und preisgünstigste Schweiß-stromquelle. Er besteht aus derPrimärspule mit vielen dünnen Windun-gen und der Sekundärspule mit wenigendicken Windungen. Der Netzstrom wirdim Verhältnis der Windungszahlen dieserSpulen herauf-, die Netzspannung ent-sprechend heruntertransformiert. DerSchweißtransformator hat gewöhnlich ei-ne fallende statische Kennlinie. Das Ein-stellen verschiedener Stromstärken istmöglich durch Streukernverstellung,Transduktor oder primärseitige Win-dungsanzapfung.Der Schweißgleichrichter besteht aus ei-nem Transformator mit nachgeschaltetemGleichrichtersatz, Bild 13.
Bild 12 Zünden mit Hochspannungsimpul-sen
Bild 13 Prinzipschaubild des Schweiß-gleichrichters

Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
10 10.02Art. Nr.: WM022200
Als Gleichrichter werden heute Silizium-dioden oder Thyristoren verwendet. In ih-nen wird der vorher im Transformator aufdie benötigte Stromstärke und Spannungtransformierte Wechselstrom in Gleich-strom umgewandelt. Einfache Schweiß-gleichrichter sind einphasigangeschlossen (Zweipulsschaltung). Sieergeben einen Schweißstrom mit ziemli-cher Welligkeit. Eine bessere Glättungdes Stromes wird erreicht wenn alle 3Phasen des Wechselstromes transfor-miert und gleichgerichtet werden (Sech-spuls-Brückenschaltung). EinfacheGleichrichter werden auch als soge-nannte Kombigeräte angeboten, die um-schaltbar Gleich- oder Wechselstromliefern. Schweißgleichrichter zum WIG-Schweißen haben eine fallende statischeKennlinie. Sie können eingestellt werdendurch Streukernverstellung, Transduktorund primärseitige Windungsanzapfung imWechselstromkreis oder durch Phasen-anschnittssteuerung der Thyristoren.Neuzeitliche WIG-Anlagen (Bild 14) sindmit Invertern als Stromquelle ausgestat-tet.Der Inverter ist eine elektronische Strom-quelle, die nach einem völlig anderenWirkprinzip arbeitet als die konventionel-len Stromquellen (Bild 15).Der aus dem Netz kommende Strom wirdzunächst gleichgerichtet und danach,damit er transformierbar wird, durch Ein-und Ausschalten in kurze Abschnittezerteilt. Diesen Vorgang nennt man Tak-ten. Er wird ermöglicht durch schnell rea-gierende elektronische Schalter, die
Transistoren. Die ersten transistorisiertenInverter arbeiteten mit einer Taktfrequenzvon etwa 25 kHz. Heute sind mit weiter-entwickelten Transistoren Taktfrequen-zen von 100 kHz und mehr möglich.Nach dem ”Zerhacken” (Takten) desStromes wird der Strom auf die erforderli-che hohe Stromstärke und niedrigeSpannung transformiert. Hinter dem Trafoentsteht dann ein rechteckförmigerWechselstrom, der anschließend nocheinmal gleichgerichtet wird. Die hoheTaktfrequenz hat den Vorteil, daß die er-forderliche Masse des Trafos sehr kleingehalten werden kann. Sie ist nämlichvon der Frequenz des zu transformieren-den Stromes abhängig. Dadurch ist esmöglich Leichtgewichtsstromquellen her-zustellen. Eine neuzeitliche Anlage fürdas WIG-Schweißen mit einer Leistungvon 260 A / 20,4 V wiegt deshalb nurnoch 24,5 kg –Bild 16.
Bild 14 TRITON 220 DC, WIG-Inverter-Schweißgerät
Wechselrichter (Transistor)
Gleichrichter (Diode)
Gleichrichter (Diode)
Netz
Transformator Drossel
Bild 15 Blockschaubild eines Inverters der3. Generation, Taktfrequenz bis zu100 kHz
Bild 16 TRITON 260 DC, WIG-Inverter-Schweißgerät
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
11 10.02Art. Nr.: WM022200
Soviel über das Leistungsteil elektroni-scher Stromquellen.Bei den elektronischen Stromquellen wirdvieles, was bei konventionellen Strom-quellen mit Komponenten wie Widerstän-den, Drosseln und Kondensatorenerreicht wird, durch die Steuerung elek-tronisch gelöst. Die Steuerung dieserStromquellen ist deshalb ebenso wichtigwie das Leistungsteil. Das Stellen desStromes geschieht z.B. bei getaktetenQuellen durch Verändern des Verhältnis-ses zwischen den Stromein-/Stromauszeiten. Auch die Veränderungder Taktfrequenz kann zum Verstellender Stromhöhe benutzt werden. Um im-pulsförmigen Strom zu erzeugen, wirddas Verhältnis der Ein-/Auszeiten durchdie Steuerung zyklisch verändert. Aufähnliche Weise kommt das Slope-up/Slope-down zustande.Durch die neue Technik wurde aber auchdie geregelte Stromquelle möglich, wel-che die Schweißtechnik schon lange ge-fordert hatte. Ein Kontrollgerät mißtSchweißstrom und Schweißspannungund vergleicht mit den eingestelltenWerten. Ändern sich die eingestelltenSchweißparameter z.B. durch uner-wünschte Widerstände im Schweiß-stromkreis, dann regelt die Steuerungentsprechend nach. Dies erfolgt sehrschnell, im µs-Bereich. Auf ähnliche Wei-se kann auch der Kurzschlußstrom be-grenzt und der cos ϕ verbessert werden.Ein verbesserter Wirkungsgrad und ge-
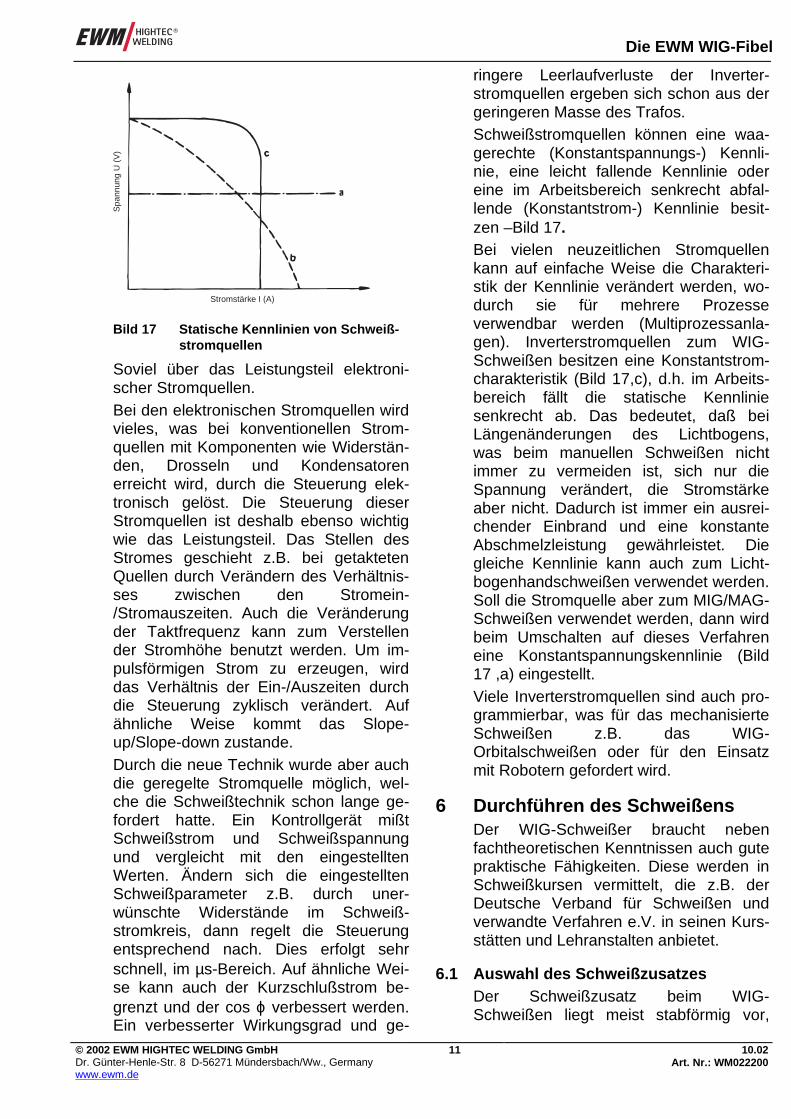
ringere Leerlaufverluste der Inverter-stromquellen ergeben sich schon aus dergeringeren Masse des Trafos.Schweißstromquellen können eine waa-gerechte (Konstantspannungs-) Kennli-nie, eine leicht fallende Kennlinie odereine im Arbeitsbereich senkrecht abfal-lende (Konstantstrom-) Kennlinie besit-zen –Bild 17.Bei vielen neuzeitlichen Stromquellenkann auf einfache Weise die Charakteri-stik der Kennlinie verändert werden, wo-durch sie für mehrere Prozesseverwendbar werden (Multiprozessanla-gen). Inverterstromquellen zum WIG-Schweißen besitzen eine Konstantstrom-charakteristik (Bild 17,c), d.h. im Arbeits-bereich fällt die statische Kennliniesenkrecht ab. Das bedeutet, daß beiLängenänderungen des Lichtbogens,was beim manuellen Schweißen nichtimmer zu vermeiden ist, sich nur dieSpannung verändert, die Stromstärkeaber nicht. Dadurch ist immer ein ausrei-chender Einbrand und eine konstanteAbschmelzleistung gewährleistet. Diegleiche Kennlinie kann auch zum Licht-bogenhandschweißen verwendet werden.Soll die Stromquelle aber zum MIG/MAG-Schweißen verwendet werden, dann wirdbeim Umschalten auf dieses Verfahreneine Konstantspannungskennlinie (Bild17 ,a) eingestellt.Viele Inverterstromquellen sind auch pro-grammierbar, was für das mechanisierteSchweißen z.B. das WIG-Orbitalschweißen oder für den Einsatzmit Robotern gefordert wird.
6 Durchführen des SchweißensDer WIG-Schweißer braucht nebenfachtheoretischen Kenntnissen auch gutepraktische Fähigkeiten. Diese werden inSchweißkursen vermittelt, die z.B. derDeutsche Verband für Schweißen undverwandte Verfahren e.V. in seinen Kurs-stätten und Lehranstalten anbietet.
6.1 Auswahl des SchweißzusatzesDer Schweißzusatz beim WIG-Schweißen liegt meist stabförmig vor,
Stromstärke I (A)
Spa
nnun
g U
(V
)
Bild 17 Statische Kennlinien von Schweiß-stromquellen
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
12 10.02Art. Nr.: WM022200
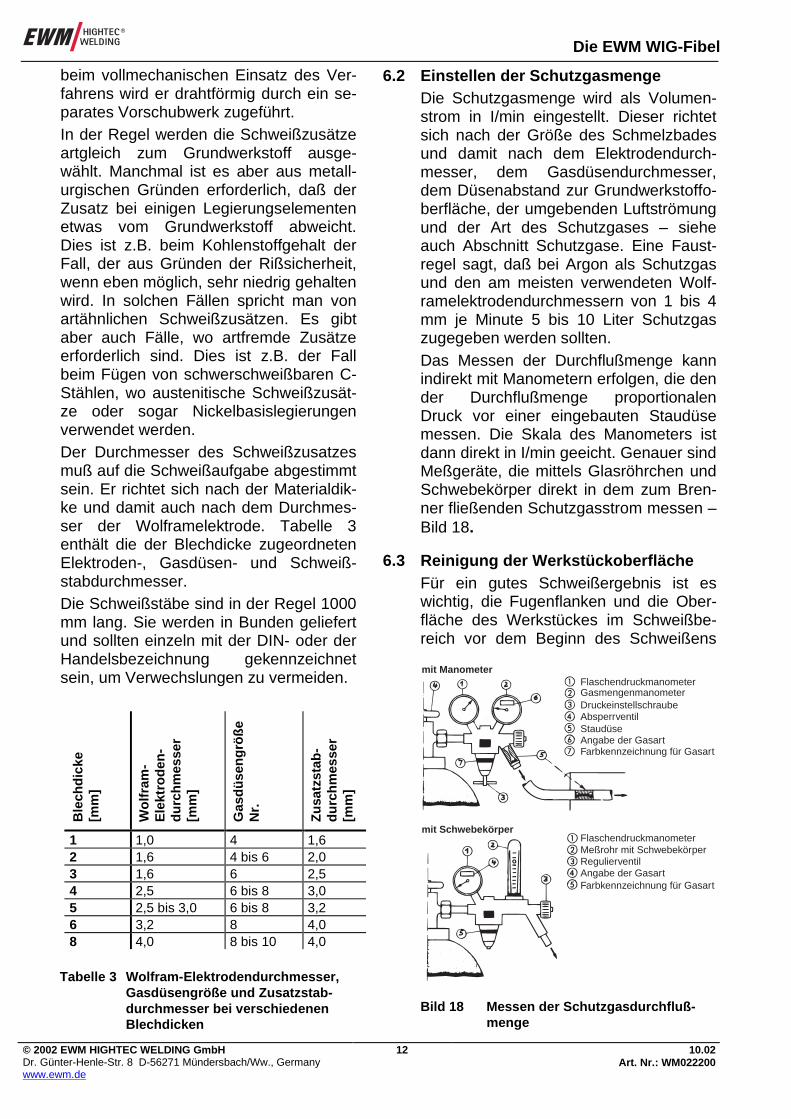
beim vollmechanischen Einsatz des Ver-fahrens wird er drahtförmig durch ein se-parates Vorschubwerk zugeführt.In der Regel werden die Schweißzusätzeartgleich zum Grundwerkstoff ausge-wählt. Manchmal ist es aber aus metall-urgischen Gründen erforderlich, daß derZusatz bei einigen Legierungselementenetwas vom Grundwerkstoff abweicht.Dies ist z.B. beim Kohlenstoffgehalt derFall, der aus Gründen der Rißsicherheit,wenn eben möglich, sehr niedrig gehaltenwird. In solchen Fällen spricht man vonartähnlichen Schweißzusätzen. Es gibtaber auch Fälle, wo artfremde Zusätzeerforderlich sind. Dies ist z.B. der Fallbeim Fügen von schwerschweißbaren C-Stählen, wo austenitische Schweißzusät-ze oder sogar Nickelbasislegierungenverwendet werden.Der Durchmesser des Schweißzusatzesmuß auf die Schweißaufgabe abgestimmtsein. Er richtet sich nach der Materialdik-ke und damit auch nach dem Durchmes-ser der Wolframelektrode. Tabelle 3enthält die der Blechdicke zugeordnetenElektroden-, Gasdüsen- und Schweiß-stabdurchmesser.Die Schweißstäbe sind in der Regel 1000mm lang. Sie werden in Bunden geliefertund sollten einzeln mit der DIN- oder derHandelsbezeichnung gekennzeichnetsein, um Verwechslungen zu vermeiden.
6.2 Einstellen der SchutzgasmengeDie Schutzgasmenge wird als Volumen-strom in I/min eingestellt. Dieser richtetsich nach der Größe des Schmelzbadesund damit nach dem Elektrodendurch-messer, dem Gasdüsendurchmesser,dem Düsenabstand zur Grundwerkstoffo-berfläche, der umgebenden Luftströmungund der Art des Schutzgases – sieheauch Abschnitt Schutzgase. Eine Faust-regel sagt, daß bei Argon als Schutzgasund den am meisten verwendeten Wolf-ramelektrodendurchmessern von 1 bis 4mm je Minute 5 bis 10 Liter Schutzgaszugegeben werden sollten.Das Messen der Durchflußmenge kannindirekt mit Manometern erfolgen, die dender Durchflußmenge proportionalenDruck vor einer eingebauten Staudüsemessen. Die Skala des Manometers istdann direkt in I/min geeicht. Genauer sindMeßgeräte, die mittels Glasröhrchen undSchwebekörper direkt in dem zum Bren-ner fließenden Schutzgasstrom messen –Bild 18.
6.3 Reinigung der WerkstückoberflächeFür ein gutes Schweißergebnis ist eswichtig, die Fugenflanken und die Ober-fläche des Werkstückes im Schweißbe-reich vor dem Beginn des Schweißens
Ble
chd
icke
[mm
]
Wo
lfra
m-
Ele
ktro
den
-d
urc
hm
esse
r[m
m]
Gas
dü
sen
grö
ße
Nr.
Zu
satz
stab
-d
urc
hm
esse
r[m
m]
1 1,0 4 1,62 1,6 4 bis 6 2,03 1,6 6 2,54 2,5 6 bis 8 3,05 2,5 bis 3,0 6 bis 8 3,26 3,2 8 4,08 4,0 8 bis 10 4,0
Tabelle 3 Wolfram-Elektrodendurchmesser,Gasdüsengröße und Zusatzstab-durchmesser bei verschiedenenBlechdicken
Flaschendruckmanometermit Manometer
mit SchwebekörperFlaschendruckmanometer
GasmengenmanometerDruckeinstellschraubeAbsperrventilStaudüseAngabe der Gasart
Angabe der Gasart
Meßrohr mit SchwebekörperRegulierventil
Farbkennzeichnung für Gasart
Farbkennzeichnung für Gasart
Bild 18 Messen der Schutzgasdurchfluß-menge
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
13 10.02Art. Nr.: WM022200
gründlich zu säubern. Die Oberflächensollten metallisch blank und frei von Fett,Schmutz, Rost und Farbe sein. AuchZunderschichten sollten nach Möglichkeitentfernt werden. In vielen Fällen wird da-zu ein Bürsten ausreichen. Wo dies nichtgenügt, muß die Oberfläche durchSchleifen oder ein mechanisches Bear-beitungsverfahren behandelt werden. Beikorrosionsbeständigen Werkstoffen dür-fen nur Bürsten aus nichtrostendem Stahlverwendet werden, weil sonst Fremdrostdurch Eisenteilchen entstehen kann, diein die Oberfläche eingetragen wurden.Bei Aluminium ist es aus Gründen derPorenentstehung besonders wichtig, daßkeine dickeren Oxidhäute auf der Ober-fläche verbleiben. Hierauf wird späternoch näher eingegangen. Zum Säubernund Entfetten sind geeignete Lösungs-mittel zu benutzen. Achtung: Bei Ver-wendung chlorhaltiger Lösungsmittelkönnen giftige Dämpfe entstehen.
6.4 Zünden des LichtbogensDer Lichtbogen sollte nie außerhalb derFuge auf dem Grundwerkstoff gezündetwerden, sondern stets so, daß die Zünd-stelle unmittelbar danach beim Schwei-ßen wieder aufgeschmolzen wird. ZuBeginn des Schweißens kühlt der hoch-erhitzte Grundwerkstoff an der Zündstellenämlich durch den Wärmeentzug derrückwärtigen kalten Massen sehr schnellab. Die Folge dieser raschen Abkühlungkönnen Aufhärtungen, eventuell schonmit Rissen verbunden, und Poren sein.Die schnelle Abkühlung läßt sich vermei-den wenn das Zünden direkt am Beginnder Schweißnaht erfolgt und eventuellentstandene Ungänzen sofort wiederaufgeschmolzen werden.Die Kontaktzündung sollte die absoluteAusnahme sein, wenn das verwendeteältere Schweißgerät nicht über eineZündhilfe (Hochspannungsimpulszün-dung) verfügt – siehe auch Abschnitt 5.1Steuerung. In diesem Fall wird auf einemin die Fuge in der Nähe des Schweiß-nahtbeginns eingelegten Kupferplättchengezündet. Von dort wird der Lichtbogendann zum beabsichtigten Nahtanfang ge-
zogen und das Schweißen beginnt. Beieiner Berührungszündung direkt auf demGrundwerkstoff kann Wolfram insSchweißgut gelangen, das wegen deshohen Schmelzpunktes nicht aufge-schmolzen wird und später im Durch-strahlungsfilm wegen der größerenAbsorption der Röntgenstrahlen durchWolfram als helle Stelle zu erkennen ist.
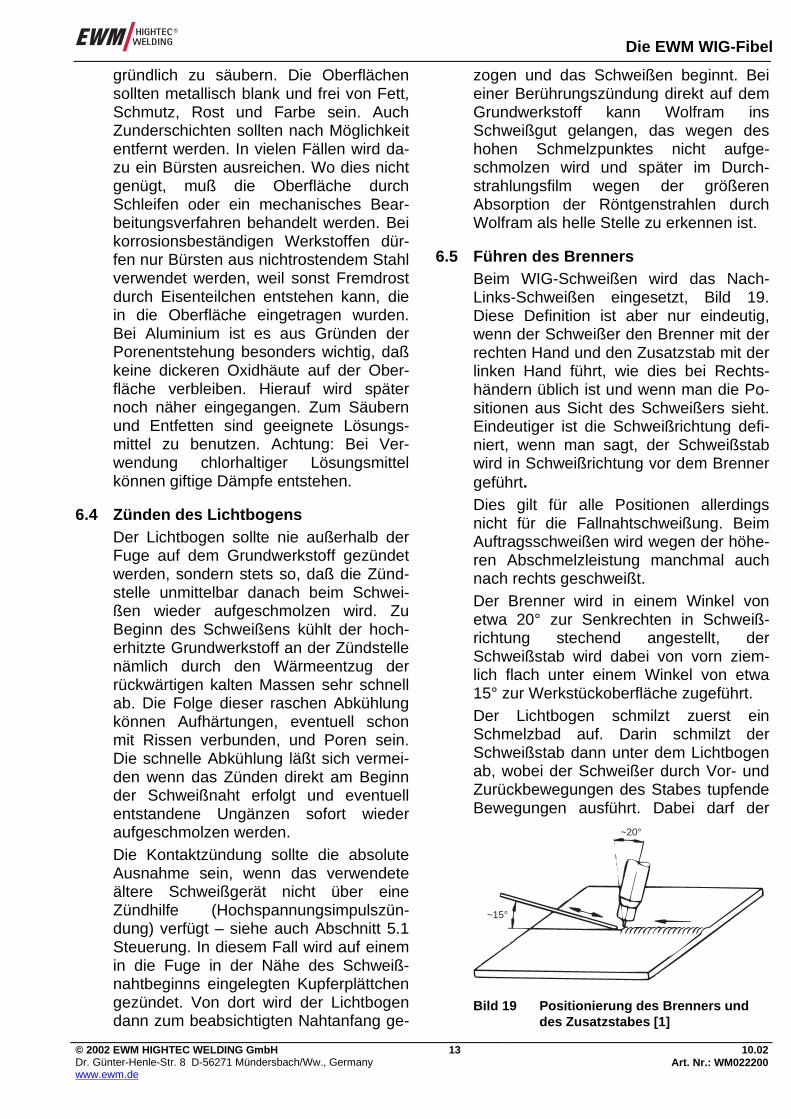
6.5 Führen des BrennersBeim WIG-Schweißen wird das Nach-Links-Schweißen eingesetzt, Bild 19.Diese Definition ist aber nur eindeutig,wenn der Schweißer den Brenner mit derrechten Hand und den Zusatzstab mit derlinken Hand führt, wie dies bei Rechts-händern üblich ist und wenn man die Po-sitionen aus Sicht des Schweißers sieht.Eindeutiger ist die Schweißrichtung defi-niert, wenn man sagt, der Schweißstabwird in Schweißrichtung vor dem Brennergeführt.Dies gilt für alle Positionen allerdingsnicht für die Fallnahtschweißung. BeimAuftragsschweißen wird wegen der höhe-ren Abschmelzleistung manchmal auchnach rechts geschweißt.Der Brenner wird in einem Winkel vonetwa 20° zur Senkrechten in Schweiß-richtung stechend angestellt, derSchweißstab wird dabei von vorn ziem-lich flach unter einem Winkel von etwa15° zur Werkstückoberfläche zugeführt.Der Lichtbogen schmilzt zuerst einSchmelzbad auf. Darin schmilzt derSchweißstab dann unter dem Lichtbogenab, wobei der Schweißer durch Vor- undZurückbewegungen des Stabes tupfendeBewegungen ausführt. Dabei darf der
~20°
~15°
Bild 19 Positionierung des Brenners unddes Zusatzstabes [1]
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
14 10.02Art. Nr.: WM022200
Stab beim Verbindungsschweißen nichtzu weit unter den Lichtbogen geschobenwerden, weil sonst der Einbrand in denGrundwerkstoff vermindert wird. BeimAuftragsschweißen, wo man an einer ge-ringeren Vermischung interessiert ist,macht man sich dies aber auch positiv zunutze.Beim Verbindungsschweißen sollte dasStabende am vorderen Rand desSchmelzbades abschmelzen. Dabei mußder Schweißer aber darauf achten, daßer das schmelzflüssige Ende bei dentupfenden Bewegungen nicht aus derSchutzgasglocke heraus bewegt. EineOxidation des Stabendes wäre die Folge,und Oxide könnten in das Schmelzbadgelangen.In der Regel wird ohne oder mit nur ge-ringer Pendelbewegung geschweißt.Hierbei wird die Schutzgasglocke am we-nigsten gestört. In der Position PF (senk-recht steigend) muß dagegen einegeringe Pendelbewegung von Brennerund Schweißstab ausgeführt werden.Das Gleiche gilt für Zwischenlagen in ei-ner Breite, die nicht mehr mit einerStrichraupe gefüllt werden können, dieaber für zwei Strichraupen zu schmalsind.
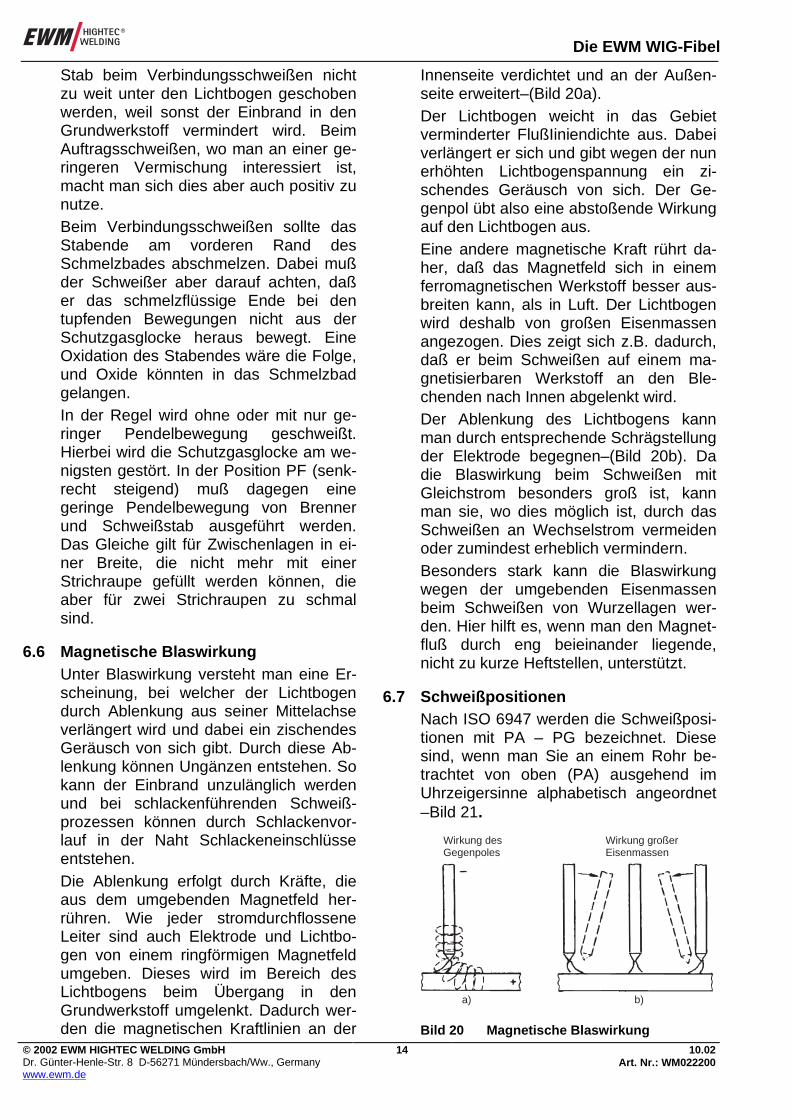
6.6 Magnetische BlaswirkungUnter Blaswirkung versteht man eine Er-scheinung, bei welcher der Lichtbogendurch Ablenkung aus seiner Mittelachseverlängert wird und dabei ein zischendesGeräusch von sich gibt. Durch diese Ab-lenkung können Ungänzen entstehen. Sokann der Einbrand unzulänglich werdenund bei schlackenführenden Schweiß-prozessen können durch Schlackenvor-lauf in der Naht Schlackeneinschlüsseentstehen.Die Ablenkung erfolgt durch Kräfte, dieaus dem umgebenden Magnetfeld her-rühren. Wie jeder stromdurchflosseneLeiter sind auch Elektrode und Lichtbo-gen von einem ringförmigen Magnetfeldumgeben. Dieses wird im Bereich desLichtbogens beim Übergang in denGrundwerkstoff umgelenkt. Dadurch wer-den die magnetischen Kraftlinien an der
Innenseite verdichtet und an der Außen-seite erweitert–(Bild 20a).Der Lichtbogen weicht in das Gebietverminderter FlußIiniendichte aus. Dabeiverlängert er sich und gibt wegen der nunerhöhten Lichtbogenspannung ein zi-schendes Geräusch von sich. Der Ge-genpol übt also eine abstoßende Wirkungauf den Lichtbogen aus.Eine andere magnetische Kraft rührt da-her, daß das Magnetfeld sich in einemferromagnetischen Werkstoff besser aus-breiten kann, als in Luft. Der Lichtbogenwird deshalb von großen Eisenmassenangezogen. Dies zeigt sich z.B. dadurch,daß er beim Schweißen auf einem ma-gnetisierbaren Werkstoff an den Ble-chenden nach Innen abgelenkt wird.Der Ablenkung des Lichtbogens kannman durch entsprechende Schrägstellungder Elektrode begegnen–(Bild 20b). Dadie Blaswirkung beim Schweißen mitGleichstrom besonders groß ist, kannman sie, wo dies möglich ist, durch dasSchweißen an Wechselstrom vermeidenoder zumindest erheblich vermindern.Besonders stark kann die Blaswirkungwegen der umgebenden Eisenmassenbeim Schweißen von Wurzellagen wer-den. Hier hilft es, wenn man den Magnet-fluß durch eng beieinander liegende,nicht zu kurze Heftstellen, unterstützt.
6.7 SchweißpositionenNach ISO 6947 werden die Schweißposi-tionen mit PA – PG bezeichnet. Diesesind, wenn man Sie an einem Rohr be-trachtet von oben (PA) ausgehend imUhrzeigersinne alphabetisch angeordnet–Bild 21.
Wirkung desGegenpoles
a) b)
Wirkung großerEisenmassen
Bild 20 Magnetische Blaswirkung
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
15 10.02Art. Nr.: WM022200
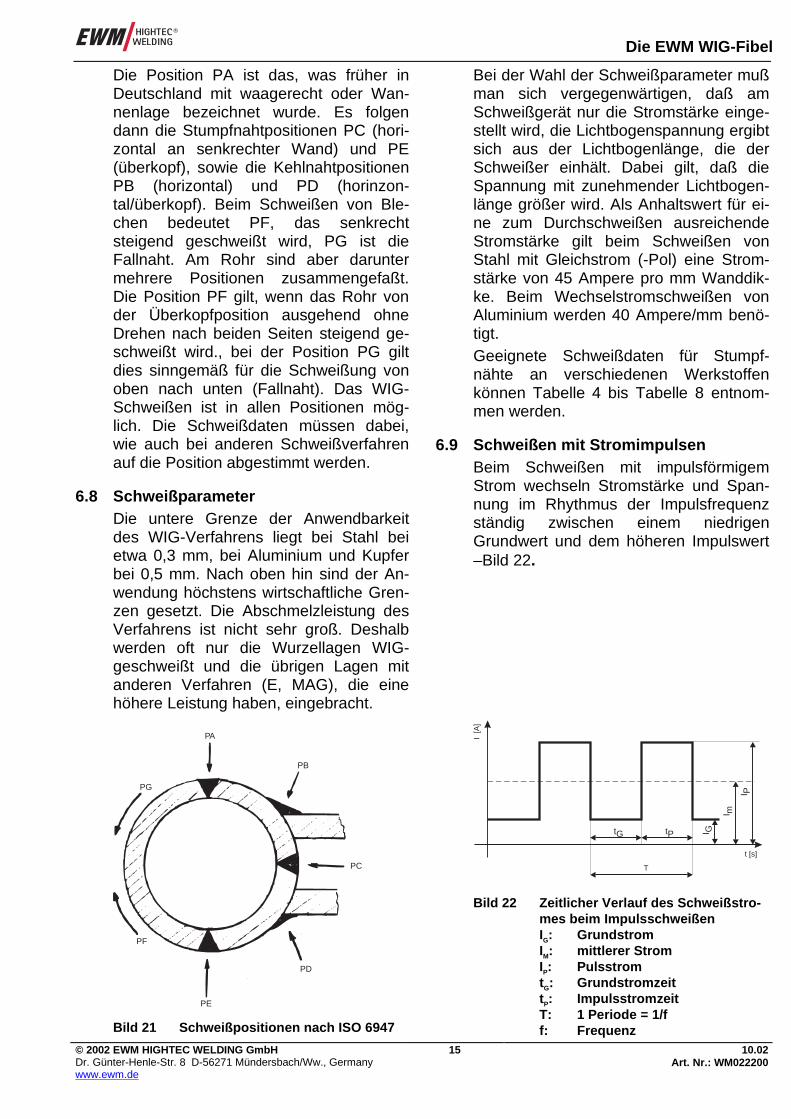
Die Position PA ist das, was früher inDeutschland mit waagerecht oder Wan-nenlage bezeichnet wurde. Es folgendann die Stumpfnahtpositionen PC (hori-zontal an senkrechter Wand) und PE(überkopf), sowie die KehlnahtpositionenPB (horizontal) und PD (horinzon-tal/überkopf). Beim Schweißen von Ble-chen bedeutet PF, das senkrechtsteigend geschweißt wird, PG ist dieFallnaht. Am Rohr sind aber daruntermehrere Positionen zusammengefaßt.Die Position PF gilt, wenn das Rohr vonder Überkopfposition ausgehend ohneDrehen nach beiden Seiten steigend ge-schweißt wird., bei der Position PG giltdies sinngemäß für die Schweißung vonoben nach unten (Fallnaht). Das WIG-Schweißen ist in allen Positionen mög-lich. Die Schweißdaten müssen dabei,wie auch bei anderen Schweißverfahrenauf die Position abgestimmt werden.
6.8 SchweißparameterDie untere Grenze der Anwendbarkeitdes WIG-Verfahrens liegt bei Stahl beietwa 0,3 mm, bei Aluminium und Kupferbei 0,5 mm. Nach oben hin sind der An-wendung höchstens wirtschaftliche Gren-zen gesetzt. Die Abschmelzleistung desVerfahrens ist nicht sehr groß. Deshalbwerden oft nur die Wurzellagen WIG-geschweißt und die übrigen Lagen mitanderen Verfahren (E, MAG), die einehöhere Leistung haben, eingebracht.
Bei der Wahl der Schweißparameter mußman sich vergegenwärtigen, daß amSchweißgerät nur die Stromstärke einge-stellt wird, die Lichtbogenspannung ergibtsich aus der Lichtbogenlänge, die derSchweißer einhält. Dabei gilt, daß dieSpannung mit zunehmender Lichtbogen-länge größer wird. Als Anhaltswert für ei-ne zum Durchschweißen ausreichendeStromstärke gilt beim Schweißen vonStahl mit Gleichstrom (-Pol) eine Strom-stärke von 45 Ampere pro mm Wanddik-ke. Beim Wechselstromschweißen vonAluminium werden 40 Ampere/mm benö-tigt.Geeignete Schweißdaten für Stumpf-nähte an verschiedenen Werkstoffenkönnen Tabelle 4 bis Tabelle 8 entnom-men werden.
6.9 Schweißen mit StromimpulsenBeim Schweißen mit impulsförmigemStrom wechseln Stromstärke und Span-nung im Rhythmus der Impulsfrequenzständig zwischen einem niedrigenGrundwert und dem höheren Impulswert–Bild 22.
PA
PB
PG
PF
PE
PD
PC
Bild 21 Schweißpositionen nach ISO 6947
I[A
]
t [s]
T
tG tP I G
I m
I P
Bild 22 Zeitlicher Verlauf des Schweißstro-mes beim ImpulsschweißenIG: GrundstromIM: mittlerer StromIP: PulsstromtG: GrundstromzeittP: ImpulsstromzeitT: 1 Periode = 1/ff: Frequenz
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
16 10.02Art. Nr.: WM022200
Ble
chdi
cke
[mm
]
Fug
enfo
rm
Lage
nzah
l
Wol
fram
elek
trod
en-
Dur
chm
esse
r [m
m]
Sch
wei
ßst
rom
[A]
Sch
wei
ßge
schw
in-
digk
eit [
cm/m
in]
1,0 I 1 1,0 45 322,0 I 1 1,6 100 303,0 I 1 1,6 125 304,0 I 2 2,4 170 255,0 I 2 3,2 225 226,0 V 2 4,0 300 20
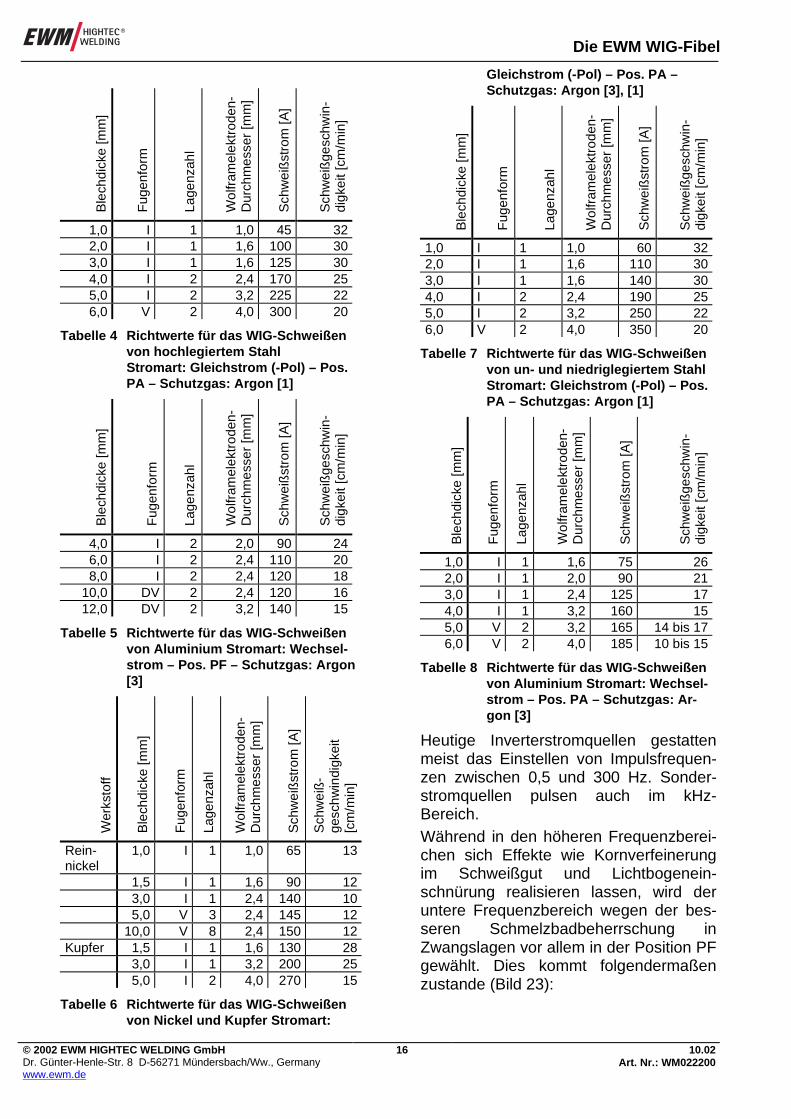
Tabelle 4 Richtwerte für das WIG-Schweißenvon hochlegiertem StahlStromart: Gleichstrom (-Pol) – Pos.PA – Schutzgas: Argon [1]
Ble
chdi
cke
[mm
]
Fug
enfo
rm
Lage
nzah
l
Wol
fram
elek
trod
en-
Dur
chm
esse
r [m
m]
Sch
wei
ßst
rom
[A]
Sch
wei
ßge
schw
in-
digk
eit [
cm/m
in]
4,0 I 2 2,0 90 246,0 I 2 2,4 110 208,0 I 2 2,4 120 18
10,0 DV 2 2,4 120 1612,0 DV 2 3,2 140 15
Tabelle 5 Richtwerte für das WIG-Schweißenvon Aluminium Stromart: Wechsel-strom – Pos. PF – Schutzgas: Argon[3]
Wer
ksto
ff
Ble
chdi
cke
[mm
]
Fug
enfo
rm
Lage
nzah
l
Wol
fram
elek
trod
en-
Dur
chm
esse
r [m
m]
Sch
wei
ßst
rom
[A]
Sch
wei
ß-
gesc
hwin
digk
eit
[cm
/min
]
Rein-nickel
1,0 I 1 1,0 65 13
1,5 I 1 1,6 90 123,0 I 1 2,4 140 105,0 V 3 2,4 145 12
10,0 V 8 2,4 150 12Kupfer 1,5 I 1 1,6 130 28
3,0 I 1 3,2 200 255,0 I 2 4,0 270 15
Tabelle 6 Richtwerte für das WIG-Schweißenvon Nickel und Kupfer Stromart:
Gleichstrom (-Pol) – Pos. PA –Schutzgas: Argon [3], [1]
Ble
chdi
cke
[mm
]
Fug
enfo
rm
Lage
nzah
l
Wol
fram
elek
trod
en-
Dur
chm
esse
r [m
m]
Sch
wei
ßst
rom
[A]
Sch
wei
ßge
schw
in-
digk
eit [
cm/m
in]
1,0 I 1 1,0 60 322,0 I 1 1,6 110 303,0 I 1 1,6 140 304,0 I 2 2,4 190 255,0 I 2 3,2 250 226,0 V 2 4,0 350 20
Tabelle 7 Richtwerte für das WIG-Schweißenvon un- und niedriglegiertem StahlStromart: Gleichstrom (-Pol) – Pos.PA – Schutzgas: Argon [1]
Ble
chdi
cke
[mm
]
Fug
enfo
rm
Lage
nzah
l
Wol
fram
elek
trod
en-
Dur
chm
esse
r [m
m]
Sch
wei
ßst
rom
[A]
Sch
wei
ßge
schw
in-
digk
eit [
cm/m
in]
1,0 I 1 1,6 75 262,0 I 1 2,0 90 213,0 I 1 2,4 125 174,0 I 1 3,2 160 155,0 V 2 3,2 165 14 bis 176,0 V 2 4,0 185 10 bis 15
Tabelle 8 Richtwerte für das WIG-Schweißenvon Aluminium Stromart: Wechsel-strom – Pos. PA – Schutzgas: Ar-gon [3]
Heutige Inverterstromquellen gestattenmeist das Einstellen von Impulsfrequen-zen zwischen 0,5 und 300 Hz. Sonder-stromquellen pulsen auch im kHz-Bereich.Während in den höheren Frequenzberei-chen sich Effekte wie Kornverfeinerungim Schweißgut und Lichtbogenein-schnürung realisieren lassen, wird deruntere Frequenzbereich wegen der bes-seren Schmelzbadbeherrschung inZwangslagen vor allem in der Position PFgewählt. Dies kommt folgendermaßenzustande (Bild 23):
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
17 10.02Art. Nr.: WM022200
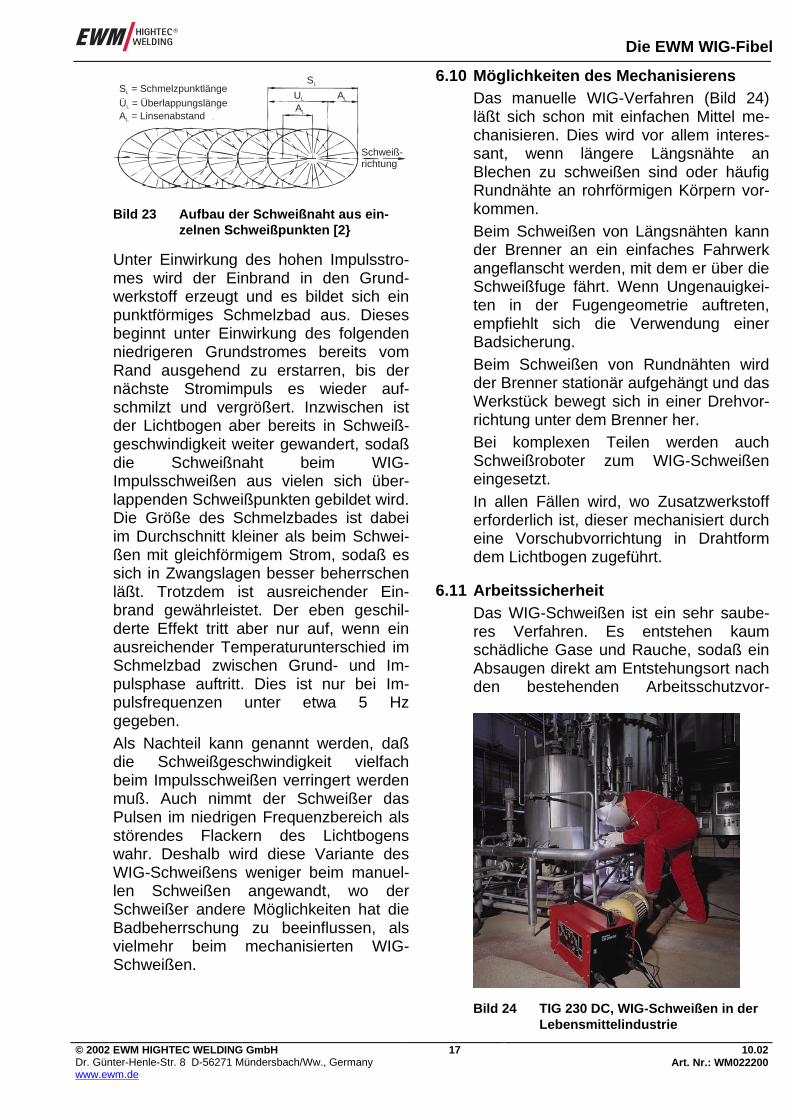
Unter Einwirkung des hohen Impulsstro-mes wird der Einbrand in den Grund-werkstoff erzeugt und es bildet sich einpunktförmiges Schmelzbad aus. Diesesbeginnt unter Einwirkung des folgendenniedrigeren Grundstromes bereits vomRand ausgehend zu erstarren, bis dernächste Stromimpuls es wieder auf-schmilzt und vergrößert. Inzwischen istder Lichtbogen aber bereits in Schweiß-geschwindigkeit weiter gewandert, sodaßdie Schweißnaht beim WIG-Impulsschweißen aus vielen sich über-lappenden Schweißpunkten gebildet wird.Die Größe des Schmelzbades ist dabeiim Durchschnitt kleiner als beim Schwei-ßen mit gleichförmigem Strom, sodaß essich in Zwangslagen besser beherrschenläßt. Trotzdem ist ausreichender Ein-brand gewährleistet. Der eben geschil-derte Effekt tritt aber nur auf, wenn einausreichender Temperaturunterschied imSchmelzbad zwischen Grund- und Im-pulsphase auftritt. Dies ist nur bei Im-pulsfrequenzen unter etwa 5 Hzgegeben.Als Nachteil kann genannt werden, daßdie Schweißgeschwindigkeit vielfachbeim Impulsschweißen verringert werdenmuß. Auch nimmt der Schweißer dasPulsen im niedrigen Frequenzbereich alsstörendes Flackern des Lichtbogenswahr. Deshalb wird diese Variante desWIG-Schweißens weniger beim manuel-len Schweißen angewandt, wo derSchweißer andere Möglichkeiten hat dieBadbeherrschung zu beeinflussen, alsvielmehr beim mechanisierten WIG-Schweißen.
6.10 Möglichkeiten des MechanisierensDas manuelle WIG-Verfahren (Bild 24)läßt sich schon mit einfachen Mittel me-chanisieren. Dies wird vor allem interes-sant, wenn längere Längsnähte anBlechen zu schweißen sind oder häufigRundnähte an rohrförmigen Körpern vor-kommen.Beim Schweißen von Längsnähten kannder Brenner an ein einfaches Fahrwerkangeflanscht werden, mit dem er über dieSchweißfuge fährt. Wenn Ungenauigkei-ten in der Fugengeometrie auftreten,empfiehlt sich die Verwendung einerBadsicherung.Beim Schweißen von Rundnähten wirdder Brenner stationär aufgehängt und dasWerkstück bewegt sich in einer Drehvor-richtung unter dem Brenner her.Bei komplexen Teilen werden auchSchweißroboter zum WIG-Schweißeneingesetzt.In allen Fällen wird, wo Zusatzwerkstofferforderlich ist, dieser mechanisiert durcheine Vorschubvorrichtung in Drahtformdem Lichtbogen zugeführt.
6.11 ArbeitssicherheitDas WIG-Schweißen ist ein sehr saube-res Verfahren. Es entstehen kaumschädliche Gase und Rauche, sodaß einAbsaugen direkt am Entstehungsort nachden bestehenden Arbeitsschutzvor-
S = SchmelzpunktlängeL
Schweiß-richtung
SL
UL AL
ALÜ = ÜberlappungslängeL
A = LinsenabstandL
Bild 23 Aufbau der Schweißnaht aus ein-zelnen Schweißpunkten [2}
Bild 24 TIG 230 DC, WIG-Schweißen in derLebensmittelindustrie
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
18 10.02Art. Nr.: WM022200
schriften nicht vorgeschrieben ist. Es ge-nügt die freie Lüftung oder die technischeLüftung des Raumes. Der Schweißermuß sich aber vor der Strahlung desLichtbogens und vor elektrischen Gefah-ren schützen.Gegen die infrarote und ultravioletteStrahlung trägt der WIG-Schweißer in derRegel einen Kopfschirm, Bild 24, der ihmbeide Hände frei hält für die Brennerfüh-rung und die Zugabe von Zusatzmaterial.In diesen Schutzschirm ist der Schwei-ßerschutzfilter integriert. Diese Filter sindneuerdings in DIN EN 169 genormt. Esgibt verschiedene Schutzstufen, die aufdem Glas dauerhaft aufgebracht seinmüssen. Beim WIG-Schweißen werden jenach angewandter Stromstärke Filter derSchutzstufen 9 bis 14 eingesetzt, wobeidie Stufe 9 zu den geringeren Strömengehört und 14 den höheren Stromstärkenzugeordnet ist.Die höchste elektrische Gefährdung gehtvon der Leerlaufspannung aus. Dies istdie höchste Spannung, welche an dereingeschalteten Stromquelle zwischenden Anschlußbuchsen anliegt wenn derLichtbogen nicht brennt. Nach dem Zün-den des Lichtbogens ist die Spannungwesentlich geringer, beim WIG-Schweißen nur etwa 12 bis 20 Volt. Nachder UVV VBG 15 dürfen Stromquellen fürGleichstrom im normalen Betrieb einenScheitelwert der Leerlaufspannung vonmax. 113 Volt haben. Bei Wechselstro-manlagen beträgt dieser Wert ebenfalls113 Volt, jedoch ist der Effektivwert Wertauf max. 80 Volt begrenzt. Unter erhöhterelektrischer Gefährdung, z.B. beimSchweißen in engen Räumen oder aufgroßen Eisenmassen, gelten für Wech-selstrom herabgesetzte Werte, z.B. einScheitelwert von 68 Volt und ein Effekti-vwert von 48 Volt. Neuere Schweiß-stromquellen, die diese Forderungerfüllen tragen nach DIN EN 60974-1 dasZeichen ”S”. Ältere Stromquellen könnendagegen noch mit ”K” (Gleichstrom) oder”42 V” (Wechselstrom) gekennzeichnetsein. Gegen elektrische Schläge schütztder Schweißer sich am sichersten durchnicht beschädigte Schweißerhandschuhe
aus Leder und gut isolierende Arbeits-kleidung einschließlich Schuhwerk.
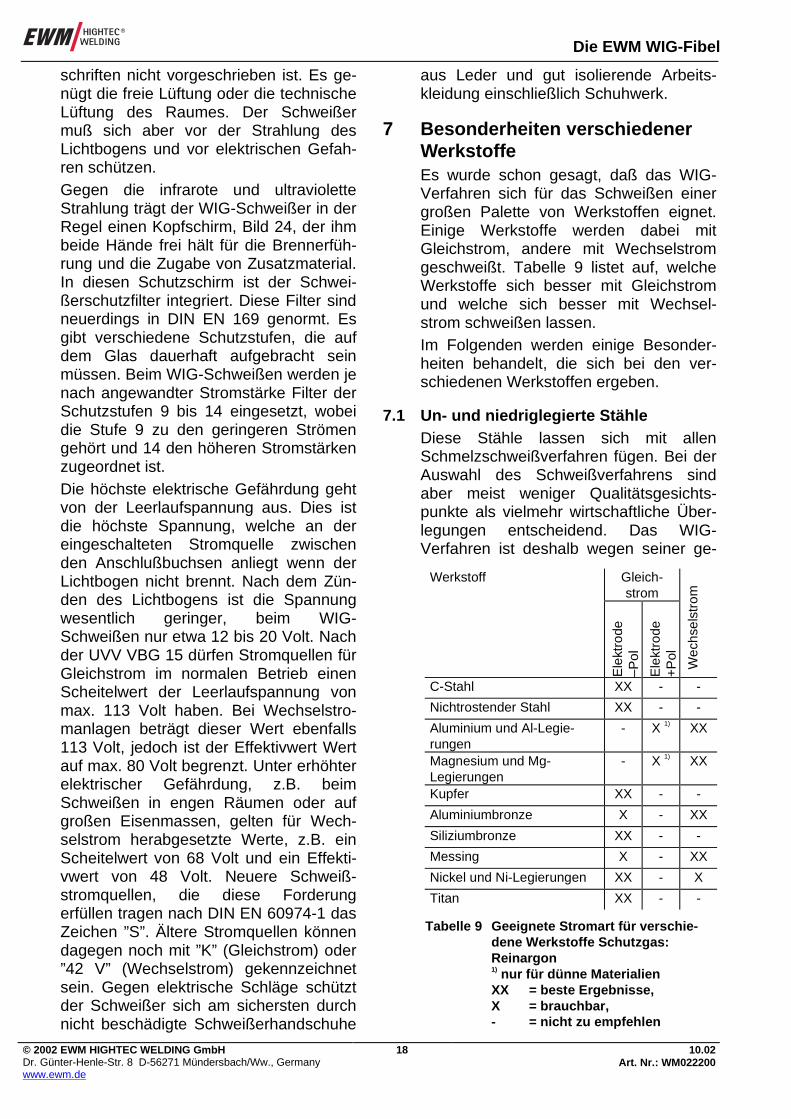
7 Besonderheiten verschiedenerWerkstoffeEs wurde schon gesagt, daß das WIG-Verfahren sich für das Schweißen einergroßen Palette von Werkstoffen eignet.Einige Werkstoffe werden dabei mitGleichstrom, andere mit Wechselstromgeschweißt. Tabelle 9 listet auf, welcheWerkstoffe sich besser mit Gleichstromund welche sich besser mit Wechsel-strom schweißen lassen.Im Folgenden werden einige Besonder-heiten behandelt, die sich bei den ver-schiedenen Werkstoffen ergeben.
7.1 Un- und niedriglegierte StähleDiese Stähle lassen sich mit allenSchmelzschweißverfahren fügen. Bei derAuswahl des Schweißverfahrens sindaber meist weniger Qualitätsgesichts-punkte als vielmehr wirtschaftliche Über-legungen entscheidend. Das WIG-Verfahren ist deshalb wegen seiner ge-
Gleich-strom
Werkstoff
Ele
ktro
de–P
ol
Ele
ktro
de+
Pol
Wec
hsel
stro
mC-Stahl XX - -
Nichtrostender Stahl XX - -
Aluminium und Al-Legie-rungen
- X 1) XX
Magnesium und Mg-Legierungen
- X 1) XX
Kupfer XX - -
Aluminiumbronze X - XX
Siliziumbronze XX - -
Messing X - XX
Nickel und Ni-Legierungen XX - X
Titan XX - -
Tabelle 9 Geeignete Stromart für verschie-dene Werkstoffe Schutzgas:Reinargon1) nur für dünne MaterialienXX = beste Ergebnisse,X = brauchbar,- = nicht zu empfehlen
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
19 10.02Art. Nr.: WM022200
ringen Leistung bei diesen Stählen unter-repräsentiert. Eine Ausnahme macht dasSchweißen von Wurzellagen. Bei Wand-dicken größer etwa 6mm wird oft nur dieWurzel WIG-geschweißt und die übrigenLagen werden mit einem leistungsfähige-ren Verfahren eingebracht. Eine andereAusnahme ist das Schweißen von Rohr-leitungen mit kleineren Durchmessern.Hierfür gibt es nichts, was sich besserdafür eignen würde als das WIG-Verfahren.Eine Besonderheit ist, daß es zur Poren-bildung kommen kann, z.B. bei unlegier-ten Rohrstählen (z.B. P235), die wenigSilizium enthalten oder beim Einschwei-ßen solcher Rohre in Kesselböden. Auchbei Tiefziehstählen, die nur mit Aluminiumberuhigt sind, können Poren auftreten,wenn mit wenig Zusatzwerkstoff ge-schweißt wird. Durch Sauerstoffaufnah-me aus der Atmosphäre, die auch beimSchutzgasschweißen nicht völlig zu ver-hindern ist, wird das Schweißgut unberu-higt und es können Poren durchKohIenmonoxidbildung im Schweißgutauftreten. Die Abhilfe besteht darin, mög-lichst viel Si / Mn-legierten Zusatzwerk-stoff einzubringen, wodurch derSauerstoff unschädlich abgebunden wird.
7.2 Austenitsche CrNi-StähleDiese Werkstoffe eignen sich besondersgut zum WIG-Schweißen, weil durch diegünstige Viskosität des Schweißgutesfeingefiederte, glatte Oberraupen und fla-che Wurzelunterseiten entstehen.Durch die relativ langsame Schweißge-schwindigkeit des WIG-Verfahrens unddie geringe Wärmeleitfähigkeit der CrNi-Stähle kann es bei kleinen Wanddickenaber leicht zu Überhitzungen kommen.Dadurch können Heißrisse auftreten,auch die Korrosionsbeständigkeit kannvermindert werden. Überhitzungen kön-nen wenn notwendig durch Einlegen vonAbkühlungspausen oder Kühlen derWerkstücke vermieden werden. Dadurchverringert sich auch der Verzug, der ge-rade bei CrNi-Stählen wegen des höhe-ren Ausdehnungskoeffizienten größer istals bei unlegiertem Stahl.
Bei Bauteilen, die später einem Korrosi-onsangriff ausgesetzt sind, müssen dienach dem Schweißen auf der Oberflächeder Naht und auf den Rändern beider-seits im Grundwerkstoff zurückbleiben-den Oxidhäute und Anlauffarben durchBürsten, Strahlen, Schleifen oder Beizenentfernt werden, bevor das Bauteil in Be-trieb geht. Unter diesen Häuten kommt essonst zu einem verstärkten Korrosi-onsangriff. Dies gilt auch für die Wurzel-seite beim Schweißen von Rohren. Daeine mechanische Bearbeitung hierschlecht möglich ist, empfiehlt sich dieVermeidung der Oxidation durch Formie-ren – siehe auch Kapitel 3.4 Formieren.
7.3 Aluminium und AluminiumlegierungenBeim Schweißen von Aluminiumwerk-stoffen wird, von Ausnahmen abgesehenauf die später noch eingegangen wird,Wechselstrom zum Schweißen verwen-det. Dies ist erforderlich um die hoch-schmelzende Oxidschicht auf dem Badzu beseitigen. Aluminiumoxid (AI2O3) hateinen Schmelzpunkt von etwa 2050°C.Der Grundwerkstoff z.B. Reinaluminiumschmilzt dagegen schon bei 650°C. Alu-minium hat eine so große chemischeVerwandtschaft zu Sauerstoff, sodaß sichselbst wenn die Oberfläche des Grund-werkstoffs vor dem Schweißen durchBürsten oder Schaben oxidfrei gemachtwurde, auf der Badoberfläche schnellwieder solche Häute bilden. Dieseschmelzen wegen ihres hohen Schmelz-punktes nur direkt unter dem Lichtbogenteilweise auf. Der größte Teil der Nahto-berfläche wäre beim Schweißen mitGleichstrom (-Pol) also mit einer festenSchicht von Aluminiumoxid bedeckt. Die-se macht die Badbeobachtung unmöglichund erschwert die Zugabe von Zusatz-werkstoff. Zwar könnte diese Oxidschichtdurch Verwenden von Flußmitteln, wiebeim Löten beseitigt werden, dies würdeaber einen zusätzlichen Aufwand be-deuten.Beim Schweißen mit Wechselstrom bietetsich die Möglichkeit, diese Oxidschichtdurch Ladungsträger im Lichtbogen auf-zureißen und zu beseitigen. Dafür kom-
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
20 10.02Art. Nr.: WM022200
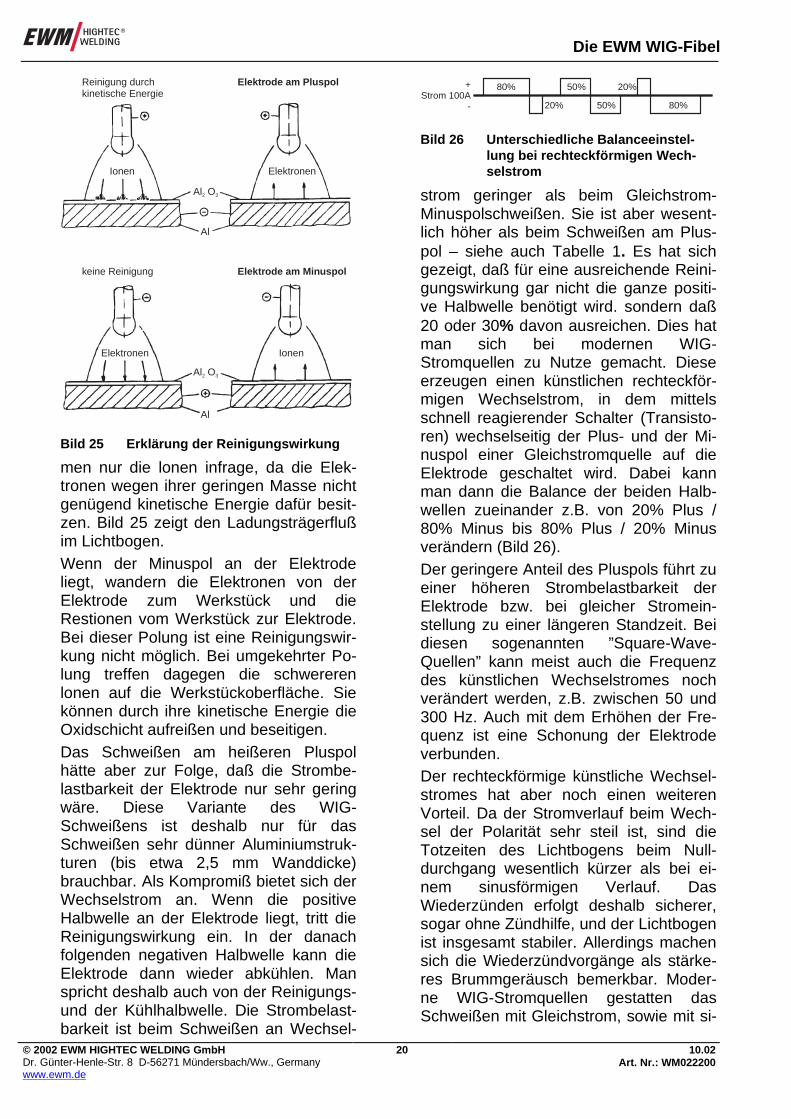
men nur die lonen infrage, da die Elek-tronen wegen ihrer geringen Masse nichtgenügend kinetische Energie dafür besit-zen. Bild 25 zeigt den Ladungsträgerflußim Lichtbogen.Wenn der Minuspol an der Elektrodeliegt, wandern die Elektronen von derElektrode zum Werkstück und dieRestionen vom Werkstück zur Elektrode.Bei dieser Polung ist eine Reinigungswir-kung nicht möglich. Bei umgekehrter Po-lung treffen dagegen die schwererenlonen auf die Werkstückoberfläche. Siekönnen durch ihre kinetische Energie dieOxidschicht aufreißen und beseitigen.Das Schweißen am heißeren Pluspolhätte aber zur Folge, daß die Strombe-lastbarkeit der Elektrode nur sehr geringwäre. Diese Variante des WIG-Schweißens ist deshalb nur für dasSchweißen sehr dünner Aluminiumstruk-turen (bis etwa 2,5 mm Wanddicke)brauchbar. Als Kompromiß bietet sich derWechselstrom an. Wenn die positiveHalbwelle an der Elektrode liegt, tritt dieReinigungswirkung ein. In der danachfolgenden negativen Halbwelle kann dieElektrode dann wieder abkühlen. Manspricht deshalb auch von der Reinigungs-und der Kühlhalbwelle. Die Strombelast-barkeit ist beim Schweißen an Wechsel-
strom geringer als beim Gleichstrom-Minuspolschweißen. Sie ist aber wesent-lich höher als beim Schweißen am Plus-pol – siehe auch Tabelle 1. Es hat sichgezeigt, daß für eine ausreichende Reini-gungswirkung gar nicht die ganze positi-ve Halbwelle benötigt wird. sondern daß20 oder 30% davon ausreichen. Dies hatman sich bei modernen WIG-Stromquellen zu Nutze gemacht. Dieseerzeugen einen künstlichen rechteckför-migen Wechselstrom, in dem mittelsschnell reagierender Schalter (Transisto-ren) wechselseitig der Plus- und der Mi-nuspol einer Gleichstromquelle auf dieElektrode geschaltet wird. Dabei kannman dann die Balance der beiden Halb-wellen zueinander z.B. von 20% Plus /80% Minus bis 80% Plus / 20% Minusverändern (Bild 26).Der geringere Anteil des Pluspols führt zueiner höheren Strombelastbarkeit derElektrode bzw. bei gleicher Stromein-stellung zu einer längeren Standzeit. Beidiesen sogenannten ”Square-Wave-Quellen” kann meist auch die Frequenzdes künstlichen Wechselstromes nochverändert werden, z.B. zwischen 50 und300 Hz. Auch mit dem Erhöhen der Fre-quenz ist eine Schonung der Elektrodeverbunden.Der rechteckförmige künstliche Wechsel-stromes hat aber noch einen weiterenVorteil. Da der Stromverlauf beim Wech-sel der Polarität sehr steil ist, sind dieTotzeiten des Lichtbogens beim Null-durchgang wesentlich kürzer als bei ei-nem sinusförmigen Verlauf. DasWiederzünden erfolgt deshalb sicherer,sogar ohne Zündhilfe, und der Lichtbogenist insgesamt stabiler. Allerdings machensich die Wiederzündvorgänge als stärke-res Brummgeräusch bemerkbar. Moder-ne WIG-Stromquellen gestatten dasSchweißen mit Gleichstrom, sowie mit si-
Reinigung durchkinetische Energie
Ionen Elektronen
Elektronen Ionen
keine Reinigung
Al
Al
Al O2 3
Al O2 3
Elektrode am Pluspol
Elektrode am Minuspol
Bild 25 Erklärung der Reinigungswirkung
+Strom 100A
-
80%
80%
50%
50%
20%
20%
Bild 26 Unterschiedliche Balanceeinstel-lung bei rechteckförmigen Wech-selstrom

Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
21 10.02Art. Nr.: WM022200
nusförmigem und mit rechteckförmigenWechselstrom, Bild 27.In neuerer Zeit wird auch eine Variantedes WIG-Minuspolschweißens angewen-det, bei der hochheliumhaltiges Schutz-gas (z.B. 90% He / 10% Ar) verwendetwird. Beim Schweißen am Minuspol läßtsich wie bereits geschildert, die Oxidhautnicht aufbrechen. Durch die hohe Tempe-ratur des energiereicheren Heliumlicht-bogens kann sie aber verflüssigt werden.Damit ist sie nur noch wenig störend. DasWIG-Gleichstrom-Minuspolschweißenunter Helium wird wegen des besserenEinbrandverhaltens vor allem bei Repa-raturschweißungen an Gußteilen ausAluminium-Silizium-Legierungen ange-wendet.Eine weitere Besonderheit beim Schwei-ßen des Werkstoffes Aluminium ist seinePorenempfindlichkeit bei der Aufnahmevon Wasserstoff. Die Verhältnisse sindwesentlich kritischer als beim Schweißenvon Stahl. Während Eisen beim Über-gang vom flüssigen in den festen Zustandnoch eine Lösungsfähigkeit für Wasser-stoff von 8 cm3/100 g Schweißgut besitzt,hat Aluminium im festen Zustand prak-tisch keine Lösungsfähigkeit für Wasser-stoff mehr. Das heißt, aller Wasserstoff,der beim Schweißen aufgenommen wur-de, muß das Schweißgut verlassen bevores erstarrt. Anderenfalls entstehen Porenim Schweißgut.Quellen für Wasserstoff beim WIG-Schweißen von Aluminium sind in erster
Linie Oxidhäute auf dem Grundwerkstoff.Diese binden Feuchtigkeit und müssendeshalb vor dem Schweißen durch Bür-sten oder Schaben entfernt werden. An-dererseits ist der Lichtbogen ruhiger,wenn sich eine dünne Oxidhaut auf derOberfläche befindet, weil diese leichterElektronen aussendet als das reine Me-tall. Es muß deshalb ein Kompromiß ge-funden werden, zwischen einem stabilenLichtbogen und einer ausreichenden Po-rensicherheit. Es hat sich als günstig er-wiesen, die Werkstückoberflächen vordem Schweißen gründlich von Oxiden zubefreien, danach aber mit dem Schwei-ßen noch eine oder zwei Stunden zuwarten, damit sich eine dünne Oxid-schicht neu bilden kann. Auch die auf derOberfläche der Schweißstäbe gebildetenOxidhäute tragen zur Porenbildung bei.Zusatzwerkstoffe aus Aluminium solltendeshalb sorgfältig und nicht zu lange ge-lagert werden.
7.4 Kupfer und KupferlegierungenDas Schweißen von Kupfer wird vor al-lem durch seine große Wärmeleitfähigkeiterschwert. Deshalb muß bei größerenWerkstoffdicken zumindest am Schweiß-nahtbeginn vorgewärmt werden. Späterergibt sich ein Vorwärmeffekt durch dievoranlaufende Schweißwärme, sodaß eingroßflächiges Vorwärmen nur bei Wand-dicken > 5 mm erforderlich ist. Das WIG-Verfahren bietet die Möglichkeit denLichtbogen selbst zum Vorwärmen zubenutzen, in dem man am Schweißnaht-beginn durch kreisende Bewegungen mitdem verlängerten Lichtbogen Wärmeeinbringt.Reinkupfer und viele Cu-Legierungenwerden mit Gleichstrom, Elektrode amMinuspol geschweißt. Nur einige Bronzenwie Messing und Aluminiumbronze las-sen sich besser mit Wechselstromschweißen.
7.5 Sonstige WerkstoffeAußer den bereits besprochenen Werk-stoffen werden noch in nennenswertemMaße Nickel und Nickellegierungen WIG-geschweißt. Die wichtigsten sind Nickel /
Bild 27 TRITON 220 AC/DC, WIG-Inverter-Schweißgerät
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
22 10.02Art. Nr.: WM022200
Chrom-Legierungen (z.B. Inconel) undNickel / Kupfer-Legierungen (z.B. Monel).Ferner werden Titan und Titanlegierun-gen WIG-geschweißt. Auch für dieseWerkstoffe eignet sich am besten Gleich-strom mit negativ gepolter Elektrode.Beim Schweißen von Titan muß abernicht nur der Schweißnahtbereich selbstdurch Schutzgas geschützt werden, son-dern auch in weiterer Entfernung von derSchweißstelle und gegebenenfalls auchauf der Rückseite muß durch Schlepp-brausen Schutzgas zugegeben werdenum Anlauffarben zu vermeiden. DerWerkstoff versprödet sonst durch Auf-nahme atmosphärischer Gase.
8 Anwendung des WIG-SchweißensAnwendungsbeispiele für das WIG-Schweißen zeigen Bild 28 bis Bild 32. Mitdem WIG-Verfahren werden vornehmlichdünnwandige Werkstücke gefügt, bei dik-keren Materialien wird dagegen meist nurdie Wurzel mit diesem Verfahren ge-schweißt und die Füll- und Decklagen mitanderen, leistungsfähigeren Verfahreneingebracht. Nach einer Statistik, liegtdeshalb auf die Gesamtheit aller inDeutschland hergestellten Schweißnähtebezogen, der Anteil dieses Verfahrensnur knapp unter 2%. Diese Zahl fällt al-lerdings für das WIG-Schweißen deshalbungünstig aus, weil sie auf dem Zusatz-werkstoffverbrauch basiert. Beim WIG-Schweißen wird aber wie schon ausge-führt, in der Regel wenig Schweißzusatzgebraucht. Der wirkliche Anteil diesesVerfahrens dürfte deshalb höher liegen,obwohl es an die Anwendung des Licht-bogenhandschweißens, das etwa bei7,5% liegt, nicht annähernd herankommt.Trotzdem ist das WIG-Schweißen einsehr wichtiges Verfahren. Seine Vorteilewurden schon an anderer Stelle dieserBroschüre beschrieben.
8.1 FertigungszweigeDas WIG-Schweißen wird hauptsächlichim Kessel-, Behälter-, Apparate- undRohrleitungsbau eingesetzt, aber auch inder Luft- und Raumfahrtindustrie und bei
der Herstellung längsnahtgeschweißterRohre aus Edelstahl.Ein weiteres Anwendungsgebiet hat dasWIG-Schweißen beim Auftragsschweißenvornehmlich im Werkzeugbau wo mit die-sem Verfahren auch sehr feine Konturen,z.B. an Gesenken und Schnittwerkzeu-gen ausgebessert werden können.
8.2 AnwendungsbeispieleBild 29 zeigt die Anwendung des manu-ellen WIG-Schweißens im Apparatebau.
Bild 28 Anwendung der PICOTIG 160 HF
Bild 29 TRITON 160 DC, WIG-Schweißen imApparatebau

Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
23 10.02Art. Nr.: WM022200
In ein Gehäuse aus nichtrostendem CrNi-Stahl (W.-Nummer 1.4301) wird einFlansch eingeschweißt. Die benutzteSchweißanlage TRITON 160 DC liefertdafür Gleichstrom bis zu 160 Ampere beieiner Einschaltdauer von 50%.Ebenfalls um das Schweißen von CrNi-Stahl in der chemischen Industrie geht esin dem Anwendungsfall in Bild 30Hier werden Rundnähte an Rohrleitungenaus diesem Werkstoff WIG mit Gleich-strom geschweißt. Es ist die leistungsfä-higere Schweißanlage TRITON 260 DCmit einer Nennstromstärke von 260 Am-
pere im Einsatz. Das WIG-Verfahrenwurde hier vor allem darum ausgewählt,weil eine einwandfreie Wurzeldurch-schweißung von außen gefordert war. Beisolchen Schweißarbeiten muß das Roh-rinnere formiert werden.Es wurde schon erwähnt, daß ein bevor-zugtes Anwendungsgebiet für das WIG-Schweißen die Luft- und Raumfahrtindu-strie ist. Bild 31 zeigt die Anwendung desVerfahrens bei der Reparatur einerMischkammer für ein Flugzeugtriebwerk.Der Grundwerkstoff ist hier eine hoch-warmfeste und korrosionsbeständigeNickelbasis-Legierung.In Bild 32 werden Rohre aus hitzebe-ständigem Stahl in den Rohrboden einesWärmetauschers eingeschweißt. Es gehthier um die manuelle Anwendung desVerfahrens.Sehr oft werden aber solche Schweißar-beiten auch mechanisiert. In diesem Fallwird der Brenner mittels eines Spann-dorns im Innern des Rohres zentriert. Erläuft in der Regel von einer Position vorPA ausgehend in einer Kreisbahn um das
Bild 30 TRITON 260 DC, WIG-Schweißen anRohrleitungen
Bild 31 WIG-Schweißen bei der Reparaturvon Triebwerksteilen
Bild 32 WIG-Schweißen beim Einschweißenvon Rohren in Rohrböden
Die EWM WIG-Fibel
© 2002 EWM HIGHTEC WELDING GmbHDr. Günter-Henle-Str. 8 D-56271 Mündersbach/Ww., Germanywww.ewm.de
24 10.02Art. Nr.: WM022200
Rohr herum (Orbitalschweißen). Dabeikann auch Zusatzwerkstoff zugeführtwerden. Da nacheinander alle Positionenvon waagerecht über fallend und Über-kopf bis steigend durchlaufen werden,sind die dafür verwendeten Schweiß-stromquellen programmierbar, sodaß dieSchweißdaten der jeweiligen Schweißpo-sition entsprechend optimal angepaßtwerden können. Solche WIG-Orbital-schweißungen kommen auch als Stumpf-nähte an Rohren vor. In diesem Falleläuft der Brenner an einer Spannzangeum das Rohr.
9 Schrifttum[1] R. Killing: Handbuch der Schweißver-fahren, Teil 1: LichtbogenschweißenFachbuchreihe Schweißtechnik Band76/I, DVS-Verlag GmbH Düsseldorf 1999[2] R. Killing: Kompendium der Schweiß-technik Band 1: Verfahren der Schweiß-technik Fachbuchreihe SchweißtechnikBand 128/I, DVS-Verlag GmbH Düssel-dorf 1997[3] G. Aichele: Leistungskennwerte fürSchweißen und Schneiden Fachbuchrei-he Schweißtechnik Band 72, DVS-VerlagGmbH Düsseldorf 1994
10 ImpressumDie WIG-Fibel, 2. Ausgabe 2002Aus der Schriftenreihe EWM-Wissen –rund ums SchweissenAlle Rechte vorbehalten.Nachdruck, auch auszugsweise, verbo-ten. Kein Teil dieser Broschüre darf ohneschriftliche Einwilligung von EWM in ir-gendeiner Form (Fotokopie, Mikrofilmoder ein anderes Verfahren), reproduziertoder unter Verwendung elektronischerSysteme verarbeitet, vervielfältigt oderverbreitet werden.© EWM HIGHTEC WELDING GmbHDr.-Günter-Henle-Str. 8D-56271 MündersbachFon: +49(0)2680.181-121Fax: +49(0)2680.181-161mailto:[email protected]://www.ewm.deSatz:EWM HIGHTEC WELDING GmbH, Mün-dersbachDruck:Müller Digitaldruck GmbH, Montabaur
MICROPLASMAMICROPLASMAinverter PLASMA
BESSER GEHT’S NICHT –DIE PLASMA-SCHWEISSGERÄTE
Die innovativen Plasma-Schweißgeräte erreichen immer höchste Schweißnahtqualität. Sie ermöglichen wirtschaftlich Ergebnisse auf maximalem Niveau.
1000fach bewährt: die robusten Stufengeschalteten – geeignet für Einsatzbereiche in Industrie und Handwerk, in denen es rau zugeht.
Volldigitale Inverter-Geräteserie mit einfachster Bedienung und höchstem Komfort für alle Anforderungen von manuellen bis hin zu komplexen automatisierten MIG/MAG- Impuls- und Standard-Anwendungen.
VON KONVENTIONELL BIS DIGITAL – DIE MIG/MAG-SCHWEISSGERÄTE
DIE FLEXIBLENWIG-SCHWEISSGERÄTE
Dank einfachster Bedienung und ausgezeichneten Schweißeigenschaften erzielen die WIG-Schweißgeräte-Familien bei allen Anwendungen hervorragende Ergebnisse – egal ob auf Montage oder in der Produktion.
DIE KLEINEN, STARKENE-HAND-SCHWEISSGERÄTE
Die PICO-Geräte sind speziell entwickelt für den Baustellen- und Montageeinsatz: Kompakt und leistungsfähig, ideal für Anwendungen im Freien.
FÜR JEDES MATERIAL DAS RICHTIGE SCHWEISSGERÄT
FÜR JEDE AUFGABE DIE RICHTIGE LÖSUNG

EWM
HIG
HTE
CW
ELDI
NG
Gm
bH20
05©
www.ewm.de
INTERESSIEREN SIE SICH FÜR WEITERE SCHWEISSTECHNISCHE THEMEN?
WIR BIETEN IHNEN FOLGENDE INFORMATIONEN:
Aus der Dokumentationsreihe "Wissen - rund um das Schweißen" sind Fibeln für das E-Hand-, WIG-, Plasma- und MIG/MAG-Schweißverfahren erhältlich.
Poster (DINA1) “Verfahren der Lichtbogen - Schweißtechnik”
Prospekte der gesamten Produktpalette
Fachaufsätze u.a. zu den Themen MAG-Hochleistungs-, Plasma-Aluminium- oder WIG-Impuls-Schweißen.
WM
.022
2.00
01.0
6Än
deru
ngen
vorb
ehal
ten
EWM
HIGHTEC WELDING GmbH
Dr.-Günter-Henle-Strasse 8 · D-56271 Mündersbach
Phone +49(0)2680-1810 · Fax +49(0)2680-181244
www.ewm.de · [email protected]
Verkauf, Beratung, Service
Alle Informationen finden Sie auch im
Internet unter