Embed Size (px)
Citation preview

Wirbelschichttechnik
Betreuerin : M.Sc. Silvia Gallegos López (IB 6/32) Tel.: 0234 32-26441
Versuchsraum : IDN 03 / 766
Mechanische Verfahrenstechnik
Fachlabor Feststoff-
verfahrenstechnik
1
1. Einleitung Die Geburtsstunde der Wirbelschichttechnik für die industrielle Anwendung liegt im Jahr 1922 als die damalige I.G Farben ein Verfahren zur Vergasung von Braunkohle zum Patent anmeldete. Die erste Anlage wurde nach ihrem Erfinder Winkler als Winkler-Generator bezeichnet. Das zugrunde liegende Prinzip, eine in einem aufwärts gerichteten Gasstrom in einen flüssigkeitsähnlichen Zustand gebrachte Festoffschüttung, wurde von der Standard Oil Development Company während des 2. Weltkrieges weiterentwickelt. Dies führte zur ersten Anlage, bei der ein kontinuierliches Wirbelschichtverfahren für den Crackprozeß von höhersiedenden Erdöldestillaten verwirklicht wurde. Auch in anderen Bereichen der Verfahrenstechnik fand die Wirbelschichttechnik ihren Einzug [Koch, 1995]. Wirbelschichtapparate finden in vielen Bereichen der Wirtschaft breite Anwendung. Zur Agglomeration wird sie erst seit Beginn der sechziger Jahre in der chemischen und pharmazeutischen Technik eingesetzt. In den Siebzigern erweiterte sich der Einsatz in den Bereich der Lebensmittelindustrie. Das Einsatzfeld umfasst dabei sowohl Wärme-und Stoffübertragungsprozesse, wie beispielsweise Kühlung, Trocknung und Kalzinierung, als auch Komplexe Mehrphasenprozesse wie Agglomeration, Sprühgranulation und Coating. Folgende Vorteile bringt das Wirbelschichtverfahren mit sich:
• einfache Feststoffhandhabung durch das flüssigkeitsähnliche Verhalten, • intensive Feststoffvermischung und daraus resultierend:
- gleichmäßige Temperaturverteilung, - große Austauschfläche zwischen Feststoff und Gas und - hoher Wärmeübergangswert zwischen Feststoff und Gas
Ziel des Versuches ist das Wirbelschichtverhalten eines Schüttgutes zu bestimmen. Dies beinhaltet folgende Punkte:
− Messung der Schüttdichte, Porosität und Partikelgrößenverteilung − Messung des Druckverlustes, um die charakteristischen Zustände (Festbett,
Fließbett, Förderung) von Feststoffschüttungen zu bestimmen.
2. Theoretische Grundlagen 2.1 Wirbelschichttechnik Prinzipiell sind an einer Wirbelschicht zwei Phasen beteiligt: ein Feststoff und ein Fluid (gasförmig oder flüssig; hier: gasförmig). Wird eine ruhende Schüttung aus Feststoffpartikeln von einem Fluid mit einer ausreichenden Geschwindigkeit (Lockerungsgeschwindigkeit) durchströmt, wird die Schüttung mehr oder minder aufgelockert, so dass einzelne Partikel in einen Schwebezustand versetzt werden. Dieser Zustand wird daher als Fluidisierung bezeichnet. Die so entstandene Wirbelschicht verhält sich (thermodynamisch und strömungstechnisch analog) wie eine Flüssigkeit. Infolge der großen Kontaktflächen zwischen Feststoff und Fluid werden Wärme- und Stofftransportprozesse zwischen Partikeln und Fluid, aber auch zwischen den Partikeln untereinander begünstigt. Bei Wirbelschichten
2
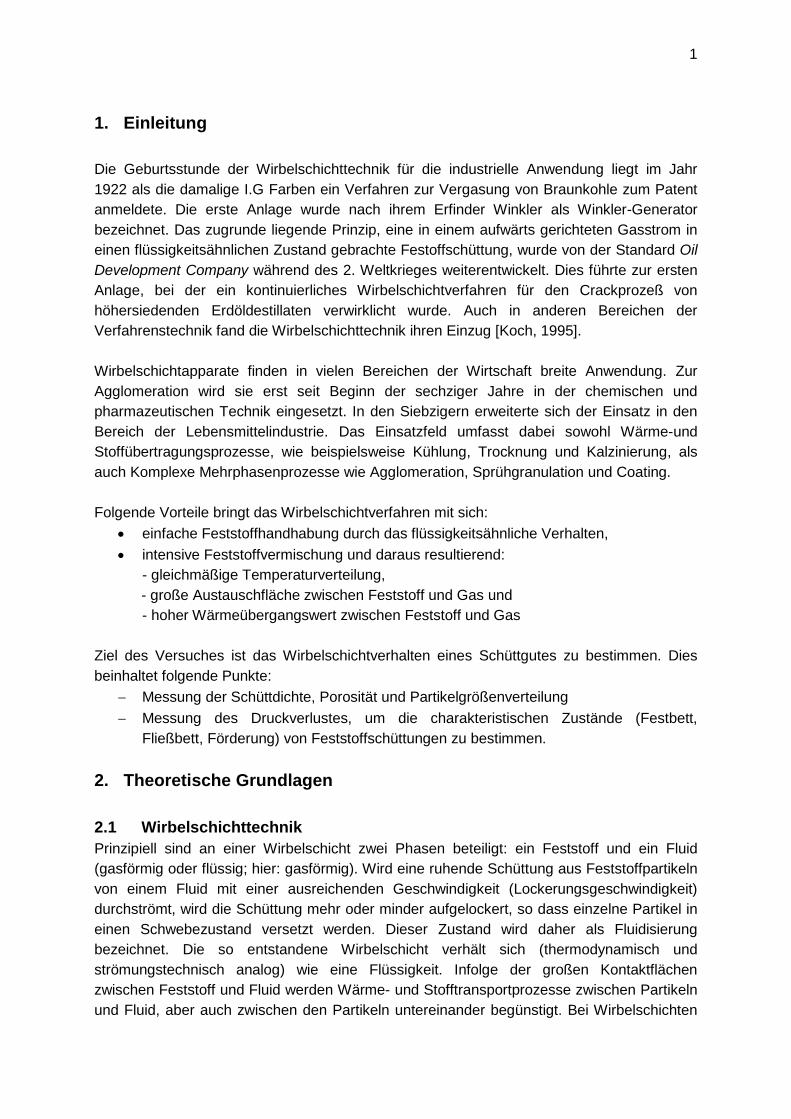
können folgende Erscheinungsformen auftreten, abhängig von der Gasstromgeschwindigkeit (Abb. 1).
Abb. 1: Wirbelschichtzustände [Berànek, 1975]
Je nach Gasgeschwindigkeit gibt es verschiedene Wirbelschichtzustände: • Bei geringer Gasgeschwindigkeit bewegt sich das Gas so durch die Hohlräume der
Schüttung, dass die Packungsstruktur kaum verändert wird. Diesen Zustand der Wirbelschicht nennt man Festbett (Bereich I, Abb. 3)
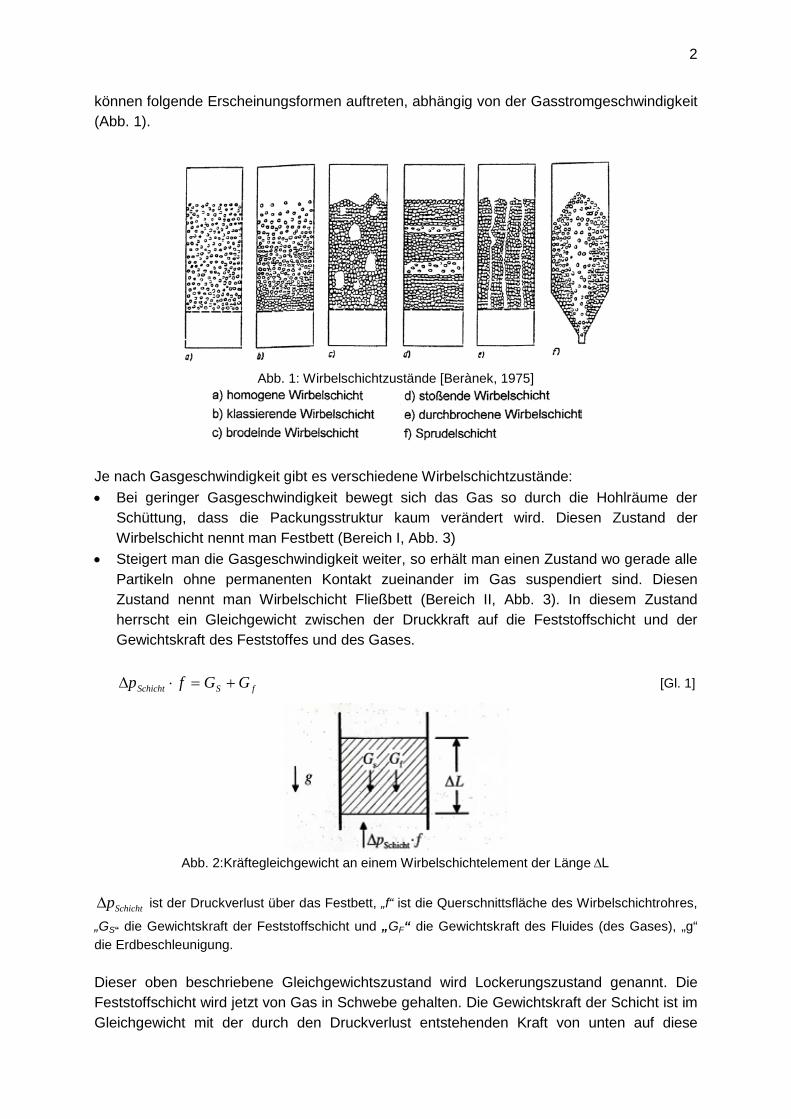
• Steigert man die Gasgeschwindigkeit weiter, so erhält man einen Zustand wo gerade alle Partikeln ohne permanenten Kontakt zueinander im Gas suspendiert sind. Diesen Zustand nennt man Wirbelschicht Fließbett (Bereich II, Abb. 3). In diesem Zustand herrscht ein Gleichgewicht zwischen der Druckkraft auf die Feststoffschicht und der Gewichtskraft des Feststoffes und des Gases.
fSSchicht GGfp +=⋅∆ [Gl. 1]
Abb. 2:Kräftegleichgewicht an einem Wirbelschichtelement der Länge ∆L
Schichtp∆ ist der Druckverlust über das Festbett, „f“ ist die Querschnittsfläche des Wirbelschichtrohres,
„GS“ die Gewichtskraft der Feststoffschicht und „GF“ die Gewichtskraft des Fluides (des Gases), „g“ die Erdbeschleunigung. Dieser oben beschriebene Gleichgewichtszustand wird Lockerungszustand genannt. Die Feststoffschicht wird jetzt von Gas in Schwebe gehalten. Die Gewichtskraft der Schicht ist im Gleichgewicht mit der durch den Druckverlust entstehenden Kraft von unten auf diese
3
Schicht. Deshalb bleibt in diesem Bereich der Druckverlust konstant. Die an diesem Punkt eingestellte Gasgeschwindigkeit wird als Lockerungsgeschwindigkeit ( Lω ) oder als Minimalfluidisierungsgeschwindigkeit bezeichnet. Somit gilt:
.)()1( konstgLp GSL =⋅−⋅−⋅∆=∆ ρρε [Gl. 2]
p∆ = verursachter Druckverlust durch das Wirbelbett [N/m2];
L∆ = Höhe der Wirbelschicht am Lockerungspunkt [m];
Lε = Volumen aller Hohlräume in den Partikeln (offene Poren und Risse) und zwischen den Partikeln
bezogen auf das Gesamtvolumen der Wirbelschicht
Sρ = Dichte des Schüttkorns [kg/m3]
Gρ = Dichte des Wirbelgases [kg/m3]
g = Erdbeschleunigung [m/s2]
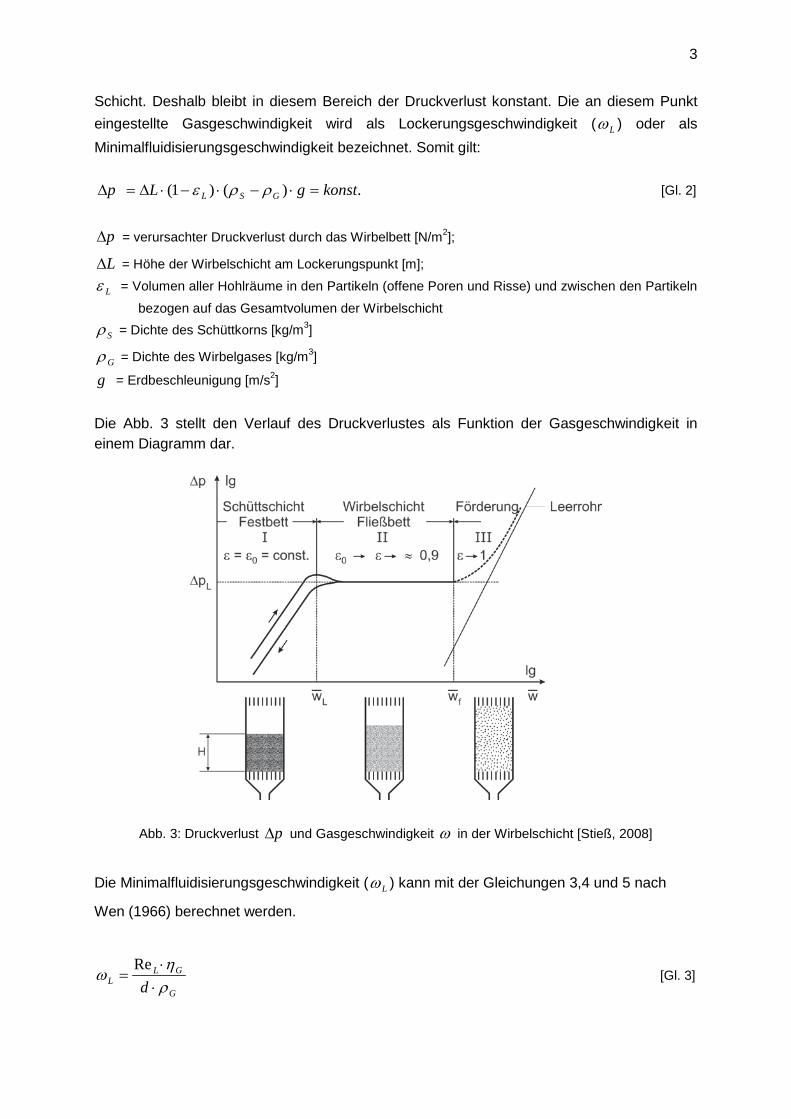
Die Abb. 3 stellt den Verlauf des Druckverlustes als Funktion der Gasgeschwindigkeit in einem Diagramm dar.
Abb. 3: Druckverlust p∆ und Gasgeschwindigkeit ω in der Wirbelschicht [Stieß, 2008]
Die Minimalfluidisierungsgeschwindigkeit ( Lω ) kann mit der Gleichungen 3,4 und 5 nach
Wen (1966) berechnet werden.
G
GLL d ρ
ηω
⋅⋅
=Re
[Gl. 3]
4
2
3 )(Re G
GSG gdtibungskraf
aftGewichtskrGaη
ρρρ ⋅−⋅⋅== [Gl. 4]
[ ]7,33)0408,07,1135(Re 5,0 −⋅+= GaL [Gl. 5] =η dynamische Viskosität des Gases [Pas]
=d Partikeldurchmesser [m] Stieß (1997) und Uhlemann (2000) geben die Gl. 6 für die Berechnung Minimalfluidisierungsgeschwindigkeit ( Lω )
( )( )
( )
−
⋅
−⋅⋅+⋅⋅−⋅= −− 1
11011,3119,42 2
332
2
34
32 GG
Gs
L
LGLL
dgd ηρ
ρρεεη
εω [Gl. 6]
=Lε Porosität der Schicht am Lockerungspunkt
=32d Sauterdurchmesser [m] = Volumengleicher Kugeldurchmesser für das Partikelkollektiv
• Bei weiterem Anstieg des Fluiddurchsatzes (Gas) wird die Anströmgeschwindigkeit der
Partikel höher als ihre Sinkgeschwindigkeit. Die Partikel werden somit nach oben ausgetragen. Diesen Zustand der Wirbelschicht nennt man Förderung (Bereich III, Abb.3).
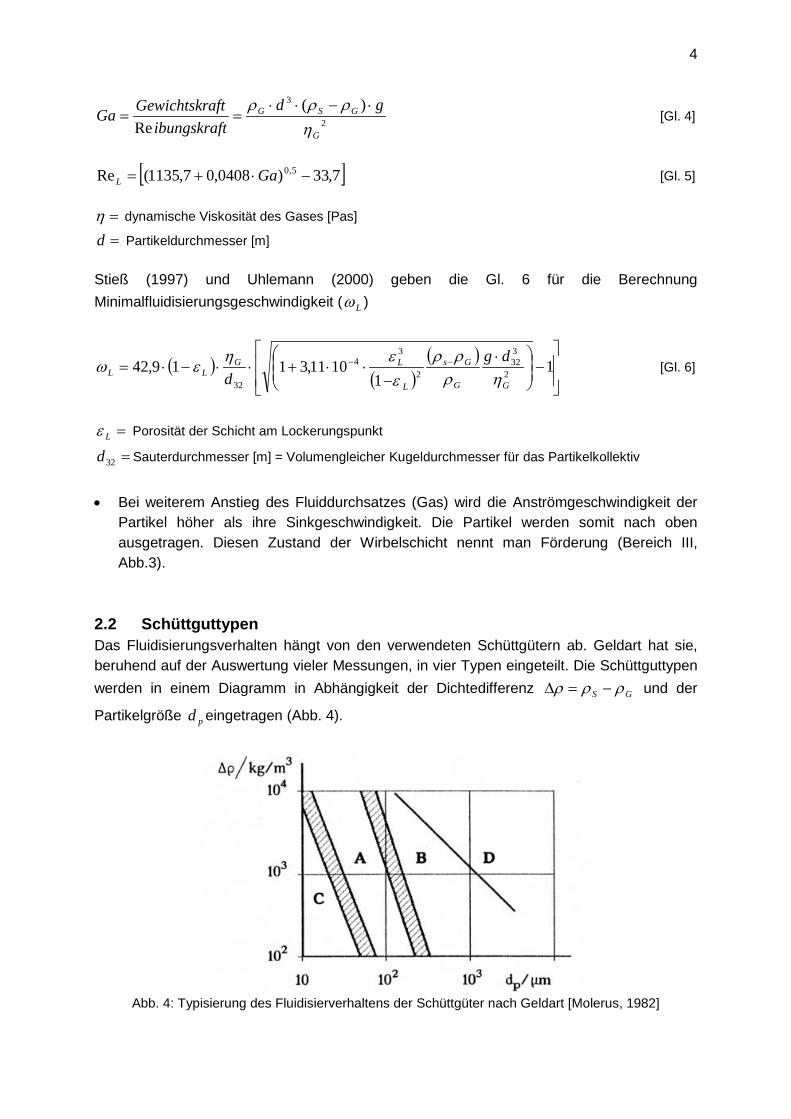
2.2 Schüttguttypen Das Fluidisierungsverhalten hängt von den verwendeten Schüttgütern ab. Geldart hat sie, beruhend auf der Auswertung vieler Messungen, in vier Typen eingeteilt. Die Schüttguttypen werden in einem Diagramm in Abhängigkeit der Dichtedifferenz GS ρρρ −=∆ und der
Partikelgröße pd eingetragen (Abb. 4).
Abb. 4: Typisierung des Fluidisierverhaltens der Schüttgüter nach Geldart [Molerus, 1982]
5
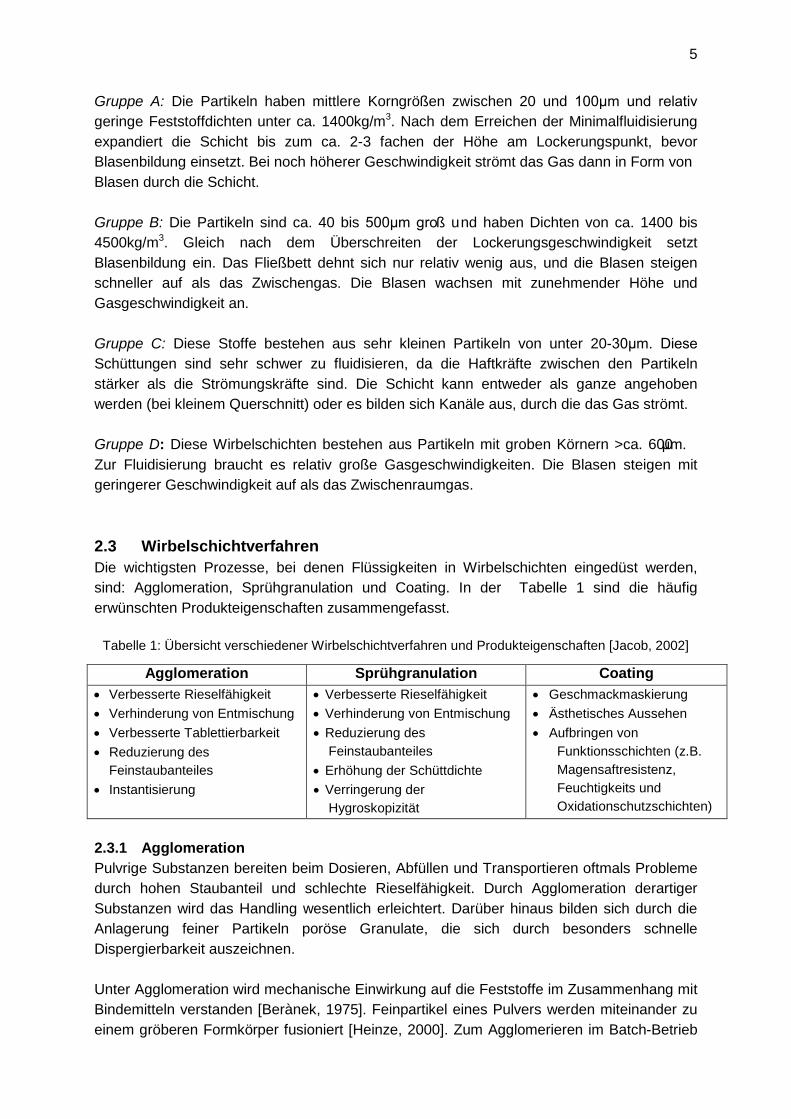
Gruppe A: Die Partikeln haben mittlere Korngrößen zwischen 20 und 100μm und relativ geringe Feststoffdichten unter ca. 1400kg/m3. Nach dem Erreichen der Minimalfluidisierung expandiert die Schicht bis zum ca. 2-3 fachen der Höhe am Lockerungspunkt, bevor Blasenbildung einsetzt. Bei noch höherer Geschwindigkeit strömt das Gas dann in Form von Blasen durch die Schicht. Gruppe B: Die Partikeln sind ca. 40 bis 500μm groß und haben Dichten von ca. 1400 bis 4500kg/m3. Gleich nach dem Überschreiten der Lockerungsgeschwindigkeit setzt Blasenbildung ein. Das Fließbett dehnt sich nur relativ wenig aus, und die Blasen steigen schneller auf als das Zwischengas. Die Blasen wachsen mit zunehmender Höhe und Gasgeschwindigkeit an. Gruppe C: Diese Stoffe bestehen aus sehr kleinen Partikeln von unter 20-30μm. Diese Schüttungen sind sehr schwer zu fluidisieren, da die Haftkräfte zwischen den Partikeln stärker als die Strömungskräfte sind. Die Schicht kann entweder als ganze angehoben werden (bei kleinem Querschnitt) oder es bilden sich Kanäle aus, durch die das Gas strömt. Gruppe D: Diese Wirbelschichten bestehen aus Partikeln mit groben Körnern >ca. 600μm. Zur Fluidisierung braucht es relativ große Gasgeschwindigkeiten. Die Blasen steigen mit geringerer Geschwindigkeit auf als das Zwischenraumgas. 2.3 Wirbelschichtverfahren Die wichtigsten Prozesse, bei denen Flüssigkeiten in Wirbelschichten eingedüst werden, sind: Agglomeration, Sprühgranulation und Coating. In der Tabelle 1 sind die häufig erwünschten Produkteigenschaften zusammengefasst.
Tabelle 1: Übersicht verschiedener Wirbelschichtverfahren und Produkteigenschaften [Jacob, 2002]
Agglomeration Sprühgranulation Coating • Verbesserte Rieselfähigkeit • Verhinderung von Entmischung • Verbesserte Tablettierbarkeit • Reduzierung des
Feinstaubanteiles • Instantisierung
• Verbesserte Rieselfähigkeit • Verhinderung von Entmischung • Reduzierung des
Feinstaubanteiles • Erhöhung der Schüttdichte • Verringerung der
Hygroskopizität
• Geschmackmaskierung • Ästhetisches Aussehen • Aufbringen von
Funktionsschichten (z.B. Magensaftresistenz, Feuchtigkeits und Oxidationschutzschichten)
2.3.1 Agglomeration Pulvrige Substanzen bereiten beim Dosieren, Abfüllen und Transportieren oftmals Probleme durch hohen Staubanteil und schlechte Rieselfähigkeit. Durch Agglomeration derartiger Substanzen wird das Handling wesentlich erleichtert. Darüber hinaus bilden sich durch die Anlagerung feiner Partikeln poröse Granulate, die sich durch besonders schnelle Dispergierbarkeit auszeichnen. Unter Agglomeration wird mechanische Einwirkung auf die Feststoffe im Zusammenhang mit Bindemitteln verstanden [Berànek, 1975]. Feinpartikel eines Pulvers werden miteinander zu einem gröberen Formkörper fusioniert [Heinze, 2000]. Zum Agglomerieren im Batch-Betrieb
6
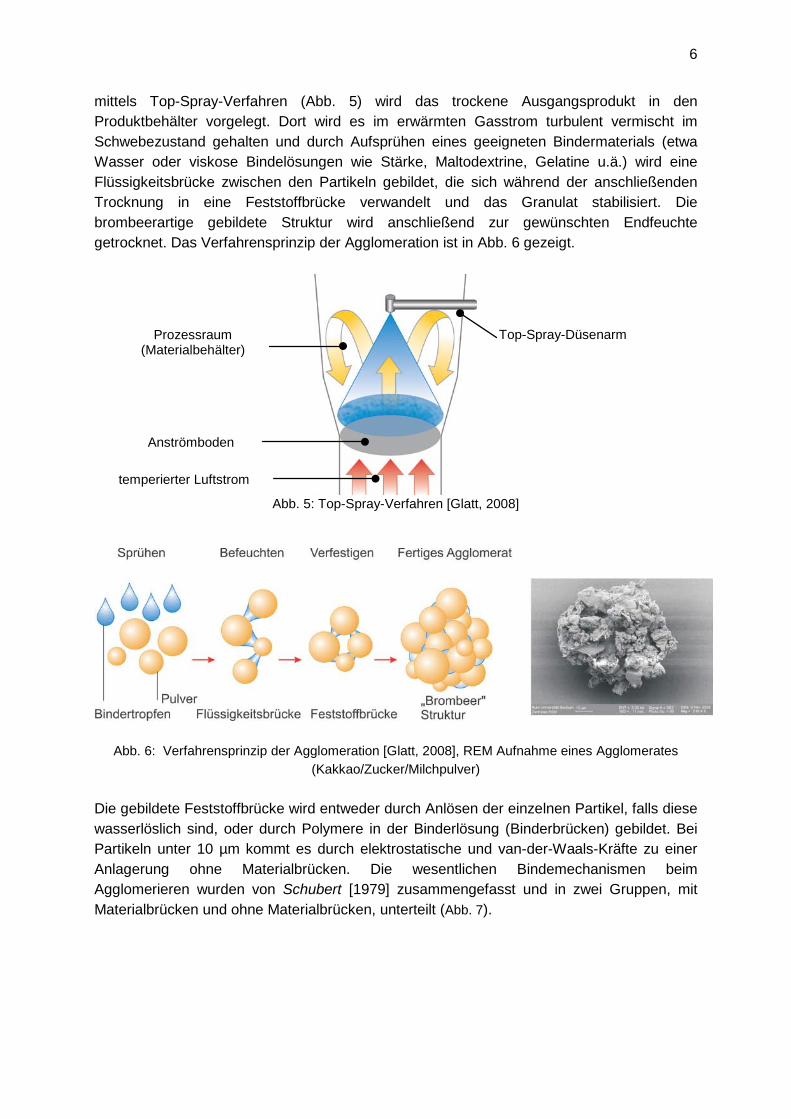
mittels Top-Spray-Verfahren (Abb. 5) wird das trockene Ausgangsprodukt in den Produktbehälter vorgelegt. Dort wird es im erwärmten Gasstrom turbulent vermischt im Schwebezustand gehalten und durch Aufsprühen eines geeigneten Bindermaterials (etwa Wasser oder viskose Bindelösungen wie Stärke, Maltodextrine, Gelatine u.ä.) wird eine Flüssigkeitsbrücke zwischen den Partikeln gebildet, die sich während der anschließenden Trocknung in eine Feststoffbrücke verwandelt und das Granulat stabilisiert. Die brombeerartige gebildete Struktur wird anschließend zur gewünschten Endfeuchte getrocknet. Das Verfahrensprinzip der Agglomeration ist in Abb. 6 gezeigt.
Abb. 5: Top-Spray-Verfahren [Glatt, 2008]
Abb. 6: Verfahrensprinzip der Agglomeration [Glatt, 2008], REM Aufnahme eines Agglomerates (Kakkao/Zucker/Milchpulver)
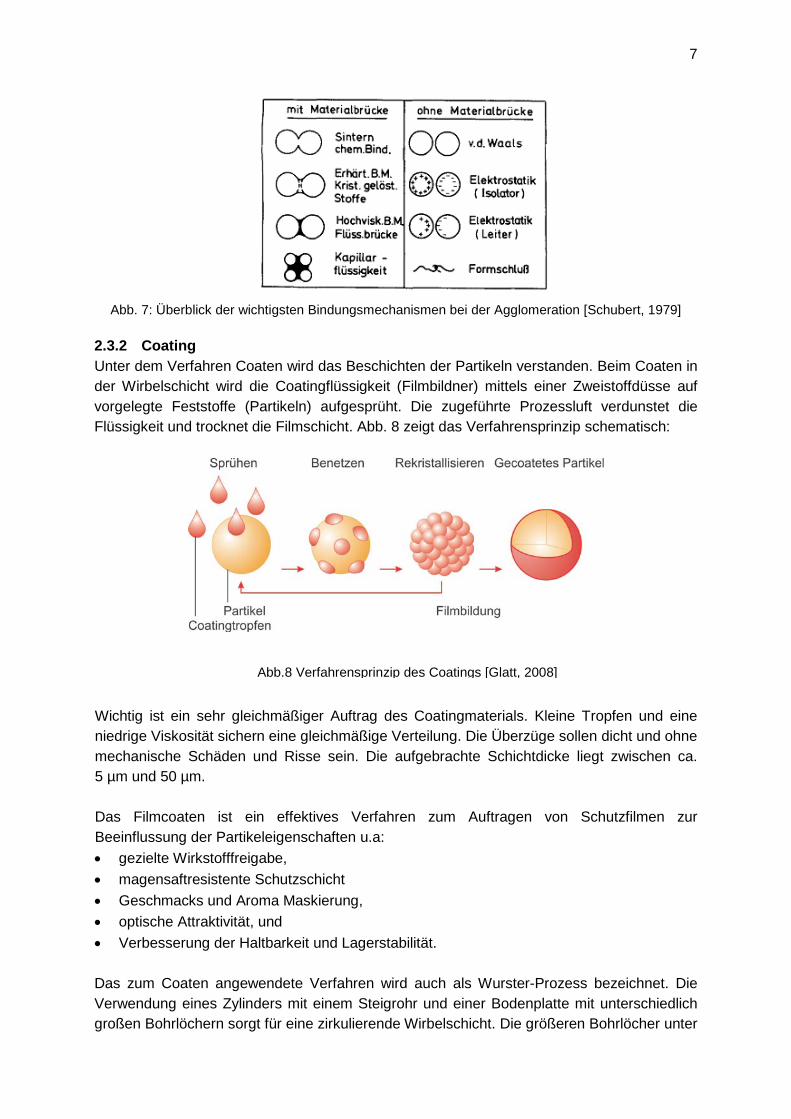
Die gebildete Feststoffbrücke wird entweder durch Anlösen der einzelnen Partikel, falls diese wasserlöslich sind, oder durch Polymere in der Binderlösung (Binderbrücken) gebildet. Bei Partikeln unter 10 µm kommt es durch elektrostatische und van-der-Waals-Kräfte zu einer Anlagerung ohne Materialbrücken. Die wesentlichen Bindemechanismen beim Agglomerieren wurden von Schubert [1979] zusammengefasst und in zwei Gruppen, mit Materialbrücken und ohne Materialbrücken, unterteilt (Abb. 7).
Top-Spray-Düsenarm
Anströmboden
Prozessraum (Materialbehälter)
temperierter Luftstrom
7
Abb. 7: Überblick der wichtigsten Bindungsmechanismen bei der Agglomeration [Schubert, 1979]
2.3.2 Coating Unter dem Verfahren Coaten wird das Beschichten der Partikeln verstanden. Beim Coaten in der Wirbelschicht wird die Coatingflüssigkeit (Filmbildner) mittels einer Zweistoffdüsse auf vorgelegte Feststoffe (Partikeln) aufgesprüht. Die zugeführte Prozessluft verdunstet die Flüssigkeit und trocknet die Filmschicht. Abb. 8 zeigt das Verfahrensprinzip schematisch:
Wichtig ist ein sehr gleichmäßiger Auftrag des Coatingmaterials. Kleine Tropfen und eine niedrige Viskosität sichern eine gleichmäßige Verteilung. Die Überzüge sollen dicht und ohne mechanische Schäden und Risse sein. Die aufgebrachte Schichtdicke liegt zwischen ca. 5 µm und 50 µm. Das Filmcoaten ist ein effektives Verfahren zum Auftragen von Schutzfilmen zur Beeinflussung der Partikeleigenschaften u.a: • gezielte Wirkstofffreigabe, • magensaftresistente Schutzschicht • Geschmacks und Aroma Maskierung, • optische Attraktivität, und • Verbesserung der Haltbarkeit und Lagerstabilität. Das zum Coaten angewendete Verfahren wird auch als Wurster-Prozess bezeichnet. Die Verwendung eines Zylinders mit einem Steigrohr und einer Bodenplatte mit unterschiedlich großen Bohrlöchern sorgt für eine zirkulierende Wirbelschicht. Die größeren Bohrlöcher unter
Abb.8 Verfahrensprinzip des Coatings [Glatt, 2008]
8
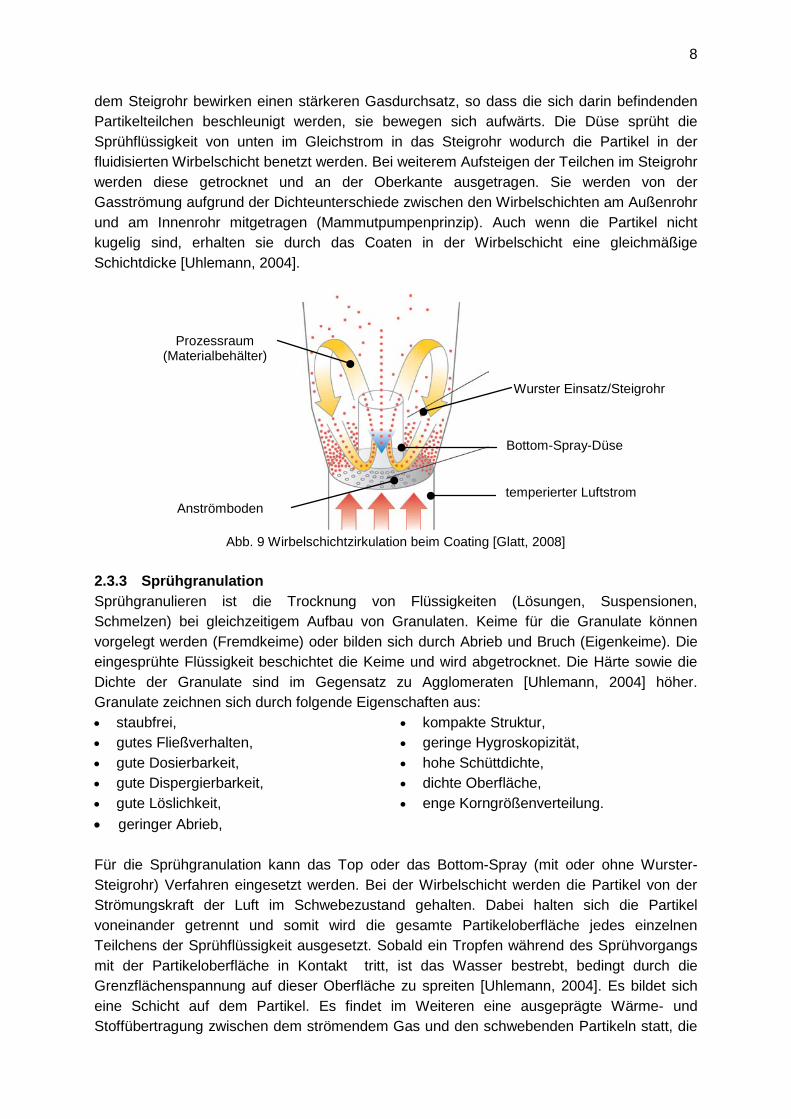
dem Steigrohr bewirken einen stärkeren Gasdurchsatz, so dass die sich darin befindenden Partikelteilchen beschleunigt werden, sie bewegen sich aufwärts. Die Düse sprüht die Sprühflüssigkeit von unten im Gleichstrom in das Steigrohr wodurch die Partikel in der fluidisierten Wirbelschicht benetzt werden. Bei weiterem Aufsteigen der Teilchen im Steigrohr werden diese getrocknet und an der Oberkante ausgetragen. Sie werden von der Gasströmung aufgrund der Dichteunterschiede zwischen den Wirbelschichten am Außenrohr und am Innenrohr mitgetragen (Mammutpumpenprinzip). Auch wenn die Partikel nicht kugelig sind, erhalten sie durch das Coaten in der Wirbelschicht eine gleichmäßige Schichtdicke [Uhlemann, 2004].
Abb. 9 Wirbelschichtzirkulation beim Coating [Glatt, 2008]
2.3.3 Sprühgranulation Sprühgranulieren ist die Trocknung von Flüssigkeiten (Lösungen, Suspensionen, Schmelzen) bei gleichzeitigem Aufbau von Granulaten. Keime für die Granulate können vorgelegt werden (Fremdkeime) oder bilden sich durch Abrieb und Bruch (Eigenkeime). Die eingesprühte Flüssigkeit beschichtet die Keime und wird abgetrocknet. Die Härte sowie die Dichte der Granulate sind im Gegensatz zu Agglomeraten [Uhlemann, 2004] höher. Granulate zeichnen sich durch folgende Eigenschaften aus: • staubfrei, • gutes Fließverhalten, • gute Dosierbarkeit, • gute Dispergierbarkeit, • gute Löslichkeit, • geringer Abrieb,
• kompakte Struktur, • geringe Hygroskopizität, • hohe Schüttdichte, • dichte Oberfläche, • enge Korngrößenverteilung.
Für die Sprühgranulation kann das Top oder das Bottom-Spray (mit oder ohne Wurster-Steigrohr) Verfahren eingesetzt werden. Bei der Wirbelschicht werden die Partikel von der Strömungskraft der Luft im Schwebezustand gehalten. Dabei halten sich die Partikel voneinander getrennt und somit wird die gesamte Partikeloberfläche jedes einzelnen Teilchens der Sprühflüssigkeit ausgesetzt. Sobald ein Tropfen während des Sprühvorgangs mit der Partikeloberfläche in Kontakt tritt, ist das Wasser bestrebt, bedingt durch die Grenzflächenspannung auf dieser Oberfläche zu spreiten [Uhlemann, 2004]. Es bildet sich eine Schicht auf dem Partikel. Es findet im Weiteren eine ausgeprägte Wärme- und Stoffübertragung zwischen dem strömendem Gas und den schwebenden Partikeln statt, die
Wurster Einsatz/Steigrohr
Bottom-Spray-Düse
Anströmboden
Prozessraum (Materialbehälter)
temperierter Luftstrom
9
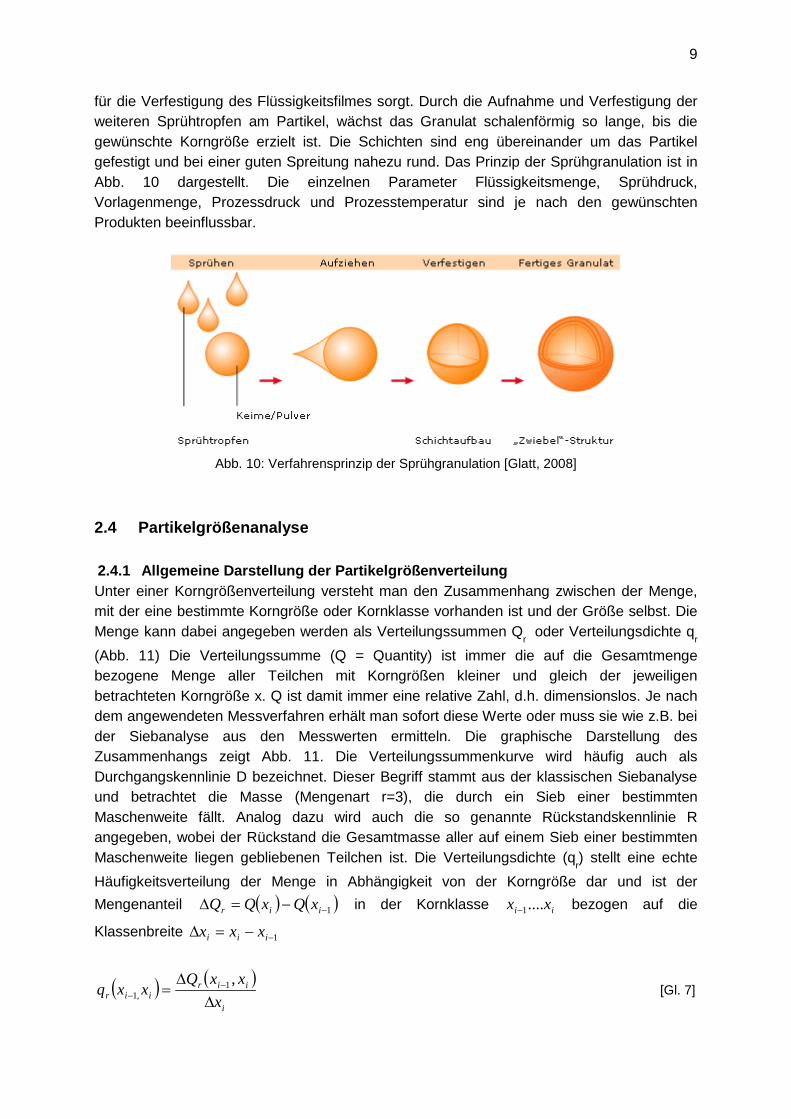
für die Verfestigung des Flüssigkeitsfilmes sorgt. Durch die Aufnahme und Verfestigung der weiteren Sprühtropfen am Partikel, wächst das Granulat schalenförmig so lange, bis die gewünschte Korngröße erzielt ist. Die Schichten sind eng übereinander um das Partikel gefestigt und bei einer guten Spreitung nahezu rund. Das Prinzip der Sprühgranulation ist in Abb. 10 dargestellt. Die einzelnen Parameter Flüssigkeitsmenge, Sprühdruck, Vorlagenmenge, Prozessdruck und Prozesstemperatur sind je nach den gewünschten Produkten beeinflussbar.
Abb. 10: Verfahrensprinzip der Sprühgranulation [Glatt, 2008]
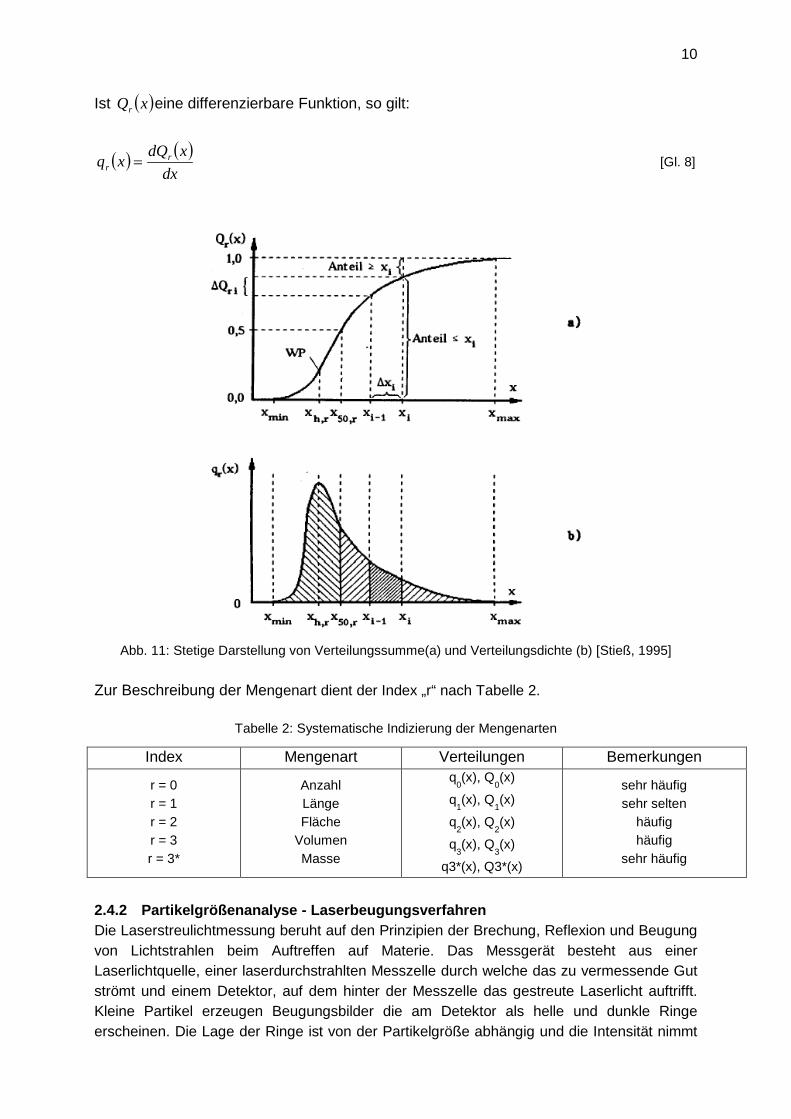
2.4 Partikelgrößenanalyse 2.4.1 Allgemeine Darstellung der Partikelgrößenverteilung Unter einer Korngrößenverteilung versteht man den Zusammenhang zwischen der Menge, mit der eine bestimmte Korngröße oder Kornklasse vorhanden ist und der Größe selbst. Die Menge kann dabei angegeben werden als Verteilungssummen Qr oder Verteilungsdichte qr
(Abb. 11) Die Verteilungssumme (Q = Quantity) ist immer die auf die Gesamtmenge bezogene Menge aller Teilchen mit Korngrößen kleiner und gleich der jeweiligen betrachteten Korngröße x. Q ist damit immer eine relative Zahl, d.h. dimensionslos. Je nach dem angewendeten Messverfahren erhält man sofort diese Werte oder muss sie wie z.B. bei der Siebanalyse aus den Messwerten ermitteln. Die graphische Darstellung des Zusammenhangs zeigt Abb. 11. Die Verteilungssummenkurve wird häufig auch als Durchgangskennlinie D bezeichnet. Dieser Begriff stammt aus der klassischen Siebanalyse und betrachtet die Masse (Mengenart r=3), die durch ein Sieb einer bestimmten Maschenweite fällt. Analog dazu wird auch die so genannte Rückstandskennlinie R angegeben, wobei der Rückstand die Gesamtmasse aller auf einem Sieb einer bestimmten Maschenweite liegen gebliebenen Teilchen ist. Die Verteilungsdichte (qr) stellt eine echte Häufigkeitsverteilung der Menge in Abhängigkeit von der Korngröße dar und ist der Mengenanteil ( ) ( )1−−=∆ iir xQxQQ in der Kornklasse ii xx ....1− bezogen auf die
Klassenbreite 1−−=∆ iii xxx
( ) ( )i
iiriir x
xxQxxq
∆∆
= −−
,1,1 [Gl. 7]
10
Ist ( )xQr eine differenzierbare Funktion, so gilt:
( ) ( )dx
xdQxq rr = [Gl. 8]
Abb. 11: Stetige Darstellung von Verteilungssumme(a) und Verteilungsdichte (b) [Stieß, 1995]
Zur Beschreibung der Mengenart dient der Index „r“ nach Tabelle 2.
Tabelle 2: Systematische Indizierung der Mengenarten
Index Mengenart Verteilungen Bemerkungen
r = 0 r = 1 r = 2 r = 3 r = 3*
Anzahl Länge Fläche
Volumen Masse
q0(x), Q
0(x)
q1(x), Q
1(x)
q2(x), Q
2(x)
q3(x), Q
3(x)
q3*(x), Q3*(x)
sehr häufig sehr selten
häufig häufig
sehr häufig
2.4.2 Partikelgrößenanalyse - Laserbeugungsverfahren Die Laserstreulichtmessung beruht auf den Prinzipien der Brechung, Reflexion und Beugung von Lichtstrahlen beim Auftreffen auf Materie. Das Messgerät besteht aus einer Laserlichtquelle, einer laserdurchstrahlten Messzelle durch welche das zu vermessende Gut strömt und einem Detektor, auf dem hinter der Messzelle das gestreute Laserlicht auftrifft. Kleine Partikel erzeugen Beugungsbilder die am Detektor als helle und dunkle Ringe erscheinen. Die Lage der Ringe ist von der Partikelgröße abhängig und die Intensität nimmt
11
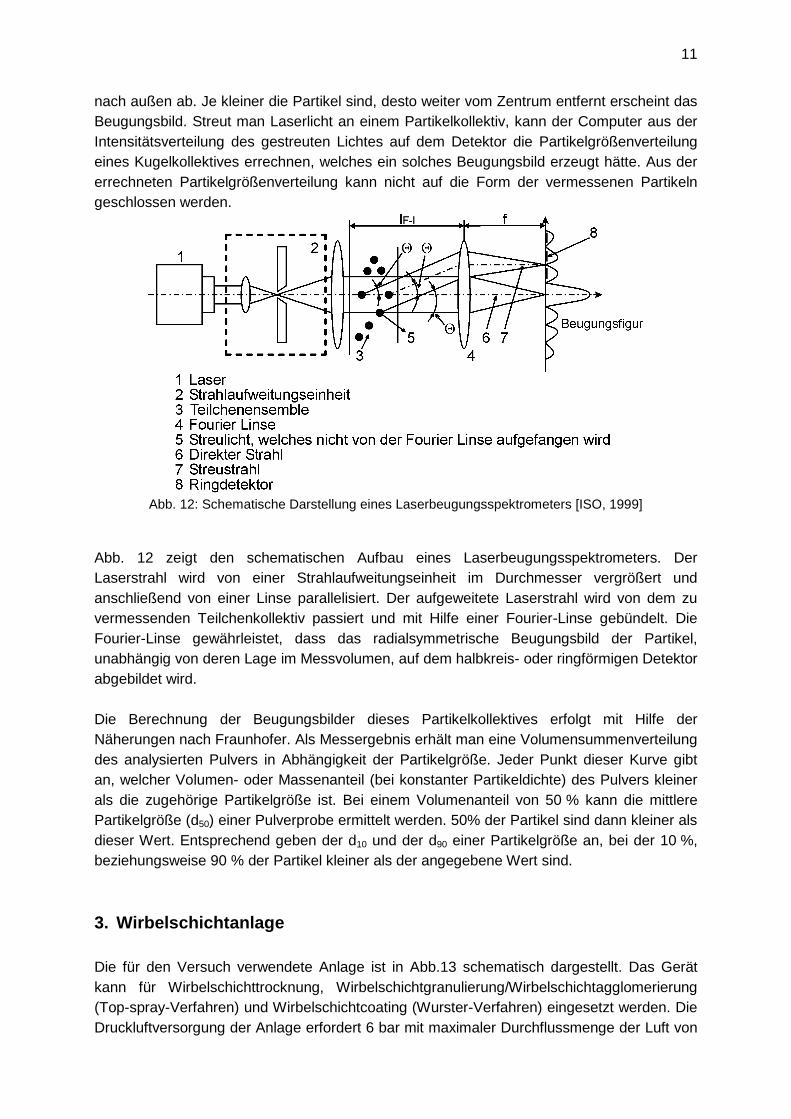
nach außen ab. Je kleiner die Partikel sind, desto weiter vom Zentrum entfernt erscheint das Beugungsbild. Streut man Laserlicht an einem Partikelkollektiv, kann der Computer aus der Intensitätsverteilung des gestreuten Lichtes auf dem Detektor die Partikelgrößenverteilung eines Kugelkollektives errechnen, welches ein solches Beugungsbild erzeugt hätte. Aus der errechneten Partikelgrößenverteilung kann nicht auf die Form der vermessenen Partikeln geschlossen werden.
Abb. 12: Schematische Darstellung eines Laserbeugungsspektrometers [ISO, 1999]
Abb. 12 zeigt den schematischen Aufbau eines Laserbeugungsspektrometers. Der Laserstrahl wird von einer Strahlaufweitungseinheit im Durchmesser vergrößert und anschließend von einer Linse parallelisiert. Der aufgeweitete Laserstrahl wird von dem zu vermessenden Teilchenkollektiv passiert und mit Hilfe einer Fourier-Linse gebündelt. Die Fourier-Linse gewährleistet, dass das radialsymmetrische Beugungsbild der Partikel, unabhängig von deren Lage im Messvolumen, auf dem halbkreis- oder ringförmigen Detektor abgebildet wird. Die Berechnung der Beugungsbilder dieses Partikelkollektives erfolgt mit Hilfe der Näherungen nach Fraunhofer. Als Messergebnis erhält man eine Volumensummenverteilung des analysierten Pulvers in Abhängigkeit der Partikelgröße. Jeder Punkt dieser Kurve gibt an, welcher Volumen- oder Massenanteil (bei konstanter Partikeldichte) des Pulvers kleiner als die zugehörige Partikelgröße ist. Bei einem Volumenanteil von 50 % kann die mittlere Partikelgröße (d50) einer Pulverprobe ermittelt werden. 50% der Partikel sind dann kleiner als dieser Wert. Entsprechend geben der d10 und der d90 einer Partikelgröße an, bei der 10 %, beziehungsweise 90 % der Partikel kleiner als der angegebene Wert sind. 3. Wirbelschichtanlage Die für den Versuch verwendete Anlage ist in Abb.13 schematisch dargestellt. Das Gerät kann für Wirbelschichttrocknung, Wirbelschichtgranulierung/Wirbelschichtagglomerierung (Top-spray-Verfahren) und Wirbelschichtcoating (Wurster-Verfahren) eingesetzt werden. Die Druckluftversorgung der Anlage erfordert 6 bar mit maximaler Durchflussmenge der Luft von
12
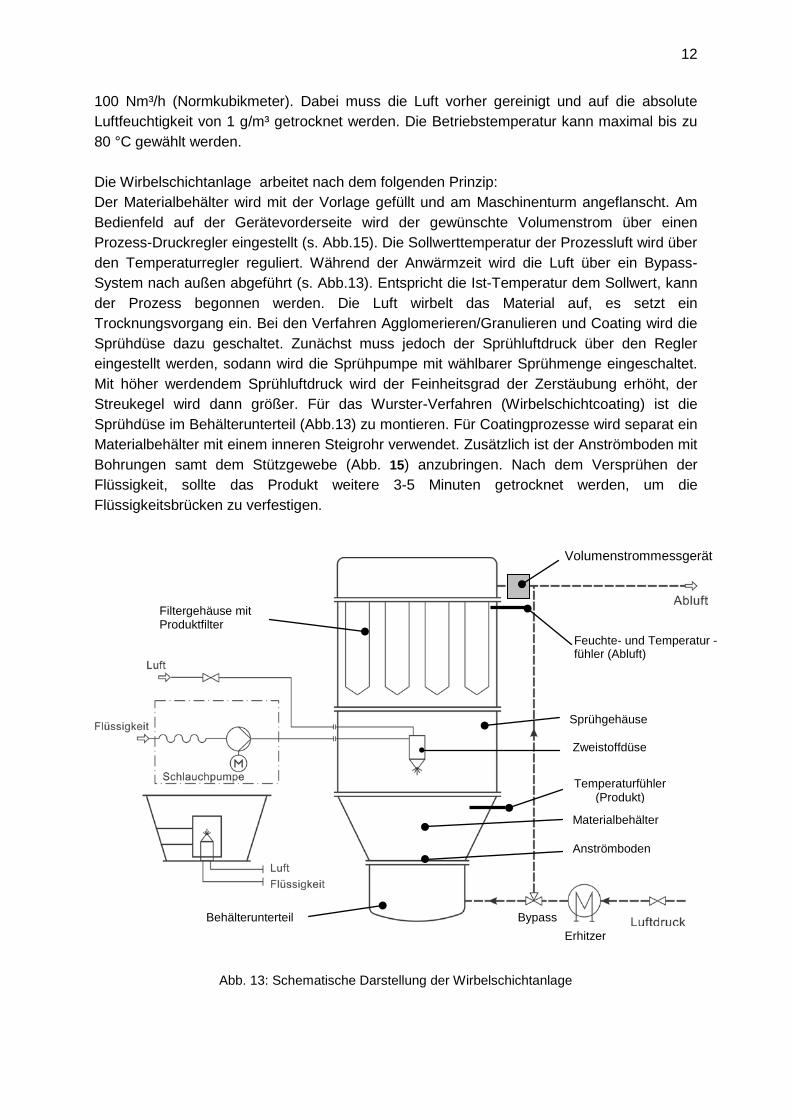
100 Nm³/h (Normkubikmeter). Dabei muss die Luft vorher gereinigt und auf die absolute Luftfeuchtigkeit von 1 g/m³ getrocknet werden. Die Betriebstemperatur kann maximal bis zu 80 °C gewählt werden. Die Wirbelschichtanlage arbeitet nach dem folgenden Prinzip: Der Materialbehälter wird mit der Vorlage gefüllt und am Maschinenturm angeflanscht. Am Bedienfeld auf der Gerätevorderseite wird der gewünschte Volumenstrom über einen Prozess-Druckregler eingestellt (s. Abb.15). Die Sollwerttemperatur der Prozessluft wird über den Temperaturregler reguliert. Während der Anwärmzeit wird die Luft über ein Bypass-System nach außen abgeführt (s. Abb.13). Entspricht die Ist-Temperatur dem Sollwert, kann der Prozess begonnen werden. Die Luft wirbelt das Material auf, es setzt ein Trocknungsvorgang ein. Bei den Verfahren Agglomerieren/Granulieren und Coating wird die Sprühdüse dazu geschaltet. Zunächst muss jedoch der Sprühluftdruck über den Regler eingestellt werden, sodann wird die Sprühpumpe mit wählbarer Sprühmenge eingeschaltet. Mit höher werdendem Sprühluftdruck wird der Feinheitsgrad der Zerstäubung erhöht, der Streukegel wird dann größer. Für das Wurster-Verfahren (Wirbelschichtcoating) ist die Sprühdüse im Behälterunterteil (Abb.13) zu montieren. Für Coatingprozesse wird separat ein Materialbehälter mit einem inneren Steigrohr verwendet. Zusätzlich ist der Anströmboden mit Bohrungen samt dem Stützgewebe (Abb. 15) anzubringen. Nach dem Versprühen der Flüssigkeit, sollte das Produkt weitere 3-5 Minuten getrocknet werden, um die Flüssigkeitsbrücken zu verfestigen.
Abb. 13: Schematische Darstellung der Wirbelschichtanlage
Bypass Erhitzer
Anströmboden
Materialbehälter
Temperaturfühler (Produkt)
Zweistoffdüse
Feuchte- und Temperatur -fühler (Abluft)
Volumenstrommessgerät
Filtergehäuse mit Produktfilter
Behälterunterteil
Sprühgehäuse
13
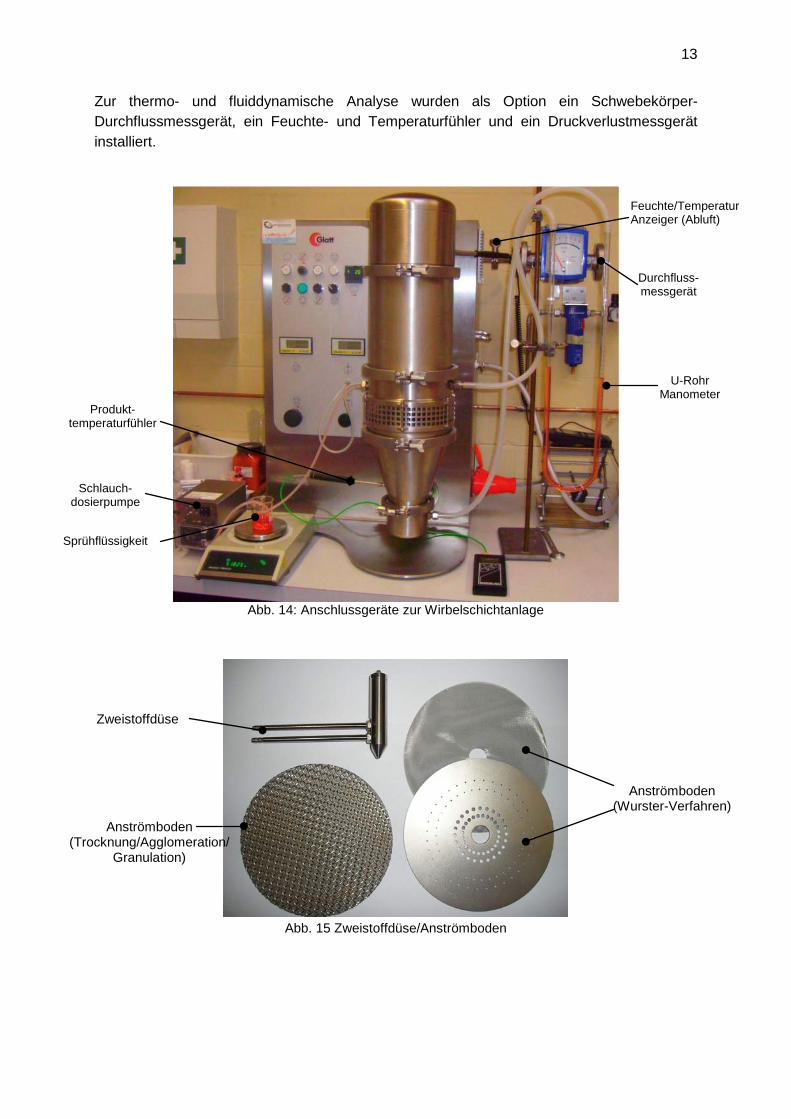
Zur thermo- und fluiddynamische Analyse wurden als Option ein Schwebekörper-Durchflussmessgerät, ein Feuchte- und Temperaturfühler und ein Druckverlustmessgerät installiert.
Abb. 14: Anschlussgeräte zur Wirbelschichtanlage
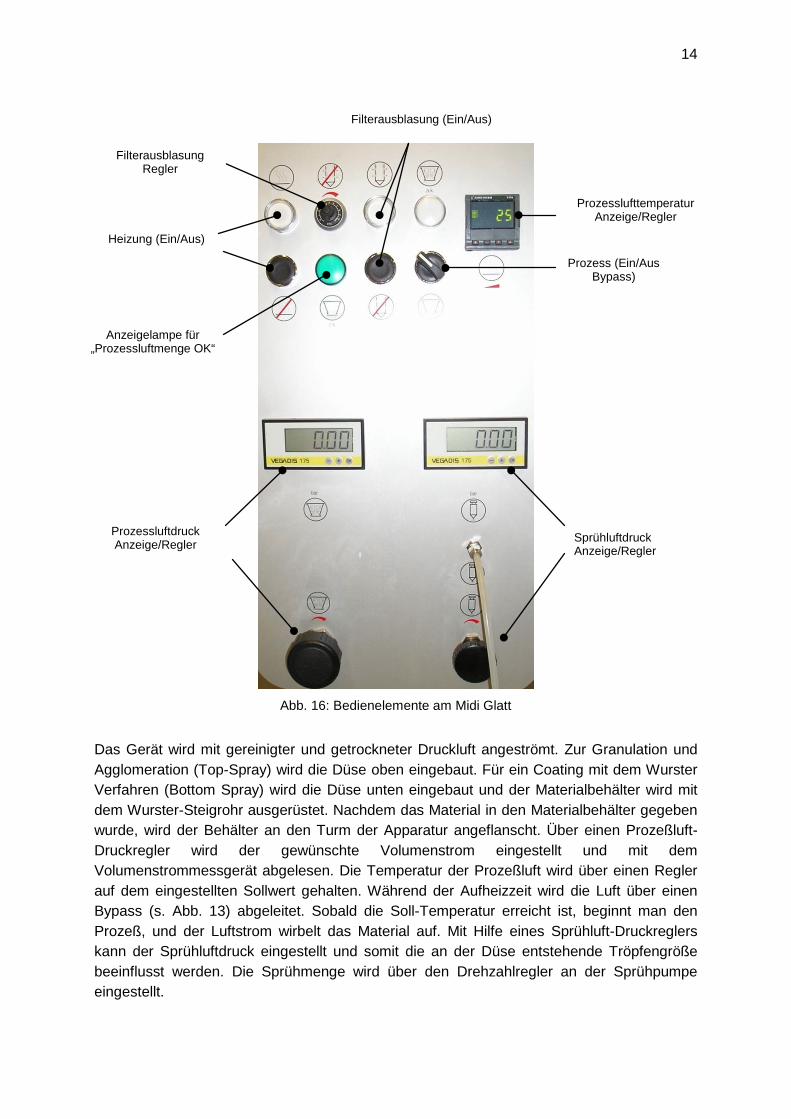
Abb. 15 Zweistoffdüse/Anströmboden
Feuchte/Temperatur Anzeiger (Abluft)
Durchfluss-messgerät
U-Rohr Manometer
Schlauch-dosierpumpe
Produkt-temperaturfühler
Sprühflüssigkeit
Zweistoffdüse
Anströmboden (Trocknung/Agglomeration/
Granulation)
Anströmboden (Wurster-Verfahren)
14
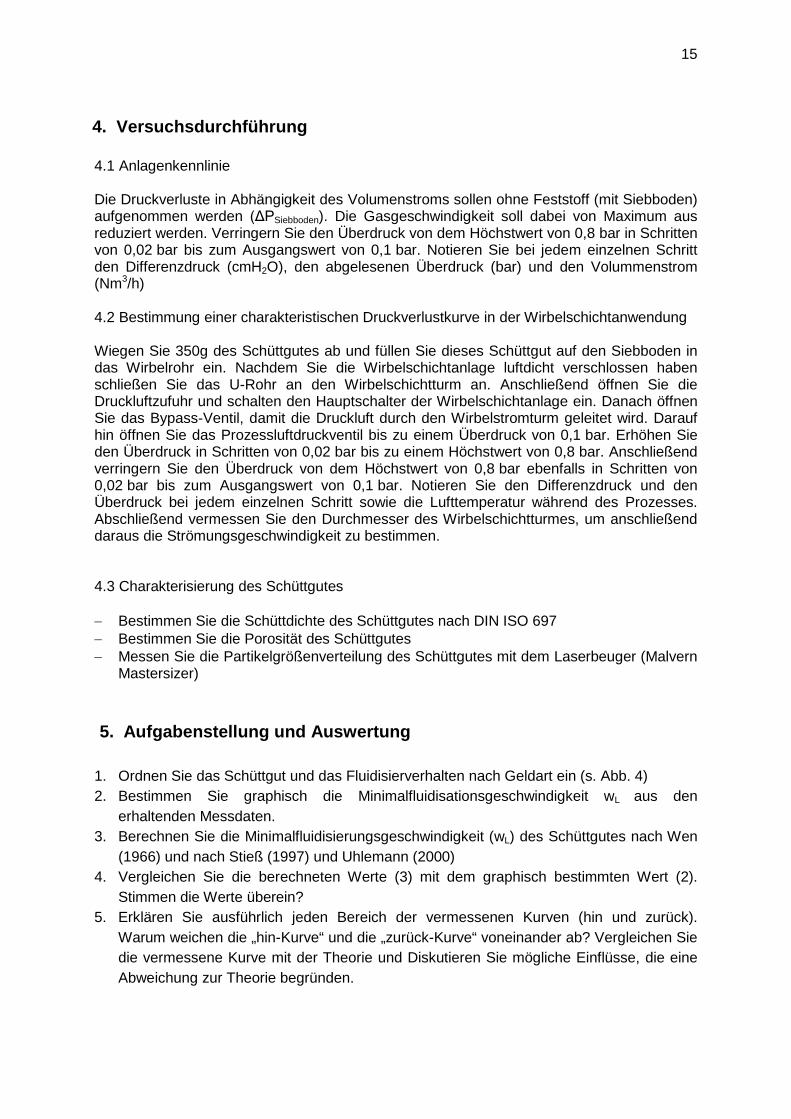
Abb. 16: Bedienelemente am Midi Glatt
Das Gerät wird mit gereinigter und getrockneter Druckluft angeströmt. Zur Granulation und Agglomeration (Top-Spray) wird die Düse oben eingebaut. Für ein Coating mit dem Wurster Verfahren (Bottom Spray) wird die Düse unten eingebaut und der Materialbehälter wird mit dem Wurster-Steigrohr ausgerüstet. Nachdem das Material in den Materialbehälter gegeben wurde, wird der Behälter an den Turm der Apparatur angeflanscht. Über einen Prozeßluft-Druckregler wird der gewünschte Volumenstrom eingestellt und mit dem Volumenstrommessgerät abgelesen. Die Temperatur der Prozeßluft wird über einen Regler auf dem eingestellten Sollwert gehalten. Während der Aufheizzeit wird die Luft über einen Bypass (s. Abb. 13) abgeleitet. Sobald die Soll-Temperatur erreicht ist, beginnt man den Prozeß, und der Luftstrom wirbelt das Material auf. Mit Hilfe eines Sprühluft-Druckreglers kann der Sprühluftdruck eingestellt und somit die an der Düse entstehende Tröpfengröße beeinflusst werden. Die Sprühmenge wird über den Drehzahlregler an der Sprühpumpe eingestellt.
Prozesslufttemperatur Anzeige/Regler
Prozess (Ein/Aus Bypass)
Heizung (Ein/Aus)
Anzeigelampe für „Prozessluftmenge OK“
Filterausblasung Regler
Sprühluftdruck Anzeige/Regler
Prozessluftdruck Anzeige/Regler
Filterausblasung (Ein/Aus)
15
4. Versuchsdurchführung 4.1 Anlagenkennlinie Die Druckverluste in Abhängigkeit des Volumenstroms sollen ohne Feststoff (mit Siebboden) aufgenommen werden (ΔPSiebboden). Die Gasgeschwindigkeit soll dabei von Maximum aus reduziert werden. Verringern Sie den Überdruck von dem Höchstwert von 0,8 bar in Schritten von 0,02 bar bis zum Ausgangswert von 0,1 bar. Notieren Sie bei jedem einzelnen Schritt den Differenzdruck (cmH2O), den abgelesenen Überdruck (bar) und den Volummenstrom (Nm3/h) 4.2 Bestimmung einer charakteristischen Druckverlustkurve in der Wirbelschichtanwendung Wiegen Sie 350g des Schüttgutes ab und füllen Sie dieses Schüttgut auf den Siebboden in das Wirbelrohr ein. Nachdem Sie die Wirbelschichtanlage luftdicht verschlossen haben schließen Sie das U-Rohr an den Wirbelschichtturm an. Anschließend öffnen Sie die Druckluftzufuhr und schalten den Hauptschalter der Wirbelschichtanlage ein. Danach öffnen Sie das Bypass-Ventil, damit die Druckluft durch den Wirbelstromturm geleitet wird. Darauf hin öffnen Sie das Prozessluftdruckventil bis zu einem Überdruck von 0,1 bar. Erhöhen Sie den Überdruck in Schritten von 0,02 bar bis zu einem Höchstwert von 0,8 bar. Anschließend verringern Sie den Überdruck von dem Höchstwert von 0,8 bar ebenfalls in Schritten von 0,02 bar bis zum Ausgangswert von 0,1 bar. Notieren Sie den Differenzdruck und den Überdruck bei jedem einzelnen Schritt sowie die Lufttemperatur während des Prozesses. Abschließend vermessen Sie den Durchmesser des Wirbelschichtturmes, um anschließend daraus die Strömungsgeschwindigkeit zu bestimmen. 4.3 Charakterisierung des Schüttgutes − Bestimmen Sie die Schüttdichte des Schüttgutes nach DIN ISO 697 − Bestimmen Sie die Porosität des Schüttgutes − Messen Sie die Partikelgrößenverteilung des Schüttgutes mit dem Laserbeuger (Malvern
Mastersizer) 5. Aufgabenstellung und Auswertung
1. Ordnen Sie das Schüttgut und das Fluidisierverhalten nach Geldart ein (s. Abb. 4) 2. Bestimmen Sie graphisch die Minimalfluidisationsgeschwindigkeit wL aus den
erhaltenden Messdaten. 3. Berechnen Sie die Minimalfluidisierungsgeschwindigkeit (wL) des Schüttgutes nach Wen
(1966) und nach Stieß (1997) und Uhlemann (2000) 4. Vergleichen Sie die berechneten Werte (3) mit dem graphisch bestimmten Wert (2).
Stimmen die Werte überein? 5. Erklären Sie ausführlich jeden Bereich der vermessenen Kurven (hin und zurück).
Warum weichen die „hin-Kurve“ und die „zurück-Kurve“ voneinander ab? Vergleichen Sie die vermessene Kurve mit der Theorie und Diskutieren Sie mögliche Einflüsse, die eine Abweichung zur Theorie begründen.
16
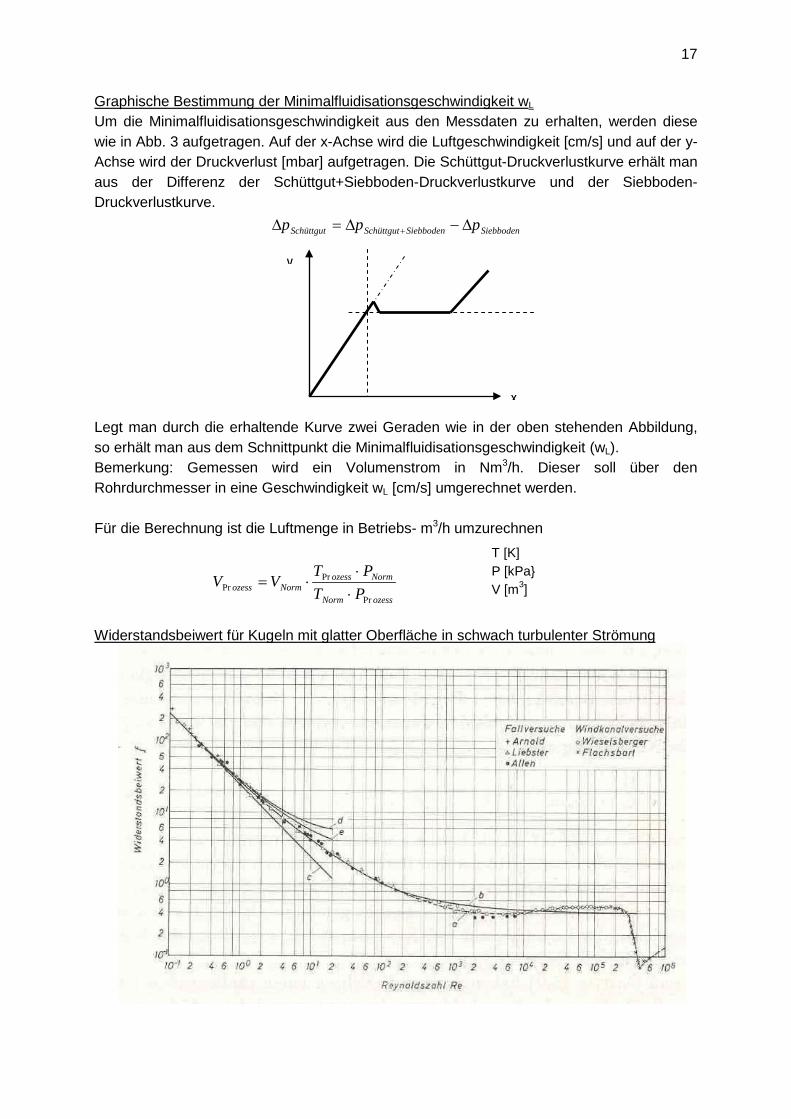
6. Berechnen Sie die Sinkgeschwindigkeit des Partikels unter der Annahme: einer Sinkgeschwindigkeit im Übergangsbereich. Verwenden Sie die Widerstandsbeiwert (CwfRe) Diagramm.
7. Welche Beziehungen finden Sie zwischen der Sinkgeschwindigkeit des Partikels und der graphisch bestimmten Minimalfluidisierungsgeschwindigkeit?
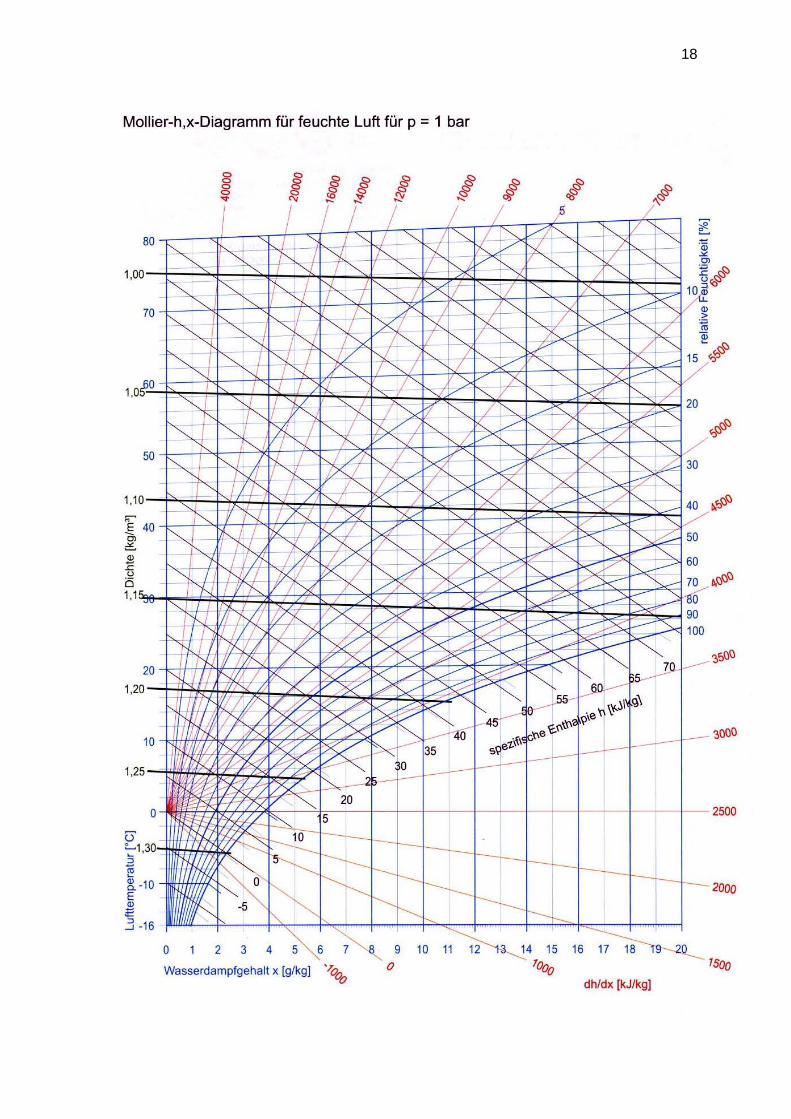
8. Während des Coating-Prozess stellen sich verschiedene Zustände in der Luft ein. I. Der Ausgangszustand liegt bei einer Temperatur von T=20°C und einer absoluten
Feuchtigkeit von x=0,1g/kg II. Anschließend wird die Luft auf 70°C erhitzt III. Während des Coating-Vorganges wird Flüssigkeit versprüht, dadurch sinkt die
Lufttemperatur auf 44°C und die relative Feuchtigkeit steigt auf einen durchschnittlichen Wert von φ=20% an.
IV. Im nächsten Schritt wird der Sprühvorgang beendet und das Schüttgut wird getrocknet. In diesem Schritt beträgt die Lufttemperatur T=44°C bei einer relativen Feuchtigkeit von φ=5%
Tragen Sie den Prozessverlauf in das Mollier-h,x-Diagramm ein und erklären Sie das Coating Prozess anhand der vier Zustände.
9. Warum ist für das Coaten das Wurster-Verfahren geeignet? 10. Nennen Sie 5 Anwendungen des Coatings und/oder Agglomeration Verfahren in
verschiedenen Industrien. Wichtig: In der Protokoll/Präsentation müssen Einheiten angegeben werden und die Berechnungen klar nachvollziehbar sein. D. h. die Gleichungen müssen angeführt sein.
17
Graphische Bestimmung der Minimalfluidisationsgeschwindigkeit wL Um die Minimalfluidisationsgeschwindigkeit aus den Messdaten zu erhalten, werden diese wie in Abb. 3 aufgetragen. Auf der x-Achse wird die Luftgeschwindigkeit [cm/s] und auf der y-Achse wird der Druckverlust [mbar] aufgetragen. Die Schüttgut-Druckverlustkurve erhält man aus der Differenz der Schüttgut+Siebboden-Druckverlustkurve und der Siebboden-Druckverlustkurve.
SiebbodenSiebbodenSchüttgutSchüttgut ppp ∆−∆=∆ +
Legt man durch die erhaltende Kurve zwei Geraden wie in der oben stehenden Abbildung, so erhält man aus dem Schnittpunkt die Minimalfluidisationsgeschwindigkeit (wL). Bemerkung: Gemessen wird ein Volumenstrom in Nm3/h. Dieser soll über den Rohrdurchmesser in eine Geschwindigkeit wL [cm/s] umgerechnet werden.
Für die Berechnung ist die Luftmenge in Betriebs- m3/h umzurechnen
ozessNorm
NormozessNormozess PT
PTVV
Pr
PrPr ⋅
⋅⋅=
Widerstandsbeiwert für Kugeln mit glatter Oberfläche in schwach turbulenter Strömung
T [K] P [kPa} V [m3]
x
y
18
19
6. Literatur 1. Berànek, J., Rose, K., Winterstein, G. 1975.Grundlagen der Wirbelschichttechnik, Band
5.Krauskopf-Verlag. 2. Ding, G. 1994, Instantisieren und Agglomerieren in der Lebensmittelindustrie.
Sonderdruck aus „ZFL“ Heft 5+6. Hüthing GmbH. Heildelberg. 3. Glatt, 2008. Online Version: www. Glatt.com [Stand 7.11.208] 4. Heinze, G. 2000. Handbuch der Agglomerationstechnik, Wiley-VCH, Weinheim. 5. ISO 13320-1, Beuth-Verlag, Berlin, 1999 6. Jacob, M. 2002. Produktgestaltung bei Wirbelschichtprozessen-apparate,
Verfahrensvarianten, Möglichkeiten zur Einflussnahme auf Produkteigenschaften. Glatt Ingenieurtechnik GmbH. Germany.
7. Koch, Theo. 1995. Modellierung der kontinuerlichen Wirbelschichtagglomeration. Dissertation Fakultät für Brauwesen und Lebensmitteltechnologie. Technische Universität München.
8. Molerus, O. 1982 Fluid. Feststoff-Strömungen-Strömungsverhalten feststoffbeladener Fluide und kohäsiver Schüttgüter, Springer.
9. Rumpf, H. 1958. Grundlagen und Methoden des Granulierens, Chem.-Ing.-Tech., 30. Jahrg., Nr. 3, 1958, Teil 1 und 2, S. 144-158
10. Rumpf, H. 1958. Grundlagen und Methoden des Granulierens, Chem.-Ing.-Tech., 30. Jahrg. Nr. 5, 1958, Teil 3, S. 329-336
11. Schubert, H. 1979. Grundlagen des Agglomerierens, Chem.-Ing.-Tech., 51. Jahrg., Nr. 4, 1979, S. 266-277
12. Stieß, M. 1997. Mechanische Verfahrenstechnik Band 2, 2. Aufl., Springer. 13. Stieß, M. 2004. Einführung in die Verfahrenstechnik. Online Version: http://mb-
s1.upb.de/steam-cdtf/Verfahrenstechnik/11%20%20Wirbelschicht.pdf [Stand 28.11.2008].
14. Uhlemann, H., Mörl, L. 2000. Wirbelschicht-Sprühgranulation, Springer. Berlin. 15. Uhlemann, H. 1990. Kontinuierliche Wirbelschicht-Sprühgranulation, Chem.-Ing.-Tech.,
62. Jahrg., Nr. 10, S. 822-834. 16. Wen, C; Yu,Y. 1966. A generalized Method for Predicting the Minimum Fluidization
Velocity. American Institute of Chemical Engineers Journal. Vol. 12, Nr. 3. p. 610-612.





























