Embed Size (px)
Citation preview

Inhalt
Firmenportrait Ben-TechnologiesProbleme und Lösungen im Lotpastendruckund nachgeschalteten ProzessenFehlerquellen am DruckerFehlerquellen in nachgeschalteten ProzessenFazit
Entstehung der Firma Ben-Technologies
• Der Gründer Benjamin Englmaier war von 1997- 2000 bei Fa. EKRA mit Sitz in Bönnigheim beschäftigt. Tätigkeitsschwerpunkte waren zuerst Service im Aussendienst, später im Bereich Forschung und Entwicklung.
• 2000- 2002 war er als Mitarbeiter der Fa. DEK GmbH mit Sitz in Bad-Vilbel im Service Aussendienst und dann im Bereich Applikation sowie Schablonentechnik eingesetzt.
• 2002 Gründung der Firma Benjamin Englmaier Technologies (BeEnTe) mit Schwerpunkt Servicedienstleistungen. Sitz in Bietigheim-Bissingen (Schwaben).
• Seit Ende 2005 Umfirmierung in Ben-Technologies und Erweiterung des Produktportfolios mit Schulungen, Rakelblätter und Reinigungsvliess.
• Seit Mitte 2006 Vertrieb von Grid-Lok einem Ovation Produkt, d.h. einem flexiblen Leiterplattenunterstützungssystemes.
• Ab Oktober 2007 offizieller Vertriebspartner der Fa. Ovation mit Sitz in Bethlehem (USA). Gemeinsame Entwicklungen von Grid-Lok Lösungen für neue Maschinenbereiche z.B. AOI.
Probleme und Lösungen im Lotpastendruck und nachgeschalteten Prozessen:
Seit geraumer Zeit besteht der Mythos, dass 60-70% aller Fehler im SMD- Bereich bereits beim Druckprozess entstehen!
Seitdem ich das erste mal davon gehört habe, stelle ich mir die Frage, sind tatsächlich alle Lötfehler auf den Druckprozess zurückzuführen?
Nachfolgend eine Aufzählung typischer Fehlerquellen am Druckprozess:
Fehlerquellen am Drucker:
1. Verarbeitungsumgebung:TemperaturLuftfeuchteSauberkeit der Umgebung
Fehlerquellen am Drucker:
2. Lotpaste:Art der LagerungGebindeform (Kartusche, Dose)KorngrößeLegierungVerarbeitungstemperaturQualität des LieferantenFreigegebene Paste für Prozess geeignet?
Fehlerquellen am Drucker:
3. Schablone:LayoutPaddesignSchablonendickenachträglich bearbeitete Laserschablonen (Elektropolieren)Schablonenunterseitenreinigung (Vliessqualität)Lagerung
Die Schablone hat den meisten Einfluß auf den Prozess. Hier sollte Augenmerk auf bestmögliche Qualität gelegt werden!
Fehlerquellen am Drucker:
4. Leiterplatte:Höhe des LötstopplackesVerzug der Leiterplatte z.B. bei Mehrfachnutzen (Datenerstellung Leiterplatte + Nutzenrand zu Schablone)LayoutPadoberfläche (Verzinnung)
Fehlerquellen am Drucker:
5. Druckparameter:Rakeldruck, Trenngeschwindigkeit und Druckgeschwindigkeit sollte passend zu Druckrakeln und Lotpaste ausgewählt sein
Fehlerquellen am Drucker:
6. Druckrakel:Sind die Rakelblätter in einwandfreiem Zustand? Ist der Rakeldruck korrekt eingestellt? Faustformel für Rakeldruck: 2Kg Rakeldruck pro 10cm Rakellänge, falls Schablone nicht sauber abgezogen wird - Rakelblätter tauschen! Aufgabe der Rakel ist „nur“ die Paste von der Schablonenoberfläche abzuziehen!Rakel unterliegen natürlichem Verschleiß und müssen ausgetauscht werden!Gewalzte Stahlrakel, gelaserte Stahlrakel, geschliffene StahlrakelRakelkante und -Material sind entscheidend für den Rakeldruck. Je geringer der Rakeldruck eingestellt werden kann, desto länger sind die Schablonenstandzeiten. Geschliffene Rakelkante ergibt bestmöglichen Kontakt zur Schablone - geringstmöglicher Schablonenverschleiß!
Fehlerquellen am Drucker:
7. Druckmaschine:Kalibrierung der Anlage. Tischhöhe-Absprung sollte „0“ betragen. Verschleißgerechte Wartungsintervalle! Wiederholgenauigkeit kann durch MFU überprüft werden und mögliche Defekte schon vorher erkannt werden!
Fehlerquellen am Drucker:
8. BedienpersonalIst das Personal genügend in den Prozess involviert und geschult, um Trends zu erkennen und entgegenzusteuern?
Fehlerquellen am Drucker:
9. Schablonenunterseitenreinigung:Die Vliessqualität und das Reinigungsmedium sind entscheidend für die Qualität des Reinigungsergebnisses. Bessere Aufnahmefähigkeit des Vliesses ergibt bessere Reinigungsergebnisse. Verbesserte Reinigungsergebnisse ermöglicht Verringerung der Reinigungsintervalle- Veringerung der Reinigungsintervalle senkt die Gesamtzykluszeit. Bessere Vliessqualität muß also nicht höhere Kosten bedeuten, in den Meisten Fällen bedeutet dies Kosteneinsparung durch höheren Output.
Fehlerquellen am Drucker:
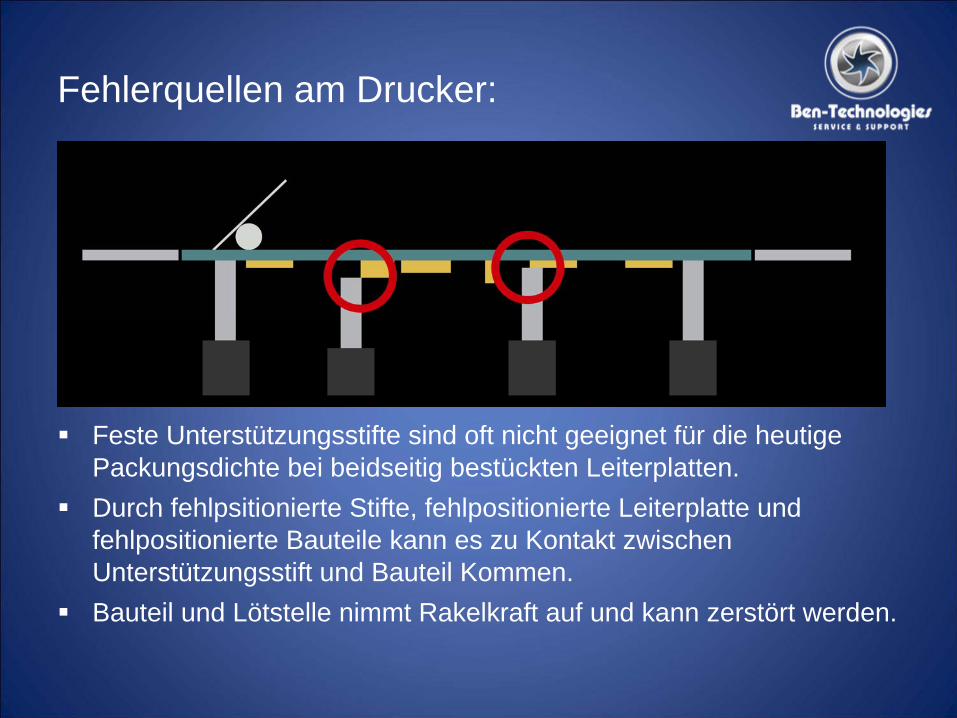
10. Leiterplattenunterstützung im Drucker:Feste Unterstützungsstifte sind oft nicht geeignet,für die heutige Packungsdichte bei beidseitig bestückten Leiterplatten.
Fehlerquellen am Drucker:
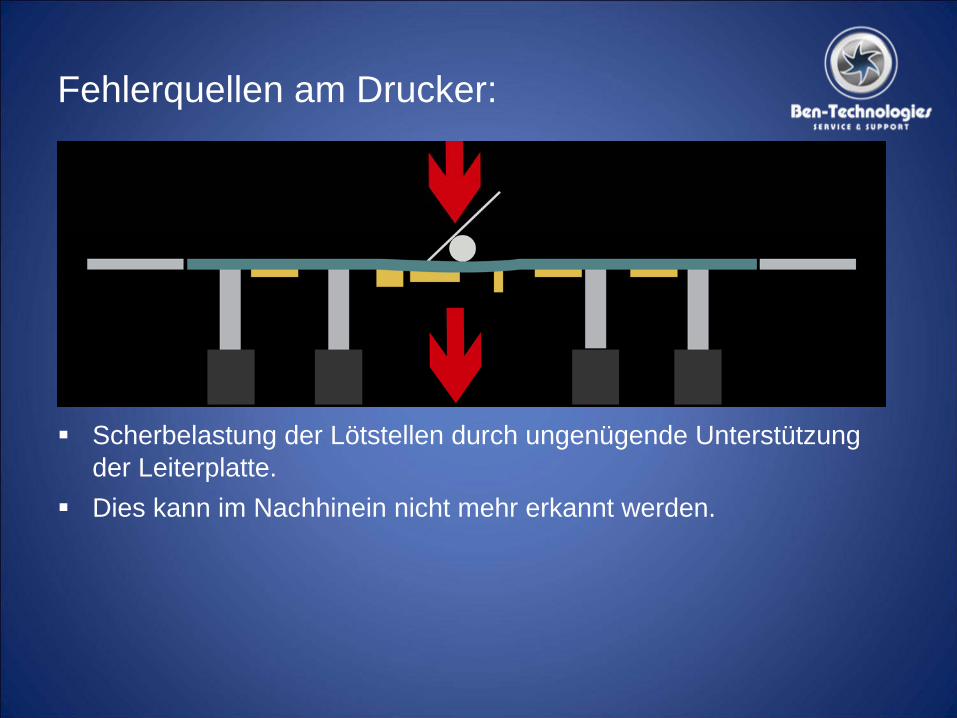
Scherbelastung der Lötstellen durch ungenügende Unterstützung der Leiterplatte.Dies kann im Nachhinein nicht mehr erkannt werden.
Fehlerquellen am Drucker:
Feste Unterstützungsstifte sind oft nicht geeignet für die heutige Packungsdichte bei beidseitig bestückten Leiterplatten.Durch fehlpsitionierte Stifte, fehlpositionierte Leiterplatte und fehlpositionierte Bauteile kann es zu Kontakt zwischen Unterstützungsstift und Bauteil Kommen. Bauteil und Lötstelle nimmt Rakelkraft auf und kann zerstört werden.

Fehlerquellen am Drucker:
Grid- Lok System verteilt die Rakelkraft gleichmäßig auf Leiterplatte und Bauelemente. Die Topografie der Leiterplattenunterseite wirdabgebildet. Durch das automatische setzen bei jeder Leiterplattekönnen keine Bauteile beschädigt werden.Messungen durch Fraunhofer IZM belegen, dass Kräfte an Bauelemente durch Grid-Lok unbedenklich sind.
Probleme und Lösungen im Lotpastendruck und nachgeschalteten Prozessen:
Die Behauptung, das 60-70% aller Fehler beim Druckprozess entstehen, könnte man bei dieser Aufzählung als gegeben sehen.
Beleuchten wir einmal die weiteren Prozessschritte und wie sich Fehler in diesen Bereichen auf eventuelle Lötfehler oder Defekte der Lötstelle auswirken.
Fehlerquellen in nachgeschalteten Prozessen:
1. SMD- Bauelemente:Layout der Bauteile, Bestückhilfen können manchmal Lötprobleme verursachen.Lötfähigkeit der Bauteile, sind die Anschlüsse in der korrekten Legierung ausgeführt?Sind die Bauelemente noch verarbeitbar oder schon bereits zu lange eingelagert!
Fehlerquellen in nachgeschalteten Prozessen:
2. Leiterplatten:Bestückung und Druck bis zum Rand. Wurden die Maschinenspezifikationen eingehalten? Mindestens 3mm Transportrand einhalten.Vermehrt Probleme durch Leiterplatten in „Fernostqualität“. Geringe Einkaufkosten aber hohe Bestückkosten, da Qualität oft ungenügend.Verzinnung, Lötstopplack, Passermarkenqualität oft schlecht. Bedienpersonal muß stark in den Prozess eingreifen!
Fehlerquellen in nachgeschalteten Prozessen:
3. Bestückmaschinen:Lotperlenbildung und Kurzschlüsse durch Auswahl der falschen Bestücknozzle, hervorgerufen durch dasAbblasen der Nozzle beim Absetzen des Bauteils.Falsche Kalibrierung einzelner Bestückköpfe. Fehler dieser Art sind schwer zu ermitteln, da viele Maschinen Bestückwegoptimierung durchführen und somit nicht nachvollziehbar ist welcher Bestückkopf oder, dass ein Bestückkopf, den Fehler verursacht.Leiterplattenunterstützungen im Bestückautomat?!
Fehlerquellen in nachgeschalteten Prozessen:
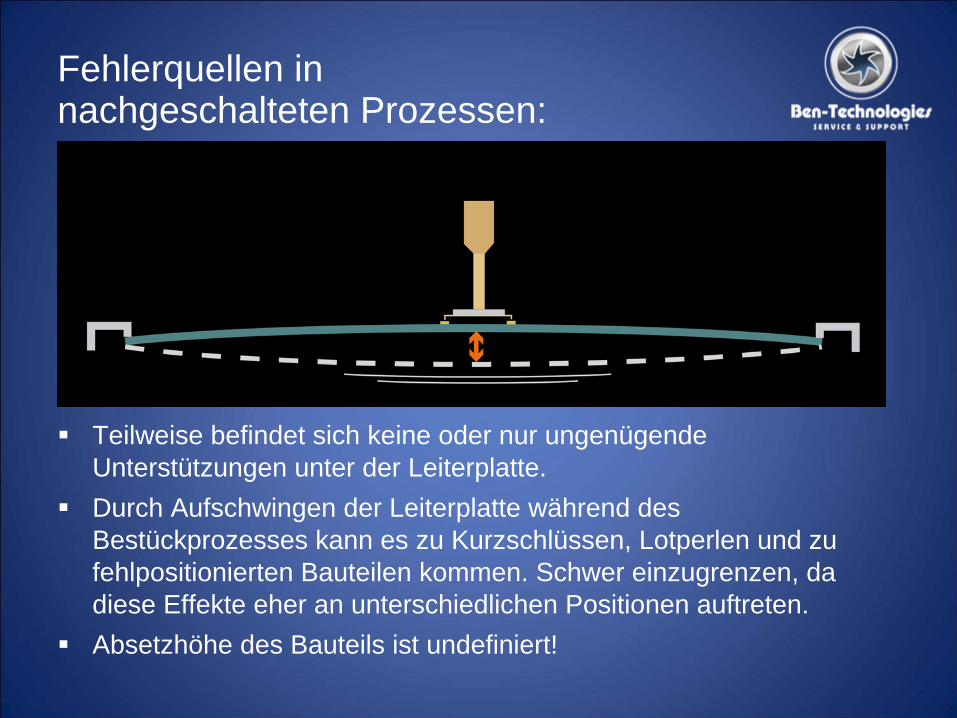
Teilweise befindet sich keine oder nur ungenügende Unterstützungen unter der Leiterplatte.Durch Aufschwingen der Leiterplatte während des Bestückprozesses kann es zu Kurzschlüssen, Lotperlen und zu fehlpositionierten Bauteilen kommen. Schwer einzugrenzen, da diese Effekte eher an unterschiedlichen Positionen auftreten.Absetzhöhe des Bauteils ist undefiniert!

Fehlerquellen in nachgeschalteten Prozessen:
Durch Grid-Lok unterstützte Leiterplatte wird das Aufschwingen der Leiterplatte wirkungsvoll verhindert.ESD- Silikonkappen wirken wie Stoßdämpfer.Automatikmodus stellt stets optimale Unterstützung sicher. Bedieneraufwand nahe null.
Fehlerquellen in nachgeschalteten Prozessen:
4. Reflow- Lötofen:Öfen in denen ohne Mittenunterstützung gearbeitet wird können durch das durchhängen der Leiterplatte große Probleme im weiteren Verarbeitungsprozess verursachen.Wird eine solche „durchhängend gelötete“ Leiterplatte nun weiteren Verarbeitungsprozessen zugeführt z.B. Kleberdruck, Bestücken, In-Circuit- Test, AOI oder Endmontage im Gerät, wird diese Leiterplatte wieder eben gezogen.Jetzt werden sehr hohe Scherkräfte auf die Lötverbindungen ausgeübt und können diese beschädigen.
Fazit:
Die Behauptung 60-70% aller Fehler im SMD Bereich entstehen bereits beim Druckprozess, könnte man auch ersetzen mit der Behauptung, dass mehr als 40% aller Fehler im SMD Prozess bereits beim Layout des Produktes oder in weiteren Produktionsschritten entstehen.Diese Erscheinen uns auch als Lötfehler und werden daher dem Druckprozess zugeschrieben!Eine genaue Aufgliederung der Fehler in einer Produktion wird sich eher schwierig gestalten, da immer der Einzelprozess betrachtet werden muss.
Probleme und Lösungen im Lotpastendruck und nachgeschalteten Prozessen:
Ich hoffe Ihnen neue Anregung bei der künftigen Fehlersuche gegeben zu haben!
Ich bedanke mich für Ihre Aufmerksamkeit!