Embed Size (px)
Citation preview

A-11401_AC
202 AC/DC
BedienungshandbuchRevision: AF Ausgabedatum: 4. août 2015 Handbuch Nr.: 0-5239DEBetriebsmerkmale:
INVERTERLICHTBOGEN-SCHWEISSGERÄT
WIR VERSTEHEN IHR GESCHÄFT
Herzlichen Glückwunsch zum Erwerb Ihres neuen Thermal Arc Erzeug-nisses. Wir sind stolz darauf, dass Sie uns als Kunde Ihr Vertrauen schenken, und werden alles daran setzen, Ihnen besten Service und höchste Zuverlässigkeit in der Industrie entgegen zu bringen. Mit diesem Erzeugnis genießen Sie durch unsere weit reichenden Gewährleistungs-bedingungen sowie unser weltweites Servicenetz höchste Sicherheit. Um zu erfahren, wo sich Ihr nächst gelegener Distributor bzw. Ihre nächste Kundendienstagentur befindet, wählen Sie 1-800-752-7621, oder besuchen Sie uns im Internet unter www.Thermalarc.com.Dieses Bedienungshandbuch enthält Anweisungen zur korrekten Ver-wendung und Bedienung Ihres Erzeugnisses von Thermal Arc. Ihre Zufriedenheit mit diesem Erzeugnis und der sichere Betrieb des Gerätes sind unser Hauptanliegen. Nehmen Sie sich daher die Zeit, das gesamte Handbuch zu lesen, insbesondere jedoch die Sicherheitsvorschriften. Sie geben Ihnen Hilfestellung zur Vermeidung möglicher Gefahren bei der Arbeit mit diesem Erzeugnis.Bei der Erstellung dieses Handbuchs haben wir alle Anstrengungen unter-nommen, um Ihnen korrekte Anweisungen, Zeichnungen und Fotos der/des Erzeugnisse/s zu liefern. Fehler sind jedoch nie völlig auszuschließen, und wir bitten um Entschuldigung, falls dieses Handbuch Fehler enthält.Aufgrund unseres ständigen Bemühens, Ihnen stets die besten Er-zeugnisse anzubieten, kann es sein, dass wir zwischenzeitlich Verbes-serungen eingeführt haben, die noch nicht in diesem Handbuch ihren Niederschlag fanden. Falls bei Ihnen Zweifel auftreten, wenn Sie den Inhalt dieses Handbuchs mit dem gelieferten Erzeugnis vergleichen, prüfen Sie bitte auf unserer Website, ob es eine neuere Version des Handbuchs gibt, oder wenden Sie sich an unseren Kundendienst.
SIE SIND IN GUTER GESELLSCHAFT!Die Marke, die für Lieferanten und Hersteller weltweit erste Wahl bedeutet.Thermal Arc ist die Marke, unter der Victor Technologies weltweit Lichtbogen-Schweißausrüstung vertreibt. Wir beliefern mit unseren Erzeugnissen die bedeutendsten Schweißtechniksegmente weltweit, darunter Branchen wie Fertigungstechnik, Bau- und Bergbautechnik, Kraftfahrzeug- und Luftfahrtindustrie, Maschinenbau, Landmaschinen-technik und Heimwerkerbedarf.Wir unterscheiden uns von der Konkurrenz durch unsere bewährten, zuverlässigen Erzeugnisse, die eine marktführende Stellung einnehmen. Wir zeichnen uns aus durch technische Innovation, marktfähige Preise, ausgezeichnete Produkte, hervorragenden Kundendienst und technischen Support in Verbindung mit herausragender Kompetenz in den Bereichen Vertrieb und Marketing.Unser vorrangiges Anliegen besteht darin, technisch hoch entwickelte Erzeugnisse herzustellen, um die Arbeitssicherheit in der Schweißtech-nik zu erhöhen.
! SICHERHEITSHINWEISE
Lesen Sie das gesamte Handbuch aufmerksam durch und machen Sie sich mit den Sicherheits-vorschriften Ihres Arbeitgebers vertraut, bevor Sie dieses Gerät aufstellen, in Betrieb nehmen oder Wartungsarbeiten daran ausführen.
Die in diesem Handbuch enthaltenen Informationen basieren auf bestem Wissen des Herstellers, jedoch übernimmt der Hersteller keine Haftung für deren Anwendung.
SchweißstromquelleBedienungshandbuch Nummer 0-5239 für
Thermal Arc 202 AC/DC Bestell-Nr W1006305Thermal Arc 202 AC/DC Paket-Bestell-Nr. W1006306
Herausgegeben durch:Victor Technologies EuropeEuropa BuildingChorley Industrial ParkChorley, Lancaster,England, PR6 7BX
www.victortechnologies.com
Copyright 2012Victor Technologies, Inc.
Alle Rechte vorbehalten.
Die Vervielfältigung dieser Unterlage als Ganzes oder in Auszügen ist ohne vorherige Erlaubnis des Herausgebers nicht gestattet.
Der Herausgeber übernimmt keine Haftung für Verluste oder Schäden aufgrund von Fehlern oder Auslassungen in diesem Handbuch, die auf Fahrlässigkeit, Versehen oder andere Ursachen zurück zu führen sind.
Ausgabedatum: Montag, 9. Juli 2012Revisionsdatum: Montag, 4. Août 2015
Notieren Sie die folgenden Angaben für Garantiezwecke:
Gekauft bei: ____________________________________
Kaufdatum: ____________________________________
Seriennummer des Geräts: ____________________________________
INHALTSVERZEICHNIS
KAPITEL 1: SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE .......................................... 1-1
1.01 Gefahren bei Lichtbogenschweißarbeiten ...................................................... 1-11.02 Grundlegende Sicherheitsnormen ................................................................... 1-61.03 Tabelle der verwendeten Symbole ................................................................... 1-71.04 Konformitätserklärung .................................................................................... 1-8
KAPITEL 2: EINFÜHRUNG ........................................................................................ 2-1
2.01 Hinweise zur Verwendung dieses Handbuchs ................................................. 2-12.02 Gerätekennzeichnung ...................................................................................... 2-12.03 Empfang der Ausrüstungsteile ........................................................................ 2-12.04 Beschreibung .................................................................................................. 2-22.05 Verantwortung des Benutzers ......................................................................... 2-22.06 Transportverfahren ......................................................................................... 2-22.07 Lieferumfang .................................................................................................. 2-22.08 Technische Daten ............................................................................................ 2-32.09 Einschaltdauer ................................................................................................ 2-42.10 Optionales Zubehör ......................................................................................... 2-4
KAPITEL 3: INSTALLATION, FUNKTION UND KONFIGURATION ............................................. 3-1
3.01 Umgebungsbedingungen ................................................................................ 3-13.02 Arbeitsplatz ..................................................................................................... 3-13.03 Lüftung ........................................................................................................... 3-13.04 Netzspannungsversorgung
Anforderungen ................................................................................................ 3-13.05 Einführung in die Hochfrequenztechnik .......................................................... 3-23.06 Hochfrequenz-Störungen ................................................................................ 3-23.07 Elektromagnetische Verträglichkeit ................................................................. 3-23.08 Bedien- und Anzeigeelemente sowie Funktionen der
Schweißstromquelle 202 AC/DC ..................................................................... 3-43.09 202 AC/DC - Programmiermodus STICK (Schweißen mit Stabelektrode) ............. 3-93.10 202 AC/DC – Programmiermodus LIFT TIG (WIG-Abstandsschweißen)
und HF TIG (HF-WIG-Schweißen) ................................................................. 3-113.11 Kurzschlussschutz beim Schweißen ............................................................. 3-153.12 Victor-Regler ................................................................................................. 3-153.13 Konfiguration für WIG-Schweißen ...................................................................... 3-183.13 Konfiguration für STICK-Schweißen ............................................................. 3-19
INHALTSVERZEICHNIS
KAPITEL 4: GRUNDLAGEN DES SCHWEISSENS ............................................................... 4-1
4.01 Grundlagen des manuellen Schweißens mit Stabelektrode ............................. 4-14.02 Fehlersuche beim manuellen Schweißen mit Stabelektrode ................................ 4-104.03 Grundlagen des WIG-Schweißens ...................................................................... 4-124.04 Probleme beim WIG-Schweißen ......................................................................... 4-14
KAPITEL 5: PROBLEME AN DER SCHWEISSSTROMQUELLE UND ROUTINEMÄSSIGE SERVICEARBEITEN 5-1
5.01 Grundlegende Fehlersuche ............................................................................. 5-15.02 Probleme an der Schweißstromquelle ............................................................ 5-15.03 Routinemäßige Servicearbeiten und Eichanforderungen................................. 5-25.04 Reinigung der Schweißstromquelle ................................................................ 5-4
KAPITEL 6: WICHTIGE ERSATZTEILE ............................................................................ 6-1
6.01 Stromquelle .................................................................................................... 6-1
ANHANG: SCHALTPLAN ................................................................................... A-1
EINGESCHRÄNKTE GEWÄHRLEISTUNG UND GEWÄHRLEISTUNGSZEITRAUM ......................1

INHALTSVERZEICHNIS
SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE 202 AC/DC
Handbuch 0-5239 1-1 SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE
1.01 Gefahren bei Lichtbogen-schweißarbeiten
WARNUNG
Ein ELEKTRISCHER SCHLAG kann zum Tod führen
Das Berühren spannungsführender Teile kann zu tödlichen Schockzuständen oder schweren Verbrennungen führen. Elektrode und Arbeitsstromkreis führen Spannung, sobald der Ausgangsstrom eingeschaltet ist. Der Eingangsstromkreis des Geräts sowie seine internen Stromkreise führen Spannung, sobald die Spannungsversor-gung eingeschaltet ist. Beim halb- oder vollautomatischen Drahtschweißen führen Draht, Drahthaspel, Drahtrollengehäuse sowie alle den Schweißdraht berührenden Metallteile Spannung. Falsch installierte oder nicht ordnungsgemäß geerdete Aus-rüstungsteile stellen eine Gefahr dar.
1. Berühren Sie keine stromführenden elektrischen Teile.
2. Tragen Sie trockene isolierte Handschuhe ohne Löcher und Schutzkleidung.
3. Isolieren Sie sich gegen Werkstück und Erdung, indem Sie trockene Isolationsmatten oder Abde-ckungen verwenden.
4. Trennen Sie vor Beginn von Installations- oder Wartungsarbeiten die Versorgungsspannung oder schalten Sie den Antriebsmotor aus. Sichern Sie das Gerät gegen unbeabsichtigtes Einschalten der Versorgungsspannung, indem Sie den Hauptschal-ter in geöffneter Stellung arretieren oder Sicherun-gen im Eingangsstromkreis ausbauen.
5. Installieren und erden Sie dieses Gerät ordnungs-gemäß entsprechend dem Bedienungshandbuch sowie den jeweiligen Vorschriften auf Bundes- Landes- und kommunaler Ebene.
6. Schalten Sie alle Ausrüstungsteile vollständig aus, wenn das Gerät nicht verwendet wird. Wird das Gerät unbeaufsichtigt gelassen oder außer Betrieb genommen, schalten Sie die Spannungsversorgung aus.
7. Verwenden Sie vollständig isolierte Elektrodenhal-ter. Halten Sie den Elektrodenhalter zum Abkühlen niemals in Wasser und legen Sie ihn niemals auf dem Boden oder dem Werkstück ab. Berühren
KAPITEL 1: SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE
! WARNUNG
SCHÜTZEN SIE SICH UND ANDERE VOR DER GEFAHR SCHWERER VERLETZUNGEN ODER LEBENSGEFAHR. ACHTEN SIE DARAUF, DASS SICH KEINE KINDER IM ARBEITSBEREICH AUFHALTEN. TRÄGER VON HERZ-SCHRITTMACHERN SOLLTEN DEN ARBEITSBEREICH MEIDEN UND ZUNÄCHST EINEN ARZT KONSULTIE-REN. ACHTEN SIE DARAUF, DASS DIESE ANWEISUNGEN NICHT VERLEGT WERDEN ODER ANDERWEITIG VERLUSTIG GEHEN. LESEN SIE VOR INSTALLATION, BETRIEB ODER WARTUNG DES GERÄTS DAS BEDIE-NUNGSHANDBUCH AUFMERKSAM DURCH.
Bei Nichtbeachtung aller Sicherheitsvorschriften und Nichterfüllung aller Vorsichtsmaßnahmen durch den Bediener können Schweißprozesse und ihre Produkte zu schweren Verletzungen oder zum Tode sowie zu Sachschäden an Geräten und Eigentum führen.
Aus den Erfahrungen der Vergangenheit haben sich sichere Arbeitsverfahren für Schweiß- und Schneidbrenn-arbeiten entwickelt. Die Bedienung dieses Gerätes setzt sichere, durch Ausbildung erworbene theoretische und praktische Kenntnisse dieser Verfahren voraus. Einige dieser Verfahren betreffen die Arbeit mit Starkstroman-lagen, andere die Bedienung von Ausrüstungen mit Motorantrieb. Personen, die keine umfassende Ausbildung auf dem Gebiet der Schweiß- und Schneidbrennverfahren besitzen, dürfen keine Schweißarbeiten ausführen.
Sichere Arbeitsverfahren sind in der europäischen Norm EN60974-1 mit dem Titel „Arbeits- und Gesundheits-schutz beim Schweißen und bei verwandten Verfahren - Teil 2: Elektrisch” enthalten. Diese Publikation sowie andere Richtlinien, die als Voraussetzung für die Bedienung dieses Geräts verinnerlicht werden müssen, sind am Ende dieses Abschnitts aufgelistet. INSTALLATIONS-, BEDIENUNGS-, WARTUNGS- UND REPARATUR-ARBEITEN SIND AUSSCHLIESSLICH DURCH QUALIFIZIERTES PERSONAL AUSZUFÜHREN.
202 AC/DC SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE
SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE 1-2 Handbuch 0-5239
Sie niemals gleichzeitig zwei an unterschiedliche Schweißgeräte angeschlossene Elektrodenhalter. Berühren Sie niemals andere Personen mit der Elektrode oder mit dem Elektrodenhalter.
8. Verwenden Sie keine verschlissenen, beschä-digten, unzureichend ausgelegten oder schlecht verspleißten Kabel.
9. Legen Sie Kabel nicht um Ihren Körper.
10. Schließen Sie das Werkstück an einen gut leiten-den Erdleiter an.
11. Berühren Sie die Elektrode nicht, solange sie in Kontakt mit dem Werkstück- (Erdungs-)strom-kreis ist.
12. Verwenden Sie nur Ausrüstungsteile, die sich in ei-nem gutem Wartungszustand befinden. Reparieren oder erneuern Sie beschädigte Teile unverzüglich.
13. In Arbeitsbereichen mit beengten Platzverhältnissen oder hoher Luftfeuchtigkeit dürfen Schweißgeräte mit Wechselstrom-Ausgang nur dann verwendet werden, wenn sie mit einem Tiefsetzsteller ausge-rüstet sind. Verwenden Sie ansonsten Schweißge-räte mit Gleichstrom-Ausgang.
14. Arbeiten Sie über Flurboden nur mit angelegtem Sicherungsseil.
15. Stellen Sie sicher, dass alle Pulte und Abdeckun-gen ordnungsgemäß an ihren Einbauorten befes-tigt sind.
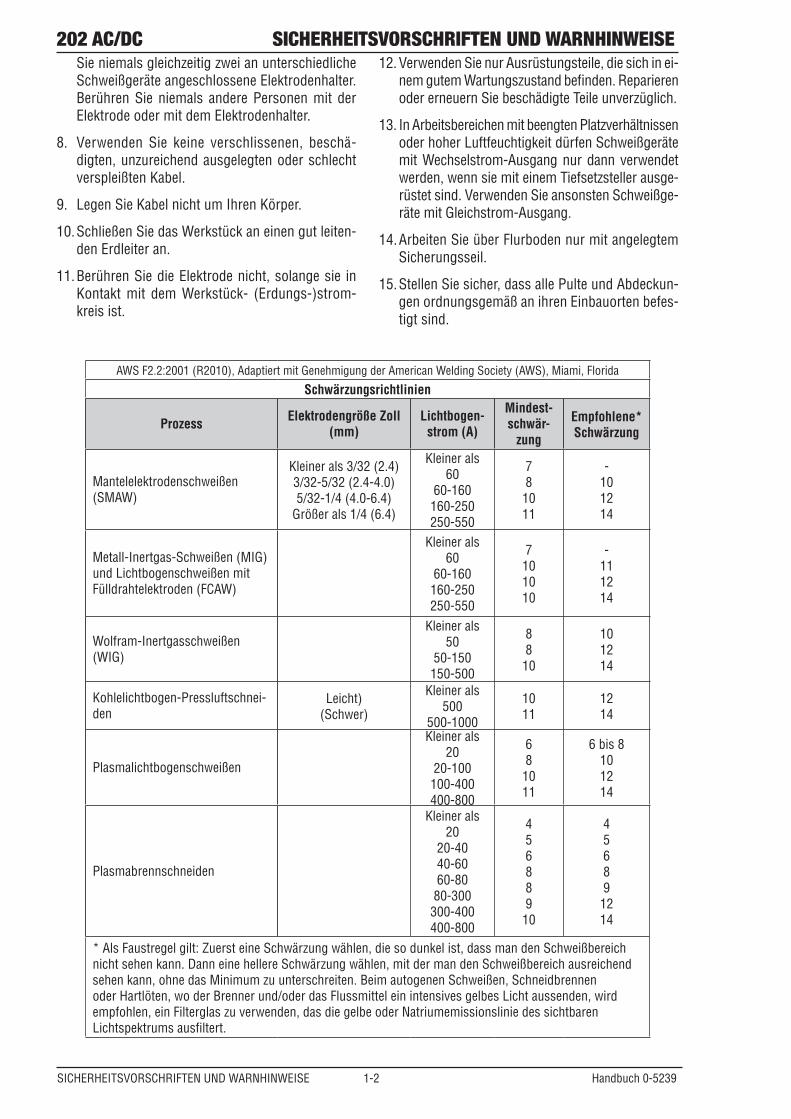
AWS F2.2:2001 (R2010), Adaptiert mit Genehmigung der American Welding Society (AWS), Miami, Florida
Schwärzungsrichtlinien
Prozess Elektrodengröße Zoll (mm)
Lichtbogen-strom (A)
Mindest-schwär-
zung
Empfohlene* Schwärzung
Mantelelektrodenschweißen (SMAW)
Kleiner als 3/32 (2.4) 3/32-5/32 (2.4-4.0) 5/32-1/4 (4.0-6.4)
Größer als 1/4 (6.4)
Kleiner als 60
60-160 160-250 250-550
7 8 10 11
- 10 12 14
Metall-Inertgas-Schweißen (MIG) und Lichtbogenschweißen mit Fülldrahtelektroden (FCAW)
Kleiner als 60
60-160 160-250 250-550
7 10 10 10
- 11 12 14
Wolfram-Inertgasschweißen (WIG)
Kleiner als 50
50-150 150-500
8 8 10
10 12 14
Kohlelichtbogen-Pressluftschnei-den
Leicht) (Schwer)
Kleiner als 500
500-1000
10 11
12 14
Plasmalichtbogenschweißen
Kleiner als 20
20-100 100-400 400-800
6 8 10 11
6 bis 8 10 12 14
Plasmabrennschneiden
Kleiner als 20
20-40 40-60 60-80 80-300 300-400 400-800
4 5 6 8 8 9 10
4 5 6 8 9 12 14
* Als Faustregel gilt: Zuerst eine Schwärzung wählen, die so dunkel ist, dass man den Schweißbereich nicht sehen kann. Dann eine hellere Schwärzung wählen, mit der man den Schweißbereich ausreichend sehen kann, ohne das Minimum zu unterschreiten. Beim autogenen Schweißen, Schneidbrennen oder Hartlöten, wo der Brenner und/oder das Flussmittel ein intensives gelbes Licht aussenden, wird empfohlen, ein Filterglas zu verwenden, das die gelbe oder Natriumemissionslinie des sichtbaren Lichtspektrums ausfiltert.
SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE 202 AC/DC
Handbuch 0-5239 1-3 SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE
WARNUNG
LICHTBOGENSTRAHLUNG kann zu Verlet-zungen an Augen und Hautverbrennungen führen, LÄRM kann das Gehör schädigen. Die während des Schweißvorganges auf-tretenden Lichtbogen erzeugen enorme Hitze und starke ultraviolette Strahlung, die zu Verbrennungen an Augen und Haut führen kann. Der bei einigen Prozessen auftretende Lärmpegel kann das Gehör schädigen.
1. Tragen Sie beim Schweißen oder während der Überwachung des Schweißvorganges zum Schutz Ihrer Augen und Ihres Gesichts stets einen Schweißerhelm mit geeigneter Schwärzung (siehe ANSI Z49.1 unter Sicherheitsnormen).
2. Tragen Sie eine zugelassene Schutzbrille. Seitliche Abschirmungen sind empfehlenswert.
3. Verwenden Sie Schutzwände oder Abschirmungen, um andere Personen vor Verblitzung der Augen und Blendung zu schützen. Warnen Sie andere Personen davor, in den Lichtbogen zu sehen.
4. Tragen Sie Schutzbekleidung aus strapazierfähigem, flammenbeständigem Material (Wolle oder Leder) und Sicherheitsschuhe.
5. Tragen Sie bei erhöhtem Lärmpegel zugelassene Ohrstöpsel oder Gehörschutz.
6. Tragen Sie beim Schweißen niemals Kontaktlinsen.
WARNUNG
RAUCH UND GASE können gesundheits-schädlich sein.
Bei Schweißarbeiten werden Rauch und Gase freigesetzt. Das Einatmen dieser Gase bzw. des Rauchs kann Ihre Gesund-heit gefährden.
1. Achten Sie darauf, dass sich Ihr Kopf außerhalb des Bereichs der Rauchentwicklung befindet. Atmen Sie den Rauch nicht ein.
2. Stellen Sie sicher, dass bei Schweißarbeiten in ge-schlossenen Räumen eine ausreichende Lüftung des Arbeitsbereichs gegeben ist, und/oder Rauch und Gase über eine Absaugeinrichtung abgeführt werden.
3. Verwenden Sie bei unzureichenden Lüftungsver-hältnissen ein Atemluftgerät.
4. Lesen Sie stets die Sicherheitsdatenblätter (MSDS, Material Safety Data Sheet) sowie die Anweisun-gen der Hersteller für Metalle, Verbrauchsstoffe, Beschichtungs- und Reinigungsmittel.
5. Für Schweißarbeiten in beengten Platzverhältnis-sen ist eine ausreichende Belüftung Vorausset-zung, verwenden Sie andernfalls ein Atemluftgerät. Die beim Schweißen verwendeten Schutzgase können die Luft verdrängen und dadurch zu Per-sonenschäden oder zum Tod führen. Überprüfen Sie, ob eine sichere Atemluftversorgung gegeben ist.
6. Schweißen Sie niemals in der Nähe von Bereichen, in denen Entfettungs-, Reinigungs- oder Sprüh-arbeiten ausgeführt werden. Die vom Lichtbogen abgegebene Hitze und Strahlung kann mit den Dämpfen reagieren, so dass hoch giftige Gase mit einer ausgeprägten Reizwirkung entstehen können.
7. Entfernen Sie bei Werkstücken aus beschichtetem Metall wie z. B. verzinktem Stahl oder blei- oder cadmiumbeschichtetem Stahl vor dem Schweißen die Beschichtung im Schweißbereich. Achten Sie beim Schweißen auf eine gute Belüftung des Arbeitsbereichs und verwenden Sie ggf. ein Atem-luftgerät. Beim Schweißen dieser Beschichtungen sowie aller Metalle, die diese Elemente enthalten, kann giftiger Rauch freigesetzt werden.
WARNUNG
SCHWEISSARBEITEN können Brände und Explosionen hervorrufen.
Beim Lichtbogenschweißen kommt es zu Funkenflug und Versprühen von Schweiß-spritzern. Durch den Funkenflug sowie heißes Metall, Schweißspritzer, heiße Werkstücke und Arbeitsgeräte kann es zu Bränden oder Verbrennungen kommen. Der unbeabsichtigte Kontakt der Elektrode oder des Schweißdrahts mit Gegenstän-den aus Metall kann zu Funkenschlag und Überhitzung führen oder Brände verursachen.
1. Schützen Sie sich und andere gegen Funkenflug und heißes Metall.
2. Führen Sie Schweißarbeiten nicht in Bereichen aus, in denen Funken auf brennbares Material treffen können.
202 AC/DC SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE
SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE 1-4 Handbuch 0-5239
3. Entfernen Sie alle brennbaren Materialien in einem Umkreis von 35 Fuß (10,7 m) um den Lichtbogen herum. Ist dies nicht möglich, bedecken Sie diese Materialien mit zugelassenen Abdeckungen.
4. Beachten Sie, dass Schweißfunken und heiße Schweißrückstände leicht durch kleine Risse oder Öffnungen in angrenzende Bereiche gelangen können.
5. Achten Sie auf etwaige Brände und stellen Sie einen Feuerlöscher bereit.
6. Beachten Sie, dass beim Schweißen an einer Decke, am Fußboden, an Schott- oder Zwischen-wänden ein Brand auf der dem Schweißer abge-wandten Seite entstehen kann.
7. Führen Sie an geschlossenen Behältern wie z. B. Tanks oder Trommeln keine Schweißarbeiten aus.
8. Schließen Sie das Werkstückkabel am Werkstück möglichst nah am Schweißbereich an, um zu verhindern, dass der Stromfluss einen unnötig langen Weg über möglicherweise unbekannte Strompfade nimmt und eine Gefährdung durch elektrischen Schlag oder Feuer hervorruft.
9. Führen Sie an bereiften Rohren keine Schweißar-beiten aus.
10. Nehmen Sie die Stabelektrode aus dem Halter oder schneiden Sie den Schweißdraht an der Kontaktspitze ab, wenn das Schweißgerät nicht verwendet wird.
WARNUNG
FUNKENFLUG UND HEIßES METALL kön-nen Verletzungen verursachen.
Beim Zerspanen und Schleifen entstehen Metallteile, die durch die Luft fliegen. Schweißnähte können beim Abkühlen Schlacke absondern.
1. Tragen Sie ein zugelassenes Schweißerschild oder eine Schutzbrille. Seitliche Abschirmungen sind empfehlenswert.
2. Tragen Sie zum Schutz der Haut geeignete Schutz-kleidung.
WARNUNG
DRUCKBEHÄLTER können bei Beschädi-gung explodieren.
Die Schutzgasflaschen enthalten Gas, das unter hohem Druck steht. Bei Beschädi-gung können die Gasflaschen explodieren. Da die Gasflaschen normalerweise Teil des Schweißprozesses sind, stellen Sie sicher, dass sorgsam mit ihnen umgegangen wird.
1. Schützen Sie die Gasflaschen vor Überhitzung, mechanischer Erschütterung und Lichtbogen.
2. Installieren Sie die Gasflaschen in senkrechter Position und befestigen Sie sie durch Anbinden an eine unbewegliche Stütze oder eine Flaschen-halterung, um sie gegen Umfallen oder Umkippen zu sichern.
3. Vermeiden Sie den Kontakt der Gasflaschen mit Schweißstrom- oder anderen elektrischen Schalt-kreisen.
4. Lassen Sie die Schweißelektrode niemals in Be-rührung mit einer Gasflasche kommen.
5. Verwenden Sie nur die für die jeweilige spezifi-sche Anwendung korrekten Gasflaschen, -regler, -schläuche und Armaturen und halten Sie diese und weitere Zubehörteile in einem guten War-tungszustand.
6. Wenden Sie beim Öffnen des Gasflaschenventils das Gesicht vom Austritt weg.
7. Belassen Sie die Schutzkappe über dem Ventil, außer, wenn die Gasflasche verwendet oder zur Verwendung angeschlossen wird.
8. Lesen und befolgen Sie die Anweisungen zu Gas-druckbehältern und ihren Zubehörteilen sowie die im Abschnitt „Grundlegende Sicherheitsnormen“ aufgeführte CGA-Publikation P1.
! WARNUNG
Von Verbrennungsmotoren können Gefah-ren ausgehen.
WARNUNG
DIE ABGASE VON VERBRENNUNGSMO-TOREN können tödlich sein.
SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE 202 AC/DC
Handbuch 0-5239 1-5 SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE
Verbrennungsmotoren erzeugen gesundheitsschäd-liche Abgase.
1. Verwenden Sie das Gerät im Freien, in offenen Bereichen mit guter Lüftung.
2. Bei Verwendung des Geräts in geschlossenen Bereichen ist das Motorabgas nach außen und von Lufteintritten in das Gebäude angewandt abzuführen.
WARNUNG
MOTORKRAFTSTOFF kann Brände und Explosionen hervorrufen.
Motorkraftstoff ist hoch entzündlich.
1. Stellen Sie den Motor ab, bevor Sie den Kraftstoff-Füllstand prüfen oder Kraftstoff nachfüllen.
2. Beim Nachfüllen von Kraftstoff besteht Rauchver-bot. Betanken Sie den Motor nie in der Nähe von Funken oder offenem Feuer.
3. Lassen Sie den Motor vor dem Betanken abkühlen. Prüfen Sie den Kraftstoff-Füllstand möglichst vor Beginn der Schweißarbeiten bei kaltem Motor und füllen Sie ggf. Kraftstoff nach.
4. Füllen Sie den Tank nicht zu voll – lassen Sie genü-gend Raum, damit sich der Kraftstoff ausdehnen kann.
5. Verschütten Sie keinen Kraftstoff. Wischen Sie verschütteten Kraftstoff auf, bevor Sie den Motor starten.
WARNUNG
BEWEGLICHE TEILE können Verletzungen verursachen.
Bewegliche Teile wie z. B. Lüfter, rotierende Baugrup-pen und Riemen können zu Schnitt- und Quetsch-verletzungen an Fingern und Händen führen. Lose Kleidungsstücke können von diesen Teilen mitgeris-sen werden.
1. Stellen Sie sicher, dass alle Türen, Pulte und Ab-deckungen ordnungsgemäß an ihren Einbauorten befestigt sind.
2. Stellen Sie vor Installations- oder Anschlussarbei-ten am Aggregat den Motor ab.
3. Bei Bedarf dürfen Schutzeinrichtungen und Abde-ckungen nur von qualifiziertem Personal für War-tungsarbeiten und Fehlersuche entfernt werden.
4. Klemmen Sie das Minuskabel (-) von der Batterie ab, um den Motor während der Wartungsarbeiten gegen unbeabsichtigtes Starten zu sichern.
5. Stellen Sie sicher, dass Hände, Haare, lose Klei-dung und Werkzeug nicht in den Bereich beweg-licher Teile gelangen.
6. Bauen Sie nach Abschluss der Wartungsarbeiten und vor dem Starten des Motors die Abdeckungen und Schutzeinrichtungen wieder ein.
WARNUNG
FUNKEN können zu VERPUFFUNG VON BATTERIEGASEN führen; BATTERIESÄU-RE kann Augen und Haut verätzen.
Batterien enthalten Säure und erzeugen explosive Gase.
1. Tragen Sie bei Arbeiten an der Batterie stets einen Gesichtsschutz.
2. Stellen Sie den Motor ab, bevor Sie Batteriekabel anschließen oder abklemmen.
3. Vermeiden Sie bei Arbeiten an der Batterie unter Verwendung von Werkzeug Funkenbildung.
4. Verwenden Sie das Schweißgerät nicht zum Aufla-den von Batterien oder als Starthilfe für Fahrzeuge.
5. Beachten Sie die Polarität (+ und -) der Batterie.
WARNUNG
DAMPF UND UNTER DRUCK STEHENDES HEIßES KÜHLMITTEL können Verbren-nungen an Gesicht, Augen und Haut verursachen.
Das im Kühler befindliche Kühlmittel kann sehr heiß sein und unter Druck stehen.
1. Entfernen Sie niemals den Verschlussdeckel des Kühlers bei heißem Motor. Lassen Sie den Motor abkühlen.
2. Tragen Sie beim Öffnen des Verschlussdeckels Schutzhandschuhe, oder legen Sie ein Tuch über den Verschluss.
3. Lassen Sie den Druck vollständig entweichen, bevor Sie den Verschlussdeckel vollständig öffnen.
202 AC/DC SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE
SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE 1-6 Handbuch 0-5239
HINWEIS
Hinweise zum Schweißen und den Auswir-kungen von elektrischen Niederfrequenz- sowie magnetischen Feldern
Nachfolgend wird aus dem Abschnitt „Allgemeine Schlussfolgerungen“ des US-Kongresses, Büro für Technologie-Bewertung, biologische Auswirkungen von elektrischen und magnetischen Starkstromfeldern – Hintergrundpapier, OTA-BP-E-63 (Washington DC: U.S. Government Printing Office, Mai 1989) zitiert: „…aus wissenschaftlichen Experimenten auf Zellebene im Rahmen von Studien an Tieren und Menschen ergibt sich derzeit eine Vielzahl von Befunden, die eindeutig darauf hinweisen, dass niederfrequente magnetische Felder in biologische Systeme eingreifen und diese verändern. Diese Arbeiten sind in der Mehrzahl von hoher Qualität und ihre Ergebnisse äußerst komplex. Unser derzeitiges wissenschaftliches Verständnis erlaubt es noch nicht, diese Ergebnisse in einem in sich kohärenten Rahmen zu interpretieren. Mehr noch, es erlaubt uns nicht einmal, eindeutige Schlussfolge-rungen zu Fragen des möglichen Risikos zu ziehen, geschweige denn klare, wissenschaftlich fundierte Strategien zur Vermeidung potentieller Risiken zu empfehlen.“
Zur Reduzierung magnetischer Felder im Arbeitsbe-reich gehen Sie wie folgt vor:
1. Halten Sie die Kabel eng beieinander, indem Sie sie miteinander verdrehen oder mit Kle-beband umwickeln.
2. Ordnen Sie die Kabel so an, dass sie auf einer Seite liegen und vom Schweißer weg führen.
3. Legen Sie die Kabel nicht um ihren Körper.
4. Ordnen Sie Schweißstromquelle und Kabel so weit wie möglich von Ihrem Körper entfernt an.
HINWEISE ZU HERZSCHRITT-MACHERN:
Oben genannte Sicherheitsvorkehrungen werden im Allgemeinen auch für die Trä-ger von Herzschrittmachern empfohlen. Wenden Sie sich an Ihren Arzt, um dies-bezüglich ausführliche Informationen zu erhalten.
1.02 Grundlegende Sicherheitsnormen
Safety in Welding and Cutting, ANSI Standard Z49.1, erhältlich über: American Welding Society, 550 N.W. LeJeune Rd., Miami, FL 33126.
Safety and Health Standards, OSHA 29 CFR 1910, erhältlich über: Superintendent of Documents, U.S. Government Printing Office, Washington, D.C. 20402.
Recommended Safe Practices for the Preparation for Welding and Cutting of Containers That Have Held Hazardous Substances, American Welding Society Standard AWS F4.1, erhältlich über: American Welding Society, 550 N.W. LeJeune Rd., Miami, FL 33126.
National Electrical Code, NFPA Standard 70, erhältlich über: National Fire Protection Association, Battery-march Park, Quincy, MA 02269.
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1, erhältlich über: Compressed Gas Association, 1235 Jefferson Davis Highway, Suite 501, Arlington, VA 22202.
Code for Safety in Welding and Cutting, CSA Stan-dard W117.2, erhältlich über: Canadian Standards Association, Standards Sales, 178 Rexdale Boulevard, Rexdale, Ontario, Canada M9W 1R3.
Safe Practices for Occupation and Educational Eye and Face Protection, ANSI Standard Z87.1, erhältlich über: American National Standards Institute, 1430 Broadway, New York, NY 10018.
Cutting and Welding Processes, NFPA Standard 51B, erhältlich über: National Fire Protection Association, Batterymarch Park, Quincy, MA 02269.
SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE 202 AC/DC
Handbuch 0-5239 1-7 SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE
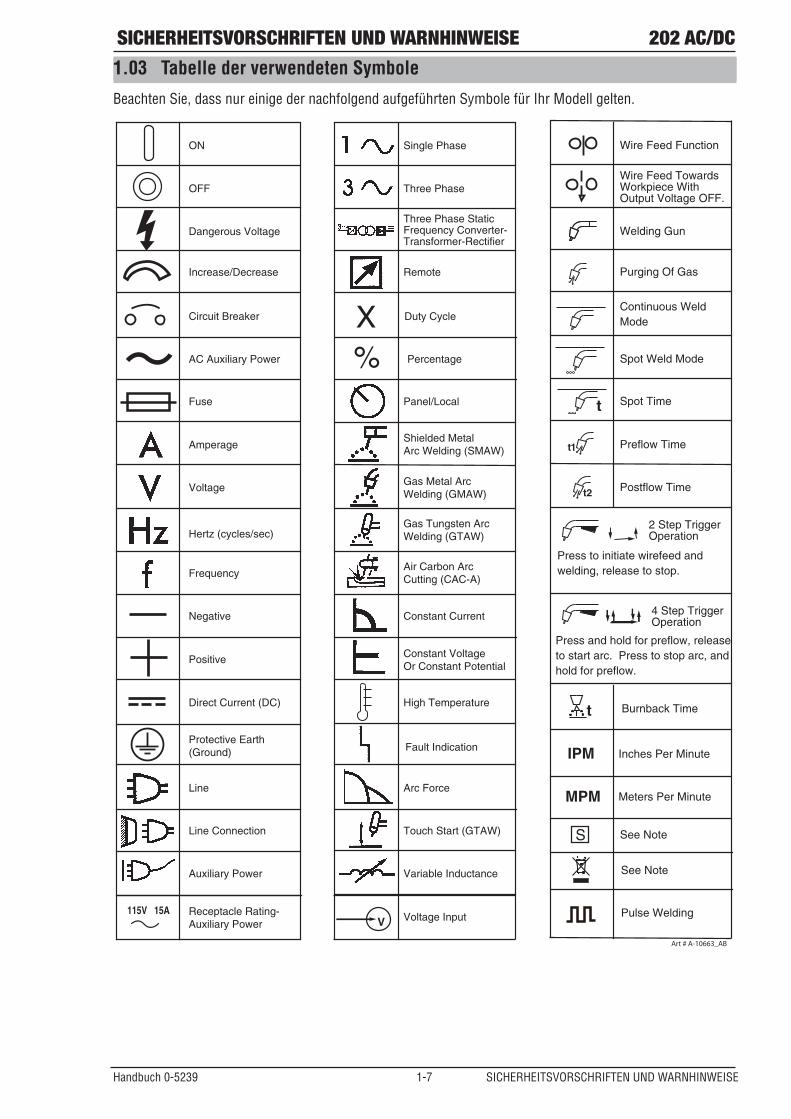
1.03 Tabelle der verwendeten Symbole
Beachten Sie, dass nur einige der nachfolgend aufgeführten Symbole für Ihr Modell gelten.
Gas Tungsten Arc Welding (GTAW)
Air Carbon Arc Cutting (CAC-A)
Constant Current
Constant Voltage Or Constant Potential
High Temperature
Fault Indication
Arc Force
Touch Start (GTAW)
Variable Inductance
Voltage Input
Single Phase
Three Phase
Three Phase Static Frequency Converter-Transformer-Rectifier
Dangerous Voltage
OFF
ON
Panel/Local
Shielded Metal Arc Welding (SMAW)
Gas Metal Arc Welding (GMAW)
Increase/Decrease
Circuit Breaker
AC Auxiliary Power
Remote
Duty Cycle
Percentage
Amperage
Voltage
Hertz (cycles/sec)
Frequency
Negative
Positive
Direct Current (DC)
Protective Earth (Ground)
Line
Line Connection
Auxiliary Power
Receptacle Rating-Auxiliary Power
Art # A-10663_AB
115V 15A
t
t1
t2
%X
IPM
MPM
t
V
Fuse
Wire Feed Function
Wire Feed Towards Workpiece With Output Voltage OFF.
Preflow Time
Postflow Time
Spot Time
Spot Weld Mode
Continuous WeldMode
Press to initiate wirefeed and welding, release to stop.
Purging Of Gas
Inches Per Minute
Meters Per Minute
Welding Gun
Burnback Time
Press and hold for preflow, releaseto start arc. Press to stop arc, andhold for preflow.
4 Step TriggerOperation
2 Step TriggerOperation
S See Note
See Note
Pulse Welding
202 AC/DC SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE
SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE 1-8 Handbuch 0-5239
1.04 Konformitätserklärung
Application of Council Directive(s): The equipment described in this manual conforms to all applicable aspects and regulations of the ‘Low Voltage Directive’ (European Council Directive 2006/95/EC) and to the National legislation for the enforcement of this Directive.
The equipment described in this manual conforms to all applicable aspects and regulations of the “EMC Directive” (European Council Directive 2004/108/EC) and to the National legislation for the enforcement of this Directive.
Manufacturer: Victor Technologies LTD (Formerly Thermadyne Corporation) Address: Europa Building Chorley N Industrial Park Chorley, Lancashire, England PR6 7BX
Type of Equipment: Arc Welder
Model /Number: Arcmaster 202 AC/DC
Serial Number: Serial numbers are unique with each individual piece of equipment and details description, parts used to manufacture a unit and date of manufacture.
Market Release Date: July 9, 2012
Classification: The equipment described in this manual is Class A and intended for industrial use.
! Warning
This Class A equipment is not intended for use in residential locations where the electrical power is provided by the public low-voltage supply system. There may be potential difficulties in ensuring electromagnetic compatibility in those locations, due to conducted as well as radiated disturbances.
The product is designed and manufactured to a number of standards and technical requirements. Among them are:
Harmonized Standard of “EMC Directive”
EN 60974-10:2007 Arc Welding Equipment - Part 10: Electromagnetic compatibility (EMC) requirements
Harmonized Standard of “Low Voltage Directive”
EN 60974-1:2005 Arc Welding Equipment - Part 1: Welding power sources. (Superseded by Standard EN 60974-1:2012)
Extensive product design verification is conducted at the manufacturing facility as part of the routine design and manufacturing process. This is to ensure the product is safe, when used according to instructions in this manual and related industry standards, and performs as specified. Rigorous testing is incorporated into the manufacturing process to ensure the manufactured product meets or exceeds all design specifications.
Victor Technologies. has been manufacturing products for more than 30 years, and will continue to achieve excel-lence in our area of manufacture.
Manufacturer’s Authorized Representative
Steve Ward V.P. Europe and General Manager
Address: Victor Technologies LTD (Formerly Thermadyne Corporation) Europa Building Chorley N Industrial Park Chorley, Lancashire, England PR6 7BX
Date: October 9, 2013 Steve Ward
Full Name
V.P. Europe and General Manager (Position)
(Signature)

SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE 202 AC/DC
Handbuch 0-5239 1-9 SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE
Classification: The equipment described in this manual is Class A and intended for industrial use.
! Warning
This Class A equipment is not intended for use in residential locations where the electrical power is provided by the public low-voltage supply system. There may be potential difficulties in ensuring electromagnetic compatibility in those locations, due to conducted as well as radiated disturbances.

202 AC/DC SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE
SICHERHEITSVORSCHRIFTEN UND WARNHINWEISE 1-10 Handbuch 0-5239
This Page Intentionally Blank
EINFÜHRUNG 202 AC/DC INVERTER
Handbuch 0-5239 2-2-1 EINFÜHRUNG
KAPITEL 2: EINFÜHRUNG
2.02 Gerätekennzeichnung
Die Identifikationsnummer des Geräts (Spezifikation oder Artikelnummer), Modell und Seriennummer ist normalerweise auf dem Typenschild ersichtlich, das auf dem Bedienteil angebracht ist. In einigen Fällen kann das Typenschild auch an der Rückwand ange-bracht sein. Ausrüstungsteile ohne Bedienteil, wie z. B. Schweißzangen und Kabel, werden nur über die auf dem Versandbehälter angebrachte Spezifikation oder Artikelnummer identifiziert. Notieren Sie diese Nummern im unteren Teil von Seite ii, um später darauf zurückgreifen zu können.
2.03 Empfang der Ausrüstungsteile
Prüfen Sie die Lieferung bei Erhalt auf eventuelle Transportschäden sowie auf Vollständigkeit anhand der Rechnung. Bei Beschädigungen informieren Sie bitte unverzüglich den Spediteur, um den Schadensfall anzumelden. Senden sie vollständige Angaben zum Schadensfall oder Versandfehler an den für ihre Re-gion zuständigen Empfänger, dessen Adresse Sie auf der Innenseite des hinteren Einbands finden.
Geben Sie dabei alle Identifizierungsnummern der Ausrüstungsteile wie oben erläutert sowie eine voll-ständige Beschreibung des fehlerhaften Teiles an.
Bringen Sie die Ausrüstungsteile an den Aufstel-lungs- bzw. Einbauort, bevor Sie die Lieferung aus der Transportverpackung entnehmen. Achten Sie darauf, dass beim Öffnen der Transportverpackung mit Brecheisen, Hammer usw. die Ausrüstungsteile nicht beschädigt werden.
2.01 Hinweise zur Verwendung dieses Handbuchs
Um einen sicheren Betrieb zu gewährleisten, lesen Sie das gesamte Handbuch durch, einschließlich des Ka-pitels zu Sicherheitsvorschriften und Warnhinweisen.
In diesem Handbuch können die Signalworte WAR-NUNG, VORSICHT und HINWEIS auftreten. Schenken Sie den unter diesen Überschriften aufgeführten Informationen besondere Aufmerksamkeit. Diese speziellen Anmerkungen werden folgendermaßen klassifiziert:
! WARNUNG
Eine WARNUNG enthält Informationen zu Verletzungsgefahren.
VORSICHT
Ein mit VORSICHT überschriebener Ab-schnitt bezieht sich auf Gefahren, die zu Sachschäden führen können.
HINWEIS
Ein HINWEIS enthält hilfreiche Informatio-nen zu bestimmten Bedienschritten.
Außerdem erscheinen im gesamten Handbuch Sym-bole aus dem Kapitel Sicherheitsvorschriften. Diese Symbole dienen dazu, Sie auf die jeweilige spezifische Gefährdung oder entsprechende Sicherheitsvorkeh-rungen aufmerksam zu machen, die bezüglich der darauf folgenden Informationen gelten. In einigen Fällen können mehrere Gefährdungen vorliegen, was so aussehen würde:

EINFÜHRUNG 202 AC/DC INVERTER
EINFÜHRUNG 2-2-2 Handbuch 0-5239
2.04 Beschreibung
Das Gerät Thermal Arc202 AC/DC ist ein Schweiß-inverter, der einphasigen Gleichstrom für folgende Schweißprozesse bereitstellt: Manuelles Schweißen mit Stabelektrode (STICK), HF-WIG-Schweißen (HF TIG) und WIG-Abstandsschweißen (Lift TIG). Das Gerät verfügt über digitale Ampere- und Voltmeter und eine Vielzahl weiterer Funktionen, um die breit gefächerten Anwendungsbedürfnisse heutiger Nutzer zu befriedigen. Das Gerät ist voll konform mit der europäischen Norm EN 60974-1 sowie IEC 60974.1.
Bei Verwendung der korrekten Verschleißteile und Anwendung der richtigen Schweißverfahren bietet das Gerät 202 AC/DC hervorragende Schweißleistung über einen weiten Anwendungsbereich. In den nach-folgenden Abschnitten wird ausführlich beschrieben, wie das Gerät richtig und sicher in Betrieb genommen wird. Darüber hinaus enthalten sie Richtlinien, die Ihnen helfen sollen, mit dem Schweißgerät die größt-mögliche Effizienz und Qualität zu erzielen. Bitte lesen Sie diese Anweisungen vor der Inbetriebnahme des Geräts aufmerksam durch.
2.05 Verantwortung des Benutzers
Diese Ausrüstung erbringt die hier dargestellten Funktions- und Leistungsmerkmale, wenn sie entspre-chend den hier gegebenen Anweisungen installiert, betrieben, gewartet und repariert wird. Die Ausrüstung muss regelmäßig überprüft werden. Defekte Ausrüs-tungsteile (einschließlich Schweißleitungen) dürfen nicht verwendet werden. Beschädigte, fehlende, ver-schlissene, verformte oder verschmutzte Teile müssen unverzüglich ersetzt werden. Es wird empfohlen, not-wendige Austausch- und Reparaturarbeiten durch von Thermal Arc zugelassenes Fachpersonal ausführen zu lassen. Ihr autorisierter Thermal Arc Distributor berät Sie gern dazu.
Ohne die vorherige schriftliche Genehmigung von Thermal Arc darf diese Ausrüstung oder ihre Teile nicht verändert werden. Der Nutzer dieser Ausrüstung trägt die alleinige Verantwortung für Fehlfunktionen, die sich aus unsachgemäßer Verwendung oder ungenehmigter Veränderung der Ausrüstung, aus fehlerhafter Wartung und aus Beschädigung oder unsachgemäßer Reparatur durch andere Personen als von Thermal Arc autorisiertes Fachpersonal ergeben.
2.06 Transportverfahren
Das Gerät besitzt einen Griff für den Transport.
!WARNUNG
Ein ELEKTRISCHER SCHLAG kann zum Tod führen. BERÜHREN SIE KEINE span-nungsführenden elektrischen Teile. Bevor Sie die Stromquelle bewegen, schalten Sie die Spannungsversorgung ab und trennen Sie die Netzanschlussleitungen vom Gerät.
!
WARNUNG
HERUNTERFALLENDE TEILE können ernsthafte Verletzungen und Sachschäden verursachen.
Heben Sie das Gerät mit dem auf der Oberseite an-geordneten Griff an.
Verwenden Sie einen Handwagen oder ein anderes Transportmittel mit entsprechender Tragfähigkeit.
Für den Transport mit einem Gabelstapler stellen Sie das Gerät auf einem geeigneten Gestell ab und sichern sie es ordnungsgemäß.
2.07 Lieferumfang
• 202AC/DCInverter-Schweißstromquelle
• Elektrodenhaltermit4mKabel
• Werkstückklemmemit4mKabel
• WIG-Brennermit 3,8m (12.5ft) Kabel undferngesteuerter Stromregelung
• ZubehörsatzfürWIG-Brenner
• Schutzgasschlauch
• Zusatz-Elektrode
• Schulterriemen
• Bedienungshandbuch
A#11392
Abbildung 2-1: Lieferumfang des Systems 202 AC/DC
EINFÜHRUNG 202 AC/DC INVERTER
Handbuch 0-5239 2-2-3 EINFÜHRUNG
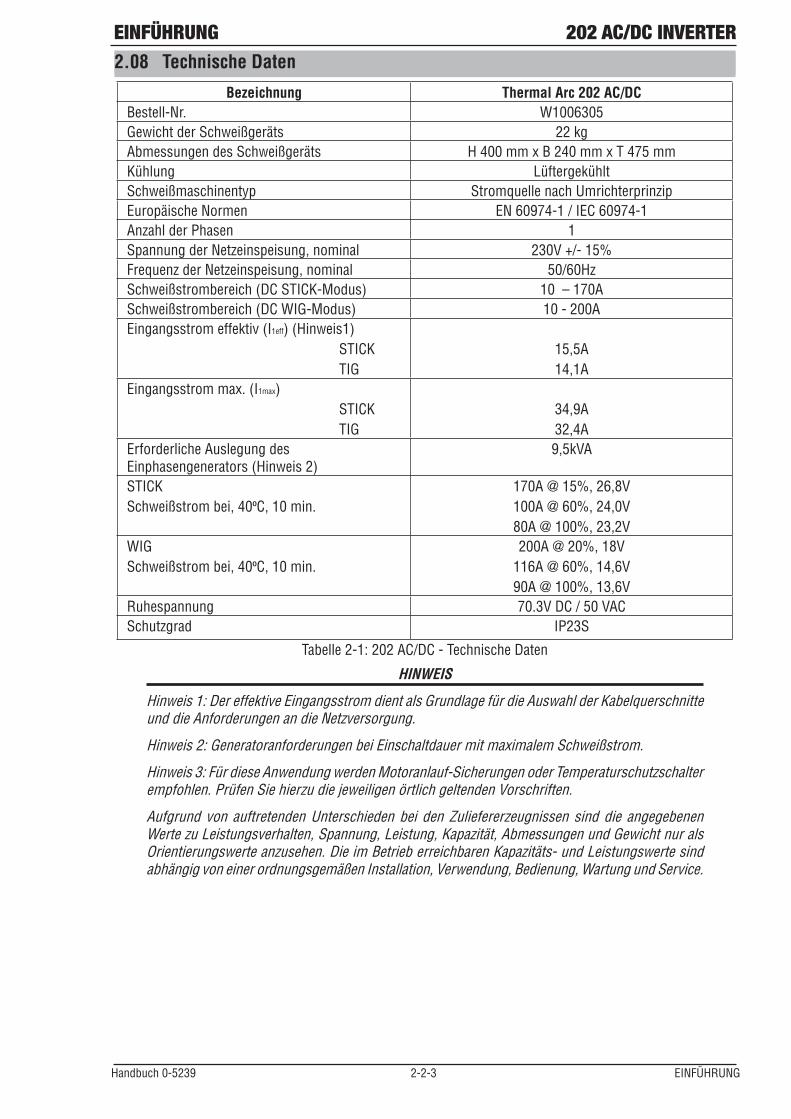
2.08 Technische Daten
Bezeichnung Thermal Arc 202 AC/DCBestell-Nr. W1006305Gewicht der Schweißgeräts 22 kgAbmessungen des Schweißgeräts H 400 mm x B 240 mm x T 475 mmKühlung LüftergekühltSchweißmaschinentyp Stromquelle nach UmrichterprinzipEuropäische Normen EN 60974-1 / IEC 60974-1Anzahl der Phasen 1Spannung der Netzeinspeisung, nominal 230V +/- 15%Frequenz der Netzeinspeisung, nominal 50/60HzSchweißstrombereich (DC STICK-Modus) 10 – 170ASchweißstrombereich (DC WIG-Modus) 10 - 200AEingangsstrom effektiv (I1eff) (Hinweis1) STICK TIG
15,5A14,1A
Eingangsstrom max. (I1max) STICK TIG
34,9A32,4A
Erforderliche Auslegung des Einphasengenerators (Hinweis 2)
9,5kVA
STICKSchweißstrom bei, 40ºC, 10 min.
170A@15%,26,8V100A @ 60%, 24,0V80A@100%,23,2V
WIGSchweißstrom bei, 40ºC, 10 min.
200A@20%,18V116A @ 60%, 14,6V90A @ 100%, 13,6V
Ruhespannung 70.3V DC / 50 VACSchutzgrad IP23S
Tabelle 2-1: 202 AC/DC - Technische Daten
HINWEIS
Hinweis 1: Der effektive Eingangsstrom dient als Grundlage für die Auswahl der Kabelquerschnitte und die Anforderungen an die Netzversorgung.
Hinweis 2: Generatoranforderungen bei Einschaltdauer mit maximalem Schweißstrom.
Hinweis 3: Für diese Anwendung werden Motoranlauf-Sicherungen oder Temperaturschutzschalter empfohlen. Prüfen Sie hierzu die jeweiligen örtlich geltenden Vorschriften.
Aufgrund von auftretendenUnterschiedenbei denZuliefererzeugnissen sinddie angegebenenWerte zu Leistungsverhalten, Spannung, Leistung, Kapazität, Abmessungen und Gewicht nur als Orientierungswerte anzusehen. Die im Betrieb erreichbaren Kapazitäts- und Leistungswerte sind abhängig von einer ordnungsgemäßen Installation, Verwendung, Bedienung, Wartung und Service.
EINFÜHRUNG 202 AC/DC INVERTER
EINFÜHRUNG 2-2-4 Handbuch 0-5239
WIG-Brenner 26 Style mit Schweißstrom-Fernsteuerung Bestell-Nr. W4013601
Fuß-Fernbedienteil, 7,6 m ............................................. Bestell-Nr.. 10-4016
Tweco Helmet ................................................................ Bestell-Nr. WHF41001
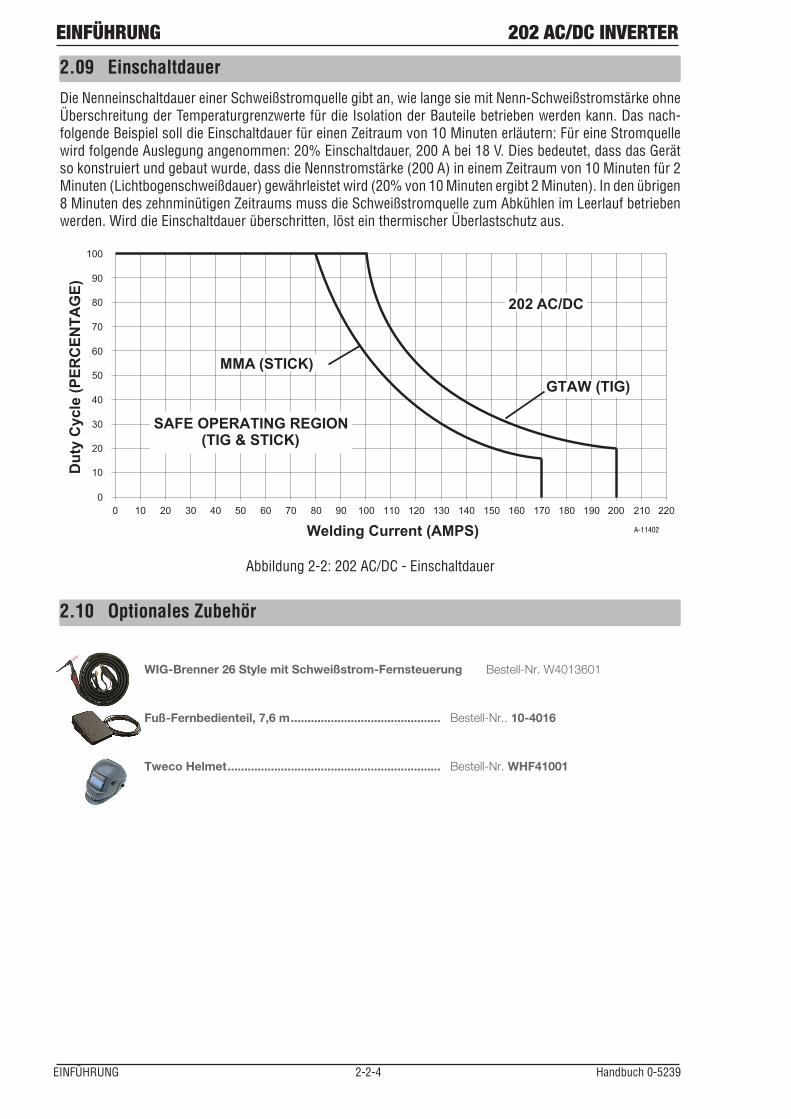
2.09 Einschaltdauer
Die Nenneinschaltdauer einer Schweißstromquelle gibt an, wie lange sie mit Nenn-Schweißstromstärke ohne Überschreitung der Temperaturgrenzwerte für die Isolation der Bauteile betrieben werden kann. Das nach-folgendeBeispielsolldieEinschaltdauerfüreinenZeitraumvon10Minutenerläutern:FüreineStromquellewirdfolgendeAuslegungangenommen:20%Einschaltdauer,200Abei18V.Diesbedeutet,dassdasGerätsokonstruiertundgebautwurde,dassdieNennstromstärke(200A)ineinemZeitraumvon10Minutenfür2Minuten (Lichtbogenschweißdauer) gewährleistet wird (20% von 10 Minuten ergibt 2 Minuten). In den übrigen 8MinutendeszehnminütigenZeitraumsmussdieSchweißstromquellezumAbkühlenimLeerlaufbetriebenwerden. Wird die Einschaltdauer überschritten, löst ein thermischer Überlastschutz aus.
10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220
Welding Current (AMPS)
SAFE OPERATING REGION(TIG & STICK)
00
10
20
30
40
60
70
50
80
100
90
Dut
y C
ycle
(PER
CEN
TAG
E)
GTAW (TIG)MMA (STICK)
A-11402
202 AC/DC
Abbildung 2-2: 202 AC/DC - Einschaltdauer
2.10 Optionales Zubehör
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
Handbuch ������ ����� ������ ����� INSTALLATION, FUNKTION UND KONFIGURATION
KAPITEL 3: INSTALLATION, FUNKTION UND KONFIGURATION
F Der Arbeitsplatz befindet sich in einem Abstand von mindestens ��� mm von Wänden o. ä. Ob�jekten, die den natürlichen Luftstrom zur Kühlung einschränken können.
G Das Gehäuse dieses Schweißgeräts erfüllt die An�forderungen an IP��S gemäß EN 6����. Damit ist ausreichender Schutz gegen die Einwirkung fester Objekte (größer als �� mm) und direkter Schutz gegen vertikal auftreffende Tropfen gewährleistet. Das Gerät darf keinesfalls in mikroklimatischen Bedingungen verwendet oder angeschlossen werden, in dem die oben genannten Bedingun�gen überschritten werden. Nähere Informationen hierzu enthält EN 6����.
H Es sind Vorkehrungen zu treffen, um ein Umkip�pen des Schweißgeräts zu verhindern. Das Gerät muss im Betrieb auf einer geeigneten horizontalen Oberfläche in aufrechter Position aufgestellt sein.
WARNUNG
Diese Ausrüstung muss durch einen ausgebildeten Elektriker angeschlossen werden.
3.03 Lüftung
!WARNUNG
Stellen Sie sicher, dass der Schweißbe�reich gut entlüftet wird, da das Einatmen von Schweißrauch gesundheitsschädlich sein kann.
3.04 Netzspannungsversorgung Anforderungen
Die Netzspannung sollte ± ��% der Nennspannung des Versorgungsnetzes betragen. Eine zu niedrige Netzspannung kann zu mangelhafter Schweißleistung führen. Eine zu hohe Netzspannung kann dazu führen, dass Komponenten sich überhitzen und ausfallen.
Die Schweißstromquelle muss:
• Korrektinstalliertsein,ggf.durcheinenausge�bildeten Elektriker.
3.01 Umgebungsbedingungen
Dieses Gerät ist nicht für Umgebungsbedingungen ausgelegt, in denen eine erhöhte Gefährdung durch elektrischen Schlag gemäß EN EN 6��74.� besteht. Wird das Gerät in einer Umgebung mit erhöhtem Gefährdungspotential durch elektrischen Schlag verwendet, sind evtl. zusätzliche Sicherheitsvorkeh�rungen erforderlich. Bevor Sie das Gerät in solchen Bereichen verwenden, lesen Sie in den geltenden örtlichen Normen nach.
A. Beispiele für Arbeitsumgebungen mit erhöhter Gefährdung durch elektrischen Schlag sind:
�. Arbeitsbereiche mit eingeschränkter Bewe�gungsfreiheit, die den Schweißer zwingen, in beengter Position (kniend, sitzend oder liegend) unter Berührung leitender Teile zu arbeiten.
�. Arbeitsbereiche die vollständig oder teilweise von leitenden Teilen eingegrenzt werden und bei denen ein erhöhtes Risiko besteht, dass der Schweißer diese unausweichlich oder unbeabsichtigt berührt.
�. Nasse Bereiche oder Arbeitsplätze, an denen durch hohe Luftfeuchtigkeit oder starkes Schwitzen der Widerstand der Haut sowie die Isolationseigenschaften des Zubehörs reduziert sind.
B Arbeitsbereiche, an denen sich elektrisch leitende Teile in der Nähe des Schweißers befinden, die eine erhöhte Gefährdung durch möglichen elektrischen Schlag hervorrufen können, aber isoliert wurden, zählen nicht zu Umgebungen mit erhöhter Gefähr�dung.
3.02 Arbeitsplatz
Stellen Sie sicher, dass der Arbeitsplatz des Schwei�ßers entsprechend den nachfolgenden Richtlinien ausgewählt bzw. eingerichtet wird:
A Der Arbeitsbereich ist frei von Feuchtigkeit und Staub.
B Es herrscht eine Umgebungstemperatur von �°C bis 4�°C.
C Der Arbeitsbereich ist frei von Öl, Dampf und korrosiven Gasen.
D Der Arbeitsbereich ist weder anormalen Schwin�gungen noch Schockbelastungen ausgesetzt.
E) Der Arbeitsbereich ist nicht direkter Sonnenein�strahlung und Regen ausgesetzt.
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
INSTALLATION, FUNKTION UND KONFIGURATION ����� Handbuch ������
• EntsprechenddenörtlichenVorschriftenkorrektgeerdet sein.
• GemäßdentechnischenDatenaufSeite2-5andie korrekte Spannungsversorgung mit ord�nungsgemäßer Sicherung angeschlossen sein.
! WARNUNG
Alle elektrischen Arbeiten müssen durch einen ausgebildeten Elektriker ausgeführt werden.
3.05 Einführung in die Hochfrequenztechnik
Es kann nicht eindringlich genug darauf hingewiesen werden, wie wichtig es ist, die Hochfrequenzteile der Schweißausrüstung korrekt zu installieren. Störungen aufgrund eines mit Hochfrequenz ausgelösten oder stabilisierten Lichtbogens sind fast immer auf nicht ordnungsgemäße Installation zurück zu führen. Nach�folgende Informationen sollen dem für die Installation der Hochfrequenz�Schweißausrüstung verantwortli�chen Personal eine Hilfestellung geben.
! WARNUNG EXPLOSIVE STOFFE
Die Ausgangsleistung des HF�Teil dieses Geräts ist ähnlich der eines Funksenders. Das Gerät sollte NICHT in der Nähe von Sprengarbeiten verwendet werden, da dabei die Gefahr einer frühzeitigen Zün�dung besteht.
! WARNUNG COMPUTER
Darüber hinaus kann der Betrieb des Ge�räts in der Nähe von Computersystemen zu Fehlfunktionen des Computers führen.
3.06 Hochfrequenz-Störungen
Ein durch Hochfrequenz ausgelöster oder stabilisier�ter Lichtbogen kann in folgender Weise Störungen verursachen:
�. Direkte Strahlung: Das Gerät kann Strahlung abgeben, wenn das Metallgehäuse nicht ordnungs�gemäß geerdet ist. Sie kann durch Öffnungen wie z. B. unverschlossene Montageöffnungen austreten. Die direkte Abstrahlung wird bei ordnungsgemäßer Erdung des Geräts durch die Abschirmung des Hoch�frequenzteils verhindert.
�. Übertragung durch das Netzkabel: Ohne ordnungs�gemäße Abschirmung und Filterung kann die Hochfre�quenzenergie durch direkte Kopplung in die Verkabe�lung des Stromnetzes eingespeist werden. Die Energie wird in diesem Fall sowohl durch Strahlung als auch durch elektrische Leitung übertragen. Die Stromquelle verfügt über eine ordnungsgemäße Abschirmung und gewährleistet die erforderliche Filterung.
�. Strahlung von Schweißkabeln: Die von den Schweißkabeln abgestrahlten Störungen, die in der Nähe der Schweißkabel ausgeprägt sind, verringern sich erheblich mit steigender Entfernung. Störungen dieser Art werden durch möglichst kurze Kabel mini�miert. Kabel sollten daher möglichst nicht aufgespult oder aufgehängt werden.
4. Rückkopplungsstrahlung von nicht-geerdeten Objekten aus Metall: Die Rückkopplungsstrahlung von nicht�geerdeten metallischen Gegenständen in der Nähe der Schweißkabel trägt maßgeblich zur Entstehung von Störungen bei. In den meisten Fällen verhindert eine effiziente Erdung dieser Objekte eine solche Rückkopplung.
3.07 Elektromagnetische Verträglichkeit
! WARNUNG
Wenn diese Schweißstromquelle in häus�licher Umgebung eingesetzt werden soll, gelten evtl. zusätzliche Sicherheitsvor�schriften bezüglich der elektromagneti�schen Verträglichkeit.
A. Installation und Verwendung – Verantwortlich-keit des Nutzers
Der Nutzer trägt die Verantwortung für die ordnungsgemäße Installation und Nutzung der Schweißausrüstung entsprechend den Anweisun�gen des Herstellers. Die Lösung von Problemen in Verbindung mit auftretenden elektromagnetischen Störungen liegt in der Verantwortung des Nutzers, wobei der Hersteller technische Unterstützung leistet. In einigen Fällen schaffen einfache Maßnah�men wie z. B. die Erdung des Schweißstromkreises bereits Abhilfe. Siehe nachfolgender Hinweis. In anderen Fällen kann es notwendig werden, Schweißstromquelle und Arbeitsstück mit einer elektromagnetischen Abschirmung mit dazuge�hörigen Eingangsfiltern zu versehen. In jedem Fall müssen elektromagnetische Störungen auf ein unkritisches Maß reduziert werden.
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
Handbuch ������ ����� ������ ����� INSTALLATION, FUNKTION UND KONFIGURATION
HINWEIS
Der Schweißstromkreis kann aus Sicherheitsgründen geerdet oder auch nicht geerdet sein. Ände�rungen an der Erdung dürfen nur durch befugte Personen vorgenommen werden, die beurteilen können, ob diese Änderungen zu einem erhöhten Verletzungsrisiko führen, z. B. dadurch, dass eine parallele Schweißstromrückleitung zugelassen wird, die die Erdungsschaltkreise anderer Ausrüstungen zerstören kann. Weitere Hinweise hierzu finden Sie in IEC 6��74��� Lichtbogen�schweißausrüstung � Installation und Verwendung (in Arbeit).
B. Beurteilung der Arbeitsumgebung
Der Nutzer muss vor der Installation der Schweißausrüstung die Umgebungsbedingungen auf mögliche Probleme bezüglich der elektromagnetischen Verträglichkeit hin untersuchen. Dabei sind folgende Aspekte zu berücksichtigen:
�. Andere Speise�, Steuer�, Signal� und Telefonkabel, die über, unter oder direkt neben der Schweißaus�rüstung verlaufen.
�. Funk� und Fernsehempfangs� bzw. Sendegeräte.
�. Computer oder andere Steuersysteme.
4. Sicherheitsrelevante Ausrüstung, z. B. Wachschutzeinrichtungen für Industrieanlagen.
�. Die Gesundheit der im Umkreis arbeitenden/lebenden Menschen, z. B. Menschen mit Herzschrittma�chern oder Hörhilfen.
6. Kalibrier� und Messeinrichtungen.
7. Die Tageszeit, in der Schweißarbeiten durchgeführt werden sollen.
8. Die elektromagnetische Verträglichkeit anderer in der unmittelbaren Umgebung befindlicher Ausrüs�tungsteile: Der Nutzer trägt die Verantwortung dafür, dass andere in der unmittelbaren Arbeitsumgebung verwendete Geräte kompatibel sind.
Hierfür sind ggf. zusätzliche Schutzmaßnahmen erforderlich. Die Größe des zu berücksichtigenden Bereiches ist abhängig von der baulichen Konstruktion des Gebäudes sowie anderen dort ausgeführten Aktivitäten. Der Umgebungsbereich kann unter Umständen über die Grenzen des Betriebsgeländes hinaus gehen.
C. Methoden zur Reduzierung elektromagnetischer Abstrahlung
�. Versorgungsnetz
Die Schweißausrüstung ist entsprechend den Empfehlungen des Herstellers an das Versorgungsnetz anzuschließen. Sollten Störungen auftreten, müssen ggf. zusätzliche Vorkehrungen ergriffen werden, wie z. B. die Filterung der Netzspannung. Bei fest eingebauter Schweißausrüstung sollte in Betracht gezogen werden, das Netzkabel mit einem metallischen Schutzrohr oder gleichwertiger Abschirmung zu versehen. Die Abschirmung muss über die gesamte Länge unterbrechungsfrei leitfähig sein. Die Abschirmung ist so an die Schweißstromquelle anzuschließen, dass zwischen Schutzrohr und Gehäuse der Schweißstromquelle ein guter elektrischer Kontakt gegeben ist.
�. Wartung der Schweißausrüstung
Die Schweißausrüstung ist entsprechend den Empfehlungen des Herstellers regelmäßig zu warten. Alle für Wartungszwecke vorgesehenen Türen und Abdeckungen müssen während des Betriebs der Schweiß�ausrüstung geschlossen und ordnungsgemäß gesichert sein. Modifikationen an der Schweißausrüstung sind unzulässig, wenn sie über die in den Anweisungen des Herstellers beschriebenen Änderungen und Einstellungen hinaus gehen. Insbesondere sind die Funkenstrecken und Stabilisierungseinrichtungen gemäß den Empfehlungen des Herstellers einzustellen und zu warten.
�. Schweißkabel
Die Schweißkabel sind so kurz wie möglich und örtlich gebündelt auf dem Fußboden oder in der Nähe des Fußbodens zu führen.
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
INSTALLATION, FUNKTION UND KONFIGURATION ����4 Handbuch ������
4. Potentialausgleich
Maßnahmen zum Potentialausgleich aller Metallbauteile der Schweißeinrichtung selbst sowie angrenzen�der Bauteile sollten in Betracht gezogen werden. Jedoch erhöhen Metallbauteile mit Potentialausgleich zum Werkstück das Risiko eines elektrischen Schlags für den Bediener, wenn dieser Metallbauteile und Elektrode gleichzeitig berührt. Der Bediener muss in diesem Fall von allen über Potentialausgleich verbundenen metallischen Bauteilen isoliert werden.
�. Erdung des Werkstücks
Wenn das Werkstück aus Gründen der elektrischen Sicherheit weder mit Potentialausgleich versehen noch aufgrund seiner Größe und Lage geerdet ist, z. B. ein Schiffskörper oder die Stahlkonstruktion eines Gebäudes, so kann eine Erdung des Werkstücks Störungen verringern, jedoch nicht in jedem Fall. Die Erdung des Werkstücks muss mit äußerster Umsicht erfolgen, um zu vermeiden, dass sich damit das Verletzungsrisiko der Nutzer oder das Risiko für Schäden an anderen elektrischen Anlagen erhöht. Ggf. ist der Anschluss des Werkstücks an die Erdung direkt am Werkstück auszuführen. In Ländern, in denen ein Direktanschluss unzulässig ist, muss die Erdung über eine geeignete Kapazität erfolgen, die entsprechend den nationalen Vorschriften auszulegen ist.
6. Schutzeinrichtungen und Abschirmung
Durch gezieltes Abdecken bzw. Abschirmen anderer Kabel und Ausrüstungsteile in der Umgebung können elektromagnetische Störungen verringert werden. Bei speziellen Anwendungen sollte eine Abschirmung der gesamten Schweißinstallation in Betracht gezogen werden.
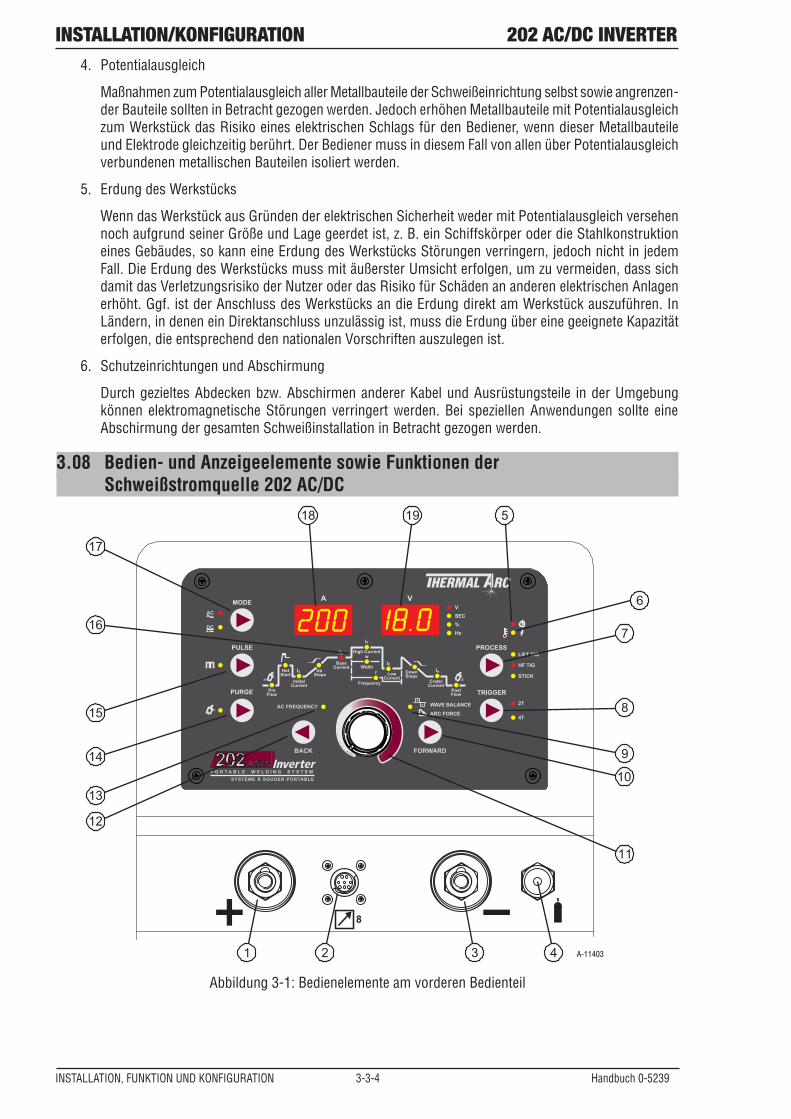
3.08 Bedien- und Anzeigeelemente sowie Funktionen der Schweißstromquelle 202 AC/DC
FAULTPOWER
Amps Volts
FORWARDBACK
VOLTSSECONDSPERCENT (%)FREQ (Hz)
AC FREQUENCY WAVE BALANCE(ARC FORCE)
MODEAC
DC
PULSE
PURGE
PROCESS
TRIGGER2T NORMAL
4T LATCH
HF TIG
LIFT TIG
STICK
PreFlow
HotStart
InitialCurrent
UpSlope
BaseCurrent
PeakCurrent
Width
TroughCurrent
Frequency
DownSlope
CraterCurrent
PostFlow
WeldSkillPORTABLE WELDING MACHINE200AC/DC Inverter
8
1 2 3 4 A-11403
Iz
Is
I2Ie
I1
MODE
PULSE
PURGE
PROCESSLIFT TIG
VSEC%Hz
HF TIG
STICK
2T
4T
TRIGGER
BACK FORWARD
AC FREQUENCY WAVE BALANCE
ARC FORCE
PreFlow
PostFlow
InitialCurrent
Up Slope Down
SlopeCrater
Current
BaseCurrent
Frequency
f
w
Width
High Current
LowCurrent
HotStart
t1 t2
A V
5
6
7
8
9
10
11
12
13
14
15
16
17
18 19
202
Abbildung ���: Bedienelemente am vorderen Bedienteil
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
Handbuch ������ ����� ������ ����� INSTALLATION, FUNKTION UND KONFIGURATION
21
20
A-11232
ON
OFF
22
Abbildung ���: Rückwand
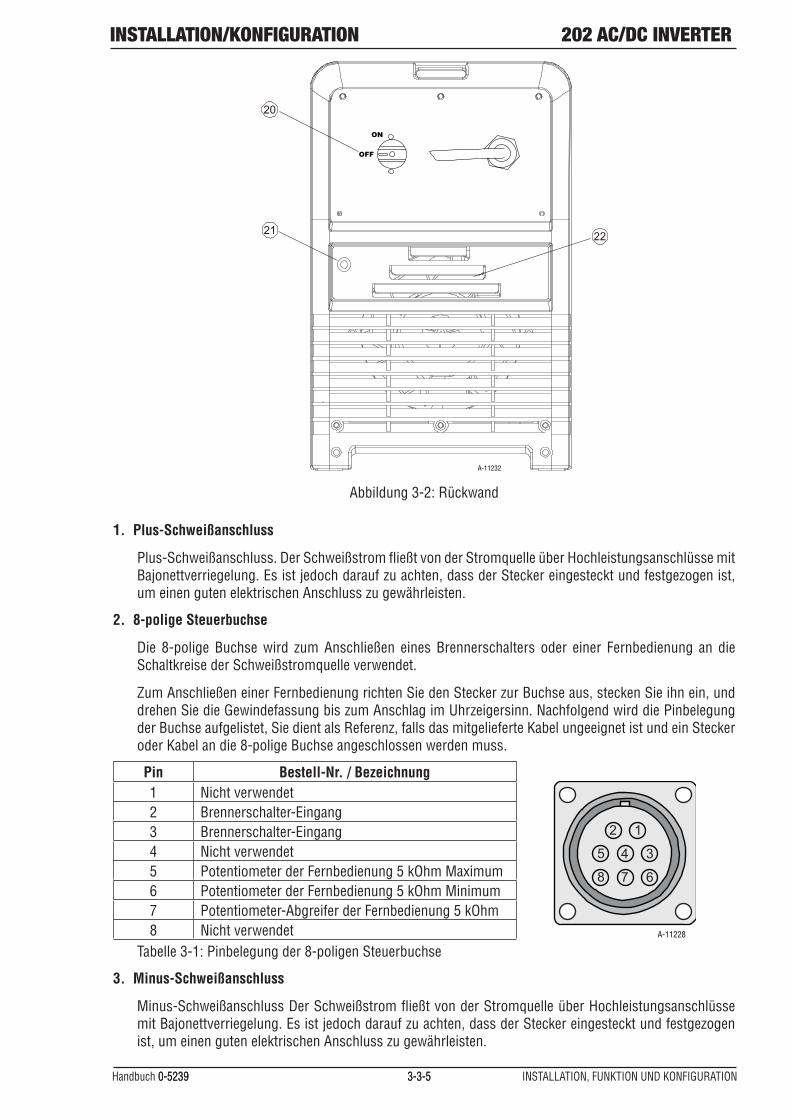
1. Plus-Schweißanschluss
Plus�Schweißanschluss. Der Schweißstrom fließt von der Stromquelle über Hochleistungsanschlüsse mit Bajonettverriegelung. Es ist jedoch darauf zu achten, dass der Stecker eingesteckt und festgezogen ist, um einen guten elektrischen Anschluss zu gewährleisten.
2. 8-polige Steuerbuchse
Die 8�polige Buchse wird zum Anschließen eines Brennerschalters oder einer Fernbedienung an die Schaltkreise der Schweißstromquelle verwendet.
Zum Anschließen einer Fernbedienung richten Sie den Stecker zur Buchse aus, stecken Sie ihn ein, und drehen Sie die Gewindefassung bis zum Anschlag im Uhrzeigersinn. Nachfolgend wird die Pinbelegung der Buchse aufgelistet, Sie dient als Referenz, falls das mitgelieferte Kabel ungeeignet ist und ein Stecker oder Kabel an die 8�polige Buchse angeschlossen werden muss.
Pin Bestell-Nr. / Bezeichnung� Nicht verwendet� Brennerschalter�Eingang� Brennerschalter�Eingang4 Nicht verwendet� Potentiometer der Fernbedienung � kOhm Maximum6 Potentiometer der Fernbedienung � kOhm Minimum7 Potentiometer�Abgreifer der Fernbedienung � kOhm8 Nicht verwendet
Tabelle ���: Pinbelegung der 8�poligen Steuerbuchse
3. Minus-Schweißanschluss
Minus�Schweißanschluss Der Schweißstrom fließt von der Stromquelle über Hochleistungsanschlüsse mit Bajonettverriegelung. Es ist jedoch darauf zu achten, dass der Stecker eingesteckt und festgezogen ist, um einen guten elektrischen Anschluss zu gewährleisten.
345
678
12
A-11228
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
INSTALLATION, FUNKTION UND KONFIGURATION ����6 Handbuch ������
VORSICHT
Wackelkontakte an den Schweißanschlüssen können zu Überhitzung führen, so dass der Stecker in der Bajonettfassung schmilzt.
4. Schutzgas-Austritt
Der Schutzgas�Austritt befindet sich am vorderen Bedienteil und ist als �/8��8 UNF�Gasstutzen mit Innen�gewinde ausgeführt. Er dient zum Anschluss eines geeigneten WIG�Brenners.
5. Netzanzeigeleuchte
Die Netzanzeigeleuchte leuchtet, wenn sich der Schalter ON/OFF in Stellung ON befindet und Netzspannung anliegt.
6. Anzeigeleuchte thermische Überlast
Als Schutzeinrichtung ist die Schweißstromquelle mit einem sich automatisch zurücksetzendem Thermostat ausgestattet. Bei Überschreitung der Einschaltdauer der Stromquelle leuchtet die Anzeigeleuchte auf und weist damit auf Überhitzung des Geräts hin. Wenn die Anzeigeleuchte aufleuchtet, ist die Leistungsabgabe der Schweißstromquelle deaktiviert. Sobald sich das Gerät abkühlt, erlischt diese Anzeigeleuchte, und der Übertemperaturzustand wird zurückgesetzt. Beachten Sie, dass der Netzschalter eingeschaltet bleiben muss, damit der Lüfter weiterlaufen kann und das Gerät somit ausreichend gekühlt wird. Schalten Sie bei Thermischer Überlast das Gerät niemals aus.
7. Taste PROCESS
Die Prozess�Wahltaste dient zur Auswahl des gewünschten Schweißmodus. Es stehen drei Modi zur Auswahl: WIG�Abstandsschweißen (LIFT TIG), HF�WIG�Schweißen (HF TIG) und Manuelles Schweißen mit Stabelektrode (STICK).
Beachten Sie, dass die Prozess�Wahltaste beim Ausschalten des Geräts automatisch in die Standardein�stellung LIFT TIG zurückkehrt (wenn STICK oder LIFT TIG ausgewählt waren) bzw. in HF TIG (wenn HF TIG ausgewählt war).
Dies ist notwendig, um zu verhindern, dass es zu einem unbeabsichtigten Lichtbogen kommt, wenn der Elektrodenhalter an das Gerät angeschlossen ist und während des Einschaltvorgangs versehentlich mit dem Werkstück in Berührung kommt.
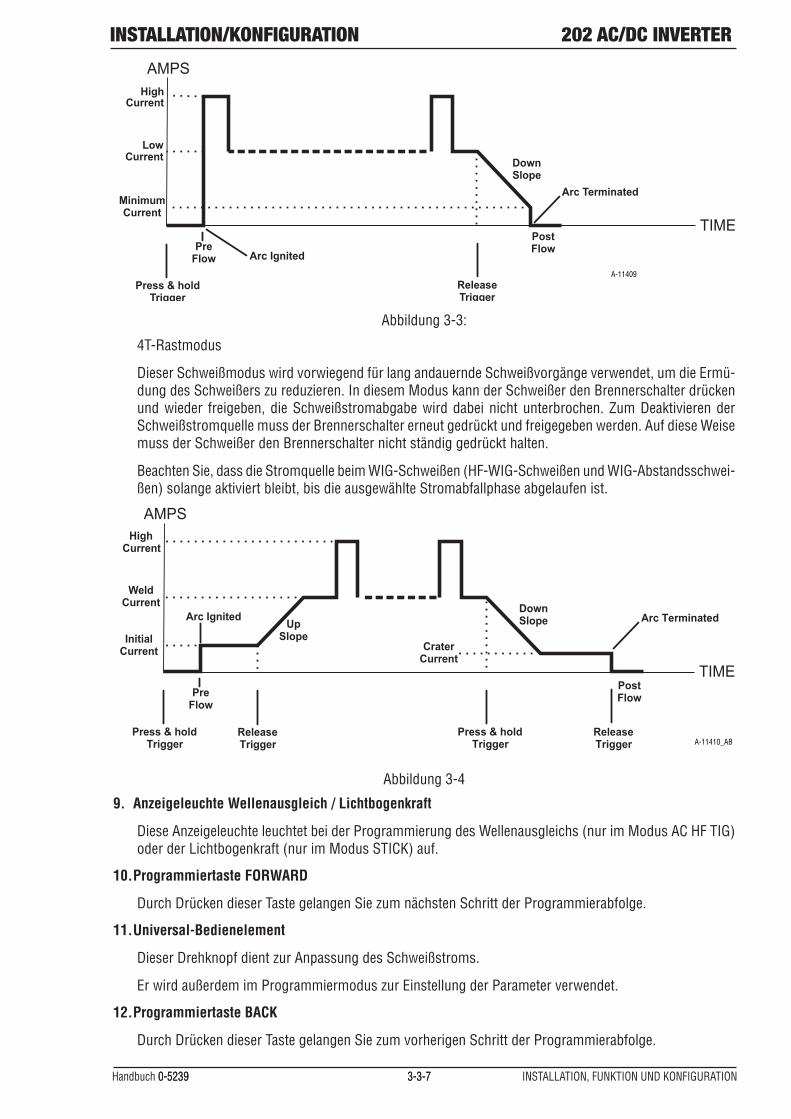
8. Taste TRIGGER (nur im Modus HF TIG und LIFT TIG)
Die Taste dient zum Umschalten des Brennerschaltermodus zwischen den Funktionalitäten �T (normaler Modus) und 4T (Rastmodus).
�T�Modus (Normalmodus)
In diesem Modus muss der Brennerschalter für die Dauer der Schweißstromabgabe gedrückt bleiben. Drücken Sie den Brennerschalter und halten Sie ihn gedrückt, um die Schweißstromquelle zu aktivieren (schweißen). Geben Sie den Brennerschalter frei, um den Schweißvorgang zu beenden.
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
Handbuch ������ ����7 ������ ����7 INSTALLATION, FUNKTION UND KONFIGURATION
A-11409
High
Low
Abbildung ���:
4T�Rastmodus
Dieser Schweißmodus wird vorwiegend für lang andauernde Schweißvorgänge verwendet, um die Ermü�dung des Schweißers zu reduzieren. In diesem Modus kann der Schweißer den Brennerschalter drücken und wieder freigeben, die Schweißstromabgabe wird dabei nicht unterbrochen. Zum Deaktivieren der Schweißstromquelle muss der Brennerschalter erneut gedrückt und freigegeben werden. Auf diese Weise muss der Schweißer den Brennerschalter nicht ständig gedrückt halten.
Beachten Sie, dass die Stromquelle beim WIG�Schweißen (HF�WIG�Schweißen und WIG�Abstandsschwei�ßen) solange aktiviert bleibt, bis die ausgewählte Stromabfallphase abgelaufen ist.
Press & holdTrigger
WeldCurrent
HighCurrent
DownSlope
PostFlow
AMPS
TIMEPre
Flow
UpSlope
ReleaseTrigger
InitialCurrent
Arc Ignited Arc Terminated
Press & holdTrigger
ReleaseTrigger
CraterCurrent
A-11410_AB
Abbildung ��4
9. Anzeigeleuchte Wellenausgleich / Lichtbogenkraft
Diese Anzeigeleuchte leuchtet bei der Programmierung des Wellenausgleichs (nur im Modus AC HF TIG) oder der Lichtbogenkraft (nur im Modus STICK) auf.
10. Programmiertaste FORWARD
Durch Drücken dieser Taste gelangen Sie zum nächsten Schritt der Programmierabfolge.
11. Universal-Bedienelement
Dieser Drehknopf dient zur Anpassung des Schweißstroms.
Er wird außerdem im Programmiermodus zur Einstellung der Parameter verwendet.
12. Programmiertaste BACK
Durch Drücken dieser Taste gelangen Sie zum vorherigen Schritt der Programmierabfolge.
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
INSTALLATION, FUNKTION UND KONFIGURATION ����8 Handbuch ������
13. Anzeigeleuchte Wechselspannungsfrequenz
Diese Anzeigeleuchte leuchtet beim Programmieren der Wechselspannungsfrequenz (nur im Modus AC HF TIG).
14. Taste PURGE
Um die Gasleitung in den Schweißmodi LIFT TIG und HF TIG auszublasen, drücken Sie die Taste PURGE und halten Sie sie gedrückt. Um die Schutzgasleitung in den Schweißmodi LIFT TIG und HF TIG auszu�blasen, drücken Sie die Taste PURGE und geben Sie sie wieder frei. Die Anzeigeleuchte leuchtet auf, und die Schutzgasleitung wird für eine voreingestellte Zeit von �� Sekunden ausgeblasen. (Diese Zeitspanne kann nicht verändert werden). Um das Ausblasen der Schutzgasleitung innerhalb des voreingestellten Zeitraums zu beenden, drücken Sie die Taste PURGE erneut kurz. Die Anzeigeleuchte erlischt und der Schutzgas�Ausblasevorgang endet.
15 Taste PULSE
Drücken Sie die Taste PULSE zum Ein� und Ausschalten des Impulsmodus in den Schweißmodi LIFT TIG und HF TIG.
16. Anzeigeleuchten für Programmierparameter
Diese Anzeigeleuchten leuchten während der Programmierung auf.
17. Taste MODE
Drücken Sie die Taste MODE zum Umschalten zwischen Wechsel� und Gleichstrom in den Schweißmodi LIFT TIG, HF TIG und STICK.
18. Digitale Stromanzeige
Die digitale Stromanzeige dient sowohl zur Anzeige des voreingestellten Sollstroms als auch der Ist�Stromstärke der Schweißstromquelle.
Wenn nicht geschweißt wird, zeigt die Anzeige einen voreingestellten (Voransicht) Wert an. Dieser Wert kann mit dem Universal�Bedienelement verändert werden, wenn die Anzeigeleuchte der Programmierpa�rameter BASE CURRENT aktiviert ist.
Während des Schweißvorgangs wird der Ist�Schweißstrom angezeigt.
Bei Anschluss einer Fernbedienung wird der maximale Einstellwert der Schweißstromquelle unabhängig von der Einstellung der Fernbedienung mit dem jeweiligen Bedienelement am vorderen Bedienteil vorge�geben. Wenn z. B. der Schweißstrom am vorderen Bedienteil des Geräts auf ��% eingestellt wurde, an der Fernbedienung jedoch ���% eingestellt sind, wird die Schweißstromquelle maximal ��% des Nennstroms abgeben. Wenn ���% benötigt werden, muss das Bedienelement am vorderen Bedienteil der Stromquelle auf ���% eingestellt werden. In diesem Fall besitzt auch die Fernbedienung eine Schweißstrom�Einstell�bereich von �����%.
19. Digitale Spannungsanzeige / Parameteranzeige
Die digitale Spannungsanzeige dient zur Anzeige der Ist�Spannung der Schweißstromquelle. Im Program�miermodus dient sie außerdem zur Anzeige der Parameterwerte.
Je nachdem, welcher Programmierparameter ausgewählt ist, zeigt die Statusanzeige neben der Span�nungsanzeige die jeweilige Maßeinheit des Programmierparameters an.
Während des Schweißvorgangs wird die Ist�Schweißspannung angezeigt.
20. Schalter ON/OFF
Dieser Schalter befindet sich auf der Rückseite des Geräts und dient zum Ein� und Ausschalten der Netz�spannungsversorgung.
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
Handbuch ������ ����� ������ ����� INSTALLATION, FUNKTION UND KONFIGURATION
! WARNUNG
Wenn die digitalen Anzeigen am vorderen Bedienteil leuchten, ist das Gerät an die Netzspannungsver�sorgung angeschlossen und die elektrischen Bauteile im Inneren des Geräts führen Netzspannung.
21. Schutzgas-Eintritt
Der Eintrittsanschluss für Schutzgas ist als Schnellschluss�Stutzen ausgeführt und dient zum Anschluss eines Gasschlauchs an eine geregelter Schutzgaszufuhr. Der Schutzgas�Eintritt befindet sich an der Rück�seite der Schweißstromquelle.
22. Kühllüfter
Das Gerät ��� AC/DC besitzt einen Kühllüfter, der ständig läuft, solange der Schalter ON/OFF auf der Rückseite des Geräts eingeschaltet ist.
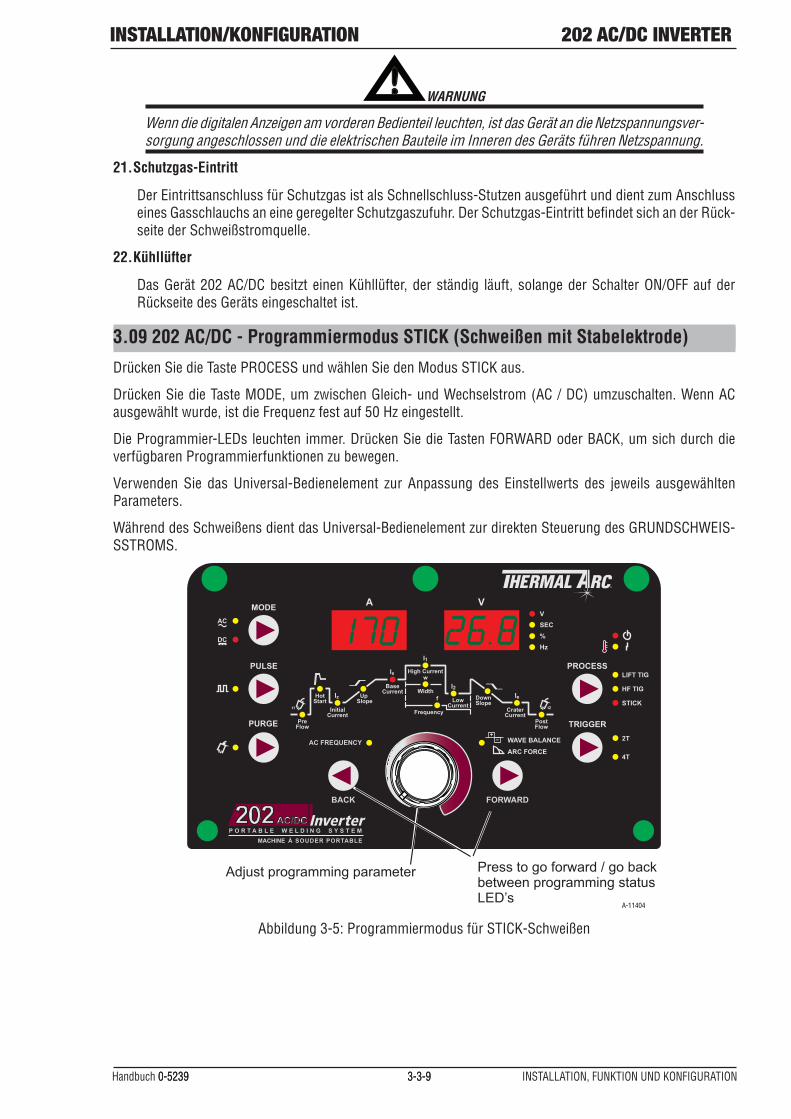
3.09 202 AC/DC - Programmiermodus STICK (Schweißen mit Stabelektrode)
Drücken Sie die Taste PROCESS und wählen Sie den Modus STICK aus.
Drücken Sie die Taste MODE, um zwischen Gleich� und Wechselstrom (AC / DC) umzuschalten. Wenn AC ausgewählt wurde, ist die Frequenz fest auf �� Hz eingestellt.
Die Programmier�LEDs leuchten immer. Drücken Sie die Tasten FORWARD oder BACK, um sich durch die verfügbaren Programmierfunktionen zu bewegen.
Verwenden Sie das Universal�Bedienelement zur Anpassung des Einstellwerts des jeweils ausgewählten Parameters.
Während des Schweißens dient das Universal�Bedienelement zur direkten Steuerung des GRUNDSCHWEIS�SSTROMS.
Iz
Is
I2Ie
I1
MODE
PULSE
PURGE
PROCESSLIFT TIG
VSEC%Hz
HF TIG
STICK
2T
4T
TRIGGER
BACK FORWARD
AC FREQUENCY
P O R T A B L E W E L D I N G S Y S T E M
WAVE BALANCE
ARC FORCE
PreFlow
PostFlow
InitialCurrent
Up Slope Down
SlopeCrater
Current
BaseCurrent
Frequency
f
w
Width
High Current
LowCurrent
HotStart
t1 t2
202
A V
Press to go forward / go backbetween programming statusLED’s
Adjust programming parameter
A-11404
Abbildung ���: Programmiermodus für STICK�Schweißen
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
INSTALLATION, FUNKTION UND KONFIGURATION ������ Handbuch ������
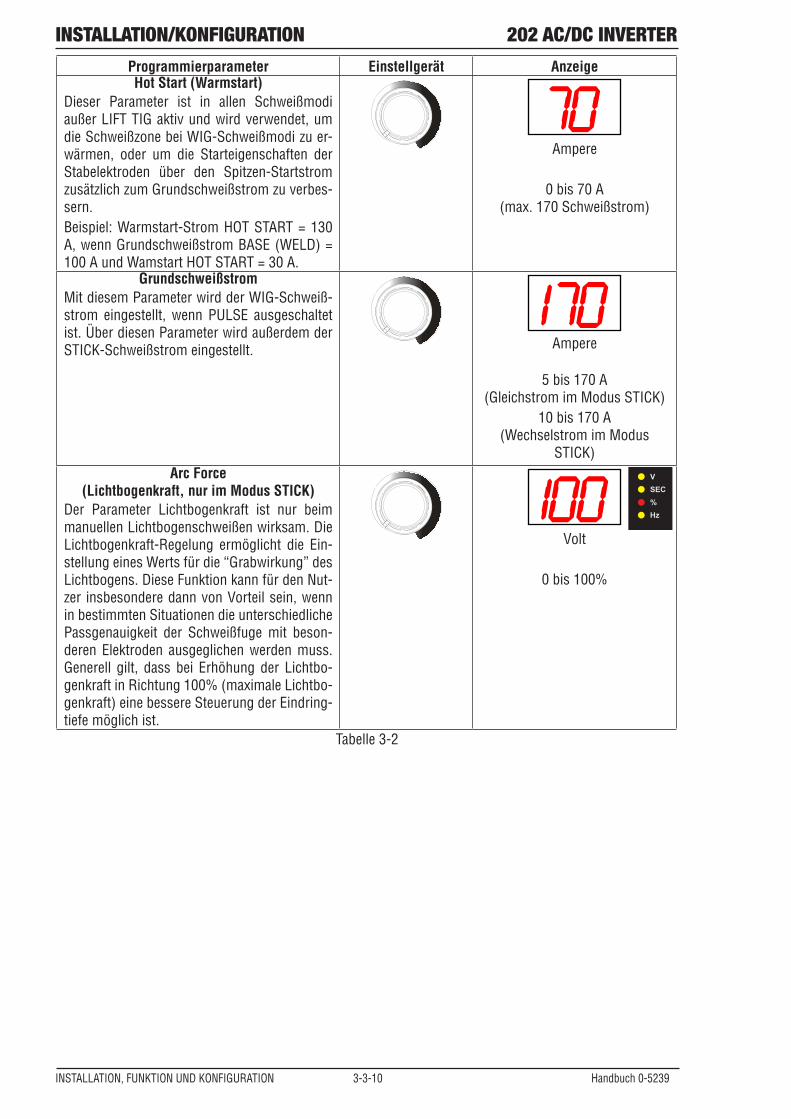
Programmierparameter Einstellgerät AnzeigeHot Start (Warmstart)
Dieser Parameter ist in allen Schweißmodi außer LIFT TIG aktiv und wird verwendet, um die Schweißzone bei WIG�Schweißmodi zu er�wärmen, oder um die Starteigenschaften der Stabelektroden über den Spitzen�Startstrom zusätzlich zum Grundschweißstrom zu verbes�sern. Beispiel: Warmstart�Strom HOT START = ��� A, wenn Grundschweißstrom BASE (WELD) = ��� A und Wamstart HOT START = �� A.
Ampere
� bis 7� A (max. �7� Schweißstrom)
GrundschweißstromMit diesem Parameter wird der WIG�Schweiß�strom eingestellt, wenn PULSE ausgeschaltet ist. Über diesen Parameter wird außerdem der STICK�Schweißstrom eingestellt.
Ampere
� bis �7� A (Gleichstrom im Modus STICK)
�� bis �7� A (Wechselstrom im Modus
STICK)Arc Force
(Lichtbogenkraft, nur im Modus STICK)Der Parameter Lichtbogenkraft ist nur beim manuellen Lichtbogenschweißen wirksam. Die Lichtbogenkraft�Regelung ermöglicht die Ein�stellung eines Werts für die “Grabwirkung” des Lichtbogens. Diese Funktion kann für den Nut�zer insbesondere dann von Vorteil sein, wenn in bestimmten Situationen die unterschiedliche Passgenauigkeit der Schweißfuge mit beson�deren Elektroden ausgeglichen werden muss. Generell gilt, dass bei Erhöhung der Lichtbo�genkraft in Richtung ���% (maximale Lichtbo�genkraft) eine bessere Steuerung der Eindring�tiefe möglich ist.
Volt
� bis ���%
Tabelle ���
VSEC%Hz
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
Handbuch ������ ������ ������ ������ INSTALLATION, FUNKTION UND KONFIGURATION
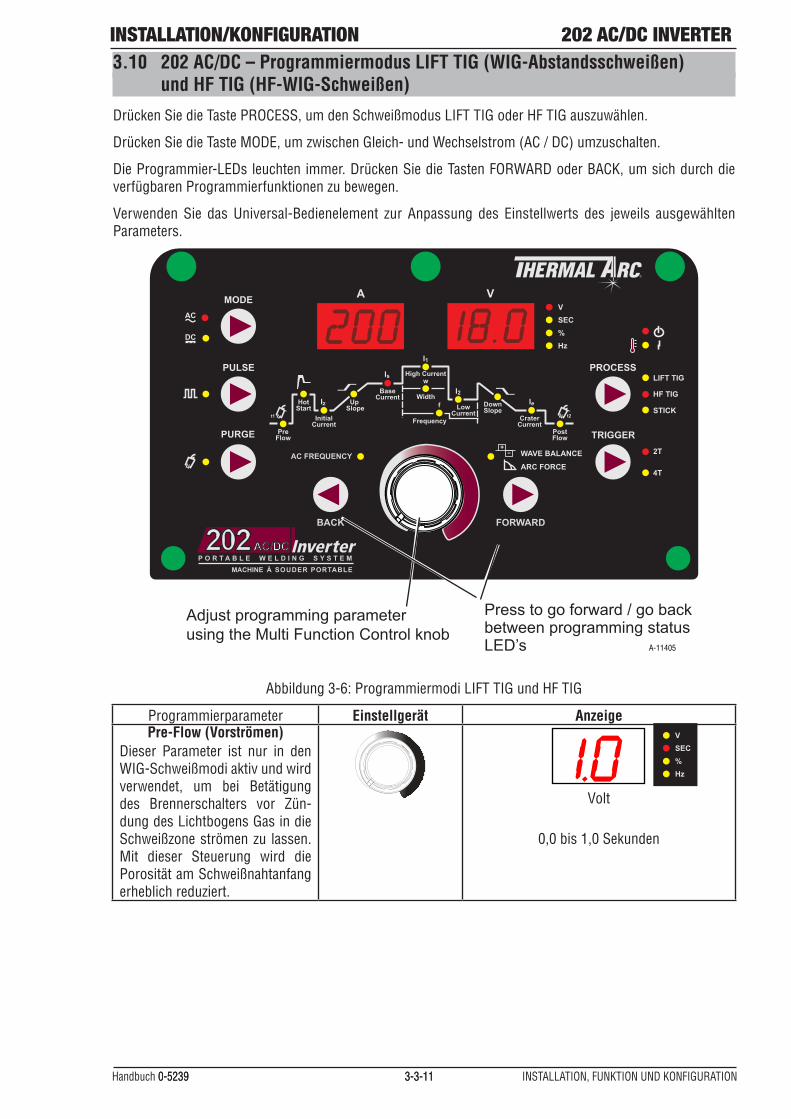
3.10 202 AC/DC – Programmiermodus LIFT TIG (WIG-Abstandsschweißen) und HF TIG (HF-WIG-Schweißen)
Drücken Sie die Taste PROCESS, um den Schweißmodus LIFT TIG oder HF TIG auszuwählen.
Drücken Sie die Taste MODE, um zwischen Gleich� und Wechselstrom (AC / DC) umzuschalten.
Die Programmier�LEDs leuchten immer. Drücken Sie die Tasten FORWARD oder BACK, um sich durch die verfügbaren Programmierfunktionen zu bewegen.
Verwenden Sie das Universal�Bedienelement zur Anpassung des Einstellwerts des jeweils ausgewählten Parameters.
Iz
Is
I2Ie
I1
MODE
PULSE
PURGE
PROCESSLIFT TIG
VSEC%Hz
HF TIG
STICK
2T
4T
TRIGGER
BACK FORWARD
AC FREQUENCY
P O R T A B L E W E L D I N G S Y S T E M
WAVE BALANCE
ARC FORCE
PreFlow
PostFlow
InitialCurrent
Up Slope Down
SlopeCrater
Current
BaseCurrent
Frequency
f
w
Width
High Current
LowCurrent
HotStart
t1 t2
202
A V
Press to go forward / go backbetween programming statusLED’s
Adjust programming parameter using the Multi Function Control knob
A-11405
Abbildung ��6: Programmiermodi LIFT TIG und HF TIG
Programmierparameter Einstellgerät AnzeigePre-Flow (Vorströmen)
Dieser Parameter ist nur in den WIG�Schweißmodi aktiv und wird verwendet, um bei Betätigung des Brennerschalters vor Zün�dung des Lichtbogens Gas in die Schweißzone strömen zu lassen. Mit dieser Steuerung wird die Porosität am Schweißnahtanfang erheblich reduziert.
Volt
�,� bis �,� Sekunden
VSEC%Hz
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
INSTALLATION, FUNKTION UND KONFIGURATION ������ Handbuch ������
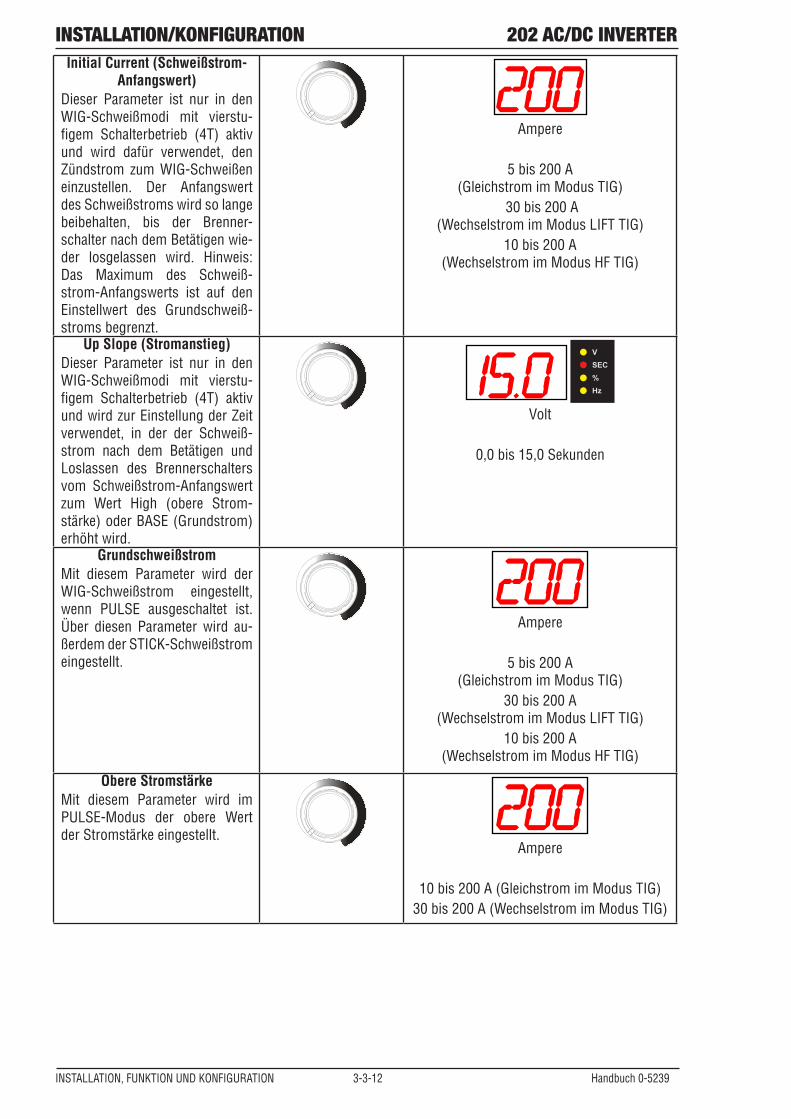
Initial Current (Schweißstrom-Anfangswert)
Dieser Parameter ist nur in den WIG�Schweißmodi mit vierstu�figem Schalterbetrieb (4T) aktiv und wird dafür verwendet, den Zündstrom zum WIG�Schweißen einzustellen. Der Anfangswert des Schweißstroms wird so lange beibehalten, bis der Brenner�schalter nach dem Betätigen wie�der losgelassen wird. Hinweis: Das Maximum des Schweiß�strom�Anfangswerts ist auf den Einstellwert des Grundschweiß�stroms begrenzt.
Ampere
� bis ��� A (Gleichstrom im Modus TIG)
�� bis ��� A (Wechselstrom im Modus LIFT TIG)
�� bis ��� A (Wechselstrom im Modus HF TIG)
Up Slope (Stromanstieg)Dieser Parameter ist nur in den WIG�Schweißmodi mit vierstu�figem Schalterbetrieb (4T) aktiv und wird zur Einstellung der Zeit verwendet, in der der Schweiß�strom nach dem Betätigen und Loslassen des Brennerschalters vom Schweißstrom�Anfangswert zum Wert High (obere Strom�stärke) oder BASE (Grundstrom) erhöht wird.
VSEC%Hz
Volt
�,� bis ��,� Sekunden
GrundschweißstromMit diesem Parameter wird der WIG�Schweißstrom eingestellt, wenn PULSE ausgeschaltet ist. Über diesen Parameter wird au�ßerdem der STICK�Schweißstrom eingestellt.
Ampere
� bis ��� A (Gleichstrom im Modus TIG)
�� bis ��� A (Wechselstrom im Modus LIFT TIG)
�� bis ��� A (Wechselstrom im Modus HF TIG)
Obere StromstärkeMit diesem Parameter wird im PULSE�Modus der obere Wert der Stromstärke eingestellt.
Ampere
�� bis ��� A (Gleichstrom im Modus TIG) �� bis ��� A (Wechselstrom im Modus TIG)
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
Handbuch ������ ������ ������ ������ INSTALLATION, FUNKTION UND KONFIGURATION
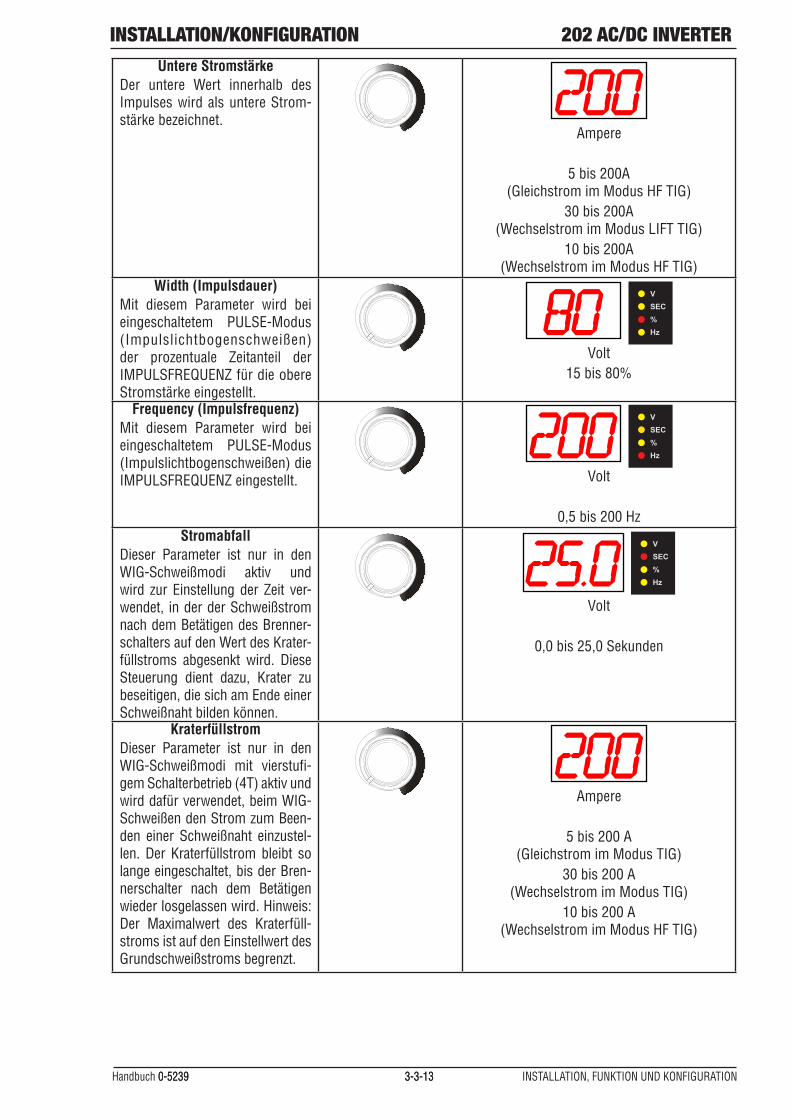
Untere StromstärkeDer untere Wert innerhalb des Impulses wird als untere Strom�stärke bezeichnet.
Ampere
� bis ���A (Gleichstrom im Modus HF TIG)
�� bis ���A (Wechselstrom im Modus LIFT TIG)
�� bis ���A (Wechselstrom im Modus HF TIG)
Width (Impulsdauer)Mit diesem Parameter wird bei eingeschaltetem PULSE�Modus (Impulslichtbogenschweißen) der prozentuale Zeitanteil der IMPULSFREQUENZ für die obere Stromstärke eingestellt.
VSEC%Hz
Volt �� bis 8�%
Frequency (Impulsfrequenz)Mit diesem Parameter wird bei eingeschaltetem PULSE�Modus (Impulslichtbogenschweißen) die IMPULSFREQUENZ eingestellt.
VSEC%Hz
Volt
�,� bis ��� HzStromabfall
Dieser Parameter ist nur in den WIG�Schweißmodi aktiv und wird zur Einstellung der Zeit ver�wendet, in der der Schweißstrom nach dem Betätigen des Brenner�schalters auf den Wert des Krater�füllstroms abgesenkt wird. Diese Steuerung dient dazu, Krater zu beseitigen, die sich am Ende einer Schweißnaht bilden können.
VSEC%Hz
Volt
�,� bis ��,� Sekunden
KraterfüllstromDieser Parameter ist nur in den WIG�Schweißmodi mit vierstufi�gem Schalterbetrieb (4T) aktiv und wird dafür verwendet, beim WIG�Schweißen den Strom zum Been�den einer Schweißnaht einzustel�len. Der Kraterfüllstrom bleibt so lange eingeschaltet, bis der Bren�nerschalter nach dem Betätigen wieder losgelassen wird. Hinweis: Der Maximalwert des Kraterfüll�stroms ist auf den Einstellwert des Grundschweißstroms begrenzt.
Ampere
� bis ��� A (Gleichstrom im Modus TIG)
�� bis ��� A (Wechselstrom im Modus TIG)
�� bis ��� A (Wechselstrom im Modus HF TIG)
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
INSTALLATION, FUNKTION UND KONFIGURATION �����4 Handbuch ������
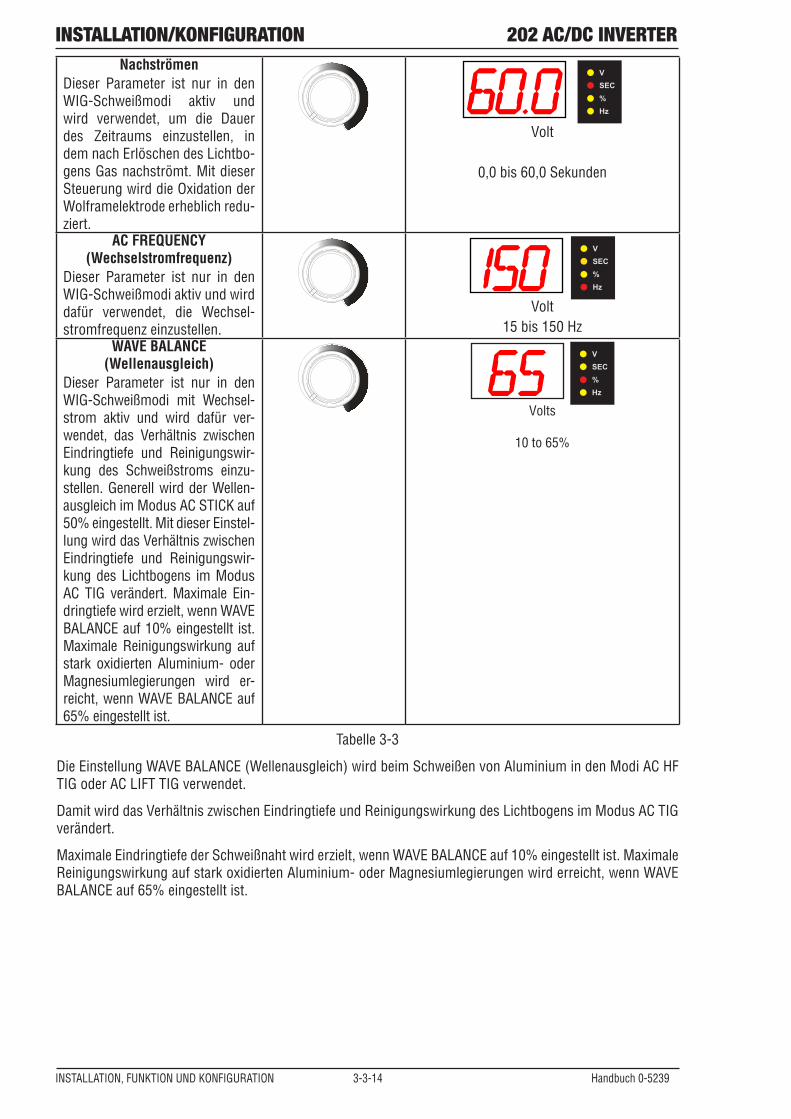
NachströmenDieser Parameter ist nur in den WIG�Schweißmodi aktiv und wird verwendet, um die Dauer des Zeitraums einzustellen, in dem nach Erlöschen des Lichtbo�gens Gas nachströmt. Mit dieser Steuerung wird die Oxidation der Wolframelektrode erheblich redu�ziert.
VSEC%Hz
Volt
�,� bis 6�,� Sekunden
AC FREQUENCY (Wechselstromfrequenz)
Dieser Parameter ist nur in den WIG�Schweißmodi aktiv und wird dafür verwendet, die Wechsel�stromfrequenz einzustellen.
VSEC%Hz
Volt �� bis ��� Hz
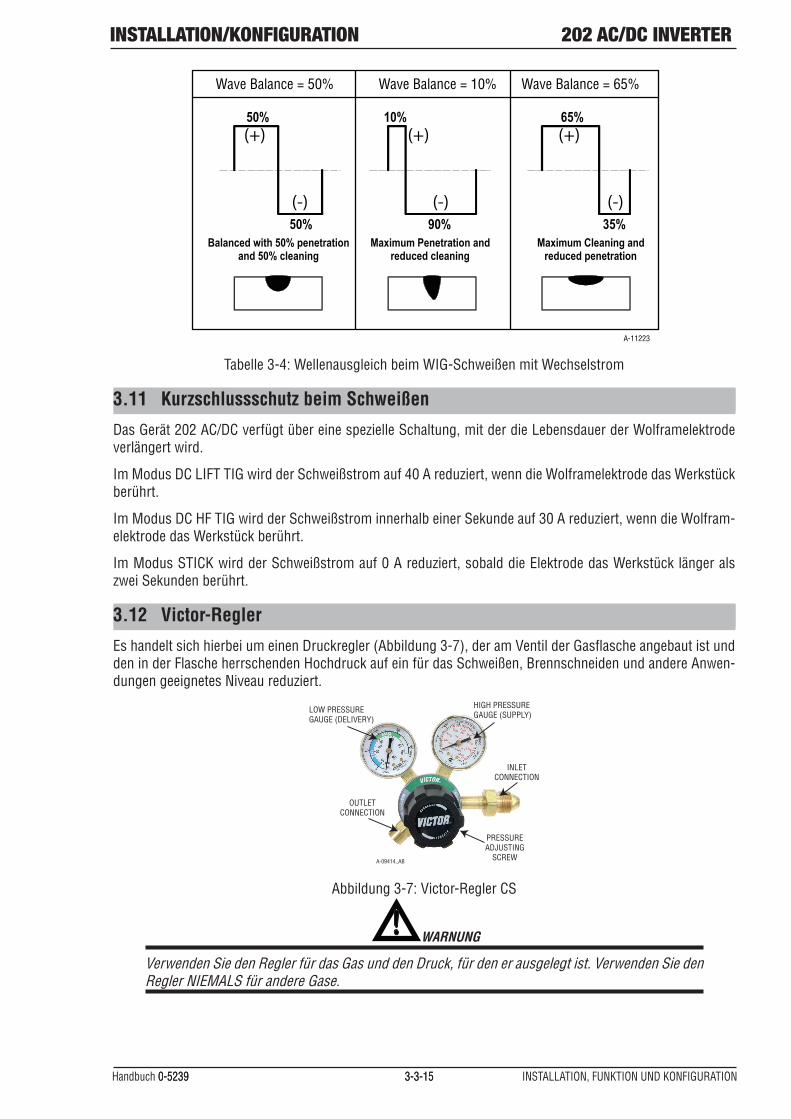
WAVE BALANCE (Wellenausgleich)
Dieser Parameter ist nur in den WIG�Schweißmodi mit Wechsel�strom aktiv und wird dafür ver�wendet, das Verhältnis zwischen Eindringtiefe und Reinigungswir�kung des Schweißstroms einzu�stellen. Generell wird der Wellen�ausgleich im Modus AC STICK auf ��% eingestellt. Mit dieser Einstel�lung wird das Verhältnis zwischen Eindringtiefe und Reinigungswir�kung des Lichtbogens im Modus AC TIG verändert. Maximale Ein�dringtiefe wird erzielt, wenn WAVE BALANCE auf ��% eingestellt ist. Maximale Reinigungswirkung auf stark oxidierten Aluminium� oder Magnesiumlegierungen wird er�reicht, wenn WAVE BALANCE auf 6�% eingestellt ist.
VSEC%Hz
Volts
10 to 65%
Tabelle ���
Die Einstellung WAVE BALANCE (Wellenausgleich) wird beim Schweißen von Aluminium in den Modi AC HF TIG oder AC LIFT TIG verwendet.
Damit wird das Verhältnis zwischen Eindringtiefe und Reinigungswirkung des Lichtbogens im Modus AC TIG verändert.
Maximale Eindringtiefe der Schweißnaht wird erzielt, wenn WAVE BALANCE auf ��% eingestellt ist. Maximale Reinigungswirkung auf stark oxidierten Aluminium� oder Magnesiumlegierungen wird erreicht, wenn WAVE BALANCE auf 6�% eingestellt ist.
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
Handbuch ������ ������ ������ ������ INSTALLATION, FUNKTION UND KONFIGURATION
Maximum Penetration andreduced cleaning
Balanced with 50% penetrationand 50% cleaning
Maximum Cleaning andreduced penetration
10%50% 65%
90%50% 35%
(+)(+) (+)
(-)(-) (-)
Wave Balance = 50% Wave Balance = 10% Wave Balance = 65%
A-11223
Tabelle ��4: Wellenausgleich beim WIG�Schweißen mit Wechselstrom
3.11 Kurzschlussschutz beim Schweißen
Das Gerät ��� AC/DC verfügt über eine spezielle Schaltung, mit der die Lebensdauer der Wolframelektrode verlängert wird.
Im Modus DC LIFT TIG wird der Schweißstrom auf 4� A reduziert, wenn die Wolframelektrode das Werkstück berührt.
Im Modus DC HF TIG wird der Schweißstrom innerhalb einer Sekunde auf �� A reduziert, wenn die Wolfram�elektrode das Werkstück berührt.
Im Modus STICK wird der Schweißstrom auf � A reduziert, sobald die Elektrode das Werkstück länger als zwei Sekunden berührt.
3.12 Victor-Regler
Es handelt sich hierbei um einen Druckregler (Abbildung ��7), der am Ventil der Gasflasche angebaut ist und den in der Flasche herrschenden Hochdruck auf ein für das Schweißen, Brennschneiden und andere Anwen�dungen geeignetes Niveau reduziert.
LOW PRESSUREGAUGE (DELIVERY)
HIGH PRESSUREGAUGE (SUPPLY)
INLETCONNECTION
OUTLETCONNECTION
PRESSUREADJUSTING
SCREWA-09414_AB
Abbildung ��7: Victor�Regler CS
! WARNUNG
Verwenden Sie den Regler für das Gas und den Druck, für den er ausgelegt ist. Verwenden Sie den Regler NIEMALS für andere Gase.
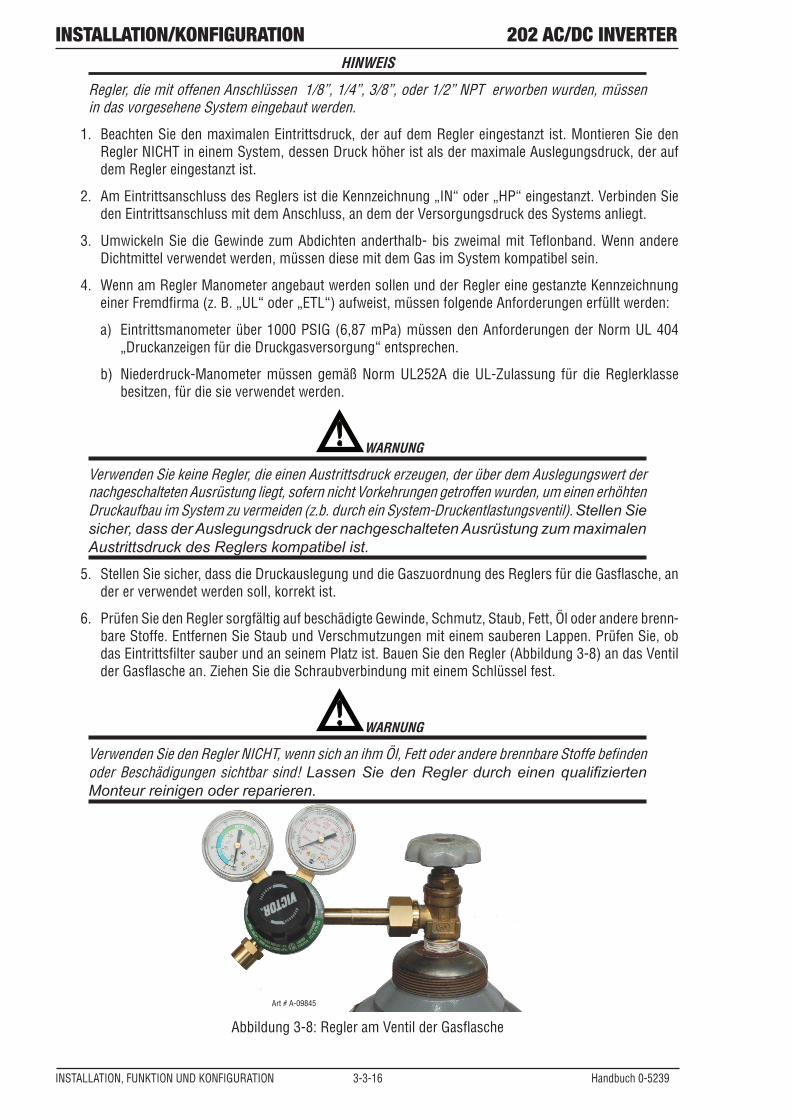
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
INSTALLATION, FUNKTION UND KONFIGURATION �����6 Handbuch ������
HINWEIS
Regler, die mit offenen Anschlüssen �/8”, �/4”, �/8”, oder �/�” NPT erworben wurden, müssen in das vorgesehene System eingebaut werden.
�. Beachten Sie den maximalen Eintrittsdruck, der auf dem Regler eingestanzt ist. Montieren Sie den Regler NICHT in einem System, dessen Druck höher ist als der maximale Auslegungsdruck, der auf dem Regler eingestanzt ist.
�. Am Eintrittsanschluss des Reglers ist die Kennzeichnung „IN“ oder „HP“ eingestanzt. Verbinden Sie den Eintrittsanschluss mit dem Anschluss, an dem der Versorgungsdruck des Systems anliegt.
�. Umwickeln Sie die Gewinde zum Abdichten anderthalb� bis zweimal mit Teflonband. Wenn andere Dichtmittel verwendet werden, müssen diese mit dem Gas im System kompatibel sein.
4. Wenn am Regler Manometer angebaut werden sollen und der Regler eine gestanzte Kennzeichnung einer Fremdfirma (z. B. „UL“ oder „ETL“) aufweist, müssen folgende Anforderungen erfüllt werden:
a) Eintrittsmanometer über ���� PSIG (6,87 mPa) müssen den Anforderungen der Norm UL 4�4 „Druckanzeigen für die Druckgasversorgung“ entsprechen.
b) Niederdruck�Manometer müssen gemäß Norm UL���A die UL�Zulassung für die Reglerklasse besitzen, für die sie verwendet werden.
! WARNUNG
Verwenden Sie keine Regler, die einen Austrittsdruck erzeugen, der über dem Auslegungswert der nachgeschalteten Ausrüstung liegt, sofern nicht Vorkehrungen getroffen wurden, um einen erhöhten Druckaufbau im System zu vermeiden (z.b. durch ein System�Druckentlastungsventil). Stellen Sie sicher, dass der Auslegungsdruck der nachgeschalteten Ausrüstung zum maximalen Austrittsdruck des Reglers kompatibel ist.
�. Stellen Sie sicher, dass die Druckauslegung und die Gaszuordnung des Reglers für die Gasflasche, an der er verwendet werden soll, korrekt ist.
6. Prüfen Sie den Regler sorgfältig auf beschädigte Gewinde, Schmutz, Staub, Fett, Öl oder andere brenn�bare Stoffe. Entfernen Sie Staub und Verschmutzungen mit einem sauberen Lappen. Prüfen Sie, ob das Eintrittsfilter sauber und an seinem Platz ist. Bauen Sie den Regler (Abbildung ��8) an das Ventil der Gasflasche an. Ziehen Sie die Schraubverbindung mit einem Schlüssel fest.
! WARNUNG
Verwenden Sie den Regler NICHT, wenn sich an ihm Öl, Fett oder andere brennbare Stoffe befinden oder Beschädigungen sichtbar sind! Lassen Sie den Regler durch einen qualifizierten Monteur reinigen oder reparieren.
Art # A-09845
Abbildung ��8: Regler am Ventil der Gasflasche
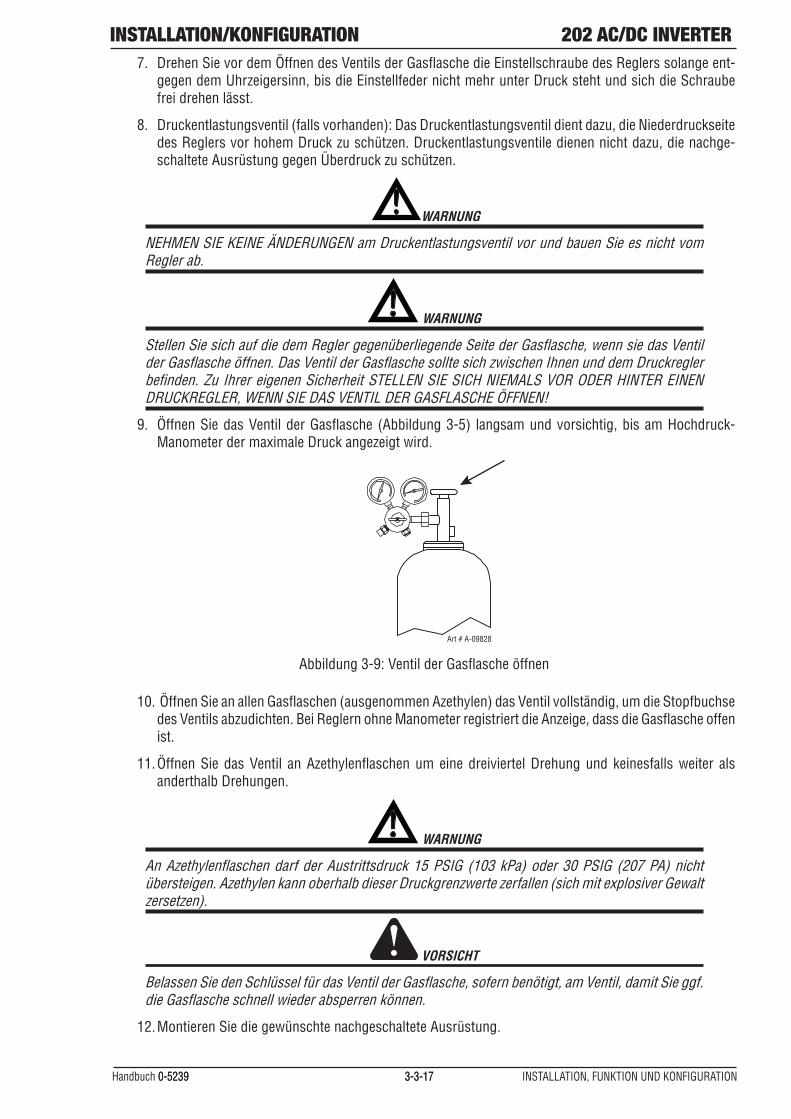
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
Handbuch ������ �����7 ������ �����7 INSTALLATION, FUNKTION UND KONFIGURATION
7. Drehen Sie vor dem Öffnen des Ventils der Gasflasche die Einstellschraube des Reglers solange ent�gegen dem Uhrzeigersinn, bis die Einstellfeder nicht mehr unter Druck steht und sich die Schraube frei drehen lässt.
8. Druckentlastungsventil (falls vorhanden): Das Druckentlastungsventil dient dazu, die Niederdruckseite des Reglers vor hohem Druck zu schützen. Druckentlastungsventile dienen nicht dazu, die nachge�schaltete Ausrüstung gegen Überdruck zu schützen.
! WARNUNG
NEHMEN SIE KEINE ÄNDERUNGEN am Druckentlastungsventil vor und bauen Sie es nicht vom Regler ab.
! WARNUNG
Stellen Sie sich auf die dem Regler gegenüberliegende Seite der Gasflasche, wenn sie das Ventil der Gasflasche öffnen. Das Ventil der Gasflasche sollte sich zwischen Ihnen und dem Druckregler befinden. Zu Ihrer eigenen Sicherheit STELLEN SIE SICH NIEMALS VOR ODER HINTER EINEN DRUCKREGLER, WENN SIE DAS VENTIL DER GASFLASCHE ÖFFNEN!
�. Öffnen Sie das Ventil der Gasflasche (Abbildung ���) langsam und vorsichtig, bis am Hochdruck�Manometer der maximale Druck angezeigt wird.
Art # A-09828
Abbildung ���: Ventil der Gasflasche öffnen
��. Öffnen Sie an allen Gasflaschen (ausgenommen Azethylen) das Ventil vollständig, um die Stopfbuchse des Ventils abzudichten. Bei Reglern ohne Manometer registriert die Anzeige, dass die Gasflasche offen ist.
��. Öffnen Sie das Ventil an Azethylenflaschen um eine dreiviertel Drehung und keinesfalls weiter als anderthalb Drehungen.
! WARNUNG
An Azethylenflaschen darf der Austrittsdruck �� PSIG (��� kPa) oder �� PSIG (��7 PA) nicht übersteigen. Azethylen kann oberhalb dieser Druckgrenzwerte zerfallen (sich mit explosiver Gewalt zersetzen).
VORSICHT
Belassen Sie den Schlüssel für das Ventil der Gasflasche, sofern benötigt, am Ventil, damit Sie ggf. die Gasflasche schnell wieder absperren können.
��. Montieren Sie die gewünschte nachgeschaltete Ausrüstung.
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
INSTALLATION, FUNKTION UND KONFIGURATION �����8 Handbuch ������
3.13 Konfiguration für WIG-Schweißen
A. Wählen Sie mit der Taste PROCESS (nähere Informationen siehe Abschnitt �.�8.7) den Modus LIFT TIG oder HF TIG.
B. Schließen Sie den WIG�Brenner am Minus�Schweißanschluss (�) an. Der Schweißstrom fließt von der Stromquelle über Hochleistungsanschlüsse mit Bajonettverriegelung. Es ist jedoch darauf zu achten, dass der Stecker eingesteckt und festgezogen ist, um einen guten elektrischen Anschluss zu gewährleisten.
C. Schließen Sie das Werkstückkabel am Plus�Schweißanschluss (+) an. Der Schweißstrom fließt von der Stromquelle über Hochleistungsanschlüsse mit Bajonettverriegelung. Es ist jedoch darauf zu achten, dass der Stecker eingesteckt und festgezogen ist, um einen guten elektrischen Anschluss zu gewährleisten.
VORSICHT
Wackelkontakte an den Schweißanschlüssen können zu Überhitzung führen, so dass der Stecker in der Bajonettfassung schmilzt.
D. Schließen Sie den WIG�Brennerschalter an die 8�polige Steuerbuchse auf der Vorderseite des Schweißgeräts an, wie in der folgenden Abbildung dargestellt. Der WIG�Brenner benötigt für die Schweißmodi LIFT TIG und HF TIG einen Brennerschalter.
HINWEIS
Wenn der WIG�Brenner eine Fernbedienung für die Brennerstromregelung besitzt, muss er an die 8�polige Steuerbuchse angeschlossen werden. (Nähere Informationen siehe Abschnitt �.�8.� Buchse für Fernsteuerung).
E. Montieren Sie den Regler/Durchflussmesser für Schutzgas an die Schutzgasflasche (siehe Abschnitt �.��), und schließen Sie den Schutzgasschlauch vom Schutzgasregler/�durchflussmesser an den Gas�EINTRITT auf der Rückseite der Stromquelle ��� AC/DC an. Schließen Sie den Gasschlauch vom WIG�Brenner an den Gas�AUSTRITT auf der Vorderseite der Stromquelle ��� AC/DC an.
! WARNUNG
Vergewissern Sie sich, dass die Netzspannungsversorgung ausgeschaltet ist, bevor Sie die Werkstückklemme an das Werkstück anschließen. Sichern Sie die Schutzgasflasche in aufrechter Position, indem Sie sie an eine geeignete, fest eingebaute Stütze anketten, damit sie nicht kippen oder umfallen kann.
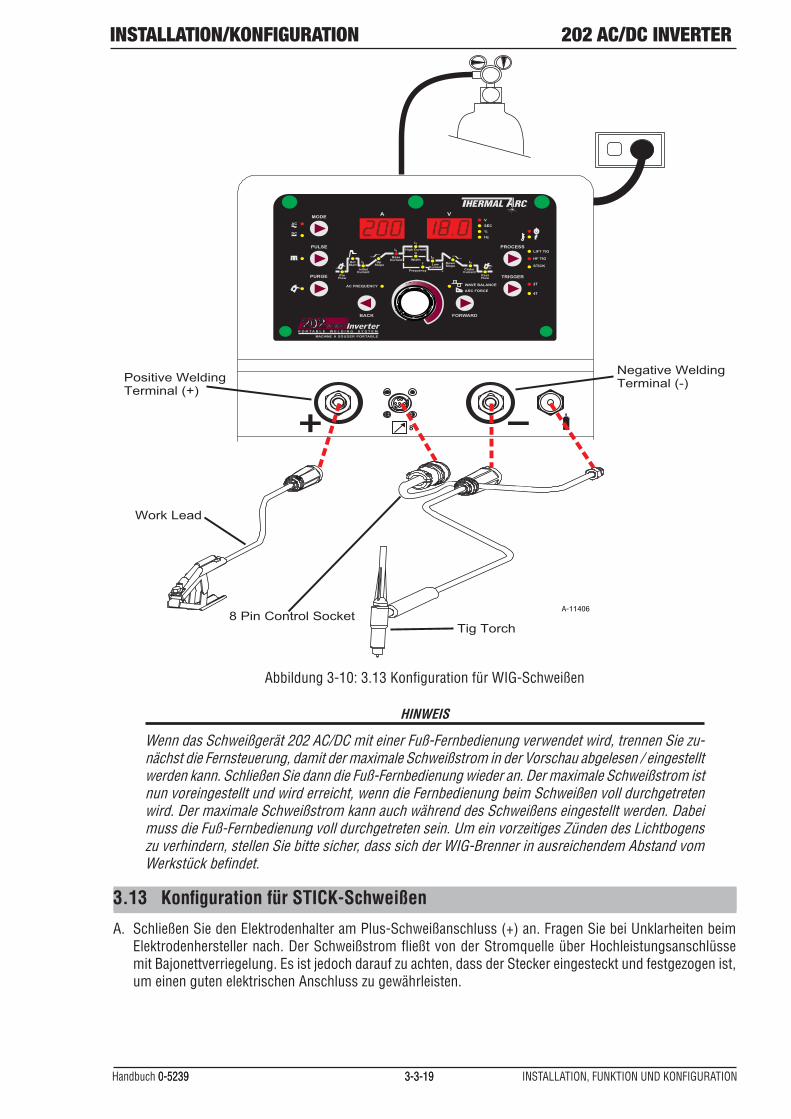
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
Handbuch ������ ������ ������ ������ INSTALLATION, FUNKTION UND KONFIGURATION
8
Negative WeldingTerminal (-)
Work Lead
Positive WeldingTerminal (+)
8 Pin Control SocketTig Torch
A-11406
Iz
Is
I2Ie
I1
MODE
PULSE
PURGE
PROCESSLIFT TIG
VSEC%Hz
HF TIG
STICK
2T
4T
TRIGGER
BACK FORWARD
AC FREQUENCY
P O R T A B L E W E L D I N G S Y S T E M
WAVE BALANCE
ARC FORCE
PreFlow
PostFlow
InitialCurrent
Up Slope Down
SlopeCrater
Current
BaseCurrent
Frequency
f
w
Width
High Current
LowCurrent
HotStart
t1 t2
202
A V
Abbildung ����: �.�� Konfiguration für WIG�Schweißen
HINWEIS
Wenn das Schweißgerät ��� AC/DC mit einer Fuß�Fernbedienung verwendet wird, trennen Sie zu�nächst die Fernsteuerung, damit der maximale Schweißstrom in der Vorschau abgelesen / eingestellt werden kann. Schließen Sie dann die Fuß�Fernbedienung wieder an. Der maximale Schweißstrom ist nun voreingestellt und wird erreicht, wenn die Fernbedienung beim Schweißen voll durchgetreten wird. Der maximale Schweißstrom kann auch während des Schweißens eingestellt werden. Dabei muss die Fuß�Fernbedienung voll durchgetreten sein. Um ein vorzeitiges Zünden des Lichtbogens zu verhindern, stellen Sie bitte sicher, dass sich der WIG�Brenner in ausreichendem Abstand vom Werkstück befindet.
3.13 Konfiguration für STICK-Schweißen
A. Schließen Sie den Elektrodenhalter am Plus�Schweißanschluss (+) an. Fragen Sie bei Unklarheiten beim Elektrodenhersteller nach. Der Schweißstrom fließt von der Stromquelle über Hochleistungsanschlüsse mit Bajonettverriegelung. Es ist jedoch darauf zu achten, dass der Stecker eingesteckt und festgezogen ist, um einen guten elektrischen Anschluss zu gewährleisten.
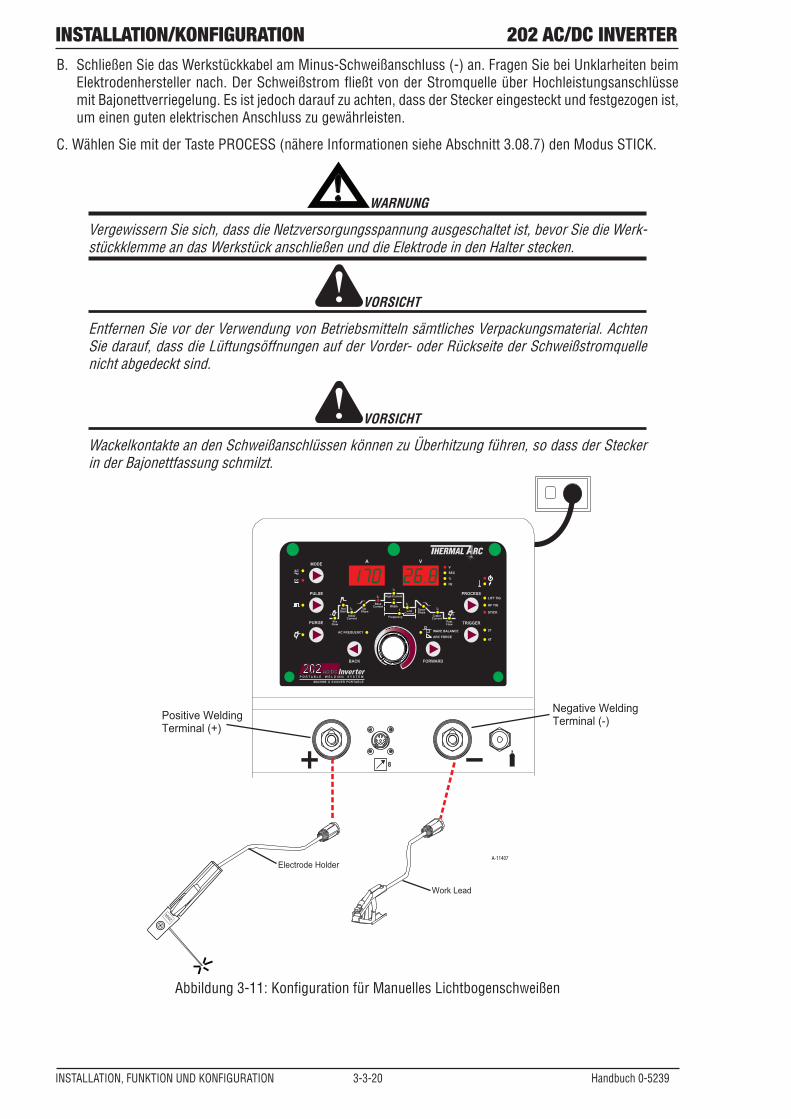
INSTALLATION/KONFIGURATION 202 AC/DC INVERTER
INSTALLATION, FUNKTION UND KONFIGURATION ������ Handbuch ������
B. Schließen Sie das Werkstückkabel am Minus�Schweißanschluss (�) an. Fragen Sie bei Unklarheiten beim Elektrodenhersteller nach. Der Schweißstrom fließt von der Stromquelle über Hochleistungsanschlüsse mit Bajonettverriegelung. Es ist jedoch darauf zu achten, dass der Stecker eingesteckt und festgezogen ist, um einen guten elektrischen Anschluss zu gewährleisten.
C. Wählen Sie mit der Taste PROCESS (nähere Informationen siehe Abschnitt �.�8.7) den Modus STICK.
! WARNUNG
Vergewissern Sie sich, dass die Netzversorgungsspannung ausgeschaltet ist, bevor Sie die Werk�stückklemme an das Werkstück anschließen und die Elektrode in den Halter stecken.
VORSICHT
Entfernen Sie vor der Verwendung von Betriebsmitteln sämtliches Verpackungsmaterial. Achten Sie darauf, dass die Lüftungsöffnungen auf der Vorder� oder Rückseite der Schweißstromquelle nicht abgedeckt sind.
VORSICHT
Wackelkontakte an den Schweißanschlüssen können zu Überhitzung führen, so dass der Stecker in der Bajonettfassung schmilzt.
8
Negative WeldingTerminal (-)Positive Welding
Terminal (+)
Electrode Holder
Work Lead
A-11407
200A
Iz
Is
I2Ie
I1
MODE
PULSE
PURGE
PROCESSLIFT TIG
VSEC%Hz
HF TIG
STICK
2T
4T
TRIGGER
BACK FORWARD
AC FREQUENCY
P O R T A B L E W E L D I N G S Y S T E M
WAVE BALANCE
ARC FORCE
PreFlow
PostFlow
InitialCurrent
Up Slope Down
SlopeCrater
Current
BaseCurrent
Frequency
f
w
Width
High Current
LowCurrent
HotStart
t1 t2
202
A V
Abbildung ����: Konfiguration für Manuelles Lichtbogenschweißen
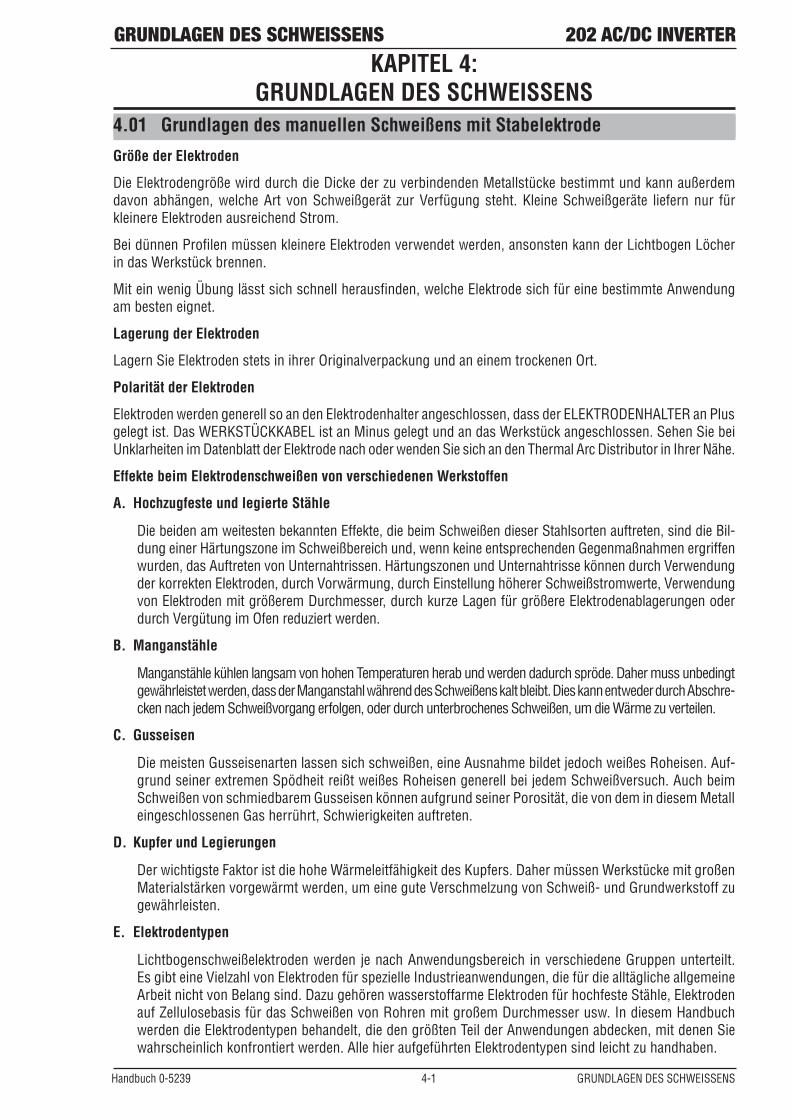
GRUNDLAGEN DES SCHWEISSENS 202 AC/DC INVERTER
Handbuch 0-5239 4-1 GRUNDLAGEN DES SCHWEISSENS
KAPITEL 4: GRUNDLAGEN DES SCHWEISSENS
4.01 Grundlagen des manuellen Schweißens mit Stabelektrode
Größe der Elektroden
Die Elektrodengröße wird durch die Dicke der zu verbindenden Metallstücke bestimmt und kann außerdem davon abhängen, welche Art von Schweißgerät zur Verfügung steht. Kleine Schweißgeräte liefern nur für kleinere Elektroden ausreichend Strom.
Bei dünnen Profilen müssen kleinere Elektroden verwendet werden, ansonsten kann der Lichtbogen Löcher in das Werkstück brennen.
Mit ein wenig Übung lässt sich schnell herausfinden, welche Elektrode sich für eine bestimmte Anwendung am besten eignet.
Lagerung der Elektroden
Lagern Sie Elektroden stets in ihrer Originalverpackung und an einem trockenen Ort.
Polarität der Elektroden
Elektroden werden generell so an den Elektrodenhalter angeschlossen, dass der ELEKTRODENHALTER an Plus gelegt ist. Das WERKSTÜCKKABEL ist an Minus gelegt und an das Werkstück angeschlossen. Sehen Sie bei Unklarheiten im Datenblatt der Elektrode nach oder wenden Sie sich an den Thermal Arc Distributor in Ihrer Nähe.
Effekte beim Elektrodenschweißen von verschiedenen Werkstoffen
A. Hochzugfeste und legierte Stähle
Die beiden am weitesten bekannten Effekte, die beim Schweißen dieser Stahlsorten auftreten, sind die Bil-dung einer Härtungszone im Schweißbereich und, wenn keine entsprechenden Gegenmaßnahmen ergriffen wurden, das Auftreten von Unternahtrissen. Härtungszonen und Unternahtrisse können durch Verwendung der korrekten Elektroden, durch Vorwärmung, durch Einstellung höherer Schweißstromwerte, Verwendung von Elektroden mit größerem Durchmesser, durch kurze Lagen für größere Elektrodenablagerungen oder durch Vergütung im Ofen reduziert werden.
B. Manganstähle
Manganstähle kühlen langsam von hohen Temperaturen herab und werden dadurch spröde. Daher muss unbedingt gewährleistet werden, dass der Manganstahl während des Schweißens kalt bleibt. Dies kann entweder durch Abschre-cken nach jedem Schweißvorgang erfolgen, oder durch unterbrochenes Schweißen, um die Wärme zu verteilen.
C. Gusseisen
Die meisten Gusseisenarten lassen sich schweißen, eine Ausnahme bildet jedoch weißes Roheisen. Auf-grund seiner extremen Spödheit reißt weißes Roheisen generell bei jedem Schweißversuch. Auch beim Schweißen von schmiedbarem Gusseisen können aufgrund seiner Porosität, die von dem in diesem Metall eingeschlossenen Gas herrührt, Schwierigkeiten auftreten.
D. Kupfer und Legierungen
Der wichtigste Faktor ist die hohe Wärmeleitfähigkeit des Kupfers. Daher müssen Werkstücke mit großen Materialstärken vorgewärmt werden, um eine gute Verschmelzung von Schweiß- und Grundwerkstoff zu gewährleisten.
E. Elektrodentypen
Lichtbogenschweißelektroden werden je nach Anwendungsbereich in verschiedene Gruppen unterteilt. Es gibt eine Vielzahl von Elektroden für spezielle Industrieanwendungen, die für die alltägliche allgemeine Arbeit nicht von Belang sind. Dazu gehören wasserstoffarme Elektroden für hochfeste Stähle, Elektroden auf Zellulosebasis für das Schweißen von Rohren mit großem Durchmesser usw. In diesem Handbuch werden die Elektrodentypen behandelt, die den größten Teil der Anwendungen abdecken, mit denen Sie wahrscheinlich konfrontiert werden. Alle hier aufgeführten Elektrodentypen sind leicht zu handhaben.
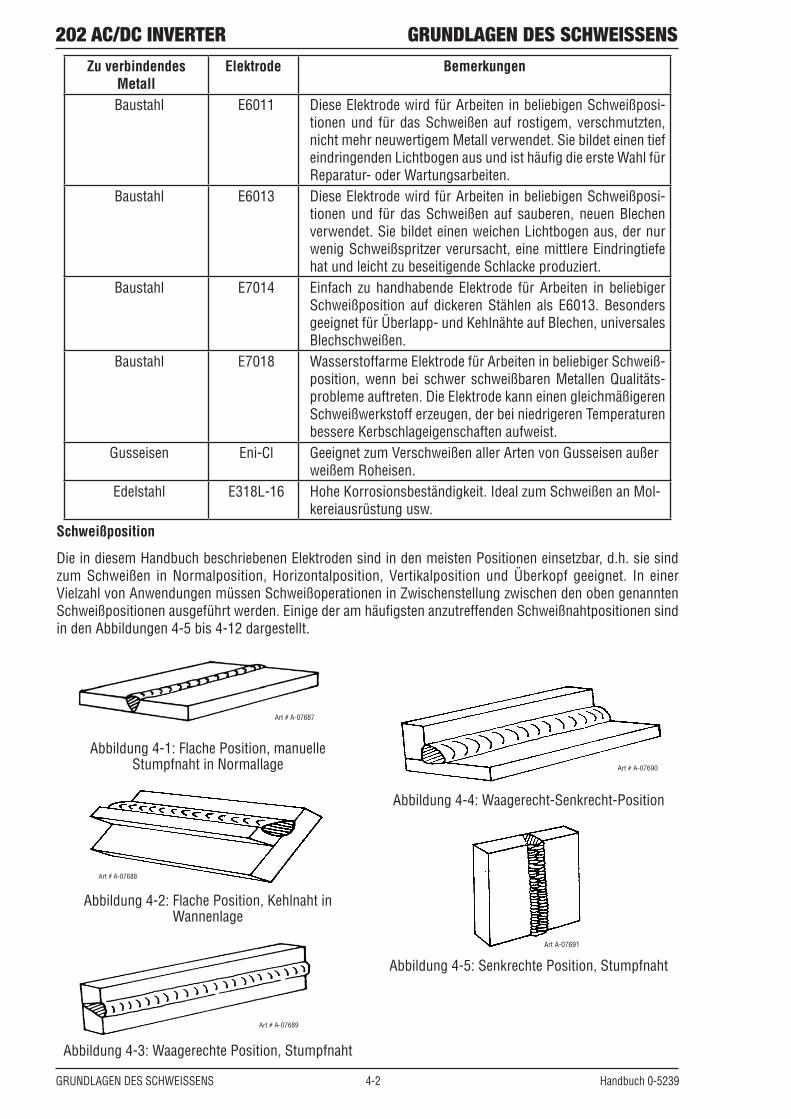
202 AC/DC INVERTER GRUNDLAGEN DES SCHWEISSENS
GRUNDLAGEN DES SCHWEISSENS 4-2 Handbuch 0-5239
Art # A-07687
Abbildung 4-1: Flache Position, manuelle Stumpfnaht in Normallage
Art # A-07688
Abbildung 4-2: Flache Position, Kehlnaht in Wannenlage
Art # A-07689
Abbildung 4-3: Waagerechte Position, Stumpfnaht
Zu verbindendes Metall
Elektrode Bemerkungen
Baustahl E6011 Diese Elektrode wird für Arbeiten in beliebigen Schweißposi-tionen und für das Schweißen auf rostigem, verschmutzten, nicht mehr neuwertigem Metall verwendet. Sie bildet einen tief eindringenden Lichtbogen aus und ist häufig die erste Wahl für Reparatur- oder Wartungsarbeiten.
Baustahl E6013 Diese Elektrode wird für Arbeiten in beliebigen Schweißposi-tionen und für das Schweißen auf sauberen, neuen Blechen verwendet. Sie bildet einen weichen Lichtbogen aus, der nur wenig Schweißspritzer verursacht, eine mittlere Eindringtiefe hat und leicht zu beseitigende Schlacke produziert.
Baustahl E7014 Einfach zu handhabende Elektrode für Arbeiten in beliebiger Schweißposition auf dickeren Stählen als E6013. Besonders geeignet für Überlapp- und Kehlnähte auf Blechen, universales Blechschweißen.
Baustahl E7018 Wasserstoffarme Elektrode für Arbeiten in beliebiger Schweiß-position, wenn bei schwer schweißbaren Metallen Qualitäts-probleme auftreten. Die Elektrode kann einen gleichmäßigeren Schweißwerkstoff erzeugen, der bei niedrigeren Temperaturen bessere Kerbschlageigenschaften aufweist.
Gusseisen Eni-Cl Geeignet zum Verschweißen aller Arten von Gusseisen außer weißem Roheisen.
Edelstahl E318L-16 Hohe Korrosionsbeständigkeit. Ideal zum Schweißen an Mol-kereiausrüstung usw.
Schweißposition
Die in diesem Handbuch beschriebenen Elektroden sind in den meisten Positionen einsetzbar, d.h. sie sind zum Schweißen in Normalposition, Horizontalposition, Vertikalposition und Überkopf geeignet. In einer Vielzahl von Anwendungen müssen Schweißoperationen in Zwischenstellung zwischen den oben genannten Schweißpositionen ausgeführt werden. Einige der am häufigsten anzutreffenden Schweißnahtpositionen sind in den Abbildungen 4-5 bis 4-12 dargestellt.
Art # A-07690
Abbildung 4-4: Waagerecht-Senkrecht-Position
Art A-07691
Abbildung 4-5: Senkrechte Position, Stumpfnaht
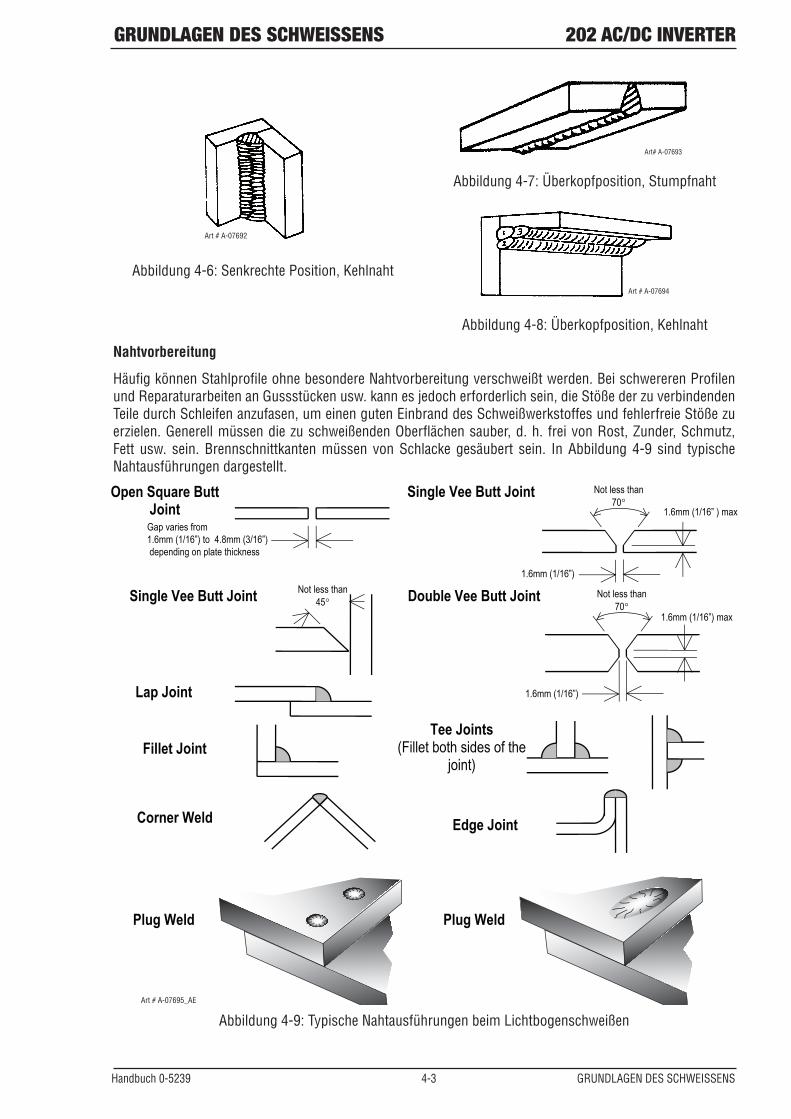
GRUNDLAGEN DES SCHWEISSENS 202 AC/DC INVERTER
Handbuch 0-5239 4-3 GRUNDLAGEN DES SCHWEISSENS
Art # A-07692
Abbildung 4-6: Senkrechte Position, Kehlnaht
Art# A-07693
Abbildung 4-7: Überkopfposition, Stumpfnaht
Art # A-07694
Abbildung 4-8: Überkopfposition, Kehlnaht
Nahtvorbereitung
Häufig können Stahlprofile ohne besondere Nahtvorbereitung verschweißt werden. Bei schwereren Profilen und Reparaturarbeiten an Gussstücken usw. kann es jedoch erforderlich sein, die Stöße der zu verbindenden Teile durch Schleifen anzufasen, um einen guten Einbrand des Schweißwerkstoffes und fehlerfreie Stöße zu erzielen. Generell müssen die zu schweißenden Oberflächen sauber, d. h. frei von Rost, Zunder, Schmutz, Fett usw. sein. Brennschnittkanten müssen von Schlacke gesäubert sein. In Abbildung 4-9 sind typische Nahtausführungen dargestellt.
Gap varies from1.6mm (1/16”) to 4.8mm (3/16”) depending on plate thickness
JointOpen Square Butt
1.6mm (1/16” ) max
1.6mm (1/16”)
Single Vee Butt Joint Not less than 70°
Double Vee Butt Joint
1.6mm (1/16”) Lap Joint
Tee Joints (Fillet both sides of the
joint)
Edge Joint
Fillet Joint
Corner Weld
Plug Weld Plug Weld
Not less than 70°
Single Vee Butt Joint Not less than 45°
1.6mm (1/16”) max
Art # A-07695_AE
Abbildung 4-9: Typische Nahtausführungen beim Lichtbogenschweißen
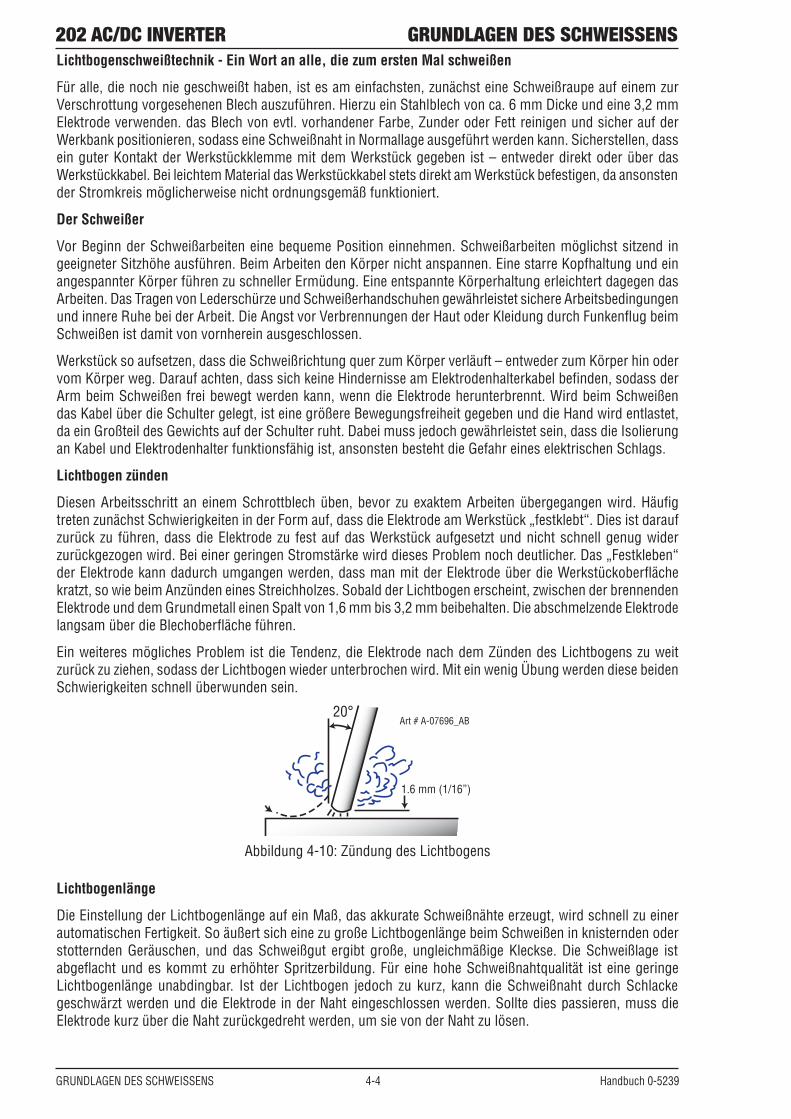
202 AC/DC INVERTER GRUNDLAGEN DES SCHWEISSENS
GRUNDLAGEN DES SCHWEISSENS 4-4 Handbuch 0-5239
Lichtbogenschweißtechnik - Ein Wort an alle, die zum ersten Mal schweißen
Für alle, die noch nie geschweißt haben, ist es am einfachsten, zunächst eine Schweißraupe auf einem zur Verschrottung vorgesehenen Blech auszuführen. Hierzu ein Stahlblech von ca. 6 mm Dicke und eine 3,2 mm Elektrode verwenden. das Blech von evtl. vorhandener Farbe, Zunder oder Fett reinigen und sicher auf der Werkbank positionieren, sodass eine Schweißnaht in Normallage ausgeführt werden kann. Sicherstellen, dass ein guter Kontakt der Werkstückklemme mit dem Werkstück gegeben ist – entweder direkt oder über das Werkstückkabel. Bei leichtem Material das Werkstückkabel stets direkt am Werkstück befestigen, da ansonsten der Stromkreis möglicherweise nicht ordnungsgemäß funktioniert.
Der Schweißer
Vor Beginn der Schweißarbeiten eine bequeme Position einnehmen. Schweißarbeiten möglichst sitzend in geeigneter Sitzhöhe ausführen. Beim Arbeiten den Körper nicht anspannen. Eine starre Kopfhaltung und ein angespannter Körper führen zu schneller Ermüdung. Eine entspannte Körperhaltung erleichtert dagegen das Arbeiten. Das Tragen von Lederschürze und Schweißerhandschuhen gewährleistet sichere Arbeitsbedingungen und innere Ruhe bei der Arbeit. Die Angst vor Verbrennungen der Haut oder Kleidung durch Funkenflug beim Schweißen ist damit von vornherein ausgeschlossen.
Werkstück so aufsetzen, dass die Schweißrichtung quer zum Körper verläuft – entweder zum Körper hin oder vom Körper weg. Darauf achten, dass sich keine Hindernisse am Elektrodenhalterkabel befinden, sodass der Arm beim Schweißen frei bewegt werden kann, wenn die Elektrode herunterbrennt. Wird beim Schweißen das Kabel über die Schulter gelegt, ist eine größere Bewegungsfreiheit gegeben und die Hand wird entlastet, da ein Großteil des Gewichts auf der Schulter ruht. Dabei muss jedoch gewährleistet sein, dass die Isolierung an Kabel und Elektrodenhalter funktionsfähig ist, ansonsten besteht die Gefahr eines elektrischen Schlags.
Lichtbogen zünden
Diesen Arbeitsschritt an einem Schrottblech üben, bevor zu exaktem Arbeiten übergegangen wird. Häufig treten zunächst Schwierigkeiten in der Form auf, dass die Elektrode am Werkstück „festklebt“. Dies ist darauf zurück zu führen, dass die Elektrode zu fest auf das Werkstück aufgesetzt und nicht schnell genug wider zurückgezogen wird. Bei einer geringen Stromstärke wird dieses Problem noch deutlicher. Das „Festkleben“ der Elektrode kann dadurch umgangen werden, dass man mit der Elektrode über die Werkstückoberfläche kratzt, so wie beim Anzünden eines Streichholzes. Sobald der Lichtbogen erscheint, zwischen der brennenden Elektrode und dem Grundmetall einen Spalt von 1,6 mm bis 3,2 mm beibehalten. Die abschmelzende Elektrode langsam über die Blechoberfläche führen.
Ein weiteres mögliches Problem ist die Tendenz, die Elektrode nach dem Zünden des Lichtbogens zu weit zurück zu ziehen, sodass der Lichtbogen wieder unterbrochen wird. Mit ein wenig Übung werden diese beiden Schwierigkeiten schnell überwunden sein.
Art # A-07696_AB20°
1.6 mm (1/16”)
Abbildung 4-10: Zündung des Lichtbogens
Lichtbogenlänge
Die Einstellung der Lichtbogenlänge auf ein Maß, das akkurate Schweißnähte erzeugt, wird schnell zu einer automatischen Fertigkeit. So äußert sich eine zu große Lichtbogenlänge beim Schweißen in knisternden oder stotternden Geräuschen, und das Schweißgut ergibt große, ungleichmäßige Kleckse. Die Schweißlage ist abgeflacht und es kommt zu erhöhter Spritzerbildung. Für eine hohe Schweißnahtqualität ist eine geringe Lichtbogenlänge unabdingbar. Ist der Lichtbogen jedoch zu kurz, kann die Schweißnaht durch Schlacke geschwärzt werden und die Elektrode in der Naht eingeschlossen werden. Sollte dies passieren, muss die Elektrode kurz über die Naht zurückgedreht werden, um sie von der Naht zu lösen.
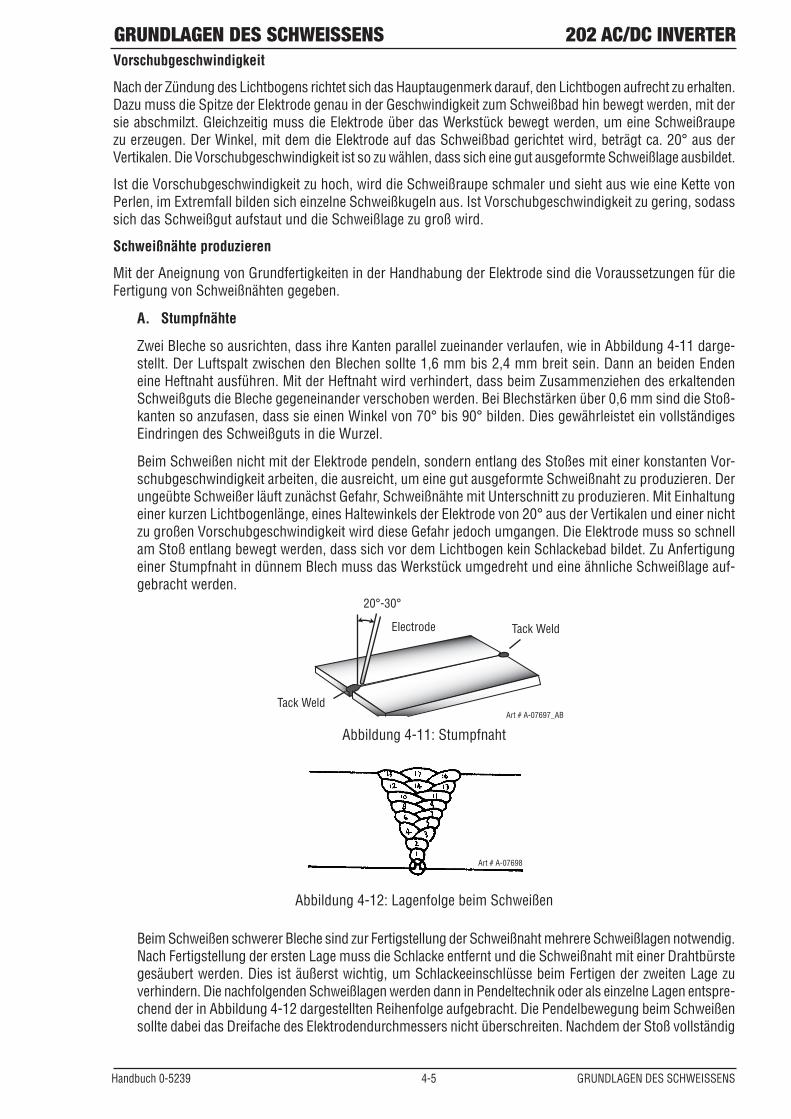
GRUNDLAGEN DES SCHWEISSENS 202 AC/DC INVERTER
Handbuch 0-5239 4-5 GRUNDLAGEN DES SCHWEISSENS
Vorschubgeschwindigkeit
Nach der Zündung des Lichtbogens richtet sich das Hauptaugenmerk darauf, den Lichtbogen aufrecht zu erhalten. Dazu muss die Spitze der Elektrode genau in der Geschwindigkeit zum Schweißbad hin bewegt werden, mit der sie abschmilzt. Gleichzeitig muss die Elektrode über das Werkstück bewegt werden, um eine Schweißraupe zu erzeugen. Der Winkel, mit dem die Elektrode auf das Schweißbad gerichtet wird, beträgt ca. 20° aus der Vertikalen. Die Vorschubgeschwindigkeit ist so zu wählen, dass sich eine gut ausgeformte Schweißlage ausbildet.
Ist die Vorschubgeschwindigkeit zu hoch, wird die Schweißraupe schmaler und sieht aus wie eine Kette von Perlen, im Extremfall bilden sich einzelne Schweißkugeln aus. Ist Vorschubgeschwindigkeit zu gering, sodass sich das Schweißgut aufstaut und die Schweißlage zu groß wird.
Schweißnähte produzieren
Mit der Aneignung von Grundfertigkeiten in der Handhabung der Elektrode sind die Voraussetzungen für die Fertigung von Schweißnähten gegeben.
A. Stumpfnähte
Zwei Bleche so ausrichten, dass ihre Kanten parallel zueinander verlaufen, wie in Abbildung 4-11 darge-stellt. Der Luftspalt zwischen den Blechen sollte 1,6 mm bis 2,4 mm breit sein. Dann an beiden Enden eine Heftnaht ausführen. Mit der Heftnaht wird verhindert, dass beim Zusammenziehen des erkaltenden Schweißguts die Bleche gegeneinander verschoben werden. Bei Blechstärken über 0,6 mm sind die Stoß-kanten so anzufasen, dass sie einen Winkel von 70° bis 90° bilden. Dies gewährleistet ein vollständiges Eindringen des Schweißguts in die Wurzel.
Beim Schweißen nicht mit der Elektrode pendeln, sondern entlang des Stoßes mit einer konstanten Vor-schubgeschwindigkeit arbeiten, die ausreicht, um eine gut ausgeformte Schweißnaht zu produzieren. Der ungeübte Schweißer läuft zunächst Gefahr, Schweißnähte mit Unterschnitt zu produzieren. Mit Einhaltung einer kurzen Lichtbogenlänge, eines Haltewinkels der Elektrode von 20° aus der Vertikalen und einer nicht zu großen Vorschubgeschwindigkeit wird diese Gefahr jedoch umgangen. Die Elektrode muss so schnell am Stoß entlang bewegt werden, dass sich vor dem Lichtbogen kein Schlackebad bildet. Zu Anfertigung einer Stumpfnaht in dünnem Blech muss das Werkstück umgedreht und eine ähnliche Schweißlage auf-gebracht werden.
Art # A-07697_ABTack Weld
20°-30°
Electrode Tack Weld
Abbildung 4-11: Stumpfnaht
Art # A-07698
Abbildung 4-12: Lagenfolge beim Schweißen
Beim Schweißen schwerer Bleche sind zur Fertigstellung der Schweißnaht mehrere Schweißlagen notwendig. Nach Fertigstellung der ersten Lage muss die Schlacke entfernt und die Schweißnaht mit einer Drahtbürste gesäubert werden. Dies ist äußerst wichtig, um Schlackeeinschlüsse beim Fertigen der zweiten Lage zu verhindern. Die nachfolgenden Schweißlagen werden dann in Pendeltechnik oder als einzelne Lagen entspre-chend der in Abbildung 4-12 dargestellten Reihenfolge aufgebracht. Die Pendelbewegung beim Schweißen sollte dabei das Dreifache des Elektrodendurchmessers nicht überschreiten. Nachdem der Stoß vollständig
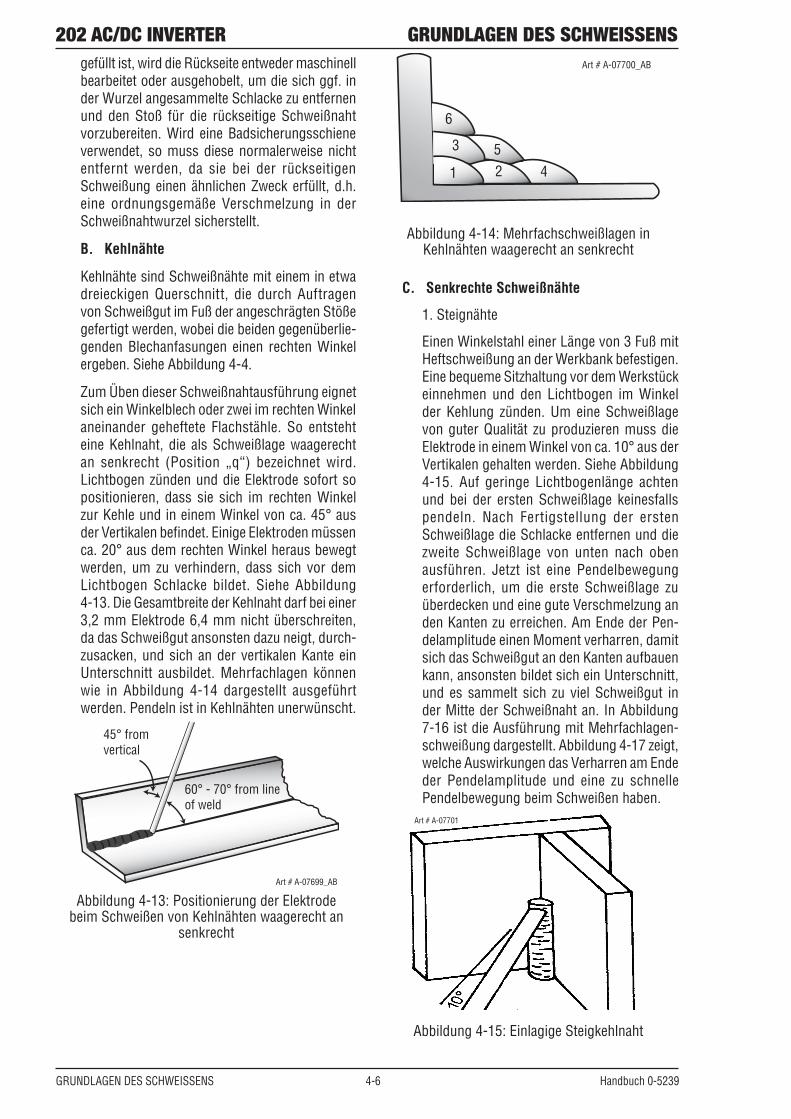
202 AC/DC INVERTER GRUNDLAGEN DES SCHWEISSENS
GRUNDLAGEN DES SCHWEISSENS 4-6 Handbuch 0-5239
gefüllt ist, wird die Rückseite entweder maschinell bearbeitet oder ausgehobelt, um die sich ggf. in der Wurzel angesammelte Schlacke zu entfernen und den Stoß für die rückseitige Schweißnaht vorzubereiten. Wird eine Badsicherungsschiene verwendet, so muss diese normalerweise nicht entfernt werden, da sie bei der rückseitigen Schweißung einen ähnlichen Zweck erfüllt, d.h. eine ordnungsgemäße Verschmelzung in der Schweißnahtwurzel sicherstellt.
B. Kehlnähte
Kehlnähte sind Schweißnähte mit einem in etwa dreieckigen Querschnitt, die durch Auftragen von Schweißgut im Fuß der angeschrägten Stöße gefertigt werden, wobei die beiden gegenüberlie-genden Blechanfasungen einen rechten Winkel ergeben. Siehe Abbildung 4-4.
Zum Üben dieser Schweißnahtausführung eignet sich ein Winkelblech oder zwei im rechten Winkel aneinander geheftete Flachstähle. So entsteht eine Kehlnaht, die als Schweißlage waagerecht an senkrecht (Position „q“) bezeichnet wird. Lichtbogen zünden und die Elektrode sofort so positionieren, dass sie sich im rechten Winkel zur Kehle und in einem Winkel von ca. 45° aus der Vertikalen befindet. Einige Elektroden müssen ca. 20° aus dem rechten Winkel heraus bewegt werden, um zu verhindern, dass sich vor dem Lichtbogen Schlacke bildet. Siehe Abbildung 4-13. Die Gesamtbreite der Kehlnaht darf bei einer 3,2 mm Elektrode 6,4 mm nicht überschreiten, da das Schweißgut ansonsten dazu neigt, durch-zusacken, und sich an der vertikalen Kante ein Unterschnitt ausbildet. Mehrfachlagen können wie in Abbildung 4-14 dargestellt ausgeführt werden. Pendeln ist in Kehlnähten unerwünscht.
Art # A-07699_AB
45° fromvertical
60° - 70° from lineof weld
Abbildung 4-13: Positionierung der Elektrode beim Schweißen von Kehlnähten waagerecht an
senkrecht
Art # A-07700_AB
1 2
3
45
6
Abbildung 4-14: Mehrfachschweißlagen in Kehlnähten waagerecht an senkrecht
C. Senkrechte Schweißnähte
1. Steignähte
Einen Winkelstahl einer Länge von 3 Fuß mit Heftschweißung an der Werkbank befestigen. Eine bequeme Sitzhaltung vor dem Werkstück einnehmen und den Lichtbogen im Winkel der Kehlung zünden. Um eine Schweißlage von guter Qualität zu produzieren muss die Elektrode in einem Winkel von ca. 10° aus der Vertikalen gehalten werden. Siehe Abbildung 4-15. Auf geringe Lichtbogenlänge achten und bei der ersten Schweißlage keinesfalls pendeln. Nach Fertigstellung der ersten Schweißlage die Schlacke entfernen und die zweite Schweißlage von unten nach oben ausführen. Jetzt ist eine Pendelbewegung erforderlich, um die erste Schweißlage zu überdecken und eine gute Verschmelzung an den Kanten zu erreichen. Am Ende der Pen-delamplitude einen Moment verharren, damit sich das Schweißgut an den Kanten aufbauen kann, ansonsten bildet sich ein Unterschnitt, und es sammelt sich zu viel Schweißgut in der Mitte der Schweißnaht an. In Abbildung 7-16 ist die Ausführung mit Mehrfachlagen-schweißung dargestellt. Abbildung 4-17 zeigt, welche Auswirkungen das Verharren am Ende der Pendelamplitude und eine zu schnelle Pendelbewegung beim Schweißen haben.
Art # A-07701
Abbildung 4-15: Einlagige Steigkehlnaht
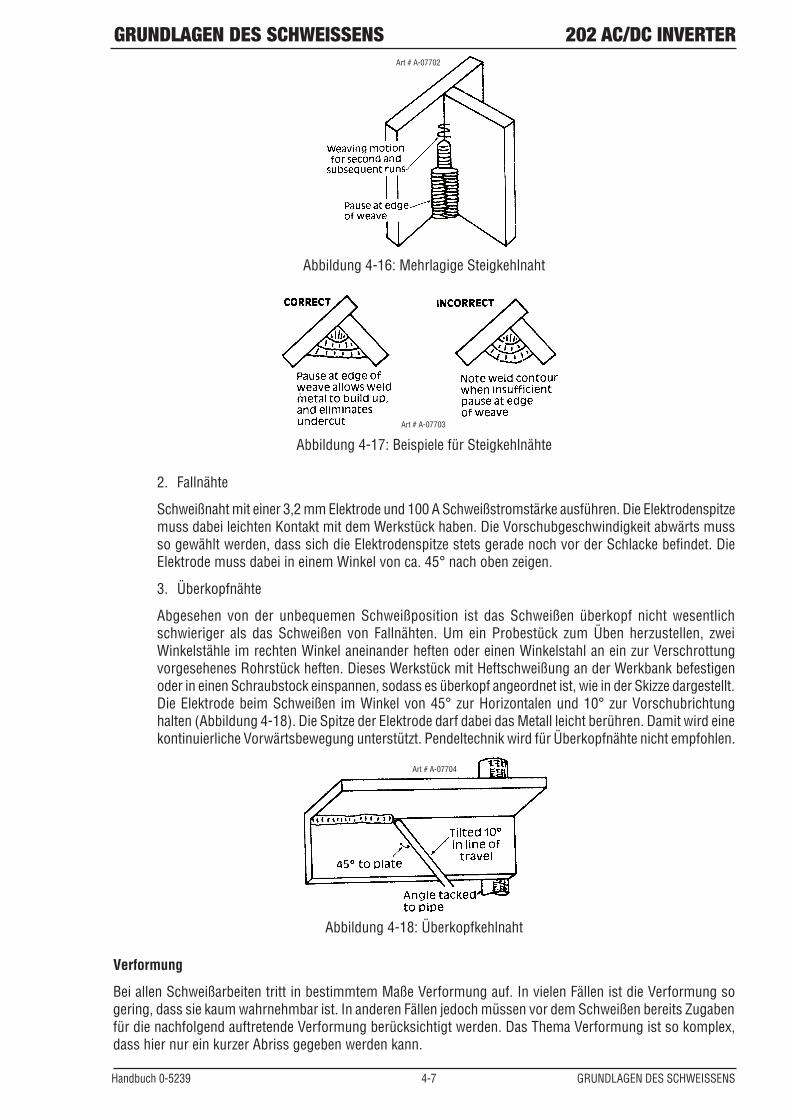
GRUNDLAGEN DES SCHWEISSENS 202 AC/DC INVERTER
Handbuch 0-5239 4-7 GRUNDLAGEN DES SCHWEISSENS
Art # A-07702
Abbildung 4-16: Mehrlagige Steigkehlnaht
Art # A-07703
Abbildung 4-17: Beispiele für Steigkehlnähte
2. Fallnähte
Schweißnaht mit einer 3,2 mm Elektrode und 100 A Schweißstromstärke ausführen. Die Elektrodenspitze muss dabei leichten Kontakt mit dem Werkstück haben. Die Vorschubgeschwindigkeit abwärts muss so gewählt werden, dass sich die Elektrodenspitze stets gerade noch vor der Schlacke befindet. Die Elektrode muss dabei in einem Winkel von ca. 45° nach oben zeigen.
3. Überkopfnähte
Abgesehen von der unbequemen Schweißposition ist das Schweißen überkopf nicht wesentlich schwieriger als das Schweißen von Fallnähten. Um ein Probestück zum Üben herzustellen, zwei Winkelstähle im rechten Winkel aneinander heften oder einen Winkelstahl an ein zur Verschrottung vorgesehenes Rohrstück heften. Dieses Werkstück mit Heftschweißung an der Werkbank befestigen oder in einen Schraubstock einspannen, sodass es überkopf angeordnet ist, wie in der Skizze dargestellt. Die Elektrode beim Schweißen im Winkel von 45° zur Horizontalen und 10° zur Vorschubrichtung halten (Abbildung 4-18). Die Spitze der Elektrode darf dabei das Metall leicht berühren. Damit wird eine kontinuierliche Vorwärtsbewegung unterstützt. Pendeltechnik wird für Überkopfnähte nicht empfohlen.
Art # A-07704
Abbildung 4-18: Überkopfkehlnaht
Verformung
Bei allen Schweißarbeiten tritt in bestimmtem Maße Verformung auf. In vielen Fällen ist die Verformung so gering, dass sie kaum wahrnehmbar ist. In anderen Fällen jedoch müssen vor dem Schweißen bereits Zugaben für die nachfolgend auftretende Verformung berücksichtigt werden. Das Thema Verformung ist so komplex, dass hier nur ein kurzer Abriss gegeben werden kann.
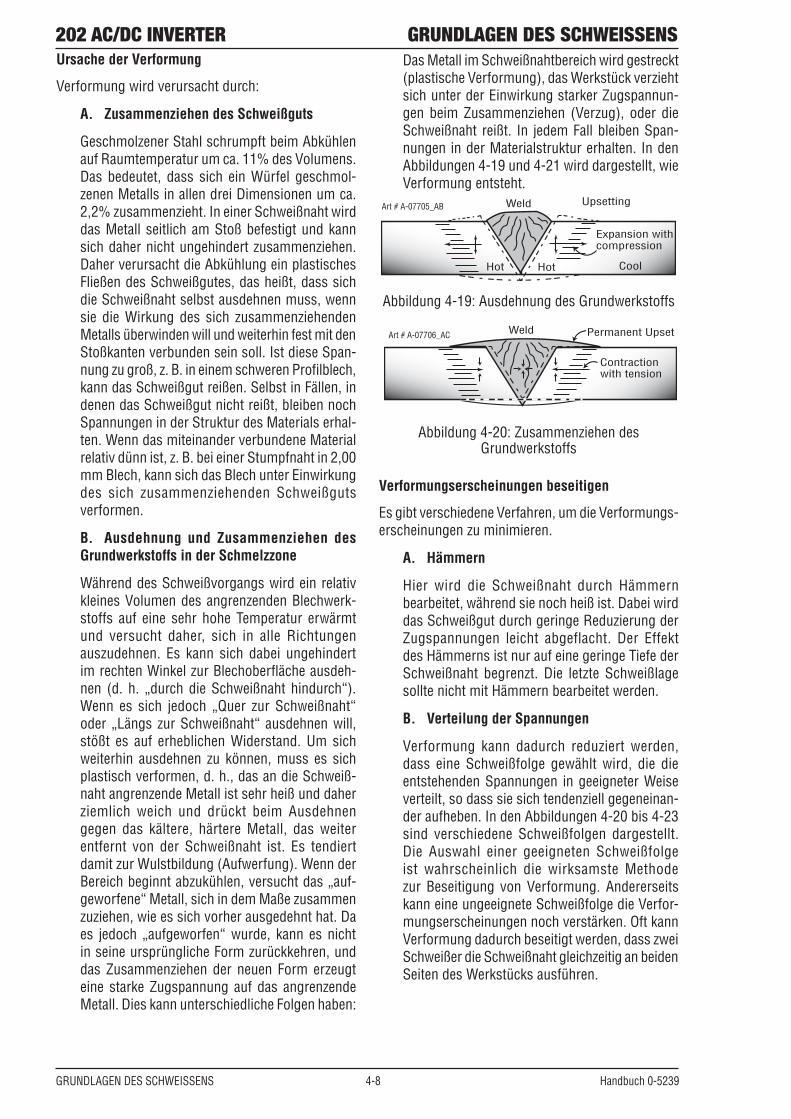
202 AC/DC INVERTER GRUNDLAGEN DES SCHWEISSENS
GRUNDLAGEN DES SCHWEISSENS 4-8 Handbuch 0-5239
Ursache der Verformung
Verformung wird verursacht durch:
A. Zusammenziehen des Schweißguts
Geschmolzener Stahl schrumpft beim Abkühlen auf Raumtemperatur um ca. 11% des Volumens. Das bedeutet, dass sich ein Würfel geschmol-zenen Metalls in allen drei Dimensionen um ca. 2,2% zusammenzieht. In einer Schweißnaht wird das Metall seitlich am Stoß befestigt und kann sich daher nicht ungehindert zusammenziehen. Daher verursacht die Abkühlung ein plastisches Fließen des Schweißgutes, das heißt, dass sich die Schweißnaht selbst ausdehnen muss, wenn sie die Wirkung des sich zusammenziehenden Metalls überwinden will und weiterhin fest mit den Stoßkanten verbunden sein soll. Ist diese Span-nung zu groß, z. B. in einem schweren Profilblech, kann das Schweißgut reißen. Selbst in Fällen, in denen das Schweißgut nicht reißt, bleiben noch Spannungen in der Struktur des Materials erhal-ten. Wenn das miteinander verbundene Material relativ dünn ist, z. B. bei einer Stumpfnaht in 2,00 mm Blech, kann sich das Blech unter Einwirkung des sich zusammenziehenden Schweißguts verformen.
B. Ausdehnung und Zusammenziehen des Grundwerkstoffs in der Schmelzzone
Während des Schweißvorgangs wird ein relativ kleines Volumen des angrenzenden Blechwerk-stoffs auf eine sehr hohe Temperatur erwärmt und versucht daher, sich in alle Richtungen auszudehnen. Es kann sich dabei ungehindert im rechten Winkel zur Blechoberfläche ausdeh-nen (d. h. „durch die Schweißnaht hindurch“). Wenn es sich jedoch „Quer zur Schweißnaht“ oder „Längs zur Schweißnaht“ ausdehnen will, stößt es auf erheblichen Widerstand. Um sich weiterhin ausdehnen zu können, muss es sich plastisch verformen, d. h., das an die Schweiß-naht angrenzende Metall ist sehr heiß und daher ziemlich weich und drückt beim Ausdehnen gegen das kältere, härtere Metall, das weiter entfernt von der Schweißnaht ist. Es tendiert damit zur Wulstbildung (Aufwerfung). Wenn der Bereich beginnt abzukühlen, versucht das „auf-geworfene“ Metall, sich in dem Maße zusammen zuziehen, wie es sich vorher ausgedehnt hat. Da es jedoch „aufgeworfen“ wurde, kann es nicht in seine ursprüngliche Form zurückkehren, und das Zusammenziehen der neuen Form erzeugt eine starke Zugspannung auf das angrenzende Metall. Dies kann unterschiedliche Folgen haben:
Das Metall im Schweißnahtbereich wird gestreckt (plastische Verformung), das Werkstück verzieht sich unter der Einwirkung starker Zugspannun-gen beim Zusammenziehen (Verzug), oder die Schweißnaht reißt. In jedem Fall bleiben Span-nungen in der Materialstruktur erhalten. In den Abbildungen 4-19 und 4-21 wird dargestellt, wie Verformung entsteht.
Art # A-07705_AB
Hot Hot
Weld Upsetting
Expansion withcompression
Cool
Abbildung 4-19: Ausdehnung des Grundwerkstoffs
Art # A-07706_AC Weld Permanent Upset
Contraction with tension
Abbildung 4-20: Zusammenziehen des Grundwerkstoffs
Verformungserscheinungen beseitigen
Es gibt verschiedene Verfahren, um die Verformungs-erscheinungen zu minimieren.
A. Hämmern
Hier wird die Schweißnaht durch Hämmern bearbeitet, während sie noch heiß ist. Dabei wird das Schweißgut durch geringe Reduzierung der Zugspannungen leicht abgeflacht. Der Effekt des Hämmerns ist nur auf eine geringe Tiefe der Schweißnaht begrenzt. Die letzte Schweißlage sollte nicht mit Hämmern bearbeitet werden.
B. Verteilung der Spannungen
Verformung kann dadurch reduziert werden, dass eine Schweißfolge gewählt wird, die die entstehenden Spannungen in geeigneter Weise verteilt, so dass sie sich tendenziell gegeneinan-der aufheben. In den Abbildungen 4-20 bis 4-23 sind verschiedene Schweißfolgen dargestellt. Die Auswahl einer geeigneten Schweißfolge ist wahrscheinlich die wirksamste Methode zur Beseitigung von Verformung. Andererseits kann eine ungeeignete Schweißfolge die Verfor-mungserscheinungen noch verstärken. Oft kann Verformung dadurch beseitigt werden, dass zwei Schweißer die Schweißnaht gleichzeitig an beiden Seiten des Werkstücks ausführen.
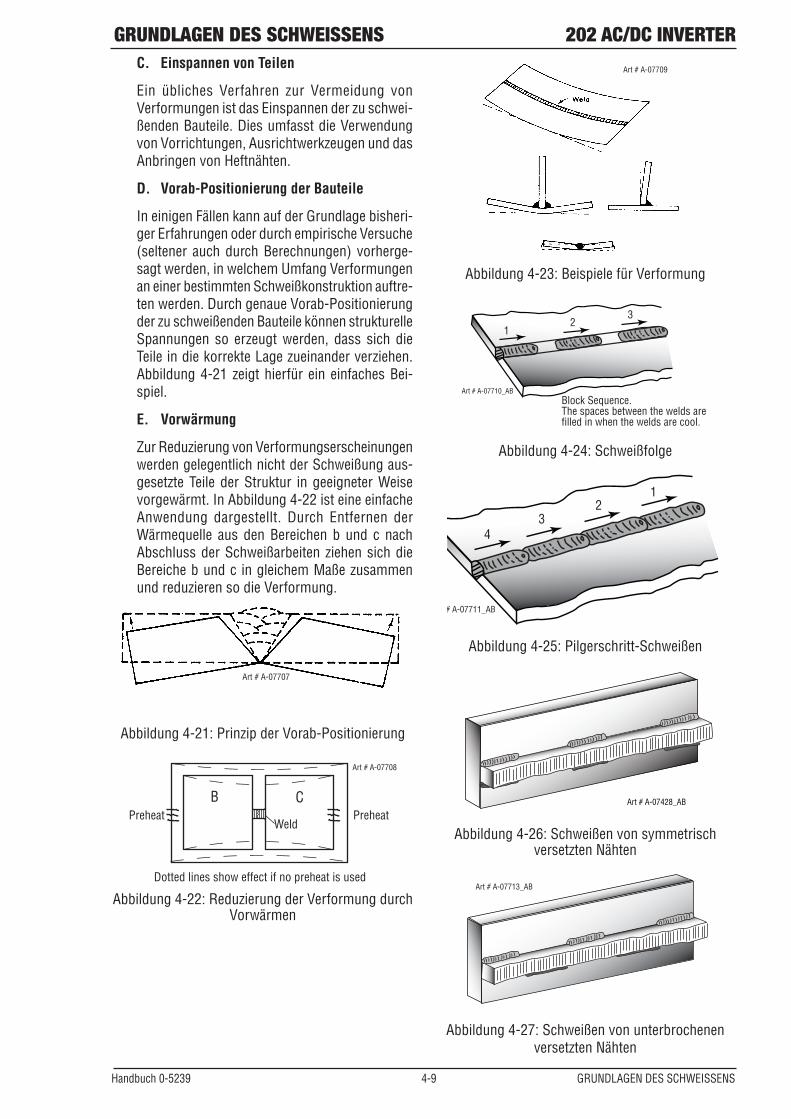
GRUNDLAGEN DES SCHWEISSENS 202 AC/DC INVERTER
Handbuch 0-5239 4-9 GRUNDLAGEN DES SCHWEISSENS
C. Einspannen von Teilen
Ein übliches Verfahren zur Vermeidung von Verformungen ist das Einspannen der zu schwei-ßenden Bauteile. Dies umfasst die Verwendung von Vorrichtungen, Ausrichtwerkzeugen und das Anbringen von Heftnähten.
D. Vorab-Positionierung der Bauteile
In einigen Fällen kann auf der Grundlage bisheri-ger Erfahrungen oder durch empirische Versuche (seltener auch durch Berechnungen) vorherge-sagt werden, in welchem Umfang Verformungen an einer bestimmten Schweißkonstruktion auftre-ten werden. Durch genaue Vorab-Positionierung der zu schweißenden Bauteile können strukturelle Spannungen so erzeugt werden, dass sich die Teile in die korrekte Lage zueinander verziehen. Abbildung 4-21 zeigt hierfür ein einfaches Bei-spiel.
E. Vorwärmung
Zur Reduzierung von Verformungserscheinungen werden gelegentlich nicht der Schweißung aus-gesetzte Teile der Struktur in geeigneter Weise vorgewärmt. In Abbildung 4-22 ist eine einfache Anwendung dargestellt. Durch Entfernen der Wärmequelle aus den Bereichen b und c nach Abschluss der Schweißarbeiten ziehen sich die Bereiche b und c in gleichem Maße zusammen und reduzieren so die Verformung.
Art # A-07707
Abbildung 4-21: Prinzip der Vorab-Positionierung
Art # A-07708
BPreheatPreheat
Dotted lines show effect if no preheat is used
Weld
C
Abbildung 4-22: Reduzierung der Verformung durch Vorwärmen
Art # A-07709
Abbildung 4-23: Beispiele für Verformung
Art # A-07710_AB
1
Block Sequence.The spaces between the welds are filled in when the welds are cool.
23
Abbildung 4-24: Schweißfolge
Art # A-07711_AB
43
21
Abbildung 4-25: Pilgerschritt-Schweißen
Art # A-07428_AB
Abbildung 4-26: Schweißen von symmetrisch versetzten Nähten
Art # A-07713_AB
Abbildung 4-27: Schweißen von unterbrochenen versetzten Nähten
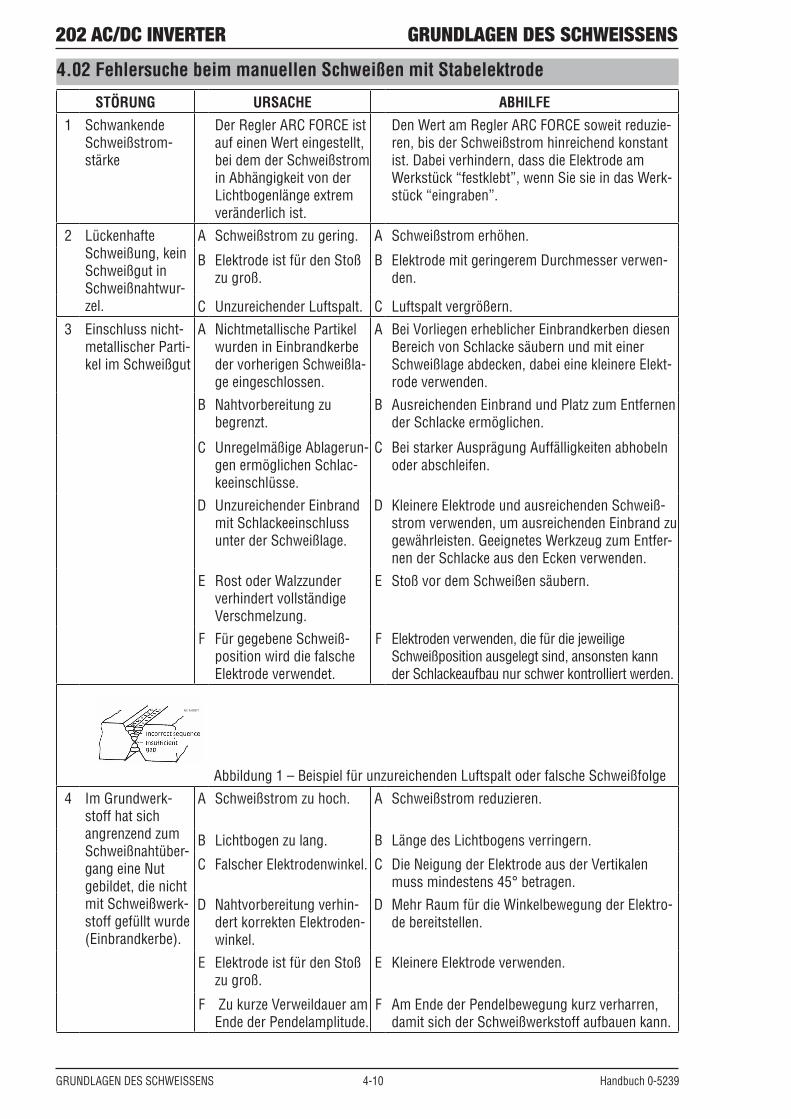
202 AC/DC INVERTER GRUNDLAGEN DES SCHWEISSENS
GRUNDLAGEN DES SCHWEISSENS 4-10 Handbuch 0-5239
4.02 Fehlersuche beim manuellen Schweißen mit Stabelektrode
STÖRUNG URSACHE ABHILFE
1 Schwankende Schweißstrom-stärke
Der Regler ARC FORCE ist auf einen Wert eingestellt, bei dem der Schweißstrom in Abhängigkeit von der Lichtbogenlänge extrem veränderlich ist.
Den Wert am Regler ARC FORCE soweit reduzie-ren, bis der Schweißstrom hinreichend konstant ist. Dabei verhindern, dass die Elektrode am Werkstück “festklebt”, wenn Sie sie in das Werk-stück “eingraben”.
2 Lückenhafte Schweißung, kein Schweißgut in Schweißnahtwur-zel.
A Schweißstrom zu gering. A Schweißstrom erhöhen.
B Elektrode ist für den Stoß zu groß.
B Elektrode mit geringerem Durchmesser verwen-den.
C Unzureichender Luftspalt. C Luftspalt vergrößern.
3 Einschluss nicht-metallischer Parti-kel im Schweißgut
A Nichtmetallische Partikel wurden in Einbrandkerbe der vorherigen Schweißla-ge eingeschlossen.
A Bei Vorliegen erheblicher Einbrandkerben diesen Bereich von Schlacke säubern und mit einer Schweißlage abdecken, dabei eine kleinere Elekt-rode verwenden.
B Nahtvorbereitung zu begrenzt.
B Ausreichenden Einbrand und Platz zum Entfernen der Schlacke ermöglichen.
C Unregelmäßige Ablagerun-gen ermöglichen Schlac-keeinschlüsse.
C Bei starker Ausprägung Auffälligkeiten abhobeln oder abschleifen.
D Unzureichender Einbrand mit Schlackeeinschluss unter der Schweißlage.
D Kleinere Elektrode und ausreichenden Schweiß-strom verwenden, um ausreichenden Einbrand zu gewährleisten. Geeignetes Werkzeug zum Entfer-nen der Schlacke aus den Ecken verwenden.
E Rost oder Walzzunder verhindert vollständige Verschmelzung.
E Stoß vor dem Schweißen säubern.
F Für gegebene Schweiß-position wird die falsche Elektrode verwendet.
F Elektroden verwenden, die für die jeweilige Schweißposition ausgelegt sind, ansonsten kann der Schlackeaufbau nur schwer kontrolliert werden.
Art: A-04971
Abbildung 1 – Beispiel für unzureichenden Luftspalt oder falsche Schweißfolge
4 Im Grundwerk-stoff hat sich angrenzend zum Schweißnahtüber-gang eine Nut gebildet, die nicht mit Schweißwerk-stoff gefüllt wurde (Einbrandkerbe).
A Schweißstrom zu hoch. A Schweißstrom reduzieren.
B Lichtbogen zu lang. B Länge des Lichtbogens verringern.
C Falscher Elektrodenwinkel. C Die Neigung der Elektrode aus der Vertikalen muss mindestens 45° betragen.
D Nahtvorbereitung verhin-dert korrekten Elektroden-winkel.
D Mehr Raum für die Winkelbewegung der Elektro-de bereitstellen.
E Elektrode ist für den Stoß zu groß.
E Kleinere Elektrode verwenden.
F Zu kurze Verweildauer am Ende der Pendelamplitude.
F Am Ende der Pendelbewegung kurz verharren, damit sich der Schweißwerkstoff aufbauen kann.
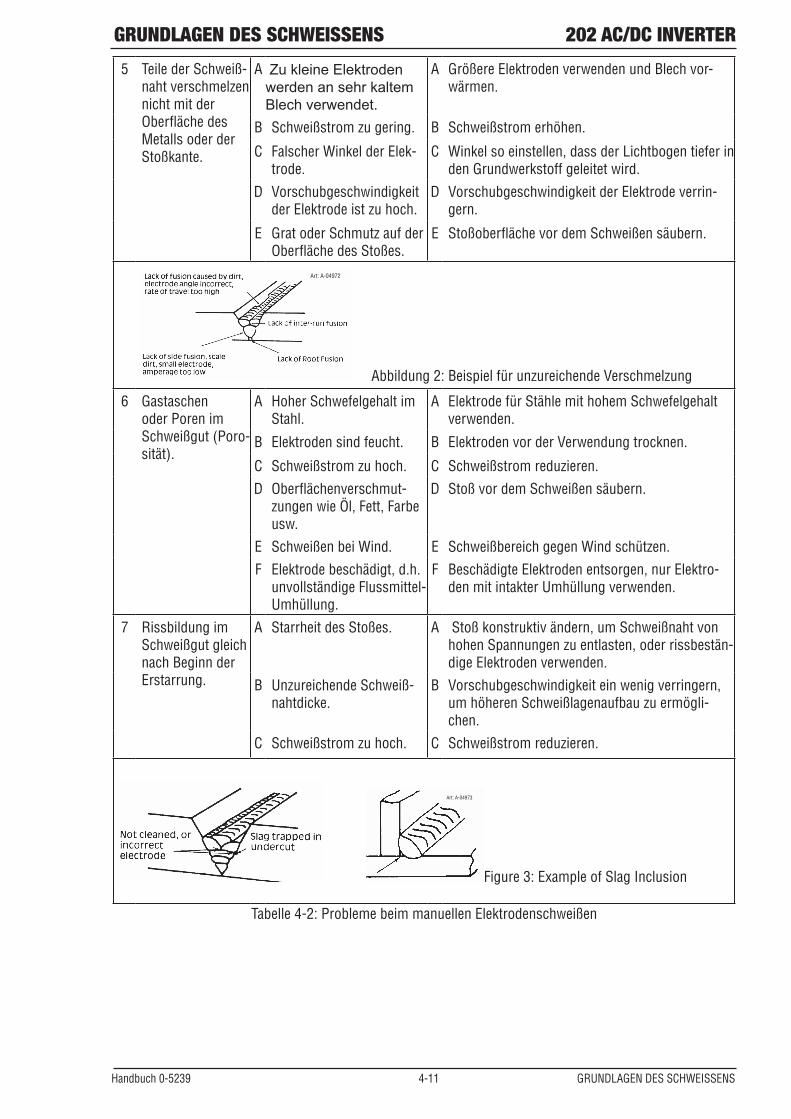
GRUNDLAGEN DES SCHWEISSENS 202 AC/DC INVERTER
Handbuch 0-5239 4-11 GRUNDLAGEN DES SCHWEISSENS
5 Teile der Schweiß-naht verschmelzen nicht mit der Oberfläche des Metalls oder der Stoßkante.
A Zu kleine Elektroden werden an sehr kaltem Blech verwendet.
A Größere Elektroden verwenden und Blech vor-wärmen.
B Schweißstrom zu gering. B Schweißstrom erhöhen.
C Falscher Winkel der Elek-trode.
C Winkel so einstellen, dass der Lichtbogen tiefer in den Grundwerkstoff geleitet wird.
D Vorschubgeschwindigkeit der Elektrode ist zu hoch.
D Vorschubgeschwindigkeit der Elektrode verrin-gern.
E Grat oder Schmutz auf der Oberfläche des Stoßes.
E Stoßoberfläche vor dem Schweißen säubern.
Art: A-04972
Abbildung 2: Beispiel für unzureichende Verschmelzung
6 Gastaschen oder Poren im Schweißgut (Poro-sität).
A Hoher Schwefelgehalt im Stahl.
A Elektrode für Stähle mit hohem Schwefelgehalt verwenden.
B Elektroden sind feucht. B Elektroden vor der Verwendung trocknen.
C Schweißstrom zu hoch. C Schweißstrom reduzieren.
D Oberflächenverschmut-zungen wie Öl, Fett, Farbe usw.
D Stoß vor dem Schweißen säubern.
E Schweißen bei Wind. E Schweißbereich gegen Wind schützen.
F Elektrode beschädigt, d.h. unvollständige Flussmittel-Umhüllung.
F Beschädigte Elektroden entsorgen, nur Elektro-den mit intakter Umhüllung verwenden.
7 Rissbildung im Schweißgut gleich nach Beginn der Erstarrung.
A Starrheit des Stoßes. A Stoß konstruktiv ändern, um Schweißnaht von hohen Spannungen zu entlasten, oder rissbestän-dige Elektroden verwenden.
B Unzureichende Schweiß-nahtdicke.
B Vorschubgeschwindigkeit ein wenig verringern, um höheren Schweißlagenaufbau zu ermögli-chen.
C Schweißstrom zu hoch. C Schweißstrom reduzieren.
Art: A-04973
Figure 3: Example of Slag Inclusion
Tabelle 4-2: Probleme beim manuellen Elektrodenschweißen
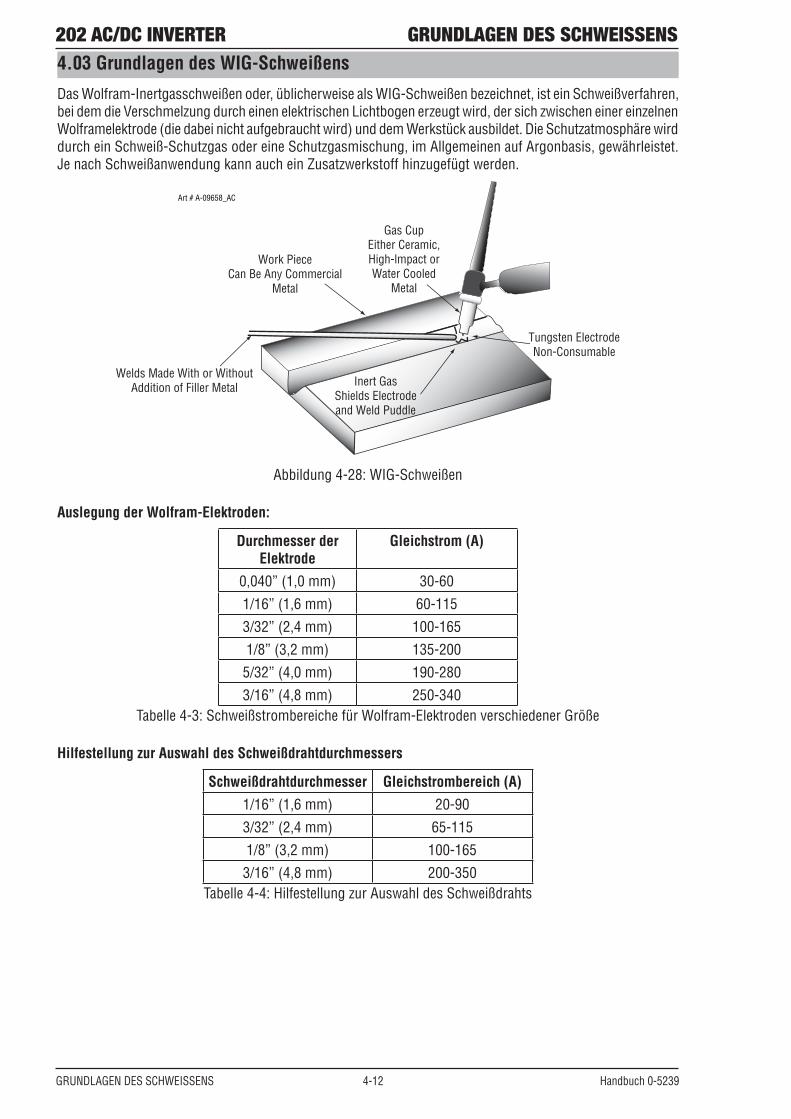
202 AC/DC INVERTER GRUNDLAGEN DES SCHWEISSENS
GRUNDLAGEN DES SCHWEISSENS 4-12 Handbuch 0-5239
4.03 Grundlagen des WIG-Schweißens
Das Wolfram-Inertgasschweißen oder, üblicherweise als WIG-Schweißen bezeichnet, ist ein Schweißverfahren, bei dem die Verschmelzung durch einen elektrischen Lichtbogen erzeugt wird, der sich zwischen einer einzelnen Wolframelektrode (die dabei nicht aufgebraucht wird) und dem Werkstück ausbildet. Die Schutzatmosphäre wird durch ein Schweiß-Schutzgas oder eine Schutzgasmischung, im Allgemeinen auf Argonbasis, gewährleistet. Je nach Schweißanwendung kann auch ein Zusatzwerkstoff hinzugefügt werden.
Welds Made With or WithoutAddition of Filler Metal
Work PieceCan Be Any Commercial
Metal
Gas CupEither Ceramic,High-lmpact orWater Cooled
Metal
Inert GasShields Electrodeand Weld Puddle
Tungsten ElectrodeNon-Consumable
Art # A-09658_AC
Abbildung 4-28: WIG-Schweißen
Auslegung der Wolfram-Elektroden:
Durchmesser der Elektrode
Gleichstrom (A)
0,040” (1,0 mm) 30-60
1/16” (1,6 mm) 60-115
3/32” (2,4 mm) 100-165
1/8” (3,2 mm) 135-200
5/32” (4,0 mm) 190-280
3/16” (4,8 mm) 250-340Tabelle 4-3: Schweißstrombereiche für Wolfram-Elektroden verschiedener Größe
Hilfestellung zur Auswahl des Schweißdrahtdurchmessers
Schweißdrahtdurchmesser Gleichstrombereich (A)
1/16” (1,6 mm) 20-90
3/32” (2,4 mm) 65-115
1/8” (3,2 mm) 100-165
3/16” (4,8 mm) 200-350Tabelle 4-4: Hilfestellung zur Auswahl des Schweißdrahts
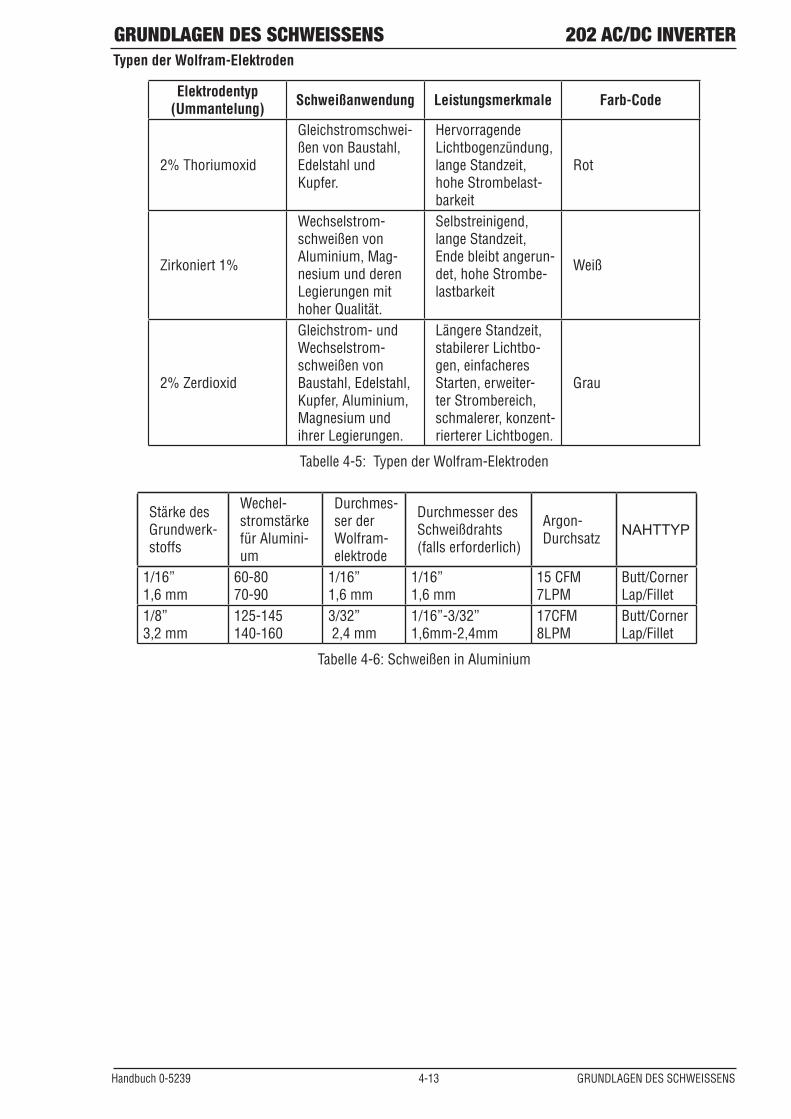
GRUNDLAGEN DES SCHWEISSENS 202 AC/DC INVERTER
Handbuch 0-5239 4-13 GRUNDLAGEN DES SCHWEISSENS
Typen der Wolfram-Elektroden
Elektrodentyp (Ummantelung) Schweißanwendung Leistungsmerkmale Farb-Code
2% Thoriumoxid
Gleichstromschwei-ßen von Baustahl, Edelstahl und Kupfer.
Hervorragende Lichtbogenzündung, lange Standzeit, hohe Strombelast-barkeit
Rot
Zirkoniert 1%
Wechselstrom-schweißen von Aluminium, Mag-nesium und deren Legierungen mit hoher Qualität.
Selbstreinigend, lange Standzeit, Ende bleibt angerun-det, hohe Strombe-lastbarkeit
Weiß
2% Zerdioxid
Gleichstrom- und Wechselstrom-schweißen von Baustahl, Edelstahl, Kupfer, Aluminium, Magnesium und ihrer Legierungen.
Längere Standzeit, stabilerer Lichtbo-gen, einfacheres Starten, erweiter-ter Strombereich, schmal erer, konzent-rierterer Lichtbogen.
Grau
Tabelle 4-5: Typen der Wolfram-Elektroden
Stärke des Grundwerk-stoffs
Wechel-stromstärke für Alumini-um
Durchmes-ser der Wolfram-elektrode
Durchmesser des Schweißdrahts (falls erforderlich)
Argon-Durchsatz NAHTTYP
1/16” 1,6 mm
60-80 70-90
1/16” 1,6 mm
1/16” 1,6 mm
15 CFM 7LPM
Butt/Corner Lap/Fillet
1/8” 3,2 mm
125-145 140-160
3/32” 2,4 mm
1/16”-3/32” 1,6mm-2,4mm
17CFM 8LPM
Butt/Corner Lap/Fillet
Tabelle 4-6: Schweißen in Aluminium
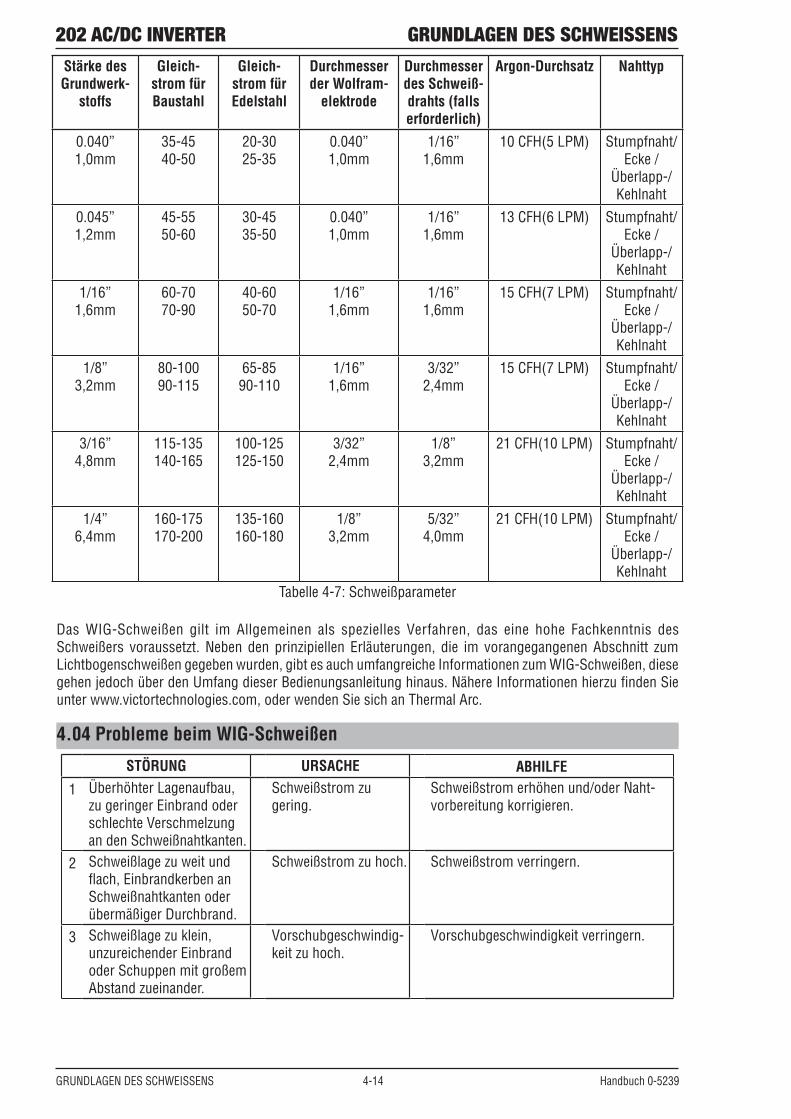
202 AC/DC INVERTER GRUNDLAGEN DES SCHWEISSENS
GRUNDLAGEN DES SCHWEISSENS 4-14 Handbuch 0-5239
Stärke des Grundwerk-
stoffs
Gleich-strom für Baustahl
Gleich-strom für Edelstahl
Durchmesser der Wolfram-
elektrode
Durchmesser des Schweiß-drahts (falls erforderlich)
Argon-Durchsatz Nahttyp
0.040” 1,0mm
35-45 40-50
20-30 25-35
0.040” 1,0mm
1/16” 1,6mm
10 CFH(5 LPM) Stumpfnaht/Ecke /
Überlapp-/Kehlnaht
0.045” 1,2mm
45-55 50-60
30-45 35-50
0.040” 1,0mm
1/16” 1,6mm
13 CFH(6 LPM) Stumpfnaht/Ecke /
Überlapp-/Kehlnaht
1/16” 1,6mm
60-70 70-90
40-60 50-70
1/16” 1,6mm
1/16” 1,6mm
15 CFH(7 LPM) Stumpfnaht/Ecke /
Überlapp-/Kehlnaht
1/8” 3,2mm
80-100 90-115
65-85 90-110
1/16” 1,6mm
3/32” 2,4mm
15 CFH(7 LPM) Stumpfnaht/Ecke /
Überlapp-/Kehlnaht
3/16” 4,8mm
115-135 140-165
100-125 125-150
3/32” 2,4mm
1/8” 3,2mm
21 CFH(10 LPM) Stumpfnaht/Ecke /
Überlapp-/Kehlnaht
1/4” 6,4mm
160-175 170-200
135-160 160-180
1/8” 3,2mm
5/32” 4,0mm
21 CFH(10 LPM) Stumpfnaht/Ecke /
Überlapp-/Kehlnaht
Tabelle 4-7: Schweißparameter
Das WIG-Schweißen gilt im Allgemeinen als spezielles Verfahren, das eine hohe Fachkenntnis des Schweißers voraussetzt. Neben den prinzipiellen Erläuterungen, die im vorangegangenen Abschnitt zum Lichtbogenschweißen gegeben wurden, gibt es auch umfangreiche Informationen zum WIG-Schweißen, diese gehen jedoch über den Umfang dieser Bedienungsanleitung hinaus. Nähere Informationen hierzu finden Sie unter www.victortechnologies.com, oder wenden Sie sich an Thermal Arc.
4.04 Probleme beim WIG-Schweißen
STÖRUNG URSACHE ABHILFE
1 Überhöhter Lagenaufbau, zu geringer Einbrand oder schlechte Verschmelzung an den Schweißnahtkanten.
Schweißstrom zu gering.
Schweißstrom erhöhen und/oder Naht-vorbereitung korrigieren.
2 Schweißlage zu weit und flach, Einbrandkerben an Schweißnahtkanten oder übermäßiger Durchbrand.
Schweißstrom zu hoch. Schweißstrom verringern.
3 Schweißlage zu klein, unzureichender Einbrand oder Schuppen mit großem Abstand zueinander.
Vorschubgeschwindig-keit zu hoch.
Vorschubgeschwindigkeit verringern.
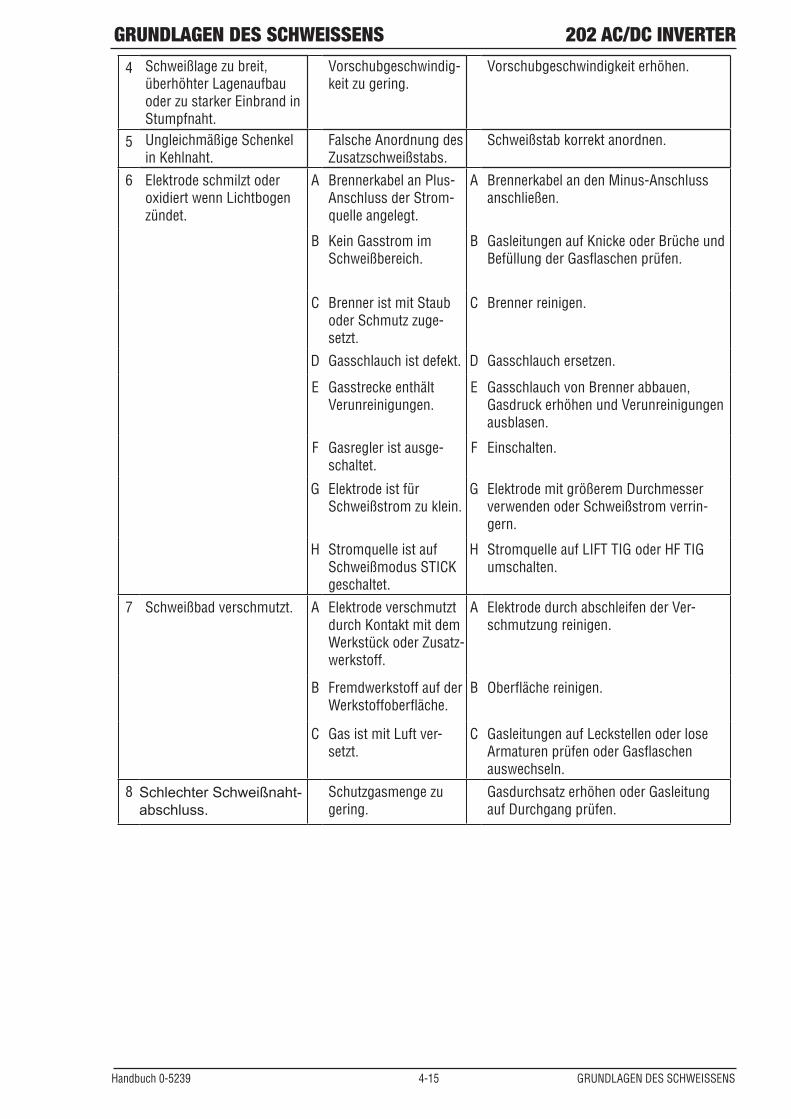
GRUNDLAGEN DES SCHWEISSENS 202 AC/DC INVERTER
Handbuch 0-5239 4-15 GRUNDLAGEN DES SCHWEISSENS
4 Schweißlage zu breit, überhöhter Lagenaufbau oder zu starker Einbrand in Stumpfnaht.
Vorschubgeschwindig-keit zu gering.
Vorschubgeschwindigkeit erhöhen.
5 Ungleichmäßige Schenkel in Kehlnaht.
Falsche Anordnung des Zusatzschweißstabs.
Schweißstab korrekt anordnen.
6 Elektrode schmilzt oder oxidiert wenn Lichtbogen zündet.
A Brennerkabel an Plus-Anschluss der Strom-quelle angelegt.
A Brennerkabel an den Minus-Anschluss anschließen.
B Kein Gasstrom im Schweißbereich.
B Gasleitungen auf Knicke oder Brüche und Befüllung der Gasflaschen prüfen.
C Brenner ist mit Staub oder Schmutz zuge-setzt.
C Brenner reinigen.
D Gasschlauch ist defekt. D Gasschlauch ersetzen.
E Gasstrecke enthält Verunreinigungen.
E Gasschlauch von Brenner abbauen, Gasdruck erhöhen und Verunreinigungen ausblasen.
F Gasregler ist ausge-schaltet.
F Einschalten.
G Elektrode ist für Schweißstrom zu klein.
G Elektrode mit größerem Durchmesser verwenden oder Schweißstrom verrin-gern.
H Stromquelle ist auf Schweißmodus STICK geschaltet.
H Stromquelle auf LIFT TIG oder HF TIG umschalten.
7 Schweißbad verschmutzt. A Elektrode verschmutzt durch Kontakt mit dem Werkstück oder Zusatz-werkstoff.
A Elektrode durch abschleifen der Ver-schmutzung reinigen.
B Fremdwerkstoff auf der Werkstoffoberfläche.
B Oberfläche reinigen.
C Gas ist mit Luft ver-setzt.
C Gasleitungen auf Leckstellen oder lose Armaturen prüfen oder Gasflaschen auswechseln.
8 Schlechter Schweißnaht-abschluss.
Schutzgasmenge zu gering.
Gasdurchsatz erhöhen oder Gasleitung auf Durchgang prüfen.
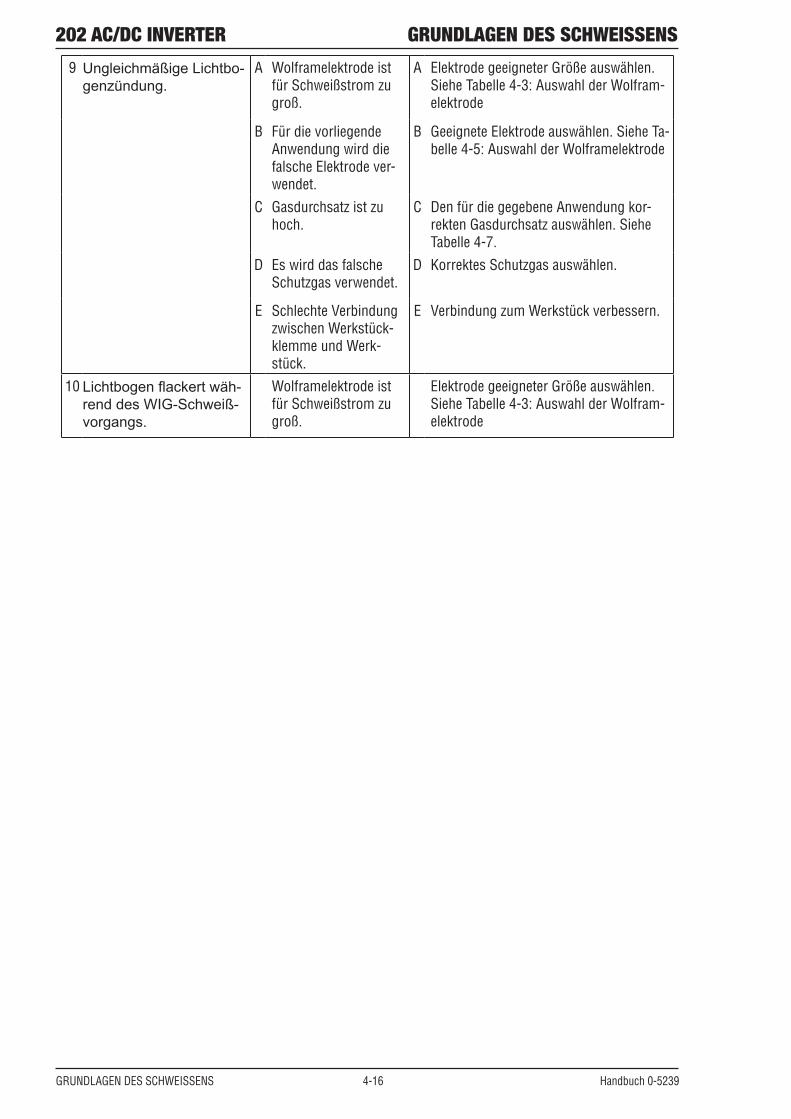
202 AC/DC INVERTER GRUNDLAGEN DES SCHWEISSENS
GRUNDLAGEN DES SCHWEISSENS 4-16 Handbuch 0-5239
9 Ungleichmäßige Lichtbo-genzündung.
A Wolframelektrode ist für Schweißstrom zu groß.
A Elektrode geeigneter Größe auswählen. Siehe Tabelle 4-3: Auswahl der Wolfram-elektrode
B Für die vorliegende Anwendung wird die falsche Elektrode ver-wendet.
B Geeignete Elektrode auswählen. Siehe Ta-belle 4-5: Auswahl der Wolframelektrode
C Gasdurchsatz ist zu hoch.
C Den für die gegebene Anwendung kor-rekten Gasdurchsatz auswählen. Siehe Tabelle 4-7.
D Es wird das falsche Schutzgas verwendet.
D Korrektes Schutzgas auswählen.
E Schlechte Verbindung zwischen Werkstück-klemme und Werk-stück.
E Verbindung zum Werkstück verbessern.
10 Lichtbogen flackert wäh-rend des WIG-Schweiß-vorgangs.
Wolframelektrode ist für Schweißstrom zu groß.
Elektrode geeigneter Größe auswählen. Siehe Tabelle 4-3: Auswahl der Wolfram-elektrode
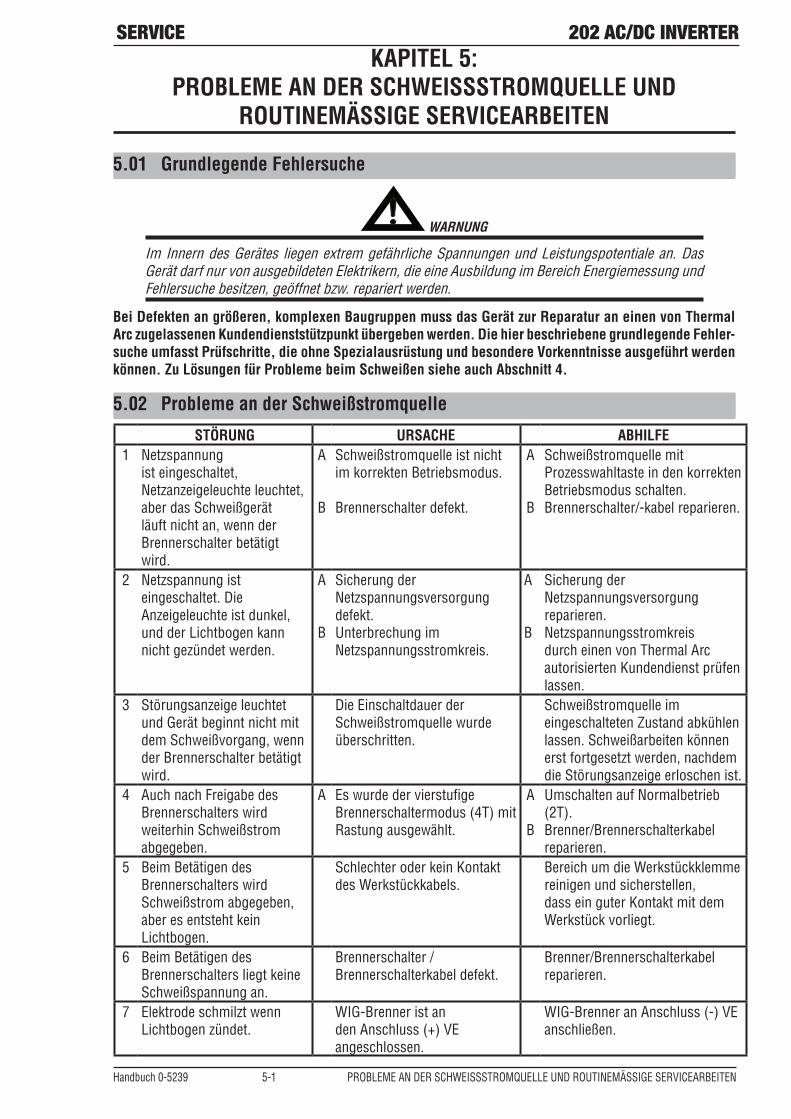
SERVICE 202 AC/DC INVERTER
Handbuch 0-5239 5-1 PROBLEME AN DER SCHWEISSSTROMQUELLE UND ROUTINEMÄSSIGE SERVICEARBEITEN
KAPITEL 5: PROBLEME AN DER SCHWEISSSTROMQUELLE UND
ROUTINEMÄSSIGE SERVICEARBEITEN
5.01 Grundlegende Fehlersuche
! WARNUNG
Im Innern des Gerätes liegen extrem gefährliche Spannungen und Leistungspotentiale an. Das Gerät darf nur von ausgebildeten Elektrikern, die eine Ausbildung im Bereich Energiemessung und Fehlersuche besitzen, geöffnet bzw. repariert werden.
Bei Defekten an größeren, komplexen Baugruppen muss das Gerät zur Reparatur an einen von Thermal Arc zugelassenen Kundendienststützpunkt übergeben werden. Die hier beschriebene grundlegende Fehler-suche umfasst Prüfschritte, die ohne Spezialausrüstung und besondere Vorkenntnisse ausgeführt werden können. Zu Lösungen für Probleme beim Schweißen siehe auch Abschnitt 4.
5.02 Probleme an der Schweißstromquelle
STÖRUNG URSACHE ABHILFE1 Netzspannung
ist eingeschaltet, Netzanzeigeleuchte leuchtet, aber das Schweißgerät läuft nicht an, wenn der Brennerschalter betätigt wird.
A B
Schweißstromquelle ist nicht im korrekten Betriebsmodus. Brennerschalter defekt.
A B
Schweißstromquelle mit Prozesswahltaste in den korrekten Betriebsmodus schalten. Brennerschalter/-kabel reparieren.
2 Netzspannung ist eingeschaltet. Die Anzeigeleuchte ist dunkel, und der Lichtbogen kann nicht gezündet werden.
A B
Sicherung der Netzspannungsversorgung defekt. Unterbrechung im Netzspannungsstromkreis.
A B
Sicherung der Netzspannungsversorgung reparieren. Netzspannungsstromkreis durch einen von Thermal Arc autorisierten Kundendienst prüfen lassen.
3 Störungsanzeige leuchtet und Gerät beginnt nicht mit dem Schweißvorgang, wenn der Brennerschalter betätigt wird.
Die Einschaltdauer der Schweißstromquelle wurde überschritten.
Schweißstromquelle im eingeschalteten Zustand abkühlen lassen. Schweißarbeiten können erst fortgesetzt werden, nachdem die Störungsanzeige erloschen ist.
4 Auch nach Freigabe des Brennerschalters wird weiterhin Schweißstrom abgegeben.
A
Es wurde der vierstufige Brennerschaltermodus (4T) mit Rastung ausgewählt.
A B
Umschalten auf Normalbetrieb (2T). Brenner/Brennerschalterkabel reparieren.
5 Beim Betätigen des Brennerschalters wird Schweißstrom abgegeben, aber es entsteht kein Lichtbogen.
Schlechter oder kein Kontakt des Werkstückkabels.
Bereich um die Werkstückklemme reinigen und sicherstellen, dass ein guter Kontakt mit dem Werkstück vorliegt.
6 Beim Betätigen des Brennerschalters liegt keine Schweißspannung an.
Brennerschalter / Brennerschalterkabel defekt.
Brenner/Brennerschalterkabel reparieren.
7 Elektrode schmilzt wenn Lichtbogen zündet.
WIG-Brenner ist an den Anschluss (+) VE angeschlossen.
WIG-Brenner an Anschluss (-) VE anschließen.
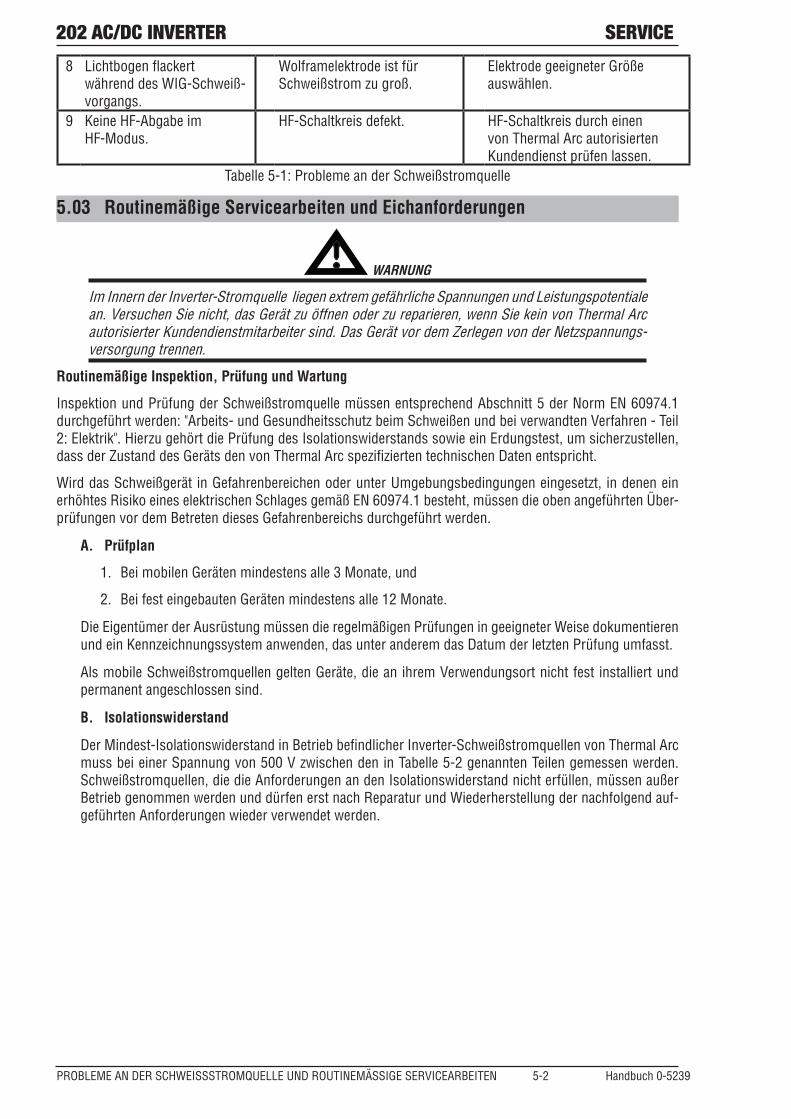
202 AC/DC INVERTER SERVICE
PROBLEME AN DER SCHWEISSSTROMQUELLE UND ROUTINEMÄSSIGE SERVICEARBEITEN 5-2 Handbuch 0-5239
8 Lichtbogen flackert während des WIG-Schweiß- vorgangs.
Wolframelektrode ist für Schweißstrom zu groß.
Elektrode geeigneter Größe auswählen.
9 Keine HF-Abgabe im HF-Modus.
HF-Schaltkreis defekt. HF-Schaltkreis durch einen von Thermal Arc autorisierten Kundendienst prüfen lassen.
Tabelle 5-1: Probleme an der Schweißstromquelle
5.03 Routinemäßige Servicearbeiten und Eichanforderungen
! WARNUNG
Im Innern der Inverter-Stromquelle liegen extrem gefährliche Spannungen und Leistungspotentiale an. Versuchen Sie nicht, das Gerät zu öffnen oder zu reparieren, wenn Sie kein von Thermal Arc autorisierter Kundendienstmitarbeiter sind. Das Gerät vor dem Zerlegen von der Netzspannungs-versorgung trennen.
Routinemäßige Inspektion, Prüfung und Wartung
Inspektion und Prüfung der Schweißstromquelle müssen entsprechend Abschnitt 5 der Norm EN 60974.1 durchgeführt werden: "Arbeits- und Gesundheitsschutz beim Schweißen und bei verwandten Verfahren - Teil 2: Elektrik". Hierzu gehört die Prüfung des Isolationswiderstands sowie ein Erdungstest, um sicherzustellen, dass der Zustand des Geräts den von Thermal Arc spezifizierten technischen Daten entspricht.
Wird das Schweißgerät in Gefahrenbereichen oder unter Umgebungsbedingungen eingesetzt, in denen ein erhöhtes Risiko eines elektrischen Schlages gemäß EN 60974.1 besteht, müssen die oben angeführten Über-prüfungen vor dem Betreten dieses Gefahrenbereichs durchgeführt werden.
A. Prüfplan
1. Bei mobilen Geräten mindestens alle 3 Monate, und
2. Bei fest eingebauten Geräten mindestens alle 12 Monate.
Die Eigentümer der Ausrüstung müssen die regelmäßigen Prüfungen in geeigneter Weise dokumentieren und ein Kennzeichnungssystem anwenden, das unter anderem das Datum der letzten Prüfung umfasst.
Als mobile Schweißstromquellen gelten Geräte, die an ihrem Verwendungsort nicht fest installiert und permanent angeschlossen sind.
B. Isolationswiderstand
Der Mindest-Isolationswiderstand in Betrieb befindlicher Inverter-Schweißstromquellen von Thermal Arc muss bei einer Spannung von 500 V zwischen den in Tabelle 5-2 genannten Teilen gemessen werden. Schweißstromquellen, die die Anforderungen an den Isolationswiderstand nicht erfüllen, müssen außer Betrieb genommen werden und dürfen erst nach Reparatur und Wiederherstellung der nachfolgend auf-geführten Anforderungen wieder verwendet werden.
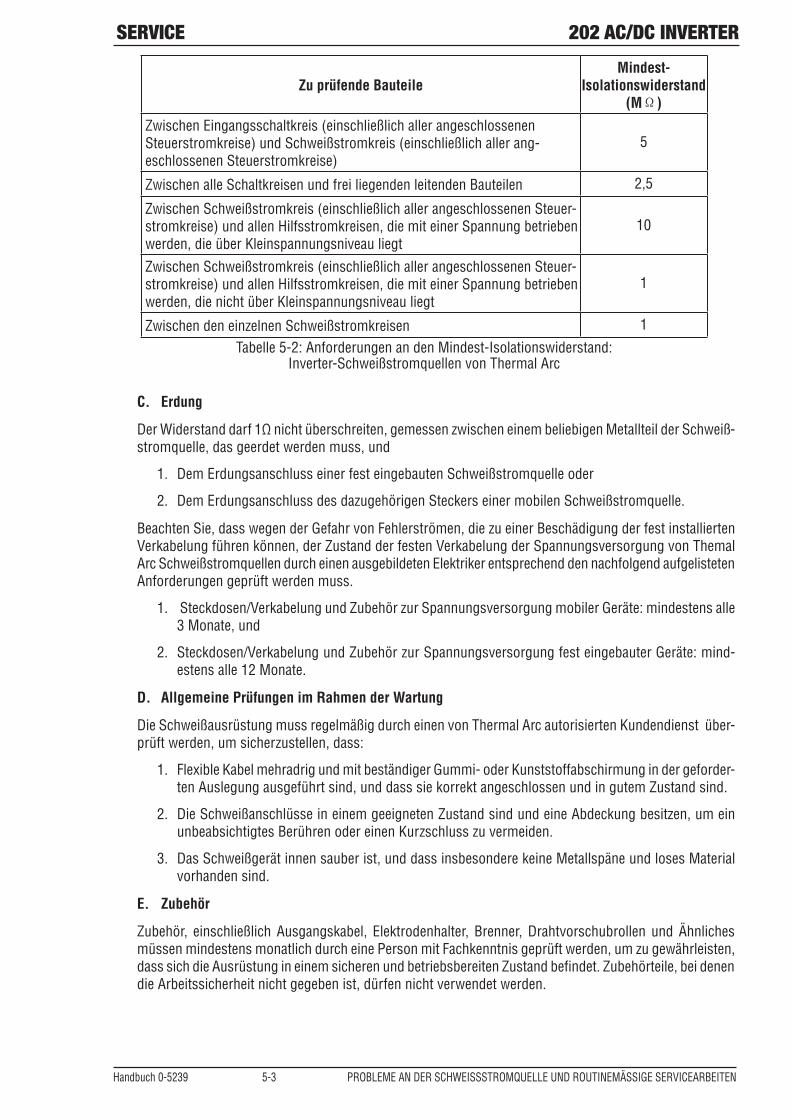
SERVICE 202 AC/DC INVERTER
Handbuch 0-5239 5-3 PROBLEME AN DER SCHWEISSSTROMQUELLE UND ROUTINEMÄSSIGE SERVICEARBEITEN
Zu prüfende Bauteile Mindest-
Isolationswiderstand (MΩ)
Zwischen Eingangsschaltkreis (einschließlich aller angeschlossenen Steuerstromkreise) und Schweißstromkreis (einschließlich aller ang-eschlossenen Steuerstromkreise)
5
Zwischen alle Schaltkreisen und frei liegenden leitenden Bauteilen 2,5
Zwischen Schweißstromkreis (einschließlich aller angeschlossenen Steuer-stromkreise) und allen Hilfsstromkreisen, die mit einer Spannung betrieben werden, die über Kleinspannungsniveau liegt
10
Zwischen Schweißstromkreis (einschließlich aller angeschlossenen Steuer-stromkreise) und allen Hilfsstromkreisen, die mit einer Spannung betrieben werden, die nicht über Kleinspannungsniveau liegt
1
Zwischen den einzelnen Schweißstromkreisen 1
Tabelle 5-2: Anforderungen an den Mindest-Isolationswiderstand: Inverter-Schweißstromquellen von Thermal Arc
C. Erdung
Der Widerstand darf 1Ω nicht überschreiten, gemessen zwischen einem beliebigen Metallteil der Schweiß-stromquelle, das geerdet werden muss, und
1. Dem Erdungsanschluss einer fest eingebauten Schweißstromquelle oder
2. Dem Erdungsanschluss des dazugehörigen Steckers einer mobilen Schweißstromquelle.
Beachten Sie, dass wegen der Gefahr von Fehlerströmen, die zu einer Beschädigung der fest installierten Verkabelung führen können, der Zustand der festen Verkabelung der Spannungsversorgung von Themal Arc Schweißstromquellen durch einen ausgebildeten Elektriker entsprechend den nachfolgend aufgelisteten Anforderungen geprüft werden muss.
1. Steckdosen/Verkabelung und Zubehör zur Spannungsversorgung mobiler Geräte: mindestens alle 3 Monate, und
2. Steckdosen/Verkabelung und Zubehör zur Spannungsversorgung fest eingebauter Geräte: mind-estens alle 12 Monate.
D. Allgemeine Prüfungen im Rahmen der Wartung
Die Schweißausrüstung muss regelmäßig durch einen von Thermal Arc autorisierten Kundendienst über-prüft werden, um sicherzustellen, dass:
1. Flexible Kabel mehradrig und mit beständiger Gummi- oder Kunststoffabschirmung in der geforder-ten Auslegung ausgeführt sind, und dass sie korrekt angeschlossen und in gutem Zustand sind.
2. Die Schweißanschlüsse in einem geeigneten Zustand sind und eine Abdeckung besitzen, um ein unbeabsichtigtes Berühren oder einen Kurzschluss zu vermeiden.
3. Das Schweißgerät innen sauber ist, und dass insbesondere keine Metallspäne und loses Material vorhanden sind.
E. Zubehör
Zubehör, einschließlich Ausgangskabel, Elektrodenhalter, Brenner, Drahtvorschubrollen und Ähnliches müssen mindestens monatlich durch eine Person mit Fachkenntnis geprüft werden, um zu gewährleisten, dass sich die Ausrüstung in einem sicheren und betriebsbereiten Zustand befindet. Zubehörteile, bei denen die Arbeitssicherheit nicht gegeben ist, dürfen nicht verwendet werden.
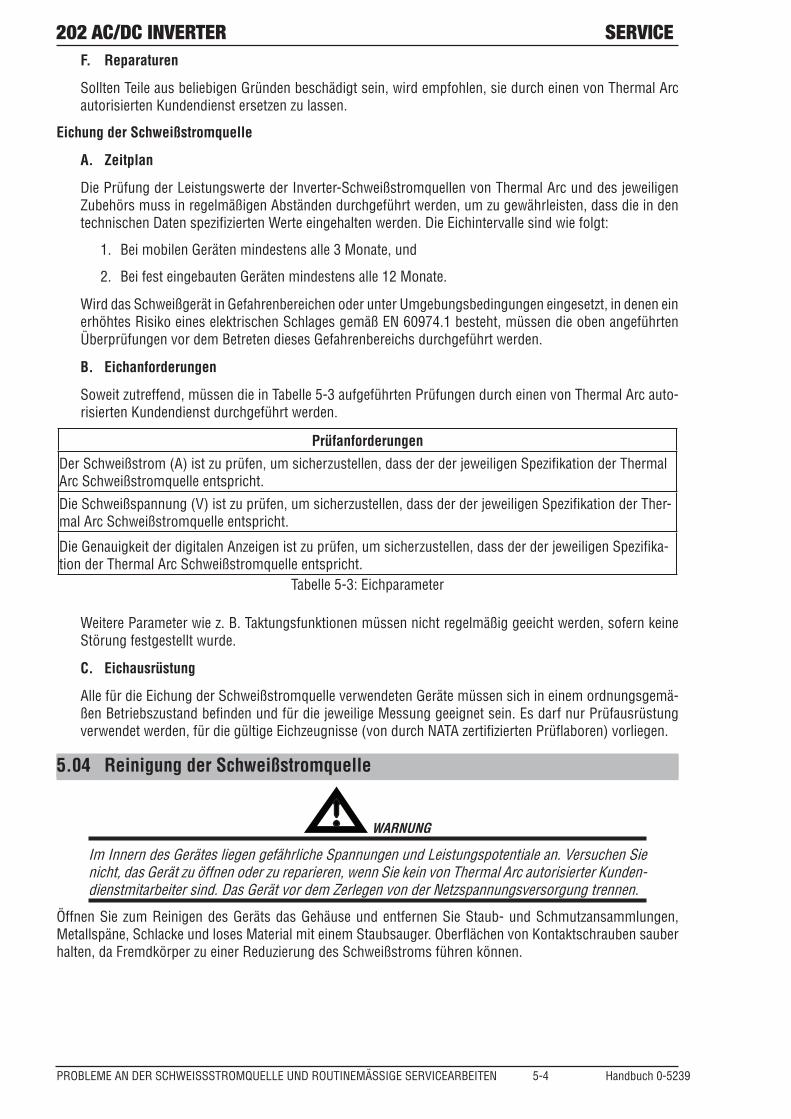
202 AC/DC INVERTER SERVICE
PROBLEME AN DER SCHWEISSSTROMQUELLE UND ROUTINEMÄSSIGE SERVICEARBEITEN 5-4 Handbuch 0-5239
F. Reparaturen
Sollten Teile aus beliebigen Gründen beschädigt sein, wird empfohlen, sie durch einen von Thermal Arc autorisierten Kundendienst ersetzen zu lassen.
Eichung der Schweißstromquelle
A. Zeitplan
Die Prüfung der Leistungswerte der Inverter-Schweißstromquellen von Thermal Arc und des jeweiligen Zubehörs muss in regelmäßigen Abständen durchgeführt werden, um zu gewährleisten, dass die in den technischen Daten spezifizierten Werte eingehalten werden. Die Eichintervalle sind wie folgt:
1. Bei mobilen Geräten mindestens alle 3 Monate, und
2. Bei fest eingebauten Geräten mindestens alle 12 Monate.
Wird das Schweißgerät in Gefahrenbereichen oder unter Umgebungsbedingungen eingesetzt, in denen ein erhöhtes Risiko eines elektrischen Schlages gemäß EN 60974.1 besteht, müssen die oben angeführten Überprüfungen vor dem Betreten dieses Gefahrenbereichs durchgeführt werden.
B. Eichanforderungen
Soweit zutreffend, müssen die in Tabelle 5-3 aufgeführten Prüfungen durch einen von Thermal Arc auto-risierten Kundendienst durchgeführt werden.
Prüfanforderungen
Der Schweißstrom (A) ist zu prüfen, um sicherzustellen, dass der der jeweiligen Spezifikation der Thermal Arc Schweißstromquelle entspricht.
Die Schweißspannung (V) ist zu prüfen, um sicherzustellen, dass der der jeweiligen Spezifikation der Ther-mal Arc Schweißstromquelle entspricht.
Die Genauigkeit der digitalen Anzeigen ist zu prüfen, um sicherzustellen, dass der der jeweiligen Spezifika-tion der Thermal Arc Schweißstromquelle entspricht.
Tabelle 5-3: Eichparameter
Weitere Parameter wie z. B. Taktungsfunktionen müssen nicht regelmäßig geeicht werden, sofern keine Störung festgestellt wurde.
C. Eichausrüstung
Alle für die Eichung der Schweißstromquelle verwendeten Geräte müssen sich in einem ordnungsgemä-ßen Betriebszustand befinden und für die jeweilige Messung geeignet sein. Es darf nur Prüfausrüstung verwendet werden, für die gültige Eichzeugnisse (von durch NATA zertifizierten Prüflaboren) vorliegen.
5.04 Reinigung der Schweißstromquelle
! WARNUNG
Im Innern des Gerätes liegen gefährliche Spannungen und Leistungspotentiale an. Versuchen Sie nicht, das Gerät zu öffnen oder zu reparieren, wenn Sie kein von Thermal Arc autorisierter Kunden-dienstmitarbeiter sind. Das Gerät vor dem Zerlegen von der Netzspannungsversorgung trennen.
Öffnen Sie zum Reinigen des Geräts das Gehäuse und entfernen Sie Staub- und Schmutzansammlungen, Metallspäne, Schlacke und loses Material mit einem Staubsauger. Oberflächen von Kontaktschrauben sauber halten, da Fremdkörper zu einer Reduzierung des Schweißstroms führen können.
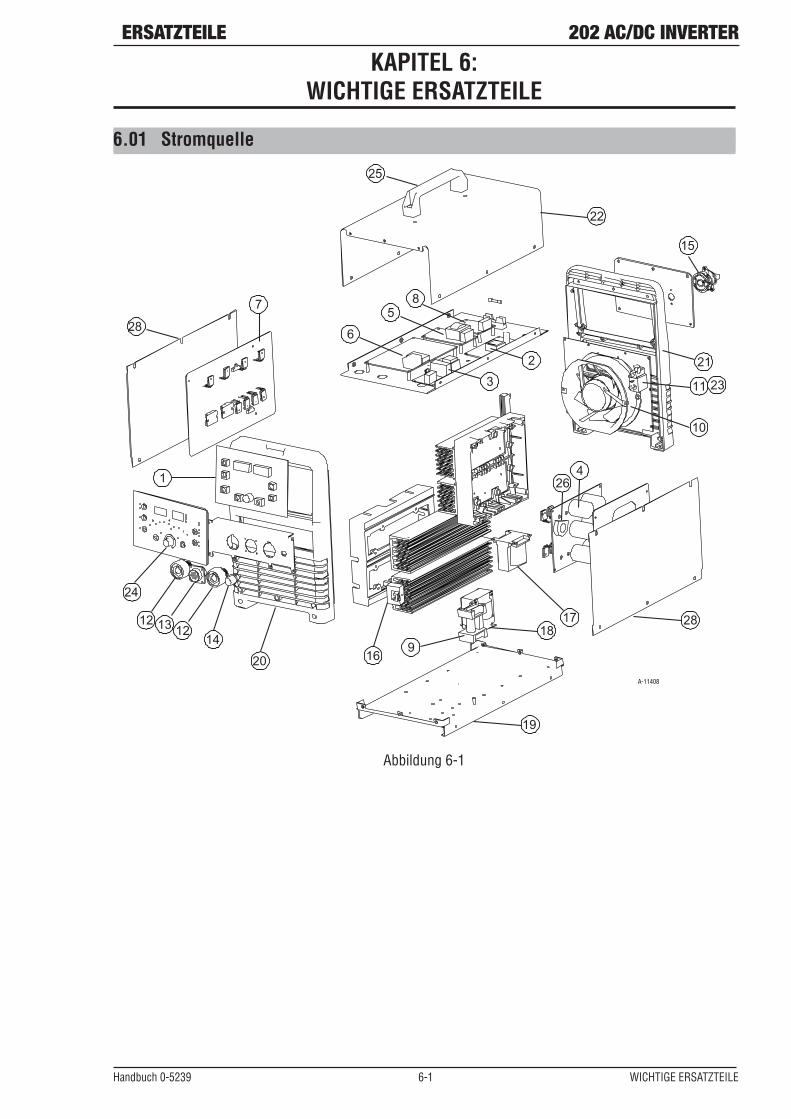
ERSATZTEILE 202 AC/DC INVERTER
Handbuch 0-5239 6-1 WICHTIGE ERSATZTEILE
KAPITEL 6: WICHTIGE ERSATZTEILE
6.01 Stromquelle
1
2
3
4
5
6
7 8
10
1314
169
11
A-11408
15
1212
28
25
22
21
23
28
19
1718
26
20
24
Abbildung 6-1
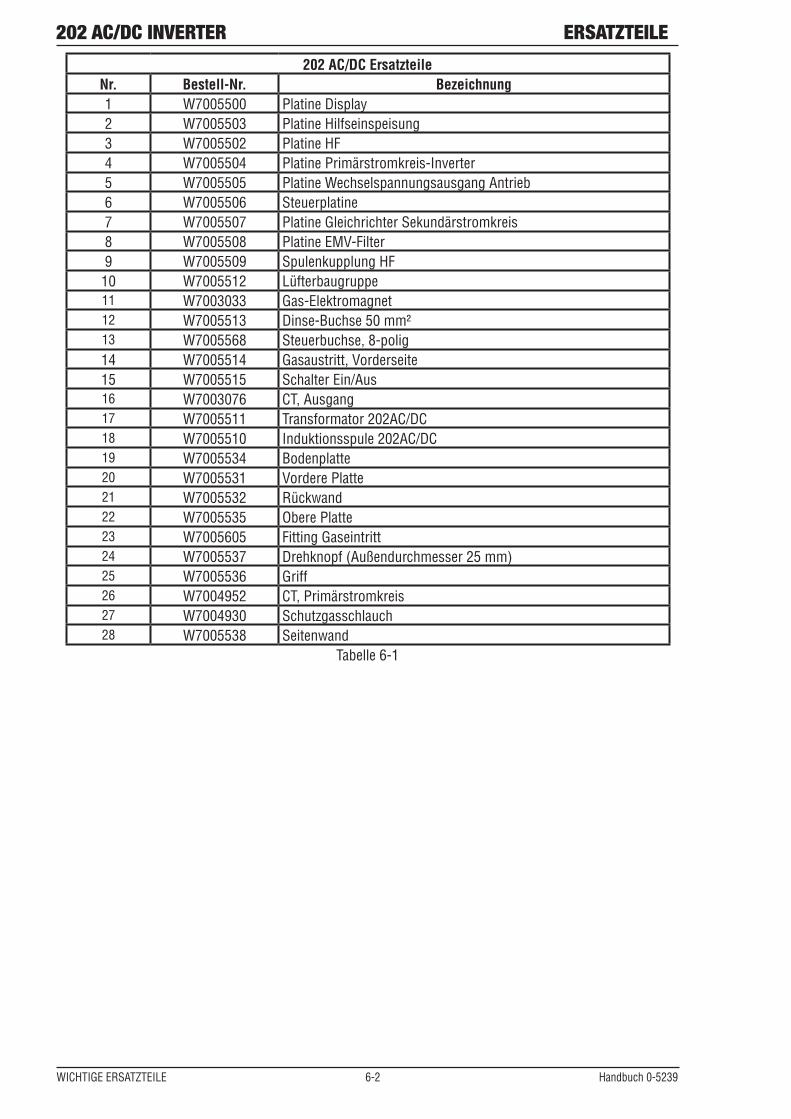
202 AC/DC INVERTER ERSATZTEILE
WICHTIGE ERSATZTEILE 6-2 Handbuch 0-5239
202 AC/DC ErsatzteileNr. Bestell-Nr. Bezeichnung1 W7005500 Platine Display 2 W7005503 Platine Hilfseinspeisung 3 W7005502 Platine HF4 W7005504 Platine Primärstromkreis-Inverter 5 W7005505 Platine Wechselspannungsausgang Antrieb 6 W7005506 Steuerplatine 7 W7005507 Platine Gleichrichter Sekundärstromkreis 8 W7005508 Platine EMV-Filter 9 W7005509 Spulenkupplung HF 10 W7005512 Lüfterbaugruppe 11 W7003033 Gas-Elektromagnet 12 W7005513 Dinse-Buchse 50 mm² 13 W7005568 Steuerbuchse, 8-polig 14 W7005514 Gasaustritt, Vorderseite 15 W7005515 Schalter Ein/Aus 16 W7003076 CT, Ausgang 17 W7005511 Transformator 202AC/DC 18 W7005510 Induktionsspule 202AC/DC 19 W7005534 Bodenplatte 20 W7005531 Vordere Platte 21 W7005532 Rückwand 22 W7005535 Obere Platte 23 W7005605 Fitting Gaseintritt 24 W7005537 Drehknopf (Außendurchmesser 25 mm) 25 W7005536 Griff 26 W7004952 CT, Primärstromkreis 27 W7004930 Schutzgasschlauch 28 W7005538 Seitenwand
Tabelle 6-1
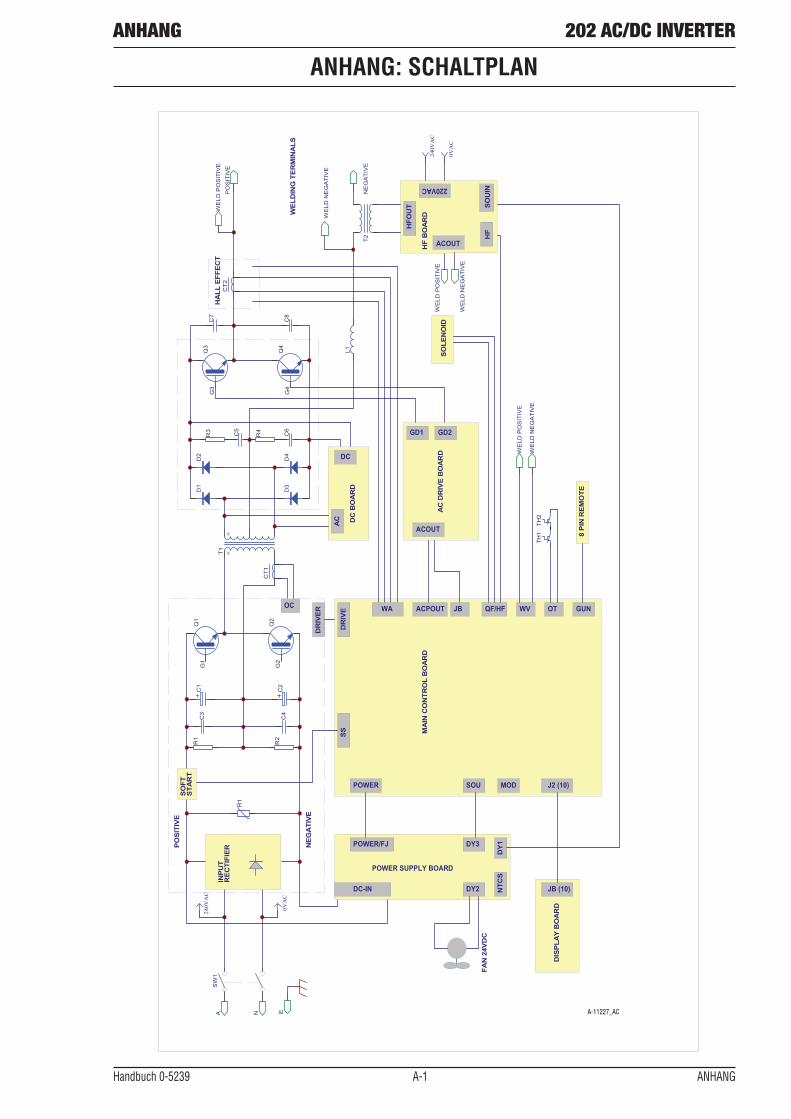
ANHANG 202 AC/DC INVERTER
Handbuch 0-5239 A-1 ANHANG
ANHANG: SCHALTPLAN
Q1
D1
A N E
INP
UT
RE
CTI
FIE
R
R1
R1
PO
SIT
IVE
NE
GA
TIV
E
FAN
24V
DC
G1
C3
Q2
G2
T1
R3
C5
D3
NE
GA
TIV
E
PO
SIT
IVE
HA
LL E
FFE
CT
CT
2
MA
IN C
ON
TRO
L B
OA
RD
WE
LDIN
G T
ER
MIN
ALS
DC
BO
AR
D
SW
1
C1
R2
C4
C2
D2
D4
R4
C6
Q3
G3
Q4
G4
C7
C8
L1
T2
SO
FTS
TAR
T
WA
AC
DC
DR
IVE
DR
IVE
R
SS
POWER SOU
HF
BO
AR
D
HFO
UT
HF
SO
UIN
AC
DR
IVE
BO
AR
D
JBACPOUT
ACOUT
GD1 GD2
QF/HF
DIS
PLA
Y B
OA
RD
J2 (10)
JB (10)
SO
LEN
OID
POWER SUPPLY BOARD
POWER/FJ
DC-IN
DY3
DY
1
8 P
IN R
EM
OTE
GUNOT
TH
1T
H2
NTC
S
WV
WE
LD P
OS
ITIV
E
WE
LD N
EG
AT
IVE
WE
LD P
OS
ITIV
E
CT
1
OC
MOD
DY2
240VAC
240VAC
0VAC
0VAC
220VAC
WE
LD N
EG
AT
IVE
ACOUT
WE
LD P
OS
ITIV
E
WE
LD N
EG
AT
IVE
A-11227_AC

EINGESCHRÄNKTE GEWÄHRLEISTUNG UND GEWÄHRLEISTUNGSZEITRAUM
Entsprechend den unten aufgeführten Gewährleistungszeiträumen sichert Victor Technologies zu, dass das angebotene Erzeugnis frei von Material- und Herstellungsfehlern ist, wenn es entsprechend den schriftlichen Anweisungen der Bedienungsanleitung betrieben wird. Die Erzeugnisse von Victor Technologies sind für die Verwendung durch kommerzielle und industrielle Nutzer sowie ausgebildetes Personal, das über Erfahrung in der Anwendung und Wartung elektrischer Schweiß- und Brennschneidausrüstung verfügt, bestimmt. Victor Technologies repariert oder ersetzt nach eigenem Ermessen alle unter diese Gewährleistung fallenden Teile oder Baugruppen, die in den Gewährleistungszeiträumen aufgrund von Material- oder Herstellungsfehlern ausfallen. Der Gewährleistungszeitraum beginnt mit dem Datum des Verkaufs an den Endnutzer.
Schweißausrüstung – Gewährleistungszeitraum
Produkt ZeitraumThermal Arc 202AC/DC 2 JahreWIG-Brenner, Elektrodenhalter und Werkstückkabel 30 TageVerschleißteile MIG-Brenner Null
Zur Anmeldung von Gewährleistungsansprüchen muss Victor Technologies innerhalb von 30 Tagen nach Auftreten der Störung schriftlich informiert werden, worauf hin wir die Bearbeitung des Gewährleistungsan-spruchs einleiten werden. Wenn Sie Informationen zur Abwicklung von Reparaturen unter Gewährleistung erhalten wollen, wenden Sie sich bitte an Ihren Lieferanten.
Die Gewährleistung durch Victor Technologies gilt nicht für:
• Ausrüstungsteile,diedurchanderePersonenalsdaseigeneKundendienstpersonalvonVictorTechnolo-giesodermitvorherigerschriftlicherZustimmungderKundendienstabteilungvonVictorTechnologies(inGroßbritannien) modifiziert wurden.
• Ausrüstungsteile,dieunterBetriebsbedingungeneingesetztwurden,dienichtdeninderBedienungsan-leitung spezifizierten Vorgaben entsprechen.
• Installationen,dienichtdenVorgabendesInstallationshandbuchs/derBedienungsanleitungentsprechen.
• FürErzeugnisse,diefalsch,zweckentfremdetoderfahrlässigverwendetwurden,oderdieinfolgevonUn-fall, Missgeschick oder unsachgemäßer Pflege einschließlich unzureichender Schmierung, Wartung und Schutzmaßnahmen Schaden genommen haben, wird jeder Gewährleistungsanspruch zurückgewiesen.
• Ausrüstungsteile,dienichtentsprechenddenVorgabeninBedienungsanleitung,Installations-oderSer-vicehandbuch gereinigt und gewartet worden sind.
Diese Bedienungsanleitung enthält Einzelheiten zu Wartungsarbeiten, die für einen störungsfreien Betrieb erforderlichsind.DiesesHandbuchenthältdarüberhinausgrundlegendeInformationenzuFehlersucheundBetrieb sowie technische Einzelheiten, einschließlich Anwendungswissen. Bei korrekter Verwendung dieses Handbuchsstellenwirsicher,dasstechnischeFragenzuIhremErzeugnisvonVictorTechnologiessowieetwaigeProbleme oder Defekte auf dem schnellsten Weg einer Lösung zugeführt werden können. Darüber hinaus steht Ihnen unsere Website unter www.victortechnologies.com zur Verfügung, auf der Sie Ihre Erzeugnisklasse und dann die entsprechende Literatur auswählen können. Hier finden Sie u. a. folgende Dokumentation:
• Bedienungsanleitungen
• Servicehandbücher
• Produktbroschüren
Alternativ hierzu wenden Sie sich bitte an Ihren Victor Technologies Distributor oder sprechen Sie mit einem Vertreter aus dem Bereich Technik.
HINWEIS
Instandsetzungsarbeiten imRahmenderGewährleistungmüssen von einemKundendienststützpunkt vonVictorTechnologies,einemVictorTechnologiesDistributorodereinendurchdasUnternehmenautorisiertenKundendienstvertreterausgeführtwerden.
THE AMERICASDenton, TX USAU.S. Customer CarePh: 1-800-426-1888 (tollfree)Fax: 1-800-535-0557 (tollfree)International Customer CarePh: 1-940-381-1212Fax: 1-940-483-8178
Miami, FL USASales Office, Latin America Ph: 1-954-727-8371Fax: 1-954-727-8376
Oakville, Ontario, CanadaCanada Customer CarePh: 1-905-827-4515Fax: 1-800-588-1714 (tollfree)
EUROPEChorley, United KingdomCustomer CarePh: +44 1257-261755Fax: +44 1257-224800
Milan, ItalyCustomer CarePh: +39 0236546801Fax: +39 0236546840
ASIA/PACIFICCikarang, IndonesiaCustomer CarePh: 6221-8990-6095Fax: 6221-8990-6096
Rawang, MalaysiaCustomer CarePh: +603 6092-2988Fax: +603 6092-1085
Melbourne, AustraliaAustralia Customer CarePh: 1300-654-674 (tollfree)Ph: 61-3-9474-7400 Fax: 61-3-9474-7391InternationalPh: 61-3-9474-7508Fax: 61-3-9474-7488
Shanghai, ChinaSales OfficePh: +86 21-64072626Fax: +86 21-64483032SingaporeSales OfficePh: +65 6832-8066Fax: +65 6763-5812
I N N O V A T I O N T O S H A P E T H E W O R L D ™TECHNOLOGIES ™
U.S. Customer Care: 800-426-1888 Canada Customer Care: 905-827-4515 International Customer Care: 940-381-1212 Form No. 0-5239DE © 2012 Victor Technologies International, Inc. victortechnologies.com Printed in China