Embed Size (px)
DESCRIPTION
mecanica
Citation preview

Victor G. Marian – Maschinenelemente und Mechatronik I
1
6. Schweißverbindungen
Unter Schweißen wird nach [DINISO857] das Vereinigen von Werkstoffen oder das Beschichten eines Werkstückes unter Anwendung von Wärme und/oder von Kraft ohne oder mit Schweißzusatzwerkstoffen verstanden. Die Festigkeit der Schweißverbindungen wird durch die Kohäsionskräfte des Grund- und des Zusatzwerkstoffes gewährleistet. Bei Schweißkonstruktionen lassen sich folgende Vor- und Nachteile angeben: Vorteile: 1. Leichtbauweise einfach zu realisieren 2. Wegfall von Modell- und Werkzeugkosten bei einfachen Schweißteilen 3. Verwirklichung kleiner Wanddicken Nachteile: 1. Minderung der Festigkeit durch Schweißeigenspannungen. 2. Gefügeänderungen in den Übergangszonen der Schweißnaht zum Grundwerkstoff. Hierdurch entstehen Werkstoffkerben.
6.1 Schweißverfahren
Beim Schmelz-Verbindungsschweißen erfolgt das Verbinden der Teile im Schmelzfluss der Werkstoffe. Dazu wird der Werkstoff örtlich begrenzt über die Schmelztemperatur erwärmt bis in den flüssigen Zustand. Dabei können Zusatzwerkstoffe mit eingeschmolzen werden. Als Energiequelle dient z.B. eine Gasflamme, Gasschmelzschweißen, der elektrische Lichtbogen, Lichtbogenschmelzschweißen, der elektrische Strom unter Nutzung des elektrischen Widerstandes, Widerstandsschmelzschweißen, der Lichtstrahl, Lichtstrahlschweißen, der Elektronenstrahl, Elektronenstrahlschweißen, der Laserstrahl aus kohärentem Licht, Laserstrahlschweißen und der Plasmastrahl, Plasmastrahlschweißen. Die heute in der Industrie typischen Schweißverfahren sind die verschiedenen Formen des Schutzgasschweißens. Metall-Schutzgasschweißen Der Lichtbogen brennt in einer Schutzgasströmung aus aktivem, inerten oder einem Gemisch aus aktivem und inertem Gas zwischen der von einer Rolle kontinuierlich zugeführten, abschmelzenden Drahtelektrode und dem Werkstück. Die Elektrode ist gleichzeitig Zusatzwerkstoff und ist daher auf den zu verschweißenden Werkstoff abzustimmen.
6.2 Schweißbarkeit der Werkstoffe
Die Möglichkeit zur Verarbeitung eines Werkstoffes durch Schweißen wird durch den Begriff der Schweißbarkeit ausgedrückt. Es werden gut schweißbare, bedingt schweißbare, schwer schweißbare und nicht schweißbare Werkstoffe unterschieden. Die Schweißeignung von Unlegierte Stähle wird durch den Kohlenstoffgehalt (C in Gew. %) bestimmt. Bei dem üblichen Reinheitsgrad der Stähle ist die Schweißeignung als gegeben anzusehen, wenn der Kohlenstoffgehalt unterhalb von 0,22% (max. 0,25%) liegt. Für C>0,22% ist die Schweißeignung sehr stark von der Dicke der zu verschweißenden Werkstücke abhängig. Bei Niedriglegierten Stählen wird der für die Schweißeignung wichtige Aufhärtungseffekt aller Legierungsbestandteile durch das Kohlenstoff-Äquivalent EC berücksichtigt

Victor G. Marian – Maschinenelemente und Mechatronik I
Gusseisen mit Lamellengraphit (GJL) oder mit Kugelgraphit (GJS) lässt sich wegen des im Gefüge vorhandenen Graphits nur sehr schwer schweißen.Aluminium und Aluminiumlegierungenals Stahl, weil sie schnell oxidieren un
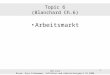
6.3 Schweißstöße
Die zu verschweißenden Werkstücke werden am Schweißstoß stoffschlüssig miteinander verbunden. Je nach ihrer geometrischen Anordnung zueinander werden verschiedene Schweißstöße unterschieden. Die
Stumpfstoß Die Teile liegen in einer Ebene
Überlapstoß Die Teile überlappen sich
Parallelstoß Die Teile liegen breitflächig aufeinander
T-Stoß Ein Teil stößt rechtwinklig auf ein zweites
Schrägstoß Ein Teil stößt schräg gegen ein
Eckstoß Zwei Teile stoßen mit ihren Enden unter
beliebigem Winkel gegeneinander
Mehrfachstoß Drei oder mehr Teile stoßen mit ihren
gegeneinander
Abbildung 3
Die im Maschinen- und Apparatebau am häufigsten vorkommenden Schweißnahtformen sind in Anlehnung an [DINEN22553] in der
In Abbildung 5 ist ein Beispiel für eine Bemaßung in Grundausstattung wiedergegeben.
Maschinenelemente und Mechatronik I
2
mit Lamellengraphit (GJL) oder mit Kugelgraphit (GJS) lässt sich wegen des im Gefüge vorhandenen Graphits nur sehr schwer schweißen. Aluminium und Aluminiumlegierungen sind im Allgemeinen sind schwieriger als Stahl, weil sie schnell oxidieren und schnell in den Flüssigen Zustand umgehen
Die zu verschweißenden Werkstücke werden am Schweißstoß stoffschlüssig miteinander verbunden. Je nach ihrer geometrischen Anordnung zueinander werden verschiedene Schweißstöße unterschieden. Die Abbildung 3 zeigt einige Beispiele.
Die Teile liegen in einer Ebene
Die Teile überlappen sich
Die Teile liegen breitflächig aufeinander
ßt rechtwinklig auf ein zweites
schräg gegen ein zweites
Zwei Teile stoßen mit ihren Enden unter
beliebigem Winkel gegeneinander
er mehr Teile stoßen mit ihren Enden
gegeneinander
Stoßarten nach DIN 1912 und DIN EN 22553
und Apparatebau am häufigsten vorkommenden Schweißnahtformen sind in Anlehnung an [DINEN22553] in der Abbildung 4 ausschnittsweise dargestellt.
Abbildung 4 [2]
ist ein Beispiel für eine Bemaßung in Grundausstattung wiedergegeben.
mit Lamellengraphit (GJL) oder mit Kugelgraphit (GJS) lässt sich wegen des im
sind schwieriger schweißbar d schnell in den Flüssigen Zustand umgehen.
Die zu verschweißenden Werkstücke werden am Schweißstoß stoffschlüssig miteinander verbunden. Je nach ihrer geometrischen Anordnung zueinander werden verschiedene
DIN 1912 und DIN EN 22553
und Apparatebau am häufigsten vorkommenden Schweißnahtformen sind ausschnittsweise dargestellt.
ist ein Beispiel für eine Bemaßung in Grundausstattung wiedergegeben.

Victor G. Marian – Maschinenelemente und Mechatronik I
6.4 Berechnen von Schweißverbindungen
Der Nachweis der Tragfähigkeit einer Schweißnaht erfolgt am besten nach folgendem Schema: 1. Belastungsgrößen in der Schweißnaht ermitteln2. Geometrische Größenberechnen 3. Nennspannungen in der Schweißnaht bzw. im Anschlußquerschnitt berechnen (ohne Kerbwirkung) 4. Zulässige Spannungen festlegen berücksichtigen). 5. Vergleich der Nennspannungen mit den zulässigen Spannungen durchführen. Belastungsgrößen Nach den Gesetzen der Technischen Mechanik werden in der Schweißnaht die Schnittkräfte und -momente ermittelt. Spezielle Betriebsbedingungen werden im allgemeinen mit einem Stoßfaktor berücksichtigt. Nahtflächen und – WiderstandsmomenteZur Bestimmung der für die Berechnung maßgebenden geometrischen Größen wird ein sogenanntes Schweißnahtmodell festgelegt, Vereinbarungen enthält. Nachfolgend sind die im Maschinenbau üblichen Modellabbildungen von Schweißnähten aufgeführt (
Abbildung 6 Schweißnahtmodell für die Spannungen in der Schweißnaht
Maschinenelemente und Mechatronik I
3
Abbildung 5 [2]
Berechnen von Schweißverbindungen
Der Nachweis der Tragfähigkeit einer Schweißnaht erfolgt am besten nach folgendem
astungsgrößen in der Schweißnaht ermitteln Geometrische Größen wie Nahtflächen und Trägheits- bzw. Widerstandsmomente
Nennspannungen in der Schweißnaht bzw. im Anschlußquerschnitt berechnen (ohne
Zulässige Spannungen festlegen (Festigkeitsminderung infolge Kerbwirkungen
Vergleich der Nennspannungen mit den zulässigen Spannungen durchführen.
Nach den Gesetzen der Technischen Mechanik werden in der Schweißnaht die Schnittkräfte ttelt. Spezielle Betriebsbedingungen werden im allgemeinen mit einem
Widerstandsmomente Zur Bestimmung der für die Berechnung maßgebenden geometrischen Größen wird ein sogenanntes Schweißnahtmodell festgelegt, dass bestimmte Vereinfachungen und Vereinbarungen enthält. Nachfolgend sind die im Maschinenbau üblichen Modellabbildungen von Schweißnähten aufgeführt (Abbildung 6).
Abbildung 6 Schweißnahtmodell für die Spannungen in der SchweißnahtStumpfnaht; b) Kehlnaht [1]
Der Nachweis der Tragfähigkeit einer Schweißnaht erfolgt am besten nach folgendem
bzw. Widerstandsmomente
Nennspannungen in der Schweißnaht bzw. im Anschlußquerschnitt berechnen (ohne
(Festigkeitsminderung infolge Kerbwirkungen
Vergleich der Nennspannungen mit den zulässigen Spannungen durchführen.
Nach den Gesetzen der Technischen Mechanik werden in der Schweißnaht die Schnittkräfte ttelt. Spezielle Betriebsbedingungen werden im allgemeinen mit einem
Zur Bestimmung der für die Berechnung maßgebenden geometrischen Größen wird ein bestimmte Vereinfachungen und
Vereinbarungen enthält. Nachfolgend sind die im Maschinenbau üblichen Modellabbildungen
Abbildung 6 Schweißnahtmodell für die Spannungen in der Schweißnaht a)

Victor G. Marian – Maschinenelemente und Mechatronik I
Stumpfnaht Bei der Berechnung von Stumpfstößen wird als Schweißnahtdicke dünneren Bleches eingesetzt. Die Nahtlänge Endkrater mit jeweils einer berechnet sich somit zu l=bGrößen sind Tabelle 1 zu entnehmen.Tabelle 1 [1]
Kehlnaht Bei Kehlnähten ist die Schweißnahtgleichschenkligen Dreiecks (Abbildung 6geklappten Querschnitt berechnet. Für rundum geschweißte Kehlnähte wird als Schweißnahtlänge der Umfang der theoretischen Wurzellinie eingesetzt. Für die Berechnung der Zug- bzw. Druckspannungen wird von einer gleichmäßigen Spannungsverteilung über der gesamten Nahtlänge ausgegangen, hingegen bei der Ermittlung der Schubspannungen nur diejenigen Anschlußnähte berücksichtigt werden, die aufgrund ihrer Lage vorzugsweise imstande sind, Querkräfte zu übertragen. Das heißt, es werden nur Nähte in Kraftrichtung berücksichtigt und Stirnkehlnähte (Tabelle 2 sind einige Beispiele für Schweißnahtflächen bzw. zusammengestellt.
Maschinenelemente und Mechatronik I
4
Bei der Berechnung von Stumpfstößen wird als Schweißnahtdicke a stets die Blechdicke dünneren Bleches eingesetzt. Die Nahtlänge l entspricht der Blechbreite bEndkrater mit jeweils einer Nahtdicke berücksichtigt werden. Die Schweißnahtlänge
l=b-2a. Die für eine Stumpfnaht erforderlichen geometrischen zu entnehmen.
Bei Kehlnähten ist die Schweißnahtdicke a gleich der Höhe des eingeschriebenen Abbildung 6). Die Spannung wird für den in die Anschlußebene
geklappten Querschnitt berechnet. Für rundum geschweißte Kehlnähte wird als ang der theoretischen Wurzellinie eingesetzt. Für die Berechnung
bzw. Druckspannungen wird von einer gleichmäßigen Spannungsverteilung über der gesamten Nahtlänge ausgegangen, hingegen bei der Ermittlung der Schubspannungen nur
nähte berücksichtigt werden, die aufgrund ihrer Lage vorzugsweise imstande sind, Querkräfte zu übertragen. Das heißt, es werden nur Nähte in Kraftrichtung berücksichtigt und Stirnkehlnähte (Tabelle 2) werden für die Berechnung vernach
sind einige Beispiele für Schweißnahtflächen bzw. -Widerstandsmomente
stets die Blechdicke t des b, wobei jedoch die
berücksichtigt werden. Die Schweißnahtlänge . Die für eine Stumpfnaht erforderlichen geometrischen
gleich der Höhe des eingeschriebenen ). Die Spannung wird für den in die Anschlußebene
geklappten Querschnitt berechnet. Für rundum geschweißte Kehlnähte wird als ang der theoretischen Wurzellinie eingesetzt. Für die Berechnung
bzw. Druckspannungen wird von einer gleichmäßigen Spannungsverteilung über der gesamten Nahtlänge ausgegangen, hingegen bei der Ermittlung der Schubspannungen nur
nähte berücksichtigt werden, die aufgrund ihrer Lage vorzugsweise imstande sind, Querkräfte zu übertragen. Das heißt, es werden nur Nähte in Kraftrichtung
) werden für die Berechnung vernachlässigt. In Widerstandsmomente

Victor G. Marian – Maschinenelemente und Mechatronik I
Tabelle 2 [1]
Nennspannungen Unter Nennspannungen sind die rechnerischen Spannungen zu verstehen, die sich aus den Belastungen in der Schweißnaht (die Schnittgrößen) bezogen auf die maßgebliche Schweißnahtfläche, ergeben. Nach unterschiedlichen Richtungen auftreten. Die Berechnung der Grundbeanspruchungen sind den Tabellen 1 und 2 zu entnehmen.Häufig liegen jedoch mehrere Beanspruchungsarten gleichzeitig vor, die dann entsprechend zusammenzufassen sind. Zug, Druckbei gleicher Richtung einfach arithmetisch zu addieren sind. Stehen die Spannungen senkrecht aufeinander bzw. wirken gleichzeitig NormalVergleichsspannung gebildet werdenFür die Berechnung von Schweißteilen im Maschinenbau wird die Vergleichsspannung bei statischer Belastung nach DIN 18800 berechnet:
Die Zulässige Spannungen sind aus Tabellen zu nehmen.
Maschinenelemente und Mechatronik I
5
Unter Nennspannungen sind die rechnerischen Spannungen zu verstehen, die sich aus den Belastungen in der Schweißnaht (die Schnittgrößen) bezogen auf die maßgebliche Schweißnahtfläche, ergeben. Nach Abbildung 6 können Normal- und Schubunterschiedlichen Richtungen auftreten. Die Berechnung der Grundbeanspruchungen sind den Tabellen 1 und 2 zu entnehmen. Häufig liegen jedoch mehrere Beanspruchungsarten gleichzeitig vor, die dann entsprechend zusammenzufassen sind. Zug, Druck und Biegung haben Normalspannungen zur Folge, die bei gleicher Richtung einfach arithmetisch zu addieren sind. Stehen die Spannungen senkrecht aufeinander bzw. wirken gleichzeitig Normal- und Schubspannungen, so muß eine Vergleichsspannung gebildet werden. Für die Berechnung von Schweißteilen im Maschinenbau wird die Vergleichsspannung bei
nach DIN 18800 berechnet: 222 ττσσ ++= ⊥⊥V
Die Zulässige Spannungen sind aus Tabellen zu nehmen.
Unter Nennspannungen sind die rechnerischen Spannungen zu verstehen, die sich aus den Belastungen in der Schweißnaht (die Schnittgrößen) bezogen auf die maßgebliche
und Schubspannungen in unterschiedlichen Richtungen auftreten. Die Berechnung der Grundbeanspruchungen sind den
Häufig liegen jedoch mehrere Beanspruchungsarten gleichzeitig vor, die dann entsprechend und Biegung haben Normalspannungen zur Folge, die
bei gleicher Richtung einfach arithmetisch zu addieren sind. Stehen die Spannungen senkrecht und Schubspannungen, so muß eine
Für die Berechnung von Schweißteilen im Maschinenbau wird die Vergleichsspannung bei

Victor G. Marian – Maschinenelemente und Mechatronik I
6
7. Lötverbindungen
Unter Löten wird im Allgemeinen das Verbinden gleicher oder verschiedenartiger metallischer Werkstoffe bei einer für den zugelegten metallischen Werkstoff – das Lot - günstigen Arbeitstemperatur verstanden [DIN8505]. Diese muss dabei höher sein als die Temperatur bei Schmelzbeginn des Lotes (Solidustemperatur), sie darf jedoch unter oder auch über der Temperatur bei vollständiger Verflüssigung des Lotes (Liquidustemperatur) liegen. Die Arbeitstemperatur muss so hoch sein, dass im Bereich der Füge- oder Lötstelle die Werkstücke mit Lot benetzt werden, das Lot sich hierbei gut ausbreitet und an den Werkstücken auch gut bindet. Sie muss unter allen Umständen niedriger sein als die Schmelztemperatur der Werkstoffe der zu verbindenden Werkstücke. Die Betriebstemperatur einer Lötverbindung muss unter allen Umständen unterhalb der Schmelztemperatur des Lotes liegen. Eisen, Stahl, Kupfer, Bronze, Messing, Zink, Platin, Gold und Silber lassen sich sehr gut, Aluminium, Magnesium und deren Legierungen dagegen weniger gut löten. Gegenüber dem Schweißen wird beim Löten weniger Wärme in die Bauteile eingebracht. Damit ist auch nur sehr geringer Verzug der Bauteile zu erwarten. Lötverbindungen haben den Nachteil geringerer Warmfestigkeit als z.B. Schweißverbindungen. Entsprechend der Schmelztemperatur des Lotes werden Weich– und Hartlote und damit das Weich - und das Hartlöten unterschieden. Beim Weichlöten werden Lote mit einer Schmelztemperatur unterhalb 450 °C verwendet. Es wird für die Verbindung von Teilen aus Schwermetall (z.B. Eisen-, Kupfer-, Nickelwerkstoffe) und aus Leichtmetall (Aluminium und Aluminiumlegierungen) verwendet, die festigkeitsmäßig nicht sehr stark beansprucht werden und einer niedrigen Gebrauchs- oder Betriebstemperatur unterliegen. Anwendungsbeispiele sind elektrische Anschlüsse, Kraftfahrzeugkühler, Kleinbehälter (z.B. Weißblechbehälter, Konservendosen, Schalen), Kleinmaschinenteile und Geräteteile sowie Rohrverbindungen und -anschlüsse für Kalt- und Warmwasserversorgungssysteme. Beim Hartlöten kommen Lote zum Einsatz, deren Schmelztemperatur im Bereich von 450° bis 1100°C liegt. Hartlötverbindungen können festigkeitsmäßig fast so hoch wie Schweißverbindungen beansprucht werden und haben höhere Gebrauchstemperaturen als Weichlötverbindungen. Dauertemperaturen bis zu 250°C sind ohne Bedenken zu ertragen. Typische Anwendungsbeispiele sind Welle-Nabe-Verbindungen, Rohr-Flansch-Verbindungen, Rohrrahmen für Fahr- und Motorräder, Stahlleichtbauten Maschinen- und Geräteteile. Hartgelötete Teile sind auch im Einsatzverfahren zu härten, weil der Schmelzpunkt der Hartlote oberhalb der Einsatztemperatur liegt. In Tabelle 3 sind die wichtigsten Weich- und Hartlote, deren Arbeitstemperatur, Scher- oder Schubfestigkeit und Einsatzmöglichkeiten zusammengestellt. Es ist ersichtlich, dass die antimonarmen Zinn-Blei-Lote schon knapp über 200 °C und die silberhaltigen Lote erst bei Temperaturen um 800 °C zu verarbeiten sind. Die Scherfestigkeit der Lote auf Aluminiumbasis, die zum Weich- und Hartlöten von Aluminium oder Aluminiumlegierungen verwendet werden, ist in der Regel größer als die der Werkstoffe der Fügeteile.

Victor G. Marian – Maschinenelemente und Mechatronik I
Tabelle 3 [2]
Beispiele für Lotverfahren: Kolbenlöten Dieses Verfahren ist nur für Weichlötungen geeignet und verlangt die Anwendung eines Flussmittels. Es wird - abgesehen vom Löten elektrischer Kontakte Einzelfertigung vorgesehen. Ein elektrisch oder gasbeheizter Kupferlötkolben erwärmt die Fügefläche und schmilzt das Lot. Der Lötkolben wird meistens manuell über die Lötfläche geführt. Flammenlöten Es ist für Weich- und Hartlötungen unter Verwendung einer Lötlampe (Benzin(z.B. Azetylen-Sauerstoff-Gemisch) und erfordert den Einsatz e Berechnung In der Regel wird der Lötschicht die annährend gleiche Rechnerische Bruchkraft geben wie dem zugbeanspruchten Bauteil, d.h. bei der gleichen Kraft brechen würde wie das BaAbscherkraft der Lötschicht=FτlB-Zugscherfestigkeit des Harlötes (aus Tabellen)A l-Lötfläche S-Querschnittsfläche des BauteilsRm-Zugfestugkeit des Bauteilwerkstoffs
Maschinenelemente und Mechatronik I
7
Dieses Verfahren ist nur für Weichlötungen geeignet und verlangt die Anwendung eines abgesehen vom Löten elektrischer Kontakte
Einzelfertigung vorgesehen. Ein elektrisch oder gasbeheizter Kupferlötkolben erwärmt die Fügefläche und schmilzt das Lot. Der Lötkolben wird meistens manuell über die Lötfläche
und Hartlötungen - vornehmlich in der Einzelfertigung - unter Verwendung einer Lötlampe (Benzin- oder Spiritus-Luft-Gemisch) oder eines Brenners
Gemisch) und erfordert den Einsatz eines Flussmittels.
In der Regel wird der Lötschicht die annährend gleiche Rechnerische Bruchkraft geben wie dem zugbeanspruchten Bauteil, d.h. die Lötfuge wird so bemessen, daß die Lötschicht etwa bei der gleichen Kraft brechen würde wie das Bauteil. In diesem Falle gilt:
FlB=Al τlB≈S Rm=FB=Zugbruchkraft des BauteilsZugscherfestigkeit des Harlötes (aus Tabellen)
Querschnittsfläche des Bauteils Zugfestugkeit des Bauteilwerkstoffs
Dieses Verfahren ist nur für Weichlötungen geeignet und verlangt die Anwendung eines abgesehen vom Löten elektrischer Kontakte - nur bei der
Einzelfertigung vorgesehen. Ein elektrisch oder gasbeheizter Kupferlötkolben erwärmt die Fügefläche und schmilzt das Lot. Der Lötkolben wird meistens manuell über die Lötfläche
geeignet. Es erfolgt Gemisch) oder eines Brenners ines Flussmittels.
In der Regel wird der Lötschicht die annährend gleiche Rechnerische Bruchkraft geben wie die Lötfuge wird so bemessen, daß die Lötschicht etwa
=Zugbruchkraft des Bauteils

Victor G. Marian – Maschinenelemente und Mechatronik I
8. Klebverbindungen
Unter Kleben wird im Allgemeinen das Verbinden gleicher oder verschiedenartiger Werkstoffe mit (nichtmetallischen) Klebwerkstoffen verstanden. Die Werkstoffeigenschaften nach der Verfestigung sind indes für die kohäsive Festigkeit der Klebverbindung verantwortlich. Je nach verwendetem Klebrohstoff erfolgt die Erstarrung und der Festigkeitsaufbau während des Verklebens durch physikalische Vorgänge (Trocknen, Abkühlen aus der Schmelze) oder durch chemische Reaktionen (Polyaddition, Polykondensation oder Polymerisation). Die Festigkeit einer Klebverbindung wird gemäß Abbildung 7 durch die Haftfestigkeit des Klebstoffs an der Werkstoffoberfläche gewährleistet. Die Haftwirkung zwischen Bindemittel und Fügefläche entsteht dabei durch Adhäsiinnere Festigkeit des Klebstoffs entsteht durch Bindekräfte zwischen den Klebermolekülen, Kohäsion.
Vorteile der Klebverbindungen: Glatte Oberflächen, kurze Fertigungszeiten, wenn die Aushärtezeiten nicht berücksichtigt werden und geringe Fertigungskosten, höhere statische und dynamische Beanspruchbarkeit, annähernd gleichmäßige Spannungsverteilung, kein Wärmeverzug, keine Beeinflussung des Gefüges durch Temperatureinfluss, keine Erhöhung der Korrosionsanfälligkeit, die Möglichkeit flächiger Verbindung, die Fügbarkeit unterschiedlicher Werkstoffe (Verbundkonstruktionen), die völlige Abdichtung gegen Flüssigkeiten und Gase, keine Spaltkorrosion bei voll ausgekleideten Fugen, keine Notwendigkeit von Passungen für die Fügestellen, gute Dämpfungswärmetechnisch) der Klebfuge. Dadurch oft verminderte Baugewichte bei verbesserten Bauteileigenschaften. Nachteile der Klebverbindungen:Begrenzte Warmfestigkeit, die Temperaturgrenze für Normalfür Sonderklebstoffe bei maximal 450°C, die Notwendigkeit der sorgfältigen Ausführung der Klebung, z.B. die Haftgrundreinigung und Klebstoff-Zusammensetzung, zeitliche Änderung deAlterungsvorgänge aufgrund atmosphärischer Einflüsse, Kriecherscheinungen in der Klebefuge bei Langzeitbelastung, begrenzte Anwendbarkeit bei BiegeZugbeanspruchung, nur bedingte Möglichkeit der zerstörungsfreien Qualitäts
Maschinenelemente und Mechatronik I
8
Klebverbindungen
Unter Kleben wird im Allgemeinen das Verbinden gleicher oder verschiedenartiger Werkstoffe mit (nichtmetallischen) Klebwerkstoffen verstanden.
Die Werkstoffeigenschaften nach der Verfestigung sind indes für die kohäsive Festigkeit der ntwortlich. Je nach verwendetem Klebrohstoff erfolgt die Erstarrung und
der Festigkeitsaufbau während des Verklebens durch physikalische Vorgänge (Trocknen, Abkühlen aus der Schmelze) oder durch chemische Reaktionen (Polyaddition,
ymerisation). Die Festigkeit einer Klebverbindung wird gemäß durch die Haftfestigkeit des Klebstoffs an der Werkstoffoberfläche gewährleistet.
Die Haftwirkung zwischen Bindemittel und Fügefläche entsteht dabei durch Adhäsiinnere Festigkeit des Klebstoffs entsteht durch Bindekräfte zwischen den Klebermolekülen,
Abbildung 7 [2]
Vorteile der Klebverbindungen:
Glatte Oberflächen, kurze Fertigungszeiten, wenn die Aushärtezeiten nicht berücksichtigt geringe Fertigungskosten, höhere statische und dynamische Beanspruchbarkeit,
annähernd gleichmäßige Spannungsverteilung, kein Wärmeverzug, keine Beeinflussung des Gefüges durch Temperatureinfluss, keine Erhöhung der Korrosionsanfälligkeit, die
flächiger Verbindung, die Fügbarkeit unterschiedlicher Werkstoffe (Verbundkonstruktionen), die völlige Abdichtung gegen Flüssigkeiten und Gase, keine Spaltkorrosion bei voll ausgekleideten Fugen, keine Notwendigkeit von Passungen für die
Dämpfungs- und gute Isolationseigenschaften (elektrisch und wärmetechnisch) der Klebfuge. Dadurch oft verminderte Baugewichte bei verbesserten
Nachteile der Klebverbindungen: Begrenzte Warmfestigkeit, die Temperaturgrenze für Normalkleber liegen bei 80°für Sonderklebstoffe bei maximal 450°C, die Notwendigkeit der sorgfältigen Ausführung der Klebung, z.B. die Haftgrundreinigung und -vorbereitung, lange Aushärtezeiten je nach
Zusammensetzung, zeitliche Änderung der Klebfugen-Alterungsvorgänge aufgrund atmosphärischer Einflüsse, Kriecherscheinungen in der Klebefuge bei Langzeitbelastung, begrenzte Anwendbarkeit bei BiegeZugbeanspruchung, nur bedingte Möglichkeit der zerstörungsfreien Qualitäts
Unter Kleben wird im Allgemeinen das Verbinden gleicher oder verschiedenartiger
Die Werkstoffeigenschaften nach der Verfestigung sind indes für die kohäsive Festigkeit der ntwortlich. Je nach verwendetem Klebrohstoff erfolgt die Erstarrung und
der Festigkeitsaufbau während des Verklebens durch physikalische Vorgänge (Trocknen, Abkühlen aus der Schmelze) oder durch chemische Reaktionen (Polyaddition,
ymerisation). Die Festigkeit einer Klebverbindung wird gemäß durch die Haftfestigkeit des Klebstoffs an der Werkstoffoberfläche gewährleistet.
Die Haftwirkung zwischen Bindemittel und Fügefläche entsteht dabei durch Adhäsion und die innere Festigkeit des Klebstoffs entsteht durch Bindekräfte zwischen den Klebermolekülen,
Glatte Oberflächen, kurze Fertigungszeiten, wenn die Aushärtezeiten nicht berücksichtigt geringe Fertigungskosten, höhere statische und dynamische Beanspruchbarkeit,
annähernd gleichmäßige Spannungsverteilung, kein Wärmeverzug, keine Beeinflussung des Gefüges durch Temperatureinfluss, keine Erhöhung der Korrosionsanfälligkeit, die
flächiger Verbindung, die Fügbarkeit unterschiedlicher Werkstoffe (Verbundkonstruktionen), die völlige Abdichtung gegen Flüssigkeiten und Gase, keine Spaltkorrosion bei voll ausgekleideten Fugen, keine Notwendigkeit von Passungen für die
und gute Isolationseigenschaften (elektrisch und wärmetechnisch) der Klebfuge. Dadurch oft verminderte Baugewichte bei verbesserten
kleber liegen bei 80°- 200°C und für Sonderklebstoffe bei maximal 450°C, die Notwendigkeit der sorgfältigen Ausführung der
vorbereitung, lange Aushärtezeiten je nach -Festigkeit durch
Alterungsvorgänge aufgrund atmosphärischer Einflüsse, Kriecherscheinungen in der Klebefuge bei Langzeitbelastung, begrenzte Anwendbarkeit bei Biege- und Zugbeanspruchung, nur bedingte Möglichkeit der zerstörungsfreien Qualitätsprüfung.

Victor G. Marian – Maschinenelemente und Mechatronik I
Klebstoffe: Einkomponenten-Klebstoffe enthalten alle zur Härtung notwendigen Bestandteile und müssen vor dem Kleben nicht angemischt werden. Die Härtungsreaktion muss nach Klebstoffauftrag und Zusammenfügen z.B. durch Erwärmung ausgelöst werden. auch durch UV-Strahlung, an den Fügeteilen vorhandene dünne Wasserschichten oder durch den Luftabschluss in der Klebfuge ausgelöst werden.Zweikomponenten-Klebstoffe lagerstabil. Die Aushärtung beginnt nach dem Vermischen der Harzohne weitere spezielle Aushärtungsmechanismen.Zweikomponenten-Klebstoffe haben im Allgemeinen lange Härtezeiten (6 bis 24 h), die aber durch kurzzeitige Erwärmung auf Temperaturekönnen. Physikalisch härtende KlebstoffeKlebstoffs vom niedrigviskosen und damit benetzungsfähigen Zustand in einen Festkörper nur durch physikalische Vorgänge wiDiffusionsvorgänge geschieht, ohne dass sich seine polymeren Komponenten im chemischen Sinne verändern. Es existieren zwischen chemisch und physikalisch härtenden Klebstoffen auch Systeme, die sowohl physikalisch oft schnell vorhärten und später z.B. durch eindiffundierende Feuchtigkeit aus der Umgebung chemisch nachhärten. Man benutzt sie z.B. beim Einkleben von Windschutzscheiben in Kraftfahrzeugen. Sie erstarren durch Abkühlung sehr schnell und fixieren dadurch die Scheibe für die weiteren Produktionsschritte in ausreichendem Maße. Die Endfestigkeit erreichen diese Klebstoffe erst nach Stunden durch chemische Nachvernetzung. Gestaltung von Klebverbindungen Eine Klebstelle zwischen Fügeteilen soll daher möglichst auf Schub (Scherung) beansprucht werden. Dies bedeutet, dass die Fügefläche, d.h. die Klebfuge, vorwiegend in die Richtung der Beanspruchung gelegt werden muss. Eine Zugbeanspruchung und eine Beanspruchung, die ein Aufreißen oder Schälen der Klebfuge ergeben, sind zu vermeiden, weil dann die oft geringere Widerstandsfähigkeit des Klebstoffs das Gesamtverhalten der Verbindung negativ beeinflusst. In Abbildung 8 sind die günstige Beanspruchung und die beiden ungünstigen, d.h. zu vermeidenden Beanspruchungen dargestellt. Die Berechnungen werden ähnlich wie bei Lötverbindungen durchgeführt.anderen Fällen rechnet man mit den mittleren Scherspannung τk zul
wobei der kleine Wert bei wechselnder, ein
Maschinenelemente und Mechatronik I
9
enthalten alle zur Härtung notwendigen Bestandteile und müssen vor dem Kleben nicht angemischt werden. Die Härtungsreaktion muss nach Klebstoffauftrag und Zusammenfügen z.B. durch Erwärmung ausgelöst werden. Der Härtungsvorgang kann
Strahlung, an den Fügeteilen vorhandene dünne Wasserschichten oder durch den Luftabschluss in der Klebfuge ausgelöst werden.
Klebstoffe sind durch die Trennung von Harz und Härterkomponenten l. Die Aushärtung beginnt nach dem Vermischen der Harz- und Härterkomponente
ohne weitere spezielle Aushärtungsmechanismen. Klebstoffe haben im Allgemeinen lange Härtezeiten (6 bis 24 h), die aber
durch kurzzeitige Erwärmung auf Temperaturen unter 180°C auf Minuten verkürzt werden
Physikalisch härtende Klebstoffe sind dadurch gekennzeichnet, dass der Übergang des Klebstoffs vom niedrigviskosen und damit benetzungsfähigen Zustand in einen Festkörper nur durch physikalische Vorgänge wie Verdampfung, Erstarrung aus Schmelzen oder Diffusionsvorgänge geschieht, ohne dass sich seine polymeren Komponenten im chemischen
Es existieren zwischen chemisch und physikalisch härtenden Klebstoffen auch Systeme, die ch oft schnell vorhärten und später z.B. durch eindiffundierende
Feuchtigkeit aus der Umgebung chemisch nachhärten. Man benutzt sie z.B. beim Einkleben von Windschutzscheiben in Kraftfahrzeugen. Sie erstarren durch Abkühlung sehr schnell und
ch die Scheibe für die weiteren Produktionsschritte in ausreichendem Maße. Die Endfestigkeit erreichen diese Klebstoffe erst nach Stunden durch chemische
Gestaltung von Klebverbindungen
Eine Klebstelle zwischen hochfesten Fügeteilen soll daher möglichst auf Schub (Scherung) beansprucht werden. Dies bedeutet, dass die Fügefläche, d.h. die Klebfuge, vorwiegend in die Richtung der Beanspruchung gelegt werden muss. Eine Zugbeanspruchung und eine
n Aufreißen oder Schälen der Klebfuge ergeben, sind zu vermeiden, weil dann die oft geringere Widerstandsfähigkeit des Klebstoffs das Gesamtverhalten der Verbindung negativ beeinflusst. In Abbildung 8 sind die günstige Beanspruchung und die beiden
gen, d.h. zu vermeidenden
Die Berechnungen werden ähnlich wie bei Lötverbindungen durchgeführt. In allen anderen Fällen rechnet man mit den
k zul ≈0,2..0,4 τkB wobei der kleine Wert bei wechselnder, ein
mittlerer bei schwellender und der große bei reuhender Beanspruchung gilt.
Abbildung 8
enthalten alle zur Härtung notwendigen Bestandteile und müssen vor dem Kleben nicht angemischt werden. Die Härtungsreaktion muss nach Klebstoffauftrag
Der Härtungsvorgang kann Strahlung, an den Fügeteilen vorhandene dünne Wasserschichten oder durch
sind durch die Trennung von Harz und Härterkomponenten und Härterkomponente
Klebstoffe haben im Allgemeinen lange Härtezeiten (6 bis 24 h), die aber n unter 180°C auf Minuten verkürzt werden
sind dadurch gekennzeichnet, dass der Übergang des Klebstoffs vom niedrigviskosen und damit benetzungsfähigen Zustand in einen Festkörper
e Verdampfung, Erstarrung aus Schmelzen oder Diffusionsvorgänge geschieht, ohne dass sich seine polymeren Komponenten im chemischen
Es existieren zwischen chemisch und physikalisch härtenden Klebstoffen auch Systeme, die ch oft schnell vorhärten und später z.B. durch eindiffundierende
Feuchtigkeit aus der Umgebung chemisch nachhärten. Man benutzt sie z.B. beim Einkleben von Windschutzscheiben in Kraftfahrzeugen. Sie erstarren durch Abkühlung sehr schnell und
ch die Scheibe für die weiteren Produktionsschritte in ausreichendem Maße. Die Endfestigkeit erreichen diese Klebstoffe erst nach Stunden durch chemische
mittlerer bei schwellender und der große bei reuhender Beanspruchung gilt.
Abbildung 8 [2]

Victor G. Marian – Maschinenelemente und Mechatronik I
10
Schrifftum
[1] Haberhauer, H., Bodenstein, F., 2007. Maschinenelemente: Gestaltung, Berechnung,
Anwendung, 14. A. ed. Springer Berlin Heidelberg.
[2] Albers, A., Sauer, B., Steinhilper, W., 2008. Konstruktionselemente des Maschinenbaus 1, 1,. Springer-Verlag Berlin Heidelberg, Berlin, Heidelberg. [3] Decker, K.-H., Kabus, K., Kretschmer, B., 2011. Maschinenelemente: Gestaltung und Be-rechnung.,. Hanser, München u.a.


















![Der Prädikatskomplex im Deutschenstefan/PS/tacos2002-slides.pdf · CAT 2 6 6 6 6 6 6 6 6 6 4 HEAD 2 4CAS 1 noun 3 5 SUBCAT D DET[CAS 1] E cat 3 7 7 7 7 7 7 7 7 7 5 CONT... 2 4INST](https://img.pdfslide.org/doc/110x75/5f061c2a7e708231d41656fc/der-prdikatskomplex-im-deutschen-stefanpstacos2002-slidespdf-cat-2-6-6-6.jpg)