-
7/25/2019 89805_probe
1/7
99Symbole
Grund-
lagen
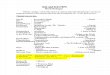
Symbole und Schaltzeichen der Elektrotechnik
Halbleiter Wechsler mitUnterbrechung
Schlieer ffnetund schlietverzgertIsolierschicht-
FET, Anreiche-rungstyp, Sub-stratanschluss
Zweiwegschlieermit MittelstellungAUS
Wechsler ohneUnterbrechung(Form 1)
Substrat internmit Sourceverbunden
Schtz, SchlieerGasentladungs-rhre mit Thermo-kontakt;
Starter(Leuchtstoff)
SensorenSchtz, ffner Schalter, bettigt
(bettigterSchlieer)
Diode,lichtempfindlich
Schtz mit selbst-ttiger Auslsung
Lasttrennschaltermit Selbstaus-
lsungWiderstand,lichtempfindlich
HandbettigterSchalter,allgemein
Antriebe
Fotoelement,Fotozelle Elektromecha-
nischer Antrieb,allgemein
Trennschalter,Leerschalter
Optokoppler
LeistungsschalterElektromecha-nischer Antriebmit
getrenntenWicklungenHallgenerator
Druckschalter Elektromecha-nischer Antriebmit zwei getrenn-ten
Wicklungen
magnetempfind-licher Widerstand
Zugschalter
Ionisations-kammer
Elektromecha-nischer Antriebmit
Ansprech-verzgerungDrehschalter
Halbleiterdetektor Elektromecha-nischer Antrieb
mit Rckfallver-zgerungKippschalter
Peltierelement
LasttrennschalterElektromecha-nischer Antriebeines
Remanenz-relais
PiezoelektrischerKristall
Erdungsschalter Elektromecha-nischer Antriebeines polarisier-ten
Relais
Schaltgerte
Schlieer,allgemein
Schlieer schlietbei Bettigung
verzgert Elektromecha-nischer Antriebeines
schnellschaltendenRelais
ffner, allgemeinffner schliet beiRckfall verzgert
-
7/25/2019 89805_probe
2/7
Technische Dokumentation
Normung
Technisches Zeichnen
Gewinde DIN ISO 6410-1
Gewindedarstellung
12
M206G6e
1 Gewindeteile mit Auengewinde werden sodargestellt, dass sie
Teile mit Innengewindeverdecken.
2 Bei Stiftschraubenverbindungenwird derGewindeauslauf der Stif
tschraube in dienutzbare Gewindelnge mit einbezogen.Passungen
zwischen Gewindeteilen(zusammengeschraubt dargestellt)
3 Fr das Muttergewinde wird die Toleranz-
klasse 6G hoch und fr das Bolzengewinde6e tief gestellt.
Ausfhrliche Darstellung
d
m b
k
e
e s
r
1
r2
r
3
Vereinfachte Darstellung
Richtmae
m0,8 dk 0,7 de 2 ds0,87 e
Vereinfachte Darstellungen
Gewinde DIN ISO 6410-3
M6 M6
M6
M620 M620/4,826
M620/4,826M620M6
3
3
2
1
1
Darstellung und Maangaben drfen vereinfachterfolgen, wenn
1 der Durchmesser 6 mm ist oder
2 eine regelmige Anordnung von Bohrun-gen oder Gewinden gleicher
Art und Grevorliegt.
3 Alle notwendigen Hinweise (Durchmesser,Tiefe, Anzahl, Gewinde)
werden auf einerHinweislinie, die zum Bohrungsmittelpunkt
weist, eingetragen.
162 Gewindedarstellung
d Gewinde-Nenndurchmesserb nutzbare Gewindelnge
l Schrauben-Lieferlngek Schrauben-Kopfhhee Eckenma
mMutternhhes Schlsselweite SW
e = 1,16 s
r1 = 3/4 er2= 1/2 mr2= 1/2 kr3= 1/2 e
M206G6e 3
d
m b
k
l
e
M6 M620/526
3
2
M6 M620/526
3
Doku-
t t i
d
m 0,
2
d.
k
e s
-
7/25/2019 89805_probe
3/7
Maschinenelemente
Stifte, Kerbngel, Blindniete
Spannstifte (Spannhlsen), geschlitzt, schwere Ausfhrung, Form A
DIN EN ISO 8752
30
15
30
15
a
a
l
l
d
1
d1
s
d 10 mm
d 0mm1
Der Durchmesser der Aufnahme-bohrung (Toleranzklasse H12)
amWerkstck ist gleich dem Nenn-
durchmesser ddes Spannstiftes.
Der Schlitz darf nach dem Einbaunicht geschlossen sein.
Nenndurch-messer d1
d1min.
a s l
234
2,33,34,4
0,450,60,75
0,40,60,8
4 30 4 40 4 50
568
10
5,46,48,510,5
1,01,31,82,2
1,01,21,52,0
5 8010 10010 12010 160
12162030
12,516,520,530,5
2,22,23,23,2
2,53,04,06,0
10 18010 20010 20014 200
Werkstoff Stahl (St), Kohlenstoff- oder
Silizium-Mangan-Stahlvergtet auf max. 560 HV 30.Austenitischer
nicht rostender Stahl (A), martensitischernicht rostender Stahl
(C), Legierungen siehe Norm,vergtet auf max. 560 HV 30.
Lieferlngen 6 32, 2er-Stufung, 35 100 5er-Stufung,120 200,
20er-Stufung
Bezeichnungsbeispiel: Spannstift ISO 8752 - A - 10x60 - FStForm
A, Durchmesser 10 mm, Lnge 60 mm, Federstahl
Kerbstifte DIN EN ISO 8739, 8740, 8741, 8742, 8743, 8744,
8745
12020
70)
)70)
70)
70)
d2
)
d2
12020
70
d2
d2
d2
12020
12020
12020
c
d 1
d 1
d
70)
d2
12020
1
d1
d 1
d1
a
a a
aa a
a a
a
aa
r d1~
~
r d1
r d1
r d1
r d1
r
r
r
r
l
l
l
2l
3
l
2
l
l
l
l
c2
c115
bis
30
r
1 1r dr d
~
~~
~
~
Zylinderkerbstifte mit EinfhrendeDIN EN ISO 8739
Zylinderkerbstifte mit FaseDIN EN ISO 8740
KegelkerbstifteDIN EN ISO 8744
SteckkerbstifteDIN EN ISO 8741
Knebelkerbstifte mit kurzen/langen KerbenDIN EN ISO 8742 (DIN EN
ISO 8743)
PasskerbstifteDIN EN ISO 8745
d11) d1 (Auswahl) d1
1) d1 (Auswahl) d11) d1 (Auswahl)
2345
830104010601460
681012
1480141001410018100
1620
2210026200
Werkstoff Stahl (St), Hrte 125 bis 245 HV 30, austenitischer
nichtrostender Stahl (A),Hrte 210 bis 280 HV 30
Lieferlngen 8, 10, 2er-Stufung bis 32, 35, 40, 50, 5er-Stufung
bis 100, 20er-Stufung bis 200
1)Aufnahmebohrung H11 Bezeichnungsbeispiel Kerbstift ISO
8739-6x50-StZylinderkerbstift mit Einfhrende, aus Stahl,
mit Nenndurchmesser d16 mm, Nennlnge l= 5 mm
248 Spannstifte, Kerbstifte
Maschinen-
-
7/25/2019 89805_probe
4/7
351Gasflaschen
Fertigungstechnik
Fertigungsverfahren
Schweien und Lten
Farbkennzeichnung von Gasflaschen DIN EN ISO 7225
Gefahrgutaufkleber fr technischen Sauerstoff O2
Flasche
nicht v
ollstn
digent
leere
n
8 7
6
5
4321
Sauers
toff
O2
EWG-NR.2816209
EWG-Kennzeichnung
Sauers
toff,v
erdichte
t
UN1072
2
54321Musterstadt
Musterweg1
GasproduktionundVertrieb
Muste
rmannAG
fernhalten
VonbrennbarenStoffen
mitbrennbarenStoffen
FeuergefahrbeiBerhrungBeiderArbeitnichtrauchen
Die einzig verbindliche Kennzeichnung des Gasinhaltes erfolgt
auf dem Gefahrgutaufkleber.Der Grobuchstabe Nweist auf die
Farbkennzeichnung gem Norm hin. Die Farbkennzeichnung dient
alszustzliche Information ber die Gaseigenschaften (brennbar,
oxidierend, giftig usw.).
Durch die Markierung der Farbkennzeichnung mit dem Grobuchstaben
N(Neu, New, Nouveau) auf der Gas-flaschenschulter und durch die
unterschiedlichen Ventilanschlsse nach DIN 477-1 fr verschiedene
Gasartensind Verwechselungen praktisch ausgeschlossen.
Nwird zweimal, gegenberliegend versetzt, auf der
Flaschenschulter aufgebracht. Die Farbe N-Kennzeich-nung ist wei,
schwarz oder blau, je nach Schulterfarbe und Kontrast. Bei Flaschen
zur Inhalation (Atemgase),deren Kennzeichnungsfarbe sich nicht
ndert (z. B. H
2, CO
2), ist der Buchstabe N nicht notwendig.
Darstellung der bestehenden und neuen Flaschenfarben an
BeispielenReingase/Gasgemische fr den industriellen Einsatz
bisher DIN EN 1089-3 bisher DIN EN 1089-3
technischer Sauerstoff Xenon, Krypton, Neon
blau
blau
wei
blau
(grau)
N
grau
grau
(schwarz)
leuchtend
grn
grau
(leuchtend
grn)
N
Acetylen Propan, Wasserstoff
gelb
gelb
(schwarz)
kastanien-
braun
kastanien-
braun
(schwarz,
gelb)
N
rot
rot
rot
rot
5.1
Fertigungs-
technik
Flasche
nicht v
ollstn
digent
leere
n
8 7
6
5
4321
Sauers
toff
O2
EWG-NR.2816209
EWG-Kennzeichnung
Sauers
toff,v
erdich
tet
UN107
2
2 5.1
54321Musterstadt
Musterweg1
GasproduktionundVertrieb
M
ustermannAG
fernhalten
VonbrennbarenStoffen
mitbrennbarenStoffen
FeuergefahrbeiBerhrungBeiderArbeitnichtrauchen
-
7/25/2019 89805_probe
5/7
451Ursachen-Wirkungs-Diagramm, Pareto-Diagramm
Qualittsmanagement
Ursachen-Wirkungs-Diagramm
(Ishikawa-Diagramm)
Die mglichen Ursachen und Wirkungen werden in Haupt-und
Nebenursachenunterteilt.
Durch die Diagrammstruktur knnen sowohl negative als auch
positive Einflussgrenidentifiziert und ihre Abhngigkeiten zur
Zielgre dargestellt werden.
In der Bewertung ergeben sich einige Ursachenschwerpunkte, die
dann nher untersuchtwerden knnen.
Management
roblem,
ehler
Mensch Maschine ilieu
Material
Nebenursache
auptursac e
Methode Messung
Pareto-Diagramm
Das Pareto-Diagramm basiert auf der festgestellten Tatsache,
dass die meisten Auswir-kungen eines Problems (80 %) hufig nur auf
eine kleine Anzahl von Ursachen (20 %)zurckzufhren sind.
ac
ar
et,
osten
5
5
5
Radiu
s
enkun
g
Fase
Ma a a a
4
Es ist ein Sulendiagramm, das Problemursachennach ihrer
Bedeutung ordnet. Je grerdie Sule im Diagramm, umso wichtiger ist
diese Kategorie. Sie zu beheben, bedeutet diegrte
Verbesserungsmglichkeit.
Eine steile Summenkurve deutet darauf hin, dass es sehr wenige
wichtige Ursachen frdas Problem gibt. Eine flache Kurve zeigt an,
dass viele gleichwertige Ursachen vorliegen.
Somit gibt das Pareto-Diagramm eine wertvolle
Entscheidungshilfe, indem es diejenigenUrsachen klar herausstellt,
die den grten Einfluss ausben. Es wird so verhindert, dassmit groem
Zeit- und Kostenaufwand unwichtige Ursachen beseitigt werden und
das Pro-blem dennoch bestehen bleibt.
Mess-
Prftechnik
-
7/25/2019 89805_probe
6/7
Fluidtechnik
Hydraulik
Hydrauliksteuerungen
Proportionalventile
Proportional (verhltnisgleich) zu einem Eingangssignal (z. B.
eine elektrische Spannung) wird mithilfe einesProportionalventils
ein entsprechendes Ausgangssignal hervorgerufen (z. B.
Durchflussmenge).
e trsc es e e tron sc er
erstr erEingangs-
ignal (Volt)
roport ona -
magneStrom
(Ampere)
e tr sc er raft egevent
ruc vent
tromventioder
Weg
c tung
ruc
Proportional-
Volumen-
s rom
y rau -
zy n er
y romotor Maschine
Bei Proportional-Wegeventilen knnen die Steuerkolben nicht nur
eine definierte Mittel- oder Endstellungannehmen, sondern auchjede
beliebige Zwischenpositionhalten. Ein Proportionalmagnet
positioniert dabeiden Steuerkolben.
Direkt gesteuertes Proportionalventil
3
1 Gehuse
2 Proportionalmagnet
3 induktiver Wegaufnehmer
4 Steuerkolben
5 Rckstellfedern
Es gibt auch vorgesteuerteProportionalventile.
Der induktive Wegaufnehmer erfasst die Ist-Stellung des
Steuerkolbens und meldet sie als elektrisches Signalan die
Ansteuerelektronik (elektrische Rckfhrung).
4/3-Proportional-Wegeventil
mit einstellbarem Magneten,induktivem Wegaufnehmerund
Drosselstellen
A B
Schaltplan mit vorgesteuertemProportional-Wegeventil
b
Drosselstelle
Einstellbarer Magnet
Induktiver Wegaufnehmer
Neben dem Proportional-Wegeventil gibt es auch
Proportional-Druckventileund Proportional-Stromventile.
Vorteileder Proportionaltechnik:
keine hohen Druckspitzen beim Schalten,
unterschiedliche Geschwindigkeiten der Arbeitselemente
mglich,
beherrschbare Beschleunigungs- und Verzgerungsvorgnge bei groen
Massen.
495Proportionalventile
Fluid-
technik
-
7/25/2019 89805_probe
7/7
Werkstofftechnik
Werkstoffnummern fr Gusseisenwerkstoffe DIN EN 1560
Bezeichnung
In zahlreichen Produktnormen werden noch die herkmmlichen
Werkstoffbezeichnungen nach DIN 17006-4 gefhrt .
Dabei wird das Gusszeichen durch einen Bindestrich von den
nachstehenden Angaben getrennt:
G- gegossen (allgemein) GT- EN-GJM- Temperguss allgemein
GG- EN-GJL- Gusseisen mit Lamellengrafit GTS- EN-GJMB-
schwarz
GGG- EN-GJS- Gusseisen mit Kugelgrafit GTW-GS- EN-GJMW- wei
GH- Hartgusss GS- Stahlguss
angehngte Zeichen K, Z GGK-Kokillenguss, GSZ-Schleuderguss
Erschmelzungsart E GS-E-Elektrostahlguss
Die vollstndige Benennung erfolgt entweder nach der
MindestzugfestigkeitRm
oder nach der chemischenZusammensetzung.
Werkstoffbezeichnung fr Gusseisenwerkstoffe DIN EN 1560
Das Bezeichnungssystem der Gusseisenwerkstoffe besteht aus max.
6 Positionszeichen ohne Zwischenrume.
Positionsnummern und Werkstoffbezeichnung
1 2 3 1) 4 1) 5 6 1) Gusseisen mit
EN-EN-
GJGJ
S
S
-350-19-LT-400-18-RT
-D Kugelgrafit, tiefe Temperaturen, RohgussstckKugelgrafit,
Raumtemperatur
EN- GJ L -200 -S Lamellengrafit, getrennt gegossenes
Probestck
EN-EN-
GJGJ
MM
WW
-450-7-360-12
-W-W
Temperguss entkohlend geglht,Schweieignung fr
Verbindungsschweien
EN- GJ N P -JV520 -C vorwiegend perlitisches Gefge,
einem Gussstck entnommenes Probestck
EN- GJ L A X300CrMo15-3 legiertes, verschleifestes Gusseisen
1)Die Angabe ist freigestellt.
Stoffeigenschaftsnderung von Stahl
Wrmebehandlungsverfahren DIN EN 10052
Glhen
Langsames Erwrmendes Werkstcks auf eine bestimmte Glhtemperatur,
kurzzeitiges Haltenauf dieserTemperatur und langsames Abkhlenin
Luft.
Diffusionsglhen
Glhen dicht unter der Soli-dustemperatur (1100 oC bis1300 oC),
lngeres Halten undanschlieendes langsamesAbkhlen, um eine
gleich-mige Gefgeverteilung zuerzielen.
C
C in %
0
7
900
0,8 ,06
Weichglhen
Beim Glhvorgang um 773 oCformt sich der Zementitanteil(Fe3C)
um.Nach langsamer Abkhlungsinken Festigkeit und Hrte.
C
C in %
00 0,8 2,06
Rekristallisationsglhen
Nach einer Kaltverfestigung
durch Kaltumformung glht mandas Werkstck auf 400 oC bis600
oC.Dabei tritt eine Kornneubildung(Rekristallisation) auf.
C
C in %
723
, ,
Normalglhen
Kurzzeitiges Glhen des Werk-
stckes im Austenitbereich undanschlieendem Abkhlen inLuft.
C
C in %
23
, ,
653Werkstoffnummern, Werkstoffbezeichnung,
Stoffeigenschaftsnderung
Werk-
stoffe