Embed Size (px)
Citation preview
AKROMID® Lite und AKROMID® XtraLite – polyamidwerkstoffe mit geringerer Dichte
AKRO-PLASTIC GmbH Ein Unternehmen der Feddersen-Gruppe
Die AKRO-PLASTIC GmbH ist seit mehr als 28 Jahren als Entwickler und Hersteller hochwertiger techni-scher Compounds, vor allem im Bereich der Polyamide, tätig. Die ständige Forderung nach Gewichts-reduktion führt zum Einsatz von Kunststoffen mit niedriger Dichte, wie etwa Polypropylen. Vor allem im Automobilbereich, wo der Flot-tenverbrauch und somit die Kohlen-dioxidemission vermindert werden sollen. Für viele Anwendungen rei-chen die Eigenschaften von Poly-propylen jedoch nicht aus, weshalb nach wie vor technische Thermo-plaste, z. B. Polyamide eingesetzt werden. AKRO-PLASTIC hat daher mit AKROMID® Lite und AKROMID® XtraLite eine Reihe von Compounds mit ähnlichen Eigenschaften wie Polyamid bei zusätzlich geringerer Dichte entwickelt.
AKROMID® Lite und AKROMID® XtraLite schließen somit die Lücke zwischen Polypropylen und Poly- amid. Gegenüber Polypropylen zei-gen AKROMID® Lite und AKROMID® XtraLite u. a. eine bessere Oberflä- chenqualität, bessere mechanische Eigenschaften und höhere Wärme-formbeständigkeit. Gegenüber PA6- Compounds können AKROMID® Lite und AKROMID® XtraLite vor allem durch niedrigere Dichte, ge-ringeren Volumenpreis, besseres Fließverhalten, reduzierte Feuchtig-keitsaufnahme und höhere Kerb-schlagzähigkeit punkten. Ziel der Entwickler von AKRO-PLASTIC war es, ein technisches Polyamid-Com-pound mit möglichst geringer Dichte, jedoch unter Beibehaltung der typischen Vorteile von Poly- amid, zu kreieren.
AKROMID® Lite und AKROMID® XtraLite
2 3
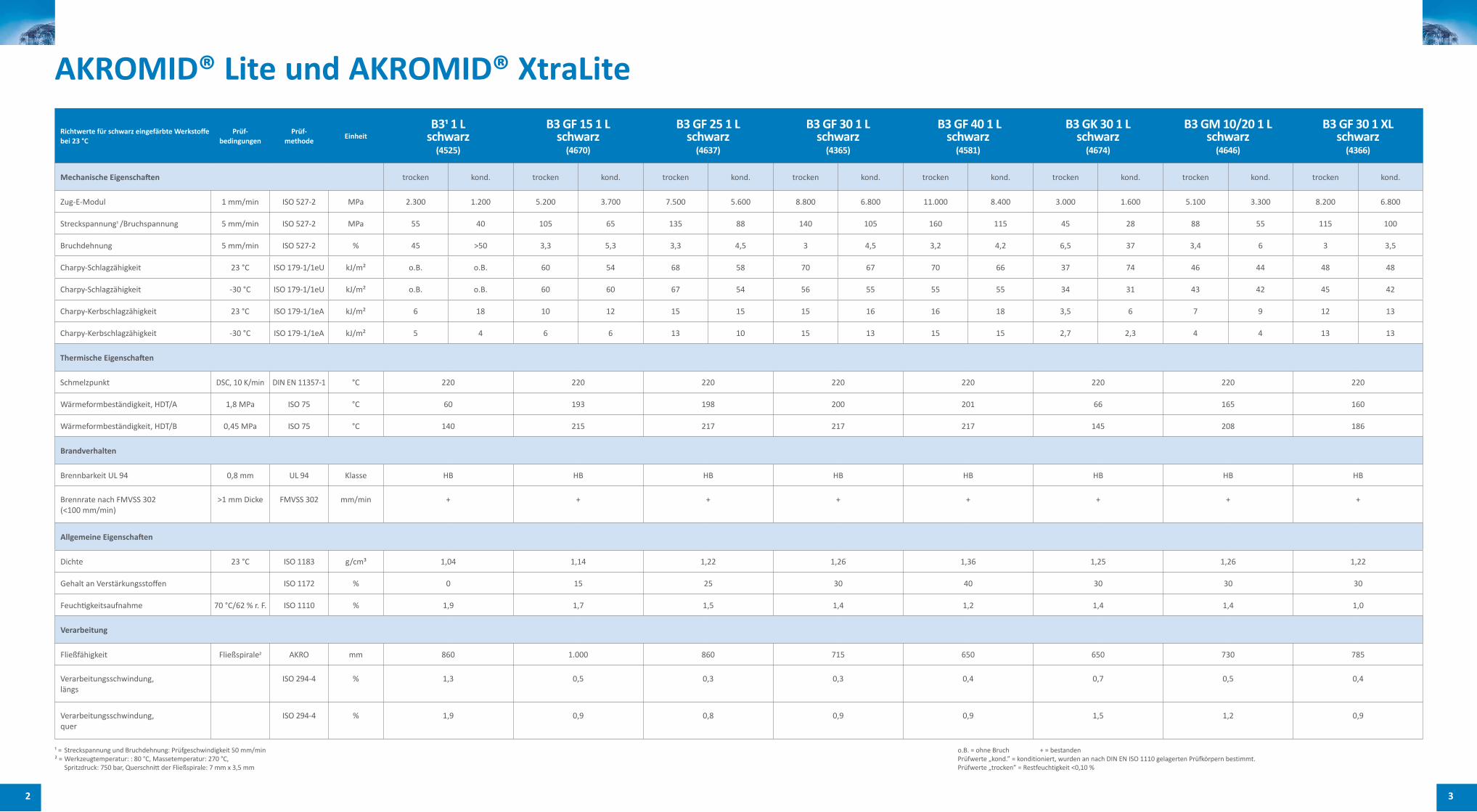
Richtwerte für schwarz eingefärbte Werkstoffe bei 23 °C
Prüf- bedingungen
Prüf-methode Einheit
B31 1 L schwarz
(4525)
B3 GF 15 1 L schwarz
(4670)
B3 GF 25 1 L schwarz
(4637)
B3 GF 30 1 L schwarz
(4365)
B3 GF 40 1 L schwarz
(4581)
B3 GK 30 1 L schwarz
(4674)
B3 GM 10/20 1 L schwarz
(4646)
B3 GF 30 1 XL schwarz
(4366)
Mechanische Eigenschaften trocken kond. trocken kond. trocken kond. trocken kond. trocken kond. trocken kond. trocken kond. trocken kond.
Zug-E-Modul 1 mm/min ISO 527-2 MPa 2.300 1.200 5.200 3.700 7.500 5.600 8.800 6.800 11.000 8.400 3.000 1.600 5.100 3.300 8.200 6.800
Streckspannung¹ /Bruchspannung 5 mm/min ISO 527-2 MPa 55 40 105 65 135 88 140 105 160 115 45 28 88 55 115 100
Bruchdehnung 5 mm/min ISO 527-2 % 45 >50 3,3 5,3 3,3 4,5 3 4,5 3,2 4,2 6,5 37 3,4 6 3 3,5
Charpy-Schlagzähigkeit 23 °C ISO 179-1/1eU kJ/m² o.B. o.B. 60 54 68 58 70 67 70 66 37 74 46 44 48 48
Charpy-Schlagzähigkeit -30 °C ISO 179-1/1eU kJ/m² o.B. o.B. 60 60 67 54 56 55 55 55 34 31 43 42 45 42
Charpy-Kerbschlagzähigkeit 23 °C ISO 179-1/1eA kJ/m² 6 18 10 12 15 15 15 16 16 18 3,5 6 7 9 12 13
Charpy-Kerbschlagzähigkeit -30 °C ISO 179-1/1eA kJ/m² 5 4 6 6 13 10 15 13 15 15 2,7 2,3 4 4 13 13
Thermische Eigenschaften
Schmelzpunkt DSC, 10 K/min DIN EN 11357-1 °C 220 220 220 220 220 220 220 220
Wärmeformbeständigkeit, HDT/A 1,8 MPa ISO 75 °C 60 193 198 200 201 66 165 160
Wärmeformbeständigkeit, HDT/B 0,45 MPa ISO 75 °C 140 215 217 217 217 145 208 186
Brandverhalten
Brennbarkeit UL 94 0,8 mm UL 94 Klasse HB HB HB HB HB HB HB HB
Brennrate nach FMVSS 302 (<100 mm/min)
>1 mm Dicke FMVSS 302 mm/min + + + + + + + +
Allgemeine Eigenschaften
Dichte 23 °C ISO 1183 g/cm³ 1,04 1,14 1,22 1,26 1,36 1,25 1,26 1,22
Gehalt an Verstärkungsstoffen ISO 1172 % 0 15 25 30 40 30 30 30
Feuchtigkeitsaufnahme 70 °C/62 % r. F. ISO 1110 % 1,9 1,7 1,5 1,4 1,2 1,4 1,4 1,0
Verarbeitung
Fließfähigkeit Fließspirale² AKRO mm 860 1.000 860 715 650 650 730 785
Verarbeitungsschwindung, längs
ISO 294-4 % 1,3 0,5 0,3 0,3 0,4 0,7 0,5 0,4
Verarbeitungsschwindung, quer
ISO 294-4 % 1,9 0,9 0,8 0,9 0,9 1,5 1,2 0,9
¹ = Streckspannung und Bruchdehnung: Prüfgeschwindigkeit 50 mm/min ² = Werkzeugtemperatur: : 80 °C, Massetemperatur: 270 °C, Spritzdruck: 750 bar, Querschnitt der Fließspirale: 7 mm x 3,5 mm
o.B. = ohne Bruch + = bestandenPrüfwerte „kond.” = konditioniert, wurden an nach DIN EN ISO 1110 gelagerten Prüfkörpern bestimmt. Prüfwerte „trocken” = Restfeuchtigkeit <0,10 %
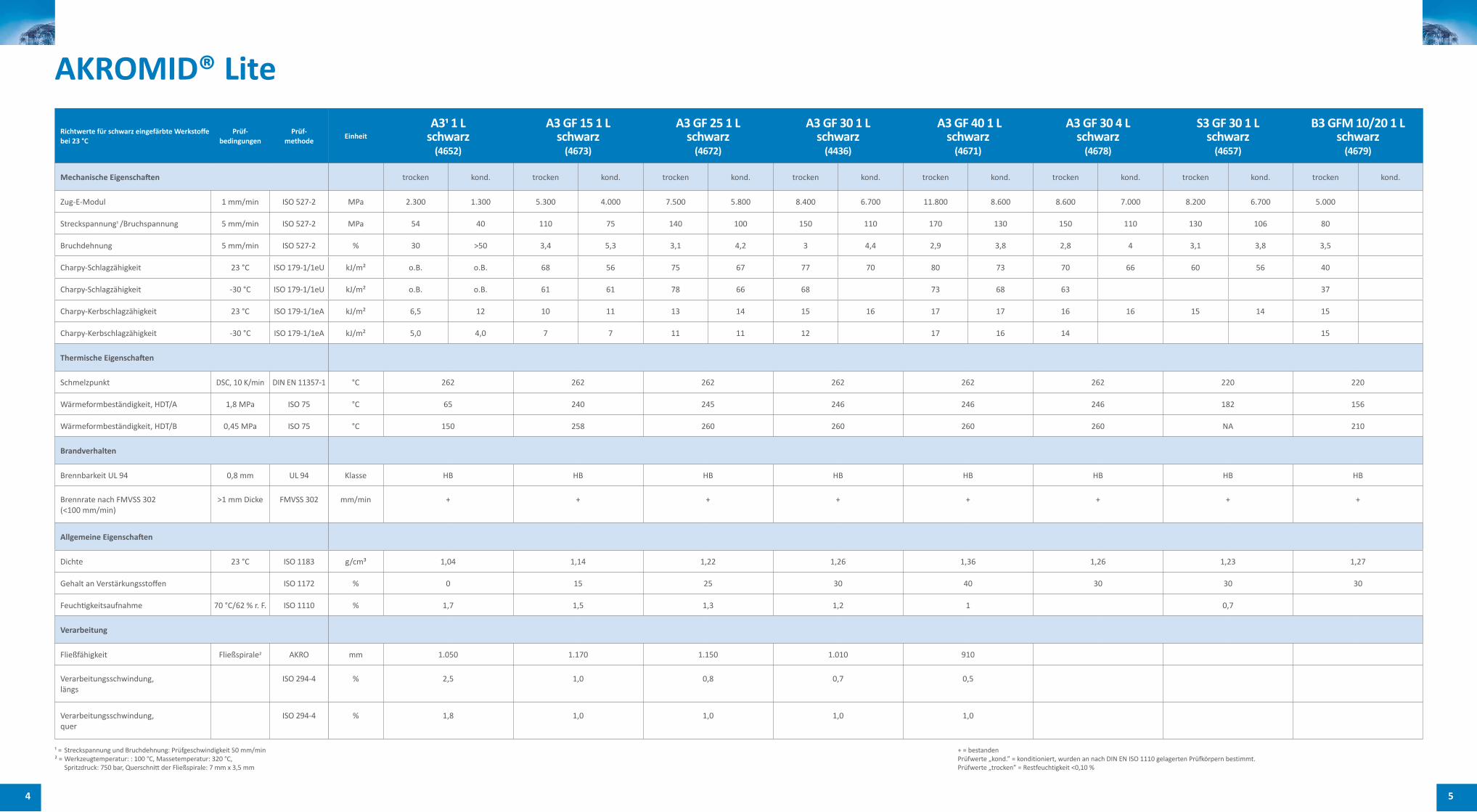
AKROMID® Lite
4 5
EinheitA31 1 L
schwarz(4652)
A3 GF 15 1 L schwarz
(4673)
A3 GF 25 1 L schwarz
(4672)
A3 GF 30 1 L schwarz
(4436)
A3 GF 40 1 L schwarz
(4671)
A3 GF 30 4 Lschwarz
(4678)
S3 GF 30 1 L schwarz
(4657)
B3 GFM 10/20 1 Lschwarz
(4679)
trocken kond. trocken kond. trocken kond. trocken kond. trocken kond. trocken kond. trocken kond. trocken kond.
MPa 2.300 1.300 5.300 4.000 7.500 5.800 8.400 6.700 11.800 8.600 8.600 7.000 8.200 6.700 5.000
MPa 54 40 110 75 140 100 150 110 170 130 150 110 130 106 80
% 30 >50 3,4 5,3 3,1 4,2 3 4,4 2,9 3,8 2,8 4 3,1 3,8 3,5
kJ/m² o.B. o.B. 68 56 75 67 77 70 80 73 70 66 60 56 40
kJ/m² o.B. o.B. 61 61 78 66 68 73 68 63 37
kJ/m² 6,5 12 10 11 13 14 15 16 17 17 16 16 15 14 15
kJ/m² 5,0 4,0 7 7 11 11 12 17 16 14 15
°C 262 262 262 262 262 262 220 220
°C 65 240 245 246 246 246 182 156
°C 150 258 260 260 260 260 NA 210
Klasse HB HB HB HB HB HB HB HB
mm/min + + + + + + + +
g/cm³ 1,04 1,14 1,22 1,26 1,36 1,26 1,23 1,27
% 0 15 25 30 40 30 30 30
% 1,7 1,5 1,3 1,2 1 0,7
mm 1.050 1.170 1.150 1.010 910
% 2,5 1,0 0,8 0,7 0,5
% 1,8 1,0 1,0 1,0 1,0
¹ = Streckspannung und Bruchdehnung: Prüfgeschwindigkeit 50 mm/min ² = Werkzeugtemperatur: : 100 °C, Massetemperatur: 320 °C, Spritzdruck: 750 bar, Querschnitt der Fließspirale: 7 mm x 3,5 mm
+ = bestanden Prüfwerte „kond.” = konditioniert, wurden an nach DIN EN ISO 1110 gelagerten Prüfkörpern bestimmt. Prüfwerte „trocken” = Restfeuchtigkeit <0,10 %
Richtwerte für schwarz eingefärbte Werkstoffe bei 23 °C
Prüf- bedingungen
Prüf-methode
Mechanische Eigenschaften
Zug-E-Modul 1 mm/min ISO 527-2
Streckspannung¹ /Bruchspannung 5 mm/min ISO 527-2
Bruchdehnung 5 mm/min ISO 527-2
Charpy-Schlagzähigkeit 23 °C ISO 179-1/1eU
Charpy-Schlagzähigkeit -30 °C ISO 179-1/1eU
Charpy-Kerbschlagzähigkeit 23 °C ISO 179-1/1eA
Charpy-Kerbschlagzähigkeit -30 °C ISO 179-1/1eA
Thermische Eigenschaften
Schmelzpunkt DSC, 10 K/min DIN EN 11357-1
Wärmeformbeständigkeit, HDT/A 1,8 MPa ISO 75
Wärmeformbeständigkeit, HDT/B 0,45 MPa ISO 75
Brandverhalten
Brennbarkeit UL 94 0,8 mm UL 94
Brennrate nach FMVSS 302 (<100 mm/min)
>1 mm Dicke FMVSS 302
Allgemeine Eigenschaften
Dichte 23 °C ISO 1183
Gehalt an Verstärkungsstoffen ISO 1172
Feuchtigkeitsaufnahme 70 °C/62 % r. F. ISO 1110
Verarbeitung
Fließfähigkeit Fließspirale² AKRO
Verarbeitungsschwindung, längs
ISO 294-4
Verarbeitungsschwindung, quer
ISO 294-4
Produktcharakterisierung
6 7
B3 GF 30 1 schwarzB3 GF 30 1 L schwarz (4365)B3 GF 30 1 XL schwarz (4366)PP GF 30 schwarz
Auslagerungsbedingungen:Temperatur: 70 °Crel. Feuchte: 62 %Auslagerungsdauer: 500 h
Span
nung
[MPa
]Sp
annu
ng [M
Pa]
Span
nung
[MPa
]
0 1 2 3 4 5 6 7
0 1 2 3 4 5 6
0 2 4 6 8 10 12 14
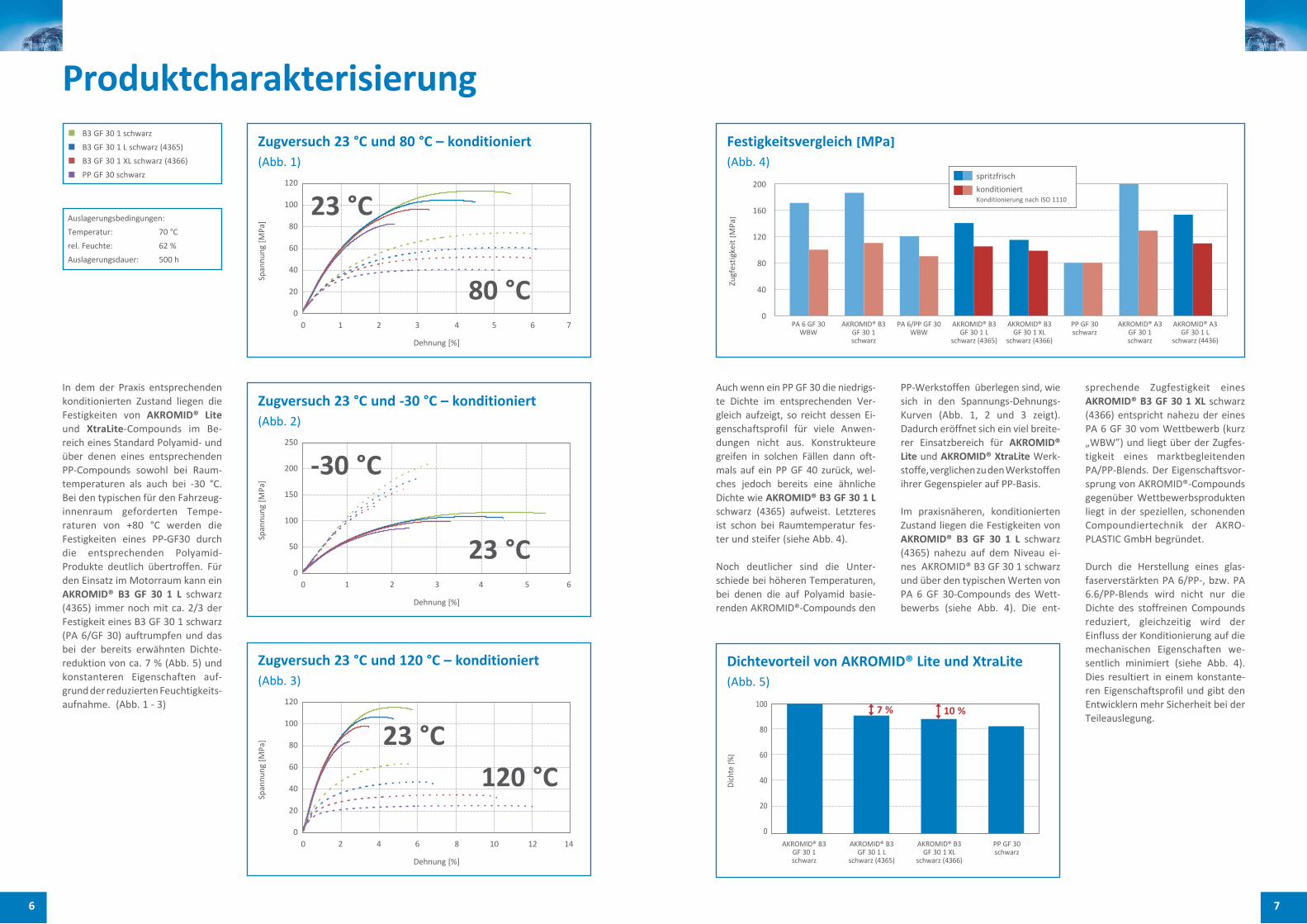
Zugversuch 23 °C und 80 °C – konditioniert (Abb. 1)
Zugversuch 23 °C und -30 °C – konditioniert (Abb. 2)
Zugversuch 23 °C und 120 °C – konditioniert (Abb. 3)
Dehnung [%]
Dehnung [%]
Dehnung [%]
120
100
80
60
40
20
0
250
200
150
100
50
0
120
100
80
60
40
20
0
23 °C
-30 °C
23 °C
80 °C
23 °C
120 °C
In dem der Praxis entsprechenden konditionierten Zustand liegen die Festigkeiten von AKROMID® Lite und XtraLite-Compounds im Be-reich eines Standard Polyamid- und über denen eines entsprechenden PP-Compounds sowohl bei Raum-temperaturen als auch bei -30 °C. Bei den typischen für den Fahrzeug-innenraum geforderten Tempe-raturen von +80 °C werden die Festigkeiten eines PP-GF30 durch die entsprechenden Polyamid-Produkte deutlich übertroffen. Für den Einsatz im Motorraum kann ein AKROMID® B3 GF 30 1 L schwarz (4365) immer noch mit ca. 2/3 der Festigkeit eines B3 GF 30 1 schwarz (PA 6/GF 30) auftrumpfen und das bei der bereits erwähnten Dichte-reduktion von ca. 7 % (Abb. 5) und konstanteren Eigenschaften auf-grund der reduzierten Feuchtigkeits-aufnahme. (Abb. 1 - 3)
Festigkeitsvergleich �MPa� (Abb. 4)
Zugf
estig
keit
�MPa
�
200
160
120
80
40
0PA 6 GF 30
WBWAKROMID® B3
GF 30 1 schwarz
PA 6/PP GF 30WBW
AKROMID® B3 GF 30 1 L
schwarz (4365)
AKROMID® B3 GF 30 1 XL
schwarz (4366)
PP GF 30schwarz
AKROMID® A3 GF 30 1 schwarz
AKROMID® A3 GF 30 1 L
schwarz (4436)
spritzfrischkonditioniertKonditionierung nach ISO 1110
Auch wenn ein PP GF 30 die niedrigs-te Dichte im entsprechenden Ver-gleich aufzeigt, so reicht dessen Ei-genschaftsprofil für viele Anwen-dungen nicht aus. Konstrukteure greifen in solchen Fällen dann oft-mals auf ein PP GF 40 zurück, wel-ches jedoch bereits eine ähnliche Dichte wie AKROMID® B3 GF 30 1 L schwarz (4365) aufweist. Letzteres ist schon bei Raumtemperatur fes-ter und steifer (siehe Abb. 4).
Noch deutlicher sind die Unter-schiede bei höheren Temperaturen, bei denen die auf Polyamid basie-renden AKROMID®-Compounds den
sprechende Zugfestigkeit eines AKROMID® B3 GF 30 1 XL schwarz (4366) entspricht nahezu der eines PA 6 GF 30 vom Wettbewerb (kurz „WBW”) und liegt über der Zugfes-tigkeit eines marktbegleitenden PA/PP-Blends. Der Eigenschaftsvor-sprung von AKROMID®-Compounds gegenüber Wettbewerbsprodukten liegt in der speziellen, schonenden Compoundiertechnik der AKRO-PLASTIC GmbH begründet.
Durch die Herstellung eines glas- faserverstärkten PA 6/PP-, bzw. PA 6.6/PP-Blends wird nicht nur die Dichte des stoffreinen Compounds reduziert, gleichzeitig wird der Einfluss der Konditionierung auf die mechanischen Eigenschaften we-sentlich minimiert (siehe Abb. 4). Dies resultiert in einem konstante-ren Eigenschaftsprofil und gibt den Entwicklern mehr Sicherheit bei der Teileauslegung.
Dich
te �%
�
Dichtevorteil von AKROMID® Lite und XtraLite(Abb. 5)
100
80
60
40
20
0AKROMID® B3
GF 30 1 schwarz
AKROMID® B3 GF 30 1 L
schwarz (4365)
AKROMID® B3 GF 30 1 XL
schwarz (4366)
PP GF 30 schwarz
7 % 10 %
PP-Werkstoffen überlegen sind, wie sich in den Spannungs-Dehnungs-Kurven (Abb. 1, 2 und 3 zeigt). Dadurch eröffnet sich ein viel breite-rer Einsatzbereich für AKROMID® Lite und AKROMID® XtraLite Werk-stoffe, verglichen zu den Werkstoffen ihrer Gegenspieler auf PP-Basis.
Im praxisnäheren, konditionierten Zustand liegen die Festigkeiten von AKROMID® B3 GF 30 1 L schwarz (4365) nahezu auf dem Niveau ei-nes AKROMID® B3 GF 30 1 schwarz und über den typischen Werten von PA 6 GF 30-Compounds des Wett-bewerbs (siehe Abb. 4). Die ent-
Produktcharakterisierung
Noch gravierender sind die Ergeb-nisse der Überprüfung hinsichtlich ZnCl₂-Beständigkeit. Ein Standard PA6.6-GF30 versagt bereits nach wenigen Stunden Kontakt mit ZnCl₂-Lösung (siehe Abb. 7). Probekörper aus AKROMID® A3 GF 30 1 L schwarz (4436) zeigen selbst nachdem sie 200 h unter mechanischer Belastung einer ZnCl₂-Lösung ausgesetzt wur-den, in Anlehnung an die SAE-Norm J2044, noch keine Schädigung (siehe Abb. 8).
Abb. 7: Deutliche Schädigung an Probekörpern aus Standard PA6.6-GF30 bereits nach 2 h Lagerung in ZnCl₂-Lösung
Abb. 8: Keine Materialschädigung von AKROMID® A3 GF 30 1 L schwarz (4436) selbst nach 200 h Lagerung in ZnCl₂-Lösung
8 9
Abb. 6: Zugstäbe aus unterschiedlichen AKROMID®-Compounds nach Lagerung in CaCl₂-Lösung nach DBL 5416
Besonders hervorzuheben ist die chemische Beständigkeit von AKRO-MID® B3 GF 30 1 L schwarz (4365) und AKROMID® B3 GF 30 1 XL schwarz (4366) gegenüber Calcium-chlorid (CaCl₂) und von AKROMID® A3 GF 30 1 L schwarz (4436) gegen-über Zinkchlorid (ZnCl₂). CaCl₂ wird unter anderem in Streusalz zur Herabsetzung des Gefrierpunktes als auch als Staubbinder eingesetzt. ZnCl₂ kann sich durch eine chemi-sche Reaktion von Zinkbauteilen mit Salzen bilden. Polyamid 6 und 6.6- Werkstoffe werden durch die oben aufgeführten Stoffe stark angegrif-fen, was im Extremfall zu Bauteil-versagen führen kann.
Während Probekörper aus AKRO-MID® B3 GF 30 1 schwarz nach La-gerung in CaCl₂-Lösung nach DBL 5416 deutliche Schädigungen auf-weisen, überstehen die Stäbe aus
AKROMID® B3 GF 30 1 L schwarz (4365) den Test sehr gut. Bei AKRO-MID® B3 GF 30 1 XL schwarz (4366) ist nahezu keine Veränderung zu er-kennen (siehe Abb. 6).
AKROMID® B3 GF 30 1 schwarz
AKROMID® B3 GF 30 1 GITschwarz (4599)
AKROMID® B3 GF 30 1 L schwarz (4365)
AKROMID® B3 GF 30 1 XL schwarz (4366)
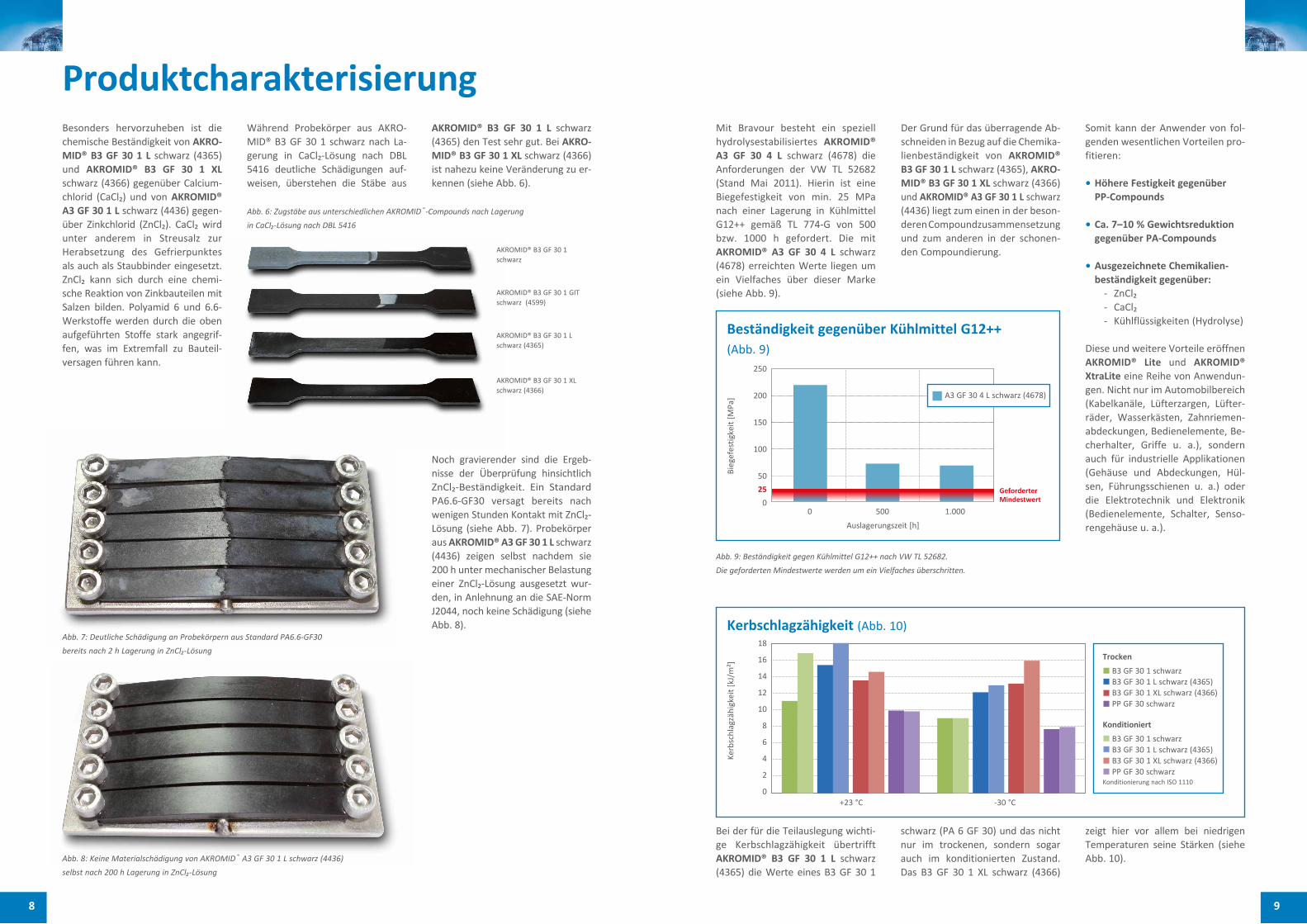
Mit Bravour besteht ein speziell hydrolysestabilisiertes AKROMID® A3 GF 30 4 L schwarz (4678) die Anforderungen der VW TL 52682 (Stand Mai 2011). Hierin ist eine Biegefestigkeit von min. 25 MPa nach einer Lagerung in Kühlmittel G12++ gemäß TL 774-G von 500 bzw. 1000 h gefordert. Die mit AKROMID® A3 GF 30 4 L schwarz (4678) erreichten Werte liegen um ein Vielfaches über dieser Marke (siehe Abb. 9).
Der Grund für das überragende Ab-schneiden in Bezug auf die Chemika-lienbeständigkeit von AKROMID® B3 GF 30 1 L schwarz (4365), AKRO-MID® B3 GF 30 1 XL schwarz (4366) und AKROMID® A3 GF 30 1 L schwarz (4436) liegt zum einen in der beson-deren Compoundzusammensetzung und zum anderen in der schonen-den Compoundierung.
Bieg
efes
tigke
it [M
Pa]
Beständigkeit gegenüber Kühlmittel G12++(Abb. 9)
250
200
150
100
5025
0
Trocken
B3 GF 30 1 schwarzB3 GF 30 1 L schwarz (4365)B3 GF 30 1 XL schwarz (4366)PP GF 30 schwarz
Konditioniert
B3 GF 30 1 schwarzB3 GF 30 1 L schwarz (4365)B3 GF 30 1 XL schwarz (4366)PP GF 30 schwarz
Konditionierung nach ISO 1110
Kerb
schl
agzä
higk
eit [
kJ/m
²]
Kerbschlagzähigkeit (Abb. 10)
+23 °C -30 °C
18
16
14
12
10
8
6
4
2
0
Somit kann der Anwender von fol-genden wesentlichen Vorteilen pro-fitieren:
• Höhere Festigkeit gegenüber PP-Compounds
• Ca. 7–10 % Gewichtsreduktion gegenüber PA-Compounds
• Ausgezeichnete Chemikalien-beständigkeit gegenüber:
- ZnCl₂ - CaCl₂ - Kühlflüssigkeiten (Hydrolyse)
Diese und weitere Vorteile eröffnen AKROMID® Lite und AKROMID® XtraLite eine Reihe von Anwendun- gen. Nicht nur im Automobilbereich (Kabelkanäle, Lüfterzargen, Lüfter-räder, Wasserkästen, Zahnriemen-abdeckungen, Bedienelemente, Be-cherhalter, Griffe u. a.), sondern auch für industrielle Applikationen (Gehäuse und Abdeckungen, Hül-sen, Führungsschienen u. a.) oder die Elektrotechnik und Elektronik (Bedienelemente, Schalter, Senso-rengehäuse u. a.).
Abb. 9: Beständigkeit gegen Kühlmittel G12++ nach VW TL 52682. Die geforderten Mindestwerte werden um ein Vielfaches überschritten.
Auslagerungszeit [h]
0 500 1.000
A3 GF 30 4 L schwarz (4678)
Bei der für die Teilauslegung wichti-ge Kerbschlagzähigkeit übertrifft AKROMID® B3 GF 30 1 L schwarz (4365) die Werte eines B3 GF 30 1
schwarz (PA 6 GF 30) und das nicht nur im trockenen, sondern sogar auch im konditionierten Zustand. Das B3 GF 30 1 XL schwarz (4366)
zeigt hier vor allem bei niedrigen Temperaturen seine Stärken (siehe Abb. 10).
Geforderter Mindestwert

Eigenschaft PA 6 bzw. PA 6.6
AKROMID® Lite
AKROMID® XtraLite PP
Dichte 0 + + + +++
Volumenpreis + ++ ++ +++
Fließverhalten + ++ +++ +++
Kerbschlagzähigkeit + ++ ++ ++
Kaltschlagzähigkeit ++ ++ + 0
Oberflächenqualität (Einfallstellen) ++ ++ + 0
Verzugsneigung ++ + + 0
Festigkeit + + + 0
Wärmeformbeständigkeit ++ + 0 -
Beständigkeit gegen Feuchteaufnahme 0 + ++ +++
Chemikalienbeständigkeit + ++ ++ +++
Verarbeitung ++ ++ ++ ++
Anwendungen Automobil:Motorraum• Kabelkanäle• Kabelhalter• Lüfterzargen• Lüfterräder• Motorabdeckungen• Saugrohre• Zahnriemenabdeckungen
Exterior• Entriegelungsgriff für Heckscheibe• Türgriffe• Spiegelgehäuse
Innenraum• Airbagteile• Bedienelemente• Becherhalter• Griff Handschuhfach• Halterungen Luftführungen• Multifunktionsschalter• Schaltgehäuse• Sitzverstellhebel• Sonnenblendenachsen • Griffhaltebügel• Getriebegehäuse
Anwendungen Industrie:Universal• Führungsschienen• Gehäuse und Abdeckungen• Griffe und Hebel• Hülsen• Möbelbeschläge• Radnaben für Rasenmäher• Energieketten
Elektro/Elektronik• Bedienungselemente• Schalter• Sensorengehäuse• Spulenkörper (o. UL)• Steckverbinder• Steckerleisten
10 11
AnwendungsgebieteAnwendungsgebiete können auf-grund der aufgezeigten charakteris-tischen Merkmale und technischen Eigenschaften wie folgt benannt werden:
VerarbeitungshinweiseAKROMID® B3 GF XX* 1 L, AKRO-MID® B3 GF XX* 1 XL und AKRO-MID® A3 GF XX* 1 L sind auf han-delsüblichen Spritzgießmaschinen
mit Standardschnecken nach Emp-fehlung des Maschinenherstellers verarbeitbar. Die von uns empfohle-nen Maschinen-, Werkzeug- und
Trocknereinstellungen (siehe Skizze) entnehmen Sie bitte der unten ste-henden Tabelle:
AKROMID® B3 GF XX* 1 L + XL AKROMID® A3 GF XX* 1 L
Flansch θ1 60–80 °C 60–80 °C
Zone 1 – Zone 4 θ2 220–290 °C 260–300 °C
Düse θ3 240–300 °C 270–300 °C
Schmelze θ4 240–290 °C 270–300 °C
Werkzeugtemperatur θ5 70–100 °C 70–100 °C
Trocknung θ6 80 °C, 2 bis 4 h 80 °C, 2 bis 4 h
Nachdruck, spez. PNach 300–800 bar 300–800 bar
Staudruck, spez. PStau 50–150 bar 50–150 bar
PNach
PStau
τ< (-30) °C
Die angegebenen Werte sind Richtwerte, mit zunehmendem Füllgehalt sind die höheren Werte anzustreben. Zur Trocknung empfehlen wir ausschließlich Trockenluft- oder Vakuumtrockner. Die optimale Verarbeitungsfeuchte liegt zwischen 0,02 und 0,1 %. Für AKROMID®-Sackware gilt keine Vortrocknung bei ungeöffneten Säcken und fachgerechter Lagerhaltung. Wir empfehlen Gebinde vollständig zu verarbeiten. Granulat aus offenen Gebinden und Siloware können je nach Lagerbedingungen Feuchte aufgenommen haben und erfordern eine längere Trocknungszeit.
XX* = 0–40 %
Disclaimer: Alle in dieser Broschüre gemachten Angaben basieren auf unseren derzeitigen Kenntnissen und Erfahrungen. Eine rechtlich verbindliche Zusicherung bestimmter Eigenschaften oder Eignung für einen konkreten Einzelfall kann aus unseren Angaben nicht abgeleitet werden. Die Verarbeiter und Anwender werden durch unsere Angaben nicht von Versuchen und eigenen Prüfungen für den konkreten Einsatzfall befreit. AKRO®, AKROMID®, AKROLEN®, AKROLOY®, AKROTEK® und ICX® sind registrierte Marken der Feddersen-Gruppe.
θ5 θ4 θ3 θ2 θ1 θ6

AKRO-PLASTIC GmbH Ein Unternehmen der Feddersen-Gruppe Industriegebiet Brohltal OstIm Stiefelfeld 156651 NiederzissenTelefon: +49(0)2636-9742-0Telefax: +49(0)[email protected] www.akro-plastic.com
Wir freuen unsauf das Gespräch mit Ihnen!
Weitere Standorte unter www.akro-plastic.com
Hier finden Sie immer den aktuellsten Stand der Broschüre:
12/2
016