Embed Size (px)
Citation preview
� � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � � ���
� � � � � � �
������������ ���� ��� ��������
�������������� �� ������������


Gastvortragsreihe Logistik 2011
LOGISTIK ALS ARBEITSFELD DER ZUKUNFT – POTENZIALE, UMSETZUNGSSTRATEGIEN UND VISIONEN
Herausgeber: Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF Magdeburg
Fachliche Leitung: Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF Magdeburg, Otto-von-Guericke-Universität Magdeburg
Prof. Dr.-Ing. Klaus Richter Otto-von-Guericke-Universität Magdeburg
Prof. Dr.-Ing. Hartmut Zadek Otto-von-Guericke-Universität Magdeburg
Prof. i. R. Dr.-Ing. Dr. h. c. Dietrich Ziems Otto-von-Guericke-Universität Magdeburg
In Kooperation mit:

Vorwort
Prof. Dr.-Ing. habil. Prof. E.h. Dr. h.c. mult. Michael Schenk Institutsleiter Fraunhofer IFF, Leiter Institut für Logistik und Materialflusstechnik (ILM) Otto-von-Guericke-Universität Magdeburg
Mit einem Umsatzvolumen von ca. 211 Mrd. € im Jahr 2010 ist die Logistik in Deutschland die drittgrößte Wirtschaftsbranche nach Automobilwirtschaft und Maschinenbau. Die Logistik steht dabei vor immer neuen Herausforderungen, da die Anforderungen der Kunden in Bezug auf die Logistikleistung weiter ������� werden. Als Reaktion auf diese Herausforderungen erhöht sich ���������� ��������������������������������die Intelligenz der entwickelten Logistiklösungen. Zum einen werden neue Techniklösungen unter Nutzung der Informations- und Kommunikationstechnologie und Automatisierungstechnik verlangt. Andererseits müssen neue Modelle und Werkzeuge zur Planung und Steuerung der Produktions- und Logistiknetzwerke entwickelt werden. Im Rahmen der diesjährigen Gastvortragsreihe Logistik, die bereits zum 14. Mal stattfand, berichteten Referenten aus der Praxis und Wissenschaft in acht Vorträgen über intelligente Logistiklösungen. Besonders freuen wir uns darüber, dass wir Herrn Ludwig von Müller von der Nord Stream AG zu dem mit dem Deutschen Logistikpreis 2010 ausgezeichneten und bereits zum größten Teil umgesetzten Konzept �Die Logistik zur Pipeline� als Referenten gewinnen konnten. Ein weiterer Höhepunkt war der Vortrag von Dr. Wahlmüller von Fronius International zum Thema �HyLOG – Demonstration of a Zero Emission Warehouse Logistic System�, welches 2010 mit dem VDI Innovationspreis Logistik ausgezeichnet wurde. Der Vortrag des Gewinners des Deutschen Wissenschaftspreises der Logistik 2010 Dr. Arne Schuldt hat aufgezeigt, dass für die weitere Entwicklung der Logistik neue Ansätze aus der Wissenschaft von entscheidender Bedeutung sind.
������������� ������������� ������������������������������������������������������������������������������������������!��������!�"�����#�����$�����!�����Beiträge zeigt, wie wichtig und spannend die Logistik ist. Das %����� auch die seit Jahren konstant hohe Zahl der an der Gastvortragsreihe Interessierten sowie die trotz Numerus Clausus weiter steigende Zahl der Studienplatzbewerber für das Fach Logistik. Die Interdisziplinarität und Intelligenz der vorgestellten Logistiklösungen verdeutlichen die wachsenden Ansprüche an den Logistiker. Diesen tragen wir mit unserer hervorragenden Logistikausbildung in Magdeburg Rechnung. Neben der theoretischen und praktischen Ausbildung an der Otto-von-Guericke-Universität haben die Studierenden die Möglichkeit, studiumsbegleitend wichtige Praxiserfahrung durch die Mitarbeit in Forschungs- und Industrieprojekten des Fraunhofer IFF zu sammeln. Ich möchte mich bei meinen Kollegen Prof��� � Klaus Richter, Prof��� � Dietrich Ziems und Pro���� � Hartmut Zadek bedanken, die zusammen mit mir die fachliche Leitung der Vortragsreihe übernommen haben und bei Herrn Tobias Reggelin, der die Veranstaltung zum wiederholten Male hervorragend organisiert hat. Mein weiterer Dank gilt dem Schirmherrn der Gastvortragsreihe, dem Minister für Landesentwicklung und Verkehr des Landes Sachsen-Anhalt, Dr. Karl-Heinz Daehre für seine Unterstützung. Der vorliegende Tagungsband fasst die in den acht Vorträgen vorgestellten logistischen Lösungskonzepte zusammen.
Prof. Dr.-Ing. habil. &� �#�'#�#���#�h.�#�!��# Michael Schenk Institutsleiter Fraunhofer����������*��+�/���/�����/������� !��������� IFF, Leiter Institut für Logistik und Materialflusstechnik (ILM) Otto-von-Guericke-Universität Magdeburg

�
Schirmherr Dr. Karl-Heinz Daehre Minister für Landesentwicklung und Verkehr des Landes Sachsen-Anhalt Foto: Ministerium für Landesentwicklung und Verkehr des Landes Sachsen-Anhalt
Veranstalter
Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk Leiter des Fraunhofer-Instituts für Fabrikbetrieb und -automatisierung IFF Magdeburg Institut für Logistik und Materialflusstechnik (ILM) an der Otto-von-Guericke-Universität Magdeburg Foto: Viktoria Kühne

�

INHALTSVERZEICHNIS
Wissenschaftliche Begleitung – Lehrstuhlportraits ������������������������������������������������������ �� HyLog – Demonstration ����������������!�"���#�$���%�&��'�(��)�'��������������������� �* 35������ 6��� ��������7898;Dr. Ewald Wahlmüller Fronius International GmbH Product Cost Management: A+dressing the echnical and ,ommercial �spects of -roduct �evelop��!'�������������������������������������������������������������� ./ Simon Haller Accenture GmbH Der Bauplanungsprozess im Rahmen der Fabrik- und Logistikplanung – Von der Standortauswahl über die Masterplanung bis zur Projektrealisierung 4* Dipl.-Ing. Peter Steiger Kohlbecker Gesamtplan GmbH Baltic Vector of Transport Development 5* Prof. Dr.-Ing. habil. Igor Kabashkin Transport and Telecommunication Institute Riga Supply Chain Optimierung im Einzelhandel – global erfolgreiche Methoden ������������6� Dr. Stefan Wolff 4flow AG Little’s Law – von der Theorie zur konkreten Anwendung: Bericht aus dem Kranbau Köthen �����������������������������������������������������������������������������������65Dr.-Ing. Ulf Achenbach MBA Kranbau Köthen GmbH Die Logistik zur Pipeline ��������������������������������������������������������������������������������������������������4/ 3���������� ������������7898�����<����6����������� ������;�Dipl.-Ing. Ludwig von Müller Nord Stream AG vm advisers AG

�
Multi-Agent Coordination Enabling Autonomous Logistics ����������������������������������������7. 3=������������������� �������7898�����<����6����������� ������;�Dr.-Ing. Arne Schuldt Universität Bremen Autorenverzeichnis �55 Impressum ������������������������������������������������������������������������������������������������������������������������58

�
WISSENSCHAFTLICHE BEGLEITUNG – LEHRSTUHLPORTRAITS
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
11

�
12

LEHRSTUHL FÜR LOGISTISCHE SYSTEME INSTITUT FÜR LOGISTIK UND MATERIALFLUSSTECHNIK
FAKULTÄT MASCHINENBAU DER OTTO-VON-GUERICKE- UNIVERSITÄT MAGDEBURG
Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk
�
Der Lehrstuhl für Logistische Systeme legt seinen Arbeits-schwerpunkt auf die Erfor-schung und Untersuchung von Methoden und Instru-menten zur ganzheitlichen Konzeption, Koordination und Kontrolle von Kapazitä-ten, Material- und Informati-onsflüssen in komplexen logistischen Systemen. Ziel der Forschung ist es, die Aktivitäten von Wertschöp-fungsketten so zu gestalten, dass der individuelle Kun-denwunsch mit effizientem Ressourceneinsatz erfüllt wird. Besondere Berücksichtigung finden die Problemfelder: – Logistikorientierte(r) Fab-
rikplanung und -betrieb, – Modellierung und Simula-
tion von Beschaffungs-, Produktions- und Distribu-tionsnetzwerken,
– Entwicklung von Methoden und Werkzeugen zur Be-wertung, Planung und Ge-staltung von Logistiknetz-werken,
– Einsatz von adäquaten VR-Modellen und Werkzeugen
für Planung und Betrieb von Logistiksystemen,
– Steuerung von heteroge-nen Logistikströmen mit mobilen Test- und Analy-sewerkzeugen,
– Mensch-Maschine-Mensch Schnittstelle in der digitalen Fabrik,
– Interaktive Ausbildungs- und Trainingskonzepte zur Qualifizierung logistischer Systeme zum Beispiel mit haptischen Planspielen und VR-basiertem Training.
Der Lehrstuhlleiter, Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk, ist zugleich Institutsleiter des Fraunhofer-Instituts für Fab-rikbetrieb und -automati-sierung und der Ideenvater des VDTC - Virtual Develop-ment and Training Centre.
Prof. Dr.-Ing. habil. Prof. E. h.Dr. h. c. mult. Michael Schenk
Leiter des Lehrstuhls fürLogistische Systeme der
Otto-von-Guericke-Universität Magdeburg
Foto: Viktoria Kühne
13
LEHRSTUHL FÜR LOGISTIK INSTITUT FÜR LOGISTIK UND MATERIALFLUSSTECHNIK FAKULTÄT MASCHINENBAU DER OTTO-VON-GUERICKE-
UNIVERSITÄT MAGDEBURG Prof. Dr.-Ing. Hartmut Zadek
Der Lehrstuhl für Logistik um Prof. Dr.-Ing. H. Zadek wid-met sich insbesondere den ingenieurtechnischen Aspek-ten der Logistik. In der Lehre werden das Denken in Sys-temen und Strukturen, das komplexe Problemlösen, das Arbeiten im interdiszipli�nären Team und das Übernehmen von Führungs-aufgaben in Laboren mit physischen und virtuellen Logistikwelten trainiert. Der Lehrstuhl Logistik betreut
den Diplomstudiengang Wirtschaftsingenieur Logistik, sowie die Nebenfach-ausbildung Logistik für In-formatikstudenten und die Logistikausbildung im Studi- engang Kulturwissenschaft Wissensmanagement Logistik (Cultural Engineering). Das Lehr- und Forschungs-spektrum umfasst die Pla-nung, Organisation, Steue-rung, Führung und Kontrolle komplexer Materialflusspro-zesse und Supply-Chain-Netzwerke und ist Aus-gangspunkt der technischen Gestaltungsanforderungen für die Materialflusssysteme. Dabei werden Informations- und Kommunikations-prozesse und die Lösung vieler Schnittstellenprobleme zur ganzheitlichen und durchgängigen technisch-organisatorischen Prozessge-staltung integriert. Weiterhin befasst sich der Lehrstuhl mit intermodalen Verkehrsket-ten, Logistik-Hubs und ver-kehrslogistischen Ver- und Entsorgungsfragestellungen. In die Forschungsansätze werden stets Aspekte der Wirtschaftlichkeit, Ressour-censchonung, Energieeffizi-
enz und Nachhaltigkeit ein-bezogen. Der Mensch als Akteur steht bei den logisti-schen Lösungen im Mittel-punkt. Die Forschungsschwerpunkte bilden u.a.:��Grundlagen der Techni-
schen Logistik, insbesonde-re Referenz- und Berech-nungsmodelle,
>�Diagnose, Modellierung, Simulation und Gestaltung logistischer Prozessabläufe, Systeme und Netzwerke,
>�Informationssysteme der Logistik, insbesondere Identifikations-, ERP-, Trace- und Tracking-Systeme,
� Planungsmethoden und �werkzeuge in der Logistik und dem Anlaufmanage-ment, insbesondere bau-steinorientierte Problemlö-sungsprozesse sowie ko-operative und internetba-sierte Planungsprozesse,
>�Ressourcenschonung, Energieeffizienz und Nach-haltigkeit in der Logistik,
� Prozessketten für Zuliefe-rung, Produktion, Handel, Logistikdienstleister sowie Transportketten der Ver- und Entsorgung.
Prof. Dr.-Ing. Hartmut ZadekLeiter des Lehrstuhls
für Logistik derOtto-von-Guericke-
Universität MagdeburgFoto: Maren Strehlau
14
LEHRSTUHL FÜR MATERIALFLUSSTECHNIK INSTITUT FÜR LOGISTIK UND MATERIALFLUSSTECHNIK FAKULTÄT MASCHINENBAU DER OTTO-VON-GUERICKE- UNIVERSITÄT MAGDEBURG
Prof. Dr.-Ing. Klaus Richter
�
Der Lehrstuhl Fördertech-nik/Materialflusstechnik widmet sich der Entwicklung, Konstruktion und Optimie-rung der Maschinenbau- und Stahlbau-Elemente von Ma-terialflusssystemen, sowie deren Einsatz, Betrieb und Wartung. Beispiele für solche Material-flusssysteme sind: - Krane und Hebezeuge, – Flur- und Regalförderzeu-
ge, – Aufzüge, – Schachtfördermaschinen
und Seilbahnen, – Stetigförderer für Schütt-
und Stückgüter, – Tagebaugroßgeräte wie
Bagger und Absetzer, die zu den größten fahrbaren Maschinensystemen zäh-len.
Die zunehmende Automati-sierung und neue umwelt-technische Anforderungen an die Materialflusstechnik sind heute die wichtigsten Triebfedern für Innovationen und Weiterentwicklungen der fördertechnischen Ma-schinen und Anlagen. Dafür
wird eine interdisziplinäre Ausbildung mit gediegenen natur- und ingenieurwissen-schaftlichen Grundlagen sowie erzeugnisorientiert vertiefende Applikationen und Spezialisierung geboten.
Prof. Dr.-Ing. Klaus RichterLeiter des Lehrstuhls fürMaterialflusstechnik der
Otto-von-Guericke-Universität Magdeburg
Foto: Dirk Mahler
15

FRAUNHOFER-INSTITUT FÜR FABRIKBETRIEB UND -AUTOMATISIERUNG IFF
Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk
Das Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF forscht und entwickelt auf den Schwerpunktgebieten Digital Engineering, Logistik und Materialflusstechnik, Auto-matisierung sowie Anlagen-technik. Zu seinen Kunden für die Auftragsforschung gehören die öffentliche Hand, internationale Indust-rieunternehmen, die Dienst-leistungsbranche und Unter-nehmen der klein- und mit-telständischen Wirtschaft. Im Bereich der virtuellen Technologien entwickelt das Fraunhofer IFF Lösungen für alle Schritte in der Prozess-kette. Mit dem Virtual Develop-ment and Training Centre VDTC stehen Spezialisten-Know-how und hochmoder-nes Equipment zur Verfü-gung, um das durchgängige digitale Produkt von der ersten Idee über die Entwick-lung, die Fertigung, den Vertrieb bis zur Inbetrieb-nahme und den Betrieb sicherzustellen. Schwerpunk-te liegen beim Digital Engi-neering für die Entwicklung
von Produkten, Prozessen und Systemen, bei Methoden der FEM-Berechnung, bei virtueller Fabriklayout- und Montageplanung, der Quali-fizierung und beruflichen Aus- und Weiterbildung und der Erstellung von virtuell-interaktiven Handbüchern, Ersatzteilkatalogen und Pro-duktdokumentationen. Für sich wandelnde und hochkomplexe Produktions-netzwerke optimiert das IFF Fabrikanlagen, Produktions-systeme und logistische Netze. Führend ist das Mag-deburger Fraunhofer-Institut bei der Realisierung von RFID- und telematikbasierten Lösungen zur Identifikation, Überwachung und Steue-rung von Warenflüssen. Mit dem LogMotionLab und dem Galileo-Testfeld Sachsen-Anhalt stehen zwei der am besten ausgestatteten RFID-Labore Europas zur Verfü-gung, um branchentypische Anwendungen zu entwi-ckeln, zu testen und zu zerti-fizieren. Intelligente Überwa-chungslösungen, die dezent-rale Speicherung von Infor-mationen am Objekt und die
Prof. Dr.-Ing. habil. Prof. E. h.Dr. h. c. mult. Michael Schenk
Institutsleiter desFraunhofer IFF
Foto: Viktoria Kühne
16
Verknüpfung von Informati-ons- und Warenfluss ermög-lichen fälschungssichere Identifikation von Objekten, gesicherte Warenketten und deren lückenlose Dokumen-tation. Im Bereich der Automatisie-rung verfügt das Fraunhofer IFF über umfassende Kompe-tenz bei der Entwicklung von Automatisierungs- und Ro-botersystemen. Schwerpunk-te liegen bei Servicerobotern für Inspektion und Reini-gung, Automatisierungslö-sungen für den Life-Science-Bereich, für Produktion und Logistik und Robotik für Entertainment und Training. Um Automatisierungskon-zepte voranzutreiben, reali-siert das Fraunhofer IFF Mess- und Prüfsysteme und integriert Sensorik, optische Messtechnik und industrielle Bildverarbeitung in Produkti-onsprozesse. Sensorik und Systeme zur Messwerterfas-sung und -verarbeitung sind das Werkzeug, um reale Größen in digitaler Form abzubilden und damit eine Voraussetzung für automati-sierte Prozesse.
Thermische Anlagen zur Energiegewinnung aus Bio-masse und Abfallstoffen, Wirbelschichttechnologien, Prozesssimulation und Lö-sungen für effizienten Anla-genbetrieb bilden zentrale Inhalte des Bereiches Pro-zess- und Anlagentechnik. Mit Technologien zur Wand-lung und Erzeugung von Energie forscht das IFF in einem Sektor mit hohem Zukunftspotenzial. Das Fraunhofer IFF ist in nationale und internationale Forschungs- und Wirt-schaftsnetzwerke eingebun-den und kooperiert eng mit der Otto-von-Guericke-Universität Magdeburg und weiteren Hochschulen und Forschungsinstitutionen der Region.
17

�
18
HYLOG – DEMONSTRATION OF A ZERO EMISSION WAREHOUSE LOGISTIC SYSTEM (VDI INNOVATIONSPREIS LOGISTIK 2010)
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dr. Ewald Wahlmüller Fronius International GmbH, Research Teamleader Energy Cell
19
LEBENSLAUF
�
Dr. Ewald Wahlmüller Fronius International GmbH, Teamleiter Research Energy Cell
1996 2000 1996 - 2002 Seit 2002
Diplomstudium in Maschinenbau/Verfahrenstechnik, TU Wien, Österreich Doktorat in Maschinenbau/Verfahrenstechnik, TU Wien, Österreich Arbeit an erneuerbaren Energietechnologien mit Schwerpunkt Biogasnutzung in Brennstoffzellen, Profactor Produktionsforschungs GmbH, Steyr-Gleink, Österreich Leiter Produktentwicklung »Fronius Energy Cell« , Fronius International GmbH, Wels-Thalheim, Österreich
20
© Fronius 2011
HyLOG – Demonstration of a Zero Emission Warehouse Logistic System
Dr. Ewald Wahlmüller
Fronius International GmbHResearch and DevelopmentGünter Fronius Straße 4600 Wels-Thalheim Austria
Logistik als Arbeitsfeld der Zukunft, 14. Gastvortragsreihe Logistik am Fraunhofer IFF und ILMder Otto-von-Guericke Universität, Magdeburg, 6. April 2011
© Fronius 2011
Content
� The Fronius Company� The Fronius Energy Cell� The HyLOG Project, Status & Results� Future of Warehouse Logistics
� CO2 Reduction Potential� Energy Infrastructure Perspective� Business Case
� The E-LOG-Bio Fleet Project� Summary
21
© Fronius 2011
Fronius Company
Division Battery Charging Systems
Division Welding Technology
Division Solar Electronics
© Fronius 2011
Europe is our strength,the rest of the world our future
Employees worldwide
Group turnover (million €)Export quota
Active patents
2009 2008
2677 2500
329 370
93 % 90 %
649 585
Employees R&D 358 309
22
© Fronius 2011
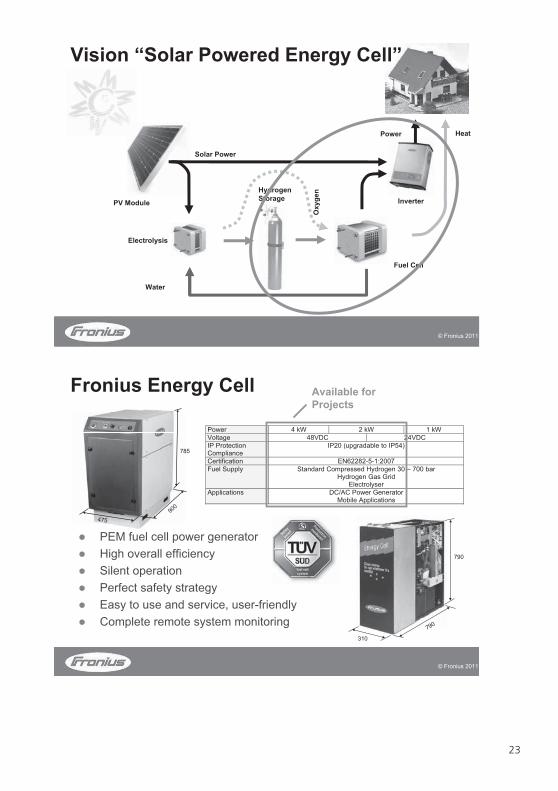
InverterPV Module
Solar Power
Power
Electrolysis
HydrogenStorage
Water
Fuel Cell
Oxyg
en
Heat
Vision “Solar Powered Energy Cell”
© Fronius 2011
Fronius Energy Cell Available for Projects
Power 4 kW 2 kW 1 kW Voltage 48VDC 24VDC IP Protection Compliance
IP20 (upgradable to IP54)
Certification EN62282-5-1:2007 Fuel Supply Standard Compressed Hydrogen 30 – 700 bar
Hydrogen Gas Grid Electrolyser
Applications DC/AC Power Generator Mobile Applications
310
790
790
900
785
475
� PEM fuel cell power generator � High overall efficiency� Silent operation� Perfect safety strategy� Easy to use and service, user-friendly� Complete remote system monitoring
23
© Fronius 2011
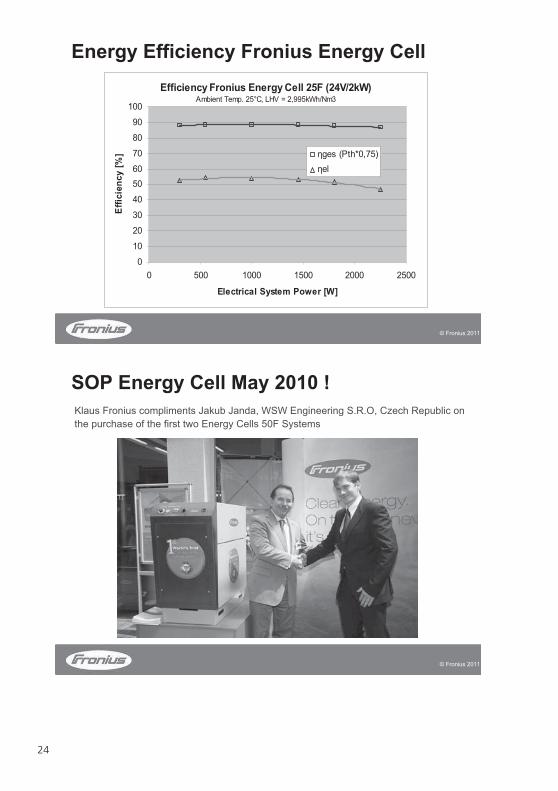
Energy Efficiency Fronius Energy Cell
Efficiency Fronius Energy Cell 25F (24V/2kW)Ambient Temp. 25°C, LHV = 2,995kWh/Nm3
0
10
20
30
40
5060
70
80
90
100
0 500 1000 1500 2000 2500
Electrical System Power [W]
Eff
icie
ncy
[%
] �ges (Pth*0,75)�el
© Fronius 2011
SOP Energy Cell May 2010 !Klaus Fronius compliments Jakub Janda, WSW Engineering S.R.O, Czech Republic on the purchase of the first two Energy Cells 50F Systems
24
© Fronius 2011
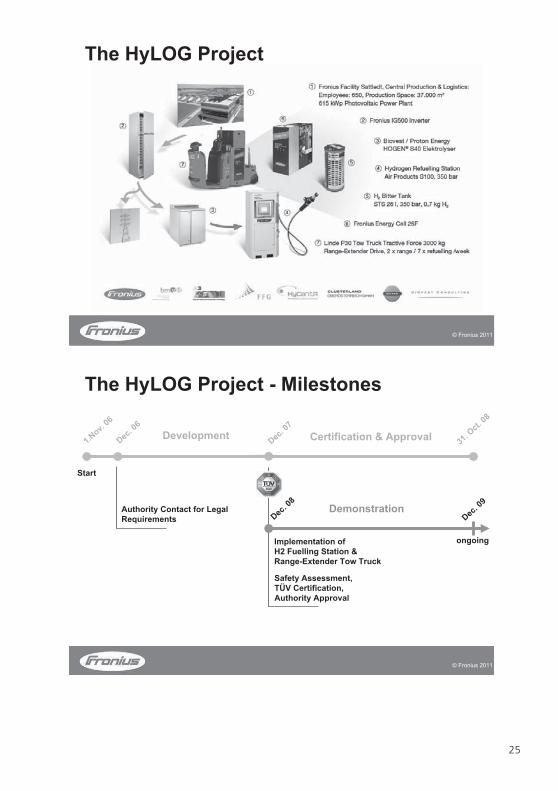
The HyLOG Project
© Fronius 2011
Demonstration
The HyLOG Project - Milestones
1.Nov.
06
ongoing
Dec. 0
6
Authority Contact for Legal Requirements
Start
Dec. 0
7
31. O
ct. 0
8
Safety Assessment,TÜV Certification,Authority Approval
Implementation ofH2 Fuelling Station &Range-Extender Tow Truck
Dec. 0
8
Dec. 0
9
Certification & ApprovalDevelopment
25
© Fronius 2011
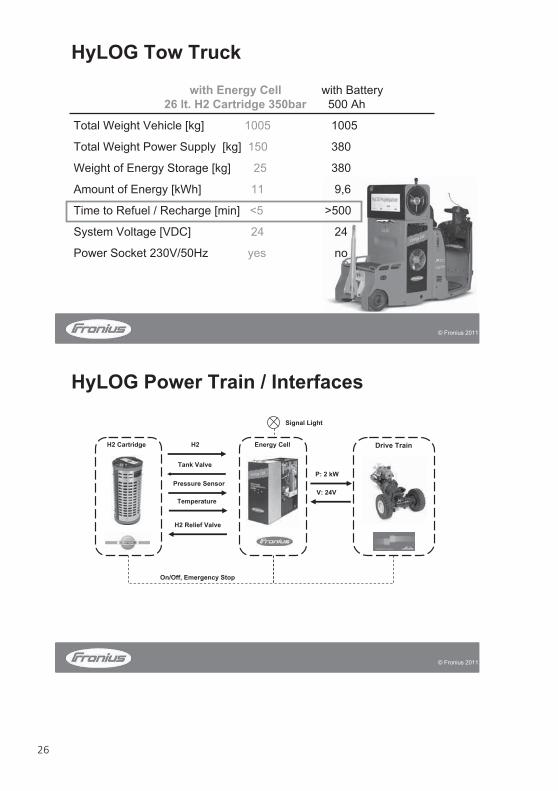
HyLOG Tow Truck
with Energy Cell with Battery26 lt. H2 Cartridge 350bar 500 Ah
Total Weight Vehicle [kg] 1005 1005
Total Weight Power Supply [kg] 150 380
Weight of Energy Storage [kg] 25 380
Amount of Energy [kWh] 11 9,6
Time to Refuel / Recharge [min] <5 >500
System Voltage [VDC] 24 24
Power Socket 230V/50Hz yes no
© Fronius 2011
HyLOG Power Train / Interfaces
Energy Cell Drive TrainH2 Cartridge H2
Tank Valve
Pressure Sensor
Temperature
H2 Relief Valve
On/Off, Emergency Stop
P: 2 kW
V: 24V
Signal Light
26
© Fronius 2011
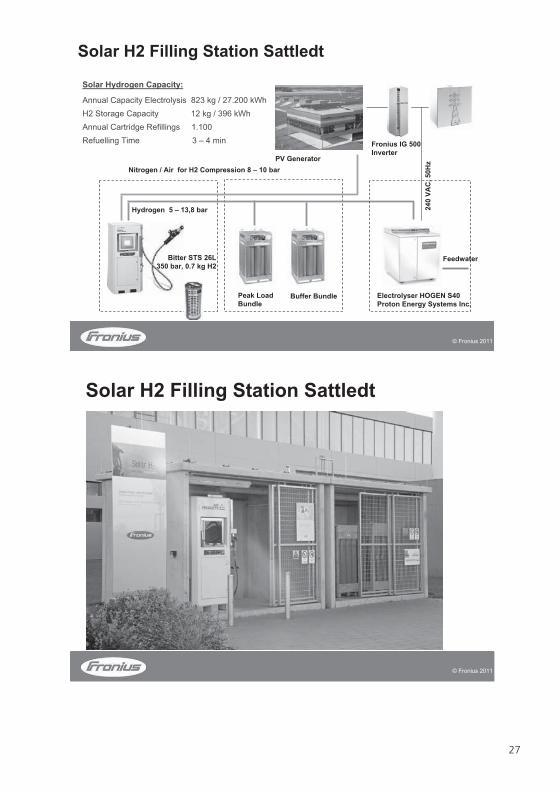
Solar H2 Filling Station Sattledt
Air Products S100
Electrolyser HOGEN S40 Proton Energy Systems Inc.
Hydrogen 5 – 13,8 bar
Nitrogen / Air for H2 Compression 8 – 10 bar
Buffer BundlePeak LoadBundle
PV Generator
Bitter STS 26L350 bar, 0.7 kg H2
Fronius IG 500Inverter
240
VA
C,
50H
z
Feedwater
Solar Hydrogen Capacity:
Annual Capacity Electrolysis 823 kg / 27.200 kWhH2 Storage Capacity 12 kg / 396 kWhAnnual Cartridge Refillings 1.100Refuelling Time 3 – 4 min
© Fronius 2011
Solar H2 Filling Station Sattledt
27
© Fronius 2011
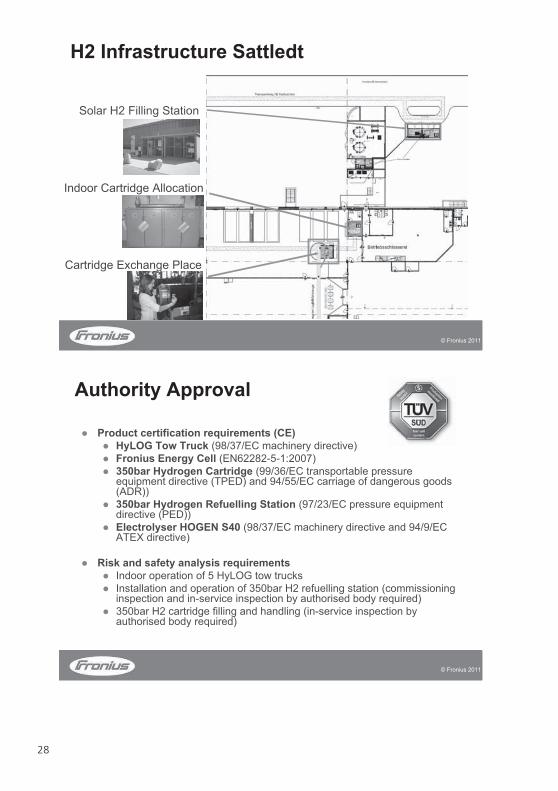
H2 Infrastructure Sattledt
Solar H2 Filling Station
Cartridge Exchange Place
Indoor Cartridge Allocation
© Fronius 2011
Authority Approval
� Product certification requirements (CE)� HyLOG Tow Truck (98/37/EC machinery directive)� Fronius Energy Cell (EN62282-5-1:2007)� 350bar Hydrogen Cartridge (99/36/EC transportable pressure
equipment directive (TPED) and 94/55/EC carriage of dangerous goods(ADR))
� 350bar Hydrogen Refuelling Station (97/23/EC pressure equipmentdirective (PED))
� Electrolyser HOGEN S40 (98/37/EC machinery directive and 94/9/EC ATEX directive)
� Risk and safety analysis requirements� Indoor operation of 5 HyLOG tow trucks� Installation and operation of 350bar H2 refuelling station (commissioning
inspection and in-service inspection by authorised body required)� 350bar H2 cartridge filling and handling (in-service inspection by
authorised body required)
28

© Fronius 2011
Status Demonstration / Results
� Since May 2009: 5 days/week 2-shift operation� 4 – 5 shifts / cartridge exchange� 3500+ hours system lifetime,
3000+ start / stop cycles
� Key advantages� Fast refuelling increases system flexibility
and availability� Increased productivity through constant
power, reduced maintenance, reducedspace demand
� Energy management capability� No emissions
� Improvement potentials� Meet MH application requirements� Indoor / onboard refuelling� System cost reduction
© Fronius 2011
HyLOG Awards
Energy Technology Awardof Austria 2007
World Energy Globe Award 2007 Eurosolar AustriaAward 2007
VDI Innovation AwardLogistics 2010
Austrian ClimateProtection Award 2008
29
© Fronius 2011
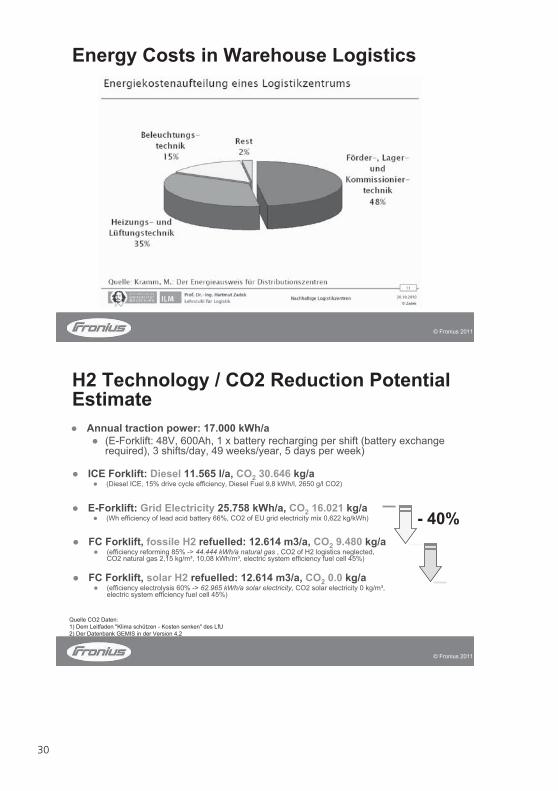
Energy Costs in Warehouse Logistics
© Fronius 2011
H2 Technology / CO2 Reduction Potential Estimate� Annual traction power: 17.000 kWh/a
� (E-Forklift: 48V, 600Ah, 1 x battery recharging per shift (battery exchangerequired), 3 shifts/day, 49 weeks/year, 5 days per week)
Quelle CO2 Daten:1) Dem Leitfaden "Klima schützen - Kosten senken" des LfU2) Der Datenbank GEMIS in der Version 4.2
� ICE Forklift: Diesel 11.565 l/a, CO2 30.646 kg/a� (Diesel ICE, 15% drive cycle efficiency, Diesel Fuel 9,8 kWh/l, 2650 g/l CO2)
� E-Forklift: Grid Electricity 25.758 kWh/a, CO2 16.021 kg/a� (Wh efficiency of lead acid battery 66%, CO2 of EU grid electricity mix 0,622 kg/kWh)
� FC Forklift, fossile H2 refuelled: 12.614 m3/a, CO2 9.480 kg/a� (efficiency reforming 85% -> 44.444 kWh/a natural gas , CO2 of H2 logistics neglected,
CO2 natural gas 2,15 kg/m³, 10,08 kWh/m³, electric system efficiency fuel cell 45%)
� FC Forklift, solar H2 refuelled: 12.614 m3/a, CO2 0.0 kg/a� (efficiency electrolysis 60% -> 62.965 kWh/a solar electricity, CO2 solar electricity 0 kg/m³,
electric system efficiency fuel cell 45%)
- 40%
30
© Fronius 2011
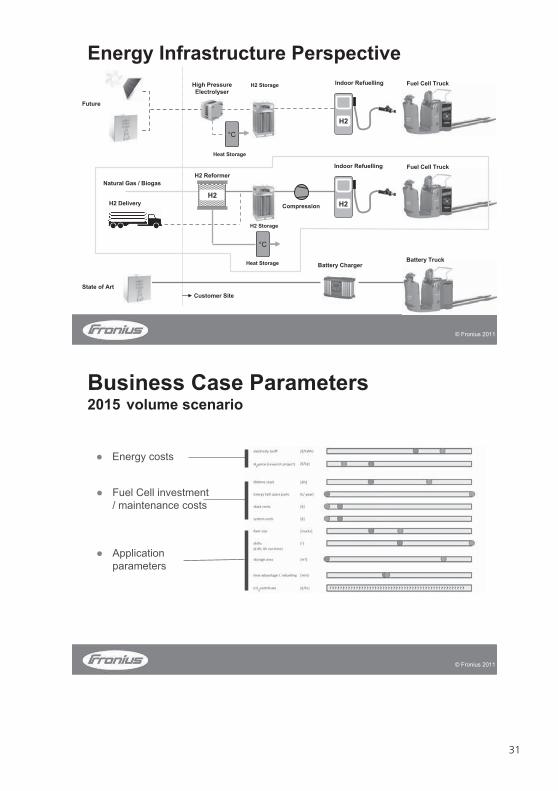
Battery Charger
State of Art
Customer Site
Energy Infrastructure Perspective
Battery Truck
H2 Delivery
Natural Gas / BiogasH2 Reformer
H2
Compression
°C
Fuel Cell Truck
H2 Storage
Indoor Refuelling
H2
Heat Storage
High PressureElectrolyser
Future
H2
Heat Storage
Fuel Cell TruckIndoor RefuellingH2 Storage
°C
© Fronius 2011
Business Case Parameters2015 volume scenario
� Application parameters
� Energy costs
� Fuel Cell investment / maintenance costs
31
© Fronius 2011
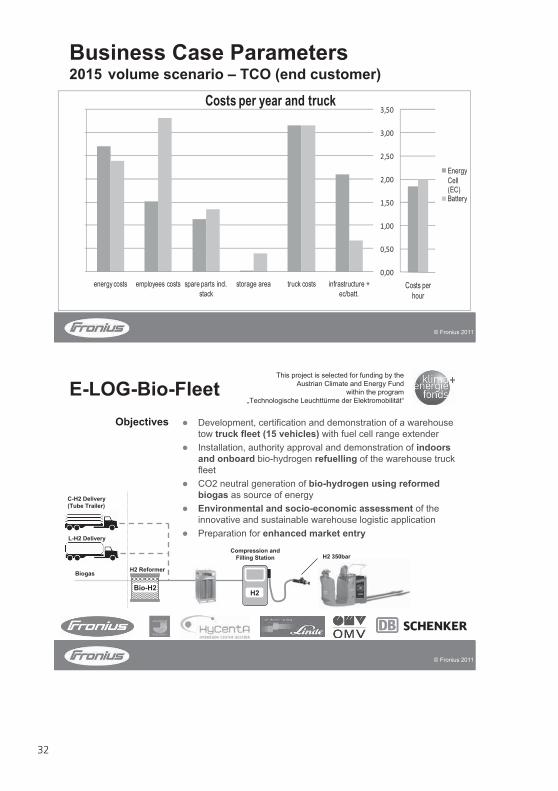
Business Case Parameters2015 volume scenario – TCO (end customer)
0
500
1.000
1.500
2.000
2.500
3.000
3.500
energy costs employees costs spare parts incl. stack
storage area truck costs infrastructure + ec/batt.
Costs per year and truck
Energy Cell (EC)Battery
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
Costs per hour
© Fronius 2011
Objectives
E-LOG-Bio-Fleet
Compression andFilling Station
Biogas
C-H2 Delivery(Tube Trailer)
H2 350bar
H2 Reformer
H2
L-H2 Delivery
Bio-H2
� Development, certification and demonstration of a warehouse tow truck fleet (15 vehicles) with fuel cell range extender
� Installation, authority approval and demonstration of indoorsand onboard bio-hydrogen refuelling of the warehouse truck fleet
� CO2 neutral generation of bio-hydrogen using reformed biogas as source of energy
� Environmental and socio-economic assessment of the innovative and sustainable warehouse logistic application
� Preparation for enhanced market entry
This project is selected for funding by theAustrian Climate and Energy Fund
within the program„Technologische Leuchttürme der Elektromobilität“
32

© Fronius 2011
Summary
� The HyLOG project demonstrates a safe and zeroemission solution for warehouse logistics
� Key benefits of fuel cells for warhouse logistics are� fast refuelling,� constant performance,� reduced maintenance,� less space demand and� Energy management capability
� The E-LOG-Bio Fleet project will further enhancemarket entry of the innovative technology
© Fronius 2011
Fronius International GmbHA-4600 Wels-Thalheim, Günter Fronius-Str. 1Phone: +43 / (0)7242 / 241 –1515, Fax: - 951515mailto:[email protected]://www.fronius.com
33
© Fronius 2011
34
PRODUCT COST MANAGEMENT:
ADDRESSING THE TECHNICAL AND COMMERCIAL ASPECTS OF PRODUCT DEVELOPMENT
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Simon Haller Accenture GmbH, Supply Chain Management
35

LEBENSLAUF
�
Simon Haller Accenture GmbH, Supply Chain Manager
Wirtschaftstudium mit Abschluss »Magister« , Schwerpunkt Informationsmanagement und Controlling an der Universität Innsbruck, Österreich Manager im Münchner Büro der Accenture GmbH, Bereich Supply Chain Service mit Schwerpunkt Product Innovation - PLM. Projektleiter verschiedener Aufträge für die Kommunikations- und High-Tech-Branche mit Schwerpunkt auf PDM und PLM Themen.
36
Product Cost Management – Addressing the technical and commercial aspects of product development14.04.2011Simon Haller
Agenda
• Accenture PLM facts
• Initiative and objective
• Basics of Product Cost Management
• Product Cost Management value proposition
• Product Cost Management tasks
• Product Cost Management in action
• Contact
37
Accenture PLM Practice
• PLM Practice founded in 1989
• #1 independent PLM service providers concerning revenues (CIMdata)
• Dedicated PLM experts within our global network
• 250+ successfully delivered PLM transformations projects in the area of product development and innovation across different industries and in combination with different PLM software solutions
• Established alliance model with the five leading PLM software vendors: Siemens PLM, PTC, Agile (Oracle), SAP, MatrixOne (Dassault Systemes)
Accenture PLM Principles
The principles of our consulting services for product innovation and PLM are:
• Value-driven
• Product optimization and standardization
• Process optimization – Business process reengineering
• Achieve acceptance and buy-in –Organizational change management
• Speed of success – „Jump-Start“ and
„Quick-Wins“
• Integration – Consideration of downstream processes and IT
.
Accenture is a global management consulting, technology services and outsourcing company, with more than 215,000 people serving clients in more than 120 countries
Agenda
• Accenture PLM facts
• Initiative and objective
• Basics of Product Cost Management
• Product Cost Management value proposition
• Product Cost Management tasks
• Product Cost Management in action
• Contact
38
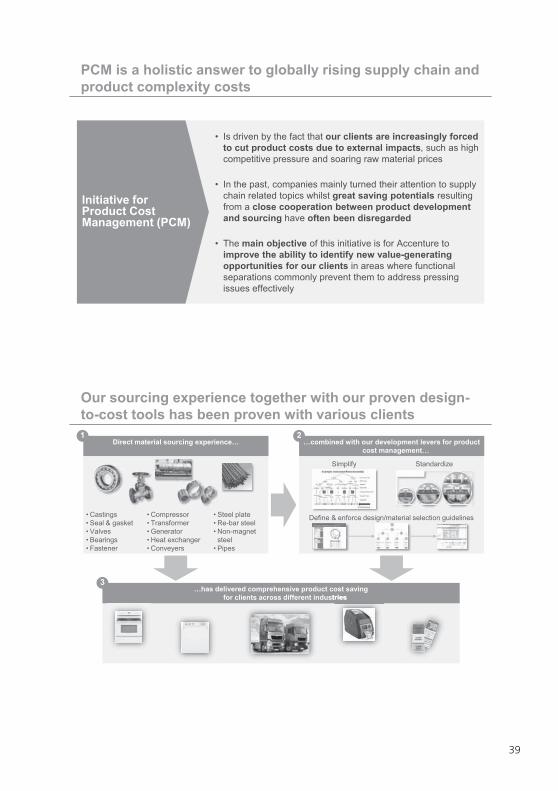
PCM is a holistic answer to globally rising supply chain and product complexity costs
• Is driven by the fact that our clients are increasingly forced to cut product costs due to external impacts, such as high competitive pressure and soaring raw material prices
• In the past, companies mainly turned their attention to supply chain related topics whilst great saving potentials resulting from a close cooperation between product development and sourcing have often been disregarded
• The main objective of this initiative is for Accenture to improve the ability to identify new value-generating opportunities for our clients in areas where functional separations commonly prevent them to address pressing issues effectively�
Initiative forProduct Cost Management (PCM)
Our sourcing experience together with our proven design-to-cost tools has been proven with various clients
Direct material sourcing experience…�
…combined with our development levers for product cost management…
1 2
• Castings• Seal & gasket• Valves• Bearings• Fastener
• Compressor• Transformer• Generator• Heat exchanger• Conveyers
• Steel plate• Re-bar steel• Non-magnet
steel• Pipes
Simplify Standardize
Define & enforce design/material selection guidelines
…has delivered comprehensive product cost savingfor clients across different industries
3
tries
39
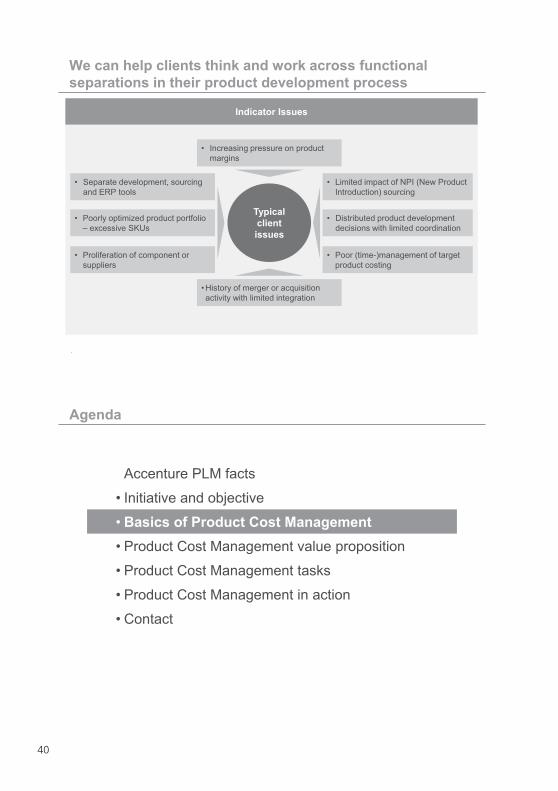
We can help clients think and work across functional separations in their product development process
7
Typical client issues
• Increasing pressure on product margins
• History of merger or acquisition activity with limited integration
• Poorly optimized product portfolio – excessive SKUs
• Distributed product development decisions with limited coordination
• Limited impact of NPI (New Product Introduction) sourcing
• Proliferation of component or suppliers
• Separate development, sourcing and ERP tools
• Poor (time-)management of target product costing
.
Indicator Issues
Agenda
• Accenture PLM facts
• Initiative and objective
• Basics of Product Cost Management
• Product Cost Management value proposition
• Product Cost Management tasks
• Product Cost Management in action
• Contact
8
40

Product cost can only be effectively managed through a strong collaboration between Product Development and Procurement
9
Key Facts Key Actions
• Costs of raw material, labor and transportation are likely to continue to increase dramatically
• Product costs comprise 60% to 80% of a typical manufacturer's total cost structure
• Global competition and cost pressure grows aslow-cost competitors appear constantly, not just in emerging markets
Key Issue
• Engineering and procurement have to work together closelythroughout the entire lifecycle of a product: 1. to avoid and eliminate
unnecessary product costs, e.g.‘maverick buying’ , over
engineering and oversized supplier base
2. and to optimize base and differentiation cost.???
How to manage
product cost?
Proper PCM keeps product cost as low as possible while providing all needed product features to the customers
10
Product Development Process & Product Market Cycle
Identify relevant product costs
Plan product costs
Monitor productcosts
Keep product cost as low as
possible
Benchmark product cost and prices to maintain competitiveness
Eliminate, optimize
and reduceproduct
cost
Develop and apply specific assets and tools
41
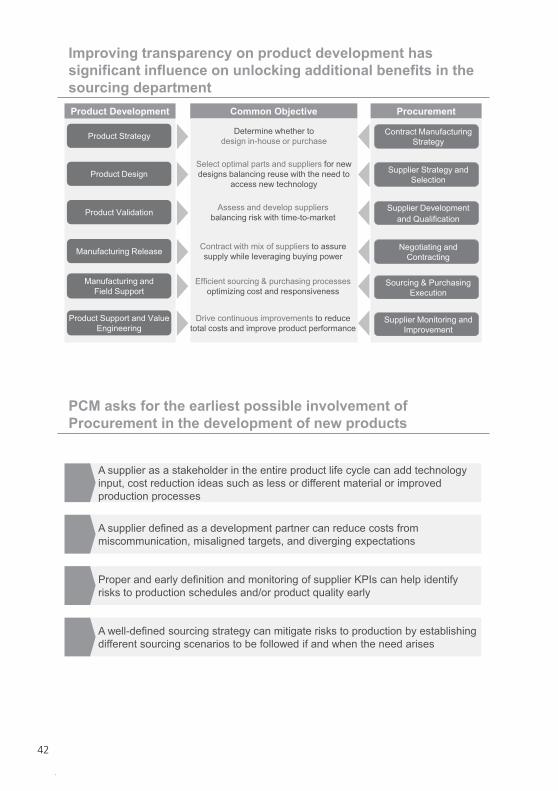
Improving transparency on product development has significant influence on unlocking additional benefits in the sourcing department
11
Product Development ProcurementCommon Objective
Determine whether todesign in-house or purchase
Select optimal parts and suppliers for newdesigns balancing reuse with the need to
access new technology
Assess and develop suppliersbalancing risk with time-to-market
Contract with mix of suppliers to assuresupply while leveraging buying power
Efficient sourcing & purchasing processes optimizing cost and responsiveness
Drive continuous improvements to reducetotal costs and improve product performance
Product Strategy
Product Design
Product Validation
Manufacturing Release
Manufacturing and Field Support
Product Support and Value Engineering
Contract ManufacturingStrategy
Supplier Strategy and Selection
Supplier Developmentand Qualification
Negotiating and Contracting
Sourcing & Purchasing Execution
Supplier Monitoring and Improvement
PCM asks for the earliest possible involvement of Procurement in the development of new products
12
A supplier as a stakeholder in the entire product life cycle can add technology input, cost reduction ideas such as less or different material or improved production processes
.
A supplier defined as a development partner can reduce costs from miscommunication, misaligned targets, and diverging expectations
Proper and early definition and monitoring of supplier KPIs can help identify risks to production schedules and/or product quality early
A well-defined sourcing strategy can mitigate risks to production by establishing different sourcing scenarios to be followed if and when the need arises
42
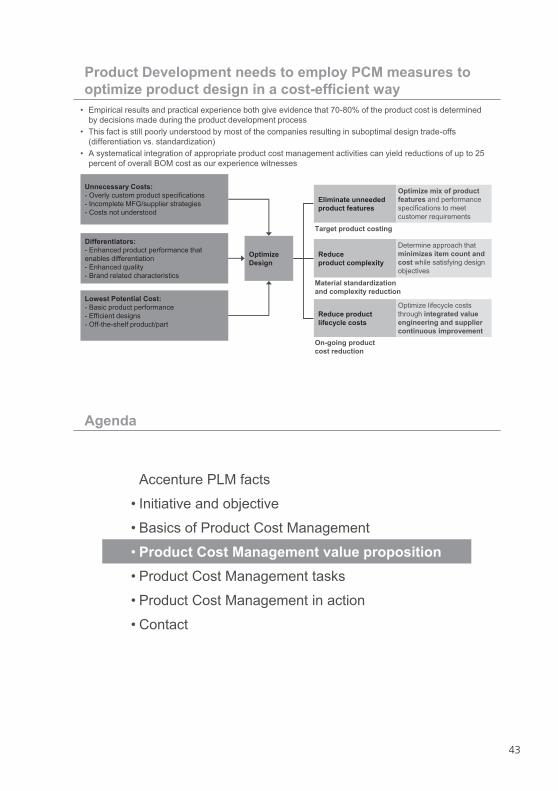
Product Development needs to employ PCM measures to optimize product design in a cost-efficient way
• Empirical results and practical experience both give evidence that 70-80% of the product cost is determined by decisions made during the product development process
• This fact is still poorly understood by most of the companies resulting in suboptimal design trade-offs (differentiation vs. standardization)
• A systematical integration of appropriate product cost management activities can yield reductions of up to 25 percent of overall BOM cost as our experience witnesses
13
Lowest Potential Cost:- Basic product performance- Efficient designs- Off-the-shelf product/part
Differentiators:- Enhanced product performance that enables differentiation- Enhanced quality- Brand related characteristics
Unnecessary Costs: - Overly custom product specifications - Incomplete MFG/supplier strategies- Costs not understood
Optimize Design
Eliminate unneeded product features
Reduceproduct complexity
Reduce product lifecycle costs
Optimize mix of product features and performance specifications to meet customer requirements
Optimize lifecycle costs through integrated value engineering and supplier continuous improvement
Determine approach that minimizes item count and cost while satisfying design objectives
Target product costing
On-going product cost reduction
Material standardization and complexity reduction
Agenda
• Accenture PLM facts
• Initiative and objective
• Basics of Product Cost Management
• Product Cost Management value proposition
• Product Cost Management tasks
• Product Cost Management in action
• Contact
14
43
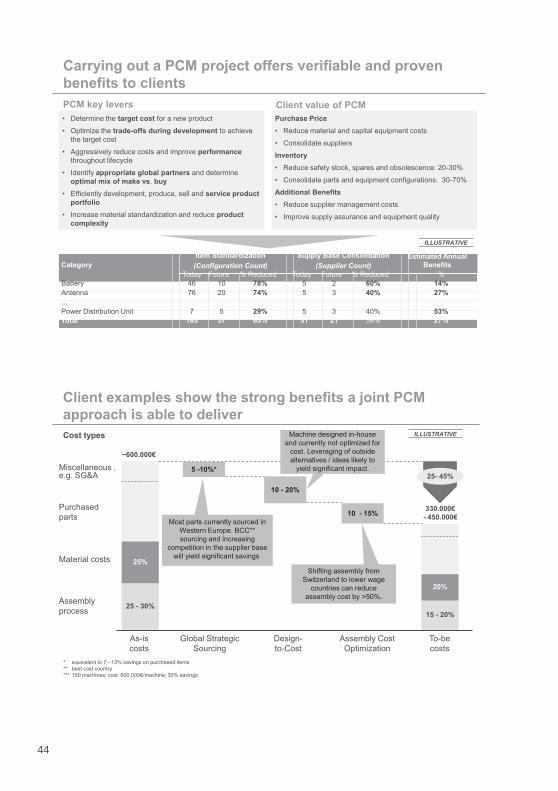
Carrying out a PCM project offers verifiable and proven benefits to clients
CategoryItem Standardization
(Configuration Count)Supply Base Consolidation
(Supplier Count)Estimated Annual
BenefitsToday Future % Reduced Today Future % Reduced %
Battery 46 10 78% 5 2 60% 14%Antenna 76 20 74% 5 3 40% 27%...Power Distribution Unit 7 5 29% 5 3 40% 53%Total 165 57 65% 51 21 59% 27%
15
PCM key levers Client value of PCM
ILLUSTRATIVE
• Determine the target cost for a new product
• Optimize the trade-offs during development to achieve the target cost
• Aggressively reduce costs and improve performancethroughout lifecycle
• Identify appropriate global partners and determine optimal mix of make vs. buy
• Efficiently development, produce, sell and service productportfolio
• Increase material standardization and reduce productcomplexity
Purchase Price
• Reduce material and capital equipment costs
• Consolidate suppliers
Inventory
• Reduce safety stock, spares and obsolescence: 20-30%
• Consolidate parts and equipment configurations: 30-70%
Additional Benefits
• Reduce supplier management costs
• Improve supply assurance and equipment quality
Client examples show the strong benefits a joint PCM approach is able to deliver
* equivalent to 7 - 13% savings on purchased items** best cost country*** 150 machines; cost: 600.000€/machine; 30% savings
5 -10%*
10 - 15%
10 - 20%
Miscellaneous , e.g. SG&A
Assemblyprocess
Material costs 25%
25 - 30%
As-is costs
Global Strategic Sourcing
Design-to-Cost
Assembly Cost Optimization
To-becosts
Cost types
25- 45%
Purchased parts
20%
15 - 20%
~600.000€
Machine designed in-house and currently not optimized for
cost. Leveraging of outside alternatives / ideas likely to
yield significant impact.
Most parts currently sourced in Western Europe. BCC** sourcing and increasing
competition in the supplier base will yield significant savings.
Shifting assembly from Switzerland to lower wage
countries can reduce assembly cost by >50%.
330.000€- 450.000€
ILLUSTRATIVE
44
Agenda
• Accenture PLM facts
• Initiative and objective
• Basics of Product Cost Management
• Product Cost Management value proposition
• Product Cost Management tasks
• Product Cost Management in action
• Contact
17
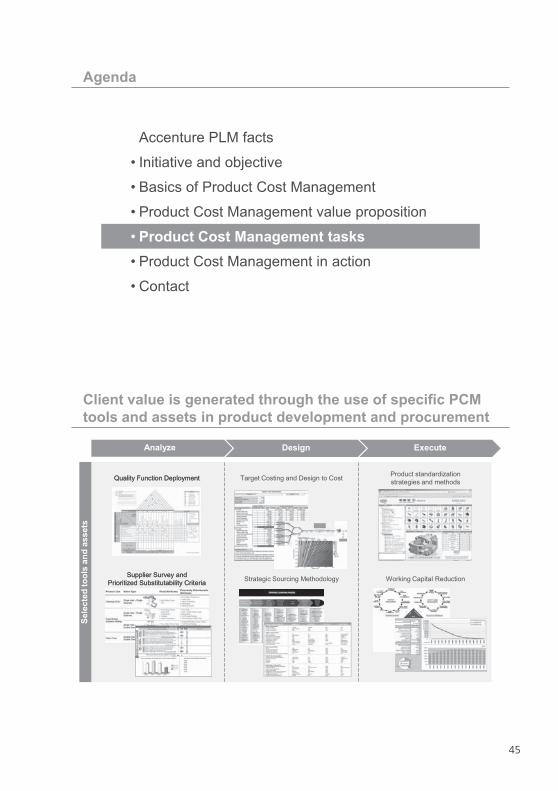
Client value is generated through the use of specific PCM tools and assets in product development and procurement
18
Analyze Design Execute
Sel
ecte
d t
oo
ls a
nd
ass
ets
Supplier Survey andPrioritized Substitutability Criteria
Quality Function Deployment
Supplier Survey andPrioritized Substitutability Criteria
Quality Function Deployment Target Costing and Design to Cost
Strategic Sourcing Methodology
Product standardizationstrategies and methods
Working Capital Reduction
45
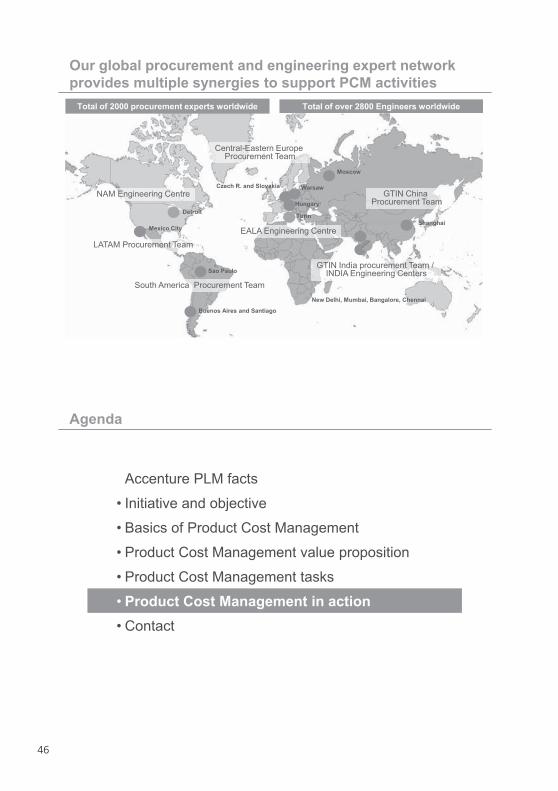
Our global procurement and engineering expert network provides multiple synergies to support PCM activities
19
Central-Eastern Europe Procurement Team
Shanghai
Warsaw
Sao Paulo
Mexico City
Buenos Aires and Santiago
Czech R. and Slovakia
Hungary
Moscow
South America Procurement Team
LATAM Procurement Team
GTIN China Procurement Team
GTIN India procurement Team / INDIA Engineering Centers
New Delhi, Mumbai, Bangalore, Chennai
NAM Engineering Centre
DetroitTurin
EALA Engineering Centre
Total of 2000 procurement experts worldwide Total of over 2800 Engineers worldwide
Agenda
• Accenture PLM facts
• Initiative and objective
• Basics of Product Cost Management
• Product Cost Management value proposition
• Product Cost Management tasks
• Product Cost Management in action
• Contact
20.
46
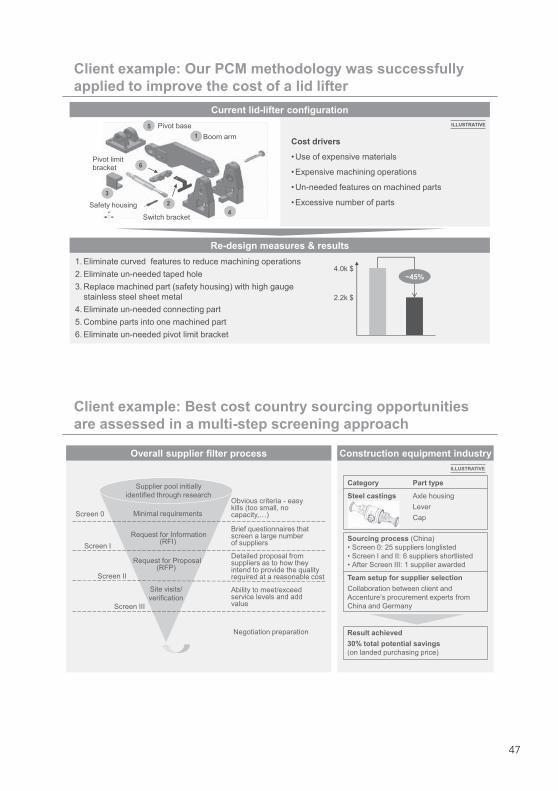
Client example: Our PCM methodology was successfully applied to improve the cost of a lid lifter
21
Cost drivers
•Use of expensive materials
•Expensive machining operations
•Un-needed features on machined parts
•Excessive number of parts
1
2
3
4
5
6
Boom arm
Safety housing
Switch bracket
Pivot limit bracket
Pivot base
1. Eliminate curved features to reduce machining operations2. Eliminate un-needed taped hole3. Replace machined part (safety housing) with high gauge
stainless steel sheet metal4. Eliminate un-needed connecting part5. Combine parts into one machined part6. Eliminate un-needed pivot limit bracket
~45%4.0k $
2.2k $
ILLUSTRATIVE
Current lid-lifter configuration
Re-design measures & results
Client example: Best cost country sourcing opportunities are assessed in a multi-step screening approach
22
ILLUSTRATIVE
Brief questionnaires that screen a large numberof suppliers
Detailed proposal from suppliers as to how they intend to provide the quality required at a reasonable cost
Request for Proposal(RFP)
Minimal requirements
Request for Information (RFI)
Site visits/verification
Negotiation preparation
Supplier pool initially identified through research
Ability to meet/exceed service levels and add value
Screen II
Screen I
Screen III
Obvious criteria - easy kills (too small, no capacity,…) Screen 0
Category Part type
Steel castings Axle housingLeverCap
Sourcing process (China)• Screen 0: 25 suppliers longlisted• Screen I and II: 6 suppliers shortlisted• After Screen III: 1 supplier awarded
Team setup for supplier selection
Collaboration between client and Accenture‘s procurement experts from
China and Germany
Result achieved
30% total potential savings (on landed purchasing price)
Overall supplier filter process Construction equipment industry
47
Agenda
• Accenture PLM facts
• Initiative and objective
• Basics of Product Cost Management
• Product Cost Management value proposition
• Product Cost Management tasks
• Product Cost Management in action
• Contact�
Michael is an Analyst in the PLM offering group and is located in Accenture’s office in Munich
+49(0)1755760668
The Accenture PCM initiative team – Please contact us for questions
2Copyright © 2011 Accenture All Rights Reserved. Accenture Confidential Information.
Vincent Gressieker
Vincent is a Manager in the S&P Practice and is assigned to Accenture’s
office in Berlin
+49(0)1755768712
Maja Grätz
Maja is a Manager in the Düsseldorf office where she is working for Accenture's S&P practice
+49(0)1755764013
Dr. Michael Slamanig
Simon Haller
Simon is a Manager in the Munich office where he is working for Accenture's PLM practice
+49(0)1755768659
48
DER BAUPLANUNGSPROZESS IM RAHMEN DER FABRIK- UND LOGISTIKPLANUNG – VON DER STANDORTAUSWAHL ÜBER DIE MASTERPLANUNG BIS ZUR PROJEKTREALISIERUNG
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Ing. Peter Steiger Kohlbecker Gesamtplan GmbH, Geschäftsführer
49
LEBENSLAUF
�
Dipl.-Ing. Peter Steiger Kohlbecker Gesamtplan GmbH, Geschäftsführer
17.01.1962 1982 - 1989 1989 - 1991 1991 Seit 2000
Geboren in Karlsruhe Studium der Architektur an der Universität Karlsruhe Wissenschaftlicher Mitarbeiter an der Technischen Hochschule Darmstadt Eintritt bei der Kohlbecker Gesamtplan GmbH�\������ Mitglied der Geschäftsführung
50

© �������� ���������� �������������
Der Bauplanungsprozess im Rahmen der Fabrik- und Logistikplanung
von der Standortauswahl über die Masterplanung bis zur Projektrealisierung
��������������������������
© �������� ���������� �������������
Bürovorstellung
Historie
1930 Bürogründung durch Karl Kohlbecker1940 Projekt Volkswagenwerk Wolfsburg1959 Eintritt von Christoph Kohlbecker1959 Projekt Daimler Werk Sindelfingen1960 Projekt Auto Union Ingolstadt1972 Gründung der Kohlbecker Gesamtplan GmbH1992 Projekt Potsdamer Platz Berlin1993 Eintritt von Matthias Kohlbecker2001 Projekt BMW Leipzig2002 Eintritt von Florian Kohlbecker2002 Projekt DaimlerChrysler, Tuscaloosa USA2005 Projekt Schott AG, Korea2005 Projekt Bosch / Siemens / Hausgeräte, China2006 Projekt Kia, USA2007 Projekt Sochi / Krasnodar, Russland2008 Projekt Daimler, Kecskemét, Ungarn2010 Projekt AUDI, Prozesshaus Ingolstadt
51
© �������� ���������� �������������
Unternehmensstruktur
Matthias KohlbeckerDipl. -Ing. (FH)Freier Architekt BDA
Florian KohlbeckerDipl. -Ing. Architekt
Peter SteigerDipl. -Ing. Architekt
Hubert WurzDipl. Forstwirt, Betriebswirt VWAProkurist
����� ��������� ����������
99
140 140
119
132
154145
138
117
130
150
���������������������!��������"
���������#����$���#��
%%% ����������������� ����������� &������"
���������� ����� ���!��������"
�������������������"
���������'��������� ��������
!"#$%&'�"���������!*����,������
(��������
© �������� ���������� �������������
Kohlbecker Bürostandorte
Standorte & Projekte
Kohlbecker Auslandsprojekte
Krasnojarsk
Dagestan
KrasnodarBüro Bremen
Büro GaggenauBüro USA
Büro RusslandBüro Wien
52
© �������� ���������� �������������
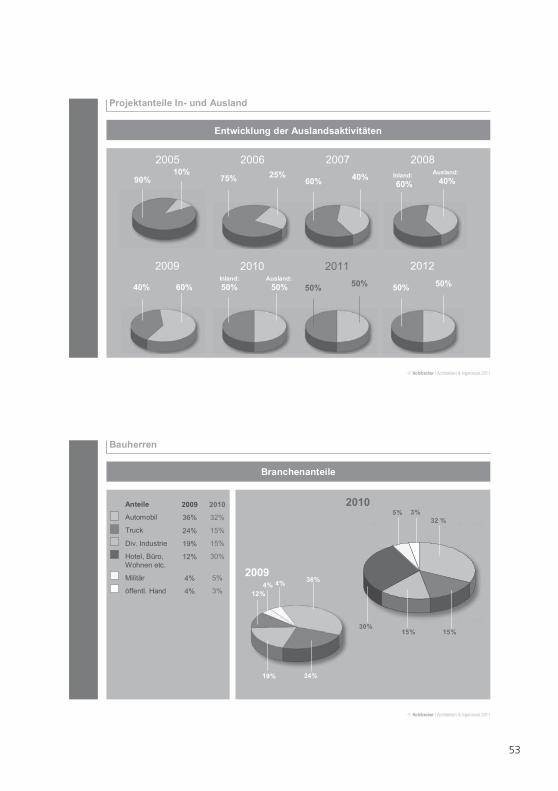
Entwicklung der Auslandsaktivitäten
Projektanteile In- und Ausland
90%10%
75% 60%
2005 2006 200725% 40%
2008
40%Inland:
50% 50%
2009 2010 2011Ausland:
50% 50%
2012
50% 50%60%
Inland:
60%
Ausland:
40%
© �������� ���������� �������������
Branchenanteile
Bauherren
Anteile
Automobil
Truck
Div. Industrie
Hotel, Büro,Wohnen etc.
Militär
öffentl. Hand
2009
36%
24%
19%
12%
4%
4%
2010
32%
15%
15%
30%
5%
3%
2010
15% 15%
5%
30%
32 %3%
36%
24%19%
4%
20094%
12%
53
© �������� ���������� �������������
Leistungen
- !��������������������������0�12������
- )��* +�,�-������������
- ,�-��*�������������*(����������.,�(/
- �����)���0��� * 1##"�+�"�2)*3�����������
- #�������������* #��������4����������#�#5 6778
- 9"*)�����0���������
- ,�-�����4������ +�,��������
- $���0���������
- (�����������
- ,�0��������������.,����/
- :������� �������������
- &�-��* +���� �0��������
- !������������ +�"�����
© �������� ���������� �������������
Der Bauplanungsprozess im Rahmen der Fabrik- und Logistikplanung
Architektur in der Fabrikplanung - Digitale Fabrik
Standortplanung / Standortanalyse - Masterplanung
Gesetzgebung und Genehmigungsverfahren
Realisierungsplanung und Projektabwicklung
1
2
3
4
54
© �������� ���������� �������������
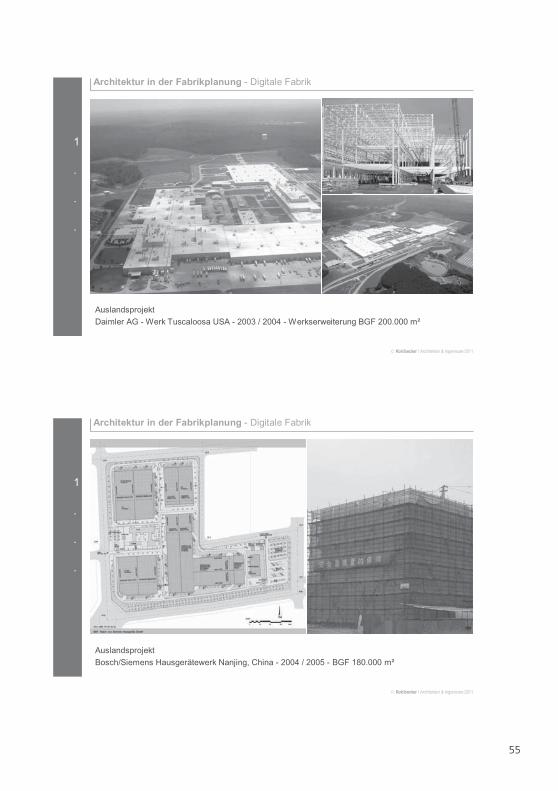
Architektur in der Fabrikplanung - Digitale Fabrik
AuslandsprojektDaimler AG - Werk Tuscaloosa USA - 2003 / 2004 - Werkserweiterung BGF 200.000 m²
1
.
.
.
© �������� ���������� �������������
Architektur in der Fabrikplanung - Digitale Fabrik
AuslandsprojektBosch/Siemens Hausgerätewerk Nanjing, China - 2004 / 2005 - BGF 180.000 m²
1
.
.
.
55
© �������� ���������� �������������
Architektur in der Fabrikplanung - Digitale Fabrik
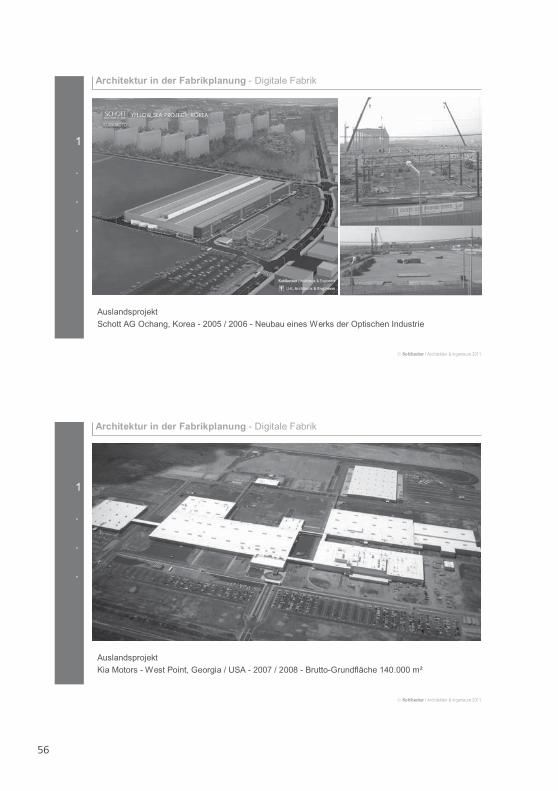
AuslandsprojektSchott AG Ochang, Korea - 2005 / 2006 - Neubau eines Werks der Optischen Industrie
1
.
.
.
© �������� ���������� �������������
Architektur in der Fabrikplanung - Digitale Fabrik
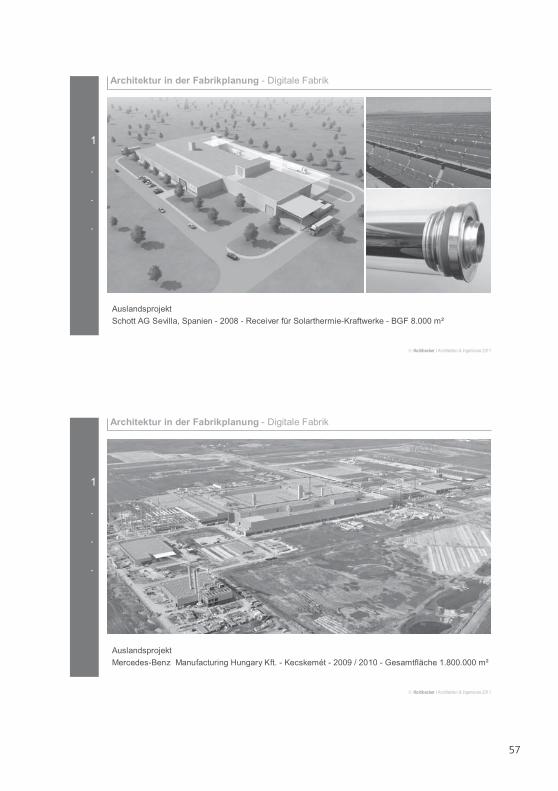
AuslandsprojektKia Motors - West Point, Georgia / USA - 2007 / 2008 - Brutto-Grundfläche 140.000 m²
1
.
.
.
56
© �������� ���������� �������������
Architektur in der Fabrikplanung - Digitale Fabrik
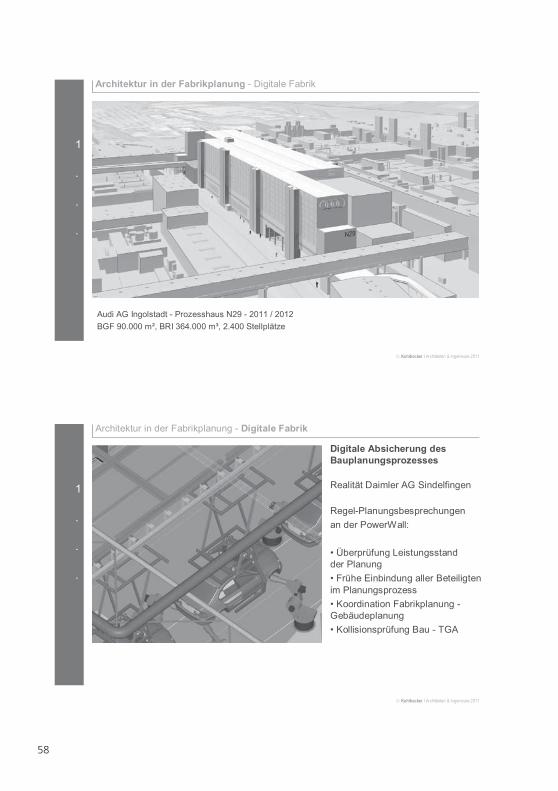
AuslandsprojektSchott AG Sevilla, Spanien - 2008 - Receiver für Solarthermie-Kraftwerke - BGF 8.000 m²
1
.
.
.
© �������� ���������� �������������
Architektur in der Fabrikplanung - Digitale Fabrik
AuslandsprojektMercedes-Benz Manufacturing Hungary Kft. - Kecskemét - 2009 / 2010 - Gesamtfläche 1.800.000 m²
1
.
.
.
57
© �������� ���������� �������������
Architektur in der Fabrikplanung - Digitale Fabrik
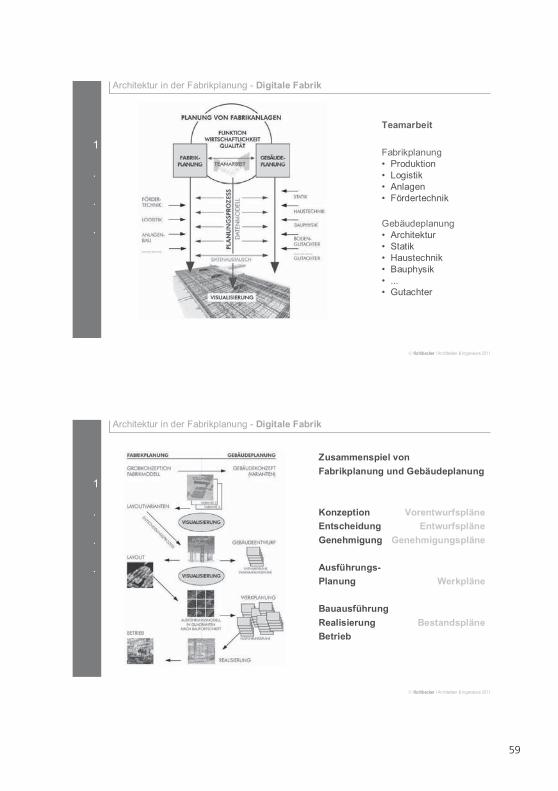
Audi AG Ingolstadt - Prozesshaus N29 - 2011 / 2012BGF 90.000 m², BRI 364.000 m³, 2.400 Stellplätze
1
.
.
.
© �������� ���������� �������������
Architektur in der Fabrikplanung - Digitale Fabrik
Digitale Absicherung des Bauplanungsprozesses
Realität Daimler AG Sindelfingen
Regel-Planungsbesprechungenan der PowerWall:
• Überprüfung Leistungsstandder Planung• Frühe Einbindung aller Beteiligtenim Planungsprozess• Koordination Fabrikplanung -Gebäudeplanung• Kollisionsprüfung Bau - TGA
1
.
.
.
58
© �������� ���������� �������������
Architektur in der Fabrikplanung - Digitale Fabrik
Teamarbeit
Fabrikplanung• Produktion• Logistik• Anlagen• Fördertechnik
Gebäudeplanung• Architektur• Statik• Haustechnik• Bauphysik• ...• Gutachter
1
.
.
.
© �������� ���������� �������������
Architektur in der Fabrikplanung - Digitale Fabrik
Zusammenspiel von
Fabrikplanung und Gebäudeplanung
Konzeption
Entscheidung
Genehmigung
Ausführungs-
Planung
Bauausführung
Realisierung
Betrieb
Vorentwurfspläne
Entwurfspläne
Genehmigungspläne
Werkpläne
Bestandspläne
1
.
.
.
59
© �������� ���������� �������������
Architektur in der Fabrikplanung - Digitale Fabrik
Digitales Geländemodell - Entwicklungs- und Versuchszentrum Wörth
1
.
.
.
© �������� ���������� �������������
Architektur in der Fabrikplanung - Digitale Fabrik
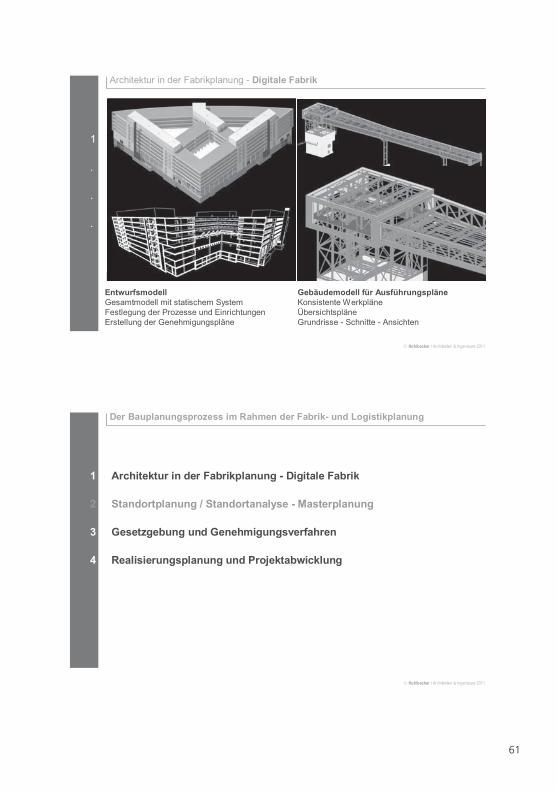
Lageplanmodell als 3D-Volumenmodell
Festlegung Standort / GrundstückLage des Objekteserste Funktionsabläufe
Visualisierung
Entscheidungsfindung
1
.
.
.
60
© �������� ���������� �������������
Architektur in der Fabrikplanung - Digitale Fabrik
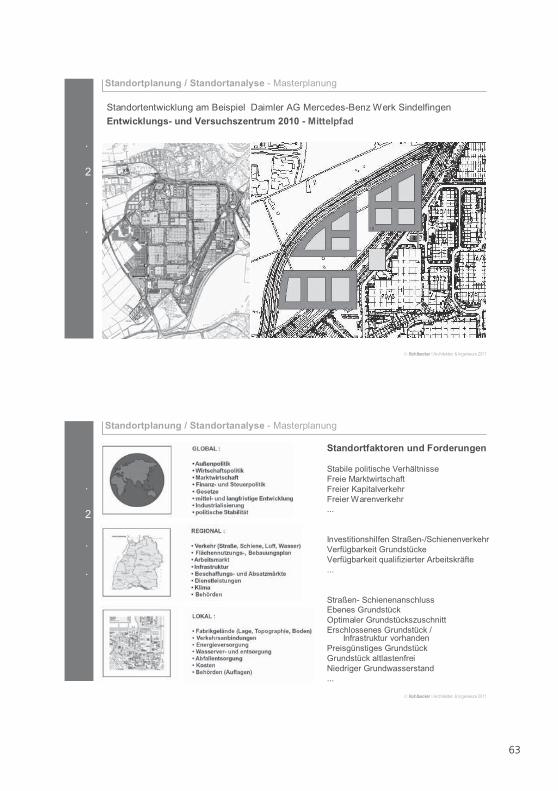
EntwurfsmodellGesamtmodell mit statischem SystemFestlegung der Prozesse und EinrichtungenErstellung der Genehmigungspläne
Gebäudemodell für AusführungspläneKonsistente WerkpläneÜbersichtspläneGrundrisse - Schnitte - Ansichten
1
.
.
.
© �������� ���������� �������������
Der Bauplanungsprozess im Rahmen der Fabrik- und Logistikplanung
Architektur in der Fabrikplanung - Digitale Fabrik
Standortplanung / Standortanalyse - Masterplanung
Gesetzgebung und Genehmigungsverfahren
Realisierungsplanung und Projektabwicklung
1
2
3
4
61

© �������� ���������� �������������
Standortplanung / Standortanalyse - Masterplanung
Planungshorizonte
Standortplanungen undGeneralentwicklungsplanungen
sind auf einenZeithorizont von über 50 Jahrenangelegt,
das heißt Entscheidungen betreffen zukünftige Generationen.
Standortanalyse und Studien Entscheidungsgrundlage
Festlegung des Standorts
Generalplanung / Masterplanung Planungsgrundlage
Festlegung der Nutzung des Standorts
.
2
.
.
© �������� ���������� �������������
Standortplanung / Standortanalyse - Masterplanung
Standortentwicklung am Beispiel Daimler AG Mercedes-Benz Werk Sindelfingen
19651959 1980 2000.
2
.
.
62
© �������� ���������� �������������
Standortplanung / Standortanalyse - Masterplanung
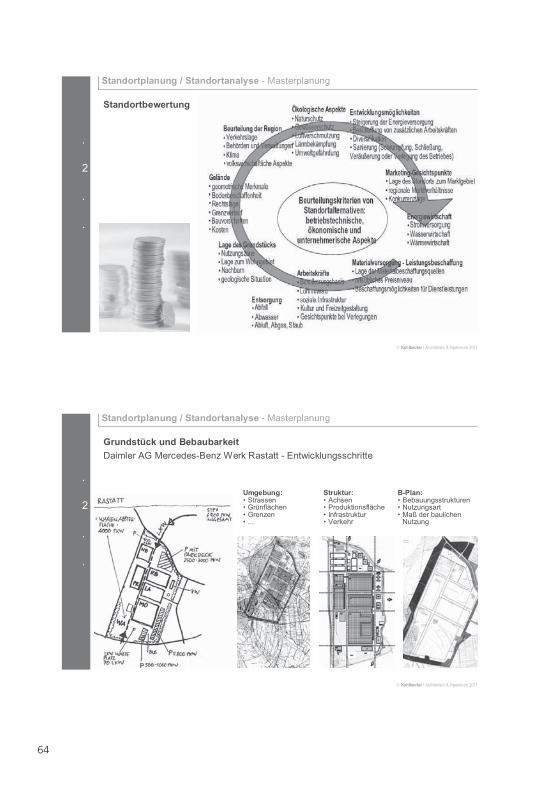
Standortentwicklung am Beispiel Daimler AG Mercedes-Benz Werk SindelfingenEntwicklungs- und Versuchszentrum 2010 - Mittelpfad
.
2
.
.
© �������� ���������� �������������
Standortplanung / Standortanalyse - Masterplanung
Standortfaktoren und Forderungen
Stabile politische VerhältnisseFreie MarktwirtschaftFreier KapitalverkehrFreier Warenverkehr...
Investitionshilfen Straßen-/SchienenverkehrVerfügbarkeit GrundstückeVerfügbarkeit qualifizierter Arbeitskräfte...
Straßen- SchienenanschlussEbenes GrundstückOptimaler GrundstückszuschnittErschlossenes Grundstück /
Infrastruktur vorhandenPreisgünstiges GrundstückGrundstück altlastenfreiNiedriger Grundwasserstand...
.
2
.
.
63
© �������� ���������� �������������
Standortplanung / Standortanalyse - Masterplanung
Standortbewertung
.
2
.
.
© �������� ���������� �������������
Standortplanung / Standortanalyse - Masterplanung
Grundstück und Bebaubarkeit
Daimler AG Mercedes-Benz Werk Rastatt - Entwicklungsschritte
B-Plan:• Bebauungsstrukturen• Nutzungsart• Maß der baulichen
Nutzung
Struktur:• Achsen• Produktionsfläche• Infrastruktur• Verkehr
Umgebung:• Strassen• Grünflächen• Grenzen• ...
.
2
.
.
64
© �������� ���������� �������������
Standortplanung / Standortanalyse - Masterplanung
Beispiel Consolidation-Center Landeshafen Wörth
.
2
.
.
www.haefen-rlp.de
© �������� ���������� �������������
Standortplanung / Standortanalyse - Masterplanung
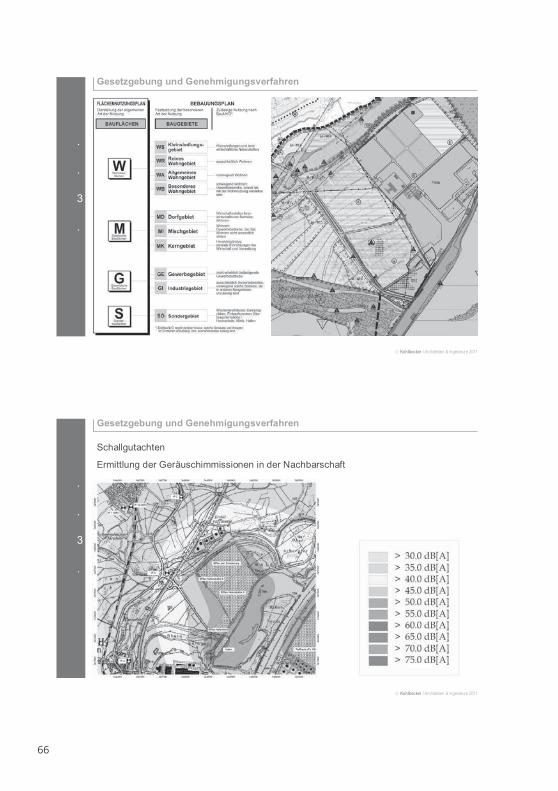
Consolidation-Center Wörth in unmittelbarer Nähe zum weltweit größten LKW-Werk
.
2
.
.
Daimler AG
65
© �������� ���������� �������������
Gesetzgebung und Genehmigungsverfahren
.
.
3
.
© �������� ���������� �������������
Gesetzgebung und Genehmigungsverfahren
Schallgutachten
Ermittlung der Geräuschimmissionen in der Nachbarschaft
.
.
3
.
66
© �������� ���������� �������������
Standortplanung / Standortanalyse - Masterplanung
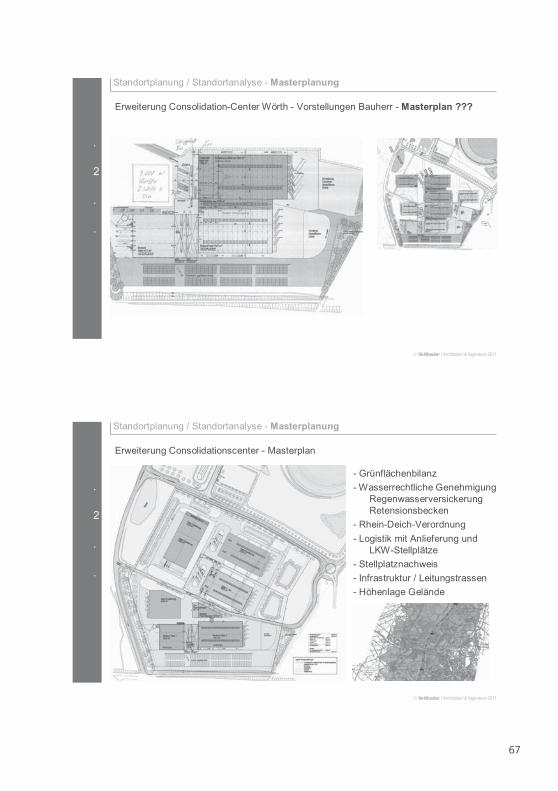
Erweiterung Consolidation-Center Wörth - Vorstellungen Bauherr - Masterplan ???
.
2
.
.
© �������� ���������� �������������
Standortplanung / Standortanalyse - Masterplanung
Erweiterung Consolidationscenter - Masterplan
- Grünflächenbilanz- Wasserrechtliche Genehmigung
Regenwasserversickerung Retensionsbecken
- Rhein-Deich-Verordnung- Logistik mit Anlieferung und
LKW-Stellplätze- Stellplatznachweis- Infrastruktur / Leitungstrassen- Höhenlage Gelände
.
2
.
.
67
© �������� ���������� �������������
Der Bauplanungsprozess im Rahmen der Fabrik- und Logistikplanung
Architektur in der Fabrikplanung - Digitale Fabrik
Standortplanung / Standortanalyse - Masterplanung
Gesetzgebung und Genehmigungsverfahren
Realisierungsplanung und Projektabwicklung
1
2
3
4
© �������� ���������� �������������
Gesetzgebung und Genehmigungsverfahren
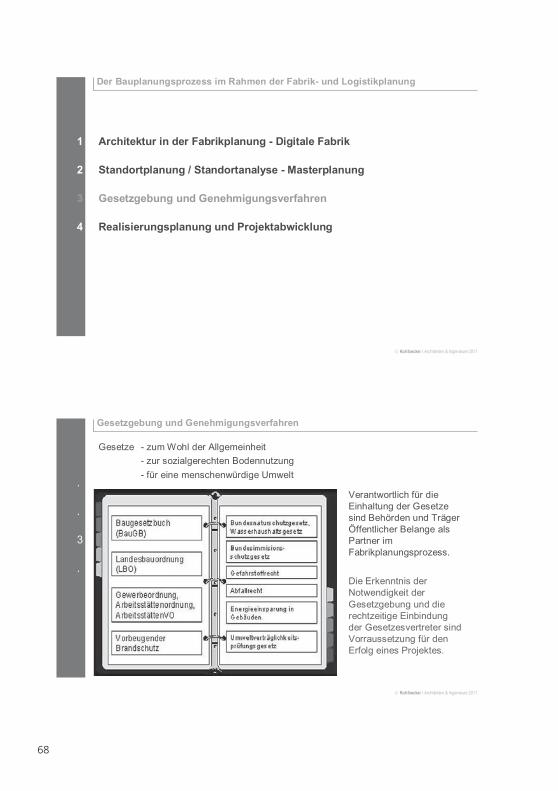
Gesetze - zum Wohl der Allgemeinheit- zur sozialgerechten Bodennutzung- für eine menschenwürdige Umwelt
Verantwortlich für die Einhaltung der Gesetze sind Behörden und Träger Öffentlicher Belange als Partner im Fabrikplanungsprozess.
Die Erkenntnis der Notwendigkeit der Gesetzgebung und die rechtzeitige Einbindung der Gesetzesvertreter sind Vorraussetzung für den Erfolg eines Projektes.
.
.
3
.
68
© �������� ���������� �������������
Gesetzgebung und Genehmigungsverfahren
Ordnungsinstanz Staat
Raumordnungsgesetz des BundesLandesplanungsgesetze der Länder
Baugesetzbuch für- Bauleitplanung- Flächennutzungsplandes Landes und der Gemeinden
Landesbauordnungder Länder als Grundlage zur Genehmigungder konkreten Baumaßnahme im städtebaulichen Kontext
.
.
3
.
© �������� ���������� �������������
Gesetzgebung und Genehmigungsverfahren
Raumordnung und Landesplanungübergeordnete, überörtliche zusammenfassende Planung für die räumliche Ordnung und EntwicklungRegionalplanung z.B. „mittlerer Oberrhein“mit gesetzgebendem Charakter für die zukünftige Entwicklung einer Region z.B.- Verkehrgebiete- Industriegebiete- Erholungsgebiete etc.Bauleitplanung- Flächennutzungsplan(vorbereitender Bauleitplan)- Bebauungsplan(verbindlicher Bauleitplan)mit Baunutzungsverordnung (BauNVO)Art der baulichen Nutzung wie GRZ, GFZ, BMZ
.
.
3
.
69
© �������� ���������� �������������
Gesetzgebung und Genehmigungsverfahren
.
.
3
.
© �������� ���������� �������������
Gesetzgebung und Genehmigungsverfahren
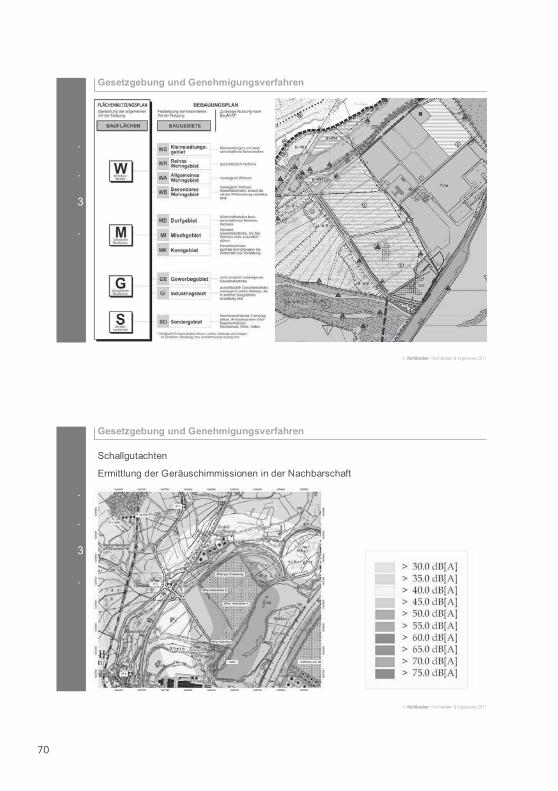
Schallgutachten
Ermittlung der Geräuschimmissionen in der Nachbarschaft
.
.
3
.
70
© �������� ���������� �������������
Gesetzgebung und Genehmigungsverfahren
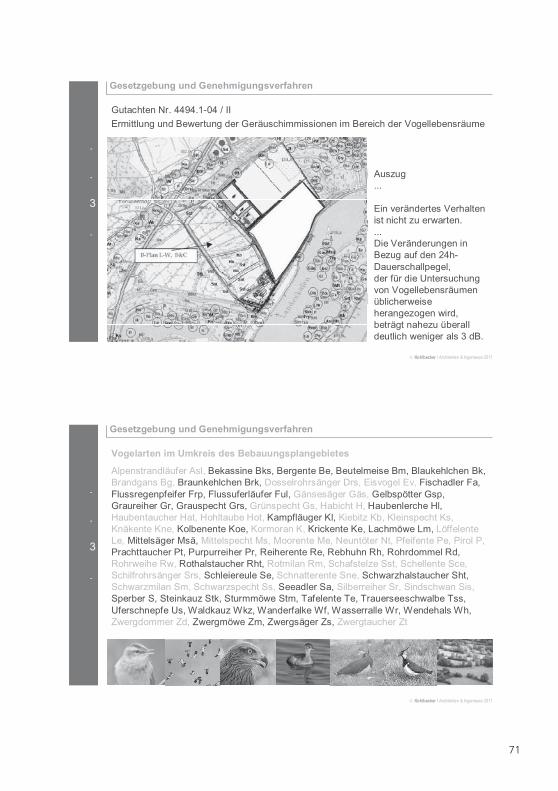
Gutachten Nr. 4494.1-04 / IIErmittlung und Bewertung der Geräuschimmissionen im Bereich der Vogellebensräume
Auszug...
Ein verändertes Verhalten ist nicht zu erwarten....Die Veränderungen in Bezug auf den 24h-Dauerschallpegel, der für die Untersuchung von Vogellebensräumen üblicherweise herangezogen wird, beträgt nahezu überall deutlich weniger als 3 dB.
.
.
3
.
© �������� ���������� �������������
Gesetzgebung und Genehmigungsverfahren
Vogelarten im Umkreis des Bebauungsplangebietes
Alpenstrandläufer Asl, Bekassine Bks, Bergente Be, Beutelmeise Bm, Blaukehlchen Bk, Brandgans Bg, Braunkehlchen Brk, Dosselrohrsänger Drs, Eisvogel Ev, Fischadler Fa, Flussregenpfeifer Frp, Flussuferläufer Ful, Gänsesäger Gäs, Gelbspötter Gsp, Graureiher Gr, Grauspecht Grs, Grünspecht Gs, Habicht H, Haubenlerche Hl, Haubentaucher Hat, Hohltaube Hot, Kampfläuger Kl, Kiebitz Kb, Kleinspecht Ks,Knäkente Kne, Kolbenente Koe, Kormoran K, Krickente Ke, Lachmöwe Lm, Löffelente Le, Mittelsäger Msä, Mittelspecht Ms, Moorente Me, Neuntöter Nt, Pfeifente Pe, Pirol P,Prachttaucher Pt, Purpurreiher Pr, Reiherente Re, Rebhuhn Rh, Rohrdommel Rd, Rohrweihe Rw, Rothalstaucher Rht, Rotmilan Rm, Schafstelze Sst, Schellente Sce,Schilfrohrsänger Srs, Schleiereule Se, Schnatterente Sne, Schwarzhalstaucher Sht, Schwarzmilan Sm, Schwarzspecht Ss, Seeadler Sa, Silberreiher Sr, Sindschwan Sis,Sperber S, Steinkauz Stk, Sturmmöwe Stm, Tafelente Te, Trauerseeschwalbe Tss, Uferschnepfe Us, Waldkauz Wkz, Wanderfalke Wf, Wasserralle Wr, Wendehals Wh, Zwergdommer Zd, Zwergmöwe Zm, Zwergsäger Zs, Zwergtaucher Zt
.
.
3
.
71
© �������� ���������� �������������
Der Bauplanungsprozess im Rahmen der Fabrik- und Logistikplanung
Architektur in der Fabrikplanung - Digitale Fabrik
Standortplanung / Standortanalyse - Masterplanung
Gesetzgebung und Genehmigungsverfahren
Realisierungsplanung und Projektabwicklung
1
2
3
4
© �������� ���������� �������������
Realisierungsplanung und Projektabwicklung
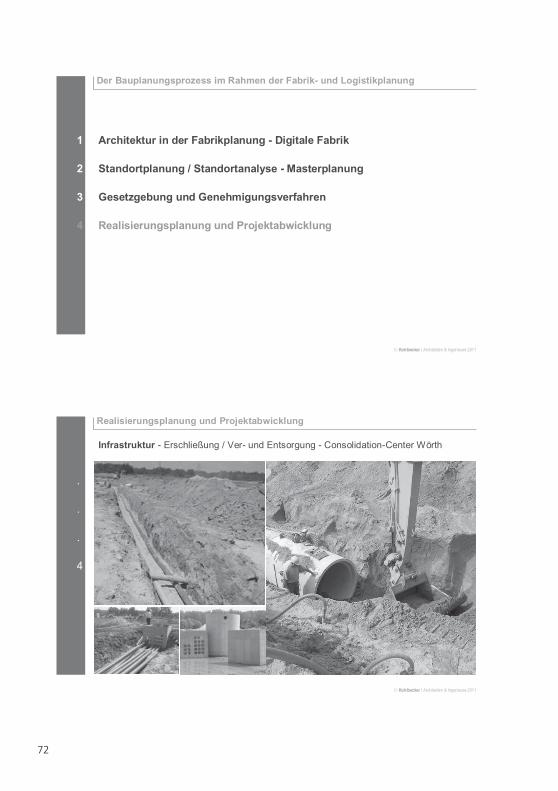
Infrastruktur - Erschließung / Ver- und Entsorgung - Consolidation-Center Wörth
.
.
.
4
72
© �������� ���������� �������������
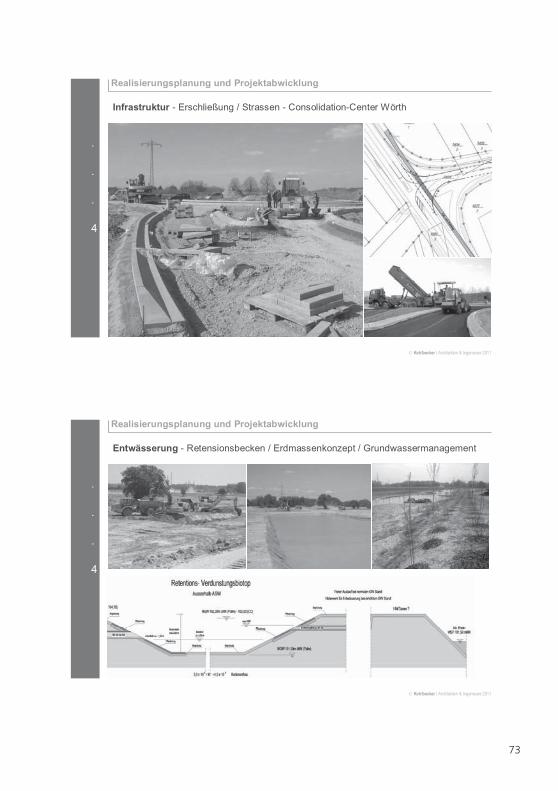
Realisierungsplanung und Projektabwicklung
Infrastruktur - Erschließung / Strassen - Consolidation-Center Wörth
.
.
.
4
© �������� ���������� �������������
Realisierungsplanung und Projektabwicklung
Entwässerung - Retensionsbecken / Erdmassenkonzept / Grundwassermanagement
.
.
.
4
73
© �������� ���������� �������������
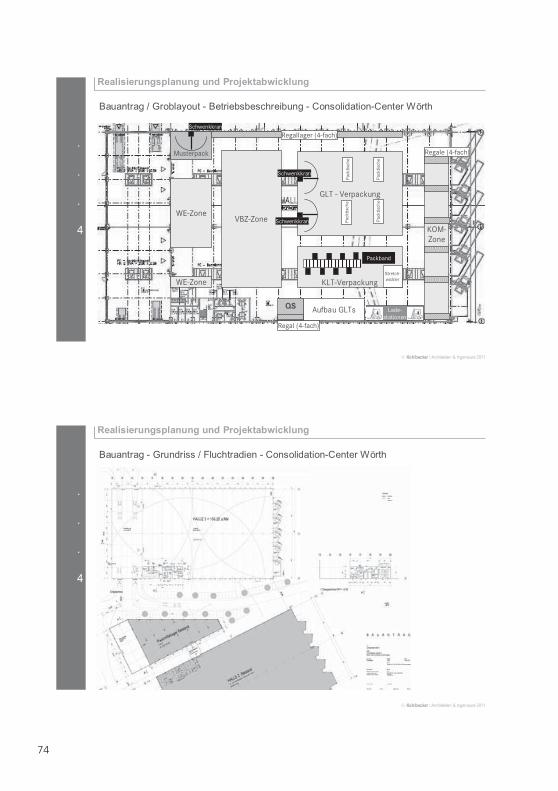
Realisierungsplanung und Projektabwicklung
Bauantrag / Groblayout - Betriebsbeschreibung - Consolidation-Center Wörth
.
.
.
4
�������������
�� ��������
����� ���������
�������������
����������
��������
��
����������� !� ��"#
������ !� ��"#
������� !� ��"#
�������
$�"%�������
$�"%�������
$�"%�������
��&������'����
$�����"�%'�����
(������&
(���
�'��"
�
(���
�'��"
�
(���
�'��"
�
(���
�'��"
�
.
.
.
4
© �������� ���������� �������������
Realisierungsplanung und Projektabwicklung
.
.
.
4
Bauantrag - Grundriss / Fluchtradien - Consolidation-Center Wörth
74
© �������� ���������� �������������
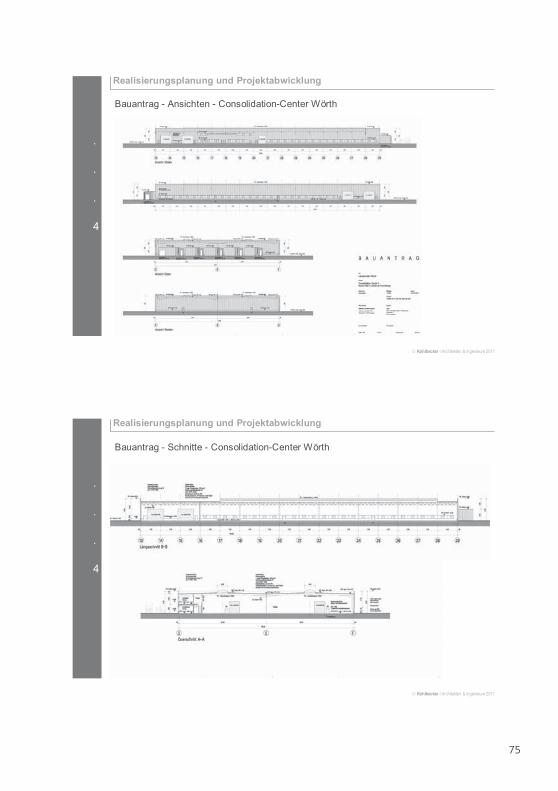
Realisierungsplanung und Projektabwicklung
Bauantrag - Ansichten - Consolidation-Center Wörth
.
.
.
4
© �������� ���������� �������������
Realisierungsplanung und Projektabwicklung
.
.
.
4
Bauantrag - Schnitte - Consolidation-Center Wörth
75
© �������� ���������� �������������
Realisierungsplanung und Projektabwicklung
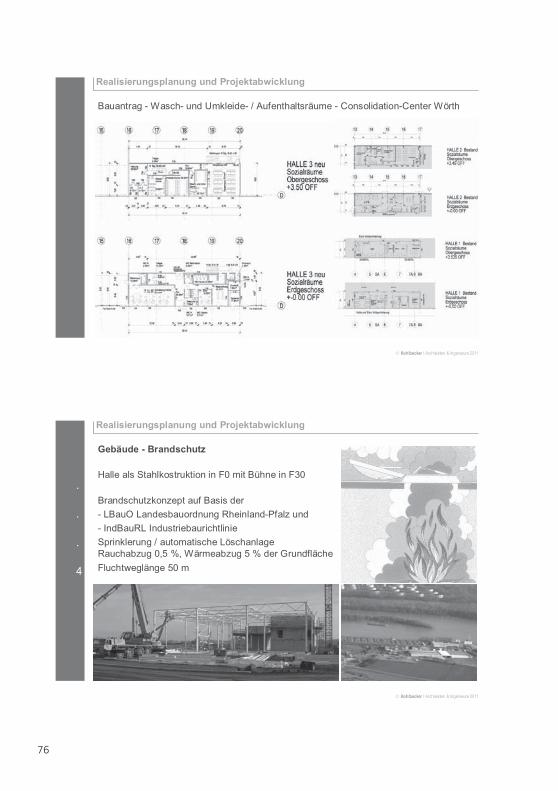
Bauantrag - Wasch- und Umkleide- / Aufenthaltsräume - Consolidation-Center Wörth
© �������� ���������� �������������
Realisierungsplanung und Projektabwicklung
.
.
.
4
Gebäude - Brandschutz
Halle als Stahlkostruktion in F0 mit Bühne in F30
Brandschutzkonzept auf Basis der - LBauO Landesbauordnung Rheinland-Pfalz und- IndBauRL IndustriebaurichtlinieSprinklerung / automatische LöschanlageRauchabzug 0,5 %, Wärmeabzug 5 % der GrundflächeFluchtweglänge 50 m
76
© �������� ���������� �������������
Realisierungsplanung und Projektabwicklung
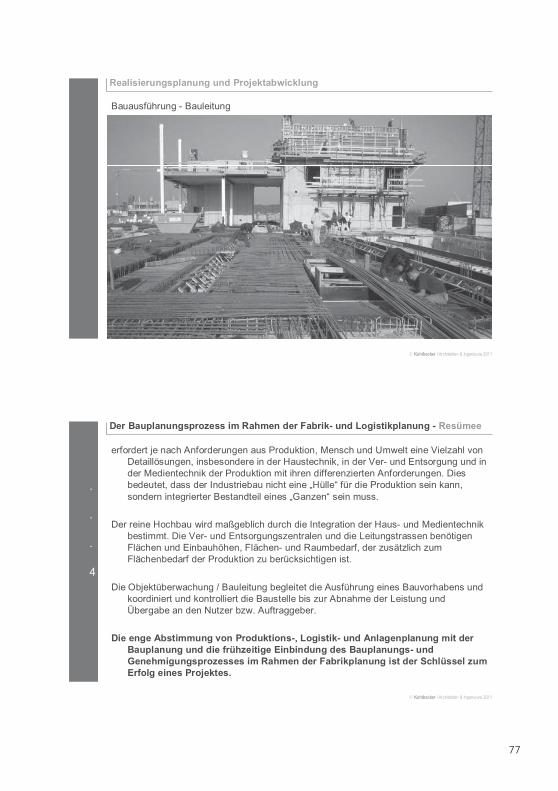
Bauausführung - Bauleitung
© �������� ���������� �������������
Der Bauplanungsprozess im Rahmen der Fabrik- und Logistikplanung - Resümee
.
.
.
4
erfordert je nach Anforderungen aus Produktion, Mensch und Umwelt eine Vielzahl von Detaillösungen, insbesondere in der Haustechnik, in der Ver- und Entsorgung und in der Medientechnik der Produktion mit ihren differenzierten Anforderungen. Dies bedeutet, dass der Industriebau nicht eine „Hülle“ für die Produktion sein kann, sondern integrierter Bestandteil eines „Ganzen“ sein muss.
Der reine Hochbau wird maßgeblich durch die Integration der Haus- und Medientechnik bestimmt. Die Ver- und Entsorgungszentralen und die Leitungstrassen benötigen Flächen und Einbauhöhen, Flächen- und Raumbedarf, der zusätzlich zum Flächenbedarf der Produktion zu berücksichtigen ist.
Die Objektüberwachung / Bauleitung begleitet die Ausführung eines Bauvorhabens und koordiniert und kontrolliert die Baustelle bis zur Abnahme der Leistung und Übergabe an den Nutzer bzw. Auftraggeber.
Die enge Abstimmung von Produktions-, Logistik- und Anlagenplanung mit der Bauplanung und die frühzeitige Einbindung des Bauplanungs- und Genehmigungsprozesses im Rahmen der Fabrikplanung ist der Schlüssel zum Erfolg eines Projektes.
77

�
78
BALTIC VECTOR OF TRANSPORT DEVELOPMENT
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Prof. Dr.-Ing. habil. Igor Kabashkin
Transport and Telecommunication Institute Riga, President-Chairman of the Board
79
LEBENSLAUF
�
Prof. Dr.-Ing. habil.�Igor Kabashkin Transport and Telecommunication Institute Riga, President-Chairman of the Board
1992 1993 1992 - 1999 Seit 1999 Seit 1999
Doktor der Luftfahrt, Staatliche Technische Universität für zivile Luftfahrt Moskau����������+^������ � Doktor des Maschinenbaus, Hochschule für Luftfahrt Riga,��������� Lettische Akademie der Wissenschaften Professor im Fachbereich Luftfahrtelektronik und Luftverkehrskontrollsysteme, Riga "6���� ��_��6�����` Direktor Transport and Telecommunication Institute Riga Professor und Institutsleiter des Transport and Telecommunication Institute Riga
80
27 April 2011
Baltic Vector of Transport Development p
Igor KabashkinIgor KabashkinDr.hab.sc.ing., Professor, President
Transport and Telecommunication Institute (Riga, Latvia)
81
TSI
Transporta un sakaru instit�tsTransport and Telecommunication Institute
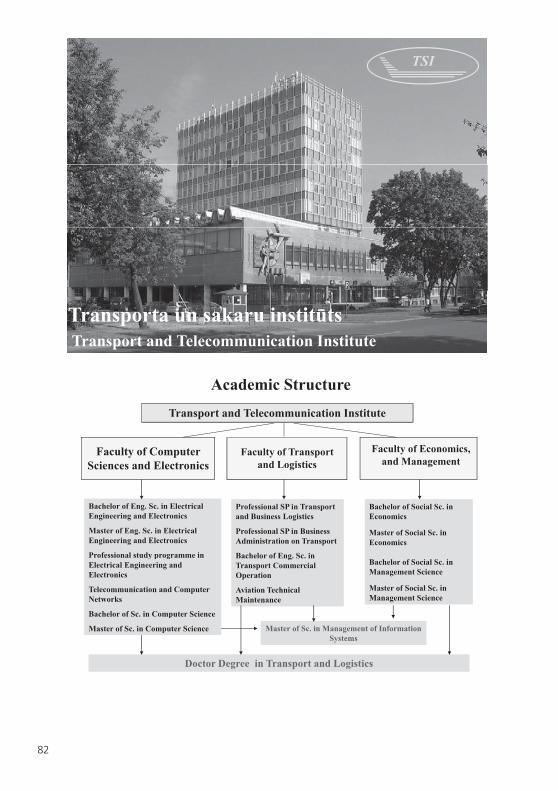
Transport and Telecommunication Institute
Academic Structure
Faculty of Computer Sciences and Electronics
Faculty of Economics, and Management
Faculty of Transportand Logistics
Bachelor of Eng. Sc. in Electrical Engineering and Electronics
Master of Eng. Sc. in Electrical Engineering and Electronics
Professional st d programme in
Bachelor of Social Sc. in Economics
Master of Social Sc. in Economics
Professional SP in Transport and Business Logistics
Professional SP in Business Administration on Transport
B h l f E S iProfessional study programme in Electrical Engineering and Electronics
Telecommunication and Computer Networks
Bachelor of Sc. in Computer Science
Bachelor of Social Sc. in Management Science
Master of Social Sc. in Management Science
Bachelor of Eng. Sc. in Transport Commercial Operation
Aviation Technical Maintenance
p
Master of Sc. in Computer Science
Doctor Degree in Transport and Logistics
Master of Sc. in Management of Information Systems
82
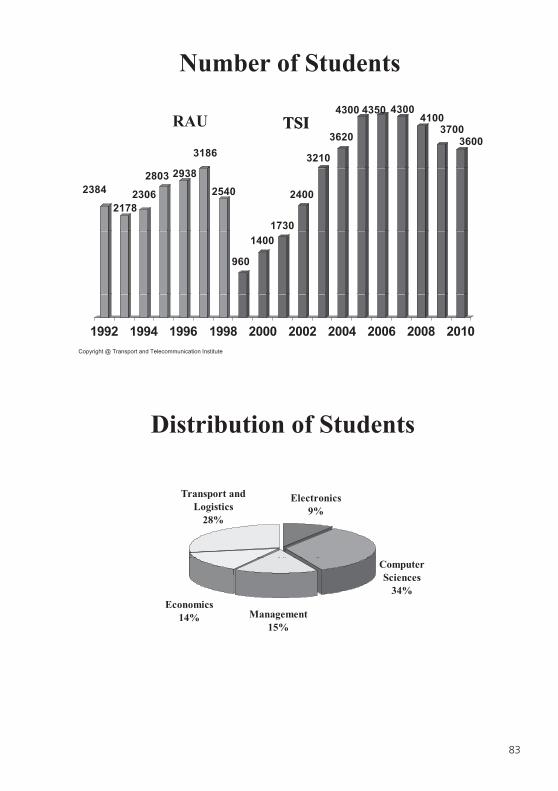
Number of Students
3186 3210
3620
4300 4350 43004100
37003600
RAU TSITSI
2384
21782306
2803 2938
2540
1730
2400
960
1400
1992 1994 1996 1998 2000 2002 2004 2006 2008 2010Copyright @ Transport and Telecommunication Institute
Distribution of StudentsDistribution of Students
El t iTransport and Electronics9%
Transport and Logistics
28%
Computer Sciences
34%Economics
14% Management%15%
83
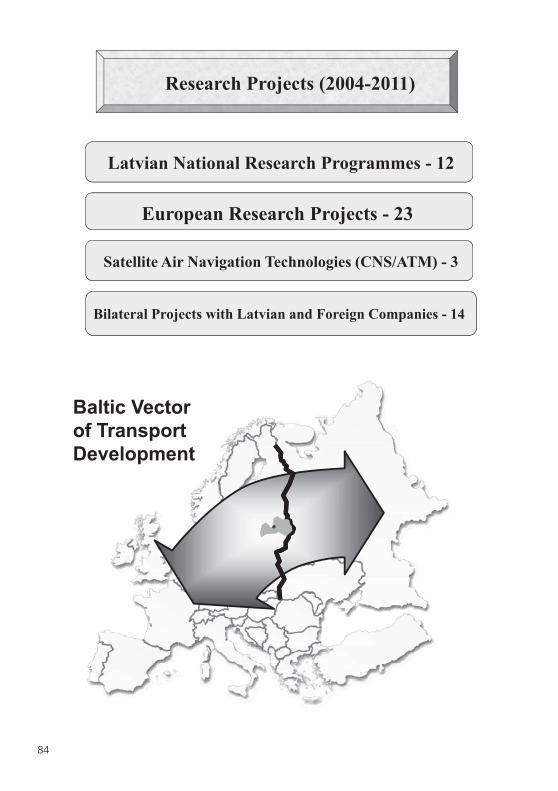
Research Projects (2004-2011)
Latvian National Research Programmes - 12g
European Research Projects - 23
Satellite Air Navigation Technologies (CNS/ATM) - 3
Bilateral Projects with Latvian and Foreign Companies - 14
Baltic Vector of Transport Development
84
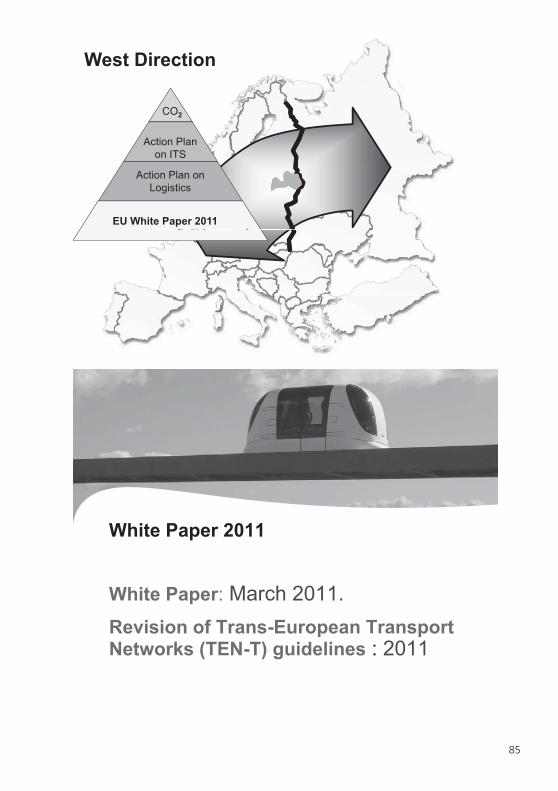
West Direction
Action Plan
on ITS
CO2
EU White Paper 2011
Action Plan on
Logistics
White Paper 2011
White Paper: March 2011.
Revision of Trans European TransportRevision of Trans-European Transport Networks (TEN-T) guidelines : 2011
85
�Logistics Action Plan: Research support overview .E-Freight and Intelligent Transport Systems.Sustainable Quality and Efficiency.Simplification of Transport Chains.“Green” Freight Transport Corridors g p.Urban Freight Logistics.Vehicle Dimensions and Loading Standards.Vehicle Dimensions and Loading Standards.Revision during 2011
� eFreight: covers all modes
.A standard framework for freight information exchange.A European Single Transport Document.A Single Window (single access point) for administrative
procedures.Simple, harmonised border crossings procedures for all
modes of transport and all EU member states.Simple procedures and the necessary infrastructure for.Simple procedures and the necessary infrastructure for
establishing secure and efficient transport corridors
between Europe, USA, and Asia
86
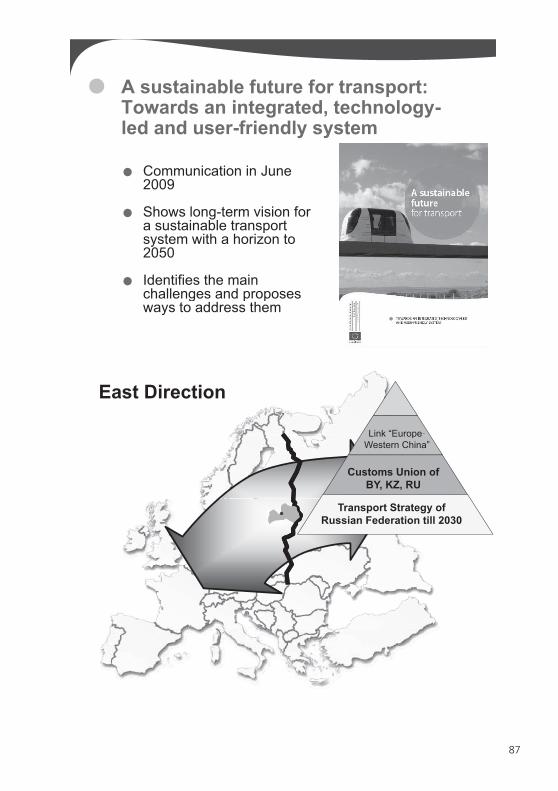
� A sustainable future for transport: T d i t t d t h lTowards an integrated, technology-led and user-friendly system
C i ti i J. Communication in June 2009. Shows long-term vision for a sustainable transport psystem with a horizon to 2050. Identifies the main challenges and proposes
13
challenges and proposes ways to address them
Link “Europe-
East Direction
Link Europe
Western China”
Customs Union of BY, KZ, RU
Transport Strategy of Russian Federation till 2030
87
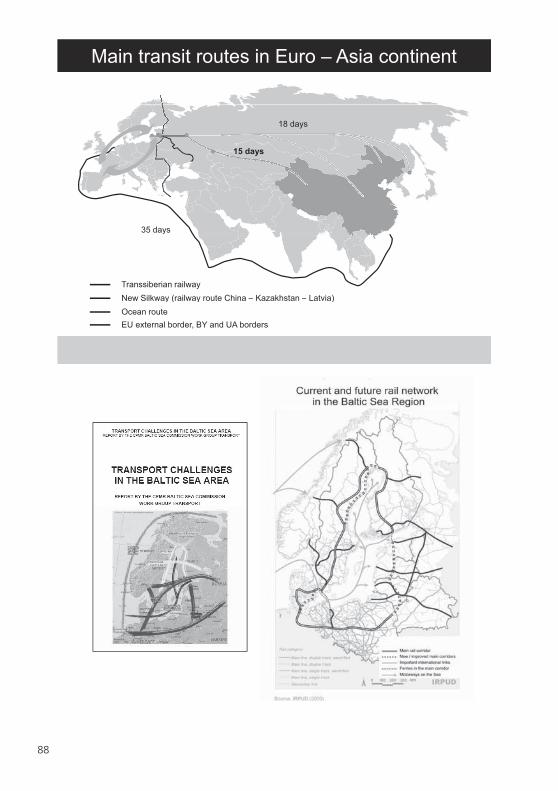
Main transit routes in Euro – Asia continent
18 days
15 days
35 daysy
Transsiberian railway
New Silkway (railway route China – Kazakhstan – Latvia)New Silkway (railway route China Kazakhstan Latvia)
Ocean route
EU external border, BY and UA borders
88
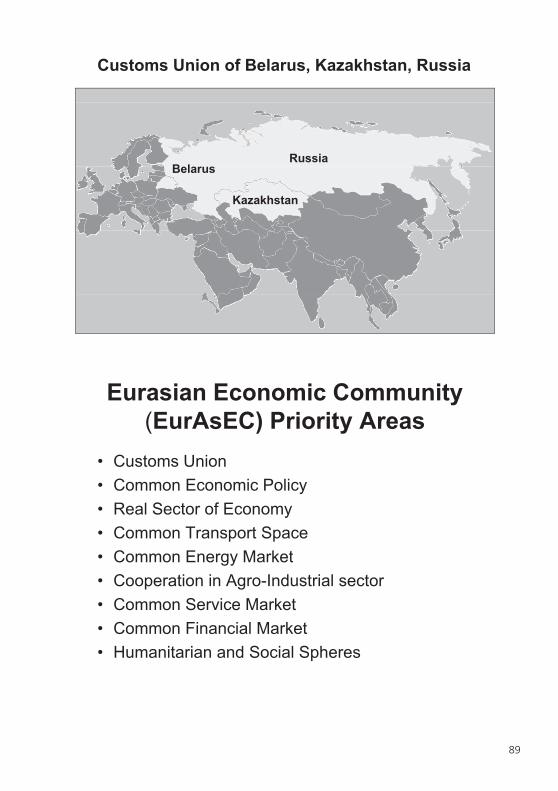
Customs Union of Belarus, Kazakhstan, Russia
B lRussia
Belarus
Kazakhstan
Eurasian Economic Community(EurAsEC) Priority Areas( ) y
• Customs Union
• Common Economic Policy
• Real Sector of Economy
• Common Transport Space
• Common Energy MarketCommon Energy Market
• Cooperation in Agro-Industrial sector
• Common Service Market
Common Financial Market• Common Financial Market
• Humanitarian and Social Spheres
89
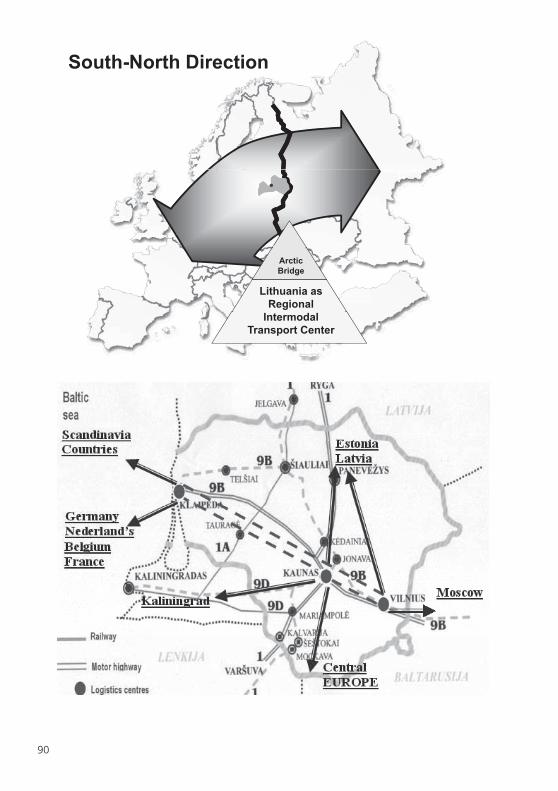
South-North Direction
Arctic Bridge
Lithuania as R i lRegional
Intermodal Transport Center
90
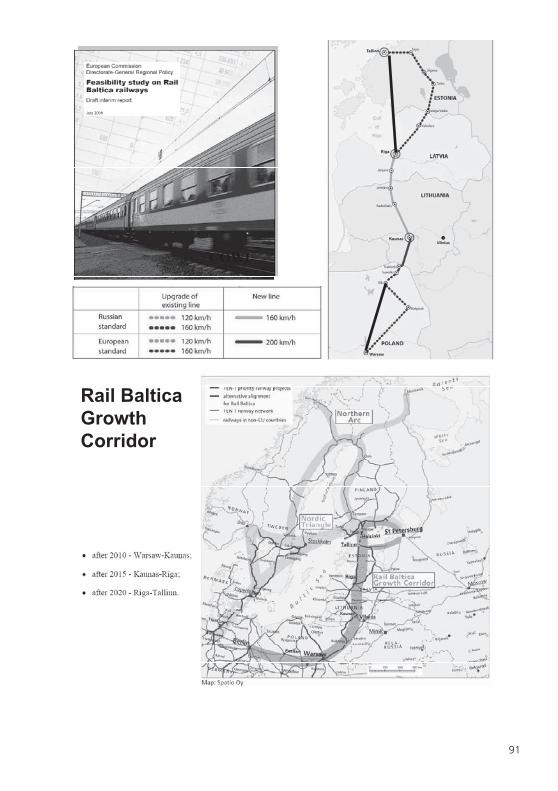
COWI
Rail BalticaGrowth C idCorridor
91
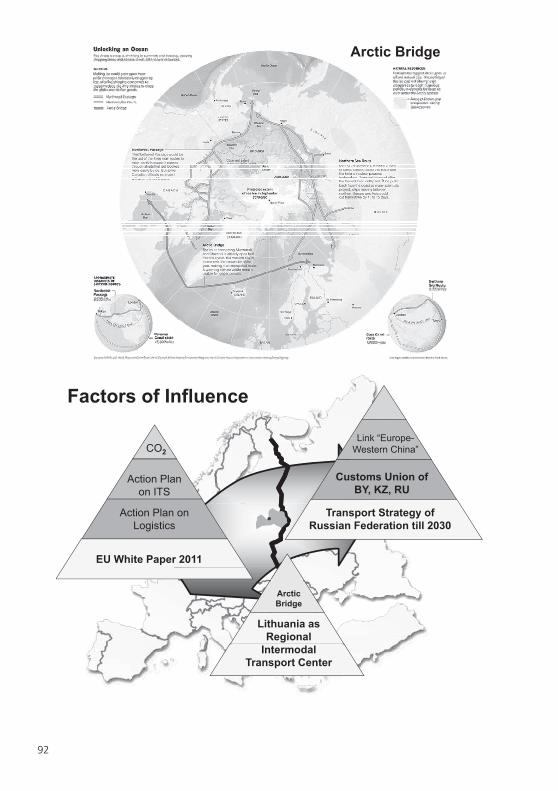
Arctic Bridge
Link “Europe-
Factors of Influence
Action Plan
on ITS
CO2
Link Europe
Western China”
Customs Union of BY, KZ, RU
EU White Paper 2011
Action Plan on
Logistics
Transport Strategy of Russian Federation till 2030
Arctic Bridge
Lithuania as R i lRegional
Intermodal Transport Center
92
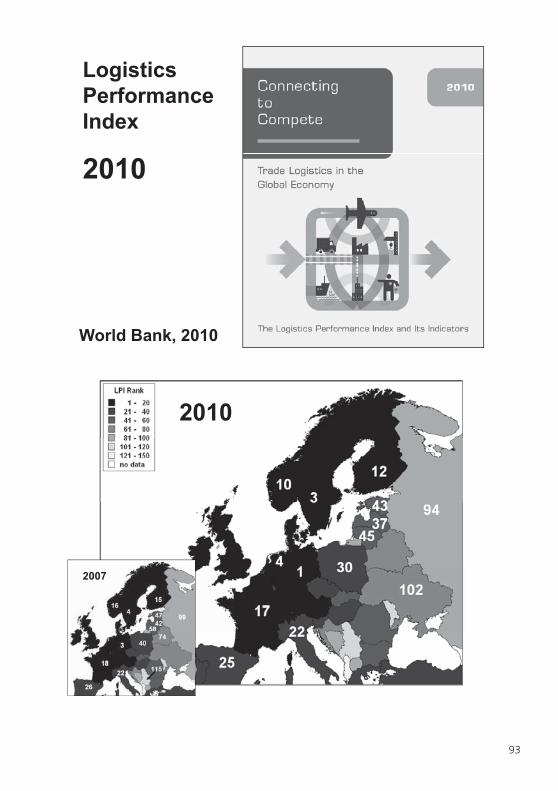
Logistics Performance Index
20102010
World Bank, 2010
2010
2007
93
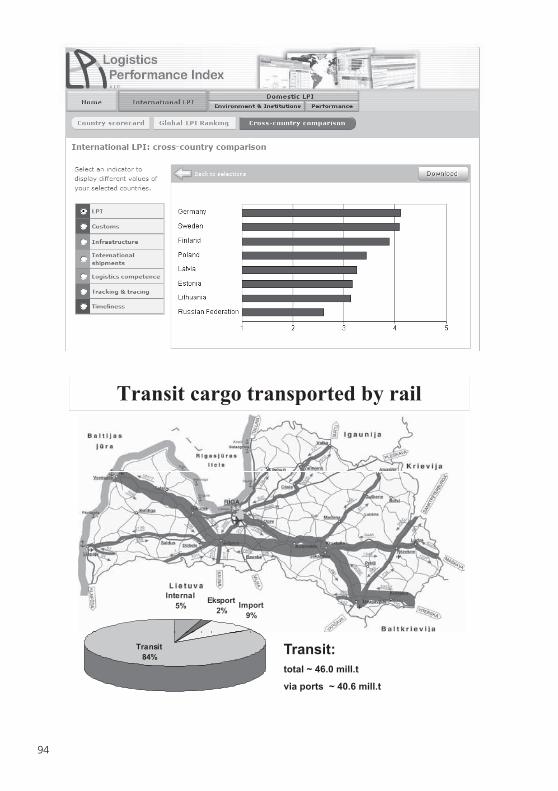
Transit cargo transported by rail
Import9%
Eksport2%
Internal5%
Transit:total ~ 46.0 mill.t
via ports ~ 40.6 mill.t
Transit84%
94
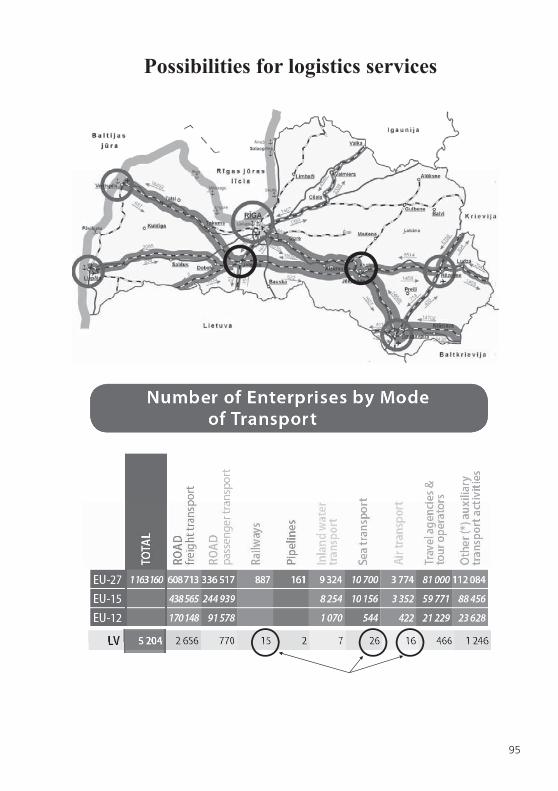
Possibilities for logistics services
95
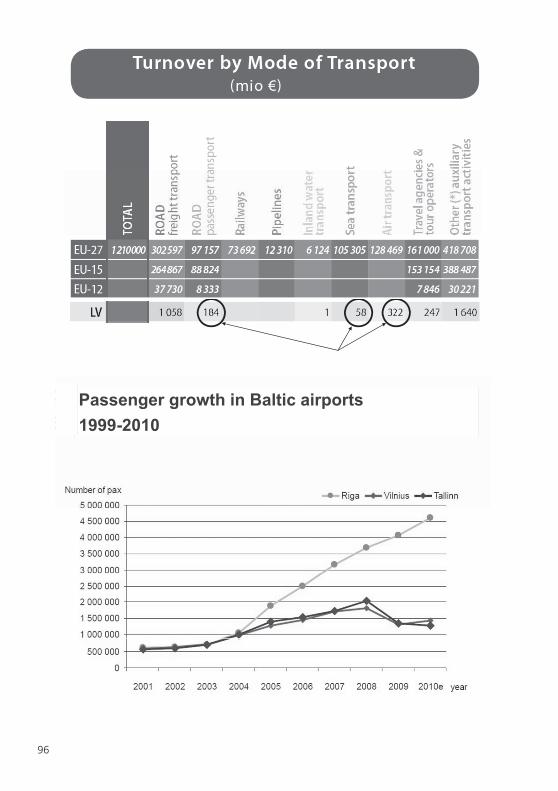
Passenger growth in Baltic airports
1999-2010
96
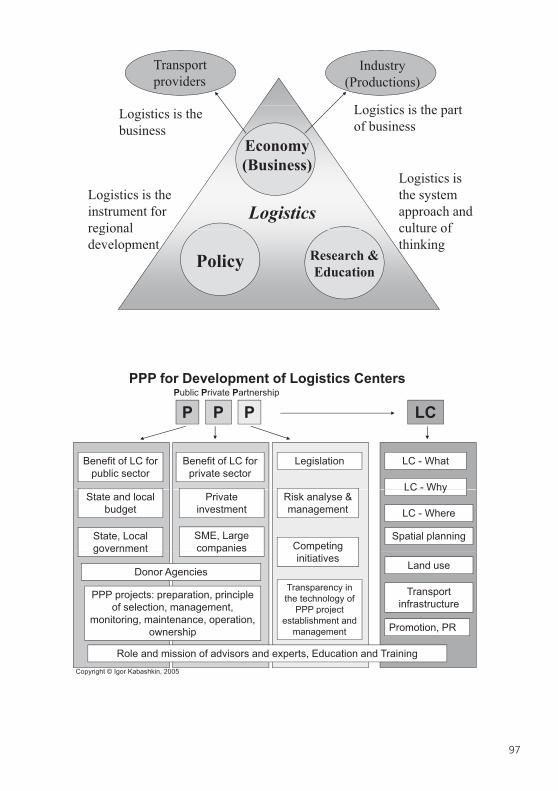
Transport providers
Industry (Productions)
L i i i h
Economy(Business)
Logistics is the part of business
Logistics is the business
(Business)
Logistics Logistics is the instrument for regional
Logistics is the system approach and culture of
Policy Research & Education
regional development
culture of thinking
PPP for Development of Logistics Centers
P P P LCPublic Private Partnership
LC - What
LC - Why
Benefit of LC for
public sector
Benefit of LC for
private sector
Legislation
LC Why
Spatial planning
LC - Where
State and local
budget
Private
investment
Risk analyse &
management
Competing State, Local
government
SME, Large
companies
Land use
Transport
infrastructure
initiatives
Donor Agencies
Transparency in
the technology of
PPP project
PPP projects: preparation, principle
of selection, management,
go e e t p
p j
establishment and
management
monitoring, maintenance, operation,
ownership
Role and mission of advisors and experts, Education and Training
Promotion, PR
Copyright © Igor Kabashkin, 2005
97
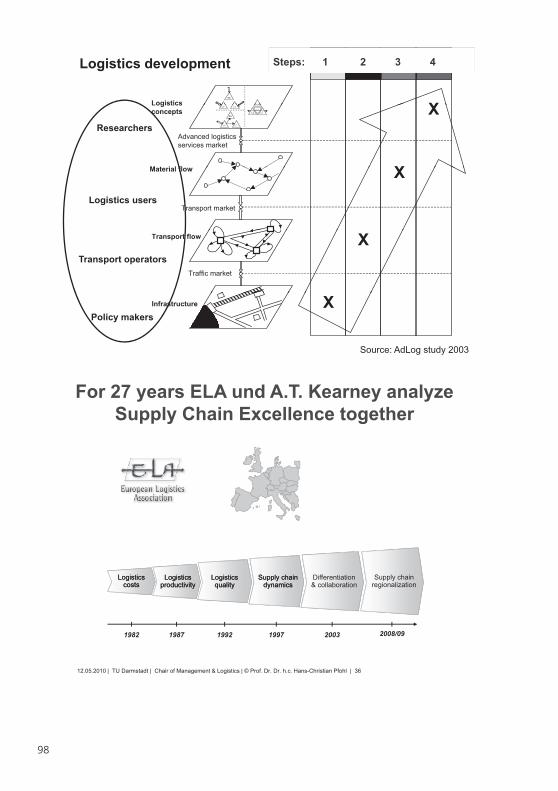
Entrance Establishmarketposition
PresentEU-time
(anticipated)
EE
SCMLogisticsX
Logistics development Steps: 1 2 3 4
LTLV
EE
LTLV
LV
SCM
EE LT
Advanced logistics
services market
M t i l fl
Logisticsconcepts X
X
Researchers
Transport market
Material flow X
Logistics users
Traffic market
Transport flow XTransport operators
Infrastructure XPolicy makers
Source: AdLog study 2003
For 27 years ELA und A.T. Kearney analyze Supply Chain Excellence together
Logistics Logistics costscosts
Logistics Logistics productivityproductivity
Logistics Logistics qualityquality
Supply chainSupply chaindynamicsdynamics
Differentiation & collaboration
Supply chainregionalization
1982 1987 1992 1997 2003 2008/09
12.05.2010 | TU Darmstadt | Chair of Management & Logistics | © Prof. Dr. Dr. h.c. Hans-Christian Pfohl | 36
98
Modern Transport
C ti
Infrastructure and
Technologies
Co-operation in Transport
R&ETransport
Policy
Logistics is not a sector !1 W
• Logistics is an economic activity
• Logistics is present in every layer of the
economy
• Logistics impacts a wide range of actors g p g
(businesses and consumers)
• Logistics generates environmental and social
issuesissues
99
Igor KabashkinD H b S E P fDr.Hab.Sc.Eng., Professor
President
T t d T l i ti I tit tTransport and Telecommunication Institute1 Lomonosova iela, Riga, LV-1019, Latvia
Phone: +371 67100594Phone: +371-67100594Fax: +371-67100535E-mail: [email protected]@http: www.tsi.lv
100
SUPPLY CHAIN OPTIMIERUNG IM EINZELHANDEL – GLOABAL ERFOLGREICHE METHODEN
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dr. Stefan Wolff 4flow AG, 5 ����%����������Vorstand� Bundesvereinigung Logistik (BVL) e. V., {������� des Vorstands
101
LEBENSLAUF
�
Dr. Stefan Wolff 4flow AG, Vorsitzender des Vorstandes Bundesvereinigung Logistik (BVL) e. V., Vorstandsmitglied
1984 - 1989 1989 - 1994 1994 1994 - 2000 Seit 1998 Seit 2000
Studium des Wirtschaftsingenieurwesens an der TU Berlin, Schwerpunkte Maschinenwesen und Logistik Wissenschaftlicher Mitarbeiter bei Prof. Dr.-Ing. Helmut Baumgarten, Bereich Logistik, TU Berlin Promotion zum Dr.-Ing. an der TU Berlin über IT-Systeme und Lieferzeitmanagement, ausgezeichnet mit Deutschen Wissenschaftspreis Logistik der BVL 1994 und dem Konrad-Mellerowicz-Preis 1995 Mitarbeiter einer international tätigen Management- und Logistikberatung Lehrbeauftragter an der TU Berlin für Global Supply Chain Management Gründungsmitglied, Vorsitzender des Vorstands der 4flow AG
102
SUPPLY-CHAIN-OPTIMIERUNG IM EINZELHANDEL - GLOBAL ERFOLGREICHE METHODEN Dr. Stefan Wolff
© 4flow AG
04.05.2011
Seite
11
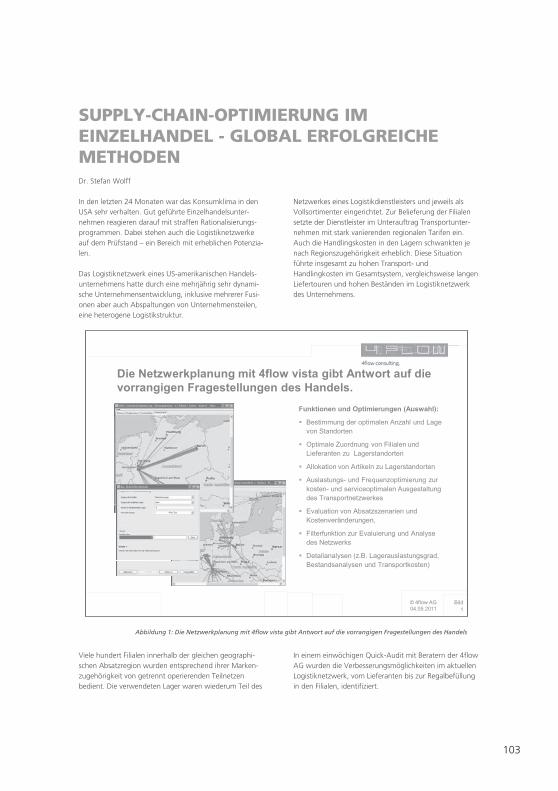
Die Netzwerkplanung mit 4flow vista gibt Antwort auf die vorrangigen Fragestellungen des Handels.
Funktionen und Optimierungen (Auswahl):
� Bestimmung der optimalen Anzahl und Lage
von Standorten
� Optimale Zuordnung von Filialen und
Lieferanten zu Lagerstandorten
� Allokation von Artikeln zu Lagerstandorten
� Auslastungs- und Frequenzoptimierung zur
kosten- und serviceoptimalen Ausgestaltung
des Transportnetzwerkes
� Evaluation von Absatzszenarien und
Kostenveränderungen,
� Filterfunktion zur Evaluierung und Analyse
des Netzwerks
� Detailanalysen (z.B. Lagerauslastungsgrad,
Bestandsanalysen und Transportkosten)
Bild
1
In den letzten 24 Monaten war das Konsumklima in den USA sehr verhalten. Gut geführte Einzelhandelsunter-nehmen reagieren darauf mit straffen Rationalisierungs-programmen. Dabei stehen auch die Logistiknetzwerke auf dem Prüfstand – ein Bereich mit erheblichen Potenzia-len. Das Logistiknetzwerk eines US-amerikanischen Handels-unternehmens hatte durch eine mehrjährig sehr dynami-sche Unternehmensentwicklung, inklusive mehrerer Fusi-onen aber auch Abspaltungen von Unternehmensteilen, eine heterogene Logistikstruktur. Viele hundert Filialen innerhalb der gleichen geographi-schen Absatzregion wurden entsprechend ihrer Marken-zugehörigkeit von getrennt operierenden Teilnetzen bedient. Die verwendeten Lager waren wiederum Teil des
Netzwerkes eines Logistikdienstleisters und jeweils als Vollsortimenter eingerichtet. Zur Belieferung der Filialen setzte der Dienstleister im Unterauftrag Transportunter-nehmen mit stark variierenden regionalen Tarifen ein. Auch die Handlingskosten in den Lagern schwankten je nach Regionszugehörigkeit erheblich. Diese Situation führte insgesamt zu hohen Transport- und Handlingkosten im Gesamtsystem, vergleichsweise langen Liefertouren und hohen Beständen im Logistiknetzwerk des Unternehmens. In einem einwöchigen Quick-Audit mit Beratern der 4flow AG wurden die Verbesserungsmöglichkeiten im aktuellen Logistiknetzwerk, vom Lieferanten bis zur Regalbefüllung in den Filialen, identifiziert.
Abbildung 1: Die Netzwerkplanung mit 4flow vista gibt Antwort auf die vorrangigen Fragestellungen des Handels
103
© 4flow AG
04.05.2011
Seite
12
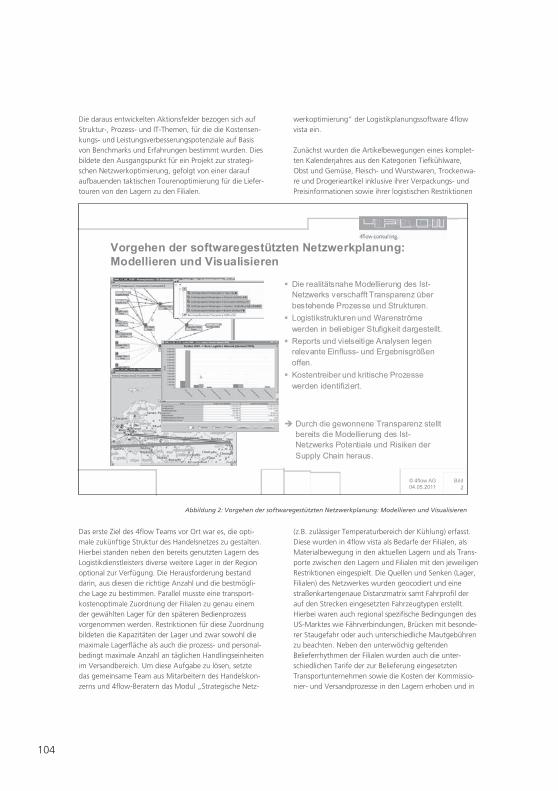
Vorgehen der softwaregestützten Netzwerkplanung: Modellieren und Visualisieren
� Die realitätsnahe Modellierung des Ist-
Netzwerks verschafft Transparenz über
bestehende Prozesse und Strukturen.
� Logistikstrukturen und Warenströme
werden in beliebiger Stufigkeit dargestellt.
� Reports und vielseitige Analysen legen
relevante Einfluss- und Ergebnisgrößen
offen.
� Kostentreiber und kritische Prozesse
werden identifiziert.
� Durch die gewonnene Transparenz stellt
bereits die Modellierung des Ist-
Netzwerks Potentiale und Risiken der
Supply Chain heraus.
Bild
2
Die daraus entwickelten Aktionsfelder bezogen sich auf Struktur-, Prozess- und IT-Themen, für die die Kostensen-kungs- und Leistungsverbesserungspotenziale auf Basis von Benchmarks und Erfahrungen bestimmt wurden. Dies bildete den Ausgangspunkt für ein Projekt zur strategi-schen Netzwerkoptimierung, gefolgt von einer darauf aufbauenden taktischen Tourenoptimierung für die Liefer-touren von den Lagern zu den Filialen. Das erste Ziel des 4flow Teams vor Ort war es, die opti-male zukünftige Struktur des Handelsnetzes zu gestalten. Hierbei standen neben den bereits genutzten Lagern des Logistikdienstleisters diverse weitere Lager in der Region optional zur Verfügung. Die Herausforderung bestand darin, aus diesen die richtige Anzahl und die bestmögli-che Lage zu bestimmen. Parallel musste eine transport-kostenoptimale Zuordnung der Filialen zu genau einem der gewählten Lager für den späteren Bedienprozess vorgenommen werden. Restriktionen für diese Zuordnung bildeten die Kapazitäten der Lager und zwar sowohl die maximale Lagerfläche als auch die prozess- und personal-bedingt maximale Anzahl an täglichen Handlingseinheiten im Versandbereich. Um diese Aufgabe zu lösen, setzte das gemeinsame Team aus Mitarbeitern des Handelskon-zerns und 4flow-Beratern das Modul „Strategische Netz-
werkoptimierung“ der Logistikplanungssoftware 4flow vista ein. Zunächst wurden die Artikelbewegungen eines komplet-ten Kalenderjahres aus den Kategorien Tiefkühlware, Obst und Gemüse, Fleisch- und Wurstwaren, Trockenwa-re und Drogerieartikel inklusive ihrer Verpackungs- und Preisinformationen sowie ihrer logistischen Restriktionen (z.B. zulässiger Temperaturbereich der Kühlung) erfasst. Diese wurden in 4flow vista als Bedarfe der Filialen, als Materialbewegung in den aktuellen Lagern und als Trans-porte zwischen den Lagern und Filialen mit den jeweiligen Restriktionen eingespielt. Die Quellen und Senken (Lager, Filialen) des Netzwerkes wurden geocodiert und eine straßenkartengenaue Distanzmatrix samt Fahrprofil der auf den Strecken eingesetzten Fahrzeugtypen erstellt. Hierbei waren auch regional spezifische Bedingungen des US-Marktes wie Fährverbindungen, Brücken mit besonde-rer Staugefahr oder auch unterschiedliche Mautgebühren zu beachten. Neben den unterwöchig geltenden Belieferrhythmen der Filialen wurden auch die unter-schiedlichen Tarife der zur Belieferung eingesetzten Transportunternehmen sowie die Kosten der Kommissio-nier- und Versandprozesse in den Lagern erhoben und in
Abbildung 2: Vorgehen der softwaregestützten Netzwerkplanung: Modellieren und Visualisieren
104
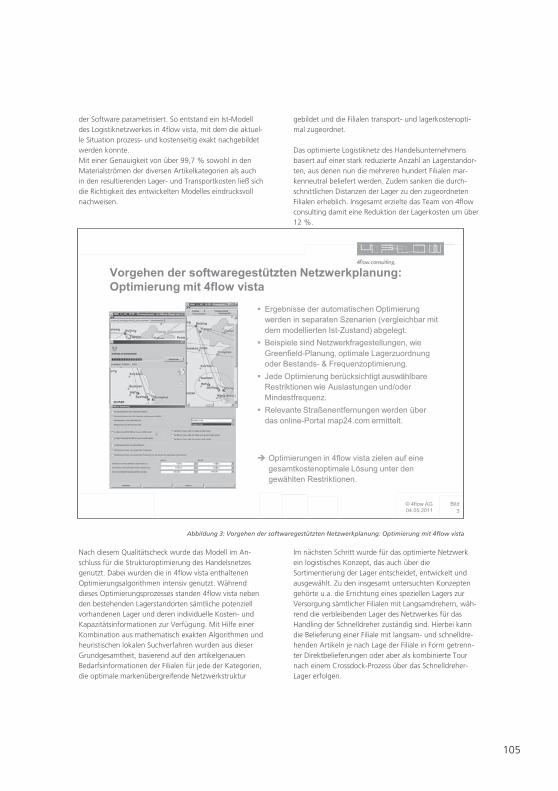
© 4flow AG
04.05.2011
Seite
13
Vorgehen der softwaregestützten Netzwerkplanung: Optimierung mit 4flow vista
� Ergebnisse der automatischen Optimierung
werden in separaten Szenarien (vergleichbar mit
dem modellierten Ist-Zustand) abgelegt.
� Beispiele sind Netzwerkfragestellungen, wie
Greenfield-Planung, optimale Lagerzuordnung
oder Bestands- & Frequenzoptimierung.
� Jede Optimierung berücksichtigt auswählbare
Restriktionen wie Auslastungen und/oder
Mindestfrequenz.
� Relevante Straßenentfernungen werden über
das online-Portal map24.com ermittelt.
� Optimierungen in 4flow vista zielen auf eine
gesamtkostenoptimale Lösung unter den
gewählten Restriktionen.
Bild
3
der Software parametrisiert. So entstand ein Ist-Modell des Logistiknetzwerkes in 4flow vista, mit dem die aktuel-le Situation prozess- und kostenseitig exakt nachgebildet werden konnte. Mit einer Genauigkeit von über 99,7 % sowohl in den Materialströmen der diversen Artikelkategorien als auch in den resultierenden Lager- und Transportkosten ließ sich die Richtigkeit des entwickelten Modelles eindrucksvoll nachweisen. Nach diesem Qualitätscheck wurde das Modell im An-schluss für die Strukturoptimierung des Handelsnetzes genutzt. Dabei wurden die in 4flow vista enthaltenen Optimierungsalgorithmen intensiv genutzt. Während dieses Optimierungsprozesses standen 4flow vista neben den bestehenden Lagerstandorten sämtliche potenziell vorhandenen Lager und deren individuelle Kosten- und Kapazitätsinformationen zur Verfügung. Mit Hilfe einer Kombination aus mathematisch exakten Algorithmen und heuristischen lokalen Suchverfahren wurden aus dieser Grundgesamtheit, basierend auf den artikelgenauen Bedarfsinformationen der Filialen für jede der Kategorien, die optimale markenübergreifende Netzwerkstruktur
gebildet und die Filialen transport- und lagerkostenopti-mal zugeordnet. Das optimierte Logistiknetz des Handelsunternehmens basiert auf einer stark reduzierte Anzahl an Lagerstandor-ten, aus denen nun die mehreren hundert Filialen mar-kenneutral beliefert werden. Zudem sanken die durch-schnittlichen Distanzen der Lager zu den zugeordneten Filialen erheblich. Insgesamt erzielte das Team von 4flow consulting damit eine Reduktion der Lagerkosten um über 12 %. Im nächsten Schritt wurde für das optimierte Netzwerk ein logistisches Konzept, das auch über die Sortimentierung der Lager entscheidet, entwickelt und ausgewählt. Zu den insgesamt untersuchten Konzepten gehörte u.a. die Errichtung eines speziellen Lagers zur Versorgung sämtlicher Filialen mit Langsamdrehern, wäh-rend die verbleibenden Lager des Netzwerkes für das Handling der Schnelldreher zuständig sind. Hierbei kann die Belieferung einer Filiale mit langsam- und schnelldre-henden Artikeln je nach Lage der Filiale in Form getrenn-ter Direktbelieferungen oder aber als kombinierte Tour nach einem Crossdock-Prozess über das Schnelldreher-Lager erfolgen.
Abbildung 3: Vorgehen der softwaregestützten Netzwerkplanung: Optimierung mit 4flow vista
105
Die verschiedenen logistischen Konzepte wurden gemein-sam mit den Mitarbeitern des Handelsunternehmens entwickelt und mit Hilfe von 4flow vista als mehrstufiges Netzwerk modelliert und kostenseitig bewertet. Zusätzlich wurden mit den Category Managern vor Ort und unter Verwendung diverser statistischer Verfahren die unterjäh-rigen Artikelbewegungen und die Abverkäufe der Artikel in den Filialen analysiert, um im Artikelspektrum sicher die Langsam- und Schnelldreher zum Aufbau der logistischen Konzepte zu identifizieren. Nach der Optimierung der strategischen Ebenen im Han-delsnetz des Unternehmens stand im taktischen Bereich weiterhin noch die Entwicklung optimaler Rahmentouren zur Belieferung der Filialen im Fokus. Als Inputdaten dien-ten der taktischen Tourenplanungskomponente in 4flow vista hierzu sämtliche Informationen aus der vorherigen Optimierungsstufe, ergänzt um das Zuordnungsergebnis „Filiale – Lager“. Zusätzlich wurden die erlaubten Zeit-fenster zur Anlieferung an den Filialen, die zugelassenen Fahrzeuggrößen aufgrund der Wareneingangsbereiche der Filialen oder deren konkrete Stadtlage sowie die mengenabhängigen Handlingszeiten in den Filialen zur Entladung in 4flow vista eingespielt. In der Software integrierte evolutionäre Verfahren zur Tourenplanung verwendeten diese Informationen und bildeten für jeden Tag einer Woche und für jedes der aktiven Lager optimale Tourenpläne. Erzielt wurden da-durch u.a. eine Reduktion der zu fahrenden Entfernungen um mehr als 18 % sowie eine erhebliche Steigerung der Fahrzeugauslastungen. Die optimalen Rahmentouren sind in einem wöchentli-chen Rhythmus wiederholbar und legen die Anzahl der benötigten Fahrzeuge, deren Typ sowie die Abfahrts- und Ankunftszeiten jeweils in den Lagern und den Filialen fest. Zudem geben sie Aufschluss über die Arbeitslast in den Lagern im Wochen- und Tagesverlauf. Die Optimierung von Netzwerkstrukturen und Transpor-ten sind in den meisten Handelsprojekten voneinander getrennte Aufgaben. In diesem Fall erwartete das Mana-gement des Unternehmens innerhalb weniger Wochen sowohl eine strategische Neuausrichtung des Netzwerkes als auch eine Absicherung durch eine taktische Trans-portoptimierung. Diese Herausforderung war angesichts des zeitlichen Drucks nur in einem integrierten Modell mit hoch spezialisierten Algorithmen lösbar. Dabei wurde deutlich, dass eine ursprünglich gemeinsam mit europäi-schen Kunden entwickelte Lösung auch auf die regiona-len Besonderheiten in den USA hervorragend anwendbar ist. Allerdings ist hervorzuheben, dass in derartigen Pro-jekten nicht nur die Eignung der Software, sondern vor allem auch die kommunikativen Skills des Beratungsteams gefragt sind.
Über 4flow – Die 4flow AG bietet mit über 130 Mitarbeitern Bera- tung, Software und Netzwerkmanagement im Bereich von Logistik an. – Kunden und Projekte sind international mit den Schwerpunkten Europa, Asien und Nordamerika. Die derzeitigen Bürostandorte von 4flow sind Berlin, Mün-chen, Antwerpen und Hong Kong. – Die Software 4flow vista® ist für den Einsatz in Unter-nehmen aller Branchen von Industrie, Handel und Dienst-leistung geeignet. Spezielle Branchenlösungen werden für die Automobilindustrie, den Handel und die Chemische Industrie angeboten. – Zu den Kunden von 4flow gehören international tätige Konzerne genauso wie kleine mittelständische Firmen.
106
LITTLE’S LAW – VON DER THEORIE ZUR KONKRETEN ANWENDUNG: BERICHT AUS DEM KRANBAU KÖTHEN
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dr.-Ing. Ulf Achenbach Kranbau Köthen GmbH, Geschäftsführer
107

LEBENSLAUF
�
Dr.-Ing. Ulf Achenbach MBA Kranbau Köthen GmbH, Geschäftsführer
1995 - 1998
1999
1999 - 2000
2001
2002 - 2005
2005 - 2008
derzeit
derzeit�
Assistent, wissenschaftlicher Mitarbeiter Institut für Eisenhüttenkunde, RWTH Aachen
Promotion im Bereich der Werkstoffkunde (Dr.-Ing.) Institut für Eisenhüttenkunde, RWTH Aachen
Analyst für M&A, IPO und Corporate Finance Drueker & Co. GmbH, Frankfurt
Krannert Graduate School of Management (AACSB), Purdue University, West Lafayette, IN, USA Master of Business Administration (MBA)
Kaufmännischer Leiter, Vertriebsleiter, Prokurist Pleissner GmbH, Elze
Leiter Controlling, Prokurist Georgsmarienhütte Holding GmbH (GMH), Osnabrück
Kranbau Köthen GmbH, Geschäftsführer
Geschäftsbereich Krantechnik der GMH Gruppe, Geschäftsbereichsleiter
108

Litt
le‘s
Law
–vo
n de
r Th
eori
e zu
r ko
nkre
ten
Anw
endu
ng
Erfa
hrun
gsbe
rich
t aus
dem
Kra
nbau
Köt
hen
in S
achs
en A
nhal
t
109
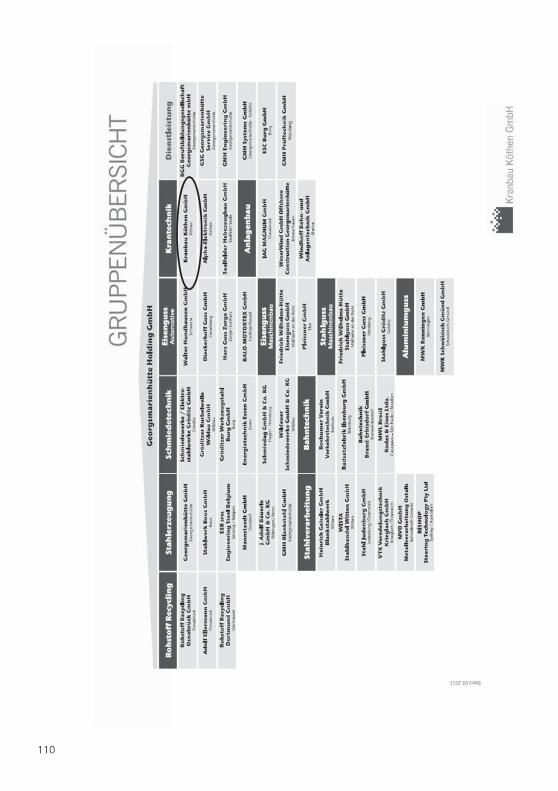
110
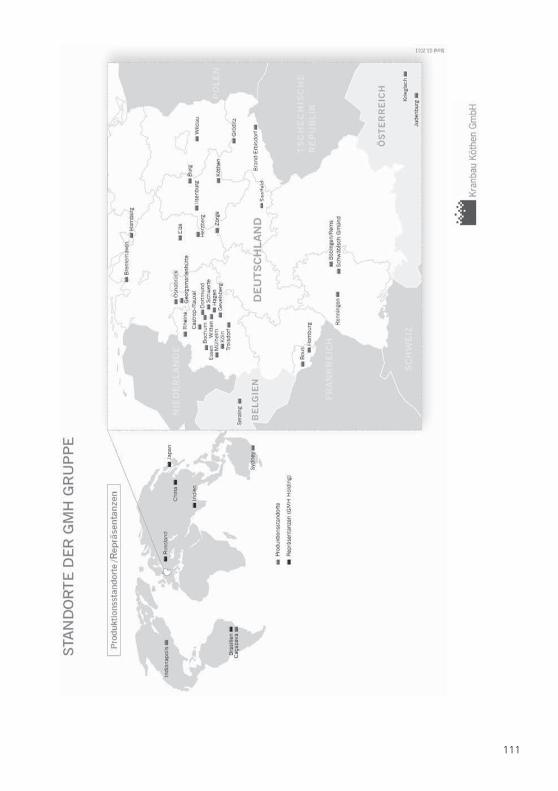
111
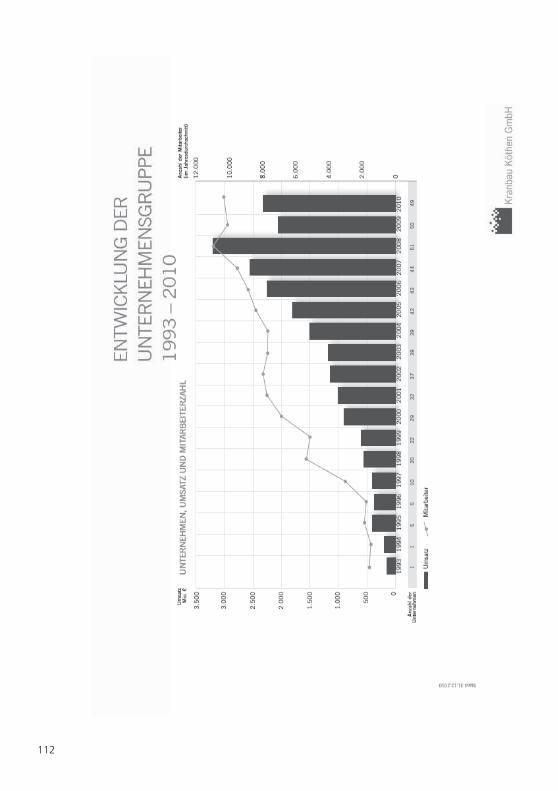
112
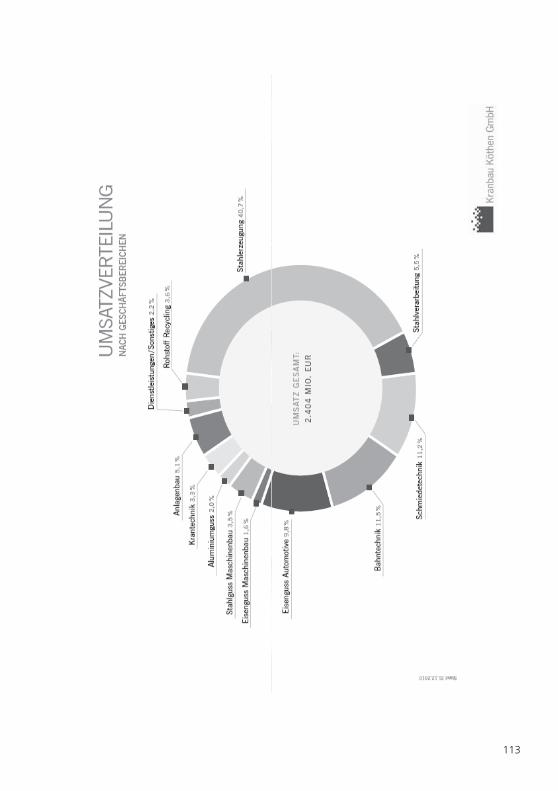
113
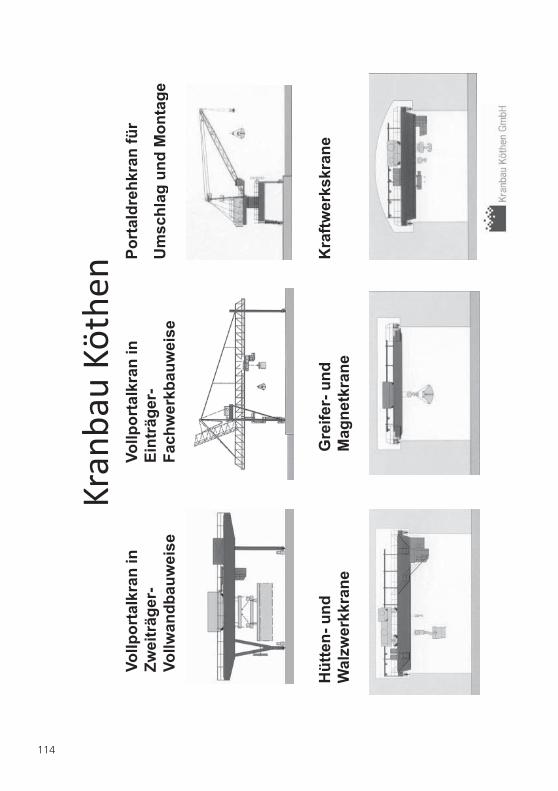
Vo
llp
ort
alk
ran
inZ
wei
träg
er-
Vo
llw
an
db
au
weis
e
Vo
llp
ort
alk
ran
inE
intr
äg
er-
Fac
hw
erkb
auw
eise
Po
rtald
reh
kra
n f
ür
Um
sc
hla
g u
nd
Mo
nta
ge
Kran
bau
Köth
en
Vo
llw
an
db
au
weis
eF
ach
wer
kbau
wei
seg
g
Hü
tten
-u
nd
W
alzw
erk
kra
ne
Gre
ifer-
un
d
Mag
netk
ran
eK
raft
wer
kskr
ane
114
Gie
ßkra
n 21
0/60
t x 2
2,5m
SSA
B Tu
nnpl
at A
B Lu
lea
Schw
eden
115
Kom
bikr
an 2
50-6
0/10
-90-
45t
x 24
m
Voes
t A
lpin
e St
ahl L
inz
116
Gie
ßkra
n 23
0-60
/10t
x 2
2m
G
eorg
smar
ienh
ütte
Gm
bH
117
Po
rta
lkra
ne
in V
oll
wa
nd
-u
nd
Fa
ch
we
rkb
au
we
ise
Kran
bau
Köth
en
118
Po
rta
lkra
ne
un
d H
alb
po
rta
lkra
ne
Kran
bau
Köth
en
Vo
llp
ort
alk
ran
13
t x
40
m
Pro
fil A
rbed
, L
uxem
bu
rgP
ort
alk
ran
38
t x
40
m
Th
yss
en
Kru
pp
Sta
hl A
G D
ort
mu
nd
Po
rta
lkra
n 3
0-3
0t
x 5
0,6
m
M
ey
er-
We
rft
Pa
pe
nb
urg
Halb
po
rtalk
ran
4t
x 6
,92+
11m
RC
G K
raft
futt
erw
erk
Mü
nst
er
Po
rta
lkra
n 1
6t
x 1
4m
De
uts
ch
e G
leis
-u
nd
T
iefb
au G
mb
H
119

Po
rta
ldre
hk
ran
e
Vo
llpo
rtal
kran
fü
r S
chw
imm
do
ck
50 (
32-3
2)t
x 4
0m
Bl
hV
Ri
Gb
H
Kran
bau
Köth
en Blo
hm
+ V
oss
Rep
air
Gm
bH
120
Kran
bau
Köth
en•
Seit
1934
Her
stel
ler
von
Kran
enun
dKr
anan
lage
n•
Seit
1934
Her
stel
ler
von
Kran
en u
nd K
rana
nlag
en•
Mitt
elst
ändi
sche
s U
nter
nehm
en•
Seit
1998
Mitg
lied
der
Geo
rgsm
arie
nhüt
te U
nter
nehm
ensg
rupp
e im
Ber
eich
Kr
ante
chni
k•
Prod
ukte
–H
ütte
n-un
d W
alzw
erkk
rane
(Hoc
hofe
nkra
ne, G
ießk
rane
, Bra
mm
entr
ansp
ortk
rane
) Po
rtal
kran
e–
Port
alkr
ane
•U
msa
tz 6
0 –
70 M
io. €
/ Ja
hr•
Ca. 2
20 M
itarb
eite
r –
Dav
on 1
35 M
itarb
eite
r in
der
Fert
igun
g –
Dav
on 3
5 In
geni
eure
•Pr
ojek
tges
chäf
t –
indi
vidu
elle
Kun
denl
ösun
gen
–ke
in E
insa
tz v
on
Seri
enlö
sung
en–K
onst
rukt
ions
lösu
ngen
nach
Wün
sche
nde
sKu
nden
und
den
Seri
enlö
sung
en –
Kons
truk
tions
lösu
ngen
nac
h W
ünsc
hen
des
Kund
en u
nd d
en
Geg
eben
heite
n vo
r Ort
121
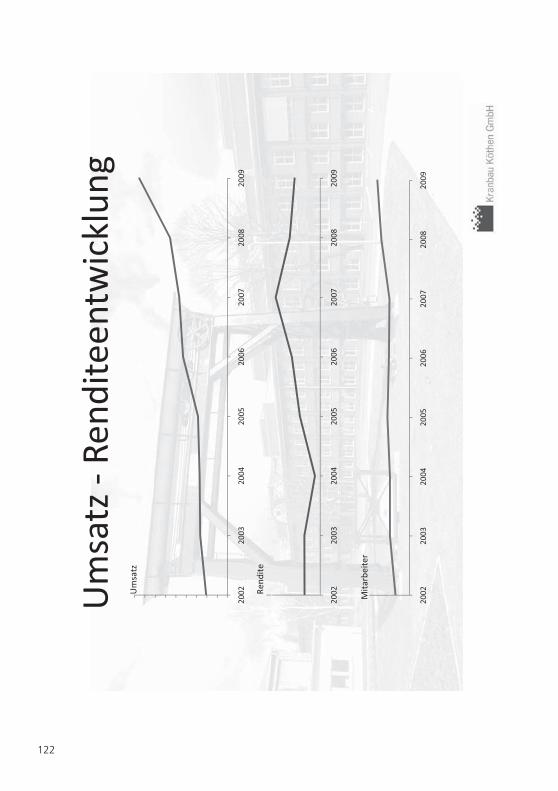
Um
satz
-Re
ndite
entw
ickl
ung
Um
satz
2002
2003
2004
2005
2006
2007
2008
2009
Rend
ite
2002
2003
2004
2005
2006
2007
2008
2009
Mita
rbei
ter
2002
2003
2004
2005
2006
2007
2008
2009
122
Erke
nntn
isse
aus
den
Jahr
en b
is 2
008
DU
td
ti
t(F
kt4)
•D
er U
msa
tz w
urde
ges
teig
ert (
Fakt
or 4
)•
Die
Anz
ahl d
er p
rodu
zier
ten
Kran
e is
t ges
tiege
n•
Das
Pro
dukt
port
folio
hat
sic
h ni
cht v
erän
dert
•D
erA
bsat
z/D
urch
satz
wur
deeb
enfa
llsge
stei
gert
•D
er A
bsat
z/ D
urch
satz
wur
de e
benf
alls
ges
teig
ert
•D
ie R
endi
teen
twic
klun
g ve
rläu
ft a
b 20
07 n
icht
m
ehr
para
llel z
ur U
msa
tzve
ränd
erun
g •
War
um /
Urs
ache
n ?
123
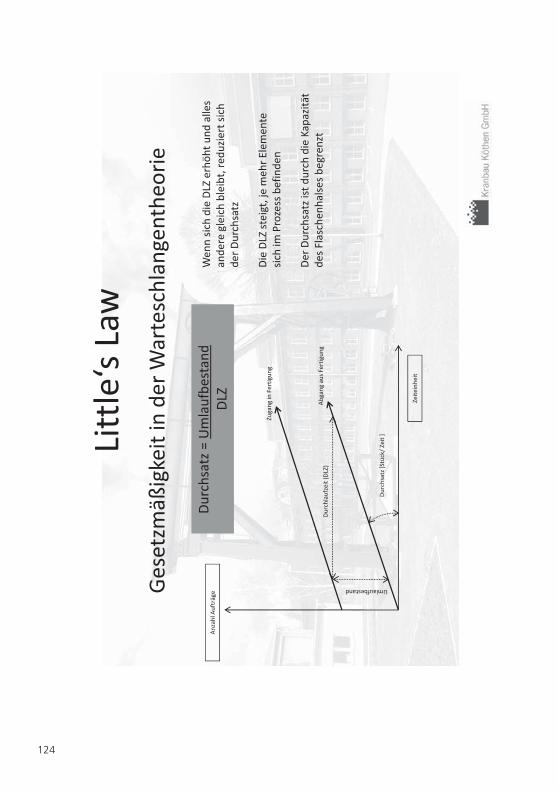
Litt
le‘s
Law
Ges
etzm
äßig
keit
inde
rW
arte
schl
ange
nthe
orie
Ges
etzm
äßig
keit
in d
er W
arte
schl
ange
nthe
orie
Anz
ahl A
uftr
äge
Dur
chsa
tz =
Um
lauf
best
and
DLZ
Wen
n si
ch d
ie D
LZ e
rhöh
t und
alle
s an
dere
gle
ich
blei
bt, r
eduz
iert
sic
h de
r Dur
chsa
tz
Die
DLZ
ste
igt,
je m
ehr E
lem
ente
si
chim
Proz
ess
befin
den
Zuga
ng in
Fer
tigun
g
Dur
chla
ufze
it (D
LZ)
Umlaufbestand
sich
im P
roze
ss b
efin
den
Der
Dur
chsa
tz is
t dur
ch d
ie K
apaz
ität
des
Flas
chen
hals
es b
egre
nzt
Abg
ang
aus
Fert
igun
g
Dur
chsa
tz [S
tück
/ Ze
it ]
Zeite
inhe
it
124

Abe
rgilt
dies
auch
beiu
nsim
Proj
ektg
esch
äft?
Theo
rie o
.k.
Abe
r gilt
die
s au
ch b
ei u
ns im
Pro
jekt
gesc
häft
?
Wie
ist d
as p
rakt
isch
um
setz
bar?
125
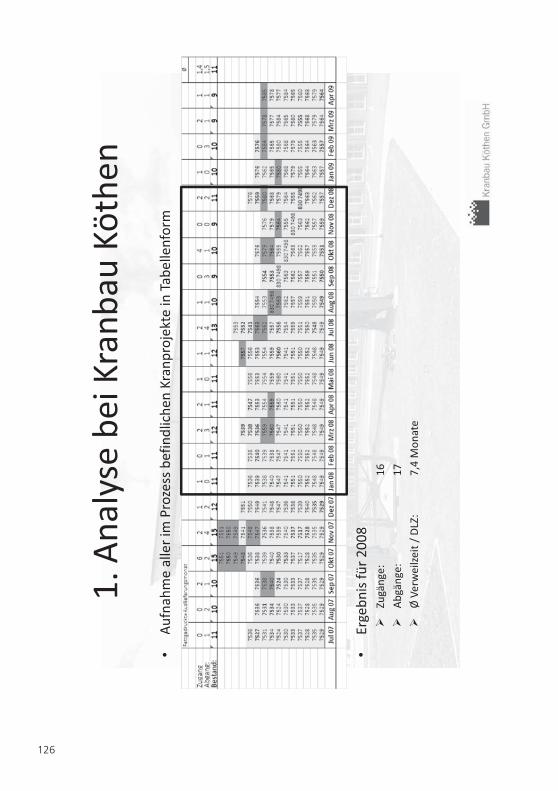
1. A
naly
se b
ei K
ranb
au K
öthe
nA
fh
lli
Pb
fidl
ih
Kj
kti
Tb
llf
•A
ufna
hme
alle
r im
Pro
zess
bef
indl
iche
n Kr
anpr
ojek
te in
Tab
elle
nfor
m
•Er
gebn
is fü
r 20
08�
Zugä
nge:
16
�A
bgän
ge:
17
�Ø
Ver
wei
lzei
t /
DLZ
:7,
4 M
onat
e
126
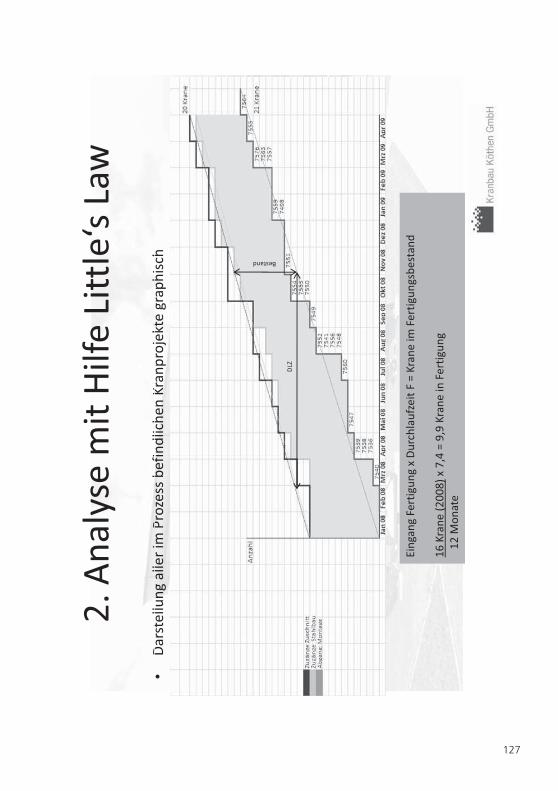
2. A
naly
se m
it H
ilfe
Litt
le‘s
Law
Dt
llll
iP
bfi
dli
hK
jkt
hih
•D
arst
ellu
ng a
ller i
m P
roze
ss b
efin
dlic
hen
Kran
proj
ekte
gra
phis
ch estand
DLZ
B
Eing
ang
Fert
igun
g x
Dur
chla
ufze
it F
= Kr
ane
im F
ertig
ungs
best
and
16 K
rane
(200
8)x
7,4
= 9,
9 Kr
ane
in F
ertig
ung
12 M
onat
e
127
Erge
bnis
der
Ana
lyse
•Li
ttle
‘s L
aw a
uch
im P
roje
ktge
schä
ft e
inse
tzba
r
•W
ie e
rklä
rt s
ich
aber
der
Ren
dite
einb
ruch
ab
2007
?�
Istd
erA
bsat
/U
msa
tge
snk
en?
NEI
N�
Ist d
er A
bsat
z /
Um
satz
ges
unke
n?N
EIN
�Is
t der
Dur
chsa
tz p
ro Z
eit g
esun
ken?
????
•W
as is
t pas
sier
t?
•W
iekö
nnen
wir
das
Dile
mm
alö
sen?
•W
ie k
önne
n w
ir d
as D
ilem
ma
löse
n?
128
Übe
rleg
unge
n
Zil
Ziel
:
wen
iger
Kra
ne in
der
Fer
tigun
g
meh
r Ü
berb
lick
/ Ko
ntro
lle ü
ber
die
einz
elne
n A
bläu
fe
Schr
itt 1
:Re
duzi
erun
g de
s U
mla
ufbe
stan
des
auf 7
Kra
ne
Dur
chsa
tz =
9,9
16
Kra
ne =
7
DLZ
12 M
onat
e
5,
3
�D
as g
laub
t nie
man
d in
der
Fer
tigun
g!
129
Übe
rleg
unge
n
Sh
i2
Al
dI
Sii
Schr
itt 2
:ge
naue
Ana
lyse
der
Ist-
Situ
atio
n
�W
ie la
ufen
Fer
tigun
gsau
fträ
ge u
nd M
ater
ial b
ei u
ns d
urch
?
�W
o si
nd E
ngpä
sse?
Sin
d es
imm
er d
ie g
leic
hen?
�W
as b
eein
fluss
t di
e En
gpäs
se?
�W
ie b
ekom
me
ich
die
Mita
rbei
ter
in d
ie L
ösun
g de
r Pr
oble
me
einb
ezog
en?
Bild
basi
erte
DLZ
-Ana
lyse
130
Proj
ektz
iele
und
Vor
gehe
nsw
eise
•Sc
haff
ung
von
Tran
spar
enz
inne
rhal
b de
r Fe
rtig
ung
Sca
ug
oa
spa
ee
ab
dee
tgu
g
•D
efin
ition
von
dur
chla
ufze
itbes
timm
ende
n M
eile
nste
inen
•Re
duzi
erun
g vo
n Ka
pazi
täts
engp
ässe
n
•A
usla
stun
g de
r m
ater
ielle
n un
d pe
rson
elle
n Re
ssou
rcen
und
Red
uzie
rung
von
M
ehra
rbei
t
•na
chha
ltige
Redu
zier
ung
der
Dur
chla
ufze
itna
chha
ltige
Red
uzie
rung
der
Dur
chla
ufze
it
•hö
here
r D
urch
satz
an
Prod
ukte
n
1. V
orbe
reit
ung
der
Dat
en-e
rheb
unge
n
2. D
aten
erhe
bung
zur
Ist-
Situ
atio
n �
Arb
eits
fort
schr
itt d
es a
usge
wäh
lten
Auf
trag
es m
it se
inen
Te
ilauf
träg
en w
ird in
For
m v
on F
otos
und
zug
ehör
igen
Dat
enbl
ätte
rn p
roto
kolli
ert.
3. L
aufe
nde
Aus
wer
tung
�M
aßna
hmen
im S
inne
der
Dur
chla
ufze
itver
kürz
ung
wer
den
entw
icke
lt un
d di
rekt
um
gese
tzt (
ggf.
ist d
ie In
itiie
rung
neu
er E
inze
lpro
jekt
e no
twen
dig)
Star
t1
Mon
at7
Mon
ate
131
Proj
ektd
urch
führ
ung
Dat
enau
fnah
me
und
Dat
enau
swer
tung
Dis
kuss
ion
der
Aus
wer
tung
en im
Jour
Fix
e
Iden
tifik
atio
n vo
n Ve
rbes
seru
ngsp
oten
tiale
n
Zusc
hnitt
Stah
lbau
Org
anis
atio
n
Abl
eitu
ng v
on H
andl
ungs
feld
ern
Entw
ickl
ung
Lösu
ngsa
nsät
ze
Um
setz
ung
in F
orm
von
inte
rnen
ode
r ex
tern
en P
roje
kten
132
Dat
enau
fnah
me
und
Aus
wer
tung
en
•Pr
ojek
tmit
Frau
nhof
erIF
Füb
erZe
itrau
mvo
n8
Mon
aten
Proj
ekt m
it Fr
aunh
ofer
IFF
über
Zei
trau
m v
on 8
Mon
aten
•Le
itauf
trag
Kra
n 75
84 d
efin
iert
•Ei
ntei
lung
der
Fer
tigun
gsha
lle in
ver
schi
eden
e Fl
äche
n un
d Fo
topo
sitio
nen
133
Dat
enau
fnah
me
und
Aus
wer
tung
en
Kast
entr
äger
bau
•Tä
glic
he A
usw
ertu
ng d
er F
otos
und
Fert
igun
gsze
iten
der
Auf
träg
eKa
sten
träg
erba
u
Kopf
träg
erba
uW
erks
mon
tage
Katz
e
Fert
igun
gsze
iten
der
Auf
träg
e•
Wöc
hent
lich
aktu
alis
iert
e D
arst
ellu
ng d
es F
ertig
ungs
abla
ufes
de
s Kr
anes
758
4 im
Gan
ttdi
agra
mm
•Vi
sual
isie
rung
der
Ver
zöge
rung
enim
Fer
tigun
gsfo
rtsc
hritt
•A
usw
ertu
ng d
er V
erzö
geru
ngen
in
gg
gw
öche
ntlic
hen
Ges
präc
hsru
nden
•Pr
oble
me
an S
chni
ttst
elle
n zw
isch
en F
ertig
ungs
bere
iche
nw
urde
n si
chtb
ar•
Auf
Bas
is d
er
Aus
wer
tung
serg
ebni
sse
inei
nzel
nen
Fert
igun
gsbe
reic
hen,
erfo
lgt B
ewer
tung
der
Fert
igun
gsri
sike
n in
ein
er
Risi
kom
atri
x
134
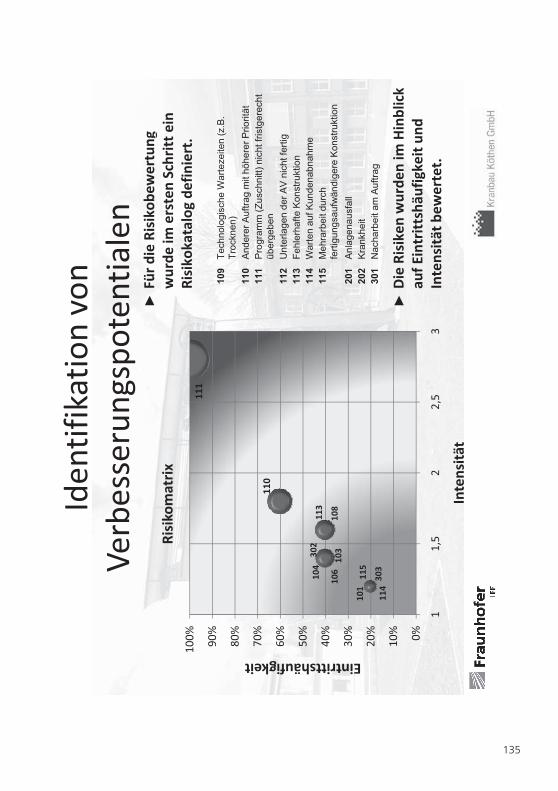
Iden
tifik
atio
n vo
n Ve
rbes
seru
ngsp
oten
tiale
n�
Für
die
Risi
kobe
wer
tung
110
111
70%
80%
90%
100%
gkeit
Risi
kom
atri
x
10
9T
ech
no
log
isch
e W
art
eze
ite
n (
z.B
.
Tro
ckn
en
)
11
0A
nd
ere
r A
uft
rag
mit h
öh
ere
r P
rio
ritä
t
11
1P
rog
ram
m (
Zu
sch
nitt)
nic
ht fr
istg
ere
ch
t
üb
erg
eb
en
gw
urde
im e
rste
n Sc
hrit
t ei
n Ri
siko
kata
log
defin
iert
.
101
103
104
106
108
113
114
115
302
303
10%
20%
30%
40%
50%
60%
Eintrittshäufig
üb
eg
eb
e
11
2U
nte
rla
ge
n d
er
AV
nic
ht fe
rtig
11
3F
eh
lerh
aft
e K
on
str
uktio
n
11
4W
art
en
au
f K
un
de
na
bn
ah
me
11
5M
eh
rarb
eit d
urc
h
fert
igu
ng
sa
ufw
än
dig
ere
Ko
nstr
uktio
n
20
1A
nla
ge
na
usfa
ll
20
2K
ran
kh
eit
30
1N
ach
arb
eit a
m A
uft
rag
0%10%
11,
52
2,5
3
Inte
nsit
ät
�D
ie R
isik
en w
urde
n im
Hin
blic
k au
f Ein
trit
tshä
ufig
keit
und
In
tens
ität
bew
erte
t.
135
Abl
eitu
ng v
on H
andl
ungs
feld
ern
136
Han
dlun
gsfe
lder
•En
gpas
s Ka
sten
träg
erba
u
•M
änge
l in
der
Team
führ
ung
•Pe
rson
al
•Pl
anun
g un
d Ü
berw
achu
ng
•Vi
ele
Nac
harb
eite
n
•W
arte
zeite
n/ S
törz
eite
n
137
Lösu
ngsa
nsät
ze1.
Engp
ass
Kast
entr
äger
bau
–Fl
äche
nerw
eite
rung
für d
en Z
usam
men
bau
–Zu
sätz
liche
Mita
rbei
ter
–D
adur
ch p
aral
lele
Fer
tigun
g zw
eier
Kas
tent
räge
r, z
eitn
ahe
Bere
itste
llung
bei
der
Träg
er z
ur W
erks
mon
tage
2.M
änge
l in
der
Team
führ
ung
–Zu
sam
men
legu
ng v
on S
chlo
sser
n un
d Sc
hwei
ßern
in A
rbei
tste
ams
–Ko
ntin
uier
liche
Kom
plet
tbea
rbei
tung
von
Bau
grup
pen
mit
Vera
ntw
ortu
ng d
er F
ertig
stel
lung
–Fe
stle
gung
Sch
icht
vera
ntw
ortli
cher
3.Pe
rson
al–
Qua
lifik
atio
n de
r M
itarb
eite
r, d
adur
ch E
rhöh
ung
der
Flex
ibili
tät
–A
npas
sung
Sch
icht
syst
em (V
erhä
ltnis
Sta
mm
-und
Lei
hper
sona
l)
4.Pl
anun
gun
dÜ
berw
achu
ng4.
Plan
ung
und
Übe
rwac
hung
–Pa
ralle
lisie
ren
der
Proz
esse
–Re
duzi
erun
g A
nzah
l Kra
ne in
der
Fer
tigun
g–
zeitn
ahe
Verg
abe
und
Lief
erun
g vo
n Te
ilauf
träg
en a
n D
ritt
e be
i Eng
päss
en–
Lauf
ende
Bud
get-
und
Term
inüb
erw
achu
ng
5.V
iele
Nac
harb
eite
n–
Einf
ühru
ng in
tern
er Q
ualit
ätsa
bnah
men
–Ei
nhal
tung
von
Pri
oritä
ten
6.W
arte
zeit
en/
Stör
zeit
enV
bI
tdh
ltk
t–
Verb
esse
rung
Inst
andh
altu
ngsk
onze
pt–
Verb
esse
rung
der
Pla
nung
–Er
höhu
ng d
er B
edeu
tung
inte
rner
Ter
min
zusa
gen
138
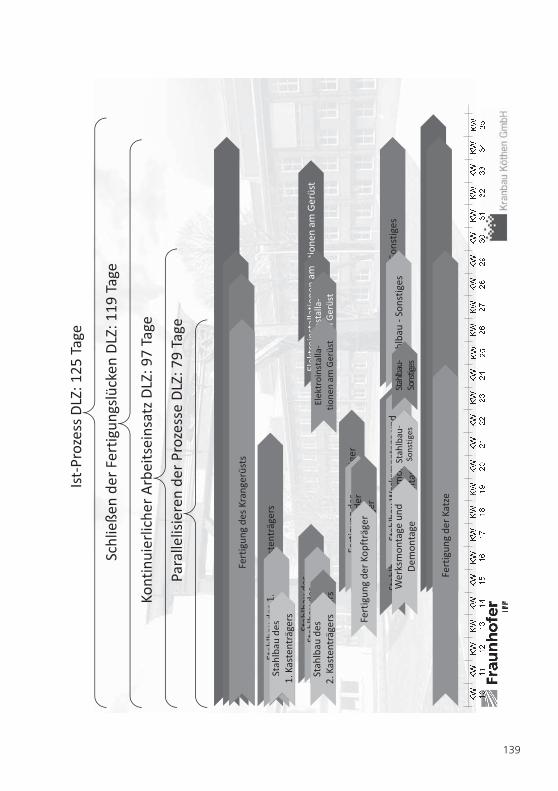
Ist-
Proz
ess
DLZ
: 125
Tag
e
Schl
ieße
n de
r Fe
rtig
ungs
lück
en D
LZ: 1
19 T
age
Kont
inui
erlic
her
Arb
eits
eins
atz
DLZ
: 97
Tage
Stah
lbau
des
1. K
aste
nträ
gers
Fert
igun
g de
s Kr
ange
rüst
sFe
rtig
ung
des
Kran
gerü
sts
Stah
lbau
des
1.
Fert
igun
g de
s Kr
ange
rüst
s
Stah
lbau
des
Para
llelis
iere
n de
r Pr
ozes
se D
LZ: 7
9 Ta
ge
Fert
igun
g de
s Kr
ange
rüst
s
Stah
lbau
des
Stah
lbau
des
2.
Kas
tent
räge
rs
Fert
igun
g de
r Kop
fträ
ger
Stah
lbau
Wer
ksm
onta
ge u
nd D
emon
tage
Stah
lbau
-So
nstig
es
Elek
troi
nsta
llatio
nen
am G
erüs
t
Kast
entr
äger
s
Stah
lbau
des
2.
Kas
tent
räge
rs
Fert
igun
g de
r Ko
pftr
äger
Stah
lbau
Wer
ksm
onta
ge u
nd
Stah
lbau
-Son
stig
es
Elek
troi
nsta
llatio
nen
am
Ger
üst
Stah
lbau
des
1.
Kas
tent
räge
rs
Stah
lbau
des
2.
Kas
tent
räge
rs
Fert
igun
g de
r Ko
pftr
äger
Stah
lbau
Wer
ksm
onta
geun
d
Elek
troi
nsta
lla-
tione
n am
Ger
üst
Stah
lbau-
Wer
ksm
onta
geun
d
Fert
igun
g de
r Kop
fträ
ger
Stah
lbau
des
2.
Kas
tent
räge
rs
1. K
aste
nträ
gers
Elek
troi
nsta
lla-
tione
n am
Ger
üst
Stah
lbau
-
Fert
igun
g de
r Kat
zeFe
rtig
ung
der K
atze
Dem
onta
geSt
ahlb
au
Sons
tiges
Stah
lbau
Wer
ksm
onta
ge u
nd
Dem
onta
ge
Fert
igun
g de
r Kat
zeStah
lbau
Sons
tiges
Fert
igun
g de
r Kat
ze
Wer
ksm
onta
ge u
nd
Dem
onta
geSt
ahlb
auSo
nstig
es
139

Dur
ch d
ie U
mse
tzun
g de
r en
twic
kelt
en
Lösu
ngsa
nsät
ze, i
st e
ine
Redu
zier
ung
gg
der
DLZ
auf
4 M
onat
e re
alis
ierb
ar
140
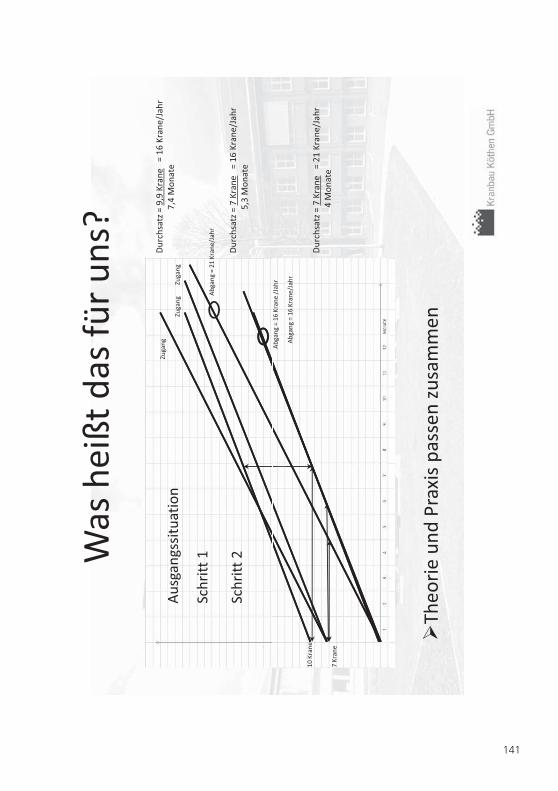
Was
hei
ßt d
as fü
r un
s?
Zuga
ngA
usga
ngss
ituat
ion
Zuga
ng
Zuga
ng
Abg
ang
= 21
Kra
ne/J
ahr
b/
h
Dur
chsa
tz =
9,9
Kra
ne=
16 K
rane
/Jah
r7,
4 M
onat
e
Dur
chsa
tz =
7 K
rane
= 16
Kra
ne/J
ahr
5,3
Mon
ate
Schr
itt 1
Schr
itt 2
Abg
ang
= 16
Kra
ne/J
ahr
7 Kr
ane
10 K
rane
Abg
ang
= 16
Kra
ne /
Jahr
Dur
chsa
tz =
7 K
rane
= 21
Kra
ne/J
ahr
4 M
onat
e
�Th
eori
e un
d Pr
axis
pas
sen
zusa
mm
en
141
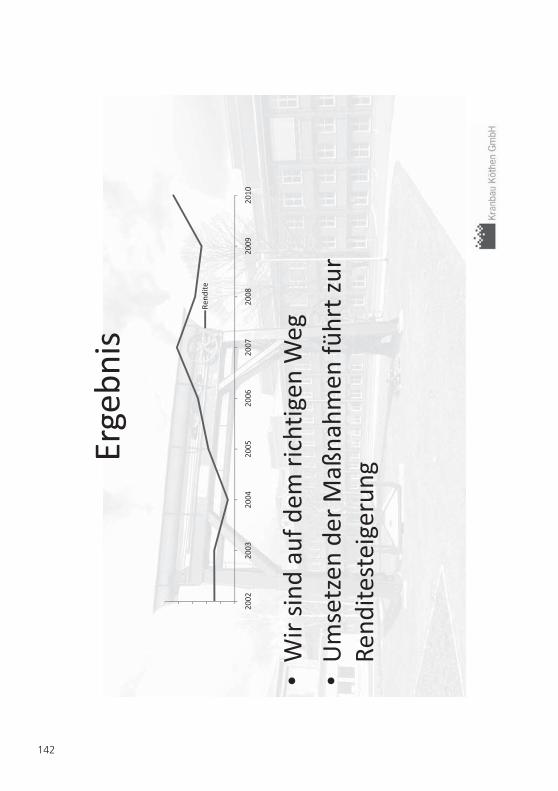
Erge
bnis
2002
2003
2004
2005
2006
2007
2008
2009
2010
Rend
ite
•W
ir s
ind
auf d
em r
icht
igen
Weg
•U
mse
tzen
der
Maß
nahm
en fü
hrt z
ur
Rend
itest
eige
rung
142
Zusa
mm
enfa
ssun
g
(1)L
ittle
‘s L
aw im
Pro
jekt
gesc
häft
anw
endb
ar(2
)Abl
eitu
ngen
in d
er R
ealit
ät s
chw
ieri
g(3
)Um
setz
ung
nur m
it M
itarb
eite
rn m
öglic
h,M
itarb
eite
r müs
sen
über
zeug
t wer
den
(4)N
achh
altig
e Ve
rbes
seru
ngen
mit
Met
hode
n de
r Lo
gist
ik fü
r pro
duzi
eren
de U
nter
nehm
en h
aben
i
hh
Sll
eine
n ho
hen
Stel
lenw
ert
143

�
144
DIE LOGISTIK ZUR PIPELINE (DEUTSCHER LOGISTIK- PREIS 2010)
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dipl.-Ing. Ludwig von Müller Nord Stream AG, beratender Ingenieur vm advisers AG, Geschäftsführer
145
LEBENSLAUF
�
Dipl.-Ing. Ludwig von Müller vm advisers AG, Geschäftsführer Nord Stream AG, beratender Ingenieur
1976 Bis 1983 Bis 1986 Seit 2000 Seit 2005 Seit 2006 Seit 2010
Studium des Maschinenbaus, Technische Universität Darmstadt, Diplom 1976 Planungsingenieur und Projektleiter, Industrieplanung Fischer GmbH, Friedrichsdorf und der intra Unternehmensberatung, Düsseldorf Abteilungsleiter für Werksplanung bei Bosch Siemens Hausgeräte GmbH (BSH), Werk Dillingen/Donau Gründungsvorstand der IndustriePlanung Fischer AG, Friedrichsdorf für Marketing, Vertrieb und Communications; danach Geschäftsführer der neugegründeten Tochtergesellschaft IPF international GmbH, Friedrichsdorf selbständig als beratender Ingenieur für Logistik, Produktions- und Werksplanung. Gründung der vm-engineering ständiger Berater der Nord Stream AG����$�����% Gründung der vm advisers AG, Zug�Schweiz
146
Die Logistik zur Pipeline >
Ludwig von Müller, Logistics Engineering Consultant, Nord Stream AG –Fraunhofer Institut – Magdeburg, 18 Mai 2011
Vita – Ludwig von Müller >
2
Beruflicher Werdegang
bis 1976 Studium des Maschinenbau, Technische Universität Darmstadt
bis 1983 Planungsingenieur und Projektleiter bei Fischer GmbH, Friedrichsdorf und der intra-Unternehmensberatung, Düsseldorf
bis 1986 Abteilungsleiter für Werksplanung bei Bosch Siemens HausgeräteGmbH (BSH), Werk Dillingen/Donau
bis 1993 Bereichsleiter und Prokurist für Materialwirtschaft, Logistik, Einkauf bei der Lindner Gruppe, Bamberg und der Wampfler Gruppe, Weilam Rhein
ab 2000 Bereichsleiter, später Vorstand der IndustriePlanung Fischer AG
seit 2005 Beratender Ingenieur für Logistik, Produktions- undWerksplanung
- Gründung der vm-engineering (www.vm-engineering.com)
seit 2006 Ständiger Berater der Nord Stream AG
Entwicklung des Logistikkonzeptes der Nord Stream AG und Mitwirkung in der Projektrealisierung
seit 2010 Gründung der vm advisers AG in 6301 Zug/Schweiz (www.vm-advisers.com)
Geboren am 19. Januar 1952 in Amorbach (Odenwald)
147
Energieinfrastruktur für Europa >
3
Nord Stream
> Zwei parallele Offshore-Pipelines, je 1.224 km lang (Transportkapazität 55 Mrd. m³ pro Jahr)
> Verbindet die Gasvorkommen in Russland direkt mit der Europäischen Union
> Ergänzt das bestehende Erdgasnetz und geplante Pipeline-Projekte
> Infrastrukturprojekt „von europäischem Interesse“ im Rahmen der TEN-E Richtlinien
Nord Stream-Erdgas kann
> 26 Millionen europäische Haushaltemit Strom und Wärme versorgen
> Einen bedeutenden Beitrag zu denEU-Klimaschutzzielen leisten
> Verbraucher bereits Ende 2011 erreichen
Nord Stream AG –ein starkes europäisch-russisches Konsortium >
4
51% 15,5% 9%15,5% 9%
Aktionärsausschuss
Managing Director
Aufsichtsgremium
Managementebene
Technical Director
Project Director
Financial Director
Communications Director
148
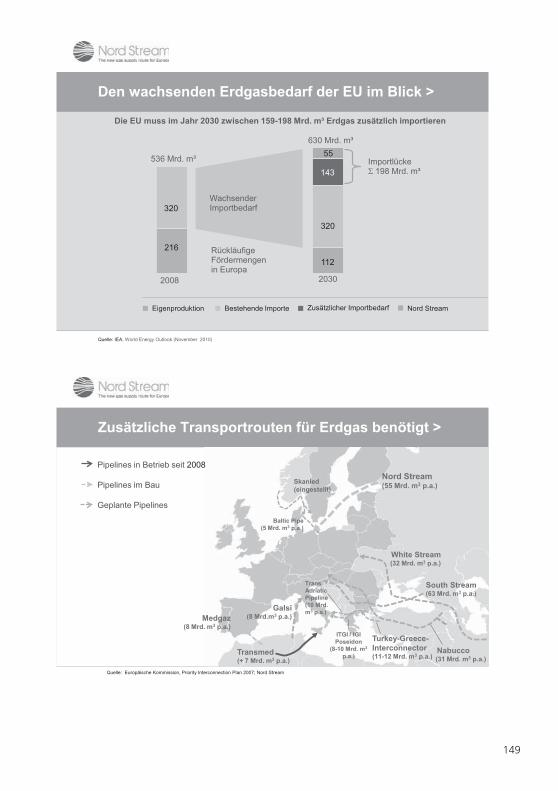
Den wachsenden Erdgasbedarf der EU im Blick >
5
Eigenproduktion Bestehende Importe Zusätzlicher Importbedarf Nord Stream
Importlücke� 198 Mrd. m³
630 Mrd. m³
2030
536 Mrd. m³
2008
Wachsender Importbedarf
Rückläufige Fördermengen in Europa
216
55
143
320
112
320
Quelle: IEA, World Energy Outlook (November 2010)
Die EU muss im Jahr 2030 zwischen 159-198 Mrd. m³ Erdgas zusätzlich importieren
Zusätzliche Transportrouten für Erdgas benötigt >
6
Skanled(eingestellt)
Nord Stream (55 Mrd. m3 p.a.)
Turkey-Greece-Interconnector(11-12 Mrd. m3 p.a.)
Nabucco(31 Mrd. m3 p.a.)
Galsi(8 Mrd.m3 p.a.)
Transmed(+ 7 Mrd. m3 p.a.)
Medgaz(8 Mrd. m3 p.a.)
South Stream(63 Mrd. m3 p.a.)
Pipelines in Betrieb seit 2008
Pipelines im Bau
Geplante Pipelines
Quelle: Europäische Kommission, Priority Interconnection Plan 2007; Nord Stream
Trans Adriatic Pipeline(10 Mrd. m3 p.a.)
White Stream(32 Mrd. m3 p.a.)
ITGI / IGI Poseidon
(8-10 Mrd. m3
p.a.)
Baltic Pipe(5 Mrd. m3 p.a.)
149
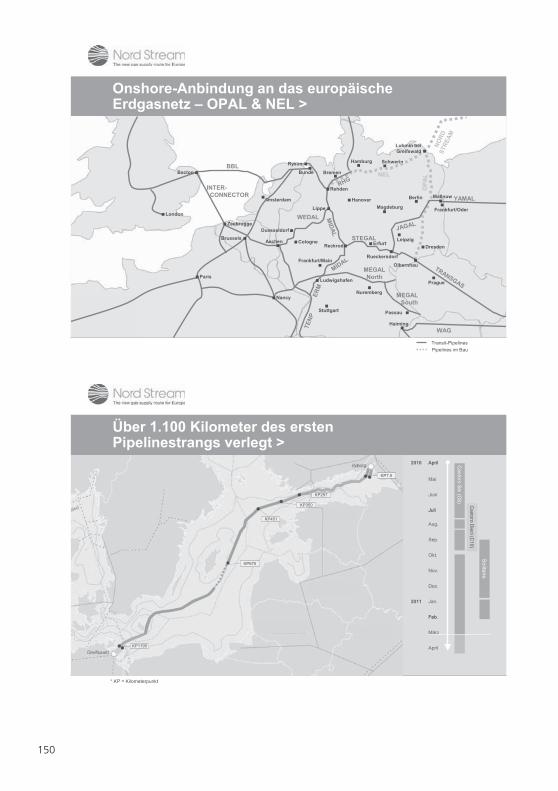
Onshore-Anbindung an das europäische Erdgasnetz – OPAL & NEL >
7
Munich
Stuttgart
Duesseldorf
Nuremberg
Dresden
Hanover
Cologne
Amsterdam
Prague
Frankfurt/OderMagdeburg
SchwerinHamburg
Bremen
Berlin
Leipzig
NEL
Lubmin beiGreifswald
Frankfurt/Main
BBL
INTER-CONNECTOR
Bunde
YAMAL
WAGHaiming
ErfurtSTEGAL
WEDAL
Ludwigshafen
MEGALNorth
Passau
MEGALSouth
Aachen
Lippe
Rysum
Rehden
Rueckersdorf
Mallnow
Reckrod
Olbernhau
Transit-PipelinesPipelines im Bau
Brussels
Zeebrugge
London
Bacton
Paris
Nancy
Über 1.100 Kilometer des ersten Pipelinestrangs verlegt >
8
KP1195
KP675
KP297
KP7.5
KP350
2010 April
Mai
Juni
Juli
Aug.
Sep.
Okt.
Nov.
Dez.
2011 Jan.
Feb.
März
April
Castoro
Sei (C6)
Solitaire
Castoro
Dieci(C
10)
* KP = Kilometerpunkt
KP451
150

9
Nord Stream-Projekt im Zeitplan >
Nord Stream wird zur Energiesicherheit in Europa und zum Erreichen der EU-Klimaschutzziele beitragen
> Nord Stream ist eines der Schlüsselprojekte zur Sicherung der europäischen Energieversorgung für die nächsten 50 Jahre
> Nord Stream ist eine sichere und umweltschonende Pipeline, gebaut auf der Grundlage strenger internationaler und nationaler Standards
> Nord Stream ist ein langfristiges Projekt für die Kooperation zwischen der EU und Russland
> Nord Stream liegt finanziell und zeitlich im Plan und wird Ende des Jahres 2011 Erdgas direkt in die Europäische Union transportieren
2011-20122011 20122010-20111997-1999 20092006-20082005 - 2009
Machbarkeits-studie
TechnischesDesign
Verlegung 1. Strang
Inbetriebnahme1. Strang
Verlegung 2. Strang
Anträge & GenehmigungenUVP
Inbetriebnahme 2. Strang
2009-2011
Finanzierungs-phase I & II
Nachhaltiges Logistikkonzept >
10
400neue Arbeitsplätze in
Mukran, Kotka,Hanko, Karlskrona &
Slite geschaffen
Impuls
200.000Tonnen CO2eingespart
Umwelt
4.600.000Tonnen Rohrmaterial
verschiffen
Herausforderung
101.000Rohre zum ersten
Pipelinestrang zusammen-geschweißt
Erfolg
151
Sicherer und effizienter Betrieb >
11
<1in 100.000 Jahren
ist die Wahrscheinlichkeit
eines Lecks
Risikoanalyse
24/724 Stunden am Tag, 7 Tage die
Woche überwacht
Monitoring
50Jahre sicherer
Betrieb
Herausforderung
2011Pipeline-Betrieb,
erster Gastransport
Erfolg
Logistik – Erwartungen und Wechselwirkungen >
Ziel:
> Zeitgerechte Lieferung der Rohre
> Effizientes Logistikkonzept
� Verminderung von Umwelteinflüssen
Konzept:
> Nutzung baustellennaher Ressourcen
> Direkte Zulieferung der Rohre zu denBeschichtungswerken
� Verminderter Warenumschlag
� Kurze Transportwege
> Einbeziehung von Ressourcen der Ostsee-Anrainerstaaten
12
152
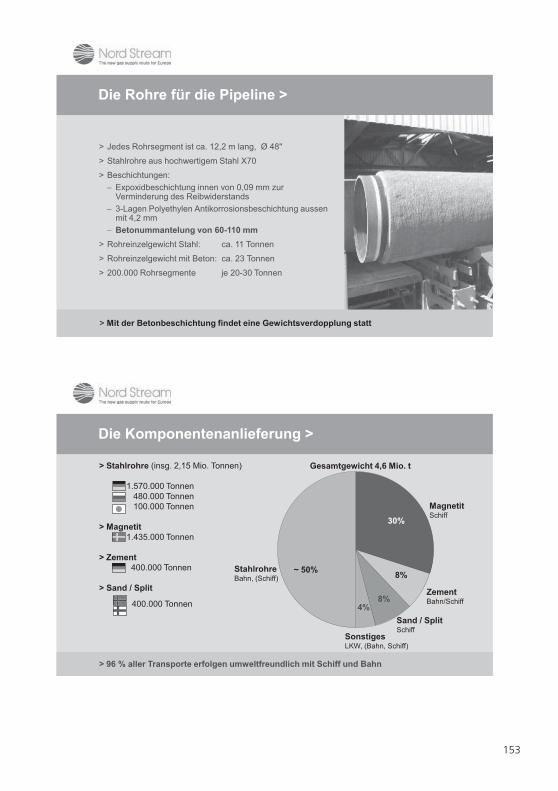
Die Rohre für die Pipeline >
13
> Jedes Rohrsegment ist ca. 12,2 m lang, Ø 48"
> Stahlrohre aus hochwertigem Stahl X70
> Beschichtungen:� Expoxidbeschichtung innen von 0,09 mm zur
Verminderung des Reibwiderstands� 3-Lagen Polyethylen Antikorrosionsbeschichtung aussen
mit 4,2 mm� Betonummantelung von 60-110 mm
> Rohreinzelgewicht Stahl: ca. 11 Tonnen
> Rohreinzelgewicht mit Beton: ca. 23 Tonnen
> 200.000 Rohrsegmente je 20-30 Tonnen
> Mit der Betonbeschichtung findet eine Gewichtsverdopplung statt
14
Die Komponentenanlieferung >
~ 50%
30%
8%
8%4%
MagnetitSchiff
Sand / SplitSchiff
ZementBahn/Schiff
SonstigesLKW, (Bahn, Schiff)
StahlrohreBahn, (Schiff)
Gesamtgewicht 4,6 Mio. t> Stahlrohre (insg. 2,15 Mio. Tonnen)
1.570.000 Tonnen480.000 Tonnen100.000 Tonnen
> Magnetit1.435.000 Tonnen
> Zement400.000 Tonnen
> Sand / Split
400.000 Tonnen
> 96 % aller Transporte erfolgen umweltfreundlich mit Schiff und Bahn
14
153
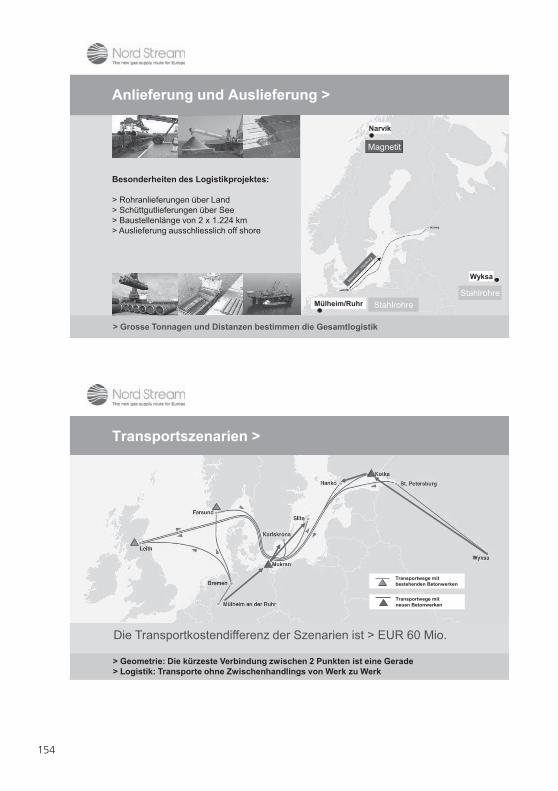
15
Anlieferung und Auslieferung >
Besonderheiten des Logistikprojektes:
> Rohranlieferungen über Land> Schüttgutlieferungen über See> Baustellenlänge von 2 x 1.224 km> Auslieferung ausschliesslich off shore
Magnetit
Mülheim/Ruhr
Wyksa
Narvik
StahlrohreStahlrohre
> Grosse Tonnagen und Distanzen bestimmen die Gesamtlogistik
Transportszenarien >
16
Transportwege mit bestehenden Betonwerken
Transportwege mit neuen Betonwerken
> Geometrie: Die kürzeste Verbindung zwischen 2 Punkten ist eine Gerade> Logistik: Transporte ohne Zwischenhandlings von Werk zu Werk
Die Transportkostendifferenz der Szenarien ist > EUR 60 Mio.
154
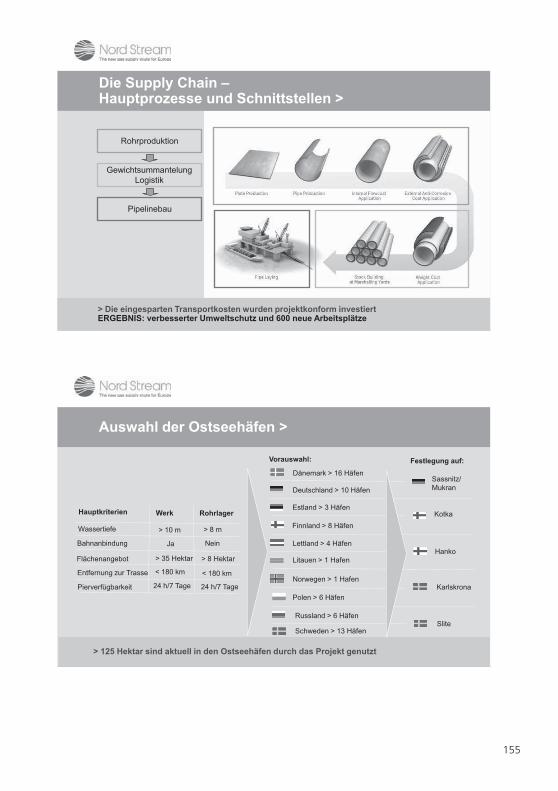
Die Supply Chain –Hauptprozesse und Schnittstellen >
17
Rohrproduktion
Pipelinebau
GewichtsummantelungLogistik
> Die eingesparten Transportkosten wurden projektkonform investiertERGEBNIS: verbesserter Umweltschutz und 600 neue Arbeitsplätze
Auswahl der Ostseehäfen >
18
> 125 Hektar sind aktuell in den Ostseehäfen durch das Projekt genutzt
Dänemark > 16 Häfen
Deutschland > 10 Häfen
Estland > 3 Häfen
Finnland > 8 Häfen
Lettland > 4 Häfen
Litauen > 1 Hafen
Norwegen > 1 Hafen
Polen > 6 Häfen
Russland > 6 Häfen
Schweden > 13 Häfen
Vorauswahl:
Sassnitz/Mukran
Kotka
Hanko
Karlskrona
Slite
Festlegung auf:
Hauptkriterien Werk Rohrlager
Wassertiefe
Bahnanbindung
Flächenangebot
Entfernung zur Trasse
Pierverfügbarkeit
> 10 m
Ja
> 35 Hektar
< 180 km
24 h/7 Tage 24 h/7 Tage
< 180 km
> 8 Hektar
Nein
> 8 m
155
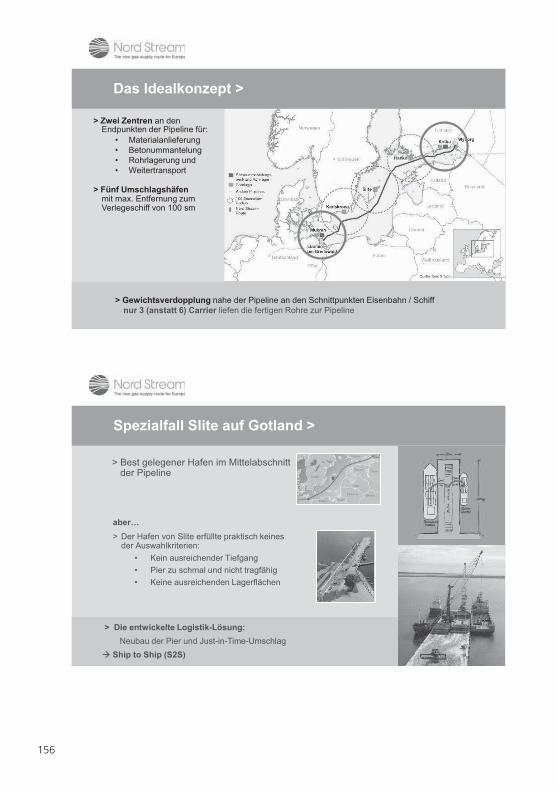
Das Idealkonzept >
19
> Zwei Zentren an denEndpunkten der Pipeline für:
• Materialanlieferung • Betonummantelung• Rohrlagerung und • Weitertransport
> Fünf Umschlagshäfenmit max. Entfernung zumVerlegeschiff von 100 sm
> Gewichtsverdopplung nahe der Pipeline an den Schnittpunkten Eisenbahn / Schiffnur 3 (anstatt 6) Carrier liefen die fertigen Rohre zur Pipeline
Spezialfall Slite auf Gotland >
> Best gelegener Hafen im Mittelabschnittder Pipeline
20
> Die entwickelte Logistik-Lösung:
Neubau der Pier und Just-in-Time-Umschlag� Ship to Ship (S2S)
aber…
> Der Hafen von Slite erfüllte praktisch keinesder Auswahlkriterien:
• Kein ausreichender Tiefgang• Pier zu schmal und nicht tragfähig• Keine ausreichenden Lagerflächen
156
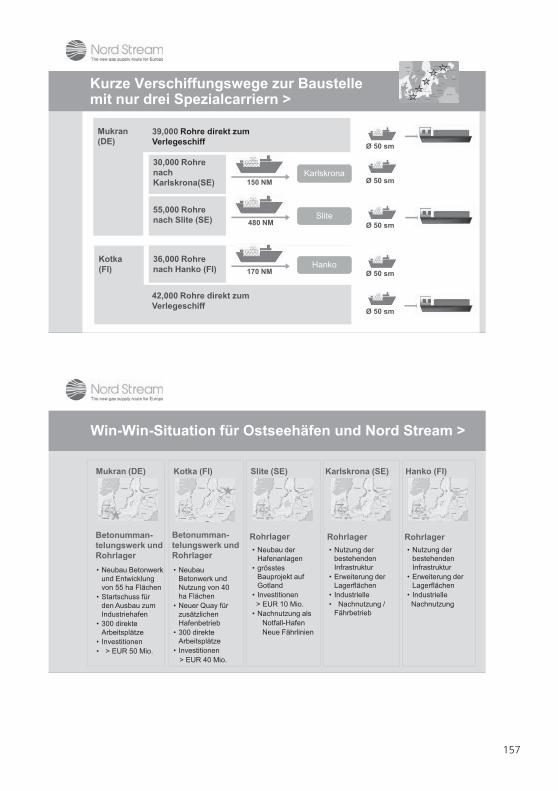
21
Mukran(DE)
39,000 Rohre direkt zum Verlegeschiff
30,000 Rohre nach Karlskrona(SE)
55,000 Rohre nach Slite (SE)
Kotka(FI)
42,000 Rohre direkt zum Verlegeschiff
36,000 Rohre nach Hanko (FI)
Karlskrona
Slite
Hanko
150 NM
480 NM
170 NM
Ø 50 sm
Ø 50 sm
Ø 50 sm
Ø 50 sm
Ø 50 sm
Kurze Verschiffungswege zur Baustelle mit nur drei Spezialcarriern >
Win-Win-Situation für Ostseehäfen und Nord Stream >
22
• Neubau Betonwerk und Entwicklung von 55 ha Flächen
• Startschuss für den Ausbau zum Industriehafen
• 300 direkte Arbeitsplätze
• Investitionen • > EUR 50 Mio.
Mukran (DE)
• Neubau Betonwerk und Nutzung von 40 ha Flächen
• Neuer Quay für zusätzlichen Hafenbetrieb
• 300 direkte Arbeitsplätze
• Investitionen > EUR 40 Mio.
Kotka (FI)
• Neubau der Hafenanlagen
• grösstes Bauprojekt auf Gotland
• Investitionen > EUR 10 Mio.
• Nachnutzung alsNotfall-Hafen Neue Fährlinien
• Nutzung der bestehenden Infrastruktur
• Erweiterung der Lagerflächen
• Industrielle• Nachnutzung /
Fährbetrieb
• Nutzung der bestehenden Infrastruktur
• Erweiterung der Lagerflächen
• IndustrielleNachnutzung
Slite (SE) Karlskrona (SE) Hanko (FI)
Betonumman-telungswerk und Rohrlager
Betonumman-telungswerk und Rohrlager
Rohrlager Rohrlager Rohrlager
157
Unser Beitrag zum Schutz der Umwelt >
200.000 Tonnen CO2-Einsparung durch optimierte TransportwegeDies entspricht einer Milliarde PKW-Kilometer bzw. einer Fahrt 25.000 mal um die Erde
> Logistikkonzept mit dem Bau von zwei neuen Betonbeschichtungswerken und dem Ausbau von insgesamt fünf Ostseehäfen ermöglichte grüne Logistik
> Transportaufwand wurde durch getätigte Investitionen um50% reduziert
> Die jeweils bestgeeigneten Transportmittel (Bahn und Schiff) werden eingesetzt
Qualität und Sicherheit >
> Ein neu entwickeltes „Pipe Tracking System“ PTS erfasst alle Prozess- und Materialdaten
> Alle Rohre werden mit Barcodes angeliefert
> Eigens für dieses Projekt entwickelte intelligente Endkappenmit integrierten RFID-Chips sichern die Rohre gegen:
� Verschmutzung� Korrosion� Beschädigung� Manipulation
> Permanente Zustandsüberwachung und Lokalisierung der Rohre
> Netz von Empfängern und Routern überträgt alle Signale in Leitstellen, wo diese ausgewertet werden
> Alle Rohrbewegungen sind somit exakt planbar und steuerbar bis zur endgültigen Verladung
24
100%ige und lückenlose Überwachung aller Rohre ab Rohrwerk bis zur Verlegung
158
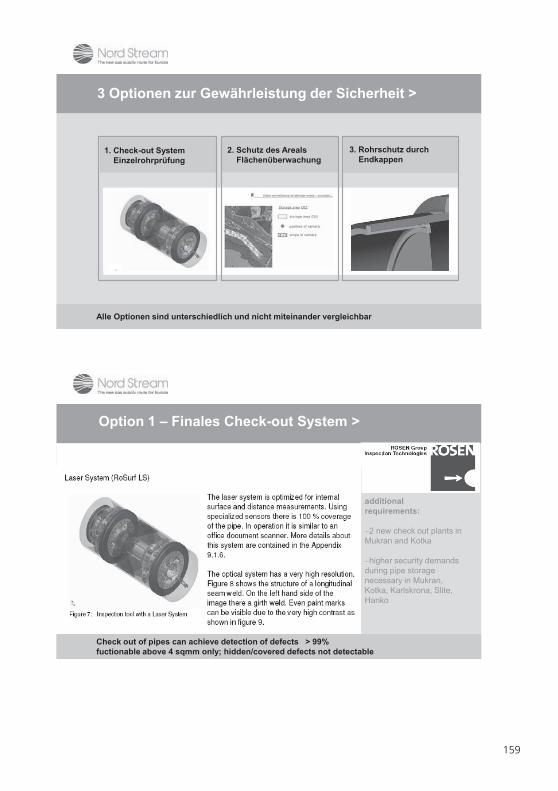
3 Optionen zur Gewährleistung der Sicherheit >
25
Alle Optionen sind unterschiedlich und nicht miteinander vergleichbar
1. Check-out SystemEinzelrohrprüfung
2. Schutz des ArealsFlächenüberwachung
3. Rohrschutz durchEndkappen
2
Check out of pipes can achieve detection of defects > 99%fuctionable above 4 sqmm only; hidden/covered defects not detectable
Option 1 – Finales Check-out System >
additionalrequirements:
�2 new check out plants in Mukran and Kotka
�higher security demands during pipe storage necessary in Mukran, Kotka, Karlskrona, Slite, Hanko
159
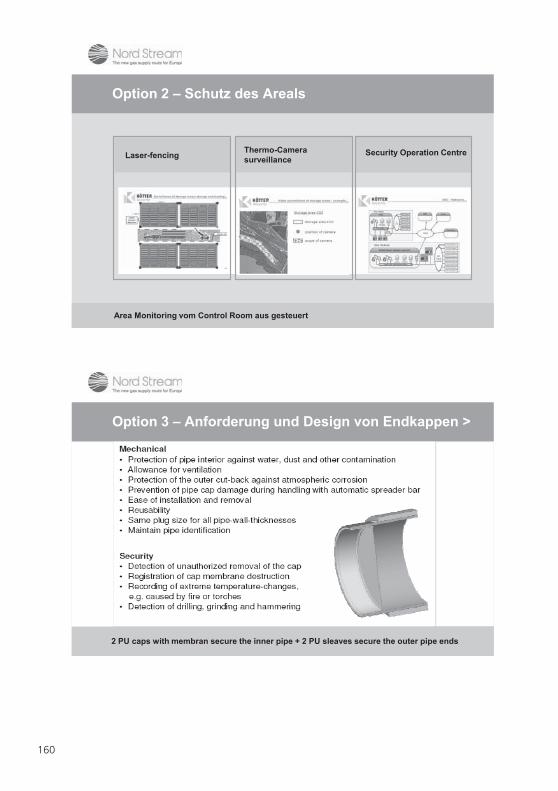
Option 2 – Schutz des Areals
27
Area Monitoring vom Control Room aus gesteuert
Laser-fencingThermo-Camera surveillance
Security Operation Centre
Option 3 – Anforderung und Design von Endkappen >
28
2 PU caps with membran secure the inner pipe + 2 PU sleaves secure the outer pipe ends
160
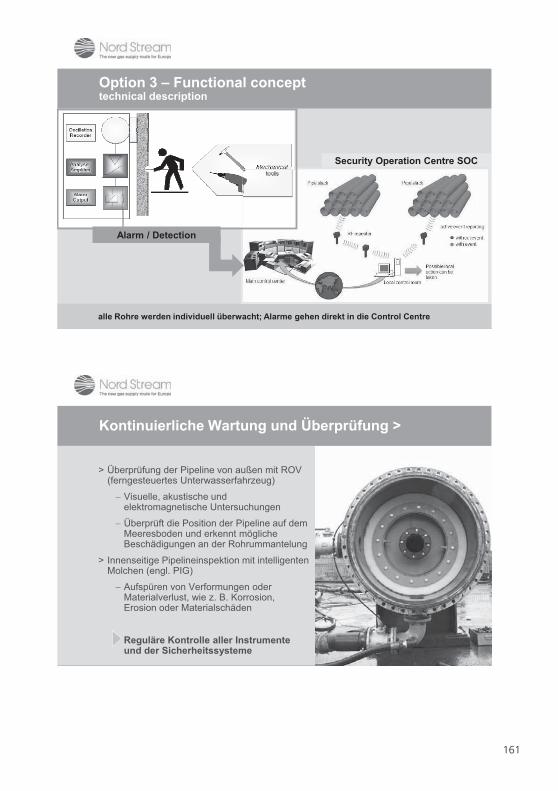
Option 3 – Functional concepttechnical description
29
alle Rohre werden individuell überwacht; Alarme gehen direkt in die Control Centre
Security Operation Centre SOC
Alarm / Detection
Kontinuierliche Wartung und Überprüfung >
> Überprüfung der Pipeline von außen mit ROV (ferngesteuertes Unterwasserfahrzeug)
� Visuelle, akustische und elektromagnetische Untersuchungen
� Überprüft die Position der Pipeline auf dem Meeresboden und erkennt mögliche Beschädigungen an der Rohrummantelung
> Innenseitige Pipelineinspektion mit intelligenten Molchen (engl. PIG)
� Aufspüren von Verformungen oder Materialverlust, wie z. B. Korrosion, Erosion oder Materialschäden
Reguläre Kontrolle aller Instrumente und der Sicherheitssysteme
30
161
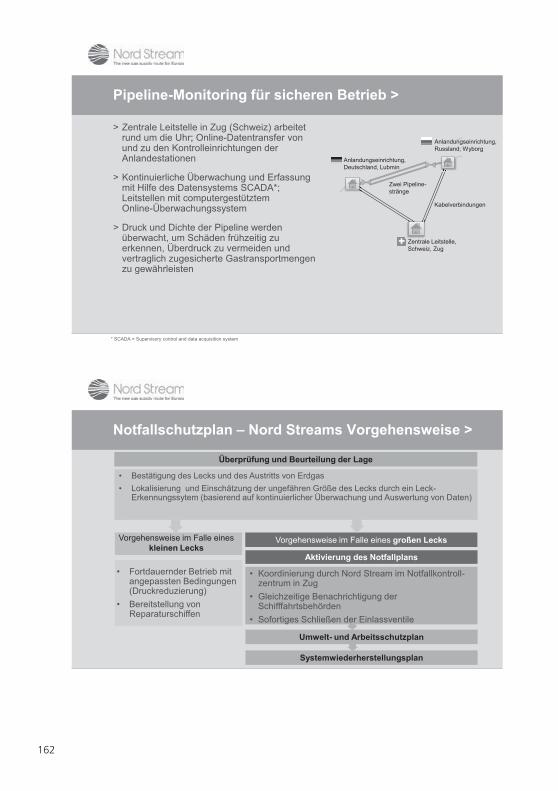
Pipeline-Monitoring für sicheren Betrieb >
> Zentrale Leitstelle in Zug (Schweiz) arbeitet rund um die Uhr; Online-Datentransfer von und zu den Kontrolleinrichtungen der Anlandestationen
> Kontinuierliche Überwachung und Erfassung mit Hilfe des Datensystems SCADA*; Leitstellen mit computergestütztem Online-Überwachungssystem
> Druck und Dichte der Pipeline werden überwacht, um Schäden frühzeitig zu erkennen, Überdruck zu vermeiden und vertraglich zugesicherte Gastransportmengen zu gewährleisten
31
Zwei Pipeline-stränge
Zentrale Leitstelle,Schweiz, Zug
Anlandungseinrichtung, Deutschland, Lubmin
Anlandungseinrichtung, Russland, Wyborg
Kabelverbindungen
* SCADA = Supervisory control and data acquisition system
• Koordinierung durch Nord Stream im Notfallkontroll-zentrum in Zug
• Gleichzeitige Benachrichtigung der Schifffahrtsbehörden
• Sofortiges Schließen der Einlassventile
• Bestätigung des Lecks und des Austritts von Erdgas• Lokalisierung und Einschätzung der ungefähren Größe des Lecks durch ein Leck-
Erkennungssytem (basierend auf kontinuierlicher Überwachung und Auswertung von Daten)
Notfallschutzplan – Nord Streams Vorgehensweise >
32
Überprüfung und Beurteilung der Lage
Vorgehensweise im Falle eines großen Lecks
• Fortdauernder Betrieb mit angepassten Bedingungen (Druckreduzierung)
• Bereitstellung von Reparaturschiffen
Umwelt- und Arbeitsschutzplan
Systemwiederherstellungsplan
Aktivierung des Notfallplans
Vorgehensweise im Falle eines kleinen Lecks
162
MULTIAGENT COORDINATION ENABLING AUTONOMOUS LOGISTICS (DEUTSCHER WISSENSCHAFTS-PREIS LOGISTIK 2010)
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Dr.-Ing. Arne Schuldt Universität Bremen - Technologiezentrum Informatik und Informationstechnik, wissenschaftlicher Mitarbeiter
163
LEBENSLAUF
�
Dr.-Ing. Arne Schuldt Universität Bremen – Technologie-Zentrum Informatik und Informationstechnik, Wissenschaftlicher Mitarbeiter
2000 - 2006 2006 Seit 2006 Seit 2009 2010 2010
Studium der Informatik an der Universität Bremen Promotionsstudium an der International Graduate School for Dynamics in Logistics der Universität Bremen Wissenschaftlicher Mitarbeiter im Technologie-Zentrum Informatik und Informationstechnik (TZI) der Universität Bremen Mitglied des Sonderforschungsbereichs »Selbststeuerung logistischer Prozesse - Ein Paradigmenwechsel und seine Grenzen« (SFB 637) der Universität Bremen Promotion zum Doktor der Ingenieurwissenschaften (summa cum laude) Auszeichnung mit dem Wissenschaftspreis Logistik der Bundesvereinigung Logistik (BVL) e.V.
164
Multiagent Coordination Enabling Autonomous Logistics
Dr.-Ing. Arne SchuldtTechnologie-Zentrum Informatik und Informationstechnik (TZI)g ( )Universität Bremen
Gastvortragsreihe LogistikMagdeburg, 25.05.2011
Multiagenten-Koordination fürSelbststeuerung in der Logistik
Überblick und Fragestellungen
1. Was ist Selbststeuerung in der Logistik?
2. Wie kann Selbststeuerung operationalisiert werden?
3. Welche Bedeutung hat Kooperation für Selbststeuerung?
4. Wie verhält sich Selbststeuerung in realen Prozessen?
165
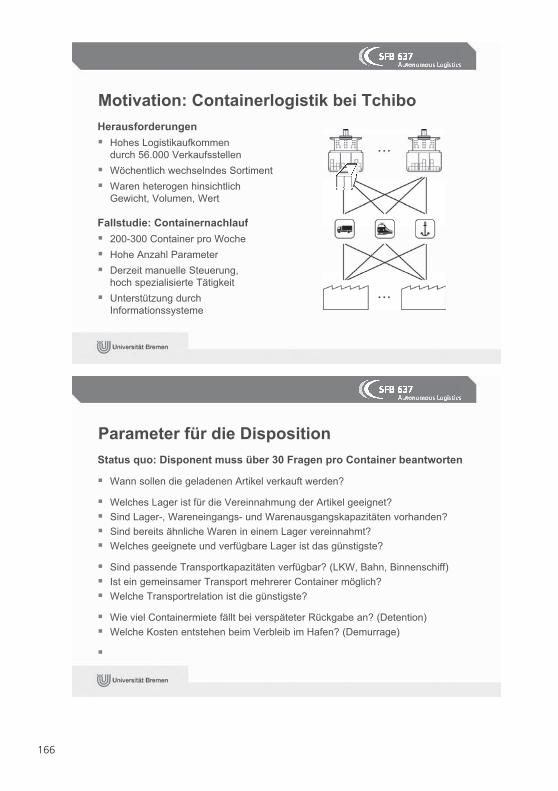
Motivation: Containerlogistik bei Tchibo
Herausforderungen
� Hohes Logistikaufkommendurch 56.000 Verkaufsstellen
� Wöchentlich wechselndes Sortiment� Waren heterogen hinsichtlich
Gewicht, Volumen, Wert
Fallstudie: ContainernachlaufFallstudie: Containernachlauf
� 200-300 Container pro Woche� Hohe Anzahl Parameter� Derzeit manuelle SteuerungDerzeit manuelle Steuerung,
hoch spezialisierte Tätigkeit� Unterstützung durch
Informationssysteme
Parameter für die Disposition
Status quo: Disponent muss über 30 Fragen pro Container beantworten
� Wann sollen die geladenen Artikel verkauft werden?
� Welches Lager ist für die Vereinnahmung der Artikel geeignet?Si d L W i d W k ität h d ?� Sind Lager-, Wareneingangs- und Warenausgangskapazitäten vorhanden?
� Sind bereits ähnliche Waren in einem Lager vereinnahmt?� Welches geeignete und verfügbare Lager ist das günstigste?
� Sind passende Transportkapazitäten verfügbar? (LKW, Bahn, Binnenschiff)� Ist ein gemeinsamer Transport mehrerer Container möglich?� Welche Transportrelation ist die günstigste?
� Wie viel Containermiete fällt bei verspäteter Rückgabe an? (Detention)� Welche Kosten entstehen beim Verbleib im Hafen? (Demurrage)
��
166
Herausforderung Komplexität
Hohe Komplexität logistischer Planung
� Anzahl zu behandelnder Objekte
� Anzahl zu berücksichtigender Parameter und Vorgaben
G O� Geographische Verteiltheit der Objekte und ihrer Daten
Implikationen für die Prozessintegrität
� Komplexität (über)fordert Disponenten
� Fehlentscheidungen bei Prozessplanung und -steuerung
� Auslastung durch Standardfälle keine Zeit für Spezialfälle� Auslastung durch Standardfälle, keine Zeit für Spezialfälle
� Disponent braucht Unterstützung durch intelligente Systeme
[vgl. Bretzke, 2008]
Herausforderung Dynamik
Hohe Dynamik logistischer Prozesse
� Planung häufig bereits bei Fertigstellung veraltet
� Vollständige und sequentielle Neuberechnung zu langsam
f� Verschärfung des Komplexitätsproblems
Implikationen für die Prozessintegrität
� Statische Planung nicht adäquat anwendbar
� Keine angemessene Reaktionsfähigkeit bei Ausnahmefällen
� Dennoch automatische und adaptive Planung erforderlich� Dennoch automatische und adaptive Planung erforderlich
167

Selbststeuerung in der Logistik
Selbststeuerung ermöglicht es logistischen Objekten,
� gemäß vom Besitzer vorgegebenen Zielen
� Informationen zu verarbeiten,
� miteinander zu kooperieren sowie
� Entscheidungen zu treffen und auszuführen.
Eigenschaften für robuste Steuerung
� Reduzierung der Berechnungskomplexität durch Dekomposition
� Skalierbarkeit durch Parallelisierung von Planung und Steuerung� Skalierbarkeit durch Parallelisierung von Planung und Steuerung
� Erhöhte Reaktionsfähigkeit durch lokale Behandlung von Störungen
[Hülsmann & Windt, 2007]
Multiagenten-basierte Operationalisierung (1/3)
Selbststeuernde Einheiten
� Stückgut� Transportdienstleister� Umschlagdienstleisterg� Lagerdienstleister� Kommissionierdienstleister
Repräsentation durch Software-Agenten
� Autonom� Reaktiv� Reaktiv� Proaktiv� Kommunikationsfähig
[Wooldridge, 1999]
168
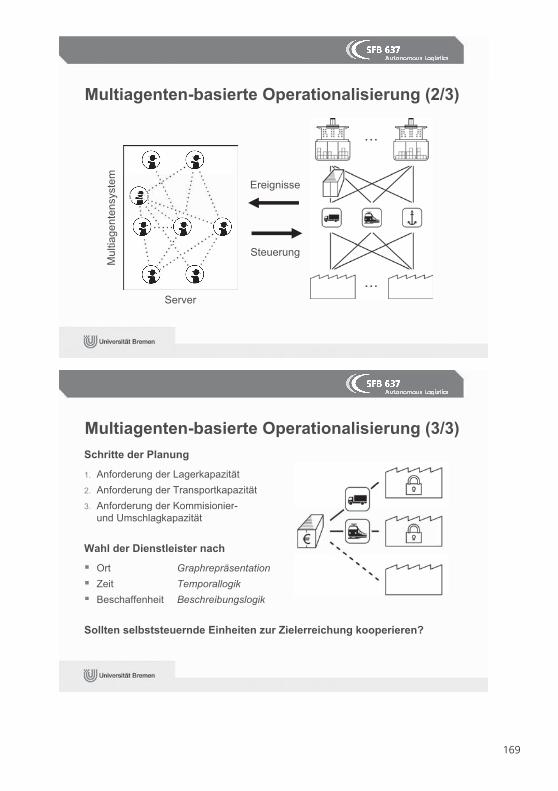
Multiagenten-basierte Operationalisierung (2/3)m
Ereignisse
nten
syst
em
Steuerung
Mul
tiage
n
Server
Multiagenten-basierte Operationalisierung (3/3)
Schritte der Planung
1. Anforderung der Lagerkapazität2. Anforderung der Transportkapazität3. Anforderung der Kommisionier-3. Anforderung der Kommisionier
und Umschlagkapazität
Wahl der Dienstleister nach
� Ort Graphrepräsentation� Zeit Temporallogik� Beschaffenheit BeschreibungslogikBeschaffenheit Beschreibungslogik
Sollten selbststeuernde Einheiten zur Zielerreichung kooperieren?
169
Kooperation selbststeuernder Einheiten (1/3)
Notwendigkeit: Vorteil:
� Gefahr: Zu hoher Interaktionsaufwand wiegt Reduzierung desverringerte Berechnungskomplexität auf Interaktionsaufwands
� Einzelne Einheiten können Mindestauslastung Erhöhung der Effizienz derEinzelne Einheiten können Mindestauslastung Erhöhung der Effizienz derder Dienstleister häufig nicht erreichen Ressourcenausnutzung
Formales Modell für Kooperation nach Wooldridge und JenningsFormales Modell für Kooperation nach Wooldridge und Jennings
� Generisches Modell mit unterspezifizierten Interaktionsmechanismen
� Entwicklung spezifischer Interaktionsmechanismen für selbststeuernde Logistik
[Wooldridge & Jennings, 1999]
Kooperation selbststeuernder Einheiten (2/3)
Teambildung
� Grundlage für Kooperation, keine vordefinierten Strukturen notwendig
� Verteilte Koordination erforderlich,k i t l Cl t i ö li hkein zentrales Clustering möglich
Entwickelte Interaktionsprotokolle
� Basierend auf Verzeichnisdienst� Basierend auf Makler� Basierend auf Multicasting
InteraktionsaufwandInteraktionsaufwand
� Abhängig vom Grad der Verteiltheit� Analyse der Protokolleigenschaften
unterstützt Prozessdesignunterstützt Prozessdesign
170
Kooperation selbststeuernder Einheiten (3/3)
Notwendigkeit gemeinsamer Allokation von Logistikressourcen
� Alleine häufig keine Möglichkeit, Mindestauslastung zu erreichen� Risiko der Fragmentierung ähnlicher Güter auf mehrere Dienstleister
Gemeinsame Allokation von Logistikressourcen
� Teammanager verhandeln mit ausgewählten Anbietern� Weitere Anbieter werden hinzugenommen, sofern nicht genug Kapazität� Teammanager verwalten Überschusskapazität
Agenten-interne Koordination für mehrere Logistikfunktionen
� Abstimmung der einzelnen Logistikfunktionen (Lagern, Transport, …)� Teilweise automatische Behandlung auftretender Ausnahmen� Nachricht an Disponenten bei nicht automatisiert behandelbaren Ausnahmen
Anwendung im Containernachlauf
Simulation mit circa 11.500 Containern pro Jahr
� Basierend auf Realdaten von Tchibo aus 2006
� Multiagentenbasierte Simulationermöglicht hohen Detailgradg g
� Agentenverhalten entsprichtdem in der Anwendung
171

Ergebnisse
Automatische Disposition für Standardfälle
� Auswahl geeigneter und günstigster Lager- und Transportressourcen� Koordinierte Nutzung von Lagern und Massenverkehrsträgern� Koordinierung der notwendigen logistischen Grundfunktionen
Entlastung der Disponenten für Ausnahmefälle
� Disponenten können sich auf Ausnahmefälle konzentrieren� Bessere Nutzung der Stärken menschlicher Disponenten� Effizientere Behandlung der Ausnahmefälle möglich
Optimierte Nutzung von LogistikressourcenOptimierte Nutzung von Logistikressourcen
� Agentensystem nutzt freie Standzeiten im Containerterminal um 50% besser� Verzögerung der Abholung der Container um durchschnittlich 5 Tage möglich� Einsparpotenzial von 2 6 Mio Palettentagen pro Jahr im eigenen Lager� Einsparpotenzial von 2,6 Mio. Palettentagen pro Jahr im eigenen Lager
Fazit: Beitrag der Arbeit
Was ist Selbststeuerung in der Logistik?
Bestandsaufnahme selbststeuernder LogistikSchwerpunkt: Motivation und technologische Basis
Wi k S lb t t ti li i t d ?Wie kann Selbststeuerung operationalisiert werden?
Multiagenten-basierte Operationalisierung logistischer ProzesseSchwerpunkt: Selbststeuernde Einheiten und deren Interaktion
Welche Bedeutung hat Kooperation für Selbststeuerung?
Formales Modell für die Kooperation logistischer ObjekteSchwerpunkt: Gemeinsames Erreichen logistischer ZieleSchwerpunkt: Gemeinsames Erreichen logistischer Ziele
Wie verhält sich Selbststeuerung in realen Prozessen?
Validierung durch Simulation anhand von Realdaten von TchiboSchwerpunkt: Potenzial und Grenzen von Selbststeuerung
172
Arne Schuldt
Multiagent CoordinationMultiagent CoordinationEnabling Autonomous Logistics
1st Edition 20111st Edition, 2011Springer-Verlag, Heidelberg, Germany
ISBN 978-3-642-20091-5
Vi l D k fü Ih A f k k it!Vielen Dank für Ihre Aufmerksamkeit!
Vielen Dank für die Unterstützung!
Tchibo GmbHTchibo GmbHInternational Graduate School for Dynamics in LogisticsTechnologie-Zentrum Informatik und Informationstechnik (TZI)Deutsche Telekom AGDeutsche Telekom AGFreie Hansestadt BremenSFB 637, Deutsche Forschungsgemeinschaft (DFG)
173
Literatur
� Bretzke, W.-R. (2008). Logistische Netzwerke. Heidelberg, Germany: Springer-Verlag.
� Hülsmann, M. & Windt, K. (Eds.). (2007). Understanding Autonomous Cooperation and Control in Logistics: The Impact of Autonomy on Management, I f ti C i ti d M t i l Fl H id lb G S iInformation, Communication and Material Flow. Heidelberg, Germany: Springer-Verlag.
� Schuldt, A. (2011). Multiagent Coordination Enabling Autonomous Logistics. H id lb G S i V lHeidelberg, Germany: Springer-Verlag.
� Wooldridge, M. (1999). Intelligent Agents. In G. Weiss (Ed.), Multiagent Systems. A Modern Approach to Distributed Artificial Intelligence (pp. 27–77). Cambridge, MA USA MIT PMA, USA: MIT Press.
� Wooldridge, M. & Jennings, N. R. (1999). The Cooperative Problem Solving Process. Journal of Logic & Computation, 9 (4), 563–592.
174

�

�
AUTOREN
Achenbach, Ulf, Dr.-Ing. Kranbau Köthen GmbH Haller, Simon Accenture GmbH, München Kabashkin, Igor, Prof. Dr.-Ing. habil. Institut für Transport und Telekommunikation, Riga Schuldt, Arne, Dr.-Ing. Universität Bremen, Technologiezentrum Informatik und Informationstechnik Steiger, Peter, Dipl.-Ing. Kohlbecker Gesamtplan GmbH, Gaggenau Von Müller, Ludwig, Dipl.-Ing. Nord Stream AG, Zug vm advisers AG, Zug Wahlmüller, Ewald, Dr. Fronius International GmbH, Wolff, Stefan, Dr. 4flow AG, Berlin Bundesvereinigung Logistik (BVL) e. V., Bremen
177
IMPRESSUM
Gastvortragsreihe Logistik 2011 »Logistik als Arbeitsfeld der Zukunft – Potenziale, Umsetzungsstrategien und Visionen« 14. Gastvortragsreihe 06. April - 25. Mai 2011, Magdeburg Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF Herausgeber: Prof. Dr.-Ing. habil. Prof. E. h. Dr. h. c. mult. Michael Schenk Sandtorstraße 22 | 39106 Magdeburg Telefon +49 391 4090-0 | Telefax +49 391 4090-596 [email protected] http://www.iff.fraunhofer.de | http://www.vdtc.de Umschlaggestaltung: Bettina Rohrschneider Redaktion: Tobias Reggelin Titelfoto: Nord Stream AG, 2010 Fotos, Bilder, Grafiken: Soweit nicht anders angegeben, liegen alle Rechte bei den Autoren der einzelnen Beiträge. Herstellung: � �� ����\!/� Bibliografische Information der Deutschen Nationalbibliothek: Die Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.d-nb.de abrufbar. ISSN 2192-1865 Alle Rechte vorbehalten Für den Inhalt der Vorträge zeichnen die Autoren verantwortlich. Dieses Werk ist einschließlich aller seiner Teile urheberrechtlich geschützt. Jede Verwertung, die über die engen Grenzen des Urheberrechtsgesetzes hinausgeht, ist ohne schriftliche Zustimmung des Verlages unzulässig und strafbar. Dies gilt insbesondere für Vervielfältigungen, Übersetzungen, Mikroverfilmungen sowie die Speicherung in elektronischen Systemen. Die Wiedergabe von Warenbezeichnungen und Handelsnamen in diesem Buch berechtigt nicht zu der Annahme, dass solche Bezeichnungen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und deshalb von jedermann benutzt werden dürften. Soweit in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien (z.B. DIN, VDI) Bezug genommen oder aus ihnen zitiert worden ist, kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen. © 05/2011 Fraunhofer-Institut für Fabrikbetrieb und -automatisierung IFF































