Embed Size (px)
Citation preview

Dachsanierung Seite 32 · Flexibilität in der Prozesskette Seite 38 · Rationalisiertes Entlacken Seite 44
Brückenkrane„In einem gesättigten Kranmarkt
liegt der Fokus auf der Kostenseite“Demag-Manager Dipl.-Ing. Alfred Hack , Seite 22
23. September 2002 Ausgabe 39 € 4,50
IndustrieDas
Magazinwww.maschinenmarkt.de
Roboterschweißzelle
Umbaumaßnahmen erhöhen Produktivität Seite 34
B 04654
MM
M
aschin
enm
arkt39/2002
ww
w.m
aschin
enm
arkt.de

Unter den Besuchern der diesjährigen AMB in Stuttgarthatten 58% Kaufabsichten – 6% mehr als auf der AMBzwei Jahre zuvor, wie der Veranstalter Messe Stuttgart be-richtet. Die Gänge waren voll, die Stimmung auf denStänden gut und bei vielen Unternehmen klingelten die
Kassen. Dementsprechend äußerten sich Ausstellerwie Agie Charmilles, Komet und Mazak positiv überden Verlauf der Messe. Keiner der Firmenvertreter,mit denen ich während der fünf Messetage gesprochenhabe, hat sich über fehlende Besucher beklagt –obwohl fast 20% weniger Fachleute auf den Killesberg
gepilgert waren (55 000 Besucher) als im Jahr2000 (67 750).
Ein ähnlich optimistisches Bild war auf derwichtigsten Industriemesse der Tschechischen
Republik, der MSV 2002 in Brünn – die amFreitag erst zu Ende ging – zu beobachten.Die Besucherströme schienen auch in Brünnetwas nachgelassen zu haben, dafür sindaber die Investitionsabsichten gestiegen unddie Erwartungen der Aussteller insgesamterfüllt.
In den kommenden Monaten werdenweitere wichtige Messen wie Motek, Se-curity, Bimu, Fakuma, Euroblech, Mi-dest, SPS/IPC/Drives und Euromold dieWeichen für den Aufschwung in Europanoch deutlicher stellen. Denn wie Ge-spräche auf der AMB und der MSV be-
stätigt haben, hatte sich in den vergangenen 18 Monatenein Investitionsstau in Europa gebildet.
Zu den Faktoren, die in jüngster Zeit zu dieser Ent-wicklung beigetragen haben, zählen die Stagnation imVorfeld der Bundestagswahl in Deutschland sowie dieIrak-Krise. Jetzt bleibt zu hoffen, dass sich die weltpoliti-schen Umstände bessern. Zudem ist mit einem Investi-tionsschub zu rechnen, falls Edmund Stoiber als Siegeraus der Wahl hervorgegangen ist – wie es, nach einerUmfrage, zwei Drittel der Mittelständler wünschen. Undselbst, wenn Gerhard Schröder weiterhin Bundeskanzlerbleibt, wird er hoffentlich gemerkt haben, dass er demMittelstand – und nicht nur den Großunternehmen –mehr Unterstützung bieten muss als bisher. Denn sonstwird sich an den Zahl von vier Millionen Arbeitslosennichts ändern.
AMB, MSV BRÜNN
Selbsthilfe für die Konjunktur
AKTUELLESEDITORIAL
MM Das IndustrieMagazin · 39/2002 3
Investitionszurückhaltungist das falsche Signal für dieKonjunkturKen Fouhy

4 MM Das IndustrieMagazin · 39/2002
Die Maschinen eines Pumpspeicherwerks werden mit-hilfe gekoppelter Zweiträger-Laufkrane installiert 28
INDUSTRIEBAUBei der Dachsanierung einer Shedhalle hat sich PUR-Dachspritzschaum bewährt 32
SCHWEISSENEine Roboterschweißzelle für Schaltanlagen wurde um eine Verfahrachse und einen Werkstückpositionierer erweitert 34
LASERTECHNIKInnerhalb der IHU-Prozesskette erhöht der Laser durchSchweiß- und Schneidoperationen die Flexibilität 38
OBERFLÄCHENTECHNIKHeißwäscher haben bei der Reinigung gegenüber Kalt-reinigern ökologische und wirtschaftliche Vorteile 42Mit einer Schleuderrad-Strahlanlage wurden beim Ent-lacken Personal und Zeit gespart 44
AUTOMATION
STEUERUNGSTECHNIKÜber eine Ablaufsteuerung werden einzelne Teile einerAnlage koordiniert und synchronisiert 46
KONSTRUKTION
KONSTRUKTIONSELEMENTESpeziell konstruierte Ketten dienen als Schub- oder Zug-elemente, womit sich zahlreiche Anwendungslösungenrealisieren lassen 50
AKTUELLES
LEITARTIKELKen Fouhy: Selbsthilfe für die Konjunktur 3
MÄRKTENeue Wendelbohrer aus der KUB-Duplon-Serie 8Trendo-Hydrodehnspannfutter senkt Kosten 8CNC-Bearbeitungssystem für Kleinteilbearbeitung 9Laserarbeitsplatz ermöglicht filigrane Schweißungen 9Perfekter Service aus dem Karton 10Dienstleistungen im Maschinenbau nutzen 10Generationswechsel bei Command-Software 11Auszeichnung für dezentralen Energiespeicher 11Vertriebspartnerschaft in der Lasertechnik 12P.E.I. investiert in neue Produktionsstätte 12Multifunktions-Bearbeitungszentrum 13
GESCHÄFTSPROZESSEErfassung und Aufzeichnung von Geschäftsabläufenerschließen Sparpotenziale bis zu 10% 18
BRÜCKENKRANEMarkt für Brückenkrane erlebt starken Preisverfall 22
PRODUKTION
LOGISTIKEin Transferwagensystem bedient die Doppelschrumpf-anlage einer Glashütte 26
Titelbild: Demag
LasertechnikMit dem Laser können IHU-
Bauteile flexibel hinsicht-lich Material und Geome-
trie bearbeitet werden. Seite 38
23. September 2002
SchwerlastkraneDie Möglichkeit derKopplung von zweiSchwerlastkranen führt
zu einer sehr hohen Trag-fähigkeit.Seite 28
BrückenkraneDipl.-Ing. Alfred Hack, als Geschäftsseg-
mentleiter bei der Demag Cranes & Com-ponents GmbH, Wetter, für Prozesskrane
verantwortlich: „In einem gesättigtenKranmarkt liegt der Hauptfokus
auf der Kostenseite.“Seite 22
AnlagensteuerungIT-Mittel ermöglichen es, komplexeAnlagen zu koordinieren.
Seite 46

IT-BUSINESS
Branchenspezifisch vorkonfigurierte Software erleichtertdie Auswahl der passenden Unternehmenslösung 52
MANAGEMENT
Die Faktoren, die zu Insolvenzen führen, gibt es auch inanderen Unternehmen. Es ist sinnvoll, die Fehlerquellenzu kennen und im eigenen Betrieb zu überprüfen 56
WISSEN
Für die Schulung und Weiterbildung großer Mitarbeiter-gruppen ist der PC das richtige Werkzeug 60
NEUE PRODUKTE UND VERFAHREN
Logistik; Oberflächentechnik; Schweißen und Schneiden;Lasertechnik; Industriebau; Konstruktionselemente 66
SERVICE
MM-ONLINE, F IRMENVERZEICHNIS 6
FIRMENSCHRIFTEN 81
TERMINE 82
GEBRAUCHTMASCHINENBÖRSE 85
BÜCHER 102
VORSCHAU, IMPRESSUM 103
INDUSTRIEBAROMETER 104
MM Das IndustrieMagazin · 39/2002 5
Online-Training
Weiterbildung nachBedarf und für große
Gruppen – dafür istder PC am besten geeignet.
Seite 60
INHALTAUS DEM
StrahltechnikMit einer Schleuderrad-Strahl-anlage wurde bei einem Lohnlackierer das Entlacken vonGehängen rationalisiert.Seite 44
UnternehmensverzeichnisFirmen, die in diesem Heft redaktionell erwähnt sind
SERVICEUNTERNEHMENSERVICE MM-ONLINE
www.maschinenmarkt.de
6 MM Das IndustrieMagazin · 39/2002
KOSTENLOSER NEWSLETTER-SERVICES DES MMMit unserem Newsletter informieren wir Sie kostenlosaktuell über technische und wirtschaftliche Trends undNeuigkeiten. Sie können einen Standardnewsletter be-ziehen, der Sie umfassend über alle Bereiche der Tech-nik und Wirtschaft informiert. Sie können sich aber auchaus den Themenbereichen Antriebs- und Steuertechnik,Automation, Betriebstechnik und Logistik, Fertigungs-technik, IT-Business, Konstruktion und Management Ih-ren individuellen Newsletter zusammenstellen. Der Be-zug des individuellen Newsletters ist verbunden mit ei-ner Registrierung bei myclickmall, dem übergreifendenDienstleistungs-Portal der Vogel-Medien Gruppe.
AABB. . . . . . . . . . . . . . . . . . . . . 34Abels & Kemmner. . . . . . . . . . 56Abus . . . . . . . . . . . . . . . . . . . . 22Adobe. . . . . . . . . . . . . . . . . . . . 9Agtos . . . . . . . . . . . . . . . . . . . 44Aprithan . . . . . . . . . . . . . . . . . 14
BBaasel . . . . . . . . . . . . . . . . . . . . 9BASF . . . . . . . . . . . . . . . . . . . . 14Baust . . . . . . . . . . . . . . . . . . . 26Behr . . . . . . . . . . . . . . . . . . . . 10Bösch . . . . . . . . . . . . . . . . . . . 67Byk Gardner . . . . . . . . . . . . . . 67
CCommand . . . . . . . . . . . . . . . 11Conosco . . . . . . . . . . . . . . . . . 60Crown . . . . . . . . . . . . . . . . . . 69
DDaimler-Chrysler . . . . . . . . . . . 79D’Andrea . . . . . . . . . . . . . . . . 81Datron . . . . . . . . . . . . . . . . . . . 9DEKA . . . . . . . . . . . . . . . . . . . . 8Demag . . . . . . . . . . . . . . . 22, 28Deutsches Institut für Normung . . . . . . . . . . . . . 15Dilas . . . . . . . . . . . . . . . . . . . . 75DMG . . . . . . . . . . . . . . . . . . . 10Driescher . . . . . . . . . . . . . . . . 34Dorsch . . . . . . . . . . . . . . . . . 102Doyma . . . . . . . . . . . . . . . . . . 79Dürr Systems . . . . . . . . . . . . . 14
EEjot . . . . . . . . . . . . . . . . . . . . . 74EPS . . . . . . . . . . . . . . . . . . . . . 10Escon . . . . . . . . . . . . . . . . . . 102Euroforum Deutschland . . . . . 82Evers . . . . . . . . . . . . . . . . . . . . 66
FFaulhaber . . . . . . . . . . . . . . . . 81Festool Engineering . . . . . . . . 82Ford-Werke . . . . . . . . . . . . . . . . 9Forschungsverbund Sonnen-energie . . . . . . . . . . . . . . . . . . 82Fraunhofer Institut Schicht- undOberflächentechnik . . . . . . . . 82Fraunhofer Institut für sichereTelekooperation SIT . . . . . . . . 15Fries . . . . . . . . . . . . . . . . . . . . 22Fronius . . . . . . . . . . . . . . . . . . 73
GGFE. . . . . . . . . . . . . . . . . . . . . 82Großheim . . . . . . . . . . . . . . . . 74GWU . . . . . . . . . . . . . . . . . . . 12
HHaus der Technik . . . . . . . . . . 82Hazet-Werk . . . . . . . . . . . . . . . 69Heidelberger Bauchemie . . . . . 32Hilti Deutschland . . . . . . . . . . 75
IIDS Scheer . . . . . . . . . . . . . . . 18Inovator . . . . . . . . . . . . . . . . . 77Institut der Deutschen Wirtschaft-Köln . . . . . . . . . . . . . . . . . . . . 15Isra . . . . . . . . . . . . . . . . . . . . . 10
KKalmar . . . . . . . . . . . . . . . . . . 14Kjellberg . . . . . . . . . . . . . . . . 73Komet . . . . . . . . . . . . . . . . . . . 8Konecranes . . . . . . . . . . . . . . 22Kühnezug . . . . . . . . . . . . . . . . 22
LLeica . . . . . . . . . . . . . . . . . . . . 14
MMafi . . . . . . . . . . . . . . . . . . . . 66MDSI . . . . . . . . . . . . . . . . . . . 71Messer . . . . . . . . . . . . . . . . . . 73Mutronic. . . . . . . . . . . . . . . . . 13
NNTC . . . . . . . . . . . . . . . . . . . . 67
OOrell Füssli Verlag . . . . . . . . . 102Overmann . . . . . . . . . . . . . . . 79
PPfeiffer . . . . . . . . . . . . . . . . . . 81Philips. . . . . . . . . . . . . . . . . . . . 9Piller . . . . . . . . . . . . . . . . . . . . 11PRX. . . . . . . . . . . . . . . . . . . . . 11
RRenner . . . . . . . . . . . . . . . . . . 10RWE . . . . . . . . . . . . . . . . . . . . 15
SSams. . . . . . . . . . . . . . . . . . . . 56SAP. . . . . . . . . . . . . . . . . . . . . 52Schall . . . . . . . . . . . . . . . . . . . 10Scheffer . . . . . . . . . . . . . . . . . 22Schickert. . . . . . . . . . . . . . . . . 42Schülke & Mayr . . . . . . . . . . . 14Schunk . . . . . . . . . . . . . . . . . . . 8Schwenner & Peter . . . . . . . . . 71Securiton . . . . . . . . . . . . . . . . 77Serapid . . . . . . . . . . . . . . . . . . 50Sichelschmidt . . . . . . . . . . . . . 69Siemens . . . . . . . . . . . . . . . . . 46SKZ. . . . . . . . . . . . . . . . . . . . . 82Softing . . . . . . . . . . . . . . . . . . 71Sony . . . . . . . . . . . . . . . . . . . . . 9Spaleck . . . . . . . . . . . . . . . . . . 67Springer-Verlag . . . . . . . . . . . 102SWF . . . . . . . . . . . . . . . . . . . . 22Symantec . . . . . . . . . . . . . . . . 14
TTechnologie-Transfer-NetzwerkHessen . . . . . . . . . . . . . . . . . . 82Texas Instruments . . . . . . . . 9, 77Trumpf . . . . . . . . . . . . . . . . . . 38
UUniversität Kaiserslautern . . . . 82
VVDA . . . . . . . . . . . . . . . . . . . . 14Vetter-Fördertechnik . . . . . . . . 66VFW . . . . . . . . . . . . . . . . . . . . 82VIPA . . . . . . . . . . . . . . . . . . . . 71Vogel Buchverlag . . . . . . . . . 102Vogel Industrie Medien . . . . . . 81VSP . . . . . . . . . . . . . . . . . . . . . 26
WWistec. . . . . . . . . . . . . . . . . . . 74


AKTUELLES MÄRKTE
Euro erreichen. Zum Vergleich:Beim Warmschrumpffutter betra-gen die Werte 145 min und 0,48Euro. Gemessen an den Werten vonden Spannzangenaufnahmen kön-nen mit dem Hydrodehnspannfut-ter die auf die Bearbeitungszeitbezogenen Werkzeugkosten garum 30% gesenkt werden.
Das von Schunk entwickelteTendo-Hydrodehnspannfutter mit
Das Hydrodehnspann-futter Tendo mit radialer
Längenverstellung zurWerkzeuglängenvorein-
stellung reduziert dieauf die Bearbeitungszeit
bezogenen Werkzeug-kosten um 30% im Ver-
gleich zur Spann-zan-genaufnahme.
Stuttgart (bk) – Wie Zerspanversu-che des SpannmittelspezialistenSchunk mit Schaftfräsern ausHartmetall zeigen, hängen Stand-weg und Standzeit von Werkzeu-gen stark von den Eigenschaftendes Werkzeughalters ab. Dreh- undAngelpunkt dabei ist die Dämp-fung durch den Werkzeughalter,weil sie auch die Belastungsspitzenund Stöße auf die Spindellagerungverringert.
Unter den von Schunk untersuchten Werkzeughaltern – Spannzangenaufnahme ER 40,Warmschrumpffutter, Tribos-R-Spannfutter, Sino-t-Spannfutterund Tendo-Hydrodehnspannfut-ter – lassen sich mit dem Hydro-dehnspannfutter die höchsteStandzeit von 181 min und diegeringsten Werkzeugkosten jeBearbeitungsminute von 0,39
Bild
: Sch
unk
Dautphetal-Mornshausen – (ws) Die Georg FischerDeka GmbH, Dautphetal/Mornshausen, feierte am6. September das 200-jährige Jubiläum des Mutter-konzerns, der Georg Fischer AG, Schaffhausen/Schweiz. Der Hersteller von Rohrsystemen aus dengängigen Kunststoffen PE, PP und PVC in unter-schiedlichsten Abmessungen und Druckstufengehört seit 1998 zur Georg-Fischer-Gruppe.
Bild
: Sch
röde
r
Tendo-Hydrodehnspannfutter senkt die Zerspanungskosten
radialer Längenverstellung zurgenauen Längenvoreinstellung desWerkzeugs hat eine Rundlaufge-nauigkeit kleiner als 0,003 mm undsorgt so für einen gleichmäßigenSchneideneingriff des Werkzeugs.Auch die Wechselwiederholgenau-igkeit von Rundlauf und Länge-neinstellung kann sich sehen las-sen. Sie liegt jeweils bei 0,003 mm,womit eine hohe Prozesssicherheitgewährleistet ist. Durch die sys-tembedingte Dämpfung werdenauch die Lebensdauer der Schnei-den und die Oberflächenqualitätdes Werkstücks in positiver Weisebeeinflusst.
Die Werkzeuge lassen sich ein-fach und schnell nur mit einemSechskantschlüssel spannen. Auchan die Flexibilität bezüglich desSpanndurchmessers haben dieEntwicklungsingenieure gedacht.Die Lösung: Zwischenbüchsen miteiner Rundlaufgenauigkeit kleinerals 0,002 mm.
SCHUNK
KOMET PRÄZISIONSWERKZEUGE
DEKA FEIERT
Stuttgart (ws) – Zur dies-jährigen AMB stellteKomet eine neue Varian-te zweischneidiger Wendel-bohrer der KUB-Duplon-Serievor. Die neuen Werkzeuge für klei-ne Bohrungen bestehen aus einemUmform-Grundkörper mit fest verbun-denem Schneideneinsatz. Das techni-sche Konzept der neuen Bohrer ermög-licht den Angaben zufolge beste Boh-rungsqualitäten bei hohen Schnittge-schwindigkeiten und Vorschüben. Inder Praxis eines Automobilherstellerserreicht der Bohrer bei der Bearbeitung von Vergütungsstahl miteiner Zugfestigkeit von 900 N/mm2 einen prozesssicheren Stand-weg von 80 m. Ein Novum der KUB-Duplon-Bohrer ist der auseinem Rohr bestehende Grundkörper. In einem speziellen Umform-verfahren wird daraus der Schaft mit zwei drallförmig verlaufendenSpannuten erzeugt. So entstehen fließend übergehende Kühlkanälebei bestmöglicher Nutzung des Bohrer-Querschnitts.
Als leistungsbestimmendes Element wird ein Hartmetall-Schneid-einsatz mit dem Grundkörper dauerhaft verbunden. Der Kopfan-schliff erfolgt in verbundenem Zustand.
Neue Wendelbohrer aus der KUB-Duplon-Serie
Der KUB-Duplon-Bohrer ermöglicht bei der Bear-beitung von Vergütungsstahlmit einer Zugfestigkeit von900 N/mm2 einen prozess-sicheren Standweg von 80 m.
Bild
: Kom
et
8 MM Das IndustrieMagazin · 39/2002

Adobes Dateiformat PDF könnte zumStandard für die Langzeitarchivierungsowie den Datenaustausch von Verträgenund anderen Dokumenten werden. Eininternationaler Normausschuss prüft zurZeit, ob sich PDF tatsächlich für diesesVorhaben eignet. Dabei muss geklärtwerden, ob und in welcher Form PDF zurLangzeitarchivierung in Büchereien,Archiven und Regierungsdokumentatio-nen eingesetzt werden kann.
Ford gibt die Entwicklung von Elektro-fahrzeugen auf. Ebenso wie andere Her-steller will man sich auf die Produktionvon Fahrzeugen mit Brennstoffzellen-und Hybrid-Technik – einer Kombinationvon Elektro- und Benzinmotor – konzen-trieren. Analysten schätzen, dass durchden Baustopp des Autokonzerns die Ent-wicklung von Elektroautos endgültig zumStillstand kommen wird. 1999 glaubteFord noch, mit der Einführung eineselektrischen Zweisitzers, den Markt fürElektroautos dominieren zu können. Jähr-lich sollten 5000 Autos produziert wer-den.
Philips und Sony geben bekannt, dasssie in Zukunft gemeinsam an der Ent-wicklung einer neuen Generation der„Near Field Radio-Frequency Communi-cations“ (NFC) arbeiten werden. Sieermöglicht eine kabellose Datenübertra-gung zwischen Netzwerken mit kurzerReichweite. Die technischen Gerätebenötigen dazu eine NFC-Schnittstelle.Die Kooperation kann als Durchbruch inder Entwicklung neuer Lösungen für ein-fache Kommunikationsnetzwerke zwi-schen Endverbrauchergeräten betrachtetwerden. Die kabellose NFC-Technikarbeitet mit 13,56 MHz.
Texas Instruments will bis 2004 einenChip auf den Markt bringen, der die vierBasis-Funktionen für Mobiltelefone undPDA in sich vereint. Er soll dann sowohlfür das Energie-Management, dieSprachübertragung, Frequenzeinstellun-gen als auch für die Datenverarbeitungverantwortlich sein. Dies würde dieAnzahl der benötigten Bauteile in mobi-len Geräten auf eine CPU und 25 Kom-ponenten reduzieren. Weiterhin istgeplant, die Bluetooth- und WLAN-Tech-nik zur drahtlosen Datenübertragung aufkurzen Strecken zusätzlich zu integrieren.
MM Das IndustrieMagazin · 39/2002 9
Stuttgart (rk) – Hinsetzen und loslegen: Dass Schweißentatsächlich so einfach sein kann, davon konnte man sichauf der AMB am Stand von Rofin Baasel Lasertech,Starnberg, überzeugen. Beim Laserarbeitsplatz Star-Weld-Manual-Performance müssen per Joystick nur derpassende Parametersatz selektiert, die Werkstücke inPosition gebracht sowie scharf gestellt werden undschon lassen sich feine Schweißpunkte mit Durchmessernvon 100 µm bis 2,5 mm setzen oder Nahtschweißungenfertigen. Möglich macht dies die flexible Strahlkontrollesowie das Resonatorkonzept des Lasers, das Pulsfrequenzenbis zu 20 Hz, Pulsdauern bis 50 ms und Pulsenergien bis100 J erlaubt.
Das manuelle Schweißgerät ist mit einem gepulstenNd:YAG-Laser ausgerüstet, der wahlweise eine maximaleNennleistung von 40 oder 50 W liefert. Die zuschaltbare Feinschweißoptionermöglicht mit einem Spotdurchmesser kleiner als 0,25 mm feinste Schweißpunk-te und -nähte unterhalb von 100 µm.
Stuttgart (rs) – Das CNC-Bearbeitungs-system mit der Bezeichnung M9, das sichfür die besonders effektive und hochwer-tige Bearbeitung von EDM-Elektrodenund CNC-Kleinteilen eignen soll, stelltedie Datron Electronic GmbH aus Mühl-tal auf der AMB 2002 in den Mittelpunktder Präsentation. Die Maschine hat einePC-basierende CNC-Steuerung, die sichfür eine einfache Übernahme und schnel-le Verarbeitung auch großer CNC-Pro-gramme eignen soll. Dazu kommen einePräzisions-Schnellfrequenzspindel undein massiver Portalaufbau in Stahlguss.Mit Drehzahlen bis zu 60 000 min–1 derBearbeitungsspindel werden – insbeson-dere mit kleinen Werkzeugen – sehr kur-ze Maschinenlaufzeiten bei – so der Her-steller – hervorragender Bearbeitungs-qualität erreicht.
Optional ist ein Ausbaupaket zur Gra-fitbearbeitung verfügbar. Dieses bestehtaus einem Zentralschmiersystem undeiner Überdruckbeaufschlagung. Füreine effektive Staubabsaugung ist dieSchutzverkleidung für den Einsatz einesleistungsfähigen Staubabsaugsystems
ausgelegt. Die Standfläche des Bearbei-tungssystems beträgt 1350 mm 3 1450mm bei einem nutzbaren Arbeitsraumvon 400 mm 3 400 mm 3 300 mm. DerArbeitsweg der Z-Achse beträgt 200 mm.Diverses Zubehör erlaubt die Anpassungder Maschine an die Fertigungsaufgabe.
TICKERTECHNIK
ROFIN BAASEL LASERTECH
DATRON-ELECTRONIC
Bild
: Dat
ron-
Elec
tron
ic
Bild
: Rof
in B
aase
l
Laserarbeitsplatz ermöglicht filigrane Schweißungen
Feinste Schweißungensind die Domäne diesesLaserarbeitsplatzes.
Präzisionsbearbeitung mit kleinen Werk-zeugen ist die Stärke dieses CNC-Bearbei-tungszentrums.
CNC-Bearbeitungssystem für Elektroden und Feinmechanik

10 MM Das IndustrieMagazin · 39/2002
FIRMEN
Das 1994 gegründete und auf die Her-stellung von Schraubenkompressorenspezialisierte Familienunternehmen Ren-ner GmbH wächst rasant. Erst Anfangdes Jahres 2000 wurde ein neues Fabri-kations- und Verwaltungsgebäude imIndustriegebiet Güglingen bei Heilbronnbezogen. Die erheblich über dem Bran-chendurchschnitt liegenden Zuwachsra-ten bei Umsatz, Absatz und Personalerfordern einen Erweiterungsbau. Dererste Spatenstich für das moderne Fabri-kationsgebäude erfolgte in diesenTagen; bereits im Frühjahr 2003 sollendie Bauarbeiten abgeschlossen sein.
Ab 22. Oktober öffnet die 3. Paint-Tech,Internationale Fachmesse für Lackierungund Pulverbeschichten, für vier Tage ihreTore. Die diesjährige Veranstaltung hatmit 25% Zuwachs an Ausstellungsflächeund 15% Zuwachs an Ausstellern einenheftigen Sprung nach vorne gemacht.188 Hersteller und Anbieter präsentierenauf der Paint-Tech dem Fachpublikumneue Produkte und Innovationen für diewirtschaftliche Lackierung und Pulverbe-schichtung. Die Fachmesse findet in dererweiterten Messe Sinsheim statt.
Trotz eines schwierigen Umfelds hat dieBehr GmbH & Co. KG, Stuttgart, imersten Halbjahr des Geschäftsjahres 2002ihren Umsatz um 5% auf 1,21 Mrd. Eurosteigern können. Behr gehört als Spezia-list für Fahrzeugklimatisierung undMotorkühlung weltweit zu den führen-den Erstausrüstern bei PKW und Nutz-fahrzeugen. Horst Greidel, Vorsitzenderder Behr-Geschäftsführung, betont:„Wachstumsimpulse kamen im erstenHalbjahr 2002 vor allem aus dem Aus-land, insbesondere von Behr Americaund Frape Behr in Spanien.
Die Isra Vision Systems AG, Darmstadt,hat in den ersten neun Monaten des lau-fenden Geschäftsjahr das Ebit auf 2,1Mio. Euro fast verdoppelt. Das Ergebnisvor Steuern (EBT) wurde um über 52%auf 2,2 Mio. Euro gesteigert. Im Ver-gleich zu den ersten neun Monaten2000/2001 wuchsen Gesamtleistungund Umsatz um jeweils rund 37% bezie-hungsweise 36% auf 17,3 Mio. und 15,7Mio. Euro. Der operative Cashflow warmit rund 1 Mio. Euro positiv. Die Eigen-kapitalquote beträgt 83%.
TICKER
Perfekter Service aus dem Karton
SOFTWARE-LÖSUNGEN
Stuttgart (kf) – Ganz nach dem Marke-ting-Vorbild von Microsoft mit seinenOffice-Softwarelösungen hat DeckelMaho Gildemeister die DMG-Power-tools auf der IMTS in Chicago und aufder AMB in Stuttgart präsentiert. Beste-hend aus Programmier- und Trainings-software, Netservice, einem 3D-Simulie-rungsprogramm und einer Benachrichti-gungssoftware für Maschinenzustände,basieren die neuen Tools auf bereits ein-geführter Software und Dienstleistun-gen. Mit diesen Software-Tools könne derKunde seine Produktionsplanung verein-fachen, seine Maschinenverfügbarkeiterhöhen und seine Wartungskosten deut-lich senken, berichtete Gildemeister Vor-standsvorsitzender Dr. Rüdiger Kapitza.
Mit der Trainingssoftware könnenCNC-Ausbilder nahezu alle von derDMG eingesetzten Steuerungen abbildenund durch steuerungsidentische Tastatu-ren das Erlernen des Programmierenserleichtern. Über den DMG-Netservicekönnen Kunden den Servicetechnikernvon Gildemeister den direkten Zugriff aufdie Maschine zu Fehlerdiagnostik und
PC und Netze für Dienstleistungenim Maschinenbau nutzen
ELECTRONIC SERVICES
Stuttgart (dk) – Der Maschinen- und Anlagenbau tendiertmehr und mehr hin zu einem Dienstleistungsbereich. Dies wird eindeutig und insbesondere durch die zur Verfü-gung stehende Informations- und Kommunikationstechno-logie unterstützt. Über den aktuellen Stand der Techniksowie die Anwendung im Maschinen- und Anlagenbauberichtete Jens Waldau, Geschäftsführer der Siemens-Toch-ter ePS Network GmbH in Stuttgart. Gleichzeitig zeichneteWaldau ein Zukunftsszenario, wie sich die Dienstleistungenmit Hilfe der Elektronik weiter nutzen
lassen und wo der Trend hingeht. Laut Waldau wird bereits der Teleservice schonin vielfältiger, aber unterschiedlicher Weise und von zahlreichen Unternehmengenutzt. Inbetriebnahmeunterstützung, Fernwartung und Ferndiagnose seienbereits Realität. Um all die Möglichkeiten zu kanalisieren setzt Waldau und die ePSNetwork auf ein e-Service-Portal. Dieses soll trotz der Vielzahl möglicher Dienstenicht zu einer Vielzahl von Systemen führen. Trends sind nach Waldau insbeson-dere für den Prozess des Störungsmanagements, für die Online-Inspektion anWerkzeugmaschinen und generell für die Servicedienstleistungen zu erkennen.
-beseitigung ermöglichen. Der Zugriffauf die Maschine erfolgt über eine direk-te ISDN-Leitung und einen von Gilde-meister installierten ISDN-Router, derden Zugriff auf alle vernetzten Maschinenin einem Standort ermöglicht. Einwesentlicher Vorteil ist, dass Fehler ohneBesuch eines Wartungstechnikers dia-gnostiziert werden können. Dieser Ser-vice kostet monatlich ab 51 Euro proangeschlossene Maschine. Das Basis-paket mit dem nur einmal nötigen ISDN-Router und Software kostet ab 1480 Euro.
Bild
: DM
G
Grünes Licht für DMG-Maschinen: Überdie Direktverbindung kommuniziert derDMG-Servicepartner mit der Maschine alswäre er vor Ort.
Bild
: ePS
Net
wor
k

AKTUELLESMÄRKTE
Dezentraler Energiespeicher aus CFK wird ausgezeichnet
ILS-KONGRESS
Osterode (jk) – Sinkende Tarife, Förde-rung von regenerativen Energiequel-len und Kreislaufwirtschaft; aufgrunddieser Herausforderungen an dieEnergietechnik hat dasBMBF den Leitprojekt-Wettbewerb „Energieer-zeugung und -speiche-rung für den dezentralenund mobilen Einsatz“ausgeschrieben. Zu denGewinnern gehört dasKonzept eines energie-sparenden Schwung-massenspeichers mitHTSL-Magnetlager. Es wurde unterFederführung der RWE Piller GmbHentwickelt.
Vom Funktionsprinzip her bestehtdieser Schwungmassenspeicher auseinem CFK-Schwungring, der berüh-rungslos und daher reibungsfrei ineinem Magnetlager mit Hochtempe-
ratur-Supraleitern (HTSL) rotiert. DieUmwandlung von kinetischer in elek-trische Energie leistet ein Energie-wandler, bei dem die Standby-Verlus-
te mit Hilfe einer hoch-tourigen statorerregtenelektrischen Maschineverringert werden soll.Die Rotorkomponentendes Energiewandlers wer-den auf einem möglichstgroßen Radius in denSchwungring integriert,so dass sie ein Teil derEnergiespeicherfunktion
übernehmen. Dazu ist jedoch einehybride Faserverbundstruktur ausGlas und Kohlefasern mit unter-schiedlichen E-Modulen erforderlich.Vorgesehen sind rotationssymmetri-sche, zylindrische Rotoren mit einemzylindrischen äußeren Schwungring inCFK-Bauweise.
MM Das IndustrieMagazin · 39/2002 11
Generationswechselbei Command-SoftwareEttlingen/Stuttgart (ug) – Die Command AG in Ettlingen hat denGenerationswechsel ihrer ERP-Software Frida eingeläutet: CommandVorstand Günter Wiskot gab anlässlich eines Anwenderkongresses inStuttgart bekannt, dass die Unternehmenssoftware Frida ab demnächsten Release unter dem neuem Namen Oxaion ausgeliefert wer-de. Oxaion soll ab Mitte November verfügbar sein. Die Namensände-rung sei notwendig gewesen, weil sich die Technik vollkommen verän-dert habe und der alte Produktname dies nicht mehr zu transportierenvermöge, so Wiskot.
Trotz des Risikos, mit Frida eine bekannte Marke für den IBM-Mittel-standsrechner eServer iSeries (vormals AS/400) aufzugeben, siehtCommand mit der neuen Bezeichnung die Chance, sich am Markt fürUnternehmenssoftware mit einer modernen, objektorientierten undJava-basierten Lösung neu zu positionieren. Mit der Umbenennungwird die Software auf eine neue technische Basis gestellt: 3-Tier-Archi-tektur heißt das Zauberwort. Verfügte die Client-Server-Software Fridasozusagen über eine 2-Ebenen-Architektur, so weist der NachfolgerOxaion drei verschiedene Schichten auf: eine objektorientierte Daten-bankschicht, einen Java-Application-Server und eine Anwender-Schicht.
AUS FRIDA WIRD OXAION
Intelligente Leichtbau-Systeme
13. und 14. NovemberHannover



14 MM Das IndustrieMagazin · 39/2002
AKTUELLES
Edgar Schaal, Prokurist und Betriebsleiter derAprithan-Schaumstoff-GmbH, Abtsgmünd, wurdezum neuen Vorstandsvorsitzenden der Überwa-chungsgemeinschaft Polyurethan-Hartschaum e.V.(ÜGPU) mit Sitz in Stuttgart gewählt. Quasi seit sei-nem Arbeitsbeginn beim Dämmstoff-Spezialisten
Aprithan beschäftigt sich Schaal mit der Sicherung und Überwa-chung der Produktqualität und kann damit in seiner Funktion alsÜGPU-Vorstandsvorsitzender auf eine langjährige Erfahrung mitdem Güteschutz zurückgreifen.
Dipl.-Ing. Stephan Rojahn wurde vom Aufsichtsrat der Dürr AGmit Wirkung zum 1. Oktober zum ordentlichen Vorstandsmitgliedund mit Wirkung zum 1. Januar 2003 zum Vorstandsvorsitzendender Dürr AG bestellt. Dipl.-Wirtsch.-Ing. Hans Dieter Pötsch, derbisherige Vorstandsvorsitzende, wird das Unternehmen zum 31.Dezember auf eigenen Wunsch verlassen und bei der VolkswagenAG in den Vorstand eintreten.
Andreas Schumacher hat bei der Kalmar Flur-förderzeuge Vertriebs GmbH, Hamburg, die Posi-tion des Direktors für Vertrieb und Marketing über-nommen. Bis Mitte 1998 war er bereits bei Kalmarals Verkaufsleiter tätig. Schumacher verfügt überumfassende Erfahrungen im Vertrieb von Gabelsta-
plern und bringt damit beste Voraussetzungen für seine neue Auf-gabenstellung mit.
Hans-Peter Bauer tritt mit sofortiger Wirkung sein Amt als VicePresident und General Manager Central European Region bei Sym-antec an und löst damit Hans-Günther Brosius ab. Der ehemaligeIBM-Manager zeichnet in seiner Position verantwortlich für sämt-liche Vertriebs- und Marketingaktivitäten in Zentral- sowie Osteu-ropa. Vor seinem Wechsel war der 48-Jährige als Vice President, Soft-ware Group Central Europe der IBM Deutschland GmbH tätig.
Dr. Annnette Zimmermann ist seit Septemberneue Leiterin des Berliner Büros der BASF. Sie wirdkünftig den Dialog zwischen der Politik und demUnternehmen in Berlin koordinieren. Die neue„Politikchefin“ der BASF verfügt über internationa-le Berufserfahrung im operativen Geschäft, in der
Unternehmensplanung und in der Unternehmenskommunikation.
Hans-Erdmann Schönbeck, ehemaliger Präsident des Verbandesder Automobilindustrie (VDA), vollendete am 9. September sein 80.Lebensjahr. 1984 trat Hans-Erdmann Schönbeck das Amt des VDA-Präsidenten an. Während seiner vierjährigen Amtszeit, die er aufeigenen Wunsch beendete, hat sich Schönbeck bleibende Verdiens-te um die deutsche und europäische Automobilindustrie erworben.
Dr. Gerhard Kleineidam ist neuer Vorstandsvorsitzender der Lei-ca Microsystems AG, Wetzlar. Er löste zum 1. September HorstWegener ab, der in den vergangenen 13 Jahren das Unternehmenvon einer ehemaligen Produktgruppe des in St. Gallen/Schweizansässigen Unternehmens in ein eigenständiges, von Wachstumgeprägtes Unternehmen geführt hat und als stellvertretender Vor-sitzender in den Aufsichtsrat des Unternehmens wechselt.
PERSONEN

MM Das IndustrieMagazin · 39/2002 15
Die Feuerverzinker klagen der-zeit über Kostendruck, was auchfür ihre Kunden kaum ohne Fol-gen bleiben dürfte. Angaben desInstituts Feuerverzinken, Düs-seldorf, zufolge wollen die meis-ten Verzinkereien den Kostenan-stieg an ihre Abnehmer weiter-geben. Insgesamt müssen sichdiese auf Preiserhöhungen um5% einstellen. Der Kostendruckin der Feuerverzinkungsbrancheresultiert aus höheren Lohnkos-ten und höheren Ausgaben fürEnergie.
Die Vorteile flexibler Arbeits-zeitmodelle liegen auf derHand – auch für KMU. Arbeits-zeitflexibilisierung bietet für alleBeteiligten einen Mehrfachnut-zen. Darüber zu informieren
und zu diskutieren, das ist dasZiel des Best-Zeit-Workshops,der am 26. September in Düs-seldorf im Haus der Arbeitgeberstattfindet. Eine Online-Anmel-dung ist möglich unterhttp://best-zeit.de/AZFPra-xis/OnlineAnmeldung_work-shop0926.htm
Nicht nur internationale Groß-konzerne, auch kleine undmittelständische Unternehmenkönnen von den neuen Mög-lichkeiten profitieren, diemoderne Informationstechnikwie das Internet bietet. Das Sym-posium „E-Commerce – abersicher!“ am 10. Oktober imGroßen Saal der IHK Darmstadtwendet sich an Teilnehmer ausWirtschaft, Wissenschaft undVerwaltung. Das Programm istabrufbar unter www.sit.fhg.
de/germany/. Die Teilnahmeist kostenfrei. Die Anmeldungerfolgt per E-Mail oder telefo-nisch bis 7. Oktober an Dr.Harald Baier, [email protected] beziehungsweiseTel. (0 61 51) 16 61 65.
Die fortschreitende IntegrationEuropas bedingt eine Umstel-lung auf europäische Werkstof-fe. Die Kenntnisse der neuenBezeichnungssysteme undWerkstoffsorten sowie der Prak-tiken zur Umstellung müssen inden Unternehmen – zur Erhal-tung ihrer Wettbewerbsfähigkeit– verfügbar sein und umgesetztwerden. Am 14. November fin-det eine Tagung zu diesem The-ma in Leinfelden-Echterdingenstatt, am 26. November in Mül-heim. Im Verlauf der Tagungwerden Grundsätze der europä-
ischen Werkstoffumstellungerläutert und Hilfen ermittelt.Informationen unterwww.tagungen.din.de
Die RWE Solutions AG, Frank-furt, hat die Turbo-Service undHandel GmbH (TSH), Duis-burg, übernommen und damitihre Dienstleistungen für Indus-triekunden erweitert. Zusam-men mit der SGB MaschinenService GmbH, Regensburg,einem Tochterunternehmen derRWE Solutions AG, soll die TSHals Komplettanbieter für Turbo-sätze auf dem Markt agieren.TSH beschäftigt derzeit amStandort Duisburg 64 Mitarbei-ter und erwirtschaftet einenUmsatz von 9,3 Mio. Euro. SGBerzielt mit 180 Mitarbeitern andrei Standorten einen Umsatzvon 28 Mio. Euro.
AKTUELLESMÄRKTE
KURZ NOTIERT


18 MM Das IndustrieMagazin · 39/2002
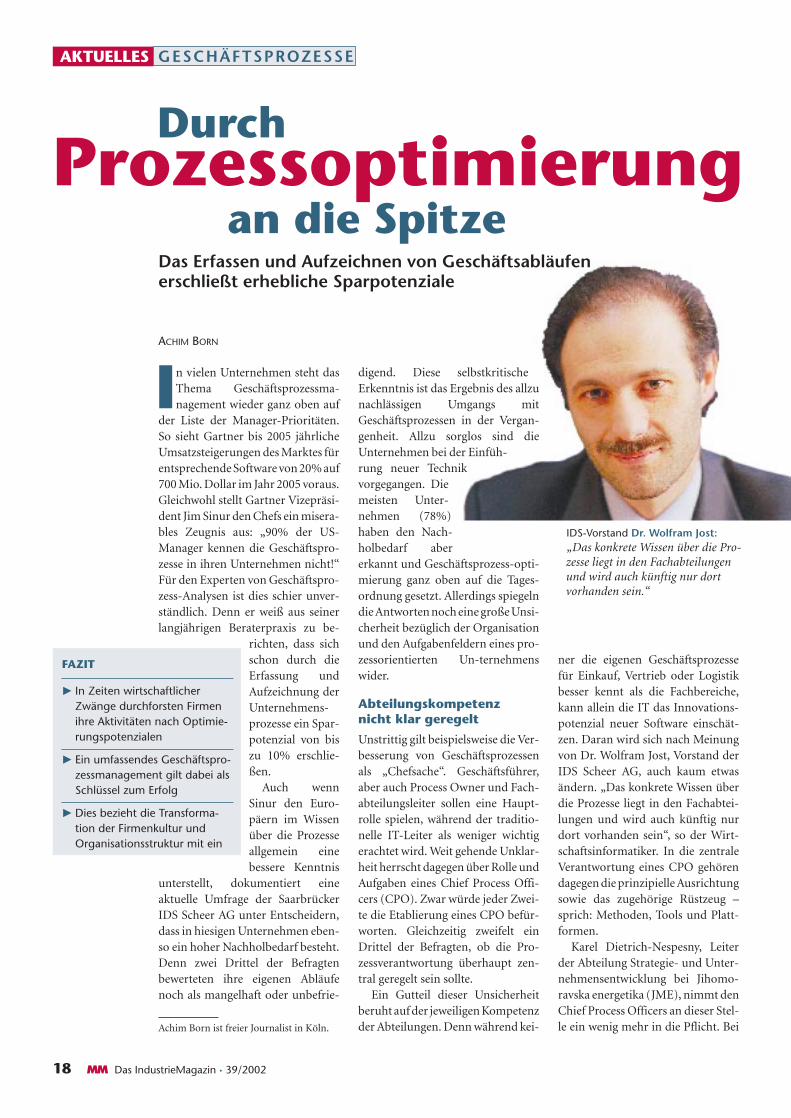
AKTUELLES GESCHÄFTSPROZESSE
In vielen Unternehmen steht dasThema Geschäftsprozessma-nagement wieder ganz oben auf
der Liste der Manager-Prioritäten.So sieht Gartner bis 2005 jährlicheUmsatzsteigerungen des Marktes fürentsprechende Software von 20% auf700 Mio. Dollar im Jahr 2005 voraus.Gleichwohl stellt Gartner Vizepräsi-dent Jim Sinur den Chefs ein misera-bles Zeugnis aus: „90% der US-Manager kennen die Geschäftspro-zesse in ihren Unternehmen nicht!“Für den Experten von Geschäftspro-zess-Analysen ist dies schier unver-ständlich. Denn er weiß aus seinerlangjährigen Beraterpraxis zu be-
richten, dass sichschon durch dieErfassung undAufzeichnung derUnternehmens-prozesse ein Spar-potenzial von biszu 10% erschlie-ßen.
Auch wennSinur den Euro-päern im Wissenüber die Prozesseallgemein einebessere Kenntnis
unterstellt, dokumentiert eineaktuelle Umfrage der SaarbrückerIDS Scheer AG unter Entscheidern,dass in hiesigen Unternehmen eben-so ein hoher Nachholbedarf besteht.Denn zwei Drittel der Befragtenbewerteten ihre eigenen Abläufenoch als mangelhaft oder unbefrie-
digend. Diese selbstkritischeErkenntnis ist das Ergebnis des allzunachlässigen Umgangs mitGeschäftsprozessen in der Vergan-genheit. Allzu sorglos sind dieUnternehmen bei der Einfüh-rung neuer Technikvorgegangen. Diemeisten Unter-nehmen (78%)haben den Nach-holbedarf abererkannt und Geschäftsprozess-opti-mierung ganz oben auf die Tages-ordnung gesetzt. Allerdings spiegelndie Antworten noch eine große Unsi-cherheit bezüglich der Organisationund den Aufgabenfeldern eines pro-zessorientierten Un-ternehmenswider.
Abteilungskompetenznicht klar geregelt
Unstrittig gilt beispielsweise die Ver-besserung von Geschäftsprozessenals „Chefsache“. Geschäftsführer,aber auch Process Owner und Fach-abteilungsleiter sollen eine Haupt-rolle spielen, während der traditio-nelle IT-Leiter als weniger wichtigerachtet wird. Weit gehende Unklar-heit herrscht dagegen über Rolle undAufgaben eines Chief Process Offi-cers (CPO). Zwar würde jeder Zwei-te die Etablierung eines CPO befür-worten. Gleichzeitig zweifelt einDrittel der Befragten, ob die Pro-zessverantwortung überhaupt zen-tral geregelt sein sollte.
Ein Gutteil dieser Unsicherheitberuht auf der jeweiligen Kompetenzder Abteilungen. Denn während kei-
ner die eigenen Geschäftsprozessefür Einkauf, Vertrieb oder Logistikbesser kennt als die Fachbereiche,kann allein die IT das Innovations-potenzial neuer Software einschät-zen. Daran wird sich nach Meinungvon Dr. Wolfram Jost, Vorstand derIDS Scheer AG, auch kaum etwasändern. „Das konkrete Wissen überdie Prozesse liegt in den Fachabtei-lungen und wird auch künftig nurdort vorhanden sein“, so der Wirt-schaftsinformatiker. In die zentraleVerantwortung eines CPO gehörendagegen die prinzipielle Ausrichtungsowie das zugehörige Rüstzeug –sprich: Methoden, Tools und Platt-formen.
Karel Dietrich-Nespesny, Leiterder Abteilung Strategie- und Unter-nehmensentwicklung bei Jihomo-ravska energetika (JME), nimmt denChief Process Officers an dieser Stel-le ein wenig mehr in die Pflicht. Bei
Durch Prozessoptimierung
an die SpitzeDas Erfassen und Aufzeichnen von Geschäftsabläufenerschließt erhebliche Sparpotenziale
ACHIM BORN
Achim Born ist freier Journalist in Köln.
FAZIT
P In Zeiten wirtschaftlicherZwänge durchforsten Firmenihre Aktivitäten nach Optimie-rungspotenzialen
P Ein umfassendes Geschäftspro-zessmanagement gilt dabei alsSchlüssel zum Erfolg
P Dies bezieht die Transforma-tion der Firmenkultur undOrganisationsstruktur mit ein
IDS-Vorstand Dr. Wolfram Jost:„Das konkrete Wissen über die Pro-zesse liegt in den Fachabteilungenund wird auch künftig nur dortvorhanden sein.“


20 MM Das IndustrieMagazin · 39/2002
AKTUELLES GESCHÄFTSPROZESSE
der Brünner Eon-Tochter, die in denkommenden beiden Jahren zu einerprozessgesteuerten Organisationausgestaltet wird, soll der CPO sämt-liche Prozesse im Unternehmen defi-nieren und entwickeln.
Das Chemieunternehmen Che-metall siedelt wiederum das BusinessReengineering direkt unter dem Vor-stand an und damit auf der Organi-sationsebene von Zentraleinkauf, ITund den vier Geschäftseinheiten. Aufdie Prozessorientierung greift manbei Tochter von Dynamit Nobelzurück, um in drei Phasen das Sup-ply Chain Management zu optimie-ren. Die Ausgangslage war in demUnternehmen charakterisiert vonunterschiedlichen Planungsprozes-sen innerhalb der Chemetall-Grup-pe, fehlender Integration der rele-vanten Personen im Planungspro-zess, ungenügender Berücksichti-gung lagerrelevanter Ereignisse,
fortwährender Änderung der Pro-duktionspläne sowie dem Fehleneines integrierten Planungssystems.
Schnelle Prozessabläufe zeigen enorme Erfolge
Die Beschleunigung und Vereinfa-chung der Prozesse wurde unteranderem durch die Einführung eines„Demand Management“ realisiert.Ein so genannter Demand Managersteuert den Fluss sämtlicher Infor-mationen aus Planung, Produktion,Verkauf, Lager und Logistik. Mitansehnlichem Erfolg: Die Lieferter-mintreue wurde um 95% gesteigertund es wurden „stabile“ Produk-tionspläne erzielt. In der zweitenProjektphase ist die Einrichtungeines Demand Managers auf euro-päischer Ebene fest eingeplant.
Chemetall beschreitet damiteinen Weg, den der DübelspezialistFischer schon vor rund einem Dut-
zend Jahren einschlug. Weil in dereigentlichen Produktion nach festerÜberzeugung des Managementskaum noch Verbesserungen zuerwarten waren, legte man bei demWaldachtaler Mittelständler denFokus auf die Verbesserung der indi-rekten Prozesse, insbesondere derlogistischen. Verringerte Lagerbe-stände, verlässliche Termindisposi-tion und nahezu 100%ige Liefer-treue können die Fischer-Werkedurch ihre nunmehr integrierte,optimierte interne Lieferkette aufder Habenseite verbuchen. Nebensystemtechnischer Neuerung zeich-nen sich für diese Verbesserungen zugleichen Teilen organisatorischeÄnderungen „verantwortlich“. DieMitarbeiter in den BereichenUmsatz-/Absatzplanung, Disposi-tion und Beschaffung sind nun übersämtliche Veränderungen desBedarfs und der Verfügbarkeit stän-
AKTUELLESGESCHÄFTSPROZESSE
MM Das IndustrieMagazin · 39/2002 21
dig informiert und können deshalbHand in Hand arbeiten. Die Prozess-orientierung nimmt bei der Unter-nehmensgruppe Fischer inzwischenauch schon in der Benennung dereinzelnen Positionen Gestalt an.Alfred Haas, von Beginn an dabei,nennt sich heute Leiter ServiceGeschäftsprozesse im Geschäftsbe-reich Bautechnik.
Vor noch gar nicht langer Zeit hät-te man Haas als IT-Leiter oder CIObezeichnet. Nick Leyland von derBeratungsgesellschaft AMS ist über-zeugt, dass der Schwerpunkt der Auf-gaben eines CIO sich künftig in Rich-tung Abläufe und Prozesse verlagernwird. Er schlägt deshalb den IT-Ver-antwortlichen vor, in die Rolle eines
CPO zu schlüpfen. Auch für IDS-Vorstand Jost stellt dies eine mögli-che neue Aufgabe für den oberstenIT-ler im Unternehmen dar. Unge-achtet dessen werde der IT-Bereichstärker in die Pflicht genommen, sichbei der Gestaltung der Infrastrukturweniger von der Technik, sondernvon neuen Geschäftsideen oder Pro-zessen leiten zu lassen. MM
P IDS Scheer AG
P Unternehmensgruppe Fischer
P Grundlagen der Prozessanalyseund Prozessoptimierung
www.maschinenmarkt.de
Erfolgsfaktorenc klare Verpflichtung des (Top-)Managements c Kommunikation von Strate-gie, Vorgehen und Zielsetzungc ausgeprägtes, praxisorientier-tes Methoden-, Produkt- undBranchenkenntnissec Fachwissen der Beratungs-partner c Abwendung vom Status quoc Konzentration auf die wett-bewerbskritischen primärenGeschäftsprozessec Reorganisation der sekundä-ren Geschäftsprozessec multidimensionale Steuerung(Kundenzufriedenheit, Zeit,Qualität, Kosten)c permanente Sensibilisierungund Integration der betroffenenMitarbeiterc ausreichendes Budget für dieUmsetzungc Einbindung von Kunden undKundenbedürfnissenc praxiserprobtes Vorgehens-modellc Institutionalisierung des Pro-zessmanagements
Misserfolgsfaktorenc mangelnde Beteiligung des(Top-)Managementsc keine „sichtbare“ Führungc mangelnde Zieldefinitionc mangelnde strategische Kon-zeptionc technische statt strategischerund organisatorischer Ausrich-tungc kein übergreifender Prozess-ansatzc reine Kostenreduzierungc unflexible Mitarbeiterc Erhaltung des Status quoc pessimistische Grundhaltungund Angstc umfassende Widerstände inder Organisationc Vernachlässigung der Mitar-beiterbefürchtungenc unkoordinierte, parallele Pro-jektaktivitätenc unzureichende Budgetmittelfür die Umsetzungc fehlende Vorgehensmethodikc ständig wechselnde Projekt-mitarbeiterc stark theorieorientierter Pro-jektansatz
Umsetzung strategischer Veränderungen mit Hilfe des Prozessmanagements
Quelle: JME

22 MM Das IndustrieMagazin · 39/2002
AKTUELLES LOGISTIK
Auf dem Kranmarkt inDeutschland tut sich was,und weil das in erster Linie
betroffene Unternehmen weltweitaktiv ist, hat das auch auf den inter-nationalen Markt Auswirkungen:Der taditionsreiche KranherstellerDemag aus Wetter wechselt abermalsseinen Besitzer. Das Unternehmenwar aus den 1819 in Wetter an
der Ruhr gegründetenMechanischen Werk-stätten Harkort & Co.hervorgegangen. 1992wurde der Demag-Konzern neu gegliedertund die MannesmannDemag FördertechnikAG ausgegründet. 1997folgte die Umfirmie-rung in Mannesmann
Dematic AG. 2000 schließlich wur-de Mannesmann Dematic Bestand-teil der Unternehmensgruppe AtecsMannesmann, die von der SiemensAG übernommenwurde. Die DemagCranes & Compo-nents GmbH wurdedaraus ausgegrün-det.
Jetzt verkauft Sie-mens den Kranher-steller mit anderenGeschäftsaktivitä-ten an den ameri-kanischen Finanz-investor KohlbergKravis Roberts &Co. L.P. (KKR). Die in Wetter ansässige Demag Cranes & Compo-
nents GmbH löst Materialfluss-,Logistik- und Antriebsaufgaben. Miteinem Geschäftsvolumen von rund750 Mio. Euro im Jahre 2001 ist dasUnternehmen einer der Weltmarkt-führer bei Kranen und Hebezeugen.In sechs deutschen Werken sowie in20 Auslandsgesellschaften sind rund6600 Mitarbeiter beschäftigt.
Bei Demag selbst sieht man dieEntwicklung durchaus positiv.Dipl.-Ing. Alfred Hack, seit 1993 beiDemag als Geschäftssegmentleiterfür Prozesskrane verantwortlich,
sieht keine Auswirkungen auf dengesamten Markt und ergänzt: „Nachdem Verkauf werden sich ebenso amEinkaufverhalten unserer Kundengegenüber der Demag Cranes &Components keine wesentlichenVeränderungen ergeben. Es gibtnatürlich Einzelfälle, denen wirjedoch keine große Bedeutung bei-messen. Wir sind als Demag in derjetzigen Konstellation gut aufge-stellt.“ Wettbewerber registrierenallerdings doch eine gewisse Unruhebei den Händlern, wenn es um die
Zukunft geht.Den Markt der
Brückenkrane inDeutschland in eineendgültige Zahl zufassen, sieht HaraldWassermann, Ge-schäftsführer derzum finnischenDemag-Hauptwett-bewerber Kone-cranes gehörendenKonecranes T & HGmbH in Ansbach,als schwierig an,stellt allerdings fest:„Der Markt ist imVergleich zu 2001
Wettbewerbwird immer härter
Der Brückenkranmarkt in Deutschlandhat einen starken Preisverfall hinter sich
ROLF TILLERT
FAZIT
P Der Kranhersteller Demagwechselt den Besitzer
P Das Tal des Kranmarkt-volumens ist erreicht
P Die kompakte Bauweisegewinnt an Bedeutung
Dipl.-Ing. Alfred Hack, als Geschäfts-segmentleiter bei der Demag Cranes &Components GmbH, Wetter, für Prozess-krane verantwortlich: „Wir sind als Demagin der jetzigen Konstellation gut aufge-stellt.“
Anzeige
Bild
:Dem
ag
MM Das IndustrieMagazin · 39/2002 23
um etwa 30% zurückgegangen, wobei regionale Unterschiedeunsererseits festzustellen sind.“ Es gibt Schätzungen, die von5500 bis 6000 Kranen Marktvolumen ausgehen. Harald Wasser-mann blickt trotz des Rückgangs optimistisch in die Zukunft:„Das Tal des Kranmarktvolumens dürften wir erreicht haben.Jedoch die Volumen der Jahre 1999 und 2000 werden stück-zahlmäßig nicht mehr erreicht werden.“ Bei der Hadef Heinrichde Fries GmbH in Düsseldorf meint man: „Der Wettbwerb spe-ziell im Serienbereich von Brückenkranen wird sich in dennächsten Jahren noch verschärfen, die schon vorhandene Tatsa-che der nicht mehr profitablen Fertigung in Deutschland wirdzu weiteren Verlagerungen ins Ausland führen.“
Auf einen anderen Aspekt weist Thomas Scheffer, geschäfts-führender Gesellschafter der Scheffer Krantechnik GmbH inSassenberg, hin: „Der Brückenkranmarkt hat in den letzten fünfJahren einen starken Preisverfall erlebt. Durch den Einstieg wei-terer Global Player in den deutschen Markt wurde diese Ent-wicklung noch verschärft.“ Besonders ist dies im Bereich Stan-dardkrane zu spüren. Demag-Manager Alfred Hack betrachtetdie Preissituation ebenfalls als wichtiges Thema: „In einem gesät-tigten Kranmarkt liegt der Hauptfokus auf der Kostenseite. Dasind wir – wie alle anderen Hersteller – natürlich bemüht invorderster Reihe mitzuspielen.“
Projektvorhaben liegen in den Schubladen
Zuversichtlich zeigt sich Martin Rothe, Geschäftsführer der SWFKrantechnik GmbH in Mannheim: „Wir erwarten im nächstenJahr eine deutliche Belebung des Kranmarkts. Der Bedarf ist da,die Projektvorhaben liegen in der Schubladen. Was uns fehlt,sind das Vertrauen in den deutschen Markt und somit der not-wendige Optimismus und Mut. Wir sind aber zuversichtlich,dass sich die derzeit negative Stimmung in Deutschland bis Mit-te nächsten Jahres drehen wird.“ „Offen gesagt, ich wunderemich, wo das alles hingeht, auch in heutiger Zeit“, gibt ManfredBöttcher, Gründer und Chairman der Kühnezug Fördertechnik,GmbH, Hamburg seinen Gedanken Ausdruck. Böttcher, der dieUnternehmensleitung in die Hände seines Sohnes Jan überge-ben hat und sich heute besonders dem Arbeitsgebiet Fernostwidmet, wo das Unternehmen sehr aktiv ist, glaubt: „Eine Markt-sättigung sehe ich daher nicht.“
Unterschiedliche Bedeutung messen die Unternehmen Im-und Export bei. Bisher nur eine geringe Bedeutung hat nach Mei-nung von Thomas Scheffer der Import. Scheffer betont: „Da wirauch heute noch im Gegensatz zu vielen Marktbegleitern vollauf den Standort Deutschland setzen, produ-zieren wir für unsere Kunden auch inDeutschland, nämlich im Werk Sassen-
AKTUELLESLOGISTIK
Thomas Scheffer, geschäftsführenderGesellschafter der Scheffer KrantechnikGmbH in Sassenberg: „Da wir vollauf den Standort Deutschlandsetzen, produzieren wir auchin Deutschland.“
Bild
:Sch
effe
r

24 MM Das IndustrieMagazin · 39/2002
berg.“ Zu den Ausfuhren meint Demag-Manager Alfred Hack:„Der Export ist ein wichtiges Thema für die deutschen Herstel-ler. Hier sind wir gut positioniert.“ Etwas anders ist die Situa-tion bei dem ebenfalls global agierenden Konecranes. „DerExport“, so Harald Wassermann, „hat nicht die Bedeutung, daKonecranes in jedem Land mit eigenen Operationen oder Ver-tretungen in den wichtigsten Industrieländern weltweit vertre-ten ist. Krane stellen wir vor Ort her.“
Nicht nur auf dem Markt tut sich etwas, sondern auch bei dertechnischen Entwicklung. Harald Wassermann erwartet bei-spielsweise, dass der Einzug stufenloser Antriebssysteme fürHubwerke, Katz- und Kranfahrt weiter vorangehen wird. „Diekompakte Bauweise", so Wassermann außerdem, „wird anBedeutung gewinnen, da große Einsparungspotenziale imBereich der Industriehallen und damit verbundenen Kosten, wieBaufläche oder Betriebskosten, liegen.“ In diese Richtung gehtauch Kühnezug. Weil jeder Zentimeter zählt, hat man den Oval-plus-Ovalträgerkran mit extra kurzer Bauhöhe entwickelt. Jeniedriger die Halle, desto niedriger ist die Investitionssumme beieinem Neubau auch für die Heizung.
Betriebsüberwachungssysteme werden Standard
„Neue Konstruktionen“, so Wassermann, „werden auch dieInstandhaltungskosten für Krananlagen reduzieren. Darüberhinaus werden Betriebsüberwachungssysteme der Krananlagenzum Standard werden.“ Auf eine andere Tendenz weist AlfredHack hin: „Es gibt im Bereich der elektronischen Datenübertra-gung Entwicklungen, die sich aus dem Internet ergeben, mitumfassenden Möglichkeiten.“
Die Anforderungen an ein Kransystem werden primär vondem jeweiligen Einsatzbereich geprägt. So auch bei der TheisStahltechnologie, Frie-drich Gustav Theis Kalt-walzwerke GmbH, inHagen. Dort müssen diebeiden eingesetztenAbus-Hallenkrane be-sondere Ansprüche inBezug auf das genaueHandling von Coils,Glüh-, Schutz- undKühlhauben erfüllen.Dazu müssen besondereHubwerke verwendetwerden. MM
Martin Rothe, Geschäftsführerder SWF Krantechnik GmbH,Mannheim: „Wir erwarten imnächsten Jahr eine deutlicheBelebung des Kranmarkts.“
AKTUELLES LOGISTIK
Bild
: SW
F
P Demag Cranes &Components GmbH
P Scheffer Krantechnik GmbH
P SWF Krantechnik GmbH
P Konecranes-Konzern
P Hadef Heinrich de Fries GmbH
P Kühnezug Fördertechnik GmbH
P Abus Kransysteme GmbH
www.maschinenmarkt.de


PRODUKTION LOGISTIK
26 MM Das IndustrieMagazin · 39/2002
Mit einer neuen Transfer-wagenlösung kann eineder ältesten deutschen
Glashütten ihre erweiterten Ver-packungskapazitäten professionellkoordinieren. Im Zuge von Ausbauund Rationalisierung des „KaltenEndes“ der Hohlglasproduktion
mussten sechszusätzliche Verpa-ckungslinien in Be-trieb gehen. Dazuwurde ein neuerGebäudeteil errich-tet. Es stellte sichjedoch die Aufgabe,die in der neuenHalle beladenenPaletten an diebereits zuvor aufKapazitätserweite-rung ausgelegte,
hoch leistungsfähige Doppel-schrumpfanlage in einer gegenüber-liegenden Halle heran zu fördern.Dort wird bereits in drei Linien ver-
packt. Ein Transferwagensystem vonBaust aus Langenfeld war die Lösungder Wahl.
Das Transferwagensystem be-dient nun die auf hohe Auslastungkonzipierte Doppelschrumpfanlagevon allen Verpackungslinien aus. Fürdiese rationelle Lösung war aller-dings ein Lastenheft von enormemUmfang abzuarbeiten. Allein dasMengengerüst für die Förderleistungbesagt, dass täglich 1200 Paletten vonden neuen Verpackungslinien an dieSchrumpfstation in der bestehendenHalle heranzuführen sind. Außer-dem muss der Transferwagen einebefahrene Straße überqueren, diesich zwischen den Hallen befindet,und das mit Transportgut, das zumempfindlichsten überhaupt zählt:Hohlglas.
Wagen erhält von mehreren Stationen Fracht
Der Spezialist für Materialflusssyste-me Baust & Co. GmbH aus Langen-feld hat aus zahlreichen Projektengroße Erfahrung mit vielen verschie-denen Ausführungen von Transfer-wagen. Über besondere Eigenschaf-ten verfügen die Transferwagen derXL-Line. Diese waren für die Aus-wahl ausschlaggebend. Aufgrundder hohen Anforderungen an dieGesamtkonzeption kam nur eineausgereifte Hightechlösung in Frage.
Das Transferwagensystem BX6000 überbrückt in der Glashütteeine Strecke von rund 90 m. Davonbefinden sich 10 m im Outdoor-
Bereich. Von mehreren bauseitigenÜbergabestationen erhält der Trans-ferwagen seine bis zu 2800 mm hohePalettenfracht. Das Ladegut bestehtaus Hohlglasprodukten, meistGetränkeflaschen unterschiedlicherGröße. Diese werden sorgfältiggestapelt und auf Paletten gefördert.Die einzelnen Lagen sind durchdazwischen gelegte Papptrays ge-trennt. Bei Getränkeflaschen spielenReinheit und Hygiene eine großeRolle. Deshalb muss schon beiminnerbetrieblichen Weitertransportstreng darauf geachtet werden, dassweder Verunreinigungen an die Sta-pel herangetragen werden, nochFremdkörper in die Flaschen ein-dringen können – speziell beim Pas-sieren des Outdoor-Bereichs. DerTransferwagen ist deshalb komplettwetterfest gekapselt (Bild 1), also„dicht“, seine Konstruktion ist mit Aluminiumblech verkleidet.Dadurch schützt er auch im Out-door-Bereich das Transportgut sorg-fältig.
Der Transferwagen ist vierplätzigausgelegt. Das heißt, vier komplette,voll beladene Palettenstapel findenauf ihm Platz. Weil jede Palette bis zu1,5 t wiegen kann, spricht der Fach-mann auch vom Schwerlasttransfer-wagen. Die beladenen Paletten ste-hen quer zum Wagen, drei Größenfinden auf ihm Platz: Euro-, Indus-trie- und Brauereipaletten, alle1200 mm lang, aber unterschiedlichbreit. Um die unterschiedlichen For-mate sauber und sanft übernehmenund korrekt anordnen zu können,verfügt der Transferwagen über vierfünfspurige Kettenförderer (Bild 2).Sobald die Paletten mit dem Trans-
Wetterfester
TransporterMaterialflusssystem mit Transferwagen sorgt für optimale Anlagenauslastung
Weitere Informationen: Baust & Co.GmbH, 40764 Langenfeld, Tel.(0 21 73) 27 09-0, Fax (0 21 73) 27 09-40,[email protected]
FAZIT
P Ein Transferwagensystembedient die Doppelschrumpf-anlage einer Glashütte
P Die Hohlglasprodukte werdensorgfältig gestapelt und aufPaletten gefördert
P Für den Befehlsaustausch sindDatenlichtschranken verant-wortlich
Bild 1: Für denAußenbereich istder Transferwagenwetterfest verkap-selt.

MM Das IndustrieMagazin · 39/2002 27
portgut in Position sind, tritt einerder insgesamt vier elektromotorischbetriebenen Niederhalter in Aktionund gibt so zusätzliche Stabilisierungvon oben.
Die Außenmaße des Transferwa-gens betragen 6000 mm in der Län-ge, 3000 mm in der Breite und4000 mm für die Höhe. Zum Be- undEntladen verfügt er über seitlichinstallierte Schnelllauftore, die dieempfindliche Ladung unter Ver-schluss halten. Der Transferwagenhat ein sanftes Anlaufverhalten, dasüber Gleichstromantriebe geregeltwird. So bringt er die aufgestapelteProduktion zur Weiterverpackungan die Schrumpfstation.
Wenn der Transferwagen in derHalle mit der Doppelschrumpfanla-ge angekommen ist, kann er nachwenigen Metern die beladenen Palet-ten dort abgeben. Über eine genauabgestimmte Übergabestation rollendie Paletten zum Schrumpfen undanschließend zum Versand oder indas Zwischenlager. Der Transferwa-gen selbst nimmt auf dem Rückwegzur Verpackungslinie auch dortbenötigtes Material mit, wie bei-spielsweise Leerpaletten oder Trays.Die ursprüngliche Verpackungsliniemit drei Straßen besteht weiter undwird über einen reinen Indoor-Transferwagen bedient.
Vier Sektionaltoreöffnen automatisch
Die Fahrschiene für den wetterfestgekapselten Wagen ist bodenbündigverlegt. Über diese gleitet er laut Her-steller sicher und souverän. Schleu-sen an den beiden Gebäudeendenmit insgesamt vier Sektionaltorenwurden so installiert, dass sie auto-matisch öffnen und schließen, umden Transferwagen passieren zu las-sen. Wenn das Fahrzeug mit seinenbis zu 2800 mm hoch beladenen undinsgesamt bis zu 6 t schweren Palet-ten das „Kalte Ende“ der Produktiondurchquert, ist höchste Sicherheitgeboten. Über Absolutgeber undMessrad erfolgt eine ständige Entfer-nungsmessung, so dass das Systemkontinuierlich über den Standortinformiert ist. Sobald die Abgabesta-tion das Signal „Gefüllte Palette
abholen“ gibt, fährt der Transferwa-gen automatisch heran und führt dieÜbernahme durch. Die Steuerungerfolgt über eine stationäre SPS undüber eine auf dem Wagen imple-mentierte zweite Steuerung. Für denBefehlsaustausch sind Datenlicht-schranken verantwortlich. Das ge-samte Steuerungspaket wurde vonBaust entwickelt. Es regelt neben denfördertechnischen Funktionen auchdie Schleusenfunktionen und dieBeampelung zur Überquerung derzwischen den Hallen liegenden Fahr-straße. Die Sicherheit von Personenwird über Scanner und Bumper rea-lisiert.
Die Implementierung anspruchs-voller Transferwagensysteme erfor-dert umfangreiches Know-how beiden mechanischen Komponentenebenso wie bei der Automatisierung.Der Auftraggeber wollte die vielenSchnittstellen nicht selbst verant-worten und bediente sich deshalbder Erfahrung der Spezialisten vonBaust. Ähnliche Konstruktionensind in vielen Industriebereichen imEinsatz, unter anderem in der Sani-tärindustrie, der Papierindustrieoder der Holzindustrie. MM
PRODUKTIONLOGISTIK
P Baust & Co. GmbH
P Transferwagen
P Bundesvereinigung Logistik e.V.
www.maschinenmarkt.de
Bild 2: Fünfspurige Kettenfördererbedienen alle verwendeten Paletten-formate.

PRODUKTION LOGISTIK
28 MM Das IndustrieMagazin · 39/2002
Die Maschinen des Pump-speicherwerks, das derEnergieerzeuger Veag Ver-
einigte Energiewerke AG im Innerneines thüringischen Berges baut,werden vor allem mithilfe von zweiSchwerlastkranen installiert. Kop-pelt man die von Demag geliefertenZweiträger-Laufkrane optoelektro-nisch zu einem Tandem, erreichensie die beachtliche Gesamttragfähig-keit von 530 t. Die größte Heraus-forderung für den Hersteller waraber nicht die Stärke der Krane, son-dern deren Montage. Schließlich istder Einsatzort eine mehr als 1 km tiefim Fels angelegte Kaverne.
In Thüringen baut die Veag gera-de das Pumpspeicherwerk Goldis-thal, das eine elektrische Spitzenleis-
tung von etwa1060 MW bereit-stellen soll. Sämt-liche Anlagentei-le, einschließlichaller Hilfs- undNebeneinrich-tungen, werden inder über 1 km tiefim Fels angeleg-ten Maschinen-kaverne unterge-bracht. Die Aus-bruchsabmes-
sungen dieses, bezogen auf das Pro-jekt, größten unterirdischen Hohl-raums liegen bei 137 m 3 26 m3 49 m.
Zur Installation der Maschinennutzt das Unternehmen Krane der
Demag Cranes & ComponentsGmbH, Wetter/Ruhr, die später auchService- und Wartungsarbeitenübernehmen werden. Der Lieferum-fang von Demag umfasst fünf Stan-dardkrane und die beiden Prozess-krane (Bilder 1 und 2), die nach einervorangegangenen Werksabnahmeim März beziehungsweise Juni 2001montiert wurden.
Optischer Mittelpunkt derMaschinenkaverne sind die miteinem Spurmittenmaß von 18,2 mversehenen Zweiträger-Laufkrane,die auf einer etwa 114 m langenKranbahn fahren. Die über Funk
und Frequenzumrichter gesteuertenProzesskrane lassen sich unabhängigvoneinander oder im Tandembe-trieb einsetzen. Zu diesem Zweckwerden sie optoelektronisch gekop-pelt. Während die Krane getrenntLasten im Gewicht von bis zu 265 theben, erreichen sie gemeinsam eineTragfähigkeit von 530 t. Die genügt,um auch die Turbinenspirale, denKugelschieber sowie Rotor- und Sta-torteile des Generators zu handha-ben.“
Beide Schwerlastkrane sindzusätzlich mit einem Hilfshubwerkausgestattet, das über eine Tragfä-
Starkes Tandemfür schwere LastenOptoelektronisch gekoppelte Krane unterstützen den Bau eines Kavernenkraftwerks
JOHANNES DRIES
Ing. Johannes Dries ist Pressereferent beider Demag Cranes & Components GmbHin 58300 Wetter, Tel. (0 23 35) 92-73 19, Fax(23 35) 73 35, [email protected]
FAZIT
P Die Maschinen eines Pump-speicherwerks werden mithilfevon gekoppelten Zweiträger-Laufkranen installiert
P Als Lastaufnahmemittel dienenverschiedene Traversen
P Die Montage in der Kavernebrachte besondere Herausfor-derungen mit sich
Bild 1: Schwerlastkrane übernehmen wichtige Transportaufgaben.

MM Das IndustrieMagazin · 39/2002 29
higkeit von 80 t verfügt. Der Einsatz des Hilfshubwerks ist zumBeispiel sinnvoll, wenn bei der Generatormontage möglichstgeringe Anfahrmaße für die Last verlangt werden. Als Lastauf-nahmemittel dienen verschiedene Traversen, die die Herstellerder Maschinenkomponenten jeweils mitliefern.
Unterhalb der Prozesskrane fahren zwei weitere Zweiträger-Laufkrane mit je 15 t Tragkraft. Das Spurmittenmaß dieserBetriebskrane, die für kleinere Teile, wie Rohrleitungen undPumpen ausgelegt sind, beträgt 16,8 m.
PRODUKTIONLOGISTIK
Im westlichen Thüringer Schiefergebirge im LandkreisSonneberg, am Fluss Schwarza zwischen den OrtenScheibe-Alsbach und Goldisthal, errichtet die Veag Ver-einigte Energiewerke AG zurzeit das PumpspeicherwerkGoldisthal. Erste Überlegungen zur Planung und zumBau kamen schon Mitte der sechziger Jahre auf. 1975begann man mit Maßnahmen zur Bauvorbereitung.1981 wurde aus ökonomischen Gründen eine zeitlichbefristete Unterbrechung verfügt. Nach der politischen Einheit Deutschlands und im Zugeder Neuausrichtung der ostdeutschen Stromwirtschaftüberprüfte die Veag auch das Projekt Goldisthal undbestätigte dessen Notwendigkeit und Ökonomie. Davonausgehend trieb das Unternehmen das Vorhaben weitervoran und beantragte die erforderlichen Genehmigun-gen. Am 29. September 1997 startete man dann mit denArbeiten am Zufahrtsstollen zu den Kavernen sowie mitInfrastrukturmaßnahmen.Das für eine Gesamtleistung von 1060 MW und mit einerInvestitionssumme von 1,3 Mrd. DM geplante Pump-speicherwerk wird nach seiner Fertigstellung zu dengrößten und modernsten Anlagen dieser Art gehören.Die Hauptbauzeit ist auf rund fünf Jahre veranschlagt;ein Rekord, denn nie zuvor wurde innerhalb eines soengen Zeitrahmens ein derartiges Pumpspeicherwerkgebaut. Die Inbetriebnahme der ersten Maschine ist aufEnde 2002 terminiert; der letzte von vier Maschinensät-zen soll seine Arbeit Ende 2003 aufnehmenJeweils zwei der Maschinensätze bestehen aus einerPumpturbine und einem Synchron-Motor-Generatorbeziehungsweise aus einer Pumpturbine und einemdrehzahlvariablen Asynchron-Motor-Generator. Durchden Einsatz drehzahlvariabler Pumpspeichersätze lässtsich die Regelfähigkeit und Qualität des Verbundnetzes,in das das Pumpspeicherwerk integriert ist, auch inSchwachlastzeiten optimieren. Denn das Pumpspeich-erwerk wird selbst im Pumpbetrieb in der Lage sein,Regelaufgaben zu übernehmen.
DAS PUMPSPEICHERWERK GOLDISTHAL
Hauptbauzeit von fünf Jahren

30 MM Das IndustrieMagazin · 39/2002
Über eine von Demag installiertedigitale Lastanzeige, die sich für dieSchwerlastkrane in der Maschinen-kaverne aktivieren lässt, kann derEnergieerzeuger beim Abladenangelieferter Maschinenkomponen-ten deren Einzelteilgewichte ermit-teln. Die addierten Einzelwerte die-nen zur Kontrolle der Lastangabender Hersteller. Ferner bilden sie dieGrundlage für die Wahl des richtigenAnschlagmittels, wenn ein Kranbeim Einbau zusammengefügterKomponenten helfen soll.
Hinsichtlich der Montage der gro-ßen Krane in der Maschinenkaverneund des Transportes im Stollen sahsich der Kranhersteller mit besonde-
ren Herausforderungen konfron-tiert. In Anbetracht der örtlichenGegebenheiten war höchste Präzi-sion gefragt, und zwar bei der Vor-planung und bei der Ausführung.Man musste die Krane beziehungs-weise deren Einzelteile beispiels-weise so bauen, dass sie durch denZufahrtsstollen passen, der einenDurchmesser von rund 7 m aufweist.Um auch die Einfahrt der schwerenTransportfahrzeuge mit den Kranengarantieren zu können, wurde derSpediteur frühzeitig in die Planun-gen einbezogen.
Zusammenbau der Kraneerwies sich als schwierig
Auch der Zusammenbau der Kraneerwies sich als schwierig. Weil derAbstand von der Kranbahn bis zurDecke der Kaverne zu klein ist, umdie Katze von außen auf den Kranheben zu können, entwickelte manein ausgeklügeltes Montageverfah-ren. Der Hersteller teilte die Kopf-träger der Prozesskrane und setztedie Kranträger jeweils separat auf dieKranbahn. Dann hoben zwei Mobil-krane die Katze zwischen den beidenKranträgern über die Höhe der Katz-bahn. Anschließend fuhren dieMonteure die Kranträger zusammenund verschraubten sie, so dass dieMobilkrane die Katze auf die Katz-bahn absenken konnten. Diese nichtalltägliche Montage erfolgte auf eng-
PRODUKTION LOGISTIK
Bild 2: Die beiden Krane könnengemeinsam 530 t tragen.
Bild
er: D
emag
Mit einer Kraftwerksleistung vonetwa 10 000 MW und einemetwa 11 000 km langen Hoch-spannungsnetz zählt die 1990gegründete Veag VereinigteEnergiewerke AG, Berlin, zu denmaßgeblichen überregional täti-gen Energieversorgungsunter-nehmen der BundesrepublikDeutschland. In den neuen Bun-desländern ist das Unternehmenohnehin der bedeutendste
Stromerzeuger und Verbund-netzbetreiber. Die Veag, die etwa5900 Mitarbeiter beschäftigt,erzielt einen jährlichen Umsatzvon rund 5 Mrd. DM. Kundensind die regionalen Elektrizitäts-Versorgungsunternehmen inOstdeutschland, die den von derVeag bezogenen Strom an Indus-trie, Gewerbe und Haushalteweiterleiten, sowie in- und aus-ländische Verbundpartner.
ÜBERREGIONAL TÄTIG
Bedeutender Stromerzeuger

MM Das IndustrieMagazin · 39/2002 31
stem Raum und unter extremenBedingungen, wie Staub und Feuch-tigkeit. Außerdem gab die das Ener-gieunternehmen ein knapp bemes-senes Zeitfenster vor, weil auf dieanderen am Bau des Pumpspeicher-werks beteiligten Firmen Rücksichtzu nehmen war.
Aufgrund der hohen Investitions-summe für das Pumpspeicherwerkmussten sämtliche Anlagen undArbeiten im Amtsblatt der EU aus-geschrieben werden. Danach melde-ten sich mehrere Bewerber aus demIn- und Ausland.
Hohe Verfügbarkeitwährend der Montage
Nach intensiven Verhandlungen mitden Kranherstellern erhielt Demagim vierten Quartal 1998 denZuschlag. Während der Montage derKraftwerksausrüstung mussten dieKrane mit hoher Verfügbarkeit funk-tionieren. Ein längerer Ausfall einesKrans hätte unweigerlich zu einerTerminverzögerung in Bezug auf dasgesamte Pumpspeicherwerk geführt.Um ein derartiges Szenario weitge-hend auszuschließen, vereinbartedie Veag einen 24-Stunden-Service.Den gewährleistet Demag durch eindichtes Servicenetz.
Durch die Errichtung und denBetrieb des Kraftwerks versprichtsich auch die Region einen erheb-lichen Nutzen. Allein die etwa 600mit dem Bau Beschäftigten tragenzur wirtschaftlichen Belebung bei;ein Vorteil, von dem vornehmlichHotels, Pensionen und Restaurantsprofitieren. Ferner schafft die Veagetwa 50 Dauerarbeitsplätze für dasspätere Kraftwerkspersonal. Darü-ber hinaus dürfte das Werk rund 80Stellen in mittelständischen Unter-nehmen der Region sichern, diedurch Instandhaltungsmaßnahmenund sonstige Dienstleistungen anfal-len werden. MM
P Demag Cranes & ComponentsGmbH
P Demag-Krane
P Veag Vereinigte Energiewerke AG
www.maschinenmarkt.de
PRODUKTION INDUSTRIEBAU
Neue Räume für Betriebe
Wirtschaftliche Dachsanierung mit PUR-Dachspritzschaum wird durch einen Schutzanstrich ergänzt
MANFRED ARTELT, ULRICH GAUKESBRINK UND RUDOLF MAISEL
Manfred Artelt ist Leiter der Anwendungs-technik bei der Heidelberger BauchemieGmbH, Marke Deitermann, in Datteln,Dipl.-Ing. Ulrich Gaukesbrink ist Leiter derAnwendungstechnik der Elastogran GmbHin Lemförde und Rudolf Maisel ist Inhaberder PSK Maisel OHG in Ködnitz; weitereInformationen: Wolfgang Koers, SchelenzGmbH, 59558 Lippstadt, Tel.(0 29 48) 17 11, (0 29 48) 20 41, info@wolf-gang_koers.de
Bild 1: Die gesamte Bausubstanz dieser Hallewurde runderneuert.
Am Ende stand ein Anfang:Unter dieser Formel lässtsich die Dachsanierung
einer Shedhalle in Stadtlengsfeldzusammenfassen. Noch bis Anfang1999 hatte in der Halle das Rhön-Porzellanwerk produziert, musstedann allerdings Konkurs anmelden.Durch das Modell „Neue Räume für
Firmen“ an Alt-standorten der Landesentwick-lungsgesellschaft(LEG) Thürin-gen konnte die Porzellanpro-duktion in Stadt-lengsfeld aller-dings weiterge-hen. Die LEGsaniert gezieltehemalige Indus-triegebäude undschafft so attrak-tive Flächen für
neue und „alte“ gewerbliche Pro-duktion. Gleichzeitig werdendadurch neue Arbeitsplätze geschaf-fen und bestehende gesichert.
Bei der Shedhalle handelt es sichum eine Gewerbeimmobilie mit fast17 000 m2 Grundfläche. Das Gebäu-de wurde in drei Bauabschnittensaniert. Neben einer komplettenDachsanierung wurde auch die
FAZIT
P Bei der Dachsanierung einerShedhalle konnte durch denEinsatz von Produkten mithoher Tagesleistung der Zeit-plan eingehalten werden
P PUR-Dachspritzschaum hatsich vor allem bei der Altbau-sanierung bewährt
P Ein Schutzanstrich schütztPUR-Dachspritzschaum vor UV-Belastungen
gesamte Bausubstanz runderneuert(Bild 1). Ein wichtiges Kriteriumwar, dass die renovierte Halle sich indas Gesamtbild der vorhandenenBausubstanz einfügte.
Weitere Flächen für neue Ansiedlungen
Über die Sanierung hinaus hat dieLEG das Gebäude planerisch neugegliedert, um so weitere Flächen fürneue Unternehmensansiedlungenzu schaffen. Auf den vorhandenenDachaufbauten zeigten sich unter-schiedliche Schadensbilder und Auf-bauten: Teile der Dachflächen wiesennoch die ursprüngliche bituminöseErsteindeckung auf. Diese waren inbestimmten Bereichen bis zu 20 cmzur Rinne hin abgerutscht. Hinzukamen erhebliche Blasenbildungenauf der gesamten Fläche. Unter-schiedliche Varianten von früherenSanierungen zeigten ebenfalls Schä-den. So löste sich zum Beispiel dienachträglich aufgebrachte Trapez-blecheindeckung in Teilen von derLattung. Die Lattung war auf die vorhandene Bitumenabdichtunggeschossen worden.
Aufgrund der vorhandenen Scha-densbilder wurden von deretwa 20 000 m2 großenSägezahndachfläche die
vorhandenen Blechpaneele samtUnterkonstruktion entfernt. Dievorhandenen Blasen auf der Bi-tumeneindichtung wurden neu ver-klebt oder entfernt. Vom Unter-grund gelöste Teilbereiche befestigteman ebenfalls mit Tellerdübeln. AlleAblaufgullys im Rinnenbereich wur-den nach den planerischen Vorgabenden Bedarfsgrößen angepasst underneuert. Nach diesen vorbereiten-den Arbeiten bestand der Dachauf-bau von innen nach außen aus eineretwa 3 cm dicken Betonkassette, diemit einer Dampfsperre beschichtetworden war. Darauf befindet sicheine 4 cm dicke Dämmung aus PS 20und einer 3-lagigen, bituminösenAbdichtung.
Für die weitere Umsetzung desSanierungskonzepts waren Produk-te und Systeme erforderlich, die dasKriterium der Langlebigkeit und diebautechnischen Rahmenbedingun-gen erfüllen wie auch eine dauerhaf-te Nutzung der Gebäude gewährleis-ten. Sicherheit bei der Erfüllung die-ses Anforderungskataloges bieteteine Dachsanierung mit einem pra-xiserprobten PUR-Dachspritz-schaumsystem. In enger Koopera-tion der Unternehmen PSK MaiselOHG, Ködnitz, der ElastogranGmbH aus Lemförde, und der Hei-
32 MM Das IndustrieMagazin · 39/2002
Manfred Artelt ist Leiter der Anwendungs-technik bei der Heidelberger BauchemieGmbH, Marke Deitermann, in Datteln,Dipl.-Ing. Ulrich Gaukesbrink ist Leiter derAnwendungstechnik der Elastogran GmbHin Lemförde und Rudolf Maisel ist Inhaberder PSK Maisel OHG in Ködnitz; weitereInformationen: Wolfgang Koers, SchelenzGmbH, 59558 Lippstadt, Tel. (0 29 48) 17 11,(0 29 48) 20 41,info@wolfgang_koers.de

MM Das IndustrieMagazin · 39/2002 33
delberger Bauchemie, Marke Deiter-mann, Datteln, wurde die gesamteDachfläche der Shedhalle mit PUR-Dachspritzschaum fugenlos ge-dämmt und abgedichtet.
PUR-Dachspritzschaum hat sichvor allem bei der Altbausanierung alswirtschaftliche, umwelt- und ener-giegerechte Form der Dämmungund Abdichtung bewährt. Der aufdie Shedhalle aufgebrachte PUR-Hartschaumstoff Elastopor H wurdevon Elastogran, einem Unterneh-men der BASF-Gruppe, entwickelt.Er eignet sich hervorragend für diespezifischen Anforderungen aufunterschiedlichen Dachformen.Dachsanierungen von gewerblichgenutzten Hallen zählen zu denbevorzugten Einsatzgebieten desProduktes.
Nahtlose und dauerhafteDämmung ist möglich
Die Eigenschaft des PUR-Dach-spritzschaumes, sich geformten Flä-chen lückenlos anzupassen, ermög-licht eine nahtlose und dauerhafteDämmung, die gleichzeitig auchabdichtet. Auch kritische Bereichewie Kuppeln, Brüstungen oderRohrdurchführungen lassen sich mitdem spritzbaren PUR-Hartschaum-stoff problemlos eindichten.
Der gesamte Dachbereich derShedhalle erhielt eine neue Däm-mung aus PUR-Dachspritzschaum,die anschließend mit dem UV-Schutzanstrich Deitermann Flexo-plast DW der Heidelberger Bauche-
mie versehen wurde (Bild 2). Aufga-be dieser Schutzschicht ist, den PUR-Dachspritzschaum vor UV-Belas-tungen zu schützen und somit vorfrühzeitiger Alterung zu bewahren.
Der Schutzanstrich ist einelösungsmittelfreie Reflexionskunst-stoff-Flüssigfolie auf Kunststoffdis-persionsbasis. Durch ihren hohenVernetzungsgrad und die damit ver-bundene hohe Wasser- und Chemi-kalienbeständigkeit eignet sie sichhervorragend für zeitweise wasser-führende Bereiche, wie zum BeispielSenken und Rinnen. BesonderesMerkmal dieses alterungsbeständi-gen Anstrichsystems ist seine extremhohe Reißdehnung von 250%.
Direkt aus den auf Lkw installier-ten Tanks wurden über Hochdruck-schläuche die Komponenten zurSpritzpistole auf das Dach gepumpt,vermischt und aufgespritzt. Auf denPUR-Dachspritzschaum brachteman abschließend die hochflexibleSchutzbeschichtung auf. Mit diesersystematischen Dachsanierungkonnten gleichzeitig alle Anschlüssean noch vorhandenen Dachaufbau-ten, Glasanschlussprofilen, Ort- undFirstblechen dauerhaft und wirt-schaftlich erstellt werden. MM
PRODUKTIONINDUSTRIEBAU
c Elastogran GmbH
c Elastopor H
c Heidelberger Bauchemie GmbHMarke Deitermann
www.maschinenmarkt.de
Bild
er: D
eite
rman
n
Bild 2: Dergesamte
Dachbereichder Shedhalle
erhielt eineneue Däm-
mung.

PRODUKTION SCHWEISSEN
34 MM Das IndustrieMagazin · 39/2002
Geht es um Technik rund umdie Energieverteilung, istdie Fritz Driescher KG im
rheinischen Wegberg eine der füh-renden Adressen in Deutschland.
Kernprodukte sindluft- und gasisolierteLast- und Leistungs-schalteranlagen imMittelspannungsbe-reich bis zu 36 000 V.Niederspannungsge-räte und -schaltanla-gen, Hoch- undNiederspannungs-
Sicherungseinsätze sowie Transfor-matorstationen komplettieren dasProduktportfolio.
Eine zentrale Produktgruppe vonDriescher sind SF6-isolierte Mittel-spannungs-Lastschaltanlagen inModulbauweise, deren Aufbau ausmetallgekapselten Einzelfeldern mitgemeinsamem Gasraum eine varia-ble Anlagengestaltung ermöglicht.Die einzelnen Module wurden bisEnde der 90er Jahre im Roboter-schweißzentrum in Wegberg in einerZelle ausgeschweißt und anschlie-ßend in einer separaten Fertigungs-stufe im Klebeverfahren zur Schalt-anlage zusammengefügt.
Neues Fertigungskonzept wegen Produktänderung
Eine Produktänderung nahm dasUnternehmen zum Anlass, diesesFertigungskonzept aufzugeben unddie Einzelkomponenten komplett inder Roboterzelle zu einer Einheit zuverschweißen. Die verschweißtenEdelstahl-Schaltgehäuse haben einmaximales Gewicht von 750 kg – beieinem durchschnittlichen Gewichtvon rund 500 kg – und eine Längevon maximal 2150 mm. Im beste-henden Anlagenlayout mit einemsechsachsigen ABB-Schweißrobotervom Typ IRB 2400 und Drehtischkonnte das Teil weder vom Gewichtnoch von der Länge her bearbeitetwerden.
Die Grenze der Standardanlagelag bei einer Teilelänge von etwa 1500mm und einem Gewicht von 250 kg.Aus diesem Grund entschied mansich, eine zusätzliche Station für gro-ße Anlagenteile in die Schweißzellezu integrieren. Den neuen Schaltan-lagentyp gab es, mit einem anderenVerfahren gefertigt, bis dahin nur ingeringer Stückzahl. Des Weiterenmussten bei der Planung alle poten-
ziellen Varianten berücksichtigt wer-den.
Driescher-Wegberg beauftragtedie ABB Manufacturing & Consu-mer Industries GmbH, Friedberg,mit dem Umbau. Ein wichtigerPunkt im Lastenheft des Anlagen-bauers war neben einer hohenGenauigkeit die Übernahme derSchweißprogramme für die rund 80Baugruppen, die in der Zelle bear-beitet werden, denn der Roboter soll-te am vorhandenen Drehtischweiterhin Einzelkomponenten aus-schweißen. Eine Neuprogrammie-rung wäre nicht nur teuer, sondernvor allen Dingen zu zeitaufwendiggewesen.
Eine weitere Vorgabe war, denvorhandenen Schweißroboter wei-terzuverwenden. In die Anlagezusätzlich integriert wurden deshalbeine Verfahrachse, um den Roboteran zwei Stellen zu fixieren, ein Orbi-tal-Werkstückpositionierer mit ei-ner Tragfähigkeit von 750 kg undeiner über den Roboter gesteuertenfrei programmierbaren Achse sowieein Fördersystem mit einer Tragkraftvon 1000 kg für den An- undAbtransport der Unterbaugruppenund der fertigen Schaltanlagen.Durch die Fahrachse wurde derArbeitsbereich des Roboters vergrö-ßert, der damit die gesamte Längeder Schaltanlage erreichen kann. Mitden beiden Positionen auf der Fahr-achse kann er sämtliche Schweiß-nähte sowie den Drehtisch der Ein-zelkomponenten-Schweißstationerreichen.
Konsequenter Umstieg auf das Schweißen
Um alle Schweißpunkte sicher errei-chen zu können, stand der Roboterin der alten Schweißzelle auf einemSockel. Dieser Sockelhöhe mussteauch die Höhe der Fahrachse ent-sprechen. Auch der Werkstückposi-tionierer musste an das Niveau desRoboters angepasst werden. Mit demneuen Positionierer kann man Bau-teile unterschiedlichster Länge bishin zur Maximallänge von 2150 mmabarbeiten. Die benötigten Unter-baugruppen lassen sich darinwiederholgenau positionieren.
Umbaunach MaßErweiterung einer vorhandenen Roboterschweißzelle sorgt für wirtschaftlichere Produktion
HORST ROTHE
Horst Rothe ist Vertriebsingenieur bei derABB Manufacturing & Consumer Indus-tries GmbH in 61169 Friedberg, Tel. (0 60 31) 85-1 67, Fax (0 60 31) 85-5 55,[email protected]
FAZIT
c Roboterschweißzelle wurdeum Verfahrachse und Werk-stückpositionierer erweitert
c Durch umgebaute Schweiß-zelle konnte auf Klebevor-gang verzichtet werden
Bild 1: Die zu ver-schweißenden Edel-stahl-Schaltgehäusehaben ein maxi-males Gewicht von750 kg.


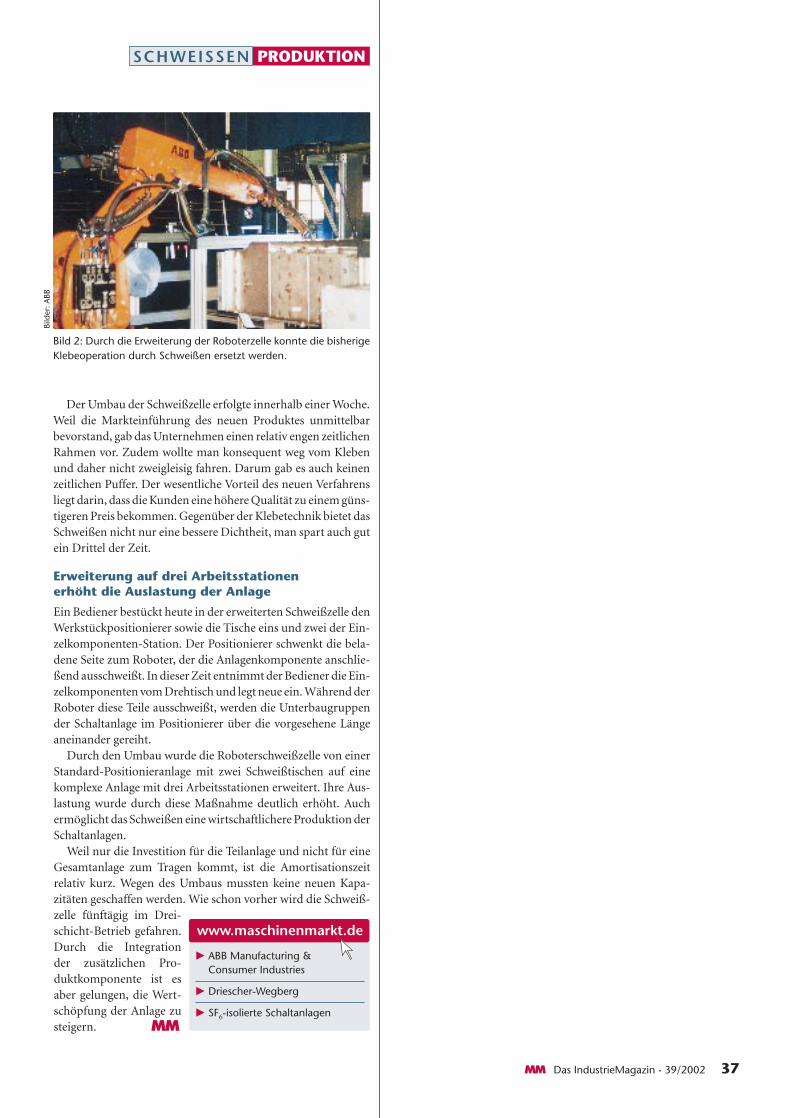
Der Umbau der Schweißzelle erfolgte innerhalb einer Woche.Weil die Markteinführung des neuen Produktes unmittelbarbevorstand, gab das Unternehmen einen relativ engen zeitlichenRahmen vor. Zudem wollte man konsequent weg vom Klebenund daher nicht zweigleisig fahren. Darum gab es auch keinenzeitlichen Puffer. Der wesentliche Vorteil des neuen Verfahrensliegt darin, dass die Kunden eine höhere Qualität zu einem güns-tigeren Preis bekommen. Gegenüber der Klebetechnik bietet dasSchweißen nicht nur eine bessere Dichtheit, man spart auch gutein Drittel der Zeit.
Erweiterung auf drei Arbeitsstationenerhöht die Auslastung der Anlage
Ein Bediener bestückt heute in der erweiterten Schweißzelle denWerkstückpositionierer sowie die Tische eins und zwei der Ein-zelkomponenten-Station. Der Positionierer schwenkt die bela-dene Seite zum Roboter, der die Anlagenkomponente anschlie-ßend ausschweißt. In dieser Zeit entnimmt der Bediener die Ein-zelkomponenten vom Drehtisch und legt neue ein. Während derRoboter diese Teile ausschweißt, werden die Unterbaugruppender Schaltanlage im Positionierer über die vorgesehene Längeaneinander gereiht.
Durch den Umbau wurde die Roboterschweißzelle von einerStandard-Positionieranlage mit zwei Schweißtischen auf einekomplexe Anlage mit drei Arbeitsstationen erweitert. Ihre Aus-lastung wurde durch diese Maßnahme deutlich erhöht. Auchermöglicht das Schweißen eine wirtschaftlichere Produktion derSchaltanlagen.
Weil nur die Investition für die Teilanlage und nicht für eineGesamtanlage zum Tragen kommt, ist die Amortisationszeitrelativ kurz. Wegen des Umbaus mussten keine neuen Kapa-zitäten geschaffen werden. Wie schon vorher wird die Schweiß-zelle fünftägig im Drei-schicht-Betrieb gefahren.Durch die Integration der zusätzlichen Pro-duktkomponente ist esaber gelungen, die Wert-schöpfung der Anlage zusteigern. MM
MM Das IndustrieMagazin · 39/2002 37
PRODUKTIONSCHWEISSEN
P ABB Manufacturing & Consumer Industries
P Driescher-Wegberg
P SF6-isolierte Schaltanlagen
www.maschinenmarkt.de
Bild 2: Durch die Erweiterung der Roboterzelle konnte die bisherigeKlebeoperation durch Schweißen ersetzt werden.
Bild
er: A
BB

PRODUKTION LASERTECHNIK
Die wichtigste Anwendungdes Lasers in der Material-bearbeitung ist bisher das
Schneiden. Sowohl bei ebenen alsauch bei umgeformten Teilen ist dasLaserschneiden heute ein Standard-verfahren. Fest etabliert hat sich dasTrennverfahren inzwischen aberauch bei der Bearbeitung von Roh-ren und Profilen. Der Laser profitiertdabei vor allem von seiner hohenProduktivität, seiner Flexibilität inBezug auf Material und Geometrie,seiner hohen Prozesssicherheit sowieseiner Fähigkeit, Werkstücke defor-mations- und gratfrei mit hoherKantenqualität zu schneiden. Auch
Eine runde Sache
MARTIN BENZINGER UND WINFRIED RICHTER
38 MM Das IndustrieMagazin · 39/2002
schnitten sowie für den Endenbe-schnitt.
Beim Laserstrahlschweißen vonRohren wird die für den Fügeprozessbenötigte Energie lokal konzentriertund sehr schnell eingebracht. Damitlässt sich im Vergleich zu konventio-nellen Schweißverfahren nicht nurdie Schweißgeschwindigkeit erhö-hen, sondern vor allem wird dadurchdie Wärmeeinflusszone – und damitdie Gefügeänderung im Bereich derSchweißnaht – verringert. Gleichzei-tig zeichnet sich die Lasernaht durcheinen runden, glatten, kerblosenFügestoß aus. Daraus resultiert eindeutlich verbessertes Umformver-halten, das insbesondere in Verbin-dung mit Edelstahl-Halbzeugen,beispielsweise für die Abgastechnik,genutzt wird.
Außerdem bietet sich das Laser-strahlschweißen von Kurzrohren alsAlternative zur kontinuierlichenFertigung von Rohren mit entspre-chendem Ablängen an, wenn kleineSerien oder häufig wechselnde Ferti-gungslose eine hohe Flexibilität beider Bereitstellung von Halbzeugenerforderlich machen. Mit einer dafür
Dipl.-Ing. Martin Benzinger ist Geschäfts-führer der Trumpf Systemtechnik GmbH.Winfried Richter ist Entwicklungsleiter derTrumpf Rohrtechnik GmbH + Co. KG. Wei-tere Informationen: Martin Benzinger,71254 Ditzingen, Tel. (0 71 56) 3 03-3 72,Fax (0 71 56) 3 03-6 78, [email protected]
das Schweißen mitdem Laser ist heutein einigen Bereichen derFügetechnik ein fest ein-geführtes Verfahren, zum Bei-spiel im Karosseriebau oder in derAntriebstechnik. Der spezifischeVorteil des Werkzeugs Laser bestehtdarin, mit hoher Geschwindigkeitschlanke, tiefe Nähte bei sehr kleinerWärmebelastung und geringer loka-ler Gefügeänderung erzeugen zukönnen.
Beide Verfahren, das Laserstrahl-schweißen wie das Laserstrahl-schneiden, haben Eingang in dieProzess-Kette des Innenhochdruck-umformens (IHU) gefunden (Bild1). Das Laserstrahlschweißen eignetsich für die Herstellung maßge-schneiderter Halbzeuge und dasLaserstrahlschneiden ist das Stan-dardverfahren für die Konfektionie-rung von hydrogeformten Teilen, dasheißt für das Einbringen von Aus-
Der Laser erhöht durch Schweiß- und Schneidoperationen die Flexibilität in der IHU-Prozesskette
Bild 1: Mit demLaser könnenIHU-Werkstückeflexibel hinsicht-lich Material undGeometrie bear-beitet werden.
Bild 2: Laserschneidzelle mit zweiBearbeitungsstationen und Hand-ling-Roboter.

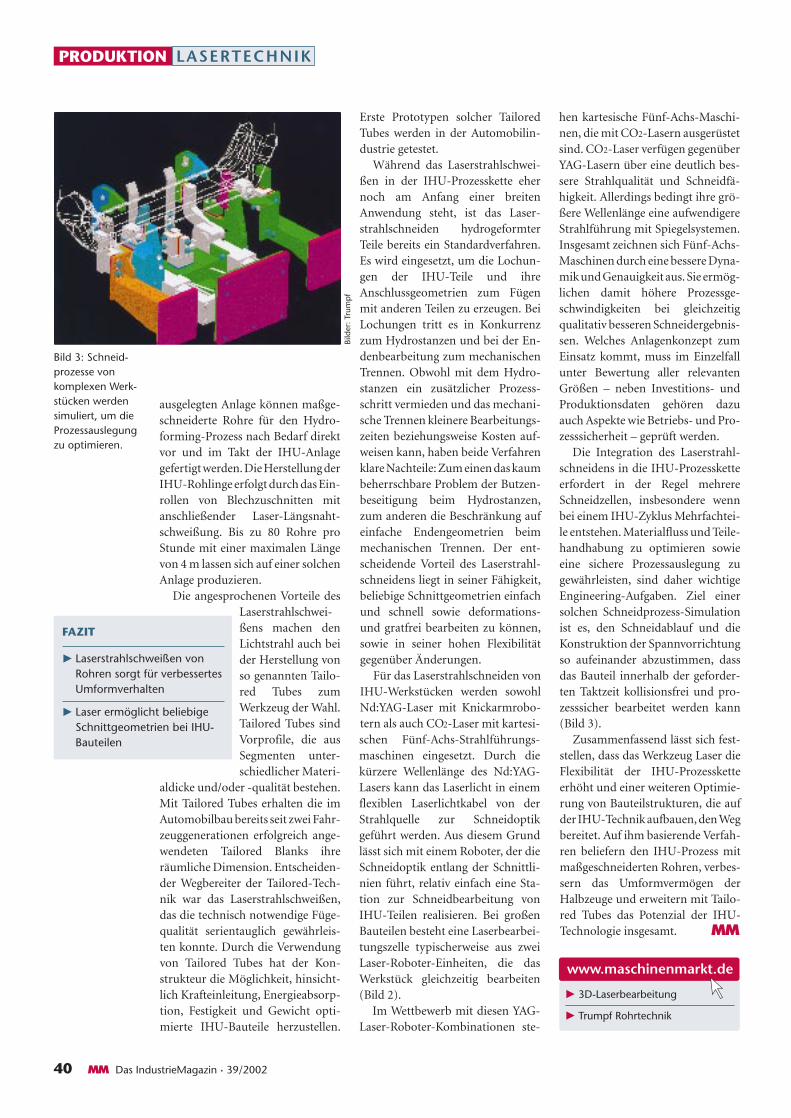
40 MM Das IndustrieMagazin · 39/2002
ausgelegten Anlage können maßge-schneiderte Rohre für den Hydro-forming-Prozess nach Bedarf direktvor und im Takt der IHU-Anlagegefertigt werden. Die Herstellung derIHU-Rohlinge erfolgt durch das Ein-rollen von Blechzuschnitten mitanschließender Laser-Längsnaht-schweißung. Bis zu 80 Rohre proStunde mit einer maximalen Längevon 4 m lassen sich auf einer solchenAnlage produzieren.
Die angesprochenen Vorteile desLaserstrahlschwei-ßens machen denLichtstrahl auch beider Herstellung vonso genannten Tailo-red Tubes zumWerkzeug der Wahl.Tailored Tubes sindVorprofile, die ausSegmenten unter-schiedlicher Materi-
aldicke und/oder -qualität bestehen.Mit Tailored Tubes erhalten die imAutomobilbau bereits seit zwei Fahr-zeuggenerationen erfolgreich ange-wendeten Tailored Blanks ihreräumliche Dimension. Entscheiden-der Wegbereiter der Tailored-Tech-nik war das Laserstrahlschweißen,das die technisch notwendige Füge-qualität serientauglich gewährleis-ten konnte. Durch die Verwendungvon Tailored Tubes hat der Kon-strukteur die Möglichkeit, hinsicht-lich Krafteinleitung, Energieabsorp-tion, Festigkeit und Gewicht opti-mierte IHU-Bauteile herzustellen.
Erste Prototypen solcher TailoredTubes werden in der Automobilin-dustrie getestet.
Während das Laserstrahlschwei-ßen in der IHU-Prozesskette ehernoch am Anfang einer breitenAnwendung steht, ist das Laser-strahlschneiden hydrogeformterTeile bereits ein Standardverfahren.Es wird eingesetzt, um die Lochun-gen der IHU-Teile und ihreAnschlussgeometrien zum Fügenmit anderen Teilen zu erzeugen. BeiLochungen tritt es in Konkurrenzzum Hydrostanzen und bei der En-denbearbeitung zum mechanischenTrennen. Obwohl mit dem Hydro-stanzen ein zusätzlicher Prozess-schritt vermieden und das mechani-sche Trennen kleinere Bearbeitungs-zeiten beziehungsweise Kosten auf-weisen kann, haben beide Verfahrenklare Nachteile: Zum einen das kaumbeherrschbare Problem der Butzen-beseitigung beim Hydrostanzen,zum anderen die Beschränkung aufeinfache Endengeometrien beimmechanischen Trennen. Der ent-scheidende Vorteil des Laserstrahl-schneidens liegt in seiner Fähigkeit,beliebige Schnittgeometrien einfachund schnell sowie deformations-und gratfrei bearbeiten zu können,sowie in seiner hohen Flexibilitätgegenüber Änderungen.
Für das Laserstrahlschneiden vonIHU-Werkstücken werden sowohlNd:YAG-Laser mit Knickarmrobo-tern als auch CO2-Laser mit kartesi-schen Fünf-Achs-Strahlführungs-maschinen eingesetzt. Durch diekürzere Wellenlänge des Nd:YAG-Lasers kann das Laserlicht in einemflexiblen Laserlichtkabel von derStrahlquelle zur Schneidoptikgeführt werden. Aus diesem Grundlässt sich mit einem Roboter, der dieSchneidoptik entlang der Schnittli-nien führt, relativ einfach eine Sta-tion zur Schneidbearbeitung vonIHU-Teilen realisieren. Bei großenBauteilen besteht eine Laserbearbei-tungszelle typischerweise aus zweiLaser-Roboter-Einheiten, die dasWerkstück gleichzeitig bearbeiten(Bild 2).
Im Wettbewerb mit diesen YAG-Laser-Roboter-Kombinationen ste-
hen kartesische Fünf-Achs-Maschi-nen, die mit CO2-Lasern ausgerüstetsind. CO2-Laser verfügen gegenüberYAG-Lasern über eine deutlich bes-sere Strahlqualität und Schneidfä-higkeit. Allerdings bedingt ihre grö-ßere Wellenlänge eine aufwendigereStrahlführung mit Spiegelsystemen.Insgesamt zeichnen sich Fünf-Achs-Maschinen durch eine bessere Dyna-mik und Genauigkeit aus. Sie ermög-lichen damit höhere Prozessge-schwindigkeiten bei gleichzeitigqualitativ besseren Schneidergebnis-sen. Welches Anlagenkonzept zumEinsatz kommt, muss im Einzelfallunter Bewertung aller relevantenGrößen – neben Investitions- undProduktionsdaten gehören dazuauch Aspekte wie Betriebs- und Pro-zesssicherheit – geprüft werden.
Die Integration des Laserstrahl-schneidens in die IHU-Prozessketteerfordert in der Regel mehrereSchneidzellen, insbesondere wennbei einem IHU-Zyklus Mehrfachtei-le entstehen. Materialfluss und Teile-handhabung zu optimieren sowieeine sichere Prozessauslegung zugewährleisten, sind daher wichtigeEngineering-Aufgaben. Ziel einersolchen Schneidprozess-Simulationist es, den Schneidablauf und dieKonstruktion der Spannvorrichtungso aufeinander abzustimmen, dassdas Bauteil innerhalb der geforder-ten Taktzeit kollisionsfrei und pro-zesssicher bearbeitet werden kann(Bild 3).
Zusammenfassend lässt sich fest-stellen, dass das Werkzeug Laser dieFlexibilität der IHU-Prozessketteerhöht und einer weiteren Optimie-rung von Bauteilstrukturen, die aufder IHU-Technik aufbauen, den Wegbereitet. Auf ihm basierende Verfah-ren beliefern den IHU-Prozess mitmaßgeschneiderten Rohren, verbes-sern das Umformvermögen derHalbzeuge und erweitern mit Tailo-red Tubes das Potenzial der IHU-Technologie insgesamt. MM
FAZIT
P Laserstrahlschweißen vonRohren sorgt für verbessertesUmformverhalten
P Laser ermöglicht beliebigeSchnittgeometrien bei IHU-Bauteilen
P 3D-Laserbearbeitung
P Trumpf Rohrtechnik
www.maschinenmarkt.de
Bild 3: Schneid-prozesse vonkomplexen Werk-stücken werdensimuliert, um dieProzessauslegungzu optimieren.
Bild
er: T
rum
pf
PRODUKTION LASERTECHNIK


PRODUKTION OBERFLÄCHENTECHNIK
42 MM Das IndustrieMagazin · 39/2002
Immer häufiger verlangen Betrie-be technisch einfache, aber wir-kungsvolle Methoden zur Reini-
gung von Fertigungsmaschinen undWerkzeugen bei Instandsetzungsar-beiten ohne Verwendung gesund-heitsschädlicher oder umweltgefähr-dender Chemikalien. Ein Beispieldafür ist die Metallbearbeitung, beider Späne und Staub bis in die kleins-ten Maschinenfugen dringen undvor allem bei einem Werkzeugwech-sel große Schäden anrichten können.Zusammen mit einem Maschinen-bauer hat die Schickert GmbH, Fell-bach bei Stuttgart, schmutzemp-findliche Bereiche daher bei Zer-
wird mit Kalt- oder Heißreinigererzielt. Aufgrund des Chlorkohlen-wasserstoffanteils gelten Kaltreinigerjedoch als umwelt- und gesundheits-gefährdend. Die wässrigen Heißrei-niger sind es dagegen nicht. Ihre Wir-kung basiert auf hohen Reinigungs-temperaturen, um die Oberflächen-spannung angetrockneter Schmier-mittel soweit herabzusetzen, dass dieSchmutzstoffe ohne Chemikalienabgelöst werden können. Dazu istkein hoher Spritzdruck erforderlich,wie sich anhand der Heißwaschgerä-te von Schickert zeigen lässt. DieseHeißwäscher entfernen zum BeispielÖlkrusten und Fettrückstände bei 3bis 8 bar ohne unerwünschtes Rück-spritzen. Die Reinigungstemperaturliegt bei 95 °C. Mit maximal 1,51/min ist der Wasserverbrauch derNiederdruckgeräte gering, jedochfür den Abtransport der Schmutz-stoffe ausreichend. Maschinenschä-den aufgrund durchdrungener La-
JOSEF KRAUS
Weitere Informationen: Schickert GmbH,70736 Fellbach, Tel. (07 11) 5 18 06 00, Fax(07 11) 5 18 09 94, [email protected]
Als Kaltreiniger für Wartungs- und Instand-setzungsarbeiten setzen chlorierte Kohlen-wasserstoffe (CKW) wie Trichlorethylen bisheute ihre Karriere als Allround-Entfetterfort, trotz der Umwelt- und Gesundheits-risiken, wie der Gefahr von Hautallergien,für die diese Stoffe Ursache sind. Einenwesentlichen Grund für dieses Verhaltensieht Klaus Schickert in der Bequemlichkeitvieler Anwender: Einfach den Kaltreinigerin eine Wanne leeren, das Maschinenteilhineinlegen, abpinseln, fertig. Der ver-schmutzte Kaltreiniger werde vom Liefe-ranten abgeholt. Dieser Service ist im Kauf-preis enthalten. Allerdings sind Kaltreini-ger nicht ganz billig. So beziffert der
Geschäftsführer der Schickert GmbH, Fell-bach bei Stuttgart, die Anschaffungs- undEntsorgungskosten für ein 200-l-Fass mitKaltreiniger auf etwa 500 Euro. Darüberhinaus ist die Wirkung zeitlich begrenzt. Eswird nur eine hohe Fettfreiheit erzielt, so-lange das Reinigungsmittel nicht verunrei-nigt ist. „Da aber liegt das Problem“, klagtKlaus Schickert: „Was tun, wenn ich heutesaubere Teile zum Lackieren brauche, aberder Reiniger völlig verschmutzt ist?“ Des-halb rät er zur Niederdruck-Heißwasserrei-nigung mit verfahrbaren Geräten, diedurch permanente Reinigung des Wasch-wassers eine mehrwöchige Verwendungermöglicht.
CKW-REINIGER
Allrounder mit Nachteilen
Heißwäscher machen Kaltreiniger entbehrlichbei der Maschinen- und Bauteilreinigung
Heiße Sachespanmaschinen mit Minimalmen-gen-Kühlschmierung (MMKS) er-fasst und beseitigt. Trotzdem ist einegründliche, jedoch schonende Reini-gung der Bearbeitungskabinen undWerkzeugaufnahmen unverzichtbarfür eine sichere Fertigung.
Beim Zerspanen werden Späneund Staub von Kühlschmiermittelverschleppt. Sie bleiben aufgrunddes hohen Schmiermitteldrucks undder Schleuderwirkung durch umlau-fende Spindeln an Spannsystemen,Werkzeugen und in Fugen der Bear-beitungskabinen haften. Im ange-trockneten Zustand kleben die Ver-schmutzungen so fest an den Flä-chen, dass Wischen oder Spülen mitKühlschmiermittel nicht mehr aus-reichend ist. Ein besseres Ergebnis
Reinigen von Maschinenteilenohne Chemikalien. Ausschlagge-bend dafür ist, dass dieser Heiß-wäscher mit hohen Reinigungs-temperaturen arbeitet.
Bild
: Sch
icke
rt

MM Das IndustrieMagazin · 39/2002 43
ger, Dichtungen und Manschetten,wie bei der Verwendung von Hoch-druckreinigern, werden vermieden.
Infolge der schonenden Reini-gung kommt es zu keiner Schädi-gung empfindlicher Teile. Dennochwird in kurzer Zeit eine hohe Sau-berkeit erzielt, so dass sich Rüstzei-ten kurz halten lassen und der Ar-beitsaufwand reduzierbar ist. Dieverkrusteten Ölrückstände vermi-schen sich mit dem heißen Wasch-wasser. Beim Reinigen der Teile aufdem Rost der Heißwäscher wird dasWaschwasser nach Gebrauch vonSchweb- und Sinkstoffen befreit, ge-filtert und den Geräten wieder zuge-führt. Laut Schickert ist eine mehr-wöchige Nutzung des Waschwassersmöglich, ohne viel Abwasser zu er-zeugen oder einen besonderen che-mischen Zusatz zu verwenden.
Kosten, wie sie beim Anschaffenund Entsorgen von Kaltreinigern
entstehen, entfallen gänzlich. Den-noch werden Kaltreiniger noch häu-fig verwendet. Aufgrund der ver-schärften VOC-Richtlinie, der Zerti-fizierungsbestrebungen sowie einersich ändernden Betriebsphilosophienimmt jedoch das Umweltbewusst-sein in der Fertigung zu. So wird lautSchickert immer häufiger bei Form-werkzeugen, Wechsel- und Spann-vorrichtungen von Chlorkohlen-wasserstoffhaltigen Kalt- auf wässri-ge Heißreiniger umgestellt. Auch beiWerkzeugen mit schwer zu reinigen-den Stellen wie Vertiefungen, Sack-löchern oder Gewinden ist das derFall, weil sich bei den Heißwäschernder Sprühstrahl gezielt auf die pro-blematische Bereiche richten lässt.
Unterstützt wird der Trend zuHeißreinigern durch verfahrbareGeräte, wie den Schnellwäscher 600SR von Schickert. Damit lassen sichTeile neben der Maschine waschen.
Das Wasser ist in einer Minute auf-geheizt. Zum Entfernen von angeba-ckenem Schmutz können, bei Ver-wendung als Einzelar-beitsplatzgerät, Reini-gungsbeschleuniger inden Kreislauf einge-bracht werden. DieWanne hat einen drei-seitigen Spritzschutz.Auf dem Abtropfrostlassen sich kleinereMaschinenteile oderWerkzeuge ablegen. In der Wannesammelt sich das Schmutzwasser,das über eine Vor- und Feinfilterstu-fe von Schmutzstoffen befreit undüber eine Pumpe zum Haupttankzurückgefördert wird. MM
PRODUKTIONOBERFLÄCHENTECHNIK
P Heißwäscher von Schickert
www.maschinenmarkt.de
FAZIT
P Verzicht auf Chemikalienführt zur Kosteneinsparung
P Angetrocknetes Schmier-mittel, Späne und Staub werden schnell entfernt

PRODUKTION OBERFLÄCHENTECHNIK
stänge mit einer schwar-zen Lackschicht auf Epo-xidharzbasis, die bis zu 1 mmdick ist. Sie muss entferntwerden, um den Metallkontaktzwischen Gestänge und Lackier-gut wieder herzustellen, der fürdas kataphoretische Tauchla-ckieren (KTL) erforderlichist. Mit der Injektorstrahl-anlage wurden anfangsetwa 500 bis 1000 Gestängeam Tag entschichtet. Inzwi-schen sind es täglich 4000 bis5000 Gestänge, die bislang zumInjektionsstrahlen auf einemFörderband die Strahlkabinedurchliefen. Auf das Förder-band wurden die Gehängeper Hand gelegt und wiederentnommen. Dazu waren dreiMitarbeiter im 3-Schicht-Betriebnotwendig. Häufte sich die Arbeit,standen sogar zwei an der Anlage.Außerdem mussten Sondergestänge,die man nicht auf das Förderbandlegen konnte, zum Entlacken „außerHaus“ gegeben werden.
Schlecht entlackte Gehängeführen zu Verzögerungen
Wurde unter Zeitdruck gearbeitet,ließen sich Fehler oft nicht vermei-den. Ein schlechter oder sogar feh-lender elektrischer Kontakt zwi-schen Gestänge und Lackiergut undsomit unlackierten Stellen waren dieFolge, so dass ganze Chargen lackier-ter Teile nicht ausgeliefert werdenkonnten, bis daraus die fehlerhaftenEinzelteile entlackt und wiederbe-schichtet waren. Bei 4,5 bis 5 Mio.Teile im Monat, die mittlerweile bei
DSO in Kreuzwertheim überwie-gend für die Automobilindustrielackiert werden, wirkt sich das aufdie Arbeitsabläufe und Logistik stö-rend aus. Daher sieht der Lohnla-ckierer in der Neuanlage zum Sand-strahlen im Schleuderrad-Verfahrennicht nur eine Lösung zur Kapazi-tätserweiterung, sondern auch einMittel zur Rationalisierung undQualitätssicherung. Der Entla-ckungsprozess läuft automatisch ab.Die Gestänge werden in die Fächereines Racks gelegt: eines quaderför-migen gummierten Stahlgestells,den ein Gabelstapler zur Strahlanla-ge bringt. Dort wird es über zweiÖsen an einen Kran gehängt, der dieAnlage per Knopfdruck beschicktund entlädt.
Glänzende AussichtenSchleuderrad-Strahlanlage rationalisiert das Entlacken von Gehängen für zu beschichtende Bauteile
JOSEF KRAUS
Weitere Informationen: Agtos GmbH,48282 Emsdetten, Tel. (0 25 72) 9 60 26-0,Fax (0 25 72) 9 60 26-1 11, [email protected]
Bild 2: Gehänge in einem Rack.Obwohl sie dicht nebeneinan-der liegen, sind sie vollständigentlackt.
44 MM Das IndustrieMagazin · 39/2002
Von der Diskussion umSchwermetalle in galvani-schen Bädern profitieren
die Lohnlackierer. So hat sich dies bei der DSO OberflächentechnikGmbH, Kreuzwertheim, in den Auf-tragsbüchern bereits niedergeschla-gen – und dazu beigetragen, dass derKTL-Lackierer in Teilbereichen derProduktion inzwischen an Kapazi-tätsgrenzen stieß. Das war beispiels-weise beim Entlacken der Gestängezum Transport des Lackierguts derFall. Die 1996 selbstgebaute Injek-torstrahlanlage reichte nicht mehraus, weshalb der Lohnlackierer vor
kurzem in eineSchleuderrad-Strahlanlagedes HerstellersAgtos, Emsdet-ten investierte,die nicht nureinen höherenDurchsatz er-möglicht, son-dern auch dasEntlacken ra-tionalisiert unddas Ergebnisverbessert.
Angeliefertwerden die Ge-
Bild 1: Von einemElektrohubzug alsKran wird das Rackmit den zu ent-lackenden Gehän-gen in die Strahl-anlage gebracht.

MM Das IndustrieMagazin · 39/2002 45
Etwa 600 zu entlackende Gestän-ge werden dicht gepackt in ein Rackgelegt und in sechs Arbeitstakten vonLack befreit. Bei jedem Takt befindetsich das Rack in einer anderen Posi-tion. Es wird vor und rückwärts be-wegt sowie gedreht. Auf diese Weisewerden alle Gestänge vom Strahl-mittel erreicht, das drei untereinan-der angeordnete, seitlich versetzteSchleuderräder auf die Oberflächender Teile katapultieren. Der Zeitauf-wand ist gegenüber dem manuellenInjektionsstrahlen im 3-Schicht-Be-trieb bei etwa gleicher Stückzahl auf10 h reduziert. Zum Entlacken ist nurnoch ein Gabelstaplerfahrer erfor-derlich, der die Gestänge zur Strahl-anlage transportiert. Das hat er be-reits beim Injektionsstrahlen ge-macht. Allein schon aufgrund dieserPersonalreduzierung sind laut DSOdie Kosten für die Anlage schnellkompensiert. Die Amortisationszeitwird auf acht bis neun Monategeschätzt.
Verzicht auf Kranstützenvereinfacht Beschickung
Die Schleuderrad-Strahlanlage gingEnde April dieses Jahres in Betrieb.Sie wurde in zwei Tagen –an einemWochenende – montiert. Platzver-hältnisse und Arbeitsabläufe beiDSO hat man bei der Konstruktionberücksichtigt, so dass keine großenräumlichen und personellen Um-stellungen erforderlich waren. Dazugehört beispielsweise die freieZugänglichkeit zur Anlage, weshalbdie Anfahrt fürden Gabelstaplervon keiner Stützedes Krans einge-schränkt wird.Eine besondereDeckenschlitzab-dichtung ausGummiprofilenund ein Abdicht-blech an der An-lagenfrontseite oberhalb der Kabi-nentür verhindern, dass Strahlmittelwährend des Entlackens aus derAnlage geschleudert und dadurchder Platz um die Anlage herum starkmit Strahlmittel verunreinigt wird,so dass Rutschgefahr besteht. Das
Strahlmittel fällt nach Gebrauch aufden Kabinenboden. Dort wird es voneiner Schnecke in ein Becherwerkbefördert und von diesem hoch zumKaskadenwindsichter transportiert,der Staub und Unterkorn vomwiederverwendbaren Strahlmittel
trennt. Dazu wirdder Luftansaugka-nal des Windsich-ters an der Unter-seite von einemBlech abgeschlos-sen, das nicht nurwaagrecht, son-dern auch senk-recht verstellbarist und somit eine
verbesserte Einstellung der Strahl-mittelreinigung ermöglicht – was fürzukünftige Aufgaben bei DSO vonVorteil sein kann.
So plant der Lohnlackierer, dieAnlage nicht nur für den Eigenbedarfzu nutzen, sondern damit eine Basis
für das Oberflächenstrahlen alsDienstleistung zu schaffen. Voraus-setzung dafür war die Erreichungfreier Fertigungskapazitäten, die mitder Anschaffung der Schleuderrad-Strahlanlage gelang. Mit Bauteileneines Automobilzulieferers wurdenbereits Versuche „gefahren“. Dabeihandelte es sich um Gummi-Metall-Teile, die so zu bearbeiten sind, dassder elastomere Werkstoff nichtbeschädigt wird. MM
PRODUKTIONOBERFLÄCHENTECHNIK
FAZIT
P Drei Arbeitskräfte eingespart
P Trotz schneller Bearbeitung istdie Prozesssicherheit erhöht
P Manuelle Tätigkeiten sindautomatisiert
P Schleuderrad-Strahlanlagen der Agtos GmbH
P Dienstleistungen der DSO Ober-flächentechnik GmbH
www.maschinenmarkt.de
Für den Lohnlackierer DSO in Kreuzwert-heim hat die Agtos GmbH, Emsdetten, dieerste Strahlanlage gebaut – ein Unikat mitVorzeigecharakter für die Bauweise des Her-stellers und für ein vorgesehenes Anlagen-programm. Agtos ist seit knapp einem Jahrmit einem eigenen Strahlanlagenkonzeptam Markt, das auf Schrauben statt Schwei-ßen setzt. Dadurch sollen Umrüstung, Aus-bau und Instandhaltung der Anlagenerleichtert werden. Zum Schleuderrad-strahlen werden nicht Zwei-Scheiben- son-dern Ein-Scheiben-Räder installiert, wovonman sich bei vergleichbarer Größe einenum 20% erhöhten Strahlmitteldurchsatzverspricht. Außerdem bevorzugt maneinen Kaskadenwindsichter mit einem Ver-stellblech in waagrechter und in senkrech-ter Richtung, um die Trennung von Grob-staub, Unterkorn und Strahlmittel zu ver-bessern. Ist wie bei DSO ein Kran zum Be-sckicken und Entladen erforderlich, wird einElektrohubzug mit Direktgetriebe am Fahr-
werk verwendet, das die zu behandelndenWerkstücke in Drehung versetzt.All das sind Merkmale, die den DSO-Geschäftsführer, Walter Deckenbrock,beim Anlagenkauf überzeugten. Bevor ersich jedoch mit solchen Details befasste,war für ihn wesentlich, dass genau auf sei-ne Vorstellungen eingegangen wurde. BeiAgtos, so Deckenbrock, sei das der Fallgewesen – und die Versuche mit 500Gestängen in einer vergleichbaren Anlageeines Lohnstrahlers haben ihn überzeugt.Anschließend wurde sich alles angeschautund die Anlage kom-plett neu konstruiert.„Das hat mir gutgefallen“, so derDSO-Geschäftsfüh-rer: „Wir haben einefür DSO maßge-schneiderte Ent-wicklungbekommen.“
ERSTANLAGE
Unikat mit Vorzeigecharakter
Walter Decken-brock, DSO Ober-flächentechnikGmbH, Kreuz-wertheim: „Wirhaben eine fürDSO maßge-schneiderte Ent-wicklung bekom-men.“
Bilder: Grafein Media Design

AUTOMATION STEUERUNGSTECHNIK
46 MM Das IndustrieMagazin · 39/2002
Weit über zwei Drittelaller Automatisie-rungslösungen werden
in bestehende Anlagen eingebaut,die auf diese Weise mit der Zeit wach-sen. So verändert sich die anfänglichhomogene System- und Softwarear-chitektur mit der Zeit in eine hetero-gene Struktur. Dies macht not-wendige Systemmigrationen undModernisierungen der Automatisie-
rung immer schwieriger und teurer.Dem Vorteil eines schnelleren undbesseren automatisierungstechni-schen Zustands der verfahrenstech-nischen Anlage stehen aus Sicht derBetriebsführung eine Reihe vonNachteilen gegenüber. So wirkensich beispielsweise Regelkreisver-kopplungen und Totzeiten in dergesamten Steuerung nachteilig aufdie Regelbarkeit aus. Werden nichtvon Anfang an flexible, erweiterbareAnfahr- und Abfahrprogrammegeplant und implementiert, so ist
eine nachträgliche Opti-mierung nur mit hohemAufwand an Systemres-sourcen und zu hohenKosten möglich. Darü-ber hinaus verändern
diese Erweiterungen auch die Sys-temtopologie, was zu Schwierigkei-ten in der Anlagensteuerung führt.Oft übernimmt daher das Bedie-nungspersonal per Hand die Funk-tionen eines Anfahr- und Abfahr-programms. Mit IT-Mitteln ist esaber möglich, bestehende oder neueAnlagen nachträglich übergeordnetzu koordinieren und zu regeln.
Anfahrvorgänge minimieren
Das Anfahren einer Anlage ist einunproduktiver Prozess und solltedeshalb möglichst wenig Zeit undRessourcen binden. Vor Erreichendes stationären Betriebspunkteswerden keine oder nicht spezifika-tionsgerechte Produkte erzeugt, dieentweder in den Prozess zurückge-führt oder entsorgt werden müssen.Ziel beim Entwickeln von Anfahr-konzepten ist es daher, die Dauer desunproduktiven Anfahrvorganges zuminimieren. Dazu ist es notwendig,das Anfahrverhalten anforderungs-und problemgerecht zu modellierenund mit Hilfe dieser Modelle unter-schiedliche Anfahrkonzepte zusimulieren und zu vergleichen.Anschließend können speziell anden Anfahrvorgang angepassteRegelungs- und Steuerungsstrate-gien entwickelt und getestet werden.
Nun stehen Planer oder System-integratoren häufig vor der Aufgabe,benachbarte Anlagenteile mit einerAblaufsteuerung zu koordinieren
und zu synchronisieren, dieaber autark arbeiten undals Automatisierungsin-seln mit Steuerungskom-ponenten von verschiede-nen Automatisierungs-herstellern ausgerüstetsind. Der gesamte Hard-und Softwarezoo kann
Allesunter einem Hut
Anlagenteile über Ablaufsteuerung koordinieren und synchronisieren
GERHARD KOPP UND ULRICH TASCHKE
Gerhard Kopp ist Senior Consultant bei derSiemens AG, Industrial Solutions and Ser-vices, Karlsruhe; Ulrich Taschke ist Consul-tant beim selben Unternehmen;weitere Informationen: UlrichTaschke, Siemens AG, I&S,ITPS KHE, 76187 Karlsruhe, Tel. (07 21) 5 95 53 39, Fax (07 21) 5 95 66 30,[email protected]
Mit IT-Mitteln istes möglich, beste-hende oder neue
Anlagen nachträg-lich übergeordnet
zu koordinierenund zu regeln.
Bild: Siemens

MM Das IndustrieMagazin · 39/2002 47
nur synchronisiert werden mit Sys-temen, die plattformneutral undeinfach einzusetzen sind.
Wenn der Systemintegrator Pro-dukt- oder Lastwechsel mit Hilfe vonProduktionsvorschriften, Parame-tertabellen und Sollwertprofilendurchführen soll, braucht er auto-matisierungstechnische Unterstüt-zung. Er kann aber nicht das Risikoeingehen, die getesteten undbewährten Steuerprogramme derverschiedenen Automatisierungsge-räte anzupassen oder zu verändern.Folglich braucht er eine koordinie-rende Steuerung, die Anfahrvorgän-ge oder Lastwechsel unterstützt,ohne die SPS-Programme zu verän-dern.
Bei vielen Anfahrvorgängen ist eserforderlich auch die Materialsteue-rung in die Anlage einzubinden.Dazu ist es notwendig, viele Prozess-elemente wie Ventile, Schieber oderFörderbänder flexibel und koordi-niert zu steuern. Die einzelnen Steu-erungselemente sind dabei schon zu Gruppen zusammengefasst undden dezentralen Automatisierungs-stationen richtig zugeordnet. Einezentrale Ablaufsteuerung kann soden verteilten Steuerungsstationenproblemlos die Befehle aus derKenntnis der Gesamtzusammen-hänge vorgeben.
Ablaufsteuerungen nach IEC 61131 umsetzen
Die drei beschriebenen Szenariensind für die gewachsenen Anlagen inder Prozessindustrie typisch. DieHerausforderung besteht darin, dieRationalisierungspotenziale auszu-schöpfen, ohne den laufenden Pro-duktionsbetrieb zu beeinträchtigenoder zu gefährden. Mit Plant-SFClassen sich anlagenübergreifendeAblaufsteuerungen, bereichsüber-greifende Wegesteuerungen oderanlagenweite An- und Abfahrrouti-nen einfach und normgerecht in derSprache des Verfahrenstechnikersnach IEC 61131-3 umsetzen. Auf derBasis der Open-Source-SoftwareACPLT-KS von der RWTH Aachenist die Siemens-Lösung plattform-neutral und kann gut in gewachseneAnlagen eingebaut werden.
Obwohl sich in der Automatisie-rungstechnik in den letzten Jahrendie offenen Kommunikationslösun-gen wie OPC-Server durchgesetzthaben, sind diese Lösungen auf-grund der verwendeten Com-/DCom-Technologien auf die Micro-soft-Betriebssysteme Windows 95,98, NT oder 2000 beschränkt. DerLehrstuhl für Prozessleittechnik PLTder RWTH Aachen bietet deshalbmit dem Open-Source-Kommu-nikationssystem ACPLT-KS eineLösung, auf Prozessdaten in unter-schiedlichen Automatisierungssys-temen online zuzugreifen. Das Sys-tem benutzt dabei die offenenInternetprotokolle TCP/IP undONC/RPC. Die Software unterschei-det sich von OPC dadurch, dass daszugrundeliegende Objekt-Modelldie Anforderungen der Prozessleit-technik berücksichtigt. Prozess-variable werden immer über ihreFunktionshierarchie identifiziert(Anlage/Teilanlage/Funktion/Varia-ble).
Eine Prozessvariable setzt sich beidieser Software aus Aktualwert,Datentyp, technischer Einheit, Zeit-stempel und Gültigkeitsstatuszusammen. Der Zugriff auf die Pro-zessvariablen erfolgt generisch, eineKommunikationsprojektierung ent-fällt also. Im Unterschied zu OPC istdie Software auch auf mehrerenUnix–Derivaten (beispielsweise HP-UX, Irix, Linux, Solaris) und DigitalsOpen-VMS lauffähig.
Plant-SFC ist ein modulares Sys-tem bestehend aus einen Offline-Editor für die Ablaufsteuerung nachIEC 61131-3 (SFC-Projektierung),einer Runtime-Version, basierendauf einer Funktionsbausteintechnik(SFC-Runtime) und einer Visuali-sierungskomponente zum Bedienenund Beobachten der Schrittkettenauf vorhandenen Scada- oder Leit-systemen (SFC-Visualisierung).SFC-Visualisierung gestattet dentransparenten Zugriff auf Prozess-werte der Anlage und Steuerungsva-riablen der Anwendersoftware inden verschiedenen, dezentralenAutomatisierungskomponenten.
Die Ablaufsteuerung mit Plant-SFC kann hierarchisch aus Haupt-
und Teilschrittketten aufgebaut wer-den. Der Planer entwirft und doku-mentiert die Ablaufsteuerung mitdem PC-Programm Visio. Ein spe-zielles Softwaremodul interpretiertalle Visio-Pläne, die zu einer Ablauf-steuerung gehören und erzeugt diekompletten Runtime-Komponen-ten. So ist sichergestellt, dass Doku-mentation und Implementierungder Ablaufsteuerung konsistent sindund bleiben. Das HMI-System(Human MachineInterface) vonPlant-SFC wirdgenerisch erzeugt.In einer Schritt-übersicht werdendie aktiven Schrit-te und Transitio-nen einer Schritt-kette farbig mar-kiert. Durch An-wählen einesSchrittes öffnetsich das Schrittlu-penbild, in dem dann die Details zudiesem Schritt angezeigt und bedientwerden können. Die technologischeBedeutung des Schrittes wird ineinem Kommentarfeld beschrieben.Über Referenzen kennen Ablauf-schritte ihre Vorgänger- undNachfolger-Objekte. Dies könnenimplizite oder explizite Transitionensein.
Übliche Sprachmittelstehen zur Verfügung
Über ihre eindeutige ID sind Schritt-aktionen nur einmal vorhanden,können aber von beliebigen Schrit-ten der Ablaufsteuerung verwendetwerden. Dafür stehen mit denAktions-Qualifizierungen der IEC61131-3 alle in der Verfahrenstech-nik üblichen Sprachmittel für Aktio-nen zur Verfügung:c „SD“ = gespeichert und zeitver-zögert,c „DS“ = verzögert und gespei-chert,c „SL“ = gespeichert und zeitbe-grenzt.c „N“ = nicht gespeichert,c „S“ = Setzen (gespeichert), c „R“ = vorrangiges Rücksetzen,c „L“ = zeitbegrenzt,
AUTOMATIONSTEUERUNGSTECHNIK
FAZIT
P Nachträgliche Automatisie-rung führt oft zu heterogenerAnlagensystemstruktur
P Dies wirkt sich nachteilig aufdie Regelbarkeit der Anlageaus
P IT-Mittel ermöglichen esjedoch Anlagen zu koordinie-ren

48 MM Das IndustrieMagazin · 39/2002
c „D“ = zeitverzögert, c „P“ = Impuls (Flanke).
Eine Bibliothek mit den Aktions-typen kann anlagenspezifischerweitert werden. Typische Aktionensind beispielsweise das Schreibeneines Prozesswertes in ein Automati-sierungsgerät oder die Ausgabe einesInformationsfensters in dem HMI-System.
Denkbar sind auch Aktionsfunk-tionen wie das Speichern eines Pro-zesswertes in eine SQL-Datenbankoder das Absetzen einer E-Mail mitWartungs- und Serviceinformatio-nen. Die Transitionen sind wie dieSchritte Runtime-Objekte und„Container“ für so genannte Condi-tion-Objekte. Sie sind wie dieAktionstypen für eine definierteFunktion ausgelegt.
Den Ablaufschritten könnenLabels zugewiesen werden, die alsSprungziele und Wiederaufsetz-punkte dienen. Den Labels könnenKommentare und Erklärungenzugeordnet werden, die dann als
Informationsfenster beim Ablaufeingeblendet werden. Mit diesemSprachmittel können besonders ein-fach so genannte „Fail-State“-SFCerstellt werden, die es ermöglichen,aus dem normalen Ablauf in eineFehlerbearbeitung zu wechseln.Abhängig von Prozessbedingungenoder Entscheidungen des Bedienerskann der Normalablauf der Schritt-kette mit ihrer Hilfe an den definier-ten Wiederaufsetzpunkten fortge-setzt werden.
Wenn dies wegen einer Störungeiner Prozesskomponente nichtmehr möglich ist, kann eine „Abfah-ren –Sequenz“ gestartet werden. DieLabels werden beim Erstellen derAblaufsteuerung nach technologi-schen Gesichtspunkten fest defi-niert.
Halbautomatik bietet vieleEingriffsmöglichkeiten
Eine Plant-SFC-Schrittkette kann inverschiedenen Betriebsarten ablau-fen. Im Automatikbetrieb schalten
die Transitionen, sobald die zugehö-rigen Bedingungen erfüllt sind. DieKette kann selbstständig ablaufen.Im Handbetrieb hat der Anwenderdie Möglichkeit, die einzelnenSchritte von Hand zu starten, ohnedie Transitionsbedingungen zuberücksichtigen. Im Einzelschrittbe-trieb testet der Anwender, ob dieTransitionsbedingungen korrektformuliert sind. Die Transitionenschalten erst, nachdem die Bedin-gungen erfüllt sind und der Anwen-der eine entsprechende Bedienung(„Acknowledgement“) getätigt hat.Wenn die Bedingung nicht erfüllt ist,kann auch nicht weitergeschaltetwerden.
Die Betriebsart Halbautomatikbietet die meisten Möglichkeiten inden Ablauf der Sequenz einzugrei-fen. Die Transitionen schalten wie imAutomatikbetrieb. Allerdings kanneine Transition per Bedienung zumSchalten veranlasst werden, obwohldie Bedingungen noch nicht erfülltsind („Force“). Zusätzlich ist es mög-lich, auf bestimmte Transitionen, sogenannte „Break-Points“, zu setzen,bei denen bei erfüllter Bedingungzusätzlich eine entsprechende Bedie-nung notwendig wird.
Die HMI-Funktionen sind als sogenannte ActiveX-Controls undJava-Beans ausgeführt und könnensomit auf allen üblichen System-plattformen ablaufen. Alle Bedie-nungen der Plant-SFC-Ablaufsteue-rung werden protokolliert und ineiner Logliste gespeichert. DasSchrittprotokoll erfasst chronolo-gisch alle Transitionsereignisse mitihrem Zeitstempel und alle ausgege-benen Aktionen. Für Schrittaktio-nen und Transitionen kann einSimulationsmodus geschaltet wer-den, um die Ablaufsteuerung zu tes-ten. MM
AUTOMATION STEUERUNGSTECHNIK
P Homepage Siemens I&S ITPS
P Lehrstuhl für Prozessleittechnikder RWTH Aachen
P Infrastrukturmodelle ACPLT
P Anwendungsmodelle ACPLT
www.maschinenmarkt.de
Mit Plant-SFC las-sen sich anlagen-übergreifendeAblaufsteuerun-gen normgerechtin der Sprache desVerfahrenstechni-kers nach IEC61131-3 umset-zen.
Bild
: Sie
men
s


KONSTRUKTION KONSTRUKTIONSELEMENTE
50 MM Das IndustrieMagazin · 39/2002
Dort, wo Werkstücke, Werk-zeuge oder Maschinenteilebewegt werden, kommen
entsprechende Schub- und Zugele-mente zum Einsatz. Das kann in
einem ganz nor-malen Fertigungs-betrieb an einerPresse oder Stanzesein, das kann aberauch bei der Mani-pulation von Flur-förderzeugen vor-kommen – alsoüberall dort, wologistische Aufga-ben zu erledigensind. Mit Ketten,
die nach speziellen Gesichtspunktenfür solche Einsätze konzipiert wur-den bietet Serapid vielfältigeLösungsmöglichkeiten an (Bild 1).Dabei sind grundsätzlich zwei
Anwendungsfälle zu unterscheiden(Bild 2):c Ketten für den horizontalen Ein-satzc Ketten für den vertikalen Einsatz
Gegenstände werden dann be-wegt, wenn sie geschoben (Hydrau-likzylinder) oder gezogen (Hydrau-likzylinder, herkömmliche Ketteoder Seil) werden. Kommen beideAnwendungsfälle gleichzeitig vor,dann würde möglicherweise und imeinfachsten Falle ein Hydraulikzylin-der eingesetzt. Bei der Verwendungeines solchen ist der Konstrukteur inder Baulänge eingeschränkt. An die-ser Stelle könnte jetzt eine Serapid-Kette zum Einsatz kommen. Denndiese Ketten können nicht nur aufZug sondern auch auf Schub belas-tet werden. Dass es sich dabei nichtum eine einfache geläufige Ketten-konstruktion handelt ist klar. Undbei der Betrachtung einer Serapid-Kette erkennt man schnell, dass dieKettenglieder besonders ausgestaltet
sind. Wird sie beispielsweise mitSchub beaufschlagt, dann wirkenihre Kettenglieder derart, dass siesich regelrecht verzahnen und dieKette absolut steif machen. Ent-scheidend dabei ist die Form der Ket-tenglieder, die als eine Art Hakenausgebildet sind, und der auch alsSchulter bezeichnet wird.
Von der Starrheitzur großen Flexibilität
Sobald die Schubkraft in das Systemeingeleitet wird, drücken die Schul-tern der einzelnen Glieder gegenein-ander und machen das System starr.Hinter dem so genannten Artikula-tionspunkt, darunter versteht manden Punkt an dem die Kette am Rit-zel umgelenkt wird, bleibt die Ketteso flexibel, dass sie durch Aufrollenproblemlos gespeichert werdenkann. Die Flexibilität wird durch dieVerbindung der Kettenglieder unter-stützt. Dabei handelt es sich um eineVerbindung mittels Bolzen undSicherungsringen, wie man sie vonherkömmlichen Ketten kennt.
Die notwendige Antriebskraftwird über ein Ritzel in die Kette ein-geleitet. Dieses Ritzel befindet sichauf der Achse eines Antriebsgehäu-ses und greift mit seinen Zähnen zwi-schen den Antriebsrollen auf dieAchse der Kettenglieder. Dabei sindeben Vor- und Rückwärtsbewegun-gen von Lasten möglich. Die Längeder Kette ist gleich der Transport-oder Manipulationsstrecke der Lastplus der Länge (das sind einige Glie-der mehr) für die Umlenkung durchdas Ritzel.
Im Antriebsgehäuse selbst, in demdas Ritzel untergebracht ist, wird derWeg der Kette durch eine Führungs-und Reaktionsplatte definiert.
KettenreaktionMit speziellen Ketten lassen sich vielfältige Lösungenfür die Werkstückmanipulation entwickeln
DIETMAR KUHN
Weitere Informationen: Serapid Deutsch-land GmbH, 97980 Bad Mergentheim, Tel.(0 79 31) 47 77 05
FAZIT
P Überall im Maschinen- undAnlagenbau, in Fertigungsbe-trieben und Logistik werdenLasten bewegt
P Die Serapid-Kette schiebt,zieht und hebt Lasten zwi-schen beliebigen Distanzenbei sicherer Stabilität
Bild 1: Schub-,Zug- und Lastket-ten in unter-schiedlichen Vari-anten werdenplatzsparend zurLastenbewegungeingesetzt.
Bild
: Kuh
n
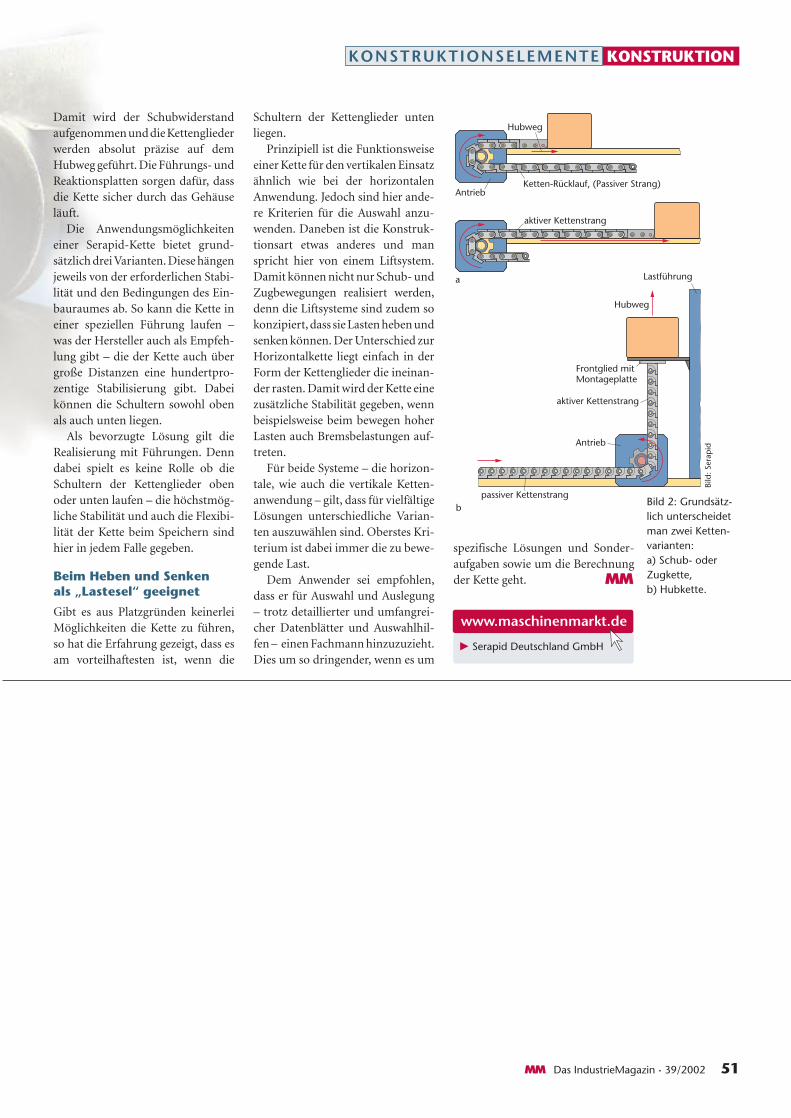
MM Das IndustrieMagazin · 39/2002 51
Damit wird der Schubwiderstandaufgenommen und die Kettengliederwerden absolut präzise auf demHubweg geführt. Die Führungs- undReaktionsplatten sorgen dafür, dassdie Kette sicher durch das Gehäuseläuft.
Die Anwendungsmöglichkeiteneiner Serapid-Kette bietet grund-sätzlich drei Varianten. Diese hängenjeweils von der erforderlichen Stabi-lität und den Bedingungen des Ein-bauraumes ab. So kann die Kette ineiner speziellen Führung laufen –was der Hersteller auch als Empfeh-lung gibt – die der Kette auch übergroße Distanzen eine hundertpro-zentige Stabilisierung gibt. Dabeikönnen die Schultern sowohl obenals auch unten liegen.
Als bevorzugte Lösung gilt dieRealisierung mit Führungen. Denndabei spielt es keine Rolle ob dieSchultern der Kettenglieder obenoder unten laufen – die höchstmög-liche Stabilität und auch die Flexibi-lität der Kette beim Speichern sindhier in jedem Falle gegeben.
Beim Heben und Senken als „Lastesel“ geeignet
Gibt es aus Platzgründen keinerleiMöglichkeiten die Kette zu führen,so hat die Erfahrung gezeigt, dass esam vorteilhaftesten ist, wenn die
Schultern der Kettenglieder untenliegen.
Prinzipiell ist die Funktionsweiseeiner Kette für den vertikalen Einsatzähnlich wie bei der horizontalenAnwendung. Jedoch sind hier ande-re Kriterien für die Auswahl anzu-wenden. Daneben ist die Konstruk-tionsart etwas anderes und manspricht hier von einem Liftsystem.Damit können nicht nur Schub- undZugbewegungen realisiert werden,denn die Liftsysteme sind zudem sokonzipiert, dass sie Lasten heben undsenken können. Der Unterschied zurHorizontalkette liegt einfach in derForm der Kettenglieder die ineinan-der rasten. Damit wird der Kette einezusätzliche Stabilität gegeben, wennbeispielsweise beim bewegen hoherLasten auch Bremsbelastungen auf-treten.
Für beide Systeme – die horizon-tale, wie auch die vertikale Ketten-anwendung – gilt, dass für vielfältigeLösungen unterschiedliche Varian-ten auszuwählen sind. Oberstes Kri-terium ist dabei immer die zu bewe-gende Last.
Dem Anwender sei empfohlen,dass er für Auswahl und Auslegung– trotz detaillierter und umfangrei-cher Datenblätter und Auswahlhil-fen – einen Fachmann hinzuzuzieht.Dies um so dringender, wenn es um
spezifische Lösungen und Sonder-aufgaben sowie um die Berechnungder Kette geht. MM
KONSTRUKTIONKONSTRUKTIONSELEMENTE
P Serapid Deutschland GmbH
www.maschinenmarkt.de
Bild
: Ser
apid
aktiver Kettenstrang
passiver Kettenstrang
Hubweg
Lastführung
Frontglied mitMontageplatte
Antrieb
b
Hubweg
Ketten-Rücklauf, (Passiver Strang)
aktiver Kettenstrang
Antrieb
a
Bild 2: Grundsätz-lich unterscheidetman zwei Ketten-varianten: a) Schub- oderZugkette, b) Hubkette.

52 MM Das IndustrieMagazin · 39/2002
Die Suche nach einem geeig-neten Enterprise RessourcePlanning- (ERP) und E-
Business-System lässt sich fast mitder Suche nach der berühmtenStecknadel im Heuhaufen verglei-chen. Bei rund 250 am Markt ver-
fügbaren Software-Lösungen der un-terschiedlichstenAnbieter die richti-ge Entscheidung zutreffen, ist dies kei-ne einfache Aufga-be und bedarf aus-führlicher Infor-mationen: WelcheIT-Lösung decktmeine Branchen-
anforderungen umfassend ab? Wel-che Lösung passt zur Unterneh-mensgröße und zur Anwenderan-zahl? Werden die Mitarbeiter das
System ohne großen Schulungsauf-wand bedienen können? Was pas-siert mit der einmal eingeführtenSoftwarelösung, wenn das Unter-nehmen in den nächsten Jahrenwächst? Mit welchen Investitionenund laufenden Betriebskosten istkünftig zu rechnen?
Auswahlprozesse dauernbis zu einem Jahr
Gerade im Mittelstand werden Fra-gen dieser Art gründlich beleuchtetund IT-Projekte mit spitzem Bleistiftkalkuliert, könnte eine falsche Wahldoch weitreichende Konsequenzenhaben. Aus diesem Grund dauern dieAuswahlprozesse zum Teil bis zueinem Jahr und länger.
Auf welche Kriterien es Entschei-dern in kleinen und mittleren Unter-nehmen letztendlich bei der Soft-wareauswahl ankommt, war Themadiverser Untersuchungen vonMarktforschern wie zum Beispiel derMeta Group. Dabei wurden Investi-
tions- und Zukunftssicherheit,branchenspezifische Funktionalitä-ten, die internationale Ausrichtungvon Software und Anbieter genannt.Darüber hinaus waren eine einfacheBedienbarkeit und ein überschauba-rer Kostenrahmen wichtige Anfor-derungen.
Die Analysten der Meta Groupebenso wie die Berater des Fraunho-fer-Instituts für Produktionstechnikund Automatisierung (IPA) habeneinen bemerkenswerten Trend beider Softwareauswahl im Mittelstanderkannt: Der Preis ist nicht aus-schlaggebend. Zwar spielt er auf-grund der personellen und finan-ziellen Rahmenbedingungen vonkleinen und mittleren Unternehmenkeine geringe Rolle. Weitaus wichti-ger sind jedoch branchenspezifischeFunktionalitäten. „Wenn die IT-Lösung nicht den Anforderungender jeweiligen Branche entspricht,muss das System angepasst odererweitert werden. Das ist zum einenaufwändig und kostspielig“, erklärtUte Mussbach-Winter, Mitarbeite-rin am Fraunhofer- Institut für Pro-duktionstechnik und Automatisie-rung (IPA), Stuttgart. Zum anderenlehrt die Vergangenheit, dass einigeAnbieter nicht lange genug amMarkt bestehen, um die verkauftenSysteme langfristig zu betreuen unddie Software den neuesten Standardsentsprechend weiterzuentwickeln.„Betroffene Unternehmen müssenin diesem Fall auf ein neues Systemumsatteln“, eine Erfahrung, die vonUte Mussbach-Winter währendihrer langjährigen Beratertätigkeitim Mittelstand sammeln konnte. „Eszahlt sich nicht aus, am falschenEnde zu sparen.“ Dass diese Aus-wahlstrategie im Mittelstand Rea-lität ist, belegen ERP-Studien: Bei
Entscheidungskriterien für die Softwareauswahlin mittelständischen Unternehmen
ANGELIKA JUNG
Angelika Jung ist Fachjournalistin in 71069Sindelfingen, Tel. (0 70 31) 76 88 70, Fax (0 70 31) 67 56 76
IT-BUSINESS THEMEN & TRENDS
FAZIT
P Systeme sollten Praxisnähehaben
P Anwender wünschen IT mitvorkonfigurierten, branchen-spezifischen Prozessen
P Funktionen sind wichtiger alsder Preis
Wer dieWahl hat
Bei branchenspezi-fisch vorkonfigu-rierten Systemenmüssen nur nochunternehmensindi-viduelle Einstellun-gen vorgenommenwerden.

MM Das IndustrieMagazin · 39/2002 53
IT-BUSINESSTHEMEN & TRENDS
Nach welchen Kriterienwird die Software ausge-wählt? Anregungen undTipps von Mittelständlern,die sich für SAP entschie-den haben:
Ralf Biallas, Geschäftsführerder Heidelberger HebetechnikGmbH, Heidelberg:
„In einem ersten Schritt habenwir einen Anforderungskatalogerstellt und uns über die amMarkt verfügbaren Standard-softwarepakete informiert. Unse-re Hauptanforderung bestanddarin, sämtliche relevantenGeschäftsprozesse vollständigund ohne große Anpassungen ineiner Unternehmenssoftwareabbilden zu können. Die ent-sprechenden Funktionalitätenwollten wir uns jedoch nicht umjeden Preis erkaufen. So hattenwir bezüglich der Kosten einenfest kalkulierten Rahmen ausHardware, Software, Trainingund Einführung, der als wichti-ges Auswahlkriterium mit ent-scheidend war. Bei der Umset-zung dieses Projekts hat sich als
überaus hilfreicherwiesen, dassbereits in denWorkshops dieArbeitsweise derSoftware auf derGrundlage unse-
rer realen
Geschäftsprozesse präsentiertwurde. Daher lässt sich nachunserer Erfahrung der Auswahl-prozess stark verkürzen, wenneinem potenziellen Systemhaus-partner vor einer Präsentationdie exakten Unternehmensab-läufe dargelegt und entspre-chende Daten zur Verfügunggestellt werden“.
Tobias Rameder, Geschäftslei-ter, Ulrich Rameder Anhänger-kupplungen, Munschwitz:
„Um uns einen Marktüberblickzu verschaffen, haben wir auf derCebit 2001 erste Angebote ein-geholt. Danach haben sich meh-rere Systemanbieter über unsereAnforderungen informiert.Schon hier erkannten wir, wersich in unserer Branche wirklichauskennt. In gemeinsamenWorkshops mit ausgewähltenSoftware-Anbietern erstellteunser Projektteam dann einPflichtenheft. Es war die Basis fürdie spätere Entscheidung undwurde auch Bestandteil des Ver-trages. Ganz besonders wichtigwar für unser Unternehmen dieintegrierte Einbindung einesOnline-Shops in die Warenwirt-schaftslösung. Am Ende habenwir uns für die Lösung entschie-den, von der wir uns die höchsteZukunftssicherheit versprochenhaben. Bei einer so wichtigenNeustrukturierung sollte mannicht in erster Linie auf den Preisachten.“
STIMMEN AUS DEM MITTELSTAND
Der Preis stand nicht im Vordergrund
Tobis Rameder, Geschäftsführer derUlrich Rameder Anhängerkupplungen
in Munschwitz:
„Wir erkannten schon in denGesprächen mit Systemanbietern,wer unsere Branche kennt.“
Bild
er: D
ie L
eute
für
Kom
mun
ikat
ion

54 MM Das IndustrieMagazin · 39/2002
Bewertungskriterien für eine Standardsoftware rangieren diebranchenspezifischen Funktionalitäten und die Praxisnähe vonSystemen vor dem Preis.
Neben der Branchenausrichtung ist für Entscheider aus klei-nen und mittleren Unternehmen also die Zukunftsfähigkeit derSoftwarelösungen eines der Schlüsselkriterien bei der Auswahl.Die Gewissheit, dass ein Lösungsanbieter in Zukunft noch exis-tiert, Produkte weiterentwickelt und wartet, spielt dabei eineübergeordnete Rolle. Schließlich sollen neue gesetzliche Anfor-derungen oder geänderte wirtschaftliche Rahmenbedingungennicht dazu führen, dass die Softwarelösung nach kurzem Einsatzersetzt oder mit großem Programmieraufwand geändert werdenmuss. Ziel ist es, eine stabile und verlässliche technologischeGrundlage zu schaffen, die sich an künftige Erfordernisse undTrends anpassen lässt und gleichzeitig mit dem Unternehmenmitwächst.
Branchenspezifisches Wissen ist gefragt
Unterstützung bei IT-Projekten holen sich Entscheider kleinerund mittlerer Unternehmen vor allem bei Beratern oder beiSoftwareanbietern selbst. Die größte Kompetenz wird dabei IT-Systemhäusern zugeschrieben. Bei der Auswahl von Dienstleis-tern sind branchenspezifische Kenntnisse und langjährige Erfah-rungen im Mittelstand ausschlaggebende Faktoren. „MehrereSystemanbieter haben sich über unsere Anforderungen infor-miert. Und schon hier haben wir erkannt, wer unsere Branchewirklich kennt,“ kommentiert Tobias Rameder, Geschäftsleiterder Ulrich Rameder Anhängerkupplungen aus Munschwitz in Thüringen, ein im vergangenen Jahr umgesetztes SAP-Projekt.
Von Anfang an eine gemeinsame Sprache zu sprechen, ist einewichtige Voraussetzung für den Erfolg von Projekten im Mittel-stand. Aus diesem Grund arbeitet zum Beispiel die SAP inDeutschland mit Partnern im Mittelstand zusammen, die lang-jährige praktische Erfahrungen in diesem Marktsegment und inden einzelnen Branchen sammeln konnten. Für Unternehmendie aufgrund ihrer Größe und Branchenzugehörigkeit sehr spe-zielle Ansprüche an eine Unternehmenssoftware stellen, ist die-ser Praxisbezug bei IT-Projekten vorteilhaft. Basierend auf derE-Business-Plattform Mysap.com werden für diese ZielgruppeIT-Lösungen von Vertriebspartnern auf die jeweiligen Bedürf-nisse zugeschnitten, voreingestellt und ergänzt. So sind die spe-ziellen Anforderungen verschiedenster Branchen bereits in über80 Lösungen umgesetzt. Demzufolge müssen nur noch unter-nehmensindividuelle Einstellungen vorgenommen werden,wodurch kurze Einführungszeiten und ein fest kalkulierbaresKosten-Nutzen-Verhältnis garantiert sind. Zudem wachsen dieMysap.com-basierten Lösungen mit dem Unternehmen, sind siedoch ohne zusätzlichen Aufwand jederzeit skalier- und erweiter-bar. Die jahrelangeZusammenarbeit mitmittelständischen Un-ternehmen hat sich auchauf die Benutzeroberflä-chen ausgewirkt: sie sindsehr klar strukturiertund deshalb einfach zubedienen. MM
IT-BUSINESS THEMEN & TRENDS
P Meta Spektrum SM 2002
P Fraunhofer-Institut für Produk-tionstechnik und Automatisie-rung (IPA)
P SAP-Mittelstandsbereich
www.maschinenmarkt.de


MANAGEMENT INNOVATION
56 MM Das IndustrieMagazin · 39/2002
der Semecs sind Termine in den letz-ten Wochen nicht mehr Routine. Vordrei Wochen musste man Insolvenzanmelden. Das Damoklesschwertschwebte mehrere Monate über demUnternehmen, doch die Hoffnungan den Fortbestand des Unterneh-mens gab man bis zu guter Letztnicht auf. Doch als der Gang zumInsolvenzgericht nicht mehr zu ver-hindern war, machte sich ein Gefühlder Lähmung breit. Über das, wasdanach passiert, war sich niemandim Klaren. Wie auch, Insolvenzver-walter hat man nun mal nicht alleTage im Unternehmen.
Doch das professionelle Agierendes Insolvenzverwalters und der zurHilfe hinzugezogenen Unterneh-mensberater riss alle schnell wiederaus der Lethargie der Hoffnungslo-sigkeit und versetzte die noch ver-bliebene Belegschaft in emsiges Trei-ben. Die Umstrukturierung wirdzum Tagesgeschäft. Nachdem derInsolvenzverwalter in den ersten drei
Tagesgeschäft
SanierungEignen sich Sanierungsmethoden auch für den betrieblichen Alltag?
MICHAEL HENNEN
Dipl.-Betrw. Michael Hennen ist Geschäfts-führer von Sam`s Network Sales andManagement Servcies in 52134 Herzogen-rath. Weitere Informationen: Dr. Götz-Andreas Kemmner Abels & KemmnerGesellschaft für UnternehmensberatungmbH in 52134 Herzogenrath, Tel. (0 24 07)9 56 50, Fax (0 24 07) 95 65 40, [email protected]
„In Unternehmen mangelt es sowohl an derBereitschaft, rechtzeitig auf Marktverände-rungen zu reagieren, als auch an der Kom-petenz zur konsequenten Umsetzung,was die Insolvenzzahlen belegen“,
so Dr. Götz-Andreas Kemmner,Gründer und Inhaber der mittel-ständischen Abels & KemmnerGesellschaft für Unternehmens-beratung mbH, Herzogenrath.
Konkurse sind der unterneh-merische GAU. Die Fakto-ren, die zu Insolvenzen füh-
ren, sind jedoch auch in vielen ande-ren Unternehmen vorzufinden. Des-halb ist es sinnvoll, die Fehlerquellenvon insolvent gegangenen Unter-nehmen zu kennen und im eigenenBetrieb zu überprüfen, ob sich nichtauch hier ähnliche Fehler einge-
schlichen haben,denn Sie kostenauch augen-scheinlich gesun-den Unterneh-men mitunter vielGeld. Der im ver-gangenen Jahr mitder gesamten Se-mecs-Gruppe inInsolvenz gegan-gene Leiterplat-tenbestückerSemecs, Neunkir-chen, der heuteunter dem NamenNeways-Neunkir-chen in der eben-falls niederländi-
schen Neways-Unternehmensgrup-pe erfolgreich am Markt agiert, zeigteinige der häufigen Planungs- und
Wachstumsfehler im Unterneh-mensalltag auf.
Es ist Mittwoch, der 7. November2001, morgens 9 Uhr. Dr. Götz-Andreas Kemmner, Unternehmens-berater für Sanierungsfälle, betritterstmals zusammen mit seinem Mit-arbeiter Martin Jürgens das Firmen-gelände des ElektronikfertigersSemecs in Neunkirchen. Ein moder-nes Gebäude im Stil der 90er mitfunktionalem Ambiente. DieAußenanlagen sind gepflegt und imEingangsbereich weht die Fahne derSemecs-Gruppe. An der Empfangs-theke wird Dr. Kemmner freundlichbegrüßt und ins Besprechungszim-mer geführt. Man hat ihn schonerwartet und auf dem Tisch stehtfrisch gebrühter Kaffee, den manhier in hauseigenen Semecs-Tassenserviert.
Soweit unterscheidet sich derAblauf nicht von einem normalenGeschäftstermin. Doch fürGeschäftsleitung und Belegschaft
FAZIT
c Im Sanierungsfall sind gravie-rende Einschnitte im Unter-nehmen zu verkraften
c Der äußere Druck durch dieInsolvenz macht es möglich,solche Maßnahmen auch kon-sequent durchzuführen
c Würden vergleichbare Maß-nahmen in noch gesundenUnternehmen mit externerUnterstützung durchgeführt,könnten viele Insolvenzen ver-mieden werden
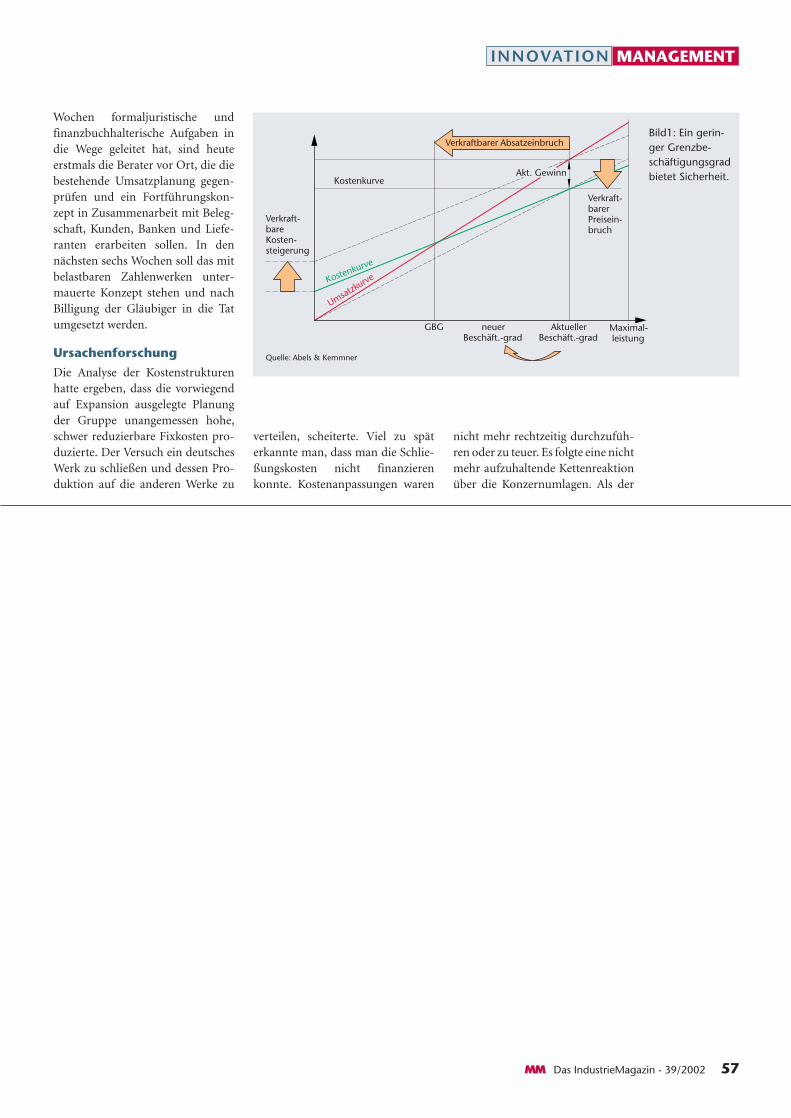
MM Das IndustrieMagazin · 39/2002 57
Wochen formaljuristische undfinanzbuchhalterische Aufgaben indie Wege geleitet hat, sind heuteerstmals die Berater vor Ort, die diebestehende Umsatzplanung gegen-prüfen und ein Fortführungskon-zept in Zusammenarbeit mit Beleg-schaft, Kunden, Banken und Liefe-ranten erarbeiten sollen. In dennächsten sechs Wochen soll das mitbelastbaren Zahlenwerken unter-mauerte Konzept stehen und nachBilligung der Gläubiger in die Tatumgesetzt werden.
Ursachenforschung
Die Analyse der Kostenstrukturenhatte ergeben, dass die vorwiegendauf Expansion ausgelegte Planungder Gruppe unangemessen hohe,schwer reduzierbare Fixkosten pro-duzierte. Der Versuch ein deutschesWerk zu schließen und dessen Pro-duktion auf die anderen Werke zu
verteilen, scheiterte. Viel zu späterkannte man, dass man die Schlie-ßungskosten nicht finanzierenkonnte. Kostenanpassungen waren
nicht mehr rechtzeitig durchzufüh-ren oder zu teuer. Es folgte eine nichtmehr aufzuhaltende Kettenreaktionüber die Konzernumlagen. Als der
MANAGEMENTINNOVATION
Kostenkurve
GBG AktuellerBeschäft.-grad
neuerBeschäft.-grad
Quelle: Abels & Kemmner
Maximal-leistung
Verkraft-bareKosten-steigerung
Akt. Gewinn
Kostenkurve
Umsatzku
rve
Verkraftbarer Absatzeinbruch
Verkraft-barerPreisein-bruch
Bild1: Ein gerin-ger Grenzbe-schäftigungsgradbietet Sicherheit.

58 MM Das IndustrieMagazin · 39/2002
Umsatz wegen des schwachen Tele-kommunikationsmarktes einbrach,traf es auch Semecs, Neunkirchen.Dieser Fehler unterläuft in der Pla-nung jedem, der Entwicklungen derVergangenheit in die Zukunft fort-schreibt, ohne auf Lebenszyklen vonProdukten und Märkten zu achtenoder der vergisst, dass der Abbau vonFixkosten zuerst einmal zusätzlicheKosten verursacht. Aber selbst wennman diese Faktoren berücksichtigt,sollte man in Wachstumsphasen aufdie eigene Flexibilität achten, denGrenzbeschäftigungsgrad möglichstniedrig halten und das Wachstumvorsichtig und mit belastbaren Zah-len planen.
Vorsichtig und belastbar planengilt also nicht nur für Sanierungsfäl-le, die von potenziellen Investorenbesonders scharf unter die Lupegenommen werden, sondern auchfür Investorengespräche im norma-len Geschäftsbetrieb und für Gesprä-che mit Banken. Aus dieser Sicht-weiserelativiertsichauch die Basel II-Diskussion und das Unken mancherUnternehmer über das Gebarenihrer Geschäftsbanken. Wer einenplausiblen und mit belastbaren Zah-len unterlegten Geschäftsplan vor-legt, der bekommt auch heute nochFinanzmittel zur Verfügung gestellt.Verständlicherweise finden in sol-chen Fällen Erfolgsrechnungen, diekurzfristig zu Erträgen führen, mehrAkzeptanz, als Planungsszenarien,die erst nach Jahren Gewinn ver-
sprechen. In der Praxis hat sichgezeigt, dass bei SanierungsfällenGespräche mit neuen Investoren undden Banken erst Sinn machen, wenneine „schwarze Null“ im erstenGeschäftsjahr das Ergebnis einerkonservativen Planung ist.
Kernkompetenzherausarbeiten
Bei Semecs, Neunkirchen, wurde dieoperative Planung auf bestehendenBeziehungen zu namhaften Kundenaufgebaut, die aus den BranchenAutomotive, Industrie und Tele-kommunikation kommen. Hierausergab sich ein hinreichender Bran-chenmix, sodass auch für dieZukunft keine gravierenden Bran-chenlastigkeiten mehr zu befürchtensind. Darüber hinaus verfügteSemecs, Neunkirchen, über einegewisse Technologieführerschaft beider Bestückung von flexiblen Leiter-platten, einem Marktsegment, dasWachstum aufweist und nicht vonjedem Leiterplattenbestücker be-herrscht wird. Der weniger lukrati-ve, weil personalkostenintensive rei-ne Handbestückungsanteil (THT)im Seriengeschäft soll weiter zurück-gefahren bzw. durch Kooperationenmit weniger technologisch orientier-ten Lohnbestückern ausgelagertwerden.
Die für die Erfüllung der Umsatz-plandaten einzusetzenden Ressour-cen ließen sich relativ schnell überdie Kennzahl „Wertschöpfung pro
MANAGEMENT INNOVATION
Turnaro
un
d-Management
Wertschöpfung• Ressourcen• Organisation• Kosten-/Leistungs-
berechnung
Führungssystem• Qualifikations-
struktur• Controllingsystem• Unterneh-
menskultur
Marktsituation• Marktwachstum• Marktattraktivität
Produkt-Portfolio• Lebenszyklus• Deckungsbeiträge
Bild 2: Um denTurnaround zuschaffen, müssenverschiedeneUnternehmensbe-reiche überprüftund optimiertwerden.

MM Das IndustrieMagazin · 39/2002 59
Kopf” ermitteln und zum Wettbewerbsvergleich als Bench-markgröße heranziehen. Die Umsatzplanzahlen ergaben dieharte aber begründete Anforderung, den Personalstand um 56%zu reduzieren. Vertrieb, Technik und Logistik wurden in ein pro-zessorientiertes Auftragszentrum zusammengefasst und derursprünglich funktionsorientierten Aufbauorganisation wurdeerstmals eine funktionsübergreifende, kunden- und prozess-orientierte Struktur verliehen. Darüber hinaus wurden dieeigenständigen Abteilungen Instandhaltung sowie die Prozes-stechnik in die Produktion integriert, sodass das hochqualifi-zierte Personal an der laufenden Produktion und damit wert-schöpfend mitwirken konnte. All diese Maßnahmen führtendazu, dass der Grenzbeschäftigungsgrad deutlich gesenkt wer-den konnte. Ein Benchmark bestätigte, dass sich mit den einge-leiteten Umstrukturierungsmaßnahmen die Kostenproportio-nen wieder dem richtigen Niveau annäherten. Semecs lag mitseinen Planzahlen für das erste Jahr im Personalkostenbereichlediglich 1 bis 2% höher als der potenzielle Käufer. Im zweitenJahr lag man in der Kostenplanung konform.
Erfolgreicher Neubeginn
Mit der Neways Electronics International N.V., konnte einpotenter Käufer gefunden werden, der für das Unternehmen undseine Mitarbeiter die zukunftsfähigste Lösung darstellte, dennNeways hat eine hervorragende Marktstellung und bringtzusätzliche Aufträge in das Unternehmen ein. Das Ziel vonNeways, mit dem Kauf von Semecs, Neunkirchen, den Zugangzum deutschen Elektronikmarkt, der in Europa der bedeutend-ste ist, zu verbessern, versprach darüber hinaus eine exponierteStellung des Unternehmens innerhalb der Neways-Gruppe.
Das Unternehmen ging mit 49 Mitarbeitern und damit weni-ger als der Hälfte seines alten Mitarbeiterstamms an den erfolgversprechendenNeustart. Auf der Basisder konservativeninvestorenneutralenPlanung mit einer„schwarzen Null“ kannsich nun ein deutlichpositives Ergebnis ent-wickeln. MM
MANAGEMENTINNOVATION
c Über Abels & Kemmner
c Fraunhofer Institut für System-technik und Innovationsfor-schung
c Innovationen in der Produktion
www.maschinenmarkt.de
Ein wesentlicher Faktor fürdie starke Zunahme derMIttelstands-Insolvenzen in2001 sieht Dr. Kemmnerdarin, dass im (deutschen?)Perfektionierungswahn vie-lerorts die Produktion undSupply Chain soweit opti-miert und automatisiertwurden, dass Menschen undMaschinen nur bei hohen
Losgrößen profitabel arbei-ten könnten. Ein geringerGrenzbeschäftigungsgradbietet hingegen Sicherheit.Einen zu hohen Automati-sierungsgrad attestiert auchdas Fraunhofer-Institut fürSystemtechnik und Innova-tionsforschung in einerUntersuchung aus dem Jahr2001.
STANDPUNKT

WISSEN WEITERBILDUNG
einen Schritt weiter gegangen. InZusammenarbeit mit dem E-Lear-ning-Full-Service-Anbieter M.I.T,der eine Lernplattform im Audi-Intranet bereitstellte, startete derAutobauer im vergangenen Jahr eineIT-Qualifizierungsoffensive die un-ter anderem den „Initiativpreis Aus-und Weiterbildung“, der von derOtto Wolff von Amerongen-Stiftunggemeinsam mit dem DeutschenIndustrie- und Handelskammertagund der Zeitschrift Wirtschaftswo-che erhielt.
Einen praktischen Grund, warumdas Ingolstädter Unternehmen beidieser Qualifizierungsoffensive aufdas Lernen per Computer setzte siehtChristiane Nicolai, Projektleiterin E-Learning im Audi-Bildungswesen,darin, dass mit konventionellenSchulungsmaßnahmen so viele Teil-nehmer (44 000) in so kurzer Zeit garnicht erreichbar gewesen wären.Auch ein größerer Zeitrahmen hätteProbleme bereitet, da es schließlichum die Vermittlung von IT-Basis-qualifikationen ging und bekannt-lich ist ja gerade dies ein Bereich, indem das Wissen immer schnellerveraltet.
Als Audi sich dann nach einergeeigneten Lernplattform umsah,stellte man fest, dass es eigentlich kei-nen Anbieter gab, der alle Anforde-rungen des Automobilherstellerserfüllte – was natürlich auch auf denPlattformanbieter M.I.T zutraf. Sowurde beispielsweise besondererWert auf die Abbildung eines stufen-weisen und sequentiellen Lernpro-zesses gelegt, was zu dem damaligenZeitpunkt jedoch noch kein Platt-formanbieter realisiert hatte. Des-
KAROLA RICHTER
Qualifizierung per
MausklickOnline-Fitness-Training für 44 000 Mitarbeiter der Audi AG
halb war für den Autobauer einmodular aufgebautes, skalierbaresSystem wichtig, das vielseitige Kon-figurationen und maßgeschneiderteAnpassungen ermöglicht. Dies fandAudi dann in der M.I.T-PlattformILF (Information and Learning Fra-mework), die bereits in Großunter-nehmen wie der Allianz, demParion-Konzern und der Zürich-Versicherung im Einsatz ist.
Alle Mitarbeiter sind gefragt
Die IT-Qualifizierungsoffensiverichtete sich an alle Mitarbeiter: Aus-zubildende, Angestellte, Arbeiterund auch das Management sollten inder Lage sein, den Computer und dasInternet gezielt und erfolgreich fürihre Arbeit zu nutzen. Entsprechendden Vorkenntnissen und denAnwendungen am Arbeitsplatz gabes verschiedene Einstiegsmöglich-keiten und Lerninhalte für die unter-schiedlichen Zielgruppen. Währendzum Beispiel für das Managementbesonders auch strategische Themenrelevant sind, sind für die Angestell-ten vertiefte Kenntnisse in MicrosoftOffice von zentraler Bedeutung. Beiden Arbeitern, die bislang kaumZugang zu dem firmeninternenIntranet hatten, ging es vor allemdarum, dass sie den Computer sicherbedienen, Internet und Intraneterfolgreich nutzen und so auch ihreeigenen Kompetenzen künftig mitSelbstlernprogrammen erweiternkönnen. Zum Einstieg musste dabeijeder Teilnehmer zunächst einen Testabsolvieren. Bestand er ihn, ging esgleich weiter zur Prüfung des nach-folgenden Themenkomplexes.
Bild 1: Weiterbil-dung nach Bedarfam PC und in der
Gruppe – bei Audinutzten und nutzen44 000 Mitarbeiter
diese Chance wiehier im TT-Rohbau.
Obwohl das Lernen perComputer mittlerweiledurchaus eine sinnvolle
Alternative zur klassischen Weiter-bildung sein kann, spielt es in derbetrieblichen Weiterqualifizierungnach wie vor eine eher untergeord-nete Rolle, wie eine Studie derKPMG zeigt. So setzten im Jahr 2001lediglich 46 Prozent der befragtenUnternehmen mit mehr als 1000Beschäftigten auf die Weiterbildungper Mausklick. Die vorhandenen E-Learning-Angebote richteten sich inder Regel an etwa 20 Prozent derMitarbeiter, von denen wiederumnur 46,5 Prozent – also etwa zehnProzent – auch tatsächlich davonGebrauch machten.
Während viele Unternehmen alsonoch auf eher traditionelle Formender Weiterbildung setzen, ist man beider Audi AG in Ingolstadt bereits
Karola Richter ist Mitarbeiterin der Conosco Kommunikation in 40211 Düssel-dorf. Tel. (02 11) 1 60 25 35, [email protected]
60 MM Das IndustrieMagazin · 39/2002

MM Das IndustrieMagazin · 39/2002 61
bei der Audi AG die Notwendigkeit,Kosten zu sparen, und mit klassi-schen Lehrmethoden allein kannman diesen Konflikt nicht lösen.“Hier sei vielmehr eine neue Form desWissenstransfersdurch das Lernenin Netzen erfor-derlich. Hinzukomme, dass Ar-beiten und Lernenimmer enger zu-sammenwachsenund ein Lernen aufVorrat als nichtmehr zeitgemäßzu bezeichnen sei.Wenn Problemeoder Fragen beider Arbeit auftauchen, wollen dieMitarbeiter sie möglichst schnelllösen und wenn dies mit einer kur-zen Lernsequenz im Intranet mög-lich ist, spart das natürlich enormZeit und Kosten. MM
FAZIT
P Mitarbeiter müssen heuteschnell und aktuell weiter-gebildet werden
P E-Learning bietet gute Voraus-setzungen für ein Lernen „aufAbruf“
P Internet und Intranet bietensich gerade für die Schulunggrößerer Mitarbeiterzahlen an
P Audi AG, Ingolstadt
P M.I.T. Learning solutions
P Conosco Kommunikation
www.maschinenmarkt.de
zigen Präsenzseminare im Rahmender Offensive. Wie sich gezeigt hat,waren die ursprünglich auch einge-planten Abschlussworkshops nichtnotwendig. Im Gegenteil – als klarwar, dass der Umgang mit dem PCgar nicht so schwer ist, ist die anfangszum Teil vorhandene Skepsis einerregelrechten Begeisterung gewichen.
Auch die Fertigung meldetWeiterbildungsbedarf an
Aufgrund dieser positiven Resonanzsoll die anlässlich der IT-Qualifizie-rungsoffensive aufgebaute Infra-struktur künftig auch für die Weiter-bildung in anderen Bereichengenutzt werden. Beispielsweise in derFertigungstechnik, der Automatisie-rungstechnik, aber auch bei fach-übergreifenden Themen wie Kom-munikationstraining, Zeitmanage-ment oder Sprachen. Insbesonderefür die Fertigung wurde ein großerBedarf festgestellt. Wie auch in ande-ren Bereichen, in denen verstärktneue Technologien zum Einsatzkommen, sinkt hier schließlich dieHalbwertszeit des Wissens immerschneller und der Bildungsbedarfwächst. Andererseits gibt es natür-lich wie in jedem Unternehmen auch
Bild 3: Christiane Nicolai,Projektleiterin E-Learning im Audi-
Bildungswesen hat nun Erfahrung miterfolgreicher Weiterbildung per Internet
und Intranet.
Konnten Testfragen dagegennicht beantwortet oderbestimmte Aktionen nicht aus-geführt werden, wurde der Teil-nehmer zum entsprechendenLern-Modul geführt, an dessen Endeerneut ein Test stand, der prüfte, obdas Gelernte auch wirklich verstan-den und beherrscht wurde. Wer sichim IT-Bereich bereits gut auskannte,musste also praktisch nur die einzel-nen Tests absolvieren und brauchtefür den Erwerb seiner Audi IT-Cardnur rund 20 Minuten. Wer dagegennoch keinerlei Vorkenntnisse hatte,musste für sein Zertifikat dagegeninsgesamt viereinhalb bis fünf Stun-den büffeln.
Dabei hielt sich Audi auch dieMöglichkeit offen, optional zumSelbsttest am PC auch Abschluss-workshops durchzuführen, so dassMitarbeiter, die bisher wenig PC-Erfahrung hatten, auch auf diesemWeg ihre IT-Card erwerben konnten.Hierbei ist Audi auf unbekanntesTerrain gestoßen, da bislang nochkein anderes Unternehmen miteinem flächendeckenden E-Lear-ning-Projekt in die Fertigung gegan-gen sei. Dafür wurden die Gruppen-sprecher geschult und auf ihre Coa-chingfunktion vorbereitet, damit sie,wenn nötig, die Mitglieder ihrerArbeitsgruppen im Lernprozessunterstützen konnten. Diese Mög-lichkeit, den Lernprozess begleitenund steuern zu können, ist einer derwesentlichen Vorteile einer Lern-plattform. Während beispielsweisebei einem reinen Computer BasedTraining (CBT) keinerlei Kontakt zuden Teilnehmern besteht, könnenhier die Ausbilder, Gruppen- oderAbteilungsleiter überprüfen, wo dieeinzelnen Teilnehmer stehen undfeststellen, wo es Probleme gibt undnoch Unterstützung notwendig ist.Die Schulungen der Gruppenspre-cher blieben dann aber doch die ein-
Bild 2: Die begehrteAudi-IT-Card für jeden
der sich mit Hilfe von E-Learning erfolgreich
weiterbildet.
Bilder: Audi AG
WISSENWEITERBILDUNG




66 MM Das IndustrieMagazin · 39/2002
MARKTSPIEGEL PRODUKTE
Schwenkkran mit Absaugrüssel besteht aus standardisierten Bauteilen
An Vetter, Hersteller von Schwenkkra-nen, wurde die Anforderung gerichtet,einen Arbeitsplatzkran mit integrierterSchweißgas-Absaugung anzubieten.Dass dies ohne weiteres mit standardi-sierten Bauteilen möglich ist, zeigt einSchwenkkran, bei dem die flexible Schweißgas-Absaugeinrichtung mit einem Hilfsausleger an derSäule befestigt wurde. An dessen Spitze ist ein Gelenkarm ange-bracht, mit dem der Abgastrichter in jede beliebige Stellunggeschwenkt werden kann. Die Schweißabgase werden somit direktbei der Entstehung abgesaugt und durch die Säule des Schwenk-kranes an die zentrale Absaugung abgeführt. c Vetter Fördertechnik GmbH, Tel. (02 71) 35 02-0, www.vetter-foerdertechnik.de
Automatische Umreifungsmaschine für den industriellen DauereinsatzKostenintensive Stillstandszeiten der Ver-packungsanlage aufgrund zeitaufwendi-ger Reparaturen lassen sich mit derautomatischen Umreifungsmaschine LB2000, die über die Evers GmbH vertriebenwird, vermeiden. Die robuste Maschinewurde speziell für den industriellen Dau-ereinsatz entwickelt. Ihr Kennzeichen istdie Resistenz gegen Bandstau. Sollte imAkkord ein Umreifungsvorgang ausgelöst werden, ohne dass sich Packgut in der Maschine befindet (Fehl-umreifung), wird das Umreifungsband einfach ausgeworfen. DieMaschine verfügt über eine automatische Bandrückführung. ImFalle einer nicht kompletten Bandzufuhr korrigiert sich dieMaschine laut Hersteller von selbst. c Evers GmbH, Tel. (02 08) 9 94 75-0, www.eversgmbh.de
Elektroschlepper mit einer Breite von1000 mm kann durch enge Tore fahren
Mafi hat kürzlich einen komplett neuüberarbeiteten Elektroschlepper desTyps EFZ 302 AC vorgestellt. DieserElektroschlepper hat mehrere Vorteile:Die Fahrzeugbreite von 1000 mmerlaubt die Durchfahrt von engen Toren.Das Fahrzeug ist laut Hersteller extremwendig, übersichtlich und funktional.Anhängelasten von bis zu 20 t können
nach Unternehmensangaben mühelos gezogen werden. Die Kabinehat Schiebetüren auf beiden Seiten, so dass der Einmann-Fahrer-platz sowohl von rechts als auch von links zugänglich ist. c Mafi Transport-Systeme GmbH, Tel. (0 93 41) 8 99-2 32, [email protected]
MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 39/2002 XX
Einbrennprozesse analysieren ohne PCMit dem Messsystem Temp Gard Lite wer-den die im Produktionsofen erfassten Tem-peraturen nicht nur gespeichert, sondernauch analysiert und nach ISO 9000 doku-mentiert. Dies geschieht ohne PC. EineSpeicherkarte zeichnet die Werte auf, die
sich als Kurvendiagramme oder Tabellen vor Ort ausdrucken las-sen. Zur Ausstattung gehört eine RS-232-Schnittstelle, um die Da-ten zur weiteren Auswertung auf einen PC übertragen zu können.c BYK-Gardner GmbH, Tel. (08 00) 4 27 36 27, www.bykgardner.com
Wirtschaftliches GleitschleifenHohe Wirtschaftlichkeit beim Gleitschleifen wird bei der Flieh-kraftanlage Z 33 Eco herausgestellt. Grund dafür ist laut Herstellereine kostengünstige Konzeption sowie eine um das Zehn- bisFünfzehnfache höhere Bearbeitungsintensität, die den Zeitauf-wand erheblich verringert. Vorbunkerung, Bearbeitung undSchleifmitteltrennung (über Vibrationssiebeinrichtung) finden auf4 m2 Fläche statt. Sind die zu bearbeiteten Teile und Schleifkörpergleich groß, trennt ein Magnetseparator sie voneinander. c Spaleck Oberflächentechnik GmbH & Co. KG, Tel. (0 28 71) 95 00-0, www.spaleck.biz
Flexibles Entgraten und FacettierenFür Entgrat- und Facettierarbeiten, die üblicherweise vier Geräteerfordern, ist nur noch die Maschine KF97 erforderlich. Sie hat einSchnellwechselsystem, das die Bearbeitung von Werkstücken mitunterschiedlichen Geometrien ermöglicht. Sowohl bei stationärenAnwendungen – auf Werkzeugmaschinen – als auch als Handma-schine kann eine Prismenführung oder ein Auflagetisch mitAnschlagfinger verwendet werden. Als Maschinenbestandteil ent-fällt die Anschaffung von separaten Anfas- und Facettierstationen. c Bösch Maschinenbau (Schweiz), Tel. (0041-71) 9 31 51 76, www.bösch-maschinen.ch
Nanoschichten für Mg- und Al-Teile
Nur 5 bis 15 µm dick sind die Schutz-schichten für Bauteile aus Magnesium-und Aluminiumlegierungen nach demAushärten. Gegenüber vielen Chemi-kalien sind sie hoch beständig. So kön-nen die Nanoschichten laut Herstellervon organischen Lösemitteln nicht an-gegriffen werden, was sie von üblichen Lacken unterscheidet. Zu-dem besteht eine hohe Beständigkeit gegenüber Korrosion undhohen Temperaturen. Dekorative Gestaltung ist möglich. ZumAuftragen werden herkömmliche Lackierverfahren angewandt. c NTC Nano Tech Coatings GmbH, Tel. (0 68 53) 40 02 24, www.ntcgmbh.com


MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 39/2002 XX
Vierrad-Gegengewichtsstapler bietet dem Fahrer gute Rundumsicht
Der Vierrad-Gegengewichtsstapler FC 4000verbindet laut Hersteller Designanspruch mitausgereifter Technik und ergonomischenPluspunkten. Alle Stapler der Reihe präsentie-ren sich in einem neuen Crown-Design – einhelleres Beige kombiniert mit Grauabstufun-gen bei Mast und Gabeln. Das Fahrerschutz-dach mit runden Stützen gewährleistet einen
großzügig gestalteten Fahrerplatz und sorgt laut Hersteller fürgute Rundumsicht – der Fahrer blickt direkt auf Gabelspitzen undLast. Dabei verbessert die gerundete niedrig angebrachte Front-schürze die Sicht nach vorne sogar so weit, dass der Fahrer dieVorderreifen und Außenkonturen des Fahrzeugs sehen kann. c Crown Gabelstapler GmbH, Tel. (0 89) 9 30 02-0, www.crown.com
Quersitz-Gabelhubwagen für Transporte von Behältern und Paletten in Ex-ZonenDer Quersitz-Gabelhubwagen M 200 Eex ASM wurde für denschnellen und effizienten Transport von Paletten, Bulk-Contai-nern und sonstigen Sammel- und Lagerbehältern in ex-geschütz-
ten Zonen entwickelt. Beim Design gilt laut Herstellerdie Devise „Form follows function“ – die Bauformist sehr kompakt, damit der Stapler auf engstemRaum manövrieren kann. Mit 900 mm ist der Stap-ler nicht sehr viel breiter als eine Europalette, den-
noch wird dem Fahrer nach Unternehmensanga-ben ein bequemer Fahrersitz mit vielfältigen Ver-
stellmöglichkeiten geboten. Die Formgebung setztsich bei den Bedienelementen fort: Die Fahrgeschwin-
digkeitsregelung erfolgt über einen ergonomischen Schalter. c Sichelschmidt GmbH, Tel. (0 23 35) 63 09-0, www.sichelschmidt.de
Werkzeugwagen mit großem Volumenhat eine ZentralverriegelungMit dem neuen Werkzeugwagen „Assistent 173“kommt Hazet den wachsenden Ansprüchenvon Mechanikern entgegen, die einen großenWerkzeugwagen benötigen: Die ständig stei-gende Produktvielfalt erfordert immer neueund größere Werkzeugsortimente. Die Kon-strukteure haben es nach Unternehmensangabengeschafft, das doppelte Ladevolumen – im Ver-gleich zu handelsüblichen Werkzeugwagen –bei nur 20% mehr Flächenbedarf unterzubringen. HochwertigeVerarbeitung und große Leichtlaufräder sind laut Hersteller weite-re Kennzeichen. Außerdem gibt es Features wie einen verschließ-baren Safe für Wertgegenstände oder Drehmoment-Schlüssel undeine seitlich ausziehbare Ablage für Diagnosegeräte oder Laptops. c Hazet-Werk Hermann Zerver GmbH & Co. KG, Tel. (0 21 91) 7 92-0, www.hazet.de


MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 39/2002 XX
Entwicklungsplattform für programmierbare SteuerungenErweitert hat 4Control sein Portfolio um das Produkt 4ControlEmbedded. Angesprochen sind vor allem Steuerungs- und Geräte-hersteller, die ihre programmierbare Steuerungskomponenten mit
Skalierbare SPS ergänzt CPU-FamilieDie SPS-CPU 324 bis 317 von Vipa soll das System 300 ergänzen.Die CPU-Familie ist nach Herstellerangabe zur S/-300-Baureihevon Siemens kompatibel. Ein Programmspeicher von 32 KByte bis12 KByte sowie Zykluszeiten (von 0,18 ms/KByte bei Bit- und 0,78ms/KByte bei Wortverarbeitung) erhöhen die System-Perform-ance. Es können bis zu 32 Peripheriebaugruppen direkt an dieCPU angereiht werden. Neben dem internen SRAM/Flash-ROMsteht auch eine MMC-Karte zur Datensicherung zur Verfügung.c Vipa GmbH, Tel. (0 91 32) 7 44-0, www.vipa.de
Software-CNC erhöht Maschinenleistung um 25%
Die Version 6.2 der Software-CNC von MDSI erhöht die Maschi-nenleistungen um bis zu 25%, so der Hersteller. Ausschlaggebendsind verbesserte Algorithmen für die Hochgeschwindigkeitsbear-beitung. Hersteller von Werkzeugmaschinen, Fertigungsbetriebeund Retrofitter profitieren darüber hinaus von den erweiterten 5-Achs-Funktionen sowie den neuen Abtastmöglichkeiten der Soft-ware-CNC. Mehr Maschinenleistung ermöglicht Mehrachsinter-polation und die Ansteuerung der Servomotoren in einem Pro-zess. Damit erreichen Anwender höhere Schnittgeschwindigkeitenund eine verbesserte Teilequalität. Die Software-CNC ist offenund internetfähig aufgebaut. c MDSI World Headquarters,Tel.(0 01-7 34) 7 69-90 00, www.mdsi2.com
einer Programmierumgebung gemäß demIndustriestandard IEC 61131-3 ausstattenmöchten. Das integrierte 4Control Engineering istnach Angabe des Anbieters ein umfassendes Soft-warewerkzeug zum Konfigurieren, Programmieren, in Betrieb nehmen, Bedienen und Beobachten. Die Version 2.0besteche unter anderem durch alle relevanten IEC-61131-3-Pro-grammiersprachen (FBD, KOP, ST und AS), ein modernes Biblio-thekskonzept, Plug-In-Schnittstellen zum Einbinden vom Fremd-werkzeugen und -Konfiguratoren sowie eigenen Editoren.c Softing AG, Tel.(0 89) 4 56 56-3 79, www.softing.com


MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 39/2002 XX
Markiersystem für Schneidanlagen mit flüssigkeitsgekühltem Brenner
Vielfach besteht beim Zuschneiden von Blechendie Notwendigkeit diese zu kennzeichnen oder eswerden für auf den Zuschnitt folgende Arbeits-schritte Körnungen für Bohrungen benötigt.Markiert werden soll einerseits mit Buchstaben
und Zahlen, aber auch durch Anrisslinien. Dafürbietet Kjellberg Finsterwalde nun als Ergänzung zu
Autogen- oder Plasmaschneidanlagen ein Markiersystem, das übereine Schnittstelle ebenfalls vom Führungssystem gesteuert wird.Durch die stufenlose Einstellung des Markierstromes zwischen 4und 25 A ist es möglich, Bleche und Profile dauerhaft oder auchnur vorübergehend zu markieren. Bei großer Kerbtiefe bleibt dieseauch nach einer Beschichtung der Oberfläche sichtbar. Der beson-dere Vorteil des Markiersystems ist die Flüssigkeitskühlung desSpezialbrenners. Sie gewährt eine lange Lebenszeit der Verschleiß-teile und die Möglichkeit eines nahezu kontinuierlichen Arbeitens. c Kjellberg Finsterwalde Elektroden und Maschinen GmbH,Tel. (0 35 31) 5 00-0, www.kjellberg.de
Parallel geschaltete Stromquellenfür das automatisierte SchweißenZwei parallel geschaltete Stromquellen, die derAnwender auch als Einzelgeräte nutzen kann, bie-tet Fronius zum automatisierten Schweißen an. DieStromquellen TPS 5000, verbunden mit einerDatenschnittstelle, leisten gemeinsam 900A(100% Einschaltdauer bei 25 °C und 60% EDbei 40 °C). Sie bieten zudem alle Vorteile digi-tal geregelter Stromquellen. Konzipiert ist dasparallel geschaltete Duo für hohe Leistungen,wie sie beim Roboterschweißen gefragt sind.Sinnvoll ist die hohe Leistung auch für das Flachdrahtschweißen mit4,5 3 0,5 mm-Draht, das Fugenhobeln per Hand mit Elektroden bis18 mm Durchmesser oder das Unterpulverschweißen. c Fronius Deutschland GmbH,Tel. (06 31) 3 51 27 21, www.fronius.com
Schweißschutzgas für Aluminium reduziert die NacharbeitMit der modifizierten Aluminium-Schweißschutzgasreihe Mono-mix können nach Aussage von Messer Griesheim die Nacharbeits-raten bei Schweißnähten deutlich gesenkt werden. Die Gründehierfür sind die reduzierte Porenneigung, der sichere Einbrandund die glatten Nähte. Das Vermeiden von Nacharbeit rangiertbeim Schweißen als kostensenkende Maßnahme allgemein nochvor einer Steigerung der Schweißleistung. Die mit geringen Stick-stoffkonzentrationen dotierten Monomix-Schweißgase, basierendauf Argon und Argon-Helium-Gemischen, bieten für Anwenderneue Möglichkeiten. Wiederholt war es möglich, zweistelligeNacharbeitsraten auf unter 1% zu senken. c Messer Griesheim GmbH, Tel. (0 21 51) 3 79-0, www.messer.de


MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 39/2002 XX
Diodenlasersystem zum LötenDie Prozesssicherheit im industriellen Ein-satz spielte eine Hauptrolle bei der Ent-wicklung einer neuen Diodenlaser-Lötein-heit. Sie besteht aus Stromversorgung,Mikro-Controller und Kühlaggregat und istin verschiedenen Bauformen erhältlich. Diefasergekoppelte DFX-Serie gliedert sich in
Versionen mit 25, 50 oder 75 W Ausgangsleistung im Dauerbe-trieb und Strahlführung mittels einer optischen Faser mit 0,4 mmDurchmesser. Der Strahlaustrittswinkel hat einen NA-(Numeri-sche Apertur)-Wert von 0,22. Zur Direktanwendung eignet sichdagegen die DLX-Serie mit frei strahlenden Diodenlasern und 25,50 oder 75 W Ausgangsleistung (cw). Die Strahlfokus-Geometrieam Werkstück beträgt nach Dilas-Angaben 0,5 mm 3 0,8 mm.Mit einem kleinem Fokus lassen sich insbesondere SMDs undFeinstdrähte einfach bearbeiten. Die Stärken der Löt-Komplettein-heit liegen laut Hersteller nicht nur in den verbesserten Strahl-eigenschaften und Fokusgeometrien. c Dilas Diodenlaser GmbH, Tel. (0 61 31) 92 26-0, [email protected]
Rotationslaser für viele MessaufgabenSchon bei Distanzen von wenigen Metern müssen die
meisten Mess- und Ausrichtarbeiten von zwei Per-sonen durchgeführt werden. Der Rotationslaser PR
16 soll überall dort wo bisher mit Lot, Winkel,Wasserwaage oder Schlagschnur gearbeitet wurdeschneller genauere Messergebnisse liefern. DerLaserstrahl kann mit einer Strahlfängertafel anjeder Stelle festgehalten und bei Bedarf zu einer
schlagschnurgleichen Linie verlängert werden. Dazu wird einKunststoffplättchen in den Strahl gehalten, der je nach Lichtver-hältnissen bis über 30 m vom Gerät entfernt noch sichtbar ist. DasErgebnis ist ein roter Laserstrich am gewünschten Messpunkt. Mitdem Rotationslaser ist so das horizontale oder vertikale Einrichtenund das Übertragen von Neigungen oder rechter Winkel möglich. c Hilti Deutschland GmbH, Tel. (08 00) 8 88 55 22, www.hilti.de
Vielseitige Laserdiodenmodule Das Lieferprogramm der Flexpoint-Laserdiodenmodule ist durch viele kun-denspezifische Anwendungen gekenn-zeichnet. Oftmals ist es nötig, die Abmes-sungen oder Gehäuseformen den beson-deren Anforderungen anzupassen, insbe-sondere bei begrenztem Platzangebot. Das kleinste Modell ist zumBeispiel nur 20 mm lang, bei einem Durchmesser von nur 10mm.Ein anderes Modell wurde mit Gewindesacklöchern versehen, umeine einfache Befestigung zu ermöglichen. Zusätzliche Variations-möglichkeiten ergeben sich durch die Auswahl verschiedener Leis-tungsstufen oder unterschiedlicher Strahlformen.c Laser Components GmbH,Tel. (0 81 42) 28 64-44, www.lasercomponents.de

Flexibles Zutrittskontrollsystem basiert auf der Standard-PC-Technik
Eine bedienerfreundliche Anlage mit hoher Fle-xibilität, einsetzbar von kleinen Unternehmenbis zu großen Organisationen, ist das auf derStandard-PC-Technik basierende SystemAccesspro. Es erfüllt laut Anbieter alle Funktio-nen einer modernen Zutrittskontrolle mit dennotwendigen Schnittstellen zu Gefahrenmeld-systemen, wie Einbruch-, Überfall-, Brand-meldeanlagen, Videoüberwachung und Sicherheitsleitsystemenvon Securiton oder fremden Herstellern. Die Systemsoftware, dieSQL- oder MSDE-Datenbank und die Hardware-Controller bil-den das technische Rückgrat der Anlage. Alle in das System aufge-nommenen Daten sind auch in den Knotenpunkten gespeichert. c Securiton Sicherheitstechnik GmbH, Tel. (0 78 41) 62 23-10, www.securiton.de
MARKTSPIEGELPRODUKTE
MM Das IndustrieMagazin · 39/2002 XX
Schnell laufendes Rolltor aus Aluminium mit berührungsloser LamellenwicklungAus Aluminium besteht das Schnellauf-Rolltor HSR von Hör-mann, bei dem das Torblatt geschont wird. Diese Schnell-Roll-technik basiert auf einer neu entwickelten Gliederkette. Durch diespezielle Form der Glieder wird ein Abstand erreicht, durch dendie Lamellen berührungslos aufwickeln. Wo sich nichts berührt,gibt es auch keinen Abrieb und das ergibt den Schoneffekt.Zusätzliche dauerelastische Dämpfungselemente auf den Gliedernund Kunststoff-Laufrollen verhindern die sonst üblichen Laufge-
räusche erheblich. Charakteristisch fürdieses Rolltor ist das glattflächige Alu-minium-Torblatt. Die doppelwandi-gen, nach DIN 17611 eloxierten Profi-le sind serienmäßig gebeizt im Natur-ton (E6/EV1). c Inovator-Schnellauftore GmbH, Tel. (0 21 73) 97 63-0, www.inovator.de
Sicherheitssystem in 13,56-MHz-Technik für die ZutrittskontrolleDer Geschäftsbereich RFid-Systems von Texas Instruments (TI)stellt eine neue Familie von Kartenlesern und Sicherheitssystemenin 13,56 MHz-Technik für die Zutrittskontrolle vor. Die kontakt-losen Karten und die Lesegeräte der Serie S-6400 bieten lautAnbieter ein System mit einem programmierbaren Speicher von2 KBit sowie besonders sicherer Identifikation. Die 13,56-MHz-RFid-Karten (Radiofrequenz-Identifikation) und Lesegeräte ent-sprechen dem ISO-Standard 15693 für kontaktlose Karten. Her-steller von Sicherheits- und Zutrittskontrollsystemen könnendamit ihre Produkte mit einem höheren Schutz und bessererAuthentifizierung versehen – zuzüglich mit Lesezugriff am Tür-eingang und Kompatibilität mit allen Anbietern. c Texas Instruments Deutschland GmbH, Tel. (0 81 61) 80-49 85, www.ti-rfid.com



MM Das IndustrieMagazin · 39/2002 81
SERVICEFIRMENSCHRIFTEN
Die Welt der AntriebssystemeIn drei Druckwerken stellt die Faulhaber Grup-pe aktuelle Antriebssysteme vor. Die Produktereichen von DC-Flachmotoren, Präzisionsge-trieben, über Mikroantriebe bis hin zu Servo-komponenten. Bilder, Tabellen und technischeDaten informieren ausführlich. Zusätzlicherscheint zweimal im Jahr das Magazin „Faul-haber info“. Die redaktionellen Schwerpunkteliegen bei informativen Anwendungs- und
Technikreports sowie Produktneuheiten.c Dr. Fritz Faulhaber GmbH & Co. KG, Tel. (0 70 31) 6 38-0,www.faulhaber.de
Vakuum von A bis ZDer Katalog „Vacuum Technology 2002 – 2004“ stellt das gesamteSpektrum der Vakuumtechnik von Pfeiffer Vacuum vor. Das Pro-gramm deckt alle Bereiche von der Vakuumerzeugung, -steuerungund -messung, bis hin zu Zubehör- und Bauteilen ab. Die separatePreisliste ermöglicht dem Leser alle Preise analog zum Katalogsowie nach Artikelnummern sortiert nachzuschlagen. Produkt-neuheiten wie die neue Turbo TPH 2101 und die Compact-Turbosind ebenfalls enthalten.c Pfeiffer Vacuum GmbH, Tel. (0 64 41) 8 02–1 69, www.pfeiffer-vacuum.de
FeinmechanikDie Firma „D’Andrea“ veröffentlichte den aktuellen Gesamtkata-log. Es handelt sich hierbei um einen Band, der die gesamte Pro-duktpalette der mailändischen Firma enthält, von der auswucht-baren Werkzeugaufnahme für HochgeschwindigkeitsbearbeitungToprun bis hin zu modularen Hochpräzisionswerkzeughalter-systemen. Ebenso werden Plan- und Ausdrehköpfe Sensitiv T-TA,Autoradial, U-Tronic und U-Center vorgestellt. Der Gesamtkata-log ist in italienischer, englischer, französischer, deutscher oderspanischer Sprache erhältlich.c D’Andrea s.p.a., Tel. (0 71 33) 96 37–24, www.dandrea.com
Erfolg durch FachwissenZum 40. Mal fand dieses Jahr das Forum für Fach-kommunikation aus dem Bereich b2b, das „Würz-burger Werbefachgespräch“ (WWF), statt. DieJubiläumsveranstaltung stand ganz unter demMotto „Back to the roots? – Kernkompetenzen erkennen und kommunizieren“. Die Dokumentation des diesjäh-rigen WWF fasst alle Referate und Sessions zusammen. Fotogra-fien und Charts aus den einzelnen Vorträgen ermöglichen demLeser das 40. Werbefachgespräch noch einmal Revue passieren zulassen und sich mit den Themen intensiver auseinander zu setzen. c Vogel Industrie Medien, Tel. (09 31) 4 18-26 44,www.vogel-medien.de
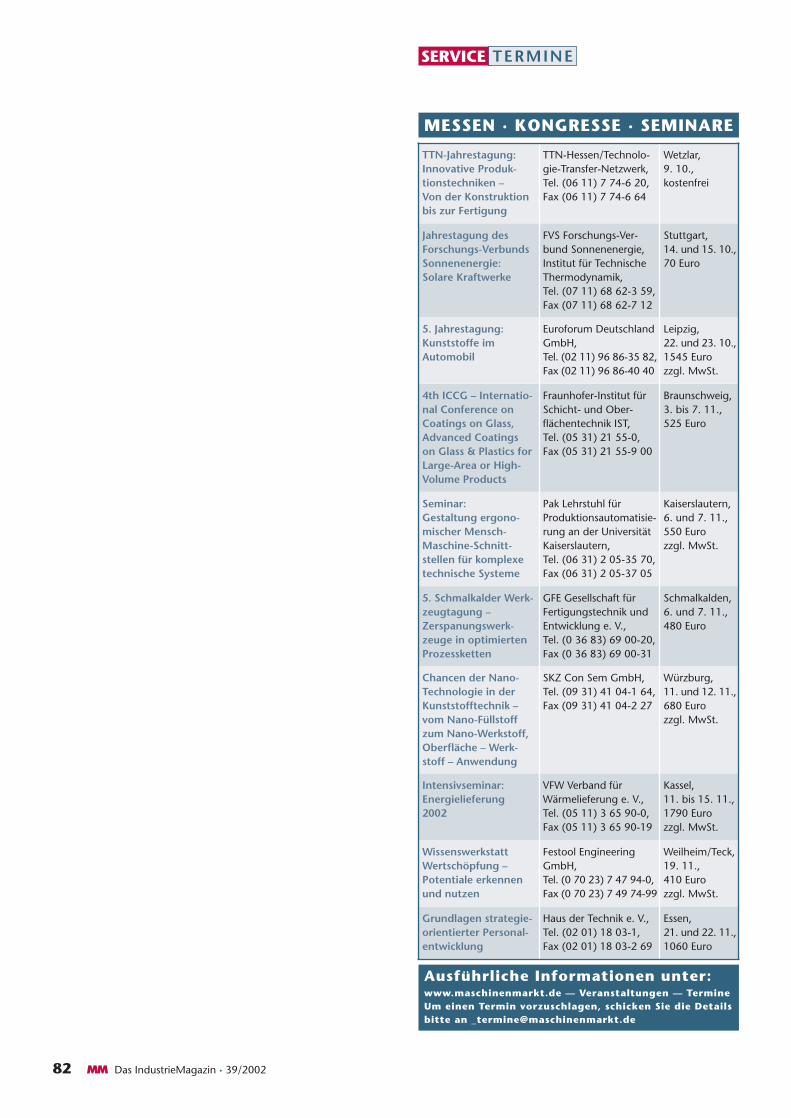
82 MM Das IndustrieMagazin · 39/2002
MESSEN · KONGRESSE · SEMINARE
SERVICE TERMINE
Ausführliche Informationen unter:www.maschinenmarkt.de — Veranstaltungen — TermineUm einen Termin vorzuschlagen, schicken Sie die Detailsbitte an [email protected]
TTN-Jahrestagung: Innovative Produk-tionstechniken – Von der Konstruktion bis zur Fertigung
TTN-Hessen/Technolo-gie-Transfer-Netzwerk,Tel. (06 11) 7 74-6 20,Fax (06 11) 7 74-6 64
Wetzlar,9. 10.,kostenfrei
FVS Forschungs-Ver-bund Sonnenenergie, Institut für Technische Thermodynamik,Tel. (07 11) 68 62-3 59,Fax (07 11) 68 62-7 12
Stuttgart,14. und 15. 10.,70 Euro
4th ICCG – Internatio-nal Conference on Coatings on Glass, Advanced Coatings on Glass & Plastics for Large-Area or High-Volume Products
Fraunhofer-Institut für Schicht- und Ober-flächentechnik IST,Tel. (05 31) 21 55-0,Fax (05 31) 21 55-9 00
Braunschweig,3. bis 7. 11.,525 Euro
Pak Lehrstuhl für Produktionsautomatisie-rung an der Universität Kaiserslautern,Tel. (06 31) 2 05-35 70,Fax (06 31) 2 05-37 05
Kaiserslautern,6. und 7. 11.,550 Euro zzgl. MwSt.
5. Schmalkalder Werk-zeugtagung – Zerspanungswerk-zeuge in optimierten Prozessketten
Schmalkalden,6. und 7. 11.,480 Euro
Chancen der Nano-Technologie in der Kunststofftechnik – vom Nano-Füllstoff zum Nano-Werkstoff, Oberfläche – Werk-stoff – Anwendung
SKZ Con Sem GmbH,Tel. (09 31) 41 04-1 64,Fax (09 31) 41 04-2 27
Würzburg,11. und 12. 11.,680 Euro zzgl. MwSt.
Intensivseminar: Energielieferung 2002
Kassel,11. bis 15. 11.,1790 Euro zzgl. MwSt.
Weilheim/Teck,19. 11.,410 Euro zzgl. MwSt.
Grundlagen strategie-orientierter Personal-entwicklung
Haus der Technik e. V.,Tel. (02 01) 18 03-1,Fax (02 01) 18 03-2 69
GFE Gesellschaft für Fertigungstechnik und Entwicklung e. V.,Tel. (0 36 83) 69 00-20,Fax (0 36 83) 69 00-31
VFW Verband für Wärmelieferung e. V.,Tel. (05 11) 3 65 90-0,Fax (05 11) 3 65 90-19
Jahrestagung des Forschungs-Verbunds Sonnenenergie: Solare Kraftwerke
5. Jahrestagung: Kunststoffe im Automobil
Seminar: Gestaltung ergono-mischer Mensch-Maschine-Schnitt-stellen für komplexe technische Systeme
Wissenswerkstatt Wertschöpfung – Potentiale erkennen und nutzen
Leipzig,22. und 23. 10.,1545 Euro zzgl. MwSt.
Euroforum DeutschlandGmbH,Tel. (02 11) 96 86-35 82,Fax (02 11) 96 86-40 40
Festool EngineeringGmbH,Tel. (0 70 23) 7 47 94-0,Fax (0 70 23) 7 49 74-99
Essen,21. und 22. 11.,1060 Euro





















SERVICE BÜCHER
102 MM Das IndustrieMagazin · 39/2002
ERFOLGREICH LERNEN
Lebenslanges LernenK. H. Beelich u. H.-H. Schwede. Würzburg: Vogel,2002.307 S., ISBN 3-8023-1841-2, 29,80 Euro
Der erste Gedanke war: ein Fach-buch über das Lernen – kann das gutgehen? Ja es kann! Das anfänglichsehr „voll“ erscheinende Buch stelltsich nach den ersten Seiten als sehrgut strukturierte Lektüre heraus,die sich gut lesen lässt.
Je nachdem welche Vorkennt-nisse der Leser hat, kann dieser das
Buch von der ersten Seite bis zum Schluss durcharbeitenoder sich nur die für ihn interessantesten Kapitel heraus-suchen. Wer dann das System der Lernspirale verstandenund für sich die praktikabelste Umsetzung gefunden hat,dem ist der Weg des lebenslangen Lernens geebnet.
Die Inhalte werden durch Grafiken, Haupt- undGrundregeln sowie Schlüsselsätze und Zusammenfas-sungen anschaulich dargestellt und aufgelockert. DurchHervorheben der Schlüsselwörter gehen selbst einemQuerleser die wichtigsten Inhalte nicht verloren. DasBuch richtet sich an alle Altersgruppen gleichermaßen.An Erwachsene, die das Lernen für sich wieder neu ent-decken müssen, oder zum ersten Mal erleben wie einfaches hätte sein können – damals in der Schule, wenn mangewusst hätte wie das funktioniert – mit dem Lernen. Aberauch an Schüler und Studenten, die für sich einen Wegzum lebenslangen Lernen finden wollen, oder Eltern, dieihren Kindern eine Hilfestellung geben möchten.
Daher kann das Buch für alle Lernenden zur Lektürebestens empfohlen werden. Daniela Dorsch
PROJEKTMANAGEMENT
Innovations- und ProduktlebenszyklenH. Scheuring, Zürich: Industrielle Organisation,2002. 240 S., ISBN 3-85743-709-x, 35,50 Euro
Der Anteil der Arbeiten mit Pro-jektcharakter nimmt in den Unter-nehmen immer stärker zu. KürzereInnovations- und Produktlebens-zyklen haben dazu geführt, dass esin vielen Bereichen kaum noch ein„Tagesgeschäft“ gibt. Vielmehr giltes ständig neue Aufgaben zu lösenund innerhalb kurzer Zeit konkrete
Ziele zu erreichen. Dafür ist ein konsequentes Projekt-management erforderlich. Der Autor vermittelt dafürzunächst die theoretischen Grundlagen und stelltanschließend anhand von Beispielen verschiedene Pro-
jektarten und Methoden im Rahmen der Projektbearbei-tung vor.
Veranschaulicht werden die Inhalte durch eine Vielzahlan Abbildungen, Checklisten und exemplarischen Pro-jektplänen. Neben den „hard facts“ geht der Autor aufdie menschlichen Faktoren ein, welche den Projekterfolgmaßgeblich mitbestimmen, zum Beispiel die Anforde-rungen an die Zusammensetzung eines Teams. Darüberhinaus wird dargestellt, welche Methoden geeignet sind,ein komplexes Projektportfolio im Sinne der Unterneh-mensstrategie zu steuern. Interessant ist die Verknüpfungvon Fachbuch und Internetseite. Unter www.pm-schlues-sel.ch entsteht derzeit eine Möglichkeit, einzelne Schwer-punkte des Buches zu vertiefen. Leider sind noch nichtalle Seiten mit Inhalt gefüllt. Fazit: Eine umfassendeBetrachtung der Projektproblematik. Geeignet alsGrundlage für Berufseinsteiger und als Gedächtnisstützefür erfahrene Projektmanager. Hardy Schürfeld
DREHEN, FRÄSEN, BOHREN
Vermittelt BasiswissenW. König und F. Klocke. Heidelberg: Springer,2002. 471 S., ISBN 3-54-43304-X, 49,95 Euro
Die spanenden Fertigungsverfah-ren wie Drehen, Fräsen, Bohren,Sägen, Räumen, Hobeln und Sto-ßen haben einige Gemeinsamkei-ten: geometrisch bestimmte Schnei-den, Schneidstoffe und Werkstück-werkstoffe. Ausgehend von diesenGemeinsamkeiten vermittelt dasBuch die theoretischen Grundlagen
der Zerspanung und leitet daraus die Eigenschaften vonSchneidstoffen ebenso ab wie die der Beschichtungen.Kurz und bündig dargestellt wird, welche Rolle die Kühl-schmierstoffe bei der Zerspanung spielen. Recht detail-liert gehen die Autoren auf die Zerspanbarkeit der wich-tigsten Werkstoffe ein, zeigen, wie sie beeinflusst werdenkann, und vermitteln auch Wissenswertes über dasZusammenwirken von Werkstoff, Schneidstoff und Bear-beitungsparametern. Anschließend werden die Metho-den der Prozessüberwachung vorgestellt. So auf die Zer-spanung eingestimmt, kann der Leser sich nun den Kapi-teln widmen, die die verfahrensspezifischen Besonder-heiten der einzelnen Fertigungsverfahren und ihrer jewei-ligen Werkzeuge erläutern. Ein sehr umfangreichesLiteraturverzeichnis regt zur Vertiefung des erlerntenWissens an.
Weil der Inhalt des Buches auf den Vorlesungen Ferti-gungstechnik basiert, die an der RWTH Aachen gehaltenwerden, haben die Autoren wohl vor allem „ihre“ Stu-denten als Zielgruppe im Blick. Empfohlen werden kanndieses Werk aber auch jenen, die sich Basiswissen in punc-to Zerspanung mit geometrisch bestimmten Schneidenaneignen wollen oder müssen. Bernhard Kuttkat

SERVICE IMPRESSUMISSN 0341-5775
SERVICEVORSCHAU
Verantwortlich für Leitartikel: Ken Fouhy; Aktuelles: Ken Fouhy, Ulrike Gloger, Ursula Hofmann,Josef-Martin Kraus, Rüdiger Kroh, Dietmar Kuhn, Bernhard Kuttkat, Reinhold Schäfer, WinfriedSchröder, Rolf Tillert; Oberflächentechnik: Josef-Martin Kraus; Lasertechnik, Schweißen undSchneiden: Rüdiger Kroh; Steuerungstechnik: Reinhold Schäfer; Industriebau, Logistik: Rolf Til-lert; Konstruktionselemente: Dietmar Kuhn; IT-Business: Ulrike Gloger; MM-Wissen: DietmarKuhn, Bernd Maienschein; Marktspiegel: Josef-Martin Kraus, Rüdiger Kroh, Dietmar Kuhn,Reinhold Schäfer, Rolf Tillert; Termine: Claudia Krampert; Firmenschriften: Gabriele Hain;Bücher: Margit Wegner; Schlussredaktion: Udo Schnell; alle Max-Planck-Straße 7/9, 97082Würzburg.
MM 40 erscheint am 30. 9. 2002 mit folgenden Themen:
Schicken Sie mir kostenfrei die nächsten 4 Ausgaben von MM,das IndustrieMagazin. Wenn ich mich innerhalb von 10 Ta-gen nach Erhalt der dritten Ausgabe nicht melde, werde ichAbonnent und bekomme 52 Ausgaben MM, das Industrie-Magazin zum günstigen Vorzugspreis von 15,60 € monat-lich. Das heißt: 18% Ersparnis im Vergleich zum Einzelbezug.Das Abonnement kann jederzeit gekündigt werden.
Garantie: Diese Vereinbarung kann ich innerhalb von 14 Ta-gen widerrufen. Zur Wahrung der Frist genügt die rechtzeitigeAbsendung des Widerrufs an: MM IndustrieMagazin, Abon-nenten-Service, 97103 Würzburg.
Datum/Unterschrift
Name Vorname
Firma Funktion
Straße
PLZ Ort
Telefon Telefax
Datum Unterschrift MM 39-2002
Wissen auf Probe. Kostenfrei. Faxorder (09 31) 418-2022h MM Logistik (kostenfrei) h MM Plastics (kostenfrei)
h Ja, ich möchte MM, das IndustrieMagazin testen!
Thixo-SchmiedenDie Thixo-Technologie giltals verfahrenstechnischeZwischenlösung vonDruckguss und Gesenk-schmieden. Die Praxis hatgezeigt, dass damit kom-plexe Geometrien realisiertwerden können.
WerkzeugeDie Vielfalt von Hartme-tallsorten ermöglicht dasAnpassen des Schneid-stoffs an die jeweilige Be-arbeitungsaufgabe.
Redaktion:Redaktionsanschrift: Max-Planck-Str. 7/9, 97064 Würzburg, Tel. (09 31) 4 18-23 40, Fax (09 31) 4 18-27 70, Die Fachgebiete in der Redaktion finden Sie im Internet unter:www.maschinenmarkt.de – Impressum – Redaktion. Bitte Presseinfos nur einmal sendenChefredakteur: Ken Fouhy (kf), Tel. -22 03, [email protected]. Chefredakteur: Bernhard Kuttkat (bk), Tel. -24 15Redakteure: Udo Schnell (us), Tel. -24 72 (Chef vom Dienst), Ulrike Gloger (ug), -Tel. 20 61, Ursula Hofmann (uh), Tel. -22 14, Josef Kraus (jk), Tel. -22 72, Rüdiger Kroh (rk), Tel. -25 62,Dietmar Kuhn (dk), Tel. -24 49, Bernd Maienschein (bm), Tel. -21 95, Reinhold Schäfer (rs), Tel. -20 36, Jürgen Schreier (js), Tel. 22 76, -Winfried Schröder (ws), Tel. -23 83, Claus-MartinStotz (cs), Tel. -22 25, Rolf Tillert (rt), Tel. -25 64Redaktionsassistenz: Claudia Krampert, Tel. -20 84, Gabriele Hain, Tel. -23 76, MargitWegner, Tel. -24 85, Heidemarie Weidner, Tel. -23 40Konzeption und Design: Manfred BayerleinLayout: Manfred Bayerlein (Ltg.), Dieter Dehn, Bruno Feser, Michael Scheidler, ManfredWernerProduktion: Karin GrimmVerantwortlich für VEA-Mitteilungen: RA Manfred Panitz und Dr. Ing. Volker Stuke, VEA. Zeißstr. 72, 30519 Hannover, Tel. (05 11) 9 84 80, Fax (05 11) 98 48-2 88. MM, das IndustrieMagazin ist Organ des Bundesverbandes der Energie-Abnehmer e.V. VEA-Mitglieder erhalten den MM im Rahmen der Mitgliedschaft.Korrespondenten: Hermann Bohle (hb), Brüssel, Dr. Hans Dieball (hd), Neuss, LotharHandge (lh), Velbert, Ulrich W. Schamari, Frankfurt, F. Paul Schwakenberg (fs), Bonn, Martin Stübs (ms), München.
Verlag:Anschrift: Vogel Industrie Medien GmbH & Co. KG, Max-Planck-Straße 7/9, 97064 Würzburg, Tel. (09 31) 4 18-0, Fax (09 31) 4 18-20 22, www.maschinenmarkt.de.Geschäftsführung: Dr. Walther Ludwig,-22 96, Fax 20 20, [email protected]: Michael Hepf, -24 40, Fax -26 11, [email protected]: Sigrid Sieber, -25 12, Fax -20 22, [email protected]. für den Anzeigenteil: Barbara Schüll, -22 63, Fax -20 22,[email protected] – Z.Z. gilt Anzeigenpreisliste 063MM-Börse: Harald Bode, -23 68, Fax -26 66, [email protected] und Leserservice: DataM-Services GmbH, Fichtestr. 9, 97074 Würzburg, Martina Grimm, Tel. (09 31) 41 70-4 73, Fax (09 31) 41 70-4 94, [email protected], www.datam-services.de.Abonnentenservice: DataM-Services GmbH, 97103 Würzburg, Tel. (09 31) 41 70-4 62, Fax (09 31) 41 70-4 97.Erscheinungsweise: Wöchentlich montags. Angeschlossen der Informationsgemeinschaftzur Feststellung der Verbreitung von Werbeträgern – Sicherung der AuflagenwahrheitVerbreitete Auflage: 56 536 (Durchschnitt IVW II/2002)Bezugspreis: Einzelheft 4,50 €, Abonnement Inland jährlich 195 €, Abonnement Ausland jährlich 249,60 € + (EG-Staaten ggf. 7% Umsatzsteuer). Alle Abonnementpreise verstehen sich einschließlich Versandkosten.Bezugsmöglichkeiten: Bestellungen nehmen der Verlag und alle Buchhandlungen im In- und Ausland entgegen. Abbestellungen von Voll-Abonnements sind jederzeit möglich. Soll-te die Fachzeitschrift aus Gründen, die nicht vom Verlag zu vertreten sind, nicht geliefert wer-den können, besteht kein Anspruch auf Nachlieferung oder Erstattung vorausbezahlter Bezugs-gelder.Bankverbindungen: Dresdner Bank AG, Würzburg (BLZ 790 800 52) 301 427 700; Herstellung: R. KrauthDruck: Vogel Druck und Medienservice GmbH & Co. KG, Leibnizstraße 5, 97204 Höchberg.Erfüllungsort und Gerichtsstand: WürzburgUnverlangte Manuskripte werden nur zurückgesandt, wenn Rückporto beiliegt. Fotokopieren veröffentlichter Beiträge ist gestattet zu innerbetrieblichen Zwecken, wenn aufjedes Blatt eine Wertmarke der Verwertungsgesellschaft Wort, Abt. Wissenschaft, in 80336München 2, Goethestraße 49, nach dem jeweils geltenden Tarif aufgeklebt wird.
Anzeigenverkauf:Verkaufsleitung: Ernst A. Hestermann, -25 44, Fax -20 22,[email protected]
Auskunft über den Anzeigenverkauf gibt:für Deutschland: Frau Renate Wenzel, Tel. -23 39, Fax: -28 57, [email protected]: Frau Nicole Wild, Tel. -20 39, Fax: -20 22, [email protected]
MesstechnikDr. Andreas Ettemeyer,
Vorstandsvorsitzender der Ette-meyer AG: „Laseroptische
Messsysteme erhöhen die Zuver-lässigkeit sicherheitsrele-
vanter Bauteile“.
Themen:P SPANENDE FERTIGUNG
P MESSTECHNIK
P INDUSTRIEELEKTRONIK
P QUALITÄTSSICHERUNG
P SCHMIEDEN
P IT-BUSINESS
P MANAGEMENT
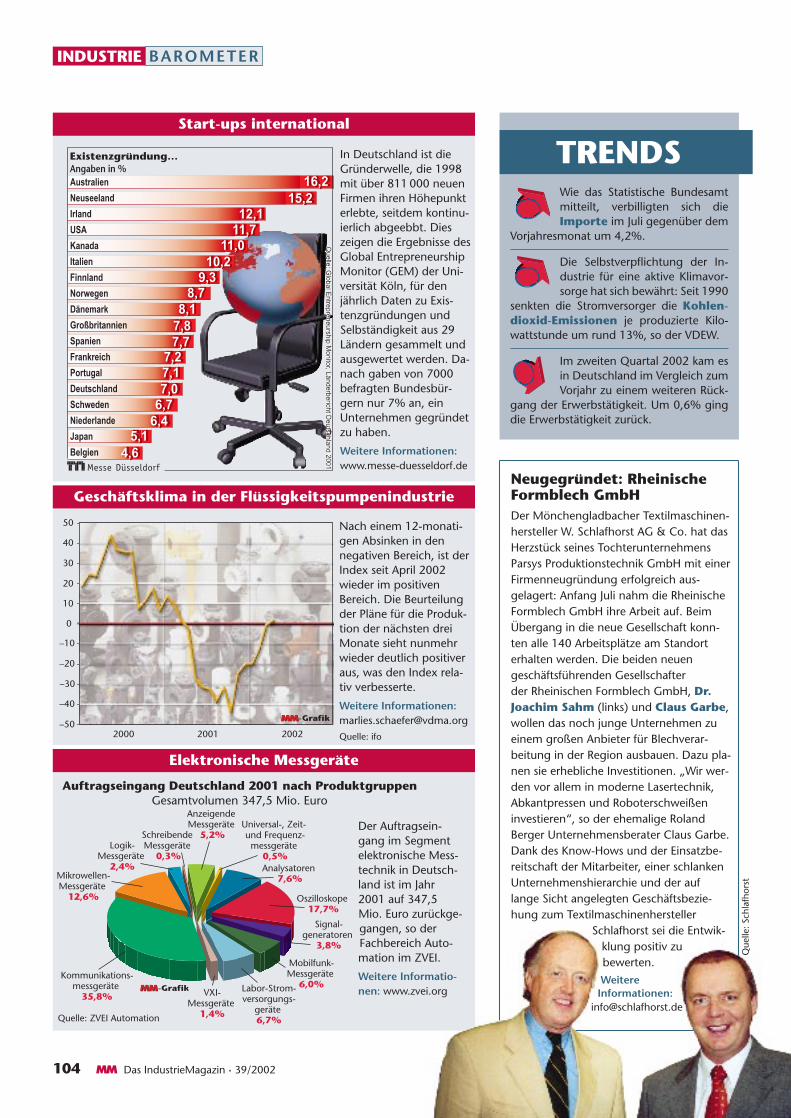
104 MM Das IndustrieMagazin · 39/2002
Wie das Statistische Bundesamtmitteilt, verbilligten sich dieImporte im Juli gegenüber dem
Vorjahresmonat um 4,2%.
Die Selbstverpflichtung der In-dustrie für eine aktive Klimavor-sorge hat sich bewährt: Seit 1990
senkten die Stromversorger die Kohlen-dioxid-Emissionen je produzierte Kilo-wattstunde um rund 13%, so der VDEW.
Im zweiten Quartal 2002 kam esin Deutschland im Vergleich zumVorjahr zu einem weiteren Rück-
gang der Erwerbstätigkeit. Um 0,6% gingdie Erwerbstätigkeit zurück.
TRENDS
INDUSTRIE BAROMETER
Xxxx xxxxx Xxxxxxxxxx xx xxxxxx xxxx
Xxxx xxxxx Xxxxxxxxxx xx xxxxxxxxxx Xxxx xxxxxXxxxx xxxxx xx
xxxxxx xxxx Xxxxxxxxx Xxxxx xxxxx xxxxxxxx xxxx Xxxxxxxxx Xxxxx.
Neugegründet: RheinischeFormblech GmbH Der Mönchengladbacher Textilmaschinen-hersteller W. Schlafhorst AG & Co. hat dasHerzstück seines TochterunternehmensParsys Produktionstechnik GmbH mit einerFirmenneugründung erfolgreich aus-gelagert: Anfang Juli nahm die RheinischeFormblech GmbH ihre Arbeit auf. BeimÜbergang in die neue Gesellschaft konn-ten alle 140 Arbeitsplätze am Standorterhalten werden. Die beiden neuengeschäftsführenden Gesellschafter der Rheinischen Formblech GmbH, Dr.Joachim Sahm (links) und Claus Garbe,wollen das noch junge Unternehmen zueinem großen Anbieter für Blechverar-beitung in der Region ausbauen. Dazu pla-nen sie erhebliche Investitionen. „Wir wer-den vor allem in moderne Lasertechnik,Abkantpressen und Roboterschweißeninvestieren“, so der ehemalige RolandBerger Unternehmensberater Claus Garbe.Dank des Know-Hows und der Einsatzbe-reitschaft der Mitarbeiter, einer schlankenUnternehmenshierarchie und der auflange Sicht angelegten Geschäftsbezie-hung zum Textilmaschinenhersteller
Schlafhorst sei die Entwik-klung positiv zubewerten. Weitere Informationen:
Start-ups international
Geschäftsklima in der Flüssigkeitspumpenindustrie
Elektronische MessgeräteQ
uelle
: Sch
lafh
orst
Existenzgründung…Angaben in %
MM-GrafikMM
Signal-generatoren
3,8%
Mobilfunk-Messgeräte
6,0%Labor-Strom-versorgungs-
geräte 6,7%
VXI-Messgeräte
1,4%
Kommunikations-messgeräte
35,8%
Mikrowellen-Messgeräte
12,6%
Schreibende Messgeräte
0,3%
Anzeigende Messgeräte
5,2%Universal-, Zeit- und Frequenz-
messgeräte 0,5%Analysatoren
7,6%
Oszilloskope 17,7%
Logik-Messgeräte
2,4%
Der Auftragsein-gang im Segmentelektronische Mess-technik in Deutsch-land ist im Jahr2001 auf 347,5Mio. Euro zurückge-gangen, so derFachbereich Auto-mation im ZVEI.
Weitere Informatio-nen: www.zvei.org
Auftragseingang Deutschland 2001 nach ProduktgruppenGesamtvolumen 347,5 Mio. Euro
Quelle: ZVEI Automation
In Deutschland ist dieGründerwelle, die 1998mit über 811 000 neuenFirmen ihren Höhepunkterlebte, seitdem kontinu-ierlich abgeebbt. Dieszeigen die Ergebnisse desGlobal EntrepreneurshipMonitor (GEM) der Uni-versität Köln, für denjährlich Daten zu Exis-tenzgründungen undSelbständigkeit aus 29Ländern gesammelt undausgewertet werden. Da-nach gaben von 7000befragten Bundesbür-gern nur 7% an, einUnternehmen gegründetzu haben.
Weitere Informationen:www.messe-duesseldorf.de
–50
–40
–30
–20
–10
0
10
20
30
40
50
2000 2001 2002
MM-GrafikMM
Quelle: ifo
Nach einem 12-monati-gen Absinken in dennegativen Bereich, ist derIndex seit April 2002wieder im positivenBereich. Die Beurteilungder Pläne für die Produk-tion der nächsten dreiMonate sieht nunmehrwieder deutlich positiveraus, was den Index rela-tiv verbesserte.
Weitere Informationen:[email protected]













![CP PALETTEN FÜR DIE CHEMISCHE INDUSTRIE Ausgabe : 6 · CP PALETTEN FÜR DIE CHEMISCHE INDUSTRIE April 2004 Ausgabe : 6 Seite 6 von 16. - 3.1.2. Pressholz-Klötze [optional] Soweit](https://img.pdfslide.org/doc/110x75/5e2147d4cf85fc272b056125/cp-paletten-foer-die-chemische-industrie-ausgabe-6-cp-paletten-foer-die-chemische.jpg)