Embed Size (px)
DESCRIPTION
mecanica
Citation preview
2Der Produktentstehungsprozess (PEP)
Jörg Feldhusen und Karl-Heinrich Grote
Die industrielle Herstellung von Produkten hat bereits sehr früh zu einer Arbeitsteilungim Rahmen der Produktentstehung geführt. Dieses als „Taylorismus“ bezeichnete Phä-nomen beschreibt die „. . . systematische Umgestaltung der Arbeit, vor allem in der Formder Spezialisierung (Arbeitsteilung) und Verdichtung“ (Luczak 1993). Hiervon ist auch dieEntwicklung und Konstruktion betroffen. Ein Produkt entsteht also nicht in einem ein-zigen, großen Schritt, vielmehr in vielen kleinen Schritten, deren Inhalte genau festgelegtund deren Schnittstellen untereinander genau beschrieben sein müssen. Die so entstehen-de Abfolge von Arbeitsschritten wird als „Prozess“ bezeichnet (EN ISO 9000 2005). DieGesamtheit aller Prozessschritte wird als „Produktentstehungsprozess“ (PEP) bezeichnet.Er fasst mehrere Arbeitsschritte zum Erreichen eines Teilergebnisses zusammen, von derProduktidee bis zum fertigen Produkt. Im Folgenden sollen einige Grundüberlegungendargestellt werden. Zum einen warum es überhaupt möglich ist ein physikalisches Produktgedanklich vorauszuplanen, und zum anderen welche grundsätzlichen Überlegungen eszum Aufbau des PEP bisher gegeben hat.
2.1 Der Prozess des Konstruierens (Jörg Feldhusen,Karl-Heinrich Grote)
Der deutsche Begriff „konstruieren“ stammt vom Lateinischen „construere“ ab, was mit„aufbauen“ oder „errichten“ übersetzt werden kann. Zu Beginn der Industrialisierungwurden die Produkte von ein und derselben Person erdacht und hergestellt. Überlegun-
J. Feldhusen (�)Institut für Allgemeine Konstruktionstechnik des Maschinenbaus, Rheinisch-WestfälischeTechnische Hochschule Aachen, Steinbachstraße 54 B, 52074 Aachen, DeutschlandE-Mail: [email protected]
K.-H. GroteInstitut für Maschinenkonstruktion, Lehrstuhl KonstruktionstechnikOtto-von-Guericke-Universität Magdeburg, Postfach 4120, 39016 Magdeburg, DeutschlandE-Mail: [email protected]
J. Feldhusen, K.-H. Grote (Hrsg.), Pahl/Beitz Konstruktionslehre, 11DOI 10.1007/978-3-642-29569-0_2, © Springer-Verlag Berlin Heidelberg 2013
12 J. Feldhusen und K.-H. Grote
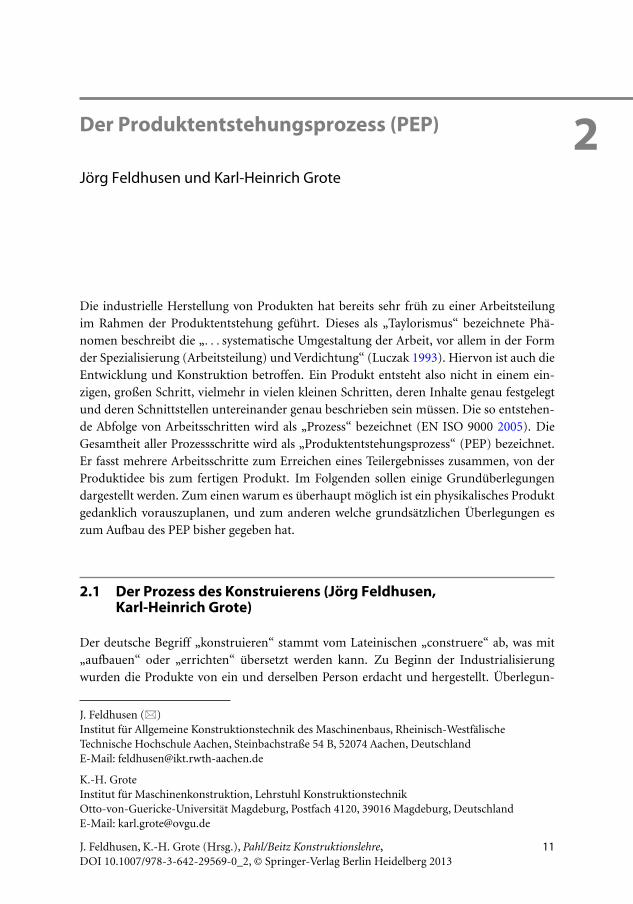
Abb. 2.1 Modellhafte Abbildung der Geometrie eines Bauteils (Schweißkonstruktion) durch eineZeichnung
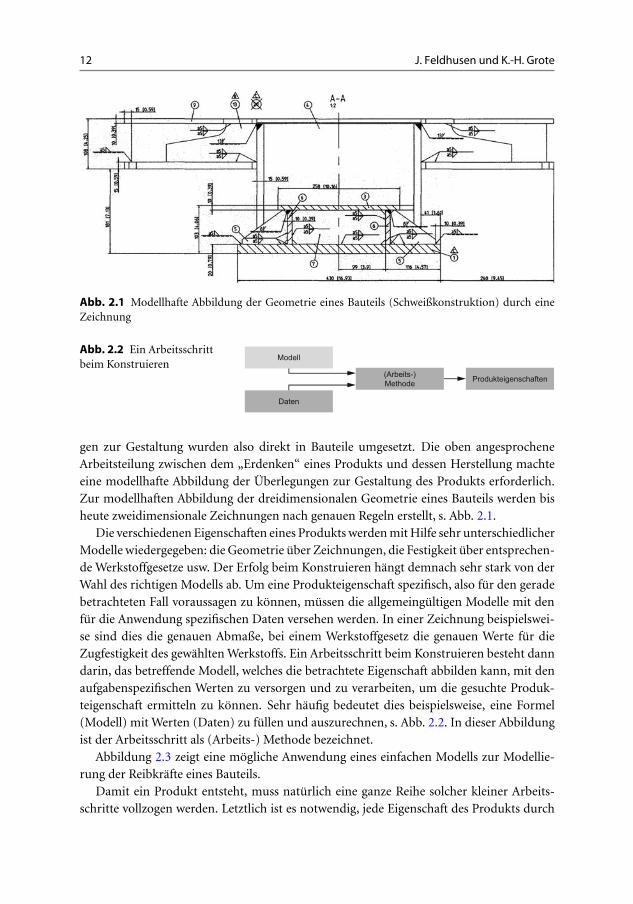
Abb. 2.2 Ein Arbeitsschrittbeim Konstruieren
Modell
Daten
Produkteigenschaften(Arbeits-)Methode
gen zur Gestaltung wurden also direkt in Bauteile umgesetzt. Die oben angesprocheneArbeitsteilung zwischen dem „Erdenken“ eines Produkts und dessen Herstellung machteeine modellhafte Abbildung der Überlegungen zur Gestaltung des Produkts erforderlich.Zur modellhaften Abbildung der dreidimensionalen Geometrie eines Bauteils werden bisheute zweidimensionale Zeichnungen nach genauen Regeln erstellt, s. Abb. 2.1.
Die verschiedenen Eigenschaften eines Produkts werden mit Hilfe sehr unterschiedlicherModelle wiedergegeben: die Geometrie über Zeichnungen, die Festigkeit über entsprechen-de Werkstoffgesetze usw. Der Erfolg beim Konstruieren hängt demnach sehr stark von derWahl des richtigen Modells ab. Um eine Produkteigenschaft spezifisch, also für den geradebetrachteten Fall voraussagen zu können, müssen die allgemeingültigen Modelle mit denfür die Anwendung spezifischen Daten versehen werden. In einer Zeichnung beispielswei-se sind dies die genauen Abmaße, bei einem Werkstoffgesetz die genauen Werte für dieZugfestigkeit des gewählten Werkstoffs. Ein Arbeitsschritt beim Konstruieren besteht danndarin, das betreffende Modell, welches die betrachtete Eigenschaft abbilden kann, mit denaufgabenspezifischen Werten zu versorgen und zu verarbeiten, um die gesuchte Produk-teigenschaft ermitteln zu können. Sehr häufig bedeutet dies beispielsweise, eine Formel(Modell) mit Werten (Daten) zu füllen und auszurechnen, s. Abb. 2.2. In dieser Abbildungist der Arbeitsschritt als (Arbeits-) Methode bezeichnet.
Abbildung 2.3 zeigt eine mögliche Anwendung eines einfachen Modells zur Modellie-rung der Reibkräfte eines Bauteils.
Damit ein Produkt entsteht, muss natürlich eine ganze Reihe solcher kleiner Arbeits-schritte vollzogen werden. Letztlich ist es notwendig, jede Eigenschaft des Produkts durch
2 Der Produktentstehungsprozess (PEP) 13
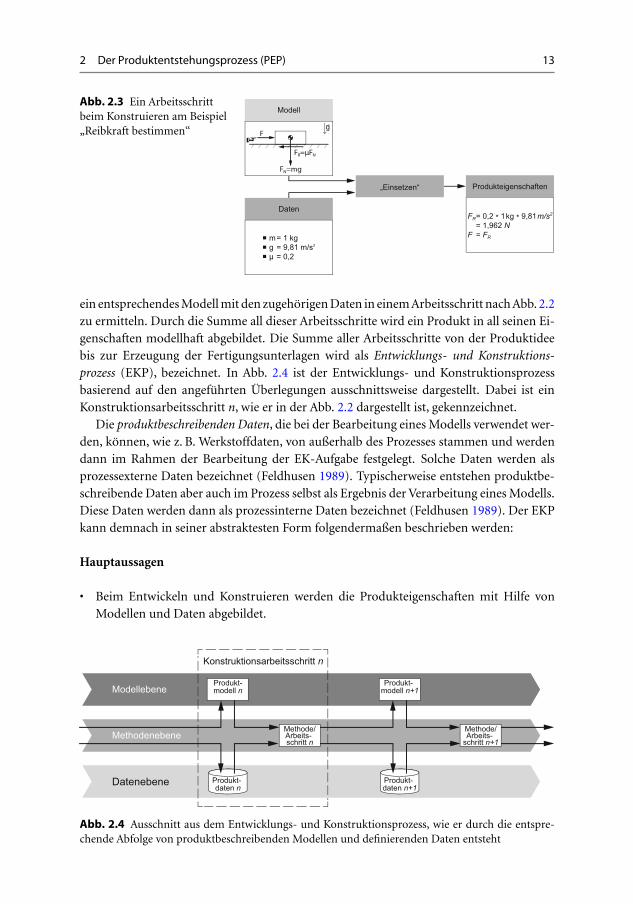
Abb. 2.3 Ein Arbeitsschrittbeim Konstruieren am Beispiel„Reibkraft bestimmen“
Modell
Daten
FR=µFN
FN=mg
Fg
� m = 1 kg� g = 9,81 m/s2
� μ = 0,2
FR = 0,2 * 1kg * 9,81m/s2
= 1,962 NF = FR
„Einsetzen“ Produkteigenschaften
ein entsprechendes Modell mit den zugehörigen Daten in einem Arbeitsschritt nach Abb. 2.2zu ermitteln. Durch die Summe all dieser Arbeitsschritte wird ein Produkt in all seinen Ei-genschaften modellhaft abgebildet. Die Summe aller Arbeitsschritte von der Produktideebis zur Erzeugung der Fertigungsunterlagen wird als Entwicklungs- und Konstruktions-prozess (EKP), bezeichnet. In Abb. 2.4 ist der Entwicklungs- und Konstruktionsprozessbasierend auf den angeführten Überlegungen ausschnittsweise dargestellt. Dabei ist einKonstruktionsarbeitsschritt n, wie er in der Abb. 2.2 dargestellt ist, gekennzeichnet.
Die produktbeschreibenden Daten, die bei der Bearbeitung eines Modells verwendet wer-den, können, wie z. B. Werkstoffdaten, von außerhalb des Prozesses stammen und werdendann im Rahmen der Bearbeitung der EK-Aufgabe festgelegt. Solche Daten werden alsprozessexterne Daten bezeichnet (Feldhusen 1989). Typischerweise entstehen produktbe-schreibende Daten aber auch im Prozess selbst als Ergebnis der Verarbeitung eines Modells.Diese Daten werden dann als prozessinterne Daten bezeichnet (Feldhusen 1989). Der EKPkann demnach in seiner abstraktesten Form folgendermaßen beschrieben werden:
Hauptaussagen
• Beim Entwickeln und Konstruieren werden die Produkteigenschaften mit Hilfe vonModellen und Daten abgebildet.
Konstruktionsarbeitsschritt n
Methodenebene
Modellebene
Datenebene
Produkt-modell n
Produkt-modell n+1
Methode/Arbeits-
schritt n+1
Methode/Arbeits-schritt n
Produkt-daten n
Produkt-daten n+1
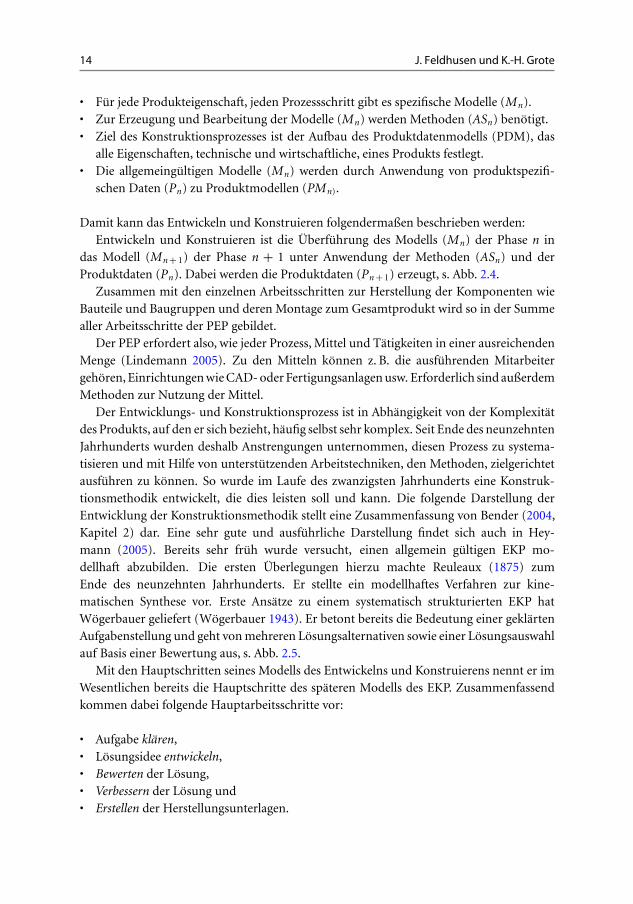
Abb. 2.4 Ausschnitt aus dem Entwicklungs- und Konstruktionsprozess, wie er durch die entspre-chende Abfolge von produktbeschreibenden Modellen und definierenden Daten entsteht
14 J. Feldhusen und K.-H. Grote
• Für jede Produkteigenschaft, jeden Prozessschritt gibt es spezifische Modelle (Mn).• Zur Erzeugung und Bearbeitung der Modelle (Mn) werden Methoden (ASn) benötigt.• Ziel des Konstruktionsprozesses ist der Aufbau des Produktdatenmodells (PDM), das
alle Eigenschaften, technische und wirtschaftliche, eines Produkts festlegt.• Die allgemeingültigen Modelle (Mn) werden durch Anwendung von produktspezifi-
schen Daten (Pn) zu Produktmodellen (PMn).
Damit kann das Entwickeln und Konstruieren folgendermaßen beschrieben werden:Entwickeln und Konstruieren ist die Überführung des Modells (Mn) der Phase n in
das Modell (Mn + 1) der Phase n + 1 unter Anwendung der Methoden (ASn) und derProduktdaten (Pn). Dabei werden die Produktdaten (Pn + 1) erzeugt, s. Abb. 2.4.
Zusammen mit den einzelnen Arbeitsschritten zur Herstellung der Komponenten wieBauteile und Baugruppen und deren Montage zum Gesamtprodukt wird so in der Summealler Arbeitsschritte der PEP gebildet.
Der PEP erfordert also, wie jeder Prozess, Mittel und Tätigkeiten in einer ausreichendenMenge (Lindemann 2005). Zu den Mitteln können z. B. die ausführenden Mitarbeitergehören, Einrichtungen wie CAD- oder Fertigungsanlagen usw. Erforderlich sind außerdemMethoden zur Nutzung der Mittel.
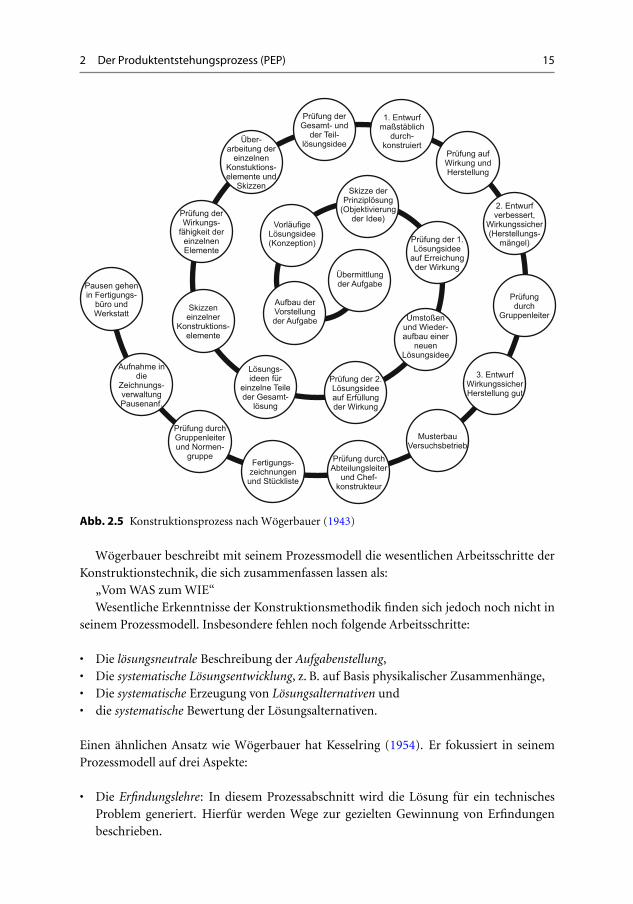
Der Entwicklungs- und Konstruktionsprozess ist in Abhängigkeit von der Komplexitätdes Produkts, auf den er sich bezieht, häufig selbst sehr komplex. Seit Ende des neunzehntenJahrhunderts wurden deshalb Anstrengungen unternommen, diesen Prozess zu systema-tisieren und mit Hilfe von unterstützenden Arbeitstechniken, den Methoden, zielgerichtetausführen zu können. So wurde im Laufe des zwanzigsten Jahrhunderts eine Konstruk-tionsmethodik entwickelt, die dies leisten soll und kann. Die folgende Darstellung derEntwicklung der Konstruktionsmethodik stellt eine Zusammenfassung von Bender (2004,Kapitel 2) dar. Eine sehr gute und ausführliche Darstellung findet sich auch in Hey-mann (2005). Bereits sehr früh wurde versucht, einen allgemein gültigen EKP mo-dellhaft abzubilden. Die ersten Überlegungen hierzu machte Reuleaux (1875) zumEnde des neunzehnten Jahrhunderts. Er stellte ein modellhaftes Verfahren zur kine-matischen Synthese vor. Erste Ansätze zu einem systematisch strukturierten EKP hatWögerbauer geliefert (Wögerbauer 1943). Er betont bereits die Bedeutung einer geklärtenAufgabenstellung und geht von mehreren Lösungsalternativen sowie einer Lösungsauswahlauf Basis einer Bewertung aus, s. Abb. 2.5.
Mit den Hauptschritten seines Modells des Entwickelns und Konstruierens nennt er imWesentlichen bereits die Hauptschritte des späteren Modells des EKP. Zusammenfassendkommen dabei folgende Hauptarbeitsschritte vor:
• Aufgabe klären,• Lösungsidee entwickeln,• Bewerten der Lösung,• Verbessern der Lösung und• Erstellen der Herstellungsunterlagen.
2 Der Produktentstehungsprozess (PEP) 15
Abb. 2.5 Konstruktionsprozess nach Wögerbauer (1943)
Wögerbauer beschreibt mit seinem Prozessmodell die wesentlichen Arbeitsschritte derKonstruktionstechnik, die sich zusammenfassen lassen als:
„Vom WAS zum WIE“Wesentliche Erkenntnisse der Konstruktionsmethodik finden sich jedoch noch nicht in
seinem Prozessmodell. Insbesondere fehlen noch folgende Arbeitsschritte:
• Die lösungsneutrale Beschreibung der Aufgabenstellung,• Die systematische Lösungsentwicklung, z. B. auf Basis physikalischer Zusammenhänge,• Die systematische Erzeugung von Lösungsalternativen und• die systematische Bewertung der Lösungsalternativen.
Einen ähnlichen Ansatz wie Wögerbauer hat Kesselring (1954). Er fokussiert in seinemProzessmodell auf drei Aspekte:
• Die Erfindungslehre: In diesem Prozessabschnitt wird die Lösung für ein technischesProblem generiert. Hierfür werden Wege zur gezielten Gewinnung von Erfindungenbeschrieben.
16 J. Feldhusen und K.-H. Grote
1
2
3
4 Optimales Arbeitsprinzip
Verbessertes Arbeitsprinzip
Arbeitsprinzip
Grundprinzip
Aufgabe
Kombination von Lösungselementen
Vorüberlegungen
Fehlerkritik
Wertigkeitsvergleich
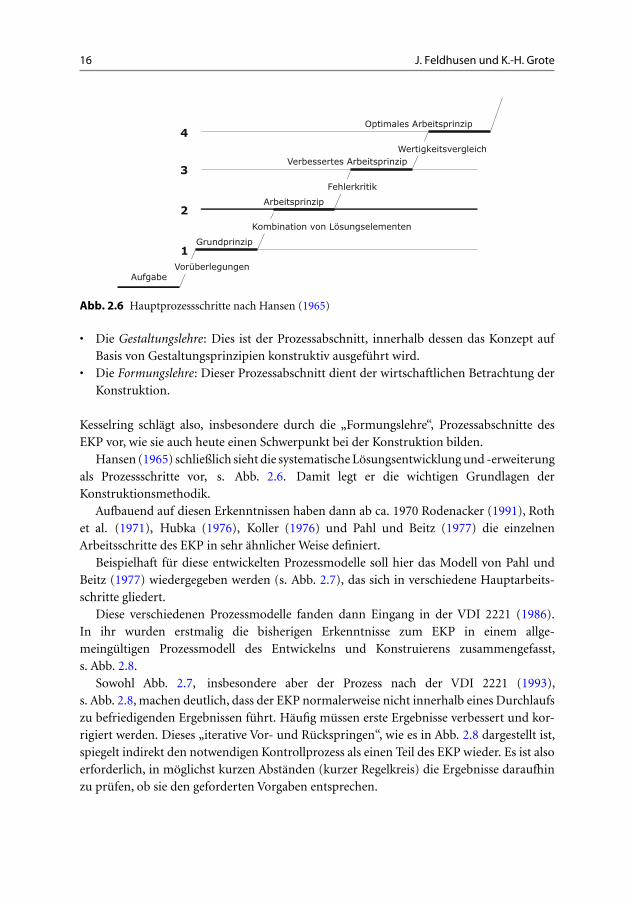
Abb. 2.6 Hauptprozessschritte nach Hansen (1965)
• Die Gestaltungslehre: Dies ist der Prozessabschnitt, innerhalb dessen das Konzept aufBasis von Gestaltungsprinzipien konstruktiv ausgeführt wird.
• Die Formungslehre: Dieser Prozessabschnitt dient der wirtschaftlichen Betrachtung derKonstruktion.
Kesselring schlägt also, insbesondere durch die „Formungslehre“, Prozessabschnitte desEKP vor, wie sie auch heute einen Schwerpunkt bei der Konstruktion bilden.
Hansen (1965) schließlich sieht die systematische Lösungsentwicklung und -erweiterungals Prozessschritte vor, s. Abb. 2.6. Damit legt er die wichtigen Grundlagen derKonstruktionsmethodik.
Aufbauend auf diesen Erkenntnissen haben dann ab ca. 1970 Rodenacker (1991), Rothet al. (1971), Hubka (1976), Koller (1976) und Pahl und Beitz (1977) die einzelnenArbeitsschritte des EKP in sehr ähnlicher Weise definiert.
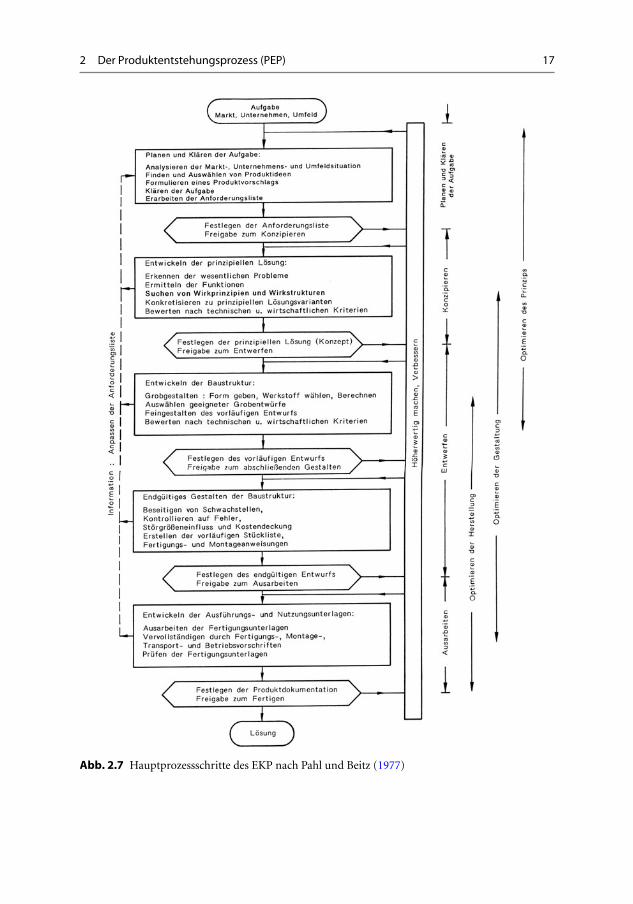
Beispielhaft für diese entwickelten Prozessmodelle soll hier das Modell von Pahl undBeitz (1977) wiedergegeben werden (s. Abb. 2.7), das sich in verschiedene Hauptarbeits-schritte gliedert.
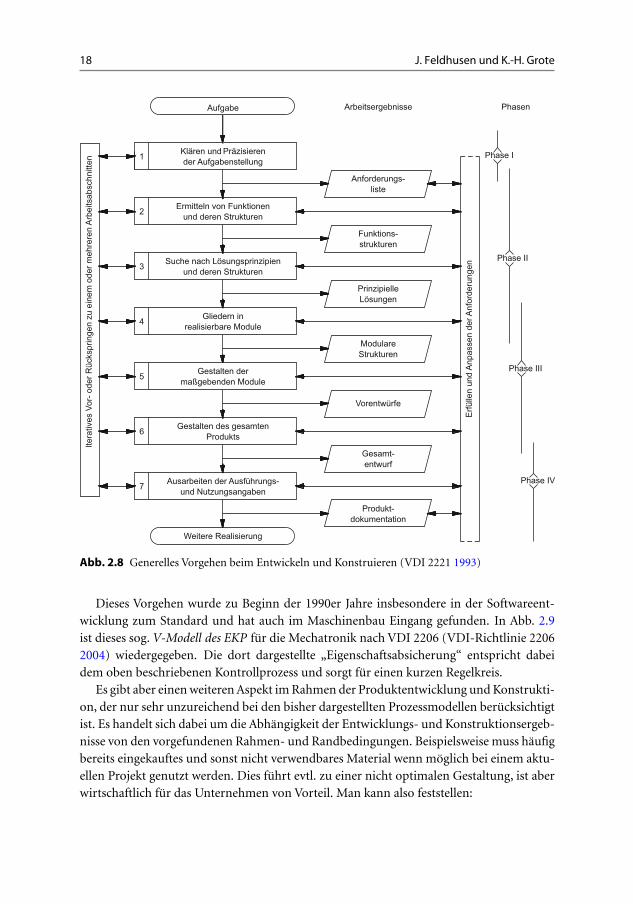
Diese verschiedenen Prozessmodelle fanden dann Eingang in der VDI 2221 (1986).In ihr wurden erstmalig die bisherigen Erkenntnisse zum EKP in einem allge-meingültigen Prozessmodell des Entwickelns und Konstruierens zusammengefasst,s. Abb. 2.8.
Sowohl Abb. 2.7, insbesondere aber der Prozess nach der VDI 2221 (1993),s. Abb. 2.8, machen deutlich, dass der EKP normalerweise nicht innerhalb eines Durchlaufszu befriedigenden Ergebnissen führt. Häufig müssen erste Ergebnisse verbessert und kor-rigiert werden. Dieses „iterative Vor- und Rückspringen“, wie es in Abb. 2.8 dargestellt ist,spiegelt indirekt den notwendigen Kontrollprozess als einen Teil des EKP wieder. Es ist alsoerforderlich, in möglichst kurzen Abständen (kurzer Regelkreis) die Ergebnisse daraufhinzu prüfen, ob sie den geforderten Vorgaben entsprechen.
2 Der Produktentstehungsprozess (PEP) 17
Abb. 2.7 Hauptprozessschritte des EKP nach Pahl und Beitz (1977)
18 J. Feldhusen und K.-H. Grote
Abb. 2.8 Generelles Vorgehen beim Entwickeln und Konstruieren (VDI 2221 1993)
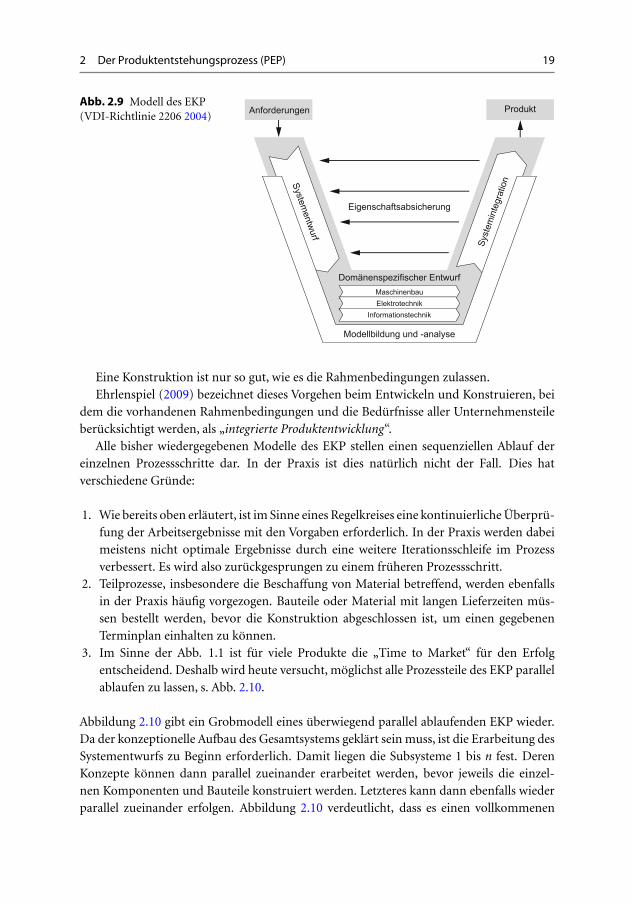
Dieses Vorgehen wurde zu Beginn der 1990er Jahre insbesondere in der Softwareent-wicklung zum Standard und hat auch im Maschinenbau Eingang gefunden. In Abb. 2.9ist dieses sog. V-Modell des EKP für die Mechatronik nach VDI 2206 (VDI-Richtlinie 22062004) wiedergegeben. Die dort dargestellte „Eigenschaftsabsicherung“ entspricht dabeidem oben beschriebenen Kontrollprozess und sorgt für einen kurzen Regelkreis.
Es gibt aber einen weiteren Aspekt im Rahmen der Produktentwicklung und Konstrukti-on, der nur sehr unzureichend bei den bisher dargestellten Prozessmodellen berücksichtigtist. Es handelt sich dabei um die Abhängigkeit der Entwicklungs- und Konstruktionsergeb-nisse von den vorgefundenen Rahmen- und Randbedingungen. Beispielsweise muss häufigbereits eingekauftes und sonst nicht verwendbares Material wenn möglich bei einem aktu-ellen Projekt genutzt werden. Dies führt evtl. zu einer nicht optimalen Gestaltung, ist aberwirtschaftlich für das Unternehmen von Vorteil. Man kann also feststellen:
2 Der Produktentstehungsprozess (PEP) 19
Abb. 2.9 Modell des EKP(VDI-Richtlinie 2206 2004)
Domänenspezifischer Entwurf
Eigenschaftsabsicherung
Syst
emin
tegr
atio
nSystementw
urf
MaschinenbauElektrotechnik
Informationstechnik
Modellbildung und -analyse
Anforderungen Produkt
Eine Konstruktion ist nur so gut, wie es die Rahmenbedingungen zulassen.Ehrlenspiel (2009) bezeichnet dieses Vorgehen beim Entwickeln und Konstruieren, bei
dem die vorhandenen Rahmenbedingungen und die Bedürfnisse aller Unternehmensteileberücksichtigt werden, als „integrierte Produktentwicklung“.
Alle bisher wiedergegebenen Modelle des EKP stellen einen sequenziellen Ablauf dereinzelnen Prozessschritte dar. In der Praxis ist dies natürlich nicht der Fall. Dies hatverschiedene Gründe:
1. Wie bereits oben erläutert, ist im Sinne eines Regelkreises eine kontinuierliche Überprü-fung der Arbeitsergebnisse mit den Vorgaben erforderlich. In der Praxis werden dabeimeistens nicht optimale Ergebnisse durch eine weitere Iterationsschleife im Prozessverbessert. Es wird also zurückgesprungen zu einem früheren Prozessschritt.
2. Teilprozesse, insbesondere die Beschaffung von Material betreffend, werden ebenfallsin der Praxis häufig vorgezogen. Bauteile oder Material mit langen Lieferzeiten müs-sen bestellt werden, bevor die Konstruktion abgeschlossen ist, um einen gegebenenTerminplan einhalten zu können.
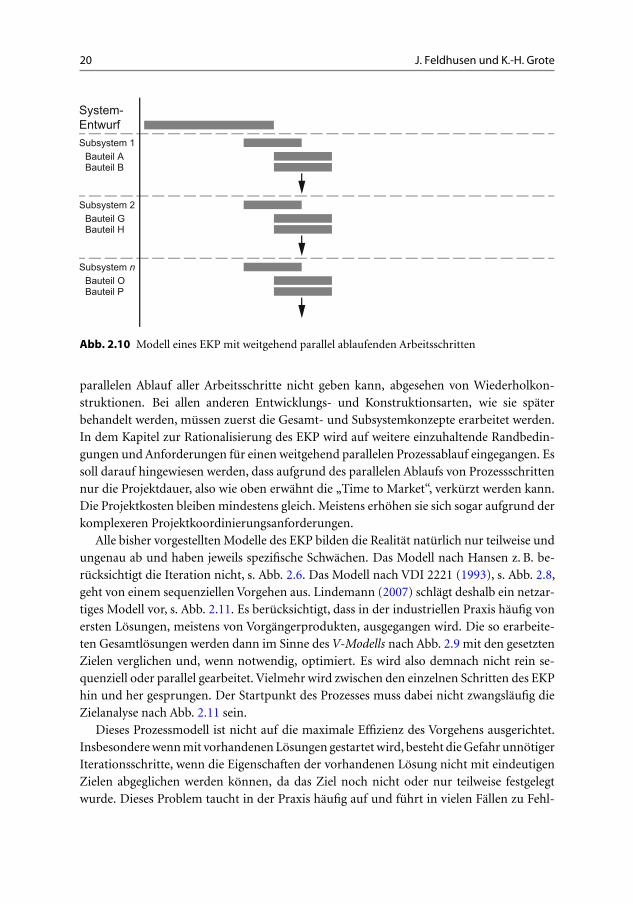
3. Im Sinne der Abb. 1.1 ist für viele Produkte die „Time to Market“ für den Erfolgentscheidend. Deshalb wird heute versucht, möglichst alle Prozessteile des EKP parallelablaufen zu lassen, s. Abb. 2.10.
Abbildung 2.10 gibt ein Grobmodell eines überwiegend parallel ablaufenden EKP wieder.Da der konzeptionelle Aufbau des Gesamtsystems geklärt sein muss, ist die Erarbeitung desSystementwurfs zu Beginn erforderlich. Damit liegen die Subsysteme 1 bis n fest. DerenKonzepte können dann parallel zueinander erarbeitet werden, bevor jeweils die einzel-nen Komponenten und Bauteile konstruiert werden. Letzteres kann dann ebenfalls wiederparallel zueinander erfolgen. Abbildung 2.10 verdeutlicht, dass es einen vollkommenen
20 J. Feldhusen und K.-H. Grote
System-EntwurfSubsystem 1
Bauteil ABauteil B
Subsystem 2Bauteil GBauteil H
Subsystem nBauteil OBauteil P
Abb. 2.10 Modell eines EKP mit weitgehend parallel ablaufenden Arbeitsschritten
parallelen Ablauf aller Arbeitsschritte nicht geben kann, abgesehen von Wiederholkon-struktionen. Bei allen anderen Entwicklungs- und Konstruktionsarten, wie sie späterbehandelt werden, müssen zuerst die Gesamt- und Subsystemkonzepte erarbeitet werden.In dem Kapitel zur Rationalisierung des EKP wird auf weitere einzuhaltende Randbedin-gungen und Anforderungen für einen weitgehend parallelen Prozessablauf eingegangen. Essoll darauf hingewiesen werden, dass aufgrund des parallelen Ablaufs von Prozessschrittennur die Projektdauer, also wie oben erwähnt die „Time to Market“, verkürzt werden kann.Die Projektkosten bleiben mindestens gleich. Meistens erhöhen sie sich sogar aufgrund derkomplexeren Projektkoordinierungsanforderungen.
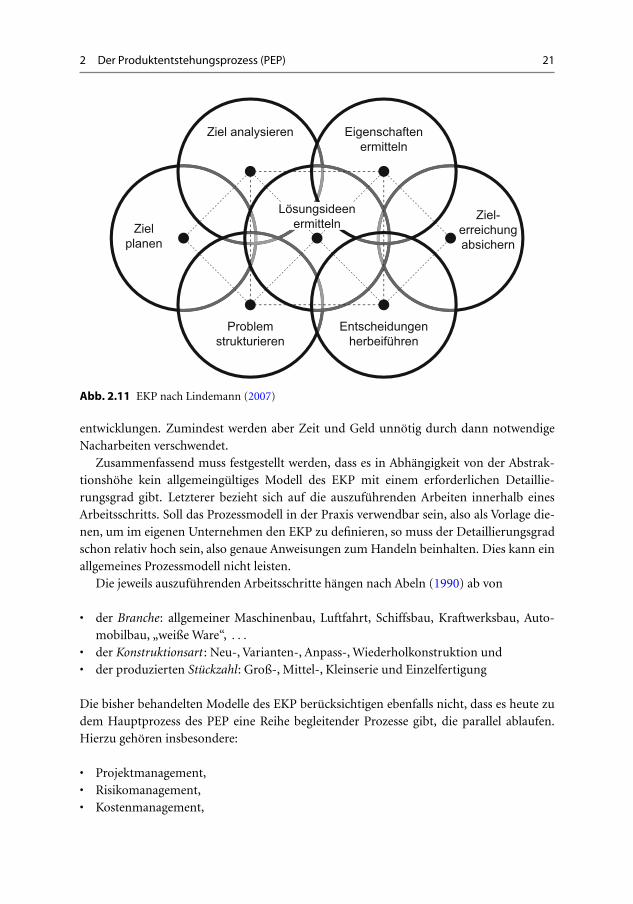
Alle bisher vorgestellten Modelle des EKP bilden die Realität natürlich nur teilweise undungenau ab und haben jeweils spezifische Schwächen. Das Modell nach Hansen z. B. be-rücksichtigt die Iteration nicht, s. Abb. 2.6. Das Modell nach VDI 2221 (1993), s. Abb. 2.8,geht von einem sequenziellen Vorgehen aus. Lindemann (2007) schlägt deshalb ein netzar-tiges Modell vor, s. Abb. 2.11. Es berücksichtigt, dass in der industriellen Praxis häufig vonersten Lösungen, meistens von Vorgängerprodukten, ausgegangen wird. Die so erarbeite-ten Gesamtlösungen werden dann im Sinne des V-Modells nach Abb. 2.9 mit den gesetztenZielen verglichen und, wenn notwendig, optimiert. Es wird also demnach nicht rein se-quenziell oder parallel gearbeitet. Vielmehr wird zwischen den einzelnen Schritten des EKPhin und her gesprungen. Der Startpunkt des Prozesses muss dabei nicht zwangsläufig dieZielanalyse nach Abb. 2.11 sein.
Dieses Prozessmodell ist nicht auf die maximale Effizienz des Vorgehens ausgerichtet.Insbesondere wenn mit vorhandenen Lösungen gestartet wird, besteht die Gefahr unnötigerIterationsschritte, wenn die Eigenschaften der vorhandenen Lösung nicht mit eindeutigenZielen abgeglichen werden können, da das Ziel noch nicht oder nur teilweise festgelegtwurde. Dieses Problem taucht in der Praxis häufig auf und führt in vielen Fällen zu Fehl-
2 Der Produktentstehungsprozess (PEP) 21
Ziel analysieren
Problemstrukturieren
Eigenschaften ermitteln
Ziel-erreichung absichern
Zielplanen
Lösungsideen ermitteln
Entscheidungen herbeiführen
Abb. 2.11 EKP nach Lindemann (2007)
entwicklungen. Zumindest werden aber Zeit und Geld unnötig durch dann notwendigeNacharbeiten verschwendet.
Zusammenfassend muss festgestellt werden, dass es in Abhängigkeit von der Abstrak-tionshöhe kein allgemeingültiges Modell des EKP mit einem erforderlichen Detaillie-rungsgrad gibt. Letzterer bezieht sich auf die auszuführenden Arbeiten innerhalb einesArbeitsschritts. Soll das Prozessmodell in der Praxis verwendbar sein, also als Vorlage die-nen, um im eigenen Unternehmen den EKP zu definieren, so muss der Detaillierungsgradschon relativ hoch sein, also genaue Anweisungen zum Handeln beinhalten. Dies kann einallgemeines Prozessmodell nicht leisten.
Die jeweils auszuführenden Arbeitsschritte hängen nach Abeln (1990) ab von
• der Branche: allgemeiner Maschinenbau, Luftfahrt, Schiffsbau, Kraftwerksbau, Auto-mobilbau, „weiße Ware“, . . .
• der Konstruktionsart : Neu-, Varianten-, Anpass-, Wiederholkonstruktion und• der produzierten Stückzahl: Groß-, Mittel-, Kleinserie und Einzelfertigung
Die bisher behandelten Modelle des EKP berücksichtigen ebenfalls nicht, dass es heute zudem Hauptprozess des PEP eine Reihe begleitender Prozesse gibt, die parallel ablaufen.Hierzu gehören insbesondere:
• Projektmanagement,• Risikomanagement,• Kostenmanagement,
22 J. Feldhusen und K.-H. Grote
• Normung,• Patente und Schutzrechte,• Änderungsmanagement,• Fertigungsplanung und Beschaffung und• Produktdokumentation.
Die letzten beiden Punkte hat Ehrlenspiel (2009) in seinem Ansatz zur integrierten Pro-duktentwicklung zwar berücksichtigt. Die ersten drei Punkte sind aber heute insbesonderewegen der Forderung nach einer Verkürzung der „Time to Market“ und der globalenBeschaffung auch von Ingenieursleistungen und Fertigung von großer Bedeutung.
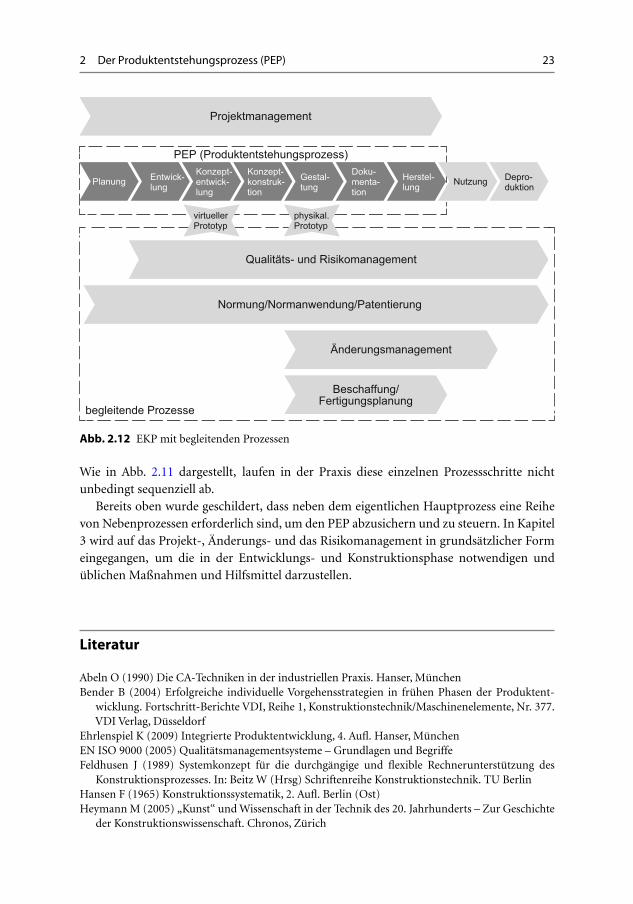
Die Arbeit von Ingenieuren in der Entwicklung und Konstruktion wird durch dieseNebenprozesse stark beeinflusst, gleiches gilt für die Arbeitsergebnisse. Die Änderungspro-zesse sind bereits bei mittelständischen Unternehmen so komplex und zeitintensiv, dassÄnderungen zur Produktoptimierung häufig nicht durchgeführt werden können, da sonstder Terminplan nicht eingehalten werden kann. Die Einführung neuer Technologie fürein Unternehmen kann durch das Risikomanagement verhindert werden, wenn diese neueTechnik nicht ausreichend abgesichert ist. Die Beschaffung z. B. sehr großer Gussteile vonüber 50 Tonnen kann über ein Jahr dauern. Würde dies zu einer Überschreitung des Ter-minplans führen, muss auf eine Schweißkonstruktion umgestellt werden. Häufig müssenweniger optimale Bauteile eingesetzt werden, weil nur so der geplante Kostenrahmen ein-gehalten werden kann. Auf Seiten der Fertigung ist es nicht unüblich, bei kleinen Serien dievorhandenen Fertigungsanlagen zu nutzen und eine Konstruktion auf diese anzupassen. InAbb. 2.12 ist ein EKP mit seinen Nebenprozessen dargestellt.
Zusammenfassend gehören zum PEP die folgenden Prozessphasen, die auch in diesemWerk behandelt werden:
1. Planung2. Entwicklung mit den Hauptschritten: Lösungserarbeitung, Lösungsbewertung, Lö-
sungsauswahl3. Konzeptentwicklung mit den Hauptschritten: Festlegung der vorläufigen Produktar-
chitektur, Festlegung der Hauptkenngrößen der Hauptgruppen, wie Funktionsumfang,Kosten und Schnittstellen der Produktebenen Mechanik, Elektrik, Elektronik, Software.
4. Konzeptkonstruktion mit den Hauptschritten: Festlegung der Produktstruktur (mecha-nische Sicht auf das Produkt), Festlegung der Hauptkenngrößen der Hauptbaugruppenwie Bauraum, Gewicht, Gestalten der Hauptbaugruppen, Erstellen des Service-Konzepts (Wartung, Reparatur, Ersatzteile . . . ), Erstellen des Fertigungskonzepts
5. Gestaltung mit den Hauptschritten: Gliederung der Hauptbaugruppen in Bauteile,Gestalten der Bauteile, gestalten der Baugruppenschnittstelle
6. Dokumentation mit den Teilbereichen: Herstellungsunterlagen, Nutzungsunterlagen,Wartungsunterlagen, Reparaturunterlagen, Recyclingunterlagen, weitere Unterlagenfür z. B. Arbeitssicherheit, Sicherheitsnachweise usw.
2 Der Produktentstehungsprozess (PEP) 23
PEP (Produktentstehungsprozess)
Qualitäts- und Risikomanagement
Projektmanagement
Normung/Normanwendung/Patentierung
Änderungsmanagement
Beschaffung/Fertigungsplanung
Planung NutzungEntwick-lung
Gestal-tung
Herstel-lung
Depro-duktion
Konzept-entwick-lung
Konzept-konstruk-tion
Doku-menta-tion
virtueller Prototyp
physikal. Prototyp
begleitende Prozesse
Abb. 2.12 EKP mit begleitenden Prozessen
Wie in Abb. 2.11 dargestellt, laufen in der Praxis diese einzelnen Prozessschritte nichtunbedingt sequenziell ab.
Bereits oben wurde geschildert, dass neben dem eigentlichen Hauptprozess eine Reihevon Nebenprozessen erforderlich sind, um den PEP abzusichern und zu steuern. In Kapitel3 wird auf das Projekt-, Änderungs- und das Risikomanagement in grundsätzlicher Formeingegangen, um die in der Entwicklungs- und Konstruktionsphase notwendigen undüblichen Maßnahmen und Hilfsmittel darzustellen.
Literatur
Abeln O (1990) Die CA-Techniken in der industriellen Praxis. Hanser, MünchenBender B (2004) Erfolgreiche individuelle Vorgehensstrategien in frühen Phasen der Produktent-
wicklung. Fortschritt-Berichte VDI, Reihe 1, Konstruktionstechnik/Maschinenelemente, Nr. 377.VDI Verlag, Düsseldorf
Ehrlenspiel K (2009) Integrierte Produktentwicklung, 4. Aufl. Hanser, MünchenEN ISO 9000 (2005) Qualitätsmanagementsysteme – Grundlagen und BegriffeFeldhusen J (1989) Systemkonzept für die durchgängige und flexible Rechnerunterstützung des
Konstruktionsprozesses. In: Beitz W (Hrsg) Schriftenreihe Konstruktionstechnik. TU BerlinHansen F (1965) Konstruktionssystematik, 2. Aufl. Berlin (Ost)Heymann M (2005) „Kunst“ und Wissenschaft in der Technik des 20. Jahrhunderts – Zur Geschichte
der Konstruktionswissenschaft. Chronos, Zürich
24 J. Feldhusen und K.-H. Grote
Hubka V (1976) Theorie der Konstruktionsprozesse. Analyse der Konstruktionstätigkeit. BerlinKesselring F (1954) Technische Kompositionslehre. Anleitung zu technisch-wirtschaftlichem und
verantwortungsbewussten Schaffen. BerlinKoller R (1976) Konstruktionsmethode für den Maschinen-, Geräte,- und Apparatebau. Springer,
BerlinLindemann U (2005) Methodische Entwicklung technischer Produkte. Springer, BerlinLindemann U (2007) Methodische Entwicklung technischer Produkte. Springer, BerlinLuczak H (1993) Arbeitswissenschaft. Springer, BerlinPahl G, Beitz W (1977) Konstruktionslehre, 1. Aufl. Springer, BerlinReuleaux F (1875) Lehrbuch der Kinematik, Bd 1: Theoretische Kinematik. Grundzüge einer Theorie
des Maschinenwesens. BraunschweigRodenacker G (1991) Methodisches Konstruieren. Konstruktionsbücher, Bd 27. Springer, Berlin
(1970, 2. Aufl. 1976; 3. Aufl. 1984; 4. Aufl. 1991)Roth K, Franke HJ, Simonek R (1971) Algorithmisches Auswahlverfahren zur Konstruktion mit
Katalogen. Feinwerktechnik 75(1971):337–345VDI-Richtlinie 2206 (2004) Entwicklungsmethodik für mechatronische Systeme. Beuth, DüsseldorfVDI 2221 (1986) Methodik zum Entwickeln und Konstruieren technischer Produkte. Beuth, BerlinVDI 2221 (1993) Methodik zum Entwickeln und Konstruieren technischer Produkte. Beuth, BerlinWögerbauer H (1943) Die Technik des Konstruierens. München