Embed Size (px)
Citation preview
Serie
Euro und Mittelstand
B 04654 Nr. 21 25. Mai 1999 DM 8,50
RAPID PROTOTYPING
DTM-GESCHÄFTSFÜHRER K. ESSER:
„Bei Rapid Toolingist das Wachstumam größten“
Weitere Themen:
Umformen
Automatisierung
Lasertechnik
Elektronische Baugruppen
C-Technik, Software, Kommunikation
Management
Messevorschau: Laser, Gifa, Metec, Thermprocess
Messeberichte:Hannover-Messe
MM tagesaktuell:www.maschinenmarkt.de
Zweifel an ihrer Leistungsfähigkeit bestehen nicht
mehr – Simulationssysteme sind mittlerweile in
vielen Unternehmen zum gern genutzten Problem-
löser geworden. In Entwicklung, Konstruktion und
Fertigung haben sich solche virtuellen Abbilder der
Realität längst schon bewährt. Auch bei der Planung
von komplexen Produktionsstätten ist die Simulati-
onstechnik dabei, sich die ersten Sporen zu verdie-
nen, vor allem in der Automobilindustrie. Ziel ist es,
die Time-to-Market-Prozesse zu verkürzen. Die
Ergebnisse können sich sehen lassen: Reduzieren
der Projektzeiten um 30 Prozent, Halbierung der
Anzahl von Prototypen, zunehmendes Wiederver-
wenden bestehender Produktionsanlagen und
höhere Qualität der Prozesse.
Was für Großunternehmen heutzutage selbstver-
ständlich ist, nämlich die Planungsrisiken durch das
Simulieren zu mindern, ist für kleine und mittelstän-
dische Firmen noch die Ausnahme. Die Ursachen
dafür sind vielfältig, liegen nicht nur im beträchtli-
chen finanziellen Aufwand, den leistungsfähige
Simulationsysteme erfordern. Hinzu kommt: Viele
mittelständische Unternehmen wissen nur wenig
über das Leistungsvermögen und die Vorzüge sol-
cher digitalen Planungsmittel. Förderprogramme
sollen diese Defizite beheben.
Entwicklungsingenieuren bleibt allerdings noch
viel zu tun übrig, damit die Simulationstechnik für
mittelständische Betriebe so selbstverständlich wird
wie CAD und PPS. Auch die Komplexität hemmt ihre
Verbreitung. Es ist profundes Wissen notwendig, um
unterschiedliche Szenarien durchzuspielen. Zur
Bedienung solcher Systeme ist derzeit also noch
Spezialistenwissen erforderlich – und Experten sind
rar und teuer. Das vor allem hält kleinere Unterneh-
men davon ab, Simulationssysteme
bei Investitionsentscheidungen zu
berücksichtigen. Ziel der Weiterent-
wicklung solcher Planungsmittel muß
es sein, sie für den „normalen“ Planer
beherrschbar zu machen. Nicht minder
wichtig ist es, die Zeit für einen Simu-
lationslauf drastisch zu senken. Nur
schnelle und einfach zu bedienende
„Simulanten“ werden von mittleren
Unternehmen akzeptiert.
Maschinenmarkt, Würzburg 105 (1999) 21 3
Maschinenmarkt
LEITARTIKEL
Schnellerund einfacher
BERNHARD KUTTKAT

Maschinenmarkt
Leitartikel
Bernhard KuttkatSchneller und einfacher 3
Unternehmen und Branchen
Gutes Jahr für Deutsche Leasing 8Österreichischer Maschinenbau 9Kommentar: Den Schatz heben 9Blickpunkt: Manager-Kolloquium 10Personen 15Steno 16Recht 18
Hintergrund
Rapid-Prototyping-Anlagen 20
Messevorschau
Ausstellerrekord auf der Laser 24Gifa Düsseldorf legt an Fläche zu 26
Innovation
Technologien und Konzepte 28
Produktion und Betrieb
Umformtechnik
Die Produktionsdatenbank einesCAD/CAM-Systems ist Bindeglied zwi-schen allen Beteiligten der ProzeßketteKaltwalzprofilieren. Das vereinfacht dieKonstruktion. 30
Automatisierung
Zum Nachrüsten vorhandener Fräsma-schinen eignet sich steuerungsseitignur Hard- und Software, die sensibelauf die neugewonnene Maschinendy-namik eingeht. 36
Lasertechnik
Ein Perforationsverfahren, mit demBohrungen in dünne Bleche und Hart-papier hergestellt werden können, solldem Laserstrahlbohren neue Anwen-dungsfelder erschließen. 40
Messeberichte
Hannover-Messe
Fabrikautomation stand in diesemJahr erstmals als neuer Schwerpunktim Mittelpunkt der Hannover-Messe.Die Premiere war gelungen. Über 2000Aussteller waren vertreten. 44
Zum letzten Mal trafen sich die Unter-nehmen der Beleuchtungstechnik inHannover. 758 Aussteller zeigten in vierHallen ihre neuesten Lampen undLeuchten sowie Zubehör. 48
Rapid PrototypingDTM-Geschäftsführer
Dipl.-Ing. Klaus J. Esser: „Im Rapid Tooling ist ein
höheres Wachstum zu erwar-ten als im Rapid Prototyping.“
Seite 20
LasertechnikBeim Perforati-onsbohren mitdem Laser kanneine Perforati-onsrate von 300Löchern proSekunde reali-siert werden. Seite 40
NachrüstenMit CNC-Nach-rüstsätzen läßtsich das gesam-te Leistungs-spektrum auchälterer Fräsma-schinen nutzbarmachen.Seite 36
Hannover-MesseDieser Hexapodroboter mit
einer Traglast von 100 kg, dermit einer neuen Kinematik und
hoher Steifigkeit aufwartet,war ein Highlight auf der dies-
jährigen Hannover-Messe.Seite 44
INHALT
MM im Internet
Sichern Sie sich einen
Wissensvorsprung!
Lesen Sie den »Maschinenmarkt«
der kommenden Woche
ab Freitag davor im Internet:
http://www.maschinenmarkt.de
4 Maschinenmarkt, Würzburg 105 (1999) 21
ProfilwalzenEin CAD/CAM-System mit Produk-tionsdatenbank als gemeinsameDatenbasis in derProzeßkette Kalt-walzprofilierenverkürzt Durchlauf-zeiten und senktFehlerraten.Seite 30
Maschinenmarkt, Würzburg 105 (1999) 21 5
Tagung
Das Symposium Innenhochdruck-Umformen, das kürzlich in Chemnitzstattfand, zeigte das Leistungsvermö-gen dieses Fertigungsverfahrens. 50
Entwicklung und Konstruktion
Elektronische Baugruppen
Die Nachfolger der entsprechendenPentium-II-Typen bieten neben weitergesteigerten Taktfrequenzen vor allembessere Grafik- und Multimedia-Fähig-keiten. 53
Die Entwicklung der Leiterplattentech-nik geht hin zu feineren Strukturen;Schon zu Beginn des 21. Jahrhundertssollen Leiterbreiten von etwa 50 µmbeherrschbar sein. 54
C-Technik, Software, Kommunikation
Themen und Trends 58
Videokonferenzen
Mit Videokonferenzen können jederzeitBesprechungen rund um den Globus inTon, Bild und sogar mit Datenaus-tausch abgehalten werden. NeueSysteme arbeiten mit PC. 60
Serie
Euro und Mittelstand – Teil 3
Mit dem Euro entfallen zwar die Wech-selkursrisiken und die Notwendigkeitzur Kurssicherung, doch wird das Preis-gefüge europaweit transparenter, wasneue Preisstrategien erfordert. 64
Management und Organisation
Unternehmensstrategie
Am Maschinenbau geht die aktuelleFusionswelle nahezu folgenlos vorüber,da sich nur in wenigen Fällen durcheinen Zusammenschluß positive Syn-ergieeffekte einstellen. 66
Marktspiegel
Produkte und Verfahren 77
Rubriken
Firmenschriften 63Dokumentation 72Termine 89Leserfax 90Bücher IImpressum II
Vorschau, MM im Internet III
Von der StangeSo eint sie alle das Interesse,mit ihrem Großkunden Deut-sche Bahn ins reine zu kom-men. Die Wunschvorstellungder Bahn, neue Fahrzeugeproblemlos wie von der Stan-ge zu kaufen, war nicht rea-listisch – die Industrie ist aufdas Betreiber-Know-how an-gewiesen. Das Preisdiktat derBahn wird noch weiter ge-hen: Die „Produktverantwor-tung“ der Hersteller über Ab-nahme und reguläre Gewähr-leistung hinaus wird es kaumohne finanzielle Gegenleistuggeben können.
Problem lösenDie Finanzsituation sei dra-matisch, befindet der neueBundesfinanzminister. DenSchuldenberg des Staates zufinanzieren, falle immerschwerer. Dafür gehe inzwi-schen jede vierte Steuer-Markdrauf. Also gehörten alleAusgaben auf den Prüfstand.Den Prüfstand sollten dieStaatsausgaben längst pas-siert haben. Die neuen Struk-turen müßten zumindestskizziert sein. Eichel abererwähnt seinen Vorgängermit keinem Wort.
Neue StrukturenLehrpläne und Ausbildungs-ordnungen müssen von Zeitzu Zeit modernisiert werden.Schließlich müssen Berufe im-mer wieder an neue Erfor-dernisse angepaßt werden.Deshalb machen die Leitliniendes Deutschen Industrie- undHandelstages (DIHT) für eineAusbildungsreform durchausSinn. Viele kleinere Unterneh-men bilden immer noch nacheinem starren System aus,und an diese Betriebe richtensich die Reformvorschlägedes DIHT.
2,91 Mrd. DM; der Jahres-gewinn betrug 39,3 Mio. DM.Mit einem Zuwachs um 40%im Neugeschäft leistete derGeschäftsbereich DL:Equip,der sich mit dem Leasing vonMaschinen und Betriebsein-richtungen befaßt, den größ-ten Beitrag zum Gruppen-wachstum. Im Maschinenlea-sing, so VorstandssprecherFigge, „ist die Gruppe Deut-sche Leasing traditionellMarktführer, die Nummer 1mit einem Marktanteil vonüber 14%.“ Verleast wurdenim Geschäftsjahr 1997/98Maschinen im Wert von 9,1 Mrd. DM.
Nordwest Handelweiter im AufwindDer Nordwest Handel-Kon-zern, Hagen, hat im abgelau-fenen Geschäftsjahr 1998seine Marktposition wieder-um deutlich gestärkt. Insge-samt wurde ein Umsatz von4,34 Mrd. DM erwirtschaftet.Dies bedeutet eine Steige-rung von 4,5% gegenüberdem Vorjahr. Das Wachstumin den Kernsortimenten lagbei 4,7%. Das Streckenge-schäft - zu 90% aus demFachbereich Walzstahlpro-dukte resultierend - wuchsmit einem Plus von 10,6%oder 208 Mio. DM erneutüberproportional.
Rundum zufrieden mit demVerlauf des Geschäftsjahres1997/98, das am 30. Septem-ber 1998 endete, ist man beider Deutschen Leasing AG,Bad Homburg. Wie Vor-standssprecher Horst Figgevor der Presse in Frankfurt/Main erläuterte, konnte dasNeugeschäft um 22% gestei-gert werden. Figge: „Geplantwar ein Wachstum von rund10%, so daß wir mit knapp3,65 Mrd. DM deutlich darü-ber liegen.“ Das letzte Quar-tal des Geschäftsjahres1997/98 war zudem das be-ste in der Firmengeschichte.Erstmals lag das Neugeschäftüber 1 Mrd. DM, wobei die-ses Ergebnis inzwischenzweimal wiederholt werdenkonnte mit der Folge, daß imersten Halbjahr 1998/99 über2 Mrd. DM Neugeschäft er-reicht wurden. Der Bestandan Leasingausrüstungen derGruppe Deutsche Leasing,die rückwirkend zum 1. Okto-ber 1998 zu 100% von rund500 Sparkassen (direkt oderüber Beteiligungsgesellschaf-ten) übernommen wurde, istim abgelaufenen Geschäfts-jahr um 5,3% auf 9,65 Mrd.DM gestiegen. Die Umsatzer-löse kletterten um 6,1% auf
8 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
UNTERNEHMEN UND BRANCHEN
Hervorragendes Geschäftsjahr 1997/98 für die Gruppe Deutsche Leasing
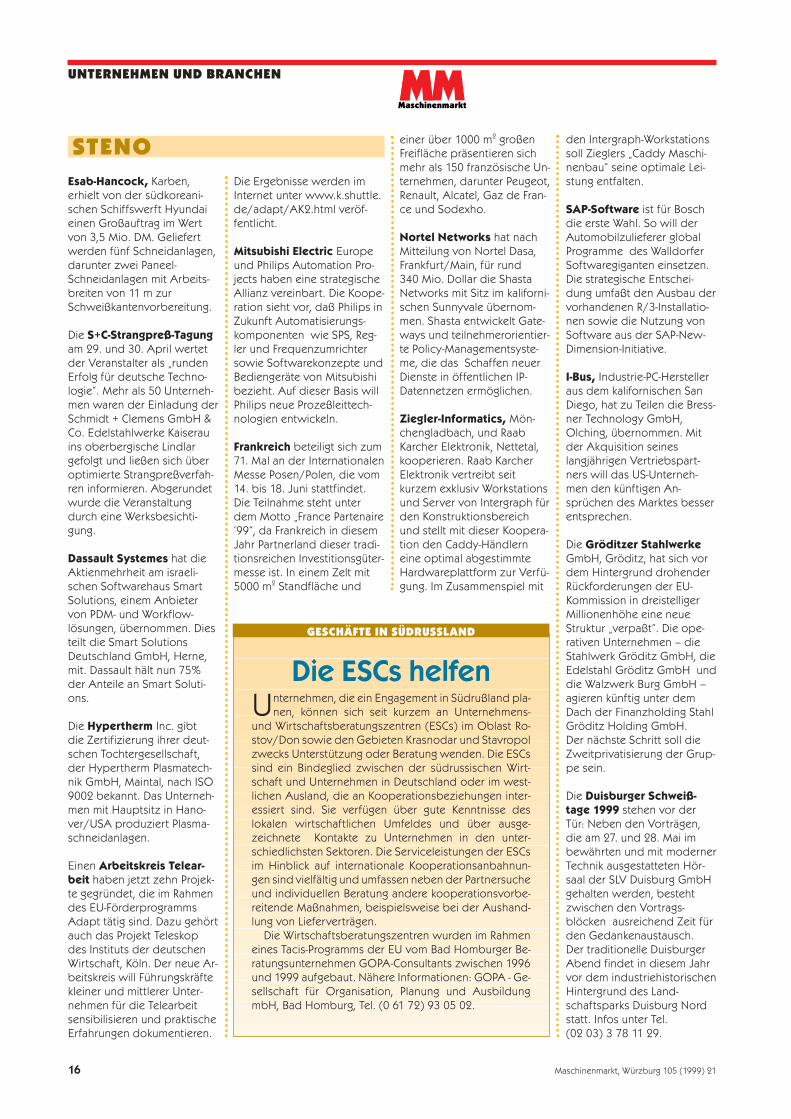
Internet/Online-Abonnenten je 100 Einwohner
Informationstechnik
Qu
elle
: V
DM
A/Z
VE
I
MMGrafik
0 5 10 15 20 25 30
Italien
Spanien
Westeuropa
Japan
Deutschland
Frankreich
Großbritannien
USA 27
14
13
9
8
8
3
2
Holzpackmittelimmer gefragterDie deutsche Holzpackmittel-industrie hat 1998 vom Kon-junkturverlauf profitieren kön-nen. Der Gesamtumsatz derBranche (Betriebe mit minde-stens 20 Beschäftigten) ver-besserte sich auf 1,3 Mrd.DM, ein Plus von rund 3%.Vor allem in den Hauptberei-chen Paletten und Kistenweist die Jahresbilanz derBranche kräftige Umsatzzu-wächse aus. Die Produzentenvon Holzpaletten verbesser-ten ihr Geschäft um 7% aufinsgesamt 552 Mio. DM Da-bei erhöhte sich die Zahl dergefertigten Paletten um über6% auf gut 43 Millionen. Zu Beginn dieses Jahres hatsich die Geschäftslage je-doch deutlich abgeschwächt.
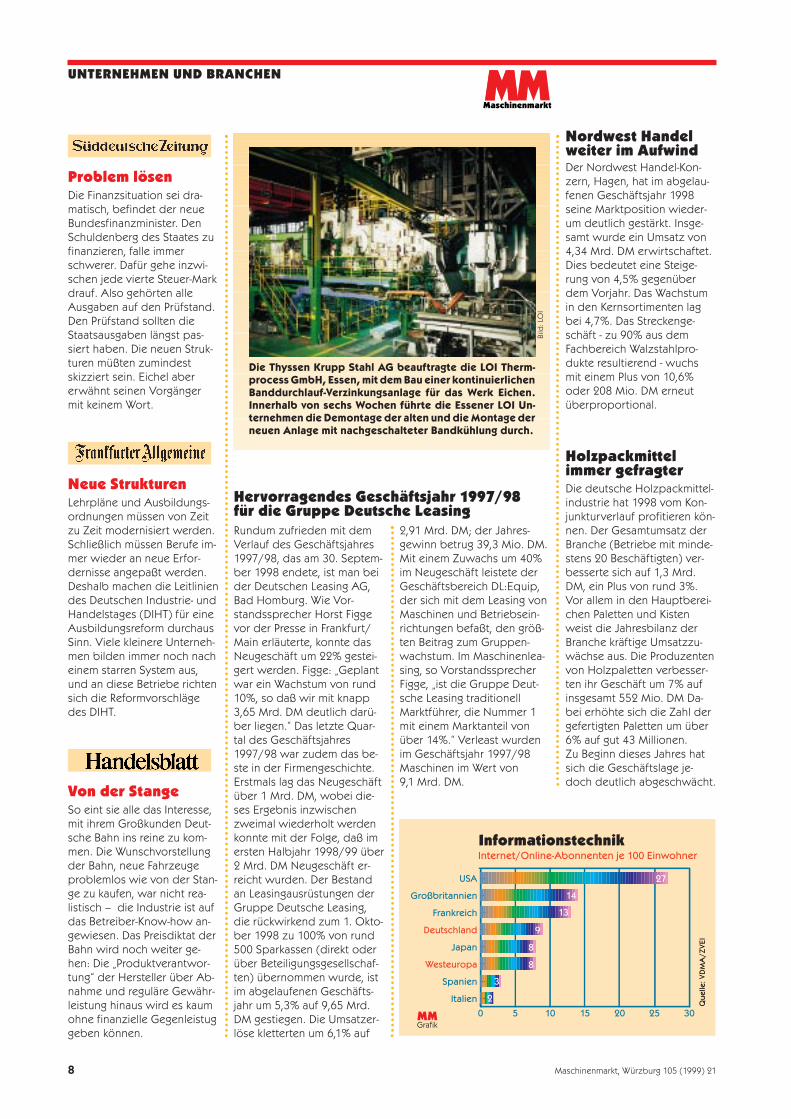
Die Thyssen Krupp Stahl AG beauftragte die LOI Therm-
process GmbH, Essen, mit dem Bau einer kontinuierlichen
Banddurchlauf-Verzinkungsanlage für das Werk Eichen.
Innerhalb von sechs Wochen führte die Essener LOI Un-
ternehmen die Demontage der alten und die Montage der
neuen Anlage mit nachgeschalteter Bandkühlung durch.
Bild
: LO
I

Die Exporte waren 1998 dasZugpferd der östereichlschenMaschinenbau-Konjunktur.Die vorläufigen Außenhan-delsergebnisse für das Ge-samtjahr 1998 zeigen miteinem Exportplus von 7,7%auf 109,1 Mrd. Schilling (ent-spricht 7,93 Mrd. Euro) eineFortsetzung der positivenExportentwicklung der letz-ten Jahre. „Österreichs Ma-schinen-, Stahl- und Anlagen-bauexporteure konnten imvergangenen Jahr die Asien-und Rußlandkrise durch erfol-greiche Bemühungen auf an-deren Märkten wettmachen“,erläutert Clemens Malina-Alt-zinger, Vorsteher des Fach-verbandes der Maschinen-und Stahlbauindustrie Öster-reichs (FMS). Während dieBranche 1998 in die Asean-Länder inklusive Japan für1,42 Mrd. Schilling bezie-hungsweise nach Rußland für0,8 Mrd. Schilling wenigerheimische Maschinen undAnlagen verkaufen konnte,
stiegen die entsprechendenLieferungen alleine in den EU-Binnenmarkt im vergangenenJahr um 7,2 Mrd. Schilling an.54% der österreichischenMaschinen- und Anlagenbau-exporte (Volumen: fast 59Mrd. Schilling) gingen im ver-gangenen Jahr in die EU(plus 14% gegenüber 1997).„ln die Euro-Partnerländer“,ergänzt Malina-Altzinger, „er-höhten sich die Exporte nochstärker, nämlich um 14,4% auf52,5 Mrd. Schilling“. In Osteu-ropa konnten Exporterfolgebeispielsweise nach Ungarn(plus 9,7%), Rumänien (plus11,4%), Bulgarien (plus30,2%) wie in das Baltikumerzielt werden. Zum Teil er-hebliche Exporteinbußenmußten auf dem russischenMarkt (minus 29,7%), in dieGUS und die Slowakei hinge-nommen werden. Insgesamtgingen 1998 die Ausfuhrender Branche nach Osteuropaum 3,6% auf 18,2 Mrd. Schil-ling zurück.
Müller Weingartenblüht richtig aufDer Müller Weingarten Kon-zern, Weingarten, hat im Jahr1998 mit 608,7 (Vorjahr:493,2) Mio. DM den bisherhöchsten Umsatz in seinerGeschichte erzielt Der Kon-zernjahresüberschuß hat sichmit 19,1 Mio. DM gegenüber6,4 Mio. DM im Vorjahr wei-ter verbessert. Der Herstellervon Umformtechnik be-schließt das Geschäftsjahr1998 mit einem Jahresüber-schuß von 11,8 Mio. DMgegenüber 5,09 Mio. DM imVorjahr.
Maschinenmarkt, Würzburg 105 (1999) 21 9
UNTERNEHMEN UND BRANCHEN
Die Transportleistung der Binnenschiffahrt lag nach Angaben des Statistischen Bundes-amtes 1998 mit 236,4 Mio. t (plus 1,2%) aufRekordniveau.
Die deutschen Hüttenwerke erzeugten imApril 1999 2,32 Mio. t Roheisen und 2,47 Mio. tRohstahl. Das waren 12,6% beziehungsweise9,3% weniger als im April 1998.
Die Kunden der deutschen Stromversorgerkauften im 1. Quartal 1999 mit 122,8 Mrd.kWh kaum mehr Strom (plus 0,9%) als im ent-sprechenden Vorjahreszeitraum.
Die Nutzfahrzeugbestellungen gingen in den ersten vier Monaten in Deutschland um12% zurück. Im April belief sich der Rückgangauf 11%.
TRENDS
KOMMENTAR
Schatzinsel Produktion: Das Bild mutet auf den erstenBlick merkwürdig an, ist es aber nicht. Noch immer,
das ergab eine Umfrage der GEF-Unternehmensbera-tung in Würzburg, vermuten über 70 Prozent der be-fragten Geschäftsführer mittelständischer Unternehmenin der Produktion verborgene Schätze, sprich unge-nutzte Rationalisierungspotentiale. Heben will man die-se Schätze mit Hilfe neuer, flexibilitätsorientierter Orga-nisationskonzepte (Stichwort: prozeßorientierte Pro-duktion).
Doch sind diese neuen Organisationskonzepte ofteher ein Teil des Problems als seine Lösung. Vor allemMeister und Gruppensprecher sehen sich, geht es umFragen der Reorganisation, überfordert. Nur 60 bis 65Prozent, hat die Würzburger Beratungsfirma herausge-funden, sind den neuen Herausforderung gewachsen.Beim „Rest“ hapert es nach Einschätzung von GEF-Ge-schäftsführer Jürgen H. Lietz primär an der Methoden-kompetenz, also an speziellen Problemlösungsmetho-den und Techniken zur Arbeits- und Selbstorganisation.Qualifizierung tut folglich not, sollen die Schätze auf derSchatzinsel Produktion nicht weiter im verborgenenschlummern. js
Den Schatz heben
Dr. Herbert Bruch,Sprecher des Vorstandsder Grundig AG, über dieZukunft des traditions-reichen Unternehmens:
„Das Bild von Grundigwird künftig von Produkt-familien geprägt sein, diewir zielgruppenorientiertin die Lebensumfelderunserer Kunden hineinpro-jizieren. Bereits beim Kauf werden wird unsereKunden in Erlebnisweltenführen. Im Handel wirdeine angenehme Kaufat-mosphäre herrschen. DieHändler werden spüren,daß Grundig ein starkerPartner ist, der attraktiveLösungen bietet. Wirholen unsere Premium-Produkte aus den Regalenund schaffen ein neuesPräsentationsumfeld.“
Österreichische Maschinenbauer trotzen der Wirtschaftskrise in Asien
Best Powerim richtigen ChannelDer USV-Anbieter Best PowerTechnology hat das ersteQuartal des Geschäftsjahres1999 mit Erfolg abgeschlos-sen. Im Vergleich zum Vorjahrkonnte das Unternehmen sei-nen Umsatz um 20% steigern.Der operative Gewinn inEuropa, im Mittleren Ostenund in Afrika (EMEA) nahmim gleichen Zeitraum ummehr als 50% zu. „Dieses Er-gebnis zeigt“, so Ian Haddon,Managing Director bei BestPower, „daß Best Powergenau die Produkte hat, dieder Channel braucht.“
Bild
: Gru
ndig

Hühoco-Gruppemit RekordergebnisDie UnternehmensgruppeHüseken, Holzrichter & Co.,Wuppertal, ein Anbieter vonbeschichteten Metallbän-dern, kann nach vorläufigenZahlen auf ein außergewöhn-lich gutes Jahr 1998 zurück-blicken. Mit einer Umsatzstei-gerung gegenüber 1997 umrund 20% von 102,1 Mio. DMauf 120 Mio. DM wurde derhöchste Umsatz in der Fir-mengeschichte erreicht. Bei-de Unternehmen der Grup-pe, sowohl die HühocoGmbH in Wuppertal als auchdie HFP Bandstahl GmbH inBad Salzungen konnten nahe-zu gleichermaßen zulegen.
Maschinenmarkt
UNTERNEHMEN UND BRANCHEN
Münchner Management-Kolloquium: Hin zum globalen Unternehmen
IM BLICKPUNKT
URSULA HOFMANN
Die Internationalisierung der Märkte istdas prägende Ereignis der wirtschaft-lichen Entwicklung am Ende des altenJahrtausends. Das Münchner Manage-ment Kolloquium unter der Leitung vonProf. Dr. Horst Wildemann nahm dieseDiskussion auf. Die Referenten aus be-kannten Industrieunternehmen wie Man-nesmann, FAG, Metallgesellschaft oderauch der VIAG stellten ihren Weg zumglobalen Unternehmen dar. Prof. Dr.Horst Wildemann unterstrich die Über-legungen der Industrie und betonte inseinem Vortrag nicht nur die Erfolgssto-ries globaler Unternehmen in der Ver-gangenheit, sondern leitete daraus zehnStrategieaspekte ab. Wesentliche Erfolgs-muster, um den Weg vom nationalenQualitätsexporteur zum globalen Unter-nehmen zu beschreiten, lägen in derFast-Follower-Strategie, in dem Wandelvom technologischen Push- zum welt-weiten Pull-Geschäft mit hoher Rendite,und nicht zuletzt im Übergang von derRessourcennutzung zur Überwindungvon Wissenslücken.
Georg Acker, Mitglied des Vorstandsder Mannesmann AG, verdeutlichte mitdem „Harmonisierungsprogramm fürWeltmarktprodukte“, daß hier ein multi-disziplinärer Ansatz und weltumspan-nendes Engineering die besten Erfolgeversprächen. Fokussierung und einestrategische Neupositionierung seienauch essentielle Bestandteile der Metall-gesellschaft AG, so Dr. Kajo Neukirchen,
Vorsitzender des Vorstands der Metall-gesellschaft AG. Moderne Produktions-und Marketingstrategien erwiesen sich,so Prof. Dr.Uwe Loos, Vorsitzender des Vorstands der FAG, als wesentlicherBaustein im globalen Wettbewerb.
Dr. Albrecht Schmidt betonte, daßsich nicht nur der Produktionssektor,sondern auch der Dienstleistungsbereichwie bei der HypoVereinsbank an denPrinzipien der Globalisierung orientiere.
Dr. Dierk Ernst von der Hannover HLLeasing GmbH & Co. KG stellte dabei dieBedeutung der Steuern im globalenWettbewerb heraus: „Wie kann die Steu-ergesetzgebung am Heimatstandortoptimal in die Unternehmensstrategieimplementiert werden?“ Darüber hinausspielen die Verschiebungen zwischenden asiatischen Währungen und Eurosowie Dollar eine so große Rolle, daß dieProduktion von Alltagsprodukten, ins-besondere im Bereich austauschbarerMassenware, in den westlichen Ländernunwirtschaftlich geworden ist. DieserProzeß wird sich in den kommendenJahren weiter beschleunigen.
So wichtig die finanziellen Effekte dergroßen Fusionen auch sein mögen, eszeigt sich, daß ein nachhaltiger Erfolgnur erreicht wird, wenn das Manage-ment lernt, die international vernetztenStrukturen zu beherrschen. Es kommtnicht von selbst und es ist nicht leicht,die Vorteile der weltweiten Präsenz imTagesgeschäft umzusetzen. Diese Aufga-be wird um so anspruchsvoller, je weiterdie Kulturen der zusammengeführtenUnternehmen auseinanderdriften.
Im Gegensatz zu den internationalenFusionen haben die nichtmonopolisier-ten Netzwerke den Vorteil, daß diePartner jeweils zur Lösung einer genaubezeichneten Aufgabe zusammenar-beiten. Jeder Beteiligte wird nur in demBereich aktiv, den er am besten be-
herrscht. Dadurch bleibt die Auf-gabe überschaubar. Davon ab-gesehen aber sind dieAnforderung an die Organisa-tionsstrukturen und die Aus-nutzung der Kommunikati-onsmittel mit den Aktivitätender großen Global Playervergleichbar.
Mittelstand-Lageetwas getrübt
Die Bewertungen zur aktuel-len Auftragslage im Mittel-stand in Deutschland habengelitten: Im Frühjahr 1998erteilten noch 30,4% derBefragten sehr gute und guteNoten; im laufenden Jahrsehen sich nur noch 27,2% zueiner positiven Bewertungder Ordersituation bewogen.Deutlich zugenommen habenaber auch die durchschnitt-lichen Noten: Nach 50,7% imVorjahr sind es nunmehr55%, die der Auftragslage ein„befriedigend“ erteilen.
Weiteres Wachstumfür BT IndustriesDie positive Geschäftsent-wicklung bei BT Industrieshält an. Im ersten Quartal desJahres stiegen Auftragsein-gang, Nettoumsatz und Be-triebsergebnis. Der Auftrags-eingang des Konzerns beliefsich auf 541 Mio. DM. Diesentspricht einem Anstieg von8% im Vergleich zum ent-sprechenden Vorjahreszeit-raum. Der gute Start basiertauf einem weiterhin wachsen-den Markt. Im ersten Quartalsetzte sich der positive Nach-fragetrend in Westeuropaund Nordamerika fort. DasWachstum ist stabil.
Prof. Dr. Horst
Wildemann,
TU München:
„Die Globlisierung
besteht nicht nur aus
einer gegenseitigen
Kommunikation, son-
dern auch aus
einer neuen
Arbeitstei-
lung in Netz-
werken.“
10 Maschinenmarkt, Würzburg 105 (1999) 21
Bild
: TCW

Cargo-Linewächst dynamischDie Logistik-KooperationCargo Line Gesellschaft fürStückgut mbH, Dietzenbach,fuhr auch im Geschäftsjahr1998 auf Erfolgskurs. Der kon-solidierte Außenumsatz der43 Kooperationspartnerwuchs gegenüber 1997 um20% auf 1,2 Mrd. DM. DieAnzahl der umgeschlagenen-Sendungen im Sammelgut-ausgang stieg 1998 um 25%.Im laufenden Geschäftsjahrschreitet vor allem die Opti-mierung des europäischenVerkehrsnetzes weiter voran.
lung der Stahlindustrie erwar-tet SGL Carbon eine Rückkehrdes weltweiten Graphitelek-trodenverbrauchs zu einem
langfristigen Wachstums-trend. Im zweiten Quartalgeht SGL Carbon von einemsich verbessernden Umfeld inder Elektrostahlindustrie aus.
ten der Konzernumsatz mit411 Mio. DM und das operati-ve Ergebnis mit 18 Mio. DMihre Tiefpunkte. Mit der Erho-
12 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
UNTERNEHMEN UND BRANCHEN
SGL Carbondurchschritt TalsohleIm Februar hat SGL Carbonim operativen Geschäft dieTalsohle durchschritten. Imersten Quartal 1999 erreich-
Ceotronicsauf AkquisitionskursDie Ceotronics AG, Röder-mark, ein Anbieter von Au-dio- und Videotechnik sowievon Data Communication,erzielte in den ersten neunMonaten des Geschäftsjahreseinen Umsatz von 14,2 Mio.DM. Für das Gesamtjahr1998/99 bedeutet dies nachAngaben des Unternehmens,daß das Umsatzziel in Höhevon 25 Mio. DM nicht erreichtwerden wird. Am 31. März1999 übernahm Ceotronicsvon der Gruppe PBRK diegesamten Anteile der Achatet Communication Sarl, Paris.
Die Reifenhäuser GmbH & Co. Maschinenfabrik, Trois-
dorf, konnte ihre Marktanteile in Süd- und Mitteleuropa
weiter steigern. Hauptabnehmer ist dabei Spanien mit
Extrusionsanlagen vorwiegend für die Folienherstellung.
Folienanlagen nehmen bei Reifenhäuser 35% am Ge-
samtumsatz ein.
Bild
: Rei
fenh
äuse
r

Bosch Automationwächst trotz KrisenDer Bosch-GeschäftsbereichAutomationstechnik ist imJahr 1998 trotz der Konjunk-turkrisen weiter gewachsen.Der weltweite Umsatz desGeschäftsbereichs erhöhtesich einschließlich unterneh-mensinterner Lieferungenüber 300 Mio. DM um 9,1%auf 1,76 Mrd. DM. Begünstigtsei die Zunahme dabei vorallem von der guten Inlands-konjunktur gewesen. Der Um-satz nahm in Deutschland um 14% auf 890 Mio. DM zu.Demgegenüber sei das Aus-landsgeschäft nur um 4%gestiegen. Bei den einzelnenGeschäftsfeldern entfiel der größte Umsatzanteil mit22% wie im Vorjahr auf dieIndustriehydraulik.
Jorma Ollila, Chairman undChief Executive Officer vonNokia, die Ergebnisse. Nokiaverzeichnete in allen Regio-nen weitere Umsatzzuwäch-se, wobei 57% des im erstenQuartal erzielten Nettoum-satzes auf Europa, 23% aufden asiatisch-pazifischenRaum und 20% auf Nord- undSüdamerika entfielen.
Maschinenmarkt, Würzburg 105 (1999) 21 13
UNTERNEHMEN UND BRANCHEN
Carl Schenck steigert GewinnDie Carl Schenck AG, Darm-stadt, ein führender Herstel-ler von Produkten für die Ver-fahrens- und Prozeßkontrollesowie für die Automatisie-rung und Qualitätssicherung,hat die Restrukturierung ab-geschlossen. „Alle drei Kern-unternehmensbereiche – Ver-fahrenssysteme, Prüf- undAutomatisierungstechnik so-wie Auswucht- und Diagose-technik – erwirtschaftetenschwarze Zahlen und erziel-ten erfreuliche Zuwächse“, so Dr. Gerd Wiedemeyer,Vorsitzender des Vorstands.Schenck rechne für das lau-fende Geschäftsjahr miteinem Anstieg der Gesamt-leistung von 855,7 Mio. DMauf rund 900 Mio. DM.
Nokia erhöhtUmsatz und GewinnDer Anbieter von Mobiltele-fonen und Telekommunika-tiosnetzen Nokia ist mit derEntwicklung der Geschäfts-bereiche höchst zufrieden.„Wir konnten erneut hoheUmsatzsteigerungen bei aus-gezeichneten Gewinnenverzeichnen,“ kommentierte
Leichtes Umsatzplusbei VermietungDie Umsätze der deutschenArbeitsbühnenvermieter stie-gen 1998 um 2% leicht an.Dabei erhöhten sich die Um-sätze mit selbstfahrendenScheren-Arbeitsbühnen umgut 5% , die mit selbstfahren-den Teleskop-Arbeitsbühnenum 3,5%. Unverändert blie-ben die Vermietumsätze mitAnhänger-Arbeitsbühnen, soder Bundesverband der Bau-maschinen-, Baugeräte- undIndustriemaschinen-Firmene.V., Bonn. Für das laufendeJahr herrscht bei den Arbeits-bühnenvermietern verhalte-ner Optimismus. Ingesamtprognostizieren die Bran-chenunternehmen einenZuwachs von nominal 1%.
Burgmannauf ErfolgskursDer Wolfratshauser Dich-tungshersteller Feodor Burg-mann GmbH & Co. hat dasGeschäftsjahr 1998 wiedermit positiven Zahlen undeiner Umsatzsteigerung von12% zum Vorjahr abgeschlos-sen. Der konsolidierteKonzer-numsatz stieg auf über 411Mio.DM. Der Auslands-anteil der Gruppe betrug wie1997 rund 64%. Das Jahr1998 war für den Dichtungs-hersteller nicht nur ein erfolg-reiches Jahr im Hinblick aufdie Zahlen. Durch die Grün-dung von Burgmann Venezu-ela wurde die internationalePräsenz noch verbessert unddurch den Kauf von Espeydas Produktprogamm aufdem Geschäftsfeld der Kom-pressordichtungen ergänzt.

FTH Fördertechnikschafft TurnaroundDie FTH FördertechnikHamburg GmbH, Pinneberg,schreibt wieder schwarzeZahlen. Der Logistik-Anbieterschloß das Geschäftsjahr miteinem Jahresüberschuß imsechsstelligen Bereich ab;1997 wurde noch deutlichüber 1 Mio. DM Verlust ge-schrieben. Der Gesamtum-satz lag mit 27,3 Mio. DM nurgeringfügig über dem desVorjahres. FTH offeriertAnlagen für die Palettierung,den Transport und dieLadungssicherung.
Hauptumsatzträger ist derExport: Rund 60% der Erlösestammen aus dem internatio-nalen Geschäft. Für das lau-
fende Jahr erwartet Lang-hammer aufgrund der gutenAuftragslage eine Fortsetzungdes Aufwärtstrends bei Um-satz und Personal.
Pfalz. Gegenüber dem Vor-jahr konnte der Umsatz um21% gesteigert werden: Er betrug rund 19,5 Mio. DM.
14 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
UNTERNEHMEN UND BRANCHEN
Erfolgreiches Jahrfür LanghammerEin sehr erfolgreiches Ge-schäftsjahr meldet die Lang-hammer MaschinenbauGmbH aus Eisenberg in der
MDSI mit Tochterin DeutschlandDie Manufacturing DataSystems Incorporation MDSI,ein Spezialist für Fabrikauto-mation und zugehörige Servi-ces, gibt die Gründung derMDSI GmbH mit Sitz in BadHomburg bei Frankfurt be-kannt. Als erste Auslandsge-sellschaft übernimmt dieMDSI GmbH den Vertrieb,Support und Service derMDSI-Produkte für Deutsch-land und in ganz Europa. Die deutsche Tochter soll aufdem Kontinent an den Mark-terfolg der MDSI-Software inden USA anknüpfen.
Die Schuler AG, Göppingen, ein führender Anbieter von
Fertigungssystemen für die Umformtechnik, erhielt den
World Excellence Award 1998. Der Preis wurde erstmals
von der Ford Motor Company verliehen und würdigt her-
ausrragende Leistungen der weltweiten Top-Lieferanten.
Bild
: Sch
uler

PERSONEN
Dipl.-Ing. Erich
Harsch, Ent-wicklungsleiterder MüllerWeingartenGmbH, Wein-
garten, trat nach 50jährigerUnternehmenszugehörigkeitkürzlich in den Ruhestand,steht dem Unternehmen aberweiterhin als Berater zur Ver-fügung. Zum neuen Entwick-lungsleiter ernannt wurdeDipl.-Ing. Uwe Hinderer, derseit 1982 dem Unternehmenangehört.
Dipl.-Ing. Peter Zapf wurdevon Rudi Lamprecht, demBereichsvorstand SiemensInformation and Communica-tion Products, zum Leiter desGeschäftsgebietes Communi-cation Devices ernannt.
Marwan M.
Kashkoush
wurde vonDon Washke-wicz, demPräsidenten
der Parker Hannifin HydraulikGruppe weltweit, zum Präsi-denten der Hydraulik GruppeEuropa ernannt. Sein Sitzwird in Hemel Hempsteadsein, der Parker-Zentrale für Europa in der Nähe vonLondon.
Friedrich Schmidt und UweHinderer wurden mit Wirkungzum 1. Juli vom Aufsichtsratder Müller Weingarten AG zu Vorstandsmitgliedern be-stellt. Gleichzeitig wird Dr.Michael Heinrich Sprecherdes Vorstandes. Dr. MarkusReihle, Vorstandsvorsitzenderder Müller Weingarten AG,geht zum 1. Juli in den Ruhe-stand.
Prof. Günter Spur wurde ineiner Feierstunde im Produkti-onstechnischen Institut Berlinzum ersten Ehrenvorsitzen-den des Exapt-Vereins,Aachen, ernannt. Mit dieserAuszeichnung wurden diegroßen Verdienste von Prof.Spur um die Entwicklung des
Vereins gewürdigt. Der Exapt-Verein beschäftigt sich mitder NC-Programmierung und-Planung und stellt innovativeLösungen im Bereich Be-triebs- und Fertigungsdaten-organisation vor.
Elizabeth
Dambrock istzum Geschäfts-jahresbeginnam 1. April zur neuen Ge-
schäftsführerin der ComputerAssociates (CA) in Deutsch-land ernannt worden. Sie trittdamit die Nachfolge vonGabriele Rittinghaus an, dienach zwölf Jahren erfolgrei-cher Tätigkeit auf eigenenWunsch CA verläßt.
Dipl.-Ing. Klaus Kickuth
erhielt von der oberöster-reichischen Landesregierungin Anerkennung für seinverdienstvolles Wirken dassilberne Verdienstzeichendes Landes Oberösterreichverliehen. Klaus Kickuth leitetseit 1980 die MaschinenfabrikAlbert GmbH in Vöckla-bruck/Österreich, ein Unter-nehmen der Stromag AG,und tritt in Kürze in den Ruhe-stand.
Mathias
Schliep ist seitJahresanfangzum Geschäfts-führer derThimm Ver-
packung GmbH + Co., Nort-heim, bestellt worden undfüllt zudem im dreiköpfigenGeschäftsführungsgremiumdie Position des Sprechersder Geschäftsführung aus.
Otto Schobersberger istvon den Unternehmen Cogs-dill-Nuneaton Limited undCogsdill-Shefcut zum neuenRegional Manager für Zen-tral- und Osteuropa ernanntworden. Otto Schobersber-ger nimmt die Interessen der britischen Unternehmenvon Salzburg/Österreich aus wahr.
Maschinenmarkt, Würzburg 105 (1999) 21 15
UNTERNEHMEN UND BRANCHEN
Esab-Hancock, Karben,erhielt von der südkoreani-schen Schiffswerft Hyundaieinen Großauftrag im Wertvon 3,5 Mio. DM. Geliefertwerden fünf Schneidanlagen,darunter zwei Paneel-Schneidanlagen mit Arbeits-breiten von 11 m zurSchweißkantenvorbereitung.
Die S+C-Strangpreß-Tagung
am 29. und 30. April wertetder Veranstalter als „rundenErfolg für deutsche Techno-logie“. Mehr als 50 Unterneh-men waren der Einladung derSchmidt + Clemens GmbH &Co. Edelstahlwerke Kaiserauins oberbergische Lindlargefolgt und ließen sich überoptimierte Strangpreßverfah-ren informieren. Abgerundetwurde die Veranstaltungdurch eine Werksbesichti-gung.
Dassault Systemes hat dieAktienmehrheit am israeli-schen Softwarehaus SmartSolutions, einem Anbietervon PDM- und Workflow-lösungen, übernommen. Diesteilt die Smart SolutionsDeutschland GmbH, Herne,mit. Dassault hält nun 75%der Anteile an Smart Soluti-ons.
Die Hypertherm Inc. gibt die Zertifizierung ihrer deut-schen Tochtergesellschaft,der Hypertherm Plasmatech-nik GmbH, Maintal, nach ISO9002 bekannt. Das Unterneh-men mit Hauptsitz in Hano-ver/USA produziert Plasma-schneidanlagen.
Einen Arbeitskreis Telear-
beit haben jetzt zehn Projek-te gegründet, die im Rahmendes EU-FörderprogrammsAdapt tätig sind. Dazu gehörtauch das Projekt Teleskopdes Instituts der deutschenWirtschaft, Köln. Der neue Ar-beitskreis will Führungskräftekleiner und mittlerer Unter-nehmen für die Telearbeitsensibilisieren und praktischeErfahrungen dokumentieren.
einer über 1000 m2 großenFreifläche präsentieren sichmehr als 150 französische Un-ternehmen, darunter Peugeot,Renault, Alcatel, Gaz de Fran-ce und Sodexho.
Nortel Networks hat nachMitteilung von Nortel Dasa,Frankfurt/Main, für rund 340 Mio. Dollar die ShastaNetworks mit Sitz im kaliforni-schen Sunnyvale übernom-men. Shasta entwickelt Gate-ways und teilnehmerorientier-te Policy-Managementsyste-me, die das Schaffen neuerDienste in öffentlichen IP-Datennetzen ermöglichen.
Ziegler-Informatics, Mön-chengladbach, und RaabKarcher Elektronik, Nettetal,kooperieren. Raab KarcherElektronik vertreibt seitkurzem exklusiv Workstationsund Server von Intergraph fürden Konstruktionsbereichund stellt mit dieser Koopera-tion den Caddy-Händlerneine optimal abgestimmteHardwareplattform zur Verfü-gung. Im Zusammenspiel mit
Die Ergebnisse werden imInternet unter www.k.shuttle.de/adapt/AK2.html veröf-fentlicht.
Mitsubishi Electric Europeund Philips Automation Pro-jects haben eine strategischeAllianz vereinbart. Die Koope-ration sieht vor, daß Philips inZukunft Automatisierungs-komponenten wie SPS, Reg-ler und Frequenzumrichtersowie Softwarekonzepte undBediengeräte von Mitsubishibezieht. Auf dieser Basis willPhilips neue Prozeßleittech-nologien entwickeln.
Frankreich beteiligt sich zum71. Mal an der InternationalenMesse Posen/Polen, die vom14. bis 18. Juni stattfindet.Die Teilnahme steht unterdem Motto „France Partenaire‘99“, da Frankreich in diesemJahr Partnerland dieser tradi-tionsreichen Investitionsgüter-messe ist. In einem Zelt mit5000 m2 Standfläche und
16 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
UNTERNEHMEN UND BRANCHEN
den Intergraph-Workstationssoll Zieglers „Caddy Maschi-nenbau“ seine optimale Lei-stung entfalten.
SAP-Software ist für Boschdie erste Wahl. So will derAutomobilzulieferer globalProgramme des WalldorferSoftwaregiganten einsetzen.Die strategische Entschei-dung umfaßt den Ausbau dervorhandenen R/3-Installatio-nen sowie die Nutzung vonSoftware aus der SAP-New-Dimension-Initiative.
I-Bus, Industrie-PC-Herstelleraus dem kalifornischen SanDiego, hat zu Teilen die Bress-ner Technology GmbH,Olching, übernommen. Mitder Akquisition seineslangjährigen Vertriebspart-ners will das US-Unterneh-men den künftigen An-sprüchen des Marktes besserentsprechen.
Die Gröditzer Stahlwerke
GmbH, Gröditz, hat sich vordem Hintergrund drohenderRückforderungen der EU-Kommission in dreistelligerMillionenhöhe eine neueStruktur „verpaßt“. Die ope-rativen Unternehmen – dieStahlwerk Gröditz GmbH, dieEdelstahl Gröditz GmbH unddie Walzwerk Burg GmbH –agieren künftig unter demDach der Finanzholding StahlGröditz Holding GmbH. Der nächste Schritt soll dieZweitprivatisierung der Grup-pe sein.
Die Duisburger Schweiß-
tage 1999 stehen vor derTür: Neben den Vorträgen,die am 27. und 28. Mai imbewährten und mit modernerTechnik ausgestatteten Hör-saal der SLV Duisburg GmbHgehalten werden, bestehtzwischen den Vortrags-blöcken ausreichend Zeit fürden Gedankenaustausch. Der traditionelle DuisburgerAbend findet in diesem Jahrvor dem industriehistorischenHintergrund des Land-schaftsparks Duisburg Nordstatt. Infos unter Tel.(02 03) 3 78 11 29.
STENO
GESCHÄFTE IN SÜDRUSSLAND
Unternehmen, die ein Engagement in Südrußland pla-nen, können sich seit kurzem an Unternehmens-
und Wirtschaftsberatungszentren (ESCs) im Oblast Ro-stov/Don sowie den Gebieten Krasnodar und Stavropolzwecks Unterstützung oder Beratung wenden. Die ESCssind ein Bindeglied zwischen der südrussischen Wirt-schaft und Unternehmen in Deutschland oder im west-lichen Ausland, die an Kooperationsbeziehungen inter-essiert sind. Sie verfügen über gute Kenntnisse deslokalen wirtschaftlichen Umfeldes und über ausge-zeichnete Kontakte zu Unternehmen in den unter-schiedlichsten Sektoren. Die Serviceleistungen der ESCsim Hinblick auf internationale Kooperationsanbahnun-gen sind vielfältig und umfassen neben der Partnersucheund individuellen Beratung andere kooperationsvorbe-reitende Maßnahmen, beispielsweise bei der Aushand-lung von Lieferverträgen.
Die Wirtschaftsberatungszentren wurden im Rahmeneines Tacis-Programms der EU vom Bad Homburger Be-ratungsunternehmen GOPA-Consultants zwischen 1996und 1999 aufgebaut. Nähere Informationen: GOPA - Ge-sellschaft für Organisation, Planung und AusbildungmbH, Bad Homburg, Tel. (0 61 72) 93 05 02.
Die ESCs helfen

Bei der Neugründung von
Firmen entscheiden sich
die meisten Unternehmer
für die Gründung einer Ge-
sellschaft mit beschränk-
ter Haftung (GmbH). Die
Gründung einer Aktienge-
sellschaft kommt für viele
nicht in Betracht. Aller-
dings lohnt es sich, bei der
Neugründung eines Unter-
nehmens auch darüber
nachzudenken, eine Nicht-
Börsen-Aktiengesell-
schaft mit überschauba-
rem Gesellschafterkreis
zu gründen.
Mit dem 1994 in Kraft ge-
tretenen Gesetz für kleine
Aktiengesellschaften und
der Regulierung des Akti-
enrechts wollte der Gesetz-
geber die Aktiengesell-
schaft insbesondere für
die mittelständischen Un-
ternehmen attraktiv ma-
chen. Denn die Aktienge-
sellschaft ist die einzige
Rechtsform, die eine Ei-
genkapitalaufnahme über
die Börse ermöglicht.
Das Gesetz will es den
mittelständischen Unter-
nehmen ermöglichen, in
zwei Schritten am Kapital-
markt teilzuhaben. Zu-
nächst soll es möglich
sein, eine nicht-börsenno-
tierte – die sogenannte
„kleine“ – Aktiengesell-
schaft zu gründen. Im
nächsten Schritt können
diese Aktiengesellschaf-
ten dann den Zugang zur
Börse anstreben.
Einmanngründungist zulässig
Während nach frühe-
rem Recht eine Gründer-
zahl von mindestens fünf
Personen verlangt wurde,
ist nach der 1994 eingetre-
tenen Gesetzesänderung
eine Einmanngründung
holte Bestellung oder Ver-
längerung der Amtszeit für
höchstens fünf Jahre
zulässig.
Aktionärsrechtesind festgelegt
Neben dem Vorstand hat
der Aufsichtsrat eine wich-
tige Funktion in der Akti-
engesellschaft. Die Haupt-
aufgabe des Aufsichtsra-
tes besteht darin, die Ge-
schäftsführung des Vor-
standes zu überwachen
und den Vorstand zu be-
stellen. Daneben ist der
Aufsichtsrat Berater des
Vorstandes in weiterrei-
chenden Fragen der Un-
ternehmensführung. Der
Aufsichtsrat muß aus
mindestens drei Mitglie-
dern bestehen, andern-
falls ist er nicht be-
schlußfähig. Allerdings
kann in der Satzung der
Aktiengesellschaft eine
höhere Mitgliedszahl des
Aufsichtsrates bestimmt
werden.
Bei Aktiengesellschaf-
ten, die mehr als 500 Ar-
beitnehmer beschäftigen,
sind Arbeitnehmervertre-
ter in den Aufsichtsrat zu
wählen. Näheres hierzu ist
im Betriebsverfassungs-
gesetz und im Mitbestim-
mungsgesetz vorgegeben.
Die Hauptversammlung
ist ein weiteres wichtiges
Gremium der Aktienge-
sellschaft. Im Rahmen der
Hauptversammlung kön-
nen die Aktionäre ihre
Rechte in den Angelegen-
heiten der Gesellschaft
ausüben. Nach den gesetz-
lichen Bestimmungen des
Aktiengesetzes hat die
Hauptversammlung unter
anderem folgende Rechte:© Bestellung der Mitglie-
der des Aufsichtsrates;© Festlegung der Verwen-
dung des Bilanzgewinns;© Entlastung der Vor-
stands- und Aufsichtsrats-
mitglieder;© Bestellung des Ab-
schlußprüfers;© Satzungsänderungen;© Maßnahmen der Kapi-
talbeschaffung und der
Kapitalherabsetzung;© Bestellung von Prüfern
zur Prüfung von Vorgän-
gen bei der Gründung oder
der Geschäftsführung;© Auflösung der Gesell-
schaft.
Während bei großen
Aktiengesellschaften die
Hauptversammlung zu-
meist über die überregio-
nalen Tageszeitungen ein-
berufen wird, gibt es bei
den kleinen Aktiengesell-
schaften erhebliche Ver-
einfachungen. Durch die
veränderten Vorschriften
des Aktienrechts ist die AG
auch für mittelständische
Unternehmen als alterna-
tive Gesellschaftsform von
Interesse. Sicherlich sind
die Regelungen des Akti-
enrechts den meisten Un-
ternehmern nicht so ver-
traut wie die Vorschriften
des GmbH-Rechts. Auch
befürchten viele Unter-
nehmer die Kontrolle
durch den Aufsichtsrat. Es
ist aber zu bedenken, daß
bei einem überschauba-
ren Kreis von Aktionären
die Hauptversammlung
den entscheidenden Ein-
fluß auf das Unterneh-
mens ausübt.
Weitere, ausführliche In-
formationen zur Grün-
dung der Aktiengesell-
schaft können beim Autor
angefordert werden. MM
zulässig. Damit wurde die
Aktiengesellschaft dem
Recht der GmbH angegli-
chen.
Die Aktiengesellschaft
ist eine Gesellschaft mit ei-
gener Rechtspersönlich-
keit. Für die Verbindlich-
keiten der Gesellschaft
haftet nur das Gesell-
schaftsvermögen.
In der Satzung müssen
die Gründer die Höhe des
Grundkapitals bestim-
men. Das Grundkapital
muß mindestens 100 000
Mark beziehungsweise
50 000 Euro betragen und
in Aktien zerlegt sein. Un-
ter „Aktie“ ist das Mitglied-
schaftsrecht des Ak-
tionärs an der Aktienge-
sellschaft zu verstehen.
Die Aktien können auf
den Inhaber der Aktie oder
auf einen Namen ausge-
stellt werden. Bei den Na-
mensaktien ist ein soge-
nanntes Aktienbuch zu
führen, in dem der Inhaber
nach Name, Wohnort und
Stand einzutragen ist. In
der Praxis überwiegen die
sogenannten Inhaberakti-
en. Der Aktiengesellschaft
und Dritten gegenüber le-
gitimiert sich der Inhaber
durch den Besitz der Akti-
enurkunde.
In der Satzung der Akti-
engesellschaft wird festge-
legt, aus wie vielen Mitglie-
dern der Vorstand zusam-
mengesetzt sein soll. Aller-
dings genügt bei kleineren
Aktiengesellschaften be-
reits ein Vorstandsmit-
glied. Der Vorstand hat un-
ter eigener Verantwortung
die Gesellschaft zu leiten.
Der Vorstand vertritt die
Gesellschaft gerichtlich
und außergerichtlich.
Die Vorstandsmitglieder
werden durch den Auf-
sichtsrat auf höchstens
fünf Jahre bestellt. Nach
Ablauf der jeweiligen
Amtszeit ist eine wieder-
18 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
Die kleine Aktiengesellschaft
THOMAS FEIL
§§§§§
RECHT
§
aktuell
Thomas Feil ist Rechtsanwalt
in 30175 Hannover, Tel. (05 11)
38 08 60, Fax (05 11) 3 80 86 44.

Noch vor wenigen
Jahren war der
Begriff Rapid
Prototyping (RP)
nur Insidern bekannt.
Das hat sich inzwischen
grundlegend geändert.
Die Forderung nach im-
mer kürzeren Produktent-
wicklungszeiten hat dazu
geführt, daß die Verfah-
ren zum werkzeuglosen
Herstellen von Modellen
und Formen direkt aus
3D-CAD-Daten heute in
aller Munde sind.
Am Anfang der rasan-
ten Entwicklung stand
1982 die Erfindung der
Stereolithographie (STL)
durch Charles W. Hull in
den USA. Vier Jahre spä-
ter baute die von ihm
gegründete 3D Systems
Corp., Valencia/Kalifor-
nien, die erste STL-Anla-
ge. Das Verfahren basiert
auf dem Aushärten eines
photopolymeren Harzes
mit ultravioletter Laser-
strahlung.
War in den ersten Jah-
ren die Stereolithographie
noch allein auf weiter
Flur, so gibt es inzwi-
schen eine ganze Reihe
von Rapid-Prototyping-
Verfahren. Die bekannte-
sten sind das Fused De-
position Modeling (FDM),
das Laminated Object
Manufacturing (LOM)
und das Lasersintern.
Der Teileaufbauerfolgt schichtweise
Allen Methoden ge-
meinsam ist der schicht-
weise erfolgende Teileauf-
bau, doch jede hat auch
ihre Vor- und Nachteile.
Deshalb werden die gän-
gigen RP-Verfahren, da
sind sich die Experten ei-
nig, auch langfristig am
in der Regel eher, als daß
sie sich substituieren“,
bringt es Dipl.-Ing. Robert
Baumgartner, Geschäfts-
führer der 3D Systems
GmbH, Darmstadt, auf
den Punkt. Die Vorzüge
der eigenen Stereolitho-
graphie sieht er in den
vielfältigen Einsatzmög-
lichkeiten. „Die heute in
der Stereolithographie
herstellbaren Schicht-
dicken von 0,025 mm lie-
gen weit unter denen der
anderen Rapid-Prototy-
ping-Verfahren. Deshalb
lassen sich hochgenaue
Bauteile mit sehr guter
Oberfläche fertigen, die
prädestiniert sind für die
Nutzung von nachge-
schalteten Prozessen zur
Vervielfältigung von Bau-
teilen oder zum Herstel-
len von Werkzeugen.“
Die einfache Arbeits-
weise der FDM-Anlagen,
bei denen das drahtförmi-
ge Ausgangsmaterial mit
einer elektrisch beheizten
Düse extrudiert wird, er-
möglicht das Aufstellen
dieser Maschinen in einer
Büroumgebung, wie Dipl.-
Ing. Martin Mühlen, Ver-
triebsleiter Rapid Prototy-
ping bei der AlphaCAM
Fertigungssoftware
GmbH, Schorndorf, be-
sonders hervorhebt.
Funktionsmodelledurch Lasersintern
Der geringe Material-
preis von nur 15 Mark pro
Kilogramm ist die Stärke
des LOM-Verfahrens, bei
dem Folien schichtweise
aufgeklebt werden und
ein Laser die Bauteilgeo-
metrie ausschneidet.
„Deshalb eignet sich das
Laminated Object Manu-
facturing vor allem für
die Herstellung von
großen Bauteilen mit viel
Volumen“, erklärt Michael
Eichmann, Leiter Ver-
trieb & Marketing bei der
Invenio GmbH Institut
für CAD/CAM-Systeme
und -Technologien in
Rüsselsheim.
Beim Lasersintern, wo
pulverförmiges Material
verschmolzen wird, gibt
es gleich zwei Unter-
nehmen, die voneinander
abweichende Konzepte
vertreten. Während die
DTM GmbH, Hilden, für
Markt bestehen bleiben.
„Wenn verschiedene Ver-
fahren parallel in einem
Unternehmen installiert
sind, ergänzen sich diese
20 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
HINTERGRUND
Schnelle ModelleHersteller von Rapid-Prototyping-Anlagensehen die Zukunft im Rapid Tooling
RÜDIGER KROH
„Wenn verschiedene Rapid-
Prototyping-Verfahren paral-
lel installiert sind, ergänzen
sich diese in der Regel eher,
als daß sie sich substitu-
ieren“, meint Dipl.-Ing.
Robert Baumgartner, Ge-
schäftsführer der 3D Systems
GmbH in Darmstadt.
Bild
: 3D
Sys
tem
s
600
*ges
chät
ztQ
uelle
: Woh
lers
Ass
ocia
tes
500 Dienstleistungen
400
300
200
100
01988 1989 1990 1991 1992 1993 1994 1995 1996 1997 1998 1999*
49,3
50,038,532,524,519,57,7
78,6
119,7
124,8
170,3
175,9
245,0
194,6
258,0
220,0
270,0
255,0
295,0
Um
satz
Mio. US $
Produkte
Die weltweiten Umsätze aus dem Verkauf von Rapid-Prototyping-
Produkten und Dienstleistungen zeigen ein enormes Wachstum.

die zwölf derzeit zur Ver-
fügung stehenden Werk-
stoffe nur eine Sinter-
station anbietet, setzt die
EOS GmbH, Planegg/
München, auf spezielle
Anlagen für Kunststoff,
Metall und Sand. „Mit
dem Lasersintern besteht
dank der breiten Werk-
stoffpalette die Möglich-
keit, nicht nur Anschau-
ungsmuster, sondern
auch Funktionsmodelle
für Einbauversuche zu
fertigen“, nennt Dipl.-Ing.
Klaus J. Eßer, Geschäfts-
führer bei DTM, einen
wichtigen Vorteil. „Weil
das Pulver als stützende
Umgebung für das ent-
stehende Bauteil dient
und somit eine zusätz-
liche Stützkonstruktion
entfallen kann, ist das
Verfahren zudem sehr
produktiv.“
Dipl.-Kfm. Harry W.
Schrott, Marketingleiter
bei EOS, ergänzt: „Ins-
gesamt liegt man mit den
im Lasersintern herge-
stellten Prototypen näher
an der Serienanwendung,
und das bei einer kürze-
ren Prozeßkette gegen-
über den konkurrieren-
den Verfahren.“ Einen
Zeitvorteil sieht er auch
im direkten Metall-
Lasersintern von EOS im
Vergleich zum mehrstufi-
gen Prozeß von DTM. Dem
entgegen hält Eßer die
höhere Flexibilität: „Auf
unserer modularen Sin-
terstation können die
Kunden alle Werkstoffe
bearbeiten und so auch
künftigen Materialent-
wicklungen ohne Neuan-
schaffung folgen.“ Einig
sind sich beide Manager
darüber, daß die Konkur-
renzsituation durchaus
förderlich ist, „Der direkte
Wettbewerb hat dabei
geholfen, den Markt für
das Lasersintern zu ent-
wickeln“, konstatiert
Klaus Eßer.
Ein enormer Auf-
schwung kennzeichnet
insgesamt den Rapid-Pro-
totyping-Markt. Zwischen
1988 und 1997 wurden
laut der Branchenüber-
sicht der Wohlers Asso-
ciates Inc. weltweit fast
3300 Systeme installiert.
Allein 1997 waren es
1057 neue RP-Anlagen,
was einem Wachstum von
rund 34 Prozent ent-
spricht. Der Gesamtum-
satz belief sich dabei auf
453 Millionen US-Dollar.
Für das vergangene Jahr
liegen noch keine endgül-
tigen Zahlen vor, doch der
Wohlers-Report beziffert
den globalen Absatz auf
1380 Maschinen und pro-
gnostiziert für 1999 einen
Verkauf von 1875 Syste-
men. Etwas geringer fällt
die Steigerung beim
Umsatz aus. 1998 weist
das vorläufige Ergebnis
490 Millionen US-Dollar
aus, in diesem Jahr sol-
len es 550 Millionen sein.
Unangefochtener
Marktführer unter den
Anlagenherstellern ist 3D
Systems. „Wir haben welt-
Maschinenmarkt, Würzburg 105 (1999) 21 21
HINTERGRUND
Bild
: Kro
h
Dipl.-Ing. Klaus J. Eßer,
Geschäftsführer der DTM
GmbH, Hilden:
„Im Rapid Tooling ist ein
höheres Wachstum zu
erwarten als im
herkömmlichen Rapid
Prototyping.“

weit bislang rund 1200
RP-Systeme verkauft“, be-
stätigt Geschäftsführer
Robert Baumgartner. Und
seit der Übernahme der
Stereolithographie-Akti-
vitäten von EOS 1997 ist
3D alleiniger Anbieter die-
ser Technologie. In Pla-
negg konzentriert man
sich derweil ganz auf das
Lasersintern, dem Marke-
tingleiter Harry Schrott
das größere Potential ein-
räumt. „Dies zeigt sich
auch daran, daß wir 1998
alleine mit Laser-Sinter-
anlagen nahezu den glei-
chen Umsatz gemacht
haben wie im Jahr davor
noch mit beiden Techni-
ken.“ Insgesamt hat EOS
bislang über 200 Maschi-
nen verkauft und will
zukünftig stärker als der
Gesamtmarkt wachsen.
Die für Europa zu-
ständige DTM GmbH in
Hilden hat bislang über
90 Anlagen installiert.
„Im vergangenen Jahr
haben wir 20 Sintersta-
tionen verkauft, und für
1999 streben wir etwa 30
an“, äußert sich Eßer.
Als Vertriebspartner des
amerikanischen LOM-An-
bieters Helisys Inc. hat
die Invenio GmbH im
deutschsprachigen Raum
insgesamt 36 Maschinen
abgesetzt. „1998 konnten
wir 15 Anlagen installie-
ren, und in diesem Jahr
sind weitere 15 geplant“,
sagt Vertriebsleiter Mich-
ael Eichmann. Ebenfalls
in der Rolle des Distri-
butors befindet sich die
AlphaCAM GmbH: „Wir
haben bislang 55 FDM-
Anlagen der Stratasys
Inc. verkauft“, so Ver-
triebsleiter Mühlen.
Das größte Potential
sehen die Branchenex-
perten in den nächsten
Jahren im Rapid Tooling.
„Dort ist ein höheres
Wachstum zu erwarten
als im herkömmlichen
Rapid Prototyping“, urteilt
DTM-Chef Klaus Eßer, der
auch der Herstellung me-
tallischer Funktionsmu-
ster gute Zukunftschan-
cen einräumt. „Keines der
heute gängigen Rapid-
Prototyping-Verfahren ist
oder wird in der Lage sein,
ein Bauteil aus dem spä-
teren Produktionswerk-
stoff herzustellen, weil die
RP-Materialien verfah-
rensbedingt immer nur
angenäherte Eigenschaf-
ten haben“, begründet
3D-Systems-Geschäfts-
führer Baumgartner den
Zwang zur Herstellung
eines Werkzeuges.
Rapid Toolinggehört die Zukunft
„In den nächsten Jah-
ren“, ist sich Invenio-Ma-
nager Eichmann sicher,
„wird deshalb die Ent-
wicklung der Rapid-Proto-
typing-Systeme hinsicht-
lich des Einsatzes im Too-
ling von großer Bedeu-
tung sein.“ Für das LOM-
Verfahren wird folglich an
speziell veredelten Papie-
ren gearbeitet, die eine
Temperatur bis zu 270
Grad Celsius und hohe
Druckbelastungen aus-
halten. „Damit sind dann
Werkzeuge für das Spritz-
gießen und Umformen
realisierbar.“ MM
22 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
HINTERGRUND
„Mit den im Lasersintern her-
gestellten Prototypen liegt
man näher an der Serienan-
wendung als bei den konkur-
rierenden Verfahren“, urteilt
Dipl.-Kfm. Harry W. Schrott,
Marketingleiter bei der EOS
GmbH, Planegg.
Bild
: Kro
h

den 736 Aussteller und
105 zusätzlich vertretene
Unternehmen ihre Expo-
nate präsentieren.
Die auf rund 33 000 m2
vergrößerte Ausstellungs-
fläche gliedert sich in acht
Schwerpunktbereiche: La-
sertechnik, Optik, Opto-
elektronik, Faseroptik,
Meß- und Prüftechnik, Op-
tische Sensoren, Laserfer-
tigungstechnik und Laser-
medizin. Damit ist die
ganze Vielfalt der Laser-
technik abgedeckt, so daß
sich die Besucher umfas-
send informieren können.
Dazu trägt auch das be-
gleitende Kongreßpro-
gramm bei, das die Laser
alle zwei Jahre zu einem
zentralen Treffpunkt der
Branche macht. Dank der
Zusammenarbeit mit den
weltweit wichtigsten wis-
senschaftlichen Gesell-
schaften werden in Mün-
chen renommierte Exper-
ten die neuesten Entwick-
lungen und Erkenntnisse
der Lasertechnik und
Optoelektronik diskutie-
ren.
Daß der Laser den
Schritt von der Forschung
zur Anwendung längst
vollzogen hat, zeigt ein
Blick auf die Wirtschafts-
zahlen. Nach Angaben der
Optech Consulting wird
mit Lasern weltweit ein
Umsatz von etwa 4,5 Mrd.
DM gemacht. Betrachtet
man Lasersysteme, die
auch die zugehörigen
Geräte und Maschinen
umfassen, so beläuft sich
das Marktvolumen gar auf
rund 85 Mrd. DM.
Mit einem neuen
Ausstellerrekord
wird die Laser
‘99, 14. Interna-
tionale Fachmesse und in-
ternationaler Kongreß für
innovative und angewand-
te Lasertechnologie und
Optoelektronik, wieder
einmal ihrer Position als
Weltforum gerecht. Wenn
die Messe vom 14. bis 18.
Juni erstmals Einzug auf
dem neuen Münchner
Messegelände hält, wer-
Maschinenmarkt
MESSEVORSCHAU
Ausstellerrekordauf der Laser
Die Laser ‘99 wird vom 14. bis 18. Juni wieder zahlreiche Fach-
besucher aus nah und fern nach München locken.
Bild
: Kro
h
Laseranwendungin der FertigungUnter dem Motto „Laser inder Fertigung“ führt das In-stitut für Werkzeugmaschi-nen und Betriebswissen-schaften (iwb) der Techni-schen Universität Mün-chen in Halle B3 eine Son-derschau durch. Dabeiwerden anhand von prak-tischen Vorführungen in-novative Technologienund Anwendungen der La-serfertigungstechnik vor-gestellt.
Zu sehen sein wird bei-spielsweise das Laser-schweißen mit einem Ro-boter vom Typ Tricept.Dank seiner Stabkinematikhat er die guten dynami-schen Eigenschaften vonLinearachsen, ist jedochdeutlich kostengünstigerals eine Portalanlage. Neuist jedoch nicht nur dasHandhabungskonzept,sondern auch ein Verfah-ren zum vereinfachtenSensoreinsatz. Die Bauteil-lage und die Fügespaltewerden mit Hilfe eines Tri-angulationssensors ver-messen und anschließendeine einfache Nullpunkt-korrektur der Bearbei-tungsbahn durchgeführt.Im zweiten Schritt werdendie Bauteile mit dem ange-paßten Bearbeitungspro-gramm verschweißt.
Gezeigt wird darüberhinaus der derzeitige Ent-wicklungsstand beimNd:YAG-Laserstrahl-schweißen von Magnesi-umdruckguß sowie dieHerstellung von Form-einsätzen für Spritz- undMetalldruckgießwerkzeu-ge im indirekten Metall-La-sersinterprozeß. Ein The-ma der Sonderschau wirdauch die lasergerechteKonstruktion und dieschnelle und sichere Anla-genplanung sein. Hierfürpräsentiert das iwb an-wenderfreundliche Infor-mationssysteme.
SONDERSCHAU
Flexibler LaserbeschrifterFür die Kennzeichnung
beschichteter Metalle,
Kunststoffe, Papiere und
Kartonagen kann ein La-
serbeschriftungssystem
eingesetzt wer-
den. Es markiert
bewegte und ru-
hende Pro-
dukte, wo-
bei die ma-
ximale Li-
nienge-
schwindig-
keit bei 200
m/min liegt.
Das Beschrif-
tungsfeld um-
faßt bis zu 75
Textzeilen, und es lassen
sich Zeichen in der Größe
von 0,5 bis 200 mm auf-
bringen. Dabei ist eine
Kennzeichnung in jede
Richtung einschließlich
Kreisbeschriftung mög-
lich. Mit einer grafikorien-
tierten Software können
die kompletten Beschrif-
tungsaufräge mit bei-
spielsweise Seriennum-
mer, Datumsangabe,
Text, Codes und Logos
erstellt werden.
Alltec GmbH & Co. KG,
23569 Lübeck,
Tel. (04 51) 39 09-3 50,
Fax (04 51) 39 09-3 99
24 Maschinenmarkt, Würzburg 105 (1999) 21
50-W-DiodenlaserDie nächste Generation
von Hochleistungsdioden-
lasern zeichnet sich durch
Verbesserungen bei Lei-
stung, Strahleigenschaf-
ten und Lebensdauer aus.
Die maximale Ausgangs-
leistung eines Diodenlase-
relements beträgt im cw-
Betrieb jetzt 50 W. So las-
sen sich Leistungsdichten
von einigen 100 kW/cm2
erreichen. Die Lebensdau-
er beträgt bis zu 30 000 Be-
triebsstunden.
Dilas Diodenlaser GmbH,
55129 Mainz,
Tel. (06131) 9226-40,
Fax (06131) 9226-55
LASER 99

verschiedenen Techniken
des Rapid-Prototypings
und das gezielte Erreichen
bestimmter Werkstückei-
genschaften. Die Anzahl
der Gifa-Exponate zur Da-
tenverarbeitung wird des-
halb nach Auffassung des
Veranstalters größer sein
als vor fünf Jahren.
Schwerpunkt auf der
Gifa werden sein koks-
und gasgefeuerte sowie
elektrisch betriebe Öfen
für den Schmelzbetrieb,
die Form- und Kernher-
stellung, das Ausleeren,
Putzen und Nachbehan-
deln von Gußteilen ein-
schließlich der Förder-
und Lagertechnik.
Mit einem spezifischen
Angebot aus den Berei-
chen Forschung und Bera-
tung soll den Besuchern
die gestiegene Bedeutung
der technischen Weiter-
entwicklung rund ums
Gießen verdeutlicht wer-
den. Das soll an Ergebnis-
sen gezeigt werden, die bei
der Weiterentwicklung der
Simulationstechniken er-
reicht worden sind, bei-
spielsweise an Versuchen
bei der Gieß- und An-
schnittechnik.
Schließlich werden auf
der Gifa auch die neuesten
Entwicklungen präsen-
tiert, die für den Umwelt-
schutz und die Verbesse-
rung der Arbeitsbedingun-
gen, hauptsächlich auch
des Arbeitsschutzes, von
Bedeutung sind. Das Ziel,
die Stoffkreisläufe der
Gießerei weitgehend zu
schließen, ist durch Ent-
wicklungen der Gießerei-
chemie aufgrund neuer
Anlagen und Techniken
und durch die Gießereien
selbst ein ganzes Stück
näher gerückt. Immer
mehr gelingt es, schad-
stoffbelastete Abfälle zu
vermeiden und intern zu
verwerten.
Erstmalig erhält auf der
Gifa das Thema Konstru-
ieren in Guß besondere
Bedeutung: Gezeigt wer-
den Ergebnisse von Pro-
duktentwicklungen. MM
Die Gifa, 9. Inter-
nationale Gießerei-
Fachmesse, ist die
größte gießereitech-
nische Messe und
damit das Spitzener-
eignis der Branche.
Die Veranstalter er-
warten, daß die diesjähri-
ge Messe am Erfolg aus
dem Jahr 1994 anknüpfen
kann. Damals präsentier-
ten 744 Aussteller ihre Pro-
dukte auf rund 38 000 m2.
Etwa 51 000 Besucher aus
98 Ländern nutzten diese
Gelegenheit zur Informati-
on rund um die Gießerei-
technik. Die Ausstellungs-
fläche der diesjährigen
Gifa stieg um rund 7000
auf 45 000 m2. Die Anzahl
der Aussteller beträgt 700
(Stand: April 1999).
Auch dieses Mal werden
Schmelzanlagen, Form-
und Kernherstellungsan-
lagen, Anlagen zur Form-
stoffaufbereitung
und zum Recycling
auf der Messe prä-
sentiert werden wie
Gießereimaschi-
nen, Ausleerein-
richtungen und An-
lagen zur Nachbe-
handlung. „Alle Aussteller
verfolgen vor allem ein
Ziel“, offenbart Wilhelm
Kuhlgatz, Vorsitzender des
Präsidiums der Gifa,
„nämlich mit Neu- und
Weiterentwicklungen Pro-
dukte anzubieten, die es
den Gießern ermöglichen,
schnell und flexibel Guß-
produkte herzustellen.“
Neue und weiterentwickel-
te Prüfverfahren sowie Lö-
sungen zur Planung und
Steuerung von Gießpro-
zessen sind dabei unver-
zichtbar. Zunehmend an
Bedeutung im Gießereiwe-
sen gewinnen auch die
Computersimulation, die
In diesem Sommer, vom
9. bis 15. Juni 1999, prä-
sentieren sich zum ersten
Mal fünf Messen – Gifa,
Metec, Thermprocess,
Minetime und Geospectra
– gleichzeitig auf dem
Düsseldorfer Messegelän-
de. Insgesamt werden
rund 2000 Aussteller auf
ungefähr 190 000 m2 Pro-
dukte präsentieren, die die
gesamte Wertschöpfungs-
kette widerspiegeln, ange-
fangen von der Erkun-
dung, Gewinnung und
Aufbereitung der Rohstof-
fe bis hin zu ihrer Verede-
lung. Parallel zu den fünf
Fachmessen finden zahl-
reiche Kongresse und
Fachveranstaltungen
statt, die den Erfahrungs-
austausch fördern sollen.
Die Veranstalter erwarten
zu diesem Ereignis rund
100 000 Fachbesucher
aus aller Welt.
26 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
MESSEVORSCHAU
Gifa in Düsseldorflegt an Fläche zu
Bild
: Mes
se D
üsse
ldo
rf

Im Mittelpunkt der
Metec, 5. Internatio-
nale Metallurgie-
Fachmesse, stehen
Lösungen für die
Stahlproduktion
wie das endabmes-
sungsnahe Gießen und
Verbesserungen des Walz-
prozesses. „Die 265 Aus-
steller von Hütten- und
Walzwerkeinrichtungen
sowie die Anbieter von
Dienstleistungen werden
auf dieser Messe ein ein-
deutiges Zeichen für die
metallischen Werkstoffe
setzen“, so Heinrich Weiss,
Vorsitzender des Präsidi-
ums der Metec.
Die Fachbesucher wer-
den auf dieser Messe die
Entwicklungstendenzen
in dieser Branche nach-
vollziehen können, die ge-
prägt sind von Produktfle-
xibilität, Reduzierung der
Verfahrensschritte und
Steigerung der Produkti-
vität: Verstärke Anwen-
dung von Software zur
Steuerung, Regelung und
Überwachung von Prozes-
sen und Anlagen; Lei-
stungssteigerung des
Hochofenprozesses und
Verringerung des Redukti-
onsmittelverbrauchs; ver-
stärkter Einsatz des
Gießens zur Erzeugung
von Lang- und Flachpro-
dukten; weitere Verket-
tung von bisher vorwie-
gend getrennt arbeitenden
Erzeugungsstufen, bei-
spielsweise Beizen mit
Kaltwalzen. Zusätzlich zu
den Schachtofenverfah-
ren, die heutzutage die Di-
rektreduktion dominie-
ren, werden neue Entwick-
lungen wie das Wirbel-
schichtverfahren ange-
wandt werden. Bei Elek-
trolichtbogenöfen gibt es
Innovationen, die eine Mi-
schung der Einsatzstoffe
zulassen.
Diese Trends, das wird
die Metec zeigen, werden
mittelfristig im
Blickpunkt der
Hersteller von Hüt-
ten- und Walz-
werkeinrichtun-
gen stehen. Weiter-
entwicklungen in
der Informationstechnik
werden die Bedeutung der
Prozeß- und Zustandüber-
wachung steigern.
Ziel solcher komplexen
Prozeßüberwachungssy-
steme wird es sein, die Re-
aktionszeit des Anlagen-
bauers auf Störungen zu
verringern und die Anla-
genverfügbarkeit zu er-
höhen.
Die Besucher werden
sich auf der Metec über
das Leistungsvermögen
der Anlagen zur Gewin-
nung und Aufbereitung
von Roh- und Ausgangs-
stoffen, zur Roheisener-
zeugung, zur Stahl- her-
stellung ebenso informie-
ren können wie über die
Formgebungsverfahren,
über Bandbehandlungs-
anlagen und Adjustage-
einrichtungen. MM
Maschinenmarkt, Würzburg 105 (1999) 21 27
MESSEVORSCHAU
Metallurgie-Messezeigt Trends auf
Effiziente Nutzungder Energie
Bindeglied zwi-
schen Gifa und
Metec ist die
Thermprocess, 7.
Internationale
Fachmesse für
Industrieöfen
und wärmetech-
nische Produktionsver-
fahren. Rund 280 Ausstel-
ler aus 23 Ländern werden
auf etwa 9000 m2 Ausstel-
lungsfläche Komponenten
und Anlagen präsentieren
zur Wärme- und Ober-
flächenbehandlung. Un-
ter den 85 ausländischen
Ausstellern sind Anbieter
aus Frankreich die größte
Gruppe, gefolgt von Groß-
britannien, Italien und
den USA.
Der Schwerpunkt dieser
Messe sind – der führen-
den Rolle der Metalle unter
den Werkstoffen entspre-
chend – Thermoprozeßan-
lagen für die eisen- und
metallerzeugende sowie
verarbeitende Industrie,
ergänzt von Kernkompo-
nenten wie Wärmeerzeu-
ger. Auch über thermische
Verfahrenstechniken in
Abhängigkeit von Ener-
giearten, Ausführungsan-
forderungen und Verfah-
rensgrundlagen werden
sich die Messebe-
sucher informieren
können.
Die Exponate auf
der Thermprocess
werden die typi-
schen Anforderun-
gen, die heutzutage
an die thermische Verfah-
renstechnik gestellt wer-
den, widerspiegeln: höhere
Automatisierung und Pro-
zeßsicherheit der Wärme-
behandlungsverfahren,
um die Wirtschaftlichkeit
zu steigern. Problemlöser
dafür sind beispielsweise
die Leittechnik und die
Sensorik.
Für den Service komple-
xer Anlagen ist der Tele-
service künftig von größe-
rer Bedeutung. Ein weite-
rer Trend ist: Zunehmend
werden Thermprozeßanla-
gen in die Fertigung inte-
griert. Angestrebt wird
auch, die Bedienung sol-
cher Anlagen nicht mehr
von Fachpersonal, son-
dern von angelernten Mit-
arbeitern ausführen zu
lassen. Lösungsansätze
dazu sind „intelligente“,
sensorgeführte Wärmebe-
handlungsanlagen und
entsprechendes Wissens-
management. MM
TechnologieforumUnter dem Motto „Intelli-genter Guß – innovativesGießen“ bietet das CIATF-Technical-Forum, das am10. und 11. Juni im Con-gress Center Ost auf demMessegelände stattfindet,Referate rund um dieneuesten Entwicklungender Gießereitechnik. The-men sind Prozeßintegrati-on, Simulation der Gußkör-perbildung, Werkstoffent-wicklungen, Nachbehand-lungsverfahren und Um-welttechnik.Weitere Informationen:www.gifa.de.
RAHMENPROGRAMM
Metec Congress Über aktuelle Entwicklun-gen im Hüttenwesen infor-mieren die „InternationalConference on New Deve-lopment in MetallurgicalProcess Technology“ unddie „6th European ElectricSteelmaking Conference“,die beide vom 13. bis 15.Juni 1999 im CongressCenter Süd auf dem Mes-segelände stattfinden.Weitere Informationen:Verein Deutscher Eisen-hüttenleute,40042 Düsseldorf,Tel. (02 11) 67 07-4 72,Fax (02 11) 67 07-4 10.
Symposium ’99Im Mittelpunkt des „Therm-process-Symposiums ’99“,das am 14. Juni im Con-gress Center auf dem Mes-segelände stattfindet,stehen aktuelle Weiterent-wicklungen und neuestewissenschaftliche Erkennt-nisse auf den Gebietendes Thixoformings, derWärmebehandlung, derVerbrennungsverfahren fürHochtemperaturprozessesowie der thermischenVerfahren für die Ingeni-eur-, Bauelemente- undSensorkeramik.Weitere Informationen:www.thermprocess.de.

chinesisches Unternehmen;dazu kommen sieben „Aus-zeichnungen“ – fünf davongehen nach Deutschland;
außerdem gab es den„Sonderpreis für eine
Fälschung“, den„Sonderpreis fürWiederholungs-
täter“ und den „Krämer-seelenpreis“. Wie Prof. Bussewährend der Preisvergabeausführte, ist das „Abkup-fern“ längst keine asiatischeUntugend mehr. Dafür spre-che die steigende Anzahl vonBeschwerdeführern aus die-sem Raum. Ein Unternehmenbemühe sich sogar, eine Pla-giarius-Aktion in Asien zu eta-blieren. Nur noch rund 17%der aufgefallenen Plagiatorenkommen laut Busse derzeitaus dem Fernen Osten.
Als wirkungsvollste Stra-tegie gegen Imitatoren emp-
fiehlt Busse rigorose Härte,wie sie von dem designbe-wußten Unternehmen Braunin Kronberg praktiziert werde – das habe sichbewährt: „Braun wird kaumnoch plagiiert“, so Busse.
Aus Kostengründen keineSchutzrechte anzumelden,hält Busse für verfehlt, dennein Geschmacksmuster seibereits für 100 DM zu haben.Um sich für eine erheblichteurere Rechtsverfolgunggegen Imitatoren zu wapp-nen, bietet die Aktion Pla-giarius ab sofort eine Rechts-schutzversicherung für för-dernde Mitglieder an. Abge-deckt werden damit Prozeß-kosten bis zu einer Höhe von 100 000 DM.
Die Aktion Plagiarius stehtunter der Schirmherrschaftdes Verbands DeutscherIndustrie-Designer und wirdvon der Aktion ACID, dembritischen ICC CounterfeitingIntelligence Bureau und vomDIHT unterstützt.
Basischip wird nur eineSchicht aufgetragen, in demdie Bildsensoren enthaltensind.
Anwendungsmöglichkei-ten sieht Böhm in digitalen Videokameras, bei der Digi-talisierung von analogemFilmmaterial, bei Warnsy-stemen in Pkw (etwa in soge-nannten elektronischenDeichseln für das Kolonne-fahren) und auch in indu-striellen Anwendungen (etwabei der Überwachung vonSchweißarbeiten). Zur Ver-marktung des Sensors hatBöhm das Unternehmen Sili-con Vision gegründet und imSiegener Technologiezentrumangesiedelt.
Prof. Markus Böhm hat anseinem Institut an der Siege-ner Universität-GH einenSensorchip entwickelt, derden Lichtwert jedes einzel-nen Bildpunktes gesonderterfassen kann. Jedes Pixeleines Motivs erhalte dadurchgewissermaßen einen eige-nen Belichtungsmesser, heißt es.
Mit dem Sensorchip sollenhelle Bildbestandteile genau-so präzise erfaßt werdenkönnen wie Dunkelfelder –dadurch sei er herkömm-lichen Sensoren „weit über-legen“; außerdem soll erwesentlich kostengünstigerals bisherige Chips hergestelltwerden können. Auf einen
Maschinenmarkt
INNOVATION
Belichtungsmesser für Pixel
Keine asiatische Untugend
Prof. Böhm von
der Siegener
Universität-GH
hat einen licht-
empfindlichen
Chip entwickelt,
der herkömmli-
chen Sensoren
weit überlegen
sein soll.
Bild
: Sili
con
Vis
ion
Ein Türgriff aus China wurde in diesem Jahr als
das dreisteste Plagiat gebrandmarkt – links das
Original, rechts das Imitat.
Mit „Abkupfern“ soll sich
niemand eine goldene Nase
verdienen dürfen – das
will der Plagiarius sagen.
Bild
er: A
ktio
n Pl
agia
rius
28 Maschinenmarkt, Würzburg 105 (1999) 21
Während der Messe Am-biente in Frankfurt/Main istder Plagiarius 1999 vergebenworden: Mit dieser Negativ-auszeichnung werden beson-ders dreiste Produkt-Plagia-toren gebrandmarkt. „Von derWirkungskraft der Gesetzeund Strafen nicht zufrieden-gestellt, prangern wir dieseNachahmer und Trittbrett-fahrer immer wieder in aller Öffentlichkeit an“, sagte Prof. Rido Busse, der Initiator der Aktion. Vergeben wurden drei Preise – „Gewinner“ ist ein
KOMMENTAR
Altbekannt ist der Spruch: „Der letzte macht das Lichtaus.“ Diese Aufgabe kann heute die Lichttechnik
selbständig übernehmen. Doch damit nicht genug – ein-faches Ein- und Ausschalten ist nicht mehr das, was demtechnischen Stand entspricht. „Active Light“ heißt jetztdie Devise.
Im Rahmen der World Light Show konnten sich dieBesucher der Hannover-Messe ‘99 gleich auf mehrerenStänden darüber informieren, was die Lichttechnik imBüro bieten kann. So präsentierte beispielsweise die inLemgo ansässige Zumtobel Staff Deutschland Vertriebs-GmbH eine Bürobeleuchtung, die ein eigenes „Dreh-buch“ hat. Dieses steuert die sinnvolle Veränderung desLichts über den Tagesverlauf. Es wird auch möglich, ineinem Konferenzraum das Licht darauf abzustimmen, obzum Beispiel gerade Dias gezeigt werden oder man nochim Anschluß an die Arbeit gemütlich beieinandersitzt.
Die Abwechslung in der Beleuchtung steigert die Auf-merksamkeit, motiviert und gibt zeitliche Orientierung.So ermöglicht das Licht nicht nur richtiges Sehen, son-dern wird auch zum Produktivitätsfaktor. Tiro
Stimmungsvoll

Das Erstel-
len techni-
scher Zeich-
nungen mit CAD-Syste-
men ist heutzutage Stand
der Technik. Das erwar-
tete Rationalisierungs-
potential durch die Nut-
zung von 2D-CAD-Systemen
konnte allerdings nur in Teilbe-
reichen erschlossen werden. Ein
CAD-System bietet dem Konstruk-
teur überwiegend allgemeingültige,
anwendungsunabhängige Basis-
funktionen, nicht aber spezielle
Funktionen, die für eine effiziente
Profilentwicklung notwendig sind.
Die Nutzung eines Standard-CAD-
Systems ohne branchenspezifische
Lösungen ist bei weitem nicht so
effizient wie ein auf die speziellen
Aufgabenstellungen abgestimmtes
System mit der Kopplung zu vor-
und nachgelagerten Prozessen.
Branchenspezifisches Modulist in CAD-System integriert
Die Software „Copra“ zur Ent-
wicklung kaltgewalzter Profile und
deren Rollenwerkzeuge ist konse-
quent in die für den Konstrukteur
gewohnte Umgebung des CAD-
Systems eingebunden. Der Anwen-
reiche Bibliotheken zur Verfügung.
Der Anwender setzt den Profilquer-
schnitt aus einzelnen Profilelemen-
ten auf sehr einfach Art zusammen
(Bild 1), anschließend erfolgt die
Berechnung der theoretischen
Bandeinlaufbreite. Jeder Biegezone
kann auf Wunsch ein eigenes
Berechnungsverfahren für die
Länge der neutralen Faser zugewie-
sen werden. Insgesamt stehen acht
verschiedene Berechnungsverfah-
ren zur Auswahl, aus denen der
Anwender das für ihn geeignete ver-
wendet. Copra überprüft bei Pro-
grammstart die einzelnen Bögen,
weist auf mögliche Problemzonen,
der erhält jede erdenkliche Unter-
stützung bei der Entwicklung neuer
Profile, beginnend bei der Kon-
struktion des Profilquerschnitts,
über die Rollenkonstruktion, bis
hin zum automatischen Erstellen
der Zeichnungen. Daneben stehen
dem Anwender auch alle Funktio-
nen des Basis-CAD-Systems zur
Verfügung. Der Anwender ist in kur-
zer Zeit in der Lage, das Programm
effizient zu nutzen; ein Wechsel in
eine andere Arbeitsumgebung oder
der Austausch von Geometriedaten
entfällt völlig.
Für die Konstruktion des End-
querschnitts stellt „Copra“ umfang-
30 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
UMFORMEN
CAD/CAM-System mit Produktionsdatenverkürzt Durchlaufzeiten beim ProfilierenDie Datenbank eines CAD/CAM-
Systems, die alle produktrelevan-
ten Daten enthält, ist „Dreh-
scheibe“ zwischen den Gliedern
der Prozeßkette Kaltwalzpro-
filieren. Das vereinfacht in der
Konstruktion die Suche nach
ähnlichen Profilformen ebenso
wie die Verwaltung der Rollen-
werkzeuge. Weil auf eine gemein-
same Datenbasis zugegriffen
wird, verkürzen sich die Durch-
laufzeiten, und die Fehlerrate
wird gesenkt.
ALBERT SEDLMAIER
UND JÜRGEN TANN
Dipl.-Ing. Albert Sedlmaier ist Geschäftsfüh-
rer der Data M GmbH in 82024 Taufkirchen;
Dipl.-Ing. Jürgen Tann ist Mitarbeiter im sel-
ben Unternehmen. Weitere Informationen:
Albert Sedlmaier, Tel. (0 89) 6 14 00 77, Fax
(0 89) 6 12 73 27.
Bild
: Dat
a M
Das Laserschnittverfahren
ermöglicht die Online-Messung
von Profilquerschnitten; die Ist-
Kontur des Profils wird mit der Soll-
Kontur verglichen, Abweichungen
werden gemeldet .
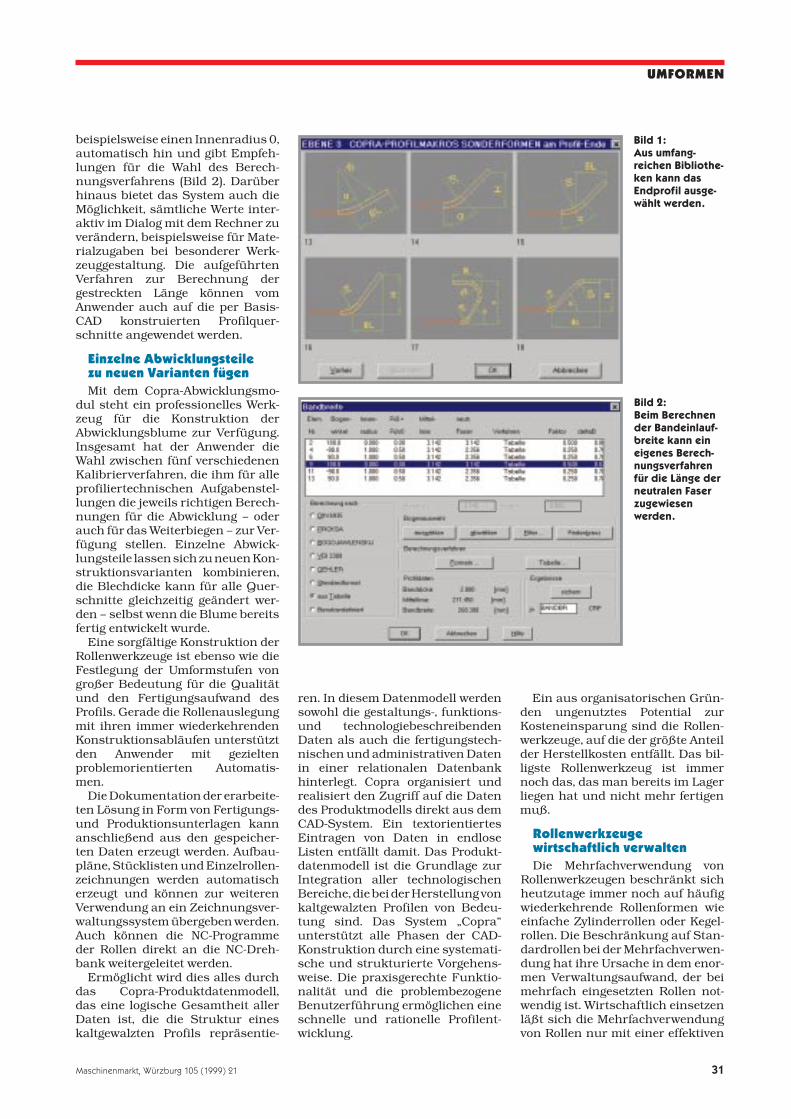
beispielsweise einen Innenradius 0,
automatisch hin und gibt Empfeh-
lungen für die Wahl des Berech-
nungsverfahrens (Bild 2). Darüber
hinaus bietet das System auch die
Möglichkeit, sämtliche Werte inter-
aktiv im Dialog mit dem Rechner zu
verändern, beispielsweise für Mate-
rialzugaben bei besonderer Werk-
zeuggestaltung. Die aufgeführten
Verfahren zur Berechnung der
gestreckten Länge können vom
Anwender auch auf die per Basis-
CAD konstruierten Profilquer-
schnitte angewendet werden.
Einzelne Abwicklungsteilezu neuen Varianten fügen
Mit dem Copra-Abwicklungsmo-
dul steht ein professionelles Werk-
zeug für die Konstruktion der
Abwicklungsblume zur Verfügung.
Insgesamt hat der Anwender die
Wahl zwischen fünf verschiedenen
Kalibrierverfahren, die ihm für alle
profiliertechnischen Aufgabenstel-
lungen die jeweils richtigen Berech-
nungen für die Abwicklung – oder
auch für das Weiterbiegen – zur Ver-
fügung stellen. Einzelne Abwick-
lungsteile lassen sich zu neuen Kon-
struktionsvarianten kombinieren,
die Blechdicke kann für alle Quer-
schnitte gleichzeitig geändert wer-
den – selbst wenn die Blume bereits
fertig entwickelt wurde.
Eine sorgfältige Konstruktion der
Rollenwerkzeuge ist ebenso wie die
Festlegung der Umformstufen von
großer Bedeutung für die Qualität
und den Fertigungsaufwand des
Profils. Gerade die Rollenauslegung
mit ihren immer wiederkehrenden
Konstruktionsabläufen unterstützt
den Anwender mit gezielten
problemorientierten Automatis-
men.
Die Dokumentation der erarbeite-
ten Lösung in Form von Fertigungs-
und Produktionsunterlagen kann
anschließend aus den gespeicher-
ten Daten erzeugt werden. Aufbau-
pläne, Stücklisten und Einzelrollen-
zeichnungen werden automatisch
erzeugt und können zur weiteren
Verwendung an ein Zeichnungsver-
waltungssystem übergeben werden.
Auch können die NC-Programme
der Rollen direkt an die NC-Dreh-
bank weitergeleitet werden.
Ermöglicht wird dies alles durch
das Copra-Produktdatenmodell,
das eine logische Gesamtheit aller
Daten ist, die die Struktur eines
kaltgewalzten Profils repräsentie-
ren. In diesem Datenmodell werden
sowohl die gestaltungs-, funktions-
und technologiebeschreibenden
Daten als auch die fertigungstech-
nischen und administrativen Daten
in einer relationalen Datenbank
hinterlegt. Copra organisiert und
realisiert den Zugriff auf die Daten
des Produktmodells direkt aus dem
CAD-System. Ein textorientiertes
Eintragen von Daten in endlose
Listen entfällt damit. Das Produkt-
datenmodell ist die Grundlage zur
Integration aller technologischen
Bereiche, die bei der Herstellung von
kaltgewalzten Profilen von Bedeu-
tung sind. Das System „Copra“
unterstützt alle Phasen der CAD-
Konstruktion durch eine systemati-
sche und strukturierte Vorgehens-
weise. Die praxisgerechte Funktio-
nalität und die problembezogene
Benutzerführung ermöglichen eine
schnelle und rationelle Profilent-
wicklung.
Ein aus organisatorischen Grün-
den ungenutztes Potential zur
Kosteneinsparung sind die Rollen-
werkzeuge, auf die der größte Anteil
der Herstellkosten entfällt. Das bil-
ligste Rollenwerkzeug ist immer
noch das, das man bereits im Lager
liegen hat und nicht mehr fertigen
muß.
Rollenwerkzeugewirtschaftlich verwalten
Die Mehrfachverwendung von
Rollenwerkzeugen beschränkt sich
heutzutage immer noch auf häufig
wiederkehrende Rollenformen wie
einfache Zylinderrollen oder Kegel-
rollen. Die Beschränkung auf Stan-
dardrollen bei der Mehrfachverwen-
dung hat ihre Ursache in dem enor-
men Verwaltungsaufwand, der bei
mehrfach eingesetzten Rollen not-
wendig ist. Wirtschaftlich einsetzen
läßt sich die Mehrfachverwendung
von Rollen nur mit einer effektiven
Maschinenmarkt, Würzburg 105 (1999) 21 31
UMFORMEN
Bild 1:
Aus umfang-
reichen Bibliothe-
ken kann das
Endprofil ausge-
wählt werden.
Bild 2:
Beim Berechnen
der Bandeinlauf-
breite kann ein
eigenes Berech-
nungsverfahren
für die Länge der
neutralen Faser
zugewiesen
werden.

strukteur ist diese Funktion wie-
derum im CAD-System integriert.
Die Rollen werden gerüstweise auf
dem Bildschirm dargestellt und
automatisch mit einem Rollennum-
mernvorschlag versehen. Zu jedem
einzelnen Gerüst können außerdem
Zusatzinformationen in Form von
CAD-Zeichnungen zugeordnet wer-
den, um beispielsweise Spezial-
werkzeuge oder Textinformationen
abzuspeichern.
Eine weitere Möglichkeit, Daten in
das Datenbanksystem aufzuneh-
men, ist das automatisierte Einle-
sen von Altdaten. Das können zum
Beispiel Zeichnungsdateien oder
sogar NC-Programme sein. Je mehr
Informationen in diesen Altdaten
enthalten sind, um so mehr können
automatisiert übertragen werden.
Als Altdaten können auch die im
Lager vorhandenen Rollen bezeich-
net werden. Der finanzielle Wert,
den die Rollenwerkzeuge darstellen,
ist beachtlich, denn Werkzeuge, die
im Lager liegen, sind ein ungenutz-
tes Potential zur Reduzierung der
Herstellungskosten. Um diese Rol-
len zu verwenden, ist es notwendig,
sie zu erfassen und in die Copra-
Datenbank zu übertragen. Zu die-
sem Zweck wurde ein Meßgerät ent-
wickelt, das die Kontur einer Rolle
automatisch und berührungslos
mit einer CCD-Kamera erfaßt und
vermißt. Die von diesem Rollen-
scanner ermittelten Werte werden
durch den Anwender um notwen-
dige Daten ergänzt und in die Rol-
lendatenbank übertragen, wo sie für
die vorher beschriebene Rollensu-
che zur Verfügung stehen.
Wiederverwendbare Rollenreduzieren Fertigungskosten
Die Bereitstellung aller Werk-
zeuge ist aber nicht nur vom Lager-
system abhängig, sondern auch von
der Fertigung der Rollen. Die Werk-
zeugsatzkosten können nicht nur
durch mehrfach verwendbare Rol-
len reduziert werden, sondern min-
dern auch die Fertigungskosten.
Warum sollte eine Rolle nicht aus
einer bestehenden, aber nicht mehr
benötigten Rolle gefertigt werden?
Sicherlich können durch Überdre-
hen bereits gehärteter Rollen
erhöhte Kosten entstehen. Auf der
anderen Seite können Rohmaterial
und die Bearbeitungsvorgänge Boh-
ren und Nuten gespart werden. Am
günstigsten ist dann sicherlich, für
eine neu zu fertigende Rolle auf eine
Verwaltung. Ansonsten sind die Pro-
bleme, die sich daraus ergeben,
nicht zu beherrschen.
Für eine effektive Rollenverwal-
tung benötigt man eine Datenbank,
in der alle Rollendaten hinterlegt
werden und mit deren Hilfe man
diese schnell wiederfinden kann. Es
ist klar, daß das nur durch die Unter-
stützung einer Datenbank, die
direkt mit dem CAD-System gekop-
pelt ist, erreichbar ist. Erst dadurch
erfährt der Anwender am CAD-
Arbeitsplatz, welche Rollen mit den
benötigten Abmessungen bereits
gefertigt wurden.
Das System Copra bietet dem
Anwender eine mächtige Daten-
bank zur Verwaltung aller Rollen-
werkzeuge. Die Rollen können
sowohl anhand ihrer Metadaten,
ihrer Geometrie als auch mit Hilfe
des Wiedererkennungsalgorithmus
der Fourier-Transformation gefun-
den werden.
Rollenwerkzeug-Datenbankvereinfacht Mehrfachnutzung
Die Ausgabe des Suchergebnisses
erfolgt grafisch im CAD-System –
zusammen mit dem jeweiligen Pro-
filiergerüst. Der Benutzer muß also
nicht anhand einer Rollennummer
oder anderer Daten erkennen, ob
eine Rolle wirklich in seinen Werk-
zeugsatz paßt, sondern er läßt sich
die Rolle nacheinander genau an
der Stelle in seinen Werkzeugsatz
„einbauen“, wo sie auch benötigt
wird. Erst nach der unumgängli-
chen visuellen Kontrolle wird die
Entscheidung über die Verwendung
der Rolle getroffen. Als zusätzliche
Informationsmöglichkeit können
für jede Rolle die wichtigsten Attri-
bute wie Rollennummer, Werkstoff,
Bohrung im CAD-System einge-
blendet werden. Wiederverwendete
Rollen werden durch das Programm
gesondert behandelt. So erhält der
Konstrukteur bei dem Versuch, eine
bestehende Rolle zu modifizieren,
extra Hinweise, um Fehlkonstruk-
tionen zu vermeiden.
Was bis zu diesem Punkt immer
als gegeben vorausgesetzt wurde, ist
das Vorhandensein der Daten, auf
die zurückgegriffen wird. Aber wie
kommen die Daten nun in die
Datenbank? Dazu gibt es verschie-
dene Möglichkeiten. Die nahelie-
gendste ist sicherlich, die im CAD-
System konstruierten Rollen in die
Datenbank zu übertragen. Zur
Arbeitserleichterung für den Kon-
32 Maschinenmarkt, Würzburg 105 (1999) 21
UMFORMEN
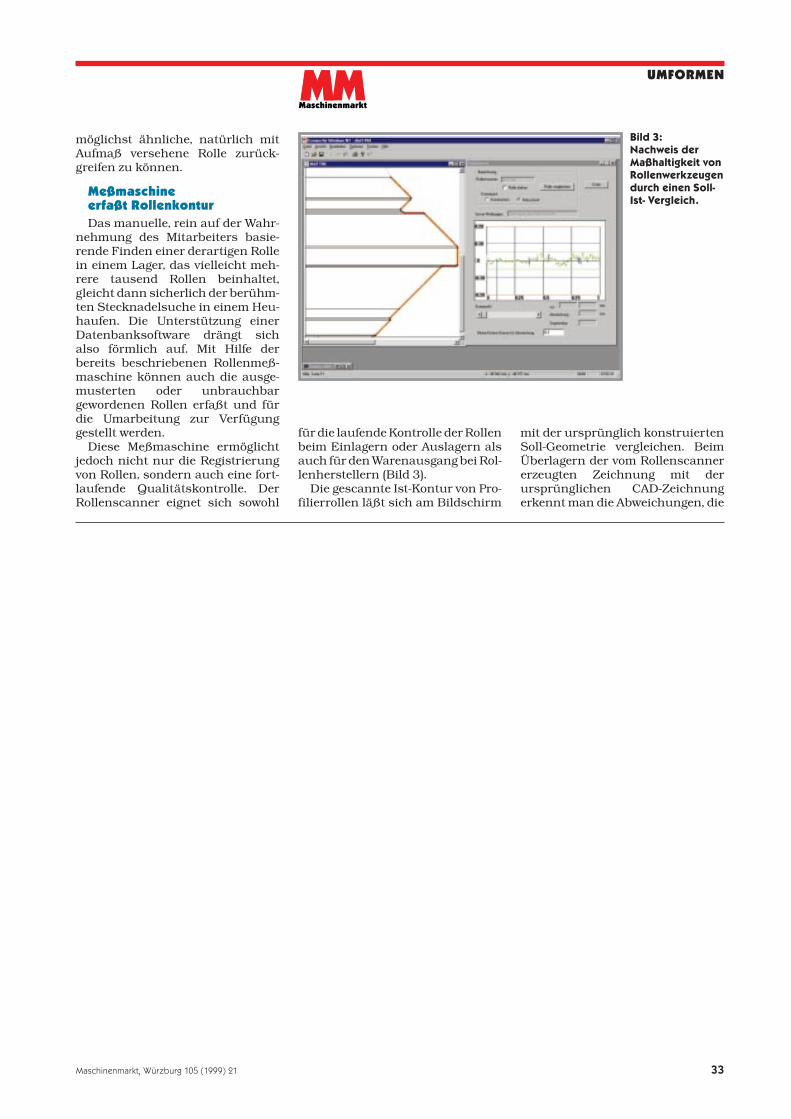
möglichst ähnliche, natürlich mit
Aufmaß versehene Rolle zurück-
greifen zu können.
Meßmaschineerfaßt Rollenkontur
Das manuelle, rein auf der Wahr-
nehmung des Mitarbeiters basie-
rende Finden einer derartigen Rolle
in einem Lager, das vielleicht meh-
rere tausend Rollen beinhaltet,
gleicht dann sicherlich der berühm-
ten Stecknadelsuche in einem Heu-
haufen. Die Unterstützung einer
Datenbanksoftware drängt sich
also förmlich auf. Mit Hilfe der
bereits beschriebenen Rollenmeß-
maschine können auch die ausge-
musterten oder unbrauchbar
gewordenen Rollen erfaßt und für
die Umarbeitung zur Verfügung
gestellt werden.
Diese Meßmaschine ermöglicht
jedoch nicht nur die Registrierung
von Rollen, sondern auch eine fort-
laufende Qualitätskontrolle. Der
Rollenscanner eignet sich sowohl
für die laufende Kontrolle der Rollen
beim Einlagern oder Auslagern als
auch für den Warenausgang bei Rol-
lenherstellern (Bild 3).
Die gescannte Ist-Kontur von Pro-
filierrollen läßt sich am Bildschirm
mit der ursprünglich konstruierten
Soll-Geometrie vergleichen. Beim
Überlagern der vom Rollenscanner
erzeugten Zeichnung mit der
ursprünglichen CAD-Zeichnung
erkennt man die Abweichungen, die
Maschinenmarkt, Würzburg 105 (1999) 21 33
Maschinenmarkt
UMFORMEN
Bild 3:
Nachweis der
Maßhaltigkeit von
Rollenwerkzeugen
durch einen Soll-
Ist- Vergleich.

verändert werden. Diese Vorgehens-
weise ist gerade dann sinnvoll, wenn
in der Produktion eine Profilierrolle
zu Bruch gegangen ist und rasch
ersetzt werden soll, der ursprüngli-
che Rollenhersteller jedoch Liefer-
zeit beansprucht.
Relationale Datenbankin CAD-System einbinden
Die Einbindung der relationalen
Datenbank in die Konstruktions-
software ist ein ganz wichtiger
Aspekt dieser Gesamtlösung. Rela-
tionale Datenbanken wurden für die
Aufnahme und Verarbeitung großer
Datenmengen konzipiert bei gleich-
zeitiger Optimierung des Speicher-
platzbedarfes. Zusätzlich ermögli-
chen spezielle Speicher- und Such-
algorithmen sehr schnelle Daten-
bankzugriffe, die sich auch bei
großen Datenmengen nicht ver-
langsamen. Im Vergleich zu dateiba-
sierten Datenbanken können hier
eklatante Unterschiede festgestellt
werden. In der Praxis werden bereits
mehrere 10 000 Rollen je Daten-
bank problemlos verwaltet.
Ein weiterer wesentlicher Unter-
schied zu dateibasierten Datenban-
ken ist die Mehrbenutzer- und Netz-
werkfähigkeit. Das Konzept der Cli-
ent-Server-Architektur ermöglicht
es, verschiedenen Benutzern gleich-
zeitigen Zugriff auf die abgespei-
cherten Daten zuzusichern. Spezi-
elle Transaktionsmechanismen
verhindern dabei die redundante
Speicherung von Daten und
gewährleisten gleichzeitig zu jeder
Zeit eine vollständige Abarbeitung
der Datenbankaktionen. Inkonsi-
stente Daten können somit nicht
entstehen. An dieser Stelle sei auch
auf die „echte“ zentrale Datenhal-
tung hingewiesen, die durch die
auf Grund von Fertigungsfehlern
oder Abnutzung herrühren können.
Von Zeit zu Zeit muß entschieden
werden, wann denn nun einzelne
Rollen oder Rollensätze nachgear-
beitet oder ausgetauscht werden
sollen. Damit dieser Zeitpunkt mög-
lichst frühzeitig bestimmt werden
kann, wäre ein regelmäßiger Check
der Rollen und der entsprechende
Vergleich mit den Fertigungszeich-
nungen angebracht. Dies könnte
dann geschehen, wenn die Rollen
bei der Einlagerung auf Beschädi-
gungen und Abnutzungserschei-
nungen hin untersucht werden. Ver-
schlissene Rollen können bei wie-
derholtem Einsatz nämlich einen
gravierenden Einfluß auf die spä-
tere Profilqualität haben.
Das Überlagern der Fertigungs-
zeichnung mit der gescannten Kon-
tur am CAD-Bildschirm ist trotz
Computerunterstützung immer
noch recht zeitraubend. Um diese
Arbeitsschritte zu rationalisieren,
wird der jeweilige Rollenverschleiß
in einem Diagramm dargestellt, das
eine qualitative und quantitative
Einordnung der Konturfehler mit
einem Blick ermöglicht. Die Qua-
litätsbestimmungen der Kunden
erfordern häufig die nachvollzieh-
bare Qualitätskontrolle, so daß die
laufenden Meßergebnisse doku-
mentiert werden müssen.
Bei Verwendung einer Rollen-
meßmaschine (Bild 4) ist das Nach-
arbeiten von Rollensätzen selbst
dann möglich, wenn die Fertigungs-
zeichnungen dazu fehlen. Die Rollen
werden in diesem Fall wie üblich
gescannt, in die Datenbank über-
tragen und daraus die erforderli-
chen NC-Programme erzeugt. Falls
notwendig, können die Rollen vor-
her noch per Editor im CAD-System
34 Maschinenmarkt, Würzburg 105 (1999) 21
UMFORMEN
Bild 4:
Das Verwalten des
Altbestandes an
Rollenwerkzeugen
vereinfacht ein
Scanner, der die
Werkzeugkontur
erfaßt; diese Daten
können vom
Anwender ergänzt
und in der Rollen-
datenbank gespei-
chert werden. Bi
lder
: Dat
a M

Netzwerkfähigkeit ermöglicht wird.
Nur mit diesem Konzept läßt sich die
Integration aller bei der Herstellung
beteiligter Bereiche realisieren.
Den Nachweis, daß das erzeugte
Profil den Vorgaben entspricht,
kann nur eine Qualitätskontrolle
am fertigen Profil erbringen. Dieser
Nachweis wird stichprobenartig
mit konventionellen Meßgeräten
erbracht. Schwierigkeiten ergeben
sich hier bei komplizierteren Profil-
formen, weil nicht alle notwendigen
Maße abgenommen werden kön-
nen. Eine weitere Möglichkeit ist die
Betrachtung eines Profilabschnit-
tes auf einem Profilprojektor, wozu
allerdings erst ein Abschnitt gesägt
oder geschnitten werden muß.
Nachteil einer stichprobenartigen
Überprüfung ist die Gefahr, Pro-
duktionsfehler nicht rechtzeitig
erkennen zu können und somit Aus-
schuß zu produzieren.
Eine laufende Kontrolle der Pro-
filqualität direkt auf der Rollform-
anlage wird zum Teil mit taktilen
Meßgeräten durchgeführt. Aller-
dings sind auch hier die Möglich-
keiten sehr eingeschränkt. Die
ideale Methode bietet die optische
Erfassung des Profilquerschnittes
in der laufenden Maschine. Das
kann durch das Laserschnittver-
fahren ermöglicht werden, das soft-
waregesteuert die Ist-Kontur mit der
Soll-Kontur aus der Konstruktion
vergleicht und bei Überschreitung
der vorgegebenen Toleranzbereiche
dem Maschinenbediener entspre-
chende Hinweise geben kann.
Die Aufgabe der Datenbank ist es,
alle produktdefinierenden Daten
aufzunehmen und als Drehscheibe
zwischen den einzelnen Anwendun-
gen zu dienen. Den großen Vorteil,
den ein solches integriertes System
bietet, ist der Wegfall der Schnitt-
stellen zwischen den einzelnen
Bereichen und Bearbeitungsvor-
gängen. Das wird mit einem gemein-
samen Datenbestand erreicht,
durch den auch eine Konsistenz
aller Daten gewährleistet wird.
Datenintegration durch rechnerge-
stützte Hilfsmittel ist ein wichtiger
Ansatz zur Verkürzung der Durch-
laufzeiten. Die Verkürzung der
Durchlaufzeiten bei gleichzeitiger
Verbesserung der Qualität läßt sich
nur erzielen, wenn die Prozesse in
der Fertigung mit denen in der Kon-
struktion intensiv verzahnt sind.
Die dazu notwendigen Bausteine
bietet dieses System. MM
Maschinenmarkt, Würzburg 105 (1999) 21 35
Maschinenmarkt

wenn in eine neue Maschine inve-
stiert werden soll. Allzuoft schießen
die Anwender bei diesen Überle-
gungen selbst über das Ziel hinaus:
Die Ansprüche stimmen des öfteren
nicht mit den tatsächlichen Anfor-
derungen überein. Es geht oftmals
mehr um das Prestige und nicht nur
um den Nutzen.
Deshalb sollte man vor der Ent-
scheidung, eine weitere Maschine
anzuschaffen, zuerst einmal umfas-
send analysieren, was wofür in wel-
cher Kapazität benötigt wird. Ansch-
ließend sollte die Suche nach Alter-
nativen ermöglicht werden. Die
dabei auftauchenden, eventuell
auch unbequemen Aspekte gilt es
tunlichst nicht zu verschleiern. Es
könnte bei genauer Prüfung näm-
lich sein, daß überhaupt keine neue
Maschine gekauft werden muß, son-
dern daß die vorhandene Maschine
nach- und dabei aufgerüstet werden
sollte.
Nachrüsten alter Maschinenist oft lohnenswert
Die fortschreitende HSC-Technik
ist dafür ein gutes Beispiel: Allein in
Europa dürften in den letzten fünf
Jahren etwa 1000 CNC-Fräsma-
schinen mittels HSC-Nachrüstsy-
stemen quasi zu einem neuen und
viel produktiveren Leben erweckt
worden sein.
Überhaupt wird das Nachrüsten
älterer Maschinen mehr denn je
Die volle Leistungs-
fähigkeit von Fräsma-
schinen ist in der Pra-
xis kaum verfügbar, in der Konse-
quenz selten voll gefordert und des-
halb auch kaum nachprüfbar. Dies
betrifft sowohl die Mechanik als
auch die Antriebstechnik und erst
recht die CNC-Steuerung in Hard-
und Software. Der Preis für das ver-
meintlich optimale Leistungspaket
ist längst bezahlt, ohne daß jemals
eine adäquate Nutzung möglich
wäre. Dies sollte doch nachdenklich
stimmen. Bleibt die Frage zu beant-
worten, wie der Anwender brachlie-
gende Leistungsreserven der Fräs-
maschinen ohne Risiko aktivieren
und nutzbar machen kann.
Diese Frage stellen sich auch die
erfahrensten Bediener und Pro-
grammierer von Werkzeugmaschi-
nen immer wieder; vor allem dann,
36 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
Mit CNC-Nachrüstsystemenzum 3D-High-Speed-MillingIm Rahmen der zunehmenden
Automatisierung sollte auch das
Leistungsspektrum vorhandener
Fräsmaschinen einmal genau
überprüft werden. Oft liegen
hier Leistungsreserven brach,
die sich jedoch mit geeigneten
CNC-Nachrüstsätzen ohne
großes Risiko mobilisieren und
nutzbar machen lassen. Die
jeweilige Hard- und Software
jedoch muß sensibel auf die
dynamischen Möglichkeiten der
Fräsmaschine eingehen und die
Geschwindigkeiten für jeden
Punkt der vorgegebenen Kontur
genau berechnen können.
NORBERT SCHUSTER
UND EDGAR GRUNDLER
Norbert Schuster ist Geschäftsführer der
Pfleghar Entwicklungs- und Vertriebs-GmbH
& Co. KG in Weingarten. Edgar Grundler ist
freier Fachjournalist in Allensbach. Weitere
Informationen: Norbert Schuster, 88250
Weingarten, Tel. (07 51) 4 00 61 31, Fax (07 51)
4 00 61 95.
Bild
: Ver
fass
er
Nicht immer ist der Kauf
einer neuen Fräsmaschine im
Rahmen der Automatisierung
die wirtschaftlich richtige
Entscheidung.

praktiziert, weil viele Anwender die
Kosten für eine neue und mögli-
cherweise eben doch nicht maximal
ausgelastete Maschine gar nicht
gedeckt sehen.
Neben dem mechanischen Retro-
fitting und dem Austauschen der
elektrischen Anlagen werden vor
allem auch CNC-Steuerungen
erneuert. Gerade hier bietet sich
dem Anwender die Chance, die Lei-
stungsfähigkeit der betreffenden
Maschine voll auszuschöpfen. Über-
arbeitete Führungen, neue Lager,
dynamischere Antriebe – fehlt nur
noch die entsprechende Steuerung,
um alle Funktionen schnell, sicher,
zuverlässig und dabei harmonisch
zu koordinieren.
Was theoretisch so einfach
erscheint, erweist sich in der Praxis
nicht ohne Konsequenzen, denn die
jetzt mögliche höhere Dynamik
bringt zunächst einmal in allen Ach-
sen ein „härteres“ Beschleunigen
und Bremsen mit sich. Dies gilt
natürlich nicht nur nach einer
Maschinenüberholung, sondern
immer auch dann, wenn hohe Vor-
schübe gefahren werden.
Um trotzdem die gebotene Bear-
beitungspräzision zu erhalten, sind
die Bewegungen sicher zu beherr-
schen. Dies bedeutet, daß Schlepp-
fehler eines Maschinensystems
möglichst gering ausfallen müssen,
soll die geforderte Konturtreue in
jedem Fall gewahrt sein. Das zu
„harte“ Verfahren der Achsen,
systembedingte Schleppfehler, zu
lange Satzzykluszeiten, kleine Pro-
grammspeicher beziehungsweise
zu geringe Nachladegeschwindig-
keit sind bei konventionellen CNC-
Steuerungen immer wieder zu beob-
achten.
Folgerichtig wird für höhere Vor-
schübe und bessere Genauigkeit
eine CNC-Steuerung benötigt, die
sensibel auf die dynamischen Mög-
lichkeiten der Fräsmaschinen ein-
geht und die maximale Verfahr- und
Positioniergeschwindigkeiten für
jeden Punkt der vorgegebenen Kon-
tur berechnet.
Aus diesem Grund hat ein Her-
steller eine High-Speed-Milling-
Steuerung (HSM) im Programm, die
die Vorschübe über einen speziellen
Algorithmus steigert und trotzdem
für einen harmonischen Lauf und
damit für die Schonung der Lager
und Führungen sorgt. Die Logik der
HSM-Steuerung ist modular aufge-
baut. Damit ist es möglich, sie der
jeweiligen Fräsmaschine je nach
Größe und zu bewegenden Massen
optimal anzupassen. Gerade bei
großen und schweren Maschinen
können die Vorschubwerte beacht-
lich gesteigert werden. Des weiteren
eignet sich die HSM-Steuerung für
jeden Maschinentyp, egal ob neu
oder gebraucht, weil diese Steue-
rung als zusätzlicher Baustein zwi-
schen Fräsmaschine und vorhan-
dener CNC-Steuerung installiert
wird.
Maschinenfunktionenlassen sich besser nutzen
Demnach lassen sich die Maschi-
nen künftig wie gehabt mit der vor-
handenen CNC oder eben mit dem
„Turbo-Zusatz“ betreiben. Außer-
dem ist es über definierte Schnitt-
stellen und aufgrund der Mobilität
der HSM-Steuerung möglich, diese
nach Bedarf an mehreren, verschie-
denen Maschinen einzusetzen.
Damit sind eine sehr hohe Anwen-
derflexibilität und ein hoher Nut-
zungsgrad garantiert.
Eine entsprechende Maschinen-
stabilität vorausgesetzt, sind Pro-
duktivitätssteigerungen um den
Faktor zwei bis fünf keine Selten-
heit, je nach dem ob geschruppt oder
geschlichtet wird. Die HSM-Steue-
rung bietet eine Freiformflächenbe-
arbeitung, die den Vergleich mit den
Steuerungen etablierter Marktfüh-
rer nicht zu scheuen braucht. Das
Gegenteil ist der Fall, denn solche
Funktionalitäten wie beispiels-
weise das Auflösen bestehender
Programme in Schruppebenen oder
auch das Spiegeln, Drehen, Ver-
schieben, Skalieren sowie das
Unterbrechen und der Wiederein-
stieg von/in NC-Programme(n) sind
standardmäßig vorhanden. Bild 1
beispielsweise zeigt, wie komplex zu
bearbeitende Flächen in der Praxis
sein können und wie tief Werkzeuge
oftmals eintauchen müssen.
Die Steuerung kompensiert die
Unzulänglichkeiten der vorhande-
nen CNC wie zu langsame Berech-
nungen, zu kleine Speicher, langsa-
mes Übertragen der Datensätze,
falsche Ansätze bei der „Look-
ahead-Funktion“, bei der „Feed-For-
ward-Funktion“ oder die Anwen-
dung nicht geeigneter Konzepte
bezüglich KV-Faktor oder Berück-
sichtigung von Schleppfehlern.
Darüber hinaus stellt sich die
HSM-Steuerungsstruktur als zu-
kunftsorientiert und damit auch als
investitionssicher dar, weil sie auf
PC-Technologie basiert und über die
aktualisierte PC-Hardware in ihrer
Leistungsfähigkeit mitwächst. Die
wenigen Voraussetzungen für die
Anwendung der Steuerung be-
schränken sich auf lineare Antriebe
mit je einem Antrieb/Regler pro
Achse sowie Heidenhain-/Philips-
kompatible Meßsysteme in allen
Achsen. Außerdem ist auch die
Kopplung mit digitalen Antrieben
verschiedener Anbieter möglich.
WOP-Softwarepaketergänzt Steuerung
Maschine, Steuerung, Software –
es fehlt nur noch die Programmie-
rung. Hier setzt sich bei den 2D/3D-
Geometrien zumindest im Werk-
zeug- und Formenbau sowie in der
Einzelteilfertigung immer mehr die
WOP-Philosophie, also das Werk-
statt-optimierte Programmieren,
durch. Damit der Anwender ein
komplettes Leistungspaket aus
einer Hand beziehen kann, bietet
der Hersteller zur HSM-Steuerung
das Softwarepaket rtm (real-time
machining) an. Bild 2 zeigt das ent-
sprechende Modul an einer Fräs-
maschine zur Bearbeitung eines
Spritzgießwerkzeugs.
In der Tat führt erst die Kombina-
tion von HSM-Steuerung und Soft-
warepaket zur Optimierung der Fer-
tigungsprozesse und damit insge-
Maschinenmarkt, Würzburg 105 (1999) 21 37
AUTOMATISIERUNG
Bild 1: Die Komplexität dieser Fläche
erfordert ein tiefes Eintauchen des Fräs-
werkzeugs.

beiten von Restmaterial oder kon-
stante Spanabnahme zur Verfü-
gung.
Schon während der Berechnung
wird die Maschine gestartet. Das
Warten auf das Ende der oftmals
langwierigen Berechnungen entfällt
gänzlich, was wiederum die Durch-
laufzeiten reduzieren hilft. Über-
haupt sollte das Thema Verkürzung
der gesamten Durchlaufzeit in den
Vordergrund treten und nicht nur
die Reduzierung der Fräszeit. Denn
zur verringerten Bearbeitungszeit
kommen eine höhere Konturtreue
und eine entscheidend verbesserte
Oberflächenqualität. Damit entfal-
len die aufwendigen Nacharbeiten
bis auf das Finish. Bild 3 zeigt das
Finish an einem großen Formwerk-
zeug. Mit der HSM-Steuerung und
der WOP-Software konnte die Bear-
beitungszeit deutlich reduziert, die
Qualität der Oberfläche erheblich
verbessert und die Nacharbeit auf
ein Minimum verringert werden.
Wer alles als komplexes Ganzes
betrachtet und die Erkenntnisse in
die Amortisationsrechnung ein-
fließen läßt, für den kann sich das
Investment in CNC-Nachrüst-Sys-
teme unter Umständen eher lohnen
als die Anschaffung einer neuen
Fräsmaschine. MM
samt zu mehr Wirtschaftlichkeit.
Die Software ist in der Lage, sowohl
2D- als auch 3D-Flächen, Digital-
oder NC-Daten zu bearbeiten. Das
direkte und hauptzeitparallele Inte-
grieren der Programmierzeit in die
Fräszeit hilft, die Kosten für die Pro-
grammierung entscheidend zu
reduzieren. Außerdem kann die
Maschinenlaufzeit maximal pro-
duktiv genutzt werden. Die Software
liest und visualisiert Fräsprogram-
me sowie Digital- oder Flächendaten
auf IGES/VDAFS-Basis und von
Catia-Systemen.
Der Bediener beurteilt über Funk-
tionen wie Zoomen, Drehen, Ver-
schieben oder Schattieren des
Werkstücks die Anforderungen und
bestimmt schließlich die einzelnen
Arbeitsbereiche in Form von recht-
winkligen Fenstern, frei definierba-
ren Polygonzügen, Fangpunkten auf
Flächen, oder es wird geteacht.
Parallel zur Hauptzeitprogrammieren
Nun gilt es, die Fräswerkzeuge
und die Frässtrategie für die so
erstellten Arbeitsbereiche zu be-
stimmen. Dafür stehen dem Anwen-
der die Prozeßelemente lagenweises
Schruppen, konturparalleles Bear-
beiten, Räumen von Ecken, Abar-
38 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
AUTOMATISIERUNG
Bild 2:
Deutlich reduziert
werden kann die
Bearbeitungszeit
für ein Spritz-
gießwerkzeug.
Bild 3:
Die Finishbear-
beitung an einem
großen Formwerk-
zeug erfordert
nur geringe Nach-
arbeit.
Bild
er: V
erfa
sser
1/3
An
ze
ige
nse
ite

Das Laserstrahlboh-
ren ist eine der älte-
sten Anwendungen
des Lasers in der Materialbearbei-
tung [1]. Vorteilhaft wird hier die
berührungslose Herstellung klein-
ster Bohrungsdurchmesser (bis zu
einigen µm) und die Bearbeitbarkeit
eines großen Materialspektrums
genutzt [2 bis 5]. Im Vergleich zu
anderen etablierten Verfahren der
Lasermaterialbearbeitung wie dem
Laserschneiden (38%) und
–schweißen (17%) nimmt das Laser-
strahlbohren trotz der genannten
Vorteile mit 2% der Anwendungen
nur eine bescheidene Position ein
[6]. Wesentliche Gründe sind eine
Reihe alternativer Verfahren, zu
denen das mechanische Bohren,
Erodieren, Stanzen, Stechen, Ätzen
großflächigen Feinstsieben mit bis
zu 2500 Bohrungen pro Qua-
dratzentimeter, die heute überwie-
gend mit Hochdruckwasserstrahl
oder Elektronenstrahlen gebohrt
sowie durch spezielle mechanische
Fertigungsverfahren oder im Ätz-
verfahren gefertigt werden [9]. Als
weitere Anwendungen soll das Per-
forieren von Papier oder Kartonagen
als Solltrennstelle oder Knickstelle
erwähnt werden. Bekannte Einzel-
puls-, Perkussions- oder Trepan-
nier-Laserbohrverfahren (Bild 1)
sind hierfür aufgrund der geringen
Bohrrate (Anzahl von Bohrungen
pro Zeit) im allgemeinen ungeeignet.
Im folgenden wird ein Verfahren vor-
gestellt, mit dem bis zu über 30 000
Bohrungen pro Minute in dünnen
Blechen und Hartpapier hergestellt
werden können.
Bei dem herkömmlichen stati-
schen Einzelpulsverfahren wird die
durchgehende Bohrung mit einem
Laserpuls in das Werkstück einge-
bracht. Während des Bohrvorgan-
ges gibt es keine Relativbewegung
zwischen dem Bauteil und dem
Werkstück. Im Gegensatz dazu
und das Elektronenstrahlbohren
gehören. Weiterhin ist die erzielte
Bohrungsqualität in vielen Fällen
unzureichend, so daß das Laser-
bohren häufig nur in Kombination
mit einer geeigneten Nachbearbei-
tung zur Anwendung kommt [7].
Neue Anwendungsfelderfür das Laserbohren
Umfangreiche Forschungs- und
Entwicklungsarbeiten haben in den
vergangenen Jahren dazu beigetra-
gen, daß das Laserbohren weitere
Anwendungsfelder erschließen
konnte. Hierzu gehört beispiels-
weise das Laserbohren von chirur-
gischen Nadeln, Turbinenschau-
feln, Luftleitblechen, Blenden und
Düsen [3]. Neue Potentiale im Hin-
blick auf eine Qualitätsverbesse-
rung werden zukünftig auch durch
die Verfügbarkeit neuartiger Laser-
quellen wie dem Femtosekundenla-
ser ausgehen [8].
In vielen Fällen konnte sich das
Laserbohren bisher auch unter
wirtschaftlichen Gesichtspunkten
nicht durchsetzen. Dies gilt zum Bei-
spiel für die Herstellung von
40 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
LASERTECHNIK
Hochgeschwindigkeits-Perforationsbohrenmit gepulster LaserstrahlungTrotz der unbestreit-
baren Vorteile hat sich
das Laserstrahlbohren
bislang nicht in größerem
Maße in der Industrie
durchgesetzt. Ein
Perforationsverfahren,
mit dem bis zu 30 000
Bohrungen pro Minute
beispielsweise in dünnen
Blechen und Hartpapier
hergestellt werden
können, soll dem Laser-
strahlbohren jetzt neue
Anwendungsfelder
erschließen.
KLAUS DICKMANN
UND ANDERE
Prof. Dr.-Ing. Klaus Dickmann ist Leiter des
Laserzentrums der Fachhochschule Münster
in Steinfurt. Dipl.-Ing. Jürgen Gröninger ist
dort Laborleiter und Dipl.-Ing. Rüdiger Brock-
mann wissenschaftlicher Mitarbeiter.
Natasja van der Leden ist Diplomandin an der
Technischen Hogeschool Rijswijk in Rijs-
wijk/Niederlande. Weitere Informationen:
Rüdiger Brockmann, 48565 Steinfurt, Tel. (0
25 51) 9 62-3 24, Fax (0 25 51) 9 62-4 90.
Bild
: LFM
Perforationsbohren
mit dem Laser bei einer
Perforationsrate von 300
Löchern pro Sekunde.
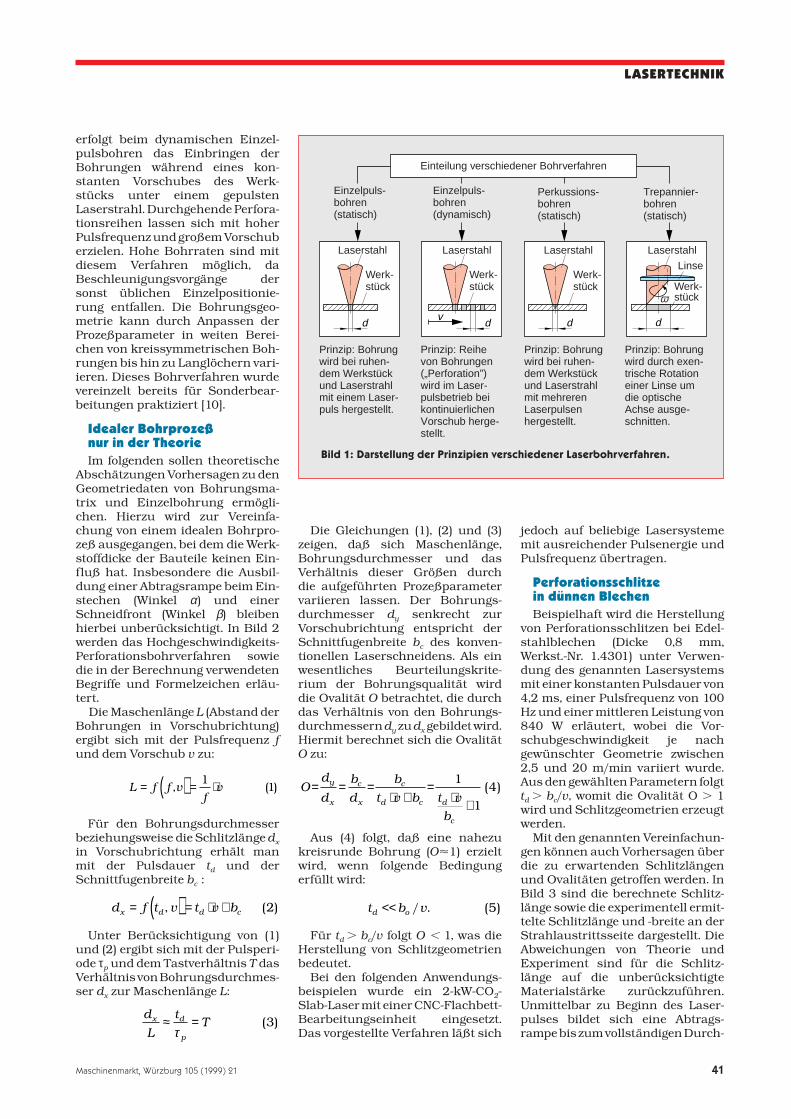
erfolgt beim dynamischen Einzel-
pulsbohren das Einbringen der
Bohrungen während eines kon-
stanten Vorschubes des Werk-
stücks unter einem gepulsten
Laserstrahl. Durchgehende Perfora-
tionsreihen lassen sich mit hoher
Pulsfrequenz und großem Vorschub
erzielen. Hohe Bohrraten sind mit
diesem Verfahren möglich, da
Beschleunigungsvorgänge der
sonst üblichen Einzelpositionie-
rung entfallen. Die Bohrungsgeo-
metrie kann durch Anpassen der
Prozeßparameter in weiten Berei-
chen von kreissymmetrischen Boh-
rungen bis hin zu Langlöchern vari-
ieren. Dieses Bohrverfahren wurde
vereinzelt bereits für Sonderbear-
beitungen praktiziert [10].
Idealer Bohrprozeßnur in der Theorie
Im folgenden sollen theoretische
Abschätzungen Vorhersagen zu den
Geometriedaten von Bohrungsma-
trix und Einzelbohrung ermögli-
chen. Hierzu wird zur Vereinfa-
chung von einem idealen Bohrpro-
zeß ausgegangen, bei dem die Werk-
stoffdicke der Bauteile keinen Ein-
fluß hat. Insbesondere die Ausbil-
dung einer Abtragsrampe beim Ein-
stechen (Winkel α) und einer
Schneidfront (Winkel β) bleiben
hierbei unberücksichtigt. In Bild 2
werden das Hochgeschwindigkeits-
Perforationsbohrverfahren sowie
die in der Berechnung verwendeten
Begriffe und Formelzeichen erläu-
tert.
Die Maschenlänge L (Abstand der
Bohrungen in Vorschubrichtung)
ergibt sich mit der Pulsfrequenz f
und dem Vorschub v zu:
Für den Bohrungsdurchmesser
beziehungsweise die Schlitzlänge dx
in Vorschubrichtung erhält man
mit der Pulsdauer td und der
Schnittfugenbreite bc :
Unter Berücksichtigung von (1)
und (2) ergibt sich mit der Pulsperi-
ode τp und dem Tastverhältnis T das
Verhältnis von Bohrungsdurchmes-
ser dx zur Maschenlänge L:
d
L
tTx d
p
≈ =τ
( )3
d f t v t v bx d d c= ( ) = ⋅ +, ( )2
L f f vf
v= ( ) = ⋅, ( )1
1
Die Gleichungen (1), (2) und (3)
zeigen, daß sich Maschenlänge,
Bohrungsdurchmesser und das
Verhältnis dieser Größen durch
die aufgeführten Prozeßparameter
variieren lassen. Der Bohrungs-
durchmesser dy senkrecht zur
Vorschubrichtung entspricht der
Schnittfugenbreite bc des konven-
tionellen Laserschneidens. Als ein
wesentliches Beurteilungskrite-
rium der Bohrungsqualität wird
die Ovalität O betrachtet, die durch
das Verhältnis von den Bohrungs-
durchmessern dy zu dx gebildet wird.
Hiermit berechnet sich die Ovalität
O zu:
Aus (4) folgt, daß eine nahezu
kreisrunde Bohrung (O<1) erzielt
wird, wenn folgende Bedingung
erfüllt wird:
Für td . bc/v folgt O , 1, was die
Herstellung von Schlitzgeometrien
bedeutet.
Bei den folgenden Anwendungs-
beispielen wurde ein 2-kW-CO2-
Slab-Laser mit einer CNC-Flachbett-
Bearbeitungseinheit eingesetzt.
Das vorgestellte Verfahren läßt sich
t b vd o<< / . ( )5
Od
d
b
d
b
t v b t v
b
y
x
c
x
c
d c d
c
= = =⋅ +
=⋅ +
1
1
4( )
jedoch auf beliebige Lasersysteme
mit ausreichender Pulsenergie und
Pulsfrequenz übertragen.
Perforationsschlitzein dünnen Blechen
Beispielhaft wird die Herstellung
von Perforationsschlitzen bei Edel-
stahlblechen (Dicke 0,8 mm,
Werkst.-Nr. 1.4301) unter Verwen-
dung des genannten Lasersystems
mit einer konstanten Pulsdauer von
4,2 ms, einer Pulsfrequenz von 100
Hz und einer mittleren Leistung von
840 W erläutert, wobei die Vor-
schubgeschwindigkeit je nach
gewünschter Geometrie zwischen
2,5 und 20 m/min variiert wurde.
Aus den gewählten Parametern folgt
td . bc/v, womit die Ovalität O . 1wird und Schlitzgeometrien erzeugt
werden.
Mit den genannten Vereinfachun-
gen können auch Vorhersagen über
die zu erwartenden Schlitzlängen
und Ovalitäten getroffen werden. In
Bild 3 sind die berechnete Schlitz-
länge sowie die experimentell ermit-
telte Schlitzlänge und -breite an der
Strahlaustrittsseite dargestellt. Die
Abweichungen von Theorie und
Experiment sind für die Schlitz-
länge auf die unberücksichtigte
Materialstärke zurückzuführen.
Unmittelbar zu Beginn des Laser-
pulses bildet sich eine Abtrags-
rampe bis zum vollständigen Durch-
Maschinenmarkt, Würzburg 105 (1999) 21 41
LASERTECHNIK
Einteilung verschiedener Bohrverfahren
Laserstahl Laserstahl Laserstahl Laserstahl
Werk-stück
Werk-stück
Werk-stück Werk-
stück
Linse
d dv dd
ω
Einzelpuls-bohren(statisch)
Einzelpuls-bohren(dynamisch)
Perkussions-bohren(statisch)
Trepannier-bohren(statisch)
Prinzip: Bohrungwird bei ruhen-dem Werkstück und Laserstrahl mit einem Laser-puls hergestellt.
Prinzip: Reihevon Bohrungen(„Perforation”)wird im Laser-pulsbetrieb beikontinuierlichenVorschub herge-stellt.
Prinzip: Bohrungwird bei ruhen-dem Werkstück und Laserstrahl mit mehreren Laserpulsen hergestellt.
Prinzip: Bohrungwird durch exen-trische Rotation einer Linse um die optische Achse ausge-schnitten.
Bild 1: Darstellung der Prinzipien verschiedener Laserbohrverfahren.
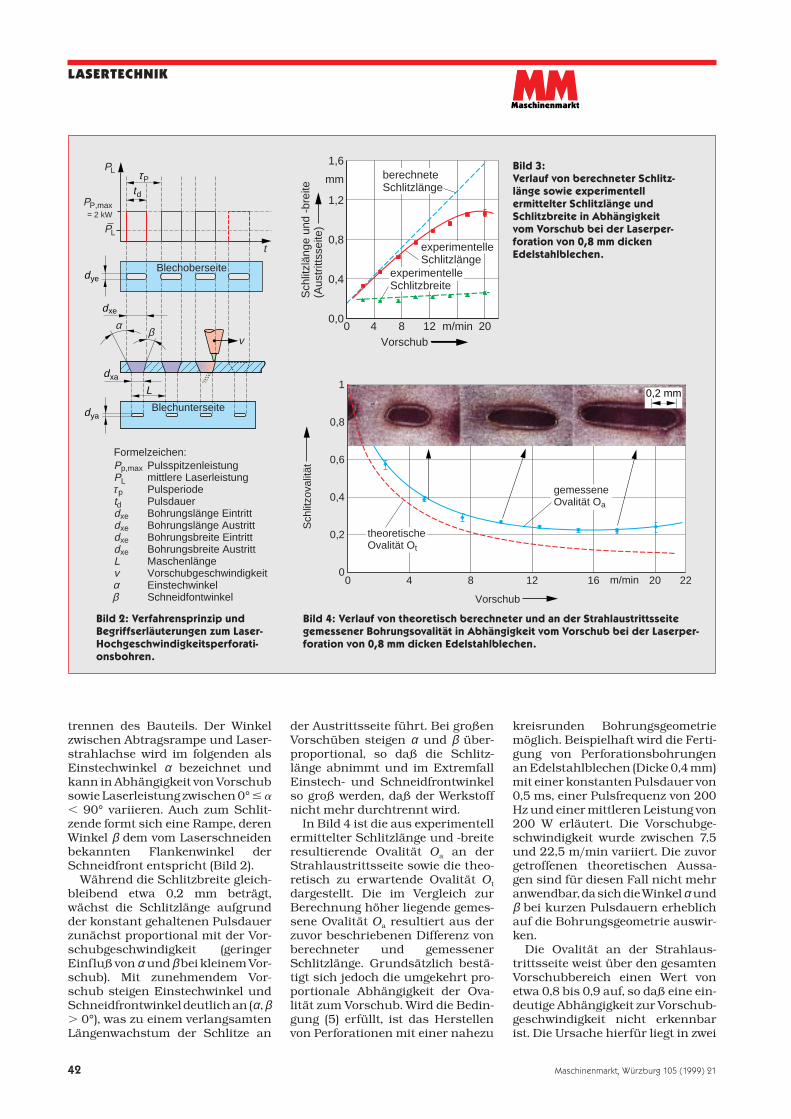
trennen des Bauteils. Der Winkel
zwischen Abtragsrampe und Laser-
strahlachse wird im folgenden als
Einstechwinkel α bezeichnet und
kann in Abhängigkeit von Vorschub
sowie Laserleistung zwischen 0° # a, 90° variieren. Auch zum Schlit-
zende formt sich eine Rampe, deren
Winkel β dem vom Laserschneiden
bekannten Flankenwinkel der
Schneidfront entspricht (Bild 2).
Während die Schlitzbreite gleich-
bleibend etwa 0,2 mm beträgt,
wächst die Schlitzlänge aufgrund
der konstant gehaltenen Pulsdauer
zunächst proportional mit der Vor-
schubgeschwindigkeit (geringer
Einfluß von α und β bei kleinem Vor-
schub). Mit zunehmendem Vor-
schub steigen Einstechwinkel und
Schneidfrontwinkel deutlich an (α, β. 0°), was zu einem verlangsamten
Längenwachstum der Schlitze an
kreisrunden Bohrungsgeometrie
möglich. Beispielhaft wird die Ferti-
gung von Perforationsbohrungen
an Edelstahlblechen (Dicke 0,4 mm)
mit einer konstanten Pulsdauer von
0,5 ms, einer Pulsfrequenz von 200
Hz und einer mittleren Leistung von
200 W erläutert. Die Vorschubge-
schwindigkeit wurde zwischen 7,5
und 22,5 m/min variiert. Die zuvor
getroffenen theoretischen Aussa-
gen sind für diesen Fall nicht mehr
anwendbar, da sich die Winkel α und
β bei kurzen Pulsdauern erheblich
auf die Bohrungsgeometrie auswir-
ken.
Die Ovalität an der Strahlaus-
trittsseite weist über den gesamten
Vorschubbereich einen Wert von
etwa 0,8 bis 0,9 auf, so daß eine ein-
deutige Abhängigkeit zur Vorschub-
geschwindigkeit nicht erkennbar
ist. Die Ursache hierfür liegt in zwei
der Austrittsseite führt. Bei großen
Vorschüben steigen α und β über-
proportional, so daß die Schlitz-
länge abnimmt und im Extremfall
Einstech- und Schneidfrontwinkel
so groß werden, daß der Werkstoff
nicht mehr durchtrennt wird.
In Bild 4 ist die aus experimentell
ermittelter Schlitzlänge und -breite
resultierende Ovalität Oa an der
Strahlaustrittsseite sowie die theo-
retisch zu erwartende Ovalität Ot
dargestellt. Die im Vergleich zur
Berechnung höher liegende gemes-
sene Ovalität Oa resultiert aus der
zuvor beschriebenen Differenz von
berechneter und gemessener
Schlitzlänge. Grundsätzlich bestä-
tigt sich jedoch die umgekehrt pro-
portionale Abhängigkeit der Ova-
lität zum Vorschub. Wird die Bedin-
gung (5) erfüllt, ist das Herstellen
von Perforationen mit einer nahezu
42 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
LASERTECHNIK
Bild 2: Verfahrensprinzip und
Begriffserläuterungen zum Laser-
Hochgeschwindigkeitsperforati-
onsbohren.
Bild 3:
Verlauf von berechneter Schlitz-
länge sowie experimentell
ermittelter Schlitzlänge und
Schlitzbreite in Abhängigkeit
vom Vorschub bei der Laserper-
foration von 0,8 mm dicken
Edelstahlblechen.
PL
PP,max= 2 kW
PL
dye
dya
dxe
dxa
td
t
τ
α β
τ
P
L
Pp,max PulsspitzenleistungPL mittlere Laserleistung p Pulsperiodetd Pulsdauerdxe Bohrungslänge Eintrittdxe Bohrungslänge Austrittdxe Bohrungsbreite Eintrittdxe Bohrungsbreite AustrittL Maschenlängev Vorschubgeschwindigkeit
EinstechwinkelSchneidfontwinkel
αβ
v
Blechunterseite
Formelzeichen:
Blechoberseite
Sch
litzl
änge
und
-br
eite
(A
ustr
ittss
eite
)
1,6
mm
1,2
0,8
0,4
0,0
Vorschub0 4 8 12 m/min 20
berechneteSchlitzlänge
experimentelleSchlitzbreite
experimentelleSchlitzlänge
Sch
litzo
valit
ät
Vorschub
1
0,8
0,6
0,4
0,2
0222016 m/min12840
theoretischeOvalität Ot
gemesseneOvalität Oa
0,2 mm
Bild 4: Verlauf von theoretisch berechneter und an der Strahlaustrittsseite
gemessener Bohrungsovalität in Abhängigkeit vom Vorschub bei der Laserper-
foration von 0,8 mm dicken Edelstahlblechen.
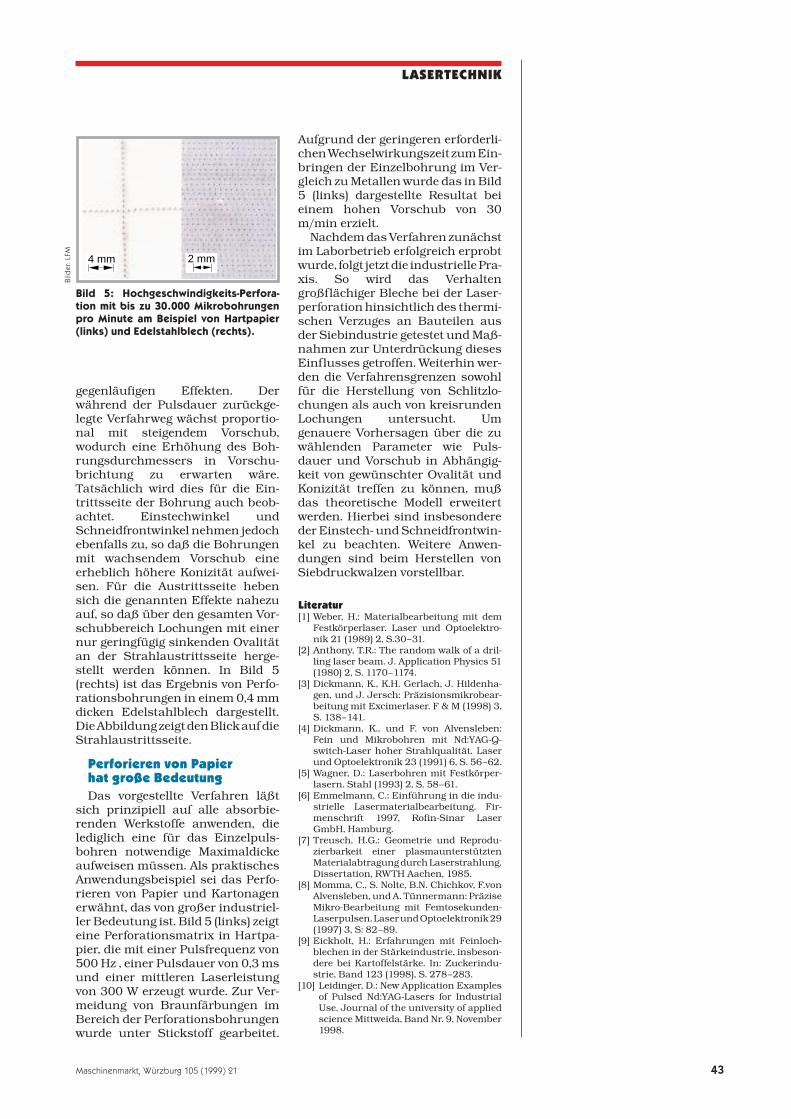
gegenläufigen Effekten. Der
während der Pulsdauer zurückge-
legte Verfahrweg wächst proportio-
nal mit steigendem Vorschub,
wodurch eine Erhöhung des Boh-
rungsdurchmessers in Vorschu-
brichtung zu erwarten wäre.
Tatsächlich wird dies für die Ein-
trittsseite der Bohrung auch beob-
achtet. Einstechwinkel und
Schneidfrontwinkel nehmen jedoch
ebenfalls zu, so daß die Bohrungen
mit wachsendem Vorschub eine
erheblich höhere Konizität aufwei-
sen. Für die Austrittsseite heben
sich die genannten Effekte nahezu
auf, so daß über den gesamten Vor-
schubbereich Lochungen mit einer
nur geringfügig sinkenden Ovalität
an der Strahlaustrittsseite herge-
stellt werden können. In Bild 5
(rechts) ist das Ergebnis von Perfo-
rationsbohrungen in einem 0,4 mm
dicken Edelstahlblech dargestellt.
Die Abbildung zeigt den Blick auf die
Strahlaustrittsseite.
Perforieren von Papierhat große Bedeutung
Das vorgestellte Verfahren läßt
sich prinzipiell auf alle absorbie-
renden Werkstoffe anwenden, die
lediglich eine für das Einzelpuls-
bohren notwendige Maximaldicke
aufweisen müssen. Als praktisches
Anwendungsbeispiel sei das Perfo-
rieren von Papier und Kartonagen
erwähnt, das von großer industriel-
ler Bedeutung ist. Bild 5 (links) zeigt
eine Perforationsmatrix in Hartpa-
pier, die mit einer Pulsfrequenz von
500 Hz , einer Pulsdauer von 0,3 ms
und einer mittleren Laserleistung
von 300 W erzeugt wurde. Zur Ver-
meidung von Braunfärbungen im
Bereich der Perforationsbohrungen
wurde unter Stickstoff gearbeitet.
Aufgrund der geringeren erforderli-
chen Wechselwirkungszeit zum Ein-
bringen der Einzelbohrung im Ver-
gleich zu Metallen wurde das in Bild
5 (links) dargestellte Resultat bei
einem hohen Vorschub von 30
m/min erzielt.
Nachdem das Verfahren zunächst
im Laborbetrieb erfolgreich erprobt
wurde, folgt jetzt die industrielle Pra-
xis. So wird das Verhalten
großflächiger Bleche bei der Laser-
perforation hinsichtlich des thermi-
schen Verzuges an Bauteilen aus
der Siebindustrie getestet und Maß-
nahmen zur Unterdrückung dieses
Einflusses getroffen. Weiterhin wer-
den die Verfahrensgrenzen sowohl
für die Herstellung von Schlitzlo-
chungen als auch von kreisrunden
Lochungen untersucht. Um
genauere Vorhersagen über die zu
wählenden Parameter wie Puls-
dauer und Vorschub in Abhängig-
keit von gewünschter Ovalität und
Konizität treffen zu können, muß
das theoretische Modell erweitert
werden. Hierbei sind insbesondere
der Einstech- und Schneidfrontwin-
kel zu beachten. Weitere Anwen-
dungen sind beim Herstellen von
Siebdruckwalzen vorstellbar.
Maschinenmarkt, Würzburg 105 (1999) 21 43
LASERTECHNIK
Literatur[1] Weber, H.: Materialbearbeitung mit dem
Festkörperlaser. Laser und Optoelektro-
nik 21 (1989) 2, S.30–31.
[2] Anthony, T.R.: The random walk of a dril-
ling laser beam. J. Application Physics 51
(1980) 2, S. 1170–1174.
[3] Dickmann, K., K.H. Gerlach, J. Hildenha-
gen, und J. Jersch: Präzisionsmikrobear-
beitung mit Excimerlaser. F & M (1998) 3,
S. 138–141.
[4] Dickmann, K., und F. von Alvensleben:
Fein und Mikrobohren mit Nd:YAG-Q-
switch-Laser hoher Strahlqualität. Laser
und Optoelektronik 23 (1991) 6, S. 56–62.
[5] Wagner, D.: Laserbohren mit Festkörper-
lasern. Stahl (1993) 2, S. 58–61.
[6] Emmelmann, C.: Einführung in die indu-
strielle Lasermaterialbearbeitung. Fir-
menschrift 1997, Rofin-Sinar Laser
GmbH, Hamburg.
[7] Treusch, H.G.: Geometrie und Reprodu-
zierbarkeit einer plasmaunterstützten
Materialabtragung durch Laserstrahlung.
Dissertation, RWTH Aachen, 1985.
[8] Momma, C., S. Nolte, B.N. Chichkov, F.von
Alvensleben, und A. Tünnermann: Präzise
Mikro-Bearbeitung mit Femtosekunden-
Laserpulsen. Laser und Optoelektronik 29
(1997) 3, S: 82–89.
[9] Eickholt, H.: Erfahrungen mit Feinloch-
blechen in der Stärkeindustrie, insbeson-
dere bei Kartoffelstärke. In: Zuckerindu-
strie, Band 123 (1998), S. 278–283.
[10] Leidinger, D.: New Application Examples
of Pulsed Nd:YAG-Lasers for Industrial
Use. Journal of the university of applied
science Mittweida, Band Nr. 9, November
1998.
Bild
er: L
FM 2 mm4 mm
Bild 5: Hochgeschwindigkeits-Perfora-
tion mit bis zu 30.000 Mikrobohrungen
pro Minute am Beispiel von Hartpapier
(links) und Edelstahlblech (rechts).

Es waren noch genau
257 Tage bis zum Jahr
2000, als am 19. April
für die Hannover-Messe bereits eine
neue Ära begann. Die Fabrikauto-
mation ist von nun an jährlicher
Angebotsschwerpunkt der welt-
größten Industriemesse. Gleich zur
Premiere umfaßte die neukonzi-
pierte Fachmesse 2068 Aussteller,
die auf einer Fläche von über 94 000
m2 mit ihren Exponaten die Ver-
knüpfung von Maschinenbau, Elek-
trotechnik und Informationstech-
nik zeigten. So konnten sich die
rund 300 000 Besucher in räumli-
cher Konzentration in den Hallen 11
bis 17 über die Neuentwicklungen in
den verschiedenen Teilbereichen
informieren, die für die gesamte Pro-
zeßkette einer Automation notwen-
dig sind.
Als Anziehungspunkt erwies sich
dabei einmal mehr die Roboterhalle
17, und obwohl den Herstellern
diesmal nur ein Jahr für ihre Inno-
vationen zur Verfügung stand,
gab es deutlich mehr als nur
Detailverbesserungen zu sehen.
So überraschte die Fanuc Robotics
Deutschland GmbH, Neuhausen,
mit einer außergewöhnlichen
Neuentwicklung: einem Roboter
mit Hexapod-Kinematik (Aufma-
cherbild). Abgeleitet von einer der
stärksten geometrischen Formen,
dem Dreieck, besteht der Roboter
aus einer Basis- und einer Flansch-
verbrauch. Laut Hersteller benötigt
die Parallel-Kinematik nur 20% der
elektrischen Leistung von konven-
tionellen Robotern. Prädestiniert ist
der Hexapod-Roboter für Aufgaben
unter beengten Platzverhältnissen,
wobei er stehend oder hängend
montiert werden kann. Horizontal
verfährt er mit einer Geschwindig-
keit von 400 mm/s, vertikal mit 200
mm/s.
Nicht minder für Aufsehen sorgte
das zweite Highlight, der soge-
nannte Flex-Picker (Bild 1) der ABB
Flexible Automation GmbH, Fried-
berg. Schnelligkeit beim Kommis-
platte, die durch sechs identische
servogesteuerte Achsen miteinan-
der verbunden sind. Das Ausfahren
und Einziehen dieser Beine variiert
die Position der Flanschplatte mit
sechs Freiheitsgraden. Die dabei
erreichbare Wiederholgenauigkeit
beträgt ±0,1 mm. Bei einem Eigen-
gewicht von 170 kg hat der Hexapod-
Roboter eine Traglast von 100 kg
und liegt damit um Klassen besser
als übliche Knickarmroboter, bei
denen das Verhältnis von Traglast
zu Eigengewicht in der Größenord-
nung 1:10 liegt. Dies ist auch ein
Grund für den niedrigen Energie-
44 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
HANNOVER-MESSE
Mit neuen Roboterkinematikenweitere Märkte erschließenDer Anfang ist gemacht: erst-
mals stand die Fabrikautomation
als neuer Schwerpunkt im Mittel-
punkt der Hannover-Messe.
Zwar sollte an einer ganzheitli-
chen Präsentation in den näch-
sten Jahren noch gefeilt wer-
den, doch die Premiere der
Fachmesse war durchaus gelun-
gen. Dazu beigetragen haben
auch die Aussteller in der Robo-
terhalle 17, die mit einigen Neu-
entwicklungen aufwarteten.
RÜDIGER KROH
Neue Kinematik
mit besonders
hoher Steifigkeit:
Der Hexapod-
Roboter mit
einer Traglast
von 100 kg war
ein Highlight
auf der dies-
jährigen Han-
nover-Messe.
Bild: F
anuc

sionieren von Kleinteilen, egal ob
Tabletten, Mikrochips oder Prali-
nen, ist der Trumpf dieses Roboters,
der in seiner Kinematik an eine
Spinne erinnert. Er kann direkt
über das Transportband einer Pro-
duktionslinie montiert werden und
hat einen zylindrischen Arbeits-
raum mit einem Durchmesser von
1130 mm und einer Höhe von 250
mm. Mit dem Flex-Picker können bis
zu 1 kg schwere Teile gehandelt wer-
den, und bis zu 7200 Arbeitsspiele
pro Stunde sorgen für kurze Takt-
zeiten. Der Roboter hat in der Basis-
version drei Achsen, wird aber auch
mit einer zusätzlichen zentralen
Drehachse geliefert. Die Verfahrge-
schwindigkeit in X-, Y- und Z-Rich-
tung beträgt 10 m/s bei einer Posi-
tioniergenauigkeit von ±0,05 mm.
Als maximale Beschleunigung gibt
der Hersteller 100 m/s2 an.
Für jede Anwendungverschiedene Roboterarme
Eine Serie von modular aufge-
bauten Knickarmrobotern stellte
die Kawasaki Robotics GmbH,
Neuss, in Hannover vor. Durch die
Möglichkeit, zwischen verschiede-
nen Armkombinationen zu wählen,
ist der Anwender in der Lage, Reich-
weite und Nutzlast des Roboters an
seine Aufgabe anzupassen. Derzeit
sind 17 Varianten für die verschie-
densten Applikationen vom
Schweißen über Handling bis zu
Reinraum und Schutzklasse IP67
erhältlich. Die Reichweite geht bis
2100 mm, und die maximale Nutz-
last beträgt 45 kg. Durch die sehr
leichte Armkonstruktion, kleine
Hochleistungsmotoren und Reduk-
tionsgetriebe konnte laut Kawasaki
die maximale Geschwindigkeit im
Vergleich zum Vorgängermodell um
20% gesteigert werden.
Im mittleren Traglastbereich hat
die Reis GmbH & Co. Maschinenfa-
brik, Obernburg, ihre Produktpa-
lette um einen Vertikal-Knickarm-
roboter mit einem Handhabungsge-
wicht von 40 kg (Bild 2) erweitert.
Der sechsachsige Universalroboter
hat eine Reichweite von 2650 mm
und zeichnet sich laut Hersteller
durch seine erhöhte Bahnge-
schwindigkeit aus. Damit eignet er
sich besonders für bahnbezogene
Aufgaben wie das Schweißen, Laser-
schneiden, Kleben oder Beschich-
ten. Die Wiederholgenauigkeit bei
voller Last liegt im gesamten
Arbeitsbereich bei ±0,1 mm. Ohne
Einschränkung von Geschwindig-
keit und Genauigkeit kann zudem
auf Achse drei eine Zusatzlast von
20 kg angebracht werden.
Mit der neuen Steuerung der
Motoman robotec GmbH, Allers-
hausen, lassen sich drei Roboter
und bis zu 27 Achsen kontrollieren.
Sie hat einen modular erweiterba-
ren Steuerungsaufbau und ermög-
licht die Synchronprogrammierung
von drei Robotern mit externen Ach-
sen. Das Programmierhandgerät
hat ein zwölfzeiliges Display und ist
ergonomisch geformt. Es können
sechs Programme parallel ausge-
führt werden.
Applikationen beherrschten das
Bild am Stand der Kuka Roboter
GmbH, Augsburg. Zehn System-
partner verdeutlichten an Beispie-
len das Zusammenspiel von Robo-
ter und Peripherie. So wurde das
Verkleben und Abdichten von
Glasinnenscheiben für Backöfen
gezeigt. Ein Roboter handhabt die
Glasscheibe während des Klebevor-
gangs. Mit Hilfe eines mit Vaku-
umsaugern ausgestatteten Wech-
selgreifers führt er die Glasin-
nenscheibe an einer sta-
tionären Auftragsdüse vor-
bei. Den Durchmesser der
Kleberaupe regelt das
System über die Geschwin-
digkeit des Roboters und
die variable Ausstoßlei-
stung der Dosieranlage.
Nach dem Materialauftrag
preßt der Sechsachser die Glas-
scheibe in den Türboden.
Unterschiedlichste Anwendun-
gen standen auch bei der Stäubli
Vertriebs-GmbH, Bayreuth, im Mit-
telpunkt. Zu sehen war beispiels-
weise die zwei- und dreidimensio-
nale Vermessung von Pkw-Rohbau-
teilen. Der Roboter mißt mit Hilfe
eines 3D-Lasersensors etwa 20
Punkte an einem Blechteil aus.
Dabei werden Lage und Durchmes-
ser von Löchern und Polygonen
gemessen. Das flexible Roboter-
Meßsystem hat eine Wiederholge-
nauigkeit von ±0,075 mm.
Scara-Baureihein Schutzart IP65
Mit allen Wassern gewaschen ist
die neue Scara-Baureihe (Bild 3), die
die Epson Deutschland GmbH, Düs-
seldorf, auf der Hannover-Messe
präsentierte. Die Geräte sind in der
Schutzart IP65 (im englischen
Sprachraum IEC 144) ausgeführt
und damit staub- und
strahlwasserfest. Derzeit
gibt es sie in fünf Varianten
mit Arbeitsradien zwischen
450 und 850 mm. Die Hori-
zontal-Schwenkarmroboter
widerstehen gemäß Industrienorm
einem Wasserstrahl, der aus allen
Richtungen kommen kann, und
sind gegen das Eindringen von
Staub geschützt. Daraus ergeben
sich Anwendungsmöglichkeiten
beim Beschicken von Werkzeugma-
schinen im Sprühnebel der Kühl-
flüssigkeiten, bei Produktionen mit
hohem Staubanfall oder öligen
Umgebungsbedingungen sowie in
der Lebensmittel- und Pharmaindu-
strie, wo die Roboter aus hygieni-
schen Gründen abwaschbar sein
müssen. Um auch eine sichere
Energiezufuhr zum Greifer zu
gewährleisten, hat Epson eine 16-
polige, geschirmte Leitung samt
dreifacher Pneumatikverschlau-
chung durch die hohlgebohrte Z-
Achse, bis 1 m über den Greifer-
flansch hinaus, integriert.
Ebenfalls IP65-Ausführungen
ihrer Scara-Roboter mit 600 und
800 mm Reichweite (Bild 4) stellte
der Geschäftsbereich Automations-
Maschinenmarkt, Würzburg 105 (1999) 21 45
HANNOVER-MESSE
Bild 1: Pick-and-Place-Aufgaben sind die
Domäne dieses Roboters, der mit einer
Geschwindigkeit von 10 m/s verfährt.
Bild 2:
Für bahnbezogene Auf-
gaben ist dieser Vertikal-
Knickarmroboter mit
einer Traglast von 40 kg
prädestiniert.

Steuerung IQ200 zusätzlich mit
OPC-Server ausstatten. Mit der
Erweiterung des OLE-Kommunika-
tionsstandards von Microsoft ist es
damit möglich, schnell und sicher
individuelle Bedienoberflächen zu
verwirklichen.
Alle Komponenten zum Aufbau
eines Knickarmroboters bietet die
Amtec GmbH, Berlin. Mit dem neuen
Hub- und Drehmodul können jetzt
auch Horizontal-Schwenkarmrobo-
ter erstellt werden. Das Modul ver-
fügt über elektronisch kommutierte
Gleichstrommotoren für die beiden
unabhängigen Achsen. Zwei Inkre-
mentalgeber dienen der Lageerfas-
sung und der Bestimmung der Win-
kel- und Verfahrgeschwindigkeit.
Die Drehbewegung wird mit einer
maximalen Geschwindigkeit von 25
s-1 ausgeführt. Die Hubachse mit
Magnetbremse verfährt mit maxi-
mal 350 mm/s. Für die Wiederhol-
genauigkeit bei der Positionierung
gibt der Hersteller ±0,1° und ±0,01
mm an.
Pneumatische Parallelgreifermit spielfreier Wälzführung
Ihr Greiferprogramm hat die
Festo AG & Co., Esslingen, nach
oben und unten erweitert (Bild 6).
Kennzeichnend für die pneumati-
schen Präzisions-Parallelgreifer ist
die lange, spielfreie Wälzführung
der Greiferbacken in einem stabilen
Stahlgehäuse. Dadurch wird eine
sehr gute Wiederholgenauigkeit von
unter 0,02 mm erzielt, und es kön-
nen größere Drehmomente als bei
gleitgelagerten Parallelgreifern ver-
kraftet werden. Die drei Baugrößen
haben Kolbendurchmesser von 12,
16 und 20 mm und einen Öffnungs-
hub von 5, 10 und 15 mm. Je Greif-
backe sind bei 6 bar Greifkräfte von
technik der Robert Bosch GmbH,
Stuttgart, vor. Sie können unter
feuchten und staubigen Umge-
bungsbedingungen eingesetzt wer-
den und machen in diesen Fällen
Sonderlösungen überflüssig.
Außerdem lassen sich alle Horizon-
tal-Schwenkarmroboter mit der
46 Maschinenmarkt, Würzburg 105 (1999) 21
HANNOVER-MESSE
Bild 3: Diesen Scara-Roboter kann man
getrost im Regen stehen lassen, denn er
ist strahlwasser- und staubgeschützt
nach Schutzart IP65.
Bild 5:
Eine Greifkraft von etwa
10 000 N kann dieser 2-Finger-
Parallelgreifer aufbringen.
Bild 4: 800 mm Reichweite, Schutzklasse
IP65 und OPC-Server – das sind die Merk-
male dieses Schwenkarmroboters.

60, 110 und 170 N realisierbar. Für
das Kleinteilehandling wurden
Mikro-Winkelgreifer konzipiert, die
mit Kolbendurchmessern von 8 und
12 mm sowie zulässigen Momenten
zwischen 20 und 50 Nm erhältlich
sind. Die einfach wirkenden Greifer
mit öffnender oder schließender
Feder haben laut Hersteller eine
Lebensdauer von über 20 Millionen
Schaltspielen.
Im oberen Leistungssegment ist
der 2-Finger-Parallelgreifer (Bild 5)
der Schunk GmbH & Co. KG, Lauf-
fen, angesiedelt. Er entwickelt bei 6
bar pneumatischem Druck eine
Greifkraft von etwa 10 000 N. Über
eine extrem belastbare Gleit-
führung wird diese Kraft auf die syn-
chronisierten, parallel spannenden
Grundbacken übertragen. Mit dem
großen Gesamthub von 200 mm
können Störkonturen überfahren
oder Werkstücke mit unterschied-
lichsten Abmessungen gegriffen
werden. Das Greifergehäuse ist aus
einer hochfesten Aluminiumlegie-
rung gefertigt, und durch weitere
gewichtsoptimierende Maßnahmen
konnte die Masse des Greifers auf
34 kg begrenzt werden. Die Abfrage
des Greiferhubs erfolgt über induk-
tive Näherungsschalter, die über
den gesamten Hub stufenlos ein-
stellbar sind. MM
Maschinenmarkt, Würzburg 105 (1999) X21 47
Maschinenmarkt
HANNOVER-MESSE
Bild 6: Das Programm an pneumatischen Parallelgreifern zeichnet sich durch eine hohe
Wiederholgenauigkeit aus.

Zum letzten Mal trafen
sich während der
Hannover-Messe die
Unternehmen der Lichtindustrie
auf der Weltlichtschau, deren Name
in World Light Show geändert
wurde, in Hannover. Schwerpunkte
waren energiesparende Lampen
und Leuchten sowie der auch im
Lichtbereich immer wichtiger wer-
dende Elektronikeinsatz.
„Lichtlösungen für das neue Jahr-
tausend“ vorstellen wollte die 3M
Deutschland GmbH, Neuss. Sie prä-
sentierte die zweite Generation des
Light Pipe Systems, dessen Grund-
idee die Trennung der Lichtquelle
vom Leuchtrohr ist. Eine gravie-
rende Weiterentwicklung ist der
Weggang von der Schwefel-Plasma-
Lampe hin zur Verwendung von
Lichtprojektoren, die in Koopera-
tion mit der Siteco GmbH, Traun-
reut, eingesetzt werden.
Mit dem Modell Sylbay 110 hat die
SLI Lichtsysteme GmbH (Sylvania
hat ein neuartiges Lichtlenkungs-
prinzip. Die Optik besteht aus
einem Arbeitszonenraster mit inte-
grierter Lichtleitmaske und seitli-
chen Polycarbonatkörpern, die als
Lichthohlleiter fungieren.
Zum Produktprogramm der Ernst
Rademacher GmbH, Meerbusch,
gehört eine Seilpendelleuchte mit
Parabol-Spiegelraster. Ihre Einsatz-
bereiche sind beispielsweise Ver-
waltungsgebäude, Prüfarbeits-
plätze, Schulungs- und Konferenz-
räume, Arbeitsplätze mit Bildschir-
men, CAD-Arbeitsplätze und Leit-
stände.
Diffuse Reflexion auf den ver-
schiedenen Reflektoren und Trans-
mission sind die Methoden der
Lichttechniker, um das milde Licht
der ABML-Leuchten der Ridi Leuch-
ten GmbH, Jungingen, zu erzielen.
Mit diesem Lichtkonzept wird
eine tageslichtähnliche Atmos-
phäre ohne störende Leuchtdichten
und Lichtreflexe erzeugt.
Die Anbauleuchte Synta der Zum-
tobel Staff Deutschland Vertriebs-
GmbH, Lemgo, basiert auf der
Zusammenführung von zwei
Beleuchtungskonzepten – direktem
Kernlicht, umhüllt von weichem
Mantellicht – in einem System mit
hoher Anlageneffizienz. Homogene
Leuchtdichten und sanfte Hellig-
keitsübergänge machen aus der
Leuchte eine flexible Lichtlösung
für zukunftsorientierte Büroan-
wendungen. Die Leuchte kann in
Lichtmanagementsysteme inte-
griert zu werden.
Die Wila Leuchten GmbH, Iser-
lohn, setzt bei ihrer Produktfamilie
Lunic ebenfalls auf Design und
Lichtqualität. Die Leuchte erzeugt
das Licht für eine neue, individuelle
Art der Arbeit – in Räumen, die wan-
delbar und flexibel sind. Als
Pendel-, Steh- und Wandleuchte mit
einheitlichem Design bietet die
Leuchte laut Hersteller immer die
richtige und blendfreie Beleuch-
tung für jede Anforderung.
Die Leuchte Computer-Light der
Lampi-Korte GmbH, Ihrhove, wurde
als Arbeitsplatzbeleuchtung, insbe-
sondere für den PC-Anwender, ent-
wickelt. Ihr formschönes Design
Lighting International), Erlangen,
die Produktreihe ihrer Hallentief-
strahler erweitert. Die Strahler wer-
den mit eloxiertem Aluminiumre-
flektor sowie mit PMMA-Acrylat-
Reflektor in gerillter oder prismati-
scher Ausführung angeboten.
Unter dem Leuchtennamen Syd-
ney rapid präsentierte die Norka
Norddeutsche Kunststoff- und Elek-
tro-Gesellschaft Stäcker & Co mbH,
Hamburg, die Neuentwicklung
einer Feuchtraum-Leuchtstofflam-
pen-Leuchte (Bild 1) der hohen
Schutzart IP 65, Schutzklasse II, mit
einem Schutzrohr-Reflektorsystem.
Als Messeneuheit zeigte die Adolf
Schuch GmbH, Worms, den Indu-
striestrahler e 2070 mit Indukti-
onslampe für explosionsgefährdete
Bereiche. Die Leuchte ist bestückt
mit einer Osram-Endura-Lampe mit
150 W. Diese Lampe hat eine beson-
ders lange Lebensdauer von minde-
stens 60 000 h und bietet sofortige
Wiederzündung, flackerfreien So-
fortstart und einen hohen Licht-
strom über einen weiten Umge-
bungstemperaturbereich.
Gewölbte Leuchtflächenüberspannen flache Gehäuse
Zum Programm der Ceag Sicher-
heitstechnik GmbH, Soest, gehört
die Sicherheits- und Rettungszei-
chenleuchtenserie Style. Sie verbin-
det Funktion und Design zu einer
Einheit. Elegant gewölbte Leucht-
flächen, so der Hersteller, über-
spannen flach gehaltene Gehäuse
mit effizienter Lichttechnik.
An vielen Ständen konnte man
sich über die Bürobeleuchtung
informieren. Das Erzeugen von
Lichtstimmungen abhängig von der
Tageszeit und der zu verrichtenden
Arbeit sowie der momentanen Nut-
zung ist heute einfach auf Knopf-
druck möglich. Auch auf eine
ansprechende Optik achten die Her-
steller bei ihren Leuchten.
Zu den Ausstellern zählte die Tri-
lux-Lenze GmbH + Co KG, Arnsberg,
die an ihrem Stand eine Hohlkam-
mer-Reflexionsleuchte für Einzel-
und Doppelarbeitsplätze (Bild 2)
präsentierte. Die sehr flache direkt-
indirektstrahlende Hängeleuchte
48 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
HANNOVER-MESSE
Wirtschaftlichkeit und Lichtqualitätbestimmen die BeleuchtungstechnikAuf 38 735 m2 zeigten 758 Aus-
steller in den Hallen 7 bis 10 ihre
neuesten Produkte der Beleuch-
tungstechnik. Vorgestellt wurden
beispielsweise technische Leuch-
ten, Wohnraumleuchten, Lampen
und Zubehör. Auch über das Erzeu-
gen von Lichtstimmungen und
Lichtszenen konnte man sich
auf der Messe informieren.
ROLF TILLERT
Bild 1: Die Lampe der Leuchtstofflampen-
Leuchte für Feuchträume kann einfach
und schnell gewechselt werden.

und die Verwendung von modernen
Werkstoffen wie Aluminium ermög-
lichen laut Hersteller eine ideale
Einbindung in den Arbeitsplatz.
Für computerunterstützte Büro-
arbeitsplätze wurde das Lichtsy-
stem Sistronic der SIS-Licht Metall-
warenfabrik Gebr. Lang GmbH &
Co., Schweinfurt, entwickelt. Es
besteht aus zwei aufeinander abge-
stimmten Komponenten, die eine
absolut blendfreie Beleuchtung ent-
sprechend den Anforderungen der
EU-Bildschirmrichtlinie ermögli-
chen. Die erste Komponente ist eine
Steh- oder eine am Schreibtisch
oder einer Stellwand montierte
Leuchte für die gleichmäßige
Grundbeleuchtung des Raumes.
Die zweite Komponente ist eine Bild-
schirmarbeitsplatzleuchte.
Speziell auf moderne Kleinbüros,
beispielsweise High-Tech-Büros,
Callcenter oder Home Offices, hat
die Luxo-Deutschland GmbH, Hil-
desheim, die Leuchte Spacemaster
zugeschnitten. Sie bietet hohen
Lichtkomfort in sehr engen, intensiv
genutzten Büros. Die Leuchte nutzt
das Prinzip der asymmetrischen
Reflexion, das Spiegelungen auf
Monitoren und blanken Flächen
verhindern kann.
Völlig neu konzipiert wurde die
Büro-Arbeitsplatzleuchte Tension+
der Waldmann Lichttechnik Her-
bert Waldmann GmbH & Co., Villin-
gen-Schwenningen. Diese Leuchte
„paßt auf“. Die integrierte Leuchtdi-
ode zeigt sofort an, wenn das Raum-
licht zu schwach ist.
Neuer industrieller Standard für Lichtmanagementsysteme
Gleich an mehreren Ständen
konnte man sich über die Schnitt-
stelle Dali (Digital Addressable
Lighting Interface) informieren.
Damit bietet beispielsweise Philips
Licht, ein Unternehmensbereich
der Philips GmbH, Hamburg, den
Anwendern einen neuen industriel-
len Standard für Lichtmanagement-
systeme. Diese digitale, program-
mierbare Schnittstelle ist sowohl für
die optimale Lichtregelung in Ein-
zelräumen als auch in Verbindung
mit Gebäudemanagementsystemen
geeignet.
Breit gefächert war auf der World
Light Show auch das Angebot an
Lampen. Zu den Ausstellern zählte
die Panasonic Deutschland GmbH,
Hamburg. Sie präsentierte die neue,
besonders leichte und kleine Gene-
ration der Energiesparlampen. Mit
einer Länge von nur 122 mm und
einem Durchmesser von 60 mm
sind diese Lampen kaum noch
größer als eine herkömmliche
Glühlampe mit E27-Sockel.
Im Mittelpunkt der Präsentation
der GE Lighting GmbH, Frank-
furt/Main, stand die Keramik-
Metall-Halogenlampe Constant
Color CMH. Sie zeichnet sich durch
eine gute Farbleistung und einen
hohen Wirkungsgrad aus.
Die Osram GmbH, München, wies
auf ihr neues Recyclingkonzept hin,
das dafür sorgt, daß alle Lampenty-
pen des Unternehmens vollständig
weiterverwertbar sind und kein
Restmüll mehr entsorgt werden
muß. Bislang nicht recycelbare
Lampen und Reststoffe werden
zunächst zerkleinert. Nach der
Abtrennung von Metallen und
Kunststoffen wird der Glasbruch in
einem Plasmaofen eingeschmolzen.
Das heiße Plasma bindet verblie-
bene Rückstände wie Leuchtstoff-
reste in einer glasartigen Schmelze
ein. Soll dieses Glas weiterverarbei-
tet werden, so wird es gemahlen und
mit einem Additiv versetzt.
Insbesondere von den zahlrei-
chen Innovationen, die auf der
Messe vorgestellt wurden, erwarten
die Hersteller der elektrischen
Leuchten und Elektrolampen 1999
bei schleppender Konjunktur stabi-
lisierende wirtschaftliche Ein-
flüsse. 1998 wuchs der deutsche
Lichtmarkt um gut 2% auf knapp
6,5 Mrd. DM. Wie es sowohl in wirt-
schaftlicher als auch vor allem in
technischer Hinsicht weitergeht,
wird man auf der vom 19. bis 23.
März 2000 zeitgleich zur Hannover-
Messe stattfindenden Light + Buil-
ding in Frankfurt/Main sehen kön-
nen. MM
Maschinenmarkt, Würzburg 105 (1999) 21 49
HANNOVER-MESSE
Bild 2: Flache Hohlkammer-Reflexions-
leuchte für Einzel- und Doppelarbeits-
plätze.

Dipl.-Ing. (FH) Arno Thamm,
geschäftsführender Gesell-
schafter der S. Dunkes GmbH,
Kirchheim unter Teck: Wir ha-
ben eine verfahrensoffene
PC-Steuerung entwickelt, die
prozeßsicher und flexibel ist.“
Karl Heinz Schweitzer, Leiter
der Entwicklung der hde
Metallwerk GmbH, Menden,
brachte die Vorzüge des
Innenhochdruck-Umformens
auf den Punkt: „Die hohe Wie-
derholgenauigkeit und die
Wanddickenminderung lassen
Leichtbau und Werkstoff-
einsparungen zu, die bisher
nicht machbar waren.“
Rund um die Anla-
gentechnik einer
3-Säulen-Presse
zum Innenhoch-
druckumformen und um
verfahrenspezifische Cha-
rakteristika ging es auf
dem Symposium „Innen-
hochdruck-Umformung“,
das am 25. und 26. März
1999 in Chemnitz statt-
gefunden hat. Eingeladen
hatte die S. Dunkes
GmbH, Kirchheim unter
Teck, und das Fraunho-
fer-Institut für Werkzeug-
maschinen und Umform-
technik (IWU) in Chem-
nitz.
Sehr viel Know-howist erforderlich
Etwa 70 Umformtechni-
ker, überwiegend aus der
Zulieferindustrie, nutzten
diese Gelegenheit, sich
über das Leistungsvermö-
gen der Innenhochdruck-
Umformung zu informie-
externe Funktionen wie
automatisches Zuführen
und Abfragen der Teile
in die Umformprozeßkette
mit zu integrieren“, ver-
anschaulichte Thamm die
Flexibilität der Steue-
rung.
Dr.-Ing. Matthias Putz,
IWU-Abteilungsleiter, refe-
rierte über IHU-Enginee-
ring – angewandte For-
schung von der Bauteil-
Idee bis zum Prototyp. Er
machte deutlich, daß be-
reits bei der Entwicklung
und Konstruktion von
IHU-Blechformteilen die
verfahrensspezifischen
Leistungsmerkmale
berücksichtigt werden
müssen und das Innen-
hochdruck-Umformen
umfangreicher Erfahrung
bedarf. Anschließend
demonstrierte er im Ver-
suchsfeld auf einer Dun-
kes-3-Säulen-Presse an
einigen Blechformteilen
die negative Auswirkung
falsch bemessener Ver-
fahrensparameter beim
Innenhochdruck-Umfor-
men.
Was die FEM-Simu-
lation zur Risikominde-
rung beim Innenhoch-
druck-Umformen beitra-
gen kann, vermittelte
IWU-Mitarbeiter Dipl.-Ing.
Jörg Leihkauf anhand ei-
niger Beispiele. Die Simu-
lationstechnik versetzt
Umformtechniker in die
Lage, am virtuellen Bau-
teil das Umformverhalten
und das Umformergebnis
zu beurteilen. „Die Güte
und Übertragbarkeit der
Simulationsergebnisse
hängt letztlich davon ab“,
so Leihkauf, „wie reali-
stisch die zugrundelie-
genden Werkstoff-, Geo-
metrie- und Verfahrens-
modelle sind.“
Wanddickegezielt verteilen
Einen umfangreichen
Einblick in die Vielfalt
innenhochdruckumge-
formter Bauteile gab Karl
Heinz Schweitzer, Leiter
der Entwicklung der hde
Metallwerk GmbH, Men-
den. An komplexen Bau-
teilen aus der Automobil-
industrie, dem Maschi-
nenbau und der Armatu-
renindustrie zeigte er, was
das Innenhochdruck-
Umformen heutzutage zu
leisten vermag: „Die hohe
Wiederholgenauigkeit
und die Wanddickenmin-
derung lassen Leichtbau
und Werkstoffeinspa-
rungen zu, die bisher
nicht machbar waren.“
Die ganzheitlich, allseitig
und gleichzeitig stattfin-
dende Umformung aus
dem Dehnvermögen der
Werkstoffe ermögliche
neben komplexen Bauteil-
geometrien auch eine
gezielte Wanddickenver-
teilung. MM
ren. Die Referate, ein ge-
lungener Mix aus Theorie
und Praxis, wurden durch
Demonstrationen im
Werkzeugmaschinenlabor
des Instituts ergänzt.
Über die charakteristi-
schen Eigenschaften des
Innenhochdruck-Umfor-
mens und die konstrukti-
ven Merkmale einer 3-
Säulen-Presse zum Innen-
hochdruck-Umformen
referierte Dipl.-Ing. (FH)
Arno Thamm, geschäfts-
führender Gesellschafter
der S. Dunkes GmbH,
Kirchheim unter Teck.
„Eine wichtige Kompo-
nente dieses Umformver-
fahrens“, so Thamm, „ist
die PC-Steuerung, die
heutzutage auch für ex-
treme Anforderungen der
spanlosen Fertigung ver-
wendet wird.“ Dunkes
habe gemeinsam mit der
Meier GmbH + Co. KG,
Plüdershausen, und dem
IWU eine prozeßsichere
Steuerung entwickelt, die
einfach zu bedienen und
für die Festlegung des
Umformprozesses offen
und flexibel ist. Anhand
einiger Charts von der
Windows-basierten
Bedienoberfläche dieser
Pressensteuerung gab
Thamm den Teilnehmern
einen Einblick in das
Steuerungskonzept. Das
jeweilige Programm für
den Fertigungsablauf
kann über Icons variabel
zusammengestellt wer-
den. „Wenn das Pro-
gramm dann zusammen-
gestellt ist, kann zu jedem
Icon die eigentliche Tabel-
le zur Programmierung
der gewünschten Parame-
ter aufgerufen werden;
gleichzeitig ist es möglich,
50 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
SYMPOSIUM
Theorie und Praxis
BERNHARD KUTTKAT
Innenhochdruck-Umformer in Chemnitzdemonstrierten die Leistung des Verfahrens
Bild
er: K
uttk
at
Maschinenmarkt, Würzburg 105 (1999) 21 53
ELEKTRONISCHE BAUGRUPPEN
Als ersten für das
Internet entwickelten
Prozessor bezeichnet
Intel den Pentium III. Dazu bietet er
– ebenso wie die inzwischen prä-
sentierte Xeon-Variante – 70 neue
Maschinenbefehle vom Typ SIMD
(Single Instruction, Multiple Data),
mit denen sich jeweils mehrere Da-
ten gleichzeitig manipulieren las-
sen. Diese Befehle beschleunigen
rechenintensive Anwendungen, da-
runter Multimedia-Funktionen,
räumliche Animation auf dem Bild-
schirm und Spracherkennung.
Auf harsche Kritik bis hin zu Boy-
kott-Aufrufen war der neue Prozes-
sortyp durch seine interne, elektro-
nisch lesbare Seriennummer ge-
stoßen. Zwar läßt sich das Auslesen
dieser Nummer per Software unter-
binden, und in diesem Zustand wer-
den die Prozessoren auch ausgelie-
µm umstellen. Damit verringert sich
auch die Größe der Prozessoren,
und Taktfrequenzen bis 600 MHz
werden möglich.
Der Pentium III ist anfangs mit
den Taktfrequenzen 450 und 500
MHz erhältlich. Sein Systembus
unterstützt den Betrieb von zwei
Prozessoren. Damit sollen sich rela-
tiv einfach Zwei-Prozessor-Systeme
konstruieren lassen. Der Level-2-
Cache ist 512 KByte groß, und er
kann einen 4 GByte großen Arbeits-
speicher ansprechen.
Allen größeren Computerherstel-
lern hatte Intel diesen Prozessor
bereits Mitte 1998 als Prototyp zur
Verfügung gestellt. So konnten sie
nach der offiziellen Vorstellung im
Februar dieses Jahres bereits die
ersten damit ausgestatteten Rech-
ner präsentieren.
Den Preis für den Pentium III mit
450 und 500 MHz bei Abnahme-
mengen von 1000 Stück gab der
amerikanische Hersteller bei der
Einführung mit 496 beziehungs-
weise 696 $ an. Er ist damit deutlich
billiger als frühere Pentium-Versio-
nen bei deren Produktionsstart.
Nach eigenen Angaben konnte der
Hersteller auch die Fertigung seines
neuen Prozessors schneller auf
hohe Stückzahlen steigern als
frühere Typen. Ziel ist es, den Pen-
tium III bis zum Ende dieses Jahres
zum Standardprozessor für PC zu
machen.
Der Pentium III Xeon soll mit bis
zu acht Exemplaren in Einzelplatz-
rechnern hoher Leistung (Work-
stations) und Server-Computern
arbeiten. Versionen mit einem 512
KByte, 1 MByte oder 2 MByte großen
Level-2-Cache (Zwischenspeicher)
und mit Taktfrequenzen von 500
und 550 MHz sollen sukzessive im
Lauf dieses Jahres verfügbar wer-
den. Die maximale Arbeitsspeicher-
größe beträgt 64 GByte.
Auch seinen kostengünstigeren,
für Niedrigpreis-PC bestimmten
Prozessor Celeron will der Hersteller
noch weiterentwickeln. Dessen
höchste Taktfrequenz soll dem Ver-
nehmen nach bis zum Jahresende
noch auf 500 MHz und mehr stei-
gen. Der Celeron bietet alle Lei-
stungsmerkmale des Pentium II,
besitzt aber einen kleineren Level-2-
Cache (Zwischenspeicher) von 128
KByte. Die 366-MHz-Version des
Prozessors kostet bei Abnah-
menmengen von 1000 Stück inzwi-
schen nur noch 93 $. MM
fert. Datenschutzexperten äußer-
ten aber die Befürchtung, Compu-
teranwender könnten über das
Internet oder andere Online-Verbin-
dungen gegen ihren Willen durch
diese Nummer identifiziert werden.
Laut Hersteller läßt sich die Se-
riennummer für zusätzliche
Schutzvorkehrungen bei Geschäfts-
tätigkeiten über Netzwerke (E-Com-
merce) einsetzen: Mit ihr lasse sich
der Absender von Zahlungsaufträ-
gen oder anderen Informationen
eindeutig identifizieren. In Firmen-
netzwerken könne die Seriennum-
mer bei der Verwaltung der Rechner
helfen. Darüber hinaus will der Her-
steller mit der Seriennummer aber
auch das Problem der gefälschten
Pentium-Prozessoren lösen. Von
früheren Typen waren immer wie-
der Exemplare aufgetaucht, deren
zulässige Taktfrequenz zu hoch an-
gegeben war und die dadurch zu
überhöhten Preisen verkauft wer-
den konnten.
Technisch gleichen sich die zwei
Prozessor-Typen weitgehend. Sie
bestehen aus rund 9,5 Millionen
Transistoren und werden vorerst
mit 0,25 µm breiten Leiterbahnen
hergestellt. Bei der Berechnung
räumlicher Objekte sollen die 500-
MHz-Varianten jeweils mehr als
90% schneller sein als das bisherige
Spitzenmodell, ein Pentium-II-Pro-
zessor mit 450 MHz.
In der zweiten Hälfte dieses Jah-
res will der Hersteller die Fertigung
auf eine Leiterbahnbreite von 0,18
Maschinenmarkt
Prozessor mit hoher Taktrateist für Multimedia optimiertNach dem Prozessor Pentium III
wurde zwischenzeitlich auch der
Pentium III Xeon vorgestellt.
Die Nachfolger der entsprechen-
den Pentium-II-Typen bieten neben
weiter gesteigerten Taktfrequen-
zen vor allem bessere Grafik- und
Multimedia-Fähigkeiten. Darüber
hinaus sind die Prozessoren besser
als bisher auf die Belange des
Internet ausgerichtet.
Weitere Informationen: Intel GmbH, 85622
Feldkirchen, Tel. (0 89) 91 43-0, Fax (0 89)
91 43-4 29.
Für mehr Produk-
tivität im Büro:
attraktive Visua-
lisierung mit dem
Prozessor Pen-
tium III.
Bild
: Int
el

Im Unterschied zur
Herstellung von Mi-
krochips und anderen
elektronischen Bauteilen liegt
deren Verbindung auf Leiterplatten
heute zunehmend in der Hand mit-
telständischer Unternehmen. Diese
haben gelernt, im globalen Wettbe-
werb zu bestehen.
Die Mikroelektronik bleibt eine
Schlüsseltechnologie mit riesigem
Marktpotential. Dennoch ist es
wegen der scharfen globalen Kon-
kurrenz nicht leicht, damit Geld zu
verdienen. Besonders schwer haben
es mittelständische Leiterplatten-
und Baugruppenbestückungs-
Dienstleister. Diese haben auf dem
schwierigen Käufermarkt nur dann
eine Chance, wenn sie sich im Zuge
der arbeitsteiligen Spezialisierung
der Einzelunternehmen als fachlich
kompetente und verläßliche Partner
quasi-monopolistischer Großab-
nehmer in überregionalen Wert-
schöpfungsketten profilieren.
Starker Kostendruckführte zu Firmenaufgaben
Angesichts der atemberaubenden
Geschwindigkeit des technologi-
schen Wandels auf diesem Gebiet
können dabei ihre im Vergleich zu
Großunternehmen höhere Ent-
scheidungsgeschwindigkeit, größe-
re tarifliche Flexibilität, bessere
Kommunikation, engere Kundeno-
Deutschland mit jährlich um 6 bis
6,5% etwas schwächer als im Welt-
durchschnitt wachsenden Leiter-
plattenmarkt mit einem Volumen
von derzeit rund 3 Mrd. DM zu beste-
hen und sogar wieder Aufträge aus
Fernost zurückzuholen.
Miniaturisierungwar große Herausforderung
Eine besondere Herausforderung
stellt die infolge rasch zunehmender
mobiler Anwendungen (vor allem in
der mobilen Telekommunikation
und in der Automobilelektronik)
geforderte sprunghafte Miniaturi-
sierung von Leiterplatten und Bau-
gruppen dar. Zur Zeit wächst der
Markt für portable Kommunikati-
onsgeräte jährlich um 25 bis 30%.
Schon im Jahre 2010, so schätzen
Fachleute, sollen 60% aller neu her-
gestellten Elektronikprodukte por-
tabel sein. Im Schnitt nimmt die den
Designern und Bestückern zur Ver-
fügung stehende Leiterplatten-
fläche jedes Jahr um 5% ab. Gleich-
zeitig verzehnfacht sich die Leistung
elektronischer Schaltungen alle
fünf bis zehn Jahre. Die „Ver-
drahtungen“ werden dabei so fein,
daß sie mit dem bloßen Auge kaum
noch wahrgenommen werden kön-
nen (Bild 1). Leiterbreiten von
150 µm sind Stand der Technik.
Schon zu Beginn des 21. Jahr-
hunderts sollen die Verarbeiter Lei-
terbreiten bis hinunter auf 50 µm,
das heißt feiner als ein menschli-
ches Haar, sowie Bohrungen von
0,3 mm und gelaserte Mikrovias
(Sacklochbohrungen zur Durch-
kontaktierung sequentiell aufge-
bauter Schaltungsträger) bis hin-
unter auf 15 µm beherrschen kön-
nen. Solche feinen Strukturen kön-
nen nicht mehr nachträglich auf
ihre Funktion geprüft werden. Statt
auf die Prüfung fertiger Produkte
müssen sich die Hersteller und
Bestücker von Leiterplatten nun
also auf die Konzeption fehlerfreier
Verarbeitungsprozesse konzentrie-
ren (Bild 2).
Eine große Herausforderung ist
dabei auch die rasch wachsende
rientierung, geringere Overhead-
Kosten und größere Innova-
tionsfreude zu entscheidenden
Trümpfen werden. Um diese aus-
spielen zu können, brauchten mit-
telständische Unternehmen jedoch
eine adäquate Internationalisie-
rungsstrategie, betonte Felix Hess
von der Unternehmensberatung
Roland Berger & Partner auf einer
Fachtagung der VDE/VDI-Gesell-
schaft Mikroelektronik, Mikro- und
Feinwerktechnik (GMM) am 8. und
9. März 1999 in Bad Nauheim.
Der Preisverfall für elektronische
Baugruppen und Dienstleistungen
begann bereits Anfang der 80er
Jahre. Zu Beginn der 90er Jahre
begannen dann große Firmen wie
Siemens oder Hewlett Packard, ihre
eigene Leiterplattenfertigung an
mittelständische Dienstleister aus-
zulagern. Bei diesen führte der
starke Kostendruck zu einer Markt-
bereinigung. Ihre Zahl halbierte
sich. Von den 1991/92 in Gesamt-
deutschland tätigen 350 Leiterplat-
tenherstellern sind nur etwa 170
übriggeblieben. Diese haben
gelernt, auch gegenüber Konkur-
renten aus Fernost auf dem in
54 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
ELEKTRONISCHE BAUGRUPPEN
Entwicklung, Management und Logistikder Leiterplatten- und BaugruppentechnikDie Entwicklung der Leiterplat-
ten- und Baugruppentechnik geht
hin zu feineren Strukturen; Leiter-
breiten von 150 µm sind Stand
der Technik. Schon zu Beginn des
21. Jahrhunderts sollen die Verar-
beiter Leiterbreiten bis hinunter
auf 50 µm, das heißt feiner als ein
menschliches Haar, sowie Bohrun-
gen von 0,3 mm und gelaserte
Microvias bis hinunter auf 15 µm
beherrschen können.
EDGAR GÄRTNER
Edgar Gärtner ist Fachjournalist in 65933
Frankfurt, Tel. (0 69) 38 03 04 53, Fax (0 69)
3 80 84 15.
Bild 1: Vergrößerte Darstellung
einer Leiterplatinenstruktur mit
einer Linienbreite von 60 µm und
einem Linienabstand von 40 µm.
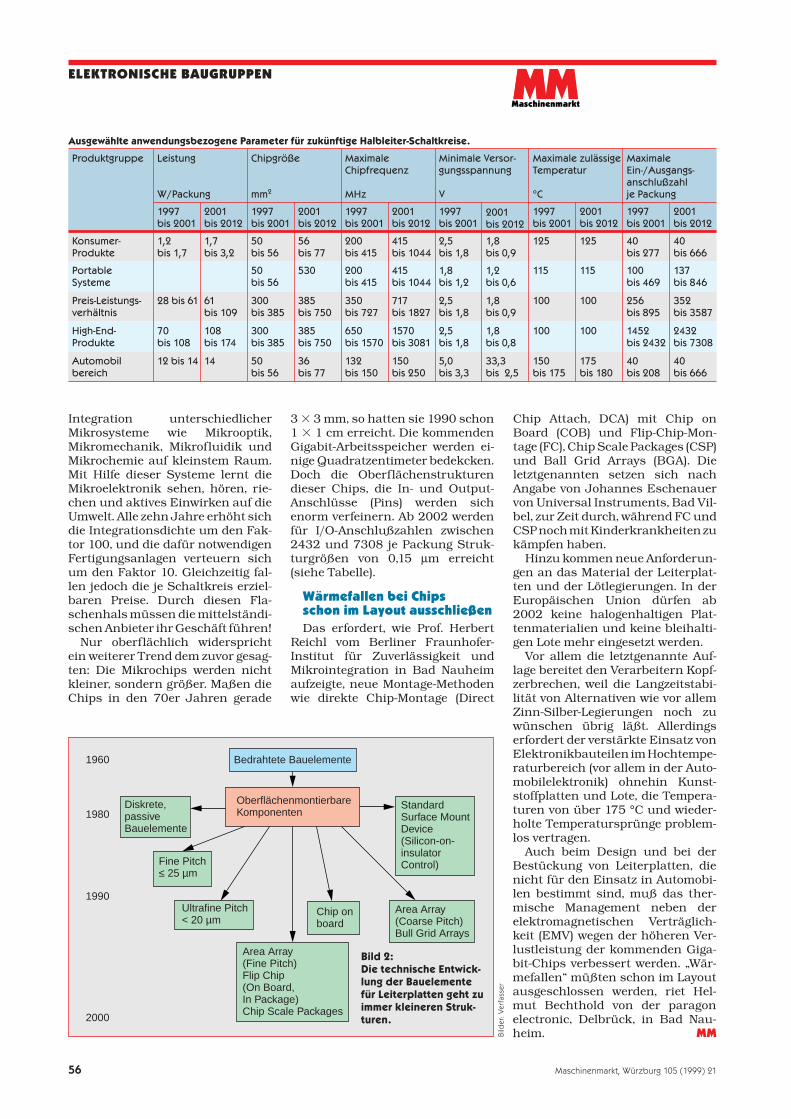
Integration unterschiedlicher
Mikrosysteme wie Mikrooptik,
Mikromechanik, Mikrofluidik und
Mikrochemie auf kleinstem Raum.
Mit Hilfe dieser Systeme lernt die
Mikroelektronik sehen, hören, rie-
chen und aktives Einwirken auf die
Umwelt. Alle zehn Jahre erhöht sich
die Integrationsdichte um den Fak-
tor 100, und die dafür notwendigen
Fertigungsanlagen verteuern sich
um den Faktor 10. Gleichzeitig fal-
len jedoch die je Schaltkreis erziel-
baren Preise. Durch diesen Fla-
schenhals müssen die mittelständi-
schen Anbieter ihr Geschäft führen!
Nur oberflächlich widerspricht
ein weiterer Trend dem zuvor gesag-
ten: Die Mikrochips werden nicht
kleiner, sondern größer. Maßen die
Chips in den 70er Jahren gerade
3 3 3 mm, so hatten sie 1990 schon
1 3 1 cm erreicht. Die kommenden
Gigabit-Arbeitsspeicher werden ei-
nige Quadratzentimeter bedekcken.
Doch die Oberflächenstrukturen
dieser Chips, die In- und Output-
Anschlüsse (Pins) werden sich
enorm verfeinern. Ab 2002 werden
für I/O-Anschlußzahlen zwischen
2432 und 7308 je Packung Struk-
turgrößen von 0,15 µm erreicht
(siehe Tabelle).
Wärmefallen bei Chipsschon im Layout ausschließen
Das erfordert, wie Prof. Herbert
Reichl vom Berliner Fraunhofer-
Institut für Zuverlässigkeit und
Mikrointegration in Bad Nauheim
aufzeigte, neue Montage-Methoden
wie direkte Chip-Montage (Direct
Chip Attach, DCA) mit Chip on
Board (COB) und Flip-Chip-Mon-
tage (FC), Chip Scale Packages (CSP)
und Ball Grid Arrays (BGA). Die
letztgenannten setzen sich nach
Angabe von Johannes Eschenauer
von Universal Instruments, Bad Vil-
bel, zur Zeit durch, während FC und
CSP noch mit Kinderkrankheiten zu
kämpfen haben.
Hinzu kommen neue Anforderun-
gen an das Material der Leiterplat-
ten und der Lötlegierungen. In der
Europäischen Union dürfen ab
2002 keine halogenhaltigen Plat-
tenmaterialien und keine bleihalti-
gen Lote mehr eingesetzt werden.
Vor allem die letztgenannte Auf-
lage bereitet den Verarbeitern Kopf-
zerbrechen, weil die Langzeitstabi-
lität von Alternativen wie vor allem
Zinn-Silber-Legierungen noch zu
wünschen übrig läßt. Allerdings
erfordert der verstärkte Einsatz von
Elektronikbauteilen im Hochtempe-
raturbereich (vor allem in der Auto-
mobilelektronik) ohnehin Kunst-
stoffplatten und Lote, die Tempera-
turen von über 175 °C und wieder-
holte Temperatursprünge problem-
los vertragen.
Auch beim Design und bei der
Bestückung von Leiterplatten, die
nicht für den Einsatz in Automobi-
len bestimmt sind, muß das ther-
mische Management neben der
elektromagnetischen Verträglich-
keit (EMV) wegen der höheren Ver-
lustleistung der kommenden Giga-
bit-Chips verbessert werden. „Wär-
mefallen“ müßten schon im Layout
ausgeschlossen werden, riet Hel-
mut Bechthold von der paragon
electronic, Delbrück, in Bad Nau-
heim. MMBild
er: V
erfa
sser
Ausgewählte anwendungsbezogene Parameter für zukünftige Halbleiter-Schaltkreise.
28 bis 61
Portable
Systeme
1,2
bis 1,7
1997
bis 2001
Produktgruppe
61
bis 109
1,7
bis 3,2
2001
bis 2012
Leistung
W/Packung
300
bis 385
50
bis 56
50
bis 56
1997
bis 2001
385
bis 750
530
56
bis 77
2001
bis 2012
Chipgröße
mm2
350
bis 727
200
bis 415
200
bis 415
1997
bis 2001
717
bis 1827
415
bis 1044
415
bis 1044
2001
bis 2012
Maximale
Chipfrequenz
MHz
70
bis 108
108
bis 174
300
bis 385
385
bis 750
650
bis 1570
1570
bis 3081
12 bis 14 14 50
bis 56
36
bis 77
132
bis 150
150
bis 250
5,0
bis 3,3
2,5
bis 1,8
2,5
bis 1,8
1,8
bis 1,2
2,5
bis 1,8
1997
bis 2001
33,3
bis 2,5
1,8
bis 0,8
1,8
bis 0,9
1,2
bis 0,6
1,8
bis 0,9
2001
bis 2012
Minimale Versor-
gungsspannung
V
150
bis 175
100
100
115
125
1997
bis 2001
175
bis 180
100
100
115
125
2001
bis 2012
Maximale zulässige
Temperatur
°C
40
bis 208
1452
bis 2432
256
bis 895
100
bis 469
40
bis 277
1997
bis 2001
40
bis 666
2432
bis 7308
352
bis 3587
137
bis 846
40
bis 666
2001
bis 2012
Preis-Leistungs-
verhältnis
High-End-
Produkte
Automobil
bereich
Konsumer-
Produkte
Maximale
Ein-/Ausgangs-
anschlußzahl
je Packung
Bedrahtete Bauelemente
Oberflächenmontierbare Komponenten
Diskrete,passiveBauelemente
Fine Pitch≤ 25 µm
Ultrafine Pitch< 20 µm
Chip onboard
StandardSurface Mount Device(Silicon-on-insulator Control)
Area Array(Coarse Pitch)Bull Grid Arrays
Area Array(Fine Pitch)Flip Chip(On Board,In Package)Chip Scale Packages
1960
1980
1990
2000
Bild 2:
Die technische Entwick-
lung der Bauelemente
für Leiterplatten geht zu
immer kleineren Struk-
turen.
56 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
ELEKTRONISCHE BAUGRUPPEN
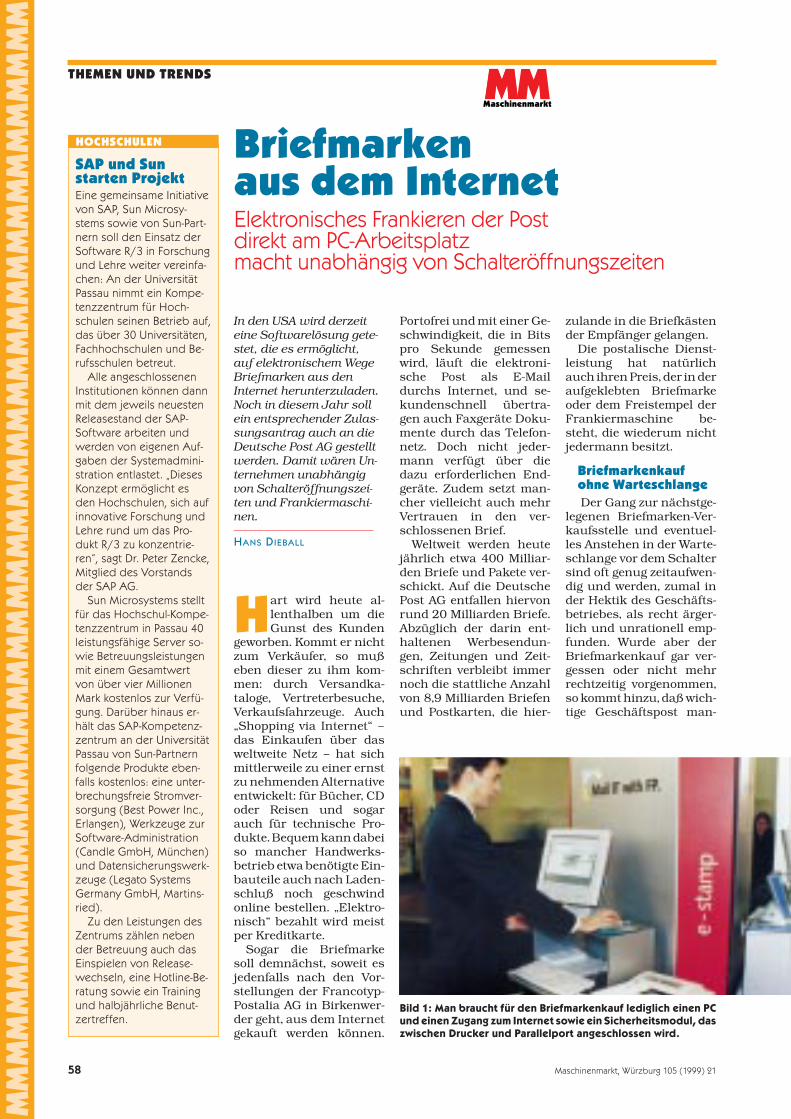
Portofrei und mit einer Ge-
schwindigkeit, die in Bits
pro Sekunde gemessen
wird, läuft die elektroni-
sche Post als E-Mail
durchs Internet, und se-
kundenschnell übertra-
gen auch Faxgeräte Doku-
mente durch das Telefon-
netz. Doch nicht jeder-
mann verfügt über die
dazu erforderlichen End-
geräte. Zudem setzt man-
cher vielleicht auch mehr
Vertrauen in den ver-
schlossenen Brief.
Weltweit werden heute
jährlich etwa 400 Milliar-
den Briefe und Pakete ver-
schickt. Auf die Deutsche
Post AG entfallen hiervon
rund 20 Milliarden Briefe.
Abzüglich der darin ent-
haltenen Werbesendun-
gen, Zeitungen und Zeit-
schriften verbleibt immer
noch die stattliche Anzahl
von 8,9 Milliarden Briefen
und Postkarten, die hier-
zulande in die Briefkästen
der Empfänger gelangen.
Die postalische Dienst-
leistung hat natürlich
auch ihren Preis, der in der
aufgeklebten Briefmarke
oder dem Freistempel der
Frankiermaschine be-
steht, die wiederum nicht
jedermann besitzt.
Briefmarkenkaufohne Warteschlange
Der Gang zur nächstge-
legenen Briefmarken-Ver-
kaufsstelle und eventuel-
les Anstehen in der Warte-
schlange vor dem Schalter
sind oft genug zeitaufwen-
dig und werden, zumal in
der Hektik des Geschäfts-
betriebes, als recht ärger-
lich und unrationell emp-
funden. Wurde aber der
Briefmarkenkauf gar ver-
gessen oder nicht mehr
rechtzeitig vorgenommen,
so kommt hinzu, daß wich-
tige Geschäftspost man-
In den USA wird derzeit
eine Softwarelösung gete-
stet, die es ermöglicht,
auf elektronischem Wege
Briefmarken aus den
Internet herunterzuladen.
Noch in diesem Jahr soll
ein entsprechender Zulas-
sungsantrag auch an die
Deutsche Post AG gestellt
werden. Damit wären Un-
ternehmen unabhängig
von Schalteröffnungszei-
ten und Frankiermaschi-
nen.
HANS DIEBALL
Hart wird heute al-
lenthalben um die
Gunst des Kunden
geworben. Kommt er nicht
zum Verkäufer, so muß
eben dieser zu ihm kom-
men: durch Versandka-
taloge, Vertreterbesuche,
Verkaufsfahrzeuge. Auch
„Shopping via Internet“ –
das Einkaufen über das
weltweite Netz – hat sich
mittlerweile zu einer ernst
zu nehmenden Alternative
entwickelt: für Bücher, CD
oder Reisen und sogar
auch für technische Pro-
dukte. Bequem kann dabei
so mancher Handwerks-
betrieb etwa benötigte Ein-
bauteile auch nach Laden-
schluß noch geschwind
online bestellen. „Elektro-
nisch“ bezahlt wird meist
per Kreditkarte.
Sogar die Briefmarke
soll demnächst, soweit es
jedenfalls nach den Vor-
stellungen der Francotyp-
Postalia AG in Birkenwer-
der geht, aus dem Internet
gekauft werden können.
Briefmarkenaus dem InternetElektronisches Frankieren der Postdirekt am PC-Arbeitsplatzmacht unabhängig von Schalteröffnungszeiten
58 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
THEMEN UND TRENDS
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
SAP und Sunstarten ProjektEine gemeinsame Initiativevon SAP, Sun Microsy-stems sowie von Sun-Part-nern soll den Einsatz derSoftware R/3 in Forschungund Lehre weiter vereinfa-chen: An der UniversitätPassau nimmt ein Kompe-tenzzentrum für Hoch-schulen seinen Betrieb auf,das über 30 Universitäten,Fachhochschulen und Be-rufsschulen betreut.
Alle angeschlossenenInstitutionen können dannmit dem jeweils neuestenReleasestand der SAP-Software arbeiten undwerden von eigenen Auf-gaben der Systemadmini-stration entlastet. „DiesesKonzept ermöglicht esden Hochschulen, sich aufinnovative Forschung undLehre rund um das Pro-dukt R/3 zu konzentrie-ren“, sagt Dr. Peter Zencke,Mitglied des Vorstandsder SAP AG.
Sun Microsystems stelltfür das Hochschul-Kompe-tenzzentrum in Passau 40leistungsfähige Server so-wie Betreuungsleistungenmit einem Gesamtwertvon über vier MillionenMark kostenlos zur Verfü-gung. Darüber hinaus er-hält das SAP-Kompetenz-zentrum an der UniversitätPassau von Sun-Partnernfolgende Produkte eben-falls kostenlos: eine unter-brechungsfreie Stromver-sorgung (Best Power Inc.,Erlangen), Werkzeuge zurSoftware-Administration(Candle GmbH, München)und Datensicherungswerk-zeuge (Legato SystemsGermany GmbH, Martins-ried).
Zu den Leistungen desZentrums zählen nebender Betreuung auch dasEinspielen von Release-wechseln, eine Hotline-Be-ratung sowie ein Trainingund halbjährliche Benut-zertreffen.
HOCHSCHULEN
Bild 1: Man braucht für den Briefmarkenkauf lediglich einen PC
und einen Zugang zum Internet sowie ein Sicherheitsmodul, das
zwischen Drucker und Parallelport angeschlossen wird.

gels Briefmarken nicht
mehr zeitgerecht abgefer-
tigt werden kann.
Schön wär’s, wenn es da
Abhilfe gäbe, meinten die
Marketing-Strategen von
Francotyp-Postalia und
stellten auf der diesjähri-
gen Cebit die Briefmarke
aus dem Internet vor, eine
Softwarelösung, die von
dem amerikanischen Un-
ternehmen E-Stamp im
kalifornischen Silicon Val-
ley entwickelt wurde. An
dem Projekt sind neben
Francotyp-Postalia auch
die Microsoft Corporation,
Compaq Computer Corpo-
ration sowie das Kommu-
nikationsunternehmen
AT & T beteiligt.
Die per Computer (Bild
1) praktisch aus dem In-
ternet geholte, elektro-
nisch generierte Briefmar-
ke wird von dem ange-
schlossenen Tintenstrahl-
oder Laserdrucker direkt
auf die Briefhülle ge-
druckt. Aber auch auf den
Brief selbst kann das ge-
schehen, wobei allerdings
die Briefhülle etwas zu ver-
ändern ist: Nicht nur das
Anschriftenfeld, sondern
auch Absenderangabe
und elektronisch aufge-
druckte Briefmarke müs-
sen aus entsprechenden
Fenstern in der Briefhülle
sichtbar sein (Bild 2).
Während sich nämlich die
aufgeklebte Briefmarke
durch den Stempelauf-
druck der Post als entwer-
tet „verifizieren“ läßt, wer-
den hierzu bei der elektro-
nischen Briefmarke deren
Barcode sowie die Absen-
der- und Adreßangabe her-
angezogen und in nach
mathematisch-statisti-
schen Verfahren ausge-
wählten Stichproben auf
etwaige mißbräuchliche
(Mehrfach-)Verwendung
oder gar Fälschung über-
prüft.
Wer sich für das künftig
„elektronische“ Frankie-
ren seiner Post entschei-
det, braucht die Portower-
te nicht etwa einzeln aus
dem Internet herunterzu-
laden. Vielmehr wurde zu-
gleich ein etwa markstück-
großer „Tresor“ entwickelt,
der als Sicherheitsmodul
einfach auf der Rückseite
des PC zwischen Drucker
und Parallelport ange-
schlossen wird und die
über das Internet herun-
tergeladenen Portowerte
sicher und problemlos
speichert. Ist das darin ge-
speicherte Guthaben auf-
gebraucht, wird es über
eine Online-Verbindung
zum E-Stamp-Server ein-
fach nachgeladen.
Testphase in den USAist noch abzuwarten
Unabhängig von Schal-
teröffnungszeiten können
damit künftig Briefschrei-
ber Portowerte in der indi-
viduell gewünschten Men-
ge jederzeit aus dem Inter-
net „kaufen“ beziehungs-
weise abrufen.
Leider werden sie sich
damit – jedenfalls hierzu-
lande – noch einige Zeit
gedulden müssen. Denn
zunächst gilt es, die seit
fast einem Jahr im
Großraum Washington
und im Gebiet um San
Francisco laufende Test-
phase der amerikani-
schen Post abzuwarten.
Aufgrund der bisher guten
Ergebnisse wird die end-
gültige Zulassung des Ver-
fahrens laut den Aussagen
von Francotyp-Postalia
noch in der ersten Hälfte
dieses Jahres erwartet.
Erst dann wird ein ent-
sprechender Zulassungs-
antrag auch an die Deut-
sche Post AG gestellt wer-
den und diese sich damit
befassen können.
Großes Interesse am
Briefmarkenkauf aus dem
Internet erhofft sich inzwi-
schen Francotyp-Postalia
aufgrund einer Marktstu-
die vom Dezember vorigen
Jahres und erwartet ein
Marktpotential von etwa
50 000 Käufern in
Deutschland. „Wir rech-
nen damit“, sagt Marke-
tingleiter-Leiter Klaus
Gettwart, „daß dieses Käu-
ferpotential noch weiter
wächst, wie auch die Ak-
zeptanz von E-Commerce-
Angeboten zur Zeit in
Deutschland rapide zu-
nimmt.“ Zielgruppe sind
dabei vor allem Freibe-
rufler, sogenannte Soho-
Büros (Soho steht für
Small Office – Home Of-
fice) wie auch jene kleine-
ren 2,9 Millionen Unter-
nehmen mit weniger als 10
Beschäftigten, von denen
heute bereits 20% (das
sind 580 000 Unterneh-
men) einen Internet-Zu-
gang besitzen – Tendenz
steigend. Hinzu kommt,
daß gerade bei den sehr
kleinen Unternehmen oft
keine Frankiermaschine
vorhanden ist.
Sicherheits-Checkssind zu durchlaufen
Als wichtiges Schlüssel-
land in Europa ist
Deutschland zugleich wei-
terer Meilenstein auf dem
weltweiten Zulassungs-
pfad. Sicherlich wird auch
die Deutsche Post AG als
„Big Player“ im globalen
Geschäft mit Postdienst-
leistungen einer zweifellos
recht interessanten Inno-
vation wie des Stamp-
Shopping per Internet
kaum im Wege stehen kön-
nen und wollen.
Bis das Verfahren aller-
dings alle noch erforderli-
chen Sicherheitsprüfun-
gen durchlaufen hat, wird
der Portowert gewiß dann
nur noch in Euro zu zah-
len sein. Die Einprogram-
mierung der Zweigleisig-
keit von D-Mark und Euro
kann damit eigentlich ent-
fallen. MM
Maschinenmarkt, Würzburg 105 (1999) 21 59
THEMEN UND TRENDS
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
Bild
er: F
ranc
oty
p P
ost
alia
Bild 2: Anschriftenfeld, Absenderangabe und elektronisch auf-
gedruckte Briefmarke müssen in entsprechenden Fenstern der
Briefhülle sichtbar sein.
Eine bislang nicht ge-
kannte Gefahr geht von
selbstgebrannten alten
Sicherungs-CD-ROM für
Computerdaten aus; denn
sie sind nicht mehr zu lö-
schen. Für den Schutz sen-
sibler Daten kam jetzt ein
Shredder auf den Markt,
der CD-Scheiben und Dis-
ketten samt Metallteilen
zerkleinert.
Der Shredder hat ein Ge-
wicht von 15 kg und zer-
stäubt in 20 Sekunden die
Datenplatten.
Alpenland Datenschutz,
82284 Grafrath,
Tel. (0 81 44) 9 80 00,
www.alpenland.com
Shredder zerkleinert CD-ROM und Disketten

Maschinenmarkt
Die Entwicklungen sind
meist Teamprojekte ver-
schiedener Standorte
(Bild 1). Und das bedeutet:
Für ein gemeinsames
Brainstorming, für Ab-
sprachen oder Korrektu-
ren müssen die Mitarbei-
ter reisen – ein erhebli-
cher Zeit- und Kostenfak-
tor. „Gerade im Bereich
Turbo-Antriebstechnik
gibt es einen großen Ab-
stimmungsbedarf“, sagt
Andreas Weidner, Leiter
PC Benutzerservice, Sy-
stemtechnik PC-Netz und
Telekommunikation bei
der Tochterfirma Voith
Dienstleistungen. „Des-
halb hat man entschieden,
Videokonferenzsysteme
einzusetzen.“
Konstruktionper Videokonferenz
Mit Videoconferencing
können jederzeit „Mee-
tings“ über die Entfernung
hinweg in Ton, Bild und so-
gar im Datenaustausch
abgehalten werden. Der
Markt bietet Systeme jeder
Größenordnung und für
jeden Bedarf (Bild 2) – von
der Desktop-Lösung, die
den PC zum Videoconfe-
rencing-Gerät aufrüstet,
bis hin zu großen festin-
stallierten Anlagen, soge-
nannten Raumsystemen.
Aber nicht jedes System
erfüllt auch alle Anforde-
rungen. Deshalb hat Weid-
ner zunächst Standards
definiert. „Wir wollten eine
Kommunikationsplatt-
form im Unternehmen
schaffen. Deshalb suchten
wir ein System, das einfach
in die gesamte IT-Infra-
struktur eingebunden
werden kann und Zugriff
auf den Netzwerk-Server
bietet, speziell im LAN.“ Die
Einbindung ins Local Area
Network wünschte Weid-
ner, um die vielen Funktio-
nen dieser Technik auch
nutzen zu können: „Wir ha-
ben dann Zugriff auf alle
Programme des PC-Netz-
werkes sowie auf Anwen-
dungen, die über den
Großrechner laufen, und
können Videokonferenz-
systeme wie einen PC nut-
zen.“ Wichtig war Weidner
Regine Pfeiffer ist freie Journali-
stin in München. Weitere Infor-
mationen: VTEL Deutschland
GmbH, 89423 Gundelfingen, Tel.
(0 90 73) 83-1 86, Fax (0 90 73)
83-1 89.
Schadensfallbeurteilung
an Lokomotiven, Vertrags-
verhandlungen mit Kun-
den oder Getriebeentwick-
lung für Nutzfahrzeuge –
alles gleichzeitig rund um
den Globus: Der Maschi-
nenbaukonzern Voith setzt
Videokonferenzsysteme
als unternehmensweite
Kommunikationsplattform
ein.
REGINE PFEIFFER
Seit ihren Anfängen
Mitte des vergange-
nen Jahrhunderts
hat sich die Heidenheimer
Schlosserei Voith zu ei-
nem internationalen Kon-
zern entwickelt. Heute
wird mit Voith-Turbinen
rund ein Drittel der welt-
weit aus Wasserkraft ge-
wonnenen elektrischen
Energie erzeugt – über
30% der gesamten Papier-
produktion wird auf Anla-
gen von Voith hergestellt.
Auf Wasser, Straße und
Schiene werden Fahrzeu-
ge mit Voith-Produkten an-
getrieben. Rund 3,7 Mrd.
DM erzielte der Maschi-
nenbaukonzern im Ge-
schäftsjahr 1997/98 mit
seinen Tochtergesell-
schaften und Standorten
weltweit. Über 12 000 Mit-
arbeiter entwickeln, kon-
struieren und produzieren
– allein 1997 wurden 300
neue Patente angemeldet.
Mit der Kamerains Getriebe sehenJederzeit und über alle Entfernungen hinwegvirtuelle Meetings mit Ton, Bildund sogar Datenaustausch abhalten
60 Maschinenmarkt, Würzburg 105 (1999) 21
VIDEOKONFERENZEN
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
aber auch der Konferenz-
komfort: Raumsysteme
mit zwei Monitoren sollten
es sein, ausgestattet bei-
spielsweise auch mit Do-
kumentenkamera und
VGA-Konverter für den An-
schluß von Notebooks.
Nach einem Test mit Sy-
stemen verschiedener Her-
steller wurden Mitte 1997
die ersten Anlagen des Vi-
deoconferencing-Anbie-
ters VTEL in der Voith Tur-
bo Antriebstechnik GmbH
und Anfang 1998 auch in
der Voith Sulzer Papier-
technik GmbH installiert.
Mittlerweile sind in
Deutschland die Standor-
te Heidenheim, Crails-
heim, München und Ra-
vensburg mit Geräten aus-
gerüstet. Auch St. Pölten in
Österreich und Sao Paulo
in Brasilien sind über die-
se Technik verbunden.
Innovativer Auftrittbeim Kunden
Während in der Regel die
Ersparnis von Zeit und
Reisekosten als die größ-
ten Pluspunkte gesehen
werden, seien bei Voith
auch qualitative Punkte
ausschlaggebend gewe-
sen. „Wir wollen Videokon-
ferenzsysteme nicht nur
im Eigenbedarf einsetzen,
sondern uns auch innova-
tiv gegenüber den Kunden
zeigen“, so Weidner. Erst
im nachhinein haben sich
weitere Vorteile herauskri-
stallisiert. „Beispielsweise
kann in einem Gemein-
schaftsprojekt mit einem
japanischen Unterneh-
men ein weitaus größerer
Personenkreis in die di-
rekte Kommunikation ein-
gebunden werden.“ Tur-
nusmäßig alle zwei Wo-
chen spricht sich das Pro-
jektteam via Videokonfe-
renz zwischen Heiden-
heim und Japan ab.
„Bei diesen Abstimmun-
gen sitzen immer genau
die Spezialisten mit am
Tisch, die gerade ge-
braucht werden“, sagt der
Projektleiter Martin Becke.
„Rückfragen bei Details
Bild 1: In Österreich steht die nach Unternehmensangaben lei-
stungsstärkste Papierherstellungsanlage der Welt. Die Anlage
entstand in enger Zusammenarbeit mit dem Kunden.

können so schnell geklärt
werden.“ Die Dokumen-
tenkamera wird dabei
häufig genutzt, „wir kön-
nen Skizzen machen oder
eine Zeichnung diskutie-
ren. Gerade weil beide Sei-
ten in einer Fremdsprache
kommunizieren, erleich-
tert das unsere Meetings.“
Mit der Dokumentenka-
mera können nicht nur
Charts und Papiervorla-
gen digital auf die andere
Seite des Globus übertra-
gen werden. Die Ge-
sprächspartner haben
auch dreidimensionale
Objekte vor Augen (Bild 3).
Wenn die beiden Unter-
nehmen sich vernetzen,
wählt der deutsche Stand-
ort den Partner in Japan
über ISDN im öffentlichen
Telefonnetz an. Eine ein-
stündige Verbindung ko-
stet rund 800 DM. „Von Ja-
pan aus ist es merklich
teurer“, meint Becke. Das
funktioniere ohne Proble-
me, obwohl der japanische
Partner das Gerät eines
anderen Herstellers nutzt.
Denn die Systeme von
VTEL seien kompatibel.
Getriebeentwicklungin virtuellem Meeting
Aber nicht nur die japa-
nische Telefonnummer
wird regelmäßig angeru-
fen. Ebenfalls alle zwei Wo-
chen wird auch mit Mün-
chen konferiert. Dort sitzt
die Fertigung des Berei-
ches Nutzfahrzeuggetrie-
be. In diese Besprechun-
gen werden alle Abteilun-
gen integriert, von der Kon-
struktion über die Ver-
suchsabteilung Industrial
Engineering, Qualitätssi-
cherung bis hin zum Kun-
dendienst und Vertrieb.
Der Bildtransfer ist
auch abhängig von den
Übertragungskapazitäten
der Leitungen. Niedrige
Bandbreiten führen beim
Videoconferencing zu
Qualitätsverlusten. Um
die virtuellen Besprechun-
gen nicht von der Netz-
werkauslastung des Un-
ternehmens abhängig zu
machen, hat Andreas
Weidner die Konfiguration
entsprechend konzipiert:
Die PC-Funktionen laufen
über das LAN, die Video-
konferenzverbindung
über das Telefon.
Weidner mußte für die
Nutzung von Videokonfe-
renzen „erst einmal Bereit-
schaft wecken“. Diese und
andere Technologien wie
„Mobil Computing“ und
„Internet/Intranet“ wur-
den einem ausgewählten
Teilnehmerkreis an einem
„Tag der Kommunikation“
von Voith Dienstleistun-
gen nähergebracht, die
ihre Erfahrungen und Ser-
vices nicht nur intern an-
Maschinenmarkt, Würzburg 105 (1999) 21 61
VIDEOKONFERENZEN
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
Für die Verbindung in Tonund Bild sind Videokon-ferenzsysteme ausgestat-tet mit einem Monitor,Mikrofon und Kamera, diees in verschiedenen Aus-führungen gibt. Beispiels-weise ist Smart Trak vonVTEL stimmaktiviert undhat zwei Kameras in einemGerät. So sorgt es für sanf-te Bildschnitte, wenn derRedner wechselt. Herz-
Verbindung von Ton und Bild
VIDEOKONFERENZSYSTEME
stück eines VTEL-Systemsist ein PC. So können dievielen Funktionen wieInternet-Zugriff, E-Mailoder auch das sogenannteApplication Sharing ge-nutzt werden. Dabei kön-nen die Gesprächspartnerverschiedener Standortewährend einer Konferenzgemeinsam an einer Dateioder in einem Programmarbeiten.

bieten, sondern auch ex-
ternen Kunden. Mittler-
weile ist die Einführungs-
phase beendet. Die Ver-
waltung der Systeme liegt
in des Hand des jeweiligen
Unternehmens. Bei Voith
Turbo treffen sich in der
Zwischenzeit sowohl die
Marktbereiche Straße,
Schiene und Industrie als
auch Produktgruppen wie
Turbogetriebe oder Retar-
der zur Liveschaltung zwi-
schen den Standorten.
Kurt Wobido, Prozeßma-
nager und Leiter techni-
sche Dokumentation im
Marktbereich Schiene, ist
von der Technik über-
zeugt: „Sie ist eine echte
Revolution in der Kommu-
nikation.“
Wobido plant bereits, die
Gruppenkonferenzen zu
erweitern auf Multipoint-
Verbindungen mit den
Desktops vom Arbeits-
platz aus; diese sollen im
LAN integriert werden. Be-
reits jetzt nutzt der Markt-
bereich Schiene in Video-
konferenzen das Firmen-
netz. Aber nicht nur regel-
mäßige Besprechungen
werden hier abgehalten.
Viele Vorverhandlungen
mit Kunden werden via Vi-
deokonferenz geführt.
Besonders interessant
findet Wobido die Techno-
logie, wenn es um Scha-
densbeurteilung bei even-
tuellen Ausfällen der Ge-
triebe geht. Beschädigte
Objekte wie beispielsweise
Zahnräder oder Lager,
können vor Ort mit einer
Objektkamera digitali-
siert und einem Kreis von
Sachverständigen welt-
weit per Videokonferenz
zur Begutachtung über-
mittelt werden. Dienstrei-
sen werden so auf ein Mi-
nimum beschränkt. MM
62 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
VIDEOKONFERENZEN
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
Bild 2:
Mit dem roll-
baren Über-
tragungsgerät
lassen sich
auch in klei-
nen Betrieben
die Bedürfnis-
se nach fle-
xiblen Konfe-
renzmöglich-
keiten erfül-
len.
Bild 3:
Die Übertra-
gung von Kon-
struktionszei-
chungen läßt
sich bewerk-
stelligen mit
einem Video-
konferenzsy-
stem und an-
geschlossener
Dokumenten-
kamera.
Bild
: VTE
LBi
lder
: 1
Vo
ith, 2
und
3 V
TEL

Maschinenmarkt, Würzburg 105 (1999) 21 63
Maschinenmarkt
FIRMENSCHRIFTEN
Mobile Versorgungmit IndustriegasenDie Broschüre „Befristete
Gasversorgung schnell und
wirtschaftlich optimieren“ in-
formiert über neue Systeme
zur mobilen Versorgung mit
Industriegasen.
Westfalen AG,
48155 Münster,
Tel. (02 51) 6 95-3 05,
Fax (02 51) 6 95-1 29
Drehgeberin vielen VariantenAuf rund 175 Seiten werden in
dem Katalog „Drehgeberpro-
gramm 1999“ inkrementale
und absolute Drehgeber, Meß-
systeme sowie Zubehör vor-
gestellt.
Hengstler GmbH,
78554 Aldingen,
Tel. (0 74 24) 89-0,
Fax (0 74 24) 89-5 00
Schaltschränkeund ZubehörGegliedert in zehn Produkt-
gruppen, stellt der Katalog
„Schaltschranksysteme“
Wandschränke, Pulte, Stand-
schränke, Stromverteilungs-
systeme, 19-Zoll-Systeme, Da-
tenschränke sowie Zubehör
vor. Diesen Katalog gibt es
auch als CD-ROM.
Eldon GmbH,
64572 Büttelborn,
Tel. (0 61 52) 9 81 55,
Fax (0 61 52) 98 15 72
Komponentenzur AutomationDie 28seitige Broschüre „Au-
tomation“ informiert über
technische Daten und Eigen-
schaften von Komponenten
zur Automation. Angeboten
werden beispielsweise Hub-,
Linear- und Schwenkeinhei-
ten, Rundschalttische sowie
Parallelgreifer. Ergänzt wird
dieses Angebot von Zubehör,
Baugruppen, Steuerungen
und Einrichtungen zum Teile-
transfer.
Mader GmbH,
70771 Leinfelden,
Tel. (07 11) 79 72-0,
Fax (07 11) 79 72-1 60
Meßgeräteund WerkzeugeÜber neue Produkte wie Meß-
geräte und Oszilloskope von
Tektronix, Lötwerkzeuge und
Kabel informiert die Broschü-
re „Selection“.
Farnell Electronic Compo-
nents GmbH,
82041 Deisenhofen,
Tel. (0 89) 61 39 39 39,
Fax (0 89) 6 13 59 01
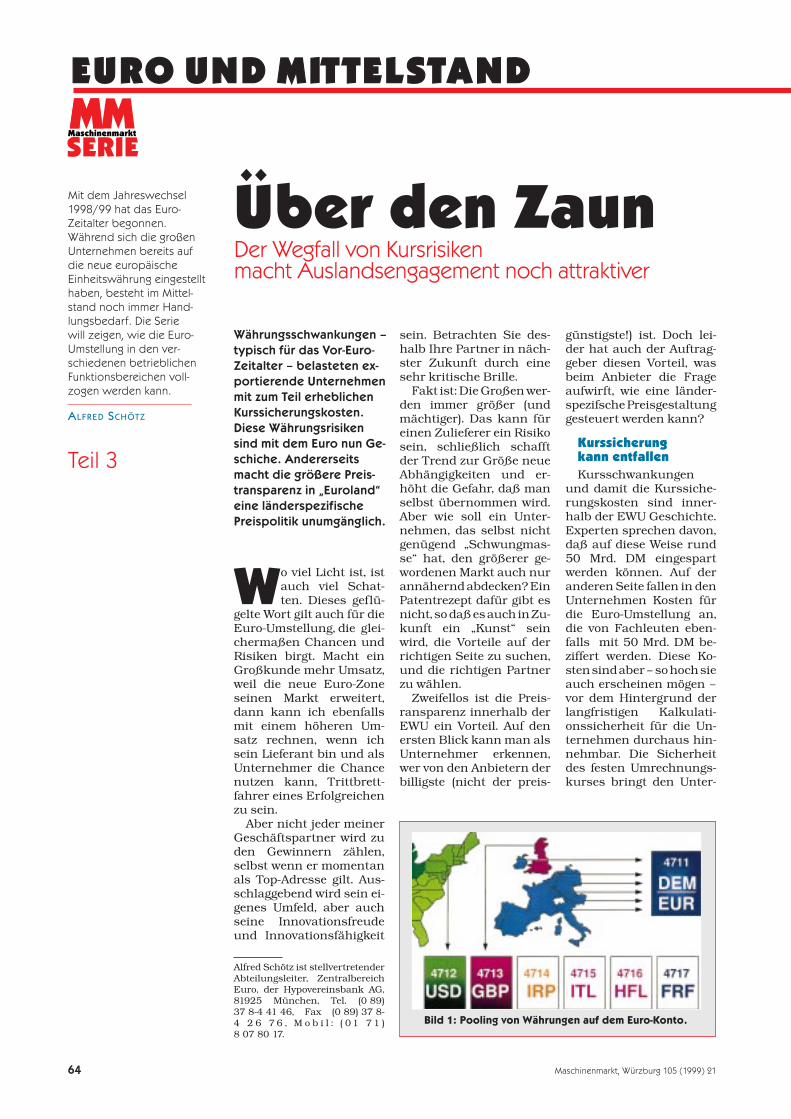
sein. Betrachten Sie des-
halb Ihre Partner in näch-
ster Zukunft durch eine
sehr kritische Brille.
Fakt ist: Die Großen wer-
den immer größer (und
mächtiger). Das kann für
einen Zulieferer ein Risiko
sein, schließlich schafft
der Trend zur Größe neue
Abhängigkeiten und er-
höht die Gefahr, daß man
selbst übernommen wird.
Aber wie soll ein Unter-
nehmen, das selbst nicht
genügend „Schwungmas-
se“ hat, den größerer ge-
wordenen Markt auch nur
annähernd abdecken? Ein
Patentrezept dafür gibt es
nicht, so daß es auch in Zu-
kunft ein „Kunst“ sein
wird, die Vorteile auf der
richtigen Seite zu suchen,
und die richtigen Partner
zu wählen.
Zweifellos ist die Preis-
ransparenz innerhalb der
EWU ein Vorteil. Auf den
ersten Blick kann man als
Unternehmer erkennen,
wer von den Anbietern der
billigste (nicht der preis-
günstigste!) ist. Doch lei-
der hat auch der Auftrag-
geber diesen Vorteil, was
beim Anbieter die Frage
aufwirft, wie eine länder-
spezifsche Preisgestaltung
gesteuert werden kann?
Kurssicherungkann entfallen
Kursschwankungen
und damit die Kurssiche-
rungskosten sind inner-
halb der EWU Geschichte.
Experten sprechen davon,
daß auf diese Weise rund
50 Mrd. DM eingespart
werden können. Auf der
anderen Seite fallen in den
Unternehmen Kosten für
die Euro-Umstellung an,
die von Fachleuten eben-
falls mit 50 Mrd. DM be-
ziffert werden. Diese Ko-
sten sind aber – so hoch sie
auch erscheinen mögen –
vor dem Hintergrund der
langfristigen Kalkulati-
onssicherheit für die Un-
ternehmen durchaus hin-
nehmbar. Die Sicherheit
des festen Umrechnungs-
kurses bringt den Unter-
Währungsschwankungen –
typisch für das Vor-Euro-
Zeitalter – belasteten ex-
portierende Unternehmen
mit zum Teil erheblichen
Kurssicherungskosten.
Diese Währungsrisiken
sind mit dem Euro nun Ge-
schiche. Andererseits
macht die größere Preis-
transparenz in „Euroland“
eine länderspezifische
Preispolitik unumgänglich.
Wo viel Licht ist, ist
auch viel Schat-
ten. Dieses geflü-
gelte Wort gilt auch für die
Euro-Umstellung, die glei-
chermaßen Chancen und
Risiken birgt. Macht ein
Großkunde mehr Umsatz,
weil die neue Euro-Zone
seinen Markt erweitert,
dann kann ich ebenfalls
mit einem höheren Um-
satz rechnen, wenn ich
sein Lieferant bin und als
Unternehmer die Chance
nutzen kann, Trittbrett-
fahrer eines Erfolgreichen
zu sein.
Aber nicht jeder meiner
Geschäftspartner wird zu
den Gewinnern zählen,
selbst wenn er momentan
als Top-Adresse gilt. Aus-
schlaggebend wird sein ei-
genes Umfeld, aber auch
seine Innovationsfreude
und Innovationsfähigkeit
64 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
EEUURROO UUNNDD MMIITTTTEELLSSTTAANNDD
SERIE
Über den ZaunDer Wegfall von Kursrisiken macht Auslandsengagement noch attraktiver
Mit dem Jahreswechsel1998/99 hat das Euro-Zeitalter begonnen.Während sich die großenUnternehmen bereits auf die neue europäischeEinheitswährung eingestellthaben, besteht im Mittel-stand noch immer Hand-lungsbedarf. Die Serie will zeigen, wie die Euro-Umstellung in den ver-schiedenen betrieblichenFunktionsbereichen voll-zogen werden kann.
ALFRED SCHÖTZ
Teil 3
Alfred Schötz ist stellvertretender
Abteilungsleiter, Zentralbereich
Euro, der Hypovereinsbank AG,
81925 München, Tel. (0 89)
37 8-4 41 46, Fax (0 89) 37 8-
4 2 6 7 6 , M o b i l : ( 0 1 7 1 )
8 07 80 17.
Bild 1: Pooling von Währungen auf dem Euro-Konto.

nehmen per Saldo voraus-
sichtlich größere Kosten-
vorteile.
Wenn ein Unternehmen
im Zuge der Europäischen
Währungsunion die Nach-
barländer mitbedienen
möchte, hat es folgende
Überlegungen anzustel-
len:© Sind die ausländischen
Märkte hinsichtlich Haf-
tungs- und Gewährlei-
stungsregelungen durch-
leuchtet? Jeder Markt hat
seine eigenen Gepflogen-
heiten und Gesetze.© Ist die „Kulanztraditi-
on“ dieser Märkte ausrei-
chend bekannt? Der Ver-
stoß gegen ungeschriebe-
ne Gesetze wurde schon
immer konsequent be-
straft.© Ist bei Gründung einer
Tochter ausreichendes
Know-how über die Steuer-
und Rechnungslegungs-
normen vorhanden? Das
Beiziehen eines versierten
Wirtschaftsprüfers im Vor-
feld kann im nachhinein
viele Illusionen und Fehl-
einschätzungen verhin-
dern, was bei der Grün-
dung ein ganz wichtiger
Faktor zu sein scheint.© Sind Informationen
über die sonstigen rechtli-
chen Regelungen be-
kannt? Ein Rechtsanwalt,
der beide Rechtssysteme
kennt, kann sicherlich
wertvolle Hinweise geben
und Mißverständnisse
vermeiden helfen.© Ist im Unternehmen
genügend interkulturelle
Kompetenz vorhanden,
um Fehler beim Umgang
mit den Kunden und den
„ortsansässigen“ Mitar-
beitern zu vermeiden.
Über diese Kompetenz
sollten zumindest diejeni-
gen Mitarbeiter verfügen,
die mit den neuen Kollegen
zusammenarbeiten. Rei-
bungsverluste im tägli-
chen Miteinander aus Un-
verständnis für den ande-
ren heraus kann sich kein
Unternehmer leisten.© Bin ich als Unterneh-
mer (auch innerlich) be-
reit, meine in Deutschland
bestens bewährte Fir-
menstrategie zu überar-
beiten und den jeweiligen
örtlichen Verhältnissen
anzupassen?
Der gemeinsame eu-
ropäische Währungsraum
bietet zwar neue Markt-
chancen, denen aber zahl-
reiche Risiken gegenüber-
steht, die bereits im Vorfeld
minimiert werden müs-
sen. Per se dürfte das ei-
gentlich keine größeren
Schwierigkeiten bereiten,
denn auch bisher mußte
sich ein Unternehmer im-
mer wieder auf Verände-
rungen einstellen. Nun
gibt es einen Grund mehr,
diese Tugend noch inten-
siver zu leben. Anderer-
seits ist es durchaus denk-
bar, daß man nach einge-
hender Analyse zu dem
Schluß kommt, daß alles
so weiterlaufen kann wie
bisher. Auch das ist akzep-
tabel, sofern die Chance
und Risiken hinreichend
abgewogen wurden.
Die Wagemutigenwerden gewinnen
Ob der Euro mehr Chan-
cen als Risiken birgt,
hängt weitgehend vom Un-
ternehmer ab. Trägt ein
Firmeninhaber die Be-
zeichnung Unternehmer
(kommt von „etwas unter-
nehmen“) zu recht, so wer-
den am größer geworde-
nen Markt die Chancen
überwiegen. Verdient er
diese Bezeichnung nicht,
so nehmen die Risiken
überhand.
Doch bevor die Chancen
genutzt werden können,
haben, bildlich gespro-
chen, die Götter den
Schweiß gesetzt; das heißt,
es müssen im Unterneh-
men entsprechende Um-
stellungen durchgeführt
werden, zum Beispiel in
der EDV. Falls man die Fra-
ge „Ist meine EDV mehr-
währungsfähig?“ mit ja be-
antworten kann, wird man
die Zeit bis 2002, in der
man DM und Euro gleich-
zeitig verarbeiten muß,
leichter bewältigen kön-
nen. Auf folgende Punkte
hin sollte die EDV über-
prüft werden:© Nicht mehr benötigte
Konten schließen und da-
mit Kosten sparen. Das gilt
insbesondere für Fremd-
währungskonten von „Eu-
ro-in-Länder“. Falls man
von dieser Rationalisie-
rungsmöglichkeit Ge-
brauch machen kann, soll-
te man alle Zahlungen der
Euro-in-Länder auf das
laufende (eigene) DM- oder
Euro-Konto umbuchen.
Selbstverständlich müs-
sen die ausländischen Ge-
schäftspartner auf diese
Umstellung (geänderte
Kontonummer) hingewie-
sen werden. Von der Bank
erhält man bei der Umstel-
lung voraussichtlich einen
neuen Swift-Code, der
ebenfalls den ausländi-
schen Geschäftspartnern
mitzuteilen ist (Bild 1).© Ist die EDV auf die ver-
änderte Situation im Devi-
senmanagement einge-
stellt? Die meisten Pro-
gramme arbeiten nach der
bis Ende 1998 gültigen
„Preisnotierung“. Dies be-
deutete, daß mit dem ent-
sprechenden Devisenkurs
zu multiplizieren war. Ab
1999 gilt die „Mengenno-
tierung“ mit der Folge, daß
überall da, wo bisher zu
multiplizieren war, ab so-
fort zu dividieren ist. Dies
zwingt die Mitarbeiter zum
Umdenken (mit all den
Fehlermöglichkeiten). In
der EDV bedeutet diese Än-
derung zumindest einen
nachhaltige Überprüfung
der EDV-Programme. Je-
der „Kunstgriff“, der ein
Weiterleben in der „alten
Welt“ möglich macht, wird
mit inoffiziellen Kursen ar-
beiten müssen. Daraus er-
geben sich teilweise er-
hebliche Rechendifferen-
zen. Zudem sind diese
Wege auch gesetzlich nicht
erlaubt. Auf die geänderte
Kursbetrachtung soll spä-
ter nochmals eingegangen
werden (Bild 2).
Maschinenmarkt, Würzburg 105 (1999) 21 65
Die strategische Neuausrich-tung im Zuge der Euro-Ein-führung war das Thema vonTeil 2 (MM 16); Teil 4 (MM 22)behandelt das ThemenfeldEuro und EDV.
Bild
er: V
erfa
sser
Bild 2: Statt der Preis- gilt jetzt die Mengennotierung.
Die Hypovereinsbank hält zum Thema Euro-Ein-führung auch spezielleWorkshops ab. Fragen derUnternehmensstrategiewerden dabei ebenso be-handelt wie die Problem-kreise Buchhaltung, EDV,Zahlungsverkehr und Preis-politik. Detaillierte Aus-künfte über die Modalitä-ten gibt der Autor dieserSerie.
EURO-WORKSHOP

Neuaufträge gekommen.
Und da nur von einer
langsamen Erholung die-
ser für den Maschinen-
und Anlagenbau wichti-
gen Märkte auszugehen
ist, andererseits der eu-
ropäische Raum derzeit
ebenfalls erhebliche
Wachstumsschwächen
aufweist, könnte sich die
Stagnation auch noch weit
ins Jahr 2000 erstrecken.
Was bedeutet dies für
den immer noch sehr mit-
telständisch geprägten
deutschen Maschinen-
und Anlagenbau? Nach
Angaben des VDMA, in
dem rund 3000 der insge-
samt 6000 deutschen Ma-
schinenbauer organisiert
sind, beschäftigt die Bran-
che rund 940 000 Mitar-
beiter, was einer durch-
schnittlichen Beschäftig-
tengröße von 160 Mitar-
beitern je Unternehmen
entspricht. Geht man von
einem Pro-Kopf-Umsatz
von 267 000 DM (1997)
aus, läge damit der durch-
schnittliche Umsatz bei 43
Mio. DM je Betrieb. 40% al-
ler Unternehmen (bezogen
auf 6000) beschäftigen
nur bis zu 50 Mitarbeiter
und erwirtschaften damit
einen Umsatz von deutlich
unter 15 Mio. DM.
Keine Konzentrationim Maschinenbau
Trotz dieser relativ ge-
ringen durchschnittlichen
Unternehmensgröße liegt
der Exportanteil am Ge-
samtumsatz bei rekord-
verdächtigen 68%. Noch
ungewöhnlicher ist, daß
davon nur 43% auf die EU-
Nachbarländer entfallen,
57% dagegen auf Abneh-
merländer außerhalb der
EU. Die hohe Exportquote
zeigt zum einen die Stärke
des deutschen Maschi-
nen- undAnlagenbaus, an-
dererseits fällt aber auch
die hohe Abhängigkeit von
den Auslandsmärkten auf
und die damit verbundene
Verletzlichkeit durch
Währungsschwankungen
sowie politische und wirt-
schaftliche Krisen in allen
Teilen der Welt.
Nach vorläufigen Zahlen
(Quelle: M&A Review 1/99)
gab es im abgelaufenen
Jahr 1998 insgesamt 146
Verkäufe von Maschinen-
bauunternehmen, an de-
nen deutsche Unterneh-
men – sei es als Käufer
oder Verkäufer – beteiligt
waren. Splittet man diese
Zahlen ein wenig auf, sah
es wie folgt aus: Auf der
Käuferseite beteiligte sich
der Maschinenbau an 129
(5,8% aller Unternehmens-
käufe in Deutschland) Un-
ternehmen, davon entfie-
len allerdings nur 64 auf
den Erwerb von anderen
Maschinenbauunterneh-
men, 16 auf den Erwerb
von Elektronik/Elektro-
technikunternehmen,
neun auf den Erwerb von
Chemie-/Pharmaunter-
nehmen und der Rest von
40 auf sonstige Branchen.
Auf der Verkäuferseite
sah das Bild wie folgt aus:
Von den 146 Unterneh-
mensverkäufen entfielen
64 auf Maschinenbauer
als Käufer, 28 auf Investo-
ren (Beteiligungsgesell-
schaften und ähnliches),
zehn auf die Bau-/Bau-
stoffindustrie, neun auf
den Automobilbau, neun
auf andere Dienstleister
und der Rest von 26 auf
sonstige Käufer. Berück-
sichtigt man dabei, daß ein
Teil der Unternehmens-
verkäufe ausländische
Maschinenbauer beinhal-
tet – das gleiche gilt für die
oben genannten Unter-
nehmenskäufe, weshalb
wir der Einfachheit halber
von rund 100 deutschen
Maschinenbau-Unterneh-
mensverkäufen in 1999
ausgehen –, so ist diese
Dipl.-Kfm. Xaver Zimmerer ist ge-
schäftsführender Gesellschafter
der InterFinanz, Gesellschaft für
internationale Finanzberatung
mbH & Co. KG, 40212 Düsseldorf.
Tel. (02 11) 1 68 02-0, Fax (02 11)
9 06 20-28, E-Mail: interfinanz@
interfinanz.com.
Der deutsche Maschinen-
bau ist von der aktuellen
Übernahme- und Fusions-
welle bisher nur wenig
tangiert worden. Produkti-
onsseitig sind Fusionen
wegen der starken Spezia-
lisierung der meisten Un-
ternehmen wenig sinnvoll.
Synergien ergeben sich
allenfalls im Vertriebsbe-
reich. Dennoch ist ange-
sichts des Zusammen-
wachsens der Märkte
auch im Maschinenbau
mit vermehrten Übernah-
men zu rechnen.
XAVER ZIMMERER
Der deutsche Maschi-
nen- und Anlagen-
bau hat sich in den
letzten beiden Jahren
recht gut entwickelt. Die
Wachstumsrate erhöhte
sich 1998 auf über 7%
nach schon beachtlichen
5% im Jahr 1997. War aber
noch Anfang dieses Jahres
von einem geschätzten
Wachstum von minde-
stens 2% die Rede, gehen
die letzten Prognosen jetzt
eher von einer Stagnation
in 1999 aus.
Ursächlich für diese
Wachstumsabflachung
sind in erster Linie die
Wirtschaftskrisen in Süd-
ostasien, Südamerika und
in Rußland. Hier ist es in
den letzten Monaten zu ei-
nem teilweise dramati-
schen Rückgang der
StrukturstabilChancen und Gefahrenvon Globalisierung und Fusionen für den Maschinenbau
66 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
UNTERNEHMENSSTRATEGIE
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
Kurz-Info
Harter WettbewerbDie deutsche Verkaufsleiter-schule in München befragte900 Vertriebsleiter aus allenwichtigen Branchen über dieaktuelle Wettbewerbssituati-on in Deutschland. 73% derbefragten Unternehmen be-finden sich in einem hartenVerdrängungswettbewerbbis hin zum Hyperwettbe-werb oder gar Vernichtungs-wettbewerb. 24% der Befrag-ten berichten über ein intensi-ves Wettbewerbsgeschehen.Nur 3% der Vertriebsleitergaben an, sich in einem mäßi-gen Wettbwerbsumfeld zubewegen.
Video prämiertDer Videofilm „Meyer macht’s– Das interne Qualitätsaudit“des Instituts für Arbeitswis-senschaft (IAW) der RWTHAachen ist bei den 18.Deutschsprachigen Wirt-schaftsfilmtagen im öster-reichischen Bregenz mit demersten Preis ausgezeichnetworden. Das Video be-schreibt den Entwicklungs-prozeß von Herrn Meyer, sei-nes Zeichens Mitarbeitereines mittelständischen Be-triebs, hin zum Qualiätsaudi-tor.
FusionsfieberDie Märkte sind weltweit inBewegung geraten. Für denAufbau und die Sicherungnachhaltiger Wettbewerbs-vorteile sind die schnelle An-eignung strategisch wichtigerFähigkeiten sowie die Beset-zung von Marktpositionen er-folgsentscheidende Faktorengeworden. Mit einer neuenBroschüre – sie trägt den Titel„Fusions-Management: Unter-nehmenszusammenschlüsseerfolgreich gestalten“ – willdie Münchner BeratungsfirmaDr. Wieselhuber & PartnerGmbH Anregungen zur erfol-greichen Abwicklung vonUnternehmenszusammen-schlüssen geben.

Zahl angesichts der 6000
Unternehmen der Bran-
che nicht übermäßig hoch.
Hier von einer Konzentra-
tionswelle zu sprechen,
wäre sicherlich über-
trieben. Und da sich diese
Transaktionszahlen in
den letzten Jahren nicht
signifikant erhöht haben,
scheint die mittelstän-
dische Struktur dieser
Branche auf den ersten
Blick auch kaum gefähr-
det zu sein.
Gang an die Börsewird attraktiver
Warum aber, so ist zu
fragen, ging die weltweite
Fusionswelle der letzten
zehn bis 15 Jahre an dem
Maschinenbau weitest-
gehend vorbei? Eine der
Ursachen liegt darin be-
gründet, daß nicht nur der
deutsche Maschinen- und
Anlagenbau mittelstän-
disch strukturiert ist, son-
dern diese Strukturen
auch bei unseren Haupt-
wettbewerbern in Italien,
den USA und Japan vor-
herrschen. Relativ wenige -
und dann zumeist die ganz
großen Unternehmen die-
ser Branche sind börsen-
notiert. Und die börsenno-
tierten Unternehmen sind
nun einmal der Motor im
weltweiten Übernahmeka-
russell. Im Gegensatz zu
Unternehmen im Famili-
enbesitz, die Unterneh-
mensakquisitionen nur
relativ selten durch-
führen, sehen die börsen-
notierten Konzerne Akqui-
sitionen als einen unmit-
telbaren Bestandteil ihrer
Wachstumspolitik an. Zu-
dem ist durch den Zugang
zum Kapitalmarkt die
Finanzierbarkeit von Un-
ternehmensübernahmen
häufig überhaupt erst ge-
geben.
Einer der Gründe für die
mittelständische Struktur
des Maschinenbaus ist die
ungeheure Produktvielfalt
und die in der Regel nur ge-
ringe Seriengröße. Ein
Großteil der Produktion
besteht aus Sonderanfer-
tigungen, ganz zugeschnit-
ten auf die Bedürfnisse der
einzelnen Abnehmer. Und
diese Einzel- und Kleinse-
rienanfertigungen ermög-
lichen keine wesentlichen
Kostenvorteile in einer
großtechnischen Serien-
fertigung. Synergien sind
deshalb bei Übernahmen
eher in der Zusammenle-
gung von Vertriebsstruk-
turen und der Chance des
Aufbaus eines kosten-
deckenden weltweiten Ser-
vice- und Vertriebsnetzes
zu finden als im Produkti-
onsbereich.
Die Zusammenlegung
mehrerer kleiner Produk-
tionsstätten geht dagegen
meist mit dem Verlust ei-
nes Großteils des vor Ort
vorhandenen Fertigungs-
und Entwicklungs-Know-
hows einher und bringt
nur selten die erwünsch-
ten Synergien in der Ferti-
gung. Dennoch ist schon
heute abzusehen, daß sich
vor dem Hintergrund der
Globalisierung und weiter
zusammenwachsender
Märkte die Zahl der Unter-
nehmensübernahmen
auch im Maschinen- und
Anlagenbau überdurch-
schnittlich entwickeln
wird.
Die Gründe dafür wollen
wir im folgenden kurz ski-
zzieren: Zum einen hat
sich in Deutschland durch
die Einführung des Neuen
Marktes vor zwei Jahren
und die bevorstehende
Einführung des SMAX für
wachstumsstarke, mittel-
ständische Unternehmen
das Klima für Börsengän-
ge stark positiv gewandelt.
Allein am Neuen Markt
werden 1999 wahrschein-
lich mehr als 100 neue Un-
ternehmen gelistet. Das ist
ein Vielfaches mehr als
noch Anfang der neunzi-
ger Jahre in Deutschland
üblich war. War es bis vor
wenigen Jahren nahezu
unmöglich, ein Unter-
nehmen unter 100 bis 200
Mio. DM Umsatz an die
Börse zu bringen, so gibt es
jetzt schon erste Ein-
68 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
UNTERNEHMENSSTRATEGIE
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM

1958 gegründet von Wal-ter Scheel und GerhardKienbaum, befaßt sich derDüsseldorfer Mergers &Acquisitions-Spezialist In-terFinanz mit der Vermitt-lung und Beratung sowohlbeim Kauf als auch beimVerkauf von Unternehmenund Beteiligungen. Mehrals 1000 deutsche Unter-nehmen mit einem Umsatzzwischen 10 Mio. und 1 Mrd. DM wurden seitBestehen erfolgreich überInterFinanz verkauft.
Erfolg seit 1958
INTERFINANZ
führungen von Unter-
nehmen, die nahezu ohne
Umsatz dastehen. Dies
wird über kurz oder lang
dazu führen, daß vermehrt
auch dynamische Maschi-
nenbauunternehmen an
die Börse gehen.
Die Erfolge von Firmen
wie Technotrans oder
Mühlbauer haben Zeichen
gesetzt. Und mit jedem
Börsengang eines Maschi-
nenbauers wächst die
Zahl der kaufwilligen
Nachfrager aus dieser
Branche. Die Börse ver-
langt nämlich ein sehr viel
schnelleres Wachstum, als
in der Regel durch internes
Wachstum möglich ist,
und eine hohe Nachfrage
schafft sich immer über
kurz oder lang ein passen-
des Angebot.
Zweitens wird das Zu-
sammenwachsen der ein-
zelnen Märkte eine welt-
weite Vereinheitlichung
von Produkten und damit
Produktionsprozessen be-
wirken. Zudem wird sich
die Fusionswelle in vielen
Branchen – zu nennen
sind primär Chemie/Phar-
ma, Elektrotechnik, Auto-
mobilbau, Baustoffe, Nah-
rungsmittel – auch auf
den Maschinen- und Anla-
genbau auswirken. Die
Nachfrage nach größeren
Serien, die kostengünsti-
ger herzustellen sind, wird
zu Lasten der Spezial- und
Sonderanfertigungen stei-
gen. Dies wird einen Trend
zu größeren Produktions-
einheiten einleiten, wie er
sich in einzelnen Segmen-
ten des Maschinenbaus,
man denke nur an den
Werkzeugmaschinen- und
Textilmaschinenbau,
schon vollzogen hat.
Drittens werden die
Kunden des Maschinen-
und Anlagenbaus höhere
Anforderungen an die
schnelle Verfügbarkeit von
Service- und Reparatur-
dienstleistungen vor Ort
stellen, um höhere Lauf-
zeiten ihrer Anlagen si-
cherzustellen. Dies wird ei-
nigen Druck insbesondere
auf die vielen kleineren
Hersteller ausüben, dem
sie nur durch den Zusam-
menschluß zu größeren
Einheiten entkommen
können.
Etablierte Strukturnicht gefährdet
Anzumerken bleibt, daß
trotz der zukünftig stärker
wachsenden Unterneh-
mensverkäufe im deut-
schen Maschinen- und An-
lagenbau die mittelständi-
sche Struktur durch lau-
fende Neugründungen auf
absehbare Zeit nicht
ernsthaft gefährdet ist.
Wer sich rechtzeitig den
Bedürfnissen seiner Kun-
den anpaßt, seine Ferti-
gungsstrukturen ausrei-
chend verschlankt und
seine Kosten im Griff
behält, braucht sich vor
der Zukunft keine über-
mäßigen Sorgen zu ma-
chen. Wer aber erkennt,
daß Rationalisierungen
und eigenes Wachstum
auf Dauer nicht ausreich-
ten, um eine überlebens-
fähige Größe zu erreichen,
der sollte frühzeitig die
Weichen für einen Unter-
nehmensverkauf stellen.
Ein Gespräch mit einem
M&A-Berater zur profes-
sionellen Vorbereitung
des Verkaufs ist sicherlich
empfehlenswert. MM
Maschinenmarkt, Würzburg 105 (1999) 21 71
Maschinenmarkt
UNTERNEHMENSSTRATEGIE
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM
MM

72 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
DOKUMENTATION
Sedlmaier, Albert, und Jürgen TannCAD/CAM-System mit Produktionsdaten verkürzt
Durchlaufzeiten beim Profilieren
Maschinenmarkt 105 (1999) 21, Seite 30–35
Die Datenbank eines CAD/CAM-Systems, die alle pro-duktrelevanten Daten enthält, ist „Drehscheibe“ zwi-schen den Gliedern der Prozeßkette Kaltwalzprofilieren.Das vereinfacht in der Konstruktion die Suche nachähnlichen Profilformen ebenso wie die Verwaltung derRollenwerkzeuge. Weil auf eine gemeinsame Datenbasiszugegriffen wird, verkürzen sich die Durchlaufzeiten,und die Fehlerrate wird gesenkt.
Schuster, Norbert, und Edgar GrundlerMit CNC-Nachrüstsystemen zum 3D-High-Speed-Milling
Maschinenmarkt 105 (1999) 21, Seite 36–38
Im Rahmen der zunehmenden Automatisierung sollteauch das Leistungsspektrum vorhandener Fräsmaschi-nen einmal genau überprüft werden. Oft liegen hierLeistungsreserven brach, die sich jedoch mit geeigne-ten CNC-Nachrüstsätzen ohne großes Risiko mobili-sieren und nutzbar machen lassen. Die jeweilige Hard-und Software jedoch muß sensibel auf die dynamischenMöglichkeiten der Fräsmaschine eingehen und dieGeschwindigkeiten für jeden Punkt der vorgegebenenKontur genau berechnen können.
Dickmann, Klaus, und andereHochgeschwindigkeits-Perforationsbohren mit gepulster
Laserstrahlung
Maschinenmakrt 105 (1999) 21, 40–43
Trotz der unbestreitbaren Vorteile hat sich das Laser-strahlbohren bislang nicht in größerem Maße in derIndustrie durchgesetzt. Ein Perforationsverfahren, mitdem bis zu 30 000 Bohrungen pro Minute beispielsweisein dünnen Blechen und Hartpapier hergestellt werdenkönnen, soll dem Laserstrahlbohren jezt neue Anwen-dungsfelder erschließen.
Kroh, RüdigerMit neuen Roboterkinematiken weitere Märkte erschließen
Maschinenmarkt 105 (1999) 21, Seite 44–47
Der Anfang ist gemacht: Erstmals stand die Fabrikauto-mation als neuer Schwerpunkt im Mittelpunkt der Han-nover-Messe. Zwar sollte an einer ganzheitlichen Präsen-tation in den nächsten Jahren noch gefeilt werden, dochdie Premiere der Fachmesse war durchaus gelungen.
Tillert, RolfWirtschaftlichkeit und Lichtqualität bestimmen die
Beleuchtungstechnik
Maschinenmarkt 105 (1999) 21, Seite 48–49
Auf 38 735 m2 zeigten 758 Aussteller in den Hallen 7 bis10 ihre neuesten Produkte der Beleuchtungstechnik.Vorgestellt wurden beispielsweise technische Leuchten,Wohnraumleuchten, Lampen und Zubehör. Auch überdas Erzeugen von Lichtstimmungen und Lichtszenenkonnte man sich auf der Messe informieren.
Verantwortlich für Leitartikel: Bernhard Kuttkat; Unternehmen und Branchen: Ursula Hof-mann, Jürgen Schreier; Recht: Ursula Hofmann; Innovation: Helmut Klemm; Hannover-Messe: Rüdiger Kroh, Rolf Tillert; Messe-Vorschau Laser ‘99: Rüdiger Kroh, Messe-VorschauGifa, Metec: Bernhard Kuttkat; Umformen: Bernhard Kuttkat; Automatisierung, ElektronischeBaugruppen: Reinhold Schäfer; C-Technik, Software, Kommunikation: Ulrike Gloger; Serie,Management und Organisation: Jürgen Schreier; Marktspiegel: Bernhard Kuttkat; ReinholdSchäfer, Rüdiger Kroh, Ulrike Gloger; Termine: Claus-Martin Stotz; Bücher Udo Schnell;Schlußredaktion: Helmut Klemm; alle Max-Planck-Straße 7/9, 97064 Würzburg.

Prozessor mit hoher Taktrate ist für Multimedia optimiert
Maschinenmarkt 105 (1999) 21, Seite 53
Nach dem Prozessor Pentium III wurde zwischenzeitlichauch der Pentium III Xeon vorgestellt. Die Nachfolger derentsprechenden Pentium-II-Typen bieten neben weitergesteigerten Taktfrequenzen vor allem bessere Grafik-und Multimedia-Fähigkeiten. Darüber hinaus sind dieProzessoren besser als bisher auf die Belange des Inter-net ausgerichtet.
Gärtner, EdgarEntwicklung, Management und Logistik der Leiterplatten-
und Baugruppentechnik
Maschinenmarkt 105 (199) 21, Seite 54–56
Die Entwicklung der Leiterplatten- und Baugruppen-technik geht hin zu feineren Strukturen; Leiterbreitenvon 150 µm sind Stand der Technik. Schon zu Beginn des21. Jahrhunderts sollen die Verarbeiter Leiterbreiten bishinunter auf 50 µm, das heißt feiner als ein menschli-ches Haar, sowie Bohrungen von 0,3 mm und gelaserteMicrovias bis hinunter auf 15 µm beherrschen können.
Dieball, HansElektronisches Frankieren der Post direkt am PC-Arbeits-
platz macht unabhängig von Schalteröffnungszeiten
Maschinenmarkt 105 (1999) 21, 58–59
In den USA wird derzeit eine Softwarelösung getestet, die es ermöglicht, auf elektronischem Wege Briefmarkenaus dem Internet herunterzuladen. Noch in diesem Jahrsoll ein entsprechender Zulassungsantrag auch an dieDeutsche Post AG gestellt werden. Damit wären Unter-nehmen unabhängig von Schalteröffnungszeiten undFrankiermaschinen.
Pfeiffer, RegineJederzeit und über alle Entfernungen hinweg virtuelle
Meetings mit Ton, Bild und sogar Datenaustausch abhalten
Maschinenmarkt 105 (1999) 21, Seite 60–62
Schadensfallbeurteilung an Lokomotiven, Vertragsver-handlungen mit Kunden oder Getriebeentwicklung fürNutzfahrzeuge – alles gleichzeitig rund um den Globus:Der Maschinenbaukonzern Voith setzt Videokonferenz-systeme als unternehmensweite Kommunikationsplatt-form ein.
Schötz, AlfredDer Wegfall von Kursrisiken macht Auslandsengagement
noch attraktiver
Maschinenmarkt 105 (1999) 21, Seite 64–65
Währungsschwankungen – typisch für das Vor-Euro-Zeitalter – belasteten exportierende Unternehmen mitzum Teil erheblichen Kurssicherungskosten. Diese Wäh-rungsrisiken sind mit dem Euro nun Geschichte. Ande-rerseits macht die größere Preistransparenz im „Euro-land“ eine länderspezifische Preispolitik unumgänglich.
Zimmerer, XaverChancen und Gefahren von Globalisierung und Fusionen
für den Maschinenbau
Maschinenmarkt 105 (1999) 21, Seite 66–71
Der deutsche Maschinenbau ist von der aktuellen Über-nahme- und Fusionswelle bisher nur wenig tangiert wor-den. Produktionsseitig sind Fusionen wegen der starkenSpezialisierung der meisten Unternehmen wenig sinn-voll.SynergienergebensichallenfallsimVertriebsbereich.
74 Maschinenmarkt, Würzburg 105 (1999) 21
Maschinenmarkt
DOKUMENTATION

Maschinenmarkt, Würzburg 105 (1999) 21 XX
Maschinenmarkt
MARKTSPIEGEL
Bei den Schaltverstärkern der
Baureihe Ex-i konnte die
Packungsdichte aufgrund der
ständigen Weiterentwicklung
des seit Jahren bewährten
Europakartensystems erhöht
werden. Auf einer Standard-
4TE-Europakarte (20,32 mm)
sind acht Kanäle unterge-
bracht. Verfügbar sind Karten
mit Relaisausgang (ED2-SR-
Ex8), aktivem Transistoraus-
gang (ED2-ST-Ex8) und pas-
sivem Transistorausgang
(ED2-SOT-Ex8). Möglich ist
die hohe Kanalzahl durch
eine auf einen Mikroprozes-
sor aufbauende optimierte
Technik. Das Konfigurieren
der Europakarten erfolgt
über eine Bedienoberfläche
am PC/Notebook. Über das
Bedientool E-PK lassen sich
Leitungsbruch- und Leitungs-
kurzschlußüberwachung für
die einzelnen Kanäle zuschal-
ten. Der Trennschaltverstär-
ker mit Relaisausgang hat
eine GL-Zulassung.
Pepperl+Fuchs GmbH,
68301 Mannheim,
Tel. (06 21) 7 76-0,
Fax (06 21) 7 76-14 00
Schaltverstärker mit hoher Packungsdichte
Die für den rauhen Industrie-
einsatz geeignete Lichtwel-
lenleiter-Umsetzeinrichtung
eines Hamburger Herstellers
ist beliebig oft kaskadierbar.
Der Umsetzer ermöglicht die
Übertragung bis zu einer Lei-
tungslänge von 30 000 m und
kann in allen Standardspan-
nungen geliefert werden. Alle
Module arbeiten datentrans-
parent.
Die Zusammenarbeit mit Pro-
dukten anderer Hersteller
und der schnelle Aufbau von
optischen RS485- und Pro-
fibusnetzen ist damit mög-
lich. Die maximaleDatenrate
ist mit 1,5 MBit angegeben.
Optische Anschlüsse für
FSMA und ST sowie Monta-
gesets für Wand- oder Trag-
schienenmontage werden op-
tional angeboten.
Niebuhr Optoelektronik
GmbH, 21079 Hamburg,
Tel. (0 40) 76 62 59-0,
Fax (0 40) 76 62 59-11
Lichtwellenleiter-Umsetzeinrichtungist beliebig oft kaskadierbar
Zum berührungslosen Mes-
sen eignet sich die Zeilen-
kamera Cil 2048. Das Gerät
eignet sich zur Oberflächen-
inspektion, beispielsweis zum
Erkennen von Fehlern auf
verschiedenen Materialien,
zur berührungslosen Dimen-
sionsmessung, Positionsmes-
sungen oder zum Barcode-
Lesen. Die Kamera arbeitet
mit einer CCD-Zeile von 2048
Pixel und einer Pixelfrequenz
von 5 MHz. Je nach Anforde-
rung wird dadurch eine Zei-
lenfrequenz von 1,7 kHz er-
reicht. Zur Ausgabe der Ergeb-
nisse stehen die Bussysteme
CAN, RS-232, RS-485 und ein
Analogausgang (0 bis 20 mA)
zur Verfügung.
Polytec GmbH,
76337 Waldbronn,
Tel. (0 72 43) 60 40,
Fax (0 72 43) 6 99 44
Zeilenkamera zur Oberflächeninspektion

Maschinenmarkt, Würzburg 105 (1999) 21 XX
Maschinenmarkt
MARKTSPIEGEL
Das kompakte industriefeste
Terminal Intus 3500 ist mit
einer laut Hersteller leicht
erlernbaren Bedienoberflä-
che ausgestattet. Mit einfa-
chen Eingabemöglichkeiten
über Touchscreen, Mehrfach-
bedienung von Funktions-
tasten mit Softkey-Beschrif-
tung und umfangreichen
Helpfunktionen hat der Her-
steller die Geräteserie verse-
hen. Deshalb ist das Terminal
mit dem neuartigen Matrix-
Touchscreen des Herstellers
ausgestattet, der die Defini-
tion von bis zu 64 Tasten
ermöglicht. Je nach Display-
variante gibt es die Möglich-
keit der Softkeys auf dem Dis-
play oder außerhalb davon als
weitere frei programmierbare
Tasten. Der Hersteller weist
auf die geschützte Tastenbe-
schriftung hin: Jede individu-
elle Beschriftung ist möglich.
PCS Systemtechnik GmbH,
81539 München,
Tel. (0 89) 6 80 04-2 53,
Fax (0 89) 6 80 04-5 55
PC-basierendes BDE-Terminalarbeitet im firmeneigenen Intranet
Web- und Sprachkommuni-
kator nennt der Hersteller das
Mobiltelefon „Smart Phone“.
Unabhängig von weiteren
Zusatzgeräten bietet dieses
neue Mobiltelefon nämlich
die Möglichkeit, zu jeder Zeit,
auch von unterwegs, Zugang
zu einer Reihe von Informa-
tionsquellen wie das World
Wide Web, Intranets oder
verschiedene Dienstleistun-
gen des Netzbetreibers.
Man kann beispielsweise E-
Mails senden und empfangen,
seinen Terminkalender abfra-
gen. Der Hersteller stellt das
Konzept vor als Vision für
zukünftige Kommunikation.
Panasonic Europe GmbH,
22525 Hamburg,
Tel. (0 40) 85 49-0,
Fax (0 40) 85 49 28 55
Mobiltelefon hat Zugang zum Internet
Das digitale Betriebsfunk-
system MC 1600 erweitert als
neues Kompaktsystem die
Produktpalette digitaler
Funksysteme auf Basis von
Tetrapol. Das neue Gerät bie-
tet eine auf die besonderen
Anforderungen kleinerer
Anwendungen in der Indu-
strie und im Transport kon-
zipierte Systemtechnik. Das
Lösungskonzept basiert auf
einem ausbaufähigen, modu-
laren Aufbau, mit dem ein
kostengünstiger und schritt-
weiser Einstieg in lokale digi-
tale Netze möglich wird.
Neben den Systemkompo-
nenten Basisstation und Ver-
mittlung in kompakter Bau-
weise gehören ebenfalls die
entsprechenden Endgeräte
dazu.
AEG Mobile Communication
GmbH, 89081 Ulm,
Tel. (07 31) 5 05 17-17,
Fax (07 31) 5 05-18 21
Digitales Tetrapol-Betriebsfunksystemfür industrielle Anwendungen

Maschinenmarkt, Würzburg 105 (1999) 21 XX
Maschinenmarkt
MARKTSPIEGEL
Universell einsetzbar ist ein
Laserbeschrifter. Das kom-
pakte Gerät ermöglicht laut
Hersteller das dauerhafte und
sichere Beschriften fast aller
gängigen Werkstoffe. Der
variabel ausrüstbare große
Arbeitsraum erlaubt das
Handling unterschiedlichster
Bauteile und den Einsatz von
bis zu drei Lasern, die parallel
arbeiten können. Somit las-
sen sich mehrere Werkstücke
gleichzeitig oder von zwei
Seiten bearbeiten. Werden
zwei Ablenkköpfe eingesetzt,
läßt sich auch die Bearbei-
tungszeit halbieren. Für eine
hohe Flexibilität des Beschrif-
ters sorgt die grafikorientierte
Windows-Oberfläche. Text
und Grafik lassen sich somit
im Zusammenspiel mit dem
integrierten Laser-CAD-Pro-
gramm effizient programmie-
ren. Standardmäßige sind PC-
Schnittstellen und Ethernet-
Anschlüsse vorhanden.
Carl Baasel Lasertechnik
GmbH, 82319 Starnberg,
Tel. (0 81 51) 7 76-2 80,
Fax (0 81 51) 7 76-1 59
Laser beschriftet gängige Werkstoffeflexibel, dauerhaft und sicher
Zur Integration in Handha-
bungssysteme sowie in manu-
elle, halb- oder vollautomati-
sche Produktionslinien ist ein
Laserbeschrifter in Kompo-
nentenbauweise geeignet. In
Abhängigkeit von der Anwen-
dung können dioden- oder
lampenangeregte Nd:YAG-
Laser oder auch versiegelte
CO2-Laser eingesetzt werden.
Bei den Festkörperlasern ste-
hen Modelle mit Leistungen
zwischen 30 und 200 W zur
Verfügung, bei den Gaslasern
von 10 bis 100 W. Mit dem La-
serstrahlablenkungssystem
lassen sich bewegte und
ruhende Produkte kennzeich-
nen. Die maximale Linien-
geschwindigkeit liegt bei
200 m/min.
Alltec Angewandte Laser
Licht Technologie GmbH
& Co. KG, 23569 Lübeck,
Tel. (04 51) 39 09-3 50,
Fax (04 51) 39 09-3 99
Laserbeschrifter in Komponentenbauweise
Durch eine gezielte thermi-
sche Verformung mit dem
Laserstrahl können Bauteile
in eine sehr genaue Endpo-
sition verformt werden. Das
Verfahren ist gut zu auto-
matisieren und besonders ge-
eignet für die Endmontage
von Bauteilen, bei denen es
auf eine hohe Fertigungs-
genauigkeit ankommt. Das
Grundprinzip der Mikroju-
stage beruht auf der thermi-
schen Wirkung des Laser-
strahls auf der Materialober-
fläche. Durch die kontrollierte
Erwärmung und nachfol-
gende Erkaltung entstehen
Spannungen, die zur Biegung
des Bauteils führen. Bisher
wurde das industrielle Poten-
tial des Laserstrahlbiegens
vorwiegend für sehr dünne
Folien oder beim Makrobie-
gen von Blechen untersucht.
Im Rahmen einer Studie wur-
den Untersuchungen zur defi-
nierten Mikrojustage von
Blechbauteilen durchgeführt.
Ziel war es, Kontaktlippen aus
CrNi-Stahl (0,5 mm und 1 mm
dick) vor dem Endeinbau
durch Laserstrahlerwär-
mung in eine definierte Posi-
tion mit einer Genauigkeit von
±1 µm zu biegen.
Laser Zentrum Hannover e.V.,
30419 Hannover,
Tel. (05 11) 27 88-3 16,
Fax (05 11) 27 88-1 00
Laser zum Biegen von Bauteilen

Maschinenmarkt, Würzburg 105 (1999) 21 XX
Maschinenmarkt
MARKTSPIEGEL
Modular aufgebaut ist die
Umform- und Beschneide-
maschine R 600, die Blech-
formteile automatisch fertigt.
Das Be- und Entladen sowie
die Entfernung des Ver-
schnitts erfolgten manuell.
Die Umform- und Beschnei-
demaschine hat drei
unterschiedliche Motoran-
triebe: einen Antrieb für die
Bearbeitung von rotations-
symmetrischen Werkstücken
bei mittleren Umform- und
Beschneidekräften; einen
zweiten Antrieb für größere
Bearbeitungskräfte und ei-
nen dritten Antrieb zur Bear-
beitung von polygonalen
Werkstücken mit mittleren
Abmessungen.
Omera Snc,
I-36010 Chiuppano,
Tel. (00 39-4 45) 80 54 44,
Fax (00 39-4 45) 80 54 04
Automatisierte Umformmaschinemit Station zum Beschneiden
Eine Präzisionsrichtmaschi-
ne für eine Längsträger-Profi-
lieranlage hat 17 einzeln und
synchron angetriebene Richt-
walzen. Gerichtet wird hoch-
festes Material mit Zugfestig-
keiten bis 800 N/mm2 und mit
Querschnitten von 600 mm 310 mm. Ein Kassettensystem
ermöglicht das schnelle Rei-
nigen des Richtaggregates.
Hervorzuheben ist auch die
Zustellung der Maschine bei
eingelegtem Band. Die Richt-
anlage wird in eine Profilier-
straße für Lkw-Längsträger
integriert.
Arku Maschinenbau GmbH,
76503 Baden-Baden,
Tel. (0 72 21) 50 09-0,
Fax (0 72 21) 50 09 44
Präzisionsrichtmaschineist in Längsträger-Profilieranlage integriert
Ausgelegt für die Fertigungs-
anforderungen im Metall ist
die Rohrbiegemaschine „Bie-
gesystem 4800“, mit der das
Dornbiegen, Rollenbiegen
und Profilbiegen von Werk-
stücken aus Stahl und
Edelstahl möglich ist. Das
digitale Längen- und Ver-
drehwinkel-Meßsystem trägt
dazu bei, die Fertigungszeiten
zu verkürzen. Die Dornbie-
gemaschine ist fahrbar und
biegt Rohre mit Durchmes-
sern von 6 bis 50 mm mit
hoher Genauigkeit und engen
Radien ab 1,5 D. Nach Anga-
ben des Herstellers ist die
Maschine vor allem geeignet
zum Biegen geschlossener
Rahmen mit einer Schweiß-
naht. Zur Verfügung stehen
Maschinen mit verschie-
denen Rohraufschieblängen .
Jutec Biegesysteme GmbH,
65549 Limburg,
Tel. (0 64 31) 93 49-0,
Fax (0 64 31) 93 49 25
Rohrbiegemaschine mit Meßsystemfür Längen und Verdrehwinkel

Maschinenmarkt, Würzburg 105 (1999) 21 XX
Maschinenmarkt
MARKTSPIEGEL
Das Prüfsystem Optisort zur
automatischen 100%-Kon-
trolle erkennt auch an-
spruchsvolle Prüfkriterien
wie winzige Stanzgrate an
scheibenförmigen Stanztei-
len oder hauchfeine Späne an
Gewinden. Das optische Prüf-
system arbeitet berührungs-
los mit Kamera- und Laser-
technik. Die Prüflinge werden
mit konstanter Geschwindig-
keit der Kontrollstation zuge-
führt und dort im Durchlauf
berührungslos gemessen.
Anschließend werden die Gut-
Teile pneumatisch aussor-
tiert und nach der vorgege-
benen Stückzahl in die Behäl-
ter transportiert. Die vom
Prüfsystem als nicht in Ord-
nung ausgewerteten Teile
werden in den Schrottbehäl-
ter aussortiert. Bei Bedarf
kann die Sortierung mit einer
zusätzlichen Station erwei-
tert werden. Nach Beendigung
der Teileprüfung kann ein
Prüfprotokoll mit Fehlerstati-
stik erstellt und ausgedruckt
werden. Das optische Prüfsy-
stem für kleine, flache Stanz-
teile besteht aus Standard-
komponenten und kann indi-
viduell ausgeführt sein. Her-
gestellt werden drei Varian-
ten, die sich durch die Größe
des Arbeitsraumes bezie-
hungsweise der Durchmesser
der Stanzteile unterscheiden.
Danach gibt es optische Prüf-
systeme mit Arbeitsbereichen
von 8 bis 25 mm, 15 bis 40 mm
und 30 bis 65 mm.
Gefra GmbH,
57567 Daaden,
Tel. (0 27 43) 93 00 12,
Fax (0 27 43) 93 00 10
Optisches Prüfgerät zur Kontrollevon kleinen, flachen Stanzteilen Ausgelegt zum Beschicken
halbautomatischer Rund-
knetmaschinen ist ein Hand-
habungsgerät, das während
der Bearbeitung bereits den
nächsten Rohling bereitstellt.
Am Portalschlitten des Gerä-
tes sind eine Hubachse mit
190 mm Hub und zwei Paral-
lelgreifer im festen Abstand
von 160 mm montiert. Der
Parallelgreifer übernimmt die
Rohlinge aus der Rohteil-
auflage zeitgleich mit der
Übergabe eines bereits gefer-
tigten Teils auf der Ablage für
Fertigteile. Während des Bear-
beitungszyklus der Maschine
fährt der Portalschlitten in die
Ausgangsposition zur Fertig-
teilaufnahme/Rohlingabga-
be. Nachdem das Fertigteil
vom Parallelgreifer übernom-
men und der Rohling über
einen Zwischenhub von 160
mm der Bearbeitungseinheit
zugeführt wurde, beginnt der
nächste Zyklus. Zeitgleich
fährt der Portalschlitten
zurück in die Ausgangspositi-
on zum Ablegen des fertigen
Teils und zum Aufnehmen ei-
nes Rohlings. Das Gerät eig-
net sich für Rohlinge mit
Außendurchmessern zwi-
schen 20 und 60 mm, bei Län-
gen von 100 bis 700 mm.
Gebr. Felss GmbH + Co. KG,
75203 Königsbach-Stein,
Tel. (0 72 32) 40 20,
Fax (0 72 32) 40 21 22
Handhabungsgerät für Rundknetmaschinen

Maschinenmarkt, Würzburg 105 (1999) 21 XX
Maschinenmarkt
MARKTSPIEGEL
Hohe Positioniergenauigkeit
bei hohem Dreh- und Halte-
moment gewährleistet ein neu
entwickelter Positionieran-
trieb, ein Gleichstrommotor
mit geschlossenem Regel-
kreis und integrierter Lei-
stungsendstufe. Ein entspre-
chendes Getriebe erweitert
seinen Anwendungsbereich.
Für autonome Positionier-
abläufe im Rahmen der Auto-
mation sorgen ein Mikropro-
zessor und ein Lagegeber. Die
Antriebseigenschaften lassen
sich genau auf die jeweilige
Anwendung parametrieren.
Die Position wird über eine
Busschnittstelle vorgegeben
und vom Lageregler kontrol-
liert und in Echtzeit korri-
giert. Gefertigt wird der kom-
pakt gebaute Positionieran-
trieb in vier Getriebeüberset-
zungen mit Nenndrehzahlen
von 30 bis 220 U/min und
Nenndrehmomenten von 3,5
bis 12 Nm. Anwendungs-
schwerpunkt der Antriebs-
komponente ist sicher die For-
matverstellung „auf Knopf-
druck“, beispielsweise in der
Druck-, Kunststoff- und Ver-
packungstechnik.
SIG Positec Automation
GmbH, 77933 Lahr,
Tel. (0 78 21) 94 62 39,
Fax (0 78 21) 94 62 67
Kompakter Positionierantriebverstellt Formate auf Knopfdruck
Charakteristisch für die neue
Baureihe Linearachsen mit
Leistungen bis 15 kW vom
Typ HPLA sind die hohe Lei-
stungsdichte und ihre Kon-
struktion nach dem Bauka-
stenprinzip. Alle Führungs-
systeme und Antriebe lassen
sich so den unterschiedlichen
Anwendungsfällen anpassen.
Die Linearachsen mit Zahn-
riemen und Servoantrieb gibt
es mit den Profilquerschnit-
ten 180 mm 3180 mm und
120 mm 3120 mm. Zur Wahl
stehen kunststoffummantel-
te Laufrollen, die direkt im
hartbeschichteten Alumini-
um-Strangpreßprofil laufen,
oder Stahl-Laufrollen, die sich
auf gehärteten Stahlbahnen
bewegen. Je nach Baugröße
sind Tragfähigkeiten bis
400 kg, Geschwindigkeiten
bis 5 m/s und Genauigkeiten
bis 0,05 mm realisierbar.
Unter anderem sorgen neue
schrägverzahnte Planetenge-
triebe für einen leisen Betrieb
der Linearachsen.
Parker Hannifin GmbH
Hauser Elektromechanik,
77656 Offenburg,
Tel. (07 81) 50 90,
Fax (07 81) 50 91 76
Linearachse aus dem Baukastenmit Antriebsleistungen bis 15 kW
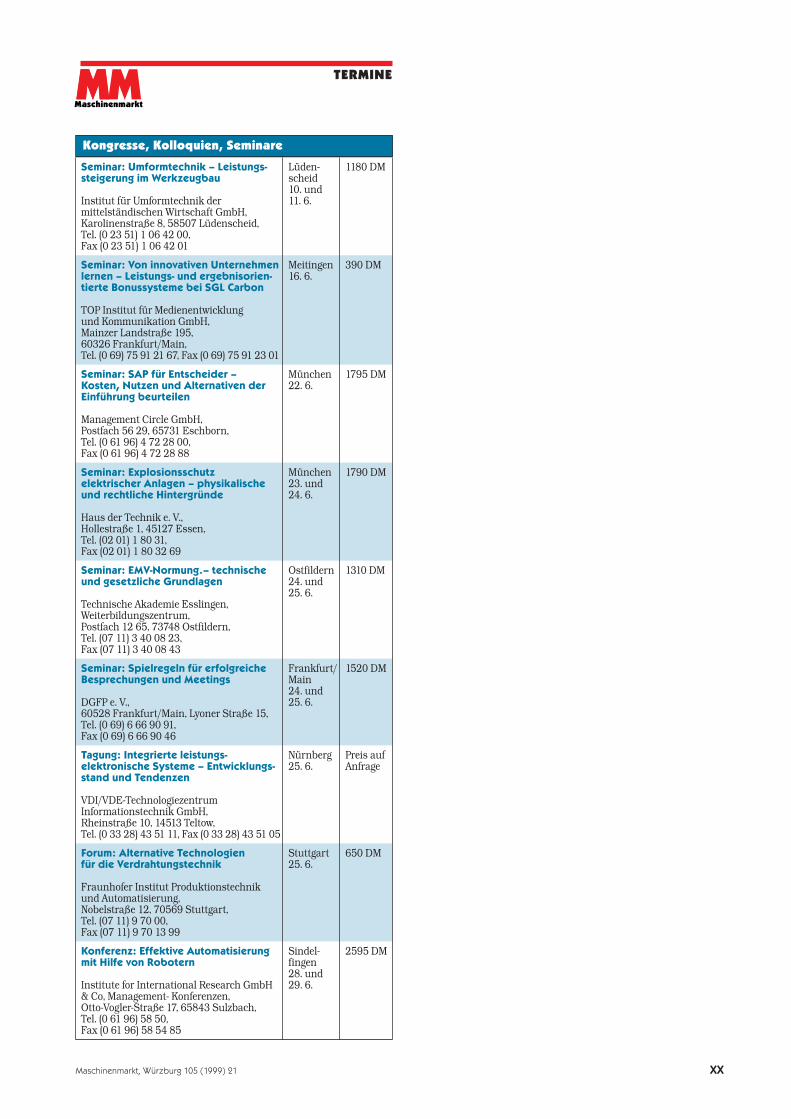
Maschinenmarkt, Würzburg 105 (1999) 21 XX
Maschinenmarkt
TERMINE
Kongresse, Kolloquien, Seminare
Seminar: Umformtechnik – Leistungs-
steigerung im Werkzeugbau
Institut für Umformtechnik dermittelständischen Wirtschaft GmbH,Karolinenstraße 8, 58507 Lüdenscheid, Tel. (0 23 51) 1 06 42 00, Fax (0 23 51) 1 06 42 01
Lüden-scheid10. und11. 6.
1180 DM
Seminar: Von innovativen Unternehmen
lernen – Leistungs- und ergebnisorien-
tierte Bonussysteme bei SGL Carbon
TOP Institut für Medienentwicklung und Kommunikation GmbH,Mainzer Landstraße 195, 60326 Frankfurt/Main,Tel. (0 69) 75 91 21 67, Fax (0 69) 75 91 23 01
Meitingen16. 6.
390 DM
Seminar: SAP für Entscheider –
Kosten, Nutzen und Alternativen der
Einführung beurteilen
Management Circle GmbH,Postfach 56 29, 65731 Eschborn,Tel. (0 61 96) 4 72 28 00,Fax (0 61 96) 4 72 28 88
München22. 6.
1795 DM
Seminar: Explosionsschutz
elektrischer Anlagen – physikalische
und rechtliche Hintergründe
Haus der Technik e. V.,Hollestraße 1, 45127 Essen,Tel. (02 01) 1 80 31,Fax (02 01) 1 80 32 69
München23. und24. 6.
1790 DM
Seminar: EMV-Normung.– technische
und gesetzliche Grundlagen
Technische Akademie Esslingen, Weiterbildungszentrum,Postfach 12 65, 73748 Ostfildern,Tel. (07 11) 3 40 08 23,Fax (07 11) 3 40 08 43
Ostfildern24. und25. 6.
1310 DM
Seminar: Spielregeln für erfolgreiche
Besprechungen und Meetings
DGFP e. V.,60528 Frankfurt/Main, Lyoner Straße 15,Tel. (0 69) 6 66 90 91, Fax (0 69) 6 66 90 46
Frankfurt/Main24. und25. 6.
1520 DM
Tagung: Integrierte leistungs-
elektronische Systeme – Entwicklungs-
stand und Tendenzen
VDI/VDE-TechnologiezentrumInformationstechnik GmbH,Rheinstraße 10, 14513 Teltow,Tel. (0 33 28) 43 51 11, Fax (0 33 28) 43 51 05
Nürnberg25. 6.
Preis aufAnfrage
Forum: Alternative Technologien
für die Verdrahtungstechnik
Fraunhofer Institut Produktionstechnikund Automatisierung,Nobelstraße 12, 70569 Stuttgart,Tel. (07 11) 9 70 00, Fax (07 11) 9 70 13 99
Stuttgart25. 6.
650 DM
Konferenz: Effektive Automatisierung
mit Hilfe von Robotern
Institute for International Research GmbH& Co, Management- Konferenzen,Otto-Vogler-Straße 17, 65843 Sulzbach,Tel. (0 61 96) 58 50, Fax (0 61 96) 58 54 85
Sindel-fingen28. und29. 6.
2595 DM

ÜbersichtlichKurze Lebenszyklen und stei-
gender Kostendruck zwingen
die Unternehmen zuneh-
mend, ein wirksames Pro-
jektmanagement einzufüh-
ren. Eine Befragung des For-
sa-Instituts belegt, daß die
Mehrzahl der deutschen Ma-
nager Projektteams als her-
vorragendes Instrument er-
achten, um im Wettbewerb zu
bestehen. Der Bedarf an fun-
dierter Literatur zu diesem
speziellen Thema ist deswe-
gen entsprechend hoch.
Das vorliegende Buch be-
faßt sich mit dem Projektma-
nagement als kundenorien-
tierter Führungskonzeption.
Eine wesentliche Aussage ist,
daß sich die Projektarbeit in
der gesamten Führung eines
Unternehmens niederschla-
gen muß. Besonders wird
auch auf die Bedeutung der
Mitarbeiter für ein erfolgrei-
ches Projektmanagement hin-
gewiesen. Projektmanage-
ment sollte deswegen auch in
der Unternehmenskultur ver-
ankert werden.
Das Buch wendet sich so-
wohl an den Einsteiger, als
auch an den mit dem Pro-
jektmanagement vertrauten
Leser. Dieses schwierige Ziel
soll dadurch erreicht werden,
daß grundlegende Themen
drucktechnisch abgehoben
sind. Dadurch stößt der er-
fahrene Projektleiter auf viele
bekannte Inhalte, der Neuig-
keitswert hält sich für ihn in
Grenzen. Einsteigern in die
Materie wird jedoch eine um-
fassende und übersichtliche
Darstellung des Projektmana-
gements geboten. Der gesam-
te Planungs- und Kontrollpro-
zeß mit den heute relevanten
Instrumenten wird darge-
stellt. Die Quellenangaben er-
lauben eine gezielte Vertie-
fung der gelesenen Themen.RUDOLF FIEDLER
UmfassendWie organisieren erfolgreiche,
neu strukturierte Unterneh-
men ihre Instandhaltung?
In dem Buch „ Instandhal-
tungsmanagement in neuen
Organisationsformen“ wer-
den zukünftige Szenarien zur
Neuausrichtung der Instand-
haltung dargestellt. Die drei
wichtigsten Entwicklungen
für die Instandhaltungsorga-
nisation – Total Productive
Maintenance, Reliability Cen-
tered Maintenance und der
Einsatz der EDV werden dar-
gestellt. Darüber hinaus wird
ein weiteres Konzept vorge-
stellt und vertieft: das DAPV-
Konzept (Dezentrale Anlagen-
und Prozeßverantwortung als
Baustein einer Fraktalen Fa-
brik).
Ziele, Ausgestaltung und
Umsetzung des DAPV-Kon-
zepts in die betriebliche Pra-
xis werden beschrieben. An-
sätze zum Wissensmanage-
ment in der Instandhaltung –
nutzerspezifische Verfügbar-
machung des kompletten für
Instandhaltungszwecke rele-
vanten Wissens – und die
dafür erforderlichen Aktivitä-
ten werden diskutiert.
Neben der Beschreibung
der IPS-Systeme zur EDV-un-
terstützten Aufgabenplanung
und -steuerung wird ein Ver-
fahren zur Kosten- und Ver-
fügbarkeitsplanung durch
strategieorientierte Produkti-
onssicherung vorgestellt.
Ein weiterer Schwerpunkt
des Buches ist der Blick auf
technische Trends für die
Überwachung und Diagnose
komplexer Systeme. Dazu
gehören Telediagnose und Te-
leservice. Praxisbeispiele aus
der Automobil- und Ferti-
gungsindustrie ergänzen die
Darstellung. DIETER MEWES
Membranpumpen mit mechani-
schem Membranantrieb für
Gase
Von E. Becker:. Essen: Vulkan-Ver-lag, 1998. 53 Seiten, 24 DM.
Mit dem Buch wurde eine
Lücke in der technischen
Literatur geschlossen. Das
Werk beschreibt den kon-
struktiven Aufbau, Baufor-
men und Anwendungen der
Pumpen und nennt Hinweise
zur Pumpenauswahl. Dank
ihrer Eigenschaften und viel-
fältiger technischer Fort-
schritte haben Membran-
pumpen mit mechanischem
Membranantrieb in den letz-
ten drei Jahrzehnten weite
Verbreitung gefunden. Ein-
satzfelder liegen beispielswei-
se in Analysen-, Medizin- und
Lebensmitteltechnik, in Che-
mie und Verfahrenstechnik,
Apparatebau oder der Kern-
technik. Die Pumpen fördern,
evakuieren und komprimie-
ren ölfrei, so daß Medien we-
der verunreinigt noch ver-
fälscht werden.
Kompaktwissen IIDas Buch von Seiler stellt
eine logisch-systematische
Fortsetzung des Werkes „Ac-
counting / BWL in der Praxis
I“ dar. Auch diese Veröffentli-
chung kann als eine sehr ge-
lungene Darstellung einer
komplexen Materie bewertet
werden. Der Leser kann sich
nicht nur im Text umfassend
informieren, sondern die In-
halte werden außerdem an-
schaulich und sehr anspre-
chend visualisiert.
Diese neue Publikation ent-
hält vier Teile. Im ersten wird
erläutert, welche Dimensio-
nen die Rentabilität von Kapi-
tal in der Wirtschaftspraxis
besitzt. Im zweiten Teil erfährt
der Leser, welche Alternativen
in der Realität existieren, um
den Finanzierungsbedarf von
Unternehmen zu decken. Im
dritten Teil wird aufgezeigt,
wie den so wichtigen Liqui-
ditätserfordernissen Rech-
nung zu tragen ist. Im vierten
Teil schließlich wird darge-
legt, wie betriebliche Investiti-
onsvorhaben finanzierungs-
technisch zu bewerten sind,
um solide Entscheidungs-
grundlagen zu erhalten.
Eine Vielzahl von Fallstudi-
en erlaubt eine intensive Be-
schäftigung mit dem Titelthe-
ma und ermöglicht die Verin-
nerlichung der einzelnen
Aspekte. Als positiv ist
grundsätzlich die Aktualität
der ausgewählten Aspekte an-
zusehen, Wiederum kann als
zusammenfassendes Urteil
festgestellt werden, daß es
sich nicht um eine wissen-
schaftliche Veröffentlichung,
aber aus der Sicht der Praxis
um ein Top-Buch handelt!WIELAND WEISS
I Maschinenmarkt, Würzburg 105 (1999) 21
BÜCHER
Projektmana-
gement
Von A. Krüger,G. Schmolke, R.Vaupel, Stutt-gart: Schäffer-Poeschel Verlag,1999, 272 Sei-ten, 78 DM.
Financial
Management –
BWL in der Pra-
xis II
Von A. Seiler.Zürich: Orell Füs-sli, 1999. 528Seiten, 88 DM.
Instandhal-
tungsmanage-
ment
Von E. Westkäm-per, W. Sihn undS. Stender. Hei-delberg: Sprin-ger, 1999. 183Seiten, 69 DM.
Kompaktkurs Ingenieurmathe-
matik mit Wahrscheinlichkeits-
rechnung und Statistik
Herausgegeben von G. Engeln-Müllges. München: Fachbuchver-lag Leipzig im Carl Hanser Verlag,1999. 376 Seiten, 39,80 DM.
Das Lehrbuch ist als vorle-
sungsbegleitende Lektüre für
Studenten an Fachhochschu-
len und Universitäten konzi-
piert. Mehr als 200 Bilder un-
terstützen die Anschaulich-
keit der komprimiert darge-
stellten Stoffgebiete: Lineare
Algebra, Vektoralgebra, Analy-
tische Geometrie, Differential-
und Integralrechnung, Wahr-
scheinlichkeitsrechnung und
Mathematische Statistik. Ins-
besondere für die Prüfungs-
vorbereitung wurden 300 Bei-
spiele und 150 Aufgaben aus-
gearbeitet. Anregungen von
Studenten, die das Manus-
kript getestet haben, sind in
das Buch eingearbeitet wor-
den. Als besonderen Service
bieten die Autoren im Internet
zusätzliche Aufgaben mit Lö-
sungen an und stehen per E-
mail für Rückfragen und Aus-
künfte zur Verfügung.

Hannover-MesseRund 750 Hersteller
mechanischer, elektro-magnetischer und
elektronischer Kompo-nenten zeigten auf
dem weltgrößtenBranchentreffen, was
die Antriebstechnikgegenwärtig und in
der Zukunft zu leistenvermag.
BlindstromkompensationKundenspezifische Blindstrom-Kompensationsanlagen helfen,
den Blindstromverbrauch zureduzieren und Kosten durchsonst fällige Ausgleichsabga-
ben einzusparen.
GasventileIn Verbrennungsmoto-
ren läßt sich mit Hilfeeiner servohydrauli-schen Vorsteuerung
die Schaltzeit vonGasventilen verkür-zen. So wurde ein
Pilotventil entwickelt,das sich in wenigen
Millisekunden öffnenund schließen läßt.
Themen:
Materialfluß
Kunststoffverarbeitung
Elektrische Ausrüstung
Antriebstechnik
Fluidtechnik
C-Technik
Sie lesenaußerdem:
Datenfunk
In Lieferanten-Logi-stikzentren für einenFahrzeugherstellersorgt Datenfunk fürhohe Transparenz.
Zahnriemen
Endlos verschweißteZahnriemen sind hoch-entwickelte Maschinen-elemente, jeoch nichtohne Schwachstellen.
Interpack
Fast 2500 Ausstelleraus 53 Ländern betei-ligten sich an der inter-nationalen Messe derVerpackungsbranche.
Automatische IdentifikationWolfgang Schroeder, Geschäfts-führer der Teklogix GmbH, Willich:„Schon seit einigen Jahren sind aus
technischer Sicht keine Hinder-nisse mehr vorhanden.“
VORSCHAU AUF MM 22 VOM 31. 5. 1999
III
Maschinenmarkt
im Internet
AktuellesNachrichten aus Wirtschaft undTechnik
MarktspiegelProdukt-informationen
Firmen und ProdukteDatenbank mitProdukten und Firmenprofilen
MM-BörseDynamische Daten-bank für Gebraucht-maschinen
MM-ArchivMM-Inhalte der letzten vier Jahrgängeund des laufendenJahres
MM-InternationalIndustriemagazine in West-, Mittel-,Osteuropa und Asien
MM-ServiceProbehefte, Media-daten, Abonnements,Software, Seminare
MM-SpezialAlles rund um dieAntriebstechnik; mitDiskussionsforum
JobbörseAktueller Stellenmarkt
www.
maschinenmarkt.de