Embed Size (px)
Citation preview
ELASTOSIL® M ABFORMMASSEN.GANZ EINFACH.
CREATING TOMORROW’S SOLUTIONS

Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Werkstoffe 44
Reproduktionen 46
Zu ELASTOSIL® M 50
Merkmale 52
Spezielle Tipps 54
Glossar 56
Wacker Chemie AG 62
33
FRAGEN KOSTET NICHTS.
ELASTOSIL® M Abformmassen sindraumtemperaturvernetzende, zweikom-ponentige >(RTV-2) Siliconkautschuke,die sich durch eine exzellente Wieder-gabegenauigkeit auszeichnen. Sie sindfür Abformungen aller Schwierigkeitsgra-de und für jeden >Reproduktionswerk-stoff gleichermaßen geeignet: ob Wachs,Gips, Beton, Gießharze oder niedrigschmelzende Metalllegierungen.
Dank ihrer hohen >Elastizität und ihrerausgezeichneten Trenneigenschaften las-sen sich >Vulkanisate aus ELASTOSIL® Mbesonders leicht vom Modell lösen. Ihregute Beständigkeit sichert eine maximaleAbformhäufigkeit.
All diese positiven Verarbeitungs-eigenschaften machen den WerkstoffELASTOSIL® M für den Formenbauunverzichtbar: ob in der Industrie oderim Handwerk.
Mit diesem Handbuch möchten wir so-wohl Einsteigern als auch Profis schnelleAntworten zu ganz konkreten Fragen der Abformpraxis geben: Welche Formen-typen gibt es? Welche Abformtechnikbietet sich an? Welcher Werkstoff ist ambesten geeignet?
Und sollte dieses Buch tatsächlich ein-mal keine Antwort anbieten: Unseranwendungstechnisches Team hilftIhnen gerne weiter.
Rufen Sie uns an. Wir freuen uns undberaten Sie gern.
ELASTOSIL® M ist eine eingetragene Marke der Wacker Chemie AG. Die Wacker Chemie AG ist zertifiziert nach DIN EN ISO 9001 und DIN EN 14001. Die Business Unit Elastomers des Geschäftsbereichs WACKER SILICONES der Wacker Chemie AG ist zertifiziert nach ISO/TS 16949:2002.
Die erste Schicht Siliconkautschuk wirdüber die feinsten Details der späterenReproduktion entscheiden. Deshalb ver-langt sie die größte Sorgfalt.
Was steht wo
Abformtechniken
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Werkstoffe 44
Reproduktionen 46
Zu ELASTOSIL® M 50
Merkmale 52
Spezielle Tipps 54
Glossar 56
Wacker Chemie AG 62

5

6
WELCHE ABFORMTECHNIK SOLL ICH WÄHLEN?
ELASTOSIL® M Abformmassen sind füralle Arten von Abformungen und für alle Schwierigkeitsgrade gleichermaßengeeignet. Für welche Technik man sichentscheidet, hängt maßgeblich von derGröße und der Beschaffenheit des ab-zuformenden Modells ab.
Die nebenstehende Tabelle zeigt diewichtigsten Modelltypen und hilft Ihnen,die dafür passende Abformtechnik auszuwählen.
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

7
Modelltyp Beispiel Abformtechnik Vorteile Nachteile
Medaille
Relief
Prototypen für
die Industrie
Pokale,
kleine Statuen
Fossilien,
Münzen
Große Statuen
– Flache Rückseite
– Keine oder nur geringe
>Hinterschneidungen
oder Vertiefungen
– Für Modelle begrenzter
Größe
– Flache Rückseite
– Starke Hinter-
schneidungen oder
Vertiefungen
– Für Modelle jeder Größe
– Allseitig strukturiert
– Komplexe Form
– Starke >Hinterschnei-
dungen
– Für Modelle begrenzter
Größe
– Sockel oder Fuß mit
gerader Standfläche
– Komplexe Form
– Starke >Hinterschneidun-
gen oder Vertiefungen
– Für Modelle begrenzter
Größe
– Allseitig strukturiert
– Keine oder nur geringe
>Hinterschneidungen
oder Vertiefungen
– Für Modelle begrenzter
Größe
– Allseitig strukturiert
– Komplexe Form
– Starke >Hinterschneidun-
gen oder Vertiefungen
– Für Modelle jeder Größe
– >Massivform einteilig
– Gieß- oder Abdruckverfahren
– >Hautform einteilig
– Gieß- oder Streichverfahren
– >Massivform einteilig
– Entformung durch Aufschneiden
entlang einer Trennlinie
– Einsatz als zwei- oder
mehrteilige >Massivform
– Gießverfahren (evtl. >Vakuum)
– >Hautform einteilig
– Entformung durch seitliches
Aufschneiden
– Einsatz als aufklappbare
einteilige >Hautform
– Gieß- oder Streichverfahren
– >Massivform zwei- oder
mehrteilig
– Gieß- oder Abdruckverfahren
– >Hautform zwei- oder
mehrteilig
– Gieß- oder Streichverfahren
– Geringer Arbeitsaufwand
– Hohe Eigenstabilität der
Form
– Geringe Entformungs-
kräfte
– Relativ geringer Silicon-
kautschukbedarf
– Geringerer Arbeitsauf-
wand als bei zweiteiliger
>Massivform
– Hohe Eigenstabilität der
Form
– Geringerer Arbeitsauf-
wand als bei zweiteiliger
>Hautform
– Geringe Entformungs-
kräfte
– Relativ geringer Silicon-
kautschukbedarf
– Hohe Eigenstabilität
der Form
– Geringe Entformungs-
kräfte
– Relativ geringer Silicon-
kautschukbedarf
– Relativ hoher Silicon-
kautschukbedarf
– Höherer Arbeits-
aufwand als bei
>Massivform
(Erstellung einer
>Stützform erforderlich)
– Relativ hoher Silicon-
kautschukbedarf
– Höherer Arbeits-
aufwand als bei
>Massivform
(Erstellung einer
>Stützform erforderlich)
– Relativ hoher Arbeits-
aufwand
– Relativ hoher Silicon-
kautschukbedarf
– Höherer Arbeits-
aufwand als bei
>Massivform
(Erstellung einer
>Stützform erforderlich)

8
WAS MUSS ICH BEI DER VORBEREITUNGDES MODELLS BEACHTEN?
ELASTOSIL® M Abformmassen habengegenüber den meisten Modellwerkstof-fen keine Haftungstendenz. Dennochempfehlen wir in vielen Fällen eine Vor-behandlung der Modelloberfläche.
Konkret– Verunreinigungen wie Staub, Schmutz,
Öl etc. sorgfältig entfernen, auch vonschlecht zugänglichen Stellen.
– Lose oder schlecht anhaftende Teile des Modells befestigen oder zur Sicherstellung entfernen.
– Oberflächenschäden, Risse oder tiefeSpalten mit Plastilin oder Spachtel-masse abdichten, damit es nicht zu
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62
Wasserlösliche Kunstharze wie
Methylzellulose (Tapetenkleister) oder
Plyvinylalkohol in wässrigen Verdünnungen
(4–10 Gewichtsteile Feststoff auf
100 Gewichtsteile Wasser)
Konzentrierte Seifen- bzw. Netzmittel-
Lösungen (z. B. Geschirrspülmittel)
Wachs oder Paraffin; flüssig bzw.
als 5–10 %ige Lösung in Xylol oder
schwefelfreiem Benzin (Wundbenzin)
Vaseline (Apotheken-Qualität)
WACKER Schutzfilm SF 18
ja ja
falls nötig ja falls nötig
ja ja
ja ja
falls nötig falls nötig
Mittel zur Vorbehandlung Plastilin Ton ungebrannt Gips Wachs Holz Metall
9
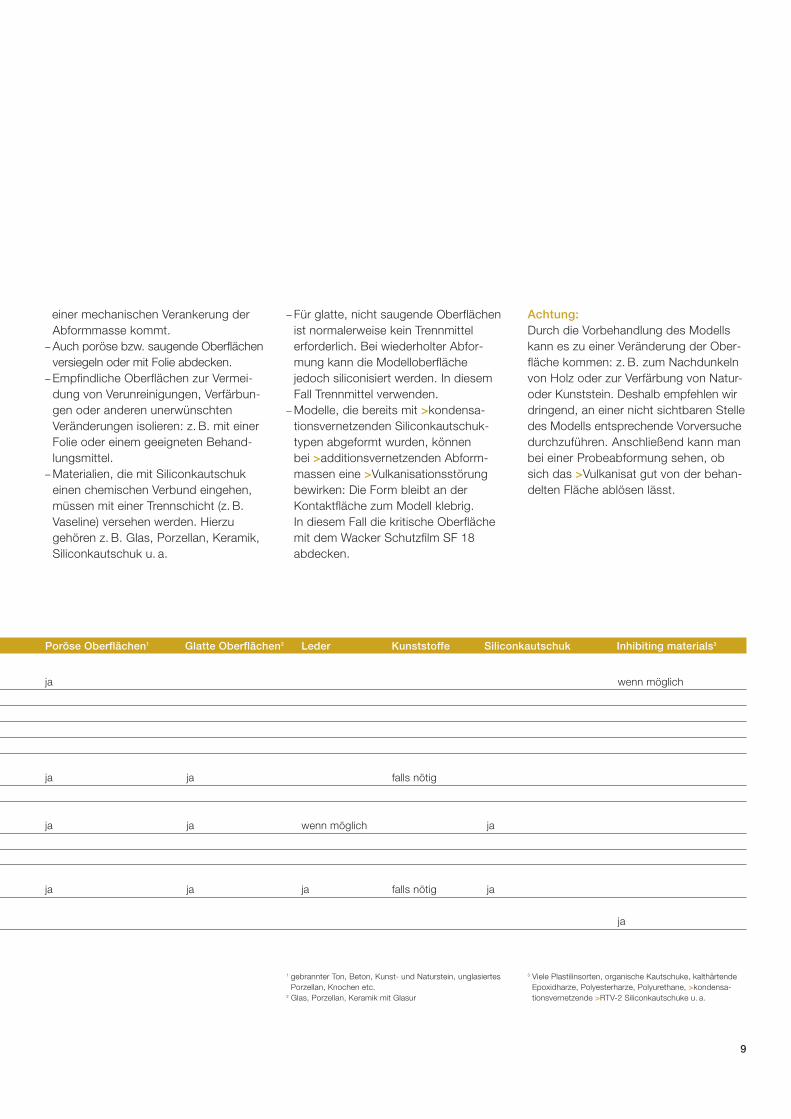
einer mechanischen Verankerung derAbformmasse kommt.
– Auch poröse bzw. saugende Oberflächenversiegeln oder mit Folie abdecken.
– Empfindliche Oberflächen zur Vermei-dung von Verunreinigungen, Verfärbun-gen oder anderen unerwünschten Veränderungen isolieren: z. B. mit einerFolie oder einem geeigneten Behand-lungsmittel.
– Materialien, die mit Siliconkautschukeinen chemischen Verbund eingehen,müssen mit einer Trennschicht (z. B.Vaseline) versehen werden. Hierzugehören z. B. Glas, Porzellan, Keramik,Siliconkautschuk u. a.
– Für glatte, nicht saugende Oberflächenist normalerweise kein Trennmittelerforderlich. Bei wiederholter Abfor-mung kann die Modelloberflächejedoch siliconisiert werden. In diesemFall Trennmittel verwenden.
– Modelle, die bereits mit >kondensa-tionsvernetzenden Siliconkautschuk-typen abgeformt wurden, können bei >additionsvernetzenden Abform-massen eine >Vulkanisationsstörungbewirken: Die Form bleibt an derKontaktfläche zum Modell klebrig. In diesem Fall die kritische Oberflächemit dem Wacker Schutzfilm SF 18 abdecken.
Achtung:Durch die Vorbehandlung des Modellskann es zu einer Veränderung der Ober-fläche kommen: z. B. zum Nachdunkelnvon Holz oder zur Verfärbung von Natur-oder Kunststein. Deshalb empfehlen wirdringend, an einer nicht sichtbaren Stelledes Modells entsprechende Vorversuchedurchzuführen. Anschließend kann manbei einer Probeabformung sehen, obsich das >Vulkanisat gut von der behan-delten Fläche ablösen lässt.
1 gebrannter Ton, Beton, Kunst- und Naturstein, unglasiertesPorzellan, Knochen etc.
2 Glas, Porzellan, Keramik mit Glasur
3 Viele Plastilinsorten, organische Kautschuke, kalthärtendeEpoxidharze, Polyesterharze, Polyurethane, >kondensa-tionsvernetzende >RTV-2 Siliconkautschuke u. a.
ja wenn möglich
ja ja falls nötig
ja ja wenn möglich ja
ja ja ja falls nötig ja
ja
Poröse Oberflächen1 Glatte Oberflächen2 Leder Kunststoffe Siliconkautschuk Inhibiting materials3

10
– Vor der Entnahme aus dem Gebindealle gießbaren Massen bzw. >Kompo-nenten im Gebinde gründlich aufrühren,am besten mit einem mechanischenRührer. Damit wird eine gleichmäßigeVerteilung der im Gebinde enthaltenenFüllstoffe gewährleistet.
– Typen mit hoher Weiterreißfestigkeitkönnen bei der Lagerung etwas ver-dicken. Mit dem Aufrühren werden siewieder fließfähig.
WIE BEREITE ICHDIE ABFORMMASSE ZU?
1 Komponenten aufrührenWas Sie dazu brauchen:– Waage mit Wägegenauigkeit von 1/10g
oder entsprechendes Messgefäß,Pipette bzw. Einwegspritze
– Saubere Mischgefäße aus Metall oderKunststoff, am besten aus Polyethylen
– Spachtel aus Metall, Holz oder Kunst-stoff
– Steifer Kurzhaarpinsel– Mechanisches Rührgerät: Bohrma-
schine mit Blattrührer (für KnetmassenWalzwerk oder Kneter)
– >Vakuumpumpe (Öl- oder Wasser-strahlpumpe) und Vakuumgefäß: z. B.>Exsikkator aus Glas oder Kunststoff
– Fettlösendes Lösemittel: z. B. Benzin,Aceton
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

11
– Die >Komponenten genau einwiegen:Nur ein exaktes Mischungsverhältnisgewährleistet >reproduzierbare Verar-beitungs- und Vulkanisationszeitensowie spezifikationsgerechte Vulka-nisateigenschaften.
Achtung:Wenn im Einwaagegefäß >evakuiertwird, muss dessen Volumen mindestensviermal das Volumen der >katalysiertenKautschukmasse haben.
– Bei den >kondensationsvernetzendenELASTOSIL® M Typen Masse und Härter vermischen, bei den >addi-tionsvernetzenden Typen die >Kompo-nenten A und B.
– Die jeweiligen >Komponenten gleich-mäßig vermischen: bei gieß- und streichbaren Produkten per Hand miteinem Spachtel, bei größeren Mengenmit Hilfe eines mechanischen Rühr-werkes.
– Knetmassen werden je nach Menge mit der Hand, auf dem Walzwerk oderin einem Kneter gemischt.
– Gefäßwand während des Mischvor-ganges mit einem Spachtel in kurzenAbständen abstreifen.
3 Komponenten vermischen 4 Eingemischte Luft entfernen2 Komponenten dosieren
– Für blasenfreie >Vulkanisate solltenfließfähige Mischungen untervermindertem Druck (10 bis 20 mbar)in einem >Exsikkator oder Vakuum-schrank >entlüftet (>evakuiert) werden.
– Achtung: Die >katalysierte Masse dehntsich beim >Evakuieren sehr stark aus.Deshalb darf das verwendete Gefäß nur zu max. einem Viertel seinesGesamtvolumens gefüllt werden.
– Während des >Evakuierens steigt dieMasse hoch und fällt dann meist zusam-men, bevor der Gefäßrand erreichtwird. Droht die Masse jedoch über-zulaufen, wird kurz belüftet. DiesenVorgang so oft wiederholen, bis dieMasse bei vollständigem >Vakuum insich zusammenfällt. Unmittelbardanach das >Evakuieren abbrechen.
– Die Entlüftungsdauer sollte 5 Minutennicht überschreiten. Keinesfalls solange >evakuieren, bis sich keineBlasen mehr bilden. Denn die für eine ordnungsgemäße >Vulkanisationnotwendigen Bestandteile könntendabei entweichen.

12
WIE GIESSE ICH EINE EINTEILIGE MASSIVFORM?
Was Sie dazu brauchen:– Geeignete Unterlage: glatt und plan,
nicht saugend– Holz-, Kunststoff- oder Blechleisten
zum Bau einer Umrahmung– Klebewachs oder Knetmasse (z. B.
Plastilin) zum Fixieren des Modells und zum Abdichten von Fugen in der Umrahmung
– Evtl. Kurzhaarpinsel– Evtl. Trenn- und Gleitmittel (Vaseline,
Flüssigseife, Geschirrspülmittel) zum Erleichtern der Entformung
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck)
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62
13
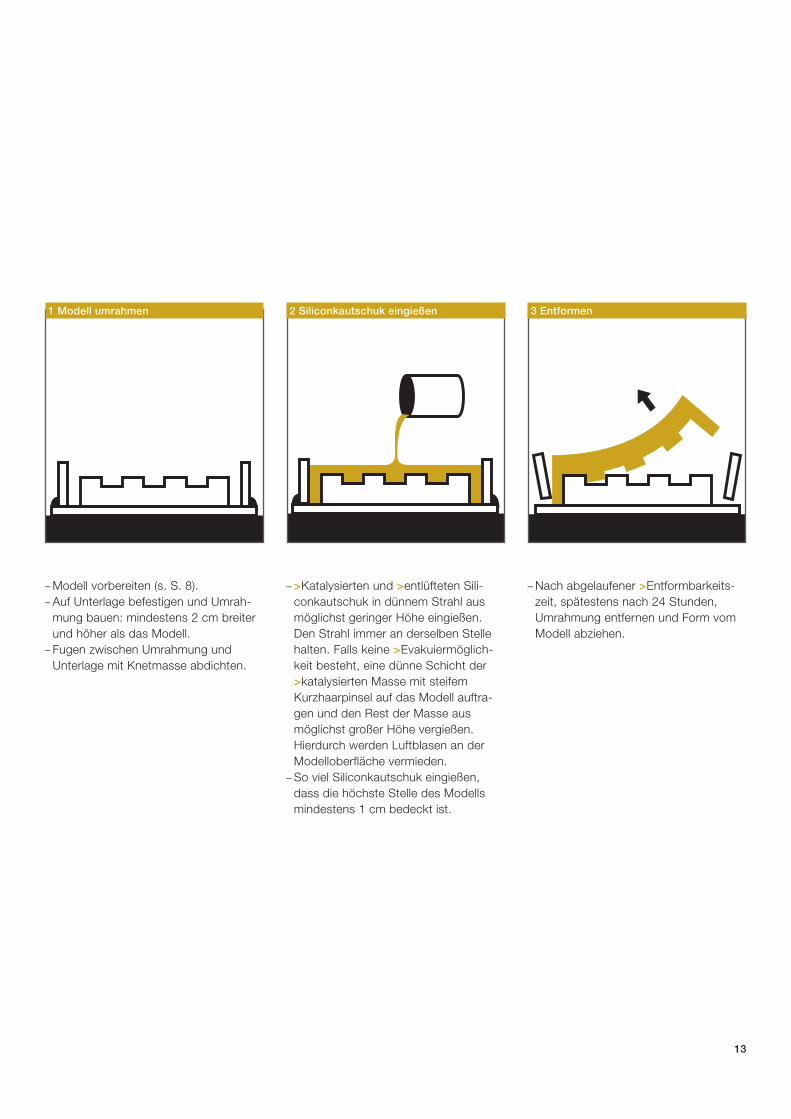
– Modell vorbereiten (s. S. 8).– Auf Unterlage befestigen und Umrah-
mung bauen: mindestens 2 cm breiterund höher als das Modell.
– Fugen zwischen Umrahmung undUnterlage mit Knetmasse abdichten.
– >Katalysierten und >entlüfteten Sili-conkautschuk in dünnem Strahl ausmöglichst geringer Höhe eingießen.Den Strahl immer an derselben Stellehalten. Falls keine >Evakuiermöglich-keit besteht, eine dünne Schicht der>katalysierten Masse mit steifemKurzhaarpinsel auf das Modell auftra-gen und den Rest der Masse ausmöglichst großer Höhe vergießen. Hierdurch werden Luftblasen an derModelloberfläche vermieden.
– So viel Siliconkautschuk eingießen,dass die höchste Stelle des Modellsmindestens 1 cm bedeckt ist.
– Nach abgelaufener >Entformbarkeits-zeit, spätestens nach 24 Stunden,Umrahmung entfernen und Form vomModell abziehen.
1 Modell umrahmen 2 Siliconkautschuk eingießen 3 Entformen

14
Was Sie dazu brauchen:– geeignete Unterlage: glatt und plan– Rolle oder Presse
WIE MACHE ICH EINE EINTEILIGE MASSIVFORM IM ABDRUCKVERFAHREN?
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck)
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

15
– Modell vorbereiten (s. S. 8).– Von oben in die Kautschukplatte
drücken: z. B. bei Münzen, Schmuck,Schlüssel,
oder:
– Die Kautschukplatte in abrollenderBewegung in die Modelloberfläche hineindrücken: z. B. bei Flachreliefs.
– Nach abgelaufener >Entformbarkeits-zeit, spätestens nach 24 Stunden,Modell aus der Form nehmen
bzw.:
– Form vom Modell abziehen.
– >Katalysierte Knetmasse mit einer Rolle oder Presse passend zu demabzudrückenden Gegenstand zu einerPlatte formen. Die Platte sollte min-destens 1 cm stärker sein als diegrößte Vertiefung des Modells.
1 Kautschukplatte vorbereiten 2a Modell in Kautschukplatte eindrücken 3a Entformen
3b Entformen2b Kautschukplatte am Modell abdrücken

Was Sie dazu brauchen:– Geeignete Unterlage: glatt und plan,
nicht saugend– Holz-, Kunststoff- oder Blechleisten
zum Bau einer Umrahmung– Klebewachs oder Knetmasse (z. B.
Plastilin) zum Fixieren des Modells undzum Abdichten von Fugen in derUmrahmung
– Evtl. Kunststoff- oder Alufolie zumAbdecken des Modells
– Einbettmaterial: Ton, Plastilin oderModelliermasse
– Evtl. Markierstift zum Markieren derTrennlinie
– evtl. Röhren oder Stifte als >Schlösserbzw. >Platzhalter für Entlüftungs- undGusslöcher
– Evtl. Kurzhaarpinsel – Trennmittel: Vaseline, Wachslösung,
Wacker Schutzfilm SF 18– Evtl. Bohrwerkzeug
16
WIE GIESSE ICH EINE ZWEITEILIGE MASSIVFORM?
1 Vorbereitungen treffen
– Modell vorbereiten (s. S. 8).– Trennlinie des Modells gedanklich fes-
tlegen oder ggf. mit Stift markieren. DieLinie soll möglichst an Kanten entlangund nicht über größere glatte Flächenverlaufen. Sie soll das Modell in zweimöglichst gleiche Hälften teilen undeventuelle Durchbrüche möglichst symmetrisch trennen.
– Untere Modellhälfte mit Folie abdecken,um eine Verunreinigung der Model-loberfläche durch das Einbettmaterialzu vermeiden.
– Modell auf Unterlage befestigen undUmrahmung bauen: mindestens 2 cmgrößer und höher als das Modell.
– Falls Stellfläche (Sockel) vorhanden:direkt an die Umrahmung anstoßen lassen, um später ein Gießloch für dasEingießen des >Reproduktionswerk-stoffes zu haben.
– Die Fugen zwischen Unterlage undUmrahmung mit Knetmasse abdichten.
Erste Massivformhälfte
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck)
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

17
Bei nicht schmelzbarem Einbettmaterial(z. B. Ton, Plastilin):– Einbettmaterial passend zu dem Modell
zu einer Platte formen: etwas größerals das Modell und entsprechend dick,mit einer Aussparung in der Mitte derPlatte für das Modell.
– Zur Sicherung der >Passgenauigkeitbeim späteren Zusammenfügen derbeiden Formhälften am Einbettmaterial>Schlösser anbringen: Vertiefungeneinschneiden oder Stifte >einbetten.
– Evtl. Röhren oder Stifte als >Platzhalterfür seitliche Entlüftungs- und Gießlöch-er halb eindrücken.
2a Erste Modellhälfte einbetten 2b Erste Modellhälfte einbetten
Bei schmelzbarem Einbettmaterial (z. B. Knetwachs):– Einbettmaterial schmelzen und
eingießen: bei gerade verlaufenderTrennlinie bis dorthin, bei nicht geradeverlaufender Trennlinie bis zur höchst-möglichen Stelle.
– Einbettmaterial erstarren lassen undggf. dem eigentlichen Verlauf derTrennlinie anpassen: Material entlangder Trennlinie an das Modell andrücken.
– Zur Sicherung der >Passgenauigkeitbeim späteren Zusammenfügen derbeiden Formhälften am Einbettmaterial>Schlösser anbringen: Vertiefungeneinschneiden oder Stifte >einbetten.
– Evtl. Röhren oder Stifte als >Platzhalterfür seitliche Entlüftungs- und Gießlöch-er halb eindrücken.
3 Siliconkautschuk eingießen
– Für die erste Massivformhälfte>katalysierten und >entlüfteten Silicon-kautschuk in dünnem Strahl ausmöglichst geringer Höhe eingießen.Den Strahl immer an derselben Stellehalten.
Oder: – Falls keine >Evakuiermöglichkeit be-
steht, eine dünne Schicht der>katalysierten Masse mit steifemKurzhaarpinsel auf das Modell auftra-gen und den Rest der Masse ausmöglichst großer Höhe vergießen. Hierdurch werden Luftblasen an derModelloberfläche vermieden.
– So viel Siliconkautschuk eingießen,dass die höchste Stelle des Modellsmindestens 1 cm bedeckt ist.

18
– Nach abgelaufener >Entformbarkeits-zeit, spätestens nach 24 Stunden,Form auf den Rücken legen.
– Bodenplatte, Umrahmung und Einbett-material samt Folie entfernen. FertigeFormhälfte auf dem Modell lassen.
4 Einbettmaterial entfernen 5 Trennmittel auftragen
– Umrahmung wieder montieren.– Auf alle sichtbaren Flächen der ersten
Formhälfte Trennmittel auftragen, umein Anhaften der zweiten Formhälfte zu verhindern.
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck)
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

19
– Nach >Vulkanisation der zweitenFormhälfte Umrahmung entfernen undFormhälften vom Modell abziehen.
– Falls nicht bereits Röhren oder Stifte als>Platzhalter für Gieß- und Entlüftungs-löcher eingelegt wurden: zum späterenEinfüllen des >Reproduktionswerk-stoffes an geeigneten Stellen Löcherbohren.
– >Katalysierten und >entlüfteten Sili-conkautschuk in dünnem Strahl ausmöglichst geringer Höhe eingießen.Den Strahl immer an derselben Stellehalten.
Oder: – Falls keine >Evakuiermöglichkeit be-
steht, eine dünne Schicht der>katalysierten Masse mit steifemKurzhaarpinsel auf das Modell auftra-gen und den Rest der Masse ausmöglichst großer Höhe vergießen. Hierdurch werden Luftblasen an derModelloberfläche vermieden.
– So viel Siliconkautschuk eingießen,dass die höchste Stelle des Modellsmindestens 1 cm bedeckt ist.
6 Zweite Formhälfte gießen 7 Entformen 8 Gieß- und Entlüftungslöcher bohren
Zweite Massivformhälfte

20
Was Sie dazu brauchen:– Geeignete Unterlage: glatt und plan– Evtl. Markierstift zum Markieren der
Trennlinie– Rolle oder Presse– Trennmittel: Wachslösung, Wacker
Schutzfilm SF 18– Röhren oder Stifte als >Platzhalter für
seitliche Gieß- und Entlüftungslöcherbzw. evtl. als >Schlösser
– Modell vorbereiten (s. S. 8) und Kautschukplatte passend zu demabzuformenden Gegenstand formen (s. S. 15).
– Trennlinie des Modells gedanklich fest-legen oder ggf. mit Stift markieren. DieLinie soll möglichst an Kanten entlangund nicht über größere glatte Flächenverlaufen. Sie soll das Modell in zweimöglichst gleiche Hälften teilen undeventuelle Durchbrüche möglichst symmetrisch trennen.
– Modell in Kautschukplatte drücken.– Ggf. Kautschuk entlang der Trennlinie
an das Modell andrücken.
WIE MACHE ICH EINE ZWEITEILIGE MASSIVFORM IM ABDRUCKVERFAHREN?
1 Erste Formhälfte eindrücken
Erste Massivformhälfte
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck)
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

21
– Oberfläche glätten. – Zur Sicherung der >Passgenauigkeit
beim Zusammenfügen der Formhälften>Schlösser anbringen: kleine Löchereinschneiden oder Stifte >einbetten.
– Röhren oder Stifte als >Platzhalter fürseitliche Gieß- und Entlüftungslöcherhalb eindrücken.
– Nach abgelaufener >Entformbarkeits-zeit, spätestens nach 24 Stunden, alle sichtbaren Flächen der erstenFormhälfte mit Trennmittel behandeln,um ein Anhaften der zweiten Form-hälfte zu verhindern.
– Eine zweite Kautschukplatte unterabrollender Bewegung auf die ersteFormhälfte mit dem >eingebettetenModell aufdrücken.
– Nach abgelaufener >Entformbarkeits-zeit der zweiten Formhälfte, spätestensnach 24 Stunden, beide Formhälftenvom Modell abziehen.
– Falls nicht bereits Röhren oder Stifte als>Platzhalter für Gieß- und Entlüftungs-löcher eingelegt wurden: zum späterenEinfüllen des >Reproduktionswerk-stoffes an geeigneten Stellen Löcherbohren.
2 Schlösser, Platzhalter eindrücken 3 Zweite Kautschukplatte abdrücken 4 Entformen
Zweite Massivformhälfte

22
Was Sie dazu brauchen:– Geeignete Unterlage: glatt und plan,
nicht saugend– Falls die >Stützform in Gips gegossen
wird: Holz-, Kunststoff- oder Blech-leisten zum Bau einer Umrahmung
– Klebewachs oder Knetmasse (z. B.Plastilin) zum Fixieren des Modells und zum Abdichten der Fugen an derUmrahmung
– Evtl. Kunststoff- oder Alufolie zumAbdecken bzw. Schutz des Modells
– Evtl. Röhren oder Stifte als >Schlösserbzw. >Platzhalter für Entlüftungs- undGusslöcher
– Ton oder Knetmasse (z. B. Plastilin) als>Platzhalter für die Kautschukschicht
– Gips oder glasfaserverstärktes Poly-ester- oder Epoxidharz zum Gießenbzw. Streichen der >Stützform
– Spachtel– Evtl. Kurzhaarpinsel – Evtl. Bohrwerkzeug
WIE GIESSE ICH EINEEINTEILIGE HAUTFORM?
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen)
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

23
– Modell vorbereiten (s. S. 8) und auf der Unterlage fixieren.
– Modell mit Folie abdecken, um eineVerunreinigung der Modelloberflächedurch das Platzhaltermaterial zu ver-meiden.
– Mit einer gleichmäßigen Schicht Tonoder Knetmasse ca. 1 cm dick be-decken: die >Hinterschneidungen vollständig ausfüllen oder abdecken.
– Zum Gießen der >Stützform eineUmrahmung bauen: mindestens 3 cmbreiter und höher als das Modell.
– Fugen zwischen Umrahmung undUnterlage mit Knetmasse abdichten.
– Bis zum Rand der Umrahmung Gipseingießen
oder– Glasfaserverstärktes Polyester- oder
Epoxidharz aufbringen. Letztereserspart den Bau einer Umrahmung.
– Nach dem Aushärten der >StützformUmrahmung entfernen und genauePosition der >Stützform auf der Unter-lage markieren.
– Alle Schichten vom Modell entfernen.
1 Platzhalter auflegen 2 Stützform gießen bzw. aufstreichen 3 Stützform und Platzhalter entfernen

24
– Falls nicht bereits beim Gießen bzw.Streichen der >Stützform Röhren oderStifte als >Platzhalter für die Löchereingelegt wurden: Gieß- bzw. Entlüf-tungslöcher bohren. Gießbohrungen an den tiefstmöglichen, Entlüftungs-bohrungen an den höchstmöglichenStellen anbringen. Dadurch werdenLufteinschlüsse beim Befüllen desHohlraumes vermieden.
4 Gieß- und Entlüftungslöcher bohrenWas steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen)
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

25
– >Stützform mit Hilfe der Markierungenwieder exakt über dem Modell positio-nieren und Umrahmung montieren.
– >Katalysierten und >entlüfteten Silicon-kautschuk unter leichtem Schütteln/Vibrieren der Form in Gießlöchereingießen: so dass die Masse in alleOberflächendetails ohne Einschlussvon Luftblasen einfließen kann.
– So lange gießen, bis die Masse in denEntlüftungslöchern sichtbar wird,
oder:– Falls keine >Evakuiermöglichkeit besteht,
vor dem Anbringen der >Stützform eine dünne Schicht der >katalysiertenMasse mit steifem Kurzhaarpinsel aufdas Modell auftragen. Anschließend>Stützform positionieren und den Rest der Masse aus möglichst großerHöhe in sehr dünnem Strahl eingießen. Hierdurch werden Luftblasen an derModelloberfläche vermieden.
– Nach abgelaufener >Entformbarkeit-szeit, spätestens nach 24 Stunden,>Stützform und >Hautform vom Modellnehmen.
– >Hautform mit Hilfe der Stützen vonden Gieß- und Entlüftungslöchern indie >Stützform einlegen.
Achtung:Lagern Sie die >Hautform immer in der>Stützform: Es kann sonst zu bleibendenVerformungen wegen Nachvernetzungdes frisch >vulkanisierten Kautschukskommen.
5 Siliconkautschuk eingießen 6 Entformen 7 Hautform in die Stützform einlegen

– Modell vorbereiten (s. S. 8). – Falls das Modell beweglich ist und seine
Größe dies zulässt, kann es auchliegend abgeformt werden; in diesemFall Modell auf Unterlage fixieren.
– >Katalysierten, fließfähigen oder leicht>standfesten Kautschuk mit steifemKurzhaarpinsel ca. 0,5 –1 mm dick aufdie Modelloberfläche auftragen oder:zur Vermeidung von Luftblasen vonHand einmassieren.
– 1–2 Stunden leicht anvulkanisierenlassen: so, dass die >Feinschicht nichtmehr verdrängt werden kann, abermöglichst noch klebrig ist.
26
Was Sie dazu brauchen:– geeignete Unterlage: glatt und plan– falls >Stützform in Gips gegossen wer-
den soll: Holz-, Kunststoff- oder Blech-leisten zum Bau einer Umrahmung undKnetmasse zum Abdichten der Fugen
– Klebewachs oder Knetmasse (z. B.Plastilin) zum Fixieren des Modells
– Gips oder glasfaserverstärktes Poly-ester- oder Epoxidharz zum Gießenbzw. Streichen der >Stützform
– Spachtel– evtl. Kurzhaarpinsel – evtl. Pigmente zum Einfärben der
>Deckschicht – Seifenwasser zum Glätten der Kaut-
schukoberfläche– Trennmittel: z. B. Vaseline, Wachslösung,
Wacker Schutzfilm SF 18
WIE MACHE ICH DIE EINTEILIGE HAUTFORM IM STREICHVERFAHREN?
1 Feinschicht auftragenWas steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen)
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

27
– Kautschukmasse für >Deckschicht evtl. einfärben, um einen flächendeck-enden Auftrag auf die >Feinschichtsicherzustellen: hierzu 0,1–0,3 % Farbpaste FL in die Kautschukmassemischen.
– Mit einem Spachtel die >katalysierte,>standfeste Kautschukmasse 5–15 mmdick auftragen.
– >Hinterschneidungen voll ausfüllen. Bei großen >Hinterschneidungen>Deckschicht auch in deren Inneremauftragen und später von der starren>Stützform getrennte Stützkeile setzen.
– Falls erforderlich, zur späteren Fixierungder >Hautform in der >Stützform>Schlösser anbringen: trapezförmigeVertiefungen oder Erhebungen in der>Deckschicht, wie z. B. Wülste oder„Knöpfe”.
– Übrige Oberfläche des noch nichtanvulkanisierten Kautschuks mitSeifenwasser von Hand glätten, damitsich die >Stützform nicht in der >Hautform verankern kann.
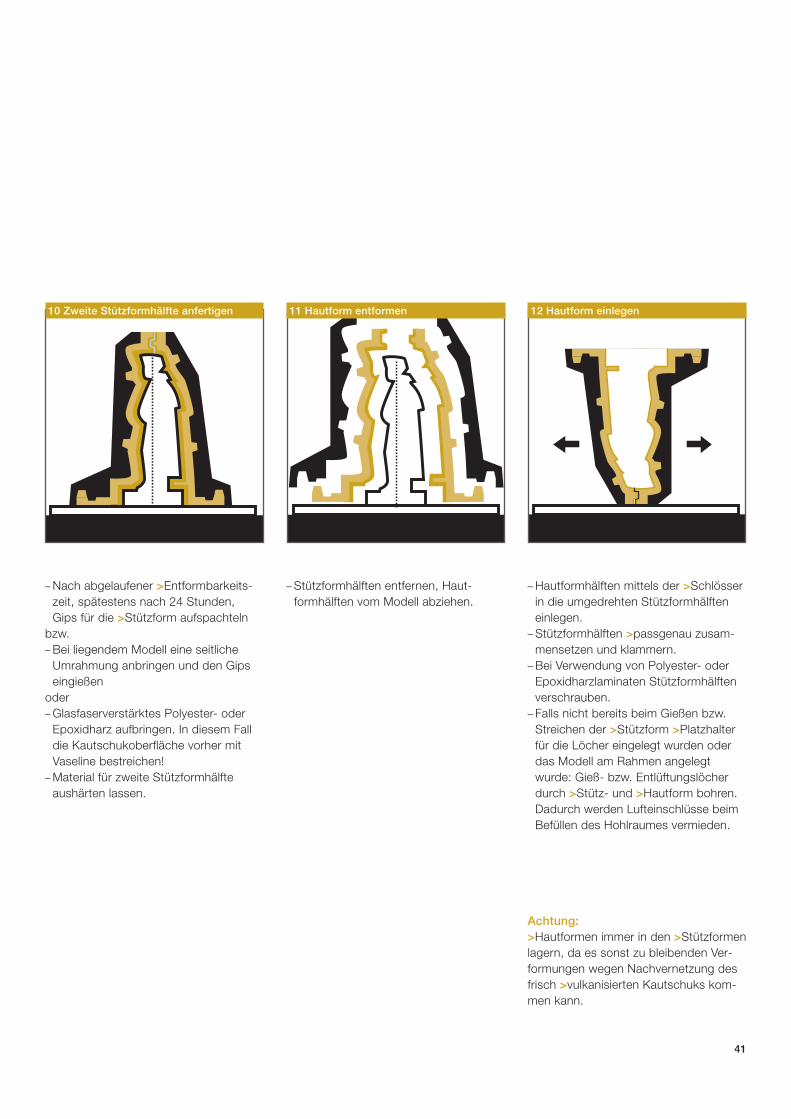
– Nach abgelaufener >Entformbarkeit-szeit, spätestens nach 24 Stunden,Gips für die >Stützform aufspachteln
oder– bei liegendem Modell entsprechend
nach Anbringen einer seitlichen Umrah-mung Gips aufgießen
oder– glasfaserverstärktes Polyester- oder
Epoxidharz aufbringen. Hierzu dieKautschukoberfläche vorher mit Vase-line bestreichen!
2 Deckschicht auftragen 3 Stützform gießen/aufstreichen
– Nach Aushärtung der >Stützform alleSchichten vom Modell abnehmen.
Die >Hautform mit Hilfe der >Schlösser indie umgedrehte >Stützform einlegen.
Achtung:>Hautform immer in der >Stützform lagern,da es sonst zu bleibenden Verformungenwegen der Nachvernetzung des frisch>vulkanisierten Kautschuks kommen kann.
4 Entformen
5 Hautform einlegen

28
Was Sie dazu brauchen:– geeignete Unterlage: glatt und plan,
nicht saugend– Holz-, Kunststoff- oder Blechleisten
zum Bau einer Umrahmung– Klebewachs oder Knetmasse (z. B.
Plastilin) zum Fixieren des Modells und zum Abdichten der Fugen derUmrahmung
– evtl. Kunststoff- oder Alufolie zumAbdecken des Modells
– Einbettmaterial: Ton, Plastilin oderModelliermasse
– evtl. Klötzchen als Abstandhalter beiflüssigem Einbettmaterial
– evtl. Markierstift zum Markieren derTrennungslinie
– evtl. Röhren oder Stifte als >Schlösserbzw. >Platzhalter für Entlüftungs- undGusslöcher
– Ton oder Knetmasse (z. B. Plastilin) als>Platzhalter für die Kautschukschicht
– Gips oder glasfaserverstärktes Poly-ester- oder Epoxidharz zum Gießenbzw. Streichen der >Stützform
– Spachtel– evtl. Kurzhaarpinsel – evtl. Bohrwerkzeug– Trennmittel: Vaseline, Wachslösung,
Wacker Schutzfilm SF 18– Klammern oder Schrauben zum
Zusammenhalten der fertigen >Stütz-form
WIE GIESSE ICH EINEZWEITEILIGE HAUTFORM?
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen)
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

29
– Modell vorbereiten (s. S. 8).– Trennlinie des Modells gedanklich fest-
legen oder ggf. mit Stift markieren. DieLinie soll möglichst an Kanten entlangund nicht über größere glatte Flächenverlaufen. Sie soll das Modell in zweimöglichst gleiche Hälften teilen undeventuelle Durchbrüche möglichst symmetrisch trennen.
– Untere Modellhälfte mit Folie abdecken,um eine Verunreinigung der Modell-oberfläche durch das Einbettmaterialzu vermeiden.
– Modell auf Unterlage befestigen undUmrahmung bauen: mindestens 3 cmgrößer und höher als das Modell.
– Falls Stellfläche (Sockel) vorhanden:direkt an die Umrahmung anstoßenlassen, um später ein Gießloch für dasEingießen des >Reproduktionswerk-stoffes zu haben.
– Die Fugen zwischen Unterlage undUmrahmung mit Knetmasse abdichten.
Bei nicht schmelzbarem Einbettmaterial(z. B. Ton, Plastilin):– Einbettmaterial passend zu dem Modell
zu einer Platte formen: etwas größerals das Modell und entsprechend dick,mit einer Aussparung in der Mitte derPlatte für das Modell.
– Einbettmaterial in die Umrahmung ein-legen und an diese anpassen.
Bei schmelzbarem Einbettmaterial (z. B.Knetwachs):– Einbettmaterial schmelzen und
eingießen: bei gerade verlaufenderTrennlinie bis dorthin, bei nicht geradeverlaufender Trennlinie bis zur höchst-möglichen Stelle.
– Einbettmaterial erstarren lassen undggf. dem eigentlichen Verlauf derTrennlinie anpassen: Material entlangder Trennlinie an das Modell andrücken.
– Zur Sicherung der >Passgenauigkeitbeim späteren Zusammenfügen derbeiden Formhälften am Einbettmaterial>Schlösser anbringen: Vertiefungeneinschneiden oder Stifte >einbetten.
– Evtl. Röhren oder Stifte als >Platzhalterfür seitliche Entlüftungs- und Gießlö-cher halb eindrücken.
2a Modell einbetten 2b Modell einbetten1 Vorbereitungen treffen

30
3 Platzhalter auflegen
– Modelloberfläche mit Folie abdecken,um eine Verunreinigung durch dasPlatzhaltermaterial zu vermeiden.
– Mit gleichmäßiger Schicht Ton oderKnetmasse ca. 1 cm dick bedecken:>Hinterschneidungen vollständig aus-füllen oder abdecken!
Erste Hautformhälfte
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen)
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

31
– Gips in die Umrahmung eingießenoder – glasfaserverstärktes Polyester- oder
Epoxidharz aufbringen. Letztereserspart evtl. den Bau einer Umrahmung.
– Nach dem Aushärten der >StützformUmrahmung entfernen.
– Alle Schichten vom Modell entfernen.– Falls nicht bereits beim Gießen bzw.
Streichen der >Stützform Röhren oderStifte als >Platzhalter für die Löchereingelegt wurden: Gieß- bzw. Entlüf-tungslöcher bohren. Gießbohrungen an den tiefstmöglichen, Entlüftungs-bohrungen an den höchstmöglichenStellen anbringen. Dadurch werdenLufteinschlüsse beim Befüllen desHohlraumes vermieden.
– Umrahmung wieder montieren und>Stützform ohne den >Platzhalter überdem Modell positionieren.
– >Katalysierten und >entlüfteten Silicon-kautschuk unter leichtem Schütteln/Vibrieren der Form in Gießlöcher ein-gießen: so dass die Masse in alle Oberflächendetails ohne Einschlussvon Luftblasen einfließen kann.
– So lange gießen, bis die Masse in denEntlüftungslöchern sichtbar wird,
oder,– falls keine >Evakuiermöglichkeit besteht,
vor dem Anbringen der >Stützform eine dünne Schicht der >katalysiertenMasse mit steifem Kurzhaarpinsel aufdas Modell auftragen. Anschließend>Stützform positionieren und den Restder Masse aus möglichst großer Höhein sehr dünnem Strahl eingießen.Hierdurch werden Luftblasen an derModelloberfläche vermieden.
4 Erste Stützformhälfte anfertigen 5 Stützform freilegen, Löcher bohren 6 Erste Hautformhälfte gießen

32
– Nach abgelaufener >Entformbarkeit-szeit, spätestens nach 24 Stunden,Umrahmung entfernen und Form aufden Rücken legen.
– Bodenplatte und Einbettmaterial ent-fernen.
– >Stützform und fertige Hautformhälftebleiben auf dem Modell.
7 Einbettmaterial entfernenWas steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen)
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62
33
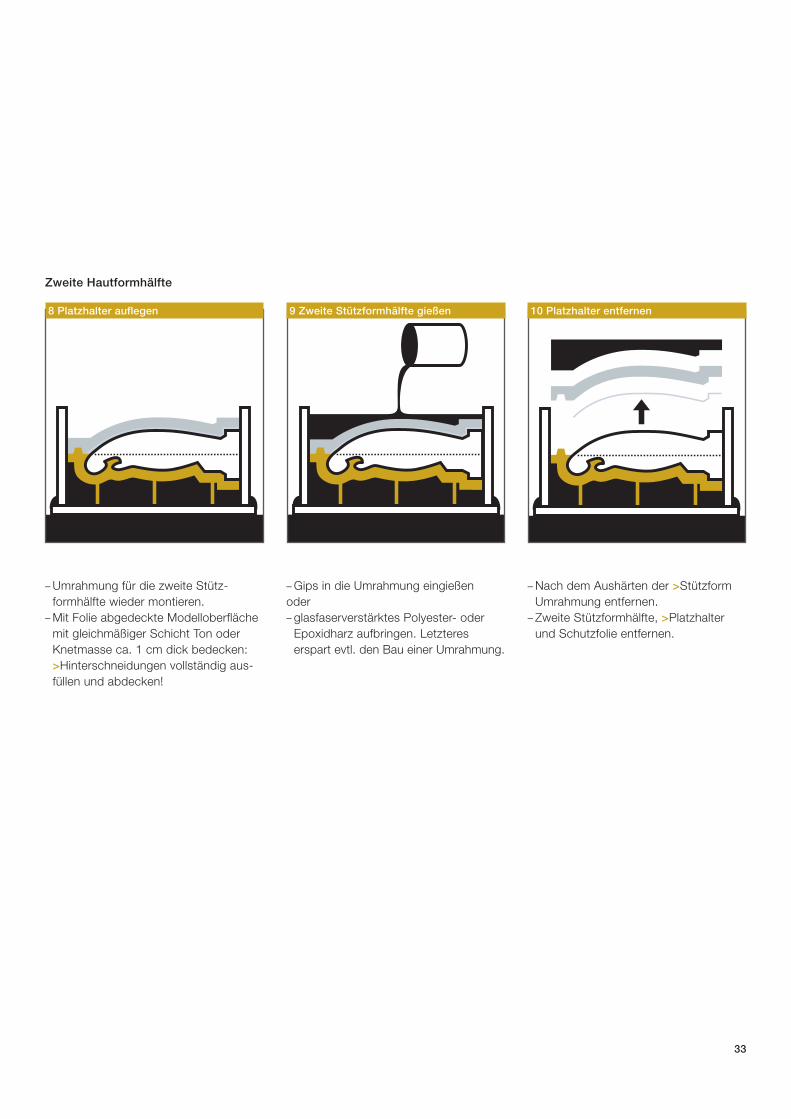
– Gips in die Umrahmung eingießenoder– glasfaserverstärktes Polyester- oder
Epoxidharz aufbringen. Letztereserspart evtl. den Bau einer Umrahmung.
8 Platzhalter auflegen 9 Zweite Stützformhälfte gießen
– Nach dem Aushärten der >StützformUmrahmung entfernen.
– Zweite Stützformhälfte, >Platzhalterund Schutzfolie entfernen.
Zweite Hautformhälfte
– Umrahmung für die zweite Stütz-formhälfte wieder montieren.
– Mit Folie abgedeckte Modelloberflächemit gleichmäßiger Schicht Ton oderKnetmasse ca. 1 cm dick bedecken:>Hinterschneidungen vollständig aus-füllen und abdecken!
10 Platzhalter entfernen
34
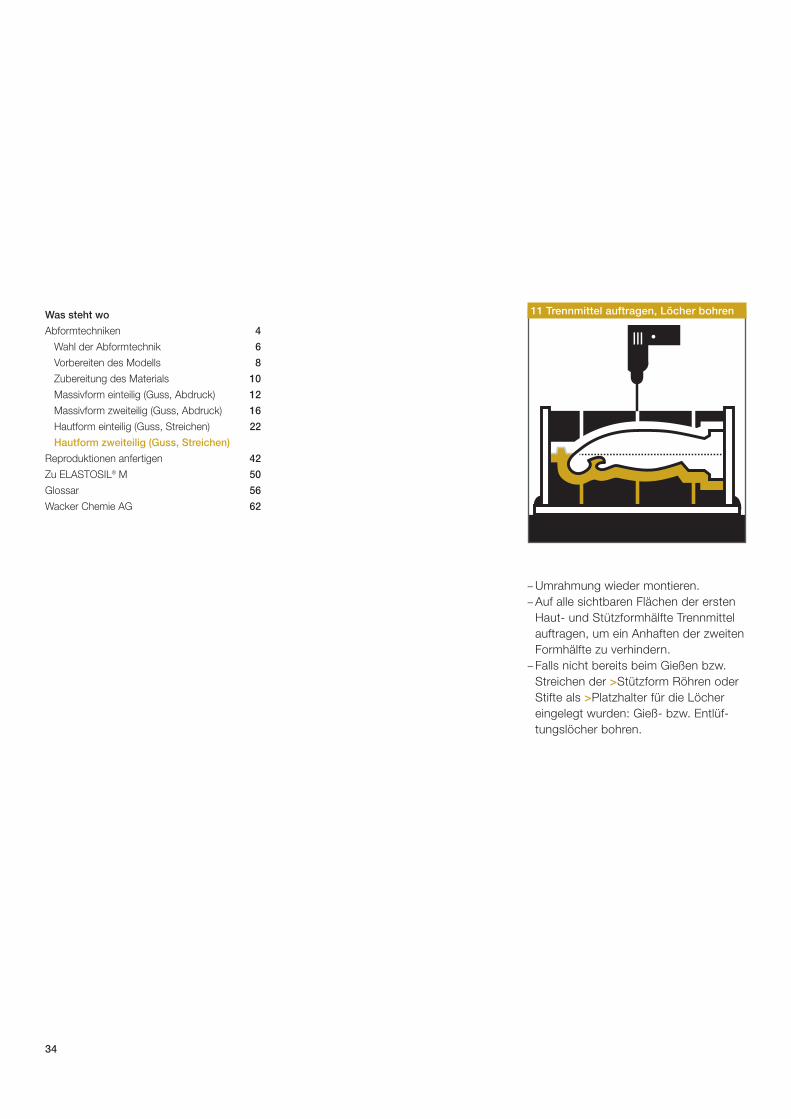
11 Trennmittel auftragen, Löcher bohren
– Umrahmung wieder montieren.– Auf alle sichtbaren Flächen der ersten
Haut- und Stützformhälfte Trennmittelauftragen, um ein Anhaften der zweitenFormhälfte zu verhindern.
– Falls nicht bereits beim Gießen bzw.Streichen der >Stützform Röhren oderStifte als >Platzhalter für die Löchereingelegt wurden: Gieß- bzw. Entlüf-tungslöcher bohren.
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen)
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

35
– >Stützform ohne >Platzhalter wiederüber dem Modell positionieren.
•>Katalysierten und >entlüfteten Silicon-kautschuk unter leichtem Schütteln/Vibrieren der Form in Gießlöcher ein-gießen: so dass die Masse in alle Ober-flächendetails ohne Einschluss vonLuftblasen einfließen kann.
– So lange gießen, bis die Masse in denEntlüftungslöchern sichtbar wird,
oder,– falls keine >Evakuiermöglichkeit besteht,
vor dem Anbringen der >Stützform eine dünne Schicht der >katalysiertenMasse mit steifem Kurzhaarpinsel aufdas Modell auftragen. Anschließend>Stützform positionieren und den Restder Masse aus möglichst großer Höhein sehr dünnem Strahl eingießen. Hierdurch werden Luftblasen an derModelloberfläche vermieden.
– Nach der >Vulkanisation der zweitenHautformhälfte Umrahmung und Stütz-formhälften entfernen.
– Hautformhälften vom Modell abziehen.
–Hautformhälften mit Hilfe der als>Schlösser wirkenden Stutzen derGieß- und Entlüftungslöcher in dieumgedrehten Stützformhälften einlegen.
–Stützformhälften >passgenau zusam-mensetzen und klammern
oder– bei Verwendung von Polyester- oder
Epoxidharzlaminaten verschrauben.
Achtung:>Hautformen immer in den >Stützformenlagern, da es sonst zu bleibenden Ver-formungen wegen Nachvernetzung desfrisch >vulkanisierten Kautschuks kom-men kann.
12 Zweite Hautformhälfte gießen 13 Entformen 14 Hautformhälften einlegen
36
Was Sie dazu brauchen:– geeignete Unterlage: glatt und plan,
nicht saugend– Holz-, Kunststoff- oder Blechleisten
zum Bau einer Umrahmung– Klebewachs oder Knetmasse (z. B.
Plastilin) zum Fixieren des Modells und zum Abdichten der Fugen derUmrahmung
– Einbett- bzw. Abstellmaterial: Ton oder Knetmasse
– evtl. Markierstift zum Markieren derTrennungslinie
– evtl. Röhren oder Stifte als >Schlösserbzw. >Platzhalter für Entlüftungs- und Gusslöcher
– Gips oder glasfaserverstärktes Poly-ester- oder Epoxidharz zum Gießenbzw. Streichen der >Stützform
– Spachtel– evtl. Kurzhaarpinsel – evtl. Bohrwerkzeug– evtl. Pigmente zum Einfärben der
>Deckschicht– Seifenwasser zum Glätten der
Kautschukoberfläche– Trennmittel: Vaseline, Wachslösung,
Wacker Schutzfilm SF 18– Klammern oder Schrauben zum
Zusammenhalten der fertigen >Stütz-form
WIE MACHE ICH DIE ZWEITEILIGE HAUTFORM IM STREICHVERFAHREN?
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen)
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

37
– Modell vorbereiten (s. S. 8).– Trennlinie des Modells gedanklich fest-
legen oder ggf. mit Stift markieren. DieLinie soll möglichst an Kanten entlangund nicht über größere glatte Flächenverlaufen. Sie soll das Modell in zweimöglichst gleiche Hälften teilen undeventuelle Durchbrüche möglichst symmetrisch trennen.
– Falls das Modell >eingebettet wird,untere Modellhälfte mit Folie abdecken,um eine Verunreinigung der Modell-oberfläche durch das Einbettmaterialzu vermeiden.
– Zum >Einbetten von kleineren Modellens. S. 16/17.
– Großes Modell auf Unterlage befestigen.
Größere Modelle werden stehend abge-formt und dazu wie folgt >abgestellt:– Entlang der Trennlinie einen ca. 1–2 cm
breiten und ca. 5 cm hohen Wulst ausKnetmasse auflegen.
– Das Abstellmaterial exakt dem Verlaufder Trennlinie anpassen und entlangdieser an das Modell andrücken.
– Zur Sicherung der >Passgenauigkeitbeim späteren Zusammenfügen derbeiden Formhälften am Einbett- bzw.Abstellmaterial >Schlösser anbringen:Vertiefungen einschneiden (z. B.Längsnut) oder Stifte >einbetten.
– In das Einbettmaterial evtl. Röhren oder Stifte als >Platzhalter für seitlicheEntlüftungs- und Gießlöcher halb ein-drücken.
1 Vorbereitungen treffen
Erste Hautformhälfte
2 Größeres Modell stehend abstellen 3 Schlösser anbringen
38
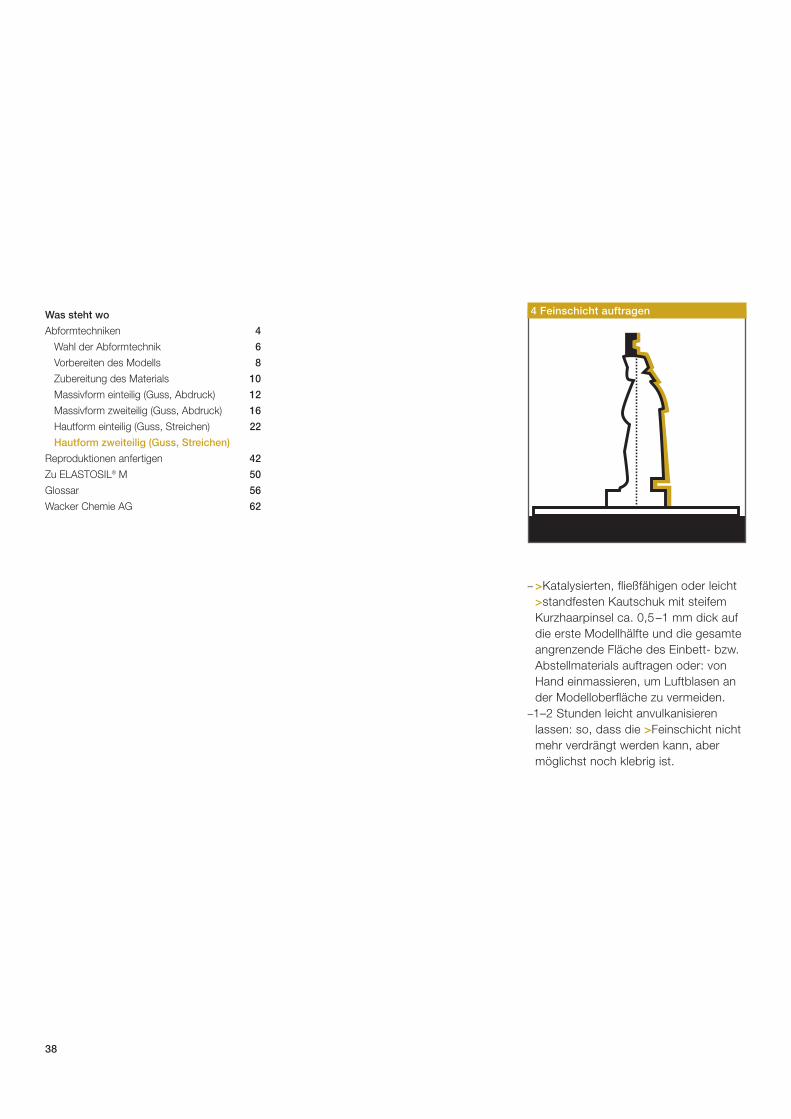
4 Feinschicht auftragen
– >Katalysierten, fließfähigen oder leicht>standfesten Kautschuk mit steifemKurzhaarpinsel ca. 0,5–1 mm dick aufdie erste Modellhälfte und die gesamteangrenzende Fläche des Einbett- bzw.Abstellmaterials auftragen oder: vonHand einmassieren, um Luftblasen ander Modelloberfläche zu vermeiden.
–1–2 Stunden leicht anvulkanisierenlassen: so, dass die >Feinschicht nichtmehr verdrängt werden kann, abermöglichst noch klebrig ist.
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen)
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62
39
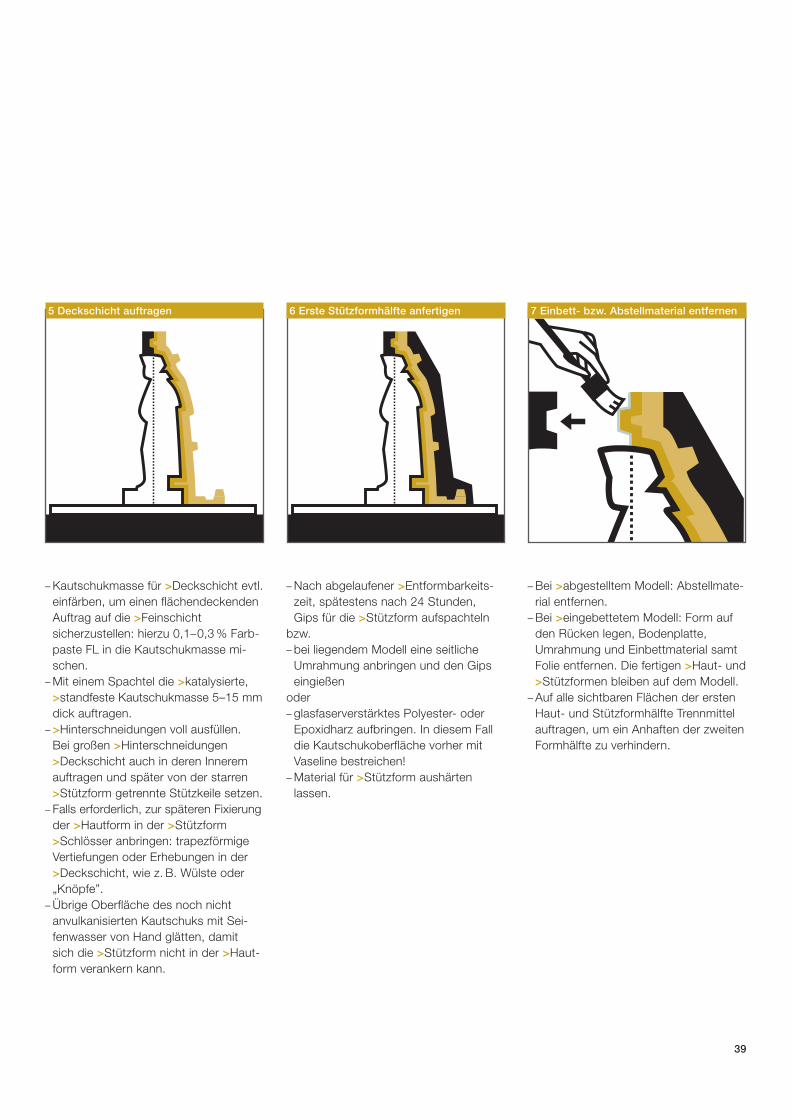
– Nach abgelaufener >Entformbarkeits-zeit, spätestens nach 24 Stunden, Gips für die >Stützform aufspachteln
bzw.– bei liegendem Modell eine seitliche
Umrahmung anbringen und den Gipseingießen
oder– glasfaserverstärktes Polyester- oder
Epoxidharz aufbringen. In diesem Falldie Kautschukoberfläche vorher mitVaseline bestreichen!
– Material für >Stützform aushärten lassen.
– Bei >abgestelltem Modell: Abstellmate-rial entfernen.
– Bei >eingebettetem Modell: Form aufden Rücken legen, Bodenplatte,Umrahmung und Einbettmaterial samtFolie entfernen. Die fertigen >Haut- und>Stützformen bleiben auf dem Modell.
– Auf alle sichtbaren Flächen der erstenHaut- und Stützformhälfte Trennmittelauftragen, um ein Anhaften der zweitenFormhälfte zu verhindern.
5 Deckschicht auftragen
– Kautschukmasse für >Deckschicht evtl.einfärben, um einen flächendeckendenAuftrag auf die >Feinschichtsicherzustellen: hierzu 0,1–0,3 % Farb-paste FL in die Kautschukmasse mi-schen.
– Mit einem Spachtel die >katalysierte,>standfeste Kautschukmasse 5–15 mmdick auftragen.
– >Hinterschneidungen voll ausfüllen. Bei großen >Hinterschneidungen>Deckschicht auch in deren Inneremauftragen und später von der starren>Stützform getrennte Stützkeile setzen.
– Falls erforderlich, zur späteren Fixierungder >Hautform in der >Stützform>Schlösser anbringen: trapezförmigeVertiefungen oder Erhebungen in der>Deckschicht, wie z. B. Wülste oder„Knöpfe”.
– Übrige Oberfläche des noch nichtanvulkanisierten Kautschuks mit Sei-fenwasser von Hand glätten, damit sich die >Stützform nicht in der >Haut-form verankern kann.
6 Erste Stützformhälfte anfertigen 7 Einbett- bzw. Abstellmaterial entfernen
40
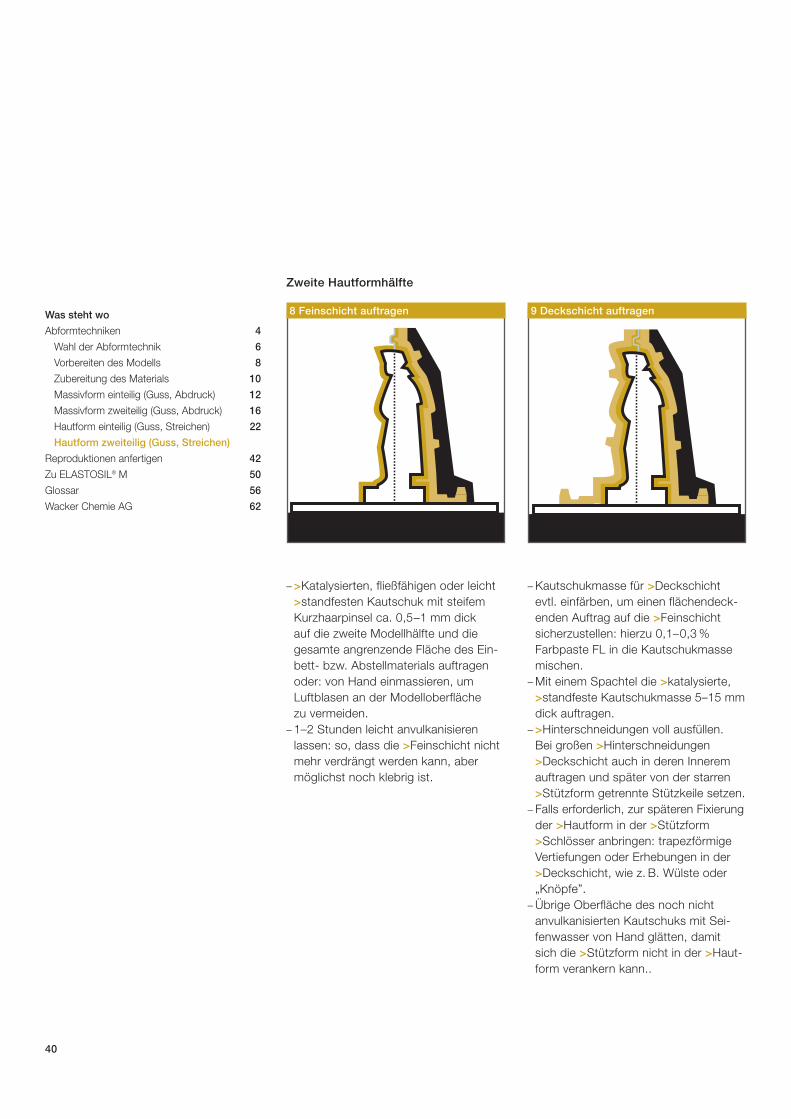
– Kautschukmasse für >Deckschicht evtl. einfärben, um einen flächendeck-enden Auftrag auf die >Feinschichtsicherzustellen: hierzu 0,1–0,3 % Farbpaste FL in die Kautschukmassemischen.
– Mit einem Spachtel die >katalysierte,>standfeste Kautschukmasse 5–15 mmdick auftragen.
– >Hinterschneidungen voll ausfüllen. Bei großen >Hinterschneidungen>Deckschicht auch in deren Inneremauftragen und später von der starren>Stützform getrennte Stützkeile setzen.
– Falls erforderlich, zur späteren Fixierungder >Hautform in der >Stützform>Schlösser anbringen: trapezförmigeVertiefungen oder Erhebungen in der>Deckschicht, wie z. B. Wülste oder„Knöpfe”.
– Übrige Oberfläche des noch nichtanvulkanisierten Kautschuks mit Sei-fenwasser von Hand glätten, damit sich die >Stützform nicht in der >Haut-form verankern kann..
8 Feinschicht auftragen 9 Deckschicht auftragen
Zweite Hautformhälfte
– >Katalysierten, fließfähigen oder leicht>standfesten Kautschuk mit steifemKurzhaarpinsel ca. 0,5–1 mm dick auf die zweite Modellhälfte und diegesamte angrenzende Fläche des Ein-bett- bzw. Abstellmaterials auftragenoder: von Hand einmassieren, um Luftblasen an der Modelloberfläche zu vermeiden.
– 1–2 Stunden leicht anvulkanisierenlassen: so, dass die >Feinschicht nichtmehr verdrängt werden kann, abermöglichst noch klebrig ist.
Was steht wo
Abformtechniken 4
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen)
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62
41
– Nach abgelaufener >Entformbarkeits-zeit, spätestens nach 24 Stunden, Gips für die >Stützform aufspachteln
bzw.– Bei liegendem Modell eine seitliche
Umrahmung anbringen und den Gipseingießen
oder– Glasfaserverstärktes Polyester- oder
Epoxidharz aufbringen. In diesem Falldie Kautschukoberfläche vorher mitVaseline bestreichen!
– Material für zweite Stützformhälfteaushärten lassen.
– Hautformhälften mittels der >Schlösserin die umgedrehten Stützformhälfteneinlegen.
– Stützformhälften >passgenau zusam-mensetzen und klammern.
– Bei Verwendung von Polyester- oderEpoxidharzlaminaten Stützformhälftenverschrauben.
– Falls nicht bereits beim Gießen bzw.Streichen der >Stützform >Platzhalterfür die Löcher eingelegt wurden oderdas Modell am Rahmen angelegtwurde: Gieß- bzw. Entlüftungslöcherdurch >Stütz- und >Hautform bohren.Dadurch werden Lufteinschlüsse beimBefüllen des Hohlraumes vermieden.
Achtung:>Hautformen immer in den >Stützformenlagern, da es sonst zu bleibenden Ver-formungen wegen Nachvernetzung desfrisch >vulkanisierten Kautschuks kom-men kann.
10 Zweite Stützformhälfte anfertigen 11 Hautform entformen
– Stützformhälften entfernen, Haut-formhälften vom Modell abziehen.
12 Hautform einlegen

Es ist zwar nur eine Kopie. Aber in demMoment, wo sie zum ersten Mal aus derForm geschält wird, wird sie wieder zueinem Original, das die Handschrift seinesMeisters trägt.
Was steht wo
Abformtechniken
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen
Werkstoffe 44
Reproduktionen 46
Zu ELASTOSIL® M 50
Merkmale 52
Spezielle Tipps 54
Glossar 56
Wacker Chemie AG 62

44
Weißzement-, Graubeton-, Kunststein-MischungenHier gilt grundsätzlich dasselbe wie beimGips. Allerdings können bei hochalkali-schen Systemen, wie man sie häufig beiKunststein findet, weiße Ablagerungenan der Oberfläche der Abgüsse auftre-ten. Sie werden durch alkalische Abbau-produkte des Silicons verursacht. >Addi-tionsvernetzende ELASTOSIL® M Typensind bei diesen Anwendungen durcheine höhere Alkalistabilität den >konden-sationsvernetzenden Typen vorzuziehen.
GießharzeGießharze beanspruchen Siliconkaut-schukformen generell am stärksten. DieAnzahl der möglichen Abformungenhängt im Wesentlichen von der Art desGießharzes ab: Die Aggressivität steigt in der Reihe Polyester, gefolgt von Poly-urethan und Epoxid bis zum Methacrylat.Zudem nimmt die Zahl der möglichenAbformungen ab:– Mit abnehmendem Füllstoffgehalt des
Harzes– Mit abnehmender Aushärtungs-
geschwindigkeit des Harzes– Mit zunehmender Aushärtungstempe-
ratur des Harzes– Mit zunehmender Kompliziertheit und
Masse des Gießlings– Mit zunehmender Abformfrequenz.
Möglichst hohe Stückzahlen lassen sichdurch die Wahl besonders geeigneterKautschuktypen, durch eine optimaleVorbereitung der Form (s. S. 46) undeine sorgfältige Pflege der Formen errei-chen. Man sollte die Formen möglichsthäufig von eingedrungenen Gießharz-bestandteilen befreien: durch >Tempernbei 100–150 °C während einer Arbeits-pause oder über Nacht.
WachsWachse beanspruchen die Formen ausELASTOSIL® M kaum. Siliconkautschuknimmt aber eine gewisse Menge Wachsauf. Bei sehr häufig verwendeten Formensammeln sich auf der Oberfläche ausge-schiedene, schuppenartige Wachsteil-chen. Diese beeinträchtigen die Repro-duktionsgenauigkeit und mindern dieTrenneigenschaften. Diese Wachsauss-cheidungen lassen sich zwar durch vor-sichtiges Abwaschen mit Lösemitteln(z. B. Benzin) entfernen, zur vollen Rege-neration der Form muss das Wachsjedoch im Wärmeschrank bei 150 °Causgeschmolzen werden. Am bestenstellt man die gestürzte Form auf eineUnterlage, damit das heraustretendeWachs aufgefangen wird.
Vor dem Eingießen sollte die Form erhitztwerden. Die Temperatur sollte über demSchmelzpunkt des jeweiligen Wachsesliegen: Dadurch kann das Wachs optimaleinfließen.
GipsELASTOSIL® M Formen werden vonGips kaum beansprucht. Bei den erstenAbgüssen mit einer frisch hergestelltenForm können wegen der schlechtenBenetzung durch die Gipslösung u. U. ander Oberfläche Luftblasen entstehen.Dies lässt sich aber durch eine entspre-chende Vorbehandlung der frischenForm mit einer konzentrierten Lösungvon Schmierseife oder Geschirrspülmittelbzw. mit Gipswasser verhindern. Nacheinigen Abgüssen kann man auf dieseBehandlung verzichten.
WAS MUSS ICH BEI WELCHEMWERKSTOFF BEACHTEN?
Was steht wo
Abformtechniken 4
Reproduktionen anfertigen 42
Werkstoffe
Reproduktion 46
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

45
Ungesättigte PolyesterharzeUngesättigte Polyesterharze beanspru-chen die Formen zunehmend mit stei-gendem Styrolgehalt und steigenderAushärtungstemperatur. Zum Erzielenmöglichst hoher Abformzahlen ist einregelmäßiges >Tempern der Formenzum Entfernen von eingedrungenem Styrol besonders wichtig.
Polyurethanharze und -harzschäumeDie Aggressivität von Polyurethanharzenund -schäumen gegenüber Siliconkaut-schuk nimmt von den Gießmassen überdie Weich- zu den Hartschäumen zu: beiden Schäumen zusätzlich mit steigen-dem Treibmittelgehalt.
Für die Schaumverarbeitung brauchtman druckfeste Formen und je nachTiefe der >Hinterschneidungen spezielleELASTOSIL® M Typen. Bitte fragen Siehierzu unsere Anwendungstechnik.
EpoxidharzeHeißhärtende bzw. ungefüllte Typenbeanspruchen die Formen deutlich stär-ker als kalthärtende bzw. hochgefüllteSysteme.
Frisch hergestellte Formen aus >kon-densationsvernetzenden ELASTOSIL® MTypen sollten nach der Lagerung beiRaumtemperatur vor dem Ersteinsatz bei ca. 150 °C >getempert werden.
MethacrylatharzeSiliconkautschukformen eignen sichnicht für ungefüllte Methacrylate. Meistlässt sich bereits der erste Gießling nichtmehr entformen. Und selbst hochgefüllteMethacrylate lassen höchstens 10Abgüsse zu.
Metalllegierungen, GalvanoplastikenSiliconkautschukformen eignen sichbestenfalls für den Verguss von Metallle-gierungen mit Schmelzpunkten bis maxi-mal 300 °C. Für höher schmelzendeMetalle kommt nur das >Wachsaus-schmelzverfahren in Frage.
Für den Metallguss sind vor allem hoch-wärmeleitfähige ELASTOSIL® M Typengeeignet. Insbesondere in Verbindungmit dünnwandigen Formen, die beimGießen auf eine gut wärmeleitendeUnterlage (Metallplatte) gestellt werden.Da sich die Form aufgrund des hohenWärmeausdehnungskoeffizienten vonSiliconkautschuk stark ausdehnt, sollteman sie zwischendurch abkühlen lassen.Die Oberfläche der gelagerten und>getemperten Form belegt man hauch-dünn mit Talkum, Siliciumcarbid, Graphitoder einer antistatischen Ruß-Type:damit das flüssige Metall auch in feineStrukturen einfließen kann. Dennoch sinddie ersten Abgüsse in der Regel un-brauchbar, da die Form noch gast unddadurch pockennarbige Oberflächenentstehen.
Eine weitere Möglichkeit zur Anfertigungvon Metallduplikaten sind Galvanoplasti-ken. Hierzu macht man die Oberflächeder ELASTOSIL® M Form leitfähig: ambesten mit einem Leitsilber-Spray ausdem Dental-Fachhandel oder mit Gra-phit. Letzteres erzielt allerdings nicht sogute Ergebnisse. Als Galvanikbäder eig-nen sich schwach saure bzw. alkalischeGalvanisierflüssigkeiten mit möglichstniedriger Temperatur. Die Elektrodensollten in breiter Kontaktfläche ange-schlossen werden.
LebensmittelOft werden Formen aus ELASTOSIL® Mfür die Herstellung geformter Lebens-mittel wie z. B. Schokolade, Marzipanoder Speiseeis eingesetzt. Hier müssendie lebensmittelrechtlichen Bestimmun-gen des jeweiligen Staates beachtet wer-den. Voraussetzung für einen Einsatz istjedoch immer, dass die Formen vor ihrerersten Verwendung zur Entfernung flüch-tiger Bestandteile mindestens 4 Stundenbei 200 °C offen >getempert werden.Sprechen Sie mit unserer Anwendungs-technik darüber.

So machen Sie eine >Reproduktionmit einer einteiligen >Massivform: – Einsatzbereite Form auf geeignete
Unterlage legen: eben oder leichtgeneigt.
– >Reproduktionswerkstoff ggf.>entlüften und möglichst unter leichtemSchütteln oder Vibrieren der Formlangsam eingießen: so dass er in alleOberflächendetails ohne Einschlussvon Luftblasen einfließt.
– Nach dem Aushärten des >Reproduk-tionswerkstoffes Gießling unter Druckauf die Formenrückseite durch gegen-läufiges Biegen entformen.
Zuerst die Form in Form bringenFormen aus ELASTOSIL® M Abformmas-sen erhalten ihre spezifikationsgerechtenEigenschaften erst, wenn alle Reaktions-produkte aus dem >Vulkanisat entwi-chen sind – das sind in erster Linie niedrige Alkohole.
Bei Formen aus >additionsvernetzendenELASTOSIL® M Typen ist das gleich nachdem Abziehen vom Modell der Fall.Diese sind also sofort einsatzbereit. Formen aus >kondensationsvernetzen-den ELASTOSIL® M Typen müssen vordem Gießen des >Reproduktionswerk-stoffes noch gelagert werden: entwederbei Raumtemperatur über einen Zeit-raum von 48–72 Stunden, abhängig vonder Schichtdicke, oder nach einer 24-stündigen Lagerung bei Raumtempera-tur und einer anschließenden >Tempe-rung bei max. 70 °C in einem gutbelüfteten Wärmeschrank. Die Temper-zeit hängt wiederum von der Stärke derSchicht ab. Als Richtwert gelten 6 Stun-den pro Zentimeter Schichtdicke.
46
WIE MACHE ICH EINE REPRODUKTION?
Was steht wo
Abformtechniken 4
Reproduktionen anfertigen 42
Werkstoffe 44
Reproduktion
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

47
So machen Sie eine >Reproduktionmit einer zweiteiligen >Massivform: – Einsatzbereite Formhälften mit Hilfe der
>Schlösser exakt zusammensetzenund verklammern oder mit einemGewebeband zusammenbinden.
– >Reproduktionswerkstoff ggf.>entlüften und möglichst unter leichtemSchütteln oder Vibrieren der Form mitHilfe eines Trichters langsam in die Ein-füllöffnungen eingießen: so dass er inalle Oberflächendetails ohne Einschlussvon Luftblasen einfließt.
– Der Verguss ist fertig, wenn das Mate-rial aus den Entlüftungslöchern austritt.
– Nach dem Aushärten des >Reproduk-tionswerkstoffes den Gießling durchAbnehmen der Formhälften entformen.2a Gießling entformen
1a Einteilige Massivform ausgießen
2b Gießling entformen
1b Zweiteilige Massivform ausgießen

48
So machen Sie eine >Reproduktionmit einer einteiligen >Hautform: – Einsatzbereite Form zusammen mit
>Stützformen auf geeignete Unterlagelegen: eben oder leicht geneigt.
– >Reproduktionswerkstoff ggf.>entlüften und möglichst unter leichtemSchütteln oder Vibrieren der Formlangsam eingießen: so dass er in alleOberflächendetails ohne Einschlussvon Luftblasen einfließt.
– Nach dem Aushärten des >Reproduk-tionswerkstoffes >Stütz- und >Haut-form vom Gießling abnehmen bzw.abziehen.
Was steht wo
Abformtechniken 4
Reproduktionen anfertigen 42
Werkstoffe 44
Reproduktion
Zu ELASTOSIL® M 50
Glossar 56
Wacker Chemie AG 62

49
So machen Sie eine >Reproduktionmit einer zweiteiligen >Hautform: – Einsatzbereite Hautform- und Stütz-
formhälften mit Hilfe der >Schlösserexakt zusammensetzen. Gipsformenverklammern, Polyester- oder Epoxid-harzlaminate verschrauben oder mitGewebeband zusammenbinden.
– >Reproduktionswerkstoff ggf.>entlüften und möglichst unter leichtemSchütteln oder Vibrieren der Form mitHilfe eines Trichters langsam in die Ein-füllöffnungen eingießen: so dass er inalle Oberflächendetails ohne Einschlussvon Luftblasen einfließt.
– Der Verguss ist fertig, wenn das Mate-rial aus den Entlüftungslöchern austritt.
– Nach dem Aushärten des >Reproduk-tionswerkstoffes die >Stütz- und>Hautformen vom Gießling abnehmenbzw. abziehen.
2a Gießling entformen
1a Einteilige Hautform ausgießen
2b Gießling entformen
1b Zweiteilige Hautform ausgießen

Es lohnt sich, schon bei der Zubereitungder Abformmasse die zugesetzten Mengengenau zu berechnen. Denn nur so ist auchdas Ergebnis berechenbar.
Was steht wo
Abformtechniken
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Werkstoffe 44
Reproduktionen 46
Zu ELASTOSIL® M
Merkmale 52
Spezielle Tipps 54
Glossar 56
Wacker Chemie AG 62


52
WAS MUSS ICH ÜBER ELASTOSIL® M ABFORMMASSEN WISSEN?
SicherheitAusführliche Hinweise zu allen Sicher-heitsfragen können Sie den jeweiligenSicherheitsdatenblättern zu den ELASTOSIL® M Produkten entnehmen.Diese werden automatisch mit den Produkten ausgeliefert und sollten gutaufbewahrt werden. Sollten sie einmal verloren gehen, können Sie bei Ihremzuständigen Vertriebspartner jederzeitErsatz anfordern.
LagerungDie >Komponenten A und B der >addi-tionsvernetzenden ELASTOSIL® M Typenbzw. die Kautschukmasse der >konden-sationsvernetzenden Typen sollten beiTemperaturen zwischen 5 °C und 30 °Cim dicht verschlossenen Gebinde gela-gert werden. Nach jedem Öffnen mussdas Gebinde sofort wieder dicht ver-schlossen werden. Es darf also keinesfallslängere Zeit offen bzw. mit nur locker auf-gelegtem Deckel gelagert werden.Insbesondere >kondensationsvernetzen-de >RTV-2 Siliconkautschuke brauchengeringe Mengen an Feuchtigkeit in derKautschukmasse zur Optimierung desspäteren Vulkanisationsverhaltens. Beioffenen oder schlecht verschlossenenFässern verdunstet die Feuchtigkeit. DieFolge sind verlängerte Verarbeitungszei-ten und >Vulkanisationsstörungen. ZurWiederherstellung einer Kautschukmas-se kann man 1–2 Gramm Wasser proKilogramm Kautschukmasse einrührenund das gut verschlossene Gebinde 24 Stunden stehen lassen.>Härter der Reihe T reagieren mit Feuch-tigkeit unter Bildung eines flockigenNiederschlags. Deshalb werden sie dichtverschlossen und möglichst kühl, bei 5 °C bis 25 °C, gelagert. Geringe Men-gen des Niederschlags haben allerdingskeine Auswirkungen auf das >Vulkanisat.
>KonsistenzELASTOSIL® M Abformmassen sind alsgießbare, streichbare, streichbar->stand-feste und knetbare Systeme erhältlich.Das Fließverhalten wird durch die >Vis-kosität beschrieben: Je höher der Zah-lenwert, desto dickflüssiger ist die Gieß-masse bzw. desto steifpastöser dieStreichmasse. Die streichbar->standfes-ten Typen unterscheiden sich von denstreichbaren Produkten nur durch ihrreduziertes Fließvermögen: Sie fließenunter Einwirkung der Schwerkraft bis zueiner bestimmten maximalen Schicht-stärke (meist bis 10 mm) von senkrech-ten oder geneigten Flächen weder ab,noch sacken sie durch (>standfest).
ReaktivitätDie Reaktivität von ELASTOSIL® MAbformmassen wird durch die Verarbei-tungs- oder Topfzeit einerseits und dieVulkanisationszeit andererseits beschrie-ben: Die Verarbeitungs- oder Topfzeit istdie Zeitspanne, innerhalb deren sich die>katalysierte Kautschukmasse noch gutverarbeiten lässt. Sie hängt sowohl beiden >kondensations- wie auch den>additionsvernetzenden ELASTOSIL® MTypen stark von der Temperatur ab. Soführt z. B. ein Erwärmen der Masse um7 °C zur Halbierung, eine Abkühlung umdenselben Betrag zur Verdoppelung derVerarbeitungszeit.Auch die Vulkanisationszeit hängt in ähn-lichem Ausmaß von der Temperatur ab.Bei der Vulkanisationszeit unterscheidetman die Zeit bis zur Klebfreiheit des>Vulkanisates von der Zeit bis zur voll-ständigen Ausvulkanisation. In der Regelwird in Spezifikationen nur Erstere ange-geben. Die endgültigen Vulkanisateigen-schaften werden nach einer >Vulkanisa-tion bei Raumtemperatur erst nacheinigen Tagen erreicht. Auch bei höheren
Was steht wo
Abformtechniken 4
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Merkmale
Spezielle Tipps 54
Glossar 56
Wacker Chemie AG 62

53
Temperaturen hergestellte >Vulkanisate>vernetzen in der Regel während eineranschließenden Lagerung bei Raumtem-peratur noch in unterschiedlichem Aus-maß nach.Sowohl die Topf- als auch die Vulkanisa-tionszeiten lassen sich durch den Zusatzvon beschleunigenden bzw. verzögern-den Additiven variieren.
VulkanisateigenschaftenZu den wichtigsten Eigenschaften des>Vulkanisates gehören die mechani-schen Werte. Neben der in >Shore Aangegebenen Eindruckhärte stellt derWeiterreißwiderstand eine der wesent-lichen Kenngrößen dar: je höher derShore-A-Wert, desto härter ist das >Vul-kanisat. Eine so genannte >kerbfesteType mit hoher Ein- und Weiterreißfestig-keit erkennt man an ihrem Wert für denWeiterreißwiderstand: Er liegt über 10N/mm. Die meisten Verarbeitungs- undVulkanisateigenschaften werden wesent-lich von der Art des Vernetzungssystemsmitbestimmt.
>Kondensationsvernetzung >Kondensationsvernetzende >RTV-2Siliconkautschuke >vulkanisieren durchZugabe eines flüssigen oder pastenför-migen >Härters. Kautschukmasse und>Härter haben grundsätzlich unter-schiedliche Kontrollnummern. Je nachType und zugesetzter Menge des >Här-ters ergeben sich längere oder kürzereVerarbeitungs- und Vulkanisationszeiten.Die >Härter und Mengenbereiche sindfür jede Kautschuktype festgelegt: EinUnter- bzw. Überschreiten des vorge-schriebenen Mengenbereichs des >Här-ters führt zu mangelnden Vulkanisatei-genschaften bis hin zum vollständigenAusbleiben der >Vulkanisation. >Kon-densationsvernetzende >RTV-2 Silicon-
kautschuke >vulkanisieren bei Tempera-turen zwischen 0 °C und max. 70 °C. BeiTemperaturen >80 °C kommt es zu einerUmkehrung der Vernetzungsreaktion, derso genannten Reversion: Das Systembleibt oder wird wieder klebrig bis flüssig!Für eine schnelle und vollständige Aus-härtung brauchen >kondensationsver-netzende RTV-2-Systeme geringe Men-gen an Feuchtigkeit. Bei weniger als40 % relativer Feuchtigkeit können die ander Luft liegenden Vulkanisatoberflächenklebrig bis flüssig bleiben. In diesem Fallmuss man den Feuchtigkeitsgehalt derRaumluft durch geeignete Maßnahmen(Verdunster, Zerstäuber, feuchte Tücher)entsprechend anheben. Ein Wasserzu-satz zur Masse hilft hier nicht!Bei der >Vernetzung entsteht als >Reak-tionsprodukt ein niederer Alkohol: meistEthanol oder Propanol. Erst wenn sichder gesamte Alkohol aus dem >Vulkani-sat verflüchtigt hat, ist dieses einsatzfä-hig. Durch die Verflüchtigung des Alko-hols kommt es zu einem Masseverlust,der zu einer dreidimensionalen>Schrumpfung des >Vulkanisates imBereich von <5 % des Volumens führt.
>Additionsvernetzung>Additionsvernetzende >RTV-2 Silicon-kautschuke >vulkanisieren durch Vermi-schen der beiden >Komponenten A undB. Die beiden >Komponenten müssenunbedingt dieselbe Kontrollnummer auf-weisen: Andernfalls sind deutliche Verän-derungen der Produkteigenschaftenmöglich. Außerdem müssen die beiden>Komponenten exakt im vorgeschriebe-nen Gewichtsverhältnis vermischt wer-den. Ein abweichendes Mischungsver-hältnis A : B führt in der Regel zurUntervulkanisation. >Additionsvernetzende >RTV-2 Silicon-kautschuke >vulkanisieren bei Tempera-
turen zwischen 10 °C und 200 °C. Dabei der >Vernetzung keine flüchtigen>Reaktionsprodukte gebildet werden,kommt es weder zu einer Umkehrungder Vernetzungsreaktion bei höherenTemperaturen noch zu einer chemischen>Schrumpfung des >Vulkanisates durcheinen Masseverlust. >Vulkanisate aus>additionsvernetzenden >RTV-2 Silicon-kautschuken sind daher unmittelbarnach dem Entformen einsatzfähig.
>VulkanisationsstörungenBestimmte Substanzen oder Werkstoffekönnen bei Kontakt mit >additionsver-netzenden >RTV-2 Siliconkautschukendie Funktion des Platin-Komplexkataly-sators beeinträchtigen. Es kommt zu>Vulkanisationsstörungen oder einer>Inhibierung. Dabei reicht es schon, wennsich diese Substanzen an der Oberflächeeines Substrates (Modell, Mischwerk-zeug etc.) oder in der Umgebungsluftbefinden. Auch Temperöfen oder Wär-meschränke, in denen Gießharze ausge-härtet wurden, setzen die >inhibierendenStoffe frei. Die wichtigsten sind: – Schwefel, bestimmte Schwefelverbin-
dungen wie Polysulfide und Polysulfonesowie andere schwefelhaltige Stoffewie Natur- und bestimmte Synthe-sekautschuke (u. a. EPDM)
– Amine, Urethane und aminhaltige Stoffe wie amingehärtete Epoxidharze,bestimmte Polyurethane etc.
– Organometall-, speziell Organozinn-verbindungen und Stoffe, die solcheSubstanzen enthalten: z. B. >Vulkani-sate und >Härter >kondensationsver-netzender >RTV-2 Siliconkautschuke.
Es wird dringend empfohlen, über ent-sprechende Vorversuche eine >Inhibie-rung auszuschließen.

Haftung auf >Vulkanisaten aus SiliconkautschukFür die Haftung auf >Vulkanisaten ausSiliconkautschuk sind die üblichenGrundierungen nicht geeignet. >Konden-sationsvernetzende ELASTOSIL® MTypen wachsen bei der >Vulkanisationauf ebenfalls >kondensationsvernetzen-de Siliconkautschuke mit ausreichenderHaftstärke auf.Allerdings müssen die Vulkanisate hierzurelativ frisch sein und mit Aceton oderBenzin gereinigt werden. Es entstehteine so genannte „Lagenbindung”.Bei den >additionsvernetzenden ELAS-TOSIL® M Typen erfordert die Haftver-mittlung besondere Maßnahmen, überdie wir Sie auf Anfrage gerne beraten.
Verkleben mit Nicht-SiliconenELASTOSIL® M >Vulkanisate lassen sichmit Einkomponenten-(RTV-1)-Silicon-kautschukklebern mühelos mit anderenWerkstoffen verbinden:– Werkstoffoberfläche vorbehandeln und
grundieren, Siliconkautschukoberflächemit Aceton oder Benzin reinigen.
– Siliconkautschukkleber auf beide Teileauftragen und gleich zusammenfügen.
– Die Passung kann durch seitliches Ver-schieben ggf. korrigiert werden.
– Seitlich herausquellenden, überschüs-sigen Kleber abstreifen.
– Je nach Schichtdicke, Luftfeuchtigkeitund Temperatur ist schon nach 1–2Tagen eine gute Haftung erreicht.
– Der bei der Aushärtung des Klebersauftretende Geruch nach Essigsäureverschwindet nach erfolgter >Vulkani-sation vollständig.
54
Haftung auf Nicht-Siliconen>RTV-2 Siliconkautschuke zeichnen sichdurch ihre ausgeprägte Trennwirkungaus. Deshalb haften sie von Natur ausnicht oder nur unzureichend auf anderenWerkstoffen. Für einen dauerhaften, fest-en Verbund ist eine Vorbehandlung derWerkstoffoberfläche mit einem speziellenHaftvermittler, einer Grundierung odereinem so genannten Primer erforderlich.Grundierungen sind dünnflüssige Lösun-gen reaktionsfähiger Silane bzw. Silicon-harze. Nach dem Entweichen des Löse-mittels bildet sich unter Einwirkung vonLuftfeuchtigkeit ein Harzfilm, der dasSubstrat und die Kautschukform verbin-det. Die Wahl der geeigneten Grundie-rung hängt davon ab, ob die Werkstoff-oberfläche saugend oder nicht saugendist und welche ELASTOSIL® M Type ver-wendet wird. Das müssen Sie tun:– Die Haftfläche des Substrates
aufrauen: z. B. mit Schleifpapier oderdurch Sandstrahlen.
– Die Fläche vom Schleifstaub befreienund sorgfältig entfetten: mit Acetonoder Benzin.
– Grundierung auftragen: durch Strei-chen, Sprühen oder Tauchen.
– Bei Raumtemperatur und einer relativenLuftfeuchtigkeit von mindestens 40 %ca. 1 Stunde trocknen lassen.
Die besten Haftungsergebnisse erzieltman, wenn der Kautschuk möglichstlangsam aushärten kann. Die maximaleHaftstärke wird frühestens 72 Stundennach erfolgter >Vulkanisation erreicht!Bitte fragen Sie uns nach dem Merkblatt„Grundierungen für WACKER >RTV-2Siliconkautschuke”, wenn Sie mehr dazuwissen möchten.
UND SONST?
Was steht wo
Abformtechniken 4
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Merkmale 52
Spezielle Tipps
Glossar 56
Wacker Chemie AG 62

55
Verkleben mit >Vulkanisaten aus SiliconkautschukMan bestreicht die zu verklebenden, mitAceton oder Benzin gereinigten >Vulka-nisatoberflächen jeweils mit einer mög-lichst dünnen Schicht eines RTV-1 Sili-conkautschukklebers und fügt sie gleichzusammen. Im Übrigen gilt dasselbe wiebeim Verkleben von Siliconkautschuk->Vulkanisaten mit Nicht-Siliconen.
Reparatur beschädigter FormenZum Ausbessern von Formen aus >addi-tionsvernetzenden ELASTOSIL® M Typenhaben sich ebenfalls RTV-1 Siliconkaut-schukkleber bewährt: Das zunächststreichfähige Material wird durch Zutrittvon Luftfeuchtigkeit in Silicongummiumgewandelt. Der dabei auftretendeGeruch nach Essigsäure verschwindetnach erfolgter >Vulkanisation vollständig.Beschädigte Formen aus >kondensa-tionsvernetzenden ELASTOSIL® M Typenkönnen zudem mit frisch angerührtemMaterial der gleichen Type repariert wer-den: – Die auszubessernden Stellen sorgfältig
reinigen: mit Aceton oder Benzin.– Risse vorsichtig auseinander ziehen.– Die beiden zu verklebenden Seiten
dünn mit >katalysierter Kautschuk-masse beschichten und zusammen-fügen.
– Seitlich austretendes Material entfernen.
EinfärbenELASTOSIL® M Siliconkautschuke mitgeeigneter Basisfarbe lassen sich durchden Zusatz von bis zu 4 Gew.- % einerELASTOSIL® Farbpaste FL beliebig ein-färben.
Reaktivitätshemmer, -beschleunigerSowohl die Topf- als auch die Vulkanisa-tionszeiten lassen sich durch den Zusatzvon beschleunigenden bzw. verzögern-den Additiven variieren. Bitte fragen Sieunsere Anwendungstechnik danach.
Entfernen von KautschukrestenUnvulkanisierte Reste von ELASTOSIL® MAbformmassen lassen sich leicht mit fettlösenden Lösemitteln wie Benzinoder Aceton aus Gefäßen und von Kleidungsstücken entfernen. Topfrestelässt man am besten ausvulkanisieren.Danach kann man sie mühelos aus den Gefäßen nehmen. Bereits >vulka-nisiertes Material lässt sich nur aufmechanischem Weg entfernen, ambesten nach vorherigem Anquellen mitLösemittel. Ein Auflösen ist nicht mehrmöglich. Bitte berücksichtigen Sie dies bei der Wahl einer zweckmäßigenArbeitskleidung.
Vergrößern und VerkleinernDie Quellfähigkeit des Siliconkautschuksbzw. der Schrumpfeffekt lösemittelhalti-ger Siliconkautschukformen kann ausge-nutzt werden, um aus Formen im aufge-quollenen Zustand vergrößerte Abgüssebzw. durch Verdunsten des Lösemittelsverkleinerte Abgüsse herzustellen. BeiVerwendung von Zwischenpositivenbesteht dadurch die Möglichkeit, biszum gewünschten Maßstab verzerrungs-frei zu vergrößern bzw. zu verkleinern.Hinweise zur genauen Durchführung unddazu, was weiter zu beachten ist, erhal-ten Sie in unserem Faltblatt „Vergrößernund Verkleinern” oder von unseremanwendungstechnischen Berater.
VerdickungsadditiveDiese Additive dienen zur Modifizierungder Fließfähigkeit bzw. zur Standfest-Ein-stellung der gießbaren ELASTOSIL® MTypen mit hoher Ein- und Weiterreiß-festigkeit. Dadurch lässt sich die Silicon-kautschukmasse bei der Herstellung von>Hautformen im Streichverfahren aufnicht ebene bzw. senkrechte Formober-flächen ohne Ablaufen bzw. Absackenmittels Pinsel oder Spachtel auftragen.Je nachdem, wie viel man von demjeweiligen Additiv zugibt, lässt sich dieKonsistenz der Kautschukmasse gezieltvon nur verminderter Fließfähigkeit biszur völligen Standfestigkeit einstellen.Bitte fragen Sie unsere Anwendungs-technik danach.
LebensdauerverlängerungDie Lebensdauer von Formen aus ELASTOSIL® M lässt sich häufig durchden Einsatz geeigneter Trennmittel ver-längern. Diese unterscheiden sich jenach Anwendung und Reproduktions-werkstoff. Im einfachsten Fall gelingt dies durch Einstreichen der Form mitSpülmittellösung oder einem niedrig viskosen Siliconöl. Auch in Lösemittelngelöste Wachse oder hochviskose Silicon-öle sind für diesen Zweck geeignet. Beimanchen Anwendungen haben sich so genannte Barriercoats bewährt, dieanschließend auf den Gießling über-gehen. Weitere Informationen hält IhrBerater für Sie bereit.
Aufgrund der jahrelangen Zusammenarbeitkennen wir die meisten unserer Kundenpersönlich. Dadurch können wir sie natür-lich auch viel besser beraten.
Was steht wo
Abformtechniken
Wahl der Abformtechnik 6
Vorbereiten des Modells 8
Zubereitung des Materials 10
Massivform einteilig (Guss, Abdruck) 12
Massivform zweiteilig (Guss, Abdruck) 16
Hautform einteilig (Guss, Streichen) 22
Hautform zweiteilig (Guss, Streichen) 28
Reproduktionen anfertigen 42
Werkstoffe 44
Reproduktionen 46
Zu ELASTOSIL® M 50
Merkmale 52
Spezielle Tipps 54
Glossar
Wacker Chemie AG 62


58
>abstellenBei zwei- oder mehrteiligen Formen: dasAnbringen eines Wulstes aus Knetmasse(Ton, Plastilin) am Modell entlang denTrennlinien zum Begrenzen der einzelnenFormenteile.
>Additionsvernetzung, additions-vernetzendChemische Reaktion zur Vulkanisationeines RTV-2 Siliconkautschuks, bei derkein flüchtiges Spaltprodukt entsteht.Das Vulkanisat ist schrumpffrei undsofort nach der Entformung einsetzbar.
>DeckschichtDie zweite Schicht Siliconkautschuk beimHerstellen einer Hautform, nach demAuftragen der Feinschicht: gewöhnlichdurch Aufstreichen einer >thixotropenbzw. standfesten ELASTOSIL® M Type.
>einbettenBei zwei- und mehrteiligen Formen:Abdecken der zweiten Modellhälfte bzw.der anderen Modellteile durch Auflegenbzw. Eingießen einer Masse bis zu der(den) Trennlinie(n).
>Elastizität, elastischFähigkeit eines Materials, nach einer Ver-formung wieder in den Ausgangszustandzurückzukehren.
>EntformbarkeitszeitZeitspanne, nach der die Kautschukformohne Gefahr einer Beschädigung vomModell abgenommen werden kann.
WER ERKLÄRT MIR DIE FACHAUSDRÜCKEIM TEXT?
Was steht wo
Abformtechniken 4
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar
Wacker Chemie AG 62
59
>entlüftenEntfernen der Luft, die beim Vermischenvon Kautschukmasse und Härter bzw. der Komponenten A und B in die Abformmasse eingemischt wird.
>evakuierenEntlüften der katalysierten Kautschuk-masse im Vakuum.
>ExsikkatorDruckfestes Gefäß aus Glas oder Kunst-stoff zum Evakuieren der katalysiertenKautschukmasse mittels einer Vakuum-pumpe.
>FeinschichtDie erste Schicht Siliconkautschuk beimHerstellen einer Hautform: gewöhnlichdurch Aufpinseln einer fließfähigen bisleicht >thixotropen Kautschukmasse zurErzielung einer völlig blasenfreien Form-fläche im Kontakt zum Modell.
>HärterBei kondensationsvernetzenden ELASTOSIL® M Typen: zweite Kompo-nente der Abformmasse, die den >Vernetzer und >Katalysator enthält.
>HautformDünnwandige, weniger als 2 cm dickeForm, die durch Gießen oder Streichenentsteht und bei ihrer Verwendung einerStützform zur Stabilisierung bedarf.
>HinterschneidungVertiefung oder Erhöhung der Modell-oberfläche, deren Innen- bzw. Außen-durchmesser zur Oberfläche hinabnimmt.
>InhibierungVulkanisationsstörung bei additionsver-netzenden RTV-2 Siliconkautschuken:Sie entsteht durch teilweise bis völligeBlockierung des Platin-Katalysators undwird durch den Kontakt mit bestimmtenSubstanzen verursacht. Diese sind:– Schwefel, viele Schwefelverbindungen
und andere schwefelhaltige Stoffe wieNatur- und Synthesekautschuke (z. B.EPDM)
– Amine, Urethane und aminhaltige Stoffewie Polyurethane, amingehärtete Epo-xidharze etc.
– Organometall-, speziell Organozinn-verbindungen und solche Substanzenenthaltende Stoffe wie z. B. die Vulkani-sate und Härter der kondensationsver-netzenden RTV-2 Siliconkautschuke.
>KatalysatorSubstanz zur Beschleunigung der Ver-netzung: Organozinnverbindungen beiden kondensationsvernetzenden ELASTOSIL® M Typen, Platin-Komplex-verbindungen bei den additionsvernet-zenden ELASTOSIL® M Typen.
>katalysierenVermischen von Kautschukmasse undHärter bzw. der Komponenten A und B,um eine verarbeitungsfähige Kautschuk-masse zu erhalten.
>kerbfestEigenschaft von Vulkanisaten mit hohemEin- und Weiterreißwiderstand.
>KomponenteBestandteil eines Zwei- oder Mehrkom-ponenten-Systems: Kautschukmasseund Härter bei den kondensationsver-netzenden ELASTOSIL® M Typen, Komponenten A und B bei additionsver-netzenden ELASTOSIL® M Typen.
>Kondensationsvernetzung, konden-sationsvernetzend Chemische Reaktion zur Vulkanisationeines RTV-2 Siliconkautschuks, bei der ein niederer Alkohol als flüchtigesSpaltprodukt entsteht.
>KonsistenzFließ- und Verformungseigenschafteneines Stoffes.
>MassivformDickwandige, mehr als 3 cm dicke Form,die durch Gießen oder Abdrücken ent-steht und aufgrund ihrer Eigenstabilitätohne Stützform auskommt.
>Passgenauigkeit, passgenauExaktes Aufeinanderpassen zweierFormhälften zur Vermeidung einer stö-renden Trennnaht, auch: verwerfungs-freies Hineinpassen der Hautform in dieStützform.
>PlatzhalterZum Einen Knetmasse, die beim Anferti-gen einer Hautform zunächst zwischenModell und Stützform gelegt und zumEingießen der katalysierten Kautschuk-masse entfernt wird.Zum Anderen ins Einbettmaterial einge-drückte Röhren oder Stifte für seitlicheEntlüftungs- bzw. Eingusslöcher in derfertigen Form.
>ReaktionsproduktStoff, der bei einer Reaktion entsteht:z. B. flüchtiger Alkohol bei der Konden-sationsvernetzung.

60
>ReproduktionDie identische Kopie eines Modells.
>ReproduktionswerkstoffMaterial, aus dem die Reproduktionangefertigt wird bzw. besteht.
>reproduzierbarHerstellbarkeit einer identischen Kopieeines Modells.
>RTV-1 SiliconkautschukEinkomponenten-Kautschuk, der beiRaumtemperatur vernetzt. Dient auchzur Verklebung von Vulkanisaten ausRTV-2 Siliconkautschuk.
>RTV-2 SiliconkautschukZweikomponenten-Kautschuk, der beiRaumtemperatur vernetzt (RTV).
>SchlösserVertiefungen und Erhöhungen in denOberflächen von Formenteilen, mit derenHilfe die Passgenauigkeit beim Zu-sammensetzen der Teile gewährleistetwird.
>SchrumpfungMasseverlust, der durch die Verflüchti-gung des bei der Vulkanisation gebilde-ten Alkohols entsteht: nur bei konden-sationsvernetzenden ELASTOSIL® MTypen.
>Shore-HärteMaß für die Härte (Eindruckhärte) einesVulkanisates. Die Angabe erfolgt in zweiunterschiedlichen Härteskalen:Shore A für den üblichen Kautschuk-Härtebereich, Shore 00 für den extremniedrigen Härtebereich.
Was steht wo
Abformtechniken 4
Reproduktionen anfertigen 42
Zu ELASTOSIL® M 50
Glossar
Wacker Chemie AG 62
61
>Silicon-PolymerLange, kettenförmige Verbindung ausSauerstoff- und Siliciumatomen; Letzteretragen noch je zwei organische Reste,an jedem Kettenende befindet sich einereaktive Gruppe.>standfestKatalysierte Kautschukmassen, die beimAuftragen auf senkrechte oder geneigteFlächen nicht der Schwerkraft folgendabfließen, sondern an der Auftragsstellein der jeweiligen Form oder Schichtstär-ke verharren.
>Stützform Auch >Widerlager genannt. Form aussteifem Material (Gips, Gießharz) zur Stabilisierung der Hautform beim Ein-bringen des Reproduktionswerkstoffesund bei der Lagerung.
>tempernErwärmen der Kautschukform nach demEntformen zum Erreichen der endgülti-gen Vulkanisateigenschaften.
>thixotropKautschukmassen mit eingeschränkterFließfähigkeit: von leicht verdickt bis völ-lig standfest.
>VakuumWeitgehend luftleerer Raum, der durchAbpumpen der Luft mittels einer Vaku-umpumpe erzeugt wird: zum Entlüfteneiner gießbaren ELASTOSIL® M Typebraucht man ein Vakuum mit einemmaximalen Restdruck von 20 mbar.
>VakuumpumpeGerät zum Abpumpen der Luft: zwecksErzeugung eines >Vakuums.
>VernetzerSubstanz mit mindestens 3 reaktivenGruppen für eine räumliche Vernetzung:reagiert mit dem >Silicon-Polymer.
>VernetzungChemisch gesehen die Verknüpfungeines Vernetzers mit den Enden von mindestens 3 >Silicon-Polymer-Ketten.Dabei geht die Siliconkautschukmasseüber zu elastischem Gummi.
>ViskositätKenngröße zur Beschreibung der Kon-sistenz: gießbar, streichbar, knetbar.Die Viskosität wird in Millipascalsekun-den [mPa s] angegeben: je höher derWert, desto geringer die Fließfähigkeit.
>VulkanisatVulkanisierter bzw. vernetzter Kautschuk.
>Vulkanisation, vulkanisierenWie >Vernetzung.
>Vulkanisationsstörungunzureichende bis ausbleibende Vernet-zung, die sich durch verminderte Härtebzw. im Extremfall sogar klebrige bisflüssige Anteile des Kautschuks äußert,siehe auch Inhibierung
>WachsausschmelzverfahrenAuch: „Verfahren mit verlorener Form”;Arbeitsweise zur Anfertigung von Repro-duktionen aus hochschmelzendenMetallen mit einem Schmelzpunkt>400 °C, die nicht direkt in einer Formaus RTV-2 Siliconkautschuk hergestelltwerden können.
>WiderlagerAndere Bezeichnung für >Stützform.


WACKERAUF EINEN BLICK
WACKER SILICONESist ein führender Anbieter von silicon-basierten Gesamtlösungen aus Produkten,Services und Konzepten. Als Lösungs-partner unterstützt der Bereich seineKunden dabei, ihre Innovationen voran-zutreiben, ihre Märkte weltweit voll aus-zuschöpfen und ihre Geschäftsprozessezu optimieren, um ihre Gesamtkosten zusenken sowie ihre Produktivität weiter zu erhöhen. Silicone bilden die Basis fürProdukte mit hoch differenzierten Eigen-schaften und nahezu unbegrenzten Ein-satzmöglichkeiten. Das Einsatzspektrumreicht von der Automobil-, Bau-, Chemie-,Elektro- und Elektronikindustrie überKosmetik, Consumer Care, Maschinen-und Metallbau bis hin zu Papier, Textilund Zellstoff.
WACKER POLYMERShält bei hochwertigen Bindemitteln undpolymeren Additiven die Spitzenpositionauf dem Weltmarkt. Der Bereich umfasstdie Geschäftsfelder bauchemische Pro-dukte, funktionelle Polymere für Beschich-tungen, Lacke und weitere industrielleAnwendungen sowie Grundchemikalien(Acetyls). Dispersionspulver, Dispersio-nen, Festharze, Bindepulver und Lack-harze von WACKER POLYMERS findenbei Unternehmen der Bau-, Automobil-,Papier- und Klebstoffindustrie sowie beiHerstellern von Druckfarben und Industrie-lacken Verwendung.
WACKER FINE CHEMICALSliefert als Experte in organischer Synthese,Silanchemie und Biotechnologie maß-geschneiderte Lösungen für Kunden derLife Science- und Consumer Care-Industrie. Die Palette innovativer Produkteumfasst komplexe organische Zwischen-produkte, Organosilane, chirale Produkte,
Cyclodextrine und Aminosäuren. Mitseinem umfassenden Know-how istWACKER FINE CHEMICALS für seineKunden ein bevorzugter Partner für an-spruchsvollste chemische und biotechno-logische Custom Manufacturing-Projekte.
WACKER POLYSILICONproduziert seit über 50 Jahren hochreinesSilicium für die Halbleiter- und Photovol-taikindustrie. Als einer der weltweit größ-ten Hersteller von polykristallinem Siliciumbeliefert WACKER POLYSILICON füh-rende Wafer- und Solarzellenhersteller.
Siltronicist einer der Weltmarktführer für Waferaus Reinstsilicium und Partner vieler füh-render Chiphersteller. Siltronic entwickeltund produziert Wafer mit Durchmessernbis zu 300 mm an Standorten in Europa,Asien, Japan und USA. Siliciumwafer sind die Grundlage der modernen Mikro-und Nanoelektronik – z. B. für Computer,Telekommunikation, Automobile,Medizintechnik, Consumerelektronik undSteuerungssysteme.
WACKERist ein Technologieführer der chemi-schen und elektrochemischen Industrieund weltweiter Innovationspartner von Kunden in einer Vielzahl globalerSchlüsselindustrien. Der Konzernerwirtschaftete mit rund 14.400 Mit-arbeitern einen Umsatz von 2,76 Mrd.EUR in 2005. Davon entfielen aufDeutschland 21%, auf Europa (ohneDeutschland) 31%, auf Amerika 22 %sowie auf die Region Asien-Pazifikinklusive der übrigen Länder 26 %.Mit rund 20 Produktionsstätten undmehr als 100 Vertriebsgesellschaftenist der Konzern weltweit präsent.Konzernsitz ist München.Mit einem Anteil von 5,3 % vom Umsatzin 2005 für Forschung und Entwick-lung gehört WACKER in die weltweiteSpitzengruppe der forschendenChemieunternehmen.
03.0
6
CREATING TOMORROW’S SOLUTIONS
Konzernseite_A4_D_0306 23.03.2006 15:00 Uhr Seite 1