Embed Size (px)
Citation preview
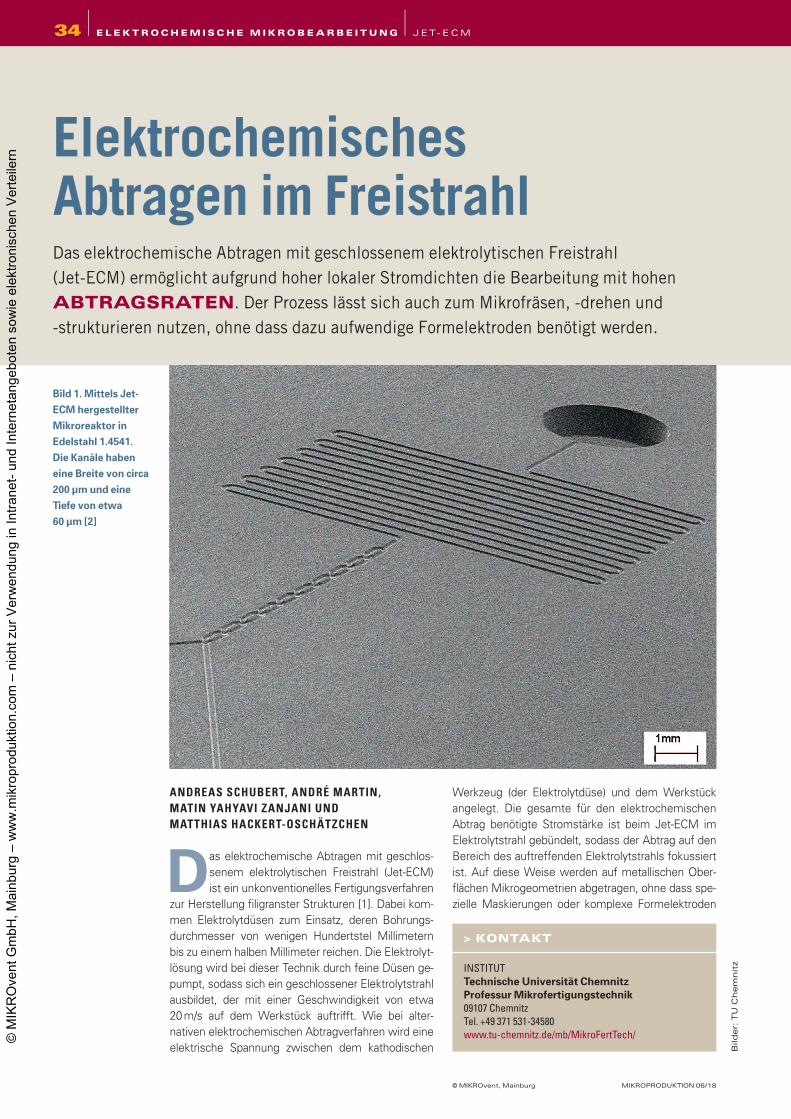
ANDREAS SCHUBERT, ANDRÉ MARTIN,MATIN YAHYAVI ZANJANI UND MATTHIAS HACKERT-OSCHÄTZCHEN
Das elektrochemische Abtragen mit geschlos-senem elektrolytischen Freistrahl (Jet-ECM)ist ein unkonventionelles Fertigungsverfahren
zur Herstellung filigranster Strukturen [1]. Dabei kom-men Elektrolytdüsen zum Einsatz, deren Bohrungs-durchmesser von wenigen Hundertstel Millimeternbis zu einem halben Millimeter reichen. Die Elektrolyt-lösung wird bei dieser Technik durch feine Düsen ge -pumpt, sodass sich ein geschlossener Elektrolytstrahlausbildet, der mit einer Geschwindigkeit von etwa 20 m/s auf dem Werkstück auftrifft. Wie bei alter -nativen elektrochemischen Abtragverfahren wird eineelektrische Spannung zwischen dem kathodischen
Werkzeug (der Elektrolytdüse) und dem Werkstückangelegt. Die gesamte für den elektrochemischenAbtrag benötigte Stromstärke ist beim Jet-ECM imElektrolytstrahl gebündelt, sodass der Abtrag auf denBereich des auftreffenden Elektrolytstrahls fokussiertist. Auf diese Weise werden auf metallischen Ober -flächen Mikrogeometrien abgetragen, ohne dass spe-zielle Maskierungen oder komplexe Formelektroden
34 l ELEKTROCHEM ISCHE M IKROBEARBE I TUNG l JET- ECM
© MIKROvent, Mainburg MIKROPRODUKTION 06/18
INSTITUTTechnische Universität ChemnitzProfessur Mikrofertigungstechnik09107 ChemnitzTel. +49 371 531-34580www.tu-chemnitz.de/mb/MikroFertTech/
> KONTAKT
Bilder: TU Chemnitz
Elektrochemisches Abtragen im FreistrahlDas elektrochemische Abtragen mit geschlossenem elektrolytischen Freistrahl (Jet-ECM) ermöglicht aufgrund hoher lokaler Stromdichten die Bearbeitung mit hohenABTRAGSRATEN. Der Prozess lässt sich auch zum Mikrofräsen, -drehen und -strukturieren nutzen, ohne dass dazu aufwendige Formelektroden benötigt werden.
Bild 1. Mittels Jet-ECM hergestellterMikroreaktor inEdelstahl 1.4541. Die Kanäle habeneine Breite von circa200 µm und eine Tiefe von etwa 60 µm [2]
© M
IKR
Ove
nt G
mbH
, Mai
nbur
g –
ww
w.m
ikro
prod
uktio
n.co
m –
nic
ht z
ur V
erw
endu
ng in
Intra
net-
und
Inte
rnet
ange
bote
n so
wie
ele
ktro
nisc
hen
Ver
teile
rn
The Power to Transform®
Der UKP-Faserlaser YLPP-25-3-50-R von IPG mit Spitzenleistungen von mehr als 10 Megawatt ist ein vielseitiges Werkzeug für die Lasermaterialbearbeitung.
Metalle, Glas, Keramiken oder Halbleiter? Egal! Mit weniger als 3 Pikosekunden bearbeitet dieser Laser Materialien „kalt“.
Seine Kompaktheit ist einzigartig unter den UKP-Lasern: Der Laserkopf wiegt gerade einmal 1,5 kg.
IPG Fiber Laser IPG Fiber Laser IPG Fiber Laser IPG Fiber Laser for Industrial for Industrial for Industrial for Industrial ApplicationsApplicationsApplicationsApplicationsApplicationsApplications
ULTRAKURZPULSFASERLASER
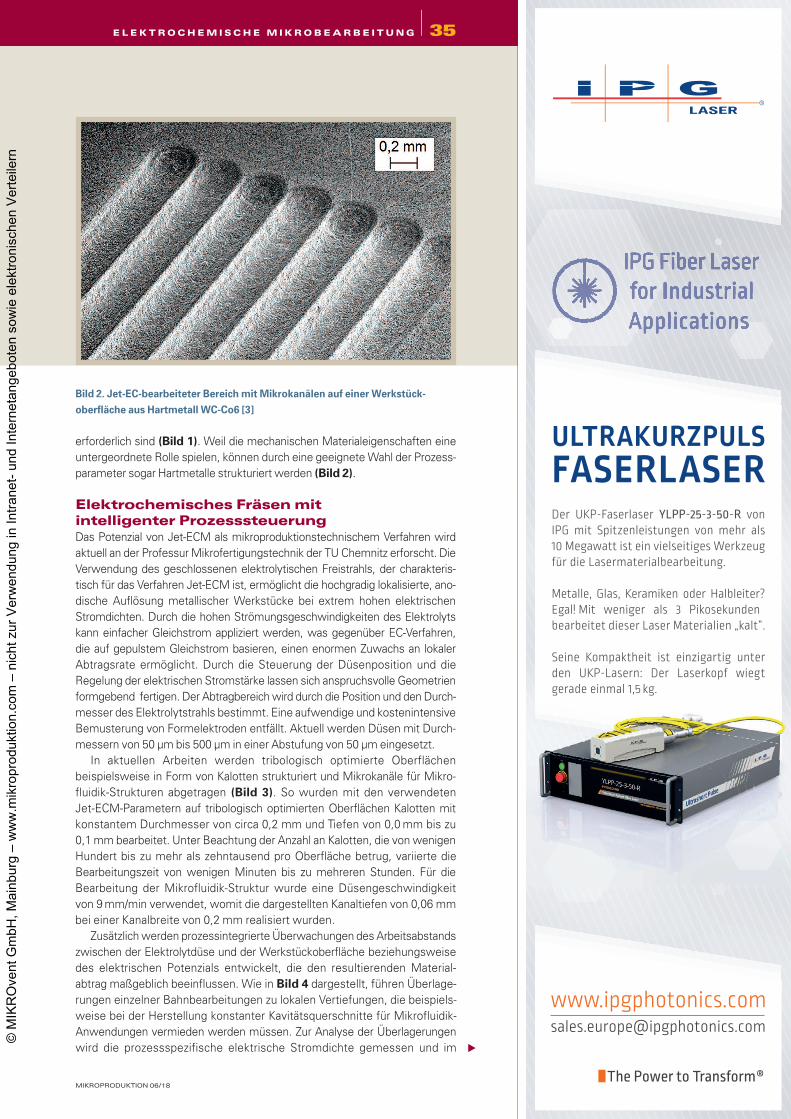
erforderlich sind (Bild 1). Weil die mechanischen Materialeigenschaften eineuntergeordnete Rolle spielen, können durch eine geeignete Wahl der Prozess-parameter sogar Hartmetalle strukturiert werden (Bild 2).
Elektrochemisches Fräsen mit intelligenter ProzesssteuerungDas Potenzial von Jet-ECM als mikroproduktionstechnischem Verfahren wirdaktuell an der Professur Mikrofertigungstechnik der TU Chemnitz erforscht. DieVerwendung des geschlossenen elektrolytischen Freistrahls, der charakteris-tisch für das Verfahren Jet-ECM ist, ermöglicht die hochgradig lokalisierte, ano-dische Auflösung metallischer Werkstücke bei extrem hohen elektrischenStromdichten. Durch die hohen Strömungsgeschwindigkeiten des Elektrolytskann einfacher Gleichstrom appliziert werden, was gegenüber EC-Verfahren,die auf gepulstem Gleichstrom basieren, einen enormen Zuwachs an lokalerAbtragsrate ermöglicht. Durch die Steuerung der Düsenposition und dieRegelung der elektrischen Stromstärke lassen sich anspruchsvolle Geometrienformgebend fertigen. Der Abtragbereich wird durch die Position und den Durch -messer des Elektrolytstrahls bestimmt. Eine aufwendige und kosten intensiveBemusterung von Formelektroden entfällt. Aktuell werden Düsen mit Durch-messern von 50 µm bis 500 µm in einer Abstufung von 50 µm eingesetzt.
In aktuellen Arbeiten werden tribologisch optimierte Oberflächen beispielsweise in Form von Kalotten strukturiert und Mikrokanäle für Mikro-fluidik-Strukturen abgetragen (Bild 3). So wurden mit den verwendetenJet-ECM-Parametern auf tribologisch optimierten Oberflächen Kalotten mitkonstantem Durchmesser von circa 0,2 mm und Tiefen von 0,0 mm bis zu0,1 mm bearbeitet. Unter Beachtung der Anzahl an Kalotten, die von wenigenHundert bis zu mehr als zehntausend pro Oberfläche betrug, variierte dieBearbeitungszeit von wenigen Minuten bis zu mehreren Stunden. Für dieBearbeitung der Mikrofluidik-Struktur wurde eine Düsengeschwindigkeitvon 9 mm/min verwendet, womit die dargestellten Kanal tiefen von 0,06 mmbei einer Kanalbreite von 0,2 mm realisiert wurden.
Zusätzlich werden prozessintegrierte Überwachungen des Arbeitsabstandszwischen der Elektrolytdüse und der Werkstück oberfläche beziehungsweisedes elektrischen Potenzials entwickelt, die den resultierenden Material -abtrag maßgeblich beeinflussen. Wie in Bild 4 dargestellt, führen Überlage-rungen einzelner Bahnbearbeitungen zu lokalen Vertiefungen, die beispiels-weise bei der Herstellung konstanter Kavitätsquerschnitte für Mikrofluidik-Anwendungen vermieden werden müssen. Zur Analyse der Überlagerungenwird die prozessspezifische elektrische Stromdichte gemessen und im
ELEKTROCHEM ISCHE M IKROBEARBE I TUNG l 35
MIKROPRODUKTION 06/18
Bild 2. Jet-EC-bearbeiteter Bereich mit Mikrokanälen auf einer Werkstück -oberfläche aus Hartmetall WC-Co6 [3]
�
© M
IKR
Ove
nt G
mbH
, Mai
nbur
g –
ww
w.m
ikro
prod
uktio
n.co
m –
nic
ht z
ur V
erw
endu
ng in
Intra
net-
und
Inte
rnet
ange
bote
n so
wie
ele
ktro
nisc
hen
Ver
teile
rn
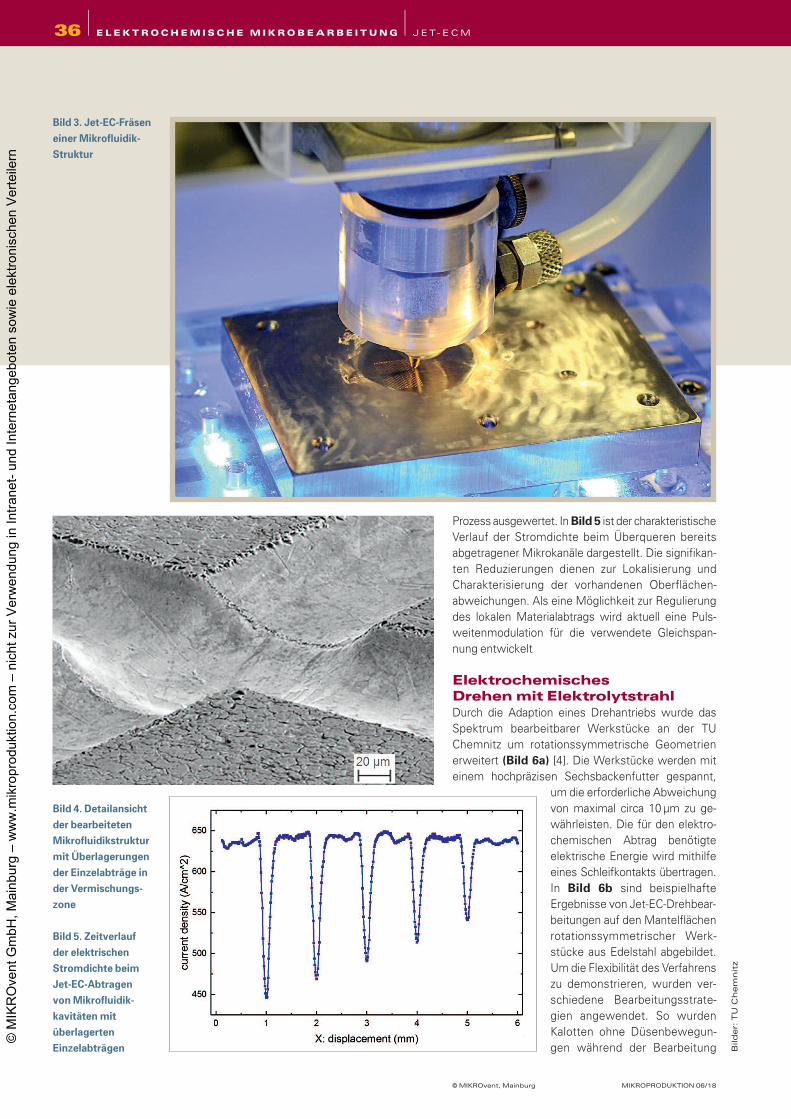
Prozess ausgewertet. In Bild 5 ist der charakteristischeVerlauf der Stromdichte beim Überqueren bereitsabgetragener Mikrokanäle dargestellt. Die signifikan-ten Reduzierungen dienen zur Lokalisierung undCharakterisierung der vorhandenen Oberflächen -abweichungen. Als eine Möglichkeit zur Regulierungdes lokalen Materialabtrags wird aktuell eine Puls-weitenmodulation für die verwendete Gleichspan-nung entwickelt
Elektrochemisches Drehen mit ElektrolytstrahlDurch die Adaption eines Drehantriebs wurde dasSpektrum bearbeitbarer Werkstücke an der TUChemnitz um rotationssymmetrische Geometrienerweitert (Bild 6a) [4]. Die Werkstücke werden miteinem hochpräzisen Sechsbackenfutter gespannt,
um die erforderliche Abweichungvon maximal circa 10 µm zu ge -währleisten. Die für den elektro-chemischen Abtrag benötigteelektrische Energie wird mithilfeeines Schleifkontakts übertragen.In Bild 6b sind beispielhafteErgebnisse von Jet-EC-Drehbear-beitungen auf den Mantelflächenrotationssymmetrischer Werk-stücke aus Edelstahl abgebildet.Um die Flexibilität des Verfahrenszu demonstrieren, wurden ver-schiedene Bearbeitungsstrate-gien angewendet. So wurdenKalotten ohne Düsenbewegun-gen während der Bearbeitung
36 l ELEKTROCHEM ISCHE M IKROBEARBE I TUNG l JET- ECM
© MIKROvent, Mainburg MIKROPRODUKTION 06/18
Bilder: TU Chemnitz
Bild 5. Zeitverlaufder elektrischenStromdichte beimJet-EC-Abtragenvon Mikrofluidik -kavitäten mit überlagerten Einzelabträgen
Bild 4. Detailansichtder bearbeitetenMikrofluidikstrukturmit Überlagerungender Einzelabträge inder Vermischungs-zone
Bild 3. Jet-EC-Fräseneiner Mikrofluidik-Struktur
© M
IKR
Ove
nt G
mbH
, Mai
nbur
g –
ww
w.m
ikro
prod
uktio
n.co
m –
nic
ht z
ur V
erw
endu
ng in
Intra
net-
und
Inte
rnet
ange
bote
n so
wie
ele
ktro
nisc
hen
Ver
teile
rn

abgetragen (Bild 7). Durch Überlagerung der Dreh-bewegung des Werkstücks mit ein- oder mehrdimen-sionalen Düsenbewegungen wurden zudem Kavitätenmit verschiedenen Verläufen erzeugt. Aufgrund dervernachlässigbaren Prozesskräfte auf das Werkzeugund des fehlenden Werkzeugverschleißes besitztdieses Verfahren er hebliches Potenzial auch für dieBearbeitung ge härteter Stähle.
Die Forscher analysierten zudem die elementareAbtraggeometrie, die aus dem Jet-EC-Drehen ohneaxiale Düsenbewegung resultiert [5]. Bei fehlendemWerkzeugvorschub ist dies mit dem konventionellenEinstechdrehen vergleichbar (Bild 8a). Die erzieltenAbtragbreiten auf dem dargestellten Edelstahlwerk-stück betragen konstant circa 75 µm. Die Abtragtiefewurde von circa 5 µm bei einer Bearbeitungsdauervon 10 s auf etwa 20 µm bei einer Bearbeitungsdauervon 40 s gesteigert. Die gemessene Linienrauheitliegt mit Rz = 0,6 µm ± 0,2 µm deutlich unterhalb derdes un bearbeiteten Bereichs von Rz > 1,6 µm.
Zusätzlich analysierten die Forscher der TU Chem-nitz die Abtraggeometrie, die sich beim Jet-EC-Drehenmit axialer Düsenbewegung einstellt – ein Verfahren,das dem konventionellen Runddrehen ähnelt. Durchdie gezielte Anpassung der axialen Düsengeschwin-digkeit an die Drehgeschwindigkeit des Werkstückswurden Überlagerungen der Einzelabträge erzielt,mit denen Runddrehbearbeitungen realisiert wurden(Bild 8b). Die Abtragtiefen wurden von wenigenMikrometern bis zu mehreren zehn Mikrometernvariiert, um das Potenzial des Jet-EC-Drehens sowohlfür die oberflächennahe Endbearbeitung als auchfür die gezielte Mikrostrukturierung aufzuzeigen.
In dem dargestellten Beispiel wurde mit einerDüsengeschwindigkeit von 0,12 mm/min auf einerBearbeitungslänge von 1 mm eine Abtragtiefe von0,053 mm bei einer Linienrauheit von Rz = 1,0 µmund einer Flächenrauheit von Sz = 2,36 µm erzielt.Durch die Variation der linearen Düsengeschwindig-keit in axialer Richtung wurde das Verfahren
JET- ECM l ELEKTROCHEM ISCHE M IKROBEARBE I TUNG l 37
Bild 6a. Blick in den Arbeitsbereich des Set-ups für das Jet-EC-Drehen
Bild 6b. Rotationssymmetrische Werkstücke aus Edelstahl nach der Bearbeitung durch Jet-EC-Drehen
�
Mit Ätztechnik können Metallteile produziert werden, wie Sie es nicht für möglich gehalten hätten. Zum Beispiel ultraleichte, komplexe und stressfreie Komponenten bis zu 20 µm Genauigkeit – von nahezu jedem verfügbaren Metall.
Vergessen Sie wochenlange Änderungsschleifen mit hohen Werkzeuganpassungskosten: Mittels unserer digitalen Werkzeuge sind Anpassungen im Design innerhalb von Tagen realisierbar.
Von der Entwicklung in die Großserienproduktion ist der Schritt nahtlos, denn wir verwenden ein und dasselbe Werkzeug.
Wir sind der einzige Anbieter in Europa, der Titan ätzen kann.
Precision Micro: Wir liefern was andere Technologien nicht schaffen.
+49 89 20 80 26 975www.precisionmicro.de
75-µm-Titangitter für im
plantierbare Defibrillatoren
© M
IKR
Ove
nt G
mbH
, Mai
nbur
g –
ww
w.m
ikro
prod
uktio
n.co
m –
nic
ht z
ur V
erw
endu
ng in
Intra
net-
und
Inte
rnet
ange
bote
n so
wie
ele
ktro
nisc
hen
Ver
teile
rn
weiterentwickelt, sodass gezielte Abträge durchJet-EC-Profildrehen realisiert werden können (Bild 8c). Durch lineare Reduzierung der Düsen -geschwindigkeit von 6 mm/min auf 0,15 mm/minüber die Bearbeitungslänge von 2 mm wurde einedegressiv zunehmende Abtragtiefe von 0 mm auf0,063 mm erzielt. Die Rauheit beträgt Ra = 0,26 µmbeziehungsweise Rz = 0,59 µm.
Materialspezifisches, selektives Jet-EC-AbtragenMithilfe des Verfahrens Jet-ECM können gezielt metal-lische Beschichtungen von elektrisch nichtleitfähigenSubstraten entfernt werden (Bild 9). Dabei bleiben die elektrisch nicht leitfähigen Beschichtungen unbe-einflusst, da der Abtrag prozessbedingt automatischbeim Erreichen des elektrisch isolierenden Substratsendet. Es treten weder thermische noch mechanischeBeeinflussungen des Substrats auf. Durch prozess -integrierte Messung des Stromflusses und die daraufbasierende Regelung des Arbeitsabstands wurdenAbweichungen aufgrund von Welligkeiten kompen-siert. Somit konnte das vergleichsweise großflächigeSubstrat mit dem prozessspezifischen Arbeitsabstandim Bereich von einem zehntel Millimeter bearbeitetwerden, ohne Beschädigungen an der Düse durchFunkentladungen zu verursachen.
Die Zukunft von Jet-ECMAktuelle Forschungsschwerpunkte konzentrieren sichauf die Weiterentwicklung der Jet-ECM-Technologiezur Implementierung des Prozess-Finger abdrucksund der darauf basierenden Prozessautomatisierung.Zur Ermittlung des Fingerabdrucks werden Multi -physik simulation des Abtragprozesses und Messun-gen prozessspezifischer Parameter durchgeführt.Maschinenintegrierte Erfassungen des elektrochemi-schen Ab trags dienen zur Verifizierung des Finger -abdrucks. Das Ziel ist die µm-genaue Herstellung von Kavitäten, die beispielsweise in Mikrospritzguss-formen zum Einsatz kommen.� MI110573
DanksagungDie Arbeiten zum elektrochemischen Fräsen mit intelligenterProzesssteuerung werden aktuell im Rahmen des innovativenTrainingsnetzwerks H2020-MSCA-ITN-2015 ›MICROMAN‹erforscht, das unter der Bewilligungsnummer 674801 von der EUgefördert wird. Zahlreiche Arbeiten zum elektrochemischenDrehen mit Elektrolytstrahl wurden im Rahmen der DFG-Sach-beihilfe mit dem Geschäftszeichen SCHU 1484/11-2 realisiert.
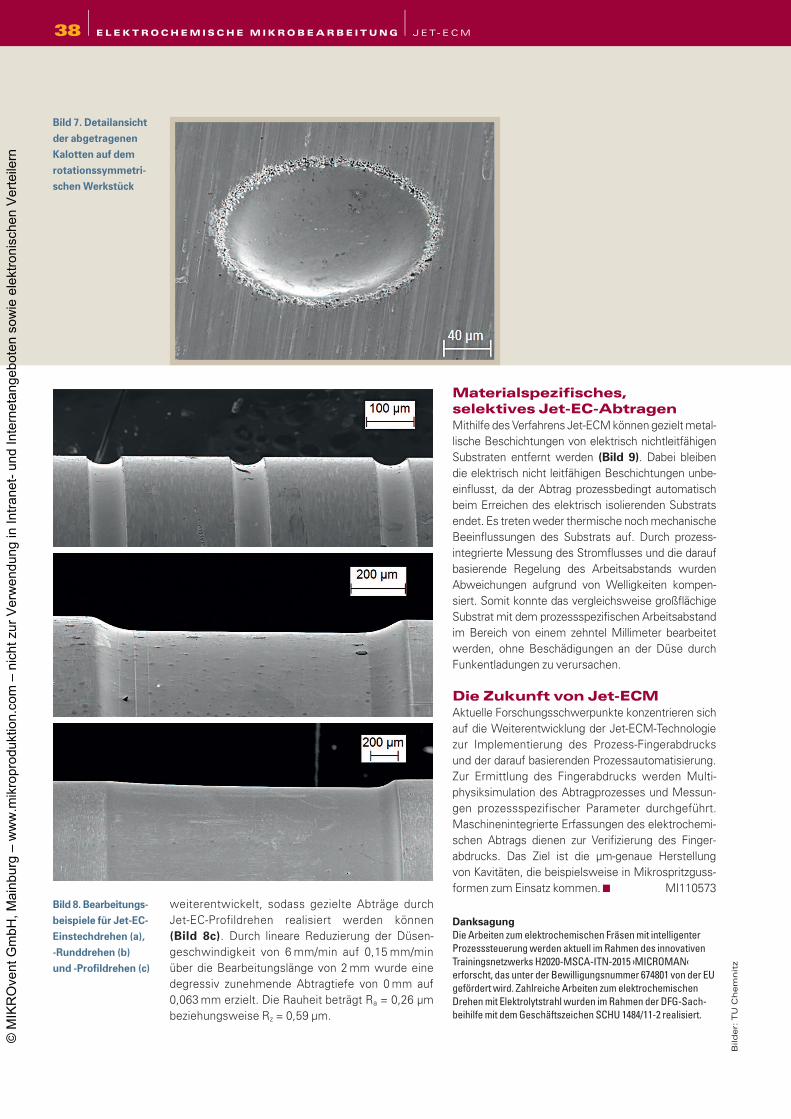
Bild 7. Detailansichtder abgetragenenKalotten auf demrotationssymmetri-schen Werkstück
Bild 8. Bearbeitungs-beispiele für Jet-EC-Einstech drehen (a), -Runddrehen (b)und -Profildrehen (c)
38 l ELEKTROCHEM ISCHE M IKROBEARBE I TUNG l JET- ECM
Bilder: TU Chemnitz
© M
IKR
Ove
nt G
mbH
, Mai
nbur
g –
ww
w.m
ikro
prod
uktio
n.co
m –
nic
ht z
ur V
erw
endu
ng in
Intra
net-
und
Inte
rnet
ange
bote
n so
wie
ele
ktro
nisc
hen
Ver
teile
rn

AUTORENProf. Dr.-Ing. ANDREAS SCHUBERT ist Leiter der ProfessurMikrofertigungstechnik der Technischen Universität Chemnitz und Leiter des Kompetenzzentrums Mikro -fertigungs- und Oberflächentechnologien – KoMOT; [email protected]. ANDRÉ MARTIN ist wissenschaftlicher Mitarbeiterund Leiter der Lehr- und Forschungsgruppe Abtragende Verfahren und Fertigungseinrichtungen der Professur Mikro-fertigungstechnik der Technischen Universität Chemnitz;[email protected] YAHYAVI ZANJANI, M.Sc, ist wissenschaftlicher Mitarbeiter der Professur Mikrofertigungstechnik der Technischen Universität Chemnitz; [email protected] Dr.-Ing. habil. Dipl.-Phys. MATTHIAS HACKERT-OSCHÄTZCHEN ist wissenschaftlicher Mitarbeiter undOberingenieur Forschung der Professur Mikrofertigungs-technik der Technischen Universität Chemnitz;[email protected]
LITERATUR1 Hackert, M.: Entwicklung und Simulation eines Verfah-
rens zum elektrochemischen Abtragen von Mikro -geometrien mit geschlossenem elektrolytischen Freistrahl (Dissertation). In: Schubert, A. (Hrsg.): ScriptsPrecision and Microproduction Engineering, Band 2. Verlag Wissenschaftliche Scripten, 2010, ISBN 978-3-937524-95-5. Link zum Onlineshop des Verlags:www.verlag-wiss-scripten.de
2 Hackert-Oschätzchen, M.; Meichsner, G.; Zinecker, M.;Martin, A.; Schubert, A.: Micro Machining with Continu-ous Electrolytic Free Jet. In: Precision Engineering, Volume 36, Issue 4, October 2012, S. 612-619, DOI:10.1016/j.precisioneng.2012.05.003
3 Martin, A.; Eckart, C.; Lehnert, N.; Hackert-Oschätzchen,M.; Schubert, A.: Generation of Defined Surface Wavi-ness on Tungsten Carbide by Jet Electrochemical Machi-ning with Pulsed Current. In: Procedia CIRP, 3rd CIRPConference on Surface Integrity, Volume 45, 2016, S.231-234, DOI:10.1016/j.procir.2016.02.076
4 Martin, A.; Hackert-Oschätzchen, M.; Lehnert, N.; Schu-bert, A.: Analysis of the removal geometry in electroche-mical straight turning with continuous electrolytic free jet.In: Proceedings of the 13th International Symposium onElectroChemical Machining Technology, PublicationSeries Applied Electrochemistry in Material Science, Editors: Michaelis, A.; Schneider, M., Vol. 6, 2017, S. 81-87, ISBN 978-3-8396-1261-3
5 Martin, A.; Hackert-Oschätzchen, M.; Lehnert, N.; Schubert, A.: Analysis of the fundamental removal geo-metry in electrochemical profile turning with continuouselectrolytic free jet. In: Procedia CIRP, Volume 68, 2018,S. 466-470, DOI:10.1016/j.procir.2017.12.085
JET- ECM l ELEKTROCHEM ISCHE M IKROBEARBE I TUNG l 39
Bild 9. Mit Jet-ECM selektiv abgetragene metallischeBeschichtung auf einem transparenten Kunststoff -substrat für die Solarindustrie
www.spectros.ch
SPECTROS AG 4107 Ettingen Schweiz Tel.+41 61 726 20 20
Ihr Partner für Präzisions-optik & optische Systeme.
© M
IKR
Ove
nt G
mbH
, Mai
nbur
g –
ww
w.m
ikro
prod
uktio
n.co
m –
nic
ht z
ur V
erw
endu
ng in
Intra
net-
und
Inte
rnet
ange
bote
n so
wie
ele
ktro
nisc
hen
Ver
teile
rn